Cím: UCCNC vezérlő program
Írta: gaben Dátum 2024 április 09, 16:54
Írta: gaben Dátum 2024 április 09, 16:54
Korábbi topik folytatása...
Cím: Re:UCCNC vezérlő program
Írta: Sz.József Dátum 2014 június 19, 20:46
Írta: Sz.József Dátum 2014 június 19, 20:46
Várom(várjuk) az infókat...
Cím: Re:UCCNC vezérlő program
Írta: Révész Richárd Dátum 2014 június 19, 21:48
Írta: Révész Richárd Dátum 2014 június 19, 21:48
Hopsz!
Csak nem Polgárdi Balázs féle szoftver?
Csak nem Polgárdi Balázs féle szoftver?
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 június 19, 22:35
Írta: kr97pwss2 Dátum 2014 június 19, 22:35
Hosszú fejlesztés után elkészült az UCCNC névre hallgató gépvezérlő programunk béta változata. A program jelenlegi verziója egyenlőre UC100-al képes vezérelni step/dir rendszerű maró vagy plazmavágó gépeket. A közeljövőben a többi mozgásvezérlőnket is támogatni fogja. A program mozgásvezérlő és licenc nélkül is kipróbálható demó üzemmódban.
Főbb tulajdonságok:
max. 6 tengely vezérlése
RS274 G és M kódok (a támogatott kódok listája még nem teljes, folyamatosan bővítjük)
max. 100kHz-es léptetési jelfrekvencia minden tengelyen
A pályatervezője rendelkezik pontos megállás (Exact stop) és állandó sebességű megmunkálás (Constant velocity) üzemmóddal és fejlett kód előretekintéssel.
G54..G59 és Szerszám eltolások kezelése
3D szerszámút néző ablak
Korlátlan makrohasználat, melyek C# nyelven programozhatóak
Flash alapú felhasználói képernyő, mely szerkeszthető
Gyors kommunikáció és optimalizált pufferelésnek köszönhetően alacsony reakcióidő a felhasználói beavatkozásokra
Szimulációs üzemmód, melyben a program minden funkciója tesztelhető
Kompatibilis operációs rendszerek: Windows XP, 7, 8, 8.1 és mindegyik 32 és 64 bites változata
A program a következő helyről tölthető le:
UCCNC
Főbb tulajdonságok:
max. 6 tengely vezérlése
RS274 G és M kódok (a támogatott kódok listája még nem teljes, folyamatosan bővítjük)
max. 100kHz-es léptetési jelfrekvencia minden tengelyen
A pályatervezője rendelkezik pontos megállás (Exact stop) és állandó sebességű megmunkálás (Constant velocity) üzemmóddal és fejlett kód előretekintéssel.
G54..G59 és Szerszám eltolások kezelése
3D szerszámút néző ablak
Korlátlan makrohasználat, melyek C# nyelven programozhatóak
Flash alapú felhasználói képernyő, mely szerkeszthető
Gyors kommunikáció és optimalizált pufferelésnek köszönhetően alacsony reakcióidő a felhasználói beavatkozásokra
Szimulációs üzemmód, melyben a program minden funkciója tesztelhető
Kompatibilis operációs rendszerek: Windows XP, 7, 8, 8.1 és mindegyik 32 és 64 bites változata
A program a következő helyről tölthető le:
UCCNC
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 június 19, 22:59
Írta: frkdv6dyr Dátum 2014 június 19, 22:59
Jónak tűnik első látásra. Hat tengely elég is egy hobby gépnek. Az USB támogatás elengedhetetlen a mai világban úgy érzem. Kérdésem csak az, hogy a terveid között milyen összeg szerepel? Egy alap illesztővel ami tudja is a hat tengelyt, na meg a szükséges ki és bemeneteket milyen árkategóriába sorolod be? Meg mondom őszintén, hogy a planet-es progi meg a vezérlő amivel már ki is lehet használni a program lehetőségeit, közel 200€ ami a havi fizetésem jelentős része :). Tervezel egy honi kiadást az itteni lehetőségeket figyelembe véve? Licenszelés vezérlő csere után újra, vagy tovább vihető lesz valamilyen formában? Szóval érzem én, hogy túl anyagiasnak tűnök, de ami árammal működik az biztos elromlik egyszer.
Elnézést kérek ha bántó vagy sértő a hozzászólásom, de elsőkként lépek a vásárlóid közé ha számomra is megfizethető lesz.
Elnézést kérek ha bántó vagy sértő a hozzászólásom, de elsőkként lépek a vásárlóid közé ha számomra is megfizethető lesz.
Cím: Re:UCCNC vezérlő program
Írta: guliver83 Dátum 2014 június 19, 23:43
Írta: guliver83 Dátum 2014 június 19, 23:43
Gratulálok hozzá nagyon jó !!!
Telepítettem, magyar nyelven tökéletes!
Minden könnyen elérhető, beállítható!
Telepítettem, magyar nyelven tökéletes!
Minden könnyen elérhető, beállítható!
Cím: Re:UCCNC vezérlő program
Írta: Gyati Dátum 2014 június 20, 01:00
Írta: Gyati Dátum 2014 június 20, 01:00
Szia Balázs! Nagyon jó lesz. Lehet, hogy én vagyok a béna, de nem találom a FEED HOLD gombot. Szerintem a profi megjelenésbe nem fér bele a futó csóka. Tetszik, gratulálok.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2014 június 20, 07:21
Írta: ANTAL GÁBOR Dátum 2014 június 20, 07:21
Balázs ! Az esztergályosokra is gondoljál !!!!
Szerintem könnyen átidomítható csak legyen benne ( szinkronizált ) menetvágás
Szerintem könnyen átidomítható csak legyen benne ( szinkronizált ) menetvágás
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 június 20, 08:32
Írta: kr97pwss2 Dátum 2014 június 20, 08:32
Köszönöm kérdéseid, a programnak egyenlőre még nincs ára. A mozgásvezérlőt és a programot külön lehet majd megvenni, mert a mozgásvezérlőt lehet csak Mach3-al is használni.
A licencelés úgy fog működni, hogy a mozgásvezérlő (UC100) sorozatszámához van kötve. Ha netalántán elromlana, egy éven belül garanciában cseréljük vagy javítjuk pár napon belül (persze a garancia lejárta után is). Értelem szerűen ilyenkor új licence fájlt adunk a kicserélt eszközhöz. Szerencsére a tapasztalat azt mutatja, hogy sok darab működik már belőle a világban és csak nagyon kevés volt meghibásodva belőle, azok is a felhasználó hibájából.
Egyenlőre a program béta verzióját tesztelni szeretnénk, habár már nálunk hónapok óta napi rendszerességgel működik termelésben. Akinek van UC100-asa vagy mostanában vásárol, és vállalja, hogy segít a tesztelésben, annak 2014. július 1-ig INGYEN adunk licencet. Cserébe annyit kérek, hogy gépen tesztelje a programunkat és a tapasztalatokat, ötleteket írja meg nekem.
A licencelés úgy fog működni, hogy a mozgásvezérlő (UC100) sorozatszámához van kötve. Ha netalántán elromlana, egy éven belül garanciában cseréljük vagy javítjuk pár napon belül (persze a garancia lejárta után is). Értelem szerűen ilyenkor új licence fájlt adunk a kicserélt eszközhöz. Szerencsére a tapasztalat azt mutatja, hogy sok darab működik már belőle a világban és csak nagyon kevés volt meghibásodva belőle, azok is a felhasználó hibájából.
Egyenlőre a program béta verzióját tesztelni szeretnénk, habár már nálunk hónapok óta napi rendszerességgel működik termelésben. Akinek van UC100-asa vagy mostanában vásárol, és vállalja, hogy segít a tesztelésben, annak 2014. július 1-ig INGYEN adunk licencet. Cserébe annyit kérek, hogy gépen tesztelje a programunkat és a tapasztalatokat, ötleteket írja meg nekem.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 június 20, 08:38
Írta: kr97pwss2 Dátum 2014 június 20, 08:38
A Feed Hold nyomógombot azért nem találod, mert nincs is. Nem raktunk rá, mert nem láttam értelmét. Persze, ha nagyon szükség van rá, megoldható. Megmunkálás közben, ha megnyomod a Stop nyomógombot, akkor az összes mozgás lassítással áll meg, majd Start nyomógombbal újra tudod indítani, és onnan folytatja, ahol abbahagyta. Ezért gondoltam, hogy nincs rá szükség.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 június 20, 08:42
Írta: kr97pwss2 Dátum 2014 június 20, 08:42
A béta verzió a maró és plazmavágót támogatja, de szeretném majd esztergára is kibővíteni. A szinkron menetfúrás/vágás elkészítése is már folyamatban van.
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 június 20, 08:45
Írta: frkdv6dyr Dátum 2014 június 20, 08:45
Köszi az infókat átgondolom az ajánlatodat, így egészen korrektnek tűnik és megfizethetőnek.
Telepítettem én is, és nem volt elég egy húsz perc az éjszaka, hogy át nézzem annyi mindent tud. Gratulálok tényleg nagyszerű lett és átlátható.
Telepítettem én is, és nem volt elég egy húsz perc az éjszaka, hogy át nézzem annyi mindent tud. Gratulálok tényleg nagyszerű lett és átlátható.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 június 20, 09:04
Írta: svejk Dátum 2014 június 20, 09:04
Kár, hogy az UC300-as tulajok kimaradnak a buliból. :(
Pedig sokan átálltunk már...
Pedig sokan átálltunk már...
Cím: Re:UCCNC vezérlő program
Írta: nffab2gnr Dátum 2014 június 20, 09:09
Írta: nffab2gnr Dátum 2014 június 20, 09:09
Balázs!
Lehet,hogy én bénázok....Ha beállítom a gép tényleges munka pl: X 0-500 Y 0-380 ,és bekapcsolom a limitet akkor a beállított lassítási zónával megállítja a tengely mozgásokat.
Ha ezek után a munkadarabot rögzítem valahol ezen a területen belül és a munkadarab középpontjából kezdeném a megmunkálást akkor negatív irányú mozgás csak akkor lehet,ha kikapcsolom a szoftveres limitet.
De abban a pillanatban megszűnik a védelem is ,tehát kitudok menni a tényleges munkaterületről.
Lehet,hogy pongyolán fogalmaztam....de talán érthető.
2. Alprogram hívási lehetőséget és MPG kereket nem találok
Lehet,hogy én bénázok....Ha beállítom a gép tényleges munka pl: X 0-500 Y 0-380 ,és bekapcsolom a limitet akkor a beállított lassítási zónával megállítja a tengely mozgásokat.
Ha ezek után a munkadarabot rögzítem valahol ezen a területen belül és a munkadarab középpontjából kezdeném a megmunkálást akkor negatív irányú mozgás csak akkor lehet,ha kikapcsolom a szoftveres limitet.
De abban a pillanatban megszűnik a védelem is ,tehát kitudok menni a tényleges munkaterületről.
Lehet,hogy pongyolán fogalmaztam....de talán érthető.
2. Alprogram hívási lehetőséget és MPG kereket nem találok
Cím: Re:UCCNC vezérlő program
Írta: nffab2gnr Dátum 2014 június 20, 09:10
Írta: nffab2gnr Dátum 2014 június 20, 09:10
Kellett Nektek előre futni[#nyes][#nyes]
Cím: Re:UCCNC vezérlő program
Írta: nffab2gnr Dátum 2014 június 20, 09:15
Írta: nffab2gnr Dátum 2014 június 20, 09:15
azaz a tényleges fizikai területe védje a szoftveres limit.és azon belül szabadon tudjak közlekedni és ha nagyobb koordináta értéket adok mint ami a ténylegesen beállított terület akkor legyen tiltva a mozgás
Cím: Re:UCCNC vezérlő program
Írta: nffab2gnr Dátum 2014 június 20, 09:18
Írta: nffab2gnr Dátum 2014 június 20, 09:18
esetleg MODBUS vezérlés főorsóra?[#wave]
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 június 20, 09:49
Írta: kr97pwss2 Dátum 2014 június 20, 09:49
Az UC300-as tulajok se fognak kimaradni a "buliból". Ha elkészül az UC300 támogatása a programban, akkor újból lesz licenc akció tesztelésért cserébe! A program komplexitása, és az UC300-hoz kapható többféle alaplap miatt egyszerre nem megy.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 június 20, 09:52
Írta: kr97pwss2 Dátum 2014 június 20, 09:52
A szoftveres limitnél megvizsgálom, amit írtál. A program mint írtam béta verzió, még nem tartalmaz minden funkciót, de dolgozunk rajta. Az MPG és az alprogram hívás egyenlőre még nem támogatott, hamarosan ezek a funkciók is működni fognak.
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 június 20, 12:41
Írta: frkdv6dyr Dátum 2014 június 20, 12:41
Mikorra várható ez az akció? Bevallom július 1-ig nem tudok csatlakozni az akcióhoz, és a kicsi többlet amennyibe kerül az UC300 egy ilyen licensz megoldással július vége augusztus eleje fele számomra is reális és kifizethető lenne.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 június 20, 16:09
Írta: svejk Dátum 2014 június 20, 16:09
Nem az anyagias, hanem a kíváncsiskodó szemszögéből értettem a bulit.
Offline azért nem az igazi a demo..
Offline azért nem az igazi a demo..
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 június 20, 16:43
Írta: svejk Dátum 2014 június 20, 16:43
Tetszik az "Import Mach3 XML file" opció.
Aki tesztelni akarja pillanatok alatt áttérhet.
Az a sok bosszúságot okozó kb. 1 s-os bufferelési késés továbbra is megmaradt?
Aki tesztelni akarja pillanatok alatt áttérhet.
Az a sok bosszúságot okozó kb. 1 s-os bufferelési késés továbbra is megmaradt?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 június 20, 16:51
Írta: svejk Dátum 2014 június 20, 16:51
Aha, 50 ms, ez kecsegtető!
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 június 20, 17:04
Írta: svejk Dátum 2014 június 20, 17:04
A támogatott G-kódok listája fog bővülni?
pl. G41/42, fúrási ciklusok, stb...
Vagy rábízod a CAM programokra?
A képernyő felület nekem nagyon színes, de ezt még bevállalnám ha jól használhatóra és főképp megbízhatóra sikerül kifaragni a progit.
pl. G41/42, fúrási ciklusok, stb...
Vagy rábízod a CAM programokra?
A képernyő felület nekem nagyon színes, de ezt még bevállalnám ha jól használhatóra és főképp megbízhatóra sikerül kifaragni a progit.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 június 20, 17:08
Írta: kr97pwss2 Dátum 2014 június 20, 17:08
A puffer mint megtaláltad, csak 50ms azaz állítható, ha szükség lenne rá, de az éles tesztek alapján eddig nem találkoztam még olyan számítógéppel aminél ne lett volna elegendő. Ez az 50ms-os pufferelési idő egyben azt is jelenti, hogy a kezelőfelületen végrehajtott gombnyomás vagy FRO állítás max. ennyi idő múlva lép életbe. A gyakorlatban ez annyira kevés, hogy azonnalinak érzed. Főleg az FRO állításnál lehet jól tesztelni. Persze Demó üzemmódban nem annyira látványos, mint gépen próbálgatva.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 június 20, 17:19
Írta: kr97pwss2 Dátum 2014 június 20, 17:19
A program egyenlőre az alap G-kódokat ismeri, és folyamatosan bővítjük. Tulajdonképpen a program magja és váza készült el a pályatervezővel. Rengeteget dolgoztam a pályatervezővel, hogy könnyen konfigurálható és precíz legyen.
Cím: Re:UCCNC vezérlő program
Írta: dcsaba Dátum 2014 június 20, 17:22
Írta: dcsaba Dátum 2014 június 20, 17:22
OFF
Balázs, a budapesti talin volna kedved workshopot tartani a programból? Tantermet (tárgyaló termet) biztosítok hozzá.
ON
Balázs, a budapesti talin volna kedved workshopot tartani a programból? Tantermet (tárgyaló termet) biztosítok hozzá.
ON
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 június 20, 17:22
Írta: svejk Dátum 2014 június 20, 17:22
A fúróciklusos G-kódok nekem nagyon hiányoznak. :(
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 június 20, 17:26
Írta: kr97pwss2 Dátum 2014 június 20, 17:26
A program jelenlegi képernyője egy alap képernyő, már készülőben van hozzá több másik kevésbé színes variáció is. A képernyő az UCCNC\Screens\ könyvtárban lévő .ssf fájlok szerkesztésével megváltoztatható, saját igényre formálható.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 június 20, 17:33
Írta: svejk Dátum 2014 június 20, 17:33
Már-már azon vagyok, hogy veszek egy UC100-at, hogy tudjam tesztelni :))
De már nagyon hozzászoktam az UC300 hihetetlen előnyéhez, a külső MPG-hez, az FRO potméterhez és egyéb bemenetekhez. :(
De már nagyon hozzászoktam az UC300 hihetetlen előnyéhez, a külső MPG-hez, az FRO potméterhez és egyéb bemenetekhez. :(
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 június 20, 18:02
Írta: frkdv6dyr Dátum 2014 június 20, 18:02
Szinte biztos vagyok benne, hogy veszek egyet én is ha már te is ennyire dicséred. [#eljen]
Részlet fizetés lehetséges? [#wink]
Részlet fizetés lehetséges? [#wink]
Cím: Re:UCCNC vezérlő program
Írta: fa_kukac Dátum 2014 június 20, 18:51
Írta: fa_kukac Dátum 2014 június 20, 18:51
Nekem már régóta UC100 van, nem bírtam kivárni hogy megjelenjen a 300-as, most van folyamatban a 300-as vétele. A sok bemenet és az xtrák csábítanak![#wink]
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2014 június 20, 19:34
Írta: Miki2 Dátum 2014 június 20, 19:34
Van még két G-kód, ami véleményem szerint nagyon hasznos.
Én legelábbis elég gyakran használom.
Ezek a G12 és a G13. Biztosító gyűrűk helyének beszúrásánál kimondottan előnyösen használható.
Én legelábbis elég gyakran használom.
Ezek a G12 és a G13. Biztosító gyűrűk helyének beszúrásánál kimondottan előnyösen használható.
Cím: Re:UCCNC vezérlő program
Írta: KoLa Dátum 2014 június 20, 21:26
Írta: KoLa Dátum 2014 június 20, 21:26
Szia Miki!írd már le hogy ezt a két kódot hogyan kell az esztergán használni! eddig elkerülte a figyelmemet!( jahhh! ez csak a Mach3 alatt van!?)
Cím: Re:UCCNC vezérlő program
Írta: fa_kukac Dátum 2014 június 21, 12:05
Írta: fa_kukac Dátum 2014 június 21, 12:05
Elindult a tesztelés, ma már marok is vele, tecccik a program. Csak jól át kell még többször is olvasni róla mindent.
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2014 június 21, 19:49
Írta: Miki2 Dátum 2014 június 21, 19:49
Igen, és cak a marásnál lehet használni.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2014 június 22, 09:08
Írta: ANTAL GÁBOR Dátum 2014 június 22, 09:08
Mint egy gyerek már bele is nyúltam a gombokba . Azt akartam hogy a " tab " os felületen ( balra húzott egérnél ) a Z+ ill Z - jobban elkülönüljön a többi gombtól. Átszíneztem a hátteret zöldre
Módszer megkerestem a gomb képét ( UCCNC> flashscreen>BMP>defaultscreenset >...png ) és egyszerűen egy Paint-tel átszerkesztettem majd elmentettem Gondolom ezzel a módszerrel akár bele is lehet írni valamit a gombokba Biztos nem nagy durranás ...
Módszer megkerestem a gomb képét ( UCCNC> flashscreen>BMP>defaultscreenset >...png ) és egyszerűen egy Paint-tel átszerkesztettem majd elmentettem Gondolom ezzel a módszerrel akár bele is lehet írni valamit a gombokba Biztos nem nagy durranás ...
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 június 22, 09:41
Írta: kr97pwss2 Dátum 2014 június 22, 09:41
Ezek szerint rájöttél, hogyan kell a képernyőt megváltoztatni. A képernyő fájlban .ssf a kiterjesztése, itt van minden képernyőelem pozíciója, mérete, és képe leírva. Egy a fontos, ha a módosított képernyőt szeretnéd később is használni, csinálj róla egy mentést.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2014 június 22, 09:49
Írta: ANTAL GÁBOR Dátum 2014 június 22, 09:49
reggel küldtem egy levelet majd nézd meg kérlek !
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 június 22, 09:51
Írta: svejk Dátum 2014 június 22, 09:51
Egyszer élünk címszóval veszek egy UC100-at a 300-asom mellé, hogy tudjam próbálgatni. :)
A CNCdrive-on rendeljem meg?
A CNCdrive-on rendeljem meg?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 június 22, 10:02
Írta: svejk Dátum 2014 június 22, 10:02
A Makrok közt az M200-M203 mi célt szolgál?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 június 22, 11:47
Írta: svejk Dátum 2014 június 22, 11:47
Még egy dolgot tisztázzunk.
A most vásárolt UCCNC licencet is tartalmazó UC100 ugye továbbra is használható a Mach3-hoz?
A most vásárolt UCCNC licencet is tartalmazó UC100 ugye továbbra is használható a Mach3-hoz?
Cím: Re:UCCNC vezérlő program
Írta: fa_kukac Dátum 2014 június 22, 11:50
Írta: fa_kukac Dátum 2014 június 22, 11:50
Persze, csak indításkor rákérdez hogy telepítse-e az új firmware-t az UC100-ra, és már mén is. Ha megint UCCNC-t indítasz, akkor megint telepít.
Cím: Re:UCCNC vezérlő program
Írta: fa_kukac Dátum 2014 június 22, 11:52
Írta: fa_kukac Dátum 2014 június 22, 11:52
Azért az UC100 kevés is lesz 6 tengelyhez, még 5-höz is. Nincs annyi port amennyi kellene.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 június 22, 13:20
Írta: kr97pwss2 Dátum 2014 június 22, 13:20
Az M200-M202 makrók akkor hívódnak meg, ha megnyomod a ->P1 vagy ->P2, ->P3 parkoló pozícióba nyomógombot. A makrók szerkesztésével lehet a parkolópozíció helyét beállítani. Az M203-at plazmavágáskor a lemez megérintésére és a pisztoly gyújtópozíciójának felvételére lehet használni. Az UC100-ak továbbra is használhatóak a Mach3-al, az UCCNC-hez viszont kell a licence, amit most segít tesztelni, annak ingyen adunk július 1-ig. A Mach3-as Plugin és az UCCNC firmware majd hamarosan összhangba lesz hozva, és nem fogja mindig cserélgetni a FW-eket.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 június 22, 14:10
Írta: kr97pwss2 Dátum 2014 június 22, 14:10
Az M31-es makró előbb lemaradt, az pedig az automata szerszámhossz bemérés makrója. Nyomógombja a parkoló pozícióba nyomógombok mellett van:

Ez a makró is szerkeszthető, a szerszámbemérés helye állítható.
Ez a makró is szerkeszthető, a szerszámbemérés helye állítható.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 június 22, 14:16
Írta: kr97pwss2 Dátum 2014 június 22, 14:16
Készült egy újabb verzió az UCCNC-ből. Belekerült a G73 és G83 támogatása is.
Cím: Re:UCCNC vezérlő program
Írta: fa_kukac Dátum 2014 június 22, 15:09
Írta: fa_kukac Dátum 2014 június 22, 15:09
Tegnap és ma dolgoztam vele és szépen teszi a dolgát. Balázs! Tervezel a későbbiekben szorzót a tengely mozgásokhoz?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 június 22, 15:25
Írta: svejk Dátum 2014 június 22, 15:25
[#eljen][#worship]
Cím: Re:UCCNC vezérlő program
Írta: cxmcdtrx Dátum 2014 június 22, 15:29
Írta: cxmcdtrx Dátum 2014 június 22, 15:29
Felraktam én is a frissített verziót, screenset-tel együtt.
A makrók készítéséhez, használatához tudtok egy kis segítséget adni, hogy induljak el vele?
Ha jól emlékszem, a MACH3 fórumban valakinek volt egy leírása róla, de hosszas keresés után sem találom.
Az UCCNC által felrakott legújabb UC100 firmware használható MACH3 alatt is, vagy oda vissza kell tennem majd az eddigit?
A makrók készítéséhez, használatához tudtok egy kis segítséget adni, hogy induljak el vele?
Ha jól emlékszem, a MACH3 fórumban valakinek volt egy leírása róla, de hosszas keresés után sem találom.
Az UCCNC által felrakott legújabb UC100 firmware használható MACH3 alatt is, vagy oda vissza kell tennem majd az eddigit?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 június 22, 15:40
Írta: svejk Dátum 2014 június 22, 15:40
Egy kérés, vagy inkább tanács.
A letölthető újabb verzióknál a setup.exe fájljnév helyett célszerű lenne olyan nevet adni, amely tartalmazza a verzió számot, mert ez így hogy setup.exe nem valami kóser.
Tudom, én is átnevezhetem, de én feledékeny és lusta vagyok. :(
A letölthető újabb verzióknál a setup.exe fájljnév helyett célszerű lenne olyan nevet adni, amely tartalmazza a verzió számot, mert ez így hogy setup.exe nem valami kóser.
Tudom, én is átnevezhetem, de én feledékeny és lusta vagyok. :(
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 június 22, 15:42
Írta: svejk Dátum 2014 június 22, 15:42
Az újabb verziók telepítésénél van valami teendő, vagy egyszerűen mehet rá a régire?
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 június 22, 15:49
Írta: kr97pwss2 Dátum 2014 június 22, 15:49
Egyszerűen csak fel kel installálni, és ha nem választod ki a profile fájl felülírását, akkor minden beállítás marad a régi, azaz amit beállítottál. Ha kiválasztod, akkor az alapértelmezett beállításokat visszatölti. Ez az verzió szám az installban jó ötlet, majd módosítjuk.
Cím: Re:UCCNC vezérlő program
Írta: Messer Dátum 2014 június 22, 17:35
Írta: Messer Dátum 2014 június 22, 17:35
Nálam a telepítési folyamat végén elindul, de újra indítani már nem lehet. "Screen build error:Defaultscreenset" a hibaüzenet.
Windows 7 Ultimate - 64 bit - Service Pack 1 - Xeon 5160. Nem akarok a gépemre rászabadítani frissítést (minden más jól működik rajt). Mi hiányozhat neki? Ha hiányzik valami, akkor a telepítés végén miért fut gond nélkül?
[#nemtudom] [#fejvakaras]
Windows 7 Ultimate - 64 bit - Service Pack 1 - Xeon 5160. Nem akarok a gépemre rászabadítani frissítést (minden más jól működik rajt). Mi hiányozhat neki? Ha hiányzik valami, akkor a telepítés végén miért fut gond nélkül?
[#nemtudom] [#fejvakaras]
Cím: Re:UCCNC vezérlő program
Írta: Messer Dátum 2014 június 22, 18:50
Írta: Messer Dátum 2014 június 22, 18:50
XP módban elindul.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 június 22, 21:38
Írta: kr97pwss2 Dátum 2014 június 22, 21:38
A makró szerkesztéshez a leírás a következő helyen található C:\UCCNC\Documentation\Macro_capability_detailed.htm
Az UCCNC és Mach3-as makrók nem kompatibilisek, az utasításaik különböznek. A makrókban C# nyelven bonyolultabb kódrészek is megírhatók, ha szüksége, mint pl. szerszámcserélő tár stb. Az UCCNC a makrókat futásidőben lefordítja és végrehajtja.
Az UCCNC és Mach3-as makrók nem kompatibilisek, az utasításaik különböznek. A makrókban C# nyelven bonyolultabb kódrészek is megírhatók, ha szüksége, mint pl. szerszámcserélő tár stb. Az UCCNC a makrókat futásidőben lefordítja és végrehajtja.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 június 22, 21:39
Írta: kr97pwss2 Dátum 2014 június 22, 21:39
Érdekes hiba, megvizsgáljuk mi okozhatja, de mint írtad szerencsére XP kompatibilis módban fut jól.
Cím: Re:UCCNC vezérlő program
Írta: nffab2gnr Dátum 2014 június 22, 22:10
Írta: nffab2gnr Dátum 2014 június 22, 22:10
Szia Balázs!
Azt az ominózus szoftvere limit "hibát" még nem sikerült orvosolni.A szervok miatt gyorsjáratban egy pillanat alatt a munkaterület végére ugrik és törik minden.
Ezt leszámítva "régóta" szinte csak ezt használom a Mach3 helyett.
Azt az ominózus szoftvere limit "hibát" még nem sikerült orvosolni.A szervok miatt gyorsjáratban egy pillanat alatt a munkaterület végére ugrik és törik minden.
Ezt leszámítva "régóta" szinte csak ezt használom a Mach3 helyett.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 június 22, 23:12
Írta: kr97pwss2 Dátum 2014 június 22, 23:12
Nem értem a problémát, le tudnád írni pontosabban a hibát és hogy szerinted hogy kellene működnie, mert szerintem jól működik. A szoftveres limit értékeinek ugye gépi koordinátákat adtál meg, és a Home érzékelőkkel jól vetted fel a referenciát? Az UCCNC és a Mach3 szofveres limit kezelése amúgy megegyezik.
Cím: Re:UCCNC vezérlő program
Írta: y9au2mspr Dátum 2014 június 23, 20:10
Írta: y9au2mspr Dátum 2014 június 23, 20:10
UC 300-ra mikorra várható? Lassan szoftvert kéne vásárolnom,de ha hamarossan megérkezne,mondjuk nyár végéig akkor megvárnám és inkább ezt venném meg.Viszont kettőre nincs értelme belefektetnem.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 június 23, 21:25
Írta: svejk Dátum 2014 június 23, 21:25
Megveheted az UC100-at is azt is sokáig tudod használni.
Épp ma beszéltük egy fórumtársammal, hogy legalább annyival tudjuk támogatni Polgárdi Balázs munkásságát, hogy vesszük a cuccait.
Ez esetben biztosan tovább lesz inspirálva.
Hol van még egy olyan szoftver, legyen az akár ingyenes linux, ahol du. 5-kor elsírom magam, hogy kellene egy G-kód és másnap kettőkor letölthető az újabb verzió.
Mindez magyarul...
Épp ma beszéltük egy fórumtársammal, hogy legalább annyival tudjuk támogatni Polgárdi Balázs munkásságát, hogy vesszük a cuccait.
Ez esetben biztosan tovább lesz inspirálva.
Hol van még egy olyan szoftver, legyen az akár ingyenes linux, ahol du. 5-kor elsírom magam, hogy kellene egy G-kód és másnap kettőkor letölthető az újabb verzió.
Mindez magyarul...
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 június 23, 21:28
Írta: svejk Dátum 2014 június 23, 21:28
Az eddig talált hibákat is pár nap alatt mindig kijavította az UC100 és 300-nál.
A mach3 hibáival meg együtt kell élnünk az idők végezetéig. :(
Én tiszta szívemből drukkolok ennek a szoftvernek...
A mach3 hibáival meg együtt kell élnünk az idők végezetéig. :(
Én tiszta szívemből drukkolok ennek a szoftvernek...
Cím: Re:UCCNC vezérlő program
Írta: nffab2gnr Dátum 2014 június 23, 21:48
Írta: nffab2gnr Dátum 2014 június 23, 21:48
Balázs!
Lehet,hogy csak annyi a hiba ,hogy rossz a szoftver és a filmware verzió?
Az előbbi 1.0002 beta az utóbbi 1.0500
Lehet,hogy csak annyi a hiba ,hogy rossz a szoftver és a filmware verzió?
Az előbbi 1.0002 beta az utóbbi 1.0500
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 június 23, 22:38
Írta: kr97pwss2 Dátum 2014 június 23, 22:38
Pontos időpontot nem tudok mondani, mert ha nem sikerül tartani, akkor ciki, de amit írtál nyár vége környékét, reálisnak gondolom. Annyit viszont elmondhatok, hogy gőzerővel dolgozunk rajta, és igyekszünk minél hamarabb befejezni. Szerencsére sok visszajelzést kapok a programról, és az esetlegesen jelzett észrevételeket, javaslatokat folyamatosan beépítjük az újabb verziókba.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 június 23, 22:45
Írta: kr97pwss2 Dátum 2014 június 23, 22:45
Igyekszem a lehetőségekhez képest minél hamarabb orvosolni a kéréseket, esetleg hibákat. Mivel a programot és a mozgásvezérlőket is mi terveztük, gyártjuk, ezért minden eszköz rendelkezésünkre áll, hogy könnyen utánanézzünk és módosítani tudjunk rajta, ha szükséges.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 június 23, 22:48
Írta: kr97pwss2 Dátum 2014 június 23, 22:48
Az a verzió, ami nálad van, az már "régi" még a hivatalos kiadás előtti. A mostani aktuális verzió: V1.014. Próbáld ki a mostanit, melyet innen tölthetsz le: UCCNC
Cím: Re:UCCNC vezérlő program
Írta: PITU Dátum 2014 június 23, 23:53
Írta: PITU Dátum 2014 június 23, 23:53
szia Balázs
örülök , hogy ebben a verzió már ismeri a szerszámkorrekciót , de miért csak a hosszt ?
én sokszor kis alprogramokat fűzök össze ott jó lenne a sugárkorrekciót használni . főleg ha arra gondolok , hogy a gyári egy élű marók sose visznek névleges méretet.
örülök , hogy ebben a verzió már ismeri a szerszámkorrekciót , de miért csak a hosszt ?
én sokszor kis alprogramokat fűzök össze ott jó lenne a sugárkorrekciót használni . főleg ha arra gondolok , hogy a gyári egy élű marók sose visznek névleges méretet.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2014 június 24, 18:51
Írta: ANTAL GÁBOR Dátum 2014 június 24, 18:51
A megkapott licensszel elkészült az első marás. Semmi gondom nem volt . Egy érdekes és hasznos dolog : nem találtam meg a hotkey definiálását ,de a Mach ból hozott xml importálása után lettek munkára fogható billentyűim . A képernyő nagyon barátságos, sok esetben sokkal komfortosabb mint a MACH. . A softweres limit is ki lett próbálva , működik , ( más kérdés hogy én egyelőre nem korlátozom az utat, inkább odafigyelek )
Cím: Re:UCCNC vezérlő program
Írta: nffab2gnr Dátum 2014 június 24, 19:00
Írta: nffab2gnr Dátum 2014 június 24, 19:00
Balázs!
Letöltöttem,minden működik csak a szoftveres limittel van gondom. Megpróbálom röviden leírni.A gép koordináta mérete a következő. Bal alsó sarok X0 Y0 nálam ezt veszi fel amikor ref.pontra megy. Ettől jobbra X500 Y 380. Ez a max.gépi koordináta
Mach3 esetében bekapcsolt szoftveres limitnél a nulla pontból nem enged mínusz irányba menni és ugyan így nem enged x500 és y380 méreten kívülre sem .Eddig egyezik az UCCNC is. Mach3 esetében ha elmegyek az asztal közepére X250 Y190 és itt lenullázom a tengelyeket azaz itt van a munkadarab "0" pontom akkor az ebből a pontból indított 100 mm átmérővel megírt körkivágás esetében ugye értelemszerűen lesz 50-50 mm negatív irányú mozgásom is .
A Mach3 esetében végrehajtja a programot,ugyan ez a program nem indul el nálad mert azt mondja hogy negativ irányu mozgást nem enged a bekapcsolt szoftveres limit miatt,de ha most kikapcsolom a limitet akkor végrehajtódok a program.
Tehát a kérdésem az hogy a szoftveres limit miért nem csak akkor lép életbe ha a megadott gépi koordinátáknál nagy értéket talál . Mert az asztalom csak pozitív tartományú 0-500 és 0-370,de ettől a munkadarabon lehet - tartomány is de az ezen lévő + és - szám nem lehet nagyobb együtt mind 500 illetve 380.Mert ha nagyobbat írok tévedésből megvéd a szoftveres limit.
Egyébként a Mach3 szoftveres limitjét szinte soha nem kapcsolom ki mert nálam ez " védelem".
Nem a szívem csücske a Mach3 ,de hobby szinten nem nagyon volt más,de most a Te programodat használva az UC100-al együtt már most nagyság rendel megbízhatóbb és lehet ,hogy ezt az egész szoftveres limitet rosszul állítom be a Te programodban ,de eddig nem jutottam dűlőre vele.
Letöltöttem,minden működik csak a szoftveres limittel van gondom. Megpróbálom röviden leírni.A gép koordináta mérete a következő. Bal alsó sarok X0 Y0 nálam ezt veszi fel amikor ref.pontra megy. Ettől jobbra X500 Y 380. Ez a max.gépi koordináta
Mach3 esetében bekapcsolt szoftveres limitnél a nulla pontból nem enged mínusz irányba menni és ugyan így nem enged x500 és y380 méreten kívülre sem .Eddig egyezik az UCCNC is. Mach3 esetében ha elmegyek az asztal közepére X250 Y190 és itt lenullázom a tengelyeket azaz itt van a munkadarab "0" pontom akkor az ebből a pontból indított 100 mm átmérővel megírt körkivágás esetében ugye értelemszerűen lesz 50-50 mm negatív irányú mozgásom is .
A Mach3 esetében végrehajtja a programot,ugyan ez a program nem indul el nálad mert azt mondja hogy negativ irányu mozgást nem enged a bekapcsolt szoftveres limit miatt,de ha most kikapcsolom a limitet akkor végrehajtódok a program.
Tehát a kérdésem az hogy a szoftveres limit miért nem csak akkor lép életbe ha a megadott gépi koordinátáknál nagy értéket talál . Mert az asztalom csak pozitív tartományú 0-500 és 0-370,de ettől a munkadarabon lehet - tartomány is de az ezen lévő + és - szám nem lehet nagyobb együtt mind 500 illetve 380.Mert ha nagyobbat írok tévedésből megvéd a szoftveres limit.
Egyébként a Mach3 szoftveres limitjét szinte soha nem kapcsolom ki mert nálam ez " védelem".
Nem a szívem csücske a Mach3 ,de hobby szinten nem nagyon volt más,de most a Te programodat használva az UC100-al együtt már most nagyság rendel megbízhatóbb és lehet ,hogy ezt az egész szoftveres limitet rosszul állítom be a Te programodban ,de eddig nem jutottam dűlőre vele.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 június 24, 20:55
Írta: kr97pwss2 Dátum 2014 június 24, 20:55
Közben megtaláltuk a problémát, az eltolásoknál rosszul vette figyelembe a szoftveres limit határait. Hamarosan javítjuk. Addig is türelmedet kérem.
Cím: Re:UCCNC vezérlő program
Írta: nffab2gnr Dátum 2014 június 24, 21:13
Írta: nffab2gnr Dátum 2014 június 24, 21:13
Köszönöm a gyors választ,és igaza van Svejnek,hogy ezt a plusz szolgáltatást amit Te adsz a szoftver mellé nem minden napi.
Úgy gondolom ,hogy ettől kölcsönösségtől lesz ez program kiváló mert nem íróasztal mellett ,elméletben tesztelik.
Úgy gondolom ,hogy ettől kölcsönösségtől lesz ez program kiváló mert nem íróasztal mellett ,elméletben tesztelik.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 június 24, 22:12
Írta: kr97pwss2 Dátum 2014 június 24, 22:12
Letölthető a módosított változat.
Cím: Re:UCCNC vezérlő program
Írta: nffab2gnr Dátum 2014 június 24, 22:28
Írta: nffab2gnr Dátum 2014 június 24, 22:28
Köszönöm . A setup-1.015 beta.exe-t újra kell indítanom?
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 június 24, 22:41
Írta: kr97pwss2 Dátum 2014 június 24, 22:41
Igen újra kell installálni, és akkor kicseréli a módosult fájlokat.
Cím: Re:UCCNC vezérlő program
Írta: y9au2mspr Dátum 2014 június 25, 07:09
Írta: y9au2mspr Dátum 2014 június 25, 07:09
Én is ha van rá mód magyar gyártótól vásárolok. Ez nálam egyértelmű. Nem az árát nézem. A suppport,garancia a mérvadó.UC100-at nem veszek. A jövőben inkább még egy UC300 vagy esetleg a dobozolt verzió fog számításba jönni. Persze elösször a jelenlegi gépem készüljön el.
Cím: Re:UCCNC vezérlő program
Írta: nffab2gnr Dátum 2014 június 25, 23:01
Írta: nffab2gnr Dátum 2014 június 25, 23:01
Balázs!
A program tökéletesen működik.[#wave]
A program tökéletesen működik.[#wave]
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 június 26, 13:37
Írta: kr97pwss2 Dátum 2014 június 26, 13:37
Újabb verzió érhető el az UCCNC-ből. A főbb módosítások: G2,G3-nál R-el rádiusz megadásának támogatása és a G-kód értelmezőben apróbb módosítások, hogy a különböző CAM programokkal kompatibilis legyen.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 június 26, 13:56
Írta: xfg6v697j Dátum 2014 június 26, 13:56
Lehetséges lesz paraméterezhető G kód készítése ,és függvények használata is?
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 június 26, 14:28
Írta: kr97pwss2 Dátum 2014 június 26, 14:28
Kicsit bővebben kifejtenéd, hogy mire gondolsz? Nem a paraméterezhető Makrókra gondolsz?
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 június 26, 14:51
Írta: kr97pwss2 Dátum 2014 június 26, 14:51
Közben leesett, hogy mire gondoltál, pl. erre: G0 X Y
Y
Y
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 június 26, 15:11
Írta: xfg6v697j Dátum 2014 június 26, 15:11
Bár nem jelenik meg itt a fórumon a kettőskereszt-es változók ,és a szögfüggvények,illetve azok inverze,gyökvonás,és hasonlók használatára gondoltam.
Én gyakran alkalmazok ilyeneket.
Én gyakran alkalmazok ilyeneket.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 június 26, 15:30
Írta: kr97pwss2 Dátum 2014 június 26, 15:30
Valamiért nem jelent meg. Igen ez a funkció is tervbe van véve. Folyamatosan építjük be az új funkciókat, amiket még nem támogat. A mostani béta verziónak az lenne az értelme, hogy a jelenleg támogatott funkciókat teszteljük minél több gépen és beállítással.
Cím: Re:UCCNC vezérlő program
Írta: y9au2mspr Dátum 2014 június 26, 20:04
Írta: y9au2mspr Dátum 2014 június 26, 20:04
Szia Balázs.
Érdekelne,hogy a szofvered tud olyat plazma vágásnál,hogy ha én megrajzolom a kivágandó elemet,a szoftver a kieső alkatrészből kiindúlva kezdi a vágást? Vagy ezt csak a rajzon lehet megadni pl autocad-ben. Remélem érthetően írtam le a kérdésemet.
Érdekelne,hogy a szofvered tud olyat plazma vágásnál,hogy ha én megrajzolom a kivágandó elemet,a szoftver a kieső alkatrészből kiindúlva kezdi a vágást? Vagy ezt csak a rajzon lehet megadni pl autocad-ben. Remélem érthetően írtam le a kérdésemet.
Cím: Re:UCCNC vezérlő program
Írta: krnj79r9n Dátum 2014 június 26, 22:42
Írta: krnj79r9n Dátum 2014 június 26, 22:42
Kipróbáltam a programot. Eddig csak demó módban a laptopon és nagyon tetszik, jól működik. Holnap talán már a gépen is ki tudom próbálni.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 június 26, 22:46
Írta: svejk Dátum 2014 június 26, 22:46
Kipróbáltam az UCCNC-UC100 párost!
Én már a 1.016 bétával kezdtem, így már egy-két előzőekben olvasott hibától mentesültem.
A beüzemelés egyszerű, persze a licencelés nem volt zökkenőmentes, de ez csak én figyelmetlenségemnek volt köszönhető.
Egy MACH3-UC300 konfigurációval már rendelkező egymagos P4 2GHz-es PC-re telepítettem, nem volt semmi összeakadás.
Éltem a beállítások Mach3-ból való importálásának lehetőségével.
Ez a funkció úgy 80%-ban működött, egy két jelinvertálást kellett csak utána eszközölni, a helyes tengelyirányok végett.
A tengelyek Backlash értékét nem hozta át, ezt kézzel kellett beírni.
A SoftLimit értékeket viszont korrektül beimportálta.
Előre leszögezem, hogy az első benyomás nagy jó, főleg hogy figyelembe vesszük hogy még csak béta verzió és szinte óráról órára kapjuk az újabb funkciókat, javításokat.
Egy nagyon tetsző dolgot emelnék most csak ki, nevezetesen a JOG funkciót, mely az egér képernyőn való bal szélre mozgatásakor automatikusan benyílik és rögtön ott vannak a fontos funkciók. Az ablak automatikusan becsukódik ha lejövünk az egérrel róla.
(a Mach3-ban ez a funkció a TAB nyomogatásával és a sok felesleges beállításokkal egy rémálom )
No most akkor nézzük ami nem tetszik, vagy legalábbis nem értem! :)
- Az adott sortól való futás piktogramjának "futó pálcika embere" tényleg borzalmas :))
- A Goto-Zero piktogramja sem valami találó azzal az átmérő jellel, de sokkal nagyobb baj, hogy megnyomásakor nincs Safe Z pozíció beállítási lehetőség.
Használatakor árkon-bokron keresztül elindul mindhárom tengely egyszerre a 0-pontba lineáris interpolációval, ez tuti szerszámtöréshez vezet.
(A jól kitalált a Safe Z funkciókat érdemes lenne a mach3-ból elcsenni)
- Miért van kettő Rewind File gomb?
Én nem találtam különbséget a kettő közt, a piktogram jelük is egyforma.
- Az egyelőre nem ismert G-kódokat figyelmeztetésül valóban pirossal írja ki, de a kódot engedi lefuttatni. Ez azért elég nagy galibát okozhat, talán célszerű lenne ilyenkor a futtatás tiltása.
- A confignál sajnos itt is -mint a Mach3-nál- lehetséges ugyanazon kimenethez több funkciót rendelni.
Figyelmetlenség esetén ez szintén jó nagy kalamajkát okozhat, szerencsés esetben csak pár óra keresgélés, mert ugye általában nem látja az ember a fától az erdőt.
(én most pont így jártam az egyik hűtés és az M4 kimenet keveredésével)
Ehhez tartozik, hogy esetleg a nem konfigurált funkciók lehetnének "szürkék" azaz inaktívak a képernyőn. Pl. a balos főorsó forgatás vagy a nem használt hűtés piktogrammok.
Könnyebb lenne tájékozódni.
- A fúróciklusokat még nem teszteltem le, de ami még hirtelen nagyon hiányzik, a fészkek estében spirálisan lefelé való marás estén használatos G2(3) I0 parancs értelmezője.
Hirtelen ennyi jutott eszembe, csak pár órát foglalkoztam vele.
Egyelőre nagyon-nagyon bizalomgerjesztő a dolog.
Bízom benne, hogy a fejlesztés nem lassul le és abban is nagyon reménykedem, hogy a program bővítése nem fog az üzembiztonságra kihatni.
Én már a 1.016 bétával kezdtem, így már egy-két előzőekben olvasott hibától mentesültem.
A beüzemelés egyszerű, persze a licencelés nem volt zökkenőmentes, de ez csak én figyelmetlenségemnek volt köszönhető.
Egy MACH3-UC300 konfigurációval már rendelkező egymagos P4 2GHz-es PC-re telepítettem, nem volt semmi összeakadás.
Éltem a beállítások Mach3-ból való importálásának lehetőségével.
Ez a funkció úgy 80%-ban működött, egy két jelinvertálást kellett csak utána eszközölni, a helyes tengelyirányok végett.
A tengelyek Backlash értékét nem hozta át, ezt kézzel kellett beírni.
A SoftLimit értékeket viszont korrektül beimportálta.
Előre leszögezem, hogy az első benyomás nagy jó, főleg hogy figyelembe vesszük hogy még csak béta verzió és szinte óráról órára kapjuk az újabb funkciókat, javításokat.
Egy nagyon tetsző dolgot emelnék most csak ki, nevezetesen a JOG funkciót, mely az egér képernyőn való bal szélre mozgatásakor automatikusan benyílik és rögtön ott vannak a fontos funkciók. Az ablak automatikusan becsukódik ha lejövünk az egérrel róla.
(a Mach3-ban ez a funkció a TAB nyomogatásával és a sok felesleges beállításokkal egy rémálom )
No most akkor nézzük ami nem tetszik, vagy legalábbis nem értem! :)
- Az adott sortól való futás piktogramjának "futó pálcika embere" tényleg borzalmas :))
- A Goto-Zero piktogramja sem valami találó azzal az átmérő jellel, de sokkal nagyobb baj, hogy megnyomásakor nincs Safe Z pozíció beállítási lehetőség.
Használatakor árkon-bokron keresztül elindul mindhárom tengely egyszerre a 0-pontba lineáris interpolációval, ez tuti szerszámtöréshez vezet.
(A jól kitalált a Safe Z funkciókat érdemes lenne a mach3-ból elcsenni)
- Miért van kettő Rewind File gomb?
Én nem találtam különbséget a kettő közt, a piktogram jelük is egyforma.
- Az egyelőre nem ismert G-kódokat figyelmeztetésül valóban pirossal írja ki, de a kódot engedi lefuttatni. Ez azért elég nagy galibát okozhat, talán célszerű lenne ilyenkor a futtatás tiltása.
- A confignál sajnos itt is -mint a Mach3-nál- lehetséges ugyanazon kimenethez több funkciót rendelni.
Figyelmetlenség esetén ez szintén jó nagy kalamajkát okozhat, szerencsés esetben csak pár óra keresgélés, mert ugye általában nem látja az ember a fától az erdőt.
(én most pont így jártam az egyik hűtés és az M4 kimenet keveredésével)
Ehhez tartozik, hogy esetleg a nem konfigurált funkciók lehetnének "szürkék" azaz inaktívak a képernyőn. Pl. a balos főorsó forgatás vagy a nem használt hűtés piktogrammok.
Könnyebb lenne tájékozódni.
- A fúróciklusokat még nem teszteltem le, de ami még hirtelen nagyon hiányzik, a fészkek estében spirálisan lefelé való marás estén használatos G2(3) I0 parancs értelmezője.
Hirtelen ennyi jutott eszembe, csak pár órát foglalkoztam vele.
Egyelőre nagyon-nagyon bizalomgerjesztő a dolog.
Bízom benne, hogy a fejlesztés nem lassul le és abban is nagyon reménykedem, hogy a program bővítése nem fog az üzembiztonságra kihatni.
Cím: Re:UCCNC vezérlő program
Írta: KoLa Dátum 2014 június 26, 23:14
Írta: KoLa Dátum 2014 június 26, 23:14
Már eléggé eltávolodtam a Mach3-tól!
Nekem most esett le hogy, ez az UC fejlesztés már egy cnc vezérlő programmá fejlődik hamarosan!
Bocsi!!!de nem nagyon olvasgattam eddig! lehet hogy majd kipróbálom! van külön eszterga verzió is?
Nekem most esett le hogy, ez az UC fejlesztés már egy cnc vezérlő programmá fejlődik hamarosan!
Bocsi!!!de nem nagyon olvasgattam eddig! lehet hogy majd kipróbálom! van külön eszterga verzió is?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 június 27, 06:23
Írta: svejk Dátum 2014 június 27, 06:23
Még két dolog.
- felső sor jobb szélső -a GotoZereo-tól jobbra levő- pictogram funkciójára nem tudtam rájönni.
ha megnyomom, akkor néha egy pillnatra csak felvillan a LED-je.
- A másik, hogy a billentyűzetről vezérelve egyszerr csak 1 tengely mozgatható.
Ez különösebben nem baj, lehet jobb is, de a Mach3-nál már megszoktam, hogy ha gyorsan kell kézzel adott pozícióba menni akkor a kezemmel interpolálok. :)
- felső sor jobb szélső -a GotoZereo-tól jobbra levő- pictogram funkciójára nem tudtam rájönni.
ha megnyomom, akkor néha egy pillnatra csak felvillan a LED-je.
- A másik, hogy a billentyűzetről vezérelve egyszerr csak 1 tengely mozgatható.
Ez különösebben nem baj, lehet jobb is, de a Mach3-nál már megszoktam, hogy ha gyorsan kell kézzel adott pozícióba menni akkor a kezemmel interpolálok. :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 június 27, 06:27
Írta: svejk Dátum 2014 június 27, 06:27
Vegyél egy UC100 vagy 300-at és nyösztesd Polgárdi Balázst. :)
Ha látja, hogy van rá kereslet és érdeklődés biztos azt is kifejleszti, akár a Te igényeidre formálva.
Ha látja, hogy van rá kereslet és érdeklődés biztos azt is kifejleszti, akár a Te igényeidre formálva.
Cím: Re:UCCNC vezérlő program
Írta: fa_kukac Dátum 2014 június 27, 07:33
Írta: fa_kukac Dátum 2014 június 27, 07:33
Asszem a végállásról való lefutás gombja. Az 1 tengely egyszerre az nekem nagyon zavaró, valamint a shift elengedésekor megáll, és újra indul lassúban. Én úgy tudnám elképzelni, hogy jog nyomásakor megnyomottan elfogadja pluszban a shiftet, akkor rá lehetne gyorsítani menet közben. Nekem importáláskor a spindle relét rosszul importálta, azt utólag kellett. Azt vettem észre, hogy EDIT ablakot ha megnyitom, és félre húzom, akkor alatta összekuszálja a képernyőt. Igaz, nálam még a legelső verzió megy. Attól függetlenül meg vagyok elégedve, eléd sokat dolgoztam már vele. A Hotkey az viszont nagyon hiányzik, az A mozgatása billentyűről nem megy.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 június 27, 08:19
Írta: kr97pwss2 Dátum 2014 június 27, 08:19
Amit szeretnél, ahhoz neked egy CAM programra van szükséged, pl.: Sheetcam. Van plazmavágó modulja is. A CAM programmal a megrajzolt alkatrésznek az elkészítésének technológiáját tudod megszerkeszteni: Milyen maróval milyen stratégiával marja ki, a Te esetedben pedig a plazmavágáshoz kapcsolódó beállításokat tudod beállítani. Kívülről vagy belülről kezdje el kivágni a munkadarabot, vágás sebességét stb. Ha ezeket a CAM programban beállítottad, akkor az legenerál egy G-kódot, amit az UCCNC végre tud hajtani.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 június 27, 08:51
Írta: kr97pwss2 Dátum 2014 június 27, 08:51
Látom elkezdted a tesztelést. A mach3 importálásnál, mely paramétereket nem importálta megfelelően? Össze tudnád írni?
A képernyőszett ikonjai gondoltam, hogy nem mindenkinek fog tetszeni, ezért készült egy "feliratos" képernyőszett is, igaz az még csak angol. Nézd meg, hátha ez jobban tetszik:
És innen tölthető le a képernyőszett installja:
Text screenset
A billentyűzettel való Jog-olást már más is jelezte, hogy jó lenne, ha egyszerre lehetne több tengelyen is egy időben. És a Jog-oláshoz a nyomógombok beállíthatók legyenek. Ezeket a kéréseket felírtam, amint lehetséges módosítjuk.
A képernyőszett ikonjai gondoltam, hogy nem mindenkinek fog tetszeni, ezért készült egy "feliratos" képernyőszett is, igaz az még csak angol. Nézd meg, hátha ez jobban tetszik:
És innen tölthető le a képernyőszett installja:
Text screenset
A billentyűzettel való Jog-olást már más is jelezte, hogy jó lenne, ha egyszerre lehetne több tengelyen is egy időben. És a Jog-oláshoz a nyomógombok beállíthatók legyenek. Ezeket a kéréseket felírtam, amint lehetséges módosítjuk.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 június 27, 09:01
Írta: kr97pwss2 Dátum 2014 június 27, 09:01
Még eszterga verzió nincs, csak maró és plazmavágó változat, az is béta. Csak szép sorjában mindent, és a későbbiekben esztergára is szeretném majd elkészíteni. Erről jut eszembe, hogy plazmavágó üzemmódnál beleépítettünk egy új funkciót, a Plazma be jel késleltetésének állíthatóságát. Ez azért fontos, mert begyújtás közben a plazmavágó ívfeszültsége össze vissza ugrál, tranziensek vannak rajta, és a THC szabályozást ilyenkor le kell tiltani. Ennek a tiltásnak az ideje állítható, és minden plazmagyújtáskor kivárja, és aztán engedélyezi a THC szabályozást.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2014 június 27, 10:24
Írta: ANTAL GÁBOR Dátum 2014 június 27, 10:24
Szia ! lehet hogy elkerülte a figyelmedet : de nálam működik a két tengely mozgatása egyszerre. Módszer : Mach nál hotkey ek definiálása , majd xml import . Utána a billentyűhasználat ...
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2014 június 27, 10:33
Írta: ANTAL GÁBOR Dátum 2014 június 27, 10:33
Na most még egyszer ( ebből Balázs is tanul ) szóval akkor működik ha a lenyomás egyszerre történik . Ha már egy lenyomott gombhoz egy másikat is hozzányomok ( értelemszerűen nem a mozgás negáltját ) akkor nem megy
Cím: Re:UCCNC vezérlő program
Írta: fa_kukac Dátum 2014 június 27, 10:38
Írta: fa_kukac Dátum 2014 június 27, 10:38
Nálam is működik kettő egyszerre, de csak ha pontosan egy időben nyomom le a kettőt. Ha az egyik márt megy úgy nem fogadja mellé a másikat.
Nálam a spindle relé importálását nem hozta át jó helyre. Valamint a MACH-ban hotkey-el definiált A tengelyhez +/- gombokat sem hozta át.
Nálam a spindle relé importálását nem hozta át jó helyre. Valamint a MACH-ban hotkey-el definiált A tengelyhez +/- gombokat sem hozta át.
Cím: Re:UCCNC vezérlő program
Írta: fa_kukac Dátum 2014 június 27, 10:39
Írta: fa_kukac Dátum 2014 június 27, 10:39
Közben leírtad Te is![#wink]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 június 27, 11:57
Írta: svejk Dátum 2014 június 27, 11:57
Ha egyszerre nyomom le a két gombot, akkor csak 45 fokot tudok interpolálni :))
Egyébként ez a része engem nem nagyon bosszant, mivel a végkifejlet úgy is UC300 és saját kezelőkonzol lesz.
Anno egyszer Lovas Gyula valahogy úgy fogalmazta meg, hogy a billentyűzetről való gépmozgatás egyenes és biztos útja a szerszámtöréseknek. :))
Biztos nektek is ragadt már le billentyű pl a forgácstól.
UC100-nál a bemenetek hiánya miatt vagy a saját távvezérlője, vagy az érintőképernyő az ajánlott.
Egyébként ez a része engem nem nagyon bosszant, mivel a végkifejlet úgy is UC300 és saját kezelőkonzol lesz.
Anno egyszer Lovas Gyula valahogy úgy fogalmazta meg, hogy a billentyűzetről való gépmozgatás egyenes és biztos útja a szerszámtöréseknek. :))
Biztos nektek is ragadt már le billentyű pl a forgácstól.
UC100-nál a bemenetek hiánya miatt vagy a saját távvezérlője, vagy az érintőképernyő az ajánlott.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 június 27, 12:56
Írta: 000000000 Dátum 2014 június 27, 12:56
Nagyon tetszik nekem is a program a leirás alapján. Hétvégén el is kezdem kipróbálni. A licencelésről lehet tudni valamit? Ár és hogy mennyi ideig jár hozzá a frissités? Modbus-t tud-e vagy valamiféle kommunikációt külső eszközzel? Illetve működik minden olyan vezérlővel ami megy MACH3-al?
Ez teljesen magyar fejlesztés vagy valami rendszernek az átfomrálása (pl: MACH4 vagy hasonló)
Ez teljesen magyar fejlesztés vagy valami rendszernek az átfomrálása (pl: MACH4 vagy hasonló)
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 június 27, 13:09
Írta: frkdv6dyr Dátum 2014 június 27, 13:09
Win8.1 defendere gyanúsnak észlelte a programot :) kérték, hogy küldjem el elemzésre. Szerintem át fog menni.
Cím: Re:UCCNC vezérlő program
Írta: fa_kukac Dátum 2014 június 27, 13:17
Írta: fa_kukac Dátum 2014 június 27, 13:17
Így van, ha meglesz az UC300 támogatás, én is felejtem a billentyűzetet. Most egy botkormányos dolgot készítek elő, egyelőre PS2 alapú, billentyűzet protokoll alapon.
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 június 27, 13:19
Írta: frkdv6dyr Dátum 2014 június 27, 13:19
Ciklusokat ha nem makróban akarok definiálni, hanem közvetlen a G-kódban azt hogyan???????
Csak próbaképen bemásoltam egy makrót a G-kódba és kipirosodott :(
Csak próbaképen bemásoltam egy makrót a G-kódba és kipirosodott :(
Cím: Re:UCCNC vezérlő program
Írta: jv7pu3a5p Dátum 2014 június 27, 15:03
Írta: jv7pu3a5p Dátum 2014 június 27, 15:03
Nagyon frankó progit hoztatok össze.
Én is gondolkodom rajta, hogy nekiessek a próbának.
Nálam annyi gond lehet, hogy 3 Z tengelyem van.
Ezt idáig a MACH3-ban úgy oldottam meg, hogy B és C tengely a másik két Z. A főorsókat pedig az LPT két lábáról indítom. M3, M4, M5 nem használok, kikapcsoltam a MACHban. Van egy egyedi M333 macro ami ezt csinálja:
00 - > mindkettő kikapcsolva
01 -> Z
10 -> B
11 -> C
Így éppen, hogy kijövök egy LPTről.
A Te programodban ezt, hogy lehet kivitelezni?
Illetve szerszámsugár korrekció beállítás várható, hogy lesz?
Köszi
Én is gondolkodom rajta, hogy nekiessek a próbának.
Nálam annyi gond lehet, hogy 3 Z tengelyem van.
Ezt idáig a MACH3-ban úgy oldottam meg, hogy B és C tengely a másik két Z. A főorsókat pedig az LPT két lábáról indítom. M3, M4, M5 nem használok, kikapcsoltam a MACHban. Van egy egyedi M333 macro ami ezt csinálja:
00 - > mindkettő kikapcsolva
01 -> Z
10 -> B
11 -> C
Így éppen, hogy kijövök egy LPTről.
A Te programodban ezt, hogy lehet kivitelezni?
Illetve szerszámsugár korrekció beállítás várható, hogy lesz?
Köszi
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 június 27, 15:16
Írta: kr97pwss2 Dátum 2014 június 27, 15:16
A programot és a hozzá való mozgásvezérlőt teljes egészében mi fejlesztjük (Polgárdi Balázs és Klincsik Balázs) semmi köze a Mach3 vagy 4 programhoz. A program egyenlőre béta verzió, még sok minden nincs benne implementálva, csak az alap dolgok. Ezeknek az alap dolgoknak a tesztelése folyik most. Ha valaki vásárol egy UC100-at vagy már régebben vásárolt, és segít a tesztelésben, akkor ingyen adjuk hozzá a licenc fájlt július 1-ig. A licenc fájl a mozgásvezérlő sorozatszámához van kötve és nélküle az UCCNC program csak demó üzemmódban működik. Az UC100 és UC300 a Mach3-al továbbra is működik. A licenc csak az UCCNC programhoz kell, és korlátlan ideig érvényes. Az UCCNC csak a mi mozgásvezérlőinket (jelenleg csak UC100) támogatja. A teszt időszaknak egyben az a célja, hogy az alap funkciókat, amik már működnek teszteljük különféle beállításokkal, különböző gépeken. És az észrevételeket javaslatokat, esetleg a különböző gépkonfigurációkon jelentkező hibákat összeírjuk, és elemzés és mérlegelés után beépítjük a későbbi verziókba. Az UCCNC jelenlegi tudása, és támogatott kódok, funkciók a használati utasításában le vannak írva magyarul: UCCNC használati utasítás
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 június 27, 15:28
Írta: kr97pwss2 Dátum 2014 június 27, 15:28
A pályatervező milyenségéről még senki se írt, pedig csak azon kb. fél évig dolgoztam. A tesztelés egyik célja pedig a jóságának letesztelése lenne. Itt gondolok a gyorsítások, lassítások, előretekintések, sarok hibák, kottyanás kezelésének tesztelésére. Szerencsére rengeteg visszajelzés és javaslat érkezik, melyeket sorban feljegyzek, de örülnék, ha valaki ezeket is tesztelné, hiszen ez a legfontosabb a programban.
Egy kicsit más téma:
A héten készült el egy gépátalakításunk, melyről pár kép alább látható. Itt pedig egy videó, amin az UCCNC-vel tesztmarásokat készítettünk:BF45 CNC with UCCNC software

http://www.polgardidesign.hu/download/Web/BF45.JPG
Egy kicsit más téma:
A héten készült el egy gépátalakításunk, melyről pár kép alább látható. Itt pedig egy videó, amin az UCCNC-vel tesztmarásokat készítettünk:BF45 CNC with UCCNC software
http://www.polgardidesign.hu/download/Web/BF45.JPG
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 június 27, 15:29
Írta: kr97pwss2 Dátum 2014 június 27, 15:29

Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 június 27, 15:41
Írta: kr97pwss2 Dátum 2014 június 27, 15:41
Megoldható makróban ez a feladat is, neked a következő utasításokat kell használnod:
Setoutpin(int pinnumber)
Clroutpin(int pinnumber)
A makró programozásról bővebben az UCCNC könyvtárban a Dokumentation almappában a Macro_capability_detailed.htm fájlban találsz bővebben információkat. A szerszámsugár korrekció és a G-kódban ciklusok, műveletek támogatása később fog elkészülni. Egyenlőre az UC300 támogatásán dolgozunk, és ahogy haladunk, sorban bővítjük majd a funkciókat.
Setoutpin(int pinnumber)
Clroutpin(int pinnumber)
A makró programozásról bővebben az UCCNC könyvtárban a Dokumentation almappában a Macro_capability_detailed.htm fájlban találsz bővebben információkat. A szerszámsugár korrekció és a G-kódban ciklusok, műveletek támogatása később fog elkészülni. Egyenlőre az UC300 támogatásán dolgozunk, és ahogy haladunk, sorban bővítjük majd a funkciókat.
Cím: Re:UCCNC vezérlő program
Írta: jv7pu3a5p Dátum 2014 június 27, 15:48
Írta: jv7pu3a5p Dátum 2014 június 27, 15:48
Na ezt akartam olvasni. :)
Küldjek neked egy mélt a rendelési/számlázási adatokkal egy UC100-ra?
Vagy CNCdrive.hu?
Küldjek neked egy mélt a rendelési/számlázási adatokkal egy UC100-ra?
Vagy CNCdrive.hu?
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 június 27, 15:58
Írta: kr97pwss2 Dátum 2014 június 27, 15:58
Küld el emailben a UC100 dobozának oldalán található sorozatszámot S/N:xxxxxx.
Ha a sorozatszám valamiért nem látható, akkor az UCCNC könyvtárban van egy segédprogram UCxxx_Serialnumber_lister.exe melyet elindítva kiolvassa a csatlakoztatott eszközök sorozatszámát.
Ha a sorozatszám valamiért nem látható, akkor az UCCNC könyvtárban van egy segédprogram UCxxx_Serialnumber_lister.exe melyet elindítva kiolvassa a csatlakoztatott eszközök sorozatszámát.
Cím: Re:UCCNC vezérlő program
Írta: jv7pu3a5p Dátum 2014 június 27, 16:25
Írta: jv7pu3a5p Dátum 2014 június 27, 16:25
Még nincs mit küldenem, vásárolni szeretnék. :)
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 június 27, 16:31
Írta: kr97pwss2 Dátum 2014 június 27, 16:31
Félreértettem, akkor az adataiddal egy E-mailt nekem.
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2014 június 27, 16:41
Írta: pisti73 Dátum 2014 június 27, 16:41
Szia Balázs!
A héten én is eljutok odáig, hogy ismét "elővegyem" a gépem. Amennyiben lehetséges én is kérhetnék az UC100-as mozgásvezérlőmhöz egy licenc file-t?
A héten én is eljutok odáig, hogy ismét "elővegyem" a gépem. Amennyiben lehetséges én is kérhetnék az UC100-as mozgásvezérlőmhöz egy licenc file-t?
Cím: Re:UCCNC vezérlő program
Írta: Sz.József Dátum 2014 június 27, 16:43
Írta: Sz.József Dátum 2014 június 27, 16:43
Szia Balázs!
Írtam emilt a sorozatszámmal.
Ha esetleg nem ér célba légyszi jelezzél vissza.
Köszönöm.
Írtam emilt a sorozatszámmal.
Ha esetleg nem ér célba légyszi jelezzél vissza.
Köszönöm.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 június 27, 16:50
Írta: kr97pwss2 Dátum 2014 június 27, 16:50
Kérlek küld el E-mailen a sorozatszámát.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 június 27, 16:51
Írta: kr97pwss2 Dátum 2014 június 27, 16:51
Az E-mail megérkezett, küldtem a licence fájlt.
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2014 június 27, 16:53
Írta: pisti73 Dátum 2014 június 27, 16:53
Elküldtem én is. Köszönöm szépen!
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 június 27, 17:08
Írta: frkdv6dyr Dátum 2014 június 27, 17:08
Lejjebb már kérdeztem, hogy a C# hogyan építhető be a G-kódba? Nem külön mindent egy-egy makróban írva szeretném a ciklusokat futtatni. Erre van már megoldás, vagy csak még tervben van?
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 június 27, 17:13
Írta: kr97pwss2 Dátum 2014 június 27, 17:13
Az UCCNC program a G-kódban a ciklusokat, feltételeket, alprogram hívásokat, #xx változókat még nem támogatja, csak az Mxx makrókban lehet C# utasításokat használni! A ciklusok támogatásának elkészítése később várható.
Cím: Re:UCCNC vezérlő program
Írta: jv7pu3a5p Dátum 2014 június 27, 17:22
Írta: jv7pu3a5p Dátum 2014 június 27, 17:22
Ment is mail.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 június 27, 20:23
Írta: svejk Dátum 2014 június 27, 20:23
No igen, de először meg kell ismerni a program kezelését, majd azután lehet munkadarabra engedni.
Meglehet nem így van de én úgy gondolom, hogy a pályavezérlés tiszta matematika és minden szabály meg van egzaktul fogalmazva, tehát nem lesz vele gond, főleg ha ennyit dolgoztál vele. :)
A kezelés, az hogy mennyire kezes a program szerintem szintén fontos és sajnos itt már sok kompromisszumot kell kötni, hiszem olyat nem lehet készíteni ami mindenkinek tetszik.
A következőkben megint egy ajánlást tennék, és egyben elnézést kérek, hogy a Mach3-hoz viszonyítok sok dolgot, de csak azt ismerem úgy-ahogy.
Szóval a mach3 general configjában vagy egy Initialization String sor, melybe különféle kódokat beírva azok minden indításkor automatikusan betöltődnek.
Szerintem ez is okos dolog itt be lehet állítani a kezdő sebességeket, főorsó fordulatot, stb..
Meglehet nem így van de én úgy gondolom, hogy a pályavezérlés tiszta matematika és minden szabály meg van egzaktul fogalmazva, tehát nem lesz vele gond, főleg ha ennyit dolgoztál vele. :)
A kezelés, az hogy mennyire kezes a program szerintem szintén fontos és sajnos itt már sok kompromisszumot kell kötni, hiszem olyat nem lehet készíteni ami mindenkinek tetszik.
A következőkben megint egy ajánlást tennék, és egyben elnézést kérek, hogy a Mach3-hoz viszonyítok sok dolgot, de csak azt ismerem úgy-ahogy.
Szóval a mach3 general configjában vagy egy Initialization String sor, melybe különféle kódokat beírva azok minden indításkor automatikusan betöltődnek.
Szerintem ez is okos dolog itt be lehet állítani a kezdő sebességeket, főorsó fordulatot, stb..
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 június 27, 20:34
Írta: kr97pwss2 Dátum 2014 június 27, 20:34
Ne érts félre a kezelést én is fontosnak tartom, sőt, próbáltuk a lehetőségekhez képest egyszerűre megcsinálni. Ez többé kevésbé talán sikerült is, és a visszajelzések alapján, ha szükséges, akkor módosítunk rajta. A pályatervezőt csak azért mondtam, mert egy irtó bonyolult dolog, és tulajdonképpen a programnak a "lelke", és minden más erre épül. Az Initalization String jó ötlet, szerintem hamarosan beépítjük a programba.
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 június 27, 20:41
Írta: frkdv6dyr Dátum 2014 június 27, 20:41
Erre meglátásom szerint ott van a makró. Az anyag keménysége és a szerszám tulajdonságai valamint a munka jellege határoz meg mindent. Nekem viszont az jutott az eszembe, hogy egy makró generátort lehetne írni ha már van programozási felület. Itt egy kis felugró ablakban kilehetne választani az adott munka anyagára, a szerszámra vonatkozó adatokat, na nem a végletekig részletezve, és ebből egy makrót generálna a szükséges beállítások lefuttatásához, amit csak be kellene írni minden G-kód első sorába.
Pl.: M255
Erre tegnap este már nézegettem a C# referenciát, meg a meglévő leírásokat. Többek között ezért kérdeztem a kód futtatási lehetőséget lejjebb.
Persze ezt a makró vagy kód generátort lehetne használni az egyszerűbb feladatok legenerálására, ahol pár lépést egyszerre lehetne bevinni. Ez nem helyettesítene egy pályagenerátort, de egy egyszerű csapolás mind a két pályakódját elkészíthetné, vagy az előkészítő munkákat lehetne vele megoldani.
Pl.: M255
Erre tegnap este már nézegettem a C# referenciát, meg a meglévő leírásokat. Többek között ezért kérdeztem a kód futtatási lehetőséget lejjebb.
Persze ezt a makró vagy kód generátort lehetne használni az egyszerűbb feladatok legenerálására, ahol pár lépést egyszerre lehetne bevinni. Ez nem helyettesítene egy pályagenerátort, de egy egyszerű csapolás mind a két pályakódját elkészíthetné, vagy az előkészítő munkákat lehetne vele megoldani.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 június 27, 21:09
Írta: svejk Dátum 2014 június 27, 21:09
Elküldtem magánban a Mach3 xml file-t és a beimportálás után keletkezett Pro file-t.
Így jobban át tudod nézni...
Így jobban át tudod nézni...
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 június 27, 21:25
Írta: svejk Dátum 2014 június 27, 21:25
Talán nem volt még szó a grafikáról, Toolpath-ról.
Az említett gépen a proci terhelés 25%-körül mozog ha fut az UCCNC.
A G-kód futása közben lehet nyugodtan matatni a Windowst, nem tapasztaltam szaggatást.
A toolpath képernyő vagy ablak az UCCNC-nél kiváló!!!
(A Mach3 nézeteit sosem értettem meg, kezelése vacak volt)
Itt egyértelműek a nézetek, G-hód futása közben is nyugodtan lehet nézetet váltani, nagyítani-kicsinyíteni mozgatni, forgatni a látómezőt, a CNC gép nem érzékel semmit ezekből.
Ez nagyon jó pont, a kezdők szeretik ha itt is látják mit csinál a gép.
lefuttattam egy két régi tesztkódomat, amelyikben minden parancsot ismer ott nem volt gond.
Ha már kérdés volt a pályatervező akkor egy pár sor, de pontos munkadarab mérések nélkül.
Tibor45 jóvoltából van nekünk az a bizonyos csillagtesztünk.
Mach3-ban lefuttatva G61 módban 2.57 perc alatt fut le a gépemen, G64 módban 0.55 alatt.
Az UCCNC-vel Exact Stop módban kerek 3.00 perc volt, Constant Velocity módban 1.20.
Mindkét proginál a lockahead 200-ra volt állítva, az UCCNC pályakövetési beállításai a feltelepített gyári értékeken.
Az állandó sebbesség módban az idő eltérés gondolom ezen beállítások miatt van.
Viszont Exact Stop módban is kissé más hangja van a CNC gépnek a mach3 és az UCCNC alatt, hogy melyik a jobb az majd később fog kiderülni, itt a gyorsulás-lassítások, illetve step jel egyenletességek számítanak inkább.
Az említett gépen a proci terhelés 25%-körül mozog ha fut az UCCNC.
A G-kód futása közben lehet nyugodtan matatni a Windowst, nem tapasztaltam szaggatást.
A toolpath képernyő vagy ablak az UCCNC-nél kiváló!!!
(A Mach3 nézeteit sosem értettem meg, kezelése vacak volt)
Itt egyértelműek a nézetek, G-hód futása közben is nyugodtan lehet nézetet váltani, nagyítani-kicsinyíteni mozgatni, forgatni a látómezőt, a CNC gép nem érzékel semmit ezekből.
Ez nagyon jó pont, a kezdők szeretik ha itt is látják mit csinál a gép.
lefuttattam egy két régi tesztkódomat, amelyikben minden parancsot ismer ott nem volt gond.
Ha már kérdés volt a pályatervező akkor egy pár sor, de pontos munkadarab mérések nélkül.
Tibor45 jóvoltából van nekünk az a bizonyos csillagtesztünk.
Mach3-ban lefuttatva G61 módban 2.57 perc alatt fut le a gépemen, G64 módban 0.55 alatt.
Az UCCNC-vel Exact Stop módban kerek 3.00 perc volt, Constant Velocity módban 1.20.
Mindkét proginál a lockahead 200-ra volt állítva, az UCCNC pályakövetési beállításai a feltelepített gyári értékeken.
Az állandó sebbesség módban az idő eltérés gondolom ezen beállítások miatt van.
Viszont Exact Stop módban is kissé más hangja van a CNC gépnek a mach3 és az UCCNC alatt, hogy melyik a jobb az majd később fog kiderülni, itt a gyorsulás-lassítások, illetve step jel egyenletességek számítanak inkább.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 június 27, 22:45
Írta: kr97pwss2 Dátum 2014 június 27, 22:45
Örülök, hogy a megjelenítés tetszik, ebben is sok munka van, és nem volt triviális, hogy minden számítógép grafikus kártyáján és operációs rendszerén ugyanúgy működjön.
A csillagtesztnél exact stopnál én is hasonló, szinte megegyező időt mértem. Állandó sebességű üzemmódnál (Constant velocity) pedig a különbség az UCCNC-ben beállítható maximálisan megengedett pályakövetési hibával magyarázható. Azaz, ha ez a paraméter kicsi, azaz nagyon szigorúan kell követni a pályát, akkor értelemszerűen tovább tart. Ha viszont nagyobb, akkor gyorsabban végre tudja hajtani az egymás után következő utasításokat. A csillagtesztet amúgy Tibor45 jól kitalálta, sok apró lineáris szakaszból rakja össze a mozgásokat. Ha a kicsi szakaszokat külön külön hajtjuk végre (exact stop) akkor nincs ideje a tengelyeknek maximális sebességre gyorsulnia. Ha viszont előretekintéssel, akkor a pályát lehet optimalizálni, hogy a beállított megengedett max. hibával (programozott pályától való eltéréssel) hajtsa végre sokkal gyorsabban. A Mach3-nál is van ilyen állíthatósági lehetőség, de azzal egy arányt vagy kb. saccolni lehet csak, mert sose annyi. Ezt azért tudom ilyen határozottan állítani, mert kimértem. Tudok pl. egy jó kis tesztet, mely a következő kód:
f10000
g1
X1
x2
x3
x4
x5
x6
x7
x8
x9
x10
x11
x12
x13
M30
Ezt lefuttatva azonos beállításokkal (lépés:50step/mm, 20mm/s2 gyorsulás, constant vel.) mach3-on a következő a jelalak:

Az UCCNC-n pedig:

A két ábrát logikai analizátorral készítettem, és látható rajta, hogy a mach3 túlságosan begyorsít és a végén rövidebb idő alatt lelassít. Nem szimmetrikus a gyorsítás/lassítási szakasz. Az UCCNC-nél szimmetrikus.
A csillagtesztnél exact stopnál én is hasonló, szinte megegyező időt mértem. Állandó sebességű üzemmódnál (Constant velocity) pedig a különbség az UCCNC-ben beállítható maximálisan megengedett pályakövetési hibával magyarázható. Azaz, ha ez a paraméter kicsi, azaz nagyon szigorúan kell követni a pályát, akkor értelemszerűen tovább tart. Ha viszont nagyobb, akkor gyorsabban végre tudja hajtani az egymás után következő utasításokat. A csillagtesztet amúgy Tibor45 jól kitalálta, sok apró lineáris szakaszból rakja össze a mozgásokat. Ha a kicsi szakaszokat külön külön hajtjuk végre (exact stop) akkor nincs ideje a tengelyeknek maximális sebességre gyorsulnia. Ha viszont előretekintéssel, akkor a pályát lehet optimalizálni, hogy a beállított megengedett max. hibával (programozott pályától való eltéréssel) hajtsa végre sokkal gyorsabban. A Mach3-nál is van ilyen állíthatósági lehetőség, de azzal egy arányt vagy kb. saccolni lehet csak, mert sose annyi. Ezt azért tudom ilyen határozottan állítani, mert kimértem. Tudok pl. egy jó kis tesztet, mely a következő kód:
f10000
g1
X1
x2
x3
x4
x5
x6
x7
x8
x9
x10
x11
x12
x13
M30
Ezt lefuttatva azonos beállításokkal (lépés:50step/mm, 20mm/s2 gyorsulás, constant vel.) mach3-on a következő a jelalak:
Az UCCNC-n pedig:
A két ábrát logikai analizátorral készítettem, és látható rajta, hogy a mach3 túlságosan begyorsít és a végén rövidebb idő alatt lelassít. Nem szimmetrikus a gyorsítás/lassítási szakasz. Az UCCNC-nél szimmetrikus.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 június 28, 08:53
Írta: xfg6v697j Dátum 2014 június 28, 08:53
Régebben emlékszem,hogy felmerült többekben,hogy a cnc vezérlő szoftwerek,gyorsíthatnálk a motorokat nem lineárisanis.
A gyorsulás eleje erőteljesebb is lehet,mig a végefelé már kevésbé gyorsulna a motor.
Ez előnyökkel járhat.
Gyorsabb munkavégzés,nagyobb végsebesség.
Esetleg nem merült fel bennetek,hogy opcionálisan lehessen választani a két gyorsulástipus között?
A gyorsulás eleje erőteljesebb is lehet,mig a végefelé már kevésbé gyorsulna a motor.
Ez előnyökkel járhat.
Gyorsabb munkavégzés,nagyobb végsebesség.
Esetleg nem merült fel bennetek,hogy opcionálisan lehessen választani a két gyorsulástipus között?
Cím: Re:UCCNC vezérlő program
Írta: Sz.József Dátum 2014 június 28, 10:01
Írta: Sz.József Dátum 2014 június 28, 10:01
Szia Balázs!
A progi nagyon tetszik.
Letisztul felület, jól konfigurálhatóság.
Nem igen van felesleges, vagy éppen hiányzó ikon.
A dolognak ez a része úgy is egyéni ízlés dolga.
Mindenkinek tetsző felületet úgy is szinte lehetetlen megalkotni.
A hiányosságok (javítani valók) jelentős részét már az előttem szólók megtették.
A gyors módosításokért maximális elismerésem.
Egyenlőre csak egy dolgot szeretnék megemlíteni...(talán ezt még nem lett megemlítve...)
Step módba 0,01 0,1 és 1mm-es lépés választható.
Ez szükség esetén módosítható-e valahol?
Lehet, csak bénaságból nem találom ezt az opciót...(?)
Ha kiegészül a G kódok teljes listája és Csewe által említett paraméterezhető funkcióval,
akkor szerintem jó páran "félre teszik" a Mach3-at.
Az eszterga támogatás már csak hab lenne a tortás a szinkron menetvágás lehetőségével,
mert akkor a Linuxcnc is "veszélybe" kerülne.(nem kicsit)
További sok sikert a fejlesztéshez.
A progi nagyon tetszik.
Letisztul felület, jól konfigurálhatóság.
Nem igen van felesleges, vagy éppen hiányzó ikon.
A dolognak ez a része úgy is egyéni ízlés dolga.
Mindenkinek tetsző felületet úgy is szinte lehetetlen megalkotni.
A hiányosságok (javítani valók) jelentős részét már az előttem szólók megtették.
A gyors módosításokért maximális elismerésem.
Egyenlőre csak egy dolgot szeretnék megemlíteni...(talán ezt még nem lett megemlítve...)
Step módba 0,01 0,1 és 1mm-es lépés választható.
Ez szükség esetén módosítható-e valahol?
Lehet, csak bénaságból nem találom ezt az opciót...(?)
Ha kiegészül a G kódok teljes listája és Csewe által említett paraméterezhető funkcióval,
akkor szerintem jó páran "félre teszik" a Mach3-at.
Az eszterga támogatás már csak hab lenne a tortás a szinkron menetvágás lehetőségével,
mert akkor a Linuxcnc is "veszélybe" kerülne.(nem kicsit)
További sok sikert a fejlesztéshez.
Cím: Re:UCCNC vezérlő program
Írta: y9au2mspr Dátum 2014 június 28, 10:40
Írta: y9au2mspr Dátum 2014 június 28, 10:40
Értem és köszönöm a válaszodat.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 június 28, 10:53
Írta: svejk Dátum 2014 június 28, 10:53
Megmentettél egy méréssorozattól, pedig már készítettem elő a MiniLA analizátoromat.
Anno a Mach3 jeleit felvettem és a kiértékeléskor egyértelműen látszott a jitter a jalalakban.
Anno a Mach3 jeleit felvettem és a kiértékeléskor egyértelműen látszott a jitter a jalalakban.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 június 28, 11:03
Írta: svejk Dátum 2014 június 28, 11:03
Igazából az "S" alakú gyorsulási pálya a használatos, ami annyit tesz hogy az induláskor lassabban gyorsít, illetve a kívánt pozíció elérése előtt kissé visszavesz, hogy kisebb legyen a túllövés. Illetve így kevésbé rángatja a mechanikát.
A másik amit még szoktak használni a léptetős vezérlés4eknél, az un. start-stop frekvencia.
a léptetőmotorok bizonyos step jel frekvenciát gyorsítási szakasz nélkül képesek lépésvesztés nélkül felvenni.
Ezzel is lehet növelni a dinamikát.
Ezeket az extra funkciókat a végtelensékig lehetne növelni, pl. az is jó lenne, ha a vezérlő kiadna egy jelet, hogy épp G0 vagy G1 (2,3) parancs van érvényben.
Ennek a szervoknál lenne jelentősége, miszerint G0-ban lazábbra lehet engedni a visszacsatolást, mert nincs szükség hű pályakövetére.
A másik amit még szoktak használni a léptetős vezérlés4eknél, az un. start-stop frekvencia.
a léptetőmotorok bizonyos step jel frekvenciát gyorsítási szakasz nélkül képesek lépésvesztés nélkül felvenni.
Ezzel is lehet növelni a dinamikát.
Ezeket az extra funkciókat a végtelensékig lehetne növelni, pl. az is jó lenne, ha a vezérlő kiadna egy jelet, hogy épp G0 vagy G1 (2,3) parancs van érvényben.
Ennek a szervoknál lenne jelentősége, miszerint G0-ban lazábbra lehet engedni a visszacsatolást, mert nincs szükség hű pályakövetére.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 június 28, 11:13
Írta: svejk Dátum 2014 június 28, 11:13
Lehet félreértem, de úgy olvasom az írásodból, hogy az ExactStop-nál is van pályaoptimalizálás.
Ez így helyes?
Én úgy gondoltam volna, hogy csak az állandó sebesség módban nyúl(hat) bele a pályába a vezérlőszoftver.
Ez így helyes?
Én úgy gondoltam volna, hogy csak az állandó sebesség módban nyúl(hat) bele a pályába a vezérlőszoftver.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 június 28, 11:28
Írta: xfg6v697j Dátum 2014 június 28, 11:28
Én még csak kérdezgetek,de javaslatokat nem teszek,mert magam nem próbáltam,még vezérlőáramkör hiányában.
Viszont Balázs alább kérdezte,hogy próbálta e balaki a sebességváltozás lekövetését megfigyelni,ha valakinek van UC100-a,és diódalézere,vagy pirográf feje,akkor égethetne képet a G-ray által generál Gkóddal,mert akkor ez kiderülne,mivel sebességváltozásokal operál.
Én magam is kiváncsi lennék,hogy bírja e ezeket a változásokat.
Viszont Balázs alább kérdezte,hogy próbálta e balaki a sebességváltozás lekövetését megfigyelni,ha valakinek van UC100-a,és diódalézere,vagy pirográf feje,akkor égethetne képet a G-ray által generál Gkóddal,mert akkor ez kiderülne,mivel sebességváltozásokal operál.
Én magam is kiváncsi lennék,hogy bírja e ezeket a változásokat.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 június 28, 12:04
Írta: svejk Dátum 2014 június 28, 12:04
Az Initalization String -hez tartozik, hogy valahol csak van benne már ilyesmi, mert ha MDI-ban F-érték nélkül kiadom a G1 X100 parancsot, akkor 6 mm/min-el elindul a tengely.
Cím: Re:UCCNC vezérlő program
Írta: s7manbs8 Dátum 2014 június 28, 12:26
Írta: s7manbs8 Dátum 2014 június 28, 12:26
A nem szimmetrikus gyorsulás lassulás nem azért van, mert gyorsuláskor a mechanika fékezi, az negatívan hat rá, lassításkor meg segíti és amiatt több megengedhető ? Nem rossz az szerintem.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 június 28, 13:46
Írta: kr97pwss2 Dátum 2014 június 28, 13:46
Lehet félreérthetően írtam, de Exact Stop-nál nincs pályaoptimalizálás, akkor mindig pontosan azt hajtja végre, ami a feladat. A pályaoptimalizálás jelentősége akkor mutatkozik meg, ha állandó sebességű üzemmódban például két lineáris szakasz szöget zár be egymással. A két mozgást pontosan csak akkor tudja végrehajtani a programozott pályán, ha a saroknál lelassít, majd irányt vált és újra felgyorsít. Az optimalizáláskor a pályakövető kiszámolja a beállított rádiuszhibát figyelembe véve, hogy mennyire kell lelassítani, hogy a kanyart kicsit levágva vegye be, de még a hibán belül. Persze a lassítás/gyorsítási beállításokat az összes tengelyen figyelembe veszi. Az alábbi ábrán látható a lekerekítés:
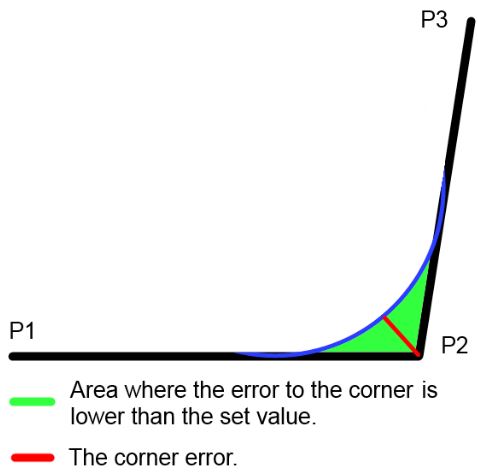
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 június 28, 13:49
Írta: kr97pwss2 Dátum 2014 június 28, 13:49
Egyenlőre a program indulásakor az F-nek egy fix kis értéket adunk, hogy ne legyen nulla.
Cím: Re:UCCNC vezérlő program
Írta: 4ybj8h3c8 Dátum 2014 június 28, 13:52
Írta: 4ybj8h3c8 Dátum 2014 június 28, 13:52
Végre valaki korrektül és érthetően elmagyarázta, mire jó ez a parancs.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 június 28, 13:54
Írta: kr97pwss2 Dátum 2014 június 28, 13:54
De bizony az rossz, ugyanis, ha megnézed a két ábrát, akkor kb. egyszerre érik el a max sebességet a beállított gyorsítással, viszont a Mach3 tovább gyorsít, majd észbe kap, és a beállított gyorsítás többszörösével lelassít. Azaz nem tartja be a megadott paramétereket!!!!!
Ez pl. léptetőnél lépésvesztéshez vezethet. De igazából nem a Mach3-at akarom szidni, csak felhívtam egy olyan dologra a figyelmet, amit szerintem nem sokan tudnak. Tudnék még pár ilyen "apróságot" mutatni, mert az évek folyamán az UC100 és UC300 pluginjének fejlesztése közben találkoztam már egy pár dologgal.
Ez pl. léptetőnél lépésvesztéshez vezethet. De igazából nem a Mach3-at akarom szidni, csak felhívtam egy olyan dologra a figyelmet, amit szerintem nem sokan tudnak. Tudnék még pár ilyen "apróságot" mutatni, mert az évek folyamán az UC100 és UC300 pluginjének fejlesztése közben találkoztam már egy pár dologgal.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 június 28, 14:13
Írta: svejk Dátum 2014 június 28, 14:13
Akkor oké!
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 június 28, 14:13
Írta: svejk Dátum 2014 június 28, 14:13
Ez visszatérő kérdés, sokszor ki volt tárgyalva.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 június 28, 14:17
Írta: svejk Dátum 2014 június 28, 14:17
Találtam egy hibát.
Az alábbi negyed kört rende3sen rajzolja és végzi:
f1000
g0 x0 y0
g0 x100 y0
g2 x0 y100 i0 j100
m5 m30
De ugyan ez a körív R magadásával a ToolPathban rosszul jelenek meg. A valóságban azonban jól végzi el.
f1000
g0 x0 y0
g0 x100 y0
g2 x0 y100 r100
m5 m30
Az alábbi negyed kört rende3sen rajzolja és végzi:
f1000
g0 x0 y0
g0 x100 y0
g2 x0 y100 i0 j100
m5 m30
De ugyan ez a körív R magadásával a ToolPathban rosszul jelenek meg. A valóságban azonban jól végzi el.
f1000
g0 x0 y0
g0 x100 y0
g2 x0 y100 r100
m5 m30
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 június 28, 14:20
Írta: svejk Dátum 2014 június 28, 14:20
Ugyan ez a helyzet az alábbi "változó sugarú" körívvel is:
f1000
g0 x0 y0
g0 x50 y0
g3 x-20 i-50
m5 m30
f1000
g0 x0 y0
g0 x50 y0
g3 x-20 i-50
m5 m30
Cím: Re:UCCNC vezérlő program
Írta: Sz.József Dátum 2014 június 28, 14:23
Írta: Sz.József Dátum 2014 június 28, 14:23
Azt meg lehetne oldani, hogy az általam kiválasztott (elmentett) profillal induljon a program? (ne a defaulttal)
Ha pedig erre megvan a lehetőség, akkor tisztelettel kérdezem, hogy hol?
Ha pedig erre megvan a lehetőség, akkor tisztelettel kérdezem, hogy hol?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 június 28, 14:27
Írta: svejk Dátum 2014 június 28, 14:27
Amelyik fülön elmentetted a profil nevét, kipipálod a "Create shortcut on desktop"-ot és kirak egy indítóikont az asztalra a profil nevével.
Cím: Re:UCCNC vezérlő program
Írta: bjam28 Dátum 2014 június 28, 14:32
Írta: bjam28 Dátum 2014 június 28, 14:32
Sziasztok!
Megerősítem én is amit Balázs mondott, más mérések is igazolják ezt.
A Mach3 gyakran a beállított gyorsulási és sebességi értékek fölé megy. Az ilyen jellegű "hiba" - amivel tisztában vannak a fejlesztők is, sőt gondolom tudatosan van így - azért nagyon problémás, mert a maximális értékek a gép mechanikai tulajdonságaihoz vannak beállítva. Ha ezen túlmegy a program, akkor az lépéstévesztéshez vagy más nemkívánatos következményekhez vezethet.
Megerősítem én is amit Balázs mondott, más mérések is igazolják ezt.
A Mach3 gyakran a beállított gyorsulási és sebességi értékek fölé megy. Az ilyen jellegű "hiba" - amivel tisztában vannak a fejlesztők is, sőt gondolom tudatosan van így - azért nagyon problémás, mert a maximális értékek a gép mechanikai tulajdonságaihoz vannak beállítva. Ha ezen túlmegy a program, akkor az lépéstévesztéshez vagy más nemkívánatos következményekhez vezethet.
Cím: Re:UCCNC vezérlő program
Írta: Sz.József Dátum 2014 június 28, 14:36
Írta: Sz.József Dátum 2014 június 28, 14:36
Ez mondjuk való igaz csak én kivettem a pipát, hogy elkerüljem az "ikon szaporodást"...
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 június 28, 14:37
Írta: svejk Dátum 2014 június 28, 14:37
Csak egy ötlet.
Én nagyon sokszor egyszerű alkatrészeknél kézzel írom meg a G kódot, erre az esetre nagyon jól jönne egy New File lehetőség, ami ráadásul rögtön *.tap-ban akarna menteni.
Ez a Mach3-nál sem volt megoldva a win saját jegyzettömbje meg ugye mindig *.txt-ként akar menteni. Sok bosszúságot okozott már.
Vagy Ti hogy szoktátok ezt egyszerűen megoldani?
Én nagyon sokszor egyszerű alkatrészeknél kézzel írom meg a G kódot, erre az esetre nagyon jól jönne egy New File lehetőség, ami ráadásul rögtön *.tap-ban akarna menteni.
Ez a Mach3-nál sem volt megoldva a win saját jegyzettömbje meg ugye mindig *.txt-ként akar menteni. Sok bosszúságot okozott már.
Vagy Ti hogy szoktátok ezt egyszerűen megoldani?
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 június 28, 14:47
Írta: kr97pwss2 Dátum 2014 június 28, 14:47
Amikor nincs betöltve még G-kód, akkor megnyomod az Edit G-kód nyomógombot, és a notepad-ban megnyílik egy üres fájl. Megszerkeszted a fájlt, majd mentéskor a fájl neve után .tap-ot írsz, és akkor nem txt kiterjesztéssel menti el.
Cím: Re:UCCNC vezérlő program
Írta: 4ybj8h3c8 Dátum 2014 június 28, 14:47
Írta: 4ybj8h3c8 Dátum 2014 június 28, 14:47
"filenév.tap"
Ha idézőjel közé teszed, nem teszi hozzá automatikusan a .txt kiterjesztést.
Ha idézőjel közé teszed, nem teszi hozzá automatikusan a .txt kiterjesztést.
Cím: Re:UCCNC vezérlő program
Írta: Sz.József Dátum 2014 június 28, 14:56
Írta: Sz.József Dátum 2014 június 28, 14:56
Ez esetleg nem kapcsolódhat a G90, G91 hiányához? (még egyenlőre)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 június 28, 15:25
Írta: svejk Dátum 2014 június 28, 15:25
ja, csak mindig elfelejtem a TXT-t átírni..
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 június 28, 15:27
Írta: svejk Dátum 2014 június 28, 15:27
Az alábbi kód is hülyeséget csinál:
(mach3-ban jó)
f1000
g0 x0 y-20
g2 x0 y20 r20
g2 x0 y-20 r20
g0 x0 y0
m5 m30
(mach3-ban jó)
f1000
g0 x0 y-20
g2 x0 y20 r20
g2 x0 y-20 r20
g0 x0 y0
m5 m30
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 június 28, 15:40
Írta: kr97pwss2 Dátum 2014 június 28, 15:40
Megvizsgálom, mi okozza.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 június 28, 15:42
Írta: svejk Dátum 2014 június 28, 15:42
Úgy látom hogy az I,J módot inkrementálisan értelmezi.
De ha az R szót használjuk akkor ennek nincs jelentősége.
Vagy rosszul tudom?
De ha az R szót használjuk akkor ennek nincs jelentősége.
Vagy rosszul tudom?
Cím: Re:UCCNC vezérlő program
Írta: s7manbs8 Dátum 2014 június 28, 15:47
Írta: s7manbs8 Dátum 2014 június 28, 15:47
Az akkor tényleg nem normális. :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 június 28, 15:48
Írta: svejk Dátum 2014 június 28, 15:48
Hmmm.. mégis tudja a spirális interpolációt, egy mintapélda is van a Example könyvtárában. :)
Cím: Re:UCCNC vezérlő program
Írta: NewUser Dátum 2014 június 28, 15:59
Írta: NewUser Dátum 2014 június 28, 15:59
Offline tesztelgetem a programot én is, nagyon jó. Gratulálok hozzá.
Felmerült egy kérdés,hogy létezik-e MDI/AUTO/MANUAL mód átkapcsolásra lehetőség.
AUTO mód: program futtatás
MANUAL mód: kézzel, pendant stb. mozgatás..
MDI mód: kód futtatás az MDI ablakból - OK, de ekkor ne lehessen a kurzor mozgató billentyűkkel a gépet vezérelni (szerintem veszélyes), hanem a föl-le nyilakkal az előzőleg bevitt parancsok lennének elérhetőek, szerkeszthetők, majd ENTER leütésével futtatható.
Köszönöm.
Felmerült egy kérdés,hogy létezik-e MDI/AUTO/MANUAL mód átkapcsolásra lehetőség.
AUTO mód: program futtatás
MANUAL mód: kézzel, pendant stb. mozgatás..
MDI mód: kód futtatás az MDI ablakból - OK, de ekkor ne lehessen a kurzor mozgató billentyűkkel a gépet vezérelni (szerintem veszélyes), hanem a föl-le nyilakkal az előzőleg bevitt parancsok lennének elérhetőek, szerkeszthetők, majd ENTER leütésével futtatható.
Köszönöm.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 június 28, 16:13
Írta: svejk Dátum 2014 június 28, 16:13
Néha, -még nem tudtam rájönni a szabályra- az M30 utáni parancsokat is kirajzolja a Toolpath-ra.
De szerencsére a valóságban nem hajtja végre.
De szerencsére a valóságban nem hajtja végre.
Cím: Re:UCCNC vezérlő program
Írta: NewUser Dátum 2014 június 28, 16:31
Írta: NewUser Dátum 2014 június 28, 16:31
Még egy-két gondolat (tudom, ez még BÉTA verzió, igy inkább kivánságlista [#wink] ):
Toolpath ablak:
- jó volna, ha fixen látszódna a beállitott gépi limit (munkaterület határai)
- koordináta rendszerek eltolásakor az origó megjelenne
DRO:
- beállitható funkció, hogy csak koordináta eltolást adok meg, vagy
- a beirt érték alapján, gyorsjárati mozgással megy az adott pozicióba.
Toolpath ablak:
- jó volna, ha fixen látszódna a beállitott gépi limit (munkaterület határai)
- koordináta rendszerek eltolásakor az origó megjelenne
DRO:
- beállitható funkció, hogy csak koordináta eltolást adok meg, vagy
- a beirt érték alapján, gyorsjárati mozgással megy az adott pozicióba.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 június 28, 16:36
Írta: svejk Dátum 2014 június 28, 16:36
Az Appearance fülön kikapcsolható a szerszámot jelölő kis kúp.
Engem a szálkereszt majdnem jobban zavar, főleg egy bonyolultabb rajzon, esetleg érdemes lenne azt is kikapcsolhatóvá tenni.
Engem a szálkereszt majdnem jobban zavar, főleg egy bonyolultabb rajzon, esetleg érdemes lenne azt is kikapcsolhatóvá tenni.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 június 28, 16:50
Írta: svejk Dátum 2014 június 28, 16:50
??
Én nem tudok idézőjeles file nevet létrehozni, sem átnevezni.
No meg hogy is néznének ki a file-k?
Én nem tudok idézőjeles file nevet létrehozni, sem átnevezni.
No meg hogy is néznének ki a file-k?
Cím: Re:UCCNC vezérlő program
Írta: fa_kukac Dátum 2014 június 28, 18:34
Írta: fa_kukac Dátum 2014 június 28, 18:34
Ez így van, de már hozzászoktunk. Vagy csak próbálunk.
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2014 június 28, 20:10
Írta: Miki2 Dátum 2014 június 28, 20:10
Nézegetem a programot. Egyenlőre gép nélkül, mert a meglévő programjaim olyan kódokat tartalmaznak, amit az UCCNC még nem ismer.
Van egy kis hiányérzetem.
Nem tudom megnézni a behívott kód alapján a minimum, és a maximum mozgástartományt.
Ez a kézzel írt programok ellenőrzésénél sokszor tesz jó szolgálatot.
Már velem is előfordult, hogy elnéztem valamit, vagy csak kimaradt egy tizedes pont.
A megmunkálási határok ellemőrzésével szerszám, neadj Isten géptörés kerülhető el.
Van még más is, de arról később.
Van egy kis hiányérzetem.
Nem tudom megnézni a behívott kód alapján a minimum, és a maximum mozgástartományt.
Ez a kézzel írt programok ellenőrzésénél sokszor tesz jó szolgálatot.
Már velem is előfordult, hogy elnéztem valamit, vagy csak kimaradt egy tizedes pont.
A megmunkálási határok ellemőrzésével szerszám, neadj Isten géptörés kerülhető el.
Van még más is, de arról később.
Cím: Re:UCCNC vezérlő program
Írta: Sz.József Dátum 2014 június 28, 21:17
Írta: Sz.József Dátum 2014 június 28, 21:17
Nem biztos, hogy erre gondolsz, de egy behívott g kód után
a diagnosztika ablakban ezeket az adatokat szerintem kiírja a progi...
a diagnosztika ablakban ezeket az adatokat szerintem kiírja a progi...
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 június 28, 21:36
Írta: svejk Dátum 2014 június 28, 21:36
El is felejtettem írni, hogy ez a funkció is tetszik.
Nem is tudtam, hogy a Mach3 tud ilyet?
Miki2!
A mach3-ban hol kell megnézni?
Én eddig ha ilyen problémám volt offline-ban és gyorsjáratban végigsöpörtem és néztem a tooolpath-on hogy meddig tart a darab.
Nem is tudtam, hogy a Mach3 tud ilyet?
Miki2!
A mach3-ban hol kell megnézni?
Én eddig ha ilyen problémám volt offline-ban és gyorsjáratban végigsöpörtem és néztem a tooolpath-on hogy meddig tart a darab.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2014 június 28, 21:37
Írta: ANTAL GÁBOR Dátum 2014 június 28, 21:37
A jól beállított softlimit nem oldja meg a problémát ? El sem indul a program ha a limiteken túli G kód adatok vannak ( ha jól emlékszem )
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2014 június 28, 21:39
Írta: ANTAL GÁBOR Dátum 2014 június 28, 21:39
Most kapcsolok : te nálad a darabba (satuba stb ) tudsz ütközni ha elírtad . No az baj ...
Cím: Re:UCCNC vezérlő program
Írta: NewUser Dátum 2014 június 29, 07:57
Írta: NewUser Dátum 2014 június 29, 07:57
Tesztelgettem a G2, G3 interpolációkat. Amit tapasztaltam, hogy ha a CAM program által generált kód felbontása nagyobb, mint a vezérlő szoftver által használt felbontás, addig a kerekitésekből adódóan hibásan hajtja végre ezeket a kódokat.
Cím: Re:UCCNC vezérlő program
Írta: D.Laci Dátum 2014 június 29, 08:17
Írta: D.Laci Dátum 2014 június 29, 08:17
Mach3
"ToolPath Alt4"
"Program Limits"
"ToolPath Alt4"
"Program Limits"
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 június 29, 11:27
Írta: kr97pwss2 Dátum 2014 június 29, 11:27
A használatiban a 3.11-es menüpontban található róla részletes leírás.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 június 29, 11:29
Írta: svejk Dátum 2014 június 29, 11:29
Hogy mik vannak? :)
Én azt a Toolpath képernyőt sosem használtam... :(
Köszi!
Én azt a Toolpath képernyőt sosem használtam... :(
Köszi!
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 június 29, 11:41
Írta: svejk Dátum 2014 június 29, 11:41
Egy példával tudnád illusztrálni?
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 június 29, 11:46
Írta: kr97pwss2 Dátum 2014 június 29, 11:46
A visszajelzéseitek alapján pár dolgot megváltoztattunk a programon, melynek UCCNC V1.0017-es verziója letölthető.
A főbb változások:
-Jogolás módosítása (több tengelyt is lehet egy időben irányítani, és a Shift nyomógombbal gyorsjárat kapcsolása)
-A jogoláshoz billentyűkódok állíthatósága (Configuration/Hotkeys)
-Screensetek módosítása a billentyűkódok állíthatósága miatt.
-DRO szerkesztés és adatbevitel közben tiltva van a jog.
-Goto Zero nyomógombhoz hozzárendeltünk az M204-es makrót, melyben le lehet programozni, hogy milyen stratégiával álljon nulla pontra.
-G2, G3 rádiuszos megadásánál hibás kijelzés javítása.
A főbb változások:
-Jogolás módosítása (több tengelyt is lehet egy időben irányítani, és a Shift nyomógombbal gyorsjárat kapcsolása)
-A jogoláshoz billentyűkódok állíthatósága (Configuration/Hotkeys)
-Screensetek módosítása a billentyűkódok állíthatósága miatt.
-DRO szerkesztés és adatbevitel közben tiltva van a jog.
-Goto Zero nyomógombhoz hozzárendeltünk az M204-es makrót, melyben le lehet programozni, hogy milyen stratégiával álljon nulla pontra.
-G2, G3 rádiuszos megadásánál hibás kijelzés javítása.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 június 29, 11:59
Írta: kr97pwss2 Dátum 2014 június 29, 11:59
Kérlek bővebben fejtsd ki.
Cím: Re:UCCNC vezérlő program
Írta: Sz.József Dátum 2014 június 29, 12:02
Írta: Sz.József Dátum 2014 június 29, 12:02
Köszönöm, működik...
Még egy kérdés:
A program elindítását követően eltelik 10-15 sec mire "feláll" a program. (nem mintha nem bírnám kivárni)
Először szép "komótosan" megjelenik a logó majd újabb "hosszas" gondolkodási idő után összeáll a grafikus felület.
Ez normális jelenség vagy csak nálam jellemző...(?)
Egy alkalommal olyan is volt, hogy 5 perc (!) után meguntam és resetelni kellett a gépet, másképpen nem reagált semmire.
XP (friss telepítés), Dell 2,8-as gép, 1,5 G RAM...
Még egy kérdés:
A program elindítását követően eltelik 10-15 sec mire "feláll" a program. (nem mintha nem bírnám kivárni)
Először szép "komótosan" megjelenik a logó majd újabb "hosszas" gondolkodási idő után összeáll a grafikus felület.
Ez normális jelenség vagy csak nálam jellemző...(?)
Egy alkalommal olyan is volt, hogy 5 perc (!) után meguntam és resetelni kellett a gépet, másképpen nem reagált semmire.
XP (friss telepítés), Dell 2,8-as gép, 1,5 G RAM...
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 június 29, 12:35
Írta: xfg6v697j Dátum 2014 június 29, 12:35
Ezt már én is letőltöttem,és kipróbáltam,igaz hardver nélkül.
F1000 esetén,bőven 2000 fölé megy a sebesség,legalább is a kijelzés szeritn.
A kód mindössze ennyi volt.
G0 X0 Y0 Z0 F1000
X10
Y10
x0
y0
m30
F1000 esetén,bőven 2000 fölé megy a sebesség,legalább is a kijelzés szeritn.
A kód mindössze ennyi volt.
G0 X0 Y0 Z0 F1000
X10
Y10
x0
y0
m30
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 június 29, 12:36
Írta: xfg6v697j Dátum 2014 június 29, 12:36
Nálam is kb annyi kel nekei,hogy felálljon.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 június 29, 12:52
Írta: kr97pwss2 Dátum 2014 június 29, 12:52
Miért is ne menne 2000 fölé, hiszen G0-val gyorsjáratot programoztál, ami ráadásul öröklődő tulajdonság. A programozott előtolás F1000 értéke csak G1, G2, G3, stb. érvényesül.
Cím: Re:UCCNC vezérlő program
Írta: Sz.József Dátum 2014 június 29, 12:56
Írta: Sz.József Dátum 2014 június 29, 12:56
Ha a "magyarított" felületre töltöm rá 17-es bétát, akkor nincsen pl. hotkeys fül. (meg a jog tiltás sincsen)
Angol felületre rátöltve ok...
Legalább is nálam.
Angol felületre rátöltve ok...
Legalább is nálam.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 június 29, 12:57
Írta: kr97pwss2 Dátum 2014 június 29, 12:57
A tesztek alapján nálunk is hasonló ideig (7-11sec) alatt indul el a program. Ez teljesen normális, ugyanis az összes képernyőelemet be kell olvasnia a memóriában és a megjelenítést előkészítenie. Amúgy, ha megnézed a Mach3-se gyorsabb a Flash-es megjelenítés miatt.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 június 29, 13:02
Írta: kr97pwss2 Dátum 2014 június 29, 13:02
A magyar képernyőszettet újra le kell tölteni, mert abban is történtek módosítások.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 június 29, 13:02
Írta: xfg6v697j Dátum 2014 június 29, 13:02
Igazad van,elnéztem,legköurelebb kétszer megnézem,mielőtt reklamálok :)
Cím: Re:UCCNC vezérlő program
Írta: Sz.József Dátum 2014 június 29, 13:04
Írta: Sz.József Dátum 2014 június 29, 13:04
Ok, rendben, megnyugodtam.
A magyar szettet pedig újra letöltöm.
Köszönöm.
A magyar szettet pedig újra letöltöm.
Köszönöm.
Cím: Re:UCCNC vezérlő program
Írta: NewUser Dátum 2014 június 29, 15:06
Írta: NewUser Dátum 2014 június 29, 15:06
A tesztet felraktam a könyvtáramba.
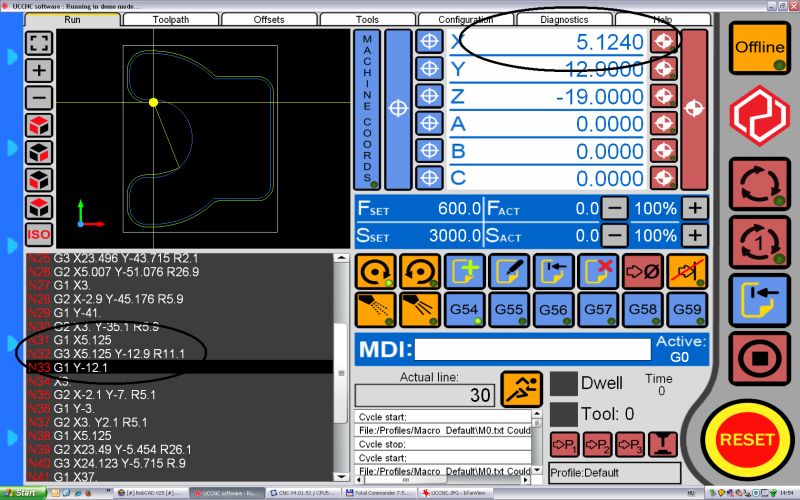
De a lényeg:
N31 G1 X5.125
N32 G3 X5.125 Y-12.9 R11.1
A kód futtatása után a DRO X: 5.124
De a lényeg:
N31 G1 X5.125
N32 G3 X5.125 Y-12.9 R11.1
A kód futtatása után a DRO X: 5.124
Cím: Re:UCCNC vezérlő program
Írta: NewUser Dátum 2014 június 29, 15:11
Írta: NewUser Dátum 2014 június 29, 15:11
X értéke csak 5.124 5.126 lehet, mást nem is fogad el...
Cím: Re:UCCNC vezérlő program
Írta: s7manbs8 Dátum 2014 június 29, 15:18
Írta: s7manbs8 Dátum 2014 június 29, 15:18
Ennek a programnak mi a minimál gép igénye ?
Cím: Re:UCCNC vezérlő program
Írta: NewUser Dátum 2014 június 29, 15:21
Írta: NewUser Dátum 2014 június 29, 15:21
Configuration fülön X-axis/Step per unit állitva: DRO értéke feltudja venni a beállitott értéket 5.125 ,de ettől még nem működik...
Cím: Re:UCCNC vezérlő program
Írta: NewUser Dátum 2014 június 29, 15:46
Írta: NewUser Dátum 2014 június 29, 15:46
Az alábbi kódra teljesen mást rajzol ki a toolpath ablak a kód betöltésekor (már az is hibás), mint futtatáskor. Más útvonalon megy mint az általa megjelenitett...
F1000.
N29 G1 Y-41.
N30 G2 X3. Y-35.1 R5.9
N31 G1 X5.125
N32 G3 X5.125 Y-12.9 R11.1
F1000.
N29 G1 Y-41.
N30 G2 X3. Y-35.1 R5.9
N31 G1 X5.125
N32 G3 X5.125 Y-12.9 R11.1
Cím: Re:UCCNC vezérlő program
Írta: NewUser Dátum 2014 június 29, 15:56
Írta: NewUser Dátum 2014 június 29, 15:56
Elnézést, az előző kód helyesen, hogy tesztelhető legyen:
F1000.
G0 X5.125 Y-12.9
G1 Y-41.
G2 X3. Y-35.1 R5.9
G1 X5.125
G3 X5.125 Y-12.9 R11.1
F1000.
G0 X5.125 Y-12.9
G1 Y-41.
G2 X3. Y-35.1 R5.9
G1 X5.125
G3 X5.125 Y-12.9 R11.1
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2014 június 29, 16:55
Írta: Miki2 Dátum 2014 június 29, 16:55
Alt_4, és a jobb felső sarokban vannak a mozgás befoglaló méretei.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 június 29, 16:57
Írta: svejk Dátum 2014 június 29, 16:57
Nem mentettem el az előző verzió beállításait, így jártam. :((
No de ennél a 1.017-nél meg nem hatásos az X tengely DIR actív low pipa, nem tudok irányt váltani. :(
A többi tengelynél működik.
No de ennél a 1.017-nél meg nem hatásos az X tengely DIR actív low pipa, nem tudok irányt váltani. :(
A többi tengelynél működik.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 június 29, 17:47
Írta: svejk Dátum 2014 június 29, 17:47
Hűha!
Ennél az 1.017-nél megszűnt a homolás is.
Ha az összesre vagy akár csak az egyik tengelyre kattintok, akkor pár századot mozdul a tengely és megáll minden, JOG sincs a config képernyő is kiszürkül, csak a resetre áll vissza az üzemállapot.
Ugyanaz a Config file mint az 1.016-nál.
visszatöltve az 1.016 verziót megjavul a homolás.
Ennél az 1.017-nél megszűnt a homolás is.
Ha az összesre vagy akár csak az egyik tengelyre kattintok, akkor pár századot mozdul a tengely és megáll minden, JOG sincs a config képernyő is kiszürkül, csak a resetre áll vissza az üzemállapot.
Ugyanaz a Config file mint az 1.016-nál.
visszatöltve az 1.016 verziót megjavul a homolás.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 június 29, 18:20
Írta: svejk Dátum 2014 június 29, 18:20
Ne haragudjatok rám, de én meg szeretnék dolgozni a lehetőségért, hogy tesztelhetek! :)
Több tengelyes JOG-olás, hotkeys beállítás --oké
G2/3-nál az R szót tartalmazó mondatot helyesen rajzolja már ki, de a #143-ban levő csigavonalat továbbra sem.
(tudom nincs gyakorlati jelentősége, de a hiba máshol is előjöhet)
A #153-ban levő kódot viszont most már jól csinálja.
A Goto zero majdnem tökéletes, de ugyan az a hiba előjött mint anno a Mach3-UC100-nál, miszerint ha a safeZ értékénél kisebb Z magasságról indítjuk a GotoZerot, akkor a soft limit miatt nem hajtja végre a többi tengelyen sem a zéróra futást, hanem rapszodikusan megáll.
(Ezt a hibát anno szintén én vetettem fel, és nem sokára ki is javítottad, tehát van rá gyógyszer)
De most egyelőre a Homolás a legnagyobb gond az 1.017-nél.
Több tengelyes JOG-olás, hotkeys beállítás --oké
G2/3-nál az R szót tartalmazó mondatot helyesen rajzolja már ki, de a #143-ban levő csigavonalat továbbra sem.
(tudom nincs gyakorlati jelentősége, de a hiba máshol is előjöhet)
A #153-ban levő kódot viszont most már jól csinálja.
A Goto zero majdnem tökéletes, de ugyan az a hiba előjött mint anno a Mach3-UC100-nál, miszerint ha a safeZ értékénél kisebb Z magasságról indítjuk a GotoZerot, akkor a soft limit miatt nem hajtja végre a többi tengelyen sem a zéróra futást, hanem rapszodikusan megáll.
(Ezt a hibát anno szintén én vetettem fel, és nem sokára ki is javítottad, tehát van rá gyógyszer)
De most egyelőre a Homolás a legnagyobb gond az 1.017-nél.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 június 29, 18:21
Írta: svejk Dátum 2014 június 29, 18:21
Elküldöm magánban az 1.017 setup fájlját, amelyik nem akar Homolni.
Cím: Re:UCCNC vezérlő program
Írta: fa_kukac Dátum 2014 június 29, 19:12
Írta: fa_kukac Dátum 2014 június 29, 19:12
Nekem az elején hom-oláskor lesípoltak a tengelyek, Balázs tanácsára a buffer 50 ms-ot 200-ra állítottam, a hiba megszűnt. Mindenesetre íves vagy alakos marásnál érdekes, darabos, több szakaszra esett hangja van, és kicsit remegős is. Vagy csak nálam? Constans velocity-n van.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 június 29, 19:21
Írta: kr97pwss2 Dátum 2014 június 29, 19:21
A Referencia felvételi hibát javítjuk, és hamarosan feltöltjük a javítását.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 június 29, 21:31
Írta: kr97pwss2 Dátum 2014 június 29, 21:31
Készült egy másik verzió, melyben a következő módosítások vannak:
- G2, G3-as kódnál rádiuszos megadásnál hiba javítása (NewUser #190-es hozzászólásban jelezte).
- A Home-olás javítása (az előző verzióban sikerült elrontani, bocsi)
A program innen letölthető:UCCNC V1.0018
A #143-ban Svejk belinkelt egy tesztkódot. Ennél a kódnál a kör kezdő és végpontjához tartozó rádiusz nem egyforma, ezért ugyan jól hajtja végre, de a rajzolás egyelőre csak konkrét kört tud rajzolni. Ezt majd később korrigálni fogjuk, és halkan megjegyzem, a konkrét kódot a Mach3 egyáltalán nem tudja értelmezni.
#185-ben NewUser jelezte, hogy nem stimmelnek a tengelyek koordinátái. Ez nem hiba! Ugyanis ha egy tengelynek a Step/mm értéke pl. 500, akkor egy step jelre az elmozdulás: 0.002mm. A kijelző viszont a kiadott step jelek alapján számlál, és mindig a valóságos pozíciót jelzi ki, nem pedig egy elméletit. A pozíció kijelzőkön megjelenített tizedesjegyek száma állítható a Configuration/General Settings fülön a position DROs digit paraméterrel. Itt érdemes még megjegyeznem, hogy ha kevesebb tizedesjegyet állítunk be, mint a gép pontossága, akkor a nem látható tizedeseket figyelembe véve kerekítve jelenik meg a pozíció.
#187 Elektron kérdésére a választ bemásolom a használati utasításból:
Az UCCNC szoftver a Microsoft Windows XP, 7, 8 vagy 8.1-es operációs rendszeren x86 vagy 64-es asztali számítógépen vagy laptopon, tableten futtatható. A minimális ajánlott hardver
követelménye a számítógépnek 1,6GHz-es processzor, 1Gbyte RAM és 16Gbyte merevlemez
terület (többre is szükség lehet az operációs rendszertől függően). Az UCCNC program futtatható kisebb teljesítményű számítógépen is, de ez nem ajánlott.
- G2, G3-as kódnál rádiuszos megadásnál hiba javítása (NewUser #190-es hozzászólásban jelezte).
- A Home-olás javítása (az előző verzióban sikerült elrontani, bocsi)
A program innen letölthető:UCCNC V1.0018
A #143-ban Svejk belinkelt egy tesztkódot. Ennél a kódnál a kör kezdő és végpontjához tartozó rádiusz nem egyforma, ezért ugyan jól hajtja végre, de a rajzolás egyelőre csak konkrét kört tud rajzolni. Ezt majd később korrigálni fogjuk, és halkan megjegyzem, a konkrét kódot a Mach3 egyáltalán nem tudja értelmezni.
#185-ben NewUser jelezte, hogy nem stimmelnek a tengelyek koordinátái. Ez nem hiba! Ugyanis ha egy tengelynek a Step/mm értéke pl. 500, akkor egy step jelre az elmozdulás: 0.002mm. A kijelző viszont a kiadott step jelek alapján számlál, és mindig a valóságos pozíciót jelzi ki, nem pedig egy elméletit. A pozíció kijelzőkön megjelenített tizedesjegyek száma állítható a Configuration/General Settings fülön a position DROs digit paraméterrel. Itt érdemes még megjegyeznem, hogy ha kevesebb tizedesjegyet állítunk be, mint a gép pontossága, akkor a nem látható tizedeseket figyelembe véve kerekítve jelenik meg a pozíció.
#187 Elektron kérdésére a választ bemásolom a használati utasításból:
Az UCCNC szoftver a Microsoft Windows XP, 7, 8 vagy 8.1-es operációs rendszeren x86 vagy 64-es asztali számítógépen vagy laptopon, tableten futtatható. A minimális ajánlott hardver
követelménye a számítógépnek 1,6GHz-es processzor, 1Gbyte RAM és 16Gbyte merevlemez
terület (többre is szükség lehet az operációs rendszertől függően). Az UCCNC program futtatható kisebb teljesítményű számítógépen is, de ez nem ajánlott.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 június 29, 22:02
Írta: kr97pwss2 Dátum 2014 június 29, 22:02
Alább találhatod az M204-es makró tartalmát, amit bemásolva már kezeli a szoftveres limitnél a biztonságos Z kiemelést:
M204.txt
// Go to Zero with safeZ
double safeZ = exec.mainform.UCsetup.UCset.Generalsettings.SafeZ;
if(exec.mainform.UCsetup.UCset.Generalsettings.Enablesoftlimits)
{
if(safeZ>exec.mainform.UCsetup.UCset.Axis[2].UC100axis.SoftLimitP)
{
safeZ = exec.mainform.UCsetup.UCset.Axis[2].UC100axis.SoftLimitP;
}
}
while(exec.IsMoving()){}
exec.Wait(100);
if(exec.GetXpos()!=0 || exec.GetYpos()!=0 || exec.GetApos()!=0 || exec.GetBpos()!=0 || exec.GetCpos()!=0)
{
exec.Code("G00 Z"+ safeZ); // Move Z up to safeZ defined by use, above the zero plane
while(exec.IsMoving()){}
exec.Wait(100);
exec.Code("G00 X0 Y0 A0 B0 C0"); // Move XYABC to Zero
while(exec.IsMoving()){}
exec.Wait(100);
exec.Code("G00 Z0"); // Move Z to 0
while(exec.IsMoving()){}
exec.Wait(100);
}
else
{
exec.Code("G00 Z0"); // Move Z to 0
while(exec.IsMoving()){}
exec.Wait(100);
}
M204.txt
// Go to Zero with safeZ
double safeZ = exec.mainform.UCsetup.UCset.Generalsettings.SafeZ;
if(exec.mainform.UCsetup.UCset.Generalsettings.Enablesoftlimits)
{
if(safeZ>exec.mainform.UCsetup.UCset.Axis[2].UC100axis.SoftLimitP)
{
safeZ = exec.mainform.UCsetup.UCset.Axis[2].UC100axis.SoftLimitP;
}
}
while(exec.IsMoving()){}
exec.Wait(100);
if(exec.GetXpos()!=0 || exec.GetYpos()!=0 || exec.GetApos()!=0 || exec.GetBpos()!=0 || exec.GetCpos()!=0)
{
exec.Code("G00 Z"+ safeZ); // Move Z up to safeZ defined by use, above the zero plane
while(exec.IsMoving()){}
exec.Wait(100);
exec.Code("G00 X0 Y0 A0 B0 C0"); // Move XYABC to Zero
while(exec.IsMoving()){}
exec.Wait(100);
exec.Code("G00 Z0"); // Move Z to 0
while(exec.IsMoving()){}
exec.Wait(100);
}
else
{
exec.Code("G00 Z0"); // Move Z to 0
while(exec.IsMoving()){}
exec.Wait(100);
}
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 június 29, 22:05
Írta: svejk Dátum 2014 június 29, 22:05
Valóban nem látja a #143-ast a mach3, de ezt a Béni félét igen.
f1000
G0 X0.001 Y0 Z10
G1 Z0 F1500
G3 X12.5 I0 J0
G3 X25 I0 J0
M30
a #11900 körül taglaltuk a Mach3 topicban.
De gyakorlati jelentősége alig lehet.
f1000
G0 X0.001 Y0 Z10
G1 Z0 F1500
G3 X12.5 I0 J0
G3 X25 I0 J0
M30
a #11900 körül taglaltuk a Mach3 topicban.
De gyakorlati jelentősége alig lehet.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 június 29, 22:07
Írta: svejk Dátum 2014 június 29, 22:07
Szupi!
Holnap reggel tudom már csak kipróbálni. :(
Milyen nyelvezetben is vannak a makrok írva?
(bocsi a tudatlanságomért)
Holnap reggel tudom már csak kipróbálni. :(
Milyen nyelvezetben is vannak a makrok írva?
(bocsi a tudatlanságomért)
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 június 29, 22:08
Írta: frkdv6dyr Dátum 2014 június 29, 22:08
Mi a makrók határa? Gondolok itt a számukra pl.: M200-M399, valamint a feldolgozható sorok számára.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 június 29, 22:19
Írta: kr97pwss2 Dátum 2014 június 29, 22:19
A makrók C# nyelven szerkeszthetőek és nincs se méretbeli, se pedig számbeli korlát. Bővebb leírás: UCCNC/Documentation/Macro_capability_detailed.htm
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 június 29, 22:26
Írta: svejk Dátum 2014 június 29, 22:26
Kár hogy nem magyarul van, de majd utánanézek.
Ugye a Profiles/Macro_default könyvtárban levő M204.txt-t kell átírni a #199-el?
Ugye a Profiles/Macro_default könyvtárban levő M204.txt-t kell átírni a #199-el?
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 június 29, 22:46
Írta: kr97pwss2 Dátum 2014 június 29, 22:46
Igen, de még várjál vele egy kicsit, mert túl gyorsan másoltam be és nem tökéletes.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 június 29, 22:51
Írta: svejk Dátum 2014 június 29, 22:51
Észrevettem, demóban is látszik. :)
De szerintem most már menj Te is pihenni, megérdemled! :)
De szerintem most már menj Te is pihenni, megérdemled! :)
Cím: Re:UCCNC vezérlő program
Írta: NewUser Dátum 2014 június 30, 09:45
Írta: NewUser Dátum 2014 június 30, 09:45
Gratulálok a gyors fejlesztéshez. G2, G3 OK [#wink]
A alábbi szintén nem hiba, csupán értelmezésbeli (implementációs :-))probléma lehet (de nekem RS274NGC alapú vezérlővel másképp működik)
G0 Z2.54
M5
T2 M06
S10000 M3
G54 X5.125 Y-12.9 << Ezt a sort hibásnak veszi, nincs mozgás, holott még a G0 aktuális (szerintem)
Ha ez működne, akkor hiba nélkül lefutna a teszt kódom... Persze a jelenleg nem kezelt G90, G17 nélkül.
Egy ötlet, de lehet, hogy már meg van valósítva máshol. Az aktuálisan érvényben lévő G kódok egy sorban látszódnának pl. az MDI ablak fölött.
A alábbi szintén nem hiba, csupán értelmezésbeli (implementációs :-))probléma lehet (de nekem RS274NGC alapú vezérlővel másképp működik)
G0 Z2.54
M5
T2 M06
S10000 M3
G54 X5.125 Y-12.9 << Ezt a sort hibásnak veszi, nincs mozgás, holott még a G0 aktuális (szerintem)
Ha ez működne, akkor hiba nélkül lefutna a teszt kódom... Persze a jelenleg nem kezelt G90, G17 nélkül.
Egy ötlet, de lehet, hogy már meg van valósítva máshol. Az aktuálisan érvényben lévő G kódok egy sorban látszódnának pl. az MDI ablak fölött.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 június 30, 10:28
Írta: svejk Dátum 2014 június 30, 10:28
Az 1.018-ban a homolás oké, de az X tengelynél a DIR Actív Low pipa még mindig hatástalan.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 június 30, 11:27
Írta: kr97pwss2 Dátum 2014 június 30, 11:27
Itt az újabb verzió: UCCNC V1.0019
Módosítások:
- Goto Zero-nál SafeZ és szoftveres limit kezelése
- Diagnosztikai ablakon Home bemenetek lámpáinak javítása.
A Dir jelet ellenőriztem, annak jónak kell lennie. Mit állítasz be rá? írd le, vagy küld el nekem a profil fájlt és leellenőrzöm azzal is.
Módosítások:
- Goto Zero-nál SafeZ és szoftveres limit kezelése
- Diagnosztikai ablakon Home bemenetek lámpáinak javítása.
A Dir jelet ellenőriztem, annak jónak kell lennie. Mit állítasz be rá? írd le, vagy küld el nekem a profil fájlt és leellenőrzöm azzal is.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 június 30, 11:31
Írta: kr97pwss2 Dátum 2014 június 30, 11:31
A belinkelt kódot valóban még nem érti, mert a kódértelmezője egyenlőre soronként csak egy G-kódot dolgoz fel. Ezt is majd pótoljuk. Egyenlőre a G54 után rakj egy soremelést, és működnie kell.
Cím: Re:UCCNC vezérlő program
Írta: NewUser Dátum 2014 június 30, 11:46
Írta: NewUser Dátum 2014 június 30, 11:46
Működik. Hibátlanul lefut.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 június 30, 11:56
Írta: svejk Dátum 2014 június 30, 11:56
Tegnap este 18.30 körül elküldtem.
a régebbi verziókat visszatöltve működik a DIR pipa
a régebbi verziókat visszatöltve működik a DIR pipa
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 június 30, 12:23
Írta: svejk Dátum 2014 június 30, 12:23
"- Goto Zero-nál SafeZ és szoftveres limit kezelése "
Nem jó továbbra sem az 0.019-ben. :(
Nem jó továbbra sem az 0.019-ben. :(
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 június 30, 12:24
Írta: svejk Dátum 2014 június 30, 12:24
bocsi, 1.019-ben.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 június 30, 12:34
Írta: svejk Dátum 2014 június 30, 12:34
Az X DIR pipa az 1.017-től kezdődően nem aktív.
Most megint próbáltam az 1.016-nál méh jó.
Ugyan azzal a profil fájllal.
Most megint próbáltam az 1.016-nál méh jó.
Ugyan azzal a profil fájllal.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 június 30, 12:38
Írta: svejk Dátum 2014 június 30, 12:38
A G73 G83 furóciklusukat most akartam tesztelni, de látom az újakból már kivetted.
Az előbb visrosszaktam az 1.016-ot, abban még benne volt, de nem jól működik.
Én ezt a formulát használtam eddig a Mach3-nál.
M03 S600
G83 X5 Y0 Z-10.00 Q2.00 R1.00 F30.00
X0 Y5
X-5 Y0
X0 Y-5
G80
M5 M30
Ez ugye 4 furatot készít, ugyan ez működik G73-mal is.
Az előbb visrosszaktam az 1.016-ot, abban még benne volt, de nem jól működik.
Én ezt a formulát használtam eddig a Mach3-nál.
M03 S600
G83 X5 Y0 Z-10.00 Q2.00 R1.00 F30.00
X0 Y5
X-5 Y0
X0 Y-5
G80
M5 M30
Ez ugye 4 furatot készít, ugyan ez működik G73-mal is.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 június 30, 13:12
Írta: 000000000 Dátum 2014 június 30, 13:12
Szia Svejk,
Balázsnak el kellett mennie és látom, hogy elég alaposan teszteltek, úgyhogy beregisztráltam ide magam, hogy tudjak addig is segíteni nektek a tesztelésben.
Balázsnak el kellett mennie és látom, hogy elég alaposan teszteltek, úgyhogy beregisztráltam ide magam, hogy tudjak addig is segíteni nektek a tesztelésben.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 június 30, 13:14
Írta: svejk Dátum 2014 június 30, 13:14
Nekem mindegy, Balázs-Balázs... [#vigyor2]
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 június 30, 13:15
Írta: 000000000 Dátum 2014 június 30, 13:15
Ezt a X dir pipa dolgot nem értem, hogy miért nem működik. A program ezen részéhez egyáltalán nem nyúltunk hozzá. Illetve le is teszteltem most gyorsan, ki is mértem a jelet és nálam működik ahogy kell.
A G73/83 dolgot sem értem, hogy miből gondolod, hogy kiszedtük a programból, nem szedtük ki, nálam ez is működik.
Esetleg elküldhetnéd nekem is a beállítás (.pro) fájlt amit használsz és akkor debuggolom.
A G73/83 dolgot sem értem, hogy miből gondolod, hogy kiszedtük a programból, nem szedtük ki, nálam ez is működik.
Esetleg elküldhetnéd nekem is a beállítás (.pro) fájlt amit használsz és akkor debuggolom.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 június 30, 13:15
Írta: 000000000 Dátum 2014 június 30, 13:15
:)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 június 30, 13:33
Írta: svejk Dátum 2014 június 30, 13:33
Gondoltam abból, hogy az újabb verzióknál már nincs a G73/83-kód listába.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 június 30, 13:36
Írta: svejk Dátum 2014 június 30, 13:36
Ment a duublecnc-re a .pro file.
Tehát az X tengelynél hiába pipálom ki a DIR-nél az aktív LOW-ot ugyananabba az irányba megy továbbra is.
1.016-nál még jó, 1.017 felett nem hatásos a pipa
többször lecseréltem a verziókat, mindig ugyanazzal a .pro fájlal próbáltam.
Tehát az X tengelynél hiába pipálom ki a DIR-nél az aktív LOW-ot ugyananabba az irányba megy továbbra is.
1.016-nál még jó, 1.017 felett nem hatásos a pipa
többször lecseréltem a verziókat, mindig ugyanazzal a .pro fájlal próbáltam.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 június 30, 13:51
Írta: 000000000 Dátum 2014 június 30, 13:51
Köszönöm. Mindjárt megfogom nézni.
Cím: Re:UCCNC vezérlő program
Írta: krnj79r9n Dátum 2014 június 30, 13:55
Írta: krnj79r9n Dátum 2014 június 30, 13:55
Sziasztok,
Nem tudom hogy hogy vagytok vele, de nekem nagyon hiányzik "tooltip" a gombokon. Talán így hívják amikor az egeret a gomb felett hagyva kiírja hogy mi is az, mit csinál.
Sokról nem tudom eldönteni, hogy mi is lehet az.
Ez az ikonos screenek-re lenne jó, főleg, ha a felhasználók elkezdenek majd mindenféle screeneket gyártani rá. Szerintem nagyon hasznos, az első ismerkedési fázisban főleg.
Aztán mondjuk, amikor már megtanulta, megszokta az ember, és inkább már zavaró mint sem segít, akkor kikapcsolható lenne a general fülön.
Továbbá nem láttam még, vagy csak nem találtam még meg. Jó lenne egy olyan funkció, mint a mach3-ban, ami megmondja (kiszámolja), hogy az adott G kód mennyi ideig fog futni.
Ezt napi szinten használom a mach3-ban, pl. ajánlatadásnál sokat segít, hogy tudjam mennyi a gépídő.
Nem tudom hogy hogy vagytok vele, de nekem nagyon hiányzik "tooltip" a gombokon. Talán így hívják amikor az egeret a gomb felett hagyva kiírja hogy mi is az, mit csinál.
Sokról nem tudom eldönteni, hogy mi is lehet az.
Ez az ikonos screenek-re lenne jó, főleg, ha a felhasználók elkezdenek majd mindenféle screeneket gyártani rá. Szerintem nagyon hasznos, az első ismerkedési fázisban főleg.
Aztán mondjuk, amikor már megtanulta, megszokta az ember, és inkább már zavaró mint sem segít, akkor kikapcsolható lenne a general fülön.
Továbbá nem láttam még, vagy csak nem találtam még meg. Jó lenne egy olyan funkció, mint a mach3-ban, ami megmondja (kiszámolja), hogy az adott G kód mennyi ideig fog futni.
Ezt napi szinten használom a mach3-ban, pl. ajánlatadásnál sokat segít, hogy tudjam mennyi a gépídő.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 június 30, 14:11
Írta: svejk Dátum 2014 június 30, 14:11
Lásd: #93
A magyart meg nem szabad erőltetni.
A magyart meg nem szabad erőltetni.
Cím: Re:UCCNC vezérlő program
Írta: Sz.József Dátum 2014 június 30, 14:15
Írta: Sz.József Dátum 2014 június 30, 14:15
Az UCCNC esetében azt nem kellene tudni, hogy ez a fúróciklus G98 vagy G99 alatt fut-e?
Vagy is a G98 aktív vagy G99 ? (persze a listában nincsen ilyen...)
Csak hangosan gondolkodom... (?)
Talán azért nem működik... (?)
Vagy is a G98 aktív vagy G99 ? (persze a listában nincsen ilyen...)
Csak hangosan gondolkodom... (?)
Talán azért nem működik... (?)
Cím: Re:UCCNC vezérlő program
Írta: krnj79r9n Dátum 2014 június 30, 14:19
Írta: krnj79r9n Dátum 2014 június 30, 14:19
Szia,
Értem én, hogy ott van a textscreen, ami tetszik is. Próbáltam is, de ettől függetlenül, nem látnád értelmét a gomb tooltip-nek. Főleg, ha készülnek majd saját felhasználói screen-ek. Mert ha jól tudom, márpedig Balázs mondta, tehát valószínűleg így van, a felület teljesen gépre "testre" szabható. Adott esetben semmi köze nem lesz ehhez a kinézethez.
Nyilván most nem ez a prioritás, de későbbiekben hasznos lehet.
Te sem találtál gépidő kalkulációt? Mert ez viszont nekem nagyon hiányzik.
Értem én, hogy ott van a textscreen, ami tetszik is. Próbáltam is, de ettől függetlenül, nem látnád értelmét a gomb tooltip-nek. Főleg, ha készülnek majd saját felhasználói screen-ek. Mert ha jól tudom, márpedig Balázs mondta, tehát valószínűleg így van, a felület teljesen gépre "testre" szabható. Adott esetben semmi köze nem lesz ehhez a kinézethez.
Nyilván most nem ez a prioritás, de későbbiekben hasznos lehet.
Te sem találtál gépidő kalkulációt? Mert ez viszont nekem nagyon hiányzik.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 június 30, 14:26
Írta: svejk Dátum 2014 június 30, 14:26
Párszor tíz gomb van meg lehet tanulni.
Ha meg droidot állítassz a gép mellé akkor annok csak a zöld gombot kell nyomkodnia. :)
Nem találtam számlálót.
Ha meg droidot állítassz a gép mellé akkor annok csak a zöld gombot kell nyomkodnia. :)
Nem találtam számlálót.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 június 30, 19:10
Írta: 000000000 Dátum 2014 június 30, 19:10
Sikerült debuggolni és javítani a hibát ami miatt nem tudtad átállítani az X-tengely dir jelét.
Az új verziót 1.020 feltöltöttem a weboldalra:
UCCNC 1.020
Az új verziót 1.020 feltöltöttem a weboldalra:
UCCNC 1.020
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 június 30, 19:14
Írta: 000000000 Dátum 2014 június 30, 19:14
Ez a kódod:
M03 S600
G83 X5 Y0 Z-10.00 Q2.00 R1.00 F30.00
X0 Y5
X-5 Y0
X0 Y-5
G80
M5 M30
Azért nem működik, mert nincsen Z koordináta megadva csak az első sorban. Azt gondoltam, hogy Z-t, vagyis mélységet minden sorban meg kell adni, de akkor ezek szerint lehet, hogy a Z is öröklődő?
M03 S600
G83 X5 Y0 Z-10.00 Q2.00 R1.00 F30.00
X0 Y5
X-5 Y0
X0 Y-5
G80
M5 M30
Azért nem működik, mert nincsen Z koordináta megadva csak az első sorban. Azt gondoltam, hogy Z-t, vagyis mélységet minden sorban meg kell adni, de akkor ezek szerint lehet, hogy a Z is öröklődő?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 június 30, 19:33
Írta: svejk Dátum 2014 június 30, 19:33
Szupi, de sajnos csak holnap tudom kipróbálni.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 június 30, 19:34
Írta: 000000000 Dátum 2014 június 30, 19:34
Az teljesen jó, köszi! [#wave]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 június 30, 19:47
Írta: svejk Dátum 2014 június 30, 19:47
A mach3 megeszi, eddig így használtam.
Egyébként én innen az NCT-től szoktam puskázni a mach3-mal 80%-ban kompatibilis.
lásd: 136. oldal példaprogram.
"Példa a fúrási kódok és a ciklusváltozók öröklődésére:
N1 G17 G0 Z_ M3
N2 G81 X_ Y_ Z_ R_ F_
A ciklus üzemmód kezdetén a fúrási adatok (Z, R) meghatározása kötelező
N3 X_
Mivel az N2 mondatban a fúrási adatok meg lettek határozva és az N3 mondatban ugyanazok
szükségesek, kitöltésük felesleges, azaz G81, Z_, R_, F_ elhagyható. A furat pozíciója csak X
irányban változik, a fúró ebben az irányban mozog, majd ugyanazt a furatot fúrja, mint az N2
mondatban.
N4 G82 Y_ Z_ P_
A furat pozíciója Y irányban mozog. A fúrás metódusa G82-nek megfelelően alakul, a talppont
Z új értéket vesz fel, a megközelítési pont és előtolás (R, F) N2 mondatból öröklődnek.
N5 G80 M5
Törli a ciklusüzemmódot és az öröklődő ciklusváltozókat, F kivételével."
Egyébként én innen az NCT-től szoktam puskázni a mach3-mal 80%-ban kompatibilis.
lásd: 136. oldal példaprogram.
"Példa a fúrási kódok és a ciklusváltozók öröklődésére:
N1 G17 G0 Z_ M3
N2 G81 X_ Y_ Z_ R_ F_
A ciklus üzemmód kezdetén a fúrási adatok (Z, R) meghatározása kötelező
N3 X_
Mivel az N2 mondatban a fúrási adatok meg lettek határozva és az N3 mondatban ugyanazok
szükségesek, kitöltésük felesleges, azaz G81, Z_, R_, F_ elhagyható. A furat pozíciója csak X
irányban változik, a fúró ebben az irányban mozog, majd ugyanazt a furatot fúrja, mint az N2
mondatban.
N4 G82 Y_ Z_ P_
A furat pozíciója Y irányban mozog. A fúrás metódusa G82-nek megfelelően alakul, a talppont
Z új értéket vesz fel, a megközelítési pont és előtolás (R, F) N2 mondatból öröklődnek.
N5 G80 M5
Törli a ciklusüzemmódot és az öröklődő ciklusváltozókat, F kivételével."
Cím: Re:UCCNC vezérlő program
Írta: Sz.József Dátum 2014 június 30, 21:46
Írta: Sz.József Dátum 2014 június 30, 21:46
A 20-as verzióval néztem a G83-as mintádat...
Az UCCNC csak "Z"-k újra beírásával "játsza" le...(??)
A Mach-nak és az NCT-nek alég az "X", ez tuti. (ahogyan írtad)
"Vagy a leves görbe, vagy a tányér nem egyenes..."
Az UCCNC csak "Z"-k újra beírásával "játsza" le...(??)
A Mach-nak és az NCT-nek alég az "X", ez tuti. (ahogyan írtad)
"Vagy a leves görbe, vagy a tányér nem egyenes..."
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 01, 08:56
Írta: svejk Dátum 2014 július 01, 08:56
No, majd mindjárt kipróbálom!
Önmagában ha így működik az nem baj, csak legyenek ezek a dolgok leírva.
Az ipari gépek sem teljesen kompatibilisek egymással még pl. a Fanuc-on belül sem.
Eleve ugye az újabbak nem kompatibilisek visszafelé, de ez az élet más területén is így van.
Az UCCNC használati utasításában is említve van az RS274 NGC szabvány, ajánlás, vagy nem is tudom micsoda.
Ezt hol lehet elérni részletes formátumban?
Mert ha ez alapján készül a kódértelmező, akkor megtanuljuk ezt, ez legyen a legkevesebb.
Önmagában ha így működik az nem baj, csak legyenek ezek a dolgok leírva.
Az ipari gépek sem teljesen kompatibilisek egymással még pl. a Fanuc-on belül sem.
Eleve ugye az újabbak nem kompatibilisek visszafelé, de ez az élet más területén is így van.
Az UCCNC használati utasításában is említve van az RS274 NGC szabvány, ajánlás, vagy nem is tudom micsoda.
Ezt hol lehet elérni részletes formátumban?
Mert ha ez alapján készül a kódértelmező, akkor megtanuljuk ezt, ez legyen a legkevesebb.
Cím: Re:UCCNC vezérlő program
Írta: nffab2gnr Dátum 2014 július 01, 10:43
Írta: nffab2gnr Dátum 2014 július 01, 10:43
itt olvashatod

Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 01, 10:52
Írta: svejk Dátum 2014 július 01, 10:52
Valóban, ha a többi sorban is meg van adva a Z végső értéke akkor már működik, de sajnos nem jól.
Szétraktam +-40-re a furatokat, hogy jobban látható legyen.
M03 S600
G83 X40 Y0 Z-10.00 Q2.00 R1.00 F30.00
X0 Y40 z-10
X-40 Y0 z-10
X0 Y-40 z-10
G80
M5 M30
A fenti kóddal azt csinálja a gép, hogy amikor elindul gyorsjárattal az X 40-re azzal egy időben elindul a Z is felfelé úgy Z120 mm körülre, tehát lineáris interpolációval X40 Z kb.120-ra. innen aztán továbbra is gyorsjárattal lejön z1-re aztán innentől már rendesen megcsinálja a furatokat.
A G73 és a G84 visszaemelései rendben vannak.
Ez az első Z felemelkedés mértéke függ attól hogy milyen sokat kell mennie X-ben és úgy látom, hogy függ attól is hogy hol helyezkedik el a munkakoordináta az gép abszolut koordináta rendszerben.
De nem mindig ugyanabba a gépi Z értékre megy fel.
Van még egy dolog, amit már más kódnál is észrevettem és ennél a kódnál is az M30-at pirosal írja ki.
(Az M80-at is, de az oké, mert azt nem ismeri papíron sem)
Szétraktam +-40-re a furatokat, hogy jobban látható legyen.
M03 S600
G83 X40 Y0 Z-10.00 Q2.00 R1.00 F30.00
X0 Y40 z-10
X-40 Y0 z-10
X0 Y-40 z-10
G80
M5 M30
A fenti kóddal azt csinálja a gép, hogy amikor elindul gyorsjárattal az X 40-re azzal egy időben elindul a Z is felfelé úgy Z120 mm körülre, tehát lineáris interpolációval X40 Z kb.120-ra. innen aztán továbbra is gyorsjárattal lejön z1-re aztán innentől már rendesen megcsinálja a furatokat.
A G73 és a G84 visszaemelései rendben vannak.
Ez az első Z felemelkedés mértéke függ attól hogy milyen sokat kell mennie X-ben és úgy látom, hogy függ attól is hogy hol helyezkedik el a munkakoordináta az gép abszolut koordináta rendszerben.
De nem mindig ugyanabba a gépi Z értékre megy fel.
Van még egy dolog, amit már más kódnál is észrevettem és ennél a kódnál is az M30-at pirosal írja ki.
(Az M80-at is, de az oké, mert azt nem ismeri papíron sem)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 01, 10:58
Írta: svejk Dátum 2014 július 01, 10:58
Várjuk meg a program írójától a megerősítést, hogy ez alapján írja-e a progi kódértelmezőjét.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 01, 11:00
Írta: svejk Dátum 2014 július 01, 11:00
Sz.József!
Neked nem tűnt fel ez a drasztikus Z kiemelés az elején?
Neked nem tűnt fel ez a drasztikus Z kiemelés az elején?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 01, 11:02
Írta: svejk Dátum 2014 július 01, 11:02
Ja, és fontos lehet hogy a 1.020-assal próbáltam, aminél az X DIR pipa már tényleg javítva van, ez a része szupi.
Cím: Re:UCCNC vezérlő program
Írta: nffab2gnr Dátum 2014 július 01, 11:10
Írta: nffab2gnr Dátum 2014 július 01, 11:10
A Te beállításodban szerepel valahol a 120 ,hogy addig emeli ki a Z-t,mert nálam sehol de ugyan úgy felrántja G0-val
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 01, 11:26
Írta: svejk Dátum 2014 július 01, 11:26
Nem szerepel sehol, de mint írtam a #240-bem sok mindentől függ a felemelés mértéke.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 01, 11:43
Írta: svejk Dátum 2014 július 01, 11:43
Ez a GoTo Zero hibára még visszatérve.
Az eset nagyon hasonlít az
USB-LPt átalakító topicban a #157-es hozzászólásban felvázolt esethez, melynek megoldása a a #314-el történt meg.
Csak emlékezettőül belinkeltem hátha segít a probléma megoldásában.
Ha kell készítek a róla videót, úgy lehet könnyebb megérteni.
Most annyiban más a helyzet, hogy a Z visszatalál 0-ra de az X és Y tengelyek össze vissza állnak meg.
Az eset nagyon hasonlít az
USB-LPt átalakító topicban a #157-es hozzászólásban felvázolt esethez, melynek megoldása a a #314-el történt meg.
Csak emlékezettőül belinkeltem hátha segít a probléma megoldásában.
Ha kell készítek a róla videót, úgy lehet könnyebb megérteni.
Most annyiban más a helyzet, hogy a Z visszatalál 0-ra de az X és Y tengelyek össze vissza állnak meg.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 01, 11:46
Írta: svejk Dátum 2014 július 01, 11:46
Még lenne egy ajánlásom, miszerint a koordináta váltó gomb visszajelzését célszerű lenne figyelemfelkeltőbb módon megvalósítani, mert az a picurka zöld LED a sarkában alig látható ha gépi koordináta rendszert mutatja a DRO.
De ez nagyon ráér...
De ez nagyon ráér...
Cím: Re:UCCNC vezérlő program
Írta: nffab2gnr Dátum 2014 július 01, 12:03
Írta: nffab2gnr Dátum 2014 július 01, 12:03
Nálad is jó volt az 1.016 verzióban a GOTO "0",mert abban nálam még ment.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 01, 12:11
Írta: svejk Dátum 2014 július 01, 12:11
Csak az 1.017-től van benne a GoTo Zero-nál a Safe Z érték, tehát az 1.016 nem érdekes a szempontunkból.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 01, 12:13
Írta: svejk Dátum 2014 július 01, 12:13
Most is jól működik, kivétel az az eset, ha a Safe Z kiemelés miatt Soft Limitre fut a Z, ekkor megbolondul.
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 július 01, 12:15
Írta: frkdv6dyr Dátum 2014 július 01, 12:15
A 274-ről beugrott valami :) az EAGLE gerber kimenete. És lám csoda beolvassa és a képen is azonos a nyákrajzal, bár méretben eltér nem milliméter a koordináta, de ezt még nem volt időm kideríteni.
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 július 01, 12:17
Írta: frkdv6dyr Dátum 2014 július 01, 12:17
Véletlen, vagy szándékos a kompatibilitás????
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 július 01, 12:44
Írta: kr97pwss2 Dátum 2014 július 01, 12:44
Hú annyi a kérdés és beírás, hogy lassan elvesztem a fonalat. Arra szeretném kérni a tesztelőket, hogy egy hibánál mindig írja le részletesen, hogy milyen körülmények közt jelentkezik, esetleg példa kóddal. A jelzett hibákat sorban végigellenőrzöm, és javítjuk.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 július 01, 12:46
Írta: kr97pwss2 Dátum 2014 július 01, 12:46
Használsz eltolásokat? Ha igen melyik tengelyen menyit, és mik a szoftveres limit beállításaid? Ezek kellenének, hogy a nálad lévő állapotot elő tudjam idézni.
Cím: Re:UCCNC vezérlő program
Írta: nffab2gnr Dátum 2014 július 01, 12:57
Írta: nffab2gnr Dátum 2014 július 01, 12:57
Akkor nem tudom mi a helyzet,mert nekem a 1.016 is tudta a GoTo "0" és a Balázsnak én csak azt jeleztem,hogy jó lenne ha a "z" nem interpolálva menne a "0"-ra hanem először kiemelné és utána indulna az X Y.
Ehhez képest az 1.020 nem csinál nálam semmi GoZo "0"-t.
Ehhez képest az 1.020 nem csinál nálam semmi GoZo "0"-t.
Cím: Re:UCCNC vezérlő program
Írta: Sz.József Dátum 2014 július 01, 12:58
Írta: Sz.József Dátum 2014 július 01, 12:58
De, valóban, feltűnt, de a Z konfigba 0-át írtam a write offset rubrikába és megszűnt... (?)
Cím: Re:UCCNC vezérlő program
Írta: nffab2gnr Dátum 2014 július 01, 12:59
Írta: nffab2gnr Dátum 2014 július 01, 12:59
Balázs= Klincsik Balázs
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 július 01, 13:26
Írta: kr97pwss2 Dátum 2014 július 01, 13:26
A Goto Zero a V1.0020-ban már javítva van. Annyit módosítottunk benne, hogy a nyomógomb megnyomásakor az M204-es makróban leírtak alapján hajtja végre a Goto Zero-t. Az C:\UCCNC\Profiles\Macro_Default\ mappában van M204.txt makró? És biztos, hogy a V1.0020-at próbálod? A program verzióját a Help->About lapon tudod megnézni a jobb alsó sarokban.
Cím: Re:UCCNC vezérlő program
Írta: nffab2gnr Dátum 2014 július 01, 14:28
Írta: nffab2gnr Dátum 2014 július 01, 14:28
Hoppá! Valaki kilopta a mappából az M204 makrót.Hol szerezhető be ismét?
Csak megjegyzem a 16-os verzióban sem volt,de ott működött a GoTo "0".
Csak megjegyzem a 16-os verzióban sem volt,de ott működött a GoTo "0".
Cím: Re:UCCNC vezérlő program
Írta: Sz.József Dátum 2014 július 01, 14:37
Írta: Sz.József Dátum 2014 július 01, 14:37
Az itt leírt mintád rendesen végig fut.
A Z nem "kóvályog"...
Az M30-at nem írja ki pirossal...
A Z nem "kóvályog"...
Az M30-at nem írja ki pirossal...
Cím: Re:UCCNC vezérlő program
Írta: Sz.József Dátum 2014 július 01, 14:42
Írta: Sz.József Dátum 2014 július 01, 14:42
"Önmagában ha így működik az nem baj, csak legyenek ezek a dolgok leírva. "
Ez akár igaz is lehet, de szerintem törekedni kellene a minél nagyobb arányú kompatibilitásra...
Ha csak nem megoldhatatlan...
Ez akár igaz is lehet, de szerintem törekedni kellene a minél nagyobb arányú kompatibilitásra...
Ha csak nem megoldhatatlan...
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 július 01, 14:46
Írta: frkdv6dyr Dátum 2014 július 01, 14:46
Próbálgatom a dolgokat amiket írtok :) és az lett a vége, hogy uninstall és könyvtár törlés, majd install. Így már az van amit Balázs mond. Persze én vagyok elsősorban a hibás, mert időnként elmentettem ezt azt :) szerintem azt is amit nem kellett volna.
Balázs nem válaszoltál a gerber formátumra még. Szándékosan kompatibilis egyrészt, vagy csak az rs274-nek köszönhető, hogy tudja értelmezni az Eagle kimenetét?
Este lesz időm és kipróbálom a fúrófájlokat is.
Balázs nem válaszoltál a gerber formátumra még. Szándékosan kompatibilis egyrészt, vagy csak az rs274-nek köszönhető, hogy tudja értelmezni az Eagle kimenetét?
Este lesz időm és kipróbálom a fúrófájlokat is.
Cím: Re:UCCNC vezérlő program
Írta: nffab2gnr Dátum 2014 július 01, 14:56
Írta: nffab2gnr Dátum 2014 július 01, 14:56
paranormális jelenség....create uj profil...load profil...és ismét van M204 ,sőt kiemel a "z" utána X Y ,tehát tökéletesen működik a GoTo "0". Hurrrááá[#wave][#wink][#wink][#wink]
Cím: Re:UCCNC vezérlő program
Írta: nffab2gnr Dátum 2014 július 01, 15:17
Írta: nffab2gnr Dátum 2014 július 01, 15:17
Balázs!
Az első "z" értékhez hozzáadja a "z" offset értéket (2+15.75) de a többi z értékhez nem.Azaz ha a munkadarab "0" a "z" kezdőértéke,akkor leküldi 17.75 mélyre azaz beletöri,utána már tudna fúrni -2mm ,de nincs mivel.
A "z" offset éréket miért tartja meg a nullázáskor.
G00 Z2.0000
G83 X 9 Y 9.5 Z -2.0000 R 0.0500 Q 1.0000 F200
X 31 Y15 Z-2
X 80 Y-20 Z-2
X 129 Z-2
X151 Z-2
G80
M09
M05
M30
Az első "z" értékhez hozzáadja a "z" offset értéket (2+15.75) de a többi z értékhez nem.Azaz ha a munkadarab "0" a "z" kezdőértéke,akkor leküldi 17.75 mélyre azaz beletöri,utána már tudna fúrni -2mm ,de nincs mivel.
A "z" offset éréket miért tartja meg a nullázáskor.
G00 Z2.0000
G83 X 9 Y 9.5 Z -2.0000 R 0.0500 Q 1.0000 F200
X 31 Y15 Z-2
X 80 Y-20 Z-2
X 129 Z-2
X151 Z-2
G80
M09
M05
M30
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 01, 16:02
Írta: 000000000 Dátum 2014 július 01, 16:02
Szia, Igen az eltolást nem jól veszi sajnos figyelembe a G73/G83. Dolgozunk a megoldáson, javításon.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 01, 16:05
Írta: 000000000 Dátum 2014 július 01, 16:05
Le van írva, hogy így működik, bár Svejk-nek igaza van, hogy ez így nem a legjobb megoldás és megfogjuk csinálni úgy, hogy a Z megadása is másodjára már opcionális legyen. Vagyis, hogy megjegyezze a legutolsó Z-t és azt vegye figyelembe a következő G73/G83-nál. Kis türelmeteket kérem...
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 01, 16:07
Írta: 000000000 Dátum 2014 július 01, 16:07
Amit az Eagle használ RS274NGC, az sok szerszámgépnek is a nyelvezete. Például a Mach3-nak is kiegészítve néhány extra kóddal. Nem gondoltunk rá, hogy az Eagle-el kompatibilis legyen, de ha az is RS274 szabvány szerint dolgozik, akkor elvileg akaratlanul is kompatibilis lesz az UCCNC-vel. [#wave]
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 01, 16:08
Írta: 000000000 Dátum 2014 július 01, 16:08
Egyetértek. Ami készül új képernyő szett, abban már erre is gondoltunk.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 01, 16:09
Írta: 000000000 Dátum 2014 július 01, 16:09
Sajnos ennél is az a gond, amit leírtam az előbb Tibornak, hogy az offset kompenzációt nem jól kezeltem le a G73/83-nál, ennek a javítása folyamatban van most.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 01, 16:13
Írta: 000000000 Dátum 2014 július 01, 16:13
Ha a default profilt használod és ha telepítésnél kiválasztod, hogy ne írja ezt a profilt felül a telepítő, akkor egyrészt a profil fájlt nem írja felül, másrészt a default profilban lévő makrókhoz sem nyúl hozzá. Valószínű kiválasztottad ezt az opciót, ezért nem másolta fel az M204 makrót. Ha viszont új profilt csinélsz, akkor egy sablonból másolja ki a makrókat, így az új profilodnál már ott lesz az M204-es makró.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 01, 17:00
Írta: svejk Dátum 2014 július 01, 17:00
Eltolásokat? Nem, ha G54-59-re gondolsz.
Szűz telepítés természetesen configurációs beállítások elvégezve.
Amit küldtem már .pro file-t aból ki tudod nézni a szovtveres limiteket.
De én úgy gondolom hogy az lenne a legjobb ha egy az egyben az általam elküldött .pro file-t töltenéd be.
Végállásokat nem használok, az hardveresen a szervokra van bízva.
Szűz telepítés természetesen configurációs beállítások elvégezve.
Amit küldtem már .pro file-t aból ki tudod nézni a szovtveres limiteket.
De én úgy gondolom hogy az lenne a legjobb ha egy az egyben az általam elküldött .pro file-t töltenéd be.
Végállásokat nem használok, az hardveresen a szervokra van bízva.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 július 01, 17:12
Írta: kr97pwss2 Dátum 2014 július 01, 17:12
Közben sikerült előidéznem a jelenséget, és már a javításán dolgozunk. Az ofszetet az első G83 végrehajtásakor rosszul vette figyelembe.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 01, 17:20
Írta: svejk Dátum 2014 július 01, 17:20
[#worship]
Addig amig dolgoztok mit teszteljek? :)
Addig amig dolgoztok mit teszteljek? :)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 01, 18:30
Írta: 000000000 Dátum 2014 július 01, 18:30
Akkor ezek szerint minden más hibátlan, ha mást már nem találtál? [#vigyor2]
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 01, 18:32
Írta: 000000000 Dátum 2014 július 01, 18:32
Na de viccet félre téve, kicsit most még elleszünk ezzel a javítással. Ha gondolod azért futtathatnál még úgymond random jelleggel kódokat, hátha még észreveszel valami hibát amit javítanunk kell.
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 július 01, 22:00
Írta: frkdv6dyr Dátum 2014 július 01, 22:00
Elővettem egy-két régi Eagle-be készült munkámat. Sajnos a kezdeti lelkesedés a végére alább hagyott. Csak az RS274-nek köszönhető a megjelenítés, de már a többi az nem kompatibilis a várt eredménnyel. Gondoltam hátha nem kell plusz egy programot beiktatni. Persze ha majd lesz rá idő még a gerber formátum is bekerülhet a program tudás tárába.
Csak azt sajnálom, hogy nem tudok én is beszállni a tesztelésbe egy új feladatsorral. Persze a régi kódokat futtatom én is tesztelés céljából, és hiányzik is egy-két G és M kód még, de azt már mások is említették.
Csak azt sajnálom, hogy nem tudok én is beszállni a tesztelésbe egy új feladatsorral. Persze a régi kódokat futtatom én is tesztelés céljából, és hiányzik is egy-két G és M kód még, de azt már mások is említették.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 02, 10:14
Írta: 000000000 Dátum 2014 július 02, 10:14
A program alkalmas plazma vágó vezérlésére?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 02, 11:05
Írta: 000000000 Dátum 2014 július 02, 11:05
Igen, alkalmas plazmavágó vezérlésére. A saját plazma gépünkön már használjuk egy ideje.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 02, 13:05
Írta: 000000000 Dátum 2014 július 02, 13:05
Akkor mar csak ket kerdes maradt. Honnan tudok ilyen vezerlot vasarolni? Van meg akcio amit itt irtak hogy ingyenes a szoftver? Es ha 300 as vezerlot veszek akkor is jar hozza? Meg tudom varni a telepitohoz igazitast mert most akarok egy gepet osszetenni.
Cím: Re:UCCNC vezérlő program
Írta: krnj79r9n Dátum 2014 július 02, 16:21
Írta: krnj79r9n Dátum 2014 július 02, 16:21
Szia,
Itt tudod megvásárolni a vezérlőt:
http://www.cncdrive.hu/shop/
Az ingyenesség elvileg tegnapi napig tartott, akinek UC100-a van és tesztelné a progit.
Itt tudod megvásárolni a vezérlőt:
http://www.cncdrive.hu/shop/
Az ingyenesség elvileg tegnapi napig tartott, akinek UC100-a van és tesztelné a progit.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 02, 17:12
Írta: 000000000 Dátum 2014 július 02, 17:12
És a gyakorlatban meddig tart? Igazából az elvek most nem számitanak.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 02, 17:41
Írta: 000000000 Dátum 2014 július 02, 17:41
Sziasztok,
Elkészült az UCCNC 1.0021-es verzió.
A hiba javítások, illetve új funkciók listája:
- G73/G83 kódoknál offsetek hibás kezelése.
- G73/G83 kódoknál a Z paraméter most már öröklődő.
- Ha bármelyik DRO-ban áll a kurzor, vagyis ha a DRO van kijelölve, akkor a jog billentyűparancsok érvénytelenítése.
- Az MDI-ben az egyszer már begépelt kódok között a fel/le nyílakkal lehet visszakeresni.
UCCNC 1.0021
Elkészült az UCCNC 1.0021-es verzió.
A hiba javítások, illetve új funkciók listája:
- G73/G83 kódoknál offsetek hibás kezelése.
- G73/G83 kódoknál a Z paraméter most már öröklődő.
- Ha bármelyik DRO-ban áll a kurzor, vagyis ha a DRO van kijelölve, akkor a jog billentyűparancsok érvénytelenítése.
- Az MDI-ben az egyszer már begépelt kódok között a fel/le nyílakkal lehet visszakeresni.
UCCNC 1.0021
Cím: Re:UCCNC vezérlő program
Írta: nffab2gnr Dátum 2014 július 02, 18:39
Írta: nffab2gnr Dátum 2014 július 02, 18:39
Szia Balázs!
offset működik
Z param. jó lett
MDI emlékezet jó lett
de elment a G2 R paraméteres nem jó
file szerkesztő ablak nem jelenik meg
kérnénk a béta 0022-t [#vigyor2][#vigyor2][#vigyor2][#vigyor2]
offset működik
Z param. jó lett
MDI emlékezet jó lett
de elment a G2 R paraméteres nem jó
file szerkesztő ablak nem jelenik meg
kérnénk a béta 0022-t [#vigyor2][#vigyor2][#vigyor2][#vigyor2]
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 02, 18:56
Írta: 000000000 Dátum 2014 július 02, 18:56
Szia Tibor,
Gyorsan ellenőriztem a G2 R-es megadása, amikkel kódokkal én próbálom, ezek jól működnek. Jó volna, ha elküldenéd a kódot, ami nálad nem működik, hogy megtudjam nézni. Nálam a file szerkesztő "notepad-al" sincsen probléma, azt is most ellenőriztem, nálam megjelenik.
Kellene némi támpont, hogy mit teszteljek, mert nálam működnek jól amiket írtál.
Gyorsan ellenőriztem a G2 R-es megadása, amikkel kódokkal én próbálom, ezek jól működnek. Jó volna, ha elküldenéd a kódot, ami nálad nem működik, hogy megtudjam nézni. Nálam a file szerkesztő "notepad-al" sincsen probléma, azt is most ellenőriztem, nálam megjelenik.
Kellene némi támpont, hogy mit teszteljek, mert nálam működnek jól amiket írtál.
Cím: Re:UCCNC vezérlő program
Írta: Sz.József Dátum 2014 július 02, 20:01
Írta: Sz.József Dátum 2014 július 02, 20:01
"- Ha bármelyik DRO-ban áll a kurzor, vagyis ha a DRO van kijelölve, akkor a jog billentyűparancsok érvénytelenítése. "
Egy költői kérdés...
A balról benyíló ablakban nincsen tiltás?...
Egy költői kérdés...
A balról benyíló ablakban nincsen tiltás?...
Cím: Re:UCCNC vezérlő program
Írta: Sz.József Dátum 2014 július 02, 20:03
Írta: Sz.József Dátum 2014 július 02, 20:03
Csak hogy bonyolítsam...
Nekem jó az R paraméterezés és a szerkesztő ablak is megjelenik... (0021)
Nekem jó az R paraméterezés és a szerkesztő ablak is megjelenik... (0021)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 02, 20:43
Írta: 000000000 Dátum 2014 július 02, 20:43
Jogos és nagyon jó az észrevétel. A jobb oldali ablak egy külön flash ativeX vezérlő. Úgy tűnik azt elfelejtettem átfordítani az új kóddal. A következő kiadásban javítani fogom és akkor abban is tiltva lesz a jog, ha DRO van kijelölve.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 02, 20:45
Írta: 000000000 Dátum 2014 július 02, 20:45
Bal oldali ablakot (jog ablak) akartam írni az előbb...
Cím: Re:UCCNC vezérlő program
Írta: PITU Dátum 2014 július 02, 20:57
Írta: PITU Dátum 2014 július 02, 20:57
sziasztok
hogy, én is bonyolítsam.....
nekem a víruskergető kiütötte a 021-et, úgy ,hogy az eredeti program sem indul el , azt írja uccnc dll 100 hiba és a letöltés sem indul el ujból
hogy, én is bonyolítsam.....
nekem a víruskergető kiütötte a 021-et, úgy ,hogy az eredeti program sem indul el , azt írja uccnc dll 100 hiba és a letöltés sem indul el ujból
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 július 02, 21:02
Írta: frkdv6dyr Dátum 2014 július 02, 21:02
Win8.1 viszi rendesen.
Cím: Re:UCCNC vezérlő program
Írta: nffab2gnr Dátum 2014 július 02, 21:13
Írta: nffab2gnr Dátum 2014 július 02, 21:13
most már nekem is nagyon jó[#wink][#vigyor2]
Cím: Re:UCCNC vezérlő program
Írta: Sz.József Dátum 2014 július 02, 21:15
Írta: Sz.József Dátum 2014 július 02, 21:15
Gondoltam...[#wave]
Ok, rendben.
Ok, rendben.
Cím: Re:UCCNC vezérlő program
Írta: jv7pu3a5p Dátum 2014 július 02, 21:16
Írta: jv7pu3a5p Dátum 2014 július 02, 21:16
Megjött ma az UC100, és percek alatt kaptam licenszet Balázstól. Köszönöm.
Annyira volt csak időm, hogy megnézzem a progit gyorsan.
XP volt a kis laptopon amit már nem használok, gondoltam azon próbálok. A setup el sem indult, nem tudtam sehogysem rábírni, hogy elndulojon. Kis homokóra aztán semmi, hiába vártam.
Mindegy, úgysem szeretem az XP-t gyorsan kapott egy WIN7-et. Azzal már nem volt gond minden futott szépen.
Viszont így első ránézésre, nekem is hiányoznak a Hintek a gombokról. Én is programozok és előszeretettel használom ezt a funkciót, szerintem a legjobb gyors help sokszor.
Annyira volt csak időm, hogy megnézzem a progit gyorsan.
XP volt a kis laptopon amit már nem használok, gondoltam azon próbálok. A setup el sem indult, nem tudtam sehogysem rábírni, hogy elndulojon. Kis homokóra aztán semmi, hiába vártam.
Mindegy, úgysem szeretem az XP-t gyorsan kapott egy WIN7-et. Azzal már nem volt gond minden futott szépen.
Viszont így első ránézésre, nekem is hiányoznak a Hintek a gombokról. Én is programozok és előszeretettel használom ezt a funkciót, szerintem a legjobb gyors help sokszor.
Cím: Re:UCCNC vezérlő program
Írta: Sz.József Dátum 2014 július 02, 21:17
Írta: Sz.József Dátum 2014 július 02, 21:17
Csak, hogy tanuljunk belőle...
Melyik művelet maradt ki ami hibajelzést eredményezett?
Melyik művelet maradt ki ami hibajelzést eredményezett?
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 július 02, 21:39
Írta: kr97pwss2 Dátum 2014 július 02, 21:39
Milyen vírusirtód van? Szerintem töröld le az egészet, és próbáld újrainstallálni. Ha nem engedi, akkor a vírusirtóban kivételnek be kell állítani, és akkor békén hagyja.
Cím: Re:UCCNC vezérlő program
Írta: nffab2gnr Dátum 2014 július 02, 21:40
Írta: nffab2gnr Dátum 2014 július 02, 21:40
azaz igazság,hogy nem tudom. Amikor felváltva használom az UC100-at Mach3 és az UCCNC között néha előfordul,hogy "megzavarodik" az UCCNC.
Ilyenkor kikapcs , újra indítás és megjavul minden.
Most is ez történhetett,de most hibátlanul működik.
Ilyenkor kikapcs , újra indítás és megjavul minden.
Most is ez történhetett,de most hibátlanul működik.
Cím: Re:UCCNC vezérlő program
Írta: PITU Dátum 2014 július 02, 21:43
Írta: PITU Dátum 2014 július 02, 21:43
sziasztok
letöröltem.....a vírusírtot !
mostmár működik :)
letöröltem.....a vírusírtot !
mostmár működik :)
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 július 02, 21:46
Írta: kr97pwss2 Dátum 2014 július 02, 21:46
Az Xp-hez először fel kell installálni a .NET keretrendszert, mert az installáló nélküle nem működik. A Win7-be pedig már beleépítették a .NET keretrendszert, ezért ment vele elsőre. A sok "kritika" miatt, már készülőben van egy másik képernyőszett, remélem az majd jobban fog tetszeni nektek. Igaz elsőre nem arra fektettük a nagyobb hangsúlyt.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 július 02, 21:46
Írta: kr97pwss2 Dátum 2014 július 02, 21:46
[#eljen] Azért a gép védelmére figyelj! [#eljen]
Cím: Re:UCCNC vezérlő program
Írta: Sz.József Dátum 2014 július 02, 21:48
Írta: Sz.József Dátum 2014 július 02, 21:48
Értem.
Végül is, ez is jó tanulságnak...
"Váltogatott" használatnál körültekintőnek kell lenni...
Persze ez az újra indításos megoldás lehet nem törvényszerű... (?)
De a lényeg az, Neked így állt helyre...
Végül is, ez is jó tanulságnak...
"Váltogatott" használatnál körültekintőnek kell lenni...
Persze ez az újra indításos megoldás lehet nem törvényszerű... (?)
De a lényeg az, Neked így állt helyre...
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 02, 22:41
Írta: 000000000 Dátum 2014 július 02, 22:41
Valószínű a vírusirtód virusnak nézte a .dll-t és kilőtte és letörölte. Ez azért lehet, mert a .dll ami a mozgásvezérlője a programnak magas prioritású folyamatként van futtatva, ez gyanús lehetett a vírusirtónak. Esetleg megírhatnád, hogy milyen vírusirtód van és talán megoldjuk, hogy az UCCNC lője ki a vírusirtót. [#violent]
Cím: Re:UCCNC vezérlő program
Írta: PITU Dátum 2014 július 02, 22:51
Írta: PITU Dátum 2014 július 02, 22:51
avast free
Cím: Re:UCCNC vezérlő program
Írta: LittleSV Dátum 2014 július 02, 22:52
Írta: LittleSV Dátum 2014 július 02, 22:52
Szia Balázs,
Nálam is a dll-t találta gyanúsnak és ki is szedte a telepítőből (ezért persze korrupt lett a telepítő fájl). A bűnös az avast free verziója volt (felfüggesztés után a telepítő elindult).
Program version: 2014.9.0.2018
Virus definitions version: 140702-1
Nálam is a dll-t találta gyanúsnak és ki is szedte a telepítőből (ezért persze korrupt lett a telepítő fájl). A bűnös az avast free verziója volt (felfüggesztés után a telepítő elindult).
Program version: 2014.9.0.2018
Virus definitions version: 140702-1
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 02, 23:15
Írta: 000000000 Dátum 2014 július 02, 23:15
Köszi az infót.
Hát igen, sejtettem, hogy némely vírusirtók a magas prioritású szálban futást zokon fogják venni. Ez gyanús lehet nekik, mert azt gondolhatják, hogy a legmagasabb prioritású szálban csak nekik van joguk futni.
Ez egy meglehetősen önző dolog tőlük. [#wow3]
Szerintem a későbbiekben, ha sok ilyen gond lesz, akkor írunk majd az avast-nak, vagy más vírusirtó fejlesztőknek (attól függően, hogy kikkel lesz majd probléma) hogy csináljanak valamit, hogy ne piszkálja az UCCNC-t mert vírust a mi programunk biztosan nem tartalmaz.
Hát igen, sejtettem, hogy némely vírusirtók a magas prioritású szálban futást zokon fogják venni. Ez gyanús lehet nekik, mert azt gondolhatják, hogy a legmagasabb prioritású szálban csak nekik van joguk futni.
Ez egy meglehetősen önző dolog tőlük. [#wow3]
Szerintem a későbbiekben, ha sok ilyen gond lesz, akkor írunk majd az avast-nak, vagy más vírusirtó fejlesztőknek (attól függően, hogy kikkel lesz majd probléma) hogy csináljanak valamit, hogy ne piszkálja az UCCNC-t mert vírust a mi programunk biztosan nem tartalmaz.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 02, 23:17
Írta: 000000000 Dátum 2014 július 02, 23:17
Köszi.
Akkor eddig Avast - UCCNC , 2 : 0
Akkor eddig Avast - UCCNC , 2 : 0
Cím: Re:UCCNC vezérlő program
Írta: LittleSV Dátum 2014 július 02, 23:45
Írta: LittleSV Dátum 2014 július 02, 23:45
Elküldtem egy fals pozitív jelzést nekik, hátha...
Egyébként ezt látta a dll-ben:
Object: C:\UCCNC\UC100.dll
Infection: Win32:Evo-gen[Susp]
Egyébként ezt látta a dll-ben:
Object: C:\UCCNC\UC100.dll
Infection: Win32:Evo-gen[Susp]
Cím: Re:UCCNC vezérlő program
Írta: NewUser Dátum 2014 július 03, 07:00
Írta: NewUser Dátum 2014 július 03, 07:00
Programfuttatás során, megállítva a programot a jog, MDI stb. módon bárhová elnavigálhatok akár véletlen is. Ezután folytatva a programot az adott pozíciótól folyik a program futása. Nem lenne helyesebb biztonságos módon visszaállni (pl. Z safe fel, vissza a leállított pozícióhoz, Z mentett poz. és igy folytatná a munkát. Persze lehet, hogy ez csak a BÉTA verzióban működik így.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 03, 07:51
Írta: svejk Dátum 2014 július 03, 07:51
- A fúrásciklusok alakulnak, de még nem az igazi. [#vigyor2]
Az első furat pozícióra állásakor nem veszi figyelembe a "R" biztonsági magasságot, hanem amikor már ráállt a pozícióra akkor megy fel Z1-be.
Lásd a jól ismert alábbi kódot.
M03 S600
G83 X40 Y0 Z-10.00 Q2.00 R1.00 F30.00
X0 Y40 z-10
X-40 Y0 z-10
X0 Y-40 z-10
G80
M5 M30
- Nálam ezen kódnál az M30-at továbbra is pirossal írja ki.
- A GoTo Zero továbbra is rossz.
Az X, Y tengelyek nem futnak nullára, ha a Z tengely a Safe Z-re való kiemelése közben Soft Limitre fut.
- a DRO ablakba alfanumerikus karaktereket is enged beírni, igaz elmenteni nem engedi.
- Ha MDI-ban beadok parancsokat, akkor utána hogy tudok az MDI-ból kilépni, hogy működjenek a billentyűzeten a JOG billentyűk?
Az első furat pozícióra állásakor nem veszi figyelembe a "R" biztonsági magasságot, hanem amikor már ráállt a pozícióra akkor megy fel Z1-be.
Lásd a jól ismert alábbi kódot.
M03 S600
G83 X40 Y0 Z-10.00 Q2.00 R1.00 F30.00
X0 Y40 z-10
X-40 Y0 z-10
X0 Y-40 z-10
G80
M5 M30
- Nálam ezen kódnál az M30-at továbbra is pirossal írja ki.
- A GoTo Zero továbbra is rossz.
Az X, Y tengelyek nem futnak nullára, ha a Z tengely a Safe Z-re való kiemelése közben Soft Limitre fut.
- a DRO ablakba alfanumerikus karaktereket is enged beírni, igaz elmenteni nem engedi.
- Ha MDI-ban beadok parancsokat, akkor utána hogy tudok az MDI-ból kilépni, hogy működjenek a billentyűzeten a JOG billentyűk?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 03, 07:52
Írta: svejk Dátum 2014 július 03, 07:52
Az utána következő furatokat már az "R" értékén, tehát Z1-ben keresi meg, tehát onnantól jó.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 03, 07:59
Írta: svejk Dátum 2014 július 03, 07:59
Mivel egyelőre a tesztelés a fontos, ha nem nagy gond akkor jó lenne berakni az M98-as subrutin meghívás parancsot.
Megkönnyítené a huzamosabb idejű teszteket.
Megkönnyítené a huzamosabb idejű teszteket.
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 július 03, 08:19
Írta: frkdv6dyr Dátum 2014 július 03, 08:19
Én még mellékérném a G90 G91 párost is. Ott lesznek még kavarodások szerintem jócskán.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 03, 08:25
Írta: svejk Dátum 2014 július 03, 08:25
Lehet nem igazán érthető amit írtam a fúróciklusról.
Tehát amit írtam akkor van ha Z0 értékről indítom a ciklust.
Ilyenkor először fel kellene mennie az R értékig és úgy menni a lefúrási koordinátára.
Ha a fúrásciklus magasabb Z értékről van indítva akkor nem kell lemennie R értékre.
Mindezek a szerszám a és munkadarab védelme érdekében vannak.
Tehát amit írtam akkor van ha Z0 értékről indítom a ciklust.
Ilyenkor először fel kellene mennie az R értékig és úgy menni a lefúrási koordinátára.
Ha a fúrásciklus magasabb Z értékről van indítva akkor nem kell lemennie R értékre.
Mindezek a szerszám a és munkadarab védelme érdekében vannak.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 03, 11:24
Írta: 000000000 Dátum 2014 július 03, 11:24
Igen, ez egy jó ötletnek tűnik. Ezt mondjuk a MAch3 sem tudja, pedig az nem béta. :)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 03, 11:36
Írta: 000000000 Dátum 2014 július 03, 11:36
Szia Svejk,
Értem pontosan mit írsz a fúróciklussal kapcsolatosan. A problémám az, hogy hogyan közelíti meg a kezdőpontot, az szabvány szerint úgy van definiálva, hogy először az aktív síkon mozogjon (jelen esetben nálunk ez az XY sík, mivel a sík választás még nem működik) és utána megy a Z koordinátára. Ez az ahogy most az UCCNC működik. A szabvány alapján programoztuk le a végrehajtást. A szabványnak egyrészt a NIST-et tekintem, hiszen az a szabvány-hivatal aki először megfogalmazta a kódok pontos működését.
A másik dolog, hogy az NCT leírása, amit ajánlottál múltkor, ugyanezt írja, vagyis, hogy először XY mozgás, aztán Z mozgás.
Szóval jelenleg szabvány szerint működik...
Mach3-ban annyi különbség van, most megnéztem pontosan, hogy mit is csinál, hogy egy plusz feltételt írtak bele, hogy ha a Z koordináta alacsonyabb mint a megközelítési Z magasság, akkor fordítva hajtja végre, először a Z mozog, aztán az XY. Mondjuk ez a megoldás logikus és érthető, hogy miért így csinálták, ugyan nem szabványos.
Most így felmerül a kérdés, hogy melyiket tekintsük jó megoldásnak? A szabványt, vagy a Mach3 megoldását?
Értem pontosan mit írsz a fúróciklussal kapcsolatosan. A problémám az, hogy hogyan közelíti meg a kezdőpontot, az szabvány szerint úgy van definiálva, hogy először az aktív síkon mozogjon (jelen esetben nálunk ez az XY sík, mivel a sík választás még nem működik) és utána megy a Z koordinátára. Ez az ahogy most az UCCNC működik. A szabvány alapján programoztuk le a végrehajtást. A szabványnak egyrészt a NIST-et tekintem, hiszen az a szabvány-hivatal aki először megfogalmazta a kódok pontos működését.
A másik dolog, hogy az NCT leírása, amit ajánlottál múltkor, ugyanezt írja, vagyis, hogy először XY mozgás, aztán Z mozgás.
Szóval jelenleg szabvány szerint működik...
Mach3-ban annyi különbség van, most megnéztem pontosan, hogy mit is csinál, hogy egy plusz feltételt írtak bele, hogy ha a Z koordináta alacsonyabb mint a megközelítési Z magasság, akkor fordítva hajtja végre, először a Z mozog, aztán az XY. Mondjuk ez a megoldás logikus és érthető, hogy miért így csinálták, ugyan nem szabványos.
Most így felmerül a kérdés, hogy melyiket tekintsük jó megoldásnak? A szabványt, vagy a Mach3 megoldását?
Cím: Re:UCCNC vezérlő program
Írta: NewUser Dátum 2014 július 03, 11:45
Írta: NewUser Dátum 2014 július 03, 11:45
Nem is Mach3-at használok [#wink]. Várom már az UC300-as verziót, azt még szívesebben béta tesztelném .[#nevetes1]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 03, 11:46
Írta: svejk Dátum 2014 július 03, 11:46
Valóban, közben én is megnéztem az NCT-nél, szerintem elírás lehet.
Legrosszabb esetben is hibajelzést kellene adnia ha induláskor a Z lejjebb van mint az R értéke, mert különben szerszámtörés is lehet.
Megpróbálom megtudakolni, hogy az iparban hogy működik...
De szerintem a mach3-é a logikus, főleg hobby estekben.
Ugye van egy munkadarabom amibe fúrni akarok és nincs szerszámbemérőm.
Mit csinálok?
Z-ben megérintem az anyagot, majd kiküldöm a G83-at....
Persze lehet hogy belőlem csak a rossz(?) mach3 beidegződés beszél.[#nemtudom]
Legrosszabb esetben is hibajelzést kellene adnia ha induláskor a Z lejjebb van mint az R értéke, mert különben szerszámtörés is lehet.
Megpróbálom megtudakolni, hogy az iparban hogy működik...
De szerintem a mach3-é a logikus, főleg hobby estekben.
Ugye van egy munkadarabom amibe fúrni akarok és nincs szerszámbemérőm.
Mit csinálok?
Z-ben megérintem az anyagot, majd kiküldöm a G83-at....
Persze lehet hogy belőlem csak a rossz(?) mach3 beidegződés beszél.[#nemtudom]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 03, 11:47
Írta: svejk Dátum 2014 július 03, 11:47
Hanem??
Cím: Re:UCCNC vezérlő program
Írta: NewUser Dátum 2014 július 03, 11:55
Írta: NewUser Dátum 2014 július 03, 11:55
Ment mail. Az egy másik téma..., de ott is először Z mozog a megadott magasságba, utána indul az xy mozgás.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 03, 11:56
Írta: 000000000 Dátum 2014 július 03, 11:56
Ok, értelek, csak mellékesen jegyeztem meg, hogy erre ők (mach3) sem gondoltak például. [#wink]
Lesz majd az UC300-ból is béta tesztelés, csak egyszer az UC100-asnak jussunk a végére. Polgárdi Balázs már dolgozik az API-n az UC300-hoz, de nekem is lesz vele bőven munkám a végrehajtó/kezelő szoftver oldalon, mire működni fog. Mindenesetre rajta vagyunk az ügyön...
Lesz majd az UC300-ból is béta tesztelés, csak egyszer az UC100-asnak jussunk a végére. Polgárdi Balázs már dolgozik az API-n az UC300-hoz, de nekem is lesz vele bőven munkám a végrehajtó/kezelő szoftver oldalon, mire működni fog. Mindenesetre rajta vagyunk az ügyön...
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 03, 11:59
Írta: 000000000 Dátum 2014 július 03, 11:59
Én azért nem gondoltam elírásnak, mert az NCT és a NIST leírása azonos. Ettől függetlenül a Mach3 megoldása a jobb megoldás szerintem is.
Még megpróbálok majd pár másik vezérlő leírást keríteni és megnézem mások hogyan csinálják. Addig is ha valakinek van ötlete, észrevétele ezzel kapcsolatban, minden ötletet szívesen fogadunk.
Még megpróbálok majd pár másik vezérlő leírást keríteni és megnézem mások hogyan csinálják. Addig is ha valakinek van ötlete, észrevétele ezzel kapcsolatban, minden ötletet szívesen fogadunk.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 03, 12:02
Írta: 000000000 Dátum 2014 július 03, 12:02
Esetleg elmondhatnád, hogy mit használsz, mert akkor lenne +1 ok, hogy miért térjünk át erre a végrehajtási módszerre. És még egy kérdés, hogy amit használsz, ott is úgy van, hogy ha a Z magasabban van a mozgás kezdetén mint a megközelítési pont, akkor először XY mozog? Vagy amit te használsz ott is úgy van mint a Mach3-ban, hogy csak akkor mozog a Z először, ha a kerdő Z magasság alacsonyabb mint R?
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 július 03, 12:03
Írta: frkdv6dyr Dátum 2014 július 03, 12:03
A beállítások fülön nem kerül sokba betenni egy pipát miszerint XY-Z vagy Z-XY ebben az esetben mindenki maga dönti el. A másik, hogy a makróknál adsz meg egy "set" lehetőséget a fordításra. alapesetben szabvány, makróval meg fordítasz kódfutásig öröklődve. Ezeket az opciókat nem annyira bonyolult beletenni szerintem, és mindenkinek jó.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 03, 12:08
Írta: 000000000 Dátum 2014 július 03, 12:08
Köszi az ötletet, eddig ez tűnik a legjobb megoldásnak.
Cím: Re:UCCNC vezérlő program
Írta: NewUser Dátum 2014 július 03, 12:19
Írta: NewUser Dátum 2014 július 03, 12:19
Amennyiben Z magasabban áll, akkor XY mozgással kezd. Ha alacsonyabb, akkor Z fel és utána megy az XY. A progi, amit jelenleg használok és szeretnék majd "hazaira" kiváltani: www.edingcnc.com
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 03, 12:24
Írta: 000000000 Dátum 2014 július 03, 12:24
Köszi. Akkor ez is ugyanúgy működik mint a Mach3, ezt jó tudni. Mondjuk tényleg ez a biztonságos megoldás, nem is nagyon értem, hogy a szabvány miért nem így írja le?! Lehet tényleg elírás lesz...
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 03, 17:44
Írta: svejk Dátum 2014 július 03, 17:44
Arr azért figyeljünk, hogy ne essünk át a ló túloldalára.
A Mach3 óriási előnye, miszerint agyra főre konfigurálható egyben hátrány is, főleg a kezdőknek.
Tehát csak a tényleg fontosak legyenek setupolhatóak.
A Mach3 óriási előnye, miszerint agyra főre konfigurálható egyben hátrány is, főleg a kezdőknek.
Tehát csak a tényleg fontosak legyenek setupolhatóak.
Cím: Re:UCCNC vezérlő program
Írta: s7manbs8 Dátum 2014 július 03, 19:42
Írta: s7manbs8 Dátum 2014 július 03, 19:42
Kell egy fix verzió, ami minden be van állítva fix portok pinek stb másik meg úgy állítja ahogy akarja és nem téved el az amatőr kezdő.
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 július 03, 21:00
Írta: frkdv6dyr Dátum 2014 július 03, 21:00
Ezért írtam azt én is, hogy alapértelmezésben legyen szabvány "minden" amit makróból (profik kibogarásszák) vagy fülecskén külön amit megint csak össze lehet gyűjteni egy "szakértői beállítások" fülön. Ha meg a kezdő elbóklászik, maximum megnyom egy gombot amivel alaphelyzetbe állíthat mindent azaz szabványra. Mondjuk ennek a gombnak a szakértőknél is lenne létjogosultsága időnként. [#vigyor2]
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 július 03, 21:02
Írta: frkdv6dyr Dátum 2014 július 03, 21:02
Sőt a tesztelés során igen csak hasznos lenne egy "alaphelyzet" gomb miután szétkonfigol mindenki mindent a teszt kedvéért.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 03, 21:43
Írta: svejk Dátum 2014 július 03, 21:43
Az alaphelyzet általában sosem jó az egyénnek, ezért van a konfig file.
Ezt amikor már jól működik tessék elmenteni.
Ez minden programra igaz, csak sajnos kevésnél van lehetőség egy fájlba kimenteni.
Ezt amikor már jól működik tessék elmenteni.
Ez minden programra igaz, csak sajnos kevésnél van lehetőség egy fájlba kimenteni.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 03, 23:00
Írta: 000000000 Dátum 2014 július 03, 23:00
A Contents/Profiletemplate.pro fájl az tartalmazza a "gyári beállításokat". Ezt a fájlt nem változtatja a progi, éppen azért van, amit írtatok, hogy ennek a másolásával vissza lehet akár állítani a gyári beállítás értékeket.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 04, 11:32
Írta: 000000000 Dátum 2014 július 04, 11:32
OK, nekiállok megírni az M98/M99-es szubrutin hívásokat. Ha minden jól megy talán hétfőre elkészül.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 05, 20:17
Írta: svejk Dátum 2014 július 05, 20:17
írjatok még fontosnak tartott G-kódokat, ami szerintetek nélkülözhetetlen!
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 05, 20:21
Írta: svejk Dátum 2014 július 05, 20:21
"- Ha MDI-ban beadok parancsokat, akkor utána hogy tudok az MDI-ból kilépni, hogy működjenek a billentyűzeten a JOG billentyűk? "
A fenti, már említett kérdésemre esetleg ha valaki tud frappáns megoldást, mert én béna vagyok. :(
A fenti, már említett kérdésemre esetleg ha valaki tud frappáns megoldást, mert én béna vagyok. :(
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 05, 20:31
Írta: 000000000 Dátum 2014 július 05, 20:31
entert kell nyomni
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 05, 20:32
Írta: 000000000 Dátum 2014 július 05, 20:32
OK, írd le kérlek és átgondoljuk majd a megvalósítást
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 05, 20:32
Írta: xfg6v697j Dátum 2014 július 05, 20:32
Esetleg egy üres sor,mondjuk egy space egy space,és enter.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 05, 20:33
Írta: svejk Dátum 2014 július 05, 20:33
basszus...[#vigyor2]
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 05, 20:41
Írta: 000000000 Dátum 2014 július 05, 20:41
Túlzottan kézenfekvő volt a megoldás. Én is sokszor ilyen dolgokra nem jövök rá, amik túlzottan kézenfekvőek, átsiklik rajta az ember.
Cím: Re:UCCNC vezérlő program
Írta: PITU Dátum 2014 július 06, 10:03
Írta: PITU Dátum 2014 július 06, 10:03
nem g-kód de a szerszám sugár korrekciót sokszor jó lenne használni
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2014 július 06, 10:27
Írta: lari Dátum 2014 július 06, 10:27
A Machban található varázslókhoz hasonlókat lehetséges lenne beépíteni?
Amit pl. gyakran használok, egy adott osztókörön elhelyezkedő furatok készítése...Persze a többi is nagyon hasznos lehet...
Amit pl. gyakran használok, egy adott osztókörön elhelyezkedő furatok készítése...Persze a többi is nagyon hasznos lehet...
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 06, 14:01
Írta: xfg6v697j Dátum 2014 július 06, 14:01
CNCdrive1
Makró programozással kapcsolatban küldtem egy emailt.
Makró programozással kapcsolatban küldtem egy emailt.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 06, 14:46
Írta: 000000000 Dátum 2014 július 06, 14:46
Megkaptam az e-mailedet.
A kérdésed az volt, hogy hogyan tudsz elindítani egy külső batch file-t macro-ból.
A következő kódot másold be a macroba:
System.Diagnostics.Process proc;
proc = System.Diagnostics.Process.Start("C:\\UCCNC/test.bat");
proc.WaitForExit();
Ez a C:\UCCNC könyvtárban elhelyezett test.bat batch file-t hívja meg és a program végrehajtás vár, amíg a batch file befejezi a működését.
A kérdésed az volt, hogy hogyan tudsz elindítani egy külső batch file-t macro-ból.
A következő kódot másold be a macroba:
System.Diagnostics.Process proc;
proc = System.Diagnostics.Process.Start("C:\\UCCNC/test.bat");
proc.WaitForExit();
Ez a C:\UCCNC könyvtárban elhelyezett test.bat batch file-t hívja meg és a program végrehajtás vár, amíg a batch file befejezi a működését.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 06, 14:51
Írta: svejk Dátum 2014 július 06, 14:51
De ahhoz tartozik, nevezetesen a G41/G42-höz.
De én úgy gondolom ez a legnehezebb része, a Mach3-nál is nagyon sokáig küzdöttek vele, talán még ma sem tökéletes.
De én úgy gondolom ez a legnehezebb része, a Mach3-nál is nagyon sokáig küzdöttek vele, talán még ma sem tökéletes.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 06, 14:53
Írta: svejk Dátum 2014 július 06, 14:53
Úgy látom Csewe fórumtársunk épp ilyenekkel akar foglalatoskodni. :)
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 06, 14:54
Írta: xfg6v697j Dátum 2014 július 06, 14:54
Ma próbálgatás közben furcsán viselkedett az UCCNC.
Őjraindítás után,amint kinyomtam a RESET-et,azonnal elkezdet felfele számolni az A tegely dro-ja.
A gombok nem voltak beragadva a billentyűzetemen.
A RESET aktiválására megált,de amint kinyomtam,megint számolni kezdet.
Végül megnyomtam próbábol az A tengelyhez tartozó gombokat,és az segítet.
De biztos vagyok benne,hogy nem volt beragadva egyik gomb sem.
1.0021-es verziónál volt.
Ma csak az mdi ablakban matattam,és egy újraindításnál jött elő a gond.
Őjraindítás után,amint kinyomtam a RESET-et,azonnal elkezdet felfele számolni az A tegely dro-ja.
A gombok nem voltak beragadva a billentyűzetemen.
A RESET aktiválására megált,de amint kinyomtam,megint számolni kezdet.
Végül megnyomtam próbábol az A tengelyhez tartozó gombokat,és az segítet.
De biztos vagyok benne,hogy nem volt beragadva egyik gomb sem.
1.0021-es verziónál volt.
Ma csak az mdi ablakban matattam,és egy újraindításnál jött elő a gond.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 06, 14:55
Írta: 000000000 Dátum 2014 július 06, 14:55
Nagyon jól gondolod, a sugárkorrekciót nehéz megvalósítani. Ezért eezt valószínűleg a legvégére fogjuk hagyni, ha már minden más működik majd az UC100 és UC300-al is.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 06, 15:01
Írta: 000000000 Dátum 2014 július 06, 15:01
Hmm, ez elég valószinűtlen történés, úgy értem, hogy a tengelyek akkor mozognak, ha a pufferban van valami végrehajtani való. A reset gomb lenyomása eleve törli a puffer teljes tartalmát, így amikor reset után kiveszed a reset-ből, akkor a puffer biztosan üres. Esetleg a jog gomb beragadása okozhat ilyet, mert akkor ha kiveszed a resetből, akkor a pufferba rögtön a jog utasítás kerül és elkezd mozogni a tengely.
Esetleg ha sikerül előidézni megint, akkor nézd majd meg, hogy a diagnosztika ablakban a buffer számláló értéke mennyi és írd meg nekem.
Esetleg ha sikerül előidézni megint, akkor nézd majd meg, hogy a diagnosztika ablakban a buffer számláló értéke mennyi és írd meg nekem.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 06, 15:23
Írta: xfg6v697j Dátum 2014 július 06, 15:23
A kódod hiba nélkül lefut,de nem indítja el a bat file-t.
Ha duplát kattintok a bat-ra,akkor jól működik.
Megpróbáltam az útvonalban a perjelet is kicserélni \-re,de semmi.
Ha duplát kattintok a bat-ra,akkor jól működik.
Megpróbáltam az útvonalban a perjelet is kicserélni \-re,de semmi.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 06, 15:30
Írta: 000000000 Dátum 2014 július 06, 15:30
Teszteltem, lefut.
Szintaktikai hiba lehet nálad.
Tedd a fájlt a C: meghajtó UCCNC könyvtárba és test.bat legyen a fájl neve és egy az egybe azt a kódot másold be, amit leírtam, ne változtass rajta, akkor futni fog.
Aztán ha fut, akkor írogasd át a dolgokat, pl. fájl elérési útját, nevét stb. mert nagyon könnyű szintaktikai hibát ejteni. Például, ha a C: után nem két visszafelé dőlő per jelet teszel, vagy ha az alkönyvtáraknál nem jobbra dőlő per jelet raksz akkor máris szintaktikai hiba lesz és nem fog futni.
Ezért azt javaslom, hogy egy az egyben azt csináld először amit leírtam változtatás nélkül, akkor biztosan futni fog, mert leteszteltem....
Szintaktikai hiba lehet nálad.
Tedd a fájlt a C: meghajtó UCCNC könyvtárba és test.bat legyen a fájl neve és egy az egybe azt a kódot másold be, amit leírtam, ne változtass rajta, akkor futni fog.
Aztán ha fut, akkor írogasd át a dolgokat, pl. fájl elérési útját, nevét stb. mert nagyon könnyű szintaktikai hibát ejteni. Például, ha a C: után nem két visszafelé dőlő per jelet teszel, vagy ha az alkönyvtáraknál nem jobbra dőlő per jelet raksz akkor máris szintaktikai hiba lesz és nem fog futni.
Ezért azt javaslom, hogy egy az egyben azt csináld először amit leírtam változtatás nélkül, akkor biztosan futni fog, mert leteszteltem....
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 06, 15:53
Írta: xfg6v697j Dátum 2014 július 06, 15:53
Azt tettem már először is amit írtál.
Bemásoltam a C:\UCCNC könyvtárva a test.bat file-t.
És a makróba egy az egybe az általad ide beírt kódot másoltam.
Most megismétetltem a műveleteket.
Hibajelzés nincs,de az exe nem indul e.
A bat file neve is stimmel.
Bemásoltam a C:\UCCNC könyvtárva a test.bat file-t.
És a makróba egy az egybe az általad ide beírt kódot másoltam.
Most megismétetltem a műveleteket.
Hibajelzés nincs,de az exe nem indul e.
A bat file neve is stimmel.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 06, 16:09
Írta: 000000000 Dátum 2014 július 06, 16:09
küld el a macro-t és a bat file-t, megnézem...
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 06, 16:10
Írta: 000000000 Dátum 2014 július 06, 16:10
mármint emailben nekem.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 06, 16:11
Írta: xfg6v697j Dátum 2014 július 06, 16:11
Ahoz publikus emai kellene.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 06, 16:13
Írta: 000000000 Dátum 2014 július 06, 16:13
info at cncdrive.com
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 06, 16:28
Írta: xfg6v697j Dátum 2014 július 06, 16:28
Levél ment,de nem tudom odaért e,mert kaptam egy hibavisszajelzést,de ugyanakkor a cncdrive-tol egy automatikus válaszlevelet is.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 06, 16:46
Írta: 000000000 Dátum 2014 július 06, 16:46
Megjött a fájl.
Shift + enterek karakterek vannak nyomva a fájlod végébe, az M300-nál ha jól láttam 2 darab, ezért nem fut.
Kitöröldem a fájlod végéről és úgy fut.
Persze a bat fájlod tartalmát kicseréltem egy PAUSE-ra.
Javaslom, hogy jegyzettömbbel menj a kurzorral fájl végére és nyomj backspace-t addig amíg kitörlődik a fájlból az üresnek látszó rész a szöveg végéről...
Shift + enterek karakterek vannak nyomva a fájlod végébe, az M300-nál ha jól láttam 2 darab, ezért nem fut.
Kitöröldem a fájlod végéről és úgy fut.
Persze a bat fájlod tartalmát kicseréltem egy PAUSE-ra.
Javaslom, hogy jegyzettömbbel menj a kurzorral fájl végére és nyomj backspace-t addig amíg kitörlődik a fájlból az üresnek látszó rész a szöveg végéről...
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 06, 16:58
Írta: xfg6v697j Dátum 2014 július 06, 16:58
Más hiba lehet,mert most felül írtam az m300-at az m203-at neveztem át,és az m203 ként lefut hibaüzenet nélkül,bár semmit nem csinál.
De átnevezve m300-ra ismét csak az írja ki,hogy nem tudja olvasni.
azt hiszem,megpróbálom újra telepíteni az UCCNC-t.
De átnevezve m300-ra ismét csak az írja ki,hogy nem tudja olvasni.
azt hiszem,megpróbálom újra telepíteni az UCCNC-t.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 06, 17:04
Írta: 000000000 Dátum 2014 július 06, 17:04
Elküldtem a fájlokat neked e-mailben, amikkel nálam fut.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 06, 17:30
Írta: xfg6v697j Dátum 2014 július 06, 17:30
Nehezen jött ösze,de most jó.
Már csak az a kérdés,hogy van e valmi trükk arra,hogy ne kérdezzen rá a windows a bat file futtatására.
Bár ez már nem tartozik ide szorosan.
Már csak az a kérdés,hogy van e valmi trükk arra,hogy ne kérdezzen rá a windows a bat file futtatására.
Bár ez már nem tartozik ide szorosan.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 06, 17:35
Írta: 000000000 Dátum 2014 július 06, 17:35
Nálam nem kérdez rá.
Valami windows beállítás lehet gondolom azért kérdez rá.
Most hirtelen ezt találtam:
http://www.tomshardware.co.uk/answers/id-1921243/windows-asks-run-program.html
Valami windows beállítás lehet gondolom azért kérdez rá.
Most hirtelen ezt találtam:
http://www.tomshardware.co.uk/answers/id-1921243/windows-asks-run-program.html
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 06, 17:37
Írta: 000000000 Dátum 2014 július 06, 17:37
De azt gondolom, hogy talán az exe futtatására kérdez rá, nem a .bat-ra, persze lehet tévedek. De ha így van, akkor pipáld ki, hogy többet ne kérdezzen rá.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 06, 17:44
Írta: xfg6v697j Dátum 2014 július 06, 17:44
Nem tudom,hogy mi lelte,de most meg nem kérdez rá.
A fene em érti.
Köszönöm a segítséget.
A fene em érti.
Köszönöm a segítséget.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 06, 17:59
Írta: xfg6v697j Dátum 2014 július 06, 17:59
vane olyan utasítás a makró nyelvben,hogy G kódot bolvasson az ZCCNC-be,végrehajtás céljából.
Vlalami ilyesmi:
exec.loadfile("C:\\UCCNC\GCode\test.tap")
Vlalami ilyesmi:
exec.loadfile("C:\\UCCNC\GCode\test.tap")
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 06, 18:23
Írta: 000000000 Dátum 2014 július 06, 18:23
exec.mainform.filenametoload ="C:\\UCCNC/probakódok/a.txt";
exec.mainform.loadfile();
exec.mainform.loadfile();
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 06, 18:23
Írta: 000000000 Dátum 2014 július 06, 18:23
Ez működik macro-ból, kipróbáltam. [#wave]
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 06, 18:27
Írta: xfg6v697j Dátum 2014 július 06, 18:27
Tükéletes,köszönöm.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 06, 19:23
Írta: 000000000 Dátum 2014 július 06, 19:23
Elkészül az UCCNC 1.0022 verziója.
Az újítások a következők:
- M98 P.. L.. alprogram hívás
- M99 visszatérés alprogramból
- M47 visszatekerés és futás folytatása
- Eddig egy sorban csak egy macro kódot tudott beolvasni a program, most már akárhányat.
Hibák javítása:
- Az utolsó sor a programban nem került szinezésre a g-kód nézőkében.
- A program utolsó sora nem került megjelenítésre a 3D ablakban.
Az újítások a következők:
- M98 P.. L.. alprogram hívás
- M99 visszatérés alprogramból
- M47 visszatekerés és futás folytatása
- Eddig egy sorban csak egy macro kódot tudott beolvasni a program, most már akárhányat.
Hibák javítása:
- Az utolsó sor a programban nem került szinezésre a g-kód nézőkében.
- A program utolsó sora nem került megjelenítésre a 3D ablakban.
Cím: Re:UCCNC vezérlő program
Írta: nffab2gnr Dátum 2014 július 07, 11:42
Írta: nffab2gnr Dátum 2014 július 07, 11:42
Szia Balázs!
Az alábbi programban 60*kellene 6 fokot lépnem,vagy x*y fokot. T5 bordás kerék faragáshoz. Az Q60 az A6 a G91 G90 piros és nem forgat.[#nemtudom][#wave][#wave]
M6 T10(TOOL DIA. 2)
M03 S13000
G00 G64 A0.0
Y0.0 X0
G00 G43 H10 Z48.325
M98 P0001 Q60
X0
Z48.325
M5 M9
M30
O0001
(Start_pos = 47.325)
G01 Z47.025 F500
X-25 F250
G00 Z48.325
X-0
G01 Z46.725 F500
X-25 F250
G00 Z48.325
X-0
G01 Z46.225 F500
X-25 F250
G00 Z48.325
X-0
G01 Z45.695 F500
X-25 F250
G00 Z48.325
X-0
G91 A6
G90
M99
Az alábbi programban 60*kellene 6 fokot lépnem,vagy x*y fokot. T5 bordás kerék faragáshoz. Az Q60 az A6 a G91 G90 piros és nem forgat.[#nemtudom][#wave][#wave]
M6 T10(TOOL DIA. 2)
M03 S13000
G00 G64 A0.0
Y0.0 X0
G00 G43 H10 Z48.325
M98 P0001 Q60
X0
Z48.325
M5 M9
M30
O0001
(Start_pos = 47.325)
G01 Z47.025 F500
X-25 F250
G00 Z48.325
X-0
G01 Z46.725 F500
X-25 F250
G00 Z48.325
X-0
G01 Z46.225 F500
X-25 F250
G00 Z48.325
X-0
G01 Z45.695 F500
X-25 F250
G00 Z48.325
X-0
G91 A6
G90
M99
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 07, 11:58
Írta: 000000000 Dátum 2014 július 07, 11:58
Szia Tibor,
Köszi a tesztelést. :)
Azért piros, mert a hívások számát nem a Q, hanem az L kulcsszóval lehet megadni. Írd át a Q-t L-re és akkor működni fog.
Egyébként a Help menüben levan röviden írva a kódok szintaktikája, onnan lehet puskázni, ha esetleg egy-egy kódot nem értelmez, akkor ott sokszor meglehet találni a magyarázatot.
Most nézem tovább a kódodat, ez így mégsem fog működni, azért nem, mert a G91 inkrementális megadást még nem ismeri a progi. Csak az abszolut módot. Így a G91 után megadott A6-ot abszolut 6 értéknek fogja venni, ezért csak egyszer fog befordulni az A tengely 6-os értékre, ezzel pedig ez a ciklus szerintem értelmét veszíti.
Köszi a tesztelést. :)
Azért piros, mert a hívások számát nem a Q, hanem az L kulcsszóval lehet megadni. Írd át a Q-t L-re és akkor működni fog.
Egyébként a Help menüben levan röviden írva a kódok szintaktikája, onnan lehet puskázni, ha esetleg egy-egy kódot nem értelmez, akkor ott sokszor meglehet találni a magyarázatot.
Most nézem tovább a kódodat, ez így mégsem fog működni, azért nem, mert a G91 inkrementális megadást még nem ismeri a progi. Csak az abszolut módot. Így a G91 után megadott A6-ot abszolut 6 értéknek fogja venni, ezért csak egyszer fog befordulni az A tengely 6-os értékre, ezzel pedig ez a ciklus szerintem értelmét veszíti.
Cím: Re:UCCNC vezérlő program
Írta: nffab2gnr Dátum 2014 július 07, 12:33
Írta: nffab2gnr Dátum 2014 július 07, 12:33
Igen így szinte "hibátlan" lett,mikorra várható a G91 ink.parancs. Most 12.30 van[#smile][#smile][#nevetes1]
Cím: Re:UCCNC vezérlő program
Írta: Sz.József Dátum 2014 július 07, 16:41
Írta: Sz.József Dátum 2014 július 07, 16:41
Egy pársoros kóddal néztem én is az M98-M99 párost...
G00 z10
Y0.0 X0
G1 z1 f1000
M98 P0001 L2
z10
M30
O0001
y-10
G01 Z-10 F500
Z1 F1000
y-11
G01 Z-10 F500
Z1 F1000
y-12
G01 Z-10 F500
Z1 F1000
y0
M99
Nos, úgy néz ki, helyén van a dolog...
Viszont a toolpathal kapcsolatban 1-2 észrevétel...
Lehet, csak nekem zavaró de az is lehet így kell neki "működnie"...(viszont akkor nem szóltam semmit... :) )
1- Az ISO nézetben lemegy a térképről a szerszám... (fenti kódról van szó...)
2- Ugyan ez van még két nézetben. Ha jól néztem Z-X és Z-Y nézetben.
3- Z-Y és Y-Z nézetben szerintem nem életszerű a 90 fokkal elforgatott megjelenítés.
4- ha belekicsinyítek akkor "csak" egy hangyafasznyi ábra lesz belőle
5- ha visszanagyítom, eltűnik minden (persze ez az ablakhoz igazítással visszaáll...)
Igaz, a program ezen része a "csicsavilághoz" tartozik de ha már egyszer van, lehetne "életszerűbb" is...
G00 z10
Y0.0 X0
G1 z1 f1000
M98 P0001 L2
z10
M30
O0001
y-10
G01 Z-10 F500
Z1 F1000
y-11
G01 Z-10 F500
Z1 F1000
y-12
G01 Z-10 F500
Z1 F1000
y0
M99
Nos, úgy néz ki, helyén van a dolog...
Viszont a toolpathal kapcsolatban 1-2 észrevétel...
Lehet, csak nekem zavaró de az is lehet így kell neki "működnie"...(viszont akkor nem szóltam semmit... :) )
1- Az ISO nézetben lemegy a térképről a szerszám... (fenti kódról van szó...)
2- Ugyan ez van még két nézetben. Ha jól néztem Z-X és Z-Y nézetben.
3- Z-Y és Y-Z nézetben szerintem nem életszerű a 90 fokkal elforgatott megjelenítés.
4- ha belekicsinyítek akkor "csak" egy hangyafasznyi ábra lesz belőle
5- ha visszanagyítom, eltűnik minden (persze ez az ablakhoz igazítással visszaáll...)
Igaz, a program ezen része a "csicsavilághoz" tartozik de ha már egyszer van, lehetne "életszerűbb" is...
Cím: Re:UCCNC vezérlő program
Írta: Sz.József Dátum 2014 július 07, 17:10
Írta: Sz.József Dátum 2014 július 07, 17:10
Érdekes... (??)
Néztem más G kódnál is a lentebb említett dolgokat a toolpathban...
Ott teljesen másképpen "működik"...
Pl. a nagyítás/kicsinyítés is...[#fejvakaras]
Néztem más G kódnál is a lentebb említett dolgokat a toolpathban...
Ott teljesen másképpen "működik"...
Pl. a nagyítás/kicsinyítés is...[#fejvakaras]
Cím: Re:UCCNC vezérlő program
Írta: Sz.József Dátum 2014 július 07, 17:15
Írta: Sz.József Dátum 2014 július 07, 17:15
A "másképpen", értsed úgy, hogy jól...
Leszámítva az egyik nézetben nem tudom miért vízszintes a "Z"...(?)
Leszámítva az egyik nézetben nem tudom miért vízszintes a "Z"...(?)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 07, 17:15
Írta: 000000000 Dátum 2014 július 07, 17:15
A következő lépés a G90/91 abs./rel. pozíciómegadások fejlesztése lesz, de egyelőre kellene tesztelni az M98/M99-et. Ha az hibátlan (remélem az), akkor megyek tovább a fejlesztéssel.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 07, 17:17
Írta: 000000000 Dátum 2014 július 07, 17:17
Megnéztem a kódodat, az a sepciális eset van ennél a kódnál, hogy X irányban nincsen mozgás, így az X irányban a rajz kiterjedése nulla. A nagíítás/kicsinyítési arányokat a progi a kiterjedésekből veszi, így, hogy az egyik irány nulla, így valamit nem jól kalkulál a rajz nagyításánál. Fogom debuggolni és javítani hamarosan...
Cím: Re:UCCNC vezérlő program
Írta: Sz.József Dátum 2014 július 07, 17:28
Írta: Sz.József Dátum 2014 július 07, 17:28
Ok, köszönöm...
Ezek szerint ettől is függ a dolog.
Mert mint alább írtam "normális" G kódnál jónak tűnik, leszámítva az egyik nézetben a 90 fokos elfordítás
így is "gyanús"...
Ezek szerint ettől is függ a dolog.
Mert mint alább írtam "normális" G kódnál jónak tűnik, leszámítva az egyik nézetben a 90 fokos elfordítás
így is "gyanús"...
Cím: Re:UCCNC vezérlő program
Írta: Sz.József Dátum 2014 július 07, 17:30
Írta: Sz.József Dátum 2014 július 07, 17:30
A 90 fokos elfordítást értsd úgy, nem függőleges a "Z". (de lehet 2 nézetben is...)
Cím: Re:UCCNC vezérlő program
Írta: Sz.József Dátum 2014 július 07, 17:39
Írta: Sz.József Dátum 2014 július 07, 17:39
A lentebbi kódba tettem X elmozdulást is...
Így sem teljesen "kerek" a toolpath.
Így sem teljesen "kerek" a toolpath.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 07, 18:12
Írta: 000000000 Dátum 2014 július 07, 18:12
Elmentettem a kódodat, megfogom vizsgálni, hogy pontosan mi is a helyzet a megjelenítéssel ilyenkor.
Én beraktam X10 elmozdulást az elejére a progidnak, úgy látszólag nincs gond a megjelenítésével.
De ahogy mondtam, később részletesebben is megfogom vizsgálni...
Én beraktam X10 elmozdulást az elejére a progidnak, úgy látszólag nincs gond a megjelenítésével.
De ahogy mondtam, később részletesebben is megfogom vizsgálni...
Cím: Re:UCCNC vezérlő program
Írta: Sz.József Dátum 2014 július 07, 19:01
Írta: Sz.József Dátum 2014 július 07, 19:01
[#worship]
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 08, 12:22
Írta: xfg6v697j Dátum 2014 július 08, 12:22
CNCdrive1,küldtem makróval kapcsolatban egy levelet.
Cím: Re:UCCNC vezérlő program
Írta: fa_kukac Dátum 2014 július 08, 12:34
Írta: fa_kukac Dátum 2014 július 08, 12:34
Sziasztok! Már PM említettem, de lehet-e valahol beállítani késleltetést a program indulásra a főorsó bekapcsolása után, mint a MACH-ban. Párszor előfordult, hogy nekiesett a marásnak mielőtt a maró motor elérte volna a fordulatszámát. Azóta külön indítom először a maró mocit, és utána a program végrehajtást. Tudom hogy van ilyen G kód, de akkor mindig szerkeszteni kell.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 08, 12:43
Írta: xfg6v697j Dátum 2014 július 08, 12:43
Azt nem tudom,hogy van e lehetőség valahol állítani,de ha megnyitod az M3 makródat,és a második sorába beírod ezt,akkor 1 másodpercet fog várni,mielőtt elkezd futni a Gkód,ha több idő kell a motorodnak a felpörgésre,akkor értelemszerűen többet kel beírni az ezer helyére.
exec.Wait(1000);
exec.Wait(1000);
Cím: Re:UCCNC vezérlő program
Írta: fa_kukac Dátum 2014 július 08, 13:05
Írta: fa_kukac Dátum 2014 július 08, 13:05
Köszi, ez jó lesz. Most viszont a következőt tapasztaltam:
Határesetet marok a gépemmel, és elmentem a bal végállásig X-el, reset ki is jelezte ahogy kell. Ekkor rákattintottam a végállásról lefutás gombra, led kigyulladt, reset megnyom, nem villog a reset, de nem tudok az X-el lefutni, meg sem mozdul. De ha megmozdítom ekkor az Y-t, az megmozdul és megy, utána rögtön már mozog az X is és le tudok jönni róla. Próbáljátok ki, másnál is így van?
Határesetet marok a gépemmel, és elmentem a bal végállásig X-el, reset ki is jelezte ahogy kell. Ekkor rákattintottam a végállásról lefutás gombra, led kigyulladt, reset megnyom, nem villog a reset, de nem tudok az X-el lefutni, meg sem mozdul. De ha megmozdítom ekkor az Y-t, az megmozdul és megy, utána rögtön már mozog az X is és le tudok jönni róla. Próbáljátok ki, másnál is így van?
Cím: Re:UCCNC vezérlő program
Írta: fa_kukac Dátum 2014 július 08, 18:46
Írta: fa_kukac Dátum 2014 július 08, 18:46
Nos ez a kiegészítés a várakozásra hatástalan, de a konfigban a spindle fülön van a " M3 delay after on" amit beállítva 2000 -re már jó is lett.
Cím: Re:UCCNC vezérlő program
Írta: cxmcdtrx Dátum 2014 július 08, 20:45
Írta: cxmcdtrx Dátum 2014 július 08, 20:45
Minden nap többször is olvasom a topicot, nagyon jó látni az ilyen gyors fejlődést, mindig figyelem az újdonságokat, javításokat.
Sajnos én még nem tudtam érdemben hozzátenni, mert még nem mozog a gépem, de remélem, mihamarabb eljön ez is. :-)
Amint kijön az UC300-hoz sorkapcsos alaplap, azonnal veszem is! :-)
Szép munka, Csak így tovább!
Sajnos én még nem tudtam érdemben hozzátenni, mert még nem mozog a gépem, de remélem, mihamarabb eljön ez is. :-)
Amint kijön az UC300-hoz sorkapcsos alaplap, azonnal veszem is! :-)
Szép munka, Csak így tovább!
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 08, 21:43
Írta: 000000000 Dátum 2014 július 08, 21:43
Sziasztok,
Csewe: megkaptam a leveled, holnap fogom tudni kitalálni/kipróbálni a megoldást. Ma egy gépet telepítettünk, egész nap távol voltam, csak a telefonomon tudtam gyorsan megnézni az üzenetedet, de még nem volt időm végiggondolni. Holnap lesz időm foglalkozni a kérdéssel, fogok írni e-mailt, amint sikerül kitalálni a megoldást a kérdésedre...
Csewe: megkaptam a leveled, holnap fogom tudni kitalálni/kipróbálni a megoldást. Ma egy gépet telepítettünk, egész nap távol voltam, csak a telefonomon tudtam gyorsan megnézni az üzenetedet, de még nem volt időm végiggondolni. Holnap lesz időm foglalkozni a kérdéssel, fogok írni e-mailt, amint sikerül kitalálni a megoldást a kérdésedre...
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 08, 21:46
Írta: 000000000 Dátum 2014 július 08, 21:46
Nem, ennek nem szabadna így működnie. Esetleg küld ele nekem a profile fájlodat az info at cncdrive.com emailre és akkor szívesen megvizsgálom. Egyébként a limit override gomb minden végállást felülbírál, legalábbis így kellene működnie. Most gyorsan ki is próbáltam, nálam hibátlanul működik.
De lehet valami a beállításaiddal összefüggő dolog, ezért írtam, hogy elküldhetnéd a .pro fájlodat. És még annyit, hogy melyik UCCNC verzióval próbáltad?
De lehet valami a beállításaiddal összefüggő dolog, ezért írtam, hogy elküldhetnéd a .pro fájlodat. És még annyit, hogy melyik UCCNC verzióval próbáltad?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 08, 21:47
Írta: 000000000 Dátum 2014 július 08, 21:47
Köszönjük a bíztatást, és örülök, hogy tetszik a progi és a fejlesztések. :)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 09, 06:21
Írta: 000000000 Dátum 2014 július 09, 06:21
...És Attila nincs egyedül ! Én is ugyanúgy gondolom ahogyan ő .Drukkolok nektek és sok sikert ![#taps][#taps][#taps]
Cím: Re:UCCNC vezérlő program
Írta: fa_kukac Dátum 2014 július 09, 09:00
Írta: fa_kukac Dátum 2014 július 09, 09:00
Szia! Hát még az első van, ma este feltelepítem a legújabbat, és megnézem. Most sok a meló, nem volt időm leállni a géppel. A profil fájlt már elküldtem levélben P. Balázsnak, de kiírom még egyszer. Kösz.
Cím: Re:UCCNC vezérlő program
Írta: fa_kukac Dátum 2014 július 09, 09:56
Írta: fa_kukac Dátum 2014 július 09, 09:56
Még hozzá kell szoknom a bal szélen előugró kezelőfelülethez. A lefutási probléma csak billentyűzetnél áll fenn, a bal oldalon rákattintva a nyilakra jól működik!!!
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 09, 10:04
Írta: 000000000 Dátum 2014 július 09, 10:04
A billentyű jog gombok és a bal oldali "jog képernyő" gombjai pedig ugyanazt a függvényt hívják meg. Elvileg nem lehet különbség a működésben, hiszen pontosan ugyanazt a függvényt hívja meg, ugyanazt a folyamatot futtatja a billentyű gomb és a képernyő gomb is. Legalábbis az új verziókban már így van. Az első verziókban viszont még nem teljesen így volt (akkor változtattam meg, amikor felmerült az igény arra, hogy akárhány tengelyt lehessen egyszerre joggolni és menet közben is lehessen indítani/elvenni tengelyeket a jog-ból.), ezért tényleg jó volna, ha feltudnád tenni a legújabbat és azzal is kitudnád próbálni.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 09, 10:04
Írta: 000000000 Dátum 2014 július 09, 10:04
Köszönjük!!! [#puszi]
Cím: Re:UCCNC vezérlő program
Írta: fa_kukac Dátum 2014 július 09, 10:55
Írta: fa_kukac Dátum 2014 július 09, 10:55
Ok, kicsit le vagyok maradva![#szomoru1]
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 09, 14:08
Írta: 000000000 Dátum 2014 július 09, 14:08
Megnéztem a makródat, amiben a vágólapról (Clipboard) próbálsz meg beolvasni adatot.
Azért nem működik ez a macro, mert az MDI végrehajtás, illetve a futtatás is egy Backroundworker thread szálban van futtatva, mert így egyszerű visszajelzéseket kapni a szál állapotairól, illetve így biztos, hogy a képernyő elemek elérésébe nem zavar bele a futtatás.
A probléma az, hogy a Backgroundworker thread as MTAThread fajta szál, vagyis multithreading fajta. És mint ilyen nem érheti el többek között a vágólapot sem. Ezért a Clipboard érték lekérdezése mindig null érték lesz.
A Backgroundworker thread sajnos nem is állítható át STAthread típusú szállá, nincsen ilyen tulajdonság megadásra mód, minden esetben MTAthread típusú.
Majd végig fogom gondolni, hogy át lehetne-e alakítani egy normál szállá (STAthread) ezeket futtatási szálakat, de első gondolatra ez több lehetséges problémát is felvet, amit akkor máshogy kellene megoldani. Szóval gondolkodom a megoldáson, de most így hirtleen nem tűnik egyszerűnek.
Azért nem működik ez a macro, mert az MDI végrehajtás, illetve a futtatás is egy Backroundworker thread szálban van futtatva, mert így egyszerű visszajelzéseket kapni a szál állapotairól, illetve így biztos, hogy a képernyő elemek elérésébe nem zavar bele a futtatás.
A probléma az, hogy a Backgroundworker thread as MTAThread fajta szál, vagyis multithreading fajta. És mint ilyen nem érheti el többek között a vágólapot sem. Ezért a Clipboard érték lekérdezése mindig null érték lesz.
A Backgroundworker thread sajnos nem is állítható át STAthread típusú szállá, nincsen ilyen tulajdonság megadásra mód, minden esetben MTAthread típusú.
Majd végig fogom gondolni, hogy át lehetne-e alakítani egy normál szállá (STAthread) ezeket futtatási szálakat, de első gondolatra ez több lehetséges problémát is felvet, amit akkor máshogy kellene megoldani. Szóval gondolkodom a megoldáson, de most így hirtleen nem tűnik egyszerűnek.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 09, 15:02
Írta: xfg6v697j Dátum 2014 július 09, 15:02
Köszönöm a magyarázatot.
Emiat átne írd a programot,majd kitalálok más kommunikációs lehetőséget.
Emiat átne írd a programot,majd kitalálok más kommunikációs lehetőséget.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 09, 15:25
Írta: 000000000 Dátum 2014 július 09, 15:25
Szia,
Azt biztosan megtudnád csinálni, hogy meghívod a makrót. A makró elindítja a progidat várakozással. Ez már múltkor működött. :)
A progid lementhetné fájlba a kódot amit készített.
A macro várakozás utáni része betölthetné ezt a fájlt a loadfile függvénnyel.
Azt biztosan megtudnád csinálni, hogy meghívod a makrót. A makró elindítja a progidat várakozással. Ez már múltkor működött. :)
A progid lementhetné fájlba a kódot amit készített.
A macro várakozás utáni része betölthetné ezt a fájlt a loadfile függvénnyel.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 09, 16:08
Írta: xfg6v697j Dátum 2014 július 09, 16:08
Ez voot az első ötletem,de ez nem elég,mert használom az UCCNC szerszámpáály megjelenítőét,és ha valaki nincs megelégedve ,akkor változtat a paramétereken,és akkor újra be kel olvastatni a Gkódot.
Viszont most próbáltam több páldakódot is,text file string tömbbe olvasására/íráára,de mindegyik elcsúszik valamin.
Kellene egy működő példa.
Megkísérlem ezen a módon megoldani a kommunkációt.
Viszont most próbáltam több páldakódot is,text file string tömbbe olvasására/íráára,de mindegyik elcsúszik valamin.
Kellene egy működő példa.
Megkísérlem ezen a módon megoldani a kommunkációt.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 09, 16:12
Írta: 000000000 Dátum 2014 július 09, 16:12
Átküldhetnéd a kódot amit próbáltál, akkor megnézem, hogy miért nem működik. Illetve akkor látnám pontosabban, hogy hogyan szeretnéd olvasni a fájlt.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 09, 16:14
Írta: xfg6v697j Dátum 2014 július 09, 16:14
Jó lenne,egy pdf amiben megfelelő szintaktikával vannak a példaprogrammok,mert legaláb 3-4 C programozási nyelv van,vagy több.
Az sem egyszerű,hogy az ZCCMC-vel debuggolok,mert nincs olyan progim,amiben C-t lehet fejleszteni.
Az sem egyszerű,hogy az ZCCMC-vel debuggolok,mert nincs olyan progim,amiben C-t lehet fejleszteni.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 09, 16:26
Írta: xfg6v697j Dátum 2014 július 09, 16:26
Ment a levél.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 09, 16:35
Írta: 000000000 Dátum 2014 július 09, 16:35
Szerintem töltsd le a Visual C# express-t, ingyenesen letölthető a Microsoft-tól. Ez az amiben az UCCNC-t is fejlesztjük. Mi a 2010-es verziót használjuk. Akkor tudod debuggolni a kódjaidat mielőtt berakod a macroba.
Visual Studio C# 2010 express link
Visual Studio C# 2010 express link
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 09, 19:10
Írta: xfg6v697j Dátum 2014 július 09, 19:10
Letöltöttem,és telepítettem,mindjárt más a helyzet,mostmár nem foglak nyaggatni.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 09, 19:41
Írta: 000000000 Dátum 2014 július 09, 19:41
nyugodtan szólj, ha valamit nem tudsz és segítség kell. de az biztos, hogy így C# fordítóval egyszerűbb dolgod lesz. [#wink]
Cím: Re:UCCNC vezérlő program
Írta: fa_kukac Dátum 2014 július 09, 20:02
Írta: fa_kukac Dátum 2014 július 09, 20:02
Szia! Végre frissítettem az 1.022 -re, és a végállásról lefutás tökéletes lett. Viszont még nálam megmaradt az a probléma, hogy amikor megnyitom a szerkesztést, és arrébb húzom az ablakát, hogy lássam a DRO-t, mögötte káosz és krax marad. Bezárva a szerkesztőt minden ok.
Cím: Re:UCCNC vezérlő program
Írta: fa_kukac Dátum 2014 július 09, 20:04
Írta: fa_kukac Dátum 2014 július 09, 20:04
P. Balázsnak küldtem fotót is róla, milyen ez.
( Prtscrn) Üdv!
( Prtscrn) Üdv!
Cím: Re:UCCNC vezérlő program
Írta: fa_kukac Dátum 2014 július 09, 20:05
Írta: fa_kukac Dátum 2014 július 09, 20:05
Szóval képernyőmentést, csak melléüttem!
Cím: Re:UCCNC vezérlő program
Írta: hje3wyntn Dátum 2014 július 09, 22:56
Írta: hje3wyntn Dátum 2014 július 09, 22:56
Sziasztok!
Tetszik a progi! Azt szeretném megkérdezni, hogy mennyivel lenne bonyolultabb egy speciális oprendszert készíteni hozzá? Mint az ipari gépeknél. Ami nem windows alapú. Az lenne az igazi áttörés!
Üdv!
Tetszik a progi! Azt szeretném megkérdezni, hogy mennyivel lenne bonyolultabb egy speciális oprendszert készíteni hozzá? Mint az ipari gépeknél. Ami nem windows alapú. Az lenne az igazi áttörés!
Üdv!
Cím: Re:UCCNC vezérlő program
Írta: Gyati Dátum 2014 július 09, 23:04
Írta: Gyati Dátum 2014 július 09, 23:04
Szia. Miért is?
Cím: Re:UCCNC vezérlő program
Írta: Gyati Dátum 2014 július 09, 23:08
Írta: Gyati Dátum 2014 július 09, 23:08
Ne hasonlítsd ipari géphez, mert az nem STEP/DIR -es.Ráadásul ez csak egy vezérlés és nem folyamat szabályozás. Mekkora különbség! Éppen ezért megfizethető.
Cím: Re:UCCNC vezérlő program
Írta: hje3wyntn Dátum 2014 július 10, 00:02
Írta: hje3wyntn Dátum 2014 július 10, 00:02
Szia!
Értem én. Jó lenne egy stabil alap, sokat szívtam már a windows rendszer hibái miatt.
Üdv
Értem én. Jó lenne egy stabil alap, sokat szívtam már a windows rendszer hibái miatt.
Üdv
Cím: Re:UCCNC vezérlő program
Írta: s7manbs8 Dátum 2014 július 10, 00:04
Írta: s7manbs8 Dátum 2014 július 10, 00:04
Van DOS, meg Linux alapon futó rendszer is, ott nem annyira gond az egyenetlen jelkiadás. Nem kötelező windowson barkácsolni.
Cím: Re:UCCNC vezérlő program
Írta: fa_kukac Dátum 2014 július 10, 10:19
Írta: fa_kukac Dátum 2014 július 10, 10:19
Üdv!
Ma megpróbáltam dolgozni és a következőt tapasztaltam: Billentyűzetről már lehet (lehetett) egyszerre 2 tengellyel is mozogni, ez szuper. 1 program után viszont eltűnt a billentyűről mozgatás, tasztit is cseréltem, újraindítottam, hiába. Csak a baloldali nyilakkal mozgathatók a tengelyek. Mi lehet a gond?
Ma megpróbáltam dolgozni és a következőt tapasztaltam: Billentyűzetről már lehet (lehetett) egyszerre 2 tengellyel is mozogni, ez szuper. 1 program után viszont eltűnt a billentyűről mozgatás, tasztit is cseréltem, újraindítottam, hiába. Csak a baloldali nyilakkal mozgathatók a tengelyek. Mi lehet a gond?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 10, 12:48
Írta: 000000000 Dátum 2014 július 10, 12:48
Nem tudom. Küld el a .pro profile fájloadat az e-mail címemre, megnézem...
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 10, 19:40
Írta: svejk Dátum 2014 július 10, 19:40
Ez tipikus probléma, általában gyenge hardver, vagy nem igazi videokártya illesztőprogram az okozója.
Meg akkor is csinálnak ilyeneket a PC-k ha már a windows hadilábon áll.
Meg akkor is csinálnak ilyeneket a PC-k ha már a windows hadilábon áll.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 10, 19:45
Írta: svejk Dátum 2014 július 10, 19:45
Kipróbáltam az M98-at nálam rendben levőnek látszik viszont tényleg zavaró, hogy ha pl. csak az X tengely mentén mozog, akkor a szerszám célkeresztje gyakorlatilag eltakarja a szerszámpályát.
Már írtam pár napja, hogy ezt a célkeresztet jó lenne kikapcsolhatóvá tenni, vagy legalább áttetszővé, mert így becsapós lehet.
Már írtam pár napja, hogy ezt a célkeresztet jó lenne kikapcsolhatóvá tenni, vagy legalább áttetszővé, mert így becsapós lehet.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 10, 19:48
Írta: svejk Dátum 2014 július 10, 19:48
A Go to Zero, még mindig káosz abban az esetben ha be van kapcsolva a Softlimit és a Safe Z értéke nagyobb mint amennyit fel tud mozogni a Z tengely.
Cím: Re:UCCNC vezérlő program
Írta: fa_kukac Dátum 2014 július 10, 20:40
Írta: fa_kukac Dátum 2014 július 10, 20:40
Köszi, holnap küldöm. Ma elvolt a gép magában, perfettit gyártott, nem akartam bolygatni, 8 órás műszak. Sajna bevallom, most át kellett váltanom Mach-ra, de holnap ismét Nyüst lesz!!
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 10, 21:12
Írta: 000000000 Dátum 2014 július 10, 21:12
Igen, ez elképzelhetően gond lehet, főleg, hogy a képernyő végülis 2db flashpayer objektum és egy OpenGL ablak. az OpenGL az elég jól elfutkározik bármilyen gyenge videókártyával, akár úgy is, ha a kártya driverja nincs is feltelepítve. Igaz ilyenkor zabálja a processzoridőt, mert nem tudja a grafikus processzort optimálisan kihasználni. A Flashplayer viszont szerintem érzékenyebb az ilyen dolgokra.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 10, 21:19
Írta: 000000000 Dátum 2014 július 10, 21:19
Ezt azért nem javítottam, mert nem tudom mi a gond pontosan. ÚGy értem, hogy én kipróbáltam ezt az állapotot, amit írsz a múltkor is és most is, de rendben végrehajtja nekem. Amit most próbáltam: Softlimit+ Z tengelyre = 20. Szoftlimit engedélyezve. A SafeZ = 25;
Amikor megnyomom a goto Zero gombot, akkor kiír egy figyelmeztető ablakot, hogy a SafeZ magasabb mint a Softlimit+ és hogy mégis megcsinálja-e a mozgást, ha igen-t válaszolok akkor felemeli a Z-t 20mm-re, odamegy XY a nullára. Z lemegy 0-ra. Próbáltam offset-ek nélkül és offsetekekkel is, az algoritmus nálam minden esetben jól működött. Esetleg megírhatnád, hogy milyen beállítások vannak, értékek szerint a Szoftlimit Z + és - ra, illetve mi a SafeZ amikor nálad nem jól működik. És az is nagy segítség volna, ha megírnád, hogy pontosan mit is csinál ahelyett a mit kellene.
Amikor megnyomom a goto Zero gombot, akkor kiír egy figyelmeztető ablakot, hogy a SafeZ magasabb mint a Softlimit+ és hogy mégis megcsinálja-e a mozgást, ha igen-t válaszolok akkor felemeli a Z-t 20mm-re, odamegy XY a nullára. Z lemegy 0-ra. Próbáltam offset-ek nélkül és offsetekekkel is, az algoritmus nálam minden esetben jól működött. Esetleg megírhatnád, hogy milyen beállítások vannak, értékek szerint a Szoftlimit Z + és - ra, illetve mi a SafeZ amikor nálad nem jól működik. És az is nagy segítség volna, ha megírnád, hogy pontosan mit is csinál ahelyett a mit kellene.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 10, 21:23
Írta: 000000000 Dátum 2014 július 10, 21:23
OK, megfogom csinálni, hogy kikapcsolható legyen a szálkereszt. Most egyelőre a relatív koordináta megadások fejlesztésével vagyok elfoglalva, de szerintem hétfőre ezzel is elkészülik és akkor megcsinálom majd ezt a szálkeresztes dolgot is. [#wink]
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 10, 21:24
Írta: 000000000 Dátum 2014 július 10, 21:24
OK, rendben. Akkor várom majd a fájlt, hogy megnézzem.
Cím: Re:UCCNC vezérlő program
Írta: Béni Dátum 2014 július 11, 06:49
Írta: Béni Dátum 2014 július 11, 06:49
A növekményes végpontmegadás igénye gyakorlatilag csak a kézi programírásnál merül fel.
Az elterjedt és közismert ISO rendszer erre külön üzemmódot határoz meg, a G91 személyében.
A használata körülményes és rugalmatlan.
Vannak azonban olyan vezérlők, amelyeknél nem is létezik G90/G91, mert egyszerűbb és hatékonyabb lehetőséget adnak a növekményes adatbevitelre. Ezeknél természetes a kevert módú bevitel, ami egyszerűbb, rövidebb, érthetőbb kódot eredményez. (A kevert mód alatt azt értem, hogy egy blokkon belül tetszőlegesen lehet bármely tengely végkoordinátáját növekményesen vagy abszolút módban megadni.)
A kódban a tengelyt kódoló betűjel elé vagy mögé írt I(i) betű jelzi az inkrementális megadást.
Példa:
(Heidenhain)
L X-10 IZ-1 F500
L X0 IZ-1
(Hunor 712,721, NCT90T)
G01 X+51 ZI-2
Javaslom ezt a megoldást (is) alkalmazni az UCCNC programotokban.
Az elterjedt és közismert ISO rendszer erre külön üzemmódot határoz meg, a G91 személyében.
A használata körülményes és rugalmatlan.
Vannak azonban olyan vezérlők, amelyeknél nem is létezik G90/G91, mert egyszerűbb és hatékonyabb lehetőséget adnak a növekményes adatbevitelre. Ezeknél természetes a kevert módú bevitel, ami egyszerűbb, rövidebb, érthetőbb kódot eredményez. (A kevert mód alatt azt értem, hogy egy blokkon belül tetszőlegesen lehet bármely tengely végkoordinátáját növekményesen vagy abszolút módban megadni.)
A kódban a tengelyt kódoló betűjel elé vagy mögé írt I(i) betű jelzi az inkrementális megadást.
Példa:
(Heidenhain)
L X-10 IZ-1 F500
L X0 IZ-1
(Hunor 712,721, NCT90T)
G01 X+51 ZI-2
Javaslom ezt a megoldást (is) alkalmazni az UCCNC programotokban.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2014 július 11, 07:39
Írta: frob Dátum 2014 július 11, 07:39
Sziasztok
Lenne észrevételem a programhoz bár még nem teszteltem.
- ha generálni szeretném a g kódot akkor mach3 kell választanom mert hogy kompatibilis vele?
- hirtelen nem találtam magyar doksit a programhoz
- le lehet tiltani , eltüntetni a gép alapbeállításait? gondolok itt arra hogy termelésben nem jó ha minden paraméterhez hozzáfér a kezelő, neki elég csak a fájl betöltő , meg pár alap kezelő gomb elérése, amit esetleg majd az UC300 al gombokkal is helyettesíthető legyen
- az előzőhöz kapcsolódva, a megnyitás helyét beállítani, onnan ki nem csak alkönyvtárakba engedni a kezelőt
- ha már a gép beállítások eltüntethetők, adott gép konfig szerint a nem szükséges gombokra ue lehetne igaz, pl 3 tengelyes gépnél minek 6 tengelyt kijelezni, plazmánál úgyszintén
egyébként tetszetős a program kinézete, de gondoljatok arra is, hogy az r=1 user bármiylen plusz gombocskára tekintve vagy pánikban tör ki, vagy a késztetést érzi hogy neki azt meg kell nyomnia...
Lenne észrevételem a programhoz bár még nem teszteltem.
- ha generálni szeretném a g kódot akkor mach3 kell választanom mert hogy kompatibilis vele?
- hirtelen nem találtam magyar doksit a programhoz
- le lehet tiltani , eltüntetni a gép alapbeállításait? gondolok itt arra hogy termelésben nem jó ha minden paraméterhez hozzáfér a kezelő, neki elég csak a fájl betöltő , meg pár alap kezelő gomb elérése, amit esetleg majd az UC300 al gombokkal is helyettesíthető legyen
- az előzőhöz kapcsolódva, a megnyitás helyét beállítani, onnan ki nem csak alkönyvtárakba engedni a kezelőt
- ha már a gép beállítások eltüntethetők, adott gép konfig szerint a nem szükséges gombokra ue lehetne igaz, pl 3 tengelyes gépnél minek 6 tengelyt kijelezni, plazmánál úgyszintén
egyébként tetszetős a program kinézete, de gondoljatok arra is, hogy az r=1 user bármiylen plusz gombocskára tekintve vagy pánikban tör ki, vagy a késztetést érzi hogy neki azt meg kell nyomnia...
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 11, 08:01
Írta: svejk Dátum 2014 július 11, 08:01
Hmmm... és valóban, egy szűz gépre rakva az 1.022-őt jól működik a GoToZero.
No most már csak az a kérdés, hogy mit nem lehet büntetlenül?
A verziókat egymással egyszerűen csak felüliratni, vagy a profil fájlok nem kompatibilisek egymással.
Ezt holnap fogom kideríteni.
No most már csak az a kérdés, hogy mit nem lehet büntetlenül?
A verziókat egymással egyszerűen csak felüliratni, vagy a profil fájlok nem kompatibilisek egymással.
Ezt holnap fogom kideríteni.
Cím: Re:UCCNC vezérlő program
Írta: Sz.József Dátum 2014 július 11, 08:57
Írta: Sz.József Dátum 2014 július 11, 08:57
Jó ötlet...
Egyet értek.
Már ami az inkrementális megadás lehetőségét illeti.
Egyet értek.
Már ami az inkrementális megadás lehetőségét illeti.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 11, 09:16
Írta: svejk Dátum 2014 július 11, 09:16
No, csakhogy megszólaltál a topicban! :))
Ezeket a kényelmi funkciókat is végtelenségig lehetne növelni, nekem most pl. kedvencem az automatikus lekerekítés vagy letörés.
NCT 119. oldal.
Egy fórumtársunk hívta fel rá a figyelmemet, eddig nem hiányzott mert nem ismertem illetve a Mach3 sem tudja.
De a kézi programozást bizonyára nagymértékben meg tudná könnyíteni.
Ezeket a kényelmi funkciókat is végtelenségig lehetne növelni, nekem most pl. kedvencem az automatikus lekerekítés vagy letörés.
NCT 119. oldal.
Egy fórumtársunk hívta fel rá a figyelmemet, eddig nem hiányzott mert nem ismertem illetve a Mach3 sem tudja.
De a kézi programozást bizonyára nagymértékben meg tudná könnyíteni.
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 július 11, 09:17
Írta: frkdv6dyr Dátum 2014 július 11, 09:17
Tapasztalataim alapján sokszor az oprendszert is újra kell rakni egy-egy verzió csere utáni anomália megszüntetéséhez. Régóta nem fejlesztek programokat, de annak idején direkt szűz oprendszeren teszteltem minden verziót (virtuális gépekkel ez telepítgetés nélkül megoldható). Persze "elméletileg" nem lehet gond a rátelepítgetés sem.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 11, 09:20
Írta: svejk Dátum 2014 július 11, 09:20
Egyébként mint már írtam jó lenne dekralálni, hogy milyen nyelvezetet ismer majd a vezérlő, ha másért nem azért, hogy meg lehetne spórolni a dokumentálást és egyszerűen lehetne hivatkozni pl az NCT leírásokra.
Vagy ez már ebben az esetben jogsértő lenne??
Vagy ez már ebben az esetben jogsértő lenne??
Cím: Re:UCCNC vezérlő program
Írta: Béni Dátum 2014 július 11, 09:44
Írta: Béni Dátum 2014 július 11, 09:44
"...kedvencem az automatikus lekerekítés vagy letörés."
Esztergálásnál nagyon hasznos, szinte nélkülözhetetlen a gyors programíráshoz.
Ez a funkció az első magyar vezérlőben (Hunor 712) már meg volt oldva.
Sok mai vezérlő nem tudja, csak opcióként.
" ... meg lehetne spórolni a dokumentálást és egyszerűen lehetne hivatkozni pl az NCT leírásokra."
Az NCT pályafutását a Fanuc vezérlők "majmolásával" kezdte. Azóta sokat fejlődött. Nem ismerem, nem dolgoztam vele, ezért a mai állapotról nem tudok véleményt mondani.
Fanuc-ot kicsit ismerem, összességében nem tetszik.
Szerintem nem kell átvenni kritika nélkül más rendszerekben megvalósított funkciókat.
Ki kell válogatni azokat, amelyek hatékonnyá, egyszerűvé és átláthatóbbá teszik a programozást, a programkódot.
Esztergálásnál nagyon hasznos, szinte nélkülözhetetlen a gyors programíráshoz.
Ez a funkció az első magyar vezérlőben (Hunor 712) már meg volt oldva.
Sok mai vezérlő nem tudja, csak opcióként.
" ... meg lehetne spórolni a dokumentálást és egyszerűen lehetne hivatkozni pl az NCT leírásokra."
Az NCT pályafutását a Fanuc vezérlők "majmolásával" kezdte. Azóta sokat fejlődött. Nem ismerem, nem dolgoztam vele, ezért a mai állapotról nem tudok véleményt mondani.
Fanuc-ot kicsit ismerem, összességében nem tetszik.
Szerintem nem kell átvenni kritika nélkül más rendszerekben megvalósított funkciókat.
Ki kell válogatni azokat, amelyek hatékonnyá, egyszerűvé és átláthatóbbá teszik a programozást, a programkódot.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 11, 10:17
Írta: svejk Dátum 2014 július 11, 10:17
Talán a CAM programok térhódítása degradálja le a vezérlők tudását. Vagy ki tudja mi az oka...
Az is tény, hogy az itt levő hobbisták 90%-a is reliefet, meg hasonlókat marogat, amihez alig van szükség speciális G-kódokra.
Az is tény, hogy az itt levő hobbisták 90%-a is reliefet, meg hasonlókat marogat, amihez alig van szükség speciális G-kódokra.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 11, 10:52
Írta: 000000000 Dátum 2014 július 11, 10:52
Egyelőre az RS274NGC rendszert szeretnénk követni, nem az NCT-t vagy másokat, hanem az "ős" szabványt. [#wink]
Aztán persze, ha az alapok minden már megfelelően, hibátlanul fog működni, akkor lesz időnk egyéb, plusz dolgokat is fejleszteni.
Aztán persze, ha az alapok minden már megfelelően, hibátlanul fog működni, akkor lesz időnk egyéb, plusz dolgokat is fejleszteni.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 11, 10:57
Írta: 000000000 Dátum 2014 július 11, 10:57
A vezérlő az RS274NGC-vel kompatibilis, így a mach3-at kiválasztva post processzort nagy valószínűséggel működni fog a kód.
A programhoz van magyar leírás a Magyar weboldalunkon, cncdrive.hu.
A beállításokat letudod tiltani úgy, hogy a képernyő szettből kiveszed azokat amiket nem akarsz hogy megjelenjen a felhasználónál. Mivel a screenset tölti fel a képernyő alkatrészeket, ezért ami ott nincsen, az nem is jelenik meg a képernyőn. A nem szükséges gombokra, kijelzőkre stb. ugyanez igaz. a képernyő szett fájl szerkesztésével akármilyen kinézetű saját képernyő létrehozható, persze ehhez kódolni kell..
A programhoz van magyar leírás a Magyar weboldalunkon, cncdrive.hu.
A beállításokat letudod tiltani úgy, hogy a képernyő szettből kiveszed azokat amiket nem akarsz hogy megjelenjen a felhasználónál. Mivel a screenset tölti fel a képernyő alkatrészeket, ezért ami ott nincsen, az nem is jelenik meg a képernyőn. A nem szükséges gombokra, kijelzőkre stb. ugyanez igaz. a képernyő szett fájl szerkesztésével akármilyen kinézetű saját képernyő létrehozható, persze ehhez kódolni kell..
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 11, 11:02
Írta: 000000000 Dátum 2014 július 11, 11:02
Szerintem az lehet a gond, hogy biztos bejelölted, hogy ne írja felül a profilodat a telepítő. Ha ezt bejelölöd a telepítőben, akkor nem nyúl hozzá a profil fájlodhoz, illetve a macroidhoz sem, nem írja felül akkor sem, ha az újban már más kódokat tartalmaznak például a macrók. UGyanez a helyzet, ha saját profilt hoztál létre, azokhoz soha sem nyúl hozzá a telepítő.
Ha nem akarod a profil beállításokat elállítani, de biztos akarsz lenni, hogy a maco-k frissülnek, akkor telepítés után menj a c:\UCCNC\Contents\Macro_default könyvtárba, ez a mappa tartalmazza mindig a frissen telepített macrokat, ez a mappa mindig frissül. És másold rá ezeket a macrokat a régi macroidra. Így a profilod érintetlen maradhat, ha a telepítőben azt választod, hogy ne írja felül a profilt, viszont a macrokat tudod frissíteni.
Ha nem akarod a profil beállításokat elállítani, de biztos akarsz lenni, hogy a maco-k frissülnek, akkor telepítés után menj a c:\UCCNC\Contents\Macro_default könyvtárba, ez a mappa tartalmazza mindig a frissen telepített macrokat, ez a mappa mindig frissül. És másold rá ezeket a macrokat a régi macroidra. Így a profilod érintetlen maradhat, ha a telepítőben azt választod, hogy ne írja felül a profilt, viszont a macrokat tudod frissíteni.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 11, 11:10
Írta: 000000000 Dátum 2014 július 11, 11:10
Ez kicsit boszorkányüldözésnek, feketemágjának tűnik. [#wink] Nem hinném, hogy bármilyen program újratelepítéséhez a windowst újra kellene telepíteni. Persze léteznek anomáliák, de nekem például azóta van Win7-em az itthoni PC-men kb. amióta megjelent(jópár éve), soha nem kelett újratelepítenem az OP rendszert és jópár program van telepítve. Sok progit újraraktam, törölted stb. mindig gond nélkül. Akkor lehet inkább probléma, ha a gépre valamilyen vírus kerül...
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 11, 11:13
Írta: 000000000 Dátum 2014 július 11, 11:13
Az alap az RS274NGC nyelv, kiegészítve majd néhány extra kóddal, például a G73/G83, mert ezt például az RS274NGC nem tartalmazza. És biztos vagyok benne hogy lesz még néhány ilyen kód, amit majd fontosnak tartunk és emiatt be fogunk építeni a vezérlőbe.
Cím: Re:UCCNC vezérlő program
Írta: s7manbs8 Dátum 2014 július 11, 11:48
Írta: s7manbs8 Dátum 2014 július 11, 11:48
Csinálni kell bele választási lehetőség RSxy ... NCT ... Mach3 stb.. akkor azt használ amit akar a páciens. :)
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 július 11, 12:02
Írta: frkdv6dyr Dátum 2014 július 11, 12:02
A svejk által már belinkelt NCT szabvány leíráson kívül van még magyar nyelven elérhető anyag? Szeretnék a CAD/CAM programok beláthatatlan hosszú sorai helyett egy átlátható és értelmezhető programozási módot megtanulni. Sok esetben gyorsabb a megmunkálás is ha nem 0,1mm ugrásokkal megy oda-vissza órákon át a gép. Esetleg egy főiskolai jegyzet, vagy valami leírás erről az "ős" szabványról?
"Ez kicsit boszorkányüldözésnek, feketemágjának tűnik." XP korszakban nem is volt annyira irreális ez [#wink] szerencsére azóta kivonultam az "admin" életformából és nem zaklatnak a felhasználók.
"Ez kicsit boszorkányüldözésnek, feketemágjának tűnik." XP korszakban nem is volt annyira irreális ez [#wink] szerencsére azóta kivonultam az "admin" életformából és nem zaklatnak a felhasználók.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 11, 12:07
Írta: 000000000 Dátum 2014 július 11, 12:07
Angolul fent van a nist.org oldalon.
Magyarul pedig leírtuk az UCCNC felhasználói kézikönyvébe: http://www.cncdrive.com/UCCNC/UCCNC_hasznalati_utasitas.pdf
Magyarul pedig leírtuk az UCCNC felhasználói kézikönyvébe: http://www.cncdrive.com/UCCNC/UCCNC_hasznalati_utasitas.pdf
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 11, 12:11
Írta: 000000000 Dátum 2014 július 11, 12:11
Ennyire szerintem nem kell elbonyolítani, mivel mind a Mach3 és az NCT, illetve sok másik is az RS274NGC szabványon alapul. A szabvány kódokon felül a Mach3 hozzátett pár Fanuc kódot is, pl. G73/83, de ezeket az extra kódokat CAM programok úgysem generálnak soha, maximum kézi gyors programozásnál van értelme.
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 július 11, 15:38
Írta: frkdv6dyr Dátum 2014 július 11, 15:38
Egy kényelmi kérésem lenne, hogy a G kód ablakban az egér görgője működjön.[#worship]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 12, 13:43
Írta: svejk Dátum 2014 július 12, 13:43
No kérem megoldásra jutottam.
Eddig minden egyes újabb verzió kijöttekor az ajánlás szerint egyszerűen felülírattam a régi verziót, figyelve, hogy telepítéskor az "Overwrite the default UCCNC profil" előtt NE legyen pipa, azaz megmaradjanak a beállításaim, ne kelljen újra confogolni.
Nos ez az eset pl. a Go To Zero esetben hibás működést produkált.
Most mindössze annyit tettem, hogy az én defaul.pro fájlomat lementettem egy pendrive-ra, aztán ahogy eddig is újratelepítettem a meglevőre a legújabb 1.022-es verziót, de most úgy hogy a pipát bent hagytam, azaz a gyári profil fáljjal telepedett fel.
Telepítés után a pendrive-on levő profil fájlommal egyszerűen felülírattam a gyárit, s lám így már jól működik a Go To Zero is minden körülmények között, természetesen az én beállításaimmal.
Tanulságos, és érdekes, a magyarázatát majd valaki biztos tudni fogja.
Eddig minden egyes újabb verzió kijöttekor az ajánlás szerint egyszerűen felülírattam a régi verziót, figyelve, hogy telepítéskor az "Overwrite the default UCCNC profil" előtt NE legyen pipa, azaz megmaradjanak a beállításaim, ne kelljen újra confogolni.
Nos ez az eset pl. a Go To Zero esetben hibás működést produkált.
Most mindössze annyit tettem, hogy az én defaul.pro fájlomat lementettem egy pendrive-ra, aztán ahogy eddig is újratelepítettem a meglevőre a legújabb 1.022-es verziót, de most úgy hogy a pipát bent hagytam, azaz a gyári profil fáljjal telepedett fel.
Telepítés után a pendrive-on levő profil fájlommal egyszerűen felülírattam a gyárit, s lám így már jól működik a Go To Zero is minden körülmények között, természetesen az én beállításaimmal.
Tanulságos, és érdekes, a magyarázatát majd valaki biztos tudni fogja.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 12, 13:50
Írta: svejk Dátum 2014 július 12, 13:50
Azt azért tudni kell, hogy majdnem az első verzióktól kezdve tesztelem a progit, és számtalan újabb-régebbi verzió telepítés történt a PC-n, tehát lehet másnál elő sem fordulna az esetem.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 12, 15:17
Írta: 000000000 Dátum 2014 július 12, 15:17
Szia,
Igen, én is ezt mondtam nagyjából, mint hibalehetőséget. Mivel kivetted a pipát a telepítőnél, ezért nem írta felül sem a profilodat, sem a macroidat. Ez a pipa ezt csinálja. A hiba javítása a gotoZeronak annyiból állt, hogy a gotoZero macro kódját írtam át az alapján, amit mondtál, hogy mit kellene megváltoztatni a működésben. De mivel a pipát kivetted a telepítőből, ezért az új telepítéssel is maradt a régi (hibás) macro a profilodban.
Amit írsz, hogy pendrive-ra lementetted a profilt ez jó megoldásnak tűnik.
Bár ez a fajta hiba most még előfordulhat ugyan, mivel nagyüzemben megy a fejlesztés, de ha a progi kiforrja magát a tesztelés és fejlesztés során, akkor ilyen drasztikus változtatások már szerintem nem lesznek és így ez a hibalehetőség is megszűnik.
Még most hirtelen arra gondoltam, hogy esetleg csinálok mégegy pipálási lehetőséget, hogy külön kilehessen választani a macro-k felülírását, illetve a .pro profil fájl felülírását.
A kérdés csak az, hogy ez a felhasználó számára vajon megkönnyíti vagy inkább elbonyolítja a telepítést?!
Igen, én is ezt mondtam nagyjából, mint hibalehetőséget. Mivel kivetted a pipát a telepítőnél, ezért nem írta felül sem a profilodat, sem a macroidat. Ez a pipa ezt csinálja. A hiba javítása a gotoZeronak annyiból állt, hogy a gotoZero macro kódját írtam át az alapján, amit mondtál, hogy mit kellene megváltoztatni a működésben. De mivel a pipát kivetted a telepítőből, ezért az új telepítéssel is maradt a régi (hibás) macro a profilodban.
Amit írsz, hogy pendrive-ra lementetted a profilt ez jó megoldásnak tűnik.
Bár ez a fajta hiba most még előfordulhat ugyan, mivel nagyüzemben megy a fejlesztés, de ha a progi kiforrja magát a tesztelés és fejlesztés során, akkor ilyen drasztikus változtatások már szerintem nem lesznek és így ez a hibalehetőség is megszűnik.
Még most hirtelen arra gondoltam, hogy esetleg csinálok mégegy pipálási lehetőséget, hogy külön kilehessen választani a macro-k felülírását, illetve a .pro profil fájl felülírását.
A kérdés csak az, hogy ez a felhasználó számára vajon megkönnyíti vagy inkább elbonyolítja a telepítést?!
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 12, 15:17
Írta: 000000000 Dátum 2014 július 12, 15:17
Megcsináltam, a következő verzióban benne lesz.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 12, 18:28
Írta: svejk Dátum 2014 július 12, 18:28
Ne bonyolítsd!
A pipa melletti "Overwrite the default UCCNC profil" szöveget egészítsd ki egy "és makrók" szavakkal. :))
A pipa melletti "Overwrite the default UCCNC profil" szöveget egészítsd ki egy "és makrók" szavakkal. :))
Cím: Re:UCCNC vezérlő program
Írta: csg67 Dátum 2014 július 12, 22:51
Írta: csg67 Dátum 2014 július 12, 22:51
"Exact stop mode: Pontos megállás üzemmód.
Ebben az üzemmódban a pályatervező a mozgásokat
pontosan hajtja végre, minden egyes G-kóg mondatnál felgyorsít és utána lelassít. Ebben az
üzemmódban a programozott és a valóságos út megegyezik, a pályakövetési hiba 0."
Azért én kíváncsi lennék egy viszonylag kis sugarú körívnek nagy sebességgel történő megmunkálására. A programozott és a valóságos út (pálya) megegyezik? Ha-ha-ha... :)
Ebben az üzemmódban a pályatervező a mozgásokat
pontosan hajtja végre, minden egyes G-kóg mondatnál felgyorsít és utána lelassít. Ebben az
üzemmódban a programozott és a valóságos út megegyezik, a pályakövetési hiba 0."
Azért én kíváncsi lennék egy viszonylag kis sugarú körívnek nagy sebességgel történő megmunkálására. A programozott és a valóságos út (pálya) megegyezik? Ha-ha-ha... :)
Cím: Re:UCCNC vezérlő program
Írta: Gyati Dátum 2014 július 12, 23:35
Írta: Gyati Dátum 2014 július 12, 23:35
Vicces fiú, miért nem írsz egy olyan programot, te, ahol megegyezik?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 13, 02:11
Írta: 000000000 Dátum 2014 július 13, 02:11
A leírás teljesen helytálló, mivel a kérdés a szoftver oldaláról van megközelítve, megfogalmazva, hiszen ez egy szoftver kézikönyve és nem egy gépkönyv. Az, hogy a teljesítmény elektronika, illetve a motorok mit csinálnak, hogy a szervok letudják-e követni a jelsorozatot, vagy hogy a tengelyek az inerciájuknál fogva tudják-e követni az esetleges nagy gyorsításokat, éles és gyors irányváltásokat, ez már egy másik kérdés, ezt az adott gép könyvében szokás definiálni. De mégegyszer mondom mi jelen esetben a szoftver működését fogalmaztuk meg, és a szoftver az exact stop módban pontos pályát leíró jelsorozatot bocsájt ki a vezérlőelektronika számára. Remélem így már érthető a leírás.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 13, 02:14
Írta: 000000000 Dátum 2014 július 13, 02:14
OK, rendben, ezt fogom csinálni. [#wave]
Cím: Re:UCCNC vezérlő program
Írta: csg67 Dátum 2014 július 13, 07:06
Írta: csg67 Dátum 2014 július 13, 07:06
Mivel ez a rendszer a tengelyeket lemaradással mozgatja (különben nem lenne szükség erre az utasításra), ezért elméletileg sem helytálló az a feltételezés, hogy egy körpályán a "pályakövetési hiba 0". Ez független az alkalmazott hajtástól, motortól, géptől. Minden körívet kisebb sugárral fog megcsinálni, mint amit programoznak, csupán a hiba mértéke a kérdés.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 13, 11:54
Írta: svejk Dátum 2014 július 13, 11:54
Nagy tisztelőd vagyok, de nem lehet, hogy valamit félreértesz?
Az Exact Stop, alias G61 a normál üzemmód, ez az ideális pályakövetés.
Ráadásul szoftveresen ezt a könnyebb leprogramozni, hiszen addig kell küldeni a tengelyt amíg el nem érjük a munkadarab rajza szerinti koordinátáit. Kontúrmarásnál a szerszámátmérővel korrigált pályakoordinátákat.
Innentől kezdődően már a gép fizikai viselkedése miatt kell beavatkozni.
(habár már a G61-nél és minden más mozgásnál jelen levő levő gyorsulások és lassulások is a fizika miatt vannak)
A Constans Velocity (G64) üzemmód az ideális forgácsolási paraméterek miatt szükségesek, hogy azok lehetőleg minél kevesebbet változzanak a marási pálya mentén.
Ezért azonban nagy árat kell fizetni, fel kell adni a hű pályakövetést.
Tehát a G61 az alap, csak azért van nevesítve, hogy vissza tudjunk kapcsolni G64-ből. :)
"Ez független az alkalmazott hajtástól, motortól, géptől. Minden körívet kisebb sugárral fog megcsinálni, mint amit programoznak, csupán a hiba mértéke a kérdés."
Fentebb azt írod független a géptől, hajtástól..
Tehát akkor egy ideális gépet nézve miért is lesznek a körívek kisebbek a programozottól?
Ezt kifejthetnéd bővebben...
Az Exact Stop, alias G61 a normál üzemmód, ez az ideális pályakövetés.
Ráadásul szoftveresen ezt a könnyebb leprogramozni, hiszen addig kell küldeni a tengelyt amíg el nem érjük a munkadarab rajza szerinti koordinátáit. Kontúrmarásnál a szerszámátmérővel korrigált pályakoordinátákat.
Innentől kezdődően már a gép fizikai viselkedése miatt kell beavatkozni.
(habár már a G61-nél és minden más mozgásnál jelen levő levő gyorsulások és lassulások is a fizika miatt vannak)
A Constans Velocity (G64) üzemmód az ideális forgácsolási paraméterek miatt szükségesek, hogy azok lehetőleg minél kevesebbet változzanak a marási pálya mentén.
Ezért azonban nagy árat kell fizetni, fel kell adni a hű pályakövetést.
Tehát a G61 az alap, csak azért van nevesítve, hogy vissza tudjunk kapcsolni G64-ből. :)
"Ez független az alkalmazott hajtástól, motortól, géptől. Minden körívet kisebb sugárral fog megcsinálni, mint amit programoznak, csupán a hiba mértéke a kérdés."
Fentebb azt írod független a géptől, hajtástól..
Tehát akkor egy ideális gépet nézve miért is lesznek a körívek kisebbek a programozottól?
Ezt kifejthetnéd bővebben...
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 július 13, 11:56
Írta: frkdv6dyr Dátum 2014 július 13, 11:56
Lenne még egy kérésem ha lehet [#worship]
Nagy szükség lenne egy időmérőre, hogy ne a rendszerórát nézegessem ha tesztelek valamit.
Nagy szükség lenne egy időmérőre, hogy ne a rendszerórát nézegessem ha tesztelek valamit.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 13, 12:53
Írta: 000000000 Dátum 2014 július 13, 12:53
Szia,
A mondatod első feléből látszik, hogy nem érted, hogy miről szól a leírás.
Idézem: "ez a rendszer a tengelyeket lemaradással mozgatja".
Minek a lemaradásával mihez képest? És mi mozgat micsodát?
Itt most egy vezérlésről (folyamatirányításról) és nem szabályzásról beszélünk.
Vagyis nincs visszacsatolás. Így az, hogy "lemaradás" az eleve értelmezhetetlen fogalom és irreleváns a szoftver számára.
A szoftver mit sem tud a gép pozíciójáról, vagy, hogy milyen gépről beszélünk, ő mindössze azért felel, hogy olyan jeleket adjon ki a vezérlőelektronika számára egy előkalkuláció,
függvényillesztések eredményeképpen, ami a mozgatás pályáját a beállított felbontás pontosságával leírja.
Exact stop mód esetén a pontos pályaleíró függvényt használja a pályatervező.
Abban ugye egyetértünk, hogy ha egy körív két pontjára a kör középpont koordinátáit is felhasználva illesztünk egy körívet a körfüggvény felhasználásával,
akkor ez a kör éppen akkora sugarú lesz mint amekkorát az adatok definiálnak?
A leírás minössze ennyiről szól, nem többről, nem kevesebbről.
A mondatod első feléből látszik, hogy nem érted, hogy miről szól a leírás.
Idézem: "ez a rendszer a tengelyeket lemaradással mozgatja".
Minek a lemaradásával mihez képest? És mi mozgat micsodát?
Itt most egy vezérlésről (folyamatirányításról) és nem szabályzásról beszélünk.
Vagyis nincs visszacsatolás. Így az, hogy "lemaradás" az eleve értelmezhetetlen fogalom és irreleváns a szoftver számára.
A szoftver mit sem tud a gép pozíciójáról, vagy, hogy milyen gépről beszélünk, ő mindössze azért felel, hogy olyan jeleket adjon ki a vezérlőelektronika számára egy előkalkuláció,
függvényillesztések eredményeképpen, ami a mozgatás pályáját a beállított felbontás pontosságával leírja.
Exact stop mód esetén a pontos pályaleíró függvényt használja a pályatervező.
Abban ugye egyetértünk, hogy ha egy körív két pontjára a kör középpont koordinátáit is felhasználva illesztünk egy körívet a körfüggvény felhasználásával,
akkor ez a kör éppen akkora sugarú lesz mint amekkorát az adatok definiálnak?
A leírás minössze ennyiről szól, nem többről, nem kevesebbről.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 13, 12:58
Írta: 000000000 Dátum 2014 július 13, 12:58
Szia,
Jó, hogy mondod, ezt már meg akartam csinálni, de mindig annyi más feladatot adtok nekem (aminek örülök egyébként)[#wink], hogy mindig elmarad.
Nem ígérem, hogy a következő verzióban ez benne lesz de az azutániban biztosan.
Jó, hogy mondod, ezt már meg akartam csinálni, de mindig annyi más feladatot adtok nekem (aminek örülök egyébként)[#wink], hogy mindig elmarad.
Nem ígérem, hogy a következő verzióban ez benne lesz de az azutániban biztosan.
Cím: Re:UCCNC vezérlő program
Írta: cxmcdtrx Dátum 2014 július 13, 13:07
Írta: cxmcdtrx Dátum 2014 július 13, 13:07
Csak egy ötlet, ami felmerült bennem nyárfa kérése kapcsán:
A G-kód futtatást elindítva a hátralevő futási idő kijelezhető?
Gondolok itt ilyenekre, hogy az elindított programból kiolvasott elmozdulási értékek, előtolások alapján számol,
illetve a menet közben esetleg kézzel megváltoztatott előtolással újraszámolja.
Így akár a programot betöltve már látható egy becsült futtatási idő is.
A G-kód futtatást elindítva a hátralevő futási idő kijelezhető?
Gondolok itt ilyenekre, hogy az elindított programból kiolvasott elmozdulási értékek, előtolások alapján számol,
illetve a menet közben esetleg kézzel megváltoztatott előtolással újraszámolja.
Így akár a programot betöltve már látható egy becsült futtatási idő is.
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 július 13, 13:37
Írta: frkdv6dyr Dátum 2014 július 13, 13:37
Az már extra lenne, és szerintem egy nagyobb kódnál igen csak elmolyolna vele mire kiszámolná.
Cím: Re:UCCNC vezérlő program
Írta: csg67 Dátum 2014 július 13, 13:49
Írta: csg67 Dátum 2014 július 13, 13:49
A problémának semmi köze a kontúrmaráshoz (egyébként sem a szerszámátmérővel, csak a szerszám sugarával kell korrigálni a pályát). De mint mondtam ennek semmi köze az alapproblémához.
Nézzük meg, hogy mit csinál az "Exact Stop"! Ahogyan a neve is mondja; pontosan áll meg. A pozíciók a mondat végén, de CSAK A VÉGÉN lesznek pontosak! Hogyan valósítja ezt meg (ez) a vezérlő (is)? Nagyon egyszerűen; nem indítja el a következő mozgást addig, amíg az aktuális mozgás be nem ért a programozott végpontba (nyilván van egy pozícióablak, amin belül elfogadja az aktuális pozíciót névleges pozíciónak). Amikor ez megtörtént, akkor mehet tovább a megmunkálás, indulhat a következő mondat... Persze ennek tényleg az az eredménye, hogy minden mozgásnál gyorsít, lassít, megáll. Idegesítően "rángat" a gép megmunkálás közben. Mire jó mégis ez a lehetőség? Például pontosan meg tudjuk munkálni egy üreg belső sarkait (természetesen nem lesz sarkos, hiszen a szerszám sugara nem nulla).
Mi történik akkor, ha a "Constans Velocity" az aktív? Egyszerűen nem várja meg a vezérlés azt, hogy a mondat végén beérjen a tengely a programozott pozícióba, hanem indítja a következő mozgást. A hajtások meg követik úgy, ahogy tudják a pályát.
Ez a vezérlés a követési hibára épül (following error, servo lag), azaz azért mozognak a tengelyek, mert a vezérlés által számított (névleges) pozíció nem egyezik meg a mérőrendszerrel mért (aktuális) pozícióval. Minél nagyobb az eltérés (követési hiba), annál nagyobb a sebesség. A követési hiba a sebességgel arányos, az arányosítási tényezőt szokás a pozíciószabályozás körerősítésének (kv faktor) hívni. Azaz a lemaradás a sebességtől és a szabályozási hurok erősítésétől függ. Az erősítést nem lehet büntetlenül növelni, mert egy idő után a rendszer gerjedni, remegni kezd.
Tehát elmondhatjuk, hogy minden mozgás lemaradással valósul meg. Persze a végpontban lehet pontos a pozíció, ha ott megáll a tengely. Mi történik mozgás közben? A tengely (a sebességgel arányos) lemaradással követi az elméleti pozíciót. Ez nem gond, ha egyszerre csak egy tengely mozog (ugyan nincs ott még a tengely ahol lenni kéne az adott időpillanatban, de előbb-utóbb végigmegy a pályán). Mi a helyzet több tengellyel megvalósított egyenes mentén történő elmozdulásnál (térbeli egyenes)? Ha a tengelyeken az erősítés egyforma (minden tengely azonos sebesség mellett egyforma lemaradással mozog), akkor szintén az elméleti pályát fogja követni. Mi a helyzet a körnél? A szánok itt is az aktuális pozícióból az elméleti pozíció felé mozdulnak el. Ez minden esetben egy húr mentén történik, azaz a körön belül. Ezért lesz kisebb a valós körív az elméleti pozíciókkal megadottól. A köríven folyamatosan mozog a szerszám, nincs minden egyes elméleti pontnál "Exact Stop". Mennyivel lesz kisebb a valós pálya sugara az elméletitől? Ez függ a követési hibától, azaz a sebességtől (mivel ezek egyenes arányban vannak), és függ a körív sugarától (a két elméleti pontot a köríven egy húr köti össze, a húr hossza függ a sebességtől, de minél kisebb a körív sugara, az adott hosszúságú húr annál közelebb lesz a kör középpontjához, azaz annál nagyobb lesz a kontúrhiba).
A fentiekből látható, hogy ennél a vezérlésnél ez minden esetben fennáll, csak a mértéke kérdéses.
Persze létezik erre is megoldás (lásd a velocity feedforward control kifejezést a gugliban). Egy ilyen vezérlésnél valóban le lehet írni, hogy a "pályakövetési hiba 0". Ráadásul a "velocity feedforward" nem a motor és a hajtás dolga, hanem a pozíció szabályozó körbe lehet beépíteni, azaz a szoftver a felelős érte (ezért a szoftver leírásában a helye CNCdrive1 állításával ellentétben)! Ezért bátorkodtam (bár lehet, hogy egy kicsit sértően - ezért elnézést kérek) erre a félrevezető mondatra felhívni a figyelmet.
Maradok tisztelettel őszinte csodálója a hobbistáknak.
Nézzük meg, hogy mit csinál az "Exact Stop"! Ahogyan a neve is mondja; pontosan áll meg. A pozíciók a mondat végén, de CSAK A VÉGÉN lesznek pontosak! Hogyan valósítja ezt meg (ez) a vezérlő (is)? Nagyon egyszerűen; nem indítja el a következő mozgást addig, amíg az aktuális mozgás be nem ért a programozott végpontba (nyilván van egy pozícióablak, amin belül elfogadja az aktuális pozíciót névleges pozíciónak). Amikor ez megtörtént, akkor mehet tovább a megmunkálás, indulhat a következő mondat... Persze ennek tényleg az az eredménye, hogy minden mozgásnál gyorsít, lassít, megáll. Idegesítően "rángat" a gép megmunkálás közben. Mire jó mégis ez a lehetőség? Például pontosan meg tudjuk munkálni egy üreg belső sarkait (természetesen nem lesz sarkos, hiszen a szerszám sugara nem nulla).
Mi történik akkor, ha a "Constans Velocity" az aktív? Egyszerűen nem várja meg a vezérlés azt, hogy a mondat végén beérjen a tengely a programozott pozícióba, hanem indítja a következő mozgást. A hajtások meg követik úgy, ahogy tudják a pályát.
Ez a vezérlés a követési hibára épül (following error, servo lag), azaz azért mozognak a tengelyek, mert a vezérlés által számított (névleges) pozíció nem egyezik meg a mérőrendszerrel mért (aktuális) pozícióval. Minél nagyobb az eltérés (követési hiba), annál nagyobb a sebesség. A követési hiba a sebességgel arányos, az arányosítási tényezőt szokás a pozíciószabályozás körerősítésének (kv faktor) hívni. Azaz a lemaradás a sebességtől és a szabályozási hurok erősítésétől függ. Az erősítést nem lehet büntetlenül növelni, mert egy idő után a rendszer gerjedni, remegni kezd.
Tehát elmondhatjuk, hogy minden mozgás lemaradással valósul meg. Persze a végpontban lehet pontos a pozíció, ha ott megáll a tengely. Mi történik mozgás közben? A tengely (a sebességgel arányos) lemaradással követi az elméleti pozíciót. Ez nem gond, ha egyszerre csak egy tengely mozog (ugyan nincs ott még a tengely ahol lenni kéne az adott időpillanatban, de előbb-utóbb végigmegy a pályán). Mi a helyzet több tengellyel megvalósított egyenes mentén történő elmozdulásnál (térbeli egyenes)? Ha a tengelyeken az erősítés egyforma (minden tengely azonos sebesség mellett egyforma lemaradással mozog), akkor szintén az elméleti pályát fogja követni. Mi a helyzet a körnél? A szánok itt is az aktuális pozícióból az elméleti pozíció felé mozdulnak el. Ez minden esetben egy húr mentén történik, azaz a körön belül. Ezért lesz kisebb a valós körív az elméleti pozíciókkal megadottól. A köríven folyamatosan mozog a szerszám, nincs minden egyes elméleti pontnál "Exact Stop". Mennyivel lesz kisebb a valós pálya sugara az elméletitől? Ez függ a követési hibától, azaz a sebességtől (mivel ezek egyenes arányban vannak), és függ a körív sugarától (a két elméleti pontot a köríven egy húr köti össze, a húr hossza függ a sebességtől, de minél kisebb a körív sugara, az adott hosszúságú húr annál közelebb lesz a kör középpontjához, azaz annál nagyobb lesz a kontúrhiba).
A fentiekből látható, hogy ennél a vezérlésnél ez minden esetben fennáll, csak a mértéke kérdéses.
Persze létezik erre is megoldás (lásd a velocity feedforward control kifejezést a gugliban). Egy ilyen vezérlésnél valóban le lehet írni, hogy a "pályakövetési hiba 0". Ráadásul a "velocity feedforward" nem a motor és a hajtás dolga, hanem a pozíció szabályozó körbe lehet beépíteni, azaz a szoftver a felelős érte (ezért a szoftver leírásában a helye CNCdrive1 állításával ellentétben)! Ezért bátorkodtam (bár lehet, hogy egy kicsit sértően - ezért elnézést kérek) erre a félrevezető mondatra felhívni a figyelmet.
Maradok tisztelettel őszinte csodálója a hobbistáknak.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 13, 14:15
Írta: 000000000 Dátum 2014 július 13, 14:15
Nagyon szépen leírtad a dolgokat és mindez amit leírtál nagyjából, kisebb fenntartásokkal így is van.
Én mindössze annyit mondtam, mondok, hogy a szoftver, a pályatervező szempontjából a pályakövetési hiba exact stop mód esetén nulla.
Felesleges idekeverni, hogy mit csinál az elektronika, mit csinálnak a motorok, mert nem erről szól ez a leírás.
A leírás a pályatervezőről beszél, sohasem motorokról vagy netán tengelyekről. Te konkretizált esetekről, megvalósításról beszélsz, de a leírás nem erről szól, hanem a pályatervezőről, arról, hogy mit kalkulál és hogyan.
A constant velocity mód pedig nem úgy működik ahogy leírtad, mégcsak idealizált esetben sem. Ha van rá igény akkor a későbbiekben leírom majd a működését, de most mennem kell...
Én mindössze annyit mondtam, mondok, hogy a szoftver, a pályatervező szempontjából a pályakövetési hiba exact stop mód esetén nulla.
Felesleges idekeverni, hogy mit csinál az elektronika, mit csinálnak a motorok, mert nem erről szól ez a leírás.
A leírás a pályatervezőről beszél, sohasem motorokról vagy netán tengelyekről. Te konkretizált esetekről, megvalósításról beszélsz, de a leírás nem erről szól, hanem a pályatervezőről, arról, hogy mit kalkulál és hogyan.
A constant velocity mód pedig nem úgy működik ahogy leírtad, mégcsak idealizált esetben sem. Ha van rá igény akkor a későbbiekben leírom majd a működését, de most mennem kell...
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 13, 15:21
Írta: 000000000 Dátum 2014 július 13, 15:21
Modbus kommunikációt tud az UCCNC program? illetve plazmánál kezeli a THC-t?
Cím: Re:UCCNC vezérlő program
Írta: csg67 Dátum 2014 július 13, 15:23
Írta: csg67 Dátum 2014 július 13, 15:23
Elég furcsa hozzáállás egy vezérlő szoftver írójától arra hivatkozni, hogy őt nem érdekli a gép, amit a szoftvere vezérel. Egy idealizált leírás pedig semmit sem ér annak aki használni is akarja azt. De ez már nem az én problémám lesz...
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 13, 15:55
Írta: svejk Dátum 2014 július 13, 15:55
Sziesztám ideje alatt rájöttem, hogy bizony a körívnél arra gondolsz amit most le is írtál, hogy végül is a G2/3 kódot is a vezérlőszoftver egyenesekből rakja össze.
Nem ismerem sem a szóbelei UCCNC szoftver, sem a gyári mozgásvezérlők lelki világát, bonyolult interpolációs képleteit nem is értenék belőle sokat.
De elméletileg talán elképzelhető lenne az is, hogy nem a körív apró húrjain vezeti a vezérlő a gépet hanem mondjuk szelőkön és azok metszéspontjain, így már a sokszög által keltett kör átmérője jobban igazodik a valósághoz. De ehhez meg még több részre kellene felbontani a kört, azaz még több számolást igényel.
(ha jól rémlik a gyári vezérlőkön van ilyen paraméter, hogy az adott kört milyen pontossággal kövesse le)
Egyébként a sebesség előrecsatolás megtalálható az összes gyári step-dir-es vagy analóg szervo vezérlőn, mint állítható paraméter.
Jótékony hatását is tapasztaltam már, de azt nem tudtam hogy pont a körívek problémája keltette életre létét.
Nem ismerem sem a szóbelei UCCNC szoftver, sem a gyári mozgásvezérlők lelki világát, bonyolult interpolációs képleteit nem is értenék belőle sokat.
De elméletileg talán elképzelhető lenne az is, hogy nem a körív apró húrjain vezeti a vezérlő a gépet hanem mondjuk szelőkön és azok metszéspontjain, így már a sokszög által keltett kör átmérője jobban igazodik a valósághoz. De ehhez meg még több részre kellene felbontani a kört, azaz még több számolást igényel.
(ha jól rémlik a gyári vezérlőkön van ilyen paraméter, hogy az adott kört milyen pontossággal kövesse le)
Egyébként a sebesség előrecsatolás megtalálható az összes gyári step-dir-es vagy analóg szervo vezérlőn, mint állítható paraméter.
Jótékony hatását is tapasztaltam már, de azt nem tudtam hogy pont a körívek problémája keltette életre létét.
Cím: Re:UCCNC vezérlő program
Írta: s7manbs8 Dátum 2014 július 13, 15:58
Írta: s7manbs8 Dátum 2014 július 13, 15:58
A végén kiderül hogy egyik program se jó, ne is használjuk ? Nem hinném, az adott felbontás mellett és gyorsulás sebesség és a step dir rendszeren belül lehető legpontosabb időzítéssel kiadott léptetési jelsorozattól jobbat mit vártok ?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 13, 16:00
Írta: svejk Dátum 2014 július 13, 16:00
"De ez már nem az én problémám lesz... "
Az bizonyos, hogy neked aligha lehet szükséged mondjuk UCCNC mozgásvezérlőre. :) [#smile]
Nekünk hobbistáknak ha már nem csinál rosszvashibákat, akkor már jó...
A munkadarabok zöme relief szerű darabok, a mechanikák szintén elnyomó többsége jó ha tizeden belüli pontosságú.
Az bizonyos, hogy neked aligha lehet szükséged mondjuk UCCNC mozgásvezérlőre. :) [#smile]
Nekünk hobbistáknak ha már nem csinál rosszvashibákat, akkor már jó...
A munkadarabok zöme relief szerű darabok, a mechanikák szintén elnyomó többsége jó ha tizeden belüli pontosságú.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 13, 16:27
Írta: 000000000 Dátum 2014 július 13, 16:27
A leírás nem idealizált, a leírás konkretizált a vezérlőszoftver algoritmusát tárgyalja.
A probléma ott van, hogy te viszont nem a vezérlő szoftverről, hanem egy konkrét meghajtóelektronika típusról beszélsz mégpedig szervo elektronikáról,
pozíció szabályzásról, aminek a működése valóban olyan, ahogy leírtad.
Megint csak azt tudom mondani, hogy a leírásnak köze sincs a szervo rendszerhez, ez egy vezérlőszoftver leírása.
Mert mi van például ha valaki léptetőmotorokkal használja a gépet (ha már ennyire leragadtál a konkrétumoknál és ha nem tudsz elvonatkoztatni).
Ez esetben az összes dolog amiket leírtál máris nem állja meg a helyét, mivel a léptetőmotoros vezérlés nem szabályzás,
így nincsen az említett lemaradás és a kör sugara éppen akkora lesz mint amekkorát programoztál.
A vezérlőelektronikák sokszínűsége miatt nincsen értelme a szoftver leírásában ezeket tárgyalni,
azokat megteszi majd a vezérlőelektronika gyártója.
A probléma ott van, hogy te viszont nem a vezérlő szoftverről, hanem egy konkrét meghajtóelektronika típusról beszélsz mégpedig szervo elektronikáról,
pozíció szabályzásról, aminek a működése valóban olyan, ahogy leírtad.
Megint csak azt tudom mondani, hogy a leírásnak köze sincs a szervo rendszerhez, ez egy vezérlőszoftver leírása.
Mert mi van például ha valaki léptetőmotorokkal használja a gépet (ha már ennyire leragadtál a konkrétumoknál és ha nem tudsz elvonatkoztatni).
Ez esetben az összes dolog amiket leírtál máris nem állja meg a helyét, mivel a léptetőmotoros vezérlés nem szabályzás,
így nincsen az említett lemaradás és a kör sugara éppen akkora lesz mint amekkorát programoztál.
A vezérlőelektronikák sokszínűsége miatt nincsen értelme a szoftver leírásában ezeket tárgyalni,
azokat megteszi majd a vezérlőelektronika gyártója.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 13, 16:36
Írta: 000000000 Dátum 2014 július 13, 16:36
Még annyit, hogy nem engem nem érdekel a gép.
Viszont az, hogy a szervóid mekkora és milyen mértékű hibát visznek a rendszerbe az a szervoidnak a dolga. A szoftver nem szabályoz, csupán vezérel. És exact stop módban ezt 0 hibával teszi.
Viszont az, hogy a szervóid mekkora és milyen mértékű hibát visznek a rendszerbe az a szervoidnak a dolga. A szoftver nem szabályoz, csupán vezérel. És exact stop módban ezt 0 hibával teszi.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 13, 16:40
Írta: 000000000 Dátum 2014 július 13, 16:40
Nagyipari gépeknél általában eleve szabályzás van, van visszacsatolás a vezérlőszoftver felé, ha ilyet fejlesztenénk, akkor csg67-nek igaza lenne, de mi nem folyamatszabályzó szoftvert írunk, csak egy vezérlőt. [#wave]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 13, 16:46
Írta: svejk Dátum 2014 július 13, 16:46
Persze-persze, csak írjátok minél nagyobb gőzzel! :)
Csg67-nek csak szúrta a szemét egy dolog...
Egyébként nagy tudású nagyon rendes ember.
Csg67-nek csak szúrta a szemét egy dolog...
Egyébként nagy tudású nagyon rendes ember.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 13, 16:51
Írta: 000000000 Dátum 2014 július 13, 16:51
"Mert mi van például ha valaki léptetőmotorokkal használja a gépet (ha már ennyire leragadtál a konkrétumoknál és ha nem tudsz elvonatkoztatni).
Ez esetben az összes dolog amiket leírtál máris nem állja meg a helyét, mivel a léptetőmotoros vezérlés nem szabályzás,
így nincsen az említett lemaradás és a kör sugara éppen akkora lesz mint amekkorát programoztál."
Bocs, de a léptető motor mióta nulla hibával lépkedő szerkezet? Csinálj csak pár egységugrás tesztet velük... Dinamikailag hajtástechnikai méretezéskor sajnos itt is tehetetlen tömegekkel kell számolni, így aztán
időállandója van neki is. Azaz túllendülések, lemaradások, rezonanciák jellemzik ezt a motor típust is.
Durván azt is lehet mondani, a csicsavilág képernyő egy dolog, a valóság pedig mindig más, így csg67 felvetései nagyon is jogosak.
Ez esetben az összes dolog amiket leírtál máris nem állja meg a helyét, mivel a léptetőmotoros vezérlés nem szabályzás,
így nincsen az említett lemaradás és a kör sugara éppen akkora lesz mint amekkorát programoztál."
Bocs, de a léptető motor mióta nulla hibával lépkedő szerkezet? Csinálj csak pár egységugrás tesztet velük... Dinamikailag hajtástechnikai méretezéskor sajnos itt is tehetetlen tömegekkel kell számolni, így aztán
időállandója van neki is. Azaz túllendülések, lemaradások, rezonanciák jellemzik ezt a motor típust is.
Durván azt is lehet mondani, a csicsavilág képernyő egy dolog, a valóság pedig mindig más, így csg67 felvetései nagyon is jogosak.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 13, 16:53
Írta: 000000000 Dátum 2014 július 13, 16:53
Meg sem fordult a fejemben az ellenkezője, csupán válaszoltam az észrevételre. Próbáltam elmagyarázni, hogy miért téved, remélem sikerült érthetően leírnom és eloszlatni a félreértést.
A szoftvert irogatjuk teljes gőzzel, hamarosan elkészül a G90/G91 is.
A szoftvert irogatjuk teljes gőzzel, hamarosan elkészül a G90/G91 is.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 13, 17:02
Írta: 000000000 Dátum 2014 július 13, 17:02
Neked is azt tudom mondani, hogy a vezérlő szoftverről beszélünk, nem a fizika törvényeiről.
A vezérlőszoftver oldalnak vajmi kevés köze van a fizikához, hiszen nem szabályzókörről beszélünk, így a szoftver mit sem tud a fizika törvényeiről. :)
Azért nagyon kíváncsi lennék, ha már ennyire sok hozzászólás érkezett ebben a témában, hogy ti hogyan fogalmaznátok meg az exact stop módot, úgy, hogy az ne legyen egy konkrét vezérlőtípusra vonatkoztatva. Gondolok itt egy általános megfogalmazásra. Csak mert ha belekeverünk a vezérlőprogramon kívül álló dolgokat, akkor általánosan nem megfogalmazható dolog ez szerintem, túl sok az ismeretlen az egyenletben...
A vezérlőszoftver oldalnak vajmi kevés köze van a fizikához, hiszen nem szabályzókörről beszélünk, így a szoftver mit sem tud a fizika törvényeiről. :)
Azért nagyon kíváncsi lennék, ha már ennyire sok hozzászólás érkezett ebben a témában, hogy ti hogyan fogalmaznátok meg az exact stop módot, úgy, hogy az ne legyen egy konkrét vezérlőtípusra vonatkoztatva. Gondolok itt egy általános megfogalmazásra. Csak mert ha belekeverünk a vezérlőprogramon kívül álló dolgokat, akkor általánosan nem megfogalmazható dolog ez szerintem, túl sok az ismeretlen az egyenletben...
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 13, 17:05
Írta: 000000000 Dátum 2014 július 13, 17:05
A léptetőmotort idealizáltam abból a célból, hogy csg67-nek eltudjam magyarázni, hogy mire gondolok. Enélkül nehéz lett volna megfogalmazni azt, hogy pontosan mire is gondolok, de konkrétan arra gondoltam, hogy ha nincsen külső szabályzóhurok akkor az amit leírt nem fedi a valóságot ezt egy idealizált léptetőmotoros vezérléssel tudtam talán legjobban megfogalmazni.
Cím: Re:UCCNC vezérlő program
Írta: s7manbs8 Dátum 2014 július 13, 17:13
Írta: s7manbs8 Dátum 2014 július 13, 17:13
Az elég ha te tökéletesen kiadod az ideális jelet, majd Tibor45 ezt puffereli és kiszámolja, hogy a hozzákötött szervó motorjának milyen megfelelő PWM jelet adjon, hogy az időben előre ismert pálya szerint a legtökéletesebben működjön. :)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 13, 17:57
Írta: 000000000 Dátum 2014 július 13, 17:57
Szuper, ebben az esetben Tibor programjánál szabályzásról beszélhetünk és ha mi is ezt csinálnánk, akkor a felvetés is jogos volna és már javítanám is a dokumentációt. De mi nem szabályzóprogramot írunk, hanem vezérlőt. [#lookaround]
Cím: Re:UCCNC vezérlő program
Írta: csg67 Dátum 2014 július 13, 18:37
Írta: csg67 Dátum 2014 július 13, 18:37
Akkor utoljára a leírásról: "Ebben az üzemmódban a programozott és a valóságos út megegyezik, a pályakövetési hiba 0." Ha valóban nincs pozíció visszacsatolás a rendszerben, akkor hogyan beszélhetünk valóságos pályáról?
Esetleg a leírás első oldalán meg lehetne említeni, hogy ez egy olyan rendszerről szól, ahol nincs pozíció szabályozó hurok. Akkor persze nem is olvastam volna bele...
Esetleg a leírás első oldalán meg lehetne említeni, hogy ez egy olyan rendszerről szól, ahol nincs pozíció szabályozó hurok. Akkor persze nem is olvastam volna bele...
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 13, 18:39
Írta: 000000000 Dátum 2014 július 13, 18:39
Szerintem ne fárasszuk egymást, látom, hogy csak a kötekedni szeretnél, erre én nem vagyok vevő. Ezen a ponton befejeztem a veled való társalgást, van jobb dolgom is ennél.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 13, 18:42
Írta: 000000000 Dátum 2014 július 13, 18:42
Ja még annyit és itt tényleg befejeztem, hogy továbbra is várom frappáns megfogalmazásodat, ha már ennyire értesz hozzá.
Cím: Re:UCCNC vezérlő program
Írta: dcsaba Dátum 2014 július 13, 19:04
Írta: dcsaba Dátum 2014 július 13, 19:04
Sorozatosan visszatérő hiba... Megint megfeledkeztek a nyílthurkú szabályozásról.
Cím: Re:UCCNC vezérlő program
Írta: csg67 Dátum 2014 július 13, 19:17
Írta: csg67 Dátum 2014 július 13, 19:17
"a körívnél arra gondolsz amit most le is írtál, hogy végül is a G2/3 kódot is a vezérlőszoftver egyenesekből rakja össze."
Ha van pozíció visszacsatolás (minden ipari CNC így működik), akkor:
A vezérlés generálja az adott időpillanatban érvényes névleges pozíciót. Mivel a vezérlésnek fix ciklusideje van amivel a pálya névleges pontjait időről időre generálja (jellemzően néhány ms), ezért a sebesség abból adódik, hogy az egyes pontok milyen messze vannak egymástól. Amikor kört generál, akkor a kör egyes kerületi pontjai lesznek a névleges pozíciók. Minél nagyobb sebességgel kell a pályán haladni, annál messzebb lesznek a pontok kijelölve (ebből már látszik, hogy a pálya névleges pontjainak távolsága a sebességtől és a vezérlés ciklusidejétől függ). Miből állítja elő a vezérlés a hajtások alapjelét? Összehasonlítja a névleges (pillanatnyi pozíciót) a mérőrendszerről jövő aktuális pozícióval. Ha eltérés van, akkor az eltéréssel arányos feszültséget küld a hajtások bemenetére (általában a hajtások +/-10V-os alapjellel vezérelhetőek és úgy szokás beállítani a vezérlést, hogy a motor névleges fordulatszámához 9V-os alapjel tartozzon - ez lesz a gyorsjárat), ettől kezd el forogni a motor és próbál egyensúlyi helyzetbe kerülni a rendszer. Ezért van az is, hogy egy álló szervó tengellyel lehet "birkózni": ha megpróbálod kitéríteni az egyensúlyi helyzetből, akkor a szabályozás visszahúzza oda.
"Egyébként a sebesség előrecsatolás megtalálható az összes gyári step-dir-es vagy analóg szervo vezérlőn, mint állítható paraméter.
Jótékony hatását is tapasztaltam már, de azt nem tudtam hogy pont a körívek problémája keltette életre létét."
A sebesség előrecsatolás végül is egyszerűnek látszik, mivel a lemaradás nem más, mint a sebesség és a körerősítés szorzata, mind a kettőt ismeri a vezérlés és ki is tudja számítani és hozzá is tudja adni a kiszámított elméleti pozícióhoz. Sajnos a probléma -mint mindig- a részletekben van. Eddig minden esetben egyenletes sebességről beszéltem, ahol nincs gyorsulás. Gyorsuláskor már nem ilyen egyszerű a helyzet, könnyen túlléphetőek a rendszer korlátai (nincs elég teljesítménye a hajtásnak a kiadódó sebességváltozáshoz, illetve a rendszer gerjedésre hajlamos lesz), ezért nem lehet egyszerűen megvalósítani ezt a szabályozási módot (ezért is nem lehet ennek a hajtásban a helye). A sebesség előrecsatolást csak részben a kör alakhűsége hívta életre. A fő probléma az 5 tengelyes megmunkálás. Ha a körtengelyek szervó lemaradással dolgoznak, akkor adott sebesség mellett adott szöghibával követik a parancsot. Ha egy ilyen körasztalra felfogunk egy munkadarabot, akkor a pályahiba már nem csak a sebességgel (és a körerősítéssel) lesz arányos, hanem attól is függ, hogy a körtengely középpontjától milyen távol van. Ezért van az, hogy szervó lemaradásos CNC vezérlővel reménytelen dolog (nagy és/vagy gyors) 5 tengelyes gépet működtetni.
Ha van pozíció visszacsatolás (minden ipari CNC így működik), akkor:
A vezérlés generálja az adott időpillanatban érvényes névleges pozíciót. Mivel a vezérlésnek fix ciklusideje van amivel a pálya névleges pontjait időről időre generálja (jellemzően néhány ms), ezért a sebesség abból adódik, hogy az egyes pontok milyen messze vannak egymástól. Amikor kört generál, akkor a kör egyes kerületi pontjai lesznek a névleges pozíciók. Minél nagyobb sebességgel kell a pályán haladni, annál messzebb lesznek a pontok kijelölve (ebből már látszik, hogy a pálya névleges pontjainak távolsága a sebességtől és a vezérlés ciklusidejétől függ). Miből állítja elő a vezérlés a hajtások alapjelét? Összehasonlítja a névleges (pillanatnyi pozíciót) a mérőrendszerről jövő aktuális pozícióval. Ha eltérés van, akkor az eltéréssel arányos feszültséget küld a hajtások bemenetére (általában a hajtások +/-10V-os alapjellel vezérelhetőek és úgy szokás beállítani a vezérlést, hogy a motor névleges fordulatszámához 9V-os alapjel tartozzon - ez lesz a gyorsjárat), ettől kezd el forogni a motor és próbál egyensúlyi helyzetbe kerülni a rendszer. Ezért van az is, hogy egy álló szervó tengellyel lehet "birkózni": ha megpróbálod kitéríteni az egyensúlyi helyzetből, akkor a szabályozás visszahúzza oda.
"Egyébként a sebesség előrecsatolás megtalálható az összes gyári step-dir-es vagy analóg szervo vezérlőn, mint állítható paraméter.
Jótékony hatását is tapasztaltam már, de azt nem tudtam hogy pont a körívek problémája keltette életre létét."
A sebesség előrecsatolás végül is egyszerűnek látszik, mivel a lemaradás nem más, mint a sebesség és a körerősítés szorzata, mind a kettőt ismeri a vezérlés és ki is tudja számítani és hozzá is tudja adni a kiszámított elméleti pozícióhoz. Sajnos a probléma -mint mindig- a részletekben van. Eddig minden esetben egyenletes sebességről beszéltem, ahol nincs gyorsulás. Gyorsuláskor már nem ilyen egyszerű a helyzet, könnyen túlléphetőek a rendszer korlátai (nincs elég teljesítménye a hajtásnak a kiadódó sebességváltozáshoz, illetve a rendszer gerjedésre hajlamos lesz), ezért nem lehet egyszerűen megvalósítani ezt a szabályozási módot (ezért is nem lehet ennek a hajtásban a helye). A sebesség előrecsatolást csak részben a kör alakhűsége hívta életre. A fő probléma az 5 tengelyes megmunkálás. Ha a körtengelyek szervó lemaradással dolgoznak, akkor adott sebesség mellett adott szöghibával követik a parancsot. Ha egy ilyen körasztalra felfogunk egy munkadarabot, akkor a pályahiba már nem csak a sebességgel (és a körerősítéssel) lesz arányos, hanem attól is függ, hogy a körtengely középpontjától milyen távol van. Ezért van az, hogy szervó lemaradásos CNC vezérlővel reménytelen dolog (nagy és/vagy gyors) 5 tengelyes gépet működtetni.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 13, 19:31
Írta: 000000000 Dátum 2014 július 13, 19:31
Nyílt hurok = vezérlés, nem szabályzás. Eleve a szoftver neve is "vezérlő" és nem "szabályzó".
Cím: Re:UCCNC vezérlő program
Írta: csg67 Dátum 2014 július 13, 19:31
Írta: csg67 Dátum 2014 július 13, 19:31
Már régen kiderült, hogy egyik szabályozási mód sem tökéletes, a kérdés mindig az, hogy melyik kínál kielégítő megoldást az adott gépen... :)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 13, 19:33
Írta: 000000000 Dátum 2014 július 13, 19:33
Részleges igazságokat írsz.
"Ha eltérés van, akkor az eltéréssel arányos feszültséget küld a hajtások bemenetére (általában a hajtások +/-10V-os alapjellel vezérelhetőek és úgy szokás beállítani a vezérlést, hogy a motor névleges fordulatszámához 9V-os alapjel tartozzon - ez lesz a gyorsjárat), ettől kezd el forogni a motor és próbál egyensúlyi helyzetbe kerülni a rendszer. Ezért van az is, hogy egy álló szervó tengellyel lehet "birkózni": ha megpróbálod kitéríteni az egyensúlyi helyzetből, akkor a szabályozás visszahúzza oda."
Igen, ha egy egyszerű P szabályzóval próbálunk meg szabályozni akkor ez akár igaz is lenne. Nade ugyebár P szabályzó önállóan sohasem stabil....
"Ha eltérés van, akkor az eltéréssel arányos feszültséget küld a hajtások bemenetére (általában a hajtások +/-10V-os alapjellel vezérelhetőek és úgy szokás beállítani a vezérlést, hogy a motor névleges fordulatszámához 9V-os alapjel tartozzon - ez lesz a gyorsjárat), ettől kezd el forogni a motor és próbál egyensúlyi helyzetbe kerülni a rendszer. Ezért van az is, hogy egy álló szervó tengellyel lehet "birkózni": ha megpróbálod kitéríteni az egyensúlyi helyzetből, akkor a szabályozás visszahúzza oda."
Igen, ha egy egyszerű P szabályzóval próbálunk meg szabályozni akkor ez akár igaz is lenne. Nade ugyebár P szabályzó önállóan sohasem stabil....
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 13, 19:34
Írta: 000000000 Dátum 2014 július 13, 19:34
bocs, most én olvastam félre, igazad van...
Cím: Re:UCCNC vezérlő program
Írta: csg67 Dátum 2014 július 13, 19:36
Írta: csg67 Dátum 2014 július 13, 19:36
Persze, mindig kell egy I tag is, de próbáltam úgy leírni a folyamatot, hogy közérthető, szemléletes legyen.
Cím: Re:UCCNC vezérlő program
Írta: csg67 Dátum 2014 július 13, 19:41
Írta: csg67 Dátum 2014 július 13, 19:41
"Nyílt hurok = vezérlés, nem szabályzás. Eleve a szoftver neve is "vezérlő" és nem "szabályzó"."
Igaz.
De még sosem olvastam azt egy gépkönyvben, hogy a gépen CNC szabályzó van. :)
Igaz.
De még sosem olvastam azt egy gépkönyvben, hogy a gépen CNC szabályzó van. :)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 13, 19:51
Írta: 000000000 Dátum 2014 július 13, 19:51
Jaja, de végülis a szabályzó bemenetét írtad, én olvastam félre, így ok az, hogy arányos félreolvastam...
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 13, 19:52
Írta: 000000000 Dátum 2014 július 13, 19:52
Hát igen, pedig milyen szép, változatos nyelv a Magyar. Angolul meg csak controller, aztán találd ki, hogy most az pontosan mit is csinál. :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 13, 20:29
Írta: svejk Dátum 2014 július 13, 20:29
Szépen leírtad a szervo vagy komplett mozgásvezérlő működését, visszacsatolásait de hogy ennek mi köze az UCCNC szoftverhez? [#nemtudom]
Főleg azon a szinten, hogy miként valósítja meg a szoftver körinterpolációt és miként adja ki a Step jeleket G61 esetében.
Mert ugye a #449-ben innen indult el a dolog.
Főleg azon a szinten, hogy miként valósítja meg a szoftver körinterpolációt és miként adja ki a Step jeleket G61 esetében.
Mert ugye a #449-ben innen indult el a dolog.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 13, 20:44
Írta: 000000000 Dátum 2014 július 13, 20:44
Szerintem azt akarta elmagyarázni, hogy miért nem lehet nulla hibával követni a körfüggvény által definiált ívet. Na de valóban ennek az UCCNC-hez nem igazán van köze, mivel ahogy már párszor utaltam rá, ez a program nem szabályoz, hanem vezérel.
Cím: Re:UCCNC vezérlő program
Írta: s7manbs8 Dátum 2014 július 13, 20:47
Írta: s7manbs8 Dátum 2014 július 13, 20:47
Mi a legjobb megoldás ? Vagy olyan nincs is ?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 13, 20:59
Írta: 000000000 Dátum 2014 július 13, 20:59
"A vezérlőszoftver oldalnak vajmi kevés köze van a fizikához, hiszen nem szabályzókörről beszélünk, így a szoftver mit sem tud a fizika törvényeiről. :)"
Ez a Te véleményed, de nem helyes szerintem.
Hiányzik belőle a mechatronikai rendszerszemlélet. Nem öncélúan programozunk...
Ezért írhattál olyat, amire reagáltam, hiszen ez a mondatod így nem igaz: "így nincsen az említett lemaradás és a kör sugara éppen akkora lesz mint amekkorát programoztál."
Azt gondolná az ember a vezérlés vagy szabályzás az úr. Te nagyon így gondolkodsz, mert a programozásra koncentrálsz. De mint írtam vannak nagyobb, és fontosabb tényezők, amik a gép eredő pontosságát a programtól függetlenül is meghatározzák, és prioritásuk van, azaz csak a "szoftveres gondolkodás" ide nem elég, és helytelen is.
Az egyik ilyen legfontosabb tényező a mechanikai áttétel. Úgy kell megtervezni a hajtásmechanikát, hogy az vasba öntve maximális gyorsulási képességet biztosítson, azaz minél dinamikusabb legyen.
Ezért pofázok itt már vagy 6 éve a megfelelő optimális áttételezésről, 1 fordulatra eső elmozdulásról, akár léptetős, akár szervós.
Ez minden CNC gépre, technológiára más és más.
Ha itt valaki nagyon elrontja, semilyen szoftver legyen az vezérlő vagy szabályzó már alig tud ezen javítani.
Csak ma olyan világot élünk, hogy a monitort bámulja nép, és megvezetik alaposan, abban hisznek, amit látnak ott szép díszletek közepett jó drága X gigás alaplapokon félévente változó op. rendszerek bűvöletében. Tisztelet a kivételnek.
Félre értés ne essék: én drukkolok, és gratulálok Nektek ehhez a vezérlő fejlesztéshez, én is sokat szenvedtem a saját CNC vezérlő programom írása kapcsán, csak én reszelni is imádok, és ennek bevillanásával, figyelembevételével ütök le minden karaktert programozáskor.
Ez a Te véleményed, de nem helyes szerintem.
Hiányzik belőle a mechatronikai rendszerszemlélet. Nem öncélúan programozunk...
Ezért írhattál olyat, amire reagáltam, hiszen ez a mondatod így nem igaz: "így nincsen az említett lemaradás és a kör sugara éppen akkora lesz mint amekkorát programoztál."
Azt gondolná az ember a vezérlés vagy szabályzás az úr. Te nagyon így gondolkodsz, mert a programozásra koncentrálsz. De mint írtam vannak nagyobb, és fontosabb tényezők, amik a gép eredő pontosságát a programtól függetlenül is meghatározzák, és prioritásuk van, azaz csak a "szoftveres gondolkodás" ide nem elég, és helytelen is.
Az egyik ilyen legfontosabb tényező a mechanikai áttétel. Úgy kell megtervezni a hajtásmechanikát, hogy az vasba öntve maximális gyorsulási képességet biztosítson, azaz minél dinamikusabb legyen.
Ezért pofázok itt már vagy 6 éve a megfelelő optimális áttételezésről, 1 fordulatra eső elmozdulásról, akár léptetős, akár szervós.
Ez minden CNC gépre, technológiára más és más.
Ha itt valaki nagyon elrontja, semilyen szoftver legyen az vezérlő vagy szabályzó már alig tud ezen javítani.
Csak ma olyan világot élünk, hogy a monitort bámulja nép, és megvezetik alaposan, abban hisznek, amit látnak ott szép díszletek közepett jó drága X gigás alaplapokon félévente változó op. rendszerek bűvöletében. Tisztelet a kivételnek.
Félre értés ne essék: én drukkolok, és gratulálok Nektek ehhez a vezérlő fejlesztéshez, én is sokat szenvedtem a saját CNC vezérlő programom írása kapcsán, csak én reszelni is imádok, és ennek bevillanásával, figyelembevételével ütök le minden karaktert programozáskor.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 13, 21:20
Írta: 000000000 Dátum 2014 július 13, 21:20
Az idézett mondatot szó szerint értettem, vagyis, hogy a szoftver nem mér semmit, így valóban semmit nem tud a fizikai dolgokról. Ezzel is arra szerettem volna utalni, hogy vezérlésről beszélünk, nem szabályzásról.
Szóval ez nem az én szemléletem, csupán egy tény.
Szóval ez nem az én szemléletem, csupán egy tény.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 13, 21:29
Írta: 000000000 Dátum 2014 július 13, 21:29
A gépek méretezése nagyon fontos dolog, egyet is kell értenem azzal a szemlélettel, hogy felesleges kilowattos motorokat tenni egy pincurka gépre, hogy aztán hangsebességgel száguldjon.
Én is méreteztem már nem egy hajtásláncot, pontosan tudom, hogy mekkorát lehet tévedni, ha az ember számolás nélkül ugrik neki...
Egyébként reszelni én is szeretek, nade minek verjük be a szöget kőbunkóval, ha közben feltalálták a kalapácsot? :)
Én is méreteztem már nem egy hajtásláncot, pontosan tudom, hogy mekkorát lehet tévedni, ha az ember számolás nélkül ugrik neki...
Egyébként reszelni én is szeretek, nade minek verjük be a szöget kőbunkóval, ha közben feltalálták a kalapácsot? :)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 13, 21:32
Írta: 000000000 Dátum 2014 július 13, 21:32
Még azt elfelejtettem leírni, hogy ha a szoftver elkészül, akkor tervbe vettük, hogy fejlesztünk egy zárt hurkú szabályzókört is, hogy a nagyipari ipari felhasználókra is gondoljunk.
Ehhez végülis csak a hardver-t kell megváltoztatni, a szoftver szempontjából nem sok változtatás kell. És akkor mehet majd az encoderes mérőléces visszacsatolás és az analog +-10V-os szervo meghajtás is. Majd persze meglátjuk milyen ütemben haladunk, de ez is szerepel a nem túl távoli tervek közt...
Ehhez végülis csak a hardver-t kell megváltoztatni, a szoftver szempontjából nem sok változtatás kell. És akkor mehet majd az encoderes mérőléces visszacsatolás és az analog +-10V-os szervo meghajtás is. Majd persze meglátjuk milyen ütemben haladunk, de ez is szerepel a nem túl távoli tervek közt...
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 13, 21:49
Írta: 000000000 Dátum 2014 július 13, 21:49
Nem értelek teljesen.
Tiszteletbe kell tartani, és figyelembe kell venni azt a környezetet, amit vezérelsz. Van motor időállandó, átviteli függvény, gyorsulás, felbontás, gépmerevség.... Ezek mint írtam elsőbbrendű szepontok, megelőzik a programot, a programnak kell alkalmazkodni ezekhez.
Ha nem vagy kellően "alázatos, és tiszetelettudó", akkor annak nem lesz jó vége (persze a monitor mindent elbír). Azaz a CNC egész rendszerét, műszaki paramétereit eredőként figyelni kell programozáskor, és olyan vezérlőjeleket kell a programnak kiadni, ami végre is hajtható 1000 %-osan, és a lehető legnagyobb pontossággal.
Így aztán hiába nem mér semmit a program, az ott alkalmazott algortimusok, döntések, utasítások igenis vezérlés esetén is összefüggésben vannak a fizikával, azzal a környezettel, amit működtetsz. Még mondhatnám azt is, vezérlésnél jobban kell figyelni, alkalmazkodni, hiszen a szervó előbb utóbb korrigál, de a step hajtás lépést veszíthet, ami aztán öröklődök, és végzetes a hiba.
De tudod mit? VB döntő van, a CNC megvár minket.:)
Tiszteletbe kell tartani, és figyelembe kell venni azt a környezetet, amit vezérelsz. Van motor időállandó, átviteli függvény, gyorsulás, felbontás, gépmerevség.... Ezek mint írtam elsőbbrendű szepontok, megelőzik a programot, a programnak kell alkalmazkodni ezekhez.
Ha nem vagy kellően "alázatos, és tiszetelettudó", akkor annak nem lesz jó vége (persze a monitor mindent elbír). Azaz a CNC egész rendszerét, műszaki paramétereit eredőként figyelni kell programozáskor, és olyan vezérlőjeleket kell a programnak kiadni, ami végre is hajtható 1000 %-osan, és a lehető legnagyobb pontossággal.
Így aztán hiába nem mér semmit a program, az ott alkalmazott algortimusok, döntések, utasítások igenis vezérlés esetén is összefüggésben vannak a fizikával, azzal a környezettel, amit működtetsz. Még mondhatnám azt is, vezérlésnél jobban kell figyelni, alkalmazkodni, hiszen a szervó előbb utóbb korrigál, de a step hajtás lépést veszíthet, ami aztán öröklődök, és végzetes a hiba.
De tudod mit? VB döntő van, a CNC megvár minket.:)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 13, 21:56
Írta: 000000000 Dátum 2014 július 13, 21:56
Én lehetek bármilyen alázatos, az még nem változtat azon a tényen, hogy a szoftver nem mér környezeti fizikai tulajdonságokat, változókat, így az én alázatomtól függetlenül ő mit sem tud a környezetéről.
Sajnos ennél érthetőbben nem tudom leírni.
Amúgy a program konfigurálható, úgy adja ki a jeleket ahogy a felhasználója beállította.
Ha a felhasználó elég alázatos volt, akkor jól fogja vezérelni az adott gépet, ha nem akkor meg a szoftver ha megszakad sem tudja jól vezérelni az elrontott gépet. :)
Sajnos ennél érthetőbben nem tudom leírni.
Amúgy a program konfigurálható, úgy adja ki a jeleket ahogy a felhasználója beállította.
Ha a felhasználó elég alázatos volt, akkor jól fogja vezérelni az adott gépet, ha nem akkor meg a szoftver ha megszakad sem tudja jól vezérelni az elrontott gépet. :)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 13, 21:57
Írta: 000000000 Dátum 2014 július 13, 21:57
Jaaajajj, megyek is nézni a VB döntőt, jó, hogy szóltál...
Cím: Re:UCCNC vezérlő program
Írta: s7manbs8 Dátum 2014 július 13, 21:59
Írta: s7manbs8 Dátum 2014 július 13, 21:59
Nem a jövő héten van ? Mindegy én inkább írom a programomat most tovább, annyira nem izgat.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 14, 09:59
Írta: svejk Dátum 2014 július 14, 09:59
Most az előbb munkadarabot is faragtam az UCCNC segítségével.
De nekem ez az Enterrel való kilépés az MDI üzemmódból nagyon nem tetszik. [#pardon1]
Az Enter ugye általában adatbevitelre vagy folyamat elindítására való, így akaratlanul is nagyon félve nyomtam le minden alkalommal.
Tudom-tudom szokás kérdése is lehet...
(mondjuk a Mach3 Alt-1, Alt-2 váltása is elég körülményes)
Az igazi gépeken ugye egy-egy átváltó gomb van a Programfuttatás, MDI, kézi üzemmód, stb. közt.
Arra is gondolni kell, hogy az UC300-on van elég(?) bemenet, ott ez könnyen megoldható lesz külső gombokkal.
Lehet már itt fel lehetne készülni egy-egy képernyő gombbal.
De nekem ez az Enterrel való kilépés az MDI üzemmódból nagyon nem tetszik. [#pardon1]
Az Enter ugye általában adatbevitelre vagy folyamat elindítására való, így akaratlanul is nagyon félve nyomtam le minden alkalommal.
Tudom-tudom szokás kérdése is lehet...
(mondjuk a Mach3 Alt-1, Alt-2 váltása is elég körülményes)
Az igazi gépeken ugye egy-egy átváltó gomb van a Programfuttatás, MDI, kézi üzemmód, stb. közt.
Arra is gondolni kell, hogy az UC300-on van elég(?) bemenet, ott ez könnyen megoldható lesz külső gombokkal.
Lehet már itt fel lehetne készülni egy-egy képernyő gombbal.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 14, 10:18
Írta: 000000000 Dátum 2014 július 14, 10:18
Szia,
Na ok, de akkor hogyan kellene kilépni az MDI-ből?
Mach3-ban egyébként éppen ugyanígy lehet, az enter-el...
Na ok, de akkor hogyan kellene kilépni az MDI-ből?
Mach3-ban egyébként éppen ugyanígy lehet, az enter-el...
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 14, 11:13
Írta: svejk Dátum 2014 július 14, 11:13
Nem tudom de ez valahogy nem kafa...
Valahogy szét kellene választani az MDI-t a programfutástól akár külön fülre.
pl. a toolpath-nak kár a külön fül úgy hogy a DRO-kat sem látom mert így csak látványt nyújt, de hasznos információt alig.
A mostani helyzetben ha beütök az MDI-sorba parancsot akkor az is az enterrel hajtódik végre és ugyan úgy az enterrel kell kilépni is.
Ezért nyomom meg félve, vagyis nagyon kell figyelni, hogy ne legyen semmi írva az MDI sorba kilépéskor.
Az iparban az MDI parancs is csak a ciklus start gomb megnyomásával hajtódik végre.
Az UCCNC-nél ha be van töltve egy program és írok az MDI-ba akkor enterrel az MDI hajtódik végre a Start gombbal a betöltött G-kód.
De ebbe szerintem bele lehet majd keveredni.
Valahogy szét kellene választani az MDI-t a programfutástól akár külön fülre.
pl. a toolpath-nak kár a külön fül úgy hogy a DRO-kat sem látom mert így csak látványt nyújt, de hasznos információt alig.
A mostani helyzetben ha beütök az MDI-sorba parancsot akkor az is az enterrel hajtódik végre és ugyan úgy az enterrel kell kilépni is.
Ezért nyomom meg félve, vagyis nagyon kell figyelni, hogy ne legyen semmi írva az MDI sorba kilépéskor.
Az iparban az MDI parancs is csak a ciklus start gomb megnyomásával hajtódik végre.
Az UCCNC-nél ha be van töltve egy program és írok az MDI-ba akkor enterrel az MDI hajtódik végre a Start gombbal a betöltött G-kód.
De ebbe szerintem bele lehet majd keveredni.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 14, 11:21
Írta: svejk Dátum 2014 július 14, 11:21
Az MDI üzemmódot általában koordinátákra való ráállásra egyszerű, pár műveletes marásokra, fúrásokra használja az ember, ilyenkor feleslegesek azok a funkciók amik a program futásával kapcsolatosak.
Ugyan így fordítva is, program futása közben felesleges az MDI sor.
Már az elején is említettem, hogy nem ártana az épp nem használatos vagy nem funkcionáló gombokat kiszürkíteni a könnyebb átláthatóság kedvéért.
Ugyan így fordítva is, program futása közben felesleges az MDI sor.
Már az elején is említettem, hogy nem ártana az épp nem használatos vagy nem funkcionáló gombokat kiszürkíteni a könnyebb átláthatóság kedvéért.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 14, 11:28
Írta: svejk Dátum 2014 július 14, 11:28
Kiszürkítés esetén lehet maradhatna a mostani képernyő is, mert biztos nagy munka újat létrehozni.
Ilyenkor lehetne alul vagy felül egy gombsor amivel ki lehetne választani a Programfutás, MDI , kézi üzemmódot.
No persze én innen könnyen beszélek, nincs is semmi közöm hozzá, de hát ugye most tesztelés van. :)
Ha a zagyvaságaimban találtok 1% hasznos dolgot akkor már megérte.
Én úgy gondolom érdemes lenne egy-egy ipari gépet tanulmányozni és a hasznos funkciókat lekoppintani.
Kár, hogy olyan fórumtársak nem szólnak hozzá a témához, akik napi szinten használják a gépüket, ami lehet akár ipari vagy hobby gép.
leírhatnák ők is a saját vezérlőik előnyeit, hátrányait.
Ilyenkor lehetne alul vagy felül egy gombsor amivel ki lehetne választani a Programfutás, MDI , kézi üzemmódot.
No persze én innen könnyen beszélek, nincs is semmi közöm hozzá, de hát ugye most tesztelés van. :)
Ha a zagyvaságaimban találtok 1% hasznos dolgot akkor már megérte.
Én úgy gondolom érdemes lenne egy-egy ipari gépet tanulmányozni és a hasznos funkciókat lekoppintani.
Kár, hogy olyan fórumtársak nem szólnak hozzá a témához, akik napi szinten használják a gépüket, ami lehet akár ipari vagy hobby gép.
leírhatnák ők is a saját vezérlőik előnyeit, hátrányait.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 14, 11:42
Írta: svejk Dátum 2014 július 14, 11:42
Még egy dolog, érdemes előre gondolkodni az UC300-ra is.
Ott ugye van elegendő bemenet, az össze fontos kezelőgomb kivihető igazi nyomógombra.
(azt azért tudjuk, hogy az egerészés munka közben nem túl kellemes, marad esetleg az érintőképernyő)
De ha már a gombok kivezethetők akkor érdemes maga a képernyőt is úgy szerkeszteni, hogy egy intaraktív gombsor legyen a képernyő oldalán, alján ami továbbra is kezelhet egérrel de akár a képernyő mellé ki lehet helyezni fizikailag is a gombokat.
Az iparban ez is megszokott bevált formula, természetesen itt egy gombnak több funkciója lehet és van is, de ez az interaktív képernyőn jól leolvasható.
Ezekkel pl. lehetne az üzemmódokat váltani.
Én elterveztem, hogy az UC300 és a Mach3 párossal elkövetem ezt, de most már inkább hajlanék az UCCNC-re mint a kissé háklis mach3-ra.
Ott ugye van elegendő bemenet, az össze fontos kezelőgomb kivihető igazi nyomógombra.
(azt azért tudjuk, hogy az egerészés munka közben nem túl kellemes, marad esetleg az érintőképernyő)
De ha már a gombok kivezethetők akkor érdemes maga a képernyőt is úgy szerkeszteni, hogy egy intaraktív gombsor legyen a képernyő oldalán, alján ami továbbra is kezelhet egérrel de akár a képernyő mellé ki lehet helyezni fizikailag is a gombokat.
Az iparban ez is megszokott bevált formula, természetesen itt egy gombnak több funkciója lehet és van is, de ez az interaktív képernyőn jól leolvasható.
Ezekkel pl. lehetne az üzemmódokat váltani.
Én elterveztem, hogy az UC300 és a Mach3 párossal elkövetem ezt, de most már inkább hajlanék az UCCNC-re mint a kissé háklis mach3-ra.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 14, 13:06
Írta: xfg6v697j Dátum 2014 július 14, 13:06
CNCdrive1,írtam egy levelet,kérlek majd nézd meg.
Cím: Re:UCCNC vezérlő program
Írta: Motoros Dátum 2014 július 14, 13:32
Írta: Motoros Dátum 2014 július 14, 13:32
Szerintem is fontos, hogy határozott szándék esetén induljon el bármilyen mozgás, tehát enterre ne,
hanem csak a START gombra.
Az meg alapból fontos, hogy fizikai valós nyomógombokat is lehessen használni az összes fontos funkcióhoz ne pedig csak az egérrel egerészni egy képernyőn.
Munka közben a gombok nyomkodása vakon kell, hogy menjen, erre sem a billentyűzet sem az egér nem alakalmas.
Bár ez megoldható itt is, már most is egy másik billentyűzetként csatlakoztatott felülettel ahol ergonómiailag jól elhelyezett nyomógombok vannak kiképezve.
Az iparból átvenni a formai külsőségeket azért is hasznos, mert aki hobbistaként beleszokik ebbe a világba az ha beáll egy ipari gép mellé akkor sokmindent ismerősként üdvözölhet.
Szerintem is a letisztult felület a jó, csak az van ott ami kell, és az az ablak csak azt tudja ami oda tartozik.
hanem csak a START gombra.
Az meg alapból fontos, hogy fizikai valós nyomógombokat is lehessen használni az összes fontos funkcióhoz ne pedig csak az egérrel egerészni egy képernyőn.
Munka közben a gombok nyomkodása vakon kell, hogy menjen, erre sem a billentyűzet sem az egér nem alakalmas.
Bár ez megoldható itt is, már most is egy másik billentyűzetként csatlakoztatott felülettel ahol ergonómiailag jól elhelyezett nyomógombok vannak kiképezve.
Az iparból átvenni a formai külsőségeket azért is hasznos, mert aki hobbistaként beleszokik ebbe a világba az ha beáll egy ipari gép mellé akkor sokmindent ismerősként üdvözölhet.
Szerintem is a letisztult felület a jó, csak az van ott ami kell, és az az ablak csak azt tudja ami oda tartozik.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 14, 13:48
Írta: xfg6v697j Dátum 2014 július 14, 13:48
Az előző levelemtárgytealan,megoldódott a gondom.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 14, 14:02
Írta: xfg6v697j Dátum 2014 július 14, 14:02
Sziasztok.
Elkésszült az első varázsló az UCCNC-hez.
Akinek kedve van próbálgassa,nem teszteltem tul sokat,ezért az álatala generált Gkóddal csak óvatosan.ez egy BÉTA verzió.
Ha hibát találtok,kérlek jelezzétek.
BETA_Cut_a_Circular_Pocket_varazslo.rar
Elkésszült az első varázsló az UCCNC-hez.
Akinek kedve van próbálgassa,nem teszteltem tul sokat,ezért az álatala generált Gkóddal csak óvatosan.ez egy BÉTA verzió.
Ha hibát találtok,kérlek jelezzétek.
BETA_Cut_a_Circular_Pocket_varazslo.rar
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 14, 14:12
Írta: xfg6v697j Dátum 2014 július 14, 14:12
Még egy fontos dolog,a varázsló 800*600,és 1024*768 velbontásra van kialakítva,ezt azért is írom,mert manapság enél jóval nagyobb felbontásokat si használnak.
Ha jó lesz,és lesz érdeklődés,akkor esetleg más felbontásokhoz is hozzáigazítom.
Ha jó lesz,és lesz érdeklődés,akkor esetleg más felbontásokhoz is hozzáigazítom.
Cím: Re:UCCNC vezérlő program
Írta: adamant Dátum 2014 július 14, 14:38
Írta: adamant Dátum 2014 július 14, 14:38
Nekem nem indult el
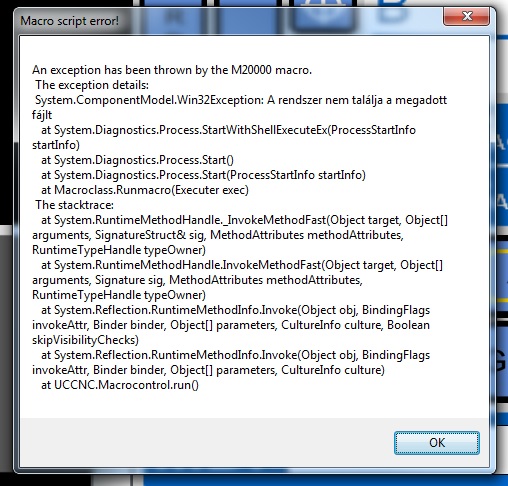
Ha kell tudok adni egy helyet ahova feltudod tenni ezeket a file-okat hogy ne keljen ilyen oldanról letöltögetni :)
Ha kell tudok adni egy helyet ahova feltudod tenni ezeket a file-okat hogy ne keljen ilyen oldanról letöltögetni :)
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 14, 15:13
Írta: xfg6v697j Dátum 2014 július 14, 15:13
ilyen hibaüzenet akkor van,ha a wizars mappát nem jó helyre másolod
az a uccnc mappába kell bemásolni
az a uccnc mappába kell bemásolni
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 14, 15:18
Írta: xfg6v697j Dátum 2014 július 14, 15:18
Így néz ki az útvonal,ha jó helyre másolod a sajátgép menüröl egy kép.
ide kell
ide kell
Cím: Re:UCCNC vezérlő program
Írta: adamant Dátum 2014 július 14, 15:24
Írta: adamant Dátum 2014 július 14, 15:24
pedig ott van nekem is mint a linkeden
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 14, 15:40
Írta: xfg6v697j Dátum 2014 július 14, 15:40
Pedig ez az üzenet eléggé egyértelmű.
Én is letőltöttem,és felül írtam vele nálam,hogy nem e roszat tettem közzéde rendesen működik.
Ez a két sok a makróban ami indítja a varázslót,nézd meg,hog egyezik e az elslp sor az útvonallal,illetve a második sor a file nevével.
procInfo.WorkingDirectory = "C:\\UCCNC/Wizards/CutCircularPocket";
procInfo.FileName = "Cut_a_Circular_Pocket_.exe";
Én is letőltöttem,és felül írtam vele nálam,hogy nem e roszat tettem közzéde rendesen működik.
Ez a két sok a makróban ami indítja a varázslót,nézd meg,hog egyezik e az elslp sor az útvonallal,illetve a második sor a file nevével.
procInfo.WorkingDirectory = "C:\\UCCNC/Wizards/CutCircularPocket";
procInfo.FileName = "Cut_a_Circular_Pocket_.exe";
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 14, 16:30
Írta: svejk Dátum 2014 július 14, 16:30
Nálam is ugyanaz, mint Adamant-nál.
Wizard az UCCNC főkönyvtárban, m2000.txt a Profiles/macro_default könyvtárban.
Wizard az UCCNC főkönyvtárban, m2000.txt a Profiles/macro_default könyvtárban.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 14, 16:34
Írta: xfg6v697j Dátum 2014 július 14, 16:34
Ez érthetetlen,de egyébként 'm20000.txt'
egyikőtök átküldené nekem amit letőltött?
hátha megsérült.
Én Xp 32-n futtatom,bár ez nem befolyásolhatná.
egyikőtök átküldené nekem amit letőltött?
hátha megsérült.
Én Xp 32-n futtatom,bár ez nem befolyásolhatná.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 július 14, 16:36
Írta: kr97pwss2 Dátum 2014 július 14, 16:36
Az M20000 makróban írd át a következő sort:
procInfo.FileName = "C:\\UCCNC/Wizards/CutCircularPocket/Cut_a_Circular_Pocket_.exe";
és utána működni fog.
procInfo.FileName = "C:\\UCCNC/Wizards/CutCircularPocket/Cut_a_Circular_Pocket_.exe";
és utána működni fog.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 14, 16:42
Írta: xfg6v697j Dátum 2014 július 14, 16:42
És mi legyen ezzel a sorral,bennemardjon?
procInfo.WorkingDirectory = "C:\\UCCNC/Wizards/CutCircularPocket";
procInfo.WorkingDirectory = "C:\\UCCNC/Wizards/CutCircularPocket";
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 július 14, 16:45
Írta: kr97pwss2 Dátum 2014 július 14, 16:45
Az a sor nem kell.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 14, 16:47
Írta: svejk Dátum 2014 július 14, 16:47
Lám, valóban! :) [#eljen]
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 14, 16:54
Írta: xfg6v697j Dátum 2014 július 14, 16:54
Makro javítva.
BETA_Cut_a_Circular_Pocket_varazslo
BETA_Cut_a_Circular_Pocket_varazslo
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 14, 16:57
Írta: svejk Dátum 2014 július 14, 16:57
Egyébként nézegetted már a progit?
Egy ilyen "öreg" motoros biztos tudna hasznos tanácsokat adni a fejlesztőknek.
Ahogy sejtem szombaton esély is van rá.
Egy ilyen "öreg" motoros biztos tudna hasznos tanácsokat adni a fejlesztőknek.
Ahogy sejtem szombaton esély is van rá.
Cím: Re:UCCNC vezérlő program
Írta: adamant Dátum 2014 július 14, 17:03
Írta: adamant Dátum 2014 július 14, 17:03
most már elindít valamit tölt tölt és semmi :( akkor hogyan tovább? WIN7 64 biten futtatom meg persze offline módba mert nekem sajnos nincs ilyen jó kis kártyám :(
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 14, 17:09
Írta: xfg6v697j Dátum 2014 július 14, 17:09
Nekem sincs kártyám,de én xp-n tudtam csak próbálni,nem tudom,ghoynálad hogyan fog viselkedni.
az MDI-be beírod m20000 enter,és be kell jönnie a vrázslónak néhány másodpercen belül.
A save gomb lenyomására legenerálja a gkódot,és átküldi az UCCNC-nek.
az MDI-be beírod m20000 enter,és be kell jönnie a vrázslónak néhány másodpercen belül.
A save gomb lenyomására legenerálja a gkódot,és átküldi az UCCNC-nek.
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 július 14, 17:11
Írta: frkdv6dyr Dátum 2014 július 14, 17:11
Ez már működik nekem is, bár először kiírta, hogy valami fájlt nem talál, de azóta indul rendesen.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 14, 17:12
Írta: svejk Dátum 2014 július 14, 17:12
Win7 32 bit alatt oké.
Apró megjegyzés, nem Cuulant hanem Coolant a hűtés.
Apró megjegyzés, nem Cuulant hanem Coolant a hűtés.
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 július 14, 17:13
Írta: frkdv6dyr Dátum 2014 július 14, 17:13
Már telepítem én is a C#-ot.
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 július 14, 17:13
Írta: frkdv6dyr Dátum 2014 július 14, 17:13
Win8.1 32 OK
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 14, 17:14
Írta: svejk Dátum 2014 július 14, 17:14
Nálam is.
Cím: Re:UCCNC vezérlő program
Írta: nffab2gnr Dátum 2014 július 14, 17:14
Írta: nffab2gnr Dátum 2014 július 14, 17:14
Nálam működik úgy ahogy csewe ajánlotta,de nincs felcserélve az rpm és a szerszám átmérő ablak?
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 14, 17:15
Írta: xfg6v697j Dátum 2014 július 14, 17:15
a mach-érol másoltam.
Ha elindul,így kellene kinéznie
Ha elindul,így kellene kinéznie
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 14, 17:15
Írta: svejk Dátum 2014 július 14, 17:15
Lehet kellene külön Topic a "varázslógyártóknak".
Csak hogy ez a topic maradjon a fejlesztőké.
Csak hogy ez a topic maradjon a fejlesztőké.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 14, 17:16
Írta: svejk Dátum 2014 július 14, 17:16
Nálam már az #519 óta megy. [#eljen]
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 14, 17:17
Írta: xfg6v697j Dátum 2014 július 14, 17:17
Most nézem,tényleg elírtam azt a feliratot
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 július 14, 17:18
Írta: frkdv6dyr Dátum 2014 július 14, 17:18
Ha nem lenne nagy kérés fel tennéd a forrást, hogy tanulhassunk belőle? Én nem vagyok programozó, de elég régóta írogatok ezt-azt különböző nyelveken, viszont egy mankóra szükség van mindig.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 14, 17:18
Írta: xfg6v697j Dátum 2014 július 14, 17:18
Nem hiszem.hogy olyan sokan fognak varázslót gyártani hozzá.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 14, 17:19
Írta: svejk Dátum 2014 július 14, 17:19
Ho-hó!
Azért nem így néz ki, az UCCNC toolpatja nincs meg, de a többi megvan, felrakja a képernyő bal felső sarkába egy teljes szürke háttéren.
Azért nem így néz ki, az UCCNC toolpatja nincs meg, de a többi megvan, felrakja a képernyő bal felső sarkába egy teljes szürke háttéren.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 14, 17:20
Írta: svejk Dátum 2014 július 14, 17:20
Elég ha Te gyártasz nekünk 10-15-öt! :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 14, 17:26
Írta: svejk Dátum 2014 július 14, 17:26
nálam ilyen
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 14, 17:27
Írta: xfg6v697j Dátum 2014 július 14, 17:27
Eléggé nagy meló lenne.
A felirat javítva.
BETA_Cut_a_Circular_Pocket_varazslo
Én puszta kiváncsiságból készítetem,hogy lehet e.
A felirat javítva.
BETA_Cut_a_Circular_Pocket_varazslo
Én puszta kiváncsiságból készítetem,hogy lehet e.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 14, 17:28
Írta: svejk Dátum 2014 július 14, 17:28
No de most már hagyjuk érvényesülni a fejlesztőket, már biztos van újabb verzió! :)
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 14, 17:30
Írta: xfg6v697j Dátum 2014 július 14, 17:30
mondtam,hogy 800*600 vagy 1024*768 felbontáson megy rendesen.
te 1600*1200-son járatod szeritnem.
De ha kommoly az érdeklődés,akkor megcsinlom.hogy azon is jól menjen.
ha átállítod a felbontást,akkor élvezheted a szerszápáolymegjelenítő előnyeit is.
te 1600*1200-son járatod szeritnem.
De ha kommoly az érdeklődés,akkor megcsinlom.hogy azon is jól menjen.
ha átállítod a felbontást,akkor élvezheted a szerszápáolymegjelenítő előnyeit is.
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 július 14, 17:51
Írta: frkdv6dyr Dátum 2014 július 14, 17:51
Kicsit még a varázslóhoz: nem lehetne a középpontba menetellel egyben lefele menni? Akár a kezdetnél is fél középpont érték és széle értékkel kezdeni?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 15, 00:20
Írta: 000000000 Dátum 2014 július 15, 00:20
Még egy kicsit visszakanyarodva csg57 által felvetett nyílt/zárt hurkú vezérléshez/szabályzáshoz néhány gondolat:
csg67 nagyon szépen leírta, megfogalmazta a nagyipari gépek szabályzókörének a működését. Pl.Fanuc, Haas, stb., ahol a szabályzókör a szoftverbe van visszacsatolva.
#481-ben részletesen tárgyalta is, hogy milyen problémákat, pályahibákat okoz a visszacsatolt rendszerben a sávszélesség hiánya, avagy a limitált mintavételezési, kommunikációs és/vagy
végrehajtási idő.
Persze nagyon jó ez a szabályzási, meghajtási mód, mert a visszacsatolás miatt biztosan helyesek a pozíciók (amennyire a mintavételezés/sávszélesség stb. megengedi.),
vagyis a tengelyek biztosan nem tudnak "eltévedni".
Nyílt hurkú szabályzásnál azaz vezérlésnél ezek a problémák, limitációk nem állnak fent, a step/dir rendszernél mivel nincs visszacsatolás, ezért nincsenek a fent említett problémák sem.
Egy külső szervoerősítővel ami szintén step/dir rendszerű pedig félig zárható a hurok, természetesen tengelyenként zárható csak, így a fent említett probléma ismét, illetve még mindig nem áll fent.
Ehelyett van az a probléma, hogy bizonyos hiba toleranciára kell állítani a rendszerünket a helyes működéshez.
De így kapunk hobbi áron egy közel olyan megbízható és pontatlanságoktól mentes rendszert mint egy ipari.
Ezzel a leírással csak azt akarom mondani, szemléltetni, hogy itt megszokott dolog lebecsülve említeni a step/dir hobbi rendszereket, holott tulajdonképpen hasonlóan jó rendszerek felépíthetők ilyen módon hobbi pénzből,
anélkül, hogy nagy gyártóknak milliókat kéne kifizetnünk egy túlmisztifikált, túlárazott rendszerért. :)
Az évek során többször volt alkalmam látni, megfigyelni személyesen híres nagy gyártók által készített gépeket.
Volt köztük 50Millió Ft feletti árazású Haas gép is.
És az az igazság, hogy ez a gép sem készített nagyságrendekkel jobb minőségű marásokat, felületeket, mint az olcsó kis HBM45 CNC-vé alakított gépünk,
pedig nagy várakozással, mint a kisgyerekek vártuk, hogy ugyan milyen tükörszép felületet marhat vajon egy ilyen drága és piacvezető által készített gép, de az ámulat végül elmaradt.
Szerintem azért, mert egy bizonyos szint felett (ha már a felbontás a hobbi gépen/vezérlőn is megfelelően nagy és a hobbi gép elég merev stb.) már nem is a gépek vezérlőrendszere határozza meg vagy korlátozza be azt,
hogy milyen pontos és szép lesz a munkadarab felülete, hanem már azon múlik, hogy a gépkezelő mennyire ügyesen, okosan programozza a gépet.
Illetve, hogy megfelelően választja-e meg a szerszámot, az anyagot, a fogásmélységet, előtolást, főorsó fordulatot, hűtőfolyadék mennyiséget stb.
Itt sokszor olvasni, hogy "jaj, hát mi hobbisták örülünk, ha már működik egyáltalán a gép", de szerintem sok hobbista itt már olyan gépeket épít, épített,
amiket sok nagy gyártó is megirigyelhetne.
Nyilván ők tudják, értik is, hogy miről beszélek, így ezt a kis monológot inkább azoknak címzem, akik még nem építettek gépet, vagy éppen msot állnak neki tervezni, építeni. :)
Szóval szerintem nem kell a nagy gyártók nagyipari gépeit, vezérléseit ennyire túlmisztifikálni, azoknak is vannak előnyei, éppúgy mint hátrányai is.
Most volt egy kis szabadidőm irogatni, úgyhogy gondoltam még ezt a véleményemet leírom a témában, hogy a nézőpontom nyilvánvaló legyen.
csg67 nagyon szépen leírta, megfogalmazta a nagyipari gépek szabályzókörének a működését. Pl.Fanuc, Haas, stb., ahol a szabályzókör a szoftverbe van visszacsatolva.
#481-ben részletesen tárgyalta is, hogy milyen problémákat, pályahibákat okoz a visszacsatolt rendszerben a sávszélesség hiánya, avagy a limitált mintavételezési, kommunikációs és/vagy
végrehajtási idő.
Persze nagyon jó ez a szabályzási, meghajtási mód, mert a visszacsatolás miatt biztosan helyesek a pozíciók (amennyire a mintavételezés/sávszélesség stb. megengedi.),
vagyis a tengelyek biztosan nem tudnak "eltévedni".
Nyílt hurkú szabályzásnál azaz vezérlésnél ezek a problémák, limitációk nem állnak fent, a step/dir rendszernél mivel nincs visszacsatolás, ezért nincsenek a fent említett problémák sem.
Egy külső szervoerősítővel ami szintén step/dir rendszerű pedig félig zárható a hurok, természetesen tengelyenként zárható csak, így a fent említett probléma ismét, illetve még mindig nem áll fent.
Ehelyett van az a probléma, hogy bizonyos hiba toleranciára kell állítani a rendszerünket a helyes működéshez.
De így kapunk hobbi áron egy közel olyan megbízható és pontatlanságoktól mentes rendszert mint egy ipari.
Ezzel a leírással csak azt akarom mondani, szemléltetni, hogy itt megszokott dolog lebecsülve említeni a step/dir hobbi rendszereket, holott tulajdonképpen hasonlóan jó rendszerek felépíthetők ilyen módon hobbi pénzből,
anélkül, hogy nagy gyártóknak milliókat kéne kifizetnünk egy túlmisztifikált, túlárazott rendszerért. :)
Az évek során többször volt alkalmam látni, megfigyelni személyesen híres nagy gyártók által készített gépeket.
Volt köztük 50Millió Ft feletti árazású Haas gép is.
És az az igazság, hogy ez a gép sem készített nagyságrendekkel jobb minőségű marásokat, felületeket, mint az olcsó kis HBM45 CNC-vé alakított gépünk,
pedig nagy várakozással, mint a kisgyerekek vártuk, hogy ugyan milyen tükörszép felületet marhat vajon egy ilyen drága és piacvezető által készített gép, de az ámulat végül elmaradt.
Szerintem azért, mert egy bizonyos szint felett (ha már a felbontás a hobbi gépen/vezérlőn is megfelelően nagy és a hobbi gép elég merev stb.) már nem is a gépek vezérlőrendszere határozza meg vagy korlátozza be azt,
hogy milyen pontos és szép lesz a munkadarab felülete, hanem már azon múlik, hogy a gépkezelő mennyire ügyesen, okosan programozza a gépet.
Illetve, hogy megfelelően választja-e meg a szerszámot, az anyagot, a fogásmélységet, előtolást, főorsó fordulatot, hűtőfolyadék mennyiséget stb.
Itt sokszor olvasni, hogy "jaj, hát mi hobbisták örülünk, ha már működik egyáltalán a gép", de szerintem sok hobbista itt már olyan gépeket épít, épített,
amiket sok nagy gyártó is megirigyelhetne.
Nyilván ők tudják, értik is, hogy miről beszélek, így ezt a kis monológot inkább azoknak címzem, akik még nem építettek gépet, vagy éppen msot állnak neki tervezni, építeni. :)
Szóval szerintem nem kell a nagy gyártók nagyipari gépeit, vezérléseit ennyire túlmisztifikálni, azoknak is vannak előnyei, éppúgy mint hátrányai is.
Most volt egy kis szabadidőm irogatni, úgyhogy gondoltam még ezt a véleményemet leírom a témában, hogy a nézőpontom nyilvánvaló legyen.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 15, 00:23
Írta: 000000000 Dátum 2014 július 15, 00:23
Elkészült az UCCNC 1.0023 beta verziója.
Az újítások/módosítások:
- G90/G91 abszolút/relatív koordináta megadások kezelése.
- Optimalizáltam a szerszámpálya megjelenítő OpenGL hívásokon -> gyorsabb képernyőfrissítés azonos processzorhasználat mellett.
- A szerszámpálya megjelenítőn javítottam azt az esetet, ha valamelyik dimenziója a pályának nulla hosszúságú.
- A szerszámpálya megjelenítőben kikapcsolható a szálkereszt.
- Eddig egy G-kódot tudott soronként értelmezni a program, most már a szükséges megkötések mellett akármennyit.
- Elhelyeztem egy időmérőt (stoppert) a fő képernyőn, ami számolja a futás idejét.
- Macro hívó gomb kódok 20000-20999, a gomb kódokkal képernyőre felrakott gombok közvetlenül az M20000-M20999 makrókat vívják meg. (Csewe kolléga munkáját támogató funkció:)
Fontos:
- A G90/G91 fejlesztés miatt bizonyos makrókat, mint például a Parkoló makrókat, a goto Zero makrót stb. át kellett írnom.
Emiatt erősen javasolt, hogy az új telepítésnél maradjon kiejelölve a default profil/makrók felülírása opció.
Akinek saját profilja van (nem a default), ott az újonann telepített default profile makróit célszerű rá másolni (felülírni) a régi makrókra.
Ellenkező esetben ezek a funkciók nem fognak megfelelően működni bizonyos esetekben!
Az újítások/módosítások:
- G90/G91 abszolút/relatív koordináta megadások kezelése.
- Optimalizáltam a szerszámpálya megjelenítő OpenGL hívásokon -> gyorsabb képernyőfrissítés azonos processzorhasználat mellett.
- A szerszámpálya megjelenítőn javítottam azt az esetet, ha valamelyik dimenziója a pályának nulla hosszúságú.
- A szerszámpálya megjelenítőben kikapcsolható a szálkereszt.
- Eddig egy G-kódot tudott soronként értelmezni a program, most már a szükséges megkötések mellett akármennyit.
- Elhelyeztem egy időmérőt (stoppert) a fő képernyőn, ami számolja a futás idejét.
- Macro hívó gomb kódok 20000-20999, a gomb kódokkal képernyőre felrakott gombok közvetlenül az M20000-M20999 makrókat vívják meg. (Csewe kolléga munkáját támogató funkció:)
Fontos:
- A G90/G91 fejlesztés miatt bizonyos makrókat, mint például a Parkoló makrókat, a goto Zero makrót stb. át kellett írnom.
Emiatt erősen javasolt, hogy az új telepítésnél maradjon kiejelölve a default profil/makrók felülírása opció.
Akinek saját profilja van (nem a default), ott az újonann telepített default profile makróit célszerű rá másolni (felülírni) a régi makrókra.
Ellenkező esetben ezek a funkciók nem fognak megfelelően működni bizonyos esetekben!
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 15, 00:32
Írta: 000000000 Dátum 2014 július 15, 00:32
Naa, és semmi dokumentáció, fénykép, hogy mit faragál? :)
Annyit irogattatok ma a topikba, hogy így este már nincs erőm nekiállni ennyi kérdésre, észrevételre válaszolgatni, de majd holnap...
Annyit irogattatok ma a topikba, hogy így este már nincs erőm nekiállni ennyi kérdésre, észrevételre válaszolgatni, de majd holnap...
Cím: Re:UCCNC vezérlő program
Írta: Gyati Dátum 2014 július 15, 00:48
Írta: Gyati Dátum 2014 július 15, 00:48
Szia Balázs! Egyetértek az általad leírtakkal, de egy hobby gépen nem a felület minőségével van probléma, mert az csak technológia és gép merevség kérdése. A probléma egy vezérelt rendszernél mindig a méretpontosság miatt van, ami főként a szabályozás hiányából adódhat.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 15, 01:09
Írta: 000000000 Dátum 2014 július 15, 01:09
Szia,
Igen, ezt mondtam végülis én is, hogy a hurok félig zárható, így ugyan a teljesen 100%-ig minden körülmények közt megbízható mérettartás nem biztosított (De azért nem extrém körülmények esetén erősen feltételezhető). Viszont egy ipari zárt hurkú rendszernél a nagy sebességnél bizonyos esetekben pedig a méretpontosság mászik el, épp úgy, ahogy csg67 leírta. Ezért mondtam, hogy ennek és annak a rendszernek is van a másikhoz képest előnye is és hátránya is.
Ja és persze a felület az mindig csak a külcsín, és valóban az a gép merevségétől függ nagyban, de azért a vezérlés milyenségének is függvénye lehet.
Igen, ezt mondtam végülis én is, hogy a hurok félig zárható, így ugyan a teljesen 100%-ig minden körülmények közt megbízható mérettartás nem biztosított (De azért nem extrém körülmények esetén erősen feltételezhető). Viszont egy ipari zárt hurkú rendszernél a nagy sebességnél bizonyos esetekben pedig a méretpontosság mászik el, épp úgy, ahogy csg67 leírta. Ezért mondtam, hogy ennek és annak a rendszernek is van a másikhoz képest előnye is és hátránya is.
Ja és persze a felület az mindig csak a külcsín, és valóban az a gép merevségétől függ nagyban, de azért a vezérlés milyenségének is függvénye lehet.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 15, 08:32
Írta: svejk Dátum 2014 július 15, 08:32
A "Fontos" rész nekem magas. :(
Én nem hoztam létre saját profilt, mindössze a default.pro van a CNC gépemre konfigurálva és jól működik, a 1.022-vel.
Én most akkor mit tegyek a 1.023 telepítésekor???
Még egy kérdés.
Itt a fórumon 1.00xx-eket írtok és a szoftverben is ez jelenik meg. De a letölthető setup fájlok 1.0xx-ként vannak számozva. (anno én kértem a setup fájlok számozását)
Egy idő után nem lesz ebből keveredés?
Én nem hoztam létre saját profilt, mindössze a default.pro van a CNC gépemre konfigurálva és jól működik, a 1.022-vel.
Én most akkor mit tegyek a 1.023 telepítésekor???
Még egy kérdés.
Itt a fórumon 1.00xx-eket írtok és a szoftverben is ez jelenik meg. De a letölthető setup fájlok 1.0xx-ként vannak számozva. (anno én kértem a setup fájlok számozását)
Egy idő után nem lesz ebből keveredés?
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 15, 09:07
Írta: xfg6v697j Dátum 2014 július 15, 09:07
Hol olvashatok arról,hogy hogyan rakhatok hombot a képernyőre a varázslónak?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 15, 09:41
Írta: svejk Dátum 2014 július 15, 09:41
Képernyőfelületek..
Itt mi is lesz a koncepció?
Fixek lesznek vagy szabadon átszabhatók mint a Mach3-nál?
Most tudtommal 3 felület van közkézen a piktrogramos angol és magyar, ezeknél kettő Rewind File gomb van feleslegesen, illetve az angol Text-es, de ott meg a gépi koordináta gomb hiányzik.
Ezekre majd figyeljetek.
a gépi koordináta visszajelzését is jó lenne figyelemfelkeltőbb módon megoldani.
A Jog feed értékét nem menti el kilépéskor. Az én gépemen pl. az a 10% ami alapból van nagyon magas, minden egyes indításkor le kell vennem.
(most még ugye csak billentyűzetről kezelem)
Itt mi is lesz a koncepció?
Fixek lesznek vagy szabadon átszabhatók mint a Mach3-nál?
Most tudtommal 3 felület van közkézen a piktrogramos angol és magyar, ezeknél kettő Rewind File gomb van feleslegesen, illetve az angol Text-es, de ott meg a gépi koordináta gomb hiányzik.
Ezekre majd figyeljetek.
a gépi koordináta visszajelzését is jó lenne figyelemfelkeltőbb módon megoldani.
A Jog feed értékét nem menti el kilépéskor. Az én gépemen pl. az a 10% ami alapból van nagyon magas, minden egyes indításkor le kell vennem.
(most még ugye csak billentyűzetről kezelem)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 15, 09:43
Írta: 000000000 Dátum 2014 július 15, 09:43
Szia,
A "fontos" részben csak azt akartam mondani, hogy ha létrehoztál saját profilt, akkor azt a telepítő soha nem írja felül. Nincs olyan opció, hogy a saját profilokat, illetve makrókat a telepítő felülírja. Ezért aki saját profilt készített annak manuálisan kell a makrókat felülírni.
Aki a default profilt használja, az pedig hagyja bejelölve a profil és makró felülírási opciót amikor telepít.
Mert ha a makrók nem lesznek felülírva, akkor nem fognak bizonyosak jól működni, mivel komoly változtatások voltak a G90/G91 miatt a makró kódokban.
A "fontos" részben csak azt akartam mondani, hogy ha létrehoztál saját profilt, akkor azt a telepítő soha nem írja felül. Nincs olyan opció, hogy a saját profilokat, illetve makrókat a telepítő felülírja. Ezért aki saját profilt készített annak manuálisan kell a makrókat felülírni.
Aki a default profilt használja, az pedig hagyja bejelölve a profil és makró felülírási opciót amikor telepít.
Mert ha a makrók nem lesznek felülírva, akkor nem fognak bizonyosak jól működni, mivel komoly változtatások voltak a G90/G91 miatt a makró kódokban.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 15, 09:47
Írta: svejk Dátum 2014 július 15, 09:47
No igen, de ha engedélyezem a felülíratást, akkor újra be kell állítani minden paramétert pl. a tengelyeknél. :(
De akkor az lesz a járható út amire rájöttem, hogy a default.pro file-t lementem, engedélyezem a felülírást telepítéskor, majd a default.pro fájlomat visszamásolom.
Ekkor a makrok újak lesznek a beállítások a régiek.
De akkor az lesz a járható út amire rájöttem, hogy a default.pro file-t lementem, engedélyezem a felülírást telepítéskor, majd a default.pro fájlomat visszamásolom.
Ekkor a makrok újak lesznek a beállítások a régiek.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 15, 09:53
Írta: 000000000 Dátum 2014 július 15, 09:53
Szia,
Ez a része még dokumentálatlan sajnos dolognak, de a későbbiekben le fogjuk dokumentálni.
Mindenesetre ha belenézel jegyzettömbbel a /screens/Defaultscreenset.ssf fájlba, akkor megfogod érteni, hogy hogyan működik. A képernyő elemek is tulajdonképpen egy-egy függvénnyel vannak feltöltve az ablakra.
Így néz ki a gomb függvénye:
AS3.Sendbuttontoscreen(794, 588, 60, 24, 79, 218, 2);
Az első két paraméter az X és Y koordinátái a gomb bal felső sarkának.
A 2. és 3. paraméter a szélesség és magasság, vagyis a méretei a gombnak.
Ezután a kép száma amit ráhúz a gombra. A képek mamóriába töltése a screenset fájl elején vannak, nézd meg, szerintem azt érteni fogod magyarázat nélkül is.
Az utolsó előtti paraméter a gomb funkció száma, itt ha mondjuk 20000-t adsz meg, akkor az felhasználói makró funkció és a 20000. makrót fogja a gomb automatikusan meghívni.
A documentation mappában levannak a gomb kódok dokumentálva.
És a legutolsó paraméter a TAB képernyő/oldal száma, hogy melyik tab oldalra rakja fel a gombot.
A tab képernyők is valahol a screenset fájl elején kerülnek definiálásra. Például a 2. tab képernyő a run vagy futtatás oldal, de ez is egyébként szabadon programozható, konfigurálható. Általánosan írtam meg az algoritmusokat, így akárhány tab oldal lehet és mindegyiknak akárhány "gyermeke" lehet és azoknak is lehet akárhány "gyermeke" és így tovább, bármilyen mélységig...
Ez a része még dokumentálatlan sajnos dolognak, de a későbbiekben le fogjuk dokumentálni.
Mindenesetre ha belenézel jegyzettömbbel a /screens/Defaultscreenset.ssf fájlba, akkor megfogod érteni, hogy hogyan működik. A képernyő elemek is tulajdonképpen egy-egy függvénnyel vannak feltöltve az ablakra.
Így néz ki a gomb függvénye:
AS3.Sendbuttontoscreen(794, 588, 60, 24, 79, 218, 2);
Az első két paraméter az X és Y koordinátái a gomb bal felső sarkának.
A 2. és 3. paraméter a szélesség és magasság, vagyis a méretei a gombnak.
Ezután a kép száma amit ráhúz a gombra. A képek mamóriába töltése a screenset fájl elején vannak, nézd meg, szerintem azt érteni fogod magyarázat nélkül is.
Az utolsó előtti paraméter a gomb funkció száma, itt ha mondjuk 20000-t adsz meg, akkor az felhasználói makró funkció és a 20000. makrót fogja a gomb automatikusan meghívni.
A documentation mappában levannak a gomb kódok dokumentálva.
És a legutolsó paraméter a TAB képernyő/oldal száma, hogy melyik tab oldalra rakja fel a gombot.
A tab képernyők is valahol a screenset fájl elején kerülnek definiálásra. Például a 2. tab képernyő a run vagy futtatás oldal, de ez is egyébként szabadon programozható, konfigurálható. Általánosan írtam meg az algoritmusokat, így akárhány tab oldal lehet és mindegyiknak akárhány "gyermeke" lehet és azoknak is lehet akárhány "gyermeke" és így tovább, bármilyen mélységig...
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 15, 09:54
Írta: 000000000 Dátum 2014 július 15, 09:54
Igen, pontosan. És az a járható út, amire rájöttél múltkor. Annyi plusz infóval még talán, hogy nem szükséges feltétlenül pendriva-ra rakni, talán kirakni a fájlt az asztalra ideiglenesen még gyorsabb megoldás. :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 15, 10:23
Írta: svejk Dátum 2014 július 15, 10:23
Próbáltam gondolkozni ezen az MDI dolgon, főleg, hogy Motoros is megerősített a témában.
Szerintem mindenféleképpen külön fülre kellene rakni az MDI üzemmódot.
lenne, RUN, MDI, OFFSETS, TOOLS, stb..
Külön előny, hogy a jobb oldali RUN, STOP, egyéb fő funkció gombok most is kint maradnak minden fülnél, így adódik a lehetőség hogy az MDI parancsokat is a Cycle Start gomb lenyomásával indítanánk el.
Szerintem mindenféleképpen külön fülre kellene rakni az MDI üzemmódot.
lenne, RUN, MDI, OFFSETS, TOOLS, stb..
Külön előny, hogy a jobb oldali RUN, STOP, egyéb fő funkció gombok most is kint maradnak minden fülnél, így adódik a lehetőség hogy az MDI parancsokat is a Cycle Start gomb lenyomásával indítanánk el.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 15, 11:08
Írta: 000000000 Dátum 2014 július 15, 11:08
Szia,
Beszéltem Polgárdi Balázzsal és arra jutottunk, hogy erről az MDI-s dologról majd még személyesen egyeztessetek a találkozón.
Most egyelőre úgyis a progi magját kell főként tesztelni és készülőben van új screenset is, így most ennek a screenset-nek nem állnék neki átírni. Illetve lehet még személyesen megbeszélve lesz több / jobb ötlet is. :)
Beszéltem Polgárdi Balázzsal és arra jutottunk, hogy erről az MDI-s dologról majd még személyesen egyeztessetek a találkozón.
Most egyelőre úgyis a progi magját kell főként tesztelni és készülőben van új screenset is, így most ennek a screenset-nek nem állnék neki átírni. Illetve lehet még személyesen megbeszélve lesz több / jobb ötlet is. :)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 15, 11:10
Írta: 000000000 Dátum 2014 július 15, 11:10
Amit most alaposan kellene tesztelni, az a G90/G91, illetve a mozgások, hogy mindent jól hajt-e végre mindkét módban.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 15, 11:18
Írta: svejk Dátum 2014 július 15, 11:18
Ennek a tesztelését nem nagyon vállalnám, mert még normál esetben is eltévedek köztük mint maci a málnásban. :(
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 15, 12:55
Írta: xfg6v697j Dátum 2014 július 15, 12:55
Köszönöm.
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 július 15, 13:26
Írta: frkdv6dyr Dátum 2014 július 15, 13:26
Van egy-két saját maró fájlom amiben ezt is használom a ciklussal együtt (M98-99) és eddig szépen megy.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 15, 13:29
Írta: 000000000 Dátum 2014 július 15, 13:29
Ennek örülök, köszi a tesztelést!!
Cím: Re:UCCNC vezérlő program
Írta: Motoros Dátum 2014 július 15, 15:02
Írta: Motoros Dátum 2014 július 15, 15:02
Ide az MDI ablakba lehetne még betenni a TEACH tanítás billentyűket is, nem azért mert a Mach-ban, Linuxban is így van hanem ez a tanítás funkció az esztergánál hasznos (marásnál is) egyszerű kis műveletsor bevitelére. A mozgások a valóságban egymásután lejátszódnak, mindjár látható, ha valami durva ütközés van.Közben persze a beírt sorok elmentődnek egy fáljba ami előhívható, editálható, más néven menthető.
Főleg több szerszám esetén jó.
Ötlet az van bőven, csak legyen aki követi. :))
De pont azért lesz ez a progi jó mert van aki gondozza. Ez nagy előny lehet nekünk ...mármint magyaroknak.
Főleg több szerszám esetén jó.
Ötlet az van bőven, csak legyen aki követi. :))
De pont azért lesz ez a progi jó mert van aki gondozza. Ez nagy előny lehet nekünk ...mármint magyaroknak.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 15, 15:30
Írta: xfg6v697j Dátum 2014 július 15, 15:30
Próbálkoztam egy gombot felrakni.
Lerövidítettem az MDI sort,eddig ok volt.
Da utána már nem tölti be,Ezt írtam bele.
AS3.Loadpicture(bitmapfolder + "circularpocket_up.png", bitmapfolder + "circularpocket_down.png", 20000, false);
AS3.Sendbuttontoscreen(690, 470, 64, 64, 20000, 20000, 2); //Cut a Circle Pocket Wizard
az elspp sor mindjárt az elejére a képek beolvasásáoza ásodikat eg a buttonok adatainak egadásához.
Lerövidítettem az MDI sort,eddig ok volt.
Da utána már nem tölti be,Ezt írtam bele.
AS3.Loadpicture(bitmapfolder + "circularpocket_up.png", bitmapfolder + "circularpocket_down.png", 20000, false);
AS3.Sendbuttontoscreen(690, 470, 64, 64, 20000, 20000, 2); //Cut a Circle Pocket Wizard
az elspp sor mindjárt az elejére a képek beolvasásáoza ásodikat eg a buttonok adatainak egadásához.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 15, 15:32
Írta: xfg6v697j Dátum 2014 július 15, 15:32
A két png képet,pedig ebbe a mappába tettem:
C:\UCCNC\Flashscreen\BMP\Defaultscreenset
C:\UCCNC\Flashscreen\BMP\Defaultscreenset
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 15, 15:39
Írta: 000000000 Dátum 2014 július 15, 15:39
Szia,
Ha ez az utolsó kép amit betölt, mármint, ha az utolsó Loadpicture függvény hívás, akkor az utolsó paramétert true-ra kell átírni.
Az utolsó paraméter csak annyi, hogy ez volt az utolsó kép és ezután folytatja a Flash progi a többi dolgát.
Szóval az utolsó Loadpicture-nek a sorban az utolsó paramétere true legyen a többié pedig false.
különben előfordulhat, hogy a képet még tölti a memóriába, de már közben indítaná is a megjelenítését a gombnak -> hiba...
Ha ez az utolsó kép amit betölt, mármint, ha az utolsó Loadpicture függvény hívás, akkor az utolsó paramétert true-ra kell átírni.
Az utolsó paraméter csak annyi, hogy ez volt az utolsó kép és ezután folytatja a Flash progi a többi dolgát.
Szóval az utolsó Loadpicture-nek a sorban az utolsó paramétere true legyen a többié pedig false.
különben előfordulhat, hogy a képet még tölti a memóriába, de már közben indítaná is a megjelenítését a gombnak -> hiba...
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 15, 15:41
Írta: 000000000 Dátum 2014 július 15, 15:41
Vagy helyezd át a Loadpicture sort úgy, hogy ne ő legyen az utolsó és akkor nem kell semmit átírni.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 15, 15:46
Írta: xfg6v697j Dátum 2014 július 15, 15:46
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 15, 15:47
Írta: xfg6v697j Dátum 2014 július 15, 15:47
előzör első volt
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 15, 15:55
Írta: 000000000 Dátum 2014 július 15, 15:55
Megnéztem gyorsan és úgy néz ki a 20000 érték elfogadásával van a gond, mármint a Loadpicture függvénynél a kép index paraméter. Valamiért nem fogadja el ezt a nagy számot, lehet a változót deklaráltam esetleg short vagy char típusra véletlenül. Majd később megnézem.
Most úgy tudod megoldani, hogy vedd kisebbre az t a számot, mondjuk 100-ra és akkor menni fog.
Ettől természetesen a macro száma maradhat 20000, ez nincs összefüggésben...
Most úgy tudod megoldani, hogy vedd kisebbre az t a számot, mondjuk 100-ra és akkor menni fog.
Ettől természetesen a macro száma maradhat 20000, ez nincs összefüggésben...
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 15, 16:04
Írta: xfg6v697j Dátum 2014 július 15, 16:04
Így már rendben máködik minden.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 15, 17:08
Írta: svejk Dátum 2014 július 15, 17:08
Az biztos, a támogatás az kiváló!
Azt sem lehet mondani, hoigy új seprő jól seper, hiszen az UC termékcsalád már több mint 2 éves és mindig azonnal reagáltak a vélt vagy valós problémára.
Amint olvashattad ott lesz szombaton a termék atyja, ott személyesen bármilyen öteletet el lehet mondani.
Azt sem lehet mondani, hoigy új seprő jól seper, hiszen az UC termékcsalád már több mint 2 éves és mindig azonnal reagáltak a vélt vagy valós problémára.
Amint olvashattad ott lesz szombaton a termék atyja, ott személyesen bármilyen öteletet el lehet mondani.
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2014 július 15, 17:15
Írta: Miki2 Dátum 2014 július 15, 17:15
Szervusz Balázs!
A minap beszéltünk telefonon a vátozók fontosságáról.
Két rövid példa arra, hogy ezek mennyire használhatók, és fontosak.
Az egyik az a spirálmarás, amit Te is elkészítettél.
A másik egy tetszőleges szögű letörést készít
szármaróval, a fej elfordítása nélkül.
Furatmarás
Letörés
A minap beszéltünk telefonon a vátozók fontosságáról.
Két rövid példa arra, hogy ezek mennyire használhatók, és fontosak.
Az egyik az a spirálmarás, amit Te is elkészítettél.
A másik egy tetszőleges szögű letörést készít
szármaróval, a fej elfordítása nélkül.
Furatmarás
Letörés
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 július 15, 17:32
Írta: frkdv6dyr Dátum 2014 július 15, 17:32
OFF
Szombatra hozzatok UC300-at légyszi elméletileg meg lesz a pénzem rá.
ON
Szombatra hozzatok UC300-at légyszi elméletileg meg lesz a pénzem rá.
ON
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 15, 17:47
Írta: 000000000 Dátum 2014 július 15, 17:47
Köszönjük az elismerést.
Végülis az UCCNC-t se ma kezdtük el fejleszteni, a fejlesztés éppen egy éve kezdődött és ezidő alatt nagyon sok módosításon ment át mind a program magja (a mozgásvezérlő) és maga a végrehajtó része is. Persze a fejlesztés kezdetekor mi sem gondoltuk, hogy ennyire sokáig fog tartani és ilyen bonyolultságú egy ilyen programot megírni, egyszerűűbbnek tűnt.
A progit kb. 3 hónapig napi szinten teszteltük a saját gépeinken, gyártásoknál, illetve néhány külföldi partnerünk tesztelte a béta előtti alfa verziót. Így jutottunk el arra a szintre, hogy egyáltalán itt meg mertük már mutatni. :)
És úgy érzem most megy a finomhangolás, ami szintén nem elhanyagolható művelet és biztosan elfog tartani egy ideig, mire megtaláljuk mindenben a közös nevezőt, hogy lehetőleg tudjon mindent a progi, ami az embereknek fontos lehet. Hogy a lehető legjobban kielégíthesse a felmerülő igényeket.
Végülis az UCCNC-t se ma kezdtük el fejleszteni, a fejlesztés éppen egy éve kezdődött és ezidő alatt nagyon sok módosításon ment át mind a program magja (a mozgásvezérlő) és maga a végrehajtó része is. Persze a fejlesztés kezdetekor mi sem gondoltuk, hogy ennyire sokáig fog tartani és ilyen bonyolultságú egy ilyen programot megírni, egyszerűűbbnek tűnt.
A progit kb. 3 hónapig napi szinten teszteltük a saját gépeinken, gyártásoknál, illetve néhány külföldi partnerünk tesztelte a béta előtti alfa verziót. Így jutottunk el arra a szintre, hogy egyáltalán itt meg mertük már mutatni. :)
És úgy érzem most megy a finomhangolás, ami szintén nem elhanyagolható művelet és biztosan elfog tartani egy ideig, mire megtaláljuk mindenben a közös nevezőt, hogy lehetőleg tudjon mindent a progi, ami az embereknek fontos lehet. Hogy a lehető legjobban kielégíthesse a felmerülő igényeket.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 15, 17:49
Írta: 000000000 Dátum 2014 július 15, 17:49
Tetszik ez az ötlet, de talán mégis az lenne a legjobb, ha személyesen majd Balázzsal átbeszélnétek ezt az MDI-s dolgot, aztán majd a megbeszélés végeredményének megfelelően akkor már célirányosan átalakítjuk az MDI-t. Csak, hogy ne kelljen a programozásnak többször nekifutni. :)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 15, 17:52
Írta: 000000000 Dátum 2014 július 15, 17:52
OK, szuper. Egyébként megtaláltam a hibát. 300 elem nagyságúra deklaráltam a képeket indexét tartalmazó tömböt. Most javítottam, hogy lehessen int.maxvalue mennyiséget megadni, annál több biztosan nem fog kelleni. :)
Következő verzióban lesz benne majd a javítás.
Következő verzióban lesz benne majd a javítás.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 15, 17:58
Írta: 000000000 Dátum 2014 július 15, 17:58
Szia,
Igen, tudtam már akkor is miről beszélsz, amikor telefonon elmagyaráztad, de köszi a példákat. Ezeket tudom majd későbbiekben tesztelésre használni.
Első körben szerintem ennek a parametrikus programozásnak egy "light" verzióját fogjuk megírni, ezalatt azt értem, hogy teszünk majd egy olyan kitételt, hogy értékadás csak külön sorban lehet és hogy paraméterként nem szerepelhet képlet, csak egyetlen változó. Ez egy kicsit lefogja egyszerűsíteni a dolgot a "kezelhető" szintre.
Múltkor már nézegettem különböző képlet értelmező algoritmusokat, de még nincs meg a megfelelő megoldás. Mert nekünk túlzottan univerzális, de egyben gyors algoritmus kellene. Szóval még keressük az optimális megoldást...
Igen, tudtam már akkor is miről beszélsz, amikor telefonon elmagyaráztad, de köszi a példákat. Ezeket tudom majd későbbiekben tesztelésre használni.
Első körben szerintem ennek a parametrikus programozásnak egy "light" verzióját fogjuk megírni, ezalatt azt értem, hogy teszünk majd egy olyan kitételt, hogy értékadás csak külön sorban lehet és hogy paraméterként nem szerepelhet képlet, csak egyetlen változó. Ez egy kicsit lefogja egyszerűsíteni a dolgot a "kezelhető" szintre.
Múltkor már nézegettem különböző képlet értelmező algoritmusokat, de még nincs meg a megfelelő megoldás. Mert nekünk túlzottan univerzális, de egyben gyors algoritmus kellene. Szóval még keressük az optimális megoldást...
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 15, 18:06
Írta: 000000000 Dátum 2014 július 15, 18:06
Ja, még annyit, hogy a spirálmarást nem én készítettem, hanem Csewe kolléga csinálta a varázslót. Mielőtt még én szüretelném le a babérokat gondoltam jobb ha ezt tisztázzuk...
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 16, 09:52
Írta: svejk Dátum 2014 július 16, 09:52
Eddig a Mach3-mal G61/G64 parancsot használtam a kódjaimnál.
Az UCCNC pedig csak a G61.1 parancsot eszi meg.
Miben különbözik ez a mezei G61-től?
Most mindent át kell írnom?
Az UCCNC pedig csak a G61.1 parancsot eszi meg.
Miben különbözik ez a mezei G61-től?
Most mindent át kell írnom?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 16, 09:54
Írta: svejk Dátum 2014 július 16, 09:54
Hol is van az az NGxxx szabvány ami alapján készül a kódértelmező?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 16, 09:58
Írta: svejk Dátum 2014 július 16, 09:58
Pedig én úgy emlékszem a régebbi UCCNC beta verziók elfogadták a G61-et.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 16, 10:10
Írta: svejk Dátum 2014 július 16, 10:10
Ez lenne az? RS274NGC ??
Ez angol nyelvű, ráadásul példák sincsenek.
Én nagyon bízom benne hogy tuti jó szoftvert írtok de ha ezek nem lesznek ledokumentálva szájbarágósan magyarul akkor csak fél siker lesz.
Egyesek szerint ugyan vacak az NCT nyelvezete de legalább van hozzá normális leírás.
Ez angol nyelvű, ráadásul példák sincsenek.
Én nagyon bízom benne hogy tuti jó szoftvert írtok de ha ezek nem lesznek ledokumentálva szájbarágósan magyarul akkor csak fél siker lesz.
Egyesek szerint ugyan vacak az NCT nyelvezete de legalább van hozzá normális leírás.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 16, 10:13
Írta: svejk Dátum 2014 július 16, 10:13
Megkeresem a LinuxCNC leírásában úgy emlékszem abban is van G61.1 .
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 16, 10:33
Írta: svejk Dátum 2014 július 16, 10:33
No, attól sem lettem okosabb, pedig azt lefordíttattuk magyarra. Csak azt írja, hogy:
G61 exact path
G61.1 exact stop
Bekukkantok a linux topicba, mert mintha én ezt már ott is kérdeztem volna.
De ugye a mach3-nál nem volt rá szükség.
G61 exact path
G61.1 exact stop
Bekukkantok a linux topicba, mert mintha én ezt már ott is kérdeztem volna.
De ugye a mach3-nál nem volt rá szükség.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 16, 10:39
Írta: svejk Dátum 2014 július 16, 10:39
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 16, 10:58
Írta: svejk Dátum 2014 július 16, 10:58
Látom az 1.0023 verziónál a G90/91 is kijelzésre kerül az MDI sor mellett.
Ez jó dolog, de akkor az összes öröklődős parancsot ki kellene íratni, úgy mint a Mach3-nál.
És ugye ezért nagyon nehéz jó szoftvert írni, mert ha a jó dolgokat elcseni az ember máshonnan akkor koppintással vádolják, ha meg újakat talál ki az vagy bejön vagy nem.
Vagy legalábbis hozzá kell szoktatni a felhasználót.
Béni leírta valahol lentebb, hogy nem feltétlen kell átvenni a rosszat ebben igaza van, de a jót szerintem érdemes.
Ez jó dolog, de akkor az összes öröklődős parancsot ki kellene íratni, úgy mint a Mach3-nál.
És ugye ezért nagyon nehéz jó szoftvert írni, mert ha a jó dolgokat elcseni az ember máshonnan akkor koppintással vádolják, ha meg újakat talál ki az vagy bejön vagy nem.
Vagy legalábbis hozzá kell szoktatni a felhasználót.
Béni leírta valahol lentebb, hogy nem feltétlen kell átvenni a rosszat ebben igaza van, de a jót szerintem érdemes.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 július 16, 11:14
Írta: kr97pwss2 Dátum 2014 július 16, 11:14
A G61 pontos pályakövetés üzemmód, aminél csak akkor áll meg az utasítások között, ha szükséges (ha nincs irányváltás, akkor nem áll meg).
A G61.1 a pontos megállás üzemmód. Minden utasítás után megáll.
A G64-et pedig majd át szeretném még alakítani, hogy G-kódból lehessen az állandó sebességű pályatervesés paramétereit állítani.
A G61.1 a pontos megállás üzemmód. Minden utasítás után megáll.
A G64-et pedig majd át szeretném még alakítani, hogy G-kódból lehessen az állandó sebességű pályatervesés paramétereit állítani.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 16, 11:51
Írta: svejk Dátum 2014 július 16, 11:51
Hmm.. de ha nincs irányváltás akkor ugyan miért lenne másik utasítás?
pl. G61 esetében ennek mi értelme lenne
G0 X0 Y0
G61
G1 F1000 X10
X20
X30
M30
De kipróbáltam az alábbit az UCCNC-nél és nem áll meg 10 mm-enként.
G0 X0 Y0
G61.1
G1 F1000 X10
X20
X30
M30
Pedig a definíciód szerint meg kellene állnia.
Akkor most hogy is van?
A denifiníciód szerint a G61.1 szerintem teljesen felesleges üzemmód.
pl. G61 esetében ennek mi értelme lenne
G0 X0 Y0
G61
G1 F1000 X10
X20
X30
M30
De kipróbáltam az alábbit az UCCNC-nél és nem áll meg 10 mm-enként.
G0 X0 Y0
G61.1
G1 F1000 X10
X20
X30
M30
Pedig a definíciód szerint meg kellene állnia.
Akkor most hogy is van?
A denifiníciód szerint a G61.1 szerintem teljesen felesleges üzemmód.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 16, 12:01
Írta: svejk Dátum 2014 július 16, 12:01
még így sem áll meg
G0 X0 Y0
G61.1
G1 F1000 X10
G1 X20
G1 X30
M30
G0 X0 Y0
G61.1
G1 F1000 X10
G1 X20
G1 X30
M30
Cím: Re:UCCNC vezérlő program
Írta: robroy007 Dátum 2014 július 16, 12:09
Írta: robroy007 Dátum 2014 július 16, 12:09
parametrikus programozásban talán a heidenhein jó példa lehet
331 oldal és környéke
nem a legfrissebb vezérlőhöz van de az elvek nem változtak sokat talán azóta se
és nem utolsó sorban a beépített ciklusok is rengeteget tudnak segíteni
331 oldal és környéke
nem a legfrissebb vezérlőhöz van de az elvek nem változtak sokat talán azóta se
és nem utolsó sorban a beépített ciklusok is rengeteget tudnak segíteni
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 16, 12:09
Írta: svejk Dátum 2014 július 16, 12:09
Bocsi, elfelejtettem a gyorsulást levenni és most csak offline próbálom, nem volt látható.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 16, 12:10
Írta: 000000000 Dátum 2014 július 16, 12:10
Szia,
Én is kipróbáltam a kódodat gyorsan és az UCCNC megáll. Szerintem viszonylag nagyra vetted a gyorsítást, így szemre nem érzékeled a megállást.
Vedd le a gyorsítást valami alacsony értékre, például 5-re.
És próbáld ki ugyanezt G64-el is, látható, hogy ott meg nem áll meg, egybe interpolálja a szakaszokat.
Ha raksz bele Z mozgást is, mondjuk egy 45 fokot középre és a beállításoknál a constant velocity paramétereit nagyra veszed, mondjuk 1-re minden értéket, akkor az is szépen megfigyelhető az alacsony gyorsításnál, hogy hogyan kerekíti le az illesztési pontokat G64-el. G61.1-el viszont mindig megáll pontosan.
Én is kipróbáltam a kódodat gyorsan és az UCCNC megáll. Szerintem viszonylag nagyra vetted a gyorsítást, így szemre nem érzékeled a megállást.
Vedd le a gyorsítást valami alacsony értékre, például 5-re.
És próbáld ki ugyanezt G64-el is, látható, hogy ott meg nem áll meg, egybe interpolálja a szakaszokat.
Ha raksz bele Z mozgást is, mondjuk egy 45 fokot középre és a beállításoknál a constant velocity paramétereit nagyra veszed, mondjuk 1-re minden értéket, akkor az is szépen megfigyelhető az alacsony gyorsításnál, hogy hogyan kerekíti le az illesztési pontokat G64-el. G61.1-el viszont mindig megáll pontosan.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 16, 12:10
Írta: 000000000 Dátum 2014 július 16, 12:10
na, látom egyszerre...
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 július 16, 12:12
Írta: kr97pwss2 Dátum 2014 július 16, 12:12
Pontosabban lelassít minden utasítás után. Azaz, ha a gyorsításod nincs extrém nagyságúra állítva, akkor könyebb észrevenni, és X10,X20 után le kell lassítani, majd újra felgyorsítania.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 16, 12:28
Írta: svejk Dátum 2014 július 16, 12:28
No most levettem a Configban az X és Y tengely gyorsulását 10 mm/s2-re, ekkor jól látszik hogy megáll a 10 mm-enként illetve a kanyarokban.
Bár ennek az egyenesben való köztes megállásnak az értelmét továbbra sem látom, sőt már maga programozás tekintetében is fölöslegesnek tartom, de győzzetek meg az ellenkezőjéről gyakorlati példával.
G0 X0 Y0
G61.1
G1 F1000 X10
X20
X30 Y10
X40
X50
M30
No de akkor itt egy újabb bukfenc, ha az előző kódot átírom G64-re, akkor a kanyaroknál továbbra is belassít.
G0 X0 Y0
G64
G1 F1000 X10
X20
X30 Y10
X40
X50
M30
Először azt hittem, hogy a General settingben a "Stop at angle degres" értéke túl kicsi, de 0 és 180 fok közt változtatva is mindig belassul g64-nél a kanyarban, holott teljes sebességgel le kellene kanyarítania a sarkot.
Bár ennek az egyenesben való köztes megállásnak az értelmét továbbra sem látom, sőt már maga programozás tekintetében is fölöslegesnek tartom, de győzzetek meg az ellenkezőjéről gyakorlati példával.
G0 X0 Y0
G61.1
G1 F1000 X10
X20
X30 Y10
X40
X50
M30
No de akkor itt egy újabb bukfenc, ha az előző kódot átírom G64-re, akkor a kanyaroknál továbbra is belassít.
G0 X0 Y0
G64
G1 F1000 X10
X20
X30 Y10
X40
X50
M30
Először azt hittem, hogy a General settingben a "Stop at angle degres" értéke túl kicsi, de 0 és 180 fok közt változtatva is mindig belassul g64-nél a kanyarban, holott teljes sebességgel le kellene kanyarítania a sarkot.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 16, 12:29
Írta: svejk Dátum 2014 július 16, 12:29
Egyre gondoltunk.. :))
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 16, 12:36
Írta: 000000000 Dátum 2014 július 16, 12:36
Kipróbáltam ezt a "bukfenc"-el ellátott kódodat is, nálam nem lassít le a kanyaroknál.
Talán az lehet, hogy a gyorsítást nagyon alacsonyra vetted, a hiba toleranciát, hogy mennyit kanyaríthat le pedig kicsire. Értelemszerűen a hibahatárokat amit beállítasz figyelembe kell vennie, így ha nagyon alacsony a gyorsítás, akkor nem fogja tudni bevenni a "kanyart" anélkül, hogy valamennyire le ne lassítson. Az algoritmus úgy van megírva, hogy mindig a beállított határokon mozogjon, amit a beállításaid még megengednek...
Talán az lehet, hogy a gyorsítást nagyon alacsonyra vetted, a hiba toleranciát, hogy mennyit kanyaríthat le pedig kicsire. Értelemszerűen a hibahatárokat amit beállítasz figyelembe kell vennie, így ha nagyon alacsony a gyorsítás, akkor nem fogja tudni bevenni a "kanyart" anélkül, hogy valamennyire le ne lassítson. Az algoritmus úgy van megírva, hogy mindig a beállított határokon mozogjon, amit a beállításaid még megengednek...
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 16, 12:39
Írta: 000000000 Dátum 2014 július 16, 12:39
A general settings-nél vedd a constant velocity paramétereit mondjuk 1-re minden értéket és mondjuk 5-re a gyorsítást a tengelyeken, akkor látható szemre is, hogy mit is csinál pontosan az algoritmus.
Bizonyos paramétereknél már amit az előbb taglaltam már nem látod szemre, hogy mi történik, mert vagy túl gyorsan lezajlik az esemény, vagy az alacsony tolerancia korlát miatt le kell lassítania valamennyire és így félreérthető, hogy mi is történik pontosan.
Bizonyos paramétereknél már amit az előbb taglaltam már nem látod szemre, hogy mi történik, mert vagy túl gyorsan lezajlik az esemény, vagy az alacsony tolerancia korlát miatt le kell lassítania valamennyire és így félreérthető, hogy mi is történik pontosan.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 16, 12:43
Írta: svejk Dátum 2014 július 16, 12:43
Ühüm... a lassítás mint írtam 10mm/s2 a többi érték gyári állásban.
lin. error: 0.01
lin. addition lenght : 0.2
lin. unify lenght: 0.4
corners error: 0.01
No mindegy normál üzemi körülmények közt jónak találtam a múltkori teszteléskor élőben, igaz az még az első verzióknál volt.
De arra továbbra is várok érveket, hogy inkább szükség van a G61.1-re mint a G61-re.
lin. error: 0.01
lin. addition lenght : 0.2
lin. unify lenght: 0.4
corners error: 0.01
No mindegy normál üzemi körülmények közt jónak találtam a múltkori teszteléskor élőben, igaz az még az első verzióknál volt.
De arra továbbra is várok érveket, hogy inkább szükség van a G61.1-re mint a G61-re.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 16, 13:52
Írta: 000000000 Dátum 2014 július 16, 13:52
Szia,
A pályatervezőn az első verziótól kezdve nem változtattunk, szóval, ha elsőre jó volt, akkor most is jó. :)
A G61.1 és G61-re nem nagyon van válaszom, én sem látok olyan gyakorlati alkalmazást ahol lenne értelme ezeket megkülönböztetni.
De hát vannak egyéb olyan dolgok is amit én nem így csinálnék, a szabvány viszont így írja le, ezért célszerű követni, hogy pontosan úgy működjenek a dolgok, ahogy azt elvárják tőle.
A G61-et egyébként meg fogjuk még csinálni, hogy azt is lehessen használni.
A pályatervezőn az első verziótól kezdve nem változtattunk, szóval, ha elsőre jó volt, akkor most is jó. :)
A G61.1 és G61-re nem nagyon van válaszom, én sem látok olyan gyakorlati alkalmazást ahol lenne értelme ezeket megkülönböztetni.
De hát vannak egyéb olyan dolgok is amit én nem így csinálnék, a szabvány viszont így írja le, ezért célszerű követni, hogy pontosan úgy működjenek a dolgok, ahogy azt elvárják tőle.
A G61-et egyébként meg fogjuk még csinálni, hogy azt is lehessen használni.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 16, 13:54
Írta: 000000000 Dátum 2014 július 16, 13:54
Nagyon jó ez a leírás, köszi.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 16, 19:33
Írta: xfg6v697j Dátum 2014 július 16, 19:33
A CIRCULAR A CIRCLE POCKET VARÁZSLÓ ÁLTAL GENERÁLT G KÓDBAN TALÁLTAM EGY KIS HIBÁT,AZ EGYIK X-nek NEM AD MEG ÉRTÉKET.
Az UCCNC végrahajtja hibaüzenet nélkül a g kódot,csak az nemegészan azt teszi amit,kellene neki.
Hamarosan javítom.
Az UCCNC végrahajtja hibaüzenet nélkül a g kódot,csak az nemegészan azt teszi amit,kellene neki.
Hamarosan javítom.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 16, 19:36
Írta: xfg6v697j Dátum 2014 július 16, 19:36
Már meg is van a hiba oka,nem a programban van a hiba,hanem benem,mert nem adtam meg értéket ,vagyis üresen hagytam a X Ventre rubrukát.
Erre majd ügyelni kell,hogy ne maradjon üresen egyetlen rubrika se.
Erre majd ügyelni kell,hogy ne maradjon üresen egyetlen rubrika se.
Cím: Re:UCCNC vezérlő program
Írta: PITU Dátum 2014 július 17, 12:53
Írta: PITU Dátum 2014 július 17, 12:53
sziasztok
a mostani verzió hány soros programot futtat ?
egy régebben generált kis relief progit próbáltam de nem töltötte be.
max 300 Kb-ig tölt be
az 1100-nál már kiakad
a mostani verzió hány soros programot futtat ?
egy régebben generált kis relief progit próbáltam de nem töltötte be.
max 300 Kb-ig tölt be
az 1100-nál már kiakad
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 17, 12:58
Írta: 000000000 Dátum 2014 július 17, 12:58
Én 2Millió soros progival próbáltam ami a legnagyobb volt (fájl méretét most nem tudom megmondani, de nem is az számít igazán), ezt még betöltötte nekem. Nagyobbal nem próbáltam, így nem tudom hol a határ.
Persze memória méret függő is, mivel az objektumokat a memóriába tölti, az én gépemben 2GByte RAM van.
Még annyit, hogy a legújabb verzióban a memóriahasználatot is amennyire lehetett optimalizáltam, próbáld meg letölteni, mert az biztos, hogy az kisebb memóriával is betölt hosszabb kódokat, mint az előző verziók...
Persze memória méret függő is, mivel az objektumokat a memóriába tölti, az én gépemben 2GByte RAM van.
Még annyit, hogy a legújabb verzióban a memóriahasználatot is amennyire lehetett optimalizáltam, próbáld meg letölteni, mert az biztos, hogy az kisebb memóriával is betölt hosszabb kódokat, mint az előző verziók...
Cím: Re:UCCNC vezérlő program
Írta: PITU Dátum 2014 július 17, 13:01
Írta: PITU Dátum 2014 július 17, 13:01
a legújabbal próbáltam (23-as)
a memória 3 gigás
ezeket a mach simán betöltötte
itt meg 5 perc után semmi
a memória 3 gigás
ezeket a mach simán betöltötte
itt meg 5 perc után semmi
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 17, 13:04
Írta: 000000000 Dátum 2014 július 17, 13:04
elküldenéd nekem a kódot: info at cncdrive.com -ra, kipróbálnám szívesen...
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 17, 13:05
Írta: 000000000 Dátum 2014 július 17, 13:05
Ja, és egy kérdés, a töltés csík elindul egyáltalán, vagy semmi sem történik?
Cím: Re:UCCNC vezérlő program
Írta: PITU Dátum 2014 július 17, 13:14
Írta: PITU Dátum 2014 július 17, 13:14
a töltés elindul de utánna semmi
és ha megállítom a töltést ( zörlő gomb )
akkor utánna már a rövid kódokat sem tölti be
csak ujraindítás után
és ha megállítom a töltést ( zörlő gomb )
akkor utánna már a rövid kódokat sem tölti be
csak ujraindítás után
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 17, 13:16
Írta: 000000000 Dátum 2014 július 17, 13:16
ok, köszi az infót. küld el légyszi a kódot had nézzem meg.
Cím: Re:UCCNC vezérlő program
Írta: robroy007 Dátum 2014 július 17, 13:20
Írta: robroy007 Dátum 2014 július 17, 13:20
más progi egy részét az elejének betölti aztán elkezd dolgozni, majd ha elkopott akkor folytatja a betöltést és megy tovább megállás nélkül
persze ha szimulálni kell akkor a betöltött részen túl is végig olvassa amit csinálni a kell
ezzel takarékoskodva a memória kihasználtsággal
persze ez hálózatos kód beolvasásánál bukhat ha szakad a net
persze ha szimulálni kell akkor a betöltött részen túl is végig olvassa amit csinálni a kell
ezzel takarékoskodva a memória kihasználtsággal
persze ez hálózatos kód beolvasásánál bukhat ha szakad a net
Cím: Re:UCCNC vezérlő program
Írta: PITU Dátum 2014 július 17, 13:25
Írta: PITU Dátum 2014 július 17, 13:25
kód független
text file-t és tap-ot is próbáltam
csak a file nagyságára alergiás
azb AVAST kikapcsolva az UCCNC ujra telepítve
valami olyasmit ír ki a telepítéskor , hogy az UC100 -nak vala új plugin és okézzam le
ok de nem történt semmi
text file-t és tap-ot is próbáltam
csak a file nagyságára alergiás
azb AVAST kikapcsolva az UCCNC ujra telepítve
valami olyasmit ír ki a telepítéskor , hogy az UC100 -nak vala új plugin és okézzam le
ok de nem történt semmi
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 17, 13:32
Írta: 000000000 Dátum 2014 július 17, 13:32
ok, de ha nem küldessz el legalább egy kódot aminél a probléma jelentkezik, akkor szinte biztosan nem tudom előidézni a problémát, illetve összehasonlítást se tudok végezni, hogy az én rendszeremen betölti-e... szóval ha elküldöd akkor van esély a megoldásra, ha nem, akkor nem tudok sajnos megoldást kínálni.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 17, 13:34
Írta: 000000000 Dátum 2014 július 17, 13:34
Egyébként gyanús nekem, hogy nem a fájl mérettel lesz a gond, hanem valami a kódban van ami megakasztja az interpolátort. De persze amíg nem láttam a kódot, addig csak találgatni tudok, azt meg nem nagyon szeretek, legalábbis nem nagyon van értelme.
Cím: Re:UCCNC vezérlő program
Írta: PITU Dátum 2014 július 17, 13:36
Írta: PITU Dátum 2014 július 17, 13:36
írtam
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 17, 13:40
Írta: 000000000 Dátum 2014 július 17, 13:40
Egyszer mindenképp végig kell olvasni a fájlt, mert meg kell jeleníteni 3D-ben a pályát. A megjelenítés vektorait pedig folyamatosan a memóriában kell tartani, különben csak a pálya részeit tudná megjeleníteni. Szerintem ezt nem tudod kikerülni...
Az, hogy 3Gbyte-os memóriával nem tölt be egy pár száz kByte-os fájlt az biztos nem memória megtelés probléma, más lesz szerintem. Hiszen az én 2Gbyte-os memóriámmal simán beolvas ennél nagyságrendekkel nagyobb fájlokat.
Az, hogy 3Gbyte-os memóriával nem tölt be egy pár száz kByte-os fájlt az biztos nem memória megtelés probléma, más lesz szerintem. Hiszen az én 2Gbyte-os memóriámmal simán beolvas ennél nagyságrendekkel nagyobb fájlokat.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 17, 13:43
Írta: 000000000 Dátum 2014 július 17, 13:43
Szia,
Nem jött levél. :(
Nem jött levél. :(
Cím: Re:UCCNC vezérlő program
Írta: PITU Dátum 2014 július 17, 13:57
Írta: PITU Dátum 2014 július 17, 13:57
a nevedre kattintva email klikk ide
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 17, 14:02
Írta: 000000000 Dátum 2014 július 17, 14:02
Na, végül megérkezett a levél.
küldtem neked most egy üres levelet az info@cncdrive.com -ról, arra válaszolva tudsz mellékletet küldeni.
küldtem neked most egy üres levelet az info@cncdrive.com -ról, arra válaszolva tudsz mellékletet küldeni.
Cím: Re:UCCNC vezérlő program
Írta: PITU Dátum 2014 július 17, 14:07
Írta: PITU Dátum 2014 július 17, 14:07
ment
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 17, 14:21
Írta: 000000000 Dátum 2014 július 17, 14:21
Megjött, köszi szépen.
A szem.txt-t próbáltam első körben, az valamiért megakasztja az g-kód interpolátort. Eddig annyit sikerült most gyorsan kiderítenem, hogy a fájl fejlce okozza. Ha kitörlöd a fájl elejéről a kommenteket, azt a néhány sort, akkor betölti, egyébként a kommenteken megakad, ezért nem tölti be. Megfogom vizsgálni pontosan, hogy miért és hol akad meg és fogom majd javítani...
A szem.txt-t próbáltam első körben, az valamiért megakasztja az g-kód interpolátort. Eddig annyit sikerült most gyorsan kiderítenem, hogy a fájl fejlce okozza. Ha kitörlöd a fájl elejéről a kommenteket, azt a néhány sort, akkor betölti, egyébként a kommenteken megakad, ezért nem tölti be. Megfogom vizsgálni pontosan, hogy miért és hol akad meg és fogom majd javítani...
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 17, 14:24
Írta: 000000000 Dátum 2014 július 17, 14:24
A másik fájlt a hajókormány simitás.tap-ot is gyorsan megnéztem, ezt nálam gond nélkül pillanatok alatt betölti.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 17, 14:27
Írta: 000000000 Dátum 2014 július 17, 14:27
Még annyi, hogy megnéztem annak a fájlnak a méretét amivel én teszteltem a progit és a ami a legnagyobb méretű, picivel 100Mega alatt van, ehhez képest a te progijaid apró méretűek.
Szóval nem a mérettel van itt a gond, hanem az interpolátor dobja hanyatt magát valamiért ami a kódban van. De ahogy írtam megfogom vizsgálni, sokat segített, hogy elküldted a fájlokat, köszönöm!
Szóval nem a mérettel van itt a gond, hanem az interpolátor dobja hanyatt magát valamiért ami a kódban van. De ahogy írtam megfogom vizsgálni, sokat segített, hogy elküldted a fájlokat, köszönöm!
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 17, 17:25
Írta: xfg6v697j Dátum 2014 július 17, 17:25
Frissítetem a Cut a Circular Pocket varázslót,mert az egyik beviteli mező hibásan működöt.
Ezenkívül mostmár négy képernyő felbontás mellett élvezhetitek a SAVE gomb lenomását követően,a szerszámpája látványát.
Ez a plusz funkció ezeken a képernypfelbontsokon érhető el:
800*600
1024*768
1280*1024
1600*1200
Eddig nem érkezett visszajelzés,hogy hibás szerszámpályát generálna.
BETA_Cut_a_Circular_Pocket_varazslo
Ezenkívül mostmár négy képernyő felbontás mellett élvezhetitek a SAVE gomb lenomását követően,a szerszámpája látványát.
Ez a plusz funkció ezeken a képernypfelbontsokon érhető el:
800*600
1024*768
1280*1024
1600*1200
Eddig nem érkezett visszajelzés,hogy hibás szerszámpályát generálna.
BETA_Cut_a_Circular_Pocket_varazslo
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 18, 11:09
Írta: 000000000 Dátum 2014 július 18, 11:09
Felraktam a gépemre, nálam jól működik. Ügyes vagy!
Még esetleg amit írtál, hogy ha üresen marad mező, ezeket az eseteket lekezelhetnéd a programban, modnjuk, hogy ha megnyomja a felhasználó a save gombot, akkor a progi ellenőrizheté a mezőt és ha üres, akkor valami alapértelmezett értéket használhatna. És az ellenőrzés után ezt az alapértelmezett értéket vissza is írhatná az üres mezőbe, hogy a felhasználó láthassa, hogy mivel történt a kalkuláció. Persze ez már szőrszálhasogatás, de így lenne "bolodbiztos" a progi. :)
Még esetleg amit írtál, hogy ha üresen marad mező, ezeket az eseteket lekezelhetnéd a programban, modnjuk, hogy ha megnyomja a felhasználó a save gombot, akkor a progi ellenőrizheté a mezőt és ha üres, akkor valami alapértelmezett értéket használhatna. És az ellenőrzés után ezt az alapértelmezett értéket vissza is írhatná az üres mezőbe, hogy a felhasználó láthassa, hogy mivel történt a kalkuláció. Persze ez már szőrszálhasogatás, de így lenne "bolodbiztos" a progi. :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 18, 11:23
Írta: svejk Dátum 2014 július 18, 11:23
"...de így lenne "bolodbiztos" a progi."
És ez bizony nekünk bolondoknak nagyon sokszor jól jönne! :))
És ez bizony nekünk bolondoknak nagyon sokszor jól jönne! :))
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 18, 11:27
Írta: 000000000 Dátum 2014 július 18, 11:27
Konkrétan nem erre gondoltam :), de programozást aki tanult vagy csak üzemszerűen programozik az tudja, hogy egy alap tétel, hogy minden progit blondbiztosra kell megírni, lehetőleg úgy, hogy a felhasználó bármilyen kombinációban is csinál bármit, a program akkor se dobja hanyatt magát, hanem kezelje le az összes lehetséges esetet.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 18, 11:31
Írta: svejk Dátum 2014 július 18, 11:31
Bárcsak minden programozó kőbe vésett alapszabálya lenne az általad leírtak.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 18, 11:31
Írta: svejk Dátum 2014 július 18, 11:31
Lesz valami meglepi holnapra???
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 18, 11:32
Írta: 000000000 Dátum 2014 július 18, 11:32
Én is próbálok egyébként erre törekedni, de az UCCNC G-kód interpreterjében látod sikerült egy olyan esetet lekezeletlenül hagynom, amit PITU kollégának sikerült felfedeznie és kiakasztotta az interpretert.
Konkrétan ez a sor volt:
- DotG program - )
Itt ez elvileg egy komment, de a kezdő '(' zárójel hiányzik, szóval mégsem komment.
És van a sorban egy 'G' karakter, amire az interpreter azt gondolja első körben, hogy ez egy G-kód lesz. Szám nincsen utána, így viszont nem G-kód. Itt volt egy hiba az algoritmusban, hogy ezt a G betű szám nélküli esetet nem jól kezeltem le és emiatt végtelen töltési ciklusba került...
Szóval a progikat minden esetre meg kell próbálni felkészíteni, még arra az esetre is ami elvileg nem is létezhet. :)
Konkrétan ez a sor volt:
- DotG program - )
Itt ez elvileg egy komment, de a kezdő '(' zárójel hiányzik, szóval mégsem komment.
És van a sorban egy 'G' karakter, amire az interpreter azt gondolja első körben, hogy ez egy G-kód lesz. Szám nincsen utána, így viszont nem G-kód. Itt volt egy hiba az algoritmusban, hogy ezt a G betű szám nélküli esetet nem jól kezeltem le és emiatt végtelen töltési ciklusba került...
Szóval a progikat minden esetre meg kell próbálni felkészíteni, még arra az esetre is ami elvileg nem is létezhet. :)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 18, 11:35
Írta: 000000000 Dátum 2014 július 18, 11:35
Olyan nagy dolog nem lesz szerintem, bár Balázs ha minden igaz két kis gépet is visz. :)
Az új fejlesztést, ami egy UC300 modul leválasztó alaplappal is be akartuk mutatni, de nem készült el sajnos időre, kb. még egy hét kellett volna, úgyhogy ezt majd egy következő talin..
Az új fejlesztést, ami egy UC300 modul leválasztó alaplappal is be akartuk mutatni, de nem készült el sajnos időre, kb. még egy hét kellett volna, úgyhogy ezt majd egy következő talin..
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 18, 18:28
Írta: xfg6v697j Dátum 2014 július 18, 18:28
Lekezeltem az üresen maradt mezők problémáját.
Hibaüzenetet ír ki ,amelyben jelzi melyik mező maradt üresen.
Balázstól kapott tanács alapján,a makrót is átírtam,így most akárhová telepíti valaki az UCCNC-t,akkor is működni fog a warázsló.
Természetesen a Wizards mappát,értelemszeráen az UCCNC könyvtárba kell másolni,mindegy melyik meghajtón van.
BETA_Cut_a_Circular_Pocket_varazslo
Hibaüzenetet ír ki ,amelyben jelzi melyik mező maradt üresen.
Balázstól kapott tanács alapján,a makrót is átírtam,így most akárhová telepíti valaki az UCCNC-t,akkor is működni fog a warázsló.
Természetesen a Wizards mappát,értelemszeráen az UCCNC könyvtárba kell másolni,mindegy melyik meghajtón van.
BETA_Cut_a_Circular_Pocket_varazslo
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 18, 18:36
Írta: xfg6v697j Dátum 2014 július 18, 18:36
Remélhetőleg,ezt a verziót már nem kellmódosíatani.
Így talán belekezdek a következőbe.
Hibás G kód-ról továbra sem érkezett viszajelzés.
Így talán belekezdek a következőbe.
Hibás G kód-ról továbra sem érkezett viszajelzés.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 19, 10:54
Írta: 000000000 Dátum 2014 július 19, 10:54
Nekem jónak tűnik. És valóban nem csinál hibás kódot, legalábbis nem sikerült eddig még olyan paramétereket beadnom neki, amivel gond lett volna. Szóval a nagy számok törvénya alapján nincs hiba benne. :)
Mi lesz a következő wizard?
Mi lesz a következő wizard?
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 19, 17:32
Írta: xfg6v697j Dátum 2014 július 19, 17:32
A következő a Rectangle pocket lessz,mivel ebből könnyű kialakítani.
Viszont,még mindíg nem fog annak működni megfelelően,aki nem az 'C:UCCNC' könyvtárba telepít,bár már azt gondoltam,hgoy igen.
De,rajta vagyok a dolgon,már van ötletem.
Viszont,még mindíg nem fog annak működni megfelelően,aki nem az 'C:UCCNC' könyvtárba telepít,bár már azt gondoltam,hgoy igen.
De,rajta vagyok a dolgon,már van ötletem.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 21, 15:00
Írta: 000000000 Dátum 2014 július 21, 15:00
3D nyomtatás UCCNC-vel:





Cím: Re:UCCNC vezérlő program
Írta: 3vv2btrhv Dátum 2014 július 21, 16:23
Írta: 3vv2btrhv Dátum 2014 július 21, 16:23
Írhatnál egy két dolgot a 3d nyomtatás topikba is , a extrudáló fej érdekelne engem .
Cím: Re:UCCNC vezérlő program
Írta: 3vv2btrhv Dátum 2014 július 21, 16:25
Írta: 3vv2btrhv Dátum 2014 július 21, 16:25
[#worship][#taps]
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 21, 16:45
Írta: 000000000 Dátum 2014 július 21, 16:45
Szia,
Köszönöm, örülök, hogy tetszik. :)
Az extrudáló fejekhez nem nagyon értek sajnos, a képek Írországban készültek az egyik partnerünknél, ez nem a mi gépünk.
A szoftver tesztelésében segítenek és ezért nyomtattak.
A fejről annyit tudok csak, hogy egy kis léptetőmotor hajtja előre a szálat, ez A tengelynek van beállítva az UCCNC programban.
A slicer progi pedig ezt generálja a g-kódba, így megy a szál automata előtolása.
A program végén pedig meghív egy makrót, ami nullázza az A tengelyt, hogy ne tekerje visszafelé az adagoló motort,
ha mégegy dolgot akar majd utána nyomtatni és amikor az A tengely ismét nulláról indul.
Mindössze ennyit tudok róla.
Köszönöm, örülök, hogy tetszik. :)
Az extrudáló fejekhez nem nagyon értek sajnos, a képek Írországban készültek az egyik partnerünknél, ez nem a mi gépünk.
A szoftver tesztelésében segítenek és ezért nyomtattak.
A fejről annyit tudok csak, hogy egy kis léptetőmotor hajtja előre a szálat, ez A tengelynek van beállítva az UCCNC programban.
A slicer progi pedig ezt generálja a g-kódba, így megy a szál automata előtolása.
A program végén pedig meghív egy makrót, ami nullázza az A tengelyt, hogy ne tekerje visszafelé az adagoló motort,
ha mégegy dolgot akar majd utána nyomtatni és amikor az A tengely ismét nulláról indul.
Mindössze ennyit tudok róla.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 22, 11:12
Írta: 000000000 Dátum 2014 július 22, 11:12
Elkészült az UCCNC szoftver 1.0024 betaverziója.
Ami újdonság van:
- Parametrikus programozás (változók használata # előszóval)
A megkötések az adatlapban dokumentálva vannak.
- Javítottam néhány hibát ami MDI adatbevitel esetén jelentkezett.
Ami újdonság van:
- Parametrikus programozás (változók használata # előszóval)
A megkötések az adatlapban dokumentálva vannak.
- Javítottam néhány hibát ami MDI adatbevitel esetén jelentkezett.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 22, 13:57
Írta: 000000000 Dátum 2014 július 22, 13:57
Elgondolkodtató, hogy érdemes-e áttérni erre a programra. a cncdrive webshopba leadott rendelésre és kérdésekre sem jön válasz. Nincs telefonos vagy chates elérése a cégnek. Lehet hogy itt a promo miatt folyamatosan nyomják az anyagot ugyanakkor a cég elérhetetlen. Elgondolkodtató.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 22, 14:03
Írta: 000000000 Dátum 2014 július 22, 14:03
Kedves Mihály, Minden levélre és megrendelésre 24 órán belül válaszolunk, de általában azonnal. Most, hogy írta ezt a bejegyzést, ellenőriztem, hogy kaptunk-e öntől megrendelést, nem kaptunk. Levelet sem.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 22, 14:12
Írta: 000000000 Dátum 2014 július 22, 14:12
Ha esetleg nem az a valódi neve mint az adatlapon és ha ma küldte a megrendelését, akkor pedig kis türelmét kérjük a rendeléseket folyamatosan dolgozzuk fel. Ha régebben küldte a rendelést, akkor viszont nem érkezett meg, mert tegnap, illetve az előtti feldolgozatlan rendelést nem látok a rendszerünkben.
Szóval ez utóbbi esetben kérem, hogy küldje el a megrendelését. Vagy levelét az info at cncdrive.com címre, ígérem, gyorsan fogunk válaszolni.
Szóval ez utóbbi esetben kérem, hogy küldje el a megrendelését. Vagy levelét az info at cncdrive.com címre, ígérem, gyorsan fogunk válaszolni.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 22, 14:14
Írta: xfg6v697j Dátum 2014 július 22, 14:14
Ngyon jó ,hogy idáig eljutottatok.
A listából hiányolom a koszinusz függvényt,én sokat hasnálom.
Ki is próbáltam egy komylyabb G kódomat,hogy megeszi ezek után.
Az említett cos függvény az nem tetszett neki.
Továbbá az alprogramhívásokkal is van problmám.
Ezt szereti:
M98 P13 L#1
De ezt már nem:
M98 P13 L[240-[120 - #1]]
A tömböket is hiányolom:
#1 = 10
# = 5
G0 X#10 F100
M30
Persze,lehet,hogy csak nekem nagyok az igényeim,de ilyesmiket én rendszeresen használok.
Így is nagyon szépen haladtok a fejlesztéssel.
A listából hiányolom a koszinusz függvényt,én sokat hasnálom.
Ki is próbáltam egy komylyabb G kódomat,hogy megeszi ezek után.
Az említett cos függvény az nem tetszett neki.
Továbbá az alprogramhívásokkal is van problmám.
Ezt szereti:
M98 P13 L#1
De ezt már nem:
M98 P13 L[240-[120 - #1]]
A tömböket is hiányolom:
#1 = 10
#
= 5 G0 X#10 F100
M30
Persze,lehet,hogy csak nekem nagyok az igényeim,de ilyesmiket én rendszeresen használok.
Így is nagyon szépen haladtok a fejlesztéssel.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 22, 14:17
Írta: xfg6v697j Dátum 2014 július 22, 14:17
Tömb változó:

Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 22, 14:39
Írta: 000000000 Dátum 2014 július 22, 14:39
Szia,
A "cos" függvényt ismeri a progi és el is fogadja, most teszteltem. Például #1 = cos[pi]
Az adatlapban leírtam pontosan, hogy melyik függvényeket ismeri jelenleg.
Az egyszerű(bb)ség kedvéért jelenleg paraméterként nem állhat képlet, csak egyetlen változó, ezt is leírtam az adatlapban mint jelenlegi "limitációt". Igazából így is bármit le lehet programozni, esetleg több változót vesz igénybe, de legalább jobban átlátható. :)
A pointer pointerét nem tudja egyelőre értelmezni, vagyis például a #-et azt nem ismeri.
A "cos" függvényt ismeri a progi és el is fogadja, most teszteltem. Például #1 = cos[pi]
Az adatlapban leírtam pontosan, hogy melyik függvényeket ismeri jelenleg.
Az egyszerű(bb)ség kedvéért jelenleg paraméterként nem állhat képlet, csak egyetlen változó, ezt is leírtam az adatlapban mint jelenlegi "limitációt". Igazából így is bármit le lehet programozni, esetleg több változót vesz igénybe, de legalább jobban átlátható. :)
A pointer pointerét nem tudja egyelőre értelmezni, vagyis például a #
-et azt nem ismeri.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 22, 15:57
Írta: xfg6v697j Dátum 2014 július 22, 15:57
Talán kissé durván áltam neki teszelni,egy régebbi G kódomat küldtem rá,és ettől a sortól kiakadt:

A másik gond amibe beleszaladtam,hgoy nem értelmezi ezt a sort:
G1 X-1,62630325872826E-18
A hatvány asor végén,ami nem tetszik nekei,pedig ilyet kaphat ca progitól is.
Én a varázsló készítése kapcsán szaladtam bele ebbe.
A másik gond amibe beleszaladtam,hgoy nem értelmezi ezt a sort:
G1 X-1,62630325872826E-18
A hatvány asor végén,ami nem tetszik nekei,pedig ilyet kaphat ca progitól is.
Én a varázsló készítése kapcsán szaladtam bele ebbe.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 22, 16:05
Írta: 000000000 Dátum 2014 július 22, 16:05
Szia,
Azért nem tetszik neki, mert paraméterként nem adható meg képlet, csak egyetlen szám vagy egyetlen változó.
Ezt a sort úgy adhatod meg, hogy mondjuk
#1 = a képleted...
g0 x#1
Így már érteni fogja.
Azért nem tetszik neki, mert paraméterként nem adható meg képlet, csak egyetlen szám vagy egyetlen változó.
Ezt a sort úgy adhatod meg, hogy mondjuk
#1 = a képleted...
g0 x#1
Így már érteni fogja.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 22, 16:16
Írta: xfg6v697j Dátum 2014 július 22, 16:16
Akkor ezen a téren már mindent tud,csak kicsit oda kel figyelni.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 22, 16:18
Írta: 000000000 Dátum 2014 július 22, 16:18
Az "e"-s számokat érti, csak ahogy írtam külön sorban kell megadni a képletet, nem paraméterként.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 22, 16:19
Írta: 000000000 Dátum 2014 július 22, 16:19
Igen, első körben így egyszerűbb volt megírni az interpreter részét, majd később megfogom szerintem csinálni, hogy paraméterként is lehessen képletet, de egyelőre örülök, hogy egyáltalán így már tudja értelmezni. Most ezt kellene tesztelgetni alaposan...
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 22, 17:19
Írta: 000000000 Dátum 2014 július 22, 17:19
Béni küldött egy érdekes kódot. :)

Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 22, 18:02
Írta: xfg6v697j Dátum 2014 július 22, 18:02
Az nem megy,de másik konvertáló utaításnál le tudom vágni a tizedeseket,átíroma arra.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 22, 18:03
Írta: xfg6v697j Dátum 2014 július 22, 18:03
Tojástartó!
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 22, 18:13
Írta: 000000000 Dátum 2014 július 22, 18:13
Amit írtál számot, vagyis ezt:
#1 = -1.62630325872826E-18
G0 X#1
Ezt beolvassa, csak annyira pici ez a szám, tíz a mínusz tizennyolcadiokon nagyságrendű hogy nem látod gyakorlatilag a tezedes jegyeket.
De mondjuk próbáld meg egy nagyobb számmal, például:
#1 = 12e-2
G0 X#1
Ennél látni fogod, hogy az X elemegy 0.12 értékre.
#1 = -1.62630325872826E-18
G0 X#1
Ezt beolvassa, csak annyira pici ez a szám, tíz a mínusz tizennyolcadiokon nagyságrendű hogy nem látod gyakorlatilag a tezedes jegyeket.
De mondjuk próbáld meg egy nagyobb számmal, például:
#1 = 12e-2
G0 X#1
Ennél látni fogod, hogy az X elemegy 0.12 értékre.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 22, 18:22
Írta: xfg6v697j Dátum 2014 július 22, 18:22
Nálam sajnos nem egyezik az UCCnC ,és a másik népszerű vezérlő programáltal kirajzolt kép.
A Gkód rendben van,minden utasítást végrehajtott,nem pirosított ki semmit,csak a kommenteket.

A Gkód rendben van,minden utasítást végrehajtott,nem pirosított ki semmit,csak a kommenteket.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 22, 18:26
Írta: 000000000 Dátum 2014 július 22, 18:26
Küld el légyszi emailben a kódot, megvizsgálom.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 22, 18:56
Írta: 000000000 Dátum 2014 július 22, 18:56
OK, megnéztem a kódodat, köszi. Az a baj, hogy az UCCNC szögfüggvényei radiánban számolnak, a kódodban pedig fokban vannak. :(
Cím: Re:UCCNC vezérlő program
Írta: Sz.József Dátum 2014 július 22, 19:43
Írta: Sz.József Dátum 2014 július 22, 19:43
"Az adatlapban leírtam pontosan, hogy melyik függvényeket ismeri jelenleg. "
Ez az "adatlap" hol is van?...
Ez az "adatlap" hol is van?...
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2014 július 22, 20:04
Írta: pisti73 Dátum 2014 július 22, 20:04
Cím: Re:UCCNC vezérlő program
Írta: Sz.József Dátum 2014 július 22, 20:27
Írta: Sz.József Dátum 2014 július 22, 20:27
Értem...
Szóval más néven "adatlap". :)
Köszi, közben már rábukkantam...
Szóval más néven "adatlap". :)
Köszi, közben már rábukkantam...
Cím: Re:UCCNC vezérlő program
Írta: Sz.József Dátum 2014 július 22, 20:40
Írta: Sz.József Dátum 2014 július 22, 20:40
Miki2 rövid kis furatmaró progiját próbálgattam, miután kivettem a képletet a paraméterből...
Probléma nélkül lefut...
Viszont két nézetnek nem értem a gyakorlati hasznát... (?)
Fentről az 1. ikon (nézet):
Fentről a 2. ikon (nézet):
Vagy csak nálam jelenik így meg?
Probléma nélkül lefut...
Viszont két nézetnek nem értem a gyakorlati hasznát... (?)
Fentről az 1. ikon (nézet):
Fentről a 2. ikon (nézet):
Vagy csak nálam jelenik így meg?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 22, 21:11
Írta: 000000000 Dátum 2014 július 22, 21:11
Elvileg a nézetek úgy vannak, hogy arról az oldalról néz rá az ábrára, amelyik oldala színes a kis kocka ikonnak.
OpenGL-ben ilyenkor a kamera helyzetét változtatom meg, vagyis, hogy honnan néz rá az ábrára.
OpenGL-ben ilyenkor a kamera helyzetét változtatom meg, vagyis, hogy honnan néz rá az ábrára.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 22, 21:13
Írta: 000000000 Dátum 2014 július 22, 21:13
Ja és köszönöm neked is, hogy teszteled a progit.
Illetve, ha van ötletetek és ezek a nézetek nem testszenek, akkor szívesen veszem az ötleteket, hogy milyen nézetek lennének praktikusak, meg tudom viszonylag ezt egyszerűen változtatni, ha gondoljátok...
Illetve, ha van ötletetek és ezek a nézetek nem testszenek, akkor szívesen veszem az ötleteket, hogy milyen nézetek lennének praktikusak, meg tudom viszonylag ezt egyszerűen változtatni, ha gondoljátok...
Cím: Re:UCCNC vezérlő program
Írta: Sz.József Dátum 2014 július 22, 21:15
Írta: Sz.József Dátum 2014 július 22, 21:15
És ahogyan nálam megjelenik az helyén való?
Pl. a 2.ikonnál ugyebár jobbról kellene "nézni"...
Ugyan akkor 90 fokban még el is van döntve balra...(?)
Lehet, csak az értelmezésemmel van a "baj"?
Pl. a 2.ikonnál ugyebár jobbról kellene "nézni"...
Ugyan akkor 90 fokban még el is van döntve balra...(?)
Lehet, csak az értelmezésemmel van a "baj"?
Cím: Re:UCCNC vezérlő program
Írta: fa_kukac Dátum 2014 július 22, 21:27
Írta: fa_kukac Dátum 2014 július 22, 21:27
Köszi, örülök hogy ez is meglett,( P. Balázs említette a talin, hogy most ez várható,) a csavart mintás oszlopom ilyeneket tartalmaz. Nekem nincsenek függvények benne, csak egyszerű aritmetikai sorok, összeadás és kivonás, de ha felszabadul a gépem neki is ugrok tesztelni.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 22, 22:03
Írta: 000000000 Dátum 2014 július 22, 22:03
Lehet tényleg nem jó, holnap megfogom vizsgálni.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 22, 22:06
Írta: 000000000 Dátum 2014 július 22, 22:06
Szia,
Köszi. :)
Nem volt egyszerű feladat, de ahogy mondod, ez is elkészült.
Többen kérték, ezért volt ez soron, ezután viszont most egyelőre abba fogom hagyni az új funkciók hozzáadását. Ideje lesz elkezdeni megcsinálni, hogy az UC300-al is működjön a progi.
Ez ahogy most látom ismételten nem lesz kis feladat, biztosan el fog tartani egy ideig mire elkészülünk vele.
Köszi. :)
Nem volt egyszerű feladat, de ahogy mondod, ez is elkészült.
Többen kérték, ezért volt ez soron, ezután viszont most egyelőre abba fogom hagyni az új funkciók hozzáadását. Ideje lesz elkezdeni megcsinálni, hogy az UC300-al is működjön a progi.
Ez ahogy most látom ismételten nem lesz kis feladat, biztosan el fog tartani egy ideig mire elkészülünk vele.
Cím: Re:UCCNC vezérlő program
Írta: jv7pu3a5p Dátum 2014 július 22, 22:53
Írta: jv7pu3a5p Dátum 2014 július 22, 22:53
Szia,
Akkor a G52 mostanság nem fog belekerülni? Nekem már csak ez kéne, hogy használni tudjam.
Akkor a G52 mostanság nem fog belekerülni? Nekem már csak ez kéne, hogy használni tudjam.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 23, 00:19
Írta: 000000000 Dátum 2014 július 23, 00:19
Átírtam a képletértelmező szögfüggvény feldolgozó részét, hogy ne radiánban, hanem fokban értelmezze a szögeket. Így a kódod már rögtön jobban néz ki. :)

Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 23, 00:20
Írta: 000000000 Dátum 2014 július 23, 00:20
Hmm, eddig a G52-t nem kértétek. Először utána kell néznem, hogy pontosan mit is csinál ez a kód (nem rémlik, hogy használtam volna valaha) és megnézni, hogy mennyire bonyolult megcsinálni, hogy tudja értelmezni a progi. Hétvégén utána nézek...
Cím: Re:UCCNC vezérlő program
Írta: s7manbs8 Dátum 2014 július 23, 02:03
Írta: s7manbs8 Dátum 2014 július 23, 02:03
Azt pont nemrég kérdezgettem én is, hogy tudom eltolni a koordinátákat, hát pont ezzel. :)
Cím: Re:UCCNC vezérlő program
Írta: s7manbs8 Dátum 2014 július 23, 02:05
Írta: s7manbs8 Dátum 2014 július 23, 02:05
Nem egy nehéz programozási feladat azt még beírni ... :)
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 23, 06:15
Írta: xfg6v697j Dátum 2014 július 23, 06:15
Elkészült egy kis varázslócsomag.
Szoftveresen leteszteltem,de nem martam vele semmit.
Wizards_BETA
Próbálgassátok,tesztelgessétek.
Szoftveresen leteszteltem,de nem martam vele semmit.
Wizards_BETA
Próbálgassátok,tesztelgessétek.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2014 július 23, 08:08
Írta: istvan58 Dátum 2014 július 23, 08:08
Szia ,
G52-vel adod meg például a második és harmadik Z tengelyed offszetjét?
G52-vel adod meg például a második és harmadik Z tengelyed offszetjét?
Cím: Re:UCCNC vezérlő program
Írta: jv7pu3a5p Dátum 2014 július 23, 08:43
Írta: jv7pu3a5p Dátum 2014 július 23, 08:43
Bocsi, valóban nem írtam itt. Balázzsal dumáltunk a pesti talin és azt mondta nemsokára bele fog kerülni, ezért kérdeztem rá. :)
Nekem nem tűnik nagy dolognak belerakni, csak az offsetet tologatja.
3 Z tengelyem van és ezzel a kóddal adom meg mikor melyik dolgozzon.
Nekem nem tűnik nagy dolognak belerakni, csak az offsetet tologatja.
3 Z tengelyem van és ezzel a kóddal adom meg mikor melyik dolgozzon.
Cím: Re:UCCNC vezérlő program
Írta: jv7pu3a5p Dátum 2014 július 23, 08:44
Írta: jv7pu3a5p Dátum 2014 július 23, 08:44
Igen.
Cím: Re:UCCNC vezérlő program
Írta: nffab2gnr Dátum 2014 július 23, 09:16
Írta: nffab2gnr Dátum 2014 július 23, 09:16
Köszönjük csewe! De ha már így beindult a varázsló gyártás,nem lehetne valahova egy billentyűt "varázsolni" a felületre ami indítana egy kis ablakot ahol kiválasztható lenne a varázsló elnevezés szerint.Mert ha csewe még összekalapál 30-40 wizzardot,ne kelljen már fejben tartani,hogy melyik mit csinál.
Már csak azért is mert valamit elbénázok, mert nem jelennek meg az m20000-es makrók a m kódok között.
Már csak azért is mert valamit elbénázok, mert nem jelennek meg az m20000-es makrók a m kódok között.
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 július 23, 10:07
Írta: frkdv6dyr Dátum 2014 július 23, 10:07
Felkészültem az UC300-ra tegnap meg is érkezett. Viszont egy kérdés: Ez a szabvány nem ismeri a feltételes elágazást? Azaz a "HA" függvényt? Gondoltam mivel lehet benne a változóknál matematikai műveleteket végezni, annak lehet egy határa is. A doksi 4.2.1. táblázatában kerestem de ott nem láttam.
Más: Beszélgettem én is Balázzsal a találkozón, és fejembe ötlött, hogy ne csak gombokat és ledeket lehessen elérni makróból, hanem néhány beviteli mezőt is ami egy változó beviteléhez szükséges. Csewe munkáján felbuzdulva arra gondoltam, hogy a programon belül hoznék létre egy "fület" amibe beletennék gombokat, beviteli mezőket és a megjelenítést is. A makró pedig arra szolgálna, hogy az adott paraméterek alapján kiolvasva az értékeket legenerálja a G-kódot. Persze ez ha túl nagy átalakítással járna, akkor maradok én is a külön program indításánál.
Más: Beszélgettem én is Balázzsal a találkozón, és fejembe ötlött, hogy ne csak gombokat és ledeket lehessen elérni makróból, hanem néhány beviteli mezőt is ami egy változó beviteléhez szükséges. Csewe munkáján felbuzdulva arra gondoltam, hogy a programon belül hoznék létre egy "fület" amibe beletennék gombokat, beviteli mezőket és a megjelenítést is. A makró pedig arra szolgálna, hogy az adott paraméterek alapján kiolvasva az értékeket legenerálja a G-kódot. Persze ez ha túl nagy átalakítással járna, akkor maradok én is a külön program indításánál.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2014 július 23, 10:50
Írta: istvan58 Dátum 2014 július 23, 10:50
majd erröl kérdek bővebben, de még nincs kész a mésodik Z.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2014 július 23, 10:50
Írta: istvan58 Dátum 2014 július 23, 10:50
Bocsi, LZ-nem akartam...
Cím: Re:UCCNC vezérlő program
Írta: jv7pu3a5p Dátum 2014 július 23, 11:17
Írta: jv7pu3a5p Dátum 2014 július 23, 11:17
Nyugodtan keress, segítek ha tudok.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 23, 11:27
Írta: xfg6v697j Dátum 2014 július 23, 11:27
Azokat a makrókat,neked kell odamásolni,mivel mindenki használhat saját profilt,ezért nem tudom megoldani,hogy automatikusan odamásolódjon,ahova éppen kell.
Azért olyan sok varázslót nem akarok készíteni,nem is tudom,hogy mijet lehetne annyit készítzeni.
Azért olyan sok varázslót nem akarok készíteni,nem is tudom,hogy mijet lehetne annyit készítzeni.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 23, 18:59
Írta: 000000000 Dátum 2014 július 23, 18:59
Sziasztok,
Bonyolultnak valóban nem bonyolult megcsinálni a G52-t, de nagyon sok mindent át kell miatta írni. Így sok hibalehetőséget rejt magában.
Ezért azt gondoltam, hogy ezt a verziót mindenképpen kellene tesztelni, közben átnézem, hogy pontosan mekkora meló is megcsinálni a G52-t, aztán meglátjuk...
Félreértés ne essék, mindenképpen meglesz csinálva, csak az nem biztos, hogy most. Lehet előbb az UC300-nak állok neki. A hétvégén kitalálom majd, hogy mi legyen. A héten, hétközben most nem nagyon lesz időm.
Bonyolultnak valóban nem bonyolult megcsinálni a G52-t, de nagyon sok mindent át kell miatta írni. Így sok hibalehetőséget rejt magában.
Ezért azt gondoltam, hogy ezt a verziót mindenképpen kellene tesztelni, közben átnézem, hogy pontosan mekkora meló is megcsinálni a G52-t, aztán meglátjuk...
Félreértés ne essék, mindenképpen meglesz csinálva, csak az nem biztos, hogy most. Lehet előbb az UC300-nak állok neki. A hétvégén kitalálom majd, hogy mi legyen. A héten, hétközben most nem nagyon lesz időm.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 23, 19:00
Írta: 000000000 Dátum 2014 július 23, 19:00
Szia Tibor,
Lehet ilyen gombot/gombokat csinálni. Csináltam direkt erre a célra "custom gomb" kódokat, amik direktben macro-kat hívnak meg, csak be kell applikálni a screenset-be.
Lehet ilyen gombot/gombokat csinálni. Csináltam direkt erre a célra "custom gomb" kódokat, amik direktben macro-kat hívnak meg, csak be kell applikálni a screenset-be.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 23, 19:05
Írta: 000000000 Dátum 2014 július 23, 19:05
Az alap RS274 a leírások alapján amiket olvastam nem ismeri az elágazásokat (if/else/then) feltételeket. Persze ettől még meg lehetne csinálni, hogy az UCCNC ismerje, hiszen ez az RS274-hez képest akkor csak plusz, úgy értem, hogy nem okozna "ütközést" az alap szabvánnyal.
Egyelőre mondjuk nem terveztem, hogy ezt megcsinálom, talán majd a jövőben valamikor.
Egyelőre mondjuk nem terveztem, hogy ezt megcsinálom, talán majd a jövőben valamikor.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 23, 19:07
Írta: 000000000 Dátum 2014 július 23, 19:07
Ennek a beviteli mezős dolognak a megvalósítását átfogom gondolni, biztosan megoldható egyébként, de végig kell gondolnom...
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 23, 19:18
Írta: 000000000 Dátum 2014 július 23, 19:18
Tetszenek az új wizardok! [#wave]
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 23, 20:14
Írta: xfg6v697j Dátum 2014 július 23, 20:14
Relációkat egy kis matekozással gond nélkül lehet kialakítani,és ezalapján elágazást is lehet készíteni.
PL: két változó közül a kissebbet belerakom egy harmadikba.
c = ((a + b)-abs(a - b))/2
/-----------
A nagyobbikat rakom bele a harmadikba
c = ((a + b)-abs(a - b))/2
c = (a + b)- c
/--------------
Ilyen trükkökkel bármi kivitelezhető.
PL: két változó közül a kissebbet belerakom egy harmadikba.
c = ((a + b)-abs(a - b))/2
/-----------
A nagyobbikat rakom bele a harmadikba
c = ((a + b)-abs(a - b))/2
c = (a + b)- c
/--------------
Ilyen trükkökkel bármi kivitelezhető.
Cím: Re:UCCNC vezérlő program
Írta: s7manbs8 Dátum 2014 július 23, 20:16
Írta: s7manbs8 Dátum 2014 július 23, 20:16
Tegyél bele egy C nyelvet komplett és azt programoznak bele amit nem szégyellnek. :)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 23, 21:20
Írta: 000000000 Dátum 2014 július 23, 21:20
A makróknál ahogy mondod, benne van egy komplett C fordító, azt programoztok amit akartok.
Cím: Re:UCCNC vezérlő program
Írta: s7manbs8 Dátum 2014 július 23, 21:32
Írta: s7manbs8 Dátum 2014 július 23, 21:32
Akkor meg mi a gond ?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 23, 21:34
Írta: 000000000 Dátum 2014 július 23, 21:34
Nekem semmi. :)
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 július 23, 22:12
Írta: frkdv6dyr Dátum 2014 július 23, 22:12
Egy kis játék és teszt[#nevetes1]
(FIBONACCI SPIRÁL)
#1=0 (X TENGELY ÉRTÉKE)
#2=0 (Y TENGELY ÉRTÉKE)
#3=0 (R SUGÁR)
#4=1 (V1 VÁLTOZÓ1)
#5=0 (V2 VÁLTOZÓ2)
#6=0 (VV VÁLTOZÓ1 TÁROLÓ)
#7=3 (FŐCIKLUSOK SZÁMA)
G0 Z2
X0 Y0
G1 Z-2 F150
G3 F450
M98 P1 L#7 (FŐCIKLUS)
G0 Z5
X0 Y0
M5
M30
(-------- FŐCIKLUS VÉGE ---------)
(--------- ALCIKLUSOK -----------)
O1 (KÖRCIKLUS)
#1=#1-#4
#2=#2+#4
#3=#4
M98 P2 L1
#1=#1-#4
#2=#2-#4
#3=#4
M98 P2 L1
#1=#1+#4
#2=#2-#4
#3=#4
M98 P2 L1
#1=#1+#4
#2=#2+#4
#3=#4
M98 P2 L1
M99
O2 (KIÍRÁS ÉS VÁLTOZÓ ÉRTÉKADÁS)
G3 X#1 Y#2 R#3
#6=#4
#4=#4+#5
#5=#6
M99
(FIBONACCI SPIRÁL)
#1=0 (X TENGELY ÉRTÉKE)
#2=0 (Y TENGELY ÉRTÉKE)
#3=0 (R SUGÁR)
#4=1 (V1 VÁLTOZÓ1)
#5=0 (V2 VÁLTOZÓ2)
#6=0 (VV VÁLTOZÓ1 TÁROLÓ)
#7=3 (FŐCIKLUSOK SZÁMA)
G0 Z2
X0 Y0
G1 Z-2 F150
G3 F450
M98 P1 L#7 (FŐCIKLUS)
G0 Z5
X0 Y0
M5
M30
(-------- FŐCIKLUS VÉGE ---------)
(--------- ALCIKLUSOK -----------)
O1 (KÖRCIKLUS)
#1=#1-#4
#2=#2+#4
#3=#4
M98 P2 L1
#1=#1-#4
#2=#2-#4
#3=#4
M98 P2 L1
#1=#1+#4
#2=#2-#4
#3=#4
M98 P2 L1
#1=#1+#4
#2=#2+#4
#3=#4
M98 P2 L1
M99
O2 (KIÍRÁS ÉS VÁLTOZÓ ÉRTÉKADÁS)
G3 X#1 Y#2 R#3
#6=#4
#4=#4+#5
#5=#6
M99
Cím: Re:UCCNC vezérlő program
Írta: s7manbs8 Dátum 2014 július 23, 22:49
Írta: s7manbs8 Dátum 2014 július 23, 22:49
Akkor tud olyat, hogy azt mondom, hogy 20. makró legyen egy akármilyen c program és akkor abba azt ír, amit nem szégyell. Akkor a makró lesz az egész kód és csak annyi a fő kód program, hogy meghívja az adott makrót.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 23, 23:37
Írta: 000000000 Dátum 2014 július 23, 23:37
Igen, akár ezt is lehet.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 24, 06:34
Írta: xfg6v697j Dátum 2014 július 24, 06:34
Bővült a varázslók köre,és kicsit átírtam a rectangle pocketet mert nem tetszett a G kód műveleti sorrendje,bár úgy is rendesen megcsinálta.
Wizards_BETA.
Egyelőre ennyi,most átadom a stafétát másnek.
Wizards_BETA.
Egyelőre ennyi,most átadom a stafétát másnek.
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 július 24, 09:09
Írta: frkdv6dyr Dátum 2014 július 24, 09:09
Jók az ötletek. Átgondolhatom a munkád, és átdolgozhatom? Lennének más megvalósítási ötleteim.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 24, 09:23
Írta: xfg6v697j Dátum 2014 július 24, 09:23
Csak bátran.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 24, 12:03
Írta: 000000000 Dátum 2014 július 24, 12:03
Sziasztok,
Elkészült az UCCNC 1.0025 verziója.
Ami változtatások történtek:
- OpenGL library-t frissítettem a legújabb elérhető verzióra.
- képleteknél a szögfüggvényeket átírtam, hogy fokban számoljon, ne radiánban.
- ? jellel le lehet kérdezni az MDI-ben a változók értékeit, például ?#1
- A szubrutinoknál benne felejtettem a kódban egy while(ismoving()) függvényt, így nem tudott előre nézni
és felgyorsítani a többszörösen hívott szubrutinokban a rövid szakaszokon. Ezt a várakozást most kivettem.
Elkészült az UCCNC 1.0025 verziója.
Ami változtatások történtek:
- OpenGL library-t frissítettem a legújabb elérhető verzióra.
- képleteknél a szögfüggvényeket átírtam, hogy fokban számoljon, ne radiánban.
- ? jellel le lehet kérdezni az MDI-ben a változók értékeit, például ?#1
- A szubrutinoknál benne felejtettem a kódban egy while(ismoving()) függvényt, így nem tudott előre nézni
és felgyorsítani a többszörösen hívott szubrutinokban a rövid szakaszokon. Ezt a várakozást most kivettem.
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 július 24, 12:56
Írta: frkdv6dyr Dátum 2014 július 24, 12:56
Ez a változó lekérdezés nagy ötlet volt :) nem kell az ABC tengelyekkel vesződnöm. Köszi [#worship]
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 24, 12:57
Írta: 000000000 Dátum 2014 július 24, 12:57
Szia,
Örülök, hogy tetszik, egyszerű dolognak tűnik, de gondolkodtam rajta egy ideig, mire megszületett ez az ötlet. :)
Örülök, hogy tetszik, egyszerű dolognak tűnik, de gondolkodtam rajta egy ideig, mire megszületett ez az ötlet. :)
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 július 24, 13:46
Írta: frkdv6dyr Dátum 2014 július 24, 13:46
Próbálok én is egy-két varázslót létrehozni. Csak a tesztelés kedvéért elsőnek egy egyszerűbb példa.

Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 július 24, 14:03
Írta: frkdv6dyr Dátum 2014 július 24, 14:03
Feltételes ugrás sincs az ŐS szabványban? Nagyon egyszerűre vették az tény.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 24, 15:36
Írta: xfg6v697j Dátum 2014 július 24, 15:36
Közzé tennéd az utasítást,amivel lekérdezhetjük vakróból a változókat?
Lényeges lenne az átjárhatóság a G kód és a makrók között.
Lényeges lenne az átjárhatóság a G kód és a makrók között.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 24, 15:37
Írta: 000000000 Dátum 2014 július 24, 15:37
Jól néz ki. :)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 24, 15:39
Írta: 000000000 Dátum 2014 július 24, 15:39
Szia,
exec.ivars[] tömb, az ivars az "internal variables" avagy belső változók rövidítéséből neveztem el.
Például így letudod kérdezni makróból:
double valtozo = exec.ivars[1];
Nem próbáltam ki, de elvben működnie kell, mert publikusra állítottam be a változó tömböt.
exec.ivars[] tömb, az ivars az "internal variables" avagy belső változók rövidítéséből neveztem el.
Például így letudod kérdezni makróból:
double valtozo = exec.ivars[1];
Nem próbáltam ki, de elvben működnie kell, mert publikusra állítottam be a változó tömböt.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 24, 15:40
Írta: 000000000 Dátum 2014 július 24, 15:40
még annyit, hogy az ivars tömb mérete jelenleg 1000, azaz 0-999-ig indexelhető.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 24, 15:52
Írta: xfg6v697j Dátum 2014 július 24, 15:52
Ez már döfi :=)
Még valami.
M98 P1 L0
Annak ellenére végrehajtódik,hogy L0 van benne.
Úgy vélem,nem kellene.
Még valami.
M98 P1 L0
Annak ellenére végrehajtódik,hogy L0 van benne.
Úgy vélem,nem kellene.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 24, 15:54
Írta: xfg6v697j Dátum 2014 július 24, 15:54
Nagyon mutatós.
Én nem szoktam ennyire adni a külsőre,ha valami működik ,akkor az készen van :)
Én nem szoktam ennyire adni a külsőre,ha valami működik ,akkor az készen van :)
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 24, 16:07
Írta: xfg6v697j Dátum 2014 július 24, 16:07
Egy feltételes ugrás:

Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 24, 16:16
Írta: xfg6v697j Dátum 2014 július 24, 16:16
Kép újra ,az előzőt kipöccinthetné egy modi.

Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 július 24, 16:49
Írta: frkdv6dyr Dátum 2014 július 24, 16:49
Ha ezt beírom egy képletbe az UCCNC G kód értelmezője megeszi szerinted? Nekem az elsősorban lévő "md" már sántít. No de ha visszajöttem kipróbálom mert nagy hasznát venném.
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 július 24, 16:52
Írta: frkdv6dyr Dátum 2014 július 24, 16:52
Hozzászoktam a "körömreszelő szakmunkások" kritikai megjegyzései miatt, hogy minden nemű és szexuális beállítottságú felhasználó szépnek és-vagy igényesnek lássa a felületeimet. Sajnos a legtöbb kritikát nem a működésre kaptam annó, hanem a kinézetre.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 24, 17:50
Írta: svejk Dátum 2014 július 24, 17:50
Ez igen!
Nézd csak, miből lesz a cserebogár! :)
Nézd csak, miből lesz a cserebogár! :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 24, 18:03
Írta: svejk Dátum 2014 július 24, 18:03
Sajnos én is ilyen vagyok, így ne is kritikának vedd amit írok.
Még nem próbáltam ki, csak letöltöttem a Te varázslóidat, gondolom a Mach3 insprirált.
Nekem a mach3-é nem nagyon tetszettek,- már amelyik egyáltalán rendesen működik- mert egyrészt a beírandó adatok a képernyőn össze-visszaságban vannak, sokszor még az ábra mellettiek is megtévesztőek.
No meg volt egy pár idétlen dolog is köztük pl.
a circural pocketnél feleslegesen mindig feljött a Z tengely.
A Tiéd már letisztultabbnak tűnik de nekem kissé zavaró a piros-zöld kockák váltakozása, talán a pipa vagy az egy aktív kocka egyszerűbb lenne.
Még egyszer hangsúlyozom ne negatív kritikának vedd mert én semmilyet nem tudnék írni. :(
Még nem próbáltam ki, csak letöltöttem a Te varázslóidat, gondolom a Mach3 insprirált.
Nekem a mach3-é nem nagyon tetszettek,- már amelyik egyáltalán rendesen működik- mert egyrészt a beírandó adatok a képernyőn össze-visszaságban vannak, sokszor még az ábra mellettiek is megtévesztőek.
No meg volt egy pár idétlen dolog is köztük pl.
a circural pocketnél feleslegesen mindig feljött a Z tengely.
A Tiéd már letisztultabbnak tűnik de nekem kissé zavaró a piros-zöld kockák váltakozása, talán a pipa vagy az egy aktív kocka egyszerűbb lenne.
Még egyszer hangsúlyozom ne negatív kritikának vedd mert én semmilyet nem tudnék írni. :(
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 24, 18:55
Írta: xfg6v697j Dátum 2014 július 24, 18:55
Az nem 'md' elírtam 'rnd' levágja a tizedeseket,de úgy tűnik ,hogy hülyeségeket csinál.
ird be csak simán:
#3 = #1/#2
Az m98-ban automatikusan kerekíteni fogja.
ird be csak simán:
#3 = #1/#2
Az m98-ban automatikusan kerekíteni fogja.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 24, 18:59
Írta: xfg6v697j Dátum 2014 július 24, 18:59
Én voltm balfék,vesszőt írtam pontosvessző helyett az 'rnd' utasításba.
Így már teljesen jól működik.
Így már teljesen jól működik.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 24, 19:50
Írta: 000000000 Dátum 2014 július 24, 19:50
Szia, igen, az RND, a 'Round" vagyis a kerekítés szó, csak gondoltam, hogy kiírni azt, hogy round, az elégé fárasztó lehet, mert 5 karakter, az rnd szó pedig végülis ugyanaz csak a magánhangzókat kell kihagyni, így talán nem túl nehéz megjegyezni.
Egyébként ez a feltételes ugrásos trükk amit írtál elég okos megoldás, eszembe nem jutott volna, gondolom már programoztál assembly-ben, hogy ilyen fejlett a logikai érzéked. :)
És igen, valóban, a vessző helyett pontos vesszőt kell írni paraméterek elválasztására, azért, mert a vesszőt és a pontot is a tizedes jelölőnek használjuk.
Az interpreter úgy kezdi a műveletet a sor értelmezésénél, hogy minden vesszőt pontra cserél és aztán angol szintaktikát használ a sorok, számok értelmezéséhez. Így a vessző (Magyar tizedes jelölés) és a pont (Angol tizedes jelölés) is a tizedes jegyek helyét jelöli. A vesszőt emiatt nem lehet már másra használni, ezért maradt a pontosvessző mint megoldás a paraméterek elválasztására.
Egyébként ez a feltételes ugrásos trükk amit írtál elég okos megoldás, eszembe nem jutott volna, gondolom már programoztál assembly-ben, hogy ilyen fejlett a logikai érzéked. :)
És igen, valóban, a vessző helyett pontos vesszőt kell írni paraméterek elválasztására, azért, mert a vesszőt és a pontot is a tizedes jelölőnek használjuk.
Az interpreter úgy kezdi a műveletet a sor értelmezésénél, hogy minden vesszőt pontra cserél és aztán angol szintaktikát használ a sorok, számok értelmezéséhez. Így a vessző (Magyar tizedes jelölés) és a pont (Angol tizedes jelölés) is a tizedes jegyek helyét jelöli. A vesszőt emiatt nem lehet már másra használni, ezért maradt a pontosvessző mint megoldás a paraméterek elválasztására.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 24, 19:53
Írta: 000000000 Dátum 2014 július 24, 19:53
OK, valóban M98 P1 L0 az végrehajtódik, mert az iterpreter a 0-t azt nem megengedett számnak veszi, viszont az 'L' szó megadása opcionális. Így az L0-t eldobja, de az M98 P1 értelmes és az alapértelmezett 1-szeri hívást alkalmazza a soron.
Azt mondod, hogy ha L0-van akkor tulajdonképpen az egész sort elkéne dobnia az interpreternek és nem is kéne egyáltalán végrehajtani?
Ha azt mondjátok, hogy így kéne működnie, akkor megcsinálom, csak nem vagyok biztos benne...
Azt mondod, hogy ha L0-van akkor tulajdonképpen az egész sort elkéne dobnia az interpreternek és nem is kéne egyáltalán végrehajtani?
Ha azt mondjátok, hogy így kéne működnie, akkor megcsinálom, csak nem vagyok biztos benne...
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 24, 19:56
Írta: 000000000 Dátum 2014 július 24, 19:56
Hehe, igen, ezért kell az épülő CNC gépet is mindig gyorsan lefesteni mielőtt az ember összerakná teljesen, mert ha egyszer össze lett rakva, akkor az már készen van. És ha nem lett lefestve összerakás előtt, akkor már nem is lesz. :)
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 július 24, 20:03
Írta: frkdv6dyr Dátum 2014 július 24, 20:03
Mekkora ötlet [#vigyor2] pedig programozok én is ASM-ben igaz PIC és AVR vonalon, de eszembe nem jutott volna ez a megoldás.[#falbav]
Na én így tanulgatom a programozást másoktól ellesve. Köszi ezt alkalmazom.
Na én így tanulgatom a programozást másoktól ellesve. Köszi ezt alkalmazom.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 24, 20:06
Írta: 000000000 Dátum 2014 július 24, 20:06
Hát ja, ez nagy igazság amit írsz és azért van, mert az átlag felhasználó alapból feltételezi, hogy a program működését tekintve hibátlan. Szóval ebből indul ki, akkor meg mi mást lehetne minősíteni vagy kritizálni, mint a program megjelenését. :)
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 24, 20:06
Írta: xfg6v697j Dátum 2014 július 24, 20:06
A másik népszerű programban nem hajtódik végre a hívás,ha L0.
Így ezzel is lehet trükközni,ha feltételes ugrásra van szüükség.
Épp ilyen trükközés okán jöttem rá,hogy itt nem így működik.
Asm programozás volt,de már régen.
Így ezzel is lehet trükközni,ha feltételes ugrásra van szüükség.
Épp ilyen trükközés okán jöttem rá,hogy itt nem így működik.
Asm programozás volt,de már régen.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 24, 20:12
Írta: 000000000 Dátum 2014 július 24, 20:12
OK, köszi az infót, akkor megfogom csinálni, hogy ha nulla az L paraméter, akkor egyszerűen dobja el a teljes M98 kódsort.
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 július 24, 20:31
Írta: frkdv6dyr Dátum 2014 július 24, 20:31
Lehet itt számolni szinte bármit.
#4=2,85 (marás mélysége)
#5=1,25 (maximális fogási mélység)
#6=[[#4-[#4%#5]]/#5]+1] (fogások száma)
#7=#4/#6] (egyszeri fogás)
#4=2,85 (marás mélysége)
#5=1,25 (maximális fogási mélység)
#6=[[#4-[#4%#5]]/#5]+1] (fogások száma)
#7=#4/#6] (egyszeri fogás)
Cím: Re:UCCNC vezérlő program
Írta: nffab2gnr Dátum 2014 július 24, 20:35
Írta: nffab2gnr Dátum 2014 július 24, 20:35
csewe!
A varázslókban nincs kicsit összekeverve a szerszámmal kapcsolatos ablakok feliratai?
Vagy csak én nem értem.
A varázslókban nincs kicsit összekeverve a szerszámmal kapcsolatos ablakok feliratai?
Vagy csak én nem értem.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 24, 20:51
Írta: xfg6v697j Dátum 2014 július 24, 20:51
Melyik ablakokra gondolsz konkrétan?
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 24, 21:06
Írta: xfg6v697j Dátum 2014 július 24, 21:06
Átnéztem mindegyiket,de nem találom,azt a keveredést amire gondolhatsz.
De,ez nem jelenti,azt,hogy nincs is keveredés.
Ha írsz részleteket,kiderítjük mi a helyzet.
Azt viszont észrevettem,hogy a cut a circular pocket-nél a % Stepower felirat nem mindíg jelenik meg.
Eddig nem tünt fel,pedig már sokszor átnéztem,alkalomadtán javítom.
De,ez nem jelenti,azt,hogy nincs is keveredés.
Ha írsz részleteket,kiderítjük mi a helyzet.
Azt viszont észrevettem,hogy a cut a circular pocket-nél a % Stepower felirat nem mindíg jelenik meg.
Eddig nem tünt fel,pedig már sokszor átnéztem,alkalomadtán javítom.
Cím: Re:UCCNC vezérlő program
Írta: nffab2gnr Dátum 2014 július 24, 21:51
Írta: nffab2gnr Dátum 2014 július 24, 21:51
Nálam a kőr kivágó makróban a szerszám száma 5, fordulat 0 szerszám átmérő 1000. A programban az átmérő 5 az S 1000 és a szerszám száma 0.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 25, 06:04
Írta: xfg6v697j Dátum 2014 július 25, 06:04
Én is letőltöttem a varázslókat,hogy biztosan azt a változatot próbáljam,ami nálad is van.
A cut circle varázslóra gondolsz ha jól sejtem,megvizsgáltam,többször is átállítottam az értékeket,és mindíg paszolt a G kódban található érték a beállítottal.
A rubrukák fölé van írva a beírandó adat neve.

Ha nálad nem stimmel,kérlek küld el a 'cutcircle'mappát tömörítve,és megvizsgálom.
A cut circle varázslóra gondolsz ha jól sejtem,megvizsgáltam,többször is átállítottam az értékeket,és mindíg paszolt a G kódban található érték a beállítottal.
A rubrukák fölé van írva a beírandó adat neve.
Ha nálad nem stimmel,kérlek küld el a 'cutcircle'mappát tömörítve,és megvizsgálom.
Cím: Re:UCCNC vezérlő program
Írta: nffab2gnr Dátum 2014 július 25, 07:25
Írta: nffab2gnr Dátum 2014 július 25, 07:25
írtam mailt
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 július 25, 09:55
Írta: frkdv6dyr Dátum 2014 július 25, 09:55
Mikorra várható? :) mert már ezzel apellálok.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 25, 10:12
Írta: xfg6v697j Dátum 2014 július 25, 10:12
Köszönöm az észrevételt,a hiba valóban létezik.
800*600-as felbontáson jók a feliratok,de a többi felbontásnál elcssrélődnek.
Máris javítom.
Arra kérek másokat is,hogy ha valamit észlelnek,mindegy milyen apróság,jelezzék,akár magánban is.
800*600-as felbontáson jók a feliratok,de a többi felbontásnál elcssrélődnek.
Máris javítom.
Arra kérek másokat is,hogy ha valamit észlelnek,mindegy milyen apróság,jelezzék,akár magánban is.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 25, 11:17
Írta: xfg6v697j Dátum 2014 július 25, 11:17
Nagaoka által felfedezett hiba javítva.
Wizards-BETA
Wizards-BETA
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 25, 11:32
Írta: 000000000 Dátum 2014 július 25, 11:32
Szia,
Megpróbálok a hétvégén megbírkózni vele. :)
Megpróbálok a hétvégén megbírkózni vele. :)
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 július 25, 11:47
Írta: frkdv6dyr Dátum 2014 július 25, 11:47
Megpróbálom kikerülni addig is. Elsőre a teszt kedvéért a varázsló csak képleteket gyárt, és nem konkrét G kódokat. Bár még ezzel is vannak nehézségeim, mert ezt a nyelvet gyakorlatilag most tanulom.
Részlet a megvalósulás lépéseiből. Forrás és végeredmény egy képen (részlet).
Ha készen leszek a teljes forráskódot felteszem, hogy bárki képes legyen át írni, vagy csak tanulmányozni.
Részlet a megvalósulás lépéseiből. Forrás és végeredmény egy képen (részlet).
Ha készen leszek a teljes forráskódot felteszem, hogy bárki képes legyen át írni, vagy csak tanulmányozni.
Cím: Re:UCCNC vezérlő program
Írta: nffab2gnr Dátum 2014 július 25, 14:13
Írta: nffab2gnr Dátum 2014 július 25, 14:13
csewe! szupeeeeeeer lett a wizard. Kösz[#wave]
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2014 július 25, 14:22
Írta: istvan58 Dátum 2014 július 25, 14:22
Sziasztok,
Sajnos még nem tudom használni az UCCNC-t.
Viszont azt kérdezném ha demo módban legenerálom valamelyik wizzardot, az igy kapot G-kódot megesszi a mach?
Sajnos még nem tudom használni az UCCNC-t.
Viszont azt kérdezném ha demo módban legenerálom valamelyik wizzardot, az igy kapot G-kódot megesszi a mach?
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 július 25, 15:38
Írta: frkdv6dyr Dátum 2014 július 25, 15:38
A kérdésed arra sarkalt, hogy a saját fejlesztésemet lefuttassam a Mach3-on :( kevésbé rugalmas. Át kell írnom, hogy ott is mennyen meg itt is.
pl.:
UCCNC #6=#4+#5 //ez tökéletes semmi gond
Mach3 hiba!!! #6=[#4+#5] így kell neki :)
pl.:
UCCNC #6=#4+#5 //ez tökéletes semmi gond
Mach3 hiba!!! #6=[#4+#5] így kell neki :)
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 július 25, 15:53
Írta: frkdv6dyr Dátum 2014 július 25, 15:53
Nem ismeri abs[] függvényt a Mach3.
Nekem úgy tűnik, hogy a kezdeti hasonlítgatásból a program kezd egyre jobban pozitívan kikerülni.
Nekem úgy tűnik, hogy a kezdeti hasonlítgatásból a program kezd egyre jobban pozitívan kikerülni.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 25, 16:22
Írta: 000000000 Dátum 2014 július 25, 16:22
Nem akarom bántani a Mach3-at, de vannak olyan kódok, amikre "megadja magát", például múltkor írtam neki véletlenül egy -#1 paramétert és úgy elszállt, hogy még a folyamatok közül se tudtam kilőni. Újra kellett a számítógépet indítani...
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 25, 16:23
Írta: 000000000 Dátum 2014 július 25, 16:23
Egyébként bármilyen akár komplikált függvényeket is le tudok programozni a képlet értelmezőben, akár sok paraméterest is, ha van rá igény, akkor szívesen csinálok még függvényeket, csak mondjátok meg, hogy minek lenne értelme?
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 25, 16:41
Írta: xfg6v697j Dátum 2014 július 25, 16:41
Igen,az általam készített varátzslók univerzális G kódot készítenek.
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 július 25, 17:37
Írta: frkdv6dyr Dátum 2014 július 25, 17:37
Régebben CNC-zők kedvéért a varázslókat "csak képlet" üzemmódban én is próbálom kompatibilissé tenni. De félek, hogy sok esetben csak a "csak G kód" üzemmód lesz értelmezhető más programokba. A képletes változatot a sorozat marások elkészítésénél lehet majd használni, hiszen a "ctlr+c" és "ctlr+v" után mindössze a változók értékét kell megváltoztatni és működik is akármennyi példányban.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2014 július 25, 18:21
Írta: istvan58 Dátum 2014 július 25, 18:21
Hmmmm....én eddig azt hittem csak g kódot lehet használni [#circling],
Még van mitt tanuljak.....
Még van mitt tanuljak.....
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 25, 20:24
Írta: xfg6v697j Dátum 2014 július 25, 20:24
Szia.Ez jobban tetszene?
Cím: Re:UCCNC vezérlő program
Írta: nffab2gnr Dátum 2014 július 25, 23:50
Írta: nffab2gnr Dátum 2014 július 25, 23:50
cut circular pocket. kőr átmérő 20 mm szerszám 10 mm, átfedés 50% és hibát jelez.
30% átfedésnél lefut a program. A Mach3 100% átfedéssel is megcsinálja.
Mert hogy 20 mm kőr 10 mm maróval elkészíthető.
Mi lehet a hiba?
[#nemtudom]
30% átfedésnél lefut a program. A Mach3 100% átfedéssel is megcsinálja.
Mert hogy 20 mm kőr 10 mm maróval elkészíthető.
Mi lehet a hiba?
[#nemtudom]
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 26, 00:56
Írta: 000000000 Dátum 2014 július 26, 00:56
Szia Tibor,
Érdemes volna ilyenkor a kódot, vagy kódrészletet megmutatni.
Kipróbáltam amit mondtál, Circular pocket: 20mm, szerszám 10mm, átfedés 50%.
Valóban erre rossz kódot generál a wizard.
Kód részlet:
G0 G49 G17 G40 G50 G80 G90 G94
M6 T0(TOOL DIA.10)
G21 (mm)
M3 S1000
G0 Z1
X0 Y0
Z0
G1 Z-2 F100
Y0 X5 R3105930
Y0 X-5 R5
Y0 X5 R5
G1 X0 Y0
G1 Z-4 F100
Y0 X5 R3105927,5
Y0 X-5 R5
Y0 X5 R5
G1 X0 Y0
G1 Z-6 F100
Y0 X5 R3105925
Y0 X-5 R5
Y0 X5 R5
G1 X0 Y0
G1 Z-8 F100
Y0 X5 R3105922,5
Y0 X-5 R5
Y0 X5 R5
G1 X0 Y0
G1 Z-10 F100
Y0 X5 R3105920
Az látszik, hogy hatalmas rádius-t generál és a G2-t lehagyja a sor elejéről.
Értelemszerűen ezt az UCCNC nem tudja végrehajtani, mert szakaszoknak van rádius deklarálva.
Megjegyzem ezt a mach3 sem tudja végrehajtani, a kód értelmetlen a szakasz->rádiusz megadása miatt.
Érdemes volna ilyenkor a kódot, vagy kódrészletet megmutatni.
Kipróbáltam amit mondtál, Circular pocket: 20mm, szerszám 10mm, átfedés 50%.
Valóban erre rossz kódot generál a wizard.
Kód részlet:
G0 G49 G17 G40 G50 G80 G90 G94
M6 T0(TOOL DIA.10)
G21 (mm)
M3 S1000
G0 Z1
X0 Y0
Z0
G1 Z-2 F100
Y0 X5 R3105930
Y0 X-5 R5
Y0 X5 R5
G1 X0 Y0
G1 Z-4 F100
Y0 X5 R3105927,5
Y0 X-5 R5
Y0 X5 R5
G1 X0 Y0
G1 Z-6 F100
Y0 X5 R3105925
Y0 X-5 R5
Y0 X5 R5
G1 X0 Y0
G1 Z-8 F100
Y0 X5 R3105922,5
Y0 X-5 R5
Y0 X5 R5
G1 X0 Y0
G1 Z-10 F100
Y0 X5 R3105920
Az látszik, hogy hatalmas rádius-t generál és a G2-t lehagyja a sor elejéről.
Értelemszerűen ezt az UCCNC nem tudja végrehajtani, mert szakaszoknak van rádius deklarálva.
Megjegyzem ezt a mach3 sem tudja végrehajtani, a kód értelmetlen a szakasz->rádiusz megadása miatt.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 26, 11:22
Írta: 000000000 Dátum 2014 július 26, 11:22
Egy kis teszt relief marás UCCNC-vel:


Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 26, 12:22
Írta: xfg6v697j Dátum 2014 július 26, 12:22
Köszönöm,hogy ilyen alapossan teszteled a varázslókat.
Kijavítottam,és aátnéztema másikakat is,és lekezeltem bennűk a hasonló eseteket.
Wizards-BETA
Kijavítottam,és aátnéztema másikakat is,és lekezeltem bennűk a hasonló eseteket.
Wizards-BETA
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 26, 14:23
Írta: xfg6v697j Dátum 2014 július 26, 14:23
Kipróbáltam egy kódot,amiben
abs
acos
cos
sin
függvényeket használok,és az 'acos' szeritnem nem úgy működik,ahogy kellene.

A körbefutó hullámos vonalak osztókörét számolja az 'acos' felhasználásával.
Tíz kör helyett,cask egyet rajzol ki,illetve valósznű egymásra rajzolja.
A G kód minden sorát értelmezi,nem pirosít ki semit.
abs
acos
cos
sin
függvényeket használok,és az 'acos' szeritnem nem úgy működik,ahogy kellene.
A körbefutó hullámos vonalak osztókörét számolja az 'acos' felhasználásával.
Tíz kör helyett,cask egyet rajzol ki,illetve valósznű egymásra rajzolja.
A G kód minden sorát értelmezi,nem pirosít ki semit.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 26, 14:25
Írta: xfg6v697j Dátum 2014 július 26, 14:25
Ja,és tízszer annyi ideig számolja a pályát,mit a másik program,bár ez nem hiba.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 26, 14:25
Írta: 000000000 Dátum 2014 július 26, 14:25
Szia,
Tesztelgettem a wizard új kiadását, most úgy néz ki jól működik a circular pocket Tibor paramétereivel is.
Amiket észrevettem hibának tűnő dolgokat:
1.) Előfordul, hogy amikor kilépsz exit-el a wizard-ból utána az UCCNC ablakját nem jól méretezi vissza, úgy látom, hogy nagyobbra hagyja mint amekkora a wizard meghívása előtt volt.
2.) Az M19999, a választás makró nálam nem működik, script hibát jelez az UCCNC. Elég hosszú a kód, így nem volt még időm átnézni, hogy hol lehet a hiba a benne, de lehet te rögtön tudni fogod.
Tesztelgettem a wizard új kiadását, most úgy néz ki jól működik a circular pocket Tibor paramétereivel is.
Amiket észrevettem hibának tűnő dolgokat:
1.) Előfordul, hogy amikor kilépsz exit-el a wizard-ból utána az UCCNC ablakját nem jól méretezi vissza, úgy látom, hogy nagyobbra hagyja mint amekkora a wizard meghívása előtt volt.
2.) Az M19999, a választás makró nálam nem működik, script hibát jelez az UCCNC. Elég hosszú a kód, így nem volt még időm átnézni, hogy hol lehet a hiba a benne, de lehet te rögtön tudni fogod.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 26, 14:27
Írta: 000000000 Dátum 2014 július 26, 14:27
OK, köszi, le fogom ellenőrizni az acos függvényt.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 26, 14:34
Írta: xfg6v697j Dátum 2014 július 26, 14:34
az m19999 véletlen maradt benne,próbáltam egy választóablakot csinálni,de nem felyeztem be.
Az átmértezés/viszaméretezési hibát én is láttam,de nem tudok vele mit kezdeni.
Elmentem átméretezés előtt az abalk adatait eg TRect tipusu változóba,és hozzá sem nyulok,míg visza nem kell állítani,ekkor ugyan azzal a változóval visszaállítom,és mégsem ugyan akkora lesz.
Már ptóbáltam kimenteni belőle egyes váltoókba is,de az sem segített.
Ez talán egy win Api bug lehet.
A makróból viszont nem tudom átméretezni.
Az átmértezés/viszaméretezési hibát én is láttam,de nem tudok vele mit kezdeni.
Elmentem átméretezés előtt az abalk adatait eg TRect tipusu változóba,és hozzá sem nyulok,míg visza nem kell állítani,ekkor ugyan azzal a változóval visszaállítom,és mégsem ugyan akkora lesz.
Már ptóbáltam kimenteni belőle egyes váltoókba is,de az sem segített.
Ez talán egy win Api bug lehet.
A makróból viszont nem tudom átméretezni.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 26, 16:36
Írta: 000000000 Dátum 2014 július 26, 16:36
Volt egy ilyen sejtésem, hogy befejezetlen kód lehet az m19999, mert a .exe fájlt elindítottam és láttam, csak félig van kész. :)
Az átméretezést majd megnézem, hogy miért nem megy makróból, valahogy biztosan meg lehet majd oldani.
Megnéztem az acos fgv.-t és valóban nem jó, sőt egyik arkusz függvény sem. Csak mechanikusan másolgattam a függvényeket, nem vettem figyelembe az érték készletet ... hamarosan javítani fogom.
Az átméretezést majd megnézem, hogy miért nem megy makróból, valahogy biztosan meg lehet majd oldani.
Megnéztem az acos fgv.-t és valóban nem jó, sőt egyik arkusz függvény sem. Csak mechanikusan másolgattam a függvényeket, nem vettem figyelembe az érték készletet ... hamarosan javítani fogom.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 26, 16:37
Írta: 000000000 Dátum 2014 július 26, 16:37
értelmezési tartományt akartam írni...
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 26, 17:24
Írta: xfg6v697j Dátum 2014 július 26, 17:24
Mégsem win api bug.
Ti húztatok csőbe :=)
Az ablak mérete ugyanis nem az ablak mérete,hanem a kliensé.
Át kellett írnom,az ablak pozícióa az ablaké,de a méret a kliensé.
Itt vannak az új verziók,rmélem már nem lessz bennük hiba.
Wizards-BETA
Ti húztatok csőbe :=)
Az ablak mérete ugyanis nem az ablak mérete,hanem a kliensé.
Át kellett írnom,az ablak pozícióa az ablaké,de a méret a kliensé.
Itt vannak az új verziók,rmélem már nem lessz bennük hiba.
Wizards-BETA
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 26, 17:26
Írta: xfg6v697j Dátum 2014 július 26, 17:26
Köszönöm Nagaoka az alapos tesztelést,a továbbiakban is szólj kérlek,ha találsz valami hibát.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 26, 19:21
Írta: svejk Dátum 2014 július 26, 19:21
Eltűnt a file. :(
visszavontad?
visszavontad?
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 26, 19:35
Írta: xfg6v697j Dátum 2014 július 26, 19:35
Igen,mert közben felhívtáka figylememet néhány hibára,de abbana verzióban nem javítottam ki ezeket.
Így nézne ki.
Így nézne ki.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 26, 19:49
Írta: svejk Dátum 2014 július 26, 19:49
Nekem egyértelműbb, igen jobban tetszik. [#eljen]
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 26, 19:52
Írta: xfg6v697j Dátum 2014 július 26, 19:52
Akkor maint időm engedi,készítek ilyen külsejű verziókat is,aztán ki ki azt használja,amelyiket akarja.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 26, 19:57
Írta: svejk Dátum 2014 július 26, 19:57
Miattam ne fáradj vele, főleg ha a többieknek és Neked megfelel az eredeti.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 26, 21:36
Írta: 000000000 Dátum 2014 július 26, 21:36
Szia, elkezdtem próbálgatni az új verziót.
A kliens :) ablak mérete most jó lett.
Egyelőre hibát nem látok, de még nyüstölöm, tesztelgetem.
A kliens :) ablak mérete most jó lett.
Egyelőre hibát nem látok, de még nyüstölöm, tesztelgetem.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 27, 00:19
Írta: 000000000 Dátum 2014 július 27, 00:19
Elkészült az UCCNC 1.0026 verziója.
Az újdonságok, módosítások:
1.) Arkusz szögfüggvények javítása.
2.) Elkészültek a G92/G52 átmeneti eltolások.
3.) Az M98 szubrutin hívásnál, ha az L paraméter értéke 0, akkor most már nem hívja meg az alprogramot, javítás.
Az újdonságok, módosítások:
1.) Arkusz szögfüggvények javítása.
2.) Elkészültek a G92/G52 átmeneti eltolások.
3.) Az M98 szubrutin hívásnál, ha az L paraméter értéke 0, akkor most már nem hívja meg az alprogramot, javítás.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 27, 13:38
Írta: xfg6v697j Dátum 2014 július 27, 13:38
Valami még mindíg nem az igazi,bár már nem az acos lessz a ludas.
Most ilyen lett.
Tíz kör helyet,legalább huszat csinált.
De a másik programban,ha husz kört csinálok,akkor sem így náz ki.
Küldöm a kódot emailban.
Most ilyen lett.
Tíz kör helyet,legalább huszat csinált.
De a másik programban,ha husz kört csinálok,akkor sem így náz ki.
Küldöm a kódot emailban.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 27, 13:46
Írta: 000000000 Dátum 2014 július 27, 13:46
Szia, OK, várom a kódot e-mailben, ha megkapom, akkor debuggolom...
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 27, 13:54
Írta: xfg6v697j Dátum 2014 július 27, 13:54
Email elment.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 27, 16:16
Írta: 000000000 Dátum 2014 július 27, 16:16
Szia,
Megnéztem a kódodat.
Az a gond, hogy a #902 változó szerepel az első M98 hívás L paraméterénél. Menet közben a programod változtatja a #902 változó értékét.
Első hívásnál a #902 értéke 5, viszont a program végrehajtás során felmegy egészen 10-ig.
Az UCCNC-ben az M98/99 úgy működik, hogy egy verembe kerül eltárolásra a hívások száma és mindig a hívó M98 'L' paraméterével kerül összehasonlításra egy számláló, amit minden hívásnál növelünk.
Így a változó bár először 5 értékű, de menet közben a programban változik, mikor visszatér az M99-el erre az első hívásra akkor a végén már 10 értékű az L paraméter (#902) és ezzel történik az összehasonlítás. Így összesen hiába van mondjuk 5db kör beállítva, 10-szer hívódik meg az alprogram.
Nem tudom mennyire érthető amit írok?!
Szerintem a Mach3 valahogy máshogy kezelheti az alprogram hívás számlálást, gyanítom, hogy fixen elmenti a hívások számát.
Az UCCNC-ben ez dinamikus és ha változik a paraméter menet közben, akkor azt figyelembe veszi.
Megnéztem a kódodat.
Az a gond, hogy a #902 változó szerepel az első M98 hívás L paraméterénél. Menet közben a programod változtatja a #902 változó értékét.
Első hívásnál a #902 értéke 5, viszont a program végrehajtás során felmegy egészen 10-ig.
Az UCCNC-ben az M98/99 úgy működik, hogy egy verembe kerül eltárolásra a hívások száma és mindig a hívó M98 'L' paraméterével kerül összehasonlításra egy számláló, amit minden hívásnál növelünk.
Így a változó bár először 5 értékű, de menet közben a programban változik, mikor visszatér az M99-el erre az első hívásra akkor a végén már 10 értékű az L paraméter (#902) és ezzel történik az összehasonlítás. Így összesen hiába van mondjuk 5db kör beállítva, 10-szer hívódik meg az alprogram.
Nem tudom mennyire érthető amit írok?!
Szerintem a Mach3 valahogy máshogy kezelheti az alprogram hívás számlálást, gyanítom, hogy fixen elmenti a hívások számát.
Az UCCNC-ben ez dinamikus és ha változik a paraméter menet közben, akkor azt figyelembe veszi.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 27, 16:20
Írta: 000000000 Dátum 2014 július 27, 16:20
A kódban amit küldtél egyszerűen megtudod oldani, hogy jól működjön, úgy, hogy az első M98 hívásánál az L paramétere egy másik változó legyen, ami nem változik a program futása során.
Például így:
#903 = #902
M98 P1 L#903
Például így:
#903 = #902
M98 P1 L#903
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 27, 16:26
Írta: 000000000 Dátum 2014 július 27, 16:26
Szerintem egyébként az a helyes ahogy az UCCNC kezeli ezt a dolgot.
Amikor az M99-el visszatér a program végrehajtás az M98-ra akkor szerintem mindig figyelembe kell venni az 'L' paraméter értékét. Ha menet közben a program változtatta, akkor azt kell végrehajtani szerintem.
A Mach3 nem így csinálja, ha változik a paraméter, ha nem, akkor is az első híváskori értéket veszi figylembe. Szerintem nem így kéne...
Amikor az M99-el visszatér a program végrehajtás az M98-ra akkor szerintem mindig figyelembe kell venni az 'L' paraméter értékét. Ha menet közben a program változtatta, akkor azt kell végrehajtani szerintem.
A Mach3 nem így csinálja, ha változik a paraméter, ha nem, akkor is az első híváskori értéket veszi figylembe. Szerintem nem így kéne...
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 27, 16:31
Írta: 000000000 Dátum 2014 július 27, 16:31
Kérnék véleményeket, hogy ki szerint melyik a helyes megoldás?
Ha az L paraméter változást figyelembe vesszük?
Vagy ne vegyük figyelembe?
Mindkét megoldás megvalósítható, de a kérdés, hogy melyik a jó/jobb?
Ha az L paraméter változást figyelembe vesszük?
Vagy ne vegyük figyelembe?
Mindkét megoldás megvalósítható, de a kérdés, hogy melyik a jó/jobb?
Cím: Re:UCCNC vezérlő program
Írta: wcsxp0uxa Dátum 2014 július 27, 16:37
Írta: wcsxp0uxa Dátum 2014 július 27, 16:37
Talán nem gond , hogy jelzem.....
statikus változó a veremben (stack),
dinamikus változó a kupacon (heap) jön létre.
Gondolom a C# -ban is a java-hoz hasonlóan csak dinamikus változó van . (gondolom a garbage collector miatt)
statikus változó a veremben (stack),
dinamikus változó a kupacon (heap) jön létre.
Gondolom a C# -ban is a java-hoz hasonlóan csak dinamikus változó van . (gondolom a garbage collector miatt)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 27, 16:45
Írta: 000000000 Dátum 2014 július 27, 16:45
Köszi, értem amit mondassz, de nem igazi veremről beszélek. Csak a szemléltetés kedvéért írtam vermet. Ez végülis egy Lista. A lista tulajdonképpen egy olyan tömb, aminek a mérete gyorsan dinamikusan változtatható. Elemek egyszerűen kiszedhatők és berakhatók. Nagyjából úgy mint egy veremnél a .push és a .pop utasítással.
Szóval ez nem egy igazi verem, csak egy lista, amit úgy kezelünk, változtatunk, mintha egy verem volna. Vagyis csak a kezelés logikája teszi olyanná, mintha egy verem volna.
Amikor M98 hívás történik, akkor a hívó program sora bekerül a listába (veremszerűségbe), mintha egy .push utasítás lenne. Amikor M99 hívás van, akkor a legutolsónak berakott elemet kiolvassuk és töröljük a listából. Mintha egy .pop utasítást hajtanánk végre egy vermen.
Egyébként C#-ban van statikus és dinamikus változó is.
Szóval ez nem egy igazi verem, csak egy lista, amit úgy kezelünk, változtatunk, mintha egy verem volna. Vagyis csak a kezelés logikája teszi olyanná, mintha egy verem volna.
Amikor M98 hívás történik, akkor a hívó program sora bekerül a listába (veremszerűségbe), mintha egy .push utasítás lenne. Amikor M99 hívás van, akkor a legutolsónak berakott elemet kiolvassuk és töröljük a listából. Mintha egy .pop utasítást hajtanánk végre egy vermen.
Egyébként C#-ban van statikus és dinamikus változó is.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 27, 16:49
Írta: 000000000 Dátum 2014 július 27, 16:49
A kérdés rövidre fogva és a tőlem telhető legrövidebben megfogalmazva:
Ha egy alprogramot meghívunk M98 P.. L.., ahogy az L paraméter egy változó. Akkor az első híváskori L számszor hívjuk meg az alprogramot és ne vegyük figyelembe, ha az L paraméterben megadott változó menet közben megváltozik.
Mintegy statikusan viselkedjen?
Vagy pedig vegyük figyelembe ha az L változik és akkor a hívások száma is dinamikusan változzon ahogy a változó értéke megváltozik.
Ezt kellene eldönteni, mert nem egyértelmű számomra, hogy melyik a jobb megoldás.
Mindkettőben látok előnyt is és hátrányt it.
Ha egy alprogramot meghívunk M98 P.. L.., ahogy az L paraméter egy változó. Akkor az első híváskori L számszor hívjuk meg az alprogramot és ne vegyük figyelembe, ha az L paraméterben megadott változó menet közben megváltozik.
Mintegy statikusan viselkedjen?
Vagy pedig vegyük figyelembe ha az L változik és akkor a hívások száma is dinamikusan változzon ahogy a változó értéke megváltozik.
Ezt kellene eldönteni, mert nem egyértelmű számomra, hogy melyik a jobb megoldás.
Mindkettőben látok előnyt is és hátrányt it.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 27, 16:52
Írta: 000000000 Dátum 2014 július 27, 16:52
Még annyit, hogy a Mach3 az első megoldást, vagyis a statikus viselkedést csinálja. Én egyébként ezt látom a rosszabik megoldásnak, mert így némileg csorbul a programozó (mármint aki a G-kódot írja) szabadsága.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 27, 18:00
Írta: xfg6v697j Dátum 2014 július 27, 18:00
Ez nagyon klassz,akkor lehet 'While' ciklust csinálni.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 27, 18:10
Írta: xfg6v697j Dátum 2014 július 27, 18:10
Én amondó vagyok,hogy maradjon így ahogy van.
Puszta véletlen volt,hgoy később is ugyan azt a változót alkalmaztam,más feladatra,nem szoktam ilyet csinálni,csak mivel külön sorba kellett írni az értékadásokat,hamar átírtam,és így sikerült kétszer ugyan azt a változót más más feladatra használnom.
Majd odafigyelek jobban.
Puszta véletlen volt,hgoy később is ugyan azt a változót alkalmaztam,más feladatra,nem szoktam ilyet csinálni,csak mivel külön sorba kellett írni az értékadásokat,hamar átírtam,és így sikerült kétszer ugyan azt a változót más más feladatra használnom.
Majd odafigyelek jobban.
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 július 27, 18:18
Írta: frkdv6dyr Dátum 2014 július 27, 18:18
Nagy ötlet! Ott a pont megint. [#worship]
Bár félek nagyon eltérünk a végén a "kompatibilisség" alapelvétől. Az találom rossznak ebben a dologban, hogy ha nagyon program specifikus G kódokat fogunk kreálni, akkor másokat megviccelhetünk akik nem ezt a programot használják. Persze a többség nem képleteket használ, hanem konkrét legenerált utakat. Nem is ismerek olyan CAD/CAM programot ami képleteket gyárt.
Bár félek nagyon eltérünk a végén a "kompatibilisség" alapelvétől. Az találom rossznak ebben a dologban, hogy ha nagyon program specifikus G kódokat fogunk kreálni, akkor másokat megviccelhetünk akik nem ezt a programot használják. Persze a többség nem képleteket használ, hanem konkrét legenerált utakat. Nem is ismerek olyan CAD/CAM programot ami képleteket gyárt.
Cím: Re:UCCNC vezérlő program
Írta: s7manbs8 Dátum 2014 július 27, 18:20
Írta: s7manbs8 Dátum 2014 július 27, 18:20
Egy pár kapcsolóval lehet váltani a különféle szabványok közt, valami setup ablakban és akkor mindenki azt használja belőle amit akar.
Cím: Re:UCCNC vezérlő program
Írta: wcsxp0uxa Dátum 2014 július 27, 18:36
Írta: wcsxp0uxa Dátum 2014 július 27, 18:36
Nekem csak annyi a gondom ,hogy továbbra is egy olyan szóval magyarázod az elérő viselkedést aminek semmi köze hozzá.(statikus - dinamikus)
Számomra ez csupán a változó érvényességi körének kérdése , vagy még annyi sem.
Lehet például ,hogy a mach inline módon fordítja a szubrutin hívást.
Számora is a mostani megoldás a szimpatikusabb.
Számomra ez csupán a változó érvényességi körének kérdése , vagy még annyi sem.
Lehet például ,hogy a mach inline módon fordítja a szubrutin hívást.
Számora is a mostani megoldás a szimpatikusabb.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 27, 19:21
Írta: 000000000 Dátum 2014 július 27, 19:21
OK, bár C#-ban a statikus annyit tesz, hogy nem példányosítható. Nincs köze az érvényességi körhöz, az a public és a private.
Lehet egy változó egyszerre static és public, ill. egyszerre static is private.
A szót egyébként nem programozói környezetben akartam volna használni, csupán arra szerettem volna utalni, a statikus-al, hogy egyszer felvett egy értéket és utána már nem változik. Illetve a dinamikussal, hogy bármikor változtathat értéket. Ahogy a Magyar nyelvben értelmezve vannak ezek a szavak.
Lehet a szóválasztás tényleg nem volt a legjobb...
Na de nagyon elkanyarodtam az eredeti témától és nem akarok Grécsi tanár urat játszani. :)
És köszönöm a véleményedet a témában, remélem hamarosan mások is írnak valami véleményt.
Lehet egy változó egyszerre static és public, ill. egyszerre static is private.
A szót egyébként nem programozói környezetben akartam volna használni, csupán arra szerettem volna utalni, a statikus-al, hogy egyszer felvett egy értéket és utána már nem változik. Illetve a dinamikussal, hogy bármikor változtathat értéket. Ahogy a Magyar nyelvben értelmezve vannak ezek a szavak.
Lehet a szóválasztás tényleg nem volt a legjobb...
Na de nagyon elkanyarodtam az eredeti témától és nem akarok Grécsi tanár urat játszani. :)
És köszönöm a véleményedet a témában, remélem hamarosan mások is írnak valami véleményt.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 27, 22:38
Írta: 000000000 Dátum 2014 július 27, 22:38
Csináltam egy tesztet a "fakaspó" kóddal amit küldtél, a képletfeldolgozás/szerszámpályagenerálás sebességet vizsgáltam.
Nálam 20 hullám, 5 alkatrész, 20 fogás 1.05 perc alatt dolgozza fel az UCCNC.
A Mach3 ugyanezt 1.01 perc alatt.
Az UCCNC ennél a tesztnél így 3.9%-al volt lassabb.
Majd még optimalizálok rajta. :)
Nálam 20 hullám, 5 alkatrész, 20 fogás 1.05 perc alatt dolgozza fel az UCCNC.
A Mach3 ugyanezt 1.01 perc alatt.
Az UCCNC ennél a tesztnél így 3.9%-al volt lassabb.
Majd még optimalizálok rajta. :)
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 28, 06:37
Írta: xfg6v697j Dátum 2014 július 28, 06:37
Azonos paraméterek mellet UCCCNC 3:15, amásik 1:00.
Persze az első próbánál még másképp futott a kó a két programon,de azóta kijavítotam.
Persze az első próbánál még másképp futott a kó a két programon,de azóta kijavítotam.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 28, 09:06
Írta: 000000000 Dátum 2014 július 28, 09:06
Sziasztok,
No, megnéztem egy másik programot hogyan működik a szubrutin hívás és ennél is ugyanúgy mint a mach3-nál, úgyhogy átírtam az UCCNC-ben is, hogy ugyanígy működjön. Így talán nem zavar majd össze senkit, mert nem különbözik a viselkedés.
Talán ezeknél a kezdeti teszteknél egyszerűbb így.
Ha esetleg a későbbiekben mégis a másik viselkedés lenne szimpatikusabb, akkor vissza lehet majd írni viszonylag egyszerűen...
A szerszámpálya számoló kódon is faragtam, optimalizáltam, most a "fakaspó" kódot hosszabbra véve (50 fogás) a Mach3 az én gépemen 2.33 perc alatt végzett. Az UCCNC 1:12. A processzorhaszálatot is néztem, a Mach3 átlagban 32%-ot, az UCCNC 40%-ot használt.
Ma még bütykölök pár dolgot, este felé majd feltöltöm az új verziót.
No, megnéztem egy másik programot hogyan működik a szubrutin hívás és ennél is ugyanúgy mint a mach3-nál, úgyhogy átírtam az UCCNC-ben is, hogy ugyanígy működjön. Így talán nem zavar majd össze senkit, mert nem különbözik a viselkedés.
Talán ezeknél a kezdeti teszteknél egyszerűbb így.
Ha esetleg a későbbiekben mégis a másik viselkedés lenne szimpatikusabb, akkor vissza lehet majd írni viszonylag egyszerűen...
A szerszámpálya számoló kódon is faragtam, optimalizáltam, most a "fakaspó" kódot hosszabbra véve (50 fogás) a Mach3 az én gépemen 2.33 perc alatt végzett. Az UCCNC 1:12. A processzorhaszálatot is néztem, a Mach3 átlagban 32%-ot, az UCCNC 40%-ot használt.
Ma még bütykölök pár dolgot, este felé majd feltöltöm az új verziót.
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 július 28, 10:35
Írta: frkdv6dyr Dátum 2014 július 28, 10:35
Írtam levelet olvastad?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 28, 10:49
Írta: 000000000 Dátum 2014 július 28, 10:49
Szia,
Most olvastam, de kérlek, hogy az info at cncdrive.com e-mail címre küldjétek a leveleket, azt sűrűbben olvasom, mint amit itt sikerült beállítanom e-mailnek az adatlapomon.
Azt kérdezted, hogy hogyan lehet meghívni külső programot macróból, illetve adatot visszatölteni fájlból.
Csewe makrója erre szerintem pontos választ adhat:
//==DrillCircularBoltPattern indító makró===
int betu = 92 ;
string ut1 = Application.StartupPath.Substring(0,2);
char ut2 = (char)betu ;
string ut3 = Application.StartupPath.Substring(2);
string ut4 =ut1 + ut2 + ut3 + "/Wizards/DrillCircularBoltPattern/Drill_Circular_Bolt_Pattern_.exe" ;
string ut5 = Application.StartupPath ;
string ut6 = ut5 + ut2 + "Wizards" + ut2 + "DrillCircularBoltPattern" + ut2 + "adatcsere.txt" ;
string ut7 =ut1 + ut2 + ut3 + "/Example_codes/DrillCircularBoltPattern.TAP";
string text1 = "1";
string text2 = "2";
string s1 = "1";
string s2 = "2";
string kilep = "";
string beolvas = "Load";
//MessageBox.Show(ut7);
//______________________________uccnc elrési utvonala-------------
// System.IO.File.WriteAllText("C:"+ut2+"utvonal.txt",Application.StartupPath);
//================varázsló indítása =======
System.Diagnostics.Process proc; // Declare New Process
System.Diagnostics.ProcessStartInfo procInfo = new System.Diagnostics.ProcessStartInfo(); // Declare New Process Starting Information
procInfo.UseShellExecute = true;
procInfo.FileName = ut4;
procInfo.WindowStyle = System.Diagnostics.ProcessWindowStyle.Maximized;
proc = System.Diagnostics.Process.Start(procInfo);
System.IO.File.WriteAllText(ut6, text1);
proc.WaitForExit(1000);
//===========kommunikáció===========
do
{
System.Threading.Thread.Sleep(1000);
String[] lines = System.IO.File.ReadAllLines(ut6);
System.Console.WriteLine("Contents of adatcsere.txt = ");
foreach (string line in lines)
{
kilep = line;
if (line == s1)
{
System.IO.File.WriteAllText(ut6, text2);
//MessageBox.Show(line);
}
if (line == s2)
{
System.IO.File.WriteAllText(ut6, text1);
}
if (line == beolvas)
{
System.IO.File.WriteAllText(ut6, text1);
//MessageBox.Show(line);
exec.mainform.filenametoload =ut7;
exec.mainform.loadfile();
}
}
}
while (kilep != "End");
System.IO.File.WriteAllText(ut6, text1);
Most olvastam, de kérlek, hogy az info at cncdrive.com e-mail címre küldjétek a leveleket, azt sűrűbben olvasom, mint amit itt sikerült beállítanom e-mailnek az adatlapomon.
Azt kérdezted, hogy hogyan lehet meghívni külső programot macróból, illetve adatot visszatölteni fájlból.
Csewe makrója erre szerintem pontos választ adhat:
//==DrillCircularBoltPattern indító makró===
int betu = 92 ;
string ut1 = Application.StartupPath.Substring(0,2);
char ut2 = (char)betu ;
string ut3 = Application.StartupPath.Substring(2);
string ut4 =ut1 + ut2 + ut3 + "/Wizards/DrillCircularBoltPattern/Drill_Circular_Bolt_Pattern_.exe" ;
string ut5 = Application.StartupPath ;
string ut6 = ut5 + ut2 + "Wizards" + ut2 + "DrillCircularBoltPattern" + ut2 + "adatcsere.txt" ;
string ut7 =ut1 + ut2 + ut3 + "/Example_codes/DrillCircularBoltPattern.TAP";
string text1 = "1";
string text2 = "2";
string s1 = "1";
string s2 = "2";
string kilep = "";
string beolvas = "Load";
//MessageBox.Show(ut7);
//______________________________uccnc elrési utvonala-------------
// System.IO.File.WriteAllText("C:"+ut2+"utvonal.txt",Application.StartupPath);
//================varázsló indítása =======
System.Diagnostics.Process proc; // Declare New Process
System.Diagnostics.ProcessStartInfo procInfo = new System.Diagnostics.ProcessStartInfo(); // Declare New Process Starting Information
procInfo.UseShellExecute = true;
procInfo.FileName = ut4;
procInfo.WindowStyle = System.Diagnostics.ProcessWindowStyle.Maximized;
proc = System.Diagnostics.Process.Start(procInfo);
System.IO.File.WriteAllText(ut6, text1);
proc.WaitForExit(1000);
//===========kommunikáció===========
do
{
System.Threading.Thread.Sleep(1000);
String[] lines = System.IO.File.ReadAllLines(ut6);
System.Console.WriteLine("Contents of adatcsere.txt = ");
foreach (string line in lines)
{
kilep = line;
if (line == s1)
{
System.IO.File.WriteAllText(ut6, text2);
//MessageBox.Show(line);
}
if (line == s2)
{
System.IO.File.WriteAllText(ut6, text1);
}
if (line == beolvas)
{
System.IO.File.WriteAllText(ut6, text1);
//MessageBox.Show(line);
exec.mainform.filenametoload =ut7;
exec.mainform.loadfile();
}
}
}
while (kilep != "End");
System.IO.File.WriteAllText(ut6, text1);
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 28, 10:52
Írta: 000000000 Dátum 2014 július 28, 10:52
A lényeg, hogy a elkell indítani az .exe fájlodat a System.Diagnostics.Process.Start -al, és a WaitForExit-el várakoztatni kell a makrót, ez addig vár, amíg a folyamat, vagyis a programod fut.
A programod kiírhatja egy fájlba a kódot, majd a makró végén ezt be kell töltetni az UCCNC-vel, ahogy Csewe is csinálta:
exec.mainform.filenametoload = "...A fájl elérési őtja/neve";
exec.mainform.loadfile();
A programod kiírhatja egy fájlba a kódot, majd a makró végén ezt be kell töltetni az UCCNC-vel, ahogy Csewe is csinálta:
exec.mainform.filenametoload = "...A fájl elérési őtja/neve";
exec.mainform.loadfile();
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 július 28, 11:13
Írta: frkdv6dyr Dátum 2014 július 28, 11:13
Ezt a részét értettem, csak az adatcsere.txt-be mit írjak és melyik sorba? Próbáltam így is meg úgy is, de nekem nem volt hajlandó betölteni, de még kilépni önmagából sem. Valamit nem jól értelmezek.
A kérdés:
Hogyan működik az adatcsere? Milyen értéket kell melyik sorba írni, és erre mit kellene csinálnia?
Teljesen összekeveredtem már tegnap éjszaka.
A kérdés:
Hogyan működik az adatcsere? Milyen értéket kell melyik sorba írni, és erre mit kellene csinálnia?
Teljesen összekeveredtem már tegnap éjszaka.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 28, 11:25
Írta: 000000000 Dátum 2014 július 28, 11:25
Szia,
Az adatcsere fájlnak nincsen köze az UCCNC-hez, szerintem Csewe ebben valami adatokat tárol a programjához, nem tudom pontosan mi lehet. Ő tudná megmondani,
A lényeg amit írtam, hogy indítsd el a programodat macro-ból a process.start-al és várakoztasd. Majd a programod ha végez, zárja be magát, ettől a macro tovább fog futni. és a macro végén a loadfile(); fgv.-el töltsd be a kódot amit a programod genetált.
Gyakorlatilag ennyit kell csinálni.
Az adatcsere fájlnak nincsen köze az UCCNC-hez, szerintem Csewe ebben valami adatokat tárol a programjához, nem tudom pontosan mi lehet. Ő tudná megmondani,
A lényeg amit írtam, hogy indítsd el a programodat macro-ból a process.start-al és várakoztasd. Majd a programod ha végez, zárja be magát, ettől a macro tovább fog futni. és a macro végén a loadfile(); fgv.-el töltsd be a kódot amit a programod genetált.
Gyakorlatilag ennyit kell csinálni.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 28, 13:47
Írta: xfg6v697j Dátum 2014 július 28, 13:47
Szia,magánban megírom,hogy hogyan kell használni azt a file.
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 július 28, 15:55
Írta: frkdv6dyr Dátum 2014 július 28, 15:55
Köszi :) megkaptam.
A hiba:
- "Load" az nem "Load#13" :)
- "End" az nem "End "
most már megy a probléma kiküszöbölve.
A könyvtár amiben találsz egy "install" könyvtárat. Letöltés és másolás.
Várom az észrevételeket [#wink] a kritikát jól bírom [#violent] kezelni.
A hiba:
- "Load" az nem "Load#13" :)
- "End" az nem "End "
most már megy a probléma kiküszöbölve.
A könyvtár amiben találsz egy "install" könyvtárat. Letöltés és másolás.
Várom az észrevételeket [#wink] a kritikát jól bírom [#violent] kezelni.
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 július 28, 16:00
Írta: frkdv6dyr Dátum 2014 július 28, 16:00
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 28, 16:48
Írta: xfg6v697j Dátum 2014 július 28, 16:48
Ma megint próbálgattam ,hogy tényleg jól méretezi e vissza az ablakot,mikor kilépek a vrázslóból,és ma meg nem jól csinálja,mindíg kissebbre veszi,pedig előtte meg teljesen jónak látzott.
Mégis csak kelene az a makiróból lekérdezés.
Ablak pozíciója,és mérete.
Mégis csak kelene az a makiróból lekérdezés.
Ablak pozíciója,és mérete.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 28, 17:05
Írta: xfg6v697j Dátum 2014 július 28, 17:05
Jobban néz ki mint az enyém.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 28, 19:31
Írta: xfg6v697j Dátum 2014 július 28, 19:31
Mint már annyiszor,ismét úgy vélem,hogy sikerült urrá lennem,ezen az ablakátméretezési problémán.
Wizards-BETA
Wizards-BETA
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 július 28, 19:33
Írta: frkdv6dyr Dátum 2014 július 28, 19:33
1920*1080-ra mit ajánlasz?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 28, 19:34
Írta: 000000000 Dátum 2014 július 28, 19:34
Elkészült az UCCNC 1.0027 verziója.
Újdonságok/javítások:
1.) A macro fordítóhoz hozzáadtam a System.Drawing.dll-t, ez hiányzott, ezért a System.Drawing.Size és más rajzolással kapcsolatos típusokat
és paramétereket nem lehetett a macro-ban elérni.
2.) A macro fordítóba, ha a macro kód hibás, akkor csinál egy Errorlog.txt file-t a macros könyvtárba és beleírja a hibát, hibákat.
Talán ez segítségetekre lesz a macro-k írásánál, debuggolásnál.
3.) Az M98/M99 hívásánál az L paraméter a híváskor elmentődik, így ha változó áll az L paraméternél, például #1, akkor hiába változik meg a változó értéke menet közben, az első híváscikluskori értéke az érvényes.
Így most ugyanúgy működik mint például a Mach3-ban.
4.) A toolpath generálás kijelzésénél nem frissítette a program a betöltés állapota csíkot, ezt javítottam.
5.) A kód betöltés folyamata nem volt megszakítható, ha egyszer belekezdett, akkor végig kellett futtatni, most megcsináltam,
hogy a ciklus stop gomb megnyomásával bármikor megszakítható a művelet.
Újdonságok/javítások:
1.) A macro fordítóhoz hozzáadtam a System.Drawing.dll-t, ez hiányzott, ezért a System.Drawing.Size és más rajzolással kapcsolatos típusokat
és paramétereket nem lehetett a macro-ban elérni.
2.) A macro fordítóba, ha a macro kód hibás, akkor csinál egy Errorlog.txt file-t a macros könyvtárba és beleírja a hibát, hibákat.
Talán ez segítségetekre lesz a macro-k írásánál, debuggolásnál.
3.) Az M98/M99 hívásánál az L paraméter a híváskor elmentődik, így ha változó áll az L paraméternél, például #1, akkor hiába változik meg a változó értéke menet közben, az első híváscikluskori értéke az érvényes.
Így most ugyanúgy működik mint például a Mach3-ban.
4.) A toolpath generálás kijelzésénél nem frissítette a program a betöltés állapota csíkot, ezt javítottam.
5.) A kód betöltés folyamata nem volt megszakítható, ha egyszer belekezdett, akkor végig kellett futtatni, most megcsináltam,
hogy a ciklus stop gomb megnyomásával bármikor megszakítható a művelet.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 28, 19:36
Írta: 000000000 Dátum 2014 július 28, 19:36
Szia,
Ami verziót most kiadtam, abban már eltudod érni a méretet a macro-ban és át is tudod méretezni, úgy ahogy múltkor beszéltünk.
Ami verziót most kiadtam, abban már eltudod érni a méretet a macro-ban és át is tudod méretezni, úgy ahogy múltkor beszéltünk.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 28, 19:39
Írta: xfg6v697j Dátum 2014 július 28, 19:39
mivel az én monitoromn nem ismeri ezt a méretet,így ezen méreten nem tudom megoldani ,hogy látszon a szerszámpálya kijelzés.
Megy egy levél,és megoldjuk,ha érdekel a dolog.
Megy egy levél,és megoldjuk,ha érdekel a dolog.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 július 28, 19:40
Írta: svejk Dátum 2014 július 28, 19:40
Ezekhez a dolgokhoz én már nem tudok hozzászólni, így csak pislogok. :(
De azért halad az UC300 is ugye? :))
De azért halad az UC300 is ugye? :))
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 28, 19:41
Írta: xfg6v697j Dátum 2014 július 28, 19:41
Rendben,de ha ez amit most feltettem, hibátlan,akkor maradok most ennél.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 28, 19:42
Írta: 000000000 Dátum 2014 július 28, 19:42
Ja és ami kimaradt:
6.) Optimalizáltam a képletek feldolgozási sebességén, kb 45%-al gyorsabb lett az előző verzióhoz képest. 10e-5 sec nagyságrend alatt fordít most le egy néhány műveletből álló képletet. Az én gépemen így kb. kétszer olyan gyors lett a beolvasás mint a Mach3-al.
6.) Optimalizáltam a képletek feldolgozási sebességén, kb 45%-al gyorsabb lett az előző verzióhoz képest. 10e-5 sec nagyságrend alatt fordít most le egy néhány műveletből álló képletet. Az én gépemen így kb. kétszer olyan gyors lett a beolvasás mint a Mach3-al.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 28, 19:54
Írta: 000000000 Dátum 2014 július 28, 19:54
Szia,
Az én részem még nem készül, az okok:
1.) Most jutott el oda (végre) az új képernyő szett tervezése, hogy már összeállítás alatt van a screenset file, kollégám már csinálja a beillesztéseit az új elemeknek. Így ennek az elkészültét most már megvárom, mert így sok munkát nem kell kétszer megcsinálnom amit az UC300-as fejlesztés kapcsán egyébként duplán kellene.
2.) A jövő hó elejére ígértük, hogy kimegy az UC100-as verzió bétából. Már nagyon várja pár viszonteladónk, hogy tudják árulni. Mivel ilyen odaadóan segítettek a tesztelésben itt néhányan, így most arra koncentráltam, hogy a jelzett hibákat, problémákat azonnal javítsam és hogy legyen egy minél hibátlanabb verzió amit már tényleg el is lehet adni.
Egyébként az API már elkészült, de össze kell hoznom az UCCNC-vel.
Tudom, hogy néhányan nagyon várjátok az UC300-as verziót és ígérem hamarosan rátérek arra is.
Az én részem még nem készül, az okok:
1.) Most jutott el oda (végre) az új képernyő szett tervezése, hogy már összeállítás alatt van a screenset file, kollégám már csinálja a beillesztéseit az új elemeknek. Így ennek az elkészültét most már megvárom, mert így sok munkát nem kell kétszer megcsinálnom amit az UC300-as fejlesztés kapcsán egyébként duplán kellene.
2.) A jövő hó elejére ígértük, hogy kimegy az UC100-as verzió bétából. Már nagyon várja pár viszonteladónk, hogy tudják árulni. Mivel ilyen odaadóan segítettek a tesztelésben itt néhányan, így most arra koncentráltam, hogy a jelzett hibákat, problémákat azonnal javítsam és hogy legyen egy minél hibátlanabb verzió amit már tényleg el is lehet adni.
Egyébként az API már elkészült, de össze kell hoznom az UCCNC-vel.
Tudom, hogy néhányan nagyon várjátok az UC300-as verziót és ígérem hamarosan rátérek arra is.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 28, 19:54
Írta: xfg6v697j Dátum 2014 július 28, 19:54
valóban sokat jabul a sebeség,3.15-ről lement 1:30-ra nálam.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 28, 19:56
Írta: 000000000 Dátum 2014 július 28, 19:56
OK, ha most jól működik, akkor maradjon így.
De azért én is megcsináltam, szóval a lehetőség most már megvan a macro oldalon is. :)
De hamarosan fogom tesztelni, bár az én gépemen már az előző verzióval is jó volt...
De azért én is megcsináltam, szóval a lehetőség most már megvan a macro oldalon is. :)
De hamarosan fogom tesztelni, bár az én gépemen már az előző verzióval is jó volt...
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 28, 20:00
Írta: 000000000 Dátum 2014 július 28, 20:00
Az elég jól hangzik, az közel 60%-os idő csökkenés. :)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 28, 20:01
Írta: 000000000 Dátum 2014 július 28, 20:01
Köszi. Elkezdtem tesztelni, tényleg mutatós a kinézete. Most el kell kicsit mennem, de éjjel még fogom nyüstölni, jelzem, ha találok hibát....
Cím: Re:UCCNC vezérlő program
Írta: chyfhc809 Dátum 2014 július 28, 20:07
Írta: chyfhc809 Dátum 2014 július 28, 20:07
Hali!
Lenne egy olyan problémám, hogy amint elindítom az UCCNC-t majd elő hívok egy Wizards-ot egy percég semmi nem történik majd valami elakarna indulni és csontra lelassítja a gépemet a kurzor lagolni kezd és csak egy restart segít a gépemen :S
Gépem főbb jellemzői:
i3, 2,4Ghz
8GB ram
2GB gforce
Lenne egy olyan problémám, hogy amint elindítom az UCCNC-t majd elő hívok egy Wizards-ot egy percég semmi nem történik majd valami elakarna indulni és csontra lelassítja a gépemet a kurzor lagolni kezd és csak egy restart segít a gépemen :S
Gépem főbb jellemzői:
i3, 2,4Ghz
8GB ram
2GB gforce
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 július 28, 20:12
Írta: frkdv6dyr Dátum 2014 július 28, 20:12
Ketten is írtunk varázslót. Melyiket próbáltad?
Cím: Re:UCCNC vezérlő program
Írta: chyfhc809 Dátum 2014 július 28, 20:15
Írta: chyfhc809 Dátum 2014 július 28, 20:15
Csewe féle pack!
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2014 július 28, 20:33
Írta: pisti73 Dátum 2014 július 28, 20:33
Az én gépem is behalt a "csewe" féle pack-tól...
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2014 július 28, 20:40
Írta: pisti73 Dátum 2014 július 28, 20:40
vagyis nem biztos, hogy attól, de csak egy durva kikapcs hozta vissza a gépet...
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 28, 21:06
Írta: xfg6v697j Dátum 2014 július 28, 21:06
Jelezhettétek volna,hogy ilyet tapasztaltok.
Eddig még senki nem mondta,hgoy lefagy a gépe a varázslótól.
Szerintem ez nem a gép teljesítményétől vagy a konfigurációtól függ,mivel semmi extra dolgot nem csinálok benne.
Esetleg az oprendszer lehet ludas.
Melyikőtök milyen oprendszeren használja?
Én XP alatt fejleztettem.
Eddig még senki nem mondta,hgoy lefagy a gépe a varázslótól.
Szerintem ez nem a gép teljesítményétől vagy a konfigurációtól függ,mivel semmi extra dolgot nem csinálok benne.
Esetleg az oprendszer lehet ludas.
Melyikőtök milyen oprendszeren használja?
Én XP alatt fejleztettem.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 28, 21:10
Írta: xfg6v697j Dátum 2014 július 28, 21:10
Most nézem,hogy te nem wincsesztert használsz.
Az esetleg okozhatja,mivel gyakran írok file-ba,mert úgy kommunikálok a makróval.
Az esetleg okozhatja,mivel gyakran írok file-ba,mert úgy kommunikálok a makróval.
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2014 július 28, 21:17
Írta: pisti73 Dátum 2014 július 28, 21:17
Szia!
Én Win7 64bit-et használok, de olyan szinten kiakasztja a gépet, hogy csak egy durva kikapcs segít rajta...
Én Win7 64bit-et használok, de olyan szinten kiakasztja a gépet, hogy csak egy durva kikapcs segít rajta...
Cím: Re:UCCNC vezérlő program
Írta: chyfhc809 Dátum 2014 július 28, 21:19
Írta: chyfhc809 Dátum 2014 július 28, 21:19
Ugyan ez a rendszer, ugyan ez a jelenség!
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 28, 21:43
Írta: 000000000 Dátum 2014 július 28, 21:43
Az nem lehet esetleg, hogy a fordítás valami rossz opcióval történik. Arra gondolok, hogy lehet a 64bites rendszert nem szereti valamiért?
Vagy netán olyan Windows API-t próbálsz hívni ami x64 alatt nem futtatható és ezért behal a windows.
Nálam szépen fut az összes wizard, 32 bites Win7 és 32bites XP-n próbáltam.
Sajnos most nem áll rendelkezésemre 64 bites Windows, de majd megpróbálok keríteni egy gépet...
Vagy netán olyan Windows API-t próbálsz hívni ami x64 alatt nem futtatható és ezért behal a windows.
Nálam szépen fut az összes wizard, 32 bites Win7 és 32bites XP-n próbáltam.
Sajnos most nem áll rendelkezésemre 64 bites Windows, de majd megpróbálok keríteni egy gépet...
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 29, 05:30
Írta: xfg6v697j Dátum 2014 július 29, 05:30
Pisti73 és Vamzol.
Köszönöm az információt,megkísérelem áthidalni a problémát.
Köszönöm az információt,megkísérelem áthidalni a problémát.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 29, 05:31
Írta: xfg6v697j Dátum 2014 július 29, 05:31
Nincs kizárvade szerintem illene ismernie a régebbi függvényeket az újabb rendszernek.
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2014 július 29, 07:33
Írta: pisti73 Dátum 2014 július 29, 07:33
Délután kipróbálom egy másik gépen, azon azt hiszem 32 bites rendszer fut...
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 29, 09:00
Írta: 000000000 Dátum 2014 július 29, 09:00
Szerintem vannak olyan Win API függvények amiknek a 64 bites verzióját kell meghívni 64 bites Windows alatt. De lehet tévedek, nem nagyon szoktam Win API-kat direktben meghívni.
Vagy esetleg az lehet, hogy valami pointer műveletnél az elem méret x64-en nem akkora mint x32-n és a pointer esetleg rossz címre mutat.
Ilyen dolgok tudnak OP rendszer kiakadást okozna, ha a pointer olyan memóriára mutat, ami már nem a te adat területed és valami más random dologra van használva. Ha oda ír a progi, akkor bármi megtörténhet...
Nem tudom milyen fordítóprogit használsz, de ha Visual Studio-t akkor ha "Any CPU" van beállítva , próbáld meg átállítani x86-re és akkor x64 alatt is 32 bites módban fog futni a programod a WOW64 alatt. Így egyszerűen tudod garantálni a kompatibilitást.
Talán ez megoldja a problémát.
Vagy esetleg az lehet, hogy valami pointer műveletnél az elem méret x64-en nem akkora mint x32-n és a pointer esetleg rossz címre mutat.
Ilyen dolgok tudnak OP rendszer kiakadást okozna, ha a pointer olyan memóriára mutat, ami már nem a te adat területed és valami más random dologra van használva. Ha oda ír a progi, akkor bármi megtörténhet...
Nem tudom milyen fordítóprogit használsz, de ha Visual Studio-t akkor ha "Any CPU" van beállítva , próbáld meg átállítani x86-re és akkor x64 alatt is 32 bites módban fog futni a programod a WOW64 alatt. Így egyszerűen tudod garantálni a kompatibilitást.
Talán ez megoldja a problémát.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 29, 09:01
Írta: 000000000 Dátum 2014 július 29, 09:01
x86-ot akartam írni x32 helyett. :)
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 július 29, 23:52
Írta: frkdv6dyr Dátum 2014 július 29, 23:52
Igaz nem nagyon jeleztetek vissza, de ezt annak veszem, hogy a varázsló működik amit csináltam. [#vigyor2] Így fel is buzdultam és a körzseb mellé megcsináltam a négyzetzsebet is.
Allinone 1.0.0.3.
Nyüstöljétek és várok ötleteket, hogy mit valósítsak ebben a formában még meg.
U.i: Rájöttem Balázs a hibára és javítottam. Nem akad ki a nulla miatt.
Allinone 1.0.0.3.
Nyüstöljétek és várok ötleteket, hogy mit valósítsak ebben a formában még meg.
U.i: Rájöttem Balázs a hibára és javítottam. Nem akad ki a nulla miatt.
Cím: Re:UCCNC vezérlő program
Írta: jani300 Dátum 2014 július 30, 02:04
Írta: jani300 Dátum 2014 július 30, 02:04
Letöltöttem az UCCNC vezérlő program-ot és a varázslódat is . Nagyon-nagyon kezdő vagyok a témában ,de a kettőt együtt , demó módban használva , már legalább tudom futtatni .
Mindkét program nagy segítség számomra a tanulásban , a működés megértésében .
Hálás köszönet mindenkinek ,aki közzétette és megosztotta ezeket a programokat !
Mindkét program nagy segítség számomra a tanulásban , a működés megértésében .
Hálás köszönet mindenkinek ,aki közzétette és megosztotta ezeket a programokat !
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 30, 10:57
Írta: 000000000 Dátum 2014 július 30, 10:57
Szia, OK, szuper. :)
Hamarosan letöltöm és fogom tesztelni az új verziót.
Hamarosan letöltöm és fogom tesztelni az új verziót.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 30, 10:59
Írta: 000000000 Dátum 2014 július 30, 10:59
Szívesen, örülünk, ha hasznát veszed!
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 július 30, 11:03
Írta: 000000000 Dátum 2014 július 30, 11:03
Még annyit szerettem volna, hogy:
Most egy időre abbahagyom/hagyjuk az új funkciók hozzáadását az UCCNC progihoz.
Nekilátok az UC300-as verzió megírásához.
Ez valószínűleg lefogja kötni minden időmet egy darabig, így most egy kicsit eltűnök a fórumról.
Esténként azért rá fogok nézni. Ha valaki talál valami hibát esetleg, azt kérem jelezze.
Amint elkészül az UC300-as első tesztelhető verziója, akkor ismét fogok jelentkezni.
Sziasztok és addig is jó munkát, illetve nyaralást, ki mit csinál éppen. :)
Most egy időre abbahagyom/hagyjuk az új funkciók hozzáadását az UCCNC progihoz.
Nekilátok az UC300-as verzió megírásához.
Ez valószínűleg lefogja kötni minden időmet egy darabig, így most egy kicsit eltűnök a fórumról.
Esténként azért rá fogok nézni. Ha valaki talál valami hibát esetleg, azt kérem jelezze.
Amint elkészül az UC300-as első tesztelhető verziója, akkor ismét fogok jelentkezni.
Sziasztok és addig is jó munkát, illetve nyaralást, ki mit csinál éppen. :)
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 július 30, 12:02
Írta: frkdv6dyr Dátum 2014 július 30, 12:02
AllinOne varázsló egy új funkcióval bővült.
Elérhető varázslók:
-Fibonacc1 spirál
-Körzseb
-Négyzetzseb
-Kör kivágása
Allinone 1.0.0.4.
Csewe kolléga varázslóiból még van kettő amit nem csináltam meg, de folyamatban.
Elérhető varázslók:
-Fibonacc1 spirál
-Körzseb
-Négyzetzseb
-Kör kivágása
Allinone 1.0.0.4.
Csewe kolléga varázslóiból még van kettő amit nem csináltam meg, de folyamatban.
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 július 30, 12:41
Írta: frkdv6dyr Dátum 2014 július 30, 12:41
A felbontás egyenlőre fix 601*633 ebből kifolyólag minimum egy 1024x768 -as monitorra van szükség. Ha valaki ennél kisebb felbontásban akarja használni és gondjai vannak az szóljon kitalálok rá majd valamit.
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 július 30, 14:06
Írta: frkdv6dyr Dátum 2014 július 30, 14:06
Allinone 1.0.0.5.
-Fibonacci spirál
-Körzseb
-Téglalapzseb
-Kör kivágás
-Téglalap kivágás
Allinone 1.0.0.5.
-Fibonacci spirál
-Körzseb
-Téglalapzseb
-Kör kivágás
-Téglalap kivágás
Allinone 1.0.0.5.
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 július 31, 11:27
Írta: frkdv6dyr Dátum 2014 július 31, 11:27
Allinone 1.0.0.6
-Fibonacci spirál (kód vagy képlet)
-körzseb
-téglalapzseb
-kör kivágás
-téglalapkivágás
-fúrás egy kör mentén
Minden meg van amit csewe is megcsinált. Elméletileg megy a Mach3-ban is.
Amivel talán többet tud:
-minden elkészített kódot te mentesz el azon a néven és oda ahova te akarod
-sorozatokat készíthetsz, így egy lépésben elkészíthetsz egy adott munkához minden zsebet és furatot egy kódban. Ha a sorozat második tagjánál kikapcsolod a megjegyzést, és a szerszámszámot a fordulattal, akkor elég tömör lesz a kódod és nem lesznek benne fölösleges lépések. Sorozatnál gyakorlatilag bármit megváltoztathatsz, így egy nagy átmérőjű zsebbe tudsz egy kisebb átmérőjű mélyebb zsebet készíteni egy kódon belül. Még gondolkodom egy globális sorozat lehetőségére is ahol ha szemelőtt tartod a szerszámok számát és átmérőjét, akkor gyakorlatilag egy komplett munkadarabot fogsz tudni elkészíteni a zsebek, furatok és kivágások tetszés szerinti variációiban akár több szerszámmal is egyetlen kódban.
A varázslókkal kapcsolatban várom még az ötleteket.
Természetesen ez a változat nem versengeni akar a csewe féle varázslóval, csak egy lehetséges alternatívát nyújt mindazoknak akik választani szeretnének a stílus, kinézet vagy a funkciók között.
Ezúton szeretném megköszönni csewe kolléga segítségét amit a fejlesztés közben a háttérben adott.
Allinone 1.0.0.6
-Fibonacci spirál (kód vagy képlet)
-körzseb
-téglalapzseb
-kör kivágás
-téglalapkivágás
-fúrás egy kör mentén
Minden meg van amit csewe is megcsinált. Elméletileg megy a Mach3-ban is.
Amivel talán többet tud:
-minden elkészített kódot te mentesz el azon a néven és oda ahova te akarod
-sorozatokat készíthetsz, így egy lépésben elkészíthetsz egy adott munkához minden zsebet és furatot egy kódban. Ha a sorozat második tagjánál kikapcsolod a megjegyzést, és a szerszámszámot a fordulattal, akkor elég tömör lesz a kódod és nem lesznek benne fölösleges lépések. Sorozatnál gyakorlatilag bármit megváltoztathatsz, így egy nagy átmérőjű zsebbe tudsz egy kisebb átmérőjű mélyebb zsebet készíteni egy kódon belül. Még gondolkodom egy globális sorozat lehetőségére is ahol ha szemelőtt tartod a szerszámok számát és átmérőjét, akkor gyakorlatilag egy komplett munkadarabot fogsz tudni elkészíteni a zsebek, furatok és kivágások tetszés szerinti variációiban akár több szerszámmal is egyetlen kódban.
A varázslókkal kapcsolatban várom még az ötleteket.
Természetesen ez a változat nem versengeni akar a csewe féle varázslóval, csak egy lehetséges alternatívát nyújt mindazoknak akik választani szeretnének a stílus, kinézet vagy a funkciók között.
Ezúton szeretném megköszönni csewe kolléga segítségét amit a fejlesztés közben a háttérben adott.
Allinone 1.0.0.6
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 július 31, 12:03
Írta: frkdv6dyr Dátum 2014 július 31, 12:03
A szerszámoknál általában az oldalirányú fogás a szerszámátmérő fele. Ennél az esetnél ha nagyolni akarsz természetesen egy 60-70% beállítható, szoktam is alkalmazni. Ha eltérsz az 2 hatványaival oszthatóságától, pl.: 67% ot állítasz be, akkor a nagyolást elvégezi 67%-al, és a maradvány értékkel megy végig az utolsó körön ami természetesen kisebb mint 67%. Így az utolsó kör egyben egy finom megmunkálás is. Ezt is próbáltam figyelembe venni.
Minden zsebnél és kivágásnál két irányba indulhat a Z tengely:
-egyenesen le (az én fa gépem ilyenkor megnyekken)
-spirálba, vagy X és Z együttes irányba le
Minden zsebnél és kivágásnál két irányba indulhat a Z tengely:
-egyenesen le (az én fa gépem ilyenkor megnyekken)
-spirálba, vagy X és Z együttes irányba le
Cím: Re:UCCNC vezérlő program
Írta: PITU Dátum 2014 július 31, 12:17
Írta: PITU Dátum 2014 július 31, 12:17
szia nyarfa szia csewe
mindenek előtt elismerésem annak amit csináltok !!! gratu
lehet m hogy butaság az ötletem :)
jól jönne néha egy sokszorozó varázsló
úgy működhetne m hogy behívsz a varázslóba egy kész G-kódot , és aztán csak megadod neki az új koordinátákat ahonnan újból indítja a G-kódot (ezt akár többször is)
a fúrás kör mentén varázslónál pedig jó lenne ha ki lehetne választani azokat pontokat amiket ki akarunk furatni (pl : az ötszög csúcsaiból csak négyet)
mindenek előtt elismerésem annak amit csináltok !!! gratu
lehet m hogy butaság az ötletem :)
jól jönne néha egy sokszorozó varázsló
úgy működhetne m hogy behívsz a varázslóba egy kész G-kódot , és aztán csak megadod neki az új koordinátákat ahonnan újból indítja a G-kódot (ezt akár többször is)
a fúrás kör mentén varázslónál pedig jó lenne ha ki lehetne választani azokat pontokat amiket ki akarunk furatni (pl : az ötszög csúcsaiból csak négyet)
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2014 július 31, 12:25
Írta: pisti73 Dátum 2014 július 31, 12:25
Sziasztok!
Kipróbáltam Win7 32 bit alatt a "csewe" féle varázslót. Ott amíg default profillal használom a progit gyönyörűen megy, nincs lefagyás mint a 64 bites win alatt, viszont ha létrehozok egy új profilt ott a makrók meghívásakor ugyan elindul a makró, de kijön egy "invalid filename" ablak és utána nem csinál semmit. A varázslót csak a feladatkezelőből tudom bezárni.
Ha visszatérek a default profilra akkor pedig minden rendben.
Kipróbáltam Win7 32 bit alatt a "csewe" féle varázslót. Ott amíg default profillal használom a progit gyönyörűen megy, nincs lefagyás mint a 64 bites win alatt, viszont ha létrehozok egy új profilt ott a makrók meghívásakor ugyan elindul a makró, de kijön egy "invalid filename" ablak és utána nem csinál semmit. A varázslót csak a feladatkezelőből tudom bezárni.
Ha visszatérek a default profilra akkor pedig minden rendben.
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2014 július 31, 12:48
Írta: pisti73 Dátum 2014 július 31, 12:48
Szia " nyarfa"!
Teszteltem a Te progidat is, jól fut mindkét rendszer (win7 32bit, 64 bit) alatt.
Csak gratulálni tudok mindenkinek, Balázs, csewe, nyarfa és a többiek! Ügyesek vagytok! Készítettem néhány kis próbamarást (most már a nagy lakásfelújítást követően hozzáfértem a gépemhez), nagyon szuper program az UCCNC, a makrók pedig tényleg sokban megkönnyítik a munkát...
Teszteltem a Te progidat is, jól fut mindkét rendszer (win7 32bit, 64 bit) alatt.
Csak gratulálni tudok mindenkinek, Balázs, csewe, nyarfa és a többiek! Ügyesek vagytok! Készítettem néhány kis próbamarást (most már a nagy lakásfelújítást követően hozzáfértem a gépemhez), nagyon szuper program az UCCNC, a makrók pedig tényleg sokban megkönnyítik a munkát...
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 július 31, 14:43
Írta: frkdv6dyr Dátum 2014 július 31, 14:43
Valami ilyesmire gondoltál?

Cím: Re:UCCNC vezérlő program
Írta: PITU Dátum 2014 július 31, 14:52
Írta: PITU Dátum 2014 július 31, 14:52
[#wink] igen
és írtam 1 mailt is
és írtam 1 mailt is
Cím: Re:UCCNC vezérlő program
Írta: chyfhc809 Dátum 2014 július 31, 15:38
Írta: chyfhc809 Dátum 2014 július 31, 15:38
:) És tényleg működik 64bit alatt!
Szép munka!
Köszönjük!
Szép munka!
Köszönjük!
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2014 július 31, 16:04
Írta: pisti73 Dátum 2014 július 31, 16:04
Mire gondoltál, melyik programra?
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 31, 16:31
Írta: xfg6v697j Dátum 2014 július 31, 16:31
Köszönöm az észrevételt,én mindíg a default-al próbáltam,ezért nekem nem tünt fel.
Műr vizssgálom a megoldás lehetőségeit.
Műr vizssgálom a megoldás lehetőségeit.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 31, 19:46
Írta: xfg6v697j Dátum 2014 július 31, 19:46
Wizards-BETA-2
Megújítottam az itt és magánban érkezett észrevételek alapján a varázslókat.
A gombok nagrésze lecserélve jelölő négyzetekre.
Már működik saját profilból is.
Nem fedi le az egész képernyőt,csak az UCCNC ablakát.
Sajnos 64 bites win alatt valószínű tövábra sem fog működni,mert azokat a windows api függvényeket nem tudom mindet behelyettesíteni amiket használok,bár néhányat kiváltottam.
Megújítottam az itt és magánban érkezett észrevételek alapján a varázslókat.
A gombok nagrésze lecserélve jelölő négyzetekre.
Már működik saját profilból is.
Nem fedi le az egész képernyőt,csak az UCCNC ablakát.
Sajnos 64 bites win alatt valószínű tövábra sem fog működni,mert azokat a windows api függvényeket nem tudom mindet behelyettesíteni amiket használok,bár néhányat kiváltottam.
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2014 július 31, 20:08
Írta: pisti73 Dátum 2014 július 31, 20:08
Szia!
Kipróbáltam... Saját profil esetében "macro script error!", Default profil esetében pedig "invalid filename"...
Kipróbáltam... Saját profil esetében "macro script error!", Default profil esetében pedig "invalid filename"...
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 31, 21:24
Írta: xfg6v697j Dátum 2014 július 31, 21:24
Átnéztem,és a cutcircle esetén nekem is invalid filename.
Pedig mindet leellenőriztem,de valahogy mégis becsúszott.
Bocsi.
Pedig mindet leellenőriztem,de valahogy mégis becsúszott.
Bocsi.
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2014 július 31, 21:33
Írta: pisti73 Dátum 2014 július 31, 21:33
Ugyan már, ne kérj bocsánatot...
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 július 31, 21:47
Írta: xfg6v697j Dátum 2014 július 31, 21:47
Leellenőriztem,persze javítottam,és egyik sem dobott nálam hibaüzenetet.
Wizards-BETA-2
Wizards-BETA-2
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2014 július 31, 22:02
Írta: pisti73 Dátum 2014 július 31, 22:02
Ha nem gond már csak holnap tudom kipróbálni, a CNC-s gépem az nem itt van...
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 július 31, 22:19
Írta: frkdv6dyr Dátum 2014 július 31, 22:19
A kérésed teljesítve PITU!!!
Fúrás egy kör mentén varázsló kiegészítve egy furatkiválasztó lehetőséggel.
-12 furatig kiírja az X#,#### Y#,#### értékeket
-45 furatig a furat sorszámát
-45 furat után már nincs semmi felirat, de 100 után már egybeérnek
Allinone 1.0.0.7
Fúrás egy kör mentén varázsló kiegészítve egy furatkiválasztó lehetőséggel.
-12 furatig kiírja az X#,#### Y#,#### értékeket
-45 furatig a furat sorszámát
-45 furat után már nincs semmi felirat, de 100 után már egybeérnek
Allinone 1.0.0.7
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 július 31, 22:33
Írta: frkdv6dyr Dátum 2014 július 31, 22:33
Balázs!!!
Ha majd újraindul a kívánságlista, lenne egy javaslatom :) ugyan is próbálom PITU másik kérését is megoldani miszerint egy meglévő kódot más XYZ koordinátákkal másolni lehessen. Az ötlet a G59 eltolás alkalmazása, de így természetesen csak egyet rajzol ki mivel maga a kód ugyan arra a pontra mutat. Gondoltam bekapcsolom a gépi koordináta kijelzést, hogy lássam egyáltalán végrehajtja vagy sem. Megcsinálta persze. De!!!!!!
Nem lehetne ilyen esetekben a kiválasztott koordináta rendszerben valósan kirajzolni? Mert akkor a gépiben mind a kettő vagy akármennyi példány látszana, kikapcsolva meg az ha különbség adódott a másolás során.
Persze ez csak egy kérdés. Nekem is fontos, hogy végre az UC300-at kitudjam próbálni a programmal. [#worship]
Ha majd újraindul a kívánságlista, lenne egy javaslatom :) ugyan is próbálom PITU másik kérését is megoldani miszerint egy meglévő kódot más XYZ koordinátákkal másolni lehessen. Az ötlet a G59 eltolás alkalmazása, de így természetesen csak egyet rajzol ki mivel maga a kód ugyan arra a pontra mutat. Gondoltam bekapcsolom a gépi koordináta kijelzést, hogy lássam egyáltalán végrehajtja vagy sem. Megcsinálta persze. De!!!!!!
Nem lehetne ilyen esetekben a kiválasztott koordináta rendszerben valósan kirajzolni? Mert akkor a gépiben mind a kettő vagy akármennyi példány látszana, kikapcsolva meg az ha különbség adódott a másolás során.
Persze ez csak egy kérdés. Nekem is fontos, hogy végre az UC300-at kitudjam próbálni a programmal. [#worship]
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 július 31, 22:46
Írta: frkdv6dyr Dátum 2014 július 31, 22:46
Nálam "macro script error" és a "C:\utvonal.txt"-t keresi. Egyébként a képernyő megjelenik de csak a két gomb van rajta. A program lefedése viszont pontos.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 augusztus 01, 07:58
Írta: xfg6v697j Dátum 2014 augusztus 01, 07:58
Ezek szerint nálad olyan hamar elindul a varázsló,hogy a makrónak esélye sincs elmenteni azt a file-t.
Tettem a makróba két másodperc késleltetést,így már biztosan lesz elég ideje elmenteni.
Ebből is látszik,hogy mimindenre kell odafigyelni.
Wizards-BETA-2
Tettem a makróba két másodperc késleltetést,így már biztosan lesz elég ideje elmenteni.
Ebből is látszik,hogy mimindenre kell odafigyelni.
Wizards-BETA-2
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 augusztus 01, 08:04
Írta: xfg6v697j Dátum 2014 augusztus 01, 08:04
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2014 augusztus 01, 08:27
Írta: pisti73 Dátum 2014 augusztus 01, 08:27
Szia!
Nekem továbbra is "macro script error"-t mond, és nekem is a "C:\utvonal.txt"-t keresi... Viszont a képernyő nem jelenik meg egyik profilban sem...
Nekem továbbra is "macro script error"-t mond, és nekem is a "C:\utvonal.txt"-t keresi... Viszont a képernyő nem jelenik meg egyik profilban sem...
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 augusztus 01, 08:43
Írta: xfg6v697j Dátum 2014 augusztus 01, 08:43
Letőltöttem,és felülírtam a meglévőket,és tökéletesen indul mindegyik.
Felülírtad a makrókat,is?
mert változtatva lettk.
Az újabb verzióknál,a makrókat kis tessék kicserélni.
Felülírtad a makrókat,is?
mert változtatva lettk.
Az újabb verzióknál,a makrókat kis tessék kicserélni.
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2014 augusztus 01, 08:45
Írta: pisti73 Dátum 2014 augusztus 01, 08:45
Igen felülírtam mindent.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 augusztus 01, 08:50
Írta: xfg6v697j Dátum 2014 augusztus 01, 08:50
Ment email.
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2014 augusztus 01, 08:59
Írta: pisti73 Dátum 2014 augusztus 01, 08:59
Nem kaptam semmit, pedig jó a email címem...
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2014 augusztus 01, 10:14
Írta: pisti73 Dátum 2014 augusztus 01, 10:14
Visszatettem az egyik régebbi verziós varázslót, azzal a "default" profilba tökéletesen működik...
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 augusztus 01, 11:04
Írta: 000000000 Dátum 2014 augusztus 01, 11:04
Készítettem egy újabb kiadást az UCCNC-ből. Ez a 1.0028-as verzió, most már nem béta.
Az új kiadásban komolyabb változtatások nem történtek, csak apróságok.
A letöltés: UCCNC 1.0028
Az új kiadásban komolyabb változtatások nem történtek, csak apróságok.
A letöltés: UCCNC 1.0028
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 augusztus 01, 19:02
Írta: 000000000 Dátum 2014 augusztus 01, 19:02
Szia,
Értem, hogy mit szeretnél.
És valóban ezt lehet érdemes volna majd megcsinálni úgy, ahogy írtad. Ha végzek az UC300-as fejlesztéssel, akkor átgondolom...
Értem, hogy mit szeretnél.
És valóban ezt lehet érdemes volna majd megcsinálni úgy, ahogy írtad. Ha végzek az UC300-as fejlesztéssel, akkor átgondolom...
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 augusztus 01, 19:11
Írta: xfg6v697j Dátum 2014 augusztus 01, 19:11
Kérlek próbáld ki valamelyik varázslót a beta-2 közül,mert látszólag mindent jól csinálnak a fiúk,ezt a háttérben beszélgetve kiderítettem,enek ellenére nálam hibáatlan,néluk viszont különböző hibákat produkál,mindenkinél nást.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 augusztus 01, 19:35
Írta: 000000000 Dátum 2014 augusztus 01, 19:35
Szia,
Gyorsan kipróbáltam, nálam is hibát jelez Win7 32bit.
Az a gond, hogy a C:\utvonal.txt helyre, fájlba akarnál írni. Win7 alatt közvetlenül az OP rendszer meghajtójának a gyökerébe nem írhatsz, csak külön engedéllyel.
Ha rendszergazdaként futtatom, akkor a hiba megszűnik (mert a rendszergazdának van engedélye a gyökérbe írni.), de akkor sem indul el a macro, olyan mintha el akarna valami indulni töltöget egy kicsit a gép, de aztán semmi... Szóval valami más gond is lesz.
Gyorsan kipróbáltam, nálam is hibát jelez Win7 32bit.
Az a gond, hogy a C:\utvonal.txt helyre, fájlba akarnál írni. Win7 alatt közvetlenül az OP rendszer meghajtójának a gyökerébe nem írhatsz, csak külön engedéllyel.
Ha rendszergazdaként futtatom, akkor a hiba megszűnik (mert a rendszergazdának van engedélye a gyökérbe írni.), de akkor sem indul el a macro, olyan mintha el akarna valami indulni töltöget egy kicsit a gép, de aztán semmi... Szóval valami más gond is lesz.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 augusztus 01, 19:36
Írta: 000000000 Dátum 2014 augusztus 01, 19:36
Ja igen, az az infó lemaradt, hogy az M20000, M20001, M20003-akkal próbáltam most, mindegyiknél ugyanaz a jelenség.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 augusztus 01, 19:39
Írta: 000000000 Dátum 2014 augusztus 01, 19:39
De az is lehet még, hogy a te progid aztán szintén a C:/ gyökérbe próbálna írni és mivel neki nincs engedélye (mivel nem a rendszergazda indította el, csak az UCCNC program), ezért lehal, vagy valami végtelen viklusba kerül vagy valami egyéb gond történik belül az .exe-ben, ez persze csak találgatás, egy ötlet arra, hogy mi lehet a gond. Szóval lehet, hogy a nem elindulásnak is ugyanez az oka.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 augusztus 01, 20:16
Írta: xfg6v697j Dátum 2014 augusztus 01, 20:16
És hova írhatok,ami biztosan van minden gépen?
valahogy kell tudatnom a varázslóval,hogy hol van az UCCNC könyvtára,mert ha valaki nem default profilból indít,akkor 'C:Documents and SettingsRendszergazdaAsztal'-ra mutat az indítókönyvtár,és nem a 'C:UCCNC'-re.
valahogy kell tudatnom a varázslóval,hogy hol van az UCCNC könyvtára,mert ha valaki nem default profilból indít,akkor 'C:Documents and SettingsRendszergazdaAsztal'-ra mutat az indítókönyvtár,és nem a 'C:UCCNC'-re.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 augusztus 01, 20:17
Írta: xfg6v697j Dátum 2014 augusztus 01, 20:17
A varázsló csak olvasni akarná az utvonal filet,de miután nem létezik,mivelnem engedi létrehozni az oprendszer,így az is hibát dob.mert abból nézné ki az ini file helyét.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 augusztus 01, 20:30
Írta: 000000000 Dátum 2014 augusztus 01, 20:30
Ha nem a default profilból indít, akkor is jó lesz az útvonal. Az útvonala a Startuppath-nak mindig az .exe helye, az pedig akkor is ugyanott van. Az asztalon csak parancsikon van, ami az .exe-re mutat. Ki is próbáltam és a StartupPath mindig az .exe helye...
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 augusztus 01, 20:31
Írta: 000000000 Dátum 2014 augusztus 01, 20:31
Igen, ez így logikusan hangzik.
Szerintem írj valahová az UCCNC/Wizards mappába.
Ahogy írtam a startuppath mindig jó kell legyen, azt használhatod nyugodtan alap útvonalnak.
Szerintem írj valahová az UCCNC/Wizards mappába.
Ahogy írtam a startuppath mindig jó kell legyen, azt használhatod nyugodtan alap útvonalnak.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 augusztus 01, 20:36
Írta: 000000000 Dátum 2014 augusztus 01, 20:36
Egyébként a registry-ből is kiolvashatod az UCCNC.exe elérési útját, mert oda is beregisztrálom az elérési utat a telepítésnél, de sztem teljesen felesleges bonyolítani, a StartupPath is jól kell, hogy működjön mindig.
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 augusztus 01, 20:39
Írta: frkdv6dyr Dátum 2014 augusztus 01, 20:39
Delphi-nél csináltam már paraméteres indítást, amikor is kér egy bemenő adatot. Ha az nincs meg önállóan az exe nem is fut. Ezt felhasználva a makró kiolvassa az indítási könyvtárat, majd a program indításkor ezt adod meg értéknek. Így tökmindegy hol van telepítve az UCCNC mert eleve a te programod az indulás pillanatában már tudja is. Én például ezt fogom használni Startuppath adattal. Így biztos ott lesz ahol kell lennie az összes köztes adatcserélő fájl is..
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 augusztus 01, 20:43
Írta: xfg6v697j Dátum 2014 augusztus 01, 20:43
Éppen azért kell hogy a makró adja át az utvonalat a varázslónak,mert az jó helyre mutat,de ha ugyanezt lekérdezem a varázslóban az startuppath utasításnak meggfelelő utasítással,akkor egészen más eredményt kapok,ezért is iratok a makróval egy utvonal nevü fileba,mert onnan tudom meg a valódi könyvrtár nevét.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 augusztus 01, 20:58
Írta: 000000000 Dátum 2014 augusztus 01, 20:58
Lehet érdemes volna úgy megcsinálni, ahogy nyarfa leírta a #875-ben, nekem az szimpatikus és egyszerűbbnek tűnő megoldás.
Már hogy command line paraméterként átadhatnád a varázsló .exe-nek az elérési utat, ami a macro-ban biztosan helyes, ha onnan átadod paraméterként, akkor a varázsló is jól fogja tudni.
Már hogy command line paraméterként átadhatnád a varázsló .exe-nek az elérési utat, ami a macro-ban biztosan helyes, ha onnan átadod paraméterként, akkor a varázsló is jól fogja tudni.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 augusztus 01, 21:00
Írta: xfg6v697j Dátum 2014 augusztus 01, 21:00
Utánanéztem,a rtegisztrit is csak teljes jogkörrel lehet olvasni.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 augusztus 01, 21:01
Írta: xfg6v697j Dátum 2014 augusztus 01, 21:01
Hát ilyet még nem csináltam,de utána olcasok.
Cím: Re:UCCNC vezérlő program
Írta: Béni Dátum 2014 augusztus 01, 21:43
Írta: Béni Dátum 2014 augusztus 01, 21:43
Ezt keresd:
ParamStr, ParamCount
ParamStr, ParamCount
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 augusztus 01, 22:26
Írta: frkdv6dyr Dátum 2014 augusztus 01, 22:26
Ha ezt beírod a makróba: procInfo.Arguments = Application.StartupPath; és lekezeled a programodon belül, ParamStr (Delphi-nél nekem működik) akkor string formátumban már tudod is használni. Kipróbáltam működik [#vigyor2]
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 augusztus 01, 22:35
Írta: frkdv6dyr Dátum 2014 augusztus 01, 22:35
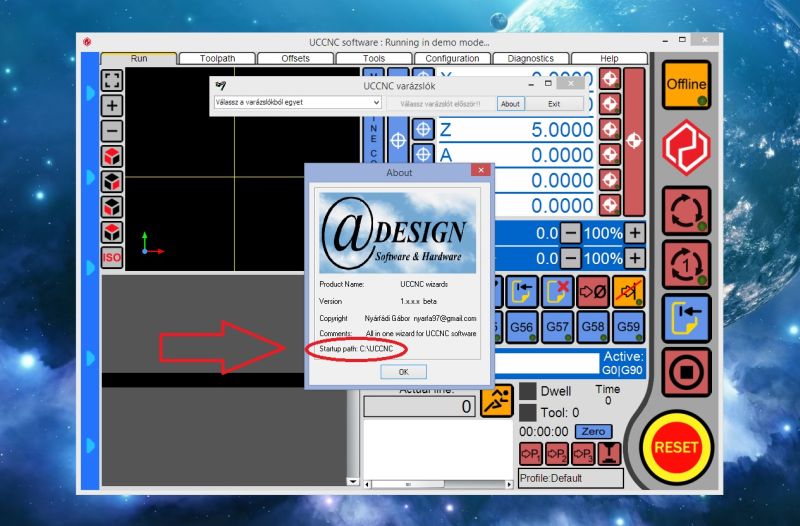
Cím: Re:UCCNC vezérlő program
Írta: PITU Dátum 2014 augusztus 01, 22:37
Írta: PITU Dátum 2014 augusztus 01, 22:37
szia
ment mail
ment mail
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 augusztus 01, 23:22
Írta: 000000000 Dátum 2014 augusztus 01, 23:22
Én is az UCCNC fejlesztése kapcsán csináltam ilyet először. Nem egy túl bonyolult dolog egyébként, csak le kell kérdezni az argumentumot amit az .exe meghívásakor betudsz állítani a macroban. Ahogy a kollégák már előttem leírták.
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 augusztus 03, 12:12
Írta: frkdv6dyr Dátum 2014 augusztus 03, 12:12
A varázslók miatt tanulmányoztam a G kódokat és találtam egy párat amit érdemes lenne beépíteni. De mivel ez most nem annyira időszerű, és az is beszéltük már, hogy egy-két kód beépítése nem is kis átalakítás kell, kigondoltam egy lehetőséget. A hiányzó kódokat helyettesíteni makrókkal a következő képen:
- G12 X......Y..... = M112( X.... Y....) úgy, hogy értelmezze a makró bemenetének a szabályos argumentumokat. Ha ezt be tudnád építeni, akkor abban segítenék szívesen, hogy a különböző helyettesítő makrók egy részét megírnám. Így kompatibilis is lenne a többi rendszerrel. Ha meg eljuttok oda akkor mint opció megmaradhatna pl. G12.1 mint saját értelmezésű g kód.
Azok a G kódok amik hiányoznak egy-egy képlettel vagy kisebb scriptekkel helyettesíthetőek. A makró megírásához szintén kiolvasható a futás közbeni értékek szinte mindegyike, mindössze csak a változókat kellene egyezményesíteni, hogy a paramétereket milyen sorrendbe és hova teszi az értelmező. A végeredmény szempontjából teljesen mindegy, hogy a kódban található G12 X... akármit az API dolgozza fel, vagy a változókat beállítja makróból elérhetően, majd egy makrót meghív ami a kimenetén vissza adja a végeredményt koordinátákban vagy képletekben.
Ez az egész csak a G68/68 elforgatás miatt jutott eszembe.
- G12 X......Y..... = M112( X.... Y....) úgy, hogy értelmezze a makró bemenetének a szabályos argumentumokat. Ha ezt be tudnád építeni, akkor abban segítenék szívesen, hogy a különböző helyettesítő makrók egy részét megírnám. Így kompatibilis is lenne a többi rendszerrel. Ha meg eljuttok oda akkor mint opció megmaradhatna pl. G12.1 mint saját értelmezésű g kód.
Azok a G kódok amik hiányoznak egy-egy képlettel vagy kisebb scriptekkel helyettesíthetőek. A makró megírásához szintén kiolvasható a futás közbeni értékek szinte mindegyike, mindössze csak a változókat kellene egyezményesíteni, hogy a paramétereket milyen sorrendbe és hova teszi az értelmező. A végeredmény szempontjából teljesen mindegy, hogy a kódban található G12 X... akármit az API dolgozza fel, vagy a változókat beállítja makróból elérhetően, majd egy makrót meghív ami a kimenetén vissza adja a végeredményt koordinátákban vagy képletekben.
Ez az egész csak a G68/68 elforgatás miatt jutott eszembe.
Cím: Re:UCCNC vezérlő program
Írta: s7manbs8 Dátum 2014 augusztus 03, 17:34
Írta: s7manbs8 Dátum 2014 augusztus 03, 17:34
Na, de elsőnek meg kéne tervezni mit is akartok, nem összevissza ötleteket betenni. :)
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 augusztus 03, 19:16
Írta: frkdv6dyr Dátum 2014 augusztus 03, 19:16
Semmi össze-vissza csak a már használatos G és M kódok. Nem mérnök vagyok, hogy új dolgokat találjak ki :) főleg nem feltaláló.
Cím: Re:UCCNC vezérlő program
Írta: nffab2gnr Dátum 2014 augusztus 03, 20:09
Írta: nffab2gnr Dátum 2014 augusztus 03, 20:09
Hogy milyen varázslók legyenek ,talán kiindulásnak meglehetne nézni az Artsoft fizetős Mill wizard programját.
Azért ez egy kicsit más mint amit alapból a Mach3 tud.
Egyébként letölthető a demó,azt hiszem nem lehet elmenteni a G-kódot,és sokat használok belőle.
Hárman vettük, így nem nagy összeg fejenként.
Azért ez egy kicsit más mint amit alapból a Mach3 tud.
Egyébként letölthető a demó,azt hiszem nem lehet elmenteni a G-kódot,és sokat használok belőle.
Hárman vettük, így nem nagy összeg fejenként.
Cím: Re:UCCNC vezérlő program
Írta: nffab2gnr Dátum 2014 augusztus 03, 20:10
Írta: nffab2gnr Dátum 2014 augusztus 03, 20:10
és=én
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 augusztus 04, 15:46
Írta: 000000000 Dátum 2014 augusztus 04, 15:46
Sziasztok,
Elkészült az új screenset amin egy ideje dolgoztak a kollégák. Mostantól ez lesz az alapértelmezett az UCCNC programban.
A letöltés: 1.0030 verzió
A következőképpen néz ki:


Elkészült az új screenset amin egy ideje dolgoztak a kollégák. Mostantól ez lesz az alapértelmezett az UCCNC programban.
A letöltés: 1.0030 verzió
A következőképpen néz ki:
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 augusztus 04, 15:56
Írta: frkdv6dyr Dátum 2014 augusztus 04, 15:56
Nagyon profi lett. [#taps]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 augusztus 04, 16:42
Írta: svejk Dátum 2014 augusztus 04, 16:42
Az én monitoromon elég pasztellek a színek, mondhatnám fakó.
A gépi koordináta visszajelzés még annyira sem látható mint a régin.
No de ez van, ezt fogjuk szeretni. :)
A lényeg a folyamatos fejlődés.
A gépi koordináta visszajelzés még annyira sem látható mint a régin.
No de ez van, ezt fogjuk szeretni. :)
A lényeg a folyamatos fejlődés.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 augusztus 04, 16:47
Írta: 000000000 Dátum 2014 augusztus 04, 16:47
Sziasztok,
nyarfa, örülök, hogy tetszik, elég sok munka volt vele, több hónap.
svejk, múltkor még az volt a gond, hogy túl szines. :) A régi screenset-ek is elérhetők a weboldalon, kinek mi tetszik, szines vagy nem szines... lehet válogatni
nyarfa, örülök, hogy tetszik, elég sok munka volt vele, több hónap.
svejk, múltkor még az volt a gond, hogy túl szines. :) A régi screenset-ek is elérhetők a weboldalon, kinek mi tetszik, szines vagy nem szines... lehet válogatni
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 augusztus 04, 16:58
Írta: svejk Dátum 2014 augusztus 04, 16:58
Én már csak ilyen kötözködő vagyok/maradok. :))
Cím: Re:UCCNC vezérlő program
Írta: chyfhc809 Dátum 2014 augusztus 04, 17:02
Írta: chyfhc809 Dátum 2014 augusztus 04, 17:02
üdv!
hújaj!
Előjött megint az a csontra lefagyasztós dolog (64bitesen)
De viszont érdekes, hogy az m21000-el tökéletesen előjön a varázslóválasztó de ha külön a varázslókat akarom előhívni akkor csontra levagy pl: m20001
Viszont még egy érdekesség, hogy kb 20-30 percre rá fagyott halálra!
hújaj!
Előjött megint az a csontra lefagyasztós dolog (64bitesen)
De viszont érdekes, hogy az m21000-el tökéletesen előjön a varázslóválasztó de ha külön a varázslókat akarom előhívni akkor csontra levagy pl: m20001
Viszont még egy érdekesség, hogy kb 20-30 percre rá fagyott halálra!
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 augusztus 04, 17:03
Írta: frkdv6dyr Dátum 2014 augusztus 04, 17:03
Az UC300 egyik kivezetését használd fel a koordináta kijelzésre. Így akár egy 100-as égőt is tehetsz rá. Az szerintem látni fogod. [#nevetes1]
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 augusztus 04, 17:23
Írta: xfg6v697j Dátum 2014 augusztus 04, 17:23
A 21000 Nárfa varázslója,a 20000-20004,pedig az enyém.
Már megtárgyaltuk ,hogy olyan win függvényeket használok,amit nem mindegyik oprendszer szeret,de már kivettem szinte mindet,csak az újabb verziót még nem tettem közzé,a háttérben folyik a próbálgatása,hogy ne égjek be megint,viszont neked küldök az egyik ből egy példányt,mert 64-bites oprendszeres ismerősömn nincsen,kérlek próbáld ki,és jelezz vissza..
Már megtárgyaltuk ,hogy olyan win függvényeket használok,amit nem mindegyik oprendszer szeret,de már kivettem szinte mindet,csak az újabb verziót még nem tettem közzé,a háttérben folyik a próbálgatása,hogy ne égjek be megint,viszont neked küldök az egyik ből egy példányt,mert 64-bites oprendszeres ismerősömn nincsen,kérlek próbáld ki,és jelezz vissza..
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 augusztus 04, 17:32
Írta: 000000000 Dátum 2014 augusztus 04, 17:32
:)
Cím: Re:UCCNC vezérlő program
Írta: c2nsu773m Dátum 2014 augusztus 05, 19:33
Írta: c2nsu773m Dátum 2014 augusztus 05, 19:33
Akkor mennyibe kerűl a licensz ehez a szoftverhez?
Cím: Re:UCCNC vezérlő program
Írta: cxmcdtrx Dátum 2014 augusztus 05, 19:49
Írta: cxmcdtrx Dátum 2014 augusztus 05, 19:49
Cím: Re:UCCNC vezérlő program
Írta: fa_kukac Dátum 2014 augusztus 05, 19:51
Írta: fa_kukac Dátum 2014 augusztus 05, 19:51
Baráti árnak mondanám![#wink]
Cím: Re:UCCNC vezérlő program
Írta: cxmcdtrx Dátum 2014 augusztus 05, 19:57
Írta: cxmcdtrx Dátum 2014 augusztus 05, 19:57
Igen, határozottan baráti. Ennyiért akkor is megvenném, ha nem tudnám, mi áll már itt mögötte :-)
Majd ha megkapja az UC300 támogatást is, akkor lesz igazán ütős, már nagyon várom!
Majd ha megkapja az UC300 támogatást is, akkor lesz igazán ütős, már nagyon várom!
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 augusztus 06, 14:46
Írta: xfg6v697j Dátum 2014 augusztus 06, 14:46
Elkészült az újabb verziója a varázslóknak,több oprendszeren is leteszteltük,csak a 64-bitesen nem volt módom.
Mindenkinél jól működött.
Wizards-BETA-3
Mindenkinél jól működött.
Wizards-BETA-3
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2014 augusztus 06, 16:55
Írta: pisti73 Dátum 2014 augusztus 06, 16:55
Szia!
Sikerült letesztelni, a "Cut_a_Circular_Pocket_.exe!esetében jól működik minden profil esetében, a többi makrónál viszont "file not foud"-ot ír ki minden profil alatt.
Megpróbáltam futtatni 64 bit-es oprendszer alatt is, de ott először el kezdett dolgozni és kb. 20 perc után a prociterhelés felszökött az egekbe és újra kellett indítani a gépet.
Sikerült letesztelni, a "Cut_a_Circular_Pocket_.exe!esetében jól működik minden profil esetében, a többi makrónál viszont "file not foud"-ot ír ki minden profil alatt.
Megpróbáltam futtatni 64 bit-es oprendszer alatt is, de ott először el kezdett dolgozni és kb. 20 perc után a prociterhelés felszökött az egekbe és újra kellett indítani a gépet.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 augusztus 06, 19:36
Írta: xfg6v697j Dátum 2014 augusztus 06, 19:36
A makrókat biztosan felülírtad.
Csak azért kérdem,mert te kaptál egy példányt a cut circular pocket-ből próbára,és ezért gyanus,hogy éppen az az egy megy nálad.
Ha az az egy megy,akkor mindnek mennie kell.
Én ismét kipróbáltam,és működik mind.
Töröld ki az uccnc mappából az 'allsize.txt' file-t,és utána próbáld meg azok közül valamelyiket,amelyik nem megy,majd nézd meg,hogy létrehozta e azt a file-t.
Ha nem hozta létre,akkor rossz makróval próbáltad.
Jó lenne,ha más is kipróbálná.
Csak azért kérdem,mert te kaptál egy példányt a cut circular pocket-ből próbára,és ezért gyanus,hogy éppen az az egy megy nálad.
Ha az az egy megy,akkor mindnek mennie kell.
Én ismét kipróbáltam,és működik mind.
Töröld ki az uccnc mappából az 'allsize.txt' file-t,és utána próbáld meg azok közül valamelyiket,amelyik nem megy,majd nézd meg,hogy létrehozta e azt a file-t.
Ha nem hozta létre,akkor rossz makróval próbáltad.
Jó lenne,ha más is kipróbálná.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 augusztus 06, 19:49
Írta: xfg6v697j Dátum 2014 augusztus 06, 19:49
Hoppá,én néztem el,bennemaradt egy utasítás aminek nem kellett volna.
Nálam csak azért ment a többi,mert a korábbi tesztek során létrejött az a file amit keresett.
Máris javítom.
Nálam csak azért ment a többi,mert a korábbi tesztek során létrejött az a file amit keresett.
Máris javítom.
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2014 augusztus 06, 19:52
Írta: pisti73 Dátum 2014 augusztus 06, 19:52
Szia!
Kipróbáltam ismét, kitöröltem a file-t, elindítottam azt a makrót, illetve a többit is amelyik nem működik, de ismét file not found...
A korábbi amit küldtél hibátlanul működik.
Kipróbáltam ismét, kitöröltem a file-t, elindítottam azt a makrót, illetve a többit is amelyik nem működik, de ismét file not found...
A korábbi amit küldtél hibátlanul működik.
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2014 augusztus 06, 19:53
Írta: pisti73 Dátum 2014 augusztus 06, 19:53
OK!
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 augusztus 06, 20:07
Írta: xfg6v697j Dátum 2014 augusztus 06, 20:07
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 augusztus 06, 20:07
Írta: xfg6v697j Dátum 2014 augusztus 06, 20:07
Köszönöm,hogy kipróbáltad,és szóltál.
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2014 augusztus 06, 20:18
Írta: pisti73 Dátum 2014 augusztus 06, 20:18
Na most már jó![#wink][#worship]
Ügyes vagy! Ha gondolkozol a 64 bites verzión abban is tudok segíteni!
Köszönöm szépen mindenki nevében!
Ügyes vagy! Ha gondolkozol a 64 bites verzión abban is tudok segíteni!
Köszönöm szépen mindenki nevében!
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 augusztus 06, 20:22
Írta: frkdv6dyr Dátum 2014 augusztus 06, 20:22
Tökéletesen megy 1920x1080 felbontáson is.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 augusztus 06, 20:32
Írta: xfg6v697j Dátum 2014 augusztus 06, 20:32
Már csak olyan win függvényeket használok,amit ha elhagyok,akkor oda a szerszámpálya kijelzése,emiatt már nem tudok több ilyen függvényről lemondani.
A 64-bites oprendszeren majd csak Nyárfa varázslóját használják.
A 64-bites oprendszeren majd csak Nyárfa varázslóját használják.
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2014 augusztus 06, 20:36
Írta: pisti73 Dátum 2014 augusztus 06, 20:36
Ok, rendben. A CNC-s gépemen úgyis 32 bites rendszer van.
Köszi mégegyszer!!!
Köszi mégegyszer!!!
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 augusztus 06, 20:37
Írta: frkdv6dyr Dátum 2014 augusztus 06, 20:37
A fordító nem tudja a kereszt platformot? Vagy esetleg a fordítót átkapcsolod 64bites módba? Attól, hogy win32-n fejleszted lehet még 64 bitre fordítani, sőt most próbálgatom linuxra is lefordítani a sajátom, és én is ugyan úgy win32-n dolgozok és fordítok.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 augusztus 06, 20:38
Írta: svejk Dátum 2014 augusztus 06, 20:38
1920x1200-ban még a Toolpath aljából levág kb. egy centit, az ISO ikon már nem látszik.
Még egy kérés:
A telepítés egyszerűbb lenne ha letöltéskor lenne egy külön Wizards mappa amit bemásol az ember fia az UCCNC gyökerébe, illetve egy másik mappa az M20xxx.txt-kel amit a megfelelő profils mappába kell másolni.
Most ugye egyenként kell a letöltött wizards könyvtárakból kibogarászni a txt-ket.
Ennél az 5-nél még nem gond, de mi lesz ha már lesz 20-30 varázslód. :)
Még egy kérés:
A telepítés egyszerűbb lenne ha letöltéskor lenne egy külön Wizards mappa amit bemásol az ember fia az UCCNC gyökerébe, illetve egy másik mappa az M20xxx.txt-kel amit a megfelelő profils mappába kell másolni.
Most ugye egyenként kell a letöltött wizards könyvtárakból kibogarászni a txt-ket.
Ennél az 5-nél még nem gond, de mi lesz ha már lesz 20-30 varázslód. :)
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 augusztus 06, 20:39
Írta: frkdv6dyr Dátum 2014 augusztus 06, 20:39
Megírja "egy"-be [#nevetes1]
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 augusztus 06, 20:48
Írta: xfg6v697j Dátum 2014 augusztus 06, 20:48
Mivel ilyen felbontás nálam nincs így nem tudtam erre a felbontásrea belőni a nyílás méretét,csak azokra,amik nálam előfordulnak,illetve még Nyárfa segített az 192-1080-asban.
Annyi féle felbontás létezik,hogy álmombansem gondoltam,nem tudom mindegyikre megcsinálni,csak a valaki a háttérben próbálgatja,és képeket küld,hog lássam merre kell korriálnom a nyílást.
A makrók azért vannak a varázsló mappákban,mert így tudjátok,hogy melyik melyikhez tartozik.
Mivel valósznű nem írok több varázslót,így ezzel az öttel elbóldogulsz.
Annyi féle felbontás létezik,hogy álmombansem gondoltam,nem tudom mindegyikre megcsinálni,csak a valaki a háttérben próbálgatja,és képeket küld,hog lássam merre kell korriálnom a nyílást.
A makrók azért vannak a varázsló mappákban,mert így tudjátok,hogy melyik melyikhez tartozik.
Mivel valósznű nem írok több varázslót,így ezzel az öttel elbóldogulsz.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 augusztus 06, 20:52
Írta: xfg6v697j Dátum 2014 augusztus 06, 20:52
Én delphi5,és xp alatt írtam ezeket,nem tudok 64-bitesre fordítani,de esetleg te lefordíthatod,ha akarod,és tudod,hátha akkor menne 64-bites oprendszeren is,de akkor meg lehet,hogy a 32-bitesen nem működne rendesen.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 augusztus 06, 21:05
Írta: xfg6v697j Dátum 2014 augusztus 06, 21:05
Ezekre a felbontásokra van belőve:
800*600
1024*768
1280*1024
1600*1200
1920*1080
800*600
1024*768
1280*1024
1600*1200
1920*1080
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 augusztus 06, 21:30
Írta: frkdv6dyr Dátum 2014 augusztus 06, 21:30
Igen jó ötletem támadt :) http://www.lazarus.freepascal.org/ kereszt platformos, így a fordítója tudja a 64 bitet független az XP x86-tól amin fordítod. Ha nem adod pénzért amit írsz, még ingyenes is a használata.
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 augusztus 06, 21:31
Írta: frkdv6dyr Dátum 2014 augusztus 06, 21:31
És megeszi a Delphi forrást teljesen.
Cím: Re:UCCNC vezérlő program
Írta: Kristály Árpád Dátum 2014 augusztus 07, 07:04
Írta: Kristály Árpád Dátum 2014 augusztus 07, 07:04
Halihó Nyarfa!
"Lazarus"...
Ez egy kész csoda![#worship][#wave][#eljen][#taps][#integet2]
"Lazarus"...
Ez egy kész csoda![#worship][#wave][#eljen][#taps][#integet2]
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 augusztus 07, 07:10
Írta: xfg6v697j Dátum 2014 augusztus 07, 07:10
Használtam már a lazarus-t.
Nem valószínű,hogy leforditja a win api fügvényeket,minden oprendszerre.
Nem valószínű,hogy leforditja a win api fügvényeket,minden oprendszerre.
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2014 augusztus 08, 08:03
Írta: lari Dátum 2014 augusztus 08, 08:03
Balázs!
Az elképzelhető, hogy ez a program egyszer működjön Linux/Ubuntu oprendszeren is?
Az elképzelhető, hogy ez a program egyszer működjön Linux/Ubuntu oprendszeren is?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 augusztus 08, 10:19
Írta: 000000000 Dátum 2014 augusztus 08, 10:19
Szia,
Csak azért nem valószínű, hogy Linux alatt fog valaha működni, mert nem ismerem a Linux programozását. Annó tanultam Unix-ot (Linux Kernel), de már akkor sem volt szimpatikus. :(
A mozgásvezérlő API ha véglegesedik minden, akkor a C++ header file-al együtt nyilvánossá fogjuk tenni. Ha valaki úgy gondolja, akkor írhat majd Linux alá saját vezérlőprogit, én nem valószínű, hogy nekiállok ilyesminek ... a tudásom etéren ugyanis meglehetősen hiányos.
Csak azért nem valószínű, hogy Linux alatt fog valaha működni, mert nem ismerem a Linux programozását. Annó tanultam Unix-ot (Linux Kernel), de már akkor sem volt szimpatikus. :(
A mozgásvezérlő API ha véglegesedik minden, akkor a C++ header file-al együtt nyilvánossá fogjuk tenni. Ha valaki úgy gondolja, akkor írhat majd Linux alá saját vezérlőprogit, én nem valószínű, hogy nekiállok ilyesminek ... a tudásom etéren ugyanis meglehetősen hiányos.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 augusztus 08, 10:26
Írta: 000000000 Dátum 2014 augusztus 08, 10:26
sziasztok,
Néhány uccnc alapokat (telepítés, mach3 .xml import stb.) oktató videó:
1.) UCCNC telepítés
2.) XML importálás Mach3-ból
3.) G-kód betöltés és szerszámpálya nézetek
4.) VcarvePRO és az UCCNC összepárosítása
Néhány uccnc alapokat (telepítés, mach3 .xml import stb.) oktató videó:
1.) UCCNC telepítés
2.) XML importálás Mach3-ból
3.) G-kód betöltés és szerszámpálya nézetek
4.) VcarvePRO és az UCCNC összepárosítása
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 augusztus 08, 10:56
Írta: 000000000 Dátum 2014 augusztus 08, 10:56
Svejk: Megváltoztattuk a machine coords gomb LED-jét egy picit nagyobbra és piros színűre, így már jobban látszik. A legújabb telepítőben a weboldalunkon már az új van fent...
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2014 augusztus 08, 11:37
Írta: lari Dátum 2014 augusztus 08, 11:37
Értem, köszönöm!
Lenne még két kérdésem a programmal kapcsolatban.
A mach-nál ha nagyítani szeretném a g kód által kirajzolt felületet, akkor az az egér görgőjével egyszerűen nagyítható/kicsinyíthető. Ezt meg lehet oldani az UCCNC-ben?
Másik:
Ha a betöltött g kód valamelyik sorára görgetek, akkor az a Mach-nál megjeleníti, hogy a kijelölt sor a kirajzolt ábrán éppen hol is található.
Ez esetleg megoldható lenne?
Lenne még két kérdésem a programmal kapcsolatban.
A mach-nál ha nagyítani szeretném a g kód által kirajzolt felületet, akkor az az egér görgőjével egyszerűen nagyítható/kicsinyíthető. Ezt meg lehet oldani az UCCNC-ben?
Másik:
Ha a betöltött g kód valamelyik sorára görgetek, akkor az a Mach-nál megjeleníti, hogy a kijelölt sor a kirajzolt ábrán éppen hol is található.
Ez esetleg megoldható lenne?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 augusztus 08, 11:47
Írta: 000000000 Dátum 2014 augusztus 08, 11:47
Szia,
Válaszok:
1.) A szerszámpálya nagyítás/kicsinyítást úgy működik UCCNC-nél, hogy az egér középső gombját lenyomod és nyomva tartod és fel/le húzod az egeret.
Először görgővel volt megcsinálva és nagyon nem tetszett ez a megoldás, mivel az egerekben ha tönkre megy valami az a görgő fel le tekerése. Nálunk több gépen is ha tekered a görgőt, akkor nem jó irányba számol, ez nagyon bosszantó tud lenni. Ezért csináltuk úgy ahogy leírtam és nem görgőzéssel...
2.) UCCNC-ben ha odatekered valamelyik sorra és megnyomod a run from here gombot, akkor addig a pontig kijelöli a szerszámpályát zölddel.
Válaszok:
1.) A szerszámpálya nagyítás/kicsinyítást úgy működik UCCNC-nél, hogy az egér középső gombját lenyomod és nyomva tartod és fel/le húzod az egeret.
Először görgővel volt megcsinálva és nagyon nem tetszett ez a megoldás, mivel az egerekben ha tönkre megy valami az a görgő fel le tekerése. Nálunk több gépen is ha tekered a görgőt, akkor nem jó irányba számol, ez nagyon bosszantó tud lenni. Ezért csináltuk úgy ahogy leírtam és nem görgőzéssel...
2.) UCCNC-ben ha odatekered valamelyik sorra és megnyomod a run from here gombot, akkor addig a pontig kijelöli a szerszámpályát zölddel.
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2014 augusztus 08, 12:07
Írta: lari Dátum 2014 augusztus 08, 12:07
Így már érthető, köszönöm!
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 augusztus 08, 12:39
Írta: svejk Dátum 2014 augusztus 08, 12:39
[#vigyor2]
De ugye nem azt akarod mondani, hogy csak miattam!?
De ugye nem azt akarod mondani, hogy csak miattam!?
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 augusztus 08, 12:55
Írta: frkdv6dyr Dátum 2014 augusztus 08, 12:55
Szerintem IGEN [#worship]
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 augusztus 08, 13:23
Írta: 000000000 Dátum 2014 augusztus 08, 13:23
Szia, de, mondtad, hogy nem tetszik, így mi is jobban szemügyre vettük és jobban megnézve már nekünk se tetszett, ezért megváltoztattuk. :)
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 augusztus 08, 15:36
Írta: frkdv6dyr Dátum 2014 augusztus 08, 15:36
A csewe féle Cut_Circle_.exe átfordítva D2007-el virtuális gépen (win7 x64) fut szépen. Ha valaki még kipróbálná jó lenne.
Cut_circle_.zip
Cut_circle_.zip
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2014 augusztus 08, 16:53
Írta: pisti73 Dátum 2014 augusztus 08, 16:53
Szia!
Kipróbáltam, a jelenség a következő:
Ha nem indítom el az UCCNC-t és úgy futtatom a "cut circle.exe-t" akkor kiírja, hogy file not found, nyomok egy OK-ot, elindul a progi, de nem fagy le a win7 64bit.
Ha elindítom az UCCNC-t és úgy futtatom m20003 paranccsal akkor olyan szinten lefagy a gép, hogy csak power gombbal lehet "újraéleszteni.
Kipróbáltam, a jelenség a következő:
Ha nem indítom el az UCCNC-t és úgy futtatom a "cut circle.exe-t" akkor kiírja, hogy file not found, nyomok egy OK-ot, elindul a progi, de nem fagy le a win7 64bit.
Ha elindítom az UCCNC-t és úgy futtatom m20003 paranccsal akkor olyan szinten lefagy a gép, hogy csak power gombbal lehet "újraéleszteni.
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 augusztus 08, 17:14
Írta: frkdv6dyr Dátum 2014 augusztus 08, 17:14
[#nevetes1] Nem semmi.
A telepítés nálam:
-win7 x64
-UCCNC 1.0031
- utolsó csewe wizard pack bemásolgatva minden a helyére
-Cut_Circle.exe cseréje
és ment simán minden. Csewének küldtem egy képet is róla. Valami még lehet benne. Igaz a programot win8.1 x86 alatt fordítottam újra, de ha jól belegondolok a sajátomat is ott írtam ami meg megy nálad. Most kellene az, hogy a kódot átbogarászni és kideríteni mi vágja haza az oprendszert.
A telepítés nálam:
-win7 x64
-UCCNC 1.0031
- utolsó csewe wizard pack bemásolgatva minden a helyére
-Cut_Circle.exe cseréje
és ment simán minden. Csewének küldtem egy képet is róla. Valami még lehet benne. Igaz a programot win8.1 x86 alatt fordítottam újra, de ha jól belegondolok a sajátomat is ott írtam ami meg megy nálad. Most kellene az, hogy a kódot átbogarászni és kideríteni mi vágja haza az oprendszert.
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 augusztus 08, 17:47
Írta: frkdv6dyr Dátum 2014 augusztus 08, 17:47
Vannak érdekes fejlemények. Kipróbáltam a makróból hívott makrót.

És működik. Csewe egyik varázslóját indítottam az enyémből. Ami érdekes, hogy miután a szülőmakróból kiléptem a gyermekmakró ment tovább. Ez jó, de oda kell figyelni vele mert könnyen maradhat form nélküli folyamatos futású (elindít egy ciklust és addig fut ameddig nem kapja meg a kilépés parancsot) makró a háttérben.
És működik. Csewe egyik varázslóját indítottam az enyémből. Ami érdekes, hogy miután a szülőmakróból kiléptem a gyermekmakró ment tovább. Ez jó, de oda kell figyelni vele mert könnyen maradhat form nélküli folyamatos futású (elindít egy ciklust és addig fut ameddig nem kapja meg a kilépés parancsot) makró a háttérben.
Cím: Re:UCCNC vezérlő program
Írta: Motoros Dátum 2014 augusztus 10, 14:42
Írta: Motoros Dátum 2014 augusztus 10, 14:42
Szia!
UC100 kérdésem volna: nem e lehetne e egy olyan dobozolatlan kivitellel is előjönni valamikor, ahol a paralel port csati helyett csak valamiféle forrléc vagy tüskesor van kialakítva, és a nyák két kis távtartóval bárhova felcsavarozható.
Ennek akkor volna értelme, ha a panelt egy dobozolt tengelyvezérlőbe akarom beépíteni.
Megspórolható lenne így a sok felesleges lpt átmenet mint hibalehetőség.
A mai távolkeleti fröccsöntött lpt kábelről nincsen jó véleményem.
Persze a mostani verziónál az lpt aljzatba bedugható egy apa és arra be lehet forrasztani bármit, de ez nem valami elegáns megoldás.
Pár év és úgy is csak olyan vezérlő dobozolás lesz ahol a bemenet már eleve USB.
Jut eszembe: akkor már ezt az UC100/2 nyákot úgy kéne kialakítani, hogy az USB aljzat része egy tetszőleges előlapra szerelhető legyen.
Bár ebben nem vagyok biztos, mert így az USB kábel nem tehermentesíthető, szerintem stabilabb ha a dobozolásból eleve egy furaton a kábel jön ki, lengő USB dugóval a végén és nem az előlapon van a kis pilicka sérülékeny USB alj.
Más problémám nincsen...kösz jól vagyok :))))
UC100 kérdésem volna: nem e lehetne e egy olyan dobozolatlan kivitellel is előjönni valamikor, ahol a paralel port csati helyett csak valamiféle forrléc vagy tüskesor van kialakítva, és a nyák két kis távtartóval bárhova felcsavarozható.
Ennek akkor volna értelme, ha a panelt egy dobozolt tengelyvezérlőbe akarom beépíteni.
Megspórolható lenne így a sok felesleges lpt átmenet mint hibalehetőség.
A mai távolkeleti fröccsöntött lpt kábelről nincsen jó véleményem.
Persze a mostani verziónál az lpt aljzatba bedugható egy apa és arra be lehet forrasztani bármit, de ez nem valami elegáns megoldás.
Pár év és úgy is csak olyan vezérlő dobozolás lesz ahol a bemenet már eleve USB.
Jut eszembe: akkor már ezt az UC100/2 nyákot úgy kéne kialakítani, hogy az USB aljzat része egy tetszőleges előlapra szerelhető legyen.
Bár ebben nem vagyok biztos, mert így az USB kábel nem tehermentesíthető, szerintem stabilabb ha a dobozolásból eleve egy furaton a kábel jön ki, lengő USB dugóval a végén és nem az előlapon van a kis pilicka sérülékeny USB alj.
Más problémám nincsen...kösz jól vagyok :))))
Cím: Re:UCCNC vezérlő program
Írta: 3vv2btrhv Dátum 2014 augusztus 10, 16:59
Írta: 3vv2btrhv Dátum 2014 augusztus 10, 16:59
Pár év és úgy is csak olyan vezérlő dobozolás lesz ahol a bemenet már eleve USB. [#worship][#taps][#law]
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 augusztus 10, 18:04
Írta: 000000000 Dátum 2014 augusztus 10, 18:04
Szia,
Köszi az észrevételeket.
Az USB előlapra szereléshez itt van ez a kábel:
USB csati előlapra UC100-hoz
Az LPT csatlakozást nem hiszem, hogy mostanában megváltoztatjuk, több oka is van, hogy miért nem:
1.) A legtöbb forgalomban lévő breakout panel DSUB-25 porttal rendelkezik.
2.) A jelek nem leválasztottak, a leválasztást az optocsatolóknak, ill. motorvezérlőknek kell biztosítaniuk, épp úgy mint egy nyomtatóportnál. Ezért nem szívesen vinnénk ki a nem leválasztott jeleket sorkapocsra, mert az ezekkel való bütykölés a szakavatatlan kezekben problémás lehet, gondolok itt arra, hogy rövidre zárják véletlenül a kimeneteket egymáshoz, GND-hez, táp + hoz stb.
Készül viszont már egy ideje az UC300-hoz egy breakout alaplap, amin a jelek optocsatoltak és így kerülnek ki a sorkapocsra. Remélhetőleg ez a panel hamarosan készen fog állni a szériagyárátásra....
Köszi az észrevételeket.
Az USB előlapra szereléshez itt van ez a kábel:
USB csati előlapra UC100-hoz
Az LPT csatlakozást nem hiszem, hogy mostanában megváltoztatjuk, több oka is van, hogy miért nem:
1.) A legtöbb forgalomban lévő breakout panel DSUB-25 porttal rendelkezik.
2.) A jelek nem leválasztottak, a leválasztást az optocsatolóknak, ill. motorvezérlőknek kell biztosítaniuk, épp úgy mint egy nyomtatóportnál. Ezért nem szívesen vinnénk ki a nem leválasztott jeleket sorkapocsra, mert az ezekkel való bütykölés a szakavatatlan kezekben problémás lehet, gondolok itt arra, hogy rövidre zárják véletlenül a kimeneteket egymáshoz, GND-hez, táp + hoz stb.
Készül viszont már egy ideje az UC300-hoz egy breakout alaplap, amin a jelek optocsatoltak és így kerülnek ki a sorkapocsra. Remélhetőleg ez a panel hamarosan készen fog állni a szériagyárátásra....
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 augusztus 10, 19:27
Írta: frkdv6dyr Dátum 2014 augusztus 10, 19:27
Balázs mutatta a a találkozón és szinte profi ipari kivitel az UC300 leválasztós alaplapja. Az ha vezérlő nélkül megfizethető áron lesz, biztos vevő leszek.
Cím: Re:UCCNC vezérlő program
Írta: Motoros Dátum 2014 augusztus 11, 07:32
Írta: Motoros Dátum 2014 augusztus 11, 07:32
Kösz a válaszod. Teljesen világos az álláspontod, megértettem.... valóban nagyon sok mindent kell figyelembe venni az igények kielégítésénél. A csati előlapi kábelt nem ismertem, jó megoldás.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 augusztus 11, 12:26
Írta: 000000000 Dátum 2014 augusztus 11, 12:26
Igen, azt mutatta szerintem Balázs a találkozón.
Azóta kapott a prototípus egy lézervágott és formára hajlított fedelet is, amiből csak a dugaszolható sorkapcsok nyúlnak ki oldalt, illetve a tetején a LED-ek. Szerintem jó kinézete lett. Majd rakok fel képeket, amint sikerül szereznem...
Azóta kapott a prototípus egy lézervágott és formára hajlított fedelet is, amiből csak a dugaszolható sorkapcsok nyúlnak ki oldalt, illetve a tetején a LED-ek. Szerintem jó kinézete lett. Majd rakok fel képeket, amint sikerül szereznem...
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 augusztus 11, 18:51
Írta: frkdv6dyr Dátum 2014 augusztus 11, 18:51
Árazásnál szerintem ennél a változatnál csináljatok:
-komplett (alaplap+vezérlő+fedél)
-alaplap fedéllel (ha valakinek már van UC300-a)
-csak alaplap ha az előlapot is máshogyan akarja megoldani.
Csak hogy legyen alternatíva.
-komplett (alaplap+vezérlő+fedél)
-alaplap fedéllel (ha valakinek már van UC300-a)
-csak alaplap ha az előlapot is máshogyan akarja megoldani.
Csak hogy legyen alternatíva.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 augusztus 13, 11:47
Írta: 000000000 Dátum 2014 augusztus 13, 11:47
Szia,
Köszi a tippet az árazásról, valahogy úgy fogjuk szerintem is csinálni ahogy írtad. Megpróbáljuk úgy árazni és szeparálni a részeket, hogy mindekinek jó legyen. Na de előbb legyen kész az első széria, meg dokumentáció meg miegymás, aztán visszatérünk rá. :)
Köszi a tippet az árazásról, valahogy úgy fogjuk szerintem is csinálni ahogy írtad. Megpróbáljuk úgy árazni és szeparálni a részeket, hogy mindekinek jó legyen. Na de előbb legyen kész az első széria, meg dokumentáció meg miegymás, aztán visszatérünk rá. :)
Cím: Re:UCCNC vezérlő program
Írta: hje3wyntn Dátum 2014 augusztus 13, 14:58
Írta: hje3wyntn Dátum 2014 augusztus 13, 14:58
Sziasztok!
A UCR200 kézivezérlő működik vele? Lehet hogy volt róla szó, de nem követtem végig a fórumot.
A UCR200 kézivezérlő működik vele? Lehet hogy volt róla szó, de nem követtem végig a fórumot.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 augusztus 14, 11:51
Írta: 000000000 Dátum 2014 augusztus 14, 11:51
Szia,
Egyelőre még nem tudja kezelni a progi az UCR200-at (még nem tartunk ott a fejlesztéssel), de mindenképpen meg fogjuk csinálni, hogy tudja majd, tervbe van véve.
Egyelőre még nem tudja kezelni a progi az UCR200-at (még nem tartunk ott a fejlesztéssel), de mindenképpen meg fogjuk csinálni, hogy tudja majd, tervbe van véve.
Cím: Re:UCCNC vezérlő program
Írta: c2nsu773m Dátum 2014 augusztus 21, 22:30
Írta: c2nsu773m Dátum 2014 augusztus 21, 22:30
Ha én a referenciapontot a gép bal felső sarkába szeretném, és a megjelenítési ablakban is ezt szeretném látni, lehetséges ?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 augusztus 21, 23:48
Írta: 000000000 Dátum 2014 augusztus 21, 23:48
A szerszámpálya nézőkében nincsen egyáltalán a referenciapont jelölve.
A referencia felvétel iránya szabadon állítható az axis setup fülön a tengelyeknél. A direction positive pipálásával vagy pipa kiszedéssel a referencia kapcsolóra vagy szenzorra futás iránya megváltoztatható. A write offset on homing mezőbe pedig beírható, beállítható, hogy milyen koordinátát írjon home-kor a tengely DRO-ba. Így a home nem feltétlen nulla kell legyen, akármennyi értéket felvehet.
Ezenkívül a tengelyek pozitív mozgás iránya is konfigurálható a direction active low pipájával.
Így gyakorlatilag bármilyen irányú, sodrású derékszögű koordinátarendszer beállítható és bármelyik "sarok" lehet a home pont és a home pontnak lehet bármennyi XYZABC koordinátája.
A referencia felvétel iránya szabadon állítható az axis setup fülön a tengelyeknél. A direction positive pipálásával vagy pipa kiszedéssel a referencia kapcsolóra vagy szenzorra futás iránya megváltoztatható. A write offset on homing mezőbe pedig beírható, beállítható, hogy milyen koordinátát írjon home-kor a tengely DRO-ba. Így a home nem feltétlen nulla kell legyen, akármennyi értéket felvehet.
Ezenkívül a tengelyek pozitív mozgás iránya is konfigurálható a direction active low pipájával.
Így gyakorlatilag bármilyen irányú, sodrású derékszögű koordinátarendszer beállítható és bármelyik "sarok" lehet a home pont és a home pontnak lehet bármennyi XYZABC koordinátája.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 augusztus 21, 23:52
Írta: 000000000 Dátum 2014 augusztus 21, 23:52
Ezen a videón:
Video
látható, hogy az X tengely home pozíciója nem 0-nál, hanem 310mm-nél a gép elülső oldalán van.
Video
látható, hogy az X tengely home pozíciója nem 0-nál, hanem 310mm-nél a gép elülső oldalán van.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 augusztus 31, 17:25
Írta: svejk Dátum 2014 augusztus 31, 17:25
Azt álmodtam, hogy azért lett elcsúsztatva a Fehérvári találkozó, hogy be tudjátok mutatni az UCCNC progit az UC300-as hardverrel...
De szép valóság lenne! :)
De szép valóság lenne! :)
Cím: Re:UCCNC vezérlő program
Írta: Béni Dátum 2014 augusztus 31, 17:30
Írta: Béni Dátum 2014 augusztus 31, 17:30
Én meg azt, hogy valaki nem ért volna rá 27.-én ... [#crazya]
Cím: Re:UCCNC vezérlő program
Írta: hyuekyh7a Dátum 2014 szeptember 05, 20:32
Írta: hyuekyh7a Dátum 2014 szeptember 05, 20:32
Hogyan kell a magyar felületet kiválasztani?
Cím: Re:UCCNC vezérlő program
Írta: cxmcdtrx Dátum 2014 szeptember 05, 20:37
Írta: cxmcdtrx Dátum 2014 szeptember 05, 20:37
Configuration --> Profiles --> "hungarian" kiválasztani --> load profile --> save settings
A magyar nyelvű profile fájlnak a \UCCNC\Profiles könyvtárban kell lennie.
A magyar nyelvű profile fájlnak a \UCCNC\Profiles könyvtárban kell lennie.
Cím: Re:UCCNC vezérlő program
Írta: fa_kukac Dátum 2014 szeptember 05, 20:39
Írta: fa_kukac Dátum 2014 szeptember 05, 20:39
Sziasztok! Állandó gondom, hogy shift + irány gyorsjáratban öntartó lesz, és megy mint a veszett egér, Z is, és x is, vészgombra kell csapkodnom! Mac-ban nem csinálja, nem taszti gond, azt is cseréltem. Más nem tapasztalta?
Cím: Re:UCCNC vezérlő program
Írta: cxmcdtrx Dátum 2014 szeptember 05, 20:39
Írta: cxmcdtrx Dátum 2014 szeptember 05, 20:39
Cím: Re:UCCNC vezérlő program
Írta: cxmcdtrx Dátum 2014 szeptember 05, 21:03
Írta: cxmcdtrx Dátum 2014 szeptember 05, 21:03
Elfelejtettem: a magyar profilhoz hozz létre egy parancsikont, és akkor azzal indul a program.
Van is ilyen lehetőség, hogy ikon létrehozása az asztalon a profilhoz:

Van is ilyen lehetőség, hogy ikon létrehozása az asztalon a profilhoz:
Cím: Re:UCCNC vezérlő program
Írta: hyuekyh7a Dátum 2014 szeptember 05, 21:56
Írta: hyuekyh7a Dátum 2014 szeptember 05, 21:56
Na ez az nincs benne a magyar profil ebben a verzióban.
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 szeptember 06, 10:23
Írta: frkdv6dyr Dátum 2014 szeptember 06, 10:23
Cím: Re:UCCNC vezérlő program
Írta: fa_kukac Dátum 2014 szeptember 06, 10:55
Írta: fa_kukac Dátum 2014 szeptember 06, 10:55
Ok, de "Not found" , azaz valami nem jó a linkkel.
Cím: Re:UCCNC vezérlő program
Írta: cxmcdtrx Dátum 2014 szeptember 06, 11:50
Írta: cxmcdtrx Dátum 2014 szeptember 06, 11:50
Nem tudom, mi történt a linkkel, elé teszi az sgforum.hu-t.. Itt van mégegyszer:
www.cncdrive.com/UCCNC/download_UCCNC.php
www.cncdrive.com/UCCNC/download_UCCNC.php
Cím: Re:UCCNC vezérlő program
Írta: cxmcdtrx Dátum 2014 szeptember 06, 11:51
Írta: cxmcdtrx Dátum 2014 szeptember 06, 11:51
Cím: Re:UCCNC vezérlő program
Írta: cxmcdtrx Dátum 2014 szeptember 06, 11:51
Írta: cxmcdtrx Dátum 2014 szeptember 06, 11:51
sokadszorra csak jó lesz... :-)
Cím: Re:UCCNC vezérlő program
Írta: hyuekyh7a Dátum 2014 szeptember 06, 12:08
Írta: hyuekyh7a Dátum 2014 szeptember 06, 12:08
Ja ez a régi képernyő, azt hittem az új is megvan magyarul!
Cím: Re:UCCNC vezérlő program
Írta: fa_kukac Dátum 2014 szeptember 07, 16:10
Írta: fa_kukac Dátum 2014 szeptember 07, 16:10
Kösz, ez má jónak tűn...
Cím: Re:UCCNC vezérlő program
Írta: chyfhc809 Dátum 2014 szeptember 15, 15:24
Írta: chyfhc809 Dátum 2014 szeptember 15, 15:24
Szervusztok!
Egy kis segítséget kérek!
Hol lehet beállítani, hogy az SP PWM jel a mach3 indítása után automatikusan ki legyen pipálva az analóg IO fülön belül? nem egyszer majdnem elindult a marás orsó forgás nélkül!
Egy kis segítséget kérek!
Hol lehet beállítani, hogy az SP PWM jel a mach3 indítása után automatikusan ki legyen pipálva az analóg IO fülön belül? nem egyszer majdnem elindult a marás orsó forgás nélkül!
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 szeptember 15, 15:46
Írta: 000000000 Dátum 2014 szeptember 15, 15:46
Az I/O monitoron kell kipipálni.
A Mach3 elmenti az .xml fájlba, ha save settings-et csinálsz. Ha nem akkor szerintem nem jegyzi meg.
Érdemes volna azért a Polgárdi Balázs UC100-as topikjában megkérdezni Balázstól. Ez az UCCNC szoftver topikja.
A Mach3 elmenti az .xml fájlba, ha save settings-et csinálsz. Ha nem akkor szerintem nem jegyzi meg.
Érdemes volna azért a Polgárdi Balázs UC100-as topikjában megkérdezni Balázstól. Ez az UCCNC szoftver topikja.
Cím: Re:UCCNC vezérlő program
Írta: chyfhc809 Dátum 2014 szeptember 15, 15:56
Írta: chyfhc809 Dátum 2014 szeptember 15, 15:56
ujj, bocsánat!
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 szeptember 21, 10:20
Írta: svejk Dátum 2014 szeptember 21, 10:20
Csak érdeklődöm, nincs új fejlemény?
Az UC300-ashoz nagyon várjuk ám az UCCNC illesztését! [#finom]
Az UC300-ashoz nagyon várjuk ám az UCCNC illesztését! [#finom]
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 szeptember 22, 10:49
Írta: 000000000 Dátum 2014 szeptember 22, 10:49
Szia,
Nemsokára elkészülünk a fejlesztéssel. Már az utolsó simításokat végezzük a progin, illetve az adatlapot most kezdtem el átírni, hogy bele kerüljenek az új dolgok.
Szóval hamarosan várható, hogy elkészülünk. [#wave]
Nemsokára elkészülünk a fejlesztéssel. Már az utolsó simításokat végezzük a progin, illetve az adatlapot most kezdtem el átírni, hogy bele kerüljenek az új dolgok.
Szóval hamarosan várható, hogy elkészülünk. [#wave]
Cím: Re:UCCNC vezérlő program
Írta: cxmcdtrx Dátum 2014 szeptember 22, 14:35
Írta: cxmcdtrx Dátum 2014 szeptember 22, 14:35
Jól hangzik, várom már én is!
Mi a helyzet a dobozolt, sorkapcsos UC300 alaplappal? Várom már nagyon, arra feltétlen benevezek :-)
Mi a helyzet a dobozolt, sorkapcsos UC300 alaplappal? Várom már nagyon, arra feltétlen benevezek :-)
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 szeptember 22, 15:54
Írta: frkdv6dyr Dátum 2014 szeptember 22, 15:54
Alaplap csere ráfizetéssel lehetséges? Mert akkor lehet, hogy én is benevezek egyre.
Cím: Re:UCCNC vezérlő program
Írta: wcmwugefi Dátum 2014 szeptember 22, 21:15
Írta: wcmwugefi Dátum 2014 szeptember 22, 21:15
Az új alaplapra várok én is a vezérléssel... :(
Hátha biztosabb lesz egy magamfajta laikusnak is... :)
Hátha biztosabb lesz egy magamfajta laikusnak is... :)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 szeptember 23, 23:03
Írta: 000000000 Dátum 2014 szeptember 23, 23:03
Sziasztok,
Az új alaplapon még nem tudtuk elvégezni a végső módosításokat, amelyek a gyárthatóság miatt kellenek. Az elmúlt lb. 1.5 hónapban folyamatosan az UCCNC->UC300 illesztésén dolgoztunk. Amint az teljesen készen lesz és meglesz a kiadás, akkor gyártásra készre csináljuk az új alaplapot.
Pár képet ide beteszek róla nektek.
Egyelőre matrica nélkül így néz ki:


Az új alaplapon még nem tudtuk elvégezni a végső módosításokat, amelyek a gyárthatóság miatt kellenek. Az elmúlt lb. 1.5 hónapban folyamatosan az UCCNC->UC300 illesztésén dolgoztunk. Amint az teljesen készen lesz és meglesz a kiadás, akkor gyártásra készre csináljuk az új alaplapot.
Pár képet ide beteszek róla nektek.
Egyelőre matrica nélkül így néz ki:
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 szeptember 23, 23:11
Írta: frkdv6dyr Dátum 2014 szeptember 23, 23:11
Jó a színe [#eljen] már el is fogott a sárga irigység. El rettenthetsz egy körülbelüli költséggel is minket vezérlővel, vagy az nélkül a már UC300 tulajok részére.
Cím: Re:UCCNC vezérlő program
Írta: cxmcdtrx Dátum 2014 szeptember 23, 23:19
Írta: cxmcdtrx Dátum 2014 szeptember 23, 23:19
Tetszetős a dolog, csak így tovább!
[#taps]
[#taps]
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 szeptember 23, 23:21
Írta: 000000000 Dátum 2014 szeptember 23, 23:21
Köszi. :)
Még nem készítettünk rá költségvetést. Az első széria gyártásánál szoktuk mindig kikalkulálni, mert akkor látjuk a pontos bekerülési költséget. Találgatni, tippelgetni meg nem nagyon szeretnék, annak nem volna értelme...
Még nem készítettünk rá költségvetést. Az első széria gyártásánál szoktuk mindig kikalkulálni, mert akkor látjuk a pontos bekerülési költséget. Találgatni, tippelgetni meg nem nagyon szeretnék, annak nem volna értelme...
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 szeptember 23, 23:24
Írta: 000000000 Dátum 2014 szeptember 23, 23:24
A szine az már tradicionális, a szervo szabályzünk is ilyen színű:

Illetve sok gépet is ilyen színűre építünk.
A festés egyébként porszórás.
Illetve sok gépet is ilyen színűre építünk.
A festés egyébként porszórás.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 szeptember 23, 23:24
Írta: 000000000 Dátum 2014 szeptember 23, 23:24
Köszi, örülök, hogy tetszik. :)
Cím: Re:UCCNC vezérlő program
Írta: krnj79r9n Dátum 2014 szeptember 24, 18:32
Írta: krnj79r9n Dátum 2014 szeptember 24, 18:32
Szia Balázs,
Nekünk is van tőletek ilyen vezérlőnk, nagyon jó kis darab. Már tesztelgettem néhány motorral, gépen még ugyan nem, csak magában, de nagyon szépen üzemel. Viszont lenne néhány kérdésem vele kapcsolatban.
De mivel ez mégis csak az UCCNC topik, meg van a UC100-300 nak is van saját topikja, nem akarom összerondítani.
Nem kellene nektek is létrehozni egy saját céges topikot a Klavió-hoz hasonlóan, ahol az egyéb főleg saját fejlesztésű termékeitekről is lehetne kérdezni, informálódni?
De ha nem zavar itt is feltehetem a DG4S-es kapcsolatos kérdéseimet.
Nekünk is van tőletek ilyen vezérlőnk, nagyon jó kis darab. Már tesztelgettem néhány motorral, gépen még ugyan nem, csak magában, de nagyon szépen üzemel. Viszont lenne néhány kérdésem vele kapcsolatban.
De mivel ez mégis csak az UCCNC topik, meg van a UC100-300 nak is van saját topikja, nem akarom összerondítani.
Nem kellene nektek is létrehozni egy saját céges topikot a Klavió-hoz hasonlóan, ahol az egyéb főleg saját fejlesztésű termékeitekről is lehetne kérdezni, informálódni?
De ha nem zavar itt is feltehetem a DG4S-es kapcsolatos kérdéseimet.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 szeptember 24, 20:18
Írta: 000000000 Dátum 2014 szeptember 24, 20:18
Szia,
Örülök, hogy tetszik a szervo szabályzónk. :)
Szerintem ha lehet ne nagyon keverjük össze ezt a topikot, inkább megfogadom a javaslatodat és fogok szólni Polgárdi Balázsnak, hogy kérjen nekünk egy céges topikot, ahol általánosságban a termékeinkről lehet érdeklődni és akkor majd ott beszéljük meg. Vagy ha esetleg sürgős a dolog, akkor addig is e-mailben vagy telefonon is szívesen válaszolok.
Örülök, hogy tetszik a szervo szabályzónk. :)
Szerintem ha lehet ne nagyon keverjük össze ezt a topikot, inkább megfogadom a javaslatodat és fogok szólni Polgárdi Balázsnak, hogy kérjen nekünk egy céges topikot, ahol általánosságban a termékeinkről lehet érdeklődni és akkor majd ott beszéljük meg. Vagy ha esetleg sürgős a dolog, akkor addig is e-mailben vagy telefonon is szívesen válaszolok.
Cím: Re:UCCNC vezérlő program
Írta: c2nsu773m Dátum 2014 szeptember 24, 21:42
Írta: c2nsu773m Dátum 2014 szeptember 24, 21:42
Minden működik rendesen!
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 szeptember 25, 11:08
Írta: 000000000 Dátum 2014 szeptember 25, 11:08
Tamás,
Köszi a visszajelzést, örülök, hogy sikerült az üzembe helyezés.
Köszi a visszajelzést, örülök, hogy sikerült az üzembe helyezés.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 szeptember 25, 19:32
Írta: svejk Dátum 2014 szeptember 25, 19:32
Szeretnék máris jelentkezni UCCNC-UC300 tesztelésre! :)
Cím: Re:UCCNC vezérlő program
Írta: nffab2gnr Dátum 2014 szeptember 25, 19:38
Írta: nffab2gnr Dátum 2014 szeptember 25, 19:38
nana, Te tudsz valamit?
Cím: Re:UCCNC vezérlő program
Írta: nffab2gnr Dátum 2014 szeptember 25, 19:41
Írta: nffab2gnr Dátum 2014 szeptember 25, 19:41
én is,én is hahó! jelenzkezem[#wave][#wave][#phone]
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 szeptember 25, 19:42
Írta: frkdv6dyr Dátum 2014 szeptember 25, 19:42
Kise maradnék, csak szóljatok!!!
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 szeptember 25, 19:48
Írta: svejk Dátum 2014 szeptember 25, 19:48
Na, egy hülye százat csinál?! :)
Cím: Re:UCCNC vezérlő program
Írta: cxmcdtrx Dátum 2014 szeptember 25, 23:21
Írta: cxmcdtrx Dátum 2014 szeptember 25, 23:21
Énisénis! [#wave] [#integet2] [#wave]
[#wink]
[#wink]
Cím: Re:UCCNC vezérlő program
Írta: 9npx2xk89 Dátum 2014 szeptember 26, 00:37
Írta: 9npx2xk89 Dátum 2014 szeptember 26, 00:37
Ma jött meg az UC300, fel is raktam a gépre, előtte lefuttattam a dotnetfx2.0-át.
Újra is lett indítva a gép, a mach3 mégis azt mondja, hogy Plugin DLL defective. Reload.
Egy UC-s dll van a plugin mappában, mi ilyenkor a teendő?
Újra is lett indítva a gép, a mach3 mégis azt mondja, hogy Plugin DLL defective. Reload.
Egy UC-s dll van a plugin mappában, mi ilyenkor a teendő?
Cím: Re:UCCNC vezérlő program
Írta: 9npx2xk89 Dátum 2014 szeptember 26, 00:39
Írta: 9npx2xk89 Dátum 2014 szeptember 26, 00:39
UC300 V1_053.dll - Defective Plugin Found..ignoreign..
A következő üzenet.
A következő üzenet.
Cím: Re:UCCNC vezérlő program
Írta: 9npx2xk89 Dátum 2014 szeptember 26, 01:04
Írta: 9npx2xk89 Dátum 2014 szeptember 26, 01:04
Átraktam másik usb portra, elindult a driver telepítés lefutott. és a mach3 is felismerte, és frissítette a firmware-t, úgy tűnik ez a port több kakót ad neki, de most jónak tűnik.
Cím: Re:UCCNC vezérlő program
Írta: cxmcdtrx Dátum 2014 szeptember 26, 11:19
Írta: cxmcdtrx Dátum 2014 szeptember 26, 11:19
Egy gyors kérdés az új, sorkapcsos alaplaphoz:
Kap az alaplap felől külső tápot az UC300, hogy ne az USB-port adja neki az 5V-ot? Az eddig elhangzottak alapján ez nem lenne rossz megoldás.
Az ipari CAN vezérlőknél nekem is be kellett építeni egy külső táppal ellátott USB HUB-ot, hogy stabilan menjenek az eszközök.
Akinek ilyen van, ez meggondolandó megoldás lehet a már működő rendszereknél, szerintem sokat segíthet.
Mi ezt használjuk az elektromos szekrényeinkben:
USB 2.0:
ExSys EX-1163HM
Ebből az USB 3.0 kivitel:
ExSys EX-1185HMVS

Kap az alaplap felől külső tápot az UC300, hogy ne az USB-port adja neki az 5V-ot? Az eddig elhangzottak alapján ez nem lenne rossz megoldás.
Az ipari CAN vezérlőknél nekem is be kellett építeni egy külső táppal ellátott USB HUB-ot, hogy stabilan menjenek az eszközök.
Akinek ilyen van, ez meggondolandó megoldás lehet a már működő rendszereknél, szerintem sokat segíthet.
Mi ezt használjuk az elektromos szekrényeinkben:
USB 2.0:
ExSys EX-1163HM
Ebből az USB 3.0 kivitel:
ExSys EX-1185HMVS
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 szeptember 26, 13:56
Írta: 000000000 Dátum 2014 szeptember 26, 13:56
Látom tényleg sokan várjátok már az UCCNC-t az UC300-hoz. :) Most már hamarosan elkészülünk még egy pici türelmet kérek csak.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 szeptember 26, 14:05
Írta: 000000000 Dátum 2014 szeptember 26, 14:05
Az új panelon az 5V-ról az UC300 modul mikrovezérlője, illetve a step jelek meghajtó bufferein kívül semmi más nincsen táplálva. Így az áramfelvétel alacsony, nem válik szükségessé külső 5V táp használata. Az összes bemenet, kimenet le van optocsatolva és ezeknek a meghajtásához egy külső 24V-os táp szükséges, amit a panelon a megfelelő sorkapcsolba kell kötni.
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2014 szeptember 26, 19:31
Írta: Miki2 Dátum 2014 szeptember 26, 19:31
Nem szeretnék telhetetlennek látszani, de...
Remélem ez már olyan UC300 lesz, ami tudja az eszterga főorsó szinkront a menetvágási kódok esetén.
Persze eddig csak marógéphez láttam az UCCNC-t.
Esztergálni is megtanúl majd?
Remélem ez már olyan UC300 lesz, ami tudja az eszterga főorsó szinkront a menetvágási kódok esetén.
Persze eddig csak marógéphez láttam az UCCNC-t.
Esztergálni is megtanúl majd?
Cím: Re:UCCNC vezérlő program
Írta: krnj79r9n Dátum 2014 szeptember 26, 22:16
Írta: krnj79r9n Dátum 2014 szeptember 26, 22:16
Szia,
Igen én is így gondoltam, hogy ne keverjük bele ide.
Ezért is javasoltam egy külön céges topik létrehozását. Szerintem megérdemlitek.
Annyira nem sürgős a dolog, eléggé el vagyok most havazva. De ha mégis az lesz akkor felhívlak vagy írok egy e-mailt.
Igen én is így gondoltam, hogy ne keverjük bele ide.
Ezért is javasoltam egy külön céges topik létrehozását. Szerintem megérdemlitek.
Annyira nem sürgős a dolog, eléggé el vagyok most havazva. De ha mégis az lesz akkor felhívlak vagy írok egy e-mailt.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 szeptember 29, 11:54
Írta: 000000000 Dátum 2014 szeptember 29, 11:54
Sziasztok,
Elkészült az UCCNC 1.0034-es verziója, ami működik az UC100 és UC300-5LPT mozgásvezérlőkkel is.
A weboldalra egyelőre nem tettem fel ezt a verziót, csak ide másolom a letöltés linkjét:
UCCNC 1.0034 setup
License kulcsokat aki szeretne Polgárdi Balázsról tud kérni. Ingyen license kulcsokat kizárólag az UC300-hoz adunk, az UC100-hoz nem! A kulcsok ingyen kérhetők 2014.11.01.-ig.
Elkészült az UCCNC 1.0034-es verziója, ami működik az UC100 és UC300-5LPT mozgásvezérlőkkel is.
A weboldalra egyelőre nem tettem fel ezt a verziót, csak ide másolom a letöltés linkjét:
UCCNC 1.0034 setup
License kulcsokat aki szeretne Polgárdi Balázsról tud kérni. Ingyen license kulcsokat kizárólag az UC300-hoz adunk, az UC100-hoz nem! A kulcsok ingyen kérhetők 2014.11.01.-ig.
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 szeptember 29, 13:55
Írta: frkdv6dyr Dátum 2014 szeptember 29, 13:55
És működik!!!!!!! [#wave]
Nagy köszönet [#worship] tesztelés indul.
Nagy köszönet [#worship] tesztelés indul.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 szeptember 29, 14:00
Írta: 000000000 Dátum 2014 szeptember 29, 14:00
[#love12]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 szeptember 29, 14:51
Írta: svejk Dátum 2014 szeptember 29, 14:51
Báránybőr, azaz juhéj! :)
Már írok is. Ugye a matricán levő serial number kell?
Már írok is. Ugye a matricán levő serial number kell?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 szeptember 29, 16:21
Írta: 000000000 Dátum 2014 szeptember 29, 16:21
Szia,
:)
Igen, a matricán lévő sériaszám kell.
Van az UCCNC mappában egy UCxxx_Serialnumber_lister.exe fájl, azzal is kiolvasható a szériaszám, ha esetleg megkopott volna a matrica.
:)
Igen, a matricán lévő sériaszám kell.
Van az UCCNC mappában egy UCxxx_Serialnumber_lister.exe fájl, azzal is kiolvasható a szériaszám, ha esetleg megkopott volna a matrica.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 szeptember 29, 19:50
Írta: svejk Dátum 2014 szeptember 29, 19:50
Elküldtem, de még nem kaptam választ.
No jó, nem is olyan sürgős, úgy is csak holnap délután tudom kipróbálni.
No jó, nem is olyan sürgős, úgy is csak holnap délután tudom kipróbálni.
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 szeptember 29, 21:02
Írta: frkdv6dyr Dátum 2014 szeptember 29, 21:02
Nézd meg a postaládikód [#email] később kértem és már meg is jött.
Látom a mai éjszakám mivel fog eltelni.
Látom a mai éjszakám mivel fog eltelni.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 szeptember 29, 22:40
Írta: 000000000 Dátum 2014 szeptember 29, 22:40
Szia Svejk,
Bár írtad hogy nem sürgős, de ha mégis azzá vált volna, akkor küld el nekem a szokásos e-mail címemre, akkor most csinálok neked egy license-t gyorsan...
Bár írtad hogy nem sürgős, de ha mégis azzá vált volna, akkor küld el nekem a szokásos e-mail címemre, akkor most csinálok neked egy license-t gyorsan...
Cím: Re:UCCNC vezérlő program
Írta: chyfhc809 Dátum 2014 szeptember 30, 06:25
Írta: chyfhc809 Dátum 2014 szeptember 30, 06:25
Szervusztok!
Letöltöttem a demo változatot és nem igazán látta az uc300-at mi lehet a gond? ( nyugi rávan dugva ;) )
Letöltöttem a demo változatot és nem igazán látta az uc300-at mi lehet a gond? ( nyugi rávan dugva ;) )
Cím: Re:UCCNC vezérlő program
Írta: wcmwugefi Dátum 2014 szeptember 30, 07:49
Írta: wcmwugefi Dátum 2014 szeptember 30, 07:49
Szia.
Nem akarok okoskodni, de a 999-ben írták hogy a honlapon még nem az a verzió van mely az uc-300at támogatja. A hozzászólásban található hivatkozásról lehet letölteni.
meg Demo módban, ha jól értelmeztem nem lát vezérlőt:
"- Demo módban (szimuláció) futás licence kulcs és/vagy UC100 mozgásvezérlő csatlakoztatása nélkül."
Nem akarok okoskodni, de a 999-ben írták hogy a honlapon még nem az a verzió van mely az uc-300at támogatja. A hozzászólásban található hivatkozásról lehet letölteni.
meg Demo módban, ha jól értelmeztem nem lát vezérlőt:
"- Demo módban (szimuláció) futás licence kulcs és/vagy UC100 mozgásvezérlő csatlakoztatása nélkül."
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 szeptember 30, 08:56
Írta: 000000000 Dátum 2014 szeptember 30, 08:56
Ahogy Attila is írta:
1.) A weboldalunkon még olyan verzió van fent, ami nem ismeri az UC300-at. Ami ismeri már az UC300-at, az egyelőre még csak a #999-ben írt linken érhető el, tölthető le.
2.) Ahhoz, hogy csatlakozzon a szoftver az UC300-hoz, kell egy license kulcs, amit vagy Polgárdi Balázstól, vagy tőlem lehet kérni e-mailben. 2014.11.01.-ig ingyenesen.
1.) A weboldalunkon még olyan verzió van fent, ami nem ismeri az UC300-at. Ami ismeri már az UC300-at, az egyelőre még csak a #999-ben írt linken érhető el, tölthető le.
2.) Ahhoz, hogy csatlakozzon a szoftver az UC300-hoz, kell egy license kulcs, amit vagy Polgárdi Balázstól, vagy tőlem lehet kérni e-mailben. 2014.11.01.-ig ingyenesen.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 szeptember 30, 16:32
Írta: svejk Dátum 2014 szeptember 30, 16:32
Köszönöm, most tudtam csak beüzemelni.
Indult első rúgásra.:)
A Mach3-ból való beállítás impörtálás javarészt sikeres volt, csupán az X és Y-nál kellett irányt cserélni, illetve ki kell majd tölteni az input trigger ablakot.
Viszont a Configuration / I-O setup/ablak bal alsó ténegyedéről írhatnátok.
Ahol az analóg bemeneteket lehet konfigurálni.
Nem tudom, hogy azt hogy kellene kitölteni.
Indult első rúgásra.:)
A Mach3-ból való beállítás impörtálás javarészt sikeres volt, csupán az X és Y-nál kellett irányt cserélni, illetve ki kell majd tölteni az input trigger ablakot.
Viszont a Configuration / I-O setup/ablak bal alsó ténegyedéről írhatnátok.
Ahol az analóg bemeneteket lehet konfigurálni.
Nem tudom, hogy azt hogy kellene kitölteni.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 szeptember 30, 17:42
Írta: 000000000 Dátum 2014 szeptember 30, 17:42
Szia Svejk,
Ez jól hangzik. :)
Az UCCNC ahová telepedett, a /Documentation mappában van a használati utasítás, abban leírtunk mindent az analog beállításokról.
Ez jól hangzik. :)
Az UCCNC ahová telepedett, a /Documentation mappában van a használati utasítás, abban leírtunk mindent az analog beállításokról.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 szeptember 30, 18:35
Írta: svejk Dátum 2014 szeptember 30, 18:35
Nem semmi iromány!
Már ez a 48 oldal megírása is hatalmas meló...
Ráadásul magyarul és angolul is.
Már ez a 48 oldal megírása is hatalmas meló...
Ráadásul magyarul és angolul is.
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2014 szeptember 30, 19:56
Írta: pisti73 Dátum 2014 szeptember 30, 19:56
Sziasztok!
Működik nekem is a vezérlő. Korábban Bácsi Zoli közreműködésével készítettünk egy kézi vezérlőt, távirányítót, most annak a konfigurálását csinálgatom. Igaz a távirányító LinuxCnC/Mach3-hoz készült, de amit eddig felkonfiguráltam a UCCNC-ben minden szuperül működik. Eddig a kézikerék finomhangolásával harcoltam, de már az is pontosan működik.
Ügyesek vagytok, szuper kis program!
Működik nekem is a vezérlő. Korábban Bácsi Zoli közreműködésével készítettünk egy kézi vezérlőt, távirányítót, most annak a konfigurálását csinálgatom. Igaz a távirányító LinuxCnC/Mach3-hoz készült, de amit eddig felkonfiguráltam a UCCNC-ben minden szuperül működik. Eddig a kézikerék finomhangolásával harcoltam, de már az is pontosan működik.
Ügyesek vagytok, szuper kis program!
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 szeptember 30, 20:24
Írta: 000000000 Dátum 2014 szeptember 30, 20:24
Szia,
Köszi.
Valóban volt vele bőven meló.
A képeket is mindig újra kell gyártani, amikor új menüpontok, új beállítások készülnek. Próbáljuk egyébként mindig gyorsan hozzáigazítani a doksit a progihoz, amint valami változik, hogy egyszerre ne kelljen sokmindent dokumentálni.
Egyébként annyi meló volt magával a progival az UC300-hoz illesztéssel, hogy az utóbbi 1.5-2 hónapban minden nap dolgoztam rajta több órát és Polgárdi Balázs is.
Köszi.
Valóban volt vele bőven meló.
A képeket is mindig újra kell gyártani, amikor új menüpontok, új beállítások készülnek. Próbáljuk egyébként mindig gyorsan hozzáigazítani a doksit a progihoz, amint valami változik, hogy egyszerre ne kelljen sokmindent dokumentálni.
Egyébként annyi meló volt magával a progival az UC300-hoz illesztéssel, hogy az utóbbi 1.5-2 hónapban minden nap dolgoztam rajta több órát és Polgárdi Balázs is.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 szeptember 30, 20:34
Írta: 000000000 Dátum 2014 szeptember 30, 20:34
Szia,
Jó hallani, hogy működik a kézi vezérlőd. :)
A kézi vezérlő kezelését is most csináltuk meg, az megy most már UC100 és UC300-al is.
Az "input trigger" fülön hozzá tudsz állítani funkció kódokat fizikai bemenetekhez és akkor lehet tengelyeket is választani külső nyomógombokkal vagy mondjuk egy több állású forgó-kapcsolóval. A tengely választásoknak van külön funkció kódja, illetve az MPG jog mód választásnak is.
Polgárdi Balázs elég sokat dolgozott az MPG-n, tett bele egy állítható integráló filtert is, amivel az MPG mozgásának a "finomsága" állítható. Ezzel meg lehet oldani azt, hogy egyenetlen kézi kerék tekerés esetén is egyenletes legyen a mozgás. Mach3-ból ez sajnos hiányzik és nem is lehet megcsinálni a működéséből adódóan, de az UCCNC már ilyet is tud. :)
Még talán annyit érdemes leírnom, hátha még valaki nem vette észre, hogy a /documentation mappában a buttons_by_number.htm dokumentumban az összes funkció száma le van írva, amiket használni lehet és amiket össze lehet kapcsolni fizikai bemeneti lábbal.
Ugyanitt le van dokumentálva a virtuális LED-eknek a sorszáma is, ha valaki esetleg a képernyőre akar led-eket pakolni, azt is lehet, akárhányat, akármelyik oldalra, akármiylen pozícióba, a screenset script fájl szerkesztésével...
Jó hallani, hogy működik a kézi vezérlőd. :)
A kézi vezérlő kezelését is most csináltuk meg, az megy most már UC100 és UC300-al is.
Az "input trigger" fülön hozzá tudsz állítani funkció kódokat fizikai bemenetekhez és akkor lehet tengelyeket is választani külső nyomógombokkal vagy mondjuk egy több állású forgó-kapcsolóval. A tengely választásoknak van külön funkció kódja, illetve az MPG jog mód választásnak is.
Polgárdi Balázs elég sokat dolgozott az MPG-n, tett bele egy állítható integráló filtert is, amivel az MPG mozgásának a "finomsága" állítható. Ezzel meg lehet oldani azt, hogy egyenetlen kézi kerék tekerés esetén is egyenletes legyen a mozgás. Mach3-ból ez sajnos hiányzik és nem is lehet megcsinálni a működéséből adódóan, de az UCCNC már ilyet is tud. :)
Még talán annyit érdemes leírnom, hátha még valaki nem vette észre, hogy a /documentation mappában a buttons_by_number.htm dokumentumban az összes funkció száma le van írva, amiket használni lehet és amiket össze lehet kapcsolni fizikai bemeneti lábbal.
Ugyanitt le van dokumentálva a virtuális LED-eknek a sorszáma is, ha valaki esetleg a képernyőre akar led-eket pakolni, azt is lehet, akárhányat, akármelyik oldalra, akármiylen pozícióba, a screenset script fájl szerkesztésével...
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2014 szeptember 30, 20:51
Írta: pisti73 Dátum 2014 szeptember 30, 20:51
Még tegnap este gondolkoztam hogyan is tudom megoldani a funkciók hozzárendelését a nyomógombokhoz, végül bújva a telepítési könyvtárakat rátaláltam az Általad jelzett mappában a jelzett dokumentumra és onnan már ment minden könnyedén.
Működik a tengelyválasztás, lépésválasztás, reset, MPG, valamint van még egy szabadon konfigurálható nyomógombom is.
Sajnos most érkeztem nem rég haza, a gépen élesbe még ne sikerült kipróbálni, de holnap arra is sort kerítek. Erre az integráló filter-re egy kicsit kíváncsi vagyok, mert Mach3-nál valóban voltak egyenetlen - sokszor zavaró - mozgások, főleg a gyorsabb mozgások esetén.
Működik a tengelyválasztás, lépésválasztás, reset, MPG, valamint van még egy szabadon konfigurálható nyomógombom is.
Sajnos most érkeztem nem rég haza, a gépen élesbe még ne sikerült kipróbálni, de holnap arra is sort kerítek. Erre az integráló filter-re egy kicsit kíváncsi vagyok, mert Mach3-nál valóban voltak egyenetlen - sokszor zavaró - mozgások, főleg a gyorsabb mozgások esetén.
Cím: Re:UCCNC vezérlő program
Írta: 9npx2xk89 Dátum 2014 szeptember 30, 21:55
Írta: 9npx2xk89 Dátum 2014 szeptember 30, 21:55
Kéne valami hely ahol jelezhetnénk a hibákat. Nekem a mac3 fájlomra azt mondta, hogy nem ismeri fel. Átolvastam a 48 oldalt, most nekiesek a maradéknak, holnap talán gépre kerül.
Cím: Re:UCCNC vezérlő program
Írta: cxmcdtrx Dátum 2014 szeptember 30, 22:22
Írta: cxmcdtrx Dátum 2014 szeptember 30, 22:22
Végre elnyeri méltó helyét és funkcióját a kézikerekem is a vezérlőpulton :-)
Szuper! Ööö izé, szeretnék is hamar venni egy UC300-at! az info@cncdrive-ra írjak, vagy webshopból vegyem?
"Törzsvásárlói" kedvezmény van? :-)
Szép estét!
Szuper! Ööö izé, szeretnék is hamar venni egy UC300-at! az info@cncdrive-ra írjak, vagy webshopból vegyem?
"Törzsvásárlói" kedvezmény van? :-)
Szép estét!
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 szeptember 30, 22:42
Írta: svejk Dátum 2014 szeptember 30, 22:42
Most pont azt a topicot olvasod.
Cím: Re:UCCNC vezérlő program
Írta: chyfhc809 Dátum 2014 október 01, 08:35
Írta: chyfhc809 Dátum 2014 október 01, 08:35
Írtam is azonnal amint jött a licence lehetőség de se Balázs se CNCdrive1 nem adott licenc-t. :S
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2014 október 01, 09:06
Írta: lari Dátum 2014 október 01, 09:06
Balázs! Az eszterga része hogy áll a programnak?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 01, 09:26
Írta: 000000000 Dátum 2014 október 01, 09:26
Szia,
Itt tudod jelezni, ha valami hibát találsz a programban. Illetve nekem e-mailben is tudod jelezni, ha van valami kapcsolódó fájl, akkor azt e-mailben tudod elküldeni és akkor megtudjuk vizsgálni a problémát közelebbről.
Hiba jelentéskor a kapcsolódó fájlok betöltésével, futtatásával stb. tudjuk a hibát reprodukálni a mi rendszerünkön és akkor tudjuk debuggolni és szükség esetén korrigálni a progiban a hibát.
Itt tudod jelezni, ha valami hibát találsz a programban. Illetve nekem e-mailben is tudod jelezni, ha van valami kapcsolódó fájl, akkor azt e-mailben tudod elküldeni és akkor megtudjuk vizsgálni a problémát közelebbről.
Hiba jelentéskor a kapcsolódó fájlok betöltésével, futtatásával stb. tudjuk a hibát reprodukálni a mi rendszerünkön és akkor tudjuk debuggolni és szükség esetén korrigálni a progiban a hibát.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 01, 09:27
Írta: 000000000 Dátum 2014 október 01, 09:27
Szia,
Rendelhetsz a webáruhuzunkban vagy e-mailben, mindkét megoldás megfelelő. :)
Rendelhetsz a webáruhuzunkban vagy e-mailben, mindkét megoldás megfelelő. :)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 01, 09:29
Írta: 000000000 Dátum 2014 október 01, 09:29
Polgárdi Balázs küldött neked license-t. Szerintem próbáld megnézni a levelezőrendszered SPAM mappáját, lehet, hogy oda került a levét.
Hozzám egyébként nem érkezett tőled levél, de Polgárdi Balázs mondta, hogy ő kapott tőled levelet és hogy küldött is neked license kulcsot...
Hozzám egyébként nem érkezett tőled levél, de Polgárdi Balázs mondta, hogy ő kapott tőled levelet és hogy küldött is neked license kulcsot...
Cím: Re:UCCNC vezérlő program
Írta: cxmcdtrx Dátum 2014 október 01, 10:14
Írta: cxmcdtrx Dátum 2014 október 01, 10:14
Küldtem mailt a részletekkel.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 01, 10:18
Írta: 000000000 Dátum 2014 október 01, 10:18
Szia,
Ezt egyelőre nem tudom, meg kell kérdeznem majd Polgárdi Balázst, hogy hogyan áll az API-nak ez a része.
Én jelenleg az ISOBOB fedőnevű új UC300-as elosztópanel befejezésén dolgozom, ahogy írtam is pár bejegyzéssel lentebb, hogy most nekem ez a következő feladatom.
Ezt egyelőre nem tudom, meg kell kérdeznem majd Polgárdi Balázst, hogy hogyan áll az API-nak ez a része.
Én jelenleg az ISOBOB fedőnevű új UC300-as elosztópanel befejezésén dolgozom, ahogy írtam is pár bejegyzéssel lentebb, hogy most nekem ez a következő feladatom.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 01, 10:18
Írta: 000000000 Dátum 2014 október 01, 10:18
Szia Attila,
Megkaptam a levelet, köszi, hamarosan írok választ...
Megkaptam a levelet, köszi, hamarosan írok választ...
Cím: Re:UCCNC vezérlő program
Írta: chyfhc809 Dátum 2014 október 01, 10:44
Írta: chyfhc809 Dátum 2014 október 01, 10:44
Köszönöm! megkaptam!
Cím: Re:UCCNC vezérlő program
Írta: hyuekyh7a Dátum 2014 október 01, 11:04
Írta: hyuekyh7a Dátum 2014 október 01, 11:04
Balázs az M3 és M4 is ugyanarra a kimenetre van konfig. de nem kapcsolja be csak az M4 a kimenetet. (UC300)
Az M203 macro futásakor a probe bemenet nem állítja meg a Z mozgást, vagy az input trigernél be kell állítani valamit?
Az M203 macro futásakor a probe bemenet nem állítja meg a Z mozgást, vagy az input trigernél be kell állítani valamit?
Cím: Re:UCCNC vezérlő program
Írta: hyuekyh7a Dátum 2014 október 01, 11:16
Írta: hyuekyh7a Dátum 2014 október 01, 11:16
Ki kellett vennem az M4 et port pin 0 val akkor megy az M3.
Cím: Re:UCCNC vezérlő program
Írta: hyuekyh7a Dátum 2014 október 01, 11:52
Írta: hyuekyh7a Dátum 2014 október 01, 11:52
A THC szabályzásnak mükődnie kellene?
Mert nem vár a thc on ra egyből indul a mozgás.
Mert nem vár a thc on ra egyből indul a mozgás.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 október 01, 12:03
Írta: kr97pwss2 Dátum 2014 október 01, 12:03
Visszakerestem és 09.29. 20:39-kor küldtem a licencet neked, de ezek szerint nem érkezett meg. Aki kért, max. egy fél napos késéssel, elfoglaltságtól függően, de mindenkinek küldtem a licencet.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 01, 12:07
Írta: 000000000 Dátum 2014 október 01, 12:07
Szia Csaba,
Megvizsgálom a jelzett dolgokat, kis türelmedet kérem...
Megvizsgálom a jelzett dolgokat, kis türelmedet kérem...
Cím: Re:UCCNC vezérlő program
Írta: fa_kukac Dátum 2014 október 01, 12:08
Írta: fa_kukac Dátum 2014 október 01, 12:08
Hu, tegnap írtam, ma délelőtt már itt volt a futár az UC300-al. Gyors volt, köszi. Már csak össze kell drótozni, és hajrá! Balázs, nem tudom hogy Nektek megvan-e a serial az UCCNC-hez, amit kérnék, vagy küldjem el PM-ben?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 01, 12:18
Írta: 000000000 Dátum 2014 október 01, 12:18
Köszi a visszajelzést. :)
Légyszi küld el Polgárdi Balázsnak, mert ugyan megvan a szériaszám egy listába le van tárolva, de ahol le van írva az a görcsönyi telephelyünk, én Pécsen vagyok Polgárdi Balázs pedig Svájcban, szóval gyorsabb, ha elküldöd Balázsnak a szériaszámot e-mailben és akkor küldi is a license kulcsot.
Légyszi küld el Polgárdi Balázsnak, mert ugyan megvan a szériaszám egy listába le van tárolva, de ahol le van írva az a görcsönyi telephelyünk, én Pécsen vagyok Polgárdi Balázs pedig Svájcban, szóval gyorsabb, ha elküldöd Balázsnak a szériaszámot e-mailben és akkor küldi is a license kulcsot.
Cím: Re:UCCNC vezérlő program
Írta: hyuekyh7a Dátum 2014 október 01, 13:50
Írta: hyuekyh7a Dátum 2014 október 01, 13:50
A Végállás beállitásánál kiveszem a pipát activ low ból , de nem menti el !
Mikor újra indítom a programot resetből nem lehet kilépni mert újra ott a pipa.
Tengely automata bemérésnél miután átírta step értéket beugrik a reset és nem is lehet kivenni belőle újra kell indítani a programot.
Mikor újra indítom a programot resetből nem lehet kilépni mert újra ott a pipa.
Tengely automata bemérésnél miután átírta step értéket beugrik a reset és nem is lehet kivenni belőle újra kell indítani a programot.
Cím: Re:UCCNC vezérlő program
Írta: fa_kukac Dátum 2014 október 01, 14:21
Írta: fa_kukac Dátum 2014 október 01, 14:21
Ok, Köszönöm!
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 október 01, 14:28
Írta: kr97pwss2 Dátum 2014 október 01, 14:28
Igen ez egy hiba, keresem az okát, és majd javítom.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 01, 14:55
Írta: 000000000 Dátum 2014 október 01, 14:55
Beállítások mentéséhez, ha a képernyőn valamit állítasz, akkor az Apply settings-el tudod érvényesíteni. Ezután a Save settings-el elmenteni. Vagyis először érvényesíteni kell, mert az érvényes állapotot menti el. Talán ez lehet a gond.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 01, 14:56
Írta: 000000000 Dátum 2014 október 01, 14:56
Tengely automata bemérésénél tényleg van valami hiba, ezt most vizsgálom...
Cím: Re:UCCNC vezérlő program
Írta: 9npx2xk89 Dátum 2014 október 01, 14:57
Írta: 9npx2xk89 Dátum 2014 október 01, 14:57
Rányomok Create new profile-ra és nem történik semmi.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 01, 14:59
Írta: 000000000 Dátum 2014 október 01, 14:59
A "new profile name" mezőbe a create profile gomb mellett be kell írni a profil nevét amit létre szeretnél hozni. Ha üres a mező, akkor értelemszerűen nem történik semmi.
Cím: Re:UCCNC vezérlő program
Írta: 9npx2xk89 Dátum 2014 október 01, 15:00
Írta: 9npx2xk89 Dátum 2014 október 01, 15:00
Hát azért ennél lehetne valami normálisabb tesztelési/hibajelentési oldalt használni, mondjuk azzal, hogy a fejlesztők rögtön visszajelezhetnének, hogy melyik készült el, illetve melyik javítás melyik releasben van benne, mert ez így elég katyvasz.
Nincs ilyen oldal?
Csináljak?
Nincs ilyen oldal?
Csináljak?
Cím: Re:UCCNC vezérlő program
Írta: 9npx2xk89 Dátum 2014 október 01, 15:01
Írta: 9npx2xk89 Dátum 2014 október 01, 15:01
Vááá de csírke vagyok, mondjuk a mező elég érdekes, egy keretet lehetne dobni köré, de ez csak szépészet, köszönöm a választ.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 október 01, 15:09
Írta: svejk Dátum 2014 október 01, 15:09
Valóban nem túl átlátható, de ha kérdezel itt, vagy hibát találsz max. pár napon belül biztos lehetsz a javításban.
Alig több mint 3 hónap telt el a megjelenéstől és a 34. verziónál tart a progi, ez részint nekünk mint aktív tesztelőknek is köszönhető.
Aki meg most ismerkedik vele, az használja a legfrissebbet, ne arra legyen kíváncsi mi volt az előzőekben a prücök. :)
Alig több mint 3 hónap telt el a megjelenéstől és a 34. verziónál tart a progi, ez részint nekünk mint aktív tesztelőknek is köszönhető.
Aki meg most ismerkedik vele, az használja a legfrissebbet, ne arra legyen kíváncsi mi volt az előzőekben a prücök. :)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 01, 15:15
Írta: 000000000 Dátum 2014 október 01, 15:15
meglett az automata tengelykalibrációs hiba, igaz az én gépemen nem jelentkezett, de Balázs gépén sikerült reprodukálni és javítani is egyúttal. A következő kiadásban benne lesz a javítás.
Balázs közben dolgozik a THC hibán amit jeleztél, az is szerintem hamarosan készen lesz.
Balázs közben dolgozik a THC hibán amit jeleztél, az is szerintem hamarosan készen lesz.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 01, 15:20
Írta: 000000000 Dátum 2014 október 01, 15:20
Szia,
OK, rendben. :)
Az adatlapot egyébként a telepítés /documentation mappában tudod megnézni, ott próbáltunk minden működtetéssel, kezeléssel kapcsoltos dolgot érthetően leírni.
A profil készítés is például le van írva, idézem, másolom az adatlapból az ide vonatkozó részt:
"A “Create new profile” nyomógombbal új profilt tud létrehozni, melynek a nevét a szövegmezőbe kell beírnia. Ha a “Készüljön parancsikon az asztalon” jelölőnégyzet ki van választva, akkor a program az asztalon létrehoz egy parancsikont a beállított
profilnéven."
OK, rendben. :)
Az adatlapot egyébként a telepítés /documentation mappában tudod megnézni, ott próbáltunk minden működtetéssel, kezeléssel kapcsoltos dolgot érthetően leírni.
A profil készítés is például le van írva, idézem, másolom az adatlapból az ide vonatkozó részt:
"A “Create new profile” nyomógombbal új profilt tud létrehozni, melynek a nevét a szövegmezőbe kell beírnia. Ha a “Készüljön parancsikon az asztalon” jelölőnégyzet ki van választva, akkor a program az asztalon létrehoz egy parancsikont a beállított
profilnéven."
Cím: Re:UCCNC vezérlő program
Írta: 9npx2xk89 Dátum 2014 október 01, 15:34
Írta: 9npx2xk89 Dátum 2014 október 01, 15:34
Ami volt prücök az azért nem baj ha látszik, mert ha valakinek a régebbi verzió van meg, látja mi változott (szokott lenni change list a verziók között) és a fejlesztők is látnák mi lett javítva, mi az ami már régen vár a javításra, mert a prioritása alacsony (pl. egy keret a beviteli mező köré)
Cím: Re:UCCNC vezérlő program
Írta: chyfhc809 Dátum 2014 október 01, 16:29
Írta: chyfhc809 Dátum 2014 október 01, 16:29
a kapott licence fájlt milyen módon, hová mentsem?
Mert már kifogytam a kombinációkból!
Mert már kifogytam a kombinációkból!
Cím: Re:UCCNC vezérlő program
Írta: cxmcdtrx Dátum 2014 október 01, 16:49
Írta: cxmcdtrx Dátum 2014 október 01, 16:49
Az UCCNC kézikönyvének 1.6 fejezetéből idézem az ide vonatkozó részt:
"
1.6 . Licencelés
A szoftver csak licenc kulccsal működik teljes mértékben, korlátozások nélkül. A licenc kulcs egy
titkosított fájl melyet a CNCdrive Kft. készít el. Egy licenc kulcs egy mozgásvezérlőhöz (UC100)
érvényes. A licenc kulcs személyre szabott, és hozzá van rendelve egy mozgásvezérlő
sorozatszámához (UC100 vagy más jövőbeni mozgásvezérlő).
A mozgásvezérlő (UC100) sorozatszáma és a licenc kulcsban engedélyezett sorozatszámnak
egyeznie kell, különben nem fog működni. Külön licenc kulcs kell minden mozgásvezérlőhöz
amivel az UCCNC programot használni szeretné. Az UCCNC program egy mozgásvezérlőhöz tud
csatlakozni egyszerre. A licenc kulcs fájlt minden esetben e-mailen küldjük, fizikai adathordozót
(CD/DVD) a termék nem tartalmaz.
A licenc kulcs telepítése egyszerű, csak másolja be az UCCNC program telepítési mappájába. Az
UCCNC program indításkor a licenc kulcsot automatikusan érzékeli, és a hozzá tartozó
mozgásvezérlőhöz hozzákapcsolódik.
Licenc kulcs nélkül a szoftver csak demó módban fut, nem kapcsolódik a mozgásvezérlőhöz. A
szoftver emulálja a mozgásokat, és a jeleket, de a valóságban nem adja ki azokat.
Ha a mozgásvezérlő nincs csatlakoztatva a számítógéphez, akkor is demó üzemmódban indul el a
szoftver. Ekkor a mozgásokat és jeleket szintén csak emulálja a program.
A demó üzemmódban lehetőség nyílik, hogy kipróbálja és tesztelje a szoftvert érvényes licenc kód
és mozgásvezérlő vásárlása nélkül. Javasoljuk, hogy vásárlás előtt próbálja ki, hogy szoftverünk
megfelel-e az ön igényeinek."
"
1.6 . Licencelés
A szoftver csak licenc kulccsal működik teljes mértékben, korlátozások nélkül. A licenc kulcs egy
titkosított fájl melyet a CNCdrive Kft. készít el. Egy licenc kulcs egy mozgásvezérlőhöz (UC100)
érvényes. A licenc kulcs személyre szabott, és hozzá van rendelve egy mozgásvezérlő
sorozatszámához (UC100 vagy más jövőbeni mozgásvezérlő).
A mozgásvezérlő (UC100) sorozatszáma és a licenc kulcsban engedélyezett sorozatszámnak
egyeznie kell, különben nem fog működni. Külön licenc kulcs kell minden mozgásvezérlőhöz
amivel az UCCNC programot használni szeretné. Az UCCNC program egy mozgásvezérlőhöz tud
csatlakozni egyszerre. A licenc kulcs fájlt minden esetben e-mailen küldjük, fizikai adathordozót
(CD/DVD) a termék nem tartalmaz.
A licenc kulcs telepítése egyszerű, csak másolja be az UCCNC program telepítési mappájába. Az
UCCNC program indításkor a licenc kulcsot automatikusan érzékeli, és a hozzá tartozó
mozgásvezérlőhöz hozzákapcsolódik.
Licenc kulcs nélkül a szoftver csak demó módban fut, nem kapcsolódik a mozgásvezérlőhöz. A
szoftver emulálja a mozgásokat, és a jeleket, de a valóságban nem adja ki azokat.
Ha a mozgásvezérlő nincs csatlakoztatva a számítógéphez, akkor is demó üzemmódban indul el a
szoftver. Ekkor a mozgásokat és jeleket szintén csak emulálja a program.
A demó üzemmódban lehetőség nyílik, hogy kipróbálja és tesztelje a szoftvert érvényes licenc kód
és mozgásvezérlő vásárlása nélkül. Javasoljuk, hogy vásárlás előtt próbálja ki, hogy szoftverünk
megfelel-e az ön igényeinek."
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 október 01, 16:55
Írta: kr97pwss2 Dátum 2014 október 01, 16:55
E-mailen küldtem másik licenc fájlt. A probléma a 0-val kezdődő sorozatszám miatt volt.
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2014 október 01, 17:52
Írta: pisti73 Dátum 2014 október 01, 17:52
Sikerült, működik élesben a kézi kerekem!
Felkonfiguráltam minden általam használt funkciót és működik!
Egy kérdés. Az automatikus szerszámmagasság beállítást hogyan tudom végrehajtani?
Felkonfiguráltam minden általam használt funkciót és működik!
Egy kérdés. Az automatikus szerszámmagasság beállítást hogyan tudom végrehajtani?
Cím: Re:UCCNC vezérlő program
Írta: cxmcdtrx Dátum 2014 október 01, 18:26
Írta: cxmcdtrx Dátum 2014 október 01, 18:26
Jó hír :-)
A tengelyt mivel választod ki a kézikerékhez, illetve a léptéket (szorzót)?
A tengelyt mivel választod ki a kézikerékhez, illetve a léptéket (szorzót)?
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2014 október 01, 18:41
Írta: pisti73 Dátum 2014 október 01, 18:41
Mint korábban írtam Bácsi Zolival készítettünk egy "távirányítót". Azon van néhány nyomógomb amit felkonfiguráltam az általam elérni kívánt funkciókra (tengely, reset, lépték).
Itt van egy kép a vezérlőről.
Itt van egy kép a vezérlőről.
Cím: Re:UCCNC vezérlő program
Írta: chyfhc809 Dátum 2014 október 01, 18:56
Írta: chyfhc809 Dátum 2014 október 01, 18:56
Nagyon jó! Tökéletesen működik!
Hát ha más is bele esik.
Az uc300-on lévő plaketten egy nullával meg volt toldva a sorozatszám.
De viszont az UCCNC mappában található UCxxx_Serialnumber_listerrel kiolvasva az a nulla már nincs ott. ;)
Hát ha más is bele esik.
Az uc300-on lévő plaketten egy nullával meg volt toldva a sorozatszám.
De viszont az UCCNC mappában található UCxxx_Serialnumber_listerrel kiolvasva az a nulla már nincs ott. ;)
Cím: Re:UCCNC vezérlő program
Írta: cxmcdtrx Dátum 2014 október 01, 19:00
Írta: cxmcdtrx Dátum 2014 október 01, 19:00
Hétvégén kiderül, az enyémben is bent lesz-e :-)
Cím: Re:UCCNC vezérlő program
Írta: wcmwugefi Dátum 2014 október 01, 19:17
Írta: wcmwugefi Dátum 2014 október 01, 19:17
Ha ilyen rövid időn belül számítani lehet a sorkapcsos alaplapra, akkor megvárom az új vezérlővel azt. Kérdés: érdemes addig a meglévő (még ki sem bontott) uc300 hoz licenszet kérni? Az működni fog másik számítógéppel is?
Köszönöm
Köszönöm
Cím: Re:UCCNC vezérlő program
Írta: chyfhc809 Dátum 2014 október 01, 19:24
Írta: chyfhc809 Dátum 2014 október 01, 19:24
hujaj!
van egy olyan gondom, hogy a port/pin állításnál a pin értékét egyszerűen nem tudom 5-nél feljebb állítani.
2-es porton keresztül akarom a step pin: 3, dir pin: 6 de egyszerűen 5 a max.
van egy olyan gondom, hogy a port/pin állításnál a pin értékét egyszerűen nem tudom 5-nél feljebb állítani.
2-es porton keresztül akarom a step pin: 3, dir pin: 6 de egyszerűen 5 a max.
Cím: Re:UCCNC vezérlő program
Írta: cxmcdtrx Dátum 2014 október 01, 19:27
Írta: cxmcdtrx Dátum 2014 október 01, 19:27
Balázs azt írta nekem, hogy a mostani UC300 kivitelből a felső panelt kell átrakni a sorkapcsos alaplapba,
a sorozatszáma nem változik, így a meglévő licensz is jó lesz hozzá.
a sorozatszáma nem változik, így a meglévő licensz is jó lesz hozzá.
Cím: Re:UCCNC vezérlő program
Írta: chyfhc809 Dátum 2014 október 01, 19:28
Írta: chyfhc809 Dátum 2014 október 01, 19:28
jaj istenem... storno!..... én vagyok a figyelmetlen!!
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 október 01, 19:38
Írta: kr97pwss2 Dátum 2014 október 01, 19:38
A licenc az eszközhöz, pontosabban az UC100 vagy UC300 sorozatszámához van rendelve. Ha több számítógépen szeretnéd használni, semmi akadálya, csak át kell dugni a másik számítógépbe, és bemásolni a licence fájlt az UCCNC könyvtárába. Az UC300-5LPT-nél a felső panel az UC300 maga, és az alsó panel az alaplap. Az alaplap lehet többféle, egyenlőre az 5LPT van készen és azt forgalmazzuk, de már többféle másik alaplap is készülőben van. Például amit itt a fórumon már sokat emlegettünk, a sorkapcsos változat, ami most már tényleg nemsokára elkészül.
Cím: Re:UCCNC vezérlő program
Írta: wcmwugefi Dátum 2014 október 01, 20:59
Írta: wcmwugefi Dátum 2014 október 01, 20:59
Köszönöm a gyors választ!
Akkor licenszelek hamar! :)
Akkor licenszelek hamar! :)
Cím: Re:UCCNC vezérlő program
Írta: 9npx2xk89 Dátum 2014 október 02, 11:10
Írta: 9npx2xk89 Dátum 2014 október 02, 11:10
Mikor várható az új verzió? (szeretném a géppel számoltatni a lépés/mm értéket, és ez ahogy olvastam a jelenlegibe nem megy és a következő kiadásban már javítva lesz)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 02, 11:45
Írta: 000000000 Dátum 2014 október 02, 11:45
A hiba nem minden PC-n áll fennt. Javaslom azért próbáld ki, mert nagy valószínűséggel fog menni, az én mindkét PC-mel megy. Érdemes volna ezért kipróbálnod. A hiba főleg lassabb PC-ken jön elő, illetve amelyik nem többmagos, mert a Flash AS3->C# app. közötti kommunikációban van egy hiba, többmagos gépeken úgy néz ki nem jelentkezik, mert a második vagy akárhányadik mag megoldja a problémát, továbbra is képes kommunikálni, miközben az első mag dolgozik a mozgással.
Ha nem működik, akkor pedig addig is manuálisan be lehet állítani a steps per értéket.
A következő verzió néhány napon belül várható, dolgozunk rajta.
Ha nem működik, akkor pedig addig is manuálisan be lehet állítani a steps per értéket.
A következő verzió néhány napon belül várható, dolgozunk rajta.
Cím: Re:UCCNC vezérlő program
Írta: 9npx2xk89 Dátum 2014 október 02, 12:47
Írta: 9npx2xk89 Dátum 2014 október 02, 12:47
Hát pont egy 1 magos gépem van erre a célra. A mach3-al ment simán, csak jó lenne ha nem én kotyvasztanám ki a stepp/mm értéket, főleg hogy nem is vette át mach3.xml-ből.
Persze lehetne számológéppel arányt számolni, és a lépésszámot arányosítani, de gondolom ezt csinálja a program is.
Megmondom, hogy menjen 150-et, megmérem, visszaírom, a mért értéket, és a gép kiszámolja, én meg örülök.
Persze lehetne számológéppel arányt számolni, és a lépésszámot arányosítani, de gondolom ezt csinálja a program is.
Megmondom, hogy menjen 150-et, megmérem, visszaírom, a mért értéket, és a gép kiszámolja, én meg örülök.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 október 02, 17:37
Írta: svejk Dátum 2014 október 02, 17:37
Eddigi írásaid alapján sokkal precízebbnek ismertelek meg, mint hogy ez alapján állítsd be a gépedet. :(
Cím: Re:UCCNC vezérlő program
Írta: robroy007 Dátum 2014 október 02, 22:09
Írta: robroy007 Dátum 2014 október 02, 22:09
Pedig kutya jó luxus funkció, ha nem kell gondolkozni :D
Cím: Re:UCCNC vezérlő program
Írta: 9npx2xk89 Dátum 2014 október 03, 12:53
Írta: 9npx2xk89 Dátum 2014 október 03, 12:53
Igen luxus funkciókat szeretem.
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2014 október 03, 18:44
Írta: pisti73 Dátum 2014 október 03, 18:44
Cím: Re:UCCNC vezérlő program
Írta: cxmcdtrx Dátum 2014 október 04, 12:53
Írta: cxmcdtrx Dátum 2014 október 04, 12:53
Lehetséges egyszerre UC100 és az UC300 licenc használata is?
Gondolok itt arra, hogy ugyanarról a PC-ről mehetne esetleg egy UC300-as és egy UC100-as gép is.
Ebben az esetben telepítsem fel két példányban a programot különböző mappába, és a gépnek megfelelő licencet másoljam be oda,
majd konfiguráljam mindegyiket a gép adott beállításaihoz?
Pl.: x:\UCCNC_UC100 és x:\UCCNC_UC300 néven, majd ennek megfelelően indítsam őket az épp használni kívánt gép függvényében?
Balázs, küldtem az UC300 szériaszámot e-mailben!
Szép napot mindenkinek!
Gondolok itt arra, hogy ugyanarról a PC-ről mehetne esetleg egy UC300-as és egy UC100-as gép is.
Ebben az esetben telepítsem fel két példányban a programot különböző mappába, és a gépnek megfelelő licencet másoljam be oda,
majd konfiguráljam mindegyiket a gép adott beállításaihoz?
Pl.: x:\UCCNC_UC100 és x:\UCCNC_UC300 néven, majd ennek megfelelően indítsam őket az épp használni kívánt gép függvényében?
Balázs, küldtem az UC300 szériaszámot e-mailben!
Szép napot mindenkinek!
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 04, 13:18
Írta: 000000000 Dátum 2014 október 04, 13:18
nagyszerű, köszönjük a tesztelést!
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 04, 13:28
Írta: 000000000 Dátum 2014 október 04, 13:28
Igen, ezt meglehet csinálni amit írsz. De nem kell a programot több példányban feltelepíteni. Elég egyetlen példányban.
Telepítsd fel egy példányban a progit és másold a license kulcsokat a teleptés könyvtárába.
Ha két mozgásvezérlőd van akkor mindkét kulcsot másold oda.
Ezután indítsd el a progit és csinálj mindkét vezérlőnek egy saját profilt ami tartalmazza a beállításokat. A profillal egy-egy parancsikon is létrejön az asztalon.
Így egyszerre több példányban is futtathatod az UCCNC-t, akár több mozgásvezérlőt használva és több gépet vezérelve. A progi példányok gond nélkül futnak egymás mellett. :)
Még annyit, hogy a license kulcsok most már úgy működnek, hogy a progi csak azt nézi, hogy a license fájl nevében szerepel-e az "UCCNClicense" szó, ha igen, akkor beolvassa.
Így lehet több license kulcsot is bemásolni, például ha két kulcsod van, akkor lehed az egyik fájl neve UCCNClicense1.txt, a másik meg UCCNClicense2.txt. A fájlokat te magad átnevezheted akár, de a mi license generátorunk az új kulcsok nevébe már bele teszi a szériaszámot is...
Telepítsd fel egy példányban a progit és másold a license kulcsokat a teleptés könyvtárába.
Ha két mozgásvezérlőd van akkor mindkét kulcsot másold oda.
Ezután indítsd el a progit és csinálj mindkét vezérlőnek egy saját profilt ami tartalmazza a beállításokat. A profillal egy-egy parancsikon is létrejön az asztalon.
Így egyszerre több példányban is futtathatod az UCCNC-t, akár több mozgásvezérlőt használva és több gépet vezérelve. A progi példányok gond nélkül futnak egymás mellett. :)
Még annyit, hogy a license kulcsok most már úgy működnek, hogy a progi csak azt nézi, hogy a license fájl nevében szerepel-e az "UCCNClicense" szó, ha igen, akkor beolvassa.
Így lehet több license kulcsot is bemásolni, például ha két kulcsod van, akkor lehed az egyik fájl neve UCCNClicense1.txt, a másik meg UCCNClicense2.txt. A fájlokat te magad átnevezheted akár, de a mi license generátorunk az új kulcsok nevébe már bele teszi a szériaszámot is...
Cím: Re:UCCNC vezérlő program
Írta: cxmcdtrx Dátum 2014 október 04, 14:18
Írta: cxmcdtrx Dátum 2014 október 04, 14:18
Szuper, köszönöm szépen!
Ebben nem voltam biztos, hogy a kulcs fájlneve módosítható, ezért jött a két független telepítés ötlete.
Ebben nem voltam biztos, hogy a kulcs fájlneve módosítható, ezért jött a két független telepítés ötlete.
Cím: Re:UCCNC vezérlő program
Írta: 9npx2xk89 Dátum 2014 október 04, 15:17
Írta: 9npx2xk89 Dátum 2014 október 04, 15:17
Nem lekezelt kivétel hibát dobott egy marófile betöltés közben, continue után továbbment, offline-ban dolgozik.
See the end of this message for details on invoking
just-in-time (JIT) debugging instead of this dialog box.
************** Exception Text **************
System.AccessViolationException: Attempted to read or write protected memory. This is often an indication that other memory is corrupt.
at OpenTK.Graphics.OpenGL.GL.DrawArrays(PrimitiveType mode, Int32 first, Int32 count)
at UCCNC.Form1.screenredrawcycle()
at UCCNC.Form1.GLtimer_Tick(Object , EventArgs )
at System.Windows.Forms.Timer.OnTick(EventArgs e)
at System.Windows.Forms.Timer.TimerNativeWindow.WndProc(Message& m)
at System.Windows.Forms.NativeWindow.Callback(IntPtr hWnd, Int32 msg, IntPtr wparam, IntPtr lparam)
************** Loaded Assemblies **************
mscorlib
Assembly Version: 2.0.0.0
Win32 Version: 2.0.50727.42 (RTM.050727-4200)
CodeBase: file:///C:/WINDOWS/Microsoft.NET/Framework/v2.0.50727/mscorlib.dll
----------------------------------------
UCCNC
Assembly Version: 1.0.0.0
Win32 Version: 1.0.0.0
CodeBase: file:///C:/UCCNC/UCCNC.exe
----------------------------------------
System.Windows.Forms
Assembly Version: 2.0.0.0
Win32 Version: 2.0.50727.42 (RTM.050727-4200)
CodeBase: file:///C:/WINDOWS/assembly/GAC_MSIL/System.Windows.Forms/2.0.0.0__b77a5c561934e089/System.Windows.Forms.dll
----------------------------------------
System
Assembly Version: 2.0.0.0
Win32 Version: 2.0.50727.42 (RTM.050727-4200)
CodeBase: file:///C:/WINDOWS/assembly/GAC_MSIL/System/2.0.0.0__b77a5c561934e089/System.dll
----------------------------------------
System.Drawing
Assembly Version: 2.0.0.0
Win32 Version: 2.0.50727.42 (RTM.050727-4200)
CodeBase: file:///C:/WINDOWS/assembly/GAC_MSIL/System.Drawing/2.0.0.0__b03f5f7f11d50a3a/System.Drawing.dll
----------------------------------------
OpenTK
Assembly Version: 1.1.0.0
Win32 Version: 1.1.1663.6176
CodeBase: file:///C:/UCCNC/OpenTK.DLL
----------------------------------------
????????
Assembly Version: 0.0.65535.65535
Win32 Version: 1.0.0.0
CodeBase: file:///C:/UCCNC/UCCNC.exe
----------------------------------------
OpenTK.GLControl
Assembly Version: 1.1.0.0
Win32 Version: 1.1.1663.6176
CodeBase: file:///C:/UCCNC/OpenTK.GLControl.DLL
----------------------------------------
AxInterop.ShockwaveFlashObjects
Assembly Version: 1.0.0.0
Win32 Version: 1.0.0.0
CodeBase: file:///C:/UCCNC/UCCNC.exe
----------------------------------------
Interop.ShockwaveFlashObjects
Assembly Version: 1.0.0.0
Win32 Version: 1.0.0.0
CodeBase: file:///C:/UCCNC/UCCNC.exe
----------------------------------------
ILCalc
Assembly Version: 0.9.7.5
Win32 Version: 1.0.0.0
CodeBase: file:///C:/UCCNC/UCCNC.exe
----------------------------------------
Accessibility
Assembly Version: 2.0.0.0
Win32 Version: 2.0.50727.42 (RTM.050727-4200)
CodeBase: file:///C:/WINDOWS/assembly/GAC_MSIL/Accessibility/2.0.0.0__b03f5f7f11d50a3a/Accessibility.dll
----------------------------------------
ax26_hnp
Assembly Version: 0.0.0.0
Win32 Version: 2.0.50727.42 (RTM.050727-4200)
CodeBase: file:///C:/WINDOWS/assembly/GAC_MSIL/System/2.0.0.0__b77a5c561934e089/System.dll
----------------------------------------
System.Xml
Assembly Version: 2.0.0.0
Win32 Version: 2.0.50727.42 (RTM.050727-4200)
CodeBase: file:///C:/WINDOWS/assembly/GAC_MSIL/System.Xml/2.0.0.0__b77a5c561934e089/System.Xml.dll
----------------------------------------
obifgini
Assembly Version: 0.0.0.0
Win32 Version: 2.0.50727.42 (RTM.050727-4200)
CodeBase: file:///C:/WINDOWS/assembly/GAC_MSIL/System/2.0.0.0__b77a5c561934e089/System.dll
----------------------------------------
kkbncuq4
Assembly Version: 0.0.0.0
Win32 Version: 2.0.50727.42 (RTM.050727-4200)
CodeBase: file:///C:/WINDOWS/assembly/GAC_MSIL/System/2.0.0.0__b77a5c561934e089/System.dll
----------------------------------------
Interop.IWshRuntimeLibrary
Assembly Version: 1.0.0.0
Win32 Version: 1.0.0.0
CodeBase: file:///C:/UCCNC/UCCNC.exe
----------------------------------------
************** JIT Debugging **************
To enable just-in-time (JIT) debugging, the .config file for this
application or computer (machine.config) must have the
jitDebugging value set in the system.windows.forms section.
The application must also be compiled with debugging
enabled.
For example:
<configuration>
<system.windows.forms jitDebugging="true" />
</configuration>
When JIT debugging is enabled, any unhandled exception
will be sent to the JIT debugger registered on the computer
rather than be handled by this dialog box.

See the end of this message for details on invoking
just-in-time (JIT) debugging instead of this dialog box.
************** Exception Text **************
System.AccessViolationException: Attempted to read or write protected memory. This is often an indication that other memory is corrupt.
at OpenTK.Graphics.OpenGL.GL.DrawArrays(PrimitiveType mode, Int32 first, Int32 count)
at UCCNC.Form1.screenredrawcycle()
at UCCNC.Form1.GLtimer_Tick(Object , EventArgs )
at System.Windows.Forms.Timer.OnTick(EventArgs e)
at System.Windows.Forms.Timer.TimerNativeWindow.WndProc(Message& m)
at System.Windows.Forms.NativeWindow.Callback(IntPtr hWnd, Int32 msg, IntPtr wparam, IntPtr lparam)
************** Loaded Assemblies **************
mscorlib
Assembly Version: 2.0.0.0
Win32 Version: 2.0.50727.42 (RTM.050727-4200)
CodeBase: file:///C:/WINDOWS/Microsoft.NET/Framework/v2.0.50727/mscorlib.dll
----------------------------------------
UCCNC
Assembly Version: 1.0.0.0
Win32 Version: 1.0.0.0
CodeBase: file:///C:/UCCNC/UCCNC.exe
----------------------------------------
System.Windows.Forms
Assembly Version: 2.0.0.0
Win32 Version: 2.0.50727.42 (RTM.050727-4200)
CodeBase: file:///C:/WINDOWS/assembly/GAC_MSIL/System.Windows.Forms/2.0.0.0__b77a5c561934e089/System.Windows.Forms.dll
----------------------------------------
System
Assembly Version: 2.0.0.0
Win32 Version: 2.0.50727.42 (RTM.050727-4200)
CodeBase: file:///C:/WINDOWS/assembly/GAC_MSIL/System/2.0.0.0__b77a5c561934e089/System.dll
----------------------------------------
System.Drawing
Assembly Version: 2.0.0.0
Win32 Version: 2.0.50727.42 (RTM.050727-4200)
CodeBase: file:///C:/WINDOWS/assembly/GAC_MSIL/System.Drawing/2.0.0.0__b03f5f7f11d50a3a/System.Drawing.dll
----------------------------------------
OpenTK
Assembly Version: 1.1.0.0
Win32 Version: 1.1.1663.6176
CodeBase: file:///C:/UCCNC/OpenTK.DLL
----------------------------------------
????????
Assembly Version: 0.0.65535.65535
Win32 Version: 1.0.0.0
CodeBase: file:///C:/UCCNC/UCCNC.exe
----------------------------------------
OpenTK.GLControl
Assembly Version: 1.1.0.0
Win32 Version: 1.1.1663.6176
CodeBase: file:///C:/UCCNC/OpenTK.GLControl.DLL
----------------------------------------
AxInterop.ShockwaveFlashObjects
Assembly Version: 1.0.0.0
Win32 Version: 1.0.0.0
CodeBase: file:///C:/UCCNC/UCCNC.exe
----------------------------------------
Interop.ShockwaveFlashObjects
Assembly Version: 1.0.0.0
Win32 Version: 1.0.0.0
CodeBase: file:///C:/UCCNC/UCCNC.exe
----------------------------------------
ILCalc
Assembly Version: 0.9.7.5
Win32 Version: 1.0.0.0
CodeBase: file:///C:/UCCNC/UCCNC.exe
----------------------------------------
Accessibility
Assembly Version: 2.0.0.0
Win32 Version: 2.0.50727.42 (RTM.050727-4200)
CodeBase: file:///C:/WINDOWS/assembly/GAC_MSIL/Accessibility/2.0.0.0__b03f5f7f11d50a3a/Accessibility.dll
----------------------------------------
ax26_hnp
Assembly Version: 0.0.0.0
Win32 Version: 2.0.50727.42 (RTM.050727-4200)
CodeBase: file:///C:/WINDOWS/assembly/GAC_MSIL/System/2.0.0.0__b77a5c561934e089/System.dll
----------------------------------------
System.Xml
Assembly Version: 2.0.0.0
Win32 Version: 2.0.50727.42 (RTM.050727-4200)
CodeBase: file:///C:/WINDOWS/assembly/GAC_MSIL/System.Xml/2.0.0.0__b77a5c561934e089/System.Xml.dll
----------------------------------------
obifgini
Assembly Version: 0.0.0.0
Win32 Version: 2.0.50727.42 (RTM.050727-4200)
CodeBase: file:///C:/WINDOWS/assembly/GAC_MSIL/System/2.0.0.0__b77a5c561934e089/System.dll
----------------------------------------
kkbncuq4
Assembly Version: 0.0.0.0
Win32 Version: 2.0.50727.42 (RTM.050727-4200)
CodeBase: file:///C:/WINDOWS/assembly/GAC_MSIL/System/2.0.0.0__b77a5c561934e089/System.dll
----------------------------------------
Interop.IWshRuntimeLibrary
Assembly Version: 1.0.0.0
Win32 Version: 1.0.0.0
CodeBase: file:///C:/UCCNC/UCCNC.exe
----------------------------------------
************** JIT Debugging **************
To enable just-in-time (JIT) debugging, the .config file for this
application or computer (machine.config) must have the
jitDebugging value set in the system.windows.forms section.
The application must also be compiled with debugging
enabled.
For example:
<configuration>
<system.windows.forms jitDebugging="true" />
</configuration>
When JIT debugging is enabled, any unhandled exception
will be sent to the JIT debugger registered on the computer
rather than be handled by this dialog box.
Cím: Re:UCCNC vezérlő program
Írta: 9npx2xk89 Dátum 2014 október 04, 15:18
Írta: 9npx2xk89 Dátum 2014 október 04, 15:18

Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 04, 16:23
Írta: 000000000 Dátum 2014 október 04, 16:23
Elkészült az UCCNC 1.0035-ös verziója.
A változások, javítások:
- A probe nem működött az UC300-5LPT-vel, javítva.
- A THC ha a "Control THC even if the THC on signal is not active" be volt jelölve akkor sem várt a mozgás kezdésével a THC on jelre, javítva.
- Az axis calibration kivételt generált bizonyos esetekben, javítva.
- Az UC300-nál az e-stop bemenet port#pin# nem volt összerendezhető bizonyos pinekre, javítva.
- A C-tengely negatív irányú joggolása nem működött megfelelően, javítva.
- Az OpenGL megjelenítésben a még nem kezelt kivételek lekezelve.
- A diagnosztika ablakon a LED-ek sorrendjét kicsit átrendeztük, hogy a logikailag összetartozó funkciók megfelelőbb helyen legyenek.
- A diagnosztika ablakról hiányzott a THC delay LED, ezt felraktuk a képernyőset-re.
UCCNC 1.0035 letöltés
A változások, javítások:
- A probe nem működött az UC300-5LPT-vel, javítva.
- A THC ha a "Control THC even if the THC on signal is not active" be volt jelölve akkor sem várt a mozgás kezdésével a THC on jelre, javítva.
- Az axis calibration kivételt generált bizonyos esetekben, javítva.
- Az UC300-nál az e-stop bemenet port#pin# nem volt összerendezhető bizonyos pinekre, javítva.
- A C-tengely negatív irányú joggolása nem működött megfelelően, javítva.
- Az OpenGL megjelenítésben a még nem kezelt kivételek lekezelve.
- A diagnosztika ablakon a LED-ek sorrendjét kicsit átrendeztük, hogy a logikailag összetartozó funkciók megfelelőbb helyen legyenek.
- A diagnosztika ablakról hiányzott a THC delay LED, ezt felraktuk a képernyőset-re.
UCCNC 1.0035 letöltés
Cím: Re:UCCNC vezérlő program
Írta: 9npx2xk89 Dátum 2014 október 04, 17:04
Írta: 9npx2xk89 Dátum 2014 október 04, 17:04
Köszönjük
Cím: Re:UCCNC vezérlő program
Írta: 9npx2xk89 Dátum 2014 október 04, 17:09
Írta: 9npx2xk89 Dátum 2014 október 04, 17:09
Kijavította a nem lekezelt hibát is.
Cím: Re:UCCNC vezérlő program
Írta: cxmcdtrx Dátum 2014 október 04, 19:07
Írta: cxmcdtrx Dátum 2014 október 04, 19:07
Nem emlékszem, felmerült-e korábban is kérdésként, tudnátok esetleg az egyes gombokhoz gyorstipp szerű segítséget is beírni?
Gondolok itt arra, hogy egy gomb fölé húzod az egeret, és felette tartva megjeleníti egy kis szövegbuborékban, hogy mit is csinál az adott elem.
Szerintem hasznos lenne.
Gondolok itt arra, hogy egy gomb fölé húzod az egeret, és felette tartva megjeleníti egy kis szövegbuborékban, hogy mit is csinál az adott elem.
Szerintem hasznos lenne.
Cím: Re:UCCNC vezérlő program
Írta: chyfhc809 Dátum 2014 október 04, 20:12
Írta: chyfhc809 Dátum 2014 október 04, 20:12
Szervusztok!
Telepítés után ismét demora váltott :S
A licence fájlt ismét bemásoltam de továbbra is demo
Telepítés után ismét demora váltott :S
A licence fájlt ismét bemásoltam de továbbra is demo
Cím: Re:UCCNC vezérlő program
Írta: chyfhc809 Dátum 2014 október 04, 20:12
Írta: chyfhc809 Dátum 2014 október 04, 20:12
úgy értem, hogy feltelepítettem a UCCNC 1.0035 változatot az előző változatra
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2014 október 04, 20:44
Írta: pisti73 Dátum 2014 október 04, 20:44
Sziasztok!
Nem boldogulok a szerszámmagasság beméréssel. x0 y0 pozícióban szeretném a szerszámmagasságot beállítani 47 mm magasságban. Módosítottam a M31 macro-t, de nem akar csinálni semmit.
Nem boldogulok a szerszámmagasság beméréssel. x0 y0 pozícióban szeretném a szerszámmagasságot beállítani 47 mm magasságban. Módosítottam a M31 macro-t, de nem akar csinálni semmit.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 04, 23:28
Írta: 000000000 Dátum 2014 október 04, 23:28
Szia,
A status sorba nem ír ki semmit, arra gondolok, hogy esetleg szintaktikai hibát vittél a kódba, akkor azt jelzi a státusz sorban alul. És ha hibás a kód akkor nem csinál semmit. A macros mappában van egy error.log fájl oda mindig beírja a progi az utolsó hibát amit macro-nál talált, szóval ott azt is meglehet nézni, hogy mi a hiba a kódban, vagy legalábbis, hogy hol van a hiba.
Egyébként teszteltem az M31 makrót most gyorsan és működik.
Ha gondolod küld át nekem e-mailben, megnézem a kódot amit írtál...
A status sorba nem ír ki semmit, arra gondolok, hogy esetleg szintaktikai hibát vittél a kódba, akkor azt jelzi a státusz sorban alul. És ha hibás a kód akkor nem csinál semmit. A macros mappában van egy error.log fájl oda mindig beírja a progi az utolsó hibát amit macro-nál talált, szóval ott azt is meglehet nézni, hogy mi a hiba a kódban, vagy legalábbis, hogy hol van a hiba.
Egyébként teszteltem az M31 makrót most gyorsan és működik.
Ha gondolod küld át nekem e-mailben, megnézem a kódot amit írtál...
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 04, 23:29
Írta: 000000000 Dátum 2014 október 04, 23:29
Hüle kérdés, de az UC300 rávan dugva a PC-re és üzemel? zöld LEd világít?
A telepítő a license kulcsot nem írja felül egyébként, illetve a license kulcsok olvasási kódján semmit se változtattunk, hozzá se nyúltunk, szóval működnie kell.
A telepítő a license kulcsot nem írja felül egyébként, illetve a license kulcsok olvasási kódján semmit se változtattunk, hozzá se nyúltunk, szóval működnie kell.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 04, 23:32
Írta: 000000000 Dátum 2014 október 04, 23:32
Igen, ez felmerült, de most már szövegesek a gombok, szóval nem tudom mennyi értelme lenne.
Egyébként meglehet csinálni, de nem olyan egyszerű mint ahogy hangzik, mert flash-ben kellene megírni a buborékokat. Nem olyan, mint visual studio-ban, ahol alapban benne van ez a funkció a form elemeihez lehet rendelni. Flash-ben kissé bonyolultabb.
Az is biztos, hogy lenne akiket ez a funkció zavarna .. jó jó tudom, kikapcsolhatóra kellene csinálni. :)
Egyébként meglehet csinálni, de nem olyan egyszerű mint ahogy hangzik, mert flash-ben kellene megírni a buborékokat. Nem olyan, mint visual studio-ban, ahol alapban benne van ez a funkció a form elemeihez lehet rendelni. Flash-ben kissé bonyolultabb.
Az is biztos, hogy lenne akiket ez a funkció zavarna .. jó jó tudom, kikapcsolhatóra kellene csinálni. :)
Cím: Re:UCCNC vezérlő program
Írta: chyfhc809 Dátum 2014 október 05, 03:50
Írta: chyfhc809 Dátum 2014 október 05, 03:50
köszönöm a választ!
a probléma megoldódott!
Nem gondoltam volna, hogy a licence rádugás után érvényesül! ( otthoni gépen próbáltam, az UC300 a műhelygépen üzemel)
a probléma megoldódott!
Nem gondoltam volna, hogy a licence rádugás után érvényesül! ( otthoni gépen próbáltam, az UC300 a műhelygépen üzemel)
Cím: Re:UCCNC vezérlő program
Írta: cxmcdtrx Dátum 2014 október 05, 10:53
Írta: cxmcdtrx Dátum 2014 október 05, 10:53
Köszönöm, nincs több kérdésem :-)
Cím: Re:UCCNC vezérlő program
Írta: hyuekyh7a Dátum 2014 október 05, 12:58
Írta: hyuekyh7a Dátum 2014 október 05, 12:58
Balázs az M31 kódot átalakitva, mert plazmánál nem szerszámot tolok el hanem G92 vel nullázom a Z tengelyt és kivéve a bemérés pozicióját,mert az mindig az aktuális pozició, a kód jól müködik.
Viszont a tengely végállásnál kivéve a pipát az aktív lov ból, mert különben reseten marad továbbra sem menti el, minden indításkor újra bent van a pipa!
A THC még nem jó, mert ha be van kapcsolva semmilyen mozgást nem hajt végre a program, ezt az állapotot (THC) csak az M3 vagy M4 utasítást követően kell figyelembe venni, különben nem pozicionál a vágási helyre a gép,mert várja a THC ok jelet,de ugye az még nincs mert csak a vágás kezdeti helyére történő pozicionálás után az M31 lefutása után jön az M3 begyujt a plazma és csak ekkor lesz ív jó jel.
Viszont a tengely végállásnál kivéve a pipát az aktív lov ból, mert különben reseten marad továbbra sem menti el, minden indításkor újra bent van a pipa!
A THC még nem jó, mert ha be van kapcsolva semmilyen mozgást nem hajt végre a program, ezt az állapotot (THC) csak az M3 vagy M4 utasítást követően kell figyelembe venni, különben nem pozicionál a vágási helyre a gép,mert várja a THC ok jelet,de ugye az még nincs mert csak a vágás kezdeti helyére történő pozicionálás után az M31 lefutása után jön az M3 begyujt a plazma és csak ekkor lesz ív jó jel.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 05, 19:01
Írta: 000000000 Dátum 2014 október 05, 19:01
Szia Csaba,
Megnéztem a hibákat amiket jeleztél, az észrevételeim:
1.) Ha jól értem az írásodból, akkor az M31 kódot sikerült úgy átírnod, hogy jó legyen a plazmához.
2.) Megnéztem a Limit aktív low pipát és valóban a limit+ active low pipánál volt egy elírás a kódban és tényleg nem mentette el jól a beállítást. Ezt most javítottam, a következő verzióban benne lesz a javítás.
3.) Ez a funkció egy kicsit bonyolult, kellene a segítséged, hogy jól értem-e, hogy pontosan hogyan is kellene működnie, mert félek, hogy nem értem pontosan.
Szóval, ha a "Control THC even if..." be van pipálva, akkor mindig szabályozza a THC-t akkor is ha nincs mozgás és akkor is ha nincs M3/M4, szóval mindig szabályoz és a mozgást sem tiltja soha sem. Légyszi írd le, hogy jól gondolom-e?
Ha a "Control THC even if.." nincsen kipipálva, akkor:
1.) Ha nincsen még M3/M4, akkor a THC-t nem kell szabályozni, de a mozgásokat végre kell hajtani.
2.) Ha van M3/M4 és ha még nincs THCon jel, akkor a mozgást nem szabad elindítani és a THC-t se kell szabályozni.
3.) Ha van M3/M4 és ha megjött a THCon jel, akkor kell indítani a mozgást és akkor kell a THC-t is szabályozni.
Légyszi írd meg, hogy jól értelmezem-e a működést?
Jelenleg az 1. pont hiányzik még, a te leírásodból legalábbis ezt vettem ki, hogy így kéne működnie...
Ha esetleg rosszul értelmeztem a leírásod, akkor kérlek a pontokat amiket leírtam javítsd át és úgy másold be, hogy biztosan pontosan meg legyen fogalmazva a helyes működés, mert akkor letudjuk jól kódolni.
Megnéztem a hibákat amiket jeleztél, az észrevételeim:
1.) Ha jól értem az írásodból, akkor az M31 kódot sikerült úgy átírnod, hogy jó legyen a plazmához.
2.) Megnéztem a Limit aktív low pipát és valóban a limit+ active low pipánál volt egy elírás a kódban és tényleg nem mentette el jól a beállítást. Ezt most javítottam, a következő verzióban benne lesz a javítás.
3.) Ez a funkció egy kicsit bonyolult, kellene a segítséged, hogy jól értem-e, hogy pontosan hogyan is kellene működnie, mert félek, hogy nem értem pontosan.
Szóval, ha a "Control THC even if..." be van pipálva, akkor mindig szabályozza a THC-t akkor is ha nincs mozgás és akkor is ha nincs M3/M4, szóval mindig szabályoz és a mozgást sem tiltja soha sem. Légyszi írd le, hogy jól gondolom-e?
Ha a "Control THC even if.." nincsen kipipálva, akkor:
1.) Ha nincsen még M3/M4, akkor a THC-t nem kell szabályozni, de a mozgásokat végre kell hajtani.
2.) Ha van M3/M4 és ha még nincs THCon jel, akkor a mozgást nem szabad elindítani és a THC-t se kell szabályozni.
3.) Ha van M3/M4 és ha megjött a THCon jel, akkor kell indítani a mozgást és akkor kell a THC-t is szabályozni.
Légyszi írd meg, hogy jól értelmezem-e a működést?
Jelenleg az 1. pont hiányzik még, a te leírásodból legalábbis ezt vettem ki, hogy így kéne működnie...
Ha esetleg rosszul értelmeztem a leírásod, akkor kérlek a pontokat amiket leírtam javítsd át és úgy másold be, hogy biztosan pontosan meg legyen fogalmazva a helyes működés, mert akkor letudjuk jól kódolni.
Cím: Re:UCCNC vezérlő program
Írta: hyuekyh7a Dátum 2014 október 06, 09:38
Írta: hyuekyh7a Dátum 2014 október 06, 09:38
Teljesen jól értelmezted, így kell működnie ahogy leírtad.
Igen az M31 is jó a plazmához átírva kicsit!
Igen az M31 is jó a plazmához átírva kicsit!
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 06, 10:33
Írta: 000000000 Dátum 2014 október 06, 10:33
Elkészült az UCCNC 1.0036-ös verziója.
A változások, javítások:
- A limit+ active low beállítást nem jól mentette el a program, javítva.
- A THC működésén módosítottunk az itt tárgyaltak szerint.
- A home-ot nem állította meg a stop gomb, csak a reset, javítva.
UCCNC 1.0036
A változások, javítások:
- A limit+ active low beállítást nem jól mentette el a program, javítva.
- A THC működésén módosítottunk az itt tárgyaltak szerint.
- A home-ot nem állította meg a stop gomb, csak a reset, javítva.
UCCNC 1.0036
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 október 06, 11:30
Írta: frkdv6dyr Dátum 2014 október 06, 11:30
Lenne egy érdekes kérdésem :)
Normál léptetőmotor vezérlővel, de enkóderes motorral, vagy külön felszerelt enkóderrel az UC300 segítségével hogyan lehet megoldani egyszerűen és hatékonyan a kontrollált léptetést? Azaz amikor is kiad egy lépés jelet a program, 5us késleltetésen belül ha nem érkezik az enkóderről egy "léptem jobbra vagy balra" jel akkor vár még 5us majd megismétli, vagy hibával megáll.
Normál léptetőmotor vezérlővel, de enkóderes motorral, vagy külön felszerelt enkóderrel az UC300 segítségével hogyan lehet megoldani egyszerűen és hatékonyan a kontrollált léptetést? Azaz amikor is kiad egy lépés jelet a program, 5us késleltetésen belül ha nem érkezik az enkóderről egy "léptem jobbra vagy balra" jel akkor vár még 5us majd megismétli, vagy hibával megáll.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 06, 12:05
Írta: 000000000 Dátum 2014 október 06, 12:05
Szia,
Ezt sajnos nem lehet úgy megoldani, ahogy leírtad, mert a feladat amit vázoltál nem annyira egyszerű mint amilyennek tűnik. Bár nem ez a leglényegesebb probléma, de eleve az 5usec annyira rövid idő amit írsz, 1/5usec = 200kHz, hogy a legtöbb léptetőmotorban ennyi idő alatt nem is történik meg a lépés, főleg ha az elektronika feldolgozási képességét is figyelembe vesszük.
A másik (ez a nagyobbik gond) probléma a léptetőmotor inverz sebesség/nyomaték jelleggörbéje, vagyis ha nem történt meg a lépés és újra ki kell adni, akkor az léptetési frekvencia növekedést jelentene, főleg jelentős problémává válik ez ha több lépéssel elmarad.
A motor pedig valószínűleg azért tévesztett lépést, mert túl alacsony volt a nyomaték és kiesett a szinkronból. Ilyenkor csökkenteni kéne a frekit, nem növelni, de ez a "digitális" algoritmus amit írsz ez éppen, hogy növelné. Így éppen az ellenkezőjét érnénk el mint ami a cél volna, vagyis tutira a megtorpant állapotban maradna a motor.
A lépés tévesztéskor le kellene lassítani a mozgást a tengelyeken arányosan addig a pontig, amíg a hibázó tengely újraindul és akkor tud tovább futni.
Vannak olyan vezérlők (szabályzók) amik tudják ezt, amik zárt hurokban szabályozzák a motorokat, az ipari vezérlők általában így működnek, de ez a tudás az árban is megmutatkozik, kb. két nullát írj az UC300 ára mögé és annyiért már lehet ilyen vezérlést kapni, persze csak a vezérlést.
Az ilyen vezérlőkhöz a motormeghajtók sem step/dir jeleket fogadnak, hanem EtherCAT vagy más gyors kétirányú adatátvitelt igényelnek és hát az ilyen motorvezérlő kártyák sem a hobby pénztárcára vannak szabva.
Az UC300-al és az UCCNC-vel maximum azt tudnád megcsinálni, hogy egy külső encoder számláló elektronika számolhatná a lépéseket és a step/dir jeleket egyidejűleg és bizonyos definiált pozíció hiba felett kiadhat egy vészstop jelet az UCCNC felé, amivel a mozgás megállna.
Ezt sajnos nem lehet úgy megoldani, ahogy leírtad, mert a feladat amit vázoltál nem annyira egyszerű mint amilyennek tűnik. Bár nem ez a leglényegesebb probléma, de eleve az 5usec annyira rövid idő amit írsz, 1/5usec = 200kHz, hogy a legtöbb léptetőmotorban ennyi idő alatt nem is történik meg a lépés, főleg ha az elektronika feldolgozási képességét is figyelembe vesszük.
A másik (ez a nagyobbik gond) probléma a léptetőmotor inverz sebesség/nyomaték jelleggörbéje, vagyis ha nem történt meg a lépés és újra ki kell adni, akkor az léptetési frekvencia növekedést jelentene, főleg jelentős problémává válik ez ha több lépéssel elmarad.
A motor pedig valószínűleg azért tévesztett lépést, mert túl alacsony volt a nyomaték és kiesett a szinkronból. Ilyenkor csökkenteni kéne a frekit, nem növelni, de ez a "digitális" algoritmus amit írsz ez éppen, hogy növelné. Így éppen az ellenkezőjét érnénk el mint ami a cél volna, vagyis tutira a megtorpant állapotban maradna a motor.
A lépés tévesztéskor le kellene lassítani a mozgást a tengelyeken arányosan addig a pontig, amíg a hibázó tengely újraindul és akkor tud tovább futni.
Vannak olyan vezérlők (szabályzók) amik tudják ezt, amik zárt hurokban szabályozzák a motorokat, az ipari vezérlők általában így működnek, de ez a tudás az árban is megmutatkozik, kb. két nullát írj az UC300 ára mögé és annyiért már lehet ilyen vezérlést kapni, persze csak a vezérlést.
Az ilyen vezérlőkhöz a motormeghajtók sem step/dir jeleket fogadnak, hanem EtherCAT vagy más gyors kétirányú adatátvitelt igényelnek és hát az ilyen motorvezérlő kártyák sem a hobby pénztárcára vannak szabva.
Az UC300-al és az UCCNC-vel maximum azt tudnád megcsinálni, hogy egy külső encoder számláló elektronika számolhatná a lépéseket és a step/dir jeleket egyidejűleg és bizonyos definiált pozíció hiba felett kiadhat egy vészstop jelet az UCCNC felé, amivel a mozgás megállna.
Cím: Re:UCCNC vezérlő program
Írta: hyuekyh7a Dátum 2014 október 06, 13:31
Írta: hyuekyh7a Dátum 2014 október 06, 13:31
Szia Balázs!
Most már nagyjábó jó,csak annyi a probléma,hogy mikor megkapja az ív jó jelet el is kezd szabályozni a Z tengely azonnal de valamiért a mozgás nem indul meg csak kb. 2-3mp múlva.
minden késleletetés le van véve nullára aTHC menüben is és a motor menüben is.
Most már nagyjábó jó,csak annyi a probléma,hogy mikor megkapja az ív jó jelet el is kezd szabályozni a Z tengely azonnal de valamiért a mozgás nem indul meg csak kb. 2-3mp múlva.
minden késleletetés le van véve nullára aTHC menüben is és a motor menüben is.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 06, 17:46
Írta: 000000000 Dátum 2014 október 06, 17:46
Szia Csaba,
Köszi a tesztelést és a visszajelzést.
Ellenőriztük a működéstés a mozgás és a THC szabályzás is azonnal indul, kimértük logikai analizátorral a jeleket.
Az nem lehet, hogy az M31-ben benne hagytál várakozásokat és amiatt késik? Az M31 kódban van összesen kb. 2.5sec várakozás is belerakva. Ha azt benne hagytad a kódban az okozhatja.
Nézd meg majd légyszi a kódot hogy van-e benne még .wait kód.
A másik dolog, hogy az M203 kódot azt direkt plazma magasság felvételére írtuk, azt is megnézhetnéd az talán jobban illeszkedik ahhoz amit csinálsz.
Ami még jó volna, ha át tudnád küldeni nekem a G-kódot és a makrót e-mailben amikkel próbálgatod és akkor megnézzük, hátha megtaláljuk, hogy mi lehet a gond.
Köszi a tesztelést és a visszajelzést.
Ellenőriztük a működéstés a mozgás és a THC szabályzás is azonnal indul, kimértük logikai analizátorral a jeleket.
Az nem lehet, hogy az M31-ben benne hagytál várakozásokat és amiatt késik? Az M31 kódban van összesen kb. 2.5sec várakozás is belerakva. Ha azt benne hagytad a kódban az okozhatja.
Nézd meg majd légyszi a kódot hogy van-e benne még .wait kód.
A másik dolog, hogy az M203 kódot azt direkt plazma magasság felvételére írtuk, azt is megnézhetnéd az talán jobban illeszkedik ahhoz amit csinálsz.
Ami még jó volna, ha át tudnád küldeni nekem a G-kódot és a makrót e-mailben amikkel próbálgatod és akkor megnézzük, hátha megtaláljuk, hogy mi lehet a gond.
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 október 06, 19:34
Írta: frkdv6dyr Dátum 2014 október 06, 19:34
Végül is ez lenne a célom amit a végén írtál. Az 5us csak egy lényegtelen adatnak tűnt nekem :) de ezek szerint van konkrét jelentősége.
A távlati célom az lenne ezzel a dologgal, hogy bizonyos százalék után stop legyen, de mondjuk egy-két lépés kihagyásakor az összes tengelyen álljon meg, majd (lassabban ahogy írtad) próbáljon lépni mondjuk ötször, és ezután stop.
Tény és való, hogy hobby célra nincsenek plusz nullái senkinek, de mondjuk egy 200lépés/1mm beállításnál 5 lépés elvesztésénél kezdjen el valamit csinálni a progi. Az UC300-nak van annyi bemenete, hogy ez ne legyen gond. A sebességet meg értelemszerűen le lehet venni akár 25kHz-re is, cserébe kapnál egy kontrolláltan "pontos" vezérlés.
Ha nem is akarsz ennyire mélyen belemászni, makróból látsz esélyt a megvalósításra? Az olcsó, de cserébe gyenge motorokkal van elég rossz tapasztalatom, és ezt szeretném kiküszöbölni.
A távlati célom az lenne ezzel a dologgal, hogy bizonyos százalék után stop legyen, de mondjuk egy-két lépés kihagyásakor az összes tengelyen álljon meg, majd (lassabban ahogy írtad) próbáljon lépni mondjuk ötször, és ezután stop.
Tény és való, hogy hobby célra nincsenek plusz nullái senkinek, de mondjuk egy 200lépés/1mm beállításnál 5 lépés elvesztésénél kezdjen el valamit csinálni a progi. Az UC300-nak van annyi bemenete, hogy ez ne legyen gond. A sebességet meg értelemszerűen le lehet venni akár 25kHz-re is, cserébe kapnál egy kontrolláltan "pontos" vezérlés.
Ha nem is akarsz ennyire mélyen belemászni, makróból látsz esélyt a megvalósításra? Az olcsó, de cserébe gyenge motorokkal van elég rossz tapasztalatom, és ezt szeretném kiküszöbölni.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 október 06, 19:39
Írta: svejk Dátum 2014 október 06, 19:39
" Az olcsó, de cserébe gyenge motorokkal van elég rossz tapasztalatom, és ezt szeretném kiküszöbölni."
És lesz cserébe helyette egy szoftverrel meghágott béna, darabos mozgású, ugyan úgy bizonytalan, bosszantó hajtásod...
Szerintem nem éri meg vele foglalkozni amikor a szervok szinte már semmivel nem drágábbak mint a velük hasonló súlycsoportban levő léptetős hajtások.
És lesz cserébe helyette egy szoftverrel meghágott béna, darabos mozgású, ugyan úgy bizonytalan, bosszantó hajtásod...
Szerintem nem éri meg vele foglalkozni amikor a szervok szinte már semmivel nem drágábbak mint a velük hasonló súlycsoportban levő léptetős hajtások.
Cím: Re:UCCNC vezérlő program
Írta: hyuekyh7a Dátum 2014 október 06, 19:41
Írta: hyuekyh7a Dátum 2014 október 06, 19:41
Ok megnézem, de csak szerdán tudom ismét tesztelni.
Holnap egy 1Kw os dióda lézer beüzemelésen vagyok:-)
Holnap egy 1Kw os dióda lézer beüzemelésen vagyok:-)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 06, 20:31
Írta: 000000000 Dátum 2014 október 06, 20:31
Szia,
Ahogy írtam, azt meglehet csinálni egy külső kis mikrovezérlős áramkörrel, hogy számolja az encoder osztást és a step és dir jeleket és stoppot csináljon ha nagyobb a poz.hiba egy előre beállított értéknél.
Azt, hogy visszavegye mondjuk a feedrate-et azzal az a baj, hogy azt akkor dinamikusan kellene állítani, de azt nem igazán tudod úgy megoldani, hogy jó is legyen. Ahogy Svejk írta kapnál egy szaggatós mozgatást.
A helyes megoldás az volna, ha a motor áramát vektorosan szabályoznád és a motor kommutációs felbontásánál (alap felbontás) egy nagyságrenddel nagyobb felbontású encoder lenne a motoron, hogy ne legyen kommutációban hiba. És akkor vektorosan szabályozhatod (2db sin/cos áramjellel egy-egy PI szabályzóval) a léptetőmotort, mintha egy sokpólusú AC szervo lenne. Egy beépített pozíció PID hurokkal pedig szépen lehetne szabályozni a lemaradást, pozíció hibát. Így a nyomaték vektor mindig megfelelő irányú lenne és szép egyenletes futást tudnál elérni, hasonlót mint egy szervónál.
Persze egy ilyen rendszert megalkotni nem 2 perces feladat, kell hozzá némi tapasztalat és háttérismeret.
De a lényeg, hogy így meglehetne csinálni és igazából így volna értelme egyáltalán megcsinálni.
Ahogy írtam, azt meglehet csinálni egy külső kis mikrovezérlős áramkörrel, hogy számolja az encoder osztást és a step és dir jeleket és stoppot csináljon ha nagyobb a poz.hiba egy előre beállított értéknél.
Azt, hogy visszavegye mondjuk a feedrate-et azzal az a baj, hogy azt akkor dinamikusan kellene állítani, de azt nem igazán tudod úgy megoldani, hogy jó is legyen. Ahogy Svejk írta kapnál egy szaggatós mozgatást.
A helyes megoldás az volna, ha a motor áramát vektorosan szabályoznád és a motor kommutációs felbontásánál (alap felbontás) egy nagyságrenddel nagyobb felbontású encoder lenne a motoron, hogy ne legyen kommutációban hiba. És akkor vektorosan szabályozhatod (2db sin/cos áramjellel egy-egy PI szabályzóval) a léptetőmotort, mintha egy sokpólusú AC szervo lenne. Egy beépített pozíció PID hurokkal pedig szépen lehetne szabályozni a lemaradást, pozíció hibát. Így a nyomaték vektor mindig megfelelő irányú lenne és szép egyenletes futást tudnál elérni, hasonlót mint egy szervónál.
Persze egy ilyen rendszert megalkotni nem 2 perces feladat, kell hozzá némi tapasztalat és háttérismeret.
De a lényeg, hogy így meglehetne csinálni és igazából így volna értelme egyáltalán megcsinálni.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 06, 20:33
Írta: 000000000 Dátum 2014 október 06, 20:33
OK, akkor majd ha lesz időd nézd meg légyszi, mert mi kimértünk mindent és látszólag minden OK és azonnal történik.
Esetleg ha megvannak a fájlok és átküldöd őket, akkor mi addig azzal is letesztelnénk, kimérnénk a dolgokat...
Jó lézer üzemelést és csak óvatosan. :)
Esetleg ha megvannak a fájlok és átküldöd őket, akkor mi addig azzal is letesztelnénk, kimérnénk a dolgokat...
Jó lézer üzemelést és csak óvatosan. :)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 07, 12:40
Írta: 000000000 Dátum 2014 október 07, 12:40
Az UC300-ISOBOB prototípus matricázva:

Cím: Re:UCCNC vezérlő program
Írta: cxmcdtrx Dátum 2014 október 07, 12:56
Írta: cxmcdtrx Dátum 2014 október 07, 12:56
Alakul szépen :-)
Lesz rajt 35mm-es DIN sín rögzítés is?
Lesz rajt 35mm-es DIN sín rögzítés is?
Cím: Re:UCCNC vezérlő program
Írta: wcmwugefi Dátum 2014 október 07, 13:03
Írta: wcmwugefi Dátum 2014 október 07, 13:03
Jó! de mikor vehetjük már meg végre???? :)
Nagyságrendi árat még nem tudsz? (nagyságrendit: 30ezer, 100ezer, stb)
Nagyságrendi árat még nem tudsz? (nagyságrendit: 30ezer, 100ezer, stb)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 07, 13:04
Írta: 000000000 Dátum 2014 október 07, 13:04
Köszi. :)
Igen, úgy terveztük, hogy lesz az aljának a 2 végén 1-1 DIN sín rögzítő.
Igen, úgy terveztük, hogy lesz az aljának a 2 végén 1-1 DIN sín rögzítő.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 07, 13:07
Írta: 000000000 Dátum 2014 október 07, 13:07
az árral kapcsolatosan sajnos még mindig csak magamat tudom idézni. :(
"Még nem készítettünk rá költségvetést. Az első széria gyártásánál szoktuk mindig kikalkulálni, mert akkor látjuk a pontos bekerülési költséget. Találgatni, tippelgetni meg nem nagyon szeretnék, annak nem volna értelme..."
Azt, hogy mikor lesz készen azt sem tudom, de most is éppen ezen dolgozom.
"Még nem készítettünk rá költségvetést. Az első széria gyártásánál szoktuk mindig kikalkulálni, mert akkor látjuk a pontos bekerülési költséget. Találgatni, tippelgetni meg nem nagyon szeretnék, annak nem volna értelme..."
Azt, hogy mikor lesz készen azt sem tudom, de most is éppen ezen dolgozom.
Cím: Re:UCCNC vezérlő program
Írta: wcmwugefi Dátum 2014 október 07, 13:16
Írta: wcmwugefi Dátum 2014 október 07, 13:16
Tudom-tudom.
De azért valamit elmond rólatok, hogy lassan olyan hype van egy-egy új terméketek körül, mint az új iphone-ok bejelentésekor... :)
De azért valamit elmond rólatok, hogy lassan olyan hype van egy-egy új terméketek körül, mint az új iphone-ok bejelentésekor... :)
Cím: Re:UCCNC vezérlő program
Írta: xabi Dátum 2014 október 07, 20:44
Írta: xabi Dátum 2014 október 07, 20:44
T. CNCDrive
Építettem egy plazmavágó CNC asztalt amit Laptop-UC100-HDBB2-ön keresztül vezérlek léptető motorokkal. A plazmavágás kezdetén sokat kínlódtam, mert mindig megállt a masina. Addig variáltam, árnyékoltam a vezetékekkel hogy most már kb. két hete éles használat után már csak nagyon ritkán állt meg a gép.
A mai napon viszont próbáltam vágni és kb. 2 percenként megállt a vágás, próbáltam plazmavágó nélkül is használni és ekkor is állandóan megállt a rendszer.
Kitettem a képernyőre az UC100 plugint és figyeltem mi történik, elindul a mach3 program és mondjuk egy G2 kör felénél megáll a mozgás, megáll azon a soron a mach3 ahol tart és úgy marad semmilyen hibajelzés nincsen, az Uc100 plugin szépen fut a háttérben mintha semmi sem történt volna. Néha megnyomom a start gombot és tovább megy, de általában stop gomb egy lépés vissza "Run from here" és lépésvesztés nélkül megy ameddig meg nem áll megint.
1 órán keresztül kerestem a hibát, mire rájöttem hogy a géptől kb.: 3 méterre egy AVI hegesztő dolgozott, és az Ő ív gyújtásai ütik ki a gépet. Mikor abbahagyattam vele a hegesztést megszűnt a probléma.
Nem vagyok egy elektromos zseni. Eddig azt gondoltam hogy a plazma gép gyújtásakor az árnyékolt vezetékeken keresztül valahogy a HDBB2-ön keresztül jutva az UC100-at fagyasztja, téveszti meg a rendszer.
A mai nap után tovább gondolva viszont a gondjaim akkor szűntek meg mikor a plazmának a vezetékét árnyékoltam. Arra a következtetésre jutottam hogy a laptop USB portja kergül meg a nagy interferenciától. Az UC100, és a számítógép nem fagy le csak az USB port valahogy "kihagy" egy picit ettől megáll a programfutása minden hiba üzenet nélkül.
Kérdésem : Nem ismerem az Laptop - MACH3 - USB - UC100 - HDBB2 működését. A fenti hiba jelenség esetén Te mire gyanakodnál ? Az UC100 mire és mennyire érzékeny ? A mach3 vagy UC100 nem csinál valamilyen hiba riportot ?
- Szerinted ha MACH3 helyett UCCNC használnék az javítana a helyzeten ?
Nem volt már időm, de a héten kipróbálom egy másik laptoppal kíváncsiságból, hátha kevésbé érzékeny a hiba gyanúm szerinti USB vezérlője.
Előre is köszönöm válaszod (a munkáitok előtt le a kalappal)
Építettem egy plazmavágó CNC asztalt amit Laptop-UC100-HDBB2-ön keresztül vezérlek léptető motorokkal. A plazmavágás kezdetén sokat kínlódtam, mert mindig megállt a masina. Addig variáltam, árnyékoltam a vezetékekkel hogy most már kb. két hete éles használat után már csak nagyon ritkán állt meg a gép.
A mai napon viszont próbáltam vágni és kb. 2 percenként megállt a vágás, próbáltam plazmavágó nélkül is használni és ekkor is állandóan megállt a rendszer.
Kitettem a képernyőre az UC100 plugint és figyeltem mi történik, elindul a mach3 program és mondjuk egy G2 kör felénél megáll a mozgás, megáll azon a soron a mach3 ahol tart és úgy marad semmilyen hibajelzés nincsen, az Uc100 plugin szépen fut a háttérben mintha semmi sem történt volna. Néha megnyomom a start gombot és tovább megy, de általában stop gomb egy lépés vissza "Run from here" és lépésvesztés nélkül megy ameddig meg nem áll megint.
1 órán keresztül kerestem a hibát, mire rájöttem hogy a géptől kb.: 3 méterre egy AVI hegesztő dolgozott, és az Ő ív gyújtásai ütik ki a gépet. Mikor abbahagyattam vele a hegesztést megszűnt a probléma.
Nem vagyok egy elektromos zseni. Eddig azt gondoltam hogy a plazma gép gyújtásakor az árnyékolt vezetékeken keresztül valahogy a HDBB2-ön keresztül jutva az UC100-at fagyasztja, téveszti meg a rendszer.
A mai nap után tovább gondolva viszont a gondjaim akkor szűntek meg mikor a plazmának a vezetékét árnyékoltam. Arra a következtetésre jutottam hogy a laptop USB portja kergül meg a nagy interferenciától. Az UC100, és a számítógép nem fagy le csak az USB port valahogy "kihagy" egy picit ettől megáll a programfutása minden hiba üzenet nélkül.
Kérdésem : Nem ismerem az Laptop - MACH3 - USB - UC100 - HDBB2 működését. A fenti hiba jelenség esetén Te mire gyanakodnál ? Az UC100 mire és mennyire érzékeny ? A mach3 vagy UC100 nem csinál valamilyen hiba riportot ?
- Szerinted ha MACH3 helyett UCCNC használnék az javítana a helyzeten ?
Nem volt már időm, de a héten kipróbálom egy másik laptoppal kíváncsiságból, hátha kevésbé érzékeny a hiba gyanúm szerinti USB vezérlője.
Előre is köszönöm válaszod (a munkáitok előtt le a kalappal)
Cím: Re:UCCNC vezérlő program
Írta: y9au2mspr Dátum 2014 október 07, 21:14
Írta: y9au2mspr Dátum 2014 október 07, 21:14
Én is olvstam már hasonló jelenségről. Ebben az esetben a laptop nem szerencsés megoldás a plazmázáshoz,mivel szabadon van minden usb port. Én egy fémszekrénybe raktam a pc-met. Remélem ez elég lesz a zavarok enyhítésére. Itt védettebb az usb port. Bár én még nem próbáltam élesben és az is leht,hogy ez is kevés lesz,vagy nem is ez lesz a megoldás. Ha esetleg rájössz egy stabil megoldásra engem is érdekelne a dolog,mivel én is hasonló elektronikával építem a gépemet mind te. üdv. Szabolcs
Cím: Re:UCCNC vezérlő program
Írta: y9au2mspr Dátum 2014 október 07, 21:15
Írta: y9au2mspr Dátum 2014 október 07, 21:15
Csak annyi külömbséggel,hogy nekem UC300 van.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 07, 23:14
Írta: 000000000 Dátum 2014 október 07, 23:14
Szia,
A leírásodat végigolvasva szerintem a probléma az eszközök földelésével lehet.
Arra gondolok, hogy a különböző nagyáramú eszközök és a PC között jelentős földelési ellenállás lehet.
Amikor a hegesztőgép vagy plazma egység bekapcsol akár 100Amperekkel, akkor a két pont közötti ellenálláson, a földelő vezetéken feszültség esik.
Értelemszerűen minél nagyobb az ellenállás, annál nagyobb fesz. esik rajta.
Ez úgymond "megrántja" ebben az esetben a PC tápját és a PC ugyebár digitális eszöz alacsony jelszintekkel dolgozik így egy kisebb amplitudójú zaj is komoly problémát okozhat.
Ráadásul az USB gyors eszköz így egy rövid tüskeszerű zaj is problémát jelenthet.
Ipari környezetben ezeket a problémákat úgy oldják meg, hogy csillagpontos földelést alkalmaznak,
illetve a földelő vezetéket megfelelően vastag vezetékből építik ki.
Extrém esetekben akár földelő sínt alkalmaznak ami egy vastag réz rúd amire közvetlenül kapcsolódnak az eszközök.
A csillag földelés lényege, hogy minden eszköz a csillagnak egy szára és a csillag közepe az a pont,
ami aztán a hálózat felé egyetlen úton tovább fut.
Szóval én azt gondolom, hogy a PC szedi fel a zajt mégpedig a földelésen keresztül.
Láttam már olyan durva esetet is amikor rosszul földelt plazma gépen ha bekapcsolták az ívet akkor a Windows kék halállal elszállt.
Első körben én a földelési topologiát ellenőrizném le és javítanám szükség esetén, megnézném, hogy milyen vastag vezetékből készült és hogy
nem kerültek-e bele felesleges hurkok.
Azt is megpróbálhatod (ez már egy kicsit másik dolog), hogy az UC100 árnyékolását, vagyis a házon lévő egyik csatlakozó csavaros menetbe egy saruval vastag vezetékkel összekötheted a PC
földelését, például az akkunál szokott földelőcsavarnak menetes furat lenni.
Asztali PC-ken mondjuk ezt egyszerűbb megoldani, mert ott több helyre is lehet rögzíteni, például a merevlemez egyik csavarjához.
Ezzel tudnád javítani a föld ellenállást az UC100 és a PC között, vagyis a zaj közös módúvá válna a PC és az UC100 között így abból a két eszköz nem érzékelne szinte semmit.
Úgy értem, hogy ha a PC-t zaj éri, akkor az alacsony ellenállás a PC és az UC100 között nem eredményezne nagy feszültség ingadozást, a két földpont szinte azonos potenciálon maradna,
így a rendszer zavarvédettebbé válna.
Ismét másik megoldás USB leválasztót használni, ami függetleníti a PC földjét és az UC100 földjét.
E-bayen meg akár MAgyar elektonikai webáruházakban is lehet ilyen eszközöket kapni.
E-bayen "USB isolator" kulcsszóra keresve szerintem fel fog dobni egy csomó találatot.
Mondjuk én a zaj forrásának felderítését és megszüntetését javasolnám leginkább.
A leírásodat végigolvasva szerintem a probléma az eszközök földelésével lehet.
Arra gondolok, hogy a különböző nagyáramú eszközök és a PC között jelentős földelési ellenállás lehet.
Amikor a hegesztőgép vagy plazma egység bekapcsol akár 100Amperekkel, akkor a két pont közötti ellenálláson, a földelő vezetéken feszültség esik.
Értelemszerűen minél nagyobb az ellenállás, annál nagyobb fesz. esik rajta.
Ez úgymond "megrántja" ebben az esetben a PC tápját és a PC ugyebár digitális eszöz alacsony jelszintekkel dolgozik így egy kisebb amplitudójú zaj is komoly problémát okozhat.
Ráadásul az USB gyors eszköz így egy rövid tüskeszerű zaj is problémát jelenthet.
Ipari környezetben ezeket a problémákat úgy oldják meg, hogy csillagpontos földelést alkalmaznak,
illetve a földelő vezetéket megfelelően vastag vezetékből építik ki.
Extrém esetekben akár földelő sínt alkalmaznak ami egy vastag réz rúd amire közvetlenül kapcsolódnak az eszközök.
A csillag földelés lényege, hogy minden eszköz a csillagnak egy szára és a csillag közepe az a pont,
ami aztán a hálózat felé egyetlen úton tovább fut.
Szóval én azt gondolom, hogy a PC szedi fel a zajt mégpedig a földelésen keresztül.
Láttam már olyan durva esetet is amikor rosszul földelt plazma gépen ha bekapcsolták az ívet akkor a Windows kék halállal elszállt.
Első körben én a földelési topologiát ellenőrizném le és javítanám szükség esetén, megnézném, hogy milyen vastag vezetékből készült és hogy
nem kerültek-e bele felesleges hurkok.
Azt is megpróbálhatod (ez már egy kicsit másik dolog), hogy az UC100 árnyékolását, vagyis a házon lévő egyik csatlakozó csavaros menetbe egy saruval vastag vezetékkel összekötheted a PC
földelését, például az akkunál szokott földelőcsavarnak menetes furat lenni.
Asztali PC-ken mondjuk ezt egyszerűbb megoldani, mert ott több helyre is lehet rögzíteni, például a merevlemez egyik csavarjához.
Ezzel tudnád javítani a föld ellenállást az UC100 és a PC között, vagyis a zaj közös módúvá válna a PC és az UC100 között így abból a két eszköz nem érzékelne szinte semmit.
Úgy értem, hogy ha a PC-t zaj éri, akkor az alacsony ellenállás a PC és az UC100 között nem eredményezne nagy feszültség ingadozást, a két földpont szinte azonos potenciálon maradna,
így a rendszer zavarvédettebbé válna.
Ismét másik megoldás USB leválasztót használni, ami függetleníti a PC földjét és az UC100 földjét.
E-bayen meg akár MAgyar elektonikai webáruházakban is lehet ilyen eszközöket kapni.
E-bayen "USB isolator" kulcsszóra keresve szerintem fel fog dobni egy csomó találatot.
Mondjuk én a zaj forrásának felderítését és megszüntetését javasolnám leginkább.
Cím: Re:UCCNC vezérlő program
Írta: 9npx2xk89 Dátum 2014 október 08, 09:12
Írta: 9npx2xk89 Dátum 2014 október 08, 09:12
Két kérdésem lenne.
1:mikortól lehet megvenni a 300-ashoz a license-t (az oldalatokon még csak a 100-ashoz való van)
2:Nekem egy kínai motorvezérlőm van azon optós leválasztás van a vezérlő és printerport között. Az általatok tervezett leválasztó eszköz azon kívül, hogy több portot kezel miben jobb?
1:mikortól lehet megvenni a 300-ashoz a license-t (az oldalatokon még csak a 100-ashoz való van)
2:Nekem egy kínai motorvezérlőm van azon optós leválasztás van a vezérlő és printerport között. Az általatok tervezett leválasztó eszköz azon kívül, hogy több portot kezel miben jobb?
Cím: Re:UCCNC vezérlő program
Írta: wcmwugefi Dátum 2014 október 08, 09:38
Írta: wcmwugefi Dátum 2014 október 08, 09:38
Szia!
A #999 ben írjá Cncdrive a licencet, meg a linket ahonnan letöltheted. De már van frissebb. Azt is egyik hozzászólásban találod.
A #999 ben írjá Cncdrive a licencet, meg a linket ahonnan letöltheted. De már van frissebb. Azt is egyik hozzászólásban találod.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 08, 09:43
Írta: 000000000 Dátum 2014 október 08, 09:43
Szia,
A kérdéseidre a válaszaim:
1.) 2014.11.01.-ig lehet az UCCNC-hez az UC300-ashoz kérni ingyen license-t, persze ehhez kell a szériaszám, vagyis kell, hogy legyen UC300-asod. Ezután a dátum után már megvásárolni lehet majd, a tesztelési akció ugyanis eddig tart.
2.) Mire gondolsz pontosan, a készülő ISOBOB kártyára? Egy elosztópanel feladata nem a motorvezérlő step/dir leválasztása hiszen az általában eleve optocsatolós, hanem az egyéb jeleké, perifériáké, úgy mint például külső relék vezérlése, frekvenciaváltó vezérlése. Bemenetek leválasztása, hogy például 10-30Voltos induktív végállás szenzorokat is lehessen alkalmazni. Esetleg MPG kerék illesztése. Biztonsági charge pump áramkör. LED-ek, hogy lásd is hogy valójában mi történik egy be vagy kimenettel. Analog ki/bemenet leválasztása, stb.
A kérdéseidre a válaszaim:
1.) 2014.11.01.-ig lehet az UCCNC-hez az UC300-ashoz kérni ingyen license-t, persze ehhez kell a szériaszám, vagyis kell, hogy legyen UC300-asod. Ezután a dátum után már megvásárolni lehet majd, a tesztelési akció ugyanis eddig tart.
2.) Mire gondolsz pontosan, a készülő ISOBOB kártyára? Egy elosztópanel feladata nem a motorvezérlő step/dir leválasztása hiszen az általában eleve optocsatolós, hanem az egyéb jeleké, perifériáké, úgy mint például külső relék vezérlése, frekvenciaváltó vezérlése. Bemenetek leválasztása, hogy például 10-30Voltos induktív végállás szenzorokat is lehessen alkalmazni. Esetleg MPG kerék illesztése. Biztonsági charge pump áramkör. LED-ek, hogy lásd is hogy valójában mi történik egy be vagy kimenettel. Analog ki/bemenet leválasztása, stb.
Cím: Re:UCCNC vezérlő program
Írta: xkbv3nx0d Dátum 2014 október 08, 09:55
Írta: xkbv3nx0d Dátum 2014 október 08, 09:55
uc300-at hol és mennyiért tudok venni?
köszi
köszi
Cím: Re:UCCNC vezérlő program
Írta: bundyland Dátum 2014 október 08, 10:03
Írta: bundyland Dátum 2014 október 08, 10:03
Cím: Re:UCCNC vezérlő program
Írta: xkbv3nx0d Dátum 2014 október 08, 10:29
Írta: xkbv3nx0d Dátum 2014 október 08, 10:29
köszi, közben megtaláltam én is, átolvasom a doksit mert pont érdekelne egy ilyen cucc
Cím: Re:UCCNC vezérlő program
Írta: cxmcdtrx Dátum 2014 október 08, 12:22
Írta: cxmcdtrx Dátum 2014 október 08, 12:22
Az ISOBOB alaplapon lesz integrált charge pump áramkör? "Normál" kimenetként fog funkcionálni, és azt kötök oda, amit akarok,
vagy az UC300 saját ki- és bemeneteit fogja közvetlenül, az alaplapon engedélyezni/letiltani?
A lézer módban miért kell 5 kHz-ez charge pump frekvenciát használni?
vagy az UC300 saját ki- és bemeneteit fogja közvetlenül, az alaplapon engedélyezni/letiltani?
A lézer módban miért kell 5 kHz-ez charge pump frekvenciát használni?
Cím: Re:UCCNC vezérlő program
Írta: cxmcdtrx Dátum 2014 október 08, 13:23
Írta: cxmcdtrx Dátum 2014 október 08, 13:23
Egy nagyjából beméretezett rajzot tudnál feltenni az új "csodáról"?
A készülő elektromos szekrény tervezéséhez jó lenne ismerni a méreteket, már betervezném ennek is a helyet... [#wink][#wave]
A készülő elektromos szekrény tervezéséhez jó lenne ismerni a méreteket, már betervezném ennek is a helyet... [#wink][#wave]
Cím: Re:UCCNC vezérlő program
Írta: xabi Dátum 2014 október 08, 14:53
Írta: xabi Dátum 2014 október 08, 14:53
Köszönöm gyors válaszodat, tudom hogy sok a munkád.
- Mikor belevágtam a projektba nem gondoltam hogy azon fogok elbukni hogy a plazma vágó be van dugva 380 V-os konnektorba a számítógép meg egy 220V-os ba..
- A földhurkot elvileg úgy próbáltam megkerülni ahogy írtad csillagpontosan van minden földelés lekötve. Viszont a laptopra nem megy földelés mert az 19V egyenárammal működik (akár megy csak a saját akkumulátorújáról is (ekkor is van probléma)). Tehát a laptopnak van egy saját nullája és a kapcsoló üzemű tápokból a HDBB2-nek is van egy saját nullája ami össze van kötve az UC100-on keresztül (kimértem a printer kábel + az usb kábel összezárja a nullákat)
- Két kérdést kellene tisztázzak :
1.) A mach3 leállását vezetékeken visszaható valamilyen "tüske" okozza-e. Mint mondom nekem úgy tűnik mintha a notebook USB portja fagyna ki egy pillanatra (ha bele van dugva Usb optikai egér az is mindig leáll, ki be kell dugni hogy újból menjen.) Az UC100 vígan fut tovább.
2.) A leállást a levegőben terjedő interferencia okozza és ez öli meg a notebook USB portját...
Azért kérdeztem hogy hogyan működik az UC100 és USB kapcsolata mert úgy tűnik hogy az UC100 nem fagy le, a notebook windows nem fagy le, viszont a mach3 program megáll egy bizonyos sornál minden hiba és jelzés nélkül. Tehát a mach3-at valami megállítja de vajon mi? Az is érdekes kérdés hogy mondjuk egy nagyobb kört vág a gép és a kör fele vágásánál áll le a program, de Te mintha azt írtad volna hogy az UC100 átveszi a számolást a mach3-ból tehát ha egy G3 utasítást át ad a mach3 az UC100-nak annak nem kellene végig futni akkor is ha leáll a mach3 ?
Azért kérdeztem hogy nem-e érdemes UCCNC használni ami nem érzékeny esetleg az USB "pillanatnyi megszakadására", máshogy építi fel a notebook USB UC100 kapcsolatot.
- Mikor belevágtam a projektba nem gondoltam hogy azon fogok elbukni hogy a plazma vágó be van dugva 380 V-os konnektorba a számítógép meg egy 220V-os ba..
- A földhurkot elvileg úgy próbáltam megkerülni ahogy írtad csillagpontosan van minden földelés lekötve. Viszont a laptopra nem megy földelés mert az 19V egyenárammal működik (akár megy csak a saját akkumulátorújáról is (ekkor is van probléma)). Tehát a laptopnak van egy saját nullája és a kapcsoló üzemű tápokból a HDBB2-nek is van egy saját nullája ami össze van kötve az UC100-on keresztül (kimértem a printer kábel + az usb kábel összezárja a nullákat)
- Két kérdést kellene tisztázzak :
1.) A mach3 leállását vezetékeken visszaható valamilyen "tüske" okozza-e. Mint mondom nekem úgy tűnik mintha a notebook USB portja fagyna ki egy pillanatra (ha bele van dugva Usb optikai egér az is mindig leáll, ki be kell dugni hogy újból menjen.) Az UC100 vígan fut tovább.
2.) A leállást a levegőben terjedő interferencia okozza és ez öli meg a notebook USB portját...
Azért kérdeztem hogy hogyan működik az UC100 és USB kapcsolata mert úgy tűnik hogy az UC100 nem fagy le, a notebook windows nem fagy le, viszont a mach3 program megáll egy bizonyos sornál minden hiba és jelzés nélkül. Tehát a mach3-at valami megállítja de vajon mi? Az is érdekes kérdés hogy mondjuk egy nagyobb kört vág a gép és a kör fele vágásánál áll le a program, de Te mintha azt írtad volna hogy az UC100 átveszi a számolást a mach3-ból tehát ha egy G3 utasítást át ad a mach3 az UC100-nak annak nem kellene végig futni akkor is ha leáll a mach3 ?
Azért kérdeztem hogy nem-e érdemes UCCNC használni ami nem érzékeny esetleg az USB "pillanatnyi megszakadására", máshogy építi fel a notebook USB UC100 kapcsolatot.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 08, 16:32
Írta: 000000000 Dátum 2014 október 08, 16:32
Szerintem biztosan a PC a tápon keresztül szedi fel a zajt. Az USB egér működésének leállása is ezt jelzi.
Nem hinném, hogy a levegőn keresztül, gondolom a plazma kábel nem a számítógép házán keresztül fut, illetve nem pár centire az UC100-tól, vagyis van megfelelő távolság a levegőben, hogy ez ne történhessen meg.
Az UC100 folyamatosan kommunikál a Mach3-al, ha a kommunikáció megszakad akkor elvileg hibát kellene dobnia és megállítani mindent (ebből a "megállítani mindent" meg is van), de kérlek kérdezd meg erről Polgárdi Balázst az UC100 topikjában, mert erre ő tudja a pontos választ.
Szerintem egyébként ha a Mach3-al leáll a rendszer zaj miatt, akkor az UCCNC-vel is, főleg, hogy egyértelműen látszik, hogy a PC USB portja áll meg amit szoftveresen nem igazán lehet javítani vagy kiküszöbölni.
Nem hinném, hogy a levegőn keresztül, gondolom a plazma kábel nem a számítógép házán keresztül fut, illetve nem pár centire az UC100-tól, vagyis van megfelelő távolság a levegőben, hogy ez ne történhessen meg.
Az UC100 folyamatosan kommunikál a Mach3-al, ha a kommunikáció megszakad akkor elvileg hibát kellene dobnia és megállítani mindent (ebből a "megállítani mindent" meg is van), de kérlek kérdezd meg erről Polgárdi Balázst az UC100 topikjában, mert erre ő tudja a pontos választ.
Szerintem egyébként ha a Mach3-al leáll a rendszer zaj miatt, akkor az UCCNC-vel is, főleg, hogy egyértelműen látszik, hogy a PC USB portja áll meg amit szoftveresen nem igazán lehet javítani vagy kiküszöbölni.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 08, 16:34
Írta: 000000000 Dátum 2014 október 08, 16:34
Sajnos nincsen meg nekem a rajz, nem én terveztem, hanem a kollégák, de megpróbálom elkérni és feltölteni. Valószínű egyelőre csak az alaplapról lesz rajz, ileltve esetleg a fedél kiterített vagy 3D-s ábrája.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 08, 16:37
Írta: 000000000 Dátum 2014 október 08, 16:37
A Charge pump bármelyik nyitott-kollektoros kimenetre vagy bármely egyéb kimenetre rákonfigurálható szabadon.
A lézervezérlőknél nem tudom miért szokott 5kHz-es charge pump jel lenni, gondolom valaki így elkezdte, mások pedig folytatták és ezért ennyi szokott lenni. Mi mindenesetre megcsináltuk kiválaszthatóra, hogy kompatibilis legyen a lézeres vezérlőkkel is a szoftver.
A lézervezérlőknél nem tudom miért szokott 5kHz-es charge pump jel lenni, gondolom valaki így elkezdte, mások pedig folytatták és ezért ennyi szokott lenni. Mi mindenesetre megcsináltuk kiválaszthatóra, hogy kompatibilis legyen a lézeres vezérlőkkel is a szoftver.
Cím: Re:UCCNC vezérlő program
Írta: cxmcdtrx Dátum 2014 október 08, 16:53
Írta: cxmcdtrx Dátum 2014 október 08, 16:53
Ha a nálad levő példányt megméred egy mérőszalaggal, és megírod ide, az is elég, csak tudjam, kb. mekkora hely kell neki.
Köszönöm!
Köszönöm!
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 08, 17:13
Írta: 000000000 Dátum 2014 október 08, 17:13
Nálam nincsen egyetlen példány sem, ha lenne már megmértem volna. :)
Cím: Re:UCCNC vezérlő program
Írta: cxmcdtrx Dátum 2014 október 08, 18:31
Írta: cxmcdtrx Dátum 2014 október 08, 18:31
Na, szép :-)
Szóval, ha majd egyszer a kezed közé kerül, és "hömbölög" ott egy mérőszalag is, és nem felejted el, és időd engedi...
[#nemtudom]
Szóval, ha majd egyszer a kezed közé kerül, és "hömbölög" ott egy mérőszalag is, és nem felejted el, és időd engedi...
[#nemtudom]
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 08, 19:19
Írta: 000000000 Dátum 2014 október 08, 19:19
Közben eszembe jutott, hogy a NYÁK tervet megtudom mérni a tervezőprogiban, az 87x255mm a dugaszolható aljzatok túllógásával. A beléjük dugható csatlakozók viszont nincsenek beleszámolva, azt nem tudom megmérni.
Az alaplap ennél némileg nagyobb, a hosszabbik oldalon van két füle.
A magassága az egésznek 30-35mm lehet, de ez csak saccolás.
Az alaplap ennél némileg nagyobb, a hosszabbik oldalon van két füle.
A magassága az egésznek 30-35mm lehet, de ez csak saccolás.
Cím: Re:UCCNC vezérlő program
Írta: 9npx2xk89 Dátum 2014 október 09, 09:37
Írta: 9npx2xk89 Dátum 2014 október 09, 09:37
Az jó hogy a tesztelés 2014.11.01-ig tart, csak utána akinek ingyenes license van az hogy kapja meg az upgrade-eket (mert hibátlan és tökéletes program nincs)
Erre gondoltam Én is hogy az ISOBOB egy kicsit továbbgondolt leválasztó panel, csak azért írtam példának a kína vezérlőt mert abban is vannak optóval leválasztott cuccok.
Erre gondoltam Én is hogy az ISOBOB egy kicsit továbbgondolt leválasztó panel, csak azért írtam példának a kína vezérlőt mert abban is vannak optóval leválasztott cuccok.
Cím: Re:UCCNC vezérlő program
Írta: wcmwugefi Dátum 2014 október 09, 10:08
Írta: wcmwugefi Dátum 2014 október 09, 10:08
A licenc a vezérlőhöz tartozik. Az upgradekkel is működik.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 09, 11:22
Írta: 000000000 Dátum 2014 október 09, 11:22
Szia,
Attila amit leírt az pontos, de kicsit én még szeretném részletezni:
A license kulcsok amiket a tesztelési időszakban kiadunk ezek teljes értékű license kulcsok, ugyanolyanok, mint amiket meglehet majd vásárolni.
A license kulcsokat azoknak adjuk, akik segítenek nekünk tesztelni a szoftver kezdeti verzióit és segítenek nekünk felderíteni és javítani a hibákat.
A license kulcsok működnek, illetve működni fognak a szoftver bármelyik jövőbeni verzióival is.
Így bármelyik jövőbeli upgrade-el a most kiadott license kulcsok is használhatóak.
A szoftver bármikor upgradelhető egy új verzióra, a license kulcs működni fog az új szoftver verziókkal is.
Attila amit leírt az pontos, de kicsit én még szeretném részletezni:
A license kulcsok amiket a tesztelési időszakban kiadunk ezek teljes értékű license kulcsok, ugyanolyanok, mint amiket meglehet majd vásárolni.
A license kulcsokat azoknak adjuk, akik segítenek nekünk tesztelni a szoftver kezdeti verzióit és segítenek nekünk felderíteni és javítani a hibákat.
A license kulcsok működnek, illetve működni fognak a szoftver bármelyik jövőbeni verzióival is.
Így bármelyik jövőbeli upgrade-el a most kiadott license kulcsok is használhatóak.
A szoftver bármikor upgradelhető egy új verzióra, a license kulcs működni fog az új szoftver verziókkal is.
Cím: Re:UCCNC vezérlő program
Írta: cxmcdtrx Dátum 2014 október 11, 11:06
Írta: cxmcdtrx Dátum 2014 október 11, 11:06
Igazából arra irányult a kérdésem, hogy lesz-e olyan segédáramkör az alaplapon, ami megkapja az X kHz-es ChargePump jelet,
és a kimenete ennek függvényében logikai 1/0 értéket ad vissza, vagy nekem kell ezt saját áramkör formájában még kívülről hozzáilleszteni?
Ezt szerintem hasznos lenne ráintegrálni az alaplapra, akár úgy is, hogy bármely szabadon választott kimenetet kívülről kelljen a CP bemenetre visszakötni.
Így megmarad a teljesen szabadon konfigurálható kimenet, viszont van charge pump áramkör is.
Vagy ehhez már késő?
és a kimenete ennek függvényében logikai 1/0 értéket ad vissza, vagy nekem kell ezt saját áramkör formájában még kívülről hozzáilleszteni?
Ezt szerintem hasznos lenne ráintegrálni az alaplapra, akár úgy is, hogy bármely szabadon választott kimenetet kívülről kelljen a CP bemenetre visszakötni.
Így megmarad a teljesen szabadon konfigurálható kimenet, viszont van charge pump áramkör is.
Vagy ehhez már késő?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 11, 11:30
Írta: 000000000 Dátum 2014 október 11, 11:30
Erre a célra amit írsz használhatsz charge pump helyett enable jelet. Rákonfigurálhatod egy nyitott kollektoros kimenetre és akkor logikai állapotokat kapsz, ha az UCCNC nincsen betöltve vagy ha a reset aktív akkor inaktív logikai állapot, ha az UCCNC be van töltve és nincs reset, akkor aktív logikai állapot.
Cím: Re:UCCNC vezérlő program
Írta: cxmcdtrx Dátum 2014 október 11, 13:43
Írta: cxmcdtrx Dátum 2014 október 11, 13:43
Ez is jó :-)
Hol tudom ezt pontosan beállítani, milyen megnevezést keressek a beállításoknál?
Hol tudom ezt pontosan beállítani, milyen megnevezést keressek a beállításoknál?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 11, 17:54
Írta: 000000000 Dátum 2014 október 11, 17:54
Az enable elnevezést kell keresni, minden tengelyhez tartozik egy a Configuration->Axis setup és egy tengelyt kiválasztani ...
Felül van a Step, utána a dir és utána az Enable.
Még annyit, hogy az enable csak az új UCCNC verziókban van benne, ami már ismeri az UC300-at is, a régi szoftver verziókban ez a fajta jel még nem volt benne!
Felül van a Step, utána a dir és utána az Enable.
Még annyit, hogy az enable csak az új UCCNC verziókban van benne, ami már ismeri az UC300-at is, a régi szoftver verziókban ez a fajta jel még nem volt benne!
Cím: Re:UCCNC vezérlő program
Írta: cxmcdtrx Dátum 2014 október 11, 18:04
Írta: cxmcdtrx Dátum 2014 október 11, 18:04
Köszönöm szépen!
A legutolsó verzió van fent (1.0036).
Ha jól értem, mindegyik tengelyhez tartozik most már egy Enable kimenet is, amire a program az elindulása után,
vészstop-mentes állapotban folyamatosan magas logikai szintet ad.
Mikor az "Mehet!" gombra böktem, akkor jutott eszembe: nem kell külön charge pump áramkört alkalmaznom, mivel lesz egy PLC a szekrényben.
Ezzel csodálatosan tudom mérni a chargepump kimenet által küldött jel frekvenciáját, majd ehhez rendelhetek már bármilyen PLC kimenetet, vagy ami tetszik.
A legutolsó verzió van fent (1.0036).
Ha jól értem, mindegyik tengelyhez tartozik most már egy Enable kimenet is, amire a program az elindulása után,
vészstop-mentes állapotban folyamatosan magas logikai szintet ad.
Mikor az "Mehet!" gombra böktem, akkor jutott eszembe: nem kell külön charge pump áramkört alkalmaznom, mivel lesz egy PLC a szekrényben.
Ezzel csodálatosan tudom mérni a chargepump kimenet által küldött jel frekvenciáját, majd ehhez rendelhetek már bármilyen PLC kimenetet, vagy ami tetszik.
Cím: Re:UCCNC vezérlő program
Írta: hyuekyh7a Dátum 2014 október 12, 18:01
Írta: hyuekyh7a Dátum 2014 október 12, 18:01
Szia Balázs!
Igazad volt ma tudtam megnézni, és az M31 ben lévő késleltetést adta össze.
Az M203 jól működik.
Tehát akkor a plazma része jó lesz!
Egy másik opció is kell ha valaki lángot akar működtetni, szintén a THC szabályozást használva.
Ennek a működése hasonló a plazmához azzal a különbséggel, hogy kellene egy DRO amiben meg lehet adni a gyújtási magasságot mivel itt nem tapinthat le mert egyből bealudna a láng, tehát erre a magasságra megy le a Z M3 után, és kell még egy DRO amiben a késleltetést lehet megadni mp ben, ha ez a késleltetés letelik akkor kapcsolja a kimenetet be,és induljon a mozgás.
A DRO ban lévő értékeket lehessen menet közben változtatni, még ha mozgásban van akkor is, hogy legközelebb az új értéket vegye figyelembe.Esetleg még az is jó lenne ha mondjuk hosszabb időt adott meg a kezelő a kelleténél, egy újbóli start gomb megnyomással kapcsoljon a lyukasztás és induljon a mozgás is.
Megpróbálom pontokba szedni:
1, lyukasztás kezdetére pozicionál az X Y kord.
2, M3
2:1, Z lemegy hevítési magasságra (DRO...)
2:2 indul a késleltetés (DRO...)
3, kimenet kapcsol, mozgás indul (THC ok)
4, vágás
Két külön billentyűvel (emulálni) vagy két bemenettel a THC fel és Le jelet használni, mert menet közben itt is kell változtatni a magasságot.
Igazad volt ma tudtam megnézni, és az M31 ben lévő késleltetést adta össze.
Az M203 jól működik.
Tehát akkor a plazma része jó lesz!
Egy másik opció is kell ha valaki lángot akar működtetni, szintén a THC szabályozást használva.
Ennek a működése hasonló a plazmához azzal a különbséggel, hogy kellene egy DRO amiben meg lehet adni a gyújtási magasságot mivel itt nem tapinthat le mert egyből bealudna a láng, tehát erre a magasságra megy le a Z M3 után, és kell még egy DRO amiben a késleltetést lehet megadni mp ben, ha ez a késleltetés letelik akkor kapcsolja a kimenetet be,és induljon a mozgás.
A DRO ban lévő értékeket lehessen menet közben változtatni, még ha mozgásban van akkor is, hogy legközelebb az új értéket vegye figyelembe.Esetleg még az is jó lenne ha mondjuk hosszabb időt adott meg a kezelő a kelleténél, egy újbóli start gomb megnyomással kapcsoljon a lyukasztás és induljon a mozgás is.
Megpróbálom pontokba szedni:
1, lyukasztás kezdetére pozicionál az X Y kord.
2, M3
2:1, Z lemegy hevítési magasságra (DRO...)
2:2 indul a késleltetés (DRO...)
3, kimenet kapcsol, mozgás indul (THC ok)
4, vágás
Két külön billentyűvel (emulálni) vagy két bemenettel a THC fel és Le jelet használni, mert menet közben itt is kell változtatni a magasságot.
Cím: Re:UCCNC vezérlő program
Írta: fektiforg Dátum 2014 október 12, 20:33
Írta: fektiforg Dátum 2014 október 12, 20:33
Készülőben van nálam egy vezérlő pult, tettemrá külső ciklus start, ciklus stop gobot, tengely szelektáló (X Y Z A) kapcsolót, kézi-kereket (MPG), nem igazán jól működik egyik sem.
Megpróbálom leírni tapasztalt hibát , amit először a tengelykiválasztásnál tapasztaltam, hogy nem jó, ha adott pin állandóan 0 volton van nem mindig kapcsol átt kiválasztott tengelyre, nyomom állandóan ciklusstopot, ciklusstartot , nem áll meg / indul el a program futás míg nem engedem el gombot, pedig a diagnostics lapon pin-ekhez tartozó zöld led szürkére vált.
Megpróbálom leírni tapasztalt hibát , amit először a tengelykiválasztásnál tapasztaltam, hogy nem jó, ha adott pin állandóan 0 volton van nem mindig kapcsol átt kiválasztott tengelyre, nyomom állandóan ciklusstopot, ciklusstartot , nem áll meg / indul el a program futás míg nem engedem el gombot, pedig a diagnostics lapon pin-ekhez tartozó zöld led szürkére vált.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 október 12, 21:51
Írta: svejk Dátum 2014 október 12, 21:51
Mach3-UC300 kapcsán nekem is volt hasonló gondom.
Vissza kellene olvasni...
A statikus szinteket nem szerette a Mach3, vagy az UC300(?).
Paraszti megoldás alkalmaztam, egyszerűen a chargepump kimenetre kapcsolgatom a megfelelő lábakat, így folyamatosan frissülnek a bemenetek.
Vissza kellene olvasni...
A statikus szinteket nem szerette a Mach3, vagy az UC300(?).
Paraszti megoldás alkalmaztam, egyszerűen a chargepump kimenetre kapcsolgatom a megfelelő lábakat, így folyamatosan frissülnek a bemenetek.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 október 12, 22:00
Írta: svejk Dátum 2014 október 12, 22:00
Volt a Mach3-nak még egy sok szerszámtörést okozó funkciója, miszerint ha az FRO poti feltekerve maradt, akkor is elindult a ciklus start gombra, persze 2,5-szörös sebességgel.
A gyári gépeknél általában csak a feedrate kapcsoló 100%-os állásában lehet ciklus startot indítani, aztán mér menet közben persze lehet állítani.
Ez esetleg megfontolandó lehetne a későbbi verzióknál.
A gyári gépeknél általában csak a feedrate kapcsoló 100%-os állásában lehet ciklus startot indítani, aztán mér menet közben persze lehet állítani.
Ez esetleg megfontolandó lehetne a későbbi verzióknál.
Cím: Re:UCCNC vezérlő program
Írta: PSoft Dátum 2014 október 12, 22:14
Írta: PSoft Dátum 2014 október 12, 22:14
Nem olyan vészes az!
Ha egy...lézerfejet rángat a mechanika.:))
Cím: Re:UCCNC vezérlő program
Írta: Gyati Dátum 2014 október 12, 22:31
Írta: Gyati Dátum 2014 október 12, 22:31
Szia Svejk! Ez azért fordulhatott elő, mert a ciklus start indítása előtt az FRO potit mindig! le kell tekerni nullára, és az indítás után óvatosan és lassan tekerni felfelé, s ha minden tengely abba az irányba indul el amerre tervezted, akkor lehet beállítani 100%-ra. Ezt így tanítják, és így is kellene használni. Ezért szerintem felesleges a javasolt funkció, szokja meg aki kezeli a helyes sorrendet.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 12, 22:55
Írta: 000000000 Dátum 2014 október 12, 22:55
Szia Csaba,
OK, szuper, hogy jól működik így már a THC. :)
Ezt a lángvágó kezelést első gondolatom szerint általánosan lenne jó megoldani, nem külön funkciót csinálni neki. Még alszom rá egyet, mert ez csak az első gondolat, meg Polgárdi Balázssal is egyeztetem a dolgot...
OK, szuper, hogy jól működik így már a THC. :)
Ezt a lángvágó kezelést első gondolatom szerint általánosan lenne jó megoldani, nem külön funkciót csinálni neki. Még alszom rá egyet, mert ez csak az első gondolat, meg Polgárdi Balázssal is egyeztetem a dolgot...
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 12, 23:08
Írta: 000000000 Dátum 2014 október 12, 23:08
A kézi tengely választónál ha jól értem, akkor egy több állású forgókapcsolót használsz?
Ha igen, akkor arra gyanakszom, hogy azért nem működik talán jól, mert amikor egyik állásból átkapcsolod a másikba, akkor úgynevezett "pergés", vagy angolul "prell" jelentkezhet, ami azt jelenti, hogy a kontaktus bizonytalanul kapcsol szét és többször állapotot vált az átkacsolás során. Ha ez a gond azt egy aluláteresztő szűrővel meglehet oldani (RC tag). Konkrétan egyébként arra gondolok, hogy ez a bizonytalan átkapcsolás többször meghívja még az aktuálisan kiválasztott tengely választó függvényét és emiatt az új állapot nem tud egyidőben aktivizálódni, mert a régi állapot aktivizálása még folyamatban van.
A jelek éldetektálva vannak, vagyis a fel, illetve a lefutó élre hívódik meg a kiválasztott függvény, ha az említett dolog miatt mondjuk X-ről kapcsolsz Y-ra, akkor ha a kontaktus bizonytalan átkapcsolása miatt az X többször meghívódik, akkor emiatt az Y nem tud szinte egyidőben meghívódni, az X úgymod felülbírálja mert szinte egyidőben történnek az események.
Ez csak a teória egyelőre, de épp pénteken rendeltem néhány ilyen többállású forgókapcsolót, pont erre a célra, szóval hamarosan fogom tesztelni, hogy tényleg ez lehet-e a gond.
A ciklus start / stoppot elég sokat teszteltem, nálam kiválóan működnek ezek nyomógombbal, de most is gyorsan megnéztem, nálam mindig aktivizálódnak a funkciók, minden gombnyomásra.
Szóval egyelőre nem tudom, hogy mit is nézzek, mert az én gépemen UC100-al és UC300-al is tökéletesen működik.
Az MPG-vel mi a gond? Írtad azt is, hogy nem jól működik. Leírhatnád, hogy mi a gond vele és akkor megvizsgáljuk.
Ha igen, akkor arra gyanakszom, hogy azért nem működik talán jól, mert amikor egyik állásból átkapcsolod a másikba, akkor úgynevezett "pergés", vagy angolul "prell" jelentkezhet, ami azt jelenti, hogy a kontaktus bizonytalanul kapcsol szét és többször állapotot vált az átkacsolás során. Ha ez a gond azt egy aluláteresztő szűrővel meglehet oldani (RC tag). Konkrétan egyébként arra gondolok, hogy ez a bizonytalan átkapcsolás többször meghívja még az aktuálisan kiválasztott tengely választó függvényét és emiatt az új állapot nem tud egyidőben aktivizálódni, mert a régi állapot aktivizálása még folyamatban van.
A jelek éldetektálva vannak, vagyis a fel, illetve a lefutó élre hívódik meg a kiválasztott függvény, ha az említett dolog miatt mondjuk X-ről kapcsolsz Y-ra, akkor ha a kontaktus bizonytalan átkapcsolása miatt az X többször meghívódik, akkor emiatt az Y nem tud szinte egyidőben meghívódni, az X úgymod felülbírálja mert szinte egyidőben történnek az események.
Ez csak a teória egyelőre, de épp pénteken rendeltem néhány ilyen többállású forgókapcsolót, pont erre a célra, szóval hamarosan fogom tesztelni, hogy tényleg ez lehet-e a gond.
A ciklus start / stoppot elég sokat teszteltem, nálam kiválóan működnek ezek nyomógombbal, de most is gyorsan megnéztem, nálam mindig aktivizálódnak a funkciók, minden gombnyomásra.
Szóval egyelőre nem tudom, hogy mit is nézzek, mert az én gépemen UC100-al és UC300-al is tökéletesen működik.
Az MPG-vel mi a gond? Írtad azt is, hogy nem jól működik. Leírhatnád, hogy mi a gond vele és akkor megvizsgáljuk.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 12, 23:19
Írta: 000000000 Dátum 2014 október 12, 23:19
Igen, a jelek éldetektálva vannak, máshogy nem igazán lehetne jól működőre megcsinálni, mert ha statikus állapotokat figyelnénk, akkor az aktív logikai állapotban a függvény kb. 30msec-onként mindig meghívódna. Ami sok függvény esetében nem is gond, de például a ciklus stop függvénynél igen, mert a ciklus stop az megállít minden mozgást, a jog-ot is és akkor jog-olni sem tudnál ha a ciklus stop gombod folyamatosan aktív állapotban lenne.
Ezért kell az éleket detektálni és akkor csak a logikai állapot változásakor egyszer hajtódik végre a függvényhívás. Utána csak akkor, ha elengeded a gombot és ismét megnyomod.
A charge pump jel visszavezetése pedig ötletes szerintem. :)
De a fent leírtakra ennél a megoldásnál is figyelni kell, vagyis a gomb aktív állapotában adja be a charge pump jelet, ne az inaktívban, ami alaphelyzetben nyitott érintkezővel lehetséges.
Ezért kell az éleket detektálni és akkor csak a logikai állapot változásakor egyszer hajtódik végre a függvényhívás. Utána csak akkor, ha elengeded a gombot és ismét megnyomod.
A charge pump jel visszavezetése pedig ötletes szerintem. :)
De a fent leírtakra ennél a megoldásnál is figyelni kell, vagyis a gomb aktív állapotában adja be a charge pump jelet, ne az inaktívban, ami alaphelyzetben nyitott érintkezővel lehetséges.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 október 13, 10:06
Írta: svejk Dátum 2014 október 13, 10:06
Amit írsz az igaz az első munkadarabnál, sőt még a soronkénti futtatás is ajánlott.
De amikor már sorozatban gyártasz akkor csak munkadarab csere és ződ' gomb... :)
No ilyenkor van baj ha véletlen közben beleakadtál az FRO potiba.
De amikor már sorozatban gyártasz akkor csak munkadarab csere és ződ' gomb... :)
No ilyenkor van baj ha véletlen közben beleakadtál az FRO potiba.
Cím: Re:UCCNC vezérlő program
Írta: fektiforg Dátum 2014 október 13, 10:26
Írta: fektiforg Dátum 2014 október 13, 10:26
Igen többállású forgókapcsolót használok a tengelykiválasztásra, ciklusstart - ciklusstop egyszerű nyomógomb, zavaró hogy például nyomom piros-gombot mint az ökör :) és csak elengedésre áll meg a program futás, csak a felfutó élre reagál ?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 október 13, 10:35
Írta: svejk Dátum 2014 október 13, 10:35
Oké, utánanéztem, egyes géptipusoknál is csak választható opció ez a retesz feltétel.
Tehát vegyük úgy nem szóltam semmit majd jobban figyelek.
Tehát vegyük úgy nem szóltam semmit majd jobban figyelek.
Cím: Re:UCCNC vezérlő program
Írta: fektiforg Dátum 2014 október 13, 10:52
Írta: fektiforg Dátum 2014 október 13, 10:52
Ezt kipróbálom, kösz ! Azt hogy csak a FRO 100 % -os állásában legyen indítható a program futás nem támogatnám, alakítsd ki a vezérlő pultot, ha nyomod a "zöd' gombot" ne akadj be a FRO-ba :). Első futáskor mindig letekerem, de lehet ez nálam 25 éves CNC-és begyöpösödés...
Cím: Re:UCCNC vezérlő program
Írta: Gyati Dátum 2014 október 13, 10:59
Írta: Gyati Dátum 2014 október 13, 10:59
[#eljen]
Cím: Re:UCCNC vezérlő program
Írta: fektiforg Dátum 2014 október 13, 11:01
Írta: fektiforg Dátum 2014 október 13, 11:01
Közben visszavontad oké:) Közbe dogozok' és nem frissítek.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 13, 11:09
Írta: 000000000 Dátum 2014 október 13, 11:09
Az input trigger-nél "Low" mező ha nincs pipálva, akkor a felfutó élet figyeli. Ha pipálva van, akkor a felfutó élet.
Szerintem változtasd meg a pipálás állapotát ahhoz képest ahogy most van és akkor nem a gomb elengedésre, hanem a benyomásra fog végrehajtódni a függvény.
Szóval mindegyik gombnál kitudod választani, hogy melyik élre triggereljen.
Egyébként, ezekszerint lehet, hogy a forgó kapcsolónál is csak annyi a baj, hogy fordítva van konfigurálva.
Szerintem változtasd meg a pipálás állapotát ahhoz képest ahogy most van és akkor nem a gomb elengedésre, hanem a benyomásra fog végrehajtódni a függvény.
Szóval mindegyik gombnál kitudod választani, hogy melyik élre triggereljen.
Egyébként, ezekszerint lehet, hogy a forgó kapcsolónál is csak annyi a baj, hogy fordítva van konfigurálva.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 13, 11:19
Írta: 000000000 Dátum 2014 október 13, 11:19
másodiknak lefutó élet akartam írni.
Cím: Re:UCCNC vezérlő program
Írta: fektiforg Dátum 2014 október 13, 14:31
Írta: fektiforg Dátum 2014 október 13, 14:31
Így tényleg működik minden funkció ![#eljen]
Közben kipróbáltam svejk charge pump jel visszavezetését, ciklusstop -nál zavaróan változóan késik néha 1-2 sec-ot.
Közben kipróbáltam svejk charge pump jel visszavezetését, ciklusstop -nál zavaróan változóan késik néha 1-2 sec-ot.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 október 13, 16:19
Írta: svejk Dátum 2014 október 13, 16:19
Nekem meg közben eszem helyére jutott, hogy miért kellett a kapcsolók dinamikus frissítése.
A nyomógombokkal nekem sem volt gondom azokat nem is kötöttem a chargepump-ra.
De ha pl. este a tengelyválasztó yaxlie-t az Y tengelyen hagytam akkor a másnap a Mach3 nem olvasta be automatikusan csak akkor ha csináltam egy oda-vissza kapcsolást.
ugyan ez volt a helyzet a többi statikus kapcsolónál, pl. a jog feedrate-nél.
A nyomógombokkal nekem sem volt gondom azokat nem is kötöttem a chargepump-ra.
De ha pl. este a tengelyválasztó yaxlie-t az Y tengelyen hagytam akkor a másnap a Mach3 nem olvasta be automatikusan csak akkor ha csináltam egy oda-vissza kapcsolást.
ugyan ez volt a helyzet a többi statikus kapcsolónál, pl. a jog feedrate-nél.
Cím: Re:UCCNC vezérlő program
Írta: fektiforg Dátum 2014 október 13, 17:41
Írta: fektiforg Dátum 2014 október 13, 17:41
Jó ötletet adtál, ez a megoldás a "király"!!
Cím: Re:UCCNC vezérlő program
Írta: fektiforg Dátum 2014 október 13, 17:55
Írta: fektiforg Dátum 2014 október 13, 17:55
Kérdezted , és eddig a kézikerékről nem beszéltem
használtat építettem be, gondoltam nem jó, majd veszek újat. De jött egy ötlet mielőtt költségbe verném magam :), bekötöttem egy tutijó 500 -as encodert hiba jelenség ugyanaz : ha lépést 0.1 vagy 1 -re állítom akkor kb. 0.1 vagy 1 mm oda- vissza ugrál a "szerszám" , Mi lehet a gond ??
használtat építettem be, gondoltam nem jó, majd veszek újat. De jött egy ötlet mielőtt költségbe verném magam :), bekötöttem egy tutijó 500 -as encodert hiba jelenség ugyanaz : ha lépést 0.1 vagy 1 -re állítom akkor kb. 0.1 vagy 1 mm oda- vissza ugrál a "szerszám" , Mi lehet a gond ??
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2014 október 13, 18:19
Írta: pisti73 Dátum 2014 október 13, 18:19
Sziasztok!
Az enkóder, valamint a tengelyválasztó és a lépésválasztó bekötésében szeretnék egy kis segítséget nyújtani. Az én vezérlőm ez alapján működik.
Sokat gondolkoztam, hogyan is kell bekötni a kereskedelmi forgalomban is kapható "kézi kerekeket", amíg rá nem találtam a mellékelt bekötési rajzra.
Ezen található egy "S1" elnevezésű nyomógomb, ami a tengely vagy a lépésköz beállítása után egy "nyugtázó-, enter gomb" funkcióját látja el. Én ebből a rajzból azt vettem ki, hogy a tengely, lépésköz beállításánál nincs szükség fix kontaktusra csak egy pillanatnyi impulzusra. A bekötési rajz figyelembe vételével elkészítettem egy "fapados" összeállítást, elvégeztem a szükséges konfigurációkat és azóta is szuperül működik.
Remélem tudtam segíteni...
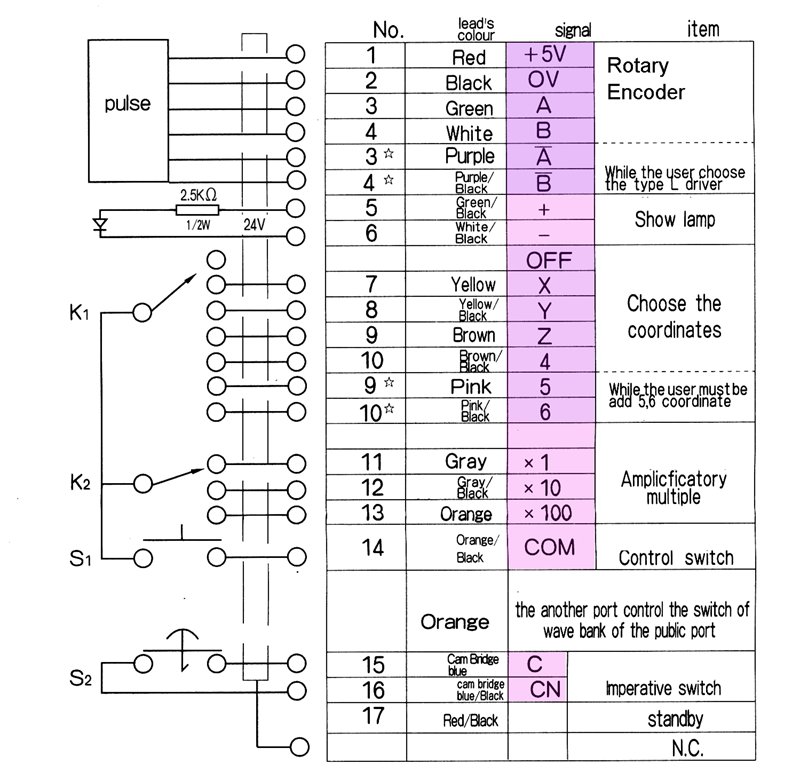
Az enkóder, valamint a tengelyválasztó és a lépésválasztó bekötésében szeretnék egy kis segítséget nyújtani. Az én vezérlőm ez alapján működik.
Sokat gondolkoztam, hogyan is kell bekötni a kereskedelmi forgalomban is kapható "kézi kerekeket", amíg rá nem találtam a mellékelt bekötési rajzra.
Ezen található egy "S1" elnevezésű nyomógomb, ami a tengely vagy a lépésköz beállítása után egy "nyugtázó-, enter gomb" funkcióját látja el. Én ebből a rajzból azt vettem ki, hogy a tengely, lépésköz beállításánál nincs szükség fix kontaktusra csak egy pillanatnyi impulzusra. A bekötési rajz figyelembe vételével elkészítettem egy "fapados" összeállítást, elvégeztem a szükséges konfigurációkat és azóta is szuperül működik.
Remélem tudtam segíteni...
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 október 13, 18:36
Írta: svejk Dátum 2014 október 13, 18:36
Melyik progihoz tervezték ezt a kapcsolást??
Nekem fura lenne ez a nyugtázó gomb használata, ezért bíztam a charge pump.
Persze a terv az volt hogy majd csinálok egy párszor tíz Hz-es oszcillátort a frissítésnek, hogy ne terhelje az UC300 megszakításait, de mivel működött ezért úgy maradt.
gondolom ismerős ez az érzés sok hobbystának. :)
Nekem fura lenne ez a nyugtázó gomb használata, ezért bíztam a charge pump.
Persze a terv az volt hogy majd csinálok egy párszor tíz Hz-es oszcillátort a frissítésnek, hogy ne terhelje az UC300 megszakításait, de mivel működött ezért úgy maradt.
gondolom ismerős ez az érzés sok hobbystának. :)
Cím: Re:UCCNC vezérlő program
Írta: Gyati Dátum 2014 október 13, 18:44
Írta: Gyati Dátum 2014 október 13, 18:44
Szia! Ugyanígy jártam, ezért a kapcsolókat kicseréltem nyomógombokra azóta jól működik.Ráadásul a nyomógomb gyorsabb, mert egy kezes. [#wink]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 október 13, 18:50
Írta: svejk Dátum 2014 október 13, 18:50
Emlékszem a múltkor is írtad.
Előbb-utóbb én is szeretnék egy a gyáriakéhoz minél jobban hasonlító kezelőpultot, és számomra áttekinthetőbb a hagyományos kapcsolók fizikai állása mint a hozzá rendelt visszajelző LED-ek.
Bár tudom manapság már ez a ternd a gépiparban is, szinte mindenhol nyomógombok aztán pl. a tengelyszelektor aktuális állását kijelzik alfanumerikus kijelzővel.
Előbb-utóbb én is szeretnék egy a gyáriakéhoz minél jobban hasonlító kezelőpultot, és számomra áttekinthetőbb a hagyományos kapcsolók fizikai állása mint a hozzá rendelt visszajelző LED-ek.
Bár tudom manapság már ez a ternd a gépiparban is, szinte mindenhol nyomógombok aztán pl. a tengelyszelektor aktuális állását kijelzik alfanumerikus kijelzővel.
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2014 október 13, 18:58
Írta: pisti73 Dátum 2014 október 13, 18:58
Ezt még korábban a Mach3-hoz készítettem - a machsupport oldalon találtam - és amikor elkészült az UC300-ra az UCCNC akkor kipróbáltam és hibátlanul működik ezzel a programmal is.
Cím: Re:UCCNC vezérlő program
Írta: Gyati Dátum 2014 október 13, 20:27
Írta: Gyati Dátum 2014 október 13, 20:27
Hiába na, akinek jó a memóriája! [#vigyor2]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 október 13, 21:52
Írta: svejk Dátum 2014 október 13, 21:52
No meg ugye láttam élőben is. :)
Cím: Re:UCCNC vezérlő program
Írta: Gyati Dátum 2014 október 13, 23:04
Írta: Gyati Dátum 2014 október 13, 23:04
A vizuális típus.Azért írhatnál valamit az UCCNC vezérlőről is...
Cím: Re:UCCNC vezérlő program
Írta: fektiforg Dátum 2014 október 14, 09:28
Írta: fektiforg Dátum 2014 október 14, 09:28
Megvan a hiba ! 1-es port 12 vagy 11-es pin-jénél van valami gond, oda kötöttem a kézi kereket, vagyis az UC 300 -ban van a hiba. Egyszerűen átdugtam a csatlakozót 4 -es portra, és átkonfiguráltam, és minden működik.
Cím: Re:UCCNC vezérlő program
Írta: fektiforg Dátum 2014 október 14, 09:43
Írta: fektiforg Dátum 2014 október 14, 09:43
Lenne egy javaslatom a programfejlesztőhöz:
MPG üzemmódban tiltásra kerüljön a JRO poti, zavaró ha alacsony % -on van nem tudja követni a kiadott jeleket, puffereli, és amikor már nem tekerem mozog a tengely, behozza a lemaradást.
MPG üzemmódban tiltásra kerüljön a JRO poti, zavaró ha alacsony % -on van nem tudja követni a kiadott jeleket, puffereli, és amikor már nem tekerem mozog a tengely, behozza a lemaradást.
Cím: Re:UCCNC vezérlő program
Írta: robroy007 Dátum 2014 október 14, 10:26
Írta: robroy007 Dátum 2014 október 14, 10:26
a pontos történet ismerete hiányában is az a véleményem, h MPG kerék mozgatására az előtolás szabályzók nem hathatnak csak a tengelyre érvényes maximális előtolás stb értékek
ha valaki DJ akar lenni és megpörgeti a kereket akkor annak megfelelően kell "ugrani" ha pedig lassan mocorog akkor meg úgy
elfogadhatatlan gyakorlatban az, hogy utólagosan csúszva mozogjon a gép az MPG-hez képest
ha valaki DJ akar lenni és megpörgeti a kereket akkor annak megfelelően kell "ugrani" ha pedig lassan mocorog akkor meg úgy
elfogadhatatlan gyakorlatban az, hogy utólagosan csúszva mozogjon a gép az MPG-hez képest
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 október 14, 13:03
Írta: kr97pwss2 Dátum 2014 október 14, 13:03
Erről a hibáról tudnál pontosabban írni, mármint a nálad lévő beállításokról, mert nem tudom előidézni. Nem lehetséges, hogy az MPG pinjeire van beállítva a végállás? Vagy az Input trigger ablakon az 1-es port 11 vagy 12-es pinhez hozzá van rendelve egy funkció, ami bekavar?
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 október 14, 13:19
Írta: kr97pwss2 Dátum 2014 október 14, 13:19
Valamit félreértesz, a JRO-nak pont az a funkciója, hogy beállítható a jogolás sebessége. Az MPG-t tekered egy bizonyos állandó sebességgel, és közben állítod a JRO értékét, akkor az elmozdulás sebessége állítódik. Azaz a JRO a max. megengedett jogolási sebességet állítja, mely MPG cont. üzemmódban azonnal megáll, ha nem tekered. Ha viszont az MPG-t átállítod Multi step üzemmódra, akkor az MPG-től kapott utasításokat a JRO-val beállított sebességgel hajtja végre, hiszen meg van adva a jogolási sebesség, mi mást kellene csinálnia? Ez amúgy a Mach3-ban is így van.
Cím: Re:UCCNC vezérlő program
Írta: fektiforg Dátum 2014 október 14, 13:39
Írta: fektiforg Dátum 2014 október 14, 13:39
Megnéztem, többször, nincs két funkció a pineken. Én hardveres problémára gondolok, de nem foglalkozok vele, van még elég pin :). Már működik, amit eddig megcsináltam.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 14, 14:04
Írta: 000000000 Dátum 2014 október 14, 14:04
Igen, az OK, hogy müködik neked más pineken, ennek örülünk is, de légyszi írd le, hogy pontosan melyik pin-ekre állítottad amikor a hiba jelentkezett, mert szeretnénk előidézni és kijavítani, mert egyelőre nem tudtuk előidézni. Ezért kellene a segítséged, hogy ha tényleg van ilyen hiba, akkor azt javítani tudjuk, hogy más ne fusson bele.
Cím: Re:UCCNC vezérlő program
Írta: fektiforg Dátum 2014 október 14, 17:59
Írta: fektiforg Dátum 2014 október 14, 17:59
Kérdezted: "mi mást kellene csinálnia?"
Nem ismerem a Mach3 programot, de volt dolgom
pár régebbi tipusú ipari CNC vezérlővel, ezeknél
a kézikerék hasonlóan működött mint UCCNC Multi step 100 % -on, és másként nem !
A többi szerintem felesleges, és néha veszélyes csicsa.
Pl.
1. MPG cont. JRO állásától függően 1 mm-nél
többet is lép 1 MPG kattanásra, pedig lépés
állító 0.01 lépésre van állítva.
2. MPG Single. mindig egyet lép, akkor is
ha tovább tekerem, én értem, de minek ?
3. MPG Multi. mint már írtam,ha alacsony % -on van az JRO nem tudja követni a kiadott jeleket, puffereli, és amikor már nem tekerem másodpercekig mozog a tengely, behozza a
lemaradást, veszélyes !
Egy kézikeréknek, szerintem úgy kell működni, mintha mechanikus kapcsolat lenne a tengely orsójával, az már csak hab a tortán, ha e kapcsolat áttételét tudom állítani.
Nem ismerem a Mach3 programot, de volt dolgom
pár régebbi tipusú ipari CNC vezérlővel, ezeknél
a kézikerék hasonlóan működött mint UCCNC Multi step 100 % -on, és másként nem !
A többi szerintem felesleges, és néha veszélyes csicsa.
Pl.
1. MPG cont. JRO állásától függően 1 mm-nél
többet is lép 1 MPG kattanásra, pedig lépés
állító 0.01 lépésre van állítva.
2. MPG Single. mindig egyet lép, akkor is
ha tovább tekerem, én értem, de minek ?
3. MPG Multi. mint már írtam,ha alacsony % -on van az JRO nem tudja követni a kiadott jeleket, puffereli, és amikor már nem tekerem másodpercekig mozog a tengely, behozza a
lemaradást, veszélyes !
Egy kézikeréknek, szerintem úgy kell működni, mintha mechanikus kapcsolat lenne a tengely orsójával, az már csak hab a tortán, ha e kapcsolat áttételét tudom állítani.
Cím: Re:UCCNC vezérlő program
Írta: Gyati Dátum 2014 október 14, 18:41
Írta: Gyati Dátum 2014 október 14, 18:41
Sziasztok. Ez valóban úgy lenne jó ahogy fektiforg leírta, a Mach3-ban sem úgy működik ahogy kellene,
jó volna ha ezt ti megoldanátok.
jó volna ha ezt ti megoldanátok.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 október 14, 19:44
Írta: svejk Dátum 2014 október 14, 19:44
Az 1. pont gondolom a mach3-nál a veleocity módnak felel meg.
Ez azért fél nap alatt megszokható és igen kellemes amikor vagy 500 mm-t kell az MPG-vel mozogni.:(
Hagyományos CNC gépnél ilyenkor vagy átkapcsolod nagyobb felbontásba, de az egy tizedes MPG osztás is lassú, vagy használod a JOG gombokat.
A 2. pontnak én sem látom értelmét, sosem használtam.
Talán atombiztos akar lenni arra az esetre ha gagyi az MPG kerék arretálása. (sajnos a mai gyári CNC-ken is egyre silányabbak az MPG kerekek, hol vannak már a marokra fogható lendkerékhatású fém kerekek. :( )
A 3.-as pont szintén jó, feltéve ahogy írod, ha nincs letekerve a JRO.
De ha az 1.és és 2. funkció közt váltogatsz, akkor nem is kell levenni a JRO-t.
Én is kötözködtem itt a nyáron ezen funkciók miatt a balázzssal, de gyorsan ráéreztem az ízére.
Az 1. pont ráadásul gépbarát is nem akarja szétrázni a gépet, főleg ha az szervos.
Ez azért fél nap alatt megszokható és igen kellemes amikor vagy 500 mm-t kell az MPG-vel mozogni.:(
Hagyományos CNC gépnél ilyenkor vagy átkapcsolod nagyobb felbontásba, de az egy tizedes MPG osztás is lassú, vagy használod a JOG gombokat.
A 2. pontnak én sem látom értelmét, sosem használtam.
Talán atombiztos akar lenni arra az esetre ha gagyi az MPG kerék arretálása. (sajnos a mai gyári CNC-ken is egyre silányabbak az MPG kerekek, hol vannak már a marokra fogható lendkerékhatású fém kerekek. :( )
A 3.-as pont szintén jó, feltéve ahogy írod, ha nincs letekerve a JRO.
De ha az 1.és és 2. funkció közt váltogatsz, akkor nem is kell levenni a JRO-t.
Én is kötözködtem itt a nyáron ezen funkciók miatt a balázzssal, de gyorsan ráéreztem az ízére.
Az 1. pont ráadásul gépbarát is nem akarja szétrázni a gépet, főleg ha az szervos.
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2014 október 14, 19:49
Írta: pisti73 Dátum 2014 október 14, 19:49
Sziasztok!
Holnap letesztelem ismét az MPG-et. Az én vezérlőm bekapcsoláskor automatikusan beáll MPG multi-ra - mivel a Mach3-ban nem tudtam konfigurálni a MPG cont-ot és a többi fokozatban veszélyes dolgokat művelt - és ott jól működik. Igaz ha tekerem mint a hülye 1 mm-es lépésnél nálam is lemarad a gép, de nem olyan vészes. Ha viszont a lépésen állítok 0,1-re ott nem tudom olyan gyorsan tekerni, hogy lemaradjon.
Kíváncsi vagyok mit művel MPG cont. beállításnál (ha úgy mint a LinuxCnC-nél akkor nem lehet gond..)
Holnap letesztelem ismét az MPG-et. Az én vezérlőm bekapcsoláskor automatikusan beáll MPG multi-ra - mivel a Mach3-ban nem tudtam konfigurálni a MPG cont-ot és a többi fokozatban veszélyes dolgokat művelt - és ott jól működik. Igaz ha tekerem mint a hülye 1 mm-es lépésnél nálam is lemarad a gép, de nem olyan vészes. Ha viszont a lépésen állítok 0,1-re ott nem tudom olyan gyorsan tekerni, hogy lemaradjon.
Kíváncsi vagyok mit művel MPG cont. beállításnál (ha úgy mint a LinuxCnC-nél akkor nem lehet gond..)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 október 14, 20:07
Írta: svejk Dátum 2014 október 14, 20:07
Helyesen: Balázzsal
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 október 14, 20:12
Írta: svejk Dátum 2014 október 14, 20:12
A G54-59 offset táblákat mi módon lehetne legegyszerűbben kimenteni file-ba?
A mach3-nál is mindig papírfecnikre írtam ki, ami persze addigra elkallódot mire legközelebb kellett volna.
Vagy mi más okosabb módja van ezen koordinátarendszerek egyes munkákhoz való elmentésére?
A mach3-nál is mindig papírfecnikre írtam ki, ami persze addigra elkallódot mire legközelebb kellett volna.
Vagy mi más okosabb módja van ezen koordinátarendszerek egyes munkákhoz való elmentésére?
Cím: Re:UCCNC vezérlő program
Írta: fektiforg Dátum 2014 október 14, 20:14
Írta: fektiforg Dátum 2014 október 14, 20:14
Nem jól írtam délelőtt, ezért megismétlem ahogy gondoltam:
Lenne egy javaslatom a programfejlesztőhöz:
MPG multi üzemmódban tiltásra kerüljön a JRO poti
Lenne egy javaslatom a programfejlesztőhöz:
MPG multi üzemmódban tiltásra kerüljön a JRO poti
Cím: Re:UCCNC vezérlő program
Írta: fektiforg Dátum 2014 október 14, 20:26
Írta: fektiforg Dátum 2014 október 14, 20:26
Pl:easy capture
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 október 14, 20:55
Írta: svejk Dátum 2014 október 14, 20:55
Értem...
Ez lehet jó ötlet.
Most sajnos nem tudom az UCCNC-met próbálni gépen, de majd tesztelgetem még ezeket a funkciókat.
Persze nekem könnyebb bármit megszokni, mert nincs igazi CNC-s tapasztalatom. :(
Egyébként milyen gépet vérteztél fel az UCCNC-vel?
Gyári gép modernizálása, vagy saját építésű?
Ez lehet jó ötlet.
Most sajnos nem tudom az UCCNC-met próbálni gépen, de majd tesztelgetem még ezeket a funkciókat.
Persze nekem könnyebb bármit megszokni, mert nincs igazi CNC-s tapasztalatom. :(
Egyébként milyen gépet vérteztél fel az UCCNC-vel?
Gyári gép modernizálása, vagy saját építésű?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 október 14, 21:01
Írta: svejk Dátum 2014 október 14, 21:01
Ja-ja a képlopókat én is ismerem, vagy akár a PrtScr billentyűt, de jobb lenne szöveges file-ba menteni, netalán még ha vissza is lehetne olvastatni...
Belenéztem a default.pro fájlba, onnan végül is ki és adott esetben vissza lehet másolni az értékeket.
Vagy lehet érdemes lenne ilyenkor elrakni az egész *.pro file-t, és később a visszatérő munkánál azt betölteni.
Belenéztem a default.pro fájlba, onnan végül is ki és adott esetben vissza lehet másolni az értékeket.
Vagy lehet érdemes lenne ilyenkor elrakni az egész *.pro file-t, és később a visszatérő munkánál azt betölteni.
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 október 14, 21:27
Írta: frkdv6dyr Dátum 2014 október 14, 21:27
Írni lehetne rá egy makrót esetleg [#email]
Cím: Re:UCCNC vezérlő program
Írta: fektiforg Dátum 2014 október 14, 21:30
Írta: fektiforg Dátum 2014 október 14, 21:30
Gépen nincs még az UCCNC, csak egy pultot csináltam, azt próbálgatom. De kényszerböl kell
valami megoldás, Isten nyila ( villám ) tönkre tette egyik gépem vezérlését...
valami megoldás, Isten nyila ( villám ) tönkre tette egyik gépem vezérlését...
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 október 14, 22:09
Írta: svejk Dátum 2014 október 14, 22:09
Aha!
Valami kis mechanikát köss rá akkor jobban érezni fogod ezen új módi MPG-t.
Én végül is megbarátkoztam vele, bár most nincs beüzemelve.
Valami kis mechanikát köss rá akkor jobban érezni fogod ezen új módi MPG-t.
Én végül is megbarátkoztam vele, bár most nincs beüzemelve.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 15, 23:52
Írta: 000000000 Dátum 2014 október 15, 23:52
Azok a módszerek, amiket írtál.
Kimásolni a profil fájlból az értékeket, vagy akár a teljes profil fájlt kimásolni és visszamásolni az adott munkánál.
Ahogy nyarfa írta, makrót is lehetne rá írni ami kiolvassa a text mezőket és beírja mondjuk egy text fájlba.
Kimásolni a profil fájlból az értékeket, vagy akár a teljes profil fájlt kimásolni és visszamásolni az adott munkánál.
Ahogy nyarfa írta, makrót is lehetne rá írni ami kiolvassa a text mezőket és beírja mondjuk egy text fájlba.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 15, 23:55
Írta: 000000000 Dátum 2014 október 15, 23:55
Gondolkodtunk, beszélgettünk az MPG funkcióról Balázzsal és arra jutottunk, hogy talán az lenne a legjobb, ha egy pipával beállíthatóra csinálnák, hogy a JRO hasson-e az MPG-re vagy ne. Így akkor ki lehetne a beállításoknál választani.
Erről a megoldásról mit gondoltok?
Erről a megoldásról mit gondoltok?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 15, 23:58
Írta: 000000000 Dátum 2014 október 15, 23:58
Mi ezt a "szörnyet" hajtjuk UCCNC-vel már vagy fél éve. Igaz MPG nincs hozzá, amiket ezzel a géppel csinálunk ahhoz nem is nagyon hiányzik.

Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 október 16, 06:29
Írta: svejk Dátum 2014 október 16, 06:29
Ma délutánra terveztem egy UCCNC-UC300-MPG próbát, majd beszámolok.
Tegnap az egyik analóg bemenetet hozzárendeltem a JRO-hoz de a potit tekergetve a JRO értéke nem mindig valós értéket mutatot.
Egymás után többször letekerve a potit nullára az érték rapszodikusan 2-30 érték közt "fentragadt". A maximális állásban mindig 100%-ot mutatott. Ma majd tüzetesebben átnézem.
Tegnap az egyik analóg bemenetet hozzárendeltem a JRO-hoz de a potit tekergetve a JRO értéke nem mindig valós értéket mutatot.
Egymás után többször letekerve a potit nullára az érték rapszodikusan 2-30 érték közt "fentragadt". A maximális állásban mindig 100%-ot mutatott. Ma majd tüzetesebben átnézem.
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 október 16, 07:06
Írta: frkdv6dyr Dátum 2014 október 16, 07:06
Ahogy már szorgalmaztam én is több alkalommal, az a legjobb ha egy "szakértői" fülön engednétek ezeket a beállításokat mindazoknak, akik ezt igénylik. A megadott részen csak túlzsúfolt lesz a képernyő, és a teljesen laikus belezavarodik. Kevéske programozói tapasztalatom alapján nekem ez vált be. Mindig vannak és lesznek akik az alap beállításokat máshogyan értelmezik és ezt szeretnék is megtenni. Ha túl bonyolult a plusz fül, akkor még mindig ott van a makróból beállítás lehetősége. Így már tényleg csak az piszkál bele aki képes olvasni a makró sorait és tudja értelmezni is.A beállítások fülön meg egy pipa, hogy a "person.txt" fusson, vagy sem.
Cím: Re:UCCNC vezérlő program
Írta: fektiforg Dátum 2014 október 16, 11:34
Írta: fektiforg Dátum 2014 október 16, 11:34
Elég csak az MPG multi üzemmódban a nem működik
JRO poti, mert kis % -on mi értelme lenne ?
JRO poti, mert kis % -on mi értelme lenne ?
Cím: Re:UCCNC vezérlő program
Írta: fektiforg Dátum 2014 október 16, 11:53
Írta: fektiforg Dátum 2014 október 16, 11:53
Helyesen: Elég csak annyi, hogy MPG multi üzemmódjára nincs hatással az JRO poti, mert kis % -on mi értelme is van ?
Szerintem így nem is kell pipa !
Szerintem így nem is kell pipa !
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 október 16, 13:35
Írta: frkdv6dyr Dátum 2014 október 16, 13:35
Mivel szinte minden funkció "kifordítható" makróból való elérésre, egyezzünk ki egy ilyen program felépítésben. Azért erősködök ezzel, mert sok-sok ilyen "csak ezt" lehetne lekezelni egyetlen lépéssel. Ezzel még nem lenne nyílt forrású, mert csak a funkciók és procedúrák lennének elérhetőek, azaz abból is csak az ami a felhasználó szempontjából érdekes. Az egyes részleteket pedig ha a profilba mented is el, amiből táplálkozik egyébként is a program, akkor simán értelmezhető és módosítható lenne. Nem csodákra gondoltam, csak az itt is felmerülő "ez meg az"-ra. Például a jog-nál a lépések nagysága is kitehető így ezzel biztosítva, hogy valaki milliméterbe átszámított bármilyen mértékegységgel tudjon ugrani. Ezzel akár egy osztót is üzemeltethetsz egycsapásra. Látszólag értelmetlen, hiszen a 0,0001mm, 0,01mm, 0,1mm és a 1mm osztás szinte a felhasználók 99%-át kielégíti, de a maradék 1% is azt tehet amit akar.
Vannak még ötleteim jöhet?
Vannak még ötleteim jöhet?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 október 16, 21:54
Írta: svejk Dátum 2014 október 16, 21:54
Van nékem egy elég csúnyácska, innen onnan összeollózott progim, mach3-mal vágtam ki vele köröket Z helixmarásal, rácsmintában.
Ezt az UCCNC nem eszi meg.
Íme a borzadály.
G0 Z2
S2500 M3
M98 P10 L4
M5
M30
O10
M98 P20 L8
G92 X360 Y-50
M99
O20
Z2
G0 X0 Y0
G0 X10
G0 Z0.2
F1000
G1 Z-2 G3I0
G1 Z-7 G3I0
G1 Z-13 G3I0
G1 Z-18 G3I0
G1 Z-22 G3I0
G1 z-22 G3I0
G0 Z2
G92 X-40
M99
Vajon mi lehet a gond?
Persze azt sem bánnám ha valaki megdobna egy UCCNC-működő szebb, egyszerűbben paraméterezhető, sorozatminta kóddal.
Ezt az UCCNC nem eszi meg.
Íme a borzadály.
G0 Z2
S2500 M3
M98 P10 L4
M5
M30
O10
M98 P20 L8
G92 X360 Y-50
M99
O20
Z2
G0 X0 Y0
G0 X10
G0 Z0.2
F1000
G1 Z-2 G3I0
G1 Z-7 G3I0
G1 Z-13 G3I0
G1 Z-18 G3I0
G1 Z-22 G3I0
G1 z-22 G3I0
G0 Z2
G92 X-40
M99
Vajon mi lehet a gond?
Persze azt sem bánnám ha valaki megdobna egy UCCNC-működő szebb, egyszerűbben paraméterezhető, sorozatminta kóddal.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 október 16, 21:56
Írta: svejk Dátum 2014 október 16, 21:56
Próbáltam én az eltolásokat G90-G91-el is de a körinterpolációba mindig belekavarodtam. :(
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 16, 23:15
Írta: 000000000 Dátum 2014 október 16, 23:15
Szia,
Én elég sok gondot látok a kóddal, amit bemásoltál.
Sorolok pár dolgot amit látok:
1.) G1 és G3 egy sorban nem állhat, a szabvány nem engedi meg két mozgáskód egy sorba írását.
2.) A kör középpontja 0;0-ra van a kezdőponttól, vagyis a kör rádiusza nulla.
Az UCCNC ezek miatt a problémák miatt elhagyja a körök értelmezését.
A Mach3 ugyanezt a kódot betöltve nálam kifagy és eldobja magát.
Én elég sok gondot látok a kóddal, amit bemásoltál.
Sorolok pár dolgot amit látok:
1.) G1 és G3 egy sorban nem állhat, a szabvány nem engedi meg két mozgáskód egy sorba írását.
2.) A kör középpontja 0;0-ra van a kezdőponttól, vagyis a kör rádiusza nulla.
Az UCCNC ezek miatt a problémák miatt elhagyja a körök értelmezését.
A Mach3 ugyanezt a kódot betöltve nálam kifagy és eldobja magát.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 október 17, 06:33
Írta: svejk Dátum 2014 október 17, 06:33
Én előre figyelmeztettelek benneteket! :)
De ettől függően elég sok kört kivágtam már vele a mach3-al. :)
No majd finomítok rajta.
De ettől függően elég sok kört kivágtam már vele a mach3-al. :)
No majd finomítok rajta.
Cím: Re:UCCNC vezérlő program
Írta: Béni Dátum 2014 október 17, 07:50
Írta: Béni Dátum 2014 október 17, 07:50
"Találtam" egyet itt a fórum FTP-jén, ami talán jó lesz neked ...
Körkivágó példa
Rondának elég ronda. [#nyes]
(SVEJK KORKIVAGO HELIX)
G54 G90 G64
( VALTOZOK )
#1=-50 (X OSZTAS)
#2=-60 (Y OSZTAS)
#3=15 (RADIUSZ)
#4=3 (SULLYEDES KORONKENT)
#5=20 (KORBEJARASOK SZAMA)
#7=8 (SOROK SZAMA)
#8=6 (OSZLOPOK SZAMA)
#10=0 (KOZEPPONT X)
#11=0 (KOZEPPONT Y)
#30=500 (ELOTOLAS)
( NEM PISZKALANDO )
#9=1 (LEPTETES SZORZO)
#13=-#3 (KORKP. X REL.)
#14=-#4 (Z NOVEKMENY)
( - - - - - )
M6 T1
S2500 M3
G0 Z10
M98 P1 L#7
M5
M30
( - - - - )
O1
M98 P2 L#8
#11=#11+#2
#9=-#9
#10=#10+[#1*#9]
M99
O2 (1 SOR)
#12=#10+#3
X#12 Y#11 (KEZDOPONT: X=Y=0)
G1 Z2 F3000
Z0 F#30
G91 (NOVEKMENYES MOD)
M98 P3 L#5
G3 I#13 J0 F#30 (TISZTAZAS)
G90 G0 Z10
#10=#10+[#1*#9]
M99
O3 (HELIX)
G3 I#13 J0 Z#14 F#30
M99
Körkivágó példa
Rondának elég ronda. [#nyes]
(SVEJK KORKIVAGO HELIX)
G54 G90 G64
( VALTOZOK )
#1=-50 (X OSZTAS)
#2=-60 (Y OSZTAS)
#3=15 (RADIUSZ)
#4=3 (SULLYEDES KORONKENT)
#5=20 (KORBEJARASOK SZAMA)
#7=8 (SOROK SZAMA)
#8=6 (OSZLOPOK SZAMA)
#10=0 (KOZEPPONT X)
#11=0 (KOZEPPONT Y)
#30=500 (ELOTOLAS)
( NEM PISZKALANDO )
#9=1 (LEPTETES SZORZO)
#13=-#3 (KORKP. X REL.)
#14=-#4 (Z NOVEKMENY)
( - - - - - )
M6 T1
S2500 M3
G0 Z10
M98 P1 L#7
M5
M30
( - - - - )
O1
M98 P2 L#8
#11=#11+#2
#9=-#9
#10=#10+[#1*#9]
M99
O2 (1 SOR)
#12=#10+#3
X#12 Y#11 (KEZDOPONT: X=Y=0)
G1 Z2 F3000
Z0 F#30
G91 (NOVEKMENYES MOD)
M98 P3 L#5
G3 I#13 J0 F#30 (TISZTAZAS)
G90 G0 Z10
#10=#10+[#1*#9]
M99
O3 (HELIX)
G3 I#13 J0 Z#14 F#30
M99
Cím: Re:UCCNC vezérlő program
Írta: robroy007 Dátum 2014 október 17, 13:13
Írta: robroy007 Dátum 2014 október 17, 13:13
nem lenne ez szebb úgy ha a maximális mélységet adnánk meg és ahhoz lenne visszafelé számolva a körönkénti süllyedés a max vagyis fogásmélység ?
Cím: Re:UCCNC vezérlő program
Írta: Béni Dátum 2014 október 17, 13:26
Írta: Béni Dátum 2014 október 17, 13:26
De.
Régebben keresgettem Delhi példákat. Találtam olyan oldalt, ahol nagyon ötletesek voltak fent, de mindegyikben volt egy kis hiba (elvi és szintaktikai vegyesen).
A teljesen lámáknak így használhatatlan volt, de aki kicsit "dolgozott" érte, az tanult is belőle.
Ebben talán nincs hiba. Akinek szüksége van rá, az átnézi, nagyjából megérti és megcsinálja a javasolt módosítást.
(Floor függvény ...)
[#nyes]
Régebben keresgettem Delhi példákat. Találtam olyan oldalt, ahol nagyon ötletesek voltak fent, de mindegyikben volt egy kis hiba (elvi és szintaktikai vegyesen).
A teljesen lámáknak így használhatatlan volt, de aki kicsit "dolgozott" érte, az tanult is belőle.
Ebben talán nincs hiba. Akinek szüksége van rá, az átnézi, nagyjából megérti és megcsinálja a javasolt módosítást.
(Floor függvény ...)
[#nyes]
Cím: Re:UCCNC vezérlő program
Írta: xabi Dátum 2014 október 17, 14:19
Írta: xabi Dátum 2014 október 17, 14:19
A Mach3-at szeretném kiváltani UCCNC-re plazma vágáshoz (sokkal jobban tetszik a letisztult felülete). Az általam használt macro-kat nagyjából sikerült átírni (majd még lehet hogy ebben is kérek segítséget).
Azt szeretném kérdezni hogy nem találok gyors billentyűket az UCCNC-be, van egy külső wifi-s key padom azokon a mozgatási funkciókon kívül szeretnék más funkciókat is a külső billentyűhöz rendelni.
Azt szeretném kérdezni hogy nem találok gyors billentyűket az UCCNC-be, van egy külső wifi-s key padom azokon a mozgatási funkciókon kívül szeretnék más funkciókat is a külső billentyűhöz rendelni.
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 október 17, 15:22
Írta: frkdv6dyr Dátum 2014 október 17, 15:22
Erre csináltam varázslót [#wave] na meg még egy-két dologra. Miért nem használjátok?
http://cnctar.hobbycnc.hu/nyarfa/programok/wizards/wizard_allinone_1.0.0.7.zip
http://cnctar.hobbycnc.hu/nyarfa/programok/wizards/wizard_allinone_1.0.0.7.zip
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 október 17, 15:23
Írta: frkdv6dyr Dátum 2014 október 17, 15:23
Ja és ez is Delphi. Ha kész lesz teljesen, a forrást is felteszem.
Cím: Re:UCCNC vezérlő program
Írta: Béni Dátum 2014 október 17, 15:32
Írta: Béni Dátum 2014 október 17, 15:32
Nagyon ügyes! :)
Be kell hogy valljam, én még nem használom az UCCNC-t, de a tesztelésre kapott licensz fejében (is) hajlandó vagyok néha belekotnyeleskedni az itteni ügyekbe ... :)
Be kell hogy valljam, én még nem használom az UCCNC-t, de a tesztelésre kapott licensz fejében (is) hajlandó vagyok néha belekotnyeleskedni az itteni ügyekbe ... :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 október 17, 15:47
Írta: svejk Dátum 2014 október 17, 15:47
Találtad mi!? :))
No ne szívass, fogadjunk most írtad meg!
Persze ettől még örök hálám érte, s gondolom más is hasznát fogja venni, így a többiek nevében is KÖSZÖNÖM!!! [#worship]
No ne szívass, fogadjunk most írtad meg!
Persze ettől még örök hálám érte, s gondolom más is hasznát fogja venni, így a többiek nevében is KÖSZÖNÖM!!! [#worship]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 október 17, 16:04
Írta: svejk Dátum 2014 október 17, 16:04
Hmm... tényleg jó!
De nem értem hogy lesz sorozat marás?
A kezdeti 0,000 értékeket jobb lenne "egész" nullára venni, mert nálam sikít a tizedesvessző miatt.
De nem értem hogy lesz sorozat marás?
A kezdeti 0,000 értékeket jobb lenne "egész" nullára venni, mert nálam sikít a tizedesvessző miatt.
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2014 október 17, 17:43
Írta: lari Dátum 2014 október 17, 17:43
Mach3 importnál az alábbi hibaüzenetet kapom:
This file does not seems to be a Mach3.XML file. File was not loaded.
Miért?
This file does not seems to be a Mach3.XML file. File was not loaded.
Miért?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 október 17, 17:48
Írta: svejk Dátum 2014 október 17, 17:48
Lecsekkolva, UCCNC alatt tökéletesen teszi a dolgát! [#eljen]
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 17, 18:31
Írta: 000000000 Dátum 2014 október 17, 18:31
Küld el nekem az info kukac cncdrive pont com -ra az xml-t és megvizsgálom.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 17, 18:32
Írta: 000000000 Dátum 2014 október 17, 18:32
Egyelőre a hotkey-eknél csak a jog-ot tudja kezelni, de dolgozom rajta, hogy mást is tudjon. A következő kiadásban reményeim szerint már benne lesz...
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2014 október 17, 19:14
Írta: lari Dátum 2014 október 17, 19:14
Rendben, hamarosan küldöm. Köszi!
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 október 17, 19:24
Írta: svejk Dátum 2014 október 17, 19:24
Készítettem egy kis videot a Béni #1196-os kódjának a futtatásáról?
Miért ilyen darabosan raókja össze a körívet a 4 negyedből?
G64 szerepel a kód elején.
Miért ilyen darabosan raókja össze a körívet a 4 negyedből?
G64 szerepel a kód elején.
Cím: Re:UCCNC vezérlő program
Írta: Béni Dátum 2014 október 17, 20:01
Írta: Béni Dátum 2014 október 17, 20:01
Próbáltam én is egyet ...
Elindítom a programot, engedem egy kicsit futni, majd STOP és ismét Start.
Ettől aztán jó messzire elmegy a kívánt koordinátákról és érdekes dolgokat művel.
Ok lehet az, hogy a STOP közben alprogram fut?
Elindítom a programot, engedem egy kicsit futni, majd STOP és ismét Start.
Ettől aztán jó messzire elmegy a kívánt koordinátákról és érdekes dolgokat művel.
Ok lehet az, hogy a STOP közben alprogram fut?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 október 17, 20:12
Írta: svejk Dátum 2014 október 17, 20:12
Felettéb érdekeseket. :(
Cím: Re:UCCNC vezérlő program
Írta: xabi Dátum 2014 október 17, 20:15
Írta: xabi Dátum 2014 október 17, 20:15
Nem tudom milyen módon szeretnéd a hotkey-eket programozni, de gondolom az UCCNC-hez nincs és nem is lesz olyan program mint a machscreen ezért nem lehet pl. új gombokat felrakni.
Az lenne a jó ha raknál fel mondjuk 5-10 lehetőséget amihez bármilyen key code hozzárendelhető és adott key code egy makrót indítana el, csak a macro számát kellene megadni. A macroval úgy látom szinte minden elérhető.
Az lenne a jó ha raknál fel mondjuk 5-10 lehetőséget amihez bármilyen key code hozzárendelhető és adott key code egy makrót indítana el, csak a macro számát kellene megadni. A macroval úgy látom szinte minden elérhető.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 október 17, 20:41
Írta: kr97pwss2 Dátum 2014 október 17, 20:41
Teljes kör interpolációkor csak akkor lassít le az irányváltásokkor, ha a kottyanás kompenzáció be van kapcsolva. Ha nincs bekapcsolva, egyben kell a kört végigjárnia.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 október 17, 21:06
Írta: svejk Dátum 2014 október 17, 21:06
Hát az valóban be v kapcsolva, mert az X tengelyemben van 0,02 mm.
Hasonlítani továbbra is csak a mach3-hoz tudom, -ott is használom a Backlash funkciót,- jól is működik és a kört is szépen megcsinálja.
talán ott is érezhető valami de az közel sem ennyire durva.
Hasonlítani továbbra is csak a mach3-hoz tudom, -ott is használom a Backlash funkciót,- jól is működik és a kört is szépen megcsinálja.
talán ott is érezhető valami de az közel sem ennyire durva.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 október 17, 21:21
Írta: svejk Dátum 2014 október 17, 21:21
Ment az info kukacra levél.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 október 17, 21:23
Írta: svejk Dátum 2014 október 17, 21:23
Egyébként már máskor is szóvá akartam tenni, hogy mintha olyan "gondolkodós" lenne ez az UCCNC.
Pl. a referencia felvétel is olyan ráérősen megy, amikor kész az egyik tengely akkor sokat várakozik mire megindul a másik. Persze lehet ennek semmi köze az előbbihez.
Pl. a referencia felvétel is olyan ráérősen megy, amikor kész az egyik tengely akkor sokat várakozik mire megindul a másik. Persze lehet ennek semmi köze az előbbihez.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 október 17, 21:55
Írta: kr97pwss2 Dátum 2014 október 17, 21:55
A Mach3-nál folyamatosnak látszik, de nem jó! Ugyanis a Mach3 a kottyanást úgy kompenzálja, hogy irányváltáskor egyszerűen lassítás nélkül megállítja a még mozgó tengelyt, kompenzál, majd gyorsítás nélkül folytatja a mozgást. Ez lépésvesztéshez vezethet léptetős gépeken, szervónál pedig nagyot ugorhat. Az alábbi ábrán jól látszik a különbség.
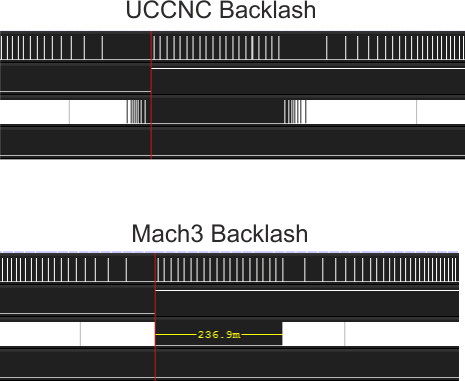
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 október 17, 21:59
Írta: kr97pwss2 Dátum 2014 október 17, 21:59
Ja a képen az X és Y tengelyek Step és Dir jelei láthatók. A piros vonalnál van irányváltás, a dir jelből jól látszik. Ugyanazzal a gyorsítással, kottyanással és sebesség beállításokkal mértem le mind a két programot.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 október 17, 22:06
Írta: svejk Dátum 2014 október 17, 22:06
Értem én.... csak hát ez így nem kafa...
Az ipari gépeken is használják a backlash-t és ott én nem tapasztaltam lassulásokat.
Tudom, tudom, ott minden más....
Az ipari gépeken is használják a backlash-t és ott én nem tapasztaltam lassulásokat.
Tudom, tudom, ott minden más....
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 október 18, 05:10
Írta: svejk Dátum 2014 október 18, 05:10
Nem hagyott nyugodni, kipróbáltam és figyeltem az eseményeket.
No nem azért mintha kételkednék a szavaidban.
Az UCCNC-nél ha kikapcsolom a Backlash-t akkor valóban folyamatosa a kör, tehát a #1210-re meg is van a magyarázat.
A Mach3-nál is ki-be kapcsolgattam és valóban az van amit írtál, hogy irányváltáskor megugrik a beállított értékkel. (eddig én ezt is inkább megtorpanásnak gondoltam)
Nálam 750W-os AC szervok vannak, -100-300 kg-ok mozgatva- így a lépésvesztés nem jelentkezik, de léptetős gépeknél lehet tényleg okozhat galibát.
Valami köztes megoldás kellene, de tudom jól a step-dir-es rendszer egy nagyon nagy akadály.
No nem azért mintha kételkednék a szavaidban.
Az UCCNC-nél ha kikapcsolom a Backlash-t akkor valóban folyamatosa a kör, tehát a #1210-re meg is van a magyarázat.
A Mach3-nál is ki-be kapcsolgattam és valóban az van amit írtál, hogy irányváltáskor megugrik a beállított értékkel. (eddig én ezt is inkább megtorpanásnak gondoltam)
Nálam 750W-os AC szervok vannak, -100-300 kg-ok mozgatva- így a lépésvesztés nem jelentkezik, de léptetős gépeknél lehet tényleg okozhat galibát.
Valami köztes megoldás kellene, de tudom jól a step-dir-es rendszer egy nagyon nagy akadály.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 október 18, 05:22
Írta: svejk Dátum 2014 október 18, 05:22
Én most felváltva használom az UCCNC és a Mach3-at az UC300 hardverrel.
nem fog problémát okozni, hogy minden váltáskor frissíti(kicseréli?) a firmware-t?
nem fog problémát okozni, hogy minden váltáskor frissíti(kicseréli?) a firmware-t?
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2014 október 18, 07:23
Írta: lari Dátum 2014 október 18, 07:23
Annak nem tudnátok utánanézni, hogy a Linuxcnc hogyan használja a backlash-t?
Én esztergánál használom, de ott semmilyen látható, hallható vagy érezhető jelenség nincsen irányváltáskor. Sem alacsony sem pedig nagy tengelysebességnél. Mérni biztosan lehet, de én azt nem tudom.
Én esztergánál használom, de ott semmilyen látható, hallható vagy érezhető jelenség nincsen irányváltáskor. Sem alacsony sem pedig nagy tengelysebességnél. Mérni biztosan lehet, de én azt nem tudom.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 október 18, 07:32
Írta: svejk Dátum 2014 október 18, 07:32
Válasz a topicjában.
Cím: Re:UCCNC vezérlő program
Írta: robroy007 Dátum 2014 október 18, 09:12
Írta: robroy007 Dátum 2014 október 18, 09:12
Eljutottam hogy végre fusson nálam is az uccnc [#worship]
Első ami szembe tűnt, hogy az előtolás és fordulatszám %-os értékét nem tudom beírni!
Illetve hianyolom, hogy nem tudom csak +/- gombokkal vissza állítani
Első ami szembe tűnt, hogy az előtolás és fordulatszám %-os értékét nem tudom beírni!
Illetve hianyolom, hogy nem tudom csak +/- gombokkal vissza állítani
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 18, 11:35
Írta: 000000000 Dátum 2014 október 18, 11:35
De igen, sőt, ezt már meg is néztük régebben.
Leírom, hogy melyik progi hogyan csinálja:
1.) Mach3 : A tengely ami nem kompenzál az a kompenzálás idejére végtelen lassítással megáll a kompenzáció kezdetekor és végtelen gyorsítással megindul a komp. végén, vagyis nincsenek gyorsítási szakaszok. Ez szerintünk nagyon nem jó léptetős rendszereknél lépés tévesztést okozhat.
2.) UCCNC : A kompenzáció kezdetekor a tengely ami nem kompenzál lelassít a kompenzáció kezdetén és felgyorsít a kompenzáció végén.
3.) Linuxcnc : A tengelyek amik nem kompenzálnak egyáltalán nem állnak meg, a kompenzáció ideje alatt is mozognak, ezzel a mozgás ugyan egyenletes, de értelemszerűen hiba képződik a munkadarabon a kompenzáció ideje alatt.
Leírom, hogy melyik progi hogyan csinálja:
1.) Mach3 : A tengely ami nem kompenzál az a kompenzálás idejére végtelen lassítással megáll a kompenzáció kezdetekor és végtelen gyorsítással megindul a komp. végén, vagyis nincsenek gyorsítási szakaszok. Ez szerintünk nagyon nem jó léptetős rendszereknél lépés tévesztést okozhat.
2.) UCCNC : A kompenzáció kezdetekor a tengely ami nem kompenzál lelassít a kompenzáció kezdetén és felgyorsít a kompenzáció végén.
3.) Linuxcnc : A tengelyek amik nem kompenzálnak egyáltalán nem állnak meg, a kompenzáció ideje alatt is mozognak, ezzel a mozgás ugyan egyenletes, de értelemszerűen hiba képződik a munkadarabon a kompenzáció ideje alatt.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 18, 11:35
Írta: 000000000 Dátum 2014 október 18, 11:35
megnéztem, ez egy bug/hiba a progiban, egy feltétel félre lett gépelve, most javítottam, következő verzióban már jó lesz.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 18, 11:36
Írta: 000000000 Dátum 2014 október 18, 11:36
Ha jól rémlik 1 Millió átírásra garantált a flash cellék éppsége.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 18, 11:38
Írta: 000000000 Dátum 2014 október 18, 11:38
A referencia felvételt direkt csináltuk kicsit "gondolkodósra", mert többen mondták, hogy nem tetszik a mach3 nagyon gyors egymásutáni mozgása. Szóval pár száz millisec-et vár két tengely mozgása közben.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 18, 11:42
Írta: 000000000 Dátum 2014 október 18, 11:42
Igen, pontosan így lesz megcsinálva, nagyjából úgy, mint az input trigger ablak, csak itt nem a pin-hez lehet funkció kódot rendelni, hanem a billentyű kódhoz.
Illetve tegnap már meg is csináltam, már csak tesztelni kell. 3*16 = 48 darab mezőt tettem fel a képernyőre, ennyi hotkey billenytűt lehet beállítani. A következő kiadásban benne lesz...
Illetve tegnap már meg is csináltam, már csak tesztelni kell. 3*16 = 48 darab mezőt tettem fel a képernyőre, ennyi hotkey billenytűt lehet beállítani. A következő kiadásban benne lesz...
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 október 18, 12:37
Írta: svejk Dátum 2014 október 18, 12:37
Akkor karácsonyig biztos kibírja :))
Cím: Re:UCCNC vezérlő program
Írta: xabi Dátum 2014 október 18, 14:02
Írta: xabi Dátum 2014 október 18, 14:02
* Mikorra várható az új verzió funkció kódokkal ?
* A mai napon feltelepítettem a Mach3 mellé az UCCNC 1.0036-ot is kipróbálni, kisebb problémákba ütköztem a mach 3 xml profil importálásánál :
- Az összes tengely fordítva működik, ki kellett a dir pin pipákat cseréljem ellentétesre.
- A RESET gomb nem engedte a működést, félóráig bűvöltem mire elindult a program. Kiszedtem az összes végállás beállítást, csak a home pin-eket hagytam életbe, ekkor végre működött a program, és a referencia pontra állás is.
A következő problémák vannak :
-- X tengelynél A home PIN mellé sikerült a Limit- végállást beállítanom, de Limit+ pint nem fogadja el ugyan arra a pinre és portra (mindegyik 12-es port, és 1-es pin a mach3 ban).
-- Az Y tengelyen működik a home pin, és a Limit- (szerintem itt sem működne a Limit+)(mindegyik 12-es port, és 1-es pin a mach3 ban).
-- A Z tengelyen működik a home pin, de a limit+ itt sem beállítható ugyan arra a portra.(mindegyik 12-es port, és 1-es pin a mach3 ban).
Amúgy a bekapcsolhatatlan végállás kapcsolók nélkül úgy néz ki működik. Futtattam egy pár programot a levegőbe (kicsit más a hangja a motoroknak, illetve a tengelyek mozgásának).
* A mai napon feltelepítettem a Mach3 mellé az UCCNC 1.0036-ot is kipróbálni, kisebb problémákba ütköztem a mach 3 xml profil importálásánál :
- Az összes tengely fordítva működik, ki kellett a dir pin pipákat cseréljem ellentétesre.
- A RESET gomb nem engedte a működést, félóráig bűvöltem mire elindult a program. Kiszedtem az összes végállás beállítást, csak a home pin-eket hagytam életbe, ekkor végre működött a program, és a referencia pontra állás is.
A következő problémák vannak :
-- X tengelynél A home PIN mellé sikerült a Limit- végállást beállítanom, de Limit+ pint nem fogadja el ugyan arra a pinre és portra (mindegyik 12-es port, és 1-es pin a mach3 ban).
-- Az Y tengelyen működik a home pin, és a Limit- (szerintem itt sem működne a Limit+)(mindegyik 12-es port, és 1-es pin a mach3 ban).
-- A Z tengelyen működik a home pin, de a limit+ itt sem beállítható ugyan arra a portra.(mindegyik 12-es port, és 1-es pin a mach3 ban).
Amúgy a bekapcsolhatatlan végállás kapcsolók nélkül úgy néz ki működik. Futtattam egy pár programot a levegőbe (kicsit más a hangja a motoroknak, illetve a tengelyek mozgásának).
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 18, 15:14
Írta: 000000000 Dátum 2014 október 18, 15:14
Előre láthatóan jövő héten valamikor várható az új verzió, még tesztelünk bizonyos dolgokat mielőtt kiadnánk.
A tengelyek irányát mach3-ban három helyen is lehet invertálni.
Az UCCNC egyelőre csak a ports and pins-ben megadott irányt importálja be, így az előfordulhat, hogy a beimportálás után
fordítva fut valamelyik tengely. Ha ez van akkor megkell fordítani a dir active low állapotot az UCCNC-ben a tengelynél.
A limits problémát nem igazán értem.
Nálam simán elfogadja ugyanazt a pin beállítást, sőt ami gépeken használjuk élesben,
ott is így van konfigolva, mert minden limit és home egy pin-re van kötve.
Még arra gondoltam, hogy esetleg a 12-es inputtal lehet talán gond, mert írtad, hogy azt nem fogadja el,
de én simán rátudom konfigurálni, ahogy a lenti ábra is mutatja:

Ha megnyomom a 12-es bemenetet, akkor pedig szépen triggerel is:

Esetleg nézd meg azt, hogy véletlenül nem vetted-e ki a pipát az active low-ból az egyik helyen míg a másikon benthagytad,
arra gondolok, hogy ha az egyik limit-nek a 12-es láb aktív low-t konfigurálod, a másik limit-nek szintén a 12-est, de nem aktív low-nak,
akkor előáll egy olyan állapot, hogy semmiképpen nem tudod kivenni resetből, mert az egyik az alacsony bemenetnél aktív a másik magasnál ugyanazon a lábon,
így akár alacsony akár magas a bemeneted midnenképp e-stop állapot áll elő. Szóval én erre tudok gondolni...
Ha nem oldódik meg, akkor pedig küld el nekem a profil mappából a .pro fájlt az info kukac cncdrive pont com címre, de azt az állapotot küld el kérlek, amikor a hiba fennáll, hogy megtudjam vizsgálni.
A tengelyek irányát mach3-ban három helyen is lehet invertálni.
Az UCCNC egyelőre csak a ports and pins-ben megadott irányt importálja be, így az előfordulhat, hogy a beimportálás után
fordítva fut valamelyik tengely. Ha ez van akkor megkell fordítani a dir active low állapotot az UCCNC-ben a tengelynél.
A limits problémát nem igazán értem.
Nálam simán elfogadja ugyanazt a pin beállítást, sőt ami gépeken használjuk élesben,
ott is így van konfigolva, mert minden limit és home egy pin-re van kötve.
Még arra gondoltam, hogy esetleg a 12-es inputtal lehet talán gond, mert írtad, hogy azt nem fogadja el,
de én simán rátudom konfigurálni, ahogy a lenti ábra is mutatja:
Ha megnyomom a 12-es bemenetet, akkor pedig szépen triggerel is:
Esetleg nézd meg azt, hogy véletlenül nem vetted-e ki a pipát az active low-ból az egyik helyen míg a másikon benthagytad,
arra gondolok, hogy ha az egyik limit-nek a 12-es láb aktív low-t konfigurálod, a másik limit-nek szintén a 12-est, de nem aktív low-nak,
akkor előáll egy olyan állapot, hogy semmiképpen nem tudod kivenni resetből, mert az egyik az alacsony bemenetnél aktív a másik magasnál ugyanazon a lábon,
így akár alacsony akár magas a bemeneted midnenképp e-stop állapot áll elő. Szóval én erre tudok gondolni...
Ha nem oldódik meg, akkor pedig küld el nekem a profil mappából a .pro fájlt az info kukac cncdrive pont com címre, de azt az állapotot küld el kérlek, amikor a hiba fennáll, hogy megtudjam vizsgálni.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 18, 15:15
Írta: 000000000 Dátum 2014 október 18, 15:15
A második kép linkjét elrontottam:

Cím: Re:UCCNC vezérlő program
Írta: xabi Dátum 2014 október 18, 17:58
Írta: xabi Dátum 2014 október 18, 17:58
Szia,
- Átküldtem a fájlokat.
- A hiba nem a beállítással van, be tudom állítani a Limit+ -ra a dolgokat, csak a RESET gombot utána nem lehet feloldani. A demo módban ezért nem reklamál ott minden működik, csak a felcsatlakoztatott UC100 esetén van probléma.
- Átküldtem a fájlokat.
- A hiba nem a beállítással van, be tudom állítani a Limit+ -ra a dolgokat, csak a RESET gombot utána nem lehet feloldani. A demo módban ezért nem reklamál ott minden működik, csak a felcsatlakoztatott UC100 esetén van probléma.
Cím: Re:UCCNC vezérlő program
Írta: Sz.József Dátum 2014 október 18, 21:41
Írta: Sz.József Dátum 2014 október 18, 21:41
Egy kis segítséget/tanácsot/ötletet szeretnék kérni...
Ráérő időmbe újra elővettem az UCCNC-UC100 párosítást "barátkozás" céljából. :)
verzio 1.0031
Szépen működött is úgy ahogyan félbe hagytam az ismerkedést.
Viszont láttam, újabb verziók kerültek megalkotásra.
Pl.: idézem...
"Elkészült az UCCNC 1.0034-es verziója, ami működik az UC100 és UC300-5LPT mozgásvezérlőkkel is. "
Ezt a verziót ugyan kihagytam és egyből a 1.0036-os verziót raktam fel.(lehet, ezt nem kellet volna...?)
Na, innentől nem tudom szóra bírni az UCCNC-UC100 párosítást.
A következőket követtem el:
1-
Visrosszaktam az 1.0031-et de meg sem nyikkan... (?)
2-
Gondoltam elindulok a kályhától...
Uninstall, majd feltettem az utoljára működő verziót (1.0031), de sajnos se kép se hang...
Milyen szervashibát követhettem el?
A Mach3-al továbbra is működik az UC100...
A segítséget/tanácsot előre is köszönöm.
Ráérő időmbe újra elővettem az UCCNC-UC100 párosítást "barátkozás" céljából. :)
verzio 1.0031
Szépen működött is úgy ahogyan félbe hagytam az ismerkedést.
Viszont láttam, újabb verziók kerültek megalkotásra.
Pl.: idézem...
"Elkészült az UCCNC 1.0034-es verziója, ami működik az UC100 és UC300-5LPT mozgásvezérlőkkel is. "
Ezt a verziót ugyan kihagytam és egyből a 1.0036-os verziót raktam fel.(lehet, ezt nem kellet volna...?)
Na, innentől nem tudom szóra bírni az UCCNC-UC100 párosítást.
A következőket követtem el:
1-
Visrosszaktam az 1.0031-et de meg sem nyikkan... (?)
2-
Gondoltam elindulok a kályhától...
Uninstall, majd feltettem az utoljára működő verziót (1.0031), de sajnos se kép se hang...
Milyen szervashibát követhettem el?
A Mach3-al továbbra is működik az UC100...
A segítséget/tanácsot előre is köszönöm.
Cím: Re:UCCNC vezérlő program
Írta: Sz.József Dátum 2014 október 18, 22:14
Írta: Sz.József Dátum 2014 október 18, 22:14
Még egy 3. kísérletem is volt.
Egy másik "vasonra" is fel volt rakva egy működő UCCNC verzió.
Ezt nem frissítettem és ezzel sem működik a dolog... (?)
Egy másik "vasonra" is fel volt rakva egy működő UCCNC verzió.
Ezt nem frissítettem és ezzel sem működik a dolog... (?)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 19, 00:11
Írta: 000000000 Dátum 2014 október 19, 00:11
Jó volna tudni, hogy mit jelent a "se kép se hang"?
Pontosan mi történik?
1.) A program fel sem telepszik, illetve el sem indul.
2.) A program feltelepszik, elindul, de nem csatlakozik az UC100-hoz, hanem demo módban indul.
3.) A program feltelepszik, elindul, csatlakozik az UC100-hoz (kék led világít), de valamit nem tudsz működésre bírni, vagyis mozgás nincs.
Pontosan mi történik?
1.) A program fel sem telepszik, illetve el sem indul.
2.) A program feltelepszik, elindul, de nem csatlakozik az UC100-hoz, hanem demo módban indul.
3.) A program feltelepszik, elindul, csatlakozik az UC100-hoz (kék led világít), de valamit nem tudsz működésre bírni, vagyis mozgás nincs.
Cím: Re:UCCNC vezérlő program
Írta: 9npx2xk89 Dátum 2014 október 19, 00:24
Írta: 9npx2xk89 Dátum 2014 október 19, 00:24
Tegnap kipróbáltam, sokkal szebb kört rajzol mint a mac3 ugyan abból a 3 soros programból, eddig tetszik, holnap tengelyt kalibrálok és nyákot fúrok. Mindent kézzel kellett beállítani mert az Én mach3 xml-emet nem ette meg egyáltalán.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 19, 00:39
Írta: 000000000 Dátum 2014 október 19, 00:39
Szia,
Bár nem akartam ide leírni, de már te vagy talán az ötödik aki a mach3 .xml import problémát említi, ezért úgy döntöttem, hogy csak leírom végül:
Az .xml import akkor nem működik, ha a mach3 license kulcs tört és nem vásárolt license.
Ha a license tört, akkor spéci karakterek szerepelnek a license névnél. Van köztük olyan escape szekvencia karakter, ami nem felel meg az Unicode kódolásnak, ezért az UCCNC xml olvasója nem tudja beolvasni, értelmezni és ahol ezek a karakterek szerepelnek, ott kivétel váltódik ki, ami le van kezelve úgy, hogy ilyenkor kiírja, hogy a fájl nem tűnik mach3 .xml-nek, a formátum hibás stb.
Sajnos egyelőre megoldást nem találtam a dologra, mert az .xml-nek van egy meghatározott formátuma, ami nem engedi meg ezeket a karaktereket és így a Visual Studio beépített .xml olvasó rutinja nem tudja ezeket semmiképpen beolvasni. Saját rutinokat meg ha nem muszáj emiatt nem szeretnék írni.
Ha a tört license kulcsot eltávolítod és elindítod a mach3-at, akkor átírja a nevet demo-ra és utána már elvileg fog működni az importálás az UCCNC-vel. Ezt egyik fórumtárs ki is próbálta és jelezte ma, hogy ez a megoldás működött neki.
Bár nem akartam ide leírni, de már te vagy talán az ötödik aki a mach3 .xml import problémát említi, ezért úgy döntöttem, hogy csak leírom végül:
Az .xml import akkor nem működik, ha a mach3 license kulcs tört és nem vásárolt license.
Ha a license tört, akkor spéci karakterek szerepelnek a license névnél. Van köztük olyan escape szekvencia karakter, ami nem felel meg az Unicode kódolásnak, ezért az UCCNC xml olvasója nem tudja beolvasni, értelmezni és ahol ezek a karakterek szerepelnek, ott kivétel váltódik ki, ami le van kezelve úgy, hogy ilyenkor kiírja, hogy a fájl nem tűnik mach3 .xml-nek, a formátum hibás stb.
Sajnos egyelőre megoldást nem találtam a dologra, mert az .xml-nek van egy meghatározott formátuma, ami nem engedi meg ezeket a karaktereket és így a Visual Studio beépített .xml olvasó rutinja nem tudja ezeket semmiképpen beolvasni. Saját rutinokat meg ha nem muszáj emiatt nem szeretnék írni.
Ha a tört license kulcsot eltávolítod és elindítod a mach3-at, akkor átírja a nevet demo-ra és utána már elvileg fog működni az importálás az UCCNC-vel. Ezt egyik fórumtárs ki is próbálta és jelezte ma, hogy ez a megoldás működött neki.
Cím: Re:UCCNC vezérlő program
Írta: Sz.József Dátum 2014 október 19, 05:05
Írta: Sz.József Dátum 2014 október 19, 05:05
Szia!
A program feltelepül.
Nem demo módban indul.
Látszólag minden jó. (csatlakozik, kék led világít)
Csak tengely mozgásokat nem tudok produkálni.(nem a képernyőn, hanem gyakorlatilag...)
Mint ahogyan #1237-ben írtam, egy másik gépen lévő UCCNC-vel sem szólalnak meg a motorok...,
Ezen az ominózus gépen még nem "piszkáltam" a frissítést, így reménykedtem, hogy ezen minden a régi lesz, de nem... :(
Az általad leírt 1. 2. 3. mind ok, csak a motorok nem mozdulnak a 1.0036 óta.
Reménykedem, hogy csak valami apró dolog kerüli el a figyelmemet...
Ja, és ugye jeleztem azt is, hogy a Mach3-al megy a dolog...
A program feltelepül.
Nem demo módban indul.
Látszólag minden jó. (csatlakozik, kék led világít)
Csak tengely mozgásokat nem tudok produkálni.(nem a képernyőn, hanem gyakorlatilag...)
Mint ahogyan #1237-ben írtam, egy másik gépen lévő UCCNC-vel sem szólalnak meg a motorok...,
Ezen az ominózus gépen még nem "piszkáltam" a frissítést, így reménykedtem, hogy ezen minden a régi lesz, de nem... :(
Az általad leírt 1. 2. 3. mind ok, csak a motorok nem mozdulnak a 1.0036 óta.
Reménykedem, hogy csak valami apró dolog kerüli el a figyelmemet...
Ja, és ugye jeleztem azt is, hogy a Mach3-al megy a dolog...
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2014 október 19, 07:28
Írta: lari Dátum 2014 október 19, 07:28
Amikor feltelepíted az új programot, akorr kérdezi a telepítö, hogy felülírja-e a régi beállításokat vagy sem. Ha felüliratod, akkor újra be kell állítani a portokat, pineket stb...
Lehet, hogy rosszul értelmezem amit kérdezel, de lehet ilyen hiba is...
Lehet, hogy rosszul értelmezem amit kérdezel, de lehet ilyen hiba is...
Cím: Re:UCCNC vezérlő program
Írta: Sz.József Dátum 2014 október 19, 09:11
Írta: Sz.József Dátum 2014 október 19, 09:11
A pipa kivéve..
De ha jól tudom ez csak a defaultot írja (írná) felül.
Egyébként a saját konfigommal (profilommal) indítom az UCCNC-t.
De mint jeleztem az eddig működő pc-re átrakva az UC100-at már ott sem mükszik az 1.0036 óta...(?)
De ha jól tudom ez csak a defaultot írja (írná) felül.
Egyébként a saját konfigommal (profilommal) indítom az UCCNC-t.
De mint jeleztem az eddig működő pc-re átrakva az UC100-at már ott sem mükszik az 1.0036 óta...(?)
Cím: Re:UCCNC vezérlő program
Írta: cxmcdtrx Dátum 2014 október 19, 11:52
Írta: cxmcdtrx Dátum 2014 október 19, 11:52
Ha jól rémlik, akkor a mach3 és az UCCNC különböző firmware-t tölt le az UC100-ba a program indulásakor.
Nem lehet, hogy ez lesz a gond (nem cserélődik a firmware)? A mach nekem most nincs feltéve, de ha lesz egy kis időm, felrakom egymás
mellé a két programot és kipróbálom.
Az UC100 nekem az 1.0036-ig az összes verzióval hibátlanul elindult, mach3-ból pedig a legutolsó, R3.043.066. verzióval próbáltam.
Nem sokat, csak program indítás, egy kis kézi tengely mozgatás, de mozgott, tehát a ki- és bemenetek működtek.
Nem lehet, hogy ez lesz a gond (nem cserélődik a firmware)? A mach nekem most nincs feltéve, de ha lesz egy kis időm, felrakom egymás
mellé a két programot és kipróbálom.
Az UC100 nekem az 1.0036-ig az összes verzióval hibátlanul elindult, mach3-ból pedig a legutolsó, R3.043.066. verzióval próbáltam.
Nem sokat, csak program indítás, egy kis kézi tengely mozgatás, de mozgott, tehát a ki- és bemenetek működtek.
Cím: Re:UCCNC vezérlő program
Írta: cxmcdtrx Dátum 2014 október 19, 11:53
Írta: cxmcdtrx Dátum 2014 október 19, 11:53
Még valami ötlet:
Tudtommal a magyar screenset az új verzióhoz még nincs elkészítve, így a régit szerintem ne használd hozzá.
Tudtommal a magyar screenset az új verzióhoz még nincs elkészítve, így a régit szerintem ne használd hozzá.
Cím: Re:UCCNC vezérlő program
Írta: Sz.József Dátum 2014 október 19, 12:36
Írta: Sz.József Dátum 2014 október 19, 12:36
A firmware cserélődik...
A magyar screent nem használom...
[#fejvakaras]
A magyar screent nem használom...
[#fejvakaras]
Cím: Re:UCCNC vezérlő program
Írta: Sz.József Dátum 2014 október 19, 12:40
Írta: Sz.József Dátum 2014 október 19, 12:40
Szia!
Mivel így fórumon keresztül félre értések nélkül nem tudom leírni a jelenséget, kérhetek egy telefonos segítséget?
Persze ha van publikus telszámod, meg persze egy kis időd...
Ha megoldható, akkor egy üzenetben légyszi küld el, felhívlak...
Köszönöm.
Még a nulláról indulva teszek egy kísérletet, hátha tegnap csak "elcsesztem" valamit...
Mivel így fórumon keresztül félre értések nélkül nem tudom leírni a jelenséget, kérhetek egy telefonos segítséget?
Persze ha van publikus telszámod, meg persze egy kis időd...
Ha megoldható, akkor egy üzenetben légyszi küld el, felhívlak...
Köszönöm.
Még a nulláról indulva teszek egy kísérletet, hátha tegnap csak "elcsesztem" valamit...
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 október 20, 10:35
Írta: svejk Dátum 2014 október 20, 10:35
Mi is a koncepció?
Van/lesz egyéni képernyőszerkesztési lehetőség?
Nagyon lassan kezd körvonalazódni milyen kezelőpultot szeretnék.
Lehetőleg minden kezelőszervet ki szeretnék vinni fizikai gombokra, a képernyőn csak a Toolpath, DRO-k, Edit ablak, FRO/SRO/ stb kijelzések maradnának.
(de egyéb dolgok is vannak, pl. még mindig keverem a Zero és Home gombokat, rendszeresen a home-ra kattintok a zero helyett.
Hiába van más szín, ha a piktogramm ugyan az)
Egy másik kérdés, hogy tudom a kurzort az egér nélkül az MDI ablakba vinni egyszerűen/gyorsan?
Az egér használatot szeretném minimalizálni.
Van/lesz egyéni képernyőszerkesztési lehetőség?
Nagyon lassan kezd körvonalazódni milyen kezelőpultot szeretnék.
Lehetőleg minden kezelőszervet ki szeretnék vinni fizikai gombokra, a képernyőn csak a Toolpath, DRO-k, Edit ablak, FRO/SRO/ stb kijelzések maradnának.
(de egyéb dolgok is vannak, pl. még mindig keverem a Zero és Home gombokat, rendszeresen a home-ra kattintok a zero helyett.
Hiába van más szín, ha a piktogramm ugyan az)
Egy másik kérdés, hogy tudom a kurzort az egér nélkül az MDI ablakba vinni egyszerűen/gyorsan?
Az egér használatot szeretném minimalizálni.
Cím: Re:UCCNC vezérlő program
Írta: Sz.József Dátum 2014 október 20, 11:41
Írta: Sz.József Dátum 2014 október 20, 11:41
Ezúton is köszönöm a mindent kimerítő segítséget...
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 20, 11:51
Írta: 000000000 Dátum 2014 október 20, 11:51
Szia Svejk,
A képernyőt a screenset script-be beleírva, átírva stb. lehet szerkeszteni. A képernyő skript egy szöveges fájl és a /Screens mappában van/vannak. Egy szövegszerkesztővel megtudod nyitni a fájlt és át tudod írni.
A képek, bitmap-ek a képrenyő elemekhez pedig a /Flashscreen mappában vannak.
A screenset fájl onnan tölti be, de ha belenézel a fájlba, akkor látni fogod, hogy pontosan hogyan is.
Grafikus szerkesztőt egyelőre nem tervezünk a bonyolultsága miatt, talán majd ha már minden más készen lesz.
A home és zero gombok nekem fel se tűnt, hogy ugyanazok a piktogramok vannak, de most hogy mondod, tényleg. Elvileg a home egy szimpla szálkereszt kéne legyen, nem kéne a tömör részeknek benne lenni. Fogok szólni a grafikus srácnak aki rajzolta, hogy ezt javítsa ki.
Az utolsó kérdést nem nagyon értem, mire gondolsz pontosan? Ha érintőképernyő lesz azzal az MDI mezőjét megérintve elvileg bele tudsz menni az MDI-be, bár nem teszteltem. De majd kipróbálom, épp van nálam egy érintőképernyő, csak össze kéne dugdosni a géppel...
A képernyőt a screenset script-be beleírva, átírva stb. lehet szerkeszteni. A képernyő skript egy szöveges fájl és a /Screens mappában van/vannak. Egy szövegszerkesztővel megtudod nyitni a fájlt és át tudod írni.
A képek, bitmap-ek a képrenyő elemekhez pedig a /Flashscreen mappában vannak.
A screenset fájl onnan tölti be, de ha belenézel a fájlba, akkor látni fogod, hogy pontosan hogyan is.
Grafikus szerkesztőt egyelőre nem tervezünk a bonyolultsága miatt, talán majd ha már minden más készen lesz.
A home és zero gombok nekem fel se tűnt, hogy ugyanazok a piktogramok vannak, de most hogy mondod, tényleg. Elvileg a home egy szimpla szálkereszt kéne legyen, nem kéne a tömör részeknek benne lenni. Fogok szólni a grafikus srácnak aki rajzolta, hogy ezt javítsa ki.
Az utolsó kérdést nem nagyon értem, mire gondolsz pontosan? Ha érintőképernyő lesz azzal az MDI mezőjét megérintve elvileg bele tudsz menni az MDI-be, bár nem teszteltem. De majd kipróbálom, épp van nálam egy érintőképernyő, csak össze kéne dugdosni a géppel...
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 20, 11:51
Írta: 000000000 Dátum 2014 október 20, 11:51
Szívesen. :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 október 20, 12:15
Írta: svejk Dátum 2014 október 20, 12:15
Csak egy hanyatt egér lenne beépítve "ha minden kötél szakad" esetre.
Nincs érintőképernyő sem, ezért lennének a hardveres gombok.
Akik a DOS-al kezdték azoknak megy a G-kód szerkesztés is egér nélkül.
A TAB-bal meg vagy 50.-re ugrik oda a kurzor az MDI-hoz.
Egyébként én már egyszer szóvá tettem, hogy a gyári gépeken is szokott lenni külön MDI felület.
Az UCCNC-nél én pl. teljesen feleslegesnek tartom a külön Toolpath felületet, főleg így, hogy a tengely DRO-k nem is látszanak rajta.
Nincs érintőképernyő sem, ezért lennének a hardveres gombok.
Akik a DOS-al kezdték azoknak megy a G-kód szerkesztés is egér nélkül.
A TAB-bal meg vagy 50.-re ugrik oda a kurzor az MDI-hoz.
Egyébként én már egyszer szóvá tettem, hogy a gyári gépeken is szokott lenni külön MDI felület.
Az UCCNC-nél én pl. teljesen feleslegesnek tartom a külön Toolpath felületet, főleg így, hogy a tengely DRO-k nem is látszanak rajta.
Cím: Re:UCCNC vezérlő program
Írta: nffab2gnr Dátum 2014 október 20, 20:25
Írta: nffab2gnr Dátum 2014 október 20, 20:25
A Mach3 jog sebesség ha pl. 20%-ra van beállítva akkor ezzel a sebességgel mozog az adott tengely,de ha mellé nyomom a shift gombot akkor max (100%) lesz a mozgás.
Az UCCNC-ben mi a megfelelője a shiftnek.Nem találom a button táblázatban,vagy csak én nem látom?[#nemtudom][#wow1][#wow1]
Az UCCNC-ben mi a megfelelője a shiftnek.Nem találom a button táblázatban,vagy csak én nem látom?[#nemtudom][#wow1][#wow1]
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2014 október 20, 21:24
Írta: pisti73 Dátum 2014 október 20, 21:24
Sziasztok!
Balázséktól kérdezném, hogy hogy áll az UC300-ISOBOB?
Karácsonyra betervezhetjük magunknak a fa alá ajándéknak?
Balázséktól kérdezném, hogy hogy áll az UC300-ISOBOB?
Karácsonyra betervezhetjük magunknak a fa alá ajándéknak?
Cím: Re:UCCNC vezérlő program
Írta: 9npx2xk89 Dátum 2014 október 20, 23:51
Írta: 9npx2xk89 Dátum 2014 október 20, 23:51
Ok, köszi a tippet, de már bekonfigoltam kézzel, és a tengelymérős konfignak hála (jelzem 1-2 tized eltérés volt csak 150 miliméteren) meg talán a pontosabb hajtásnak is, ma legyártottam Alkotónak egy nyákot, és tized pontosan ott vannak a lukak ahol lenniük kell, öröm volt a maszkot illeszteni rá, úgyhogy nálam a mach3 felejtve, leginkább nyákot gyártok, és néha egy egy más fém alkatrészt ehhez ahhoz, úgyhogy nekem az UCCNC egyenlőre tökéletes megoldás, viszont találtam benne hibát de ezt egy másik hozzászólásba rakom.
Cím: Re:UCCNC vezérlő program
Írta: 9npx2xk89 Dátum 2014 október 20, 23:58
Írta: 9npx2xk89 Dátum 2014 október 20, 23:58
Szóval a hiba:
Bekapcsolás után (vagy talán felébredés után ezt még tesztelnem kell, de kétszer is eljátszotta) a modal képernyők nem kerülnek előre. (Pl. Edit file (ami azért modal, gondolom, hogy le tudjátok kezelni a bezárás utáni lost focus, vagy valamilyen close eseménynél hogy az UCCNC újra töltse a kódot, vagy pl. a konfig oldalak, ugyan ezen okokból)
Sajnos mivel az UCCNC ablak teljes képernyős volt, ezért sehogy nem tudtam kilépni, csak ha a task managerben kilőttem a progit. Második indításnál már előre jött a modal, de tegnap mikor konfigoltam, ott is a felébredésnél (hibernate-ből) ugyan ezt eljátszotta. Nincs valami parancs amivel a modal ablak kényszeríthető hogy előre kerüljön? (Jó tudom az a dolga, de ha nem csinálja akkor meg kell erőszakolni, van erre valami windows api, csak már nem emlékszem melyik, de néha mi is szoptunk ilyennel, és az segített.)
Bekapcsolás után (vagy talán felébredés után ezt még tesztelnem kell, de kétszer is eljátszotta) a modal képernyők nem kerülnek előre. (Pl. Edit file (ami azért modal, gondolom, hogy le tudjátok kezelni a bezárás utáni lost focus, vagy valamilyen close eseménynél hogy az UCCNC újra töltse a kódot, vagy pl. a konfig oldalak, ugyan ezen okokból)
Sajnos mivel az UCCNC ablak teljes képernyős volt, ezért sehogy nem tudtam kilépni, csak ha a task managerben kilőttem a progit. Második indításnál már előre jött a modal, de tegnap mikor konfigoltam, ott is a felébredésnél (hibernate-ből) ugyan ezt eljátszotta. Nincs valami parancs amivel a modal ablak kényszeríthető hogy előre kerüljön? (Jó tudom az a dolga, de ha nem csinálja akkor meg kell erőszakolni, van erre valami windows api, csak már nem emlékszem melyik, de néha mi is szoptunk ilyennel, és az segített.)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 21, 00:55
Írta: 000000000 Dátum 2014 október 21, 00:55
A mach3 shift megfelelője az UCCNC-ben is a shift. :)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 21, 00:59
Írta: 000000000 Dátum 2014 október 21, 00:59
A végleges prototípus, amit említettem, hogy megkell még csinálni, meglett tervezve. A nyák meg van rendelve, elvileg a hét végén/jövő hét elején fog érkezni. Az alkatrészeket is megvettük hozzá. Aztán össze kell rakni, kell egyet küldenem Balázsnak Svájcba, hogy tudja a firmware-t hozzáigazítani a változásokhoz és ha minden ok, akkor mehet gyártásba.
Szerintem térjünk vissza erre a kérdésre olyan 2-3 hét múlva, addigra kiderül, hogy tökéletes lett-e a prototípus. Ha az lesz, akkor megy a szériagyártásba rögtön és onnantól már látni fogom a pontos elkészülési időt.
Szerintem térjünk vissza erre a kérdésre olyan 2-3 hét múlva, addigra kiderül, hogy tökéletes lett-e a prototípus. Ha az lesz, akkor megy a szériagyártásba rögtön és onnantól már látni fogom a pontos elkészülési időt.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 21, 01:03
Írta: 000000000 Dátum 2014 október 21, 01:03
Ha esetleg hátra kerül valahogy valamelyik felugró ablak, akkor a windows tálcán kell, hogy legyen külön ikonja annak az ablaknak. Illetve Win7-nél elég hülyén csinálja, mert egybe teszi a két ikont mintha egy mappa két eleme lenne, az ikonra klikkelve a tálcán ilyenkor felugrik, mintegy szétnyítik az ikon és ott ki lehet választani, hogy melyikkel szeretnél dolgozni és akkor az kerül előre, ha kiválasztod.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 21, 01:07
Írta: 000000000 Dátum 2014 október 21, 01:07
Örülök, hogy jó hasznát veszed a proginak és hogy az első tesztjeid bíztatóak.
Mi is találtunk még pár kisebb nagyobb hibát, amiket még javítunk Balázzsal közösen. Hamarosan lesz újabb kiadás, remélem ez már közel tökéletes lesz. :)
Addig is ha bug-ot találtok még, azt kérlek jelezzétek és javítjuk.
Mi is találtunk még pár kisebb nagyobb hibát, amiket még javítunk Balázzsal közösen. Hamarosan lesz újabb kiadás, remélem ez már közel tökéletes lesz. :)
Addig is ha bug-ot találtok még, azt kérlek jelezzétek és javítjuk.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 21, 01:14
Írta: 000000000 Dátum 2014 október 21, 01:14
Részben értem amit mondasz, már csak az nem teljesen világos, hogy ha nincs se érintőképernyő, de egér gomb, akkor hogyan gondoltad az MDI kiválasztást?
Külső gombra vagy hotkey billentyű konfigurálhatóságra gondolsz? Vagy esetleg valami egész másra?
Lehet valami olyanra gondolsz ami nekem most nem jut eszembe...
A toolpath ablak sok felhasználónak tetszett eddig, többen megjegyezték, hogy milyen jó, hogy van, mert ki felbontású öregecske monitoron nehéz volna látni a főképernyőn a kis toolpath ablakot.
Neked úgy látom nem lenne rá szükséged, de más meg külön örül neki, szóval ez megint egy olyan dolog, hogy valakinek tetszik és szükségesnek látja más meg feleslegesnek találja. Ízlés dolga szerintem.
Mindenesetre a pozíció DRO-k a toolpath ablakra az viszont jó ötletnek tűnik, azt szerintem rá fogom tenni, mert úgy valóban hasznosabb lenne ez az oldal.
Külső gombra vagy hotkey billentyű konfigurálhatóságra gondolsz? Vagy esetleg valami egész másra?
Lehet valami olyanra gondolsz ami nekem most nem jut eszembe...
A toolpath ablak sok felhasználónak tetszett eddig, többen megjegyezték, hogy milyen jó, hogy van, mert ki felbontású öregecske monitoron nehéz volna látni a főképernyőn a kis toolpath ablakot.
Neked úgy látom nem lenne rá szükséged, de más meg külön örül neki, szóval ez megint egy olyan dolog, hogy valakinek tetszik és szükségesnek látja más meg feleslegesnek találja. Ízlés dolga szerintem.
Mindenesetre a pozíció DRO-k a toolpath ablakra az viszont jó ötletnek tűnik, azt szerintem rá fogom tenni, mert úgy valóban hasznosabb lenne ez az oldal.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 21, 01:17
Írta: 000000000 Dátum 2014 október 21, 01:17
Ez igaz, a Magyar képernyőt a tesztverziós UCCNC-hez ne tegyétek fel, mert ne mfog jól működni!
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2014 október 21, 05:22
Írta: pisti73 Dátum 2014 október 21, 05:22
Rendben, nagyon szépen köszönöm!
Cím: Re:UCCNC vezérlő program
Írta: 9npx2xk89 Dátum 2014 október 21, 09:33
Írta: 9npx2xk89 Dátum 2014 október 21, 09:33
Ezen egy xpsp3 van, és hiába a tálca, nem rakja előre. Gondolhatod, hogy kattingattam bőszen a tálcán, nem egyből a task managerrel lövöm ki az alkalmazást, de mivel az uccnc modal ablaka volt, ezért az uccnc-t sem tudtam levinni ikon méretre, hiszen a modal ablakja azt is megakadályozta.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 október 21, 09:56
Írta: svejk Dátum 2014 október 21, 09:56
Először a Toolpath...
Valóban jó dolog is lehet, elsősorban a kezdőknek. (magam is az vagyok)
De később úgy is egyre kevésbé lesz rá szükség.
Én ara használom, -de ehhez elég a main menüben levő is- , hogy akár offline módban megnézem biztos jó helyen van-e a furat, jó helyen "kanyarodik-e" el a maró.
De ehhez látnom kell a tengely DRO-kat is!!
Enélkül Tibor45 szavaival élve csak csicsa.
MDI..
Talán a a külső nyomógomb lehetősége lenne a legjobb, de akkor jön a következő kérdés, hogy megyek a kurzorral a DRO ablakba ha át akarom írni az értékeket.
(mondjuk az ipari gépeken nem is lehet a DRO-kat átírni csak úgy, minden ilyet az ofszet menüben lehet elvégezni)
A múltkor a mach3-hoz összeszámolva az UC300 48 bemenetét igen gyorsan elfogytak.
Itt is ugyanez lesz a helyzet, ezt csak akkor lehetne feloldani ha bevezetnétek az interaktív képernyőket a külső gombok tekintetében.
Azaz amit már sokszor leírtam, hogy a képernyő két oldalán és alján vagy tetején sorakoznak a gombok és mindig az aktuális menü szerinti funkciókat látják el. Ebben az esetben továbbra is lehetne egerészni, touch-ot használni és külső gombot rakni a képernyő mellé.
Persze tudom ez alapjaiban más koncepció, ezért ezt magamnak kellene megoldani, de ahogy tegnap nézegettem a Defaultscreenset.ssf file-t, nem hiszem hogy menni fog nekem. :(
No de egyszer hátha nekifogok, új elemkre végül is nincs szükség, minden megvan csak át kellene rendezni őket. No meg azért biztos lenne ott pár buktató...
Látom, hogy talán minden gomb számosítva van 100-241-ig. Esetleg megoldható az is, hogy a RUN, Toolpath, stb felületeket is elő lehessen hívni külső billentyűvel?
Az ipari gépeken pl. úgy szokott lenni, hogy van egy Auto, MDI, Manual, képernyőfelület plusz az Offset, System stb.
A felületeket egy-egy nyomógombbal lehet előhívni, ahol aztán az adott felületekhez tartozó funkciók élnek.
Pl. a JOG vagy MPG csak Manual üzemmódban megy. Vagy a programotot csak az Autó üzemben lehetséges elindítani.
MDI-ban pedig csak az adatbevitel él, illetve a Cycle Start-tal lehet futtatni a beírt kódot.
No szóval az írásom második részében azt próbáltam fejtegetni, hogy magamnak valami ilyen kezelőfelületet szeretnék.
Úgy gondolom, hogy az UCCNC elég nyitott a fentiekre, nem kizárt hogy megvalósítható lenne, csak én kevés leszek hozzá.
Valóban jó dolog is lehet, elsősorban a kezdőknek. (magam is az vagyok)
De később úgy is egyre kevésbé lesz rá szükség.
Én ara használom, -de ehhez elég a main menüben levő is- , hogy akár offline módban megnézem biztos jó helyen van-e a furat, jó helyen "kanyarodik-e" el a maró.
De ehhez látnom kell a tengely DRO-kat is!!
Enélkül Tibor45 szavaival élve csak csicsa.
MDI..
Talán a a külső nyomógomb lehetősége lenne a legjobb, de akkor jön a következő kérdés, hogy megyek a kurzorral a DRO ablakba ha át akarom írni az értékeket.
(mondjuk az ipari gépeken nem is lehet a DRO-kat átírni csak úgy, minden ilyet az ofszet menüben lehet elvégezni)
A múltkor a mach3-hoz összeszámolva az UC300 48 bemenetét igen gyorsan elfogytak.
Itt is ugyanez lesz a helyzet, ezt csak akkor lehetne feloldani ha bevezetnétek az interaktív képernyőket a külső gombok tekintetében.
Azaz amit már sokszor leírtam, hogy a képernyő két oldalán és alján vagy tetején sorakoznak a gombok és mindig az aktuális menü szerinti funkciókat látják el. Ebben az esetben továbbra is lehetne egerészni, touch-ot használni és külső gombot rakni a képernyő mellé.
Persze tudom ez alapjaiban más koncepció, ezért ezt magamnak kellene megoldani, de ahogy tegnap nézegettem a Defaultscreenset.ssf file-t, nem hiszem hogy menni fog nekem. :(
No de egyszer hátha nekifogok, új elemkre végül is nincs szükség, minden megvan csak át kellene rendezni őket. No meg azért biztos lenne ott pár buktató...
Látom, hogy talán minden gomb számosítva van 100-241-ig. Esetleg megoldható az is, hogy a RUN, Toolpath, stb felületeket is elő lehessen hívni külső billentyűvel?
Az ipari gépeken pl. úgy szokott lenni, hogy van egy Auto, MDI, Manual, képernyőfelület plusz az Offset, System stb.
A felületeket egy-egy nyomógombbal lehet előhívni, ahol aztán az adott felületekhez tartozó funkciók élnek.
Pl. a JOG vagy MPG csak Manual üzemmódban megy. Vagy a programotot csak az Autó üzemben lehetséges elindítani.
MDI-ban pedig csak az adatbevitel él, illetve a Cycle Start-tal lehet futtatni a beírt kódot.
No szóval az írásom második részében azt próbáltam fejtegetni, hogy magamnak valami ilyen kezelőfelületet szeretnék.
Úgy gondolom, hogy az UCCNC elég nyitott a fentiekre, nem kizárt hogy megvalósítható lenne, csak én kevés leszek hozzá.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 október 21, 12:49
Írta: xfg6v697j Dátum 2014 október 21, 12:49
Hogy tudok a tengelydroba értéket írni makróból?
Így próbáltam,de nem jó.
exec.SetXpos(111);
Így próbáltam,de nem jó.
exec.SetXpos(111);
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 21, 13:41
Írta: 000000000 Dátum 2014 október 21, 13:41
Szia,
AS3.Sendinputvalue(érték, DROszáma);
Az XDRO száma 226, YDRO 227 stb., a screeset fájlban is meglehet ezeket találni...
De ez nem igazán fog működni, mert az UCCNC a pozíció DRO-k értékét egy belső változóból szedi, ami 50Hz frekivel frissítve van.
Szóval egy belső ciklussal folyamatosan frissíti a pozíció DRO-t (a szövegek frissítése 20Hz-el zajlik) és ha te felül írod, attól a pozíció még nem változik meg, az UCCNC felül fogja írni a te értékedet.
Ha az aktuális pozíciót szeretnéd átírni egy kívánt értékre, mondjuk az X-et 10-re, akkor ezt a megoldást javaslom:
exec.Code("G92 X10");
Ha viszont egy saját DRO-t hozol létre, mármint ha a képernyőszettből feltöltesz egy DRO-t egyéni számmal, akkor a fenti Sendinputvalue függvény fog működni.
Illetve akkor lekérdezni a DRO szövegét a következő függvénnyel tudod:
AS3.Getinputlabel(int labelnumber);
A visszatérési érték string típusú.
AS3.Sendinputvalue(érték, DROszáma);
Az XDRO száma 226, YDRO 227 stb., a screeset fájlban is meglehet ezeket találni...
De ez nem igazán fog működni, mert az UCCNC a pozíció DRO-k értékét egy belső változóból szedi, ami 50Hz frekivel frissítve van.
Szóval egy belső ciklussal folyamatosan frissíti a pozíció DRO-t (a szövegek frissítése 20Hz-el zajlik) és ha te felül írod, attól a pozíció még nem változik meg, az UCCNC felül fogja írni a te értékedet.
Ha az aktuális pozíciót szeretnéd átírni egy kívánt értékre, mondjuk az X-et 10-re, akkor ezt a megoldást javaslom:
exec.Code("G92 X10");
Ha viszont egy saját DRO-t hozol létre, mármint ha a képernyőszettből feltöltesz egy DRO-t egyéni számmal, akkor a fenti Sendinputvalue függvény fog működni.
Illetve akkor lekérdezni a DRO szövegét a következő függvénnyel tudod:
AS3.Getinputlabel(int labelnumber);
A visszatérési érték string típusú.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 21, 14:09
Írta: 000000000 Dátum 2014 október 21, 14:09
Szia,
Hát ja, a csicsa világ ... :)
De nekem sokszor hasznos, ha látom egyben a szerszámpályát szép nagyban, és akkor tudom, hogy pontosan mire számíthatok.
Tudom, az igazi profi CNC programozó átfutja a kódot és mindent lát. :)
És valóban a pozíció DRO-k felrakása erre az oldalra nem tűnik haszontalannak, nem is tudom miért nem tettük fel eddig.
MDI:
Igen, a kérdésem pont erre vonatkozott, hogy hogyan mész bele az MDI-be, illetve DRO-kba, ha se egér gomb, se touchscreen nem lesz.
Ez a felül, alul, oldalt gombok ötlete már nálunk is felvetődött. Egylőre sajnos időhiánnyal küzdök, de előbb utóbb rávesszük magunkat egy ilyen képernyőszett elészítésére is, mert tényleg jó tud lenni egy ilyen képernyőkialakítás.
Szerintem térjünk vissza erre kicsit kesőbb, addig is ha van egy kis szabad időd majd összegyűjthetnéd a gondolatokat, hogy hogyan lenne célszerű elrendezni egy ilyen képernyőt. Talán valami skiccet is készíthetnél, akkor odatudjuk adni a grafikus kollégának, hogy találjon rá ki egy design-t és megtudjuk terveztetni vele a gombokat és egyéb képernyő elemeket. Mert én grafikához nem igazán értek.
A TAB oldalak külső funkció kódokhoz rendezését megtudom szerintem egyszerűen csinálni. Megfogom nézni és szerintem hamarosan meg is lesz.
Hát ja, a csicsa világ ... :)
De nekem sokszor hasznos, ha látom egyben a szerszámpályát szép nagyban, és akkor tudom, hogy pontosan mire számíthatok.
Tudom, az igazi profi CNC programozó átfutja a kódot és mindent lát. :)
És valóban a pozíció DRO-k felrakása erre az oldalra nem tűnik haszontalannak, nem is tudom miért nem tettük fel eddig.
MDI:
Igen, a kérdésem pont erre vonatkozott, hogy hogyan mész bele az MDI-be, illetve DRO-kba, ha se egér gomb, se touchscreen nem lesz.
Ez a felül, alul, oldalt gombok ötlete már nálunk is felvetődött. Egylőre sajnos időhiánnyal küzdök, de előbb utóbb rávesszük magunkat egy ilyen képernyőszett elészítésére is, mert tényleg jó tud lenni egy ilyen képernyőkialakítás.
Szerintem térjünk vissza erre kicsit kesőbb, addig is ha van egy kis szabad időd majd összegyűjthetnéd a gondolatokat, hogy hogyan lenne célszerű elrendezni egy ilyen képernyőt. Talán valami skiccet is készíthetnél, akkor odatudjuk adni a grafikus kollégának, hogy találjon rá ki egy design-t és megtudjuk terveztetni vele a gombokat és egyéb képernyő elemeket. Mert én grafikához nem igazán értek.
A TAB oldalak külső funkció kódokhoz rendezését megtudom szerintem egyszerűen csinálni. Megfogom nézni és szerintem hamarosan meg is lesz.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 október 21, 14:49
Írta: svejk Dátum 2014 október 21, 14:49
Okszi!
Vannak itt páran akik ipari gépeken dolgoznak, az Ő irányadásaik lennének inkább a hasznosak.
Én csak ugatom a témát. :(
Persze két teljesen egyforma kezelésű gép az iparban sincs, ráadásul a 4-5 vezető vezérlő gyártó is néha homlokegyenest másképp oldd meg egyes feladatot.
No ezen vezérlők hasznos tulajdonságait lenne jó egy csokorba gyűjteni és implantálni az UCCNC-be.
Vannak itt páran akik ipari gépeken dolgoznak, az Ő irányadásaik lennének inkább a hasznosak.
Én csak ugatom a témát. :(
Persze két teljesen egyforma kezelésű gép az iparban sincs, ráadásul a 4-5 vezető vezérlő gyártó is néha homlokegyenest másképp oldd meg egyes feladatot.
No ezen vezérlők hasznos tulajdonságait lenne jó egy csokorba gyűjteni és implantálni az UCCNC-be.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 21, 16:07
Írta: 000000000 Dátum 2014 október 21, 16:07
Szia,
Sajnos most XP-n nem tudom kipróbálni, mert nincsen XP-s gépem, de beállítottam az .Owner tulajdonságot az ablakoknak, remélem így már nem tud majd előfordulni, hogy mögé kerül a modal ablak. Következő kiadásban benne lesz, akkor kitudod majd próbálni.
Sajnos most XP-n nem tudom kipróbálni, mert nincsen XP-s gépem, de beállítottam az .Owner tulajdonságot az ablakoknak, remélem így már nem tud majd előfordulni, hogy mögé kerül a modal ablak. Következő kiadásban benne lesz, akkor kitudod majd próbálni.
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2014 október 21, 16:32
Írta: lari Dátum 2014 október 21, 16:32
Azt hol lehet beállítani, hogy a szerszámpálya megjelenítése -forgató esetén- ne csak sík legyen?
Machnál : Config/toolpath/-A rortations Enabled
Machnál : Config/toolpath/-A rortations Enabled
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2014 október 21, 19:20
Írta: lari Dátum 2014 október 21, 19:20
Még egy kérdés.
Ha egy tengely végállásra fut, akkor aktivizálódik a "reset".
Hogyan lehet a tengellyel lejönni a végállásról, ha a reset gombot nem lehet visszakapcsolni?
Ha egy tengely végállásra fut, akkor aktivizálódik a "reset".
Hogyan lehet a tengellyel lejönni a végállásról, ha a reset gombot nem lehet visszakapcsolni?
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2014 október 21, 19:39
Írta: lari Dátum 2014 október 21, 19:39
Teszteltem néhány kódot.
Az alábbitól lefagy az UCCNC.
A kódot végigcsinálja, de ha pl módosítom az FRO-t . akkor az értéket nem jelzi ki.
Ha leállítom a futó programot és mozgatom kézzel a tengelyeket, a DRO kijelzése nem változik.
Ha megállítom a tengelyt, akkor viszont ugrik a DRO.
G0 G49 G40 G17 G80 G50 G90
G0 x0 y0 Z5 A0
g1 z-0.1 F50
G1 x45 a180 P5 F400
g1 x0 a360
g1 z-0.2 F50
G1 x45 a180 P1 F400
g1 x0 a360
g1 z-0.3 F40
G1 x45 a180 F400
g1 x0 a360
g1 z-0.4 F40
G1 x45 a180 F400
g1 x0 a360
g1 z-0.5 F40
G1 x45 a180 F400
g1 x0 a360
g1 z-0.6 F40
G1 x45 a180 F400
g1 x0 a360
g1 z-0.7 F40
G1 x45 a180 F400
g1 x0 a360
g1 z-0.8 F40
G1 x45 a180 F400
g1 x0 a360
g1 z-0.9 F40
G1 x45 a180 F400
g1 x0 a360
g1 z-1 F40
G1 x45 a180 F400
g1 x0 a360
g0 z15
M05
M30
Az alábbitól lefagy az UCCNC.
A kódot végigcsinálja, de ha pl módosítom az FRO-t . akkor az értéket nem jelzi ki.
Ha leállítom a futó programot és mozgatom kézzel a tengelyeket, a DRO kijelzése nem változik.
Ha megállítom a tengelyt, akkor viszont ugrik a DRO.
G0 G49 G40 G17 G80 G50 G90
G0 x0 y0 Z5 A0
g1 z-0.1 F50
G1 x45 a180 P5 F400
g1 x0 a360
g1 z-0.2 F50
G1 x45 a180 P1 F400
g1 x0 a360
g1 z-0.3 F40
G1 x45 a180 F400
g1 x0 a360
g1 z-0.4 F40
G1 x45 a180 F400
g1 x0 a360
g1 z-0.5 F40
G1 x45 a180 F400
g1 x0 a360
g1 z-0.6 F40
G1 x45 a180 F400
g1 x0 a360
g1 z-0.7 F40
G1 x45 a180 F400
g1 x0 a360
g1 z-0.8 F40
G1 x45 a180 F400
g1 x0 a360
g1 z-0.9 F40
G1 x45 a180 F400
g1 x0 a360
g1 z-1 F40
G1 x45 a180 F400
g1 x0 a360
g0 z15
M05
M30
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 21, 20:17
Írta: 000000000 Dátum 2014 október 21, 20:17
Szia,
Azt egyőlre nem tudod, 3 tengelyt rajzol csak ki.
Azt egyőlre nem tudod, 3 tengelyt rajzol csak ki.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 21, 20:18
Írta: 000000000 Dátum 2014 október 21, 20:18
Ha végálláson van a gép, akkor megnyomod a Limit override gombot, az elkezd villogni és ilyenkor kitudod venni reset-ből és le tudod joggolni a végállásról a tengelyt.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 21, 20:21
Írta: 000000000 Dátum 2014 október 21, 20:21
Beraktam a lenti kódot egy fájlba, nálam végigfut és nem érzékelek semmilyen anomáliát sem.
Az FRO-t nem tudod átírni, csak a + és - gombok működnek, ez egy hiba a progiban, valaki már lentebb jelezte itt a fórumon és írtam is, hogy már kijavítottam, következő verzióban ez már jó lesz.
Az FRO-t nem tudod átírni, csak a + és - gombok működnek, ez egy hiba a progiban, valaki már lentebb jelezte itt a fórumon és írtam is, hogy már kijavítottam, következő verzióban ez már jó lesz.
Cím: Re:UCCNC vezérlő program
Írta: nffab2gnr Dátum 2014 október 21, 20:46
Írta: nffab2gnr Dátum 2014 október 21, 20:46
Csak hogy megerősítsem amit Balázs mondott, én is lefuttattam nálam sem jelzett hibát.
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2014 október 21, 20:46
Írta: lari Dátum 2014 október 21, 20:46
Az FRO-t én is a + - gombokkal állítottam, nem akartam átírni. Lényeg, hogy csak akkor tudtam használni a rendszert a kód futása után, ha ujra indítottam az UCCNC-t. Megpróbáltam többször is, ua. volt a jelenség.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 október 21, 20:50
Írta: xfg6v697j Dátum 2014 október 21, 20:50
Készíthetnétek egy rövid leírást arról.hogy hogyan kell új plusz képernyőt adni az UCCnC-hez,iletve gombokat drokat labelleket.
Gombokat már adtam egy meglévő képernyőhöz,de már elfelejtettem hogyan kell.
A levelek amiben segítséget kaptam hozá,pedig már nincsenek meg.
Gombokat már adtam egy meglévő képernyőhöz,de már elfelejtettem hogyan kell.
A levelek amiben segítséget kaptam hozá,pedig már nincsenek meg.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 21, 21:03
Írta: 000000000 Dátum 2014 október 21, 21:03
Szia,
Hmm, ez elég fura.
És annyit csináltál csak, hogy betöltötted a kódot, ciklus start majd végigfut és utána jelentkezik a probléma?
Vagy közben más dolgokat is csináltál esetleg a progiban, mondjuk saját makrók futtatása vagy ilyesmikre gondolok.
Jó volna pontosan látni, hogy mi váltja ki, ehhez kellene egy kis segítség tőled, mert egyelőre nekem nem sikerült előidézni ilyen problémát.
Meg ha van egy szabad perced kérlek dobd át nekem e-mailben (info kukac cncdrive pont com) a .pro fájlt a Profil mappából, hátha a te beállításaiddal elő tudom idézni.
Hmm, ez elég fura.
És annyit csináltál csak, hogy betöltötted a kódot, ciklus start majd végigfut és utána jelentkezik a probléma?
Vagy közben más dolgokat is csináltál esetleg a progiban, mondjuk saját makrók futtatása vagy ilyesmikre gondolok.
Jó volna pontosan látni, hogy mi váltja ki, ehhez kellene egy kis segítség tőled, mert egyelőre nekem nem sikerült előidézni ilyen problémát.
Meg ha van egy szabad perced kérlek dobd át nekem e-mailben (info kukac cncdrive pont com) a .pro fájlt a Profil mappából, hátha a te beállításaiddal elő tudom idézni.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 21, 21:04
Írta: 000000000 Dátum 2014 október 21, 21:04
Tervbe van véve a dokumentálása azoknak amit írsz, csak jussunk elször a végére a fejlesztésnek és akkor ez a jelenleg "homályos folt" is tisztára lesz dokumentálva. :)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 22, 00:22
Írta: 000000000 Dátum 2014 október 22, 00:22
Sziasztok,
Elkészült az UCCNC 1.0037-os verziója.
A letöltés: UCCNC 1.0037
A hibajavítások:
- Az FRO és SRO értékét ráklikkelve nem lehetett átírni a képernyőn.
- Az YZABC tengelyek Limit+ active low konfigurálása nem jól működött.
- Koordináta szinkronizációs probléma a macroknál, ami okozhatott például olyat,
hogy a GotoZero vagy egyéb macro-ból mozgató kód nem jó koordinátákra mozdult,
ha nem volt elég várakozás (wait) berakva a kódba a mozgás és az ismoving után.
Ez most javítva lett, így a wait kód egyáltalán nem szükséges.
- Az előreugró (modal) ablakoknál mindegyiknél beállítottam, hogy a fő From legyen az Owner,
mert jeleztétek, hogy van akinél a fő form mögé tudnak kerülni ezek az ablakok és ez problémát okozott.
- Az szoftver installálójába beállítottam, hogy az USB drivereket telepítés után hagyja az UCCNC/USB_Installer mappában,
hogy szükség esetén elérhető legyen.
- A Mach3 XML-ben ha rossz karakter van, amit páran jeleztetek, hogy előfordul, illetve akkor fordul elő,
ha hamis a mach3 license, ilyenkor eddig semmit nem importált be az UCCN az .xml-ből,
ezt átírtam úgy, hogy jelzi a hibát és amit csak tud azt azért beimportál, csak a hibás karakter utáni dolgokat nem olvassa be,
mert azt nem tudja beolvasni.
- JRO-nál a Flash képernyőn a minimális érték 1 volt, ezért UC300-nál külső potméterrel, ha a poti gyorsan lett letekerve 0-ra,
akkor a kijelzett érték fennakadt az utolsó nullánál nagyobb állapotban, mert a 0-t nem tudta megjeleníteni,
most javítottam a screenset-ben, hogy a 0-t is megtudja jeleníteni, így nem akad fel az értéke a képernyőn.
- Az Esc gomb megnyomására eddig a reset állapot aktíválása volt konfigurálva, ez le volt kódolva fixen a programba,
ezt a programból kivettem és most hogy mit okozzon az ESC karakter, ezt a hotkeys oldalon lehet konfigurálni.
Alaphelyzetben .Stop-ot csinál, de ízlés szerint átkonfigurálható akár reset-re akár bármi másra.
Az újítások:
- A hotkeys oldal teljesen át lett szerkesztve úgy, hogy most már ugyanúgy, mint az input triggernél
48 gomb, illetve funkció rendelhető össze, a jog gombokat is itt lehet kódokkal konfigurálni.
- Az input trigger és hotkeys ablakon a hozzárendelt funkciók egy előreugró ablakból kiválaszthatók,
így nem kell a funkció kódokat a dokumentációból kiolvasni.
- A TAB képernyők kiválasztása 400-449-es funkció kódokkal, amik bárhonnan hívhatók, akár makróból,
akár input trigger és hotkeys-ből.
- Kéréseteknek megfelelően beállítható lett, hogy az JRO felülbírálja-e az MPG sebességet vagy sem,
egy pipával az MPG oldalon ezt kiválaszthatóvá tettük.
Elkészült az UCCNC 1.0037-os verziója.
A letöltés: UCCNC 1.0037
A hibajavítások:
- Az FRO és SRO értékét ráklikkelve nem lehetett átírni a képernyőn.
- Az YZABC tengelyek Limit+ active low konfigurálása nem jól működött.
- Koordináta szinkronizációs probléma a macroknál, ami okozhatott például olyat,
hogy a GotoZero vagy egyéb macro-ból mozgató kód nem jó koordinátákra mozdult,
ha nem volt elég várakozás (wait) berakva a kódba a mozgás és az ismoving után.
Ez most javítva lett, így a wait kód egyáltalán nem szükséges.
- Az előreugró (modal) ablakoknál mindegyiknél beállítottam, hogy a fő From legyen az Owner,
mert jeleztétek, hogy van akinél a fő form mögé tudnak kerülni ezek az ablakok és ez problémát okozott.
- Az szoftver installálójába beállítottam, hogy az USB drivereket telepítés után hagyja az UCCNC/USB_Installer mappában,
hogy szükség esetén elérhető legyen.
- A Mach3 XML-ben ha rossz karakter van, amit páran jeleztetek, hogy előfordul, illetve akkor fordul elő,
ha hamis a mach3 license, ilyenkor eddig semmit nem importált be az UCCN az .xml-ből,
ezt átírtam úgy, hogy jelzi a hibát és amit csak tud azt azért beimportál, csak a hibás karakter utáni dolgokat nem olvassa be,
mert azt nem tudja beolvasni.
- JRO-nál a Flash képernyőn a minimális érték 1 volt, ezért UC300-nál külső potméterrel, ha a poti gyorsan lett letekerve 0-ra,
akkor a kijelzett érték fennakadt az utolsó nullánál nagyobb állapotban, mert a 0-t nem tudta megjeleníteni,
most javítottam a screenset-ben, hogy a 0-t is megtudja jeleníteni, így nem akad fel az értéke a képernyőn.
- Az Esc gomb megnyomására eddig a reset állapot aktíválása volt konfigurálva, ez le volt kódolva fixen a programba,
ezt a programból kivettem és most hogy mit okozzon az ESC karakter, ezt a hotkeys oldalon lehet konfigurálni.
Alaphelyzetben .Stop-ot csinál, de ízlés szerint átkonfigurálható akár reset-re akár bármi másra.
Az újítások:
- A hotkeys oldal teljesen át lett szerkesztve úgy, hogy most már ugyanúgy, mint az input triggernél
48 gomb, illetve funkció rendelhető össze, a jog gombokat is itt lehet kódokkal konfigurálni.
- Az input trigger és hotkeys ablakon a hozzárendelt funkciók egy előreugró ablakból kiválaszthatók,
így nem kell a funkció kódokat a dokumentációból kiolvasni.
- A TAB képernyők kiválasztása 400-449-es funkció kódokkal, amik bárhonnan hívhatók, akár makróból,
akár input trigger és hotkeys-ből.
- Kéréseteknek megfelelően beállítható lett, hogy az JRO felülbírálja-e az MPG sebességet vagy sem,
egy pipával az MPG oldalon ezt kiválaszthatóvá tettük.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 október 22, 05:23
Írta: svejk Dátum 2014 október 22, 05:23
Húúú.. ezek akkora újítások, hogy akár fő verziószámot is lehetne cserélni! :)
Köszönjük!
Köszönjük!
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 október 22, 05:40
Írta: svejk Dátum 2014 október 22, 05:40
Most így kora reggel a hotkeys-ekről az jutott eszembe, hogy egy kiherélt billentyűzet és a speciális kódok segítségével az az UC300 48 bemenete mellett máris lehetne még 48 bemenetet varázsolni.
Cím: Re:UCCNC vezérlő program
Írta: 9npx2xk89 Dátum 2014 október 22, 09:08
Írta: 9npx2xk89 Dátum 2014 október 22, 09:08
Köszi, este ki is próbálom, ilyenkor sajnálom, hogy van melóhelyem, mert már szaladnék le a pincébe játszani vele.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 október 22, 11:23
Írta: svejk Dátum 2014 október 22, 11:23
Kipróbáltam, működik a TAB váltás, a 402 a RUN fül. :))
Ha még a következő kérésem is teljesül ígérem nem kérek egy darabig semmit. :)
Jó lenne a TAB fülekhez rendelni egy-egy LED kimenetet is.
Ekkor a LED kimenetek segítségével hardveresen ki tudnám logikázni/választani hogy a multifunkciós gombok melyik input bemenetet aktiválják.
(persze tudom ezt szoftverből is meg lehetne csinálni de ezzel ne foglalkozzatok, lehet senki mást nem érdekel)
A #1268-ban kérted, hogy csináljak egy skiccet az elgondolásomról.
Nem is kell mert a Toolpath képernyő már eleve hasonló amilyet én szeretnék készíteni.
Bal oldalt ott vannak a nézet gombok illetve a file szerkesztés gombjai. Ha a monitor mellé kívülre teszek fizikai gombokat akkor ezeket a funkciókat rendelem hozzájuk.
Így működne továbbra is egérrel, touchscreen-nel és hardveres gombokkal a kezelés.
Persze a jobb oldali Start, Stop, egyéb fő fonkciójú gombok nem a képernyő mellett foglalnának helyet.
Ha még a következő kérésem is teljesül ígérem nem kérek egy darabig semmit. :)
Jó lenne a TAB fülekhez rendelni egy-egy LED kimenetet is.
Ekkor a LED kimenetek segítségével hardveresen ki tudnám logikázni/választani hogy a multifunkciós gombok melyik input bemenetet aktiválják.
(persze tudom ezt szoftverből is meg lehetne csinálni de ezzel ne foglalkozzatok, lehet senki mást nem érdekel)
A #1268-ban kérted, hogy csináljak egy skiccet az elgondolásomról.
Nem is kell mert a Toolpath képernyő már eleve hasonló amilyet én szeretnék készíteni.
Bal oldalt ott vannak a nézet gombok illetve a file szerkesztés gombjai. Ha a monitor mellé kívülre teszek fizikai gombokat akkor ezeket a funkciókat rendelem hozzájuk.
Így működne továbbra is egérrel, touchscreen-nel és hardveres gombokkal a kezelés.
Persze a jobb oldali Start, Stop, egyéb fő fonkciójú gombok nem a képernyő mellett foglalnának helyet.
Cím: Re:UCCNC vezérlő program
Írta: xabi Dátum 2014 október 22, 21:17
Írta: xabi Dátum 2014 október 22, 21:17
- Virtuálisan kipróbáltam a hotkey billentyű funkciókat, elvileg működik. Köszi a fejlesztést.
- Viszont a hotkey billentyűknél arra számítottam hogy nem csak az általatok biztosított funkciók közül lehet választani, hanem a funkció kódja a macro számot jelölt volna pl a B betű funkció kódja 3 akkor a M3.txt macro-t indítja el. A kérdésem az hogyan lehetne valamilyen hotkey billentyűhöz macrot-t rendelni.
- Viszont a hotkey billentyűknél arra számítottam hogy nem csak az általatok biztosított funkciók közül lehet választani, hanem a funkció kódja a macro számot jelölt volna pl a B betű funkció kódja 3 akkor a M3.txt macro-t indítja el. A kérdésem az hogyan lehetne valamilyen hotkey billentyűhöz macrot-t rendelni.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 22, 23:03
Írta: 000000000 Dátum 2014 október 22, 23:03
Szia,
Arra gondolsz, hogy egy-egy virtuális LED kódot rendeljek a TAB oldalakhoz, ami mindig annál az oldalnál aktiválódik ami ki van választva?
A toolpath képernyőre közben ahogy javasoltad felraktam a pozíció DRO-kat és a feedrate, spindle speed DRO-jait és kezelő gombjait is alulra, majd a következő kiadásban benne lesz ez is. :)
A képernyő szettnél egyébként nincsen az sem megszabva, hogy hol helyezkedjen el és mekkora méretű legyen a TAb oldal kis fülecskéje, az is egy grafikus elem és a screenset-ben lehet méretezni és a pozícióját megadni, szóval én egyébként nem látom akadályát annak sem amit mondtál, hogy alul felül akár oldalt legyenek a gombok.
Persze elég sok meló egy ilyet megcsinálni az biztos.
Arra gondolsz, hogy egy-egy virtuális LED kódot rendeljek a TAB oldalakhoz, ami mindig annál az oldalnál aktiválódik ami ki van választva?
A toolpath képernyőre közben ahogy javasoltad felraktam a pozíció DRO-kat és a feedrate, spindle speed DRO-jait és kezelő gombjait is alulra, majd a következő kiadásban benne lesz ez is. :)
A képernyő szettnél egyébként nincsen az sem megszabva, hogy hol helyezkedjen el és mekkora méretű legyen a TAb oldal kis fülecskéje, az is egy grafikus elem és a screenset-ben lehet méretezni és a pozícióját megadni, szóval én egyébként nem látom akadályát annak sem amit mondtál, hogy alul felül akár oldalt legyenek a gombok.
Persze elég sok meló egy ilyet megcsinálni az biztos.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 22, 23:11
Írta: 000000000 Dátum 2014 október 22, 23:11
Szia,
Köszi a tesztelést.
A saját macrokk készítésére van mód, ezeknek vannak kódjai, 20000-től 20999-ig. Ezeket nem írtam bele a kiválasztó felugró ablakba, mert ezer darab kódról beszélünk, elég sok lett volna, a lista olvasását gondoltam, hogy zavaróvá tette volna. De a funkció kód mezőbe ettől még be tudod kézzel írni ezeket a számokat, elfogja fogadni a progi.
Ezek a kódok sorban az M20000-től az M20999-ig hajtja végre a macrokat. Ha csinálsz egy saját macro fájlt, mondjuk M20000.txt néven és beleírod például, hogy exec.Code("M3");,
és az input trigger és/vagy a hotkeys oldalon beállítod a 20000-es funkció kódot, akkor a billentyű vagy bemenet az M3 kódot fogja meghívni. Persze a saját macrok ennél sokkal bonyolultabbak is lehetnek, szinte bármit le lehet bennük programozni, ami a géped működéséhez szükséges.
A macro-zás függvényeinek prototípus listáját és rövid leírását megtalálod a /documentation mappában.
Köszi a tesztelést.
A saját macrokk készítésére van mód, ezeknek vannak kódjai, 20000-től 20999-ig. Ezeket nem írtam bele a kiválasztó felugró ablakba, mert ezer darab kódról beszélünk, elég sok lett volna, a lista olvasását gondoltam, hogy zavaróvá tette volna. De a funkció kód mezőbe ettől még be tudod kézzel írni ezeket a számokat, elfogja fogadni a progi.
Ezek a kódok sorban az M20000-től az M20999-ig hajtja végre a macrokat. Ha csinálsz egy saját macro fájlt, mondjuk M20000.txt néven és beleírod például, hogy exec.Code("M3");,
és az input trigger és/vagy a hotkeys oldalon beállítod a 20000-es funkció kódot, akkor a billentyű vagy bemenet az M3 kódot fogja meghívni. Persze a saját macrok ennél sokkal bonyolultabbak is lehetnek, szinte bármit le lehet bennük programozni, ami a géped működéséhez szükséges.
A macro-zás függvényeinek prototípus listáját és rövid leírását megtalálod a /documentation mappában.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 október 23, 08:15
Írta: svejk Dátum 2014 október 23, 08:15
Igen arra.
A lényeg, hogy legyen valami fizikai kimenet, hogy épp melyik TAB fül van megnyitva.
Aztán én ezt a logikai jelet fel tudom használni arra, hogy az oldalt levő funkciógombokat az UC300 megfelelő bemeneteihez rendeljem, vagy épp egy billentyűzet emulátort vezéreljek.
A lényeg, hogy legyen valami fizikai kimenet, hogy épp melyik TAB fül van megnyitva.
Aztán én ezt a logikai jelet fel tudom használni arra, hogy az oldalt levő funkciógombokat az UC300 megfelelő bemeneteihez rendeljem, vagy épp egy billentyűzet emulátort vezéreljek.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 október 23, 08:16
Írta: svejk Dátum 2014 október 23, 08:16
Esetleg egy előzetes képecske az új Toolpath-ról? :)
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 október 23, 09:07
Írta: xfg6v697j Dátum 2014 október 23, 09:07
Hogy lehet villogó ledet definiálni a képernyőre '.SSF' file-ba,és hogy lehet aktiválni/deaktiválni makróból?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 október 23, 11:40
Írta: svejk Dátum 2014 október 23, 11:40
Hohó, bajság van!
Az MPG Multistep üzemmódban téveszt!
Ha kicsit is gyorsabban megtekerem a kereket akkor eltéved A DRO számláló.
A Mach3 ugyanezen a hardveren (UC300) tökéletesen visszatalál a helyére bármilyen gyorsan is tekergetem az MPG kereket.
Az MPG Multistep üzemmódban téveszt!
Ha kicsit is gyorsabban megtekerem a kereket akkor eltéved A DRO számláló.
A Mach3 ugyanezen a hardveren (UC300) tökéletesen visszatalál a helyére bármilyen gyorsan is tekergetem az MPG kereket.
Cím: Re:UCCNC vezérlő program
Írta: cxmcdtrx Dátum 2014 október 23, 12:30
Írta: cxmcdtrx Dátum 2014 október 23, 12:30
Az UC300-5LPT alaplap szalagkábel csatlakozó kiosztása megegyezik a PC-ben is használt hátlapi kivezetők csatlakozó kiosztásával?
PC-hez való LPT kivezetőm van néhány darab, csak addig nem akarom rádugni, amíg nem tudom, egyformák-é. Remélem, igen :-)
PC-hez való LPT kivezetőm van néhány darab, csak addig nem akarom rádugni, amíg nem tudom, egyformák-é. Remélem, igen :-)
Cím: Re:UCCNC vezérlő program
Írta: xabi Dátum 2014 október 23, 12:41
Írta: xabi Dátum 2014 október 23, 12:41
- Köszönöm az infót, nem tudtam hogy 20000 macro-t be lehet írni.
- Elvileg minden macro-mat sikerült átírni mach3-ról, kivéve egyet a JogFeed % értéket egy gombbal szabályzom ha mondjuk 100% akkor leveszi 20%-ra ha 20% akkor vissza állítja 100%-ra. Nem találtam rá infót hogyan lehet beolvasni, átírni.
- A Hotkeys bevezetése után szerintem nagy hiba hogy bármelyik edit ablakba ahol adatot lehet beírni (MDI;F és S túlhajtás szabályozás, jogfeed %) ha szöveget írsz akkor nincs tiltva a gyors billentyű. pl.: az S betűre rákonfigurálod a cycle start-ot, és az MDI be beírsz S1500-at az S után beindul a program. A MACH3-ban az MDI ablak külön lapon van ott tiltva van minden gyorsbillentyű. Első körbe azt gondolnám ha bármelyik edit ablak aktív tiltani kellene a hotkeys funkciót. (lehet hogy ennél bonyolultabb a probléma)
- Elvileg minden macro-mat sikerült átírni mach3-ról, kivéve egyet a JogFeed % értéket egy gombbal szabályzom ha mondjuk 100% akkor leveszi 20%-ra ha 20% akkor vissza állítja 100%-ra. Nem találtam rá infót hogyan lehet beolvasni, átírni.
- A Hotkeys bevezetése után szerintem nagy hiba hogy bármelyik edit ablakba ahol adatot lehet beírni (MDI;F és S túlhajtás szabályozás, jogfeed %) ha szöveget írsz akkor nincs tiltva a gyors billentyű. pl.: az S betűre rákonfigurálod a cycle start-ot, és az MDI be beírsz S1500-at az S után beindul a program. A MACH3-ban az MDI ablak külön lapon van ott tiltva van minden gyorsbillentyű. Első körbe azt gondolnám ha bármelyik edit ablak aktív tiltani kellene a hotkeys funkciót. (lehet hogy ennél bonyolultabb a probléma)
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2014 október 23, 12:43
Írta: lari Dátum 2014 október 23, 12:43
Én egyet már felhasználtam és megegyezett.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 23, 14:45
Írta: 000000000 Dátum 2014 október 23, 14:45
Szia,
Igen, megegyezik.
Annyi különbséggel, hogy a port#2 és #3, azok normál nyomtatóport lábkiosztással rendelkeznek.
A port#1,4,5 pedig olyan lábkiosztással, mint a biderectional (kétirányú) nyomtatóport amikor bemeneti irányba van konfigurálva. Vagyis az alsó 8 bit nem kimenet ezeken a portokon, hanem bemenet.
A pontos lábkiosztás fellelhető a weboldalunkon az UC300-5LPT adatlapjában.
Igen, megegyezik.
Annyi különbséggel, hogy a port#2 és #3, azok normál nyomtatóport lábkiosztással rendelkeznek.
A port#1,4,5 pedig olyan lábkiosztással, mint a biderectional (kétirányú) nyomtatóport amikor bemeneti irányba van konfigurálva. Vagyis az alsó 8 bit nem kimenet ezeken a portokon, hanem bemenet.
A pontos lábkiosztás fellelhető a weboldalunkon az UC300-5LPT adatlapjában.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 23, 14:47
Írta: 000000000 Dátum 2014 október 23, 14:47
Ezt P.Balázs tudja majd megnézni és javítani az API-ban, szólok neki, hogy nézze meg.
Cím: Re:UCCNC vezérlő program
Írta: cxmcdtrx Dátum 2014 október 23, 15:29
Írta: cxmcdtrx Dátum 2014 október 23, 15:29
Szia!
Köszönöm szépen, a bidirectional kiosztás ismert az említett portoknál, csak a szalagkábeles csatlakozóval nem akartam valami bagatell hibát elkövetni :-)
Köszönöm szépen, a bidirectional kiosztás ismert az említett portoknál, csak a szalagkábeles csatlakozóval nem akartam valami bagatell hibát elkövetni :-)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 23, 15:56
Írta: 000000000 Dátum 2014 október 23, 15:56
Csináltam egy új kiadást 1.0038
A letöltés: UCCNC 1.0038
A változások:
- A .stop függvényben benne felejtettem egy kód darabot amit a debuggoláshoz használtam, ez macro megállításnál okozhatott fura dolgokat, ezt most kiszedtem.
- A szerszámpálya nézőke a körök kirajzolását szakaszokból csinálja, a rajzoló algoritmus egy lépéssel túlrajzolta mindig a kört a végpontnál,
ez nagyon pici köröknél okozott helytelen megjelenést, ami zavaró lehetett, javítottam.
- A szerszámpálya nézőkénél az alap nagyítási arány nem volt minden esetben helyes, bizonyos esetekben a rajz kilógott a képernyőből az alap nagyítás rosszul volt
kalkulálva, javítottam.
- A toolpath ablakra felkerültek a koordináta és Feed és spindle speed DRO-k.
- A DRO-k kiválasztásakor letiltottam a hotkeys billentyűk végrehajtását.
A letöltés: UCCNC 1.0038
A változások:
- A .stop függvényben benne felejtettem egy kód darabot amit a debuggoláshoz használtam, ez macro megállításnál okozhatott fura dolgokat, ezt most kiszedtem.
- A szerszámpálya nézőke a körök kirajzolását szakaszokból csinálja, a rajzoló algoritmus egy lépéssel túlrajzolta mindig a kört a végpontnál,
ez nagyon pici köröknél okozott helytelen megjelenést, ami zavaró lehetett, javítottam.
- A szerszámpálya nézőkénél az alap nagyítási arány nem volt minden esetben helyes, bizonyos esetekben a rajz kilógott a képernyőből az alap nagyítás rosszul volt
kalkulálva, javítottam.
- A toolpath ablakra felkerültek a koordináta és Feed és spindle speed DRO-k.
- A DRO-k kiválasztásakor letiltottam a hotkeys billentyűk végrehajtását.
Cím: Re:UCCNC vezérlő program
Írta: cxmcdtrx Dátum 2014 október 23, 17:15
Írta: cxmcdtrx Dátum 2014 október 23, 17:15
"Fícsör" kérés 12:41 --> módosított programverzió 15:56. Bárcsak mindenki így dolgozna, ahogy Ti! Le a kalappal, köszönjük a gyors munkát!
[#worship][#worship][#worship][#worship][#worship][#taps][#integet2]
[#worship][#worship][#worship][#worship][#worship][#taps][#integet2]
Cím: Re:UCCNC vezérlő program
Írta: xabi Dátum 2014 október 23, 20:11
Írta: xabi Dátum 2014 október 23, 20:11
köszönöm a gyors javítást, már tényleg csak egy hajszál választ el, hogy jövőhéten áttérjek Mach3-ról UCCNC-re.
Macro-n belül fontos lenne elérnem a G code-ban lévő mondjuk #8500-as változót. Mach3 ban Getvar utasítással lehetett olvasni, setvar utasítással lehetett írni. UCCNC-ben nem találtam rá megoldást.
Macro-n belül fontos lenne elérnem a G code-ban lévő mondjuk #8500-as változót. Mach3 ban Getvar utasítással lehetett olvasni, setvar utasítással lehetett írni. UCCNC-ben nem találtam rá megoldást.
Cím: Re:UCCNC vezérlő program
Írta: f35ezvjs Dátum 2014 október 23, 20:52
Írta: f35ezvjs Dátum 2014 október 23, 20:52
Sziasztok! Még most kezdek el vele foglalkozni Ha rátöltöm az új verziót miért veszti el a magyar képernyőt. Továbbá kérdezem mit nem állítottam be ahhoz, hogy a z tengely ne csak a zéró pozícióban emelkedj fel a biztonsági magasságban hanem a stopra is.
Cím: Re:UCCNC vezérlő program
Írta: cxmcdtrx Dátum 2014 október 23, 21:19
Írta: cxmcdtrx Dátum 2014 október 23, 21:19
A magyar felület 1.0032-ig megy, az UC100-hoz. Az UC300-as felülethez, illetve a legutóbbi kiadáshoz biztosan nem jó.
Cím: Re:UCCNC vezérlő program
Írta: robroy007 Dátum 2014 október 23, 21:21
Írta: robroy007 Dátum 2014 október 23, 21:21
Miért jó az neked ?
Egy rettenetesen idegesítő dolog !
Inkább jobb ha pause ami alatt tudsz kézzel mozogni
Egy rettenetesen idegesítő dolog !
Inkább jobb ha pause ami alatt tudsz kézzel mozogni
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 október 23, 21:32
Írta: xfg6v697j Dátum 2014 október 23, 21:32
Így kell kiolvasni a G kódban szereplő változókat.
double valtozo = exec.ivars[8500];
double valtozo = exec.ivars[8500];
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 október 23, 21:34
Írta: xfg6v697j Dátum 2014 október 23, 21:34
CNCdrive1,küldtem egy segítségkérő levelet néhány kérdéssel.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 23, 23:13
Írta: 000000000 Dátum 2014 október 23, 23:13
Szia,
Írtam.
Írtam.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 23, 23:15
Írta: 000000000 Dátum 2014 október 23, 23:15
Úgy van ahogy Attila írta, a Magyar képernyő nem működik a teszt verziós UCCNC-vel.
A legutolsó stabil verziót a weboldalunkon tudod letölteni, azzal működik. Későbbiekben megpróbáljuk majd harmonizálni a képernyő szetteket, ha befejeződik majd ez a nagyon aktív fejlesztési szakasz.
A legutolsó stabil verziót a weboldalunkon tudod letölteni, azzal működik. Későbbiekben megpróbáljuk majd harmonizálni a képernyő szetteket, ha befejeződik majd ez a nagyon aktív fejlesztési szakasz.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 23, 23:17
Írta: 000000000 Dátum 2014 október 23, 23:17
Ahogy Csewe írta, úgy tudod kiolvasni, annyi megkötéssel, hogy jelenleg 1000 nagyságú az ivars tömb méret, 1000 változó van összesen, így max. 999-ig tudod indexelni a tömböt, 0-999 változók vannak amiket tudsz használni.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 23, 23:19
Írta: 000000000 Dátum 2014 október 23, 23:19
Nem lesz a kábellel gond, az IDC26 csatlakozó kiosztása úgy van, hogy ha az IDC26 - DSUB25 mama krimplet kábelt rádugod, akkor a DSUB25 oldalon pont azonos lesz a lábkiosztása a nyomtató portéval.
Cím: Re:UCCNC vezérlő program
Írta: hyuekyh7a Dátum 2014 október 24, 00:39
Írta: hyuekyh7a Dátum 2014 október 24, 00:39
Lehet figyelmetlen voltam ,de nem láttam a hotkey
gomboknál THCUP és THCDown lehetőséget, pedig nagyon kellene.
gomboknál THCUP és THCDown lehetőséget, pedig nagyon kellene.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 október 24, 10:11
Írta: xfg6v697j Dátum 2014 október 24, 10:11
Szia Balázs,ment levél.
Cím: Re:UCCNC vezérlő program
Írta: xabi Dátum 2014 október 24, 12:50
Írta: xabi Dátum 2014 október 24, 12:50
- Köszi, nem találtam az UCCNC macro függvényei között, van valamilyen bővített függvény leírásod ?
- Még mindig a macro-mal küzdök, nem áll rá az agyam a C#-ra, hogyan lehet egy inputbox ablakot nyitni ? (amibe csak számokat lehet megadni) (Mach3 ban is kínlódtam mire VBasic-ba megírtam, de most még jobban kínlódok :)
Amúgy én is DELPHI-ben programozom már vagy 10 év vannak ingyenes hasznos műszaki programjaim ha valakit érdekel :
Programok...
- Még mindig a macro-mal küzdök, nem áll rá az agyam a C#-ra, hogyan lehet egy inputbox ablakot nyitni ? (amibe csak számokat lehet megadni) (Mach3 ban is kínlódtam mire VBasic-ba megírtam, de most még jobban kínlódok :)
Amúgy én is DELPHI-ben programozom már vagy 10 év vannak ingyenes hasznos műszaki programjaim ha valakit érdekel :
Programok...
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 október 24, 13:21
Írta: frkdv6dyr Dátum 2014 október 24, 13:21
[#worship] Ezek a progik nem semmik. Köszi nagy haszna lesz!!! [#worship]
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 október 24, 13:24
Írta: frkdv6dyr Dátum 2014 október 24, 13:24
Ha a saját programodat akarod makróval futtatni és úgy adatokat bevinni vagy kiolvasni, akkor abban tudok segíteni. AllInOne varázslónak a Delphi kódját át tudom küldeni. Később ha kész lesz ide is felteszem a teljes forrást, csak jelenleg műhely építéssel küzdök.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 október 24, 14:03
Írta: svejk Dátum 2014 október 24, 14:03
No, azt a Gépiműködtetést csak megnézem!
Beregisztrálok most azonnal...
Beregisztrálok most azonnal...
Cím: Re:UCCNC vezérlő program
Írta: nffab2gnr Dátum 2014 október 24, 14:25
Írta: nffab2gnr Dátum 2014 október 24, 14:25
Én bénázok valamit el,vagy másnál is jelentkezik az a hiba a 1.0038 verziónál,hogy nincs tengelymozgás az irány nyilakra?
A monitoron megjelenő jog ablakból működik,az előző verzióban működik,a Mach3-ban is megy billentyűről,de itt nem.
A monitoron megjelenő jog ablakból működik,az előző verzióban működik,a Mach3-ban is megy billentyűről,de itt nem.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 október 24, 14:54
Írta: xfg6v697j Dátum 2014 október 24, 14:54
Az mdi-ben maradhatott a kurzor.
Cím: Re:UCCNC vezérlő program
Írta: nffab2gnr Dátum 2014 október 24, 15:16
Írta: nffab2gnr Dátum 2014 október 24, 15:16
...meg itta a kávét,most megyek és megnézem. [#wink][#wow1]
Cím: Re:UCCNC vezérlő program
Írta: nffab2gnr Dátum 2014 október 24, 15:43
Írta: nffab2gnr Dátum 2014 október 24, 15:43
Visszatettem a 1.0036 verziót az tökéletesen működik.No majd a Balázs....[#wave][#nemtudom]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 október 24, 16:06
Írta: svejk Dátum 2014 október 24, 16:06
Ez azért van mert újjá lett varázsolva a HOTKEY funkció.
A régi beállításokat hiába másolod át, újra kell definiálni a HOTKEY-eket.
Én is megszívtam tegnap. :)
A régi beállításokat hiába másolod át, újra kell definiálni a HOTKEY-eket.
Én is megszívtam tegnap. :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 október 24, 16:57
Írta: svejk Dátum 2014 október 24, 16:57
Kipróbáltam a HOTKEY funkciónál egy billentyűhöz rendelhetek több funkciót is, illetve több billentyű is elvégezheti ugyanazt a funkciót.
Ez így nekem nagyon klassz!
Az Input Trigger-nél is ugyanez a helyzet?
Ez így nekem nagyon klassz!
Az Input Trigger-nél is ugyanez a helyzet?
Cím: Re:UCCNC vezérlő program
Írta: nffab2gnr Dátum 2014 október 24, 18:03
Írta: nffab2gnr Dátum 2014 október 24, 18:03
ez a megdöglött a tehenem...verzió,de már feltámadt. [#violent][#wave][#taps]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 október 24, 18:09
Írta: svejk Dátum 2014 október 24, 18:09
Az volt a gond amit írtam?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 október 24, 18:12
Írta: svejk Dátum 2014 október 24, 18:12
Én meg közben csak álmodozom...
Álmaimban ilyen kezelőpultot látok
Egyszer már elkezdtem a Mach3-hoz is, de közben jött az UCCNC.
A méretekről annyit, hogy 15"-os az LCD, 80 mm átmérőjű az MPG kerék.
16x16 mm-esek a gombok.
Már a yaxlie-s választókapcsolókról is lemondtam a nyomógombok javára.
Álmaimban ilyen kezelőpultot látok
Egyszer már elkezdtem a Mach3-hoz is, de közben jött az UCCNC.
A méretekről annyit, hogy 15"-os az LCD, 80 mm átmérőjű az MPG kerék.
16x16 mm-esek a gombok.
Már a yaxlie-s választókapcsolókról is lemondtam a nyomógombok javára.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 24, 18:47
Írta: 000000000 Dátum 2014 október 24, 18:47
Szia Tibor,
Az lehet a gond amit Svejk írt, átalakítottuk teljesen a hotkeys ablakot így teljesen más bejegyzésekből olvassa a beállítás fájlból a jog gombok adatait is. Így ha egy régi .pro fájlt használasz, akkor be kell állítani a gombokat a hotkeys oldalon. Vagy egy új profilt létrehozni, ott alapban be van állítva. Vagy egy új profilból jegyzettömbbel bemásolni a hotkeys kulcsait.
Az lehet a gond amit Svejk írt, átalakítottuk teljesen a hotkeys ablakot így teljesen más bejegyzésekből olvassa a beállítás fájlból a jog gombok adatait is. Így ha egy régi .pro fájlt használasz, akkor be kell állítani a gombokat a hotkeys oldalon. Vagy egy új profilt létrehozni, ott alapban be van állítva. Vagy egy új profilból jegyzettömbbel bemásolni a hotkeys kulcsait.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 24, 18:49
Írta: 000000000 Dátum 2014 október 24, 18:49
A THCup és THCdown azok nem függvényei az UCCNC-nek, illetve eleve bemenetek nem kimenetek, szóval azt nem lehet konfigolni a hotkeys oldalon. Majd Balázssal beszélek erről, hogy hogyan tudnánk megcsinálni amit szeretnél.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 24, 18:50
Írta: 000000000 Dátum 2014 október 24, 18:50
Igen, ugyanaz a helyzet, az input triggernél is egy bemenetre több funkciót is rákonfigolhatsz.
Cím: Re:UCCNC vezérlő program
Írta: nffab2gnr Dátum 2014 október 24, 19:24
Írta: nffab2gnr Dátum 2014 október 24, 19:24
Szia Balázs
Igen az volt a gond amit a svejk írt,erre nem figyeltem ,de már vígan működik.
Igen az volt a gond amit a svejk írt,erre nem figyeltem ,de már vígan működik.
Cím: Re:UCCNC vezérlő program
Írta: Gyati Dátum 2014 október 24, 19:29
Írta: Gyati Dátum 2014 október 24, 19:29
Szia Svejk! Ebben a korban már te sem nőkről, hanem kezelőpultokról álmodozol! [#vigyor2]
Cím: Re:UCCNC vezérlő program
Írta: xabi Dátum 2014 október 25, 11:10
Írta: xabi Dátum 2014 október 25, 11:10
Elnézést hogy még egyszer megkérdezem, de nem kaptam választ hogy létezik a funkció vagy nem(találom):
- Macro-ban inputbox-ot lehet nyitni? Hogyan?
- Macro-ban hogyan lehet kiolvasni a Feedrate aktuális értéket?
- Macroban hogyan lehet a JOGFeed%-ot olvasni, írni?
- Macro-ban inputbox-ot lehet nyitni? Hogyan?
- Macro-ban hogyan lehet kiolvasni a Feedrate aktuális értéket?
- Macroban hogyan lehet a JOGFeed%-ot olvasni, írni?
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 október 25, 11:52
Írta: frkdv6dyr Dátum 2014 október 25, 11:52
Elnézést a szemetelésért, de belinelés helyet bemásolom a makrót amit M21000 néven hívhatsz meg ha letöltöd a könyvtáramból
int _FF_ = 13;
char FF = (char)_FF_;
string ut5 = Application.StartupPath ;
string ut4 = ut5 + "/Wizards/Allinone/UCCNC_wizards.exe" ;
string ut1 = ut5 + "/Wizards/Allinone/command.txt" ;
string ut6 = ut5 + "/Wizards/Allinone/adatcsere.txt" ;
string ut7 = ut5 + "/Wizards/Allinone/GetXYZ.txt" ;
string ut8 = ut5 + "/Wizards/Allinone/file.txt" ;
string text1 = "1";
string text2 = "2";
string textend= "kilépve";
string s1 = "1";
string s2 = "2";
string kilep = "";
string beolvas = "L";
string kiolvas = "G";
string kiolvas_text = "";
string tapfile = "";
string XposVal = "";
string YposVal = "";
string ZposVal = "";
double Xposvariable;
double Yposvariable;
double Zposvariable;
string command = "C";
string command_text = "";
System.Diagnostics.Process proc;
System.Diagnostics.ProcessStartInfo procInfo = new System.Diagnostics.ProcessStartInfo();
procInfo.UseShellExecute = true;
procInfo.FileName = ut4;
procInfo.Arguments = Application.StartupPath;
proc = System.Diagnostics.Process.Start(procInfo);
System.IO.File.WriteAllText(ut6, text1);
proc.WaitForExit(50);
do
{
System.Threading.Thread.Sleep(50);
String[] lines = System.IO.File.ReadAllLines(ut6);
String[] tap_file = System.IO.File.ReadAllLines(ut8);
String[] command_ = System.IO.File.ReadAllLines(ut1);
System.Console.WriteLine("Contents of adatcsere.txt = ");
foreach (string tap__file in tap_file)
{
tapfile = tap__file;
}
foreach (string command__ in command_)
{
command_text = command__;
}
foreach (string line in lines)
{
kilep = line;
if (line == s1)
{
System.IO.File.WriteAllText(ut6, text2);
}
if (line == s2)
{
System.IO.File.WriteAllText(ut6, text1);
}
if (line == beolvas)
{
System.IO.File.WriteAllText(ut6, text1);
exec.mainform.filenametoload =tapfile;
exec.mainform.loadfile();
}
if (line == kiolvas)
{
System.IO.File.WriteAllText(ut6, text1);
XposVal = System.Convert.ToString(Xposvariable = exec.GetXpos());
YposVal = System.Convert.ToString(Yposvariable = exec.GetYpos());
ZposVal = System.Convert.ToString(Zposvariable = exec.GetZpos());
kiolvas_text = XposVal +FF + YposVal + FF + ZposVal;
System.IO.File.WriteAllText(ut7, kiolvas_text);
}
if (line == command)
{
System.IO.File.WriteAllText(ut6, text1);
exec.Code(command_text);
}
}
}
while (kilep != "E");
System.IO.File.WriteAllText(ut6, textend);
Ha alaposan végig olvasod láthatod, hogy fájlok írásával és olvasásával szépen lehet az adatokat oda-vissza írni, sőt parancsokat is át tudsz küldeni.
Ha egy ilyen vagy hasonló megoldás érdekel este fele tudok részletesebben is írni, vagy telefonon tudok segíteni (adatlapomon megtalálod a számom).
Ui.: nem próbáltam, de windows alap formokkal, api hívással is működnie kell, ha már egy delphi-ben írt programmal is tud kommunikálni.
int _FF_ = 13;
char FF = (char)_FF_;
string ut5 = Application.StartupPath ;
string ut4 = ut5 + "/Wizards/Allinone/UCCNC_wizards.exe" ;
string ut1 = ut5 + "/Wizards/Allinone/command.txt" ;
string ut6 = ut5 + "/Wizards/Allinone/adatcsere.txt" ;
string ut7 = ut5 + "/Wizards/Allinone/GetXYZ.txt" ;
string ut8 = ut5 + "/Wizards/Allinone/file.txt" ;
string text1 = "1";
string text2 = "2";
string textend= "kilépve";
string s1 = "1";
string s2 = "2";
string kilep = "";
string beolvas = "L";
string kiolvas = "G";
string kiolvas_text = "";
string tapfile = "";
string XposVal = "";
string YposVal = "";
string ZposVal = "";
double Xposvariable;
double Yposvariable;
double Zposvariable;
string command = "C";
string command_text = "";
System.Diagnostics.Process proc;
System.Diagnostics.ProcessStartInfo procInfo = new System.Diagnostics.ProcessStartInfo();
procInfo.UseShellExecute = true;
procInfo.FileName = ut4;
procInfo.Arguments = Application.StartupPath;
proc = System.Diagnostics.Process.Start(procInfo);
System.IO.File.WriteAllText(ut6, text1);
proc.WaitForExit(50);
do
{
System.Threading.Thread.Sleep(50);
String[] lines = System.IO.File.ReadAllLines(ut6);
String[] tap_file = System.IO.File.ReadAllLines(ut8);
String[] command_ = System.IO.File.ReadAllLines(ut1);
System.Console.WriteLine("Contents of adatcsere.txt = ");
foreach (string tap__file in tap_file)
{
tapfile = tap__file;
}
foreach (string command__ in command_)
{
command_text = command__;
}
foreach (string line in lines)
{
kilep = line;
if (line == s1)
{
System.IO.File.WriteAllText(ut6, text2);
}
if (line == s2)
{
System.IO.File.WriteAllText(ut6, text1);
}
if (line == beolvas)
{
System.IO.File.WriteAllText(ut6, text1);
exec.mainform.filenametoload =tapfile;
exec.mainform.loadfile();
}
if (line == kiolvas)
{
System.IO.File.WriteAllText(ut6, text1);
XposVal = System.Convert.ToString(Xposvariable = exec.GetXpos());
YposVal = System.Convert.ToString(Yposvariable = exec.GetYpos());
ZposVal = System.Convert.ToString(Zposvariable = exec.GetZpos());
kiolvas_text = XposVal +FF + YposVal + FF + ZposVal;
System.IO.File.WriteAllText(ut7, kiolvas_text);
}
if (line == command)
{
System.IO.File.WriteAllText(ut6, text1);
exec.Code(command_text);
}
}
}
while (kilep != "E");
System.IO.File.WriteAllText(ut6, textend);
Ha alaposan végig olvasod láthatod, hogy fájlok írásával és olvasásával szépen lehet az adatokat oda-vissza írni, sőt parancsokat is át tudsz küldeni.
Ha egy ilyen vagy hasonló megoldás érdekel este fele tudok részletesebben is írni, vagy telefonon tudok segíteni (adatlapomon megtalálod a számom).
Ui.: nem próbáltam, de windows alap formokkal, api hívással is működnie kell, ha már egy delphi-ben írt programmal is tud kommunikálni.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 október 25, 14:24
Írta: xfg6v697j Dátum 2014 október 25, 14:24
jogfeedrate% 232-es dro:
MessageBox.Show(exec.mainform.AS3.Getinputlabel(232));
String-ben kapod az eredmény.
A többivel is próblkoztam,de nekem sem megy [#rinya]
MessageBox.Show(exec.mainform.AS3.Getinputlabel(232));
String-ben kapod az eredmény.
A többivel is próblkoztam,de nekem sem megy [#rinya]
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 október 25, 14:32
Írta: xfg6v697j Dátum 2014 október 25, 14:32
Mégis csak összejött.
Actfeed 109-es dro:
MessageBox.Show(exec.mainform.AS3.Getlabel(109));
Inputboxot viszont tényleg nem tudom hogyan kellene kélszíteni.
Actfeed 109-es dro:
MessageBox.Show(exec.mainform.AS3.Getlabel(109));
Inputboxot viszont tényleg nem tudom hogyan kellene kélszíteni.
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 október 25, 15:45
Írta: frkdv6dyr Dátum 2014 október 25, 15:45
Nem vagyok mágus a winapikban, de ahogyan hívod a "messagebox" beépített windows elemet, úgy hívható beviteli ablak is. Sajna még a nevét sem tudom delphiben "Edit".
Cím: Re:UCCNC vezérlő program
Írta: nffab2gnr Dátum 2014 október 25, 16:18
Írta: nffab2gnr Dátum 2014 október 25, 16:18
Ki tudja,hogy az UC300-5LPT controller magyar nyelvű leírását hol lehet letölteni.
Cím: Re:UCCNC vezérlő program
Írta: nffab2gnr Dátum 2014 október 25, 16:24
Írta: nffab2gnr Dátum 2014 október 25, 16:24
Megtaláltam, barátom a google megmondta.[#email]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 október 25, 17:58
Írta: svejk Dátum 2014 október 25, 17:58
A feltelepített UCCNC/Dokumentation könyvtárban található, hogy ne kelljen keresgélni. :)
Cím: Re:UCCNC vezérlő program
Írta: nffab2gnr Dátum 2014 október 25, 19:08
Írta: nffab2gnr Dátum 2014 október 25, 19:08
Szerintem ott csak a szoftver leírása van magyarul, a "vas" leírás a Balázs honlapján van.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 október 25, 19:13
Írta: svejk Dátum 2014 október 25, 19:13
Úgy van! [#falbav]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 október 25, 19:35
Írta: svejk Dátum 2014 október 25, 19:35
Nem értem...
Hol is tudom én az UCCNC LED-jeit egy-egy fizikai kimenethez rendelni???
Hol is tudom én az UCCNC LED-jeit egy-egy fizikai kimenethez rendelni???
Cím: Re:UCCNC vezérlő program
Írta: xabi Dátum 2014 október 25, 21:02
Írta: xabi Dátum 2014 október 25, 21:02
Szia,
Köszönöm.
Én a Feedset-et kerestem ez a exec.mainform.AS3.Getlabel(108);
A Jog feed% pedig nem a MessageBox.Show(exec.mainform.AS3.Getinputlabel(232)); (nálam ez a Feed túlhajtása). Én ha baloldalra kihúzom az egeret az UCCNC fő képernyőn az ott lévő Jog feed%-ot keresem.
Köszönöm.
Én a Feedset-et kerestem ez a exec.mainform.AS3.Getlabel(108);
A Jog feed% pedig nem a MessageBox.Show(exec.mainform.AS3.Getinputlabel(232)); (nálam ez a Feed túlhajtása). Én ha baloldalra kihúzom az egeret az UCCNC fő képernyőn az ott lévő Jog feed%-ot keresem.
Cím: Re:UCCNC vezérlő program
Írta: xabi Dátum 2014 október 25, 21:12
Írta: xabi Dátum 2014 október 25, 21:12
Látom Te beleástad magad már rendesen :).
Fájl-ba kimented az adatokat amit Delphivel feldolgozol és vissza küldöd (ha jól látom így működhet.)
Érdekel a programod, és esetleg a forrás kódja is ha publikus lesz. Mondjuk jelenleg már egyszerűen nem tudok új projectot felvenni az életembe, tehát egyenlőre biztos hogy nem fogok UCCNC-re fejleszteni csak használni szeretném. Amúgy mivel csak plazmán vágok, oda nem is igazán kell-lehet varázslókat fejleszteni, mert sokkal egyszerűbb mint a marás...
Fájl-ba kimented az adatokat amit Delphivel feldolgozol és vissza küldöd (ha jól látom így működhet.)
Érdekel a programod, és esetleg a forrás kódja is ha publikus lesz. Mondjuk jelenleg már egyszerűen nem tudok új projectot felvenni az életembe, tehát egyenlőre biztos hogy nem fogok UCCNC-re fejleszteni csak használni szeretném. Amúgy mivel csak plazmán vágok, oda nem is igazán kell-lehet varázslókat fejleszteni, mert sokkal egyszerűbb mint a marás...
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 október 25, 21:20
Írta: xfg6v697j Dátum 2014 október 25, 21:20
MessageBox.Show(exec.mainform.AS3jog.Getinputlabel(206));
Cím: Re:UCCNC vezérlő program
Írta: xabi Dátum 2014 október 25, 21:46
Írta: xabi Dátum 2014 október 25, 21:46
Közben én is megtaláltam a Defaultscreenset.ssf-ben,hogy egy másik form-on van. (AS3jog nem csak sima AS3)
Azért nagyon köszi.
Már csak az inputbox-ra kellene valami megoldás.
Azért nagyon köszi.
Már csak az inputbox-ra kellene valami megoldás.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 október 26, 05:23
Írta: xfg6v697j Dátum 2014 október 26, 05:23
inputbox ügyben ment levél.
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 október 26, 08:07
Írta: frkdv6dyr Dátum 2014 október 26, 08:07
Jöhet nekem is ha megtaláltad a megoldást.
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2014 október 26, 09:16
Írta: lari Dátum 2014 október 26, 09:16
UC300-nál a bemenetekre csak nyomógombokat lehet kötni ill. programozni, vagy lehet kapcsolókat is?
Gondolok itt arra, hogy ha van egy MPG a rendszerben és a tengelyek kiválasztását külső körkapcsolóval szeretném megoldani.
Lehet így, vagy csak nyomógombokkal?
Gondolok itt arra, hogy ha van egy MPG a rendszerben és a tengelyek kiválasztását külső körkapcsolóval szeretném megoldani.
Lehet így, vagy csak nyomógombokkal?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 október 26, 09:59
Írta: svejk Dátum 2014 október 26, 09:59
Lehet, de ne statikus szint menjen a közös pontra, hanem legalább párszor 10 Hz-es TTL jel, mert különben induláskor nem olvassa be az aktuális kapcsoló állásokat.
Én anno jobb híján a Chargepump 12 kHz-e jelét vezettem. Jól működik.
De most, hogy már meg szeretném valósítani a gyakorlatban is a kezelópultot lemondtam a yaxlie-kről. maradnak a nyomógombok az MPG köré rakva. (lásd:#1326)
Talán Gyatinak is igaza van, gyorsabb a kezelés.
De most azon akadtam el, hogy nem tudom hogy kell pl. az éppen kiválasztott tengely visszajelző LED-jét au UC300 36 kimenetének valamelyikéhez kapcsolni. :(
Én anno jobb híján a Chargepump 12 kHz-e jelét vezettem. Jól működik.
De most, hogy már meg szeretném valósítani a gyakorlatban is a kezelópultot lemondtam a yaxlie-kről. maradnak a nyomógombok az MPG köré rakva. (lásd:#1326)
Talán Gyatinak is igaza van, gyorsabb a kezelés.
De most azon akadtam el, hogy nem tudom hogy kell pl. az éppen kiválasztott tengely visszajelző LED-jét au UC300 36 kimenetének valamelyikéhez kapcsolni. :(
Cím: Re:UCCNC vezérlő program
Írta: Gyati Dátum 2014 október 26, 13:34
Írta: Gyati Dátum 2014 október 26, 13:34
Szia Svejk! Amennyiben azt (# 1326) a kezelőpultot építed, szerintem a potikat rakd külön és távol a nyomógomboktól, úgy nem fogod véletlenül megnyomni, illetve könnyebben és gyorsabban odaférsz az előtolás állításakor.
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2014 október 26, 13:41
Írta: lari Dátum 2014 október 26, 13:41
Értem, köszi![#wave]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 október 26, 13:50
Írta: svejk Dátum 2014 október 26, 13:50
A valóságban úgy tűnik nem akadályozzák egymást.
A potikat mindenféleképpen az LCD aljához közel szeretném rakni, majd a képernyőt átszerkesztve oda helyezni a kijelzett értékeket.
A potikat mindenféleképpen az LCD aljához közel szeretném rakni, majd a képernyőt átszerkesztve oda helyezni a kijelzett értékeket.
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2014 október 26, 13:53
Írta: lari Dátum 2014 október 26, 13:53
Svejk!
Én ugyan még nem adtam hozzá a rendszerhez ledeket, de szerintem ugyanúgy kell programozni, mint a bemeneteket.
Az Inpus trigger ablakban beírod annak a kimenetnek pin és a port számát, ahová a ledet szeretnéd kötni. Functionhoz pedig beírod azt a számot, amit kikeresel a dokumentációban található LEDS By Number dokumentumból...
Én ugyan még nem adtam hozzá a rendszerhez ledeket, de szerintem ugyanúgy kell programozni, mint a bemeneteket.
Az Inpus trigger ablakban beírod annak a kimenetnek pin és a port számát, ahová a ledet szeretnéd kötni. Functionhoz pedig beírod azt a számot, amit kikeresel a dokumentációban található LEDS By Number dokumentumból...
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 október 26, 15:55
Írta: svejk Dátum 2014 október 26, 15:55
Csak nem?!
Ha már egyszer INPUT ablak.
Ráadásul csak pont 48 rublika van amennyi valós fizikai bemenet.
Ha már egyszer INPUT ablak.
Ráadásul csak pont 48 rublika van amennyi valós fizikai bemenet.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 október 27, 07:10
Írta: xfg6v697j Dátum 2014 október 27, 07:10
Sziasztok.
Kérdésem lenne képernyőszerkesztéssel kapcsolatosan.
Miért nem tudok alképernyőn megjeleníteni 'OpenGL 3D viewers' elemet.
Összesen kettő lenne a képernyőszetben.
(A választ itt kérném,mert nem férek az emailjeimhez jelenleg)
Kérdésem lenne képernyőszerkesztéssel kapcsolatosan.
Miért nem tudok alképernyőn megjeleníteni 'OpenGL 3D viewers' elemet.
Összesen kettő lenne a képernyőszetben.
(A választ itt kérném,mert nem férek az emailjeimhez jelenleg)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 27, 11:24
Írta: 000000000 Dátum 2014 október 27, 11:24
Szia gyorsan megnéztem és tényleg nem lehet felrakni a 3D nézőkét akármelyik tab oldalra.
Kettő probléma is van:
1.) A Flash-ből véletlenül nem az oldal sorszámát adtam át a C#-nak amit kellett volna, hanem a tabképernyő lista indexét.
Így amíg sorban mentek a tab oldalak számozásai (első pár tab oldal), csak azoknál működött a 3D nézőke megjelenítés.
Ezt most gyorsan javítottam is.
2.) Ezt egyelőre nem tudom hogyan tudnám megoldani, még gondolkodnom kell rajta.
Szóval a probléma, hogy ha al-oldalra teszek egy 3D nézőkét és utána átváltok az al oldalhoz tartozó fő tab képernyőn egy másikra, akkor utána, ha visszaváltok az eredeti fő képernyőre, akkor a Flash csak annyit tud, hogy a fő tab képernyő ki lett választva és erről küld értesítést a C#-nak, így a C# nem tudja, hogy melyik aloldal aktív és nem jeleníti meg az aloldalon lévő 3D nézőkét.
Szóval ezen még dolgoznom kell, hogy jó legyen...
Kettő probléma is van:
1.) A Flash-ből véletlenül nem az oldal sorszámát adtam át a C#-nak amit kellett volna, hanem a tabképernyő lista indexét.
Így amíg sorban mentek a tab oldalak számozásai (első pár tab oldal), csak azoknál működött a 3D nézőke megjelenítés.
Ezt most gyorsan javítottam is.
2.) Ezt egyelőre nem tudom hogyan tudnám megoldani, még gondolkodnom kell rajta.
Szóval a probléma, hogy ha al-oldalra teszek egy 3D nézőkét és utána átváltok az al oldalhoz tartozó fő tab képernyőn egy másikra, akkor utána, ha visszaváltok az eredeti fő képernyőre, akkor a Flash csak annyit tud, hogy a fő tab képernyő ki lett választva és erről küld értesítést a C#-nak, így a C# nem tudja, hogy melyik aloldal aktív és nem jeleníti meg az aloldalon lévő 3D nézőkét.
Szóval ezen még dolgoznom kell, hogy jó legyen...
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 október 27, 12:20
Írta: svejk Dátum 2014 október 27, 12:20
Ne rohanj el!
#1342 ??
#1342 ??
Cím: Re:UCCNC vezérlő program
Írta: Sz.József Dátum 2014 október 27, 12:35
Írta: Sz.József Dátum 2014 október 27, 12:35
Szia!
Írtam enilt meg üzenetet is...
Célba értek?
Írtam enilt meg üzenetet is...
Célba értek?
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 október 27, 13:52
Írta: xfg6v697j Dátum 2014 október 27, 13:52
Kicsit konkrétabban is kérdezhetnél,talán én is tudok segíteni.
Ahogy a listában láttam,minden outputhoz van led rendelve.
Ahogy a listában láttam,minden outputhoz van led rendelve.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 27, 13:54
Írta: 000000000 Dátum 2014 október 27, 13:54
Szia Svejk,
Mindjárt írom a választ, a következő üzenetembe rejtve ott lesz. :)
Mindjárt írom a választ, a következő üzenetembe rejtve ott lesz. :)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 27, 13:57
Írta: 000000000 Dátum 2014 október 27, 13:57
Elkészült az UCCNC 1.0039-es verziója.
UCCNC 1.0039 letöltés
Elkészült az UCCNC 1.0039-es verziója.
Javítások:
- A demo módban a limit és e-stop beállítások nem működtek megfelelően. (Csak a demo módban!)
- Az OpenGL nézőkét nem lehetett feltölteni a screenset fájlból a képernyőnek csak az első pár oldalára, ezt javítottam,
de az alképernyőkre feltöltés továbbra sem jó, ezt későbbiekben fogom még javítani.
- A Flash képernyő kódot tovább optimalizáltam, hogy még gördülékenyebben és kevesebb proc.idő felhasználással fusson.
Újítások:
- Készítettem egy constructor és destructor macro-t M99998 és M99999 kódokkal.(Csewe kolléga kérése alapján.)
Az M99998 a program betöltése után hívódik meg, ezt lehet használni bizonyos egyedi dolgok beállítására, betöltésre stb.
Az M99999 a program bezárásakor hívódik meg, ezt lehet használni bizonyos egyedi dolgok elmentésére.
Mindkét macro fájl alaphelyzetben üres és a macros könyvtárban a többi maco között megtalálható.
- Készítettem egy Output trigger oldalt, ahol a LED kódokhoz lehet fizikai kimeneteket rendelni. (Svejk kérése alapján.)
- A LED kódok listáját bővítettem, részletek a LEDs_by_number.htm doksiban.
UCCNC 1.0039 letöltés
Elkészült az UCCNC 1.0039-es verziója.
Javítások:
- A demo módban a limit és e-stop beállítások nem működtek megfelelően. (Csak a demo módban!)
- Az OpenGL nézőkét nem lehetett feltölteni a screenset fájlból a képernyőnek csak az első pár oldalára, ezt javítottam,
de az alképernyőkre feltöltés továbbra sem jó, ezt későbbiekben fogom még javítani.
- A Flash képernyő kódot tovább optimalizáltam, hogy még gördülékenyebben és kevesebb proc.idő felhasználással fusson.
Újítások:
- Készítettem egy constructor és destructor macro-t M99998 és M99999 kódokkal.(Csewe kolléga kérése alapján.)
Az M99998 a program betöltése után hívódik meg, ezt lehet használni bizonyos egyedi dolgok beállítására, betöltésre stb.
Az M99999 a program bezárásakor hívódik meg, ezt lehet használni bizonyos egyedi dolgok elmentésére.
Mindkét macro fájl alaphelyzetben üres és a macros könyvtárban a többi maco között megtalálható.
- Készítettem egy Output trigger oldalt, ahol a LED kódokhoz lehet fizikai kimeneteket rendelni. (Svejk kérése alapján.)
- A LED kódok listáját bővítettem, részletek a LEDs_by_number.htm doksiban.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 27, 14:01
Írta: 000000000 Dátum 2014 október 27, 14:01
Kimaradt újítás:
- Készítettem Writekey és Readkey függvényeket, ezzel lehet makróból írni és olvasni kulcsokat, akár saját kulcsot is létre lehet hozni bármilyen néven. További infó erről a marcoing_capability_details.htm doksiban.
- Készítettem Writekey és Readkey függvényeket, ezzel lehet makróból írni és olvasni kulcsokat, akár saját kulcsot is létre lehet hozni bármilyen néven. További infó erről a marcoing_capability_details.htm doksiban.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 október 27, 14:25
Írta: xfg6v697j Dátum 2014 október 27, 14:25
Hogy lehet makróbol oldalt váltani a kápernyőn?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 október 27, 14:33
Írta: svejk Dátum 2014 október 27, 14:33
[#finom][#wave][#worship]
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 27, 14:47
Írta: 000000000 Dátum 2014 október 27, 14:47
Arra van funkció kód.
A buttons_by_number.htm doksiban benne vannak a kódjok.
És az exec.Callbutton fgv.-el tudod hívni makróból.
A buttons_by_number.htm doksiban benne vannak a kódjok.
És az exec.Callbutton fgv.-el tudod hívni makróból.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 október 27, 15:36
Írta: xfg6v697j Dátum 2014 október 27, 15:36
Én is a listával kezdtem de nem találtam benne egyetlen kéernyőváltó kódot sem.
Egy cikousal végig próbáltam az összes gomb lenyomását,de egyetlen egyszer sem váltott át a képernyő.
Egy cikousal végig próbáltam az összes gomb lenyomását,de egyetlen egyszer sem váltott át a képernyő.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 27, 15:41
Írta: 000000000 Dátum 2014 október 27, 15:41
400 to 449
SelectTABlayer
Selects the TAB layer on the screen. The layer number selected is the function code - 400, so TAB layer 1. selected with code 401. Note: To select a sub layer with a hotkey or with an input trigger configure the same key or pin to select all of it's parent layers and also the layer itself, so the parent layers and the sub layers will also be selected and the sub layer will always showup this way, no matter which parent layer was originally shown.
SelectTABlayer
Selects the TAB layer on the screen. The layer number selected is the function code - 400, so TAB layer 1. selected with code 401. Note: To select a sub layer with a hotkey or with an input trigger configure the same key or pin to select all of it's parent layers and also the layer itself, so the parent layers and the sub layers will also be selected and the sub layer will always showup this way, no matter which parent layer was originally shown.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 október 27, 16:24
Írta: xfg6v697j Dátum 2014 október 27, 16:24
OK,le voltam maradva néhány verzióval,de most leszedtem a legfrissebet,és ott már tényleg benne van.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 27, 17:09
Írta: 000000000 Dátum 2014 október 27, 17:09
Svejk kérte nemrég ezt a funkciót, akkor került bele. :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 október 27, 19:19
Írta: svejk Dátum 2014 október 27, 19:19
Már csak ez a vágyam maradt, ha nem túl bonyi:
"Arra gondolsz, hogy egy-egy virtuális LED kódot rendeljek a TAB oldalakhoz, ami mindig annál az oldalnál aktiválódik ami ki van választva? "
Igen arra :)
"Arra gondolsz, hogy egy-egy virtuális LED kódot rendeljek a TAB oldalakhoz, ami mindig annál az oldalnál aktiválódik ami ki van választva? "
Igen arra :)
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2014 október 27, 20:08
Írta: lari Dátum 2014 október 27, 20:08
Balázs!
A fizikai kimenetek mekkora árammal terhelhetők?
Egy led (megfelelő ellenállással) ráköthető?
Akár az összes kimenet terhelhető így egyszerre?
A fizikai kimenetek mekkora árammal terhelhetők?
Egy led (megfelelő ellenállással) ráköthető?
Akár az összes kimenet terhelhető így egyszerre?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 27, 20:16
Írta: 000000000 Dátum 2014 október 27, 20:16
Szia,
Abszolút max. 20mA kimenetenként, de 10mA fölött nem is nagyon kell áram semmilyen optocsatolónak.
A kimeteken egyébként 74HC14 IC-k vannak, annak az adatlapja a mérvadó.
LED-et a megfelelő előtét ellenállással (mondjuk 360-470 Ohm) rá lehet kötni.
Ha USB táplálással van, akkor elvileg 10mA-t minden kimenetre terhelve el kell még éppen bírnia az USB portnak, vagy már éppen nem. :) A határon van. Külső táplálással viszont biztosan fog menni.
Abszolút max. 20mA kimenetenként, de 10mA fölött nem is nagyon kell áram semmilyen optocsatolónak.
A kimeteken egyébként 74HC14 IC-k vannak, annak az adatlapja a mérvadó.
LED-et a megfelelő előtét ellenállással (mondjuk 360-470 Ohm) rá lehet kötni.
Ha USB táplálással van, akkor elvileg 10mA-t minden kimenetre terhelve el kell még éppen bírnia az USB portnak, vagy már éppen nem. :) A határon van. Külső táplálással viszont biztosan fog menni.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 27, 20:17
Írta: 000000000 Dátum 2014 október 27, 20:17
OK, erről teljesen megfeletkeztem a sok csinálnivaló közepette, de megnézem mit tehetek. :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 október 27, 20:22
Írta: svejk Dátum 2014 október 27, 20:22
Okszi. :)
Más: billentyűzet emulátorra nincs véletlen megoldásotok?
Más: billentyűzet emulátorra nincs véletlen megoldásotok?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 27, 20:31
Írta: 000000000 Dátum 2014 október 27, 20:31
Egy billentyűzet emulátor az pontosan mit is csinál, hogy működik?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 október 27, 21:14
Írta: svejk Dátum 2014 október 27, 21:14
Elketronika topicban is kérdeztem.
Szóval ez egy olyan kütyü, hogy van bazi sok TTL vagy kontaktus bemenete és a kimeneten -ma már célszerűen USB-n - kiküldi az ASCII-es billentyűkódokat.
Ebben az esetben a PC-re van kötve egy normál billentyű és egy másik USB portra ez az emulátor.
Ha az UCCNC hotkey-nél speciális karaktereket definiálunk pl. az AltGr kombinációsokat, akkor nagyon kicsi az esély, hogy összekeveredjen a két billentyűzet.
Ebben a formában az UC300 48 fizikai bemenete mellé akár még 48 fizikai bemenetet definiálhatunk.
(arra figyelni kell hogy kis késleltetés lehetséges)
Szegény ember emulátora a kibelezett USB-s PC billentyűzet, melynél a billentyűzet gombjainak vezetéke meg van hosszabbítva.
Működik is, de két jelentős hátránya van:
- A nagy impedanciák miatt a hosszabb vezetékek miatt rendkívül zavarérzékeny.
- A gombok mátrixban vannak, így közvetlen TTL jelek nem vezérelhetik.
Szóval ez egy olyan kütyü, hogy van bazi sok TTL vagy kontaktus bemenete és a kimeneten -ma már célszerűen USB-n - kiküldi az ASCII-es billentyűkódokat.
Ebben az esetben a PC-re van kötve egy normál billentyű és egy másik USB portra ez az emulátor.
Ha az UCCNC hotkey-nél speciális karaktereket definiálunk pl. az AltGr kombinációsokat, akkor nagyon kicsi az esély, hogy összekeveredjen a két billentyűzet.
Ebben a formában az UC300 48 fizikai bemenete mellé akár még 48 fizikai bemenetet definiálhatunk.
(arra figyelni kell hogy kis késleltetés lehetséges)
Szegény ember emulátora a kibelezett USB-s PC billentyűzet, melynél a billentyűzet gombjainak vezetéke meg van hosszabbítva.
Működik is, de két jelentős hátránya van:
- A nagy impedanciák miatt a hosszabb vezetékek miatt rendkívül zavarérzékeny.
- A gombok mátrixban vannak, így közvetlen TTL jelek nem vezérelhetik.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 október 28, 09:07
Írta: xfg6v697j Dátum 2014 október 28, 09:07
Mekkora a ledek tömbje,mert már a 255-s user led miatt is hibát jelez,ha a makróban hivatkozok rá.
Ha makróból mozgatom a tengelyeket,akkor a cyclestop-ot kétszer kell lenyomnom,hogy megálljon a mozgás,de az IsMoving már az első lenyomásnál is úgy érzi,hogy leálltak a tengelyek,igaz tényleg meg is torpan a tengeldro.
1.0039 demo,és uc100 módban.
Ha makróból mozgatom a tengelyeket,akkor a cyclestop-ot kétszer kell lenyomnom,hogy megálljon a mozgás,de az IsMoving már az első lenyomásnál is úgy érzi,hogy leálltak a tengelyek,igaz tényleg meg is torpan a tengeldro.
1.0039 demo,és uc100 módban.
Cím: Re:UCCNC vezérlő program
Írta: Sz.József Dátum 2014 október 28, 10:31
Írta: Sz.József Dátum 2014 október 28, 10:31
Ha DRO ablakba beírok egy értéket, ENTER-el kijövök (mondjiuk X-be)
majd a billentyűzetről irányítva elmegyek egy másik pozícióba, majd egy 3. pozícióba,
akkor a villogó kurzor minduntalan visszatér a DRO ablakba és egy újabb ENTER-ig nem működik billentyűzetről.
A kérdésem az lenne, hogyan kel beírás után végleg kijönni a DRO ablakból?
Restellem, de nem tudok rájönni...
Valaki elárulná nekem véglegesen hogyan kell kijönni a DRO ablakból?
majd a billentyűzetről irányítva elmegyek egy másik pozícióba, majd egy 3. pozícióba,
akkor a villogó kurzor minduntalan visszatér a DRO ablakba és egy újabb ENTER-ig nem működik billentyűzetről.
A kérdésem az lenne, hogyan kel beírás után végleg kijönni a DRO ablakból?
Restellem, de nem tudok rájönni...
Valaki elárulná nekem véglegesen hogyan kell kijönni a DRO ablakból?
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2014 október 28, 12:46
Írta: ANTAL GÁBOR Dátum 2014 október 28, 12:46
Svejk! nagyon érdekel hogy mire jutsz a bill emulátorral !! veszel csinálsz ?? ( jől jönne nekem az Uc 100 asokhoz ( jelenleg én is a kibelezett gumiklaviatúrát használom
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2014 október 28, 15:46
Írta: dezsoe Dátum 2014 október 28, 15:46
A billentyűzet emulátoros bigyóról kérdeznék.
- Nagyjából hány bemenetről lenne szó?
- Milyen jellegű bemenetek? (Kontakt, valamiből kijövő TTL, le kell-e őket választani stb.)
- Az állapotváltozások hogyan történnének? Pl. amíg a jel aktív, addig a gombot lenyomva jelzi, vagy állapotváltozáskor inaktív->aktívra egy billentyű, aktív->inaktívra másik billentyű.)
- Mennyire sürgős? (Munka mellett hobbiból bütykölök, de érdekes a téma.)
- Nagyjából hány bemenetről lenne szó?
- Milyen jellegű bemenetek? (Kontakt, valamiből kijövő TTL, le kell-e őket választani stb.)
- Az állapotváltozások hogyan történnének? Pl. amíg a jel aktív, addig a gombot lenyomva jelzi, vagy állapotváltozáskor inaktív->aktívra egy billentyű, aktív->inaktívra másik billentyű.)
- Mennyire sürgős? (Munka mellett hobbiból bütykölök, de érdekes a téma.)
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2014 október 28, 17:02
Írta: ANTAL GÁBOR Dátum 2014 október 28, 17:02
Válasz ment a magán leveleződre Légyszíves nézd meg !
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 október 28, 18:23
Írta: xfg6v697j Dátum 2014 október 28, 18:23
Sziasztok.
Lari forumtárs kérte,hogy késztsek bemérő makrót,és én arra gondoltam,hgoy akkor egy bemérő képernyőt készítek.
Még csak a képernyővel kinlódom,A hozzá tartozó makrók nem fognak gondok okozni szrintem.

Szerettem volna a nyákkészítőknek olyat is rátenni,ami beméri a furandó nyák helyzetét,és elforgatja a koordinátarendszert,de még úgy látom,hogy a koordinátarendszer elforgatás nincs benne az UCCNC-ben.
Lari forumtárs kérte,hogy késztsek bemérő makrót,és én arra gondoltam,hgoy akkor egy bemérő képernyőt készítek.
Még csak a képernyővel kinlódom,A hozzá tartozó makrók nem fognak gondok okozni szrintem.
Szerettem volna a nyákkészítőknek olyat is rátenni,ami beméri a furandó nyák helyzetét,és elforgatja a koordinátarendszert,de még úgy látom,hogy a koordinátarendszer elforgatás nincs benne az UCCNC-ben.
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2014 október 28, 19:59
Írta: lari Dátum 2014 október 28, 19:59
Nagyon klassz lett!
Gratulálok! [#wave]
Gratulálok! [#wave]
Cím: Re:UCCNC vezérlő program
Írta: robroy007 Dátum 2014 október 28, 21:54
Írta: robroy007 Dátum 2014 október 28, 21:54
Óriás ötlet
Én még tennék bele: külső élek alapján központ keresést
Amihez egy közlekedés magasság és egy viszonylagos nagyságrendi méret értéket adnék meg, kör belső esetén is
Viszont! Egy technikai kérdés ehhez szorosan kapcsolódóan!
Felület Z tapintás bemérővel (Z koordináta meghatározás)
Elektromos kontaktust adó raporterrel szerszám érintés
(kvázi szerszámhossz bemérés)
És ezek elektromos kivitelezése ???
Én még tennék bele: külső élek alapján központ keresést
Amihez egy közlekedés magasság és egy viszonylagos nagyságrendi méret értéket adnék meg, kör belső esetén is
Viszont! Egy technikai kérdés ehhez szorosan kapcsolódóan!
Felület Z tapintás bemérővel (Z koordináta meghatározás)
Elektromos kontaktust adó raporterrel szerszám érintés
(kvázi szerszámhossz bemérés)
És ezek elektromos kivitelezése ???
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2014 október 29, 05:57
Írta: ANTAL GÁBOR Dátum 2014 október 29, 05:57
A Klavió árul ilyet . Nekem van meg vagyok vele elégedve . amióta megvan az ipari karimákat nem osztókészülékben fúrom hanem a központ megkeresése után G kódból CNC központfúróval kijelölöm a pontokat Házilagosan is elkészíthető . Egy tűgörgőkből kialakított csillagot rugó segítségével rányomnak egy 120 fokban elhelyezett golyócsoportra. A net tele van vele
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2014 október 29, 06:02
Írta: ANTAL GÁBOR Dátum 2014 október 29, 06:02
Én is köszönöm Csewe munkáját . Polgárdi Balázs noteszéből egy ( általam korábban nyomatékosan jelzett kérés ) kihúzható .
Persze egy nagyon fontos még maradt de azt sajnos neki kellene megcsinálni . Konkrétan a szinkron menetvágást az esztergályosoknak . Én már azzal is megelégednék ha a marós felület tudná a menetet , legföljebb a tengelyeket másképp definiálnám és sugár üzemmódban dolgoznék ( mottó : hátha Balázs olvassa )
Persze egy nagyon fontos még maradt de azt sajnos neki kellene megcsinálni . Konkrétan a szinkron menetvágást az esztergályosoknak . Én már azzal is megelégednék ha a marós felület tudná a menetet , legföljebb a tengelyeket másképp definiálnám és sugár üzemmódban dolgoznék ( mottó : hátha Balázs olvassa )
Cím: Re:UCCNC vezérlő program
Írta: robroy007 Dátum 2014 október 29, 07:17
Írta: robroy007 Dátum 2014 október 29, 07:17
Engem az érdekel konkrétan , hogy kössem be !
Az egyik testre húz a másik jelet szakít meg például
Én nem találkoztam a leírásokban az elektronikai analfabétáknak szóló résszel [#nezze][#vigyor5]
Az egyik testre húz a másik jelet szakít meg például
Én nem találkoztam a leírásokban az elektronikai analfabétáknak szóló résszel [#nezze][#vigyor5]
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2014 október 29, 09:21
Írta: ANTAL GÁBOR Dátum 2014 október 29, 09:21
Alapvetően amikor a tapintó középen van akkor a tűgörgők zárják a golyók közti rész tehát villamos kontaktus létesül a két vezeték között. Ha az egyik szálat a földre teszed és a másikat egy felhúzó ellenállással az 5 V ra akkor ez az állapot logikai nullát eredményez. ( a felhúzóellenállás nem táp felöli vége az egység kimenete ) ha kibillen a tüske akkor logikai 1 lesz . ( és a configban eszerint definiálsz ) sok esetben a felhúzóellenállás a fogadó egységben már benne van( remélem nem tévedek de pl az Uc 100 ban )
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 október 29, 09:48
Írta: frkdv6dyr Dátum 2014 október 29, 09:48
Már a méretezésem is meg van hozzá, és a makró váza is. Csak a fránya építkezéssel nem haladok. A műhely miután elkészül végre a varázslót is kiegészítem ezzel, és még ehhez hasonló ötletekkel de addig csak egy helyben topogok.
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2014 október 29, 10:42
Írta: lari Dátum 2014 október 29, 10:42
Van arra lehetőség, hogy egy bemeneti nyomógombhoz
két funkció tartozzon?
Nevezetesen, egy nyomógombbal ki szeretném választani az MPG funkciót, és ha újra megnyomom, akkor visszaállna alaphelyzetbe...?
két funkció tartozzon?
Nevezetesen, egy nyomógombbal ki szeretném választani az MPG funkciót, és ha újra megnyomom, akkor visszaállna alaphelyzetbe...?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 29, 11:36
Írta: 000000000 Dátum 2014 október 29, 11:36
Makróból tudod megcsinálni, úgy, hogy egy makró hívó kódot (20000-20999) rendelsz a gombhoz.
A makróban pedig kiolvasod az MPG LED-jét, vagyis, hogy ki-van-e választva.
Ha aktív a LED (ki van választva), akkor átváltasz egy másik jog módra, amit alapértelmezésnek szánsz. Ha inaktív a LED, akkor pedig átváltasz MPG módba.
A LED állapotát a bool GetLED(int LEDnumber) fgv.-el tudod kiolvasni.
A jog mód váltást pedig a void Callbutton(int buttonnumber) fgv.-el tudod megcsinálni.
A LED és funkció kódok a dokumentációban vannak listázva.
A makróban pedig kiolvasod az MPG LED-jét, vagyis, hogy ki-van-e választva.
Ha aktív a LED (ki van választva), akkor átváltasz egy másik jog módra, amit alapértelmezésnek szánsz. Ha inaktív a LED, akkor pedig átváltasz MPG módba.
A LED állapotát a bool GetLED(int LEDnumber) fgv.-el tudod kiolvasni.
A jog mód váltást pedig a void Callbutton(int buttonnumber) fgv.-el tudod megcsinálni.
A LED és funkció kódok a dokumentációban vannak listázva.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 29, 11:36
Írta: 000000000 Dátum 2014 október 29, 11:36
Jól néz ki. :)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 29, 11:47
Írta: 000000000 Dátum 2014 október 29, 11:47
Megcsináltam amit írtál, nem volt egyszerű.
A bonyolultság abban rejlett, hogy vannak fő és al tab oldalak (szűlő-gyermek kapcsolat). Ha kiválasztasz egy fő tab oldalt, aminek vannak al-oldalai is, akkor úgy akartam megcsinálni (hogy ha már csinálunk valamit, akkor profi legyen), hogy akkor az aloldalak is amik ki vannak választva, azoknak is a LED-jei aktiválódjanak.
Magyarul minden tab oldal, akár főoldal vagy aloldal ami éppen láthatóvá van téve, annak a LED-jei aktívak legyenek.
Pár nap gondolkodás és kínlódás után sikerült is megcsinálnom. Még tesztelgetem, de sztem jó lesz és hamarosan ki fogom adni.
Csewe-nek is megcsniáltam, hogy jól működjön az al-tab oldalakra rakott 3D nézőke.
Annyi megkötés van, hogy egyszerre csak egy 3D nézőke jelenhet meg a képernyőn, mivel fizikailag csak 1db OpenGL ablak van, ezt rakosgatja a progi az éppen kiválasztott tab oldalra.
Ha egy fő és annak az al tab oldalán/oldalain is van nézőke, és ezek egyszerre ki vannak választva, akkor mindig a legalsón fog megjelenni a 3D nézőke , vagyis azon az oldalon amelyiknek a legtöbb szülő oldala van.
A bonyolultság abban rejlett, hogy vannak fő és al tab oldalak (szűlő-gyermek kapcsolat). Ha kiválasztasz egy fő tab oldalt, aminek vannak al-oldalai is, akkor úgy akartam megcsinálni (hogy ha már csinálunk valamit, akkor profi legyen), hogy akkor az aloldalak is amik ki vannak választva, azoknak is a LED-jei aktiválódjanak.
Magyarul minden tab oldal, akár főoldal vagy aloldal ami éppen láthatóvá van téve, annak a LED-jei aktívak legyenek.
Pár nap gondolkodás és kínlódás után sikerült is megcsinálnom. Még tesztelgetem, de sztem jó lesz és hamarosan ki fogom adni.
Csewe-nek is megcsniáltam, hogy jól működjön az al-tab oldalakra rakott 3D nézőke.
Annyi megkötés van, hogy egyszerre csak egy 3D nézőke jelenhet meg a képernyőn, mivel fizikailag csak 1db OpenGL ablak van, ezt rakosgatja a progi az éppen kiválasztott tab oldalra.
Ha egy fő és annak az al tab oldalán/oldalain is van nézőke, és ezek egyszerre ki vannak választva, akkor mindig a legalsón fog megjelenni a 3D nézőke , vagyis azon az oldalon amelyiknek a legtöbb szülő oldala van.
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2014 október 29, 12:08
Írta: lari Dátum 2014 október 29, 12:08
Köszi!
Közben küldtem egy emailt.
Közben küldtem egy emailt.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 október 29, 12:24
Írta: xfg6v697j Dátum 2014 október 29, 12:24
Még jó lenne,ha a led, gomb,és deo tömbök méretét megadnád,mert sokat szívok vele,mivel már 2-300-as értékre is futáshibám lessz,ha makróból próbálom birizgálni úket.
Hiába teszek le képernyőre egy 300-as ledet,amikor hivatkozom rá makróból hibát jelez,pedig elvileg a hibaüzenetben szereplő leírás szerint,int32 számú ledet is használhatznék.
A checkbox-ot hogyan tudom átállítani,és kiolvasni makróból?
Hiába teszek le képernyőre egy 300-as ledet,amikor hivatkozom rá makróból hibát jelez,pedig elvileg a hibaüzenetben szereplő leírás szerint,int32 számú ledet is használhatznék.
A checkbox-ot hogyan tudom átállítani,és kiolvasni makróból?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 29, 12:39
Írta: 000000000 Dátum 2014 október 29, 12:39
Szia,
A LED tömb elég pici, ezt levélben írtam neked, hogy 200 elemű csak, asszem a legújabb 1.0039-esben már felbővítettem 250 eleműre és most meg fel fogom 300-ra.
Azért ilyen pici, mert zabálja rendesen a proci időt, ugyanis mindnek az aktuális állapotát át kell küldeni folyamatosan a Flash-nek.
De sztem egyelőre a 300-as méret ami most lesz annak elégnek kell lennie sok mindenre.
A gomboknál végülis nincsen korlátozás, de mivel egy gomb kódja meghatározza, hogy mit csinál a gomb, amik fix számokon vannak, ezért nincs is értelme más számú gombokat feltenned a képernyőre. A legnagyobb számú gomb jelenleg a 20999, ami az M20999 macrot hívja.
A checkbox-ot a következő fgv.-el tudod kiolvasni és átállítani az állapotát:
public bool Getcheckboxstate(int checkboxnumber)
public void Setcheckboxstate(bool Ison, int checkboxnumber)
A fgv.-ek az AS3 osztálypéldánynak a fgv-ei.
A doksit hamarosan ki fogom infókkal bővíteni, hogy egyszerűbb dolgotok legyen.
A LED tömb elég pici, ezt levélben írtam neked, hogy 200 elemű csak, asszem a legújabb 1.0039-esben már felbővítettem 250 eleműre és most meg fel fogom 300-ra.
Azért ilyen pici, mert zabálja rendesen a proci időt, ugyanis mindnek az aktuális állapotát át kell küldeni folyamatosan a Flash-nek.
De sztem egyelőre a 300-as méret ami most lesz annak elégnek kell lennie sok mindenre.
A gomboknál végülis nincsen korlátozás, de mivel egy gomb kódja meghatározza, hogy mit csinál a gomb, amik fix számokon vannak, ezért nincs is értelme más számú gombokat feltenned a képernyőre. A legnagyobb számú gomb jelenleg a 20999, ami az M20999 macrot hívja.
A checkbox-ot a következő fgv.-el tudod kiolvasni és átállítani az állapotát:
public bool Getcheckboxstate(int checkboxnumber)
public void Setcheckboxstate(bool Ison, int checkboxnumber)
A fgv.-ek az AS3 osztálypéldánynak a fgv-ei.
A doksit hamarosan ki fogom infókkal bővíteni, hogy egyszerűbb dolgotok legyen.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 október 29, 12:42
Írta: svejk Dátum 2014 október 29, 12:42
- 48 bemenet
- mezei kontakt bemenet mondjuk GND-re húzva, így TTL L szinttel is vezérelhető lenne
- amíg van beneti jel addig küldené a kódokat a typematic rate szerint, mint a rendes billentyű
- most azonnal kellene :))
De az előbb próbálgattam és sajnos az UCCNC HOTKEY felületén csak a normál billentyűk kódjait veszi be, hiába írok be neki mondjuk 125-öt (ez a kapcsos zárójel bezárás, AltGr+N billentyű vagy Alt+125) ezt nem észleli az UCCNC.
- mezei kontakt bemenet mondjuk GND-re húzva, így TTL L szinttel is vezérelhető lenne
- amíg van beneti jel addig küldené a kódokat a typematic rate szerint, mint a rendes billentyű
- most azonnal kellene :))
De az előbb próbálgattam és sajnos az UCCNC HOTKEY felületén csak a normál billentyűk kódjait veszi be, hiába írok be neki mondjuk 125-öt (ez a kapcsos zárójel bezárás, AltGr+N billentyű vagy Alt+125) ezt nem észleli az UCCNC.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 október 29, 12:45
Írta: svejk Dátum 2014 október 29, 12:45
Polgárdi Balázst nem látom mostanában, talán megint valami nagy projekten töri a fejét?
Az MPG kerék Multistep állásában a hibázást közvetítetted neki?
Az MPG kerék Multistep állásában a hibázást közvetítetted neki?
Cím: Re:UCCNC vezérlő program
Írta: Sz.József Dátum 2014 október 29, 12:58
Írta: Sz.József Dátum 2014 október 29, 12:58
Szia Balázs!
A #1379-re elárulod a megoldást?
Köszönöm.
Úgy látszik a nagyobb projektek miatt már háttérbe szorulnak az ilyen apróságok... :)
A #1379-re elárulod a megoldást?
Köszönöm.
Úgy látszik a nagyobb projektek miatt már háttérbe szorulnak az ilyen apróságok... :)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 29, 13:11
Írta: 000000000 Dátum 2014 október 29, 13:11
Szia,
Nem feletkeztem meg róla, illetve csak válaszolni felejtettem el itt a fórumon.
A válasz:
Valóban, ha kilépsz a DRO-kból és utána a jobbra/ballra nyíl gombokat nyomkodva visszamegy a DRO-ba a fókusz.
Azt tudod csinálni, hogy egérrel a héttárre klikkelsz egyszer akkor megszűnik a probléma.
De a következő kiadásban ki lesz ez egyébként javítva, már kijavítottam, csak még tesztelem a progit a kiadás előtt...
Nem feletkeztem meg róla, illetve csak válaszolni felejtettem el itt a fórumon.
A válasz:
Valóban, ha kilépsz a DRO-kból és utána a jobbra/ballra nyíl gombokat nyomkodva visszamegy a DRO-ba a fókusz.
Azt tudod csinálni, hogy egérrel a héttárre klikkelsz egyszer akkor megszűnik a probléma.
De a következő kiadásban ki lesz ez egyébként javítva, már kijavítottam, csak még tesztelem a progit a kiadás előtt...
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 október 29, 13:18
Írta: xfg6v697j Dátum 2014 október 29, 13:18
Egy button lenyomását,csak úgy tudom figyelni,hogy a hozzá tartozó ledet figyelem,vagy van más lehetőség is.
Az user button érdekelne.
Az user button érdekelne.
Cím: Re:UCCNC vezérlő program
Írta: Sz.József Dátum 2014 október 29, 13:27
Írta: Sz.József Dátum 2014 október 29, 13:27
Ok, rendben, köszönöm.
Balázs és mostanában kaptál-e tőlem emilt/üzenetet?
Balázs és mostanában kaptál-e tőlem emilt/üzenetet?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 29, 13:42
Írta: 000000000 Dátum 2014 október 29, 13:42
Szia,
Nem, ha a fórum küldöd, azt nem kapom meg, mert nem jó az e-mail ami be lett állítva és nem is tudom megváltoztatni.
De amiről beszéltünk telefonon, azt megkaptam, kis türelmedet kérem, fogok hamarosan reagálni rá, csak nagyon összejöttek mostanában a csinálnivalók.
A mostani levelet meg légyszi küld el az info kukac cncdrive pont com -ra mert nem kaptam meg.
Nem, ha a fórum küldöd, azt nem kapom meg, mert nem jó az e-mail ami be lett állítva és nem is tudom megváltoztatni.
De amiről beszéltünk telefonon, azt megkaptam, kis türelmedet kérem, fogok hamarosan reagálni rá, csak nagyon összejöttek mostanában a csinálnivalók.
A mostani levelet meg légyszi küld el az info kukac cncdrive pont com -ra mert nem kaptam meg.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 29, 13:48
Írta: 000000000 Dátum 2014 október 29, 13:48
Kitudnád kicsit fejteni, hogy mire gondolsz?
Cím: Re:UCCNC vezérlő program
Írta: Sz.József Dátum 2014 október 29, 13:51
Írta: Sz.József Dátum 2014 október 29, 13:51
Rendben...
Egyébként ha Varsányi Péternek elküldöd az új fórumos emilcímed, akkor Ő kicseréli...
Egyébként ha Varsányi Péternek elküldöd az új fórumos emilcímed, akkor Ő kicseréli...
Cím: Re:UCCNC vezérlő program
Írta: fektiforg Dátum 2014 október 29, 14:55
Írta: fektiforg Dátum 2014 október 29, 14:55
Pedig úgy néz ki,mintha a Te kívánságaid mindig teljesülnének :), bezzeg az én kézikerekem még mindig nem jó :(.
MPG multi- nál. JRO potit véletlenül 0 állásban
hagyom, tekerem a kézikereket nem mozdul az aktuális tengely - észreveszem hogy a poti
levan tekerve csutkára, - feljebb csavarom, és amit előzőleg tekertem az MPG-én az aktuális
tengely elmozdul, én pedig meglepődöm...
Mindez akkor is megtörténik ha Attach JRO to MPG -nél van pipa - vagy nincs.
Azt máig nem értem, minek kell MPG multi és MPG single üzemmódnál JRO poti, viszont MPG cont. nál direkt jól jön, de ezt már részben egyszer felvetettem.
MPG multi- nál. JRO potit véletlenül 0 állásban
hagyom, tekerem a kézikereket nem mozdul az aktuális tengely - észreveszem hogy a poti
levan tekerve csutkára, - feljebb csavarom, és amit előzőleg tekertem az MPG-én az aktuális
tengely elmozdul, én pedig meglepődöm...
Mindez akkor is megtörténik ha Attach JRO to MPG -nél van pipa - vagy nincs.
Azt máig nem értem, minek kell MPG multi és MPG single üzemmódnál JRO poti, viszont MPG cont. nál direkt jól jön, de ezt már részben egyszer felvetettem.
Cím: Re:UCCNC vezérlő program
Írta: fektiforg Dátum 2014 október 29, 15:01
Írta: fektiforg Dátum 2014 október 29, 15:01
Mondandóm végére még oda biggyeszteném: Akkor minek is a pipa ?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 29, 15:05
Írta: 000000000 Dátum 2014 október 29, 15:05
Hát, én úgy gondolom a te kívánságodat is elég gyorsan teljesítettük. Az más kérdés, hogy ha esetleg még hiba van ebben az új funkcióban, de ezt eddig még nem jelezted, más se jelezte, mi nem vettük észre, így nem is javítottuk.
Most hogy jelezted megfogjuk vizsgálni.
Most hogy jelezted megfogjuk vizsgálni.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 29, 15:07
Írta: 000000000 Dátum 2014 október 29, 15:07
OK, köszi az infót, megpróbálok írni a Péternek.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 október 29, 15:07
Írta: xfg6v697j Dátum 2014 október 29, 15:07
Modjuk fut egy makró,ami csak akkor léphet tovább,ha megnyomnak egy bizonyos gombot,de ez a gomb jelen esetben ez egy userbutton.
Esetleg így nézne ki a dolog:
while(exec.Getdobutton(user button number)){}
messagebox.show("Gomb lenyomva");
Persze meg tudom oldani,úgy,is,hogy a gombomhoz rendelek egy ledet,amit a gombhoz rendelt makróval átváltok,de ez nagyban megbonyolítja a dolgot,mivel két makró nem futhat egyszerre.
Gonodolom,nincs megengedve a makróban,hogy definiáljak egy új szálat,és azt párhuzamosssan futtassam.
Esetleg így nézne ki a dolog:
while(exec.Getdobutton(user button number)){}
messagebox.show("Gomb lenyomva");
Persze meg tudom oldani,úgy,is,hogy a gombomhoz rendelek egy ledet,amit a gombhoz rendelt makróval átváltok,de ez nagyban megbonyolítja a dolgot,mivel két makró nem futhat egyszerre.
Gonodolom,nincs megengedve a makróban,hogy definiáljak egy új szálat,és azt párhuzamosssan futtassam.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 október 29, 15:12
Írta: xfg6v697j Dátum 2014 október 29, 15:12
Lemaradt a válaszgomb a #1411-t neked címeztem.
Cím: Re:UCCNC vezérlő program
Írta: fektiforg Dátum 2014 október 29, 15:14
Írta: fektiforg Dátum 2014 október 29, 15:14
#1190 -ben irtam : "Elég csak annyi, hogy MPG multi üzemmódjára nincs hatással az JRO poti, mert kis % -on mi értelme is van ?
Szerintem így nem is kell pipa !"
Háát, mégis pipa lett!
Szerintem így nem is kell pipa !"
Háát, mégis pipa lett!
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 október 29, 15:23
Írta: svejk Dátum 2014 október 29, 15:23
Valóban, csak MPG Count-nál működik a "pipa" de MPG Multi-nál nem. :(
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 29, 15:25
Írta: 000000000 Dátum 2014 október 29, 15:25
Igen lett, ezt mondom én is, hogy hamar megcsináltuk neked a funkciót amit kértél, ki tudod választani ha akarod, aki meg nem akarja az meg nem választja ki.
Van aki ezt máshogy látja és szeretné ha a JRO hatással lenne az MPG-re is.
Te nem szeretnéd és a pipával meg is teheted, hogy így legyen.
Sajnos az nem megy, hogy mindent pont úgy csinálunk ahogy te vagy más ember kéri, mert más meg ugyanazt máshogy szeretné, ilyenkor kompromisszumokat kell kötni, vagy jön a "pipa" mint megoldás. :)
És az, hogy esetleg nem helyesen működik még az elképzelhető, meg fogjuk vizsgálni hamarosan.
Van aki ezt máshogy látja és szeretné ha a JRO hatással lenne az MPG-re is.
Te nem szeretnéd és a pipával meg is teheted, hogy így legyen.
Sajnos az nem megy, hogy mindent pont úgy csinálunk ahogy te vagy más ember kéri, mert más meg ugyanazt máshogy szeretné, ilyenkor kompromisszumokat kell kötni, vagy jön a "pipa" mint megoldás. :)
És az, hogy esetleg nem helyesen működik még az elképzelhető, meg fogjuk vizsgálni hamarosan.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 29, 15:27
Írta: 000000000 Dátum 2014 október 29, 15:27
Elvileg úgy kéne működnie, hogy a pipa kiszedése teljesen le kéne válassza a JRO-t az MPG-ről, minden állapotban. De akkor ezek szerint ez még nem tökéletes. Ezt majd P.Balázs tudja megcsinálni szerintem, mert az UC hardveresen kapcsolja össze ezeket a dolgokat.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 október 29, 15:31
Írta: svejk Dátum 2014 október 29, 15:31
Igen, valami bibi csúszhatott bele, semmi gond majd megjavul.
Én már így is nagyon becsülöm a hozzánk való türelmeteket! [#worship]
Én már így is nagyon becsülöm a hozzánk való türelmeteket! [#worship]
Cím: Re:UCCNC vezérlő program
Írta: fektiforg Dátum 2014 október 29, 15:33
Írta: fektiforg Dátum 2014 október 29, 15:33
Most már semmit sem értek, vagy Én nem vagyok érthető? MPG multinál mi értelme van az JRO nak,
magyarázza meg már valaki !
magyarázza meg már valaki !
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 október 29, 15:35
Írta: svejk Dátum 2014 október 29, 15:35
Nem akarok a türelmeddel játszani, csak tudni kellene, hogy a kezelőpultom fejlesztését milyen irányba vigyem?
"Az előbb próbálgattam és sajnos az UCCNC HOTKEY felületén csak a normál billentyűk kódjait veszi be, hiába írok be neki mondjuk 125-öt (ez a kapcsos zárójel bezárás, AltGr+N billentyű vagy Alt+125) ezt nem észleli az UCCNC."
"Az előbb próbálgattam és sajnos az UCCNC HOTKEY felületén csak a normál billentyűk kódjait veszi be, hiába írok be neki mondjuk 125-öt (ez a kapcsos zárójel bezárás, AltGr+N billentyű vagy Alt+125) ezt nem észleli az UCCNC."
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 október 29, 15:39
Írta: svejk Dátum 2014 október 29, 15:39
Jól van no!
Egyszerű tévedés lehet, írta Balázs, hogy javítva lesz.
Egyszerű tévedés lehet, írta Balázs, hogy javítva lesz.
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2014 október 29, 16:49
Írta: lari Dátum 2014 október 29, 16:49
Balázs!
Egy újabb megtapasztalás...
MPG bekacsolva, X tengelyt mozgatom.
Eléri a végállást, tengely megáll, ESTOP.
Ez eddig jó.
MPG bekacsolva, X tengelyt mozgatom. (de bármely tengelyre igaz)
Megállok a mozgatással E-stop-ot nyomok, tengelyek tovább mozgathatók.
Tehát ha a tengely mozgása közben nyomok E-stop-ot, akkor leáll a tengelymozgás de egyébként nem.
Próbáltam kilépni az MPG módból, majd megpróbáltam a tengelymozgató nyilakkal mozgatni a tengelyeket a billenytüzetről, de az helyesen működik.
Egy újabb megtapasztalás...
MPG bekacsolva, X tengelyt mozgatom.
Eléri a végállást, tengely megáll, ESTOP.
Ez eddig jó.
MPG bekacsolva, X tengelyt mozgatom. (de bármely tengelyre igaz)
Megállok a mozgatással E-stop-ot nyomok, tengelyek tovább mozgathatók.
Tehát ha a tengely mozgása közben nyomok E-stop-ot, akkor leáll a tengelymozgás de egyébként nem.
Próbáltam kilépni az MPG módból, majd megpróbáltam a tengelymozgató nyilakkal mozgatni a tengelyeket a billenytüzetről, de az helyesen működik.
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2014 október 29, 16:54
Írta: lari Dátum 2014 október 29, 16:54
Na még egy.
MPG mód X tengely mozog. Átkapcsol Y tengelyre, ami a monitoron kijelzésre is kerül. de továbbra is az x tengely mozog... Nem mindig jön elő a hiba...
MPG mód X tengely mozog. Átkapcsol Y tengelyre, ami a monitoron kijelzésre is kerül. de továbbra is az x tengely mozog... Nem mindig jön elő a hiba...
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2014 október 29, 17:05
Írta: lari Dátum 2014 október 29, 17:05
Ismét.
Ha elindítok egy G kódot és az MPG be van kapcsolva, akkor a kód futása közben a kézikerékkel odébb tudom mozgatni bármelyik tengelyt.
Ha elindítok egy G kódot és az MPG be van kapcsolva, akkor a kód futása közben a kézikerékkel odébb tudom mozgatni bármelyik tengelyt.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 29, 17:08
Írta: 000000000 Dátum 2014 október 29, 17:08
Szia,
Köszi a hibajelzést, hamarosan utánanézünk és kijavítjuk.
Köszi a hibajelzést, hamarosan utánanézünk és kijavítjuk.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 29, 17:09
Írta: 000000000 Dátum 2014 október 29, 17:09
Ahogy most működik, úgy nem tudja a billentyű kódokat úgy mint shift+, ctrl+ stb.
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2014 október 29, 17:26
Írta: lari Dátum 2014 október 29, 17:26
Még egy.
Ha nem a RUN fülön vagyok, vagy átváltok egy másik futó program ablakra, a kézikerék továbbra is működik, esetleg szakadozva. Ilyen esetben szerintem tiltva kellene lennie.
Ha nem a RUN fülön vagyok, vagy átváltok egy másik futó program ablakra, a kézikerék továbbra is működik, esetleg szakadozva. Ilyen esetben szerintem tiltva kellene lennie.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 október 29, 18:29
Írta: svejk Dátum 2014 október 29, 18:29
Értem.
Akkor sajnos egyelőre a bill. emulátor is felesleges. :(
Akkor sajnos egyelőre a bill. emulátor is felesleges. :(
Cím: Re:UCCNC vezérlő program
Írta: robroy007 Dátum 2014 október 29, 19:57
Írta: robroy007 Dátum 2014 október 29, 19:57
Mielőtt ezt a hibát teljesen megszűntetnétek !
A Forest gép aminek közelébe dolgoztam (6x3x2m munkaterület 5 tengely) tudott olyan trükköt, hogy munka közben lehetett a koordináta rendszert mozgatni, vagyis pontosabban egy felületi vagy akármilyen megmunkálás során menet közben lehetett ilyen módon az érintőt felvenni
A Forest gép aminek közelébe dolgoztam (6x3x2m munkaterület 5 tengely) tudott olyan trükköt, hogy munka közben lehetett a koordináta rendszert mozgatni, vagyis pontosabban egy felületi vagy akármilyen megmunkálás során menet közben lehetett ilyen módon az érintőt felvenni
Cím: Re:UCCNC vezérlő program
Írta: robroy007 Dátum 2014 október 29, 20:01
Írta: robroy007 Dátum 2014 október 29, 20:01
Ez jó egy már félbe hagyott darab folytatásához
Ha a szerszám korrekció is menet közben módosíható akkor ugye eltolás meg hasonló hasznos dolgok beigazitáshoz
Ha a szerszám korrekció is menet közben módosíható akkor ugye eltolás meg hasonló hasznos dolgok beigazitáshoz
Cím: Re:UCCNC vezérlő program
Írta: xabi Dátum 2014 október 30, 20:30
Írta: xabi Dátum 2014 október 30, 20:30
A mai napra sikerült átírnom a mach3 makróimat UCCNC-re, így áttértem.
A hotkeys billentyűk konfigurálásánál össze vissza mozgott a gép itt is mindenképpen tiltani kellene a hotkeys billentyűket.
Ami tetszett :
- Első próbálkozásra egy 2800 soros (35.000 mm vágási hossz plazmán) programmal vágtam, hiba nélkül végig vágta.
- Sokkal jobb a kezelő felülete, főleg a szerszámpálya ablak.
Ami nem tetszett:
- valahogy lassú a program, vagy nem is a program hanem csak lassan reagál, vannak makróim amikhez hotkeys billentyű van rendelve, megnyomok egy gombot és 3 sec múlva történik csak meg az esemény. Mintha valami késleltetné..? Ha be volt töltve a 2800 soros program akkor még nehezebben reagált.
- Végig vágta a 2800 soros programot, de utána valami történt mert ref. home gombra csak a Z tengely állt referencia pontra. (újból kellett indítanom hogy megjavuljon.)
- Voltak még apró hibák amik nem voltak reprodukálhatóak (ha ki tudom szűrni mi okozta jelzem).
A hotkeys billentyűk konfigurálásánál össze vissza mozgott a gép itt is mindenképpen tiltani kellene a hotkeys billentyűket.
Ami tetszett :
- Első próbálkozásra egy 2800 soros (35.000 mm vágási hossz plazmán) programmal vágtam, hiba nélkül végig vágta.
- Sokkal jobb a kezelő felülete, főleg a szerszámpálya ablak.
Ami nem tetszett:
- valahogy lassú a program, vagy nem is a program hanem csak lassan reagál, vannak makróim amikhez hotkeys billentyű van rendelve, megnyomok egy gombot és 3 sec múlva történik csak meg az esemény. Mintha valami késleltetné..? Ha be volt töltve a 2800 soros program akkor még nehezebben reagált.
- Végig vágta a 2800 soros programot, de utána valami történt mert ref. home gombra csak a Z tengely állt referencia pontra. (újból kellett indítanom hogy megjavuljon.)
- Voltak még apró hibák amik nem voltak reprodukálhatóak (ha ki tudom szűrni mi okozta jelzem).
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 30, 23:16
Írta: 000000000 Dátum 2014 október 30, 23:16
Szia,
Köszi a tesztelést.
Melyik szoftver verzió van feltelepítve?
Ezt a 3sec késést nem nagyon értem, nincsen valami felesleges várakozás beleírva a makróba. Olyan 300msec körüli késés a makró végrahajtásánál az előfordulhat ha hotkey-re van definiálva, mert a C# fordító valósidőben fordítja be mindig a makrót, csak így lehet azt megoldani, hogy szövegszerkesztővel bármikor át lehessen írni a makrókat és mindig a frissen átírt verziót futassa.
G-kód program futtatáskor ez a késés nem nagyon jelentkezik, mert olyankor a sorokat puffereli a progi és már előre befordítja a makrókat, de csak akkor futtatja, amikor odaért a végrehajtás, ilyenkor a késés nulla körül kell legyen.
A 3sec az nagyon sok, ott szerintem a makróban kell valami hiba legyen ami miatt várakozik.
Az egyetlen dolog amibe mesterségesen beépítettünk késleltetés, az a referenciára futás, ezt kollégám kérésére lassítottuk be, mert neki nem tetszett, ha rögtön ugranak egymás után a tengelyek.
Egyébként volt egy hiba a progiban, azért kérdezem melyik verziót használod, amit le is írtam, hogy a .stop eseménynél benne felejtettem a debuggoláskor használt pár dolgot, ami esetleg okozhat ilyen várakozgatást. A legutolsó verzióban ez már ki lett véve.
Azért is gondolom, hogy talán régi verziód lehet fent, mert a hotkeys definiálásánál nekem nem joggol a legújabb verzió, úgy látom, mintha már le lenne tiltva, bár a kódot még nem néztem át...
Köszi a tesztelést.
Melyik szoftver verzió van feltelepítve?
Ezt a 3sec késést nem nagyon értem, nincsen valami felesleges várakozás beleírva a makróba. Olyan 300msec körüli késés a makró végrahajtásánál az előfordulhat ha hotkey-re van definiálva, mert a C# fordító valósidőben fordítja be mindig a makrót, csak így lehet azt megoldani, hogy szövegszerkesztővel bármikor át lehessen írni a makrókat és mindig a frissen átírt verziót futassa.
G-kód program futtatáskor ez a késés nem nagyon jelentkezik, mert olyankor a sorokat puffereli a progi és már előre befordítja a makrókat, de csak akkor futtatja, amikor odaért a végrehajtás, ilyenkor a késés nulla körül kell legyen.
A 3sec az nagyon sok, ott szerintem a makróban kell valami hiba legyen ami miatt várakozik.
Az egyetlen dolog amibe mesterségesen beépítettünk késleltetés, az a referenciára futás, ezt kollégám kérésére lassítottuk be, mert neki nem tetszett, ha rögtön ugranak egymás után a tengelyek.
Egyébként volt egy hiba a progiban, azért kérdezem melyik verziót használod, amit le is írtam, hogy a .stop eseménynél benne felejtettem a debuggoláskor használt pár dolgot, ami esetleg okozhat ilyen várakozgatást. A legutolsó verzióban ez már ki lett véve.
Azért is gondolom, hogy talán régi verziód lehet fent, mert a hotkeys definiálásánál nekem nem joggol a legújabb verzió, úgy látom, mintha már le lenne tiltva, bár a kódot még nem néztem át...
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 30, 23:21
Írta: 000000000 Dátum 2014 október 30, 23:21
Ja, még azt le akartam írni, hogy a 2800 soros progi nem szabadna, hogy gondot vagy bármilyen lassulást okozzon. Egyrészt mert a 2800 sor az nem sok, én többszázezer soros progikkal is teszteltem. A másik dolog, hogy ha tényleg olyan sok sorból áll a program, hogy az lassulást okozna, akkor automatikusan hozzá állítja a progi a frissi ciklusidejét például a 3D nézetnek, hogy ne legyen lassulás.
De a gyors hurkok, amik a mozgatást stb. végzik azok mindig 50Hz-el futnak, viszont azok nem "esznek" sokat.
De a gyors hurkok, amik a mozgatást stb. végzik azok mindig 50Hz-el futnak, viszont azok nem "esznek" sokat.
Cím: Re:UCCNC vezérlő program
Írta: xabi Dátum 2014 október 31, 06:24
Írta: xabi Dátum 2014 október 31, 06:24
Szia,
- 0038-at használtam.
- A 3sec nempontosan gondoltam, lehet hogy csak 0,5 sec, csak zavaró hogy nem történik semmi kényszert érzek hogy újból megnyomjam-e a gombot vagy ne. A Mach3 rögtön reagált. Lehet hogy csak szoknom kell.
- A cycle start után is gondolkodik pár másodpercet, de utána tényleg hibátlanul és gyorsan fut, ez tetszett.
Még csak 1 napja hsználom, majd jövőhét végére kitapasztalom, ha gondom van írok.
- 0038-at használtam.
- A 3sec nempontosan gondoltam, lehet hogy csak 0,5 sec, csak zavaró hogy nem történik semmi kényszert érzek hogy újból megnyomjam-e a gombot vagy ne. A Mach3 rögtön reagált. Lehet hogy csak szoknom kell.
- A cycle start után is gondolkodik pár másodpercet, de utána tényleg hibátlanul és gyorsan fut, ez tetszett.
Még csak 1 napja hsználom, majd jövőhét végére kitapasztalom, ha gondom van írok.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2014 október 31, 09:27
Írta: dezsoe Dátum 2014 október 31, 09:27
Volt egy ötletem, hogy mikrokontrollerrel hamar meg lehet csinálni, de amit javasoltak (PoKeys56U), az mindent tud, amire szükség lehet, kár lenne energiát fektetni bele. Csak az a probléma, hogy az UCCNC egyénileg értelmezi a gombokat, így nem lehet módosító billentyűt nyomni. (Én pl. a file betöltést szerettem volna a máshol megszokott Ctrl+O-ra rátenni, de a Ctrl-re beírt 17-et, az O már nem is érdekelte...)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 31, 09:30
Írta: 000000000 Dátum 2014 október 31, 09:30
Fogja tudni kezelni a ctrl, alt, shift módosító gombokat , ill. azok bármilyen kombinációit hamarosan. vagyis hogy pontos legyek már megcsináltam, de szoftver kiadás később lesz, mert még teszteljük az új, ill. javított funkciókat.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2014 október 31, 09:30
Írta: dezsoe Dátum 2014 október 31, 09:30
Köszönöm! A #1398 és #1434 egyelőre rövidre zárta a kérdést, de ha mégis szükség lesz rá, akkor még elő lehet venni a feladatot.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 31, 09:36
Írta: 000000000 Dátum 2014 október 31, 09:36
Pokeysből annakidején vettünk pár teszt példányt, vannak vele problémák. Egyik gond, hogy nagyon zavarérzékeny. A másik, hogy a mikrovezérlő lábait soros ellenállás nélkül kivezették a panelon a sorkapcsokra. Többször előfordult, hogy egyszerű érintéstől az ESD miatt szétment valamelyik bemenet vagy kimenet, mivel nem raktak még egy soros ellenállást sem ami korlátozná az ESD kisüléskor vagy hosszú kábel csatlakozásból adódó induktív túlfeszültségeket. Szóval nagyon érzékeny az áramkör, önmagában nem lehet biztonságosan használni. Amúgy funkcionálisan működött.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2014 október 31, 09:44
Írta: dezsoe Dátum 2014 október 31, 09:44
Nagyszerű, az jó lesz!
Lenne viszont néhány kérdésem, észrevételem.
- A kód színezőbe nagy meló lenne belenyúlni? Az a gondom, hogy minden, amit nem hajt végre, az piros, de nem mind hiba. Nem lehetne az Nxx sorszám pl. sárga, a megjegyzések pl. zöld színnel? Akkor messziről látszik, hogy nem hiba, csak irreleváns a futtatás szempontjából.
- Már jóval korábban is kérdezte valaki, de nem rémlik, hogy lett volna állásfoglalás arról, hogy lehetne-e valahol egy pipa, hogy a hibás kód futtatható legyen-e. Én biztos bepipálnám.
- Lehet-e belső változókat olvasásni G-kódból (pl. G31 után #2002 a Mach3-ban)? Ha nincs ilyen funkció, akkor legalább a tengely pozíciókat meg lehetne-e oldani a változókhoz hasonlóan mondjuk #X, #Y stb. módszerrel? (A példában levő G31 utáni Z olvasás kéne nagyon.)
Lenne viszont néhány kérdésem, észrevételem.
- A kód színezőbe nagy meló lenne belenyúlni? Az a gondom, hogy minden, amit nem hajt végre, az piros, de nem mind hiba. Nem lehetne az Nxx sorszám pl. sárga, a megjegyzések pl. zöld színnel? Akkor messziről látszik, hogy nem hiba, csak irreleváns a futtatás szempontjából.
- Már jóval korábban is kérdezte valaki, de nem rémlik, hogy lett volna állásfoglalás arról, hogy lehetne-e valahol egy pipa, hogy a hibás kód futtatható legyen-e. Én biztos bepipálnám.
- Lehet-e belső változókat olvasásni G-kódból (pl. G31 után #2002 a Mach3-ban)? Ha nincs ilyen funkció, akkor legalább a tengely pozíciókat meg lehetne-e oldani a változókhoz hasonlóan mondjuk #X, #Y stb. módszerrel? (A példában levő G31 utáni Z olvasás kéne nagyon.)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 31, 09:55
Írta: 000000000 Dátum 2014 október 31, 09:55
Szia,
Kérdésekre a válasz:
1.) A kód szinezését még az elején megcsináltuk, de sajnos a Flashplayer annyi proci időt zabál a szinezésre, hogy nem igazán jó. Utánaolvastam és arra jutottam, hogy nincsen rá egyelőre megoldás. Az, hogy csak pirosra szinezi a nem végrehajtható kódokat, gyakorlatilag ez a művelet zabálja fel a teljes proci idő (amit az UCCNC használ) kb. 30-40%-át ami azért eléggé durván sok. Ha minden szinezve lenne különböző szinekkel, akkor több proci időt eszik maga a szinezés, mint a program egész többi része. Ez szerintem nem működő megoldás így. Talán valamikor az Adobe a Flashpalyerben megoldja majd, hogy a szines sztringek ne zabáljanak ennyit.
2.) Ha hibás egy kód, akkor az nem futtatható, hiszen hibás. :)
3.) Van ilyen, ismeri a parametrikus programozást az UCCNC, az amit írsz, hogy # változókból vegye az adatokat, azt tudja a program, sőt képleteket is tud számolni, sőt sin, cos, tan, abs, stb. függvényeket is ismeri. Viszont a G31-nél nem teszi el változóba a mérés eredményét, ez még nincs megcsinálva.
Több infó a parametrikus programozásról, a rendelkezésre álló függvényekről stb. a dokumentációban.
Kérdésekre a válasz:
1.) A kód szinezését még az elején megcsináltuk, de sajnos a Flashplayer annyi proci időt zabál a szinezésre, hogy nem igazán jó. Utánaolvastam és arra jutottam, hogy nincsen rá egyelőre megoldás. Az, hogy csak pirosra szinezi a nem végrehajtható kódokat, gyakorlatilag ez a művelet zabálja fel a teljes proci idő (amit az UCCNC használ) kb. 30-40%-át ami azért eléggé durván sok. Ha minden szinezve lenne különböző szinekkel, akkor több proci időt eszik maga a szinezés, mint a program egész többi része. Ez szerintem nem működő megoldás így. Talán valamikor az Adobe a Flashpalyerben megoldja majd, hogy a szines sztringek ne zabáljanak ennyit.
2.) Ha hibás egy kód, akkor az nem futtatható, hiszen hibás. :)
3.) Van ilyen, ismeri a parametrikus programozást az UCCNC, az amit írsz, hogy # változókból vegye az adatokat, azt tudja a program, sőt képleteket is tud számolni, sőt sin, cos, tan, abs, stb. függvényeket is ismeri. Viszont a G31-nél nem teszi el változóba a mérés eredményét, ez még nincs megcsinálva.
Több infó a parametrikus programozásról, a rendelkezésre álló függvényekről stb. a dokumentációban.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2014 október 31, 10:18
Írta: dezsoe Dátum 2014 október 31, 10:18
Huh! Köszönöm a gyors választ!
1.) Ez durva...
2.) Ezt úgy gondoltam, hogy ha van a betöltött g-kódban legalább egy olyan mondat vagy bármi, ami hibás (tehát kihagyná), akkor ne lehessen az egészet futtatni.
3.) A számítások rendben vannak, csak az a fránya Z... Viszont a #1431 nagyon hasznos volt, mert kiderült belőle, hogy csak egyszer fordítja a makrókat, így most meg tudom oldani a Z kiolvasását egy M310 makróval, ami egy sor: exec.ivars[9]=exec.GetZpos();, majd használom a #9-et. Csak a sebessége miatt aggódtam, de #1431 megnyugtatott.:)
1.) Ez durva...
2.) Ezt úgy gondoltam, hogy ha van a betöltött g-kódban legalább egy olyan mondat vagy bármi, ami hibás (tehát kihagyná), akkor ne lehessen az egészet futtatni.
3.) A számítások rendben vannak, csak az a fránya Z... Viszont a #1431 nagyon hasznos volt, mert kiderült belőle, hogy csak egyszer fordítja a makrókat, így most meg tudom oldani a Z kiolvasását egy M310 makróval, ami egy sor: exec.ivars[9]=exec.GetZpos();, majd használom a #9-et. Csak a sebessége miatt aggódtam, de #1431 megnyugtatott.:)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 31, 10:28
Írta: 000000000 Dátum 2014 október 31, 10:28
2.) Szóval arra gondolsz, hogy ha van hibás kód, akkor jelezze és semmi ne fusson, el se induljon ciklus start-ra? Vagy legalábbis választható legyen egy ilyen opció?
3.) Igen, amit leírtál megoldást, azzal a módszerrel kitudod olvasni a Z mérési eredményt és utána a változó értékét feltudod használni.
3.) Igen, amit leírtál megoldást, azzal a módszerrel kitudod olvasni a Z mérési eredményt és utána a változó értékét feltudod használni.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 31, 10:32
Írta: 000000000 Dátum 2014 október 31, 10:32
Szia,
OK, köszi az infókat.
Kérlek majd ha használod többet a szoftvert és találsz bármi problémát még, vagy ami esetleg nem tetszik, akkor írd le ide vagy nekem e-mailben és akkor elgondolkodunk rajta. :)
OK, köszi az infókat.
Kérlek majd ha használod többet a szoftvert és találsz bármi problémát még, vagy ami esetleg nem tetszik, akkor írd le ide vagy nekem e-mailben és akkor elgondolkodunk rajta. :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2014 október 31, 10:49
Írta: dezsoe Dátum 2014 október 31, 10:49
2.) Igen, pontosan erre gondoltam, kapcsolhatóan. Akkor akár a színezés is kikapcsolató lehet, hogy ne zabálja a procit, hiszen elég akkor megnézni, hogy mi a gond, ha nem futtatható a kód.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 október 31, 16:31
Írta: svejk Dátum 2014 október 31, 16:31
Az a Pokeys, meg a többiek ránézésre is tök gagyik.
Ha Te csinálsz egyet és valami probléma lesz, akkor lesz kihez fordulni segítségért.
És hidd el nem hagynánk, hogy vackot adj ki a kezedből! :)
Ha Te csinálsz egyet és valami probléma lesz, akkor lesz kihez fordulni segítségért.
És hidd el nem hagynánk, hogy vackot adj ki a kezedből! :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 október 31, 16:33
Írta: svejk Dátum 2014 október 31, 16:33
Ez viszont tényleg jó hír, legvégsősoron feltuningolok hardveresen egy billentyűzet elektronikát.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2014 október 31, 16:51
Írta: dezsoe Dátum 2014 október 31, 16:51
Helyes, fő a minőség! :)
Igyekszem mielőbb tesztelhetőt alkotni.
Igyekszem mielőbb tesztelhetőt alkotni.
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2014 október 31, 20:49
Írta: lari Dátum 2014 október 31, 20:49
Ma a következő hibajelenséggel találkoztam.MPG gomb bekapcsolva, Kézikereket forgatva, közben a Cont. gombot megnyomva a tengely bizonyos sebességgel tovább mozog.Reset gomb, vagy a végállás kapcsoló állítja meg.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 31, 21:08
Írta: 000000000 Dátum 2014 október 31, 21:08
Szia,
Jöszi a hibajalentést.
Azt szeretném kérni, hogy most várjátok meg légyszi a következő kiadást. Addig most felesleges MPG további bugokat jelenteni, mert az MPG-ben a hibákat éppen javítjuk és így most mégegyszer át lesz nézve teljesen. Illetve a javításnál mindent újra tesztelünk. Szóval az új kiadás ami a 1.0040-es lesz (hamarosan), majd az után kérnénk szépen újra MPG-vel kapcsolatos hibajelentéseket.
Jöszi a hibajalentést.
Azt szeretném kérni, hogy most várjátok meg légyszi a következő kiadást. Addig most felesleges MPG további bugokat jelenteni, mert az MPG-ben a hibákat éppen javítjuk és így most mégegyszer át lesz nézve teljesen. Illetve a javításnál mindent újra tesztelünk. Szóval az új kiadás ami a 1.0040-es lesz (hamarosan), majd az után kérnénk szépen újra MPG-vel kapcsolatos hibajelentéseket.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 október 31, 21:09
Írta: 000000000 Dátum 2014 október 31, 21:09
A "Jöszi" az "Köszi" akart volna lenni. :)
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 november 01, 10:42
Írta: xfg6v697j Dátum 2014 november 01, 10:42
Szia Balázs,ment egy levél kérdéssel.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 november 01, 10:50
Írta: 000000000 Dátum 2014 november 01, 10:50
Szia, menet válasz.
Ide is bemásolom, hátha valaki mást is érdekel.
double szám konvertálása string-é makróban, példa:
double a = 1.23;
string b = Convert.ToString(a);
MessageBox.Show(b);
Ide is bemásolom, hátha valaki mást is érdekel.
double szám konvertálása string-é makróban, példa:
double a = 1.23;
string b = Convert.ToString(a);
MessageBox.Show(b);
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 november 01, 11:51
Írta: xfg6v697j Dátum 2014 november 01, 11:51
Alap módon működik,de valódi dro kiolvasánál hibát ad.
A sreenset-ben így helyeztem el a dro-t:
AS3.Sendlabeltoscreen("1230", "Arial", "right", 25, 35535, 110, 520, 20000, 49);//
És így olvasom ki:
double a = Convert.ToDouble(exec.mainform.AS3.Getinputlabel(20000));//1.23;
string b = Convert.ToString(a);
MessageBox.Show(b);
Őgy tűnik,hogy több paraméterel kellene ellátni a "Convert.ToString" függvényt,de nem találtam elég jó példát rá.
hibaüzenet.
A sreenset-ben így helyeztem el a dro-t:
AS3.Sendlabeltoscreen("1230", "Arial", "right", 25, 35535, 110, 520, 20000, 49);//
És így olvasom ki:
double a = Convert.ToDouble(exec.mainform.AS3.Getinputlabel(20000));//1.23;
string b = Convert.ToString(a);
MessageBox.Show(b);
Őgy tűnik,hogy több paraméterel kellene ellátni a "Convert.ToString" függvényt,de nem találtam elég jó példát rá.
hibaüzenet.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 november 01, 12:10
Írta: xfg6v697j Dátum 2014 november 01, 12:10
Mikor csak ezt a sot hagytam a makróban,akkor is megékezett a hibaüzenet,tehát tévedtem,és nem a tostring függvény a ludas,hanem a todouble:
double a = Convert.ToDouble(exec.mainform.AS3.Getinputlabel(20000));
Tehát módosul a kérdésem.
Hogyan kérdezzem le és alakítsam számmá a dro-k értékét?
double a = Convert.ToDouble(exec.mainform.AS3.Getinputlabel(20000));
Tehát módosul a kérdésem.
Hogyan kérdezzem le és alakítsam számmá a dro-k értékét?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 november 01, 12:13
Írta: 000000000 Dátum 2014 november 01, 12:13
Egyetlen probléma van csak a kóddal, a screenset-re feltöltés a probléma, nem a double string konverzió.
A Sendlabeltoscreen az egy olyan címkét készít, ami a képernyőn csak olvasható, de nem szerkeszthető, ez a fajta teljesen más, mint az input mező. Ez a fajta mezőt a Getlabel(); függvénnyel tudnád kiolvasni, nem a Getinputlabal();-el, de szerintem neked nem ilyen mező kell, hanem amit a user tud szerkeszteni a képernyőn.
A következő függvényre cseréld ki a Sendlabeltoscreent:
public void Sendinputtoscreen(string labeltext, string labelfont, string textalign, int fontsize, int fontcolor, int posX, int posY, int intextboxwidth, string type, double min, double max, int labelnumber, int parentnumber)
Például:
AS3.Sendinputtoscreen(" ", "Arial", "center", 22, 0, 100, 100 , 80, "fieldnb", 0, 300, 20000, 36);
A Sendlabeltoscreen az egy olyan címkét készít, ami a képernyőn csak olvasható, de nem szerkeszthető, ez a fajta teljesen más, mint az input mező. Ez a fajta mezőt a Getlabel(); függvénnyel tudnád kiolvasni, nem a Getinputlabal();-el, de szerintem neked nem ilyen mező kell, hanem amit a user tud szerkeszteni a képernyőn.
A következő függvényre cseréld ki a Sendlabeltoscreent:
public void Sendinputtoscreen(string labeltext, string labelfont, string textalign, int fontsize, int fontcolor, int posX, int posY, int intextboxwidth, string type, double min, double max, int labelnumber, int parentnumber)
Például:
AS3.Sendinputtoscreen(" ", "Arial", "center", 22, 0, 100, 100 , 80, "fieldnb", 0, 300, 20000, 36);
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 november 01, 12:16
Írta: 000000000 Dátum 2014 november 01, 12:16
Igen, a ToDouble a ludas, ahogy mondod, mert egy label-t töltesz fel a képernyőre és egy input mezőt olvasol ki. A kettő fajta objektum nem ugyanaz, így nem is jön létre 20000-es számú input mező. A Getinputlabel üres stringgel ("") tér vissza, ami nem konvetálható double értékké, ezért van a hiba.
Cím: Re:UCCNC vezérlő program
Írta: ra8nsmk6w Dátum 2014 november 01, 12:45
Írta: ra8nsmk6w Dátum 2014 november 01, 12:45
Mint friss uc 300 tulajdonos kérdezem, hogy miként lehet egy bemenetre Pl? 1 port 15 pin
több funkciót is hozzárendelni. x++,home,y--. stb.
több funkciót is hozzárendelni. x++,home,y--. stb.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 november 01, 13:07
Írta: xfg6v697j Dátum 2014 november 01, 13:07
A Getlabel tökéletesen működik.
Én viszont tényleg olyan drot akartam felraki,amit nem tud a felhastznló módosítan,mert ccsak kijelzésre hastználnám.
Úgy tűnik,hogy lényegében már minden utasításrt értek a screenset-ben.
A makróhoz meg az UCCNC.exe file-ból lesem ki a szükséges utasításokat,bár néha kell kicsit kísérletezni,és ojkor nem találom ami kell.
Én viszont tényleg olyan drot akartam felraki,amit nem tud a felhastznló módosítan,mert ccsak kijelzésre hastználnám.
Úgy tűnik,hogy lényegében már minden utasításrt értek a screenset-ben.
A makróhoz meg az UCCNC.exe file-ból lesem ki a szükséges utasításokat,bár néha kell kicsit kísérletezni,és ojkor nem találom ami kell.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2014 november 01, 15:40
Írta: dezsoe Dátum 2014 november 01, 15:40
Gondom van.
UC100-am van, UCCNC 1.0039, a leírtakat az X, Y és Z tengelyen is próbáltam. Ha az Enable a 14-es, 16-os vagy 17-es lábon van, akkor nem működik rendesen. A lábat 0-ból 1-re tudja váltani, ha előzőleg 0 volt, de vissza nem kapcsolja. Független az Active low kapcsolóktól. Más lábon ezt nem tapasztalom (O1, O8, O9-en próbáltam, a többin tengely van). Először az én elektronikámra tippeltem (az egész saját tervek alapján épült, ezért minden lehet...), de miután alaposabb tesztnek vetettem alá a programot, kiderült, hogy UC100 demó módban is így megy, a diagnosztika fülön lehet nézegetni.
(Természetesen az elektronika a 17-esen negálva várja az Enable jelet...)
UC100-am van, UCCNC 1.0039, a leírtakat az X, Y és Z tengelyen is próbáltam. Ha az Enable a 14-es, 16-os vagy 17-es lábon van, akkor nem működik rendesen. A lábat 0-ból 1-re tudja váltani, ha előzőleg 0 volt, de vissza nem kapcsolja. Független az Active low kapcsolóktól. Más lábon ezt nem tapasztalom (O1, O8, O9-en próbáltam, a többin tengely van). Először az én elektronikámra tippeltem (az egész saját tervek alapján épült, ezért minden lehet...), de miután alaposabb tesztnek vetettem alá a programot, kiderült, hogy UC100 demó módban is így megy, a diagnosztika fülön lehet nézegetni.
(Természetesen az elektronika a 17-esen negálva várja az Enable jelet...)
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 november 01, 16:18
Írta: xfg6v697j Dátum 2014 november 01, 16:18
Van lehetőség őj profilhoz másik screenset betőltésére,anélkül,hogy a profil file-ba bele kellene írni?
Cím: Re:UCCNC vezérlő program
Írta: fektiforg Dátum 2014 november 01, 17:50
Írta: fektiforg Dátum 2014 november 01, 17:50
Még egy tapasztalás részemről : paraméteres programot futtatok, futásközben ciklusstopot
nyomok ( pl. kivágás közben félrebillen az anyag és útban van, muszáj megállítani a futást)
Újra ciklusstartra összevissza, kiszámíthatatlanul „koricál” , mintha az aktuális változók
törlődnének, ez szerintem így nem jó. Más általam ismert vezérlőknél, ez a dolog csak M30
hatására történik.
nyomok ( pl. kivágás közben félrebillen az anyag és útban van, muszáj megállítani a futást)
Újra ciklusstartra összevissza, kiszámíthatatlanul „koricál” , mintha az aktuális változók
törlődnének, ez szerintem így nem jó. Más általam ismert vezérlőknél, ez a dolog csak M30
hatására történik.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 november 01, 18:12
Írta: 000000000 Dátum 2014 november 01, 18:12
megfogom nézni mi lehet.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 november 01, 18:13
Írta: 000000000 Dátum 2014 november 01, 18:13
Nincsen. A profil fáhlban át kell írni a screenset file nevét ahhoz, hogy a profil azt a screenet-et töltse be, így vannak összerendezve.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 november 01, 18:20
Írta: 000000000 Dátum 2014 november 01, 18:20
Igen, ez valóban így van, illetve Mach3-nál is így van ... próbáld ki. És az aszinkron működésből adódik, illetve a pufferelés miatt van. Vagyis mert a programnak előre látnia kell a kódsorokat az előrenézés miatt, így előre betölti azokat, a változók értéke már előre megváltozik és ha megállítod a program futását, akkor visszafelé nem lehet ezeket visszaszámolni, annyi lesz az értékük, amennyi az előrenézett programban volt.
Szóval ez a működésből adódik, mach3-nál LPT porttal is így van.
Ílletve már kitaláltam rá a megoldást az UCCNC esetében a későbbiekben meg fogjuk csinálni, hogy ne így legyen. Mach3-nál viszont így van, annál nem lehet megcsinálni, hogy ne így legyen se LPT porttal, se UC100-al.
Szóval ez a működésből adódik, mach3-nál LPT porttal is így van.
Ílletve már kitaláltam rá a megoldást az UCCNC esetében a későbbiekben meg fogjuk csinálni, hogy ne így legyen. Mach3-nál viszont így van, annál nem lehet megcsinálni, hogy ne így legyen se LPT porttal, se UC100-al.
Cím: Re:UCCNC vezérlő program
Írta: fektiforg Dátum 2014 november 01, 18:56
Írta: fektiforg Dátum 2014 november 01, 18:56
Mach3 -nál csak kipróbálásig jutottam, nekem ennyi elég volt…
Mint már írtam, nekem csak pár ipari vezérléssel volt dolgom, és
Linux CNC -vel. UCCNC – is egy ígéretes Windows -os rendszernek
tűnik, és remélem így is lesz !
Mint már írtam, nekem csak pár ipari vezérléssel volt dolgom, és
Linux CNC -vel. UCCNC – is egy ígéretes Windows -os rendszernek
tűnik, és remélem így is lesz !
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2014 november 01, 19:15
Írta: dezsoe Dátum 2014 november 01, 19:15
Előre is köszönöm!
Kicsit a #1460-hoz is kapcsolódva, már akartam kérdezni, hogy az M0 nincs tervbe véve? Most M6-tal pause-olok, de a pause az mégsem szerszámcsere. (Próbáltam M0 makróból exec.Stop-ot, de nem az igazi a kérdései miatt.)
Kicsit a #1460-hoz is kapcsolódva, már akartam kérdezni, hogy az M0 nincs tervbe véve? Most M6-tal pause-olok, de a pause az mégsem szerszámcsere. (Próbáltam M0 makróból exec.Stop-ot, de nem az igazi a kérdései miatt.)
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 november 01, 20:14
Írta: xfg6v697j Dátum 2014 november 01, 20:14
Tedd ezt a makróba az exec.stop helyett.
MessageBox.Show("Továbblépéshez nyomja meg az OK gombot.");
Amíg nem kattintassz a felugró ablakban az OK gombra,addig állni fog a programod futása.
MessageBox.Show("Továbblépéshez nyomja meg az OK gombot.");
Amíg nem kattintassz a felugró ablakban az OK gombra,addig állni fog a programod futása.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2014 november 01, 21:08
Írta: dezsoe Dátum 2014 november 01, 21:08
Köszi! Az ötlet jó, de az M0/M6 előnye, hogy Cycle start-tal tudok továbbmenni.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2014 november 02, 14:50
Írta: dezsoe Dátum 2014 november 02, 14:50
Annyi haszna mindenképpen volt a hibának, hogy megépítettem egy charge pump érzékelőt, így végre nem okoznak problémát a beragadt szintek.
Megfigyeltem, hogy induláskor egy pillanatra bekapcsolja a cp-t akkor is, ha nincs bejelölve a charge pump always on. Utána már a Reset-tel kapcsolható rendesen. (Szerencsére ilyenkor már a többi jel - főleg a marómotoré - jó szinten van, így nem okoz bajt.)
Megfigyeltem, hogy induláskor egy pillanatra bekapcsolja a cp-t akkor is, ha nincs bejelölve a charge pump always on. Utána már a Reset-tel kapcsolható rendesen. (Szerencsére ilyenkor már a többi jel - főleg a marómotoré - jó szinten van, így nem okoz bajt.)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 november 02, 21:43
Írta: 000000000 Dátum 2014 november 02, 21:43
Megtaláltam a hiba okát. Valóban UC100-nál nem jól volt lekezelve az enable jel a felső biteken, vagyis a 14., 16., 17. lábon csak bekapcsolni kapcsolta be és úgy is maradt, ahogy leírtad. Ezt most javítottam. A következő kiadásban már jól fog működni.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 november 02, 21:45
Írta: 000000000 Dátum 2014 november 02, 21:45
Ezt a charge pump kezdeti bekapcsolást is amit leírtál megfogom hamarosan vizsgálni.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2014 november 03, 06:26
Írta: ANTAL GÁBOR Dátum 2014 november 03, 06:26
Dezsoe!A napokban ment egy mail . Lehet hogy spamra futott? Légy szives klickelj rám és adj egy elérhetőséget .
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2014 november 03, 10:17
Írta: dezsoe Dátum 2014 november 03, 10:17
Szia! Nem futott spam-re, elvileg #1436-ban válaszoltam is rá. Azóta annyi változott, hogy Balázs írta, hogy a Pokeys nem az igazi, így mégis elővettem a feladatot. Tegnap este próbapanelon odáig jutottam, hogy egy jobbra és egy shift már remekül működik. Már "csak" annyi van hátra, hogy a megfelelő zavarszűréssel a Svejk által kért (#1398) 48 bemenetet tudjam kezelni. Kitartás, dolgozom rajta! [#email]
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2014 november 03, 10:49
Írta: ANTAL GÁBOR Dátum 2014 november 03, 10:49
Bocs Úgy értelmeztem hogy el lett halasztva . Írok magánban legföljebb este látod . üdv
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 november 03, 11:16
Írta: svejk Dátum 2014 november 03, 11:16
[#wow1] Nem semmi! [#worship]
Biztos vagyok benne, hogy lesz rá fizetőképes kereslet, mert azért az UC300 48 trigger bemenete is gyorsan el tud fogyni.
Balázséktól kérdezem, hogy ugye jól gondolom, hogy az UC100-hoz is használható lenne ez a 48 Softkey funkció?
Biztos vagyok benne, hogy lesz rá fizetőképes kereslet, mert azért az UC300 48 trigger bemenete is gyorsan el tud fogyni.
Balázséktól kérdezem, hogy ugye jól gondolom, hogy az UC100-hoz is használható lenne ez a 48 Softkey funkció?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 november 03, 11:23
Írta: 000000000 Dátum 2014 november 03, 11:23
Sziasztok,
Svejk: Igen, UC100-nál is használható a 48db hotkey.
Dezsoe: gondolom olyan mikrovezérlővel csinálod, aminek van beépített USB portja és HID eszközként ismerteted fel a PC-vel és úgy külöd át a billentyű kódokat?
Majd ne felejts el a bemenetekre egy-egy RC tagot felpakolni zavarszürés, áram korlátozás és prellmentesítés miatt. A pokeys megbízhatósága végülis ezen bukott el, hogy ezen akartak spórolni...
Kíváncsian várom a fejleményeket, ha alakul majd a projekt.
Svejk: Igen, UC100-nál is használható a 48db hotkey.
Dezsoe: gondolom olyan mikrovezérlővel csinálod, aminek van beépített USB portja és HID eszközként ismerteted fel a PC-vel és úgy külöd át a billentyű kódokat?
Majd ne felejts el a bemenetekre egy-egy RC tagot felpakolni zavarszürés, áram korlátozás és prellmentesítés miatt. A pokeys megbízhatósága végülis ezen bukott el, hogy ezen akartak spórolni...
Kíváncsian várom a fejleményeket, ha alakul majd a projekt.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2014 november 03, 12:25
Írta: dezsoe Dátum 2014 november 03, 12:25
Szia!
Igen, HID billentyűzet lesz, megfelelő HW és SW szűréssel. Azért is várom a hotkey kezelés módosítását, amit korábban írtál, mert egy gombhoz akár AltGr-es kódot is lehet rendelni (egy fizikai gomb, de kettőt lát a gép), így a normál billentyűket lehet arra használni, amire valók, nem ütköznek a vezérlővel.
A cél az, hogy megbízható legyen, de pici-ócó alkatrészekből is össze lehessen rakni, elvégre hobbizunk. :)
Igen, HID billentyűzet lesz, megfelelő HW és SW szűréssel. Azért is várom a hotkey kezelés módosítását, amit korábban írtál, mert egy gombhoz akár AltGr-es kódot is lehet rendelni (egy fizikai gomb, de kettőt lát a gép), így a normál billentyűket lehet arra használni, amire valók, nem ütköznek a vezérlővel.
A cél az, hogy megbízható legyen, de pici-ócó alkatrészekből is össze lehessen rakni, elvégre hobbizunk. :)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 november 03, 14:18
Írta: 000000000 Dátum 2014 november 03, 14:18
Szia,
Jól hangzik a dolog. :)
A SW szűrés is nagyon jó, de hardveres is legyen benne szerintem mindenképpen 1 soros ellenállat + egy kis kerámia kondi a jel és föld közé minden bemenetre.
A panelt ha van rá mód SMD-re tervezd, ha már az olcsóságnál tartunk, akkor az olcsón akár tömeggyártható is, de kis szériában is olcsóbbak az SMD alkatrészek általában.
Talán 2 oldalt volna érdemes rakni sorkapcsokat és hosszúkásra tervezni a panelt és akkor egy alj lemezzel és egy DIN hüvellyel akár DIN sínre is kényelmesen felpattintható, sorolható lehet.
A szoftver új verziót most már tényleg hamarosan kiadjuk.
Az AltGr dolgot amit írtál azt nem teljesen értem.
Jól hangzik a dolog. :)
A SW szűrés is nagyon jó, de hardveres is legyen benne szerintem mindenképpen 1 soros ellenállat + egy kis kerámia kondi a jel és föld közé minden bemenetre.
A panelt ha van rá mód SMD-re tervezd, ha már az olcsóságnál tartunk, akkor az olcsón akár tömeggyártható is, de kis szériában is olcsóbbak az SMD alkatrészek általában.
Talán 2 oldalt volna érdemes rakni sorkapcsokat és hosszúkásra tervezni a panelt és akkor egy alj lemezzel és egy DIN hüvellyel akár DIN sínre is kényelmesen felpattintható, sorolható lehet.
A szoftver új verziót most már tényleg hamarosan kiadjuk.
Az AltGr dolgot amit írtál azt nem teljesen értem.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2014 november 03, 16:21
Írta: dezsoe Dátum 2014 november 03, 16:21
Szia!
A sorkapocs azért is praktikus, mert a méreténél fogva elférnek a nem SMD alkatrészek is. Az SMD nekem már túl kicsi, nem látom... Persze, ha kész lesz és beválik a teszteken, akkor még mindig át lehet tervezni picire.
Az AltGr példa arra utal, hogy pl. egy funkciót a @-ra konfigolok, akkor az magyar billentyűzeten AltGr-V. Az UCCNC-ben az AltGr-ig jutsz el, kapsz egy 17-es kódot és kész. A #1434-ben már írtam, hogy ugyanígy kiesett a Ctrl-O kombináció is. (Most vettem észre, hogy a Ctrl és az AltGr egyformán 17-et ad vissza.)
A sorkapocs azért is praktikus, mert a méreténél fogva elférnek a nem SMD alkatrészek is. Az SMD nekem már túl kicsi, nem látom... Persze, ha kész lesz és beválik a teszteken, akkor még mindig át lehet tervezni picire.
Az AltGr példa arra utal, hogy pl. egy funkciót a @-ra konfigolok, akkor az magyar billentyűzeten AltGr-V. Az UCCNC-ben az AltGr-ig jutsz el, kapsz egy 17-es kódot és kész. A #1434-ben már írtam, hogy ugyanígy kiesett a Ctrl-O kombináció is. (Most vettem észre, hogy a Ctrl és az AltGr egyformán 17-et ad vissza.)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 november 03, 17:50
Írta: 000000000 Dátum 2014 november 03, 17:50
Szia,
OK, így már értem.
Az Altgr = Ctrl + Alt, vagyis két kódot is visszaad, a 17-eset és asszem a 18-asat vagy a 16-osat, most ebben nem vagyok biztos, hogy melyiket...
OK, így már értem.
Az Altgr = Ctrl + Alt, vagyis két kódot is visszaad, a 17-eset és asszem a 18-asat vagy a 16-osat, most ebben nem vagyok biztos, hogy melyiket...
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 november 03, 20:16
Írta: 000000000 Dátum 2014 november 03, 20:16
Sziasztok,
Elkészült az UCCNC 1.0040-es verziója.
A letöltés: UCCNC 1.0040
Hibák javítása:
- MPG hibáinak a javítása.
- A 3D nézőkét eddig csak a fő (legfelsőbb szintű) tab oldalakra lehetett feltenni, most már bermelyik aloldalakra is.
- A körök rajzolásának a felbontás számításba került egy hiba, így nagy méretű köröknél előfordult, hogy nem rajzolta ki a kört.
- UC100-nál az enable jelek a felső biteken, a 14., 16., 17. pineken nem jól működött.
- A toolpath oldalon az FRO és SRO + és - gombok pozíciója a képernyőn fel volt cserélve.
- A run from here gombnál ha a run from here sor előtt is körív kód (g2/3) állt és ha ebben nem volt Z koordináta, akkor nem jól számolta ki az előzetes mozgás Z koordinátáját. (A Z előzetes koordináta elveszett.)
- A DRO-kból kilépéskor a jobbra/balra nyíl gombok nyomására visszaugrott a DRO-ba a kurzor, ezt letiltottam, illetve a TAB gomb kijelölős ugrálása is letiltásra került a Flash-ben.
Új dolgok:
- Hotkey-ek a ctrl + alt + shift módosító billentyűket is elfogadja, ileltve ezeket bármilyen kombinációját is.
- A tab oldalak kaptak kimeneti LED kódokat és hozzárendelhetők a kimenetekhez.
Elkészült az UCCNC 1.0040-es verziója.
A letöltés: UCCNC 1.0040
Hibák javítása:
- MPG hibáinak a javítása.
- A 3D nézőkét eddig csak a fő (legfelsőbb szintű) tab oldalakra lehetett feltenni, most már bermelyik aloldalakra is.
- A körök rajzolásának a felbontás számításba került egy hiba, így nagy méretű köröknél előfordult, hogy nem rajzolta ki a kört.
- UC100-nál az enable jelek a felső biteken, a 14., 16., 17. pineken nem jól működött.
- A toolpath oldalon az FRO és SRO + és - gombok pozíciója a képernyőn fel volt cserélve.
- A run from here gombnál ha a run from here sor előtt is körív kód (g2/3) állt és ha ebben nem volt Z koordináta, akkor nem jól számolta ki az előzetes mozgás Z koordinátáját. (A Z előzetes koordináta elveszett.)
- A DRO-kból kilépéskor a jobbra/balra nyíl gombok nyomására visszaugrott a DRO-ba a kurzor, ezt letiltottam, illetve a TAB gomb kijelölős ugrálása is letiltásra került a Flash-ben.
Új dolgok:
- Hotkey-ek a ctrl + alt + shift módosító billentyűket is elfogadja, ileltve ezeket bármilyen kombinációját is.
- A tab oldalak kaptak kimeneti LED kódokat és hozzárendelhetők a kimenetekhez.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 november 03, 20:17
Írta: 000000000 Dátum 2014 november 03, 20:17
Annyi megjegyzés még, hogy az MPG dolgoit az összetettsége miatt jó lenne ha most tovább tesztelnétek és ha találtok még benne hibát, akkor kérlek jelezzétek.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 november 03, 21:43
Írta: svejk Dátum 2014 november 03, 21:43
[#worship][#finom]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 november 03, 21:43
Írta: svejk Dátum 2014 november 03, 21:43
Holnap délelőtt megpróblok időt szakítani az MPG tesztekre.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 november 03, 23:41
Írta: 000000000 Dátum 2014 november 03, 23:41
Az szuper lenne, köszi!
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 november 04, 10:10
Írta: svejk Dátum 2014 november 04, 10:10
MPG multi módban továbbra is eltéved a szerkezet. :(
Ugyanezen hardver a Mach3-nál mindig visszatalál ha az MPG kereket visszatekerem 0-ra.
Ugyanezen hardver a Mach3-nál mindig visszatalál ha az MPG kereket visszatekerem 0-ra.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 november 04, 10:21
Írta: svejk Dátum 2014 november 04, 10:21
A kombinációs Hotkey-ek jól működnek.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 november 04, 10:26
Írta: 000000000 Dátum 2014 november 04, 10:26
Balázs ezt múltkor letesztelte, de szerintem nem írtam le, hogy mikor mondtad ezt a hibát, akkor ő ellenőrizte a multi módot és 50kHz felett téved csak el, az a határfreki. Ha mondjuk 100-as encodered van 4x-es (quadratura) módban dekódolva akkor annyira gyorsan tutira nem tekered, mert az 50kHz az 125 Hz-es tekerést jelent.
Azt javasolta Balázs, hogy tegyél egy RC filtert a csatornákra, mert mivel tutira nem tudod túllépni az 50kHz-et kézi tekerési sebességgel, így csak prell zaj lehet a probléma.
Azt javasolta Balázs, hogy tegyél egy RC filtert a csatornákra, mert mivel tutira nem tudod túllépni az 50kHz-et kézi tekerési sebességgel, így csak prell zaj lehet a probléma.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 november 04, 10:28
Írta: 000000000 Dátum 2014 november 04, 10:28
Mach3-ban lehet van egy digitális szűrő az MPG-n, csak tippelek... pontosan nem tudom, de majd megkérdezem Balázst. Mindenesetre, ha van lehetőséged rá kipróbálni egy pici RC szűrővel a csatornákon, az jó lenne.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 november 04, 10:28
Írta: 000000000 Dátum 2014 november 04, 10:28
Szuper, sokat "bütyköltem" rajta mire jó lett. :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 november 04, 10:31
Írta: svejk Dátum 2014 november 04, 10:31
Ez egy komoly, gyári, ipari, MPG, ez tuti nem prellez.
De majd kipróbálom a szűrést.
De majd kipróbálom a szűrést.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 november 04, 10:44
Írta: 000000000 Dátum 2014 november 04, 10:44
Pedig az 50kHz határfreki alatt nem téved.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 november 04, 10:47
Írta: svejk Dátum 2014 november 04, 10:47
Mindössze annyit teszek, hogy nem az UCCNC-t indítom el hanem a MACH3-at és minden megjavul.
Akkor mi lehet a hiba?
Akkor mi lehet a hiba?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 november 04, 10:55
Írta: 000000000 Dátum 2014 november 04, 10:55
Szerintem a mach3-ban lehet valami digitálisan implementált aluláteresztő szűrő az MPG bemeneteken.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 november 04, 11:21
Írta: svejk Dátum 2014 november 04, 11:21
Node minek a szűrő ha tuti a jel?
Mindkét estben az MPG ugyanannak az UC300-nak, ugyanarra a pontjára csatlakozik.
Az UC300 ugyan úgy USB-n továbbítja az adatokat a MACH3-nak és az UCCNC-nek is.
A MACH3-nál jó, az UCCNC-nél nem.
Nekem ebből az jön le , hogy az UCCNC szoftver a ludas.
Még egyre gondolok, lehet -de most már nincs időm kipróbálni- , hogy a Mach és az UCCNC mégsem szeretik ha egymás után vannak futtatva.
Mindkét estben az MPG ugyanannak az UC300-nak, ugyanarra a pontjára csatlakozik.
Az UC300 ugyan úgy USB-n továbbítja az adatokat a MACH3-nak és az UCCNC-nek is.
A MACH3-nál jó, az UCCNC-nél nem.
Nekem ebből az jön le , hogy az UCCNC szoftver a ludas.
Még egyre gondolok, lehet -de most már nincs időm kipróbálni- , hogy a Mach és az UCCNC mégsem szeretik ha egymás után vannak futtatva.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 november 04, 11:26
Írta: 000000000 Dátum 2014 november 04, 11:26
Lehet az MPG koboldok rontják el a jelet. :)
De viccet félre téve, ahogy írtam részemről ez a mach3 ba épített szűrő is csak egy tipp volt. Csak azt írtam le neked amit Balázs múltkor mondott nekem és javasolt. De majd egyeztetek Balázzsal ismét és megnézzük mégegyszer...
De viccet félre téve, ahogy írtam részemről ez a mach3 ba épített szűrő is csak egy tipp volt. Csak azt írtam le neked amit Balázs múltkor mondott nekem és javasolt. De majd egyeztetek Balázzsal ismét és megnézzük mégegyszer...
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 november 04, 12:16
Írta: xfg6v697j Dátum 2014 november 04, 12:16
A szerszámpály kijelző most már jól jelenik meg az alképernyőkön is.[#eljen]
Így már tudom folytatni énis az új képernyő készítését.
Így már tudom folytatni énis az új képernyő készítését.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 november 04, 13:20
Írta: svejk Dátum 2014 november 04, 13:20
No azok vannak nálam, mert ha leteszek valamit akkor ö perc múlva már nincs ott, aztán fél óra keresés után egyszer csak visszakerül oda ahova raktam... vagy mégse? :)
No kipróbáltam WinXP újraindítás után is, másik szintén márkás encoderrel ugyanaz a helyzet.
Esetleg az UC300 firmware-nél lehet a különbség, hiszen mást-mást tölt be a Mach3 és az UCCNC esetében.
No még kipróbálom egy RC taggal az A-B csatornán.
No kipróbáltam WinXP újraindítás után is, másik szintén márkás encoderrel ugyanaz a helyzet.
Esetleg az UC300 firmware-nél lehet a különbség, hiszen mást-mást tölt be a Mach3 és az UCCNC esetében.
No még kipróbálom egy RC taggal az A-B csatornán.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 november 04, 13:39
Írta: svejk Dátum 2014 november 04, 13:39
Rákötöttem egy-egy 100 pF-ot az A/B bemenet lábaira, semmi változás.
Nálam a 4. port 10 és 11-es bemenetére van konfigurálva az MPG.
MPG prescaler=4, szabványos 100-as MPG.
Nálatok melyik porton van?
Nálam a 4. port 10 és 11-es bemenetére van konfigurálva az MPG.
MPG prescaler=4, szabványos 100-as MPG.
Nálatok melyik porton van?
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 november 04, 14:14
Írta: kr97pwss2 Dátum 2014 november 04, 14:14
Akkor nem a prell okozza, amint időm engedi, kimérek mindent műszerrel. (amúgy készülőben van már az új kottyanás kompenzáció, és nagyon ígéretesek az első tesztek)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 november 04, 14:33
Írta: 000000000 Dátum 2014 november 04, 14:33
OK, köszi. :)
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2014 november 04, 14:49
Írta: ANTAL GÁBOR Dátum 2014 november 04, 14:49
"amúgy készülőben van már az új kottyanás kompenzáció" és a várva várt ......
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2014 november 04, 16:15
Írta: kr97pwss2 Dátum 2014 november 04, 16:15
Ne lődd le a meglepetést!
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 november 04, 16:16
Írta: 000000000 Dátum 2014 november 04, 16:16
Szia Gábor,
A kottyanás kompenzáció megváltoztatása egyben előkészíti a terepet a menetvágás/rigid tapping funkciók implementálhatóságához. Vagyis a kottyanás kompenzáció főként azért kerül most megváltoztatásra, hogy az említett funkciókat meglehessen csinálni. Ha erre gondoltál?!
A kottyanás kompenzáció megváltoztatása egyben előkészíti a terepet a menetvágás/rigid tapping funkciók implementálhatóságához. Vagyis a kottyanás kompenzáció főként azért kerül most megváltoztatásra, hogy az említett funkciókat meglehessen csinálni. Ha erre gondoltál?!
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 november 04, 16:16
Írta: 000000000 Dátum 2014 november 04, 16:16
Na, én meg lelőttem. Túl későn olvastam a kommentedet :)
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2014 november 04, 16:20
Írta: ANTAL GÁBOR Dátum 2014 november 04, 16:20
Én minden alkalmat megragadok az udvarias presszionálásra [#wink]
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2014 november 04, 17:18
Írta: lari Dátum 2014 november 04, 17:18
Tesztelgettem.
Ha a JRO csatornát aktiválom, akkor az MPG hibátlanul szabályozható a potival, de ha átváltok billentyűzet mozgatásra, akkor a tengely ugrál (szakadozva mozog). Ha a JRO csatornát deaktiválom, akkor egyenletes a tengelymozgatás billentyüzetről is.
Másik.
Ha nem az UCCNC ablak van felül, hanem pl egy böngésző, és közben megmozdítom a kézikereket (mpg)akkor az adott tengely szakadozva mozog.
Ez lehet, hogy természetes ebben az esetben...?
Ha a JRO csatornát aktiválom, akkor az MPG hibátlanul szabályozható a potival, de ha átváltok billentyűzet mozgatásra, akkor a tengely ugrál (szakadozva mozog). Ha a JRO csatornát deaktiválom, akkor egyenletes a tengelymozgatás billentyüzetről is.
Másik.
Ha nem az UCCNC ablak van felül, hanem pl egy böngésző, és közben megmozdítom a kézikereket (mpg)akkor az adott tengely szakadozva mozog.
Ez lehet, hogy természetes ebben az esetben...?
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2014 november 04, 17:38
Írta: lari Dátum 2014 november 04, 17:38
Az előbbihez:
Ha a JRO csatornát aktiválom, s megnyomom a home all gombot, akkor csak a Z megy el Home-ra, a többi nem. Ha a JRO-t deaktiválom, akkor a Home all tökéletes.
Ha a JRO csatornát aktiválom, s megnyomom a home all gombot, akkor csak a Z megy el Home-ra, a többi nem. Ha a JRO-t deaktiválom, akkor a Home all tökéletes.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 november 04, 17:47
Írta: 000000000 Dátum 2014 november 04, 17:47
Át tudnád nekem küldeni szokás szerint a beállítás (.pro) fájlodat. Csak mert próbálom előidézni a dolgokat amiket írtál, de nem sikerül. Múltkor is célravezető volt amikor átküldted a beállítás fájlt. :)
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2014 november 04, 17:53
Írta: lari Dátum 2014 november 04, 17:53
Oké, mindjárt küldöm :-)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 november 04, 18:03
Írta: 000000000 Dátum 2014 november 04, 18:03
Meg is jött, köszi. És sikerült is rögtön a home-olásos problémát előidézni vele. Vizsgáljuk az okát...
Cím: Re:UCCNC vezérlő program
Írta: c2nsu773m Dátum 2014 november 04, 19:17
Írta: c2nsu773m Dátum 2014 november 04, 19:17
Tegnap beaktiváltam az uccnc-ét és mai napig küszködöm a homra állással ,mert nem áll le a gép a referencia kapcsolóról, mit kell tennem hogy lemásszon róla?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 november 04, 19:39
Írta: svejk Dátum 2014 november 04, 19:39
Megpróbálom holnap másik portra configurálni, hátha...
Akkor az új backlash-nél a körnegyedeknél sem fog megtorpanni?
Akkor az új backlash-nél a körnegyedeknél sem fog megtorpanni?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 november 04, 19:56
Írta: 000000000 Dátum 2014 november 04, 19:56
Igen, teljesen folyamatos lesz a kompenzáció. Balázs a mozgásvezérlő mag egy nagyrészét átírja és ezzel egyúttal előkészíti a pályát a menetvágás/fúrás rutinoknak is, mert ez a működésbeli változtatás az alapja, illetve szükséges feltétele annak is.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 november 04, 20:01
Írta: svejk Dátum 2014 november 04, 20:01
Nem semmi...
Egyébként jönnek külföldről is visszajelzések, vagy ezek a verziók még nem publikusak?
Egyébként jönnek külföldről is visszajelzések, vagy ezek a verziók még nem publikusak?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 november 04, 20:08
Írta: 000000000 Dátum 2014 november 04, 20:08
Ezek a verziók még nem publikusak.
Az utolsó publikus verzió még csak az UC100-al működik, ami a weboldalunkon fent van. A nagy publikum számára csak az ami elérhető.
Az utolsó publikus verzió még csak az UC100-al működik, ami a weboldalunkon fent van. A nagy publikum számára csak az ami elérhető.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 november 04, 20:11
Írta: 000000000 Dátum 2014 november 04, 20:11
Egyébként általánosságban elmondva tetszik a külföldieknek. Hibajelentést nem nagyon kaptunk már régóta, az a verzió a ti segítségetekkel elég jól kiforrott lett.
Reméljük, illetve folyamatosan azon dolgozunk, hogy ez az új is, ami már tudja az UC300-at is kezelni és van sok új funkciója, hamarosan hibamentes lesz/legyen.
Reméljük, illetve folyamatosan azon dolgozunk, hogy ez az új is, ami már tudja az UC300-at is kezelni és van sok új funkciója, hamarosan hibamentes lesz/legyen.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 november 04, 20:18
Írta: 000000000 Dátum 2014 november 04, 20:18
Talán a home kapcsoló polaritása fordítva van konfigurálva.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 november 04, 20:19
Írta: 000000000 Dátum 2014 november 04, 20:19
Home Active low pipára gondolok.
Cím: Re:UCCNC vezérlő program
Írta: robroy007 Dátum 2014 november 04, 20:29
Írta: robroy007 Dátum 2014 november 04, 20:29
ugye gondoltok azért ennek kapcsán az eszterga irányába is ezzel kapcsolatosan lépni előre?
Cím: Re:UCCNC vezérlő program
Írta: c2nsu773m Dátum 2014 november 04, 20:50
Írta: c2nsu773m Dátum 2014 november 04, 20:50
Nincs kipipálva,és a GND van bekötve.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 november 04, 22:39
Írta: 000000000 Dátum 2014 november 04, 22:39
És alaphelyzetben zárt vagy nyitott?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 november 04, 22:43
Írta: 000000000 Dátum 2014 november 04, 22:43
Azt lenne érdemes megnézned, hogy ha a tengely nincsen rajta a végálláson akkor a diagnosztika fülön világít-e a tengelyhez tartozó home LED, ha világít, akkor rossz a polaritás.
Cím: Re:UCCNC vezérlő program
Írta: c2nsu773m Dátum 2014 november 05, 05:34
Írta: c2nsu773m Dátum 2014 november 05, 05:34
Alap helyzetben nyitott.
Az LPT panelon mindent ledek jeleznek vissza így látom hogy minden kapcsoló jól működik.
Az LPT panelon mindent ledek jeleznek vissza így látom hogy minden kapcsoló jól működik.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 november 05, 09:53
Írta: 000000000 Dátum 2014 november 05, 09:53
Úgy gondolom, hogy ha alaphelyzetben nyitott a kapcsoló, akkor az oprocsatolót, illetve a LED-et amit említettél akkor hajtja meg, amikor a kapcsoló zár. Ekkor az optocsatoló kollektorát lehúzza emiterre (0V), ha ez van közvetlenül kötve a port pin bemenetre, akkor a jel Active low.
Persze feltételezem, hogy más alaktrész, tranzisztor vagy inverter nincs már oda kötve az LPT panelra.
De mindez egyszerűen megnézhető a diagnosztika ablakon a tengely Home LED-jét ha megnézed. Amikor nincs home-on a tengely, akkor nem szabad világítania a home LED-nek a diagnisztika fülön. Ha világít ilyenkor, akkor az ative low polaritást meg kell fordítani, mert akkor fordítva van konfigurálva mint ahogy kellene lennie.
Persze feltételezem, hogy más alaktrész, tranzisztor vagy inverter nincs már oda kötve az LPT panelra.
De mindez egyszerűen megnézhető a diagnosztika ablakon a tengely Home LED-jét ha megnézed. Amikor nincs home-on a tengely, akkor nem szabad világítania a home LED-nek a diagnisztika fülön. Ha világít ilyenkor, akkor az ative low polaritást meg kell fordítani, mert akkor fordítva van konfigurálva mint ahogy kellene lennie.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 november 05, 10:19
Írta: svejk Dátum 2014 november 05, 10:19
Hohó, ez a 40-es verzió nem jó, nekem sem csinálja meg a Home-olást!!
a 39-est visrosszakva megjavul.
a 39-est visrosszakva megjavul.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 november 05, 10:19
Írta: svejk Dátum 2014 november 05, 10:19
Vannak más bajok is, mindjárt írok regényt...
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 november 05, 10:44
Írta: svejk Dátum 2014 november 05, 10:44
Szóval a xxx40-es verziónál ami még nagyon szembetűnő, hogy az X tengely átment bakkecske mozgásba a JOG üzemmódban, billentyűről vagy a képernyőről vezérelve is.
Tegnap csak az MPG-vel foglalkoztam ezeket ki sem próbáltam
A HOME funkciónál valóban rámegy a kapcsolóra de nem jön le róla.
Tegnap csak az MPG-vel foglalkoztam ezeket ki sem próbáltam
A HOME funkciónál valóban rámegy a kapcsolóra de nem jön le róla.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 november 05, 10:51
Írta: svejk Dátum 2014 november 05, 10:51
Most az előbb megcsinálta a Home-olást egyesével a tengelyekre kattintva, de utána meg az Y tengely kezdett bakkecskét játszani.
reset, újraindítás után tizedikre sem home-ol, és az X tengely továbbra is ugrál.
Visrosszakom a 39-es verziót...
reset, újraindítás után tizedikre sem home-ol, és az X tengely továbbra is ugrál.
Visrosszakom a 39-es verziót...
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 november 05, 11:23
Írta: svejk Dátum 2014 november 05, 11:23
No akkor írok még egy párészrevételt.
Bedrótoztam egy ideiglenesen összeállított
kezelőpultot.
(és megint imába foglaltam a neveteket a tüskesor számozás miatt [#gun] )
Külalak nem számít, első verzió, úgysem sikerülhet elsőre.
A tapasztalataim:
- az MPG A/B bemnete átkerült a 4-es LPT 12, 13-as lábára, Multistepben továbbra is téveszt.
(Béninek ezúton is üzenem, hogy inkább nem köszörülném le a nagy nehezem megszerzett MPG-mről a rovátkákat és számokat [#crazya] )
- Multistep módban az MPG sebességét befolyásolja az FRO poti állása.
Pont ugyan úgy viselkedik, mint amikor össze volt, - vagy lehet most is a pipával- az MPG kötve a JRO potival. Ezt szét kellene választani.
- Ha SingleLine gombbal kezdek el futtatni egy kódot, akkor az M3 S2500 M8 sornál bekapcsolja a marómotort és a hűtést, de a következő sornál melyben G0 vagy G1 szerepel a marómotort kikapcsolja, de a képernyőn a LED-je továbbra is világítva marad.
A hűtés megmarad, a továbbiakban rendre végigcsinálja a kódot.
- A LED listában nem találtam OFFLINE LED-re utaló kódot.
(a többi mind meg van működik is a kezelőpultomon)
- Az output trigger fülön a 4. sortól kezdődően a SET-re kattintva nem adja ki a LED kódlistát, de szerencsére az előre kipuskázott értékeket beveszi.
- Az Input triggerek beállításai közben kétszer is eljátszotta, hogy a lista felugrott, de nem volt látható, a tálcáról kellett bezárni. (mondjuk ez talán lehet videókártya hiba is)
Bedrótoztam egy ideiglenesen összeállított
kezelőpultot.
(és megint imába foglaltam a neveteket a tüskesor számozás miatt [#gun] )
Külalak nem számít, első verzió, úgysem sikerülhet elsőre.
A tapasztalataim:
- az MPG A/B bemnete átkerült a 4-es LPT 12, 13-as lábára, Multistepben továbbra is téveszt.
(Béninek ezúton is üzenem, hogy inkább nem köszörülném le a nagy nehezem megszerzett MPG-mről a rovátkákat és számokat [#crazya] )
- Multistep módban az MPG sebességét befolyásolja az FRO poti állása.
Pont ugyan úgy viselkedik, mint amikor össze volt, - vagy lehet most is a pipával- az MPG kötve a JRO potival. Ezt szét kellene választani.
- Ha SingleLine gombbal kezdek el futtatni egy kódot, akkor az M3 S2500 M8 sornál bekapcsolja a marómotort és a hűtést, de a következő sornál melyben G0 vagy G1 szerepel a marómotort kikapcsolja, de a képernyőn a LED-je továbbra is világítva marad.
A hűtés megmarad, a továbbiakban rendre végigcsinálja a kódot.
- A LED listában nem találtam OFFLINE LED-re utaló kódot.
(a többi mind meg van működik is a kezelőpultomon)
- Az output trigger fülön a 4. sortól kezdődően a SET-re kattintva nem adja ki a LED kódlistát, de szerencsére az előre kipuskázott értékeket beveszi.
- Az Input triggerek beállításai közben kétszer is eljátszotta, hogy a lista felugrott, de nem volt látható, a tálcáról kellett bezárni. (mondjuk ez talán lehet videókártya hiba is)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 november 05, 11:34
Írta: 000000000 Dátum 2014 november 05, 11:34
Sziasztok,
Egyeztettem Balázzsal és arra a megállapításra jutottunk, hogy elég sok hibát jeleztetek az 1.0040-es szoftver verzióban, ezért visszatérünk az 1.0039-es API-ra.
Az 1.0040 API-ban az 1.0039-eshez képest csak az MPG módosításai történtek, de úgy látszik ez sok más dolgot elrontott.
Szóval még ma fogok készíteni egy 1.0041-es verziót az 1.0039-es API-jával összecsomagolva az új programkódot.
Így az új szoftver funkciók, mint például a shift + alt + ctrl billentyű trigger kombinációk, az output triggernél a tab oldalak LED kódjai stb.,
ezek az új funkciók mind megmaradnak, továbbra is működni fognak.
Viszont az API az egyel régebbi lesz, így az MPG funkciói ismét rosszak lesznek éppen úgy, ahogy előtte jeleztétek és amiket hibákat az MPG-ben megpróbáltunk egyelőre sikertelenül javítani.
Ezután a kiadás után most pár hétig nem fogunk új kiadást csinálni, illetve nem is kérünk több hibajelentést,
mert Balázs nekiállt átírni az API-ban a kottyanáskompenzációt, amit már említettem, hogy előkészít a menetvágásra/fúrásra is.
Emiatt az MPG, a jog és sok egyéb funkciót alapjaiban kell átírni, így nem is látjuk értelmét a mostani API javításának,
hiszen úgy is hamarosan ezek teljesen át lesznek írva és majd ezután fogunk kérni tőletek újra tesztelést.
Szóval, összefoglalva: Valamikor ma kifogunk adni egy 1.0041-es verziót a régi API-val, de az új szoftver funkciókkal és most néhány hétig,
a következő kiadásig nem kérünk hibajalenetést az API átírása miatt.
Egyeztettem Balázzsal és arra a megállapításra jutottunk, hogy elég sok hibát jeleztetek az 1.0040-es szoftver verzióban, ezért visszatérünk az 1.0039-es API-ra.
Az 1.0040 API-ban az 1.0039-eshez képest csak az MPG módosításai történtek, de úgy látszik ez sok más dolgot elrontott.
Szóval még ma fogok készíteni egy 1.0041-es verziót az 1.0039-es API-jával összecsomagolva az új programkódot.
Így az új szoftver funkciók, mint például a shift + alt + ctrl billentyű trigger kombinációk, az output triggernél a tab oldalak LED kódjai stb.,
ezek az új funkciók mind megmaradnak, továbbra is működni fognak.
Viszont az API az egyel régebbi lesz, így az MPG funkciói ismét rosszak lesznek éppen úgy, ahogy előtte jeleztétek és amiket hibákat az MPG-ben megpróbáltunk egyelőre sikertelenül javítani.
Ezután a kiadás után most pár hétig nem fogunk új kiadást csinálni, illetve nem is kérünk több hibajelentést,
mert Balázs nekiállt átírni az API-ban a kottyanáskompenzációt, amit már említettem, hogy előkészít a menetvágásra/fúrásra is.
Emiatt az MPG, a jog és sok egyéb funkciót alapjaiban kell átírni, így nem is látjuk értelmét a mostani API javításának,
hiszen úgy is hamarosan ezek teljesen át lesznek írva és majd ezután fogunk kérni tőletek újra tesztelést.
Szóval, összefoglalva: Valamikor ma kifogunk adni egy 1.0041-es verziót a régi API-val, de az új szoftver funkciókkal és most néhány hétig,
a következő kiadásig nem kérünk hibajalenetést az API átírása miatt.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 november 05, 11:37
Írta: svejk Dátum 2014 november 05, 11:37
A SingleLine hibához még annyit, hogy ellenőriztem a diagnosztika ablakban, csak a PWM-et veszi el.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 november 05, 11:40
Írta: svejk Dátum 2014 november 05, 11:40
Igenis, értettem, Svejk a derék katona kér engedélyt meghunyászkodni![#wave]
De azért egy OffLine üzzemmód LED-kóddal dobj meg légyszi!
De azért egy OffLine üzzemmód LED-kóddal dobj meg légyszi!
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 november 05, 11:41
Írta: svejk Dátum 2014 november 05, 11:41
Ha gondoljátok akár le is zárattatjuk addig a topicot.
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2014 november 05, 11:46
Írta: lari Dátum 2014 november 05, 11:46
Az általad lentebb leírt hibákat én is tapasztaltam több alkalommal is.
"- Az Input triggerek beállításai közben kétszer is eljátszotta, hogy a lista felugrott, de nem volt látható, a tálcáról kellett bezárni. (mondjuk ez talán lehet videókártya hiba is) "
"- Az Input triggerek beállításai közben kétszer is eljátszotta, hogy a lista felugrott, de nem volt látható, a tálcáról kellett bezárni. (mondjuk ez talán lehet videókártya hiba is) "
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 november 05, 11:52
Írta: 000000000 Dátum 2014 november 05, 11:52
Lezárni nem kell szerintem a topikot, mert akkor nem tudjuk jelezni ha elkészül az átírás. De a hibajelentéseket addig szüneteltessük, mert arra jutottunk, hogy nincsen értelme foltozgatni a kódokat ami amúgy is teljesen át lesz most írva.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 november 05, 11:54
Írta: 000000000 Dátum 2014 november 05, 11:54
Az output trigger ablakon valóban csak az első 3 LED kód SET gombja működik, ez a programban egy hiba, illetve kimaradt a kód a többi gomb mögül, most megnéztem, ezt javítom, mert ez a hiba nem az API-van van, hanem a progiban.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 november 05, 11:54
Írta: 000000000 Dátum 2014 november 05, 11:54
OK, megfogom nézni ezt is.
Cím: Re:UCCNC vezérlő program
Írta: Béni Dátum 2014 november 05, 11:58
Írta: Béni Dátum 2014 november 05, 11:58
"(Béninek ezúton is üzenem, hogy inkább nem köszörülném le a nagy nehezem megszerzett MPG-mről a rovátkákat és számokat)"
De jó memóriád van. [#smile]
(Vagy nekem rossz ...)
Sajnos, továbbra sem tudok semmi észérvet felhozni a racsnis kézikerekek mellett. [#nyes]
Aki a gyakorlatban naponta használja az eszközt, azt a víz kiveri az ilyen "japános" hülyeségtől, ha már volt a kezében olyan, ami normális. (Heidenhain pl.)
(A JOG mód az meg egyenesen hajmeresztő ...)
De jó memóriád van. [#smile]
(Vagy nekem rossz ...)
Sajnos, továbbra sem tudok semmi észérvet felhozni a racsnis kézikerekek mellett. [#nyes]
Aki a gyakorlatban naponta használja az eszközt, azt a víz kiveri az ilyen "japános" hülyeségtől, ha már volt a kezében olyan, ami normális. (Heidenhain pl.)
(A JOG mód az meg egyenesen hajmeresztő ...)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 november 05, 12:15
Írta: svejk Dátum 2014 november 05, 12:15
Ki mit szokott meg elsőre az az etalon, még ha az a rosszabb is.
Az viszont igaz, hogy a jót meg általában könnyebb megszokni.
A környezetemben sajnos egy Heidenhain vezérlő sincs csak Fanuc, Mitsubishi és egyéb "japános hülyeség", így még ha akarnék sem tudnék átszokni. :(
Persze ezen a japánosokat sem kezelem, csak messziről nézem... :)
Az viszont igaz, hogy a jót meg általában könnyebb megszokni.
A környezetemben sajnos egy Heidenhain vezérlő sincs csak Fanuc, Mitsubishi és egyéb "japános hülyeség", így még ha akarnék sem tudnék átszokni. :(
Persze ezen a japánosokat sem kezelem, csak messziről nézem... :)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 november 05, 18:32
Írta: 000000000 Dátum 2014 november 05, 18:32
Sziasztok,
Akkor ahogy ígértem: UCCNC 1.0041
A szoftverbe visszakerült az egyel előző verziójú API,
így az MPG funkciók ismét nem működnek jól,
viszont a többi funkció igen.
A tesztelést ahogy írtam, most egy időre felfüggesztjük,
amint lesz új kiadás a módosításokkal, amiket leírtam, akkor fogok ismét jelentkezni.
Akkor ahogy ígértem: UCCNC 1.0041
A szoftverbe visszakerült az egyel előző verziójú API,
így az MPG funkciók ismét nem működnek jól,
viszont a többi funkció igen.
A tesztelést ahogy írtam, most egy időre felfüggesztjük,
amint lesz új kiadás a módosításokkal, amiket leírtam, akkor fogok ismét jelentkezni.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 november 06, 17:59
Írta: xfg6v697j Dátum 2014 november 06, 17:59
Jelenleg hány írható/olvasható DRO-t használtok,és hány csak olvashatót?
Pusztán azért érdekel,hogy ne legyen összeütközés az új képernyőmön felhasznált DRO-kkal.
Pusztán azért érdekel,hogy ne legyen összeütközés az új képernyőmön felhasznált DRO-kkal.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 november 06, 18:01
Írta: xfg6v697j Dátum 2014 november 06, 18:01
Tudom,hogy kimazsolázhatnám a screenset file-ből,de megkérdezni egyszerűbb.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 november 07, 07:59
Írta: svejk Dátum 2014 november 07, 07:59
Dezsoe!
Ugye actív L szintes bemenetek lesznek belső felhúzóval, hogy a régi, jól bevált, örök életű HALL-os nyomógombokat is közvetlen lehessen hozzá használni!?
Ugye actív L szintes bemenetek lesznek belső felhúzóval, hogy a régi, jól bevált, örök életű HALL-os nyomógombokat is közvetlen lehessen hozzá használni!?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2014 november 07, 10:36
Írta: dezsoe Dátum 2014 november 07, 10:36
Igen. Épp most indulok némi alkatrészért a prototípushoz. Ha úgy lesz időm, akkor a hétvégén már tudom tesztelni. Modulosra tervezem, 16 (vagy ha csak a felét ülteted be, akkor 8) kapcsolónként egy kis panel sorkapoccsal, így 8-tól 64 gombig lehet variálni. A panelek párhuzamosan kapcsolódnak szalagkábellel.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 november 07, 14:36
Írta: xfg6v697j Dátum 2014 november 07, 14:36
Ballázs,küldtem egy emailt.
Cím: Re:UCCNC vezérlő program
Írta: xabi Dátum 2014 november 07, 20:43
Írta: xabi Dátum 2014 november 07, 20:43
A héten elég sokat vágtam plazmán UCCNC vel, 039 és 041 verzióval.
Kezdeném a jó hírrel :) :
-Ha a program elindul tökéletesen vág, többször vágtam kb.: 3000 soros programmal 1,5 órán keresztül folyamatosan, egyszer sem hibázott. Nem tudom mitől van (elvileg semmi köze a vezérlő programhoz), de mach3-nál előfordult hogy nem gyújtott be a plazma vagy éppen vágás után égve maradt a fej. Ilyen UCCNC-vel nem volt (kb.: 6 óra vágás és 500 lyukasztás alatt) Respect !!!
- nagyon jó a grafikus szerszámpálya követés, tök jól lehet látni mit csinál(t) a gép.
Problémák:
- Ha elindítom az UCCNC-t és rögtön mondjuk betöltök egy 3000 soros programot utána be bolondul a program, nem veszi fel a referencia pontot pl. kifelejti az X tengelyt, nem működik a Hotkey wifis billentyűm utána hirtelen elindul és kiüti a végállás kapcsolót, nem reagál a macro-imra. Stb. Azt szoktam csinálni hogy elindítom az UCCNC-t utána referencia pontara állok felveszem a 0 pontot ha minden ok. akkor betöltöm a programot és cycle start így hibátlan.
- Sokáig kínlódtam a G04 Pxxx utasítással, mert az UCCNC msec-be fogadja az adatokat, a CAM programok általában sec-ben adják át az adatokat. Jó lenne ha be lehetne állítani hogy msec, vagy sec-ben értelmezze a G04-et.
- Nem tudom hogyan oldottátok meg a hotkey billentyűket. Alapvetően két állapot van fut a program vagy nem fut a program. Ha fut a program és megnyomok egy hotkey billentyűt mondjuk amihez egy macro van rendelve akkor mi történik ? Ha a macroban egy Cycle Stop van akkor azt azonnal végre kell hajtsa, de ha mondjuk pl.: egy G31-es tapintás az erős lenne ha azonnal végre hajtódna :) Hogyan működik?
Kezdeném a jó hírrel :) :
-Ha a program elindul tökéletesen vág, többször vágtam kb.: 3000 soros programmal 1,5 órán keresztül folyamatosan, egyszer sem hibázott. Nem tudom mitől van (elvileg semmi köze a vezérlő programhoz), de mach3-nál előfordult hogy nem gyújtott be a plazma vagy éppen vágás után égve maradt a fej. Ilyen UCCNC-vel nem volt (kb.: 6 óra vágás és 500 lyukasztás alatt) Respect !!!
- nagyon jó a grafikus szerszámpálya követés, tök jól lehet látni mit csinál(t) a gép.
Problémák:
- Ha elindítom az UCCNC-t és rögtön mondjuk betöltök egy 3000 soros programot utána be bolondul a program, nem veszi fel a referencia pontot pl. kifelejti az X tengelyt, nem működik a Hotkey wifis billentyűm utána hirtelen elindul és kiüti a végállás kapcsolót, nem reagál a macro-imra. Stb. Azt szoktam csinálni hogy elindítom az UCCNC-t utána referencia pontara állok felveszem a 0 pontot ha minden ok. akkor betöltöm a programot és cycle start így hibátlan.
- Sokáig kínlódtam a G04 Pxxx utasítással, mert az UCCNC msec-be fogadja az adatokat, a CAM programok általában sec-ben adják át az adatokat. Jó lenne ha be lehetne állítani hogy msec, vagy sec-ben értelmezze a G04-et.
- Nem tudom hogyan oldottátok meg a hotkey billentyűket. Alapvetően két állapot van fut a program vagy nem fut a program. Ha fut a program és megnyomok egy hotkey billentyűt mondjuk amihez egy macro van rendelve akkor mi történik ? Ha a macroban egy Cycle Stop van akkor azt azonnal végre kell hajtsa, de ha mondjuk pl.: egy G31-es tapintás az erős lenne ha azonnal végre hajtódna :) Hogyan működik?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 november 07, 23:04
Írta: 000000000 Dátum 2014 november 07, 23:04
Szia,
Köszi a tesztelést.
Ahogy írtam néhány napja, most sokminden átalakítás alatt van a programban az alap mozgató magban sokminden át lesz írva, így egyelőre a tesztelést felfüggesztettük, de azért köszönöm a teszteredményeket, hogy megosztottad velünk.
A hibákat amiket jeleztél nem tapasztaltuk, elég érdekes és egyben fura problémáknak hangzanak. Talán a wifis billentyű valahogy "összeveszik" az UC100 vezérlőjével. Ilyen driver szintű összekeveredésre gondolok, hogy esetleg elveszik egymástól az USB hubvezérlő idejét és talán ez okozhat problémát, bár még nem láttam ilyet, ez csak egy elmélet.
Mach3-nál viszont hallottam olyat, hogy például x-box controller ha egy hubra van dugva UC100-al, akkor nem szeretik egymást és fura problémák jönnek elő. De ezt is csak hallottam ügyfelektől, nem volt alkalmam személyesen megfigyelni, kipróbálni.
Talán azt megpróbálhatnád, hogy az említett probléma akkor is előjön-e ha nem használod az említett wifi-s billentyűt meg más USB-s eszközt, csak hogy igazolni lehessen, hogy valamelyik USB-s eszköz okozza-e a problémát vagy esetleg teljesen más. Én legalábbis ezt próbálnám meg először.
Az UCCNC most ahogy írtad mindent időd msec-ben számol, meglehetne csinálni választhatóra, talán érdemes is volna majd...
Ha fut a program, ciklus start aktív, akkor a macro hívás eleve le van tiltva, nem tud végrehajtódni, illetve más dolgok is például a jog, MDI, stb. is.
Szóval emiatt nem kell szerintem aggódnod, mert ezekre eleve gondoltunk és tiltva vannak a program futása alatt az egyéb végrehajtások...
Ha nincs program végrehajtás és a macro-ban van egy cycle-stop azt végre fogja hajtani.
Van az IsMoving függvény ami pont azt vizsgálja, hogy van-e folyamatban és lehet várni a mozgás végére mielőtt egy következő parancsot kiadnál a makróban.
Ha a képernyőn nyomsz egy cycle stop gombot, az ad egy .stopwithdeccel parancsot az UC100-nak, ami megállít minden mozgást lassítással és a macro végrehajtása is megszakad, a következő utasítás ami a macroban van az már nem hajtódik végre ilyenkor, mert a cycle stop gomb nyomásának hatására az interpolátorban ilyenkor beáll egy feltétel, ami nem engedi végrahajtani a következő sorokat a stop gomb megnyomása után, így az összes többi sor ami a cycle stop után hajtódna végre az már nem fog.
Köszi a tesztelést.
Ahogy írtam néhány napja, most sokminden átalakítás alatt van a programban az alap mozgató magban sokminden át lesz írva, így egyelőre a tesztelést felfüggesztettük, de azért köszönöm a teszteredményeket, hogy megosztottad velünk.
A hibákat amiket jeleztél nem tapasztaltuk, elég érdekes és egyben fura problémáknak hangzanak. Talán a wifis billentyű valahogy "összeveszik" az UC100 vezérlőjével. Ilyen driver szintű összekeveredésre gondolok, hogy esetleg elveszik egymástól az USB hubvezérlő idejét és talán ez okozhat problémát, bár még nem láttam ilyet, ez csak egy elmélet.
Mach3-nál viszont hallottam olyat, hogy például x-box controller ha egy hubra van dugva UC100-al, akkor nem szeretik egymást és fura problémák jönnek elő. De ezt is csak hallottam ügyfelektől, nem volt alkalmam személyesen megfigyelni, kipróbálni.
Talán azt megpróbálhatnád, hogy az említett probléma akkor is előjön-e ha nem használod az említett wifi-s billentyűt meg más USB-s eszközt, csak hogy igazolni lehessen, hogy valamelyik USB-s eszköz okozza-e a problémát vagy esetleg teljesen más. Én legalábbis ezt próbálnám meg először.
Az UCCNC most ahogy írtad mindent időd msec-ben számol, meglehetne csinálni választhatóra, talán érdemes is volna majd...
Ha fut a program, ciklus start aktív, akkor a macro hívás eleve le van tiltva, nem tud végrehajtódni, illetve más dolgok is például a jog, MDI, stb. is.
Szóval emiatt nem kell szerintem aggódnod, mert ezekre eleve gondoltunk és tiltva vannak a program futása alatt az egyéb végrehajtások...
Ha nincs program végrehajtás és a macro-ban van egy cycle-stop azt végre fogja hajtani.
Van az IsMoving függvény ami pont azt vizsgálja, hogy van-e folyamatban és lehet várni a mozgás végére mielőtt egy következő parancsot kiadnál a makróban.
Ha a képernyőn nyomsz egy cycle stop gombot, az ad egy .stopwithdeccel parancsot az UC100-nak, ami megállít minden mozgást lassítással és a macro végrehajtása is megszakad, a következő utasítás ami a macroban van az már nem hajtódik végre ilyenkor, mert a cycle stop gomb nyomásának hatására az interpolátorban ilyenkor beáll egy feltétel, ami nem engedi végrahajtani a következő sorokat a stop gomb megnyomása után, így az összes többi sor ami a cycle stop után hajtódna végre az már nem fog.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 november 08, 06:57
Írta: xfg6v697j Dátum 2014 november 08, 06:57
Sajnos azt kell hogy mondjam,a képernyőn megnyomott cyclestop nem úgy működik futó makró esetén,mint ahogy leírtad.
DEMÓ MÓDBAN EZ TÖRTÉNIK:
A makró futása valóban megszakad,de a tengelymozgás nem áll le,csak egy pillanatra megtorpan.
Egy ilyen egyszerű makró esetén is tapasztalható ez:
exec.Code("G01 X1000 F100");
while(exec.IsMoving()){}
Csak két cyclestop nyomás állítja le a mozgásokat véglegesen.
Ez igaz a makróból nyomott cyclestopra is:
exec.Code("G01 X1000 F100");
while(exec.IsMoving()){
exec.Wait(2000);
exec.Callbutton(130);
}
Ennél csak akkor áll le a mozgás,ha még a képernyő is nyomok egy cyclestop-ot.
Érdekelne,hogy ez nem domó módban is így van e.
DEMÓ MÓDBAN EZ TÖRTÉNIK:
A makró futása valóban megszakad,de a tengelymozgás nem áll le,csak egy pillanatra megtorpan.
Egy ilyen egyszerű makró esetén is tapasztalható ez:
exec.Code("G01 X1000 F100");
while(exec.IsMoving()){}
Csak két cyclestop nyomás állítja le a mozgásokat véglegesen.
Ez igaz a makróból nyomott cyclestopra is:
exec.Code("G01 X1000 F100");
while(exec.IsMoving()){
exec.Wait(2000);
exec.Callbutton(130);
}
Ennél csak akkor áll le a mozgás,ha még a képernyő is nyomok egy cyclestop-ot.
Érdekelne,hogy ez nem domó módban is így van e.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2014 november 08, 15:55
Írta: dezsoe Dátum 2014 november 08, 15:55
Szia!
Tudom, hogy tesztszünet van, de már korábban, a #1468-ban írtam a charge pump problémáról. Némi további információm van hozzá.
Ha reset-tel leállítod a charge pump-ot, majd nyomsz egy close file-t (mindegy, hogy van-e betöltve valami), akkor is bekapcsolja a charge pump-ot, és nem is kapcsolja ki, csak reset állapot ki és be után. Demo módban is így működik.
Tudom, hogy tesztszünet van, de már korábban, a #1468-ban írtam a charge pump problémáról. Némi további információm van hozzá.
Ha reset-tel leállítod a charge pump-ot, majd nyomsz egy close file-t (mindegy, hogy van-e betöltve valami), akkor is bekapcsolja a charge pump-ot, és nem is kapcsolja ki, csak reset állapot ki és be után. Demo módban is így működik.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 november 09, 15:05
Írta: 000000000 Dátum 2014 november 09, 15:05
Sziasztok,
A macro .stop hibát amit Csewe jelzett kijavítottam, mert ez nem az API-ban, hanem a programban volt.
Svejknek csináltam az Offline funkcióhoz LED kódot.
A charge pump problémát amit Dezsoe jelzett, ezt most nem javítjuk, mert a hiba valószínűleg az API-ban lesz és az átírás még nem készült el, majd ha az meglesz, akkor megvizsgáljuk a jelzett problémát.
Letöltés:
UCCNC 1.0042
A macro .stop hibát amit Csewe jelzett kijavítottam, mert ez nem az API-ban, hanem a programban volt.
Svejknek csináltam az Offline funkcióhoz LED kódot.
A charge pump problémát amit Dezsoe jelzett, ezt most nem javítjuk, mert a hiba valószínűleg az API-ban lesz és az átírás még nem készült el, majd ha az meglesz, akkor megvizsgáljuk a jelzett problémát.
Letöltés:
UCCNC 1.0042
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 november 09, 23:24
Írta: svejk Dátum 2014 november 09, 23:24
Köszi!
[#worship]
[#worship]
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 november 10, 11:47
Írta: xfg6v697j Dátum 2014 november 10, 11:47
Szia balázs,küldtem egy emailt.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 november 10, 12:20
Írta: 000000000 Dátum 2014 november 10, 12:20
Szia, ment válasz.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 november 10, 12:35
Írta: xfg6v697j Dátum 2014 november 10, 12:35
Nem érkezett meg még eddig,esetleg mégegszer elküldhetnéd,biztos ami biztos.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 november 10, 12:45
Írta: 000000000 Dátum 2014 november 10, 12:45
elküldtem mégegyszer...
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 november 10, 14:35
Írta: xfg6v697j Dátum 2014 november 10, 14:35
Ideért,és válaszoltam.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 november 10, 19:13
Írta: 000000000 Dátum 2014 november 10, 19:13
megint ítam választ. :)
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 november 11, 21:20
Írta: xfg6v697j Dátum 2014 november 11, 21:20
Ez miért nem hajtódik végre?
double a = 5 ;
double b = 2 ;
double c = 1 ;
exec.Code("G1 x" + a + " - (" + b + " - " + c + ")" + "F100");
while(exec.IsMoving()){}
Nincs hibajelzés semmi.
Mégsem mozdul meg az X tengely.
double a = 5 ;
double b = 2 ;
double c = 1 ;
exec.Code("G1 x" + a + " - (" + b + " - " + c + ")" + "F100");
while(exec.IsMoving()){}
Nincs hibajelzés semmi.
Mégsem mozdul meg az X tengely.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2014 november 11, 22:45
Írta: dezsoe Dátum 2014 november 11, 22:45
Szia!
Két oka van. Az egyik a zárójel: g-kódban () helyett [] kell, a () a megjegyzés. A másik, hogy nem adhatsz kifejezést paraméterként. (Doksi, 4.2: "... műveletek megadása paraméterként nem megengedett.")
Tehát:
d = a + (b - c);
exec.Code("G1 x" + d + " F100");
vagy:
exec.Code("G1 x" + (a + (b - c)) + " F100");
vagy g-kódban:
#4 = #1 + [#2 - #3]
G1 X#1 F100
Amennyire emlékszem, a nem értelmezhető részeket kihagyja. Más tészta, hogy nem pirul el a kódnak ez a része.
Két oka van. Az egyik a zárójel: g-kódban () helyett [] kell, a () a megjegyzés. A másik, hogy nem adhatsz kifejezést paraméterként. (Doksi, 4.2: "... műveletek megadása paraméterként nem megengedett.")
Tehát:
d = a + (b - c);
exec.Code("G1 x" + d + " F100");
vagy:
exec.Code("G1 x" + (a + (b - c)) + " F100");
vagy g-kódban:
#4 = #1 + [#2 - #3]
G1 X#1 F100
Amennyire emlékszem, a nem értelmezhető részeket kihagyja. Más tészta, hogy nem pirul el a kódnak ez a része.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 november 11, 22:47
Írta: 000000000 Dátum 2014 november 11, 22:47
Azért, mert string konkatenációt hajtasz végre, amiben a stringbe fűzi a számokat a C# fordító és nem hajtja végre az aritmetikát. Ez szerintem minden más programozási nyelvben így hajtódik végre, legalábbis amiket én ismerek.
A string értéke ez lesz:
G1 x5 - (2 - 1)F100
Ez G-kódban hiba, mert nem egy numerikus érték vagy változó áll az X paramétereként
Próbáld úgy, hogy az aritmetikai művelet eredményét egy double változónak adod és az eredményt fűzd bele a stringbe.
A string értéke ez lesz:
G1 x5 - (2 - 1)F100
Ez G-kódban hiba, mert nem egy numerikus érték vagy változó áll az X paramétereként
Próbáld úgy, hogy az aritmetikai művelet eredményét egy double változónak adod és az eredményt fűzd bele a stringbe.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 november 12, 08:31
Írta: xfg6v697j Dátum 2014 november 12, 08:31
"
Két oka van. Az egyik a zárójel: g-kódban () helyett [] kell, a () a megjegyzés. A másik, hogy nem adhatsz kifejezést paraméterként.
"
Bár tudtam ezeket,de mindkettőről megfelejtkeztem.
Két oka van. Az egyik a zárójel: g-kódban () helyett [] kell, a () a megjegyzés. A másik, hogy nem adhatsz kifejezést paraméterként.
"
Bár tudtam ezeket,de mindkettőről megfelejtkeztem.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 november 12, 08:38
Írta: xfg6v697j Dátum 2014 november 12, 08:38
Kipróbáltam ezt,és elég furcsán viselkedik:
double a = 10 ;
double b = 2 ;
double c = 1 ;
exec.Code("#1 =" + a + " - [" + b + " - " + c + "]") ;
exec.Code("G1 x#1 F100");
while(exec.IsMoving()){}
Szépen elmegy kilencig ahogy kell,majd azonnal lemegy nullára,amit viszont nem kéne neki.
double a = 10 ;
double b = 2 ;
double c = 1 ;
exec.Code("#1 =" + a + " - [" + b + " - " + c + "]") ;
exec.Code("G1 x#1 F100");
while(exec.IsMoving()){}
Szépen elmegy kilencig ahogy kell,majd azonnal lemegy nullára,amit viszont nem kéne neki.
Cím: Re:UCCNC vezérlő program
Írta: Béni Dátum 2014 november 12, 09:01
Írta: Béni Dátum 2014 november 12, 09:01
Nem kellene ide valami típuskonverzió?
(Double -> String)?
(Double -> String)?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2014 november 12, 09:06
Írta: dezsoe Dátum 2014 november 12, 09:06
Hümm. Így lesz csak igazán érdekes:
double a = 10 ;
double b = 2 ;
double c = 1 ;
exec.Code("#1 =" + a + " - [" + b + " - " + c + "]") ;
exec.Code("G1 x#1 F100");
MessageBox.Show("Megállunk...");
exec.Code("G1 y#1 F100");
while(exec.IsMoving()){}
Ha az Y-ost kiveszed, akkor X megy vissza. A legutóbbi mozgást visszacsinálja? Érdekes.
double a = 10 ;
double b = 2 ;
double c = 1 ;
exec.Code("#1 =" + a + " - [" + b + " - " + c + "]") ;
exec.Code("G1 x#1 F100");
MessageBox.Show("Megállunk...");
exec.Code("G1 y#1 F100");
while(exec.IsMoving()){}
Ha az Y-ost kiveszed, akkor X megy vissza. A legutóbbi mozgást visszacsinálja? Érdekes.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 november 12, 18:00
Írta: 000000000 Dátum 2014 november 12, 18:00
Cím: Re:UCCNC vezérlő program
Írta: c2nsu773m Dátum 2014 november 12, 22:04
Írta: c2nsu773m Dátum 2014 november 12, 22:04
Ma nyüstöltem kicsit a vasat , a gépemet 6N-os léptetők hajtják , mint a MACH mint pedig az UCCNC is telepítve van!
A motorbeálítások paraméterei mind a két prg-ben megegyeznek.
Az UCCNC vel öt marást csináltam (relief) és csak 1 alkalommal ment végig lépésvesztés nélkül! (és a machoz képest nagyon lassú reagálású!!!)
A MACH öt marásból ötször ment végig hibátlanúl!
39es verzió fut.
A motorbeálítások paraméterei mind a két prg-ben megegyeznek.
Az UCCNC vel öt marást csináltam (relief) és csak 1 alkalommal ment végig lépésvesztés nélkül! (és a machoz képest nagyon lassú reagálású!!!)
A MACH öt marásból ötször ment végig hibátlanúl!
39es verzió fut.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 november 12, 23:02
Írta: 000000000 Dátum 2014 november 12, 23:02
Köszönjük az észrevételt.
A kernel frekvencia beállítás is azonos?
Csak azért kérdem, mert a túl nagy kernel freki egy olyan vezérlőnél aminek lassú az optocsatolója könnyen lépésvesztést okoz.
Az UCCNC-nél az alap a 100kHz, vagyis a leggyorsabb freki van alapból beállítva, ahol 5usec mindössze az impulzus szélesség. Mach3-nál szerintem alacsonyabb az alapbeállítás, de nem 100% biztos, rég nem használtam már a mach3-at.
Amúgy lépést biztosan nem téveszt az UCCNC, a step generátora már régen tökéletes és pontosabb sokkal mint a mach3-é.
Több mint fél éve használjuk az uccnc-t saját gyátásra, napi 6-8 órában 2 gépen, soha sem tévesztett! Ha nálad lépés vesztés van az esetleg amiatt lehet amit fentebb leírtam.
A kernel frekvencia beállítás is azonos?
Csak azért kérdem, mert a túl nagy kernel freki egy olyan vezérlőnél aminek lassú az optocsatolója könnyen lépésvesztést okoz.
Az UCCNC-nél az alap a 100kHz, vagyis a leggyorsabb freki van alapból beállítva, ahol 5usec mindössze az impulzus szélesség. Mach3-nál szerintem alacsonyabb az alapbeállítás, de nem 100% biztos, rég nem használtam már a mach3-at.
Amúgy lépést biztosan nem téveszt az UCCNC, a step generátora már régen tökéletes és pontosabb sokkal mint a mach3-é.
Több mint fél éve használjuk az uccnc-t saját gyátásra, napi 6-8 órában 2 gépen, soha sem tévesztett! Ha nálad lépés vesztés van az esetleg amiatt lehet amit fentebb leírtam.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 november 12, 23:26
Írta: 000000000 Dátum 2014 november 12, 23:26
Azt meg akartam kérdezni, hogy azon mit értesz, hogy lassan reagál?
Azt, hogy a relief-nél lassan frissítni a 3D nézetet, vagy pedig azt hogy gombnyomásokra lassan reagál? Vagy netán egészen mást?
Kicsit kifejthetnéd, hogy értsük, hogy mire gondolsz.
Azt, hogy a relief-nél lassan frissítni a 3D nézetet, vagy pedig azt hogy gombnyomásokra lassan reagál? Vagy netán egészen mást?
Kicsit kifejthetnéd, hogy értsük, hogy mire gondolsz.
Cím: Re:UCCNC vezérlő program
Írta: c2nsu773m Dátum 2014 november 13, 05:50
Írta: c2nsu773m Dátum 2014 november 13, 05:50
Igen a betöltések, vagy amikor módosítok valamit a g kodban és újra betölti.
Az irány nyomógombok, megnyomom és mintha később indúlna és elengedéskor meg nem abban a pillanatban áll meg.
Mind a két prg-ban 100kh van beállítva.
A léptetők 3000 a csúcssebesség amin még hiba nélkül mennek (G0), 1000 fordulaton van a legnagyobb nyomaték itt már nem tudom puszta kézzel visszafogni a gépet, ehez képest 600 fordulatnál következett be lépésvesztés.
Az irány nyomógombok, megnyomom és mintha később indúlna és elengedéskor meg nem abban a pillanatban áll meg.
Mind a két prg-ban 100kh van beállítva.
A léptetők 3000 a csúcssebesség amin még hiba nélkül mennek (G0), 1000 fordulaton van a legnagyobb nyomaték itt már nem tudom puszta kézzel visszafogni a gépet, ehez képest 600 fordulatnál következett be lépésvesztés.
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2014 november 13, 16:50
Írta: lari Dátum 2014 november 13, 16:50
Z irányú íveket tud értelmezni az UCCNC?
Z irányba szerettem volna egy ívet marni.
KB a következő volt a kód:
G18 G90 G21 G49
m3 s2200
g00 z0 x0 y0
f100
g01 z-3
g03 z-5 r300
m30
Z irányba szerettem volna egy ívet marni.
KB a következő volt a kód:
G18 G90 G21 G49
m3 s2200
g00 z0 x0 y0
f100
g01 z-3
g03 z-5 r300
m30
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2014 november 13, 17:44
Írta: lari Dátum 2014 november 13, 17:44
Az előbb nem egészen jól írtam a kódot, javítom
G18 G90 G21 G49
m3 s2200
g00 z0 x0 y0
f100
g01 z-3
g03 x-57 r400 z-7
m30
Kipróbáltam a mach3-ba, ott szépen kirajzolja a pályát
G18 G90 G21 G49
m3 s2200
g00 z0 x0 y0
f100
g01 z-3
g03 x-57 r400 z-7
m30
Kipróbáltam a mach3-ba, ott szépen kirajzolja a pályát
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 november 13, 17:52
Írta: svejk Dátum 2014 november 13, 17:52
Amint látod a G-kód ablakában a G18 és a G21 pirossal jelenik meg, ez azt jelenti, hogy az UCCNC (még) nem ismeri a koordináta elforgatást.
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2014 november 13, 18:13
Írta: lari Dátum 2014 november 13, 18:13
Értem, köszönöm!
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 november 13, 19:49
Írta: xfg6v697j Dátum 2014 november 13, 19:49
Azért szinusz koszinusz-szal meg tudod csinálni.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 november 13, 19:52
Írta: 000000000 Dátum 2014 november 13, 19:52
Még az lehet, hogy a kommunikációs buffer túl rövid, lassú a PC, illetve az USB port. Próbáld meg átállítani a General settings-en a Com.buffer size paramétert. Alapban 50msec, próbáld meg mondjuk 200msec-el, hogy mit csinál.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 november 13, 19:53
Írta: 000000000 Dátum 2014 november 13, 19:53
Nem, egyelőre nem ismeri a G18, G19-et, de majd egyszer azt is fogja tudni. :)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 november 13, 19:58
Írta: 000000000 Dátum 2014 november 13, 19:58
OK, köszi az infókat. A kód betöltésnél valóban, ha edit file notepad becsukás után néha gondolkodik egy kicsit. Még nem jöttem rá miért, de dolgozom a megoldáson.
A jog gombokra elvileg szinte azonnal kell readálnia, a gomb felengedésre is, legalábbis az én gépemen azonnal reagál, ill. a kód, gombfigyelés egy 20msec-os hurokban van, szóval az nagyon gyorsnak kellene hogy legyen.
A jog gombokra elvileg szinte azonnal kell readálnia, a gomb felengedésre is, legalábbis az én gépemen azonnal reagál, ill. a kód, gombfigyelés egy 20msec-os hurokban van, szóval az nagyon gyorsnak kellene hogy legyen.
Cím: Re:UCCNC vezérlő program
Írta: fa_kukac Dátum 2014 november 14, 20:22
Írta: fa_kukac Dátum 2014 november 14, 20:22
Sziasztok! Valahogy nem találom a hotkey beállítást, és az A B C tengelyt nem tudom mozgatni sehogy, pedig szerintem kipipáltam és amit tudtam beállítottam. Help, köszi.
Cím: Re:UCCNC vezérlő program
Írta: fa_kukac Dátum 2014 november 14, 20:32
Írta: fa_kukac Dátum 2014 november 14, 20:32
status monitoron az Idle elalszik, és a jog, valamint a run kigyullad, mikor a bal oldalon rákattintok az A vagy B gombra, de a DRO nem változik.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 november 14, 20:35
Írta: 000000000 Dátum 2014 november 14, 20:35
Szia,
A hotkeys oldalon a Function oszlop mellett minden sorban van egy "SET" feliratú gomb.
Ha azt megnyomod, akkor előjön egy ablak a kódokkal és a funkciók neveivel.
A tengely Jog kódok Jog++ és Jog-- néven vannak a listában, például JogA++ a 153. kód stb.
Ha kiválasztottad a kódot utána a keycode gomb melletti set billentyűvel beállíthatod, hogy melyik billentyű megnyomására hajtsa végre a funkciót.
Ja és ne felejtsd el engedélyezni az A, B, ill. C tengelyt az axis setupban az Axis enable pipálásával és állíts be a step/dir pinekre is nullától különböző értékeket.
Egy printscreen a hotkeys beállításról:

A hotkeys oldalon a Function oszlop mellett minden sorban van egy "SET" feliratú gomb.
Ha azt megnyomod, akkor előjön egy ablak a kódokkal és a funkciók neveivel.
A tengely Jog kódok Jog++ és Jog-- néven vannak a listában, például JogA++ a 153. kód stb.
Ha kiválasztottad a kódot utána a keycode gomb melletti set billentyűvel beállíthatod, hogy melyik billentyű megnyomására hajtsa végre a funkciót.
Ja és ne felejtsd el engedélyezni az A, B, ill. C tengelyt az axis setupban az Axis enable pipálásával és állíts be a step/dir pinekre is nullától különböző értékeket.
Egy printscreen a hotkeys beállításról:
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 november 14, 20:37
Írta: 000000000 Dátum 2014 november 14, 20:37
Szerintem 0 van beállítva a port és pin számra az lehet a gond.
Cím: Re:UCCNC vezérlő program
Írta: fa_kukac Dátum 2014 november 14, 21:35
Írta: fa_kukac Dátum 2014 november 14, 21:35
Köszi, akkor sz+r a laptopom. Mindent beírtam, és semmi. Portok, pipa , minden. Egyébként a Z nél ha nem állítok be portot, akkor is mén. A hotkey-t megtaláltam, de a grab nem jelenik meg, csak a tálcán. A képernyőn nincs. A képernyőre kattintva pedig csak kongat. Ha a tálcán a GRAB-ra kattintok hogy teljes méret, akkor sem jelenik meg, de nem is enged semmit csinálni, csak ctrl alt dellel tudok kilépni. Majd otthon kipróbálom a másik gépemen, most szoliban vagyok. Köszönöm!
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 november 15, 12:27
Írta: xfg6v697j Dátum 2014 november 15, 12:27
A minap írtam,hogy készítek egy bemérő képernyőt.
Van egy problám,amiben olyanok tudnak segíteni ,akik gyakran használnak tapintót.
Ha a tapintó eszköz nem a főorsóban van rögzítve,hanem X/Y/Z irányban el van tolva,akkor melyik utasítással érdemes figyelembevenni az eltolást?
G10 ,bagy G52 ,vagy g92 utaításokkal.
Ugyan ez a kérdés,ha a munkadarab nullpontját méri be valaki,akkor melyik utasítással állítja át,hogy a szerszám pozíciójába essen a nullapont?
Van egy problám,amiben olyanok tudnak segíteni ,akik gyakran használnak tapintót.
Ha a tapintó eszköz nem a főorsóban van rögzítve,hanem X/Y/Z irányban el van tolva,akkor melyik utasítással érdemes figyelembevenni az eltolást?
G10 ,bagy G52 ,vagy g92 utaításokkal.
Ugyan ez a kérdés,ha a munkadarab nullpontját méri be valaki,akkor melyik utasítással állítja át,hogy a szerszám pozíciójába essen a nullapont?
Cím: Re:UCCNC vezérlő program
Írta: nffab2gnr Dátum 2014 november 15, 14:40
Írta: nffab2gnr Dátum 2014 november 15, 14:40
Szia Balázs!
Pár napja Török Tamás jelezte,hogy a jog gombok kicsit késve válaszolnak,én is ugyanazt tapasztaltam,de azzal különbséggel,ha az érintő képernyő jog gombjait használom akkor nincs késés,csak akkor ha a valós billentyűzetet használom.
Nem akarok példálóznia Mach3-al,de ott nem jelentkezik ez a hiba.
Sőt talán azt hiszem mintha a 38-as verziónál jelentkezett volna először.
Pár napja Török Tamás jelezte,hogy a jog gombok kicsit késve válaszolnak,én is ugyanazt tapasztaltam,de azzal különbséggel,ha az érintő képernyő jog gombjait használom akkor nincs késés,csak akkor ha a valós billentyűzetet használom.
Nem akarok példálóznia Mach3-al,de ott nem jelentkezik ez a hiba.
Sőt talán azt hiszem mintha a 38-as verziónál jelentkezett volna először.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 november 15, 17:29
Írta: xfg6v697j Dátum 2014 november 15, 17:29
Szia Balázs,ment egy levél.
Cím: Re:UCCNC vezérlő program
Írta: fa_kukac Dátum 2014 november 15, 18:38
Írta: fa_kukac Dátum 2014 november 15, 18:38
Üdvözlet! Ma a másik gépen itthon gond nélkül elindult minden, a másik ezek szerint oprendszer gyalu.
Cím: Re:UCCNC vezérlő program
Írta: xabi Dátum 2014 november 15, 20:51
Írta: xabi Dátum 2014 november 15, 20:51
UCCNC-t egy nem túl mai darab Core2duo T5550@1,83Ghz laptopon használtam eddig (SSD-vel tök jól fut a windows7 (PassMark CPU eredmény 1050 pont).
A múltkor találtam egy még régebbi laptopot, gondoltam inkább ezt használom a sok kosz miatt. Ebben egy CeleronD335@2,8Ghz XPSp3 (PassMark CPU eredmény 278pont) ez már egy elég gyenge eredmény.
A program elindul és futott is, de irtó lassan reagál mindenre. A gyenge notebook jól kiemeli az UCCNC "lassúságát". A vágási részekkel, G kódokkal nincsen nagy baj, de ahányszor M utasításhoz ér a program elgondolkozik pl. M05 nél kb.: 2sec-el később kapcsolja ki a plazma ívet.
Az alábbi tapintás kódja nálam M2003.txt
És itt egy video :
Video
Miután megnyomom a gombot kb.: 5-7 sec telik el mire elindul a fej :))))
Valami nagyon nincs jól megírva - optimalizálva.
if(!exec.GetLED(56)||!exec.GetLED(57)||!exec.GetLED(58)) // If machine was not homed then it is unsafe to move in machine coordinates, stop here...
{
MessageBox.Show("The machine was not yet homed, do homeing before executing a tool change!");
exec.Stop();
return;
}
while(exec.IsMoving()){}
//Z touch with retract for plasma zero height measurement
//Z 0.00 pont felvétel
string actfeed =exec.mainform.AS3.Getlabel(108); //aktuális mozgási sebesség
double Zmin;
double Feedrate = 400;
double retractheight = 3.7;
double mheight = 6;
double Zoriginalpos = exec.GetZpos();
Zmin = Zoriginalpos-30;
int originaldistancemode = exec.actualdistmode; // remember the distance mode
int originalmodalmode = exec.actualmodal; // remember the modal mode
exec.Code("G90"); // Set system to absolute distance mode
while(exec.IsMoving()){}
exec.Code("G31 Z" + Zmin + " F" + Feedrate); // Move to the probe sensor position in XY
while(exec.IsMoving()){}
//exec.Callbutton(102); // zero Z axis
if(!exec.Ismacrostopped()) // If probe action was not interrupted with a stop only then go on...
{
exec.Code("G92 Z-3.7");
//MessageBox.Show("Touch Probe sucessfuly");
// exec.Code("G01 Z" + retractheight); // Move above probe plate
// while(exec.IsMoving()){}
// exec.Callbutton(102); // zero Z axis
exec.Code("G01 Z" + Zoriginalpos); // Move originalpos
while(exec.IsMoving()){}
}
else
{
MessageBox.Show("Touch Probe not sucessfuly");
exec.Stop();
return;
}
exec.Code("G F" + actfeed);
exec.Code("G" + originaldistancemode); // Set system back to the original distance mode
exec.Code("G" + originalmodalmode); // Set system back to the original distance mode
A múltkor találtam egy még régebbi laptopot, gondoltam inkább ezt használom a sok kosz miatt. Ebben egy CeleronD335@2,8Ghz XPSp3 (PassMark CPU eredmény 278pont) ez már egy elég gyenge eredmény.
A program elindul és futott is, de irtó lassan reagál mindenre. A gyenge notebook jól kiemeli az UCCNC "lassúságát". A vágási részekkel, G kódokkal nincsen nagy baj, de ahányszor M utasításhoz ér a program elgondolkozik pl. M05 nél kb.: 2sec-el később kapcsolja ki a plazma ívet.
Az alábbi tapintás kódja nálam M2003.txt
És itt egy video :
Video
Miután megnyomom a gombot kb.: 5-7 sec telik el mire elindul a fej :))))
Valami nagyon nincs jól megírva - optimalizálva.
if(!exec.GetLED(56)||!exec.GetLED(57)||!exec.GetLED(58)) // If machine was not homed then it is unsafe to move in machine coordinates, stop here...
{
MessageBox.Show("The machine was not yet homed, do homeing before executing a tool change!");
exec.Stop();
return;
}
while(exec.IsMoving()){}
//Z touch with retract for plasma zero height measurement
//Z 0.00 pont felvétel
string actfeed =exec.mainform.AS3.Getlabel(108); //aktuális mozgási sebesség
double Zmin;
double Feedrate = 400;
double retractheight = 3.7;
double mheight = 6;
double Zoriginalpos = exec.GetZpos();
Zmin = Zoriginalpos-30;
int originaldistancemode = exec.actualdistmode; // remember the distance mode
int originalmodalmode = exec.actualmodal; // remember the modal mode
exec.Code("G90"); // Set system to absolute distance mode
while(exec.IsMoving()){}
exec.Code("G31 Z" + Zmin + " F" + Feedrate); // Move to the probe sensor position in XY
while(exec.IsMoving()){}
//exec.Callbutton(102); // zero Z axis
if(!exec.Ismacrostopped()) // If probe action was not interrupted with a stop only then go on...
{
exec.Code("G92 Z-3.7");
//MessageBox.Show("Touch Probe sucessfuly");
// exec.Code("G01 Z" + retractheight); // Move above probe plate
// while(exec.IsMoving()){}
// exec.Callbutton(102); // zero Z axis
exec.Code("G01 Z" + Zoriginalpos); // Move originalpos
while(exec.IsMoving()){}
}
else
{
MessageBox.Show("Touch Probe not sucessfuly");
exec.Stop();
return;
}
exec.Code("G F" + actfeed);
exec.Code("G" + originaldistancemode); // Set system back to the original distance mode
exec.Code("G" + originalmodalmode); // Set system back to the original distance mode
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 november 16, 13:49
Írta: 000000000 Dátum 2014 november 16, 13:49
Szia,
Szerintem nem az SSD okozza a gyorsabb futást, hanem maga a proci teljesítmény, illetve a RAM sebessége esetleg.
Az is lehet, hogy "véres a torka" az oprendszernek azon a gépen ami ezt a lassúságot produkálja. Esetleg valami rezidens program fut rajta, pl. vírusirtó, vagy éppen vírus :) ami lefoglalja a gépet.
Netán az alaplap öreg és kiszáradtak a kondik, a hűtőpaszta a procin stb.
Az ugyanis nem normális, hogy a macro fordítása több másodpercet vesz igénybe.
Megnéztem ma a kódot mégegyszer ami a macro-kat fordítja és nem igazán van már rajta mit optimalizálni, mert a kód alig áll néhány sorból.
Macro futtatásakor ugyanis csak annyit csinál a progi, hogy beolvassa a macro text file-t és elé és mögé fűz egy kis rövid string-et, hogy a macro egy osztály és egy függvény belsejében legyen és az egész szöveget (stringet) átadja a CodeDOM fordítónak, ami a VisualStudio (.NET) beépített gyári C# fordítója ami a .NEt framework-el települ, a fordító a kódból egy ojektumot majd futtatható állományt készít a memóriában. Ezután egyszerűen meghívom a kódban a függvényt, hogy fusson. Ennyit csinál a progi macro futtató része, minden fordítást a gyári fordító végez.
Kiméricskéltem a fordítást és futtatási időket itthon 3 PC-n is.
A fordítást és futtatást 1000 ciklusban csináltam és visszaosztottam az eredményt 1000-el, hogy pontosabb átlag eredményt kapjak. A fájl beolvasási idejét, a kód fordítási idejét és a futtatási időket mértem. A fájl beolvasási idők mindegyik gépen elhanyagolhatóan alacsonyak 10^-5 sec nagyságrendben voltak, ezért ezeket nem is írom le ide.
A fordítást az M204-es macroval csináltam ami viszonylag sok sorból áll. Kipróbáltam az M3-al is később, ami csak egy sor, de nem láttam nagyságrendi eltérés.
Az eredményeken egyébként szépen látszik, hogy a leglassabb a fordítási művelet, amit a CodeDOM csinál.
A mérési eredményeim:
1.) Egy öreg legalább 10 éves Compaq gép Celeron 1.8GHz CPU, 1Giga RAM-al, HDD-vel, Win 7/32bit telepítve.
- Fordítás: 0.254 sec
- Futtatás: 0.00048 sec
2.) Egy HP E8400 Core2duo, 3GHz, 2giga RAM-al, HDD-vel, Win 7/32bit telepítve.
- Fordítás: 0.138 sec
- Futtatás: 0.00033 sec
3.) Egy ipari pico ITX alaplap 1.86GHz duocore, SSD-vel, Win 7/32bit telepítve.
- Fordítás: 0.171 sec
- Futtatás: 0.00040 sec
4.) A 2. pontban lévő PC-n lefuttatam ugyanezt a tesztet, de a gépre VirtualBox-ba telepített XP-n, amitől lassú eredményeket vártam, hiszen ez így csak virtuális gépen futott, de nem lett túlzottan lassú.
- Fordítás: 0.286 sec
- Futtatás: 0.00055 sec
Mindegyik esetben UC300-5LPT-t csatlakoztattam. A virtualis PC-nél is a virtualbox USB driverek telepítésével.
Ha gomb nyomásra/input trigger-re hívódik meg macro, akkor ezekkel a késési időkkel kell számolni.
Ha viszont program futtatás közben hívódik meg a macro (ciklus start alatt), akkor csak a futtatás idejével kell számolni,
mert a macrokat aszinkron módon indításkor már fordítja a program és amikor odaér valóban a futás az adott macro sorra, akkor csak végrehajt, vagyis csak a futtatás idejével késik,
ami emberi és még CNC mértékben is elég alacsony ahhoz, hogy semmi lassulás érzést ne okozzon, mert a milliszekundum törtrészéről beszélhetünk.
Ha gondolod akkor szólj és átküldöm neked a tesztelő progit, ami megcsinálja az említett mérést és macro futtatáskor kiírja az idő eredményeket,
abból látszana, hogy hol megy el az a rengeteg idő...
Szerintem nem az SSD okozza a gyorsabb futást, hanem maga a proci teljesítmény, illetve a RAM sebessége esetleg.
Az is lehet, hogy "véres a torka" az oprendszernek azon a gépen ami ezt a lassúságot produkálja. Esetleg valami rezidens program fut rajta, pl. vírusirtó, vagy éppen vírus :) ami lefoglalja a gépet.
Netán az alaplap öreg és kiszáradtak a kondik, a hűtőpaszta a procin stb.
Az ugyanis nem normális, hogy a macro fordítása több másodpercet vesz igénybe.
Megnéztem ma a kódot mégegyszer ami a macro-kat fordítja és nem igazán van már rajta mit optimalizálni, mert a kód alig áll néhány sorból.
Macro futtatásakor ugyanis csak annyit csinál a progi, hogy beolvassa a macro text file-t és elé és mögé fűz egy kis rövid string-et, hogy a macro egy osztály és egy függvény belsejében legyen és az egész szöveget (stringet) átadja a CodeDOM fordítónak, ami a VisualStudio (.NET) beépített gyári C# fordítója ami a .NEt framework-el települ, a fordító a kódból egy ojektumot majd futtatható állományt készít a memóriában. Ezután egyszerűen meghívom a kódban a függvényt, hogy fusson. Ennyit csinál a progi macro futtató része, minden fordítást a gyári fordító végez.
Kiméricskéltem a fordítást és futtatási időket itthon 3 PC-n is.
A fordítást és futtatást 1000 ciklusban csináltam és visszaosztottam az eredményt 1000-el, hogy pontosabb átlag eredményt kapjak. A fájl beolvasási idejét, a kód fordítási idejét és a futtatási időket mértem. A fájl beolvasási idők mindegyik gépen elhanyagolhatóan alacsonyak 10^-5 sec nagyságrendben voltak, ezért ezeket nem is írom le ide.
A fordítást az M204-es macroval csináltam ami viszonylag sok sorból áll. Kipróbáltam az M3-al is később, ami csak egy sor, de nem láttam nagyságrendi eltérés.
Az eredményeken egyébként szépen látszik, hogy a leglassabb a fordítási művelet, amit a CodeDOM csinál.
A mérési eredményeim:
1.) Egy öreg legalább 10 éves Compaq gép Celeron 1.8GHz CPU, 1Giga RAM-al, HDD-vel, Win 7/32bit telepítve.
- Fordítás: 0.254 sec
- Futtatás: 0.00048 sec
2.) Egy HP E8400 Core2duo, 3GHz, 2giga RAM-al, HDD-vel, Win 7/32bit telepítve.
- Fordítás: 0.138 sec
- Futtatás: 0.00033 sec
3.) Egy ipari pico ITX alaplap 1.86GHz duocore, SSD-vel, Win 7/32bit telepítve.
- Fordítás: 0.171 sec
- Futtatás: 0.00040 sec
4.) A 2. pontban lévő PC-n lefuttatam ugyanezt a tesztet, de a gépre VirtualBox-ba telepített XP-n, amitől lassú eredményeket vártam, hiszen ez így csak virtuális gépen futott, de nem lett túlzottan lassú.
- Fordítás: 0.286 sec
- Futtatás: 0.00055 sec
Mindegyik esetben UC300-5LPT-t csatlakoztattam. A virtualis PC-nél is a virtualbox USB driverek telepítésével.
Ha gomb nyomásra/input trigger-re hívódik meg macro, akkor ezekkel a késési időkkel kell számolni.
Ha viszont program futtatás közben hívódik meg a macro (ciklus start alatt), akkor csak a futtatás idejével kell számolni,
mert a macrokat aszinkron módon indításkor már fordítja a program és amikor odaér valóban a futás az adott macro sorra, akkor csak végrehajt, vagyis csak a futtatás idejével késik,
ami emberi és még CNC mértékben is elég alacsony ahhoz, hogy semmi lassulás érzést ne okozzon, mert a milliszekundum törtrészéről beszélhetünk.
Ha gondolod akkor szólj és átküldöm neked a tesztelő progit, ami megcsinálja az említett mérést és macro futtatáskor kiírja az idő eredményeket,
abból látszana, hogy hol megy el az a rengeteg idő...
Cím: Re:UCCNC vezérlő program
Írta: xabi Dátum 2014 november 16, 20:10
Írta: xabi Dátum 2014 november 16, 20:10
Szia,
- Küld át a tesztelő programot megnézem.
- A video valós nem tudom miért ilyen lassú (a gépnek nincsen semmi baja csak kb.:10éves), de a másik gépen sem reagál azonnal csak ott "elviselhető" a késés.
- Nem tudom van-e jelentősége de én UC100-at használok.
- Küld át a tesztelő programot megnézem.
- A video valós nem tudom miért ilyen lassú (a gépnek nincsen semmi baja csak kb.:10éves), de a másik gépen sem reagál azonnal csak ott "elviselhető" a késés.
- Nem tudom van-e jelentősége de én UC100-at használok.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 november 16, 21:23
Írta: 000000000 Dátum 2014 november 16, 21:23
Szia,
Ide feltöltöttem az .exe-t, ami a mérést csinálja. Az 1000-szeres hurkot kivettem belőle, mert az eléggé zavaró lehet és ahogy most próbálgattam az 1x-es végrehajtás ideje sincs messze az átlagtól.
A link:
Macro sebesség teszt
A teszteléshez az UCCNC könyvtárba kell csak másolni és futtatni.
A macro híváskor kifog írni három számot, mindegyik másodperc érték.
Az első a beolvasás ideje, utána a fordítás ideje végül a futtatás/elindítás ideje.
Kíváncsi vagyok, hogy milyen eredményeket mérsz a két gépeden.
Ide feltöltöttem az .exe-t, ami a mérést csinálja. Az 1000-szeres hurkot kivettem belőle, mert az eléggé zavaró lehet és ahogy most próbálgattam az 1x-es végrehajtás ideje sincs messze az átlagtól.
A link:
Macro sebesség teszt
A teszteléshez az UCCNC könyvtárba kell csak másolni és futtatni.
A macro híváskor kifog írni három számot, mindegyik másodperc érték.
Az első a beolvasás ideje, utána a fordítás ideje végül a futtatás/elindítás ideje.
Kíváncsi vagyok, hogy milyen eredményeket mérsz a két gépeden.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 november 16, 23:29
Írta: 000000000 Dátum 2014 november 16, 23:29
Sziasztok,
Csináltam néhány finomítást ismét az UCCNC progiban.
A változások, amiket kértetek és megcsináltam:
- A DRO-kban letiltottam a betűk beírását, csak numerikus adat karaktereit fogadja el.
- Készítettem egy saját Form-ot amire lecseréltem a notepad-ot, fájl szerkesztésnél (edit file) erre a form-ra írja ki a kódot most már, nem a notepad-al nyitja meg, mert többen jeleztétek, illetve én is tapasztaltam, hogy bizonyos esetekben lassan záródik be a notepad, illetve lassan indul neki újra az UCCNC.
- A home-olást és Zerozást és még pár parancs végrehajtását felgyorsítottam. a home all most azonnal végrehajtódik egymás után a tengelyek mozgatása, ahogy néhányan kértétek, hogy legyen.
Kérlek próbáljátok ki és véleményezzétek ezt a notepad lecserélést. Kell-e majd például, hogy betűméretet, betűtípust stb. is lehessen rajta beállítani, vagy egyelőre elég ennyi, ahogy így most van?
A link a letöltésre, remélem most sikerül jól belinkelnem:
UCCNC1.0044
Csináltam néhány finomítást ismét az UCCNC progiban.
A változások, amiket kértetek és megcsináltam:
- A DRO-kban letiltottam a betűk beírását, csak numerikus adat karaktereit fogadja el.
- Készítettem egy saját Form-ot amire lecseréltem a notepad-ot, fájl szerkesztésnél (edit file) erre a form-ra írja ki a kódot most már, nem a notepad-al nyitja meg, mert többen jeleztétek, illetve én is tapasztaltam, hogy bizonyos esetekben lassan záródik be a notepad, illetve lassan indul neki újra az UCCNC.
- A home-olást és Zerozást és még pár parancs végrehajtását felgyorsítottam. a home all most azonnal végrehajtódik egymás után a tengelyek mozgatása, ahogy néhányan kértétek, hogy legyen.
Kérlek próbáljátok ki és véleményezzétek ezt a notepad lecserélést. Kell-e majd például, hogy betűméretet, betűtípust stb. is lehessen rajta beállítani, vagy egyelőre elég ennyi, ahogy így most van?
A link a letöltésre, remélem most sikerül jól belinkelnem:
UCCNC1.0044
Cím: Re:UCCNC vezérlő program
Írta: fa_kukac Dátum 2014 november 17, 03:26
Írta: fa_kukac Dátum 2014 november 17, 03:26
Köszönjük!
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 november 17, 04:42
Írta: frkdv6dyr Dátum 2014 november 17, 04:42
Így sokkal jobb,viszont nem akarok elégedetlennek tűnni de a proci időt nem lehetne növelni a színezéssel? Ha itt is kipirosítaná a nem végrehajtható részeket, sokban könnyítené a munkát.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 november 17, 06:33
Írta: xfg6v697j Dátum 2014 november 17, 06:33
Most,hogy több képernyőm van,azt tapasztaltam.hogy a load profil nem megfelelően kműködik.
A külön a profilhoz létrehozott ikonnal rendesen betöltődik minden,de a load profil-lal marad az eredeti képernyő.
Ezenkívül ha profilt váltunk,akkor le kellene futtatni az 'M99998' makrót is,éppen úgy,mint mikor újraindítom az UCCNC-t,mivel az olvassa be az userdro-k tartalmát.
Tehát load profil gombra is éppen úgy kellene viselkednie,mintha az asztalon létrehozott profil ikonnal indítanám.
A külön a profilhoz létrehozott ikonnal rendesen betöltődik minden,de a load profil-lal marad az eredeti képernyő.
Ezenkívül ha profilt váltunk,akkor le kellene futtatni az 'M99998' makrót is,éppen úgy,mint mikor újraindítom az UCCNC-t,mivel az olvassa be az userdro-k tartalmát.
Tehát load profil gombra is éppen úgy kellene viselkednie,mintha az asztalon létrehozott profil ikonnal indítanám.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 november 17, 08:53
Írta: svejk Dátum 2014 november 17, 08:53
A betűméret és forma szerintem megfelelő, de nekem nagyon hiányozna a "Csere" lehetősége.
Rengetegszer van az, hogy pl. az előtolást kell megváltoztatni, ekkor a notepad-en csak csere/összes cseréje.
De sok esetben a tengelyek nevét is cserélni kell, vagy a Z mélységét.
Rengetegszer van az, hogy pl. az előtolást kell megváltoztatni, ekkor a notepad-en csak csere/összes cseréje.
De sok esetben a tengelyek nevét is cserélni kell, vagy a Z mélységét.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 november 17, 09:04
Írta: svejk Dátum 2014 november 17, 09:04
No meg a mentés másként funkció, hiszen ha van egy sűrűn használt, jó bevált G-kód akkor azon lehet csak épp adott esetben kell egy kis változtatást végrehajtani, ilyenkor az eredeti megmaradjon.
Cím: Re:UCCNC vezérlő program
Írta: PITU Dátum 2014 november 17, 19:59
Írta: PITU Dátum 2014 november 17, 19:59
sziasztok
a letölthető frissítések az UC300-hoz valók ?
vagy az UC100-hoz is lehet használni ?
ha nem , akkor melyik a legújabb UC100-hoz is használható verzió ?
a letölthető frissítések az UC300-hoz valók ?
vagy az UC100-hoz is lehet használni ?
ha nem , akkor melyik a legújabb UC100-hoz is használható verzió ?
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2014 november 17, 20:13
Írta: pisti73 Dátum 2014 november 17, 20:13
Sziasztok!
Van valami hír az UC300-ISOBOB-ról? Nem türelmetlenségből kérdezem.... Csak úgy.
Van valami hír az UC300-ISOBOB-ról? Nem türelmetlenségből kérdezem.... Csak úgy.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 november 17, 20:16
Írta: xfg6v697j Dátum 2014 november 17, 20:16
Az őj verziók mindkettőhöz használhatók,az indításnál rákérdez,hogy melyiket akarod haszálni.
Cím: Re:UCCNC vezérlő program
Írta: xabi Dátum 2014 november 17, 20:21
Írta: xabi Dátum 2014 november 17, 20:21
Szia,
- A macro sebesség tesztet próbáltam a nagyon régi gépen ha nincs semmilyen G code betöltve akkor a compile 2,8sec ha betöltök egy 5.000 soros G code-t a háttérbe akkor 35 sec :) Kevés a memória, vagy a CPU teljesítmény. Szerintem hagyjuk, tény hogy egy normális gép kell az UCCNC-hez (ez valószínűleg nem a Ti hibátok hanem a modern környezet erőforrás igénye (windows, .NET, Flash). Amúgy olcsón lehet már venni E8400-as procival gépet, Én is beruházok egyre a napokba. (ha utána megszűnnek a lassulási problémák jelzem).
- A DRO-ban elvileg megoldottad (nem teszteltem) a numerikus beviteli hibát, viszont elfelejtetted tiltani a hotkey billentyűket. Ezért pl. a numerikus billentyű "2" billentyűjére rakok egy hotkey macrot és be akkarok írni egy 2-est a DRO-ba akkor jajj..
- A macro sebesség tesztet próbáltam a nagyon régi gépen ha nincs semmilyen G code betöltve akkor a compile 2,8sec ha betöltök egy 5.000 soros G code-t a háttérbe akkor 35 sec :) Kevés a memória, vagy a CPU teljesítmény. Szerintem hagyjuk, tény hogy egy normális gép kell az UCCNC-hez (ez valószínűleg nem a Ti hibátok hanem a modern környezet erőforrás igénye (windows, .NET, Flash). Amúgy olcsón lehet már venni E8400-as procival gépet, Én is beruházok egyre a napokba. (ha utána megszűnnek a lassulási problémák jelzem).
- A DRO-ban elvileg megoldottad (nem teszteltem) a numerikus beviteli hibát, viszont elfelejtetted tiltani a hotkey billentyűket. Ezért pl. a numerikus billentyű "2" billentyűjére rakok egy hotkey macrot és be akkarok írni egy 2-est a DRO-ba akkor jajj..
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 november 18, 13:41
Írta: xfg6v697j Dátum 2014 november 18, 13:41
Tesztelés alatt van a bemérő szet,még csak kb 1/3 része van meg,ha valaki tudja tesztelni 3D tapintóval,és szeretne segíteni annak elküldöm.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2014 november 19, 21:18
Írta: dezsoe Dátum 2014 november 19, 21:18
Szia!
A szerkesztő ablak kisebb javításokhoz szerintem tökéletes, de - ahogy Svejk is írta - vannak hiányzó dolgok. (Cserébe viszont gyors.) Nagyon megkavarná a helyzetet, ha a beállításoknál meg lehetne adni, hogy belső szerkesztőt vagy elérési útvonallal külsőt használna a kedves felhasználó? (Én pl. a PSPad-ot preferálom.) Valami ilyesmire gondoltam:
(x) Internal
( ) Custom, path to exe: [c:\...\notepad.exe]
Akkor mindenki kedvére válogathatna.
Ja és a home-olás: remek így, hogy nem vár!
A szerkesztő ablak kisebb javításokhoz szerintem tökéletes, de - ahogy Svejk is írta - vannak hiányzó dolgok. (Cserébe viszont gyors.) Nagyon megkavarná a helyzetet, ha a beállításoknál meg lehetne adni, hogy belső szerkesztőt vagy elérési útvonallal külsőt használna a kedves felhasználó? (Én pl. a PSPad-ot preferálom.) Valami ilyesmire gondoltam:
(x) Internal
( ) Custom, path to exe: [c:\...\notepad.exe]
Akkor mindenki kedvére válogathatna.
Ja és a home-olás: remek így, hogy nem vár!
Cím: Re:UCCNC vezérlő program
Írta: c2nsu773m Dátum 2014 november 20, 21:48
Írta: c2nsu773m Dátum 2014 november 20, 21:48
Azt mondtad hogy gyengus a gép amin futtatom az uccnc, kicseréltem egy izom gépre , megjavúlt a homolás, szupergyors lett a betöltés, de a léptetők lépésvesztése továbra is megmaradt , jócskán visszáb kell állítanom a motorbeállításokat mint a machban....( nálam még mindig a machnak áll a zászló)
Vannak pillanatai amikor valami összeakad és homoláskor az ellenkező irányban indúl mint kéne, csak az újraindítás segít rajta.
Vannak pillanatai amikor valami összeakad és homoláskor az ellenkező irányban indúl mint kéne, csak az újraindítás segít rajta.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 november 21, 10:30
Írta: 000000000 Dátum 2014 november 21, 10:30
Sziasztok,
Emberenként próbálok válaszolni:
Nyarfa: A kód "szinezés" feltétele a szerkesztőablakban, hogy a progi folyamatosan tudja, hogy a kód sorai mit jelentenek.
Ha éppen szerkeszted, akkor folyamatosan át kéne futtatni a G-kód értelmezőn ahhoz, hogy értelmezni és szinezni lehessen. Ettől igencsak lassú lenne szerintem az egész,
vagy pedig nagyon átkéne gondolni és valahogy máshogy megoldani mint ahogy most működik...
Csewe: Igazad van a profil betöltésnél valóban nem tölti be az új screenset-et, ill. nem indítja a konstruktor macro-t, de hamarosan megfogom csinálni, hogy így legyen.
Svejk: Find, Replace, Replace All, Save as, ezeket megfogom csinálni ahogy kérted.
PITU: A letölthető frissítések mind az UC100 és UC300-5LPT-vel működnek.
pisti73: A végleges proto P.Balázsnál van, fejleszti a firmware-t. Hamarosan látni fogjuk a végét.
Xabi: Ez a 35sec elég durvának hangzik. Arra gondoltam még, hogy lehet a videokártya memóriája pici és a Windows ezért minden 3D-s OpenGL megjelenítést a procival számoltat a RAM-ban, ez okozhat ilyen nagyon durva lassulásokat. Vagy esetleg a video kártya driver nincsen feltelepítve rendesen, ilyenkor is előfordulhat, hogy nem a videokártyával számoltatja (hardveres gyorsítás), hanem a procival (szoftveres gyorsítás) az OpenGL-t.
Dezsoe: Igen, ezt is meglehet csinálni, de egyelőre örülök, ha a saját meglesz, a későbbiekben gondolok majd erre a megoldásra is...
Török Tamás: Gondolom Constant Velocity módban futtatsz dolgokat. Próbáltad a General Settings ablakon a Const.velocity pipa alatt állítani a paramétereket?
Mach3-ban egyrészt nem férsz hozzá ezekhez a paraméterekhez, így fogalmad se lehet róla, hogy const.velocity módban éppen mekkora hibával fog dolgozni a program,
úgy vágja le a sarkokat, ahogy neki tetszik, tapasztalatok alapján sok esetben elég szépen kerekítget, ami relief munkáknál nem gond, sőt, nagyon klassz dolog általában.
Viszont szűk tűrésű munkáná, pl. fémmunkánál illesztési felületek készítésénél nem biztos, hogy jó dolog az, ha nem tudod beállítani a max.hibát amit a program csinálhat.
Az UCCNC-ben a max. hibát mindig a korlátok között tartja, van az említett oldalon több paraméter amikkel tudod szabályozni a max. hibát és hogy mennyire kerekítheti a sarkokat.
Gondolom, hogy ezeket kis értéken hagytad és bonyolult 3D-s relief-eket akarsz készíteni, az alacsony hibahatár beállításnak megfelelően a mozgás jobban négyszögletes lesz mint a Mach3-nak a gyári átállíthatatlan beállításával ettől könnyebben létrejöhet esetleg lépéstévesztés, hiszen a mozgás "szögletesebb" lesz és ez által okozott rezonancia nagyobb lesz, illetve a végrehajtási idő is hosszabb lesz.
Ha a hiba határ paramétereket nagyobbra veszed, akkor egyrészt a sarkokat jobban kerekítve tudja bejárni a progi, másrész jobban össze tudja füzni és konstans sebességre optimalizálni a pályát,
a mozgás egyenletesebbé válik és a mozgás által okozott rezonancia csökken, a lépésvesztés esélye is csökken.
A paraméterek pontos értelmezése, leírása, magyarázata az UCCNC használati útmutatójában van.
Egyébként megcsinálhattuk volna mi is nagy értékekre véve és elrejtve ezeket a paramétereket mint a mach3-ban és akkor szépen ívben, egyenletes sebességgel futna mindig a pálya minimális rezonanciával, de ennek a döntésnek a fémmegmunkálók akik alacsony toleranciával dolgoznak biztosan nem örültek volna. :) Így meghagytuk a szabadságot a felhasználónak...
Emberenként próbálok válaszolni:
Nyarfa: A kód "szinezés" feltétele a szerkesztőablakban, hogy a progi folyamatosan tudja, hogy a kód sorai mit jelentenek.
Ha éppen szerkeszted, akkor folyamatosan át kéne futtatni a G-kód értelmezőn ahhoz, hogy értelmezni és szinezni lehessen. Ettől igencsak lassú lenne szerintem az egész,
vagy pedig nagyon átkéne gondolni és valahogy máshogy megoldani mint ahogy most működik...
Csewe: Igazad van a profil betöltésnél valóban nem tölti be az új screenset-et, ill. nem indítja a konstruktor macro-t, de hamarosan megfogom csinálni, hogy így legyen.
Svejk: Find, Replace, Replace All, Save as, ezeket megfogom csinálni ahogy kérted.
PITU: A letölthető frissítések mind az UC100 és UC300-5LPT-vel működnek.
pisti73: A végleges proto P.Balázsnál van, fejleszti a firmware-t. Hamarosan látni fogjuk a végét.
Xabi: Ez a 35sec elég durvának hangzik. Arra gondoltam még, hogy lehet a videokártya memóriája pici és a Windows ezért minden 3D-s OpenGL megjelenítést a procival számoltat a RAM-ban, ez okozhat ilyen nagyon durva lassulásokat. Vagy esetleg a video kártya driver nincsen feltelepítve rendesen, ilyenkor is előfordulhat, hogy nem a videokártyával számoltatja (hardveres gyorsítás), hanem a procival (szoftveres gyorsítás) az OpenGL-t.
Dezsoe: Igen, ezt is meglehet csinálni, de egyelőre örülök, ha a saját meglesz, a későbbiekben gondolok majd erre a megoldásra is...
Török Tamás: Gondolom Constant Velocity módban futtatsz dolgokat. Próbáltad a General Settings ablakon a Const.velocity pipa alatt állítani a paramétereket?
Mach3-ban egyrészt nem férsz hozzá ezekhez a paraméterekhez, így fogalmad se lehet róla, hogy const.velocity módban éppen mekkora hibával fog dolgozni a program,
úgy vágja le a sarkokat, ahogy neki tetszik, tapasztalatok alapján sok esetben elég szépen kerekítget, ami relief munkáknál nem gond, sőt, nagyon klassz dolog általában.
Viszont szűk tűrésű munkáná, pl. fémmunkánál illesztési felületek készítésénél nem biztos, hogy jó dolog az, ha nem tudod beállítani a max.hibát amit a program csinálhat.
Az UCCNC-ben a max. hibát mindig a korlátok között tartja, van az említett oldalon több paraméter amikkel tudod szabályozni a max. hibát és hogy mennyire kerekítheti a sarkokat.
Gondolom, hogy ezeket kis értéken hagytad és bonyolult 3D-s relief-eket akarsz készíteni, az alacsony hibahatár beállításnak megfelelően a mozgás jobban négyszögletes lesz mint a Mach3-nak a gyári átállíthatatlan beállításával ettől könnyebben létrejöhet esetleg lépéstévesztés, hiszen a mozgás "szögletesebb" lesz és ez által okozott rezonancia nagyobb lesz, illetve a végrehajtási idő is hosszabb lesz.
Ha a hiba határ paramétereket nagyobbra veszed, akkor egyrészt a sarkokat jobban kerekítve tudja bejárni a progi, másrész jobban össze tudja füzni és konstans sebességre optimalizálni a pályát,
a mozgás egyenletesebbé válik és a mozgás által okozott rezonancia csökken, a lépésvesztés esélye is csökken.
A paraméterek pontos értelmezése, leírása, magyarázata az UCCNC használati útmutatójában van.
Egyébként megcsinálhattuk volna mi is nagy értékekre véve és elrejtve ezeket a paramétereket mint a mach3-ban és akkor szépen ívben, egyenletes sebességgel futna mindig a pálya minimális rezonanciával, de ennek a döntésnek a fémmegmunkálók akik alacsony toleranciával dolgoznak biztosan nem örültek volna. :) Így meghagytuk a szabadságot a felhasználónak...
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 november 21, 17:29
Írta: frkdv6dyr Dátum 2014 november 21, 17:29
Ebben igazad van maximálisan erre később rájöttem én is, és ki is találtam egy "ellenőrzés" gombot a felületre amivel ha akarja az illető akkor kipirosíthatja még a futtatás előtt. De azután rájöttem, hogy ez is fölösleges mert amint átteszi már a kívánt elemzés le is fut.
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2014 november 21, 19:29
Írta: pisti73 Dátum 2014 november 21, 19:29
Szuper, köszönöm szépen!
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 november 22, 10:52
Írta: 000000000 Dátum 2014 november 22, 10:52
Ismét csináltam pár javítást a progiban.
Változások, finomítások:
- Megcsináltam a saját notepad-hoz amiket kértetek, Save as, Find, Replace, Replace all.
- DRO-kba lépéskor a jog nem volt jól letiltva, javítottam.
- Profile betöltéskor, ha a screenset fájl különbözik az éppen betöltöttől, akkor a progi újraindul és betölti a screenset-et.
- Finomítottam a Home-olás rutinon, mert átnézve mégegyszer alaposan a kódot, előállhatott olyan állapot amit Török tamás írt,
hogy a home-olás irányát nem jól veszi át, illetve az előző tengely irányát veszi át. Átírtam úgy a kódot, hogy ez biztosan ne fordulhasson elő.
A letöltés:
UCCNC 1.0045
Változások, finomítások:
- Megcsináltam a saját notepad-hoz amiket kértetek, Save as, Find, Replace, Replace all.
- DRO-kba lépéskor a jog nem volt jól letiltva, javítottam.
- Profile betöltéskor, ha a screenset fájl különbözik az éppen betöltöttől, akkor a progi újraindul és betölti a screenset-et.
- Finomítottam a Home-olás rutinon, mert átnézve mégegyszer alaposan a kódot, előállhatott olyan állapot amit Török tamás írt,
hogy a home-olás irányát nem jól veszi át, illetve az előző tengely irányát veszi át. Átírtam úgy a kódot, hogy ez biztosan ne fordulhasson elő.
A letöltés:
UCCNC 1.0045
Cím: Re:UCCNC vezérlő program
Írta: 9npx2xk89 Dátum 2014 november 24, 17:04
Írta: 9npx2xk89 Dátum 2014 november 24, 17:04
Az UCCNC 1.0044-et használva a nyíl és pgup pgdown gombokkal nem megy a tengelymozgatás. Valamit be kell állítani az új verzióban? A virtuális billentyűzettel megy, futnak a kódok, de marha nehéz pozícionálni a tengelyeket ha egérrel kell kattingatni a virtuális billentyűkön.
Cím: Re:UCCNC vezérlő program
Írta: 9npx2xk89 Dátum 2014 november 24, 17:07
Írta: 9npx2xk89 Dátum 2014 november 24, 17:07
Ja és a saját maga által (talan az 1.0038-al) készült profilra cant load-ot ír (az azstalon lévő ikonra kattintva), de a profilban ha betöltöm, akkor ott már nincs hiba.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 november 24, 20:44
Írta: 000000000 Dátum 2014 november 24, 20:44
Szia,
Régi UCCNC verziókban a Hotkeys menü máshogy volt felépítve még, régebben csak a jog gombokhoz lehetett billentyűt rendelni. Ezt átalakítottuk, felbővítettük úgy, hogy általánosan lehessen gyorsbillentyűket készíteni funkciókhoz, összesen maximum 48db-ot.
Szóval most már így kell beállítani a jog-ot is, ami alapból be van állítva a Page-up és down-ra a Z-tengelyhez, de ha régi profilt használasz, ott még hiányoznak ezek az kulcsok, be kell állítani, hogy működjön.
A SET gombokra klikkelve látod a funkció nevét, egyszerű a kikeresgélés, de ide belinkelek a teljes alap beállítást hátha segít:

Régi UCCNC verziókban a Hotkeys menü máshogy volt felépítve még, régebben csak a jog gombokhoz lehetett billentyűt rendelni. Ezt átalakítottuk, felbővítettük úgy, hogy általánosan lehessen gyorsbillentyűket készíteni funkciókhoz, összesen maximum 48db-ot.
Szóval most már így kell beállítani a jog-ot is, ami alapból be van állítva a Page-up és down-ra a Z-tengelyhez, de ha régi profilt használasz, ott még hiányoznak ezek az kulcsok, be kell állítani, hogy működjön.
A SET gombokra klikkelve látod a funkció nevét, egyszerű a kikeresgélés, de ide belinkelek a teljes alap beállítást hátha segít:
Cím: Re:UCCNC vezérlő program
Írta: 9npx2xk89 Dátum 2014 november 24, 21:42
Írta: 9npx2xk89 Dátum 2014 november 24, 21:42
Köszi már beállítottam, és ki is fúrta a panelt gyönyörűen. Vártam a válaszra 2 órát, de mivel nem jött, ezért kínomban beállítottam, és láss csodát ment, még a shiftel gyorsmenet is.
Sokkal sokkal sokkal sokkal pontosabban fúr mint a mach3, pedig ez a laptop amit használok nem is sima számítógépnek lett telepítve, mint a régi.
Holnap alut marok vele, kíváncsi leszek ott mit csinál, bár a panel körbemarása most is simán ment, nem hiszem, hogy bármi gond lenne.
Sokkal sokkal sokkal sokkal pontosabban fúr mint a mach3, pedig ez a laptop amit használok nem is sima számítógépnek lett telepítve, mint a régi.
Holnap alut marok vele, kíváncsi leszek ott mit csinál, bár a panel körbemarása most is simán ment, nem hiszem, hogy bármi gond lenne.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 november 25, 08:13
Írta: svejk Dátum 2014 november 25, 08:13
"Sokkal sokkal sokkal sokkal pontosabban fúr mint a mach3"
A fenti alatt mit értesz?
A fenti alatt mit értesz?
Cím: Re:UCCNC vezérlő program
Írta: 9npx2xk89 Dátum 2014 november 26, 09:59
Írta: 9npx2xk89 Dátum 2014 november 26, 09:59
Ugyan az a kód, mach3-al mindíg hibázott 1-2 tizedet, ezzel meg századra pontos. Valószínű kimaradt itt ott egy lépés, mert a winfos éppen mással volt elfoglalva, ismerjük milyen marha okos, meg multitaszk, itt meg ilyen probléma nincs, mert a mikrovezérlő nem a tökét vakargatja miközben léptetnie kéne a motorokat.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 november 26, 10:21
Írta: svejk Dátum 2014 november 26, 10:21
Hmm... akkkor ott valami nem volt jó beállítva, mert itt a fórumon nem kevesen vannak akik iparszerűen használják a Mach3-at.
Én sem tapasztaltam a 8 év alatt hogy a pozicionálással lett volna gond.
De egyéb más nyűgök akadnak rendesen az igaz.
Én sem tapasztaltam a 8 év alatt hogy a pozicionálással lett volna gond.
De egyéb más nyűgök akadnak rendesen az igaz.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2014 november 27, 09:06
Írta: dezsoe Dátum 2014 november 27, 09:06
Szia!
Ma végre sikerült kipróbálni a 45-öst, de nem változott a 44-hez képest, amit tapasztaltam. (Azért nem írtam korábban, mert jelezted, hogy a home-oláson változtattál.) Találtam a fiókban egy rotary encodert, gyorsan bekötöttem MPG-nek. Megy szépen, de a következőket észleltem:
- Ha kinyomom a reset-et, akkor a gép szépen leáll (nincs charge pump), szinte semmit nem lehet csinálni, de a legutóbb kiválasztott tengelyt tudom mpg-vel állítgatni. Persze, nem mozdul meg, hiszen áramot nem kap (azt nem tudom, hogy a step/dir kimegy-e, nem néztem), viszont az adott dro-ban szépen változik a pozíció, ha visszakapcsolom a gépet, akkor azt hiszi, hogy ez a tényleges pozíció. Természetesen tengelyt vagy lépést nem tudok váltani, hiszen reset-ben van a program.
- A másik - szintén mpg-vel kapcsolatos - dolog, hogy ha mpg-re kapcsolok a jog ablakban, akkor azt a tengelyt, amelyik ki van választva, nem tudom home-olni. Sőt, a home sorrendben utána következőket sem, mert a progi home üzemmódban marad és áll. Reset ki/be, majd mpg megszűntetése után megy a home.
Ma végre sikerült kipróbálni a 45-öst, de nem változott a 44-hez képest, amit tapasztaltam. (Azért nem írtam korábban, mert jelezted, hogy a home-oláson változtattál.) Találtam a fiókban egy rotary encodert, gyorsan bekötöttem MPG-nek. Megy szépen, de a következőket észleltem:
- Ha kinyomom a reset-et, akkor a gép szépen leáll (nincs charge pump), szinte semmit nem lehet csinálni, de a legutóbb kiválasztott tengelyt tudom mpg-vel állítgatni. Persze, nem mozdul meg, hiszen áramot nem kap (azt nem tudom, hogy a step/dir kimegy-e, nem néztem), viszont az adott dro-ban szépen változik a pozíció, ha visszakapcsolom a gépet, akkor azt hiszi, hogy ez a tényleges pozíció. Természetesen tengelyt vagy lépést nem tudok váltani, hiszen reset-ben van a program.
- A másik - szintén mpg-vel kapcsolatos - dolog, hogy ha mpg-re kapcsolok a jog ablakban, akkor azt a tengelyt, amelyik ki van választva, nem tudom home-olni. Sőt, a home sorrendben utána következőket sem, mert a progi home üzemmódban marad és áll. Reset ki/be, majd mpg megszűntetése után megy a home.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 november 27, 09:19
Írta: 000000000 Dátum 2014 november 27, 09:19
Szia,
Ez azért lehet hogy még mindig nem jól működik, mert az MPG-t még nem javítottuk ki. Még nem készült el az új API, ahogy már írtam az MPG problémáival majd csak az új API elkészülte után fogunk foglalkozni, mert a régi api-val már nincsen értelme, hiszen ez a rész (MPG és a homeolás is.) úgyis teljesen át lesz írva API szinten.
Amiket pontokba szedve leírtam hibajavításokat az egyes kiadásoknál, azok a dolgok lettek javítva, változtatva, ami nincs odaírva, az értelemszerűen nem is változott.
Ez azért lehet hogy még mindig nem jól működik, mert az MPG-t még nem javítottuk ki. Még nem készült el az új API, ahogy már írtam az MPG problémáival majd csak az új API elkészülte után fogunk foglalkozni, mert a régi api-val már nincsen értelme, hiszen ez a rész (MPG és a homeolás is.) úgyis teljesen át lesz írva API szinten.
Amiket pontokba szedve leírtam hibajavításokat az egyes kiadásoknál, azok a dolgok lettek javítva, változtatva, ami nincs odaírva, az értelemszerűen nem is változott.
Cím: Re:UCCNC vezérlő program
Írta: c2nsu773m Dátum 2014 november 28, 23:07
Írta: c2nsu773m Dátum 2014 november 28, 23:07
A 45-ös X tengelyenél homoláskor megit rámászik a kapcsolóra.
Cím: Re:UCCNC vezérlő program
Írta: D.Laci Dátum 2014 november 29, 11:37
Írta: D.Laci Dátum 2014 november 29, 11:37
#1616 "Még nem készült el az új API, ahogy már írtam az MPG problémáival majd csak az új API elkészülte után fogunk foglalkozni, mert a régi api-val már nincsen értelme, hiszen ez a rész (MPG és a homeolás is.) úgyis teljesen át lesz írva API szinten. "
Cím: Re:UCCNC vezérlő program
Írta: fektiforg Dátum 2014 december 01, 11:45
Írta: fektiforg Dátum 2014 december 01, 11:45
Ma csináltam egy programot G52-es ideglenes eltolásokkal a gép jól csinálja, de nem jól rajzolja.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 december 01, 14:18
Írta: 000000000 Dátum 2014 december 01, 14:18
Igen, a temporary offset-et egyelőre nem rajzolja ki a szoftver. Most ezt nem is csináljuk meg, hogy kirajzolja, mert az új API illesztésén dolgozunk és amíg az teljesen el nem készül, addig nem szeretnék belenyúlni a program más részébe, mert így is sokminden át lesz írva és megnehezítené a dolgunkat, ha például a rajzoló rutinba most bele kéne nyúlni.
Az API átírásán keményen dolgozunk, szólni fogok amint elkészül és utána kérünk majd újra teszteléseket és hibajelentéseket.
Addig is egy kis videó:
UCCNC 3D marakodás
Az API átírásán keményen dolgozunk, szólni fogok amint elkészül és utána kérünk majd újra teszteléseket és hibajelentéseket.
Addig is egy kis videó:
UCCNC 3D marakodás
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 december 01, 18:40
Írta: svejk Dátum 2014 december 01, 18:40
Egy tenyérnyi helyet hagyjunk a karácsonyfa alatt az új szoftvernek? :)
Cím: Re:UCCNC vezérlő program
Írta: nffab2gnr Dátum 2014 december 05, 14:40
Írta: nffab2gnr Dátum 2014 december 05, 14:40
Kérdezném az 1.0045 UCCNC-t használókat.hogy a "run from here" másnál működik? Mert nálam úgy lefagy,hogy csak a Ctrl-Alt-Del után tér magához.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 december 05, 15:17
Írta: xfg6v697j Dátum 2014 december 05, 15:17
Demo módban egyáltalán nem működik,de le sem fagy.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 december 05, 16:26
Írta: 000000000 Dátum 2014 december 05, 16:26
Nálam 1.0045-el működik gond nélkül a run from here, UC100-al, UC300-al és a demo módokkal is.
Esetleg küldjetek nekem egy kódot amivel nem működik, vagy nálatok semmivel nem megy?!
Az előmozgás figyelmeztető ablak előjön miután megnyomjátok a run from here utána a cycle start gombot, vagy az sem, vagy mi történik pontosan?
Esetleg küldjetek nekem egy kódot amivel nem működik, vagy nálatok semmivel nem megy?!
Az előmozgás figyelmeztető ablak előjön miután megnyomjátok a run from here utána a cycle start gombot, vagy az sem, vagy mi történik pontosan?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 december 05, 16:57
Írta: 000000000 Dátum 2014 december 05, 16:57
Irtad, hogy ctrl+alt+del, ebből kikövetkeztettem, hogy Windows XP-t használsz nagy valószínűséggel. Felraktam az 1.0045-öt Virtualbox-ba XP-re, nekem ezen is megy a run from here problémamentesen.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 december 05, 17:57
Írta: xfg6v697j Dátum 2014 december 05, 17:57
Én csak béna voltam,nem tudtam,hogy meg kell nyomni a cycle start gombot is.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 december 05, 18:07
Írta: 000000000 Dátum 2014 december 05, 18:07
Szia,
OK, köszi az infót.:)
És igen, a run from here-t ha megnyomod, akkor csak eltárolja a g-kód megjelenítőben kiválasztott sor számát és át is rajzolja, szinezi a szerszámpálya nézetet. És ha legközelebb megnyomod a ciklus startot, akkor innen fogja folytatni a g-kód futtatását, ill. kijelzi, hogy hová kéne mozogni biztonságos Z-vel, hogy ne törjön a szerszám. Ha ezt az ablakot le-OK-zod, akkor oda mozog és ott megáll, majd ismét vár egy ciklus startot, hogy folytassa a g-kód futtatását. Ha nem OK-zod, le, cancel-t nyomsz, akkor pedig úgy veszi, hogy nem akarsz oda mozogni safeZ-vel és akkor a következő ciklus start nyomására folytatja a kód futtatást előzetes SafeZ mozgás nélkül.
Tudom, illetve gondolom, hogy rájöttél, hogy így müxik, de gondoltam leírom, hátha másnak is gondot okoz a használata.
OK, köszi az infót.:)
És igen, a run from here-t ha megnyomod, akkor csak eltárolja a g-kód megjelenítőben kiválasztott sor számát és át is rajzolja, szinezi a szerszámpálya nézetet. És ha legközelebb megnyomod a ciklus startot, akkor innen fogja folytatni a g-kód futtatását, ill. kijelzi, hogy hová kéne mozogni biztonságos Z-vel, hogy ne törjön a szerszám. Ha ezt az ablakot le-OK-zod, akkor oda mozog és ott megáll, majd ismét vár egy ciklus startot, hogy folytassa a g-kód futtatását. Ha nem OK-zod, le, cancel-t nyomsz, akkor pedig úgy veszi, hogy nem akarsz oda mozogni safeZ-vel és akkor a következő ciklus start nyomására folytatja a kód futtatást előzetes SafeZ mozgás nélkül.
Tudom, illetve gondolom, hogy rájöttél, hogy így müxik, de gondoltam leírom, hátha másnak is gondot okoz a használata.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2014 december 05, 19:22
Írta: xfg6v697j Dátum 2014 december 05, 19:22
Igen,kipróbáltam,és rájöttem a működésére,csak mivel a gomb nevében benne van a run szó,ezért nem gondoltam elsőre,hogy kell utána még cyclestart is.
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2014 december 06, 05:46
Írta: lari Dátum 2014 december 06, 05:46
Balázs!
Tegnap írtam emailt UC300-al kapcsolatban. Megkaptad?
Köszi!
Tegnap írtam emailt UC300-al kapcsolatban. Megkaptad?
Köszi!
Cím: Re:UCCNC vezérlő program
Írta: nffab2gnr Dátum 2014 december 06, 21:57
Írta: nffab2gnr Dátum 2014 december 06, 21:57
A Mach3 jog sebesség ha pl. 20%-ra van beállítva akkor ezzel a sebességgel mozog az adott tengely,de ha mellé nyomom a shift gombot akkor max (100%) lesz a mozgás.
Az UCCNC-ben mi a megfelelője a shiftnek.Nem találom a button táblázatban,vagy csak én nem látom?
Nem pc billentyűzetet használok hanem készítettem egy pultot az irány gombok középpontjába tett gombot kellene definiálni shift gombnak.Most csak úgy tudok max. jog sebességet elérni,hogy a potit 100%-ra állítom.
Az UCCNC-ben mi a megfelelője a shiftnek.Nem találom a button táblázatban,vagy csak én nem látom?
Nem pc billentyűzetet használok hanem készítettem egy pultot az irány gombok középpontjába tett gombot kellene definiálni shift gombnak.Most csak úgy tudok max. jog sebességet elérni,hogy a potit 100%-ra állítom.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 december 07, 10:28
Írta: svejk Dátum 2014 december 07, 10:28
Szerintem épp azért találták ki a JOG potit.
Én is kelőpultról használom és teljesen jó.
A finom ráközelítéseket úgy is MPG-vel lehet legbiztonságosabban elkövetni.
Ha pedig majd teljesen jó lesz az MPG kezelés a programban a JOG gombokat majdnem el is lehet felejteni. persze jó ha van pl. egy két "kézi maráshoz" egyenletes előtolásnak ha lusta az ember az MDI-ba beírni.
Én is kelőpultról használom és teljesen jó.
A finom ráközelítéseket úgy is MPG-vel lehet legbiztonságosabban elkövetni.
Ha pedig majd teljesen jó lesz az MPG kezelés a programban a JOG gombokat majdnem el is lehet felejteni. persze jó ha van pl. egy két "kézi maráshoz" egyenletes előtolásnak ha lusta az ember az MDI-ba beírni.
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2014 december 07, 21:30
Írta: pisti73 Dátum 2014 december 07, 21:30
Sziasztok!
Az UC100-as vezérlőm a 1.033-as szoftverrel ma gondolt egyet és a Z tengely teljes sebességgel - kikapcsolt marómotornál - elindult lefele. Szépen beletrafált az aluba. Ezt vajon miért csinálta? Eddig teljesen hibátlanul működött változatlan "környezetben".
Az UC100-as vezérlőm a 1.033-as szoftverrel ma gondolt egyet és a Z tengely teljes sebességgel - kikapcsolt marómotornál - elindult lefele. Szépen beletrafált az aluba. Ezt vajon miért csinálta? Eddig teljesen hibátlanul működött változatlan "környezetben".
Cím: Re:UCCNC vezérlő program
Írta: wcmwugefi Dátum 2014 december 15, 14:02
Írta: wcmwugefi Dátum 2014 december 15, 14:02
Úgy vágyom a Jézuskától egy UC300hoz való szép sárga Cncdrive feliratú Isobob alaplapra... Ugye nem a húsvéti nyúlnak kell írjak? :)
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2014 december 15, 15:53
Írta: frkdv6dyr Dátum 2014 december 15, 15:53
Írj a mikulásnak addigra biztos lesz [#vigyor2] ha meg hoz a nyúl is egyet, akkor lesz kettő.
Cím: Re:UCCNC vezérlő program
Írta: f35ezvjs Dátum 2014 december 15, 18:54
Írta: f35ezvjs Dátum 2014 december 15, 18:54
Néz át jól a számítógépedet valószínű az okozta a műveletet.
Cím: Re:UCCNC vezérlő program
Írta: c2nsu773m Dátum 2014 december 16, 05:57
Írta: c2nsu773m Dátum 2014 december 16, 05:57
Egyáltalán van olyan verzió a régiek közül ami megy rendesen?
Minden nap használom a cncmet , vettem egy jogtiszta szoftwert ami egyenlőre még a referencia kapcsolóról sem akar leszálni és gyakori lépésvesztéseket produkál.
Kénytelen vagyok egy másikat prg használni , de akkor miért is fizettem???
Ha beválalnék egy több milliós munkát ,és folyamatosan selejtet gyártanék egy hibás progi miatt akkor ezt kinek a számlájára írhatnám?
Egyenlőre türelmes vagyok és várok , de néha írhatnátok hogy hány %-os készűltségnél jártok!!!
Minden nap használom a cncmet , vettem egy jogtiszta szoftwert ami egyenlőre még a referencia kapcsolóról sem akar leszálni és gyakori lépésvesztéseket produkál.
Kénytelen vagyok egy másikat prg használni , de akkor miért is fizettem???
Ha beválalnék egy több milliós munkát ,és folyamatosan selejtet gyártanék egy hibás progi miatt akkor ezt kinek a számlájára írhatnám?
Egyenlőre türelmes vagyok és várok , de néha írhatnátok hogy hány %-os készűltségnél jártok!!!
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 december 16, 11:02
Írta: 000000000 Dátum 2014 december 16, 11:02
Kedves Tamás,
A hivatalos verzió a 1.0032, ami mindig is fent volt, van a weboldalunkon: http://cncdrive.hu/UCCNC.html
Amiket itt a fórumon közzé tészünk, azok mind teszt verziók, lehetnek bennük hibák.
Az válik hivatalos verzióvá, ami a weboldalunkra felkerül.
Ha üzemszerűen szeretnéd használni a géped és nem az a célod, hogy segíts nekünk a tesztelésben és a szoftver csiszolásában, akkor továbbra is javaslom a hivatalos UCCNC szoftver verzió használatát, ami a weboldalunkon elérhető.
Azért nem írok a fórumra mostanában, mert a szoftver fejlesztésén dolgozom folyamaztosan, ha ide irogatnék, akkor a fejlesztés nem haladna.
A hivatalos verzió a 1.0032, ami mindig is fent volt, van a weboldalunkon: http://cncdrive.hu/UCCNC.html
Amiket itt a fórumon közzé tészünk, azok mind teszt verziók, lehetnek bennük hibák.
Az válik hivatalos verzióvá, ami a weboldalunkra felkerül.
Ha üzemszerűen szeretnéd használni a géped és nem az a célod, hogy segíts nekünk a tesztelésben és a szoftver csiszolásában, akkor továbbra is javaslom a hivatalos UCCNC szoftver verzió használatát, ami a weboldalunkon elérhető.
Azért nem írok a fórumra mostanában, mert a szoftver fejlesztésén dolgozom folyamaztosan, ha ide irogatnék, akkor a fejlesztés nem haladna.
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2014 december 16, 20:15
Írta: pisti73 Dátum 2014 december 16, 20:15
Valami zavart szedhetett össze, azóta nem csinálta. Sajnos egy maróm bánta, na de mindegy...
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2014 december 16, 20:20
Írta: pisti73 Dátum 2014 december 16, 20:20
Szia Balázs!
Ha a letöltés ikonra rákattintasz a 1.0033-as verziót tölti le. Eddig nem volt semmi bajom a progival, hozzáteszem azóta sincs semmi gond, csak valami zavart szedhetett össze. Így jártam, ha bekötöttem volna a E-Stop-ot akkor ez nem fordult volna elő.
Ha a letöltés ikonra rákattintasz a 1.0033-as verziót tölti le. Eddig nem volt semmi bajom a progival, hozzáteszem azóta sincs semmi gond, csak valami zavart szedhetett össze. Így jártam, ha bekötöttem volna a E-Stop-ot akkor ez nem fordult volna elő.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 december 16, 20:51
Írta: svejk Dátum 2014 december 16, 20:51
Érdekes, más mindenki be tudta állítani a ref. jelet?
Hobby vezérlő, hobby oldalon fejlesztve, hobby áron.
A magad számlájára írhatnád.. mert ezért józan fejjel belátható, hogy a milliós rendelésekhez sok milliós gépek és szoftverek tartoznak és nem egy hobby oldalon keresgélünk ilyet.
Hobby vezérlő, hobby oldalon fejlesztve, hobby áron.
A magad számlájára írhatnád.. mert ezért józan fejjel belátható, hogy a milliós rendelésekhez sok milliós gépek és szoftverek tartoznak és nem egy hobby oldalon keresgélünk ilyet.
Cím: Re:UCCNC vezérlő program
Írta: c2nsu773m Dátum 2014 december 16, 21:28
Írta: c2nsu773m Dátum 2014 december 16, 21:28
Ja hogy ez egy hobby program , akkor rohadtúl benéztem , "mert az én profi gépem" nem komálja!
Azért hogy több száz hangfaldoboz előlapját kimarjam szerintem nem kell 20millás gép!!!
Azért hogy több száz hangfaldoboz előlapját kimarjam szerintem nem kell 20millás gép!!!
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 december 16, 21:45
Írta: svejk Dátum 2014 december 16, 21:45
No nem vagyunk mi olyan rosszban egymással, hogy leírjam minden gondolatomat. :))
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2014 december 16, 21:50
Írta: svejk Dátum 2014 december 16, 21:50
Minden esetre én nagyon bízom a fiúkban, mert amit ideáig letettek az már nem piskóta.
Én ugyan nem vettem meg a szoftvert, mert voltam olyan "élelmes", hogy ajándékba kaptam a hardver mellé, igaz cserébe sok-sok órát eltöltöttem a teszteléssel és az eredmények publikálásával.
Lehet ez helyett nekem is inkább sok száz hangfaldoboz előlapot kellett volna gyártanom [#nemtudom]
Én ugyan nem vettem meg a szoftvert, mert voltam olyan "élelmes", hogy ajándékba kaptam a hardver mellé, igaz cserébe sok-sok órát eltöltöttem a teszteléssel és az eredmények publikálásával.
Lehet ez helyett nekem is inkább sok száz hangfaldoboz előlapot kellett volna gyártanom [#nemtudom]
Cím: Re:UCCNC vezérlő program
Írta: c2nsu773m Dátum 2014 december 16, 22:00
Írta: c2nsu773m Dátum 2014 december 16, 22:00
Persze hogy nem vagyunk mi roszban!!!
Csak nekem kell egy olyan verzió amivel stabilan dolgozhatok, ki is fogom próbálni a 32-est.
A fejlesztésben és hibafeltárásban pedig minden féleképpen részt veszek és jelentem az utolsó ver. két alapfunkciója ( a ref. és a hosszú ideig való munka hiba nélkül) nem mükszik!
Én egy cseppet türelmetlen vagyok....
Meg ha beválalok valamit nem utána akarok vakarózni meg kapkodni fűhöz fához.
Csak nekem kell egy olyan verzió amivel stabilan dolgozhatok, ki is fogom próbálni a 32-est.
A fejlesztésben és hibafeltárásban pedig minden féleképpen részt veszek és jelentem az utolsó ver. két alapfunkciója ( a ref. és a hosszú ideig való munka hiba nélkül) nem mükszik!
Én egy cseppet türelmetlen vagyok....
Meg ha beválalok valamit nem utána akarok vakarózni meg kapkodni fűhöz fához.
Cím: Re:UCCNC vezérlő program
Írta: PSoft Dátum 2014 december 16, 22:04
Írta: PSoft Dátum 2014 december 16, 22:04
"...nekem is inkább sok száz hangfaldoboz előlapot kellett volna gyártanom "
Aztán,mire mentél volna vele?
A 'nagyok' se mindig tudtak...
Volt idő,hogy...azzal fűtöttem ki,több telet is!
Annyi volt belőle!:))
Volt itt a közelben,egy...VIDEOTON.
Aki nem hangfalat buherált/ragasztott össze otthon a sufniban,az....fűtött vele.:)))
Cím: Re:UCCNC vezérlő program
Írta: c2nsu773m Dátum 2014 december 16, 22:22
Írta: c2nsu773m Dátum 2014 december 16, 22:22
A 33-mas van fent az oldalatokon , az a jó?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 december 17, 22:17
Írta: 000000000 Dátum 2014 december 17, 22:17
Igen, az 1.0033-as a hivatalos verzió, ami a weboldalunkról letöltődik.
Cím: Re:UCCNC vezérlő program
Írta: 9npx2xk89 Dátum 2014 december 18, 00:20
Írta: 9npx2xk89 Dátum 2014 december 18, 00:20
Tegnap találkoztam vele először, hogy nem tudtam a sebességet 90% alá venni mikor állt a progi. Amikor ment, akkor már lehetett állítani, de amíg állt addig nem. Ennek mi az oka?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 december 18, 12:55
Írta: 000000000 Dátum 2014 december 18, 12:55
Szia,
Igen, megnéztem és tényleg van egy olyan hiba, hogy ha a reset aktív, akkor nem engedi állítani az FRO-t. Ha kiveszed reset-ből, akkor igen. Javítani fogjuk...
Igen, megnéztem és tényleg van egy olyan hiba, hogy ha a reset aktív, akkor nem engedi állítani az FRO-t. Ha kiveszed reset-ből, akkor igen. Javítani fogjuk...
Cím: Re:UCCNC vezérlő program
Írta: 9npx2xk89 Dátum 2014 december 18, 23:51
Írta: 9npx2xk89 Dátum 2014 december 18, 23:51
Ok. Köszi, nem olyan gáz ha csak a reset alatt csinálja, holnap kipróbálom.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 december 23, 11:28
Írta: 000000000 Dátum 2014 december 23, 11:28
Sziasztok!
Ezúton szeretnék Boldog Karácsonyt kívánni minden kedves fórumtársnak és némi helyzetjelentést is adni nektek!
Az UCCNC átírása sajnos nem készült el karácsonyra, még mindig dolgozunk rajta, van még mit csinálni, bár az API átírás már megtörtént és a G33 szinkron menetvágás is már működik, de még tesztelni kell.
Még vissza van a G76 megírása, illetve a menetfúrás. Az biztos, hogy csak Januárban fogunk elkészülni mindezekkel.
Addig is egy kis videó a gépről, aminek az építésével most készültünk el:
1250x2500 router gép video
Ezúton szeretnék Boldog Karácsonyt kívánni minden kedves fórumtársnak és némi helyzetjelentést is adni nektek!
Az UCCNC átírása sajnos nem készült el karácsonyra, még mindig dolgozunk rajta, van még mit csinálni, bár az API átírás már megtörtént és a G33 szinkron menetvágás is már működik, de még tesztelni kell.
Még vissza van a G76 megírása, illetve a menetfúrás. Az biztos, hogy csak Januárban fogunk elkészülni mindezekkel.
Addig is egy kis videó a gépről, aminek az építésével most készültünk el:
1250x2500 router gép video
Cím: Re:UCCNC vezérlő program
Írta: sanyi84 Dátum 2014 december 23, 13:11
Írta: sanyi84 Dátum 2014 december 23, 13:11
Szuper gép, nálam úgy tűnik egyes szakaszok végén megáll a gép. Ez azért nem tetszik, de ténylegesen élőbe kellene látni, nem tudom de olyan mintha valami nem lenne kerek.
Azért egy friss linuxcnc simán "átlépi" ezeket a lassulásos szakaszokat, itt videóról is lejön.
Bocsánat hogy ezt mondom de valami tényleg nem kerek, túl nagy a tengelyek belassulása, forgácskeresztmetszet meg szerintem változik ilyenkor. Azért az össze vissza terhelést nem igen szereti a maró, de ez még talán a jobbik esete, fánál annyira nem érdekes.
Azért egy friss linuxcnc simán "átlépi" ezeket a lassulásos szakaszokat, itt videóról is lejön.
Bocsánat hogy ezt mondom de valami tényleg nem kerek, túl nagy a tengelyek belassulása, forgácskeresztmetszet meg szerintem változik ilyenkor. Azért az össze vissza terhelést nem igen szereti a maró, de ez még talán a jobbik esete, fánál annyira nem érdekes.
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2014 december 23, 14:08
Írta: pisti73 Dátum 2014 december 23, 14:08
Boldog Karácsonyt Nektek is!
Egy kérdés azért lenne... Az UC300-ISOBOB ügyében van valami fejlemény?
Egy kérdés azért lenne... Az UC300-ISOBOB ügyében van valami fejlemény?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 december 23, 14:47
Írta: 000000000 Dátum 2014 december 23, 14:47
Szia és köszi.
A CV sarok hiba beállítás 0.01mm volt, vagyis a sarkokon a szoftver 0.01mm hibát csinálhat maximum, ezért pontosan ki kell mennie a sarok végéig, nem kerekíthet 0.01mm rádiusznál nagyobbat.
Gondolom belátható, ha a sarokig pontosan ki kell menni, akkor az egyik tengelynek teljesen meg kell állnia mielőtt a másik elindulhatna. Ezzel a beállítással így fizikailag képtelenség gyorsabban bevenni a sarkot, mindegy, hogy linuxcnc vagy más program, a biztos korlát a föld fizikája, amit egy program sem tud áthágni, átverni. :)
Gyorsabb végrehajtás nagyobb tolerancia megadásával lehetséges, de ezt a teszt eredményt mértük, ezért a toleranciát alacsonyra vettük, hogy szép szögletes sarkok legyenek.
Ugyanez a helyzet az ovális esetében, ott is az alacsony tolerancia miatt lassul le a mozgás.
Ja és két darab 1.5mm-es fogás történt, szóval ahol néha megállni látszik a gép, ott van hogy a Z mélységet növeli a második fogáshoz.
A CV sarok hiba beállítás 0.01mm volt, vagyis a sarkokon a szoftver 0.01mm hibát csinálhat maximum, ezért pontosan ki kell mennie a sarok végéig, nem kerekíthet 0.01mm rádiusznál nagyobbat.
Gondolom belátható, ha a sarokig pontosan ki kell menni, akkor az egyik tengelynek teljesen meg kell állnia mielőtt a másik elindulhatna. Ezzel a beállítással így fizikailag képtelenség gyorsabban bevenni a sarkot, mindegy, hogy linuxcnc vagy más program, a biztos korlát a föld fizikája, amit egy program sem tud áthágni, átverni. :)
Gyorsabb végrehajtás nagyobb tolerancia megadásával lehetséges, de ezt a teszt eredményt mértük, ezért a toleranciát alacsonyra vettük, hogy szép szögletes sarkok legyenek.
Ugyanez a helyzet az ovális esetében, ott is az alacsony tolerancia miatt lassul le a mozgás.
Ja és két darab 1.5mm-es fogás történt, szóval ahol néha megállni látszik a gép, ott van hogy a Z mélységet növeli a második fogáshoz.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 december 23, 14:54
Írta: 000000000 Dátum 2014 december 23, 14:54
Szia,
Köszönjük.
Igen, van előre és hátra lépés is sajnos.
A véglegesnek szánt verzió elkészült, viszont miután egyeztettem az SMD ültetős céggel a gyártásról kiderült, hogy még mindig kell rajta módosítani. A gond az, hogy mivel a panel meglehetősen sűrű, ezért néhány PAD-re tettünk 0.25mm átmérőjű via-t. Ez nem gondoltam, hogy problémát jelenthet, de a nyák ültetős cégnél azt mondták, hogy ők ennek a széria gyártására így nem vállalkoznak, mert szerintük átfolyhat a paszta a furatokon ami bizonytalan forrasztást okozhat. Mondjuk nem nagyon értem, hogy például power PAD-eknél akkor ez miért nem probléma, vitatkoztam is erről velük, de mivel ők ennek a gyártását így nem vállaják, ezért kénytelenek leszünk áttervezni mégegyszer a panelt.
Szóval sikerült megszivatni magunkat elég szépen. :(
Köszönjük.
Igen, van előre és hátra lépés is sajnos.
A véglegesnek szánt verzió elkészült, viszont miután egyeztettem az SMD ültetős céggel a gyártásról kiderült, hogy még mindig kell rajta módosítani. A gond az, hogy mivel a panel meglehetősen sűrű, ezért néhány PAD-re tettünk 0.25mm átmérőjű via-t. Ez nem gondoltam, hogy problémát jelenthet, de a nyák ültetős cégnél azt mondták, hogy ők ennek a széria gyártására így nem vállalkoznak, mert szerintük átfolyhat a paszta a furatokon ami bizonytalan forrasztást okozhat. Mondjuk nem nagyon értem, hogy például power PAD-eknél akkor ez miért nem probléma, vitatkoztam is erről velük, de mivel ők ennek a gyártását így nem vállaják, ezért kénytelenek leszünk áttervezni mégegyszer a panelt.
Szóval sikerült megszivatni magunkat elég szépen. :(
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2014 december 23, 16:32
Írta: ANTAL GÁBOR Dátum 2014 december 23, 16:32
Olvasom a beírást ( bár csak a felét értem ) tudom hogy az árképzésnél minden cm2 panelfelület számít de ha kicsit lazábban terveztek ( legyen a panel mondjuk 3 cm2 -rel nagyobb !! ) akkor lehet kikerülitek a csapdát. A minap vettem egy Li Po akku töltő Ic t ( I= 2.5 A ). De nem mélyedtem bele a pdf be. Hát megjött ( chipcad a forgalmazó -microchip a gyártó ). Kibontottam , megnéztem nagyítóval azután egy csipesszel szépen belehelyeztem a kukába ( mottó : 63 évesen még szeretném élvezni az életet ,ezért kerülni kell az idegeskedést )[#csodalk][#csodalk]
Cím: Re:UCCNC vezérlő program
Írta: sanyi84 Dátum 2014 december 23, 16:32
Írta: sanyi84 Dátum 2014 december 23, 16:32
Ok, ez így működik sok vezérlőnél. Ha én bármit írok be a linuxcnc nek G64 P0.01 akkor sem fog durván lassulni, tartja a megadott sebességet gyorsulási görbe szerint, próbálja körív átmenettel átlépni a sok egyedi szakaszból álló íveket és bizonyos szögig működik is a dolog.
Itt viszont gondolkodott és nem fogásvételnél hanem sarkoknál. Sok szerszámgép gyártó csinál már optimalizációt a vezérlőbe, ezáltal jobban tartja a megadott sebességet. Az állandó sebesség és állandó forgácskeresztmetszet feltétele a minőségibb munkának. Én nem tudhatom van-e pályaoptimalizáció ennél de valószínű nincs. Hasonló megoldása lehet például a hurconak mint a linuxcnc nek a pályaoptimalizációra sok kis egyenes szakasznál például amit a cam programok generálnak.
A modell például szeletelve véges egyenes szakaszra oszlik, ha minden pontot mi összekötünk akkor érthetően alacsony átlagsebesség jön ki. Valami trükk van mert mindenre pozitívan hat ki a pályaszerkesztő ezirányú optimalizációs törekvése. Mind szerszáméltartamra, mind felületre, mind végrehajtási időre . Arra mozdul a cam és a vezérlők világa hogy állandó értéken tartsa a szerszámterhelést a lehető legnagyobb pontosság mellett.
Na de gondolkozzunk fizikában, ha lassulni kell és valamely tengely lóg akkor bizony a csökkenő erő miatt a lógó tengelyek el fognak mozdulni-csökken a szerszámra húzó vagy szerszámtól elnyomó erő nagysága, akkor meg aztán a vezérlő pontossága már semmit sem ér-szépen lassul, a rugóerő ami szíj miatt is lehet meg visrosszántja az asztalt. Szerintem hobbinál bármely gépet bele lehet küldeni ilyenbe.
Bocsánat a sok sületlenségért.
Itt viszont gondolkodott és nem fogásvételnél hanem sarkoknál. Sok szerszámgép gyártó csinál már optimalizációt a vezérlőbe, ezáltal jobban tartja a megadott sebességet. Az állandó sebesség és állandó forgácskeresztmetszet feltétele a minőségibb munkának. Én nem tudhatom van-e pályaoptimalizáció ennél de valószínű nincs. Hasonló megoldása lehet például a hurconak mint a linuxcnc nek a pályaoptimalizációra sok kis egyenes szakasznál például amit a cam programok generálnak.
A modell például szeletelve véges egyenes szakaszra oszlik, ha minden pontot mi összekötünk akkor érthetően alacsony átlagsebesség jön ki. Valami trükk van mert mindenre pozitívan hat ki a pályaszerkesztő ezirányú optimalizációs törekvése. Mind szerszáméltartamra, mind felületre, mind végrehajtási időre . Arra mozdul a cam és a vezérlők világa hogy állandó értéken tartsa a szerszámterhelést a lehető legnagyobb pontosság mellett.
Na de gondolkozzunk fizikában, ha lassulni kell és valamely tengely lóg akkor bizony a csökkenő erő miatt a lógó tengelyek el fognak mozdulni-csökken a szerszámra húzó vagy szerszámtól elnyomó erő nagysága, akkor meg aztán a vezérlő pontossága már semmit sem ér-szépen lassul, a rugóerő ami szíj miatt is lehet meg visrosszántja az asztalt. Szerintem hobbinál bármely gépet bele lehet küldeni ilyenbe.
Bocsánat a sok sületlenségért.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 december 23, 20:19
Írta: 000000000 Dátum 2014 december 23, 20:19
Szia Gábor,
Hát igen, ha kicsit nagyobbra tervezünk akkor valóban kikerüljük. A gond ott volt, hogy nem tudtunk a csapdáról, hogy ki kell kerülni. :)
Vagyis nem tudtam, hogy ez gondot okoz nekik a gyártásnál. Régebben terveztem már olyan panelt aminél powerpad (olyan pad- ami a chip alján lévő pad-en adja át a hőt a panelra.) volt és a gyári ajánlás szerint volt rajta 12-20 via .. ez alapján meg sem fordult a fejemben, hogy egy 0805 padjén egy 0.25mm dia furat fondot okozhat.
Hát igen, ha kicsit nagyobbra tervezünk akkor valóban kikerüljük. A gond ott volt, hogy nem tudtunk a csapdáról, hogy ki kell kerülni. :)
Vagyis nem tudtam, hogy ez gondot okoz nekik a gyártásnál. Régebben terveztem már olyan panelt aminél powerpad (olyan pad- ami a chip alján lévő pad-en adja át a hőt a panelra.) volt és a gyári ajánlás szerint volt rajta 12-20 via .. ez alapján meg sem fordult a fejemben, hogy egy 0805 padjén egy 0.25mm dia furat fondot okozhat.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 december 23, 20:40
Írta: 000000000 Dátum 2014 december 23, 20:40
Az uccnc-nek ugyanolyan pályaoptimalizációja van mint a linuxcnc-nek, egy az egyben ugyanúgy működik.
Nem, nincsen ott semmi gondolkodás, csupán addigra áll meg a tengely a sarkon 300mm/sec/sec lassulással.
A videón a példa (a négyzetnél) igen egyszerű, sarkallatos, a két szakaszt bezáró szög derékszög, vagyis 90°, ha a feltétel az, hogy a sarokpontot érinteni kell, akkor nincsen mire optimalizálni, mert egy egyenes szakasz van, aztán megint egy egyenes szakasz úgy, hogy az első mozgás után a tengelynek meg kell állnia (mivel a sarokpontot el kell érni úgy, hogy a másik tengely nem indulhat el, különben nem lesz pontos érintés) a második szakasznál pedig a másik tengelynek el kell indulnia, fel kell gyorsulnia. És ugyebár két pont között az egyenes szakasznál nincsen rövidebb út, szóval nincs optimálisabb út. Ez egyszerű fizika, lehet bármilyen hókuszpókuszokra gondolni, de a fizikát nem lehet legyőzni, akárhogy is szeretné sokszor az ember. :)
Ja még annyit, hogy megnéztem a beállításokban, hogy 89°-ra volt állítva a szög aminél megáll az optimalizálás, szóval ezért is írtam most, hogy a négyzetnél a sarkon pontosan át kellett haladnia...
Majd Januárban ha lesz egy kis időm, akkor levideózzuk ugyanezt a pályát az optimalizálást kicsit áthangolva.
Nem, nincsen ott semmi gondolkodás, csupán addigra áll meg a tengely a sarkon 300mm/sec/sec lassulással.
A videón a példa (a négyzetnél) igen egyszerű, sarkallatos, a két szakaszt bezáró szög derékszög, vagyis 90°, ha a feltétel az, hogy a sarokpontot érinteni kell, akkor nincsen mire optimalizálni, mert egy egyenes szakasz van, aztán megint egy egyenes szakasz úgy, hogy az első mozgás után a tengelynek meg kell állnia (mivel a sarokpontot el kell érni úgy, hogy a másik tengely nem indulhat el, különben nem lesz pontos érintés) a második szakasznál pedig a másik tengelynek el kell indulnia, fel kell gyorsulnia. És ugyebár két pont között az egyenes szakasznál nincsen rövidebb út, szóval nincs optimálisabb út. Ez egyszerű fizika, lehet bármilyen hókuszpókuszokra gondolni, de a fizikát nem lehet legyőzni, akárhogy is szeretné sokszor az ember. :)
Ja még annyit, hogy megnéztem a beállításokban, hogy 89°-ra volt állítva a szög aminél megáll az optimalizálás, szóval ezért is írtam most, hogy a négyzetnél a sarkon pontosan át kellett haladnia...
Majd Januárban ha lesz egy kis időm, akkor levideózzuk ugyanezt a pályát az optimalizálást kicsit áthangolva.
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2014 december 23, 20:41
Írta: pisti73 Dátum 2014 december 23, 20:41
Sajnálom, azért már nagyon várom, hogy elkészüljön!
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 december 23, 20:42
Írta: 000000000 Dátum 2014 december 23, 20:42
Ja és nincsen semmilyen szíj a rendszerben, mod 2.0 fogasléces hajtás van és 25:1 bolygóműves precíz áttételház, egyiknek sincsen rugalmassága, merev hajtástechnikai elemnek tekinthető mindkettő.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 december 23, 20:47
Írta: 000000000 Dátum 2014 december 23, 20:47
Köszi és tudom, hogy várod, én is eléggé elszomorodtam amikor kiderült a dolog nemrég.
De megfogjuk oldani és amint lehet gyártásba rakjuk az ISOBOB-ot, hogy ne kelljen már sokat várnotok rá!
De megfogjuk oldani és amint lehet gyártásba rakjuk az ISOBOB-ot, hogy ne kelljen már sokat várnotok rá!
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2014 december 23, 20:55
Írta: pisti73 Dátum 2014 december 23, 20:55
Köszi, szerintem mindenki nevében!
Cím: Re:UCCNC vezérlő program
Írta: sanyi84 Dátum 2014 december 23, 21:07
Írta: sanyi84 Dátum 2014 december 23, 21:07
Akkor nem szóltam, ekkora gyorsulásnál persze hogy látványos a dolog. Én a mechanikára értem, minden gépnél előjön, ez olyan mint egy átfúrt alkatrészbe nútmarás, 1-2 századot de nagyobbat fog vinni a maród ha bármennyi lógás is van a rendszerbe. Na de ez nem a mechanika. 300 mm/sec2 gyorsulásnál/lassulásnál látványos. Nálam a lézernél nagy gyorsulások vannak, át tud lépni a pályatervező a rádiuszos sarkokon, sima saroknál nem, ott jön a gyorsulás/lassulás rész.
Ez látványos a gépemnél mivel jobban égeti a kartont, pont a sarokba át is égeti. Ha rádiusz van a saroknál akkor nem, ott átlibben minimális sebességvesztéssel.
Ez látványos a gépemnél mivel jobban égeti a kartont, pont a sarokba át is égeti. Ha rádiusz van a saroknál akkor nem, ott átlibben minimális sebességvesztéssel.
Cím: Re:UCCNC vezérlő program
Írta: fektiforg Dátum 2014 december 23, 21:47
Írta: fektiforg Dátum 2014 december 23, 21:47
Gépem UCCNC -és átalakítását ünnepek miatt hanyagolom, sokat dolgoztam vele…
Tapasztaltam pár nyűgös dolgot.
Pl. Kézikerénél tengelykiválasztásra statikus kapcsolót használok, folyamatosan frissítve
charge pump - LED jelével, sajnos kiválasztott tengelynél nem indul el a referencia pont felvétel.
Márpedig, a megoldás miatt mindig van egy kiválasztott tengely.
Másik nyűgöm - referenciára álláskor másnap már nem állt vissza a gép a próbadarabra, észre vettem nem nullázódik gépi koordináta rendszer referenciakapcsolóra álláskor.
Tapasztaltam pár nyűgös dolgot.
Pl. Kézikerénél tengelykiválasztásra statikus kapcsolót használok, folyamatosan frissítve
charge pump - LED jelével, sajnos kiválasztott tengelynél nem indul el a referencia pont felvétel.
Márpedig, a megoldás miatt mindig van egy kiválasztott tengely.
Másik nyűgöm - referenciára álláskor másnap már nem állt vissza a gép a próbadarabra, észre vettem nem nullázódik gépi koordináta rendszer referenciakapcsolóra álláskor.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2014 december 23, 23:32
Írta: 000000000 Dátum 2014 december 23, 23:32
Szia,
Köszi a hibajelzéseket.
Ezt a charge pump frissítéses ref. felvételt megfogjuk vizsgálni. Igaz, minden mást is újra végig kell "zongoráznunk", illeve majd a ti segítségeteket is szeretnénk igénybevenni az új API tesztelésénél, de ahogy írtam ennek már csak Januárban fogunk a végére érni, addig is a türelmeteket kérem.
Köszi a hibajelzéseket.
Ezt a charge pump frissítéses ref. felvételt megfogjuk vizsgálni. Igaz, minden mást is újra végig kell "zongoráznunk", illeve majd a ti segítségeteket is szeretnénk igénybevenni az új API tesztelésénél, de ahogy írtam ennek már csak Januárban fogunk a végére érni, addig is a türelmeteket kérem.
Cím: Re:UCCNC vezérlő program
Írta: 9npx2xk89 Dátum 2014 december 26, 00:44
Írta: 9npx2xk89 Dátum 2014 december 26, 00:44
Elfelejtettem írni, de hiába van nem resetben a gép akkor sem hajlandó az fro-t állítani, vagy legalábbis a képernyőn nem látszik, ugyan akkor mintha lassabban menne a gép, de a kiírás 90%-on marad.
Menet közben két +-al megy fel 90%-ról 100%-ra, tehát valószínű leveszi 80%-ra, csak a képernyőn marad 90%.
Menet közben két +-al megy fel 90%-ról 100%-ra, tehát valószínű leveszi 80%-ra, csak a képernyőn marad 90%.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2015 január 11, 16:37
Írta: xfg6v697j Dátum 2015 január 11, 16:37
Balázs,kűldtem egy email-t.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2015 január 20, 22:52
Írta: kr97pwss2 Dátum 2015 január 20, 22:52
Többen érdeklődtetek a napokban, hogy hogyan állnak a fejlesztések. A nagy csend ellenére a háttérben folynak a munkálatok. Az új programverzió kb. 90%-os készültségben van, és sok módosítást hajtottunk végre rajta (legfőképp a belső működésben, ill. tovább lettek csiszolva a már működő funkciók is). Mutatok is két kis videót. Az elsőn egy sima szinkron filccel rajzolás (menetvágás) látható: Menetvágás-1
A másodikon pedig két szinkron menetvágás van összekapcsolva, melyeknek különbözik a menetemelkedése: Menetvágás-2
A videón látható mozgások az UCCNC program új készülő verziójával és UC300-5LPT-vel készültek, a főorsón egy 576 PPR-es inkrementális enkóderrel és Index jeladóval.
A másodikon pedig két szinkron menetvágás van összekapcsolva, melyeknek különbözik a menetemelkedése: Menetvágás-2
A videón látható mozgások az UCCNC program új készülő verziójával és UC300-5LPT-vel készültek, a főorsón egy 576 PPR-es inkrementális enkóderrel és Index jeladóval.
Cím: Re:UCCNC vezérlő program
Írta: Béni Dátum 2015 január 21, 06:28
Írta: Béni Dátum 2015 január 21, 06:28
[#eljen]
Az esztergályosok szerintem meg lesznek elégedve.
Lesz egymenetes menetvágó ciklus?
(G32 vagy G33 stílusú.)
Az esztergályosok szerintem meg lesznek elégedve.
Lesz egymenetes menetvágó ciklus?
(G32 vagy G33 stílusú.)
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2015 január 21, 10:05
Írta: kr97pwss2 Dátum 2015 január 21, 10:05
Igen lesz egymenetes G33-as menetvágás, és ciklusos G76. Továbbá G33.1 és G33.2 jobbos és balos menetfúrás fixen befogott menetfúróval.
Cím: Re:UCCNC vezérlő program
Írta: Béni Dátum 2015 január 21, 11:22
Írta: Béni Dátum 2015 január 21, 11:22
Miért kell a jobbos és balos menetfúrást megkülönböztetni? (Külön kód.)
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2015 január 21, 11:40
Írta: ANTAL GÁBOR Dátum 2015 január 21, 11:40
Balázs ! egy nagyon fontos kérdés : Írod hogy ami a videón van az Uc 300-al megy . Az Uc 100 is fogja tudni vagy az " kevés " hozzá? Az Ok hogy leköt 3 bemenetet ( A,B,Ix ) de marad még 2
( Nálam 3db UC100 működik). Kezdjek gyűjteni egy 300ra?
( Nálam 3db UC100 működik). Kezdjek gyűjteni egy 300ra?
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2015 január 21, 15:30
Írta: Miki2 Dátum 2015 január 21, 15:30
Szerintem az eltérő forgásirányok miatt kell a külön kód.
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2015 január 21, 15:32
Írta: Miki2 Dátum 2015 január 21, 15:32
Ezt várom már nagyon régen.
Na meg az esztergályos felületet.
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2015 január 21, 15:35
Írta: Miki2 Dátum 2015 január 21, 15:35
Persze az még jobb lenne, ha a MACH3 alatt is működne minden új funkció az UC300-al.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2015 január 21, 18:27
Írta: kr97pwss2 Dátum 2015 január 21, 18:27
Habár megoldható lenne, hogy a főorsó forgásirányából kitalálná, hogy milyen menetet akar fúrni, de biztonságosabbnak találtuk, ha külön G kódja van a jobbos és balos menetnek is.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2015 január 21, 18:31
Írta: kr97pwss2 Dátum 2015 január 21, 18:31
Az UC100-asras is szeretném megcsinálni, csak annyi akadálya van, hogy az UC100-ban kisebb számolási teljesítményű processzor van. Ki kell számolnom, illetve meg kell mérnem, hogy ki bírja-e számolni a szükséges számításokat adott idő alatt. Az UC100-ra átírással a napokban fogok foglalkozni, majd beszámolok az eredményről.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2015 január 21, 18:32
Írta: ANTAL GÁBOR Dátum 2015 január 21, 18:32
Balázs ! görgesd eggyel följebb ( is ) az egeret ! (1673)
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2015 január 21, 18:38
Írta: kr97pwss2 Dátum 2015 január 21, 18:38
Először az UCCNC-re szeretném teljesen befejezni a most készülő módosításokat, újításokat, majd utána a Mach3-ra is akarom módosítani a plugint. A pluginnál majd valahogy meg kell oldanom, hogy szinkron menetvágást nem tud a Mach3, csak az index jelet figyeli, de az teljesen másképp működik. Úgyhogy valahogy ki kell trükköznöm a Mach3-at, hogy működjön vele.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2015 január 21, 18:40
Írta: kr97pwss2 Dátum 2015 január 21, 18:40
Gábor ! görgesd Te is eggyel följebb az egeret ! (1678) [#nevetes1][#vigyor2]
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2015 január 21, 18:48
Írta: ANTAL GÁBOR Dátum 2015 január 21, 18:48
OK. de én lassabban gépelek ( 1 perc a különbség ) [#wink]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 január 21, 18:52
Írta: svejk Dátum 2015 január 21, 18:52
Mikor kezdhetünk újra teszteleni?
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2015 január 21, 20:16
Írta: frkdv6dyr Dátum 2015 január 21, 20:16
Hogyan állít az UC300 új alaplapja?
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2015 január 21, 20:20
Írta: ANTAL GÁBOR Dátum 2015 január 21, 20:20
Írod hogy kisebb az Uc 100 as processzora ( és a számolási sebessége ) Azért biztatnálak , és rögtön 2 kérdés :
Feltétlenül szükséges az 576 ( körüli) encóder alkalmazása? Egy szinkron menetfúrásnál sem szoktuk őrülten pörgetni a tokmányt . ( mint tudod nálam időnként a Mach-os 96 1/ min os korlát is gondot okozott ( szerencsére annó )
Feltétlenül szükséges az 576 ( körüli) encóder alkalmazása? Egy szinkron menetfúrásnál sem szoktuk őrülten pörgetni a tokmányt . ( mint tudod nálam időnként a Mach-os 96 1/ min os korlát is gondot okozott ( szerencsére annó )
Cím: Re:UCCNC vezérlő program
Írta: nffab2gnr Dátum 2015 január 21, 21:13
Írta: nffab2gnr Dátum 2015 január 21, 21:13
Balázs !
Lehet,hogy csak nekem okoz problémát,de ha Mach3-al generálok G kódot ami I, J paramétereket tartalmaz 1-2 esetben nem tud értelmezni az UCCNC .Ez főleg AutoCAD-ben rajzolt ívek esetében fordul elő
A Mach3 esetében mód van átállítani az I J-t abszolút ill. inc állapotra. Ezt a "kis kapcsolót" nem lehetne beépíteni az UCCNC-be is?
Lehet,hogy csak nekem okoz problémát,de ha Mach3-al generálok G kódot ami I, J paramétereket tartalmaz 1-2 esetben nem tud értelmezni az UCCNC .Ez főleg AutoCAD-ben rajzolt ívek esetében fordul elő
A Mach3 esetében mód van átállítani az I J-t abszolút ill. inc állapotra. Ezt a "kis kapcsolót" nem lehetne beépíteni az UCCNC-be is?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 január 22, 11:04
Írta: 000000000 Dátum 2015 január 22, 11:04
Gábor,
Nem feltétlen szükséges az 576 encoder felbontás, bármennyi lehet. A frekvencia korlát 50kHz lesz. Ha jól számolom, akkor például 100-as encoderrel 4x módban az 400 impulzus per fordulat és ezzel a felbontással 7500 /min fordulatnál van az 50kHz-es korlát.
A videón sem 576 a felbontása az encodernek, hanem az encoder a motor hátsó tengelyén van és van némi lassító áttétel. Az index pedig egy tárcsa a főorsó tengelyén és azon egy résoptika.
Nem feltétlen szükséges az 576 encoder felbontás, bármennyi lehet. A frekvencia korlát 50kHz lesz. Ha jól számolom, akkor például 100-as encoderrel 4x módban az 400 impulzus per fordulat és ezzel a felbontással 7500 /min fordulatnál van az 50kHz-es korlát.
A videón sem 576 a felbontása az encodernek, hanem az encoder a motor hátsó tengelyén van és van némi lassító áttétel. Az index pedig egy tárcsa a főorsó tengelyén és azon egy résoptika.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 január 22, 11:20
Írta: 000000000 Dátum 2015 január 22, 11:20
Meglehetne csinálni, persze kérdés, hogy mennyi értelme van. Arra gondolok, hogy bármelyik CAM szoftver post processzorában állítható az, hogy az I és J paramétereket abszolút vagy relatív koordinátaként generálja-e le.
A Mach3-nak a cam-je amit említesz az hogyan csinálja? Gondolom csak nem random jelleggel?! Mert az azt jelentené, hogy önmágával a Mach3 is kimpatibilitási problémák vannak, hiszen akkor mindig állítgati kell, kikell találnod, hogy éppen hogyan generálta az I, J-t. Gyanítom, hogy ez csak nem így van?! Ha pedig nem így van, akkor pedig állítható kell legyen azt alapul véve, hogy néha jót generál...
A Mach3-nak a cam-je amit említesz az hogyan csinálja? Gondolom csak nem random jelleggel?! Mert az azt jelentené, hogy önmágával a Mach3 is kimpatibilitási problémák vannak, hiszen akkor mindig állítgati kell, kikell találnod, hogy éppen hogyan generálta az I, J-t. Gyanítom, hogy ez csak nem így van?! Ha pedig nem így van, akkor pedig állítható kell legyen azt alapul véve, hogy néha jót generál...
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2015 január 22, 12:56
Írta: ANTAL GÁBOR Dátum 2015 január 22, 12:56
Szia ! azt hiszem félreértesz : Óvatosan szerettem volna a másik Balázst presszionálni hogy az Uc 100 zal is foglalkozzon menetvágás ürügyén . Ha gyengébb a proci akkor ha lassabban forgatjuk a főorsót valamint kisebb felbontású encóderrel szereljük az egységet Ennek szellemében valószínű hogy lenne elég idő a számolásra.
Én sok menetet vágok : 600 1/ min fölött szinte sohasem . Átlagban 320 1/ min nel . Újabban a rotary és laposmenetek kapcsán 120 1 / min nel .
Biztos emlékszel de nálam megy egy 30-120 1/min as tartomány is .
Én sok menetet vágok : 600 1/ min fölött szinte sohasem . Átlagban 320 1/ min nel . Újabban a rotary és laposmenetek kapcsán 120 1 / min nel .
Biztos emlékszel de nálam megy egy 30-120 1/min as tartomány is .
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 január 22, 13:56
Írta: 000000000 Dátum 2015 január 22, 13:56
Szia Gábor,
A működési elvből fakadóan bizonyos keretek közt nagyjából mindegy az encoder felbontás, szóval nagyjából ugyanannyi számítást kell végezni kisebb és nagyobb encoder frekivel is. Az encoder felbontás csökkentése számottevően nem csökkent a processzoridő igényen, mondhatnám úgy is, hogy nem ez a szűk keresztmetszet.
A működési elvből fakadóan bizonyos keretek közt nagyjából mindegy az encoder felbontás, szóval nagyjából ugyanannyi számítást kell végezni kisebb és nagyobb encoder frekivel is. Az encoder felbontás csökkentése számottevően nem csökkent a processzoridő igényen, mondhatnám úgy is, hogy nem ez a szűk keresztmetszet.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2015 január 23, 15:05
Írta: dezsoe Dátum 2015 január 23, 15:05
Sziasztok!
Ha valaki használ Eagle -> pcb-gcode -> Autoleveller -> UCCNC kvartettet, akkor tapasztalhatja, hogy nem zökkenőmentes az együttműködésük. Ezen próbáltam egy kicsit segíteni, használjátok egészséggel!
(A billentyűzet projekt nem halt el teljesen, csak nem volt időm foglalkozni vele. Ha minden igaz, akkor az lesz a következő.)
Letöltés és doksi
Ha valaki használ Eagle -> pcb-gcode -> Autoleveller -> UCCNC kvartettet, akkor tapasztalhatja, hogy nem zökkenőmentes az együttműködésük. Ezen próbáltam egy kicsit segíteni, használjátok egészséggel!
(A billentyűzet projekt nem halt el teljesen, csak nem volt időm foglalkozni vele. Ha minden igaz, akkor az lesz a következő.)
Letöltés és doksi
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 január 23, 15:58
Írta: 000000000 Dátum 2015 január 23, 15:58
Nagyon ügyes vagy Csaba, köszönjük!
Cím: Re:UCCNC vezérlő program
Írta: Rab Zoli Dátum 2015 január 29, 19:01
Írta: Rab Zoli Dátum 2015 január 29, 19:01
Miért van az, hogy Mach3 mill-ből szépen dolgozik a gép loaderből pedig nem látják egymást?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 január 29, 20:35
Írta: 000000000 Dátum 2015 január 29, 20:35
Ez nem a Mach3 szoftver topikja.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2015 január 29, 22:30
Írta: frob Dátum 2015 január 29, 22:30
Sziasztok Az UC300 hoz létezik olyan öcsinyák ami nem tüskesoros hanem sorkapcsos?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 január 30, 12:27
Írta: 000000000 Dátum 2015 január 30, 12:27
Nekünk ez van, igaz ezen optocsatolók és egyéb dolgok is vannak, nem csak simán sorkapcsok, hiszen azzal legtöbb esetben nem sokra mennénk. Mert direktbe a "számítógépre" nem illik, nem biztonságos a jeleket rákötni, nem is beszélve a fesz.szint illesztésekről például induktív 10-30V szenzorok használata esetén. Az optocsatoló ezeket a problémákat áthidalja.
HSBB2 elosztópanel
Persze mivel az UC300 portjai megfelelnek a nyomtatóport lábkiosztásának, ezért más gyártó elosztó/öcsi paneljait is lehet használni.
HSBB2 elosztópanel
Persze mivel az UC300 portjai megfelelnek a nyomtatóport lábkiosztásának, ezért más gyártó elosztó/öcsi paneljait is lehet használni.
Cím: Re:UCCNC vezérlő program
Írta: wcmwugefi Dátum 2015 január 30, 12:32
Írta: wcmwugefi Dátum 2015 január 30, 12:32
De ugyebár már amúgy is nagyon-denagyon hamar elkészül a sorkapcsos alaplap az uc300hoz, és ez a probléma áthidalódik... :)
Ugye elkészül? :)
Ugye elkészül? :)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 január 30, 14:31
Írta: 000000000 Dátum 2015 január 30, 14:31
Szia,
Igen, készül, bár az említett "probléma" valójában nem probléma, hiszen akár 2db HDBB2 elosztópanellal szerelt UC300-5LPT is tudja azt nagyjából, amit az ISOBOB tudni fog. Az ISOBOB előnye inkább abban fog rejleni, hogy kisebb és kompaktabb.
Igen, készül, bár az említett "probléma" valójában nem probléma, hiszen akár 2db HDBB2 elosztópanellal szerelt UC300-5LPT is tudja azt nagyjából, amit az ISOBOB tudni fog. Az ISOBOB előnye inkább abban fog rejleni, hogy kisebb és kompaktabb.
Cím: Re:UCCNC vezérlő program
Írta: wcmwugefi Dátum 2015 január 30, 15:53
Írta: wcmwugefi Dátum 2015 január 30, 15:53
Mostanában úgyis divat lett az unatkozók körében a tüntetés, meg kapnak egy-két ezer forintot kétes külföldi "civil" szervezetektől... :)
Szervezni kellene egy demonstrációt Pécsre a CNCDrive-hoz, hogy "ISOBOB-ot AKARUNK!!!!!!"
:D
Szervezni kellene egy demonstrációt Pécsre a CNCDrive-hoz, hogy "ISOBOB-ot AKARUNK!!!!!!"
:D
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2015 január 30, 16:27
Írta: Miki2 Dátum 2015 január 30, 16:27
És mennyit Fizetsz? [#wave]
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 január 30, 16:29
Írta: 000000000 Dátum 2015 január 30, 16:29
[#lookaround]
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2015 február 01, 19:42
Írta: frob Dátum 2015 február 01, 19:42
ez az isobob mikorra várható?
szeretem normálisan letudni a dolgokat, ez a hsbb2 elosztó jópofa dolog, de ha lehet akkor már normálisan oldanám meg....
szeretem normálisan letudni a dolgokat, ez a hsbb2 elosztó jópofa dolog, de ha lehet akkor már normálisan oldanám meg....
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 február 01, 21:21
Írta: 000000000 Dátum 2015 február 01, 21:21
Szia,
Sajnos nem tudok erre válaszolni.
Ha visszaolvasol, leírtam, milyen problémák adódtak a fejlesztés során. Jelenleg folyamatosan az UCCNC szoftver fejlesztésén dolgozom, amíg az nincsen kész addig nem tudok az ISOBOB-al foglalkozni, sajnos csak egy van belőlem. :(
Egyébként szerintem a HDBB2 elosztó panellal is lehet "normális" rendszert építeni. Legalábbis nekünk sikerült már néhányszor.
Mellékeltem két képet, egy léptetős, egy pedig AC szervos vezérlődoboz.


Sajnos nem tudok erre válaszolni.
Ha visszaolvasol, leírtam, milyen problémák adódtak a fejlesztés során. Jelenleg folyamatosan az UCCNC szoftver fejlesztésén dolgozom, amíg az nincsen kész addig nem tudok az ISOBOB-al foglalkozni, sajnos csak egy van belőlem. :(
Egyébként szerintem a HDBB2 elosztó panellal is lehet "normális" rendszert építeni. Legalábbis nekünk sikerült már néhányszor.
Mellékeltem két képet, egy léptetős, egy pedig AC szervos vezérlődoboz.
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2015 február 01, 21:25
Írta: pisti73 Dátum 2015 február 01, 21:25
Szia Balázs!
Azt szeretném megkérdezni, hogy a HDBB2-ről esetleg lenne egy magyar nyelvű használati útmutatód? (vagy van valahol csak én vagyok béna?)
Köszönöm előre is!
Azt szeretném megkérdezni, hogy a HDBB2-ről esetleg lenne egy magyar nyelvű használati útmutatód? (vagy van valahol csak én vagyok béna?)
Köszönöm előre is!
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 február 01, 21:32
Írta: 000000000 Dátum 2015 február 01, 21:32
Szia,
Sajnos egyelőre csak angolul írtuk meg, nem fordítottuk át magyarra.
Google fordítóba bedobva az adatlap, ha töri is a magyart a fordító, valamennyire szerintem lehet értelmezni:
HDBB2 adatlap google fordítóval lefordítva
Sajnos egyelőre csak angolul írtuk meg, nem fordítottuk át magyarra.
Google fordítóba bedobva az adatlap, ha töri is a magyart a fordító, valamennyire szerintem lehet értelmezni:
HDBB2 adatlap google fordítóval lefordítva
Cím: Re:UCCNC vezérlő program
Írta: wcmwugefi Dátum 2015 február 01, 21:34
Írta: wcmwugefi Dátum 2015 február 01, 21:34
Ez tényleg szép, le a kalappal Balázs! az ISOBOB-ot akarunk tüntetés szervezését határozatlan ideig felfüggesztem... :)
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2015 február 01, 21:35
Írta: pisti73 Dátum 2015 február 01, 21:35
Ok, köszönöm szépen!
Cím: Re:UCCNC vezérlő program
Írta: wcmwugefi Dátum 2015 február 01, 21:35
Írta: wcmwugefi Dátum 2015 február 01, 21:35
Nem okoz problémát, hogy a frekiváltó a dobozban van? én is most kezdek vezérlésbe, (megvárom azért az isobob-ot), de többen lebeszéltek a frekiváltó egy dobozba szerelésétől a vezérléssel.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 február 01, 22:06
Írta: 000000000 Dátum 2015 február 01, 22:06
OK, köszi, bár ha mégis jönnétek, szívesen látunk egy kávéra teára stb. és szívesen megmutatjuk a gépeinket is. :)
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2015 február 01, 22:10
Írta: pisti73 Dátum 2015 február 01, 22:10
Hopp, gondolom ez Attilának szólt, de ha már így "meghívtál" és esetleg egyszer valamikor arra járok szívesen megnézném én is a gépeiteket!
Cím: Re:UCCNC vezérlő program
Írta: wcmwugefi Dátum 2015 február 01, 22:12
Írta: wcmwugefi Dátum 2015 február 01, 22:12
Az én voltam aki igértem magam hozzátok, hogy elkészítitek a vezérlésem esetleg. Közben annyi örömömet leltem a hobbi műszerészeskedésben hogy összeraknàm én, egy kis szakmai segítséggel, a Ti vezérlőitekkel.
Így viszont nem volt pofám lemenni hozzátok, hogy aztán a dobozt meg nem veletek csináltatom.
Így viszont nem volt pofám lemenni hozzátok, hogy aztán a dobozt meg nem veletek csináltatom.
Cím: Re:UCCNC vezérlő program
Írta: wcmwugefi Dátum 2015 február 01, 22:13
Írta: wcmwugefi Dátum 2015 február 01, 22:13
Viszont ha így is szabad élni a lehetőséggel, akkor élnék vele!
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 február 01, 22:14
Írta: 000000000 Dátum 2015 február 01, 22:14
Inkább azzal van gond, ha a frekiváltó külön van. úgy értem, ha nincs normális csillagpontos földelés kialakítva. Ha pedig a frekiváltó távolabb van, akkor a földelések közt nagyobb az ellenállás, induktivitás és így nagyobb zavart is tud kelteni a frekiváltó.
Persze a dobozban azért célszerű némi távolságot tartani és nem az UC300 nyakába rakni a frekiváltót. [#vigyor2]
A dobozokban egyébként a betápot mindig úgy oldjuk meg, hogy külön hálózati filtert kap a frekiváltó és a vezérlés tápja. Erre a célra a viszonylag könnyen beszerezhető IEC csatlakozóba épített RLC filtereket szoktuk alkalmazni. Kivéve a 3 fázis bemenetű motoroknál, frekiváltóknál, ott másfajta, 3 fázisú filter kell.
Persze a dobozban azért célszerű némi távolságot tartani és nem az UC300 nyakába rakni a frekiváltót. [#vigyor2]
A dobozokban egyébként a betápot mindig úgy oldjuk meg, hogy külön hálózati filtert kap a frekiváltó és a vezérlés tápja. Erre a célra a viszonylag könnyen beszerezhető IEC csatlakozóba épített RLC filtereket szoktuk alkalmazni. Kivéve a 3 fázis bemenetű motoroknál, frekiváltóknál, ott másfajta, 3 fázisú filter kell.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 február 01, 22:18
Írta: 000000000 Dátum 2015 február 01, 22:18
Természetesen. Csak előtte 1-2nappal dobj kérlek egy e-mailt vagy egy telefont és akkor megbeszéljük a részleteket. Szívesen látunk téged, illetve bárki mást is a fórumról.
Van több gépünk, vezérlődobozunk, több tonna mechanikai alkatrészünk, több ezer elektronikai alkatrészünk, szóval, ha valaki úgy dönt, hogy ellátogat hozzánk, akkor azt kimerem jelenteni, hogy nem fog unatkozni, van mit nézelődni. :)
Van több gépünk, vezérlődobozunk, több tonna mechanikai alkatrészünk, több ezer elektronikai alkatrészünk, szóval, ha valaki úgy dönt, hogy ellátogat hozzánk, akkor azt kimerem jelenteni, hogy nem fog unatkozni, van mit nézelődni. :)
Cím: Re:UCCNC vezérlő program
Írta: wcmwugefi Dátum 2015 február 01, 22:20
Írta: wcmwugefi Dátum 2015 február 01, 22:20
Nekem minden egy fázis.
A frekiváltók 1be 3 ki
Már azóta 3 gépem van, úgyhogy 2 uc300 és egy uc100 lesz a végső állapot.
Ezért kell még két isobob, és egy uc300. Meg majd még egy uc100
A frekiváltók 1be 3 ki
Már azóta 3 gépem van, úgyhogy 2 uc300 és egy uc100 lesz a végső állapot.
Ezért kell még két isobob, és egy uc300. Meg majd még egy uc100
Cím: Re:UCCNC vezérlő program
Írta: wcmwugefi Dátum 2015 február 01, 22:21
Írta: wcmwugefi Dátum 2015 február 01, 22:21
Sajnos szavadon foglak!!!
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 február 02, 14:09
Írta: 000000000 Dátum 2015 február 02, 14:09
Szia,
OK, el is várom. :)
OK, el is várom. :)
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2015 február 02, 19:08
Írta: frob Dátum 2015 február 02, 19:08
Köszönöm a képeket! elgondolkodom rajta
Cím: Re:UCCNC vezérlő program
Írta: Devecz Miklós Dátum 2015 február 04, 22:39
Írta: Devecz Miklós Dátum 2015 február 04, 22:39
Két és fél év hibátlan használat után újra megkergült a UC100-asom. (az előző hibánál önállósította magát és egy teljesen új marópályát generált magának, ami köszönő viszonyban sem volt az eredeti marópályával)
Plugin cserével a probléma orvosolva lett.
Eddig.
A mai nap az őrületé volt.
Marás közben, a szerszám kiemelése helyett teljes erővel megtámadta a maró az asztalt.
(maró törik, az eddig óvott T-Nutos asztalon egy lyuk)
Ezt ma négyszer megismételte, különböző g-codok esetében.
??????????
Plugin cserével a probléma orvosolva lett.
Eddig.
A mai nap az őrületé volt.
Marás közben, a szerszám kiemelése helyett teljes erővel megtámadta a maró az asztalt.
(maró törik, az eddig óvott T-Nutos asztalon egy lyuk)
Ezt ma négyszer megismételte, különböző g-codok esetében.
??????????
Cím: Re:UCCNC vezérlő program
Írta: 9npx2xk89 Dátum 2015 február 05, 09:05
Írta: 9npx2xk89 Dátum 2015 február 05, 09:05
Miért van az, hogy az UCCNC nem tölti (vagy menti) az utolsó állapotát a tengelyeknek?
Már ott tartok, hogy kilépés előtt kötelezően vissza hozom 0,0,-ra az x, y-t, mert számítógép újra bekapcsolása után az UCCNC valami teljesen fals adatot ír az x,y tengelyekre.
Indításkor azt is kiírja, hogy a marogep beállításait nem tudja betölteni, de a mozgások jók, tehát a tengely léptetéseket mégis jól tölti be.
Már ott tartok, hogy kilépés előtt kötelezően vissza hozom 0,0,-ra az x, y-t, mert számítógép újra bekapcsolása után az UCCNC valami teljesen fals adatot ír az x,y tengelyekre.
Indításkor azt is kiírja, hogy a marogep beállításait nem tudja betölteni, de a mozgások jók, tehát a tengely léptetéseket mégis jól tölti be.
Cím: Re:UCCNC vezérlő program
Írta: robroy007 Dátum 2015 február 05, 09:34
Írta: robroy007 Dátum 2015 február 05, 09:34
alapvetően minden bekapcsolás után illene refernciára küldeni a gépet, mert sosem tudhatod, hogy valaki nem nézte-e idő közben támasztéknak és tolta el a mechanikát
(tudom tudom orsónál ez nem biztos,h megy de fogaslécnél már simán)
(tudom tudom orsónál ez nem biztos,h megy de fogaslécnél már simán)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 február 05, 10:01
Írta: 000000000 Dátum 2015 február 05, 10:01
Golyós orsónál se kell nagy erőbefektetés a gép odébb taszajtásának.
De ez az asztal átfúrás azért érdekes.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 február 05, 11:58
Írta: 000000000 Dátum 2015 február 05, 11:58
Szia,
Elmenti a tengely adatokat bezáráskor. Amit nem ment el az a G92 átmeneti/ideiglenes offset.
Ha van G92/G52 programozva, akkor azt nem jegyzi meg, mert ezt nem is szokás megjegyezni ... ez befolyásolhatja a betöltéskori aktuális koordinátákat...
Elmenti a tengely adatokat bezáráskor. Amit nem ment el az a G92 átmeneti/ideiglenes offset.
Ha van G92/G52 programozva, akkor azt nem jegyzi meg, mert ezt nem is szokás megjegyezni ... ez befolyásolhatja a betöltéskori aktuális koordinátákat...
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 február 05, 12:00
Írta: 000000000 Dátum 2015 február 05, 12:00
Azt hogy érted, hogy azt írja ki indításkor, hogy nem tudja betölteni a marógép beállításait? Tudsz erről csinálni egy printscreen képet, hogy lássam pontosan miről van szól. Illetve elküldhetnéd nekem a .pro beállítás fájlodat, mert lehet azzal van valami gond... megnézném.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 február 05, 12:00
Írta: 000000000 Dátum 2015 február 05, 12:00
Látom ez nem UCCNC dolog, hanem Mach3...
Cím: Re:UCCNC vezérlő program
Írta: Etib Dátum 2015 február 06, 16:52
Írta: Etib Dátum 2015 február 06, 16:52
Elnézést a sületlen kérdésért,de az uc100-as hogyan kezel 6 tengelyt,ha utána levő illesztőkártya csak 4 tengely csatolását teszi lehetővé? Vagy ez után nem is kell lpt illesztőkártya? Ugyanez a kérdésem az uc300 -al is. Nem értem a hardverek kapcsolatát. Köszönöm a segítséget előre is.
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2015 február 06, 17:05
Írta: pisti73 Dátum 2015 február 06, 17:05
Most egyszerű leszek, de vegyél hozzá olyan leválasztó kártyát ami kezel 6 tengelyt. Például.
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2015 február 06, 17:06
Írta: pisti73 Dátum 2015 február 06, 17:06
Bocs, "Etib"-nek ment a válasz...
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 február 06, 17:54
Írta: 000000000 Dátum 2015 február 06, 17:54
Ahogy Pisti is írta, attól függ, hogy mit csatlakoztatsz az UC100-ra. Az UC100 képes rá, hogy 6-tengely vezérléséhez kiadja a jelet, az már más kérdés, hogy a hozzá csatlakoztatott elosztókártya ezt esetleg lekorlátozza-e.
Egyébként 6-tengelyes géphez inkább az UC300-5LPT-t javaslom, mert az UC100-on 12 kimenet és 5 bemenet van összesen. Egy 6 tengelyes gép step/dir jelei felemésztik az összes 12 kimenetet, így a 6-tengelyes gép egyéb vezérelnivaló dolgaira, például főorsó kapcsolgatás, frekiváltó, hűtőfolyadék pumpa stb. ezekre már nem marad kimenet.
Az UC300-on ötször ennyi kimenet van, 5 portba rendezve. Lehet rá például 2db 4-tengelyes elosztókártyát csatlakoztatni.
Egyébként 6-tengelyes géphez inkább az UC300-5LPT-t javaslom, mert az UC100-on 12 kimenet és 5 bemenet van összesen. Egy 6 tengelyes gép step/dir jelei felemésztik az összes 12 kimenetet, így a 6-tengelyes gép egyéb vezérelnivaló dolgaira, például főorsó kapcsolgatás, frekiváltó, hűtőfolyadék pumpa stb. ezekre már nem marad kimenet.
Az UC300-on ötször ennyi kimenet van, 5 portba rendezve. Lehet rá például 2db 4-tengelyes elosztókártyát csatlakoztatni.
Cím: Re:UCCNC vezérlő program
Írta: Etib Dátum 2015 február 06, 18:00
Írta: Etib Dátum 2015 február 06, 18:00
Köszi az infókat!
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2015 február 06, 18:23
Írta: Bozso777 Dátum 2015 február 06, 18:23
Mikorra várható, hogy az UC300al működjön az UCCNC progi ?
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2015 február 06, 18:28
Írta: pisti73 Dátum 2015 február 06, 18:28
Már működik régóta...
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2015 február 06, 18:30
Írta: pisti73 Dátum 2015 február 06, 18:30
Elég sokat teszteltük, és szó is volt róla itt a fórumon, olvass vissza egy kicsit. Igaz még teszt üzemben használjuk, de tök szuper!
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2015 február 06, 18:31
Írta: pisti73 Dátum 2015 február 06, 18:31
Vegyél egy UC300-at, mindig elég lesz a ki- és bemenetek száma...
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2015 február 06, 18:40
Írta: Bozso777 Dátum 2015 február 06, 18:40
Polgárdi Balázs azt írta mailben, hogy "Az UCCNC egyenlőre UC100-al működik, az UC300-al még nincs teljesen készen a program, jelenleg is rajta dolgozunk, hogy elkészüljön.
Szerintem érdemes lenne megvárni ennek az új verziónak az elkészültét."
Viszont két hete nem válaszolt a mailra, gondoltam itt érdeklődöm...van e előrelépés az új verzióval.
Usb-re akarom váltani az lpt portot...nézegettem usb kártyákat, lenne olcsóbb is kintről, de ez mellett az szól, hogy nagyon tetszik az UCCNC...viszont UC100-hoz képest nem sokkal drágább az uc300 , de komolyabb lehetőségeket ad.
Szerintem érdemes lenne megvárni ennek az új verziónak az elkészültét."
Viszont két hete nem válaszolt a mailra, gondoltam itt érdeklődöm...van e előrelépés az új verzióval.
Usb-re akarom váltani az lpt portot...nézegettem usb kártyákat, lenne olcsóbb is kintről, de ez mellett az szól, hogy nagyon tetszik az UCCNC...viszont UC100-hoz képest nem sokkal drágább az uc300 , de komolyabb lehetőségeket ad.
Cím: Re:UCCNC vezérlő program
Írta: 887uiwjpw Dátum 2015 február 07, 10:02
Írta: 887uiwjpw Dátum 2015 február 07, 10:02
Sziasztok,
megvettem a programot de sajnos az alábbi procival nagyon gyengél muzsikál a progi. Ha be van töltve valami G-code 1 magot folymatosan pörget ezért még a hotkey-s mozgatás is késlekedve, lassan működik. Sajnos vissza kellett térnem a Mach3-ra emiatt. Tudtok esetleg valami tanácsot/ötletet adni a jobb működésre?
CPU
OP rendszer windows7
mem 1GB
megvettem a programot de sajnos az alábbi procival nagyon gyengél muzsikál a progi. Ha be van töltve valami G-code 1 magot folymatosan pörget ezért még a hotkey-s mozgatás is késlekedve, lassan működik. Sajnos vissza kellett térnem a Mach3-ra emiatt. Tudtok esetleg valami tanácsot/ötletet adni a jobb működésre?
CPU
OP rendszer windows7
mem 1GB
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 február 07, 10:40
Írta: 000000000 Dátum 2015 február 07, 10:40
1GB RAM win7-nek elég kevésnek tűnik, legalább 2GB-ot érdemes alá betenni.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 február 07, 11:17
Írta: 000000000 Dátum 2015 február 07, 11:17
Szia
Win 7-hez eleve elég gyenguszka az 1Gbyte RAM, jóvolna legalább 2Gbyte-ra bővíteni, mert valószínű azért lassú a rendszer, mert virtuális memóriát kénytelen használni a Windows, ami azt jelenti, hogy a Winyóra írja folyamatosan az adatokat, ami lelassítja a dolgokat. Mondjuk a processzor sem egy erőmű, de valószínű ez még önmagában nem lenne probléma.
Az UCCNC új verziójában ami most már tényleg hamarosan kiadásra kerül tovább optimalizáltuk a dolgokat amennyire csak tudtuk, szóval lesz esély rá, hogy ezzel a PC konfigurációval is elfog futni normálisan, de nem 100%-ig biztos. A RAM-ot mindenképp megpróbálnám növelni.
Win 7-hez eleve elég gyenguszka az 1Gbyte RAM, jóvolna legalább 2Gbyte-ra bővíteni, mert valószínű azért lassú a rendszer, mert virtuális memóriát kénytelen használni a Windows, ami azt jelenti, hogy a Winyóra írja folyamatosan az adatokat, ami lelassítja a dolgokat. Mondjuk a processzor sem egy erőmű, de valószínű ez még önmagában nem lenne probléma.
Az UCCNC új verziójában ami most már tényleg hamarosan kiadásra kerül tovább optimalizáltuk a dolgokat amennyire csak tudtuk, szóval lesz esély rá, hogy ezzel a PC konfigurációval is elfog futni normálisan, de nem 100%-ig biztos. A RAM-ot mindenképp megpróbálnám növelni.
Cím: Re:UCCNC vezérlő program
Írta: xabi Dátum 2015 február 07, 12:36
Írta: xabi Dátum 2015 február 07, 12:36
Én is szívtam vele sokáig hogy gyenge volt a gépem. Próbáltam sok géppel azt kell mondjam hogy CPU sebesség ezen az oldalon a Passmark CPU eredményt megnézed akkor olyan 2000-es eredménytől fut tökéletesen az UCCNC. Persze a 2 Gbyte Ram saem árt. Amúgy ilyen gépet monitorral már 30.000-ért lehet venni...
Cím: Re:UCCNC vezérlő program
Írta: xabi Dátum 2015 február 07, 12:40
Írta: xabi Dátum 2015 február 07, 12:40
Közbe megnéztem Intel Atom 330 eredménye : 605 Ez biztos alkalmatlan (nekem 1000-es eredményű Core2 laptopon sem volt normálisan használható pedig volt 2Gbyte Ram + SSD).
Cím: Re:UCCNC vezérlő program
Írta: 9npx2xk89 Dátum 2015 február 07, 15:43
Írta: 9npx2xk89 Dátum 2015 február 07, 15:43
Az M99998.txt-t nem tudja tölteni, de olyan nincs is a könyvtárban. Mi lenne az?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 február 07, 15:54
Írta: 000000000 Dátum 2015 február 07, 15:54
Az M99998 az egy macro, a konstruktor macro, ugyanígy van destruktor macro is M99999 néven.
A konstruktor a program indításakor hívodik meg egyszer.
A destruktor a program bezárásakor hívódik meg egyszer.
Ezeket a makrókat lehet esetleg arra használni, hogy felhasználói, egyedi adatokat betöltsön vagy elmentsen a program indításkor, illetve bezáráskor. Például saját DRO-k értékeit.
Ezek a macro-k viszonylag késői stádiumban kerültek bele a programba.
Szerintem az történt, azért nincsenek meg ezek a makrók nálad, mert a beállítástrégebben csináltad és frissítésnél, telepítésnél kivetted a pipát, hogy ne írja felül a beállításaidat, így a telepítő nem hozta létre ezeket az új makrókat.
Csináld azt, hogy a makró könyvtárban, a Profiles/Macro_xxxx könyvtáradban készíts két üres textfájlt, egyiket M99998.txt és másikat M99999.txt néven. A fájl lehet üres, nem muszáj semmit beleírni.
A konstruktor a program indításakor hívodik meg egyszer.
A destruktor a program bezárásakor hívódik meg egyszer.
Ezeket a makrókat lehet esetleg arra használni, hogy felhasználói, egyedi adatokat betöltsön vagy elmentsen a program indításkor, illetve bezáráskor. Például saját DRO-k értékeit.
Ezek a macro-k viszonylag késői stádiumban kerültek bele a programba.
Szerintem az történt, azért nincsenek meg ezek a makrók nálad, mert a beállítástrégebben csináltad és frissítésnél, telepítésnél kivetted a pipát, hogy ne írja felül a beállításaidat, így a telepítő nem hozta létre ezeket az új makrókat.
Csináld azt, hogy a makró könyvtárban, a Profiles/Macro_xxxx könyvtáradban készíts két üres textfájlt, egyiket M99998.txt és másikat M99999.txt néven. A fájl lehet üres, nem muszáj semmit beleírni.
Cím: Re:UCCNC vezérlő program
Írta: 9npx2xk89 Dátum 2015 február 07, 15:58
Írta: 9npx2xk89 Dátum 2015 február 07, 15:58
Nekem celeron M 440 van, annak az eredménye 396. Simán fut rajta az UCCNC az UC300-al. 1Gb ram van benne, viszont csak egy XP van alatta. Ennyit a win7-ről, meg a rosszabb vason jobb eredményt produkál mint az XP. Rosszabb vason lehet hogy jobb, ha az a vas legalább 2Gb RAM-ot meg minimum 2 magot jelent! Tegyél arra az atomra egy XP-t és menni fog.
Cím: Re:UCCNC vezérlő program
Írta: 9npx2xk89 Dátum 2015 február 07, 16:10
Írta: 9npx2xk89 Dátum 2015 február 07, 16:10
Megcsináltam a makrókat és most már nem is reklamál. Ez okozhatta a pozíciók nem mentését kilépéskor?
Cím: Re:UCCNC vezérlő program
Írta: 9npx2xk89 Dátum 2015 február 07, 16:11
Írta: 9npx2xk89 Dátum 2015 február 07, 16:11
De tudom, mert a pincébe senki nem jár, és Én meg nem tologatom az asztalt.
Cím: Re:UCCNC vezérlő program
Írta: s2k5ycubj Dátum 2015 február 07, 16:24
Írta: s2k5ycubj Dátum 2015 február 07, 16:24
Ennek a processzornak az igazi előnyét 64biten és a két magot kihasználó programon tudnád. De úgy tudom a Mach3 nem megy 64biten sajnos.Tehát marad az xp.
Cím: Re:UCCNC vezérlő program
Írta: Béni Dátum 2015 február 07, 16:36
Írta: Béni Dátum 2015 február 07, 16:36
Tökéletesen fut 64 bites operációs rendszeren is.
(A tökéletesen értsük az, ahogy futni képes pl. XP-n. [#nyes])
A párhuzamosport driver az nem működik. Kicsit sem.
Külső mozgásvezérlővel nincs gond.
(A tökéletesen értsük az, ahogy futni képes pl. XP-n. [#nyes])
A párhuzamosport driver az nem működik. Kicsit sem.
Külső mozgásvezérlővel nincs gond.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 február 07, 16:36
Írta: 000000000 Dátum 2015 február 07, 16:36
A Mach3 megy 64-bites Windows-on, megy Win7-en és Win8-on és Win8.1-en is, persze csak mozgásvezérlővel, például UC100 vagy UC300-al.
Ami nem megy x64 Windows-on az egyedül a nyomtató port driverja.
Előnye ennek a procinak addig nem nagyon lesz x64 Windows alatt sem amíg csak 1GByte a RAM.
Ami nem megy x64 Windows-on az egyedül a nyomtató port driverja.
Előnye ennek a procinak addig nem nagyon lesz x64 Windows alatt sem amíg csak 1GByte a RAM.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 február 07, 16:38
Írta: 000000000 Dátum 2015 február 07, 16:38
Na, Béni megelőzött. :)
És most látom, hogy nem a Mach3 topikjában vagyunk és nem is az UC100 topikban, hanem az UCCNC topikjában...
És most látom, hogy nem a Mach3 topikjában vagyunk és nem is az UC100 topikban, hanem az UCCNC topikjában...
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 február 07, 16:53
Írta: 000000000 Dátum 2015 február 07, 16:53
64bites oprendszert csak 4 GB RAM-tól érdemes használni, mert 32bites rendszer csak 3 GB-ig kezeli az ez fölötti nem használja.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 február 07, 17:25
Írta: 000000000 Dátum 2015 február 07, 17:25
Igen, az elképzelhető, hogy ezért nem sikerült neki elmenteni a pozíciókat sem. Nem tudom biztosra mondani, de megfogom vizsgálni, hogy mi a helyzet, ha hiányoznak ezek a macro-k.
Cím: Re:UCCNC vezérlő program
Írta: 2dzcsimnk Dátum 2015 február 07, 17:54
Írta: 2dzcsimnk Dátum 2015 február 07, 17:54
Sziasztok!
Volna egy kérdésem:
Most vettem meg az UCCNC programot. Eddig mach3 at használtam. A problémám, hogy a jelenlegi hardware nem charge pump jelet vár az 1es lábon, hanem csak egy engedélyező jelet. Ha teljesen kikapcsolni a Charta pump-ot az UCCNC ben akkor működik a gép, csak egyetlen probléma hogy a RESET gomb innentől nem működik. Tehát a program inditásától minden motor tartó állapotba kerül. Van erre valamilyen megoldás? Lehet hogy csak elkerülte figyelmemet. Egyébként a hivatalosan letölthető verziót használom.
Volna egy kérdésem:
Most vettem meg az UCCNC programot. Eddig mach3 at használtam. A problémám, hogy a jelenlegi hardware nem charge pump jelet vár az 1es lábon, hanem csak egy engedélyező jelet. Ha teljesen kikapcsolni a Charta pump-ot az UCCNC ben akkor működik a gép, csak egyetlen probléma hogy a RESET gomb innentől nem működik. Tehát a program inditásától minden motor tartó állapotba kerül. Van erre valamilyen megoldás? Lehet hogy csak elkerülte figyelmemet. Egyébként a hivatalosan letölthető verziót használom.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 február 07, 18:49
Írta: 000000000 Dátum 2015 február 07, 18:49
Szia,
Az UCCNC hivatalos verziójában nincsen enable jel, vagyis nem tudsz enable jelet beállítani.
A nem hivatalos verzióban van enable jel, viszont annak a használatát egyelőre nem javaslom.
Amit tudsz csinálni a hivatalos verzióban, hogy ideiglenesen áthidalt ezt a hiányosságot, hogy csinálsz egy macro-t, a Profiles/Macro_xxxx mappában. Például M300.txt nével.
A fájlba beleírod, hogy:
exec.Setoutpin(pinnumber);
vagy
exec.Clroutpin(pinnumber);
Ahol a pinnumber a kimeneted számát jelöli, vagyis a pinnumber szöveg helyére egy számot írjál ahová szeretnéd a kimenetet.
Ha pedig magas jelet vár a vezérlőd, akkor használd a Set, ha pedig alacsony, akkor pedig a Clr-el kezdődő függvényt.
A Set az magas állapotba, a Clr pedig alacsony állapotba állítja a kimenetet.
Arra figyelj, hogy más funkció arra a lábra ne legyen programozva, mert a hardware-es funkciók felülbírálják ezeket a függvényeket.
Így, ha ezután programozol M300-at, akkor az enable jeled aktívvá fog válni.
Csinálhatsz egy másik makrót is, amiben épp az inverzéd csinálod, azzal meg akkor eltudod venni az enable jelet.
Egyelőre ez a megoldás. A következő hivatalos kiadásban már lesz viszont enable jel is.
Az UCCNC hivatalos verziójában nincsen enable jel, vagyis nem tudsz enable jelet beállítani.
A nem hivatalos verzióban van enable jel, viszont annak a használatát egyelőre nem javaslom.
Amit tudsz csinálni a hivatalos verzióban, hogy ideiglenesen áthidalt ezt a hiányosságot, hogy csinálsz egy macro-t, a Profiles/Macro_xxxx mappában. Például M300.txt nével.
A fájlba beleírod, hogy:
exec.Setoutpin(pinnumber);
vagy
exec.Clroutpin(pinnumber);
Ahol a pinnumber a kimeneted számát jelöli, vagyis a pinnumber szöveg helyére egy számot írjál ahová szeretnéd a kimenetet.
Ha pedig magas jelet vár a vezérlőd, akkor használd a Set, ha pedig alacsony, akkor pedig a Clr-el kezdődő függvényt.
A Set az magas állapotba, a Clr pedig alacsony állapotba állítja a kimenetet.
Arra figyelj, hogy más funkció arra a lábra ne legyen programozva, mert a hardware-es funkciók felülbírálják ezeket a függvényeket.
Így, ha ezután programozol M300-at, akkor az enable jeled aktívvá fog válni.
Csinálhatsz egy másik makrót is, amiben épp az inverzéd csinálod, azzal meg akkor eltudod venni az enable jelet.
Egyelőre ez a megoldás. A következő hivatalos kiadásban már lesz viszont enable jel is.
Cím: Re:UCCNC vezérlő program
Írta: 2dzcsimnk Dátum 2015 február 07, 18:52
Írta: 2dzcsimnk Dátum 2015 február 07, 18:52
Még egy kérdés:
M31 es makro tudom a szerszám nullázó, DE sajna én nem vagyok benne tulzottan a programozásban. Nekem a mach3-ban eddig egy mobil touch plate-s nullázó rutinom volt. Rááltam egy megadott pontjára a munkadarabnak, vettem egy "nullát" és mehetett a marás. Ugyanez valakinek nincs megírva?
M31 es makro tudom a szerszám nullázó, DE sajna én nem vagyok benne tulzottan a programozásban. Nekem a mach3-ban eddig egy mobil touch plate-s nullázó rutinom volt. Rááltam egy megadott pontjára a munkadarabnak, vettem egy "nullát" és mehetett a marás. Ugyanez valakinek nincs megírva?
Cím: Re:UCCNC vezérlő program
Írta: 2dzcsimnk Dátum 2015 február 07, 18:54
Írta: 2dzcsimnk Dátum 2015 február 07, 18:54
Köszi az első kérdésre adott válaszodat!
Kipróbálom amit írtál. A következő hivatalos verzió mikorra várható?
Kipróbálom amit írtál. A következő hivatalos verzió mikorra várható?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 február 07, 19:02
Írta: 000000000 Dátum 2015 február 07, 19:02
A második kérdésre a válasz, hogy nézd meg a diagnosztika oldalt és hogy ott mi tartja reset-ben a szoftvert. Ez lehet végállás vagy az e-stop bemenet jel. Valamelyik valószínűleg nem jól van konfigurálva, esetleg a polaritását, vagy a pin számát kell megváltoztatni.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 február 07, 19:05
Írta: 000000000 Dátum 2015 február 07, 19:05
A következő kiadás hamarosan várható, pár dolgot még tesztelünk és elkészül.
Az M31 makrót ha megnézed, megnyitod a fájlt egy jegyzettömbbel szerintem érteni fogod. Gyakorlatilag ha a kódból az elejét és a végét kigyomlálod, akkor pontosan azt fogja csinálni mint ami szeretnél.
A gyári M31 kód ugyanis annyit csinál, hogy adott koordinátára fut XY síkon, majd megcsinálja a nullpont felvételt és utána visszafut az indoló XY koordinátára. Szóval a makró közepe az ami neked kell.
Az M31 makrót ha megnézed, megnyitod a fájlt egy jegyzettömbbel szerintem érteni fogod. Gyakorlatilag ha a kódból az elejét és a végét kigyomlálod, akkor pontosan azt fogja csinálni mint ami szeretnél.
A gyári M31 kód ugyanis annyit csinál, hogy adott koordinátára fut XY síkon, majd megcsinálja a nullpont felvételt és utána visszafut az indoló XY koordinátára. Szóval a makró közepe az ami neked kell.
Cím: Re:UCCNC vezérlő program
Írta: 2dzcsimnk Dátum 2015 február 07, 19:14
Írta: 2dzcsimnk Dátum 2015 február 07, 19:14
Köszi! Megyek és kipróbálom!
Cím: Re:UCCNC vezérlő program
Írta: 9npx2xk89 Dátum 2015 február 08, 17:15
Írta: 9npx2xk89 Dátum 2015 február 08, 17:15
A marógép, a vezérlő szutyok egy magos amolo pro, és az uc300-as tökéletes együttműködése képekben.
XP-t kell a gyenge vasra rakno és megy szépen.(//%3CA%20HREF=%22http://kepfeltoltes.hu/view/150208/IMG_20150208_155455_www.kepfeltoltes.hu_.jpg%22%20TARGET=_fnew%3E%3CIMG%20SRC=%22http://kepfeltoltes.hu/thumb/150208/IMG_20150208_155455_www.kepfeltoltes.hu_.jpg%22%20border=0%3E%3C/A%3E%20A%20k%C3%A9pet%20a%20K%C3%A9pfelt%C3%B6lt%C3%A9s.hu%20t%C3%A1rolja.%20%3CA%20HREF=%22http://www.kepfeltoltes.hu%22%20TARGET=_fnew%3Ehttp://www.kepfeltoltes.hu%3C/A%3E)
XP-t kell a gyenge vasra rakno és megy szépen.(//%3CA%20HREF=%22http://kepfeltoltes.hu/view/150208/IMG_20150208_155455_www.kepfeltoltes.hu_.jpg%22%20TARGET=_fnew%3E%3CIMG%20SRC=%22http://kepfeltoltes.hu/thumb/150208/IMG_20150208_155455_www.kepfeltoltes.hu_.jpg%22%20border=0%3E%3C/A%3E%20A%20k%C3%A9pet%20a%20K%C3%A9pfelt%C3%B6lt%C3%A9s.hu%20t%C3%A1rolja.%20%3CA%20HREF=%22http://www.kepfeltoltes.hu%22%20TARGET=_fnew%3Ehttp://www.kepfeltoltes.hu%3C/A%3E)
Cím: Re:UCCNC vezérlő program
Írta: 9npx2xk89 Dátum 2015 február 08, 17:16
Írta: 9npx2xk89 Dátum 2015 február 08, 17:16
Még két kép hozzá
(//%3CA%20HREF=%22http://kepfeltoltes.hu/view/150208/IMG_20150208_155349_www.kepfeltoltes.hu_.jpg%22%20TARGET=_fnew%3E%3CIMG%20SRC=%22http://kepfeltoltes.hu/thumb/150208/IMG_20150208_155349_www.kepfeltoltes.hu_.jpg%22%20border=0%3E%3C/A%3E%20A%20k%C3%A9pet%20a%20K%C3%A9pfelt%C3%B6lt%C3%A9s.hu%20t%C3%A1rolja.%20%3CA%20HREF=%22http://www.kepfeltoltes.hu%22%20TARGET=_fnew%3Ehttp://www.kepfeltoltes.hu%3C/A%3E)
(//%3CA%20HREF=%22http://kepfeltoltes.hu/view/150208/IMG_20150208_155413__1__www.kepfeltoltes.hu_.jpg%22%20TARGET=_fnew%3E%3CIMG%20SRC=%22http://kepfeltoltes.hu/thumb/150208/IMG_20150208_155413__1__www.kepfeltoltes.hu_.jpg%22%20border=0%3E%3C/A%3E%20A%20k%C3%A9pet%20a%20K%C3%A9pfelt%C3%B6lt%C3%A9s.hu%20t%C3%A1rolja.%20%3CA%20HREF=%22http://www.kepfeltoltes.hu%22%20TARGET=_fnew%3Ehttp://www.kepfeltoltes.hu%3C/A%3E)
(//%3CA%20HREF=%22http://kepfeltoltes.hu/view/150208/IMG_20150208_155349_www.kepfeltoltes.hu_.jpg%22%20TARGET=_fnew%3E%3CIMG%20SRC=%22http://kepfeltoltes.hu/thumb/150208/IMG_20150208_155349_www.kepfeltoltes.hu_.jpg%22%20border=0%3E%3C/A%3E%20A%20k%C3%A9pet%20a%20K%C3%A9pfelt%C3%B6lt%C3%A9s.hu%20t%C3%A1rolja.%20%3CA%20HREF=%22http://www.kepfeltoltes.hu%22%20TARGET=_fnew%3Ehttp://www.kepfeltoltes.hu%3C/A%3E)
(//%3CA%20HREF=%22http://kepfeltoltes.hu/view/150208/IMG_20150208_155413__1__www.kepfeltoltes.hu_.jpg%22%20TARGET=_fnew%3E%3CIMG%20SRC=%22http://kepfeltoltes.hu/thumb/150208/IMG_20150208_155413__1__www.kepfeltoltes.hu_.jpg%22%20border=0%3E%3C/A%3E%20A%20k%C3%A9pet%20a%20K%C3%A9pfelt%C3%B6lt%C3%A9s.hu%20t%C3%A1rolja.%20%3CA%20HREF=%22http://www.kepfeltoltes.hu%22%20TARGET=_fnew%3Ehttp://www.kepfeltoltes.hu%3C/A%3E)
Cím: Re:UCCNC vezérlő program
Írta: 2dzcsimnk Dátum 2015 február 11, 16:58
Írta: 2dzcsimnk Dátum 2015 február 11, 16:58
Sziasztok!
Nem tudom találkozott-e valaki olyan problémával, hogy a CNC gép egyik tengelye marás közben 2-3 óra hibátlan működés után egyszer csak kihagy majd 1-5 másodpecen belül újra működik, mintha mi sem történt volna...
Sajnos addig az UCCNC úgy viselkedik, mintha minden működött volna, számolt rendesen, csak a munkadarab (és jó esetben csak a munkadarab) landol a kukában...
Valami ötlet?
Nem tudom találkozott-e valaki olyan problémával, hogy a CNC gép egyik tengelye marás közben 2-3 óra hibátlan működés után egyszer csak kihagy majd 1-5 másodpecen belül újra működik, mintha mi sem történt volna...
Sajnos addig az UCCNC úgy viselkedik, mintha minden működött volna, számolt rendesen, csak a munkadarab (és jó esetben csak a munkadarab) landol a kukában...
Valami ötlet?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 február 12, 01:47
Írta: 000000000 Dátum 2015 február 12, 01:47
Gondolom léptetőmotoros a géped? Mert nekem ez inkább léptetőmotor lépésvesztésnek tűnik mint az UCCNC hibájának. Gyorsítások, sebességek jól be lettek állítva a géphez?
Szerintem valamelyik paraméter túl magas lehet ahhoz képest amit a motorok a gépen biztosággal el tudnak viselni és a motor kiesik a szinkronból pozícióhibát okozva.
Én erre gyanakszom.
Szóval próbáld meg lejebb venni a gyorsítást és a végsebességet is a problémás tengelyen. Első körben egy nagyságrendel kisebbre mint ahol most áll, csak próbából, hogy jelentkezik-e még így is a hiba.
Illetve mégegy dolog eszembe jutott, hogy próbáld meg még a general settings oldalon a com buffer size paramétert feljebb venni, hogy azt is kiszűrjük, mint lehetséges hibaforrást, bár nem hiszem, hogy ez lenne a gond, de egy próbát mindenképp megér.
Szerintem valamelyik paraméter túl magas lehet ahhoz képest amit a motorok a gépen biztosággal el tudnak viselni és a motor kiesik a szinkronból pozícióhibát okozva.
Én erre gyanakszom.
Szóval próbáld meg lejebb venni a gyorsítást és a végsebességet is a problémás tengelyen. Első körben egy nagyságrendel kisebbre mint ahol most áll, csak próbából, hogy jelentkezik-e még így is a hiba.
Illetve mégegy dolog eszembe jutott, hogy próbáld meg még a general settings oldalon a com buffer size paramétert feljebb venni, hogy azt is kiszűrjük, mint lehetséges hibaforrást, bár nem hiszem, hogy ez lenne a gond, de egy próbát mindenképp megér.
Cím: Re:UCCNC vezérlő program
Írta: KoLa Dátum 2015 február 12, 22:10
Írta: KoLa Dátum 2015 február 12, 22:10
Ez az UCCNC nagyon hasonlít a Mach3-ra!
Minden tök úgy néz ki, mint ott, csak új felülettel,és ugyanúyg kurvasok hiával!
!Próbáltad már a Linuxcnc-t koppintani?...
Minden tök úgy néz ki, mint ott, csak új felülettel,és ugyanúyg kurvasok hiával!
!Próbáltad már a Linuxcnc-t koppintani?...
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 február 12, 22:11
Írta: svejk Dátum 2015 február 12, 22:11
Szerintem Te már ma sok sört ittál. :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 február 12, 22:11
Írta: svejk Dátum 2015 február 12, 22:11
már ma == ma már
Cím: Re:UCCNC vezérlő program
Írta: KoLa Dátum 2015 február 12, 22:14
Írta: KoLa Dátum 2015 február 12, 22:14
Gyors vagy!De nem kéne itt alkoholisták bemutatni!
Cím: Re:UCCNC vezérlő program
Írta: KoLa Dátum 2015 február 12, 22:15
Írta: KoLa Dátum 2015 február 12, 22:15
Akkor ki ivott több sört?[#nevetes1]
Cím: Re:UCCNC vezérlő program
Írta: s7manbs8 Dátum 2015 február 12, 22:18
Írta: s7manbs8 Dátum 2015 február 12, 22:18
Kontakt hiba lehet az ilyen pl. valamelyik vezeték nem érintkezik, legalábbis ez is lehet.
Cím: Re:UCCNC vezérlő program
Írta: s7manbs8 Dátum 2015 február 12, 22:19
Írta: s7manbs8 Dátum 2015 február 12, 22:19
A végfokra menő step dir jelben a step kimarad pl.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 február 12, 23:15
Írta: 000000000 Dátum 2015 február 12, 23:15
Köszönjük az elismerést és a bíztató szavakat.
Én is hasonló jókat kívánok neked!
Én is hasonló jókat kívánok neked!
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 február 12, 23:47
Írta: 000000000 Dátum 2015 február 12, 23:47
Azt azért elárulhatnád, mert kíváncsi vagyok, hogy a te olvasatodban a tök úgy néz ki az mit takar? Az, hogy vannak rajta gombok és kijelzők? [#nevetes1]
Cím: Re:UCCNC vezérlő program
Írta: c2nsu773m Dátum 2015 február 13, 08:26
Írta: c2nsu773m Dátum 2015 február 13, 08:26
Igen, ugyan ez van nálam is....
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 február 13, 08:55
Írta: 000000000 Dátum 2015 február 13, 08:55
A 2-3 óra hibátlan működés alatt pontosan mit értesz? Hogy 2-3 óra hosszú program folyamatos végrehajtását? Vagy hogy 2-3 óráig különböző dolgokat csinálsz a progival, nem egyetlen programot hajtassz végre és utána jelentkezik ez a probléma? Török Tamástól is kérdezem, mert azt írtad, neked is ez a gondod és ezt fontos volna tudnom.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 február 13, 08:56
Írta: 000000000 Dátum 2015 február 13, 08:56
"Hogy 2-3 óra hosszú program folyamatos végrehajtását? "
A fenti mondat helyesen:
Egyetlen 2-3 óra hosszú program folyamatos végrehajtását?
Egy kicsit több információt igazán adhatnátok, hogy megtudjuk fejteni a probléma okát.
A fenti mondat helyesen:
Egyetlen 2-3 óra hosszú program folyamatos végrehajtását?
Egy kicsit több információt igazán adhatnátok, hogy megtudjuk fejteni a probléma okát.
Cím: Re:UCCNC vezérlő program
Írta: 2dzcsimnk Dátum 2015 február 13, 10:40
Írta: 2dzcsimnk Dátum 2015 február 13, 10:40
Szia!
Igen egyetlen folyamatos marás közben...
Elindítok egy kb 9-10 órás folyamatos marást, és ennek a végrehajtása közben jelentkezik a probléma. De hogy színes legyen a dolog, van hogy folyamatosan végrehajtja egyfolytában üzemel 10 óra hosszan, másnap viszont 2 óra után eltéved.
Az eddigi megfigyelések alapján főleg akkor jelentkezik a hiba, ha hosszú ideig egy irányban mozog az adott tengely. például, amikor egy 1m hosszú feliratot marok.
Igen egyetlen folyamatos marás közben...
Elindítok egy kb 9-10 órás folyamatos marást, és ennek a végrehajtása közben jelentkezik a probléma. De hogy színes legyen a dolog, van hogy folyamatosan végrehajtja egyfolytában üzemel 10 óra hosszan, másnap viszont 2 óra után eltéved.
Az eddigi megfigyelések alapján főleg akkor jelentkezik a hiba, ha hosszú ideig egy irányban mozog az adott tengely. például, amikor egy 1m hosszú feliratot marok.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 február 13, 10:49
Írta: 000000000 Dátum 2015 február 13, 10:49
Szia,
Köszönöm. Ezzel az információval sokkal előrebb vagyunk. Annyit kérhetnék, hogy küld el nekem légyszi azt a kódot aminél ez a probléma előfordult akár egyszer is és megpróbáljuk előidézni. Az info kukac cncdrive.com -ra küld el légyszives.
Illetve kérlek, hogy mond meg, hogy mi a verziószáma a szoftvernek, ez a Help/About oldalon a software version paraméter, ezt is fontos volna tudnom és akkor megpróbálom kideríteni a probléma forrását.
Köszönöm. Ezzel az információval sokkal előrebb vagyunk. Annyit kérhetnék, hogy küld el nekem légyszi azt a kódot aminél ez a probléma előfordult akár egyszer is és megpróbáljuk előidézni. Az info kukac cncdrive.com -ra küld el légyszives.
Illetve kérlek, hogy mond meg, hogy mi a verziószáma a szoftvernek, ez a Help/About oldalon a software version paraméter, ezt is fontos volna tudnom és akkor megpróbálom kideríteni a probléma forrását.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 február 13, 10:51
Írta: 000000000 Dátum 2015 február 13, 10:51
Még valamit szeretnék kérni, hogy a kóddal együtt a /profiles könyvtárból másold ki kérlek a profil fájlt, ami a Default.pro fájl alapesetben, vagy ha saját profilt hoztál létre, akkor a profilod_neve.pro, hogy azonos beállításokkal tudjam tesztelni a kódoddal a progit.
Cím: Re:UCCNC vezérlő program
Írta: 2dzcsimnk Dátum 2015 február 13, 12:11
Írta: 2dzcsimnk Dátum 2015 február 13, 12:11
A program verziószáma: 1.034 a hivatalosan letölthető verzió.
A kért file-okat nemsokára küldöm.
A kért file-okat nemsokára küldöm.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 február 13, 12:42
Írta: 000000000 Dátum 2015 február 13, 12:42
Köszönöm és várom a fájlokat.
Cím: Re:UCCNC vezérlő program
Írta: KoLa Dátum 2015 február 13, 20:59
Írta: KoLa Dátum 2015 február 13, 20:59
Bocs helyesírási hibákért!félig a laptop billentyűzetén,félig a virtuális billentyűkön pötyögtetem a betűket!valamiért nem működik
Cím: Re:UCCNC vezérlő program
Írta: KoLa Dátum 2015 február 13, 21:00
Írta: KoLa Dátum 2015 február 13, 21:00
az a, az n, stb, és az enter!
Cím: Re:UCCNC vezérlő program
Írta: KoLa Dátum 2015 február 13, 21:11
Írta: KoLa Dátum 2015 február 13, 21:11
Nekem nincs meg ez a program, csak talin láttam.
meg tegnap este,az oldaladon.
Van ott két képernyőkép egymás mellett, de mindegy melyikre klikkelek,mindíg csak a baloldali nagyitódikV!
ezen a képernyő váltó gombok, tök úgy sorak9znak mnt az amerikai programban, de ez végül is egy megszokott forma, de a másik képen a diagnosztikai képernyőről nekem csak az másikjut eszembe,nlztem eleget!
meg tegnap este,az oldaladon.
Van ott két képernyőkép egymás mellett, de mindegy melyikre klikkelek,mindíg csak a baloldali nagyitódikV!
ezen a képernyő váltó gombok, tök úgy sorak9znak mnt az amerikai programban, de ez végül is egy megszokott forma, de a másik képen a diagnosztikai képernyőről nekem csak az másikjut eszembe,nlztem eleget!
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 február 14, 00:38
Írta: 000000000 Dátum 2015 február 14, 00:38
A képernyőt átszabhatod, olyanra csinálod amilyenre akarod. Mondjuk a Mach3-ban is átszabható. Egyébként egy ilyen program lényegét nem a kinézete határozza meg, hanem a mögötte lévő kód, hogy mennyire testreszabható a program, mennyire sokféle igényt képes kielégíteni stb.
A kinézeténél, hogy melyik gomb és kijelző hol van rajta az mondhatni részlet kérdés és csak a praktikusság diktálja, hogy mit hová érdemes elhelyezni a GUI-n. De ha neked nem szimpatikusez az elrendezés, akkor a képernyő szkript kódba belenyúlva olyanná alakíthatod amilyet csak szeretnél, semmi sincsen lefixálva, minden képernyő alkatrészt a felhasználó által szerkeszthető kód határozza meg.
A kinézeténél, hogy melyik gomb és kijelző hol van rajta az mondhatni részlet kérdés és csak a praktikusság diktálja, hogy mit hová érdemes elhelyezni a GUI-n. De ha neked nem szimpatikusez az elrendezés, akkor a képernyő szkript kódba belenyúlva olyanná alakíthatod amilyet csak szeretnél, semmi sincsen lefixálva, minden képernyő alkatrészt a felhasználó által szerkeszthető kód határozza meg.
Cím: Re:UCCNC vezérlő program
Írta: Béni Dátum 2015 február 14, 09:23
Írta: Béni Dátum 2015 február 14, 09:23
Pár mondatban erről a képernyő szerkesztésről, ha időd engedi, légy szíves írjál!
(Nem használati útmutató, csak az elv és a szükséges segédeszközök érdekelnek.)
(Nem használati útmutató, csak az elv és a szükséges segédeszközök érdekelnek.)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 február 14, 12:52
Írta: 000000000 Dátum 2015 február 14, 12:52
Szia,
A screenset fájl gyakorlatilag egy C# szkript, minden alkatrész egy-egy fgv.-el van definiálva és úgymod "felrakva" a képernyőre.
Sajnos mivel rengeteg dolgunk volt a progi fejlesztésével ennek a dokumentációja annakidején elmaradt, de ígértem, hogy a későbbiekben elérhető lesz, amihez tartom is magam.
A most készülő verzióban le lett minden (remélem legalábbis, hogy nem hagytam ki semmit:) dokumentálva, a fgv. prototípusokat leírtam némi magyarázattal körítve. Viszont a mostani hivatalos verzióhoz képest változtak dolgok, sok fgv.-t átneveztem, hogy a nevek rövidebbek és egyértelműbbek legyenek. A teljes dokumentáció elérhető lesz a következő szoftver kiadásban.
A screetset fájl a /Screens mappában van és .ssf a kiterjesztése, ami reflektál a "Screen Set File" elnevezésre.
A fájl szöveges, nem bináris, szóval jegyzettömbbel szerkeszthető, értelmezhető.
A fájl három feltételből és így szekcióból áll.
Az első rész a képeket, grafikákat tölti be fájlokból, minden betöltött képnek kell adni egy hivatkozási számot, vagy másszóval azonosítót, a betöltő fgv.-nek ez az azonosító egy paramétere.
A második szekció, szintén egy feltételen belül van, ez a kód felelős a főképernyőre az "alkatrészek" feltöltéséért. Például tudsz definiálni tab képernyőket, háttereket, gombokat, LED-eket, szövegmezőket (DRO-k).
Van még egy harmadik feltétel is, az ebben lévő kód pedig az oldalsó jog panel definiálására szolgál.
A képernyőre lehet az előzetesen definiált és betöltött képeket, grafikákat renderelni, felhúzni.
Például létre tudsz hozni egy gombot, aminek a paraméterként megadhatod a bal felső sarok X és Y koordinátáit a képernyőn, a méretét pixelekben és hogy melyik számú kép legyen "ráhúzva" a gombra.
A gombnak tudsz adni azonosító számot, ami szintén egy paraméter és tulajdonképpen a gomb funkcióját definiálja.
Például egy 128-as azonosítóval ellátott gomb a ciklus start funkciót fogja végrehajtani, ha a gombot megnyomod.
Az összes funkció kód le van dokumentálva a program telepítési helye /Documentation mappában, a doksi ezen része már most is rendelkezésre áll, ha feltelepíted a progit, akkor megtudod nézni.
A LED-ek ugyanígy működnek, ezekre is rakhatsz grafikát,tudod méretezni és elhelyezni bárhová a képernyőn.
Hasonló a helyzet a szövegmezőkkel (DRO-kkal), azoknak is tudsz saját azonosítót adni és ebből tudja a program, hogy a DRO-ba mit kell írni a végrehajtáskor. De készíthetsz olyan DRO-kat, amiknek olyan számot adsz ami nincsen a beépített funkciók által használatban és akkor ezeket tudod akár makrókból írni, olvasni, saját dolgokra felhasználni.
Szóval a képernyő, ha üres a screenset fájl, akkor egy fehér üres képernyő, mindent a screenset fájlban lévő kód tölt fel a képernyőre, határozza meg a szoftver kinézetét, háttereket, tab képernyők elhelyezkedését, gombok, LED-ek elhelyezkedését, méretét stb.
Minden mondhatni, hogy személyre szabható, a kinézettel kapcsolatban semmi nincs kőbe vésve.
A screenset fájl gyakorlatilag egy C# szkript, minden alkatrész egy-egy fgv.-el van definiálva és úgymod "felrakva" a képernyőre.
Sajnos mivel rengeteg dolgunk volt a progi fejlesztésével ennek a dokumentációja annakidején elmaradt, de ígértem, hogy a későbbiekben elérhető lesz, amihez tartom is magam.
A most készülő verzióban le lett minden (remélem legalábbis, hogy nem hagytam ki semmit:) dokumentálva, a fgv. prototípusokat leírtam némi magyarázattal körítve. Viszont a mostani hivatalos verzióhoz képest változtak dolgok, sok fgv.-t átneveztem, hogy a nevek rövidebbek és egyértelműbbek legyenek. A teljes dokumentáció elérhető lesz a következő szoftver kiadásban.
A screetset fájl a /Screens mappában van és .ssf a kiterjesztése, ami reflektál a "Screen Set File" elnevezésre.
A fájl szöveges, nem bináris, szóval jegyzettömbbel szerkeszthető, értelmezhető.
A fájl három feltételből és így szekcióból áll.
Az első rész a képeket, grafikákat tölti be fájlokból, minden betöltött képnek kell adni egy hivatkozási számot, vagy másszóval azonosítót, a betöltő fgv.-nek ez az azonosító egy paramétere.
A második szekció, szintén egy feltételen belül van, ez a kód felelős a főképernyőre az "alkatrészek" feltöltéséért. Például tudsz definiálni tab képernyőket, háttereket, gombokat, LED-eket, szövegmezőket (DRO-k).
Van még egy harmadik feltétel is, az ebben lévő kód pedig az oldalsó jog panel definiálására szolgál.
A képernyőre lehet az előzetesen definiált és betöltött képeket, grafikákat renderelni, felhúzni.
Például létre tudsz hozni egy gombot, aminek a paraméterként megadhatod a bal felső sarok X és Y koordinátáit a képernyőn, a méretét pixelekben és hogy melyik számú kép legyen "ráhúzva" a gombra.
A gombnak tudsz adni azonosító számot, ami szintén egy paraméter és tulajdonképpen a gomb funkcióját definiálja.
Például egy 128-as azonosítóval ellátott gomb a ciklus start funkciót fogja végrehajtani, ha a gombot megnyomod.
Az összes funkció kód le van dokumentálva a program telepítési helye /Documentation mappában, a doksi ezen része már most is rendelkezésre áll, ha feltelepíted a progit, akkor megtudod nézni.
A LED-ek ugyanígy működnek, ezekre is rakhatsz grafikát,tudod méretezni és elhelyezni bárhová a képernyőn.
Hasonló a helyzet a szövegmezőkkel (DRO-kkal), azoknak is tudsz saját azonosítót adni és ebből tudja a program, hogy a DRO-ba mit kell írni a végrehajtáskor. De készíthetsz olyan DRO-kat, amiknek olyan számot adsz ami nincsen a beépített funkciók által használatban és akkor ezeket tudod akár makrókból írni, olvasni, saját dolgokra felhasználni.
Szóval a képernyő, ha üres a screenset fájl, akkor egy fehér üres képernyő, mindent a screenset fájlban lévő kód tölt fel a képernyőre, határozza meg a szoftver kinézetét, háttereket, tab képernyők elhelyezkedését, gombok, LED-ek elhelyezkedését, méretét stb.
Minden mondhatni, hogy személyre szabható, a kinézettel kapcsolatban semmi nincs kőbe vésve.
Cím: Re:UCCNC vezérlő program
Írta: Béni Dátum 2015 február 14, 13:07
Írta: Béni Dátum 2015 február 14, 13:07
Köszönöm!
Cím: Re:UCCNC vezérlő program
Írta: wcmwugefi Dátum 2015 február 14, 13:20
Írta: wcmwugefi Dátum 2015 február 14, 13:20
Ezt nevezem supportnak! Grat!
A screenset készítésbe nekem is bele kellene ásnom magam...
A screenset készítésbe nekem is bele kellene ásnom magam...
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 február 14, 13:23
Írta: 000000000 Dátum 2015 február 14, 13:23
Megkaptam, köszönöm. Hamarosan nekiállok próbálgatni. Valószínű lesz még majd felmerülő kérdésem a problémával kapcsolatban, de akkor azt majd magánban e-mailben kérdezem.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 február 14, 13:23
Írta: 000000000 Dátum 2015 február 14, 13:23
Én köszönöm az érdeklődéseteket.
Cím: Re:UCCNC vezérlő program
Írta: Etib Dátum 2015 február 15, 09:27
Írta: Etib Dátum 2015 február 15, 09:27
Szeretném megkérdezni hogy az UCCNC megy, vagy fog menni UC300-al? Sajnos nekem 6 tengelyem van. Szívesebben vásárolok honiaktól...
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2015 február 15, 11:53
Írta: Bozso777 Dátum 2015 február 15, 11:53
Szia.
Pár napja ugyanezt kérdeztem megy e vele...válasz az volt a nem hivatalos verzióval már működik. és a hozzászólásokban ott van a legújabb hivatalos verzió ami hamarosan kijön, már kezelni fogja.
Ezek alapján megvettem gyors az UC300-at, aztán hozzá az UCCNC programot.A poén hogy este 8 után vásároltam a licenszet...gondoltam másnapo majd megkapom...kb egy óra múlva megkaptam Licenszkulcsot, amihez már alapból az UC300 serialjat adtam meg. Eddig szuperül működnek együtt, kifejezetten örülök hogy megvettem. Persze várom a végleges verziót, mert jelenleg csak az angol képernyővel érdemes használni. Gondolom ahhoz ismét lesz magyar.
Pár napja ugyanezt kérdeztem megy e vele...válasz az volt a nem hivatalos verzióval már működik. és a hozzászólásokban ott van a legújabb hivatalos verzió ami hamarosan kijön, már kezelni fogja.
Ezek alapján megvettem gyors az UC300-at, aztán hozzá az UCCNC programot.A poén hogy este 8 után vásároltam a licenszet...gondoltam másnapo majd megkapom...kb egy óra múlva megkaptam Licenszkulcsot, amihez már alapból az UC300 serialjat adtam meg. Eddig szuperül működnek együtt, kifejezetten örülök hogy megvettem. Persze várom a végleges verziót, mert jelenleg csak az angol képernyővel érdemes használni. Gondolom ahhoz ismét lesz magyar.
Cím: Re:UCCNC vezérlő program
Írta: wcmwugefi Dátum 2015 február 15, 16:05
Írta: wcmwugefi Dátum 2015 február 15, 16:05
Szia. Nekem is van uc 300-uccnc páros. Egy álom.
Mach3al is sokkal jobb, csendesebb
Mach3al is sokkal jobb, csendesebb
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 február 15, 20:14
Írta: 000000000 Dátum 2015 február 15, 20:14
Sziasztok,
Igen, az UC300-5LPT a teszt verziós szoftverrel már működik. Hozzá kell tennem persze azt is, hogy ebben a verzióban maradtak hibák, például az MPG nem működik tökéletesen, de visszaolvasva a topikot, ezekről a problémákról lehet itt tájékozdni. A következő kiadásban minden javítva lesz ami hiba megmaradt, az API 90%-ban átlett írva, hogy az új funkciók, a szinkron menetvágás és menetfúrás, a zökkenőmentes kottyanás kompenzáció is tudjon működni. Polgárdi Balázs is már mondhatni befejezte az új API fejlesztését, már a végső mérések és ellenőrzések zajlanak logikai analizátorral és hamarosan gépen is. Amint meglesz a kiadás, akkor fogom ide linkelni és mindenki újra elkezdhet majd tesztelni. :)
Lesz más újdonság is, meglepetés is, de azt még nem árulom el, mert akkor már nem lenne meglepetés.
Bozso777: Igen, éppen gép előtt sikerült elkapnod a rendeléseddel, ezért gyorsan el is küldtem nekem a license kulcsot. Nem szeretjük váratni az ügyfelet. És örülök, hogy az első tesztjeid bíztatóak és hogy tetszik a fejlesztésünk.
Attila: Köszönöm, örülök, hogy tetszik neked is a progi.
Igen, az UC300-5LPT a teszt verziós szoftverrel már működik. Hozzá kell tennem persze azt is, hogy ebben a verzióban maradtak hibák, például az MPG nem működik tökéletesen, de visszaolvasva a topikot, ezekről a problémákról lehet itt tájékozdni. A következő kiadásban minden javítva lesz ami hiba megmaradt, az API 90%-ban átlett írva, hogy az új funkciók, a szinkron menetvágás és menetfúrás, a zökkenőmentes kottyanás kompenzáció is tudjon működni. Polgárdi Balázs is már mondhatni befejezte az új API fejlesztését, már a végső mérések és ellenőrzések zajlanak logikai analizátorral és hamarosan gépen is. Amint meglesz a kiadás, akkor fogom ide linkelni és mindenki újra elkezdhet majd tesztelni. :)
Lesz más újdonság is, meglepetés is, de azt még nem árulom el, mert akkor már nem lenne meglepetés.
Bozso777: Igen, éppen gép előtt sikerült elkapnod a rendeléseddel, ezért gyorsan el is küldtem nekem a license kulcsot. Nem szeretjük váratni az ügyfelet. És örülök, hogy az első tesztjeid bíztatóak és hogy tetszik a fejlesztésünk.
Attila: Köszönöm, örülök, hogy tetszik neked is a progi.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 február 15, 20:47
Írta: svejk Dátum 2015 február 15, 20:47
Most kivételesen szeretnék pár nappal(?) öregebb lenni. :)ö
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2015 február 15, 21:46
Írta: Bozso777 Dátum 2015 február 15, 21:46
Szia!
Kifejezetten jó dolog a gyorsaság...reggel egyből startoltam is ki kipróbálni :D
Alapból tetszett az uccnc már mikor megláttam...most hogy már használom is még jobban.
Persze aki rég óta használja a mach3-at, és ezt is , az tisztába van vele mennyire jó, viszont nekem azért is fontos ez, mert full kezdőként igen jól használható...leírása alapján simán gyorsan beállítottam, és használni tudtam.
Az meg kifejezetten tetszett, hogy a gép ment, én meg közben ugyanazon a gépen az Aspire programmal szerkesztgettem mellette egy mezei AMD 2600+ Sempronon 1 giga rammal alaplapi videokarival(nem egy erőmű :D )...a cnc meg szépen dolgozott közben.
Kifejezetten jó dolog a gyorsaság...reggel egyből startoltam is ki kipróbálni :D
Alapból tetszett az uccnc már mikor megláttam...most hogy már használom is még jobban.
Persze aki rég óta használja a mach3-at, és ezt is , az tisztába van vele mennyire jó, viszont nekem azért is fontos ez, mert full kezdőként igen jól használható...leírása alapján simán gyorsan beállítottam, és használni tudtam.
Az meg kifejezetten tetszett, hogy a gép ment, én meg közben ugyanazon a gépen az Aspire programmal szerkesztgettem mellette egy mezei AMD 2600+ Sempronon 1 giga rammal alaplapi videokarival(nem egy erőmű :D )...a cnc meg szépen dolgozott közben.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 február 15, 22:50
Írta: 000000000 Dátum 2015 február 15, 22:50
Már nem kell sokat várni, ígérem.[#wave]
De szeretnénk, hogy minden hibátlan legyen, ezért most kell ez az alapos mérés és előtesztelés, mielőtt kiadjuk, hogy lehetőleg ne kelljen hibákat jelentenetek. :)
De szeretnénk, hogy minden hibátlan legyen, ezért most kell ez az alapos mérés és előtesztelés, mielőtt kiadjuk, hogy lehetőleg ne kelljen hibákat jelentenetek. :)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 február 15, 22:59
Írta: 000000000 Dátum 2015 február 15, 22:59
Szia,
Nálunk is hasonló konfigok futnak a gépeken, UCCNC + Aspire a marógépeken és SheetCAM a plazma gépen. Kollégáim is marás közben szokták tervezni a következő munkadarabot ugyanazon a PC-n, ez megkönnyíti és gyorsítja a folyamatokat. És mi sem használunk egyébként erőműveket, olyan PC-k vannak a gépek vezérlésére használva, amiket manapság 30eFt környékén lehet már kapni PC bontókban.
További jó CNC-zést neked és remélem nyomon követed majd a szoftver fejlődését és az új kiadásokat!!!
Nálunk is hasonló konfigok futnak a gépeken, UCCNC + Aspire a marógépeken és SheetCAM a plazma gépen. Kollégáim is marás közben szokták tervezni a következő munkadarabot ugyanazon a PC-n, ez megkönnyíti és gyorsítja a folyamatokat. És mi sem használunk egyébként erőműveket, olyan PC-k vannak a gépek vezérlésére használva, amiket manapság 30eFt környékén lehet már kapni PC bontókban.
További jó CNC-zést neked és remélem nyomon követed majd a szoftver fejlődését és az új kiadásokat!!!
Cím: Re:UCCNC vezérlő program
Írta: wcmwugefi Dátum 2015 február 16, 09:33
Írta: wcmwugefi Dátum 2015 február 16, 09:33
Az sose baj. Inkább itt, és mi találjunk "hibát" (ötletet), mintsem a végleges hivatalos verzióban valamelyik nagy partnercég nem?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 február 16, 10:54
Írta: 000000000 Dátum 2015 február 16, 10:54
Szia Attila,
Igen, egyetértek, nagy segítség nekünk, hogy segítetek a tesztelésben!
De azért először végigtesztelünk először mi is mindent, mi vagyunk az első szűrő, aztán jöttök ti, mint második szűrő. [#wave]
Igen, egyetértek, nagy segítség nekünk, hogy segítetek a tesztelésben!
De azért először végigtesztelünk először mi is mindent, mi vagyunk az első szűrő, aztán jöttök ti, mint második szűrő. [#wave]
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 február 16, 11:31
Írta: 000000000 Dátum 2015 február 16, 11:31
Sziasztok!
Azt kérdezném hogy egyszerű halandónak, mint én, könnyű a meglévő mach3-as konfigomat, átültetni az UCCNC alá?
A gépet nem én építettem, azért kérdezem, a Mach3 is be lett konfigolva az építő által.
köszi, Fido
Azt kérdezném hogy egyszerű halandónak, mint én, könnyű a meglévő mach3-as konfigomat, átültetni az UCCNC alá?
A gépet nem én építettem, azért kérdezem, a Mach3 is be lett konfigolva az építő által.
köszi, Fido
Cím: Re:UCCNC vezérlő program
Írta: wcmwugefi Dátum 2015 február 16, 11:51
Írta: wcmwugefi Dátum 2015 február 16, 11:51
Biztos Cncdrive1 is perceken belül válaszol, nem venném el a kenyerét, csak a saját tapasztalatom írnám le, idézve a felhasználói kézikönyvéből:
"3.6 . Importálás
Az importálás oldalon, ha megnyomja az “Import Mach3 XML file” nyomógombot, akkor a Mach3 .xml fájlból az összes beállítást, motorparamétert és lábkiosztását lehet betölteni. Az “Apply settings” és a “Save settings” nyomógombokkal pedig menteni tudja a beimportált paramétereket és beállításokat."
Tapasztalatom szerint tökéletesen működött.
"3.6 . Importálás
Az importálás oldalon, ha megnyomja az “Import Mach3 XML file” nyomógombot, akkor a Mach3 .xml fájlból az összes beállítást, motorparamétert és lábkiosztását lehet betölteni. Az “Apply settings” és a “Save settings” nyomógombokkal pedig menteni tudja a beimportált paramétereket és beállításokat."
Tapasztalatom szerint tökéletesen működött.
Cím: Re:UCCNC vezérlő program
Írta: wcmwugefi Dátum 2015 február 16, 11:52
Írta: wcmwugefi Dátum 2015 február 16, 11:52
És azt hozzá teszem, hogy nálam egyszerűbb halandó valószínű nincs a fórumon, mert teljesen laikus amatőr vagyok, úgyhogy ha nekem így sikerült, akkor nem lehet probléma! :)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 február 16, 11:56
Írta: 000000000 Dátum 2015 február 16, 11:56
Szia,
Ahogy Attila már megelőzött és írta, van egy XML import gomb a profil fülön. Azt megnyomva kitudod keresni a Mach3 .xml-t és az UCCNC beimportálja az xml-ben található értékeket.
Ezután Apply settings-el tudod érvényesíteni az új beállításokat és a Save settings-el pedig eltudod menteni, hogy legközelebb is emlékezzen rájuk az UCCNC, vagyis ilyenkor a profil fájlba menti az értékeket.
Ahogy Attila már megelőzött és írta, van egy XML import gomb a profil fülön. Azt megnyomva kitudod keresni a Mach3 .xml-t és az UCCNC beimportálja az xml-ben található értékeket.
Ezután Apply settings-el tudod érvényesíteni az új beállításokat és a Save settings-el pedig eltudod menteni, hogy legközelebb is emlékezzen rájuk az UCCNC, vagyis ilyenkor a profil fájlba menti az értékeket.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 február 16, 11:58
Írta: 000000000 Dátum 2015 február 16, 11:58
Az egyszerűbb halandó címért azért versenybe szállok:)
De a topic-témánál maradva, köszönöm a választ, ez megnyugtató.
Illetve még annyi jutott eszembe hogy van nekem egy ilyenem: ShuttlePro amit hasznosnak tartok, vajon ez működni fog-e? :)
Üdv, Fido
De a topic-témánál maradva, köszönöm a választ, ez megnyugtató.
Illetve még annyi jutott eszembe hogy van nekem egy ilyenem: ShuttlePro amit hasznosnak tartok, vajon ez működni fog-e? :)
Üdv, Fido
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 február 16, 12:19
Írta: 000000000 Dátum 2015 február 16, 12:19
Szia,
Az említett eszköz sajnos nem fog működni, mert ahhoz kellene írni némi kódot, beintegrálni a szoftverbe az eszköz kezelését. Ezt az eszköz fejlesztője, gyártó segítsége nélkül valószínűleg nem tudjuk mi megoldani.
Van nekünk is egyébként saját vezetéknélküli távirányítónk UCR200 néven tudod megnézni a weboldalunkon, de még ez sem működik sajnos az UCCNC-vel, még nem jutottunk el odáig, hogy megcsináljuk ezt a fejlesztést, igaz tervbe van véve.
Az említett eszköz sajnos nem fog működni, mert ahhoz kellene írni némi kódot, beintegrálni a szoftverbe az eszköz kezelését. Ezt az eszköz fejlesztője, gyártó segítsége nélkül valószínűleg nem tudjuk mi megoldani.
Van nekünk is egyébként saját vezetéknélküli távirányítónk UCR200 néven tudod megnézni a weboldalunkon, de még ez sem működik sajnos az UCCNC-vel, még nem jutottunk el odáig, hogy megcsináljuk ezt a fejlesztést, igaz tervbe van véve.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 február 16, 12:47
Írta: 000000000 Dátum 2015 február 16, 12:47
Szia!
Köszönöm a választ.
Nem nélkülözhetetlen a Shuttle, megleszek nélküle, csak kiváncsi voltam, legalább megint használhatom videóvágáshoz, ugyis arra való:)
Üdv, Fido
Köszönöm a választ.
Nem nélkülözhetetlen a Shuttle, megleszek nélküle, csak kiváncsi voltam, legalább megint használhatom videóvágáshoz, ugyis arra való:)
Üdv, Fido
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2015 február 16, 12:59
Írta: Bozso777 Dátum 2015 február 16, 12:59
Azt ajánlanám, töltsd le az uccnct...demo modban simán ki tudod próbálni.
Ha jól látom ez egy sima usb vezérlő, amin minden gombot programozni lehet. Beállítasz egy gombot egy billentyűnek, és az uccnc-ben meg a hotkey-nél azt a billenytűt állítod a kívánt funkcióra.
Nekem egy ergomedia 500as eredetileg játékokhoz való vezérlőm van...ezzel a módszerrel megy az uccnc vele. Hűvelykujjal a 4 irányú kapcsolóval lehet szépen irányítani az x-y tengelyt..gombokra raktam a Z+,Z- a többi gombra meg azt állítok amit akarok...van rajta shift is így jó a gyorsításnál.
Róla van szó. Programból lehetne több bill profilt is tanítani neki, de a kinti gépen semmit sem telepítettem...rádugtam a gépre , felismerte billentyűzetként és használom.
Ergomedia 500
Ha jól látom ez egy sima usb vezérlő, amin minden gombot programozni lehet. Beállítasz egy gombot egy billentyűnek, és az uccnc-ben meg a hotkey-nél azt a billenytűt állítod a kívánt funkcióra.
Nekem egy ergomedia 500as eredetileg játékokhoz való vezérlőm van...ezzel a módszerrel megy az uccnc vele. Hűvelykujjal a 4 irányú kapcsolóval lehet szépen irányítani az x-y tengelyt..gombokra raktam a Z+,Z- a többi gombra meg azt állítok amit akarok...van rajta shift is így jó a gyorsításnál.
Róla van szó. Programból lehetne több bill profilt is tanítani neki, de a kinti gépen semmit sem telepítettem...rádugtam a gépre , felismerte billentyűzetként és használom.
Ergomedia 500
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 február 16, 13:19
Írta: 000000000 Dátum 2015 február 16, 13:19
Jó ötlet, egy kisérletet megér... a jog része volt a király, nagyon finoman lehetett mozgatni a tengelyeket vele, de igazából mindegy mert a nyákmaráson kivűl még sokmindent nem mertem csinálni, tehát inkább "gigacsicsa" mint hasznos eszköz a kezemben:)
De mindenképpen kiprobálom a hotkey-es megoldást, köszi!
Üdv, Fido
De mindenképpen kiprobálom a hotkey-es megoldást, köszi!
Üdv, Fido
Cím: Re:UCCNC vezérlő program
Írta: vg343kiu9 Dátum 2015 február 16, 13:47
Írta: vg343kiu9 Dátum 2015 február 16, 13:47
Szia Balázs.
HDBB2-vel nem megy az UCCNC egye?
HDBB2-vel nem megy az UCCNC egye?
Cím: Re:UCCNC vezérlő program
Írta: vg343kiu9 Dátum 2015 február 16, 14:12
Írta: vg343kiu9 Dátum 2015 február 16, 14:12
Kösz, hogy ilyen hamar válaszoltál. Jót beszélgettünk :)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 február 16, 14:21
Írta: 000000000 Dátum 2015 február 16, 14:21
Szia Zoli,
Igen, ezt jól megdumcsiztuk telefonon. :)
Igen, ezt jól megdumcsiztuk telefonon. :)
Cím: Re:UCCNC vezérlő program
Írta: fa_kukac Dátum 2015 február 21, 08:41
Írta: fa_kukac Dátum 2015 február 21, 08:41
Sziasztok. Ide írom, nem találom az UC300 oldalt.
Olyan gondom van, hogy UC300 használatakor az inputokat beállítom, és hiába kattintok a save settings sorra, kikapcsolás után nem jegyzi meg a mach. A másik, hogy encoderes léptető vezérlőn az alarm kimenetet beállítottam az egyik bemenetre, és Reset-nek konfiguráltam, - amit szintén nem jegyez meg a mach valami miatt - hibajelzéskor le is resetel, amivel egyidőben elveszi a tápot a vezérlőtől. Ekkor ugyebár az Alarm lehúzó jel is megszűnik, erre magától visszaáll, megszűnik a reset. Lehet ezen változtatni, hogy csak én tudjak kiállni a resetből?
Olyan gondom van, hogy UC300 használatakor az inputokat beállítom, és hiába kattintok a save settings sorra, kikapcsolás után nem jegyzi meg a mach. A másik, hogy encoderes léptető vezérlőn az alarm kimenetet beállítottam az egyik bemenetre, és Reset-nek konfiguráltam, - amit szintén nem jegyez meg a mach valami miatt - hibajelzéskor le is resetel, amivel egyidőben elveszi a tápot a vezérlőtől. Ekkor ugyebár az Alarm lehúzó jel is megszűnik, erre magától visszaáll, megszűnik a reset. Lehet ezen változtatni, hogy csak én tudjak kiállni a resetből?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 február 21, 09:03
Írta: 000000000 Dátum 2015 február 21, 09:03
Szia,
Van egy olyan topic, hogy USB-LPT átalakító Mach3-hoz, ott kellene feltenni a kérdést, mert ez az UCCNC szoftver topikja és a kérdés nem ide való. Polgárdi Balázs olvassa az említett topikot és fog neked válaszolni...
Van egy olyan topic, hogy USB-LPT átalakító Mach3-hoz, ott kellene feltenni a kérdést, mert ez az UCCNC szoftver topikja és a kérdés nem ide való. Polgárdi Balázs olvassa az említett topikot és fog neked válaszolni...
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2015 február 21, 09:58
Írta: istvan58 Dátum 2015 február 21, 09:58
A Balázs által javasolt topicba irok neked..
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2015 február 21, 10:00
Írta: Bozso777 Dátum 2015 február 21, 10:00
Szia!
Kb mikorra várható, hogy kijön az új verzió ?
Nem tudom tudom találkozott e már valaki ezzel a hibával, vagy csak a gépem okozza...pogram verzió 1.0045 UC300-al.
Néha a program megcsinálja, hogy a felugró ablakot- pl hotkey beállítás, vagy a tengelynél auto kalibrálás) háttérbe küldi, nem látszik az uccnctől, viszont ha az uccnct tálcára rakom hogy lássam akkor azt is leteszi...ilyenkor csak az újraindítás segít.
Kb mikorra várható, hogy kijön az új verzió ?
Nem tudom tudom találkozott e már valaki ezzel a hibával, vagy csak a gépem okozza...pogram verzió 1.0045 UC300-al.
Néha a program megcsinálja, hogy a felugró ablakot- pl hotkey beállítás, vagy a tengelynél auto kalibrálás) háttérbe küldi, nem látszik az uccnctől, viszont ha az uccnct tálcára rakom hogy lássam akkor azt is leteszi...ilyenkor csak az újraindítás segít.
Cím: Re:UCCNC vezérlő program
Írta: fa_kukac Dátum 2015 február 21, 12:30
Írta: fa_kukac Dátum 2015 február 21, 12:30
Köszönöm!
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2015 február 21, 12:35
Írta: kr97pwss2 Dátum 2015 február 21, 12:35
A beállítások mentése a legújabb verzióban működik: UC300 V1_055.m3p
A bemenethez a 1021-es Reset kódot állítottad be? Mert nekem ezzel a beállítással Estopba kapcsolja a Mach3-at és csak a Reset gomb megnyomásakor lehet feloldani.
A bemenethez a 1021-es Reset kódot állítottad be? Mert nekem ezzel a beállítással Estopba kapcsolja a Mach3-at és csak a Reset gomb megnyomásakor lehet feloldani.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2015 február 21, 12:40
Írta: kr97pwss2 Dátum 2015 február 21, 12:40
Folyamatosan készítjük illetve teszteljük az új verziót, már tényleg nem sok van hátra. (Egy hetet már különböző beállításokkal mennek folyamatosan a tesztek) Az ablakos hiba javítva lesz az új verzióban.
Cím: Re:UCCNC vezérlő program
Írta: fa_kukac Dátum 2015 február 21, 13:02
Írta: fa_kukac Dátum 2015 február 21, 13:02
Köszönöm Balázs, letöltöm ezt az újabb verziót, és hogy melyik resetet állítottam be, azt holnap nézem meg, mert most szolgálatban vagyok, a másik laptopommal. Az van ugyanis, hogy enkoderes léptető rendszer van, ami lépésvesztéskor alarmot kapcsol, és villog a hibajelző ledje, amit táp elvétellel oldunk. Resetkor a vez tápot kikapcsolja ezért nem jó ha stopot állítok be neki. Köszönöm!
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 február 21, 19:31
Írta: svejk Dátum 2015 február 21, 19:31
Mindig megdobban a szívem, ha ez a topic előre ugrik az időrendi listában.
Gyerekkoromban a Jézuskát nem vártam így.
Gyerekkoromban a Jézuskát nem vártam így.
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2015 március 02, 22:17
Írta: Bozso777 Dátum 2015 március 02, 22:17
Rég vártam már ennyire valamit mint most ezt a progit :D
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2015 március 03, 22:35
Írta: Bozso777 Dátum 2015 március 03, 22:35
Ma egy újabb hiba jött elő, kézzel vezéreltem a gépet, réteges lemezben tesztelgettem milyen sebességgel megy szépen, aztán egyszer csak ment tovább mikor elengedtem a gombot a billentyűzeten...gyors leütöttem a végálláskapcsolót...marómotort ki...resetre katt és a gép újra megindult...nah a marót egyből törte... Néztem a billenytűzeten a világitás elment, mintha az lenne a gond, tudtommal hiba nincs vele...próbáltam másik usbportba dugni, hiba ugyanúgy előjött párszor... Ezután UCCNC újraindítás, és többet nem jött elő a hiba. Emiatt nem a billre vagy az usb portra gyanakszom.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 09, 23:53
Írta: 000000000 Dátum 2015 március 09, 23:53
Sziasztok,
Elkészült az UCCNC 1.1001-es verziója.
A legfontosabb változtatások, újítások:
- Az MPG funkció teljesen át lett írva.
- G33.1/G33.2 menetfúrás kódok. (rigid tapping)
- G33 szimpla szinkron menetvágás encoder visszacsatolással.
- G76 komplex szinkron menetvágás encoder visszacsatolással.
- G28 és G28.1 homolás és homa koordinátára futás kódok.
- Feedhold gomb és funkció.
- Alap CAM funkciók.
- Néhány plusz fúróciklus úgy mint G81, G82, stb.
- A screenset függvényeknevek és működésük egyszerűsítése.
- A képernyő grafika kis kozmetikázása.
- A szerszámpálya megjelenítés optimalizálása alacsonyabb CPU végrehajtási időre.
- Kottyanáskompenzáció teljesen átírva, a kottyanás kompenzáció folyamatos.
- A constans sebesség tervező további optimalizálása.
- A homolás kapott egy plusz paramétert, a homera fel és lefutás sebességei külön állíthatók.
- A dokumentáció ki lett egészítve az új funkciókkal, illetve a mezők (DRO-k), és a screenset programozás függvényei is le lettek dokumentálva.
- A szoftver ezen verziója, illetve minden funkciója működik az UC100-al és az UC300-5LPT-vel is.
És még sok apró dolog, amik most nem jutnak az eszembe...
A letöltés itt!
Elkészült az UCCNC 1.1001-es verziója.
A legfontosabb változtatások, újítások:
- Az MPG funkció teljesen át lett írva.
- G33.1/G33.2 menetfúrás kódok. (rigid tapping)
- G33 szimpla szinkron menetvágás encoder visszacsatolással.
- G76 komplex szinkron menetvágás encoder visszacsatolással.
- G28 és G28.1 homolás és homa koordinátára futás kódok.
- Feedhold gomb és funkció.
- Alap CAM funkciók.
- Néhány plusz fúróciklus úgy mint G81, G82, stb.
- A screenset függvényeknevek és működésük egyszerűsítése.
- A képernyő grafika kis kozmetikázása.
- A szerszámpálya megjelenítés optimalizálása alacsonyabb CPU végrehajtási időre.
- Kottyanáskompenzáció teljesen átírva, a kottyanás kompenzáció folyamatos.
- A constans sebesség tervező további optimalizálása.
- A homolás kapott egy plusz paramétert, a homera fel és lefutás sebességei külön állíthatók.
- A dokumentáció ki lett egészítve az új funkciókkal, illetve a mezők (DRO-k), és a screenset programozás függvényei is le lettek dokumentálva.
- A szoftver ezen verziója, illetve minden funkciója működik az UC100-al és az UC300-5LPT-vel is.
És még sok apró dolog, amik most nem jutnak az eszembe...
A letöltés itt!
Cím: Re:UCCNC vezérlő program
Írta: Gyati Dátum 2015 március 10, 00:10
Írta: Gyati Dátum 2015 március 10, 00:10
[#worship]
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2015 március 10, 00:37
Írta: Bozso777 Dátum 2015 március 10, 00:37
Perpill csak demo modban tudom a benti gépen megnézi, de itt a cam részben ha megnyitok DXF filet a legtöbbnél az jön hogy az UCCNC mükődése leállt
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2015 március 10, 00:41
Írta: Bozso777 Dátum 2015 március 10, 00:41
Asszem átnézem a manualt, hátha csak én bénázok.
Már várom a reggelt, hogy kipróbálhassam :)
Már várom a reggelt, hogy kipróbálhassam :)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 10, 00:53
Írta: 000000000 Dátum 2015 március 10, 00:53
Szia,
Dxf importálót ami CAM szoftverekkel teszteltük:
- QCAD
- LibreCAD
- Draftsight
- Autocad
Az első három mind ingyenes szoftver.
Annyi megkötés van, hogy ACAD2000 (R13) verziós fájlokat támogatja jelenleg az UCCNC.
Feljebbi verziókban lehetnek spline-ok és nurb-ok, amiket nem tud beolvasni, értelmezni egyelőre.
Dxf importálót ami CAM szoftverekkel teszteltük:
- QCAD
- LibreCAD
- Draftsight
- Autocad
Az első három mind ingyenes szoftver.
Annyi megkötés van, hogy ACAD2000 (R13) verziós fájlokat támogatja jelenleg az UCCNC.
Feljebbi verziókban lehetnek spline-ok és nurb-ok, amiket nem tud beolvasni, értelmezni egyelőre.
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2015 március 10, 01:06
Írta: Bozso777 Dátum 2015 március 10, 01:06
Szia
Holnap ,vagyis már ma meglesem...hirtelen csak a gepen talalt dxf fájlok közül probáltam megnyitni.
Kifejezetten jó ötlet volt ez a cam rész.
Holnap ,vagyis már ma meglesem...hirtelen csak a gepen talalt dxf fájlok közül probáltam megnyitni.
Kifejezetten jó ötlet volt ez a cam rész.
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2015 március 10, 08:56
Írta: lari Dátum 2015 március 10, 08:56
Szia Balázs!
Ebben a verzióban már az eszterga mód is elérhető?
Ha igen, hogyan lehet előhozni?
Ebben a verzióban már az eszterga mód is elérhető?
Ha igen, hogyan lehet előhozni?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 10, 09:15
Írta: 000000000 Dátum 2015 március 10, 09:15
Szia,
Igen, működik a G33 és G76 szinkron menetvágások, lehet vele menetet vágni encoderes főorsó fordulat visszacsatolással.
A Configuration->Axis setup->spindle oldalon tudod beállítani az encoder paramétereit.
És simán G33 és G76 programáozásával tudod a menetet vágni.
A G33 az szimpla egyfogásos menet.
A G76 többfogásos, tudsz programozni sok paramétert, lehet a beszúrás szögét, tengelyirányú eltolási szöget a menetek között stb. is állítani. Részletesebben az adatlapban levan írva...
A G33-ak pedig egymáshoz is szinkronizálva vannak, tudsz folytatólagosan vágni több menetet akár különböző menetemelkedésekkel.
Tudsz programozni kúpos menetet is, ahol a Z-vel nem párhuzamosan vágja a menetet, ill. tudsz menetet vágni akár az X tengely mentén is.
Külön eszterga képernyő egyelőre nincsen. A szerszámpálya nézeten az ISO feletti második gombbal tudod XZ nézetbe állítani.
Igen, működik a G33 és G76 szinkron menetvágások, lehet vele menetet vágni encoderes főorsó fordulat visszacsatolással.
A Configuration->Axis setup->spindle oldalon tudod beállítani az encoder paramétereit.
És simán G33 és G76 programáozásával tudod a menetet vágni.
A G33 az szimpla egyfogásos menet.
A G76 többfogásos, tudsz programozni sok paramétert, lehet a beszúrás szögét, tengelyirányú eltolási szöget a menetek között stb. is állítani. Részletesebben az adatlapban levan írva...
A G33-ak pedig egymáshoz is szinkronizálva vannak, tudsz folytatólagosan vágni több menetet akár különböző menetemelkedésekkel.
Tudsz programozni kúpos menetet is, ahol a Z-vel nem párhuzamosan vágja a menetet, ill. tudsz menetet vágni akár az X tengely mentén is.
Külön eszterga képernyő egyelőre nincsen. A szerszámpálya nézeten az ISO feletti második gombbal tudod XZ nézetbe állítani.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 10, 09:19
Írta: 000000000 Dátum 2015 március 10, 09:19
OK, rendben.
Közben megnéztem amit írtál, hogy az UCCNC működése leáll bizonyos fájlok betöltésénél és azt vettem észre, hogy a CAM-nél nem lett lekezelve ha olvashatatlan, hibás fájlokat próbál megnyitni. Ezt most lekezeltem, hogy dobjon hibaüzenetet, ha nem tetszik neki a fájl.
Letöltés UCCNC 1.1002
Közben megnéztem amit írtál, hogy az UCCNC működése leáll bizonyos fájlok betöltésénél és azt vettem észre, hogy a CAM-nél nem lett lekezelve ha olvashatatlan, hibás fájlokat próbál megnyitni. Ezt most lekezeltem, hogy dobjon hibaüzenetet, ha nem tetszik neki a fájl.
Letöltés UCCNC 1.1002
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 március 10, 09:24
Írta: svejk Dátum 2015 március 10, 09:24
Részemről óriási várakozás előzte meg ezt a bejelentést, de saját trehányságom miatt csak a jövő héten tudom élesben kipróbálni.
KÖSZÖNJÜK!
KÖSZÖNJÜK!
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 március 10, 09:37
Írta: svejk Dátum 2015 március 10, 09:37
Ehhez az új verzióhoz használható büntetlenül a régi konfigurációs file?
Vagy érdemesebb újra kitöltögetni?
Vagy érdemesebb újra kitöltögetni?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 10, 09:52
Írta: 000000000 Dátum 2015 március 10, 09:52
Szia,
Köszönjük és várjuk majd jövő héten a visszajelzést ha sikerül eljutnod a tesztelésig.
A régi profil fájl használata nem javasolt, mert nagyon sok új kulcs készült, amik a régi verzióban még nem voltak, ez okozhat esetleg olyan problémát, hogy bizonyos funkciók emiatt esetleg nem működnek majd az új szoftverben.
Ezért azt javaslom, hogy új profilból indulj majd ki.
Köszönjük és várjuk majd jövő héten a visszajelzést ha sikerül eljutnod a tesztelésig.
A régi profil fájl használata nem javasolt, mert nagyon sok új kulcs készült, amik a régi verzióban még nem voltak, ez okozhat esetleg olyan problémát, hogy bizonyos funkciók emiatt esetleg nem működnek majd az új szoftverben.
Ezért azt javaslom, hogy új profilból indulj majd ki.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2015 március 10, 10:04
Írta: ANTAL GÁBOR Dátum 2015 március 10, 10:04
Szia Balázs ! Amikor kihoztátok az UCCNC első verzióját akkor naprakész voltam a dolgokban de azután úgy döntöttem hogy megvárom ezt az új verziót . Sajnos sok mindent elfelejtettem azóta de szerintem vannak még jó páran így Kellene egy kis szupport. Nem kellene újra írni csak a buktatókra felhívni a figyelmet ( Pl Svejk kérdése ) " Részletesebben az adatlapban levan írva... " gondolom a honlapotokon találom
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2015 március 10, 10:13
Írta: lari Dátum 2015 március 10, 10:13
Úgy látom, hogy a dokumentáció elérhető a telepítési fájlok között.
Elég részletes, mert 52 oldal
Bár a buktatókra tényleg jó lenne egy kis okítás..;-)
Elég részletes, mert 52 oldal
Bár a buktatókra tényleg jó lenne egy kis okítás..;-)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 10, 10:15
Írta: 000000000 Dátum 2015 március 10, 10:15
Szia Gábor,
A legfrissebb adatlapot és egyéb dokumentációs fájlokat a telepítés /Documentation mappában találod.
A legfrissebb adatlapot és egyéb dokumentációs fájlokat a telepítés /Documentation mappában találod.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 10, 10:20
Írta: 000000000 Dátum 2015 március 10, 10:20
Ezzel az a gond, hogy nemtudom kinek mi a buktató, szerintem a buktató némileg szubjektív, kinek ez bonyolult kinek meg az.
Főleg úgy nehéz egy ilyen dokumentumot készíteni, hogy a program egy részét én készítettem, így pontosan tudom mi hogy működik és nehéz beleképzelni magamat, hogy vajon az embereknek mely részek lehetnek esetleg bonyolultak. Szóval egy ilyen dokumentum megírására egy külső szemlélő egy felhasználó szerintem alkalmasabb lenne.
Főleg úgy nehéz egy ilyen dokumentumot készíteni, hogy a program egy részét én készítettem, így pontosan tudom mi hogy működik és nehéz beleképzelni magamat, hogy vajon az embereknek mely részek lehetnek esetleg bonyolultak. Szóval egy ilyen dokumentum megírására egy külső szemlélő egy felhasználó szerintem alkalmasabb lenne.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 10, 10:23
Írta: 000000000 Dátum 2015 március 10, 10:23
Még annyit fűznék hozzá ehhez a kérdéshez, hogy egyébként szinte biztos, hogy a régi konfiggal is menne, de mivel tesztelési időszak van, ezért javasoltam inkább az új konfig fájlból indulást, hogy legalább a tesztelésnél kiszűrjük, hogy egy esetleges hiba nem a régi konfig használatának köszönhető.
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2015 március 10, 10:48
Írta: lari Dátum 2015 március 10, 10:48
Persze .. én sem úgy gondoltam, hogy erről dokumentum készüljön :-)
Úgyis kérdezünk ha valami nem világos.
Mindjárt itt az első Svejkhez kapcsolódva.
Tehát ha megvan a régi rendszer fel van telepítve, akkor pontosan mi lenne a legjobb?
Uninstall és új telepítés?
Ha igen, akkor áthozhtók-e a meglévő pot/pin beállítások, hogy azt kézzel ne kelljen újra beírogatni?
Vagy éppen az a lényeg, hogy minden új legyen?
Úgyis kérdezünk ha valami nem világos.
Mindjárt itt az első Svejkhez kapcsolódva.
Tehát ha megvan a régi rendszer fel van telepítve, akkor pontosan mi lenne a legjobb?
Uninstall és új telepítés?
Ha igen, akkor áthozhtók-e a meglévő pot/pin beállítások, hogy azt kézzel ne kelljen újra beírogatni?
Vagy éppen az a lényeg, hogy minden új legyen?
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2015 március 10, 10:51
Írta: lari Dátum 2015 március 10, 10:51
Közbe eszembe jutott még valami.
Lehetséges az, hogy a meglévő működő régi config mellé felrakni ezt az új verziót? /2.UCCNC/
Csak azért, hogy amíg az új nem lesz "elfogadható" addig a régi használható lenne...?
Lehetséges az, hogy a meglévő működő régi config mellé felrakni ezt az új verziót? /2.UCCNC/
Csak azért, hogy amíg az új nem lesz "elfogadható" addig a régi használható lenne...?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 10, 10:57
Írta: 000000000 Dátum 2015 március 10, 10:57
Nem feltétlen szükséges uninstallálni az előző verziót, persze azt is lehet, de az installer felülír egyébként mindent, kivéve a profilt, ha a pipát kiszeded a telepítésnél.
Szóval elég, ha csak egyszerűen rátelepíted a régi verzióra és a telepítésnél legyen kikipálva az opció, hogy felül tudja írni a régi profilt.
A lényeg ahogy mondod, pont az lenne, hogy új profilt készítsetek, hogy ha bármi hiba van, akkor biztosra tudjuk, hogy az nem egy régi profil fájlnak köszönhető.
Szóval elég, ha csak egyszerűen rátelepíted a régi verzióra és a telepítésnél legyen kikipálva az opció, hogy felül tudja írni a régi profilt.
A lényeg ahogy mondod, pont az lenne, hogy új profilt készítsetek, hogy ha bármi hiba van, akkor biztosra tudjuk, hogy az nem egy régi profil fájlnak köszönhető.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 március 10, 10:58
Írta: svejk Dátum 2015 március 10, 10:58
Nem volt mese, azért az ember fel kell hogy tudjon állítani egy fontossági sorrendet.
Mindent félretúrtam... :)
Igazából a legkíváncsibb az MPG kezelésre voltam, ugyanis a réginél az MPGmulti módban tévesztett.
Jelentem ennél az új verziónál mindig visszatalál nullára![#eljen]
De azért nem tökélestes...
Az MPG kerék minden, vagy minden második fordulatához hozzácsap 0,001 mm a DRO-ban.
Az MPG kerekem 100 impulzust ad, így pl. ha 0,1 mm-es a lépésközre van állítva akkor rendre fordulatonként a következőn áll a DRO:
0,000- 10,000- 20,001 - 30,002 - 40,003- 50,003- 60,004- stb
Ugyan így hozzácsap 1 ezredet a 0,01 mm osztásoknál is.
Viszamneve a dro kerékkel 0-ra mindig visszatalál.
Ha lépésenként tekerem a kereket akkor is téveszt de mindig ugyan ott. Az első körben úgy a 30. impulzus körül, csapja hozzá majd úgy 20. alatt veszi el azt a fránya ezredeket.
Lehet nincs gyakorlati jelentősége, de ugye számtan az egész alapja.
Mindent félretúrtam... :)
Igazából a legkíváncsibb az MPG kezelésre voltam, ugyanis a réginél az MPGmulti módban tévesztett.
Jelentem ennél az új verziónál mindig visszatalál nullára![#eljen]
De azért nem tökélestes...
Az MPG kerék minden, vagy minden második fordulatához hozzácsap 0,001 mm a DRO-ban.
Az MPG kerekem 100 impulzust ad, így pl. ha 0,1 mm-es a lépésközre van állítva akkor rendre fordulatonként a következőn áll a DRO:
0,000- 10,000- 20,001 - 30,002 - 40,003- 50,003- 60,004- stb
Ugyan így hozzácsap 1 ezredet a 0,01 mm osztásoknál is.
Viszamneve a dro kerékkel 0-ra mindig visszatalál.
Ha lépésenként tekerem a kereket akkor is téveszt de mindig ugyan ott. Az első körben úgy a 30. impulzus körül, csapja hozzá majd úgy 20. alatt veszi el azt a fránya ezredeket.
Lehet nincs gyakorlati jelentősége, de ugye számtan az egész alapja.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 10, 10:59
Írta: 000000000 Dátum 2015 március 10, 10:59
Igen, lehetséges, ha telepítésnél másik könyvtárat választasz a telepítés helyének, akkor megmarad a régi verziói is és az új is feltelepül. A kettő nem veszik össze egymással.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 10, 11:10
Írta: 000000000 Dátum 2015 március 10, 11:10
Köszi a tesztelést, örülök, hogy sikerült rá időt szakítanod. :)
P.Balázs mondta, hogy mindjárt megnézi, hogy mitől lehet az említett hiba.
Nekem valami kerekítési/számábrázolási hibának tűnik, de majd Balázs megnézi és javítja.
A profile fájlodat áttudnád dobni nekem e-mailben légyszi...
P.Balázs mondta, hogy mindjárt megnézi, hogy mitől lehet az említett hiba.
Nekem valami kerekítési/számábrázolási hibának tűnik, de majd Balázs megnézi és javítja.
A profile fájlodat áttudnád dobni nekem e-mailben légyszi...
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 10, 11:11
Írta: 000000000 Dátum 2015 március 10, 11:11
Még a backlash kompenzációt mondtad úgy emlékszem, hogy az fontos neked, azt is ha van még egy kis időd esetleg kipróbálhatnád, mert az is teljesen át lett írva és kíváncsi vagyok mit szólsz az új algoritmushoz...
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 március 10, 11:24
Írta: svejk Dátum 2015 március 10, 11:24
Hopsz, ezt csak most látom, én a régi konfig file-al próbáltam, de azért elküldöm.
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2015 március 10, 11:46
Írta: Bozso777 Dátum 2015 március 10, 11:46
Köszi, így már sokkal jobb...ami nem tetszett neki, egyből feldobta a hiba ablakot, de nem száll el a progi.
Librecadot gyors letöltöttem , amit rajzoltam vele egyből megette :)
Tetszik :)
Librecadot gyors letöltöttem , amit rajzoltam vele egyből megette :)
Tetszik :)
Cím: Re:UCCNC vezérlő program
Írta: Fli4l Dátum 2015 március 10, 13:44
Írta: Fli4l Dátum 2015 március 10, 13:44
Sziasztok!
Az előbb telepítettem az új verziót viszont a konfigurálásnál nem boldogulok ha beálltok pineket pl végállás vagy bármi más akkor ahogy nyomok egy apply settings-et rögtön mindent nulláz és ennyi vagy én csinálok valamit rosszul? A régi verzióra telepítettem rá de új profilt használtam vagy is akartam. Igazából minden tengelynél és be/ki menetnél ezt a jelenség, hogy visszaírja 0-ra.
Az előbb telepítettem az új verziót viszont a konfigurálásnál nem boldogulok ha beálltok pineket pl végállás vagy bármi más akkor ahogy nyomok egy apply settings-et rögtön mindent nulláz és ennyi vagy én csinálok valamit rosszul? A régi verzióra telepítettem rá de új profilt használtam vagy is akartam. Igazából minden tengelynél és be/ki menetnél ezt a jelenség, hogy visszaírja 0-ra.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 10, 14:00
Írta: 000000000 Dátum 2015 március 10, 14:00
Szia,
Azért lehet, mert a port-ot nem állítod be.
UC100-nál a port#-ot 1-re kell konfigurálni.
UC300-nál 1 ... 5-ig lehet attól függően, hogy melyik port pinjét akarod használni.
Akkor nullázza ki a port# pin#-ot, ha a pin amit konfigolsz nem létezik, például 0-s portot adsz meg, vagy ha egy bemeneti pin-re kimeneti típusú pint akarsz konfigolni, vagy ha kimeneti pinre akarsz bemeneti pin számot konfigolni.
A progi ugyanis az apply settings nyomásakor ellenőrzi, hogy a pin konfigurálható-e bemenetnek, illetve kimenetnek, ha nem, akkor kinullázza, hogy lásd, hogy rossz amit beállítottál.
Azért lehet, mert a port-ot nem állítod be.
UC100-nál a port#-ot 1-re kell konfigurálni.
UC300-nál 1 ... 5-ig lehet attól függően, hogy melyik port pinjét akarod használni.
Akkor nullázza ki a port# pin#-ot, ha a pin amit konfigolsz nem létezik, például 0-s portot adsz meg, vagy ha egy bemeneti pin-re kimeneti típusú pint akarsz konfigolni, vagy ha kimeneti pinre akarsz bemeneti pin számot konfigolni.
A progi ugyanis az apply settings nyomásakor ellenőrzi, hogy a pin konfigurálható-e bemenetnek, illetve kimenetnek, ha nem, akkor kinullázza, hogy lásd, hogy rossz amit beállítottál.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 10, 14:02
Írta: 000000000 Dátum 2015 március 10, 14:02
Szuper, örülök, hogy tetszik, kb. 1 éves munka van benne. :)
Cím: Re:UCCNC vezérlő program
Írta: hyuekyh7a Dátum 2015 március 10, 14:11
Írta: hyuekyh7a Dátum 2015 március 10, 14:11
Tudom hogy a cam még kezdetleges ,de ha rajzoltam neki egy négyszöget és benne egy kört, akkor a külső négyszöget csinálta meg előbb azután a kört jobb lenne fordítva hogy mindig előbb a belső alakzaton kezdjen, mert így mindig 2 gkód ot kell generálni.
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2015 március 10, 14:57
Írta: Bozso777 Dátum 2015 március 10, 14:57
Csináltam egy új profilt...pillanatok alatt be tudtam újra állítani. Potikat is belőttem, egyből jó lett. Persze első g-kód futtatásnál el sem indult...jópár betöltött gkód után rájöttem az a fro poti 0 volt tekerve:D
Jog potinál viszont meglepődtem. Mert úgy emlékeztem azzal beállítom, de mikor a shiftel együtt lenyomom az irányt akkor 100%-on megy, de shift lenyomasaval nem tortenik semmi csak a potival bellitott erteken megy. Ez így van, vagy valamit nem jól csinálok ?
Jog potinál viszont meglepődtem. Mert úgy emlékeztem azzal beállítom, de mikor a shiftel együtt lenyomom az irányt akkor 100%-on megy, de shift lenyomasaval nem tortenik semmi csak a potival bellitott erteken megy. Ez így van, vagy valamit nem jól csinálok ?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 10, 15:57
Írta: 000000000 Dátum 2015 március 10, 15:57
Szia,
Az FRO potit a shift nem tudja felülbírálni, ezt nem is tudta soha.
Beszélgettünk erről Balázzsal és viszonylag bonyolult lenne megcsinálni, ezért egyelőre abban maradtunk, hogy a potit feltekerni is ugyanúgy egy mozdulat mint a shift-et lenyomni. :)
Az FRO potit a shift nem tudja felülbírálni, ezt nem is tudta soha.
Beszélgettünk erről Balázzsal és viszonylag bonyolult lenne megcsinálni, ezért egyelőre abban maradtunk, hogy a potit feltekerni is ugyanúgy egy mozdulat mint a shift-et lenyomni. :)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 10, 15:58
Írta: 000000000 Dátum 2015 március 10, 15:58
Meglehet csinálni ezt is, majd megvizsgálom hogy mennyire bonyolult...
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2015 március 10, 16:25
Írta: Bozso777 Dátum 2015 március 10, 16:25
A jog potira írtam a shiftet.
A shift benyomás egyszerűbb, mint a tekergetés, mikor csak egy pillanatra akarok gyorsítani. De végülis csak megszokás kérdése.
A shift benyomás egyszerűbb, mint a tekergetés, mikor csak egy pillanatra akarok gyorsítani. De végülis csak megszokás kérdése.
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2015 március 10, 17:06
Írta: frkdv6dyr Dátum 2015 március 10, 17:06
64 bites 8.1 alatt a telepítő nem indul el.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 10, 17:11
Írta: 000000000 Dátum 2015 március 10, 17:11
Szia,
A .NET framework 2.0 kompatibilitást be kell kapcsolni Win8/8.1 alatt. Windows 8-nál ugyanis fájlból nem lehet .NET-et telepíteni, nagyon hülyén csinálták meg sajnos.
Ha bekapcsolod az OP rendszerben, akkor letölti automatikusan és telepíti a framework 2.0-át, internet persze kell hozzá, anélkül Win8 alatt nem lehet .NET framework-öt és egyéb kiegészítő csomagokat telepíteni.
A .NET framework 2.0 kompatibilitást be kell kapcsolni Win8/8.1 alatt. Windows 8-nál ugyanis fájlból nem lehet .NET-et telepíteni, nagyon hülyén csinálták meg sajnos.
Ha bekapcsolod az OP rendszerben, akkor letölti automatikusan és telepíti a framework 2.0-át, internet persze kell hozzá, anélkül Win8 alatt nem lehet .NET framework-öt és egyéb kiegészítő csomagokat telepíteni.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 10, 17:13
Írta: 000000000 Dátum 2015 március 10, 17:13
Illetve lehet rosszul mondom és a .NET 3.5 kompatibilitás van csak benne és azt kell bekapcsolni. A .NET2.0 része a 3.5-nek, vagyis magában foglalja. Nem emlékszem most pontosan, hogy 2.0 vagy 3.5-öt, de amelyik van azt engedélyezni kell. Már régebben csináltam amikor teszteltem a szoftvert Win8 és 8.1-en, ezért nem emlékszem pontosan...
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 10, 17:16
Írta: 000000000 Dátum 2015 március 10, 17:16
Jaja, igazad lehet, megnézzük mit tudunk tenni annak érdekében, hogy működjön a shift a JRO-val. Ja és én is JRO-t akartam ám írni, nem FRO-t, bocsi.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 10, 17:21
Írta: 000000000 Dátum 2015 március 10, 17:21
Illetve itt van egy megoldás .NET framework és egyéb csomagok telepítésére offline módban Win8-ra: kiegészítő csomagok Win8-ra telepítése
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2015 március 10, 17:27
Írta: frkdv6dyr Dátum 2015 március 10, 17:27
Telepítés 2.0 sikeres!!!! Igazad volt alapból nincs bekapcsolva a .NET hmmmmm azt hittem ez alap a windows rendszernél már.
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2015 március 10, 17:29
Írta: frkdv6dyr Dátum 2015 március 10, 17:29
Igen ezt tudtam de azért köszi. Kell az infó másoknak is.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 10, 18:06
Írta: 000000000 Dátum 2015 március 10, 18:06
Szuper!
Igen, sejtettem, hogy te tudod, de ahogy mondtad, másoknak esetleg haszos lehet a leírás.
Igen, sejtettem, hogy te tudod, de ahogy mondtad, másoknak esetleg haszos lehet a leírás.
Cím: Re:UCCNC vezérlő program
Írta: Varga István Dátum 2015 március 10, 19:15
Írta: Varga István Dátum 2015 március 10, 19:15
Szia!
Betöltöttem egy programot.
OFFLINE MODE aktív
CYCLE START - program fut
közben ki-be tudom kapcsolni az OFFLINE-t.
Közben elindulhatnak a tengelyek?
Nem állítottam be semmi paramétert csak feltelepítettem a programot.
Betöltöttem egy programot.
OFFLINE MODE aktív
CYCLE START - program fut
közben ki-be tudom kapcsolni az OFFLINE-t.
Közben elindulhatnak a tengelyek?
Nem állítottam be semmi paramétert csak feltelepítettem a programot.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 10, 19:36
Írta: 000000000 Dátum 2015 március 10, 19:36
Igen, az offline mód lényege, hogy akkor tiltod vele a kimeneteket amikor csak akarod. Gyakorlatilag bármikor ki/be kapcsolható.
Cím: Re:UCCNC vezérlő program
Írta: Varga István Dátum 2015 március 10, 19:42
Írta: Varga István Dátum 2015 március 10, 19:42
Köszönöm!
Tegyük fel tesztelek egy programot, Z-ben már -20mm-en járok és véletlenül megnyomom az OFFLINE gombot, akkor belerohan az anyagba?
Tegyük fel tesztelek egy programot, Z-ben már -20mm-en járok és véletlenül megnyomom az OFFLINE gombot, akkor belerohan az anyagba?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 10, 19:48
Írta: 000000000 Dátum 2015 március 10, 19:48
Nem, akkor letiltja a kimeneteket -> a gép megáll és akkor észreveszed, hogy véletlenül megnyomtad az offline módot.
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2015 március 10, 19:50
Írta: Miki2 Dátum 2015 március 10, 19:50
Próbálgatom a programot.
persze az UC100-ast nem hoztam be a műhelyből, licenszem sincs így csak offline-ben.
Néztem a CAM részét, tetszetős.
1 fólia adatait szépen el is készíti, úgy, mintha én írtam volna...csak sokkal gyorsabban.
Azt viszont sehol nem találtam meg, hogyan lehet a különböző szerszámokkal megmunkálandó különböző fóliákon levő munkameneteket összefűzni.
Pl: zsebmarás után még pár db furat készítése.
persze az UC100-ast nem hoztam be a műhelyből, licenszem sincs így csak offline-ben.
Néztem a CAM részét, tetszetős.
1 fólia adatait szépen el is készíti, úgy, mintha én írtam volna...csak sokkal gyorsabban.
Azt viszont sehol nem találtam meg, hogyan lehet a különböző szerszámokkal megmunkálandó különböző fóliákon levő munkameneteket összefűzni.
Pl: zsebmarás után még pár db furat készítése.
Cím: Re:UCCNC vezérlő program
Írta: Varga István Dátum 2015 március 10, 19:50
Írta: Varga István Dátum 2015 március 10, 19:50
Igazából ez lett volna a kérdésem. Köszönöm, ez így megnyugtató!
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 10, 19:52
Írta: 000000000 Dátum 2015 március 10, 19:52
De ha úgy érted, hogy eleve offline módban van és megy a program és úgy nyomod meg, akkor elképzelhető, hogy belerohan az anyagba. De akkor ennyi erővel, ha áll a gép és mondjuk cserélsz egy szerszámot és nem nyomsz előtte reset-et és közben véletlenül megnyomod a spindle on gombot, akkor meg elindul a főorsó. Vagy ha nyomsz közben véletlenül egy ciklus startot, akkor meg e gép indul el. De lehetne ezt sorolni, szerintem egy gép kezelésénél oda kell ezekre a dolgokra figyelni.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 10, 20:00
Írta: 000000000 Dátum 2015 március 10, 20:00
Szia Miki,
Egyszerre egy műveletet tud csinálni a CAM.
A munka-fóliát a DXF layer mezőnél kitudod választani. Az elkészült G-kód fájlt az edit file gombbal a főoldalon megtudod nyitni és a save as-el el tudod menteni. Aztán ha szükséges, akkor össze lehet őket akár másolni sorrendbe mondjuk egy jegyzettömbbel. Egyelőre egy kezdetleges CAM szoftver modult akartunk, ami az alap funkciókat eltudja végezni, de azért megjegyzem ezeket az alap funkciókat is matematikailag megfogalmazni, leírni nem egyszerű dolog.
Hogy a későbbiekben hová fejlesztjük ezt a modult, hogy fog-e tudni olyat, hogy több műveletet csinál és ezeket össze tudja-e majd fűzni sorrendbe, vagy hogy lesz-e bele fejlesztve mégtöbb funkció stb., ez még a jövő kérdése, majd a visszajelzések és az idő eldönti. :)
Egyszerre egy műveletet tud csinálni a CAM.
A munka-fóliát a DXF layer mezőnél kitudod választani. Az elkészült G-kód fájlt az edit file gombbal a főoldalon megtudod nyitni és a save as-el el tudod menteni. Aztán ha szükséges, akkor össze lehet őket akár másolni sorrendbe mondjuk egy jegyzettömbbel. Egyelőre egy kezdetleges CAM szoftver modult akartunk, ami az alap funkciókat eltudja végezni, de azért megjegyzem ezeket az alap funkciókat is matematikailag megfogalmazni, leírni nem egyszerű dolog.
Hogy a későbbiekben hová fejlesztjük ezt a modult, hogy fog-e tudni olyat, hogy több műveletet csinál és ezeket össze tudja-e majd fűzni sorrendbe, vagy hogy lesz-e bele fejlesztve mégtöbb funkció stb., ez még a jövő kérdése, majd a visszajelzések és az idő eldönti. :)
Cím: Re:UCCNC vezérlő program
Írta: Varga István Dátum 2015 március 10, 20:41
Írta: Varga István Dátum 2015 március 10, 20:41
Kedves Balázs!
Egy gépnél soha nem lehet kellően odafigyelni!
Nem kötekedni akarok, építő szándékkal írok.
OFFLINE módból csak úgy szabadna kilépni, CYCLE STOP és a program elejére ugrás. És nem következik baleset.
Egy gépnél soha nem lehet kellően odafigyelni!
Nem kötekedni akarok, építő szándékkal írok.
OFFLINE módból csak úgy szabadna kilépni, CYCLE STOP és a program elejére ugrás. És nem következik baleset.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 március 10, 20:50
Írta: svejk Dátum 2015 március 10, 20:50
Én a mach3-nál rendeltetésszerűen sosem használtam az OFFLINE-t, de néha ha véletlen rákattintottam csak bosszúságot okozott, mert elment szoft a koordinátákról a úgy hogy a gép nem mozdult, aztán meg persze hogy nem találtam vissza.
No de akkor azt mondjátok, hogy ha az offline- gombot menet közben ki/be kapcsolgatom akkor megáll/megugrik a gép???
No de akkor azt mondjátok, hogy ha az offline- gombot menet közben ki/be kapcsolgatom akkor megáll/megugrik a gép???
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 március 10, 20:51
Írta: svejk Dátum 2015 március 10, 20:51
Mert ugye az Offline gomb arra lenne való, hogy a gép mozgása nélkül leszimuláljuk a mozgást lesve a dro-kat és a toolpath képernyőt?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 10, 21:07
Írta: 000000000 Dátum 2015 március 10, 21:07
Én ha lusta vagyok elpozicionálni a gépet és tudom, hogy nem férne be az aktuális koordinátába egy program teljes mozgása, mert mondjuk oldalt áll a gép és kifutna végállásra és gyorsan egy részét akarom csak próbálni a kódnak, akkor berakom offline-ba, elindítom a programot és amikor a kérdéses részhez ér akkor kiveszem és nézem mit csinál a gép. Igy csak azt a kis mozgáshosszt csinálja meg és befér a koordinátába a mozgás. Aztán ha jó az eredmény, akkor veszek referenciapontot stb.
Szóval én hasznosnak találom, hogy bármikor lehet offline-ba/ból menni és nem hiszem, hogy erre kéne építeni a biztonságot, arra vannak más módszerek, előírások, amik eleve kizárják, hogy baleset lépjen fel emiatt(pl.zárható, reteszelhető gépajtó ami eleve megakadályozza a ciklus indítását ha a kezelő be tud nyúlni).
De szívesen meghallgatnám más véleményét is erről az offline témáról, mert lehet az én gondolatmenetem hibás ezügyben.
Szóval én hasznosnak találom, hogy bármikor lehet offline-ba/ból menni és nem hiszem, hogy erre kéne építeni a biztonságot, arra vannak más módszerek, előírások, amik eleve kizárják, hogy baleset lépjen fel emiatt(pl.zárható, reteszelhető gépajtó ami eleve megakadályozza a ciklus indítását ha a kezelő be tud nyúlni).
De szívesen meghallgatnám más véleményét is erről az offline témáról, mert lehet az én gondolatmenetem hibás ezügyben.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 március 10, 21:22
Írta: svejk Dátum 2015 március 10, 21:22
Hmmm.. érdekes gondolatmenet, de nem hiszem hogy ez az eredeti célja az offline üzemmódnak.
de nem is értem, ilyenkpr ha visszakapcsolsz online-ra akkor csak relatív mozgásokat megy el nem akar az abszolut kordinátákra elugrani?
Ezt ki kell próbálnam majd élesben.
A Mach3-nál hogy van ez?
de nem is értem, ilyenkpr ha visszakapcsolsz online-ra akkor csak relatív mozgásokat megy el nem akar az abszolut kordinátákra elugrani?
Ezt ki kell próbálnam majd élesben.
A Mach3-nál hogy van ez?
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2015 március 10, 21:28
Írta: ANTAL GÁBOR Dátum 2015 március 10, 21:28
Balázs ! a 1830 ban írod hogy :
Tudsz programozni kúpos menetet is, ahol a Z-vel nem párhuzamosan vágja a menetet, ill. tudsz menetet vágni akár az X tengely mentén is. Belenéztem a doksiba és rákerestem a kúpos menet szóra ( contr f ) de nem találtam
meg. A G76 ból hiányzik a T ( taper) parancs. Hogyan lehet a kúpos menetet programozni , mit nem veszek észre?
Egy másik dolog : kicsit eltér a G76 os szisztéma a Mach étól , ez nem baj majd megtanuljuk , De hogyan készül anya menet ? negatív menetmélységgel ?
Tudsz programozni kúpos menetet is, ahol a Z-vel nem párhuzamosan vágja a menetet, ill. tudsz menetet vágni akár az X tengely mentén is. Belenéztem a doksiba és rákerestem a kúpos menet szóra ( contr f ) de nem találtam
meg. A G76 ból hiányzik a T ( taper) parancs. Hogyan lehet a kúpos menetet programozni , mit nem veszek észre?
Egy másik dolog : kicsit eltér a G76 os szisztéma a Mach étól , ez nem baj majd megtanuljuk , De hogyan készül anya menet ? negatív menetmélységgel ?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 10, 21:42
Írta: 000000000 Dátum 2015 március 10, 21:42
A koordináták offline módban is pörögnek, csak offline módban nem ad kimeneteket a mozgásvezérlő, vagyis nem küld step dir jeleket, ezért nem ugrik el amikor kiveszed offlineból, csak annyi történik, hogy ott elkezd mozogni a gép. Persze figyelni kell rá, hogy ilyenkor nincs gyorsítási rámpa, ha gyors a mozgás, akkor ránt a gépen egyet, célszerű nem G0-nál kivenni offlineból. :)
Úgy rémlik Mach3-ban is ugyanígy van, bár már rég nem használtam, meg kéne nézni.
Úgy rémlik Mach3-ban is ugyanígy van, bár már rég nem használtam, meg kéne nézni.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 március 10, 21:46
Írta: svejk Dátum 2015 március 10, 21:46
Persze, persze igazad van, hiszen a Mach3 épp ezzel bosszantott fel párszor, mint írtam a #1874-ben.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 10, 21:47
Írta: 000000000 Dátum 2015 március 10, 21:47
Szia Gábor,
G76 valóban nem tud kúpos menetet, csak a G33, úgy, hogy X és Z-t is programozol. A menetemelkedést a nagyobb elmozdulás tengelyére számolja. Ha X-en van a nagyobb elmozdulás akkor spirálmenet lesz.
G76 valóban nem tud kúpos menetet, csak a G33, úgy, hogy X és Z-t is programozol. A menetemelkedést a nagyobb elmozdulás tengelyére számolja. Ha X-en van a nagyobb elmozdulás akkor spirálmenet lesz.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 10, 21:48
Írta: 000000000 Dátum 2015 március 10, 21:48
Igen, valóban eltér a mach3-tól a menet kód, a linuxcnc-t vettük alapnak ennél a kódolásnál, mivel ezt a kódot az RS274NGC szabvány nem tartalmazza.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2015 március 10, 21:52
Írta: ANTAL GÁBOR Dátum 2015 március 10, 21:52
Hát ezt sajnálom mert sokszor csinálok G76 tal kúposat, kár hogy eltétetek a mach szisztémától
És a másik kérdésemre a válasz ?
(anyamenet G76 tal )
És a másik kérdésemre a válasz ?
(anyamenet G76 tal )
Cím: Re:UCCNC vezérlő program
Írta: designr Dátum 2015 március 10, 21:53
Írta: designr Dátum 2015 március 10, 21:53
Léptetőnél még érthető..elkezdi attól a pillanattól amikor átkapcsolsz..az adott sort végrahajtani..adott sebességgel.. de mi van szervónál, Ott tényleg abszolut..és milyen pályán?
Cím: Re:UCCNC vezérlő program
Írta: Béni Dátum 2015 március 10, 22:03
Írta: Béni Dátum 2015 március 10, 22:03
Én Varga István véleményével értek egyet OFFLINE ügyben.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2015 március 10, 22:04
Írta: ANTAL GÁBOR Dátum 2015 március 10, 22:04
Egy két hónappal ezelőtt Béni segítségével készült egy nagyon hasznos dolog. Utaltam rá de nem tettem közkinccsé. Konkrétan a G76 ot ami kúpos is lehet és valójában egy sor le tudom fordítani G32 es ( esetetekben G33 sorokra .Annyi sor ahány fogás van, kifutással fogás vételi szöggel minden extrával . Ha lesz egy kis szerencsém azt meg fogja enni az UCCNC rendszer. ( a note paddal átszerkesztem a 32 t 33 ra ) No holnap megnézem....
Cím: Re:UCCNC vezérlő program
Írta: Béni Dátum 2015 március 10, 22:09
Írta: Béni Dátum 2015 március 10, 22:09
Azt a "valamit" eleve át lehetne alakítani, hogy ne kelljen a kódot buherálni ... :)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 10, 22:10
Írta: 000000000 Dátum 2015 március 10, 22:10
Az I paraméter előjelével tudod állítani, hogy belső vagy küldő menet.
Itt egy kép két G76-ról, a két kód ugyanaz, kezdőpont ugyanaz, csak az I előjele különbözik:
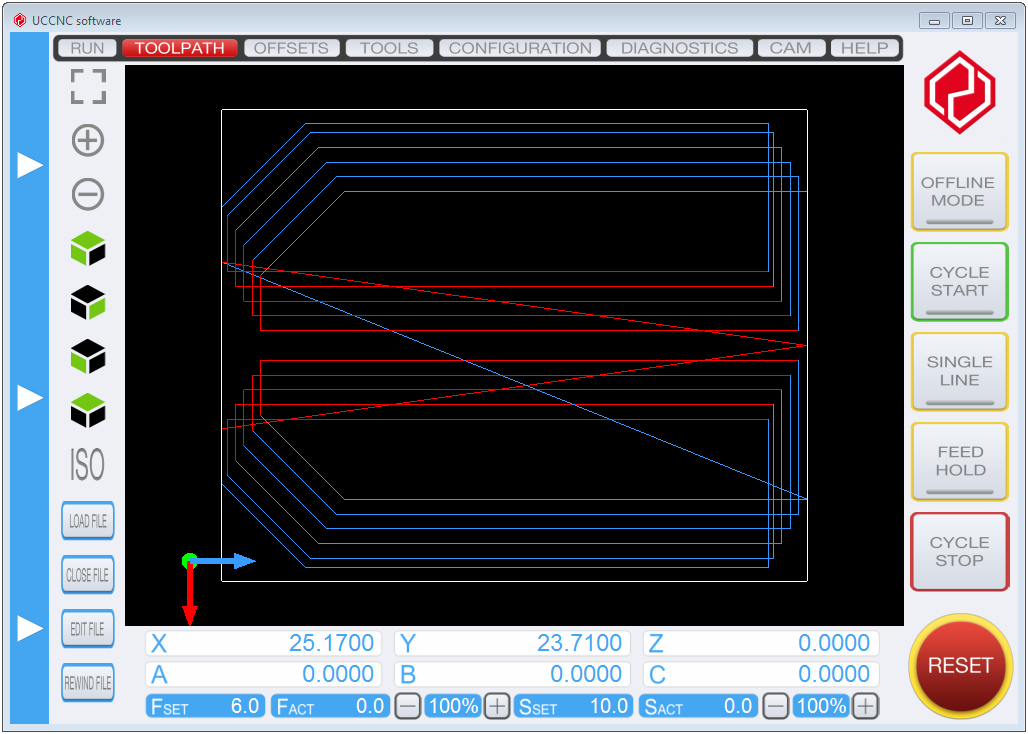
Itt egy kép két G76-ról, a két kód ugyanaz, kezdőpont ugyanaz, csak az I előjele különbözik:
Cím: Re:UCCNC vezérlő program
Írta: nyiszi Dátum 2015 március 10, 22:15
Írta: nyiszi Dátum 2015 március 10, 22:15
Szia!
Írtam neked levelet az USB-LPT topikban feltett kérdésemmel kapcsolatban.
Megkaptad?
Írtam neked levelet az USB-LPT topikban feltett kérdésemmel kapcsolatban.
Megkaptad?
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2015 március 10, 22:16
Írta: ANTAL GÁBOR Dátum 2015 március 10, 22:16
Köszi. Erre gondoltam ( írtam is ) nem tudom demóban sem működtetni a programot mert nem akarok a hideg pincébe lemenni az Uc 100 ért és igy demóban mindig villog a reset
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2015 március 10, 22:21
Írta: ANTAL GÁBOR Dátum 2015 március 10, 22:21
Igazad van .Talán még én is át tudom írni Az m1s kiterjesztésú file ban ki kell cserélni a G32 t G33 ra Meg is nézem de csinálok egy mentést elötte
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 10, 22:23
Írta: 000000000 Dátum 2015 március 10, 22:23
Szia,
Nem, nem kaptam meg.
Nem, nem kaptam meg.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 10, 22:28
Írta: 000000000 Dátum 2015 március 10, 22:28
A diagnosztika fülön nézd meg a virtuális LED-ek állapotaiból, hogy melyik beállítás okozza a reset-et. A lehetőségek az e-stop, illetve a végállások.
Demoban a portok állapotai egy olyan LPT portnak felelnek meg, amire nincsen rádugva semmi, vagyis a bemenetek magasak.
Ha a végállásaid/e-stoppod ezekre a pin állapotokra vannak konfigolva, akkor értelemszerűen nem fogod tudni kivenni resetből. Állítsd át a polaritást az active low pipával, vagy rakd nullára a port/pin számokat...
Demoban a portok állapotai egy olyan LPT portnak felelnek meg, amire nincsen rádugva semmi, vagyis a bemenetek magasak.
Ha a végállásaid/e-stoppod ezekre a pin állapotokra vannak konfigolva, akkor értelemszerűen nem fogod tudni kivenni resetből. Állítsd át a polaritást az active low pipával, vagy rakd nullára a port/pin számokat...
Cím: Re:UCCNC vezérlő program
Írta: nyiszi Dátum 2015 március 10, 22:30
Írta: nyiszi Dátum 2015 március 10, 22:30
Akkor leírom ide.
Az UC100-al miért nem működik a limit overdrive?
Az UC100-al miért nem működik a limit overdrive?
Cím: Re:UCCNC vezérlő program
Írta: nyiszi Dátum 2015 március 10, 22:31
Írta: nyiszi Dátum 2015 március 10, 22:31
Lemaradt a válasz gomb.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 10, 22:46
Írta: 000000000 Dátum 2015 március 10, 22:46
Mach3-ban?
Ha igen, akkor Polgárdi Balázsnak küld el a mach3 .xml file-t, a plugin verziót számát és a Mach3 verzió számát, hogy megtudja vizsgálni.
Ha igen, akkor Polgárdi Balázsnak küld el a mach3 .xml file-t, a plugin verziót számát és a Mach3 verzió számát, hogy megtudja vizsgálni.
Cím: Re:UCCNC vezérlő program
Írta: nyiszi Dátum 2015 március 10, 23:01
Írta: nyiszi Dátum 2015 március 10, 23:01
Az Ő elérhetőségét hol találom?
Cím: Re:UCCNC vezérlő program
Írta: nyiszi Dátum 2015 március 10, 23:02
Írta: nyiszi Dátum 2015 március 10, 23:02
Igen Mach3-ban.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2015 március 11, 07:44
Írta: ANTAL GÁBOR Dátum 2015 március 11, 07:44
Egy kis beszámoló : este béna voltam mert nem tudtam kivenni a resetet. Reggelre megjavult Fogalmam sincs hogy mit bénáztam este , minden változatlan és reggel Ok ( újraindult a gép ) . Egy telepítési kérdés : ha települt akkor kell ( kötelező ) a reboot a gépnél?
Nézegetem a doksit menni fog a G76 ból generált G33 . ( azzal az ominózus "fordítóval ) De rögtön egy ötlet :és szerintem ha sok ideje lesz Béninek akkor be is fog kapcsolódni : tehát spéci wizardok gyártása ( hisz az enyém is ezen alapul )
EGY FONTOS (közérdekű ) kérdés : A Mach nál ( alapból ) van egy határfordulatszám ami alatt nem "látja " a főorsót ( kb 96 1/ min ) ( ami nálam Balázs segítségével negyedelve lett ) No hol az alsó határ az UCCNC nél ?
Nézegetem a doksit menni fog a G76 ból generált G33 . ( azzal az ominózus "fordítóval ) De rögtön egy ötlet :és szerintem ha sok ideje lesz Béninek akkor be is fog kapcsolódni : tehát spéci wizardok gyártása ( hisz az enyém is ezen alapul )
EGY FONTOS (közérdekű ) kérdés : A Mach nál ( alapból ) van egy határfordulatszám ami alatt nem "látja " a főorsót ( kb 96 1/ min ) ( ami nálam Balázs segítségével negyedelve lett ) No hol az alsó határ az UCCNC nél ?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 11, 07:46
Írta: 000000000 Dátum 2015 március 11, 07:46
Szia,
Az UC100 topikjában a nevére klikkelve tudsz neki üzenetet küldeni.
Az UC100 topikjában a nevére klikkelve tudsz neki üzenetet küldeni.
Cím: Re:UCCNC vezérlő program
Írta: nyiszi Dátum 2015 március 11, 07:51
Írta: nyiszi Dátum 2015 március 11, 07:51
Szia!
Köszönöm.
Köszönöm.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 11, 07:53
Írta: 000000000 Dátum 2015 március 11, 07:53
Szia Gábor,
Ez máshogy működik mint a mach3-ban, itt encoderes visszacsatolás és folyamatos szinkron tartás van. Az encoderhez folyamatosan szinkronizálja az előtolást a mellékhajtás, tengely(ek). Igazából bármilyen alacsony fordulat lehet, sőt akár meg is állhat a főorsó menet közben.
Lásd ezt a videót, itt Balázs leállítja párszor a főorsót (elveszi a táplellátást a motortól), sőt kézzel is tekergeti és a szinkron folyamatosan megvan:
menetrajzolás teszt
Ez máshogy működik mint a mach3-ban, itt encoderes visszacsatolás és folyamatos szinkron tartás van. Az encoderhez folyamatosan szinkronizálja az előtolást a mellékhajtás, tengely(ek). Igazából bármilyen alacsony fordulat lehet, sőt akár meg is állhat a főorsó menet közben.
Lásd ezt a videót, itt Balázs leállítja párszor a főorsót (elveszi a táplellátást a motortól), sőt kézzel is tekergeti és a szinkron folyamatosan megvan:
menetrajzolás teszt
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 11, 07:56
Írta: 000000000 Dátum 2015 március 11, 07:56
Újraindítani a PC-t manuálisan nem kell, a telepítő ha szükségét érzi az újraindításnak akkor pedig rákérdez, hogy újraindíthatja-e. Akkor lehet esetleg gond, ha rákérdez és te azt mondod nem, akkor előfordulhat, hogy az USB drivert nem tudja addig érvényesíteni amíg a PC újra nem lesz indítva, de ez a demo módot egyáltalán nem érinti, mivel ahhoz nem kell az USB driver...
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2015 március 11, 09:12
Írta: ANTAL GÁBOR Dátum 2015 március 11, 09:12
Ok a főorsó fordulatos kérdésem nem volt elég átgondolt...Van tipped hogy tegnap miért nem tudtam kivenni a resetet? ( demó az üzem )
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 11, 09:22
Írta: 000000000 Dátum 2015 március 11, 09:22
Csak az e-stop és limit switch tudja megakadályozni a resetből kivételt, ezek közül valamelyik.
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2015 március 11, 11:06
Írta: Miki2 Dátum 2015 március 11, 11:06
Úgy látom, a Te szemeid még tökéletesek.
Az enyéim sajnos már nem az igaziak, ezért egy elég furcsa, és szokatlan észrevételem van.
A képernyő láthatósága számomra nem eléggé jó.
Nagyon szép ez a szemnek nyugtató plasztikus felület.
Az a baj, hogy nagyon nézni kell -- nekem-- ,hogy jól lássam.
Ezzel lehet valamit csinálni?
Valahogy kontrasztosabbá lehet tenni?
Nem a képernyőmmel van a baj.
Az enyéim sajnos már nem az igaziak, ezért egy elég furcsa, és szokatlan észrevételem van.
A képernyő láthatósága számomra nem eléggé jó.
Nagyon szép ez a szemnek nyugtató plasztikus felület.
Az a baj, hogy nagyon nézni kell -- nekem-- ,hogy jól lássam.
Ezzel lehet valamit csinálni?
Valahogy kontrasztosabbá lehet tenni?
Nem a képernyőmmel van a baj.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 március 11, 11:12
Írta: svejk Dátum 2015 március 11, 11:12
Ez jó felvetés, támogatom, bár a legelső felületet meg azért kritizáltuk erősen, mert túl csiricsáré volt. [#vigyor2]
Nehéz okosnak lenni ez ügyben (is) a fejlesztőknek.
Nekem még a másik vesszőparipám az alig észrevehető gépi koordináta visszajelzés.
Jól meg tudja vezetni az embert ha nem nagy a különbség a gépi és az aktuális munka koordináták közt.
Nehéz okosnak lenni ez ügyben (is) a fejlesztőknek.
Nekem még a másik vesszőparipám az alig észrevehető gépi koordináta visszajelzés.
Jól meg tudja vezetni az embert ha nem nagy a különbség a gépi és az aktuális munka koordináták közt.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 11, 11:21
Írta: 000000000 Dátum 2015 március 11, 11:21
Szia Miki,
A képek nagy felbontásuák, így kontasztosak még nagy felbontású monitoron is. Én 24" monitoron fejlesztek, dolgozom, hogy jól lássak mindent és még ekkora 3000x2000 pixel feletti felbontásban is kontrasztosak az ábrák.
A gond inkább az lehet, hogy pasztel szinek vannak használva, ami régebbi monitorokon, amiknek a fénye már kicsit haloványabb azokon tényleg kontraszttalannak tűnnek a dolgok.
Igazából átlehet szerkeszteni, rajzolni a képernyőt. Minden képernyő alkatrész a /Screen mappában lévő fájlban van definiálva. Jegyzettömbbel a fájl szerkeszthető, minden átírható igény szerint.
A screenset fájl összes függvénye le van már dokumentálva a /Documentation mappában.
Szóval minden bitmap, minden szín, gombok, DRO-k elhelyezkedése, mérete, vagyis tényleg minden áthelyezhető, átméretezhető, megváltoztatható....
A képek nagy felbontásuák, így kontasztosak még nagy felbontású monitoron is. Én 24" monitoron fejlesztek, dolgozom, hogy jól lássak mindent és még ekkora 3000x2000 pixel feletti felbontásban is kontrasztosak az ábrák.
A gond inkább az lehet, hogy pasztel szinek vannak használva, ami régebbi monitorokon, amiknek a fénye már kicsit haloványabb azokon tényleg kontraszttalannak tűnnek a dolgok.
Igazából átlehet szerkeszteni, rajzolni a képernyőt. Minden képernyő alkatrész a /Screen mappában lévő fájlban van definiálva. Jegyzettömbbel a fájl szerkeszthető, minden átírható igény szerint.
A screenset fájl összes függvénye le van már dokumentálva a /Documentation mappában.
Szóval minden bitmap, minden szín, gombok, DRO-k elhelyezkedése, mérete, vagyis tényleg minden áthelyezhető, átméretezhető, megváltoztatható....
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 11, 11:23
Írta: 000000000 Dátum 2015 március 11, 11:23
Hát igen, nehéz, sőt talán lehetetlen is egy GUI-val minden felhasználói igénynek megfelelni.
A machine coords.-nak pedig már szép piros LED-je van, még mindig nem jól látható?
A machine coords.-nak pedig már szép piros LED-je van, még mindig nem jól látható?
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2015 március 11, 11:35
Írta: ANTAL GÁBOR Dátum 2015 március 11, 11:35
Miki emlékszel hogy mennyit szívtam amikor kilazult a monitorom kábelja és elment a mélykék szinemés nem láttam a Mach ban a pályát? Egy forrasztópákával kiforrasztod az egyik szinkábelt és rögtön megváltozik a kép színe ( még jó is lehet [#nevetes1][#nevetes1][#nevetes1])
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 11, 11:36
Írta: 000000000 Dátum 2015 március 11, 11:36
Miki,
Még valami, ha a koordinátákat nem látod jól, annak a szinét például gyorsan át tudod állítani mondjuk feketére, keresd ki a screenset fájlban azt a sort ahol a posDRO van kommentben és ott írd át a szín paramétert 0-ra, akkor fekete lesz a számok színe.
Vagy itt van egy klassz RGB -> int színkalkulátor, amivel tudsz bármilyen színre integer számot számítani, ha más szín tetszik esetleg.
RGB to integer kalkulátor
Még valami, ha a koordinátákat nem látod jól, annak a szinét például gyorsan át tudod állítani mondjuk feketére, keresd ki a screenset fájlban azt a sort ahol a posDRO van kommentben és ott írd át a szín paramétert 0-ra, akkor fekete lesz a számok színe.
Vagy itt van egy klassz RGB -> int színkalkulátor, amivel tudsz bármilyen színre integer számot számítani, ha más szín tetszik esetleg.
RGB to integer kalkulátor
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 március 11, 11:40
Írta: svejk Dátum 2015 március 11, 11:40
Ha nézem akkor látom, csak nem elég figyelemfelkeltő.[#vigyor2]
Én úgy gondolom, hogy gépi koordinátákkal ritkán dolgozik az ember, így akár lehetne villogó is.
De ne foglalkozz vele, ha mást nem zavar!
Én úgy gondolom, hogy gépi koordinátákkal ritkán dolgozik az ember, így akár lehetne villogó is.
De ne foglalkozz vele, ha mást nem zavar!
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 március 11, 11:40
Írta: svejk Dátum 2015 március 11, 11:40
Ez jó!
No az ilyen apró ötletek, támogató segítségek nagyon fel tudják dobni a program értékét.
No az ilyen apró ötletek, támogató segítségek nagyon fel tudják dobni a program értékét.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 11, 11:58
Írta: 000000000 Dátum 2015 március 11, 11:58
A villogást könnyen meg tudod csinálni.
A screenset fájlban keresd meg ezt a sort:
AS3.Addbutton(px + 7.5, py + 17, 32, 203, true, false, 74, 197, 2); //Machine coords
És a false paramétert írd át true-re, az a paraméter definiálja, hogy a gomb sima világító, vagy villogó. Ha a paraméter igaz, true, az villogót jelet. Átírod és már villog is a gomb. :)
A screenset fájlban keresd meg ezt a sort:
AS3.Addbutton(px + 7.5, py + 17, 32, 203, true, false, 74, 197, 2); //Machine coords
És a false paramétert írd át true-re, az a paraméter definiálja, hogy a gomb sima világító, vagy villogó. Ha a paraméter igaz, true, az villogót jelet. Átírod és már villog is a gomb. :)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 11, 12:00
Írta: 000000000 Dátum 2015 március 11, 12:00
Még arra gomdoltam, hogy lehet a gomb tetejére is lehetne rajzolni egy LED-et, mert hosszúkás a gomb és akkor talán jobban látható lenne amikor az ember hirtelen rápillant.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 március 11, 12:00
Írta: svejk Dátum 2015 március 11, 12:00
Sirály vagy!!!
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 március 11, 12:01
Írta: svejk Dátum 2015 március 11, 12:01
Nem kell!
Ha ilyen egyszerűen lehet színeket váltani meg villogtatni :), akkor vétek lenne hozzányúlni komolyabban.
Ha ilyen egyszerűen lehet színeket váltani meg villogtatni :), akkor vétek lenne hozzányúlni komolyabban.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 március 11, 12:04
Írta: svejk Dátum 2015 március 11, 12:04
Az ilyen egyszerű trükköket érdemes lenne akár egy txt-be lementeni, aztán felrakni a tárba és időnként csak hivatkozni rá.
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2015 március 11, 12:04
Írta: Bozso777 Dátum 2015 március 11, 12:04
Nem olyan nehéz, hiszen ott a lehetőség hogy új képernyőt csináljon bárki...biztos lesz egykét változat a képernyőből és akkor lehet válogatni.
A magyar nyelvű képernyőt az előzőhöz ti csináltátok ?
A magyar nyelvű képernyőt az előzőhöz ti csináltátok ?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 március 11, 12:09
Írta: svejk Dátum 2015 március 11, 12:09
Ja, az ám, már tegnap is kérdezte tőlem két read only fórumozó, hogy ennek lesz magyar felülete?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 március 11, 12:10
Írta: svejk Dátum 2015 március 11, 12:10
Természetesen CNCdrive1-től akartam kérdezni.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 11, 12:12
Írta: 000000000 Dátum 2015 március 11, 12:12
Igen, lesz. Megfogjuk csinálni, tervbe van véve. Most van egy határidős melónk, de utána az következik. Fogunk csinálni külön screenset telepítőt hozzá.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 11, 12:13
Írta: 000000000 Dátum 2015 március 11, 12:13
Igen, azt mi csináltuk.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 11, 12:14
Írta: 000000000 Dátum 2015 március 11, 12:14
Tulajdonképpen a /Flashscreen mappában lévő képeken kell átírni a szövegeket magyarra. És a profil fájlban a message-eket.
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2015 március 11, 17:05
Írta: Miki2 Dátum 2015 március 11, 17:05
Nameg az eszterga felületet, az eszterga kiegészítőkkel.
Ha már van SZINKRON MENETVÁGÁS !!!
Ha már van SZINKRON MENETVÁGÁS !!!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2015 március 11, 23:52
Írta: dezsoe Dátum 2015 március 11, 23:52
Szia!
Csak ma vettem észre, hogy hétfőn kaptam szülinapi UCCNC-t! Köszönöm szépen! :)
Sajnos élesben nem tudtam kipróbálni (pedig kéne marnom két panelt is), de azért csak összedugtam a gépet egy gyors tesztre. Idő híján csak az általam korábban jelzett problémákra akartam ma koncentrálni.
Javaslatodnak megfelelően teljesen új telepítést csináltam új profillal.
Indítás, gyors firmware frissítés az UC100-on, majd egy kattanás, amitől azonnal lehervadt a mosoly az arcomról. Igen: induláskor egy pillanatra bekapcsolja a charge pumpot. (Korábban az #1468, majd később az #1549-ben írtam róla. Ez utóbbihoz még annyit, hogy Load file, Close file, Apply settings gombokkal biztos, hogy csinálja, kipróbáltam. Különösen ez utóbbi problémás, mert éppen állítottam a lábakon, és közben indult be a gép.)
Utána reset, home all, pöpec. Mindenki hazatalált, bár nem sikerült elsőre rájönnöm, hogy mire jó a homing speed down, de gyanítom, hogy a mikrokapcsolót használóknak segítség.
Gyorsan tekergettem az MPG-ként funkcionáló mezei rotary encoderen. A korábban tapasztalt problémák úgy tűnik, hogy elmúltak (#1615), de - mint jelezted is - alaposan át lett rendezve az MPG kezelés, teljesen újra kell majd konfigolnom, mert a gép úgy elindult a korábbi beállításokkal, hogy majdnem leugrott az asztalról. :) Az MPG tekergetése közben észleltem, hogy a maximális 800mm/perc sebesség mellett 832-vel megy a tengely. Ezt bármelyik tengelyen megcsinálta, de aztán mást is néztem rajta és nem jött elő újra.
Csak ma vettem észre, hogy hétfőn kaptam szülinapi UCCNC-t! Köszönöm szépen! :)
Sajnos élesben nem tudtam kipróbálni (pedig kéne marnom két panelt is), de azért csak összedugtam a gépet egy gyors tesztre. Idő híján csak az általam korábban jelzett problémákra akartam ma koncentrálni.
Javaslatodnak megfelelően teljesen új telepítést csináltam új profillal.
Indítás, gyors firmware frissítés az UC100-on, majd egy kattanás, amitől azonnal lehervadt a mosoly az arcomról. Igen: induláskor egy pillanatra bekapcsolja a charge pumpot. (Korábban az #1468, majd később az #1549-ben írtam róla. Ez utóbbihoz még annyit, hogy Load file, Close file, Apply settings gombokkal biztos, hogy csinálja, kipróbáltam. Különösen ez utóbbi problémás, mert éppen állítottam a lábakon, és közben indult be a gép.)
Utána reset, home all, pöpec. Mindenki hazatalált, bár nem sikerült elsőre rájönnöm, hogy mire jó a homing speed down, de gyanítom, hogy a mikrokapcsolót használóknak segítség.
Gyorsan tekergettem az MPG-ként funkcionáló mezei rotary encoderen. A korábban tapasztalt problémák úgy tűnik, hogy elmúltak (#1615), de - mint jelezted is - alaposan át lett rendezve az MPG kezelés, teljesen újra kell majd konfigolnom, mert a gép úgy elindult a korábbi beállításokkal, hogy majdnem leugrott az asztalról. :) Az MPG tekergetése közben észleltem, hogy a maximális 800mm/perc sebesség mellett 832-vel megy a tengely. Ezt bármelyik tengelyen megcsinálta, de aztán mást is néztem rajta és nem jött elő újra.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 március 11, 23:57
Írta: svejk Dátum 2015 március 11, 23:57
"induláskor egy pillanatra bekapcsolja a charge pumpot. "
Ezt az UC300 is csinálja, csak mindig elfelejtettem jelezni.
Ezt az UC300 is csinálja, csak mindig elfelejtettem jelezni.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2015 március 12, 00:06
Írta: istvan58 Dátum 2015 március 12, 00:06
Elmondonád néhány szóban mi a charge pump?
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2015 március 12, 08:22
Írta: ANTAL GÁBOR Dátum 2015 március 12, 08:22
A szinkron menetvágás pontosságát az alkalmazott encoder osztásszáma befolyásolja. De mint minden dolognál célszerű a kompromisszum . ( Borítékolom hogy a nagy osztásszámnál nagy feladat hárulna a DSPIC re de azt is tudom hogy ilyenkor le lehet osztani a bemeneti impulzusok számát ami integrálva van a programban .) Az ideális osztásszámú encóderhez viszont ismerni kellene a jelkiértékelés szisztémáját ( 1,2,4 ) Pl ha 4 szeres akkor egy 100-150 es tárcsa is fel jónak tűnik számomra
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2015 március 12, 09:03
Írta: kr97pwss2 Dátum 2015 március 12, 09:03
A főorsó enkóderének jelét 4x üzemmódban figyeli az UC100 vagy UC300. Én 100 réses enkódert javasolok (400ppr). Két kitétel van csak, hogy az enkóder A,B jele 100kHz alatt legyen 50%-os kitöltéssel, és az index impulzus min. szélessége 20usec. Az A,B jel frekvenciája egy 100 réses (400ppr) enkódernél pl. 2000 1/perc-es fordulatszámon 2000/60*400 = 13333.33Hz.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 március 12, 09:33
Írta: svejk Dátum 2015 március 12, 09:33
Anno a Mach3-nál vezették be, ez gyakorlatilag egy olyan kimenet, amin a szoftver normál működése során 10 kHz körüli négyszögjel jelenik meg.
ha lefagy a szoftver, vagy belső számolási hiba keletkezik ez a jel azonnal megszűnik.
Később már variáltak, pl. az E-stop-pal is össze lehet logikázni, csak akkor van meg ez a jel, ha működik a szoftver és nincs az e-stop lenyomva.
Maga a charge pump elnevezés pedig abból adódott hogy ezt a négyszögjelet egy egyszerű diódás-kondis "töltéspumpával" figyelték és egy tranzisztort vezéreltek vele, mely aztán beavatkozhat a hardveres vészstop körbe.
ha lefagy a szoftver, vagy belső számolási hiba keletkezik ez a jel azonnal megszűnik.
Később már variáltak, pl. az E-stop-pal is össze lehet logikázni, csak akkor van meg ez a jel, ha működik a szoftver és nincs az e-stop lenyomva.
Maga a charge pump elnevezés pedig abból adódott hogy ezt a négyszögjelet egy egyszerű diódás-kondis "töltéspumpával" figyelték és egy tranzisztort vezéreltek vele, mely aztán beavatkozhat a hardveres vészstop körbe.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2015 március 12, 09:42
Írta: istvan58 Dátum 2015 március 12, 09:42
köszi, kezdem érteni....még egy két kérdés de átviszem a topicomba hogy ne itt szemeteljek...ha ráérsz nézzél át oda.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 március 12, 10:44
Írta: svejk Dátum 2015 március 12, 10:44
Még egy fontos dolga van, csak ha már a fut a szoftver akkor engedélyezünk vele minden letiltható dolgot.
Ugyanis az XP-nél alapból az LPT porton bármilyen jelszint kint lehet.
Ugyanis az XP-nél alapból az LPT porton bármilyen jelszint kint lehet.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2015 március 12, 10:46
Írta: ANTAL GÁBOR Dátum 2015 március 12, 10:46
Köszönöm Balázs! ugye nem baj ha ilyen kérdésekkel bombázlak , gondolom a válaszok másnak is hasznosak ... A leírásodból az is következik hogy a fizikailag 100 réses encodernél a configurálásnál 400 ppr et kell írni
Cím: Re:UCCNC vezérlő program
Írta: xabi Dátum 2015 március 12, 12:02
Írta: xabi Dátum 2015 március 12, 12:02
exec.mainform.AS3.Getlabel(110);
exec.mainform.AS3.Getlabel(108);
A fenti kiolvasott értékeket az új programban nem találom. Hogyan tudnám lekérdezni ?
exec.mainform.AS3.Getlabel(108);
A fenti kiolvasott értékeket az új programban nem találom. Hogyan tudnám lekérdezni ?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 12, 18:20
Írta: 000000000 Dátum 2015 március 12, 18:20
Szia,
A "label" típusú objektum a screensetben teljesen meg lett szüntetve.
A régi verziónál volt label és inputlabel, ezeket összevontuk és "field", azaz mezőnek neveztük el. A lekérdezést a Getfield(int), illetve a Getfieldtext(int) függvényekkel lehet. Ezzel az összevonással egyszerűsödtek a dolgok, átláthatóbb lett szerintem.
A /Documentation mappában van leírás a függvényekről, a régi doksit kiegészítettük...
A "label" típusú objektum a screensetben teljesen meg lett szüntetve.
A régi verziónál volt label és inputlabel, ezeket összevontuk és "field", azaz mezőnek neveztük el. A lekérdezést a Getfield(int), illetve a Getfieldtext(int) függvényekkel lehet. Ezzel az összevonással egyszerűsödtek a dolgok, átláthatóbb lett szerintem.
A /Documentation mappában van leírás a függvényekről, a régi doksit kiegészítettük...
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 12, 18:21
Írta: 000000000 Dátum 2015 március 12, 18:21
Illetve rosszul írtam, vagyis félreérthetően, mert nem csak a screensetben szűnt meg a label objektum, hanem globálisan, beleértve a makróból elérést is.
Cím: Re:UCCNC vezérlő program
Írta: xabi Dátum 2015 március 12, 19:25
Írta: xabi Dátum 2015 március 12, 19:25
Szia, arra rájöttem hogy a label helyett field van, de hogyan tudnám meg hogy a Fset és az Sset field-nek mi a lekérdezési száma ?
exec.mainform.AS3.Getfield(?????);
exec.mainform.AS3.Getfield(?????);
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 12, 20:45
Írta: 000000000 Dátum 2015 március 12, 20:45
A dokumentációban le van írva.
Cím: Re:UCCNC vezérlő program
Írta: xabi Dátum 2015 március 13, 09:08
Írta: xabi Dátum 2015 március 13, 09:08
Ok. Remélem megtaláltam 867 és 869-es, majd kipróbálom.
Más. Ma Feltettem az új 'test' verziót, jól kivágta amit kellett, de a megjelenítésénél valamiért a két körből csak egy látszik..
N0010 (Filename: kislemez.tap)
N0020 (Post processor: UCCNCplasma.scpost)
N0030 (Date: 13/03/2015)
N0040 G21 (Units: Metric)
N0050 G53 G90 G91.1 G40
N0060 F1
N0070 S500
N0080 (Part: kislemez)
N0090 (Operation: Insert code snippet Code: Start)
N0100 #850=1
N0110 #8500=1
N0120 S200
N0130 (Operation: Inside Offset, MERET, T2: Plasma, 4 mm lemez 50A)
N0140 M06 T2 F900.0 (Plasma, 4 mm lemez 50A)
N0150 G00 Z25.0000
N0160 X582.7110 Y630.4882
N0170 Z4.0000
N0180 M03
N0190 G04 P400
N0200 G02 X585.3991 Y630.1049 I1.1524 J-1.5357 F900.0
N0210 X585.3991 Y630.1049 I-137.3991 J-103.1049
N0220 X585.0158 Y627.4168 I-1.5357 J-1.1524
N0230 M05
N0240 G04 P500
N0250 G00 Z25.0000
N0260 X743.8239 Y405.8668
N0270 Z4.0000
N0280 M03
N0290 G04 P400
N0300 G02 X746.5243 Y405.5832 I1.2085 J-1.4920
N0310 X746.5243 Y405.5832 I-36.5243 J-29.5832
N0320 X746.2408 Y402.8828 I-1.4920 J-1.2085
N0330 M05
N0340 G04 P500
N0350 G00 Z25.0000
N0360 M05 M30
Más. Ma Feltettem az új 'test' verziót, jól kivágta amit kellett, de a megjelenítésénél valamiért a két körből csak egy látszik..
N0010 (Filename: kislemez.tap)
N0020 (Post processor: UCCNCplasma.scpost)
N0030 (Date: 13/03/2015)
N0040 G21 (Units: Metric)
N0050 G53 G90 G91.1 G40
N0060 F1
N0070 S500
N0080 (Part: kislemez)
N0090 (Operation: Insert code snippet Code: Start)
N0100 #850=1
N0110 #8500=1
N0120 S200
N0130 (Operation: Inside Offset, MERET, T2: Plasma, 4 mm lemez 50A)
N0140 M06 T2 F900.0 (Plasma, 4 mm lemez 50A)
N0150 G00 Z25.0000
N0160 X582.7110 Y630.4882
N0170 Z4.0000
N0180 M03
N0190 G04 P400
N0200 G02 X585.3991 Y630.1049 I1.1524 J-1.5357 F900.0
N0210 X585.3991 Y630.1049 I-137.3991 J-103.1049
N0220 X585.0158 Y627.4168 I-1.5357 J-1.1524
N0230 M05
N0240 G04 P500
N0250 G00 Z25.0000
N0260 X743.8239 Y405.8668
N0270 Z4.0000
N0280 M03
N0290 G04 P400
N0300 G02 X746.5243 Y405.5832 I1.2085 J-1.4920
N0310 X746.5243 Y405.5832 I-36.5243 J-29.5832
N0320 X746.2408 Y402.8828 I-1.4920 J-1.2085
N0330 M05
N0340 G04 P500
N0350 G00 Z25.0000
N0360 M05 M30
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 13, 11:45
Írta: 000000000 Dátum 2015 március 13, 11:45
Sziasztok,
A jelzett hibák javítva lettek:
- Charge pump induláskor egy pillanatra bekapcsolt.
- Charge pump a file kezeléskor is bekapcsolt.
- kb. d>1méter feletti köröket nem jelenítette meg a szerszmámpálya.
- A jog mód (cont.,step,MPG módok) ha külső bemeneti triggerre volt téve és a charge pump jellel volt visszakötve,
hgoy folyamatosan frissítse az állapotot (pl. forgókapcsoló egy-egy állása), akkor a ciklikus 12.50kHz-es hívás
akadozó jog problémát eredményezett.
- MPG számábrázolási probléma.
UCCNC 1.1004 letöltése
A jelzett hibák javítva lettek:
- Charge pump induláskor egy pillanatra bekapcsolt.
- Charge pump a file kezeléskor is bekapcsolt.
- kb. d>1méter feletti köröket nem jelenítette meg a szerszmámpálya.
- A jog mód (cont.,step,MPG módok) ha külső bemeneti triggerre volt téve és a charge pump jellel volt visszakötve,
hgoy folyamatosan frissítse az állapotot (pl. forgókapcsoló egy-egy állása), akkor a ciklikus 12.50kHz-es hívás
akadozó jog problémát eredményezett.
- MPG számábrázolási probléma.
UCCNC 1.1004 letöltése
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 13, 11:50
Írta: 000000000 Dátum 2015 március 13, 11:50
A homing speed up és down értelme, hogy a home kapcsolóra fel és lefutás sebességei külön konfigurálhatók. A homeolás így gyorsabbá tehető, mert a home szenzorra felfutás sebessége lehet egy nagy sebesség érték, hogy a gép gyorsan elérje a szenzort. A lefutás pedig lassú, hogy a home pozíció pontos legyen, mivel a szoftver a lefutás pozícióját veszi home-nak, így ha lassan áll le a home szenzorról, akkor pontosabb lehet a bemérés...
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 13, 11:53
Írta: 000000000 Dátum 2015 március 13, 11:53
Az MPG beállított sebességhez képesti +4%-os max. sebessége is javítva lett, ez kimaradt a javítási listából, elfelejtettem leírni az előbb.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2015 március 13, 12:49
Írta: dezsoe Dátum 2015 március 13, 12:49
Szia!
Az indulást demó módban nem látom, de a Load/Close már jó. Viszont továbbra is maradt az Apply és a Save settings, itt még bekapcsol.
A homing így teljesen érthető, praktikus. Akartam már hominggal kapcsolatban kérdezni, hogy problémás-e (vagy egyáltalán rajtam kívül valakit érdekel-e), hogy a tengelyeknél megadható lenne, hogy a home beállítása után hol álljon meg a tengely. Nálam pl. X és Y -5-re állítja a gépi koordinátát és ha rögtön el tudnám zavarni 0-ra, akkor bekapcsolhatnám a softlimitet, nem panaszkodna, hogy kívül vagyok rajta.
Még egy dologba futottam bele. Nálam a probe aktív demó módban. A mostani újítással (ami egyébként nagyon jó, ha rajta van a gép!) nem "probe-ol", ha a jel aktív. Nem lehetne itt elválasztani a demó és éles üzemmódot? (Esetleg az Offline kapcsolóhoz kötni?)
És még valami a demó módhoz. Egy LED-et lehetne neki definiálni, hogy makróból tudjam, hogy demóban vagyok.
Az indulást demó módban nem látom, de a Load/Close már jó. Viszont továbbra is maradt az Apply és a Save settings, itt még bekapcsol.
A homing így teljesen érthető, praktikus. Akartam már hominggal kapcsolatban kérdezni, hogy problémás-e (vagy egyáltalán rajtam kívül valakit érdekel-e), hogy a tengelyeknél megadható lenne, hogy a home beállítása után hol álljon meg a tengely. Nálam pl. X és Y -5-re állítja a gépi koordinátát és ha rögtön el tudnám zavarni 0-ra, akkor bekapcsolhatnám a softlimitet, nem panaszkodna, hogy kívül vagyok rajta.
Még egy dologba futottam bele. Nálam a probe aktív demó módban. A mostani újítással (ami egyébként nagyon jó, ha rajta van a gép!) nem "probe-ol", ha a jel aktív. Nem lehetne itt elválasztani a demó és éles üzemmódot? (Esetleg az Offline kapcsolóhoz kötni?)
És még valami a demó módhoz. Egy LED-et lehetne neki definiálni, hogy makróból tudjam, hogy demóban vagyok.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2015 március 13, 17:14
Írta: ANTAL GÁBOR Dátum 2015 március 13, 17:14
Egy érdekes problémába ütköztem ( és nemcsak Balázsnak szánom a kérdést ) Csinálok egy nagyméretű encodert a TOS- omra. ( a cél a szinkron menetvágás kipróbálása ) Azért nem gyári mert meg akarom őrizni a főorsó átjárhatóságát és nem akarok szíjáttételt A tárcsa az egy lézervágott 1 mm es KO lemez ( már kb egy fél éve kész van ) A kiolvasás : résoptóval az index egy másik osztókörön reflexiós optóval Természetesen a résoptókat fizikailag egymáshoz képest 90 fokkal el akarom ékelni ( az egyik állítható lesz ) A konkrét kérdés : mi lesz akkor ha nem sikerül jól az elékelés és mondjuk 70 fokra lesznek egymástól ? Az A csatorna jele szép 50% os négyszög lesz ,a B csatornáé szintúgy csak a kettő között a fázistolás 70 fok. Egy irányban forog a főorsó. Csak a megérthetőség szempontjából a kapott A jel magas szintje legyen 1 ms . Akkor a 4 élkiértékeléskor a jelek 0.38, 0.62, 0,38, 0,62 ms onként követik egymást Ha az Uc100 as úgy dolgozik hogy egy kapuidő alatt megszámolja az impulzusokat akkor talán nem baj ha azok a példa szerint jönnek de ha a két beérkező jel között eltelt idő a kapuidő és arra vetül a DSPIC belső órája akkor gebasz mert nem fogja tudni kiértékelni ( tudom hogy nem hagyományos számlálás történik a PIC ben de így talán szemléletesebb ) Ha van valami átlagolás a soft ban akkor lehet megmenekültem . Persze igyekezni fogok jól beállítani de a műhelyben elég macerás lenne egy kétsugaras szkóppal . Vagy csináljak egy fáziskomparátort ? Vajon mennyire kötött a 90 fok ??
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 március 13, 17:43
Írta: svejk Dátum 2015 március 13, 17:43
A főorsó átjárhatóság problémáját a nagyok általában úgy oldották meg, hogy a normál tengelyes encoder a főorsó mellé van szerelve egy kis csapágyazott segédtengelyre és egy kis fogazott szíj viszi át a hajtást 1:1-ben.
Az ipari elektronikák nem túl érzékenyek az 50%-ra, 40-60 arány biztos nem lesz gond.
De ha állíthatóra csinálod akkor szkóppal nézve igen pontosan be tudod áéllítani.
Az ipari elektronikák nem túl érzékenyek az 50%-ra, 40-60 arány biztos nem lesz gond.
De ha állíthatóra csinálod akkor szkóppal nézve igen pontosan be tudod áéllítani.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 március 13, 17:47
Írta: svejk Dátum 2015 március 13, 17:47
Bocsi, kimaradt az olvasatból a "nem akarok"
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2015 március 13, 17:52
Írta: kr97pwss2 Dátum 2015 március 13, 17:52
Nem gond, ha nem pont 90fok, (csak akkor ha a max 100kHz-es tartomány közelében van az enkóder kimenő frekvenciája). Hány rés van a tárcsán, és mekkora max fordulattal szeretnéd használni?
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2015 március 13, 17:53
Írta: lari Dátum 2015 március 13, 17:53
Ha jól tudom Az A-B jelek 90 fokos eltolásának akkor van jelentősége, ha rigid tapping módban, tehát merev menetfúrásra akarod használni, itt ugyanis a menetfúrás végén automatikusan főorsó forgásirányváltást kell végrehajtani.
Ha nem jól tudom, akkor valaki kijavít... [#wave]
Ha nem jól tudom, akkor valaki kijavít... [#wave]
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2015 március 13, 17:59
Írta: lari Dátum 2015 március 13, 17:59
Szia Balázs!
Tapasztaltam valamit az UCCNC kapcsán.
Ha MPG-el közelítek valamelyik végálláshoz, majd a végállás aktivizálódik, a hajtás leáll.
Override limits gomb megnyom, majd reset, és a tengely tovább ugrik jó pár mm-t abba az irányba, amelyikbe a végállás van.
Ez azért nem jó, mert ha a végállás nagyon közel van a tengely mechanikai végpontjához, akkor ütközés van és a motorok (búgnak) túlterhelődnek.
Ha kézzel mozgatva (billentyűzetről) gyorsjáratban történik ez a folyamat, akkor a fent leírt negatívum nem jelentkezik.
Lehet ezzel valamit kezdeni?
Tapasztaltam valamit az UCCNC kapcsán.
Ha MPG-el közelítek valamelyik végálláshoz, majd a végállás aktivizálódik, a hajtás leáll.
Override limits gomb megnyom, majd reset, és a tengely tovább ugrik jó pár mm-t abba az irányba, amelyikbe a végállás van.
Ez azért nem jó, mert ha a végállás nagyon közel van a tengely mechanikai végpontjához, akkor ütközés van és a motorok (búgnak) túlterhelődnek.
Ha kézzel mozgatva (billentyűzetről) gyorsjáratban történik ez a folyamat, akkor a fent leírt negatívum nem jelentkezik.
Lehet ezzel valamit kezdeni?
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2015 március 13, 18:01
Írta: lari Dátum 2015 március 13, 18:01
Másik.
Ha egy g kódot betöltök- Load file, close file vagy revind file gombokat használom, akkor a motorok rándulnak egyet.
Hogy fizikai elmozdulás történik-e azt nem tudtam még megnézni, de a jelenség tapasztalható volt a régi verziókban is.
Ha egy g kódot betöltök- Load file, close file vagy revind file gombokat használom, akkor a motorok rándulnak egyet.
Hogy fizikai elmozdulás történik-e azt nem tudtam még megnézni, de a jelenség tapasztalható volt a régi verziókban is.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2015 március 13, 18:01
Írta: kr97pwss2 Dátum 2015 március 13, 18:01
Menetfúrásnál és szinkron menetvágásnál a főorsó pozíciót ugyanúgy az A,B jelekből figyeli. Ideális esetben ezeknek a jeleknek 90fokos eltolással kellene lennie. Gábornak is javaslom, hogy a lehetőségekhez képest pontosan be kellene állítani.
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2015 március 13, 18:08
Írta: lari Dátum 2015 március 13, 18:08
Még egy
Ha használni akarom a run from here lehetőséget,
lefagy a program, s az alábbi hibaüzenet sorakozik fel igen nagy számban ...
Initial movement preparation
Ha használni akarom a run from here lehetőséget,
lefagy a program, s az alábbi hibaüzenet sorakozik fel igen nagy számban ...
Initial movement preparation
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2015 március 13, 18:24
Írta: ANTAL GÁBOR Dátum 2015 március 13, 18:24
100 réses tárcsa és max 1000 1/min Ez 6.66 kHz . Gondolom a PIC ( leosztott ) órajele vetül a két beérkező jelre tehát ha nem 90 fok akkor ciklikusan mást mér , de ha tettetek átlagolást a softba akkor jó is lehet ( Irtam hogy egy irányban forog az orsó mert irányváltás esetén triviális hogy nem lesz jó ( válasz Larinak is )
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2015 március 13, 18:49
Írta: ANTAL GÁBOR Dátum 2015 március 13, 18:49
Még egy kapcsolódó kérdés : van az Index prescaler ( funkciója tiszta , ha van egy 4 réses indextárcsa akkor 4 et kell beírni és így minden negyedeiket dolgozza föl indexnek . ) Gondolatban tágítom a kört. Van egy 100 réses tárcsám ( A/ B jellel ) bekötöm
főorsóencodernek és az A-t külön ( még egyszer ) az indexre . Utána beállítok a prescalerbe 100 as számot Fog működni ? ( az én logikám szerint igen )
főorsóencodernek és az A-t külön ( még egyszer ) az indexre . Utána beállítok a prescalerbe 100 as számot Fog működni ? ( az én logikám szerint igen )
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2015 március 13, 18:50
Írta: kr97pwss2 Dátum 2015 március 13, 18:50
Valamit félreértesz, az enkóder A,B jeléből megállapítható a forgásirány, még akkor is, ha az A és a B jel nem pont 90fokra van egymáshoz képest. A következő ábrán látható, amint megváltozik a kék vonal mentén a forgásirány:
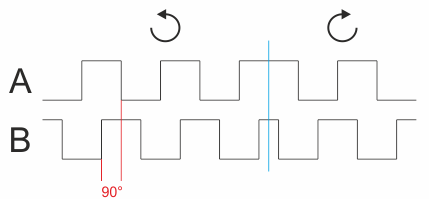
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2015 március 13, 19:00
Írta: kr97pwss2 Dátum 2015 március 13, 19:00
Ha csak a fordulatszámot akarod mérni az Index bemeneten, akkor működik, ha viszont szinkron menetvágást vagy fúrást szeretnél, akkor viszont nem!!! A szinkronizált induláshoz fordulatonként 1 index jelre van szükség.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2015 március 13, 19:02
Írta: ANTAL GÁBOR Dátum 2015 március 13, 19:02
Balázs ! a forgásirány persze hogy megállapítható a metodikát nagyon rég óta
(kb 1974 ) ismerem ( iránydiszkiminátor ) sőt hagyományos Ic kel építettem is anno . Engem az alapkérdés izgat mert ha egy rossz optó elékeléssel nem tudja pontosan megmintázni a főorsó fordulatát akkor hibás lesz a menet emelkedése . Az irányváltás pillanata után fogalmam sincs hogy mi fog történni egy menetfúrás esetén ( ezért zártam ki a feltett kérdésből ) Valami azt sugallja hogy ott komoly baj van ha hibás az elékelés
(kb 1974 ) ismerem ( iránydiszkiminátor ) sőt hagyományos Ic kel építettem is anno . Engem az alapkérdés izgat mert ha egy rossz optó elékeléssel nem tudja pontosan megmintázni a főorsó fordulatát akkor hibás lesz a menet emelkedése . Az irányváltás pillanata után fogalmam sincs hogy mi fog történni egy menetfúrás esetén ( ezért zártam ki a feltett kérdésből ) Valami azt sugallja hogy ott komoly baj van ha hibás az elékelés
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2015 március 13, 19:26
Írta: kr97pwss2 Dátum 2015 március 13, 19:26
Félre értettem a kérdésedet. Vegyünk egy példát: Menetvágásnál egy fordulatra 100-as tárcsa 400 főorsó pozíciót határoz meg. 1mm-es menetemelkedésnél 1/400=0.0025mm kell elmozdulnia a szinkronizált tengelynek az enkóder egy élváltásának hatására. Ha az A és B jelek egymáshoz képest pl. 81fokra vannak (10% eltérés), akkor 81/90*0.0025=0,00225mm azaz 0.0025-0.00225=0,00025mm hullámosság lesz az alapjelben. Ez elhanyagolhatónak tekinthető.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2015 március 13, 20:17
Írta: ANTAL GÁBOR Dátum 2015 március 13, 20:17
Köszönöm . Az az alapgondom hogy nagyon belémivódott a mach menetelésének a szisztémája ( fordulat mintázása számolás azután Start ) A ti szinkron szisztémátokat kezdem megérteni . IsVarga csinált egy hasonlót. ( T45 szisztémáját nem ismerem közelebbről ) A "tenyésztett" eset : 400 lépésre mozdul a Z tengely 1 mm t ( ez van a motor tuningban ) . 1 es emelkedést vágunk 100 as ( 400 jel ) tárcsával . Ekkor minden élre 1 et kell lépnie a léptetőnek. Természetesen ez egy valós időben való SZÁMOLÁS ( oszás ) eredménye . Ha nem 90 fokos az ékelés akkor az élek közötti idő nem egyforma. A léptető
( szisztematikusan ) egyszer hamarabb lép egyszer meg később miközben a főorsó szépen stabilan fut vagyis időegység alatt a szögelfordulása konstans . Ilyen esetben ez a hiba tényleg elhanyagolható . Tehát a fordulatszám ismerete nem is szükséges a szinkron menethez ( az kijelzésre kerül de számunkra indifferens ) Az is lehet hogy a fordulatszám kijelzésénél az indexek közötti idő van felhasználva adatként
( szisztematikusan ) egyszer hamarabb lép egyszer meg később miközben a főorsó szépen stabilan fut vagyis időegység alatt a szögelfordulása konstans . Ilyen esetben ez a hiba tényleg elhanyagolható . Tehát a fordulatszám ismerete nem is szükséges a szinkron menethez ( az kijelzésre kerül de számunkra indifferens ) Az is lehet hogy a fordulatszám kijelzésénél az indexek közötti idő van felhasználva adatként
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 13, 21:06
Írta: 000000000 Dátum 2015 március 13, 21:06
Szia,
Valóban az Apply és Save settings-nél még megmaradt a probléma ... most hogy mondod, megnéztem és tényleg .. fogom javítani a következő verzióban már jó lesz.
Ezt a probe dolgot nem értem teljesen, hogy miért kéne demo módban külön választani a működését. Miért nem konfigurálod át a polaritását, hogy alapban ne legyen aktív és akkor demo módban is kell működnie.
Ezen a home-olós felvetésen pedig gondolkodnom kell még, hogy hogyan lehetne megoldani. Mondjuk szerintem koncentráljunk egyelőre arra, hogy a meglévő tudás, funkciók minden kombinációja teljesen hibátlan legyen, szóval várjuk a további teszteléseket és hibajalentéseket. mert ugyan mi több hétig 2 gépen is teszteltük a progit, de látszik, hogy már annyi féle beállítás kombináció van, hogy kell a segítség, hogy mind le legyen tesztelve. :)
Valóban az Apply és Save settings-nél még megmaradt a probléma ... most hogy mondod, megnéztem és tényleg .. fogom javítani a következő verzióban már jó lesz.
Ezt a probe dolgot nem értem teljesen, hogy miért kéne demo módban külön választani a működését. Miért nem konfigurálod át a polaritását, hogy alapban ne legyen aktív és akkor demo módban is kell működnie.
Ezen a home-olós felvetésen pedig gondolkodnom kell még, hogy hogyan lehetne megoldani. Mondjuk szerintem koncentráljunk egyelőre arra, hogy a meglévő tudás, funkciók minden kombinációja teljesen hibátlan legyen, szóval várjuk a további teszteléseket és hibajalentéseket. mert ugyan mi több hétig 2 gépen is teszteltük a progit, de látszik, hogy már annyi féle beállítás kombináció van, hogy kell a segítség, hogy mind le legyen tesztelve. :)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 13, 21:07
Írta: 000000000 Dátum 2015 március 13, 21:07
Ezt a jelzett MPG-vel végállásra futást és override limits-et megfogjuk hamarosan vizsgálni.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2015 március 13, 21:10
Írta: ANTAL GÁBOR Dátum 2015 március 13, 21:10
Még szemléletesebben is megfogalmazhattam volna. Az A/ B jelből egy quadratúra dekóderrel csinálok Step / dir jelet és abból valami aritmetikával előállítom azt a step jelet amire szükségem van a menetvágásnál . Ha az alap kétfázisú jel nem 90 fokra van egymástól akkor a quadratúra dekóderből származó stepek között hosszabb rövidebb idők vannak amik az kimenetre is arányosan rákerülnek . A többi meg már le van írva . ( A szisztéma teljesen hasonló a Mach független kis esztergám motorizált keresztszánjához, ha gyorsabban tekerem az MPG t akkor gyorsabban és szinkronban megy a szán , csak nálam nincs aritmetika )
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 13, 21:12
Írta: 000000000 Dátum 2015 március 13, 21:12
Gábor,
Mindaddig nincsen gond, amíg két detektált él közti idő nagyobb marad mint 1/100kHz=10usec.
Más szóval a korlát a 100kHz frekvencia limit és ebbe bele kell számolni, ha mondjuk a jelek az encoderen nem 90 fokkal vannak eltolva, hanem mondjuk 70 fokkal.
Mindaddig nincsen gond, amíg két detektált él közti idő nagyobb marad mint 1/100kHz=10usec.
Más szóval a korlát a 100kHz frekvencia limit és ebbe bele kell számolni, ha mondjuk a jelek az encoderen nem 90 fokkal vannak eltolva, hanem mondjuk 70 fokkal.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 13, 21:17
Írta: 000000000 Dátum 2015 március 13, 21:17
Ezt a run from here dolgot nem tudom előidézni, nálam tökéletesen működik a funkció. Az nem lehet, hogy az ablak csak egyszer jelenik meg, csak azt hiszed, hogy többször, mert a szerszámpálya nézetet amíg az ablak fent van addig nem frissítjük és emiatt ha félrehúzod az ablakot, akkor úgy tűnhet, mintha több ablak lenne, de valójában nincsen több, csak egyszer tud megjelenni, mert egy példány készül az ablakból, gyakorlatilag nem is tud több példányban megjelenni, a kód szerint nem lehetséges...
Ha le OK-zod az ablakot akkor egyébként végrehajtja neked a kezdeti mozgást és minden működik utána?
Ha le OK-zod az ablakot akkor egyébként végrehajtja neked a kezdeti mozgást és minden működik utána?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 13, 21:21
Írta: 000000000 Dátum 2015 március 13, 21:21
Még annyi, hogy ez az "initial movement preparation" ablak az nem hibaüzenet. Az egy ablak, ahol be tudod állítani a kezdeti mozgást és ez az ablak akkor mindig megjelenik, ha run from here gombot nyomsz. A lényege, hogy a progi kiszámítja, hogy hol kell állnia a tengelyeknek az újonnan kiválasztott G-kód sor végrehajtásakor és felajánlja, hogy oda mozgatja a gépet mielőtt újra indítanád a ciklust. Az ablakot vagy OK-val tudod eltüntetni, ha OK-t nyomsz, akkor végrehajtja a felajánlott mozgást. Ha Cancel-t nyomsz akkor pedig nem hajtja végre és akkor ha megnyomod újra a ciklus startot, akkor rögtön a G-kód programot fogja végrehajtani.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2015 március 13, 21:21
Írta: ANTAL GÁBOR Dátum 2015 március 13, 21:21
Köszönöm ! Ha visszaolvassátok akkor kiderül hogy abs megértettem . Egy ÉS kapuval (lehet hogy diódás lesz ) összekapuzom az A és B jelet azután szkóppal megnézem a jel/ szünet időt és belövöm az optót. Durva hiba nem lesz , a kicsivel meg nem foglalkozom mert úgy is kiintegrálódik
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2015 március 13, 21:26
Írta: lari Dátum 2015 március 13, 21:26
A Run from here ablak egyszer jelenik meg.
Ezt követően, ha nyomok egy ciklus startot, akkor elkezd remegni az ablak, s ezt követően semmit nem tudok már csinálni. Sem az ok, sem pedig a cancel gombra nem reagál.
CTRL-ALT-DEL-el tudom bezármi az UCCNC-t.
Ezt követően, ha nyomok egy ciklus startot, akkor elkezd remegni az ablak, s ezt követően semmit nem tudok már csinálni. Sem az ok, sem pedig a cancel gombra nem reagál.
CTRL-ALT-DEL-el tudom bezármi az UCCNC-t.
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2015 március 13, 21:29
Írta: lari Dátum 2015 március 13, 21:29
az "initial movement preparation" nálam nem egy ablakként jelenik meg, legalábbis én nem látom.
Annyit látok lenn a tálcán, hogy az "initial movement preparation" számozottan ismétlődik és sokszorozza magát, de mint az előbb mondtam, ilyenkor már csak a program "kényszerített" bezárása segít.
Annyit látok lenn a tálcán, hogy az "initial movement preparation" számozottan ismétlődik és sokszorozza magát, de mint az előbb mondtam, ilyenkor már csak a program "kényszerített" bezárása segít.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2015 március 13, 23:49
Írta: dezsoe Dátum 2015 március 13, 23:49
Szia!
A probe beállításán nem szeretnék változtatni, mert akkor az elektronikát kéne módosítanom. Eddig simán tudtam demóban futtatni például az AutoLeveller által generált probe kódot, ami előállította nekem a probe adatokat. (Az adatok tartalma lényegtelen volt számomra, a meglétük a fontos demó módban.) Most, hogy a G31 dudál, hogy a probe már aktív, nem tudom a normál, a gépnek is megfelelő, de demó állpotban levő profilon futtatni. Eddig megvolt az a lehetőségem, hogy ugyanazt a laptopot használom ugyanazzal a profillal, de vagy rá van dugva a gép, vagy nem. Tehát vagy kapcsolgatom a lábat, vagy csinálok külön profilt demóhoz, ami csak a probe polaritásában tér el. (A hardware módosítást alapból kihagyom.) Ha külön profil, akkor meg minden módosítást mindig át kell vezetni: ez maga a hibalehetőségek mennyországa.
Egyébként pont a programom tesztelése miatt gondoltam a demó LED-re is, akkor a G31-ből jövő, minden probe-ra ugyanazt az eredményt adó számot tudom néhány tizeddel 0 környékére randomizálni, mintha a felület lenne girbe-gurba. A probe adatot úgyis makróból tudom # változóba pakolni, akkor meg lehetne a LED alapján valós vagy kitalált adatot tárolni.
A probe beállításán nem szeretnék változtatni, mert akkor az elektronikát kéne módosítanom. Eddig simán tudtam demóban futtatni például az AutoLeveller által generált probe kódot, ami előállította nekem a probe adatokat. (Az adatok tartalma lényegtelen volt számomra, a meglétük a fontos demó módban.) Most, hogy a G31 dudál, hogy a probe már aktív, nem tudom a normál, a gépnek is megfelelő, de demó állpotban levő profilon futtatni. Eddig megvolt az a lehetőségem, hogy ugyanazt a laptopot használom ugyanazzal a profillal, de vagy rá van dugva a gép, vagy nem. Tehát vagy kapcsolgatom a lábat, vagy csinálok külön profilt demóhoz, ami csak a probe polaritásában tér el. (A hardware módosítást alapból kihagyom.) Ha külön profil, akkor meg minden módosítást mindig át kell vezetni: ez maga a hibalehetőségek mennyországa.
Egyébként pont a programom tesztelése miatt gondoltam a demó LED-re is, akkor a G31-ből jövő, minden probe-ra ugyanazt az eredményt adó számot tudom néhány tizeddel 0 környékére randomizálni, mintha a felület lenne girbe-gurba. A probe adatot úgyis makróból tudom # változóba pakolni, akkor meg lehetne a LED alapján valós vagy kitalált adatot tárolni.
Cím: Re:UCCNC vezérlő program
Írta: nffab2gnr Dátum 2015 március 14, 00:08
Írta: nffab2gnr Dátum 2015 március 14, 00:08
Szia Balázs!
Hova tűnt Damon Hill,no meg a PWM 10V-os feszültsége.[#nemtudom][#wave][#wink]
A többi rész úgy tűnik,hogy hibátlan egyenlőre.[#eljen]
Hova tűnt Damon Hill,no meg a PWM 10V-os feszültsége.[#nemtudom][#wave][#wink]
A többi rész úgy tűnik,hogy hibátlan egyenlőre.[#eljen]
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2015 március 14, 07:56
Írta: lari Dátum 2015 március 14, 07:56
Ma ismét megpróbáltam, most tökéletesen működött.
Tegnap számítógép újraindítással nem próbálkoztam, csak a program újraindításával.
Valószínűleg ezért nem volt jó tegnap.
Valami viszont biztosan nem OK a "háttérben", mert a régi verzióknál is volt ez a hiba... Akkor nem "erősködtem", gondoltam az újnál már nem lesz.
Tegnap számítógép újraindítással nem próbálkoztam, csak a program újraindításával.
Valószínűleg ezért nem volt jó tegnap.
Valami viszont biztosan nem OK a "háttérben", mert a régi verzióknál is volt ez a hiba... Akkor nem "erősködtem", gondoltam az újnál már nem lesz.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 14, 11:04
Írta: 000000000 Dátum 2015 március 14, 11:04
Az a probléma, hogy amikor régebben jelezted, akkor se tudtam előidézni ezt a dolgot és most se tudom. A kódot is megnéztem és igazából az ablak egy példányban tud megjelenni, ráadásul modális, szülőnek a fő ablak van megadva, így mondhatni, hogy a kód szerint képtelenség, hogy a tálcán jelenjen meg külön a főablaktól. Nem igazán tudom elképzelni, hogy hogyan tud ez előfordulni.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 14, 11:04
Írta: 000000000 Dátum 2015 március 14, 11:04
Szia Tibor,
Megtaláltuk Demon Hillt. :)
Mindjárt felrakom ide a javítást.
Megtaláltuk Demon Hillt. :)
Mindjárt felrakom ide a javítást.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 14, 11:05
Írta: 000000000 Dátum 2015 március 14, 11:05
OK, így már értem a lényegét. Csináltam neked egy Isdemomode LED-et....
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 14, 11:06
Írta: 000000000 Dátum 2015 március 14, 11:06
Sziasztok,
A jelzett hibák javítva lettek:
- MPG-vel ha végállásra lett tekerve valamelyik tengely, akkor reset-ből kivétel után mozdult egy kicsit a tengely.
- Analog kimenetek nem működtek, fizikailag nem ment ki a jel.
- Apply/Save settings gomboknál a charge pump jelet bekapcsolta a progi.
- Csináltam egy Isdemomode LED-et.
UCCNC 1.1005 letöltés
A jelzett hibák javítva lettek:
- MPG-vel ha végállásra lett tekerve valamelyik tengely, akkor reset-ből kivétel után mozdult egy kicsit a tengely.
- Analog kimenetek nem működtek, fizikailag nem ment ki a jel.
- Apply/Save settings gomboknál a charge pump jelet bekapcsolta a progi.
- Csináltam egy Isdemomode LED-et.
UCCNC 1.1005 letöltés
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2015 március 14, 12:34
Írta: dezsoe Dátum 2015 március 14, 12:34
Szia!
Úgy tűnik, hogy a charge pump problémát lezárhatjuk: ahogy eddig hibázott, az megszűnt. Délután végre eljutok odáig, hogy üzem közben tesztelhessem.
A LED-ért pedig hálás köszönetem!
(Csak lustasági kérdés: nincs véletlenül elfekvőben egy 1366x768-as képernyő minusz a tálca (28 pixel) méretre optimalizált screenset-etek? Akkor nem kéne nekifogni... [#email])
Úgy tűnik, hogy a charge pump problémát lezárhatjuk: ahogy eddig hibázott, az megszűnt. Délután végre eljutok odáig, hogy üzem közben tesztelhessem.
A LED-ért pedig hálás köszönetem!
(Csak lustasági kérdés: nincs véletlenül elfekvőben egy 1366x768-as képernyő minusz a tálca (28 pixel) méretre optimalizált screenset-etek? Akkor nem kéne nekifogni... [#email])
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2015 március 14, 19:09
Írta: dezsoe Dátum 2015 március 14, 19:09
Szia!
Sikerült végre géppel is tesztelni. Akartam panelt marni, de a megszokott munkamenet közben két hibába(?) futottam bele. Illetve az első biztos, hogy hiba, a másodiknak gondolom, van oka, de az én szemszögemből nézve hiba.
1. Generáltam szintező file-t, (a file). Elkezdtem mérni a felületet (8 sor, 10 pont soronként), egyszer csak valami furcsa zajt hallottam. A mérés úgy történik, hogy x,y pozícióba megyek, ott leeresztem a mérőt z=1-re, majd G31 Z-1 jön. Elsőre nem tudom, mikor kezdődött, de teljes áramtalanítás után megismételtem a mérést és kb. az 5. sor elején, tehát kb. az 50-dik mérés magasságában elkezdi, és a mérés sorozat végéig minden G31 indításakor ránt egyet az Y tengelyen. Ráadásul oda-vissza egy lépést (tehát a tengely marad a helyén). Felrakom a profil file-t is, hátha az Y tengely pozíciójától és nem a mérések számától függ.
2. A 163-as nyomógomb fenntartott lett JogmodeMPG helyett. Nekem nagyon hiányzik, mert a nyomorult tapipaddal kell bekapcsolni a tekerőt, amit - térbeli elhelyezkedése miatt - mindig kikapcsolok, ha nem kell...
Sikerült végre géppel is tesztelni. Akartam panelt marni, de a megszokott munkamenet közben két hibába(?) futottam bele. Illetve az első biztos, hogy hiba, a másodiknak gondolom, van oka, de az én szemszögemből nézve hiba.
1. Generáltam szintező file-t, (a file). Elkezdtem mérni a felületet (8 sor, 10 pont soronként), egyszer csak valami furcsa zajt hallottam. A mérés úgy történik, hogy x,y pozícióba megyek, ott leeresztem a mérőt z=1-re, majd G31 Z-1 jön. Elsőre nem tudom, mikor kezdődött, de teljes áramtalanítás után megismételtem a mérést és kb. az 5. sor elején, tehát kb. az 50-dik mérés magasságában elkezdi, és a mérés sorozat végéig minden G31 indításakor ránt egyet az Y tengelyen. Ráadásul oda-vissza egy lépést (tehát a tengely marad a helyén). Felrakom a profil file-t is, hátha az Y tengely pozíciójától és nem a mérések számától függ.
2. A 163-as nyomógomb fenntartott lett JogmodeMPG helyett. Nekem nagyon hiányzik, mert a nyomorult tapipaddal kell bekapcsolni a tekerőt, amit - térbeli elhelyezkedése miatt - mindig kikapcsolok, ha nem kell...
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2015 március 14, 19:36
Írta: dezsoe Dátum 2015 március 14, 19:36
Hopp, a 2. pont sztornó: megfejtettem. :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2015 március 14, 23:17
Írta: dezsoe Dátum 2015 március 14, 23:17
Az 1.1004-gyel nem néztem, de 1.1005-tel MPG-vel 800 maxnál 832-vel tudom tekerni a tengelyeket. Ráadásul, nem tudom, hogy mi az oka, de annyira egyenetlenül mozgatja a tengelyt, hogy simán lépést veszt, ha nem egyenletesen tekerem. Kétségtelen, hogy egy ultragagyi rotary encodert használok, de az 1.0x verziókkal teljesen egyenletesen tudtam mozgatni a tengelyeket. A beállított 800-as maximális sebesség is főleg biztonsági okokból született, kicsivel 1000 felé is tudok menni az X és Y mentén. (Z lefelé virgonc, de fel már nem annyira, ezért született meg az egységes 800.)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 15, 13:33
Írta: 000000000 Dátum 2015 március 15, 13:33
Kipróbáltuk a kódodat és valóban a G31 indításakor lép az Y tengely egy step-et oda aztán vissza, még mielőtt elindítaná a probe-ot.
Így ugyan hibát nem csinál, de zavaró. Vizsgáljuk az okát és fogjuk javítani amint meglesz.
Így ugyan hibát nem csinál, de zavaró. Vizsgáljuk az okát és fogjuk javítani amint meglesz.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 15, 13:36
Írta: 000000000 Dátum 2015 március 15, 13:36
Az MPG filteren próbáltál állítani a beállításoknál?
Az MPG fiter egy átlagoló szűrő, az értéke millisekundumban van.
Ha a szűrő értéke alacsony, akkor szorosabban, gyorsabban követi az MPG mozgását, vagyis a kézremegést stb. is jobban leköveti. Ha magasabb a filter értéke, akkor jobban átlagol (szűr) és akkor a kézremegés nem érzékelhető.
A filtert állíthatóra csináltuk, hogy mindenki úgy állítsa be ahogy neki kényelmes és megfelelő.
Szerintem próbáld meg magasabb értékre venni.
Az MPG fiter egy átlagoló szűrő, az értéke millisekundumban van.
Ha a szűrő értéke alacsony, akkor szorosabban, gyorsabban követi az MPG mozgását, vagyis a kézremegést stb. is jobban leköveti. Ha magasabb a filter értéke, akkor jobban átlagol (szűr) és akkor a kézremegés nem érzékelhető.
A filtert állíthatóra csináltuk, hogy mindenki úgy állítsa be ahogy neki kényelmes és megfelelő.
Szerintem próbáld meg magasabb értékre venni.
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2015 március 15, 13:42
Írta: pisti73 Dátum 2015 március 15, 13:42
Sziasztok!
Egy kis segítséget kérnék! Nem értek a makró íráshoz és az UCCNC-be szeretnék egy olyan szerszám bemérő makrót ami az épp aktuális helyen (X,Y) beállítja a Z tengely, vagyis a szerszám magasságát. Tudom van egy előre konfigurált M31-es makró, de én csak az épp aktuális pozícióba szeretném végrehajtani a beállítást.
Köszi a segítséget!
Egy kis segítséget kérnék! Nem értek a makró íráshoz és az UCCNC-be szeretnék egy olyan szerszám bemérő makrót ami az épp aktuális helyen (X,Y) beállítja a Z tengely, vagyis a szerszám magasságát. Tudom van egy előre konfigurált M31-es makró, de én csak az épp aktuális pozícióba szeretném végrehajtani a beállítást.
Köszi a segítséget!
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 15, 13:43
Írta: 000000000 Dátum 2015 március 15, 13:43
Még egy gyors gondolat:
A filter csak az MPG cont. módban működik.
Az MPG. single és MPG multi módokban az MPG tengely mindig a max. sebesség + 4%-al mozog és ilyenkor a filter nem működik.
A filter csak az MPG cont. módban működik.
Az MPG. single és MPG multi módokban az MPG tengely mindig a max. sebesség + 4%-al mozog és ilyenkor a filter nem működik.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2015 március 15, 18:07
Írta: dezsoe Dátum 2015 március 15, 18:07
Igen, és én az MPG multit használtam, mert az tűnt az új programmal jobbnak. Most azért nekiálltam és beállítgattam rendesen, így a cont. módban tudom rendesen használni. Mivel a jog kezelést újraírtátok, kicsit máshogy kellett beállítani, mint a régi programban. Lényeg: megy rendesen.
Nem egyértelmű, de bekapcsolt állapotban, MPG paraméterek állítása közben apply-nál néha mozdul egyet a gép. (Kb. 1 step, de a hangerőből ítélve több tengelyen.)
Nem egyértelmű, de bekapcsolt állapotban, MPG paraméterek állítása közben apply-nál néha mozdul egyet a gép. (Kb. 1 step, de a hangerőből ítélve több tengelyen.)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 15, 23:03
Írta: 000000000 Dátum 2015 március 15, 23:03
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2015 március 16, 13:41
Írta: dezsoe Dátum 2015 március 16, 13:41
Szia!
Azt néztem a vidókon, hogy szép tojás a reset gomb. #1977-ben zárójelben érdeklődtem a szélesvásznú lehetőségekkel kapcsolatban, most zárójel nélkül kérdezem, hogy mik a lehetőségek. Próbáltam az ssf-ben piszkálódni, de ami kívül esik a 4:3-as területen, azzal nem foglalkozik. (Vagy nem jól csináltam.) Pár sort tudnál erről írni, hogy próbálkozzak-e egyáltalán, és ha igen, akkor hogyan? Természetesen a kérdés alacsony prioritású, csak mindkét gépem 1366x768-as. :)
Azt néztem a vidókon, hogy szép tojás a reset gomb. #1977-ben zárójelben érdeklődtem a szélesvásznú lehetőségekkel kapcsolatban, most zárójel nélkül kérdezem, hogy mik a lehetőségek. Próbáltam az ssf-ben piszkálódni, de ami kívül esik a 4:3-as területen, azzal nem foglalkozik. (Vagy nem jól csináltam.) Pár sort tudnál erről írni, hogy próbálkozzak-e egyáltalán, és ha igen, akkor hogyan? Természetesen a kérdés alacsony prioritású, csak mindkét gépem 1366x768-as. :)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 16, 14:00
Írta: 000000000 Dátum 2015 március 16, 14:00
Szia,
Írtam egy nagyon egyszerű probe rutint, annyit csinál, amit kértél, vagyis aktuális koordinátán mér Z tengely mentén, majd a makróban programozott magasságot beírja a Z tengelybe és programozott értéket ráemel Z tengely mentén, hogy a következő mozgás ha XY mentén van, akkor ne sérüljön a szenzor.
A kód:
double Zmin = -100; //Ezen a Z mélységen álljon meg, ha eddig a mélységig nem találja a bemérő szenzort.
double Feedrate = 100; //bemérés előtolása
double retractheight = 10; //Ennyit emel rá a bemérés után felfelé a Z-tengelyre.
double newZ = 30; //Az új Z magasság, vagy ennyit ír a Z DRO-ba a beméréskor.
exec.Code("G31 Z" + Zmin + "F" + Feedrate); // Probolás kezedése
while(exec.IsMoving()){} // Várakozás amíg mozgás van
exec.Wait(200);
AS3.Setfield(newZ,228); //Z tengely kijelzőt átírja newZ értékre
AS3.Validatefield(228); //A Z tengely kijelző értékét érvényesíti
exec.Wait(200);
if(!exec.Ismacrostopped()) // If tool change was not interrupted with a stop only then validate new tool number
{
double Zup = exec.GetZmachpos() + retractheight; //Emelési koordináta meghatározása az aktuális pozíció kiolvasásával.
exec.Code("G00 G53 Z" + Zup); //Z tengely felemelése retractheight változó értékével, relatív.
while(exec.IsMoving()){} // Várakozás amíg mozgás van
}
Írtam egy nagyon egyszerű probe rutint, annyit csinál, amit kértél, vagyis aktuális koordinátán mér Z tengely mentén, majd a makróban programozott magasságot beírja a Z tengelybe és programozott értéket ráemel Z tengely mentén, hogy a következő mozgás ha XY mentén van, akkor ne sérüljön a szenzor.
A kód:
double Zmin = -100; //Ezen a Z mélységen álljon meg, ha eddig a mélységig nem találja a bemérő szenzort.
double Feedrate = 100; //bemérés előtolása
double retractheight = 10; //Ennyit emel rá a bemérés után felfelé a Z-tengelyre.
double newZ = 30; //Az új Z magasság, vagy ennyit ír a Z DRO-ba a beméréskor.
exec.Code("G31 Z" + Zmin + "F" + Feedrate); // Probolás kezedése
while(exec.IsMoving()){} // Várakozás amíg mozgás van
exec.Wait(200);
AS3.Setfield(newZ,228); //Z tengely kijelzőt átírja newZ értékre
AS3.Validatefield(228); //A Z tengely kijelző értékét érvényesíti
exec.Wait(200);
if(!exec.Ismacrostopped()) // If tool change was not interrupted with a stop only then validate new tool number
{
double Zup = exec.GetZmachpos() + retractheight; //Emelési koordináta meghatározása az aktuális pozíció kiolvasásával.
exec.Code("G00 G53 Z" + Zup); //Z tengely felemelése retractheight változó értékével, relatív.
while(exec.IsMoving()){} // Várakozás amíg mozgás van
}
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 16, 14:13
Írta: 000000000 Dátum 2015 március 16, 14:13
Ha a reset nyújtása a gond, akkor lehet azt kéne átrajzolnod négyzetesre.
Egyébként a Flash képernyő 1024x(768 minusz a tálca + fejléc magassága), erre a méretre van beállítva a stage (vászon) a Flash-ben.
Ha változik a képernyő arány, akkor a vásznat a flash széthúzza, hogy igazodjon a grafika a képernyőre.
A vászon mérete amennyire tudom nem módosítható futáskor, csak a Flash project lefordításakor. Esetleg azt tudom csinálni, hogy fordítok neked egy 1366x768-as verziót és akkor kicserélheted a flashscreen.swf file-t az UCCNC /Flashscreen mappájában.
Persze így akkor a képernyő 1024 pixelen felüli része a szélességben üres lesz, neked kell hozzáigazítani a képernyőalkatrészek koordinátáit a screenset fájlban. Ez nem kis meló szerintem...
Egyébként a Flash képernyő 1024x(768 minusz a tálca + fejléc magassága), erre a méretre van beállítva a stage (vászon) a Flash-ben.
Ha változik a képernyő arány, akkor a vásznat a flash széthúzza, hogy igazodjon a grafika a képernyőre.
A vászon mérete amennyire tudom nem módosítható futáskor, csak a Flash project lefordításakor. Esetleg azt tudom csinálni, hogy fordítok neked egy 1366x768-as verziót és akkor kicserélheted a flashscreen.swf file-t az UCCNC /Flashscreen mappájában.
Persze így akkor a képernyő 1024 pixelen felüli része a szélességben üres lesz, neked kell hozzáigazítani a képernyőalkatrészek koordinátáit a screenset fájlban. Ez nem kis meló szerintem...
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2015 március 16, 14:18
Írta: dezsoe Dátum 2015 március 16, 14:18
Ez nagyszerű lenne! A kép szélén megüresedő helyre tudnék mit pakolni: most itt-ott vannak beszúrkálva gombok és ledek, ahol éppen találtam helyet. :)
Persze, nagy meló, de igazából egyszer kell megcsinálni. A változásokat már könnyebb átvezetni.
Persze, nagy meló, de igazából egyszer kell megcsinálni. A változásokat már könnyebb átvezetni.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 16, 14:51
Írta: 000000000 Dátum 2015 március 16, 14:51
OK, pontosan mekkora felbontásra van szükséged? 1366x???
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2015 március 16, 15:12
Írta: dezsoe Dátum 2015 március 16, 15:12
1366x738 a hasznos terület (tálca nélkül). Ebben benne van az ablak felső kerete, ami 22 pixel. Tehát pontosan 1366x716.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 16, 15:45
Írta: 000000000 Dátum 2015 március 16, 15:45
Szia,
Átfordítottam 1366x716 pixelre, a letöltés:
http://www.cncdrive.com/UCCNC/flashscreen.swf
Átfordítottam 1366x716 pixelre, a letöltés:
http://www.cncdrive.com/UCCNC/flashscreen.swf
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2015 március 16, 16:11
Írta: frkdv6dyr Dátum 2015 március 16, 16:11
Valami nem stimmel.




Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2015 március 16, 16:15
Írta: dezsoe Dátum 2015 március 16, 16:15
Szia!
Köszönöm! Lesz mivel foglalkoznom! :) (még egy...)
Köszönöm! Lesz mivel foglalkoznom! :) (még egy...)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2015 március 16, 16:17
Írta: dezsoe Dátum 2015 március 16, 16:17
Stimmel az, csak a tartozékokat is át kell szerkeszteni. (ssf és a háttérképek)
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2015 március 16, 16:21
Írta: frkdv6dyr Dátum 2015 március 16, 16:21
Csak simán bemásoltam, nem foglalkoztam vele. Természetesen engem is érdekel mert így a saját "csicsavilágomat" én is fel tudom tenni.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2015 március 16, 16:31
Írta: dezsoe Dátum 2015 március 16, 16:31
No, igen. Nyarfa kollégának igaza van, a szerszámpálya ablak átméreteződött mind a run, mind a toolpath tabon.
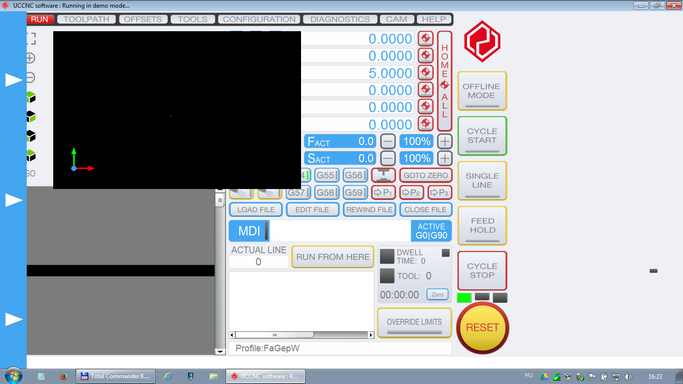

Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2015 március 16, 16:49
Írta: dezsoe Dátum 2015 március 16, 16:49
Na, körbejártam alaposabban. A pályaablak mérete nem változott, hanem a háttérkép és a rajta levő elemek másztak el az arány változása miatt. Magyarul: mindent a helyére kell toszigálni, hogy így is jó helyen legyen. Viszont az előbbi első képen jobb oldalt van egy pici led, ami eddig nem jelent meg. Táhát a flash jó, csak a többi cuccot kell hozzáigazítani. Szerintem így rendben is van. Még egyszer: köszönöm!
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2015 március 16, 18:12
Írta: frkdv6dyr Dátum 2015 március 16, 18:12
Ha kész leszel mutasd meg kérlek. Érdekel miket teszel még fel.
Cím: Re:UCCNC vezérlő program
Írta: Béni Dátum 2015 március 16, 19:20
Írta: Béni Dátum 2015 március 16, 19:20
A "Single Line" (Mondatonkénti programfutás) üzemmód kapcsoló szokott lenni, amelyet a folyamatos programfutás közben be lehet kapcsolni (ki már nem, amíg meg nem áll) és az aktuális blokk végén hajtódik először végre. Pillanat állj módban ki-be kapcsolható.
Úgy látom, itt ennek a megvalósítása ettől eltér.
Véleményem szerint hasznos a folyamatos futás közbeni bekapcsolhatóság.
Úgy látom, itt ennek a megvalósítása ettől eltér.
Véleményem szerint hasznos a folyamatos futás közbeni bekapcsolhatóság.
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2015 március 16, 19:21
Írta: pisti73 Dátum 2015 március 16, 19:21
Szuper! Nagyon szépen KÖSZÖNÖM!!!!!! Működik!
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 március 16, 21:48
Írta: svejk Dátum 2015 március 16, 21:48
Kicsit játszogatok a progival, két észrevételem van.
(Ver. 1.1005 zsír új config, 1500 step/mm, 3000 mm/perc, 1000 mm/s2)
- Iduláskor az Enable kimenet bekapcsol egy pillanatra. (épp úgy mint eddig a ChargePump)
- induláskor nálam a Jog feed 10 %-on áll és annyival is megy akkor is ha leveszem mondjuk 1%-ra. Csak akkor veszi fel az új értéket, ha a Config menüben nyomok egy Apply.. gombot.
(de a program következő induláskor megint 10 %-al indul)
Ami érdekesebb, hogy az Apply megnyomása után megtanulja az 1%-ot, de utána megint hiába állítom más értékre 1%-on marad.
Illetve változás csak akkor áll be ha felrakom 100%-ra, ilyenkor ugye teljes sebességgel megy. Csökkentve az értéket 99%-nál már újra csak 1%-al megy.
Én vagyok a béna???
(Ver. 1.1005 zsír új config, 1500 step/mm, 3000 mm/perc, 1000 mm/s2)
- Iduláskor az Enable kimenet bekapcsol egy pillanatra. (épp úgy mint eddig a ChargePump)
- induláskor nálam a Jog feed 10 %-on áll és annyival is megy akkor is ha leveszem mondjuk 1%-ra. Csak akkor veszi fel az új értéket, ha a Config menüben nyomok egy Apply.. gombot.
(de a program következő induláskor megint 10 %-al indul)
Ami érdekesebb, hogy az Apply megnyomása után megtanulja az 1%-ot, de utána megint hiába állítom más értékre 1%-on marad.
Illetve változás csak akkor áll be ha felrakom 100%-ra, ilyenkor ugye teljes sebességgel megy. Csökkentve az értéket 99%-nál már újra csak 1%-al megy.
Én vagyok a béna???
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 március 16, 22:11
Írta: svejk Dátum 2015 március 16, 22:11
Ami esetleg fontos lehet még, UC300-al próbálom.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 16, 22:12
Írta: 000000000 Dátum 2015 március 16, 22:12
Szia,
Légyszi küld el a config fájlodat, mert nem tudom előidézni a joggolási problémát amit írtál. Akárhogy állítom a jog sebességet helyes sebességgel megy. Valószínű valamelyik beállítások együttállása okozhatja nálad, de nem tudom mi lehet az, ezért kéne a config fájl.
Az enable jelet holnap megfogom mérni skóppal és javítom.
Légyszi küld el a config fájlodat, mert nem tudom előidézni a joggolási problémát amit írtál. Akárhogy állítom a jog sebességet helyes sebességgel megy. Valószínű valamelyik beállítások együttállása okozhatja nálad, de nem tudom mi lehet az, ezért kéne a config fájl.
Az enable jelet holnap megfogom mérni skóppal és javítom.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 március 16, 22:13
Írta: svejk Dátum 2015 március 16, 22:13
Lehet, mert szűz konfig, épp csak az X, Y van bekalibrálva.
küldöm...
küldöm...
Cím: Re:UCCNC vezérlő program
Írta: PSoft Dátum 2015 március 16, 22:18
Írta: PSoft Dátum 2015 március 16, 22:18
Pénteken,meg valami nap/hold együttállás lesz?!
Be se kapcsold a gépet!!!:))))
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 16, 22:20
Írta: 000000000 Dátum 2015 március 16, 22:20
Köszi, megjött a profilod.
Kérdés: Hogyan jogolod?
1.) hotkey billentyűvel.
2.) képernyőn jog panel nyomógombokkal.
3.) MPG-vel.
Az első kettő módon próbáltam, tökéletesen működik nálam a te profiloddal. MPG-vel most nem tudom kipróbálni, csak holnap, de kellene tudnom, hogy egyáltalán MPG-vel próbálod-e, hogy tudjam mit kéne teszelnem?!
Kérdés: Hogyan jogolod?
1.) hotkey billentyűvel.
2.) képernyőn jog panel nyomógombokkal.
3.) MPG-vel.
Az első kettő módon próbáltam, tökéletesen működik nálam a te profiloddal. MPG-vel most nem tudom kipróbálni, csak holnap, de kellene tudnom, hogy egyáltalán MPG-vel próbálod-e, hogy tudjam mit kéne teszelnem?!
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 16, 22:24
Írta: 000000000 Dátum 2015 március 16, 22:24
A toolpath nézet az nem Flash, hanem OpenGL és csak a Flash ocx tetejére van pakolva. Az OpenGL így mit sem tud a Flash screen szélességéről.
Szóval ahogy mondod, a toolpath nézőke nem igazodik az új flash képernyő felbontáshoz. A méretét majd neked kell hozzáigazítanod a Screenset fájlban.
Szóval ahogy mondod, a toolpath nézőke nem igazodik az új flash képernyő felbontáshoz. A méretét majd neked kell hozzáigazítanod a Screenset fájlban.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 16, 22:26
Írta: 000000000 Dátum 2015 március 16, 22:26
Még egy infó, hogy a jog sebességet a program nem menti el bezáráskor. Mindig az alap 10%-al indul el a program. A konstruktor/destruktor (M99998 és M99999) makrókba persze le lehet programozni, hogy elmentse és visszatöltse az értékeket...
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 16, 22:28
Írta: 000000000 Dátum 2015 március 16, 22:28
Szívesen. :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 március 16, 22:45
Írta: svejk Dátum 2015 március 16, 22:45
Normál billentyűről, a nyilakkal, a gyári Hotkey beállításokkal.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 március 16, 22:45
Írta: svejk Dátum 2015 március 16, 22:45
Okszi, akkor ezt tudomásul veszem.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 március 16, 22:52
Írta: svejk Dátum 2015 március 16, 22:52
Az Enable-hoz még adalék.
(egyébként még sosem használtam az Enable-t ezt a funkciót mindig a Charge Pump-ra bíztam, de most nem volt kedvem vacakolni az átalakítóval)
Szóval induláskor egy pillanatra bekapcsol az Enable.
Aztán az E-stop-ot nyomkodva szépen működik.
De ha bekapcsolt állapotban lépek ki az UCCNC progiból akkor az Enable jel kint marad az UC300 kimenetén (az előbb küldött konfig, LPT2 1-es láb)
De még ezt is űbereli az a tény, hogy ha a PC-t normál módon kikapcsolom akkor is kint marad az Enable jel.
(Az UC300 az USB-ról táplálkozik és a PC nem kapcsolja le leálláskor az USB 5 V-ját)
Ez így már valószínű UC300 bug lesz.
(egyébként még sosem használtam az Enable-t ezt a funkciót mindig a Charge Pump-ra bíztam, de most nem volt kedvem vacakolni az átalakítóval)
Szóval induláskor egy pillanatra bekapcsol az Enable.
Aztán az E-stop-ot nyomkodva szépen működik.
De ha bekapcsolt állapotban lépek ki az UCCNC progiból akkor az Enable jel kint marad az UC300 kimenetén (az előbb küldött konfig, LPT2 1-es láb)
De még ezt is űbereli az a tény, hogy ha a PC-t normál módon kikapcsolom akkor is kint marad az Enable jel.
(Az UC300 az USB-ról táplálkozik és a PC nem kapcsolja le leálláskor az USB 5 V-ját)
Ez így már valószínű UC300 bug lesz.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 március 16, 23:06
Írta: svejk Dátum 2015 március 16, 23:06
Most jutott, hogy a teszt hevében párszor a Mach3-at is elindítottam.
Lehetséges hogy összevesztek???
No majd holnap kiderül.
Lehetséges hogy összevesztek???
No majd holnap kiderül.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 16, 23:48
Írta: 000000000 Dátum 2015 március 16, 23:48
Hát, ezt nem tudom, én nem nagyon indítgatom a Mach3-at, de nem kéne szerintem gondot okoznia.
Holnap próbáld ki légyszi újra, mert nálam tökéletesen működik és más se jelzett ilyen problémát.
Holnap próbáld ki légyszi újra, mert nálam tökéletesen működik és más se jelzett ilyen problémát.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 16, 23:51
Írta: 000000000 Dátum 2015 március 16, 23:51
Enable jelet valóban nem kapcsolom le a program bezárásakor (hiba), beszéltem most Balázzsal és átfogjuk dolgozni az enable működését, mert jobban átgondolva nem tetszik ahogy most kezeli a program, átírjuk és akkor megfognak szűnni a problémák amiket vele kapcsolatban írtál.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 március 17, 06:20
Írta: svejk Dátum 2015 március 17, 06:20
Értem, köszönjük!
Egyébként én nem is értem mi a jelentősége, főleg minden tengelynek külön-külön.
Én egyszerűen a Charge Pump kimenetet használom erre, ez megy mindegyik servo engedélyező bemenetére.
Egyébként én nem is értem mi a jelentősége, főleg minden tengelynek külön-külön.
Én egyszerűen a Charge Pump kimenetet használom erre, ez megy mindegyik servo engedélyező bemenetére.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2015 március 17, 11:44
Írta: dezsoe Dátum 2015 március 17, 11:44
Szia!
Hát igen. Amikor az információhiány figyelmetlenséggel és szorgalommal társul... Küzdöttem néhány órát tegnap teljesen feleslegesen, a #2009-es információ sokat segített. (Nem mindent kell áthelyezni/átméretezni, első körben elég a toolpath ablakot.) Abban segíts, kérlek, hogy megfigyelésem szerint a toolpath objektumokat és a jogpanelt még a nem maximalizált ablakban rajzolja ki, majd átméretezi? A helyes mérethez ugyanis mind a pozíció, mind a méret megadásához olyan értékeket kell írnom, amiből erre következtetek. Mielőtt tovább szivatnám magam, pár szóban írj a megjelenítés folyamatáról, kérlek. Előre is köszönöm!
A screenset_functions doksiban nincs minden az ssf-ben található eljárás benne (pl. Addcodeview, Addtoolpath).
Hát igen. Amikor az információhiány figyelmetlenséggel és szorgalommal társul... Küzdöttem néhány órát tegnap teljesen feleslegesen, a #2009-es információ sokat segített. (Nem mindent kell áthelyezni/átméretezni, első körben elég a toolpath ablakot.) Abban segíts, kérlek, hogy megfigyelésem szerint a toolpath objektumokat és a jogpanelt még a nem maximalizált ablakban rajzolja ki, majd átméretezi? A helyes mérethez ugyanis mind a pozíció, mind a méret megadásához olyan értékeket kell írnom, amiből erre következtetek. Mielőtt tovább szivatnám magam, pár szóban írj a megjelenítés folyamatáról, kérlek. Előre is köszönöm!
A screenset_functions doksiban nincs minden az ssf-ben található eljárás benne (pl. Addcodeview, Addtoolpath).
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 március 17, 15:30
Írta: svejk Dátum 2015 március 17, 15:30
Jog Feeed ügyben a helyzet változatlan, most egyből az XP indulása után is a leírtakat csinálja.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 március 17, 21:52
Írta: svejk Dátum 2015 március 17, 21:52
Hahó!
Valaki légyszi erősítse vagy cáfolja már meg a #2003-ban a Jog feed-ről írott észrevételemet.
Én nem látom mit ronthatok el, Demo módban is ez a jelenség.
Valaki légyszi erősítse vagy cáfolja már meg a #2003-ban a Jog feed-ről írott észrevételemet.
Én nem látom mit ronthatok el, Demo módban is ez a jelenség.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 március 18, 06:19
Írta: svejk Dátum 2015 március 18, 06:19
Az este felraktam még egy notira is az 1.1005 verziót és ugyan azt csinálja.
A configban semmit nem állítottam.
A configban semmit nem állítottam.
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2015 március 18, 06:37
Írta: Bozso777 Dátum 2015 március 18, 06:37
Szia. Kint a gepen ez fel sem tunt, mert potira van kotve a jog, de ott tokeletesen mukodik win7 alatt. Benti gepen este probaltam szinten win7 alatt demo modban, de nalam sem valtozik a sebesseg.
Cím: Re:UCCNC vezérlő program
Írta: cxgkbc5uz Dátum 2015 március 18, 06:49
Írta: cxgkbc5uz Dátum 2015 március 18, 06:49
Udv.mindenkinek
Svejk OK! Megerősítem a #2003-ban a Jog feed-ről írott észrevételeidet.
Svejk OK! Megerősítem a #2003-ban a Jog feed-ről írott észrevételeidet.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 március 18, 10:17
Írta: svejk Dátum 2015 március 18, 10:17
Köszönöm, akkor nem keresem tovább nálam az okot. [#worship]
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 18, 10:53
Írta: 000000000 Dátum 2015 március 18, 10:53
Sziasztok,
Elkezdtem vizsgálni tovább ezt a jog sebesség problémát amit Svejk írt és meglett a hiba.
Sajnos rossz vonalon indultam el a debuggolással, mert én végig a jogfeed % mezőt irogattam át és így nem is jelentkezett a hiba. A probléma ugyanis a + és - jogfeed gombokkal van (ez az infó hiányzott nekem.), vagyis azok nem állítják át a sebességet. A problémát most javítottam, a következő kiadásban már jó lesz.
Még az előzőekben jelzett enable és probe gondokon dolgozunk, de hamarosan lesz új kiadás az összes jelzett probléma javításával...
Elkezdtem vizsgálni tovább ezt a jog sebesség problémát amit Svejk írt és meglett a hiba.
Sajnos rossz vonalon indultam el a debuggolással, mert én végig a jogfeed % mezőt irogattam át és így nem is jelentkezett a hiba. A probléma ugyanis a + és - jogfeed gombokkal van (ez az infó hiányzott nekem.), vagyis azok nem állítják át a sebességet. A problémát most javítottam, a következő kiadásban már jó lesz.
Még az előzőekben jelzett enable és probe gondokon dolgozunk, de hamarosan lesz új kiadás az összes jelzett probléma javításával...
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 március 18, 10:55
Írta: svejk Dátum 2015 március 18, 10:55
Szupi! [#worship]
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 18, 12:40
Írta: 000000000 Dátum 2015 március 18, 12:40
A toolpath nézet, mivel az nem a flash része, ezért továbbra is az 1024x768 képernyő felbontáshoz igazodik, vagyis ekkorának tekinti az ablakot és ebben a "koordináta rendszerben" kell megadni a méretét.
A toolpath nézet az egyetlen olyan képernyő alkatrész, ami nem része a Flash képernyőnek.
A toolpath nézet az egyetlen olyan képernyő alkatrész, ami nem része a Flash képernyőnek.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2015 március 18, 14:26
Írta: dezsoe Dátum 2015 március 18, 14:26
Igen, a toolpath-okat sikerült szépen a helyükre tenni, viszont a jogpanellel küzdök. Úgy tűnik, hogy azt is 1024x768-hoz igazítja, legalábbis szerintem. Kicsit már eleve torzít rajta, de ez gondolom a képarány (mármint a png-ben levő arány és a megjelenített panel képaránya közötti különbség) miatt van. Ha rajzolok egy szabályos kört a png-be, akkor 1024x768-ban még csak kicsit tojás, teljes méretben viszont már látványos:

a kör...
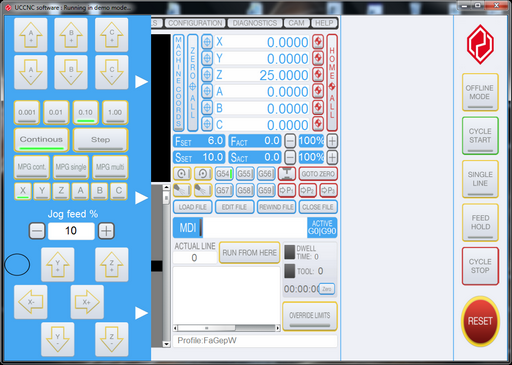
...ha nincs maximalizálva...
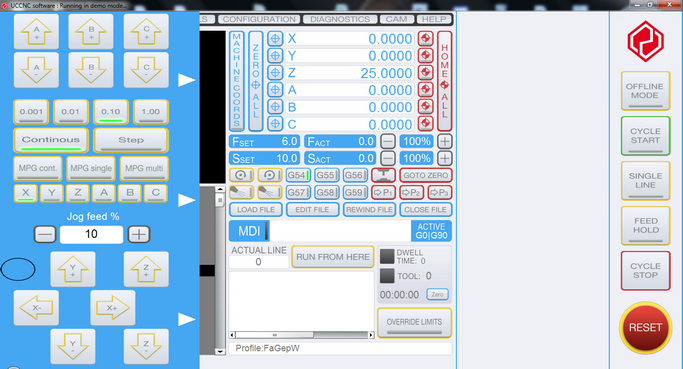
...és amikor igen.
Az ssf-ben a Setjogpaneltabsize 40-ről 30-ra levéve (azaz nagyjából 1024/1366 arányban) a belógást be tudtam úgy állítani, hogy ne lógjon rá a hasznos területre.
a kör...
...ha nincs maximalizálva...
...és amikor igen.
Az ssf-ben a Setjogpaneltabsize 40-ről 30-ra levéve (azaz nagyjából 1024/1366 arányban) a belógást be tudtam úgy állítani, hogy ne lógjon rá a hasznos területre.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2015 március 19, 10:40
Írta: dezsoe Dátum 2015 március 19, 10:40
Szia!
Az előző hozzászólásból épp csak a lényeg maradt ki: miután a belógást tudtam csökkenteni, a jogpanel úgy jó, ahogy van, nem érdekes, hogy kicsit nyújtott lett.
Az előző hozzászólásból épp csak a lényeg maradt ki: miután a belógást tudtam csökkenteni, a jogpanel úgy jó, ahogy van, nem érdekes, hogy kicsit nyújtott lett.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 19, 20:23
Írta: 000000000 Dátum 2015 március 19, 20:23
Sziasztok,
Elkészült a jelzett hibák javítása:
- jog képernyőn a jog feed % + és - gombok nem állították a jog sebességét.
- a probe végrehajtásakor rögtön az indulás előtt az XY tengely előfordult, hogy lépett egyet oda és vissza.
- Az enable jelek kezelését átalakítottuk.
- Apply settings nyomásakor ha a port paraméterek állítva lettek, akkor előfordult, hogy lépett egyet a tengely.
UCCNC 1.1006 letöltés
Elkészült a jelzett hibák javítása:
- jog képernyőn a jog feed % + és - gombok nem állították a jog sebességét.
- a probe végrehajtásakor rögtön az indulás előtt az XY tengely előfordult, hogy lépett egyet oda és vissza.
- Az enable jelek kezelését átalakítottuk.
- Apply settings nyomásakor ha a port paraméterek állítva lettek, akkor előfordult, hogy lépett egyet a tengely.
UCCNC 1.1006 letöltés
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2015 március 19, 22:04
Írta: Bozso777 Dátum 2015 március 19, 22:04
Szia!
Pont ma vettem észre véletlenül, mikor megszokásból rányomtam a shift gombra, gyorsult a jog. Még az 1.1005-nél amit beszéltünk, hogy a shift gombbal lehessen gyorsítani. Vagy elfelejtetted írni, hogy megoldottátok ezt is, vagy csak elkerülte eddig a figyelmem, deee külön köszi, kifejezetten jó hogy belekerült.
Mennyire bonyolult a képernyőn átalakítani, hogy az jog értékét kiírassam, pl az Sset helyére amit nem használok...potival eltekergetem mindig, viszont nem látom mennyin áll, jó lenne látni, ne kelljen rámenjek egérrel a beúszó ablakra hogy lássam az értéket.
Pont ma vettem észre véletlenül, mikor megszokásból rányomtam a shift gombra, gyorsult a jog. Még az 1.1005-nél amit beszéltünk, hogy a shift gombbal lehessen gyorsítani. Vagy elfelejtetted írni, hogy megoldottátok ezt is, vagy csak elkerülte eddig a figyelmem, deee külön köszi, kifejezetten jó hogy belekerült.
Mennyire bonyolult a képernyőn átalakítani, hogy az jog értékét kiírassam, pl az Sset helyére amit nem használok...potival eltekergetem mindig, viszont nem látom mennyin áll, jó lenne látni, ne kelljen rámenjek egérrel a beúszó ablakra hogy lássam az értéket.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 19, 22:59
Írta: 000000000 Dátum 2015 március 19, 22:59
Szia,
Igen, azt a múltkori verziónál megfejlesztettük, hogy a JRO analog jelet is felülbírálja a shift gomb, csak elfelejtettem leírni a listába.
Szerintem feltudod rakni az SSet helyére a JRO-t, keresd ki a screenset fájlban a definícióját és a dokumentációban a field (mező) számát és cseréld ki a számát és akkor azt fogja megjeleniteni a mező.
Igen, azt a múltkori verziónál megfejlesztettük, hogy a JRO analog jelet is felülbírálja a shift gomb, csak elfelejtettem leírni a listába.
Szerintem feltudod rakni az SSet helyére a JRO-t, keresd ki a screenset fájlban a definícióját és a dokumentációban a field (mező) számát és cseréld ki a számát és akkor azt fogja megjeleniteni a mező.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 19, 23:01
Írta: 000000000 Dátum 2015 március 19, 23:01
Igen, valóban, most hogy jobban megnéztem tényleg pár függvény leírása még hiányzik a screenset dokumentációjából, fogom pótolni...
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2015 március 20, 22:42
Írta: Bozso777 Dátum 2015 március 20, 22:42
Softlimittel valami nem stimmel az 1.1006 ban.
Többször is produkálta a gép, hogy amikor jogban nekimentem a softlimitnek, nem megállt a gép hanem az utolsó folyamatot újrakezdte...mintha egy tárolóból töltené vissza...pl új gkód betöltése után az előző gkod mozgását csinálta miután nekimentem a softlimit határnak.
Többször is produkálta a gép, hogy amikor jogban nekimentem a softlimitnek, nem megállt a gép hanem az utolsó folyamatot újrakezdte...mintha egy tárolóból töltené vissza...pl új gkód betöltése után az előző gkod mozgását csinálta miután nekimentem a softlimit határnak.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 21, 14:13
Írta: 000000000 Dátum 2015 március 21, 14:13
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2015 március 21, 16:08
Írta: pisti73 Dátum 2015 március 21, 16:08
Sziasztok!
Az ISOBOB-ról van valami hír? Nagyon várom!!!!
Az ISOBOB-ról van valami hír? Nagyon várom!!!!
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 21, 16:59
Írta: 000000000 Dátum 2015 március 21, 16:59
Annak idején miket görcsöltek az emberek, hogy a programok menü vezéreltek legyenek. Ne keljen mindenféle billentyűkombinációkkal küszködni.
Most meg ... [#nevetes1]
Most meg ... [#nevetes1]
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2015 március 21, 17:55
Írta: pisti73 Dátum 2015 március 21, 17:55
Szia Balázs!
A szerszámbemérő makróval kapcsolatosan kérdeznék egy dolgot.
A CNC gépemen az UCCNC progiból egy régebbi verzió fut élesben, van egy kis munkám és még nem akartam az újabbik kiadású progidat feltenni. Ma ki akartam próbálni élesben a korábban belinkelt makrót, de ott nem működött. A laptopomon az új programmal teljesen jól működik.
A korábbi verzió az "Errorlog" file-ba az alábbi hibaüzenetet teszi.
CS0103 | in line: 13 | error text: A(z) „AS3” név nem szerepel ebben a környezetben.
CS0103 | in line: 14 | error text: A(z) „AS3” név nem szerepel ebben a környezetben.
Azt kérdezném ennek az üzenetnek lehet köze az új programhoz?
A szerszámbemérő makróval kapcsolatosan kérdeznék egy dolgot.
A CNC gépemen az UCCNC progiból egy régebbi verzió fut élesben, van egy kis munkám és még nem akartam az újabbik kiadású progidat feltenni. Ma ki akartam próbálni élesben a korábban belinkelt makrót, de ott nem működött. A laptopomon az új programmal teljesen jól működik.
A korábbi verzió az "Errorlog" file-ba az alábbi hibaüzenetet teszi.
CS0103 | in line: 13 | error text: A(z) „AS3” név nem szerepel ebben a környezetben.
CS0103 | in line: 14 | error text: A(z) „AS3” név nem szerepel ebben a környezetben.
Azt kérdezném ennek az üzenetnek lehet köze az új programhoz?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 21, 18:27
Írta: 000000000 Dátum 2015 március 21, 18:27
Szia,
Az 1.0xxx verzióban nem fog működni, mert ezek a függvények még nem voltak a régi verzióban:
AS3.Setfield(newZ,228); //Z tengely kijelzőt átírja newZ értékre
AS3.Validatefield(228); //A Z tengely kijelző értékét érvényesíti
vagyis a fordító csak egy hozzávetőleges hibaüzenetet adott, az igazi probléma nem az, hogy az AS3 nem létezik, hanem, hogy annak a Setfield és Validatefield függvénye nem létezik.
A régi 1.0xxx verzióban ismerni kellett a program belső szerkezetét egy ilyen makró megírásához, nem lehetett a rendszer által használt DRO-kat szabadon átírni. Ezen változtattunk, a Validatefield függvény-t készítettük, hogy minden akár a rendszer által használt mezőt is át tudjon írni a felhasználó és az értéke érvényesítve is legyen. Így nem kell ismerni a program belső működéséből semmit, csak a DRO-k számát kell tudni.
Ha a régi progi verzióban akarod használni a makrót, akkor a makróból töröld ki az említett két sor a kódot és írd be ezt helyette és akkor működnie kell a makrónak:
exec.ChangeaxisDROvalue(2, newZ.ToString());
Az 1.0xxx verzióban nem fog működni, mert ezek a függvények még nem voltak a régi verzióban:
AS3.Setfield(newZ,228); //Z tengely kijelzőt átírja newZ értékre
AS3.Validatefield(228); //A Z tengely kijelző értékét érvényesíti
vagyis a fordító csak egy hozzávetőleges hibaüzenetet adott, az igazi probléma nem az, hogy az AS3 nem létezik, hanem, hogy annak a Setfield és Validatefield függvénye nem létezik.
A régi 1.0xxx verzióban ismerni kellett a program belső szerkezetét egy ilyen makró megírásához, nem lehetett a rendszer által használt DRO-kat szabadon átírni. Ezen változtattunk, a Validatefield függvény-t készítettük, hogy minden akár a rendszer által használt mezőt is át tudjon írni a felhasználó és az értéke érvényesítve is legyen. Így nem kell ismerni a program belső működéséből semmit, csak a DRO-k számát kell tudni.
Ha a régi progi verzióban akarod használni a makrót, akkor a makróból töröld ki az említett két sor a kódot és írd be ezt helyette és akkor működnie kell a makrónak:
exec.ChangeaxisDROvalue(2, newZ.ToString());
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2015 március 21, 18:48
Írta: pisti73 Dátum 2015 március 21, 18:48
Nem is tudom mit mondjak... Nagyon köszönöm a segítséget! Nem bírtam ki és már ki is próbáltam és MŰKÖDIK!
Köszi még egyszer!
Köszi még egyszer!
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 21, 19:23
Írta: 000000000 Dátum 2015 március 21, 19:23
Szia,
Nincs mit. :)
Nincs mit. :)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 21, 19:25
Írta: 000000000 Dátum 2015 március 21, 19:25
Még amit elfelejtettem mondani amit menet közben fejlesztettem, hogy a CAM modul most már tud szövegeket is importálni. Persze még tesztelni nem volt sok időm, lehet nem tökéletes, de itt egy kép róla:
Az 1.1007-es verzióban már benne van a kódja.

Az 1.1007-es verzióban már benne van a kódja.
Cím: Re:UCCNC vezérlő program
Írta: 9npx2xk89 Dátum 2015 március 22, 01:19
Írta: 9npx2xk89 Dátum 2015 március 22, 01:19
Hali!
Holnap lesz időm kipróbálni az új verziót. Azt olvastam, hogy újra kell konfigolni, ami kicsit rossz hír. A kérdés az, ha külön könyvtárba teszem, akkor el lehet e indítani a régit, és ha azt bezárom, akkor az újat a másik könyvtárból, illetve tudja e importálni a régi beállításait az új program-nak megfelelően (és ha nem akkor tervben van e esetleg), vagy kézzel mindent előlről kell neki megadni?
Holnap lesz időm kipróbálni az új verziót. Azt olvastam, hogy újra kell konfigolni, ami kicsit rossz hír. A kérdés az, ha külön könyvtárba teszem, akkor el lehet e indítani a régit, és ha azt bezárom, akkor az újat a másik könyvtárból, illetve tudja e importálni a régi beállításait az új program-nak megfelelően (és ha nem akkor tervben van e esetleg), vagy kézzel mindent előlről kell neki megadni?
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2015 március 22, 11:41
Írta: xfg6v697j Dátum 2015 március 22, 11:41
AS3.Addbutton(695, 140, 35, 35,false,false, 1039, 20906, 49);
A két false mit befolyásol?
A két false mit befolyásol?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 22, 13:33
Írta: 000000000 Dátum 2015 március 22, 13:33
Sziasztok,
Igen, telepíthető két külön könyvtárba egymás mellé a két verzió. Persze a két verzió egymás utáni indításkor mindig firmware-t fog cserélni a mozgásvezérlő, amit mindig meg kell majd várni.
Elvileg az új verzió elindul a régi beállításaival, viszont az új verzióban bevezetésre került a Port# fogalma. A régi verziónál csak pin-ek voltak, csak az UC100-at ismerte, aminél csak egy port van. Az új verzió ismeri az UC300-5LPT-t, amin 5 port van, ezért kellett a portot bevezetni.
Az alapértelmezett port szám 0, vagyis ha a port számnak a kulcsa hiányzik a profilból egy adott beállításhoz, csak a pin száma van meg, akkor mind a port, mind a pin# nulla lesz amikor betöltődik. Ez azért van így, mert a program teszteli, hogy létezik-e a beállított port és pin kombináció és hogy az be vagy kimenet-e, mint ahogy az adott jel megkívánja. Ha nem felel meg a beállított pin, akkor a program nullázza a port# és a pin# mezőt is, hogy a felhasználó lássa, hogy ott a beállítás nem stimmel és ne maradjon abban a tévhitben, hogy oda is be van állítva valami.
0-s port számot pedig azért választottunk alapértelmezettnek, hogy biztonságos legyen a rendszer, lehetett volna 1-es port is, de az okozhatna problémákat, mert az 1-es az létező portszám és kitudja, hogy milyen oknál fogva nem olvasható a port# egy profilban és hogy az valójában 1-es volt-e régebben egyáltalán és hogy javítható-e biztonsággal 1-esre. Szóval az egyetlen biztonságos megoldás, hogy 0-s port számot adunk meg, ha a portszám nem olvasható a profilban.
Ezen oknál fogva a régi profilt sem lehet biztonsággal importálni, mert honnan tudná a progi, hogy ez tényleg egy régi profil, vagy pedig egy meghibásodott új profil, amiben hiányoznak bizonyos port# kulcsok. Itt is csak a 0-s port beállítása működne biztonsággal, akkor viszont nem látszanak a régi pin#-ok az említett okból...
Na, szóval a lényeg, hogy nem lesz olyan alkalmazás ami importálja a régi profilt.
Az új profilt manuálisan kell beállítani.
A beállítást egyszer kell csak megcsinálni.
Igen, telepíthető két külön könyvtárba egymás mellé a két verzió. Persze a két verzió egymás utáni indításkor mindig firmware-t fog cserélni a mozgásvezérlő, amit mindig meg kell majd várni.
Elvileg az új verzió elindul a régi beállításaival, viszont az új verzióban bevezetésre került a Port# fogalma. A régi verziónál csak pin-ek voltak, csak az UC100-at ismerte, aminél csak egy port van. Az új verzió ismeri az UC300-5LPT-t, amin 5 port van, ezért kellett a portot bevezetni.
Az alapértelmezett port szám 0, vagyis ha a port számnak a kulcsa hiányzik a profilból egy adott beállításhoz, csak a pin száma van meg, akkor mind a port, mind a pin# nulla lesz amikor betöltődik. Ez azért van így, mert a program teszteli, hogy létezik-e a beállított port és pin kombináció és hogy az be vagy kimenet-e, mint ahogy az adott jel megkívánja. Ha nem felel meg a beállított pin, akkor a program nullázza a port# és a pin# mezőt is, hogy a felhasználó lássa, hogy ott a beállítás nem stimmel és ne maradjon abban a tévhitben, hogy oda is be van állítva valami.
0-s port számot pedig azért választottunk alapértelmezettnek, hogy biztonságos legyen a rendszer, lehetett volna 1-es port is, de az okozhatna problémákat, mert az 1-es az létező portszám és kitudja, hogy milyen oknál fogva nem olvasható a port# egy profilban és hogy az valójában 1-es volt-e régebben egyáltalán és hogy javítható-e biztonsággal 1-esre. Szóval az egyetlen biztonságos megoldás, hogy 0-s port számot adunk meg, ha a portszám nem olvasható a profilban.
Ezen oknál fogva a régi profilt sem lehet biztonsággal importálni, mert honnan tudná a progi, hogy ez tényleg egy régi profil, vagy pedig egy meghibásodott új profil, amiben hiányoznak bizonyos port# kulcsok. Itt is csak a 0-s port beállítása működne biztonsággal, akkor viszont nem látszanak a régi pin#-ok az említett okból...
Na, szóval a lényeg, hogy nem lesz olyan alkalmazás ami importálja a régi profilt.
Az új profilt manuálisan kell beállítani.
A beállítást egyszer kell csak megcsinálni.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2015 március 22, 13:36
Írta: xfg6v697j Dátum 2015 március 22, 13:36
Most látom,hogy van leírás róla,így tárgytalan a kérdésem.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 22, 13:37
Írta: 000000000 Dátum 2015 március 22, 13:37
Az első false az, hogy a gomb kétállapotú (toggle) fajta-e, mint például a ciklus start, vagy single cycle, feedhold stb. amiknek két állapota van a ki és bekapcsolt állapot. Vagy pedig csak egy sima egyállapotú nyomógomb mint például egy ciklus stop.
A második false paraméter azt jelenti, hogy a gomb villogjon-e a bekapcsolt állapotban. Értelemszerűen csak a kétállapotú gombok tudnak villogni, ilyenkor a gomb bekapcsolt állapotában a Flash a ki és bekapcsolt állapot bitmapjeit ciklikusan változtatja, egy villogó effektust hozva létre.
A második false paraméter azt jelenti, hogy a gomb villogjon-e a bekapcsolt állapotban. Értelemszerűen csak a kétállapotú gombok tudnak villogni, ilyenkor a gomb bekapcsolt állapotában a Flash a ki és bekapcsolt állapot bitmapjeit ciklikusan változtatja, egy villogó effektust hozva létre.
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2015 március 23, 08:26
Írta: Bozso777 Dátum 2015 március 23, 08:26
Szia! A SLOW ZONE megszünt a programban, vagy csak máshova került ? Amit még akartam kérdezni, a beállitásnàl minden telepítésnél kell e az uj profil nem a régi és új verzióra gondolok, hanem a javításokra. Jelenleg minden kiadásnál újra beállítgattam mindent.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 23, 09:22
Írta: 000000000 Dátum 2015 március 23, 09:22
Szia,
Igen, a slowzone megszűnt, mert a sorftlimits kezelése tovább lett fejlesztve és a program folyamatosan figyeli, számolja, hogy az aktuális mozgási sebességgel, hol kell elkezdeni lassítani, ahhoz, hogy a beállított lassítási rámpával megálljon a softlimits határon. Vagyis automatikusan lassítva áll meg a softlimits-en a beállított rámpát használva. Így a slow zone beállítás értelmét vesztette és kivettük a programból.
A beállításokat csak egyszer kell megcsinálni, amikor az 1.0xxx verzióról áttérsz az 1.1xxx verzióra. Utána ha az 1.1xxx verzióról egy 1.1yyy verzióra frissítesz, akkor már nem kell kézzel beállítani, az 1.1xxx verziónál amit beállítottál az továbbra is megfelelő lesz...
Igen, a slowzone megszűnt, mert a sorftlimits kezelése tovább lett fejlesztve és a program folyamatosan figyeli, számolja, hogy az aktuális mozgási sebességgel, hol kell elkezdeni lassítani, ahhoz, hogy a beállított lassítási rámpával megálljon a softlimits határon. Vagyis automatikusan lassítva áll meg a softlimits-en a beállított rámpát használva. Így a slow zone beállítás értelmét vesztette és kivettük a programból.
A beállításokat csak egyszer kell megcsinálni, amikor az 1.0xxx verzióról áttérsz az 1.1xxx verzióra. Utána ha az 1.1xxx verzióról egy 1.1yyy verzióra frissítesz, akkor már nem kell kézzel beállítani, az 1.1xxx verziónál amit beállítottál az továbbra is megfelelő lesz...
Cím: Re:UCCNC vezérlő program
Írta: robroy007 Dátum 2015 március 23, 10:20
Írta: robroy007 Dátum 2015 március 23, 10:20
Szia Balázs!
nagygépes környezetben azért mégis használják a slow zone-t !!!
persze jogos, hogy a limit előtt megáll mindenképp a gép de nem baj, ha érzi az ember, hogy nem sok van hátra mondjuk az utolsó néhány mm-en centin
(amin dolgozok gép azon sincs slow zone és félelmetes mikor a véghelyzetnél satufékkel megáll ! ha egyszer véletlen nem sikerül neki mert ellépte valahol a pozíciót akkor lehet max tempóval szakad bele a végállásba)
én választhatónak hagynám a slow zone-t
nagygépes környezetben azért mégis használják a slow zone-t !!!
persze jogos, hogy a limit előtt megáll mindenképp a gép de nem baj, ha érzi az ember, hogy nem sok van hátra mondjuk az utolsó néhány mm-en centin
(amin dolgozok gép azon sincs slow zone és félelmetes mikor a véghelyzetnél satufékkel megáll ! ha egyszer véletlen nem sikerül neki mert ellépte valahol a pozíciót akkor lehet max tempóval szakad bele a végállásba)
én választhatónak hagynám a slow zone-t
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 23, 10:49
Írta: 000000000 Dátum 2015 március 23, 10:49
Szia,
Nem satufékkel áll meg, hanem a beállított rámpával. A beállított rámpát kell tudnia a gépnek, hiszen arra lett beállítva, máskor is azt a lassítási értéket használja a megálláshoz.
Értem egyébként az álláspontodat, de a másik oldalról szemlélve a slowzone-on csak "tötymörög" a gép, ami nekem bosszantó tudott lenni, főleg, ha a slowzone vége tájékára kellett nullát venni...
Nem satufékkel áll meg, hanem a beállított rámpával. A beállított rámpát kell tudnia a gépnek, hiszen arra lett beállítva, máskor is azt a lassítási értéket használja a megálláshoz.
Értem egyébként az álláspontodat, de a másik oldalról szemlélve a slowzone-on csak "tötymörög" a gép, ami nekem bosszantó tudott lenni, főleg, ha a slowzone vége tájékára kellett nullát venni...
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2015 március 23, 14:04
Írta: xfg6v697j Dátum 2015 március 23, 14:04
User button esetében nem sikerül előidéznem a villogást,olyan gombról van szó,ami makrót futtat.
Jó lenne,ha a makró futásának az idejére villogna a gomb.
Jó lenne,ha a makró futásának az idejére villogna a gomb.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 23, 14:33
Írta: 000000000 Dátum 2015 március 23, 14:33
Szia,
A user macro száma tegyük fel, hogy 20000.
A macroba írj valami ilyesmit:
AS3.Switchbutton(true, 20000);
//Ide jön a kódod
AS3.Switchbutton(false, 20000);
Vagyis a macro elején kapcsold át a gombot a bekapcsolt állapotjába. A macro kilépésekor pedig kapcsold vissza a kikapcsolt állapotba.
Ha a gomb a screenset fájlban villógóra volt definiálva, akkor a bekapcsolt állapotában villogni fog.
A user macro száma tegyük fel, hogy 20000.
A macroba írj valami ilyesmit:
AS3.Switchbutton(true, 20000);
//Ide jön a kódod
AS3.Switchbutton(false, 20000);
Vagyis a macro elején kapcsold át a gombot a bekapcsolt állapotjába. A macro kilépésekor pedig kapcsold vissza a kikapcsolt állapotba.
Ha a gomb a screenset fájlban villógóra volt definiálva, akkor a bekapcsolt állapotában villogni fog.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 25, 22:20
Írta: 000000000 Dátum 2015 március 25, 22:20
Sziasztok,
Amiket jeleztek nekem fórumon kívül hibákat, megcsináltuk a javításokat:
- A probe-oláskor, ha nem ért probe szenzort a mozgás végéig a G31, akkor probe állapotban maradt az UC.
- Valaki jelezte, hogy nem indul el a gépen a progi, emiatt az indulási szekvenciát átdolgoztam.
- A CAM részben előfordult, hogy a koordinátákból néhányat amiket generált a szerszámpályából exponenciális alakban adta ki a progi, ami a g-kód értelmezőnél problémát okozott. Ezt javítottam és egyúttal 6 tizedesre kerekíti a kimeneti koordináta értékeket a progi. Gondolm ennél pontosabb úgysem kell senkinek. :)
- G76 szinkron komplex menetvágásnál rosszul volt átadva a P paraméter.
Amit még fejlesztettünk a progin:
- A CAM részben megcsináltam a szimpla TEXT objektum beolvasását is, eddig csak a komplexebb MTEXT-et ismerte, így most már például a Coreldraw-ból importált szöveget is fel tudja dolgozni.
- A CAM-ben szortíroztam a polygonokat egyelőre X koordináta szerint, az optimálisabb szerszámpálya érdekében.
A letöltés:
UCCNC 1.1008 letöltés
Amiket jeleztek nekem fórumon kívül hibákat, megcsináltuk a javításokat:
- A probe-oláskor, ha nem ért probe szenzort a mozgás végéig a G31, akkor probe állapotban maradt az UC.
- Valaki jelezte, hogy nem indul el a gépen a progi, emiatt az indulási szekvenciát átdolgoztam.
- A CAM részben előfordult, hogy a koordinátákból néhányat amiket generált a szerszámpályából exponenciális alakban adta ki a progi, ami a g-kód értelmezőnél problémát okozott. Ezt javítottam és egyúttal 6 tizedesre kerekíti a kimeneti koordináta értékeket a progi. Gondolm ennél pontosabb úgysem kell senkinek. :)
- G76 szinkron komplex menetvágásnál rosszul volt átadva a P paraméter.
Amit még fejlesztettünk a progin:
- A CAM részben megcsináltam a szimpla TEXT objektum beolvasását is, eddig csak a komplexebb MTEXT-et ismerte, így most már például a Coreldraw-ból importált szöveget is fel tudja dolgozni.
- A CAM-ben szortíroztam a polygonokat egyelőre X koordináta szerint, az optimálisabb szerszámpálya érdekében.
A letöltés:
UCCNC 1.1008 letöltés
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2015 március 26, 07:38
Írta: xfg6v697j Dátum 2015 március 26, 07:38
Ha új profilt hozunk létre,az nem importálja a motorbeállításokat a defaultból.
Jó lenne,ha egy már meglévő tetszőleges profilból lehetne importálni minden beállítást.
Ez azért merült fel,mert készítettem egy bemérő képernyőt,és az új profilban ugyan azok a beállítások kellenének mint a defaultban,de azt a visszajelzést kaptam,hogy a motorok beállítását nem importálja.
Jó lenne,ha egy már meglévő tetszőleges profilból lehetne importálni minden beállítást.
Ez azért merült fel,mert készítettem egy bemérő képernyőt,és az új profilban ugyan azok a beállítások kellenének mint a defaultban,de azt a visszajelzést kaptam,hogy a motorok beállítását nem importálja.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 26, 11:40
Írta: 000000000 Dátum 2015 március 26, 11:40
Szia,
Ha új profilt hozol létre, akkor azok a beállítások lesznek benne amik éppen be vannak állítva. Ha azt szeretnéd, hogy az legyen benne ami a default profilban, akkor töltsd be a default profilt és úgy készíts egy új profilt és akkor a beállításai lemásolódnak.
Ha új profilt hozol létre, akkor azok a beállítások lesznek benne amik éppen be vannak állítva. Ha azt szeretnéd, hogy az legyen benne ami a default profilban, akkor töltsd be a default profilt és úgy készíts egy új profilt és akkor a beállításai lemásolódnak.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2015 március 26, 12:58
Írta: xfg6v697j Dátum 2015 március 26, 12:58
Köszönöm.
A G68/G69 koordinátarendszer elforgatás,tervbe van véve?
A G68/G69 koordinátarendszer elforgatás,tervbe van véve?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 26, 13:10
Írta: 000000000 Dátum 2015 március 26, 13:10
Ez még egyelőre nincs tervben, de lehet majd róla szó. :)
Ami tervben van véve G/M-kód fejlesztések:
- G17, G18, G19 sík választó kódok.
- G96, G97 főorsó vezérelt előtolások.
- M10/M11 gyors lézer kimenetek.
Jelenleg az UC300-ISOBOB-on dolgozunk, szeretnénk már végre befejezni a fejlesztését teljesen.
Azután szeretnénk befejezni az UC300 ethernetes verzióját.
Ha ezek megvannak, utána térünk vissza az UCCNC fejlesztésére.
Persze ha bárki bármi hibát talál az UCCNC-ben és jelzi, azt mindig prioritással megvizsgáljuk és javítjuk. Viszont az új szoftver funkciók hozzáadását most amíg az említett hardver fejlesztések el nem készülnek, addig szüneteltetjük.
Ami tervben van véve G/M-kód fejlesztések:
- G17, G18, G19 sík választó kódok.
- G96, G97 főorsó vezérelt előtolások.
- M10/M11 gyors lézer kimenetek.
Jelenleg az UC300-ISOBOB-on dolgozunk, szeretnénk már végre befejezni a fejlesztését teljesen.
Azután szeretnénk befejezni az UC300 ethernetes verzióját.
Ha ezek megvannak, utána térünk vissza az UCCNC fejlesztésére.
Persze ha bárki bármi hibát talál az UCCNC-ben és jelzi, azt mindig prioritással megvizsgáljuk és javítjuk. Viszont az új szoftver funkciók hozzáadását most amíg az említett hardver fejlesztések el nem készülnek, addig szüneteltetjük.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2015 március 26, 14:49
Írta: ANTAL GÁBOR Dátum 2015 március 26, 14:49
Elszomorodtam [#nevetes1][#nevetes1] Pont azt terveztem hogy megvárom az 1.1011 verziót ( az olyan szép szimmetrikus )és azt fogom használni . Erre leálltatok a fejlesztéssel [#rinya]
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 26, 15:57
Írta: 000000000 Dátum 2015 március 26, 15:57
Szia Gábor,
Én is elszomorodtam amiatt amit írtál. Az hittem már rég felraktad. [#love12]
Én is elszomorodtam amiatt amit írtál. Az hittem már rég felraktad. [#love12]
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2015 március 26, 17:23
Írta: ANTAL GÁBOR Dátum 2015 március 26, 17:23
A maróra már felraktam .. A fontosabb az eszterga lenne de még most gyártom az indexes enkódert ( nagyméretű hogy a főorsó átjárható maradjon ) Sok munka van vele mert nem fogadtam meg Svejk tanácsát )
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 26, 19:40
Írta: 000000000 Dátum 2015 március 26, 19:40
Na, ez jól hangzik. Máris nem vagyok annyira szomorú.
Az esztergára milyen encodert teszel? gondolom egy nagy átmérőjű tárcsa lesz bevágásokkal és 2 rés optóval? Svejk mit javasolt?
Az esztergára milyen encodert teszel? gondolom egy nagy átmérőjű tárcsa lesz bevágásokkal és 2 rés optóval? Svejk mit javasolt?
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2015 március 26, 20:20
Írta: ANTAL GÁBOR Dátum 2015 március 26, 20:20
Svejk egy gyárit javasolt ( előtétcsapágyazva szíjhajtással ) Én meg csinálok egy lézervágottat két résoptóval + egy reflexiós index-el. Egy vonalmeghajtó is került a panelra . Csak közben meg kellett tanulni a a nyák gravírozás technikáját is. Már szépen és gyorsan megy. ( Hála Horváth Tibor útmutatásainak és Motoros gravírtűinek )
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2015 március 26, 20:23
Írta: pisti73 Dátum 2015 március 26, 20:23
Szia! A bemérő képernyő nyilvános lesz?
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2015 március 27, 00:09
Írta: xfg6v697j Dátum 2015 március 27, 00:09
Igen,ha elkészül teljesen.
Egyelőre sikot,élet,sarkot,szélességet,hosszúségot,átmérőt,ívrészlet átmérőjét és középpontját,körnél úgyszintén, lehet bemérni vele.
Csapot,és nyílást is mérni lehet vele.
csak a dokumentációja még eléggé hiányos.
Van aki használja már egy ideje.
Nincs akadája,hogy kipróbáld te is.
Egyelőre sikot,élet,sarkot,szélességet,hosszúségot,átmérőt,ívrészlet átmérőjét és középpontját,körnél úgyszintén, lehet bemérni vele.
Csapot,és nyílást is mérni lehet vele.
csak a dokumentációja még eléggé hiányos.
Van aki használja már egy ideje.
Nincs akadája,hogy kipróbáld te is.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2015 március 27, 09:21
Írta: dezsoe Dátum 2015 március 27, 09:21
Szia!
Nyákhoz, ha Eagle-t használsz tervezéshez, ajánlom az #1691-ben írottakat, legalább más is teszteli, nem csak én. :) Gravírozáshoz a -0.06-os mélység remekül bevált a felületkövetéssel.
Nyákhoz, ha Eagle-t használsz tervezéshez, ajánlom az #1691-ben írottakat, legalább más is teszteli, nem csak én. :) Gravírozáshoz a -0.06-os mélység remekül bevált a felületkövetéssel.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2015 március 27, 10:16
Írta: dezsoe Dátum 2015 március 27, 10:16
Szia!
Technikai kérdésem van. Most, hogy a G82 bekerült a rendszerbe, próbaképpen átváltottam az Eagle-ben a pcb-gcode generátort Mach-ra. (A G82 hiánya miatt kellett külön profilt csinálni az UCCNC-hez.) A szintező programom megakadt a megjegyzésen, ugyanis a Mach elfogadja a ";"-t sorvégi megjegyzésnek. Az UCCNC-ben ugyanúgy piros, mint a sima megjegyzés, így nem tudom eldönteni, hogy megjegyzés, vagy kidobta. Ha kidobta, akkor a kód generátorban átcserélem zárójel párosra, ha elfogadja, akkor viszont értelmezem.
Technikai kérdésem van. Most, hogy a G82 bekerült a rendszerbe, próbaképpen átváltottam az Eagle-ben a pcb-gcode generátort Mach-ra. (A G82 hiánya miatt kellett külön profilt csinálni az UCCNC-hez.) A szintező programom megakadt a megjegyzésen, ugyanis a Mach elfogadja a ";"-t sorvégi megjegyzésnek. Az UCCNC-ben ugyanúgy piros, mint a sima megjegyzés, így nem tudom eldönteni, hogy megjegyzés, vagy kidobta. Ha kidobta, akkor a kód generátorban átcserélem zárójel párosra, ha elfogadja, akkor viszont értelmezem.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 27, 11:15
Írta: 000000000 Dátum 2015 március 27, 11:15
Szia,
a pontosvesszőt a progi nem tekinti megjegyzés jelnek. Ha pontosvessző van, attól még tovább olvassa a sort. Ha a pontosvessző után G-kód áll, akkor azt értelmezni is fogja, hiába volt ott a pontosvessző előtte.
Megjegyzés írása kizárólag a (szöveg) módon történhet.
a pontosvesszőt a progi nem tekinti megjegyzés jelnek. Ha pontosvessző van, attól még tovább olvassa a sort. Ha a pontosvessző után G-kód áll, akkor azt értelmezni is fogja, hiába volt ott a pontosvessző előtte.
Megjegyzés írása kizárólag a (szöveg) módon történhet.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2015 március 27, 11:28
Írta: dezsoe Dátum 2015 március 27, 11:28
Köszönöm, akkor átforgatom ()-re.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2015 március 27, 12:43
Írta: dezsoe Dátum 2015 március 27, 12:43
Megint találtam valamit. A fórum elején volt róla szó, hogy az RS274 szabvány alapján készül a program. Most néztem, hogy a G82 mit csinál, és hiányoltam a várakozást. Help->G-kódok: G82 P milliszekundumban. Nézem, a G4 szintén. UCCNC kézikönyv szerint is. Gondoltam, rosszul emlékszem, megnéztem a PDF-et, amit még akkor töltöttem le, amikor a szabványról írtatok. ("The NIST RS274/NGC Interpreter - Version 3" van letöltve.) Ebben és a (ha jól emlékszem, Svejk által említett magyar nyelvű) NCT-s PDF-ben is másodpercben van a P a G4-nél is, meg mindenhol. Hogyan tovább (s vagy ms)? Mi a hivatalos álláspont?
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2015 március 27, 13:23
Írta: pisti73 Dátum 2015 március 27, 13:23
Szívesen kipróbálnám, mondjuk még nincs 3D tapintóm, de nagyon tervezem a vásárlását, talán valami hasonló szerkezetet a próba kedvéért biztosan össze tudnék hozni...
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2015 március 27, 14:34
Írta: dezsoe Dátum 2015 március 27, 14:34
Még valami a G82-höz. A P paraméternek nem kéne öröklődni? Végignéztem a doksikat, de a várakozással kapcsolatban csak annyit találtam, hogy a G4 P nem öröklődik. Tudom, hogy itt nem iránymutató, de a Mach-ban elég az első luknál megadni, ugyanúgy mint a többi paramétert. (Az RS274 közvetetten utal rá, hogy egy modal group-on belül egyes paraméterek "sticky"-k, de nem sorolja fel, hogy konkrétan melyek azok.)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 29, 13:09
Írta: 000000000 Dátum 2015 március 29, 13:09
Szia,
A szabványban nem találtam semmit arra vonatkozólag, hogy az időt milyen mértékegységben mérjük.
Az UCCNC jelenleg minden időt msec-ban mér, de tervbe van véve, hogy választhatóra megcsináljuk.
A ciklus kódokról mint pl.G82 valóban nem túl sok infó lelhető fel. Nem is találtam arra vonatkozó információt, hogy a G82-nél a P öröklődő kell-e legyen vagy sem.
Jelenleg a P nem öröklődik az UCCNC-ben, de ha igény van rá és ha azt mondjátok, hogy öröklődnie kellene, akkor áttudjuk alakítani öröklődőre.
A szabványban nem találtam semmit arra vonatkozólag, hogy az időt milyen mértékegységben mérjük.
Az UCCNC jelenleg minden időt msec-ban mér, de tervbe van véve, hogy választhatóra megcsináljuk.
A ciklus kódokról mint pl.G82 valóban nem túl sok infó lelhető fel. Nem is találtam arra vonatkozó információt, hogy a G82-nél a P öröklődő kell-e legyen vagy sem.
Jelenleg a P nem öröklődik az UCCNC-ben, de ha igény van rá és ha azt mondjátok, hogy öröklődnie kellene, akkor áttudjuk alakítani öröklődőre.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2015 március 29, 22:44
Írta: dezsoe Dátum 2015 március 29, 22:44
Szia!
Amit én találtam doksit, abban az időzítéseknél minden alkalommal leírja, hogy másodpercben kell megadni. ("dwell"-re keresve a leggyorsabb átnézni.) A Mach biztos, hogy másodpercben mér, és az EMC2 is.
A beragadós paraméterek érdekesek. Miután a modal group-okat kezeli az UCCNC, akár az örökölhető paramétereket is vihetné. Mint ahogy viszi is, pl. a Z értékét a fúróciklusokban. Véleményem szerint G82-nél a P, G83-nál a Q és R, G81-nél R stb. stb. mind örökölhetőnek kéne lenni. Bár az említett RS274 közvetlenül nem írja, de utal az öröklődésre azzal, hogy pl. a fúróciklusoknál miután az első alkalommal minden paramétert megadunk, utána már elég mondatonként akár csak egy koordinátát megadni, pl.:
N1 G83 X10 Y5 Z-1.85 R1.0 Q0.25
N2 Y10
Az N2 mondat, mivel nincs új Gxx szó, az összes paramétert örökli.
Nem vagyok jártas más programok lelkivilágában (sem), de az Eagle-ből generált kódokat futtattam EMC2-n és Mach3-on is, mindkettőre úgy generálódott, hogy ezeket az örökléseket feltételezte, és a kódok le is futnak helyesen.
Amit én találtam doksit, abban az időzítéseknél minden alkalommal leírja, hogy másodpercben kell megadni. ("dwell"-re keresve a leggyorsabb átnézni.) A Mach biztos, hogy másodpercben mér, és az EMC2 is.
A beragadós paraméterek érdekesek. Miután a modal group-okat kezeli az UCCNC, akár az örökölhető paramétereket is vihetné. Mint ahogy viszi is, pl. a Z értékét a fúróciklusokban. Véleményem szerint G82-nél a P, G83-nál a Q és R, G81-nél R stb. stb. mind örökölhetőnek kéne lenni. Bár az említett RS274 közvetlenül nem írja, de utal az öröklődésre azzal, hogy pl. a fúróciklusoknál miután az első alkalommal minden paramétert megadunk, utána már elég mondatonként akár csak egy koordinátát megadni, pl.:
N1 G83 X10 Y5 Z-1.85 R1.0 Q0.25
N2 Y10
Az N2 mondat, mivel nincs új Gxx szó, az összes paramétert örökli.
Nem vagyok jártas más programok lelkivilágában (sem), de az Eagle-ből generált kódokat futtattam EMC2-n és Mach3-on is, mindkettőre úgy generálódott, hogy ezeket az örökléseket feltételezte, és a kódok le is futnak helyesen.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2015 március 29, 22:49
Írta: dezsoe Dátum 2015 március 29, 22:49
Hopp, elírtam: nem modal group-ot, hanem aktív G parancsot.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2015 március 31, 07:55
Írta: dezsoe Dátum 2015 március 31, 07:55
Szia!
Az alábbi kódrészletet akartam tesztelni.
G0 X10 Y10 Z2
G1 Z0 F400
G91
G1 X0 Y-1
G2 X0 Y0 Z-0.5 I0 J1
G2 X0 Y0 Z-0.5 I0 J1
G90
G0 Z2
G0 X10 Y10
M30
A megjelenítőben helyesen mutatja a szerszámpályát. Ha betöltés után rögtön soronként hajtom végre, akkor az G2 ívet nem jól hajtja végre, elmegy X és Y irányban -13 környékére. Ha betöltés után rögtön elstartolom, akkor helyesen fut le, sőt, ha egyszer lefutott starttal helyesen, akkor utána már soronként is jó. Ha újra betöltöm, akkor megint nem jó soronként.
(Demóban és géppel is ugyanúgy fut.)
Az alábbi kódrészletet akartam tesztelni.
G0 X10 Y10 Z2
G1 Z0 F400
G91
G1 X0 Y-1
G2 X0 Y0 Z-0.5 I0 J1
G2 X0 Y0 Z-0.5 I0 J1
G90
G0 Z2
G0 X10 Y10
M30
A megjelenítőben helyesen mutatja a szerszámpályát. Ha betöltés után rögtön soronként hajtom végre, akkor az G2 ívet nem jól hajtja végre, elmegy X és Y irányban -13 környékére. Ha betöltés után rögtön elstartolom, akkor helyesen fut le, sőt, ha egyszer lefutott starttal helyesen, akkor utána már soronként is jó. Ha újra betöltöm, akkor megint nem jó soronként.
(Demóban és géppel is ugyanúgy fut.)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2015 március 31, 08:01
Írta: dezsoe Dátum 2015 március 31, 08:01
Kipróbáltam az 1.0045 verzióval is, ott is ugyanez a jelenség.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 31, 10:02
Írta: 000000000 Dátum 2015 március 31, 10:02
Szia,
Szerintem az a gond, hogy a program elején nincsen G90. És valószínű úgy próbáltad amikor látszólag hibás eredményt adott (valójában nem), hogy G91 inkrementális módban marad a program amikor megállítod és visszatekered a kör kódnál a G90 előtt... illetve amikor betöltöd a G-kódot másodjára valószínű, hogy G91-ben van a program és annak megfelelően is rajzol, mert mondjuk úgy maradt az előző futtatásnál. Így eleve a pálya nem ott lesz mintha G90-el indulna, ami az alapértelmezett a program indulásnál, első betöltésre G90 aktív, szerintem másodjára már nem amikor betöltötted, ezért lehet a különbség...
Tegyél szerintem egy G90-et a program elejére, ha azt szeretnéd, hogy biztos abszolút koordináta megadási módban legyen amikor betöltöd és amikor indítod a futtatást. A G91 eléggé "veszélyes üzem", össze tudja zavarni az embert.
Szerintem az a gond, hogy a program elején nincsen G90. És valószínű úgy próbáltad amikor látszólag hibás eredményt adott (valójában nem), hogy G91 inkrementális módban marad a program amikor megállítod és visszatekered a kör kódnál a G90 előtt... illetve amikor betöltöd a G-kódot másodjára valószínű, hogy G91-ben van a program és annak megfelelően is rajzol, mert mondjuk úgy maradt az előző futtatásnál. Így eleve a pálya nem ott lesz mintha G90-el indulna, ami az alapértelmezett a program indulásnál, első betöltésre G90 aktív, szerintem másodjára már nem amikor betöltötted, ezért lehet a különbség...
Tegyél szerintem egy G90-et a program elejére, ha azt szeretnéd, hogy biztos abszolút koordináta megadási módban legyen amikor betöltöd és amikor indítod a futtatást. A G91 eléggé "veszélyes üzem", össze tudja zavarni az embert.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2015 március 31, 10:38
Írta: dezsoe Dátum 2015 március 31, 10:38
Szia!
Próbáld ki, nem a G90-nel van baja. A program induláskor az Active mezőben jelzi, hogy G90-ben van. Startra le is fut rendesen, csak akkor nem, ha léptetéssel kezded. Az újratöltést mindig teljes futás után próbáltam, pont azért, hogy a G90 legyen aktív.
Beraktam első sorba a G90-et, biztos, ami biztos alapon, de pont ugyanúgy viselkedik. Minden kijelzés rendben van, G90 aktív, de ha csak a Single line-t nyomkodom, akkor megvadul.
Próbáld ki, nem a G90-nel van baja. A program induláskor az Active mezőben jelzi, hogy G90-ben van. Startra le is fut rendesen, csak akkor nem, ha léptetéssel kezded. Az újratöltést mindig teljes futás után próbáltam, pont azért, hogy a G90 legyen aktív.
Beraktam első sorba a G90-et, biztos, ami biztos alapon, de pont ugyanúgy viselkedik. Minden kijelzés rendben van, G90 aktív, de ha csak a Single line-t nyomkodom, akkor megvadul.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2015 március 31, 10:44
Írta: dezsoe Dátum 2015 március 31, 10:44
Egyébként valóban el lehet tévedni relatív mozgásnál, nem is sikerült elsőre rendesen. :) A cél pont az volt, hogy adott egy koordináta, ahová 3-as furat kell, de anélkül, hogy bármit újraszámolnék, a fúrást kicserélem erre a pár sorra és maróval készítem el a furatot, majd visszaváltva abszolút koordinátákra megyek tovább.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 március 31, 12:00
Írta: 000000000 Dátum 2015 március 31, 12:00
OK, megfogom vizsgálni nemsokára a kódodat azzal a végrehajtási módszerrel, ahogy leírtad és fogom jelezni, hogy mit találtam.
Cím: Re:UCCNC vezérlő program
Írta: xw8uhrn5r Dátum 2015 március 31, 13:23
Írta: xw8uhrn5r Dátum 2015 március 31, 13:23
Sziasztok!
Tesztelném a makróimat demó módban (mert az UC100-asom dolgozik közben :))
Van e arra lehetőség valahogy software-esen hogy emuláljam a bejövő jeleket mint pl: Probe
Köszi
Gábor
Tesztelném a makróimat demó módban (mert az UC100-asom dolgozik közben :))
Van e arra lehetőség valahogy software-esen hogy emuláljam a bejövő jeleket mint pl: Probe
Köszi
Gábor
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 április 01, 13:30
Írta: 000000000 Dátum 2015 április 01, 13:30
Szia,
megvizsgáltam a G91 single run és kör futás problémát amit jeleztél és valóban van vele némi gond. Végig is debuggoltam és sikerült is egyébként kijavítani, a következő kiadásban már jó lesz.
megvizsgáltam a G91 single run és kör futás problémát amit jeleztél és valóban van vele némi gond. Végig is debuggoltam és sikerült is egyébként kijavítani, a következő kiadásban már jó lesz.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 április 01, 13:32
Írta: 000000000 Dátum 2015 április 01, 13:32
Szia,
Ezt nem tudja az UCCNC, úgy értem, hogy demo módban a bemenetek mind úgy vannak beállítva, mintha egy valós UC100/UC300 portjára nem lenne semmi csatlakoztatva. Demo módban a bemenet állapotát nem tudod megváltoztatni.
Lehet ki kellene erre találnunk valami emulációt?! Bárkitől ötletek a megvalósításra?
Ezt nem tudja az UCCNC, úgy értem, hogy demo módban a bemenetek mind úgy vannak beállítva, mintha egy valós UC100/UC300 portjára nem lenne semmi csatlakoztatva. Demo módban a bemenet állapotát nem tudod megváltoztatni.
Lehet ki kellene erre találnunk valami emulációt?! Bárkitől ötletek a megvalósításra?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 április 01, 13:34
Írta: 000000000 Dátum 2015 április 01, 13:34
Még annyit: A probe az valóban működik demo módban, úgy ahogy a szinkron menetvágás és a homeolás is, ezeket úgy csináltuk meg, hogy demo módban is lezajlik az esemény a lehető leggyorsabb végrahajtással.
Például ha demo módban home-olsz, akkor ott úgy csinál, mintha rögtön megtalálta volna a home kapcsolókat és így végrehajtódik a funkció ahogyan kell.
Például ha demo módban home-olsz, akkor ott úgy csinál, mintha rögtön megtalálta volna a home kapcsolókat és így végrehajtódik a funkció ahogyan kell.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2015 április 01, 13:44
Írta: dezsoe Dátum 2015 április 01, 13:44
Szia!
Előre is köszönjük!
Előre is köszönjük!
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 április 05, 21:54
Írta: svejk Dátum 2015 április 05, 21:54
"A Mach biztos, hogy másodpercben mér..."
A Mach3-nál a General Config-ban beállítható , hogy ms vagy s legyen a mértékegység.
A Mach3-nál a General Config-ban beállítható , hogy ms vagy s legyen a mértékegység.
Cím: Re:UCCNC vezérlő program
Írta: xabi Dátum 2015 április 06, 17:59
Írta: xabi Dátum 2015 április 06, 17:59
Azt szeretném tudni hogy az UCCNC hogyan kezeli a probe végállás kapcsolót G31 utasítás alatt. Konkrétan az a bajom hogy UC100-on csak 5 bemenet van.
1 port : vészkapcsoló
2 port : összes végállás kapcsoló
3-4-5 port kellene a THC-nek.
Ha a probe végállás kapcsolót a végállás kapcsolókhoz kötöm mi történik ?
1 port : vészkapcsoló
2 port : összes végállás kapcsoló
3-4-5 port kellene a THC-nek.
Ha a probe végállás kapcsolót a végállás kapcsolókhoz kötöm mi történik ?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 április 07, 13:02
Írta: 000000000 Dátum 2015 április 07, 13:02
Szia,
A probe bemenetet bárhová lehet konfigurálni, de a végállást nem bírálja felül! Azt csak a home bemenetek csinálják, amikor azonos pinre vannak konfigolva mint a végállás.
A probe bemenetet bárhová lehet konfigurálni, de a végállást nem bírálja felül! Azt csak a home bemenetek csinálják, amikor azonos pinre vannak konfigolva mint a végállás.
Cím: Re:UCCNC vezérlő program
Írta: xabi Dátum 2015 április 10, 16:37
Írta: xabi Dátum 2015 április 10, 16:37
Próbáltam a THC- beállítani, de valamiért csak felfelé megy, nem lehet valamilyen program hiba ? A HDBB2 panelon látom hogy a felfelé és a lefelé jövő jel esetén is világít a LED, tehát a THC adja a fel-le jelet is.
Beállítás :
UC100
Enabled THC on
THC on pin : nincs használatban
THC UP : Pin 15 // port 1 (ez működik)
THC Down : Pin 10 // port 1
THC min height : 0
THC max height : 30
THC Feed : 100
THC Delay : 0
Control THC even if ... : on
Valamit én bénázok ?
Beállítás :
UC100
Enabled THC on
THC on pin : nincs használatban
THC UP : Pin 15 // port 1 (ez működik)
THC Down : Pin 10 // port 1
THC min height : 0
THC max height : 30
THC Feed : 100
THC Delay : 0
Control THC even if ... : on
Valamit én bénázok ?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 április 10, 17:59
Írta: 000000000 Dátum 2015 április 10, 17:59
Szia,
Kipróbáltam az általad leírt beállításokkal, nálam működik. Fel és lefelé is mozog 0 és 30 között ahogyan kell.
A diagnosztika oldalon nézd meg, hogy a Pin 10, port 1. jel megérkezik-e, illetve, hogy ilyenkor a THC down LED aktiválódik-e a diagnosztikában.
Kipróbáltam az általad leírt beállításokkal, nálam működik. Fel és lefelé is mozog 0 és 30 között ahogyan kell.
A diagnosztika oldalon nézd meg, hogy a Pin 10, port 1. jel megérkezik-e, illetve, hogy ilyenkor a THC down LED aktiválódik-e a diagnosztikában.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 április 10, 18:00
Írta: 000000000 Dátum 2015 április 10, 18:00
1.1008 verzióval próbáltam, ez lemaradt mint fontos információ.
Cím: Re:UCCNC vezérlő program
Írta: xabi Dátum 2015 április 10, 20:09
Írta: xabi Dátum 2015 április 10, 20:09
1.1008 verzió
A 10-es Led és a 15 LED villog a diagnostic ablakon, a THC Ledeket nem néztem. Holnap megnézem.
A 10-es Led és a 15 LED villog a diagnostic ablakon, a THC Ledeket nem néztem. Holnap megnézem.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 április 10, 20:18
Írta: 000000000 Dátum 2015 április 10, 20:18
Az nem lehet esetleg, hogy az Active low polaritást fordítva állítottad be?
A THC up és THC down jel ha egyszerre aktívak, akkor a THC up fog érvényesülni, pusztán biztonsági ok miatt, hogy ne az asztalba tolja a fejet ilyen hibás bemeneti állapotnál.
Szerintem fordítva lehet configolva nálad a polaritás ... nézd meg a diagnosztika ablakon. Ha a THC vezérlő nem ad ki jelet akkor a THC up és down virtuális LED-eknek kikapcsolt állapotban kell lennie, vagyis a bemenet alapállapota a kikapcsolt legyen és ne fordítva...
A THC up és THC down jel ha egyszerre aktívak, akkor a THC up fog érvényesülni, pusztán biztonsági ok miatt, hogy ne az asztalba tolja a fejet ilyen hibás bemeneti állapotnál.
Szerintem fordítva lehet configolva nálad a polaritás ... nézd meg a diagnosztika ablakon. Ha a THC vezérlő nem ad ki jelet akkor a THC up és down virtuális LED-eknek kikapcsolt állapotban kell lennie, vagyis a bemenet alapállapota a kikapcsolt legyen és ne fordítva...
Cím: Re:UCCNC vezérlő program
Írta: xabi Dátum 2015 április 10, 20:35
Írta: xabi Dátum 2015 április 10, 20:35
- Holnap tudom megnézni, kevés időm volt tesztelni, lehet elnéztem valamit. (mondjuk az furcsa hogy felfelé meg ment.)
- Amúgy mi a helyzet a programmal ? Kevés vissza jelzés van mostanában, ez azt jelenti hogy eljutott a program egy stabil verzióig ? Azért kérdezem mert ha lenne egy stabil hiba mentes verzió akkor csinálnék egy saját screen-t a plazmázáshoz.
- Amúgy mi a helyzet a programmal ? Kevés vissza jelzés van mostanában, ez azt jelenti hogy eljutott a program egy stabil verzióig ? Azért kérdezem mert ha lenne egy stabil hiba mentes verzió akkor csinálnék egy saját screen-t a plazmázáshoz.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 április 10, 22:30
Írta: 000000000 Dátum 2015 április 10, 22:30
OK, majd jelezd kérlek holnap, hogy mi a helyzet.
Igen, úgy tűnik, hogy eléggé stabil lett mostranra a progi. Itt a fórumon nem jön már hibajelzés. E-mailben jeleztek nekem pár apróságot, ami inkább további fejlesztési dolgok mintsem hibajelentések, illetve többen jelezték e-mailben és telefonon, hogy minden jónak tűnik... viszonylag sok külföldi hobbista is tesztelgeti a progit ... szóval lassan úgy néz ki, hogy elérjük a stabil állapotot. :)
Illetve még a G91/single line-os hiba javításos kiadással adós vagyok, de vártam még, hátha lesz más hiba is amit javítani kell, de nem lett egyelőre, szóval ha nem lesz több hibajelzés pár napon belül, akkor csinálok egy egyelőre véglegesnek mondható 1.1009-es verziót.
Egyébként alapvetően a screenset rész már nem fog változni, ha képernyőt akarsz készíteni, szerintem nyugodtan ... ha lesz új kiadás, a képernyő-szet azokkal is ugyanúgy fog működni.
Igen, úgy tűnik, hogy eléggé stabil lett mostranra a progi. Itt a fórumon nem jön már hibajelzés. E-mailben jeleztek nekem pár apróságot, ami inkább további fejlesztési dolgok mintsem hibajelentések, illetve többen jelezték e-mailben és telefonon, hogy minden jónak tűnik... viszonylag sok külföldi hobbista is tesztelgeti a progit ... szóval lassan úgy néz ki, hogy elérjük a stabil állapotot. :)
Illetve még a G91/single line-os hiba javításos kiadással adós vagyok, de vártam még, hátha lesz más hiba is amit javítani kell, de nem lett egyelőre, szóval ha nem lesz több hibajelzés pár napon belül, akkor csinálok egy egyelőre véglegesnek mondható 1.1009-es verziót.
Egyébként alapvetően a screenset rész már nem fog változni, ha képernyőt akarsz készíteni, szerintem nyugodtan ... ha lesz új kiadás, a képernyő-szet azokkal is ugyanúgy fog működni.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2015 április 11, 06:22
Írta: ANTAL GÁBOR Dátum 2015 április 11, 06:22
Biztos jó a mostani verzió de vedd figyelembe hogy mi esztergályosok még nem szóltunk hozzá. Sajnos a napi dolgaim abs lekötnek és a főorsóenkóderem itt fekszik az asztalomon ahelyett hogy a helyén lenne ( és a szinkron menettel nyüstölném a programot ) Kola emc2 zik , Homovits M is egy új gépben bújt bele .
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2015 április 11, 07:18
Írta: lari Dátum 2015 április 11, 07:18
Én tesztelgettem már az eszterga részt.
Jeleztem Balázsnak néhány dolgot, amit fejleszteni kellene ahhoz, hogy használható, ill. jól használható, felhasználóbarát legyen a dolog. Ilyen pl a G76 továbbfejlesztése, a G33.1 bővítése,kontúrnagyoló ciklus létrehozása,(bár ezt utóbbit lehet, hogy nem is említettem) egy jó eszterga felület készítése, stb.
Egyébként fúrtam már menetet (levegőben) G33.1-G33.2-vel és úgy tűnik tökéletesen működik.
Jeleztem Balázsnak néhány dolgot, amit fejleszteni kellene ahhoz, hogy használható, ill. jól használható, felhasználóbarát legyen a dolog. Ilyen pl a G76 továbbfejlesztése, a G33.1 bővítése,kontúrnagyoló ciklus létrehozása,(bár ezt utóbbit lehet, hogy nem is említettem) egy jó eszterga felület készítése, stb.
Egyébként fúrtam már menetet (levegőben) G33.1-G33.2-vel és úgy tűnik tökéletesen működik.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 április 11, 09:35
Írta: 000000000 Dátum 2015 április 11, 09:35
Szia Gábor,
Semmi gond, szerencsére voltak akik már tesztelték az eszterga részt is, illetve mi magunk is teszteltük, vágtunk vele 1, 2, 4 bekezdéses meneteket is. :)
Lari-val is leveleztem és ő is mondott pár dolgot amiket lehetne még fejleszteni, például, hogy a G76 tudjon kúpos menetet is vágni. (Ezt amennyire tudom sem a mach3, sem linuxcnc nem tudja, mi szeretnénk ezt is megcsinálni), illetve, hogy a G33.1/2 menetfúrásnál lehessen Dwell-t beállítani a menet aljára, ami akkor lehet előnyös, ha a főorsó "fürge" és nem frekiváltó, hanem relék vezérlik. Ezeket a dolgokat egyelőre felírtuk magunknak a "tennivalók" listára, mert most ahogy említettem az UC300 Ethernet verzióját és az ISOBOB-ot szeretnénk befejezni minél hamarabb, utána jönnek majd a további szoftver fejlesztések és az extra funkciók kidolgozásai. :)
Semmi gond, szerencsére voltak akik már tesztelték az eszterga részt is, illetve mi magunk is teszteltük, vágtunk vele 1, 2, 4 bekezdéses meneteket is. :)
Lari-val is leveleztem és ő is mondott pár dolgot amiket lehetne még fejleszteni, például, hogy a G76 tudjon kúpos menetet is vágni. (Ezt amennyire tudom sem a mach3, sem linuxcnc nem tudja, mi szeretnénk ezt is megcsinálni), illetve, hogy a G33.1/2 menetfúrásnál lehessen Dwell-t beállítani a menet aljára, ami akkor lehet előnyös, ha a főorsó "fürge" és nem frekiváltó, hanem relék vezérlik. Ezeket a dolgokat egyelőre felírtuk magunknak a "tennivalók" listára, mert most ahogy említettem az UC300 Ethernet verzióját és az ISOBOB-ot szeretnénk befejezni minél hamarabb, utána jönnek majd a további szoftver fejlesztések és az extra funkciók kidolgozásai. :)
Cím: Re:UCCNC vezérlő program
Írta: xabi Dátum 2015 április 11, 12:39
Írta: xabi Dátum 2015 április 11, 12:39
- A jó hírem az hogy működik a THc lefelé is, a rossz az hogy nem tudom miért nem ment tegnap (mert semmit nem változtattam). Élesbe vágással csak jövő héten tudom tesztelni.
- Stabil verziónak örülök(-nék).
- Stabil verziónak örülök(-nék).
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2015 április 11, 18:28
Írta: Miki2 Dátum 2015 április 11, 18:28
Szervusz Balázs!
Mikorra várható az UC300 Ethernet verziója?
Az USB- verzió tökéletesen bevált.
Az egyetlen hátránya az USB kábel hosszának a korlátai.
Gondolom az Ethernetes verzióban ezzel nem lesz semmi gond.
Mikorra várható az UC300 Ethernet verziója?
Az USB- verzió tökéletesen bevált.
Az egyetlen hátránya az USB kábel hosszának a korlátai.
Gondolom az Ethernetes verzióban ezzel nem lesz semmi gond.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2015 április 11, 18:55
Írta: ANTAL GÁBOR Dátum 2015 április 11, 18:55
Szia Balázs ! Óriási tévedésben vagytok ( és ezt korábban jeleztem is !! ) A Mach igenis tudja a kúpos menetet : SŐT az egész eszterga fejlesztésem erre irányult ( és térült is meg az első munkánál !! ) Tehát G76 és az utolsó betű :
T Taper ! ( igaz az esztergályos szemlélettel ellentétben nem félkúpszög hanem teljes de egye kánya ! )
T Taper ! ( igaz az esztergályos szemlélettel ellentétben nem félkúpszög hanem teljes de egye kánya ! )
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 április 11, 19:16
Írta: 000000000 Dátum 2015 április 11, 19:16
Gábor,
Taper az azt hittem mach3-ban kezdő/vég letörést csinál, bár csak érintve olvastam a leírást, lehet ez volt a gond. :)
Egyébként az UCCNC is tudja a kúpos menetet, G33-al programozva.
Taper az azt hittem mach3-ban kezdő/vég letörést csinál, bár csak érintve olvastam a leírást, lehet ez volt a gond. :)
Egyébként az UCCNC is tudja a kúpos menetet, G33-al programozva.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 április 11, 19:31
Írta: 000000000 Dátum 2015 április 11, 19:31
Szia Miki,
Örülök, hogy bevált az UC300.
Az ethernetes verziót kb. egy éve kezdtük el csinálni és akkor az alap működésig jutottunk el, aztán annyira belemerültünk az UCCNC szoftver fejlesztésébe, hogy azóta az ethernetes panel a polcon porosodott.
Közben ahogy az UCCNC fejlődött rájöttünk, hogy jobb volna egy erősebb processzort tenni a panelra a távlati terveink miatt, illetve az eltelt évben a mikrovezérlők kínálata is bővült, kiadtak újabb, gyorsabb típusokat.
Így most az történt, hogy a régi panelt átterveztük, a régi 16bites 80MIPS-es microvezérlő helyett kapott egy 32bites 200DMPIS-es DSP-t.
A célunk az, hogy 400kHz step frekit tudjon, ennél nagyobb léptetési frekinek nincsen értelme, mert oda már "nem illik" step/dir rendszert használni.
400kHz az ami viszont nagy felbontású encoderes szervoknál jól jöhet, viszont még nem veszélyesen rövidek a step impulzusok, szóval ezt jelöltük ki célnak és ez megvalósíthatónak is látszik.
Az ethernet szabvány szerint 100méterig használható, ami chippet használunk az 120métert jelöl meg az adatlapjában, extra nagy távolságokra "kitenyésztett"fajta. :)
Persze router közbeiktatásával (erősítés) a távolság tovább növelhető lesz.
Hogy mikorra lesz kész, arról ma még korai lenne beszélni, folyamatosan dolgozunk rajta, illetve az ISOBOB panelen is, hogy elkészüljön minél hamarabb.
Örülök, hogy bevált az UC300.
Az ethernetes verziót kb. egy éve kezdtük el csinálni és akkor az alap működésig jutottunk el, aztán annyira belemerültünk az UCCNC szoftver fejlesztésébe, hogy azóta az ethernetes panel a polcon porosodott.
Közben ahogy az UCCNC fejlődött rájöttünk, hogy jobb volna egy erősebb processzort tenni a panelra a távlati terveink miatt, illetve az eltelt évben a mikrovezérlők kínálata is bővült, kiadtak újabb, gyorsabb típusokat.
Így most az történt, hogy a régi panelt átterveztük, a régi 16bites 80MIPS-es microvezérlő helyett kapott egy 32bites 200DMPIS-es DSP-t.
A célunk az, hogy 400kHz step frekit tudjon, ennél nagyobb léptetési frekinek nincsen értelme, mert oda már "nem illik" step/dir rendszert használni.
400kHz az ami viszont nagy felbontású encoderes szervoknál jól jöhet, viszont még nem veszélyesen rövidek a step impulzusok, szóval ezt jelöltük ki célnak és ez megvalósíthatónak is látszik.
Az ethernet szabvány szerint 100méterig használható, ami chippet használunk az 120métert jelöl meg az adatlapjában, extra nagy távolságokra "kitenyésztett"fajta. :)
Persze router közbeiktatásával (erősítés) a távolság tovább növelhető lesz.
Hogy mikorra lesz kész, arról ma még korai lenne beszélni, folyamatosan dolgozunk rajta, illetve az ISOBOB panelen is, hogy elkészüljön minél hamarabb.
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2015 április 11, 19:46
Írta: pisti73 Dátum 2015 április 11, 19:46
Szia Balázs!
Az ISOBOB-ról valami leírás létezik már? Technikai adatok, ki- bemenetek, stb...
Az ISOBOB-ról valami leírás létezik már? Technikai adatok, ki- bemenetek, stb...
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 április 11, 19:54
Írta: 000000000 Dátum 2015 április 11, 19:54
Pár kérdés ezzel az ethernet-es vezérlővel, tisztán kíváncsiságból.
Ha túl nagy a válaszidő és például beüt valami és egy vészgombot kell nyomni akkor ezt közvetlen a ethernet-es eszköz dolgozza fel vagy a PC-ig el kell menni az infónak és aztán vissza a cselekvéshez?
És lesz valami válaszidő limit ami felet azt mondja, hogy nem megyek?
Vagy ez olyan ami a komplett programot átlöki aztán szinte standalone rendszer ?
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2015 április 11, 20:24
Írta: kr97pwss2 Dátum 2015 április 11, 20:24
Az USB és majd a leendő ethernetes vezérlőnél is vészstop, végállás, index, Home stb. jeleket helyben a processzor dolgozza fel, ezért nem kell félni, hogy kommunikációs gond miatt nem állna meg. A kommunikáció folyamatos és hibatűrő protokollal fog működni. Természetesen, ha egy adott időn belül többszöri próbálkozásra sem sikerül kommunikálni, akkor le fog állni hibaüzenettel, ez az USB-nél is így működik most.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 április 11, 20:29
Írta: 000000000 Dátum 2015 április 11, 20:29
És még egy kérdés.
Kompatibilis, illetve lesz lehetőség Mach3-hoz is illeszteni ?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 április 11, 20:56
Írta: 000000000 Dátum 2015 április 11, 20:56
Szia,
Leírás még nincsen, azt mindig a végén csináljuk meg, ha már elkészült egy termék és elindul a gyártás.
Az alap paraméterek:
- 10db optocsatolt nyitott-drain Mosfet kimenetek (relék közvetlen meghajtására).
- 2db optocsatolt analog 0-10V kimenet.
- 15db optocsatolt bemenet.
- 2db optocsatolt analog bemenet.
Lesz az ISOBOB-on egy bővítő port, amire csatlakoztatható egy bővítő panel, amin 16db digitális optocsatolt kimenet és 16db optocsatolt bemenet található.
A bővítőpanel tervezése most van folyamatban.
Leírás még nincsen, azt mindig a végén csináljuk meg, ha már elkészült egy termék és elindul a gyártás.
Az alap paraméterek:
- 10db optocsatolt nyitott-drain Mosfet kimenetek (relék közvetlen meghajtására).
- 2db optocsatolt analog 0-10V kimenet.
- 15db optocsatolt bemenet.
- 2db optocsatolt analog bemenet.
Lesz az ISOBOB-on egy bővítő port, amire csatlakoztatható egy bővítő panel, amin 16db digitális optocsatolt kimenet és 16db optocsatolt bemenet található.
A bővítőpanel tervezése most van folyamatban.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 április 11, 21:02
Írta: 000000000 Dátum 2015 április 11, 21:02
Szia,
Igen, szeretnénk megcsinálni mach3-hoz is, de első körben biztosan az uccnc-vel fog majd működni.
Igen, szeretnénk megcsinálni mach3-hoz is, de első körben biztosan az uccnc-vel fog majd működni.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 április 11, 21:04
Írta: 000000000 Dátum 2015 április 11, 21:04
Természetesen nem megy körbe az adat a vészeseményeknél, hanem az UC mikrovezérlője avatkozik be közvetlenül és utána értesíti csak a szoftvert az eseményről. Egyébként nem lenne biztonságos a működés.
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2015 április 11, 21:18
Írta: pisti73 Dátum 2015 április 11, 21:18
Ez jól hangzik! Köszönöm szépen!
Cím: Re:UCCNC vezérlő program
Írta: xabi Dátum 2015 április 14, 09:25
Írta: xabi Dátum 2015 április 14, 09:25
Szia,
Próbálom a THC-t működésre bírni, de valami nem stimmel. Mivel Uc100-am van a THC ARC jelét nem tudom fogadni (nem is kell elvileg), programon belül THC enabled On/off-al szeretném szabályozni. Valamiért program futás közben hiába kapcsolom ki/be nem mozdul a Z tengely. Lásd videó :
Video
Próbálom a THC-t működésre bírni, de valami nem stimmel. Mivel Uc100-am van a THC ARC jelét nem tudom fogadni (nem is kell elvileg), programon belül THC enabled On/off-al szeretném szabályozni. Valamiért program futás közben hiába kapcsolom ki/be nem mozdul a Z tengely. Lásd videó :
Video
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2015 április 14, 09:45
Írta: lari Dátum 2015 április 14, 09:45
Balázs!
Hol lehet azt beállítani, hogy eszterga módban az X tengely átmérőbe számoljon?
Hol lehet azt beállítani, hogy eszterga módban az X tengely átmérőbe számoljon?
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2015 április 14, 10:18
Írta: ANTAL GÁBOR Dátum 2015 április 14, 10:18
A frekiváltók vezérlésénél elterjedt metodika hogy a beállított spindle értékhez hozzárendelünk egy konstans amplitúdójú PWM jelet majd azt integrálva ( két fokozatú RC komplexummal ) megkapjuk a vezérlőfeszültséget . Ehhez kapcsolódóan lenne egy kérdésem . Olvasom hogy az ISOBOB nál lesz két analóg kimenet . Hasonlóan lesz megcsinálva ( PWM + integrálás ) vagy egy D/A konverter lesz a kimenet ? ( szerintem D/A az jobb lenne mert az integráló fokozat hibája elmarad.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 április 14, 14:39
Írta: 000000000 Dátum 2015 április 14, 14:39
Sziasztok,
Xabi: Valóban, úgy tűnik program futtatás közben nem fogadja el a THC engedélyezését. Vizsgáljuk az okát...
Lari: Jelenleg csak a rádiusz módot ismeri.
Gábor: Az ISOBOB-on az analog kimenetek optocsatoltak. Három lehetőségünk volt:
1.) PWM + gyors optó + integrátor + OPAMP
2.) SPI/I2C D/A + több gyors opto + (OPAMP)
3.) SPI/I2C D/A + analog optocsatoló + (OPAMP)
Ebből az 1. megoldás lett a befutó, két egyszerű oka van:
1.) SPI busz optocsatolásához kétszer annyi optó kell, mint a PWM leválasztásához + kell egy D/A konverter -> plusz költség és plusz helyigény.
2.) Az analog optó nagyon drága.
A PWM 10Mbit-es optókon megy keresztül (ez nekünk olcsó, mert teljes tekercset szoktunk venni belőle, sok helyen használjuk), utána van integrálva és meghajtva a fesz. követő műveleti erősítővel (opamp).
Mivel az átlag felhasználónak megfelel az 1%-os pontosság, gondoltuk ez is jó lesz, kevesen vannak, akik "atomórát" szeretnének építeni az UC300 köré, főleg CNC géphez lesz használva, ahol nagyjából mindegy, hogy pl. 5000 1/min fordulat helyett 4950-es vagy 5050-et forog esetleg.
A másik dolog az az integrátor ideje, amit nem hibának hanem inkább késleltetésnek neveznék, de egy CNC főorsó vezérléséhez szükséges rakcióidőkhöz képest ez a villamos időállandó mondhatni, hogy elhanyagolható.
Úgy voltunk vele, hogy inkább 1% tűrés és néhány 10msec késés, mint 0.1% tűrés és kb. +5USD költség.
Xabi: Valóban, úgy tűnik program futtatás közben nem fogadja el a THC engedélyezését. Vizsgáljuk az okát...
Lari: Jelenleg csak a rádiusz módot ismeri.
Gábor: Az ISOBOB-on az analog kimenetek optocsatoltak. Három lehetőségünk volt:
1.) PWM + gyors optó + integrátor + OPAMP
2.) SPI/I2C D/A + több gyors opto + (OPAMP)
3.) SPI/I2C D/A + analog optocsatoló + (OPAMP)
Ebből az 1. megoldás lett a befutó, két egyszerű oka van:
1.) SPI busz optocsatolásához kétszer annyi optó kell, mint a PWM leválasztásához + kell egy D/A konverter -> plusz költség és plusz helyigény.
2.) Az analog optó nagyon drága.
A PWM 10Mbit-es optókon megy keresztül (ez nekünk olcsó, mert teljes tekercset szoktunk venni belőle, sok helyen használjuk), utána van integrálva és meghajtva a fesz. követő műveleti erősítővel (opamp).
Mivel az átlag felhasználónak megfelel az 1%-os pontosság, gondoltuk ez is jó lesz, kevesen vannak, akik "atomórát" szeretnének építeni az UC300 köré, főleg CNC géphez lesz használva, ahol nagyjából mindegy, hogy pl. 5000 1/min fordulat helyett 4950-es vagy 5050-et forog esetleg.
A másik dolog az az integrátor ideje, amit nem hibának hanem inkább késleltetésnek neveznék, de egy CNC főorsó vezérléséhez szükséges rakcióidőkhöz képest ez a villamos időállandó mondhatni, hogy elhanyagolható.
Úgy voltunk vele, hogy inkább 1% tűrés és néhány 10msec késés, mint 0.1% tűrés és kb. +5USD költség.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2015 április 14, 15:04
Írta: ANTAL GÁBOR Dátum 2015 április 14, 15:04
szia ! Így más a leányzó fekvése ha ti adjátok az integrátort és az OPAMP ot . Az mégsem két RC kör
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2015 április 14, 17:39
Írta: pisti73 Dátum 2015 április 14, 17:39
Sziasztok! Egy várható vételárról kaphatnánk valami infót? Vagy még ilyen kalkulációt nem végeztetek?
Cím: Re:UCCNC vezérlő program
Írta: nyiszi Dátum 2015 április 19, 09:39
Írta: nyiszi Dátum 2015 április 19, 09:39
Sziasztok!
Az UC300-nak van publikus kapcsolási rajza?
Az UC300-nak van publikus kapcsolási rajza?
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2015 április 20, 14:49
Írta: kr97pwss2 Dátum 2015 április 20, 14:49
Ment E-mail
Cím: Re:UCCNC vezérlő program
Írta: nyiszi Dátum 2015 április 20, 17:08
Írta: nyiszi Dátum 2015 április 20, 17:08
Köszönöm.
Cím: Re:UCCNC vezérlő program
Írta: nyiszi Dátum 2015 április 20, 17:38
Írta: nyiszi Dátum 2015 április 20, 17:38
Az UCCNC-hez nincs valakinek Z nullapont felvevő macrója?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 április 20, 17:59
Írta: 000000000 Dátum 2015 április 20, 17:59
Szia,
Viszonylag komplex Z magasság bemérő van a makrók közt M31.txt fájlban.
Egy egyszerű verziót is közöltem a #1988 hozzászólásban, ebben a topikban.
Viszonylag komplex Z magasság bemérő van a makrók közt M31.txt fájlban.
Egy egyszerű verziót is közöltem a #1988 hozzászólásban, ebben a topikban.
Cím: Re:UCCNC vezérlő program
Írta: nyiszi Dátum 2015 április 20, 18:05
Írta: nyiszi Dátum 2015 április 20, 18:05
Szia!
Azt kipróbáltam, de nem igazán azt kéne ebben az esetben csinálnia amit csinál.
A macrót meg nem szeretném bántani mert(nem is értek hozzá) a szerszámok beméréséhez meg valószínű, hogy jó.
Megnézem amit említettél.
Azt kipróbáltam, de nem igazán azt kéne ebben az esetben csinálnia amit csinál.
A macrót meg nem szeretném bántani mert(nem is értek hozzá) a szerszámok beméréséhez meg valószínű, hogy jó.
Megnézem amit említettél.
Cím: Re:UCCNC vezérlő program
Írta: xabi Dátum 2015 április 20, 18:05
Írta: xabi Dátum 2015 április 20, 18:05
Szia, A THC javítás mikorra várható?
Cím: Re:UCCNC vezérlő program
Írta: nyiszi Dátum 2015 április 20, 18:11
Írta: nyiszi Dátum 2015 április 20, 18:11
Ez lesz a jó nekem.
Ha ezt a kódot bemásolom az M31.txt tartalmának a helyére akkor fog működni?
Ha ezt a kódot bemásolom az M31.txt tartalmának a helyére akkor fog működni?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 április 20, 18:14
Írta: 000000000 Dátum 2015 április 20, 18:14
Szia,
még dolgozunk rajta, eléggé "problémás" hiba van vele, még van vissza egy kevés, hamarosan várható, hogy elkészül teljesen. Fogok készíteni mindenképpen egy új kiadást a javítással, amint készen van.
még dolgozunk rajta, eléggé "problémás" hiba van vele, még van vissza egy kevés, hamarosan várható, hogy elkészül teljesen. Fogok készíteni mindenképpen egy új kiadást a javítással, amint készen van.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 április 20, 18:14
Írta: 000000000 Dátum 2015 április 20, 18:14
Igen, pontosan.
Cím: Re:UCCNC vezérlő program
Írta: nyiszi Dátum 2015 április 20, 18:43
Írta: nyiszi Dátum 2015 április 20, 18:43
Köszönöm szépen.
Cím: Re:UCCNC vezérlő program
Írta: nyiszi Dátum 2015 április 20, 21:45
Írta: nyiszi Dátum 2015 április 20, 21:45
Kipróbáltam és jól működik.
Még azt kérdezném, hogy a Charge Pump jelet hogyan lehet egy másik port egyik pinjére is kiküldeni?
Két olyan leválasztó kártya van a gépben aminek kellene. A Mach3-ban van erre lehetőség.
Még azt kérdezném, hogy a Charge Pump jelet hogyan lehet egy másik port egyik pinjére is kiküldeni?
Két olyan leválasztó kártya van a gépben aminek kellene. A Mach3-ban van erre lehetőség.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 április 22, 12:47
Írta: 000000000 Dátum 2015 április 22, 12:47
Szia,
UCCNC-ben 1db Charge pump kimenetet lehet konfigurálni. Eddig még nem merült fel igényként, hogy több darab kellene.
Egyébként hogyan és mire használod a charge pumpot?
Nem elegendő az egyik elosztóra bekötni és ott meghajtani egy relét például, ami be tud avatkozni a charge pump alapján?
Nálad ez hogyan működik?
UCCNC-ben 1db Charge pump kimenetet lehet konfigurálni. Eddig még nem merült fel igényként, hogy több darab kellene.
Egyébként hogyan és mire használod a charge pumpot?
Nem elegendő az egyik elosztóra bekötni és ott meghajtani egy relét például, ami be tud avatkozni a charge pump alapján?
Nálad ez hogyan működik?
Cím: Re:UCCNC vezérlő program
Írta: nyiszi Dátum 2015 április 22, 13:09
Írta: nyiszi Dátum 2015 április 22, 13:09
Szia!
Van két leválasztó kártya. Mindkettőről használok ki és bemeneteket is.
Fontos lenne, hogy mindkettőn működjön ez a funkció. Az általatok is forgalmazott szalagkábeles csatlakozókat használom az UC300 és a leválasztó kártyák között.Sokkal elegánsabb lenne ha nem kéne pluszba drótozgatni + relé ha lehetne másik kimenetre is beállítani mint a MAC3-ban.
Van két leválasztó kártya. Mindkettőről használok ki és bemeneteket is.
Fontos lenne, hogy mindkettőn működjön ez a funkció. Az általatok is forgalmazott szalagkábeles csatlakozókat használom az UC300 és a leválasztó kártyák között.Sokkal elegánsabb lenne ha nem kéne pluszba drótozgatni + relé ha lehetne másik kimenetre is beállítani mint a MAC3-ban.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 április 22, 13:18
Írta: 000000000 Dátum 2015 április 22, 13:18
OK, értem, de mit csinál a charge pump a gépeden, hogy két panelon is jelen kell lennie?
Mi úgy szoktuk bekötni a gépeken, hogy a charge pump kiment egy relét húz meg, illetve ez a kör átvan vezetve a külső vészstop gombokon is. Ez a "főrelé" ha megvan húzva, akkor egyrészt tápot ad a motorvezérlőknek, valamint egy jel vissza is van vezetve az UCCNC-nek.
Nálad ez hogyan néz ki pontosan?
Azért kérdezgetlek, mert nem nagyon értem, hogy miért van szükség 2 különálló charge pump jelre. Hacsak nem az elosztó panelon van valami szerepe?! Szeretném megérteni, hogy mi értelme van...
Mi úgy szoktuk bekötni a gépeken, hogy a charge pump kiment egy relét húz meg, illetve ez a kör átvan vezetve a külső vészstop gombokon is. Ez a "főrelé" ha megvan húzva, akkor egyrészt tápot ad a motorvezérlőknek, valamint egy jel vissza is van vezetve az UCCNC-nek.
Nálad ez hogyan néz ki pontosan?
Azért kérdezgetlek, mert nem nagyon értem, hogy miért van szükség 2 különálló charge pump jelre. Hacsak nem az elosztó panelon van valami szerepe?! Szeretném megérteni, hogy mi értelme van...
Cím: Re:UCCNC vezérlő program
Írta: nyiszi Dátum 2015 április 22, 18:31
Írta: nyiszi Dátum 2015 április 22, 18:31
Amíg nem volt UC300-am addig 2 párhuzamos portot használtam.Ezeken voltak elosztva a ki és bemenetek, hogy elég legyen. Mivel a kártyák alapból tudják a Charge Pum-ot, ez volt a legegyszerűbb. A vészstop csak a E-stopra van kötve.
De akkor lehet, hogy átvariálom az egészet.
De akkor lehet, hogy átvariálom az egészet.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 április 22, 18:36
Írta: 000000000 Dátum 2015 április 22, 18:36
Szia,
OK, szóval akkor ha jól értem az elosztópanelek saját maguk tiltanak dolgokat, ha megkapják a charge pumpot?
Tényleg csak kíváncsi vagyok hogyan működik, esetleg az elosztópanelről van egy doksid?
Beszéltem Polgárdi Balázzsal is, azt mondta, hogy az UC300 firmware-je elő van készítve egy második charge pump jel kezelésére, szóval bele tudjuk építeni viszonylag egyszerűen a másodikat is, csak nem értettem eddig, hogy miért van rá szükség...
OK, szóval akkor ha jól értem az elosztópanelek saját maguk tiltanak dolgokat, ha megkapják a charge pumpot?
Tényleg csak kíváncsi vagyok hogyan működik, esetleg az elosztópanelről van egy doksid?
Beszéltem Polgárdi Balázzsal is, azt mondta, hogy az UC300 firmware-je elő van készítve egy második charge pump jel kezelésére, szóval bele tudjuk építeni viszonylag egyszerűen a másodikat is, csak nem értettem eddig, hogy miért van rá szükség...
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 április 22, 18:37
Írta: 000000000 Dátum 2015 április 22, 18:37
Félre írtam kicsit, szóval azt akartam írni, helyesen: hogy az elosztópanelek saját maguk tiltanak dolgokat, ha nem kapnak charge pump jelet.
Cím: Re:UCCNC vezérlő program
Írta: nyiszi Dátum 2015 április 22, 18:39
Írta: nyiszi Dátum 2015 április 22, 18:39
Igen így van.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 április 22, 18:43
Írta: 000000000 Dátum 2015 április 22, 18:43
OK, köszi értem. Mondjuk én annak a híve vagyok, hogy a motor tápellátást se kapjon, ha nincsen charge pump, hogy még véletlenül se tudjon mozogni, bármi is történik szoftveres oldalon.
A következő szoftver kiadásra megpróbáljuk a második charge pumpot is beleépíteni az UCCNC-be...
A következő szoftver kiadásra megpróbáljuk a második charge pumpot is beleépíteni az UCCNC-be...
Cím: Re:UCCNC vezérlő program
Írta: nyiszi Dátum 2015 április 22, 18:53
Írta: nyiszi Dátum 2015 április 22, 18:53
Köszönöm.
Írtam levelet.
Írtam levelet.
Cím: Re:UCCNC vezérlő program
Írta: xabi Dátum 2015 április 23, 22:17
Írta: xabi Dátum 2015 április 23, 22:17
Szia, azt szeretném kérdezni hogy a régi 1.0038 verzióba működik a THC ? Lenne most egy nagyobb munkám, érdemes vissza állni?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 április 23, 23:01
Írta: 000000000 Dátum 2015 április 23, 23:01
Igen, szerintem működik. A régi API-val lett tesztelve élesben plasma gépen és működött, igaz lehet nem az 1.0034-es, hanem régebbi verzióval ment a teszt, de nem változtattunk már utána a THC részen ebben az API-ban, szóval kell, hogy működjön. Csak az új 1.1 API-val nem teszteltük eléggé és nem is működik jól sajnos.
Egyébként feltelepítheted a régi verziót az új mellé, egy másik könyvtárba és akkor mindkettő megmarad. A két verzió nem fog összeveszni, amelyiket elindítod az fog futni. Arra gondolok, hogy csinálhatsz például és UCCNC2 mappát a telepítésnél megtudod adni a könyvtárat ahová telepít...
Egyébként feltelepítheted a régi verziót az új mellé, egy másik könyvtárba és akkor mindkettő megmarad. A két verzió nem fog összeveszni, amelyiket elindítod az fog futni. Arra gondolok, hogy csinálhatsz például és UCCNC2 mappát a telepítésnél megtudod adni a könyvtárat ahová telepít...
Cím: Re:UCCNC vezérlő program
Írta: xw8uhrn5r Dátum 2015 április 24, 09:40
Írta: xw8uhrn5r Dátum 2015 április 24, 09:40
Sziasztok!
Köszönöm a választ az emuláció azért lenne jó mert akkor akár demó módban is lehetne makrókat fejleszteni.
Lenne viszont egy nagy gondom. Nem feltétlenül az UCCNC-hez kapcsolódik, de hátha tudtok rá magyarázatot.
Szóval van egy munkám 5mm vastag polikarbonát marása. Ezt egy StepCraft 600-as géppel végzem. A főorsónak egy Kress 1050w-os motort használok. Átmérő 4-es marószárral. A feladat 7 db átmérő 6-os furat marása amiből 6 db süllyesztve van 13-as átmérőre 1 mm mélyen, ez után kontúrozása az alkatrésznek. UC100-ast és az UCCNC-t használom.
A jelenség az, hogy időnként megbolondul a gép. A furatokat és süllyesztéseket gond nélkül megcsinálja és a kontúrozásnál vagy kilép a pályáról, vagy rossz helyen kezdi el. Ami fura, hogy az Y tengely megy el mindig. A gép akadás mentesen szépen fut és van olyan, amikor hetekig semmi baja. Ilyenkor, amikor ez a hiba fellép üresen körbe megy a kontúrozás is. Gyanítom, hogy valami elektromos baj van és az is csak akkor, ha terhelés alatt van. A furatolás és süllyesztés nem olyan nagy terhelés. Nagyon bosszantó hiba, mert nem tudom az okát és napok mennek el vele.
Köszönöm előre is a segítséget
Köszönöm a választ az emuláció azért lenne jó mert akkor akár demó módban is lehetne makrókat fejleszteni.
Lenne viszont egy nagy gondom. Nem feltétlenül az UCCNC-hez kapcsolódik, de hátha tudtok rá magyarázatot.
Szóval van egy munkám 5mm vastag polikarbonát marása. Ezt egy StepCraft 600-as géppel végzem. A főorsónak egy Kress 1050w-os motort használok. Átmérő 4-es marószárral. A feladat 7 db átmérő 6-os furat marása amiből 6 db süllyesztve van 13-as átmérőre 1 mm mélyen, ez után kontúrozása az alkatrésznek. UC100-ast és az UCCNC-t használom.
A jelenség az, hogy időnként megbolondul a gép. A furatokat és süllyesztéseket gond nélkül megcsinálja és a kontúrozásnál vagy kilép a pályáról, vagy rossz helyen kezdi el. Ami fura, hogy az Y tengely megy el mindig. A gép akadás mentesen szépen fut és van olyan, amikor hetekig semmi baja. Ilyenkor, amikor ez a hiba fellép üresen körbe megy a kontúrozás is. Gyanítom, hogy valami elektromos baj van és az is csak akkor, ha terhelés alatt van. A furatolás és süllyesztés nem olyan nagy terhelés. Nagyon bosszantó hiba, mert nem tudom az okát és napok mennek el vele.
Köszönöm előre is a segítséget
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 április 24, 10:15
Írta: 000000000 Dátum 2015 április 24, 10:15
Szia Gábor,
Igen, múltkor amikor írtad, leesett, hogy mire gondoltál amikor az emulációt kérdezted.
Majd végiggondoljuk, hogy hogyan lehetne megoldani ezt a dolgot, első ránézésre nem tűnik egyszerűnek, de aludni kell rá egyet vagy kettőt. :)
A probléma amit írsz, nekem úgy tűnik, hogy lépésvesztés történik. Ez lehet szoftveres, mechanikai vagy elektromos probléma is.
Érdemes volna megfigyelni, hogy az UCCNC mit ír ilyenkor ki a koordinátáknak. Ha a koordináta hibás amikor a pozícióhiba fennáll, akkor szoftveres dolog lehet.
Ha nem tudod rögtön megnézni (mert mozog a gép), akkor várd végig a programot és nézd meg, hogy a program végén stimmel-e a koordináta az utolsó programozott értékekkel.
Ha a pozíció helyes az UCCNC kijelzőjén, a hiba csak a mechanikán jelentkezik, akkor vagy elektromos zavart szedett össze a léptető vezérlő és tévesztett, vagy a mechanika megszorult, berezonált (motor elkapta az önrezonancia frekvenciát.) és tévesztett.
Egyébként a Kress 1050 FME motor meglehetősen zajos. A zajt nem a hangerejére értem, persze az is van neki. :) Hanem elektronikusan nagy zajterhelést jelent. Elképzelhetőnek tartom, hogy a marómotor zaja jut be valahogy vagy a számítógépbe, vagy a léptetővezérlő elektronikába. Próbálj esetleg beszerezni egy RLC filtert (lehet ilyeneket készen kapni) és beszerelni egyet a marómotor elé, illetve akár a vezérlőelektronika elé is.
Egyébként az én asztalaom, ha bal oldalra pillantok itt van egy Stepcraft 2 300-as gép, már egy ideje ezen tesztelem az UCCNC-t. Pici és pont elfér az asztalom sarkán. :)
Igen, múltkor amikor írtad, leesett, hogy mire gondoltál amikor az emulációt kérdezted.
Majd végiggondoljuk, hogy hogyan lehetne megoldani ezt a dolgot, első ránézésre nem tűnik egyszerűnek, de aludni kell rá egyet vagy kettőt. :)
A probléma amit írsz, nekem úgy tűnik, hogy lépésvesztés történik. Ez lehet szoftveres, mechanikai vagy elektromos probléma is.
Érdemes volna megfigyelni, hogy az UCCNC mit ír ilyenkor ki a koordinátáknak. Ha a koordináta hibás amikor a pozícióhiba fennáll, akkor szoftveres dolog lehet.
Ha nem tudod rögtön megnézni (mert mozog a gép), akkor várd végig a programot és nézd meg, hogy a program végén stimmel-e a koordináta az utolsó programozott értékekkel.
Ha a pozíció helyes az UCCNC kijelzőjén, a hiba csak a mechanikán jelentkezik, akkor vagy elektromos zavart szedett össze a léptető vezérlő és tévesztett, vagy a mechanika megszorult, berezonált (motor elkapta az önrezonancia frekvenciát.) és tévesztett.
Egyébként a Kress 1050 FME motor meglehetősen zajos. A zajt nem a hangerejére értem, persze az is van neki. :) Hanem elektronikusan nagy zajterhelést jelent. Elképzelhetőnek tartom, hogy a marómotor zaja jut be valahogy vagy a számítógépbe, vagy a léptetővezérlő elektronikába. Próbálj esetleg beszerezni egy RLC filtert (lehet ilyeneket készen kapni) és beszerelni egyet a marómotor elé, illetve akár a vezérlőelektronika elé is.
Egyébként az én asztalaom, ha bal oldalra pillantok itt van egy Stepcraft 2 300-as gép, már egy ideje ezen tesztelem az UCCNC-t. Pici és pont elfér az asztalom sarkán. :)
Cím: Re:UCCNC vezérlő program
Írta: xw8uhrn5r Dátum 2015 április 24, 10:58
Írta: xw8uhrn5r Dátum 2015 április 24, 10:58
Köszi a gyors választ!
Igen én is az elektromos zajra gondolok és már úton is van a zajszűrő, csak nagyon Ghostbusters a hiba jelenség és mindig csak az y tengelyre van hatással és csak a kontúrozás környékén. A mechanika jó ott nem tapasztalok szorulást lötyögést ilyesmit. Ami még fura, hogy az elektronika ilyenkor mintha bekerülne egy ilyen „rossz” állapotba és nem tudom hogy lehetne „reset”-elni. A pozíciókat megnézem de szerintem nem szoftveres baj van.
Még egyszer köszönöm a segítséget.
Igen én is az elektromos zajra gondolok és már úton is van a zajszűrő, csak nagyon Ghostbusters a hiba jelenség és mindig csak az y tengelyre van hatással és csak a kontúrozás környékén. A mechanika jó ott nem tapasztalok szorulást lötyögést ilyesmit. Ami még fura, hogy az elektronika ilyenkor mintha bekerülne egy ilyen „rossz” állapotba és nem tudom hogy lehetne „reset”-elni. A pozíciókat megnézem de szerintem nem szoftveres baj van.
Még egyszer köszönöm a segítséget.
Cím: Re:UCCNC vezérlő program
Írta: xabi Dátum 2015 április 24, 16:39
Írta: xabi Dátum 2015 április 24, 16:39
Szia,
Próbáltam működésre bírni a régi verzióval a THC-t. Működik, de elég életveszélyesen, a sarkoknál ahogy ki be kapcsolom a THC-t megzavarodik, nem emeli ki a fejet mikor a másik alkatrészre átáll.... Nem sokat tudtam tesztelni mert élesbe vágtam, nem is próbálkoznék ezzel a verzióval inkább megvárnám amíg új verzió működőképes lesz.
A lényeg : A THC-t úgy használom hogy én kapcsolgatom ki be a program futása alatt. Ennek az a lényege hogy pl. sarkoknál kikapcsolom mert ott feleslegesen megzavarodna kanyar után vissza kapcsolom.
Itt egy video hogyan kell a sheetcam-be a macrot megcsinálni : Sheetcam video
Ha kell küldök teszt programot is hogy tesztelni tud.
Próbáltam működésre bírni a régi verzióval a THC-t. Működik, de elég életveszélyesen, a sarkoknál ahogy ki be kapcsolom a THC-t megzavarodik, nem emeli ki a fejet mikor a másik alkatrészre átáll.... Nem sokat tudtam tesztelni mert élesbe vágtam, nem is próbálkoznék ezzel a verzióval inkább megvárnám amíg új verzió működőképes lesz.
A lényeg : A THC-t úgy használom hogy én kapcsolgatom ki be a program futása alatt. Ennek az a lényege hogy pl. sarkoknál kikapcsolom mert ott feleslegesen megzavarodna kanyar után vissza kapcsolom.
Itt egy video hogyan kell a sheetcam-be a macrot megcsinálni : Sheetcam video
Ha kell küldök teszt programot is hogy tesztelni tud.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 április 24, 18:40
Írta: 000000000 Dátum 2015 április 24, 18:40
Szia,
A THC ki be kapcsolása program futtatás közben az szerintem tutira nem működik a régi verzióval sem, illetve ezt soha nem próbáltuk és nem rémlik, hogy bárki csinált volna ilyet aki tesztelte.
Erre akkor nem is igazán gondoltunk, hogy menet közben kellhet ki/be kapcsolgatni.
Ahogy mi vágjuk az alkatrészeket a plazma gépünkön, mi egyszer bekapcsoljuk a program indítása előtt és a végén meg kikapcsoljuk a THC vezérlést, ennyi. Így tökéletes volt a régi verziós API-ban.
Amint meglesz az új kiadás felfogom ide rakni és akkor kérnélek majd, hogy teszteld és jelezd, hogy jó lett-e, most még mindig van egy két apró dolog, amit bütykölünk, hogy ez a menet közben ki/be THC kapcsolgatós módszer is jó legyen.
A THC ki be kapcsolása program futtatás közben az szerintem tutira nem működik a régi verzióval sem, illetve ezt soha nem próbáltuk és nem rémlik, hogy bárki csinált volna ilyet aki tesztelte.
Erre akkor nem is igazán gondoltunk, hogy menet közben kellhet ki/be kapcsolgatni.
Ahogy mi vágjuk az alkatrészeket a plazma gépünkön, mi egyszer bekapcsoljuk a program indítása előtt és a végén meg kikapcsoljuk a THC vezérlést, ennyi. Így tökéletes volt a régi verziós API-ban.
Amint meglesz az új kiadás felfogom ide rakni és akkor kérnélek majd, hogy teszteld és jelezd, hogy jó lett-e, most még mindig van egy két apró dolog, amit bütykölünk, hogy ez a menet közben ki/be THC kapcsolgatós módszer is jó legyen.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 április 24, 18:43
Írta: 000000000 Dátum 2015 április 24, 18:43
Azt, hogy az elektronika beáll egy rossz állapotba, ezen mit értesz pontosan?
Ilyenkor nem tudod kivenni a szoftvert reset-ből?
Ha ez van, akkor meg kéne nézi a diagnosztika oldalon a virtuális LED-eket, hogy mi fogja reset-ben és akkor ki lehetne deríteni szerintem az okát..
Ilyenkor nem tudod kivenni a szoftvert reset-ből?
Ha ez van, akkor meg kéne nézi a diagnosztika oldalon a virtuális LED-eket, hogy mi fogja reset-ben és akkor ki lehetne deríteni szerintem az okát..
Cím: Re:UCCNC vezérlő program
Írta: xw8uhrn5r Dátum 2015 április 24, 19:05
Írta: xw8uhrn5r Dátum 2015 április 24, 19:05
Nem azt értem, hanem az elektronika folyamatosan hibázik de mindig csak a kontúrnál (mintha bele lenne "égetve"). Ha ez elektromos zavar akkor szerintem azért sokkal változatosabb hibákat kéne tapasztaljak gondolom én. Aztán történik valami és megint megy szépen minden.
Cím: Re:UCCNC vezérlő program
Írta: xw8uhrn5r Dátum 2015 április 24, 19:06
Írta: xw8uhrn5r Dátum 2015 április 24, 19:06
Viszont a kontúr marásnál változatos helyeken hibázik, de mindig csak a kontúrnál. Előtte a furatokat és süllyesztéseket szépen megcsinálja
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 április 24, 19:13
Írta: 000000000 Dátum 2015 április 24, 19:13
Szerintem marásnál nagyobb nyomatékot ad le a marómotor, ergó nagyobb áramot is vesz fel mint fúrásnál. Ezért is gondoltam rögtön a főorsómotor zajára, amikor írtad, hogy marásnál van mindig probléma és fúrásnál nincsen.
Egy egyszerű teszt, hogy marómotor nélkül futtatod a kódot és a végén ellenőrzöd a pozíciót, persze ha nagyon ritkán fordul elő, akkor nem egyszerű a tesztelés.
Egy egyszerű teszt, hogy marómotor nélkül futtatod a kódot és a végén ellenőrzöd a pozíciót, persze ha nagyon ritkán fordul elő, akkor nem egyszerű a tesztelés.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 április 24, 19:15
Írta: 000000000 Dátum 2015 április 24, 19:15
Illetve még az is lehet, hogy a motorod gyorsítása és/vagy sebessége túl nagyra van állítva és a határán van amit még elvisel a motor. Ilyenkor léptetőmotornak elég egy kis rezonancia, hogy kiessen a szinkronból.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 április 24, 19:17
Írta: 000000000 Dátum 2015 április 24, 19:17
Próbáld meg lejebb állítani a gyorsítást próbaképpen... azért a gyorsítást írom, mert gondolom nem G0 sebességgel marsz, így a gyorsítás túl nagy értéke esélyesebb.
Cím: Re:UCCNC vezérlő program
Írta: xabi Dátum 2015 április 24, 20:36
Írta: xabi Dátum 2015 április 24, 20:36
Szia,
Teljesen logikus hogy ki be kapcsolgatom. Indításkor mindig van egy lyukasztás, és utána egy ráfutás ilyenkor össze-vissza változik a feszültség ilyenkor kár bekapcsolni a THC-t mert csak a fals értékek miatt össze vissza mozogna. Tehát én ráfutás után kapcsolom be a THC-t.
A kifutás még kritikusabb mert sokszor már kieseik az alkatrész és a "levegőt" szántja az ív amitől 20-30 volttal megnő a feszültség. A THC meg nyomja le a fejet az anyagba. Tehát én a kifutás előtt kikapcsolom a THC funkciót.
Azt ajánlják hogy fordulás előtt is érdemes kikapcsolni, mert a sebesség miatt feszültség ingadozás ébred.
Teljesen logikus hogy ki be kapcsolgatom. Indításkor mindig van egy lyukasztás, és utána egy ráfutás ilyenkor össze-vissza változik a feszültség ilyenkor kár bekapcsolni a THC-t mert csak a fals értékek miatt össze vissza mozogna. Tehát én ráfutás után kapcsolom be a THC-t.
A kifutás még kritikusabb mert sokszor már kieseik az alkatrész és a "levegőt" szántja az ív amitől 20-30 volttal megnő a feszültség. A THC meg nyomja le a fejet az anyagba. Tehát én a kifutás előtt kikapcsolom a THC funkciót.
Azt ajánlják hogy fordulás előtt is érdemes kikapcsolni, mert a sebesség miatt feszültség ingadozás ébred.
Cím: Re:UCCNC vezérlő program
Írta: xw8uhrn5r Dátum 2015 április 25, 09:34
Írta: xw8uhrn5r Dátum 2015 április 25, 09:34
Köszönöm kipróbálom a gyorsítást is, de most a változatosság kedvéért a számítógép adta meg magát :). Elszállott a Windows. Brrrrrrrr
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 április 25, 10:07
Írta: 000000000 Dátum 2015 április 25, 10:07
Szia,
Igen, az átlövésnél valóban nagy feszültség jön létre és a THC ilyenkor nyomná az asztalba a fejet. A proma THC-ban amit használunk van erre egy beállítható késleltetés paraméter, ami annyit csinál, hogy ha megjön az ívfeszültség, akkor utána x ideig még nem ad THC jeleket, hogy ez a probléma ne történjen meg.
Az UCCNC-ben is van egy THC delay paraméter, ami szoftveresen tudja ugyanezt, de persze ehhez kell a THC on jel, hiszen ettől a jeltől kezdi el az időt mérni.
A kifutásnál viszont valóban probléma, ha kiesik az anyag... bár mi nem programoztunk soha kifutást, csak bevezetést, így az ív már kialszik mikor az anyag kiesik, ezért ez a probléma nálunk nem is jelentkezett soha.
Na, de csak azért írtam le ezeket, hátha mást is érdekelnek a részletei a plazma és a THC működésének.
A lényeg és amit neked szánok írást, hogy THC menet közben ki be kapcsolgatós módján dolgozunk és hamarosan az is működni fog és akkor fogod tudni tesztelni és használni...
Igen, az átlövésnél valóban nagy feszültség jön létre és a THC ilyenkor nyomná az asztalba a fejet. A proma THC-ban amit használunk van erre egy beállítható késleltetés paraméter, ami annyit csinál, hogy ha megjön az ívfeszültség, akkor utána x ideig még nem ad THC jeleket, hogy ez a probléma ne történjen meg.
Az UCCNC-ben is van egy THC delay paraméter, ami szoftveresen tudja ugyanezt, de persze ehhez kell a THC on jel, hiszen ettől a jeltől kezdi el az időt mérni.
A kifutásnál viszont valóban probléma, ha kiesik az anyag... bár mi nem programoztunk soha kifutást, csak bevezetést, így az ív már kialszik mikor az anyag kiesik, ezért ez a probléma nálunk nem is jelentkezett soha.
Na, de csak azért írtam le ezeket, hátha mást is érdekelnek a részletei a plazma és a THC működésének.
A lényeg és amit neked szánok írást, hogy THC menet közben ki be kapcsolgatós módján dolgozunk és hamarosan az is működni fog és akkor fogod tudni tesztelni és használni...
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 április 25, 10:08
Írta: 000000000 Dátum 2015 április 25, 10:08
Ajjaj. Az nem lehet, hogy már eleve a számítógépnek volt véres a torka és ez okozta a problémát?
Cím: Re:UCCNC vezérlő program
Írta: xw8uhrn5r Dátum 2015 április 25, 10:13
Írta: xw8uhrn5r Dátum 2015 április 25, 10:13
Az is meglehet de ez a jelenség előfordult tökéletesen működő laptop esetében is :(
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 április 25, 10:16
Írta: 000000000 Dátum 2015 április 25, 10:16
Végülis ha felrakod másik gépre vagy ha újratelepíted, akkor kiderül. :)
Meg persze majd a javasolt dolgokat is próbáld ki légyszi.
Meg persze majd a javasolt dolgokat is próbáld ki légyszi.
Cím: Re:UCCNC vezérlő program
Írta: xw8uhrn5r Dátum 2015 április 25, 10:21
Írta: xw8uhrn5r Dátum 2015 április 25, 10:21
Feltétlen ki fogom próbálni. Nagyon köszönöm a segítséget!
Cím: Re:UCCNC vezérlő program
Írta: xw8uhrn5r Dátum 2015 április 25, 11:12
Írta: xw8uhrn5r Dátum 2015 április 25, 11:12
És persze beszámolok :)
Cím: Re:UCCNC vezérlő program
Írta: xw8uhrn5r Dátum 2015 április 25, 13:08
Írta: xw8uhrn5r Dátum 2015 április 25, 13:08
azt hiszem találtam egy hibát. Valószínű megnyúlt a bordásszíj és kis ellenhatásra is elforog a görgőkön.
Ez most lehet a gond, de új korában is csinált ilyet, tehát a zavarszűrés biztos nem fog ártani
Ez most lehet a gond, de új korában is csinált ilyet, tehát a zavarszűrés biztos nem fog ártani
Cím: Re:UCCNC vezérlő program
Írta: xw8uhrn5r Dátum 2015 április 25, 13:49
Írta: xw8uhrn5r Dátum 2015 április 25, 13:49
ez baj volt, kiküszöböltem, de az y tengelyt meg tudom állítani kézzel. Asszem ez nem jó :(
Cím: Re:UCCNC vezérlő program
Írta: xw8uhrn5r Dátum 2015 április 25, 14:06
Írta: xw8uhrn5r Dátum 2015 április 25, 14:06
ugye jól gondolom hogy a kiszerelt motort üresen forogva kézzel meg tudom állítani az nem jó?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 április 25, 14:10
Írta: 000000000 Dátum 2015 április 25, 14:10
Hát az attól is függ milyen erős kezed van, és mekkora csúcs nyomatékú motorral bírkózol.
Nagyon hiányzik a kérdésedből pár alapvető műszaki adat.
Nagyon hiányzik a kérdésedből pár alapvető műszaki adat.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 április 25, 14:22
Írta: 000000000 Dátum 2015 április 25, 14:22
Szia,
Attól függ, hogy mekkora erőkaron fogsz rá a tengelyre és hogy mekkora frekivel forog a léptetőmotor.
Adatok hiányában (mivel a stepcraft motorjára nem igazán van írva nyomaték adat, ill. nyomaték/sebesség jeleggörbe sem áll a rendelkezésre)) a legcélravezetőbb teszt, ha összehasonlítod egy másik tengely motorjával. Úgy értem, hogy azonos sebességgel forgatod a másik tengely motorját és azonos erőkaron azonos erővel próbálsz meg ráfogni, azonos nyomatékot generálva. Így megvan az összehasonlítás...
Attól függ, hogy mekkora erőkaron fogsz rá a tengelyre és hogy mekkora frekivel forog a léptetőmotor.
Adatok hiányában (mivel a stepcraft motorjára nem igazán van írva nyomaték adat, ill. nyomaték/sebesség jeleggörbe sem áll a rendelkezésre)) a legcélravezetőbb teszt, ha összehasonlítod egy másik tengely motorjával. Úgy értem, hogy azonos sebességgel forgatod a másik tengely motorját és azonos erőkaron azonos erővel próbálsz meg ráfogni, azonos nyomatékot generálva. Így megvan az összehasonlítás...
Cím: Re:UCCNC vezérlő program
Írta: xw8uhrn5r Dátum 2015 április 25, 14:34
Írta: xw8uhrn5r Dátum 2015 április 25, 14:34
Sziasztok!
Szóval ez van benne ezzel birkózok.
http://en.nanotec.com/products/250-st4118-stepper-motor-nema-17/
ST4118M1804
Ez egy 0.28Nm-es NEMA17-es motor ami kb. ha a diagramot jól olvasom 1000 rpm-ig tartja a csúcs nyomatékát. A tengelyen egy 15.5 mm-es bordás görgő van azt szorítom meg két ujjal és hát nem vagyok nagyon erős :).
A többi motor ami rajta van gyengébb kisebb motorok. Még nem szedtem szét, de összerakva azoknak nem tudok kézzel ellentartani.
Arra szeretnék rájönni, hogy a motor halt meg, vagy a mechanika feszül be terhelés hatására.
Szóval ez van benne ezzel birkózok.
http://en.nanotec.com/products/250-st4118-stepper-motor-nema-17/
ST4118M1804
Ez egy 0.28Nm-es NEMA17-es motor ami kb. ha a diagramot jól olvasom 1000 rpm-ig tartja a csúcs nyomatékát. A tengelyen egy 15.5 mm-es bordás görgő van azt szorítom meg két ujjal és hát nem vagyok nagyon erős :).
A többi motor ami rajta van gyengébb kisebb motorok. Még nem szedtem szét, de összerakva azoknak nem tudok kézzel ellentartani.
Arra szeretnék rájönni, hogy a motor halt meg, vagy a mechanika feszül be terhelés hatására.
Cím: Re:UCCNC vezérlő program
Írta: xw8uhrn5r Dátum 2015 április 25, 14:36
Írta: xw8uhrn5r Dátum 2015 április 25, 14:36
Ja a freki-t honnan tudom meg? Ú ez meglehetősen láma kérdés bocsi. Az UCCNC kernel frekije 100 kHz-ra van állítva
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 április 25, 14:42
Írta: 000000000 Dátum 2015 április 25, 14:42
Ha két ujjal le tudod fogni lassú forgásnál és az ennél kisebb motort pedig egyáltalán nem tudod lefogni azonos sebességeken, akkor egyértelmű, hogy vagy az elektronikával, vagy a motorral van valami probléma.
Ha a 15.50mm az átmérője a keréknek amin ráfogsz, akkor kb. 36N-nál kellene csak kiesnie a szinkronból és megállnia...
Ha a 15.50mm az átmérője a keréknek amin ráfogsz, akkor kb. 36N-nál kellene csak kiesnie a szinkronból és megállnia...
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 április 25, 14:44
Írta: 000000000 Dátum 2015 április 25, 14:44
A forgás frekvenciája annyit tesz, hogy a motor másodpercenként hányszor fordul körbe.
1000 RPM vagy 1/min = ~16.66Hz.
1000 RPM vagy 1/min = ~16.66Hz.
Cím: Re:UCCNC vezérlő program
Írta: xw8uhrn5r Dátum 2015 április 25, 14:53
Írta: xw8uhrn5r Dátum 2015 április 25, 14:53
Bocsi mindenkitől, de nagyon aggódok mert nagyon telik az idő és közeleg a határidő :(
Szóval kivettem egy másik motort is Z tengely motorját és azt is meg tudom fogni kis sebességen is, viszont ha be van szerelve a mechanikába akkor még üresjárati sebességen 1800 mm/min sem tudok ellentartani neki, hogy lépésvesztés legyen.
Sajnos az Y tengelyen más a helyzet. Úgy fest ezek után hogy a mechanikával lesz a baj, de csak akkor ha terhelést kap. Üresen nagyon szépen megy üresjárati sebességgel is.
Na ezt kideríteni jajjjjjj
Köszi mindenkinek a segítséget.
Szóval kivettem egy másik motort is Z tengely motorját és azt is meg tudom fogni kis sebességen is, viszont ha be van szerelve a mechanikába akkor még üresjárati sebességen 1800 mm/min sem tudok ellentartani neki, hogy lépésvesztés legyen.
Sajnos az Y tengelyen más a helyzet. Úgy fest ezek után hogy a mechanikával lesz a baj, de csak akkor ha terhelést kap. Üresen nagyon szépen megy üresjárati sebességgel is.
Na ezt kideríteni jajjjjjj
Köszi mindenkinek a segítséget.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 április 25, 16:10
Írta: 000000000 Dátum 2015 április 25, 16:10
A mechanika problémájában sajnos nem tudok segíteni, az nem az én asztalom. Szerintem fel kéne tenned a kérdéseket a mechanikai problémával kapcsolatban egy másik, a témához illeszkedő topikban, ami mechanikával foglalkozik.
Cím: Re:UCCNC vezérlő program
Írta: xw8uhrn5r Dátum 2015 április 25, 16:32
Írta: xw8uhrn5r Dátum 2015 április 25, 16:32
Köszi az eddigi segítséget is. Most erősen vakarom a fejem.
Cím: Re:UCCNC vezérlő program
Írta: s7manbs8 Dátum 2015 április 25, 16:37
Írta: s7manbs8 Dátum 2015 április 25, 16:37
A motor fordulat olyankor mennyi, mikor 1800mm/perc a sebességed, magyarán az áttétel mennyi, a menetemelkedésed ? A léptetőmotorok olyan 800-1000 fordulat / percig körülbelül erősek, utána rohamosan gyengülnek, ezt úgy általában lehet mondani, kivéve ha nagyon nagy feszültségről van hajtva, akkor tovább tud még pörögni, úgy hogy még erő is van benne.
Cím: Re:UCCNC vezérlő program
Írta: s7manbs8 Dátum 2015 április 25, 16:39
Írta: s7manbs8 Dátum 2015 április 25, 16:39
Az van, hogy ha a mechanika olyan, hogy nem mindenhol gördülő, könnyen mozgó, akkor olyan sok erőt el tud venni, hogy na csak, elég kis mértékben lehet terhelni ezeket a motorokat, szinte magukban szeretnek csak mozogni, vagy jól optimalizált mechanikával, egyéb esetekben a sebességet nagyon visszafogva nagy áttétellel tudod megbízhatóan mozgatni.
Cím: Re:UCCNC vezérlő program
Írta: s7manbs8 Dátum 2015 április 25, 16:41
Írta: s7manbs8 Dátum 2015 április 25, 16:41
Méréseket is végezhetsz, mekkora erő kell a mozgatáshoz, N illetve ha forgatod az orsót, akkor mekkora nyomaték szükséges egyáltalán, hogy megmozduljon, mert ez rögtön levonódik a motor összerejéből és ezt az erőt ha levonod a grafikonból, mindjárt hamar eléri a maximális sebességet, ahol még egyáltalán elég az erő, hogy mozgassa.
Cím: Re:UCCNC vezérlő program
Írta: xw8uhrn5r Dátum 2015 április 25, 17:22
Írta: xw8uhrn5r Dátum 2015 április 25, 17:22
Szia!
8x2 mm-es prec. menetes szár hajtja.
Az a gondom, hogy a többi tengely (X, Z) tökéletes és nem tudom kézzel lépésvesztésre kényszeríteni, csak az Y tengelyt. Még mindig nem tudom eldönteni, hogy a motor rossz vagy a mechanika. De gyanús hogy a mechanika. Ha terhelést kap megfeszül és megakad, ezért tudom kézzel megállítani.
8x2 mm-es prec. menetes szár hajtja.
Az a gondom, hogy a többi tengely (X, Z) tökéletes és nem tudom kézzel lépésvesztésre kényszeríteni, csak az Y tengelyt. Még mindig nem tudom eldönteni, hogy a motor rossz vagy a mechanika. De gyanús hogy a mechanika. Ha terhelést kap megfeszül és megakad, ezért tudom kézzel megállítani.
Cím: Re:UCCNC vezérlő program
Írta: xw8uhrn5r Dátum 2015 április 25, 17:22
Írta: xw8uhrn5r Dátum 2015 április 25, 17:22
Valószínű elkopott :(
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2015 április 25, 17:25
Írta: pisti73 Dátum 2015 április 25, 17:25
A motorokat nem tudod felcserélni? (szerintem át kéne menni másik topicba...)
Cím: Re:UCCNC vezérlő program
Írta: xw8uhrn5r Dátum 2015 április 25, 17:32
Írta: xw8uhrn5r Dátum 2015 április 25, 17:32
Igen igen bocsi abbahagytam :)
Cím: Re:UCCNC vezérlő program
Írta: xw8uhrn5r Dátum 2015 április 25, 22:17
Írta: xw8uhrn5r Dátum 2015 április 25, 22:17
Sziasztok!
Csak hogy teljes legyen a kép, és ígérem ebben a témában ebben a topikban ez az utolsó :)
Elsőnek mindenkinek nagyon köszönöm még egyszer hogy szakított időt rám, és a türelmet is köszönöm, hogy nem igazán jó helyen indult ez a beszélgetés.
Most már 99% hogy mechanikus a baj. A legnagyobb baj a bordás szíjjal van. Megnyúlt és nem tudom már tovább feszíteni. A kopó alkatrészek is kopnak rendesen. Most valahogy összebarkácsoltuk remélem kibírja amíg szerzek pótalkatrészeket.
Még egyszer köszönöm.
Csak hogy teljes legyen a kép, és ígérem ebben a témában ebben a topikban ez az utolsó :)
Elsőnek mindenkinek nagyon köszönöm még egyszer hogy szakított időt rám, és a türelmet is köszönöm, hogy nem igazán jó helyen indult ez a beszélgetés.
Most már 99% hogy mechanikus a baj. A legnagyobb baj a bordás szíjjal van. Megnyúlt és nem tudom már tovább feszíteni. A kopó alkatrészek is kopnak rendesen. Most valahogy összebarkácsoltuk remélem kibírja amíg szerzek pótalkatrészeket.
Még egyszer köszönöm.
Cím: Re:UCCNC vezérlő program
Írta: xw8uhrn5r Dátum 2015 április 25, 22:18
Írta: xw8uhrn5r Dátum 2015 április 25, 22:18
Más az emulációra esetleg, bár persze nem ismerem a szoftver felépítését, de talán demó módban lehetne egy ablak amiben lehetne állítani a bemenő jeleket (beragadó gombokkal mondjuk), vagy akár scriptelni, hogy bizonyos feltételek esetén változzon, de a kézi állítás az kéne szerintem feltétlen.
pl.: amikor Z null pontot veszek fel bemérővel és erre írok makrót akkor lehetne tesztelni, hogy egyszer csak megnyomom a bejövő jelet és mi történik.
Valami ilyesmire gondoltam. Persze ez csak demó módban, nehogy élesben valami galibát okozzon.
pl.: amikor Z null pontot veszek fel bemérővel és erre írok makrót akkor lehetne tesztelni, hogy egyszer csak megnyomom a bejövő jelet és mi történik.
Valami ilyesmire gondoltam. Persze ez csak demó módban, nehogy élesben valami galibát okozzon.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2015 április 26, 09:23
Írta: ANTAL GÁBOR Dátum 2015 április 26, 09:23
Balázs! ment egy szupportkérő magánlevél a leveleződre
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 április 27, 15:12
Írta: 000000000 Dátum 2015 április 27, 15:12
Szia Gábor,
ment válasz e-mail.
ment válasz e-mail.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2015 április 27, 15:14
Írta: ANTAL GÁBOR Dátum 2015 április 27, 15:14
köszi , a telefonon olvastam...
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 április 28, 16:00
Írta: 000000000 Dátum 2015 április 28, 16:00
Gábor, ment új levél, majd nézz rá kérlek, fontos!
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2015 április 28, 17:22
Írta: ANTAL GÁBOR Dátum 2015 április 28, 17:22
Egy kicsit a szupportról : írtam levelet Balázsnak és kaptam egy meleg hangú választ .Íme a levelem :
" Azt hiszem már egyszer elsütöttem de most még egyszer:
A Volkswagen vagy Opel gyárnak volt egy olyan reklámfogása hogy idős jó állapotú működő autóit "visszavásárolta " egy múzeuma részére. A vásárlást cserére is lehetett váltani ilyenkor a tulajdonos kapott egy új autót. A dologban az volt a reklámérték hogy bizonyították hogy olyan jó autókat alkottak amik 30-40 évig is képesek voltak működni .
Ti mikor alapítjátok a múzeumotokat ? Lenne egy működőképes ( ?? ) mammut -om "
És a válasz :
Szia Gábor,
OK, rendben.
Légyszíves csomagold be a vezérlőt, küldünk csere csomaggal egy DG4S-16035-ös cserét, holnap fog hozzád érkezni DPD futárral.
PS : A vezérlő valóban működik, de a Microsoft továbbfejlesztette a felprogramozáshoz szükséges keretprogramot ( .net ) és az újjal nem jelennek meg a paraméterek . A zárójelbe írt két kérdőjel erre utalt . ( Klasszikus kompatibilitási probléma ) Visszaléphetnék de akkor meg a modern eszközeim lesznek működésképtelenek
" Azt hiszem már egyszer elsütöttem de most még egyszer:
A Volkswagen vagy Opel gyárnak volt egy olyan reklámfogása hogy idős jó állapotú működő autóit "visszavásárolta " egy múzeuma részére. A vásárlást cserére is lehetett váltani ilyenkor a tulajdonos kapott egy új autót. A dologban az volt a reklámérték hogy bizonyították hogy olyan jó autókat alkottak amik 30-40 évig is képesek voltak működni .
Ti mikor alapítjátok a múzeumotokat ? Lenne egy működőképes ( ?? ) mammut -om "
És a válasz :
Szia Gábor,
OK, rendben.
Légyszíves csomagold be a vezérlőt, küldünk csere csomaggal egy DG4S-16035-ös cserét, holnap fog hozzád érkezni DPD futárral.
PS : A vezérlő valóban működik, de a Microsoft továbbfejlesztette a felprogramozáshoz szükséges keretprogramot ( .net ) és az újjal nem jelennek meg a paraméterek . A zárójelbe írt két kérdőjel erre utalt . ( Klasszikus kompatibilitási probléma ) Visszaléphetnék de akkor meg a modern eszközeim lesznek működésképtelenek
Cím: Re:UCCNC vezérlő program
Írta: cxmcdtrx Dátum 2015 április 29, 18:58
Írta: cxmcdtrx Dátum 2015 április 29, 18:58
Nekiláttam asztalon összerakni egy kis UC100-as vezérlést egy meglevő gép átalakításához.
A számítógépem viszonylag friss telepítés, Windows 8.1; 64bit (A "vas' Core- i5-3470, 8GB RAM, 120GB HyperX SSD + 500 GB WD green).
UCCNC a legutolsó verzió (1.1008)
UC100 bedug, UCCNC elindít. Kiírja, hogy firmware update folyamatban, ne csukjam be az ablakot. Rendben, várok.
Ez ment fél óráig, közben lassan villogott a zöld led az UC100-on, minta történne valami.
A program egyszer csak abbahagyott minden tevékenységet, majd elindult az UCCNC, és kiírta, hogy elvesztette a kapcsolatot a vezérlővel, a program most kilép.
Az UC100 abbahagyta a villogást, zöld led világít. Gondoltam, megpróbálom újra. USB kihúz, bedug. Zöld led világít, majd elkezd gyorsan villogni.
Villogás hamarosan abbamarad, majd csak a kék led világít, a zöld kialszik. Amíg van zöld led, addig a serialnumber listener program szépen meg is találja, kiírja a sorozatszámot.
Amint csak a kék led világít, már nem talál csatlakoztatott eszközt.
Hogyan tovább?

A számítógépem viszonylag friss telepítés, Windows 8.1; 64bit (A "vas' Core- i5-3470, 8GB RAM, 120GB HyperX SSD + 500 GB WD green).
UCCNC a legutolsó verzió (1.1008)
UC100 bedug, UCCNC elindít. Kiírja, hogy firmware update folyamatban, ne csukjam be az ablakot. Rendben, várok.
Ez ment fél óráig, közben lassan villogott a zöld led az UC100-on, minta történne valami.
A program egyszer csak abbahagyott minden tevékenységet, majd elindult az UCCNC, és kiírta, hogy elvesztette a kapcsolatot a vezérlővel, a program most kilép.
Az UC100 abbahagyta a villogást, zöld led világít. Gondoltam, megpróbálom újra. USB kihúz, bedug. Zöld led világít, majd elkezd gyorsan villogni.
Villogás hamarosan abbamarad, majd csak a kék led világít, a zöld kialszik. Amíg van zöld led, addig a serialnumber listener program szépen meg is találja, kiírja a sorozatszámot.
Amint csak a kék led világít, már nem talál csatlakoztatott eszközt.
Hogyan tovább?

Cím: Re:UCCNC vezérlő program
Írta: cxmcdtrx Dátum 2015 április 29, 19:06
Írta: cxmcdtrx Dátum 2015 április 29, 19:06
Megpróbálok visszatenni egy 1.0032 verziót, majd azzal telepítés után egy firmware "downgrade" módot, talán segít. Egyelőre se kép, se hang...
Cím: Re:UCCNC vezérlő program
Írta: cxmcdtrx Dátum 2015 április 29, 19:15
Írta: cxmcdtrx Dátum 2015 április 29, 19:15
Az 1.0032 sikeresen visrosszakott egy régebbi firmware verziót, majd el is indult volna, csak nem talált screenset fájlt meg licenszet (nem másoltam be)...
Mindegy is, a vezérlőn van zöld és kék led egyszerre, ez már rosszat nem jelent, nekem csak ennyi kellett.
Ismét 1.1008 elindít, nekiállt a firmware upgrade-nek, most a zöld leddel párhuzamosan a kék is "vadul" villogott, majd hamarosan közölte,
hogy "firmware upgrade done". Örülés van, license file a helyén, UCCNC szépen fut is, vezérlő csatlakoztatva, felismerve.
Ilyeneket ír:
Software version 1.1008
Firmware version 3.0040
Hardware version: 2.0000
API version: 2.0060
[#taps][#wave]
Folyt köv, remélem, jó lesz :-)
Mindegy is, a vezérlőn van zöld és kék led egyszerre, ez már rosszat nem jelent, nekem csak ennyi kellett.
Ismét 1.1008 elindít, nekiállt a firmware upgrade-nek, most a zöld leddel párhuzamosan a kék is "vadul" villogott, majd hamarosan közölte,
hogy "firmware upgrade done". Örülés van, license file a helyén, UCCNC szépen fut is, vezérlő csatlakoztatva, felismerve.
Ilyeneket ír:
Software version 1.1008
Firmware version 3.0040
Hardware version: 2.0000
API version: 2.0060
[#taps][#wave]
Folyt köv, remélem, jó lesz :-)
Cím: Re:UCCNC vezérlő program
Írta: xabi Dátum 2015 április 30, 20:45
Írta: xabi Dátum 2015 április 30, 20:45
Szia,
Elmúlt 3 napban volt egy nagyobb munkánk, kb. 900 méter plazma vágás. A THC néha hiányzott...
Alábbi hibákat találtam :
- Initial movement preparation oldalon (run from here használatakor), a Safe Z-nél kisebb értéken áll a Z koordináta akkor nincsen baj, de ha pont annyi mint Safe Z vagy nagyobb akkor a Z tengely elmegy végtelenbe a végállás kapcsolóig. Lásd video :
Video
- Initial movement preparation oldalon ha Feed Rate edit mezőt szerkeszted nincsen tiltva a hotkey, mivel nekem a num padra van állítva a tengely mozgatás sikerült kétszer lefejelni az asztalt.
Elmúlt 3 napban volt egy nagyobb munkánk, kb. 900 méter plazma vágás. A THC néha hiányzott...
Alábbi hibákat találtam :
- Initial movement preparation oldalon (run from here használatakor), a Safe Z-nél kisebb értéken áll a Z koordináta akkor nincsen baj, de ha pont annyi mint Safe Z vagy nagyobb akkor a Z tengely elmegy végtelenbe a végállás kapcsolóig. Lásd video :
Video
- Initial movement preparation oldalon ha Feed Rate edit mezőt szerkeszted nincsen tiltva a hotkey, mivel nekem a num padra van állítva a tengely mozgatás sikerült kétszer lefejelni az asztalt.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 május 01, 12:12
Írta: 000000000 Dátum 2015 május 01, 12:12
Szia,
900méter plazmavágás az elég jó kis melónak tűnik. :)
A hibákról amiket jeleztél:
1.) A run from here -> safeZ értéknél valóban, ha a safeZ kisebb egyenlő mint az aktuális koordináta, akkor a Z rossz pozícióba mozog. Nem a végtelenbe, de az offset-et nem veszi figyelembe. A hibát javítottam, következő kiadásban jó lesz.
2.) Az initial movement preparation ablakon a Feedrate mező hotkey tiltás hiányát már sikerült pár napja felfedezni és már javítottam, ez is jó lesz a következő kiadásban.
A THC problémán még mindig dolgozunk, reményeim szerint a hosszú hétvégén betudjuk fejezni, de majd kiderül nemsokára hogy hogyan haladunk vele...
900méter plazmavágás az elég jó kis melónak tűnik. :)
A hibákról amiket jeleztél:
1.) A run from here -> safeZ értéknél valóban, ha a safeZ kisebb egyenlő mint az aktuális koordináta, akkor a Z rossz pozícióba mozog. Nem a végtelenbe, de az offset-et nem veszi figyelembe. A hibát javítottam, következő kiadásban jó lesz.
2.) Az initial movement preparation ablakon a Feedrate mező hotkey tiltás hiányát már sikerült pár napja felfedezni és már javítottam, ez is jó lesz a következő kiadásban.
A THC problémán még mindig dolgozunk, reményeim szerint a hosszú hétvégén betudjuk fejezni, de majd kiderül nemsokára hogy hogyan haladunk vele...
Cím: Re:UCCNC vezérlő program
Írta: xabi Dátum 2015 május 01, 12:59
Írta: xabi Dátum 2015 május 01, 12:59
Szia,
- 14 tábla 5mm-es és 8 tábla 8mm-es lemezt kellett ripityára vágni :)
-Az előző SheetCam//THC-s video linkjénél látható hogy a SheetCam-el milyen jól lehet szabályokat létrehozni. A THC-n kívül van egy olyan beállításom is hogy sarkoknál a forduló előtt 5 mm-el a felére veszi a mozgatási sebességet a kanyar után 5mm-el vissza tér az eredeti feedrate-re. Ezt azért csinálom hogy a fordulónál ne legyen akkorra rántás a tengelyeken illetve a lassabb sebesség miatt elvileg sarkosabb lesz a munkadarab. Nehéz megállapítani de a forduló előtti sebesség váltásnál megtorpan a gép mintha megállna egy pillanatra. Ez csak érzéki csalódás ? Mi történik ilyenkor (a beállított gyorsulási értékkel lassít a tengely a kisebb sebességre, de folymatos a mozgás?) ?
- 14 tábla 5mm-es és 8 tábla 8mm-es lemezt kellett ripityára vágni :)
-Az előző SheetCam//THC-s video linkjénél látható hogy a SheetCam-el milyen jól lehet szabályokat létrehozni. A THC-n kívül van egy olyan beállításom is hogy sarkoknál a forduló előtt 5 mm-el a felére veszi a mozgatási sebességet a kanyar után 5mm-el vissza tér az eredeti feedrate-re. Ezt azért csinálom hogy a fordulónál ne legyen akkorra rántás a tengelyeken illetve a lassabb sebesség miatt elvileg sarkosabb lesz a munkadarab. Nehéz megállapítani de a forduló előtti sebesség váltásnál megtorpan a gép mintha megállna egy pillanatra. Ez csak érzéki csalódás ? Mi történik ilyenkor (a beállított gyorsulási értékkel lassít a tengely a kisebb sebességre, de folymatos a mozgás?) ?
Cím: Re:UCCNC vezérlő program
Írta: cxmcdtrx Dátum 2015 május 02, 14:19
Írta: cxmcdtrx Dátum 2015 május 02, 14:19
Egy gyors kérdés:
Egy ilyen gép (IEI TANK-600) mennyire alkalmas UCCNC futtatásra?
Intel Atom, 4GB RAM, 120-as SSD, Windows 7 környezet. A CPU mennyire szűk keresztmetszet? Tudom, hogy ehhez ennyi soros port nem kell... :-)
Mi az az ajánlott/minimum konfig, amin már probléma nélkül megy?
Egy ilyen gép (IEI TANK-600) mennyire alkalmas UCCNC futtatásra?
Intel Atom, 4GB RAM, 120-as SSD, Windows 7 környezet. A CPU mennyire szűk keresztmetszet? Tudom, hogy ehhez ennyi soros port nem kell... :-)
Mi az az ajánlott/minimum konfig, amin már probléma nélkül megy?
Cím: Re:UCCNC vezérlő program
Írta: Béni Dátum 2015 május 02, 18:14
Írta: Béni Dátum 2015 május 02, 18:14
ESTOP esetén a Referencia (HOME) érvénytelenítése hasznos lenne, sokat lendítene az üzembiztonságon.
Mach3-al használt UC100 és UC300 esetén is jó lenne ezt megoldani.
(Lehetséges, erről meggyőződtem.)
Mach3-al használt UC100 és UC300 esetén is jó lenne ezt megoldani.
(Lehetséges, erről meggyőződtem.)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 május 03, 21:51
Írta: 000000000 Dátum 2015 május 03, 21:51
Sziasztok,
Xabi: Az szép meló lehetett. :)
Amit írsz lassításos dolgot, ha CV módban van a program, akkor lelassít a kívánt sebességre, de nem áll meg.
Bár szerintem erre a lassabb szakaszra kanyar előtt nincsen szükség, mert az UCCNC-nél be tudod állítani a "Corners error" paramétert, ami meghatározza, hogy mennyire kerekítheti le a program az élet. Mach3-nál ott nincsen ilyen, ott valóban szükség lehet a lassításos szakaszra, mert előre nem látható módon kerekít előtolástól és szögtől stb. függően.
Attila: Szerintem megfelel ez a gép, hasonlón paraméterű mini gépen szoktuk futtatni az UCCNC-t gond nélkül.
Béni: Arra gondolsz, hogy e-stop nyomásakor a tengelyek home állapota törlődjön, mert lehet a gép lépést veszített az azonnali megállás miatt?
Ez megoldható, sőt, hamarosan lesz több lehetőség is a megoldásra, de egyelőre nem akarok többet elárulni...
Xabi: Az szép meló lehetett. :)
Amit írsz lassításos dolgot, ha CV módban van a program, akkor lelassít a kívánt sebességre, de nem áll meg.
Bár szerintem erre a lassabb szakaszra kanyar előtt nincsen szükség, mert az UCCNC-nél be tudod állítani a "Corners error" paramétert, ami meghatározza, hogy mennyire kerekítheti le a program az élet. Mach3-nál ott nincsen ilyen, ott valóban szükség lehet a lassításos szakaszra, mert előre nem látható módon kerekít előtolástól és szögtől stb. függően.
Attila: Szerintem megfelel ez a gép, hasonlón paraméterű mini gépen szoktuk futtatni az UCCNC-t gond nélkül.
Béni: Arra gondolsz, hogy e-stop nyomásakor a tengelyek home állapota törlődjön, mert lehet a gép lépést veszített az azonnali megállás miatt?
Ez megoldható, sőt, hamarosan lesz több lehetőség is a megoldásra, de egyelőre nem akarok többet elárulni...
Cím: Re:UCCNC vezérlő program
Írta: Béni Dátum 2015 május 04, 08:35
Írta: Béni Dátum 2015 május 04, 08:35
"Arra gondolsz, hogy e-stop nyomásakor a tengelyek home állapota törlődjön ..."
Igen. :)
( ... és jó lenne a Mach3 alá is megoldani!)
Igen. :)
( ... és jó lenne a Mach3 alá is megoldani!)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 május 04, 08:59
Írta: 000000000 Dátum 2015 május 04, 08:59
Szia, OK, köszi a visszajelzést.
Az UCCNC-ben meglehet ezt majd csinálni hamarosan, nemsokára kiderül majd, hogy hogyan és hogy mire gondoltam. :)
Mach3-ról nem tudok nyilatkozni, mert nem tudom, hogy ott ez hogyan működik, Polgárdi Balázs tudná talán megmondani, illetve lehet, hogy nem is kell hozzá, hogy az UC100 plugin csináljon valamit ezzel kapcsolatban, lehet hogy brain vagy valami más hókuszpókusszal meglehet csinálni ... fene tudja ...
Az UCCNC-ben meglehet ezt majd csinálni hamarosan, nemsokára kiderül majd, hogy hogyan és hogy mire gondoltam. :)
Mach3-ról nem tudok nyilatkozni, mert nem tudom, hogy ott ez hogyan működik, Polgárdi Balázs tudná talán megmondani, illetve lehet, hogy nem is kell hozzá, hogy az UC100 plugin csináljon valamit ezzel kapcsolatban, lehet hogy brain vagy valami más hókuszpókusszal meglehet csinálni ... fene tudja ...
Cím: Re:UCCNC vezérlő program
Írta: wcmwugefi Dátum 2015 május 04, 10:13
Írta: wcmwugefi Dátum 2015 május 04, 10:13
Szia!
Isobob-ról van info, mikor lehet az első darabot hamar átvenni?
Össze kell dobozoljam a vezérlést a nagy géphez, és akkor már azzal csinálnám.
Köszi!
Attila
Isobob-ról van info, mikor lehet az első darabot hamar átvenni?
Össze kell dobozoljam a vezérlést a nagy géphez, és akkor már azzal csinálnám.
Köszi!
Attila
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 május 05, 00:16
Írta: 000000000 Dátum 2015 május 05, 00:16
Nyiszi fórumtárs küldött nekünk egy videót és engedélyt kaptunk, hogy megosszuk itt a fórumon.
A videó egy szinkron menetfúrást mutat UCCNC-vel.
A főorsó egy 4kW-os AC motor frekvenciaváltóval hajtva az alapjel az UCCNC egyik 0-10Volt analog kimenete.
A főorsóra csatlakozik egy inkrementális encoder, ami vissza van csatolva az UC300-5LPT vezérlőbe.
A menetfúrás G33.1-es kiadásával történik és az UC300 folyamatosan tartja a szinkront a főorsó forgással a programozott menetemelkedést figyelembe véve.
UCCNC szinkron menetfúrás
Köszönjük Gyula a videót!
A videó egy szinkron menetfúrást mutat UCCNC-vel.
A főorsó egy 4kW-os AC motor frekvenciaváltóval hajtva az alapjel az UCCNC egyik 0-10Volt analog kimenete.
A főorsóra csatlakozik egy inkrementális encoder, ami vissza van csatolva az UC300-5LPT vezérlőbe.
A menetfúrás G33.1-es kiadásával történik és az UC300 folyamatosan tartja a szinkront a főorsó forgással a programozott menetemelkedést figyelembe véve.
UCCNC szinkron menetfúrás
Köszönjük Gyula a videót!
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 május 05, 00:18
Írta: 000000000 Dátum 2015 május 05, 00:18
Kicsit szégyenkezve mondom, hogy nem tudom még mindig megmondani a fejlesztés végének idejét.
Sajnos úgy néz ki abba a hibába estünk, hogy túl tökéletesre akarjuk fejleszteni az ISOBOB-ot és mindig van ami nem tetszik, nem gondoljuk tökéletesnek. Már a harmadik protó készült el és még mindig találtunk kivetnivalót, tökéletesítenivalót. :(
Sajnos úgy néz ki abba a hibába estünk, hogy túl tökéletesre akarjuk fejleszteni az ISOBOB-ot és mindig van ami nem tetszik, nem gondoljuk tökéletesnek. Már a harmadik protó készült el és még mindig találtunk kivetnivalót, tökéletesítenivalót. :(
Cím: Re:UCCNC vezérlő program
Írta: cxmcdtrx Dátum 2015 május 05, 00:43
Írta: cxmcdtrx Dátum 2015 május 05, 00:43
Akkor június végén már biztosan nem fogom beépíteni, igaz? Ebben az esetben már rendelem is az 5 darab "hagyományos", optikai leválasztó panelt, aztán dobozolom is.
Ezzel "csak" normál módban tudom használni az egyes portokat, nem pedig a kibővített bemenet formájában.
Apropó! ki tudom választani, hogy normál, vagy bővített üzemmódban menjen az adott port, vagy fixen 2 db normál és 3 db bővített van?
Köszönöm!
Ezzel "csak" normál módban tudom használni az egyes portokat, nem pedig a kibővített bemenet formájában.
Apropó! ki tudom választani, hogy normál, vagy bővített üzemmódban menjen az adott port, vagy fixen 2 db normál és 3 db bővített van?
Köszönöm!
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 május 05, 20:32
Írta: svejk Dátum 2015 május 05, 20:32
Nekem most nagyon jó lenne valamelyik proto is, nem lehetne megalkudni rá? :)
Úgy elhavaztam, hogy csuda.
No de másért írok...
Most itt a tavasz, felraktam az UC300 és UCCNC legújabb verzióit.
Faca lett az MPG kezelés, pl. sokkal simábban megy Multistep módban a gép mint eddig.
Egyszer már említettem, hogy általában zavaró tud lenni egy-egy nem aktív gomb, vagy hozzá tartozó visszajelző lámpa. Feleslegesen elvonja a figyelmet, esetleg arra ösztönöz, hogy nyomkodjuk, holott nem is aktív.
Úgy sejtem neked csak pár feltétel megadás lenne a programban a következők megvalósítása.
- ha Continous vagy Step módban vagyunk, akkor feleslegesen világítanak az MPG tengelykiválasztó gombjai, elég lenne ha csak az MPG módokban mutatnák a kiválasztott tengelyt.
- Continous, vagy MPG Continous módban feleslegesen világítanak a step mód lépésköz értékét mutató gombok. Ezek úgy is csak Step, MPG single és MPG multistep módban actívak.
A képernyőn ezek a dolgok lehet nem annyira zavaróak, de nekem ki vannak vezetve ezek a gombok és visszajelzők.
(hardveresen is le tudnám tiltani, de ugye a mai világban? :) )
Úgy elhavaztam, hogy csuda.
No de másért írok...
Most itt a tavasz, felraktam az UC300 és UCCNC legújabb verzióit.
Faca lett az MPG kezelés, pl. sokkal simábban megy Multistep módban a gép mint eddig.
Egyszer már említettem, hogy általában zavaró tud lenni egy-egy nem aktív gomb, vagy hozzá tartozó visszajelző lámpa. Feleslegesen elvonja a figyelmet, esetleg arra ösztönöz, hogy nyomkodjuk, holott nem is aktív.
Úgy sejtem neked csak pár feltétel megadás lenne a programban a következők megvalósítása.
- ha Continous vagy Step módban vagyunk, akkor feleslegesen világítanak az MPG tengelykiválasztó gombjai, elég lenne ha csak az MPG módokban mutatnák a kiválasztott tengelyt.
- Continous, vagy MPG Continous módban feleslegesen világítanak a step mód lépésköz értékét mutató gombok. Ezek úgy is csak Step, MPG single és MPG multistep módban actívak.
A képernyőn ezek a dolgok lehet nem annyira zavaróak, de nekem ki vannak vezetve ezek a gombok és visszajelzők.
(hardveresen is le tudnám tiltani, de ugye a mai világban? :) )
Cím: Re:UCCNC vezérlő program
Írta: xabi Dátum 2015 május 07, 14:08
Írta: xabi Dátum 2015 május 07, 14:08
Szia,
Tudom hogy nincsen kész a THC rész, de közben megint bejött egy nagyobb munka és a program már úgy van megírva hogy kapcsolgatja a nem működő THC-t is. A lényeg az hogy úgy látom megáll egy pillanatra a mozgás mikor ki vagy be kapcsolom (tehát nem folymatos a mozgás, pedig az kéne..)
Ilyesmi a kód :
N0390 M03
N0400 G04 P600
N0410 G01 Z4.0000 F100.0
N0420 G02 X45.4836 Y69.0473 I-1.7720 J-0.7393 F800.0
N0430 X43.0000 Y68.5500 I-2.4836 J5.9527
N0440 G01 X40.5495
N0450 M20008 (On lead in)
N0460 X27.0000
N0470 G02 X27.0000 Y81.4500 I-0.0000 J6.4500
N0480 G01 X43.0000
N0490 G02 X48.9400 Y72.4862 I0.0000 J-6.4500
N0500 M20009 (On lead out)
N0510 X45.4836 Y69.0473 I-5.9400 J2.5138
N0520 X44.6465 Y69.3915 I-0.2464 J0.5907
N0530 (Operation: Outside Offset, VAST, T3: Plasma, 5 mm lemez 60A)
N0540 M05
Az M kódoknál megtorpan a tengely mozgás.
Tudom hogy nincsen kész a THC rész, de közben megint bejött egy nagyobb munka és a program már úgy van megírva hogy kapcsolgatja a nem működő THC-t is. A lényeg az hogy úgy látom megáll egy pillanatra a mozgás mikor ki vagy be kapcsolom (tehát nem folymatos a mozgás, pedig az kéne..)
Ilyesmi a kód :
N0390 M03
N0400 G04 P600
N0410 G01 Z4.0000 F100.0
N0420 G02 X45.4836 Y69.0473 I-1.7720 J-0.7393 F800.0
N0430 X43.0000 Y68.5500 I-2.4836 J5.9527
N0440 G01 X40.5495
N0450 M20008 (On lead in)
N0460 X27.0000
N0470 G02 X27.0000 Y81.4500 I-0.0000 J6.4500
N0480 G01 X43.0000
N0490 G02 X48.9400 Y72.4862 I0.0000 J-6.4500
N0500 M20009 (On lead out)
N0510 X45.4836 Y69.0473 I-5.9400 J2.5138
N0520 X44.6465 Y69.3915 I-0.2464 J0.5907
N0530 (Operation: Outside Offset, VAST, T3: Plasma, 5 mm lemez 60A)
N0540 M05
Az M kódoknál megtorpan a tengely mozgás.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 május 09, 22:05
Írta: 000000000 Dátum 2015 május 09, 22:05
Szia,
A makróknál az UCCNC megvárja amíg a puffer kiürül és akkor futtatja le a makrót, hiszen a makró tartalmazhat olyan dolgokat, kódokat, amiknek időben akkor kell végrehajtódnia, amikor az UC100/300 már végrehajtotta az előző sorokat (pl. egy kimenet bekapcsolása, vagy egy funkció kód hívása, ezek nem pufferelt végrehajtásúak, másszóval nem az UC100, hanem az UCCNC oldalon hajtódnak végre). Így az UC100 nem tud végig előretekinteni (look-ahead) és sebességre optimalizálni a makró előtti, makróban lévő és makró utáni sorokban, ezért lehet a megtorpanásszerű jelenség. Mivel ilyenkor a sor végén exact stop mód szerűen kénytelen megállni a pozícióban.
Amit nem értek, hogy átlövéskor miért kell folyamatos mozgás? Az átlövés X ideig tart (gondolom ezt csinálja a makród?!), addig nem kell mozogni, mert különben nem lyukad át az anyag, a plazma ív kialudhat amikor elindul a mozgás.
Vagy ha a makród valami bevezetőszakasz mozgást is tartalmaz, akkor azt a programba kellene generáltatni a SheetCAM-el, nem a makróba, mert úgy biztosan nem lesz folyamatos, CV-re optimalizált a mozgás.
A makróknál az UCCNC megvárja amíg a puffer kiürül és akkor futtatja le a makrót, hiszen a makró tartalmazhat olyan dolgokat, kódokat, amiknek időben akkor kell végrehajtódnia, amikor az UC100/300 már végrehajtotta az előző sorokat (pl. egy kimenet bekapcsolása, vagy egy funkció kód hívása, ezek nem pufferelt végrehajtásúak, másszóval nem az UC100, hanem az UCCNC oldalon hajtódnak végre). Így az UC100 nem tud végig előretekinteni (look-ahead) és sebességre optimalizálni a makró előtti, makróban lévő és makró utáni sorokban, ezért lehet a megtorpanásszerű jelenség. Mivel ilyenkor a sor végén exact stop mód szerűen kénytelen megállni a pozícióban.
Amit nem értek, hogy átlövéskor miért kell folyamatos mozgás? Az átlövés X ideig tart (gondolom ezt csinálja a makród?!), addig nem kell mozogni, mert különben nem lyukad át az anyag, a plazma ív kialudhat amikor elindul a mozgás.
Vagy ha a makród valami bevezetőszakasz mozgást is tartalmaz, akkor azt a programba kellene generáltatni a SheetCAM-el, nem a makróba, mert úgy biztosan nem lesz folyamatos, CV-re optimalizált a mozgás.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 május 09, 22:12
Írta: 000000000 Dátum 2015 május 09, 22:12
Sziasztok,
Egy kis előzetest szeretnék közölni egy hamarosan kiadásra kerülő új UCCNC funkcióról.
Az új funkció lézergépek vezérlését támogatja és 3 részből áll:
1.) m10 és M11 gyors lézer kimenetek lézeres vágás, darabolási munkákhoz.
2.) Szkenneléses típusú gravirozás fekete/fehér, illetve halftone nagyfelbontású üzemmód.
3.) Szkenneléses típusú gravírozás 8 bites felbontású PWM-el a lézer kimeneten árnyalatos képek készítéséhez.
Ezek az új funkciók a következő UCCNC kiadásában már benne lesznek.
Néhány kép és videó:


Lézergravír videó 1.
Lézergravír videó 2.
Néhány adat a demo munkákhoz:
Dr. House idő: 5:25perc, méret 40x31,7, soremelés 0.1mm, bal oldalon 8bit árnyalatos, jobb oldalon fekete/fehér.
Dicaprio idő 6:51perc, méret 40x40, soremelés 0.1mm, 8bit árnyalatos
J. Lopez idő 4:16perc, méret 40x25, soremelés 0.1mm, 8bit árnyalatos
előtolás 3000mm/perc mindegyiknél, 2W kék lézerrel
Egy kis előzetest szeretnék közölni egy hamarosan kiadásra kerülő új UCCNC funkcióról.
Az új funkció lézergépek vezérlését támogatja és 3 részből áll:
1.) m10 és M11 gyors lézer kimenetek lézeres vágás, darabolási munkákhoz.
2.) Szkenneléses típusú gravirozás fekete/fehér, illetve halftone nagyfelbontású üzemmód.
3.) Szkenneléses típusú gravírozás 8 bites felbontású PWM-el a lézer kimeneten árnyalatos képek készítéséhez.
Ezek az új funkciók a következő UCCNC kiadásában már benne lesznek.
Néhány kép és videó:
Lézergravír videó 1.
Lézergravír videó 2.
Néhány adat a demo munkákhoz:
Dr. House idő: 5:25perc, méret 40x31,7, soremelés 0.1mm, bal oldalon 8bit árnyalatos, jobb oldalon fekete/fehér.
Dicaprio idő 6:51perc, méret 40x40, soremelés 0.1mm, 8bit árnyalatos
J. Lopez idő 4:16perc, méret 40x25, soremelés 0.1mm, 8bit árnyalatos
előtolás 3000mm/perc mindegyiknél, 2W kék lézerrel
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 május 09, 23:42
Írta: 000000000 Dátum 2015 május 09, 23:42
Gratulálok!!
Ezt is sokan fogják használni.
Az előkészített, átalakított képet kell behívni az UCCNC –be?
Vagy, ahogy a képgravírozókba általában van. Behívsz egy képet. Megadod a méretet és a felbontást és mehet a gravírozás?
Vagy ……………..
Kiszámoltam az átlagsebességet. 2400 – 2500 közzé esik. Nem rossz.
Kérdésem az. Ha megfelelő sebességű gépen, nagyobb teljesítményű lézer van.
Ki tudna e szolgálni a program 10 – 20 ezres sebességű gépet megfelelően.
Cím: Re:UCCNC vezérlő program
Írta: xabi Dátum 2015 május 10, 06:53
Írta: xabi Dátum 2015 május 10, 06:53
Szia,
- Az M20008-as makróba csak egy sor van ami bekapcsolja a THC-t (exec.Callbutton(520); // THCon). Azt értem hogy a makróba lehet vagy lehetne olyan utasítás ami befolyásolj a tovább futást így meg kell állnia a mozgásnak amíg végrehajtódik a makro. Hirtelen két lehetőséget látok :
1: megvizsgálni a makrot van-e benne olyan utasítás ami befolyásolja a mozgást, előre tekintést. Ha nincsen akkor előre lehet tekinteni ...
2: A THC on/off-ra mondjuk készítesz egy G kódot ami fix és előre tervezhetővé teszi a programfutást.
- AZ M20008 bekapcsolja a THC-t az M20009 ki. Nincsen köze az átlövéshez. Az a lényeg hogy mikor a (Lead in után) rááll a kivágandó részre a plazma már elég stabil az ív érdemes bekapcsolni a THC-t. (Lead out-nál) szerszám kifutás előtt érdemes kikapcsolni a THC-t mert sokszor már kieseik az anyag és a megnövő ívfeszültség feleslegesen lenyomja az anyag felé a fejet.
- Örülök hogy mindig csinálsz új fejlesztéseket, de ez megint újabb hibákat generál. Javítgatod a hibákat, közben megint fejlesztesz valamit.. Végtelen körbe kerülsz sosem lesz stabil verzió. Persze nem akarok beleszólni csak talán már többen használni szeretnék a programot nem tesztelni.
- Az M20008-as makróba csak egy sor van ami bekapcsolja a THC-t (exec.Callbutton(520); // THCon). Azt értem hogy a makróba lehet vagy lehetne olyan utasítás ami befolyásolj a tovább futást így meg kell állnia a mozgásnak amíg végrehajtódik a makro. Hirtelen két lehetőséget látok :
1: megvizsgálni a makrot van-e benne olyan utasítás ami befolyásolja a mozgást, előre tekintést. Ha nincsen akkor előre lehet tekinteni ...
2: A THC on/off-ra mondjuk készítesz egy G kódot ami fix és előre tervezhetővé teszi a programfutást.
- AZ M20008 bekapcsolja a THC-t az M20009 ki. Nincsen köze az átlövéshez. Az a lényeg hogy mikor a (Lead in után) rááll a kivágandó részre a plazma már elég stabil az ív érdemes bekapcsolni a THC-t. (Lead out-nál) szerszám kifutás előtt érdemes kikapcsolni a THC-t mert sokszor már kieseik az anyag és a megnövő ívfeszültség feleslegesen lenyomja az anyag felé a fejet.
- Örülök hogy mindig csinálsz új fejlesztéseket, de ez megint újabb hibákat generál. Javítgatod a hibákat, közben megint fejlesztesz valamit.. Végtelen körbe kerülsz sosem lesz stabil verzió. Persze nem akarok beleszólni csak talán már többen használni szeretnék a programot nem tesztelni.
Cím: Re:UCCNC vezérlő program
Írta: w987wzmm Dátum 2015 május 10, 07:45
Írta: w987wzmm Dátum 2015 május 10, 07:45
Szia!
„Ezek az új funkciók a következő UCCNC kiadásában már benne lesznek.”
Ez, azt jelenti, hogy a lesz újabb vezérlőkártya?
Gyorsabb is lesz az előzőnél?
„Ezek az új funkciók a következő UCCNC kiadásában már benne lesznek.”
Ez, azt jelenti, hogy a lesz újabb vezérlőkártya?
Gyorsabb is lesz az előzőnél?
Cím: Re:UCCNC vezérlő program
Írta: wcmwugefi Dátum 2015 május 10, 10:00
Írta: wcmwugefi Dátum 2015 május 10, 10:00
Az UCCNC szoftver új kiadásában. Nem az UC100, UC300 mozgásvezérlőről volt szó.
Cím: Re:UCCNC vezérlő program
Írta: Nemes Mihály Dátum 2015 május 10, 12:37
Írta: Nemes Mihály Dátum 2015 május 10, 12:37
Kicsit én is el vagyok tévedve.
UCCNC programhoz, nem kell saját vezérlőjét használni??? ,, használhatom PL: Sneci féle LPT kártyát, és szervó vezérlőjét is ????
UCCNC programhoz, nem kell saját vezérlőjét használni??? ,, használhatom PL: Sneci féle LPT kártyát, és szervó vezérlőjét is ????
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2015 május 10, 13:03
Írta: kr97pwss2 Dátum 2015 május 10, 13:03
Köszi a gratulációt.
A programba bármilyen képet (jpg,png,bmp stb.) behívsz, kiválasztod a gravírozás fajtáját (Grayscale, Halftone, Fekete/fehér), majd megadod a kép méretét és a soremelést mm-ben.
Aztán egy Start gomb és már készül is a kép.
Az átlagsebesség stimmel, de a kép jobb és bal oldalán van ráfutási és lefutási szakasz, és a képet állandó (állítható) 3000mm/perc sebességgel gravírozza a próbákon.
Egyenlőre 2W-os kék lézerrel próbáltam, de nagyobb sebességgel is működik. Viszont 20m/perc sebességnél már szerintem a Grayscale üzemmód már nem az igazi, de arra ott van a Halftone üzemmód. Hamarosan majd bővebben is írunk róla.
A programba bármilyen képet (jpg,png,bmp stb.) behívsz, kiválasztod a gravírozás fajtáját (Grayscale, Halftone, Fekete/fehér), majd megadod a kép méretét és a soremelést mm-ben.
Aztán egy Start gomb és már készül is a kép.
Az átlagsebesség stimmel, de a kép jobb és bal oldalán van ráfutási és lefutási szakasz, és a képet állandó (állítható) 3000mm/perc sebességgel gravírozza a próbákon.
Egyenlőre 2W-os kék lézerrel próbáltam, de nagyobb sebességgel is működik. Viszont 20m/perc sebességnél már szerintem a Grayscale üzemmód már nem az igazi, de arra ott van a Halftone üzemmód. Hamarosan majd bővebben is írunk róla.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2015 május 10, 13:04
Írta: kr97pwss2 Dátum 2015 május 10, 13:04
Tudsz egy G-kódot, vagy G-kód részletet küldeni az E-mailemre? Meg szeretném vizsgálni, pontosan mit és hogy szeretnél.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2015 május 10, 13:11
Írta: kr97pwss2 Dátum 2015 május 10, 13:11
Az UC100 és UC300 is tudni fogja, csak az UCCNC programon fejlesztettünk, ahogy feljebb Beck Attila is írja.
Nemes Mihály #2211 Az UCCNC program az UC100 vagy UC300-al működik (printer porttal nem!). A motoroknak szükséges vezérlőjeleket az UC100 vagy UC300 csatlakozójáról közvetlen bármilyen szabványos LPT lebálasztókártyára csatlakoztatni lehet. A kérdésre a válasz: UCCNC-vel és UC100 vagy UC300-al lehetséges a Sneci féle LPT kártyát és szervókat használni.
Nemes Mihály #2211 Az UCCNC program az UC100 vagy UC300-al működik (printer porttal nem!). A motoroknak szükséges vezérlőjeleket az UC100 vagy UC300 csatlakozójáról közvetlen bármilyen szabványos LPT lebálasztókártyára csatlakoztatni lehet. A kérdésre a válasz: UCCNC-vel és UC100 vagy UC300-al lehetséges a Sneci féle LPT kártyát és szervókat használni.
Cím: Re:UCCNC vezérlő program
Írta: xabi Dátum 2015 május 10, 13:27
Írta: xabi Dátum 2015 május 10, 13:27
Szia,
Ezen a videón látszik mit szeretnék : Sheetcam video gyakorlatilag mozgás közbe ki be kapcsolni a THC funkciót. Ennek az az értelme hogy kritikus helyeken (sarkoknál, indulásnál, a vágási szakasz vége előtt) ki vagy be kapcsolom a THC-t. Mivel egyenlőre csak macro-ba tudom ki be kapcsolni pl.: a macro-ban 1 sor van : (exec.Callbutton(520); // THCon), de macro feldolgozásnál megáll egy pillanatra a tengely mozgása.
Most van ez a lézeres fejlesztésetek gondolom m10 és m11-nél nem áll le a mozgás, így szeretném THC ki be kapcsolást is használni.
Szivesen küldök példa programot, ha gondolod (de szerintem érthetően leírtam)
Ezen a videón látszik mit szeretnék : Sheetcam video gyakorlatilag mozgás közbe ki be kapcsolni a THC funkciót. Ennek az az értelme hogy kritikus helyeken (sarkoknál, indulásnál, a vágási szakasz vége előtt) ki vagy be kapcsolom a THC-t. Mivel egyenlőre csak macro-ba tudom ki be kapcsolni pl.: a macro-ban 1 sor van : (exec.Callbutton(520); // THCon), de macro feldolgozásnál megáll egy pillanatra a tengely mozgása.
Most van ez a lézeres fejlesztésetek gondolom m10 és m11-nél nem áll le a mozgás, így szeretném THC ki be kapcsolást is használni.
Szivesen küldök példa programot, ha gondolod (de szerintem érthetően leírtam)
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2015 május 10, 13:51
Írta: kr97pwss2 Dátum 2015 május 10, 13:51
Igen érthető, módosítom.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 május 10, 13:54
Írta: 000000000 Dátum 2015 május 10, 13:54
Ebben reménykedtem, hogy így lesz. Nagyszerű!
Nem kell külön köröket futni. Gyakorlatilag pillanatok alatt már indítható a munka.
Egy programot, ilyenek miatt is lehet kedvelni. Én, biztosan használom ezt a tudását is
Megfogtatok:))
Nem kritikának szántam az átlagsebességet. Sőt, inkább dicséretnek.
Természetesen, tudom, az irányváltások viszik az időt, átlagsebességet.
Az is mutatja, hogy a szélesebb képnél jobb az átlagsebessége is.
Nagyobb sebességnél, arra is gondoltam, tud e nagy sebségen is jó minőségű vezérlőjelet kiadni?
Mert a Mach3 nál ilyen korlátok is vannak. Ezért raknak hozzá többen, külön elektronikát.
De, például nekem képkészítésnél az is gondot, okoz, ha vonal kontúr, vagy vonal keret van a kép, vagy személy, tárgy körül. Azt jó lenne, ha pl. a végén, vagy elején legravírozná vonalon, mint vektort. Mert sokszor relatív nagy távolságokat megy azért az egy-két pöttyért a szélén. Hogy a vonal kijöjjön. Nagy az időveszteség.
Ráadásul, a vonal minősége se lesz az igazi.
Ezt, sajnos a DotG se tudja megoldani. Próbáltam, Bénit, anno, rávenni, oldja meg. De, nem ment bele.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 május 10, 14:57
Írta: 000000000 Dátum 2015 május 10, 14:57
Az átlagsebesség a megmunkáláson teljesen pontos, a beállított, programozott érték. Vagyis a kép összes pontján a beprogramozott érték. A demo képeknél ez 3000mm/min volt, mert ennyi ennek a gépnek a sebességkorlátja, ezért ennyire állítottuk be, kicsi emelkedésű orsók hajtják, nem lézerezésre lett építve.
Szóval a képen az előtolás mindig a programozott érték precízen, pontosan.
Természetesen a sor végén le kell lassítani, hogy a szán irányt váltson, ez a lassítás a beállított rámpával történik. A program automatikusan kiszámolja, hogy mekkora út kell a lassításhoz a beállított rámpával és az utolsó képpont végrehajtása után rögtön lassít, átáll az új Y koordinátára, majd a beállított gyorsítással felgyorsít és csinálja visszafelé a következő sort.
Értelemszerűen a sor végén a képpontokon nem lehet lassítani, mert akkor ott más tónusú lenne a kép, jobban megégetne a lézer, a túlfuttatás, lassításos szakasz mindenképpen szükséges, de gondolom ez érthető, nem kell tovább taglalnom.
Azt nem tudom milyen korlátokra gondolsz, mit értesz "jó minőségű" alatt? Így nem igazán tudok válaszolni erre a kérdésre.
És igen, persze lehetne optimalizálni még a dolgot úgy, hogy ha sok képpont teljesen fehér, akkor egészen a sor végéig, akkor elkezdhetné az új sort, de ezt egyelőre ahogy a DotG és más programok sem, mi sem csináltuk meg egyelőre, eléggé bebonyolítana, ugyanis, az addig rendben van, hogy abban a sorban nincsen több valós képpont, de lehet a következő sor elején van, így azt is figyelembe kell venni. Ebben az esetben hiába nincs képpont a sor végén, akkor is ki kell futni a széléig, hogy a következő sort el lehessen kezdeni, ha ott van képpont.
Szóval az átlag képeknél szerintem nem sok lenne a nyereség, viszont az algoritmus jóval bonyolultabbá válna, nem biztos, hogy megéri..
Szóval a képen az előtolás mindig a programozott érték precízen, pontosan.
Természetesen a sor végén le kell lassítani, hogy a szán irányt váltson, ez a lassítás a beállított rámpával történik. A program automatikusan kiszámolja, hogy mekkora út kell a lassításhoz a beállított rámpával és az utolsó képpont végrehajtása után rögtön lassít, átáll az új Y koordinátára, majd a beállított gyorsítással felgyorsít és csinálja visszafelé a következő sort.
Értelemszerűen a sor végén a képpontokon nem lehet lassítani, mert akkor ott más tónusú lenne a kép, jobban megégetne a lézer, a túlfuttatás, lassításos szakasz mindenképpen szükséges, de gondolom ez érthető, nem kell tovább taglalnom.
Azt nem tudom milyen korlátokra gondolsz, mit értesz "jó minőségű" alatt? Így nem igazán tudok válaszolni erre a kérdésre.
És igen, persze lehetne optimalizálni még a dolgot úgy, hogy ha sok képpont teljesen fehér, akkor egészen a sor végéig, akkor elkezdhetné az új sort, de ezt egyelőre ahogy a DotG és más programok sem, mi sem csináltuk meg egyelőre, eléggé bebonyolítana, ugyanis, az addig rendben van, hogy abban a sorban nincsen több valós képpont, de lehet a következő sor elején van, így azt is figyelembe kell venni. Ebben az esetben hiába nincs képpont a sor végén, akkor is ki kell futni a széléig, hogy a következő sort el lehessen kezdeni, ha ott van képpont.
Szóval az átlag képeknél szerintem nem sok lenne a nyereség, viszont az algoritmus jóval bonyolultabbá válna, nem biztos, hogy megéri..
Cím: Re:UCCNC vezérlő program
Írta: Nemes Mihály Dátum 2015 május 10, 17:12
Írta: Nemes Mihály Dátum 2015 május 10, 17:12
Köszönöm az infót..
Cím: Re:UCCNC vezérlő program
Írta: Kelepeisz Lajos Dátum 2015 május 10, 18:25
Írta: Kelepeisz Lajos Dátum 2015 május 10, 18:25
Szia.
Ezt az UCCNC programot nem ismerem, de a lézeres bemutató nagyon teszik, és néztem az ára is nagyon baráti.A lenne a kérdésem hogy CO2 lézert is tudna vezérelni, esetleg van róla valami tapasztalat?
Ezt az UCCNC programot nem ismerem, de a lézeres bemutató nagyon teszik, és néztem az ára is nagyon baráti.A lenne a kérdésem hogy CO2 lézert is tudna vezérelni, esetleg van róla valami tapasztalat?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 május 11, 01:45
Írta: 000000000 Dátum 2015 május 11, 01:45
Természetesen, érthető, és logikus volt az első perctől a túlfutás, és lassítás, gyorsítás és annak oka is. Nincsen ezzel semmi gondom.
Ahhoz, már elég régóta CNC -zek, lézerezek, gravírozok. És, építem a gépeket.
,,,,,,,,,,,,,,
A jel minőségénél arra gondoltam, amiről nem túl régen volt a lézer topikban is szó.
Hogy, elég hosszú, és torzulásmentes a jel, jel alak nagy sebesség mellett is?
Mondok egy konkrét gyakorlati példát is.
Heppem, hogy minden elkészült gépnek meg keresem a maximális sebességét, ahol még hibázás mentesen tud dolgozni. Volt vala, a Mach3 LPT portos vezérlés.
Jött anno az UC 100. Első dolgom volt egy használatban lévő beállított gépen tesztelni.
Láss csodát. Lényegesen tudtam emelni a gép sebességét. (léptetőmotoros)
(Akkor, ezen a fórumon publikáltam is ezt a tapasztalatom is.) Mint kiderült. Az UC 100 jobb minőségű jelei miatt tudtam növelni a gép sebességét.
( Anno, az általam szervezett hatvani találkozót tisztelte meg Polgárdi Balázs az UC 100 bemutatásával.)
A lézernél is arra gondoltam, hogy a lézervezérlő jel tulajdonságai is befolyásolják az elérhető gravírozási sebességet. Most, az egyéb feltételeket hagynám.
,,,,,,,,,,,,,,,,,
Azt, valószínűleg félreérthetően írtam, hogy a vonal keretet, vagy ha készítek a képre kontúr vonalat, azt jó lenne ha, vektorként kezelné a program. És ennek megfelelően, a kép gravírozása előtt, vagy, után, végig szaladna rajta. Nem pontokból rakná azt is össze.
A minőség javítása, és a gyorsaság érdekében.
Tehát, kontúrnál arra gondolok, ha utólag a személyen körbe kontúr vonalat készítek.
Például, tükörgravírozásnál szinte mindig kontúrozok legalább váll fölött.
Vess egy pillantást a tükreimre. Talán, jobban látszik mire is gondolok.
http://www.tukorgravirozo.hu/
A keretezésnél szintén az a gond, hogy képpontokból összerakott vonal szintén rosszabb minőségű lesz. Mintha külön végig menne rajta akár többször is ha a vonalszélesség megkívánja. Amint ez a keretezett kép mutatja a keretvonalat.
Ezeket, a vonalakat kellene felismerni a programnak, a külön kezeléshez.
Teljesen fölöslegesen járja be a kép és a vonalkeret közötti területeket.
,,,,,,,,,,,,,,,,,,,,,,,
Félre értetted, azt hogy a DotG is bejárja az alakzaton kívüli területet. Úgy, mint a tietek.
Nem, a DotG és az általam ismert más programok is beállíthatók úgy, hogy az oldalt lévő üres területeket kihagyja. Csak a keret és kontúr vonalakat nem tudják külön kezelni, mintha vektor lenne.
A ti programotoknál konkrét képen túli üres területek bejárása hatalmas időveszteség.
Nem feltűnő ilyen néhány centis képnél. De, már egy A4 vagy A3 képméretnél
Több órás veszteséget jelent. (Például a House típusú portrénál.) Ami már érzékeny pont.
Már egy levelezőlap méretnél is legalább fél óra a veszteség.
A felhasználók, nem csak pár centis játék képeket szeretnének készíteni.
Talán, mégis érdemes volna ezzel a témával foglalkozni még tovább.
Keret, és kontúrozás nélküli képeknél is csak a gyorsítás lassításhoz szükséges mértékben kellene túl engedni.
A kép gravírozás a szívem csücske. Van benne tapasztalatom. Biztosan azon egyike vagyok, akik a legtöbb képet gravírozták. Nem a levegőbe beszélek.
,,,,,,,,,,,,,,,,
Ne vegyétek kötözködésnek az írásom. Kizárólag, a jobbító szándék vezet.
Abba is biztos vagyok. A gravírozók, sokan használnák akár ezért is önmagában az UCCNC programot. Ha, így fog működni, ahogy felvázoltam. Nem lesz kidobott munka.
Legyetek ebben is jobbak, mint más.
Szívesen segítek benne részletezőbb írással is, ha gondoljátok. A DotG forgatókönyvét is én írtam.
Én is örülnék, ha nem kellene több programot használni.
Bocs a hosszú írásért!
Ahhoz, már elég régóta CNC -zek, lézerezek, gravírozok. És, építem a gépeket.
,,,,,,,,,,,,,,
A jel minőségénél arra gondoltam, amiről nem túl régen volt a lézer topikban is szó.
Hogy, elég hosszú, és torzulásmentes a jel, jel alak nagy sebesség mellett is?
Mondok egy konkrét gyakorlati példát is.
Heppem, hogy minden elkészült gépnek meg keresem a maximális sebességét, ahol még hibázás mentesen tud dolgozni. Volt vala, a Mach3 LPT portos vezérlés.
Jött anno az UC 100. Első dolgom volt egy használatban lévő beállított gépen tesztelni.
Láss csodát. Lényegesen tudtam emelni a gép sebességét. (léptetőmotoros)
(Akkor, ezen a fórumon publikáltam is ezt a tapasztalatom is.) Mint kiderült. Az UC 100 jobb minőségű jelei miatt tudtam növelni a gép sebességét.
( Anno, az általam szervezett hatvani találkozót tisztelte meg Polgárdi Balázs az UC 100 bemutatásával.)
A lézernél is arra gondoltam, hogy a lézervezérlő jel tulajdonságai is befolyásolják az elérhető gravírozási sebességet. Most, az egyéb feltételeket hagynám.
,,,,,,,,,,,,,,,,,
Azt, valószínűleg félreérthetően írtam, hogy a vonal keretet, vagy ha készítek a képre kontúr vonalat, azt jó lenne ha, vektorként kezelné a program. És ennek megfelelően, a kép gravírozása előtt, vagy, után, végig szaladna rajta. Nem pontokból rakná azt is össze.
A minőség javítása, és a gyorsaság érdekében.
Tehát, kontúrnál arra gondolok, ha utólag a személyen körbe kontúr vonalat készítek.
Például, tükörgravírozásnál szinte mindig kontúrozok legalább váll fölött.
Vess egy pillantást a tükreimre. Talán, jobban látszik mire is gondolok.
http://www.tukorgravirozo.hu/
A keretezésnél szintén az a gond, hogy képpontokból összerakott vonal szintén rosszabb minőségű lesz. Mintha külön végig menne rajta akár többször is ha a vonalszélesség megkívánja. Amint ez a keretezett kép mutatja a keretvonalat.
Ezeket, a vonalakat kellene felismerni a programnak, a külön kezeléshez.
Teljesen fölöslegesen járja be a kép és a vonalkeret közötti területeket.
,,,,,,,,,,,,,,,,,,,,,,,
Félre értetted, azt hogy a DotG is bejárja az alakzaton kívüli területet. Úgy, mint a tietek.
Nem, a DotG és az általam ismert más programok is beállíthatók úgy, hogy az oldalt lévő üres területeket kihagyja. Csak a keret és kontúr vonalakat nem tudják külön kezelni, mintha vektor lenne.
A ti programotoknál konkrét képen túli üres területek bejárása hatalmas időveszteség.
Nem feltűnő ilyen néhány centis képnél. De, már egy A4 vagy A3 képméretnél
Több órás veszteséget jelent. (Például a House típusú portrénál.) Ami már érzékeny pont.
Már egy levelezőlap méretnél is legalább fél óra a veszteség.
A felhasználók, nem csak pár centis játék képeket szeretnének készíteni.
Talán, mégis érdemes volna ezzel a témával foglalkozni még tovább.
Keret, és kontúrozás nélküli képeknél is csak a gyorsítás lassításhoz szükséges mértékben kellene túl engedni.
A kép gravírozás a szívem csücske. Van benne tapasztalatom. Biztosan azon egyike vagyok, akik a legtöbb képet gravírozták. Nem a levegőbe beszélek.
,,,,,,,,,,,,,,,,
Ne vegyétek kötözködésnek az írásom. Kizárólag, a jobbító szándék vezet.
Abba is biztos vagyok. A gravírozók, sokan használnák akár ezért is önmagában az UCCNC programot. Ha, így fog működni, ahogy felvázoltam. Nem lesz kidobott munka.
Legyetek ebben is jobbak, mint más.
Szívesen segítek benne részletezőbb írással is, ha gondoljátok. A DotG forgatókönyvét is én írtam.
Én is örülnék, ha nem kellene több programot használni.
Bocs a hosszú írásért!
Cím: Re:UCCNC vezérlő program
Írta: robroy007 Dátum 2015 május 11, 09:48
Írta: robroy007 Dátum 2015 május 11, 09:48
Egyet értek Danibával!
a fölösleges üres területeket miért pásztázzuk be?!
a kérdés viszont az, hogy hol van a határ az üres és a valami között főleg szürke árnyalatosnál!
ott ugyanis a szürke 255 árnyalata létezik amiből 1 üres vagyis fehér 1 pedig fekete a közte lévő 253 pedig valamilyen szürke
ez a probléma nálam főként vektoros anyagok gravírozásánál jön elő, ha ékezet van akkor azokat megcsinálja és a következő sorba ahol már a szöveg is kezdődik húzza ki a szöveg vagyis a megmunkálandó sor teljes szélességéig a mozgást
és a betű ékezet közötti részt viszont átlépi mivel ott nincs tennivalója
de ez vektornál könnyű dolog, de hogyan lehet ezt optimalizálni képek esetére?
a fölösleges üres területeket miért pásztázzuk be?!
a kérdés viszont az, hogy hol van a határ az üres és a valami között főleg szürke árnyalatosnál!
ott ugyanis a szürke 255 árnyalata létezik amiből 1 üres vagyis fehér 1 pedig fekete a közte lévő 253 pedig valamilyen szürke
ez a probléma nálam főként vektoros anyagok gravírozásánál jön elő, ha ékezet van akkor azokat megcsinálja és a következő sorba ahol már a szöveg is kezdődik húzza ki a szöveg vagyis a megmunkálandó sor teljes szélességéig a mozgást
és a betű ékezet közötti részt viszont átlépi mivel ott nincs tennivalója
de ez vektornál könnyű dolog, de hogyan lehet ezt optimalizálni képek esetére?
Cím: Re:UCCNC vezérlő program
Írta: c2nsu773m Dátum 2015 május 11, 21:16
Írta: c2nsu773m Dátum 2015 május 11, 21:16
Lehet még növelni a sebességet ?
Mert a videót nézve ez egy CO lézernek igen kevés lenne.
Mert a videót nézve ez egy CO lézernek igen kevés lenne.
Cím: Re:UCCNC vezérlő program
Írta: Kelepeisz Lajos Dátum 2015 május 11, 21:29
Írta: Kelepeisz Lajos Dátum 2015 május 11, 21:29
Én is hasonlót kérdeztem, de még nem érkezett válasz?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 május 11, 21:57
Írta: 000000000 Dátum 2015 május 11, 21:57
Sziasztok,
Most csak röviden válaszolok.
Danibá: Amit Robroy is írt, Grayscale-nél elég kevés az a képpont ami tényleg 0% lézer kimenetű, vagyis ami fehér, az értéke 0. Így egy valós gravírozásnál általában nem sokat nyersz, ha ezeket nem járod végig. Persze van kivétel, ahol tényleg teljesen fehér egyszínű a háttér, ilyen képnél valóban lehet jelentős időnyereség. A house képnél nem ez a helyzet, ha megnézed közelebbről a háttérnél is gravírozott a gép csak kis kitöltéssel.
A vektor felismeréses gondolatod nagyon szép gondolat, viszont matematikailag a feladat nem igazán megfogalmazható így nem nagyon programozható le. most nem nagyon van időm belemenni a részletekbe, talán majd holnap...
Robroy: Igen, ahogy mondod, 255 nem fehér árnyalat van és 1db ami fehér és igen, attól, hogy a sor végéig nincs nem fehér képpont, attól még a következő sor elején lehet és ezért akkor amúgy is ki kell menni a sor végéig, így általában az időnyereség nem jelentős, átlag képekről beszélve.
Török Tamás: A sebességet azért nem lehet növelni, mert ez a gép nem tud gyorsabban menni, 3000/min a végsebessége, nem lézer gépnek készült.
Kelepeisz Lajos: Nincsen CO lézerrel tapasztalatunk, nincsen ilyen gépünk, illetve nem használtunk még ilyet soha.
Most csak röviden válaszolok.
Danibá: Amit Robroy is írt, Grayscale-nél elég kevés az a képpont ami tényleg 0% lézer kimenetű, vagyis ami fehér, az értéke 0. Így egy valós gravírozásnál általában nem sokat nyersz, ha ezeket nem járod végig. Persze van kivétel, ahol tényleg teljesen fehér egyszínű a háttér, ilyen képnél valóban lehet jelentős időnyereség. A house képnél nem ez a helyzet, ha megnézed közelebbről a háttérnél is gravírozott a gép csak kis kitöltéssel.
A vektor felismeréses gondolatod nagyon szép gondolat, viszont matematikailag a feladat nem igazán megfogalmazható így nem nagyon programozható le. most nem nagyon van időm belemenni a részletekbe, talán majd holnap...
Robroy: Igen, ahogy mondod, 255 nem fehér árnyalat van és 1db ami fehér és igen, attól, hogy a sor végéig nincs nem fehér képpont, attól még a következő sor elején lehet és ezért akkor amúgy is ki kell menni a sor végéig, így általában az időnyereség nem jelentős, átlag képekről beszélve.
Török Tamás: A sebességet azért nem lehet növelni, mert ez a gép nem tud gyorsabban menni, 3000/min a végsebessége, nem lézer gépnek készült.
Kelepeisz Lajos: Nincsen CO lézerrel tapasztalatunk, nincsen ilyen gépünk, illetve nem használtunk még ilyet soha.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2015 május 12, 16:03
Írta: dezsoe Dátum 2015 május 12, 16:03
Szia!
1. Ismét foglalkoztam egy kicsit egy régi vágyammal, az M0-lal. Kiraktam egy pause ledet, a makró pedig így néz ki (M0.txt):
if (!exec.GetLED(54)) return;
bool led = true;
int szamol = 0;
int led_id = 299;
while(exec.IsMoving()){}
exec.Wait(10);
exec.Stop();
exec.SetLED(true, led_id);
while(exec.IsMoving()){}
exec.Wait(10);
while(!exec.GetLED(54)){
exec.SetLED(led, led_id);
while(szamol<30){
exec.Wait(5);
++szamol;
}
led = !led;
szamol = 0;
}
exec.SetLED(false, led_id);
Volt is nagy öröm és boldogság, villog a pause ledem (kicsit össze-vissza, de ez most lényegtelen), Cycle start-tal lehet továbbmenni és ez volt a lényeg, egyébként elég lett volna egy MessageBox. Nagy örömömben megnyomtam a Cycle start-hoz társított hotkey-t, amire ezt kaptam válaszul:
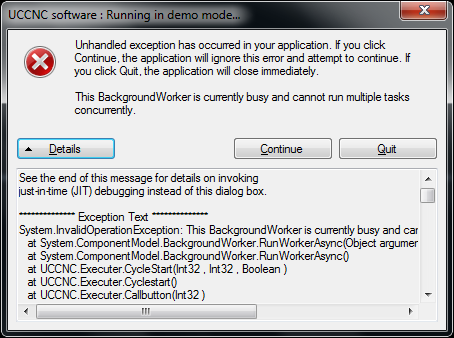
A hibaüzenettől függetlenül a program folytatódik, csak valami nem tetszett neki. Ha egérrel klattyintok a képernyőn a Cycle start-ra, akkor nincs hibaüzenet.
(Az M6 "középső állásban" (Stop spindle and wait...) remekül megcsinálja, amit az M0-nak kéne, de nem tudom azt használni, mert pont az M6-ot akarnám makrósítani. A MessageBox ellen pedig az szól, hogy ott entert kell nyomni, a - talán egyszer végre elkészülő - billentyű-emulátorra pedig csak a Cycle start fog kikerülni, az enter nem. Ráadásul a MessageBox simán elmegy az aktív ablak mögé, én meg nézem, hogy miért nem megy semmi...)
2. Ha már belefutottam a led villogtatásba: nem terveztek villogó ledet, a villogó gombok mintájára?
3. Van-e technikai akadálya a ledek 299 feletti számozásának? Igazából nem lényeges, csak ha a saját makrókat 20000-től illene elhelyezni, akkor hozzájuk kapcsolnám a ledeket, ahogy a megjelenített saját mezőket is úgy sorszámozom, hogy azonnal lássam, melyik makróhoz kapcsolódnak.
1. Ismét foglalkoztam egy kicsit egy régi vágyammal, az M0-lal. Kiraktam egy pause ledet, a makró pedig így néz ki (M0.txt):
if (!exec.GetLED(54)) return;
bool led = true;
int szamol = 0;
int led_id = 299;
while(exec.IsMoving()){}
exec.Wait(10);
exec.Stop();
exec.SetLED(true, led_id);
while(exec.IsMoving()){}
exec.Wait(10);
while(!exec.GetLED(54)){
exec.SetLED(led, led_id);
while(szamol<30){
exec.Wait(5);
++szamol;
}
led = !led;
szamol = 0;
}
exec.SetLED(false, led_id);
Volt is nagy öröm és boldogság, villog a pause ledem (kicsit össze-vissza, de ez most lényegtelen), Cycle start-tal lehet továbbmenni és ez volt a lényeg, egyébként elég lett volna egy MessageBox. Nagy örömömben megnyomtam a Cycle start-hoz társított hotkey-t, amire ezt kaptam válaszul:
A hibaüzenettől függetlenül a program folytatódik, csak valami nem tetszett neki. Ha egérrel klattyintok a képernyőn a Cycle start-ra, akkor nincs hibaüzenet.
(Az M6 "középső állásban" (Stop spindle and wait...) remekül megcsinálja, amit az M0-nak kéne, de nem tudom azt használni, mert pont az M6-ot akarnám makrósítani. A MessageBox ellen pedig az szól, hogy ott entert kell nyomni, a - talán egyszer végre elkészülő - billentyű-emulátorra pedig csak a Cycle start fog kikerülni, az enter nem. Ráadásul a MessageBox simán elmegy az aktív ablak mögé, én meg nézem, hogy miért nem megy semmi...)
2. Ha már belefutottam a led villogtatásba: nem terveztek villogó ledet, a villogó gombok mintájára?
3. Van-e technikai akadálya a ledek 299 feletti számozásának? Igazából nem lényeges, csak ha a saját makrókat 20000-től illene elhelyezni, akkor hozzájuk kapcsolnám a ledeket, ahogy a megjelenített saját mezőket is úgy sorszámozom, hogy azonnal lássam, melyik makróhoz kapcsolódnak.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 május 13, 00:26
Írta: 000000000 Dátum 2015 május 13, 00:26
Szia,
1.) Honap megnézem és megpróbálom orvosolni a jelzett problémát.
2.) A villogó LED jó ötlet, felírtam magamnak a tennivalók közé.
3.) Annyi akadály vagy inkább korlát van, hogy a LED-eket a program folyamatosan frissíti a képernyőn, átküldi az összes állapotát egy stringbe fűzve a Flashnek, mert így csak egy C#->Flash hívásra van szükség, ez a leghatékonyabb módszer. Amúgy ha egyenként lenne hivogatva, az nagyon proci igényes. A stringet a Flash szétcsomagolja és végigmegy rajta ciklusban és frissíti azt a LED állapotot amit kell.
Így látható, hogy ha több a LED akkor több proci időt fog felemészteni a LED update ciklus. A mostani verzión ami készül már egyébként tovább optimalizáltam a Flash oldali LED frissítő kódon és felbővítettem a LEd-ek számát 500-ra. Szóval 500 LED rendelkezésre fog állni a következő kiadásban...
1.) Honap megnézem és megpróbálom orvosolni a jelzett problémát.
2.) A villogó LED jó ötlet, felírtam magamnak a tennivalók közé.
3.) Annyi akadály vagy inkább korlát van, hogy a LED-eket a program folyamatosan frissíti a képernyőn, átküldi az összes állapotát egy stringbe fűzve a Flashnek, mert így csak egy C#->Flash hívásra van szükség, ez a leghatékonyabb módszer. Amúgy ha egyenként lenne hivogatva, az nagyon proci igényes. A stringet a Flash szétcsomagolja és végigmegy rajta ciklusban és frissíti azt a LED állapotot amit kell.
Így látható, hogy ha több a LED akkor több proci időt fog felemészteni a LED update ciklus. A mostani verzión ami készül már egyébként tovább optimalizáltam a Flash oldali LED frissítő kódon és felbővítettem a LEd-ek számát 500-ra. Szóval 500 LED rendelkezésre fog állni a következő kiadásban...
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 május 13, 00:35
Írta: 000000000 Dátum 2015 május 13, 00:35
Még azt elfelejtettem leírni, hogy MessageBox-ot tudsz készíteni hogy topmost legyen a következő trükkel:
MessageBox.Show(new Form() { TopMost = true, TopLevel = true }, "szöveg");
Ez így egy új vizuális megjelenés nélküli topmost és toplevel formot fog létrehozni és ez lesz a messagebox szülője, szóval biztosan leges legfelül fog megjelenni a messagebox.
A messagebox bezárásakor pedig az új láthatatlan form .Dispose(); függvénye meghívódik, hiszen a form érvényessége csak erre a függvényre szól, így a form nem marad a memóriában, bezáródik és a Garbage Collector automatikusan összeszedni...
MessageBox.Show(new Form() { TopMost = true, TopLevel = true }, "szöveg");
Ez így egy új vizuális megjelenés nélküli topmost és toplevel formot fog létrehozni és ez lesz a messagebox szülője, szóval biztosan leges legfelül fog megjelenni a messagebox.
A messagebox bezárásakor pedig az új láthatatlan form .Dispose(); függvénye meghívódik, hiszen a form érvényessége csak erre a függvényre szól, így a form nem marad a memóriában, bezáródik és a Garbage Collector automatikusan összeszedni...
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 május 13, 20:56
Írta: svejk Dátum 2015 május 13, 20:56
Segítség, Béna vagyok!
Mit, hova kell beírni XP esetén, hogy a számítógép indulásakor automatikusan elinduljon az UCCNC program?
Mit, hova kell beírni XP esetén, hogy a számítógép indulásakor automatikusan elinduljon az UCCNC program?
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2015 május 13, 21:03
Írta: lari Dátum 2015 május 13, 21:03
Cím: Re:UCCNC vezérlő program
Írta: adamant Dátum 2015 május 13, 21:09
Írta: adamant Dátum 2015 május 13, 21:09
HUHH ez nagyon jó ezt kerestem már mióta :) 1000 köszönet meg 1 :))
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 május 15, 13:05
Írta: 000000000 Dátum 2015 május 15, 13:05
Sziasztok,
Elkészült az UCCNC új kiadása 1.1011 verziója.
Javítások:
- A THC működése javítva lett.
- A THC kapott mozgással szinkron ki/bekapcsoló makrókat (M205, M206).
Újdonságok:
- Gyors lézer kimenetek M10/M11
- Készítettünk egy plugininterface-t az UCCNC-hez, aminek segítségével plugin modulok írhatók, készíthetők a szoftverhez. Több információ a pluginokról a felhasználói kézikönyv 6.pontjában olvasható.
A telepítés /Plugins könyvtárába tettünk egy példa C# plugin kódot.
- Készítettünk néhány plugint a progihoz, úgy mint Webkamera plugin, Diagnosztika plugin, Lézer gravírozó plugin.
A Letöltés:
UCCNC 1.1011
Elkészült az UCCNC új kiadása 1.1011 verziója.
Javítások:
- A THC működése javítva lett.
- A THC kapott mozgással szinkron ki/bekapcsoló makrókat (M205, M206).
Újdonságok:
- Gyors lézer kimenetek M10/M11
- Készítettünk egy plugininterface-t az UCCNC-hez, aminek segítségével plugin modulok írhatók, készíthetők a szoftverhez. Több információ a pluginokról a felhasználói kézikönyv 6.pontjában olvasható.
A telepítés /Plugins könyvtárába tettünk egy példa C# plugin kódot.
- Készítettünk néhány plugint a progihoz, úgy mint Webkamera plugin, Diagnosztika plugin, Lézer gravírozó plugin.
A Letöltés:
UCCNC 1.1011
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 május 15, 13:07
Írta: 000000000 Dátum 2015 május 15, 13:07
Még ami kimaradt a listából, hogy a dezsoe által jelzett problémát is javítottam.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2015 május 15, 14:44
Írta: dezsoe Dátum 2015 május 15, 14:44
Szia!
Gyorsan leltároztam, hogy melyik hibát javítottad és kettőt is találtam:
- M0 makrós hotkey probléma;
- soronkénti végrehajtás G91-G2 párosnál.
(Csak hogy más is tudja, mik ezek.)
Sajnos, élesben már csak a jövő héten tudom tesztelni.
Maradt még két régi kérdésem (#2071 és #2073). Erre tudsz valami biztatót mondani, vagy legalább egy végleges álláspontot? (Ha így marad, akkor az AutoLeveller-ben egyúttal módosítom a kódot is.)
És még valami, ami fontos. Látom, hogy a flashscreen.swf is változott. Van-e benne olyan változás, ami miatt ne használjam a "szélesvásznú" változatot, amit fordítottál nekem? Én azóta is azt használom, így ezt fontos lenne tudnom.
Gyorsan leltároztam, hogy melyik hibát javítottad és kettőt is találtam:
- M0 makrós hotkey probléma;
- soronkénti végrehajtás G91-G2 párosnál.
(Csak hogy más is tudja, mik ezek.)
Sajnos, élesben már csak a jövő héten tudom tesztelni.
Maradt még két régi kérdésem (#2071 és #2073). Erre tudsz valami biztatót mondani, vagy legalább egy végleges álláspontot? (Ha így marad, akkor az AutoLeveller-ben egyúttal módosítom a kódot is.)
És még valami, ami fontos. Látom, hogy a flashscreen.swf is változott. Van-e benne olyan változás, ami miatt ne használjam a "szélesvásznú" változatot, amit fordítottál nekem? Én azóta is azt használom, így ezt fontos lenne tudnom.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2015 május 15, 14:55
Írta: dezsoe Dátum 2015 május 15, 14:55
És - míg el nem felejtem - ez a plugin-buli zseniális! Épp tegnap vacakoltam egy szubrutinnal, ami 9 változót kevergetett és figyeltem az értéküket. Így egy kicsit egyszerűbb.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 május 15, 16:12
Írta: 000000000 Dátum 2015 május 15, 16:12
Szia,
Igen, azt a két hibát amit mondtál és most le is írtál, ezeket javítottam.
A Flash-ben is változott egy dolog, egy Ausztrál felhasználó jelezte, hogy ha valamelyik DRO-ba belépsz és nem enter-el lépsz ki, hanem valahová klikkelve a képernyőn, akkor a kurzor (carret) ugyan elhagyja a DRO-t, de a C# oldal erről nem értesült, így a jog ilyenkor tiltva maradt. Ezt javítottam a Flash oldalon.
Nagy változásokat most már nem tervezünk. Most, hogy elkészült a plugin interface valószínű, hogy majd pluginokat fogunk inkább készítgetni.
Amik még tervben vannak nagyobb dolgok, azok még a G40/41/42 és a G18/19 kódok implementálása.
Illetve van még egy két apróbb dolog amit kértek tőlem, tőlünk, de ezek egyike sem érinti a szoftver magját.
Illetve ha jeleztek majd még bármi hibát azokat fogjuk még javítani.
Mi lenne, ha az autolevelert plugin-ba írnád meg esetleg?
Visual Studio C# express ingyen letölthető és programozni vele sem túl bonyolult. A VS-ba épített Intellisense nagy segítség, mert felajánlja a plugin interface függvényeit.
Ja igen és ha valaki ír valami jó plugint, azt későbbiekben szívesen beépítjük majd az UCCNC telepítőbe. Remélem lesz olyan, akinek lesz kedve ilyet írni.
Igen, azt a két hibát amit mondtál és most le is írtál, ezeket javítottam.
A Flash-ben is változott egy dolog, egy Ausztrál felhasználó jelezte, hogy ha valamelyik DRO-ba belépsz és nem enter-el lépsz ki, hanem valahová klikkelve a képernyőn, akkor a kurzor (carret) ugyan elhagyja a DRO-t, de a C# oldal erről nem értesült, így a jog ilyenkor tiltva maradt. Ezt javítottam a Flash oldalon.
Nagy változásokat most már nem tervezünk. Most, hogy elkészült a plugin interface valószínű, hogy majd pluginokat fogunk inkább készítgetni.
Amik még tervben vannak nagyobb dolgok, azok még a G40/41/42 és a G18/19 kódok implementálása.
Illetve van még egy két apróbb dolog amit kértek tőlem, tőlünk, de ezek egyike sem érinti a szoftver magját.
Illetve ha jeleztek majd még bármi hibát azokat fogjuk még javítani.
Mi lenne, ha az autolevelert plugin-ba írnád meg esetleg?
Visual Studio C# express ingyen letölthető és programozni vele sem túl bonyolult. A VS-ba épített Intellisense nagy segítség, mert felajánlja a plugin interface függvényeit.
Ja igen és ha valaki ír valami jó plugint, azt későbbiekben szívesen beépítjük majd az UCCNC telepítőbe. Remélem lesz olyan, akinek lesz kedve ilyet írni.
Cím: Re:UCCNC vezérlő program
Írta: xabi Dátum 2015 május 15, 16:17
Írta: xabi Dátum 2015 május 15, 16:17
Szia,
Örültem a jó hírnek hogy működnie kéne a THC-nek, most éppen nagy méretű rozsdamentes lemezeket vágok ami nagyon vetemedik, de nem megy a THC! (nekem legalábbis)
Mikor egy helybe áll a gép és nem fut program, bekapcsolom a Proma-t test módba szépen emeli a fejet le fel (az M205 és M206-al ki be tudom kapcsolni), de program futás közben hiába kapcsoltam be felment a fej 2,5 mm-ert és úgy maradt hiába jelezte a THC hogy le vagy fel..
Örültem a jó hírnek hogy működnie kéne a THC-nek, most éppen nagy méretű rozsdamentes lemezeket vágok ami nagyon vetemedik, de nem megy a THC! (nekem legalábbis)
Mikor egy helybe áll a gép és nem fut program, bekapcsolom a Proma-t test módba szépen emeli a fejet le fel (az M205 és M206-al ki be tudom kapcsolni), de program futás közben hiába kapcsoltam be felment a fej 2,5 mm-ert és úgy maradt hiába jelezte a THC hogy le vagy fel..
Cím: Re:UCCNC vezérlő program
Írta: xabi Dátum 2015 május 15, 16:21
Írta: xabi Dátum 2015 május 15, 16:21
Ja bocs lemaradt. Próbáltam úgy is hogy nem használtam az M205, M206-ot macro-t, program futás előtt bekapcsoltam a THC-t és cycle start után sem ment program futás közben.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 május 15, 16:48
Írta: 000000000 Dátum 2015 május 15, 16:48
Légyszi küld el a makróidat, a screenset fájlodat és egy darab G-kódot, aminél nem működik.
Mindenféleképp kellenének ezek, mert nálunk működik a THC és csak úgy tudom kideríteni a probléma okát, ha pontosan látjuk, hogy mit hogyan használsz.
Mindenféleképp kellenének ezek, mert nálunk működik a THC és csak úgy tudom kideríteni a probléma okát, ha pontosan látjuk, hogy mit hogyan használsz.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 május 15, 17:16
Írta: svejk Dátum 2015 május 15, 17:16
A G51/G50 nincs tervben?
Én elég sokat használom a skálázást a Mach3-ban.
Pl a napokban kellett egy elég bazi nagy egyedi hagyományos Nyák-ot csinálnom, kicsit több mint 1600 furattal. Nem volt lelki erőm kézzel neki állni.
Viszont a mostani épp kedvenc Nyák-tervezőmből csak Mill-ben tudom kicsalogatni a fúrókoordinátákat, így jól jött volna a G51 lehetőség.
Én elég sokat használom a skálázást a Mach3-ban.
Pl a napokban kellett egy elég bazi nagy egyedi hagyományos Nyák-ot csinálnom, kicsit több mint 1600 furattal. Nem volt lelki erőm kézzel neki állni.
Viszont a mostani épp kedvenc Nyák-tervezőmből csak Mill-ben tudom kicsalogatni a fúrókoordinátákat, így jól jött volna a G51 lehetőség.
Cím: Re:UCCNC vezérlő program
Írta: cxmcdtrx Dátum 2015 május 15, 19:36
Írta: cxmcdtrx Dátum 2015 május 15, 19:36
Az nagyon biztató, hogy ha demó módban indítom az új verziót, már választható az UC300 ISOBOB :-)
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2015 május 15, 19:51
Írta: Bozso777 Dátum 2015 május 15, 19:51
Sajna jelen pillanatban még pancser vagyok ahhoz hogy egy képernyőbe belejavítsak, ezért megérnék valakit aki ért hozzá, ha nem jelent nagy gondot, egy mezőt ki kéne cserélni nekem, vagy leírni hogyan is tegyem.
Lényeg az Sset -et nem használom (kress maróm van) viszont uc300nál analógon van a jog. Sajna csak akkor látom hány %-on áll ha egérrel rámegyek a pop-up ablakra...pedig 0pont felvételnél szeretem lecsavarni 1-2%-ra...poti nem végpontnál 0 így sose látom csak mikor elindul akkor a sebességet. Tehát a jog feed% kéne az Sset helyére kijeleztetni, ne kelljen mindig az egérért nyúljak hogy lássam.
Lényeg az Sset -et nem használom (kress maróm van) viszont uc300nál analógon van a jog. Sajna csak akkor látom hány %-on áll ha egérrel rámegyek a pop-up ablakra...pedig 0pont felvételnél szeretem lecsavarni 1-2%-ra...poti nem végpontnál 0 így sose látom csak mikor elindul akkor a sebességet. Tehát a jog feed% kéne az Sset helyére kijeleztetni, ne kelljen mindig az egérért nyúljak hogy lássam.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2015 május 15, 20:22
Írta: xfg6v697j Dátum 2015 május 15, 20:22
Nem tudom mit varázsoltattok,de ha a psobes setemet elindítom,akkor az öszes plugin bekapcsol,és megjelenik minden ablak egyszerre.
Ezt megelőzően át kellett írnom az egészet,mert megváltoztattátok a képernyőszet utasításkészletét.
Ránézhetnétek,hogy mi okozza a problémát.
probes set
Ezt megelőzően át kellett írnom az egészet,mert megváltoztattátok a képernyőszet utasításkészletét.
Ránézhetnétek,hogy mi okozza a problémát.
probes set
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2015 május 15, 20:32
Írta: pisti73 Dátum 2015 május 15, 20:32
Szia!
Ez a korábbi "probes set", vagy esetleg ezen is módosítottál az újabb verzióhoz?
Amúgy nekem is bekapcsolja az összes plugin ablakot...
Ez a korábbi "probes set", vagy esetleg ezen is módosítottál az újabb verzióhoz?
Amúgy nekem is bekapcsolja az összes plugin ablakot...
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2015 május 15, 20:43
Írta: ANTAL GÁBOR Dátum 2015 május 15, 20:43
HURRÁ !!.. Most gyorsan letöltöm .. Márc 26 án írtam ( 2060) hogy már várom a tökéletes
( szimmetrikus számú ) verziót . 11011
Remélem itt megáll a fejlesztés és az esztergályosok legyűrik a plazmavágókat [#wink][#wink]
Felhatalmazom a moderátorokat , hogy ha úgy ítélik meg hogy sértő a viccesnek szánt bejegyzésem akkor azonnal töröljék azt !
( szimmetrikus számú ) verziót . 11011
Remélem itt megáll a fejlesztés és az esztergályosok legyűrik a plazmavágókat [#wink][#wink]
Felhatalmazom a moderátorokat , hogy ha úgy ítélik meg hogy sértő a viccesnek szánt bejegyzésem akkor azonnal töröljék azt !
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 május 15, 22:09
Írta: 000000000 Dátum 2015 május 15, 22:09
Sziasztok,
Csewe: A pluginok alaphelyzetben engedélyezve vannak. Ezt azért így csináltuk meg, hogy ha valaki új plugint telepít, akkor ne kelljen külön engedélyeznie. Szerintem sok felhasználó nem tudná, hgy miért nem megy.
A Configuration/General settings/Configure plugins gombbal tudod megnyitni a plugin konfigurációt és ott ki lehet kapcsolni a pluginokat amik nem kellenek, az Enable checkbox-ból ki kell csak venni a pipát. A progi következő induláskor így már nem fogja a kikapcsolt pluginokat futtatni.
Ha régebbi a screenset-ed, akkor a plugin konfigurációs gombot fel kéne raknod a képernyőre. A buttons_by_numbers doksiban a /Documentation mappában le van írva a gomb kódja.
Attila: Igen, már benne van az ISOBOB, a programja már működik, csak a panelon volt pár apróság ami nem tetszett nekünk, megkellett változtanti, ezért csúszott el a projekt befejezése.
Gábor: Igen, eljött a te időd 1.1011 verzió. :)
Svejk: A g51/50 egyelőre nincsen tervbe véve, de ez könnyen változhat még a jövőben. :)
Csewe: A pluginok alaphelyzetben engedélyezve vannak. Ezt azért így csináltuk meg, hogy ha valaki új plugint telepít, akkor ne kelljen külön engedélyeznie. Szerintem sok felhasználó nem tudná, hgy miért nem megy.
A Configuration/General settings/Configure plugins gombbal tudod megnyitni a plugin konfigurációt és ott ki lehet kapcsolni a pluginokat amik nem kellenek, az Enable checkbox-ból ki kell csak venni a pipát. A progi következő induláskor így már nem fogja a kikapcsolt pluginokat futtatni.
Ha régebbi a screenset-ed, akkor a plugin konfigurációs gombot fel kéne raknod a képernyőre. A buttons_by_numbers doksiban a /Documentation mappában le van írva a gomb kódja.
Attila: Igen, már benne van az ISOBOB, a programja már működik, csak a panelon volt pár apróság ami nem tetszett nekünk, megkellett változtanti, ezért csúszott el a projekt befejezése.
Gábor: Igen, eljött a te időd 1.1011 verzió. :)
Svejk: A g51/50 egyelőre nincsen tervbe véve, de ez könnyen változhat még a jövőben. :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 május 15, 22:20
Írta: svejk Dátum 2015 május 15, 22:20
Akkor reménykedem....
Többször volt már, hogy kézzel írt G-kódot kellett tükrözni.
Többször volt már, hogy kézzel írt G-kódot kellett tükrözni.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2015 május 16, 07:52
Írta: xfg6v697j Dátum 2015 május 16, 07:52
Őgy tűnik,ha őjra létrehozom a probes profilt,akkor normalizálódik a helyzet,és nem jelentkezik ez a pluginindítási probléma.
Cím: Re:UCCNC vezérlő program
Írta: xabi Dátum 2015 május 16, 11:09
Írta: xabi Dátum 2015 május 16, 11:09
Szia,
Tegnap letöröltem az új verziót, de ma újból vissza tettem. És a Runfromhere használata után M03-ra nem kapcsolja be a plazmát. Olyan mintha az M03 nem működne RunFromHere után.
Nézd meg ezt is nem volt időm sokat gattyázni vele vissza raktam megint az előző verziót.
Tegnap letöröltem az új verziót, de ma újból vissza tettem. És a Runfromhere használata után M03-ra nem kapcsolja be a plazmát. Olyan mintha az M03 nem működne RunFromHere után.
Nézd meg ezt is nem volt időm sokat gattyázni vele vissza raktam megint az előző verziót.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 május 16, 11:43
Írta: 000000000 Dátum 2015 május 16, 11:43
Szia,
Ezt hogy érted pontosan?
Most kipróbáltam a profiloddal és makróiddal és screenset-eddel a következőket:
1.) Run from here gomb nyomás, Plasma torch gomb nyomás képernyőn --> A spindle kimenet bekapcsolt ahogy kell.
2.) Run from here gomb nyomás, M3 kiadása MDI-ből --> A spindle kimenet bekapcsolt ahogy kell.
3.) Run from here gomb nyomás (preparation ablakon spindle pipa kivéve), Cycle start -> a G-kódban az M3 parancsra a spindle kimenet bekapcsolt ahogy kell.
4.) Run from here gomb nyomás, cycle start (preparation ablakon spindle pipa berakva) -> spindle rögtön elindul ahogy kell.
Szóval nem tudom mire gondolsz, hogy nem kapcsol be a plazma M3-ra. Kellene némi segítség, támpont hogy pontosan mit csinálsz sorrendben, mert nekem a fenti 4 féle módszer jutott eszembe és nincsen ezeknél gond, megy az M3 és spindle ahogy kell.
A THC up/down-t is megnéztem a profiloddal és fájljaiddal és ott valóban valami gond van, mert a THC down mozgás valamiért nem megy, vizsgálom a dolgot...
Ezt hogy érted pontosan?
Most kipróbáltam a profiloddal és makróiddal és screenset-eddel a következőket:
1.) Run from here gomb nyomás, Plasma torch gomb nyomás képernyőn --> A spindle kimenet bekapcsolt ahogy kell.
2.) Run from here gomb nyomás, M3 kiadása MDI-ből --> A spindle kimenet bekapcsolt ahogy kell.
3.) Run from here gomb nyomás (preparation ablakon spindle pipa kivéve), Cycle start -> a G-kódban az M3 parancsra a spindle kimenet bekapcsolt ahogy kell.
4.) Run from here gomb nyomás, cycle start (preparation ablakon spindle pipa berakva) -> spindle rögtön elindul ahogy kell.
Szóval nem tudom mire gondolsz, hogy nem kapcsol be a plazma M3-ra. Kellene némi segítség, támpont hogy pontosan mit csinálsz sorrendben, mert nekem a fenti 4 féle módszer jutott eszembe és nincsen ezeknél gond, megy az M3 és spindle ahogy kell.
A THC up/down-t is megnéztem a profiloddal és fájljaiddal és ott valóban valami gond van, mert a THC down mozgás valamiért nem megy, vizsgálom a dolgot...
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 május 16, 11:50
Írta: 000000000 Dátum 2015 május 16, 11:50
Ja és még valami ami eszembe jutott, hogy nem muszáj mindig leszedni és felrakni az új verziót, telepítésnél adj meg neki egy másik könyvtárat, például C:\\UCCNC2 és akkor mindkét progi verzió fent tud lenni egyszerre és azt indítod el amelyiket éppen használni akarod.
Cím: Re:UCCNC vezérlő program
Írta: xabi Dátum 2015 május 16, 13:35
Írta: xabi Dátum 2015 május 16, 13:35
Szia,
Az történt hogy Runfromhere-el át kellett állnom egy másik alkatrészre, runformhernél kivettem a pipát mert a program M03-as utasítása majd gyújt de nem gyújtott sem az első sem a második sem a harmadik M03-ra. Kézzel a képernyőn be és ki tudtam kapcsolni, de így kicsit nehézkes volt vágni :)
Sajnos most kicsit feszült a helyzet nagyon sok munkánk van, nem tudom miért történt (lehet egyedi eset amúgy előtte reset-tel állt le a program). Azonnal rohantam telepítettem a régebbit és vágunk vágunk..
Az történt hogy Runfromhere-el át kellett állnom egy másik alkatrészre, runformhernél kivettem a pipát mert a program M03-as utasítása majd gyújt de nem gyújtott sem az első sem a második sem a harmadik M03-ra. Kézzel a képernyőn be és ki tudtam kapcsolni, de így kicsit nehézkes volt vágni :)
Sajnos most kicsit feszült a helyzet nagyon sok munkánk van, nem tudom miért történt (lehet egyedi eset amúgy előtte reset-tel állt le a program). Azonnal rohantam telepítettem a régebbit és vágunk vágunk..
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2015 május 17, 01:21
Írta: dezsoe Dátum 2015 május 17, 01:21
Szia!
Most egy kicsit elmélyedtem a plugin mintában. Amit így elsőre hiányolok belőle az a LEDchange_event. Igaz, hogy 25Hz-en lekérdezhetem, de nem lenne jó a Buttonpress_event-hez hasonlóan akkor hívni, ha állapot változott? Gondolom, hogy a rendszert sem fogná annyira, mivel nem állandóan kérdezget akárhány ledet, hanem változáskor elküldi, hogy melyik led hova billent, a plugin meg eldönti, hogy ez érdekli-e.
Most egy kicsit elmélyedtem a plugin mintában. Amit így elsőre hiányolok belőle az a LEDchange_event. Igaz, hogy 25Hz-en lekérdezhetem, de nem lenne jó a Buttonpress_event-hez hasonlóan akkor hívni, ha állapot változott? Gondolom, hogy a rendszert sem fogná annyira, mivel nem állandóan kérdezget akárhány ledet, hanem változáskor elküldi, hogy melyik led hova billent, a plugin meg eldönti, hogy ez érdekli-e.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 május 17, 20:53
Írta: svejk Dátum 2015 május 17, 20:53
Az UCCNC-hez nem lehet valami trükkös elektronikát készíteni, amivel a nem időzítéskritikus kimenetek számát meg lehetne növelni?
(pl. az OEM LED-eket)
Valami olyasmi mint a mach3-nál a MODBUS,
vagy mittudomén' USB-re kiküldeni az állapotokat, aztán azt meg valami mikrocontrollerrel kifejteni.
Úgy elfogyott az UC300 36 kimenete mint a pinty. :(
(pl. az OEM LED-eket)
Valami olyasmi mint a mach3-nál a MODBUS,
vagy mittudomén' USB-re kiküldeni az állapotokat, aztán azt meg valami mikrocontrollerrel kifejteni.
Úgy elfogyott az UC300 36 kimenete mint a pinty. :(
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 május 18, 06:02
Írta: 000000000 Dátum 2015 május 18, 06:02
Szia,
Igen, mert az profil sablonban benne vannak a kulcsok amik kikapcsolják a most meglévő pluginokat. Szerintem mindenképp tedd majd fel a plugin config gombot a képernyőre, mert anélkül nem fogod elérni a pluginok konfigolását. Nézde meg kérlek a mostani screenset fájlt, abból kimásolhatod a gomb defínícióját.
Írtad azt is, hogy átírtuk a kpernyőszett utasításkészletét, ez igaz, viszont bennehagytuk a régi függvénydefíníciókat is! Egyedül a régi Gomb defíníciót töröltem ki, mert ott a paraméterek mennyisége is megváltozott (mivel kértétek, hogy tudjon villogni a gomb), szóval ott értelmetlen lett volna megtartani a régit. Viszont az jó, hogy átírtad, mert majd idővel szeretnénk törölni a régi függvényeket, egyelőre meghagytuk, hogy ne okozzunk túl nagy galibát azoknak akik már elkezdtek ráfejleszteni a programra.
Igen, mert az profil sablonban benne vannak a kulcsok amik kikapcsolják a most meglévő pluginokat. Szerintem mindenképp tedd majd fel a plugin config gombot a képernyőre, mert anélkül nem fogod elérni a pluginok konfigolását. Nézde meg kérlek a mostani screenset fájlt, abból kimásolhatod a gomb defínícióját.
Írtad azt is, hogy átírtuk a kpernyőszett utasításkészletét, ez igaz, viszont bennehagytuk a régi függvénydefíníciókat is! Egyedül a régi Gomb defíníciót töröltem ki, mert ott a paraméterek mennyisége is megváltozott (mivel kértétek, hogy tudjon villogni a gomb), szóval ott értelmetlen lett volna megtartani a régit. Viszont az jó, hogy átírtad, mert majd idővel szeretnénk törölni a régi függvényeket, egyelőre meghagytuk, hogy ne okozzunk túl nagy galibát azoknak akik már elkezdtek ráfejleszteni a programra.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 május 18, 06:05
Írta: 000000000 Dátum 2015 május 18, 06:05
Igen, lehetne egy LEDchange_event -et is csinálni a Buttonpress_event mintájára. Gondolkodtam is rajta, de végül arra jutottam amit te is írsz, hogy le lehet azt kérdezni a 25Hz-es loop-ban és szerintem az átlag plugin nem sok LED-re kíváncsi, legalábbis kevesebbre mint amennyi hívást jelentene, ha minden LED változásra meghívnánk egy függvényt. Így végül arra jutottam, hogy talán jobb, ha lekérdezi a pluginból kinek melyik LED érdekes.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 május 18, 06:14
Írta: 000000000 Dátum 2015 május 18, 06:14
Most, hogy elkészült a plugin interface amit írsz sem lehetetlen. Csak kellene hozzá egy eszköz, ami mondjuk USB-n kommunikál valamilyen protokollal (Pl.valamilyen FTDI chipes kütyü, Arduino vagy HID-es PIC) és a pluginból lehetne neki küldeni az adatokat ciklikusan például LED-ek állapota alapján. Vagy akár változók értéke alapján.
De le lehet kérdezni a DRO-kat is, így lehetne például egy modbus-os frekiváltónak az M3/M4 LED állapota és a Spindle sebesség DRO értéke alapján adatokat, vezérlőjeleket küldeni.
De le lehet kérdezni a DRO-kat is, így lehetne például egy modbus-os frekiváltónak az M3/M4 LED állapota és a Spindle sebesség DRO értéke alapján adatokat, vezérlőjeleket küldeni.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2015 május 19, 23:21
Írta: dezsoe Dátum 2015 május 19, 23:21
Szia!
Jelentem: mint szinte sehova, ide sem fér ki a nevem. :)
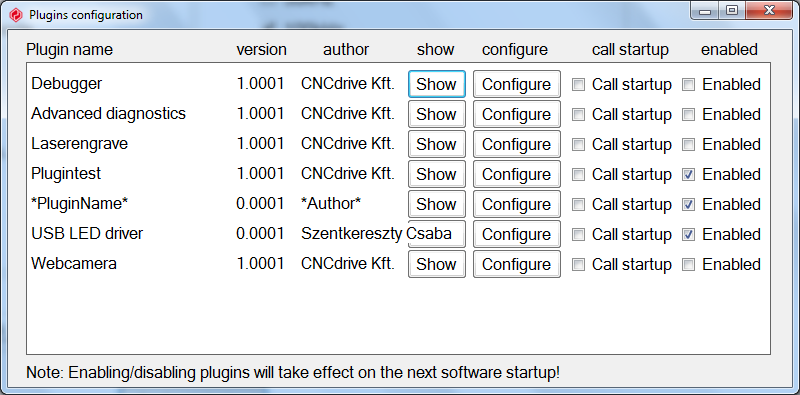
Jelentem: mint szinte sehova, ide sem fér ki a nevem. :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2015 május 19, 23:27
Írta: dezsoe Dátum 2015 május 19, 23:27
Szia!
Akkor képzeld el, milyen érzés UC100-zal... :)
Vígasztalásul a ma délutáni-esti tevékenységem, így tesztnek 8 LED, de lehet tovább is menni. Akit érdekel, viheti, semmi nem titkos. :) Kb. 16-ig bővíthető, vagy sokkal tovább mátrixban.
Akkor képzeld el, milyen érzés UC100-zal... :)
Vígasztalásul a ma délutáni-esti tevékenységem, így tesztnek 8 LED, de lehet tovább is menni. Akit érdekel, viheti, semmi nem titkos. :) Kb. 16-ig bővíthető, vagy sokkal tovább mátrixban.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 május 19, 23:35
Írta: svejk Dátum 2015 május 19, 23:35
Hát ez világi!!!
Pont ilyenre vágytunk, hogy minél több szabad kimenete maradjon az UC300-nak.
(az eddigi terv szerint a kezelőlap LED-jeit az kapcsolgatta)
És tényleg közkinccsé teszed?
[#worship]
Pont ilyenre vágytunk, hogy minél több szabad kimenete maradjon az UC300-nak.
(az eddigi terv szerint a kezelőlap LED-jeit az kapcsolgatta)
És tényleg közkinccsé teszed?
[#worship]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 május 19, 23:39
Írta: svejk Dátum 2015 május 19, 23:39
No és akkor hol lehet ehhez az USB LED Plugin-hez és PIC programhoz hozzáférni?
Már látom vészes jövőnket, most meg majd az alaplapi USB fog elfogyni
[#vigyor2]
Már látom vészes jövőnket, most meg majd az alaplapi USB fog elfogyni
[#vigyor2]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 május 19, 23:44
Írta: svejk Dátum 2015 május 19, 23:44
Ezzel a Te fejlesztéseddel és a Csaby--Sir_Nyeteg féle billenytyűzet emulátorral, -főleg ha meg lesz a nagyobb lábszámú- kitárul a világ az I/O-k tekintetében.
Nagyon sok eseteben nem időkritikusak a bementek és a kimenetek.
Nagyon sok eseteben nem időkritikusak a bementek és a kimenetek.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2015 május 19, 23:58
Írta: dezsoe Dátum 2015 május 19, 23:58
Némi fényesítés után teszek fel linket. Fényesítés alatt értem, hogy 8/16/mátrix beállítást illene betenni a plugin config-ba, rajzot, doksit, letölthetőt elkészíteni stb. Szerintem pár nap alatt elkészülök vele. (Bár egy kicsit félve mondok időt, mert a billentyű-emulátor sem igazán készült el tavaly. Igaz a mondás, hogy bámulatos, milyen lassan készül el valami, ha senki sem csinálja... Egyszerűen nem volt 4-5 napom egybefüggően, hogy befejezzem, de egyszer végre csak meglesz.)
Addig is a Plugins/Example átirata VB.Net-be, mint project template (bemásolandó a .../Templates/Project Templates könyvtárba, ahogy van zippelve), azoknak, akik legalább annyira kiütést kapnak a C-től, mint én.
Addig is a Plugins/Example átirata VB.Net-be, mint project template (bemásolandó a .../Templates/Project Templates könyvtárba, ahogy van zippelve), azoknak, akik legalább annyira kiütést kapnak a C-től, mint én.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 május 20, 00:04
Írta: svejk Dátum 2015 május 20, 00:04
Nekem a skicc is tökéletes lenne, a hétvégén terveztük beüzemelni ezen részét a gépezetnek, akkor már így tervezünk.
Bár az előlap készen van a LED-ekkel és nyomógombokkal, így a mátrix már nem játszhat nálunk.
Bár az előlap készen van a LED-ekkel és nyomógombokkal, így a mátrix már nem játszhat nálunk.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 május 20, 00:16
Írta: svejk Dátum 2015 május 20, 00:16
No várj csak, inkább szájbarágósan. Hova is kell bemásolni ezt a ZIP-et?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 május 20, 08:38
Írta: svejk Dátum 2015 május 20, 08:38
Egyébként történetesen pont van egy PIC18F2550 a fiókomban. :)
Mi egyébként a szűk keresztmetszet, hogy csak 8 vagy 16 db LED járható.
A PIC I/O lábszáma engedné feljebb.
Megmondta már az öreg Széchenyi is, hogy merjünk már nagyot álmodni. :(
Ne ragadjunk már le pár kimenetnél ha van lehetőség, mert később ez mind gátat szabó tényező lesz. Nem sokkal drágább akár a 40 lábú testvére sem a mikrokontrollernek.
A mátrixxal meg csak az a bajom, hogy sorozatgyártásra, termékre ideális, költséghatékony, de egyedi dolgoknál csak bonyolítja a dolgot.
Márpedig ezek a CNC vezérlések inkább egyedinek számítanak mint sorozatnak.
Már vagy tízen valahány gép beüzemelése körül forogtam, de talán kettő sem volt olyan, hogy egyforma I/O kártyát igényelt volna.
Sokkal inkább a kissé ugyan több munkát, vezetékezést igénylő, de rugalmas hardver a nyerő.
Mi egyébként a szűk keresztmetszet, hogy csak 8 vagy 16 db LED járható.
A PIC I/O lábszáma engedné feljebb.
Megmondta már az öreg Széchenyi is, hogy merjünk már nagyot álmodni. :(
Ne ragadjunk már le pár kimenetnél ha van lehetőség, mert később ez mind gátat szabó tényező lesz. Nem sokkal drágább akár a 40 lábú testvére sem a mikrokontrollernek.
A mátrixxal meg csak az a bajom, hogy sorozatgyártásra, termékre ideális, költséghatékony, de egyedi dolgoknál csak bonyolítja a dolgot.
Márpedig ezek a CNC vezérlések inkább egyedinek számítanak mint sorozatnak.
Már vagy tízen valahány gép beüzemelése körül forogtam, de talán kettő sem volt olyan, hogy egyforma I/O kártyát igényelt volna.
Sokkal inkább a kissé ugyan több munkát, vezetékezést igénylő, de rugalmas hardver a nyerő.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 május 20, 08:43
Írta: svejk Dátum 2015 május 20, 08:43
A másik pedig, hogy nem feltétlen kell ingyenesnek lennie.
Ha jól megnézed, itt a fórumon alig akad ami ingyen van.
És nem csak a pénz miatt, hanem ha közzé teszed akkor a neved is gyorsan a feledésbe merül.
Persze dicséretes a közmunka és nem mindenki felejti el amit kapott Tőled.
Ha jól megnézed, itt a fórumon alig akad ami ingyen van.
És nem csak a pénz miatt, hanem ha közzé teszed akkor a neved is gyorsan a feledésbe merül.
Persze dicséretes a közmunka és nem mindenki felejti el amit kapott Tőled.
Cím: Re:UCCNC vezérlő program
Írta: 4ybj8h3c8 Dátum 2015 május 20, 09:01
Írta: 4ybj8h3c8 Dátum 2015 május 20, 09:01
Pláne ha két lábra van téve egy PCF8574 és máris nyolcasával növelhető a LED-ek száma, 4-5 lábat használva akár Hasselhoff KIT-jét is ki lehet világítani.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 május 20, 09:07
Írta: svejk Dátum 2015 május 20, 09:07
No ja! :)
De lehet, hogy máshol van a szűk keresztmetszet, de majd Dezsoe jól elmondja nekünk.
De lehet, hogy máshol van a szűk keresztmetszet, de majd Dezsoe jól elmondja nekünk.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 május 20, 09:51
Írta: svejk Dátum 2015 május 20, 09:51
Én a mikrokontrollerekhez fű vagyok. :(
Egy kész programot átnézve sejtem, mint macska az esőt, esetleg kisebb módosításokat is tudok eszközölni rajtuk, de nekem már valószínűleg marad a régi technika művelése.
Ezt az UC300-hoz való szigetelt 24 V-os I/O-t is vagy három nap volt mire kinyögtem magamból.
Kicsivel több mint 1600 furat van rajta. :)
Az SMD technikát is addig halogattam, míg most már a szemem miatt esélyem sincs a bevezetésére. :(
Egy kész programot átnézve sejtem, mint macska az esőt, esetleg kisebb módosításokat is tudok eszközölni rajtuk, de nekem már valószínűleg marad a régi technika művelése.
Ezt az UC300-hoz való szigetelt 24 V-os I/O-t is vagy három nap volt mire kinyögtem magamból.
Kicsivel több mint 1600 furat van rajta. :)
Az SMD technikát is addig halogattam, míg most már a szemem miatt esélyem sincs a bevezetésére. :(
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2015 május 20, 10:59
Írta: dezsoe Dátum 2015 május 20, 10:59
A szűk keresztmetszet leginkább az volt, hogy egy délután alatt raktam össze. A 2550-es lábaiból lejön az usb-nek kettő, a kvarcnak kettő, plusz egy láb a programozáshoz (bootloader-es megoldás). Azért 2550, mert az volt otthon, ráadásul (ahogy a videón egy picit látszik) úgy van összerakva, hogy tesztpanelbe dugható és rajta van az usb és a kvarc.
Az smd-t én sem látom, a panelfúrás pedig azért érdekes, mert onnan indult az egész cnc-mizériám, hogy ki kellett fúrni egy nagyon lukacsos panelt. Azt mondtam, hogy sohatöbbé kézzel!
A zip annak érdekes, aki Visual Basic-ben ír plugint, be kell másolni a dokumentumok alatt a Visual Studio xxxx/Templates/Project templates mappába. Ezután lehet úgy új projektet kezdeni, hogy .Net 2-t kiválasztod és alatta nem a szokásos Windows Forms Application-t, hanem az UCCNCplugin-t választod ki. Ekkor úgy kezd új projektet, hogy a keretet megcsinálja hozzá, csak ki kell tölteni. Gyakorlatilag ugyanaz van benne, mint amit az Example könyvtárban kaptunk C#-ban, csak ez Visual Basic.
Az smd-t én sem látom, a panelfúrás pedig azért érdekes, mert onnan indult az egész cnc-mizériám, hogy ki kellett fúrni egy nagyon lukacsos panelt. Azt mondtam, hogy sohatöbbé kézzel!
A zip annak érdekes, aki Visual Basic-ben ír plugint, be kell másolni a dokumentumok alatt a Visual Studio xxxx/Templates/Project templates mappába. Ezután lehet úgy új projektet kezdeni, hogy .Net 2-t kiválasztod és alatta nem a szokásos Windows Forms Application-t, hanem az UCCNCplugin-t választod ki. Ekkor úgy kezd új projektet, hogy a keretet megcsinálja hozzá, csak ki kell tölteni. Gyakorlatilag ugyanaz van benne, mint amit az Example könyvtárban kaptunk C#-ban, csak ez Visual Basic.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2015 május 20, 11:10
Írta: dezsoe Dátum 2015 május 20, 11:10
Az sem rossz, de az mcp23017 kicsit olcsóbb és 16 bites. A következő cél pont az, hogy i2c átjáró is bekerüljön a pic-be, onnantól a lehetőségek még tágabbak.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 május 20, 11:11
Írta: svejk Dátum 2015 május 20, 11:11
Értem.
Ment egy magán levél a fórumos címedre.
Ment egy magán levél a fórumos címedre.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 május 20, 11:21
Írta: svejk Dátum 2015 május 20, 11:21
A plugin kérdést mondjuk továbbra sem értem.
Mitől lesz nekem az UCCNC-ben benne az általad írt USB LED plugin?
Nekem kellene V.B.-ben lefordítani?
Mondom hogy hülye vagyok a programírási technikákhoz. :(
Mitől lesz nekem az UCCNC-ben benne az általad írt USB LED plugin?
Nekem kellene V.B.-ben lefordítani?
Mondom hogy hülye vagyok a programírási technikákhoz. :(
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2015 május 20, 12:05
Írta: dezsoe Dátum 2015 május 20, 12:05
Nem, Neked igazából annyi a dolgod, hogy elárulod, hogy melyik ledet (UCCNC sorszám) melyik fizikai ledhez (csopot/sorszám) kösse a plugin. Aztán lefordítom, letöltöd, bemásolod. Sőt, most hogy belegondolok, értelmesebb a plugin config ablakába megcsinálni. Napközben nem ígérek gyors haladást, mert - tegnappal ellentétben - ma dolgozom. :) A panelt akarnám mielőbb összehozni, hogy azzal tudj haladni, a program rugalmasabb, mivel a pic-ben usb-n frissíthető a plugin pedig bemásolós.
Cím: Re:UCCNC vezérlő program
Írta: 4ybj8h3c8 Dátum 2015 május 20, 13:23
Írta: 4ybj8h3c8 Dátum 2015 május 20, 13:23
Ez tényleg jó. Egy tokon belül van 8 LED, 8 nyomógomb.
Cím: Re:UCCNC vezérlő program
Írta: szf Dátum 2015 május 20, 15:53
Írta: szf Dátum 2015 május 20, 15:53
Làttam mit csinàltàl, szupi.Köszönöm a csomagot.
Cím: Re:UCCNC vezérlő program
Írta: ggdr57dg Dátum 2015 május 20, 16:09
Írta: ggdr57dg Dátum 2015 május 20, 16:09
Nem vagy lekésve semmiről. Én valami hasonlóval dolgozom, persze a szemüvegem is a fejemen van. Csak az enyém nem ilyen profi kivitel, igaz olcsóbb is volt.
Dolgozni egész jól lehet vele, még a feliratot is el tudom olvasni az alkatrészen... :-)
Dolgozni egész jól lehet vele, még a feliratot is el tudom olvasni az alkatrészen... :-)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 május 20, 16:47
Írta: svejk Dátum 2015 május 20, 16:47
Nem tudom, valami más van nálam.
1-4-ig vannak felesével a szemüvegek, a két szemem közt 0,25 az eltérés.
De nem győzöm őket cserélgetni, teljesen rugalmatlan már a szemlencsém.
Szinte 10-20 cm-enként más lencse kell.
Van egy neves Optikában gyártott 98-ezer forintos progresszív szemüvegem, de azt meg szokja meg akinek húsz anyja van.
A monitoron való olvasáshoz is ingatni kell a fejem. Viszem nekik majd vissza, fél éven belül adnak helyette egy olvasó és egy közellátó lencsét.
Az baj ha valamivel jól látok forrasztani azzal ha elemelem a fejem rögtön verek le mindent. :(
1-4-ig vannak felesével a szemüvegek, a két szemem közt 0,25 az eltérés.
De nem győzöm őket cserélgetni, teljesen rugalmatlan már a szemlencsém.
Szinte 10-20 cm-enként más lencse kell.
Van egy neves Optikában gyártott 98-ezer forintos progresszív szemüvegem, de azt meg szokja meg akinek húsz anyja van.
A monitoron való olvasáshoz is ingatni kell a fejem. Viszem nekik majd vissza, fél éven belül adnak helyette egy olvasó és egy közellátó lencsét.
Az baj ha valamivel jól látok forrasztani azzal ha elemelem a fejem rögtön verek le mindent. :(
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 május 20, 16:48
Írta: svejk Dátum 2015 május 20, 16:48
Én csak segítkezem.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 május 20, 16:50
Írta: svejk Dátum 2015 május 20, 16:50
Hopsz, bocsi a szemetelésért a topictulajtól!
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 május 25, 23:11
Írta: svejk Dátum 2015 május 25, 23:11
Az jó dolog, hogy az UCCNC progit többszörösen is lehet futtatni az XP alatt???
Egy kicsit az egyik plugin megkavarodott tőle.
Szerintem nem kellene engedni az újraindítást, ha már fut.
Egy kicsit az egyik plugin megkavarodott tőle.
Szerintem nem kellene engedni az újraindítást, ha már fut.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2015 május 27, 14:49
Írta: dezsoe Dátum 2015 május 27, 14:49
Szia!
Privát levelet küldtem.
Privát levelet küldtem.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 május 27, 21:06
Írta: svejk Dátum 2015 május 27, 21:06
Van-e arra egyszerű módszer, hogy az UCCNC-nél letiltsuk a bal szélre kivitt egér esetén a JOG ablak előugrását.
Az ok amiért kérdezem, kivezettem minden ott található gombot és LED-et fizikailag a kezelőpultra, így már felesleges és zavaró az előugrás.
Az ok amiért kérdezem, kivezettem minden ott található gombot és LED-et fizikailag a kezelőpultra, így már felesleges és zavaró az előugrás.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2015 május 27, 21:22
Írta: dezsoe Dátum 2015 május 27, 21:22
Az .ssf file (ha nem változtattad meg, akkor Defaultscreenset.ssf) végén kicseréled az
AS3jog.Setjogpaneltabsize(40);
sorban a 40-et 0-ra. 0 pixel széles lesz a benyúló sáv, így ráhúzhatod az egeret. Kicsit csúnya a helye üresen... :)
AS3jog.Setjogpaneltabsize(40);
sorban a 40-et 0-ra. 0 pixel széles lesz a benyúló sáv, így ráhúzhatod az egeret. Kicsit csúnya a helye üresen... :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 május 27, 21:30
Írta: svejk Dátum 2015 május 27, 21:30
...és működik! [#taps]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 május 28, 17:41
Írta: svejk Dátum 2015 május 28, 17:41
Hol és mit kellene átállítani, hogy az UCCNC progi ne teljes képernyővel induljon, hanem az előzőleg beállított méretű ablakban?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 május 28, 19:02
Írta: 000000000 Dátum 2015 május 28, 19:02
Szia,
Látom zajlik az élet itt a topikban.
Kicsit elvagyok most foglalva (határidős meló), de azért figyelem az eseményeket és ha valami fontos kérdés van akkor fogok írni választ. Dezsoe-nek is írtam privátban.
Svejk: A configuration/Appearance/Maximize screen on startup pipa. Ha pipálva van, akkor fullscreen-ben fut, ha nem, akkor 1024x768 méretben. A legutóbbi képernyő méretet nem jegyzi meg, ilyen opció nincsen.
Látom zajlik az élet itt a topikban.
Kicsit elvagyok most foglalva (határidős meló), de azért figyelem az eseményeket és ha valami fontos kérdés van akkor fogok írni választ. Dezsoe-nek is írtam privátban.
Svejk: A configuration/Appearance/Maximize screen on startup pipa. Ha pipálva van, akkor fullscreen-ben fut, ha nem, akkor 1024x768 méretben. A legutóbbi képernyő méretet nem jegyzi meg, ilyen opció nincsen.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 május 28, 19:07
Írta: svejk Dátum 2015 május 28, 19:07
Kár..
De 1024x768-ban ovális a "Reset" gomb.
Gondoltam kikekrekítem az ablakos mérettel és akkor épp elfér még alatt egy ikonsor is a Win asztalán.
De 1024x768-ban ovális a "Reset" gomb.
Gondoltam kikekrekítem az ablakos mérettel és akkor épp elfér még alatt egy ikonsor is a Win asztalán.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 május 28, 19:23
Írta: svejk Dátum 2015 május 28, 19:23
No ez most kicsit vicces, hogy 20 éve monitorokkal foglalkozom és most látom hogy ez SXGA felbontású, azaz 5:4-es arányú 1280x1024-es.
és nem 1024x768-as.
Mentségemre meztelen a monitor és a touch miatt elég homályos így is a képe.
és nem 1024x768-as.
Mentségemre meztelen a monitor és a touch miatt elég homályos így is a képe.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 május 28, 19:28
Írta: svejk Dátum 2015 május 28, 19:28
Beállítva a képernyő 1280 x 1024-es natív felbontásátt viszont megint szívás, mert 1024x768-ban kicsi a kép, full képernyőn (Maximize screen on startup pipa) meg kissé torz. :(
No mindegy majd megszokjuk...
No mindegy majd megszokjuk...
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 május 28, 19:34
Írta: svejk Dátum 2015 május 28, 19:34
#2282-re valami?
Cím: Re:UCCNC vezérlő program
Írta: Béni Dátum 2015 május 28, 21:13
Írta: Béni Dátum 2015 május 28, 21:13
- Létrehozol egy Batch fájlt az alábbi tartalommal: (kiterjesztés *.bat vagy *.cmd)
tasklist /nh /fi "imagename eq UCCNC.exe" | find /i "UCCNC.exe" > nul || (start K:\UCCNC\UCCNC.exe)
- A parancsikonnál az elérési utat és fájlnevet a Batch fájlhoz állítod be.
Természetesen a (start ...) után a te gépeden lévő UCCNC.exe elérési útját adod meg. Ezzel a megoldással élhetsz addig, amíg a szoftvert nem módosítják.
tasklist /nh /fi "imagename eq UCCNC.exe" | find /i "UCCNC.exe" > nul || (start K:\UCCNC\UCCNC.exe)
- A parancsikonnál az elérési utat és fájlnevet a Batch fájlhoz állítod be.
Természetesen a (start ...) után a te gépeden lévő UCCNC.exe elérési útját adod meg. Ezzel a megoldással élhetsz addig, amíg a szoftvert nem módosítják.
Cím: Re:UCCNC vezérlő program
Írta: Béni Dátum 2015 május 28, 21:23
Írta: Béni Dátum 2015 május 28, 21:23
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 május 29, 01:30
Írta: 000000000 Dátum 2015 május 29, 01:30
Sziasztok,
Azért tud elindulni több példányban az UCCNC, mert ezt a lehetőséget nem tiltottuk le, okkal nem. Ugyanis így lehetőség van 1db PC segítségével egyszerre több gép vezérlésére is. Első hallásra lehet, hogy elrugaszkodott ötletnek tűnik, de csináltuk már élesben is és szépen működik a dolog és hallottam már olyan viszajelzést is felhasználónktól, aki szintén ezt csinálja. Illetve olyat is hallottam, aki egy példánnyal futtatja a gépet és egy másik demo példányt betölt közben és azon már nézegeti a szerszámpálya nézőkében a következő munkadarabot amit marni kell majd, ha ekészül a gép az előzővel.
Szóval ezt a funkcionalitást mindenképpen meg szeretnénk tartani, de már gondoltam egy olyan opcióra, hogy paraméterrel indítva a szoftvert megadva a szériaszámot meglehetne csinálni, hogy akkor csak egyszer induljon el és akkor csak az a parancsikon a megadott szériaszámú mozgásvezérlőhöz csatlakozzon.
Ugyanúgy képzelem el mint ahogy most a profil neve a /p paraméter után adható meg a profil neve amit elindít lehetne ez például /s és utána a szériaszám. Mit gondoltok erről az ötletről?
Azért tud elindulni több példányban az UCCNC, mert ezt a lehetőséget nem tiltottuk le, okkal nem. Ugyanis így lehetőség van 1db PC segítségével egyszerre több gép vezérlésére is. Első hallásra lehet, hogy elrugaszkodott ötletnek tűnik, de csináltuk már élesben is és szépen működik a dolog és hallottam már olyan viszajelzést is felhasználónktól, aki szintén ezt csinálja. Illetve olyat is hallottam, aki egy példánnyal futtatja a gépet és egy másik demo példányt betölt közben és azon már nézegeti a szerszámpálya nézőkében a következő munkadarabot amit marni kell majd, ha ekészül a gép az előzővel.
Szóval ezt a funkcionalitást mindenképpen meg szeretnénk tartani, de már gondoltam egy olyan opcióra, hogy paraméterrel indítva a szoftvert megadva a szériaszámot meglehetne csinálni, hogy akkor csak egyszer induljon el és akkor csak az a parancsikon a megadott szériaszámú mozgásvezérlőhöz csatlakozzon.
Ugyanúgy képzelem el mint ahogy most a profil neve a /p paraméter után adható meg a profil neve amit elindít lehetne ez például /s és utána a szériaszám. Mit gondoltok erről az ötletről?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 május 29, 09:04
Írta: svejk Dátum 2015 május 29, 09:04
köszi!
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 május 29, 09:09
Írta: svejk Dátum 2015 május 29, 09:09
Egy hobby gép is sok esetben több százezer pénz, nem igaz, hogy nem telik még egy PC-re.
Ha meg sok géppel iparszerű a termelés főleg pláne.
Ráadásul ilyen esetben az összes gép leáll ha baj van. Mert azért akármilyen fasza is az a szoftver mégis csak szoftver.
No de ebbe én nem szólok bele, csak megkérdeztem hogy mire jó, megtudtam.
Ha meg sok géppel iparszerű a termelés főleg pláne.
Ráadásul ilyen esetben az összes gép leáll ha baj van. Mert azért akármilyen fasza is az a szoftver mégis csak szoftver.
No de ebbe én nem szólok bele, csak megkérdeztem hogy mire jó, megtudtam.
Cím: Re:UCCNC vezérlő program
Írta: hyuekyh7a Dátum 2015 június 09, 13:35
Írta: hyuekyh7a Dátum 2015 június 09, 13:35
Kérek egy kis segítséget a lángvágó beállításhoz!
Át kellene írni az M3 macrót, hogy mielőtt bekapcsolja a kimenetet előtte a Z magasság menjen a spindle speed ablakban beállított magasságra,(ehez engedélyezni kell a szerkesztést ebben a DRO ban) és számolja le az időt amit mondjuk a spindle speed százalékos dro ban beállítunk.
Tehát M3 kor Z magasság beállít, időt elkezd visszaszámolni és ha letelt kapcsolja a kimenetet és megindul a mozgás is.
Át kellene írni az M3 macrót, hogy mielőtt bekapcsolja a kimenetet előtte a Z magasság menjen a spindle speed ablakban beállított magasságra,(ehez engedélyezni kell a szerkesztést ebben a DRO ban) és számolja le az időt amit mondjuk a spindle speed százalékos dro ban beállítunk.
Tehát M3 kor Z magasság beállít, időt elkezd visszaszámolni és ha letelt kapcsolja a kimenetet és megindul a mozgás is.
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2015 június 09, 18:52
Írta: Bozso777 Dátum 2015 június 09, 18:52
Az óra át lett alakítva ?
Régebben ha nulláztam újraindult...most ha marás közben nullázom, akkor úgy marad nullán, nem indul újra. Legújabb verzió van fent.
Régebben ha nulláztam újraindult...most ha marás közben nullázom, akkor úgy marad nullán, nem indul újra. Legújabb verzió van fent.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2015 június 09, 19:15
Írta: xfg6v697j Dátum 2015 június 09, 19:15
Írtam neked.
Cím: Re:UCCNC vezérlő program
Írta: hyuekyh7a Dátum 2015 június 09, 21:28
Írta: hyuekyh7a Dátum 2015 június 09, 21:28
Én is.
Cím: Re:UCCNC vezérlő program
Írta: hyuekyh7a Dátum 2015 június 10, 11:37
Írta: hyuekyh7a Dátum 2015 június 10, 11:37
Balázs a távirányító megy már az UCCNC vel?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 június 10, 14:59
Írta: 000000000 Dátum 2015 június 10, 14:59
Sziasztok,
A legutolsó UCCNC kiadás:
UCCNC 1.1016
Néhány dolog lett javítva:
- szerszámpályán a szubrutionok hívásakor a vektorok átrajzolása nem volt megfelelő.
- THC-ban még mindig volt némi hiba, ami javítva lett.
- Az óra hiba amit Bozso777 említ javítva lett.
- Svejk amit kért, hogy ne induljon el a program csak egy példányban, kapott a progi hozzá hívható kapcsolókat. /n kapcsolóval csak egy példány indul el. /s szériaszám kapcsolóval csak a szériaszámmal megadott UC-hoz csatlakozik a progi. Dokumentációban levan írva részletesen.
- G-kód nézet nem jelenítette meg jól a speciális karaktereket, javítva lett.
- A macro interface kapott pár új fgv.-t.
- készült egy 3d printer plugin, ez is benne van már a fordításban, bár még csak 90%-os készültségű, még dolgozunk rajta.
A legutolsó UCCNC kiadás:
UCCNC 1.1016
Néhány dolog lett javítva:
- szerszámpályán a szubrutionok hívásakor a vektorok átrajzolása nem volt megfelelő.
- THC-ban még mindig volt némi hiba, ami javítva lett.
- Az óra hiba amit Bozso777 említ javítva lett.
- Svejk amit kért, hogy ne induljon el a program csak egy példányban, kapott a progi hozzá hívható kapcsolókat. /n kapcsolóval csak egy példány indul el. /s szériaszám kapcsolóval csak a szériaszámmal megadott UC-hoz csatlakozik a progi. Dokumentációban levan írva részletesen.
- G-kód nézet nem jelenítette meg jól a speciális karaktereket, javítva lett.
- A macro interface kapott pár új fgv.-t.
- készült egy 3d printer plugin, ez is benne van már a fordításban, bár még csak 90%-os készültségű, még dolgozunk rajta.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 június 10, 15:00
Írta: 000000000 Dátum 2015 június 10, 15:00
Szia,
Az UCR200 wireless távirányítóra gondolsz igaz?
Ha igen, akkor a válaszom, nem, még nem működik, dolgozunk egy pluginon hozzá.
Az UCR200 wireless távirányítóra gondolsz igaz?
Ha igen, akkor a válaszom, nem, még nem működik, dolgozunk egy pluginon hozzá.
Cím: Re:UCCNC vezérlő program
Írta: hyuekyh7a Dátum 2015 június 11, 13:21
Írta: hyuekyh7a Dátum 2015 június 11, 13:21
Köszi!
Más, az emulációs táblázatban nem látom a THC UP DOWN lehetőséget, arra szükség lenne
A lángvágáshoz.
Más, az emulációs táblázatban nem látom a THC UP DOWN lehetőséget, arra szükség lenne
A lángvágáshoz.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 június 11, 15:11
Írta: 000000000 Dátum 2015 június 11, 15:11
Szia,
Igen, azért nem látod, mert nincsen ott.
A THC fel le jelek ugyanis nem gomb parancsok, hanem a mozgásvezérlő fizikailag kezeli ezeket.
Éppen így nincsen emulációs lehetőség végállás vagy home kapcsolók használatára sem.
Igen, azért nem látod, mert nincsen ott.
A THC fel le jelek ugyanis nem gomb parancsok, hanem a mozgásvezérlő fizikailag kezeli ezeket.
Éppen így nincsen emulációs lehetőség végállás vagy home kapcsolók használatára sem.
Cím: Re:UCCNC vezérlő program
Írta: hyuekyh7a Dátum 2015 június 11, 15:52
Írta: hyuekyh7a Dátum 2015 június 11, 15:52
Szia!
Ha fizikailag bekötök 2 gombot akkor azzal megy amikor hevítés alatt várakozik a program, mert az M3 át lett írva hogy mielőtt kiadja a jelet a kimenetre van egy várakozási idő utána kapcsol a kimenet ezt követően indul a mozgás?
Ha fizikailag bekötök 2 gombot akkor azzal megy amikor hevítés alatt várakozik a program, mert az M3 át lett írva hogy mielőtt kiadja a jelet a kimenetre van egy várakozási idő utána kapcsol a kimenet ezt követően indul a mozgás?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 június 11, 16:29
Írta: 000000000 Dátum 2015 június 11, 16:29
Írtad, hogy lángvágó, szóval gondolom THC vezérlés egyáltalán nincsen.
Ha ez így van, akkor végülis engedélyezhetnéd a THC vezérlést és fizikai gombokat a THC up/down bemenetekre kötve lehet iranyítani a Z-tengelyt. Ha az enable THC even if... checkbox-ot pipálod, akkor a THC mindig aktív lesz, akkor is, ha a THC on jel nem aktív, szóval mindig tudod mozgatni a Z tengelyt a gombokkal.
Ha a programban (G-kód) éppen a Z-tengely mozgása zajlik és te nyomkodod a THC fel/le bementeket, akkor az UC100/300 összeadja a mozgások sebeségeit és az eredő sebességet alkalmazza, vagyis felül tudod bírálni a mozgást Z-tengely programozott mozgás közben is.
Ha ez így van, akkor végülis engedélyezhetnéd a THC vezérlést és fizikai gombokat a THC up/down bemenetekre kötve lehet iranyítani a Z-tengelyt. Ha az enable THC even if... checkbox-ot pipálod, akkor a THC mindig aktív lesz, akkor is, ha a THC on jel nem aktív, szóval mindig tudod mozgatni a Z tengelyt a gombokkal.
Ha a programban (G-kód) éppen a Z-tengely mozgása zajlik és te nyomkodod a THC fel/le bementeket, akkor az UC100/300 összeadja a mozgások sebeségeit és az eredő sebességet alkalmazza, vagyis felül tudod bírálni a mozgást Z-tengely programozott mozgás közben is.
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2015 június 12, 18:37
Írta: pisti73 Dátum 2015 június 12, 18:37
Sziasztok!
Az ISOBOB-ról van valami hír? Várjuk nagyon!
Az ISOBOB-ról van valami hír? Várjuk nagyon!
Cím: Re:UCCNC vezérlő program
Írta: Fli4l Dátum 2015 június 22, 13:37
Írta: Fli4l Dátum 2015 június 22, 13:37
Sziasztok!
Érdeklődnék, hogy 3D tapintóra van-e valakinek macro amivel meg lehetne határozni a munkadarab méreteit vagy csak simán a négy oldalt megkeresné és ez alapján indítani a megmunkálást?
Érdeklődnék, hogy 3D tapintóra van-e valakinek macro amivel meg lehetne határozni a munkadarab méreteit vagy csak simán a négy oldalt megkeresné és ez alapján indítani a megmunkálást?
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2015 június 22, 15:47
Írta: xfg6v697j Dátum 2015 június 22, 15:47
Van egy komplett profil készítve különböző bemérérsekre,de még nincs telejesen kész,ha akarod kipróbálhatod.
Mér szélességet hosszúségot,kör közepét és átmérőjét,körcikk közepét és átmérőjét.
Mindezt csapon,és nyílásban is tudja.
Mér szélességet hosszúségot,kör közepét és átmérőjét,körcikk közepét és átmérőjét.
Mindezt csapon,és nyílásban is tudja.
Cím: Re:UCCNC vezérlő program
Írta: Fli4l Dátum 2015 június 22, 17:08
Írta: Fli4l Dátum 2015 június 22, 17:08
Köszi azt kipróbálnám szívesen. El tudod küldeni emailben?
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2015 június 22, 19:03
Írta: xfg6v697j Dátum 2015 június 22, 19:03
Küldtem emailt.
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2015 július 07, 19:31
Írta: Miki2 Dátum 2015 július 07, 19:31
Régóta nagy a csend.
Tudom, meleg van.
Hogy álltok az eszterga vezérléssel?
Tudom, meleg van.
Hogy álltok az eszterga vezérléssel?
Cím: Re:UCCNC vezérlő program
Írta: Fli4l Dátum 2015 július 09, 14:37
Írta: Fli4l Dátum 2015 július 09, 14:37
Sziasztok!
Találkoztatok már olyannal, hogy néhány rajz betöltése után mondjuk 30-45 perc munka után belassul a program megnéztem folyamatkezelőben alapból 170MB körül használ RAM-ot aztán egyszer csak felugrik 230MB körül és a processor 49-55% körül kezd el dolgozni. XP alatt tapasztaltam ezt valaki találkozott más OS rendszernél vagy ez valami XP-s dolog?
Találkoztatok már olyannal, hogy néhány rajz betöltése után mondjuk 30-45 perc munka után belassul a program megnéztem folyamatkezelőben alapból 170MB körül használ RAM-ot aztán egyszer csak felugrik 230MB körül és a processor 49-55% körül kezd el dolgozni. XP alatt tapasztaltam ezt valaki találkozott más OS rendszernél vagy ez valami XP-s dolog?
Cím: Re:UCCNC vezérlő program
Írta: Fli4l Dátum 2015 július 09, 14:37
Írta: Fli4l Dátum 2015 július 09, 14:37
Ja és miután így belassult az utasításokat vagy nem is csinálja meg vagy később.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 július 12, 21:17
Írta: svejk Dátum 2015 július 12, 21:17
Lenne két javaslatom az UCCNC módósítására.
-Ha normál módban fut a G-kód, akkor le kellene tiltani a főorsó kikapcsolásának a lehetőségét.
(ez ugye tuti szerszémtörést okoz)
- A másik meg a Single line gomb.
Az ipari gépeken ha be van kapcsolva ez a funkció akkor is a "zöld" gombbal kell a sorokat egyesével futtatni és nem a Single line gombot kell nyomogatni.
-Ha normál módban fut a G-kód, akkor le kellene tiltani a főorsó kikapcsolásának a lehetőségét.
(ez ugye tuti szerszémtörést okoz)
- A másik meg a Single line gomb.
Az ipari gépeken ha be van kapcsolva ez a funkció akkor is a "zöld" gombbal kell a sorokat egyesével futtatni és nem a Single line gombot kell nyomogatni.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 július 14, 18:48
Írta: 000000000 Dátum 2015 július 14, 18:48
Szia Svejk,
Köszi a javaslatokat.
A single line gombot azt hiszem valaki, talán Béni már javasolta, de a sok teendő mellett még nem érkeztem megcsinálni, egyelőre fel van írva a teendők listájára, amint tudom meg lesz csinálva.
A főorsó kikacsolás tiltásával nem biztos, hogy 100%-ig egyetértek, mert mi van ha valaki csak üresjáratban teszteli a kódot, akkor muszáj legyen a főorsónak végigzajongani az egész pályát? Vagy akkor ha nem lehetne kikapcsolni ilyenkor a főorsót, akkor ilyen esetekben ki kéne törölnie a felhasználónak a program elejéről az M3-at, ami szintén körülményes szerintem, főleg ha több helyen is van kapcsoltatva a kódban.
Polgárdi Balázzsal arról beszéltem a minap, hogy már kezd olyan bonyolultságú lenni a progi és olyan sok ilyen jellegű spécinek mondható kérés érkezik, hogy szerintünk lehet érdemes volna ezeket a spéci beállításokat csak a profilban szerkeszthetőre megcsinálni.(persze dokumentálnánk ezeket a kulcsokat) Vagyis ezek a speciális dolgok nem lennének a képernyőn állíthatók, hanem a profilban kulcsok értékét lehetne átírni és így átállítani a funkciókat, paramétereket.
Azért gondoltunk erre, mert félünk attól, hogy az egyre nagyobb bonyolultság miatt eljutunk oda, ahová a Mach3-asok, hogy a sok opció miatt már szinte átláthatatlan, hogy melyik beállítás hol van és mit csinál, az átlag felhasználó jó ha ezeknek a 10-20%-át használja.
Szóval az ilyen egyedi igényeket is szívesen megcsináljuk, de talán nem lenne célszerű ezeket mindet felrakni a képernyőre.
Mit gondolsz, gondoltok?
Köszi a javaslatokat.
A single line gombot azt hiszem valaki, talán Béni már javasolta, de a sok teendő mellett még nem érkeztem megcsinálni, egyelőre fel van írva a teendők listájára, amint tudom meg lesz csinálva.
A főorsó kikacsolás tiltásával nem biztos, hogy 100%-ig egyetértek, mert mi van ha valaki csak üresjáratban teszteli a kódot, akkor muszáj legyen a főorsónak végigzajongani az egész pályát? Vagy akkor ha nem lehetne kikapcsolni ilyenkor a főorsót, akkor ilyen esetekben ki kéne törölnie a felhasználónak a program elejéről az M3-at, ami szintén körülményes szerintem, főleg ha több helyen is van kapcsoltatva a kódban.
Polgárdi Balázzsal arról beszéltem a minap, hogy már kezd olyan bonyolultságú lenni a progi és olyan sok ilyen jellegű spécinek mondható kérés érkezik, hogy szerintünk lehet érdemes volna ezeket a spéci beállításokat csak a profilban szerkeszthetőre megcsinálni.(persze dokumentálnánk ezeket a kulcsokat) Vagyis ezek a speciális dolgok nem lennének a képernyőn állíthatók, hanem a profilban kulcsok értékét lehetne átírni és így átállítani a funkciókat, paramétereket.
Azért gondoltunk erre, mert félünk attól, hogy az egyre nagyobb bonyolultság miatt eljutunk oda, ahová a Mach3-asok, hogy a sok opció miatt már szinte átláthatatlan, hogy melyik beállítás hol van és mit csinál, az átlag felhasználó jó ha ezeknek a 10-20%-át használja.
Szóval az ilyen egyedi igényeket is szívesen megcsináljuk, de talán nem lenne célszerű ezeket mindet felrakni a képernyőre.
Mit gondolsz, gondoltok?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 július 14, 19:42
Írta: svejk Dátum 2015 július 14, 19:42
A tesztelésre ott van az Offline mód.
Végül is a program nem a géptesztelőknek, hanem a felhasználóknak szól, a felhasználói igényeknek kell jobban megfelelni.
Ha valaki nagyon tesztelni akar akkor kiveszi a motor biztosítékát :)
Sajnos a bonyolultság és az egyre több funkció velejárója a dolognak, én eddig is csodálkozom, hogy még bírtátok követni.
De alapvetően a mach3-nál sem a beállítások összességével, hanem inkább a megbízhatóságával van a gond.
No meg, hogy nem tudunk kérdezni, javaslatot tenni a konstruktőröknek.
Esetetekben egyelőre ez a legnagyobb ütőkártya, a gyors és hatékony termék támogatás!
No és nem mellékesen már elég jól használható is a program.
A szoftver bonyolulttá válásától függhet az egyre több embernél előforduló USB kapcsolatvesztés?
Vagy csak már sokkal többen használjuk, ezért tűnik soknak ez jelenség?
Végül is a program nem a géptesztelőknek, hanem a felhasználóknak szól, a felhasználói igényeknek kell jobban megfelelni.
Ha valaki nagyon tesztelni akar akkor kiveszi a motor biztosítékát :)
Sajnos a bonyolultság és az egyre több funkció velejárója a dolognak, én eddig is csodálkozom, hogy még bírtátok követni.
De alapvetően a mach3-nál sem a beállítások összességével, hanem inkább a megbízhatóságával van a gond.
No meg, hogy nem tudunk kérdezni, javaslatot tenni a konstruktőröknek.
Esetetekben egyelőre ez a legnagyobb ütőkártya, a gyors és hatékony termék támogatás!
No és nem mellékesen már elég jól használható is a program.
A szoftver bonyolulttá válásától függhet az egyre több embernél előforduló USB kapcsolatvesztés?
Vagy csak már sokkal többen használjuk, ezért tűnik soknak ez jelenség?
Cím: Re:UCCNC vezérlő program
Írta: xabi Dátum 2015 július 14, 20:10
Írta: xabi Dátum 2015 július 14, 20:10
Nem mintha számítana, de plazmánál hasznos-fontos hogy ki/be tudjam kapcsolni a "főorsót".
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 július 14, 20:32
Írta: svejk Dátum 2015 július 14, 20:32
No igen...Mindenre van ellenérv.
Talán a más-más felületek is megoldást hozhatnának, no de kinek van rá ideje és szakértelme. :(
Talán a más-más felületek is megoldást hozhatnának, no de kinek van rá ideje és szakértelme. :(
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 július 14, 21:27
Írta: 000000000 Dátum 2015 július 14, 21:27
Igen, ez igaz, hogy ott az offline mód, na de akkor nem ad ki jeleket a mozgásvezérlő.
A tesztelést nem csak a tesztelők, hanem a felhasználók is végeznek, gondolom neked is volt már, hogy mielőtt anyagba engedted a gépet előtte levegőben legalább egy-egy részletet lefuttattál, hogy lásd nagyjából, hogy mi fog történni. Persze lehet csak magamból indulok ki és lehet más ilyet nem szokott csinálni?!
És igen, tényleg, plazmánál fontos a ki be kapcsolgatás lehetősége akár menet közben is.
Hát ja, nehéz követni a dolgokat és mindig mindent figyelembe venni, észben tartani egy egy funkció kifejlesztésekor.
Kapcsolatvesztés: Nem, az UCCNC-nél nem sűrűn hallottam még olyanról, akinél kapcsolatvesztés történt volna, pedig már több mint 1000 kiadott license kulcsnál járunk. Mach3 aminél előfordult többeknél, de ez is orvosolható. Mach3-nál elég buta módon van megoldva az egész plugin dolog, mert valami alacsony prioritású szálban fut a mozgásvezérlő szál, ráadásul valahogy mintha a GUI egyes részeivel összefüggene vagy csak a prioritásuk megegyezik. Ezért is kell Mach3-nál egy több mint 1 sekundumos puffer, mert a Mach3-at könnyen megzavarhatják, megakaszthatják magasabb prioritásos programok, például vírusírtók.
UCCNC-nél ez teljesen máshogy működik. A mozgásvezérlő szál egy magas prioritású natív kódként fut, ami csak akkor akad meg, ha a Windows már tényleg teljesen megfagyott 100% proci terheléssel.
Így az UCCNC-nél a legtöbb PC-n már 50msec pufferrel is működik megbízhatóan, ezért sokkal hamarabb reagál például ha UC300-al külső potméterrel vezérelsz FRO-t, SRO-t stb.
Egyébként szemezgetünk már a Mach4-el is plugin tekintetében, ott sokmindent nagyon hasonlóan csináltak meg mint mi az UCCNC-ben, a vezérlés részének a belsejét tekintve. :)
Igaz a Mach4-ben még mindig nincsen néhány fontos dolog megoldva, ami a mach3-nál sem volt, például "deviation" beállítás, vagyis, hogy mekkora hibát csinálhat a gép maximum. Szóval kicsit most úgy néz ki mi előrébb járunk az UCCNC-vel sok tekintetben (legalábbis a legfontosabb részeket tekintve), mint az Artsoft a Mach4-el, na de ez még változhat, meglátjuk majd ki hogyan halad a fejlesztéssel. :)
A tesztelést nem csak a tesztelők, hanem a felhasználók is végeznek, gondolom neked is volt már, hogy mielőtt anyagba engedted a gépet előtte levegőben legalább egy-egy részletet lefuttattál, hogy lásd nagyjából, hogy mi fog történni. Persze lehet csak magamból indulok ki és lehet más ilyet nem szokott csinálni?!
És igen, tényleg, plazmánál fontos a ki be kapcsolgatás lehetősége akár menet közben is.
Hát ja, nehéz követni a dolgokat és mindig mindent figyelembe venni, észben tartani egy egy funkció kifejlesztésekor.
Kapcsolatvesztés: Nem, az UCCNC-nél nem sűrűn hallottam még olyanról, akinél kapcsolatvesztés történt volna, pedig már több mint 1000 kiadott license kulcsnál járunk. Mach3 aminél előfordult többeknél, de ez is orvosolható. Mach3-nál elég buta módon van megoldva az egész plugin dolog, mert valami alacsony prioritású szálban fut a mozgásvezérlő szál, ráadásul valahogy mintha a GUI egyes részeivel összefüggene vagy csak a prioritásuk megegyezik. Ezért is kell Mach3-nál egy több mint 1 sekundumos puffer, mert a Mach3-at könnyen megzavarhatják, megakaszthatják magasabb prioritásos programok, például vírusírtók.
UCCNC-nél ez teljesen máshogy működik. A mozgásvezérlő szál egy magas prioritású natív kódként fut, ami csak akkor akad meg, ha a Windows már tényleg teljesen megfagyott 100% proci terheléssel.
Így az UCCNC-nél a legtöbb PC-n már 50msec pufferrel is működik megbízhatóan, ezért sokkal hamarabb reagál például ha UC300-al külső potméterrel vezérelsz FRO-t, SRO-t stb.
Egyébként szemezgetünk már a Mach4-el is plugin tekintetében, ott sokmindent nagyon hasonlóan csináltak meg mint mi az UCCNC-ben, a vezérlés részének a belsejét tekintve. :)
Igaz a Mach4-ben még mindig nincsen néhány fontos dolog megoldva, ami a mach3-nál sem volt, például "deviation" beállítás, vagyis, hogy mekkora hibát csinálhat a gép maximum. Szóval kicsit most úgy néz ki mi előrébb járunk az UCCNC-vel sok tekintetben (legalábbis a legfontosabb részeket tekintve), mint az Artsoft a Mach4-el, na de ez még változhat, meglátjuk majd ki hogyan halad a fejlesztéssel. :)
Cím: Re:UCCNC vezérlő program
Írta: hyuekyh7a Dátum 2015 július 14, 21:44
Írta: hyuekyh7a Dátum 2015 július 14, 21:44
Azt tervezitek,hogy lesz menetemelkedési hiba kompenzáció? Lézergépeknél nagyon hasznos!
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 július 14, 21:47
Írta: svejk Dátum 2015 július 14, 21:47
Köszönöm a válaszokat, további lelkesedést és kitartást!!
Cím: Re:UCCNC vezérlő program
Írta: csg67 Dátum 2015 július 14, 23:28
Írta: csg67 Dátum 2015 július 14, 23:28
"-Ha normál módban fut a G-kód, akkor le kellene tiltani a főorsó kikapcsolásának a lehetőségét."
Lenne is nagy csodálkozás mondjuk menetfúrásnál, kiesztergálásnál, stb... :)
Komolyra fordítva a szót; amíg a főorsó el nem éri a programozott fordulatszámot (nem kell feltétlenül forgójeladó a főorsóra/főmotorra, a főhajtásoknak szokott lenni n=ns jelük az n=0 jel mellett), addig az előtolást kell tiltani (ugye indulásnál is meg kell várni, hogy felpörögjön az orsó). Természetesen a gyorsjáratot nem kell tiltani, ott nem érdekes, hogy forog-e az orsó, vagy sem. Ezen felül szokott lenni egy olyan (M) kód, ami után álló orsóval is lehet előtolással menni. Persze ezeket a feladatokat nem az NC rendszerszoftvere látja el, hanem az integrált PLC program, amit a gépgyártó/gépépítő ír meg, hiszen nincs két egyforma gép és a legegyszerűbb így "személyre szabni" a rendszert. És igen, szokott lenni egy alap PLC program, amit a vezérlés gyártója ad, és egy átlagos gépet lefed, így csak a különlegességeket kell a gépgyártónak beleírnia...
Lenne is nagy csodálkozás mondjuk menetfúrásnál, kiesztergálásnál, stb... :)
Komolyra fordítva a szót; amíg a főorsó el nem éri a programozott fordulatszámot (nem kell feltétlenül forgójeladó a főorsóra/főmotorra, a főhajtásoknak szokott lenni n=ns jelük az n=0 jel mellett), addig az előtolást kell tiltani (ugye indulásnál is meg kell várni, hogy felpörögjön az orsó). Természetesen a gyorsjáratot nem kell tiltani, ott nem érdekes, hogy forog-e az orsó, vagy sem. Ezen felül szokott lenni egy olyan (M) kód, ami után álló orsóval is lehet előtolással menni. Persze ezeket a feladatokat nem az NC rendszerszoftvere látja el, hanem az integrált PLC program, amit a gépgyártó/gépépítő ír meg, hiszen nincs két egyforma gép és a legegyszerűbb így "személyre szabni" a rendszert. És igen, szokott lenni egy alap PLC program, amit a vezérlés gyártója ad, és egy átlagos gépet lefed, így csak a különlegességeket kell a gépgyártónak beleírnia...
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 július 15, 08:41
Írta: svejk Dátum 2015 július 15, 08:41
Valószínű félreértetted, vagy nem használtad még ezt a progit.
Ami a felvetés volt az az, hogy fut a program, majd nekitámaszkodok a főorsó ki-be gombnak és ekkor a az előtolások megállása nélkül leáll a főorsó.
Ilyen esetben vagy álljon le minden, vagy ne legyen aktív a gomb.
Ami a felvetés volt az az, hogy fut a program, majd nekitámaszkodok a főorsó ki-be gombnak és ekkor a az előtolások megállása nélkül leáll a főorsó.
Ilyen esetben vagy álljon le minden, vagy ne legyen aktív a gomb.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 július 15, 08:44
Írta: svejk Dátum 2015 július 15, 08:44
Még egy kérdés, ha elkészül az UC300 Ethernet-es változata, akkor azt az UCCNC is le fogja majd kezelni?
Cím: Re:UCCNC vezérlő program
Írta: csg67 Dátum 2015 július 15, 09:03
Írta: csg67 Dátum 2015 július 15, 09:03
Nem értettem félre, az első mondat után azért van a szmájli.
Ami a többit illeti; az ilyesmit a PLC programnak kell kezelnie, különben az ezernyi változat előbb vagy utóbb (inkább előbb) elhozza a teljes káosz állapotát (mind a program, mind a beállítási lehetőségek felől szemlélve a dolgot).
Ami a többit illeti; az ilyesmit a PLC programnak kell kezelnie, különben az ezernyi változat előbb vagy utóbb (inkább előbb) elhozza a teljes káosz állapotát (mind a program, mind a beállítási lehetőségek felől szemlélve a dolgot).
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 július 15, 09:19
Írta: svejk Dátum 2015 július 15, 09:19
Valóban! :)
A PLC-s dologban is igazad van, csak sajnos ez hobby körökben nem nagyon oldható meg a tudás hiánya miatt.
A Mach3 épp ezzel az agyonra konfigurálható tulajdonságával tudott tért hódítani az amatőrök közt, nem kell tudni PLC-t írni, plusz hardvert beépíteni csak "pipálgatni".
Illetve a mach3-ban még a brain Control lenne erre hivatott, de ez meg már megint szinte PLC tudást igényel.
Persze mindent meg lehet tanulni...
Én amit lehet azt általában megoldom hardveresen az I/O kártyával, csak ugye ezt nehéz konfigurálni és sajnos általában utólag jönnek az igények.
A PLC-s dologban is igazad van, csak sajnos ez hobby körökben nem nagyon oldható meg a tudás hiánya miatt.
A Mach3 épp ezzel az agyonra konfigurálható tulajdonságával tudott tért hódítani az amatőrök közt, nem kell tudni PLC-t írni, plusz hardvert beépíteni csak "pipálgatni".
Illetve a mach3-ban még a brain Control lenne erre hivatott, de ez meg már megint szinte PLC tudást igényel.
Persze mindent meg lehet tanulni...
Én amit lehet azt általában megoldom hardveresen az I/O kártyával, csak ugye ezt nehéz konfigurálni és sajnos általában utólag jönnek az igények.
Cím: Re:UCCNC vezérlő program
Írta: csg67 Dátum 2015 július 15, 09:35
Írta: csg67 Dátum 2015 július 15, 09:35
A sok beállítási lehetőség ("az átlag felhasználó jó ha ezeknek a 10-20%-át használja") egyrészt felesleges, másrészt olyan fejlesztésektől vonja el az erőforrásokat, amik sokkal hasznosabbak lennének. Ha egyszer egy szoftver beáll abba az irányba, ahol csak fel kell paraméterezni a rendszert (mindegy, hogy pipálgatással, vagy más módon), akkor mindig lesz újabb és újabb kérés a felhasználóktól. Ezeket beilleszteni a rendszerbe egyre nagyobb feladat, egyre átláthatatlanabbá teszi a programot, gyakran önellentmondásokat generál.
A másik megoldásnál sem kell minden hobbistának PLC-t írnia. Szerintem lenne itt is néhány ember, akik elmerülnének ebben a "szakmába" és örömmel segítenének másoknak a gépépítésben, beállításban. Egy idő után a sok pipálnivalót sem érti majd a felhasználók zöme, sokkal egyszerűbb és egyértelműbb lesz a géphez igazított PLC program.
Persze nem mindent a PLC csinál az ipari gépeknél sem, ott is vannak gépi paraméterek is, és a kettő együtt lesz hatékony.
A másik megoldásnál sem kell minden hobbistának PLC-t írnia. Szerintem lenne itt is néhány ember, akik elmerülnének ebben a "szakmába" és örömmel segítenének másoknak a gépépítésben, beállításban. Egy idő után a sok pipálnivalót sem érti majd a felhasználók zöme, sokkal egyszerűbb és egyértelműbb lesz a géphez igazított PLC program.
Persze nem mindent a PLC csinál az ipari gépeknél sem, ott is vannak gépi paraméterek is, és a kettő együtt lesz hatékony.
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2015 július 15, 09:57
Írta: Bozso777 Dátum 2015 július 15, 09:57
A levegőben rajzolgatós dolgot elég sokszor alkalmazom, mielőtt a gépet beleeresztem az anyagba, ezt offline módban nem tudnám, így pl fontosnak tartom hogy kikapcsolhassam a főorsót...
Lehet hülyeség, de mi lenne ha nem a profilban kulcsok segítségével, hanem egy külön fület hoznátok létre a progiban a speciál funkcióknak akár a profil résznél felugró ablakként...ehhez az átlag felhasználónak nem kéne hozzányúlnia, de ha mégis szüksége van rá, könnyen állíthatja.
Lehet hülyeség, de mi lenne ha nem a profilban kulcsok segítségével, hanem egy külön fület hoznátok létre a progiban a speciál funkcióknak akár a profil résznél felugró ablakként...ehhez az átlag felhasználónak nem kéne hozzányúlnia, de ha mégis szüksége van rá, könnyen állíthatja.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 július 15, 10:36
Írta: 000000000 Dátum 2015 július 15, 10:36
Sziasztok,
Természetesen az ethernetes változatot is lefogja kezelni az UCCNC, éppen úgy mint az USB-s mozgásvezérlőket. A felhasználó ugyanúgy szériaszám formájában látja és tud hozzá csatlakozni.
Természetesen az ethernetes változatot is lefogja kezelni az UCCNC, éppen úgy mint az USB-s mozgásvezérlőket. A felhasználó ugyanúgy szériaszám formájában látja és tud hozzá csatlakozni.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 július 15, 10:41
Írta: 000000000 Dátum 2015 július 15, 10:41
Hát ja, nekem is az az aggályom a PLC dologgal, hogy az átlag felhasználónak fogalma nincs a PLC programozásról. De ennyi erővel akkor írhat a felhasználó plugint is az UCCNC-hez, az sem bonyolultabb mint PLC-t programozni, ráadásul a viszonylag drága PLC sem kell hozzá. A plugin interface-en keresztül hozzáfér a felhasználó az UCCNC változóihoz, DRO-khoz, gombokhoz, állapotokhoz, letud kérdezni, betud avatkozni a plugin a program működésébe. Tud a plugin pin-eket közvetlenül állítgatni, lekérdezni a mozgásvezérlőn stb.
De akár PLC-t is lehet hozzá illeszteni pluginon keresztül, ha valakinek az a szíve vágya.
Egy példa hardware illesztésre, amit Csaba (Dezsoe fórumtárs) készített: UCCNC LCD plugin
De akár PLC-t is lehet hozzá illeszteni pluginon keresztül, ha valakinek az a szíve vágya.
Egy példa hardware illesztésre, amit Csaba (Dezsoe fórumtárs) készített: UCCNC LCD plugin
Cím: Re:UCCNC vezérlő program
Írta: csg67 Dátum 2015 július 15, 13:31
Írta: csg67 Dátum 2015 július 15, 13:31
Én egy integrált PLC-ről beszéltem, nem egy különálló PLC-ről, azzal valóban semmit sem lehetne javítani a helyzeten.
Egy vezérlésbe integrált PLC nem más mint egy -a gépgyártó által írt- program. Ez a program felel azért, hogy az NC-ből jövő parancsokat a gép megvalósítsa (kimeneteket kapcsol be/ki), illetve a külvilágból érkező jeleket (bemeneteket) az NC-nek átadja.
A vezérlés fejlesztője bármilyen (egyszerű) nyelvet kitalálhat, persze érdemesebb már meglévő rendszerekből ötleteket meríteni.
Egy vezérlésbe integrált PLC nem más mint egy -a gépgyártó által írt- program. Ez a program felel azért, hogy az NC-ből jövő parancsokat a gép megvalósítsa (kimeneteket kapcsol be/ki), illetve a külvilágból érkező jeleket (bemeneteket) az NC-nek átadja.
A vezérlés fejlesztője bármilyen (egyszerű) nyelvet kitalálhat, persze érdemesebb már meglévő rendszerekből ötleteket meríteni.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 július 15, 14:45
Írta: 000000000 Dátum 2015 július 15, 14:45
Akkor ezt tudja az UCCNC is, úgy hívják, hogy plugin. A nyelv C# és egyszerűen programozható a C# fordítóba épített intellisense segítségével.
Cím: Re:UCCNC vezérlő program
Írta: Fli4l Dátum 2015 július 15, 18:30
Írta: Fli4l Dátum 2015 július 15, 18:30
Szia Balázs!
Az én kérdésem még továbbra is kérdéses igaz xp de elméletileg azt beszéltük, hogy mivel az UC100-nak saját vezérlője van ezért nem terheli a CPU-t viszont az UCCNC annál jobban Core2-es gép de néha elviszi 50%-a CPU-ank ami szerintem nem is normális ha nincs semmi munka sem benne. Elméletileg ennek egy P1 1300MHz-es CPU-val is el kellene mennie de még itt is valami probléma van. Van erre valami ötlet?

Az én kérdésem még továbbra is kérdéses igaz xp de elméletileg azt beszéltük, hogy mivel az UC100-nak saját vezérlője van ezért nem terheli a CPU-t viszont az UCCNC annál jobban Core2-es gép de néha elviszi 50%-a CPU-ank ami szerintem nem is normális ha nincs semmi munka sem benne. Elméletileg ennek egy P1 1300MHz-es CPU-val is el kellene mennie de még itt is valami probléma van. Van erre valami ötlet?

Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 július 15, 20:45
Írta: 000000000 Dátum 2015 július 15, 20:45
Szia,
Nem tudom, még nem láttam ilyet.
Úgy látom a képernyőn, hogy valami módosítva van a programban, úgy értem van egy "probes" nevű fül is a képernyőn. Lehet ott van valami ami ezt okozza?!
Érdemes volna kipróbálni, hogy a "gyári" módosítatlan verzió is csinál-e ilyet?
Nem tudom, még nem láttam ilyet.
Úgy látom a képernyőn, hogy valami módosítva van a programban, úgy értem van egy "probes" nevű fül is a képernyőn. Lehet ott van valami ami ezt okozza?!
Érdemes volna kipróbálni, hogy a "gyári" módosítatlan verzió is csinál-e ilyet?
Cím: Re:UCCNC vezérlő program
Írta: Fli4l Dátum 2015 július 15, 21:41
Írta: Fli4l Dátum 2015 július 15, 21:41
A gyárival is csinálja sajnos ez az a verzió amiben van egy tapintónak egy kis proba menü nem rég kaptam itt a fórumon. De nem befolyásolja kettőt használok de mind a kettővel előfordul sajnos ha sokat használom egy nap nem tudom miért lehet más windows-alatt nem fordul elő.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 július 15, 22:32
Írta: 000000000 Dátum 2015 július 15, 22:32
Nincsen esetleg semmi spéci makród ami esetleg hibás és beragad valahogy a futtatása?
Azt megtudnád nézni, hogy amikor megtörténik ez az 50%-os terhelés, ilyenkor MDI-ből végrehajt-e parancsot? Ha nem fogadja el ilyenkor az MDI parancsot, akkor valami makró még fut és az terhel rá a procira.
Azt megtudnád nézni, hogy amikor megtörténik ez az 50%-os terhelés, ilyenkor MDI-ből végrehajt-e parancsot? Ha nem fogadja el ilyenkor az MDI parancsot, akkor valami makró még fut és az terhel rá a procira.
Cím: Re:UCCNC vezérlő program
Írta: Fli4l Dátum 2015 július 15, 22:54
Írta: Fli4l Dátum 2015 július 15, 22:54
Az első makróm a szerszámbemérőm volt de már jóval előtte elkezdődött ez a jelenség nem gondolnám, hogy makró okozza pont ezért. Ezeket a plusz dolgokat utólag tettem bele de ezek nélkül is előfordul sajnos. Ha leteszem tálcára a programot akkor leesik a terhelés ha előterébe hozom megint felugrik.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2015 július 16, 18:28
Írta: dezsoe Dátum 2015 július 16, 18:28
Szia!
Ha tálcán nem fogyaszt, csak akkor, amikor látszik, az elég flash gyanús. Én megpróbálnám a flash minden formáját kiirtani, majd újra felrakni.
Ha tálcán nem fogyaszt, csak akkor, amikor látszik, az elég flash gyanús. Én megpróbálnám a flash minden formáját kiirtani, majd újra felrakni.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 július 21, 15:46
Írta: 000000000 Dátum 2015 július 21, 15:46
Sziasztok,
Elkészült egy újabb UCCNC kiadás.
Letöltés:UCCNC 1.1021
Az újdonságok:
- Készült egy plugin az UCR200 vezetéknelküli távirányítóhoz. (Egyelőre béta verzió.)
- Küszült egy plugin Xbox360 vezérlőhöz. Az Xbox vezérlő gombjai és joystickjei szabadon konfigurálhatók az UCCNC funkciókhoz.
Egyelőre csak a vezetékes Xbox vezérlővel teszteltük, de hamarosan lesz vezetéknélkülivel is tesztelve.
- A szerszámtárat felbővítettük 48db szerszámhelyre.
- A dokumentáció kapott oldalszámozást, ez hiányzott és valaki jelezte, hogy nehéz követni a doksit emiatt.
- A Flash OCX verzióját frissítettük a 13-asról a legújabb 18-as verzióra, most már ez telepszik a programmal.
- A program már működik a CNC4PC(USA) által gyártott M44 és M44B alaplapokkal és UC300 modullal.
- Befejeztük a 3D printer plugint. A Stepcraft cég tesztelte.
Javítások:
- A backlash kompenzáció beállítása az Y tengelyen nem volt jó, az X tengely értékét alkalmazta tévesen, javítva.
- A szoftlimit kalkulációt bizonyos esetekben hibásan csinálta és emiatt néha a program tévesen azt hihette, hogy a kód körvonala kívül esik a szoftlimit korlátokon,
és nem engedte elindítani a g-kód ciklusos futtatását. Javítottuk.
- A szerszámpálya megjelenítésnél színátmenetes volt a rajzolat a gyorsjáratok és a normál végrehajtás kódok közt,
ezt a színátmenetet megszűntettük, a vonal határok most már élesek.
- A tab képernyők gombjait kicsit szebben elrendeztük, hogy kitöltsék a teret.
- A Flash képernyőben volt egy olyan hiba, hogy ha egy DRO-ból közvetlenül egy másik DRO-ra úgy klikkeltünk, hogy a bal egér gombot lenyomva tartottuk,
vagyis kijelöltük a szöveget, akkor nem adta át az új adatot a programnak, Apply settings-kor visszaíródott a régi szöveg/érték. Javítottuk.
Mindenkinek jó hobbyCNC-zést, illetve nyaralást!
Elkészült egy újabb UCCNC kiadás.
Letöltés:UCCNC 1.1021
Az újdonságok:
- Készült egy plugin az UCR200 vezetéknelküli távirányítóhoz. (Egyelőre béta verzió.)
- Küszült egy plugin Xbox360 vezérlőhöz. Az Xbox vezérlő gombjai és joystickjei szabadon konfigurálhatók az UCCNC funkciókhoz.
Egyelőre csak a vezetékes Xbox vezérlővel teszteltük, de hamarosan lesz vezetéknélkülivel is tesztelve.
- A szerszámtárat felbővítettük 48db szerszámhelyre.
- A dokumentáció kapott oldalszámozást, ez hiányzott és valaki jelezte, hogy nehéz követni a doksit emiatt.
- A Flash OCX verzióját frissítettük a 13-asról a legújabb 18-as verzióra, most már ez telepszik a programmal.
- A program már működik a CNC4PC(USA) által gyártott M44 és M44B alaplapokkal és UC300 modullal.
- Befejeztük a 3D printer plugint. A Stepcraft cég tesztelte.
Javítások:
- A backlash kompenzáció beállítása az Y tengelyen nem volt jó, az X tengely értékét alkalmazta tévesen, javítva.
- A szoftlimit kalkulációt bizonyos esetekben hibásan csinálta és emiatt néha a program tévesen azt hihette, hogy a kód körvonala kívül esik a szoftlimit korlátokon,
és nem engedte elindítani a g-kód ciklusos futtatását. Javítottuk.
- A szerszámpálya megjelenítésnél színátmenetes volt a rajzolat a gyorsjáratok és a normál végrehajtás kódok közt,
ezt a színátmenetet megszűntettük, a vonal határok most már élesek.
- A tab képernyők gombjait kicsit szebben elrendeztük, hogy kitöltsék a teret.
- A Flash képernyőben volt egy olyan hiba, hogy ha egy DRO-ból közvetlenül egy másik DRO-ra úgy klikkeltünk, hogy a bal egér gombot lenyomva tartottuk,
vagyis kijelöltük a szöveget, akkor nem adta át az új adatot a programnak, Apply settings-kor visszaíródott a régi szöveg/érték. Javítottuk.
Mindenkinek jó hobbyCNC-zést, illetve nyaralást!
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2015 július 21, 15:48
Írta: pisti73 Dátum 2015 július 21, 15:48
Szai Balázs, írtam emailt a napokba, megkaptad?
Üdv: Szabó István
Üdv: Szabó István
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2015 július 21, 15:49
Írta: pisti73 Dátum 2015 július 21, 15:49
Szai= Szia
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2015 július 21, 15:57
Írta: ANTAL GÁBOR Dátum 2015 július 21, 15:57
Balázs ! írod ezt az Xbox 360 at . Minthogy nekem fogalmam sem volt hogy mi az rákerestem a neten . Kb értem ez egy szabadon konfigurálható dolog. Egy kapcsolódó kérdés: tudom hogy Homovits Miklós sokat bosszankodott a billentyű emulátorral amit aztán elhagyott az új CNC esztergánál. Ez a Xbox hasonlóan működik ? Kvázi egy másodlagos billentyűzet csak ergonómikus kapcsolókkal ? USB a kapcsolat ? Vajon megoldott a zavarvédelem vagy kinéz egy hasonló csapda?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 július 21, 16:06
Írta: 000000000 Dátum 2015 július 21, 16:06
Szia István,
Nem, nem kaptam levelet tőled. Ha fórumon írtad üzenetben, azt az e-mail címet nem olvasom, megváltoztatni pedig nem tudom hogyan kell, itt a fórum motorban, nem látok rá lehetőséget.
Légyszi küld el a levelet az info@cncdrive.com e-mail címre, azt állandóan figyelem.
Nem, nem kaptam levelet tőled. Ha fórumon írtad üzenetben, azt az e-mail címet nem olvasom, megváltoztatni pedig nem tudom hogyan kell, itt a fórum motorban, nem látok rá lehetőséget.
Légyszi küld el a levelet az info@cncdrive.com e-mail címre, azt állandóan figyelem.
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2015 július 21, 16:07
Írta: pisti73 Dátum 2015 július 21, 16:07
Ok, küldöm oda azonnal... Köszönöm szépen...
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 július 21, 16:17
Írta: 000000000 Dátum 2015 július 21, 16:17
Szia Gábor,
Szerintem Homovits Miki nem használ UCCNC-t, gondolom Mach3-al történt amit írsz?!
Az Xbox vezérlő nem billentyűzetként kapcsolódik a PC-re (ha ez volt a kérdés), hanem spéci HID eszközként, ami a Windows-ban egy szabványos "joystick/joypad" ként jelenik meg és ezt le lehet kérdezni különböző API-kon keresztül, például DirectX és OpenGL tartalmazza a megfelelő függvényeket, hiszen ezek játékok kifejlesztésére szolgáló feljesztőeszközök, beléjük van építve a joystick/joypad kezelése mint alapfunkció.
Az UCCNC-ben mivel OpenGL-t használunk a szerszámpálya megjelenítésre, a legkézenfekvőbb az volt, hogy az OpenGL beépített függvényein keresztül olvassuk az Xbox joypad-et és erre írtunk egy plugint, hogy a gombokat joystickeket amik a vezérlőn vannak hozzá lehet rendelni UCCNC funkció hívásokhoz.A gombok/joy-ok egyenként szabadon hozzárendelhetők a kb. 400db rendelkezésre álló funkció bármelyikéhez.
Nem tudom, hogy Mikinek milyen problémája volt pontosan a billenytű emulátorral, vagy hogy a szoftver része a Mach3-nak ezt hogyan kezeli, talán ott lehetett valami gond.
Zavarvédelemről nem tudok nyilatkozni, a gyártó (Microsoft) erről nem közölt adatokat. :)
Szerintem Homovits Miki nem használ UCCNC-t, gondolom Mach3-al történt amit írsz?!
Az Xbox vezérlő nem billentyűzetként kapcsolódik a PC-re (ha ez volt a kérdés), hanem spéci HID eszközként, ami a Windows-ban egy szabványos "joystick/joypad" ként jelenik meg és ezt le lehet kérdezni különböző API-kon keresztül, például DirectX és OpenGL tartalmazza a megfelelő függvényeket, hiszen ezek játékok kifejlesztésére szolgáló feljesztőeszközök, beléjük van építve a joystick/joypad kezelése mint alapfunkció.
Az UCCNC-ben mivel OpenGL-t használunk a szerszámpálya megjelenítésre, a legkézenfekvőbb az volt, hogy az OpenGL beépített függvényein keresztül olvassuk az Xbox joypad-et és erre írtunk egy plugint, hogy a gombokat joystickeket amik a vezérlőn vannak hozzá lehet rendelni UCCNC funkció hívásokhoz.A gombok/joy-ok egyenként szabadon hozzárendelhetők a kb. 400db rendelkezésre álló funkció bármelyikéhez.
Nem tudom, hogy Mikinek milyen problémája volt pontosan a billenytű emulátorral, vagy hogy a szoftver része a Mach3-nak ezt hogyan kezeli, talán ott lehetett valami gond.
Zavarvédelemről nem tudok nyilatkozni, a gyártó (Microsoft) erről nem közölt adatokat. :)
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2015 július 21, 20:13
Írta: Miki2 Dátum 2015 július 21, 20:13
Szerintem Homovits Miki nem használ UCCNC-t, gondolom Mach3-al történt amit írsz?!
Persze, így van.
Decsak azért, mert az UCCNC még mindíg nem tud esztergálni!
Persze, így van.
Decsak azért, mert az UCCNC még mindíg nem tud esztergálni!
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2015 július 21, 20:46
Írta: ANTAL GÁBOR Dátum 2015 július 21, 20:46
Értem A válasz egyértelmű : nem egy pótlólagos billentyű hanem valami valószínűleg jobban átgondolt eszköz. Ja és lehet hogy a Mach is ludas a dologban . Azért feszegetem mert egy másik emulátorral ( nem fórumos ) nálam is előjött már a hiba . Szeretek úgy menetet vágni a Mach hal ( G32 ) hogy én adom a fogást ( nekem dupla keresztszános a TOS om ) nagyon gazdaságos és gyors módszer de a ciklus startnak atombiztosan kell működnie. Hát volt már úgy hogy lefagyott ( a screen designerrel egy hotkeyt definiáltam amit az emulátorral hozok létre a szánszekrényen elhelyezett nyomógombbal ) Így nem kell fogyasztanom az UC 100 as értékes bemenetét Az UCCNC t még én sem használom esztergára
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2015 július 22, 17:45
Írta: dezsoe Dátum 2015 július 22, 17:45
Szia!
Két kérdésem volna.
1. A program induláskor felolvassa a pluginokat, ez OK. Miután a Getproperties_event-en keresztül lekérdezi a lekérdezni valókat, meghívja az Init_event-et is. Akkor is, ha a plugin nincs bekapcsolva. (A korábbi verziókban is így ment, de csak most vettem észre, mert hiba volt az init-ben.) Van ennek érdemi oka, vagy véletlen?
2. Tudom, nem kardinális kérdés, de továbbra sem fér ki a nevem a plugin config ablakban. :)
Két kérdésem volna.
1. A program induláskor felolvassa a pluginokat, ez OK. Miután a Getproperties_event-en keresztül lekérdezi a lekérdezni valókat, meghívja az Init_event-et is. Akkor is, ha a plugin nincs bekapcsolva. (A korábbi verziókban is így ment, de csak most vettem észre, mert hiba volt az init-ben.) Van ennek érdemi oka, vagy véletlen?
2. Tudom, nem kardinális kérdés, de továbbra sem fér ki a nevem a plugin config ablakban. :)
Cím: Re:UCCNC vezérlő program
Írta: hyuekyh7a Dátum 2015 július 22, 19:04
Írta: hyuekyh7a Dátum 2015 július 22, 19:04
Windows CE -en megy az UCCNC?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 július 22, 23:02
Írta: 000000000 Dátum 2015 július 22, 23:02
Szia Csaba,
Még nem nagyon használtam WinCE-t, de ha jól tudom mobil eszközökre van kitalálva és szerintem az OpenGL nincs benne a szolgáltatásai között. Illetve nem tudom a Flashplayer-t tudja-e futtatni például?
Szóval nem nagyon értek a CE-hez nem nagyon van vele tapasztalatom, de vannak kétségeim, hogy fut-e rajta az UCCNC. Ha tippelnem kéne azt mondanám, hogy nem.
Azt viszont biztosan tudom, hogy a Windows RT verziójával, ami okostelefonokra és egyéb smart eszközökre lett kitalálva, azon nem fut.
Még nem nagyon használtam WinCE-t, de ha jól tudom mobil eszközökre van kitalálva és szerintem az OpenGL nincs benne a szolgáltatásai között. Illetve nem tudom a Flashplayer-t tudja-e futtatni például?
Szóval nem nagyon értek a CE-hez nem nagyon van vele tapasztalatom, de vannak kétségeim, hogy fut-e rajta az UCCNC. Ha tippelnem kéne azt mondanám, hogy nem.
Azt viszont biztosan tudom, hogy a Windows RT verziójával, ami okostelefonokra és egyéb smart eszközökre lett kitalálva, azon nem fut.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 július 22, 23:05
Írta: 000000000 Dátum 2015 július 22, 23:05
Szia Csaba (dezsoe),
Úgy emlékszem, hogy ez direkt így lett megcsinálva, hogy mi értelme van, az egy jó kérdés. :)
Nem tudom pontosan mi is járhatott a fejemben amikor így lett megcsinálva...
És igen, valóban, a név rublika a pluginoknál tényleg nem lett még megnyújtva, most felírtam magamnak, hogy a következő verzióra meglegyen fejlesztve.
Úgy emlékszem, hogy ez direkt így lett megcsinálva, hogy mi értelme van, az egy jó kérdés. :)
Nem tudom pontosan mi is járhatott a fejemben amikor így lett megcsinálva...
És igen, valóban, a név rublika a pluginoknál tényleg nem lett még megnyújtva, most felírtam magamnak, hogy a következő verzióra meglegyen fejlesztve.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2015 július 23, 09:32
Írta: dezsoe Dátum 2015 július 23, 09:32
Szia!
Elképzelni nem tudom, hogy egy be nem töltött plugint miért kell inicializálni... :) Mert, ha legalább előbb hívná az init-et, és utána a property-t, akkor mondhatnánk, hogy valamit csak így tud visszaadni, de ráadásul fordítva van. Mindegy, majd kezelem valahogy.
Más. Ahogy másoknak is itt a fórumon, nekem is van vesszőparipám. :) Várható-e végleges állásfoglalás (netán program módosítás!) a G82 P paraméter öröklődésével kapcsolatban?
És még valami. Emlegetted a csak profilban állítható, "rejtett" paraméterek esetleges bevezetését. Igen kellemes meglepetés lenne, ha bekerülne ide egy olyan kapcsoló, ami (megint egy vesszőparipa) azt állítaná, hogy a várakozások (G04, G82 P stb.) s vagy ms alapúak. Nem is tudtam, de itt valaki felhívta rá a figyelmemet, hogy a Mach3-ban is kapcsolható, de nem is ezért érdekes, hanem azért, mert ott másodperc az alapértelmezés (meg a javasolt, G kód szabványról szóló doksikban is), és a különböző kódgeneráló programok (pl. pcb-gcode) is erre számítanak, másodpercben generálnak.
Elképzelni nem tudom, hogy egy be nem töltött plugint miért kell inicializálni... :) Mert, ha legalább előbb hívná az init-et, és utána a property-t, akkor mondhatnánk, hogy valamit csak így tud visszaadni, de ráadásul fordítva van. Mindegy, majd kezelem valahogy.
Más. Ahogy másoknak is itt a fórumon, nekem is van vesszőparipám. :) Várható-e végleges állásfoglalás (netán program módosítás!) a G82 P paraméter öröklődésével kapcsolatban?
És még valami. Emlegetted a csak profilban állítható, "rejtett" paraméterek esetleges bevezetését. Igen kellemes meglepetés lenne, ha bekerülne ide egy olyan kapcsoló, ami (megint egy vesszőparipa) azt állítaná, hogy a várakozások (G04, G82 P stb.) s vagy ms alapúak. Nem is tudtam, de itt valaki felhívta rá a figyelmemet, hogy a Mach3-ban is kapcsolható, de nem is ezért érdekes, hanem azért, mert ott másodperc az alapértelmezés (meg a javasolt, G kód szabványról szóló doksikban is), és a különböző kódgeneráló programok (pl. pcb-gcode) is erre számítanak, másodpercben generálnak.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 július 25, 12:00
Írta: 000000000 Dátum 2015 július 25, 12:00
Szia Csaba,
Hát ja, majd átkell néznem a plugin inicializálást, egyelőre én sem tudom, hogy miért hívódik meg ha nincs engedélyezve a plugin, de úgy rémlik valami oka volt.
A G04 msec/sec állíthatóságát megfogom csinálni hamarosan.
A G82 P öröklődésének utána kell nézzek, most nem tudom, hogy kell-e öröklődnie vagy sem, de jó volna a szabványokat követni. Tudom beszéltünk már róla, de most hirtelen nem tudom, hogy hogyan kell működnie szabvány szerint...
Hát ja, majd átkell néznem a plugin inicializálást, egyelőre én sem tudom, hogy miért hívódik meg ha nincs engedélyezve a plugin, de úgy rémlik valami oka volt.
A G04 msec/sec állíthatóságát megfogom csinálni hamarosan.
A G82 P öröklődésének utána kell nézzek, most nem tudom, hogy kell-e öröklődnie vagy sem, de jó volna a szabványokat követni. Tudom beszéltünk már róla, de most hirtelen nem tudom, hogy hogyan kell működnie szabvány szerint...
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2015 július 25, 12:12
Írta: frkdv6dyr Dátum 2015 július 25, 12:12
Terveztetek közvetlen kommunikációs lehetőséget RS485 vagy RS422 eszközökkel?
Az ötletem egy inverter vezérlése amire nem kimeneteket meg PWM-analóg jeleket akartam felhasználni, hanem egy plugin segítségével közvetlen programozni az eszközt futási időben, de persze vannak más létező ki és bemeneti eszközök amiket ezzel a módszerrel használni lehetne. Mivel gyakorlatilag C# segítségével bármi megoldható, csak a hardveres soros portot kellene használni programból hozzáférve a beállításokhoz is.
Egy ötlet csak :)
Az ötletem egy inverter vezérlése amire nem kimeneteket meg PWM-analóg jeleket akartam felhasználni, hanem egy plugin segítségével közvetlen programozni az eszközt futási időben, de persze vannak más létező ki és bemeneti eszközök amiket ezzel a módszerrel használni lehetne. Mivel gyakorlatilag C# segítségével bármi megoldható, csak a hardveres soros portot kellene használni programból hozzáférve a beállításokhoz is.
Egy ötlet csak :)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 július 25, 12:20
Írta: 000000000 Dátum 2015 július 25, 12:20
Szia,
Pluginból meglehet csinálni amit írsz. A programozott főorsó sebesség mező és az M3/M4 LED-ek is lekérdezhetők pluginból. C#-al pedig egyszerűen megoldható a soros kommunikáció.
A komplikáltabb része a dolgoknak a frekvenciaváltó hardveres illesztése, általában Modbus protokol-al beszélgetnek, szóval kellene egy RS232 vagy USB/RS485 illesztő és le kellene programozni a modbus protocol-t.
Ja és kell hozzá frekiváltó ami tud így kommunikálni és kell ismerni a pontos utasításait és válaszait.
Nem tudom mennyire van ez szabványosítva manapság, de arra tippelek, hogy ahány gyártó, annyi féle képpen kommunikálnak.
Persze lehetne írni egy általános/konfigurálható Modbus plugint és akkor a felhasználó hozzá hangolhatná a frekiváltójához.
Az biztos, hogy nem egy "hétvégi" projekt. :)
Pluginból meglehet csinálni amit írsz. A programozott főorsó sebesség mező és az M3/M4 LED-ek is lekérdezhetők pluginból. C#-al pedig egyszerűen megoldható a soros kommunikáció.
A komplikáltabb része a dolgoknak a frekvenciaváltó hardveres illesztése, általában Modbus protokol-al beszélgetnek, szóval kellene egy RS232 vagy USB/RS485 illesztő és le kellene programozni a modbus protocol-t.
Ja és kell hozzá frekiváltó ami tud így kommunikálni és kell ismerni a pontos utasításait és válaszait.
Nem tudom mennyire van ez szabványosítva manapság, de arra tippelek, hogy ahány gyártó, annyi féle képpen kommunikálnak.
Persze lehetne írni egy általános/konfigurálható Modbus plugint és akkor a felhasználó hozzá hangolhatná a frekiváltójához.
Az biztos, hogy nem egy "hétvégi" projekt. :)
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2015 július 25, 12:31
Írta: frkdv6dyr Dátum 2015 július 25, 12:31
No de nem egy hétvégi alkalmazáshoz kell.
Arra gondoltam, hogy trükkök nélkül közvetlen sorost mahinálni amire a felhasználó maga teszi fel az illesztést. Vannak eszközök amik sorosak, vannak 422 és 485, no meg a bánat tudja mennyi illesztési lehetőség amit a mikrovezérlő soros portjára fel lehet baggatni. A hardveres soros a programozottal szemben előnyben van, mert nem kell kérdezgetni, simán szól ha kommunikáció van.
A protokol szintén változó ahogyan azt írtad is, de ez megint legyen a felhasználó dolga. Persze egy keret rendszert fogadó illesztés nem lenne hátrány.
No de ennyit a fantáziáról, csak arra voltam kíváncsi, hogy terveztetek-e valami hasonlót, vagy oldja meg maga mindenki az illesztést a szokásos ki és bemenetek segítségével és PWM fordulat szabályozással.
Arra gondoltam, hogy trükkök nélkül közvetlen sorost mahinálni amire a felhasználó maga teszi fel az illesztést. Vannak eszközök amik sorosak, vannak 422 és 485, no meg a bánat tudja mennyi illesztési lehetőség amit a mikrovezérlő soros portjára fel lehet baggatni. A hardveres soros a programozottal szemben előnyben van, mert nem kell kérdezgetni, simán szól ha kommunikáció van.
A protokol szintén változó ahogyan azt írtad is, de ez megint legyen a felhasználó dolga. Persze egy keret rendszert fogadó illesztés nem lenne hátrány.
No de ennyit a fantáziáról, csak arra voltam kíváncsi, hogy terveztetek-e valami hasonlót, vagy oldja meg maga mindenki az illesztést a szokásos ki és bemenetek segítségével és PWM fordulat szabályozással.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2015 július 26, 10:36
Írta: dezsoe Dátum 2015 július 26, 10:36
Szia, Balázs!
Hogy ne kelljen keresned, összeszedtem három, azaz két dolgot. :) Már nem emlékeztem, hogy bő fél éve meddig jutottam, így újraolvastam a fórum elejét, meg a kézikönyvben is ellenőriztem, hogy tényleg az RS274-hez próbálunk igazodni. A legfrissebb verzió az RS274NGC_3.pdf, igaz, hogy 2000-es kiadás, de nem láttam frissebbet. Ebből idézek:
30. oldal ezt írja az öröklődő paraméterekről (G82 P téma): "For canned cycles, we will call a number “sticky” if, when the same cycle is used on several lines of code in a row, the number must be used the first time, but is optional on the rest of the lines. Sticky numbers keep their value on the rest of the lines if they are not explicitly programmed to be different."
33. oldal, G82 a s/ms kérdésről: "3.5.16.3 G82 Cycle
The G82 cycle is intended for drilling. Program G82 X… Y… Z… A… B… C… R… L… P…
0. Preliminary motion, as described above.
1. Move the Z-axis only at the current feed rate to the Z position.
2. Dwell for the P number of seconds.
3. Retract the Z-axis at traverse rate to clear Z."
A 2. pontban egyértelműen másodperc van.
25. oldal, G4, s/ms: "3.5.4 Dwell — G4
For a dwell, program G4 P… . This will keep the axes unmoving for the period of time in seconds specified by the P number. It is an error if the P number is negative."
(Érdekesség, hogy a két problémába egyszerre futottam bele: mikor elkészült a G82, kipróbáltam. Fúrt szépen, csak nem állt meg az alsó pozícióban. Némi keresgélés után rájöttem, hogy ms-ban várja a paramétert. (Tehát megállt, csak 0.2ms-ra, ami nem volt látványos.) 1000-es szorzó után már látszott, hogy megállt, de nem öröklődött a P a következő G82-re. Mivel az M3 és M5 késleltetése állítható a programban, sosem használtam G4-et, nem derült ki, hogy nem másodpercben számolunk. Az egész mizéria nálam a pcb-gcode-hoz köthető: ha a G82 P és a s/ms kérdés rendeződik, akkor már nem kell módosítani a pcb-gcode-on (lásd: #1691), hogy panelt lehessen vele marni, hanem mehet a Mach3-as beállításokkal. Lesz ugyan benne szintaktikai hiba egy sor végi megjegyzésnél, de azt az AutoLeveller javítja.)
Hogy ne kelljen keresned, összeszedtem három, azaz két dolgot. :) Már nem emlékeztem, hogy bő fél éve meddig jutottam, így újraolvastam a fórum elejét, meg a kézikönyvben is ellenőriztem, hogy tényleg az RS274-hez próbálunk igazodni. A legfrissebb verzió az RS274NGC_3.pdf, igaz, hogy 2000-es kiadás, de nem láttam frissebbet. Ebből idézek:
30. oldal ezt írja az öröklődő paraméterekről (G82 P téma): "For canned cycles, we will call a number “sticky” if, when the same cycle is used on several lines of code in a row, the number must be used the first time, but is optional on the rest of the lines. Sticky numbers keep their value on the rest of the lines if they are not explicitly programmed to be different."
33. oldal, G82 a s/ms kérdésről: "3.5.16.3 G82 Cycle
The G82 cycle is intended for drilling. Program G82 X… Y… Z… A… B… C… R… L… P…
0. Preliminary motion, as described above.
1. Move the Z-axis only at the current feed rate to the Z position.
2. Dwell for the P number of seconds.
3. Retract the Z-axis at traverse rate to clear Z."
A 2. pontban egyértelműen másodperc van.
25. oldal, G4, s/ms: "3.5.4 Dwell — G4
For a dwell, program G4 P… . This will keep the axes unmoving for the period of time in seconds specified by the P number. It is an error if the P number is negative."
(Érdekesség, hogy a két problémába egyszerre futottam bele: mikor elkészült a G82, kipróbáltam. Fúrt szépen, csak nem állt meg az alsó pozícióban. Némi keresgélés után rájöttem, hogy ms-ban várja a paramétert. (Tehát megállt, csak 0.2ms-ra, ami nem volt látványos.) 1000-es szorzó után már látszott, hogy megállt, de nem öröklődött a P a következő G82-re. Mivel az M3 és M5 késleltetése állítható a programban, sosem használtam G4-et, nem derült ki, hogy nem másodpercben számolunk. Az egész mizéria nálam a pcb-gcode-hoz köthető: ha a G82 P és a s/ms kérdés rendeződik, akkor már nem kell módosítani a pcb-gcode-on (lásd: #1691), hogy panelt lehessen vele marni, hanem mehet a Mach3-as beállításokkal. Lesz ugyan benne szintaktikai hiba egy sor végi megjegyzésnél, de azt az AutoLeveller javítja.)
Cím: Re:UCCNC vezérlő program
Írta: hyuekyh7a Dátum 2015 július 26, 13:20
Írta: hyuekyh7a Dátum 2015 július 26, 13:20
Sziasztok!
Valaki készített nekem az UCCNC -hez egy scrent amin lehet állítani a gyújtási magasságot és a várakozási időt a lángvágáshoz,kérem küldje el újra mert véletlenül kitöröltem a bejövő levelezésem és frissítéskor felülírta a defaultscrent.
Valaki készített nekem az UCCNC -hez egy scrent amin lehet állítani a gyújtási magasságot és a várakozási időt a lángvágáshoz,kérem küldje el újra mert véletlenül kitöröltem a bejövő levelezésem és frissítéskor felülírta a defaultscrent.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 július 28, 09:31
Írta: 000000000 Dátum 2015 július 28, 09:31
Sziasztok!
Végig olvastam a topikot. Mind a kétezer akárhány bejegyzést. Először is mélyen meghajlok a Balázsok előtt. Nem semmi munkát végeznek. Gyorsan és jól. A hozzáállás kiváló. Le a kalappal fiúk!
De azért írok, mert rengeteg kérdésem lett.
Az első mindjárt ez az RS274 new generation controller cucc. Ha jól értem ez egyfajta hibrid keveréke az NC és a C nyelvnek? Nagyon nem értem. Ha így van, az sokmindent megmagyaráz, de mi az értelme?
Végig olvastam a topikot. Mind a kétezer akárhány bejegyzést. Először is mélyen meghajlok a Balázsok előtt. Nem semmi munkát végeznek. Gyorsan és jól. A hozzáállás kiváló. Le a kalappal fiúk!
De azért írok, mert rengeteg kérdésem lett.
Az első mindjárt ez az RS274 new generation controller cucc. Ha jól értem ez egyfajta hibrid keveréke az NC és a C nyelvnek? Nagyon nem értem. Ha így van, az sokmindent megmagyaráz, de mi az értelme?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 július 28, 09:42
Írta: 000000000 Dátum 2015 július 28, 09:42
Sziasztok,
Köszi, hogy összegyűjtötted az infókat.
Egyetlen dolog amiben még nem vagyok biztos, hogy a G82-nek a P paramétere az sticky-e vagy sem, de utána fogok nézni, ha más nem, tesztelem, hogy más programok hogyan kezelik.
A G4-et közben már megcsináltam választhatóra sec/msec, a következő kiadásban már választható lesz.
Köszi, hogy összegyűjtötted az infókat.
Egyetlen dolog amiben még nem vagyok biztos, hogy a G82-nek a P paramétere az sticky-e vagy sem, de utána fogok nézni, ha más nem, tesztelem, hogy más programok hogyan kezelik.
A G4-et közben már megcsináltam választhatóra sec/msec, a következő kiadásban már választható lesz.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 július 28, 09:43
Írta: 000000000 Dátum 2015 július 28, 09:43
Ez mind szép és jó amit leírtál, csak egy részlet ami hiányzik nekem, hogy hogyan konfigurálja a felhasználó a soros kommunikációt?
Kicsit kitérhetnél rá, hogy hogyan képzelted el ezt a dolgot, mert nekem még ez egy homályos folt egyelőre.
Kicsit kitérhetnél rá, hogy hogyan képzelted el ezt a dolgot, mert nekem még ez egy homályos folt egyelőre.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 július 28, 09:49
Írta: 000000000 Dátum 2015 július 28, 09:49
Köszönjük. :)
Az RS274 egy szebvány, amit az amerikai szabványügyi hivatal (NIST) definiált még valamikor a 80-as években. A 3. és legfrissebb kiadás 2000 Augusztusi és itt eltudod olvasni: http://www.nist.gov/manuscript-publication-search.cfm?pub_id=823374
A dokumentum tulajdonképpen egy programozási nyelv definíció, vagy szabvány, a nyelv szintaktikáját, szemantikáját írja le.
A nyelvnek nincsen köze a C nyelvhez.
Mondhatni, hogy ez az a CNC programozási nyelv, amit a legtöbb CNC gép gyártó, illetve program fejlesztő követ. Lásd. Mach3, LinuxCNC és sok ipari vezérlő...
Az UCCNC is ezt a programozási nyelvet támogatja.
Az RS274 egy szebvány, amit az amerikai szabványügyi hivatal (NIST) definiált még valamikor a 80-as években. A 3. és legfrissebb kiadás 2000 Augusztusi és itt eltudod olvasni: http://www.nist.gov/manuscript-publication-search.cfm?pub_id=823374
A dokumentum tulajdonképpen egy programozási nyelv definíció, vagy szabvány, a nyelv szintaktikáját, szemantikáját írja le.
A nyelvnek nincsen köze a C nyelvhez.
Mondhatni, hogy ez az a CNC programozási nyelv, amit a legtöbb CNC gép gyártó, illetve program fejlesztő követ. Lásd. Mach3, LinuxCNC és sok ipari vezérlő...
Az UCCNC is ezt a programozási nyelvet támogatja.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 július 28, 10:14
Írta: 000000000 Dátum 2015 július 28, 10:14
A G82 modális fúróciklus vagyis minden argumentuma öröklődő. Legalábbis az általam ismert vezérlőkön.
A G04-et kétféleképp szokták alkalmazni :
G04 P10 - ezesetben 10 millisec, vagy 10 fordulat az előtolás függvényében
G04 x10 - ez esetben mindig 10 másodperc a várakozás.
Legalábbis az általam ismert vezérlőkön.
A G04-et kétféleképp szokták alkalmazni :
G04 P10 - ezesetben 10 millisec, vagy 10 fordulat az előtolás függvényében
G04 x10 - ez esetben mindig 10 másodperc a várakozás.
Legalábbis az általam ismert vezérlőkön.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2015 július 28, 10:26
Írta: dezsoe Dátum 2015 július 28, 10:26
Szia!
Mach3-ban biztos, hogy öröklődik, az UCCNC előtt azt használtam, ugyanezzel a generátorral (pcb-gcode). Gyorsan letöltöttem a linuxcnc-t és kipróbáltam mdi-ből, az is örökli a P-t és szintén másodperc alapon vár.
Mach3-ban biztos, hogy öröklődik, az UCCNC előtt azt használtam, ugyanezzel a generátorral (pcb-gcode). Gyorsan letöltöttem a linuxcnc-t és kipróbáltam mdi-ből, az is örökli a P-t és szintén másodperc alapon vár.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 július 28, 10:56
Írta: 000000000 Dátum 2015 július 28, 10:56
Igen. átfutottam a dokumentumot. Amit nem értek:
Sok (szetintem lényeges) G kód hiányzik a nyelvbõl. Gondolok például a koordinátarendszer transzformácoókra. Vagy az sem világos, hogy makrót hogyan hívhat az egyszerû halandó. G65-tel gondolnám, de az is hiányzik. Varázslókat használtok, meg plugin kell. Írok egy példát a jobb megértéshez. Szeretnék egyszerû csavarfej süllyesztést csinálni négy furathoz. Teljesen általános feladat, gyakran kell ilyet célszerû lemakrózni, CAM-et izzítani ezért fölösleges. Tehát G65-tel hivatkozok egy alprogramra a megfelelõ argumentumokkal, ami aztán ezek elepján lefut. De a makró is G, M kódokat tartalmaz, meg elágazást, ciklust. IF, meg WHILE. De valahogy ez sem stimmel a UCCNC-ben. Tök káosz, nem értem. Ilyen öreg vagyok már? :-(
Sok (szetintem lényeges) G kód hiányzik a nyelvbõl. Gondolok például a koordinátarendszer transzformácoókra. Vagy az sem világos, hogy makrót hogyan hívhat az egyszerû halandó. G65-tel gondolnám, de az is hiányzik. Varázslókat használtok, meg plugin kell. Írok egy példát a jobb megértéshez. Szeretnék egyszerû csavarfej süllyesztést csinálni négy furathoz. Teljesen általános feladat, gyakran kell ilyet célszerû lemakrózni, CAM-et izzítani ezért fölösleges. Tehát G65-tel hivatkozok egy alprogramra a megfelelõ argumentumokkal, ami aztán ezek elepján lefut. De a makró is G, M kódokat tartalmaz, meg elágazást, ciklust. IF, meg WHILE. De valahogy ez sem stimmel a UCCNC-ben. Tök káosz, nem értem. Ilyen öreg vagyok már? :-(
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 július 28, 13:05
Írta: 000000000 Dátum 2015 július 28, 13:05
Macro hívást az 'M' kóddal tudod megtenni.
Például M3 bekapcsolja a főorsót CW irányba.
Saját makrót is lehet írni, itt jön a képbe a C nyelv, mivel az UCCNC nyelvezete C# ami C alapú nyelv. Makróból meghívhatsz UCCNC funkciókat, lekérdezheted a szövegmezőket, változókat stb. stb.
Egyébként szerintem (bár nem vagyok benne 100%-ig biztos) amiről te beszélsz az nem makró, hanem szubrutin vagy alprogram hívás.
Azt is lehet az M98 Pxxxx-al. A szubrutint M99-el fejezed be és az Oxxxx defíniálod a fejlécet, ja és az xxxx természetesen számokat jelöl.
G-kódban nincsen If, While, mivel nem C nyelv. Makróban viszont használhatsz if/while-t mivel azt a C# interpreter fordítja.
Egy egyszerű 4 furatot leprogramozod G-kóddal, kézzel leírod G0 és G1-ekkel, nem értem miért kellene ahhoz makrót írni?
Például M3 bekapcsolja a főorsót CW irányba.
Saját makrót is lehet írni, itt jön a képbe a C nyelv, mivel az UCCNC nyelvezete C# ami C alapú nyelv. Makróból meghívhatsz UCCNC funkciókat, lekérdezheted a szövegmezőket, változókat stb. stb.
Egyébként szerintem (bár nem vagyok benne 100%-ig biztos) amiről te beszélsz az nem makró, hanem szubrutin vagy alprogram hívás.
Azt is lehet az M98 Pxxxx-al. A szubrutint M99-el fejezed be és az Oxxxx defíniálod a fejlécet, ja és az xxxx természetesen számokat jelöl.
G-kódban nincsen If, While, mivel nem C nyelv. Makróban viszont használhatsz if/while-t mivel azt a C# interpreter fordítja.
Egy egyszerű 4 furatot leprogramozod G-kóddal, kézzel leírod G0 és G1-ekkel, nem értem miért kellene ahhoz makrót írni?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 július 28, 13:59
Írta: 000000000 Dátum 2015 július 28, 13:59
Ó jajj! Már el is beszéltünk egymás mellett. Alapvető fogalmakat kellene tisztázni, mert nem értjük egymást.
Nos hobbi, de mégiscsak cnc ez fórum, ezért nem értelek és te engem. Számjegy vezérlésű gépeken három féle alprogram ismeretes.
Lokális, ami nem külön program, hanem M30 után írodik. Jó példa a Heidenhain vezérlő.
Globális alprogram ami önálló program, fejléccel programszámmal. M98-cal hívható. Bármelyik Fanuc klón ismeri.
És a makró, amely olyan globális alprogram, aminek hívásakor az alprogramban szereplő változóknak értéket tudunk adni a főprogramból. Vagyis az előző példánál maradva ugyanazzal az alrogrammal tudok 10mm átmérőjű 10mm mély fenekes furatot is, és 15mm átmérőjű 13mm mély furatot is, attól függően, hogy a híváskor milyen értékeket adok át.
Te másra gondolsz, ha én makrót mondok.
Ezért nem értem, hogy ha én rendszerváltozóra szeretnék hivatkozni, pl. kiolvasni az aktuális pozíciót a tapintási jel után, miért csak C nyelven tehetem meg, amikor NC programot írok. Érted? Nekem az a fura, hogy két féle nyelvet kell használni, egy teljes értékű szerszámpálya megalkotására.
Remélem nem veszed kioktatásnak!
Nos hobbi, de mégiscsak cnc ez fórum, ezért nem értelek és te engem. Számjegy vezérlésű gépeken három féle alprogram ismeretes.
Lokális, ami nem külön program, hanem M30 után írodik. Jó példa a Heidenhain vezérlő.
Globális alprogram ami önálló program, fejléccel programszámmal. M98-cal hívható. Bármelyik Fanuc klón ismeri.
És a makró, amely olyan globális alprogram, aminek hívásakor az alprogramban szereplő változóknak értéket tudunk adni a főprogramból. Vagyis az előző példánál maradva ugyanazzal az alrogrammal tudok 10mm átmérőjű 10mm mély fenekes furatot is, és 15mm átmérőjű 13mm mély furatot is, attól függően, hogy a híváskor milyen értékeket adok át.
Te másra gondolsz, ha én makrót mondok.
Ezért nem értem, hogy ha én rendszerváltozóra szeretnék hivatkozni, pl. kiolvasni az aktuális pozíciót a tapintási jel után, miért csak C nyelven tehetem meg, amikor NC programot írok. Érted? Nekem az a fura, hogy két féle nyelvet kell használni, egy teljes értékű szerszámpálya megalkotására.
Remélem nem veszed kioktatásnak!
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 július 28, 14:20
Írta: 000000000 Dátum 2015 július 28, 14:20
Valóban ez egy hobby fórum és itt ami programokat használnak az emberek Mach3, LinuxCNC, UCCNC, USBCNC stb. ezek mind az RS274 szabványt követik, illetve még a Fanuc ami elég jól követi ezt a nyelvet.
A Heidenhain teljesen eltér ettől, saját nyelvezete van.
RS274 nyelvben a macro kizárólag M utasítással hívható. Szubrutin pedig M98-al.
Amit írsz, hogy a makró nyelve azonos kell legyen a programozás nyelvével, ennek van előnye is, de ugyanakkor van egy nagy hátránya is.
Az előnye, ahogy írtad is, hogy ebben az esetben nem kell más programozási nyelvet elsajátítanod.
A hátránya, hogy kötve vagy ahhoz a nyelvhez ahhoz a csökkentett utasításkészlethez amit a G-kód interpreter ismer. Ez addig nem probléma, amíg egy adott célgépen dolgozol, amit megalkottak valahogy és azt amire megtanították azt tudja, de többet nem.
Itt a hobby fórumon az emberek gépeket építenek saját magunk és a gépeiket általában vagy munka vagy szórakozás céljából folyamatosan fejlesztgetik, aminek során sokszor olyan egyedi igények merülnek fel, amit nem lehetne megvalósítani, ha a G-kód nyelvezethez lenne kötve a program.
Olyat, hogy csak a G-kódot ismeri a gép, de képes legyen bármilyen célgépet vezérelni elképzelhetetlennek tartom.
Ezért van a makró írás C nyelven és ezért lehet a programban olyan dolgokhoz is hozzáférni, mint például a képernyő szett, vagyis a képernyőt ha akarod átrendezheted, levehetsz róla gombokat, felrakhatsz másikakat. Vagy például ezért van hozzáférés több irányból is az UCCNC belső funkcióihoz, szövegmezőkhöz stb., hogy a programot a felhasználó személyre tudja szabni.
Egy kész gyári gépen ezekre nincsen szükség, hiszen a gyár megtette a szoftver géphez szabását, azt tudja amit kell, viszont egy hobbycnc gép egyedi, minden gép más és más, mindenkinek más az igénye.
A tapintáshoz egyszerű makrót tudsz írni, igaz, C nyelven, ami végrehajt egy G31-et, majd beleteheted az értéket egy változóba, amire aztán ha akarsz hivatkozhatsz G kódban a #xxxx jellel, ahol xxxx ismét számokat jelöl.
A makrókat amúgy a egyszer megírod, utána használod, ha esetleg módosul a géped és szükséges akkor átírod a makrót.
A makróknak nem az a rendeltetése, hogy folyamatosan abban programozz, arra ott van a G-kód.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 július 28, 14:33
Írta: 000000000 Dátum 2015 július 28, 14:33
Felhasználói igények. Tiszta sor. Nem is vitatkozom tovább. Csak ez fura egy kicsit. Majd megszokom.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2015 július 29, 10:37
Írta: dezsoe Dátum 2015 július 29, 10:37
Jelentem: a Windows 10 megérkezett és szeretik egymást az UCCNC-vel. [#love11]
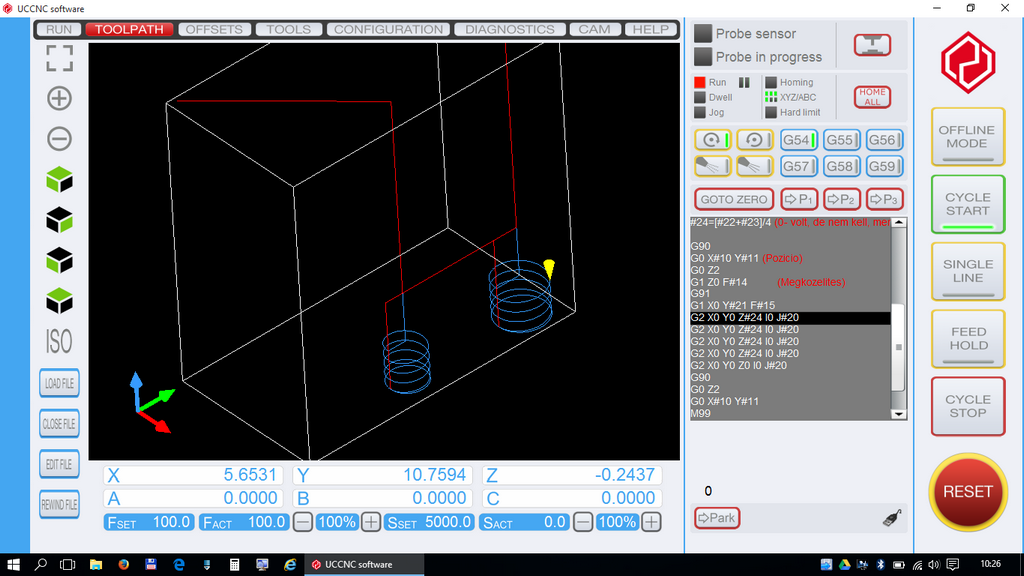
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 július 29, 10:45
Írta: 000000000 Dátum 2015 július 29, 10:45
Elképzelhető, hogy a nem túl távoli jövőben lesz egy programozói leírás az ehhez a vezérlőhöz? Egy olyan teljes, átfogó. Tetszik ez a vezérlő. Gondolkodtam is ezen. A Fanucot pont azért szeretem, mert gyakorlatilag korlátlan programozói szabadságot ad, már ami a szerszámpályát illeti. És most nem a manual guide-ra gondolok, hanem az alap kódkészletre. Nincsenek megkötések, mint a mazakban, vagy a heidenhain-ban. Szóval? 😊
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 július 31, 12:06
Írta: 000000000 Dátum 2015 július 31, 12:06
Sziasztok,
Dezsoe:
Jó hallani, hogy megy Win10-en is, én nem frissítettem, szerintem te vagy az első aki Win10-en futtatja az UCCNC-t. :)
WolfyPontHu:
A G-kódnak a leírása benne van a users guide-ban. Az elérhető UCCNC függvények amik makrókban használhatók le vannak dokumentálva az UCCNc telepítés /Documentation könyvtárban. Az elérhető UCCNC funkció, gomb stb. kódok is le vannak dokumentálva ugyanott. Amúgy a programozási nyelv C#, ami manapság talán a 4.-5. legnépszerűbb programozási nyelv a világon, sok könyvet lehet kapni ami megtanít C#-ban programozni, illetve interneten is sok anyag, példaprogram, oktató videók stb. is fellelhető.
Dezsoe:
Jó hallani, hogy megy Win10-en is, én nem frissítettem, szerintem te vagy az első aki Win10-en futtatja az UCCNC-t. :)
WolfyPontHu:
A G-kódnak a leírása benne van a users guide-ban. Az elérhető UCCNC függvények amik makrókban használhatók le vannak dokumentálva az UCCNc telepítés /Documentation könyvtárban. Az elérhető UCCNC funkció, gomb stb. kódok is le vannak dokumentálva ugyanott. Amúgy a programozási nyelv C#, ami manapság talán a 4.-5. legnépszerűbb programozási nyelv a világon, sok könyvet lehet kapni ami megtanít C#-ban programozni, illetve interneten is sok anyag, példaprogram, oktató videók stb. is fellelhető.
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2015 július 31, 12:07
Írta: pisti73 Dátum 2015 július 31, 12:07
Szia Balázs!
Jöttök holnap a pesti talira?
Jöttök holnap a pesti talira?
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2015 július 31, 15:50
Írta: kr97pwss2 Dátum 2015 július 31, 15:50
Sajnos nem tudunk menni.
Cím: Re:UCCNC vezérlő program
Írta: hyuekyh7a Dátum 2015 július 31, 18:03
Írta: hyuekyh7a Dátum 2015 július 31, 18:03
Van olyan program amivel hasonló módon lehet szerkeszteni a képernyőt mint a Mach3, vagy terveztek készíteni?
Cím: Re:UCCNC vezérlő program
Írta: csg67 Dátum 2015 augusztus 02, 00:52
Írta: csg67 Dátum 2015 augusztus 02, 00:52
WolfyPontHu-nak abban teljesen igaza van, hogy ebből a nyelvből fájóan hiányzik az ugrás, ismétlés, feltételes művelet. És ez is egy természetes felhasználói igény, ráadásul sokkal gyakrabban jelentkezik, mint például a képernyőn található gombok átrendezése.
A Fanuc vs Heidenhain pályafunkciók kötöttségéről már eltérő állásponton vagyok, de ez nem ebbe a topikba való.
A Fanuc vs Heidenhain pályafunkciók kötöttségéről már eltérő állásponton vagyok, de ez nem ebbe a topikba való.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 augusztus 03, 11:53
Írta: 000000000 Dátum 2015 augusztus 03, 11:53
Köszönöm. Még nem telepítettem, de jó tudni, hogy hol keressem. Igazán semmi bajom a tanulással, nem is okoz gondot, abban is igazad van, hogy gyakorlatilag keresnem sem kell a C-hez, akkor is találok leírást, viszont megjegyezném, hogy ez a programnyelv nagyságrendekkel több lehetőséget rejt magában, mint amire a valaha is szükség lehet egy szerszámgépen. Vagyis nekem - de biztosan nem vagyok egyedül - nem kellene az egészet megtanulni. Ezért bátorkodtam... :-)
Cím: Re:UCCNC vezérlő program
Írta: hyuekyh7a Dátum 2015 augusztus 04, 13:00
Írta: hyuekyh7a Dátum 2015 augusztus 04, 13:00
Balázs!
Mikor a munka innen funkciót használjuk jó lenne ha megőrizné azt a beállítást hogy kiveszem a pipát hogy ne induljon a spindle, mert pozicionáláskor mindig bekapcsolja a plazmát, és ha elmentené a beírt átpozicionálási sebességet, mert ha előtte mondjuk lassan ment a Z akkor ezzel a lassú sebességgel pozícionál.
Mikor a munka innen funkciót használjuk jó lenne ha megőrizné azt a beállítást hogy kiveszem a pipát hogy ne induljon a spindle, mert pozicionáláskor mindig bekapcsolja a plazmát, és ha elmentené a beírt átpozicionálási sebességet, mert ha előtte mondjuk lassan ment a Z akkor ezzel a lassú sebességgel pozícionál.
Cím: Re:UCCNC vezérlő program
Írta: xabi Dátum 2015 augusztus 04, 14:57
Írta: xabi Dátum 2015 augusztus 04, 14:57
- Igen ezzel én is kínlódok, de most már rutinból pipa ki és sebesség 4000mm/min :) Ha lehet javítani valamit én is örülnék.
- Mikor az edit file funkciót használom, és kódot módosítok nincsen tiltva a hotkey. ide oda megy a fej amíg írok valamit.
- Mikor az edit file funkciót használom, és kódot módosítok nincsen tiltva a hotkey. ide oda megy a fej amíg írok valamit.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 augusztus 05, 12:35
Írta: 000000000 Dátum 2015 augusztus 05, 12:35
Sziasztok,
Csaba: Igen, a feedrate-et valóban nem nézi vissza a kódban és a spindle pipát sem jegyzi meg. Megfogjuk fejleszteni.
Xabi: Az edit file-nál tiltva vannak a hotkey-ek, szerintem régi verziójú a program amit használsz.
Csaba: Igen, a feedrate-et valóban nem nézi vissza a kódban és a spindle pipát sem jegyzi meg. Megfogjuk fejleszteni.
Xabi: Az edit file-nál tiltva vannak a hotkey-ek, szerintem régi verziójú a program amit használsz.
Cím: Re:UCCNC vezérlő program
Írta: xabi Dátum 2015 augusztus 08, 10:09
Írta: xabi Dátum 2015 augusztus 08, 10:09
Szia,
Legújabb verziót használom. A num pad / jelén van a cycle start mikor írok valamit és megnyomom simán elindul a program, über szívás hogy a felugró ablakokra amíg nem nyomok Ok-ot addig a fókusz sem megy a főablakra még resetet sem tudok nyomni.
Legújabb verziót használom. A num pad / jelén van a cycle start mikor írok valamit és megnyomom simán elindul a program, über szívás hogy a felugró ablakokra amíg nem nyomok Ok-ot addig a fókusz sem megy a főablakra még resetet sem tudok nyomni.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 augusztus 08, 15:19
Írta: 000000000 Dátum 2015 augusztus 08, 15:19
Szia,
Mégegyszer ellenőriztem és igazad van, véletlenül a jog-ot tiltottam le a szerkesztőben ... na persze amikor jelezted a hibát akkor is a jog-al teszteltem, mert az volt nekem konfigurálva, ezért nem is jelentkezett a probléma.
Szóval csak a jog van letiltva a szerkesztő ablakban és valóban más funkció hotkey-k működnek, javítani fogom.
Mégegyszer ellenőriztem és igazad van, véletlenül a jog-ot tiltottam le a szerkesztőben ... na persze amikor jelezted a hibát akkor is a jog-al teszteltem, mert az volt nekem konfigurálva, ezért nem is jelentkezett a probléma.
Szóval csak a jog van letiltva a szerkesztő ablakban és valóban más funkció hotkey-k működnek, javítani fogom.
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2015 augusztus 08, 18:49
Írta: Bozso777 Dátum 2015 augusztus 08, 18:49
Szia...küldtem mailt a laser vezérléssel kapcsolatban. pluggint tesztelgetem eddig nagyonjónak tűnik...grat hozzá :)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 augusztus 08, 20:49
Írta: 000000000 Dátum 2015 augusztus 08, 20:49
Szia,
Megkaptam a leveled és örülök, hogy tetszik a lézer plugin. :)
A kérdésed az M10/M11 szinkron lézer kimenet kapcsolgatásra vonatkozott, hogy hogyan működik.
Gondoltam itt válaszolok és nem e-mailben, mert így más is látja a választ, hátha mást is érdekel a dolog.
Szóval:
1.) A Configuration-I/O setup fülön van egy Laser output beállítás, ott megadod azt a lábszámot, hogy melyik kimeneti pin-re szeretnéd a lézer modul vezérlő bemenetét csatlakoztatni. Beállítást Apply-val érvényesíted, ha akarod, akkor save-el elmented.
2.) M3-at bekapcsolod. Ezzel tudod engedélyezni az UCCNC-ben a lézer modult, ez végülis egy biztonsági funkció, a lézer kimenet csak akkor aktiválható, ha az M3 már aktív.
3.) A programban az M10 utasítással kapcsolod be a lézert és M11-el kapcsolod ki. Az M10-nek egy paramétere lehet a Q paraméter, az értéke 0-255 közötti lehet.
A lézer kimeneti pinen modulált 8bites PWM jel fog megjelenni, a Q paraméternek megfelelően. A 0 az teljesen kikapcsolt 0% kitöltési tényezőt jelent. A 128 érték az 50% kitöltést és a 255 érték 100% kitöltést. Feltételezve, hogy a kimenet polaritása helyesen van beállítva és az elektronika nem invertál.
A köztes értékek értelemszerűen köztes kitöltések. Ha nincs megadva Q paraméter, akkor 255, vagyis 100%-os bekapcsolást alkalmaz az UCCNC.
Az M10 és M11 parancsok a mozgáspufferbe kerülnek betöltésre és időben szinkronizálva, pontosan igazodnak a környező mozgásparancsokhoz, vagyis szinkronban vannak a mozgással és azonnal be/kikapcsolnak a mozgáshoz képest időzítve, így lehet ezeket a parancsokat pontos egyenletes lézeres vágás alkalmazásokhoz használni.
Megkaptam a leveled és örülök, hogy tetszik a lézer plugin. :)
A kérdésed az M10/M11 szinkron lézer kimenet kapcsolgatásra vonatkozott, hogy hogyan működik.
Gondoltam itt válaszolok és nem e-mailben, mert így más is látja a választ, hátha mást is érdekel a dolog.
Szóval:
1.) A Configuration-I/O setup fülön van egy Laser output beállítás, ott megadod azt a lábszámot, hogy melyik kimeneti pin-re szeretnéd a lézer modul vezérlő bemenetét csatlakoztatni. Beállítást Apply-val érvényesíted, ha akarod, akkor save-el elmented.
2.) M3-at bekapcsolod. Ezzel tudod engedélyezni az UCCNC-ben a lézer modult, ez végülis egy biztonsági funkció, a lézer kimenet csak akkor aktiválható, ha az M3 már aktív.
3.) A programban az M10 utasítással kapcsolod be a lézert és M11-el kapcsolod ki. Az M10-nek egy paramétere lehet a Q paraméter, az értéke 0-255 közötti lehet.
A lézer kimeneti pinen modulált 8bites PWM jel fog megjelenni, a Q paraméternek megfelelően. A 0 az teljesen kikapcsolt 0% kitöltési tényezőt jelent. A 128 érték az 50% kitöltést és a 255 érték 100% kitöltést. Feltételezve, hogy a kimenet polaritása helyesen van beállítva és az elektronika nem invertál.
A köztes értékek értelemszerűen köztes kitöltések. Ha nincs megadva Q paraméter, akkor 255, vagyis 100%-os bekapcsolást alkalmaz az UCCNC.
Az M10 és M11 parancsok a mozgáspufferbe kerülnek betöltésre és időben szinkronizálva, pontosan igazodnak a környező mozgásparancsokhoz, vagyis szinkronban vannak a mozgással és azonnal be/kikapcsolnak a mozgáshoz képest időzítve, így lehet ezeket a parancsokat pontos egyenletes lézeres vágás alkalmazásokhoz használni.
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2015 augusztus 08, 21:05
Írta: Bozso777 Dátum 2015 augusztus 08, 21:05
Köszi szépen, ez gyors volt :)
Az M3 maradt ki, ez nem jutott eszembe mert ez kapcsolja a marómotort. Így máris müxik :)
Amit még nem találtam meg, hogy lehet e gombhoz rendelni a ki bekapcsolását a lézernek.
Az M3 maradt ki, ez nem jutott eszembe mert ez kapcsolja a marómotort. Így máris müxik :)
Amit még nem találtam meg, hogy lehet e gombhoz rendelni a ki bekapcsolását a lézernek.
Cím: Re:UCCNC vezérlő program
Írta: s5f8tmfv3 Dátum 2015 augusztus 08, 21:08
Írta: s5f8tmfv3 Dátum 2015 augusztus 08, 21:08
Szia!
Ez a lézer plugin felkeltette az érdeklődésemet. Adott egy PC rajta a Mach, két gépre szoktam használni. Használható egy gépen a két mozgásvezérlő vagy mindenképpen külön PC kell?
Ez a lézer plugin felkeltette az érdeklődésemet. Adott egy PC rajta a Mach, két gépre szoktam használni. Használható egy gépen a két mozgásvezérlő vagy mindenképpen külön PC kell?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 augusztus 08, 21:15
Írta: 000000000 Dátum 2015 augusztus 08, 21:15
Szia,
Használható egy gépen a két mozgásvezérlő.
Ha elég "izmos" a PC, akkor akár egyszerre is futtathatsz két UCCNC példányt és a két CNC gépet így akár egyszerre is vezérelheted a két mozgásvezérlővel egy számítógéppel egy időben.
Az UCCNC-ben tudsz csinálni külön profilokat a gépeknek különböző beállításokkal, éppen úgy, mint Mach3-ban és akkor az adott géphez azt a profilt töltöd be amelyik az adott géphez tartozik.
Svejk múltkori kérése alapján azt is megcsináltam, hogy a parancsikonoknak / kapcsolóval megtudod akár adni paraméterként, hogy az UCCNC azon profilja például mindenképpen csak az adott szériaszámú mozgásvezérlőhöz csatlakozzon. Így, ha ezt beállítod, akkor az UCCNC adott profilját indítva mindig csak a hozzárendelt szériaszámú mozgásvezérlőhöz fog csatlakozni, nem tudod még véletlenül sem összekeverni a két mozgásvezérlőt, két gépet. Ezzel kapcsolatos további részletek a dokumentációban vannak leírva.
Használható egy gépen a két mozgásvezérlő.
Ha elég "izmos" a PC, akkor akár egyszerre is futtathatsz két UCCNC példányt és a két CNC gépet így akár egyszerre is vezérelheted a két mozgásvezérlővel egy számítógéppel egy időben.
Az UCCNC-ben tudsz csinálni külön profilokat a gépeknek különböző beállításokkal, éppen úgy, mint Mach3-ban és akkor az adott géphez azt a profilt töltöd be amelyik az adott géphez tartozik.
Svejk múltkori kérése alapján azt is megcsináltam, hogy a parancsikonoknak / kapcsolóval megtudod akár adni paraméterként, hogy az UCCNC azon profilja például mindenképpen csak az adott szériaszámú mozgásvezérlőhöz csatlakozzon. Így, ha ezt beállítod, akkor az UCCNC adott profilját indítva mindig csak a hozzárendelt szériaszámú mozgásvezérlőhöz fog csatlakozni, nem tudod még véletlenül sem összekeverni a két mozgásvezérlőt, két gépet. Ezzel kapcsolatos további részletek a dokumentációban vannak leírva.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 augusztus 08, 21:19
Írta: 000000000 Dátum 2015 augusztus 08, 21:19
:)
Igen és szerintem lehet ezt el is felejtettem leírni a dokumentációban, megnézem és ha így van akkor pótolom.
Az M3-at célszerűen csak a progi elején add ki egyszer. A program végén úgyis lekapcsolódik, ezért biztonsági funkció, mert tutira nem marad bekapcsolva a lézer a program végeztével és biztosan nem fogod megégetni a kezed amikor gyanútlanul oda nyúlsz esetleg.
Igen és szerintem lehet ezt el is felejtettem leírni a dokumentációban, megnézem és ha így van akkor pótolom.
Az M3-at célszerűen csak a progi elején add ki egyszer. A program végén úgyis lekapcsolódik, ezért biztonsági funkció, mert tutira nem marad bekapcsolva a lézer a program végeztével és biztosan nem fogod megégetni a kezed amikor gyanútlanul oda nyúlsz esetleg.
Cím: Re:UCCNC vezérlő program
Írta: s5f8tmfv3 Dátum 2015 augusztus 08, 21:44
Írta: s5f8tmfv3 Dátum 2015 augusztus 08, 21:44
Nem két UCCNC példányra gondoltam, hanem arra hogy megfér-e az UCCNC a Mach mellett. A Mach jogtiszta, nem cserélném le, nagyon jól működik.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 augusztus 08, 22:06
Írta: 000000000 Dátum 2015 augusztus 08, 22:06
Igen, tud együtt élni a két program. Annyi, hogy amikor váltasz programot, akkor a firmware-t mindig cserélni fogja automatikusan az UC100.
Cím: Re:UCCNC vezérlő program
Írta: s5f8tmfv3 Dátum 2015 augusztus 08, 22:09
Írta: s5f8tmfv3 Dátum 2015 augusztus 08, 22:09
Ez jó hír, köszönöm!
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2015 augusztus 09, 00:09
Írta: 2dbfy8y Dátum 2015 augusztus 09, 00:09
Szia.
Napokban én is hozzá jutottam egy uc100-hoz.
Nagyon jól működik, igaz xp-n azért kellett szívni keretrendszerrel hogy beinduljon.
Használható hozzá is ez az ucnc progi?
Engem is érdekelne.
És milyen árban vásárolható meg?
Meg létezik e hozzá aspire postprici, vagy machal mennyire kompatibilis g kódilag?
Napokban én is hozzá jutottam egy uc100-hoz.
Nagyon jól működik, igaz xp-n azért kellett szívni keretrendszerrel hogy beinduljon.
Használható hozzá is ez az ucnc progi?
Engem is érdekelne.
És milyen árban vásárolható meg?
Meg létezik e hozzá aspire postprici, vagy machal mennyire kompatibilis g kódilag?
Cím: Re:UCCNC vezérlő program
Írta: PITU Dátum 2015 augusztus 09, 10:52
Írta: PITU Dátum 2015 augusztus 09, 10:52
szia CNCdrive1
pár napja küldtem egy mailt a fórumon keresztül ,melyben segítséget kérek , ha megkaptad de csak később tudsz segíteni , légy szíves jelezz vissza
pár napja küldtem egy mailt a fórumon keresztül ,melyben segítséget kérek , ha megkaptad de csak később tudsz segíteni , légy szíves jelezz vissza
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 augusztus 10, 00:09
Írta: 000000000 Dátum 2015 augusztus 10, 00:09
Sziasztok,
Papló: Láttam, hogy írtad a .NET keretrendszer telepítési problémát. Az UC100 pluginhoz a .NET2.0 elegendő, régebben 3.5 kellett hozzá, de ezt már régen (kb.2 éve) megváltoztattuk, pont amiatt amit írsz, hogy XP-n a 3.5-höz kell internetnek is lennie, illetve körülményeskedik néha az XP a telepítéskor, mert mindenféle egyéb előfeltétel van. A .NET2.0 mindössze 28MByte és offline telepíthető, a weboldalunkon van fent egy tárolt letölthető példány.
Lehet Polgárdi Balázs oldalán még régi információk vannak fent, nem frissíti a weboldalt túl sűrűn, mióta ezek az információk úgyis elérhetők a cncdrive.hu oldalon, ott mindig friss infókat, fájlokat találsz.
Legközelebb ha telepíted esetleg más gépre, akkor csak a .NET 2.0 csomagot és az UCx00 automata telepítőt töltsd le a cncdrive.hu oldalról, az minden szükséges telepítést elvégez helyetted.
És kérdésedre válaszolva: Igen, az UCCNC működik bármely UC100 és UC300-5LPT mozgásvezérlővel. Itt megvásárolható a license kulcs (a feltüntetett árak nettók!): UCCNC license kulcs vásárlás link
A licenseléssel kapcsolatos további infókat, részleteket az UCCNC adatlapjában olvashatsz.
PITU: Kérlek az info@cncdrive.com e-mail címre küld el a levelet és segítek, ha tudok.
Sajnos az itteni fórumos regisztációnál megadott e-mail cím már nem üzemel, nem tudom megnézni, illetve nem kapom meg az oda küldött leveleket és a fórummotor úgy tűnik nem ismeri az e-mail cím változtatást, szóval meg sem tudom változtatni az e-mail címet. :(
Papló: Láttam, hogy írtad a .NET keretrendszer telepítési problémát. Az UC100 pluginhoz a .NET2.0 elegendő, régebben 3.5 kellett hozzá, de ezt már régen (kb.2 éve) megváltoztattuk, pont amiatt amit írsz, hogy XP-n a 3.5-höz kell internetnek is lennie, illetve körülményeskedik néha az XP a telepítéskor, mert mindenféle egyéb előfeltétel van. A .NET2.0 mindössze 28MByte és offline telepíthető, a weboldalunkon van fent egy tárolt letölthető példány.
Lehet Polgárdi Balázs oldalán még régi információk vannak fent, nem frissíti a weboldalt túl sűrűn, mióta ezek az információk úgyis elérhetők a cncdrive.hu oldalon, ott mindig friss infókat, fájlokat találsz.
Legközelebb ha telepíted esetleg más gépre, akkor csak a .NET 2.0 csomagot és az UCx00 automata telepítőt töltsd le a cncdrive.hu oldalról, az minden szükséges telepítést elvégez helyetted.
És kérdésedre válaszolva: Igen, az UCCNC működik bármely UC100 és UC300-5LPT mozgásvezérlővel. Itt megvásárolható a license kulcs (a feltüntetett árak nettók!): UCCNC license kulcs vásárlás link
A licenseléssel kapcsolatos további infókat, részleteket az UCCNC adatlapjában olvashatsz.
PITU: Kérlek az info@cncdrive.com e-mail címre küld el a levelet és segítek, ha tudok.
Sajnos az itteni fórumos regisztációnál megadott e-mail cím már nem üzemel, nem tudom megnézni, illetve nem kapom meg az oda küldött leveleket és a fórummotor úgy tűnik nem ismeri az e-mail cím változtatást, szóval meg sem tudom változtatni az e-mail címet. :(
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 augusztus 10, 00:14
Írta: 000000000 Dátum 2015 augusztus 10, 00:14
Pabló: A legutolsó kérdésedre nem válaszoltam, most megteszem:
Az UCCNC ugyanazt a kódot érti mint a Mach3, igaz van pár kód amiket az UCCNC még nem ismer, például szerszám átmérő kompenzációja.
Illetve van néhány kód amit az UCCNC ismer és a Mach3 nem, például szinkron menetfúrás.
Ezek a kódok mondjuk mind olyanok, amiket CAM programok nem nagyon vagy csak speciális esetben generálnak. Szóval alapvetően kompatibilis az UCCNC és a Mach3 kódkészlete.
Mindenesetre javaslom a demo UCCNC letöltését, azzal ki tudod próbálni, hogy megérti-e a CAM programod által generált kódot.
Az UCCNC ugyanazt a kódot érti mint a Mach3, igaz van pár kód amiket az UCCNC még nem ismer, például szerszám átmérő kompenzációja.
Illetve van néhány kód amit az UCCNC ismer és a Mach3 nem, például szinkron menetfúrás.
Ezek a kódok mondjuk mind olyanok, amiket CAM programok nem nagyon vagy csak speciális esetben generálnak. Szóval alapvetően kompatibilis az UCCNC és a Mach3 kódkészlete.
Mindenesetre javaslom a demo UCCNC letöltését, azzal ki tudod próbálni, hogy megérti-e a CAM programod által generált kódot.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 augusztus 10, 15:02
Írta: 000000000 Dátum 2015 augusztus 10, 15:02
Szia Pitu,
Most megkaptam a leveled és válaszoltam is rá.
Most megkaptam a leveled és válaszoltam is rá.
Cím: Re:UCCNC vezérlő program
Írta: PITU Dátum 2015 augusztus 10, 15:37
Írta: PITU Dátum 2015 augusztus 10, 15:37
szia
köszönöm
köszönöm
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 augusztus 10, 16:54
Írta: 000000000 Dátum 2015 augusztus 10, 16:54
Sziasztok,
Gondoltam megosztok veletek egy rövid videót amit egy ügyféltől kaptam.
A videón egy 5 tengelyes gép van, a 6. tengely pedig az automata szerszámcserélő forgatója.
A gép éppen szinkron menetfúr a főorsóra szerelt encoder van visszacsatolva az UC300 mozgásvezérlőbe és az UCCNC ez alapján állítja a Z előtolást szinkronban a forgási sebességgel, így készül a menet. :)
Gondoltam megosztok veletek egy rövid videót amit egy ügyféltől kaptam.
A videón egy 5 tengelyes gép van, a 6. tengely pedig az automata szerszámcserélő forgatója.
A gép éppen szinkron menetfúr a főorsóra szerelt encoder van visszacsatolva az UC300 mozgásvezérlőbe és az UCCNC ez alapján állítja a Z előtolást szinkronban a forgási sebességgel, így készül a menet. :)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 augusztus 10, 16:56
Írta: 000000000 Dátum 2015 augusztus 10, 16:56
Ja, még annyi amit elfelejtettem, hogy a gépen a szervomotorokat a DG4S szériájú DC szervomotor szabályzók hajtják.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 augusztus 10, 18:10
Írta: svejk Dátum 2015 augusztus 10, 18:10
Nem tudod véletlen hogy van megoldva a főorsó pozicionálása szercsámcserélésnél?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 augusztus 10, 18:24
Írta: 000000000 Dátum 2015 augusztus 10, 18:24
Makrót írtak rá (M6), részleteket nem tudok, a srác akié a gép, az ő egyik barátja írta a makrókat, aki vagy 40 évig CNC-kkel foglalkozott, ma már nyugdíjas és ez a hobbija. Egyébként mindketten Amcsik, Californiában élnek...
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 augusztus 10, 18:26
Írta: 000000000 Dátum 2015 augusztus 10, 18:26
Ja, most esett le, hogy valójában mit kérdezel, a főorsó beforgatására gondolsz a szerszámcsere előtt? Hát, az jó kérdés, majd megtudakolom. :)
Annyi biztos, hogy frekiváltó hajtja a főorsót, de biztos van valami trükk a pozícióba forgatásra, majd megkérdezem...
Annyi biztos, hogy frekiváltó hajtja a főorsót, de biztos van valami trükk a pozícióba forgatásra, majd megkérdezem...
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 augusztus 10, 18:31
Írta: svejk Dátum 2015 augusztus 10, 18:31
Megköszönném!
Itt valahogy nálunk vagy nem csinál senki ilyet vagy tabu téma, mert nem lehet olvasni róla.
Béni ugyan megígérte, hogy ha kell akkor meg tudja írni a makrot.
De egyelőre még úgy összességében sem látom át a műveletet, még a frekiváltó szintjéig sem.
Itt valahogy nálunk vagy nem csinál senki ilyet vagy tabu téma, mert nem lehet olvasni róla.
Béni ugyan megígérte, hogy ha kell akkor meg tudja írni a makrot.
De egyelőre még úgy összességében sem látom át a műveletet, még a frekiváltó szintjéig sem.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2015 augusztus 10, 18:57
Írta: ANTAL GÁBOR Dátum 2015 augusztus 10, 18:57
Biztos gondoltál már rá: de megkérdem: Mi van akkor ha van egy indexjeladó a főorsón ( akár házi pl hallos ) és a frekiváltó egy parancsra lassan forgatja az orsót majd amikor ráfut az indexre akkor brizánsan megáll és bekapcsol egy féket.
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2015 augusztus 10, 19:14
Írta: 2dbfy8y Dátum 2015 augusztus 10, 19:14
Szia!
Hát ez nagyon király.
Ilyent még sose láttam, hogy a szerszámtár megy le, és fel az orsóra.
Ja és még egy kérdés a demóval kapcsolatban.
Hány sort tud végrehajtani max lic nálkül?
Igen a keretett Balázs oldaláról szedtem le, és az nem volt ok.
Neten viszont találtam 3.2 és 3.5-öt is ami net nélkül telepíthető.
3.2 őt követelte előzménynek.
Hát ez nagyon király.
Ilyent még sose láttam, hogy a szerszámtár megy le, és fel az orsóra.
Ja és még egy kérdés a demóval kapcsolatban.
Hány sort tud végrehajtani max lic nálkül?
Igen a keretett Balázs oldaláról szedtem le, és az nem volt ok.
Neten viszont találtam 3.2 és 3.5-öt is ami net nélkül telepíthető.
3.2 őt követelte előzménynek.
Cím: Re:UCCNC vezérlő program
Írta: Béni Dátum 2015 augusztus 10, 20:10
Írta: Béni Dátum 2015 augusztus 10, 20:10
Jól gondolod.
Ha már meg van oldva a szinkronizált menetfúrás, akkor azt csak index jel adására képes jeladóval érdemes. (Nem kötelező, de erősen ajánlott.)
Mély meneteket egy nekifutásból nem lehet kifúrni. A visszaállásnak feltétele az index jel, csakúgy, mint esztergálásnál.
Az ipari megoldásoknál a főorsó pozicionálása után a csere idejére fékezve van.
Ha már meg van oldva a szinkronizált menetfúrás, akkor azt csak index jel adására képes jeladóval érdemes. (Nem kötelező, de erősen ajánlott.)
Mély meneteket egy nekifutásból nem lehet kifúrni. A visszaállásnak feltétele az index jel, csakúgy, mint esztergálásnál.
Az ipari megoldásoknál a főorsó pozicionálása után a csere idejére fékezve van.
Cím: Re:UCCNC vezérlő program
Írta: Béni Dátum 2015 augusztus 10, 20:21
Írta: Béni Dátum 2015 augusztus 10, 20:21
Nem sokan építenek automata szerszámcserés hobbi gépet menesztett szerszámtartóval.
Majd szóljál egy-két héttel mielőtt kell a megoldás! :)
Majd szóljál egy-két héttel mielőtt kell a megoldás! :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 augusztus 10, 20:29
Írta: svejk Dátum 2015 augusztus 10, 20:29
Nyugodj meg, meg fog keresni az ismerőssünk! :)
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2015 augusztus 10, 20:47
Írta: Miki2 Dátum 2015 augusztus 10, 20:47
" a főorsóra szerelt encoder van visszacsatolva az UC300 mozgásvezérlőbe "
Erről jó lenne egy kicsit többet tudni.
Valami kütyün keresztül történik a visszacsatolás?
És ha igen, hova?
A "Z" motor honnan tudja, a menetemelkedést?
És honnan tudja, mikor kell az encoder alapján dolgoznia, és mikor a "G" kód alapján?
Erről jó lenne egy kicsit többet tudni.
Valami kütyün keresztül történik a visszacsatolás?
És ha igen, hova?
A "Z" motor honnan tudja, a menetemelkedést?
És honnan tudja, mikor kell az encoder alapján dolgoznia, és mikor a "G" kód alapján?
Cím: Re:UCCNC vezérlő program
Írta: KoLa Dátum 2015 augusztus 10, 21:54
Írta: KoLa Dátum 2015 augusztus 10, 21:54
Nem pont ugyanez a megoldás de, ha g33 az utolsó mozgás a főorsó stop előtt, akkor mindíg ugyanabban a pozícióban áll meg, frekvenciaváltós hajtásnál! a korrekció egyszerű!
Cím: Re:UCCNC vezérlő program
Írta: KoLa Dátum 2015 augusztus 10, 21:55
Írta: KoLa Dátum 2015 augusztus 10, 21:55
Svejknek válasz #2403
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 augusztus 10, 22:23
Írta: svejk Dátum 2015 augusztus 10, 22:23
Nem igazán értem/tudom elképzelni
Milyen a frekiváltód vezérlése? PWM-analóg?
Milyen a frekiváltód vezérlése? PWM-analóg?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 augusztus 10, 22:51
Írta: 000000000 Dátum 2015 augusztus 10, 22:51
Miki: Az encoder (inkrementális jeladó) közvetlenül az UC300-ba van visszacsatolva, az A,B és Index jelei. A G-kódból kiadod a G33.1 vagy G33.2 jobb/bal szinkron menet utasítást a mélység és a menetemelkedés paraméterekkel.
Az utasítás hatására az UC300 megvárja az első index jelet az encoderen, majd felveszi a szinkront a Z tengelyt hozzá szinkronizálja a főorsóhoz úgy, hogy fordulatonként a menetemelkedésnek megfelelőt tol előre.
Amikor a Z tengely elérte a programozott vég koordinátát, akkor az UC300 megfordítja a főorsó forgását. A szinkront továbbra is tartja a Z tengely és a főorsó között és visszateker egészen a kezdőpontig majd ott szétkapcsolja a szinkront.
Az utasítás hatására az UC300 megvárja az első index jelet az encoderen, majd felveszi a szinkront a Z tengelyt hozzá szinkronizálja a főorsóhoz úgy, hogy fordulatonként a menetemelkedésnek megfelelőt tol előre.
Amikor a Z tengely elérte a programozott vég koordinátát, akkor az UC300 megfordítja a főorsó forgását. A szinkront továbbra is tartja a Z tengely és a főorsó között és visszateker egészen a kezdőpontig majd ott szétkapcsolja a szinkront.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 augusztus 10, 22:54
Írta: 000000000 Dátum 2015 augusztus 10, 22:54
Szerintem azért fentről jön le a szerszámtartó, mert a forgácsok falra kenődéséből látszik, hogy eléggé "koszolós" melókat végeznek a gépen és szerintem teljesen zárt lehet körben a munkatér és gondolom egyszerűbb volt fentről belógatni a szerszámtárat, mint oldalt megnyitni a falat és onnan betolni.
Cím: Re:UCCNC vezérlő program
Írta: Motoros Dátum 2015 augusztus 11, 09:25
Írta: Motoros Dátum 2015 augusztus 11, 09:25
Az olaszok a 30-as kúpnál a Cortini gépen nem használnak menesztő bütyköt, így pozicionálni sem kell a főorsót.
Viszont a gomba behúzót egy hidropneumatikus hengerre bízzák ami megadja a záróerőt.
Ez annyira jól zár hogy cserénél kell egy kis pneumatikus henger ami rákoccant hogy kiessen.
Lehet hogy ez a módszer nagyobb gépeknél nem járható út.
Viszont a gomba behúzót egy hidropneumatikus hengerre bízzák ami megadja a záróerőt.
Ez annyira jól zár hogy cserénél kell egy kis pneumatikus henger ami rákoccant hogy kiessen.
Lehet hogy ez a módszer nagyobb gépeknél nem járható út.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 augusztus 11, 09:29
Írta: svejk Dátum 2015 augusztus 11, 09:29
Valóban, a nagyfordulatú HSK befogásoknál sem mindig van menesztés.
Cím: Re:UCCNC vezérlő program
Írta: Motoros Dátum 2015 augusztus 11, 09:38
Írta: Motoros Dátum 2015 augusztus 11, 09:38
rosszul írtam: a záróerőt egy baromi erős rugó adja (biztonsági okokból...gondolom) és a nyitást végzi a hidraulika. A pneumatikus henger nyoja az ilajat, hogy ne kelljen külön hidraulikus tápegység. Van olyan munkahenger ami kivül pneumatika, belül hidraulika, de ez más téma.
Cím: Re:UCCNC vezérlő program
Írta: Béni Dátum 2015 augusztus 11, 09:47
Írta: Béni Dátum 2015 augusztus 11, 09:47
Rendszerint tányérrugó csoportokat építenek be. A használat során ezek nem elgyengülnek, hanem törnek. A behúzóerő meg van határozva és azt időnként erre alkalmas eszközzel ellenőrizni kell!
Power Check
Power Check
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 augusztus 11, 09:56
Írta: svejk Dátum 2015 augusztus 11, 09:56
Így van, a behúzóerőt tányérrúgók sokasága adja mindig.
A kioldás vagy hidraulikus, vagy tisztán pneumatikus (ekkor általában a nagy erőszükséglet miatt még egy mechanikus áttételt alkalmaznak) vagy ahogy írod kombinált hidropneumatikus nyomásfokozós.
Még egy fontos, hogy szerszámcsere közben sűrített levegővel kifúvatják az orsókúpot.
A kioldás vagy hidraulikus, vagy tisztán pneumatikus (ekkor általában a nagy erőszükséglet miatt még egy mechanikus áttételt alkalmaznak) vagy ahogy írod kombinált hidropneumatikus nyomásfokozós.
Még egy fontos, hogy szerszámcsere közben sűrített levegővel kifúvatják az orsókúpot.
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2015 augusztus 11, 17:38
Írta: Miki2 Dátum 2015 augusztus 11, 17:38
Akkor ez hasonlóan működik, mint a Linuxnál a főorsó szinkronizálása.
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2015 augusztus 11, 17:42
Írta: Miki2 Dátum 2015 augusztus 11, 17:42
Én készítettem egy cserélős főorsót.
Nem tányérrugókat használtam, de a szorító erő így is elegendő lett.
Az encoder is be lett építve a főorsóba.
Belső fúvatás nincs, és a cserét egy kézi kar segítségével oldottam meg. (A megrendelő nem kért automatokus szerszámcserét.)
Nem tányérrugókat használtam, de a szorító erő így is elegendő lett.
Az encoder is be lett építve a főorsóba.
Belső fúvatás nincs, és a cserét egy kézi kar segítségével oldottam meg. (A megrendelő nem kért automatokus szerszámcserét.)
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2015 augusztus 11, 18:02
Írta: Miki2 Dátum 2015 augusztus 11, 18:02
Ezen a videón látszik a cserélés művelete is.
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2015 augusztus 11, 18:03
Írta: Miki2 Dátum 2015 augusztus 11, 18:03
Cím: Re:UCCNC vezérlő program
Írta: s2k5ycubj Dátum 2015 augusztus 11, 19:00
Írta: s2k5ycubj Dátum 2015 augusztus 11, 19:00
Na pont ezt akartam hallani,látni,hogy UC300 is tud közvetlenül enkódert fogadni. Így már értelmét vesztette az előző nézelődésem. És ez alkalmas gyors jelekre is? Mondjuk esztergán főorsó és hajtott szerszám? Ezt mikorra várható,hogy tudni fogja az UC?
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2015 augusztus 11, 19:09
Írta: Miki2 Dátum 2015 augusztus 11, 19:09
Szerintem nagyon-nagyon soká.
Én már szóba sem merem hozni.
Ebben a témában már választ sem kapok a levelemre.
Az eszterga felhasználók aránya (Balázsék szerint) alig 3-4%.
Ezért az eszterga fejlesztésre talán sosem kerül sor.
Így egy "rendes" eszterga kialakításánál más megoldást kell keresni.
Én már szóba sem merem hozni.
Ebben a témában már választ sem kapok a levelemre.
Az eszterga felhasználók aránya (Balázsék szerint) alig 3-4%.
Ezért az eszterga fejlesztésre talán sosem kerül sor.
Így egy "rendes" eszterga kialakításánál más megoldást kell keresni.
Cím: Re:UCCNC vezérlő program
Írta: s2k5ycubj Dátum 2015 augusztus 11, 19:47
Írta: s2k5ycubj Dátum 2015 augusztus 11, 19:47
És az nem lehet,hogy azért nincs eszterga felhasználó,mert nincsen rá lehetőség? Ez a tipikus tyúk és tojás szindróma. De azért én bizakodó vagyok!
Cím: Re:UCCNC vezérlő program
Írta: adamant Dátum 2015 augusztus 11, 19:52
Írta: adamant Dátum 2015 augusztus 11, 19:52
Jó magam is nagyon örülnék ha lenne eszterga mert szívesen használnám ezt a programot a készülő esztergára
Nagyon csalódott lennék ha tényleg nem lenne :(
Nagyon csalódott lennék ha tényleg nem lenne :(
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 augusztus 11, 19:53
Írta: svejk Dátum 2015 augusztus 11, 19:53
Pedig lassan már csak a képernyőfelületen múlik...
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2015 augusztus 11, 20:13
Írta: Miki2 Dátum 2015 augusztus 11, 20:13
Meg a szerszámtáron
meg az állandó vágósebességen,
mega csúcssugár kompenzáción
És ez csak három dolog, ami egy esztergán nélkülözhetetlen.
meg az állandó vágósebességen,
mega csúcssugár kompenzáción
És ez csak három dolog, ami egy esztergán nélkülözhetetlen.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 augusztus 11, 20:19
Írta: svejk Dátum 2015 augusztus 11, 20:19
Csinálj egy fasza felületet, akkor kénytelen lesznek a többi felsoroltat is megoldani! :)
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2015 augusztus 11, 20:28
Írta: Miki2 Dátum 2015 augusztus 11, 20:28
Én a Mach3 felületét magyarítottam.
Jelenleg azt használom.
Ha legközelebb "komojyabb" esztergát kell csinálnom, a lengyel mozgésvezérlőt fogom beépíteni.
Az tud mindent, amire egy esztergánál szükség lehet.
Balázs, (a Polgárdi) már vagy 3 éve igérgeti a Mach3-hoz a főorsó szinkront.
Aztán jött az UCCNC, és ez annyiba is meredt.
A marógépnél már szépen működik az UCCNC, de az eszterga az mostoha gyerek.
Jelenleg azt használom.
Ha legközelebb "komojyabb" esztergát kell csinálnom, a lengyel mozgésvezérlőt fogom beépíteni.
Az tud mindent, amire egy esztergánál szükség lehet.
Balázs, (a Polgárdi) már vagy 3 éve igérgeti a Mach3-hoz a főorsó szinkront.
Aztán jött az UCCNC, és ez annyiba is meredt.
A marógépnél már szépen működik az UCCNC, de az eszterga az mostoha gyerek.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2015 augusztus 11, 20:32
Írta: ANTAL GÁBOR Dátum 2015 augusztus 11, 20:32
Balázs ! Megállítottam a linkelt videót a vége előtt ahol az UCCNC felülete és a G kódsor látható kézzel ide másolok néhány sort :
G33.1 Z-0.375 K0.3125
G00 Z0.25 M3
G00 X1.5625 Y0
G33.1 Z-0.375 K0.3125
Az triviális hogy collban gondolkodnak a szinkronizált menetfúrás mélysége és emelkedése is Ok . Viszont amikor eléri a Z a -0.375 öt utána meg kell fordulni a főorsó forgásirányának és szinkronozottan vissza kell kerülni a kiindulási pontba azután jöhet a gyorsjárati emelés Z 0.25 be majd oldallépés és új menet kezdése. Honnan tudja a frekiváltó hogy meg kell változtatni a forgás irányát egy adott mélységnél? Amikor a DRO ban a Z elérte a -0.375 öt akkor mi adja a parancsot a frekiváltónak ? És honnan tudja hogy visszament a kezdő Z re és jöhet a gyorsjárati emelés ? Az M3 is érdekes mert nincs kikapcsolási utasítás a G kódban akkor minek ? Vagy valami kikapcsolja hajtást és új menetnél be kell kapcsolni? ( megnézem mégegyszer a videót hátha látom hogy megáll )
Ja és az UC 100 as sal is menne ez a dolog ? Egyszer már kérdeztem de nem árt megerősíteni
G33.1 Z-0.375 K0.3125
G00 Z0.25 M3
G00 X1.5625 Y0
G33.1 Z-0.375 K0.3125
Az triviális hogy collban gondolkodnak a szinkronizált menetfúrás mélysége és emelkedése is Ok . Viszont amikor eléri a Z a -0.375 öt utána meg kell fordulni a főorsó forgásirányának és szinkronozottan vissza kell kerülni a kiindulási pontba azután jöhet a gyorsjárati emelés Z 0.25 be majd oldallépés és új menet kezdése. Honnan tudja a frekiváltó hogy meg kell változtatni a forgás irányát egy adott mélységnél? Amikor a DRO ban a Z elérte a -0.375 öt akkor mi adja a parancsot a frekiváltónak ? És honnan tudja hogy visszament a kezdő Z re és jöhet a gyorsjárati emelés ? Az M3 is érdekes mert nincs kikapcsolási utasítás a G kódban akkor minek ? Vagy valami kikapcsolja hajtást és új menetnél be kell kapcsolni? ( megnézem mégegyszer a videót hátha látom hogy megáll )
Ja és az UC 100 as sal is menne ez a dolog ? Egyszer már kérdeztem de nem árt megerősíteni
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 augusztus 11, 20:41
Írta: svejk Dátum 2015 augusztus 11, 20:41
A csmio szinte megfizethetetlen több tengelynél.
A szinte már-már követelőzéssel szerintem nem fogsz itt célt érni.
Szerintem tegyél valamit, hogy legyen motívációjuk a Balázséknak.
(hogy mit az ne kérdezd)
A szinte már-már követelőzéssel szerintem nem fogsz itt célt érni.
Szerintem tegyél valamit, hogy legyen motívációjuk a Balázséknak.
(hogy mit az ne kérdezd)
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2015 augusztus 11, 20:46
Írta: Miki2 Dátum 2015 augusztus 11, 20:46
Ahogy már írtam, én ezt rég beláttam.
Csak próbálkozom "A szinte már-már követelőzéssel ", hátha mások is szeretnék ezt a programot használni.
Ha többen kérik, talán Balázsék is belátják, hogy lépni kell.
Csak próbálkozom "A szinte már-már követelőzéssel ", hátha mások is szeretnék ezt a programot használni.
Ha többen kérik, talán Balázsék is belátják, hogy lépni kell.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 augusztus 11, 20:49
Írta: svejk Dátum 2015 augusztus 11, 20:49
Ha megnyugtat, akkor én is csatlakozom hozzád! :)
Már többször nekifogtam esztergának elméletben de mindig kudarcba fulladtak a mechanikai tervek.
Ha egyszer beugrana az isteni szikra, biztos kihoznám belőlük azt a fránya eszterga funkciókat! :)
[#vigyor2]
Már többször nekifogtam esztergának elméletben de mindig kudarcba fulladtak a mechanikai tervek.
Ha egyszer beugrana az isteni szikra, biztos kihoznám belőlük azt a fránya eszterga funkciókat! :)
[#vigyor2]
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2015 augusztus 11, 21:01
Írta: ANTAL GÁBOR Dátum 2015 augusztus 11, 21:01
A kis lépések taktikáját kellene bevetni . Kellene egy X/Z síkú lehetőleg diaméteres felület ( szerszámtárral ) ami ki is rajzolja a megmunkálást . Gondolom ha a maró tudja a szinkron menetfúrást akkor itt a szinkron menet adott, hisz csak a koordináták vannak átnevezve . Azután ki kellene egészíteni a csúcssugár kompenzációval és az állandó vágósebesség dolgával, valamint jó lenne egy egysoros ( G76 os ) menetmegadás is . )
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 augusztus 11, 21:11
Írta: svejk Dátum 2015 augusztus 11, 21:11
Így van, ezért lenne jó, ha valaki legalább felvázolna egy képrnyőtervet.
A Mach3 eszterga képernyője is csapnivaló, olyan csinálta aki sosem dolgozott eszetrgán.
A Mach3 eszterga képernyője is csapnivaló, olyan csinálta aki sosem dolgozott eszetrgán.
Cím: Re:UCCNC vezérlő program
Írta: KoLa Dátum 2015 augusztus 11, 21:12
Írta: KoLa Dátum 2015 augusztus 11, 21:12
Az eszterga mód' nagy kihívás a linuxcnc-nek is!
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 augusztus 11, 21:13
Írta: svejk Dátum 2015 augusztus 11, 21:13
mer' az helyből vacak [#crazya]
Cím: Re:UCCNC vezérlő program
Írta: s2k5ycubj Dátum 2015 augusztus 11, 21:14
Írta: s2k5ycubj Dátum 2015 augusztus 11, 21:14
Írhatnál a praktikákról a linuxos topikba egy-két gyakorlati tanácsot. Köszönöm előre is!
Cím: Re:UCCNC vezérlő program
Írta: KoLa Dátum 2015 augusztus 11, 21:25
Írta: KoLa Dátum 2015 augusztus 11, 21:25
Nem erre gondoltam pont! hanem arra hogy, ezt a programot is főleg marógépre fejlesztik!
Az esztergálásnál olyan igények vannak amit nem is sejtenek a program fejlesztői!
Tovább fejlesztik a maróhoz, aztán leképzik esztergára és kapok egy új verziót, ami alapban g64-el indul, olyan értékekkel hogy a derékszögű g0 mozgásokat r20-al lekerekíti, próbáljatok egy 40-s furatból kijönni a furatkéssel x80 z1 -re! Szerszámtörés géprongálás stb, kár keletkezik!
Keletkezne! ha, nem tesztelnénk kicsit a levegőben!
Nem is tudtam hogy a g64 gyorsjáratban is számít!
Szóval erről van szó!..............
Az esztergálásnál olyan igények vannak amit nem is sejtenek a program fejlesztői!
Tovább fejlesztik a maróhoz, aztán leképzik esztergára és kapok egy új verziót, ami alapban g64-el indul, olyan értékekkel hogy a derékszögű g0 mozgásokat r20-al lekerekíti, próbáljatok egy 40-s furatból kijönni a furatkéssel x80 z1 -re! Szerszámtörés géprongálás stb, kár keletkezik!
Keletkezne! ha, nem tesztelnénk kicsit a levegőben!
Nem is tudtam hogy a g64 gyorsjáratban is számít!
Szóval erről van szó!..............
Cím: Re:UCCNC vezérlő program
Írta: KoLa Dátum 2015 augusztus 11, 21:27
Írta: KoLa Dátum 2015 augusztus 11, 21:27
Mindíg mindent meg kell neki mondani! de úgy hogy értse!Nem egyszerű!
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 augusztus 11, 21:48
Írta: svejk Dátum 2015 augusztus 11, 21:48
Persze, értem én, hogy más világ.
Ezért kell ösztönözni a programkészítőket.
Biztos vagyok, hogy az UCCNC kapcsán is kiakasztottuk a program íróját párszor, de azért talán néha segítettünk is nekik a felhasználóbarát program létrehozásában.
Ezért kell ösztönözni a programkészítőket.
Biztos vagyok, hogy az UCCNC kapcsán is kiakasztottuk a program íróját párszor, de azért talán néha segítettünk is nekik a felhasználóbarát program létrehozásában.
Cím: Re:UCCNC vezérlő program
Írta: x4rhew5r3 Dátum 2015 augusztus 11, 22:22
Írta: x4rhew5r3 Dátum 2015 augusztus 11, 22:22
Véletlenül ide tévedtem:)
A G33.1 mondat vezérli a komplett ciklust. A frekiváltón kell a CW/CCW vezérlés, anélkül nem működik. A Z előtolást a pillanatnyi főorsó szögsebességhez és forgásirányhoz igazítja.
A végrehajtás vázlata:
1) A pillanatnyi Z helyzetben átkapcsol szinronizált módba és várja a főorsó index jelét.
2) Ha megjött az index, akkor szinkronizáltan mozgatja a szerszámot a megadott Z-ig.
3) Ha elérte a Z-t, akkor megfordítja a forgásirányt. Ahogy lassul a főorsó, arányosan csökkenti az előtolást. Ha a főorsó elkezd ellenkező irányba forogni, akkor az előtolást ennek megfelelően megfordítja, és a fordulattal arányosan kiviszi a szerszámot az eredeti Z-ig.
4) Ha elérte az eredeti Z-t, akkor ugyan úgy mint befelé menet, arányos előtolással megint megfordítja a forgásirányt.
5) Ha elindul a főorsó az ellenkező irányba, akkor kikapcsolja a szinkronizált módot és vége a mondatnak.
Az utolsó 2 pont lehet, hogy itt nem pontosan így történik, a Linuxcnc ilyen.
A G33.1 mondat vezérli a komplett ciklust. A frekiváltón kell a CW/CCW vezérlés, anélkül nem működik. A Z előtolást a pillanatnyi főorsó szögsebességhez és forgásirányhoz igazítja.
A végrehajtás vázlata:
1) A pillanatnyi Z helyzetben átkapcsol szinronizált módba és várja a főorsó index jelét.
2) Ha megjött az index, akkor szinkronizáltan mozgatja a szerszámot a megadott Z-ig.
3) Ha elérte a Z-t, akkor megfordítja a forgásirányt. Ahogy lassul a főorsó, arányosan csökkenti az előtolást. Ha a főorsó elkezd ellenkező irányba forogni, akkor az előtolást ennek megfelelően megfordítja, és a fordulattal arányosan kiviszi a szerszámot az eredeti Z-ig.
4) Ha elérte az eredeti Z-t, akkor ugyan úgy mint befelé menet, arányos előtolással megint megfordítja a forgásirányt.
5) Ha elindul a főorsó az ellenkező irányba, akkor kikapcsolja a szinkronizált módot és vége a mondatnak.
Az utolsó 2 pont lehet, hogy itt nem pontosan így történik, a Linuxcnc ilyen.
Cím: Re:UCCNC vezérlő program
Írta: x4rhew5r3 Dátum 2015 augusztus 11, 22:39
Írta: x4rhew5r3 Dátum 2015 augusztus 11, 22:39
Ezzel át kellene menni a Linuxcnc-be, ne itt szemeteljünk. Kicsit fejtsd ki, mert nem pontosan értem a problémát:)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 augusztus 11, 23:15
Írta: svejk Dátum 2015 augusztus 11, 23:15
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2015 augusztus 12, 08:11
Írta: ANTAL GÁBOR Dátum 2015 augusztus 12, 08:11
Köszönöm szépen ( Snecinek és Svejknek ) megértettem .Amikor elérte a programozott Z- t
akkor M3 ból M4 lesz ( de ez nincs kihangsúlyozva a G kódsorban mert automatikusan végbemegy .
Homovits Miklósnak volt napokkal ezelőtt egy lefejtő marós kérdése . A kvázistabil fordulatszámú ( pl aszinkron motoros ) főorsóhoz kell szinkronozni a mellékhajtást.Telefonon elmondtam neki a véleményemet ami Bencze András is megerősített itt : konkrétan elektronikus gear-ral rendelkező AC ( DC ) szervó vezérlő az egyik megoldás ami a főorsó encoder jeléről van vezérelve vagy közvetlenül vagy egy quadratúra dekóderrel előállított step dir jellel . Természetesen T45 DOS os valós idejű szisztémája is alkalmas rá .( jelezte is )
Elvileg az UCCNC is (és a linux is) valami hasonlót csinál. Jó lenne ismerni a korlátokat , a pontosságot mert egy menetfúrás menetesztergálás az rövid ciklusokból áll a lefejtő marás pedig hosszú monoton munka . Az érdekelne hogy a hibák halmozódnak e vagy sem ( a félig elkészült fogaskeréknek lemaródik e a foga ha összegződnek a hibák ? ) Vagy ebben az esetben az UCCNC pontosan úgy működik mint az elektronikus gearral rendelkező pozíciószervó csak nem nekünk kell bajlódni a gearral ( megadjuk a paramétereket és ő beállítja a geart amit nem köt az orrunkra ? Minthogy az UCCNC viszi a léptetőt is, olyan triviális hibát mint lépéstévesztés nem tételezek fel..
Természetesen azt is jó lenne tudni hogy adott főorsó fordulatnál mi a legoptimálisabb encoder CPR érték a legkeményebb szinkronhoz ( remélem Balázs nem nyaral de Sneci ,Svejk és a többi kolléga is válaszolhat
akkor M3 ból M4 lesz ( de ez nincs kihangsúlyozva a G kódsorban mert automatikusan végbemegy .
Homovits Miklósnak volt napokkal ezelőtt egy lefejtő marós kérdése . A kvázistabil fordulatszámú ( pl aszinkron motoros ) főorsóhoz kell szinkronozni a mellékhajtást.Telefonon elmondtam neki a véleményemet ami Bencze András is megerősített itt : konkrétan elektronikus gear-ral rendelkező AC ( DC ) szervó vezérlő az egyik megoldás ami a főorsó encoder jeléről van vezérelve vagy közvetlenül vagy egy quadratúra dekóderrel előállított step dir jellel . Természetesen T45 DOS os valós idejű szisztémája is alkalmas rá .( jelezte is )
Elvileg az UCCNC is (és a linux is) valami hasonlót csinál. Jó lenne ismerni a korlátokat , a pontosságot mert egy menetfúrás menetesztergálás az rövid ciklusokból áll a lefejtő marás pedig hosszú monoton munka . Az érdekelne hogy a hibák halmozódnak e vagy sem ( a félig elkészült fogaskeréknek lemaródik e a foga ha összegződnek a hibák ? ) Vagy ebben az esetben az UCCNC pontosan úgy működik mint az elektronikus gearral rendelkező pozíciószervó csak nem nekünk kell bajlódni a gearral ( megadjuk a paramétereket és ő beállítja a geart amit nem köt az orrunkra ? Minthogy az UCCNC viszi a léptetőt is, olyan triviális hibát mint lépéstévesztés nem tételezek fel..
Természetesen azt is jó lenne tudni hogy adott főorsó fordulatnál mi a legoptimálisabb encoder CPR érték a legkeményebb szinkronhoz ( remélem Balázs nem nyaral de Sneci ,Svejk és a többi kolléga is válaszolhat
Cím: Re:UCCNC vezérlő program
Írta: Motoros Dátum 2015 augusztus 12, 08:20
Írta: Motoros Dátum 2015 augusztus 12, 08:20
OFF:SZERINTEM ezeknél az un kemény menetmegmunkálásoknál (amikor a menetfúró vagy metsző végzi a munkát) nem érdemes a szinkronnal bajlódni.
Elég betenni egy hosszkiegyenlítős befogót.
Mikor leért akkor kiold és csak meg kell fordítani a forgás irányt, mikor feljött visszáll alapba.
Elég betenni egy hosszkiegyenlítős befogót.
Mikor leért akkor kiold és csak meg kell fordítani a forgás irányt, mikor feljött visszáll alapba.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 augusztus 12, 08:31
Írta: svejk Dátum 2015 augusztus 12, 08:31
Párszor próbáltam a menetfúrást a gépemen, én is ezt alkalmaztam.
De még csak nem is kioldóssal.
Egyszerűen kézzel megírtam, hogy az adott Z-nél forduljon az orsóirány és induljon fel a Z.
A kiegyenlítőnek mindössze azt az 1-2 mm-t kellett dolgoznia amíg a főorsó irányt váltott.
A frekiváltón a gyorsulást lassulást ilyen esetben kicsire lehet állítani, mert nem kell nagy fordulatszámra szükség.
De még csak nem is kioldóssal.
Egyszerűen kézzel megírtam, hogy az adott Z-nél forduljon az orsóirány és induljon fel a Z.
A kiegyenlítőnek mindössze azt az 1-2 mm-t kellett dolgoznia amíg a főorsó irányt váltott.
A frekiváltón a gyorsulást lassulást ilyen esetben kicsire lehet állítani, mert nem kell nagy fordulatszámra szükség.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2015 augusztus 12, 10:04
Írta: kr97pwss2 Dátum 2015 augusztus 12, 10:04
Próbálok válaszolni a sok kérdésre:
Miki2: Az UCCNC-ben az eszterga üzemmód kialakítása valóban várat még magára, de a menetfúrás (és a szinkron menetvágás, mivel már ezt is tudja) tekinthető ennek az előfutárának. Szerintem sokan nem tudjátok, de az UC100 vagy UC300 Mach3-al és UCCNC-vel teljesen másképpen működik belül. Pontosabban különböző firmware fut bennük, melyeknek működése merőben eltér. Az újabb firmware amit párhuzamosan az UCCNC-vel együtt készült el, tudja a menetfúrást/vágást és még sok minden mást is, amit a Mach3-as firmware nem tud. Mivel új alapokra lett helyezve az egész működés (habár a felhasználók ebből semmit se látnak), ezért nem olyan egyszerű Mach3-ra is átírni. És a látszat ellenére, hogy nem történik semmi, a háttérben nagy erőkkel folynak a fejlesztések. És igaz egyenlőre a populárisabb modulokat helyezzük előtérbe a fejlesztéskor.
Antal Gábor: Az UC100 is tudja a menetfúrást.
Enkódernek 100 réses enkódert javaslok (az UCCNC 4x üzemmódban dolgozza fel, így kevesebb, mint 1fokos pontossággal tudja a főorsó pozícióját megállapítani, ez általában elég szokott lenni, és viszonylag egyszerűen kialakítható akár saját tárcsával és szenzorral is).
A működésből adódóan nem akkumulálódik hiba menetfúrás/vágás közben, mert a számítások tört számokkal lebegőpontos matematikával történnek.
Még a kis lépések taktikára válaszolva: pontosan ezt a stratégiát követjük, lépésenként haladunk. Az már más kérdés, hogy a felhasználónak egy lépés (pl. szerszámsugár korrekció ) a vaságban nem is olyan kicsi lépés :)
Ezt csak mellékesen jegyzem meg, de sok felhasználónak természetesnek tűnik, hogy az UCCNC program működik a gépén, pedig rengeteg munka van benne, hogy XP-től Win10-ig minden oprendszeren kifogástalanul menjen.
És végezetül továbbra is szívesen fogadjuk építő jellegű ötleteket, tanácsokat, amiket megfontolva be is építünk a programba.
Miki2: Az UCCNC-ben az eszterga üzemmód kialakítása valóban várat még magára, de a menetfúrás (és a szinkron menetvágás, mivel már ezt is tudja) tekinthető ennek az előfutárának. Szerintem sokan nem tudjátok, de az UC100 vagy UC300 Mach3-al és UCCNC-vel teljesen másképpen működik belül. Pontosabban különböző firmware fut bennük, melyeknek működése merőben eltér. Az újabb firmware amit párhuzamosan az UCCNC-vel együtt készült el, tudja a menetfúrást/vágást és még sok minden mást is, amit a Mach3-as firmware nem tud. Mivel új alapokra lett helyezve az egész működés (habár a felhasználók ebből semmit se látnak), ezért nem olyan egyszerű Mach3-ra is átírni. És a látszat ellenére, hogy nem történik semmi, a háttérben nagy erőkkel folynak a fejlesztések. És igaz egyenlőre a populárisabb modulokat helyezzük előtérbe a fejlesztéskor.
Antal Gábor: Az UC100 is tudja a menetfúrást.
Enkódernek 100 réses enkódert javaslok (az UCCNC 4x üzemmódban dolgozza fel, így kevesebb, mint 1fokos pontossággal tudja a főorsó pozícióját megállapítani, ez általában elég szokott lenni, és viszonylag egyszerűen kialakítható akár saját tárcsával és szenzorral is).
A működésből adódóan nem akkumulálódik hiba menetfúrás/vágás közben, mert a számítások tört számokkal lebegőpontos matematikával történnek.
Még a kis lépések taktikára válaszolva: pontosan ezt a stratégiát követjük, lépésenként haladunk. Az már más kérdés, hogy a felhasználónak egy lépés (pl. szerszámsugár korrekció ) a vaságban nem is olyan kicsi lépés :)
Ezt csak mellékesen jegyzem meg, de sok felhasználónak természetesnek tűnik, hogy az UCCNC program működik a gépén, pedig rengeteg munka van benne, hogy XP-től Win10-ig minden oprendszeren kifogástalanul menjen.
És végezetül továbbra is szívesen fogadjuk építő jellegű ötleteket, tanácsokat, amiket megfontolva be is építünk a programba.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 augusztus 12, 10:19
Írta: svejk Dátum 2015 augusztus 12, 10:19
Inkább csak kérdezem, mert nincs tapasztalatom ebben.
Ez a szerszámsugárkorrekció az én gondolatvilágomban bonyolult matematikát érintő műveletek halmaza, biztos nem lehet egyszerű megvalósítani.
De ma már elérhetőek elég kezes CAD-CAM progik, amik ezt helyettesíthetik.
Lehet valami béta verzióval elő lehetne állni a korrekció nélkül is. (a többi fontosat meg talán már tudja most is)
Vagy ennek nem lenne értelme, az esztergályosok csak manuálisan szeretnek kódot írni?
Ez a szerszámsugárkorrekció az én gondolatvilágomban bonyolult matematikát érintő műveletek halmaza, biztos nem lehet egyszerű megvalósítani.
De ma már elérhetőek elég kezes CAD-CAM progik, amik ezt helyettesíthetik.
Lehet valami béta verzióval elő lehetne állni a korrekció nélkül is. (a többi fontosat meg talán már tudja most is)
Vagy ennek nem lenne értelme, az esztergályosok csak manuálisan szeretnek kódot írni?
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2015 augusztus 12, 10:34
Írta: kr97pwss2 Dátum 2015 augusztus 12, 10:34
A szerszámsugár korrekciót csak példának írtam, amivel azt akartam szemléltetni, hogy ezek a "lépcsők" nem egy hétvége alatt megvan kategória.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2015 augusztus 12, 10:53
Írta: ANTAL GÁBOR Dátum 2015 augusztus 12, 10:53
Köszi a választ ! Ment egy magán levél a levelezőtökre és tovább forszíroznám az encoder CPR értékét. Az átlagembernek OK jó a 100, de biztos van optimálisabb ha pl a főorsó 240 1/ min nel netán 60 1/ min nel forog ... Ne legyen szempont a tárcsa gyárthatósága beszerezhetősége
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2015 augusztus 12, 11:00
Írta: kr97pwss2 Dátum 2015 augusztus 12, 11:00
Alacsony fordulatokhoz használhatsz nyugodtan akár 1000-eset is vagy nagyobbat, és ha 50mm-es menetemelkedést akarsz esztergálni, akkor pedig kell is a magasabb felbontás.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2015 augusztus 12, 11:17
Írta: ANTAL GÁBOR Dátum 2015 augusztus 12, 11:17
Nem vagyok vizsgálóbíró ezért csak kérdezek ...
Kell lennie egy számolási szisztémának ami az UC 100-300 egységek órafrekvenciájából a számábrázolás metodikájából az UCCNC dolgaiból és a főorsó fordulatszámából mindig megadja az optimális és még éppen használható CPR értéket ( ha visszaemlékszel ti világosítottatok fel, hogy a Mach nál az indexes fordulatszám mérés miért nem működik kb 96 1/ min alatt .. Persze nekem jutott "gyógyszer" erre a problémára is )
Kell lennie egy számolási szisztémának ami az UC 100-300 egységek órafrekvenciájából a számábrázolás metodikájából az UCCNC dolgaiból és a főorsó fordulatszámából mindig megadja az optimális és még éppen használható CPR értéket ( ha visszaemlékszel ti világosítottatok fel, hogy a Mach nál az indexes fordulatszám mérés miért nem működik kb 96 1/ min alatt .. Persze nekem jutott "gyógyszer" erre a problémára is )
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2015 augusztus 12, 11:36
Írta: kr97pwss2 Dátum 2015 augusztus 12, 11:36
A #2453-ban írtam, hogy a Mach3 és UCCNC használatakor a firmware ami az UC100 és UC300-ban fut teljesen más. A Mach3 korlátait ismerve az UCCNC-nél már másképp lett megcsinálva és nincs min. fordulatszám megkötés. UCCNC-nél akár 0 fordulattól tudsz menetet vágni (sőt visszafelé tekerve is működik, de az nem ajánlott).
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2015 augusztus 12, 12:33
Írta: ANTAL GÁBOR Dátum 2015 augusztus 12, 12:33
Félreértetted a Mach ot csak példának hoztam fel
"Kell lennie egy számolási szisztémának ami az UC 100-300 egységek órafrekvenciájából a számábrázolás metodikájából az UCCNC dolgaiból és a főorsó fordulatszámából mindig megadja az optimális és még éppen használható CPR értéket"
"Kell lennie egy számolási szisztémának ami az UC 100-300 egységek órafrekvenciájából a számábrázolás metodikájából az UCCNC dolgaiból és a főorsó fordulatszámából mindig megadja az optimális és még éppen használható CPR értéket"
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 augusztus 12, 13:40
Írta: 000000000 Dátum 2015 augusztus 12, 13:40
Csak a vita kedvéért... :-)
Nem, az esztergályosok sem szeretnek feleslegesen programozni. Gondolom sokan vagytok akik a "hobbi" gépeitekkel vállaltok bérmunkát. Az mindegy, hogy maró-, vagy eszterga gép-e. Képzeld el, hogy van egy visszatérő munkád, de nincs ugyanolyan szerszám, vagy lapka a fiókban, mint legutóbb. Csak hasonló. Melyik a kézenfekvőbb? Leülni a számítógép elé és újra programozni az alkatrészt, de legalábbis a simító pályát, vagy átírni egy regiszter értéket a vezérlőben? Hidd el, nagyon fontos az offset funkció.
Nem, az esztergályosok sem szeretnek feleslegesen programozni. Gondolom sokan vagytok akik a "hobbi" gépeitekkel vállaltok bérmunkát. Az mindegy, hogy maró-, vagy eszterga gép-e. Képzeld el, hogy van egy visszatérő munkád, de nincs ugyanolyan szerszám, vagy lapka a fiókban, mint legutóbb. Csak hasonló. Melyik a kézenfekvőbb? Leülni a számítógép elé és újra programozni az alkatrészt, de legalábbis a simító pályát, vagy átírni egy regiszter értéket a vezérlőben? Hidd el, nagyon fontos az offset funkció.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 augusztus 12, 14:08
Írta: 000000000 Dátum 2015 augusztus 12, 14:08
Gábor, nincsen semmi ilyesmi amit írsz. Az egyetlen megkötés a max. encoder frekvencia amiről már beszéltünk. De szerintem a legcélravezetőbb ha kipróbálod, végülis úgy tudom neked rendelkezésre áll minden hozzá.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2015 augusztus 12, 15:30
Írta: ANTAL GÁBOR Dátum 2015 augusztus 12, 15:30
Beszéltünk róla . Keresem is a levelezőmben de nem találom ( lehet élőszóban ment ) valami rémlik : 4 es jelfeldolgozás n= 3000 1/min ( 50 1/sec ) 100 as encoderrel 20kHz bemeneti frekit eredményez . Ez lenne a határ? ( még mindíg nincs rá szükségem de pár óra múlva remélem működik egy teszt kütyü az asztalomon )
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 augusztus 12, 19:18
Írta: svejk Dátum 2015 augusztus 12, 19:18
Ebből nem lesz vita, mert elhiszem.
De tudod én itt a fórumon a Mach2-mellet nőttem fel és sajnos az elején ott sem működött jól a szerszámkorekció.
Nem is tudom most működik-e rendesen, mert nem vagyok gyakorló felhasználó, van egy marógépezetem, de csak mint műkedvelő kapcsolom be évente párszor.
A lényege az lett volna a mondandómnak, hogy ha egyszer elindulna az a bizonyos eszterga project, akkor úgy is "kivernénk" a a tuti megoldásokat, csak indulna már el valahogy.
De tudod én itt a fórumon a Mach2-mellet nőttem fel és sajnos az elején ott sem működött jól a szerszámkorekció.
Nem is tudom most működik-e rendesen, mert nem vagyok gyakorló felhasználó, van egy marógépezetem, de csak mint műkedvelő kapcsolom be évente párszor.
A lényege az lett volna a mondandómnak, hogy ha egyszer elindulna az a bizonyos eszterga project, akkor úgy is "kivernénk" a a tuti megoldásokat, csak indulna már el valahogy.
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2015 augusztus 12, 20:22
Írta: Miki2 Dátum 2015 augusztus 12, 20:22
Eszterga témában nem zaklatlak többet Beneteket.
Úgy csinálok, mint Svejk.
Megvárom, míg elindul az eszterga projekt, és szerény tudásommal megpróbálok segítségetekre lenni.
Úgy csinálok, mint Svejk.
Megvárom, míg elindul az eszterga projekt, és szerény tudásommal megpróbálok segítségetekre lenni.
Cím: Re:UCCNC vezérlő program
Írta: KoLa Dátum 2015 augusztus 12, 22:29
Írta: KoLa Dátum 2015 augusztus 12, 22:29
Régen volt ez a videó amikor még csak döcögött a menetfúrás fixen befogott menetfúróval!
Látszik hogy annyira pontos a vezérlés hogy, a danamid forgács nem válik el a munkadarabtól mikor kifelé jön a menetfúró!
itt
Látszik hogy annyira pontos a vezérlés hogy, a danamid forgács nem válik el a munkadarabtól mikor kifelé jön a menetfúró!
itt
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 augusztus 13, 09:15
Írta: 000000000 Dátum 2015 augusztus 13, 09:15
Persze. Én is csak vicceltem. Előbb-utóbb elindul. Csak gondolom úgy vannak vele a fiúk, hogy előbb megcsinálják rendesen a marós részét a dolognak. Ami szerintem így helyes. Bár, nem tudom mekkora a csapat, hol tart a fejlesztés.
Cím: Re:UCCNC vezérlő program
Írta: s2k5ycubj Dátum 2015 augusztus 14, 01:43
Írta: s2k5ycubj Dátum 2015 augusztus 14, 01:43
Beüzemeltük ma az UC300-as kártyát a marógépen,egy picit más lett a hangja és olyan simán és rángás mentesen mozog gyorsjáratban is,hogy az hihetetlen. Profi munka,csak ajánlani tudom! Talán érdekes lehet egy kis gigszer: első próbának rá lett dugva a meglévő 5 tengelyes breakout kártya lpt csatijára és meg is állt rögtön. Kiderült,hogy a 26-os lábon ki van kötve a +5V az eredetin pedig az test... Tehát így nem megy. Gyanítom,hogy ennél a szalagkábelnél lehet valami disznóság. De mindegy mert direktben jól működik. És a léptető vezérlőkön is van optó a bemeneten.
Cím: Re:UCCNC vezérlő program
Írta: s2k5ycubj Dátum 2015 augusztus 14, 01:45
Írta: s2k5ycubj Dátum 2015 augusztus 14, 01:45
Ja az eredeti lpt-n csak 25 láb van... Este van már rendesen.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 augusztus 14, 18:20
Írta: 000000000 Dátum 2015 augusztus 14, 18:20
Szia,
Örülök, hogy jól működik.
És igen, a 26. lábra valóban be van kötve az USB +5 Voltja és ahogy a következő hozzászólásodban írtad is, ez a DSUB25 porton már nem jelenik meg, mert azon csak 25 pin van, a 26. (+5V) ebbe nincsen bekötve, mivel a nyomtatóporttal azonos a lábkiosztás és a nyomtatóporton sincsen +5V.
Örülök, hogy jól működik.
És igen, a 26. lábra valóban be van kötve az USB +5 Voltja és ahogy a következő hozzászólásodban írtad is, ez a DSUB25 porton már nem jelenik meg, mert azon csak 25 pin van, a 26. (+5V) ebbe nincsen bekötve, mivel a nyomtatóporttal azonos a lábkiosztás és a nyomtatóporton sincsen +5V.
Cím: Re:UCCNC vezérlő program
Írta: s2k5ycubj Dátum 2015 augusztus 14, 19:17
Írta: s2k5ycubj Dátum 2015 augusztus 14, 19:17
Csak valamiért "kiüti" az UC-t ha a szalagkábeles lpt átalakítóval összedugom a breaout kártyával. De mindegy,mert az csak egy próbálkozás volt,úgysem úgy fog működni. Viszont,ha már szóba került,a frekiváltó kimenetet minden további nélkül be lehet kötni,vagy kéne hozzá valamilyen átalakító?
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2015 augusztus 15, 07:46
Írta: pisti73 Dátum 2015 augusztus 15, 07:46
Szia Balázs!
A 3d plugin-ről található leírás valahol?
Olyat szeretnék még kérdezni, hogy megoldható lenne e az UC300-al a 3d nyomtató asztalának és nyomtató fejének a hőmérséklet szabályozása?
Köszi előre is!
A 3d plugin-ről található leírás valahol?
Olyat szeretnék még kérdezni, hogy megoldható lenne e az UC300-al a 3d nyomtató asztalának és nyomtató fejének a hőmérséklet szabályozása?
Köszi előre is!
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2015 augusztus 15, 07:47
Írta: pisti73 Dátum 2015 augusztus 15, 07:47
Bocs "3d printer plugin".
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 augusztus 15, 09:17
Írta: 000000000 Dátum 2015 augusztus 15, 09:17
Sziasztok,
Áts László: A frekiváltókban az analog rész leválasztott szokott lenni külön táplálással, ezért ráköthető közvetlenül az UC300 analog portjából az egyik analog kimenet.
A frekiváltó digitális bemeneteivel már más a helyzet, oda kell az optocsatoló az UC300 kimenetei és a frekiváltó digitális bemenetei közé.
Pisti73: A 3D plugin a Repetierhost programhoz lett kifejlesztve, a Stepcraft cég gépeihez, amiken nincsen asztal fűtés, így a plugin nem is ismeri nem kezeli ezt.
Amit a plugin tud, az az, hogy program megállításkor (Stop nyomás) a fejet kiemeli a beállított magasságra, hogy a filament és a fej ne dermedjen össze a munkadarabbal. Az XYZA pozíciót ilyenkor a szoftver eltárolja és a következő ciklus indításkor az XYZ először a megjegyzett pozícióra mozog,
az A tengely DRO-t pedig reset-eli a megjegyzett koordinátára (mozgás nélkül).
Az A tengely a filament előtoló motor és így a stop-kor a felhasználó el jog-olhatja az XYZ tengelyeket és eltekerheti az A tengelyt, például kicserélheti a filament tekercset ez a program folytatásnál nem fog problémát okozni. A plugin kezeli még ha jól emlékszem az M106 és M107 parancsokkal a ventillátort. Az M106-nak lehet paramétere, ami a ventillátor sebességét állítja.
Az asztal fűtés szabályzásra lehet használni esetleg az egyik analog kimenetét az UC300-nak, persze kell hozzá a megfelelő külső elektronika ami ez alapján a fűtőszálat meghajtja. Az analog jel hozzákapcsolható változó értékhez, így viszonylag egyszerűen, egy változó értékadásával lehetne az asztal fűtést állítani, például #500 = 128
Áts László: A frekiváltókban az analog rész leválasztott szokott lenni külön táplálással, ezért ráköthető közvetlenül az UC300 analog portjából az egyik analog kimenet.
A frekiváltó digitális bemeneteivel már más a helyzet, oda kell az optocsatoló az UC300 kimenetei és a frekiváltó digitális bemenetei közé.
Pisti73: A 3D plugin a Repetierhost programhoz lett kifejlesztve, a Stepcraft cég gépeihez, amiken nincsen asztal fűtés, így a plugin nem is ismeri nem kezeli ezt.
Amit a plugin tud, az az, hogy program megállításkor (Stop nyomás) a fejet kiemeli a beállított magasságra, hogy a filament és a fej ne dermedjen össze a munkadarabbal. Az XYZA pozíciót ilyenkor a szoftver eltárolja és a következő ciklus indításkor az XYZ először a megjegyzett pozícióra mozog,
az A tengely DRO-t pedig reset-eli a megjegyzett koordinátára (mozgás nélkül).
Az A tengely a filament előtoló motor és így a stop-kor a felhasználó el jog-olhatja az XYZ tengelyeket és eltekerheti az A tengelyt, például kicserélheti a filament tekercset ez a program folytatásnál nem fog problémát okozni. A plugin kezeli még ha jól emlékszem az M106 és M107 parancsokkal a ventillátort. Az M106-nak lehet paramétere, ami a ventillátor sebességét állítja.
Az asztal fűtés szabályzásra lehet használni esetleg az egyik analog kimenetét az UC300-nak, persze kell hozzá a megfelelő külső elektronika ami ez alapján a fűtőszálat meghajtja. Az analog jel hozzákapcsolható változó értékhez, így viszonylag egyszerűen, egy változó értékadásával lehetne az asztal fűtést állítani, például #500 = 128
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2015 augusztus 15, 13:51
Írta: ANTAL GÁBOR Dátum 2015 augusztus 15, 13:51
Balázs !Nem akartam itt untatni a kollégákat ezért a magán leveleződre címeztem a kérdést.
Téma : szinkronozott G33 ( fut egy teszt az asztalomon )
Téma : szinkronozott G33 ( fut egy teszt az asztalomon )
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2015 augusztus 15, 20:43
Írta: ANTAL GÁBOR Dátum 2015 augusztus 15, 20:43
Szépen alakul , a választ megkaptam az ötletemet pár perce elpostáztam ...
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 augusztus 15, 22:34
Írta: 000000000 Dátum 2015 augusztus 15, 22:34
Szia Gábor,
OK, csak ügyesen. :)
Egyébként tetszik az ötlet amit vázoltál és a másik Balázzsal úgy gondoljuk, hogy kivitelezhető is.
Na de addig is itt egy újabb szinkron menetfúrás, ezúttal alumíniumban és fix tokmányba fogott menetfúróval:
OK, csak ügyesen. :)
Egyébként tetszik az ötlet amit vázoltál és a másik Balázzsal úgy gondoljuk, hogy kivitelezhető is.
Na de addig is itt egy újabb szinkron menetfúrás, ezúttal alumíniumban és fix tokmányba fogott menetfúróval:
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2015 augusztus 16, 10:33
Írta: ANTAL GÁBOR Dátum 2015 augusztus 16, 10:33
Az UCCNC kontra UC100 as érdekes alkalmazásával játszadozom (az ötlet : egy jól megszerkesztett G33 as paranccsal kész a korrekt lefejtőmarás sőt a program adja az előtolást is és a munka végeztével szinkronozva kiveszi a marót a fogásból ) Figyelemfelkeltésre feltettem a táramba egy videót ( lefejt UCCNC _g33) ( a programozott áttétel ott 6 de a szám a realitások talaján bármekkora lehet ) A darabot a léptecs forgatja a "maró" az E240 es encoderes főorsón van ... A trükköket ( nem nagy durranás !)majd publikálom
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2015 augusztus 16, 10:42
Írta: Miki2 Dátum 2015 augusztus 16, 10:42
[#taps]
[#worship]
Cím: Re:UCCNC vezérlő program
Írta: PSoft Dátum 2015 augusztus 16, 10:48
Írta: PSoft Dátum 2015 augusztus 16, 10:48
Frankón összehoztad![#eljen]
És,hogy ne kelljen keresgélni...a videó a szinkronhajtásról.
[#wave][#worship]
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2015 augusztus 19, 20:11
Írta: Bozso777 Dátum 2015 augusztus 19, 20:11
Gondolom többeket is érdekel mennyit is kell "szenvedni" az UCCNC laser plugginnal mire egy képet elkezd megcsinálni. Ezért csináltam egy kis videót amin látszik ahogy elkezd egy képet gravírozni...a videón jól látszik mennyit kellett foglalkozni a képpel...csak annyit csináltam vele ami a videón látszik..semmi más előkészítés.
https://www.youtube.com/watch?v=nSwiruAD_WY
Balázs , a laser plugginba ha betöltök egy képet, elindítom, majd megállítom, és nem újra betöltöm a képet, hanem csak elindítanám, akkor megindul a gép valamerre...még nem néztem meg hova, mert azonnal leütöttem a stop gombot.
Van rá esély, hogy a cam részbe bekerül a laser választahó szerszámként ?..vágáshoz, mélyebb gravírozáshoz kifejezetten jó lenne.
M10 parancsal kissé gondban vagyok...a jelenség az hogy a laser bekapcsolása csak akkor indul el, ha poziciók X-Y nullázása után kicsit elmozdítom valamelyik tengelyt, így vissza kell menjen 0ra és akkor bekapcsolja a lasert, különben ha 0-áll akkor elindul csak laser bekapcsolás nélkül. Ezzel a kis gkóddal állítottam be a fókuszt, így jött elő a hiba, ha hiba, ha nem az akkor lécci írd meg mit írtam rosszul.
F500
G0X0.000Y0.000M3
G1X15.000 M10
Y15.000
X0.000
Y0.000
M11
G0X0.000Y0.000
M30
https://www.youtube.com/watch?v=nSwiruAD_WY
Balázs , a laser plugginba ha betöltök egy képet, elindítom, majd megállítom, és nem újra betöltöm a képet, hanem csak elindítanám, akkor megindul a gép valamerre...még nem néztem meg hova, mert azonnal leütöttem a stop gombot.
Van rá esély, hogy a cam részbe bekerül a laser választahó szerszámként ?..vágáshoz, mélyebb gravírozáshoz kifejezetten jó lenne.
M10 parancsal kissé gondban vagyok...a jelenség az hogy a laser bekapcsolása csak akkor indul el, ha poziciók X-Y nullázása után kicsit elmozdítom valamelyik tengelyt, így vissza kell menjen 0ra és akkor bekapcsolja a lasert, különben ha 0-áll akkor elindul csak laser bekapcsolás nélkül. Ezzel a kis gkóddal állítottam be a fókuszt, így jött elő a hiba, ha hiba, ha nem az akkor lécci írd meg mit írtam rosszul.
F500
G0X0.000Y0.000M3
G1X15.000 M10
Y15.000
X0.000
Y0.000
M11
G0X0.000Y0.000
M30
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 augusztus 20, 12:18
Írta: 000000000 Dátum 2015 augusztus 20, 12:18
Szia,
Szépen dolgozik a lézer géped. :)
Az M10/11 problémával kapcsoltban amit írsz, megfogom nézni, hogy mi lehet a gond.
Szépen dolgozik a lézer géped. :)
Az M10/11 problémával kapcsoltban amit írsz, megfogom nézni, hogy mi lehet a gond.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 augusztus 20, 12:22
Írta: 000000000 Dátum 2015 augusztus 20, 12:22
Itt van egy kis videó alumínium öntvény marásáról automata szerszámcserével és szinkron menet fúrással. Svejk múltkor kérdezte a főorsó beforgatást, ebben a videóban valamennyire látszik a szerszám-kúp felhúzó része is a gépnek.
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2015 augusztus 27, 13:54
Írta: Bozso777 Dátum 2015 augusztus 27, 13:54
Így az újabb verzióval jó lett ez a gkód.Kicsit tesztelgettem, mailban küldöm az eredményt.
Cím: Re:UCCNC vezérlő program
Írta: gabi Dátum 2015 augusztus 29, 15:21
Írta: gabi Dátum 2015 augusztus 29, 15:21
Szia
Szeretnék segítséget kérni.A pluginoknál a config-ot nem tudom megnyitni valami olyasmit ír , hogy
ebbeen az ablakban nem nyitható meg. Rosszul csinálok valamit?
Szeretnék segítséget kérni.A pluginoknál a config-ot nem tudom megnyitni valami olyasmit ír , hogy
ebbeen az ablakban nem nyitható meg. Rosszul csinálok valamit?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 augusztus 29, 19:52
Írta: 000000000 Dátum 2015 augusztus 29, 19:52
Szia,
Szerintem arra az üzenetre gondolsz, amit akkor ír ki, ha egy pluginnak nincsen konfigurációs ablaka. A legtöbb pluginnak nincsen, mert egyszerűen a konfigurációt magán a plugin ablakon lehet elvégezni, nem készült külön config ablak hozzá, ilyenkor egyszerűen kiírja ezt az üzenetet a program, ha a Config gombot megnyomod.
Szerintem arra az üzenetre gondolsz, amit akkor ír ki, ha egy pluginnak nincsen konfigurációs ablaka. A legtöbb pluginnak nincsen, mert egyszerűen a konfigurációt magán a plugin ablakon lehet elvégezni, nem készült külön config ablak hozzá, ilyenkor egyszerűen kiírja ezt az üzenetet a program, ha a Config gombot megnyomod.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2015 augusztus 29, 20:31
Írta: dezsoe Dátum 2015 augusztus 29, 20:31
Szia, Balázs!
Ha már plugin, akkor nekem is van némi gondom. Szeretnék egy olyan plugingt írni, ami OpenTK-s megjelenítőt tartalmaz. Valamilyen, általam ismeretlen okból kifolyólag nagyon utálják egymást a szerszámpálya megjelenítővel. Mellékelem a plugint, forrással együtt. Nincs túlbonyolítva, egy négyzetet rajzol és kész. Ha megjeleníted, akkor utána semmit nem csinál sem a szerszámpálya megjelenítő, sem a plugin. Ugyan az UCCNC a jelenleg letölthetőnél régebbi OpenTK-val van fordítva, úgy látom, hogy nem ez a probléma forrása:
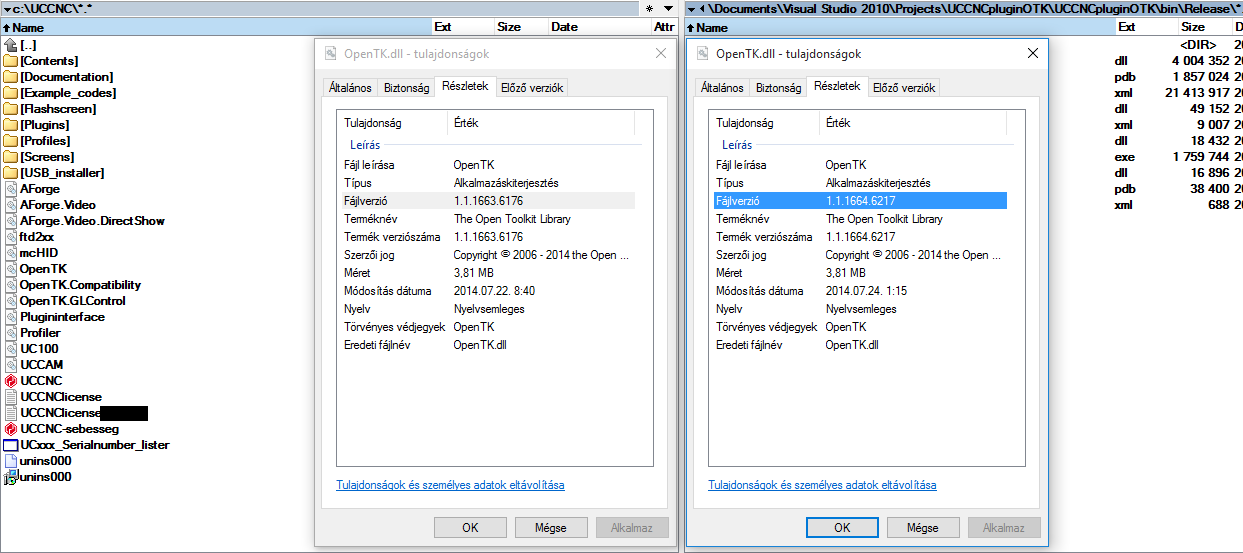
Ha már plugin, akkor nekem is van némi gondom. Szeretnék egy olyan plugingt írni, ami OpenTK-s megjelenítőt tartalmaz. Valamilyen, általam ismeretlen okból kifolyólag nagyon utálják egymást a szerszámpálya megjelenítővel. Mellékelem a plugint, forrással együtt. Nincs túlbonyolítva, egy négyzetet rajzol és kész. Ha megjeleníted, akkor utána semmit nem csinál sem a szerszámpálya megjelenítő, sem a plugin. Ugyan az UCCNC a jelenleg letölthetőnél régebbi OpenTK-val van fordítva, úgy látom, hogy nem ez a probléma forrása:
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 augusztus 29, 21:39
Írta: 000000000 Dátum 2015 augusztus 29, 21:39
Szia,
Ránéztem a kódra, de sajnos nincs a gépemen VB fordító, csak a C# express, szóval nem tudtam lefordítani. :(
Az nem lehet, hogy a GL.Flush() fgv. hívás hiányzik a SwapBuffers() fgv. hívása előtt?
Múltkor éppen ezzel szívtam, hogy két OpenGL controlnál az egyiknél hiányzott a Flush és emiatt nem jelenített meg semmit, sőt teljesen összezavarodott az OpenTK, gyakorlatilag Dispose-olta a glControl vezérlőket.
Utána is olvastam és elvileg nem is lenne kötelező a Flush-t meghívni, azt írja az OpenGL manual, hogy kontextus váltáskor úgyis automatikusan meghívodik, aztán találtam pár megjegyzést, hogy bizonyos videokártyákon nem jól van implementálva hardverben és ezért muszáj mégiscsak meghívni...
Szóval próbáld meg, hátha a Flush meghívásától megjavul.
Ha nem, akkor én még megpróbálnám esetleg belinkelni ugyanazt a verziójú OpenTK-t, amit az UCCNC használ, hátha a különböző verziók együttes használata okozza a problémát.
Ránéztem a kódra, de sajnos nincs a gépemen VB fordító, csak a C# express, szóval nem tudtam lefordítani. :(
Az nem lehet, hogy a GL.Flush() fgv. hívás hiányzik a SwapBuffers() fgv. hívása előtt?
Múltkor éppen ezzel szívtam, hogy két OpenGL controlnál az egyiknél hiányzott a Flush és emiatt nem jelenített meg semmit, sőt teljesen összezavarodott az OpenTK, gyakorlatilag Dispose-olta a glControl vezérlőket.
Utána is olvastam és elvileg nem is lenne kötelező a Flush-t meghívni, azt írja az OpenGL manual, hogy kontextus váltáskor úgyis automatikusan meghívodik, aztán találtam pár megjegyzést, hogy bizonyos videokártyákon nem jól van implementálva hardverben és ezért muszáj mégiscsak meghívni...
Szóval próbáld meg, hátha a Flush meghívásától megjavul.
Ha nem, akkor én még megpróbálnám esetleg belinkelni ugyanazt a verziójú OpenTK-t, amit az UCCNC használ, hátha a különböző verziók együttes használata okozza a problémát.
Cím: Re:UCCNC vezérlő program
Írta: gabi Dátum 2015 augusztus 29, 21:44
Írta: gabi Dátum 2015 augusztus 29, 21:44
Szia
Köszönöm.
Köszönöm.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2015 augusztus 29, 23:17
Írta: dezsoe Dátum 2015 augusztus 29, 23:17
Szia!
Sajnos a Flush() sem segített, pedig nagyon bíztam benne... :(
A verzió-eltérés nem valószínű, mert próbáltam az UCCNC könyvtárból származó dll-ekkel is fordítani, de nem oldotta meg.
A glcQuickView_Paint-ben levő pár sor az eltérés az eredeti üres plugin forráshoz képest, a kód többi része a példa program átfordítása VB-re, tehát a C#-os plugin példába csak ez a pár sor kell. (Nálam meg C# nincs fent: nem vagyok jóban vele...)
Sajnos a Flush() sem segített, pedig nagyon bíztam benne... :(
A verzió-eltérés nem valószínű, mert próbáltam az UCCNC könyvtárból származó dll-ekkel is fordítani, de nem oldotta meg.
A glcQuickView_Paint-ben levő pár sor az eltérés az eredeti üres plugin forráshoz képest, a kód többi része a példa program átfordítása VB-re, tehát a C#-os plugin példába csak ez a pár sor kell. (Nálam meg C# nincs fent: nem vagyok jóban vele...)
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2015 szeptember 08, 22:55
Írta: Bozso777 Dátum 2015 szeptember 08, 22:55
Napokban vásároltam egy kis 7" tabletet win 8.1 van rajta...nem egy erőgép az tuti, deee netezni jó....és persze akcióban ócsó volt :DToshiba WT7-C100
Régebben vol itt videó hogy tabival ment az UCCNC, hát csak beszereztem egy otg kábeét hogy rákössem az UC300-ra. Kíváncsi voltam mennyire is fogja bírni. Kifejezetten jól szerepelt...laserrel játszottam kicsit olyan kóddal amit előtte a számítógéppe is legravíroztam.
Először egy g-kód : UCCNC & Toschiba WT7-C100 win8.1 Tablet laser gravir
Másodjár a laser pluggin :
UCCNC & Toschiba WT7-C100 win8.1 Tablet laser pluggin
Régebben vol itt videó hogy tabival ment az UCCNC, hát csak beszereztem egy otg kábeét hogy rákössem az UC300-ra. Kíváncsi voltam mennyire is fogja bírni. Kifejezetten jól szerepelt...laserrel játszottam kicsit olyan kóddal amit előtte a számítógéppe is legravíroztam.
Először egy g-kód : UCCNC & Toschiba WT7-C100 win8.1 Tablet laser gravir
Másodjár a laser pluggin :
UCCNC & Toschiba WT7-C100 win8.1 Tablet laser pluggin
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2015 szeptember 08, 23:00
Írta: frkdv6dyr Dátum 2015 szeptember 08, 23:00
Igen csak meggyőző a kísérlet. Nem ennyire akciós tablettel még gyorsabb is lehet.
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2015 szeptember 08, 23:14
Írta: Bozso777 Dátum 2015 szeptember 08, 23:14
Sajna a kijelző érzékelője nem a legjobb, de a sebességét csak pl betöltéseknél érezni...ha kilőttem volna a netet, viruskeresőt, kicsit jobb lett volna...viszont a garvír közbeni 30-40% terhelés egész jó ettől kis géptől.
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2015 szeptember 08, 23:31
Írta: frkdv6dyr Dátum 2015 szeptember 08, 23:31
Teljesen meggyőzőek a látottak. Valahol ez a jövő. Itt a PC mint fölösleges bazinagy vas meg sallang leredukálódik egy kompakt kis gépre. Ha optimalizálod csak erre a feladatra, hiszem a létjogosultságát mint "vezérlőegység".
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2015 szeptember 08, 23:42
Írta: Bozso777 Dátum 2015 szeptember 08, 23:42
Mostanában jönnek nagyon a minipck..kis hely...semmi fogyasztás...és ha ez a tabi elég lehet, akkor egy olyan 2giga rammal már tökéletes.
Mindenképp megérte kipróbálni mert idővel tuti kis vasra kerül az uccnc :)
Mindenképp megérte kipróbálni mert idővel tuti kis vasra kerül az uccnc :)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 szeptember 12, 14:11
Írta: 000000000 Dátum 2015 szeptember 12, 14:11
Valaki meg tudná adni a CNCdrive KFT TELEFONSZÁMÁT ?
Mert egyik hobbi CNC-s rendelt náluk pár dolgot, de az automata válasz üzenetek kívül semmi nem érkezett többszöri próbálkozás után sem, ennek már több mint egy hónapja !
Cím: Re:UCCNC vezérlő program
Írta: Motoros Dátum 2015 szeptember 12, 15:20
Írta: Motoros Dátum 2015 szeptember 12, 15:20
[#eljen] tetszik nagyon!
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 szeptember 12, 15:35
Írta: svejk Dátum 2015 szeptember 12, 15:35
Be tudsz nevezni a Fehérvári lézer versenyre?
Ha a távolság, vagy az utazás a probléma, akkor biztos találunk rá megoldást.
Ha a távolság, vagy az utazás a probléma, akkor biztos találunk rá megoldást.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 szeptember 12, 18:00
Írta: 000000000 Dátum 2015 szeptember 12, 18:00
Akkor újra megkérdezem, hogy van telefonos elérhetősége a CNCdrive KFT-nek, mert csak egy automata válaszolgat ?
Egyáltalán működik ez a cég ?
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2015 szeptember 12, 18:07
Írta: Bozso777 Dátum 2015 szeptember 12, 18:07
szia...küldtem mailt
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 szeptember 12, 18:10
Írta: 000000000 Dátum 2015 szeptember 12, 18:10
Köszönöm , nem nekem kell.
A fórumon kívül is van élet Hobby CNC témakörben, sőt nagyobb mint itt !
A fórumon kívül is van élet Hobby CNC témakörben, sőt nagyobb mint itt !
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2015 szeptember 12, 20:53
Írta: Bozso777 Dátum 2015 szeptember 12, 20:53
Szia. Sanyi engem is megkeresett, de írtam nem tudok benevezni. A gépem nem egy kis lasergép, hanem a rendes maró, csak rákerült egy 2Wos laser...nem kis könnyű gép, meg szépen be is építettem a helyére, így onnan nem igazán mozdítanám ki.Hozzáteszem még a tudásom is elég kevéske ahhoz hogy versenyezgessek...persze ezen fejlesztek még :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 szeptember 12, 20:56
Írta: svejk Dátum 2015 szeptember 12, 20:56
Ez biza nagy kár... :(
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2015 szeptember 12, 21:06
Írta: Bozso777 Dátum 2015 szeptember 12, 21:06
Jelenleg marad az, hogy tesztelgetem a programot, főleg a laser részt...ehhez Balázsék felajánlottak nekem egy 4W lasert, amihez a hét elején megjön a vezérlő is. Így lesznek legalább 4wattos laserrel is tesztek. Azzal reményeim szerint ki tudom használni a gépem sebességét kép készítésnél.Hatalmas előny, hogy nem gyorsitgat, hanem csak a laser erejét szabályozza, kapcsolgatja, így a nem igazán erre alkalmas géppel is relative szép képeket lehet készíteni...ami egyre jobb lesz, ha ügyesebb leszek, és ki tudom hozni belőle a maximumot. :) Ha rájövök majd hogyan kell íves felületre gravírozni, akkor ki akarom próbálni majd azt is...így még jó is hogy ott a Z-tengelyem...hacsak a sebessége nem fogja majd meg.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 szeptember 12, 21:08
Írta: svejk Dátum 2015 szeptember 12, 21:08
Sok sikert és örömet kívánok hozzá!
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 szeptember 12, 21:10
Írta: 000000000 Dátum 2015 szeptember 12, 21:10
Sziasztok,
Pál: Igen, ahogy az elmúlt 16 évben még most is működik a cég. A telefonszámom elküldöm neked PM-ben a fórumon keresztül mindjárt... Elérhető vagyok e-mailben és telefonon hétköznap 9:16h között, illetve e-mailekre hétvégén is megpróbálok válaszolni ahogy időm engedi, telefonokra viszont hétvégén nem válaszolok. (Kell nekem is egy kis pihenés valamikor.:)
Pál: Igen, ahogy az elmúlt 16 évben még most is működik a cég. A telefonszámom elküldöm neked PM-ben a fórumon keresztül mindjárt... Elérhető vagyok e-mailben és telefonon hétköznap 9:16h között, illetve e-mailekre hétvégén is megpróbálok válaszolni ahogy időm engedi, telefonokra viszont hétvégén nem válaszolok. (Kell nekem is egy kis pihenés valamikor.:)
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2015 szeptember 13, 18:31
Írta: pisti73 Dátum 2015 szeptember 13, 18:31
Szia Balázs!
A székesfehérvári találkozóra tudtok jönni?
A székesfehérvári találkozóra tudtok jönni?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 szeptember 16, 15:38
Írta: 000000000 Dátum 2015 szeptember 16, 15:38
Szia Pisti,
Sajnos nem tudunk menni, talán majd a legközelebbire.
Sajnos nem tudunk menni, talán majd a legközelebbire.
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2015 szeptember 21, 22:25
Írta: Bozso777 Dátum 2015 szeptember 21, 22:25
Lézerr topikba betettem pár képet, de beteszem ide is, mert az elkövető az UCCNC laser plugginja volt...ha megtanulja használni az ember, kegyetlen jó dolgok jönnek ki belőle.
Hozzáteszem nem fog helyettünk tökéletes képet csinálni, de nem is kell hozzá nagy tudás, az alapokat adja, csak azt kell megtanulni, mitől lesz jó egy kép, milyen anyagnál, milyen sebesség, mekkora lépésköz, a többit megoldja a program...így nézve gyerekjáték a használat.
Külön köszönet Balázs, hogy biztosítjátok számomra a 4Wos laser diodát...még csak most kezdem a játékot, dee már most nagyon bíztató...tetszett a 2Wos, deee már látom ezzel sokkal többre lehetek képes...as ami még nagyon fontos, sokkal gyorsabban :)




Hozzáteszem nem fog helyettünk tökéletes képet csinálni, de nem is kell hozzá nagy tudás, az alapokat adja, csak azt kell megtanulni, mitől lesz jó egy kép, milyen anyagnál, milyen sebesség, mekkora lépésköz, a többit megoldja a program...így nézve gyerekjáték a használat.
Külön köszönet Balázs, hogy biztosítjátok számomra a 4Wos laser diodát...még csak most kezdem a játékot, dee már most nagyon bíztató...tetszett a 2Wos, deee már látom ezzel sokkal többre lehetek képes...as ami még nagyon fontos, sokkal gyorsabban :)
Cím: Re:UCCNC vezérlő program
Írta: Tibcsi Dátum 2015 szeptember 21, 22:34
Írta: Tibcsi Dátum 2015 szeptember 21, 22:34
Nagyon szép, így tovább! ))
[#worship]
[#worship]
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2015 szeptember 22, 07:10
Írta: lari Dátum 2015 szeptember 22, 07:10
Szeretnék átnevezni egy PRO fájlt.
Mi az amit szükséges még átnevezni ahhoz, hogy működjön az indító ikonjával?
Gondolom meg kell adni az indító ikon tulajdonságoknál az új elérési utat, át kell nevezni a hozzá tartozó macro mappát.
Kell-e még valami mást is?
Mi az amit szükséges még átnevezni ahhoz, hogy működjön az indító ikonjával?
Gondolom meg kell adni az indító ikon tulajdonságoknál az új elérési utat, át kell nevezni a hozzá tartozó macro mappát.
Kell-e még valami mást is?
Cím: Re:UCCNC vezérlő program
Írta: robroy007 Dátum 2015 szeptember 22, 07:46
Írta: robroy007 Dátum 2015 szeptember 22, 07:46
miért nem látom a képeidet???
mindenki másét pedig igen!
mindenki másét pedig igen!
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2015 szeptember 22, 07:53
Írta: Bozso777 Dátum 2015 szeptember 22, 07:53
Látod, ez jó kérdés...fogalmam sincs...nálam látszik a számítógépen, és a tableten is...más sem jelezte még , hogy nem látná.
Itt van az album, amiben van...a legutolsó képeket raktam most be...de végülis az összes az UCCNC-vel készült.
Itt van az album, amiben van...a legutolsó képeket raktam most be...de végülis az összes az UCCNC-vel készült.
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2015 szeptember 22, 07:56
Írta: Bozso777 Dátum 2015 szeptember 22, 07:56
Erre a választ nem tudom, hogy elég e a nevet átírni, de más módszer: betöltöd a profilt, majd új profilt hozol létre más néven, ami ugyanezen beállításokkal készül el.
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2015 szeptember 22, 11:31
Írta: lari Dátum 2015 szeptember 22, 11:31
Kipróbálom, köszi!
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2015 szeptember 22, 11:34
Írta: Bozso777 Dátum 2015 szeptember 22, 11:34
Jaja nagyon reggel volt még...most látom csak a linket hagytam le :D
https://goo.gl/photos/pYCmUKuEq4XrxaNL6
https://goo.gl/photos/pYCmUKuEq4XrxaNL6
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 szeptember 22, 15:49
Írta: svejk Dátum 2015 szeptember 22, 15:49
Az UC100 felajánlásotok felkerült a székesfehérvári tombolára.
Köszönjük!
Köszönjük!
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 szeptember 23, 11:37
Írta: 000000000 Dátum 2015 szeptember 23, 11:37
Köszönjük Svejk!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2015 szeptember 24, 09:59
Írta: dezsoe Dátum 2015 szeptember 24, 09:59
Szia, Balázs!
Pár észrevételem/kérdésem lenne:
1. Időnként (pl. ma reggelre) frissül a cncdrive.hu-n a program. Valahol jelzitek ezt, csak én nem tudom, hogy hol? Esetleg ide a fórumba kiírnátok, hogy új verzió van? Most véletlenül pont jártam arra, de előtte a 1021-nél leragadtam.
2. Ha már új verziók, akkor lehet-e valahonnan tudni, hogy milyen fejlesztések történtek? Esetleg a telepítő csomagba egy changelog.txt, vagy ilyesmi ha bekerülhetne, az nagyon jó lenne. (Most doksikat, képernyőfile-okat hasonlítgatok össze, ráadásul nem a defaultscreenset-et használom...)
3. Nagy örömömre megjelent a másodperc alapú várakozás. Viszont mindent másodpercben számol, ami a Configure/Axis setup/Spindle képernyőn található ki-/bekapcsolási késleltetésekre is igaz (a felirattal ellentétben), így kicsit elcsodálkoztam, amikor M3-ra 1000 másodpercig várt.
4. A Help/Supported G-Codes oldalon is érdemes lehet jelezni a s/ms helyzetet. (G4, G82)
5. Tudom, unod már a kérdést, de megkérdezem. G82-nél a P beragadásával várható eredmény? :)
Pár észrevételem/kérdésem lenne:
1. Időnként (pl. ma reggelre) frissül a cncdrive.hu-n a program. Valahol jelzitek ezt, csak én nem tudom, hogy hol? Esetleg ide a fórumba kiírnátok, hogy új verzió van? Most véletlenül pont jártam arra, de előtte a 1021-nél leragadtam.
2. Ha már új verziók, akkor lehet-e valahonnan tudni, hogy milyen fejlesztések történtek? Esetleg a telepítő csomagba egy changelog.txt, vagy ilyesmi ha bekerülhetne, az nagyon jó lenne. (Most doksikat, képernyőfile-okat hasonlítgatok össze, ráadásul nem a defaultscreenset-et használom...)
3. Nagy örömömre megjelent a másodperc alapú várakozás. Viszont mindent másodpercben számol, ami a Configure/Axis setup/Spindle képernyőn található ki-/bekapcsolási késleltetésekre is igaz (a felirattal ellentétben), így kicsit elcsodálkoztam, amikor M3-ra 1000 másodpercig várt.
4. A Help/Supported G-Codes oldalon is érdemes lehet jelezni a s/ms helyzetet. (G4, G82)
5. Tudom, unod már a kérdést, de megkérdezem. G82-nél a P beragadásával várható eredmény? :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2015 szeptember 25, 08:56
Írta: dezsoe Dátum 2015 szeptember 25, 08:56
Szia!
Még valami. (Az előző üzenetnél valahogy nem sikerült választ nyomnom, de az is Neked szólt.)
A Run képernyőn a szerszám stabilan nullán áll, függetlenül minden Txx M6-tól. Nem kéne neki követni a kódot?
Még valami. (Az előző üzenetnél valahogy nem sikerült választ nyomnom, de az is Neked szólt.)
A Run képernyőn a szerszám stabilan nullán áll, függetlenül minden Txx M6-tól. Nem kéne neki követni a kódot?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2015 szeptember 25, 08:57
Írta: dezsoe Dátum 2015 szeptember 25, 08:57
(Nem megy nekem ez a válasz gomb, pedig korábban nem okozott problémát... Iszom egy kávét, hátha segít. :)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 szeptember 25, 13:46
Írta: 000000000 Dátum 2015 szeptember 25, 13:46
Szia Csaba,
A kérdéseidre válaszolva:
1.) Igen, valóban frissült a verzió 1.1027-re. A főbb verziókat szoktam itt a fórumon is listázni a hiba javításokkal és az új funkciókkal, de most még nem jutottam odáig, hogy beírjam ezt az új kiadást.
2.) Nincsen publikus changelog, viszont vezetünk changelog listát az 1.1001 óta, ezt majd mindjárt ide bemásolom neked egy következő hozzászólásba.
3.) Igen, megcsináltam, hogy választható legyen a msec/sec várakozás és valóban úgy van, hogy ez minden időmérést befolyásol, szerintem így logikus, így helyes a működés. Ha valamit sec-ban mérünk akkor mást is abban célszerű, különben kavarodás és átláthatatlanság lenne.
4.) Szerintem előbb utóbb kell majd csinálni egy hosszabb status mezőt és akkor ott feltüntetni az ilyen dolgokat az összes aktív G-kódokkal együtt.
5.) Még egyelőre nem sikerült ezt megcsinálni, egyszerűen annyi tennivaló van, hogy nem jutott még rá idő.
A kérdéseidre válaszolva:
1.) Igen, valóban frissült a verzió 1.1027-re. A főbb verziókat szoktam itt a fórumon is listázni a hiba javításokkal és az új funkciókkal, de most még nem jutottam odáig, hogy beírjam ezt az új kiadást.
2.) Nincsen publikus changelog, viszont vezetünk changelog listát az 1.1001 óta, ezt majd mindjárt ide bemásolom neked egy következő hozzászólásba.
3.) Igen, megcsináltam, hogy választható legyen a msec/sec várakozás és valóban úgy van, hogy ez minden időmérést befolyásol, szerintem így logikus, így helyes a működés. Ha valamit sec-ban mérünk akkor mást is abban célszerű, különben kavarodás és átláthatatlanság lenne.
4.) Szerintem előbb utóbb kell majd csinálni egy hosszabb status mezőt és akkor ott feltüntetni az ilyen dolgokat az összes aktív G-kódokkal együtt.
5.) Még egyelőre nem sikerült ezt megcsinálni, egyszerűen annyi tennivaló van, hogy nem jutott még rá idő.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 szeptember 25, 13:47
Írta: 000000000 Dátum 2015 szeptember 25, 13:47
A changelog:
1.1001 : Initial release of version 1.1xxx
1.1002 :
Bugs removed:
- CAM module file exception bug
- Issue with homing
- Issue with probe
New functions / changes:
- Common MPG mode button removed from Single/Cont./MPG grid and MPG mode is now automaticaly selected
1.1003 :
Bugs removed:
- Numbers rounding issue with MPG
1.1007 :
Bugs removed:
- Jog issue in softlimits
1.1008 :
Bugs removed:
- Software startup issue on some systems
- probe LED stucked if endpoint was not reached in the probing routine
- G76 P parameter is not set correctly
New functions / changes:
- CAM text objects read in .dxf files
1.1010 :
Bugs removed:
- Single line execution issue when in G91 mode
1.1011 :
Bugs removed:
- Executing run from here if safeZ>actual position issue
New functions / changes:
- Future hardware "ISOBOB" was added to the supported motion controllers list.
- THC sync on off macros added.
- Laser plugin added.
1.1012 :
Bugs removed:
- Minor corrections in THC operation
1.1013 :
Bugs removed:
- 5msec sleep accidentally left in getLED function, caused slowdown for plugins
1.1014 :
Bugs removed:
- Minor corrections in THC operation
- Minor tolerance problem with CAM
New functions / changes:
- 3D printer plugin added.
- Command line arguments to start only with specific serial no. and startonly if application is not yet running.
1.1015 :
Bugs removed:
- 3D printer plugin home check issue
1.1016 :
Bugs removed:
- Subroutines path redraw issue
- Worktimer does not restart if zeroed when in cycle
New functions / changes:
- Swapaxis and Slaveaxis functions added
1.1017 :
New functions / changes:
- New hardware M44 motherboard for UC300 motion controller was added.
1.1018 :
Bugs removed:
- Does not stop on softlimits when homing
1.1019 :
New functions / changes:
- Minor changes, optimisation to Flashscreen engine
- M106 and M107 macros moved to UCCNC core execution
1.1020 :
New functions / changes:
- Flash OCX update from version 13. to 18.
- Adjustment of ISOBOB pinout
- Xbox360 controller plugin added
1.1021 :
Bugs removed:
- Softlimits in g-code calculation error
- Minor reconstruction of the toolpath viewer
New functions / changes:
- Page numbers added to documentation
- UCR200 wireless jog pendant plugin added
- Tools table upgraded to 48pcs of tools.
1.1022 :
New functions / changes:
- Visual tuning of bitmaps
1.1023 :
Bugs removed:
- Plugin configuration texts resized to fit longer author names etc.
1.1024 :
Bugs removed:
- Hotkeys are not disabled in g-code editor
- Feedrate value cast to integer bug causes the <0.5 feedrate value to be casted as 0 feedrate
- M10 did not start if machine was not zeroed
- Softlimits did not trigger with laser engraving plugin
1.1025 :
Bugs removed:
- Laser plugin made a prior random movement when re-run the second and more times.
1.1026 :
Bug removed:
- Ismoving function returned too early on slow computers causing syncronity problem for the .Code directive execution in macros.
New functions / changes:
- Softlimits are now checked always, previously it was not checked for MDI and in macros, now it is checked continously on the run.
1.1027 :
Bug removed:
- Softlimit stucks if reached with code execution (MDI).
1.1001 : Initial release of version 1.1xxx
1.1002 :
Bugs removed:
- CAM module file exception bug
- Issue with homing
- Issue with probe
New functions / changes:
- Common MPG mode button removed from Single/Cont./MPG grid and MPG mode is now automaticaly selected
1.1003 :
Bugs removed:
- Numbers rounding issue with MPG
1.1007 :
Bugs removed:
- Jog issue in softlimits
1.1008 :
Bugs removed:
- Software startup issue on some systems
- probe LED stucked if endpoint was not reached in the probing routine
- G76 P parameter is not set correctly
New functions / changes:
- CAM text objects read in .dxf files
1.1010 :
Bugs removed:
- Single line execution issue when in G91 mode
1.1011 :
Bugs removed:
- Executing run from here if safeZ>actual position issue
New functions / changes:
- Future hardware "ISOBOB" was added to the supported motion controllers list.
- THC sync on off macros added.
- Laser plugin added.
1.1012 :
Bugs removed:
- Minor corrections in THC operation
1.1013 :
Bugs removed:
- 5msec sleep accidentally left in getLED function, caused slowdown for plugins
1.1014 :
Bugs removed:
- Minor corrections in THC operation
- Minor tolerance problem with CAM
New functions / changes:
- 3D printer plugin added.
- Command line arguments to start only with specific serial no. and startonly if application is not yet running.
1.1015 :
Bugs removed:
- 3D printer plugin home check issue
1.1016 :
Bugs removed:
- Subroutines path redraw issue
- Worktimer does not restart if zeroed when in cycle
New functions / changes:
- Swapaxis and Slaveaxis functions added
1.1017 :
New functions / changes:
- New hardware M44 motherboard for UC300 motion controller was added.
1.1018 :
Bugs removed:
- Does not stop on softlimits when homing
1.1019 :
New functions / changes:
- Minor changes, optimisation to Flashscreen engine
- M106 and M107 macros moved to UCCNC core execution
1.1020 :
New functions / changes:
- Flash OCX update from version 13. to 18.
- Adjustment of ISOBOB pinout
- Xbox360 controller plugin added
1.1021 :
Bugs removed:
- Softlimits in g-code calculation error
- Minor reconstruction of the toolpath viewer
New functions / changes:
- Page numbers added to documentation
- UCR200 wireless jog pendant plugin added
- Tools table upgraded to 48pcs of tools.
1.1022 :
New functions / changes:
- Visual tuning of bitmaps
1.1023 :
Bugs removed:
- Plugin configuration texts resized to fit longer author names etc.
1.1024 :
Bugs removed:
- Hotkeys are not disabled in g-code editor
- Feedrate value cast to integer bug causes the <0.5 feedrate value to be casted as 0 feedrate
- M10 did not start if machine was not zeroed
- Softlimits did not trigger with laser engraving plugin
1.1025 :
Bugs removed:
- Laser plugin made a prior random movement when re-run the second and more times.
1.1026 :
Bug removed:
- Ismoving function returned too early on slow computers causing syncronity problem for the .Code directive execution in macros.
New functions / changes:
- Softlimits are now checked always, previously it was not checked for MDI and in macros, now it is checked continously on the run.
1.1027 :
Bug removed:
- Softlimit stucks if reached with code execution (MDI).
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2015 szeptember 25, 16:11
Írta: dezsoe Dátum 2015 szeptember 25, 16:11
OK, köszönöm szépen az infókat!
Cím: Re:UCCNC vezérlő program
Írta: c2nsu773m Dátum 2015 szeptember 25, 20:59
Írta: c2nsu773m Dátum 2015 szeptember 25, 20:59
Hol lehet beállítani azt hogy a referencia kapcsolóról mennyi távolságra lépjen le?
Mert a meglévő stellereket szeretném továbbra is használni!
Mert a meglévő stellereket szeretném továbbra is használni!
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2015 szeptember 25, 23:49
Írta: Bozso777 Dátum 2015 szeptember 25, 23:49
Axis beállításnál
Write offset on Homing: Ez a paraméter a tengely pozíció DRO-jába íródik, ha érvényes referencia művelet hajtódott végre. A funkciót az “Auto set” paraméter kipipálásával lehet engedélyezni. Ha az “Auto set” nincs engedélyezve, akkor érvényes referencia felvételkor nem íródik át a tengely koordinátája.
Write offset on Homing: Ez a paraméter a tengely pozíció DRO-jába íródik, ha érvényes referencia művelet hajtódott végre. A funkciót az “Auto set” paraméter kipipálásával lehet engedélyezni. Ha az “Auto set” nincs engedélyezve, akkor érvényes referencia felvételkor nem íródik át a tengely koordinátája.
Cím: Re:UCCNC vezérlő program
Írta: robokacsa Dátum 2015 szeptember 28, 19:59
Írta: robokacsa Dátum 2015 szeptember 28, 19:59
az UCCNC progi hagyományos LPT porttal is működőképes?
Cím: Re:UCCNC vezérlő program
Írta: Béni Dátum 2015 szeptember 28, 20:15
Írta: Béni Dátum 2015 szeptember 28, 20:15
Nem.
Cím: Re:UCCNC vezérlő program
Írta: robokacsa Dátum 2015 szeptember 28, 20:24
Írta: robokacsa Dátum 2015 szeptember 28, 20:24
[#szomoru1]
köszi
köszi
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 szeptember 30, 22:10
Írta: 000000000 Dátum 2015 szeptember 30, 22:10
Sziasztok,
Egy kis videó:
Egy kis videó:
Cím: Re:UCCNC vezérlő program
Írta: c2nsu773m Dátum 2015 szeptember 30, 22:18
Írta: c2nsu773m Dátum 2015 szeptember 30, 22:18
Nem engedi a G-kód futtatást, azt írja munkaterületen kívül van, pedig nem igaz és a értékek is jól vannak megadva az axisokban.
Mi kezdjek vele?
Mi kezdjek vele?
Cím: Re:UCCNC vezérlő program
Írta: sanyi84 Dátum 2015 október 02, 18:34
Írta: sanyi84 Dátum 2015 október 02, 18:34
Kezd tetszeni a dolog.
Eszterga rész lesz ? És a szerszámcserélő rutin... Majd valami ATC s dolog kelleni fog, esetleg pluginként az ATC ? Sokféle megoldás létezik nagy falat.
Magát a menetelés több fogásból dolgot nem értem, zsákfuratnál (menetnél) értelmetlen mert csavart élű kell (kiegyenlítőfejjel) , átmenőnél pedig kitolja maga előtt. A sebesség szép, és maga a főorsószinkron is. Dicséret a gépnek és a programnak is mert azért sok feltételnek kell összeállnia.
Eszterga rész lesz ? És a szerszámcserélő rutin... Majd valami ATC s dolog kelleni fog, esetleg pluginként az ATC ? Sokféle megoldás létezik nagy falat.
Magát a menetelés több fogásból dolgot nem értem, zsákfuratnál (menetnél) értelmetlen mert csavart élű kell (kiegyenlítőfejjel) , átmenőnél pedig kitolja maga előtt. A sebesség szép, és maga a főorsószinkron is. Dicséret a gépnek és a programnak is mert azért sok feltételnek kell összeállnia.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 október 02, 20:10
Írta: 000000000 Dátum 2015 október 02, 20:10
Kérdés melyik verziót használod. Voltak problémák a softlimit-el, de vissza kéne nézni melyik verzióban lett javítva. Lehet az a gond, hogy pont egy olyan régebbi verziót használsz.
Illetve még az lehet, hogy az eltolásokat nem veszed figyelembe és valójában már softlimit-en kívül esik a kód. Legvégső megoldás a softlimit kikapcsolása.
Illetve még az lehet, hogy az eltolásokat nem veszed figyelembe és valójában már softlimit-en kívül esik a kód. Legvégső megoldás a softlimit kikapcsolása.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 október 02, 20:18
Írta: 000000000 Dátum 2015 október 02, 20:18
Lehet ATC-t programozni. Ez a gép amiről a videó készült, ezen is van ATC. Egy másik videó, ahol látszik a szerszámcserélés folyamata:
Szerszámcserélést érdemes az M6 makróba leprogramozni, ennél a gépnél is így van megoldva.
A menetelés több fogásból értelme, hogy egy fogásból nem tudja biztonsággal végignyomni a gép (nincs megfelelő főorsó nyomaték), a sok forgács feltorlódik egyre nagyobb nyomatékigényt okozva, a főorsó lefullad... ezért több fogásból megy neki a menetnek. Az érdekessége a megoldásnak, hogy akárhányszor fut neki a menetnek a mindig tudja folytatni a szinkront a vezérlés, vagyis a menet mindig ugyanazzal a szöggel indul, visszatalál ugyanoda a gép, ehhez csak annyi kell, hogy mindig azonos magasságból kell indítani programozni a G33.1/2 menetfúrás kódot, vagy legalábbis az első nekifutáshoz viszonyított a menetemelkedéssel egész szám eredményt adó osztható pozíciókból.
A menetfúró fixen van befogva, nincs kiegyenlítőfej, az elektronika végzi a kiegyenlítést a Z-tengely folyamatos szinkronizálásával.
Szerszámcserélést érdemes az M6 makróba leprogramozni, ennél a gépnél is így van megoldva.
A menetelés több fogásból értelme, hogy egy fogásból nem tudja biztonsággal végignyomni a gép (nincs megfelelő főorsó nyomaték), a sok forgács feltorlódik egyre nagyobb nyomatékigényt okozva, a főorsó lefullad... ezért több fogásból megy neki a menetnek. Az érdekessége a megoldásnak, hogy akárhányszor fut neki a menetnek a mindig tudja folytatni a szinkront a vezérlés, vagyis a menet mindig ugyanazzal a szöggel indul, visszatalál ugyanoda a gép, ehhez csak annyi kell, hogy mindig azonos magasságból kell indítani programozni a G33.1/2 menetfúrás kódot, vagy legalábbis az első nekifutáshoz viszonyított a menetemelkedéssel egész szám eredményt adó osztható pozíciókból.
A menetfúró fixen van befogva, nincs kiegyenlítőfej, az elektronika végzi a kiegyenlítést a Z-tengely folyamatos szinkronizálásával.
Cím: Re:UCCNC vezérlő program
Írta: sanyi84 Dátum 2015 október 02, 21:33
Írta: sanyi84 Dátum 2015 október 02, 21:33
Tetszik a megoldás, gondolom altengelyként van a makróba a tár tengelye és van refpontja, illetve a mozgatások levegős /visszajelzős megoldások.
Néha a 18 kW is kevés síkmarásnál , a menetfúrás eléggé nyomatékigényes, így értem. Nekem munkában nem gond van menetelőgép, ha nagyobb mint ami befér a menetelő befogóba akkor kimarom. Ipari gép is ugyan ilyen pontosan tud pozicionálni, nálad kell az ATC miatt is, nálam nem fog kelleni (nincsenek körmök, bár lehet rá tenni utólag is de az macera.
Néha a 18 kW is kevés síkmarásnál , a menetfúrás eléggé nyomatékigényes, így értem. Nekem munkában nem gond van menetelőgép, ha nagyobb mint ami befér a menetelő befogóba akkor kimarom. Ipari gép is ugyan ilyen pontosan tud pozicionálni, nálad kell az ATC miatt is, nálam nem fog kelleni (nincsenek körmök, bár lehet rá tenni utólag is de az macera.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 október 02, 23:28
Írta: 000000000 Dátum 2015 október 02, 23:28
Szia,
A gép nem az enyém, az USA-ban van, egyik ügyfelünké, ő küldte a videókat. A gép gyárilag is CNC volt egy Bridgeport 2-es ha jól emlékszem. Az ATC-t viszont már az ügyfél építette hozzá.
A makrókat sem én írtam, hanem az ügyfél egyik barátja, csupán néhány instrukciót adtam neki, hogyan kell makrót írni.
És igen, a makróban feltételekkel van leprogramozva, hogy mikor mit csináljon a makró. Egyrészt lekérdezhető, hogy mi az aktuális szerszám száma, másrészt, hogy mi az új szerszám száma, mi volt a T szóval programozva. Az M6 makró kód ezek alapján tudja letenni a régi szerszámot a megfelelő tárba, felvenni az új szerszámot a megfelelő tárból és a végén megmondani az UCCNC-nek, hogy már az új szerszám legyen az aktuális szerszám.
A szerszámtár forgatása úgy történik, hogy egy szervomotor hajtja a forgótárat és C-tengelynek van konfigurálva, így egyszerűen tudja az UCCNC pozícionálni a megfelelő helyre.
Röviden ennyi, persze van a makró kódban pneumatika munkahenger mozgatás meg szenzor figyelés meg miegymás, de végülis mindez csak programozás kérdése, egy makró lehet akármilyen bonyolult, sokmindent le lehet programozni. :)
A gép nem az enyém, az USA-ban van, egyik ügyfelünké, ő küldte a videókat. A gép gyárilag is CNC volt egy Bridgeport 2-es ha jól emlékszem. Az ATC-t viszont már az ügyfél építette hozzá.
A makrókat sem én írtam, hanem az ügyfél egyik barátja, csupán néhány instrukciót adtam neki, hogyan kell makrót írni.
És igen, a makróban feltételekkel van leprogramozva, hogy mikor mit csináljon a makró. Egyrészt lekérdezhető, hogy mi az aktuális szerszám száma, másrészt, hogy mi az új szerszám száma, mi volt a T szóval programozva. Az M6 makró kód ezek alapján tudja letenni a régi szerszámot a megfelelő tárba, felvenni az új szerszámot a megfelelő tárból és a végén megmondani az UCCNC-nek, hogy már az új szerszám legyen az aktuális szerszám.
A szerszámtár forgatása úgy történik, hogy egy szervomotor hajtja a forgótárat és C-tengelynek van konfigurálva, így egyszerűen tudja az UCCNC pozícionálni a megfelelő helyre.
Röviden ennyi, persze van a makró kódban pneumatika munkahenger mozgatás meg szenzor figyelés meg miegymás, de végülis mindez csak programozás kérdése, egy makró lehet akármilyen bonyolult, sokmindent le lehet programozni. :)
Cím: Re:UCCNC vezérlő program
Írta: xabi Dátum 2015 október 08, 17:28
Írta: xabi Dátum 2015 október 08, 17:28
T. Cncdrive,
Vettem egy wifi Xbox360 vezérlőt az UCCNC-hez, alapból működik (plazmával még nem próbáltam hogy zavarja-e).
- Az a kérdésem hogy a miért 16 gombot használsz csak? A középső joy és mellette a koord. gombok nincsenek használva.
- A joystick elvileg analóg, ha a jog+/- kötöm rá nem lehetne megoldani hogy kicsit húzom lassabban megy jobban húzom gyorsabban megy.
Vettem egy wifi Xbox360 vezérlőt az UCCNC-hez, alapból működik (plazmával még nem próbáltam hogy zavarja-e).
- Az a kérdésem hogy a miért 16 gombot használsz csak? A középső joy és mellette a koord. gombok nincsenek használva.
- A joystick elvileg analóg, ha a jog+/- kötöm rá nem lehetne megoldani hogy kicsit húzom lassabban megy jobban húzom gyorsabban megy.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 október 08, 18:04
Írta: 000000000 Dátum 2015 október 08, 18:04
Szia,
Azért csak 16 gombot lehet használni, mert nekem ami van xbox controllerem azon csak 16 gomb van. :)
Ha van olyan vezérlő amin több gomb van, azok nem tudom, hogy milyen számmal működnek a PC oldalon. Lehet akármi 0-1024-ig, az enyémen amik vannak gombok azok mondhatni, hogy össze vissza vannak, nem sorrendben és ezeket raktam beállíthatóra a pluginban.
Az analog dolgot nem tudom hogy a különböző kontroller verziók közt van-e különbség, ami nekem van az 0-t vagy 255-öt ad vissza értéknek, közbenső értékeket nem, vagyis nem analog. Persze lehet van amelyik vezérlőn (gondolom van drágább, komolyabb modell is.) tényleg analog jelet ad vissza, ezt nem tudom, illetve tesztelni sem tudom mert nincsen olyan vezérlőm...
Azért csak 16 gombot lehet használni, mert nekem ami van xbox controllerem azon csak 16 gomb van. :)
Ha van olyan vezérlő amin több gomb van, azok nem tudom, hogy milyen számmal működnek a PC oldalon. Lehet akármi 0-1024-ig, az enyémen amik vannak gombok azok mondhatni, hogy össze vissza vannak, nem sorrendben és ezeket raktam beállíthatóra a pluginban.
Az analog dolgot nem tudom hogy a különböző kontroller verziók közt van-e különbség, ami nekem van az 0-t vagy 255-öt ad vissza értéknek, közbenső értékeket nem, vagyis nem analog. Persze lehet van amelyik vezérlőn (gondolom van drágább, komolyabb modell is.) tényleg analog jelet ad vissza, ezt nem tudom, illetve tesztelni sem tudom mert nincsen olyan vezérlőm...
Cím: Re:UCCNC vezérlő program
Írta: PITU Dátum 2015 október 08, 18:14
Írta: PITU Dátum 2015 október 08, 18:14
szia Balázs
a legújabb verzióra (1.1027) hol lehet frissíteni ?
a legújabb verzióra (1.1027) hol lehet frissíteni ?
Cím: Re:UCCNC vezérlő program
Írta: PITU Dátum 2015 október 08, 18:16
Írta: PITU Dátum 2015 október 08, 18:16
bocs megvan :)
de eddig csak a 021 - et találtam
de eddig csak a 021 - et találtam
Cím: Re:UCCNC vezérlő program
Írta: xabi Dátum 2015 október 09, 07:18
Írta: xabi Dátum 2015 október 09, 07:18
Szia,
Na akkor már ketten nem tudjuk milyen kontrollerünk van :) Azt írtad a pluginba hogy XBOX360-as kontroller, erre nekem szinte csak egyfajtát dobott ki a gugli, amit meg is rendeltem : Xbox360 conroller Ilyen mint a mellékelt linken. Neked milyen van ? Jó lenne kideríteni, nehogy más is olyat vegyen mint Én (ámbár működik)
Na akkor már ketten nem tudjuk milyen kontrollerünk van :) Azt írtad a pluginba hogy XBOX360-as kontroller, erre nekem szinte csak egyfajtát dobott ki a gugli, amit meg is rendeltem : Xbox360 conroller Ilyen mint a mellékelt linken. Neked milyen van ? Jó lenne kideríteni, nehogy más is olyat vegyen mint Én (ámbár működik)
Cím: Re:UCCNC vezérlő program
Írta: hyuekyh7a Dátum 2015 október 13, 13:05
Írta: hyuekyh7a Dátum 2015 október 13, 13:05
Balázs az UCCNC Ben a lézer gravírozás kódot nem lehet lementeni, mert egy munkát ha újra kell készíteni akkor megint ki kell kísérletezni a beállításokat?
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2015 október 13, 13:10
Írta: Bozso777 Dátum 2015 október 13, 13:10
Szia. Lementeni nem lehet...bár jó lenne :)
Viszont ezt úgy oldottam meg, hogy a jó beállításról egy képernyőmentést csinálok...különben elfelejtem mi volt a jó.
Viszont ezt úgy oldottam meg, hogy a jó beállításról egy képernyőmentést csinálok...különben elfelejtem mi volt a jó.
Cím: Re:UCCNC vezérlő program
Írta: Béni Dátum 2015 október 13, 13:17
Írta: Béni Dátum 2015 október 13, 13:17
Szerintem nincs kód. (Legalábbis G kódnak megfelelő.)
Éppen emiatt gyors.
Éppen emiatt gyors.
Cím: Re:UCCNC vezérlő program
Írta: xabi Dátum 2015 október 15, 15:53
Írta: xabi Dátum 2015 október 15, 15:53
Szia,
Na most volt időm tesztelni az XBOX360-as wifis vezérlőt. Előzőleg jelzett hiányokon kívül az a legnagyobb baj hogy amikor az eszköz kb.20 perc használatmentesség után lemegy stanby-be lefagy az UCCNC. A windows jelzi hogy a program működése leállt (ha OK nyomok akkor kidob a programból, amíg nem nyomok Ok-ot addig még egy órát is elvagdos úgy hogy a programból nem látok semmit :) )
Na most volt időm tesztelni az XBOX360-as wifis vezérlőt. Előzőleg jelzett hiányokon kívül az a legnagyobb baj hogy amikor az eszköz kb.20 perc használatmentesség után lemegy stanby-be lefagy az UCCNC. A windows jelzi hogy a program működése leállt (ha OK nyomok akkor kidob a programból, amíg nem nyomok Ok-ot addig még egy órát is elvagdos úgy hogy a programból nem látok semmit :) )
Cím: Re:UCCNC vezérlő program
Írta: Jordan Gabor Dátum 2015 október 17, 22:40
Írta: Jordan Gabor Dátum 2015 október 17, 22:40
SpaceNavigatorral nem tervezed esetleg vezerelhetővé tenni? Szerintem remek lenne, nagyon finoman lehet vele dolgozni és 3d tervezéshez egyébként is jól jön.
ÜDV JG
ÜDV JG
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 október 18, 11:15
Írta: 000000000 Dátum 2015 október 18, 11:15
Sziasztok,
Xabi: Igen, éppen ettől tartottam, hogy esetleg ez fog történni a wifis vezérlővel. Éppen ezért kértelek benneteket, hogy ha van valakinek akkor próbálja ki, hogy van-e gond, konkréten a lepihenéses állapottól tartottam, mert ez az egyetlen dolog amit jelenleg wifis vezérlő híján nem tudok letesztelni.
Jordan Gabor: Sajnos nincsen ilyen SpaceNavigator vezérlőm, ezért nem is tudok leprogramozni hozzá plugint. Viszont bárki írhat plugint az UCCNC-hez, mindössze némi programozói tudás kell hozzá. Szóval akár te is írhatsz a Spacenavigatorodhoz egy plugint, hogy működjön vele az UCCNC. Mindössze annyit kell tenni a pluginban, hogy le kell kérdezni a gombokat, stickeket, tekerőket vagy ami van a vezérlőn és ezek állapotai alapján lehet küldeni utasításokat az UCCNC-nek a plugin kódon keresztül. Egy példa plugin forrás kóddal van a /Plugins/Example mappában, abból kiindulva némi programozói tudással simán lehet egy ilyen plugint írni, ha van nálad ilyen vezérlő és ha rendelkezésre áll valami API amin keresztül le tudod kérdezni az eszközt.
Xabi: Igen, éppen ettől tartottam, hogy esetleg ez fog történni a wifis vezérlővel. Éppen ezért kértelek benneteket, hogy ha van valakinek akkor próbálja ki, hogy van-e gond, konkréten a lepihenéses állapottól tartottam, mert ez az egyetlen dolog amit jelenleg wifis vezérlő híján nem tudok letesztelni.
Jordan Gabor: Sajnos nincsen ilyen SpaceNavigator vezérlőm, ezért nem is tudok leprogramozni hozzá plugint. Viszont bárki írhat plugint az UCCNC-hez, mindössze némi programozói tudás kell hozzá. Szóval akár te is írhatsz a Spacenavigatorodhoz egy plugint, hogy működjön vele az UCCNC. Mindössze annyit kell tenni a pluginban, hogy le kell kérdezni a gombokat, stickeket, tekerőket vagy ami van a vezérlőn és ezek állapotai alapján lehet küldeni utasításokat az UCCNC-nek a plugin kódon keresztül. Egy példa plugin forrás kóddal van a /Plugins/Example mappában, abból kiindulva némi programozói tudással simán lehet egy ilyen plugint írni, ha van nálad ilyen vezérlő és ha rendelkezésre áll valami API amin keresztül le tudod kérdezni az eszközt.
Cím: Re:UCCNC vezérlő program
Írta: xabi Dátum 2015 október 18, 15:06
Írta: xabi Dátum 2015 október 18, 15:06
Szia,
- Értem hogy nem tudtad kipróbálni mert nincsen wifi-s kontrollered, de van valami egyszerű ötleted amivel ki tudod javítani a plugint (gondolom hasonló probléma lép fel ha kihúzod az USB-s kontrollert) (figyelni kell hogy csatlakoztatva van-e az eszköz és csak akkor engedni lekérdezni az adatait...) ?
- Ha az Xbox-os plugin forrás kódja publikus akkor kérlek küld át, ugyan még sohasem programoztam C#-ot, de majd megoldom valahogy.
- Értem hogy nem tudtad kipróbálni mert nincsen wifi-s kontrollered, de van valami egyszerű ötleted amivel ki tudod javítani a plugint (gondolom hasonló probléma lép fel ha kihúzod az USB-s kontrollert) (figyelni kell hogy csatlakoztatva van-e az eszköz és csak akkor engedni lekérdezni az adatait...) ?
- Ha az Xbox-os plugin forrás kódja publikus akkor kérlek küld át, ugyan még sohasem programoztam C#-ot, de majd megoldom valahogy.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 október 18, 18:26
Írta: 000000000 Dátum 2015 október 18, 18:26
Szia,
Nem, nincs rá ötletem, hogy milyen állapot lép fel amikor lemegy sleep-be a wifis vezérlő.
Biztosan nem ugyanaz az állapot mint amikor kihúzod, mert a kihúzást azt lekezeltem, azzal nincsen ilyen gond.
Mindenesetre rendeltem egy wifis xbox vezérlőt, majd megnézem mi a helyzet ha megérkezik...
Nem, nincs rá ötletem, hogy milyen állapot lép fel amikor lemegy sleep-be a wifis vezérlő.
Biztosan nem ugyanaz az állapot mint amikor kihúzod, mert a kihúzást azt lekezeltem, azzal nincsen ilyen gond.
Mindenesetre rendeltem egy wifis xbox vezérlőt, majd megnézem mi a helyzet ha megérkezik...
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2015 október 18, 22:42
Írta: Bozso777 Dátum 2015 október 18, 22:42
Laser pluggin mire képes Grayscale üzemmódban:

Cím: Re:UCCNC vezérlő program
Írta: Jordan Gabor Dátum 2015 október 20, 08:47
Írta: Jordan Gabor Dátum 2015 október 20, 08:47
Üdvözletem,
Vegigolvastam a leírást, de egy dolgot nem találtam: hogyan használjam a szerszám hossz bemerest szerszamcsere után. Van erzekelom (csak egyszerű kapcsolos), bekotve, probe bemeneten megy is, de nem tudom hogy hívjam elő a rutint ami z magassagban megkeresi. Arra a nyomogombra, ami úgy néz ki ezt hívja elő, felviszi a z tengelyt mozgastartomanyon kívül és megakad a gép. Hol kell ennek a paramétereit állítani?
Köszönöm
JG
Vegigolvastam a leírást, de egy dolgot nem találtam: hogyan használjam a szerszám hossz bemerest szerszamcsere után. Van erzekelom (csak egyszerű kapcsolos), bekotve, probe bemeneten megy is, de nem tudom hogy hívjam elő a rutint ami z magassagban megkeresi. Arra a nyomogombra, ami úgy néz ki ezt hívja elő, felviszi a z tengelyt mozgastartomanyon kívül és megakad a gép. Hol kell ennek a paramétereit állítani?
Köszönöm
JG
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 október 20, 11:08
Írta: 000000000 Dátum 2015 október 20, 11:08
Üdv Gábor,
A szerszámbemérő gomb az M31 makrót hívja meg a /Profiles/.../Macros/ könyvtárban. A makro szabadon szerkeszthető. Ami kód alapból benne van az csak egy példa kód, értelemszerűen nem megfelelő minden géphez, minden bemérőhöz.
Itt ezen a fórum topikban valamelyik hozzászólásban régebben leírtam már egy egyszerű szerszámbemérő kódot, ami pár paraméter módosításával jó lehet a gépedhez, nem emlékszem hányadik hozzászólás, vissza kéne olvasni.
Illetve ha a Stepcraft angol fórumán keresgélsz, ott is megtalálod ugyanezt, ha jól emlékszem Rory Stoney publikálta a makrót.
A szerszámbemérő gomb az M31 makrót hívja meg a /Profiles/.../Macros/ könyvtárban. A makro szabadon szerkeszthető. Ami kód alapból benne van az csak egy példa kód, értelemszerűen nem megfelelő minden géphez, minden bemérőhöz.
Itt ezen a fórum topikban valamelyik hozzászólásban régebben leírtam már egy egyszerű szerszámbemérő kódot, ami pár paraméter módosításával jó lehet a gépedhez, nem emlékszem hányadik hozzászólás, vissza kéne olvasni.
Illetve ha a Stepcraft angol fórumán keresgélsz, ott is megtalálod ugyanezt, ha jól emlékszem Rory Stoney publikálta a makrót.
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2015 október 20, 16:36
Írta: Miki2 Dátum 2015 október 20, 16:36
Ha jó a sejtésem, erről van szó.
© CNCdrive1 2015. márc. 16. 14:00 | Válasz | #1988
© CNCdrive1 2015. márc. 16. 14:00 | Válasz | #1988
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2015 október 20, 16:39
Írta: Miki2 Dátum 2015 október 20, 16:39
Itt van a korábbi bejegyzésed:
© CNCdrive1 2015. márc. 16. 14:00 | Válasz | #1988
Szia,
Írtam egy nagyon egyszerű probe rutint, annyit csinál, amit kértél, vagyis aktuális koordinátán mér Z tengely mentén, majd a makróban programozott magasságot beírja a Z tengelybe és programozott értéket ráemel Z tengely mentén, hogy a következő mozgás ha XY mentén van, akkor ne sérüljön a szenzor.
A kód:
double Zmin = -100; //Ezen a Z mélységen álljon meg, ha eddig a mélységig nem találja a bemérő szenzort.
double Feedrate = 100; //bemérés előtolása
double retractheight = 10; //Ennyit emel rá a bemérés után felfelé a Z-tengelyre.
double newZ = 30; //Az új Z magasság, vagy ennyit ír a Z DRO-ba a beméréskor.
exec.Code("G31 Z" + Zmin + "F" + Feedrate); // Probolás kezedése
while(exec.IsMoving()){} // Várakozás amíg mozgás van
exec.Wait(200);
AS3.Setfield(newZ,228); //Z tengely kijelzőt átírja newZ értékre
AS3.Validatefield(228); //A Z tengely kijelző értékét érvényesíti
exec.Wait(200);
if(!exec.Ismacrostopped()) // If tool change was not interrupted with a stop only then validate new tool number
{
double Zup = exec.GetZmachpos() + retractheight; //Emelési koordináta meghatározása az aktuális pozíció kiolvasásával.
exec.Code("G00 G53 Z" + Zup); //Z tengely felemelése retractheight változó értékével, relatív.
while(exec.IsMoving()){} // Várakozás amíg mozgás van
}
Válasz 'pisti73' üzenetére (#1983
© CNCdrive1 2015. márc. 16. 14:00 | Válasz | #1988
Szia,
Írtam egy nagyon egyszerű probe rutint, annyit csinál, amit kértél, vagyis aktuális koordinátán mér Z tengely mentén, majd a makróban programozott magasságot beírja a Z tengelybe és programozott értéket ráemel Z tengely mentén, hogy a következő mozgás ha XY mentén van, akkor ne sérüljön a szenzor.
A kód:
double Zmin = -100; //Ezen a Z mélységen álljon meg, ha eddig a mélységig nem találja a bemérő szenzort.
double Feedrate = 100; //bemérés előtolása
double retractheight = 10; //Ennyit emel rá a bemérés után felfelé a Z-tengelyre.
double newZ = 30; //Az új Z magasság, vagy ennyit ír a Z DRO-ba a beméréskor.
exec.Code("G31 Z" + Zmin + "F" + Feedrate); // Probolás kezedése
while(exec.IsMoving()){} // Várakozás amíg mozgás van
exec.Wait(200);
AS3.Setfield(newZ,228); //Z tengely kijelzőt átírja newZ értékre
AS3.Validatefield(228); //A Z tengely kijelző értékét érvényesíti
exec.Wait(200);
if(!exec.Ismacrostopped()) // If tool change was not interrupted with a stop only then validate new tool number
{
double Zup = exec.GetZmachpos() + retractheight; //Emelési koordináta meghatározása az aktuális pozíció kiolvasásával.
exec.Code("G00 G53 Z" + Zup); //Z tengely felemelése retractheight változó értékével, relatív.
while(exec.IsMoving()){} // Várakozás amíg mozgás van
}
Válasz 'pisti73' üzenetére (#1983
Cím: Re:UCCNC vezérlő program
Írta: Jordan Gabor Dátum 2015 október 20, 17:50
Írta: Jordan Gabor Dátum 2015 október 20, 17:50
Köszönöm, megtaláltam.
Itt is : https://www.stepcraft-systems.com/forum/accessories/1492-how-to-setup-tool-length-sensor-in-uccnc
Hogyan lehet azt beállítani, hogy job közben ne dobálja a softlimitet elérte ablakokat? Mondjuk nyomok 3 gombot, page up+fel+balra, akkor visszamenne nulla pozícióba. Amelyik tengelyen elérte a limitet, nyilván nem tekerné tovább, de a többin igen és nem üzengetne, amit le kell okézni.
Mégegy, a P1, P2, P3 gombok által hívott pozíciót hol kell állítani?
Kösz,
JG
Itt is : https://www.stepcraft-systems.com/forum/accessories/1492-how-to-setup-tool-length-sensor-in-uccnc
Hogyan lehet azt beállítani, hogy job közben ne dobálja a softlimitet elérte ablakokat? Mondjuk nyomok 3 gombot, page up+fel+balra, akkor visszamenne nulla pozícióba. Amelyik tengelyen elérte a limitet, nyilván nem tekerné tovább, de a többin igen és nem üzengetne, amit le kell okézni.
Mégegy, a P1, P2, P3 gombok által hívott pozíciót hol kell állítani?
Kösz,
JG
Cím: Re:UCCNC vezérlő program
Írta: Jordan Gabor Dátum 2015 október 20, 17:51
Írta: Jordan Gabor Dátum 2015 október 20, 17:51
"job" helyett "jog"
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 október 20, 18:03
Írta: 000000000 Dátum 2015 október 20, 18:03
A softlimit értékek tengelyenként állíthatók a softlimit + és - mezőkkel.
A softlimit gépi koordinában értendők, vagyis a home pozició adja meg a referencia koordinátát.
Ha gépi koordinátában a gép kívül próbál menni a beállított softlimit határokon, akkor dob softlimit hibát a program.
Szóval a feltétele, hogy a softlimit az elvárásoknak megfelelően működjön, hogy:
1.) A gép le legyen home-olva, vagy legalábbis helyes legyen a home-hoz képesti koordináta.
2.) A home koordináta helyes legyen megadva a tengelyekre.
3.) A softlimit + és - pozíció értékek megfelelően be legyenek állítva.
A szoftlimit figyelést globálisan be/ki lehet kapcsolni a Configuration/General settings/Enable softlimits checkbox-al.
A softlimit gépi koordinában értendők, vagyis a home pozició adja meg a referencia koordinátát.
Ha gépi koordinátában a gép kívül próbál menni a beállított softlimit határokon, akkor dob softlimit hibát a program.
Szóval a feltétele, hogy a softlimit az elvárásoknak megfelelően működjön, hogy:
1.) A gép le legyen home-olva, vagy legalábbis helyes legyen a home-hoz képesti koordináta.
2.) A home koordináta helyes legyen megadva a tengelyekre.
3.) A softlimit + és - pozíció értékek megfelelően be legyenek állítva.
A szoftlimit figyelést globálisan be/ki lehet kapcsolni a Configuration/General settings/Enable softlimits checkbox-al.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 október 20, 18:05
Írta: 000000000 Dátum 2015 október 20, 18:05
A P1,P2,P3 parkoló gombok az M200,M201,M202 makrókat hívják meg, a makró fájl átírásával írható át, hogy mit csináljon a gomb, például meg lehet változtatni a parkoló pozíciókat.
Cím: Re:UCCNC vezérlő program
Írta: Jordan Gabor Dátum 2015 október 20, 18:14
Írta: Jordan Gabor Dátum 2015 október 20, 18:14
Hello,
Köszönöm, nem szeretném globálisan kikapcsolni, csak a jog közben feldobott ablak zavar.
Mondjuk ha most a P1... gombokat felprogramozom, lehet kevésbé fog zavarni, mert nem fogom a jog-ot használni a home pozícióba visszatéréshez :-)
Kösz,
JG
Köszönöm, nem szeretném globálisan kikapcsolni, csak a jog közben feldobott ablak zavar.
Mondjuk ha most a P1... gombokat felprogramozom, lehet kevésbé fog zavarni, mert nem fogom a jog-ot használni a home pozícióba visszatéréshez :-)
Kösz,
JG
Cím: Re:UCCNC vezérlő program
Írta: Jordan Gabor Dátum 2015 október 20, 18:31
Írta: Jordan Gabor Dátum 2015 október 20, 18:31
Hello,
Azt nem értem, hogyan kell megadni a koordinátákat az M200... fileokban. Ha nyomok egy home all-t, ezeket gép koordinátákat kapom.
double parkZ = 0;
double parkX = 297;
double parkY = 0;
Beírva a fileba,rámentve, rányomok a home gombra és elindul a gép a home pozícióból egész máshova. :-( Nem értem. Gondolom ez a relatív koordináta nem lehet, mert akkor máshova menne ahogy átállítom a relatív koordinátákat.
Hogyan kell ott megadni a koordinátákat?
Kösz,
JG
Azt nem értem, hogyan kell megadni a koordinátákat az M200... fileokban. Ha nyomok egy home all-t, ezeket gép koordinátákat kapom.
double parkZ = 0;
double parkX = 297;
double parkY = 0;
Beírva a fileba,rámentve, rányomok a home gombra és elindul a gép a home pozícióból egész máshova. :-( Nem értem. Gondolom ez a relatív koordináta nem lehet, mert akkor máshova menne ahogy átállítom a relatív koordinátákat.
Hogyan kell ott megadni a koordinátákat?
Kösz,
JG
Cím: Re:UCCNC vezérlő program
Írta: Jordan Gabor Dátum 2015 október 20, 19:03
Írta: Jordan Gabor Dátum 2015 október 20, 19:03
Már értem. Felcseréltem az X és Y irányt :-)
Cím: Re:UCCNC vezérlő program
Írta: Jordan Gabor Dátum 2015 október 23, 12:28
Írta: Jordan Gabor Dátum 2015 október 23, 12:28
Gratulálok a programhoz. Nagyon örülök, hogy van. A mach3 nekem sokkal kevésbé volt átlátható, stabil. Persze kezdő is vagyok nagyon, lehet azért, de szerintem megtanulni sokkal könnyebb az UCCNC-t. A másik amivel próbálkoztam az a WinPC-NC, de nagyon nem jött be.
Köszönöm,
JG
Köszönöm,
JG
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 október 26, 10:12
Írta: 000000000 Dátum 2015 október 26, 10:12
Gábor,
Köszönjük és örülök, hogy tetszik a program.
Köszönjük és örülök, hogy tetszik a program.
Cím: Re:UCCNC vezérlő program
Írta: xabi Dátum 2015 október 26, 10:53
Írta: xabi Dátum 2015 október 26, 10:53
Szia,
Látom erre jártál :)
- A joystick plugin-ra szerinted mikor számíthatók ?
- A Kelepeisz Lajos topicban azt elemezzük hogy egy léptető motor önmagába (csak a saját tehetetlenségét figyelembe véve) milyen gyorsulásra (szöggyorsulásra képes). A mach3-ban hihetetlennek tűnő 220000mm/s2 gyorsulás jött ki (ez azt jelenti hogy 0-600-ra 0,003 sec alatt kéne gyorsulnia a motornak). Én a saját motorjaimat akarom majd tesztelni UCCNC-vel kiváncsi leszek az eredményre.
A kérdés : mint program az UCCNC milyen jelet ad ki mondjuk egy 220000mm/s2 gyorsulásnál ? Van rámpa vagy ilyenkor már csak egységugrásszerűen a 6001/min-hez tartozó jelformát ad ?
Látom erre jártál :)
- A joystick plugin-ra szerinted mikor számíthatók ?
- A Kelepeisz Lajos topicban azt elemezzük hogy egy léptető motor önmagába (csak a saját tehetetlenségét figyelembe véve) milyen gyorsulásra (szöggyorsulásra képes). A mach3-ban hihetetlennek tűnő 220000mm/s2 gyorsulás jött ki (ez azt jelenti hogy 0-600-ra 0,003 sec alatt kéne gyorsulnia a motornak). Én a saját motorjaimat akarom majd tesztelni UCCNC-vel kiváncsi leszek az eredményre.
A kérdés : mint program az UCCNC milyen jelet ad ki mondjuk egy 220000mm/s2 gyorsulásnál ? Van rámpa vagy ilyenkor már csak egységugrásszerűen a 6001/min-hez tartozó jelformát ad ?
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2015 október 26, 12:32
Írta: kr97pwss2 Dátum 2015 október 26, 12:32
A program rámpával adja ki a jeleket ekkora gyorsulásnál is.
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2015 október 26, 14:50
Írta: 2dbfy8y Dátum 2015 október 26, 14:50
Bocsi, hogy belepofázok, de szerintem az ipari gépek se egységugrálgatnak, több tonnás gépek is szétpotyognának. :-)
Nem tudom T45 ezt mért feszegeti, vázak nem nagyon komálják a nagy rángatásokat.
Én is ezért tértem át a uccnc-re, jó a DotG szép képeket csinál, de jól rángatja is a gépet.
Tudom az nem igazán egységugrás, de a gépek nem szeretik a rángatásokat, valami engedni fog. Meg szerintem senki nem egy hónapra épít gépet. Na meg a másik, mekkora laser kell, hogy azt a nagy gyorsulást ki tudjuk használni? Tuti nem 40W.
Nem tudom T45 ezt mért feszegeti, vázak nem nagyon komálják a nagy rángatásokat.
Én is ezért tértem át a uccnc-re, jó a DotG szép képeket csinál, de jól rángatja is a gépet.
Tudom az nem igazán egységugrás, de a gépek nem szeretik a rángatásokat, valami engedni fog. Meg szerintem senki nem egy hónapra épít gépet. Na meg a másik, mekkora laser kell, hogy azt a nagy gyorsulást ki tudjuk használni? Tuti nem 40W.
Cím: Re:UCCNC vezérlő program
Írta: xabi Dátum 2015 október 26, 15:12
Írta: xabi Dátum 2015 október 26, 15:12
#pabló : az egész arról szól hogy itt hobby szinten is ha valaki veszi a fáradságot 8 képlettel kiszámolhatja hogy az alkatrészeiből milyen paraméterű gépet tud építeni, netán mit vásároljon. A maximális gyorsulás egy paraméter mint a kocsiknál nem kell mindig padló gáz...
#Polgárdi Balázs : 2,1 Nm-es kínai léptető motorom van a paramétereit majd Kelepeisz Lajos topikjába fel fogom tenni videóval. A lényeg : a motor 100000mm/s2 gyorsulást hibátlanul vitte, 105000mm/s2 már kisebb mértékű lépéstévesztéssel működött 110000mm/s2 pedig már nem pörög fel. Ezen adatokból tökéletesen vissza lehet számolni hogy a motortól milyen gyorsulást, és forgató nyomatékot várhatunk. Respect az UCCNC-nek.
#Polgárdi Balázs : 2,1 Nm-es kínai léptető motorom van a paramétereit majd Kelepeisz Lajos topikjába fel fogom tenni videóval. A lényeg : a motor 100000mm/s2 gyorsulást hibátlanul vitte, 105000mm/s2 már kisebb mértékű lépéstévesztéssel működött 110000mm/s2 pedig már nem pörög fel. Ezen adatokból tökéletesen vissza lehet számolni hogy a motortól milyen gyorsulást, és forgató nyomatékot várhatunk. Respect az UCCNC-nek.
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2015 október 26, 15:33
Írta: 2dbfy8y Dátum 2015 október 26, 15:33
És mennyin volt a gyorsjárat mellette?
Mert ugye az se mindegy, mi lesz a végén a gyorsjáratunk.
Az egy dolog hogy gyorsan ugrál, de rövid idő alatt tuti nem éri el mondjuk a 20000mm/min gyorsjáratot, de mikor sokat megy a gép nagy munkatérben, szerintem az is mérvadó.
Meg én azt tapasztalom ha mechanikának van kis gyengesége, nagy gyorsulásokkar egyenes vonalból cik-cak fog lenni, és nem valami szép.
Mert ugye az se mindegy, mi lesz a végén a gyorsjáratunk.
Az egy dolog hogy gyorsan ugrál, de rövid idő alatt tuti nem éri el mondjuk a 20000mm/min gyorsjáratot, de mikor sokat megy a gép nagy munkatérben, szerintem az is mérvadó.
Meg én azt tapasztalom ha mechanikának van kis gyengesége, nagy gyorsulásokkar egyenes vonalból cik-cak fog lenni, és nem valami szép.
Cím: Re:UCCNC vezérlő program
Írta: xabi Dátum 2015 október 26, 15:54
Írta: xabi Dátum 2015 október 26, 15:54
Szia,
Ne off-oljuk szét az UCCNC topikot. Ha ez a téma érdekel téged #674 hozzászólás akkor nézd át, olvasd vissza #674 től a topikot és ott tárgyaljunk erről a témáról.
Ne off-oljuk szét az UCCNC topikot. Ha ez a téma érdekel téged #674 hozzászólás akkor nézd át, olvasd vissza #674 től a topikot és ott tárgyaljunk erről a témáról.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 október 27, 19:38
Írta: 000000000 Dátum 2015 október 27, 19:38
Sziasztok,
Xabi: A joystick plugint akkor fogom tudni megnézni és megcsinálni a kért dolgot, ha megérkezik a wireless xbox controller. E-bayről rendeltem, gondolom 2-3hét mire ideér.
Xabi: A joystick plugint akkor fogom tudni megnézni és megcsinálni a kért dolgot, ha megérkezik a wireless xbox controller. E-bayről rendeltem, gondolom 2-3hét mire ideér.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 november 01, 12:00
Írta: 000000000 Dátum 2015 november 01, 12:00
Cím: Re:UCCNC vezérlő program
Írta: Jordan Gabor Dátum 2015 november 02, 13:12
Írta: Jordan Gabor Dátum 2015 november 02, 13:12
ÜDV, gondolom nagyon lámer a kérdésem, de segítséget szeretnék kérni. 3D nyomtatásnál (stepcraft gép és nyomtatófej) a (pl. most solidworks által generált) .amf vagy .stl file és az UCCNC közé kell valami sw ami pályát generál ehhez is ugye? Mit javasoltok?
Kösz,
JG
Kösz,
JG
Cím: Re:UCCNC vezérlő program
Írta: vjanos Dátum 2015 november 02, 13:21
Írta: vjanos Dátum 2015 november 02, 13:21
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 november 02, 16:00
Írta: 000000000 Dátum 2015 november 02, 16:00
Sziasztok,
Gábor: A Stepcraft a Repetierhost-ot használja. Ehhez készítettünk egy 3D printer plugint, amit a pluginoknál engedélyezhetsz.
Sok részletet én sem tudok, nekünk csak azt adták meg hogy kell működjön mi pedig leprogramoztuk a plugint, de részemről még sohasem 3D nyomtattam, a Stepcraft tesztelte a plugint...
http://www.repetier.com/downloads/
Gábor: A Stepcraft a Repetierhost-ot használja. Ehhez készítettünk egy 3D printer plugint, amit a pluginoknál engedélyezhetsz.
Sok részletet én sem tudok, nekünk csak azt adták meg hogy kell működjön mi pedig leprogramoztuk a plugint, de részemről még sohasem 3D nyomtattam, a Stepcraft tesztelte a plugint...
http://www.repetier.com/downloads/
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2015 november 05, 13:44
Írta: dezsoe Dátum 2015 november 05, 13:44
Pár hete úgy döntöttem, hogy a kapott javaslatok ellenére szabadon letölthetővé teszem a LED-es pluginomat mindenféle doksival együtt. Itt megtalálható, használjátok egészséggel.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2015 november 05, 13:47
Írta: dezsoe Dátum 2015 november 05, 13:47
Szia, Balázs!
Összeszedtem és a követhetőség kedvéért pontokba rendeztem néhány függőben levő és új problémát:
1. (#2073 #2075 #2355 #2360 #2367 #2519) G82 P öröklődés kérdése :)
2. (#2351) Plugin: Init_event hívása akkor is, ha nincs bekapcsolva a plugin
3. (#2487 #2490) Plugin - OpenTK mizéria. (Mivel azt a bizonyos kódot, amit akartam, nem sikerült plugin-ba csomagolnom, szépen önálló programmá hízta ki magát, de ettől a probléma még létezik.)
4. (#2520) Run képen Tool nem változik -> de, csak be kell állítani -> Setcurrenttool(). Itt én voltam a ludas, elnézést a téves riasztásért.
És az újak:
5. A soron belüli szóvégrehajtási sorrend nem megfelelő (lásd RS247, 8. táblázat), például:
- G0, M5 és M30 a programhoz mellékelt holders nevű teszt file-ban: N645G0X0Y0z0M5M30. Az M30-ra befejezi a kód végrehajtását, pedig előtte az M5-öt és a G0-t még le kéne futtatnia M5 - G0 - M30 sorrendben. (Más kérdés, hogy van-e értelme a szerszámot álló főorsóval oda "lecsapni", de így van a file-ban.)
- G0 és G54 egy generált file-ban: G00 G54 X10.0000 Y5.0000, itt is előbb koordináta rendszert kéne váltania és utána mozogni. (Ha a G54 az aktív, akkor semmi gond, de egyébként a G0 az aktuális offset-ben mozog, majd átvált G54-re és a kód többi része ott fut.)
6. Beállításokat piszkáltam, Apply-ra ugrik a gép bármelyik lapon. Nagyon picit, éppen csak hallatszik. Próbáltam kitapogatni, úgy érzem, hogy talán a Z tengelyt piszkálja.
7. G92.1-et szerintem nem jól hajtja végre. A kijelzett koordinátákat nullázza az eltolás helyett és aszerint is mozog, a gépin viszont látszik, hogy nem jó helyen áll. Itt egy példa: némi mászkálás után a kezdő pontra kéne visszatérnie, de nem teszi. Ha az offsets-ben Clear G92 offset-et nyomsz és elküldöd 0,0,0-ra, akkor jó lesz, G92.1-re nem.
g0 x0 y0 z10
z0
g0 x10
g92 x0 z0
g0 z5
g0 x10
g92 x0 z0
g0 z5
g92.1
g0 x0 z0
m30
Két észrevétel, csak hogy tudj róla:
8. Ha a G52 és G92 együtt be van kapcsolva, akkor hibás a kijelzés (RS247-ben nincs G52, a Mach pedig tiltja a kettőt együtt, érthető módon). (Nem tudom, ezzel mit kéne tenni, talán eldobni a kódot, mivel hibás? Ha már észrevettem, ideírtam.)
9. Anno Csewe a #647-ben tömb néven célzott az indexelt változókra. Bár a kézikönyv szerint (sajnos!) nem támogatja az UCCNC, kíváncsiságból egy kicsit tesztelgettem, a következő eredménnyel (MDI-ből):
- G0 x##1 elfogadja, de nem csinálja
- #2=##1 vagy ?# vagy ?#[1] -> kilép szó nélkül a programból
- ?##1 -> #1 értékét írja ki
És - hogy meglegyen a 10 - egy kérdés:
10. Van egy field, a 895-ös, amiben a megnyitott file neve van. Van-e ebből olyan változat, ami nincs megvágva, ha túl hosszú? Alul maradt pont annyi helyem, hogy szép hosszú mezőbe kiírjam, de hiába a nagy hely, csak a vége látszik "..." után.
Összeszedtem és a követhetőség kedvéért pontokba rendeztem néhány függőben levő és új problémát:
1. (#2073 #2075 #2355 #2360 #2367 #2519) G82 P öröklődés kérdése :)
2. (#2351) Plugin: Init_event hívása akkor is, ha nincs bekapcsolva a plugin
3. (#2487 #2490) Plugin - OpenTK mizéria. (Mivel azt a bizonyos kódot, amit akartam, nem sikerült plugin-ba csomagolnom, szépen önálló programmá hízta ki magát, de ettől a probléma még létezik.)
4. (#2520) Run képen Tool nem változik -> de, csak be kell állítani -> Setcurrenttool(). Itt én voltam a ludas, elnézést a téves riasztásért.
És az újak:
5. A soron belüli szóvégrehajtási sorrend nem megfelelő (lásd RS247, 8. táblázat), például:
- G0, M5 és M30 a programhoz mellékelt holders nevű teszt file-ban: N645G0X0Y0z0M5M30. Az M30-ra befejezi a kód végrehajtását, pedig előtte az M5-öt és a G0-t még le kéne futtatnia M5 - G0 - M30 sorrendben. (Más kérdés, hogy van-e értelme a szerszámot álló főorsóval oda "lecsapni", de így van a file-ban.)
- G0 és G54 egy generált file-ban: G00 G54 X10.0000 Y5.0000, itt is előbb koordináta rendszert kéne váltania és utána mozogni. (Ha a G54 az aktív, akkor semmi gond, de egyébként a G0 az aktuális offset-ben mozog, majd átvált G54-re és a kód többi része ott fut.)
6. Beállításokat piszkáltam, Apply-ra ugrik a gép bármelyik lapon. Nagyon picit, éppen csak hallatszik. Próbáltam kitapogatni, úgy érzem, hogy talán a Z tengelyt piszkálja.
7. G92.1-et szerintem nem jól hajtja végre. A kijelzett koordinátákat nullázza az eltolás helyett és aszerint is mozog, a gépin viszont látszik, hogy nem jó helyen áll. Itt egy példa: némi mászkálás után a kezdő pontra kéne visszatérnie, de nem teszi. Ha az offsets-ben Clear G92 offset-et nyomsz és elküldöd 0,0,0-ra, akkor jó lesz, G92.1-re nem.
g0 x0 y0 z10
z0
g0 x10
g92 x0 z0
g0 z5
g0 x10
g92 x0 z0
g0 z5
g92.1
g0 x0 z0
m30
Két észrevétel, csak hogy tudj róla:
8. Ha a G52 és G92 együtt be van kapcsolva, akkor hibás a kijelzés (RS247-ben nincs G52, a Mach pedig tiltja a kettőt együtt, érthető módon). (Nem tudom, ezzel mit kéne tenni, talán eldobni a kódot, mivel hibás? Ha már észrevettem, ideírtam.)
9. Anno Csewe a #647-ben tömb néven célzott az indexelt változókra. Bár a kézikönyv szerint (sajnos!) nem támogatja az UCCNC, kíváncsiságból egy kicsit tesztelgettem, a következő eredménnyel (MDI-ből):
- G0 x##1 elfogadja, de nem csinálja
- #2=##1 vagy ?#
vagy ?#[1] -> kilép szó nélkül a programból - ?##1 -> #1 értékét írja ki
És - hogy meglegyen a 10 - egy kérdés:
10. Van egy field, a 895-ös, amiben a megnyitott file neve van. Van-e ebből olyan változat, ami nincs megvágva, ha túl hosszú? Alul maradt pont annyi helyem, hogy szép hosszú mezőbe kiírjam, de hiába a nagy hely, csak a vége látszik "..." után.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2015 november 05, 13:57
Írta: dezsoe Dátum 2015 november 05, 13:57
Az a bigyó ott a 9. pontban ?#(#1) szögletes zárójelben.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 november 05, 18:26
Írta: 000000000 Dátum 2015 november 05, 18:26
Szia Csaba,
Válaszolgatok pontonként sorban:
1.) Ezt még mindig nem sikerült végiggondolnom, vagy tenni bármit ezügyben. :(
2.) Sajna ezt sem.
3.) Ennek azt hiszem sikerült megfejtenem az okát, fogok majd nemsokára ide felrakni egy új verziót tesztelni, amivel remélhetőleg jó lesz.
5.) A makró kódok elsőbbséget élveznek a sorokban a G-kódokka szemben, ezért először hajtódik végre a makró, M30-ra pedig befejezi a progit mielőtt a G0 végrehajtódna, szerintem ennek így kell működnie.
Jó példa a G0 X0 M3, ennek először M3-al főorsót kell bekapcsolnia, majd utána kell mozgatni X-et 0-ra. Ha fordítva történne, akkor álló főorsóval menne el 0-ra.
Az M5 és M30 sorban kell végrehajtsa, ahogy le van írva sorrendben és úgy látom így is csinálja, helyesen.
6.) Ezt nem tapasztaltam mióta legutóbb végigbogarásztuk és elvileg kijavítottuk. Küld el esetleg a profil fájlodat és akkor megnézzük logikai analizátorral, hogy történik-e téves step jel kiadás ilyenkor.
7.) Ezt nem értem, mármint hogy mi pontosan a hiba? Megnéztem gyorsan és szerintem a végrehajtása a G52 és G92 és G92.1-nek is helyes. Vagy valami a szerszámpályán nem jelenik meg jól? Kicsit segíts kérlek, hogy mit nézzek.
Ja, a program amit írtál példát az nálam visszaáll nullára a végén.
8.) A G92 és G52 nincsen úgymond "bekapcsolva", mindkét kód az ideiglenes eltolást befolyásolja, írja, az egyik a beadott értékre állítja az ideiglenes eltolást a másik pedig úgy állítja be az ideiglenes eltolást, hogy az aktuális koordináta a megadott érték legyen. Szóval azt akarom mondani, hogy ezek a parancsok beírnak az ideiglenes eltolásba és végülis ennyi. De lehet itt is csak az van, hogy nem értettem meg a felvetést és valami másra gondoltál, mint ahogy én értelmeztem...
9.) Jó, ezeket megfogom nézni.
10.) Hát, textfield biztos nincsen ami tartalmazná a teljes stringet, de lehet valamelyik publikus belső paraméterben megvan a teljes fájlnév, meg kell nézzem...
Válaszolgatok pontonként sorban:
1.) Ezt még mindig nem sikerült végiggondolnom, vagy tenni bármit ezügyben. :(
2.) Sajna ezt sem.
3.) Ennek azt hiszem sikerült megfejtenem az okát, fogok majd nemsokára ide felrakni egy új verziót tesztelni, amivel remélhetőleg jó lesz.
5.) A makró kódok elsőbbséget élveznek a sorokban a G-kódokka szemben, ezért először hajtódik végre a makró, M30-ra pedig befejezi a progit mielőtt a G0 végrehajtódna, szerintem ennek így kell működnie.
Jó példa a G0 X0 M3, ennek először M3-al főorsót kell bekapcsolnia, majd utána kell mozgatni X-et 0-ra. Ha fordítva történne, akkor álló főorsóval menne el 0-ra.
Az M5 és M30 sorban kell végrehajtsa, ahogy le van írva sorrendben és úgy látom így is csinálja, helyesen.
6.) Ezt nem tapasztaltam mióta legutóbb végigbogarásztuk és elvileg kijavítottuk. Küld el esetleg a profil fájlodat és akkor megnézzük logikai analizátorral, hogy történik-e téves step jel kiadás ilyenkor.
7.) Ezt nem értem, mármint hogy mi pontosan a hiba? Megnéztem gyorsan és szerintem a végrehajtása a G52 és G92 és G92.1-nek is helyes. Vagy valami a szerszámpályán nem jelenik meg jól? Kicsit segíts kérlek, hogy mit nézzek.
Ja, a program amit írtál példát az nálam visszaáll nullára a végén.
8.) A G92 és G52 nincsen úgymond "bekapcsolva", mindkét kód az ideiglenes eltolást befolyásolja, írja, az egyik a beadott értékre állítja az ideiglenes eltolást a másik pedig úgy állítja be az ideiglenes eltolást, hogy az aktuális koordináta a megadott érték legyen. Szóval azt akarom mondani, hogy ezek a parancsok beírnak az ideiglenes eltolásba és végülis ennyi. De lehet itt is csak az van, hogy nem értettem meg a felvetést és valami másra gondoltál, mint ahogy én értelmeztem...
9.) Jó, ezeket megfogom nézni.
10.) Hát, textfield biztos nincsen ami tartalmazná a teljes stringet, de lehet valamelyik publikus belső paraméterben megvan a teljes fájlnév, meg kell nézzem...
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 november 05, 18:41
Írta: svejk Dátum 2015 november 05, 18:41
Köszönet érte.
Én már kipróbáltam élőben jól működik!
Én már kipróbáltam élőben jól működik!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2015 november 05, 18:42
Írta: dezsoe Dátum 2015 november 05, 18:42
Szia!
6. Mindjárt küldöm emilben.
7. Gépi koordinátában nézd. Szépen mászik el a Z és X minden futás után, ahelyett, hogy visszaállna nullára. Ha az offsets lapon megnyomod a clear g92-t (ami a G92.1 lenne, ugye?), akkor utána g0 x0 z0 szépen nullára viszi a tengelyeket.
10. Igen, van valami változó (most nem emlékszem, mi), de ahhoz makró kell. Én simán AS3.Addfield-del raktam ki, de - gondolom - a diag lap miatt le van vágva az eleje, ha hosszú.
6. Mindjárt küldöm emilben.
7. Gépi koordinátában nézd. Szépen mászik el a Z és X minden futás után, ahelyett, hogy visszaállna nullára. Ha az offsets lapon megnyomod a clear g92-t (ami a G92.1 lenne, ugye?), akkor utána g0 x0 z0 szépen nullára viszi a tengelyeket.
10. Igen, van valami változó (most nem emlékszem, mi), de ahhoz makró kell. Én simán AS3.Addfield-del raktam ki, de - gondolom - a diag lap miatt le van vágva az eleje, ha hosszú.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2015 november 05, 18:55
Írta: dezsoe Dátum 2015 november 05, 18:55
Szia!
Letöltötted a frisset, vagy a régit használod? Változott a plugin is meg a PIC-es firmware is, érdemes frissíteni, ha nem tetted meg.
Letöltötted a frisset, vagy a régit használod? Változott a plugin is meg a PIC-es firmware is, érdemes frissíteni, ha nem tetted meg.
Cím: Re:UCCNC vezérlő program
Írta: rxamuf6kb Dátum 2015 november 05, 21:10
Írta: rxamuf6kb Dátum 2015 november 05, 21:10
Udv!
Érdeklődnék, hogy használta-e már valaki az UCCNC CAM modulját.
Nekem sajnos több nekifutásra sem sikerül, vagy azt irja ki, hogy nem ACAD 200, vagy ha látszólag elfogadja a rajzot és programot generál, akkor csak az elejét- végét, a z25-ön kivül semmi egyébb koordinátát.
Egyszerű alakokkal próbálkoztam mint a kör és a négyzet.
A DXF-et több CAD programmal is kipróbáltam, egymás rajzait látják, végül Autocad 2007 -el is kipróbáltam, azt a dxf-et sem látja.
Tudna-e segiteni nekem valaki.
Előre is köszönöm!
Érdeklődnék, hogy használta-e már valaki az UCCNC CAM modulját.
Nekem sajnos több nekifutásra sem sikerül, vagy azt irja ki, hogy nem ACAD 200, vagy ha látszólag elfogadja a rajzot és programot generál, akkor csak az elejét- végét, a z25-ön kivül semmi egyébb koordinátát.
Egyszerű alakokkal próbálkoztam mint a kör és a négyzet.
A DXF-et több CAD programmal is kipróbáltam, egymás rajzait látják, végül Autocad 2007 -el is kipróbáltam, azt a dxf-et sem látja.
Tudna-e segiteni nekem valaki.
Előre is köszönöm!
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 november 05, 21:55
Írta: 000000000 Dátum 2015 november 05, 21:55
A CAM modul, ahogy a leírásában is le van írva, amit nem ismer egyelőre azok a spline-ok és nurb-ok. Az AutoCAD főleg az újabb verziók hajlamosak az egyszerűbb alakzatokat mint a szakaszok, körök, ívek is splineként menteni. Ha splineként menti el ezeket, akkor azt az UCCNC CAM modulja nem fogja tudni felismerni, mivel ezek az objektumok egyelőre nincsenek implementálva a DXF importálóban.
Amikkel teszteltük a CAM modult és jó eredmények mutatkoztak, nem sikerült még olyan kódot generálniuk amit az UCCNC ne ismert volna fel: QCAD, Draftsight, LibreCAD
Mindegyik említett program a NET-en fellelhető és jelenleg free szoftver.
Amikkel teszteltük a CAM modult és jó eredmények mutatkoztak, nem sikerült még olyan kódot generálniuk amit az UCCNC ne ismert volna fel: QCAD, Draftsight, LibreCAD
Mindegyik említett program a NET-en fellelhető és jelenleg free szoftver.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 november 05, 21:57
Írta: 000000000 Dátum 2015 november 05, 21:57
OK, megkaptam, köszi, a hétvégén megpróbálok végigmenni a kérdéses pontokon...
Cím: Re:UCCNC vezérlő program
Írta: rxamuf6kb Dátum 2015 november 05, 22:20
Írta: rxamuf6kb Dátum 2015 november 05, 22:20
Köszönöm a segitséget!
Letöltöttem a Qcad-et, azzal sikerült.
Letöltöttem a Qcad-et, azzal sikerült.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 november 05, 22:33
Írta: 000000000 Dátum 2015 november 05, 22:33
János, szuper, örülök, hogy sikerült működésre bírni.
Azt is megpróbálhatod esetleg, ha az Autocad-ben szeretsz dolgozni, hogy megrajzolsz valamit autocad-ben és aztán QCAD-be betöltöd és ott megint elmented. Szerintem ezzel olvashatóvá válik az UCCNC számára. Úgy rémlik valaki mondta, hogy ezt csinálja és hogy működik neki ez a megoldás.
Azt is megpróbálhatod esetleg, ha az Autocad-ben szeretsz dolgozni, hogy megrajzolsz valamit autocad-ben és aztán QCAD-be betöltöd és ott megint elmented. Szerintem ezzel olvashatóvá válik az UCCNC számára. Úgy rémlik valaki mondta, hogy ezt csinálja és hogy működik neki ez a megoldás.
Cím: Re:UCCNC vezérlő program
Írta: rxamuf6kb Dátum 2015 november 05, 22:41
Írta: rxamuf6kb Dátum 2015 november 05, 22:41
Solid Edge-vel dolgozom, az Autocad-hez csak végső elkeseredésemben nyúltam,de majd feltelepitem ezt az egyszerű QCAD-et a gépre az UCCNC mellé.
Úgyis csak egyszerű alakzatokat rajzolok vele.
Mégegyszer köszönöm!
Úgyis csak egyszerű alakzatokat rajzolok vele.
Mégegyszer köszönöm!
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2015 november 06, 17:04
Írta: Miki2 Dátum 2015 november 06, 17:04
Az AutoCad rajzot R12 dxf formátumba Mentsd le.
Azt a legtöbb gép megeszi.
Azt a legtöbb gép megeszi.
Cím: Re:UCCNC vezérlő program
Írta: nyiszi Dátum 2015 november 06, 20:47
Írta: nyiszi Dátum 2015 november 06, 20:47
Sziasztok!
A laser plugin-nak hol találok leírását?
A laser plugin-nak hol találok leírását?
Cím: Re:UCCNC vezérlő program
Írta: robokacsa Dátum 2015 november 06, 21:09
Írta: robokacsa Dátum 2015 november 06, 21:09
lassan nekem is aktuális lesz ez a kérdés.
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2015 november 06, 22:56
Írta: Bozso777 Dátum 2015 november 06, 22:56
Laser pluggin leírásáról nem tudok, dee nagyon egyszerű a használata.
Kép betölt
3 üzemmód közül választani kell
1. Grayscale (szürkeárnyalatosra csinálja a képet
2. Halftone itt képpontokból rakja össze a képet a rasztert nem lehet változtatni, mert a képpont méret alapján adja a rasztert automatán...ha mégis változtatni kéne akkor a kép méretét átalakítja az ember külső progival.
3. Black & White itt %-ban meg lehet adni milyen arányban legyen fekete ill fehér
Ha ez megvan, meg lehet adni a kép méretét mekkorában akarod égetni, a rasztert és a sebességet...majd át kell küldeni az uccncbe és mehet az égetés.
Mivel minden képnél más a fény, kontraszt, élesség stb ezért célszerű a képből egy kis fontosabb részt kiemelni, és azzal próbát csinálni, megvan e a jó beállítás( raszter,sebesség)
Kép betölt
3 üzemmód közül választani kell
1. Grayscale (szürkeárnyalatosra csinálja a képet
2. Halftone itt képpontokból rakja össze a képet a rasztert nem lehet változtatni, mert a képpont méret alapján adja a rasztert automatán...ha mégis változtatni kéne akkor a kép méretét átalakítja az ember külső progival.
3. Black & White itt %-ban meg lehet adni milyen arányban legyen fekete ill fehér
Ha ez megvan, meg lehet adni a kép méretét mekkorában akarod égetni, a rasztert és a sebességet...majd át kell küldeni az uccncbe és mehet az égetés.
Mivel minden képnél más a fény, kontraszt, élesség stb ezért célszerű a képből egy kis fontosabb részt kiemelni, és azzal próbát csinálni, megvan e a jó beállítás( raszter,sebesség)
Cím: Re:UCCNC vezérlő program
Írta: nyiszi Dátum 2015 november 07, 08:01
Írta: nyiszi Dátum 2015 november 07, 08:01
Szia!
Engem az érdekelne, hogy pl plexiből kivágni egyszerűbb alakzatokat, esetleg feliratot készíteni külső program használata nélkül.
Engem az érdekelne, hogy pl plexiből kivágni egyszerűbb alakzatokat, esetleg feliratot készíteni külső program használata nélkül.
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2015 november 07, 09:00
Írta: Bozso777 Dátum 2015 november 07, 09:00
Szia!
Vágásra nem alkalmas a laser pluggin,és nem is lenne értelme, mert soronként megy...vágáshoz G-kód kell hogy csak ott menjen ahol vágni kell.
Felirathoz már jó, de csak külső progival...szoktam én is hirtelen ingyenes képszerkesztőben pl gimp feliratot megrajzolom, majd képként égetem. De van mikor ezt is gkódból tolom.
Vágásra nem alkalmas a laser pluggin,és nem is lenne értelme, mert soronként megy...vágáshoz G-kód kell hogy csak ott menjen ahol vágni kell.
Felirathoz már jó, de csak külső progival...szoktam én is hirtelen ingyenes képszerkesztőben pl gimp feliratot megrajzolom, majd képként égetem. De van mikor ezt is gkódból tolom.
Cím: Re:UCCNC vezérlő program
Írta: robokacsa Dátum 2015 november 07, 16:35
Írta: robokacsa Dátum 2015 november 07, 16:35
uc cnc program lézer vezérlésekor, a főorsó PWM jelével kell a lézer teljesítményt szabályozni?
ha hülyeséget kérdezek, nézzétek el, kb fél órája álltam neki nézegetni.
ha hülyeséget kérdezek, nézzétek el, kb fél órája álltam neki nézegetni.
Cím: Re:UCCNC vezérlő program
Írta: robokacsa Dátum 2015 november 07, 16:41
Írta: robokacsa Dátum 2015 november 07, 16:41
uc 100 esetén a bemeneteket elég egy optó tranzisztorával testre húzni, vagy kell még plusz felhúzó ellenállás, vagy az már be van építve?
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2015 november 07, 17:01
Írta: kr97pwss2 Dátum 2015 november 07, 17:01
UCCNC programnál van egy lézer vezérlő kimenet, amely konfigurálható, hogy melyik pin legyen, és teljesen független a főorsó PWM-jétől. Lézer Plugint használva Grayscale (szürke árnyalatos) üzemmódnál ezen a Lézer kimeneten is PWM jel jelenik meg a pixelek intenzitásának megfelelően. Ha Black and white (fekete fehér) üzemmódban használod, akkor pedig Ki/Be kapcsolja a lézert a pixeleknek megfelelően.
Plugin nélkül G-kódból is vezérelhető a kimenet M10 és M11-el lehet Be/Kikapcsolni. Az M10 után pedig megadható, a lézer bekapcsoló jel kitöltési tényezője 0-255 között. Ha nem adod meg a Q paramétert, akkor mindig max. teljesítménnyel fogja bekapcsolni.
UC100-nál minden bemeneten belül van egy 4,7k felhúzó ellenállás, úgyhogy a GND-re kötött optocsatolóval közvetlen meg lehet hajtani.
Plugin nélkül G-kódból is vezérelhető a kimenet M10 és M11-el lehet Be/Kikapcsolni. Az M10 után pedig megadható, a lézer bekapcsoló jel kitöltési tényezője 0-255 között. Ha nem adod meg a Q paramétert, akkor mindig max. teljesítménnyel fogja bekapcsolni.
UC100-nál minden bemeneten belül van egy 4,7k felhúzó ellenállás, úgyhogy a GND-re kötött optocsatolóval közvetlen meg lehet hajtani.
Cím: Re:UCCNC vezérlő program
Írta: robokacsa Dátum 2015 november 07, 17:09
Írta: robokacsa Dátum 2015 november 07, 17:09
köszi
sajna most még csak a leírást tudom tanulmányozni( dolgozom), így magát az installált programot nem látom.
az a bizonyos lézervezérlő kimenet a lézeres pluginban kell beállítani?
sajna most még csak a leírást tudom tanulmányozni( dolgozom), így magát az installált programot nem látom.
az a bizonyos lézervezérlő kimenet a lézeres pluginban kell beállítani?
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2015 november 07, 23:24
Írta: 2dbfy8y Dátum 2015 november 07, 23:24
Meg egy lényeg kimaradt. [#smile]
Ha plugin nélkül akarjuk kapcsolni a lasert, progi elején m3 kell, met különben tiltva lesz.
Meg vallahova nem ártana megjegyezni, hogy win7-nél az usb tiltást ki kell kapcsolni, mert nekem tőle megszakadt egyszer a kapcsolat. Nem volt usb használat, és pihentetőbe tette a win.
Ha plugin nélkül akarjuk kapcsolni a lasert, progi elején m3 kell, met különben tiltva lesz.
Meg vallahova nem ártana megjegyezni, hogy win7-nél az usb tiltást ki kell kapcsolni, mert nekem tőle megszakadt egyszer a kapcsolat. Nem volt usb használat, és pihentetőbe tette a win.
Cím: Re:UCCNC vezérlő program
Írta: s7manbs8 Dátum 2015 november 08, 00:08
Írta: s7manbs8 Dátum 2015 november 08, 00:08
AZ UCC vezérlő program is tudja az egységugrásos gyorsítást ?
Cím: Re:UCCNC vezérlő program
Írta: iiidyyiy3 Dátum 2015 november 08, 00:20
Írta: iiidyyiy3 Dátum 2015 november 08, 00:20
Legjobb tudomásom szerint nem, és valami olyasmi volt a válasz, hogy olyat nem fejlesztenek, aminek nincs "értelme". Vagyis jobban fogalmazva nincsenek meggyőződve a gyakorlati hasznáról.
Cím: Re:UCCNC vezérlő program
Írta: s7manbs8 Dátum 2015 november 08, 00:22
Írta: s7manbs8 Dátum 2015 november 08, 00:22
Konkrétan pedig van értelem, ugyanis a 3d nyomtatásnál is pont ezt használják. Vagy olyan célfelhasználásnál, ahol ez számít.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 november 08, 00:32
Írta: 000000000 Dátum 2015 november 08, 00:32
Sziasztok,
Nem, nem tud ilyet, ahogy CeFReX is említette, mert nincsen semmi értelme, hogy végtelen gyorsítással indítsunk meg egy gép tengelyt, hiszen hiába tud egy léptetőmotor nagy gyorsítást produkálni bizonyos határfrekvencia alatt, azt a mechanika nem fogja szeretni. Ha marógép nagy nehéz szánokkal , akkor főleg nem. De kis pilincka 3D nyomtató sem biztos, hogy hosszútávon megköszöni, ha ugráltatják...
Az UCCNC lineáris gyorsítást tud, illetve előrenéz a mozgáspályán és a beállításoknak megfelelően optimalizálja azt és úgy halad rajta.
Nem, nem tud ilyet, ahogy CeFReX is említette, mert nincsen semmi értelme, hogy végtelen gyorsítással indítsunk meg egy gép tengelyt, hiszen hiába tud egy léptetőmotor nagy gyorsítást produkálni bizonyos határfrekvencia alatt, azt a mechanika nem fogja szeretni. Ha marógép nagy nehéz szánokkal , akkor főleg nem. De kis pilincka 3D nyomtató sem biztos, hogy hosszútávon megköszöni, ha ugráltatják...
Az UCCNC lineáris gyorsítást tud, illetve előrenéz a mozgáspályán és a beállításoknak megfelelően optimalizálja azt és úgy halad rajta.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 november 08, 08:42
Írta: 000000000 Dátum 2015 november 08, 08:42
Picit olvassál Robsy topikot, és nem fogsz ennyi műszaki valótlanságot állítani és védni a védhetetlent.:)
Cím: Re:UCCNC vezérlő program
Írta: vjanos Dátum 2015 november 08, 09:53
Írta: vjanos Dátum 2015 november 08, 09:53
A nyomtatónál a jerk-re gondolsz?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 november 08, 11:05
Írta: 000000000 Dátum 2015 november 08, 11:05
A Jerk a gyorsulás első deriváltja, egységugrás fgv. esetén Dirac delta fgv., amplitudója végtelen, hossza nulla. Egység sebesség ugrás esetén viszont már a gyorsulás fgv. is dirac delta, hiszen a sebesség első deriváltja a gyorsulás.
Tulajdonképpen ezzel a pár mondattal igazolva van, hogy miért nincsen értelme egység sebesség ugrást alkalmazni valós hajtásláncokban. Aki kicsit is műszaki ember az rögtön belátja, aki meg nem akarja belátni az meg úgysem fogja. :)
Tulajdonképpen ezzel a pár mondattal igazolva van, hogy miért nincsen értelme egység sebesség ugrást alkalmazni valós hajtásláncokban. Aki kicsit is műszaki ember az rögtön belátja, aki meg nem akarja belátni az meg úgysem fogja. :)
Cím: Re:UCCNC vezérlő program
Írta: s7manbs8 Dátum 2015 november 08, 11:10
Írta: s7manbs8 Dátum 2015 november 08, 11:10
Egy olyasminek pl. lenne értelme, hogy egy táblázattal megadható gyorsulás lehetne, mivel a motor kis sebességnél nagyobbra képes, mint nagyoknál, ezt adott motorra be lehetne lőni, akkor lenne a legjobban kihasználva.
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2015 november 22, 19:14
Írta: pisti73 Dátum 2015 november 22, 19:14
Szia Balázs!
Az ISOBOB-bal és az ethernetes vezérlővel mi a helyzet? Mikor számíthatunk rá? Én személy szerint már nagyon várom..
Az ISOBOB-bal és az ethernetes vezérlővel mi a helyzet? Mikor számíthatunk rá? Én személy szerint már nagyon várom..
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 november 23, 09:33
Írta: 000000000 Dátum 2015 november 23, 09:33
Szia Pisti,
Van egy jó és egy rossz hírem is azzal kapcsolatban amiket kérdezel. Melyikkel kezdjem? :)
Szóval a rossz hír, hogy az ISOBOB fejlesztése kissé megtorpant ismét, nem tudom megmondani mikorra lesz kész.
A jó hír, hogy az ethernetes vezérlő első széria gyártása már folyamatban van. Mivel első széria, ezért a gyártás biztosan még némi időt igénybe fog venni, ahogy ez az első szériáknál lenni szokott. Majd írok, ha lesz fejlemény...
Van egy jó és egy rossz hírem is azzal kapcsolatban amiket kérdezel. Melyikkel kezdjem? :)
Szóval a rossz hír, hogy az ISOBOB fejlesztése kissé megtorpant ismét, nem tudom megmondani mikorra lesz kész.
A jó hír, hogy az ethernetes vezérlő első széria gyártása már folyamatban van. Mivel első széria, ezért a gyártás biztosan még némi időt igénybe fog venni, ahogy ez az első szériáknál lenni szokott. Majd írok, ha lesz fejlemény...
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2015 november 23, 16:43
Írta: Miki2 Dátum 2015 november 23, 16:43
Szervusz Balázs!
Az ethernetes vezérlőnek lesz Mach3-as verziója is?
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2015 november 23, 21:01
Írta: pisti73 Dátum 2015 november 23, 21:01
Szia Balázs!
Nagyon köszönöm a választ, sajnálom, hogy megtorpant az ISOBOB, pedig amit nyáron láttam teljesen biztató volt a végeredmény.
Olyan kérdésem lenne, hogy az ethernetes panel vezérlőpanel kompatibilis lesz e az UC300 alaplapjával?
Nagyon köszönöm a választ, sajnálom, hogy megtorpant az ISOBOB, pedig amit nyáron láttam teljesen biztató volt a végeredmény.
Olyan kérdésem lenne, hogy az ethernetes panel vezérlőpanel kompatibilis lesz e az UC300 alaplapjával?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 november 24, 12:34
Írta: 000000000 Dátum 2015 november 24, 12:34
Sziasztok,
Pisti: Igen, amikor voltál nálunk akkor úgy emlékszem már volt működő prototípus, de azóta elkezdtük az ethernetes panelt fejeszteni és végül úgy döntöttünk, hogy inkább majd azzal kellene kombóban kiadni az ISOBOB-ot is. Szóval jelenleg úgy van tervbe véve, hogy az ethernetes után kerül csak befejezésre az ISOBOB.
Illetve az UCCNC-n is történt még némi fejlesztés, de erről amjd később, ha eljön az ideje ... hamarosan. :)
Azt meg szerintem el is felejtettem említeni, hogy nem az UC300 modulnak megfelelő ethernetes panel került gyártásba, ezt kellett volna mondanom, de őszintén szólva nem is jutott eszembe. Szóval terveztünk egy kisebb panelt 2db IDC26 porttal és standard LPT port lábkiosztással. Hogy miért is csináltuk ezt, ennek két oka is van.
Az egyik ok, hogy akárhogy is, de az USB-s mozgásvezérlőkből is a kisebbik, az UC100 fogy jobban, nagyjából tízszer annyit vesznek belőle mint UC300-at. A másik nyomósabb indok, hogy az ethernetes fejlesztés nem gyerekjáték és összesen 5darab UC300-as prototípus készült ami egyik sem volt sajnos hibátlan. Vagy túl lassú volt az ethernetes chip ahhoz amit szerettünk volna, vagy éppen belefutottunk egy olyan errata-ba ami miatt meghiúsult a működése úgy ahogy nekünk kellett volna működnie.
Szóval elég sok különböző chip-et kipróbáltunk és sok prototípust gyártottunk mire megtaláltuk a nekünk megfelelő kombinációt.
A probléma ezzel az, hogy az UC300 panel 4 rétegű, így bár kis méretű, de a prototípus gyártás így is igencsak költséges. Szóval amikor az 5. proto se lett tökéletes akkor úgy döntöttünk, hogy inkább készítünk először egy egyszerűbb, olcsóbb kisebb panelt 2 rétegen, mert a fejlesztési költségek alacsonyabbak és nem bukunk akkorát a hibás prototípusokon.
Szóval ez a kisebb verzió készült most el amit UC400ETH-nak kereszteltünk.
Az UC300-as verzió ez alapján már eltud készülni gond nélkül, hiszen a chipset-et és a működéséhez szükséges stack-eket már kikísérleteztük a kis panellal, így már egyszerűbb lesz sokkal befejezni az UC300ETH-t, szeretnénk a jövő negyed évben megcsinálni és elkezdeni gyártani.
Miki: Igen, minden bizonnyal lesz Mach3-as verziója, bár még nem egyeztettem Polgárdi Balázzsal a részleteket, hogy milyen ütemben lesz kifejlesztve a plugin. Jelenleg UCCNC-vel működik a vezérlő.
Pisti: Igen, amikor voltál nálunk akkor úgy emlékszem már volt működő prototípus, de azóta elkezdtük az ethernetes panelt fejeszteni és végül úgy döntöttünk, hogy inkább majd azzal kellene kombóban kiadni az ISOBOB-ot is. Szóval jelenleg úgy van tervbe véve, hogy az ethernetes után kerül csak befejezésre az ISOBOB.
Illetve az UCCNC-n is történt még némi fejlesztés, de erről amjd később, ha eljön az ideje ... hamarosan. :)
Azt meg szerintem el is felejtettem említeni, hogy nem az UC300 modulnak megfelelő ethernetes panel került gyártásba, ezt kellett volna mondanom, de őszintén szólva nem is jutott eszembe. Szóval terveztünk egy kisebb panelt 2db IDC26 porttal és standard LPT port lábkiosztással. Hogy miért is csináltuk ezt, ennek két oka is van.
Az egyik ok, hogy akárhogy is, de az USB-s mozgásvezérlőkből is a kisebbik, az UC100 fogy jobban, nagyjából tízszer annyit vesznek belőle mint UC300-at. A másik nyomósabb indok, hogy az ethernetes fejlesztés nem gyerekjáték és összesen 5darab UC300-as prototípus készült ami egyik sem volt sajnos hibátlan. Vagy túl lassú volt az ethernetes chip ahhoz amit szerettünk volna, vagy éppen belefutottunk egy olyan errata-ba ami miatt meghiúsult a működése úgy ahogy nekünk kellett volna működnie.
Szóval elég sok különböző chip-et kipróbáltunk és sok prototípust gyártottunk mire megtaláltuk a nekünk megfelelő kombinációt.
A probléma ezzel az, hogy az UC300 panel 4 rétegű, így bár kis méretű, de a prototípus gyártás így is igencsak költséges. Szóval amikor az 5. proto se lett tökéletes akkor úgy döntöttünk, hogy inkább készítünk először egy egyszerűbb, olcsóbb kisebb panelt 2 rétegen, mert a fejlesztési költségek alacsonyabbak és nem bukunk akkorát a hibás prototípusokon.
Szóval ez a kisebb verzió készült most el amit UC400ETH-nak kereszteltünk.
Az UC300-as verzió ez alapján már eltud készülni gond nélkül, hiszen a chipset-et és a működéséhez szükséges stack-eket már kikísérleteztük a kis panellal, így már egyszerűbb lesz sokkal befejezni az UC300ETH-t, szeretnénk a jövő negyed évben megcsinálni és elkezdeni gyártani.
Miki: Igen, minden bizonnyal lesz Mach3-as verziója, bár még nem egyeztettem Polgárdi Balázzsal a részleteket, hogy milyen ütemben lesz kifejlesztve a plugin. Jelenleg UCCNC-vel működik a vezérlő.
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2015 november 24, 21:55
Írta: pisti73 Dátum 2015 november 24, 21:55
Szia Balázs!
Köszönöm a választ!
Igen láttam az ISOBOB prototípusát, volt hozzá egy további bővítőpanel is. Nagyon tuti kis "kiegészítőnek" tűnt az UC300 mellé. Akkor még várok egy kicsit...
Kíváncsi vagyok az ethernetes vezérlőre is, azt hiszem ha elkezdődik a sorozatgyártás be fogok rá ruházni...
Köszönöm a választ!
Igen láttam az ISOBOB prototípusát, volt hozzá egy további bővítőpanel is. Nagyon tuti kis "kiegészítőnek" tűnt az UC300 mellé. Akkor még várok egy kicsit...
Kíváncsi vagyok az ethernetes vezérlőre is, azt hiszem ha elkezdődik a sorozatgyártás be fogok rá ruházni...
Cím: Re:UCCNC vezérlő program
Írta: Motoros Dátum 2015 november 25, 09:06
Írta: Motoros Dátum 2015 november 25, 09:06
Szia Balázs!
Kérdezném, hogy az UCCNC hogyan viszonyul az érintőképernyős Win8-at futtató kis gépekhez amiknek van billentyűzet részük is de tabletként is használhatók. Nyilván arra vonatkozik a kérdésem, hogy az érintőképernyővel barátságban van e?
Most mindenfelé kapni ezeket a kombi kis pc-ket és lehet, hogy munkakörnyezetben az érintőképernyőjük sokkal praktikusabb lenne mint a klaviatúra.
Kérdezném, hogy az UCCNC hogyan viszonyul az érintőképernyős Win8-at futtató kis gépekhez amiknek van billentyűzet részük is de tabletként is használhatók. Nyilván arra vonatkozik a kérdésem, hogy az érintőképernyővel barátságban van e?
Most mindenfelé kapni ezeket a kombi kis pc-ket és lehet, hogy munkakörnyezetben az érintőképernyőjük sokkal praktikusabb lenne mint a klaviatúra.
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2015 november 25, 10:31
Írta: 2dbfy8y Dátum 2015 november 25, 10:31
Bozsó próbálta toshiba kis tableten, azt mondta szépen ment rajta, az csak érintős volt.
Fő lényege hogy windowsos legyen, próbáltam androidosra telepíteni, nem engedte az telepíteni se.
Fő lényege hogy windowsos legyen, próbáltam androidosra telepíteni, nem engedte az telepíteni se.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 november 25, 14:22
Írta: 000000000 Dátum 2015 november 25, 14:22
Sziasztok,
Motoros: Az UCCNC működik tableteken is, de ahogy Pabló említette csak kizárólag olyanon, amin Windows fut.
Androidos tableten biztosan nem működik.
Illetve ha valaki tabletet választ az UCCNC-hez , akkor először is érdemes a leírásban a minimális rendszerkövetelményeket a tablet tulajdonságaival, hogy megfelelő legyen.
Igaz, hogy Bozsó amivel próbálta tablettel az az UCCNC rendszerkövetelmény alatt van, szóval működhet akár gyengébb tableteken, PC-ken is, de ez nem garantált, nem javasolt a rendszerkövetelményeknél alacsonyabbat használni.
Egy UCCNC tabletes videó: UCCNC + tablet
Motoros: Az UCCNC működik tableteken is, de ahogy Pabló említette csak kizárólag olyanon, amin Windows fut.
Androidos tableten biztosan nem működik.
Illetve ha valaki tabletet választ az UCCNC-hez , akkor először is érdemes a leírásban a minimális rendszerkövetelményeket a tablet tulajdonságaival, hogy megfelelő legyen.
Igaz, hogy Bozsó amivel próbálta tablettel az az UCCNC rendszerkövetelmény alatt van, szóval működhet akár gyengébb tableteken, PC-ken is, de ez nem garantált, nem javasolt a rendszerkövetelményeknél alacsonyabbat használni.
Egy UCCNC tabletes videó: UCCNC + tablet
Cím: Re:UCCNC vezérlő program
Írta: Motoros Dátum 2015 november 25, 14:57
Írta: Motoros Dátum 2015 november 25, 14:57
Köszönöm a válaszodat és a videót...meggyőző volt. :))
A liszencet hol célszerű megrendelni?
---ITT?
A liszencet hol célszerű megrendelni?
---ITT?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 november 25, 18:13
Írta: 000000000 Dátum 2015 november 25, 18:13
Igen, a link az UCCNC termék oldalára mutat, onnan egy klikkeléssel el lehet jutni a webáruházunkba, ahol meg lehet rendelni az UCCNC license kulcsot.
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2015 november 26, 20:07
Írta: Bozso777 Dátum 2015 november 26, 20:07
Szia.
Küldtem mailt.
Küldtem mailt.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 december 11, 18:26
Írta: 000000000 Dátum 2015 december 11, 18:26
Az UC300 -hoz tudja valaki hol van Magyar leírás?
Kösz, ha segítesz!
Kösz, ha segítesz!
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2015 december 11, 18:37
Írta: kr97pwss2 Dátum 2015 december 11, 18:37
Itt a használati: UCCNC felhasználói kézikönyv
De ha felinstalláltad, akkor az UCCNC/Dokumentation/ könyvtárban is benne van
De ha felinstalláltad, akkor az UCCNC/Dokumentation/ könyvtárban is benne van
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 december 11, 18:43
Írta: 000000000 Dátum 2015 december 11, 18:43
Valamiért nem adja ki a step/dir jeleket. Az UC 300 5 portos
Azt akartam megnézni, hogy kell e neki kapcsoló jel. És hová.
Mach3 ról se megy.
Világít a kék led is.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 december 11, 18:49
Írta: 000000000 Dátum 2015 december 11, 18:49
Nem a szoftverét keresem, hanem az UC 300 5 portos mozgásvezérlőét magyarul.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2015 december 11, 18:56
Írta: kr97pwss2 Dátum 2015 december 11, 18:56
Világít a kék led (ez jelzi a kommunikációt a géppel és a szoftverrel). Melyik dll verziót használod (a legújabb: UC300_V1_056.dll)? Mit állítottál be a Mach3-ban, milyen portokat és pineket, és hogy ellenőrizted?
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2015 december 11, 18:57
Írta: kr97pwss2 Dátum 2015 december 11, 18:57
Az UC300 használatija Mach3-hoz: UC300 használti
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 december 11, 19:21
Írta: 000000000 Dátum 2015 december 11, 19:21
Most elsősorban nem az a bajom, hogy nem megy a Mach3 al. Hanem az hogy az UCCNC vel nem megy.
A ledek világítanak. A jeleket nem adja ki.
A dró mutatja a „mozgást.”
Beállítottam a step és dír pineket. Engedélyeztem a tengelyt.
Beírtam a tengely adatokat.
Próbáltam exportálni is a Mach beállítást. Úgy se megy.
Van ledes kimenet ellenőrzőm, is.
Esetleg nem létezik valami működő XML amit, beraknák, és átírnám az én gépemhez?
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2015 december 11, 19:37
Írta: kr97pwss2 Dátum 2015 december 11, 19:37
UCCNC-hez van licensz fájlod? Mert anélkül nem fog menni, csak demó módban indul el, és minden mozgást és kijelzést csak szimulál. Ha van licenszed, akkor az UCCNC elindulásakor ki kel gyulladni a kék lednek, és folyamatosan kell égnie. Ha ez is megvan, akkor vagy nem lett a tengely engedélyezve a beállítások oldalon (Configuration/Axis setup) vagy a pineknél 0-a van beállítva. De szerintem egyszerűbb, ha az E-mailemre elküldöd az UCCNC/Profiles könyvtárból a Default.pro fájlt (vagy ha más néven hoztál létre profilt, akkor azt) és megnézem mi a gond.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 december 11, 19:53
Írta: 000000000 Dátum 2015 december 11, 19:53
Van licenszem. Nem demóba indul. Világít egyfolytában a kék led (is).
Egyes portot használnám.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2015 december 11, 20:14
Írta: kr97pwss2 Dátum 2015 december 11, 20:14
UC300-nál az 1-es port az bővített bemeneteket tartalmazó port, ami a használatijában a 3. oldalon le is van írva!
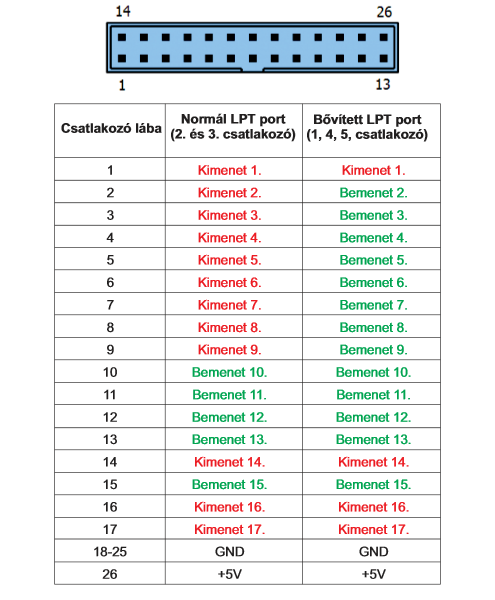
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2015 december 11, 20:18
Írta: kr97pwss2 Dátum 2015 december 11, 20:18
előző beírásból lemaradt:
A 2 és 3 port normál printer portnak felel meg (12 ki / 5 bemenet), az 1,4,5 pedig bővített (13 be / 4 kimenet)
Állítsd át a 2. portra, és akkor csak egy csatlakozóval kell odébb csatlakozni.
A 2 és 3 port normál printer portnak felel meg (12 ki / 5 bemenet), az 1,4,5 pedig bővített (13 be / 4 kimenet)
Állítsd át a 2. portra, és akkor csak egy csatlakozóval kell odébb csatlakozni.
Cím: Re:UCCNC vezérlő program
Írta: svager Dátum 2015 december 11, 20:18
Írta: svager Dátum 2015 december 11, 20:18
Próbáld a kettes portot beállítani,nekem azon van.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 december 11, 20:36
Írta: 000000000 Dátum 2015 december 11, 20:36
Máris megyek próbálni.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 december 11, 20:41
Írta: 000000000 Dátum 2015 december 11, 20:41
Ááá, nem létezik:)) A hülye kapkodás:((
Már megy is.
Köszönöm a segítségeteket!
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2015 december 13, 07:56
Írta: xfg6v697j Dátum 2015 december 13, 07:56
Sziasztok
Frissítettem az XP-t,és most nem tudom feltenni működőképesen az UCCNC-t.
Felraktam a dotnet2-est,ami a honlapotokon van,és az UCCNC1.1027 verziót,szintén a honlapról tőltöttem le.
Hibaüzenet.
Frissítettem az XP-t,és most nem tudom feltenni működőképesen az UCCNC-t.
Felraktam a dotnet2-est,ami a honlapotokon van,és az UCCNC1.1027 verziót,szintén a honlapról tőltöttem le.
Hibaüzenet.
Cím: Re:UCCNC vezérlő program
Írta: 2dzcsimnk Dátum 2015 december 13, 12:52
Írta: 2dzcsimnk Dátum 2015 december 13, 12:52
Sziasztok!
Nem tudja véletlenül valaki, hogy az UCCNC-ben van-e a betöltött g-kódnak maximális sor szám limitje?
Beleütköztem egy közel 100MB-os és kb 8 millio soros precíziós marás g-kódjába, amitől az UCCNC megadta magát. A betöltés kb a 3/4-énél lefagyott, úgy hogy a teljes gépet újra kellett indítanom.
Nem tudja véletlenül valaki, hogy az UCCNC-ben van-e a betöltött g-kódnak maximális sor szám limitje?
Beleütköztem egy közel 100MB-os és kb 8 millio soros precíziós marás g-kódjába, amitől az UCCNC megadta magát. A betöltés kb a 3/4-énél lefagyott, úgy hogy a teljes gépet újra kellett indítanom.
Cím: Re:UCCNC vezérlő program
Írta: 2dzcsimnk Dátum 2015 december 13, 12:53
Írta: 2dzcsimnk Dátum 2015 december 13, 12:53
Elfelejtettem mondani, hogy a hogy a honlapról letölthető 1.1027-set használom
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2015 december 13, 15:11
Írta: dezsoe Dátum 2015 december 13, 15:11
Szia!
Memóriával hogy áll a gép? Nekem a legnagyobb file-om 51MB, 1.74 millió sorral. Betöltéskor 1GB felett eszik:

Kérdés, hogy a te kódod befér-e, milyen oprendszert használsz, 32/64 bit stb. Esetleg, ha nem titkos, akkor küldd át a file-t és megnézem, hogy nálam betölti-e.
Memóriával hogy áll a gép? Nekem a legnagyobb file-om 51MB, 1.74 millió sorral. Betöltéskor 1GB felett eszik:
Kérdés, hogy a te kódod befér-e, milyen oprendszert használsz, 32/64 bit stb. Esetleg, ha nem titkos, akkor küldd át a file-t és megnézem, hogy nálam betölti-e.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 december 13, 23:31
Írta: 000000000 Dátum 2015 december 13, 23:31
Sziasztok,
Csewe: probáld meg a Flashplayert feltelepíteni ha még nincsen fent a gépen.
Regian: Ram és kód függő is, hogy milyen hosszú kódot tud beolvasni. Én max olyan 3Millió sor körüli kóddal teszteltem eddig azzal működött, bár van a gépemben 4Giga RAM.
Azt feltudom én is ajánlani amit Dezsoe, hogy ha felrakod a kódot nyilvánosra ide a fórumra egy linkre akkor megnézem, hogy nálam betölti-e.
Csewe: probáld meg a Flashplayert feltelepíteni ha még nincsen fent a gépen.
Regian: Ram és kód függő is, hogy milyen hosszú kódot tud beolvasni. Én max olyan 3Millió sor körüli kóddal teszteltem eddig azzal működött, bár van a gépemben 4Giga RAM.
Azt feltudom én is ajánlani amit Dezsoe, hogy ha felrakod a kódot nyilvánosra ide a fórumra egy linkre akkor megnézem, hogy nálam betölti-e.
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2015 december 14, 00:15
Írta: 2dbfy8y Dátum 2015 december 14, 00:15
Én is leteszteltem egy 40mb 3millió soros progival.
Bejött még az is hogy a képernyőképet legenerálja, és utána a kód nem jelenik már meg.
Nálam le nem fagy.
Mondjuk nekemezen csak az 1.1026 verzió van fenn.
Ez csak szerkesztő gép.
Bejött még az is hogy a képernyőképet legenerálja, és utána a kód nem jelenik már meg.
Nálam le nem fagy.
Mondjuk nekemezen csak az 1.1026 verzió van fenn.
Ez csak szerkesztő gép.
Cím: Re:UCCNC vezérlő program
Írta: 2dzcsimnk Dátum 2015 december 14, 17:28
Írta: 2dzcsimnk Dátum 2015 december 14, 17:28
Sziasztok,
Köszi a tippeket, sajnos nem jöttek be. A CNC képben 2G ram van win8.1-el. kipróbáltam egy másik gépen amiben 8g ram van win 8.1 64 biten.
Sajna mindkét esetben hibaüzenet lett a vége.
Olyan 4 millió sor környékén, hol itt hol ott +-300 sor eltérésssel hibaüzenettel kiakad.
Igaz a 8gigás gép legalább nem fagyott meg.
Köszi a tippeket, sajnos nem jöttek be. A CNC képben 2G ram van win8.1-el. kipróbáltam egy másik gépen amiben 8g ram van win 8.1 64 biten.
Sajna mindkét esetben hibaüzenet lett a vége.
Olyan 4 millió sor környékén, hol itt hol ott +-300 sor eltérésssel hibaüzenettel kiakad.
Igaz a 8gigás gép legalább nem fagyott meg.
Cím: Re:UCCNC vezérlő program
Írta: 2dzcsimnk Dátum 2015 december 14, 17:53
Írta: 2dzcsimnk Dátum 2015 december 14, 17:53
Sziasztok,
Még egy észrevétel:
A 64 bites gépen is 32 bites programként fut az UCCNC, tehát ha megfeszülök, sem fog 4Gigánál többet látni.... Legalábbis ha jól sejtem.
Még egy észrevétel:
A 64 bites gépen is 32 bites programként fut az UCCNC, tehát ha megfeszülök, sem fog 4Gigánál többet látni.... Legalábbis ha jól sejtem.
Cím: Re:UCCNC vezérlő program
Írta: 8kakgh7c Dátum 2015 december 15, 08:25
Írta: 8kakgh7c Dátum 2015 december 15, 08:25
Sziasztok,
Keresgéltem a neten és egyre többen az UCCNC -t használják. Gondoltam letöltöm én is és kipróbálom a demó verziót. Mivel én nem marok hanem esztergálok ,ezért ezt a felületet kerestem benne de rá kellett döbbennem hogy ilyen felület nincs.
Kérés ? Balázs fogtok ilyen felületet készíteni ? Vagy van, csak én nem találom ?
Mások nem akarják kipróbálni és használni, vagy csak én ?
Mert látom fejlesztitek a programot, és tetszik a dolog, vannak dolgok amit más progiban nincs meg, és ez csak Magyar fejlesztés ...
Gratulálok hozzá !
Keresgéltem a neten és egyre többen az UCCNC -t használják. Gondoltam letöltöm én is és kipróbálom a demó verziót. Mivel én nem marok hanem esztergálok ,ezért ezt a felületet kerestem benne de rá kellett döbbennem hogy ilyen felület nincs.
Kérés ? Balázs fogtok ilyen felületet készíteni ? Vagy van, csak én nem találom ?
Mások nem akarják kipróbálni és használni, vagy csak én ?
Mert látom fejlesztitek a programot, és tetszik a dolog, vannak dolgok amit más progiban nincs meg, és ez csak Magyar fejlesztés ...
Gratulálok hozzá !
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2015 december 15, 16:59
Írta: ANTAL GÁBOR Dátum 2015 december 15, 16:59
Sokan nagyon várjuk már ... Van közöttünk olyan aki 3 havonta rá is kérdez. Ha nagyon ki szeretnéd próbálni akkor rádius üzemben szerszámsugár korrekció nélkül akár esztergálhatsz a marós felülettel . Még menetet is vághatsz . Igaz nincs G76 de azt több G 32 ből össze is lehet rakni .( ja és kicserélni G 33 ) re . De a trükkök bevetésével a szinkron menet is megy ..Az a baj hogy világviszonylatban is kevés az esztergályos , és sok az igény a fejlesztésre . Pl sokan várják az ethernetes vezérlőt ,mások az isobobot stb .
Cím: Re:UCCNC vezérlő program
Írta: Gyati Dátum 2015 december 15, 17:21
Írta: Gyati Dátum 2015 december 15, 17:21
Szia!
Van aki a Karácsonyt várja már nagyon! :)
Van aki a Karácsonyt várja már nagyon! :)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 december 16, 01:09
Írta: 000000000 Dátum 2015 december 16, 01:09
Sziasztok,
Csak pár napig nem nézek a fórumra és máris ennyi beírás született. :)
Regian: Igen, jól látod kb. 3Millió sornyi G-kód a korlátja az UCCNC-nek. Ez mondhatni az abszolút maximum jelenleg, ennél lehet kevesebb is főleg, ha sok ívből áll a kód, amit ki kell rajzolnia az UCCNC-nek sok kis szegmensből.
És igen, az alkalmazás 32 bites módban fut 64 bites OP rendszeren is. Viszont a memória korlát nem az OS korlátja, hanem hogy a .NET futtatási környezetben egy alkalmazás max. 2GB memóriát foglalhat le magának összesen. Ez a korlát mind a 32 és 64 bites rendszereknél.
Illetve lehetne az alkalmazást egy speciális kapcsolóval fordítani, ha azt szeretnénk, hogy bármekkora memóriát lefoglalhasson, de egyrészt erre fel kellene szerintem akkor jobban készíteni az alkalmazást és persze tesztelni is, hogy biztonságosan kezelje a hatalmas memória objektumokat, illetve meg kellene vásárolnunk a Visual Studio Pro verzióját, mert csak az enged ilyen kapcsolóval fordítani, ami egy durván $5000 kiadás lenne nekünk.
Egyébként kíváncsi vagyok, hogy milyen alkalmazás indokol egy 100MB méretű G-kód fájlt?
Nem lehet a fájl méreten esetleg faragni? Gondolok például a CAM programban a felbontás csökkentésére, ha esetleg indokolatnaul kicsire van állítva. Vagy esetleg a fájl darabolása és egyenként végrehajtása is talán szóba jöhet, akár nagyoló és simító részekre bontással vagy szerszámonként szeparálva.
Papp László: Köszönjük és örülök, hogy tetszik a program.
Az eszterga alkalmazás mondhatni, hogy kicsit a "mostoha gyerek" kategória nálunk egyelőre.
Jelenleg az UCCNC-t marógépekhez, plazma gépekhez és lézer gravírozókhoz fejlesztjük, optimalizáljuk.
Esztergályos megkeresés viszonylag kevés van, 1% alatti, ezért inkább az előbb felsorolt népszerűbb alkalmazásokat vettük előre a fejlesztésben.
Az igazság pedig az, hogy bár sokszor látszólag nem történik szinte semmi csak aprócskának tűnő fejlesztési lépések az UCCNC-ben,
ezek az egyszerűnek tűnő kis dolgok sokszor több száz munkaóránkba kerülnek. Ezért nagyon meg kell gondolnunk, hogy a fejlesztési lépéseket milyen prioritással, milyen sorrendben végezzük. Jelenleg is folyik pár fejlesztés a szoftveren, az egyiken például 4 hónapig dolgoztam folyamatosan és nemrég készült el, de még nem szeretném elárulni, hogy mi is az, majd eljön ennek is az ideje.
Az eszterga is sorra fog kerülni, de addig még van néhány olyan dolog ami magasabb prioritású dolog amit szeretnénk befejezni, megfejleszteni.
Antal Gábor: Igen valóban tud az UCCNC menetet vágni encoderes szinkronnal. Egyébként a G76 kódot is ismeri, de a G76 egyelőre nem tud kúpos menetet vágni, csak a tengellyel párhuzamosat. Mondjuk hogy ez hátrány-e egyáltalán, nem tudom.
Az ethernetes vezérlő panelok gyártása elkészült, az adatlapot írjuk és a szoftvert/firmwaret teszteljük, illetve még pár apró módosítást csinálunk rajta. Amire várunk még hogy elkészüljenek az alj lemezek a vezérlőhöz, ezt kénytelenek voltunk gyártatni, mert nincsen hidraulikus élhajlító gépünk és a gyártó kicsit bemondta az unalmast, úgyhogy csak Január elején lesznek készen a lemezek és utána még eloxáltatni is szeretnénk. Az ISOBOB-ról már írtam, hogy kissé vakvágányra került a fejlesztés, így utólag már látom, hogy túl tökéletesre akartuk csinálni és ezért folyamatosan változtattuk, finomítottuk, bővítettük a terveket. Mostanra meg már készül az UC300 ethernetes verziója is és most meg már úgy vagyunk vele, hogy akkor előbb azzal is ki kell majd próbálni az ISOBOB prototípust, nehogy az legyen, hogy ahhoz meg újat kelljen tervezni. Szóval itt tartanak jelenleg ezek a fejlesztések.
Ha a fórumon beírások és az eltelt idő alapján sokszor nem is nagyon látszik, de mi folyamatosan dolgozunk a fejlesztéseken, egyáltalán nem álltunk meg, mondhatni, hogy talán többet is melózunk rajta mint amíg az aktív tesztelés zajlott itt a fórumon.
Csak pár napig nem nézek a fórumra és máris ennyi beírás született. :)
Regian: Igen, jól látod kb. 3Millió sornyi G-kód a korlátja az UCCNC-nek. Ez mondhatni az abszolút maximum jelenleg, ennél lehet kevesebb is főleg, ha sok ívből áll a kód, amit ki kell rajzolnia az UCCNC-nek sok kis szegmensből.
És igen, az alkalmazás 32 bites módban fut 64 bites OP rendszeren is. Viszont a memória korlát nem az OS korlátja, hanem hogy a .NET futtatási környezetben egy alkalmazás max. 2GB memóriát foglalhat le magának összesen. Ez a korlát mind a 32 és 64 bites rendszereknél.
Illetve lehetne az alkalmazást egy speciális kapcsolóval fordítani, ha azt szeretnénk, hogy bármekkora memóriát lefoglalhasson, de egyrészt erre fel kellene szerintem akkor jobban készíteni az alkalmazást és persze tesztelni is, hogy biztonságosan kezelje a hatalmas memória objektumokat, illetve meg kellene vásárolnunk a Visual Studio Pro verzióját, mert csak az enged ilyen kapcsolóval fordítani, ami egy durván $5000 kiadás lenne nekünk.
Egyébként kíváncsi vagyok, hogy milyen alkalmazás indokol egy 100MB méretű G-kód fájlt?
Nem lehet a fájl méreten esetleg faragni? Gondolok például a CAM programban a felbontás csökkentésére, ha esetleg indokolatnaul kicsire van állítva. Vagy esetleg a fájl darabolása és egyenként végrehajtása is talán szóba jöhet, akár nagyoló és simító részekre bontással vagy szerszámonként szeparálva.
Papp László: Köszönjük és örülök, hogy tetszik a program.
Az eszterga alkalmazás mondhatni, hogy kicsit a "mostoha gyerek" kategória nálunk egyelőre.
Jelenleg az UCCNC-t marógépekhez, plazma gépekhez és lézer gravírozókhoz fejlesztjük, optimalizáljuk.
Esztergályos megkeresés viszonylag kevés van, 1% alatti, ezért inkább az előbb felsorolt népszerűbb alkalmazásokat vettük előre a fejlesztésben.
Az igazság pedig az, hogy bár sokszor látszólag nem történik szinte semmi csak aprócskának tűnő fejlesztési lépések az UCCNC-ben,
ezek az egyszerűnek tűnő kis dolgok sokszor több száz munkaóránkba kerülnek. Ezért nagyon meg kell gondolnunk, hogy a fejlesztési lépéseket milyen prioritással, milyen sorrendben végezzük. Jelenleg is folyik pár fejlesztés a szoftveren, az egyiken például 4 hónapig dolgoztam folyamatosan és nemrég készült el, de még nem szeretném elárulni, hogy mi is az, majd eljön ennek is az ideje.
Az eszterga is sorra fog kerülni, de addig még van néhány olyan dolog ami magasabb prioritású dolog amit szeretnénk befejezni, megfejleszteni.
Antal Gábor: Igen valóban tud az UCCNC menetet vágni encoderes szinkronnal. Egyébként a G76 kódot is ismeri, de a G76 egyelőre nem tud kúpos menetet vágni, csak a tengellyel párhuzamosat. Mondjuk hogy ez hátrány-e egyáltalán, nem tudom.
Az ethernetes vezérlő panelok gyártása elkészült, az adatlapot írjuk és a szoftvert/firmwaret teszteljük, illetve még pár apró módosítást csinálunk rajta. Amire várunk még hogy elkészüljenek az alj lemezek a vezérlőhöz, ezt kénytelenek voltunk gyártatni, mert nincsen hidraulikus élhajlító gépünk és a gyártó kicsit bemondta az unalmast, úgyhogy csak Január elején lesznek készen a lemezek és utána még eloxáltatni is szeretnénk. Az ISOBOB-ról már írtam, hogy kissé vakvágányra került a fejlesztés, így utólag már látom, hogy túl tökéletesre akartuk csinálni és ezért folyamatosan változtattuk, finomítottuk, bővítettük a terveket. Mostanra meg már készül az UC300 ethernetes verziója is és most meg már úgy vagyunk vele, hogy akkor előbb azzal is ki kell majd próbálni az ISOBOB prototípust, nehogy az legyen, hogy ahhoz meg újat kelljen tervezni. Szóval itt tartanak jelenleg ezek a fejlesztések.
Ha a fórumon beírások és az eltelt idő alapján sokszor nem is nagyon látszik, de mi folyamatosan dolgozunk a fejlesztéseken, egyáltalán nem álltunk meg, mondhatni, hogy talán többet is melózunk rajta mint amíg az aktív tesztelés zajlott itt a fórumon.
Cím: Re:UCCNC vezérlő program
Írta: nyiszi Dátum 2015 december 16, 08:35
Írta: nyiszi Dátum 2015 december 16, 08:35
Sziasztok!
Az UC100 használata közben vajon miért szakad meg
véletlenszerűen néha az USB kapcsolat.
Ilyenkor újra kell indítani a Mac3-at és elölről
kezdeni mindent. Már póbáltam másik számítógéppel is. Kölső tápos USB-hub-bal is.
Az UC100 használata közben vajon miért szakad meg
véletlenszerűen néha az USB kapcsolat.
Ilyenkor újra kell indítani a Mac3-at és elölről
kezdeni mindent. Már póbáltam másik számítógéppel is. Kölső tápos USB-hub-bal is.
Cím: Re:UCCNC vezérlő program
Írta: svager Dátum 2015 december 16, 10:29
Írta: svager Dátum 2015 december 16, 10:29
Nekem akkor szakadt meg véletlenszerűen a kapcsolat,amikor a marógép a számítógép és a monitor nem egy konnektorban volt bedugva ezért földhurok keletkezett.
Mióta közös konnektorba vannak azóta nincs vele gond.
Mióta közös konnektorba vannak azóta nincs vele gond.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 december 16, 12:19
Írta: 000000000 Dátum 2015 december 16, 12:19
Szia,
Két dologra tudok gondolni:
1.) A Windowsban engedélyezve van az USB suspend funkció, ami azt csinálja, hogy ha a Windows úgy gondolja, hogy nincs szükség az USB eszközre, akkor leválasztja vagy csak ideiglenesen kikapcsolja a kommunikációt rajta.
Főleg akkor csinál ilyet, ha huzamosabb ideig nem mozdul sem az egér sem billentyű leütés nem történt, a Windows azt gondolja, hogy a gépet nem használod.
Ezt a funkciót egyébként laptopokhoz találták ki, hogy ne merüljön le feleslegesen az akku.
A funkciót ki/be lehet kapcsolni az energiagazdálkodás beállításoknál.
2.) Földelési probléma/ földzaj.
Ennek a problémának az okozója az, ha egy nagy áramú berendezés, pl. főorsó, plazma stc. "megrántja" a földelést, ami miatt a PC földpotenciálja elmozdul az UC100 föld pontjához képest.
Ha az UC100 nincsen galvanikusan leválasztva a vezérlés többi részéről akkor ha a földelésnek van induktivitása/ellenállása (földelő vezeték hosszú/vékony) a PC földelési pontja és a vezérlés földelési pontja ami ezesetben az UC100 földelési pontja is, ha a vezérlésnek ezen része bárhol földelve van, ezek közt potenciálkülönség jön létre, ami miatt kommunikációs hiba léphet fel, a kapcsolat a PC és az UC100 között megszakad. Ez egyébként földhuroknak tekinthető hiszen ilyenkor az UC100 két ponton is földelve van egyrész a PC földjéhez az USB kábelen, másrészt a vezérlődobozban és ez így egy hurkot képez. Ezért is erősen javasolt minden UC100 I/O galvanikus leválasztása optocsatolókkal, elosztó panellal.
Ha a vezérlés galvanikusan le van választva az UC100-ról, akkor a probléma extrém esetben léphet csak fel, ha a föld potenciál nagy amplitúdóval és hirtelen változik meg. Az UC100 ebben az esetben a PC földje, viszont a föld az USB vezeték kábelén keresztül van rákötve, ami tulajdonképpen egy 1.8méter hosszú vékony vezeték, aminek van ellenállása és induktivitása is, így a PC föld potenciál amikor megváltozik az UC100 föld potenciálja ezt nem követi azonnal, mert az USB kábel föld vezetékének az induktivitása késlelteti az áramot. Így pillatnyi potenciálkülönbség lép fel ami megzavarja a kommunikációt az USB porton, a kapcsolat megszakad.
Az UC100 és UC300 is figyeli az kommunikációs adat hibákat, ha bizonyos mennyiségű adat csomag egymás után hibás és az újrakérés is hibás, az már problémát jelenthetne a mozgásvezérlésben, ezért ilyenkor a kommunikáció megszakításra kerül. Ilyenkor jelenik meg a hibaüzenet és áll meg a gép.
A Földelési problémára több megoldás is van, az első, hogy a gyökerénél ragadjuk meg a problémát és a zajforrást minimalizáljuk, szűrjük, ez sok esetben a zaj frekvencia domainjének az ismerete nélkül nehézkes feladat, de RLC szűrők beiktatásával a zaj legtöbb esetben csökkenthető, akár az elfogadható szintre. Emellett a földelési sémát optimalizálhatjuk, csillagpontos földelést hozunk létre, aminél az összes a rendszerben lévő eszköz egy közös pontra van földelve lehetőleg minél rövidebb és vastagabb földelő vezetékkel.
A másik dolog amit tehetünk, hogy a PC és az UC100 földelése között csökkentjük az ellenállást és az induktivitást, ez megoldható úgy, hogy egy viszonylag vastag rövid vezetéket kötünk az UC100 földje (DSUB25 ház) és a PC földje (például a házon egy csavar vagy a merevlemez egy csavarjára stb.) között.
Két dologra tudok gondolni:
1.) A Windowsban engedélyezve van az USB suspend funkció, ami azt csinálja, hogy ha a Windows úgy gondolja, hogy nincs szükség az USB eszközre, akkor leválasztja vagy csak ideiglenesen kikapcsolja a kommunikációt rajta.
Főleg akkor csinál ilyet, ha huzamosabb ideig nem mozdul sem az egér sem billentyű leütés nem történt, a Windows azt gondolja, hogy a gépet nem használod.
Ezt a funkciót egyébként laptopokhoz találták ki, hogy ne merüljön le feleslegesen az akku.
A funkciót ki/be lehet kapcsolni az energiagazdálkodás beállításoknál.
2.) Földelési probléma/ földzaj.
Ennek a problémának az okozója az, ha egy nagy áramú berendezés, pl. főorsó, plazma stc. "megrántja" a földelést, ami miatt a PC földpotenciálja elmozdul az UC100 föld pontjához képest.
Ha az UC100 nincsen galvanikusan leválasztva a vezérlés többi részéről akkor ha a földelésnek van induktivitása/ellenállása (földelő vezeték hosszú/vékony) a PC földelési pontja és a vezérlés földelési pontja ami ezesetben az UC100 földelési pontja is, ha a vezérlésnek ezen része bárhol földelve van, ezek közt potenciálkülönség jön létre, ami miatt kommunikációs hiba léphet fel, a kapcsolat a PC és az UC100 között megszakad. Ez egyébként földhuroknak tekinthető hiszen ilyenkor az UC100 két ponton is földelve van egyrész a PC földjéhez az USB kábelen, másrészt a vezérlődobozban és ez így egy hurkot képez. Ezért is erősen javasolt minden UC100 I/O galvanikus leválasztása optocsatolókkal, elosztó panellal.
Ha a vezérlés galvanikusan le van választva az UC100-ról, akkor a probléma extrém esetben léphet csak fel, ha a föld potenciál nagy amplitúdóval és hirtelen változik meg. Az UC100 ebben az esetben a PC földje, viszont a föld az USB vezeték kábelén keresztül van rákötve, ami tulajdonképpen egy 1.8méter hosszú vékony vezeték, aminek van ellenállása és induktivitása is, így a PC föld potenciál amikor megváltozik az UC100 föld potenciálja ezt nem követi azonnal, mert az USB kábel föld vezetékének az induktivitása késlelteti az áramot. Így pillatnyi potenciálkülönbség lép fel ami megzavarja a kommunikációt az USB porton, a kapcsolat megszakad.
Az UC100 és UC300 is figyeli az kommunikációs adat hibákat, ha bizonyos mennyiségű adat csomag egymás után hibás és az újrakérés is hibás, az már problémát jelenthetne a mozgásvezérlésben, ezért ilyenkor a kommunikáció megszakításra kerül. Ilyenkor jelenik meg a hibaüzenet és áll meg a gép.
A Földelési problémára több megoldás is van, az első, hogy a gyökerénél ragadjuk meg a problémát és a zajforrást minimalizáljuk, szűrjük, ez sok esetben a zaj frekvencia domainjének az ismerete nélkül nehézkes feladat, de RLC szűrők beiktatásával a zaj legtöbb esetben csökkenthető, akár az elfogadható szintre. Emellett a földelési sémát optimalizálhatjuk, csillagpontos földelést hozunk létre, aminél az összes a rendszerben lévő eszköz egy közös pontra van földelve lehetőleg minél rövidebb és vastagabb földelő vezetékkel.
A másik dolog amit tehetünk, hogy a PC és az UC100 földelése között csökkentjük az ellenállást és az induktivitást, ez megoldható úgy, hogy egy viszonylag vastag rövid vezetéket kötünk az UC100 földje (DSUB25 ház) és a PC földje (például a házon egy csavar vagy a merevlemez egy csavarjára stb.) között.
Cím: Re:UCCNC vezérlő program
Írta: nyiszi Dátum 2015 december 16, 22:00
Írta: nyiszi Dátum 2015 december 16, 22:00
Köszönöm, utánanézek mi lehet a baj.
Cím: Re:UCCNC vezérlő program
Írta: nyiszi Dátum 2015 december 26, 18:01
Írta: nyiszi Dátum 2015 december 26, 18:01
Sziasztok!
UCCNC UC100 vásárolt licencel indítás után pár feladatot (jobbra-balra, előre-hátra) pár másodpercig normálisan megcsinál és utána mintha lefagyna. De nem teljesen. Nyomogatom az irány nyilakat de csak pár mm-ert vagy annyit se mozdulnak. A DRO-k is így reagálnak.
Újraindítás után hasonló a jelenség.
Találkozott már valaki hasonló jelenséggel?
UCCNC UC100 vásárolt licencel indítás után pár feladatot (jobbra-balra, előre-hátra) pár másodpercig normálisan megcsinál és utána mintha lefagyna. De nem teljesen. Nyomogatom az irány nyilakat de csak pár mm-ert vagy annyit se mozdulnak. A DRO-k is így reagálnak.
Újraindítás után hasonló a jelenség.
Találkozott már valaki hasonló jelenséggel?
Cím: Re:UCCNC vezérlő program
Írta: Tibcsi Dátum 2015 december 26, 19:58
Írta: Tibcsi Dátum 2015 december 26, 19:58
Nekem is hasonlókat csinált, későn reagált, megszakadt a kapcsolat, stb. Lecseréltem a régi számítógépet. Egy erősebbre, és mehjavult. AMD 1800Mhz 1gb mem-ről, egy kétmagos intel 3200Mhz min 2gb memória.Szóval, nálam számítógép gyengesége okozta, remélem tudtam segíteni.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 december 26, 20:00
Írta: svejk Dátum 2015 december 26, 20:00
Pedig elvileg nem nagy a gépigénye az UC100-nak.
Lehet valami más volt ott is a probléma, csak a gépcserével az is megváltozott.
Lehet valami más volt ott is a probléma, csak a gépcserével az is megváltozott.
Cím: Re:UCCNC vezérlő program
Írta: Tibcsi Dátum 2015 december 26, 20:06
Írta: Tibcsi Dátum 2015 december 26, 20:06
Felhívtam a cnvdrive-ot, és ott is mondták, hogy mi az optimális gép, a régi nem volt az, több régi rendszeren is kipróbáltam, és hasonló volt az eredmény. Én sem egyből vettem új gépet.
Cím: Re:UCCNC vezérlő program
Írta: nyiszi Dátum 2015 december 26, 21:23
Írta: nyiszi Dátum 2015 december 26, 21:23
Hát nem tudom de szerintem a gépnek elégnek kéne lenni.3GHz pentium 2Gb ram.
A Mac3 hiba nélkül megy rajta.
A Mac3 hiba nélkül megy rajta.
Cím: Re:UCCNC vezérlő program
Írta: nyiszi Dátum 2015 december 26, 23:45
Írta: nyiszi Dátum 2015 december 26, 23:45
Egy Dell GX 620-ra friss XP- telepítettem és rátettem a Mach3-at és az UCCNC-t.
Mind a két progi az UC100-al csatlakozik.
A Mach3 hiba nélkül megy de az UCCNC ismét azt a hibát produkálja.
10-20 másodpercig megy látszólag rendesen de utána belassul és alig reagál.
Mind a két progi az UC100-al csatlakozik.
A Mach3 hiba nélkül megy de az UCCNC ismét azt a hibát produkálja.
10-20 másodpercig megy látszólag rendesen de utána belassul és alig reagál.
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2015 december 27, 11:26
Írta: Bozso777 Dátum 2015 december 27, 11:26
Melyik UCCNC verziót használod ?
Cím: Re:UCCNC vezérlő program
Írta: nyiszi Dátum 2015 december 27, 11:34
Írta: nyiszi Dátum 2015 december 27, 11:34
Szia!
Software: 1.1027
Firmware: 3.0050
Software: 1.1027
Firmware: 3.0050
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2015 december 27, 12:04
Írta: Bozso777 Dátum 2015 december 27, 12:04
Ez a legújabb, esetleg megpróbálhatnád feltenni egyik régebbi verziót, akkor a firmware-t felülirja, aztán majd vissza ezt...hátha az segít.
Cím: Re:UCCNC vezérlő program
Írta: Sz.József Dátum 2015 december 27, 12:17
Írta: Sz.József Dátum 2015 december 27, 12:17
Nálam ez a verzió gond nélkül megy.
A gépem nem egy erőgép.
Egyéb programok futnak az UCCNC alatt? (közben)
A gépem nem egy erőgép.
Egyéb programok futnak az UCCNC alatt? (közben)
Cím: Re:UCCNC vezérlő program
Írta: nyiszi Dátum 2015 december 27, 12:45
Írta: nyiszi Dátum 2015 december 27, 12:45
Kipróbálom.
Cím: Re:UCCNC vezérlő program
Írta: nyiszi Dátum 2015 december 27, 12:46
Írta: nyiszi Dátum 2015 december 27, 12:46
Semmi más nem fut, friss telepítés.
Cím: Re:UCCNC vezérlő program
Írta: nyiszi Dátum 2015 december 27, 15:04
Írta: nyiszi Dátum 2015 december 27, 15:04
Kipróbáltam.A régebbi verzióval is ezt csinálja.
Visrosszaktam az újat de így sincs változás.
Továbbra se jó.Minden program indítás után 10-20 másodpercig minden jó aztán belassul.
Van amit 1 perc múlva véletlenül mégis meg csinál .Pl Goto Zero.
Visrosszaktam az újat de így sincs változás.
Továbbra se jó.Minden program indítás után 10-20 másodpercig minden jó aztán belassul.
Van amit 1 perc múlva véletlenül mégis meg csinál .Pl Goto Zero.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 december 27, 15:08
Írta: svejk Dátum 2015 december 27, 15:08
Az esélytelenek nyugalmával azért csinálj a PC Bios-ban egy default beállítást.
Az energiaellátást meg értelemszerűen a maximumra vedd, ha nem oda teszi helyből.
Az energiaellátást meg értelemszerűen a maximumra vedd, ha nem oda teszi helyből.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 december 27, 16:19
Írta: svejk Dátum 2015 december 27, 16:19
Ctrl-Alt-Del -el nyisd meg a feladatkezelőt és nézd meg mi történik amikor belassul.
Valami oka csak van...
Valami oka csak van...
Cím: Re:UCCNC vezérlő program
Írta: nyiszi Dátum 2015 december 27, 16:52
Írta: nyiszi Dátum 2015 december 27, 16:52
60-70%-on megy az UCCNC de azon kívül semmi.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 december 27, 17:00
Írta: svejk Dátum 2015 december 27, 17:00
És a teljesítmény fül?
memória, CPU terheltség?
memória, CPU terheltség?
Cím: Re:UCCNC vezérlő program
Írta: nyiszi Dátum 2015 december 27, 17:49
Írta: nyiszi Dátum 2015 december 27, 17:49
Azon is kb ugyanaz a terhelés látszik a memória pedig 500Mb körül.
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2015 december 27, 18:07
Írta: frkdv6dyr Dátum 2015 december 27, 18:07
Lenne egy kis gondom:
Kaptam a Jézuskától :) egy KIANO SLIMTAB/8 tabletet. Intel Atom Z3735F négymagos 1,3HGz procival, 1GB DDR3 RAM 16GB háttértár (tettem bele egy 16GB SD-t is pluszba), elsőre WIN8.1 futott rajta, majd miután nem indult el a telepítő frissítettem WIN10-re (ezt kérte is a rendszer).
Azaz elindul, mert megkérdezi, hogy engedem-e a változtatásokat, de utána semmi. Az első képernyő sem jelenik meg, egyszerűen kilép hibaüzenet nélkül. Így fogalmam sincs mi a probléma.
Kaptam a Jézuskától :) egy KIANO SLIMTAB/8 tabletet. Intel Atom Z3735F négymagos 1,3HGz procival, 1GB DDR3 RAM 16GB háttértár (tettem bele egy 16GB SD-t is pluszba), elsőre WIN8.1 futott rajta, majd miután nem indult el a telepítő frissítettem WIN10-re (ezt kérte is a rendszer).
Azaz elindul, mert megkérdezi, hogy engedem-e a változtatásokat, de utána semmi. Az első képernyő sem jelenik meg, egyszerűen kilép hibaüzenet nélkül. Így fogalmam sincs mi a probléma.
Cím: Re:UCCNC vezérlő program
Írta: nyiszi Dátum 2015 december 27, 22:55
Írta: nyiszi Dátum 2015 december 27, 22:55
Úgy látszik megoldódott a rejtély.
Minden USB eszközt egy külön USB hubra dugtam,az UC100 kivételével. Azóta működik rendesen.
Létezhet, hogy akkora áram kell neki hogy billentyűzettel és az egérrel együtt már nem bírja a gép?
Minden USB eszközt egy külön USB hubra dugtam,az UC100 kivételével. Azóta működik rendesen.
Létezhet, hogy akkora áram kell neki hogy billentyűzettel és az egérrel együtt már nem bírja a gép?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2015 december 28, 00:01
Írta: dezsoe Dátum 2015 december 28, 00:01
Valószínűleg a .NET-et hiányolja (de nem írja ki). Összetevőknél (programok és szolgáltatások, windows összetevők) pipáld be a .NET 3.5-öt, le fogja tölteni, utána kéne mennie.
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2015 december 28, 07:48
Írta: frkdv6dyr Dátum 2015 december 28, 07:48
Erre gondoltam én is, ezért is frissítettem. Persze nem a 3.5-öt akarta feltenni, sőt azt nem is tudtam. Erre ajánlotta fel a win10-et. Ott is kerestem a frissítést, de azt már nem találtam. Egyenlőre nem volt több időm foglalkozni vele, de holnap lesz időm keresgélni a beállítások között. Várom volt-e már valakinek hasonló problémája akár PC-n vagy más gépen vagy oprendszeren.
Balázs nem lehetne fordítani egy olyan telepítő változatot amiben lépésenként naplózná a telepítést? Ebből rögtön látszana mikor és miért lépett ki, vagy mi nem fut le.
Balázs nem lehetne fordítani egy olyan telepítő változatot amiben lépésenként naplózná a telepítést? Ebből rögtön látszana mikor és miért lépett ki, vagy mi nem fut le.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 december 28, 20:20
Írta: svejk Dátum 2015 december 28, 20:20
Akkor csak valami periféria gond van ott, valami nagyon erőszakosan használja az USB-t vagy összaakad az UCCNC-vel.
Nálam az eredeti Dell billentyű és az egér is közvetlen a gépbe van dugva, nem használok külön HUB-ot.
Nálam az eredeti Dell billentyű és az egér is közvetlen a gépbe van dugva, nem használok külön HUB-ot.
Cím: Re:UCCNC vezérlő program
Írta: nyiszi Dátum 2015 december 28, 20:25
Írta: nyiszi Dátum 2015 december 28, 20:25
De legalább így működik.
Pedig jó lenne kideríteni, nehogy más is megszívja.
Pedig jó lenne kideríteni, nehogy más is megszívja.
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2015 december 29, 09:49
Írta: frkdv6dyr Dátum 2015 december 29, 09:49
A win10-re hajlandó volt felmenni a .NET, így megy a program a tableten. Viszont az 1.0034-es verzió nem ismeri fel az UC300-at, vagy egyszerűen nem fogadja el a licenszet. Felraktam a régebbi 1.0027-t és hibátlanul megy.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2015 december 29, 10:01
Írta: svejk Dátum 2015 december 29, 10:01
Lehet a #2645-ben írt problémád is ebből gyökerezett?
Vagy annak lett más, kézzelfogható oka?
Vagy annak lett más, kézzelfogható oka?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2015 december 29, 10:03
Írta: dezsoe Dátum 2015 december 29, 10:03
Az a régebbi az újabb, nem? Van benne egy egyes: 1027, a régi pedig 0034. Már feltéve, hogy a letöltős oldalt nézed.
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2015 december 29, 11:20
Írta: frkdv6dyr Dátum 2015 december 29, 11:20
Igazad van ez fel sem tűnt.
Cím: Re:UCCNC vezérlő program
Írta: nyiszi Dátum 2015 december 29, 12:55
Írta: nyiszi Dátum 2015 december 29, 12:55
Nem valószínű, hogy ez okozta mert akkor a Mac3-nál is megszakadt.
Összekötöttem a PC házát és a gép vázat egy dróttal és azóta az a hiba megszűnt.
Pedig műszerrel mérve indokolatlan mert minden közös földön van.
Összekötöttem a PC házát és a gép vázat egy dróttal és azóta az a hiba megszűnt.
Pedig műszerrel mérve indokolatlan mert minden közös földön van.
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2015 december 29, 13:16
Írta: frkdv6dyr Dátum 2015 december 29, 13:16
Akkor csináltál egy kis földhurkot [#nevetes1] amit megszűntettél egy ellen hurokkal [#gun] kérdés mekkora áram folyik rajta.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 december 29, 18:19
Írta: 000000000 Dátum 2015 december 29, 18:19
Sziasztok,
Nem nagyon volt időm fórumozni az ünnepek alatt sajnos. Viszont Nyárfával váltottam egy e-mailt, amit most gondoltam megosztok itt is hátha másnak a segítségére lesz a jövőben:
Az UCCNC telepítő futásának egyetlen előfeltétele van a .NET framework 2.0
Ha nincsen fent a .NET 2.0 a gépen, akkor a telepítő nem képes elindulni, mivel a .NET 2.0 futtatási környezet nincs feltelepítve -> nem tudja futtatni a telepítő programot.
Windows XP-n a .NET 2.0-t fájlból lehet telepíteni. (Microsoft weboldaláról letölthető a telepítő.)
Windows 7-en a .NET 2.0 az OP rendszer része, nem kell telepíteni, alapból fent van.
Windows 8 és 8.1 és 10 -en a .NET 2.0 nem telepíthető, helyette a 3.5-öt kell feltenni, az tartalmazza a .NET 2.0 és 3.0-t is.
Windows 8 és 8.1 és 10 -en a .NET nem telepíthető futtatható állományból, vagyis nem lehet letölteni és feltelepíteni a PC-re,
ehelyett a beállításoknál engedélyezni kell a .NET 3.5 futtatási környezetet, aminek a hatására a Windows letölti és telepíti azt automatikusan. (Ehhez persze kell hogy legyen internet a gépen)
Persze vannak trükkök, hogy hogyan lehet mégis fájlból offline módon telepíteni, de ebbe most nem mennék bele, interneten lehet róla infót találni...
Itt van egy kis leírás, hogy hogyan kell engedélyezni a .NET 3.5-öt: https://answers.microsoft.com/en-us/insider/forum/insider_wintp-insider_install/how-to-instal-net-framework-35-on-windows-10/450b3ba6-4d19-45ae-840e-78519f36d7a4?auth=1
A program 1.0034 verziója az utolsó verzió az 1.0 kiadásból. Ez a kiadás még nem ismerte az UC300-at, csak az UC100-at, ezért nem fogadja el a licenset, illetve nem a license-t nem fogadja el, hanem a mozgásvezérlőt nem ismeri fel.
Az UC300 az 1.1 verzióban lett hozzáadva, támogatva, ebből az 1.1027 a legfrissebb verzió jelenleg.
Nyiszi: Szerintem is valami olyasmi lehet, hogy az USB hub túlterhelt és az UC100/300 nem tud megfelelő sebességgel kommunikálni, szerintem ezért lassul be az alkalmazás, várja az adatokat. Legalábbis erre a következtetésre tudok csak jutni azt figyelembe véve, hogy a rendszer jól működik, ha csak az UC van az USB hubra csatlakoztatva.
Ha addig nem írnék akkor pedig BUÉK mindenkinek!
Nem nagyon volt időm fórumozni az ünnepek alatt sajnos. Viszont Nyárfával váltottam egy e-mailt, amit most gondoltam megosztok itt is hátha másnak a segítségére lesz a jövőben:
Az UCCNC telepítő futásának egyetlen előfeltétele van a .NET framework 2.0
Ha nincsen fent a .NET 2.0 a gépen, akkor a telepítő nem képes elindulni, mivel a .NET 2.0 futtatási környezet nincs feltelepítve -> nem tudja futtatni a telepítő programot.
Windows XP-n a .NET 2.0-t fájlból lehet telepíteni. (Microsoft weboldaláról letölthető a telepítő.)
Windows 7-en a .NET 2.0 az OP rendszer része, nem kell telepíteni, alapból fent van.
Windows 8 és 8.1 és 10 -en a .NET 2.0 nem telepíthető, helyette a 3.5-öt kell feltenni, az tartalmazza a .NET 2.0 és 3.0-t is.
Windows 8 és 8.1 és 10 -en a .NET nem telepíthető futtatható állományból, vagyis nem lehet letölteni és feltelepíteni a PC-re,
ehelyett a beállításoknál engedélyezni kell a .NET 3.5 futtatási környezetet, aminek a hatására a Windows letölti és telepíti azt automatikusan. (Ehhez persze kell hogy legyen internet a gépen)
Persze vannak trükkök, hogy hogyan lehet mégis fájlból offline módon telepíteni, de ebbe most nem mennék bele, interneten lehet róla infót találni...
Itt van egy kis leírás, hogy hogyan kell engedélyezni a .NET 3.5-öt: https://answers.microsoft.com/en-us/insider/forum/insider_wintp-insider_install/how-to-instal-net-framework-35-on-windows-10/450b3ba6-4d19-45ae-840e-78519f36d7a4?auth=1
A program 1.0034 verziója az utolsó verzió az 1.0 kiadásból. Ez a kiadás még nem ismerte az UC300-at, csak az UC100-at, ezért nem fogadja el a licenset, illetve nem a license-t nem fogadja el, hanem a mozgásvezérlőt nem ismeri fel.
Az UC300 az 1.1 verzióban lett hozzáadva, támogatva, ebből az 1.1027 a legfrissebb verzió jelenleg.
Nyiszi: Szerintem is valami olyasmi lehet, hogy az USB hub túlterhelt és az UC100/300 nem tud megfelelő sebességgel kommunikálni, szerintem ezért lassul be az alkalmazás, várja az adatokat. Legalábbis erre a következtetésre tudok csak jutni azt figyelembe véve, hogy a rendszer jól működik, ha csak az UC van az USB hubra csatlakoztatva.
Ha addig nem írnék akkor pedig BUÉK mindenkinek!
Cím: Re:UCCNC vezérlő program
Írta: s5f8tmfv3 Dátum 2015 december 30, 16:08
Írta: s5f8tmfv3 Dátum 2015 december 30, 16:08
Kezdem beüzemelni a programot, első sorban a laser plugin-t, néhány próbálkozás után ilyen képek születtek:

Hálás köszönet!
Hálás köszönet!
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 december 30, 23:55
Írta: 000000000 Dátum 2015 december 30, 23:55
Nagyon jól néznek ki. ;)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 december 31, 00:05
Írta: 000000000 Dátum 2015 december 31, 00:05
Sziasztok,
Szeretném felhívni a figyelmeteket egy lehetséges jelentkező problémára amit néhány UCCNC felhasználó jelzett nekünk.
A probléma a legfrissebb Adobe Flashplayer-el van, amit sikerült az Adobe-nak elég szépen elcseszni ezt a kiadást,
ugyanis a legfrisebb 20.0.0.267 verzió ami 2 napja (12/28) jött ki nem képes futtatni desktop alkalmazásokon a Flashplayert.
A gond ezzel az, hogy az UCCNC a Flashplayert használja a GUI-nak, szóval akinek a Windows-ban a Flashplayer-hez be van állítva az automatikus frissítés, akkor amikor a Windows feltelepíti ezt a legújabb verziójú Flash-t azután az UCCNC nem fog elindulni.
A megoldás egyelőre, hogy manuálisan vissza kell rakni egy régebbi verziót, itt találtok néhányat:
https://helpx.adobe.com/flash-player/kb/archived-flash-player-versions.html#Flash%20Player%20archives
És ki kell kapcsolni az automatikus update-et a Flash-hez, hogy ne tudja újra frissíteni a hibás új verzióra.
Aki Mach3-at használ annak is hasznos lehet ez az információ, hiszen ez a Flash update a Mach3-at is megöli, mert az is Flashplayert használ.
Reméljük az Adobe komolyan veszi a dolgot és hamarosan kijavítja ezt a bug-ot, remélhetőleg egy következő kiadásban.
Az Adobe fórum 2 nap alatt tele lett mérges emberekkel, akiknek különböző programjaik nem indul el emiatt a bug miatt. :(
Szeretném felhívni a figyelmeteket egy lehetséges jelentkező problémára amit néhány UCCNC felhasználó jelzett nekünk.
A probléma a legfrissebb Adobe Flashplayer-el van, amit sikerült az Adobe-nak elég szépen elcseszni ezt a kiadást,
ugyanis a legfrisebb 20.0.0.267 verzió ami 2 napja (12/28) jött ki nem képes futtatni desktop alkalmazásokon a Flashplayert.
A gond ezzel az, hogy az UCCNC a Flashplayert használja a GUI-nak, szóval akinek a Windows-ban a Flashplayer-hez be van állítva az automatikus frissítés, akkor amikor a Windows feltelepíti ezt a legújabb verziójú Flash-t azután az UCCNC nem fog elindulni.
A megoldás egyelőre, hogy manuálisan vissza kell rakni egy régebbi verziót, itt találtok néhányat:
https://helpx.adobe.com/flash-player/kb/archived-flash-player-versions.html#Flash%20Player%20archives
És ki kell kapcsolni az automatikus update-et a Flash-hez, hogy ne tudja újra frissíteni a hibás új verzióra.
Aki Mach3-at használ annak is hasznos lehet ez az információ, hiszen ez a Flash update a Mach3-at is megöli, mert az is Flashplayert használ.
Reméljük az Adobe komolyan veszi a dolgot és hamarosan kijavítja ezt a bug-ot, remélhetőleg egy következő kiadásban.
Az Adobe fórum 2 nap alatt tele lett mérges emberekkel, akiknek különböző programjaik nem indul el emiatt a bug miatt. :(
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 december 31, 00:07
Írta: 000000000 Dátum 2015 december 31, 00:07
A link a régebbi Flashplayerekre mégegyszer:
Adobe Flash Archives
A fetn linkelt oldalról a "Flash Player archives" szöveg alatt találjátok a régebbi verziókat. Javasolom a 19-es verzió felrakását azoknak akiknek ez a probléma jelentkezik.
Adobe Flash Archives
A fetn linkelt oldalról a "Flash Player archives" szöveg alatt találjátok a régebbi verziókat. Javasolom a 19-es verzió felrakását azoknak akiknek ez a probléma jelentkezik.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2015 december 31, 05:21
Írta: xfg6v697j Dátum 2015 december 31, 05:21
Küldtem email-t,más ügyben.
Cím: Re:UCCNC vezérlő program
Írta: Sz.József Dátum 2015 december 31, 08:41
Írta: Sz.József Dátum 2015 december 31, 08:41
Szia!
Megnéztem a verziót...: 20.0.0.267
Az UCCNC működik...
Mikortól kezdjek el aggódni? :)
Megnéztem a verziót...: 20.0.0.267
Az UCCNC működik...
Mikortól kezdjek el aggódni? :)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 december 31, 10:17
Írta: 000000000 Dátum 2015 december 31, 10:17
Szia,
Ha már a 20.0.0.267 Flash verzió van fent a gépeden és még megy az UCCNC akkor nem kell aggódni.
Az már biztos, hogy ez a Flash bug nem minden gépen jelentkezik. Például az én itthoni gépemen is már az az új Flash van fent és nincs semmi baja, viszont már vagy 20 ügyfél jelezte, hogy náluk meg problémát okozott.
Azt egyelőre nem tudjuk, hogy pontosan minek kell ahhoz együtt állni, hogy jelentkezzen a probléma. Lehet, hogy csak 64 bites rendszereken jelentkezik, az én itthonim 32 bites. De lehet más összefüggés van. Egyelőre nem tudom, az Adobe még nem közölt semmi részletet...
Ha már a 20.0.0.267 Flash verzió van fent a gépeden és még megy az UCCNC akkor nem kell aggódni.
Az már biztos, hogy ez a Flash bug nem minden gépen jelentkezik. Például az én itthoni gépemen is már az az új Flash van fent és nincs semmi baja, viszont már vagy 20 ügyfél jelezte, hogy náluk meg problémát okozott.
Azt egyelőre nem tudjuk, hogy pontosan minek kell ahhoz együtt állni, hogy jelentkezzen a probléma. Lehet, hogy csak 64 bites rendszereken jelentkezik, az én itthonim 32 bites. De lehet más összefüggés van. Egyelőre nem tudom, az Adobe még nem közölt semmi részletet...
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 december 31, 10:18
Írta: 000000000 Dátum 2015 december 31, 10:18
Csewe: Nem látom a leveledet, vagyis úgy néz ki nem kaptam meg. Ha az itt regisztrált címre küldted azt továbbra sem kapom meg, mert az az e-mail cím már nem él...
Cím: Re:UCCNC vezérlő program
Írta: b4nm7gjvr Dátum 2015 december 31, 10:22
Írta: b4nm7gjvr Dátum 2015 december 31, 10:22
Miért nem írod be az "Egyéb infó" hoz a jó emilcímedet?
Cím: Re:UCCNC vezérlő program
Írta: Sz.József Dátum 2015 december 31, 11:25
Írta: Sz.József Dátum 2015 december 31, 11:25
Szia!
Kössz a visszajelzést/megnyugtatást... :)
Egyébként 32 bites a rendszerem...
Kössz a visszajelzést/megnyugtatást... :)
Egyébként 32 bites a rendszerem...
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 december 31, 11:40
Írta: 000000000 Dátum 2015 december 31, 11:40
Szia Józsi,
Valószínű, hogy csak a 64 bites rendszereken okoz gondot, eddig legalábbis úgy tűnik, hogy ez van, bár egyelőre nincsen erre vonatkozó pontos adat megbízható forrásból.
Tegnap az Adobe legalább annyit jelzett, hogy a probléma fennáll és hogy dolgoznak a megoldáson:
Adobe Flash 20.0.0.267 probléma
Valószínű, hogy csak a 64 bites rendszereken okoz gondot, eddig legalábbis úgy tűnik, hogy ez van, bár egyelőre nincsen erre vonatkozó pontos adat megbízható forrásból.
Tegnap az Adobe legalább annyit jelzett, hogy a probléma fennáll és hogy dolgoznak a megoldáson:
Adobe Flash 20.0.0.267 probléma
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2015 december 31, 11:46
Írta: xfg6v697j Dátum 2015 december 31, 11:46
Szia
Akkor felteszem itt a kérdésemet.
Makróból hogyan tudom lekérdezni az "M10Q.." utasításban megadott Q értékét,illetve,hogy éppen be van e kapcsolva a lézer,vagy sem?
Akkor felteszem itt a kérdésemet.
Makróból hogyan tudom lekérdezni az "M10Q.." utasításban megadott Q értékét,illetve,hogy éppen be van e kapcsolva a lézer,vagy sem?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2015 december 31, 11:54
Írta: 000000000 Dátum 2015 december 31, 11:54
Max. a kimeneti pin virtuális LED állapotát tudod lekérdezni. Bár ez nem lesz jó megoldás kis Q értékeknél, illetve nem 255-nél elkaphat bármikor 0/1 logikai értéket. Más megoldást egyelőre nem látok viszont.
Szerintem egyszerűbb ha lekérdezés helyett inkább kiadod az utasítást a macroban hogy kapcsoljon be vagy ki attól függően hogy mit szeretnél. Persze nem tudom mire akarod használni, miért akarod lekérdezni...
Szerintem egyszerűbb ha lekérdezés helyett inkább kiadod az utasítást a macroban hogy kapcsoljon be vagy ki attól függően hogy mit szeretnél. Persze nem tudom mire akarod használni, miért akarod lekérdezni...
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2015 december 31, 14:44
Írta: xfg6v697j Dátum 2015 december 31, 14:44
Akadt egy kis gondom.
Tettem az egyes képernyőoldalra két gombot,amik makrót hívnak meg,és egy DRO-t.
A makrók MDI-ből hívva kifogástalanul működnek,de a gomb lenyomására nem hajtódnak végre.A makró száma nem hibás,mást meg nem igazán lehet elrontani.
A screensetbe beírt utasítás:
AS3.Addbutton(px + 462, py + 420, 50, 50, false,false,75, 21001, 1);
Nem először csinálok ilyet,eddig mndíg jó volt.
Egyelőre a makró csak az új DRO értékét olcassa,és kiírja:
MessageBox.Show (AS3.Getfield(2001));
Feltőltöttem a screenset-et ide.
Tettem az egyes képernyőoldalra két gombot,amik makrót hívnak meg,és egy DRO-t.
A makrók MDI-ből hívva kifogástalanul működnek,de a gomb lenyomására nem hajtódnak végre.A makró száma nem hibás,mást meg nem igazán lehet elrontani.
A screensetbe beírt utasítás:
AS3.Addbutton(px + 462, py + 420, 50, 50, false,false,75, 21001, 1);
Nem először csinálok ilyet,eddig mndíg jó volt.
Egyelőre a makró csak az új DRO értékét olcassa,és kiírja:
MessageBox.Show (AS3.Getfield(2001));
Feltőltöttem a screenset-et ide.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2015 december 31, 15:51
Írta: xfg6v697j Dátum 2015 december 31, 15:51
Meg van a hiba oka,nem lehet a makró sorszáma 21000-nél nagyobb.
Erre a megkötésre nem emlékeztem.
Erre a megkötésre nem emlékeztem.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 január 01, 11:10
Írta: 000000000 Dátum 2016 január 01, 11:10
Sziasztok,
Boldog Új Évet Kívánok mindenkinek!
Csewe: Igen, a makró hívó gomb kódok a 20000-20999 tartományban vannak.
Boldog Új Évet Kívánok mindenkinek!
Csewe: Igen, a makró hívó gomb kódok a 20000-20999 tartományban vannak.
Cím: Re:UCCNC vezérlő program
Írta: nyiszi Dátum 2016 január 03, 16:59
Írta: nyiszi Dátum 2016 január 03, 16:59
Sziasztok!
Az UCCNC régebbi verziói, amik már ismerik az M10 M11 utasításokat megvan esetleg valakinek?
Az UCCNC régebbi verziói, amik már ismerik az M10 M11 utasításokat megvan esetleg valakinek?
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2016 január 03, 18:26
Írta: Bozso777 Dátum 2016 január 03, 18:26
Szia
Küldtem emailt a régi verziók letölthetőségével.
Küldtem emailt a régi verziók letölthetőségével.
Cím: Re:UCCNC vezérlő program
Írta: 9npx2xk89 Dátum 2016 január 10, 05:06
Írta: 9npx2xk89 Dátum 2016 január 10, 05:06
Hol találom a legfrissebb uccnc programot (UC300-5LPT-s panelom van)
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2016 január 10, 11:18
Írta: Bozso777 Dátum 2016 január 10, 11:18
Cím: Re:UCCNC vezérlő program
Írta: d46hvfrdr Dátum 2016 január 10, 14:12
Írta: d46hvfrdr Dátum 2016 január 10, 14:12
Helló!
A korábban írt jelenséget sajnos az én gépemnél is tapasztalni lehet.
Nálam a PC, CNC vezérlő, táp és az UC100, mind egy fémdobozban van elhelyezve.
Plazmavágó gyújtásánál, ha nem jön létre az ív, szinte mindig elszáll az UC100 és csak miután kihúzom és visszadugom az USB csatiba, ez után használható csak ismét.
Olvastam a tanácsod, átnéztem és a PC, táp, UC100 és a CNC vezérlőt is mind a burkolatra kötöttem , ami földelve van. A CNC vezérlőben természetesen gyárilag optocsatolóval van leválasztva az LPT port. A burkolat illetve a plazmavágó is azonos földelésen vannak.
Ettől függetlenül, elszáll a vezérlő a plazmagyújtásnál ha nem jön létre stabil ív.
Pilot üzemű a plazmavágó és csak ha stabil ív jön létre akkor nincs ilyen probléma. Amint többször próbál ívet gyújtani, azonnal megmakkan a vezérlő...
Valakinek van valami ötlete, hogy miként szüntethető meg ez a jelenség?
A korábban írt jelenséget sajnos az én gépemnél is tapasztalni lehet.
Nálam a PC, CNC vezérlő, táp és az UC100, mind egy fémdobozban van elhelyezve.
Plazmavágó gyújtásánál, ha nem jön létre az ív, szinte mindig elszáll az UC100 és csak miután kihúzom és visszadugom az USB csatiba, ez után használható csak ismét.
Olvastam a tanácsod, átnéztem és a PC, táp, UC100 és a CNC vezérlőt is mind a burkolatra kötöttem , ami földelve van. A CNC vezérlőben természetesen gyárilag optocsatolóval van leválasztva az LPT port. A burkolat illetve a plazmavágó is azonos földelésen vannak.
Ettől függetlenül, elszáll a vezérlő a plazmagyújtásnál ha nem jön létre stabil ív.
Pilot üzemű a plazmavágó és csak ha stabil ív jön létre akkor nincs ilyen probléma. Amint többször próbál ívet gyújtani, azonnal megmakkan a vezérlő...
Valakinek van valami ötlete, hogy miként szüntethető meg ez a jelenség?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 január 10, 14:58
Írta: 000000000 Dátum 2016 január 10, 14:58
Üdv,
Kérlek olvasd el figyelmesen a #2647 hozzászólásomat.
Ha mindent a burkolatra (feltételezem a burkolaton a vezérlődoboz burkolatát érted) kötsz köztük az UC100-at is, azzal problémát okozol, mivel így az UC100 két irányban is földelve lesz, egyrészt az USB kábelen a PC-n keresztül, másrészt a DSUB csatlakozón keresztül a burkolaton át. Ez így egy földhurok, ami zaj problémákhoz vezethet!
Ahogy az említett leírásban is írtam javaslom, hogy az UC100-at ne földeld a PC-n kívül sehová máshová, ne földeld a burkolathoz, ahová a vezérlés és a plazma is földelve van, hanem erősítsd meg a földelést a PC felé egy plusz földelővezetékkel az UC100 DSUB25 csatlakozójától a PC házához. Az UC100 kizárólag a PC-hez legyen földelve.
Kérlek olvasd el figyelmesen a #2647 hozzászólásomat.
Ha mindent a burkolatra (feltételezem a burkolaton a vezérlődoboz burkolatát érted) kötsz köztük az UC100-at is, azzal problémát okozol, mivel így az UC100 két irányban is földelve lesz, egyrészt az USB kábelen a PC-n keresztül, másrészt a DSUB csatlakozón keresztül a burkolaton át. Ez így egy földhurok, ami zaj problémákhoz vezethet!
Ahogy az említett leírásban is írtam javaslom, hogy az UC100-at ne földeld a PC-n kívül sehová máshová, ne földeld a burkolathoz, ahová a vezérlés és a plazma is földelve van, hanem erősítsd meg a földelést a PC felé egy plusz földelővezetékkel az UC100 DSUB25 csatlakozójától a PC házához. Az UC100 kizárólag a PC-hez legyen földelve.
Cím: Re:UCCNC vezérlő program
Írta: d46hvfrdr Dátum 2016 január 10, 15:52
Írta: d46hvfrdr Dátum 2016 január 10, 15:52
Igen, a burkolat alatt a vezérlő dobozt értem amibe minden el lett helyezve, még a PC is.
Eredetileg csak azok az egységek voltak földelve, aminek a rögzítése alapból földelésre történik.
Megpróbálom azt amit írsz, hátha segít.
A PC viszont egy mobil gép, van saját akkuja is van és a tápegysége földeletlen mint egy 230V-os normál töltő,táp.
Most át is méricskélem, hogy alapból mi van egy testre kötve.
Eredetileg csak azok az egységek voltak földelve, aminek a rögzítése alapból földelésre történik.
Megpróbálom azt amit írsz, hátha segít.
A PC viszont egy mobil gép, van saját akkuja is van és a tápegysége földeletlen mint egy 230V-os normál töltő,táp.
Most át is méricskélem, hogy alapból mi van egy testre kötve.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2016 január 10, 16:10
Írta: xfg6v697j Dátum 2016 január 10, 16:10
Sziasztok.
Valaki elárulhatná,hogy ezt miért nem hajtja végre az uccnc.
G90
G00X0Y5
G3X0Y5I0J0
m30
A mach simán megcsinálja.
Valaki elárulhatná,hogy ezt miért nem hajtja végre az uccnc.
G90
G00X0Y5
G3X0Y5I0J0
m30
A mach simán megcsinálja.
Cím: Re:UCCNC vezérlő program
Írta: Béni Dátum 2016 január 10, 16:28
Írta: Béni Dátum 2016 január 10, 16:28
Körközéppontot próbáld növekményesen megadni! (I-5)
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2016 január 10, 16:47
Írta: xfg6v697j Dátum 2016 január 10, 16:47
Sajnos nem ilyen egyszerű a megoldás.
Ha ezt megteszem,akkor G90 esetén szépen elteszi a középontot x-5y5-re,G91 esetében pedig krikszkraszot rajzol.
Ha ezt megteszem,akkor G90 esetén szépen elteszi a középontot x-5y5-re,G91 esetében pedig krikszkraszot rajzol.
Cím: Re:UCCNC vezérlő program
Írta: d46hvfrdr Dátum 2016 január 10, 17:12
Írta: d46hvfrdr Dátum 2016 január 10, 17:12
Hát, méricskéltem és variáltam, emellett a vezérlőszekrényt leválasztottam a plazmavágó asztalról, most már nincs fémes kapcsolatban sem. A vezérlő csatlakozásainál csak a csatik fémes kötésein keresztül vannak a fémszekrénnyel kapcsolatban és egymással de mind ezek ellenére ugyanúgy elszáll az UC100.
- Próbáltam azt is, hogy a pc csak a saját akkujáról menjen de így sincs változás.
- Megpróbáltam a CNC vezérlőt lecsatlakoztatni tápegységről de így is elszáll az UC100.
- Tovább bontottam és a komplett vezérlést, a CNC tápot, a PC tápját és mindent lekötöttem és kihúztam a konnektorból, illetve a plazmavágó vezérlőjel csatlakozóját is kihúztam de így is elszáll az UC100!
Végül, önállóan csak a gép ment az akkujáról és rádugva az uc100 de elszáll így is. Szétkötni pedig nincs értelme...
Nincs más amit lehet továbbpróbálni! Nincs mit lecsatlakoztatni és nincs semmisen semmivel összekötve, spontán elektrosztatikus szmog lehet az ami okozhatja a jelenséget de érthetetlen hogy hogyan, hisz zárt fémdobozban van minden!
Ötlet?
- Próbáltam azt is, hogy a pc csak a saját akkujáról menjen de így sincs változás.
- Megpróbáltam a CNC vezérlőt lecsatlakoztatni tápegységről de így is elszáll az UC100.
- Tovább bontottam és a komplett vezérlést, a CNC tápot, a PC tápját és mindent lekötöttem és kihúztam a konnektorból, illetve a plazmavágó vezérlőjel csatlakozóját is kihúztam de így is elszáll az UC100!
Végül, önállóan csak a gép ment az akkujáról és rádugva az uc100 de elszáll így is. Szétkötni pedig nincs értelme...
Nincs más amit lehet továbbpróbálni! Nincs mit lecsatlakoztatni és nincs semmisen semmivel összekötve, spontán elektrosztatikus szmog lehet az ami okozhatja a jelenséget de érthetetlen hogy hogyan, hisz zárt fémdobozban van minden!
Ötlet?
Cím: Re:UCCNC vezérlő program
Írta: Sz.József Dátum 2016 január 10, 17:18
Írta: Sz.József Dátum 2016 január 10, 17:18
Nincsenek ez irányú tapasztalataim (plazma) de én kipróbálnék egy USB kábel cserét...(esetleg többet is ha van kéznél)
Cím: Re:UCCNC vezérlő program
Írta: Béni Dátum 2016 január 10, 17:23
Írta: Béni Dátum 2016 január 10, 17:23
Nem mondtad, hogy mit csináljon, csak azt, hogy látszólag semmit nem csinált.
(Pedig igen, egy nulla rádiuszú kört.)
(Pedig igen, egy nulla rádiuszú kört.)
Cím: Re:UCCNC vezérlő program
Írta: d46hvfrdr Dátum 2016 január 10, 17:48
Írta: d46hvfrdr Dátum 2016 január 10, 17:48
Sajnos ezen is túl vagyok már. próbáltam sok kábelt, 1-2-t kíváncsiságból szét is vágtam, hogy mennyire árnyékolt, és rendben volt az árnyékolás.
Próbáltam a PC elejét fémlemezzel lezárni, csak akkuról ment és csak az UC100 volt rádugva egy zárt fémdobozban, és semmit sem ért, talán kicsivel később szált el.
Számomra ez teljesen érthetetlen, én ezt úgy tanultam, hogy ilyen esetben védenie kellene a fémdoboznak az árnyékoló képessége miatt mint egy faraday kalitka.
Olyan a jelenség, mintha a plazma ívgyújtás skalár hullámokat keltene és emiatt nem ér semmit a fémburkolat árnyékoló képessége.[#falbav]
Fogalmam sincs , hogy hogyan tovább, már-már ködös és misztikus témákat érint ez a probléma... Nekem ez már magas...
[#idiota]
Próbáltam a PC elejét fémlemezzel lezárni, csak akkuról ment és csak az UC100 volt rádugva egy zárt fémdobozban, és semmit sem ért, talán kicsivel később szált el.
Számomra ez teljesen érthetetlen, én ezt úgy tanultam, hogy ilyen esetben védenie kellene a fémdoboznak az árnyékoló képessége miatt mint egy faraday kalitka.
Olyan a jelenség, mintha a plazma ívgyújtás skalár hullámokat keltene és emiatt nem ér semmit a fémburkolat árnyékoló képessége.[#falbav]
Fogalmam sincs , hogy hogyan tovább, már-már ködös és misztikus témákat érint ez a probléma... Nekem ez már magas...
[#idiota]
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 január 10, 18:09
Írta: 000000000 Dátum 2016 január 10, 18:09
Írtad, hogy a PC-t úgy is kipróbáltad, hogy saját akkujáról ment. Feltételezem, hogy ez egy szüntementes táp/aksi?
Ha igen, akkor megpróbálhatnád mit csinál az aksiról, bár lehet ezt próbáltad csak nem részletezted pontosan.
Ha úgy is elszáll, hogy a PC nincsen összekötve egyáltalán a hálózattal, vagyis ha akkuról van táplálva, akkor ez bizony tényleg misztikus, mivel így sem a PC és így sem az UC semmilyen elektromos kapcsolatban nem áll sem a vezérléssel sem a plazma egységgel.
Így már csak egy dologra tudok gondolni, hogy a leválasztókártya/léptetővezérlő nincsen galvanikusan leválasztva. Sajnos több olyan kínai léptetővezérlő is kapható a piacon, amiben ugyan bent vannak az optocsatolól a panelon, de azok a panelon szépen át is vannak hidalva. Nem egy ilyen láttam már sajnos ügyfeleknél... Érdemes volna ellenőrizni a dolgot...
Ha igen, akkor megpróbálhatnád mit csinál az aksiról, bár lehet ezt próbáltad csak nem részletezted pontosan.
Ha úgy is elszáll, hogy a PC nincsen összekötve egyáltalán a hálózattal, vagyis ha akkuról van táplálva, akkor ez bizony tényleg misztikus, mivel így sem a PC és így sem az UC semmilyen elektromos kapcsolatban nem áll sem a vezérléssel sem a plazma egységgel.
Így már csak egy dologra tudok gondolni, hogy a leválasztókártya/léptetővezérlő nincsen galvanikusan leválasztva. Sajnos több olyan kínai léptetővezérlő is kapható a piacon, amiben ugyan bent vannak az optocsatolól a panelon, de azok a panelon szépen át is vannak hidalva. Nem egy ilyen láttam már sajnos ügyfeleknél... Érdemes volna ellenőrizni a dolgot...
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 január 10, 18:12
Írta: 000000000 Dátum 2016 január 10, 18:12
UCCNC-ben a körív középpont koordinátát I,J növekményesen kell megadni. ha I és J = 0, akkor a kör nulla sugarú.
Mach3-nál választható a configban, hogy növekményes vagy abszolút legyen-e a középpont megadása. Gondolom a Mach nálad abszolút megadásra van állítva, ezért hajtja végre a mach. Inkrementális módban ez így egy nulla sugarú kör, ami értelemszerűen nem hajtódik végre.
Mach3-nál választható a configban, hogy növekményes vagy abszolút legyen-e a középpont megadása. Gondolom a Mach nálad abszolút megadásra van állítva, ezért hajtja végre a mach. Inkrementális módban ez így egy nulla sugarú kör, ami értelemszerűen nem hajtódik végre.
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2016 január 10, 18:21
Írta: frkdv6dyr Dátum 2016 január 10, 18:21
Leadshine DM856-nál remélem még nem találkoztál átkötéssel.
Cím: Re:UCCNC vezérlő program
Írta: d46hvfrdr Dátum 2016 január 10, 19:31
Írta: d46hvfrdr Dátum 2016 január 10, 19:31
A gép egy Táblagép, saját akkuval. Régebben másik konstrukciónál rendes PC volt és ugyan ilyen gondjaim voltak, más CNC és más (normál) PC volt.
Próbáltam úgy is, hogy mindent kihúztam a PC-ről és csak egy 10cm hosszú USB kábellel volt rádugva az UC100. Se töltő se más nem volt rádugva, még a CNC vezérlőre sem volt rádugva az UC100, csak lógott, tehát a gép akkuról + az UC100 volt bezárva a fémdobozba, még a kijelzőt is letakartam fémlemezzel! De elszállt még így is! Bár tovább bírta, de elszállt...
Fogalmam sincs mi lehet, minden általam ismert ok felett áll. Csak arra tudok gondolni, hogy tényleg extrém elektrosztatikus és elektromágneses szmog van a háttérben amit nem igazán szeret az UC100. Megpróbálom még árnyékoló spray-vel kezelni az UC100 burkolatát belülről, hátha de nem fűzök hozzá sok reményt...
A régi gépnél, a megoldás az volt, hogy kicsit módosítottam a plazmavágó pilot üzemét és a test nélkül, a levegőbe is rendesen gyújtott, mint amikor a fúvóka rendesen le lenne testelve. Így megszűnt a hibajelenség. De a jelenlegi jóval komolyabb fejnél ez nem működik valamiért. Csak "puppog" stabil plazmaív nem keletkezik csak ha alatta pár mm-re ott a letestelt munkadarab.
Próbáltam úgy is, hogy mindent kihúztam a PC-ről és csak egy 10cm hosszú USB kábellel volt rádugva az UC100. Se töltő se más nem volt rádugva, még a CNC vezérlőre sem volt rádugva az UC100, csak lógott, tehát a gép akkuról + az UC100 volt bezárva a fémdobozba, még a kijelzőt is letakartam fémlemezzel! De elszállt még így is! Bár tovább bírta, de elszállt...
Fogalmam sincs mi lehet, minden általam ismert ok felett áll. Csak arra tudok gondolni, hogy tényleg extrém elektrosztatikus és elektromágneses szmog van a háttérben amit nem igazán szeret az UC100. Megpróbálom még árnyékoló spray-vel kezelni az UC100 burkolatát belülről, hátha de nem fűzök hozzá sok reményt...
A régi gépnél, a megoldás az volt, hogy kicsit módosítottam a plazmavágó pilot üzemét és a test nélkül, a levegőbe is rendesen gyújtott, mint amikor a fúvóka rendesen le lenne testelve. Így megszűnt a hibajelenség. De a jelenlegi jóval komolyabb fejnél ez nem működik valamiért. Csak "puppog" stabil plazmaív nem keletkezik csak ha alatta pár mm-re ott a letestelt munkadarab.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 január 10, 19:45
Írta: 000000000 Dátum 2016 január 10, 19:45
Én sem fűzök sok reményt a további árnyékoláshoz, szerintem a rendszer valahol nincsen leválasztva, mert az biztos, hogy ha a PC saját aksiról megy és az aksi nincs bedugva a töltőre, hálózatra, akkor gyakorlatilag nem érheti zavar. Az hogy a levegőn keresztül érné zavar úgy hogy ráadásul bent van az egész vezérlés egy Faraday kalitkában, hát, nem hinném. Továbbra is azt gondolom, hogy valahol a PC össze van földelve a hálózattal és ott szedi össze a zavart.
Még egy kérdés, hogy a fémdoboz amiben a PC van, a PC ház össze van-e kötve a fémdobozzal és a fémdoboz földelve van-e?
Én megpróbálnám azt a tesztet, hogy kiveszem a PC-t a fém dobozból, rádugva az UC100, de nem rádugva a vezérlésre és a PC-t aksiról hajtanám úgy, hogy a töltő ne legyen bedugva, vagyis a PC ház ne legyen egyáltalán földelve. És közben manuálisan próbálnám gyújtani a plazmát, megnézném, hogy a okoz-e bármi problémát. Erős a gyanúm, hogy így nem lesz vele gond és akkor ki is zárhatjuk a misztikus levegőn kersztüli zavart és lehet továbblépni...
Még egy kérdés, hogy a fémdoboz amiben a PC van, a PC ház össze van-e kötve a fémdobozzal és a fémdoboz földelve van-e?
Én megpróbálnám azt a tesztet, hogy kiveszem a PC-t a fém dobozból, rádugva az UC100, de nem rádugva a vezérlésre és a PC-t aksiról hajtanám úgy, hogy a töltő ne legyen bedugva, vagyis a PC ház ne legyen egyáltalán földelve. És közben manuálisan próbálnám gyújtani a plazmát, megnézném, hogy a okoz-e bármi problémát. Erős a gyanúm, hogy így nem lesz vele gond és akkor ki is zárhatjuk a misztikus levegőn kersztüli zavart és lehet továbblépni...
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 január 10, 19:51
Írta: 000000000 Dátum 2016 január 10, 19:51
Amiknél láttam ezt az opto áthidalásos őrületet az mindegyik többtengelyes vezérlő volt, ezek az olcsó kínai kék és piros 3-4 tengelyes vezérlők.
Annó talán a CNCzone-on post-olta is valaki, hogy az ő panelján gyárilag át vannak kötve az optók, vagyis nem utólag kötötték át, hanem már eleve így van gyártva a panel. A végkimenetele a dolgonak az volt, hogy "megfőtt" a számítógépe a srácnak...
Egytengelyes vezérlőknél mint a leadshine még nem találkoztam ezzel.
Annó talán a CNCzone-on post-olta is valaki, hogy az ő panelján gyárilag át vannak kötve az optók, vagyis nem utólag kötötték át, hanem már eleve így van gyártva a panel. A végkimenetele a dolgonak az volt, hogy "megfőtt" a számítógépe a srácnak...
Egytengelyes vezérlőknél mint a leadshine még nem találkoztam ezzel.
Cím: Re:UCCNC vezérlő program
Írta: d46hvfrdr Dátum 2016 január 12, 13:07
Írta: d46hvfrdr Dátum 2016 január 12, 13:07
Hát, ma megpróbálom, kivenni a táblagépet és asztalon elhelyezni. A legutóbbi próba során csak a táblagép és az UC100 volt egymással összekötve.Semmi más nem volt rácsatlakoztatva a pc-re sem az UC100-ra!
Fémes kapcsolatban sem állt a házzal egyik komponens sem! Illetve a vezérlődoboz sem áll fémes kapcsolatban a CNC más részével sem a plazmavágóval! Műanyag szigetelő elemekkel vannak elválasztva, multiméterrel sem mérhető semmi! De ma kíváncsiságból kiveszem a fémdobozból is, bár kb ugyan ezt értem el azzal, hogy mindent lecsatlakoztattam és sok értelme az asztali kísérletnek már nem lesz...
Fémes kapcsolatban sem állt a házzal egyik komponens sem! Illetve a vezérlődoboz sem áll fémes kapcsolatban a CNC más részével sem a plazmavágóval! Műanyag szigetelő elemekkel vannak elválasztva, multiméterrel sem mérhető semmi! De ma kíváncsiságból kiveszem a fémdobozból is, bár kb ugyan ezt értem el azzal, hogy mindent lecsatlakoztattam és sok értelme az asztali kísérletnek már nem lesz...
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2016 január 12, 22:59
Írta: 2dbfy8y Dátum 2016 január 12, 22:59
Sziasztok.
Valaki uccnc laser plugint használja szervóval?
Vektoros g-kód lefuttatva többször is, tökéletesen ugyanott végigmegy.
Viszont kép égetésnél duplázódik a kép, és szélesebb is 2mm-rel.
Valaki tapasztalt már ilyent?
Valaki uccnc laser plugint használja szervóval?
Vektoros g-kód lefuttatva többször is, tökéletesen ugyanott végigmegy.
Viszont kép égetésnél duplázódik a kép, és szélesebb is 2mm-rel.
Valaki tapasztalt már ilyent?
Cím: Re:UCCNC vezérlő program
Írta: s7manbs8 Dátum 2016 január 12, 23:40
Írta: s7manbs8 Dátum 2016 január 12, 23:40
Elég érdekes ha egy sima G kód teszttel beáll ahova kell egyik másik irányból közelítve, akkor az előállított képnél vajon mit csinál.
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2016 január 12, 23:56
Írta: 2dbfy8y Dátum 2016 január 12, 23:56
Ez felettébb érdekes számomra is.
Mintha túlfutna, de fura mire visszaér arra viszont visszahozza.
Vagyis ott is túlfuthat, és meg is van a 2mm.
1mm túlfutás.
De mondjuk akkor meg lehet 3 képnek kéne lenni. vagyis nem tudom.
a kép:

Mintha túlfutna, de fura mire visszaér arra viszont visszahozza.
Vagyis ott is túlfuthat, és meg is van a 2mm.
1mm túlfutás.
De mondjuk akkor meg lehet 3 képnek kéne lenni. vagyis nem tudom.
a kép:
Cím: Re:UCCNC vezérlő program
Írta: nyiszi Dátum 2016 január 12, 23:56
Írta: nyiszi Dátum 2016 január 12, 23:56
Akkor szokott ilyet csinálni ha van holtjátéka a gépnek.Gondolom az X tengely ami ide oda jár gravírozásnál.
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2016 január 12, 23:56
Írta: 2dbfy8y Dátum 2016 január 12, 23:56
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2016 január 12, 23:59
Írta: 2dbfy8y Dátum 2016 január 12, 23:59
Igen x tengely.
Most már bordásszíjjas áttételezésem van.
Kiórázva mondjuk 1mm-t simán vissza is lépi.
100mm elmozdulásnál kb 0.02-0.03mm eltérés volt, de ugyanazt ismételte, nem lett több.
0.2mm léptetve, szintén helyesen visszalép.
Most már bordásszíjjas áttételezésem van.
Kiórázva mondjuk 1mm-t simán vissza is lépi.
100mm elmozdulásnál kb 0.02-0.03mm eltérés volt, de ugyanazt ismételte, nem lett több.
0.2mm léptetve, szintén helyesen visszalép.
Cím: Re:UCCNC vezérlő program
Írta: nyiszi Dátum 2016 január 13, 00:11
Írta: nyiszi Dátum 2016 január 13, 00:11
Pedig hidd el, hogy nagyobb sebességnél amikor ide oda szaladgál a fej ez fokozottan összeadódik.
Én már akartam mondani Balázséknak, hogy tegyenek a lézer pluginba olyan funkciót, hogy lehessen választani az egy irányú gravírozást.Akkor ez a hiba teljesen megszűnik.
Sok másik programban ez simán választható.
És nekem még nagyon fontos lenne az is, hogy lehessen beállítani a maximális teljesítményt.
Én Co2 lézerrel használom és egyéb módszerrel kell a teljesítményt visszavennem, hogy ne égesse szét az egészet.
Én már akartam mondani Balázséknak, hogy tegyenek a lézer pluginba olyan funkciót, hogy lehessen választani az egy irányú gravírozást.Akkor ez a hiba teljesen megszűnik.
Sok másik programban ez simán választható.
És nekem még nagyon fontos lenne az is, hogy lehessen beállítani a maximális teljesítményt.
Én Co2 lézerrel használom és egyéb módszerrel kell a teljesítményt visszavennem, hogy ne égesse szét az egészet.
Cím: Re:UCCNC vezérlő program
Írta: nyiszi Dátum 2016 január 13, 00:23
Írta: nyiszi Dátum 2016 január 13, 00:23
A legkönnyebben úgy tudod kipróbálni, hogy paint-ban rajzolsz egy vonalat és elmented képként.
Utána a lézer pluginnal megnyitod és azt gravírozod.Rögtön kiderül.Ha csak egy vonalat fog gravírozni akkor jó a mechanikád.
És ha jó nagyra teszed a lépésközt akkor látható az is, hogy cikcakkba rakja a pontokat.
Utána a lézer pluginnal megnyitod és azt gravírozod.Rögtön kiderül.Ha csak egy vonalat fog gravírozni akkor jó a mechanikád.
És ha jó nagyra teszed a lépésközt akkor látható az is, hogy cikcakkba rakja a pontokat.
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2016 január 13, 00:29
Írta: 2dbfy8y Dátum 2016 január 13, 00:29
Ott is dupláz.
De htd3m szíj annyira nem lehet rossz.
G kód többszöri lefuttatásra ugysnott megy.
Balázs ígérte az egy irány beletételét az új pluginba.
Vagy nem e engem is a 4w maxon járatása szivat be, eddig a kapcsoló jel csak 3.5 V volt, most 5V
De htd3m szíj annyira nem lehet rossz.
G kód többszöri lefuttatásra ugysnott megy.
Balázs ígérte az egy irány beletételét az új pluginba.
Vagy nem e engem is a 4w maxon járatása szivat be, eddig a kapcsoló jel csak 3.5 V volt, most 5V
Cím: Re:UCCNC vezérlő program
Írta: nyiszi Dátum 2016 január 13, 00:35
Írta: nyiszi Dátum 2016 január 13, 00:35
Próbáld meg kivenni Az UCCNC beállításaiba a holtjátékot.
Akkor jó lesz.
De ha azután pl. kört akarsz kivágni vagy rajzoltatni akkor azt rontja el.
Akkor jó lesz.
De ha azután pl. kört akarsz kivágni vagy rajzoltatni akkor azt rontja el.
Cím: Re:UCCNC vezérlő program
Írta: nyiszi Dátum 2016 január 13, 00:39
Írta: nyiszi Dátum 2016 január 13, 00:39
Az én mechanikám is kottyan minimálisat de ki kellett kapcsolnom a holtjáték kompenzációt pont ez miatt.
Addig nem gravírozok amíg nem lesz kész az egyirányú lehetőség.
Addig nem gravírozok amíg nem lesz kész az egyirányú lehetőség.
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2016 január 13, 00:45
Írta: 2dbfy8y Dátum 2016 január 13, 00:45
Igen, próbáltam már.
De úgy meg a g kódos rész lett rossz valóban.
De úgy meg a g kódos rész lett rossz valóban.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2016 január 13, 08:30
Írta: kr97pwss2 Dátum 2016 január 13, 08:30
A képet nézve szerintem a szervód nincs jól behangolva, túl nagy a követési hiba.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2016 január 13, 08:37
Írta: kr97pwss2 Dátum 2016 január 13, 08:37
Ja, most látom kottyanás kompenzáció is be van kapcsolva, akkor próbáld meg a Comp.Acceleration értéket magasabbra venni. Ez az érték határozza meg, hogy milyen gyorsan hajtsa végre a kottyanás kompenzációt. Alapértelmezetten 20%-al veszi a program nagyobbra a gyorsításnál. Állítsd nyugodtan 1,5-2 szeresére.
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2016 január 13, 09:02
Írta: Bozso777 Dátum 2016 január 13, 09:02
Nálam alapból 5Volton megy már jóideje...meg kb mindenkinél, így ezt kizárnám.
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2016 január 13, 09:14
Írta: 2dbfy8y Dátum 2016 január 13, 09:14
Kottyanást nem állítottam be, mert akkor meg a g kód lesz rossz.
Szervó mérőóra szerint szépen visszaáll.
Hídon kézzel Max 0.2mm tudok mozdítani, gondolom az a szíj nyúlása, de nem mozgat nagy tömeget.
Egyirányú megmunkálásnál lehet jó lenne.
Nagy munka plugint átírni egy próbára?
Szervó mérőóra szerint szépen visszaáll.
Hídon kézzel Max 0.2mm tudok mozdítani, gondolom az a szíj nyúlása, de nem mozgat nagy tömeget.
Egyirányú megmunkálásnál lehet jó lenne.
Nagy munka plugint átírni egy próbára?
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2016 január 13, 22:46
Írta: 2dbfy8y Dátum 2016 január 13, 22:46
Most este elindítottam egy kép égetést.
Remélem jó lesz.
Első hossz méretek jók voltak.
Kód most DotG-vel készült.
Ha ez jó lesz akkor mondhatjuk, hogy tényleg az oda-vissza járás okozza ezt.
Balázs, szervónál követési hibára mire gondolsz?
De akkor gondolom mérőórával se lehetne jó.
15mm az egy fordulatra eső előrehaladásom,addig a motor hármat fordul.
Enkóder felbontás 2048.
Próbáltam uccnc kernel frekit is változtatni, nem befolyásolt semmit.
Remélem jó lesz.
Első hossz méretek jók voltak.
Kód most DotG-vel készült.
Ha ez jó lesz akkor mondhatjuk, hogy tényleg az oda-vissza járás okozza ezt.
Balázs, szervónál követési hibára mire gondolsz?
De akkor gondolom mérőórával se lehetne jó.
15mm az egy fordulatra eső előrehaladásom,addig a motor hármat fordul.
Enkóder felbontás 2048.
Próbáltam uccnc kernel frekit is változtatni, nem befolyásolt semmit.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2016 január 14, 10:51
Írta: kr97pwss2 Dátum 2016 január 14, 10:51
A követési hibánál azt értem, hogy az alapjelet (Step/Dir jelekkel meghatározott mozgást) a nem jól beállított szervó késéssel követi. Csak a pozíciót mérve a szervó annyit és akkora távolságot mozog, mint a programozott, de azt egy kicsit időben késve, ezért jelenik meg a Lézer gravírozáskor eltolva szellemképesen. Habár amit linkeltél képet elég rossz minőségű volt, de én erre következtettem belőle.
Ezt a követési hibát a szervó-hoz adott hangoló programjában általában grafikusan ki lehet rajzoltatni.
Ezt a követési hibát a szervó-hoz adott hangoló programjában általában grafikusan ki lehet rajzoltatni.
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2016 január 14, 11:05
Írta: 2dbfy8y Dátum 2016 január 14, 11:05
Csak nekem ebben az a furcsa, hogy így szerintem nem nyúlhatna a kép hossza 2mm-t.
Amit tegnap gravíroztam képet g kóddal.
Az egész jó lett, széle lehet nem 100%-os, de így egyirányú megmunkálásnál nem dupláz.
Lehet van kis követési hiba is, csak jó lenne tudni, mit hogyan kell tökéletesen összehangolni.
Ehhez nem értek igazán.
Amit tegnap gravíroztam képet g kóddal.
Az egész jó lett, széle lehet nem 100%-os, de így egyirányú megmunkálásnál nem dupláz.
Lehet van kis követési hiba is, csak jó lenne tudni, mit hogyan kell tökéletesen összehangolni.
Ehhez nem értek igazán.
Cím: Re:UCCNC vezérlő program
Írta: designr Dátum 2016 január 14, 11:07
Írta: designr Dátum 2016 január 14, 11:07
A hangoló program rendelkezik egy monitor funkcióval..
parancsjelet és encoderről érkező valós poziciójelet beállítva a mozgáskor milisec-re követni lehet a két jel időbeni lefutását..
Javasoltam Pablónak nézze meg..
Másik..ha a próba azt mutatja hogy nincs ..vagy csakminimális(jól beállítot vezérlőnél nincs) eltérés a két jel között..vagy csak század secundum..nem lehetséges-e hogy a lézert szabályozó PWM jelnek van egy késése ..
a mechanikai hibák mellett ez magyarázhatná még azt hogy oda és visszaut jözött van pár tized eltérés(pár tized másodperc késés a PWM jel kialakulásában oda egyik irányban-vissza másik irányban késve összeadódik..)Lézeres gép gyors mozgásnál ez jelentős lehet..
parancsjelet és encoderről érkező valós poziciójelet beállítva a mozgáskor milisec-re követni lehet a két jel időbeni lefutását..
Javasoltam Pablónak nézze meg..
Másik..ha a próba azt mutatja hogy nincs ..vagy csakminimális(jól beállítot vezérlőnél nincs) eltérés a két jel között..vagy csak század secundum..nem lehetséges-e hogy a lézert szabályozó PWM jelnek van egy késése ..
a mechanikai hibák mellett ez magyarázhatná még azt hogy oda és visszaut jözött van pár tized eltérés(pár tized másodperc késés a PWM jel kialakulásában oda egyik irányban-vissza másik irányban késve összeadódik..)Lézeres gép gyors mozgásnál ez jelentős lehet..
Cím: Re:UCCNC vezérlő program
Írta: designr Dátum 2016 január 14, 11:09
Írta: designr Dátum 2016 január 14, 11:09
Ez a késés..vagy akár a mechanikai pontatlanság pici késése eggyirányú égetésnél is lehet megvan,csak nem látható mert mindig ugyanannyit késik..csuszik el..
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2016 január 14, 11:30
Írta: kr97pwss2 Dátum 2016 január 14, 11:30
Igen, az egyirányú gravírozás szerintem is megoldaná a problémát, viszont olyankor növekedne a megmunkálási idő. Pluginban az egyirányú gravírozás lehetőségét tervezem majd megcsinálni és a megjelenítést is tovább szeretném fejleszteni, de egyenlőre most mással vagyok elfoglalva.
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2016 január 14, 11:38
Írta: 2dbfy8y Dátum 2016 január 14, 11:38
Így g kód kb ötszöröse időt hozott létre.
Ezért is tértem át az uccnc-re, és pluginra a Machról.
Gépemnél szerintem ez sok időt nem csinálna pluszba, gyorsjáratom simán tudja a 20m/min sebességet.
Tibor, írtam egy üzit tegnap, majd néz rá, kellene egy kis segítség, hogy két csúszkát hogyan is kell látnom egymáshoz képest.
Mert ha jól húztam, akkor van kis eltérés a két vonal közt, na meg azt kéne tudnom, mit hogyan állítsak, hogy össze jöjjenek a vonalak, ha tényleg ez a gond.
Ezért is tértem át az uccnc-re, és pluginra a Machról.
Gépemnél szerintem ez sok időt nem csinálna pluszba, gyorsjáratom simán tudja a 20m/min sebességet.
Tibor, írtam egy üzit tegnap, majd néz rá, kellene egy kis segítség, hogy két csúszkát hogyan is kell látnom egymáshoz képest.
Mert ha jól húztam, akkor van kis eltérés a két vonal közt, na meg azt kéne tudnom, mit hogyan állítsak, hogy össze jöjjenek a vonalak, ha tényleg ez a gond.
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2016 január 14, 11:58
Írta: 2dbfy8y Dátum 2016 január 14, 11:58
Meg most kaptam egy fülest.
Balázs, ha majd plugint módosítjátok, olyant nem lehetne bele rakni funkciót, ami szervóhoz segítség lenne mondjuk, hogy lehetne korrekciózni az oda, vissza haladás mértékét?
Mert ha a kottyanást korrekciózom, akkor kép jó lesz, de viszont a g-kód lesz nagyon rossz.
Balázs, ha majd plugint módosítjátok, olyant nem lehetne bele rakni funkciót, ami szervóhoz segítség lenne mondjuk, hogy lehetne korrekciózni az oda, vissza haladás mértékét?
Mert ha a kottyanást korrekciózom, akkor kép jó lesz, de viszont a g-kód lesz nagyon rossz.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2016 január 14, 12:32
Írta: svejk Dátum 2016 január 14, 12:32
Csak mert én is csináltam és ajánlottam is itt a fórumon...
Csak a kínai 4 tengelyes kék vezérlőknél volt értelme az átkötésnek, itt az optok eredetileg sem végeztek galvanikus leválasztást, viszont PC817-es típusuk révén nagymértékben lerontották a step jelet.
Egyébként ezen átkötések előtt még van egy 150 Ohmos soros ellenállás és 1-1 74HC14-es inverter.
S mivel a GND-k előtte is össze voltak kötve ezen átalakítás miatt nem "főhet" meg PC.
Csak a kínai 4 tengelyes kék vezérlőknél volt értelme az átkötésnek, itt az optok eredetileg sem végeztek galvanikus leválasztást, viszont PC817-es típusuk révén nagymértékben lerontották a step jelet.
Egyébként ezen átkötések előtt még van egy 150 Ohmos soros ellenállás és 1-1 74HC14-es inverter.
S mivel a GND-k előtte is össze voltak kötve ezen átalakítás miatt nem "főhet" meg PC.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2016 január 14, 12:45
Írta: svejk Dátum 2016 január 14, 12:45
A kereskedelemben kapható olcsó optocsatolók galvanikus elválasztásra jók, de az ilyen plazmagyújtásból adódó zavarok általában úgy átmennek rajtuk mintha ott sem lennének.
Pl. a 6N137-ben is van belső árnyékolás de alapkapcsolásban mit sem ér, szabadon hagyott LED lábait egy csipesszel végigtapizva bármilyen jel előfordulhat a kimeneten ha van egy kis zavarforrás a közelben.
Ilyen fokozott zavarfelhőben mint a plazmagyújtás, csak igen átgondolt kapcsolások állják meg a helyüket. Ez vonatkozik PC-re, motormeghajtókra és különösen az USB-s eszközökre.
No persze biztos sok múlik magán a plazmaberendezésen mint zavarforráson is.
Pl. a 6N137-ben is van belső árnyékolás de alapkapcsolásban mit sem ér, szabadon hagyott LED lábait egy csipesszel végigtapizva bármilyen jel előfordulhat a kimeneten ha van egy kis zavarforrás a közelben.
Ilyen fokozott zavarfelhőben mint a plazmagyújtás, csak igen átgondolt kapcsolások állják meg a helyüket. Ez vonatkozik PC-re, motormeghajtókra és különösen az USB-s eszközökre.
No persze biztos sok múlik magán a plazmaberendezésen mint zavarforráson is.
Cím: Re:UCCNC vezérlő program
Írta: s7manbs8 Dátum 2016 január 14, 15:19
Írta: s7manbs8 Dátum 2016 január 14, 15:19
Le kéne tiltani minden 2. sort az irány bitet figyelve, hardveresen a lézert és akkor csak egy irány maradna. Addig amíg meg nem javul az irány hogy csak egy irányba menjen. Most az irány változásos rész a programban hogy előre vagy hátra fele számol a ciklus, hát az vagy 5 programsor megváltoztatása kb. csak ha nincs rá idő, akkor persze hiába, mert azt meg is kell csinálni.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2016 január 19, 20:49
Írta: kr97pwss2 Dátum 2016 január 19, 20:49
Csak érdeklődöm, hogy sikerült a szervót beállítani?
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2016 január 19, 23:14
Írta: 2dbfy8y Dátum 2016 január 19, 23:14
Designr, vagyis Tibor is kísérletezett, tőle vettem ezt a szettet.
És sikerült így a pozícionálási hibát plusz- mínusz 30-ról 0-ra visszahozni.
Kb 4 óra kísérletezéssel jó lett.
Még azóta komolyabb munkaával nem teszteltem, de kis képen hullámosság eltűnt, és kép mérete is megegyezik a beírtal. Gyorsulást is nagyon vissza kellett vennem ez még 1000-el is szétszdi a gépet léptető motor szerintem 3000-el se gyorsult így.
És sikerült így a pozícionálási hibát plusz- mínusz 30-ról 0-ra visszahozni.
Kb 4 óra kísérletezéssel jó lett.
Még azóta komolyabb munkaával nem teszteltem, de kis képen hullámosság eltűnt, és kép mérete is megegyezik a beírtal. Gyorsulást is nagyon vissza kellett vennem ez még 1000-el is szétszdi a gépet léptető motor szerintem 3000-el se gyorsult így.
Cím: Re:UCCNC vezérlő program
Írta: xabi Dátum 2016 január 21, 10:28
Írta: xabi Dátum 2016 január 21, 10:28
Előzmények : Plazma CNC-hez használtam wifis XBOX360-as vezérlőt, amire Balázsék írtak egy plugint. Több funkció hiány is volt (mintha nem is XBOX360 vezérlőre írták volna), illetve az analog joystickok nem analogként működtek, de a legnagyobb baj az volt hogy ha a vezérlő lement standby-be akkor kifagyott az UCCNC.
Nem tudtam kivárni amíg Balázsék újra írják a plugint ezért januárba feltelepítettem az ingyenes Visual Sudio-t, kicsit megtanultam c#-ba programozni (sajnos erős hiányosságaim vannak még :)), és megírtam a saját pluginomat ami kezeli az XBOX 360 vezérlőt.
Funkciók :
- Az összes gomb működik, egyedileg programozható hogy mi történjen ha megnyomod és ha felengedsz egy gombot. (az UCCNC referencia hívások szerint)
- A két analog joystick és a két analog gomb is működik az előzőekhez hasonlóan.
- Az analog joystickokra tengely mozgatást programozol, akkor joystick előrenyomásával tudod szabályozni a sebességet (kicsit nyomod lassan megy nagyon nyomod gyorsan megy). Sajnos ezen funkciónak a sebesség szabályozását a Jog rate funkció 0-100% állításával tudom csak kezelni (az UCCNC-be nincsen más lehetőség). Más lehetőségre azért lenne szükség mert az analóg joystick engedné hogy mondjuk X irányba 100% Y irányba csak 20% sebességgel mozogjon a tengely (ehhez külön kéne tudnia kezelnie az UCCNC-nek a JOGrate X vagy JOgrate Y stb.-t). Én úgy tudtam megírni hogy ha több analog jel is van mondjuk X-be 80% és Y30% irányba van nyomva a joystick akkor a magasabb érték számít Y-ba is tehát 80%-al fog abba az irányba is menni.
- Wifis XBOX360-on teszteltem, de elvileg működnie kéne USB-sel is (4-5.000 Ft-ért lehet venni). Ha van valakinek USB-s és UCCNC-t használ kipróbálhatná megy-e.
- Ha van érdeklődés felrakom a plugint és a forráskódot is (hátha valaki rendbe szedné), az én igényeimnek a mostani állapot megfelelő, nem kívánnék több időt belefektetni.
Video a működésről
Nem tudtam kivárni amíg Balázsék újra írják a plugint ezért januárba feltelepítettem az ingyenes Visual Sudio-t, kicsit megtanultam c#-ba programozni (sajnos erős hiányosságaim vannak még :)), és megírtam a saját pluginomat ami kezeli az XBOX 360 vezérlőt.
Funkciók :
- Az összes gomb működik, egyedileg programozható hogy mi történjen ha megnyomod és ha felengedsz egy gombot. (az UCCNC referencia hívások szerint)
- A két analog joystick és a két analog gomb is működik az előzőekhez hasonlóan.
- Az analog joystickokra tengely mozgatást programozol, akkor joystick előrenyomásával tudod szabályozni a sebességet (kicsit nyomod lassan megy nagyon nyomod gyorsan megy). Sajnos ezen funkciónak a sebesség szabályozását a Jog rate funkció 0-100% állításával tudom csak kezelni (az UCCNC-be nincsen más lehetőség). Más lehetőségre azért lenne szükség mert az analóg joystick engedné hogy mondjuk X irányba 100% Y irányba csak 20% sebességgel mozogjon a tengely (ehhez külön kéne tudnia kezelnie az UCCNC-nek a JOGrate X vagy JOgrate Y stb.-t). Én úgy tudtam megírni hogy ha több analog jel is van mondjuk X-be 80% és Y30% irányba van nyomva a joystick akkor a magasabb érték számít Y-ba is tehát 80%-al fog abba az irányba is menni.
- Wifis XBOX360-on teszteltem, de elvileg működnie kéne USB-sel is (4-5.000 Ft-ért lehet venni). Ha van valakinek USB-s és UCCNC-t használ kipróbálhatná megy-e.
- Ha van érdeklődés felrakom a plugint és a forráskódot is (hátha valaki rendbe szedné), az én igényeimnek a mostani állapot megfelelő, nem kívánnék több időt belefektetni.
Video a működésről
Cím: Re:UCCNC vezérlő program
Írta: Tibcsi Dátum 2016 január 21, 20:30
Írta: Tibcsi Dátum 2016 január 21, 20:30
Egy kis segítséget szeretnék kérni. Szeretném megoldani a kis kék (5.5W)laser power szabályzását . A kódot, Aspirban kreálom. A „Z” tengellyel kapcsolom ki-be a laser-t, de ha kitöltést kell csinálnom egy szövegnél, és utána körbevágni, stb. Ilyenkor egy potméterrel szabályozom a laser erejét. Hogy tudom ezt megoldani, hogy az elmentett kódban, változtassa a lézer erejét.
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2016 január 21, 20:35
Írta: 2dbfy8y Dátum 2016 január 21, 20:35
Sziasztok.
Akkor publikálom az első pluginos képeket, ami a jól behangolt ac szervóval készült.
Szóval ennyit jelent a jól behangolás.
Nagyobb felbontású
kép1
Szóval nem mindig a holtjátékra kell egyből gondolni, főleg egy szervónál.
Akkor publikálom az első pluginos képeket, ami a jól behangolt ac szervóval készült.
Szóval ennyit jelent a jól behangolás.
Nagyobb felbontású
kép1
Szóval nem mindig a holtjátékra kell egyből gondolni, főleg egy szervónál.
Cím: Re:UCCNC vezérlő program
Írta: svager Dátum 2016 január 21, 21:18
Írta: svager Dátum 2016 január 21, 21:18
Szia Xabi !
Én szeretném kipróbálni ha lehet(beszerzek egy ilyen joystickot)
Én szeretném kipróbálni ha lehet(beszerzek egy ilyen joystickot)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2016 január 21, 21:35
Írta: dezsoe Dátum 2016 január 21, 21:35
Szia!
Én is beállnék a sorba, pláne, ha a forrást is megosztod. Rendbeszedésben is szívesen részt veszek.
Én is beállnék a sorba, pláne, ha a forrást is megosztod. Rendbeszedésben is szívesen részt veszek.
Cím: Re:UCCNC vezérlő program
Írta: xabi Dátum 2016 január 21, 22:28
Írta: xabi Dátum 2016 január 21, 22:28
Bináris fájlok letöltése
Telepítés : (C:\UCCNC telepítés esetén)
C:\UCCNC\
defaultxbox360GpC
SlimDX.dll
C:\UCCNC\Plugins
Xbox360_GPC.dll
Forráskód
Telepítés : (C:\UCCNC telepítés esetén)
C:\UCCNC\
defaultxbox360GpC
SlimDX.dll
C:\UCCNC\Plugins
Xbox360_GPC.dll
Forráskód
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2016 január 22, 11:04
Írta: dezsoe Dátum 2016 január 22, 11:04
Köszönjük szépen!
Cím: Re:UCCNC vezérlő program
Írta: Fli4l Dátum 2016 január 22, 17:34
Írta: Fli4l Dátum 2016 január 22, 17:34
Sziasztok!
Elsősorban a fejlesztőkhöz szólnék mert van egy olyan hiba az UCCNC szoftverben ami annyira idegesítő, hogy folyamatosan szivatja az embert. A jelenség amikor valamit csinál pl marsz és kiírja, hogy megszakadt a kapcsolat a UC100-al és az utolsó pozíció nem mentődik el és mikor újra megnyitom akkor már egy régebbi pozíció lesz benne persze le is írhattam volna mielőtt rányomta az ok-ra de szerintem ez nem normális. A gép készenlétbe ment át amíg nem elugrottam egy helyre és most állítsam vissza régi pozíciót valahogy, hogy ugyan oda találjon vissza. Elég szívás úgy gondolom. Ha lehetne erre egy javítást ami megoldja ezt az idegesítő problémát.
Elsősorban a fejlesztőkhöz szólnék mert van egy olyan hiba az UCCNC szoftverben ami annyira idegesítő, hogy folyamatosan szivatja az embert. A jelenség amikor valamit csinál pl marsz és kiírja, hogy megszakadt a kapcsolat a UC100-al és az utolsó pozíció nem mentődik el és mikor újra megnyitom akkor már egy régebbi pozíció lesz benne persze le is írhattam volna mielőtt rányomta az ok-ra de szerintem ez nem normális. A gép készenlétbe ment át amíg nem elugrottam egy helyre és most állítsam vissza régi pozíciót valahogy, hogy ugyan oda találjon vissza. Elég szívás úgy gondolom. Ha lehetne erre egy javítást ami megoldja ezt az idegesítő problémát.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 január 22, 18:14
Írta: 000000000 Dátum 2016 január 22, 18:14
A jelenség lehetséges okait és megoldásait ugyanebben a topikban a #2647 bejegyzésben leírtam.
A koordinátát ilyenkor nem véletlen nem menti el a program, vagyis ez nem hiba. Azért nem menti el, mivel a kapcsolat megszakadt, így a mozgásvezérlő nem tudott szinkronizálni a PC-vel, így pedig az utolsó koordináta nem meghatározott, emiatt nem lenne értelme elmenteni azt.
Ha ez a probléma megtörténik, akkor mindenképp újra fel kell venni a referenciapontot, persze elsősorban a hiba okát kell feltárni és megszüntetni, hogy a probléma ne forduljon elő.
A koordinátát ilyenkor nem véletlen nem menti el a program, vagyis ez nem hiba. Azért nem menti el, mivel a kapcsolat megszakadt, így a mozgásvezérlő nem tudott szinkronizálni a PC-vel, így pedig az utolsó koordináta nem meghatározott, emiatt nem lenne értelme elmenteni azt.
Ha ez a probléma megtörténik, akkor mindenképp újra fel kell venni a referenciapontot, persze elsősorban a hiba okát kell feltárni és megszüntetni, hogy a probléma ne forduljon elő.
Cím: Re:UCCNC vezérlő program
Írta: Fli4l Dátum 2016 január 22, 18:27
Írta: Fli4l Dátum 2016 január 22, 18:27
Nekem most álló helyzetben volt a gép vészstop megnyomva amíg elszaladtam. Aztán a gép készenlétbe ment és így történt nem pedig mozgás közben most de volt olyan is. De fontos bezárni a programot az ok után? A referencia pont nem egyszerű egy satuba befogott dolog után 3d tapintó nélkül. De ha lenne is még nincs opció úgy tudom tapintó beintegrálására legalább olyan ami hivatalosan is benne lenne.
Cím: Re:UCCNC vezérlő program
Írta: Fli4l Dátum 2016 január 24, 00:18
Írta: Fli4l Dátum 2016 január 24, 00:18
Ha vissza lehetne olvasni a vezérlőből az enkóder értékét akkor lehetne javítani esetleg a lépésvesztést. Persze áramszünetnél csak abszolut jeleadóval lehetne. De elvileg ez működhetne nem?
Cím: Re:UCCNC vezérlő program
Írta: cxmcdtrx Dátum 2016 február 03, 21:00
Írta: cxmcdtrx Dátum 2016 február 03, 21:00
Az alábbi összeállítás mennyire életképes az UCCNC/UC100/UC300 esetén?
Intel® Dual Core D2550 1.86 GHz
4 GB DDR3
Dual Gigabit ethernet (kettő független hálókártya)
6x USB2.0
mSata
Mini PCIexpress
Windows 7 Embedded 32 bit
Jelenleg SATA HDD van bent, de terveim szerint hamarosan kap egy ipari SSD-t.
Ez egy teljesen passzív hűtésű ipari PC, amit az elektromos szekrényben helyeznék el. Kicsi, könnyen szerelhető, porra és egyebekre
teljesen érzéketlen a cucc. Gyakorlatilag egy hűtőbordába van beépítve, 2.2 Kg az egész.
UCCNC / Mach3 futna rajta.
Intel® Dual Core D2550 1.86 GHz
4 GB DDR3
Dual Gigabit ethernet (kettő független hálókártya)
6x USB2.0
mSata
Mini PCIexpress
Windows 7 Embedded 32 bit
Jelenleg SATA HDD van bent, de terveim szerint hamarosan kap egy ipari SSD-t.
Ez egy teljesen passzív hűtésű ipari PC, amit az elektromos szekrényben helyeznék el. Kicsi, könnyen szerelhető, porra és egyebekre
teljesen érzéketlen a cucc. Gyakorlatilag egy hűtőbordába van beépítve, 2.2 Kg az egész.
UCCNC / Mach3 futna rajta.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 február 04, 16:06
Írta: 000000000 Dátum 2016 február 04, 16:06
Szia,
A paraméterek alapján szerintem jónak kell lennie a gépnek.
Egyedül a Windows 7. embedded-et nem tudom, hogy jó lesz-e. Az embedded verzió egy "kigyomlált" Windows, a kérdés, hogy mely modulok futnak és melyeket szedtek ki, erről több infót csak az tudna adni aki fordította az embedded image-et.
Ami mindenképpen kell az UCCNC-hez az a .NET framework 2.0 és a Flashplayer.
Ha már megvan a gép, akkor érdemes volna a Demo UCCNC-t futtatni rajta, ha az rendesen fut, akkor mozgásvezérlővel nem demo módban is jól fog működni.
A paraméterek alapján szerintem jónak kell lennie a gépnek.
Egyedül a Windows 7. embedded-et nem tudom, hogy jó lesz-e. Az embedded verzió egy "kigyomlált" Windows, a kérdés, hogy mely modulok futnak és melyeket szedtek ki, erről több infót csak az tudna adni aki fordította az embedded image-et.
Ami mindenképpen kell az UCCNC-hez az a .NET framework 2.0 és a Flashplayer.
Ha már megvan a gép, akkor érdemes volna a Demo UCCNC-t futtatni rajta, ha az rendesen fut, akkor mozgásvezérlővel nem demo módban is jól fog működni.
Cím: Re:UCCNC vezérlő program
Írta: xabi Dátum 2016 február 09, 19:41
Írta: xabi Dátum 2016 február 09, 19:41
Javítottam az XBOX360 vezérlő plugin-en.
Letölthető :UCCNC_xbox360_2016_02_09
Telepítés : (C:\UCCNC telepítés esetén)
C:\UCCNC\
defaultxbox360GpC
SlimDX.dll
C:\UCCNC\Plugins
Xbox360_GPC.dll
Ha valakinek kell a forráskód jelezze, átküldöm mail-ba.
A plugin működéséhez szükséges az XBOX360 driver & elvileg legalább egy directx9 telepítése.
Letölthető :UCCNC_xbox360_2016_02_09
Telepítés : (C:\UCCNC telepítés esetén)
C:\UCCNC\
defaultxbox360GpC
SlimDX.dll
C:\UCCNC\Plugins
Xbox360_GPC.dll
Ha valakinek kell a forráskód jelezze, átküldöm mail-ba.
A plugin működéséhez szükséges az XBOX360 driver & elvileg legalább egy directx9 telepítése.
Cím: Re:UCCNC vezérlő program
Írta: adamant Dátum 2016 február 18, 08:55
Írta: adamant Dátum 2016 február 18, 08:55
Tiszteletem!
Olyan kérdésem lenne hogy UCCNC nek lesz eszterga felülete? vagy tervben van amúgy az eszterga vagy nem szeretnétek vele foglalkozni?
Előre is köszi a választ
Üdv Adamant
Olyan kérdésem lenne hogy UCCNC nek lesz eszterga felülete? vagy tervben van amúgy az eszterga vagy nem szeretnétek vele foglalkozni?
Előre is köszi a választ
Üdv Adamant
Cím: Re:UCCNC vezérlő program
Írta: svager Dátum 2016 február 18, 10:00
Írta: svager Dátum 2016 február 18, 10:00
Ez már sokszor volt kérdés,sajnos NEM fejlesztik az eszeterga részt:(
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 február 18, 13:33
Írta: 000000000 Dátum 2016 február 18, 13:33
Sziasztok,
Jeleleg az UCCNC nem javasolt eszterga vezérlésre az alábbi okok miatt:
1.) Nincsen eszterga képernyő szett.
2.) A G18 XZ sík választás ívekhez nem támogatott.
Egyébként az UCCNC tud percíz menetet vágni a G33 és G76 kódokkat, illetve tud menetet fúrni is a G33.1 és G33.2-vel.
A menetvágás és fúrás encoderes visszacsatolással, folyamatos pozíciószinkronnal történik.
Itt van egy videó ami bemutatja a működést:
Menet rajzolás
Itt pedig fixen befogott szerszámmal G33.1-el szinkron menetfúrás:
Ahogy már írtam, az eszterga vezérlés fejlesztése nem prioritásos jelenleg, mert van még más fontosabb dolog, amiket meg szeretnénk csinálni, illetve amiken folyamatosan dolgozunk, habár ezek a munkálatok egyben megfogják teremteni az alapját az eszterga vezérlés fejlesztésének is. Többet egyelőre nem szeretnék elárulni arról, hogy mit fejlesztünk, majd hamarosan lesz egy új kiadás és akkor mindent le fogok írni részletesen.
Jeleleg az UCCNC nem javasolt eszterga vezérlésre az alábbi okok miatt:
1.) Nincsen eszterga képernyő szett.
2.) A G18 XZ sík választás ívekhez nem támogatott.
Egyébként az UCCNC tud percíz menetet vágni a G33 és G76 kódokkat, illetve tud menetet fúrni is a G33.1 és G33.2-vel.
A menetvágás és fúrás encoderes visszacsatolással, folyamatos pozíciószinkronnal történik.
Itt van egy videó ami bemutatja a működést:
Menet rajzolás
Itt pedig fixen befogott szerszámmal G33.1-el szinkron menetfúrás:
Ahogy már írtam, az eszterga vezérlés fejlesztése nem prioritásos jelenleg, mert van még más fontosabb dolog, amiket meg szeretnénk csinálni, illetve amiken folyamatosan dolgozunk, habár ezek a munkálatok egyben megfogják teremteni az alapját az eszterga vezérlés fejlesztésének is. Többet egyelőre nem szeretnék elárulni arról, hogy mit fejlesztünk, majd hamarosan lesz egy új kiadás és akkor mindent le fogok írni részletesen.
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2016 február 27, 17:53
Írta: pisti73 Dátum 2016 február 27, 17:53
Sziasztok!
Nagy a csönd... Van valami fejlemény az új dolgokkal?
Nagy a csönd... Van valami fejlemény az új dolgokkal?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 március 05, 15:21
Írta: 000000000 Dátum 2016 március 05, 15:21
Sziasztok!
Két hírt szeretnék veletek megosztani.
Az egyik hír, hogy elkészült az UCCNC új 1.2 verziója.
Az új szoftver verzióban a Flashplayert lecseréltük OpenGL-re, így a szoftver már nem függ a Flashplayertől.
A képernyő frissítés átlagban 3x gyorsabb és emelett a processzor felhasználás 3x alacsonyabb az új verzióval.
Az új verzióba bekerült egy vizuális képernyő szerkesztő. A General Settings oldalon az "Edit screen" gombot megnyomva a képernyő elemek (tab oldalak, hátterek, gombok, DRO-k stb.) szerkeszthetők, áthelyezhetők, átméretezhetők, törölhetők, illetve új alkatrészek helyezhetők a képernyőre.
A szoftverbe ezen kívül bele került több újítás. A legfontosabb talán a G17/G18/G19 XY, XZ és YZ síkok választásának a támogatása.
Az UCCNC weboldala:
UCCNC oldala
Ha valakinek esetleg a régi oldal jelenne meg, akkor frissítse az oldalt a betöltés után, nyomjon F5-öt a böngészőben.
A másik hír , hogy hosszú fejlesztés után végre elkészült az UC400ETH ethernetes mozgásvezérlőnk.
A mozgásvezérlő USB helyett ethernetes csatlakozással kapcsolódik a számítógép hálózati kártyájára.
Az ethernet kapcsolat galvanikusan leválasztott és egészen 100méteres kábelhosszig működőképes.
A kernel frekvencia az UCCNC szoftverben állítható 25, 50, 100, 200 és 400kHz.
Az UC400ETH jelenleg az UCCNC szoftverrel működik, de a Mach3 plugin is fejlesztés alatt áll.
Egy kép a vezérlőről:

Az adatlapja:
UC400ETH adatlap
A termék weboldala:
UC400ETH oldala
Két hírt szeretnék veletek megosztani.
Az egyik hír, hogy elkészült az UCCNC új 1.2 verziója.
Az új szoftver verzióban a Flashplayert lecseréltük OpenGL-re, így a szoftver már nem függ a Flashplayertől.
A képernyő frissítés átlagban 3x gyorsabb és emelett a processzor felhasználás 3x alacsonyabb az új verzióval.
Az új verzióba bekerült egy vizuális képernyő szerkesztő. A General Settings oldalon az "Edit screen" gombot megnyomva a képernyő elemek (tab oldalak, hátterek, gombok, DRO-k stb.) szerkeszthetők, áthelyezhetők, átméretezhetők, törölhetők, illetve új alkatrészek helyezhetők a képernyőre.
A szoftverbe ezen kívül bele került több újítás. A legfontosabb talán a G17/G18/G19 XY, XZ és YZ síkok választásának a támogatása.
Az UCCNC weboldala:
UCCNC oldala
Ha valakinek esetleg a régi oldal jelenne meg, akkor frissítse az oldalt a betöltés után, nyomjon F5-öt a böngészőben.
A másik hír , hogy hosszú fejlesztés után végre elkészült az UC400ETH ethernetes mozgásvezérlőnk.
A mozgásvezérlő USB helyett ethernetes csatlakozással kapcsolódik a számítógép hálózati kártyájára.
Az ethernet kapcsolat galvanikusan leválasztott és egészen 100méteres kábelhosszig működőképes.
A kernel frekvencia az UCCNC szoftverben állítható 25, 50, 100, 200 és 400kHz.
Az UC400ETH jelenleg az UCCNC szoftverrel működik, de a Mach3 plugin is fejlesztés alatt áll.
Egy kép a vezérlőről:
Az adatlapja:
UC400ETH adatlap
A termék weboldala:
UC400ETH oldala
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2016 március 05, 15:26
Írta: svejk Dátum 2016 március 05, 15:26
Nohát, ez szinte szülinapi ajándék lett nekem :)
Mivel eddig szinte majd minden szerkezeteteket teszteltem, így ebből sem akarok kimaradni.
Ezúton is szeretnék egy UC400ETH vezérlőt vásárolni! (megy magánban is a rendelés)
Félek, hogy a korlátozott darabszám miatt lemaradok az elejéről. :)
Mivel eddig szinte majd minden szerkezeteteket teszteltem, így ebből sem akarok kimaradni.
Ezúton is szeretnék egy UC400ETH vezérlőt vásárolni! (megy magánban is a rendelés)
Félek, hogy a korlátozott darabszám miatt lemaradok az elejéről. :)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 március 05, 15:34
Írta: 000000000 Dátum 2016 március 05, 15:34
Szia Svejk,
Köszi a bizalmat és a megrendelést. :)
A darabszám valóban korlátozott, mindössze 100 darab készült, mondhatni, hogy ez volt a teszt-gyártás, hogy lássuk, mennyire könnyen gyártható, vannak-e problémák, nehézségek az összeszerelésnél. Szerencsére nem volt semmi gond, úgyhogy már elindítottuk egy második nagyobb széria gyártását is, szóval a mennyiség nem lesz sokáig korlátozott.
Írtad, hogy majdnem szülinapi lett, szóval akkor boldog szülinapot!!
Köszi a bizalmat és a megrendelést. :)
A darabszám valóban korlátozott, mindössze 100 darab készült, mondhatni, hogy ez volt a teszt-gyártás, hogy lássuk, mennyire könnyen gyártható, vannak-e problémák, nehézségek az összeszerelésnél. Szerencsére nem volt semmi gond, úgyhogy már elindítottuk egy második nagyobb széria gyártását is, szóval a mennyiség nem lesz sokáig korlátozott.
Írtad, hogy majdnem szülinapi lett, szóval akkor boldog szülinapot!!
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2016 március 05, 15:43
Írta: svejk Dátum 2016 március 05, 15:43
Most hogy is áll pontosan a magyar forintos ára?
Cím: Re:UCCNC vezérlő program
Írta: guliver83 Dátum 2016 március 05, 15:44
Írta: guliver83 Dátum 2016 március 05, 15:44
És most ajándékba meg lehet hozzá kapni a UCCNC szoftver license is?
Cím: Re:UCCNC vezérlő program
Írta: guliver83 Dátum 2016 március 05, 15:45
Írta: guliver83 Dátum 2016 március 05, 15:45
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 március 05, 15:56
Írta: 000000000 Dátum 2016 március 05, 15:56
Igen, Április 1.-ig ingyen adjuk az UC400ETH vásárláshoz az UCCNC szoftvert.
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2016 március 05, 16:31
Írta: pisti73 Dátum 2016 március 05, 16:31
Sziasztok!
Hát nekem is majdnem szülinapira sikerült, örülök is neki!
Azt hiszem ebből én sem maradhatok ki, végülis én érdeklődtem folyamatosan utána...
Küldök privit...
Hát nekem is majdnem szülinapira sikerült, örülök is neki!
Azt hiszem ebből én sem maradhatok ki, végülis én érdeklődtem folyamatosan utána...
Küldök privit...
Cím: Re:UCCNC vezérlő program
Írta: PSoft Dátum 2016 március 05, 16:45
Írta: PSoft Dátum 2016 március 05, 16:45
Nohát...
Úgy van!
Nagyon boldog ötödik "ixet" kívánok neked...
Kívánom, hogy a még előtted levő, legalább öt x is legyen hasonlóan tartalmas,és boldog, mint a mögötted lévők.
Isten éltessen sokáig, boldog szülinapot!
Jah,és nagyon jó mulatást/szórakozást, Neked is, és a többieknek is a "bulihoz".:)
[#law][#wave][#worship]
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2016 március 05, 17:09
Írta: gaben Dátum 2016 március 05, 17:09
Isten éltessen Svejk! [#wave]
Cím: Re:UCCNC vezérlő program
Írta: pvkk0fnjh Dátum 2016 március 05, 18:27
Írta: pvkk0fnjh Dátum 2016 március 05, 18:27
udv. már régen szeretnélek elérni, de eddig még nem kaptam vállaszt, egy pár infó kellene termékeitekkel kapcsolatban, foleg az UCCNC érdekelne és természetesen az UC400ETH. Légyszi dobj egy mailt, az enyém publikus
Cím: Re:UCCNC vezérlő program
Írta: tibs Dátum 2016 március 05, 20:06
Írta: tibs Dátum 2016 március 05, 20:06
Itt kell megrendelni hogy UCCNC-vel kapjam vagy
a cncdrive-on?
a cncdrive-on?
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2016 március 05, 20:12
Írta: ANTAL GÁBOR Dátum 2016 március 05, 20:12
Magánlevél megy amiben rendelek egy ethernetes mozgásvezérlőt . Írod hogy ráfejlesztettetek a UCCNC re . ( az XZ síkon lett diaméteres üzemmód ?
Cím: Re:UCCNC vezérlő program
Írta: Sz.József Dátum 2016 március 05, 20:32
Írta: Sz.József Dátum 2016 március 05, 20:32
Szia Balázs!
Írtam mélt...
Remélem célba ér...
Írtam mélt...
Remélem célba ér...
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2016 március 05, 23:52
Írta: dezsoe Dátum 2016 március 05, 23:52
Szia, Balázs!
Látom, nem unatkoztatok mostanában! :)
Gyorsan nekiálltam az új verzió tesztelésének. A nagy kapkodásban elfelejtettem valamit beállítani, nyomtam egy stopot és ezt kaptam start után (a program közben megy tovább, a jelenség ismételhető):

Megnéztem a G17/18/19 triót is. G02-vel teljesen jól megy:

Ellenben G83-mal nem jó irányba fúrkál:
UCCNC:
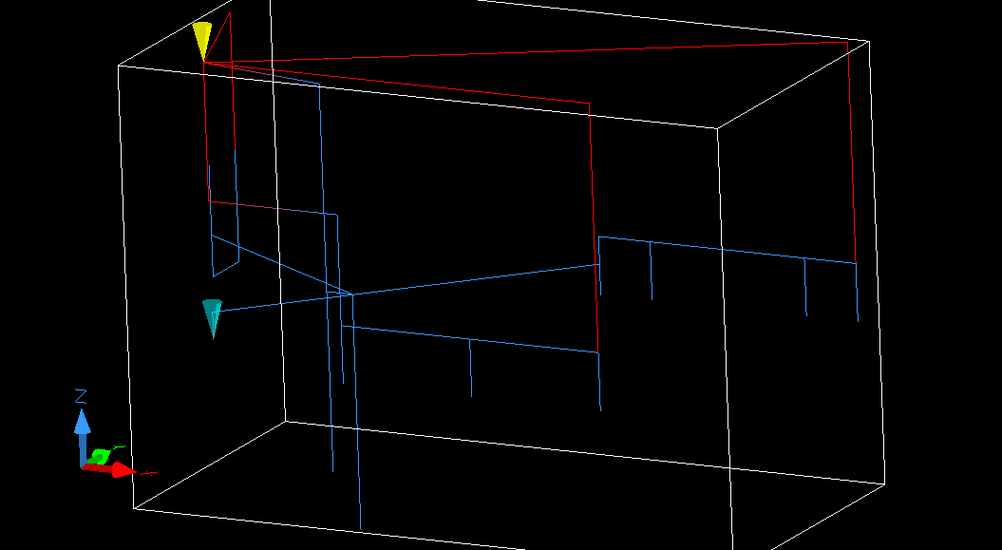
GCodeView:

És megnéztem a "másik" programban is:

A kód a teszthez:
G00 X0 Y0 Z0
G17
G83 X10.00 Y10.00 Z-0.1000 Q5.0 F250 R1.0000
G83 X12.00 Y10.00 Z-0.1000 Q5.0 F250 R2.0000
X18
X20
G00 Z10
G00 X0 Y0
G00 Z5
G91
G83 X5.00 Y0.00 Z-1.1000 Q5.0 F250 R1.0000
X5
X5
G90
G00 Z10
G00 X0 Y0
G18
G83 X5 Y-1 Z-2 Q5 R2.5
Z-4
X6 Z-6
G19
G83 X-2 Y4 Z5 Q5 R1
Y6
Z2
G17
G00 Z10
G00 X0 Y0
M30
Látom, nem unatkoztatok mostanában! :)
Gyorsan nekiálltam az új verzió tesztelésének. A nagy kapkodásban elfelejtettem valamit beállítani, nyomtam egy stopot és ezt kaptam start után (a program közben megy tovább, a jelenség ismételhető):
Megnéztem a G17/18/19 triót is. G02-vel teljesen jól megy:
Ellenben G83-mal nem jó irányba fúrkál:
UCCNC:
GCodeView:
És megnéztem a "másik" programban is:
A kód a teszthez:
G00 X0 Y0 Z0
G17
G83 X10.00 Y10.00 Z-0.1000 Q5.0 F250 R1.0000
G83 X12.00 Y10.00 Z-0.1000 Q5.0 F250 R2.0000
X18
X20
G00 Z10
G00 X0 Y0
G00 Z5
G91
G83 X5.00 Y0.00 Z-1.1000 Q5.0 F250 R1.0000
X5
X5
G90
G00 Z10
G00 X0 Y0
G18
G83 X5 Y-1 Z-2 Q5 R2.5
Z-4
X6 Z-6
G19
G83 X-2 Y4 Z5 Q5 R1
Y6
Z2
G17
G00 Z10
G00 X0 Y0
M30
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2016 március 06, 10:45
Írta: dezsoe Dátum 2016 március 06, 10:45
Minő véletlen: sikerült találomra három olyan file-t kiválasztanom, amiben szubrutin van. Az előzőekben jelzett hibaüzenet akkor jön, ha éppen szubrutinban jár a végrehajtás és ekkor állítod meg, majd indítod újra.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 március 06, 11:08
Írta: 000000000 Dátum 2016 március 06, 11:08
Sziasztok,
Köszönöm a sok érdeklődést itt is és levélben is.
A levelekre holnap, hétfőn fogok válaszolni.
Itt pedig sorban válaszolok nick-név szerint.
lorantko: Az info kukac cncdrive pont com e-mailen tudsz elérni, szívesen válaszolok a kérdéseidre.
tibs: Aki a Magyar webáruházban rendel, azoknak adjuk ajándékba a szoftver license kulcsot:
webáruház
ANTAL GÁBOR: Nem, a diaméteres üzemmódot nem ismeri egyelőre. Ez a fejlesztés még mindig cézottan marógépekhez készült, amihez az említett diaméteres mód használható az az eszterga. Esztergára később fogjuk fejleszteni az UCCNC-t és akkor lesz majd diaméter mód. Az XZ sík választás csak egy lépés volt amit jó ha ismer a program marógépekhez és esztergkhoz is.
dezsoe: Látom megelőztél A hibaüzenet magyarázattal. Az említett hibaüzenet ahogy írtad, akkor írja ki, ha szubrutinban állítod meg a kód végrehajtást, ilyenkor törli a stack-et, ezért ha onnan indítasz rá újra akkor nincs információ arról, hogy hányszor kellene még hívni a szubrutint, illetve hogy hová kellene visszatérni. Ez eddig is így működött, nem változtattunk rajta.
A fúróciklusok egyelőre az XY síkon működnek csak, de ezeken dolgozom éppen, hogy ezek is ismerjék a többi síkot, remélem hamarosan be tudom fejezni ezt a fejlesztést is.
Az íveket viszont légyszi teszteld tovább és ha találsz bármi hibát, akkor jelezd kérlek.
Köszönöm a sok érdeklődést itt is és levélben is.
A levelekre holnap, hétfőn fogok válaszolni.
Itt pedig sorban válaszolok nick-név szerint.
lorantko: Az info kukac cncdrive pont com e-mailen tudsz elérni, szívesen válaszolok a kérdéseidre.
tibs: Aki a Magyar webáruházban rendel, azoknak adjuk ajándékba a szoftver license kulcsot:
webáruház
ANTAL GÁBOR: Nem, a diaméteres üzemmódot nem ismeri egyelőre. Ez a fejlesztés még mindig cézottan marógépekhez készült, amihez az említett diaméteres mód használható az az eszterga. Esztergára később fogjuk fejleszteni az UCCNC-t és akkor lesz majd diaméter mód. Az XZ sík választás csak egy lépés volt amit jó ha ismer a program marógépekhez és esztergkhoz is.
dezsoe: Látom megelőztél A hibaüzenet magyarázattal. Az említett hibaüzenet ahogy írtad, akkor írja ki, ha szubrutinban állítod meg a kód végrehajtást, ilyenkor törli a stack-et, ezért ha onnan indítasz rá újra akkor nincs információ arról, hogy hányszor kellene még hívni a szubrutint, illetve hogy hová kellene visszatérni. Ez eddig is így működött, nem változtattunk rajta.
A fúróciklusok egyelőre az XY síkon működnek csak, de ezeken dolgozom éppen, hogy ezek is ismerjék a többi síkot, remélem hamarosan be tudom fejezni ezt a fejlesztést is.
Az íveket viszont légyszi teszteld tovább és ha találsz bármi hibát, akkor jelezd kérlek.
Cím: Re:UCCNC vezérlő program
Írta: eymcv9wt Dátum 2016 március 06, 15:57
Írta: eymcv9wt Dátum 2016 március 06, 15:57
Azok akik megveszik a UCCNC40-at azok megkapják a UCCNC-hez a hibajavításokat is "free"-be? ill az ami a mach3-nál régóta létező plug-in pl. a keygrabber.exe / Joypad2.1, mikró lesz elérhető az UCCNC-nél?
Úgy vélem még ez gyerekcipős projekt tehát elvárható volna, hogy nem új és új verziókat kéne megvenni míg kátyúzás folyik és a frissítés pedig ingyenes lenne?
Úgy vélem még ez gyerekcipős projekt tehát elvárható volna, hogy nem új és új verziókat kéne megvenni míg kátyúzás folyik és a frissítés pedig ingyenes lenne?
Cím: Re:UCCNC vezérlő program
Írta: eymcv9wt Dátum 2016 március 06, 16:10
Írta: eymcv9wt Dátum 2016 március 06, 16:10
Mikor dumál magyar nyelven a progi? Képek cserélhetőek mint a mach3ban?
Lehet olyan változat ami fordíthatóvá tehető pl dll cserével? Vagy az szabadon hex editorban átírható bármely hossz karakter igényre (eredetiinél rövidebb/hosszabb pl. Open -> Megnyitás. eredeti 4, CVáltoztatott 9 helyet foglal, Ami ha kódelcsúszást eredményez a szerkezetben akkor sem rossz bin file keletkezik) szóval, hogy azonosítóra hivatkozva változtattató a szöveg, és nem fix méretre?
Nem úgy mint egyes programoknál, hogy nincs több nyelvűség és csak kb. 1/5- része írható talán át, hogy a fordított kód ne sérüljön. karakterhossz eltérés miatt.
Lehet olyan változat ami fordíthatóvá tehető pl dll cserével? Vagy az szabadon hex editorban átírható bármely hossz karakter igényre (eredetiinél rövidebb/hosszabb pl. Open -> Megnyitás. eredeti 4, CVáltoztatott 9 helyet foglal, Ami ha kódelcsúszást eredményez a szerkezetben akkor sem rossz bin file keletkezik) szóval, hogy azonosítóra hivatkozva változtattató a szöveg, és nem fix méretre?
Nem úgy mint egyes programoknál, hogy nincs több nyelvűség és csak kb. 1/5- része írható talán át, hogy a fordított kód ne sérüljön. karakterhossz eltérés miatt.
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2016 március 06, 18:19
Írta: Bozso777 Dátum 2016 március 06, 18:19
Hol látsz olyat, hogy fizetni kéne a frissítésért?
Mióta megvettem az UCCNC-t nem egy INGYENES új dolog került bele, aminek csak örülhetünk...
Mióta megvettem az UCCNC-t nem egy INGYENES új dolog került bele, aminek csak örülhetünk...
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 március 06, 18:26
Írta: 000000000 Dátum 2016 március 06, 18:26
Szia,
Már régóta van az UCCNC-ben Xbox360 controller plugin, illetve van benne konfigurálható hotkeys (keygrabber ha úgy tetszik).
És már rég óra van az UCCNC-ben plugin írási lehetőség, amivel illeszthetőek akár saját/egyedi eszközök is.
Nem folyik kátyúzás csak fejlesztés. A szoftver már nem mondhatnám, hogy gyerekcipő, hiszen 2 és fél éve fejlesztjük és mára már több ezren használják. Ahogy látjuk a visszajelzésekből kevesebb a hiba már benne mint a Mach3-ban.
A license-elés eddig is így működött, a legelső verzió óta az egyszer megvásárolt license kulcsok egészen a mai verzióig működnek és fognak is működni a jövőbeli verziókkal.
A programot bárki lefordíthatja, a képek mindig is cserélhetők voltak mint a Mach3-ban.
Ráadásul van ebben az új verzióban beépített képernyő szerkesztő. Eddig is a screenset script fájl átírásával szerkeszthető volt ugyan a képernyő, az újítás, hogy már vizuálisan is szerkeszthető, egyszerűen be kell lépni képernyő szerkesztő módba és bármelyik képernyő elem átméretezhető, átmozgatható, új képernyő elemek rakhatók fel, régiek törölhetők stb.
A rendszerüzenetek pedig a profil fájlban szövegesen vannak tárolva, ezek is bárki által átírhatók, lefordíthatók.
Már régóta van az UCCNC-ben Xbox360 controller plugin, illetve van benne konfigurálható hotkeys (keygrabber ha úgy tetszik).
És már rég óra van az UCCNC-ben plugin írási lehetőség, amivel illeszthetőek akár saját/egyedi eszközök is.
Nem folyik kátyúzás csak fejlesztés. A szoftver már nem mondhatnám, hogy gyerekcipő, hiszen 2 és fél éve fejlesztjük és mára már több ezren használják. Ahogy látjuk a visszajelzésekből kevesebb a hiba már benne mint a Mach3-ban.
A license-elés eddig is így működött, a legelső verzió óta az egyszer megvásárolt license kulcsok egészen a mai verzióig működnek és fognak is működni a jövőbeli verziókkal.
A programot bárki lefordíthatja, a képek mindig is cserélhetők voltak mint a Mach3-ban.
Ráadásul van ebben az új verzióban beépített képernyő szerkesztő. Eddig is a screenset script fájl átírásával szerkeszthető volt ugyan a képernyő, az újítás, hogy már vizuálisan is szerkeszthető, egyszerűen be kell lépni képernyő szerkesztő módba és bármelyik képernyő elem átméretezhető, átmozgatható, új képernyő elemek rakhatók fel, régiek törölhetők stb.
A rendszerüzenetek pedig a profil fájlban szövegesen vannak tárolva, ezek is bárki által átírhatók, lefordíthatók.
Cím: Re:UCCNC vezérlő program
Írta: fa_kukac Dátum 2016 március 06, 18:39
Írta: fa_kukac Dátum 2016 március 06, 18:39
Nos, érdekes hozzászólás, a nyelvezete nekem legalábbis furcsa. Mondhatnám ellenséges, és kötözködő. SZERINTEM, legalábbis. De a kimért és reális válasz már itt van #2784-ben.
Szép vasárnap estét mindenkinek!
Szép vasárnap estét mindenkinek!
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2016 március 06, 18:44
Írta: ANTAL GÁBOR Dátum 2016 március 06, 18:44
Miért kellene hogy " gyárilag " magyar legyen ? Sokkal többre mész az életben ha szakszavakat egyből angolul tanulod meg mert azt később másutt is tudod használni. DE ha akarod magadnak csinálhatsz egy magyarítást . Védelmembe veszem Balázsékat mert minden problémára hibára reagáltak eddig . Ezt hol kapod meg az Artsoft oldalon ( pláne ha gond az angol ?? ) Büszkék lehetünk ,hogy egy kis ország néhány lelkes fejlesztője idáig eljutott
Nekem 3db UC 100 asom működik és már rendeltem egy ethernetes verziót is
Nekem 3db UC 100 asom működik és már rendeltem egy ethernetes verziót is
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 március 06, 18:49
Írta: 000000000 Dátum 2016 március 06, 18:49
Itt van egy videó egyedi pluginról.
A videón lévő plugint nem mi készítettük, hanem egy felhasználó, ez is egy Xbox360 vezérlő plugin. De erre a mintára másfajta controllerek is illeszthetők. Itt a fórumon ha jól emlékszem Xabi fórumtárs is készített egy saját Xbox360 plugint, illetve Dezsoe fórumtárs illesztett már saját mikrovezérlőt és LCD kijelzőt is. Az interface rendelkezésre áll, az UCCNC-vel telepszik, példa plugin forráskóddal, csak használni kell. :)
Szóval a videó:
Videó Xbox360 plugin
A videón lévő plugint nem mi készítettük, hanem egy felhasználó, ez is egy Xbox360 vezérlő plugin. De erre a mintára másfajta controllerek is illeszthetők. Itt a fórumon ha jól emlékszem Xabi fórumtárs is készített egy saját Xbox360 plugint, illetve Dezsoe fórumtárs illesztett már saját mikrovezérlőt és LCD kijelzőt is. Az interface rendelkezésre áll, az UCCNC-vel telepszik, példa plugin forráskóddal, csak használni kell. :)
Szóval a videó:
Videó Xbox360 plugin
Cím: Re:UCCNC vezérlő program
Írta: eymcv9wt Dátum 2016 március 06, 20:30
Írta: eymcv9wt Dátum 2016 március 06, 20:30
Köszönöm a kimerítő választ! [#worship]
Akkor még az a kérdésem, hogy a HDBB-vel hogy lehet össze kombinálni az uc400-at?
HDBB:
kimenetek: 12
Bemenetek: 5
UC400ETH:
kimenet: 24
bemenet: 10
A HDBB 12 kimenetéből csak 10-et tudok átkötni a UC400ETH-ba, mert nincs több bemenete annak ellenére, hogy duplázva vannak a csatik rajta, mégis így 2 jellel kevesebb használható a HDBB-ből. Ha jól értelmezem.
Mindezt azért, hogy notebook-on tudjon működni, amin nincs printerport. De van sok USB és LAN. (és persze a gyorsaság az számít)
És akkor milyen kábellal kéne kontaktolni, hogy villám legyen? Mert ugye hiába ETH kimenet a pc felé, ha belül lassú az adat folyam az átkötés miatt. ATA 100/133 szalag kábellel külön szálazni az UC400-hoz vagy cat5-elekkel egyedin átkötözgetni? Mert 1 az 1-be ATA100/133-al bekötve gyári bekötésű vezetékkel tuti nem jó.
Plugin lekezel 1 USB-s (1 vezetéken) 2 konzolt így együtt 24 gomb + 4 joy?
Akkor még az a kérdésem, hogy a HDBB-vel hogy lehet össze kombinálni az uc400-at?
HDBB:
kimenetek: 12
Bemenetek: 5
UC400ETH:
kimenet: 24
bemenet: 10
A HDBB 12 kimenetéből csak 10-et tudok átkötni a UC400ETH-ba, mert nincs több bemenete annak ellenére, hogy duplázva vannak a csatik rajta, mégis így 2 jellel kevesebb használható a HDBB-ből. Ha jól értelmezem.
Mindezt azért, hogy notebook-on tudjon működni, amin nincs printerport. De van sok USB és LAN. (és persze a gyorsaság az számít)
És akkor milyen kábellal kéne kontaktolni, hogy villám legyen? Mert ugye hiába ETH kimenet a pc felé, ha belül lassú az adat folyam az átkötés miatt. ATA 100/133 szalag kábellel külön szálazni az UC400-hoz vagy cat5-elekkel egyedin átkötözgetni? Mert 1 az 1-be ATA100/133-al bekötve gyári bekötésű vezetékkel tuti nem jó.
Plugin lekezel 1 USB-s (1 vezetéken) 2 konzolt így együtt 24 gomb + 4 joy?
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2016 március 06, 23:15
Írta: Bozso777 Dátum 2016 március 06, 23:15
Szerintem kicsit eltévedtél a HDBB-vel...
kimenetekre nem az UC400ETH megy, hanem inkább a motor vezérlők, bemenetekre meg pl a végálláskapcsolók.
Számokat nézve pont két HDBB panelt köthetsz azUC400ETH-ra...arra meg amit akarsz....EZ ugye már duplája az UC100-nak...
kimenetekre nem az UC400ETH megy, hanem inkább a motor vezérlők, bemenetekre meg pl a végálláskapcsolók.
Számokat nézve pont két HDBB panelt köthetsz azUC400ETH-ra...arra meg amit akarsz....EZ ugye már duplája az UC100-nak...
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2016 március 07, 11:11
Írta: xfg6v697j Dátum 2016 március 07, 11:11
Sajnálattal vettem tudomásul.miután telepítettem az új UCCNC-t,hogy mostantól nem tudok rá fejleszteni,mert elavult lett hozzá a videokártyám.

Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 március 07, 12:13
Írta: 000000000 Dátum 2016 március 07, 12:13
Nem biztos hogy elavult a videókártyád, lehet, hogy csak nincsen feltelepítve a videókártya driver és a Windows emiatt nem tudja megállapítani a tulajdonságait a kártyának.
Szerintem ez lehet, mivel az alap 1.1-es OpenGL-t mutatja ami meg már annyira ősrégi, hogy legalább 25 évesnek kell lennie a videókártyádnak, ha tényleg csak ezt ismeri és az image pixel méretét is 1024-nek mondja, ami nem nagyon jellemző, szinte minden videókártya tud 2048px-et. Szóval javaslom, hogy próbáld meg frissíteni a videoókártya driverjét.
Az új OpenGL-es verzió egyébként 1.3 OpenGL-t igényel a képtömörítések miatt.
Az 1.3 OpenGL kiadása 2001-es, vagyis 15 évnél öregebb videókártyák általában nem fognak működni, kivéve ha a gyártó később esetleg megoldotta driver oldalon az előre kompatibilitást.
Szerintem ez lehet, mivel az alap 1.1-es OpenGL-t mutatja ami meg már annyira ősrégi, hogy legalább 25 évesnek kell lennie a videókártyádnak, ha tényleg csak ezt ismeri és az image pixel méretét is 1024-nek mondja, ami nem nagyon jellemző, szinte minden videókártya tud 2048px-et. Szóval javaslom, hogy próbáld meg frissíteni a videoókártya driverjét.
Az új OpenGL-es verzió egyébként 1.3 OpenGL-t igényel a képtömörítések miatt.
Az 1.3 OpenGL kiadása 2001-es, vagyis 15 évnél öregebb videókártyák általában nem fognak működni, kivéve ha a gyártó később esetleg megoldotta driver oldalon az előre kompatibilitást.
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2016 március 07, 12:43
Írta: xfg6v697j Dátum 2016 március 07, 12:43
Köszönöm,az ötletet,bevált.
Cím: Re:UCCNC vezérlő program
Írta: Jordan Gabor Dátum 2016 március 07, 14:47
Írta: Jordan Gabor Dátum 2016 március 07, 14:47
ÜDV,
Aspire -ből, milyen mentést használtok? Tegnap beleakadtam abba, hogy a sima mach3 mentésbe nem tud többféle szerszámot használni. Mit válasszak, hogy tudjak manuál szerszámcserét?
Köszönöm,
JG
Aspire -ből, milyen mentést használtok? Tegnap beleakadtam abba, hogy a sima mach3 mentésbe nem tud többféle szerszámot használni. Mit válasszak, hogy tudjak manuál szerszámcserét?
Köszönöm,
JG
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 március 07, 15:06
Írta: 000000000 Dátum 2016 március 07, 15:06
Szia,
Nem használok Aspire-t, így sajnos nem tudom a kérdésre a választ. A szoftver fejlesztő cégtől, vagy forgalmazótól kellene megkérdezni akitől a license-t vásároltad.
UCCNC-ben automata vagy manual szerszámcserét a General settings fülön tudsz beállítani. Van lehetőség, hogy a szerszámcserélő M6 makrót ne hajtsa végre (nincs szerszámcsere), vagy hogy csak álljon meg és várjon újabb Ciklus Start nyomásra (manuális) vagy hogy hajtsa végre az M6 makrót (automata).
A szerszámcserélő programozását pedig az M6 makróban tudod megcsinálni. Alap telepítésnél egy lineáris szerszámcserélőhöz van egy példa makró, az ebben lévő kód kiindulási alapnak jó.
Úgy emlékszem, hogy neked Stepcraft géped van, ahhoz a Stepcraftnak van M6 makrója:
Stepcraft automata szerszámcsere
Nem használok Aspire-t, így sajnos nem tudom a kérdésre a választ. A szoftver fejlesztő cégtől, vagy forgalmazótól kellene megkérdezni akitől a license-t vásároltad.
UCCNC-ben automata vagy manual szerszámcserét a General settings fülön tudsz beállítani. Van lehetőség, hogy a szerszámcserélő M6 makrót ne hajtsa végre (nincs szerszámcsere), vagy hogy csak álljon meg és várjon újabb Ciklus Start nyomásra (manuális) vagy hogy hajtsa végre az M6 makrót (automata).
A szerszámcserélő programozását pedig az M6 makróban tudod megcsinálni. Alap telepítésnél egy lineáris szerszámcserélőhöz van egy példa makró, az ebben lévő kód kiindulási alapnak jó.
Úgy emlékszem, hogy neked Stepcraft géped van, ahhoz a Stepcraftnak van M6 makrója:
Stepcraft automata szerszámcsere
Cím: Re:UCCNC vezérlő program
Írta: eymcv9wt Dátum 2016 március 07, 15:06
Írta: eymcv9wt Dátum 2016 március 07, 15:06
És akkor a 4 db enkódereket a 4 szervóhoz mivel játszom össze ha eltévedtem a HDBB-vel? (gyártói ajánlás volt annó, de még nem lett használva semmi.)
Mert az UC400-on nincs rá kontakt, és leválasztás, akkor hogyan működne az enkóder meg egyáltalán...?
Szerintem nézd át jobban a két eszközt
csatlakozóban. Az UC400 2x több a 26 póluson, mint a HDBB az igaz, de azért ne akard már a kimenetet kimenettel összerakni, mert az úgy nem lesz jó. Nem azonos a kimenet és bemeneti mennyiség.
Ha azonos lenne nem tettem volna fel ezt a kérdést.
Ezért mondom, hogy 2 jel mínusz, ha HDBB-n ha UC400 kéne. HDBB 12 kimenet (1 foglalaton) UC400 2 foglalaton összesen) 10 bemenet (vagyis foglalatonként 5).
Mert az UC400-on nincs rá kontakt, és leválasztás, akkor hogyan működne az enkóder meg egyáltalán...?
Szerintem nézd át jobban a két eszközt
csatlakozóban. Az UC400 2x több a 26 póluson, mint a HDBB az igaz, de azért ne akard már a kimenetet kimenettel összerakni, mert az úgy nem lesz jó. Nem azonos a kimenet és bemeneti mennyiség.
Ha azonos lenne nem tettem volna fel ezt a kérdést.
Ezért mondom, hogy 2 jel mínusz, ha HDBB-n ha UC400 kéne. HDBB 12 kimenet (1 foglalaton) UC400 2 foglalaton összesen) 10 bemenet (vagyis foglalatonként 5).
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 március 07, 15:15
Írta: 000000000 Dátum 2016 március 07, 15:15
A HDDB-n és az UC400ETH egy csatlakozóján azonos a ki és bemenetek száma. 12 kimenet és 5 bemenet.
A lábkiosztás is azonos. IDC26-IDC26 kábellel közvetlen összeköthetők.
A lábkiosztás is azonos. IDC26-IDC26 kábellel közvetlen összeköthetők.
Cím: Re:UCCNC vezérlő program
Írta: adamant Dátum 2016 március 07, 16:33
Írta: adamant Dátum 2016 március 07, 16:33
Hello!
elkezdtem picit bibelődni a képernyő szerkesztéssel és szomorúságomra mindig ugyan az a jelenség :(
1. megjelenik középen egy négyzet ami nem nagyon tudom hova tenni
2. csak ezt az egy képernyőt tudom szerkeszteni nem enged más képernyőkre átmenni
3. nem akarja elmenteni a változtatásokat
mit csinálok rosszul vagy mi lehet a baj?

u.i.: többször is írtam már nektek és próbáltam vásárolni az oldalatokon de soha nem kapok semmiféle vissza jelzést csak az autómatikus email-t a csomagok meg soha nem érkeznek telefon meg mindig foglalt
Üdv Adamant
Cím: Re:UCCNC vezérlő program
Írta: Béni Dátum 2016 március 07, 17:53
Írta: Béni Dátum 2016 március 07, 17:53
Szerintem a kérdés a posztprocesszálásra vonatkozott. (?)
Itt található egy posztprocesszor, amivel lehet több szerszámmal készülő munkadarab kódját egy állományba menteni.
Itt található egy posztprocesszor, amivel lehet több szerszámmal készülő munkadarab kódját egy állományba menteni.
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2016 március 07, 23:11
Írta: Bozso777 Dátum 2016 március 07, 23:11
Jól írtam az eltévedést...ahogy nézem a sorrendet cseréled fel...
Nálad: PC- HDBB - UC400ETH -CNC cuccok
Helyesen: PC - UC400ETH - HDBB - CNC cuccok
így máris máshogy néz ki a ki és bemenetek száma...
Nálad: PC- HDBB - UC400ETH -CNC cuccok
Helyesen: PC - UC400ETH - HDBB - CNC cuccok
így máris máshogy néz ki a ki és bemenetek száma...
Cím: Re:UCCNC vezérlő program
Írta: xfg6v697j Dátum 2016 március 08, 06:17
Írta: xfg6v697j Dátum 2016 március 08, 06:17
Nem tudok új profilt létrehozni.
Beítom az új profilnevét,majd rákattintok a crete new profil gombra,és azt a hibaüzeneetet kapom,hogy üres a szövegmező.
Beítom az új profilnevét,majd rákattintok a crete new profil gombra,és azt a hibaüzeneetet kapom,hogy üres a szövegmező.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2016 március 08, 08:22
Írta: dezsoe Dátum 2016 március 08, 08:22
Máshogy működnek az új mezők. Ha beírsz valamit, akkor enterrel zárd le, majd utána nyomj új Create gombot.
Cím: Re:UCCNC vezérlő program
Írta: Jordan Gabor Dátum 2016 március 08, 09:24
Írta: Jordan Gabor Dátum 2016 március 08, 09:24
Hello,
Ha ezt az aspire-ba kell integrálni és onnan output processor akkor igen, ezt kerestem, este nézem is.
Köszönöm!
JG
Ha ezt az aspire-ba kell integrálni és onnan output processor akkor igen, ezt kerestem, este nézem is.
Köszönöm!
JG
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2016 március 08, 10:16
Írta: istvan58 Dátum 2016 március 08, 10:16
Szia ,
nos a doksiban ez van:
"Képernyő szerkesztő módban a tab képernyők közötti navigációhoz, oldal váltáshoz a shift
billentyűt kell lenyomva tartani, majd a tab mezőre klikkelni"
kipróbáltam, muxik.
nos a doksiban ez van:
"Képernyő szerkesztő módban a tab képernyők közötti navigációhoz, oldal váltáshoz a shift
billentyűt kell lenyomva tartani, majd a tab mezőre klikkelni"
kipróbáltam, muxik.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 március 08, 10:59
Írta: 000000000 Dátum 2016 március 08, 10:59
Sziasztok,
adamant : A képernyő közepén megjelenő négyzet egy üres, újonnan létrehozott "alkatrész", úgy látom a képeden, hogy jelen esetben egy nyomógomb. Mivel új alkatrésznek hozod létre és még nem rendeltél hozzá képet, ezért egyszerűen fehér a színe.
Rendelj hozzá egy képet "picturenumber" tulajdonság. A képek neveinek és számainak összerendezését az Images fülön találod.
Ezen kívül célszerű lenne a gomb többi tulajdonságát is beállítani.
Ahogy istvan58 említette képernyő szerkesztő módban a shift gomb lenyomva tartása melletti klikkeléssel tudsz navigálni a tab oldalak közt.
Hogy miért nem menti el azt nem tudom.
A vásárlássl kapcsolatban, ha a webáruházunkban adtál le rendelést azt minden bizonnyal visszaigazoltuk, lehet blokkolva van az e-mail címünk a leveleződben, esetleg SPAM-nek nézi a leveleinket.
adamant : A képernyő közepén megjelenő négyzet egy üres, újonnan létrehozott "alkatrész", úgy látom a képeden, hogy jelen esetben egy nyomógomb. Mivel új alkatrésznek hozod létre és még nem rendeltél hozzá képet, ezért egyszerűen fehér a színe.
Rendelj hozzá egy képet "picturenumber" tulajdonság. A képek neveinek és számainak összerendezését az Images fülön találod.
Ezen kívül célszerű lenne a gomb többi tulajdonságát is beállítani.
Ahogy istvan58 említette képernyő szerkesztő módban a shift gomb lenyomva tartása melletti klikkeléssel tudsz navigálni a tab oldalak közt.
Hogy miért nem menti el azt nem tudom.
A vásárlássl kapcsolatban, ha a webáruházunkban adtál le rendelést azt minden bizonnyal visszaigazoltuk, lehet blokkolva van az e-mail címünk a leveleződben, esetleg SPAM-nek nézi a leveleinket.
Cím: Re:UCCNC vezérlő program
Írta: adamant Dátum 2016 március 08, 11:09
Írta: adamant Dátum 2016 március 08, 11:09
Vissza igazolás meg is jönnek csak a termék nem :(
Köszönöm a segítséget a szerkesztéssel kapcsolatban :)
Köszönöm a segítséget a szerkesztéssel kapcsolatban :)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 március 08, 11:45
Írta: 000000000 Dátum 2016 március 08, 11:45
Ha a visszaigazolás megjön, azt jóvá kell hagyni, addig nem küldjük el az alkatrészeket, főleg nem új vevőknél, mivel elég sok probléma volt cím félregépelésből, illetve rosszul leadott rendelési listákkal.
Mondjuk a visszaigazoláson pirossal ki is emeljük, hogy ellenőrizni kell a cím helyességét és vissza kell jelezni, hogy minden rendben van-e a címmel és a listával és ha ez megtörtént csak akkor postázunk, ennek hiányában nem.
Mondjuk a visszaigazoláson pirossal ki is emeljük, hogy ellenőrizni kell a cím helyességét és vissza kell jelezni, hogy minden rendben van-e a címmel és a listával és ha ez megtörtént csak akkor postázunk, ennek hiányában nem.
Cím: Re:UCCNC vezérlő program
Írta: adamant Dátum 2016 március 08, 13:07
Írta: adamant Dátum 2016 március 08, 13:07
Rendicsek :)
nem vagyok új nálatok már kb 200e ott hagytam ez az utóbbi időre vonatkozik most rendeltem meg egy UC400ETH-t remélem az csak sikerülni fog :)
Mert pont ez kellene a nagy masinámra és szivessen tesztelném az UCCNC-t is vele :)
Remélem hamarosan megkapom a vissza igazoló email-t
Üdv Adamant
nem vagyok új nálatok már kb 200e ott hagytam ez az utóbbi időre vonatkozik most rendeltem meg egy UC400ETH-t remélem az csak sikerülni fog :)
Mert pont ez kellene a nagy masinámra és szivessen tesztelném az UCCNC-t is vele :)
Remélem hamarosan megkapom a vissza igazoló email-t
Üdv Adamant
Cím: Re:UCCNC vezérlő program
Írta: xabi Dátum 2016 március 08, 15:01
Írta: xabi Dátum 2016 március 08, 15:01
Nem volt időm tüzetesen átnézni az új programot, de az "Edit screen" megoldás nagyon impozáns illetve az OpenGL is sokat segít a program sebességen.
Amúgy azért nem tudtam kipróbálni a programot mert akartam vele élesbe vágni, de megáll a program egy sornál lásd videó : (Utána a régi verzióval ugyanezen programot kivágtam, demo módban másik gépen fut. Hirtelen nem tudom hol a hiba jelezd milyen adatokat küldjek...) :
Video
Amúgy azért nem tudtam kipróbálni a programot mert akartam vele élesbe vágni, de megáll a program egy sornál lásd videó : (Utána a régi verzióval ugyanezen programot kivágtam, demo módban másik gépen fut. Hirtelen nem tudom hol a hiba jelezd milyen adatokat küldjek...) :
Video
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 március 08, 15:07
Írta: 000000000 Dátum 2016 március 08, 15:07
Szia,
első körben küld át légyszi a g-kódot.
első körben küld át légyszi a g-kódot.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 március 08, 15:09
Írta: 000000000 Dátum 2016 március 08, 15:09
és az M205 makrót, szerintem ott áll meg valójában.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2016 március 08, 16:37
Írta: istvan58 Dátum 2016 március 08, 16:37
Most nézem a progit demo üzemben UC400ETH-val.
Nos az UC400ETH adatlapjában az van hogy 2 port mindegyiken 5 bemenet de a szoftware-ben input trigger kiválasztásánál mindkét portnál 17 lehetőség van. Ezt nem értem hogy van ez, akkor mégse 5+5 bemenet van?
Nos az UC400ETH adatlapjában az van hogy 2 port mindegyiken 5 bemenet de a szoftware-ben input trigger kiválasztásánál mindkét portnál 17 lehetőség van. Ezt nem értem hogy van ez, akkor mégse 5+5 bemenet van?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 március 08, 17:24
Írta: 000000000 Dátum 2016 március 08, 17:24
Az összes pinből kell választani, vagyis egy porton összesen 17darab I/O van.
Szóval kiválasztod a portot, 0 (az semmi) vagy 1 (az első port) vagy 2 (a második port) és kiválasztod a pin számát. Az I/O-k az adatlapban (UC400ETH) meg vannak számozva, a számozás egyébként megfelel a nyomtató port számozásának.
Szóval kiválasztod a portot, 0 (az semmi) vagy 1 (az első port) vagy 2 (a második port) és kiválasztod a pin számát. Az I/O-k az adatlapban (UC400ETH) meg vannak számozva, a számozás egyébként megfelel a nyomtató port számozásának.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2016 március 08, 17:47
Írta: istvan58 Dátum 2016 március 08, 17:47
Köszi, akkor jól értettem. Kár hogy csak 10 bemenet van. Igaz ott Az uc300 de ahhoz most nincs licensz :(
Cím: Re:UCCNC vezérlő program
Írta: Béni Dátum 2016 március 08, 17:52
Írta: Béni Dátum 2016 március 08, 17:52
Remélhetőleg, ha a hardver megengedi, át lesz ez gondolva ... :)
Legtöbbször egy CNC gépnél dupla annyi bemenet kell legalább, mint kimenet.
Az UC300 bővitett bemenetű portjai jó ötletnek bizonyultak.
Legtöbbször egy CNC gépnél dupla annyi bemenet kell legalább, mint kimenet.
Az UC300 bővitett bemenetű portjai jó ötletnek bizonyultak.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2016 március 08, 18:49
Írta: istvan58 Dátum 2016 március 08, 18:49
En is ebben bízok :)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 március 08, 19:06
Írta: 000000000 Dátum 2016 március 08, 19:06
Sziasztok,
Xabi: Köszi a kódot, valóban megáll a végrehajtás, az M205 makrónál, ami a mozgás szinkronizált THC bekapcsolás. Sajnos a THC-t már nem tudtuk élesben tesztelni, mert eladtuk December táján a plazma gépünket és majd csak később fogunk újat építeni. :(
Na de a lényeg, hog vizsgáljuk a hiba okát és javítani fogjuk amint tudjuk.
Még annyit, hogy az UC400ETH-t úgy tűnik nem érinti ez a hiba csak az UC100 és 300-at.
Istvan58: Ez a vezérlő az UC100 ethernetes változatának készült. Lesz majd UC300ETH is, ami ugyan az lesz mint az UC300 USB-s modulja, csak ethernet csatlakozással.
Xabi: Köszi a kódot, valóban megáll a végrehajtás, az M205 makrónál, ami a mozgás szinkronizált THC bekapcsolás. Sajnos a THC-t már nem tudtuk élesben tesztelni, mert eladtuk December táján a plazma gépünket és majd csak később fogunk újat építeni. :(
Na de a lényeg, hog vizsgáljuk a hiba okát és javítani fogjuk amint tudjuk.
Még annyit, hogy az UC400ETH-t úgy tűnik nem érinti ez a hiba csak az UC100 és 300-at.
Istvan58: Ez a vezérlő az UC100 ethernetes változatának készült. Lesz majd UC300ETH is, ami ugyan az lesz mint az UC300 USB-s modulja, csak ethernet csatlakozással.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2016 március 08, 20:15
Írta: istvan58 Dátum 2016 március 08, 20:15
Végül is be tudom osztani a 10 bemenetett, most is 2 lpt van. Csak hat ha szoftwaresen meg lehet oldani talán megérne :)
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2016 március 08, 20:27
Írta: pisti73 Dátum 2016 március 08, 20:27
Szia Balázs!
És az UC300ETH mikorra várható? Érdemes a 400-asra most beruházni?
És az UC300ETH mikorra várható? Érdemes a 400-asra most beruházni?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 március 08, 21:43
Írta: 000000000 Dátum 2016 március 08, 21:43
Van még olyan lehetőség, hogy például a CNCparts által gyártott billentyű emulátorral lehet nem idő kritikus bemeneteket növelni. Gondolok itt külső nyomógombokra amit hozzá tudsz rendelni UCCNC funkció hívásokhoz a Hotkeys menüben.
Időkritikus bemenetekből meg szerintem nem nagyon kell 10 darabnál több, főleg hogy végállásokat és home-okat akár egyetlen bemenetre fel lehet fűzni.
Vagy esetleg kérdezd meg Dezsoe fórumtársat, ő készített PIC mikrovezérlővel UCCNC plugin-al és USB porton kommunikáló eszközt amit ha jól emlékszem publikált itt és az is tud I/O-kat bővíteni szerintem.
Időkritikus bemenetekből meg szerintem nem nagyon kell 10 darabnál több, főleg hogy végállásokat és home-okat akár egyetlen bemenetre fel lehet fűzni.
Vagy esetleg kérdezd meg Dezsoe fórumtársat, ő készített PIC mikrovezérlővel UCCNC plugin-al és USB porton kommunikáló eszközt amit ha jól emlékszem publikált itt és az is tud I/O-kat bővíteni szerintem.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 március 08, 21:45
Írta: 000000000 Dátum 2016 március 08, 21:45
Szia,
Hát nem nagyon tudok erre még válaszolni, mert még csak most készült el a proto panel és nem tudjuk, hogy lesz-e benne hiba. Ráadásul még a firmware fejlesztésnek és a szoftver illesztésnek most állunk neki.
Amíg gyártásba kerül tutira pár hónap el fog telni.
Hát nem nagyon tudok erre még válaszolni, mert még csak most készült el a proto panel és nem tudjuk, hogy lesz-e benne hiba. Ráadásul még a firmware fejlesztésnek és a szoftver illesztésnek most állunk neki.
Amíg gyártásba kerül tutira pár hónap el fog telni.
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2016 március 08, 22:12
Írta: 2dbfy8y Dátum 2016 március 08, 22:12
És jut eszembe 4w-os laserhez valami fejlesztés van kilátásban pluginban?
Tudod amit Bozso777-el vetettünk fel a színárnyalatok végett.
Tudod amit Bozso777-el vetettünk fel a színárnyalatok végett.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2016 március 08, 22:52
Írta: istvan58 Dátum 2016 március 08, 22:52
Igen pl. az mpg a mozgásvezérlőbe a tengely választó mehet billentyű emulátorra.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2016 március 09, 08:24
Írta: svejk Dátum 2016 március 09, 08:24
Dezsoe USB-s cucca csak LED kimenetekre van.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2016 március 09, 09:56
Írta: istvan58 Dátum 2016 március 09, 09:56
Sziasztok,
van egy kérdésem UCCN-el kapcsolatban,
Ugy néz ki hogy beruházok egy UC400ETH mozgésvezérlőbe még az ingyen licensz periódusban és leváltom a Mach3-at. Mert azért a parallel portos vezérlés megviccel néha..
Szóval én a gépet kizárólag hobbyszerüen használom és legtöbször lyuk fúrás, egyszerü marás, kivágás stb. Ehez ritkán használok komolyabb g-kódokat legtöbször csak a Mach3 "wizard"-okat használom egy egyszerüb müvelethez. UCCN hez vannak valami ehez hasonló varázslók, vagy esetleg megeszi gond nélkül a Mach3-al készitet kódokat?
van egy kérdésem UCCN-el kapcsolatban,
Ugy néz ki hogy beruházok egy UC400ETH mozgésvezérlőbe még az ingyen licensz periódusban és leváltom a Mach3-at. Mert azért a parallel portos vezérlés megviccel néha..
Szóval én a gépet kizárólag hobbyszerüen használom és legtöbször lyuk fúrás, egyszerü marás, kivágás stb. Ehez ritkán használok komolyabb g-kódokat legtöbször csak a Mach3 "wizard"-okat használom egy egyszerüb müvelethez. UCCN hez vannak valami ehez hasonló varázslók, vagy esetleg megeszi gond nélkül a Mach3-al készitet kódokat?
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2016 március 09, 12:08
Írta: frob Dátum 2016 március 09, 12:08
Sziasztok
biztos volt már kérdés, de a mach3 ra megírt g kódok csont nélkül futnak az UCCNC -n?
kösz
R.
biztos volt már kérdés, de a mach3 ra megírt g kódok csont nélkül futnak az UCCNC -n?
kösz
R.
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2016 március 09, 15:04
Írta: 2dbfy8y Dátum 2016 március 09, 15:04
Igazából mach3 kód jó az uccnc-hez is.
Kód ugyan az, esetleg meglehet hogy valamilyen g-kódot nem ismer, de szerintem sok olyan nincs.
Kód ugyan az, esetleg meglehet hogy valamilyen g-kódot nem ismer, de szerintem sok olyan nincs.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2016 március 09, 18:32
Írta: dezsoe Dátum 2016 március 09, 18:32
Ez ebben a formában már nem teljesen fedi a valóságot... :) Az elmúlt egy hétben elég komoly előrelépés történt. Még nincs publikus állapotban, de Debrecenbe biztos, hogy elviszem az új verziót.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 március 09, 20:52
Írta: 000000000 Dátum 2016 március 09, 20:52
Sziasztok,
Pabló: Még sajnos nem jutottam el odáig, hogy nekiálljak ennek a nem lineáris árnyalat filternek, de most hogy megvan az UC400ETH és az új OpenGL-es verzió is ki lett adva remélem kicsit több időm lesz és eltudok kezdeni foglalkozni ezzel is.
Istvan58: Úgy emlékszem itt a fórumon Csewe és Nyarfa is csinált különböző Wizardokat.
Frob: Van néhány spéci kód amiket még nem ismer az UCCNC. Ha CAM programmal generálod a kódjaid, akkor viszont jónak kell lennie, mert olyan kódokról van szó, amiket CAM programok nem generálnak.
Pabló: Még sajnos nem jutottam el odáig, hogy nekiálljak ennek a nem lineáris árnyalat filternek, de most hogy megvan az UC400ETH és az új OpenGL-es verzió is ki lett adva remélem kicsit több időm lesz és eltudok kezdeni foglalkozni ezzel is.
Istvan58: Úgy emlékszem itt a fórumon Csewe és Nyarfa is csinált különböző Wizardokat.
Frob: Van néhány spéci kód amiket még nem ismer az UCCNC. Ha CAM programmal generálod a kódjaid, akkor viszont jónak kell lennie, mert olyan kódokról van szó, amiket CAM programok nem generálnak.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2016 március 09, 21:20
Írta: istvan58 Dátum 2016 március 09, 21:20
Akkor mar csak azt kell tisztazni mielőt belevágok egy UC400ETH vasárlásába az hogy oldom meg olcsón a kézi kereket:
Veszek egy ilyen kereket mondjuk :
MPG
ennek kell két bemenet, A és B.
de ha teszek egy tengelyváltó kapcsolót 5 tengelyre és egy lépték kapcsolót 0.01, 0.1, 1 és folytonos ennek kell 9 bemenet és akkor ez már 11 és még nincs meg a végálás, Estop, főorsó fordulatszám mérő.
Nos ahoz hogy elég legyen a 10 bemenet a kézikerék lépésváltó és tengely választó kapcsolóját kéne valahogy máskép bekötni...valami ötlet valakinek?
Veszek egy ilyen kereket mondjuk :
MPG
ennek kell két bemenet, A és B.
de ha teszek egy tengelyváltó kapcsolót 5 tengelyre és egy lépték kapcsolót 0.01, 0.1, 1 és folytonos ennek kell 9 bemenet és akkor ez már 11 és még nincs meg a végálás, Estop, főorsó fordulatszám mérő.
Nos ahoz hogy elég legyen a 10 bemenet a kézikerék lépésváltó és tengely választó kapcsolóját kéne valahogy máskép bekötni...valami ötlet valakinek?
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2016 március 09, 21:52
Írta: pisti73 Dátum 2016 március 09, 21:52
Sziasztok!
Köszi a korábbi választ... Szóval engem is a bemenetek száma aggaszt egy kicsit, ezért is kérdeztem a bővített bemenetes verziót. Olyan megoldás megvalósítható lenne, hogy a UC400ETH-n az 1-es port normál LPT-ként működne a 2. port pedig a bővített "bemenetes" portként? Tudom, hogy átalakítással jár...
Köszi a korábbi választ... Szóval engem is a bemenetek száma aggaszt egy kicsit, ezért is kérdeztem a bővített bemenetes verziót. Olyan megoldás megvalósítható lenne, hogy a UC400ETH-n az 1-es port normál LPT-ként működne a 2. port pedig a bővített "bemenetes" portként? Tudom, hogy átalakítással jár...
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 március 09, 22:00
Írta: 000000000 Dátum 2016 március 09, 22:00
Csak idézni tudom a #2819 hozzászólásomat.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2016 március 09, 22:01
Írta: istvan58 Dátum 2016 március 09, 22:01
próbálgatom az uj verzió UCCNC-t demóban de nem igazán megy a screen editor, csinálok egy gombot de nem tudok hozzá funkciót rendelni...ez a doksibol sem jön át
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 március 09, 22:01
Írta: 000000000 Dátum 2016 március 09, 22:01
Nem, nem lehet így használni, az I/O-k iránya fix.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 március 09, 22:02
Írta: 000000000 Dátum 2016 március 09, 22:02
A buttonnumber tulajdonság a funkció száma. A lista a gombokról a /Documentation mappában a Buttons_by_number.doc-ban van.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2016 március 09, 22:08
Írta: istvan58 Dátum 2016 március 09, 22:08
szuper, ez már megy :)
akkor már csak a kézi kerék megoldás kéne....
akkor már csak a kézi kerék megoldás kéne....
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2016 március 09, 22:11
Írta: svejk Dátum 2016 március 09, 22:11
A macska rúgja meg! :)
Legalább valami iránymutatót csepegtess!
Ma beszéltem Csaby-val, Ők is hozzák Debrecenbe a verziójukat.
Legalább valami iránymutatót csepegtess!
Ma beszéltem Csaby-val, Ők is hozzák Debrecenbe a verziójukat.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 március 09, 22:17
Írta: 000000000 Dátum 2016 március 09, 22:17
Amit írtam a #2819 -ben, a nem időkritikus bemenetekre mint például az MPG különböző gombjai/kapcsolói lehet bill.emulátort használni, vagy más kütyüt plugin-on keresztül.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2016 március 09, 22:35
Írta: istvan58 Dátum 2016 március 09, 22:35
ok de bill emulator hogy kezel egy kapcsolót? nem nyomogombra gondolok.orsóm van
Na és még egy gubanc esetembe:
2 főorsóm van , nem láttom hogy tudom ezt lekezelni. Mach3-ba létrehoztam külön gombokat, és a helyes fordulatszám kijelzésre meg a pulley ratio változtatásával oldotam meg.
Na és még egy gubanc esetembe:
2 főorsóm van , nem láttom hogy tudom ezt lekezelni. Mach3-ba létrehoztam külön gombokat, és a helyes fordulatszám kijelzésre meg a pulley ratio változtatásával oldotam meg.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2016 március 09, 22:37
Írta: istvan58 Dátum 2016 március 09, 22:37
első sorban véletlenül van az "orsóm van"
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 március 09, 23:04
Írta: 000000000 Dátum 2016 március 09, 23:04
Szerintem kapcsoló/nyomógomb közt ebben az esetben nemigen van különség. A nyomógomb nyomáskor aktiválja a bemenetet a kapcsoló meg kapcsoláskor.
Az UCCNC-ben is tudsz makró hívó gombokat definiálni, a 20000-20999 buttonnumber-el megadott gombok az azonos számú makrókat hívják meg megnyomáskor.
A makró átállíthatja a főorsó start pinjét például, vagy amire szükség van.
Pulley ratio az nincsen az UCCNC-ben, de makróval meg lehet ezt is csinálni (a spindle min./max.értékeket mint bármi egyéb beállítást a makróból át lehet állítani), persze ez is igényel némi bütykölést.
Az UCCNC-ben is tudsz makró hívó gombokat definiálni, a 20000-20999 buttonnumber-el megadott gombok az azonos számú makrókat hívják meg megnyomáskor.
A makró átállíthatja a főorsó start pinjét például, vagy amire szükség van.
Pulley ratio az nincsen az UCCNC-ben, de makróval meg lehet ezt is csinálni (a spindle min./max.értékeket mint bármi egyéb beállítást a makróból át lehet állítani), persze ez is igényel némi bütykölést.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2016 március 09, 23:20
Írta: istvan58 Dátum 2016 március 09, 23:20
Huu...akkor ezt még bogozni kell :),
de majd szépen lassan. Remélem hamarosan lesz Mach3 plugin és akkor kezdetben azzal használnám és párhuzamosan barátkozni az UCCN-el
de majd szépen lassan. Remélem hamarosan lesz Mach3 plugin és akkor kezdetben azzal használnám és párhuzamosan barátkozni az UCCN-el
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2016 március 09, 23:32
Írta: frkdv6dyr Dátum 2016 március 09, 23:32
Megszólítottál a varázslókkal kapcsolatba ma, és a mostani bejegyzésedről jut eszembe, a M20999 határérték miatt az AllInOne M21000 makrót át kell nevezni egyébként nem indul el.
A napokban volt egy kérdés amire válaszolni szerettem volna letesztelve a hibát és akkor vettem észre a változást. Egyszerűen nem akart indulni [#csodalk] a héten szeretnék más egyéb dolgokat is javítani a programon abban ez is javítva lesz.
A napokban volt egy kérdés amire válaszolni szerettem volna letesztelve a hibát és akkor vettem észre a változást. Egyszerűen nem akart indulni [#csodalk] a héten szeretnék más egyéb dolgokat is javítani a programon abban ez is javítva lesz.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2016 március 10, 08:34
Írta: svejk Dátum 2016 március 10, 08:34
A franc abba a Mach3-ba én is mindig automatikusan azt indítom el az UC300-al, pedig az UCCNC úgy vettem észre sokkal stabilabb megbízhatóbb.
A kezelési utasításban a G-kódok értelmezése is szépen érthetően le van írva.
Ha megvárod a mach3 plugint akkor megint leragadsz mellette.
Merj nagyot álmodni és feküdj rá Te is a témára!
Ha minden nap felteszel egy kérdést, esetleg hibát találsz benne akkor az a program írójára is ösztönzően hat és nem utolsó sorban a többiek is hamarabb kedvet kapnak rá.
A kezelési utasításban a G-kódok értelmezése is szépen érthetően le van írva.
Ha megvárod a mach3 plugint akkor megint leragadsz mellette.
Merj nagyot álmodni és feküdj rá Te is a témára!
Ha minden nap felteszel egy kérdést, esetleg hibát találsz benne akkor az a program írójára is ösztönzően hat és nem utolsó sorban a többiek is hamarabb kedvet kapnak rá.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2016 március 10, 08:37
Írta: svejk Dátum 2016 március 10, 08:37
Ez az Open-GL jó ötlet volt, most már a DRO számlálók gyorsak mint a villám.
Nálam eddig zavaróan késlekedtek.
Nálam eddig zavaróan késlekedtek.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2016 március 10, 09:06
Írta: istvan58 Dátum 2016 március 10, 09:06
Amint látod azon vagyok hogy áttérjek...csak nem akarom átépiteni a gépem :)
Amit meg kell oldani az a kézikerék és a két főorsó kezelése.
A billentyü emulator akkor lenne jó ha definiálhatóak lennének a billentyűk.
Na meg ha kapcsolót teszek nem nyomőgombot akkor ha közben a normal billenyüvel mondjuk Y-ra váltok akkor a kézikerélk kapcsolója hiába lesz x-en....az y fog menni. Vagy rosszúl gondolom? Valami olyan kéne hogy folyamatosan olvassa be a kapcsoló állást.
A mach3-al ezeket más jó megoldottam.
Amit meg kell oldani az a kézikerék és a két főorsó kezelése.
A billentyü emulator akkor lenne jó ha definiálhatóak lennének a billentyűk.
Na meg ha kapcsolót teszek nem nyomőgombot akkor ha közben a normal billenyüvel mondjuk Y-ra váltok akkor a kézikerélk kapcsolója hiába lesz x-en....az y fog menni. Vagy rosszúl gondolom? Valami olyan kéne hogy folyamatosan olvassa be a kapcsoló állást.
A mach3-al ezeket más jó megoldottam.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2016 március 10, 09:17
Írta: istvan58 Dátum 2016 március 10, 09:17
más = már
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 március 10, 09:53
Írta: 000000000 Dátum 2016 március 10, 09:53
Charge pump jelet kell rávezetni a kapcsolóra, az 12.50kHz-el frissíti a kapcsoló állapotát.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2016 március 10, 09:58
Írta: istvan58 Dátum 2016 március 10, 09:58
Na ez jó ötlett, köszi.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2016 március 10, 11:46
Írta: svejk Dátum 2016 március 10, 11:46
"A billentyü emulator akkor lenne jó ha definiálhatóak lennének a billentyűk. "
Ez a minimális elvárás tőlük, ezt erőltetem a konstruktőröknél már évek óta.
Az összes emulált billentyű olyan legyen, amit nem lehet egyszerűen elérni a normál billentyűzetről.
Ezt okkal-móddal meg is tették, csak a mach3 kompatibilitás miatt nehezen akarnak ráállni.
(a mach3-nál ugye fixek a billentyűkódok, egyszerűen nem állíthatóak át)
De az UCCNC-nél ha megnézed a Hotkeys menüt ott szinte minden lehetséges.
Ez a minimális elvárás tőlük, ezt erőltetem a konstruktőröknél már évek óta.
Az összes emulált billentyű olyan legyen, amit nem lehet egyszerűen elérni a normál billentyűzetről.
Ezt okkal-móddal meg is tették, csak a mach3 kompatibilitás miatt nehezen akarnak ráállni.
(a mach3-nál ugye fixek a billentyűkódok, egyszerűen nem állíthatóak át)
De az UCCNC-nél ha megnézed a Hotkeys menüt ott szinte minden lehetséges.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2016 március 10, 11:51
Írta: svejk Dátum 2016 március 10, 11:51
A kapcsoló kérdés eleinte nekem is gondot okozott, -ekkor jött a charge pump frissítés- de később rájöttem, hogy egyszerűbb, kezelhetőbb ha visszajelzős nyomógombok vannak.
A gombokba, vagy mellé épített visszajelzést pl. Dezsoe USB-s LED-es eszköze láthatja el.
A gombokba, vagy mellé épített visszajelzést pl. Dezsoe USB-s LED-es eszköze láthatja el.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2016 március 10, 12:06
Írta: dezsoe Dátum 2016 március 10, 12:06
Szia!
Amíg nincs teljesen kész, nem akarok adatokat írni, mert simán lehet, hogy még változtatok valamin. De kezel billentyűket és nem ütközik a billentyűzettel. Az egyik billentyű-funkció például az, hogy megy körbe az MPG tengelyeken, így egy gombbal meg lehet oldani a választást.
Amíg nincs teljesen kész, nem akarok adatokat írni, mert simán lehet, hogy még változtatok valamin. De kezel billentyűket és nem ütközik a billentyűzettel. Az egyik billentyű-funkció például az, hogy megy körbe az MPG tengelyeken, így egy gombbal meg lehet oldani a választást.
Cím: Re:UCCNC vezérlő program
Írta: eymcv9wt Dátum 2016 március 10, 13:18
Írta: eymcv9wt Dátum 2016 március 10, 13:18
Ha lábkiosztás is azonos mindkét eszköz 1-1 IDC26 aljzatain, akkor ez az alábbi kép segít megérteni mi ezzel a gond. (remélem csak logikai elméleti értelmezési gond van, és nem fizikai megvalósulás a két eszköz kapcsolatában, mert az írás szerint ki és bemenetek problémásak... mert akkor összeakadnak a jelek a kimeneteknél, bemenetnél pedig akkor semmi jel...)
A probléma a leírásod szerint a kép felső részén jelentkezik. És a kép alsó része lenne a helyes de a felsőt írjátok be-ki menetekre Kontaktra. (lásd a pinek színezését)
http://hobbycnc.bplaced.net/pic/sghobbycncforum/hdbb_vs_uc400ethconnect.png
A probléma a leírásod szerint a kép felső részén jelentkezik. És a kép alsó része lenne a helyes de a felsőt írjátok be-ki menetekre Kontaktra. (lásd a pinek színezését)
http://hobbycnc.bplaced.net/pic/sghobbycncforum/hdbb_vs_uc400ethconnect.png
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 március 10, 14:53
Írta: 000000000 Dátum 2016 március 10, 14:53
A HDBB és az UC400ETH csatlakozója kompatibilis, közvetlenül egyenes vezetékezésű IDC26-IDC26 kábellal összeköthető.
CNCVelMart, a pin-ek irányát mindig a PC felől indulva a CNC gép felé értelmezzük minden eszköznél. Ha egy pin kimenet azt a jelet a CNC szoftver adja ki a CNC gépnek (most vonatkoztass el attól, hogy mozgásvezérlőn vagy akármilyen eszközökön keresztül), ha egy pin bemenet az pedig azt jelenti, hogy a külvilágból, a CNC géptől fogadja a jelet a vezérlő szoftver.
A második rajzod a helyes.
CNCVelMart, a pin-ek irányát mindig a PC felől indulva a CNC gép felé értelmezzük minden eszköznél. Ha egy pin kimenet azt a jelet a CNC szoftver adja ki a CNC gépnek (most vonatkoztass el attól, hogy mozgásvezérlőn vagy akármilyen eszközökön keresztül), ha egy pin bemenet az pedig azt jelenti, hogy a külvilágból, a CNC géptől fogadja a jelet a vezérlő szoftver.
A második rajzod a helyes.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2016 március 10, 14:53
Írta: svejk Dátum 2016 március 10, 14:53
Te nagyon háttal ülsz még mindig a moziban, vagy csak kötözködsz.
Két eset van IDC kábel használatára.
- PC alaplap BELSŐ LPT tüskesori csatlakozóját összekötöd a HDDB2-vel és használod a MACH3-at.
Örülsz.
- Pc-t, UC400ETH-t USB kábellel összekötöd, majd az UC4000ETH-t szalagkábellel a HDDB2-höz.
Ebben az esetben egyelőre csak az UCCNC-t tudod használni, amíg nem lesz meg a Mach3 plugin.
Szintén örülsz...
Mindkét esetben a perifériáidat a HDDB2-höz csatlakoztatod.
Ha mindenáron kell a Mach3 és az UCCNC is, valamint erős kényszert érzel a szalagkábel használatára akkor válaszd a PC >> UC300 >> HDDB2 >> perifériák kombinációt.
Két eset van IDC kábel használatára.
- PC alaplap BELSŐ LPT tüskesori csatlakozóját összekötöd a HDDB2-vel és használod a MACH3-at.
Örülsz.
- Pc-t, UC400ETH-t USB kábellel összekötöd, majd az UC4000ETH-t szalagkábellel a HDDB2-höz.
Ebben az esetben egyelőre csak az UCCNC-t tudod használni, amíg nem lesz meg a Mach3 plugin.
Szintén örülsz...
Mindkét esetben a perifériáidat a HDDB2-höz csatlakoztatod.
Ha mindenáron kell a Mach3 és az UCCNC is, valamint erős kényszert érzel a szalagkábel használatára akkor válaszd a PC >> UC300 >> HDDB2 >> perifériák kombinációt.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 március 10, 14:54
Írta: 000000000 Dátum 2016 március 10, 14:54
Egy moderátort megkérhetnék hogy kicsinyítse le a képet, mert olvashatatlan miatta a topik. :(
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2016 március 10, 15:54
Írta: frob Dátum 2016 március 10, 15:54
Szia, köszi a választ, jó hogy mach3 kompatibilis mert amivel majd szeretnék kódot generálni rá az ismeri a mach3 -at
ha már a kézi kerekentyű
egy ilyen összehozható uccnc vel?
Wireless USB MPG Pendant Handwheel
ha már a kézi kerekentyű
egy ilyen összehozható uccnc vel?
Wireless USB MPG Pendant Handwheel
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 március 10, 15:58
Írta: 000000000 Dátum 2016 március 10, 15:58
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2016 március 10, 17:20
Írta: frob Dátum 2016 március 10, 17:20
kösz
Cím: Re:UCCNC vezérlő program
Írta: eymcv9wt Dátum 2016 március 10, 17:47
Írta: eymcv9wt Dátum 2016 március 10, 17:47
A meglévő három Notebookból egyiknek sincs lpt tüskesori kimenet ill. bemenet (dokkolónak viszont van alul foglalata, de nincs dokkolóm se,) így az általad említett csatlakozó kimenet ill. bemenet (nézőpont és viszonyítás kérdése melyik pint minek tekinti a "gyártó") ez nem járható út.
Nem ürülsz.
Nekem nincs HDDB2-n, megint csak nem örülsz, de van HDBB és DG2S-08020 driverek. Mert annak a szervó motoroknak ez kellett.
"- Pc-t, UC400ETH-t USB kábellel összekötöd," szerintem ezt nagyon benézted.
Az UC400ETH-nek nem USB a csatlakozója, hanem RJ45, az pedig PC hálózati jel csatlakozó 8 eres vezetékre, nem 4-re mint az USB.
Ha azt láttad.. És ezért lehet routerbe/swich-be is kötni. Véleményem szerint, akár másik helységből lehet vezérelni mint ahol a CNC gép van, Wi-Fi-n, router)keresztül. A PC a hálózatra kapcsolódik a routerhez Wi-fi-n, a router pedig a kábellel az UC400ETH-hez.
Nézd a képet. ezen én nem találok USB-t, vagy cseréljem le a kedvedért az RJ45-öt és párosítsam össze a vezetékeket hogy ne legyen szabad vezeték? És akkor hol az USB driver, ami kezeli az így átalakított eszközt?[#vigyor3]

A lényeg az, hogy nem jól van feliratozva a be-és kimenet, mert az erősítőknél is mikor össze kontaktolod a Deck-et a sterejó jeleket ott se a bemenetet a bemenettel kötöd össze és a kimenetet a kimenetet, ami a készülék hátuljára van feliratozva melyik csatlakozó milyen irányú jelet továbbít.

Miért is ülnék én háttal? Meg kéne tanulni mi a kimenet és mi a bemenet és az hol van, mivel kötni össze és annak adat irányát jelölni, nem pedig xy-odik közbeiktatott utolsó előtti eszköznek azon csatlakozójához, ami a legutolsó eszközzel teremtene kapcsolatot és abból kifelé a másik eszközbe menő jel szerint. és nem ennek adat jeli irányát kellene feljelölni.
Balázs már leírta, hogy ők nem azt a csatlakozót tekintik bemenetnek-kimenetnek, amibe direktbe összekontaktolsz szalag 26eres vezetékkel, hanem az RJ45 felőli aljzat adatkommunikáció irányt.
Az UC400ETH csatlakozása szervóvezérlő -> HDBB elosztó, uc400eth PC-vel, wifire:
[DG2S-08020] ->cs: RJ45 -> HDBB->cs: IDC26 -> UC400ETH ->cs: RJ45-> Router ->cs: Wi-fi -> PC
Az audio jel kommunikációt már előbb feltalálták mint a PC-CNC adat kommunikációt. Tehát ez alapján a bekötés és adat irány értelmezés szerint ez az első számú elfogadott jel irány kontakt jelölés, ahogy az audio csatlakozói jel irány kerül feltüntetve a készülékek kezelési útmutatójában, mit és hová. Ha megveszel egy mostani készüléket, abba is mint ahogy régen is a leírásokban az OUT-ot kötik össze az IN-el és nem az OUT-ot az OUT-al vagy a IN az IN-el. De ezt egy elektronikában jártasnak mint te is, nem kéne el magyarázni.
Ugyanis nem az erősítő hangfal kimeneti szemszögéből kell a bekötést létrehozni az erősítő hátulján egy másik csatlakozóra, hanem a közvetett eszköz azon csatlakozójára csatlakozni ahonnan a jel továbbítódni fog, közvetetten és feldolgozásra kerül és ennek jel irányát jelezni.
Ha a soros portot így kezdeném el programozni, mint ahogy a kontaktolás van leírva 26-os vezetékre, egy másik hozzá köze nincs csatlakozó szerinti jeliránnyal, mint ahogy az UC400ETH esetében mert a jeleket feldolgozzák előbb majd csak aztán kelül arra a távolabbi csatlakozóra a módosított jel (de lehet más eszközöknél is így írják, sőt biztos) az nem tudna működni azon a fejlesztő környezetben se, a kommunikációt ki-ki és be-be jel adat összeférhetetlenség miatt.
Nem járok moziba, és háttal nem ülök le, a szék se olyan kialakítású, hogy háttal ülni lehessen, mert úgy kényelmetlen volna, és a filmet se látnám ha mennék moziba.
Csak érthetetlen miért egy távolabbi csatlakozó jelirány orientációja szerint kerül megjelölésre az a foglalat lábkiosztás jel iránya, amibe direktbe kontaktól, és nem az szerint, amibe bekontaktol.
Nem ürülsz.
Nekem nincs HDDB2-n, megint csak nem örülsz, de van HDBB és DG2S-08020 driverek. Mert annak a szervó motoroknak ez kellett.
"- Pc-t, UC400ETH-t USB kábellel összekötöd," szerintem ezt nagyon benézted.
Az UC400ETH-nek nem USB a csatlakozója, hanem RJ45, az pedig PC hálózati jel csatlakozó 8 eres vezetékre, nem 4-re mint az USB.
Ha azt láttad.. És ezért lehet routerbe/swich-be is kötni. Véleményem szerint, akár másik helységből lehet vezérelni mint ahol a CNC gép van, Wi-Fi-n, router)keresztül. A PC a hálózatra kapcsolódik a routerhez Wi-fi-n, a router pedig a kábellel az UC400ETH-hez.
Nézd a képet. ezen én nem találok USB-t, vagy cseréljem le a kedvedért az RJ45-öt és párosítsam össze a vezetékeket hogy ne legyen szabad vezeték? És akkor hol az USB driver, ami kezeli az így átalakított eszközt?[#vigyor3]
A lényeg az, hogy nem jól van feliratozva a be-és kimenet, mert az erősítőknél is mikor össze kontaktolod a Deck-et a sterejó jeleket ott se a bemenetet a bemenettel kötöd össze és a kimenetet a kimenetet, ami a készülék hátuljára van feliratozva melyik csatlakozó milyen irányú jelet továbbít.
Miért is ülnék én háttal? Meg kéne tanulni mi a kimenet és mi a bemenet és az hol van, mivel kötni össze és annak adat irányát jelölni, nem pedig xy-odik közbeiktatott utolsó előtti eszköznek azon csatlakozójához, ami a legutolsó eszközzel teremtene kapcsolatot és abból kifelé a másik eszközbe menő jel szerint. és nem ennek adat jeli irányát kellene feljelölni.
Balázs már leírta, hogy ők nem azt a csatlakozót tekintik bemenetnek-kimenetnek, amibe direktbe összekontaktolsz szalag 26eres vezetékkel, hanem az RJ45 felőli aljzat adatkommunikáció irányt.
Az UC400ETH csatlakozása szervóvezérlő -> HDBB elosztó, uc400eth PC-vel, wifire:
[DG2S-08020] ->cs: RJ45 -> HDBB->cs: IDC26 -> UC400ETH ->cs: RJ45-> Router ->cs: Wi-fi -> PC
Az audio jel kommunikációt már előbb feltalálták mint a PC-CNC adat kommunikációt. Tehát ez alapján a bekötés és adat irány értelmezés szerint ez az első számú elfogadott jel irány kontakt jelölés, ahogy az audio csatlakozói jel irány kerül feltüntetve a készülékek kezelési útmutatójában, mit és hová. Ha megveszel egy mostani készüléket, abba is mint ahogy régen is a leírásokban az OUT-ot kötik össze az IN-el és nem az OUT-ot az OUT-al vagy a IN az IN-el. De ezt egy elektronikában jártasnak mint te is, nem kéne el magyarázni.
Ugyanis nem az erősítő hangfal kimeneti szemszögéből kell a bekötést létrehozni az erősítő hátulján egy másik csatlakozóra, hanem a közvetett eszköz azon csatlakozójára csatlakozni ahonnan a jel továbbítódni fog, közvetetten és feldolgozásra kerül és ennek jel irányát jelezni.
Ha a soros portot így kezdeném el programozni, mint ahogy a kontaktolás van leírva 26-os vezetékre, egy másik hozzá köze nincs csatlakozó szerinti jeliránnyal, mint ahogy az UC400ETH esetében mert a jeleket feldolgozzák előbb majd csak aztán kelül arra a távolabbi csatlakozóra a módosított jel (de lehet más eszközöknél is így írják, sőt biztos) az nem tudna működni azon a fejlesztő környezetben se, a kommunikációt ki-ki és be-be jel adat összeférhetetlenség miatt.
Nem járok moziba, és háttal nem ülök le, a szék se olyan kialakítású, hogy háttal ülni lehessen, mert úgy kényelmetlen volna, és a filmet se látnám ha mennék moziba.
Csak érthetetlen miért egy távolabbi csatlakozó jelirány orientációja szerint kerül megjelölésre az a foglalat lábkiosztás jel iránya, amibe direktbe kontaktól, és nem az szerint, amibe bekontaktol.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2016 március 10, 18:08
Írta: svejk Dátum 2016 március 10, 18:08
""- Pc-t, UC400ETH-t USB kábellel összekötöd," szerintem ezt nagyon benézted. "
Ebben igazad van, elírtam, még túl új nekem ez a hálózati dolog, még az USB-s UC300-amon jár az eszem.
Az írásod ezen és többi részéről is látszik, hogy csak köztözködsz, szófosásod van szokás szerint. :(
No de szíved joga...
Ebben igazad van, elírtam, még túl új nekem ez a hálózati dolog, még az USB-s UC300-amon jár az eszem.
Az írásod ezen és többi részéről is látszik, hogy csak köztözködsz, szófosásod van szokás szerint. :(
No de szíved joga...
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2016 március 11, 20:46
Írta: frob Dátum 2016 március 11, 20:46
sziasztok
gondoltam játszok az uccnc progival
hiba
de egyenlőre idáig jutottam csak ....
Most épp ms frissítéseket próbálom rátolni az erre szánt gépre (win7) de hogy ilyen rendszerigényekkel él egy cnc progi...
gondoltam játszok az uccnc progival
hiba
de egyenlőre idáig jutottam csak ....
Most épp ms frissítéseket próbálom rátolni az erre szánt gépre (win7) de hogy ilyen rendszerigényekkel él egy cnc progi...
Cím: Re:UCCNC vezérlő program
Írta: mex Dátum 2016 március 11, 21:07
Írta: mex Dátum 2016 március 11, 21:07
Olvasd el a #2790 hozzászólást, és a rákövetkező választ.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2016 március 11, 21:15
Írta: frob Dátum 2016 március 11, 21:15
Köszönöm a gyors választ!
remélem a frissítés végén helyre állnak a dolgok...
remélem a frissítés végén helyre állnak a dolgok...
Cím: Re:UCCNC vezérlő program
Írta: Béni Dátum 2016 március 12, 00:20
Írta: Béni Dátum 2016 március 12, 00:20
Balázs, szoktátok követni a CNCZone történéseit?
http://www.cnczone.com/forums/uccnc-control-software/
http://www.cnczone.com/forums/uccnc-control-software/
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 március 12, 08:47
Írta: 000000000 Dátum 2016 március 12, 08:47
Szia,
Nem, nem követjük a CNCzone-t.
Ki is irtam vagy 1 éve "sticky"-postba, hogy nem olvassuk és nem válaszolunk CNCzone-on, mielőtt valaki azt hinné, hogy az oldal esetleg a hivatalos support fórumunk.
Illetve kb. fél éves hír, hogy a CNCzone elvileg meg fog szűnni hamarosan vagy legalábbis átalakul, mert eladták a fórumot és az új vezetésnek más ötletei vannak a fórum működéséről...
Ugyanúgy nem nagyon van időnk olvasni a Stepcraft fórumot: https://www.stepcraft-systems.com/en/service-and-support/stepcraft-forum-uk/software2
Igaz mindkét fórumon van aki válaszolgat helyettünk, CNCZone-on Terry, Stepcraft-on meg Rory barátunk. :)
Egyébként tervezzük saját angol nyelvű fórum létrehozását, csak kéne egy kis szabadidő, hogy üzembe helyezzük és hogy leszervezzem a dolgokat...
Nem, nem követjük a CNCzone-t.
Ki is irtam vagy 1 éve "sticky"-postba, hogy nem olvassuk és nem válaszolunk CNCzone-on, mielőtt valaki azt hinné, hogy az oldal esetleg a hivatalos support fórumunk.
Illetve kb. fél éves hír, hogy a CNCzone elvileg meg fog szűnni hamarosan vagy legalábbis átalakul, mert eladták a fórumot és az új vezetésnek más ötletei vannak a fórum működéséről...
Ugyanúgy nem nagyon van időnk olvasni a Stepcraft fórumot: https://www.stepcraft-systems.com/en/service-and-support/stepcraft-forum-uk/software2
Igaz mindkét fórumon van aki válaszolgat helyettünk, CNCZone-on Terry, Stepcraft-on meg Rory barátunk. :)
Egyébként tervezzük saját angol nyelvű fórum létrehozását, csak kéne egy kis szabadidő, hogy üzembe helyezzük és hogy leszervezzem a dolgokat...
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 március 12, 08:52
Írta: 000000000 Dátum 2016 március 12, 08:52
Szia,
Szerintem nálad is az lesz a gond, hogy a videó kártya driver nincs telepítve, mert 1.1-es OpenGL-t és 1024px max. támogatott kép méretet detektál a Windows, ami túl alacsony, hogy igaz legyen, kivéve ha 25 éves esetleg a számítógéped, ha ilyen öreg, akkor elképzelhető, hogy a kiolvasott adat valós, különben gyanús, hogy a driver hiánya miatt nem tudja megállapítani a Windows a helyes adatokat és emiatt nem is tudja a Windows használni az OpenGL-t a videókártyával és ezért nem fut az UCCNC.
Szerintem nálad is az lesz a gond, hogy a videó kártya driver nincs telepítve, mert 1.1-es OpenGL-t és 1024px max. támogatott kép méretet detektál a Windows, ami túl alacsony, hogy igaz legyen, kivéve ha 25 éves esetleg a számítógéped, ha ilyen öreg, akkor elképzelhető, hogy a kiolvasott adat valós, különben gyanús, hogy a driver hiánya miatt nem tudja megállapítani a Windows a helyes adatokat és emiatt nem is tudja a Windows használni az OpenGL-t a videókártyával és ezért nem fut az UCCNC.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2016 március 12, 09:30
Írta: svejk Dátum 2016 március 12, 09:30
Szidják vagy dicsérik? :)
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2016 március 12, 09:46
Írta: Bozso777 Dátum 2016 március 12, 09:46
Ugyanez volt nálam, mikor feltette az 1.1115 verziót...egyből beugrott a pcre csak feltettem a win7-et és használtam, nem tettem külön videokari drivert...gyors feltettem rá és azonnal jó lett.
Próbálgatom az új verzión a régi dolgokat...eddig szuper :)...majd összeírom a teszteket és átküldöm.
Próbálgatom az új verzión a régi dolgokat...eddig szuper :)...majd összeírom a teszteket és átküldöm.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 március 12, 09:59
Írta: 000000000 Dátum 2016 március 12, 09:59
Általában nem erről szól a dolog, hogy szidnak vagy dícsérnek, hanem valaki valamit nem tud, hogy hogyan kell csinálni, akkor kérdezi a többieket, hasonlóan mint itt ezen a fórumon.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 március 12, 09:59
Írta: 000000000 Dátum 2016 március 12, 09:59
Szia Bozso,
OK, szuper, majd írj. :)
OK, szuper, majd írj. :)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 március 12, 10:12
Írta: 000000000 Dátum 2016 március 12, 10:12
Elkészült az UCCNC 1.2008-as verziója, amiben javítottunk néhány hibát.
A letöltés az UCCNC oldalán:
UCCNC letöltés
Xabi: A THC bekapcsolás hiba az UC400ETH-hoz javítva van ebben a verzióban, kérlek teszteld ha lesz egy kis időt. Illetve megcsináltuk a THC Anti Dive funkciót, ami annyi csinál, hogy ha az előtolás leesik beállított % alá, akkor tiltja a THC lefelé irányt. A % állítható, ezt is jó lenne élesben tesztelni.
A letöltés az UCCNC oldalán:
UCCNC letöltés
Xabi: A THC bekapcsolás hiba az UC400ETH-hoz javítva van ebben a verzióban, kérlek teszteld ha lesz egy kis időt. Illetve megcsináltuk a THC Anti Dive funkciót, ami annyi csinál, hogy ha az előtolás leesik beállított % alá, akkor tiltja a THC lefelé irányt. A % állítható, ezt is jó lenne élesben tesztelni.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2016 március 12, 11:25
Írta: dezsoe Dátum 2016 március 12, 11:25
Szia!
Nem letölthető (illetve letölthető, de kereken nulla byte hosszú) a letöltés oldalon elérhető 2008-as verzió.
Nem letölthető (illetve letölthető, de kereken nulla byte hosszú) a letöltés oldalon elérhető 2008-as verzió.
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2016 március 12, 11:31
Írta: frkdv6dyr Dátum 2016 március 12, 11:31
Valami nem jó mert a letöltött alkalmazás nállam 0MB méretű.
Cím: Re:UCCNC vezérlő program
Írta: mu45tbne Dátum 2016 március 12, 11:44
Írta: mu45tbne Dátum 2016 március 12, 11:44
Sziasztok.
Az a kérdésem a software-el kapcsolatban, hogy tudja a sugárkorrekciós kontúrkövetést G41 G42, a "mai" feltöltésű verzióban a szerszámtáblánál van lehetőség beírni az átmérőt viszont le van tiltva, ez fejlesztés alatt van vagy a demó verzió miatt nem használható a funkció?
Üdv Gábor.
Az a kérdésem a software-el kapcsolatban, hogy tudja a sugárkorrekciós kontúrkövetést G41 G42, a "mai" feltöltésű verzióban a szerszámtáblánál van lehetőség beírni az átmérőt viszont le van tiltva, ez fejlesztés alatt van vagy a demó verzió miatt nem használható a funkció?
Üdv Gábor.
Cím: Re:UCCNC vezérlő program
Írta: Béni Dátum 2016 március 12, 12:45
Írta: Béni Dátum 2016 március 12, 12:45
Nemzetközi fórumokon elsődleges a segítségnyújtás.
Nem emlékszem, hogy bárhol pocskondiázással találkoztam volna. (Sem emberrel, sem termékkel kapcsolatban.)
Az igaz viszont, hogy bizonyos amerikai szoftvergyártók fórumán ritkábban válaszolnak kínai kérdezőknek. :)
(eMastercam például)
Nem emlékszem, hogy bárhol pocskondiázással találkoztam volna. (Sem emberrel, sem termékkel kapcsolatban.)
Az igaz viszont, hogy bizonyos amerikai szoftvergyártók fórumán ritkábban válaszolnak kínai kérdezőknek. :)
(eMastercam például)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2016 március 12, 12:48
Írta: svejk Dátum 2016 március 12, 12:48
Jó-jó, igazából viccnek szántam ott volt a smiley is. Bocsi a beszólásért!
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 március 12, 15:01
Írta: 000000000 Dátum 2016 március 12, 15:01
Sziasztok,
A letöltési linket javítottam, most már működik.
A letöltési linket javítottam, most már működik.
Cím: Re:UCCNC vezérlő program
Írta: xabi Dátum 2016 március 13, 06:42
Írta: xabi Dátum 2016 március 13, 06:42
Szia,
Köszi a gyors programjavítást, de én egyenlőre UC100-on tudom tesztelni, ahhoz is érvényes a javítás ? Az UC400ETH-t csak úgy vettem későbbre. Továbbá az UC400ETH csomagot megkaptam, de UCCNC licence fájlt nem, tőled kell majd kérni mail-ban ? (végül is ha jól gondolom az UC100 printerportját kihúzom a HDBB2-ből és a UC400ETH szalagkábeléjt rádugom akkor semmit nem kell átállítani, ha lesz időm kicserélem..)
- A THC ANTI DIVE funkciót tesztelem. Nem egészen értem a működését "Ha az előtolás leesik beállított % alá akkor tiltja a lefelé THC irányt", mihez képest esik le az előtolás ? Mondj egy példát hogyan működik (én máshogy használom a a THC-t).
Köszi a gyors programjavítást, de én egyenlőre UC100-on tudom tesztelni, ahhoz is érvényes a javítás ? Az UC400ETH-t csak úgy vettem későbbre. Továbbá az UC400ETH csomagot megkaptam, de UCCNC licence fájlt nem, tőled kell majd kérni mail-ban ? (végül is ha jól gondolom az UC100 printerportját kihúzom a HDBB2-ből és a UC400ETH szalagkábeléjt rádugom akkor semmit nem kell átállítani, ha lesz időm kicserélem..)
- A THC ANTI DIVE funkciót tesztelem. Nem egészen értem a működését "Ha az előtolás leesik beállított % alá akkor tiltja a lefelé THC irányt", mihez képest esik le az előtolás ? Mondj egy példát hogyan működik (én máshogy használom a a THC-t).
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2016 március 13, 08:20
Írta: pisti73 Dátum 2016 március 13, 08:20
Szia Balázs!
Szeretnék rendelni egy ethernetes vezérlőt. A szállítási és a számlázási cím nekem különböző lenne, azt a rendelés során hol tudom megadni?
Szeretnék rendelni egy ethernetes vezérlőt. A szállítási és a számlázási cím nekem különböző lenne, azt a rendelés során hol tudom megadni?
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2016 március 13, 09:58
Írta: frob Dátum 2016 március 13, 09:58
szia CNCdrive1
Csak pusztán kíváncsiságból, miért minden csatlakozó printer port kiosztású?
Épp az ethernetest nézem... simán lehetne mondjuk 10 kimenet 10 bemenet vagy valami hasonló stílusban, de még is a printerport kiosztású, de ha jól rémlik a többi is hasonló
R.
Csak pusztán kíváncsiságból, miért minden csatlakozó printer port kiosztású?
Épp az ethernetest nézem... simán lehetne mondjuk 10 kimenet 10 bemenet vagy valami hasonló stílusban, de még is a printerport kiosztású, de ha jól rémlik a többi is hasonló
R.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2016 március 13, 09:59
Írta: frob Dátum 2016 március 13, 09:59
Hja igen és köszönöm, a videókari driver frissítéssel az uccnc sw életre kelt!
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 március 16, 11:31
Írta: 000000000 Dátum 2016 március 16, 11:31
Sziasztok,
Xabi: A javítás csak az UC400ETH-hoz volt szükséges, az UC100/300-nál is történt most némi kisebb javítás a THC-nál, de az a te beállításaiddal nem érint.
A license fájlt tőlem kell kérni e-mailben a szériaszámmal és egy névvel.
Az előtolás leesés a programozott értékhez képest értendő, vagyis ha programozol mondjuk F1000-et és jön egy éles kanyar a pályán, netán egy kis sugarú körív, amit fizikailag nem lehet bevenni lassítás nélkül, akkor a sebesség leesik a programozotthoz képest mondjuk F700 körülire. %-ban tudod beállítani, hogy például a programozott előtolás 80%-a alatt tiltsa le a THC lefelé irányt. Az értelme ennek az, hogy ha a programozottól jelentősen eltér, lelassul az előtolás, akkor a THC vezérlő THC lefelé jeleket fog küldeni, mert az ívfeszültség megváltozik és próbálja a fejet beletolni az anyagba, hogy kompenzáljon, ezt a problémát küszöböli ki a THC Anti Dive funkció.
Pisti73: Külön címeket nem kezel a webáruházunk sajnos, valamelyik mezőbe tudod csak esetleg odaírni mint megjegyzést. Vagy ha e-mailben az info kukac cncdrive pont com -ra elküldöd a rendelést az is megfelelő.
Frob: Az oka a lábkiosztásnak, hogy ha egy IDC26 - DSUB25 mama krimpelt kábelt dugsz az UC400ETH csatlakozójára, akkor a számítógép nyomtatóportjával azonos kiosztású portot kapsz. A piacon pedig 99%-a a jel-elosztó paneloknak (breakout board) ezzel a kiosztással kompatibilis, így az UC400ETH használható szinte bármilyen elosztó kártyával.
Gábor218: Jelenleg a G41, G42 nem támogatott.
Xabi: A javítás csak az UC400ETH-hoz volt szükséges, az UC100/300-nál is történt most némi kisebb javítás a THC-nál, de az a te beállításaiddal nem érint.
A license fájlt tőlem kell kérni e-mailben a szériaszámmal és egy névvel.
Az előtolás leesés a programozott értékhez képest értendő, vagyis ha programozol mondjuk F1000-et és jön egy éles kanyar a pályán, netán egy kis sugarú körív, amit fizikailag nem lehet bevenni lassítás nélkül, akkor a sebesség leesik a programozotthoz képest mondjuk F700 körülire. %-ban tudod beállítani, hogy például a programozott előtolás 80%-a alatt tiltsa le a THC lefelé irányt. Az értelme ennek az, hogy ha a programozottól jelentősen eltér, lelassul az előtolás, akkor a THC vezérlő THC lefelé jeleket fog küldeni, mert az ívfeszültség megváltozik és próbálja a fejet beletolni az anyagba, hogy kompenzáljon, ezt a problémát küszöböli ki a THC Anti Dive funkció.
Pisti73: Külön címeket nem kezel a webáruházunk sajnos, valamelyik mezőbe tudod csak esetleg odaírni mint megjegyzést. Vagy ha e-mailben az info kukac cncdrive pont com -ra elküldöd a rendelést az is megfelelő.
Frob: Az oka a lábkiosztásnak, hogy ha egy IDC26 - DSUB25 mama krimpelt kábelt dugsz az UC400ETH csatlakozójára, akkor a számítógép nyomtatóportjával azonos kiosztású portot kapsz. A piacon pedig 99%-a a jel-elosztó paneloknak (breakout board) ezzel a kiosztással kompatibilis, így az UC400ETH használható szinte bármilyen elosztó kártyával.
Gábor218: Jelenleg a G41, G42 nem támogatott.
Cím: Re:UCCNC vezérlő program
Írta: xabi Dátum 2016 március 16, 13:17
Írta: xabi Dátum 2016 március 16, 13:17
- Nekem Uc100-al állt meg M205 hívásnál a program, 1.2008-ban ez javítva lett ?
- A THC Anti Dive funkciót értem, csak azt nem értettem hogy hogyan működik a programotokban. (arra gondoltam hogy van aki kisebb lyukak, vagy sarkok, előtt kézzel mondjuk 70%-ra csökkenti az előtolást ilyenkor ne kelljen a THC-t kikapcsolnia hanem automatikusan kikapcsolja az UCCNC (így is működik ?). Amúgy a funkciónak szerintem csak nagyon gyors vágásnál van talán értelme, ami ritka. A Sheetcam-ba beállítható hogy kanyar vagy kis átmérőlyuk lyuk lassú vágásakor kikapcsolja a THC-t, ezt biztosabbnak érzem. Azért respect az új funkcióért.
- A THC Anti Dive funkciót értem, csak azt nem értettem hogy hogyan működik a programotokban. (arra gondoltam hogy van aki kisebb lyukak, vagy sarkok, előtt kézzel mondjuk 70%-ra csökkenti az előtolást ilyenkor ne kelljen a THC-t kikapcsolnia hanem automatikusan kikapcsolja az UCCNC (így is működik ?). Amúgy a funkciónak szerintem csak nagyon gyors vágásnál van talán értelme, ami ritka. A Sheetcam-ba beállítható hogy kanyar vagy kis átmérőlyuk lyuk lassú vágásakor kikapcsolja a THC-t, ezt biztosabbnak érzem. Azért respect az új funkcióért.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 március 16, 13:51
Írta: 000000000 Dátum 2016 március 16, 13:51
Szia,
Igen, azon finomítottunk, mert nem jókor állt meg és nem jókor nem állt meg ... bár úgy emlékszem ami profil fájl legalábbis nálam van, ott a THC várakozás nem is volt beállítva, de aztán lehet már én raktam be a pipát és amit eredetileg küldtél ott nem így volt, nem tudom.
A lényeg, hogy átnéztük mindegyik veézrlőnél (UC100,300,400ETH) a THC működését mégegyszer alaposan és rendbe raktuk mindegyik vezérlőnél közös nevezőre hoztuk a dolgokat. Mindegyik vezérlőnél azonosan kell működjön most már. Ha lesz időd teszteld kérlek.
Az Anti Dive úgy működik ahogy írod, vagyis automatikusan a mozgásvezérlő tiltja a THC le irányt amikor és addig, amíg ez előtolás túl alacsony a programozotthoz képest, például ívekben, kanyarokban stb. és a THC tiltása automatikusan megszűnik, ha az előtolás visszaáll a beállított % fölé. Ezt a progi automatikusan menet közben kezeli, szóval elvileg így a SheetCAM-ben sem kell megadnod, hogy ív jön, hanem ha lassul az előtolás, akkor azt az UCCNC lekezeli, tiltja a THC-t amíg szükséges. Ha lesz kedved esetleg próbáld ki hogyan muzsikál a funkció. :)
Igen, azon finomítottunk, mert nem jókor állt meg és nem jókor nem állt meg ... bár úgy emlékszem ami profil fájl legalábbis nálam van, ott a THC várakozás nem is volt beállítva, de aztán lehet már én raktam be a pipát és amit eredetileg küldtél ott nem így volt, nem tudom.
A lényeg, hogy átnéztük mindegyik veézrlőnél (UC100,300,400ETH) a THC működését mégegyszer alaposan és rendbe raktuk mindegyik vezérlőnél közös nevezőre hoztuk a dolgokat. Mindegyik vezérlőnél azonosan kell működjön most már. Ha lesz időd teszteld kérlek.
Az Anti Dive úgy működik ahogy írod, vagyis automatikusan a mozgásvezérlő tiltja a THC le irányt amikor és addig, amíg ez előtolás túl alacsony a programozotthoz képest, például ívekben, kanyarokban stb. és a THC tiltása automatikusan megszűnik, ha az előtolás visszaáll a beállított % fölé. Ezt a progi automatikusan menet közben kezeli, szóval elvileg így a SheetCAM-ben sem kell megadnod, hogy ív jön, hanem ha lassul az előtolás, akkor azt az UCCNC lekezeli, tiltja a THC-t amíg szükséges. Ha lesz kedved esetleg próbáld ki hogyan muzsikál a funkció. :)
Cím: Re:UCCNC vezérlő program
Írta: nffab2gnr Dátum 2016 március 16, 14:53
Írta: nffab2gnr Dátum 2016 március 16, 14:53
Szia Balázs!
Kérdezném tisztelettel,hogy az új verziót miért nem tudom elindítani. Egy pillanatra bevillan a szoftver kezdő képe és utána semmi.
Kicsi esélyét látom,hogy gyenge lenne a "vas"
a 4magos i5 processzor csak megbirkózása vele.
DirectX 10 van telepítve.
A szevo szabályzó USB-s kis panelt nem látja a Win7,driver hiánya van ,amit találtam a weblapotokon az nem jó neki.
[#nemtudom][#nemtudom]
Kérdezném tisztelettel,hogy az új verziót miért nem tudom elindítani. Egy pillanatra bevillan a szoftver kezdő képe és utána semmi.
Kicsi esélyét látom,hogy gyenge lenne a "vas"
a 4magos i5 processzor csak megbirkózása vele.
DirectX 10 van telepítve.
A szevo szabályzó USB-s kis panelt nem látja a Win7,driver hiánya van ,amit találtam a weblapotokon az nem jó neki.
[#nemtudom][#nemtudom]
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 március 16, 15:31
Írta: 000000000 Dátum 2016 március 16, 15:31
Szia Tibor,
Melyik verziót telepítetted?
A régebbi verziók amik Flashplayer-el mentek, ezeknél fordult elő ilyen gond Dec.28.-után, amikor is az Adobe kiadott egy hibás Flashplayert, ami nem engedi futtatni a Flashplayert desktop alkalmazásoknak.
Ennek az eredménye volt hogy az UCCNC csak felvillant és ki is lépett. A Flashplayer visszafrissítése régi verzióra volt a megoldás, persze azóta már kiadott fix-eket az Adobe, de kérdés neked mi van jelenleg feltelepítve, melyik Flash verzió.
Az új verziós (1.2xxx) UCCNC már nem használ Flashplayer-t, helyette OpenGL-t, szóval ez a lehetséges probléma már nem áll fent.
Ezért kérezem pontosan melyik UCCNC verziót raktad fel?
DirectX nem kell a szoftvernek, nem használunk DirectX-et, OpenGL-t használunk és ahhoz a DirectX-el ellentétben nem kell semmit telepíteni, a videókártyák alapból ismerik, viszont a Windowsnak kellhet a Videókártya driver, hogy telepítve legyen, hogy tudjon "beszélgetni" OpenGL nyelven a videókártyával.
Semmilyen drivert sem kell telepítened, az USB drivert UC100/300-hoz az UCCNC telepítője automatikusan telepíti.
Melyik verziót telepítetted?
A régebbi verziók amik Flashplayer-el mentek, ezeknél fordult elő ilyen gond Dec.28.-után, amikor is az Adobe kiadott egy hibás Flashplayert, ami nem engedi futtatni a Flashplayert desktop alkalmazásoknak.
Ennek az eredménye volt hogy az UCCNC csak felvillant és ki is lépett. A Flashplayer visszafrissítése régi verzióra volt a megoldás, persze azóta már kiadott fix-eket az Adobe, de kérdés neked mi van jelenleg feltelepítve, melyik Flash verzió.
Az új verziós (1.2xxx) UCCNC már nem használ Flashplayer-t, helyette OpenGL-t, szóval ez a lehetséges probléma már nem áll fent.
Ezért kérezem pontosan melyik UCCNC verziót raktad fel?
DirectX nem kell a szoftvernek, nem használunk DirectX-et, OpenGL-t használunk és ahhoz a DirectX-el ellentétben nem kell semmit telepíteni, a videókártyák alapból ismerik, viszont a Windowsnak kellhet a Videókártya driver, hogy telepítve legyen, hogy tudjon "beszélgetni" OpenGL nyelven a videókártyával.
Semmilyen drivert sem kell telepítened, az USB drivert UC100/300-hoz az UCCNC telepítője automatikusan telepíti.
Cím: Re:UCCNC vezérlő program
Írta: nffab2gnr Dátum 2016 március 16, 16:36
Írta: nffab2gnr Dátum 2016 március 16, 16:36
UCCNC 1.2008 a feltelepített verzió. Ez hibaüzenet nélkül felment. Másik mappába raktam,hogy ne zavarja a régit mert azzal megy a gép.
Ha ezt az új verziót indítom "Screen file not found" hiba üzenetet kapom. Windows XP az op.
Az említett i5 gépen ahol csak demóban fut a régi verzió , mert arra nincs rádugva az UC300. A Flashplayer 19 van visszatéve a 20-as hiba miatt,de ez a 1,2008 nem indul el.
Ha ezt az új verziót indítom "Screen file not found" hiba üzenetet kapom. Windows XP az op.
Az említett i5 gépen ahol csak demóban fut a régi verzió , mert arra nincs rádugva az UC300. A Flashplayer 19 van visszatéve a 20-as hiba miatt,de ez a 1,2008 nem indul el.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 március 16, 16:58
Írta: 000000000 Dátum 2016 március 16, 16:58
A "Screenset file not found" üzenetet akkor adja a program, ha nincsen telepítve screenset fájl olyan néven ami a profilban meg van adva.
Ha új könyvtárba telepítettél, ahol még nincs profil fájl egyáltalán telepítve és ha a telepítésnél kiveszed a pipát, hogy a profilodat ne írja felül, akkor a profil fájl nem telepszik és az említett hibaüzenetet kapod, mert induláskor nem tudja az UCCNC, hogy egyáltalán milyen screenset fájl nevet kell keresnie, hiszen nincs profil fájl telepítve, amiben le van definiálva a betöltendő screenset fájl neve.
Ha új könyvtárba telepítettél, ahol még nincs profil fájl egyáltalán telepítve és ha a telepítésnél kiveszed a pipát, hogy a profilodat ne írja felül, akkor a profil fájl nem telepszik és az említett hibaüzenetet kapod, mert induláskor nem tudja az UCCNC, hogy egyáltalán milyen screenset fájl nevet kell keresnie, hiszen nincs profil fájl telepítve, amiben le van definiálva a betöltendő screenset fájl neve.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 március 16, 17:00
Írta: 000000000 Dátum 2016 március 16, 17:00
A javaslat/konklúzió elmaradt, bár szerintem a leírás alapján egyértelmű: Új könyvtárba telepítésnél a pipát vagy X-et hagyd bent amikor azt kérdezi a telepítő, hogy írja-e felül a profil fájlodat, ellenkező esetben a profil fájl nem telepszik, mert ezzel azt kéred, hogy ne telepedjen.
Cím: Re:UCCNC vezérlő program
Írta: nffab2gnr Dátum 2016 március 16, 17:11
Írta: nffab2gnr Dátum 2016 március 16, 17:11
Jó,hát ami száz embernek egyértelmű az lehet,hogy nekem még nem:),de pipa visszatéve,újratelepítve hibátlanul működik.
Kezdődhet a tesztelés.
Kezdődhet a tesztelés.
Cím: Re:UCCNC vezérlő program
Írta: nffab2gnr Dátum 2016 március 16, 17:11
Írta: nffab2gnr Dátum 2016 március 16, 17:11
[#integet2][#worship] lemaradt
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 március 16, 17:22
Írta: 000000000 Dátum 2016 március 16, 17:22
OK, szuper. :)
Cím: Re:UCCNC vezérlő program
Írta: xabi Dátum 2016 március 17, 14:03
Írta: xabi Dátum 2016 március 17, 14:03
Szia,
Jó lesz ez (egyszer) :)
Vágtam az új 1.2008-as programmal ma egy pár órát, nagyobb baj nem volt a THC azonban nem 100%-osan működik Uc100-on.
Az a gond hogy elkezdek vágni mondjuk 4 mm-es fejtávolsággal M205-el bekapcsolom a THC-t szépen le fel mozog a fej (ahogy kell), én a vágás befejezése előtt kikapcsolom a THC-t M206-al és ilyenkor hirtelen vissza ugrik a fej a kezdeti 4 mm-es magasságra (nem tartja a THC által szabályozott magasságot, ha mondjuk a THC megemelte a fejet 6,5 mm-re akkor M206 esetén hirtelen lenyomja 4 mm-re a végén). Küldök video-t ha nem érthető.
A másik probléma ami a Run From Here utasítás után a felugró ablak edit mezőjébe a Feedrate midig az aktuális Feedrate-t írja állandóan át kell írni..
Jó lesz ez (egyszer) :)
Vágtam az új 1.2008-as programmal ma egy pár órát, nagyobb baj nem volt a THC azonban nem 100%-osan működik Uc100-on.
Az a gond hogy elkezdek vágni mondjuk 4 mm-es fejtávolsággal M205-el bekapcsolom a THC-t szépen le fel mozog a fej (ahogy kell), én a vágás befejezése előtt kikapcsolom a THC-t M206-al és ilyenkor hirtelen vissza ugrik a fej a kezdeti 4 mm-es magasságra (nem tartja a THC által szabályozott magasságot, ha mondjuk a THC megemelte a fejet 6,5 mm-re akkor M206 esetén hirtelen lenyomja 4 mm-re a végén). Küldök video-t ha nem érthető.
A másik probléma ami a Run From Here utasítás után a felugró ablak edit mezőjébe a Feedrate midig az aktuális Feedrate-t írja állandóan át kell írni..
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 március 17, 18:37
Írta: 000000000 Dátum 2016 március 17, 18:37
Szia,
Köszi a tesztelést.
A leírásod alapján azt hiszem értem a problémát, mármint hogy pontosan mi hogyan történik rosszul.
Hamarosan meg fogjuk vizsgálni, hogy mi az oka és jelzem amint tudunk valamit...
A Run from here ablakon pedig szerintem mindig is az aktuális feedrate-et írta ki, úgy értem, hogy emlékeim szerint ez nem volt megfejlesztve még, hogy visszanézze a g-kód programból, mennyi volt legutoljára a feedrate. Na, szóval csak azt akarom mondani, hogy ez nem egy új bug szerintem, hanem ez mindig is így működött, de jó fejlesztési tipp, köszi. :)
Köszi a tesztelést.
A leírásod alapján azt hiszem értem a problémát, mármint hogy pontosan mi hogyan történik rosszul.
Hamarosan meg fogjuk vizsgálni, hogy mi az oka és jelzem amint tudunk valamit...
A Run from here ablakon pedig szerintem mindig is az aktuális feedrate-et írta ki, úgy értem, hogy emlékeim szerint ez nem volt megfejlesztve még, hogy visszanézze a g-kód programból, mennyi volt legutoljára a feedrate. Na, szóval csak azt akarom mondani, hogy ez nem egy új bug szerintem, hanem ez mindig is így működött, de jó fejlesztési tipp, köszi. :)
Cím: Re:UCCNC vezérlő program
Írta: xabi Dátum 2016 március 18, 08:42
Írta: xabi Dátum 2016 március 18, 08:42
Szia,
A Run From Here ablakos probléma az régen is így volt, már mások is jelezték...
Szerintem 2 gond van, ha a programot nem az elejéről futtatod akkor a folytatási pocizóba kell állni célszerű módon gyors járattal, ha oda álltál (és nem olyan pozícióba ahol szabályozva van a Feedrate pl F1000) akkor tudnia kell a programnak vagy a felhasználónak meg kell adni az aktuális feedrate-t.
Röviden : Kéne egy pozícióra állási sebesség, és tudni a kellene a programnak adott pozícióba a feedrate-t vagy a felhasználónak megadnia.
A Run From Here ablakos probléma az régen is így volt, már mások is jelezték...
Szerintem 2 gond van, ha a programot nem az elejéről futtatod akkor a folytatási pocizóba kell állni célszerű módon gyors járattal, ha oda álltál (és nem olyan pozícióba ahol szabályozva van a Feedrate pl F1000) akkor tudnia kell a programnak vagy a felhasználónak meg kell adni az aktuális feedrate-t.
Röviden : Kéne egy pozícióra állási sebesség, és tudni a kellene a programnak adott pozícióba a feedrate-t vagy a felhasználónak megadnia.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 március 18, 10:11
Írta: 000000000 Dátum 2016 március 18, 10:11
Szia,
Igen, végülis ugyanazt mondjuk, mármint én is azt mondom, hogy a Feedrate-et nem nézi meg, hogy mi volt az utolsó ha run from here-t nyomsz, csak a koordinátákat keresi ki és ezt kellene megcsinálni, hogy ezt is visszakeresse.
Megfogjuk fejleszteni, felírtam magamnak..
A THC hibát javítottuk, remélem most már jó lesz. :)
Pár egyéb apróságon változtattunk még, az egyik dolog, hogy a szerszámpálya nézeten az egér kezelésén kicsit módosítottunk, eddig jobbra balra döntött a jobb gomb + jobbra/balra és fel/le húzása az egérnek. Ezt megváltoztattuk úgy, hogy jobb gomb + jobbra/balra húzással XY tengely körül forog és fel le pedig a Z mentén dönt.
A másik dolog, hiba amit talált valaki és jelezte és javítottuk, hogy G43/44 utasításnál, ha ugyanabban a sorban volt koordináta is megadva azt hibásan interpolálta, vagyis a koordinátára mozgást eldobta az interpreter. Például G43 Z1 H2, itt a Z1 az nem a G43 része, hanem egy aktuális 1-es modal-al mozgás, ez nem volt jó, a progi eldobta a Z1-et, ezt javítottuk.
Az új kiadás 1.2012 a weboldalon van: UCCNC oldala
Xabi, ha lesz időd légyszi teszteld majd a THC-t.
Igen, végülis ugyanazt mondjuk, mármint én is azt mondom, hogy a Feedrate-et nem nézi meg, hogy mi volt az utolsó ha run from here-t nyomsz, csak a koordinátákat keresi ki és ezt kellene megcsinálni, hogy ezt is visszakeresse.
Megfogjuk fejleszteni, felírtam magamnak..
A THC hibát javítottuk, remélem most már jó lesz. :)
Pár egyéb apróságon változtattunk még, az egyik dolog, hogy a szerszámpálya nézeten az egér kezelésén kicsit módosítottunk, eddig jobbra balra döntött a jobb gomb + jobbra/balra és fel/le húzása az egérnek. Ezt megváltoztattuk úgy, hogy jobb gomb + jobbra/balra húzással XY tengely körül forog és fel le pedig a Z mentén dönt.
A másik dolog, hiba amit talált valaki és jelezte és javítottuk, hogy G43/44 utasításnál, ha ugyanabban a sorban volt koordináta is megadva azt hibásan interpolálta, vagyis a koordinátára mozgást eldobta az interpreter. Például G43 Z1 H2, itt a Z1 az nem a G43 része, hanem egy aktuális 1-es modal-al mozgás, ez nem volt jó, a progi eldobta a Z1-et, ezt javítottuk.
Az új kiadás 1.2012 a weboldalon van: UCCNC oldala
Xabi, ha lesz időd légyszi teszteld majd a THC-t.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2016 március 18, 10:42
Írta: dezsoe Dátum 2016 március 18, 10:42
Szia!
Ez a forgatás mekkora királyság! Mindig kihullott a hajam, mire beforgattam a képet úgy, ahogy szerettem volna látni! :) [#taps]
Ez a forgatás mekkora királyság! Mindig kihullott a hajam, mire beforgattam a képet úgy, ahogy szerettem volna látni! :) [#taps]
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 március 18, 12:19
Írta: 000000000 Dátum 2016 március 18, 12:19
Szia Csaba,
Köszi, örülök, hogy tetszik az új forgatásos módszer. :)
Köszi, örülök, hogy tetszik az új forgatásos módszer. :)
Cím: Re:UCCNC vezérlő program
Írta: xabi Dátum 2016 március 18, 13:42
Írta: xabi Dátum 2016 március 18, 13:42
Szia,
Vágtam most vele 20 percet jónak tűnik a THC (még tovább tesztelem mert mintha egyszer kihagyott volna a THC, de lehet hogy nem jó volt az érzékelésem.)
Vágtam most vele 20 percet jónak tűnik a THC (még tovább tesztelem mert mintha egyszer kihagyott volna a THC, de lehet hogy nem jó volt az érzékelésem.)
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2016 március 18, 19:15
Írta: pisti73 Dátum 2016 március 18, 19:15
Szia Balázs!
Köszi, akkor küldöm a mailt...
Köszi, akkor küldöm a mailt...
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2016 március 21, 18:33
Írta: ium8w94xp Dátum 2016 március 21, 18:33
Sziasztok.
Lenne egy olyan kérdésem hogy az uccnc programba, ha a lézeremet pwm vezérléssel használom, akkor egy vágásnál az irányváltások lassulásakor a lézer erejét automatikusan csökkenti, majd gyorsításkor növeli?
Lenne egy olyan kérdésem hogy az uccnc programba, ha a lézeremet pwm vezérléssel használom, akkor egy vágásnál az irányváltások lassulásakor a lézer erejét automatikusan csökkenti, majd gyorsításkor növeli?
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2016 március 21, 20:44
Írta: ium8w94xp Dátum 2016 március 21, 20:44
Még valami. A lézer pluginnél nem tudom hogyan van megoldva, ha pl papírlapra szeretném a képet égetni vagy üvegre, csempére. Hogy a lézer maximális teljesítményét állíthatja-e az emberke, hogy a papírra nem biztos, hogy a feketét 5,5w-on szeretném csinálni, mert gyujtós lesz belőle. És mondjuk se potit nem szeretnék bele tenni se a sebességet nem szeretném csillagászatira tenni.
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2016 március 22, 17:58
Írta: pisti73 Dátum 2016 március 22, 17:58
Szia Balázs!
Küldtem megrendelést, de még nem kaptam választ...
Küldtem megrendelést, de még nem kaptam választ...
Cím: Re:UCCNC vezérlő program
Írta: ftibor Dátum 2016 március 22, 19:56
Írta: ftibor Dátum 2016 március 22, 19:56
Szia Balázs!
Pénteken küldtem egy levelet, automatikus visszaigazolást kaptam, de még választ nem kaptam a levelemre. Rendelni szeretnék, de előtte kellene a segítségetek.
Köszönöm, és várom a választ.
Pénteken küldtem egy levelet, automatikus visszaigazolást kaptam, de még választ nem kaptam a levelemre. Rendelni szeretnék, de előtte kellene a segítségetek.
Köszönöm, és várom a választ.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2016 március 23, 22:55
Írta: ium8w94xp Dátum 2016 március 23, 22:55
Lesz frissítve a használati útmutató is vagy csak a program frissül? :) Leírásban nem szerepel pl az I/O setup laser output.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2016 március 24, 17:14
Írta: svejk Dátum 2016 március 24, 17:14
Ment egy UC400ETH megrendelés a címedre!
Köszönöm!
Cím: Re:UCCNC vezérlő program
Írta: ftibor Dátum 2016 március 24, 20:23
Írta: ftibor Dátum 2016 március 24, 20:23
Szia Balázs!
Elküldtem a megrendelésemet Webshopon keresztül.
Köszönöm.
Elküldtem a megrendelésemet Webshopon keresztül.
Köszönöm.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2016 március 24, 20:28
Írta: istvan58 Dátum 2016 március 24, 20:28
Szia Balázs,
akkor már én sem maradok le :)
email cimedre küldtem rendelést.
Köszönöm.
akkor már én sem maradok le :)
email cimedre küldtem rendelést.
Köszönöm.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2016 március 25, 17:22
Írta: svejk Dátum 2016 március 25, 17:22
De ugye nem egy bolond százat csinál? :)))
Egyébként én úgy gondolom megérne ez az új eszköz és új szoftver egy személyes bemutatót is.
Ráadásul kapóra jöhetne az április 23. debreceni találkozó.
Két éve az UC300 is ott került bemutatástra, ha jól emlékszem.
Egyébként én úgy gondolom megérne ez az új eszköz és új szoftver egy személyes bemutatót is.
Ráadásul kapóra jöhetne az április 23. debreceni találkozó.
Két éve az UC300 is ott került bemutatástra, ha jól emlékszem.
Cím: Re:UCCNC vezérlő program
Írta: robroy007 Dátum 2016 március 25, 20:15
Írta: robroy007 Dátum 2016 március 25, 20:15
Balázs!
Örömmel venném én, is ha ismét eljönnétek Debrecenbe!
Biztos sokan kérdeznének mint mindig!
A péntek esti főzésről nem is beszélve, hogy ott milyen klub élet van [#smile]
Örömmel venném én, is ha ismét eljönnétek Debrecenbe!
Biztos sokan kérdeznének mint mindig!
A péntek esti főzésről nem is beszélve, hogy ott milyen klub élet van [#smile]
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2016 március 26, 11:50
Írta: istvan58 Dátum 2016 március 26, 11:50
:)
Cím: Re:UCCNC vezérlő program
Írta: ftibor Dátum 2016 március 26, 14:48
Írta: ftibor Dátum 2016 március 26, 14:48
Hát az nekem 300km, de ott lennék.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 március 26, 15:37
Írta: 000000000 Dátum 2016 március 26, 15:37
Sziasztok,
Küldtem e-mail választ mindenkinek.
Robroy007: Én nem hiszem, hogy elmegyek, nekem 500km Debrecen. Polgárdi Balázs mondta hogy ő szeretne ott lenni, bár neki kb. 1000km távolság és vannak egyéb okok ami miatt nem 100% hogy összejön a dolog, de majd Balázs szerintem megírja neked a részleteket, ill. hogy tud-e menni.
Küldtem e-mail választ mindenkinek.
Robroy007: Én nem hiszem, hogy elmegyek, nekem 500km Debrecen. Polgárdi Balázs mondta hogy ő szeretne ott lenni, bár neki kb. 1000km távolság és vannak egyéb okok ami miatt nem 100% hogy összejön a dolog, de majd Balázs szerintem megírja neked a részleteket, ill. hogy tud-e menni.
Cím: Re:UCCNC vezérlő program
Írta: robroy007 Dátum 2016 március 26, 20:01
Írta: robroy007 Dátum 2016 március 26, 20:01
én bízom a részvételetekben [#integet2]
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2016 március 28, 20:02
Írta: ium8w94xp Dátum 2016 március 28, 20:02
Ma volt időm kipróbálni a progit. Majd összeszedem, amik nem tetszenek. Elsőként az, hogy ha leold bármelyik tengely végállás kapcsolója, akkor a többi tengelyt is letiltja. Nem értem miért. De első körben nagyon tetszik. Csinálja, amit kell neki. Nem bántam meg. ;)
Cím: Re:UCCNC vezérlő program
Írta: rxamuf6kb Dátum 2016 március 30, 19:11
Írta: rxamuf6kb Dátum 2016 március 30, 19:11
Üdv!
Egy kérdésem lenne a fejlesztőkhöz.
A G17,G18,G19-es parancsok miért maradtak ki a G-kód listából?
Van-e lehetőség ezeknek a funkcióknak a pótlására.
Fél éve sikeresen használom már a programot, eddig igazán fel sem tünt a hiányuk, de most nagy szükségem lenne rájuk.
Megoldhatnám egy új profilban a tengelyek átváltásával,de az nagyon komplikálná a gépkezelést.
Ezeknek a kódoknak a hásználata elegánsabb és jóval egyszerűbb lenne.
Egy kérdésem lenne a fejlesztőkhöz.
A G17,G18,G19-es parancsok miért maradtak ki a G-kód listából?
Van-e lehetőség ezeknek a funkcióknak a pótlására.
Fél éve sikeresen használom már a programot, eddig igazán fel sem tünt a hiányuk, de most nagy szükségem lenne rájuk.
Megoldhatnám egy új profilban a tengelyek átváltásával,de az nagyon komplikálná a gépkezelést.
Ezeknek a kódoknak a hásználata elegánsabb és jóval egyszerűbb lenne.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 március 30, 19:41
Írta: 000000000 Dátum 2016 március 30, 19:41
Szisztok,
János: Az említett kódokat már ismeri a program az 1.2 verziótól. Javaslom töltsd le és telepítsd az új verziót: UCCNC weboldal
Exup: Örülök, hogy tetszik a progi. A végállás kapcsoló benyomása vész állapot, ilyenkor "reset" állapotba megy a vezérlő és letilt. Az override limit-el tudod kivenni ideiglenesen ebből áz állapotból és lemozgatni az adott a tengelyeket a végállásokról. Ha nem tiltana le a végállásra és a többi tengely futna tovább, az elég furcsa eredményt csinálhatna, mondjuk fut a g-kód, a gép kimegy X végállásra az Y és Z meg dolgozik tovább, az eredményt el lehet képzelni. Esetleg úgy volna értelme talán ennek, ha Idle állapotban engednénk tovább a többi tengelyt.
János: Az említett kódokat már ismeri a program az 1.2 verziótól. Javaslom töltsd le és telepítsd az új verziót: UCCNC weboldal
Exup: Örülök, hogy tetszik a progi. A végállás kapcsoló benyomása vész állapot, ilyenkor "reset" állapotba megy a vezérlő és letilt. Az override limit-el tudod kivenni ideiglenesen ebből áz állapotból és lemozgatni az adott a tengelyeket a végállásokról. Ha nem tiltana le a végállásra és a többi tengely futna tovább, az elég furcsa eredményt csinálhatna, mondjuk fut a g-kód, a gép kimegy X végállásra az Y és Z meg dolgozik tovább, az eredményt el lehet képzelni. Esetleg úgy volna értelme talán ennek, ha Idle állapotban engednénk tovább a többi tengelyt.
Cím: Re:UCCNC vezérlő program
Írta: rxamuf6kb Dátum 2016 március 30, 20:10
Írta: rxamuf6kb Dátum 2016 március 30, 20:10
Köszönöm az infót, ez gyorsan megoldódott.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2016 március 30, 20:16
Írta: ium8w94xp Dátum 2016 március 30, 20:16
Igen, közben Bozso777 telefonos segítséget tartott, amit ezúton is nagyon köszönök neki. Azt értem, hogy leáll minden, de gondoltam simán nyilakkal kihozom a másik irányba, de olyankor azt nem engedte [másik progi igen...azért nem értettem:)] Bozso777 tanácsára megkéne próbálnom elvonatkoztatni a korábban használt programtól, mert megszokásból mindent úgy próbálok és csak szerencsétlenkedek, amikor nem az történik, amit korábban megszoktam. Ma is próbáltalak hívni, de Bozsó777 rávezetett mindenre. Majd leiszom vele :)
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2016 március 30, 21:04
Írta: frob Dátum 2016 március 30, 21:04
CNCdrive a nap folyamán küldtem e-mail-t innen a fórumon keresztül, remélem megkaptad?!
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 március 30, 22:02
Írta: 000000000 Dátum 2016 március 30, 22:02
Sziasztok,
Frob: Sajnos nem kaptam meg. Ha a fórumon keresztül küldted azokat az e-maileket nem kapom meg sajnos, mert régi az e-mail cím ami itt regisztrálva volt és már nem él.
Kérlek küld el a levelet újra az info kukac cncdrive pont com e-mail címre.
Exup: Ma 16h-ig voltam elérhető, addig nem láttam, hogy kerestél volna. Egyébként általában 16h-ig vagyok elérhető telefonon, kisebb nagyobb megszakításokkal. Örülök, hogy Bozso segített és én is köszönöm neki!
Frob: Sajnos nem kaptam meg. Ha a fórumon keresztül küldted azokat az e-maileket nem kapom meg sajnos, mert régi az e-mail cím ami itt regisztrálva volt és már nem él.
Kérlek küld el a levelet újra az info kukac cncdrive pont com e-mail címre.
Exup: Ma 16h-ig voltam elérhető, addig nem láttam, hogy kerestél volna. Egyébként általában 16h-ig vagyok elérhető telefonon, kisebb nagyobb megszakításokkal. Örülök, hogy Bozso segített és én is köszönöm neki!
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2016 március 31, 09:06
Írta: frob Dátum 2016 március 31, 09:06
Szia, köszi! Ment oda az e-mail.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 március 31, 19:50
Írta: 000000000 Dátum 2016 március 31, 19:50
Szia,
Köszi, megkaptam a leveled, hamarosan válaszolok.
Köszi, megkaptam a leveled, hamarosan válaszolok.
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2016 április 01, 11:18
Írta: pisti73 Dátum 2016 április 01, 11:18
Szia Balázs! Elküldtem a vezérlő szériaszámát....
Cím: Re:UCCNC vezérlő program
Írta: ypcjgjbma Dátum 2016 április 02, 17:36
Írta: ypcjgjbma Dátum 2016 április 02, 17:36
Szép napot. Nagyon kezdő vagyok CNC terén, de itt olvasgatva felkeltette érdeklődésemet ez a vezérlőprogram. Hogyan lehet hozzájutni a programhoz, és hogyan tudnám használni, mennyi az anyagi vonzata. Esetleg valaki segítene megköszönném.
Cím: Re:UCCNC vezérlő program
Írta: svager Dátum 2016 április 02, 18:42
Írta: svager Dátum 2016 április 02, 18:42
Szia
Szükséged lesz egy mozgásvezérlőre, Pl. UC100,UC300, vagy az új UC400ETH-ra csak ezekkel működik ez a szoftver.
Itt van ahol vásárolhatsz meg az árak:
CNCdrive
Szükséged lesz egy mozgásvezérlőre, Pl. UC100,UC300, vagy az új UC400ETH-ra csak ezekkel működik ez a szoftver.
Itt van ahol vásárolhatsz meg az árak:
CNCdrive
Cím: Re:UCCNC vezérlő program
Írta: ypcjgjbma Dátum 2016 április 02, 19:46
Írta: ypcjgjbma Dátum 2016 április 02, 19:46
Köszi megtaláltam. Sajna úgy látom nem tudom csak simán használni. A mozgásvezérlőt egyenlőre nincs mire tenni.
Azért olvasgatok, mert szeretnék elmenni egy tanfolyamra és legyen valami elképzelésem a dologról. Mégegyszer köszi.
Azért olvasgatok, mert szeretnék elmenni egy tanfolyamra és legyen valami elképzelésem a dologról. Mégegyszer köszi.
Cím: Re:UCCNC vezérlő program
Írta: robroy007 Dátum 2016 április 02, 20:08
Írta: robroy007 Dátum 2016 április 02, 20:08
Nem a reklám miatt mondom!
Legtöbbet az elején a találkozókon fogsz megtudni erről a térületről, vagy végig bogarászod a fórumot, de az rengeteg idő és energia!
A legközelebbi találkozón látsz gépet elektronikát, ott lesznek a fórum lakók és ha minden jól sikerül talán Polgárdi Balázs is eljön az UC fejlesztések megálmodója!
Legtöbbet az elején a találkozókon fogsz megtudni erről a térületről, vagy végig bogarászod a fórumot, de az rengeteg idő és energia!
A legközelebbi találkozón látsz gépet elektronikát, ott lesznek a fórum lakók és ha minden jól sikerül talán Polgárdi Balázs is eljön az UC fejlesztések megálmodója!
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 április 02, 23:00
Írta: 000000000 Dátum 2016 április 02, 23:00
Ha egyelőre nincs mire tenni a mozgásvezérlőt, akkor javaslom, hogy telepítsd fel az UCCNC szoftvert.
Mozgásvezérlő és license kulcs nélkül így ki tudod próbálni demo módban.
Demo módban a szoftver minden mozgást szimulál, vagyis mindent ugyanúgy elvégez mint a license-elt változat, szóval tudod tesztelni, próbálgatni, tanulmányozni anélkül, hogy egy filléredbe kerülne.
Letöltés (2.pont az oldalon): UCCNC weboldala
Mozgásvezérlő és license kulcs nélkül így ki tudod próbálni demo módban.
Demo módban a szoftver minden mozgást szimulál, vagyis mindent ugyanúgy elvégez mint a license-elt változat, szóval tudod tesztelni, próbálgatni, tanulmányozni anélkül, hogy egy filléredbe kerülne.
Letöltés (2.pont az oldalon): UCCNC weboldala
Cím: Re:UCCNC vezérlő program
Írta: Szabó Zoltán Dátum 2016 április 02, 23:37
Írta: Szabó Zoltán Dátum 2016 április 02, 23:37
Érdeklődöm ha szeretnék venni egy licenszet és egy UC 300-at vagy UC400ETH-t de nem tudom mi is a különbség. De Egyiket szeretném átvenni Debrecenben akár előre utalással. Tanfolyam a használatáról hogy valósulhat meg?
Cím: Re:UCCNC vezérlő program
Írta: Szabó Zoltán Dátum 2016 április 02, 23:38
Írta: Szabó Zoltán Dátum 2016 április 02, 23:38
A Balázst ismerem személyesen teljes mértékben bízom a csapatuk tudásában.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2016 április 03, 09:49
Írta: frob Dátum 2016 április 03, 09:49
CNCdrive , levél még nem érkezett vissza tőled, remélem nem veszett el menet közben valahol?!
Más, a programotokról némi oktatást vállaltok e?
Természetesen nem ingyenesen gondoltam, csak hamarabb haladnék, ha egy ilyen lehetőséget tudnék használni...
Más, a programotokról némi oktatást vállaltok e?
Természetesen nem ingyenesen gondoltam, csak hamarabb haladnék, ha egy ilyen lehetőséget tudnék használni...
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2016 április 04, 00:46
Írta: svejk Dátum 2016 április 04, 00:46
P4, 2,6 GHz, 2 MB RAM, UCCNC, UC400ETH.
14 MB-os, kb. 800 ezer soros G-kód úgy megfogja a gépet, hogy JOG mozgatás billentyűzetről, darabos, CTRL-ALT-DEL-el a feladatkezelőt elő sem tudtam hívni.
Ugyanezen gép Mach3-UC400ETH párossal fél perc betöltés után normálisan viselkedik, a G kód futtatása altt 10-15% a proci terhelés.
Itt mi lehet a bibi?
14 MB-os, kb. 800 ezer soros G-kód úgy megfogja a gépet, hogy JOG mozgatás billentyűzetről, darabos, CTRL-ALT-DEL-el a feladatkezelőt elő sem tudtam hívni.
Ugyanezen gép Mach3-UC400ETH párossal fél perc betöltés után normálisan viselkedik, a G kód futtatása altt 10-15% a proci terhelés.
Itt mi lehet a bibi?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 április 04, 00:57
Írta: 000000000 Dátum 2016 április 04, 00:57
Sziasztok,
Svejk: A videó kártya ami a gépben van, mik a paraméterei? Videó kártya driver fel van-e telepítve? Az OpenGL nagyon tud zabálni, ha nincs fent a driver, ha fent van akkor viszont alig eszik procit. Persze az is lehet, hogy gyenge a videó kártya, kicsi a VRAM. A Flashplayer-nek(Mach3) nem nagyon számít, hogy fent van-e a videókártya driver, viszont alapból mindig közepesen terheli a procit.
A kódot is átküldhetnéd e-mailben és akkor megnézem az én gépemen mit csinál UC400ETH-val.
Frob: Oktatást nem tudunk vállalni, egyikünknek sincsen tanári diplomája. A levelet megnézem holnap, szerintem elküldem, de holnap elküldöm majd mégegyszer mert ezek szerint nem kaptad meg.
Szabó Zoltán: Az UC400ETH és UC300 közötti különbség egyrészt az I/O-k száma, másrészt az UC300 USB porton keresztül csatlakozik a PC-hez az UC400ETH pedig Etherneten. Tanfolyamot nem csinálunk, nincsen hozzá végzettségünk.
Svejk: A videó kártya ami a gépben van, mik a paraméterei? Videó kártya driver fel van-e telepítve? Az OpenGL nagyon tud zabálni, ha nincs fent a driver, ha fent van akkor viszont alig eszik procit. Persze az is lehet, hogy gyenge a videó kártya, kicsi a VRAM. A Flashplayer-nek(Mach3) nem nagyon számít, hogy fent van-e a videókártya driver, viszont alapból mindig közepesen terheli a procit.
A kódot is átküldhetnéd e-mailben és akkor megnézem az én gépemen mit csinál UC400ETH-val.
Frob: Oktatást nem tudunk vállalni, egyikünknek sincsen tanári diplomája. A levelet megnézem holnap, szerintem elküldem, de holnap elküldöm majd mégegyszer mert ezek szerint nem kaptad meg.
Szabó Zoltán: Az UC400ETH és UC300 közötti különbség egyrészt az I/O-k száma, másrészt az UC300 USB porton keresztül csatlakozik a PC-hez az UC400ETH pedig Etherneten. Tanfolyamot nem csinálunk, nincsen hozzá végzettségünk.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2016 április 04, 01:07
Írta: svejk Dátum 2016 április 04, 01:07
Alaplapi, gondolom valami intel 945.
régi HP-Compaq gép.
Driver biztos fent van, mert különben nem engedné a felbontást sem felnyomni.
Tehát akkor csak kell az erőgép az UCCNC-hez is.
Ha nem is alaplap de komoly videokártya.
Komoly video kártya meg nem megy a régebbi alaplapokkal.
22-es csapdája. :)
régi HP-Compaq gép.
Driver biztos fent van, mert különben nem engedné a felbontást sem felnyomni.
Tehát akkor csak kell az erőgép az UCCNC-hez is.
Ha nem is alaplap de komoly videokártya.
Komoly video kártya meg nem megy a régebbi alaplapokkal.
22-es csapdája. :)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 április 04, 01:17
Írta: 000000000 Dátum 2016 április 04, 01:17
Nem, erőgép nem kell, de jó videókártya javasolt.
Például az én gépen 2.8GHz-es dual core-os, nem mai darab, valami régi legalább 8-10 éves HP torony gép. A videókártya már nem a gyári, hanem egy 256MB VRAM-os Geforce, ez se mai darab, de jóval újabb mint a PC többi része.
Ezen a gépen bármilyen g-kódot töltök be futtatás közben is 0% a proci terhelés, néha bevillan 1%-ra. :)
A régi Flash-es verzióval ugyanezzel a géppel futtatásnál 10-12%-ot zabált.
Szóval a videókártya jobban számít az OpenGL-nek, mint maga a PC és a proci, főleg úgy, hogy amit lehet azt mindent framepufferekben tárolunk és ott hajtjuk végre rajta az utasításokat is amit csak lehet, így a GPU-t terheli, nem a CPU-t. Persze ha kicsi a videó memória vagy gyenge a GPU, akkor a procinak kell végrehajtania a videókártya feladatait, ami miatt állandóan másolnia kell a VRAM-ból a RAM-ba és vissza ami nagyon tudja terhelni a CPU-t és a RAM-ot.
Például az én gépen 2.8GHz-es dual core-os, nem mai darab, valami régi legalább 8-10 éves HP torony gép. A videókártya már nem a gyári, hanem egy 256MB VRAM-os Geforce, ez se mai darab, de jóval újabb mint a PC többi része.
Ezen a gépen bármilyen g-kódot töltök be futtatás közben is 0% a proci terhelés, néha bevillan 1%-ra. :)
A régi Flash-es verzióval ugyanezzel a géppel futtatásnál 10-12%-ot zabált.
Szóval a videókártya jobban számít az OpenGL-nek, mint maga a PC és a proci, főleg úgy, hogy amit lehet azt mindent framepufferekben tárolunk és ott hajtjuk végre rajta az utasításokat is amit csak lehet, így a GPU-t terheli, nem a CPU-t. Persze ha kicsi a videó memória vagy gyenge a GPU, akkor a procinak kell végrehajtania a videókártya feladatait, ami miatt állandóan másolnia kell a VRAM-ból a RAM-ba és vissza ami nagyon tudja terhelni a CPU-t és a RAM-ot.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 április 04, 01:24
Írta: 000000000 Dátum 2016 április 04, 01:24
Hát ja, a régi alaplapokon még általában AGP port van, az új videókártyákon pedig PCI-e.
Persze használtan beszerezhető innen onnan régi AGP-s kártya, erőgép nem kell, 256MByte a tesztek szerint bőven megteszi. A mai új videókártyák meg már bőven 1GB felett mozognak. :)
Persze használtan beszerezhető innen onnan régi AGP-s kártya, erőgép nem kell, 256MByte a tesztek szerint bőven megteszi. A mai új videókártyák meg már bőven 1GB felett mozognak. :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2016 április 04, 01:26
Írta: svejk Dátum 2016 április 04, 01:26
Én eddig ilyen 2GHz körüli régi gépekkel dolgoztam, nem láttam még igényét az egyébként Mach3 által ajánlott külön videokártyának sem.
Igaz én eddig inkább fémipari gépek közt botorkáltam, nem voltak ilyen bazi nagy kódjaim.
De akkor ezt tudomásul vettem.
A múltkor az asztali gépen futtattam demo módban az az új UCCNC-t, meg is jegyeztem, hogy mennyivel gyorsabb a DRO-ja.
De ezek után félve rakjam fel a CNC gépemet vezérlő G620-as DELL-re az új UCCNC-t?
Igaz én eddig inkább fémipari gépek közt botorkáltam, nem voltak ilyen bazi nagy kódjaim.
De akkor ezt tudomásul vettem.
A múltkor az asztali gépen futtattam demo módban az az új UCCNC-t, meg is jegyeztem, hogy mennyivel gyorsabb a DRO-ja.
De ezek után félve rakjam fel a CNC gépemet vezérlő G620-as DELL-re az új UCCNC-t?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 április 04, 01:43
Írta: 000000000 Dátum 2016 április 04, 01:43
Próbáltam a képernyő frissítést úgy beállítani az új verzióban, hogy nagyjából ugyanannyi procit használjon az "átlag gépen" mint a Flash-es verzió.
Az újabb gépeken pedig sokkal kevesebbet, viszont a nagyon régi videókártyákkal ahogy írtam lehet gond, mert ha kb. 50MB--nál kisebb a VRAM, akkor már másolgatnia kell a képernyő-szett képeit is folyamatosan és akkor meg már a proci frekijén és a gép busz sebességén múlik, hogy mennyire lassul be a rendszer. Ezért nem is javaslok 128MB-nál kisebb VRAM videókártyát.
A G-kód még ha nagy is, nem eszik sokat, a képernyő képek nagyságrendekkel több helyet foglalnak.
Az újabb gépeken pedig sokkal kevesebbet, viszont a nagyon régi videókártyákkal ahogy írtam lehet gond, mert ha kb. 50MB--nál kisebb a VRAM, akkor már másolgatnia kell a képernyő-szett képeit is folyamatosan és akkor meg már a proci frekijén és a gép busz sebességén múlik, hogy mennyire lassul be a rendszer. Ezért nem is javaslok 128MB-nál kisebb VRAM videókártyát.
A G-kód még ha nagy is, nem eszik sokat, a képernyő képek nagyságrendekkel több helyet foglalnak.
Cím: Re:UCCNC vezérlő program
Írta: Kisamotors Dátum 2016 április 04, 01:57
Írta: Kisamotors Dátum 2016 április 04, 01:57
Értem én, hogy teszt és a végletek tesztelése is fontos, de tényleg nem futja egy 20 ezer forintos félkonfigra, aki komolyabb cnc-t üzemeltet?
Nem kifejezetten az alábbi pár hozzászólásra gondoltam, csak most olvasom elejétől ezt a topicot, és sokszor felmerül az öreg vas.
Néhányan XP-vel küzdenek...ne már.
Nem kifejezetten az alábbi pár hozzászólásra gondoltam, csak most olvasom elejétől ezt a topicot, és sokszor felmerül az öreg vas.
Néhányan XP-vel küzdenek...ne már.
Cím: Re:UCCNC vezérlő program
Írta: robroy007 Dátum 2016 április 04, 08:07
Írta: robroy007 Dátum 2016 április 04, 08:07
hidd el nincs nagyobb gépre szükség a megmunkáláshoz!
az iparban még AT gépeken is megy cnc de a fejlettebbek közt is akad bőven nem XP-s mert ugye az inkább home de winNT vagy 2000 mai szemmel "gyenge" gépeken, de a feladatnak bőven elegendő
persze lehet atom reaktorral is dolgozni, de az UC mozgásvezérlők bőven kategória ugrást jelentenek sebességben az lpt-hez képest
az iparban még AT gépeken is megy cnc de a fejlettebbek közt is akad bőven nem XP-s mert ugye az inkább home de winNT vagy 2000 mai szemmel "gyenge" gépeken, de a feladatnak bőven elegendő
persze lehet atom reaktorral is dolgozni, de az UC mozgásvezérlők bőven kategória ugrást jelentenek sebességben az lpt-hez képest
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2016 április 04, 08:36
Írta: frob Dátum 2016 április 04, 08:36
CNCdrive, na nem is papírt akarok róla kapni, csak mivel ti csináljátok gondoltam csak jobban el tudtok magyarázni mindent róla! :)
Ha véletlen ma nem jönne meg a levél, akkor írok másik e-mail címről, hátha arra megjön majd amit küldesz, addig is várok :)
Ha véletlen ma nem jönne meg a levél, akkor írok másik e-mail címről, hátha arra megjön majd amit küldesz, addig is várok :)
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2016 április 04, 08:37
Írta: frob Dátum 2016 április 04, 08:37
Svejk, biosban videó memória meddig húzható fel, általában min 64 ig de inkább tovább szokták engedni a rendszermemóriából lecsippantani...
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2016 április 04, 08:47
Írta: svejk Dátum 2016 április 04, 08:47
Futná, futja, de eddig nem volt rá szükség.
Egyébként 20-asért elég vacak gépet lehet kapni.
XP? Stabil, nem hardverzabáló rendszer.
A Win7 kiröhög ha nincs legalább 512 Mb-os videókártya a gépben.
CNC vezérléshez meg valójában éppen a grafikára alig van szükség.
Egyébként 20-asért elég vacak gépet lehet kapni.
XP? Stabil, nem hardverzabáló rendszer.
A Win7 kiröhög ha nincs legalább 512 Mb-os videókártya a gépben.
CNC vezérléshez meg valójában éppen a grafikára alig van szükség.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2016 április 04, 08:54
Írta: svejk Dátum 2016 április 04, 08:54
Nem foglalkoztam vele, csupán egy próba volt.
Ezek a gépek általában 128-at vesznek el.
Ezek a gépek általában 128-at vesznek el.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2016 április 04, 09:00
Írta: svejk Dátum 2016 április 04, 09:00
Egyébként ha végigjártad volna velünk ezt a 11 éves rögös utat és nem másfél hetes regisztrációval írod ezt, akkor még komolyan is vehetnélek.
Tesztelni két féleképpen lehet, vagy megállapítjuk valamiről hogy működik vagy nem, vagy pedig ha már van egy működő etalon, akkor lehetőleg azonos körülmények közt ahhoz hasonlítunk.
Tegnap az utóbbi történt.
De ez már nem egészen topic téma.
Tesztelni két féleképpen lehet, vagy megállapítjuk valamiről hogy működik vagy nem, vagy pedig ha már van egy működő etalon, akkor lehetőleg azonos körülmények közt ahhoz hasonlítunk.
Tegnap az utóbbi történt.
De ez már nem egészen topic téma.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2016 április 04, 17:29
Írta: frob Dátum 2016 április 04, 17:29
CNCdrive, mi az ajánlott gép, mert ahogy svejk meglepődött, én is :)
kipróbáltam a teszt verziót, az1.2008-as verzió pikk pakk betöltődött, viszont a mostani igen csak sokat szöszöl ugyan azon a gépen.
Még örültem is amikor kipróbáltam először, hogy elég ez gépállat is neki ( van két hasonló) de akkor most annyira nem vagyok biztos benne.
Más próbáltam betölteni a cam részben dxf et, sajna valamilyen oknál fogva ez nem jött össze, pedig minden fellehető prg be tudta olvasni... van esetleg valami trükk amit alkalmazni kell?
kipróbáltam a teszt verziót, az1.2008-as verzió pikk pakk betöltődött, viszont a mostani igen csak sokat szöszöl ugyan azon a gépen.
Még örültem is amikor kipróbáltam először, hogy elég ez gépállat is neki ( van két hasonló) de akkor most annyira nem vagyok biztos benne.
Más próbáltam betölteni a cam részben dxf et, sajna valamilyen oknál fogva ez nem jött össze, pedig minden fellehető prg be tudta olvasni... van esetleg valami trükk amit alkalmazni kell?
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2016 április 04, 20:07
Írta: ium8w94xp Dátum 2016 április 04, 20:07
Sziasztok.
Ha jól rémlik Balázs mondta, hogy írt valaki letapogatós plugint a programhoz. Mivel gyagya vagyok írni, ezért érdekelne miként áll a dolog. Igazából minél gyorsabban szeretném megoldani, hogy egy ívelt formára gravírozzak pl szöveget. Ne kelljen megrajzolnom a formát is. Most épp apám lapos üvegére, ami fém :)
Köszike
Ha jól rémlik Balázs mondta, hogy írt valaki letapogatós plugint a programhoz. Mivel gyagya vagyok írni, ezért érdekelne miként áll a dolog. Igazából minél gyorsabban szeretném megoldani, hogy egy ívelt formára gravírozzak pl szöveget. Ne kelljen megrajzolnom a formát is. Most épp apám lapos üvegére, ami fém :)
Köszike
Cím: Re:UCCNC vezérlő program
Írta: Kisamotors Dátum 2016 április 04, 20:26
Írta: Kisamotors Dátum 2016 április 04, 20:26
Kösz a kimerítő választ.
Cím: Re:UCCNC vezérlő program
Írta: Kisamotors Dátum 2016 április 04, 20:26
Írta: Kisamotors Dátum 2016 április 04, 20:26
Nem baj, nem kell komolyan venned.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 április 04, 21:30
Írta: 000000000 Dátum 2016 április 04, 21:30
Sziasztok,
Svejk: Megnéztük a master/slave külön home kapcsolós home-olást és nálunk sem működik.
Dolgozunk a megoldáson, amint elkészül szólni fogok.
Frob: Az általam javasolt konfig:
CPU: >= 1.8Ghz, javasolt dual/duo core
RAM: OP rendszertől függő, XP-n legalább 1GB, 7-től felfelé legalább 2G. Ha nagy G-kódot vannak akkor 4GB, ennél nagyobbnak nincsen értelme, mert a szoftver nem tud 2GB-nál többet használni és így marad minimum 2Giga az OP rendszernek. Ha 32bites a Windows akkor pedig abszolút nincs értelme 4Gigánál nagyobb RAM, mert az OP rendszer nem tudja megcímezni a 4GB feletti memóriát.
VRAM: minimum 128MB, javasolt >= 256MB
OP Rendszer: Én Windows 7-et használok már jó ideje, de XP és attól felfelé bármilyen Windows megteszi.
Általánosságban beszélve egy kb. 8 éves gép ami akkor új volt az általában megfelelő.
15-20 éves gépekkel nem érdemes próbálkozni, legalábbis a videó kártyáikkal nem, mert az OpenGL 1.3 definíció kb.15-16 éves, szóval régebbi videókártyákon nem fut.
Svejk: Megnéztük a master/slave külön home kapcsolós home-olást és nálunk sem működik.
Dolgozunk a megoldáson, amint elkészül szólni fogok.
Frob: Az általam javasolt konfig:
CPU: >= 1.8Ghz, javasolt dual/duo core
RAM: OP rendszertől függő, XP-n legalább 1GB, 7-től felfelé legalább 2G. Ha nagy G-kódot vannak akkor 4GB, ennél nagyobbnak nincsen értelme, mert a szoftver nem tud 2GB-nál többet használni és így marad minimum 2Giga az OP rendszernek. Ha 32bites a Windows akkor pedig abszolút nincs értelme 4Gigánál nagyobb RAM, mert az OP rendszer nem tudja megcímezni a 4GB feletti memóriát.
VRAM: minimum 128MB, javasolt >= 256MB
OP Rendszer: Én Windows 7-et használok már jó ideje, de XP és attól felfelé bármilyen Windows megteszi.
Általánosságban beszélve egy kb. 8 éves gép ami akkor új volt az általában megfelelő.
15-20 éves gépekkel nem érdemes próbálkozni, legalábbis a videó kártyáikkal nem, mert az OpenGL 1.3 definíció kb.15-16 éves, szóval régebbi videókártyákon nem fut.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2016 április 04, 22:28
Írta: svejk Dátum 2016 április 04, 22:28
Barátom hálája fog kísérni hosszú életutatokon! :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2016 április 04, 22:30
Írta: svejk Dátum 2016 április 04, 22:30
[#wave]
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 április 04, 23:52
Írta: 000000000 Dátum 2016 április 04, 23:52
:)
Itt találtam olyan kategóriájú használt PC-ket amik szerintem megfelelnek az UCCNC-hez:
http://www.pc-max.hu/webaruhaz/szamitogepek-intel-dualcore.html
Itt találtam olyan kategóriájú használt PC-ket amik szerintem megfelelnek az UCCNC-hez:
http://www.pc-max.hu/webaruhaz/szamitogepek-intel-dualcore.html
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2016 április 05, 08:33
Írta: frob Dátum 2016 április 05, 08:33
Köszönöm!!
hát igen ez egy D510-es alaplap ebben csak 1.66GHz-en megy a proc, videó memória most 256 ra állítva, ram 2GB , szóval akkor ez kissé karcsú...
dxf importtal kapcsolatban tud valaki valamit mondani? olyat próbáltam amit pl freecad beolvas, de uccnc sajna nem valamiért..
hát igen ez egy D510-es alaplap ebben csak 1.66GHz-en megy a proc, videó memória most 256 ra állítva, ram 2GB , szóval akkor ez kissé karcsú...
dxf importtal kapcsolatban tud valaki valamit mondani? olyat próbáltam amit pl freecad beolvas, de uccnc sajna nem valamiért..
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2016 április 05, 09:01
Írta: istvan58 Dátum 2016 április 05, 09:01
Szia Balázs,
köszönöm a licenszet, remélem hétvégén beüzemelem az UC400ETH-t.
köszönöm a licenszet, remélem hétvégén beüzemelem az UC400ETH-t.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2016 április 05, 10:56
Írta: istvan58 Dátum 2016 április 05, 10:56
Ismerkedem az UCCNC-vel....most még csak demó módban.
Elsőre egy észrevétel:
A diagnostic ablakban nem lehetne az ősszes tengely "job properties"-ét látni?
Esetembe mivel 2 Z tengelyem van sokszor használom az A tengelyt és jó lenne ránézni milyen határok között fog járni ha esetleg elnéztem valamit a G kódban.

Elsőre egy észrevétel:
A diagnostic ablakban nem lehetne az ősszes tengely "job properties"-ét látni?
Esetembe mivel 2 Z tengelyem van sokszor használom az A tengelyt és jó lenne ránézni milyen határok között fog járni ha esetleg elnéztem valamit a G kódban.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 április 06, 00:28
Írta: 000000000 Dátum 2016 április 06, 00:28
Sziasztok,
Svejk: A master/slave dupla home kapcsolós home-olás javítva lett mind az UCCNC-ben és Mach3-ban is. Az UCCNC-ben javítva lett még egy hiba ami macro gomb hívással kapcsolatos és egy fórumtárs jelezte a problémát.
Most már eljött az ideje, úgyhogy felraktuk a weboldalra az automata telepítőt és a plugint is Mach3-hoz:
UC400ETH weboldal
Az UCCNC 1.2016 új verzió pedig a szokásos helyen letölthető a weboldalunkon.
Frob: Ezt nehéz eldönteni, hogy karcsú-e hozzá. A RAM és videókártya elégséges kell legyen, a proci kicsit kevés, illetve gondolom Atom vagy celeron a proci és így egymagos, ha így van akkor valószínűleg gyengécske.
Istvan58: A 4. tengely limiteket nem írtuk ki, most hirtelen nem rémlik, hogy egyáltalán kiszámítja-e a progi.
Svejk: A master/slave dupla home kapcsolós home-olás javítva lett mind az UCCNC-ben és Mach3-ban is. Az UCCNC-ben javítva lett még egy hiba ami macro gomb hívással kapcsolatos és egy fórumtárs jelezte a problémát.
Most már eljött az ideje, úgyhogy felraktuk a weboldalra az automata telepítőt és a plugint is Mach3-hoz:
UC400ETH weboldal
Az UCCNC 1.2016 új verzió pedig a szokásos helyen letölthető a weboldalunkon.
Frob: Ezt nehéz eldönteni, hogy karcsú-e hozzá. A RAM és videókártya elégséges kell legyen, a proci kicsit kevés, illetve gondolom Atom vagy celeron a proci és így egymagos, ha így van akkor valószínűleg gyengécske.
Istvan58: A 4. tengely limiteket nem írtuk ki, most hirtelen nem rémlik, hogy egyáltalán kiszámítja-e a progi.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2016 április 06, 07:13
Írta: istvan58 Dátum 2016 április 06, 07:13
Gondoltam hogy beleszerkesztem a screen editoral de sajnos csak x, y, z van a listában.
Várható hogy ezt megoldjátok valamikor?
Várható hogy ezt megoldjátok valamikor?
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2016 április 06, 08:38
Írta: frob Dátum 2016 április 06, 08:38
CNC drive, köszi!
Tegnap küldtem a másik mélcímemről is ua a levelet, várom válaszod.
Tegnap küldtem a másik mélcímemről is ua a levelet, várom válaszod.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2016 április 06, 09:01
Írta: istvan58 Dátum 2016 április 06, 09:01
de mivel a soft limitet be lehet állitani minden tengelyre akkor ez az info meg kell hogy legyen nem?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2016 április 06, 09:04
Írta: svejk Dátum 2016 április 06, 09:04
Ilyenkor úgy tudok örülni! :)
Hihetetlen a már több éve tartó lendületetek. [#eljen]
Közben megküldték a pár napja említett 14 MB-os G-kódot, itthon egy asztali Dual-Core, E5300-as 2,6 GHz-es procival, 2 GB RAM, GeForce 7300GT-vel, XP alatt szalad rendesen.
Tehát a vassal nem lehet spórolni.
Hihetetlen a már több éve tartó lendületetek. [#eljen]
Közben megküldték a pár napja említett 14 MB-os G-kódot, itthon egy asztali Dual-Core, E5300-as 2,6 GHz-es procival, 2 GB RAM, GeForce 7300GT-vel, XP alatt szalad rendesen.
Tehát a vassal nem lehet spórolni.
Cím: Re:UCCNC vezérlő program
Írta: xabi Dátum 2016 április 06, 09:06
Írta: xabi Dátum 2016 április 06, 09:06
Szia,
Most veszem észre hogy már 1.2016 verzió van. Régebben volt egy követhető változás-javítás lista, most miért nincsen ?
Az a baj hogy nincsen kedvem állandóan installálni, illetve hiába a szuper "screen editor" ha az új verziónál mindig újból kell a képernyőt szerkeszteni (2 megoldást látok 1.) új verzió installáláskor összefésüli az *.ssf fájlt, vagy ha látom a changelog-ba hogy nem tettél be új pl. menüpontot akkor jó a régi *.ssf fájl is.)
Most veszem észre hogy már 1.2016 verzió van. Régebben volt egy követhető változás-javítás lista, most miért nincsen ?
Az a baj hogy nincsen kedvem állandóan installálni, illetve hiába a szuper "screen editor" ha az új verziónál mindig újból kell a képernyőt szerkeszteni (2 megoldást látok 1.) új verzió installáláskor összefésüli az *.ssf fájlt, vagy ha látom a changelog-ba hogy nem tettél be új pl. menüpontot akkor jó a régi *.ssf fájl is.)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 április 06, 10:06
Írta: 000000000 Dátum 2016 április 06, 10:06
Sziasztok,
Istvan58: A softlimit-nek nem kell előre ismernie a betöltött G-kód pozíció korlátait.
A softlimit működése, hogy a beállított korlátokon mozgás közben megáll, ezt menet közben, program futtatás közben is folyamatosan figyeli.
A másik dolog, hogy XYZ tengelynél előre kalkulálja a g-kód feldolgozásnál a határokat és ha kívül esik, akkor el sem engedi indítani a g-kód programot. Úgy emlékszem az ABC-nél ezt nem számolja ki előre, csak az első dolog amit írtam az működik ezeken a tengelyeken, vagyis menet közben figyeli hogy határra futott-e a tengely. Legalábbis úgy emlékszem így működik, de majd megnézem, mert nem 100% hogy jól emlékszem.
Svejk: Köszi.:) A lendület azért tart, mert szeretjük csinálni, a hibákat pedig nem szeretjük, nem tűrjük. :)
És igen, a gép konfig amit írsz azon kell, hogy gond nélkül menjen, nekem is hasonló Geforce vidcsi kártyám van, nem mai darab, de azért ez még ma is elég jó kis kártyának számít. Ahogy írtam, a másik konfignál amit írtál, hogy lassúskodik szerintem a videókártya lehet gyengécske.
Xabi: Bármilyen interface dolgot mint például a képernyőkészlet függvényei csak maximum a nagy (major) verziószám változásánál csinálunk. Nagy verziószámból eddig 3 volt: 1.0, 1.1 és 1.2.
A kisebb számok változásánál nem változtatunk semmi olyat ami miatt nem maradna kompatibilis az azonos major verziójú kiadásokkal.
Szóval nyugodtan frissíthetsz egy 1.2xxx -ről egy 1.2yyy verzióra.
A változásokról a Change log lista egyelőre nincsen összegyűjtve az 1.2 verzióhoz. Az infók megvannak, csak össze kellene írni egy listába.
Istvan58: A softlimit-nek nem kell előre ismernie a betöltött G-kód pozíció korlátait.
A softlimit működése, hogy a beállított korlátokon mozgás közben megáll, ezt menet közben, program futtatás közben is folyamatosan figyeli.
A másik dolog, hogy XYZ tengelynél előre kalkulálja a g-kód feldolgozásnál a határokat és ha kívül esik, akkor el sem engedi indítani a g-kód programot. Úgy emlékszem az ABC-nél ezt nem számolja ki előre, csak az első dolog amit írtam az működik ezeken a tengelyeken, vagyis menet közben figyeli hogy határra futott-e a tengely. Legalábbis úgy emlékszem így működik, de majd megnézem, mert nem 100% hogy jól emlékszem.
Svejk: Köszi.:) A lendület azért tart, mert szeretjük csinálni, a hibákat pedig nem szeretjük, nem tűrjük. :)
És igen, a gép konfig amit írsz azon kell, hogy gond nélkül menjen, nekem is hasonló Geforce vidcsi kártyám van, nem mai darab, de azért ez még ma is elég jó kis kártyának számít. Ahogy írtam, a másik konfignál amit írtál, hogy lassúskodik szerintem a videókártya lehet gyengécske.
Xabi: Bármilyen interface dolgot mint például a képernyőkészlet függvényei csak maximum a nagy (major) verziószám változásánál csinálunk. Nagy verziószámból eddig 3 volt: 1.0, 1.1 és 1.2.
A kisebb számok változásánál nem változtatunk semmi olyat ami miatt nem maradna kompatibilis az azonos major verziójú kiadásokkal.
Szóval nyugodtan frissíthetsz egy 1.2xxx -ről egy 1.2yyy verzióra.
A változásokról a Change log lista egyelőre nincsen összegyűjtve az 1.2 verzióhoz. Az infók megvannak, csak össze kellene írni egy listába.
Cím: Re:UCCNC vezérlő program
Írta: gvox Dátum 2016 április 06, 10:24
Írta: gvox Dátum 2016 április 06, 10:24
Üdvözöllek!
Segítséget kérnék fortuna dc servo beállításához
Motor 180V /4200ford (1kW)
DG4S-160-35 vezérlő
Tápfesz 160V a vezérlő miatt, itt a motor még 3700- at forogna de a vezérlő 3200- nál leold,
ez 75%-os PWM nél van. Hogyan növelhető a pwm?
vezérlő beállítása
lépés sokszorozó 1, max hiba 20000, PWM 512,Imax 35, Ap 105, Ad 6425, Ai 8, Li 1440, mintavétel 2
servohiba 0
Előre is köszönöm
Segítséget kérnék fortuna dc servo beállításához
Motor 180V /4200ford (1kW)
DG4S-160-35 vezérlő
Tápfesz 160V a vezérlő miatt, itt a motor még 3700- at forogna de a vezérlő 3200- nál leold,
ez 75%-os PWM nél van. Hogyan növelhető a pwm?
vezérlő beállítása
lépés sokszorozó 1, max hiba 20000, PWM 512,Imax 35, Ap 105, Ad 6425, Ai 8, Li 1440, mintavétel 2
servohiba 0
Előre is köszönöm
Cím: Re:UCCNC vezérlő program
Írta: gvox Dátum 2016 április 06, 10:26
Írta: gvox Dátum 2016 április 06, 10:26
Bocsi lemaradt 100-as encoder +index
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2016 április 06, 10:29
Írta: istvan58 Dátum 2016 április 06, 10:29
azért jó lenne a többi tengelyre is ezt beletenni....sokan használnak több mimnt 3 tengelyt szerintem.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2016 április 10, 11:54
Írta: svejk Dátum 2016 április 10, 11:54
Van itt olyan fórumtársunk aki UCCNC progit használ relif marásra?
A Constant Velocity mode beállításaiban kérnék egy kis segítséget, támpontot.
A Constant Velocity mode beállításaiban kérnék egy kis segítséget, támpontot.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2016 április 10, 11:55
Írta: svejk Dátum 2016 április 10, 11:55
Tudom volt már erről itt szó, de hirtelen nem találom a topicban.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 április 10, 12:33
Írta: 000000000 Dátum 2016 április 10, 12:33
Szia,
A legfőbb paraméterek a Constant velocity módnál:
- Linear error: Ez a max. hiba amennyivel a programozott pályától eltérhet a mozgás.
-Linear addition length: Ennél hosszabb szakaszokat ne fűzzön össze a mozgás során, hanem külön kezelje ha egy szakasz hosszabb ennél.
- Linear Unify length: Egy kalkulációs ciklusban ennyi össz hosszúságot fűzhet össze, ha ezt eléri, túlhaladná akkor ne nézzen tovább előre, hanem kezelje külön kalkulációnak a következő szakaszokat.
-Corner error: Max. megengedett pozíció hiba a sarkokon.
- Stop at angle degrees: A pályán a szakaszoknak ha ennél nagyobb a kapcsolódási szöge, akkor ott exact stop módot alkalmazzon.
- Look ahead lines: Hány g-kód sort nézzen előre a kódban.
Relief marásnál általában pár tized lehet a Linear error és a corner error és ha széltében pásztázva megy olyan a kód, akkor én a Linear unify és addition length-et nagyra állítanám, akár akkorára mint a pásztázás teljes szélessége, mert akkor akár egy előrenézési ciklussal lassítás nélkül végig tud akár futni a soron -> gyors lesz a végrehajtás.
A legfőbb paraméterek a Constant velocity módnál:
- Linear error: Ez a max. hiba amennyivel a programozott pályától eltérhet a mozgás.
-Linear addition length: Ennél hosszabb szakaszokat ne fűzzön össze a mozgás során, hanem külön kezelje ha egy szakasz hosszabb ennél.
- Linear Unify length: Egy kalkulációs ciklusban ennyi össz hosszúságot fűzhet össze, ha ezt eléri, túlhaladná akkor ne nézzen tovább előre, hanem kezelje külön kalkulációnak a következő szakaszokat.
-Corner error: Max. megengedett pozíció hiba a sarkokon.
- Stop at angle degrees: A pályán a szakaszoknak ha ennél nagyobb a kapcsolódási szöge, akkor ott exact stop módot alkalmazzon.
- Look ahead lines: Hány g-kód sort nézzen előre a kódban.
Relief marásnál általában pár tized lehet a Linear error és a corner error és ha széltében pásztázva megy olyan a kód, akkor én a Linear unify és addition length-et nagyra állítanám, akár akkorára mint a pásztázás teljes szélessége, mert akkor akár egy előrenézési ciklussal lassítás nélkül végig tud akár futni a soron -> gyors lesz a végrehajtás.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2016 április 10, 14:22
Írta: svejk Dátum 2016 április 10, 14:22
Ezeket olvastam a felhasználói könyvben is.
Ezek már durva állítása is alig hozott olyan eredményt amit vártam volna.
A "Stop at angle degress > (érték fokban)", ezt nem igazán tudom értelmezni.
Itt szerintem a kacsacsőr fordítva van.
Ha egyáltalán nem szeretném ezt a funkciót használni azaz kerekedjen ami akar, csak ne legyen exact stop, akkor mennyit írjak be? 180-at? 360-at? esetleg 0-át?
Egy egyszerű eset:
G0 X0 Z0
G1 X30 F1500
G1 Z-5
G1 X40
G1 Z0
G1 X50
M30
A fenti esetben ha 91 fokot adok meg akkor biztos nem fog egyik tengely sem exact stoppal megállni hanem szépen lekerekíti a sarkot?
Ezek már durva állítása is alig hozott olyan eredményt amit vártam volna.
A "Stop at angle degress > (érték fokban)", ezt nem igazán tudom értelmezni.
Itt szerintem a kacsacsőr fordítva van.
Ha egyáltalán nem szeretném ezt a funkciót használni azaz kerekedjen ami akar, csak ne legyen exact stop, akkor mennyit írjak be? 180-at? 360-at? esetleg 0-át?
Egy egyszerű eset:
G0 X0 Z0
G1 X30 F1500
G1 Z-5
G1 X40
G1 Z0
G1 X50
M30
A fenti esetben ha 91 fokot adok meg akkor biztos nem fog egyik tengely sem exact stoppal megállni hanem szépen lekerekíti a sarkot?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2016 április 10, 14:29
Írta: svejk Dátum 2016 április 10, 14:29
Most levettem a gyorsulást az X és Z tengelynél 10 mm/s2-re így jól látható a tényleges mozgás a Toolpath ablakban demo módban is.
Elkezdek játszani vele, hogy megérthessem pontosan a beállítások mikéntjét.
Elkezdek játszani vele, hogy megérthessem pontosan a beállítások mikéntjét.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2016 április 10, 14:51
Írta: svejk Dátum 2016 április 10, 14:51
Oké, lassan felfogom.
Módosítottam a kis progin, hogy jobban látható legyen.
A gyorsulás az x és z tengelyeknél továbbra is 10 mm/s2
G0 X0 Z0
G1 X10 F1500
G1 Z-5
G1 X20
G1 Z0
G1 X30
G0 Z5
G0 X0
G0 Z0
M30
Ilyen kis gyorsulásoknál jól látható a toolpath-ban a működés. (persze megfelelő nézetre kapcsolva)
Tehát a fenti kódnál:
- ha a stop at angle értéke 89 vagy kisebb akkor a linear és corner errornál bármekkora érték lehet, úgy is exact stop lesz és nem kerekíti a sarkot.
- ha a stop at angle értéke 91 vagy nagyobb akkor a corner error értékével kerekíti a sarkokat, de a linear error továbbra is bármilyen érték lehet.
Most ezt megemésztem aztán majd visszatérünk a linear errorra és a a két hosszúsági értékre.
Mondjuk jó lenne ezt a fenti logikai kapcsolatokat a manualban is olvasni, és akkor nem csak vaktában kellene állítgatni.
Módosítottam a kis progin, hogy jobban látható legyen.
A gyorsulás az x és z tengelyeknél továbbra is 10 mm/s2
G0 X0 Z0
G1 X10 F1500
G1 Z-5
G1 X20
G1 Z0
G1 X30
G0 Z5
G0 X0
G0 Z0
M30
Ilyen kis gyorsulásoknál jól látható a toolpath-ban a működés. (persze megfelelő nézetre kapcsolva)
Tehát a fenti kódnál:
- ha a stop at angle értéke 89 vagy kisebb akkor a linear és corner errornál bármekkora érték lehet, úgy is exact stop lesz és nem kerekíti a sarkot.
- ha a stop at angle értéke 91 vagy nagyobb akkor a corner error értékével kerekíti a sarkokat, de a linear error továbbra is bármilyen érték lehet.
Most ezt megemésztem aztán majd visszatérünk a linear errorra és a a két hosszúsági értékre.
Mondjuk jó lenne ezt a fenti logikai kapcsolatokat a manualban is olvasni, és akkor nem csak vaktában kellene állítgatni.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2016 április 10, 14:56
Írta: svejk Dátum 2016 április 10, 14:56
A probléma az, hogy reliefnél előfordulnak meredek és lankás lejtők, de akár a 90 fokos törések is, bár ezeket a mostanában terjedő kúpos egyélű marókkal egyébként sem lehet elkészíteni.
Úgy látom ez a relief marás még több odafigyelést igényel mint a pontos munkadarab készítés, ha a lehető leghűebben akarjuk a domborművet elkészíteni.
Úgy látom ez a relief marás még több odafigyelést igényel mint a pontos munkadarab készítés, ha a lehető leghűebben akarjuk a domborművet elkészíteni.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 április 10, 15:09
Írta: 000000000 Dátum 2016 április 10, 15:09
Amit írsz az derék szögű csatlakozásokra igaz.
Az adatlapban le van rajzolva, hogy a linear error hogyan működik, légyszi nézd meg a rajzot és szerintem rögtön megérded.
A relief készítés kompromisszumos munka, sebesség vs. részletgazdagság, mivel a fizikát áthágni nem tudod, csak optimumot ill. a neked megfelelő kompromisszumot tudod meghozni.
Az adatlapban le van rajzolva, hogy a linear error hogyan működik, légyszi nézd meg a rajzot és szerintem rögtön megérded.
A relief készítés kompromisszumos munka, sebesség vs. részletgazdagság, mivel a fizikát áthágni nem tudod, csak optimumot ill. a neked megfelelő kompromisszumot tudod meghozni.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 április 10, 15:13
Írta: 000000000 Dátum 2016 április 10, 15:13
Igen, a relief-ekben általában nagyon nagy skálán fordul elő csatlakozási szög és nagyon sok apró szakaszból áll, ezért szerintem is nehezebb a kezelése, optimális megmunkálás megtalálása mint a pontosságot kívánó munkadaraboknál.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2016 április 10, 15:22
Írta: ium8w94xp Dátum 2016 április 10, 15:22
Tapintós okosságot nem írt még senki akkor? Jó lenne már gravírozni a mellényzsebes flaskára. A végén üvegből kell inni :D
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2016 április 10, 17:01
Írta: Bozso777 Dátum 2016 április 10, 17:01
Relifet jópárat martam már az uccncvel, de igazság szerint eszembe sem jutott, hogy állítgassak bármit is...alap beállítással ment, az eredmény szép lett...általában gravírtűvel, vagy gömbvégű maróval csináltam.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 április 10, 19:24
Írta: 000000000 Dátum 2016 április 10, 19:24
Exup: ha tapintós okosság alatt autolevel-ert értesz, azt már csináltak, itt van egy: http://www.cnczone.com/forums/uccnc-control-software/304182-pcb-autoleveler-plugin-uccnc.html
Illetve más is csinált már egyet régebben, de nem tudom már ki volt az és hogy hol láttam.
Illetve a neten is láttam már általánosan megcsinált autolevelert, ami G31-eket használt és így Mach3, UCCNC, LinuxCNC is kell működjön, de nem rémlik most hogy mi volt a neve a proginak vagy hogy hol láttam pontosan, talán Google-el keresve Auto leveler kulcsszóra megtalálod, de lehet más volt a neve...
Illetve más is csinált már egyet régebben, de nem tudom már ki volt az és hogy hol láttam.
Illetve a neten is láttam már általánosan megcsinált autolevelert, ami G31-eket használt és így Mach3, UCCNC, LinuxCNC is kell működjön, de nem rémlik most hogy mi volt a neve a proginak vagy hogy hol láttam pontosan, talán Google-el keresve Auto leveler kulcsszóra megtalálod, de lehet más volt a neve...
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2016 április 10, 20:29
Írta: dezsoe Dátum 2016 április 10, 20:29
Szia!
Kicsit pontosítsd a feladatot, légy szíves, mert anno felraktam ide egy szintezőt (szerintem erre emlékszik Balázs), ami Eagle-re van kihegyezve, viszont szinte biztos, hogy jó lesz neked is. Ha esetleg van egy minta file, az segítene abban, hogy kipróbáljam vele. (Elég egy kis részlet is belőle.)
Kicsit pontosítsd a feladatot, légy szíves, mert anno felraktam ide egy szintezőt (szerintem erre emlékszik Balázs), ami Eagle-re van kihegyezve, viszont szinte biztos, hogy jó lesz neked is. Ha esetleg van egy minta file, az segítene abban, hogy kipróbáljam vele. (Elég egy kis részlet is belőle.)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 április 10, 21:17
Írta: 000000000 Dátum 2016 április 10, 21:17
Én úgy értelmeztem, egy flaskáról szeretné be szkennelni, tapintóval a domborulatát.
És arra készítené a mintát. Így lekövetve gravírozáskor az ívet, és egyenetlenséget.
A szkenneléshez kellene az okosság.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2016 április 10, 21:45
Írta: svejk Dátum 2016 április 10, 21:45
Ráment 3 napom 330 km-em, de sok dologra rájöttem.
A tapasztalataimat majd összefoglalom és leírom.
A tapasztalataimat majd összefoglalom és leírom.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 április 10, 22:08
Írta: 000000000 Dátum 2016 április 10, 22:08
Szia Svejk,
Küldtem e-mailt...
Küldtem e-mailt...
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2016 április 10, 22:30
Írta: svejk Dátum 2016 április 10, 22:30
Ha van egy olyan reliefed, amit nem sajnálsz kiadni a kezedből, vagy csak akár egy részletét elküldhetnéd nekem az UCCNC default.pro fájloddal együtt.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2016 április 11, 07:56
Írta: ium8w94xp Dátum 2016 április 11, 07:56
Danibá60 mondja jól. Igazából nem síkra szeretnék gravírozni és nem szeretnék struktúrált fényű szkennert használni :)
Uccnc-be gondoltam megoldani, de bármi más ötlet megteszi, amivel jelen esetben egy ívelt felületre tudok írni. Nem filccel :)
És uc100-am van, tehát ezt a vasat kell támogassa.
Köszi
Uccnc-be gondoltam megoldani, de bármi más ötlet megteszi, amivel jelen esetben egy ívelt felületre tudok írni. Nem filccel :)
És uc100-am van, tehát ezt a vasat kell támogassa.
Köszi
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2016 április 11, 08:02
Írta: ium8w94xp Dátum 2016 április 11, 08:02
Igen ez jónak tűnik...majd meglesem.
https://youtu.be/xHSwWntbOPk
https://youtu.be/xHSwWntbOPk
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2016 április 11, 09:32
Írta: Bozso777 Dátum 2016 április 11, 09:32
Szia
Küldj egy mail címet, enyém az adatlapomon ottvan.
Küldj egy mail címet, enyém az adatlapomon ottvan.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2016 április 11, 09:59
Írta: ium8w94xp Dátum 2016 április 11, 09:59
Leszedtem az autoleveler plugint. Majd délután otthon kipróbálom, de első ránézésre nagyon jónak tűnik. Este már jelölt flaskából ihatunk :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2016 április 11, 10:28
Írta: dezsoe Dátum 2016 április 11, 10:28
Szia!
Megnéztem, nagyon ügyes cucc! Azt hiszem, hogy fogok belőle egy-két ötletet alkalmazni. :)
Előnyei:
- Rendkívül egyszerű kezelni.
- Nagyon barátságos felület.
Hátrányai:
- Figyelj oda, hogy milyen elérési úton van a file! Balázs, erről már neked is írtam: ez a plugin is a Diagnostics ablaból veszi a megnyitott file nevét (field 895, Diagnostics_Filename
), aminek az eleje hiányzik, ha túl hosszú az elérési út, így nem tudja megnyitni.
- A másik az, hogy - mint az összes ilyen szintező program - úgy működik, hogy a file elejére beírja a szintezéshez szükséges kódot, a file többi részét pedig úgy írja át, hogy a kapott adatokat felhasználja.
Ezzel az a baj, hogy ha valamiért újra kell indítani a marást, akkor már a megmunkált területen mintavételez, ami különösen panel marásnál problémás, mert lehet, hogy már körbevágta azt a részt, ahol érintkeznie kéne. Ezzel szemben az én verzióm külön generálja a mintavételező file-t, azt le kell futtatni, majd elmenti a mérés eredményét, így bármikor újra lehet futtatni a kódot úgy, hogy figyelembe veszi a mért szinteket. Sajnos, az én verzióm kifejezetten az Eagle paneltervezőhöz van kihegyezve, így nagyon kódérzékeny (csak azokkal a G és M kódokkal foglalkozik, amit a generátor használ). Ezért kértem a minta file-t, hogy meg tudjam nézni, megy-e vele.
Megnéztem, nagyon ügyes cucc! Azt hiszem, hogy fogok belőle egy-két ötletet alkalmazni. :)
Előnyei:
- Rendkívül egyszerű kezelni.
- Nagyon barátságos felület.
Hátrányai:
- Figyelj oda, hogy milyen elérési úton van a file! Balázs, erről már neked is írtam: ez a plugin is a Diagnostics ablaból veszi a megnyitott file nevét (field 895, Diagnostics_Filename
), aminek az eleje hiányzik, ha túl hosszú az elérési út, így nem tudja megnyitni.
- A másik az, hogy - mint az összes ilyen szintező program - úgy működik, hogy a file elejére beírja a szintezéshez szükséges kódot, a file többi részét pedig úgy írja át, hogy a kapott adatokat felhasználja.
Ezzel az a baj, hogy ha valamiért újra kell indítani a marást, akkor már a megmunkált területen mintavételez, ami különösen panel marásnál problémás, mert lehet, hogy már körbevágta azt a részt, ahol érintkeznie kéne. Ezzel szemben az én verzióm külön generálja a mintavételező file-t, azt le kell futtatni, majd elmenti a mérés eredményét, így bármikor újra lehet futtatni a kódot úgy, hogy figyelembe veszi a mért szinteket. Sajnos, az én verzióm kifejezetten az Eagle paneltervezőhöz van kihegyezve, így nagyon kódérzékeny (csak azokkal a G és M kódokkal foglalkozik, amit a generátor használ). Ezért kértem a minta file-t, hogy meg tudjam nézni, megy-e vele.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2016 április 11, 12:10
Írta: ium8w94xp Dátum 2016 április 11, 12:10
Szia.
Kimondottan nincs minta gkódom, de majd akkor csinalok. Szöveget, nevet szeretnék marni pl fém pohárba, flaskába uccnc-vel. Majd ma délután ezt a plugint kipróbálom. De a tiéd is érdekel, megnézném azt is. Ebbe a plugin-ba van egy minta file. Meglesheted akár azzal.
Kimondottan nincs minta gkódom, de majd akkor csinalok. Szöveget, nevet szeretnék marni pl fém pohárba, flaskába uccnc-vel. Majd ma délután ezt a plugint kipróbálom. De a tiéd is érdekel, megnézném azt is. Ebbe a plugin-ba van egy minta file. Meglesheted akár azzal.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2016 április 11, 12:47
Írta: dezsoe Dátum 2016 április 11, 12:47
Szia!
Megnéztem a minta file-t, pont azért írtam, hogy az enyém nem szereti. :( Most nyakig vagyok egy fejlesztésben, de már majdnem kész van, utána újraírom a szintezőt, mert nagyon tetszik ez a látványos cucc, azt már úgy fogom megcsinálni, hogy ne legyen Eagle-függő.
A jelenlegi verzió egyébként itt elérhető: VB .Net AutoLeveller
Megnéztem a minta file-t, pont azért írtam, hogy az enyém nem szereti. :( Most nyakig vagyok egy fejlesztésben, de már majdnem kész van, utána újraírom a szintezőt, mert nagyon tetszik ez a látványos cucc, azt már úgy fogom megcsinálni, hogy ne legyen Eagle-függő.
A jelenlegi verzió egyébként itt elérhető: VB .Net AutoLeveller
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2016 április 11, 15:37
Írta: svejk Dátum 2016 április 11, 15:37
Mit bénázhatok el, hogy nem működik a G-kód szerkesztőben a copy/paste??
Cím: Re:UCCNC vezérlő program
Írta: ggdr57dg Dátum 2016 április 11, 15:42
Írta: ggdr57dg Dátum 2016 április 11, 15:42
Egérrel sem megy? Találkoztam vele, hogy CTRL + C/V nem működött, egérrel meg igen. Vagy javítsd úgy, mint Bill Gates az autót: szálljunk ki, szálljunk be...
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2016 április 11, 15:49
Írta: ium8w94xp Dátum 2016 április 11, 15:49
Valami okosság lenne jó a progidba, hogy egyenes vagy ívelt felülettel dolgozol. Mert gondolom a mérőpontokat egyenessel kötik össze. Ívelt anyagnál sűrűn kell felvenni emiatt. Jobb lenne kiválasztható. De nem akarom a feladatokat adni neked :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2016 április 11, 15:58
Írta: dezsoe Dátum 2016 április 11, 15:58
Hát, igen. Nem foglalkozik ívekkel, mert nem arra való. :) A kisebb egyenetlenségeket hivatott kiegyensúlyozni alapvetően sík felületen. Azt meg is csinálja rendesen. Az ívelt felületekhez - szerintem - forgató kellene, és ahhoz egy megfelelő szintező. :)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 április 11, 16:30
Írta: 000000000 Dátum 2016 április 11, 16:30
A nem ívelt felületi egyenetlenség gravírozásához bőven elég a felületkövető.
Ezt már rég kitalálták. Gyorsan, praktikusan lehet vele dolgozni. Nincs szkenelési időveszteség. Ehhez, nincs szükség külön programra.
A gond az ívelt felületek megmunkálásával van. Ezt, általában nem lehet forgatóval megoldani. Éppen a nagy rádiusz miatt.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 április 11, 16:36
Írta: 000000000 Dátum 2016 április 11, 16:36
A te programodat nem lehetne úgy át írni, hogy jó legyen ívelt felületekhez is?
A program írásához szívesen összeírnám a figyelembe veendő szempontokat.
A nagyobb, ívelt felületek mindig gondot okoznak másoknak is.
Pláne, ha még egyenetlen is.
Ehhez kellene valami egyszerű megoldás.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2016 április 11, 16:39
Írta: svejk Dátum 2016 április 11, 16:39
Nem. :(
Bal gombbal kijelöli, de a jobb gombra nem reagál. Minden más programomban működik.
Bal gombbal kijelöli, de a jobb gombra nem reagál. Minden más programomban működik.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2016 április 11, 17:15
Írta: dezsoe Dátum 2016 április 11, 17:15
Azt hiszem, a felületkövetőt kihagynám. Nekem nagyon hobby gépem van (értheted nyugodtan pejoratíve), örülök, ha ott mar, ahol akarom. :) Letapogatom kódból, elmentem az eredményt, aztán mehet a marás, utána a fúrás, végül a profil marás, és mindháromhoz felhasználja a mért adatokat.
Persze, hogy meg lehet írni ívelt felülethez is, csak arra nem volt szükségem. Ha íves is, meg egyenetlen is, akkor igen sok mintavételezés kell, szerintem. Ehhez már jobb lenne egy analóg letapogató, biztos ilyen is létezik. Én gyakorlatilag csak panel marásra használom, alapvetően magamnak írtam a programot, csak megosztottam, hátha kell másnak is. :)
Persze, hogy meg lehet írni ívelt felülethez is, csak arra nem volt szükségem. Ha íves is, meg egyenetlen is, akkor igen sok mintavételezés kell, szerintem. Ehhez már jobb lenne egy analóg letapogató, biztos ilyen is létezik. Én gyakorlatilag csak panel marásra használom, alapvetően magamnak írtam a programot, csak megosztottam, hátha kell másnak is. :)
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2016 április 11, 17:27
Írta: Bozso777 Dátum 2016 április 11, 17:27
Anno ezt kérdeztem már Balázstól, mert szenvedtem vele, de kiderült az egérrel nem müxik a jobb gombos copy/paste viszont a CTRL +cC és CTRL+V müxik , azóta már tudom használni.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2016 április 11, 21:26
Írta: ium8w94xp Dátum 2016 április 11, 21:26
Még azzal küzdök, hogy a gép szerkezetét és a marót leválasszam a gnd-ről. Szikrázik az 5v a marószáron :) Éreztem én, hogy jobb lett volna betonkeverőt építeni :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2016 április 11, 21:36
Írta: svejk Dátum 2016 április 11, 21:36
Hmmm... esküszöm délután nem ment a CTRL-al sem.
Most persze jó, köszi!
Most persze jó, köszi!
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2016 április 12, 08:57
Írta: frob Dátum 2016 április 12, 08:57
Sziasztok
UC400ETH -nek keresem a leírását, biztos én vagyok a figyelmetlen hogy nem találom a cncdrive oldalon...
Tulajdonképen ez, ahogy a képen is látszik csak 2 ún printerporttal rendelkezik?
UC400ETH -nek keresem a leírását, biztos én vagyok a figyelmetlen hogy nem találom a cncdrive oldalon...
Tulajdonképen ez, ahogy a képen is látszik csak 2 ún printerporttal rendelkezik?
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2016 április 12, 08:58
Írta: frob Dátum 2016 április 12, 08:58
Na még eszembe jutott valami :)
win xp vagy win7 alatt gyorsabb az uccnc?
xp-nek még is csak kisebb az erőforrás igénye...
win xp vagy win7 alatt gyorsabb az uccnc?
xp-nek még is csak kisebb az erőforrás igénye...
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2016 április 12, 09:11
Írta: Bozso777 Dátum 2016 április 12, 09:11
Szia
Kicsit lejjebb ezen az oldalon ott a link :)
#2958 ott megtalálod a felhasználói kézikönyvet is.
Igen 2 ún printerporttal rendelkezik :)
Kicsit lejjebb ezen az oldalon ott a link :)
#2958 ott megtalálod a felhasználói kézikönyvet is.
Igen 2 ún printerporttal rendelkezik :)
Cím: Re:UCCNC vezérlő program
Írta: ggdr57dg Dátum 2016 április 12, 09:13
Írta: ggdr57dg Dátum 2016 április 12, 09:13
Nem lehetséges hogy volt újra indítás közben? (BG-féle javítás...)
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2016 április 12, 13:10
Írta: frob Dátum 2016 április 12, 13:10
Köszönöm!
Cím: Re:UCCNC vezérlő program
Írta: Sz.József Dátum 2016 április 13, 08:24
Írta: Sz.József Dátum 2016 április 13, 08:24
Szia Balázs!
Küldtem e-mailt...
Küldtem e-mailt...
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 április 13, 14:04
Írta: 000000000 Dátum 2016 április 13, 14:04
Szia Józsi, ment válasz e-mail.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2016 április 13, 15:46
Írta: ium8w94xp Dátum 2016 április 13, 15:46
A Balázs linkelte oldal autoleveler pluginját kipróbàltam. Nekem tetszik. Ugyan majd írok az úriembernek, hogy lehessen még sűrűbb mintavételre állítani. De használható íves felületre. Ugyan sikerült apám flaskáját kilukasztani, de az én gkódom volt a rossz.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2016 május 03, 13:40
Írta: svejk Dátum 2016 május 03, 13:40
UCCNC 1.2016
Az alábbit jól elvégzi:
M3 S4000
G90
g0 x0
G81 x10 Z-3 R2 F150
G91 X30
G80
G90
M5
M30
De ha a G81 utasítás előtt nincs X érték megadva akkor nem látszik a toolpath és a G-kód ablak is üres marad.
De ettől függetlenül lejátssza hibátlanul a programot.
lásd az alábbit:
M3 S4000
G90
G81 x10 Z-3 R2 F150
G91 X30
G80
G90
M5
M30
A manuálban nem említitek hogy kell a G81 előtt mozgásnak lennie, illetve a mach3-sem kívánja.
A mach3-ban a G91-nek lehet egy L paramétert adni amikor is annyiszor elvégzi az eltolást amennyi az L értéke. Ez sok esetben jól jön.
Itt van ilyesmi lehetőség?
Nyilván az a baj, hogy mi itt sokan a mach3-on nőttünk fel, de talán az UCCNC írója is. :)
Az alábbit jól elvégzi:
M3 S4000
G90
g0 x0
G81 x10 Z-3 R2 F150
G91 X30
G80
G90
M5
M30
De ha a G81 utasítás előtt nincs X érték megadva akkor nem látszik a toolpath és a G-kód ablak is üres marad.
De ettől függetlenül lejátssza hibátlanul a programot.
lásd az alábbit:
M3 S4000
G90
G81 x10 Z-3 R2 F150
G91 X30
G80
G90
M5
M30
A manuálban nem említitek hogy kell a G81 előtt mozgásnak lennie, illetve a mach3-sem kívánja.
A mach3-ban a G91-nek lehet egy L paramétert adni amikor is annyiszor elvégzi az eltolást amennyi az L értéke. Ez sok esetben jól jön.
Itt van ilyesmi lehetőség?
Nyilván az a baj, hogy mi itt sokan a mach3-on nőttünk fel, de talán az UCCNC írója is. :)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 május 03, 14:41
Írta: 000000000 Dátum 2016 május 03, 14:41
Szia Svejk,
G18-al szerintem azért nem megy a kódod, mert kiválasztod az XZ síkot, vagyis az Y a mélység és a G81-ben nem programozol Y-t, vagyis a kód értelmetlen, nincsen definiálva a fúrás mélysége.
G18-al szerintem azért nem megy a kódod, mert kiválasztod az XZ síkot, vagyis az Y a mélység és a G81-ben nem programozol Y-t, vagyis a kód értelmetlen, nincsen definiálva a fúrás mélysége.
Cím: Re:UCCNC vezérlő program
Írta: fektiforg Dátum 2016 május 03, 17:29
Írta: fektiforg Dátum 2016 május 03, 17:29
Hol van svejk kódjában G18 ?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2016 május 03, 17:30
Írta: svejk Dátum 2016 május 03, 17:30
Nincs G18 sehol.
És mint írtam mindkét kód lefut rendesen csak a másodiknál nem látszik a G-kód ablakban semmi.
És mint írtam mindkét kód lefut rendesen csak a másodiknál nem látszik a G-kód ablakban semmi.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2016 május 03, 17:32
Írta: svejk Dátum 2016 május 03, 17:32
Minden bizonnyal van szintaktikai kifogásolnivaló az említett kódban, de ha nem jó akkor jó lenne inkább hibaüzenetet kapni, mint üres képernyőt.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 május 03, 19:06
Írta: 000000000 Dátum 2016 május 03, 19:06
Bocsi, duplán félreértettem a dolgot.
Tesztelve a kódodat már egy újabb szoftver verziót használtam, amivel jól megjelenítette és ebből arra a következtetésre jutottam, hogy biztosan más síkot (G18) választottál ki és hogy nálad azért nem jeleníti meg.
Tovább vizsgálva feltűnt, hogy újabb szoftver verziót használok, ezért próbáltam az 1.2016-al is amivel valóban nem jeleníti meg ezt a kódot G17 síkot kiválasztva sem. Visszanézve a dolgokat volt egy hiba (G17/G18/G19 implementálásakor került bele), ami ezt a problémát okozta és közben már javítottam.
Szóval a hiba nem az ön készülékében, hanem nálunk van. Amiben ezt a hibát javítottam verzió még nincsen kiadva, de hamarosan...
Tesztelve a kódodat már egy újabb szoftver verziót használtam, amivel jól megjelenítette és ebből arra a következtetésre jutottam, hogy biztosan más síkot (G18) választottál ki és hogy nálad azért nem jeleníti meg.
Tovább vizsgálva feltűnt, hogy újabb szoftver verziót használok, ezért próbáltam az 1.2016-al is amivel valóban nem jeleníti meg ezt a kódot G17 síkot kiválasztva sem. Visszanézve a dolgokat volt egy hiba (G17/G18/G19 implementálásakor került bele), ami ezt a problémát okozta és közben már javítottam.
Szóval a hiba nem az ön készülékében, hanem nálunk van. Amiben ezt a hibát javítottam verzió még nincsen kiadva, de hamarosan...
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2016 május 03, 21:45
Írta: svejk Dátum 2016 május 03, 21:45
Sirály!
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2016 május 05, 08:44
Írta: ium8w94xp Dátum 2016 május 05, 08:44
Még szerencse, hogy ennyien használjuk és a bug-ok hamar kiderülnek. Persze szerencsére gyorsan orvosolva is van.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2016 május 05, 08:46
Írta: svejk Dátum 2016 május 05, 08:46
Őszinte leszek én nem használom, csak tesztelek és drukkolok! :)
A gépem már nem volt munka miatt bekapcsolva vagy 3 hónapja.
A gépem már nem volt munka miatt bekapcsolva vagy 3 hónapja.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2016 május 05, 08:49
Írta: svejk Dátum 2016 május 05, 08:49
Mostanában egyre több borsot tör az orrom alá a Mach3, így egyre jobban elismerem az UCCNC létjogosultságát.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2016 május 07, 08:50
Írta: ium8w94xp Dátum 2016 május 07, 08:50
Legalább megfűszerezi az életed ;)
Cím: Re:UCCNC vezérlő program
Írta: Sz.József Dátum 2016 május 09, 09:54
Írta: Sz.József Dátum 2016 május 09, 09:54
Szia Balázs!
Írtam emilt, célba ért?
Próbáltam a telefont is de nem jött össze...
Írtam emilt, célba ért?
Próbáltam a telefont is de nem jött össze...
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2016 május 09, 19:22
Írta: gaben Dátum 2016 május 09, 19:22
Szia Balázs,
én is írtam mail-t az info@cncdrive.com címedre.
Előre is köszönöm a választ. [#worship]
üdv, Gabi
én is írtam mail-t az info@cncdrive.com címedre.
Előre is köszönöm a választ. [#worship]
üdv, Gabi
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 május 10, 13:17
Írta: 000000000 Dátum 2016 május 10, 13:17
Sziasztok,
Józsi: Kollégám hamarosan hívni fog telefonon.
Gábor: Levél megérkezett, nemsokára írok választ.
Józsi: Kollégám hamarosan hívni fog telefonon.
Gábor: Levél megérkezett, nemsokára írok választ.
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2016 május 10, 17:05
Írta: gaben Dátum 2016 május 10, 17:05
Szia Balázs,
köszönöm még egyszer. [#wave]
köszönöm még egyszer. [#wave]
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 május 15, 22:04
Írta: 000000000 Dátum 2016 május 15, 22:04
Sziasztok,
Elkészült az UCCNC újabb 1.2019 kiadása.
A javítások:
- Fúró ciklusoknál több javítás, a kirajzolásnál, illetve G91 inkrementális módban hibás volt a végrehajtás.
- Bizonyos ritka esetekben teljes körök nem kerültek megjelenítésre (a végrehajtás jó volt csak a rajzolás nem történt meg).
- Képernyő szerkesztő módban nagy méretű objektumok kijelölése nagyon beterhelte a CPU-t.
- A plugin interface-ben az Init_event feleslegesen mindig meghívódott, ezt úgy megváltoztattuk, hogy csak az engedélyezett plugionknál hívódjon meg.
- UCR200 kézi vezérlő működése megszűnt, ha a Plugin ablakot a felhasználó bezárta.
- Kézi szerszámcserélés beállításnál, amikor az M6 makró nem kerül végrehajtásra, hanem várakozás történik ciklus startra, akkor ha az M6 makróval egy sorban g-kódok is voltak, akkor nem futott tovább a következő sorra a ciklus start nyomásakor.
Az újdonságok:
- A CNCparts.hu 5441 alaplap támogatása az UC300 és UC300ETH mozgásvezérlőkhöz.
- Az UC300 és UC300ETH modulok alaplap nélküli támogatása bekerült a szoftverbe. (Ha valaki saját alaplapot kíván gyárani hozzá, annak ez jól jöhet.)
- Az UC300ETH új mozgásvezérlő bekerült a szoftverbe. (a termék gyártása néhány hét múlva várható.)
- Macroloops, amiben max. 48 darab makró futtatható ciklikusan, hurokban. Ezzel aszinkron, PLC szerű háttér funkciók is leprogramozhatók.
- A G64 kód paraméterezhető lett, így megadhatók a g-kódban a munkához kívánt CV paraméterek, nem kell külön feljegyezni.
- Softlimits ha engedélyezve van és ráfut a tengely, akkor beállítható, hogy mutasson-e üzenet ablakot vagy sem.
- Feedrate érték visszanézése és felajánlása Run from here adott sorról futtatáskor.
- XHC HB04 kézi vezérlő (pendant) plugin.
- Makróknál {} zárójelek közt több paraméter megadható, például M300 {A1 B2.2 C3 X1 Y4}, a paraméterek a makró kódban szabadon felhasználhatók.
- A szerszámpálya nézeten az egér görgő is használható nagyításra.
A letöltés: UCCNC 1.2019
Elkészült az UCCNC újabb 1.2019 kiadása.
A javítások:
- Fúró ciklusoknál több javítás, a kirajzolásnál, illetve G91 inkrementális módban hibás volt a végrehajtás.
- Bizonyos ritka esetekben teljes körök nem kerültek megjelenítésre (a végrehajtás jó volt csak a rajzolás nem történt meg).
- Képernyő szerkesztő módban nagy méretű objektumok kijelölése nagyon beterhelte a CPU-t.
- A plugin interface-ben az Init_event feleslegesen mindig meghívódott, ezt úgy megváltoztattuk, hogy csak az engedélyezett plugionknál hívódjon meg.
- UCR200 kézi vezérlő működése megszűnt, ha a Plugin ablakot a felhasználó bezárta.
- Kézi szerszámcserélés beállításnál, amikor az M6 makró nem kerül végrehajtásra, hanem várakozás történik ciklus startra, akkor ha az M6 makróval egy sorban g-kódok is voltak, akkor nem futott tovább a következő sorra a ciklus start nyomásakor.
Az újdonságok:
- A CNCparts.hu 5441 alaplap támogatása az UC300 és UC300ETH mozgásvezérlőkhöz.
- Az UC300 és UC300ETH modulok alaplap nélküli támogatása bekerült a szoftverbe. (Ha valaki saját alaplapot kíván gyárani hozzá, annak ez jól jöhet.)
- Az UC300ETH új mozgásvezérlő bekerült a szoftverbe. (a termék gyártása néhány hét múlva várható.)
- Macroloops, amiben max. 48 darab makró futtatható ciklikusan, hurokban. Ezzel aszinkron, PLC szerű háttér funkciók is leprogramozhatók.
- A G64 kód paraméterezhető lett, így megadhatók a g-kódban a munkához kívánt CV paraméterek, nem kell külön feljegyezni.
- Softlimits ha engedélyezve van és ráfut a tengely, akkor beállítható, hogy mutasson-e üzenet ablakot vagy sem.
- Feedrate érték visszanézése és felajánlása Run from here adott sorról futtatáskor.
- XHC HB04 kézi vezérlő (pendant) plugin.
- Makróknál {} zárójelek közt több paraméter megadható, például M300 {A1 B2.2 C3 X1 Y4}, a paraméterek a makró kódban szabadon felhasználhatók.
- A szerszámpálya nézeten az egér görgő is használható nagyításra.
A letöltés: UCCNC 1.2019
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 május 15, 22:37
Írta: 000000000 Dátum 2016 május 15, 22:37
Örülök a fejlesztéseknek, javításoknak!
Az egérgörgő Használatánál kimegy a képből az objektum. Úgy kell mindig visrosszángatni.
Ezen lehet majd változtatni. Nagyon zavaró.
Az, egyébként hasznos dolog.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 május 15, 23:24
Írta: 000000000 Dátum 2016 május 15, 23:24
Most újból kezdtem játszani a progival.
Érdekes, hogy most szépen középen marad az objektum, görgetős nagyításkor.
Nem tudom mi zavarhatta meg az előbbi próbánál.
Most, többszöri újraindítás után is jó. Tehát, a hiba nálam volt.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2016 május 17, 14:17
Írta: istvan58 Dátum 2016 május 17, 14:17
Szuper,
a következő verzióban remélem bene lesz az A tengely limit kiszámitása is :)
a következő verzióban remélem bene lesz az A tengely limit kiszámitása is :)
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2016 május 17, 16:52
Írta: 2dbfy8y Dátum 2016 május 17, 16:52
Balázs.
Uccnc esztergára van esély?
Én beérném már azzal is ha csak x-z tengelyt használná, és x-et átmérőben értelmezné.
Mach-nál is úgyis cam progival generálok kódot, az se tudja a hossznagyoló ciklust.
Igen megszoktam már ezt az uccnc progitokat. [#nevetes1]
Uccnc esztergára van esély?
Én beérném már azzal is ha csak x-z tengelyt használná, és x-et átmérőben értelmezné.
Mach-nál is úgyis cam progival generálok kódot, az se tudja a hossznagyoló ciklust.
Igen megszoktam már ezt az uccnc progitokat. [#nevetes1]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2016 május 17, 17:15
Írta: svejk Dátum 2016 május 17, 17:15
Az eretnek gondolat, hogy a Z motortuningját úgy állítod, hogy a felét menje a kijelzett értéknek?
a CAM progik meg lekezelik a szerszámsugár korrekciót.
Persze biztos van más baj is...
a CAM progik meg lekezelik a szerszámsugár korrekciót.
Persze biztos van más baj is...
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2016 május 17, 17:19
Írta: 2dbfy8y Dátum 2016 május 17, 17:19
[#nevetes1]
Lehet nem is beszélsz hülyeséget.
Szerszámsugarat a Mach-al nem igazán tudtam használni.
Képernyőt egy ügyes ember át tudná szerkeszteni, az is igaz.
Furóciklus is működhetne ha mindig beküldöm x0-ra.
Lehet nem is beszélsz hülyeséget.
Szerszámsugarat a Mach-al nem igazán tudtam használni.
Képernyőt egy ügyes ember át tudná szerkeszteni, az is igaz.
Furóciklus is működhetne ha mindig beküldöm x0-ra.
Cím: Re:UCCNC vezérlő program
Írta: István83 Dátum 2016 május 17, 17:49
Írta: István83 Dátum 2016 május 17, 17:49
Ez jó ötlet,már csak ominózus menetvágás marad,
mint probléma.
mint probléma.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2016 május 17, 18:21
Írta: svejk Dátum 2016 május 17, 18:21
No de a menetvágás már vagy három verzióval ezelőtt megoldódott! (tesztelnem is kellett volna, de elfogytam idővel)
Vagy rosszul tudom?
Vagy rosszul tudom?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2016 május 17, 18:36
Írta: svejk Dátum 2016 május 17, 18:36
Természetesen az X tengelyét.
(most hívta fel a figyelmem egy fórumtársa tévedésemre)
Sőt ez a fórumtárs ki is próbálta az UCCNC menetvágását.
(most hívta fel a figyelmem egy fórumtársa tévedésemre)
Sőt ez a fórumtárs ki is próbálta az UCCNC menetvágását.
Cím: Re:UCCNC vezérlő program
Írta: István83 Dátum 2016 május 17, 19:17
Írta: István83 Dátum 2016 május 17, 19:17
Ez eddig jól hangzik,és mi a tapasztalat.
Véletlenül nem Antal Gábor próbálta,Ő készített
hozzá egy 100 réses tárcsát,ha jól emlékszem?
Véletlenül nem Antal Gábor próbálta,Ő készített
hozzá egy 100 réses tárcsát,ha jól emlékszem?
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2016 május 17, 19:53
Írta: lari Dátum 2016 május 17, 19:53
Amikor elkezdődött az UCCNC tesztelése, elég sokat foglalkoztam a dologgal és jó néhány órát eltöltöttem esztergamód teszteléssel, UC-300-al.
Mondhatom, hogy az akkori hibajavítások után -amit Balázs javított-egy nagyon jól használható rendszer lehetne, megkockáztatom, hogy egyenértékű a linuxcnc-vel, sőt ha azt nézzük, hogy Magyar szupporttal rendelkezik, akkor még talán felhasználóbarátabb is.
A menetvágás tökéletesen működik.
Sajnos hiányzik egy eszterga felület, átmérőmód, és néhány egyéb "apróság"...
Mondhatom, hogy az akkori hibajavítások után -amit Balázs javított-egy nagyon jól használható rendszer lehetne, megkockáztatom, hogy egyenértékű a linuxcnc-vel, sőt ha azt nézzük, hogy Magyar szupporttal rendelkezik, akkor még talán felhasználóbarátabb is.
A menetvágás tökéletesen működik.
Sajnos hiányzik egy eszterga felület, átmérőmód, és néhány egyéb "apróság"...
Cím: Re:UCCNC vezérlő program
Írta: István83 Dátum 2016 május 17, 20:52
Írta: István83 Dátum 2016 május 17, 20:52
Svejk ötlete teljesen jó szerintem diaméter üzemmódnak,legalábbis nem jöttem rá mi nem működne rendesen.De nem nem vagyok cnc esztergályos.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2016 május 17, 21:06
Írta: ANTAL GÁBOR Dátum 2016 május 17, 21:06
Pont Svejk ötletével foglalkozom . Azt hiszem ha G33 al megy a menet akkor Ok ( G33 X Z K Q )
De mi van a G76 tal ? Ott a menet kezdőpontja az X tengelyen I de van egy J fogásmélységünk és egy K menetmélységünk. Ha a két utóbbit rádiuszmódban értelmezzük akkor az I t is úgy kellene . Azt hiszem ez kizárja a trükközést
De mi van a G76 tal ? Ott a menet kezdőpontja az X tengelyen I de van egy J fogásmélységünk és egy K menetmélységünk. Ha a két utóbbit rádiuszmódban értelmezzük akkor az I t is úgy kellene . Azt hiszem ez kizárja a trükközést
Cím: Re:UCCNC vezérlő program
Írta: István83 Dátum 2016 május 17, 21:36
Írta: István83 Dátum 2016 május 17, 21:36
Valóban,most olvastam a g76 kódót uccnc oldalán,
mert nekem a kiesztergálás ugrott be a g76-ról.(nct).De G33-as kóddal is kellene működnie.
mert nekem a kiesztergálás ugrott be a g76-ról.(nct).De G33-as kóddal is kellene működnie.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2016 május 18, 07:36
Írta: ANTAL GÁBOR Dátum 2016 május 18, 07:36
Nem zárja ki : ( tegnap azt írtam hogy :"Ha a két utóbbit rádiuszmódban értelmezzük akkor az I t is úgy kellene ." DE hisz úgy van az is !!
Működik az !!!
Működik az !!!
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2016 május 18, 09:14
Írta: svejk Dátum 2016 május 18, 09:14
Talán még a szerszámpálya kirajzolásánál lehetnek gondok, ezen kényszer átmérő móddal.
De ha szépen megkérjük a a program íróját hátha belebiggyeszti nekünk az átmérő módot soron kívül!? :)
De ha szépen megkérjük a a program íróját hátha belebiggyeszti nekünk az átmérő módot soron kívül!? :)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 május 18, 10:17
Írta: 000000000 Dátum 2016 május 18, 10:17
Sziasztok,
Az UCCNC tud menetet vágni G33 és G76-al is, ill. tud G33.1/G33.2-vel menetet fúrni. A szintaxis mondhatni, hogy megegyezik a linuxcnc szintaxisával. A menetvágás inkrementális encoderes visszacsatolással működik.
Amiket az UCCNC még nem tud és emiatt nem is javasoljuk egyelőre esztergához való használatra:
- Nincsen eszterga képernyő esztergához optimalizált gombokkal és pálya nézettel.
- Nincsen átmérő mód koordináta megadás.
- Nincsen konstans felület előtolás mód G96.
Az UCCNC tud menetet vágni G33 és G76-al is, ill. tud G33.1/G33.2-vel menetet fúrni. A szintaxis mondhatni, hogy megegyezik a linuxcnc szintaxisával. A menetvágás inkrementális encoderes visszacsatolással működik.
Amiket az UCCNC még nem tud és emiatt nem is javasoljuk egyelőre esztergához való használatra:
- Nincsen eszterga képernyő esztergához optimalizált gombokkal és pálya nézettel.
- Nincsen átmérő mód koordináta megadás.
- Nincsen konstans felület előtolás mód G96.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2016 május 18, 10:42
Írta: svejk Dátum 2016 május 18, 10:42
Valóban az állandó vágósebesség tényleg fontos egy esztergánál, illetve a fordulatonkénti előtolás megadásának a lehetősége(G95).
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2016 május 18, 19:45
Írta: 2dbfy8y Dátum 2016 május 18, 19:45
Én mindig egységes előtolással dolgozok.
Fánál bőven elég.
Meg ugye állandó vágósebességhez olyan főorsó is kell. Én ha eljutok odáig, hogy újra üzembe sikerül helyeznem a gépem, mindenképp kipróbálom, menetet se szoktam vele vágni. Szerintem számomra Svejk megoldása jó lesz, gondolom a képernyőt meg mi is megszerkeszthetjük kicsit.
Fánál bőven elég.
Meg ugye állandó vágósebességhez olyan főorsó is kell. Én ha eljutok odáig, hogy újra üzembe sikerül helyeznem a gépem, mindenképp kipróbálom, menetet se szoktam vele vágni. Szerintem számomra Svejk megoldása jó lesz, gondolom a képernyőt meg mi is megszerkeszthetjük kicsit.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2016 május 18, 19:59
Írta: svejk Dátum 2016 május 18, 19:59
Ja, akkor Te csak faesztergályos vagy. :))
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2016 május 18, 20:12
Írta: 2dbfy8y Dátum 2016 május 18, 20:12
Otthon igen. [#nevetes1]
Cégnél megy a fém :-)
Cégnél megy a fém :-)
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2016 május 18, 20:43
Írta: ANTAL GÁBOR Dátum 2016 május 18, 20:43
Az intelmekkel ellentétben ma délután azzal foglalkoztam hogy valóságban megpróbáltam beüzemelni ( szigorúan esztergára!! ) az
UC400 ET / UCCNC párost . 80 % os a siker ( de viszonylag kevés időt fordítottam rá )
Lenne pár kérdésem : A go to zero megnyomásakor a Z tengely nálam elmegy +25 be és onnan megy zero ba . Ez a marónál nagyon fontos, de az esztergánál szívesen kikapcsolnám
( minthogy egy szerencsétlen esetben nekimehetek a nyeregnek ) Ki tudom kapcsolni ? . A másik : a Mach hoz van egy billentyű emulátorom aminél egy gomb a ciklus start ( meg kell keresnem a doksit hogy melyik betű lett definiálva ) Nos azt is szívesen áttenném az UCCNC re Azt megtaláltam hogy a 128 as szám kódolja a ciklus startot ( remélem jól emlékszem ). Azt szeretném hogyha lenyomom mondjuk a w gombot akkor hajtódjon végre a funkció !!
70 darab spéci kúpos menetet akarok a közeljövőben kivágni . A monitort majd letakarom egy fekete ronggyal[#vigyor4][#vigyor4].A funkciók 90% át a szánszekrényen elhelyezett emulátorral akarom csinálni .A kód kész ( Mach os G76 os kód lefordítva G33 as sorokra ) 29 fokos beléptetéssel , kifutással , simítással , clearance vel
UC400 ET / UCCNC párost . 80 % os a siker ( de viszonylag kevés időt fordítottam rá )
Lenne pár kérdésem : A go to zero megnyomásakor a Z tengely nálam elmegy +25 be és onnan megy zero ba . Ez a marónál nagyon fontos, de az esztergánál szívesen kikapcsolnám
( minthogy egy szerencsétlen esetben nekimehetek a nyeregnek ) Ki tudom kapcsolni ? . A másik : a Mach hoz van egy billentyű emulátorom aminél egy gomb a ciklus start ( meg kell keresnem a doksit hogy melyik betű lett definiálva ) Nos azt is szívesen áttenném az UCCNC re Azt megtaláltam hogy a 128 as szám kódolja a ciklus startot ( remélem jól emlékszem ). Azt szeretném hogyha lenyomom mondjuk a w gombot akkor hajtódjon végre a funkció !!
70 darab spéci kúpos menetet akarok a közeljövőben kivágni . A monitort majd letakarom egy fekete ronggyal[#vigyor4][#vigyor4].A funkciók 90% át a szánszekrényen elhelyezett emulátorral akarom csinálni .A kód kész ( Mach os G76 os kód lefordítva G33 as sorokra ) 29 fokos beléptetéssel , kifutással , simítással , clearance vel
Cím: Re:UCCNC vezérlő program
Írta: KoLa Dátum 2016 május 18, 21:06
Írta: KoLa Dátum 2016 május 18, 21:06
Elég bonyolultan készíted!
Cím: Re:UCCNC vezérlő program
Írta: svager Dátum 2016 május 18, 21:22
Írta: svager Dátum 2016 május 18, 21:22
A CONFIGURATION/GENERAL SETTINGS-be lehet állítani a Z-t
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2016 május 18, 21:25
Írta: svejk Dátum 2016 május 18, 21:25
Configuration/general settings
jobb oldalt középtájon "safe Z height"
jobb oldalt középtájon "safe Z height"
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2016 május 18, 21:26
Írta: ANTAL GÁBOR Dátum 2016 május 18, 21:26
Köszi megnézem ...
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 május 18, 21:58
Írta: 000000000 Dátum 2016 május 18, 21:58
Gábor: A GotoZero gomb az M204 makróban van leprogramozva. A makrót a Profile/Macro mappában találod. Szabadon átírható, hogy azt csináljon a gomb amit csak szeretnél.
Billentyűket a Hotkeys oldalon tudsz funkciókhoz (gomb kódokhoz) rendelni. Megnyomod az egyik Set gombot, majd a billentyűt amihez rendelni szeretnél funkciót, ezzel a gomb kiválasztása meg is van, le OK-zod, utána kiválasztod ugyanebben a sorban a listából a funkció kódot amit hozzá akarsz rendelni, vagy beírod a számát a funkciónak ha fejből tudod.
Ezután Apply Settings gombbal érvényesíted és már működik is. Save settings-el ha akarod elmented...
Billentyűket a Hotkeys oldalon tudsz funkciókhoz (gomb kódokhoz) rendelni. Megnyomod az egyik Set gombot, majd a billentyűt amihez rendelni szeretnél funkciót, ezzel a gomb kiválasztása meg is van, le OK-zod, utána kiválasztod ugyanebben a sorban a listából a funkció kódot amit hozzá akarsz rendelni, vagy beírod a számát a funkciónak ha fejből tudod.
Ezután Apply Settings gombbal érvényesíted és már működik is. Save settings-el ha akarod elmented...
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 május 18, 22:05
Írta: 000000000 Dátum 2016 május 18, 22:05
Még valami: A mozgásvezérlőn a bemenetekhez is hasonlóképpen tudsz funkciókat rendelni az Input trigger oldalon. Kiválasztod a bemeneti port/pin számát és hozzá a funkció kódot és hogy fel vagy lefutó élre triggereljen. Ezután a bemeneti pin kiválasztott élére meghívódik a kiválasztott funkció. Ha esetleg valami nyomógombos külső vezérlőt, MPG-t szeretnél csinálni, akkor ezzel az Input triggerrel könnyen megoldható.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2016 május 19, 06:14
Írta: ANTAL GÁBOR Dátum 2016 május 19, 06:14
Köszönöm . Hibás kérdést tettem föl . A hotkey es dolog az megy, hisz a nyilakat ( is ) sikeresen átkonfiguráltam . ( esztergálni akarok ! ) Egy billentyűs Emergency stopot akartam csinálni , annak nem találtam a kódját , de aztán megcsináltam mert rákonfiguráltam a 13 as lábra . Újra megnéztem nincs olyan 3 jegyű szám ami az emergency stopot lekódolja . Nem baj , csinálok 130 al ciklus stop ot .
NAGYON TETSZIK !!ergonómikus , átgondolt . A diaméter dolog félig megoldódik a Svejk féle ötlettel de írok mindkettőtöknek egy levelet,mert egy apró trükkel meg is lehetne csinálni azt a fránya diamétert . Egy egyéni szisztémával bármilyen kúpos menet G kódját képes vagyok legenerálni 1- 2 perc alatt
NAGYON TETSZIK !!ergonómikus , átgondolt . A diaméter dolog félig megoldódik a Svejk féle ötlettel de írok mindkettőtöknek egy levelet,mert egy apró trükkel meg is lehetne csinálni azt a fránya diamétert . Egy egyéni szisztémával bármilyen kúpos menet G kódját képes vagyok legenerálni 1- 2 perc alatt
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 május 19, 07:06
Írta: 000000000 Dátum 2016 május 19, 07:06
144 Resettoggle, Toggles the reset button.
512 Reseton, Switches the Reset button on.
513 Resetoff, Switches the Reset button off.
512 Reseton, Switches the Reset button on.
513 Resetoff, Switches the Reset button off.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2016 május 19, 07:08
Írta: ANTAL GÁBOR Dátum 2016 május 19, 07:08
Köszi . Mániákusan a "stop" szót kerestem ( még a felkínált keresővel is )
Cím: Re:UCCNC vezérlő program
Írta: gvox Dátum 2016 május 19, 09:38
Írta: gvox Dátum 2016 május 19, 09:38
Szia Balázs!
Kérdésem: A STEP-DIR-es fő orsó vezérlés analóg fordulatszám szabályzása beépült az új verzióba?
Kérdésem: A STEP-DIR-es fő orsó vezérlés analóg fordulatszám szabályzása beépült az új verzióba?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 május 19, 16:39
Írta: 000000000 Dátum 2016 május 19, 16:39
Szia,
Igen, az is már működik ebben a verzióban.
El is felejtettem leírni a listába...
Igen, az is már működik ebben a verzióban.
El is felejtettem leírni a listába...
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2016 május 19, 17:08
Írta: svejk Dátum 2016 május 19, 17:08
"STEP-DIR-es fő orsó vezérlés analóg fordulatszám szabályzása"
ezen mit is kell érteni pontosan?
ezen mit is kell érteni pontosan?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 május 19, 17:26
Írta: 000000000 Dátum 2016 május 19, 17:26
Azt, hogy az SRO-t az analog bemenethez lehet rendelni az UC300-on és akkor a külső potmétert tekergetve lehet felülbírálni a főorsó fordulatát. Ez eddig is működött, kivéve ha a főorsó step/dir jelekkel volt hajtva, ez az amit most csináltunk meg, hogy ez is működjön.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2016 május 19, 17:52
Írta: svejk Dátum 2016 május 19, 17:52
Oké, köszi!
Fontos funkció, én is használom.
Jut eszembe az UC300ETH-n hány analóg bemenet lesz? Mondd hogy nem csak kettő!!
Fontos funkció, én is használom.
Jut eszembe az UC300ETH-n hány analóg bemenet lesz? Mondd hogy nem csak kettő!!
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 május 19, 18:18
Írta: 000000000 Dátum 2016 május 19, 18:18
Szia,
Az UC300ETH modulon 4db analog ki és 4db analog bemenet van épp úgy ahogyan az USB-s UC300-on.
A két modul gyakorlatilag pin-kompatibilis.
Az -5LPT alaplapon 2-2db analog ki/bemenet van, akár az USB-s akár az ethernetes modul van beledugva. Vagyis az -5LPT alaplap 2-2 ki/bemenetet nem használ fel.
Az UC300ETH modulon 4db analog ki és 4db analog bemenet van épp úgy ahogyan az USB-s UC300-on.
A két modul gyakorlatilag pin-kompatibilis.
Az -5LPT alaplapon 2-2db analog ki/bemenet van, akár az USB-s akár az ethernetes modul van beledugva. Vagyis az -5LPT alaplap 2-2 ki/bemenetet nem használ fel.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2016 május 19, 18:37
Írta: svejk Dátum 2016 május 19, 18:37
No jó akkor vigyük tovább.
Az UCCNC listájában a következők szerepelnek:
UC300ETH_5LPT -- ez akkor megegyezik az UC300 alaplapjával?
UC300ETH_5441 -- ez mint kiderült Sirnyetegék alaplapja
UC300ETH_Hi -- ???
UC300ETH_Low -- ???
UC300ETH_M44 -- ???
UC300ETH_ISOBOB -- Ez meg a kinem adott UC300 ISOBOB alapja?
Az UCCNC listájában a következők szerepelnek:
UC300ETH_5LPT -- ez akkor megegyezik az UC300 alaplapjával?
UC300ETH_5441 -- ez mint kiderült Sirnyetegék alaplapja
UC300ETH_Hi -- ???
UC300ETH_Low -- ???
UC300ETH_M44 -- ???
UC300ETH_ISOBOB -- Ez meg a kinem adott UC300 ISOBOB alapja?
Cím: Re:UCCNC vezérlő program
Írta: gvox Dátum 2016 május 19, 20:48
Írta: gvox Dátum 2016 május 19, 20:48
KÖSZÖNÖM!
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 május 20, 10:34
Írta: 000000000 Dátum 2016 május 20, 10:34
Szia Svejk,
Az -5LPT alaplap az ugyanaz mint eddig is volt, megegyezik az UC300 USB-s alaplappal.
Az UC300ETH_hi az csak a modul a kimenetek alapállapotban magasak.
Az UC300ETH_low az csak a modul a kimenetek alapállapotban alacsonyak.
UC300ETH_M44 a cnc4pc.com által gyártott alaplap.
UC300ETH_ISOBOB a még ki nem adott ISOBOB alaplap.
Az -5LPT alaplap az ugyanaz mint eddig is volt, megegyezik az UC300 USB-s alaplappal.
Az UC300ETH_hi az csak a modul a kimenetek alapállapotban magasak.
Az UC300ETH_low az csak a modul a kimenetek alapállapotban alacsonyak.
UC300ETH_M44 a cnc4pc.com által gyártott alaplap.
UC300ETH_ISOBOB a még ki nem adott ISOBOB alaplap.
Cím: Re:UCCNC vezérlő program
Írta: nyiszi Dátum 2016 május 20, 22:09
Írta: nyiszi Dátum 2016 május 20, 22:09
Sziasztok!
Az UCCNC-hez van plasma kezelő felület?
Az UCCNC-hez van plasma kezelő felület?
Cím: Re:UCCNC vezérlő program
Írta: xabi Dátum 2016 május 21, 08:52
Írta: xabi Dátum 2016 május 21, 08:52
Nem tudom pontosan mit értesz Plasma felületen. Milyen funkciókat szeretnél használni ?
Amúgy :
- Pár perc alatt át tudod szerkeszteni a screent, Balázsék elég jól megoldták a felület átszabhatóságát. Én nem szeretem mert állandóan új verzió jön mindig variálni kell a a régi screen felrakással. Illetve ha verzió váltás vagy funkció bővítés lesz a programba mindig újból kell szerkeszd a felületet.
- Alábbiakban látod írtam egy plugint én ezt használom. Funkciói :
* Plasma on/off
* THC on/off
* THC settings min-max height (futás közben is állítható, amúgy nem tudod futás közbe állítani :)
* THC Up/down jelzi a bejövő THC jel emelni vagy csökkenti a magasságot.
* THC difference : ívgyújtás és THC on utáni pillanatba megjegyzi a névleges vágási magasságot és ettől a bázistól +/- ba jelzi az eltérést.
* Counter : Számolja az ív gyújtások számát, vágási távolságot és időt, gyorsjárati távolságot időt, és értelemszerűen összegzi Őket. Arra jó hogy látod hogy az elektróda, fúvóka mekkora terhelést kapott, mikor kell cseréld.
Nemsokára írok hozzá egy kiegészítést ahol be tudod állítani hogy x idő vagy y gyújtási szám után állítsa meg a programot a plugin. (így nem fordulhat az elő ami velem gyakran, hogy ott felejtem a 2 órás programot, a fej kb 1 órát bír és leolvad a fél fej mire oda érek :) )
* Ugyancsak nemsokára kiegészítem a plugint egy automata THC be-ki kapcsolással. A működési elve az lenne hogy a vágások 99% zárt hurok, így a kiindulási pont és a végpont azonos. ívgyújtáskor a program feljegyzi a kiinduló koordinátát. ívgyújtás után megadott x távolág után bekapcsol a THC, megadott y távolsággal megközelíti a kiinduló helyet akkor automatikusan kikapcsolja a THC-t így nem THC-vel fut bele a már a vágás elején kivágott vágórésbe ami feszültség emelkedést jelentene és belenyomná a fejet az anyagba.
* Valószínűleg teszek még a plugin-ba egy naplót, amivel fel lehet jegyezni mikor, kinek, mennyit vágott a gép. így lesz egy adatbázis a gép életéről.
Most így néz ki a plugin :
Foto1
Foto2
Amúgy :
- Pár perc alatt át tudod szerkeszteni a screent, Balázsék elég jól megoldták a felület átszabhatóságát. Én nem szeretem mert állandóan új verzió jön mindig variálni kell a a régi screen felrakással. Illetve ha verzió váltás vagy funkció bővítés lesz a programba mindig újból kell szerkeszd a felületet.
- Alábbiakban látod írtam egy plugint én ezt használom. Funkciói :
* Plasma on/off
* THC on/off
* THC settings min-max height (futás közben is állítható, amúgy nem tudod futás közbe állítani :)
* THC Up/down jelzi a bejövő THC jel emelni vagy csökkenti a magasságot.
* THC difference : ívgyújtás és THC on utáni pillanatba megjegyzi a névleges vágási magasságot és ettől a bázistól +/- ba jelzi az eltérést.
* Counter : Számolja az ív gyújtások számát, vágási távolságot és időt, gyorsjárati távolságot időt, és értelemszerűen összegzi Őket. Arra jó hogy látod hogy az elektróda, fúvóka mekkora terhelést kapott, mikor kell cseréld.
Nemsokára írok hozzá egy kiegészítést ahol be tudod állítani hogy x idő vagy y gyújtási szám után állítsa meg a programot a plugin. (így nem fordulhat az elő ami velem gyakran, hogy ott felejtem a 2 órás programot, a fej kb 1 órát bír és leolvad a fél fej mire oda érek :) )
* Ugyancsak nemsokára kiegészítem a plugint egy automata THC be-ki kapcsolással. A működési elve az lenne hogy a vágások 99% zárt hurok, így a kiindulási pont és a végpont azonos. ívgyújtáskor a program feljegyzi a kiinduló koordinátát. ívgyújtás után megadott x távolág után bekapcsol a THC, megadott y távolsággal megközelíti a kiinduló helyet akkor automatikusan kikapcsolja a THC-t így nem THC-vel fut bele a már a vágás elején kivágott vágórésbe ami feszültség emelkedést jelentene és belenyomná a fejet az anyagba.
* Valószínűleg teszek még a plugin-ba egy naplót, amivel fel lehet jegyezni mikor, kinek, mennyit vágott a gép. így lesz egy adatbázis a gép életéről.
Most így néz ki a plugin :
Foto1
Foto2
Cím: Re:UCCNC vezérlő program
Írta: xabi Dátum 2016 május 21, 08:58
Írta: xabi Dátum 2016 május 21, 08:58
Előbb kimaradt a plugin ba van egy Always off THC, ez arra jó ha van egy G kód programod ami ki be kapcsolgatja a THC-t és azt szeretnéd hogy a THC mindig legyen kikapcsolva akkor hiába kapcsolja be a g kód a THC-t a plugin azonnal kikapcsolja.
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2016 május 21, 12:59
Írta: pisti73 Dátum 2016 május 21, 12:59
Sziasztok!
Debrecenbe beszéltem P. Balázzsal az egy - egy nyomógombos tengely , illetve lépésköz választást, léptetést. Az megvalósítható lesz majd egy következő verzióba?
Debrecenbe beszéltem P. Balázzsal az egy - egy nyomógombos tengely , illetve lépésköz választást, léptetést. Az megvalósítható lesz majd egy következő verzióba?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2016 május 21, 15:03
Írta: dezsoe Dátum 2016 május 21, 15:03
Szia!
Írtam két makrót. Az első a lépésközt váltja a következőre, a második a következő tengelyre vált (csak az engedélyezett tengelyeket tudod kiválasztani). A makrókat M20xxx.txt néven mentsd el a makrók közé, aztán állítsd be a hívásukat trigger vagy hotkey segítségével.
1. lépésváltás:
// Cycle through MPG Steps
if (exec.GetLED(148)) exec.Callbutton(164); // 0.001 -> 0.01
else if (exec.GetLED(149)) exec.Callbutton(165); // 0.01 -> 0.1
else if (exec.GetLED(150)) exec.Callbutton(166); // 0.1 -> 1.0
else if (exec.GetLED(151)) exec.Callbutton(241); // 1.0 -> 0.001
2. tengelyváltás:
// Cycle through MPG axes (LED: 155..160, Button: 220..225, Axes enabled: 1, 10, 19, 28, 37, 46)
int axisNow = -1;
int axisFind;
int axisNext = -1;
if (exec.GetLED(155)) axisNow = 0; // ' MPGXaxisselect
else if (exec.GetLED(156)) axisNow = 1; // ' MPGYaxisselect
else if (exec.GetLED(157)) axisNow = 2; // ' MPGZaxisselect
else if (exec.GetLED(158)) axisNow = 3; // ' MPGAaxisselect
else if (exec.GetLED(159)) axisNow = 4; // ' MPGBaxisselect
else if (exec.GetLED(160)) axisNow = 5; // ' MPGCaxisselect
axisFind = axisNow;
while (axisNext == -1)
{
++axisFind;
if (axisFind == 6) axisFind = 0;
if (AS3.Getcheckboxstate(1 + 9 * axisFind)) axisNext = axisFind; // Xaxisenable..Caxisenable
}
exec.Callbutton(220 + axisNext); // MPGXaxisselect..MPGCaxisselect
Írtam két makrót. Az első a lépésközt váltja a következőre, a második a következő tengelyre vált (csak az engedélyezett tengelyeket tudod kiválasztani). A makrókat M20xxx.txt néven mentsd el a makrók közé, aztán állítsd be a hívásukat trigger vagy hotkey segítségével.
1. lépésváltás:
// Cycle through MPG Steps
if (exec.GetLED(148)) exec.Callbutton(164); // 0.001 -> 0.01
else if (exec.GetLED(149)) exec.Callbutton(165); // 0.01 -> 0.1
else if (exec.GetLED(150)) exec.Callbutton(166); // 0.1 -> 1.0
else if (exec.GetLED(151)) exec.Callbutton(241); // 1.0 -> 0.001
2. tengelyváltás:
// Cycle through MPG axes (LED: 155..160, Button: 220..225, Axes enabled: 1, 10, 19, 28, 37, 46)
int axisNow = -1;
int axisFind;
int axisNext = -1;
if (exec.GetLED(155)) axisNow = 0; // ' MPGXaxisselect
else if (exec.GetLED(156)) axisNow = 1; // ' MPGYaxisselect
else if (exec.GetLED(157)) axisNow = 2; // ' MPGZaxisselect
else if (exec.GetLED(158)) axisNow = 3; // ' MPGAaxisselect
else if (exec.GetLED(159)) axisNow = 4; // ' MPGBaxisselect
else if (exec.GetLED(160)) axisNow = 5; // ' MPGCaxisselect
axisFind = axisNow;
while (axisNext == -1)
{
++axisFind;
if (axisFind == 6) axisFind = 0;
if (AS3.Getcheckboxstate(1 + 9 * axisFind)) axisNext = axisFind; // Xaxisenable..Caxisenable
}
exec.Callbutton(220 + axisNext); // MPGXaxisselect..MPGCaxisselect
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2016 május 22, 08:37
Írta: pisti73 Dátum 2016 május 22, 08:37
Szuper! Köszi szépen!
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2016 május 22, 09:25
Írta: pisti73 Dátum 2016 május 22, 09:25
Sziasztok!
Segítsetek léci nem boldogulok...
Az előzőekben leír makrót, hogyan tudom nyomógombhoz rendelni? Addig megy, hogy létrehozom a nyomógombot, méreteket, stb beállítom, viszont azt nem sikerül beállítani, hogy a makrót egy "nyomógombszámhoz" hozzárendeljem. Ha hülyeséget írtam, bocsi...
Segítsetek léci nem boldogulok...
Az előzőekben leír makrót, hogyan tudom nyomógombhoz rendelni? Addig megy, hogy létrehozom a nyomógombot, méreteket, stb beállítom, viszont azt nem sikerül beállítani, hogy a makrót egy "nyomógombszámhoz" hozzárendeljem. Ha hülyeséget írtam, bocsi...
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2016 május 22, 10:07
Írta: dezsoe Dátum 2016 május 22, 10:07
Szia!
Nem kell nyomógombszámmal küzdened. A makrónak 2xxxx sorszámot adsz, akkor a létrehozott nyomógombnál ezt a számot adod meg. Pl. M21234.txt makrónál a gomb száma 21234. Azért kell 20000-től kezdődően sorszámozni, mert a program tudja, hogy a 20000 feletti gomboknál a megfelelő makrót kell meghívni.
Képernyőről is egy gombbal akarod váltani? Valamiért én arra tippeltem, hogy a vezérlő valamelyik bemenetére akarnál gombot tenni, vagy tévedek?
Nem kell nyomógombszámmal küzdened. A makrónak 2xxxx sorszámot adsz, akkor a létrehozott nyomógombnál ezt a számot adod meg. Pl. M21234.txt makrónál a gomb száma 21234. Azért kell 20000-től kezdődően sorszámozni, mert a program tudja, hogy a 20000 feletti gomboknál a megfelelő makrót kell meghívni.
Képernyőről is egy gombbal akarod váltani? Valamiért én arra tippeltem, hogy a vezérlő valamelyik bemenetére akarnál gombot tenni, vagy tévedek?
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2016 május 22, 10:17
Írta: pisti73 Dátum 2016 május 22, 10:17
Szia!
Nem, nem tévedsz, csak először ki akartam próbálni, hogy nyomógombbal meg tudom e valósítani, de a leírásod alapján a nyomógomb működik.
Trigger-nél a funkciót hogyan tudom hozzárendelni?
Nem, nem tévedsz, csak először ki akartam próbálni, hogy nyomógombbal meg tudom e valósítani, de a leírásod alapján a nyomógomb működik.
Trigger-nél a funkciót hogyan tudom hozzárendelni?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2016 május 22, 10:23
Írta: dezsoe Dátum 2016 május 22, 10:23
Szia!
Pont ugyanígy. A megfelelő bemenethez ugyanazt a számot adod, mint a gombhoz, és kész.
Pont ugyanígy. A megfelelő bemenethez ugyanazt a számot adod, mint a gombhoz, és kész.
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2016 május 22, 10:27
Írta: pisti73 Dátum 2016 május 22, 10:27
Ok, megvan, csak először nem fogadta el a makrószámot, de ha nyomtam egy entert utána már igen.[#circling]
Nagyon köszönöm a segítséged! Megyek és tesztelem...
Nagyon köszönöm a segítséged! Megyek és tesztelem...
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2016 május 22, 10:48
Írta: pisti73 Dátum 2016 május 22, 10:48
Szuper, működik élesben is!
Köszi még egyszer a segítséget!
Köszi még egyszer a segítséget!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2016 május 22, 11:05
Írta: dezsoe Dátum 2016 május 22, 11:05
:) Igazán nincs mit.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 május 25, 17:58
Írta: 000000000 Dátum 2016 május 25, 17:58
Sziasztok,
Egyik ügyfelünktől kaptam pár képet egy régi Thermwood router gépről, amit átépítettek a DG4S szervo kártyáinkkal és UC400ETH-val, UCCNC-vel.
Mivel tetszett a gép kialakítása, a tiszta vezetékezés, ezért gondoltam megosztom a képeket a fórumon.


Egyik ügyfelünktől kaptam pár képet egy régi Thermwood router gépről, amit átépítettek a DG4S szervo kártyáinkkal és UC400ETH-val, UCCNC-vel.
Mivel tetszett a gép kialakítása, a tiszta vezetékezés, ezért gondoltam megosztom a képeket a fórumon.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2016 május 25, 19:34
Írta: dezsoe Dátum 2016 május 25, 19:34
Szia!
Nagyon csini kis szerkezet! :)
Két dolgot állapítottam meg ezen kívül: az egyik, hogy végre egy gép, amin nem a régen elavult és bő két éve nem támogatott XP fut, hanem Win10. A másik pedig, hogy - szerintem - az alap telepítő csomagba lassan bele kéne már kerülnie egy szélesvásznú képkészletnek is, mert itt is randa a tojás alakú RESET gomb. :) Manapság egyre kevesebb a 4:3-as monitor. (Régebben minden új verziónál nekiálltam képernyőt reszelni, de meguntam. Most már nincs hozzá idegrendszerem, ezért csak a képméretet állítom át: így minden olyan alakú, amilyennek lennie kell, csak a kép jobb szélén van egy üres terület.)
Nagyon csini kis szerkezet! :)
Két dolgot állapítottam meg ezen kívül: az egyik, hogy végre egy gép, amin nem a régen elavult és bő két éve nem támogatott XP fut, hanem Win10. A másik pedig, hogy - szerintem - az alap telepítő csomagba lassan bele kéne már kerülnie egy szélesvásznú képkészletnek is, mert itt is randa a tojás alakú RESET gomb. :) Manapság egyre kevesebb a 4:3-as monitor. (Régebben minden új verziónál nekiálltam képernyőt reszelni, de meguntam. Most már nincs hozzá idegrendszerem, ezért csak a képméretet állítom át: így minden olyan alakú, amilyennek lennie kell, csak a kép jobb szélén van egy üres terület.)
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2016 május 26, 19:53
Írta: ANTAL GÁBOR Dátum 2016 május 26, 19:53
Balázsék !
Ma a vásárban találkoztam Kolával és említettem a telefonon exponált index problémámat . Azt mondta hogy a Linuxcnc ben is volt hasonló esete de a jel invertálása megoldotta a problémát . Ez egy kicsit szöget ütött a fejemben . Nekem gyári az encoderem ami egy rövid pozítív négyszögjelet generál . A jól működő mágneses encoderem ( A hall típusa TLE4905) amikor észleli a mágneses mezőt akkor a kimenete logikai Low ra vált . Ezek ellentétei egymásnak... az UCCNC ben nincs ugye lehetőség az akív low kontra aktív high választására az indexnél ??
Ma a vásárban találkoztam Kolával és említettem a telefonon exponált index problémámat . Azt mondta hogy a Linuxcnc ben is volt hasonló esete de a jel invertálása megoldotta a problémát . Ez egy kicsit szöget ütött a fejemben . Nekem gyári az encoderem ami egy rövid pozítív négyszögjelet generál . A jól működő mágneses encoderem ( A hall típusa TLE4905) amikor észleli a mágneses mezőt akkor a kimenete logikai Low ra vált . Ezek ellentétei egymásnak... az UCCNC ben nincs ugye lehetőség az akív low kontra aktív high választására az indexnél ??
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 május 26, 21:27
Írta: 000000000 Dátum 2016 május 26, 21:27
Szia Gábor,
Az index jelet kimértük tegnap amikor beszéltünk és 15usec a legrövidebb idő amikor még biztonsággal működik. Mindkét állapotot kimértük amikor a jel magasba megy és amikor alacsonyba azt is. 15usec volt mindkét mérésnél a minimum biztonságos érték.
Az UCCNC-ben azért nem lehet az aktív élet választani az index-hez, mert teljesen felesleges.
Annyi a lényeg, hogy minden ciklusban ugyanott legyen a jel, mindegy, hogy fel vagy lefutó élet detektálunk-e és hogy alacsony vagy magas a rövid része a ciklusnak, csak mindig ugyanazt az élet kell figyelni és az indexnek ugyanabban a szöghelyzetben kell lennie minden fordulaton.
Ez utóbbi azért lényeges, mert ha egy menetet több fogásból csinálsz, akkor a fogásoknak egymáshoz képest azonos szögben kell lennie, vagy pedig a köztük lévő eltolásnak annyinak kell lennie amit megadsz kódban. Más szóval az indexnek azonos szöghelyzetben kell mindig lennie minden fordulatnál ahhoz, hogy jó legyen a menet.
Az index jelet kimértük tegnap amikor beszéltünk és 15usec a legrövidebb idő amikor még biztonsággal működik. Mindkét állapotot kimértük amikor a jel magasba megy és amikor alacsonyba azt is. 15usec volt mindkét mérésnél a minimum biztonságos érték.
Az UCCNC-ben azért nem lehet az aktív élet választani az index-hez, mert teljesen felesleges.
Annyi a lényeg, hogy minden ciklusban ugyanott legyen a jel, mindegy, hogy fel vagy lefutó élet detektálunk-e és hogy alacsony vagy magas a rövid része a ciklusnak, csak mindig ugyanazt az élet kell figyelni és az indexnek ugyanabban a szöghelyzetben kell lennie minden fordulaton.
Ez utóbbi azért lényeges, mert ha egy menetet több fogásból csinálsz, akkor a fogásoknak egymáshoz képest azonos szögben kell lennie, vagy pedig a köztük lévő eltolásnak annyinak kell lennie amit megadsz kódban. Más szóval az indexnek azonos szöghelyzetben kell mindig lennie minden fordulatnál ahhoz, hogy jó legyen a menet.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2016 május 27, 05:49
Írta: ANTAL GÁBOR Dátum 2016 május 27, 05:49
Nyomozom tovább . Ma egy másik ( ugyanolyan ) típusú encodert egy kis Dc motorral itthon az asztalomon meg fogok forgatni és megpróbálom kimérni ( szkóppal ) a jel szélességét . Emlékeim szerint ( már néztem szkóppal ) nem differenciált impulzus , egyszerű mezei négyszög . A szkópom időalapja most 1ms/ cm en van ( nem állítottam el a korábbi mérés óta ) és ott láttam a jelet. Még ha csak 3 mm is volt a jelszélesség akkor is 300us os volt az ideje ( kézi forgatással ) . A jel egy AM26LS32 vonalvevő kimenete .Elég rejtélyes .....
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2016 május 28, 07:16
Írta: ANTAL GÁBOR Dátum 2016 május 28, 07:16
Köszi a telefonos supportért .. Szépen alakul az UCCNC -UC400 ETH val a szinkron menet ( TOS esztergán )
Ment két levél , de a harmadikat már nem küldöm , hanem itt teszem fel hisz közérdekű :
Az UCCNC -UC400 ETH párosnál a general configban mekkora a biztonságosan beállítható legnagyobb kernel freki ?
Ment két levél , de a harmadikat már nem küldöm , hanem itt teszem fel hisz közérdekű :
Az UCCNC -UC400 ETH párosnál a general configban mekkora a biztonságosan beállítható legnagyobb kernel freki ?
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2016 május 28, 10:37
Írta: kr97pwss2 Dátum 2016 május 28, 10:37
A leválasztókártyában és a motormaghajtó bemenetén lévő optók a gyenge pontok, azoktól függ, hogy mekkora kernel frekvenciát kell alkalmazni. Tapasztalatom alapján a 400kHz-es step impulzusokat kevés motormeghajtó tudja fogadni, legalábbis a kommerszebb kínai, Leedshine típusok biztos, hogy nem működnek vele. Alaphelyzetben 100kHz-re van állítva, ez a legtöbb esetben elég szokott lenni. Aki viszont nagyszámú mikrolépést vagy nagy felbontású enkóderes szervót használ, ott meg kell nézni a motormeghajtó gépkönyvében, hogy mi a legkisebb impulzus illetve mi a max. frekvencia, amit még fogadni tud.
A step impulzusok minden kernel frekvencián 50%-os kitöltéssel adja ki az UC400ETH.
Leírom még 1x az egyes kernel frekvenciák impulzushosszait segítségképpen:
25kHz 20us
50kHz 10us
100kHz 5us
200kHz 2.5us
400kHz 1.25us
A step impulzusok minden kernel frekvencián 50%-os kitöltéssel adja ki az UC400ETH.
Leírom még 1x az egyes kernel frekvenciák impulzushosszait segítségképpen:
25kHz 20us
50kHz 10us
100kHz 5us
200kHz 2.5us
400kHz 1.25us
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2016 május 28, 13:51
Írta: ANTAL GÁBOR Dátum 2016 május 28, 13:51
köszönöm a választ ... Ma délelőtt tovább nyüstöltem a szinkron menetet az UCCNC -UC400 eth as párossal . Sok érdekes tapasztalatom van . Küldöm magánlevélben .....
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2016 május 29, 10:13
Írta: ANTAL GÁBOR Dátum 2016 május 29, 10:13
Balázsék ( és Béni ! ) segítségével gyönyörűen megy hengeres éles menet gyártása Az UCCNC -UC400 ETH párossal . ( 29 fokos fogásvétellel, programozott menetkifutással )
A folyamatot szépen megjeleníti a szerszámpálya , Svejk ötletét felhasználva megy az átmérős üzem és a DRO ban is átmérők jelennek meg . Kijelenthető hogy néhány trükk bevetésével jól használható esztergályozásra az UCCNC program !!!!
Született egy " melléktermék " is . A Mach menet varázslójának felhasználásával ( belenyúlva a makróba ) kényelmesen generálom az UCCNC által igényelt G33 as kódot fogásvétellel , menetkifutással )
No megyek és most a kúpos menet kerül a terítékre ......
A folyamatot szépen megjeleníti a szerszámpálya , Svejk ötletét felhasználva megy az átmérős üzem és a DRO ban is átmérők jelennek meg . Kijelenthető hogy néhány trükk bevetésével jól használható esztergályozásra az UCCNC program !!!!
Született egy " melléktermék " is . A Mach menet varázslójának felhasználásával ( belenyúlva a makróba ) kényelmesen generálom az UCCNC által igényelt G33 as kódot fogásvétellel , menetkifutással )
No megyek és most a kúpos menet kerül a terítékre ......
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2016 május 29, 11:47
Írta: ANTAL GÁBOR Dátum 2016 május 29, 11:47
Jelentem : a kúpos menet is megy ( fogásvételi szöggel , programozott kifutással
NAGYON KLASSZ !!!
NAGYON KLASSZ !!!
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2016 május 29, 12:27
Írta: gaben Dátum 2016 május 29, 12:27
Szia Gábor,
én nem értek hozzá (remélem ez még változik), viszont nagyon érdekel a téma. És még egy ok, hogy az UCCNC mellett döntsek, ha arra kerül a sor.
Képet vagy videót tudnál készíteni róla, persze ha lehetséges.
Előre is köszönöm, Gábor [#worship][#wave]
én nem értek hozzá (remélem ez még változik), viszont nagyon érdekel a téma. És még egy ok, hogy az UCCNC mellett döntsek, ha arra kerül a sor.
Képet vagy videót tudnál készíteni róla, persze ha lehetséges.
Előre is köszönöm, Gábor [#worship][#wave]
Cím: Re:UCCNC vezérlő program
Írta: István83 Dátum 2016 május 29, 12:37
Írta: István83 Dátum 2016 május 29, 12:37
Ez jó hír,így már én is átrakom az esztergámat
cnc üzeműre.A sima átmérőnél egyedül már csak a
fordulatszám kompenzáció nem működik?De nem baj
az egyetemesen sincs.Majd még lehet lesz pár kérdésem.
cnc üzeműre.A sima átmérőnél egyedül már csak a
fordulatszám kompenzáció nem működik?De nem baj
az egyetemesen sincs.Majd még lehet lesz pár kérdésem.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2016 május 29, 19:58
Írta: ANTAL GÁBOR Dátum 2016 május 29, 19:58
Már ma is gondolkodtam a videón de kevés időm lett volna hozzá . Holnap megpróbálok csinálni . Képet tudok majd feltenni . Korábban is ment már a kúpos menet ( UC100+ Mach ) de most áttértem az Uc400 ETH ra . Az UCCNC től is tartottam korábban ( asztalon tesztelgettem ) de már nagyon tetszik . Azt hiszem lassan eltávolodok a Mach tól . Többen tudják hogy nagy ipari gépet CNC -sítettem ( TOS SV18 ) Korábban sem volt gondom ( nem lassult be a főorsó ! ) de a szinkron szisztéma további biztonság . Az Ethernetes rendszer is nagyon stabilan teljesít .
Most már bele tudok fogni a soron következő munkámba (40 db vastagfalú 36mm es csőre kell új kúpos menetet vágni .A rudakat geotechnikai CPT szondázásnál használják és megsérültek . Főleg külső menetet kell csinálni de 25% ban belsőt . Amikor írtam a külföldi gyártónak hogy nagy szükségem lenne egy precíz menet rajzra akkor egy kérdéssel válaszolt : miért nem dobjuk el a rudakat és veszünk náluk újat
( Egy rúd : 24000 ft nak megfelelő euró )
Most már bele tudok fogni a soron következő munkámba (40 db vastagfalú 36mm es csőre kell új kúpos menetet vágni .A rudakat geotechnikai CPT szondázásnál használják és megsérültek . Főleg külső menetet kell csinálni de 25% ban belsőt . Amikor írtam a külföldi gyártónak hogy nagy szükségem lenne egy precíz menet rajzra akkor egy kérdéssel válaszolt : miért nem dobjuk el a rudakat és veszünk náluk újat
( Egy rúd : 24000 ft nak megfelelő euró )
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2016 május 31, 08:05
Írta: gaben Dátum 2016 május 31, 08:05
Köszönöm ha megpróbálod. [#wave]
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2016 június 01, 17:47
Írta: ANTAL GÁBOR Dátum 2016 június 01, 17:47
Feltettem néhány ( hevenyészett ) fotót a CNC sített Tos ról a táramba ( uccnc _TOS ). Folyik egy új keresztszán kialakítása ( az lesz a végleges ! ) Most mivel nagyon érdekelt az UCCNC- UC400 ETH páros szinkron menet üzemben ezért az "ős keresztszán " került vissza . Tökéletesen működik csak nagyon lecsökkent az ágy fölött elforduló átmérőm ( D max = 96mm ) . A mostani munkámhoz bőven elég ( 36 os vastagfalú csövekre kell kúpos menet )
A videóról sem felejtkeztem el csak "egy nyugdíjasnak semmire sincs ideje "
A videóról sem felejtkeztem el csak "egy nyugdíjasnak semmire sincs ideje "
Cím: Re:UCCNC vezérlő program
Írta: jani300 Dátum 2016 június 01, 20:04
Írta: jani300 Dátum 2016 június 01, 20:04
Üdv ! Köszönjük !
Rögtön kérdeznék is . A késkiemelő szánon az actuátor mi célt szolgál ?
Azt látom hogy az actuátor mozgása nagyságrenddel nagyobb mint a kis száné , de gondolom ez volt , készen ...
Talán a kúpos menetekhez ?
Nem olvastam végig rendesen a hozzászólást csak most , nem törlök bele már abba amit írtam , de érteni vélem már :)
Rögtön kérdeznék is . A késkiemelő szánon az actuátor mi célt szolgál ?
Azt látom hogy az actuátor mozgása nagyságrenddel nagyobb mint a kis száné , de gondolom ez volt , készen ...
Talán a kúpos menetekhez ?
Nem olvastam végig rendesen a hozzászólást csak most , nem törlök bele már abba amit írtam , de érteni vélem már :)
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2016 június 01, 20:20
Írta: ANTAL GÁBOR Dátum 2016 június 01, 20:20
Átviszem az esztergályos topikba a választ mert megorrolnak rám ...
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2016 június 03, 10:19
Írta: ANTAL GÁBOR Dátum 2016 június 03, 10:19
Ide írom de nem Balázséknak címzem ( mert dolgozzanak csak a fontos dolgokon )
Szóval magánban keresek egy olyan kollégát aki némi jártasságra tett már szert az UCCNC screen szerkesztésében .Egy kis méretű monitort szeretnék az eszterga mellé tenni amin egy nagyon degradált screen futna 2 db DRO . programsor , pálya ,Strue, F true . Aktív gombok nem kellenek mert nem lesz egér . ( viszont a szánszekrényen van egy 10 gombos bill emulátor . )A Pc mellett megmaradna a főmonitor , klaviatúra , egér . Ha onnan ellépek akkor az egérrel bekapcsolnám a " munkahelyi" screen t . Vagy veszek még egy videó kártyát vagy egy monitorátkapcsolót vetnék be .
Szóval magánban keresek egy olyan kollégát aki némi jártasságra tett már szert az UCCNC screen szerkesztésében .Egy kis méretű monitort szeretnék az eszterga mellé tenni amin egy nagyon degradált screen futna 2 db DRO . programsor , pálya ,Strue, F true . Aktív gombok nem kellenek mert nem lesz egér . ( viszont a szánszekrényen van egy 10 gombos bill emulátor . )A Pc mellett megmaradna a főmonitor , klaviatúra , egér . Ha onnan ellépek akkor az egérrel bekapcsolnám a " munkahelyi" screen t . Vagy veszek még egy videó kártyát vagy egy monitorátkapcsolót vetnék be .
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2016 június 07, 05:10
Írta: ANTAL GÁBOR Dátum 2016 június 07, 05:10
Feltettem a táramba egy menetvágós videót . ( UCCNC menet video ). Felhatalmazok egy számítógépes gurut hogy konvertálja át egy mindenki által könnyen látható ( kisebb) formátumra . ( tegnap Szénási Józsi felajánlotta de nem tudom mikor fogja látni ) Most kb 36 mega és mp4 es. Majd csinálok vasba is ( kúpos ) menetet de most gyorsan akartam megmutatni az UCCNC -UC400ETH-TOS hármast . Korábban jeleztem hogy ez az "Ős" keresztszánom. Folyik az új építése is.....
Cím: Re:UCCNC vezérlő program
Írta: Sz.József Dátum 2016 június 07, 05:29
Írta: Sz.József Dátum 2016 június 07, 05:29
Szia!
Úgy gondolom ezt nem kell konvertálni sehová...
Az mp4 szerintem mindenki számára "emészthető".
Rákattintva a fájlra, nálam gond nélkül megtekinthető a videó...
Kössz a közzétételt.
Úgy gondolom ezt nem kell konvertálni sehová...
Az mp4 szerintem mindenki számára "emészthető".
Rákattintva a fájlra, nálam gond nélkül megtekinthető a videó...
Kössz a közzétételt.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2016 június 07, 05:55
Írta: ANTAL GÁBOR Dátum 2016 június 07, 05:55
MOST látom : ( és fontos !! ) Minthogy a videó létrehozása volt a cél ,annak készítésénél egy korábban írt menetvágó programot vettem elő . Az még a szinkron menet elötti korszak G kód generálási szisztémájával készült ( Persze G32>G33, F >K konverzióval ) . Nos annál a fogásvétel is szinkronozott ( G33) . Ezt a metodikát TILOS az UCCNC szinkron üzeménél használni mert a menetprofilnál egy szisztematikus hiba képződik ( Ott a fogásvételt G1 el kell megírni ! ) Ha valaki a futó G kódsort is elemzi a videón.....
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 június 07, 13:07
Írta: 000000000 Dátum 2016 június 07, 13:07
Sziasztok,
Gábor, jó lett a kúpos menet videó, köszönjük. :)
A G33 szinkron menet fogásvétel/bevezetéssel kapcsolatban gondoltam leírom, hogy miért írtad, hogy tilos G33-al fogásvételt programozni, mert szerintem sokaknak nem világos az oka.
Egyébként nem tilos, csak van egy trükkje, hogy hogyan kell, de leírom alább a részleteket:
A probléma abból adódik, hogy az UCCNC képes az egymás utáni meneteket összefűzni, vagyis ha két vagy több G33 (szinkron menet) van egymás után, akkor azokat a meneteket folytatólagosan vágja.
Ez azért jó, mert ha nem így csinálná, hanem ha rászinkronizálna az Index jelre minden egyes menetnél, akkor a két menet közt leszúrná, levágná az anyagot, pedig valószínűleg a felhasználó folytonos meneteket szeretett volna, ezért programozta közvetlen egymás után őket a g-kódban.
Ebből viszont az is adódik, hogy ha egy menet több fogásból van elkészítve és a bevezető szakasz az X tengely mentén vagy szögben szintén egy G33 menet, akkor a fő menet indulási szöge folyamatosan változni fog, el fog tolódni.
Így pedig a kés a menet oldalát egyre jobban le fogja nyomni, egy fűrészfogszerű menet fog képződni.
A gond tehát akkor van, ha a kiállás pozíciója konstans, vagyis ha a keresztszán mindig azonos X pozícióra áll ki a fogások közt.
Ilyenkor az történik, hogy az egyes fogások értelemszerűen egyre mélyebbek és így az X kiállási/induló pozícióból a menet aktuális aljáig egyre hosszabb az út, emiatt a főorsó egyre nagyobb szöget fordul el mire a kés eléri a menetárok aktuális alj pozícióját és elindulhat a fő menet vágása.
A megoldás a problémára, hogy a kiállásnál nem adott fix pozícióra kell kiállni, hanem inkrementálisan adott értékkel kell eltávolodni X irányba az menetárok aktuális aljától.
Így a távolság a következő fogásnál a menetárok aktuális aljához mérve mindig azonos lesz és így lehet nyugodtan programozni G33-as bevezető mozgásokat, mert a fogások kezdő szöge nem fog változni.
Egyébként a G76 komplex menetvágó kódunk is így működik.
Egy kis videó arról amikor két szomszédos G33-at összeszinkronizál az UCCNC:
UCCNC szinkron menetek
Gábor, jó lett a kúpos menet videó, köszönjük. :)
A G33 szinkron menet fogásvétel/bevezetéssel kapcsolatban gondoltam leírom, hogy miért írtad, hogy tilos G33-al fogásvételt programozni, mert szerintem sokaknak nem világos az oka.
Egyébként nem tilos, csak van egy trükkje, hogy hogyan kell, de leírom alább a részleteket:
A probléma abból adódik, hogy az UCCNC képes az egymás utáni meneteket összefűzni, vagyis ha két vagy több G33 (szinkron menet) van egymás után, akkor azokat a meneteket folytatólagosan vágja.
Ez azért jó, mert ha nem így csinálná, hanem ha rászinkronizálna az Index jelre minden egyes menetnél, akkor a két menet közt leszúrná, levágná az anyagot, pedig valószínűleg a felhasználó folytonos meneteket szeretett volna, ezért programozta közvetlen egymás után őket a g-kódban.
Ebből viszont az is adódik, hogy ha egy menet több fogásból van elkészítve és a bevezető szakasz az X tengely mentén vagy szögben szintén egy G33 menet, akkor a fő menet indulási szöge folyamatosan változni fog, el fog tolódni.
Így pedig a kés a menet oldalát egyre jobban le fogja nyomni, egy fűrészfogszerű menet fog képződni.
A gond tehát akkor van, ha a kiállás pozíciója konstans, vagyis ha a keresztszán mindig azonos X pozícióra áll ki a fogások közt.
Ilyenkor az történik, hogy az egyes fogások értelemszerűen egyre mélyebbek és így az X kiállási/induló pozícióból a menet aktuális aljáig egyre hosszabb az út, emiatt a főorsó egyre nagyobb szöget fordul el mire a kés eléri a menetárok aktuális alj pozícióját és elindulhat a fő menet vágása.
A megoldás a problémára, hogy a kiállásnál nem adott fix pozícióra kell kiállni, hanem inkrementálisan adott értékkel kell eltávolodni X irányba az menetárok aktuális aljától.
Így a távolság a következő fogásnál a menetárok aktuális aljához mérve mindig azonos lesz és így lehet nyugodtan programozni G33-as bevezető mozgásokat, mert a fogások kezdő szöge nem fog változni.
Egyébként a G76 komplex menetvágó kódunk is így működik.
Egy kis videó arról amikor két szomszédos G33-at összeszinkronizál az UCCNC:
UCCNC szinkron menetek
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2016 június 07, 13:58
Írta: ium8w94xp Dátum 2016 június 07, 13:58
Még jó, hogy a menetet menetvágóval készítem és nem géppel, mivel nem vagyok esztergás. Különben ezt most értenem kellett volna :D
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2016 június 07, 13:58
Írta: ium8w94xp Dátum 2016 június 07, 13:58
De a videó az tetszik, ha csigát akarok majd rajzolni a fakanálra :D
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 június 07, 14:02
Írta: 000000000 Dátum 2016 június 07, 14:02
Szögben (kúpos), ill. akár a kereszt tengely mentén is tud menetet vágni, szóval akár csigát is tudsz vele rajzolni. :)
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2016 június 07, 18:33
Írta: frob Dátum 2016 június 07, 18:33
Folyamatos menetemelkedést is tud?
Nem mintha a közeljövőben szükségem lenne rá :) csak kérdezem,mert lenne ötlet mire lenne jó...
Nem mintha a közeljövőben szükségem lenne rá :) csak kérdezem,mert lenne ötlet mire lenne jó...
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 június 07, 18:47
Írta: 000000000 Dátum 2016 június 07, 18:47
Szia,
Mit értesz a folyamatos menetemelkedés alatt?
Mit értesz a folyamatos menetemelkedés alatt?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 június 07, 18:52
Írta: 000000000 Dátum 2016 június 07, 18:52
Amit tud, hogy vezéreletlen főorsóval. Értsd úgy, hogy a főorsó hajtva van mondjuk egy frekiváltóval vagy csak rá van kötve egy tápra vagy 230/400V-ra, nincsen pozíció szabályozva, csak egyszerűen forog.
A főorsón van egy jeladó, egy inkrementális encoder, ami be van kötve a mozgásvezérlőben és a progi folyamatosan méri, számolja és állítja az előtolásokat a tengelyeken úgy, hogy a G33 vagy G76-al programozott legyen a menetemelkedés.
A G33.1/G33.2 szinkron menet fúrás is ugyanígy működik annyi különbséggel, hogy ott egy tengely (Z) mentén van a mozgás, egy furatba készül a menet menetfúróval, általában marógéppel és nem esztergán.
A főorsón van egy jeladó, egy inkrementális encoder, ami be van kötve a mozgásvezérlőben és a progi folyamatosan méri, számolja és állítja az előtolásokat a tengelyeken úgy, hogy a G33 vagy G76-al programozott legyen a menetemelkedés.
A G33.1/G33.2 szinkron menet fúrás is ugyanígy működik annyi különbséggel, hogy ott egy tengely (Z) mentén van a mozgás, egy furatba készül a menet menetfúróval, általában marógéppel és nem esztergán.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 június 07, 18:53
Írta: 000000000 Dátum 2016 június 07, 18:53
Még annyi lemaradt, hogy nem gond neki, ha a főorsó belassul vagy felgyorsul, mert mondjuk fullad a motor amikor a kés anyagot ér, akkor is folyamatosan kompenzálja az előtolásokat és a menet így is megfelelő menetemelkedésű marad.
Cím: Re:UCCNC vezérlő program
Írta: KoLa Dátum 2016 június 07, 22:02
Írta: KoLa Dátum 2016 június 07, 22:02
Azért, gondolom az esztergán is működik a g33.1 mivel ott legalább annyiszor szeretnénk használni ezt a kódot mint, marógépen!
Mi a g33.1 leírása?
A g33.2 miben különbözik?
Mi a g33.1 leírása?
A g33.2 miben különbözik?
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2016 június 07, 22:56
Írta: 2dbfy8y Dátum 2016 június 07, 22:56
És akkor egy hülye kérdést is feltennék Balázs.
Ezt az uc100-al is lehet ugyanígy használni?
És pontosan milyen inkrementális enkóder kellene hozzá, esetleg egy linket kérhetek?
Ezt az uc100-al is lehet ugyanígy használni?
És pontosan milyen inkrementális enkóder kellene hozzá, esetleg egy linket kérhetek?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 június 07, 22:57
Írta: 000000000 Dátum 2016 június 07, 22:57
A felhasználói kézikönyv 42. oldalán van tárgyalva a G33.1 és G33.2 kód: UCCNC_hasznalati_utasitas
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 június 07, 23:03
Írta: 000000000 Dátum 2016 június 07, 23:03
Igen, mindegyik mozgásvezérlőnk UC100, UC300, UC400ETH tud szinkron menetet vágni. Ezt a funkciót tudják már vagy másfél éve egyébként.
Encodernek inkrementálisnak kell lennie. Kell egy A, B és Index csatorna. De az index csatorna lehet például egy különálló szenzor, pl.optokapu, ha az encoderen csak A, B csatornák vannak és index nincsen.
Néhány encoder: Encoderek
A tapasztalataink szerint egy 100PPR (400CPR) felbontású encoder bőven megfelel. Illetve a frekvencia határa a mozgásvezérlő max. kernel frekije/2. UC100 és UC300-nál 50 000Hz, UC400-nál 200 000Hz.
Encodernek inkrementálisnak kell lennie. Kell egy A, B és Index csatorna. De az index csatorna lehet például egy különálló szenzor, pl.optokapu, ha az encoderen csak A, B csatornák vannak és index nincsen.
Néhány encoder: Encoderek
A tapasztalataink szerint egy 100PPR (400CPR) felbontású encoder bőven megfelel. Illetve a frekvencia határa a mozgásvezérlő max. kernel frekije/2. UC100 és UC300-nál 50 000Hz, UC400-nál 200 000Hz.
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2016 június 07, 23:09
Írta: 2dbfy8y Dátum 2016 június 07, 23:09
Köszi a gyors választ.
Akkor amint látom az az amt103 lenne ami jó lenne ide.
Akkor amint látom az az amt103 lenne ami jó lenne ide.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 június 07, 23:28
Írta: 000000000 Dátum 2016 június 07, 23:28
Szia,
Igen, az jó lehet, annak állítható a felbontása.
Vagy akár a nagyobb fix felbontásúak is a legtöbb esetben megfelelőek, mert menetet a legtöbb alkalmazás esetén nem vág/fúr az ember nagy főorsó fordulattal. A frekvenciakorlátot kell csak figyelembe venni és a max. főorsó fordulatot menet vágáskor/fúráskor kell ismerni és akkor meghatározható egyszerűen a max. encoder felbontás az adott alkalmazásra/gépre.
Igen, az jó lehet, annak állítható a felbontása.
Vagy akár a nagyobb fix felbontásúak is a legtöbb esetben megfelelőek, mert menetet a legtöbb alkalmazás esetén nem vág/fúr az ember nagy főorsó fordulattal. A frekvenciakorlátot kell csak figyelembe venni és a max. főorsó fordulatot menet vágáskor/fúráskor kell ismerni és akkor meghatározható egyszerűen a max. encoder felbontás az adott alkalmazásra/gépre.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2016 június 08, 05:32
Írta: ANTAL GÁBOR Dátum 2016 június 08, 05:32
Balázs ! ha már linkelted az encodereket
és bőven van köztük 500 as felbontású is akkor közkinccsé kellene tenni hogyan kell beírni a spindle setupba a 500*4 = 2000 es számot
( mert alapból most csak 1000 t enged maximumként
Nálam megoldottuk a telefonos szupporttal de mások is bele fognak ütközni a problémába. A legegyszerűbb lenne " központilag" ( egy új verzió közzétételével ) megnövelni az értéket pl 2048 ra mert bizisten még egyszer igen nehezen tudnám már átállítani ( vulgárisan fogalmazva : elfelejtettem a metodikát )
Mindenkinek : természetesen bőven elegendő a 100 as encoder de ha a főorsó nem forog
" ezerrel " akkor nincs gond a finomabb felbontással sem sőt lassú forgással készített nagy emelkedésű meneteknél ( Pl 4 menet / coll laposmenet ) még előnyösebb is . ( én ipari 500 as encodert szereltem fel
és bőven van köztük 500 as felbontású is akkor közkinccsé kellene tenni hogyan kell beírni a spindle setupba a 500*4 = 2000 es számot
( mert alapból most csak 1000 t enged maximumként
Nálam megoldottuk a telefonos szupporttal de mások is bele fognak ütközni a problémába. A legegyszerűbb lenne " központilag" ( egy új verzió közzétételével ) megnövelni az értéket pl 2048 ra mert bizisten még egyszer igen nehezen tudnám már átállítani ( vulgárisan fogalmazva : elfelejtettem a metodikát )
Mindenkinek : természetesen bőven elegendő a 100 as encoder de ha a főorsó nem forog
" ezerrel " akkor nincs gond a finomabb felbontással sem sőt lassú forgással készített nagy emelkedésű meneteknél ( Pl 4 menet / coll laposmenet ) még előnyösebb is . ( én ipari 500 as encodert szereltem fel
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2016 június 08, 11:57
Írta: frob Dátum 2016 június 08, 11:57
Köszönöm!
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 június 08, 12:34
Írta: 000000000 Dátum 2016 június 08, 12:34
Szia Gábor,
Igen, a screenset-ben a max. érték ehhez a beállításhoz max. 1000 értékre van állítva. Majd ha lesz egy kis időm átfogom írni nagyobb értékre.
Egyébként az UCCNC-be épített képernyő szerkesztővel át tudja írni bárki, csak be kell lépni screen editor módba és a mezőt ki kell jelölni és a screen editor ablakban a max.value értékét nagyobbra kell venni és elmenteni a screenset fájlt.
Igen, a screenset-ben a max. érték ehhez a beállításhoz max. 1000 értékre van állítva. Majd ha lesz egy kis időm átfogom írni nagyobb értékre.
Egyébként az UCCNC-be épített képernyő szerkesztővel át tudja írni bárki, csak be kell lépni screen editor módba és a mezőt ki kell jelölni és a screen editor ablakban a max.value értékét nagyobbra kell venni és elmenteni a screenset fájlt.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2016 június 08, 13:16
Írta: ANTAL GÁBOR Dátum 2016 június 08, 13:16
"Egyébként az UCCNC-be épített képernyő szerkesztővel át tudja írni bárki, csak be kell lépni screen editor módba és a mezőt ki kell jelölni és a screen editor ablakban a max.value értékét nagyobbra kell venni és elmenteni a screenset fájlt."
No ez való a számítógép guruknak , kell oda még egyéb trükk ( folyamatosan nyomott shift vagy controll gomb stb ...) Mint írtam nálam megy, de vakkantós pulikutya legyek ha vissza tudnám állítani például .
Van a doksik között leírás a screen szerkesztés műhelytitkairól ???
No ez való a számítógép guruknak , kell oda még egyéb trükk ( folyamatosan nyomott shift vagy controll gomb stb ...) Mint írtam nálam megy, de vakkantós pulikutya legyek ha vissza tudnám állítani például .
Van a doksik között leírás a screen szerkesztés műhelytitkairól ???
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 június 08, 17:01
Írta: 000000000 Dátum 2016 június 08, 17:01
Szia Gábor,
Nem műhelytitok, le van írva a dokumentációban.
Nem műhelytitok, le van írva a dokumentációban.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2016 június 08, 17:03
Írta: ANTAL GÁBOR Dátum 2016 június 08, 17:03
Hacsak úgy nem ....[#vigyor4][#vigyor4]
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2016 június 09, 13:17
Írta: 2dbfy8y Dátum 2016 június 09, 13:17
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2016 június 13, 07:57
Írta: dezsoe Dátum 2016 június 13, 07:57
© ANTAL GÁBOR: "Balázs! szeretném ha az UCCNC alapból úgy állna föl hogy a szerszámpálya az XZ síkot mutassa ( mintha megnyomnám a harmadik ( ? ) kiskockát a bal oldalon .Mint levélben jeleztem szépen haladok egy degradált sreen nel amit az esztergához szeretnék használni . Jó lenne ha nem kellene a kockát megnyomni mert akkor azt a szerkesztett felületemről egyszerűen elhagynám"
Szia, Gábor!
Bármilyen gombot megnyomhatsz induláskor, ha az M99998.txt "konstruktor" makróba beírod, pl.:
exec.Callbutton(176); // Clear G54 offset
A gombok listája a doksi könyvtárban megtalálható. Így be tudsz állítani bármit előre, amire szükséged lehet, DE.
Az általad kért funkcióval az a baj, hogy hiába állítod be az alábbiak valamelyikét:
139 - Toolpathview45 - Sets the toolpath to a 45° look viewing mode.
140 - Toolpathviewright - Sets the toolpath to a right side look viewing mode.
141 - Toolpathviewleft - Sets the toolpath to a left side look viewing mode.
142 - Toolpathviewtop - Sets the toolpath to a top side look viewing mode.
143 - ToolpathviewISO - Sets the toolpath to Isometric viewing mode.
Amikor egy file betöltődik, akkor mindig a felülnézet (Toolpathviewtop) választódik ki. Próbáltam írni egy makrót, hogy a file nyitás után állítson nézetet betöltés után, de nem vált be:
exec.Callbutton(124); // File betöltés gomb
while(exec.IsMoving()){}; // Ez sajnos nem várja meg a betöltést
exec.Callbutton(143); // ISO nézet, próba képpen
Balázs: Esetleg beállítások közé egy olyan opció bekerülhetne-e, hogy betöltés után milyen nézet legyen? (Én pl. mindig ISO-t használok, de Gábornak egy az XZ kéne.)
Szia, Gábor!
Bármilyen gombot megnyomhatsz induláskor, ha az M99998.txt "konstruktor" makróba beírod, pl.:
exec.Callbutton(176); // Clear G54 offset
A gombok listája a doksi könyvtárban megtalálható. Így be tudsz állítani bármit előre, amire szükséged lehet, DE.
Az általad kért funkcióval az a baj, hogy hiába állítod be az alábbiak valamelyikét:
139 - Toolpathview45 - Sets the toolpath to a 45° look viewing mode.
140 - Toolpathviewright - Sets the toolpath to a right side look viewing mode.
141 - Toolpathviewleft - Sets the toolpath to a left side look viewing mode.
142 - Toolpathviewtop - Sets the toolpath to a top side look viewing mode.
143 - ToolpathviewISO - Sets the toolpath to Isometric viewing mode.
Amikor egy file betöltődik, akkor mindig a felülnézet (Toolpathviewtop) választódik ki. Próbáltam írni egy makrót, hogy a file nyitás után állítson nézetet betöltés után, de nem vált be:
exec.Callbutton(124); // File betöltés gomb
while(exec.IsMoving()){}; // Ez sajnos nem várja meg a betöltést
exec.Callbutton(143); // ISO nézet, próba képpen
Balázs: Esetleg beállítások közé egy olyan opció bekerülhetne-e, hogy betöltés után milyen nézet legyen? (Én pl. mindig ISO-t használok, de Gábornak egy az XZ kéne.)
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2016 június 13, 10:09
Írta: ANTAL GÁBOR Dátum 2016 június 13, 10:09
Köszi ! Írtam magán levelet de legszívesebben élőszóban folytatnám
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2016 június 13, 15:30
Írta: ium8w94xp Dátum 2016 június 13, 15:30
Jó hideg sör mellett :)
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2016 június 17, 18:50
Írta: ANTAL GÁBOR Dátum 2016 június 17, 18:50
BALÁZSOK !! A korábban jelzett mentési anomália mellé ma bejött egy újabb . A spidle setupban korábban korrektül át lett állítva az encoder max CPR érték ( Klincsik Balázs segített telefonon ) (Screen editor max value , apply ) Azután be lett írva a 2000 es szám . ( szintén applay + save ) Szépen dolgozik mindaddig amig ki nem lépek a programból. Egy reboot után max value 1000 jön föl ( és az index sem működik mint azt már jeleztem ) . Kezdhetem elölről ( screen editor ,max value átállítás , majd 2000 beírás , applay + save )
Nézzétek már meg mert ma sikerrel elrontottam egy fontos menetet ( a fene se gondolta hogy leellenőrizzem a 2000 et ( az indexet az minden bekapcs után apply- olom + save-elem ). Egy hasznom azért van [#vigyor4][#vigyor4] szépen begyakoroltam már a sreen editálást
Nézzétek már meg mert ma sikerrel elrontottam egy fontos menetet ( a fene se gondolta hogy leellenőrizzem a 2000 et ( az indexet az minden bekapcs után apply- olom + save-elem ). Egy hasznom azért van [#vigyor4][#vigyor4] szépen begyakoroltam már a sreen editálást
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 június 17, 19:22
Írta: 000000000 Dátum 2016 június 17, 19:22
Szia Gábor,
A jelzett hibát, mármint, hogy az index nem müködik nálad induláskor már akkor megvizsgáltuk amikor jelezted, de nem tudtuk előidézni.
Mármint hogy az én gépemen is és Balázs gépén is müködik az index induláskor, azt az értéket veszi fel a mozgásvezérlőben ami be van állítva és indítja is a menet vágáskor a vágást.
A kódot megnézve se látunk rá okot, hogy az hogyan történhet hogy nálad nem veszi fel az értékét. Az is fura amit írtál, hogy amúgy meg látja az indexet a Diagnosztikán.
Szerintem mégegyszer elküldhetnéd e-mailben, hogy pontosan hogyan történik, mert lehet én értettem valamit félre, de ahogy elmondtad, hogy hogyan van a hiba, a kép nekem nem áll össze teljesen.
A képernyő szett problémát meg nem értem, a képernyő nem menti el, nem írja felül csak úgy saját magát.
Nem értem, hogyan tudna "emlékezni" a régi 1000 max. értékre, ha egyszer átírtad és utána már nem írtad vissza 1000-re.
Hacsak nem eleve el sem menti a fájlba, de akkor meg nem a reboot okozna problémát, hanem minden UCCNC indításkor a régi max. érték lenne.
A jelzett hibát, mármint, hogy az index nem müködik nálad induláskor már akkor megvizsgáltuk amikor jelezted, de nem tudtuk előidézni.
Mármint hogy az én gépemen is és Balázs gépén is müködik az index induláskor, azt az értéket veszi fel a mozgásvezérlőben ami be van állítva és indítja is a menet vágáskor a vágást.
A kódot megnézve se látunk rá okot, hogy az hogyan történhet hogy nálad nem veszi fel az értékét. Az is fura amit írtál, hogy amúgy meg látja az indexet a Diagnosztikán.
Szerintem mégegyszer elküldhetnéd e-mailben, hogy pontosan hogyan történik, mert lehet én értettem valamit félre, de ahogy elmondtad, hogy hogyan van a hiba, a kép nekem nem áll össze teljesen.
A képernyő szett problémát meg nem értem, a képernyő nem menti el, nem írja felül csak úgy saját magát.
Nem értem, hogyan tudna "emlékezni" a régi 1000 max. értékre, ha egyszer átírtad és utána már nem írtad vissza 1000-re.
Hacsak nem eleve el sem menti a fájlba, de akkor meg nem a reboot okozna problémát, hanem minden UCCNC indításkor a régi max. érték lenne.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2016 június 17, 19:55
Írta: ANTAL GÁBOR Dátum 2016 június 17, 19:55
Ok küldöm maiban 5 perc és ott lesz ...
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2016 június 17, 20:00
Írta: kr97pwss2 Dátum 2016 június 17, 20:00
Szia Gábor megnéztem a Profil fájlodat, és nálam működik egyből (feltéve, hogy ez a beállítás kell neked: Index 2 port 11 pin / EncoderA 2 port 10 pin / EncoderB 2 port 12 pin) Amit küldtél profilt legalábbis ezek vannak beállítva, és ezekkel működik. Ha átállítom más értékre és elmentem, akkor a következő indulásnál azokkal indul.
Az nem lehet, hogy amit betöltesz és szerkesztesz profilt, majd elmentesz, az UCCNC indításakor nem azzal a profillal indítod?
Az nem lehet, hogy amit betöltesz és szerkesztesz profilt, majd elmentesz, az UCCNC indításakor nem azzal a profillal indítod?
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2016 június 17, 21:34
Írta: ANTAL GÁBOR Dátum 2016 június 17, 21:34
Pont erre gyanakszom ...De én nem szerkesztem az UCCNC n kívül a profil filét . Én megnyitottam anno az UCCNC t és beconfiguráltam a dolgokat majd szabályosan kiléptem . Minden korrektül lementődik . A profilban én is látom ( F3 al ) hogy mik vannak ott Az index úgy van ahogy írod .
DE g0x10z20
G33........ + ciklus start után elmegy x10 z 20 ba és szépen vár...
Ha ciklus stop után a spindle setupba nyomok egy applay + save t akkor rewind és DRO = 0 után elindul és órákon keresztül szépen dolgozik . Ha kilépek és újra be, akkor ugyanaz kezdődik elölröl . Nem tölti be, vagy nem azt tölti be amit elvárnék . A Mach nál úgy rémlik hogy felugrik egy ablak hogy most elmenti a dolgokat . Nálam az UCCNC ( emlékeim szerint )csak azt kérdezi meg angolul hogy ki akarok valóban lépni ? Nekem ez természetes hisz a spindle nél nyomtam save t tehát minek azt mégegyszer menteni ???
DE g0x10z20
G33........ + ciklus start után elmegy x10 z 20 ba és szépen vár...
Ha ciklus stop után a spindle setupba nyomok egy applay + save t akkor rewind és DRO = 0 után elindul és órákon keresztül szépen dolgozik . Ha kilépek és újra be, akkor ugyanaz kezdődik elölröl . Nem tölti be, vagy nem azt tölti be amit elvárnék . A Mach nál úgy rémlik hogy felugrik egy ablak hogy most elmenti a dolgokat . Nálam az UCCNC ( emlékeim szerint )csak azt kérdezi meg angolul hogy ki akarok valóban lépni ? Nekem ez természetes hisz a spindle nél nyomtam save t tehát minek azt mégegyszer menteni ???
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2016 június 17, 21:45
Írta: ANTAL GÁBOR Dátum 2016 június 17, 21:45
Annyit még kiegészítésképp hogy a tengely adatok ,sebességek ,gyorsítások , hot key ek stb azok mindig szépen betöltődnek ott semmi anomáliát nem találtam,egyedül a spindle index dolgánál fordul elő a jelzett hiba
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2016 június 18, 13:40
Írta: ANTAL GÁBOR Dátum 2016 június 18, 13:40
Nagyon gondosan átnéztem mindent és ma is ugyanaz a hibám : nem érzékeli az indexet a bootolás után csak akkor ha applay + save gombot nyomok a spindle nél .. De eszembe jutott egy lehetséges ok ( minthogy tegnap írtam hogy a többi configot szépen betölti ) Tehát : nálam az encoder és vele az index is a KETTES !!!portra van configurálva . A fordulatszámot ( ha az egy határérték fölötti ) azt szépen kijelzi . De mint írtam a G33 elérésekor vár vár és vár . ( Gyanús nekem ez e kettes port ... ) Levideóztam az egész problémát majd átküldöm .......
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 június 19, 01:02
Írta: 000000000 Dátum 2016 június 19, 01:02
Szia Gábor,
Ahogy P.Balázs írta a #3128 válaszában a te beállításoddal is kipróbáltuk, amiben az index a port#2 pin#11-en van. Nálunk ezzel is jól működik.
Egy ötletünk van még, hogy mi lehet, viszont tesztelni nem tudjuk, mivel nálunk most is jól működik, de fogunk csinálni neked egy teszt verziót hamarosan, amit tesztelned kellene és amiből kiderül majd, hogy jól gondoljuk-e a probléma okát.
Ahogy P.Balázs írta a #3128 válaszában a te beállításoddal is kipróbáltuk, amiben az index a port#2 pin#11-en van. Nálunk ezzel is jól működik.
Egy ötletünk van még, hogy mi lehet, viszont tesztelni nem tudjuk, mivel nálunk most is jól működik, de fogunk csinálni neked egy teszt verziót hamarosan, amit tesztelned kellene és amiből kiderül majd, hogy jól gondoljuk-e a probléma okát.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2016 június 19, 05:58
Írta: ANTAL GÁBOR Dátum 2016 június 19, 05:58
No ez már komoly előrelépés ... Azt már korábban jeleztem hogy a diagnosztika ablakban a Sync thread led ilyenkor piros ( remélem fejből jól írom mostanában nem néztem )
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2016 június 21, 08:04
Írta: ANTAL GÁBOR Dátum 2016 június 21, 08:04
Balázsok ! Dezsoe kolléga tanácsára felraktam a legújabb verziót ( 20 as ) Azzal megszűnt az index problémám. Amikor előálltam akkor jeleztem hogy nálam egy régebbi verzió fut. SŐT : hogy ezt ki is hangsúlyozzam elküldtem az "About" fényképet ahol a licensz, verzió stb kristálytisztán látszik . Megspórolhattunk volna pár órát ha legalább ti regisztrálnátok ,hogy egy egy verzióváltásnál mi került javításra ( mert kristálytisztán látszik hogy a 16 os verzióban volt valami mentési anomália a 20 as pedig már OK )
Most nekilátok a másik ( mailben leírt eset tesztelésének )
DEZSOE nek köszönet a supportért !!
Most nekilátok a másik ( mailben leírt eset tesztelésének )
DEZSOE nek köszönet a supportért !!
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2016 június 22, 12:10
Írta: ANTAL GÁBOR Dátum 2016 június 22, 12:10
Zajlik az életem : Visszajött az index problémám. Gépészeti okokból fizikailag megváltoztattam az encoder forgásirányát ( Szíjhajtású az encoder és a TOS nál csak egy mechanikus kapcsolót kell átváltanom hozzá ) Így sokkal eronómikusabb a gépem mert a CNC ről nagyon könnyű visszatérni akár a vonóorsós előtolású hagyományos gépre
Természetesen az encoder directiont is reverzáltam ( Most van pipa ) . És ezzel beütött a mennykő : nem működik csak ha az UCCNC meghívása után spindle setup applay + save t nyomok .. Pont az mint ami régen volt
Csináltam egy cselt : elmentettem a mai friss pro filét ( megnéztem a reverzácio OK ) és újratelepítés után ( 20 as verzió ) kicseréltem a gyárival ( mert tegnap is valami hasonlót csináltam és akkor megjavult ) Semmi eredmény ...... Jöhetne az a teszt program hogy megtaláljuk a hiba okát
Természetesen az encoder directiont is reverzáltam ( Most van pipa ) . És ezzel beütött a mennykő : nem működik csak ha az UCCNC meghívása után spindle setup applay + save t nyomok .. Pont az mint ami régen volt
Csináltam egy cselt : elmentettem a mai friss pro filét ( megnéztem a reverzácio OK ) és újratelepítés után ( 20 as verzió ) kicseréltem a gyárival ( mert tegnap is valami hasonlót csináltam és akkor megjavult ) Semmi eredmény ...... Jöhetne az a teszt program hogy megtaláljuk a hiba okát
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2016 június 22, 12:49
Írta: ANTAL GÁBOR Dátum 2016 június 22, 12:49
KOLOMBUSZ TOJÁSA!!!!!! ( megtaláltam a hibát)
Nem menti el a encoder rev értéket ( a pipa kijön a képernyőn ha korábban úgy volt elmentve de az csak egy VIRUÁLIS pipa . Valójában olyan mintha ott sem lenne ! Vagyis ha mechanikusan úgy kapcsolom a szíjhatású encodert hogy az jó legyen ( megfeleljen a pipamentes állapotnak ) akkor minden OK az Uccnc meghívása után mehet a menet. De ha az encodert úgy forgatom hogy a reverzált kelljen hozzá akkor nem megy csak ha applay + save ( és utána a kilépésig minden OK ) Aztán ha ujraindítom akkor jól átver a VIRUÁLIS pipa
A legegyszerűbb javítási metodika : megcserélem fizikailag az A B jeleket a fordított forgású encódernél aztán pipa nélkül jó lesz
[#worship][#worship]
Nem menti el a encoder rev értéket ( a pipa kijön a képernyőn ha korábban úgy volt elmentve de az csak egy VIRUÁLIS pipa . Valójában olyan mintha ott sem lenne ! Vagyis ha mechanikusan úgy kapcsolom a szíjhatású encodert hogy az jó legyen ( megfeleljen a pipamentes állapotnak ) akkor minden OK az Uccnc meghívása után mehet a menet. De ha az encodert úgy forgatom hogy a reverzált kelljen hozzá akkor nem megy csak ha applay + save ( és utána a kilépésig minden OK ) Aztán ha ujraindítom akkor jól átver a VIRUÁLIS pipa
A legegyszerűbb javítási metodika : megcserélem fizikailag az A B jeleket a fordított forgású encódernél aztán pipa nélkül jó lesz
[#worship][#worship]
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 június 22, 14:57
Írta: 000000000 Dátum 2016 június 22, 14:57
Gábor,
Ahogy telefonon tegnap elmondtam neked, az encoder hibát nem javítottuk a 20-as végű verzióban, mivel akkor még nem is tudtunk a hibáról. Az, hogy megjavult nálad ezzel a verzióval az csak véletlen, de ezt részletesen elmagyaráztam tegnap a hiba okával együtt.
Ahogy mondtam telefonon rájöttünk, hogy mi okozhatja a problémát, hogy miért nem tölti bele a mozgásvezérlőbe a gépeden az encoder adatokat. A hibát javítottuk, de máson is dolgozunk jelenleg, szóval egy kis türelmedet kérném, a következő kiadásban a hiba javítva lesz, addig sajnos kénytelen leszen Apply settings-et nyomni szoftver indulás után.
Ahogy telefonon tegnap elmondtam neked, az encoder hibát nem javítottuk a 20-as végű verzióban, mivel akkor még nem is tudtunk a hibáról. Az, hogy megjavult nálad ezzel a verzióval az csak véletlen, de ezt részletesen elmagyaráztam tegnap a hiba okával együtt.
Ahogy mondtam telefonon rájöttünk, hogy mi okozhatja a problémát, hogy miért nem tölti bele a mozgásvezérlőbe a gépeden az encoder adatokat. A hibát javítottuk, de máson is dolgozunk jelenleg, szóval egy kis türelmedet kérném, a következő kiadásban a hiba javítva lesz, addig sajnos kénytelen leszen Apply settings-et nyomni szoftver indulás után.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2016 június 22, 16:49
Írta: ANTAL GÁBOR Dátum 2016 június 22, 16:49
Balázs ! Csak egy probléma van : ( és mint említettem akár tudok is vele élni vagy veszem a forrasztópákát és kiküszöbölöm ). Szóval betölt ő mindent csak a reverse encoder parancsot ( pipát ) nem . Az hogy tegnap jó volt az annak volt köszönhető, hogy véletlenül a szokásossal ellentétesen forgattam az encodert . Mint írtam ez a TOS nál nagyon egyszerűen megoldható (konkrétan a TOSnál egy kar egy korábbi műveletből az úgy maradt )és az új verzió ( a 20 as ) alapból pipa nélkül indult el .
Direkt visszakerestem a nektek elküldött pro filét . Nos ott is ( és gyakorlatilag mindig a reverse encodert szerettem volna ( ezek szerint sikertelenül ) használni . Amit tegnap beszéltünk annak kb a felét voltam képes felfogni ( és erre még büszke is vagyok ! ) de mára megállapítható hogy gyakorlatilag egy apró problémával állunk szemben és tudok várni
Direkt visszakerestem a nektek elküldött pro filét . Nos ott is ( és gyakorlatilag mindig a reverse encodert szerettem volna ( ezek szerint sikertelenül ) használni . Amit tegnap beszéltünk annak kb a felét voltam képes felfogni ( és erre még büszke is vagyok ! ) de mára megállapítható hogy gyakorlatilag egy apró problémával állunk szemben és tudok várni
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2016 június 22, 19:18
Írta: ANTAL GÁBOR Dátum 2016 június 22, 19:18
Elhamarkodtam a forrasztópákás javítás gondolatát ( a lustaság győzött szerencsére ). Az irányt gondolom egy szoftweres quadratúra dekóder állítja elő. Cserélgethetem én a bemeneteket . A forgásirány adja a dir jelet... A jelet kellene negálnom de azt csak a fejlesztők képesek megváltoztatni
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2016 június 22, 19:48
Írta: kr97pwss2 Dátum 2016 június 22, 19:48
Ha megcseréled az A/B jelet, akkor megfordul az irány (a program is ezt csinálja, ha kipipálod a "Reverse enc. dir.", csak szoftveresen cseréli fel a két pin számát belül)
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2016 június 22, 20:08
Írta: ANTAL GÁBOR Dátum 2016 június 22, 20:08
Köszi, azt holnap egy perc alatt kipróbálom . ..
Cím: Re:UCCNC vezérlő program
Írta: svager Dátum 2016 július 25, 20:14
Írta: svager Dátum 2016 július 25, 20:14
Lehet nem ide való hanem a bénába,de UCCNC
ezért itt kérdezem.
Ha 0.01-es lépésekkel léptetek 1mm-ert akkor nem 1.0000,hanem 1.0088 lesz,és ha visszaléptetem egyben -1mm-ert akkor az nem 0.0000-lesz hanem 0.0088
Ez vajon miért lehet? Valami nincs jól beállítva ?
Remélem érthető a kérdés,rakok fel két képet a problémáról
Az első:
elléptetem 0.01 el az 1mm-ert

Második:
visszalépek egyben -1mm-ert,természetesen itt fennmarad 0.0088

ezért itt kérdezem.
Ha 0.01-es lépésekkel léptetek 1mm-ert akkor nem 1.0000,hanem 1.0088 lesz,és ha visszaléptetem egyben -1mm-ert akkor az nem 0.0000-lesz hanem 0.0088
Ez vajon miért lehet? Valami nincs jól beállítva ?
Remélem érthető a kérdés,rakok fel két képet a problémáról
Az első:
elléptetem 0.01 el az 1mm-ert
Második:
visszalépek egyben -1mm-ert,természetesen itt fennmarad 0.0088
Cím: Re:UCCNC vezérlő program
Írta: svager Dátum 2016 július 25, 20:22
Írta: svager Dátum 2016 július 25, 20:22
Ja,ha egyben lépek 1mm-ert az 1.0000,és ha vissza 1-et az 0.0000 lesz,tehát csak a 0.01-es felbontásnál csinálja.
Én ezt nem értem [#wilting]
Én ezt nem értem [#wilting]
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2016 július 25, 20:57
Írta: ANTAL GÁBOR Dátum 2016 július 25, 20:57
a motor tuningban mekkora a step / unit ? ( kerek szám ? )
Cím: Re:UCCNC vezérlő program
Írta: svager Dátum 2016 július 25, 21:09
Írta: svager Dátum 2016 július 25, 21:09
A vezérlő 6400-van állítva, 5mm menetemelkedésű az orsó, áttétel nincs,tehát 6400/5 = 1280 step/mm
Vagy nem?
Vagy nem?
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2016 július 25, 21:24
Írta: ANTAL GÁBOR Dátum 2016 július 25, 21:24
Én ott kereskednék . 0.01mm az 10u amihez 12.8 step kell . De csak kerek stepet lehet léptetni
tehát az első az 13 step lesz és aztán 12 és 13 között fog lépkedni . ( célszerűen törekedve a legkisebb hibára ) Amikorra lelépi az 1000u ont lesz egy kis maradó hiba
tehát az első az 13 step lesz és aztán 12 és 13 között fog lépkedni . ( célszerűen törekedve a legkisebb hibára ) Amikorra lelépi az 1000u ont lesz egy kis maradó hiba
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2016 július 25, 21:26
Írta: ANTAL GÁBOR Dátum 2016 július 25, 21:26
ha 1 mm er lépteted akkor lelép 1280 stepet és teljesíti az 1 mm -t . A baj forrása az hogy te 0.01 el akarod léptetni
Cím: Re:UCCNC vezérlő program
Írta: svager Dátum 2016 július 25, 21:45
Írta: svager Dátum 2016 július 25, 21:45
Értem
Viszont ha a programban nem kerek érték van megadva,akkor az mindig hozzáadodik? Vagy nagyobb felbontásra kell állítani a vezérlőt?
Nem mintha a gép tudná ezt a pontosságot csak kíváncsiságból kérdezem.
Viszont ha a programban nem kerek érték van megadva,akkor az mindig hozzáadodik? Vagy nagyobb felbontásra kell állítani a vezérlőt?
Nem mintha a gép tudná ezt a pontosságot csak kíváncsiságból kérdezem.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2016 július 25, 22:04
Írta: ANTAL GÁBOR Dátum 2016 július 25, 22:04
Balázsék szerintem az a taktikát követték hogy a legkisebb hibára törekedtek . A hiba szerintem nem fog halmozódni . Most 10u hoz 12.8 ( nem kerek step tartozik ) Ha a pl átállítanád a mikrostepet 5000 re akkor 1000 step lenne 1 mm és 10 mikron 10 step lenne . Minden ( látszólagos ) baj megoldódik .
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 július 26, 00:11
Írta: 000000000 Dátum 2016 július 26, 00:11
Sziasztok,
Úgy kell elképzelni a léptetés dolgot (ha mondjuk 2 dimenzióban dolgozunk csak), mint egy négyzetrácsos füzetet. A négyzetrácsok oldalainka távolsága az 1/steps per érték, vagyis ekkora egy lépés, ennél kisebb távolságot nem tud mozdulni a tengely, nem tud kisebbet lépni a motor. Szóval a gép kizárólag a rácspontokra tud rálépni, a rácspontok közé nem, mert a vezérlő nem tudja a rácspontok közé pozícionálni a gép tengelyét.
A hiba mindig max. fél rácspontnyi, mert a vezérlés mindig a programozott értékhez legközelebb eső pontra lép rá.
Vegyünk egy egyszerű példát, hogy a steps per érték 100, ezzel a legkisebb lépés 1/100=0.01
Ha mondjuk megpróbálod a 0.006 pozícióra mozgatni a gépet, akkor ez értelemszerűen nem fog menni. A 0.006-hoz a legközelebb eső pont a 0.01 amire a gép rá tud lépni a steps per felbontásból adódóan. Ha pedig mondjuk a 0.004 pontra irányítod a tengelyt, akkor a 0 a legközelebbi pont és oda fog lépni.
Az 1280 steps per értéknél a felbontás 0.00078125 egység, vagyis ekkora a képzeletbeli rácstávolság, ez pedig a 0.01 törszöröseivel gyakran nem találkozik...
Úgy kell elképzelni a léptetés dolgot (ha mondjuk 2 dimenzióban dolgozunk csak), mint egy négyzetrácsos füzetet. A négyzetrácsok oldalainka távolsága az 1/steps per érték, vagyis ekkora egy lépés, ennél kisebb távolságot nem tud mozdulni a tengely, nem tud kisebbet lépni a motor. Szóval a gép kizárólag a rácspontokra tud rálépni, a rácspontok közé nem, mert a vezérlő nem tudja a rácspontok közé pozícionálni a gép tengelyét.
A hiba mindig max. fél rácspontnyi, mert a vezérlés mindig a programozott értékhez legközelebb eső pontra lép rá.
Vegyünk egy egyszerű példát, hogy a steps per érték 100, ezzel a legkisebb lépés 1/100=0.01
Ha mondjuk megpróbálod a 0.006 pozícióra mozgatni a gépet, akkor ez értelemszerűen nem fog menni. A 0.006-hoz a legközelebb eső pont a 0.01 amire a gép rá tud lépni a steps per felbontásból adódóan. Ha pedig mondjuk a 0.004 pontra irányítod a tengelyt, akkor a 0 a legközelebbi pont és oda fog lépni.
Az 1280 steps per értéknél a felbontás 0.00078125 egység, vagyis ekkora a képzeletbeli rácstávolság, ez pedig a 0.01 törszöröseivel gyakran nem találkozik...
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2016 július 26, 07:15
Írta: istvan58 Dátum 2016 július 26, 07:15
De Svager által tapasztalt eltérés több mint 10 szerese a felbontasnak ha jól értelmezem.
Cím: Re:UCCNC vezérlő program
Írta: svager Dátum 2016 július 26, 08:29
Írta: svager Dátum 2016 július 26, 08:29
Értem,csak az nem világos,hogy egy pl.1 millió soros kodnál ezek nem adódnak össze?
Pl: Adott egy pozíció ahova nem tud lépni,tehát fel vagy le kerekit.
Viszont a következő már kerek szám,így a fennmardó több vagy kevesebb értéknek valahol jelentkeznie kellene,és ez a program során akár több ezerszer is megisétlödhet.
Nem igazán értek ehhez,csak egy kicsit fura.
Pl: Adott egy pozíció ahova nem tud lépni,tehát fel vagy le kerekit.
Viszont a következő már kerek szám,így a fennmardó több vagy kevesebb értéknek valahol jelentkeznie kellene,és ez a program során akár több ezerszer is megisétlödhet.
Nem igazán értek ehhez,csak egy kicsit fura.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2016 július 26, 08:57
Írta: ANTAL GÁBOR Dátum 2016 július 26, 08:57
Én nem idegeskednék : mikrolépés 5000 és kész ! ( 10u = 10 step ) de ha még ez sem elég akkor 10.000. A javaslat szerint az elméleti pontosságod 1 step = 1 u . Egy komoly többmillás mérőgépnél alkalmaznak ilyet ( gránit asztal , termosztált kalitka stb )
Cím: Re:UCCNC vezérlő program
Írta: svager Dátum 2016 július 26, 09:06
Írta: svager Dátum 2016 július 26, 09:06
Most megnyugtattál,nem hajkurászom a mikronokat. [#worship]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2016 július 26, 09:36
Írta: svejk Dátum 2016 július 26, 09:36
Nyugodj meg, ezekbe az anomáliákba minden kezdő gépépítő belefut.
Az építés, tesztelés időszakában látszólag jó megoldás Antal Gábor 5000-es mikrolépése, egészen addig amíg nem generálsz egy kört G1 lépésekből.
Itt a fordítottja fog fennállni a koordináták lesznek "csúnya" tört értékek és a géped csak "egész" tizedes törteket tud lépni.
Szerencsére az UCCNC-nél beállítható a tizedesértékek száma, ajánlott a gép felbontásához, a realitáshoz igazítani.
Az építés, tesztelés időszakában látszólag jó megoldás Antal Gábor 5000-es mikrolépése, egészen addig amíg nem generálsz egy kört G1 lépésekből.
Itt a fordítottja fog fennállni a koordináták lesznek "csúnya" tört értékek és a géped csak "egész" tizedes törteket tud lépni.
Szerencsére az UCCNC-nél beállítható a tizedesértékek száma, ajánlott a gép felbontásához, a realitáshoz igazítani.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2016 július 26, 10:04
Írta: istvan58 Dátum 2016 július 26, 10:04
Elvégeztem egy kísárletett UCCNC vs Mach3 , mindkető cask demóban :
Step /unit 1280 (mint svager-nál)
Léptem 100 at 0,01mm rel :
Eredmény:
UCCNC 1.0156
Mach3 1.0000
Mach3 nál voltak köztes eltérések de minden ötödik lépésnél ok volt, vagyis 0,1000 ...0,1500.....0,2000....0,2500....stb.
Step /unit 1280 (mint svager-nál)
Léptem 100 at 0,01mm rel :
Eredmény:
UCCNC 1.0156
Mach3 1.0000
Mach3 nál voltak köztes eltérések de minden ötödik lépésnél ok volt, vagyis 0,1000 ...0,1500.....0,2000....0,2500....stb.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2016 július 26, 10:08
Írta: istvan58 Dátum 2016 július 26, 10:08
továbbléptem, UCCNC 200 lépésnél 2,0313
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2016 július 26, 10:39
Írta: istvan58 Dátum 2016 július 26, 10:39
Vagyis az UCCNC nem kerekít szerintem.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2016 július 26, 11:00
Írta: svejk Dátum 2016 július 26, 11:00
Hmmm.. eltűnt a hozzászólásom....
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2016 július 26, 11:02
Írta: svejk Dátum 2016 július 26, 11:02
Szóval valami bug kerülhetett a JOG egyes léptetésbe.
Ha az egész progi hibás lenne majdcsak feltűnt volna már valakinek.
Ha az egész progi hibás lenne majdcsak feltűnt volna már valakinek.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2016 július 26, 11:05
Írta: istvan58 Dátum 2016 július 26, 11:05
Lehet mert nem észleltem hibát progi futás közben, csak most svager irására reagálva próbáltam. Amugy érdekes hogy neki a 100 lépés 0,01mm enként 1,0088 nekem meg 1,0156. Töbször is próbáltam.
Cím: Re:UCCNC vezérlő program
Írta: Béni Dátum 2016 július 26, 11:12
Írta: Béni Dátum 2016 július 26, 11:12
Pár tesztet én is végeztem. Igaz, félreértettem a problémát. A teszteket régebbi és a legújabb UCCNC-vel és UC300-al csináltam.
Nálam semmi hiba nem jelentkezett, de én programmal teszteltem, nem JOG nyomogatással. :)
(Ez volt a félreértés.)
G90 F500
G0 X0Y0
G91
M98 P100 L1000
G90
M30
O100
G1 X0.01 Y-0.01
M99
Nálam semmi hiba nem jelentkezett, de én programmal teszteltem, nem JOG nyomogatással. :)
(Ez volt a félreértés.)
G90 F500
G0 X0Y0
G91
M98 P100 L1000
G90
M30
O100
G1 X0.01 Y-0.01
M99
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 július 26, 14:59
Írta: 000000000 Dátum 2016 július 26, 14:59
Sziasztok,
Nem értettem eredetileg jól a problémát, mert egyáltalán nem volt szó joggolásról a probléma felvetésében.
A step jog, vagyis amikor a jog step módban van az úgy működik, hogy minden jog gomb nyomásra a kívánt értéket lépteti le a vezérlés az aktuális koordinátától számítva.
Minden egyes gomb nyomáskor a program lekérdezi az aktuális koordinátát és hozzáadja a kívánt lépshosszt és abba a pozícióba küldi el a tengelyt. Ha az 1/steps per értéknek nem többszöröse a lépéshossz, akkor amikor nincs közös többszörös akkor nem tud a végpontra pontosan lépni a tengely. Például ha az 1/steps per értéke 0.011 és a step jog érték 0.1, és mondjuk 0-ról indulunk, akkor az első lépéskor a 0.011 értékre tud lépni. A második gomb nyomáskor a tengely koodináta 0.011, ehhez fog hozzá léptetni 0.01 távolságot, ami 0.022 lesz, mert a 0.021 sem esik rá a rácspontra ahova lépni tud a tengely a felbontásból adódóan.
Szóval ez jelenleg így működik. Persze meg lehetne csinálni biztosan jobban is, például hogy külön tartsa nyilván ha step jogolás volt és az utolsó kívánt step jog koordinátához adja hozzá, de első végiggondolásra nem tűnik egyszerűnek a megoldás, habár nem lehetetlen az biztos...
Nem értettem eredetileg jól a problémát, mert egyáltalán nem volt szó joggolásról a probléma felvetésében.
A step jog, vagyis amikor a jog step módban van az úgy működik, hogy minden jog gomb nyomásra a kívánt értéket lépteti le a vezérlés az aktuális koordinátától számítva.
Minden egyes gomb nyomáskor a program lekérdezi az aktuális koordinátát és hozzáadja a kívánt lépshosszt és abba a pozícióba küldi el a tengelyt. Ha az 1/steps per értéknek nem többszöröse a lépéshossz, akkor amikor nincs közös többszörös akkor nem tud a végpontra pontosan lépni a tengely. Például ha az 1/steps per értéke 0.011 és a step jog érték 0.1, és mondjuk 0-ról indulunk, akkor az első lépéskor a 0.011 értékre tud lépni. A második gomb nyomáskor a tengely koodináta 0.011, ehhez fog hozzá léptetni 0.01 távolságot, ami 0.022 lesz, mert a 0.021 sem esik rá a rácspontra ahova lépni tud a tengely a felbontásból adódóan.
Szóval ez jelenleg így működik. Persze meg lehetne csinálni biztosan jobban is, például hogy külön tartsa nyilván ha step jogolás volt és az utolsó kívánt step jog koordinátához adja hozzá, de első végiggondolásra nem tűnik egyszerűnek a megoldás, habár nem lehetetlen az biztos...
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2016 július 26, 15:49
Írta: istvan58 Dátum 2016 július 26, 15:49
én ezt azért nem észleltem mert nekem 1000 step/unit van beállitva. 5mm az emelkedés és 25 mikrólépés a vezérlőben. Igy az elméleti felbontás 0,001mm.
De meg mindég inkább a Mach-ot hsználom.
Ami nekem hiányzik az UCCNC-ből az hogy a diagnostic ablakban a "Job properties"-ben lássam a 4. tengely mozgáskorlátait. Ne csak progi futás közben derüljön ki hogy limiten kivül vagyok.
De meg mindég inkább a Mach-ot hsználom.
Ami nekem hiányzik az UCCNC-ből az hogy a diagnostic ablakban a "Job properties"-ben lássam a 4. tengely mozgáskorlátait. Ne csak progi futás közben derüljön ki hogy limiten kivül vagyok.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2016 július 26, 18:24
Írta: svejk Dátum 2016 július 26, 18:24
Hmmm.. MPG üzemben is így összadódhat?
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2016 július 26, 18:46
Írta: kr97pwss2 Dátum 2016 július 26, 18:46
A hiba a sima billenytűs jogolást érinti csak lépés (step) üzemmódban. MPG-nél jól működik.
A javításon már dolgozunk.
A javításon már dolgozunk.
Cím: Re:UCCNC vezérlő program
Írta: hyuekyh7a Dátum 2016 július 28, 18:04
Írta: hyuekyh7a Dátum 2016 július 28, 18:04
Ma én is elindítottam az UCCNC progit a 400 eth val.
Nekem az tünt fel ha billentyűzettel küldöm a tengelyeket X Y indul - megáll amint elengedem a billentyűzetet, de a Z az tovább megy az elengedés után 2-3 mp et.
Ezt mindkét irányba fel is le is. A step/unit X Y 133 a Z 2400. Ez mitől lehet?
Nekem az tünt fel ha billentyűzettel küldöm a tengelyeket X Y indul - megáll amint elengedem a billentyűzetet, de a Z az tovább megy az elengedés után 2-3 mp et.
Ezt mindkét irányba fel is le is. A step/unit X Y 133 a Z 2400. Ez mitől lehet?
Cím: Re:UCCNC vezérlő program
Írta: hyuekyh7a Dátum 2016 július 28, 18:29
Írta: hyuekyh7a Dátum 2016 július 28, 18:29
Az lemaradt, hogy csak ha felveszem 100% ra a jog sebességet, he lejebb veszem kb.70% alá akkor már megáll rögtön amint elengedem a gombot legalább is ha túl megy nem nagyon észrevehető.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2016 július 28, 18:31
Írta: kr97pwss2 Dátum 2016 július 28, 18:31
És milyen gyorsítás van a Z-re beállítva? Mert ha túl kicsi, akkor esetleg lehet, hogy több ideig tart lelassítania.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 július 28, 18:45
Írta: 000000000 Dátum 2016 július 28, 18:45
Az Fact DRO ami az előtolást jelzi az hogyan változik amikor elengeded a jog billentyűt?
Azonnal elkezd csökkenni?
Ha igen akkor az van amit Balázs írt, hogy kicsi a gyorsítás paramétered és nagy a Z végsebesség, ezért ha nyomod egy ideig a gombot akkor a Z felgyorsít nagy sebességre, amikor elengeded akkor pedig a nagy sebességről az alacsony lassítási beállítással sokáig tart neki megállni.
Mennyik a sebesség (Velocity) és a gyorsítás (Acceleration) paramétereid értékei a Z tengelyen?
Azonnal elkezd csökkenni?
Ha igen akkor az van amit Balázs írt, hogy kicsi a gyorsítás paramétered és nagy a Z végsebesség, ezért ha nyomod egy ideig a gombot akkor a Z felgyorsít nagy sebességre, amikor elengeded akkor pedig a nagy sebességről az alacsony lassítási beállítással sokáig tart neki megállni.
Mennyik a sebesség (Velocity) és a gyorsítás (Acceleration) paramétereid értékei a Z tengelyen?
Cím: Re:UCCNC vezérlő program
Írta: hyuekyh7a Dátum 2016 július 28, 20:16
Írta: hyuekyh7a Dátum 2016 július 28, 20:16
Mivel ez egy viszonylag nagy gép a Z sebesseg 2000 mm/ min a gyorsulást a Z nél mindig nagyra veszem pont amiatt, hogy a kezelő ne futassa túl a szerszámot így itt is 2000.
Cím: Re:UCCNC vezérlő program
Írta: hyuekyh7a Dátum 2016 július 28, 20:31
Írta: hyuekyh7a Dátum 2016 július 28, 20:31
Amúgy pont ilyen hibával találkoztam egy nagy karussel eszterga átalakítása során arra mach3 ment csmio val kihelyezett kézikerékkel és ott is a Z tengely ha a sebességet 100 ra állítottam még jócskán túlfutott mikor abbahagytam a tekerést.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 július 28, 21:28
Írta: 000000000 Dátum 2016 július 28, 21:28
Kipróbáltam a beállítással amit írtál, nekem megáll ahogy kell, nem látok problémát. Egyébként az összes tengely jogolás kódja azonos, szóval nem értem miért csak a Z-tengely csinálja. Ha valami számítógép gomb érzékelés vagy kommunikáció probléma, lassúság lenne, akkor minden tengelynek késnie kellene.
Át tudnád küldeni nekem a profil fájlodat emailben? Az info kukac cncdrive.com-ra?
Át tudnád küldeni nekem a profil fájlodat emailben? Az info kukac cncdrive.com-ra?
Cím: Re:UCCNC vezérlő program
Írta: hyuekyh7a Dátum 2016 július 28, 21:44
Írta: hyuekyh7a Dátum 2016 július 28, 21:44
Igen holnap lementem és csinálok egy videót is.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 július 28, 21:45
Írta: 000000000 Dátum 2016 július 28, 21:45
ok, köszi, várom.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 július 30, 16:53
Írta: 000000000 Dátum 2016 július 30, 16:53
Udv, latom van ilyen forum is, csinalgatok egy sajat uccnc feluletet. Hatter ikonok minden cserlve modositva, az erdekelne hogy a betolteskor lathato kis kepet azt hogy tudom modositani szinezni? Nem talaltam a Defaultscreenset mappaban.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 július 30, 19:37
Írta: 000000000 Dátum 2016 július 30, 19:37
Szia,
A splash screen-re gondolsz, ami azt mutatja, hogy UCCNC és a CNCdrive logo-t és PolgardiDesign logo-t?
Azt nem tudod módosítani, mert szeretnénk ha a felhasználó tudná, hogy ami programot használ azt mi készítettük. :)
Ha azt is át tudnád szerkeszteni, akkor már semmi nem mutatná, hogy ki a készítője a proginak, mert minden más szabadon átszerkeszthető a screen editorral.
A splash screen-re gondolsz, ami azt mutatja, hogy UCCNC és a CNCdrive logo-t és PolgardiDesign logo-t?
Azt nem tudod módosítani, mert szeretnénk ha a felhasználó tudná, hogy ami programot használ azt mi készítettük. :)
Ha azt is át tudnád szerkeszteni, akkor már semmi nem mutatná, hogy ki a készítője a proginak, mert minden más szabadon átszerkeszthető a screen editorral.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 július 30, 21:34
Írta: 000000000 Dátum 2016 július 30, 21:34
Hmm, vegul is jogos amit irtal. Akkor az marad ugy ahogy van. :)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2016 augusztus 03, 00:18
Írta: ium8w94xp Dátum 2016 augusztus 03, 00:18
Balázsék ;) Duruzsoljátok csak el mikortól lesz Cahit autoleveler plugin-ja benne a progi telepítőbe? Ugyan mostanában nem sok időm van tesztelni a fejlesztését, de nagyon jó ötletnek tartom a dolgot.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 augusztus 15, 15:58
Írta: 000000000 Dátum 2016 augusztus 15, 15:58
Sziasztok,
Gondoltam belinkelem ide, hátha valaki használja közületek a Fusion360 CAM progit az AutoDesk-től.
Készítettek egy post processzort az UCCNC-hez:
Fusion 360 post processzor
Gondoltam belinkelem ide, hátha valaki használja közületek a Fusion360 CAM progit az AutoDesk-től.
Készítettek egy post processzort az UCCNC-hez:
Fusion 360 post processzor
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2016 augusztus 16, 11:30
Írta: svejk Dátum 2016 augusztus 16, 11:30
Azt szeretném kérdezni, hogy a nálatok kapható
ipari PC minden tekintetben kopatibilis és elég hardverrel rendelkezik az UCCNC-UC300ETH pároshoz?
Nem terveztek olyan fejlesztést ami esetleg kinőné a hardvert?
ipari PC minden tekintetben kopatibilis és elég hardverrel rendelkezik az UCCNC-UC300ETH pároshoz?
Nem terveztek olyan fejlesztést ami esetleg kinőné a hardvert?
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2016 augusztus 16, 16:04
Írta: Miki2 Dátum 2016 augusztus 16, 16:04
Én már építettem ezzel a PC-vel gépet.
Minden tekintetben tökéletes vételnek bizonyult.
Kicsi a hely igénye, csak egy picit drágának találtam. Ettől függetlenül jó vételnek bizonyult.
Minden tekintetben tökéletes vételnek bizonyult.
Kicsi a hely igénye, csak egy picit drágának találtam. Ettől függetlenül jó vételnek bizonyult.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2016 augusztus 16, 16:27
Írta: svejk Dátum 2016 augusztus 16, 16:27
Elég a saját passzív hűtése, vagy azért kell szellőztetni rendesen kívülről?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2016 augusztus 16, 16:28
Írta: svejk Dátum 2016 augusztus 16, 16:28
Mert ugye nincs benne ventilátor?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2016 augusztus 16, 16:30
Írta: svejk Dátum 2016 augusztus 16, 16:30
A videó kártyája tökéletesen kielégíti a mostani UCCNC igényét?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 augusztus 16, 19:02
Írta: 000000000 Dátum 2016 augusztus 16, 19:02
Szia Svejk,
Ez a PC jól működik az UCCNC-vel, mi is ilyet használunk a saját gépeinken.
Ez a PC jól működik az UCCNC-vel, mi is ilyet használunk a saját gépeinken.
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2016 augusztus 20, 14:06
Írta: Miki2 Dátum 2016 augusztus 20, 14:06
Én vezérlő pultba szereltem be.
Annak természetesen volt belső szellőztetése.
Annak természetesen volt belső szellőztetése.
Cím: Re:UCCNC vezérlő program
Írta: Szabó Zoltán Dátum 2016 augusztus 23, 18:10
Írta: Szabó Zoltán Dátum 2016 augusztus 23, 18:10
Tisztelt Balázs!
Érdeklődöm, hogy az UCCNC működne vajon?
Raspberry Pi gépen ARM Debian 8 (Jessi) op rendszer alatt?
Ha igen, akkor ha megoldható kellene a program és leírás hozzá. Mindhárom UCCNC megvan amelyikkel képes működni jó lenne tudni melyik az és hogy lehetséges. Segítséged előre is köszönöm!
Érdeklődöm, hogy az UCCNC működne vajon?
Raspberry Pi gépen ARM Debian 8 (Jessi) op rendszer alatt?
Ha igen, akkor ha megoldható kellene a program és leírás hozzá. Mindhárom UCCNC megvan amelyikkel képes működni jó lenne tudni melyik az és hogy lehetséges. Segítséged előre is köszönöm!
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 augusztus 24, 08:44
Írta: 000000000 Dátum 2016 augusztus 24, 08:44
Szia,
Raspberry Pi-vel biztosan nem fog működni az UCCNC. Az UCCNC nem működik Linuxon, csak Windows-on.
Raspberry Pi-vel biztosan nem fog működni az UCCNC. Az UCCNC nem működik Linuxon, csak Windows-on.
Cím: Re:UCCNC vezérlő program
Írta: guliver83 Dátum 2016 augusztus 24, 08:56
Írta: guliver83 Dátum 2016 augusztus 24, 08:56
Ha jól tudom már van Raspberry pi windows 10 változat is.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 augusztus 24, 13:34
Írta: 000000000 Dátum 2016 augusztus 24, 13:34
Szerintem azzal se működne az Arm proci nem hiszem, hogy elegendő neki.
A Zoltán Debian Linux OP-rendszert kérdezett, azon meg biztosan nem fut.
A Zoltán Debian Linux OP-rendszert kérdezett, azon meg biztosan nem fut.
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2016 augusztus 24, 20:12
Írta: lari Dátum 2016 augusztus 24, 20:12
Szia Balázs!
Küldtem neked tegnap egy e-mailt, megkaptad?
Küldtem neked tegnap egy e-mailt, megkaptad?
Cím: Re:UCCNC vezérlő program
Írta: Szabó Zoltán Dátum 2016 augusztus 25, 07:12
Írta: Szabó Zoltán Dátum 2016 augusztus 25, 07:12
A választ köszönöm én is úgy tudom egész más dolog kellene hozzá, mint amik jelenleg rendelkezésre állnak. Csak mivel huzamosan sok időn keresztül működnek ezek a gépek jó lett volna a fogyasztást akár ezzel is csökkenteni, de persze nem minden áron.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2016 augusztus 25, 11:40
Írta: 000000000 Dátum 2016 augusztus 25, 11:40
Szia,
Írtam választ.
Írtam választ.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2016 augusztus 25, 13:20
Írta: istvan58 Dátum 2016 augusztus 25, 13:20
Szia Balázs,
én is várok egy válaszra :)
Köszi,
István
én is várok egy válaszra :)
Köszi,
István
Cím: Re:UCCNC vezérlő program
Írta: Kelepeisz Lajos Dátum 2016 augusztus 28, 18:18
Írta: Kelepeisz Lajos Dátum 2016 augusztus 28, 18:18
Sziasztok, tudnátok segíteni az UCCNC lézerpluginjával kapcsolatosan? Beírtam 2000res előtolást megy szépen, de sokkal nagyobb sebesség kellene mert a lézer még mindig nagyon beéget, beírtam az előtolást egyszer 5000re majd 7000re, de semmi, miért nem tudom feljebb vinni a sebességet, ráadásul kiírja hogy elkészül 50perc alatt, de 1óra 15 perckor még nagyban dolgozik?
Valami lekorlátozhat?
A programot kb 1 órája használom szóval semmi tapasztalat.
[#nemtudom]
Valami lekorlátozhat?
A programot kb 1 órája használom szóval semmi tapasztalat.
[#nemtudom]
Cím: Re:UCCNC vezérlő program
Írta: Kelepeisz Lajos Dátum 2016 augusztus 28, 18:48
Írta: Kelepeisz Lajos Dátum 2016 augusztus 28, 18:48
Megoldva.
Cím: Re:UCCNC vezérlő program
Írta: PSoft Dátum 2016 augusztus 28, 18:49
Írta: PSoft Dátum 2016 augusztus 28, 18:49
Mégpedig...?
Cím: Re:UCCNC vezérlő program
Írta: Kelepeisz Lajos Dátum 2016 augusztus 28, 18:58
Írta: Kelepeisz Lajos Dátum 2016 augusztus 28, 18:58
De ne nevess tényleg egy órája van a kezembe. Nem ütöttem Entert az érték beírása után, azt hittem magától tárolja.[#zavart2]
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2016 augusztus 29, 14:26
Írta: Bozso777 Dátum 2016 augusztus 29, 14:26
Látom megvetted végül. Ha elakadsz hívj nyugodtan.
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2016 augusztus 29, 14:41
Írta: Bozso777 Dátum 2016 augusztus 29, 14:41
Inkcape program ingyenes, és úgy néz ki nem is rossz. Volt hozzá egy laseres kiegészítő Tech Photonics Laser Tool. Kicsit átalakítottam, hogy UCCNC-vel azonnal használható legyen vágásra, gravírozásra.
Csináltam videót is mennyire egyszerű ezzel a progival az UCCNC-t lézerezésre bírni :)
Persze természetesen cam progikhoz is lehet postprocit írni, de aki most ismerkedik az UCCNCvel annak jól jöhet egy ingyenes , és egyszerű progi.
Inkscape J Tech Photonics Laser Tool UCCNC Vágás (https://youtu.be/MJKQGUR6lDw)
Inkscape J Tech Photonics Laser Tool UCCNC Gravírozás(lézer) (https://youtu.be/OrfkAnHd3aY)
Feltettem a cnctárba, innnen letölthető a kiegészítő.
Letöltés a cnctárból (http://cnctar.hobbycnc.hu/Bozso777/Inkscape%20Laser%20tool%20UCCNC/)
Ha nincs meg az Inkscape progi akkor innen letölthető:
Inkscape program letöltése (https://inkscape.org/en/download/)
Inkscape progi telepítése után a kiegészítő mappájában található fájlokat be kell másolni az C:\Program Files\Inkscape\share\extensions mappába és már mehet is a móka.
Csináltam videót is mennyire egyszerű ezzel a progival az UCCNC-t lézerezésre bírni :)
Persze természetesen cam progikhoz is lehet postprocit írni, de aki most ismerkedik az UCCNCvel annak jól jöhet egy ingyenes , és egyszerű progi.
Inkscape J Tech Photonics Laser Tool UCCNC Vágás (https://youtu.be/MJKQGUR6lDw)
Inkscape J Tech Photonics Laser Tool UCCNC Gravírozás(lézer) (https://youtu.be/OrfkAnHd3aY)
Feltettem a cnctárba, innnen letölthető a kiegészítő.
Letöltés a cnctárból (http://cnctar.hobbycnc.hu/Bozso777/Inkscape%20Laser%20tool%20UCCNC/)
Ha nincs meg az Inkscape progi akkor innen letölthető:
Inkscape program letöltése (https://inkscape.org/en/download/)
Inkscape progi telepítése után a kiegészítő mappájában található fájlokat be kell másolni az C:\Program Files\Inkscape\share\extensions mappába és már mehet is a móka.
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2016 augusztus 29, 15:33
Írta: gaben Dátum 2016 augusztus 29, 15:33
Szia Bozso777,
én is kereshetlek majd? [#vigyor]
köszi előre is, Gábor[#wave]
én is kereshetlek majd? [#vigyor]
köszi előre is, Gábor[#wave]
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2016 augusztus 29, 15:37
Írta: Bozso777 Dátum 2016 augusztus 29, 15:37
Persze nyugodtan :)
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2016 augusztus 29, 16:36
Írta: gaben Dátum 2016 augusztus 29, 16:36
[#worship]
Cím: Re:UCCNC vezérlő program
Írta: cnv Dátum 2016 augusztus 30, 15:30
Írta: cnv Dátum 2016 augusztus 30, 15:30
Sziasztok,
Egy banális kérdés keyboard jog témában, amire nem találtam utalást a manualban:
Támogatja az UCCNC (a mach3-hoz hasonlóan) a billentyűzetről használt folyamatos jog üzemmód _mellett_ pillanatnyi step jog módba váltást?
Pl mind a mach3, mind az UCCNC shift+kurzorral gyorsjáratban joggol, simán kurzorral a beállított jog előtolással megy, és a mach3 ctrl+kurzorral csak egy-egy lépést joggol. Tudja ezt a legutóbbit az UCCNC is valamilyen billentyűvel?
(a step/continuous módok közti váltást tudom gyorsbillentyűre rakni, illetve kapcsolni külön a jog vezérlő képernyőn, de ez nem ugyanaz)
Egyébként, csak érdekességként, ez az utóbbi funkció (pillanatnyi step jog) mach3+UC100 kombinációnál gyakran "beragad", és semmire nem reagál a szoftver amíg nem kap egy resetet. Több gépen több telepítéssel is próbáltam, és a jelenség fennáll, de ha leveszem az UC100-at és simán LPT-n használom akkor megszűnik. Érdekes.
üdv:
cnv
Egy banális kérdés keyboard jog témában, amire nem találtam utalást a manualban:
Támogatja az UCCNC (a mach3-hoz hasonlóan) a billentyűzetről használt folyamatos jog üzemmód _mellett_ pillanatnyi step jog módba váltást?
Pl mind a mach3, mind az UCCNC shift+kurzorral gyorsjáratban joggol, simán kurzorral a beállított jog előtolással megy, és a mach3 ctrl+kurzorral csak egy-egy lépést joggol. Tudja ezt a legutóbbit az UCCNC is valamilyen billentyűvel?
(a step/continuous módok közti váltást tudom gyorsbillentyűre rakni, illetve kapcsolni külön a jog vezérlő képernyőn, de ez nem ugyanaz)
Egyébként, csak érdekességként, ez az utóbbi funkció (pillanatnyi step jog) mach3+UC100 kombinációnál gyakran "beragad", és semmire nem reagál a szoftver amíg nem kap egy resetet. Több gépen több telepítéssel is próbáltam, és a jelenség fennáll, de ha leveszem az UC100-at és simán LPT-n használom akkor megszűnik. Érdekes.
üdv:
cnv
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2016 augusztus 30, 23:42
Írta: zt2c4wh9 Dátum 2016 augusztus 30, 23:42
Szia,
Igen, tudja ezt a funkciót az UCCNC.
Ugyanúgy a Shift gombbal tudsz gyorsjárati sebességre váltani jogolásnál.
A mach3-nál szerintem próbálj meg egy másik verzót letölteni és felrakni. A 3.043.066 például nagyon bugos, a 3.043.022-t javasolgatják a mach fórumán, hogy az állítólag elég jó bugok szempontjából.
Egyébként az UC100 annyit tud csak a jogolásról, hogy ha küldi a mach a jog utasítást akkor joggol, ha nem, akkor meg nem.
Ja és eddig más még nem jelezte ezt a problémát, ezért is gondolom, hogy talán az adott verzióval lehet a gond.
Igen, tudja ezt a funkciót az UCCNC.
Ugyanúgy a Shift gombbal tudsz gyorsjárati sebességre váltani jogolásnál.
A mach3-nál szerintem próbálj meg egy másik verzót letölteni és felrakni. A 3.043.066 például nagyon bugos, a 3.043.022-t javasolgatják a mach fórumán, hogy az állítólag elég jó bugok szempontjából.
Egyébként az UC100 annyit tud csak a jogolásról, hogy ha küldi a mach a jog utasítást akkor joggol, ha nem, akkor meg nem.
Ja és eddig más még nem jelezte ezt a problémát, ezért is gondolom, hogy talán az adott verzióval lehet a gond.
Cím: Re:UCCNC vezérlő program
Írta: cnv Dátum 2016 augusztus 31, 10:33
Írta: cnv Dátum 2016 augusztus 31, 10:33
Köszönöm, mint írtam is, a gyorsjárat működik, ezt én is láttam.
A funkció, amit én keresnék: ctrl+kurzorral (vagy más kombinációval) csak egy-egy lépést jogol (de különben a normál jog módban marad).
A funkció, amit én keresnék: ctrl+kurzorral (vagy más kombinációval) csak egy-egy lépést jogol (de különben a normál jog módban marad).
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2016 augusztus 31, 10:38
Írta: zt2c4wh9 Dátum 2016 augusztus 31, 10:38
Shift gombot kell lenyomni és nyomva tartani hogy gyorsjáratban jogoljon. Amíg a shift gomb nyomva van addig gyorsjáratban jogol, felengedés után pedig a beállított jog előtolással.
Cím: Re:UCCNC vezérlő program
Írta: cnv Dátum 2016 augusztus 31, 10:41
Írta: cnv Dátum 2016 augusztus 31, 10:41
Három féle jog módról beszélünk:
shift+kurzor: gyorsjáratban jogol
kurzor: beállított előtolással jogol
ctrl+kurzor: csak egyetlen lépést jogol (1, 0.1, 0.01 stb, amennyi be van állítva)
Ez utóbbit keresem az UCCNC-ben (a mach3 tudja)
shift+kurzor: gyorsjáratban jogol
kurzor: beállított előtolással jogol
ctrl+kurzor: csak egyetlen lépést jogol (1, 0.1, 0.01 stb, amennyi be van állítva)
Ez utóbbit keresem az UCCNC-ben (a mach3 tudja)
Cím: Re:UCCNC vezérlő program
Írta: Fli4l Dátum 2016 szeptember 01, 16:01
Írta: Fli4l Dátum 2016 szeptember 01, 16:01
Sziasztok!
Tegnap marás közben olyan dolgot tapasztaltam amit eddig még nem igazán. 20mm-es átmérőjű kört és miközben ment körbe körbe volt kb 4 pont ahol a gép egy pillanatra megállt és ment tovább de mindig ugyan ott mindkét tenglyen lehetett érezni egy ilyen rázkódást kicsit de a mechanika nem szorul nem akad. Az új vezérlővel csináltam már ezt az UC400ETH. Valaki esetleg tapasztalt már ilyeneket? Balázs esetleg valami észrevétel a legújabb programot töltöttem le kb 2-3 hete ami volt weben.1.2021.
Tegnap marás közben olyan dolgot tapasztaltam amit eddig még nem igazán. 20mm-es átmérőjű kört és miközben ment körbe körbe volt kb 4 pont ahol a gép egy pillanatra megállt és ment tovább de mindig ugyan ott mindkét tenglyen lehetett érezni egy ilyen rázkódást kicsit de a mechanika nem szorul nem akad. Az új vezérlővel csináltam már ezt az UC400ETH. Valaki esetleg tapasztalt már ilyeneket? Balázs esetleg valami észrevétel a legújabb programot töltöttem le kb 2-3 hete ami volt weben.1.2021.
Cím: Re:UCCNC vezérlő program
Írta: nyiszi Dátum 2016 szeptember 01, 16:15
Írta: nyiszi Dátum 2016 szeptember 01, 16:15
Holtjáték kompenzáció van beállítva?
Cím: Re:UCCNC vezérlő program
Írta: Fli4l Dátum 2016 szeptember 01, 16:31
Írta: Fli4l Dátum 2016 szeptember 01, 16:31
Az nincs.
Cím: Re:UCCNC vezérlő program
Írta: nyiszi Dátum 2016 szeptember 01, 16:43
Írta: nyiszi Dátum 2016 szeptember 01, 16:43
Nem valami régi verziót használsz?
Nekem a lézer csinálta, hogy a köröket 4 negyed ívből rakta össze és ott mindig megtorpant egy pillanatra.
Nekem a lézer csinálta, hogy a köröket 4 negyed ívből rakta össze és ott mindig megtorpant egy pillanatra.
Cím: Re:UCCNC vezérlő program
Írta: Fli4l Dátum 2016 szeptember 01, 17:24
Írta: Fli4l Dátum 2016 szeptember 01, 17:24
Nekem is kb ugyan ilyen a jelenség de mint írtam is a legújabb verziót telepítettem. És még a profilokat is újra létrehoztam benne nehogy valami hiba legyen.
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2016 szeptember 01, 20:14
Írta: 2dbfy8y Dátum 2016 szeptember 01, 20:14
Kör gondolom progiban négy negyedből áll.
Progiban véletlen nincs benne a G61?
Progiban véletlen nincs benne a G61?
Cím: Re:UCCNC vezérlő program
Írta: Fli4l Dátum 2016 szeptember 01, 20:47
Írta: Fli4l Dátum 2016 szeptember 01, 20:47
Nem is néztem amit a sheetcam kigenerált.
Cím: Re:UCCNC vezérlő program
Írta: cnv Dátum 2016 szeptember 01, 21:19
Írta: cnv Dátum 2016 szeptember 01, 21:19
Én is tapasztaltam ma egy nagyon hasonlót.
Frissen telepített UCCNC + UC100.
G64 be van állítva, illetve az UCCNC is állandó sebességű módba van konfigurálva.
Íves szerszámpályánál, ha az tisztán lineáris (G01) vagy tisztán köríves (G02 G03) szakaszokból áll, akkor jól működik, torpanás nélkül követi a pályát állandó sebességgel.
Ha viszont lineáris és ívelt szakaszok váltakoznak, akkor ezeknek a határainál minden esetben megtorpan, mintha be lenne kapcsolva a G61.
Frissen telepített UCCNC + UC100.
G64 be van állítva, illetve az UCCNC is állandó sebességű módba van konfigurálva.
Íves szerszámpályánál, ha az tisztán lineáris (G01) vagy tisztán köríves (G02 G03) szakaszokból áll, akkor jól működik, torpanás nélkül követi a pályát állandó sebességgel.
Ha viszont lineáris és ívelt szakaszok váltakoznak, akkor ezeknek a határainál minden esetben megtorpan, mintha be lenne kapcsolva a G61.
Cím: Re:UCCNC vezérlő program
Írta: Fli4l Dátum 2016 szeptember 01, 22:21
Írta: Fli4l Dátum 2016 szeptember 01, 22:21
Nekem is ilyen megtorpanas volt de sima ivelt palya nem volt benne linearis szakasz. Csak korpalya. A kodot megnezem majd mit hasznalt.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2016 szeptember 02, 15:15
Írta: zt2c4wh9 Dátum 2016 szeptember 02, 15:15
Sziasztok,
Ivek nem pontos csatlakozása (mondjuk ha van köztük egy teljesen más irányú vektor), ill. ha az ívek közt a csatlakozási szög nagyobb mint ami a CV módban be van állítva az okoz megállást a csatlakozási ponton.
Esetleg ha tudnátok küldeni g-kódot akkor szívesen megnézném, hogy pontosan mi okozza.
Ivek nem pontos csatlakozása (mondjuk ha van köztük egy teljesen más irányú vektor), ill. ha az ívek közt a csatlakozási szög nagyobb mint ami a CV módban be van állítva az okoz megállást a csatlakozási ponton.
Esetleg ha tudnátok küldeni g-kódot akkor szívesen megnézném, hogy pontosan mi okozza.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2016 szeptember 02, 15:17
Írta: zt2c4wh9 Dátum 2016 szeptember 02, 15:17
Szia,
Megnéztem és csak a folyamatos módnál működik a jog-SHIFT sebesség override. Megpróbálom majd megcsinálni, hogy a lépéses módban is működjön, de a jelenlegi verzióban ez nem működik.
Megnéztem és csak a folyamatos módnál működik a jog-SHIFT sebesség override. Megpróbálom majd megcsinálni, hogy a lépéses módban is működjön, de a jelenlegi verzióban ez nem működik.
Cím: Re:UCCNC vezérlő program
Írta: 4ybj8h3c8 Dátum 2016 szeptember 03, 13:14
Írta: 4ybj8h3c8 Dátum 2016 szeptember 03, 13:14
Üdv
Érdeklődnék, hogy az UCCNC mennyire testre szabható? Van benne olyan előre programozási lehetőség, mint amit a MACH3 a VB-scriptekkel követ el egy utólag feltelepített gombbal?
Érdeklődnék, hogy az UCCNC mennyire testre szabható? Van benne olyan előre programozási lehetőség, mint amit a MACH3 a VB-scriptekkel követ el egy utólag feltelepített gombbal?
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2016 szeptember 03, 14:21
Írta: zt2c4wh9 Dátum 2016 szeptember 03, 14:21
Igen, van.
A macro-k szabadon programozhatók.
Gombokkal lehet makrókat hívni.
Van makró hurok (macro loop), max. 48db makró futtatható folyamatosan a háttérben saját feladatokra.
Van lehetőség plugin készítésére is komplex feladatokhoz.
A képernyő is szabadon szerkeszthető a beépített képernyő szerkesztővel, saját gombok, DRO-k, tab oldalak stb. szabadon létrehozhatók, hozzáadhatók.
A macro-k szabadon programozhatók.
Gombokkal lehet makrókat hívni.
Van makró hurok (macro loop), max. 48db makró futtatható folyamatosan a háttérben saját feladatokra.
Van lehetőség plugin készítésére is komplex feladatokhoz.
A képernyő is szabadon szerkeszthető a beépített képernyő szerkesztővel, saját gombok, DRO-k, tab oldalak stb. szabadon létrehozhatók, hozzáadhatók.
Cím: Re:UCCNC vezérlő program
Írta: 4ybj8h3c8 Dátum 2016 szeptember 03, 16:24
Írta: 4ybj8h3c8 Dátum 2016 szeptember 03, 16:24
Köszönöm, lehet demo módban telepíteni?
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2016 szeptember 06, 00:27
Írta: zt2c4wh9 Dátum 2016 szeptember 06, 00:27
Igen, a demo a weboldalunkról szabadon letölthető.
A demo korlátai, ill. licenselésse lkapcsolatos információkat pedig az UCCNC leírásában az 1.6 pontban olvashatsz.
UCCNC termék weboldal (http://cncdrive.hu/UCCNC.html)
UCCNC leírás (http://www.cncdrive.com/UCCNC/UCCNC_hasznalati_utasitas.pdf)
A demo korlátai, ill. licenselésse lkapcsolatos információkat pedig az UCCNC leírásában az 1.6 pontban olvashatsz.
UCCNC termék weboldal (http://cncdrive.hu/UCCNC.html)
UCCNC leírás (http://www.cncdrive.com/UCCNC/UCCNC_hasznalati_utasitas.pdf)
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2016 szeptember 07, 09:31
Írta: istvan58 Dátum 2016 szeptember 07, 09:31
Szia Balázs,
már néhányszor megkérdeztem (emailben is) de mindmáig nem kaptam választ arra hogy várható e az hogy a diagnostic képernyőn megjelenjen a 4. tengely mozgáskorlátja is és a szoftware kiabáljon hogy túl van a soft limiten ugy ahogy teszi X,y,z esetében?
már néhányszor megkérdeztem (emailben is) de mindmáig nem kaptam választ arra hogy várható e az hogy a diagnostic képernyőn megjelenjen a 4. tengely mozgáskorlátja is és a szoftware kiabáljon hogy túl van a soft limiten ugy ahogy teszi X,y,z esetében?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2016 szeptember 08, 16:15
Írta: dezsoe Dátum 2016 szeptember 08, 16:15
Szia!
Örülök, hogy újra feltetted a kérdést, mert így végre publikálhatóvá érleltem a file nyitó és betekintő plugin-omat. Letöltés és doksi itt található (http://www.szentkereszty.net/uccnc_quickview_plugin).
(http://www.szentkereszty.net/uccnc_quickview_plugin/QuickViewDoc.png)
Használja bárki egészséggel! [#wave]
Örülök, hogy újra feltetted a kérdést, mert így végre publikálhatóvá érleltem a file nyitó és betekintő plugin-omat. Letöltés és doksi itt található (http://www.szentkereszty.net/uccnc_quickview_plugin).
(http://www.szentkereszty.net/uccnc_quickview_plugin/QuickViewDoc.png)
Használja bárki egészséggel! [#wave]
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2016 szeptember 08, 19:53
Írta: istvan58 Dátum 2016 szeptember 08, 19:53
Szia,
köszi, majd megnézem de szerintem úgy lenne elegáns ha a progi ugyanúgy mint X,Y,Z esetében kiírná a mozgáshatárokat és kiabálna ha túléped a soft limitet. Ha már 6 tengelyes a progi akkor figyelje is mindet. Nekem speciel most elég a 4.
köszi, majd megnézem de szerintem úgy lenne elegáns ha a progi ugyanúgy mint X,Y,Z esetében kiírná a mozgáshatárokat és kiabálna ha túléped a soft limitet. Ha már 6 tengelyes a progi akkor figyelje is mindet. Nekem speciel most elég a 4.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2016 szeptember 13, 18:17
Írta: zt2c4wh9 Dátum 2016 szeptember 13, 18:17
Sziasztok,
Viszonylag hosszú fejlesztési ciklus utána elkészült egy újabb UCCNC kiadás, az 1.2022 verzió:
A letöltés a szokásos helyen:
UCCNC 1.2022 (http://www.cncdrive.com/UCCNC/download_UCCNC.php)
A változások és hibajavítások listája:
- G28.1-el eddig csak Home-all funkciót lehetett csinálni, most már bármely tengelyeket akár egyenként is lehet home-olni.
- Külső reset esemény (e-stop, végállás kapcsoló) oka mostantól a képernyőn a státusz mezőbe kerül beírásra.
- Plazmához az anti dive funkciót eddig csak az UC400ETH támogatta, most már mindegyik mozgásvezérlő ismeri ezt a funkciót.
- A Cahit féle Auto leveler plugint hozzáadtuk a telepítőhöz.
- A plazma THC mostantól hotkey billentyűkkel és input triggerrel is vezérelhető.
- Mostantól egy plazma képernyő szett és profil, ill. ikon is települ az UCCNC-vel.
- exec.Question fgv., amivel egyszerű kérdést lehet intézni makróból a felhasználóhoz.
- Hiba javítva, amikor a Profil oldalon új profil került betöltésre amiben más volt a screenset, ilyenkor a szoftver nem mindig indult újra, javítva.
- Induláskor az encoder beállításait nem mindig töltötte le a szoftver a mozgásvezérlőnek, bizonyos esetekben csak Apply settings-el lehetett letölteni, javítva.
- Második probe bement hozzáadása. (kivéve UC100)
- Biztonságos probe mód a probe védelmére.
- A jog mozgás mostantól megáll, ha a probe bemenet aktív védve a tapintó szerszámot, illetve így jog-al is lehet gyorsan probe-olni.
- A probe koordináták mostantól # változókba kerülnek elmentésre. Több infó az UCCNC leírásában.
- UC300ETH mozgásvezérlő hozzáadva, kód véglegesítve.
- Step-jog módban szám kerekítési/léptetési pontatlansági probléma javítása.
- Operator lock/unlock jelszavas védelem.
- Statisztika ablak a tengelyenkénti megtett út, M3, M4, M7, M8 számával, eltelt idő stb. információkkal.
- Modbus plugin Modbus TCP, RTU és ASCII kommunikációs protokolokkal, korlátlan számú kapcsolat és funkció létrehoztható Modbus plugin-on keresztül.
- Spindle pulleys, főorsóhoz áttételek definiálhatók.
- Visszakerült a programba opcióként, hogy ne kelljen Enter gombot nyomni ahhoz, hogy a DRO értékek átíródjanak.
- Step-jog mód joggolás shift gombbal override-olható lett, ill. egy hiba lett javítva a feedrate-jével kapcsolatban.
- M40/M41 digitalizálás makrók hozzáadva pontfelhő fájlok probe-olásához.
- UC400ETH timeout és lehetséges szétkapcsolás hiba, a firmware update után, ha router/switcheken keresztül kapcsolódik az UC400ETH a hálózathoz DHCP-vel, javítva.
- A port és pins textfield-ek min./max. értékei mostantól a mozgásvezérlő eszköznek megfelelően a szoftver induláskor beállítja, nem kell a screenset-ben megadni -> könnyítés screenset szerkesztéshez.
- #Events bevezetése a macro interface-ben, amivel lehet a macro osztályon kívülre definiálni függvényeket, így saját Form-ok is létrehozhatók makróból, illetve a Form és elemeinek az eseményei is lekezelhetők a makróban. Több infó a dokumentációban.
Viszonylag hosszú fejlesztési ciklus utána elkészült egy újabb UCCNC kiadás, az 1.2022 verzió:
A letöltés a szokásos helyen:
UCCNC 1.2022 (http://www.cncdrive.com/UCCNC/download_UCCNC.php)
A változások és hibajavítások listája:
- G28.1-el eddig csak Home-all funkciót lehetett csinálni, most már bármely tengelyeket akár egyenként is lehet home-olni.
- Külső reset esemény (e-stop, végállás kapcsoló) oka mostantól a képernyőn a státusz mezőbe kerül beírásra.
- Plazmához az anti dive funkciót eddig csak az UC400ETH támogatta, most már mindegyik mozgásvezérlő ismeri ezt a funkciót.
- A Cahit féle Auto leveler plugint hozzáadtuk a telepítőhöz.
- A plazma THC mostantól hotkey billentyűkkel és input triggerrel is vezérelhető.
- Mostantól egy plazma képernyő szett és profil, ill. ikon is települ az UCCNC-vel.
- exec.Question fgv., amivel egyszerű kérdést lehet intézni makróból a felhasználóhoz.
- Hiba javítva, amikor a Profil oldalon új profil került betöltésre amiben más volt a screenset, ilyenkor a szoftver nem mindig indult újra, javítva.
- Induláskor az encoder beállításait nem mindig töltötte le a szoftver a mozgásvezérlőnek, bizonyos esetekben csak Apply settings-el lehetett letölteni, javítva.
- Második probe bement hozzáadása. (kivéve UC100)
- Biztonságos probe mód a probe védelmére.
- A jog mozgás mostantól megáll, ha a probe bemenet aktív védve a tapintó szerszámot, illetve így jog-al is lehet gyorsan probe-olni.
- A probe koordináták mostantól # változókba kerülnek elmentésre. Több infó az UCCNC leírásában.
- UC300ETH mozgásvezérlő hozzáadva, kód véglegesítve.
- Step-jog módban szám kerekítési/léptetési pontatlansági probléma javítása.
- Operator lock/unlock jelszavas védelem.
- Statisztika ablak a tengelyenkénti megtett út, M3, M4, M7, M8 számával, eltelt idő stb. információkkal.
- Modbus plugin Modbus TCP, RTU és ASCII kommunikációs protokolokkal, korlátlan számú kapcsolat és funkció létrehoztható Modbus plugin-on keresztül.
- Spindle pulleys, főorsóhoz áttételek definiálhatók.
- Visszakerült a programba opcióként, hogy ne kelljen Enter gombot nyomni ahhoz, hogy a DRO értékek átíródjanak.
- Step-jog mód joggolás shift gombbal override-olható lett, ill. egy hiba lett javítva a feedrate-jével kapcsolatban.
- M40/M41 digitalizálás makrók hozzáadva pontfelhő fájlok probe-olásához.
- UC400ETH timeout és lehetséges szétkapcsolás hiba, a firmware update után, ha router/switcheken keresztül kapcsolódik az UC400ETH a hálózathoz DHCP-vel, javítva.
- A port és pins textfield-ek min./max. értékei mostantól a mozgásvezérlő eszköznek megfelelően a szoftver induláskor beállítja, nem kell a screenset-ben megadni -> könnyítés screenset szerkesztéshez.
- #Events bevezetése a macro interface-ben, amivel lehet a macro osztályon kívülre definiálni függvényeket, így saját Form-ok is létrehozhatók makróból, illetve a Form és elemeinek az eseményei is lekezelhetők a makróban. Több infó a dokumentációban.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2016 szeptember 13, 18:37
Írta: zt2c4wh9 Dátum 2016 szeptember 13, 18:37
Szintén hosszú fejlesztés után végre elkészült az UC300ETH-5LPT mozgásvezérlőnk. A vezérlő azonos lábkiosztású mint az USB-s változat, de ethernet interface-en kommunikál.
Több információ a termékről: http://www.cncdrive.hu/UC300ETH.html (http://cncdrive.hu/UC300ETH.html)
A vezérlő egyelőre az UCCNC szoftverrel működik, Mach3-al még nem, a plugin a későbbiekben fog elkészülni.
Akcióként 2016.10.15.-ig megvásárolt minden UC300ETH-5LPT mozgásvezérlőhöz ajándék UCCNC license kulcsot adunk!
Több információ a termékről: http://www.cncdrive.hu/UC300ETH.html (http://cncdrive.hu/UC300ETH.html)
A vezérlő egyelőre az UCCNC szoftverrel működik, Mach3-al még nem, a plugin a későbbiekben fog elkészülni.
Akcióként 2016.10.15.-ig megvásárolt minden UC300ETH-5LPT mozgásvezérlőhöz ajándék UCCNC license kulcsot adunk!
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2016 szeptember 13, 19:14
Írta: svejk Dátum 2016 szeptember 13, 19:14
Gratulálok!
Szívesen tesztelgetném továbbra is a verziókat de ez a felsorolás már messze meghaladja az én felhasználói képességemet. :(
Szívesen tesztelgetném továbbra is a verziókat de ez a felsorolás már messze meghaladja az én felhasználói képességemet. :(
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2016 szeptember 13, 19:19
Írta: svejk Dátum 2016 szeptember 13, 19:19
Örök átok/teher lesz nektek ez a Mach3! :)
Át kellene szoktatni a felhasználókat az UCCNC-re, lassan már alig van a Mach3-nak olyan funkciója amit ne tudna az UCCNC.
A megbízhatóság tekintetében meg szerintem már rég veri a mach3-at.
Át kellene szoktatni a felhasználókat az UCCNC-re, lassan már alig van a Mach3-nak olyan funkciója amit ne tudna az UCCNC.
A megbízhatóság tekintetében meg szerintem már rég veri a mach3-at.
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2016 szeptember 13, 19:28
Írta: gaben Dátum 2016 szeptember 13, 19:28
Szia Balázs,
Az UC300ETH-5LPT ethernetes verzió is kompatibilis az UC300-5441-es illesztőkártyával?
köszi, Gábor[#wave]
Az UC300ETH-5LPT ethernetes verzió is kompatibilis az UC300-5441-es illesztőkártyával?
köszi, Gábor[#wave]
Cím: Re:UCCNC vezérlő program
Írta: gorbi Dátum 2016 szeptember 13, 19:44
Írta: gorbi Dátum 2016 szeptember 13, 19:44
Ha a fehérvári talira elviszem az uc100 vezérlőmet, meg tudod nézni, hogy rendben működik e vagy esetleg én bénázok el valamit és azért nem megy? Régebben beszélgettünk már erről, de sajnos nem sok időm volt foglalkozni vele, ezért elmaradt a pontos diagnózis, félbeszakadt a levelezésünk is.
Jó lenne mert néha használnám ...
Előre is köszi!
Jó lenne mert néha használnám ...
Előre is köszi!
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2016 szeptember 13, 21:35
Írta: pisti73 Dátum 2016 szeptember 13, 21:35
Szia Balázs!
Az új ethernetes vezérlőt áruljátok alaplap nélkül is? Én már rendelkezem az UC300-as USB-s vezérlővel, ha nem szükséges akkor nem venném meg hozzá az alaplapot.
Köszönöm válaszod előre is!
Az új ethernetes vezérlőt áruljátok alaplap nélkül is? Én már rendelkezem az UC300-as USB-s vezérlővel, ha nem szükséges akkor nem venném meg hozzá az alaplapot.
Köszönöm válaszod előre is!
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2016 szeptember 14, 18:14
Írta: zt2c4wh9 Dátum 2016 szeptember 14, 18:14
Sziasztok,
Igen, tudunk adni csak UC300ETH magot is, bár a mag a jelentősebb áru termék, nem az alaplap. A pontos árát a magnak is megfogom mondani hamarosan, egy kis türelmeteket kérem, mert elkapott ma a nátha és kicsit lassabban haladok most emiatt a melóval.
Igen, tudunk adni csak UC300ETH magot is, bár a mag a jelentősebb áru termék, nem az alaplap. A pontos árát a magnak is megfogom mondani hamarosan, egy kis türelmeteket kérem, mert elkapott ma a nátha és kicsit lassabban haladok most emiatt a melóval.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2016 szeptember 14, 18:14
Írta: zt2c4wh9 Dátum 2016 szeptember 14, 18:14
Én nem tudom megnézni, mert nem leszek ott a talin sajnos, de Polgárdi Balázs kollégám ott lesz és biztosan szívesen megnézi.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2016 szeptember 14, 18:15
Írta: zt2c4wh9 Dátum 2016 szeptember 14, 18:15
Igen, kompatibilis.
Ha felteszed az UCCNC-t és elindítod mozgásvezérlők nélkül akkor kilistázza a támogatott mozgásveézrlőket.
Köztük van az UC300ETH-5441 is. [#wink]
Ha felteszed az UCCNC-t és elindítod mozgásvezérlők nélkül akkor kilistázza a támogatott mozgásveézrlőket.
Köztük van az UC300ETH-5441 is. [#wink]
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2016 szeptember 14, 18:23
Írta: zt2c4wh9 Dátum 2016 szeptember 14, 18:23
Hát igen, de aki Mach-al kezdte azt nehéz meggyőzni egészen addig amíg véletlen ki nem próbálja az UCCNC-t, utána már nem annyira nehéz. :)
Pedig az UCCNC már a Fox channel-nek is adott nemrég interjút. Sajnos még csak fénykép készült, mert beszélni még nem tanítottuk meg, így válaszolni nem tudott a riporternek. [#wave]
(http://www.cncdrive.com/img/fox.jpg)
Pedig az UCCNC már a Fox channel-nek is adott nemrég interjút. Sajnos még csak fénykép készült, mert beszélni még nem tanítottuk meg, így válaszolni nem tudott a riporternek. [#wave]
(http://www.cncdrive.com/img/fox.jpg)
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2016 szeptember 14, 20:25
Írta: pisti73 Dátum 2016 szeptember 14, 20:25
Nagyon szépen köszönöm! Jobbulást Neked!
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2016 szeptember 14, 21:07
Írta: ANTAL GÁBOR Dátum 2016 szeptember 14, 21:07
Én az esztergámnál már áttértem ( a diaméter üzem ötletét Svejk adta , szerszámsugár korrekciót nem használok ) . Mach hal ( LPT porttal ) sose vágtam menetet . Az Uc100 al már ment de az Uccnc vel minden előzetes problémám megoldódott
( Az ethernetes verzió még egyszer sem fagyott le )
( Az ethernetes verzió még egyszer sem fagyott le )
Cím: Re:UCCNC vezérlő program
Írta: KoLa Dátum 2016 szeptember 15, 22:34
Írta: KoLa Dátum 2016 szeptember 15, 22:34
Ezt! csak az tudja, aki napi legalább 3-4 órát hajtja, vagy még többet, többféle különböző alkatrészek legyártására.
Én, a nagyszerű Linuxcnc-t, már sok-sok ponton megfogtam.
Én, a nagyszerű Linuxcnc-t, már sok-sok ponton megfogtam.
Cím: Re:UCCNC vezérlő program
Írta: KoLa Dátum 2016 szeptember 15, 22:48
Írta: KoLa Dátum 2016 szeptember 15, 22:48
Az átmérő üzemmód-nak van valami jelentősége?
Sokszor használom sugár módban az esztergát, alakos profilnál!
Könnyebb beírni az AutoCad méreteit egy fél profilnál méretekkel.Mint, x2.
Sokszor használom sugár módban az esztergát, alakos profilnál!
Könnyebb beírni az AutoCad méreteit egy fél profilnál méretekkel.Mint, x2.
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2016 szeptember 16, 08:21
Írta: gaben Dátum 2016 szeptember 16, 08:21
Köszi Balázs [#wave]
Az ethernetes kapcsolattal csak a kommunikáció lesz gyorsabb, vagy van más is ami mellette szól?
köszi, Gábor
Az ethernetes kapcsolattal csak a kommunikáció lesz gyorsabb, vagy van más is ami mellette szól?
köszi, Gábor
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2016 szeptember 17, 16:32
Írta: zt2c4wh9 Dátum 2016 szeptember 17, 16:32
Sziasztok,
Gábor: Az ethernetes verziónál a max. léptetési frekvencia 400kHz, míg az USB-snél 100kHz. Léptetőmotoros rendszernél általában nem számít, mert a 100kHz is legtöbbször bőven elég, kivéve ha nagy microstep értékre van állítva a vezérlő. Viszont nagy encoder felbontású szervóknál már szükség lehet a nagyobb frekire.
A másik dolog, hogy az ethernet leválasztott/földfüggetlen kommunikációt biztosít. A PC RJ45 csatlakozójában és az UC300ETH RJ45 csatlakozójában is miniatűr leválasztó nagyfrekis transzformátorok vannak. Az adat ezeken keresztül kerül átjátszásra, így nincsen közös földpont a PC és UC300ETH között, vagyis a földhurok, földzaj kialakulásának esélye jóval kisebb.
Ráadásul ethernet kábel lehet akár 100m hosszú a szabvány szerint, de router/switch-eken keresztül is lehet kötni az UC300ETH-t, ezzel a távolság még tovább növelhető, illetve mivel hálózati eszköz az UC300ETH, ezért több végpontról is elérhető az eszköz a hálózaton. USB kábel ezzel szemben szabvány szerint 5méter lehet erősítés nélkül és csak közvetlen pont-pont kapcsolat lehetséges.
Gábor: Az ethernetes verziónál a max. léptetési frekvencia 400kHz, míg az USB-snél 100kHz. Léptetőmotoros rendszernél általában nem számít, mert a 100kHz is legtöbbször bőven elég, kivéve ha nagy microstep értékre van állítva a vezérlő. Viszont nagy encoder felbontású szervóknál már szükség lehet a nagyobb frekire.
A másik dolog, hogy az ethernet leválasztott/földfüggetlen kommunikációt biztosít. A PC RJ45 csatlakozójában és az UC300ETH RJ45 csatlakozójában is miniatűr leválasztó nagyfrekis transzformátorok vannak. Az adat ezeken keresztül kerül átjátszásra, így nincsen közös földpont a PC és UC300ETH között, vagyis a földhurok, földzaj kialakulásának esélye jóval kisebb.
Ráadásul ethernet kábel lehet akár 100m hosszú a szabvány szerint, de router/switch-eken keresztül is lehet kötni az UC300ETH-t, ezzel a távolság még tovább növelhető, illetve mivel hálózati eszköz az UC300ETH, ezért több végpontról is elérhető az eszköz a hálózaton. USB kábel ezzel szemben szabvány szerint 5méter lehet erősítés nélkül és csak közvetlen pont-pont kapcsolat lehetséges.
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2016 szeptember 17, 17:59
Írta: gaben Dátum 2016 szeptember 17, 17:59
Szia Balázs,
köszi szépen a részletes magyarázatot.
Illetve Gergelytől hallottam még olyan infót az ethernetes verzióról, hogy a kommunikáció sokkal megbízhatóbb módon közvetítődik a PC-től az UC300ETH-ig, mivel az információ csomagok formájában érkezik és ha netán valamiért ez megsérülne, akkor a csomag újraküldésre kerül.
Jól értettem a lényeget?
köszi, Gábor [#wave]
köszi szépen a részletes magyarázatot.
Illetve Gergelytől hallottam még olyan infót az ethernetes verzióról, hogy a kommunikáció sokkal megbízhatóbb módon közvetítődik a PC-től az UC300ETH-ig, mivel az információ csomagok formájában érkezik és ha netán valamiért ez megsérülne, akkor a csomag újraküldésre kerül.
Jól értettem a lényeget?
köszi, Gábor [#wave]
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2016 szeptember 17, 19:18
Írta: zt2c4wh9 Dátum 2016 szeptember 17, 19:18
Igen, ez valóban így van, ahogy leírtad, annyi kiegészítéssel, hogy az USB-s mozgásvezérlőinknél is ugyanígy csomagokra van bontva az adat és ugyanúgy újrakéri a mozgásvezérlő, ha hibás a csomag.
A fő különbség és nagyobb megbízhatóság oka igazából az amit leírtam, hogy villamosan leválasztott a kommunikáció.
Illetve még egy dolog, hogy mivel sokkal gyorsabb az ethernet kommunikáció, ezért több csomag lehet hibás anélkül, hogy ez probléma lenne, szóval több tér van a hiba javításra, ez pedig mégjobban zaj érzékettlenné teszi a rendszert.
A fő különbség és nagyobb megbízhatóság oka igazából az amit leírtam, hogy villamosan leválasztott a kommunikáció.
Illetve még egy dolog, hogy mivel sokkal gyorsabb az ethernet kommunikáció, ezért több csomag lehet hibás anélkül, hogy ez probléma lenne, szóval több tér van a hiba javításra, ez pedig mégjobban zaj érzékettlenné teszi a rendszert.
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2016 szeptember 17, 19:57
Írta: 2dbfy8y Dátum 2016 szeptember 17, 19:57
Polgárdi Balázsnak köszönet a sok hasznos infóért.
Jó volt megbeszélni ezt a sok dolgot.
És várjuk a sok hasznos fejlesztést. [#nevetes1]
Jó volt megbeszélni ezt a sok dolgot.
És várjuk a sok hasznos fejlesztést. [#nevetes1]
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2016 szeptember 22, 19:59
Írta: pisti73 Dátum 2016 szeptember 22, 19:59
Szia Balázs!
UC300ETH vezérlő van készleten?
Köszi a választ előre is!
UC300ETH vezérlő van készleten?
Köszi a választ előre is!
Cím: Re:UCCNC vezérlő program
Írta: nyiszi Dátum 2016 szeptember 22, 22:30
Írta: nyiszi Dátum 2016 szeptember 22, 22:30
Sziasztok!
Win10-nél kell valamit még telepíteni, hogy jól működjön az UCCNC?
Win10-nél kell valamit még telepíteni, hogy jól működjön az UCCNC?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2016 szeptember 23, 09:57
Írta: dezsoe Dátum 2016 szeptember 23, 09:57
Szia!
Igen, először a .Net framework 2.0 kell neki, utána telepítsd. Programok és szolgáltatások -> Win. szolgáltatások be- és kikapcsolása:
(http://cnctar.hobbycnc.hu/dezsoe/temp/DotNetFW.png)
Igen, először a .Net framework 2.0 kell neki, utána telepítsd. Programok és szolgáltatások -> Win. szolgáltatások be- és kikapcsolása:
(http://cnctar.hobbycnc.hu/dezsoe/temp/DotNetFW.png)
Cím: Re:UCCNC vezérlő program
Írta: nyiszi Dátum 2016 szeptember 23, 11:58
Írta: nyiszi Dátum 2016 szeptember 23, 11:58
Szia!
Köszönöm a segítséget.
Köszönöm a segítséget.
Cím: Re:UCCNC vezérlő program
Írta: xw8uhrn5r Dátum 2016 szeptember 27, 13:25
Írta: xw8uhrn5r Dátum 2016 szeptember 27, 13:25
Sziastok!
Az UCCNC 1.2021-et használom és lenne egy gondom. Nem tudom, hogy a program csinálja e. A gép egy Stepcraft 600-as még az 1-es széria.
A probléma az hogy van egy munka ahol kb. 350 db alkatrészt kell marni. Három lépésben marom az első lépésben 4-es maróval nagyolok, ja az anyag ABS. Az a jelenség, hogy változó, hogy mikor, meg áll a kontúr kb 3/4-én és úgy tekinti, mintha onnan kéne kezdenie a következő darabot, tehát a Work koordináta elcsúszik. Az érdekes hogy ha ez után kiadok egy G0 x0 y0 utasítást akkor helyre áll, úgy, hogy elindul 0,0-a fele de nem pontosan, pár mm-rel előbb ér y0-ra és utána megy azt a pár mm-ert x0-ra, de ilyenkor visszaáll a Work koordináta és lehet folytatni.
Előre is köszönöm a segítségeket!
Gábor
Az UCCNC 1.2021-et használom és lenne egy gondom. Nem tudom, hogy a program csinálja e. A gép egy Stepcraft 600-as még az 1-es széria.
A probléma az hogy van egy munka ahol kb. 350 db alkatrészt kell marni. Három lépésben marom az első lépésben 4-es maróval nagyolok, ja az anyag ABS. Az a jelenség, hogy változó, hogy mikor, meg áll a kontúr kb 3/4-én és úgy tekinti, mintha onnan kéne kezdenie a következő darabot, tehát a Work koordináta elcsúszik. Az érdekes hogy ha ez után kiadok egy G0 x0 y0 utasítást akkor helyre áll, úgy, hogy elindul 0,0-a fele de nem pontosan, pár mm-rel előbb ér y0-ra és utána megy azt a pár mm-ert x0-ra, de ilyenkor visszaáll a Work koordináta és lehet folytatni.
Előre is köszönöm a segítségeket!
Gábor
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2016 szeptember 27, 13:48
Írta: zt2c4wh9 Dátum 2016 szeptember 27, 13:48
Szia,
Nekem ez tipikus lépésvesztéses problémának tűnik, nagy valószínűséggel nem szoftveres a probléma.
A gép tengelye mechanikusan megakad és a szoftver hiába adja a jeleket a tengely áll, mert nem tud mozdulni.
A hiba oka lehet:
- Túl gyorsan hajtod a tengelyeket, a motornak elfogy a nyomatéka.
- Mechanikai hiba a gépben, orsó/anya szorulás, lineáris vezető nem párhuzamosság, szorulás.
Léptető motornak van az a rossz tulajdonsága, hogy ha kiesik a motor a szinkronból, túl nagy sebesség vagy rezonancia miatt, akkor utána már csak akkor indul meg újra, ha a stop frekvencia alá lassít a vezérlőjel.
Nekem ez tipikus lépésvesztéses problémának tűnik, nagy valószínűséggel nem szoftveres a probléma.
A gép tengelye mechanikusan megakad és a szoftver hiába adja a jeleket a tengely áll, mert nem tud mozdulni.
A hiba oka lehet:
- Túl gyorsan hajtod a tengelyeket, a motornak elfogy a nyomatéka.
- Mechanikai hiba a gépben, orsó/anya szorulás, lineáris vezető nem párhuzamosság, szorulás.
Léptető motornak van az a rossz tulajdonsága, hogy ha kiesik a motor a szinkronból, túl nagy sebesség vagy rezonancia miatt, akkor utána már csak akkor indul meg újra, ha a stop frekvencia alá lassít a vezérlőjel.
Cím: Re:UCCNC vezérlő program
Írta: xw8uhrn5r Dátum 2016 szeptember 27, 14:00
Írta: xw8uhrn5r Dátum 2016 szeptember 27, 14:00
Köszönöm a válaszod!
Igen én is erre gondoltam elsőnek, vagy valami vezérlő elektronikai problémának, de akkor a g0 x0 y0 miért "gyógyítja" meg? Az ember akkor azt várná, hogy ilyenkor teljesen elmegy a koordináta rendszer és a 0-pont is vele együtt. Ezért gyanús nekem. Szorulás nincs, rezgés az minimális van. Sima egyenes vonalú mozgás közben történik ez. 600-mm/min az előtolás 4 mm a fogás mélység és oly 12000 a fordulat egyélű maróval.
Vagy a g-kód a rossz? Vagy valamit nem állítok be rendesen?
Nagyon tanácstalan lettem :(
Igen én is erre gondoltam elsőnek, vagy valami vezérlő elektronikai problémának, de akkor a g0 x0 y0 miért "gyógyítja" meg? Az ember akkor azt várná, hogy ilyenkor teljesen elmegy a koordináta rendszer és a 0-pont is vele együtt. Ezért gyanús nekem. Szorulás nincs, rezgés az minimális van. Sima egyenes vonalú mozgás közben történik ez. 600-mm/min az előtolás 4 mm a fogás mélység és oly 12000 a fordulat egyélű maróval.
Vagy a g-kód a rossz? Vagy valamit nem állítok be rendesen?
Nagyon tanácstalan lettem :(
Cím: Re:UCCNC vezérlő program
Írta: xw8uhrn5r Dátum 2016 szeptember 27, 17:16
Írta: xw8uhrn5r Dátum 2016 szeptember 27, 17:16
Azta .... életbe. Szerinted lehet, hogy egy porszívó okozta az anomáliát? Azzal szívtam a forgácsot, most, hogy nem megy, ugyan minden csupa forgács, de nincs lépésvesztés.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2016 szeptember 27, 17:37
Írta: dezsoe Dátum 2016 szeptember 27, 17:37
Szia!
Porszívóval sokat lehet szívni, mindkét értelemben. :) Nálam külön fázisról megy a ki-/bekapcsolás rángatása miatt. Ráadásul sztatikusan is szépen fel tud töltődni, amit szintén nem szeret a rendszer. Fűtési időszakban jártam már úgy is, hogy én töltődtem fel és maróhegy cserekor hozzáértem valamihez és kiakadt a vezérlő. Azóta először földelem magam, mielőtt fém részekhez piszkálnék: nem is fordult elő újra.
Porszívóval sokat lehet szívni, mindkét értelemben. :) Nálam külön fázisról megy a ki-/bekapcsolás rángatása miatt. Ráadásul sztatikusan is szépen fel tud töltődni, amit szintén nem szeret a rendszer. Fűtési időszakban jártam már úgy is, hogy én töltődtem fel és maróhegy cserekor hozzáértem valamihez és kiakadt a vezérlő. Azóta először földelem magam, mielőtt fém részekhez piszkálnék: nem is fordult elő újra.
Cím: Re:UCCNC vezérlő program
Írta: xw8uhrn5r Dátum 2016 szeptember 27, 17:49
Írta: xw8uhrn5r Dátum 2016 szeptember 27, 17:49
Jézus [#falbav][#falbav][#falbav][#falbav]
Cím: Re:UCCNC vezérlő program
Írta: xw8uhrn5r Dátum 2016 szeptember 27, 17:52
Írta: xw8uhrn5r Dátum 2016 szeptember 27, 17:52
Most mondjuk nyakig vagyok a forgácsban, de megyen [#taps][#taps]
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2016 szeptember 27, 18:48
Írta: ANTAL GÁBOR Dátum 2016 szeptember 27, 18:48
Az általam a hibából levont következtetés : a port ( forgácsot ) nem szívni kell hanem fújni!!! ( akkor nem lesz lépéstévesztés )[#vigyor4][#vigyor4]
Cím: Re:UCCNC vezérlő program
Írta: D.Laci Dátum 2016 szeptember 28, 08:42
Írta: D.Laci Dátum 2016 szeptember 28, 08:42
"de akkor a g0 x0 y0 miért "gyógyítja" meg?" [#confused]
Cím: Re:UCCNC vezérlő program
Írta: xw8uhrn5r Dátum 2016 szeptember 29, 12:26
Írta: xw8uhrn5r Dátum 2016 szeptember 29, 12:26
Köszönöm mindenki tanácsát!
Sokat segített. A porszívóval nem tudok mit kezdeni (pedig kéne mert nyitott a gép és ha fújom akkor belemegy a forgács) az valamit beletesz a hálózatba.
Viszont biztos statikus feltöltődés is van a dologban. A forgácsból, nagyon fura dolgok történnek, ezt kell még leküzdjem és okés lesz :)
Köszi még egyszer :)
Gábor
Sokat segített. A porszívóval nem tudok mit kezdeni (pedig kéne mert nyitott a gép és ha fújom akkor belemegy a forgács) az valamit beletesz a hálózatba.
Viszont biztos statikus feltöltődés is van a dologban. A forgácsból, nagyon fura dolgok történnek, ezt kell még leküzdjem és okés lesz :)
Köszi még egyszer :)
Gábor
Cím: Re:UCCNC vezérlő program
Írta: Szedlay Pál Dátum 2016 szeptember 30, 18:13
Írta: Szedlay Pál Dátum 2016 szeptember 30, 18:13
Letöltöttem a programot és nagyon tetszik!
Lenne egy kérdésem, van-e a programban olyan opció mint a Mach3-ban van, hogy a gép geometriai hibáit szoftveresen kompenzálja, korrigálja. Értem ez alatt a lineáris hibákat, a nem lineáris hibákat. Valami hasonlóra gondolok, bár ez 16 évvel ezelőtti dokumentum.
http://cnc.im/library/ftp/fanuc/a/A-77810E_02_051104.pdf
Lenne egy kérdésem, van-e a programban olyan opció mint a Mach3-ban van, hogy a gép geometriai hibáit szoftveresen kompenzálja, korrigálja. Értem ez alatt a lineáris hibákat, a nem lineáris hibákat. Valami hasonlóra gondolok, bár ez 16 évvel ezelőtti dokumentum.
http://cnc.im/library/ftp/fanuc/a/A-77810E_02_051104.pdf
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2016 október 03, 22:03
Írta: pisti73 Dátum 2016 október 03, 22:03
Szia Balázs!
Rendeléssel kapcsolatosan küldtem egy emailt.
Köszönöm előre is!
Rendeléssel kapcsolatosan küldtem egy emailt.
Köszönöm előre is!
Cím: Re:UCCNC vezérlő program
Írta: kaqkk007 Dátum 2016 október 10, 06:00
Írta: kaqkk007 Dátum 2016 október 10, 06:00
Szia ! tegnap rendeltem egy uc300 at szoftverrel, de valamiért rendelésnél átdobott a szerver a cncdrive.com ra
ez jelent valami problémát nektek ? Üdv Béla
ez jelent valami problémát nektek ? Üdv Béla
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2016 október 10, 09:55
Írta: zt2c4wh9 Dátum 2016 október 10, 09:55
Szia,
Nem probléma és írtam neked e-mailt.
Nem probléma és írtam neked e-mailt.
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2016 október 11, 06:53
Írta: lari Dátum 2016 október 11, 06:53
Szia Balázs,
a legújabb verzióban a főorsó áttételek beállíthatósága csak abban az esetben működik, ha van a főorsón, vagy a meghajtó motorján encoder?
a legújabb verzióban a főorsó áttételek beállíthatósága csak abban az esetben működik, ha van a főorsón, vagy a meghajtó motorján encoder?
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2016 október 11, 08:54
Írta: 2dbfy8y Dátum 2016 október 11, 08:54
Szia Balázs.
Valahogy nem lehetne megoldani, hogy az ucccnc-hez mindig könnyen meg lehessen találni a legújabb frissítést?
Akár itt a topik címénél?
Valahogy nem lehetne megoldani, hogy az ucccnc-hez mindig könnyen meg lehessen találni a legújabb frissítést?
Akár itt a topik címénél?
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2016 október 11, 09:08
Írta: gaben Dátum 2016 október 11, 09:08
Gondolom itt mindig az aktuális, legfrisebb szoftverek vannak az oldalon: UCCNC és egyéb szoftverek (http://www.polgardidesign.hu/index.php?option=com_content&view=article&id=3&Itemid=5&lang=hu)
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2016 október 11, 09:31
Írta: Bozso777 Dátum 2016 október 11, 09:31
itt azonnal látható, tölthető a legújabb kiadás.
http://cncdrive.hu/UCCNC.html (http://cncdrive.hu/UCCNC.html)
http://cncdrive.hu/UCCNC.html (http://cncdrive.hu/UCCNC.html)
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2016 október 11, 10:45
Írta: 2dbfy8y Dátum 2016 október 11, 10:45
Okés ez így, csak mindig keresgetni kell.
Vagy akár benne lehetne a progiban, hogy frissítés beszerzése, és ha van új, akkor az ember leszedi.
Valahogy én sose találok rá. [#nevetes1]
Vagy akár benne lehetne a progiban, hogy frissítés beszerzése, és ha van új, akkor az ember leszedi.
Valahogy én sose találok rá. [#nevetes1]
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2016 október 11, 16:25
Írta: Bozso777 Dátum 2016 október 11, 16:25
Az is csak akkor lenne jó, ha lenne net a CNC-n...nekem pl véletlenül sincs rajta.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2016 október 13, 11:04
Írta: zt2c4wh9 Dátum 2016 október 13, 11:04
Sziasztok,
Lari: A spindle pulleys beállítás azt csinálja, hogy megadhatsz különböző min. és max. fordulatszámokat, ez lesz amit az S értékkel programozhatsz. Az UCCNC ezt az S intervallumot skálázza hozzá a min. és max. PWM értékekhet vagy Step/dir főorsó esetén kimenő step frekihez.
Ez működik encoder/index bemenet nélkül is.
Van még egy beállítás a Pulley ratio, amivel a visszajelzést lehet skálázni, vagyis ha mondjuk az index csatornával méred a főorsó sebességet és az index nem a főorsóra van erősítve, hanem egy áttétel előtt például a motor tengelyére, akkor ide beírhatsz egy szorzót.
A mozgásvezérlő által mért sebesség ezzel a szorzóval lesz korrigálva mielőtt beírná az Sact DRO-ba az értéket az UCCNC, szóval az aktuális fóorsó sebesség kijelzést lehet vele hangolni, hogy megfelelő legyen.
Pabló: az UCCNC legfrissebb verziója mindig azon a linken található meg amit Bozsó beírt: http://www.cncdrive.hu/UCCNC.html
Gondolkodtunk egyébként automata frissítésen, vagyis legalább azon, hogy a szoftver automatikusan adjon értesítést ha van új verzió, de nem vagyok benne biztos, hogy ki mennyire örülne neki, ráadásul ahogy Bozsó is írta, ehhez kell hogy legyen a gépen aktív internet kapcsolat, anélkül nem tudna működni.
Mindenesetre még függőben van a kérdés, lehet, hogy megfogjuk előbb utóbb valósítani.
Lari: A spindle pulleys beállítás azt csinálja, hogy megadhatsz különböző min. és max. fordulatszámokat, ez lesz amit az S értékkel programozhatsz. Az UCCNC ezt az S intervallumot skálázza hozzá a min. és max. PWM értékekhet vagy Step/dir főorsó esetén kimenő step frekihez.
Ez működik encoder/index bemenet nélkül is.
Van még egy beállítás a Pulley ratio, amivel a visszajelzést lehet skálázni, vagyis ha mondjuk az index csatornával méred a főorsó sebességet és az index nem a főorsóra van erősítve, hanem egy áttétel előtt például a motor tengelyére, akkor ide beírhatsz egy szorzót.
A mozgásvezérlő által mért sebesség ezzel a szorzóval lesz korrigálva mielőtt beírná az Sact DRO-ba az értéket az UCCNC, szóval az aktuális fóorsó sebesség kijelzést lehet vele hangolni, hogy megfelelő legyen.
Pabló: az UCCNC legfrissebb verziója mindig azon a linken található meg amit Bozsó beírt: http://www.cncdrive.hu/UCCNC.html
Gondolkodtunk egyébként automata frissítésen, vagyis legalább azon, hogy a szoftver automatikusan adjon értesítést ha van új verzió, de nem vagyok benne biztos, hogy ki mennyire örülne neki, ráadásul ahogy Bozsó is írta, ehhez kell hogy legyen a gépen aktív internet kapcsolat, anélkül nem tudna működni.
Mindenesetre még függőben van a kérdés, lehet, hogy megfogjuk előbb utóbb valósítani.
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2016 október 13, 11:14
Írta: 2dbfy8y Dátum 2016 október 13, 11:14
Köszi Balázs!
Vagy esetleg a fórum üzemeltetőjével lehetne megügyezni, hogy a linket ide dobja be a topicba.
Jó lenne nem kéne keresgetni.
Valahogy sose találok rá, lehet csak én vagyok szétszórt. [#nevetes1]
Vagy esetleg a fórum üzemeltetőjével lehetne megügyezni, hogy a linket ide dobja be a topicba.
Jó lenne nem kéne keresgetni.
Valahogy sose találok rá, lehet csak én vagyok szétszórt. [#nevetes1]
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2016 október 13, 11:44
Írta: lari Dátum 2016 október 13, 11:44
Aham, most már értem, köszönöm!
Közbe küldtem egy rendelést, azzal kapcsolatban kellene majd egyeztetnünk, de nem értelek el telefonon...
Közbe küldtem egy rendelést, azzal kapcsolatban kellene majd egyeztetnünk, de nem értelek el telefonon...
Cím: Re:UCCNC vezérlő program
Írta: KoLa Dátum 2016 október 13, 20:58
Írta: KoLa Dátum 2016 október 13, 20:58
Szia Balázs!
Én már két levelet is küldtem a székesfehérvári találkozó után! de csak valami automatikus választ kaptam rossz magyarsággal leírva!
Mi az oka?
Én már két levelet is küldtem a székesfehérvári találkozó után! de csak valami automatikus választ kaptam rossz magyarsággal leírva!
Mi az oka?
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2016 október 14, 19:40
Írta: ANTAL GÁBOR Dátum 2016 október 14, 19:40
Én szept 29 óta ( direkt visszakerestem ! ) várok egy választ egy levélre . Könnyítésképpen megpróbáltam ( N kb =20-25) a telefonos megoldást . Egyszer majdnem összejött mert okt 12. én vissza hívott Balázs , de egy volt tanárom temetésén voltam és le volt kapcsolva a csengetés .
Cím: Re:UCCNC vezérlő program
Írta: c2nsu773m Dátum 2016 október 15, 21:52
Írta: c2nsu773m Dátum 2016 október 15, 21:52
Letöltöttem az utolsó verziót is , feltelepítettem.
Pont ugyan olyan mint a régiek sza....!
A mach xml behívom , mentem , ellenörzöm , minden stimmel.
Nyomok egy homot , z rendben , x letolja a referenciakapcsolót , az y-ig el sem jutok.
Ja és ez már a második számítógép.
mach-al mindent szépen megcsinál!
Akkor most mi nem jó?[#wilting]
Pont ugyan olyan mint a régiek sza....!
A mach xml behívom , mentem , ellenörzöm , minden stimmel.
Nyomok egy homot , z rendben , x letolja a referenciakapcsolót , az y-ig el sem jutok.
Ja és ez már a második számítógép.
mach-al mindent szépen megcsinál!
Akkor most mi nem jó?[#wilting]
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2016 október 16, 01:26
Írta: zt2c4wh9 Dátum 2016 október 16, 01:26
Sziasztok,
Sajnos nem volt időm az utóbbi pár napban benézni a fórumra, mert a tárhely szolgáltatónknál elromlott a szerver amin a weboldalunk cuccai voltak és a visszaállításban próbáltam segédkezni, mert egyáltalán nem ment se a Magyar se az Angol oldalunk, ami elég komoly probléma volt nekünk.
Kola: Én küldtem neked választ a leveledre, igaz elég rég volt már. De akkor ezek szerint nem kaptad meg. :(
Holnap kikeresem a levelet és újra elküldöm.
Antal Gábor: Valóban sajnos mostanában elkerültük egymást. Többször hívtál és én is többször visszahívtalak, de nem sikerült elérnünk egymást. Sajnos többször 16h után hívtál, 18h körül, olyankor már nem szoktam telefonon elérhető lenni és csak másnap látom a hívást. De volt hogy másnap visszahívtalak, akkor viszont te nem voltál elérhető.
Ha elküldöd e-mailben vagy ide leírod a kérdést, akkor megpróbálom megválaszolni.
Török Tamás: Nem tudom így látatlanban megmondani sajnos hogy mi lehet a gond. Talán fordítva van konfigurálva a polaritása a home kapcsolónak. Más eddig ilyen hibát nem jelzett mondjuk, de persze nem zárom ki, hogy a hiba esetleg nálunk lehet.
Küld el kérlek a profil fájlodat a .pro fájl a /Profiles mappában és hogy milyen mozgásvezérlőt használsz és akkor kipróbálom, hogy nálam mit csinál a te beállításaiddal.
Ja és kérlek, hogy azt is írd meg, hogy melyik verziót raktad fel, hogy azzal tudjam próbálni.
Sajnos nem volt időm az utóbbi pár napban benézni a fórumra, mert a tárhely szolgáltatónknál elromlott a szerver amin a weboldalunk cuccai voltak és a visszaállításban próbáltam segédkezni, mert egyáltalán nem ment se a Magyar se az Angol oldalunk, ami elég komoly probléma volt nekünk.
Kola: Én küldtem neked választ a leveledre, igaz elég rég volt már. De akkor ezek szerint nem kaptad meg. :(
Holnap kikeresem a levelet és újra elküldöm.
Antal Gábor: Valóban sajnos mostanában elkerültük egymást. Többször hívtál és én is többször visszahívtalak, de nem sikerült elérnünk egymást. Sajnos többször 16h után hívtál, 18h körül, olyankor már nem szoktam telefonon elérhető lenni és csak másnap látom a hívást. De volt hogy másnap visszahívtalak, akkor viszont te nem voltál elérhető.
Ha elküldöd e-mailben vagy ide leírod a kérdést, akkor megpróbálom megválaszolni.
Török Tamás: Nem tudom így látatlanban megmondani sajnos hogy mi lehet a gond. Talán fordítva van konfigurálva a polaritása a home kapcsolónak. Más eddig ilyen hibát nem jelzett mondjuk, de persze nem zárom ki, hogy a hiba esetleg nálunk lehet.
Küld el kérlek a profil fájlodat a .pro fájl a /Profiles mappában és hogy milyen mozgásvezérlőt használsz és akkor kipróbálom, hogy nálam mit csinál a te beállításaiddal.
Ja és kérlek, hogy azt is írd meg, hogy melyik verziót raktad fel, hogy azzal tudjam próbálni.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2016 október 16, 07:16
Írta: ANTAL GÁBOR Dátum 2016 október 16, 07:16
Elküldtem mailban még egyszer a szept 29. i levelemet ( 3 gyorsan megválaszolható kérdés van benne )
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2016 október 16, 11:36
Írta: svejk Dátum 2016 október 16, 11:36
Anno a legelső alkalommal próbáltam bohóckodni a mah3 xml-jének az átkonvertálásásával, de felesleges.
Az UCCNC beállítói oldala sokkal átláthatóbb logikusabb mint a Mach3-é.
Én már magamnak vagy tíz féle konfigurációt készítettem mindenféle UC hardverrel, de másnak is segítkeztem és sosem volt probléma.
Ezt a problémádat már vagy 1 éve említetted, ha ennyi idő alatt nem sikerült megoldanod akkor nem is akarod igazán :(
Az UCCNC beállítói oldala sokkal átláthatóbb logikusabb mint a Mach3-é.
Én már magamnak vagy tíz féle konfigurációt készítettem mindenféle UC hardverrel, de másnak is segítkeztem és sosem volt probléma.
Ezt a problémádat már vagy 1 éve említetted, ha ennyi idő alatt nem sikerült megoldanod akkor nem is akarod igazán :(
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2016 október 18, 18:03
Írta: svejk Dátum 2016 október 18, 18:03
Ha esetleg lézerezésre vetemednék...
Elég az I/O setupban a laser output-nál beállítani a megfelelő portot az M10/M11-nek?
Látom lehet ezt az M kódot Q-val paraméterezni is, ilyenkor PWM kimenet lesz a beállított portból?
Mivel ajánlott generálni a G kódot, ami tartalmazza az M10/M11-et?
A belső CAM progi alkalmas lehet ha csak kontúrt akarnék vágni a lézerrel? (ilyenkor nem kell gyorsan kapcsolgatni a lézert be/ki, tehát nem feltétlen kell az M10/M11)
Elég az I/O setupban a laser output-nál beállítani a megfelelő portot az M10/M11-nek?
Látom lehet ezt az M kódot Q-val paraméterezni is, ilyenkor PWM kimenet lesz a beállított portból?
Mivel ajánlott generálni a G kódot, ami tartalmazza az M10/M11-et?
A belső CAM progi alkalmas lehet ha csak kontúrt akarnék vágni a lézerrel? (ilyenkor nem kell gyorsan kapcsolgatni a lézert be/ki, tehát nem feltétlen kell az M10/M11)
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2016 október 18, 18:54
Írta: zt2c4wh9 Dátum 2016 október 18, 18:54
Szia Svejk,
A lézerhez ahogy mondtad a Laser Output port/pin-t kell beállítanod. Ha az be van állítva, akkor azt a kimeneti pint tudod kapcsolgatni M10/M11-el.
Az M10/M11 nem úgy van mint a Mach3-ban, hanem az M10-nek van egy Q paramétere ami a kimeneten a kimenő PWM kitöltési tényezője 0-255 érték közt 0-100% kitöltés.
Ha nem adsz meg Q-t, akkor 100% lesz a kitöltés.
Az UCCNC CAM modulja nem tud ilyen (M10/M11) g-kódot generálni egyelőre.
Szerintem bármelyik komolyabb CAM progi viszont tudja, pl. sheetcam, vectric stb. Szerintem csak post processzor kérdése a dolog.
Ha nem kell gyorsan kapcsolgatni, akkor M3/M5-öt azt tudja úgy emlékszem az UCCNC CAM progi.
Ja és a lézer plugin is a Laser output pin-re adja ugyanúgy a kimenetet.
A lézerhez ahogy mondtad a Laser Output port/pin-t kell beállítanod. Ha az be van állítva, akkor azt a kimeneti pint tudod kapcsolgatni M10/M11-el.
Az M10/M11 nem úgy van mint a Mach3-ban, hanem az M10-nek van egy Q paramétere ami a kimeneten a kimenő PWM kitöltési tényezője 0-255 érték közt 0-100% kitöltés.
Ha nem adsz meg Q-t, akkor 100% lesz a kitöltés.
Az UCCNC CAM modulja nem tud ilyen (M10/M11) g-kódot generálni egyelőre.
Szerintem bármelyik komolyabb CAM progi viszont tudja, pl. sheetcam, vectric stb. Szerintem csak post processzor kérdése a dolog.
Ha nem kell gyorsan kapcsolgatni, akkor M3/M5-öt azt tudja úgy emlékszem az UCCNC CAM progi.
Ja és a lézer plugin is a Laser output pin-re adja ugyanúgy a kimenetet.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2016 október 18, 20:44
Írta: svejk Dátum 2016 október 18, 20:44
"...lézer plugin..."
Őöö... Ez mi fán is terem?
Kell ez nekem?
Őöö... Ez mi fán is terem?
Kell ez nekem?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2016 október 18, 20:50
Írta: svejk Dátum 2016 október 18, 20:50
Aha, ezt használja Bozso777 koma is. (https://www.youtube.com/watch?v=nSwiruAD_WY)
akkor ez olyasmi mint a Béni Dot-G-je, meg Cseve G-ray vagy mi a szösz progija.
Ez fizetős tartozék?
akkor ez olyasmi mint a Béni Dot-G-je, meg Cseve G-ray vagy mi a szösz progija.
Ez fizetős tartozék?
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2016 október 18, 21:49
Írta: Bozso777 Dátum 2016 október 18, 21:49
Ezt bizony:)
Része az UCCNC-nek...nem kell fizetni érte.
Hasonlatos dolog végülis...csak itt a nagy előny, hogy nem gyorsít, lassít a fehér-fekete színek előhozásához, hanem a laser erejét állítgatja fix sebesség mellett...ezáltal egy nehéz marón is mehet a lézer, nem cibálja szét a gépet.
Ebben a topikban 3201 hozzászólásban egy egyszerű, ingyenes módszer, vágáshoz.
Része az UCCNC-nek...nem kell fizetni érte.
Hasonlatos dolog végülis...csak itt a nagy előny, hogy nem gyorsít, lassít a fehér-fekete színek előhozásához, hanem a laser erejét állítgatja fix sebesség mellett...ezáltal egy nehéz marón is mehet a lézer, nem cibálja szét a gépet.
Ebben a topikban 3201 hozzászólásban egy egyszerű, ingyenes módszer, vágáshoz.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2016 október 18, 23:24
Írta: svejk Dátum 2016 október 18, 23:24
Ja, hogy csak engedélyezni kell, látom már.
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2016 október 19, 09:14
Írta: lari Dátum 2016 október 19, 09:14
UC300 ETH-nak 5v tápfeszültség adható a számítógép egyik USB csatlakozójáról, vagy inkább külső tápforrást célszerű alkalmazni?
Cím: Re:UCCNC vezérlő program
Írta: kaqkk007 Dátum 2016 október 19, 16:47
Írta: kaqkk007 Dátum 2016 október 19, 16:47
Én is pár napja kaptam kézhez és usb ről tápláltam meg a próba erejéig, viszont amikor a gépbe kerül akkor saját 5v os tápot fog kapni (elég lesz egy vezetéket dugdosni a laptopba)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2016 október 19, 16:51
Írta: svejk Dátum 2016 október 19, 16:51
Milyen kritériumok vannak a DXF-fel kapcsolatban?
Nagy hirtelen rajzoltunk egy négyszöget, kört és háromszöget egy CAD progival és a kört nem látja zártnak.
Ha jól rémlik akkor a DXF-nél is darabokból van összerakva a kör.
A rajzolóprogik szeretik ezt elnagyolni, hogy ne lassítsa a programot a rengeteg vonalka.
Nagy hirtelen rajzoltunk egy négyszöget, kört és háromszöget egy CAD progival és a kört nem látja zártnak.
Ha jól rémlik akkor a DXF-nél is darabokból van összerakva a kör.
A rajzolóprogik szeretik ezt elnagyolni, hogy ne lassítsa a programot a rengeteg vonalka.
Cím: Re:UCCNC vezérlő program
Írta: ajpwg6jrn Dátum 2016 október 26, 19:01
Írta: ajpwg6jrn Dátum 2016 október 26, 19:01
Sziasztok.
Én is kérdeznék egyet.
UCCNC szoftver és UC300-USB mozgásvezérlővel kapcsolatban.
Az alábbi hardver és szoftver elég lesz hozzá:
Thinkpad R50e laptop (proci: Intel Pentium 1,6GHz; 2GB RAM 599MHz) oprendszer: Windows XP
Vagy inkább erősebb 2 magos géppel használjam?
Olvastam a minimál követelményeket, de itt a fórumon mintha több embernél is jelentkeztek volna problémák gyenge PC konfig miatt.
Azért érdekel, mivel van egy ELO érintőpanelem és nem mindegy hogy a laptopra faragom rá vagy egy külső monitorra.
Előre is köszönöm a segítséget.
Én is kérdeznék egyet.
UCCNC szoftver és UC300-USB mozgásvezérlővel kapcsolatban.
Az alábbi hardver és szoftver elég lesz hozzá:
Thinkpad R50e laptop (proci: Intel Pentium 1,6GHz; 2GB RAM 599MHz) oprendszer: Windows XP
Vagy inkább erősebb 2 magos géppel használjam?
Olvastam a minimál követelményeket, de itt a fórumon mintha több embernél is jelentkeztek volna problémák gyenge PC konfig miatt.
Azért érdekel, mivel van egy ELO érintőpanelem és nem mindegy hogy a laptopra faragom rá vagy egy külső monitorra.
Előre is köszönöm a segítséget.
Cím: Re:UCCNC vezérlő program
Írta: Motoros Dátum 2016 október 28, 08:01
Írta: Motoros Dátum 2016 október 28, 08:01
A következő a gondom, hátha valaki találkozott hasonlóval:
UCCNC--UC100 páros egy sima laptopon hibátlanul megy semmi gond vele.
Most kipróbáltam egy tableten ami érintőképernyős Lenovó MIIX 300 és Win 10 van rajta.
Bejön - rendben működik, de bizonyos idő (rendszertelenül változó) után lebont és kommunikációs hibát ír ki, uccnc bezár.
Nem tudok rájönni mi lehet az oka, ami bezavarhat azokat már kikapcsoltam, még a Wifit is meg az alvó állapotokat.
Pedig nagyon jó lenne ha menne mert ez az érintőképernyős dolog nagyon tetszik.
Esetleg lehet az a gond, hogy a tabletnek nem a saját mikro USB-jéhez csatolom az UC100-at hanem a lecsatolható billentyűzet normál USB aljzatához??
UCCNC--UC100 páros egy sima laptopon hibátlanul megy semmi gond vele.
Most kipróbáltam egy tableten ami érintőképernyős Lenovó MIIX 300 és Win 10 van rajta.
Bejön - rendben működik, de bizonyos idő (rendszertelenül változó) után lebont és kommunikációs hibát ír ki, uccnc bezár.
Nem tudok rájönni mi lehet az oka, ami bezavarhat azokat már kikapcsoltam, még a Wifit is meg az alvó állapotokat.
Pedig nagyon jó lenne ha menne mert ez az érintőképernyős dolog nagyon tetszik.
Esetleg lehet az a gond, hogy a tabletnek nem a saját mikro USB-jéhez csatolom az UC100-at hanem a lecsatolható billentyűzet normál USB aljzatához??
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2016 október 28, 10:11
Írta: dezsoe Dátum 2016 október 28, 10:11
Szia!
Jó eséllyel megtaláltad a hiba forrását. A billentyűzetben hub van, és hub-on keresztül nem igazán stabil a kütyü. Nagyban függ a hub minőségétől, de leginkább nem szereti. Érdemes bluetooth-os billentyűt, egeret használni, hogy az USB megmaradjon az UC100-nak.
Jó eséllyel megtaláltad a hiba forrását. A billentyűzetben hub van, és hub-on keresztül nem igazán stabil a kütyü. Nagyban függ a hub minőségétől, de leginkább nem szereti. Érdemes bluetooth-os billentyűt, egeret használni, hogy az USB megmaradjon az UC100-nak.
Cím: Re:UCCNC vezérlő program
Írta: Motoros Dátum 2016 október 28, 12:51
Írta: Motoros Dátum 2016 október 28, 12:51
Na ennek örülök, remélem igazad lesz.
Most már 4 órája megy és nem bontott el.
Viszont a billentyű marad az eredeti mert az érintőképernyő miatt alig használom.
Pont ez volt a fő célom, hogy érintőképernyőről menjen a gép mert így nem téma a por, forgács stb, nem beszélve az egyéb praktikumáról.
A tapizást meg már olyan hamar megszoktam, hogy már a normál képernyőket is próbálom kézzel nyomkodni.[#csodalk]
Most már 4 órája megy és nem bontott el.
Viszont a billentyű marad az eredeti mert az érintőképernyő miatt alig használom.
Pont ez volt a fő célom, hogy érintőképernyőről menjen a gép mert így nem téma a por, forgács stb, nem beszélve az egyéb praktikumáról.
A tapizást meg már olyan hamar megszoktam, hogy már a normál képernyőket is próbálom kézzel nyomkodni.[#csodalk]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2016 október 28, 13:26
Írta: svejk Dátum 2016 október 28, 13:26
Kreáltál saját képernyőt, vagy az eredeti - egyébként teljesen érintőképernyő barát - UCCNC-set használod?
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2016 október 28, 16:22
Írta: zt2c4wh9 Dátum 2016 október 28, 16:22
Sziasztok,
Motoros: Azt is ellenőrizd, hogy a Windows Energiagazdálkodásban az USB suspend funkció legyen kikapcsolva.
Ha be van kapcsolva, akkor a Windows elveheti a vezérlést az USB porttól ha úgy gondolja, hogy nincsen rá épp szükséged (nem nyomtál billentyűt és nem mozgattad az egered egy ideje) és energiát takaríthat meg vele, ha lekapcsolja.
Win10-ben alapból be van kapcsolva ez a funkció!
Motoros: Azt is ellenőrizd, hogy a Windows Energiagazdálkodásban az USB suspend funkció legyen kikapcsolva.
Ha be van kapcsolva, akkor a Windows elveheti a vezérlést az USB porttól ha úgy gondolja, hogy nincsen rá épp szükséged (nem nyomtál billentyűt és nem mozgattad az egered egy ideje) és energiát takaríthat meg vele, ha lekapcsolja.
Win10-ben alapból be van kapcsolva ez a funkció!
Cím: Re:UCCNC vezérlő program
Írta: Motoros Dátum 2016 október 28, 17:53
Írta: Motoros Dátum 2016 október 28, 17:53
kösz kikapcsoltam, az "általános USB hub" nál találtam meg.
De nem ez lehetett a fő gond talán, hanem amióta a tabelet saját mikro USB csatijáról megy azóta nem bont el.
Más: Az M1 makrót ne felejtsd el[#wink]
De nem ez lehetett a fő gond talán, hanem amióta a tabelet saját mikro USB csatijáról megy azóta nem bont el.
Más: Az M1 makrót ne felejtsd el[#wink]
Cím: Re:UCCNC vezérlő program
Írta: Motoros Dátum 2016 október 28, 18:15
Írta: Motoros Dátum 2016 október 28, 18:15
Nem kreáltam, de nem is igen van rá igényem még most.
Bár a RUN oldalon elég sűrűn vannak a gombok, de kisújjal megoldom [#vigyor4]
Bár a RUN oldalon elég sűrűn vannak a gombok, de kisújjal megoldom [#vigyor4]
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2016 november 04, 18:40
Írta: ium8w94xp Dátum 2016 november 04, 18:40
Balázs.
Olyan kérésem lenne, hogy nagy dolog lenne-e a különböző szerszámoknál, ha nem csak a z tengelyt lehetne megadni. Ugyanis maró és lézer együtt van felszerelve, ami nem csak z tengelyben tér el. Aki csak szerszámot cserél nyilván x y-ba nem módosítana, de én igen. Esetleg pipával lehetne azt a két tengelyt is aktiválni.
Köszi
Olyan kérésem lenne, hogy nagy dolog lenne-e a különböző szerszámoknál, ha nem csak a z tengelyt lehetne megadni. Ugyanis maró és lézer együtt van felszerelve, ami nem csak z tengelyben tér el. Aki csak szerszámot cserél nyilván x y-ba nem módosítana, de én igen. Esetleg pipával lehetne azt a két tengelyt is aktiválni.
Köszi
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2016 november 04, 22:03
Írta: zt2c4wh9 Dátum 2016 november 04, 22:03
Szia,
Sajnos nem értem a kérdést. [#nemtudom]
Sajnos nem értem a kérdést. [#nemtudom]
Cím: Re:UCCNC vezérlő program
Írta: guliver83 Dátum 2016 november 04, 22:14
Írta: guliver83 Dátum 2016 november 04, 22:14
Egy kicsit rosszul fogalmaztál.
De erre van a szerszámtár ha én jól értelmezem amit akarsz.
Minden szerszámnak megvan az adott helye.
A maró nálad az 1 a lézer a 2 olyan mint amikor a d Z tengelye van valakinek nem is eny fórumtag csinált már ilyet.
Itt egy link (https://www.youtube.com/watch?v=ddACG4stzwA)
Csak nálad az eegyik a lézer lenne
De erre van a szerszámtár ha én jól értelmezem amit akarsz.
Minden szerszámnak megvan az adott helye.
A maró nálad az 1 a lézer a 2 olyan mint amikor a d Z tengelye van valakinek nem is eny fórumtag csinált már ilyet.
Itt egy link (https://www.youtube.com/watch?v=ddACG4stzwA)
Csak nálad az eegyik a lézer lenne
Cím: Re:UCCNC vezérlő program
Írta: guliver83 Dátum 2016 november 04, 22:16
Írta: guliver83 Dátum 2016 november 04, 22:16
A maró nálad 1 lézer 2 olyan mint amikor 2 db Z tengelye van valakinek, nem is egy fórumtag csinált már ilyet.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2016 november 05, 04:02
Írta: ium8w94xp Dátum 2016 november 05, 04:02
Guliver érti ;)
Csak nem láttam másik szerszámhoz beállítást x y tengelyre...csak z-re. Ezt hogy lehetne uccnc-bő elérni? Amikor 2-es szerszám jön, akkor x y 50mm-el odébb van pl.
Csak nem láttam másik szerszámhoz beállítást x y tengelyre...csak z-re. Ezt hogy lehetne uccnc-bő elérni? Amikor 2-es szerszám jön, akkor x y 50mm-el odébb van pl.
Cím: Re:UCCNC vezérlő program
Írta: nyiszi Dátum 2016 november 05, 08:26
Írta: nyiszi Dátum 2016 november 05, 08:26
Szia!
Egyszerre használod mindkettőt?
Nálam ugyanaz a gép vagy maró vagy plazmavágó gép.
Vagy az egyik vagy a másik UCCNC profilt indítom.
És mindkettő tök szabadon konfigurálható.
Egyszerre használod mindkettőt?
Nálam ugyanaz a gép vagy maró vagy plazmavágó gép.
Vagy az egyik vagy a másik UCCNC profilt indítom.
És mindkettő tök szabadon konfigurálható.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2016 november 05, 08:36
Írta: dezsoe Dátum 2016 november 05, 08:36
Szia!
Esetleg G92-vel told arrébb a koordináta rendszert, amíg kell. Sőt, talán a G52 még egyszerűbb ehhez a problémához.
Esetleg G92-vel told arrébb a koordináta rendszert, amíg kell. Sőt, talán a G52 még egyszerűbb ehhez a problémához.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2016 november 05, 08:37
Írta: ium8w94xp Dátum 2016 november 05, 08:37
Szia.
Igen szeretném egy projekten belül. Van egy kis figurám, amin mart díszek vannak és utána kivágná lézerrel. Nyilván van rá megoldás más is, de én kimondottan a progiba oldanám meg. Tudok külön g-kódot csinálni mindkettőnek. Nyilván az lesz, ha nem lesz benne megoldás. Csak felvetettem kérdésnek, hogy nagy feladat-e a z mellé a másik 2 vagy akár az összes 6 tengelyt betenni. Nem hiszem, hogy ez hátrány lenne.
Igen szeretném egy projekten belül. Van egy kis figurám, amin mart díszek vannak és utána kivágná lézerrel. Nyilván van rá megoldás más is, de én kimondottan a progiba oldanám meg. Tudok külön g-kódot csinálni mindkettőnek. Nyilván az lesz, ha nem lesz benne megoldás. Csak felvetettem kérdésnek, hogy nagy feladat-e a z mellé a másik 2 vagy akár az összes 6 tengelyt betenni. Nem hiszem, hogy ez hátrány lenne.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2016 november 05, 08:38
Írta: zt2c4wh9 Dátum 2016 november 05, 08:38
Szia,
OK, most már értem azt hiszem. :)
Például leprogramozhatod az M6 szerszámcserélő makróban, hogy alkalmazzon eltolást (offset).
Lekérdezed a makróban a szerszám számát és az alapján beadod az eltolás értéket, pl. G52/G92 ideiglenes eltolást, vagy az aktuális fixture-t (G54, G55, stb.) tolod el a szerszámnak megfelelő kívánt értékkel.
OK, most már értem azt hiszem. :)
Például leprogramozhatod az M6 szerszámcserélő makróban, hogy alkalmazzon eltolást (offset).
Lekérdezed a makróban a szerszám számát és az alapján beadod az eltolás értéket, pl. G52/G92 ideiglenes eltolást, vagy az aktuális fixture-t (G54, G55, stb.) tolod el a szerszámnak megfelelő kívánt értékkel.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2016 november 05, 08:41
Írta: ium8w94xp Dátum 2016 november 05, 08:41
Szia.
Igen vannak megoldások rá, de ha már a programban tudsz szerszámokat cserélni és beállítani, akkor miért ne lehetne a többi tengely is hozzá rakni. Nem a megoldások érdekelnek, mert van rá megoldásom nekem is, hanem az, hogy Balázsék ezt megcsinálják-e vagy se ;)
Igen vannak megoldások rá, de ha már a programban tudsz szerszámokat cserélni és beállítani, akkor miért ne lehetne a többi tengely is hozzá rakni. Nem a megoldások érdekelnek, mert van rá megoldásom nekem is, hanem az, hogy Balázsék ezt megcsinálják-e vagy se ;)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2016 november 05, 08:44
Írta: ium8w94xp Dátum 2016 november 05, 08:44
Szia.
De azért az csak egyszerűbb lenne a tools-nál a z mellé még két számot beírni, mint makrókkal szórakozni. Ezzel az erővel a z-t is lehetne makróval. Csak az a kérdés, hogy lesz-e valamikor a tools-ba ilyen vagy sem ;)
De azért az csak egyszerűbb lenne a tools-nál a z mellé még két számot beírni, mint makrókkal szórakozni. Ezzel az erővel a z-t is lehetne makróval. Csak az a kérdés, hogy lesz-e valamikor a tools-ba ilyen vagy sem ;)
Cím: Re:UCCNC vezérlő program
Írta: kaqkk007 Dátum 2016 november 05, 16:23
Írta: kaqkk007 Dátum 2016 november 05, 16:23
Ahogy a leírást olvasgatom többféle módban és beállítással lehet indítani a programot (nálam is két parancsikon jelent meg a telepítésnél marógép-plazmavágó ) talán ebben az irányban kéne elindulnod .
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2016 november 05, 18:29
Írta: ium8w94xp Dátum 2016 november 05, 18:29
Nem a megoldások érdekelnek, hanem lesz-e a programban ilyen jellegű változtatás, amit kérdeztem vagy se. Megoldani megtudom...csak azzal egyszerűbb lenne. Azért köszi.
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2016 november 05, 18:41
Írta: Bozso777 Dátum 2016 november 05, 18:41
Nem nagyon értem min szenvedsz...G54 maró...G55 lézer és kész is...
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2016 november 05, 19:24
Írta: ium8w94xp Dátum 2016 november 05, 19:24
Azt vettem észre :) Különben nem te írtál volna ;) Mint már korábban írtam nem az érdekel milyen módokon lehet megoldani, hanem az, hogy a programban lesz-e ilyen jellegű változtatás.
Cím: Re:UCCNC vezérlő program
Írta: guliver83 Dátum 2016 november 05, 20:15
Írta: guliver83 Dátum 2016 november 05, 20:15
Ha van rá megoldás a leírtak alapján, már többen is írtuk, akkor miért kell még egy programot ez miatt kiegészíteni.
Miért nem jó úgy ahogy van, ezt nem értem?
Ha megcsinálod a G kódot két szerszámra, akkor mit akarsz még kapcsolgatni?
Miért nem jó úgy ahogy van, ezt nem értem?
Ha megcsinálod a G kódot két szerszámra, akkor mit akarsz még kapcsolgatni?
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2016 november 05, 20:47
Írta: ium8w94xp Dátum 2016 november 05, 20:47
Írtam, hogy miért. Mert úgy nekem egyszerűbb.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2016 november 05, 20:50
Írta: ium8w94xp Dátum 2016 november 05, 20:50
Ott van a programban a tools fül, 96 szerszámmal, de miért ne lehetne ott az x-y-t is megadni? Miért csak a z-t? Nekem egyszerűbb lenne ott megadni...ennyi
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2016 november 05, 21:57
Írta: 2dbfy8y Dátum 2016 november 05, 21:57
Nem akarok beléd kötni.
Adatlapod nincs kitöltve, így nem tudom mi a szakmád, vagy ez csak a hobbyd e?
De a tools-ban a Z az a szerszám eltolásra vonatkozik, a másik sáv meg a szerszám sugara.
Ott aztán végképp nincs értelme x-z-nek.
Erre amit szeretnél ott van a g52, egyik orsódhoz képest elkorrekciózod a másikat, x-y mindig azonos marad, csak a z változik a szerszám kinyúlás végett, de azt akár a tools-ban is már megadhatod mondjuk 2-es szerszámnak. De ha jobban tetszik a másik orsót felveheted g55-nek is, ez is egy nagyon egyszerű megoldás. Ettől egyszerűbb nem létezik.
És ezt ne vedd Sértésnek. Nem a beszólás volt a célom.
Adatlapod nincs kitöltve, így nem tudom mi a szakmád, vagy ez csak a hobbyd e?
De a tools-ban a Z az a szerszám eltolásra vonatkozik, a másik sáv meg a szerszám sugara.
Ott aztán végképp nincs értelme x-z-nek.
Erre amit szeretnél ott van a g52, egyik orsódhoz képest elkorrekciózod a másikat, x-y mindig azonos marad, csak a z változik a szerszám kinyúlás végett, de azt akár a tools-ban is már megadhatod mondjuk 2-es szerszámnak. De ha jobban tetszik a másik orsót felveheted g55-nek is, ez is egy nagyon egyszerű megoldás. Ettől egyszerűbb nem létezik.
És ezt ne vedd Sértésnek. Nem a beszólás volt a célom.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2016 november 05, 22:38
Írta: ium8w94xp Dátum 2016 november 05, 22:38
Nem is vettem kötekedésnek. Persze, hogy hobby. Te lehet, hogy másik progit használsz, de nekem tools-nál a z offset-nél a másik sáv a 17-32-ig szerszám z offset beállítása van. Vagy csak nem tudom mire gondoltál. Kipróbálom majd a G52-t is, de nekem akkor is az a legegyszerűbb, ha már ott van z offset beállítás, hogy lehetne x és y...max te nem használnád ;)
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2016 november 05, 23:03
Írta: 2dbfy8y Dátum 2016 november 05, 23:03
Én ezt azért nézem talán más szemmel mert nekem ez nem csak a hobbym. Tudom hogy itt a szerszám hossz korrekciók a z értékek, a diaméter meg a sugár korrekció, ami g41-g42 játszik szerepet. X-y nagy galibát okozna. G52 meg a g54-g55 höz képest tolod el, ha vissza akarsz vonni akkor meg g52 x0 y0 z0.
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2016 november 06, 08:19
Írta: Bozso777 Dátum 2016 november 06, 08:19
Lézerrel mintát gravíroztam, majd maróval vágtam ki, mert azzal gyorsabb volt a vágás, és nem kellett a vágáson az égetett felület. Először két külön gkódom volt, de aztán egymás mögé másoltam a két gkódot és közé megadtam a g54 g55-öt...máris egyben megcsinálta szépen....
...hozzáteszem így már össze kell jól állítani a lézer és a maró magasságát, mer elfújás van a lézeren ami kb 2mm-re van a 4mm réteges lemez felületétől...dee akkor hogyan menjen a maró le 4mm mélyre vágni....ezért lehet felkerül egy 2. Z....vagy progi megállítás és kézi süllyesztés a lasernél...ez müxik most...
vagy hosszabb fókusz, magasabbra emelt elfújó, de ez meg gyengíti az égetést...
...hozzáteszem így már össze kell jól állítani a lézer és a maró magasságát, mer elfújás van a lézeren ami kb 2mm-re van a 4mm réteges lemez felületétől...dee akkor hogyan menjen a maró le 4mm mélyre vágni....ezért lehet felkerül egy 2. Z....vagy progi megállítás és kézi süllyesztés a lasernél...ez müxik most...
vagy hosszabb fókusz, magasabbra emelt elfújó, de ez meg gyengíti az égetést...
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2016 november 06, 08:28
Írta: ium8w94xp Dátum 2016 november 06, 08:28
Nekem 11mm a fúvástól az anyag. Maróba nem teszek szerszámot olyankor, mert hozzáérne. Majd otthon ráállok kipróbálom végre együtt. De a g52 tetszik a legjobban eddig. Nekem előbb maróval süllyesztett minta lenne, végén lézerrel kivág.
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2016 november 06, 08:49
Írta: Bozso777 Dátum 2016 november 06, 08:49
Ha vágsz a 11mm nagyon sok...ha közelebb van,pl 2mm-re ,sokkal jobban fokozza az égést...
lehet áttérek G52-re én is...egyszerűbb lehet vele...
lehet áttérek G52-re én is...egyszerűbb lehet vele...
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2016 november 06, 11:30
Írta: ium8w94xp Dátum 2016 november 06, 11:30
Több optikát vettem a lézerrel. És ezzel 11mm :( Nem tudom már hova rejtettem el a másikat, ami közelre lenne jó. :)
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2016 november 06, 12:05
Írta: Bozso777 Dátum 2016 november 06, 12:05
...hosszabb fúvóka megoldja...
Cím: Re:UCCNC vezérlő program
Írta: ajpwg6jrn Dátum 2016 november 15, 12:36
Írta: ajpwg6jrn Dátum 2016 november 15, 12:36
UC300, JOG üzemmódban milyen sebességgel kezeli a digitális bemeneteket? Azért kérdem, mivel összesen 2 db analóg jelbemenete van. (Az elsőt a JOG speed-re, a másodikat pedig a főorsó fordulatszámára akarom használni alapjel bemenetnek.) Viszont a 4. tengely (asztalra szerelt tokmány) ott is szeretnék esztergálást végezni, ami adott fordulatszámot igényel. Vagyis kellene még egy analóg jelbemenet ennek az állításához.
Ekkor az az ötletem támadt hogy a step-dir jeleket úgyis 2 db nyomógombbal adom ki JOG üzemmódban a tokmány balra-jobbra forgatásánál. Ezt felhasználnám úgy hogy egy órajelgenerátort kapcsolnék a balra-jobbra forgatáshoz.
Ötletként mondjuk 0-100Hz-es jelet adnék a digitális bemenetekre.
Ekkor az az ötletem támadt hogy a step-dir jeleket úgyis 2 db nyomógombbal adom ki JOG üzemmódban a tokmány balra-jobbra forgatásánál. Ezt felhasználnám úgy hogy egy órajelgenerátort kapcsolnék a balra-jobbra forgatáshoz.
Ötletként mondjuk 0-100Hz-es jelet adnék a digitális bemenetekre.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2016 november 15, 16:06
Írta: svejk Dátum 2016 november 15, 16:06
ment a fórumon keresztül üzenet
Cím: Re:UCCNC vezérlő program
Írta: kaqkk007 Dátum 2016 november 26, 20:58
Írta: kaqkk007 Dátum 2016 november 26, 20:58
Nem tudom mit bénázok el a beállításnál , az uc300eth a főorsót elindítja az M03 kódnál és csak várakozik .Ha az M03 at kitörlöm akkor végigfut a program .
Cím: Re:UCCNC vezérlő program
Írta: svager Dátum 2016 november 26, 21:25
Írta: svager Dátum 2016 november 26, 21:25
Ha megnyitod AXIS SETUP /SPINDLE/ az M3 delay after on(msec) M3 delay after off(msec) nincs itt valami elállítva.
Cím: Re:UCCNC vezérlő program
Írta: kaqkk007 Dátum 2016 november 27, 07:25
Írta: kaqkk007 Dátum 2016 november 27, 07:25
A delay értékek nálam nem állíthatók , átírás után visszaugranak 1000ms re , de ha 1 másodperc az időzítés akkor miért nem indul tovább a progam ? Talán visszajelzést vár a főorsó fordulatszámról ?
Cím: Re:UCCNC vezérlő program
Írta: Sz.József Dátum 2016 november 27, 07:35
Írta: Sz.József Dátum 2016 november 27, 07:35
""delay értékek nálam nem állíthatók""
Ha nem ENTER-el lépsz ki a mezőből, akkor nem íródik be az új érték...
Ha nem ENTER-el lépsz ki a mezőből, akkor nem íródik be az új érték...
Cím: Re:UCCNC vezérlő program
Írta: kaqkk007 Dátum 2016 november 27, 07:42
Írta: kaqkk007 Dátum 2016 november 27, 07:42
Mennyi az optimális érték ? Köszönöm a segítséget !
Cím: Re:UCCNC vezérlő program
Írta: kaqkk007 Dátum 2016 november 27, 07:50
Írta: kaqkk007 Dátum 2016 november 27, 07:50
Átállítottam 10 re most már csak 10s et várakozik (a ms=s ?)
Cím: Re:UCCNC vezérlő program
Írta: Motoros Dátum 2016 november 27, 07:55
Írta: Motoros Dátum 2016 november 27, 07:55
A general settingben kiválaszthatod, hogy msec vagy sec legyen az egység.
Cím: Re:UCCNC vezérlő program
Írta: kaqkk007 Dátum 2016 november 27, 07:59
Írta: kaqkk007 Dátum 2016 november 27, 07:59
Egy kicsit bonya még de majd csak kiokosítotok ! Köszi !
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2016 november 27, 08:00
Írta: dezsoe Dátum 2016 november 27, 08:00
Szia!
Nincs optimális érték: amennyi idő alatt felpörög, illetve leáll a főorsód. Arra figyelj, hogy ha a programot átállítottad másodperc alapúra, akkor ezek a várakozási értékek is másodpercben számolnak, függetlenül a ms felirattól.
(Én így jártam, vártam, hogy valami történjen, aztán észrevettem a RUN képernyőn a Dwell pilácsot. Kiderült, hogy az M3 után éppen 1000 másodpercet akar várni a program (több mint 16 perc...), hogy felpörögjön a motor. [#falbav] Én egyébként igénylem a másodperc alapú számolást, mert több generált kód is a Mach beállításait használja, az meg másodperc alapú.)
Nincs optimális érték: amennyi idő alatt felpörög, illetve leáll a főorsód. Arra figyelj, hogy ha a programot átállítottad másodperc alapúra, akkor ezek a várakozási értékek is másodpercben számolnak, függetlenül a ms felirattól.
(Én így jártam, vártam, hogy valami történjen, aztán észrevettem a RUN képernyőn a Dwell pilácsot. Kiderült, hogy az M3 után éppen 1000 másodpercet akar várni a program (több mint 16 perc...), hogy felpörögjön a motor. [#falbav] Én egyébként igénylem a másodperc alapú számolást, mert több generált kód is a Mach beállításait használja, az meg másodperc alapú.)
Cím: Re:UCCNC vezérlő program
Írta: Sz.József Dátum 2016 november 27, 08:02
Írta: Sz.József Dátum 2016 november 27, 08:02
Annyi az optimális, hogy a motornak legyen ideje felpörögni mielőtt tovább megy a progi.
Arra egyenlőre nincsen tippem, miért nem megy tovább a programod...
Arra egyenlőre nincsen tippem, miért nem megy tovább a programod...
Cím: Re:UCCNC vezérlő program
Írta: kaqkk007 Dátum 2016 november 27, 08:14
Írta: kaqkk007 Dátum 2016 november 27, 08:14
Meglett az időzítés volt 1000másodperc ,és nem vártam ki. Mostmár 10s az épen elég és még nem zavaró .
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2016 december 05, 12:47
Írta: ANTAL GÁBOR Dátum 2016 december 05, 12:47
Kényszerből vagyok kénytelen ide írni : Klincsik Balázst keresem SOS . Pénteken küldtem neki SMS t és levelet . Majd ezt tegnap megismételtem . Már van két auto respond om .
Telefonon (is ) hiába keresem nem veszi föl
Nagyon várom hogy jelentkezzen Balázs vagy az embere. Vettem tőlük valamit( mechanikus alkatrész ) és gond van vele . Szerintem lenne kompromisszumos megoldás ....
Telefonon (is ) hiába keresem nem veszi föl
Nagyon várom hogy jelentkezzen Balázs vagy az embere. Vettem tőlük valamit( mechanikus alkatrész ) és gond van vele . Szerintem lenne kompromisszumos megoldás ....
Cím: Re:UCCNC vezérlő program
Írta: dosalaszlo Dátum 2016 december 13, 20:30
Írta: dosalaszlo Dátum 2016 december 13, 20:30
Tiszteletem!
Kb. egy éve tökéletesen működő kis esztergám mostanság naponta többször is a következő hibával bosszant:
(http://www.imgserv.com/images/2016/12/13/cJmw2Fj6Q.jpg)
Valaki tudna segíteni mi történik?
Megtört az USB kábelem?
Kilötyögősödött az USB aljzat?
Szoftveresen is lehet valami?
Üdv
Dósa László
Kb. egy éve tökéletesen működő kis esztergám mostanság naponta többször is a következő hibával bosszant:
(http://www.imgserv.com/images/2016/12/13/cJmw2Fj6Q.jpg)
Valaki tudna segíteni mi történik?
Megtört az USB kábelem?
Kilötyögősödött az USB aljzat?
Szoftveresen is lehet valami?
Üdv
Dósa László
Cím: Re:UCCNC vezérlő program
Írta: ajpwg6jrn Dátum 2016 december 13, 20:47
Írta: ajpwg6jrn Dátum 2016 december 13, 20:47
Nekem hasonló hibát dobott, ha USB-HUB-on keresztül vagy hosszú USB kábellel használom. Szóval valószínűleg hardveres gondja van. Cseréld ki egy masszívabb USB kábelra elsőnek.
Cím: Re:UCCNC vezérlő program
Írta: s7manbs8 Dátum 2016 december 13, 20:52
Írta: s7manbs8 Dátum 2016 december 13, 20:52
Minél rövidebb, meg jüó érintkezőjű kábel, meg érdems az aljzatban is úgy rögzíteni, hogy ne is tudjon mozogni, lefogatva valamilyen módon.
Cím: Re:UCCNC vezérlő program
Írta: dosalaszlo Dátum 2016 december 13, 21:03
Írta: dosalaszlo Dátum 2016 december 13, 21:03
Üdv
Köszönöm a segítséget, holnap egy rövidebb és jobb minőségű usb kábel cserével kezdek!
Majd beszámolok a fejleményekről :-)
László
Köszönöm a segítséget, holnap egy rövidebb és jobb minőségű usb kábel cserével kezdek!
Majd beszámolok a fejleményekről :-)
László
Cím: Re:UCCNC vezérlő program
Írta: krnj79r9n Dátum 2016 december 17, 08:01
Írta: krnj79r9n Dátum 2016 december 17, 08:01
Nem tudtam hová írjam, mert ide is oda is tartozik, végül a Fusion 360 topikba írtam, hogy hibát találtam a Balázsék által készített Fusion-hoz szán UCCNC poszt processzor-ban.
Nem egy nagy dolog, magamnak kijavítottam, de ezt valószínűleg Balázséknak kellene javítani és a javított verziót feltenni az Autodesk-hez, hogy más ne fusson bele.
Itt most nem írnám le a problémát újra, de szinte garantált szerszámtöréshez vezet.
Nem egy nagy dolog, magamnak kijavítottam, de ezt valószínűleg Balázséknak kellene javítani és a javított verziót feltenni az Autodesk-hez, hogy más ne fusson bele.
Itt most nem írnám le a problémát újra, de szinte garantált szerszámtöréshez vezet.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2016 december 17, 11:12
Írta: dezsoe Dátum 2016 december 17, 11:12
Szia!
A Fusion 360-hoz egyáltalán nem értek, de a várakozásnál paraméterezhetőnek kéne lenni, hogy s vagy ms alapú legyen a generált kód. Az UCCNC-ben be lehet állítani, hogy a várakozás milyen alapon menjen, ami jó, mert a kód generátorok nagy része másodpercben számol, míg az UCCNC alapértelmezés szerint ms-ban. (Gondolom, azért generálnak másodpercben, mert a Mach3 alapértelmezése is másodperc alapú.) Én az UCCNC-t átkapcsoltam másodperc alapúra, mert az Eagle-ös pcb-gcode is, meg a vCarve is úgy generál.
A Fusion 360-hoz egyáltalán nem értek, de a várakozásnál paraméterezhetőnek kéne lenni, hogy s vagy ms alapú legyen a generált kód. Az UCCNC-ben be lehet állítani, hogy a várakozás milyen alapon menjen, ami jó, mert a kód generátorok nagy része másodpercben számol, míg az UCCNC alapértelmezés szerint ms-ban. (Gondolom, azért generálnak másodpercben, mert a Mach3 alapértelmezése is másodperc alapú.) Én az UCCNC-t átkapcsoltam másodperc alapúra, mert az Eagle-ös pcb-gcode is, meg a vCarve is úgy generál.
Cím: Re:UCCNC vezérlő program
Írta: krnj79r9n Dátum 2016 december 17, 12:31
Írta: krnj79r9n Dátum 2016 december 17, 12:31
Köszi.
És tényleg átkapcsolható az UCCNC-ben másodpercre. Ez nem tudtam, de most megkerestem.
Ahogy most több forrásból is megnéztem, a G4-nél tényleg a másodperc alapú számolás a szabványos. Én inkább szavaztam volna a ms-re. Az UCCNC help-ben is ez áll (P in milliseconds)
Nekem ugyan nincs bajom a ms-el, csak akkor biztosítani kellene a poszt processzornál a fordítás előtt ennek beállíthatóságát.
Ez mondjuk nem olyan nagy hiba, ebből túl nagy galiba nem hiszem, hogy származik, viszont a furat alján elindulok X-ben, az problémás. :-)
És tényleg átkapcsolható az UCCNC-ben másodpercre. Ez nem tudtam, de most megkerestem.
Ahogy most több forrásból is megnéztem, a G4-nél tényleg a másodperc alapú számolás a szabványos. Én inkább szavaztam volna a ms-re. Az UCCNC help-ben is ez áll (P in milliseconds)
Nekem ugyan nincs bajom a ms-el, csak akkor biztosítani kellene a poszt processzornál a fordítás előtt ennek beállíthatóságát.
Ez mondjuk nem olyan nagy hiba, ebből túl nagy galiba nem hiszem, hogy származik, viszont a furat alján elindulok X-ben, az problémás. :-)
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2016 december 17, 14:13
Írta: zt2c4wh9 Dátum 2016 december 17, 14:13
Szia,
Van egy kis félreértés abban amit írsz.
Mi nem készítettünk a Fusion360-hoz postprocesszort,
sőt még sohasem használtam a Fusion360-at, bár azt mondják jó kis progi, úgyhogy talán majd egyszer rászánom magam hogy kipróbáljam.
Szóval nem is tudnánk hozzá post procit készíteni, mert nem értünk hozzá egyelőre.
Post processzort a Fusion360 fejlesztője az Autodesk készített, de velünk ezzel kapcsolatban nem egyeztettek, szóval még ha tudnánk is módosítani a post procin, nem tudjuk, hogy kinek kellene elküldeni a módosítást (mert nem vagyunk kontaktban velük), vagy hogy egyáltalán foglalkoznának-e vele az Autodesk-nél.
Amúgy hogy létezik ilyen post proci én is csak az interneten böngészve értesültem.
Van egy kis félreértés abban amit írsz.
Mi nem készítettünk a Fusion360-hoz postprocesszort,
sőt még sohasem használtam a Fusion360-at, bár azt mondják jó kis progi, úgyhogy talán majd egyszer rászánom magam hogy kipróbáljam.
Szóval nem is tudnánk hozzá post procit készíteni, mert nem értünk hozzá egyelőre.
Post processzort a Fusion360 fejlesztője az Autodesk készített, de velünk ezzel kapcsolatban nem egyeztettek, szóval még ha tudnánk is módosítani a post procin, nem tudjuk, hogy kinek kellene elküldeni a módosítást (mert nem vagyunk kontaktban velük), vagy hogy egyáltalán foglalkoznának-e vele az Autodesk-nél.
Amúgy hogy létezik ilyen post proci én is csak az interneten böngészve értesültem.
Cím: Re:UCCNC vezérlő program
Írta: krnj79r9n Dátum 2016 december 17, 16:49
Írta: krnj79r9n Dátum 2016 december 17, 16:49
Szia Balázs,
Hát ez így érdekes! :-)
http://cam.autodesk.com/posts/
Én innen gondoltam és tökre megörültem, hogy van közvetlenül az UCCNC-hez is posztprocesszor nem kell mást végig próbálgatni. Mivel ott virít a "CNCdrive motion controls" logó, feltételeztem, hogy Ti követtétek el. :-)
De elnézést, akkor nem nektek kell javítani.
Úgy néz ki tényleg az Autodesk írta, itt a fejléce a posztprocesszornak, eddig ezt annyira nem nézegettem:
/**
Copyright (C) 2012-2016 by Autodesk, Inc.
All rights reserved.
UCCNC post processor configuration.
$Revision: 41172 1627b38e1fd05359c37c9bc3485e99832d9ce48d $
$Date: 2016-09-19 12:23:56 $
FORKID {A976579B-D88D-49BF-BBCB-678B0F10B13A}
*/
description = "Generic UCCNC";
vendor = "UCCNC";
vendorUrl = "http://www.cncdrive.com/";
legal = "Copyright (C) 2012-2016 by Autodesk, Inc.";
certificationLevel = 2;
minimumRevision = 24000;
longDescription = "Generic post for machines using UCCNC control software. If you have an automatic tool changer you need to enable the property 'useToolChanger'.";
extension = "nc";
setCodePage("ascii");
Egyébként a Fusion tényleg nagyon jó, még nem mindenhol kiforrott, de folyamatosan fejlesztik. De a CAM rész pont erős oldala szerintem. Jól használható, mindenképpen érdemes kipróbálni, főleg hogy ingyenes hobby célra és így legális.
Hát ez így érdekes! :-)
http://cam.autodesk.com/posts/
Én innen gondoltam és tökre megörültem, hogy van közvetlenül az UCCNC-hez is posztprocesszor nem kell mást végig próbálgatni. Mivel ott virít a "CNCdrive motion controls" logó, feltételeztem, hogy Ti követtétek el. :-)
De elnézést, akkor nem nektek kell javítani.
Úgy néz ki tényleg az Autodesk írta, itt a fejléce a posztprocesszornak, eddig ezt annyira nem nézegettem:
/**
Copyright (C) 2012-2016 by Autodesk, Inc.
All rights reserved.
UCCNC post processor configuration.
$Revision: 41172 1627b38e1fd05359c37c9bc3485e99832d9ce48d $
$Date: 2016-09-19 12:23:56 $
FORKID {A976579B-D88D-49BF-BBCB-678B0F10B13A}
*/
description = "Generic UCCNC";
vendor = "UCCNC";
vendorUrl = "http://www.cncdrive.com/";
legal = "Copyright (C) 2012-2016 by Autodesk, Inc.";
certificationLevel = 2;
minimumRevision = 24000;
longDescription = "Generic post for machines using UCCNC control software. If you have an automatic tool changer you need to enable the property 'useToolChanger'.";
extension = "nc";
setCodePage("ascii");
Egyébként a Fusion tényleg nagyon jó, még nem mindenhol kiforrott, de folyamatosan fejlesztik. De a CAM rész pont erős oldala szerintem. Jól használható, mindenképpen érdemes kipróbálni, főleg hogy ingyenes hobby célra és így legális.
Cím: Re:UCCNC vezérlő program
Írta: Kelepeisz Lajos Dátum 2016 december 26, 16:59
Írta: Kelepeisz Lajos Dátum 2016 december 26, 16:59
Sziasztok!
Az UCCNC lézer pluginba, szürkeárnyalatos képhez bekerült 2db csúszka, valaki leírná mire alkalmasak ezek? Ha állítom a csúszkákat változást nem látok a képen.[#conf]
Az UCCNC lézer pluginba, szürkeárnyalatos képhez bekerült 2db csúszka, valaki leírná mire alkalmasak ezek? Ha állítom a csúszkákat változást nem látok a képen.[#conf]
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2016 december 29, 22:26
Írta: ium8w94xp Dátum 2016 december 29, 22:26
Gyanítom a lézer erején változtat a legsötétebb és legvilágosabb árnyalat min és max erején, de ez csak tipp. Sajnos a progi használatija nem frissül követve a változásokat. Pl a laser pin beállítás sincs még rajta.
Cím: Re:UCCNC vezérlő program
Írta: designr Dátum 2016 december 29, 22:30
Írta: designr Dátum 2016 december 29, 22:30
Lézerezel miközben debrecenben nyomás alatt áll a gép..mikor jöttök?[#integet2]
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2016 december 29, 22:33
Írta: ium8w94xp Dátum 2016 december 29, 22:33
Passz...nem az én projektem ;)
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2016 december 29, 22:51
Írta: Bozso777 Dátum 2016 december 29, 22:51
"A két csúszka amiket mondasz, azokkal a minimum és maximum PWM értékeket lehet állítani.
Vagyis a teljesen fehér képponthoz rendeli a minimum és a teljesen fekete képponthoz a maximum értéket, a közbenső sötétségeket pedig arányosan elosztja.
Így ezzel lehet némileg tuningolni, ha például a gép nem tud olyan gyorsan előtolni, hogy a 100%-os kitöltés ne égetné meg túlzottan a munkadarabot, akkor mondjuk lejjebb lehet venni a max. PWM értéket.
Illetve negatívba és a max.255 PWM értéknél feljebb is lehet állítani és akkor az alsó értékek mind lehetnek 0 PWM-esek és bizonyos felső értékek mind max. kitöltésűek.
Szóval ad némi játszásra lehetőséget ez a két beállítás. :)"
Egy grayscale skálát égettem vele, próbálgatva az értékek változtatgatását...egész jó eredmény jött ki...különböző sebességekhez meg lehet találni a legjobb beállítást...próbálgatom képpel is, jobb eredményt lehet kihozni mint eddig...jól látható a különbség az állítgatás közben.
Nem csak a lassabb sebességhez jó, hanem pont a gyorsabbhoz is...gyorsabbnál le kell tesztelni melyik két értékkel jön ki a legjobb színátmenet, így nagy eséllyel sokkal jobb lesz a kép minősége.
Grayscale módot jó rég nem használtam már, de úgy néz ki érdemes lesz játszani vele ismét :)
Vagyis a teljesen fehér képponthoz rendeli a minimum és a teljesen fekete képponthoz a maximum értéket, a közbenső sötétségeket pedig arányosan elosztja.
Így ezzel lehet némileg tuningolni, ha például a gép nem tud olyan gyorsan előtolni, hogy a 100%-os kitöltés ne égetné meg túlzottan a munkadarabot, akkor mondjuk lejjebb lehet venni a max. PWM értéket.
Illetve negatívba és a max.255 PWM értéknél feljebb is lehet állítani és akkor az alsó értékek mind lehetnek 0 PWM-esek és bizonyos felső értékek mind max. kitöltésűek.
Szóval ad némi játszásra lehetőséget ez a két beállítás. :)"
Egy grayscale skálát égettem vele, próbálgatva az értékek változtatgatását...egész jó eredmény jött ki...különböző sebességekhez meg lehet találni a legjobb beállítást...próbálgatom képpel is, jobb eredményt lehet kihozni mint eddig...jól látható a különbség az állítgatás közben.
Nem csak a lassabb sebességhez jó, hanem pont a gyorsabbhoz is...gyorsabbnál le kell tesztelni melyik két értékkel jön ki a legjobb színátmenet, így nagy eséllyel sokkal jobb lesz a kép minősége.
Grayscale módot jó rég nem használtam már, de úgy néz ki érdemes lesz játszani vele ismét :)
Cím: Re:UCCNC vezérlő program
Írta: svager Dátum 2017 január 12, 15:48
Írta: svager Dátum 2017 január 12, 15:48
Urak!
Valaki mondja már meg miért nem tudom az A tengely gyári beállításait módosítani. Müködik,de ha bármit átírok visszaáll az eredeti értékre.[#nemtudom]
Valaki mondja már meg miért nem tudom az A tengely gyári beállításait módosítani. Müködik,de ha bármit átírok visszaáll az eredeti értékre.[#nemtudom]
Cím: Re:UCCNC vezérlő program
Írta: svager Dátum 2017 január 12, 17:32
Írta: svager Dátum 2017 január 12, 17:32
Megvan a megoldás,Entert kell nyomni csak úgy fogadja el.[#falbav]
Cím: Re:UCCNC vezérlő program
Írta: Kelepeisz Lajos Dátum 2017 január 12, 21:57
Írta: Kelepeisz Lajos Dátum 2017 január 12, 21:57
Há, ugyan ebbe belecsúsztam én is, én is kiírtam és mire valaki válaszolt volna én is rájöttem hogy entert kell nyomni.[#wow1][#papakacsint]
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 január 12, 22:04
Írta: zt2c4wh9 Dátum 2017 január 12, 22:04
Alapból entert kell nyomni, de van egy opció a Configuration/Appearance oldalon a Validate textfields with enter key only. Ha onnan kiveszed a pipát és nyomsz egy Apply settings, akkor nem kell entert nyomni, akkor ha bárhogy elhagyod a DRO-t, akkor az új érték érvényessé válik a DRO-ban.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 január 12, 22:35
Írta: ium8w94xp Dátum 2017 január 12, 22:35
Ezt gyanítom sokan benyelték, ahogy én is régebben [#vigyor2]
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 január 12, 22:39
Írta: 000000000 Dátum 2017 január 12, 22:39
Kár, hogy ez a magyarok által írt program nem lett magyar is.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 január 12, 22:42
Írta: ium8w94xp Dátum 2017 január 12, 22:42
Igaz, vagy legalább választható nyelv lenne a magyar.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 január 12, 22:58
Írta: 000000000 Dátum 2017 január 12, 22:58
Természetesen, a nyelv választási lehetőségét hiányolom én is.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 január 12, 23:24
Írta: dezsoe Dátum 2017 január 12, 23:24
Valaki már régebben is hiányolta a magyar felületet. Fogjatok össze, írjátok át! :) Egy-két rendszerüzeneten kívül minden módosítható. (Üzenetek az adott profilban (.pro), néhány felirat a kép-file-ban (.ssf), minden más, azaz a hátterek és gombok pedig a képek között.) Hosszú téli estékre jó időtöltés lehet. Én egy időben mindig módosítottam egy pár dolgot, amikor megjelent egy újabb verzió. Aztán meguntam a küzdelmet. Most már csak elnyújtom a képet a szélesvásznú képernyőmhöz, a kimaradó fehér területre meg kipakolom, amire szükségem van, de nem állok neki napokig pixeleket tologatni. :)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 január 13, 14:03
Írta: ium8w94xp Dátum 2017 január 13, 14:03
Havonta Kb egyszer izzítom be a gépet. Most 3d nyomtatóval szórakozok, amire szintén nincs időm. Tehát az enyém biztos nem lesz Magyar, ahogy az elfoglaltsági mutatómat és a fontossági sorrendemet nézem [#vigyor2]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 január 14, 18:31
Írta: svejk Dátum 2017 január 14, 18:31
Nem szabad magyarítani a felületet!
Úgy is lenne pár szó amire nincs magyar rövid, frappáns megfelelő.
A program leírása, manualja, az más, ott nagyon jól jön a magyar magyarázat, de az szerencsére meg is van.
Úgy is lenne pár szó amire nincs magyar rövid, frappáns megfelelő.
A program leírása, manualja, az más, ott nagyon jól jön a magyar magyarázat, de az szerencsére meg is van.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 január 15, 08:27
Írta: svejk Dátum 2017 január 15, 08:27
UC100 Demo mód.
A laser kimenetet konfigurálva az 1 port 1-es lábára.
M10 / M11-et használva a diagnosztika balakban nem látom a port állapotváltozásait.
Mit rontok el?
A laser kimenetet konfigurálva az 1 port 1-es lábára.
M10 / M11-et használva a diagnosztika balakban nem látom a port állapotváltozásait.
Mit rontok el?
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2017 január 15, 09:23
Írta: Bozso777 Dátum 2017 január 15, 09:23
Szia.
M3 parancsot ki kell adni, csak akkor él az M10 -M11.
M3 parancsot ki kell adni, csak akkor él az M10 -M11.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 január 15, 09:44
Írta: svejk Dátum 2017 január 15, 09:44
Köszi!
No akkor mi is a pontos szintaktika?
M3
Utána lehet váltogatni M10/M11
Gondolom közben nem lehet M5, de a kód végén le kell zárni M5-el?
No akkor mi is a pontos szintaktika?
M3
Utána lehet váltogatni M10/M11
Gondolom közben nem lehet M5, de a kód végén le kell zárni M5-el?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 január 15, 09:55
Írta: svejk Dátum 2017 január 15, 09:55
továbbra sem látom a diag. ablakban. :(
Leírnál de egy nyúlfarknyi programot m10/m11-el lézerhez?
Leírnál de egy nyúlfarknyi programot m10/m11-el lézerhez?
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2017 január 15, 09:56
Írta: Bozso777 Dátum 2017 január 15, 09:56
M3
M10 bekapcsol vagy lehet M10 Q0-255 ...csak egy szám ami értéke 0 és 255 között lehet... ezzel megadva a lézer erejét.
M11 lekapcsolja a lézert
Közben M5 felesleges...végén ki lehet adni, bár én nem szoktam, mert M7 is használok, ezen van a kis kompresszor...gkód végén M30 van, ami a végén ami kilövi mindet és visszaáll az elejére.
M10 bekapcsol vagy lehet M10 Q0-255 ...csak egy szám ami értéke 0 és 255 között lehet... ezzel megadva a lézer erejét.
M11 lekapcsolja a lézert
Közben M5 felesleges...végén ki lehet adni, bár én nem szoktam, mert M7 is használok, ezen van a kis kompresszor...gkód végén M30 van, ami a végén ami kilövi mindet és visszaáll az elejére.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 január 15, 10:24
Írta: svejk Dátum 2017 január 15, 10:24
1-lábra a mist relé
2-esre a spindle relé
3-asra a laser pin van konfigurálva
M7
M3
M10
G1 X20 Y20 F300
M11
M9
G0 X0 Y0
M30
1 és 2-es lábat látom a diagnosztikában de a 3-as laser pint nem. [#falbav]
2-esre a spindle relé
3-asra a laser pin van konfigurálva
M7
M3
M10
G1 X20 Y20 F300
M11
M9
G0 X0 Y0
M30
1 és 2-es lábat látom a diagnosztikában de a 3-as laser pint nem. [#falbav]
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 január 15, 10:28
Írta: ium8w94xp Dátum 2017 január 15, 10:28
Demo módban nekem se jelenik meg a lézer a diag ablagban, de ha rádugom az uc100-at, akkor már megjeleneik....nem tudom miért, ne kérdezd. Hidd el, hogy kiadná [#circling]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 január 15, 10:33
Írta: svejk Dátum 2017 január 15, 10:33
Brrr.... nincs kedvem lemenni a hideg műhelybe, gondoltam játszok itt fent a meleg szobában.
De hát a program saját diagnosztikája is hibás!?
Fél óra mínusz röpke életemből. :(
No mindegy, köszi!
De hát a program saját diagnosztikája is hibás!?
Fél óra mínusz röpke életemből. :(
No mindegy, köszi!
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 január 15, 10:35
Írta: ium8w94xp Dátum 2017 január 15, 10:35
Én lementem direkt a hideg garázsba, mert érdekelt, hogy valóban miért nem mutatja itt fent demóba. És tádááám.[#vigyor2] A kis ravasz programnak nem mindegy.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 január 15, 10:37
Írta: ium8w94xp Dátum 2017 január 15, 10:37
De, ha simán invertálod is látható, hogy semmi nem változik demóban.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 január 15, 10:41
Írta: ium8w94xp Dátum 2017 január 15, 10:41
Ettől még az M3 kell elé, ha rádugod az uc100-at, mert anélkül akkor se adja ki.
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2017 január 15, 10:55
Írta: Bozso777 Dátum 2017 január 15, 10:55
Gyors kipróbáltam az UC300-5LPT demó módban, ugyanaz, nem jelenik meg a diagnosztikában...hozzáteszem nem is emlékszem mikor használtam demo módban a progit...max arra ha újítás van, a benti gépemre rátolom, lássam mi a különbség, de csak megnézem, tesztelni kint szoktam a gépen.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 január 15, 11:27
Írta: svejk Dátum 2017 január 15, 11:27
'Én lementem direkt a hideg garázsba, mert érdekelt..."
Akkor most jelképesen kitűzök a melledre egy "hősiességért" jelvényt. :)
Akkor most jelképesen kitűzök a melledre egy "hősiességért" jelvényt. :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 január 15, 11:32
Írta: svejk Dátum 2017 január 15, 11:32
Talán az lehet az ok, hogy ez a laser kimenet elméletileg PWM kimenet.
De ennek ellentmond, hogy a charge pump-nál vagy a spindle pwm-nél meg legalább villódzik a diagban a LED.
De ennek ellentmond, hogy a charge pump-nál vagy a spindle pwm-nél meg legalább villódzik a diagban a LED.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 január 15, 13:37
Írta: ium8w94xp Dátum 2017 január 15, 13:37
Az oka az, hogy hibás. Nincs máshoz köze, ugyanis rádugott állapotban kijelzi a diag ablakban.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 január 15, 15:25
Írta: svejk Dátum 2017 január 15, 15:25
De miért??
Van erre magyarázat?
Gondoltam, hogy majd jól beleírom az M10 macro elejébe az M3 tartalmát -exec.DospinCW();- no de hát az M10/M11 nem szerkeszthető egyszerűen notepad-el :(
Van erre magyarázat?
Gondoltam, hogy majd jól beleírom az M10 macro elejébe az M3 tartalmát -exec.DospinCW();- no de hát az M10/M11 nem szerkeszthető egyszerűen notepad-el :(
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2017 január 15, 16:37
Írta: Bozso777 Dátum 2017 január 15, 16:37
Ha jól emléxem az M3 biztonsági megoldás, talán hogy a lézer ne ragadhasson be hibaesetén...nekem pl jobb lenne ha nem kéne, mert maró mellett van a laser, így mindig ki kell kapcsolni a marót, nehogy M3 beindítsa...
M10 macroba nem lenne célszerű beleírni az M3 tartalmat, mert a laserkimenet gyors az M3 nem, főleg ha késleltetés van beállítva maró felpörgetéshez...nah meg elég egyszer kiadni az m3 parancsot.
M10 macroba nem lenne célszerű beleírni az M3 tartalmat, mert a laserkimenet gyors az M3 nem, főleg ha késleltetés van beállítva maró felpörgetéshez...nah meg elég egyszer kiadni az m3 parancsot.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 január 15, 18:09
Írta: svejk Dátum 2017 január 15, 18:09
No majd hátha idetéved az illetékes
Úr.
Úr.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 január 15, 22:39
Írta: svejk Dátum 2017 január 15, 22:39
Figyelnem kell, hogy fut-e a kód az UCCNC-ben.
Először az Idle és Run status LED-ekre gondoltam, de azok, egyes soroknál is jeleznek.
Végül marad a Cycle Start LED kimenetre vezetése, az oké.
De kellene bemenet, hogy amíg az nem aktív addig ne lehessen elindítani a programot (Cycle start)
Nézegetem de nem találok a triger bemenetek közt ilyen funkciót. :(
Ti hogy oldnátok meg?
Először az Idle és Run status LED-ekre gondoltam, de azok, egyes soroknál is jeleznek.
Végül marad a Cycle Start LED kimenetre vezetése, az oké.
De kellene bemenet, hogy amíg az nem aktív addig ne lehessen elindítani a programot (Cycle start)
Nézegetem de nem találok a triger bemenetek közt ilyen funkciót. :(
Ti hogy oldnátok meg?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 január 16, 12:02
Írta: svejk Dátum 2017 január 16, 12:02
Tudom béna vagyok, ezért kérek segítséget.
UCCNC screen editor...
Az oké, hogy Config../General Setings/Edit Screen... de inne hogy lehet átlépni másik, pl. a Run képernyőfelületre, hogy azt szerkeszthessem?
UCCNC screen editor...
Az oké, hogy Config../General Setings/Edit Screen... de inne hogy lehet átlépni másik, pl. a Run képernyőfelületre, hogy azt szerkeszthessem?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 január 16, 12:41
Írta: dezsoe Dátum 2017 január 16, 12:41
Nyomod a Shift-et, és úgy kattintasz a TAB választó gombra. (Doksi 69. oldal, nekem is csak innen ment, nem ám fejből... :))
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 január 16, 12:56
Írta: svejk Dátum 2017 január 16, 12:56
Még most is ott van nyitva a pdf... de az előbb nem is volt ott az a sor ahol írja. :)
Köszi!
Köszi!
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2017 január 16, 13:59
Írta: kr97pwss2 Dátum 2017 január 16, 13:59
Megnéztem gyorsan, és tényleg Demó módban nem jelzi vissza a Lézer kimenetet. Ez egy hiba! Amit hamarosan javítani fogok.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 január 16, 15:08
Írta: svejk Dátum 2017 január 16, 15:08
[#worship]
A #3386-ra valami frappáns ötlet?
Pl. képzelj el egy zárt gépet, amit csak akkor szabad elindítani tudni, ha már zárva/reteszelve vannak az ajtók.
Hirtelen olyan jutott eszembe, hogy a Cyklus start gomb működését letiltom a képernyőszerkesztővel és csak Trigger bemenetről engedem vezérelni a Start-ot.
De ez olyan nagyon fapadosnak tűnik, főleg hogy a monitor is Touch-os.
Vészstop-ban sem tarthatom addig amíg nyitva az ajtó.
A #3386-ra valami frappáns ötlet?
Pl. képzelj el egy zárt gépet, amit csak akkor szabad elindítani tudni, ha már zárva/reteszelve vannak az ajtók.
Hirtelen olyan jutott eszembe, hogy a Cyklus start gomb működését letiltom a képernyőszerkesztővel és csak Trigger bemenetről engedem vezérelni a Start-ot.
De ez olyan nagyon fapadosnak tűnik, főleg hogy a monitor is Touch-os.
Vészstop-ban sem tarthatom addig amíg nyitva az ajtó.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2017 január 16, 15:58
Írta: kr97pwss2 Dátum 2017 január 16, 15:58
Egyenlőre nincs ilyen bemenet kialakítva, de nagyon jó ötlet, majd később lehet megcsináljuk. Most viszont úgy tudod megoldani, hogy a képernyő szerkesztővel átállítod a Cyklus start nyomógomb buttonnumber értékét pl. 20000-re.
Majd készítesz egy M20000-es makrót a Macro_Default könyvtárba (ha más képernyőt használsz, akkor annak a macró konyvtárába) és a következőt írod az M20000-be:
if(exec.GetLED(115)){ //Ha aktív a bemenet (Port#4 pin13)
exec.Callbutton(128); //Cyklus start nyomógomb meghívása
}
És kész is vagy. Ez a fenti kód annyit csinál, hogy csak akkor hívja meg a Cyklus start nyomógombot, ha a bemenet aktív. Ha másik bemenetre akarod átrakni, akkor a dokumentációban a LEDs_by_number -ben kikeresed a megfelelő bemenetet, és átírod a GetLED()-ben a kódot.
Majd készítesz egy M20000-es makrót a Macro_Default könyvtárba (ha más képernyőt használsz, akkor annak a macró konyvtárába) és a következőt írod az M20000-be:
if(exec.GetLED(115)){ //Ha aktív a bemenet (Port#4 pin13)
exec.Callbutton(128); //Cyklus start nyomógomb meghívása
}
És kész is vagy. Ez a fenti kód annyit csinál, hogy csak akkor hívja meg a Cyklus start nyomógombot, ha a bemenet aktív. Ha másik bemenetre akarod átrakni, akkor a dokumentációban a LEDs_by_number -ben kikeresed a megfelelő bemenetet, és átírod a GetLED()-ben a kódot.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 január 16, 16:07
Írta: svejk Dátum 2017 január 16, 16:07
Köszönöm!
Megpróbálom csekély értelmemmel megvalósítani.
Még egy utolsó(? :)) kérdés mára.
Azzal a bizonyos M10/M11-el lehetne kezdeni valamit, hogy ne kérje előtte az M3-at?
Más is írta, hogy kényelmetlen mert bekapcsol a marómotor ha elfelejti hardveresen kikapcsolni.
(univerzális gravír, lézer diódás gép)
Megpróbálom csekély értelmemmel megvalósítani.
Még egy utolsó(? :)) kérdés mára.
Azzal a bizonyos M10/M11-el lehetne kezdeni valamit, hogy ne kérje előtte az M3-at?
Más is írta, hogy kényelmetlen mert bekapcsol a marómotor ha elfelejti hardveresen kikapcsolni.
(univerzális gravír, lézer diódás gép)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 január 16, 16:10
Írta: svejk Dátum 2017 január 16, 16:10
Látom a fórumotokon van már 1.2031 verzió is.
Merjük próbálgatni vagy még béta verzió?
Merjük próbálgatni vagy még béta verzió?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 január 16, 16:34
Írta: svejk Dátum 2017 január 16, 16:34
Nohát! :)
Csekély értelmem ellenére működik, ráadásul mivel UC400ETH-val próbálom még át is írtam a bemenetet az 1-es port 13-as lábára.
Ha negálni kellene a bemenő jelet akkor hogy kellene módosítani a macro tartalmát?
Csekély értelmem ellenére működik, ráadásul mivel UC400ETH-val próbálom még át is írtam a bemenetet az 1-es port 13-as lábára.
Ha negálni kellene a bemenő jelet akkor hogy kellene módosítani a macro tartalmát?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 január 16, 16:35
Írta: svejk Dátum 2017 január 16, 16:35
Gyanítom a felkiáltójel lesz a negálás... mindjárt kiprószálom.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 január 16, 16:38
Írta: svejk Dátum 2017 január 16, 16:38
Bingó!
Tehát aktív L szint esetén:
" if(!exec.GetLED ..."
Tehát aktív L szint esetén:
" if(!exec.GetLED ..."
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 január 16, 16:39
Írta: svejk Dátum 2017 január 16, 16:39
Micsoda apró örömök![#finom]
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2017 január 16, 16:51
Írta: gaben Dátum 2017 január 16, 16:51
[#vigyor]
Megy ez Neked István! [#eljen]
ui: majd jövök Hozzád tanácsért, ha végre odáig jutottam a projektben ;)
Megy ez Neked István! [#eljen]
ui: majd jövök Hozzád tanácsért, ha végre odáig jutottam a projektben ;)
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2017 január 16, 18:43
Írta: kr97pwss2 Dátum 2017 január 16, 18:43
Örülök, hogy sikerült megcsinálnod. Az UCCNC jelenleg hivatalosan kiadott verziója a 29-es, a 31-es az egy tesztverzió.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 január 16, 22:00
Írta: svejk Dátum 2017 január 16, 22:00
Közben rájöttem, hogy az input triggerhez is be lehet, sőt be is kell írni az újdonsült macro számát, hogy onnan is tiltva legyen az engedélyezőjel nélkül a futtatás.
Ezek a saját makrók mettől meddig terjedhetnek, illetve van-e limitálva a számuk?
Ezek a saját makrók mettől meddig terjedhetnek, illetve van-e limitálva a számuk?
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 január 17, 00:24
Írta: zt2c4wh9 Dátum 2017 január 17, 00:24
Szia Svejk,
A saját makrók a régebbi verziókban 20000-20999-ig terjedtek, valamikor az 1.2xxx verzióban felbővítettük 20000-21999-ig. Pontosan nem tudom megmondani melyik verzióban lett felfejlesztve, de a Help Supported macros oldalon oda van írva hogy az adott verzióban mettől meddig vannak a custom macro-k.
A saját makrók a régebbi verziókban 20000-20999-ig terjedtek, valamikor az 1.2xxx verzióban felbővítettük 20000-21999-ig. Pontosan nem tudom megmondani melyik verzióban lett felfejlesztve, de a Help Supported macros oldalon oda van írva hogy az adott verzióban mettől meddig vannak a custom macro-k.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 január 17, 00:29
Írta: zt2c4wh9 Dátum 2017 január 17, 00:29
Lehet nem fogalmaztam teljesen világosan az előző hozzászólásban, szóval pontosítom.
A 20000-21999-ig a makrók azok amiket gombhoz rendelve közvetlenül meghívja az azonos számú makrót.
Amúgy a saját makrók száma nem limitált, vagyis int32 méretű lehet max. valami 2.147 milliárd lehet.
De ezek a makrók nem hívhatók közvetlen gombnyomásból (arra limitált a 20000-21999.) csak MDI-ből, g-kódból, makróhurokból, pluginból hívhatók.
A 20000-21999-ig a makrók azok amiket gombhoz rendelve közvetlenül meghívja az azonos számú makrót.
Amúgy a saját makrók száma nem limitált, vagyis int32 méretű lehet max. valami 2.147 milliárd lehet.
De ezek a makrók nem hívhatók közvetlen gombnyomásból (arra limitált a 20000-21999.) csak MDI-ből, g-kódból, makróhurokból, pluginból hívhatók.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 január 17, 06:17
Írta: svejk Dátum 2017 január 17, 06:17
Köszönöm!
Közben kitaláltam még egy igényt.
Az UCCNC Rrun képernyőjének az értesítési területére ki szeretnék fix szövegeket íratni a trigger bemenetek segítségével.
Tehát egy bemeti jel hatására kiírja pl. hogy: "Elszakadt a fűtőszál"
Erre tudsz valami kis mintát mutatni?
Közben kitaláltam még egy igényt.
Az UCCNC Rrun képernyőjének az értesítési területére ki szeretnék fix szövegeket íratni a trigger bemenetek segítségével.
Tehát egy bemeti jel hatására kiírja pl. hogy: "Elszakadt a fűtőszál"
Erre tudsz valami kis mintát mutatni?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 január 17, 12:37
Írta: svejk Dátum 2017 január 17, 12:37
No és persze meg is kellene állítani a G-kód futását.
Innen-onnan összeollóztam én egy-két dolgot, a hotkeys trigger segítségével egy felugró ablakba kiírja a kívánt szöveget, meg aktiválja a cycle stop-ot is csak épp G-kód futása közben hatástalan. :(
Innen-onnan összeollóztam én egy-két dolgot, a hotkeys trigger segítségével egy felugró ablakba kiírja a kívánt szöveget, meg aktiválja a cycle stop-ot is csak épp G-kód futása közben hatástalan. :(
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 január 18, 18:13
Írta: ium8w94xp Dátum 2017 január 18, 18:13
Balázs, látom Cahit autoleveler-je fejlesztődött 1.0037-re. Hogy tudnám azt megoldani, ha letapogatás(nyák) és gravír után szerszámot cserélek és fúrnám a nyákot a letapogatott adatokkal? Mivel felső marót használok, ezért nem tudok pontos szerszám hosszt megállapítani, mert feljebb-lejjebb is befoghatom. Gondoltam kéne egy probe értéket felvennem. De azt hogyan vasalom bele a korábban használt autoleveler-be?
Cím: Re:UCCNC vezérlő program
Írta: kaqkk007 Dátum 2017 január 18, 18:27
Írta: kaqkk007 Dátum 2017 január 18, 18:27
Én azt csináltam hogy a maró és a fúró szárára is tettem egy műanyag gyűrűt (mindkettőnél azonos méretre) befogásnál a tokmányban ütközésig tolva mindkettő azonos szerszámméretet adott ( a cncusb vezérlőnél mert ott nem volt szerszámhossz korrekció ) itt ha jól olvastam a leírásban a tols offset nél beállítható a szerszámhossz
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 január 18, 18:59
Írta: ium8w94xp Dátum 2017 január 18, 18:59
Tudom, hogy beállítható, de betudom fogni úgy, hogy 5mm lógjon ki meg 30mm. Tehát inkább a műanyag gyűrű a jó megoldás jelen esetben nekem. Köszi az ötletet.
Cím: Re:UCCNC vezérlő program
Írta: krnj79r9n Dátum 2017 január 18, 19:48
Írta: krnj79r9n Dátum 2017 január 18, 19:48
Nekem is szerszám beméréssel kapcsolatos kérdésem lenne.
Meg lehet-e oldani és ha igen hogyan, hogy egy adott munkadarab gyártásánál a szerszámot automatikusan a munkaterület egy adott pontján beméri, mondjuk egy ehhez hasonló szerszámbemérő (http://webaruhaz.klavio.hu/?id=85b75cfc564c4822863dbd4884138991&p=termeklap&tkod=445) -n és a kapott hosszkorrekcióval folytatja a megmunkálást.
Szerszámcserénél szintén elmegy beméri a hosszt és folytatja a megmunkálást. A munkadarab nullpont közben nem változik (az úgy is CAM-mel generálom) csak a szerszám hossza.
Továbbá, ha a munkadarabot egy tapintóval bemérem akkor a tapintó hosszát is be kell mérjem gondolom.
Ilyenünk van: GÖMBVÉGŰ ÉLTAPINTÓ (http://www.menet-szerszam.hu/hu/mero-es-ellenorzo-eszkoz/bemeres/mechanika-pm20-20mm-rossz-elektromos-gombvegu-eltapinto-feny-es-hangjelzessel)
Nem tanultam soha CNC kezelést, nem dolgoztam ipari vezérléssel sem csak mach3-mal.
Mostanában ismerkedem az UCCNC-vel, az átépített marógépünkre már azt tettem, sokkal jobban tetszik mint a Mach3, sokkal áttekinthetőbb.
Évek óta csak a szerszámmal bemérem a munkadarab nullpontját és elindítom a programot, nem használok hosszkorrekciót. Szerszámcserénél, szintén megérintem a munkadarab tetejét és folyt köv.
A gond akkor van ha az előző megmunkálásnál az eredeti nullpont lemunkálásra került.
Ekkor már a megmunkált felületen nullpontot felvéve (ez többnyire meglátszódik) értelem szerűen egy mínusz értéket kell beírni Z-nek.
Na múltkor így sikerült szerszámot törnöm, hogy a Z értéket -10.5 mm helyett simán csak nulláztam, figyelmetlen voltam aztán csak lestem amint beleállt az anyagba.
Ezen szeretnék végre túllépni és automatizálni a szerszám bemérését elkerülendő az ilyen baleseteket.
Meg lehet-e oldani és ha igen hogyan, hogy egy adott munkadarab gyártásánál a szerszámot automatikusan a munkaterület egy adott pontján beméri, mondjuk egy ehhez hasonló szerszámbemérő (http://webaruhaz.klavio.hu/?id=85b75cfc564c4822863dbd4884138991&p=termeklap&tkod=445) -n és a kapott hosszkorrekcióval folytatja a megmunkálást.
Szerszámcserénél szintén elmegy beméri a hosszt és folytatja a megmunkálást. A munkadarab nullpont közben nem változik (az úgy is CAM-mel generálom) csak a szerszám hossza.
Továbbá, ha a munkadarabot egy tapintóval bemérem akkor a tapintó hosszát is be kell mérjem gondolom.
Ilyenünk van: GÖMBVÉGŰ ÉLTAPINTÓ (http://www.menet-szerszam.hu/hu/mero-es-ellenorzo-eszkoz/bemeres/mechanika-pm20-20mm-rossz-elektromos-gombvegu-eltapinto-feny-es-hangjelzessel)
Nem tanultam soha CNC kezelést, nem dolgoztam ipari vezérléssel sem csak mach3-mal.
Mostanában ismerkedem az UCCNC-vel, az átépített marógépünkre már azt tettem, sokkal jobban tetszik mint a Mach3, sokkal áttekinthetőbb.
Évek óta csak a szerszámmal bemérem a munkadarab nullpontját és elindítom a programot, nem használok hosszkorrekciót. Szerszámcserénél, szintén megérintem a munkadarab tetejét és folyt köv.
A gond akkor van ha az előző megmunkálásnál az eredeti nullpont lemunkálásra került.
Ekkor már a megmunkált felületen nullpontot felvéve (ez többnyire meglátszódik) értelem szerűen egy mínusz értéket kell beírni Z-nek.
Na múltkor így sikerült szerszámot törnöm, hogy a Z értéket -10.5 mm helyett simán csak nulláztam, figyelmetlen voltam aztán csak lestem amint beleállt az anyagba.
Ezen szeretnék végre túllépni és automatizálni a szerszám bemérését elkerülendő az ilyen baleseteket.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 január 19, 10:39
Írta: dezsoe Dátum 2017 január 19, 10:39
Az a kérdés, hogy a motorod tengelye (és így a szerszám is) el van-e szigetelve, vagy érintkezik valamivel. Ha nem érintkezik, akkor használd a már sokaknál bevált módszert: csipesz a szerszámra, másik a panelre és így mérsz szerszámhosszt. (Pl.: kezdéskor és cserénél is mérek (https://www.youtube.com/watch?v=_q-ci7awf5o).) A panelt úgy tervezem, hogy a 0,0 koordinátában még ne kelljen marni, így ott mindig tudok szerszámot mérni. Autoleveller-rel hogy mintavételezel (tapintóval, vagy az itt leírt módszerrel)?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 január 19, 11:14
Írta: dezsoe Dátum 2017 január 19, 11:14
Az, hogy a szerszámot mindig a bemérőn mérje, simán megoldható. A bemérőt felrögzíted egy fix pontra, majd ennek a koordinátáit megjegyzed. Ennél a pontnál érdemes gépi koordinátával dolgozni! Az M31 makrót azzal kell kezdeni, hogy a tárolt koordinátára mozog (kiemeléssel!), majd ott mér, ezután visszamegy az eredeti pontra. (Ehhez persze feltételezem, hogy a gépet mindig home-olod bekapcsoláskor.)
A másik fele izgalmasabb, itt már matekolni kell egy kicsit. A munkadarab behelyezése után meg kell keresni a munkadarab kiinduló Z pontját, és ehhez képest kell megmérni a szerszámbemérőt. Így megkapod, hogy mennyivel kell módosítani a későbbi szerszám mérések eredményét, és akkor szerszámcserénél nem lesz gond a már lefaragott anyag miatt, mert nem a munkadarabon mérsz, hanem a bemérőn.
A másik fele izgalmasabb, itt már matekolni kell egy kicsit. A munkadarab behelyezése után meg kell keresni a munkadarab kiinduló Z pontját, és ehhez képest kell megmérni a szerszámbemérőt. Így megkapod, hogy mennyivel kell módosítani a későbbi szerszám mérések eredményét, és akkor szerszámcserénél nem lesz gond a már lefaragott anyag miatt, mert nem a munkadarabon mérsz, hanem a bemérőn.
Cím: Re:UCCNC vezérlő program
Írta: Fli4l Dátum 2017 január 19, 18:34
Írta: Fli4l Dátum 2017 január 19, 18:34
Sziasztok!
Frissítettem ma az UCCNC legújabb verzióját és kézi módban nem úgy viselkedik ahogy szokott ez mitől lehet vagy mi az ami megváltozott benne? Itt egy kép, hogy mikor 1mm-t kell elmozdulnia a sebesség csak 6 ez hogy lehet? És akkor gyorsul ha a 100%-ot 300%-ra állítom akkor a háromszoros lesz tehát 18. Az egyel ezelőtti verzióban még ez jó volt. Vagy nem állítottam be valamit amit kellett volna?
(http://www.kephost.com/images/2017/01/19/UNCN.md.jpg) (http://www.kephost.com/image/vxZ6)
Frissítettem ma az UCCNC legújabb verzióját és kézi módban nem úgy viselkedik ahogy szokott ez mitől lehet vagy mi az ami megváltozott benne? Itt egy kép, hogy mikor 1mm-t kell elmozdulnia a sebesség csak 6 ez hogy lehet? És akkor gyorsul ha a 100%-ot 300%-ra állítom akkor a háromszoros lesz tehát 18. Az egyel ezelőtti verzióban még ez jó volt. Vagy nem állítottam be valamit amit kellett volna?
(http://www.kephost.com/images/2017/01/19/UNCN.md.jpg) (http://www.kephost.com/image/vxZ6)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 január 19, 18:51
Írta: dezsoe Dátum 2017 január 19, 18:51
Igen, ezt én is tapasztaltam. (Csak el is feledkeztem róla, mert akkor éppen mást teszteltem.) Most távol vagyok a gépemtől, így csak demó módban tudtam megnézni. Szerintem nem jó sebességet vesz alapul a mozgáshoz. Ha kiadsz egy F500 parancsot, akkor annyival fog menni, legalábbis demó módban ezt látom. Tehát nem a beállított max. sebesség adott százalékával mozog, hanem a beállított F sebességgel.
Cím: Re:UCCNC vezérlő program
Írta: krnj79r9n Dátum 2017 január 19, 19:20
Írta: krnj79r9n Dátum 2017 január 19, 19:20
Én már ezzel a verzióval kezdtem az ismerkedést, legalább is fizikai gépen és nem demó módban.
Először én sem értettem, hogy működik a JOG mód.
Nézőpont kérdése, szerintem logikus így.
A "Continous" módban azaz kézzel nyomkodva, értelemszerűen az alatta megadott gyorsjárati sebesség %-os értékével megy, ahogy ezt megszokhattuk Mach3-ban is.
"Step" módban pedig a programozott sebességet, azaz az F értéket veszi alapul. Amit módosíthatsz a tőle jobbra eső %-al. Ha belegondolsz logikus, mert ez már a gép által önállóan végrehajtott mozgás (menj X irányba 1 mm-t).
Az alatta lévő MDI mezőbe pedig beírhatsz tetszőleges "Fxxx" értéket és akkor annyival fog menni.
Szerintem nincs ezzel gond, megszokás kérdése.
Először én sem értettem, hogy működik a JOG mód.
Nézőpont kérdése, szerintem logikus így.
A "Continous" módban azaz kézzel nyomkodva, értelemszerűen az alatta megadott gyorsjárati sebesség %-os értékével megy, ahogy ezt megszokhattuk Mach3-ban is.
"Step" módban pedig a programozott sebességet, azaz az F értéket veszi alapul. Amit módosíthatsz a tőle jobbra eső %-al. Ha belegondolsz logikus, mert ez már a gép által önállóan végrehajtott mozgás (menj X irányba 1 mm-t).
Az alatta lévő MDI mezőbe pedig beírhatsz tetszőleges "Fxxx" értéket és akkor annyival fog menni.
Szerintem nincs ezzel gond, megszokás kérdése.
Cím: Re:UCCNC vezérlő program
Írta: Fli4l Dátum 2017 január 19, 19:40
Írta: Fli4l Dátum 2017 január 19, 19:40
Nem tudom, hogy az miért annyira jó, hogy 10%-ra van manuálban állítva és erre 6 lesz a sebesség és nem a manuáltól lesz gyorsabb hanem ha a jobb oldalon a 100%-ot növelem ami az automata módhoz lenne. De a manuál módot hiába állítom attól meg nem lesz változás marad minden az eredeti sebességen 6-on.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 január 19, 19:57
Írta: dezsoe Dátum 2017 január 19, 19:57
Pedig Fli4l-nek van igaza, szerintem. Egyrészt eddig is úgy működött, másrészt, ha egy kód futtatása közben pl. szerszámcsere van, és oda akarsz jog-olni, akkor nehogy már a kód által éppen beállított F értékkel mozogjon, hanem az általad a jog ablakban meghatározottal. A kettőnek függetlennek kell lennie egymástól, ahogy eddig is volt. Véleményem szerint a jog-gal kapcsolatos egyéb fejlesztések véletlen következménye lehet ez a mostani állapot.
Cím: Re:UCCNC vezérlő program
Írta: krnj79r9n Dátum 2017 január 19, 19:58
Írta: krnj79r9n Dátum 2017 január 19, 19:58
Ízlések és pofonok, nekem nincs vele bajom, mióta rájöttem hogy is működik.
Cím: Re:UCCNC vezérlő program
Írta: Fli4l Dátum 2017 január 19, 20:11
Írta: Fli4l Dátum 2017 január 19, 20:11
Én csak hozzászoktam, hogy az eddigi verziókban normálisan működött ahogy kell most meg tök más minden. Nekem csak ennyi gondom. Majd a fejlesztő véleményét is meghallgatom, hogy mi a véleményük, hogy ez most véletlen vagy szándékos vagy valami.
Cím: Re:UCCNC vezérlő program
Írta: krnj79r9n Dátum 2017 január 19, 20:59
Írta: krnj79r9n Dátum 2017 január 19, 20:59
Nincs elszigetelve, jól működik a főorsóba fogott bemérő, nem szükséges a csipeszes megoldás. Nyilván csak fém munkadarabon működik ez a tapintó, de többnyire alu és acél alkatrészek megmunkálása a cél.
Ez egy idős Heckert NC marógép minden öntöttvas és acél.
Már mi is NCT vezérlésre átalakítva jutottunk hozzá, de az teljesen használhatatlan, megbízhatatlan volt.
Most már vagy másfél éve kezdtük el átalakítani, csak a váz maradt. Még nem teljes, de már működik. 2,6 kW-os AC szervók kerültek rá minden tengelyre.
Innen a fórumról Csuth Gyuri csinálta a vezérlőszekrényt és UCCNC a vezérlés.
Autolevel az mi? A szerszámbemérő amit linkeltem? Még nincs olyanunk, csak hasonlóra gondoltam.
Ez egy idős Heckert NC marógép minden öntöttvas és acél.
Már mi is NCT vezérlésre átalakítva jutottunk hozzá, de az teljesen használhatatlan, megbízhatatlan volt.
Most már vagy másfél éve kezdtük el átalakítani, csak a váz maradt. Még nem teljes, de már működik. 2,6 kW-os AC szervók kerültek rá minden tengelyre.
Innen a fórumról Csuth Gyuri csinálta a vezérlőszekrényt és UCCNC a vezérlés.
Autolevel az mi? A szerszámbemérő amit linkeltem? Még nincs olyanunk, csak hasonlóra gondoltam.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 január 19, 21:32
Írta: zt2c4wh9 Dátum 2017 január 19, 21:32
Sziasztok,
Valóban, a Step-jog mód sebességét megváltoztattuk.
Eddig a jog ablakon a JRO%-ot vette alapul, de hibásan volt megcsinálva.
Felhívták a figyelmemet arra, hogy hibás, illetve, hogy más programokban (pl.Mach3) a jog-step módban az előtolás a programozott előtolással megy, nem a jog ablakon beállított % értékével a max.velocity paraméternek.
Szóval átírtuk, most ugyanúgy működik mint a Mach3-ban, ami egyébként szerintem logikus.
A jog-step módban a beállított feedrate FRO%-al kompenzált előtolással mozgatja a tengelyeket.
Valóban, a Step-jog mód sebességét megváltoztattuk.
Eddig a jog ablakon a JRO%-ot vette alapul, de hibásan volt megcsinálva.
Felhívták a figyelmemet arra, hogy hibás, illetve, hogy más programokban (pl.Mach3) a jog-step módban az előtolás a programozott előtolással megy, nem a jog ablakon beállított % értékével a max.velocity paraméternek.
Szóval átírtuk, most ugyanúgy működik mint a Mach3-ban, ami egyébként szerintem logikus.
A jog-step módban a beállított feedrate FRO%-al kompenzált előtolással mozgatja a tengelyeket.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 január 19, 21:34
Írta: ium8w94xp Dátum 2017 január 19, 21:34
Vezető a szerszám, tehát csak nem vezető anyagoknál csipeszezek. De nem szeretnék többször autolevelert használni...hisz a nyák vastagsága nem változik. Igazából az érdekelne ki hogyan használja. Ötleteim nekem is vannak és nyilván meg is tudom oldani, de azért a leggyorsabb az lenne, ha egyszer tapogatná le és azt használná minden műveletkor. Fúrás, marás, bárakármi ;)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 január 19, 21:49
Írta: dezsoe Dátum 2017 január 19, 21:49
Szia, Balázs!
Az, hogy a Mach így csinálja, engem nem győzött meg. (Kövezzenek meg: nekem a Mach nagyon nem jött be, ezért is váltottam UCCNC-re.) Éppen pont a 3416-ban írtak miatt nagyon zavaró lehet az F alapján mozgás (nekem mindenképp:)). Esetleg lehetne egy checkbox a beállításokban, hogy választható legyen.
Az, hogy a Mach így csinálja, engem nem győzött meg. (Kövezzenek meg: nekem a Mach nagyon nem jött be, ezért is váltottam UCCNC-re.) Éppen pont a 3416-ban írtak miatt nagyon zavaró lehet az F alapján mozgás (nekem mindenképp:)). Esetleg lehetne egy checkbox a beállításokban, hogy választható legyen.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 január 19, 21:56
Írta: dezsoe Dátum 2017 január 19, 21:56
Igen, pont ezért használok saját Autolevellert. (Meg hamarabb is lett kész egy évvel.) A linkelt videó azért 4 részes, mert teljesen különálló műveletben mintavételezek, marok, fúrok, majd körbevágok. Az én Autolevellerem a mintavételezés eredményét elmenti egy file-ba, amit a másik három először felolvas és az alapján végzi a munkáját. Így akár másnap is fúrhatsz, az első fázisban vett felületi mintát fogja követni. (Egyébként lehetne egy 5. művelet is, mert ha az Eagle-ben feliratozol is, akkor azt a file-t is kezeli.)
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 január 19, 22:06
Írta: zt2c4wh9 Dátum 2017 január 19, 22:06
Szia Csaba,
Nem csak a Mach-ban van így, ipari vezérlőket is említették, hogy állítólag ott is így szokott lenni, de erről biztos vannak itt akik több információval rendelkeznek mint én.
De persze megtudjuk csinálni opcionálisra a dolgot, csak már attól tartok, hogy a sok opció közt elvész a végén a gyerek. [#awink]
Nem csak a Mach-ban van így, ipari vezérlőket is említették, hogy állítólag ott is így szokott lenni, de erről biztos vannak itt akik több információval rendelkeznek mint én.
De persze megtudjuk csinálni opcionálisra a dolgot, csak már attól tartok, hogy a sok opció közt elvész a végén a gyerek. [#awink]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 január 19, 22:23
Írta: dezsoe Dátum 2017 január 19, 22:23
Még egy-két év, meg bejön az eszterga-vonal és lesz az a General ablak kétoldalas! [#vigyor2] Ha már Mach a példa: ott azért tele van apró betűvel a nagy General ablak... :)
Viccet félretéve, ha nem okoz tragikus bonyolultságot, akkor én személy szerint nagyon megköszönném a választási lehetőséget.
Viccet félretéve, ha nem okoz tragikus bonyolultságot, akkor én személy szerint nagyon megköszönném a választási lehetőséget.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 január 20, 08:59
Írta: ium8w94xp Dátum 2017 január 20, 08:59
Már ez az autoleveler(cahit) is elmenti file-ba a mérést. Itt nem is ez a kérdés, hanem hogy minden műveletek előtt hogyan lehet szerszámhosszt méretni, amit a korábban vett autoleveler file-hoz hozzá kalkulál.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 január 20, 11:13
Írta: dezsoe Dátum 2017 január 20, 11:13
Aha, értem a kérdést végre. :) Én azt a technikát használom, hogy a szintezés első mozdulata a 0,0 pontban a Z nullázása. Gyakorlatilag egy szerszám bemérést végzek. Innentől kezdve a mérések is a 0,0 pont magasságához képest történnek. A későbbiekben szerszámcserénél szintén a 0,0 pontban mérem be az új szerszám hosszát, így mindig megfelelően tudja követni a felületet. (Már korábban írtam, hogy a tervet úgy készítem el, hogy a 0,0 pontot sosem bántja, így ott mindig lehet szerszámot mérni.)
(Bocs, a Cahit-féle autolevellert nem követem, így lemaradtam arról, hogy menteni is tud már.)
(Bocs, a Cahit-féle autolevellert nem követem, így lemaradtam arról, hogy menteni is tud már.)
Cím: Re:UCCNC vezérlő program
Írta: yrt59fvft Dátum 2017 január 20, 11:35
Írta: yrt59fvft Dátum 2017 január 20, 11:35
Most néztem egy Fanuc 15-T-n. Amikor jog-ba kerül a gép a programozott előtolás 0-ra áll. Ilyenkor az iránygombokkal/kézikerékkel rendszerparaméterben meghatározott előtolással mozog.
Heidenhain vezérlőn kéziben beírható F paraméterrel mozog a gép, vagy ha az F mező nincs kitöltve, akkor a program megszakításakor épp érvényben lévő előtolással.
Heidenhain vezérlőn kéziben beírható F paraméterrel mozog a gép, vagy ha az F mező nincs kitöltve, akkor a program megszakításakor épp érvényben lévő előtolással.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2017 január 20, 21:43
Írta: ANTAL GÁBOR Dátum 2017 január 20, 21:43
Mások ( és az illetékes biztosan ) jobban tudják . Van ethernetes Uc 400 am és amikor vettem akkor kaptam az UCCNC hez egy licenszet . A marós felületű UCCNC t sikerrel használom esztergálásra ( van jeladó a tokmányon )
Most ugyan azzal a PC vel de UC 100 al akarok MARNI . Preferálnám az UCCNC t .99% hogy az UC 100 hoz is van licenszem .
Működne a dolog ? Két UCCNC t kell felrakni ? Egyet az eherneteshez egyet az UC 100hoz ? Mindegyiket a maga licenszével ? Az zavar hogy amikor az ethernetes indul nincs választási lehetőségem " érzi" hogy ott az ethernetes és automatán azt indítja
Most ugyan azzal a PC vel de UC 100 al akarok MARNI . Preferálnám az UCCNC t .99% hogy az UC 100 hoz is van licenszem .
Működne a dolog ? Két UCCNC t kell felrakni ? Egyet az eherneteshez egyet az UC 100hoz ? Mindegyiket a maga licenszével ? Az zavar hogy amikor az ethernetes indul nincs választási lehetőségem " érzi" hogy ott az ethernetes és automatán azt indítja
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 január 20, 22:10
Írta: dezsoe Dátum 2017 január 20, 22:10
Szervusz, Gábor!
Ha az UCCNC mindkét eszközt látja, akkor rákérdez, hogy melyiket akarod használni.
Nem kell a programot többször telepítened, csak érdemes külön profilt használnod az esztergáláshoz és a maráshoz, mivel az esztergáláshoz - ha jól emlékszem - átállítottad. (Emlékeim szerint sugár helyett átmérővel dolgozol rajta, de ez csak valami ködös emlék.) Gondolom, hogy az eszterga és a maró egyéb paraméterei sem egyeznek (step/unit, sebességek stb.), így ez is a külön profil mellett szól.
Ha az UCCNC mindkét eszközt látja, akkor rákérdez, hogy melyiket akarod használni.
Nem kell a programot többször telepítened, csak érdemes külön profilt használnod az esztergáláshoz és a maráshoz, mivel az esztergáláshoz - ha jól emlékszem - átállítottad. (Emlékeim szerint sugár helyett átmérővel dolgozol rajta, de ez csak valami ködös emlék.) Gondolom, hogy az eszterga és a maró egyéb paraméterei sem egyeznek (step/unit, sebességek stb.), így ez is a külön profil mellett szól.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 január 21, 12:34
Írta: ium8w94xp Dátum 2017 január 21, 12:34
Balázs-ok ;)
Olyan jellegű fejlesztés nem lesz, hogy gerber, hpgl, fúró file is behívható és használható legyen? Ha már volt pcbmill progi is.
Olyan jellegű fejlesztés nem lesz, hogy gerber, hpgl, fúró file is behívható és használható legyen? Ha már volt pcbmill progi is.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2017 január 21, 20:28
Írta: ANTAL GÁBOR Dátum 2017 január 21, 20:28
Köszönöm !! Most annyira égető a helyzet hogy kényelmi okokból Mach al fogok marózni , de a hó végén megcsinálom amit javasolsz . Nem egészen idevág de kb 3 hónap alatt elkészült a nagy orosz ( fejből írom 3N81) maróm CNC sítése . Ma tartottam ( egy barátom segítségével a főpróbát
És külön köszönöm Homovics Miklósnak ( Miki2 ) a komoly szupportot
Lehet kellett volna nyitni egy topikot :" elkészült végre a harmadik CNC sített nagygépem " Majd teszek föl néhány fotót a táramba ....
És külön köszönöm Homovics Miklósnak ( Miki2 ) a komoly szupportot
Lehet kellett volna nyitni egy topikot :" elkészült végre a harmadik CNC sített nagygépem " Majd teszek föl néhány fotót a táramba ....
Cím: Re:UCCNC vezérlő program
Írta: KoLa Dátum 2017 január 21, 20:53
Írta: KoLa Dátum 2017 január 21, 20:53
Várjuk a fotókat![#eljen]
Cím: Re:UCCNC vezérlő program
Írta: s7manbs8 Dátum 2017 január 21, 21:39
Írta: s7manbs8 Dátum 2017 január 21, 21:39
Plusz videókat is. :)
Cím: Re:UCCNC vezérlő program
Írta: krnj79r9n Dátum 2017 január 22, 08:32
Írta: krnj79r9n Dátum 2017 január 22, 08:32
Köszi a választ.
Múltkor az eggyel lentebbi válaszodra írtam, amit nem is nekem szántál. :-)
Nagyjából illett az én kérdésemre is, úgy hogy nem is figyeltem, hogy azt nem az én kérdésemre írtad.
Most alaposabban áttanulmányoztam ezt az M31-es makrót.
Amit leírtál, egy az egyben azt csinálja, kiemeléssel a megadott koordinátára megy mindezt gépi koordinátákkal.
És nagyon jó, hogy ellenőrzi, hogy home-olva van-e a gép.
Aztán visszamegy az eredeti koordinátára. Ez szinte így tökéletes.
Kérdésem, hogy a G31 melyik "probe pin"-en várja a jelet, mert már kettő van. Az nem látom, hogy ezt lehetne külön konfigolni, vagy mindegy?
A bemérőnél mi a jobb megoldás, ha kapcsolásra (active high), vagy ha bontásra működik (active low, tehát amikor a szerszám hozzáér a tapintóhoz akkor bont az érzékelő) a rendszer? Ha érthető így a kérdésem?
Múltkor az eggyel lentebbi válaszodra írtam, amit nem is nekem szántál. :-)
Nagyjából illett az én kérdésemre is, úgy hogy nem is figyeltem, hogy azt nem az én kérdésemre írtad.
Most alaposabban áttanulmányoztam ezt az M31-es makrót.
Amit leírtál, egy az egyben azt csinálja, kiemeléssel a megadott koordinátára megy mindezt gépi koordinátákkal.
És nagyon jó, hogy ellenőrzi, hogy home-olva van-e a gép.
Aztán visszamegy az eredeti koordinátára. Ez szinte így tökéletes.
Kérdésem, hogy a G31 melyik "probe pin"-en várja a jelet, mert már kettő van. Az nem látom, hogy ezt lehetne külön konfigolni, vagy mindegy?
A bemérőnél mi a jobb megoldás, ha kapcsolásra (active high), vagy ha bontásra működik (active low, tehát amikor a szerszám hozzáér a tapintóhoz akkor bont az érzékelő) a rendszer? Ha érthető így a kérdésem?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 január 22, 09:22
Írta: dezsoe Dátum 2017 január 22, 09:22
Mindkét probe bemenetet figyeli, bármelyiken jöhet jel. Pont azért találták ki Balázsék, hogy az egyiket rákötheted a fix helyen levő bemérőre, míg a másikat tudod mozgatni. Akár lehet az egyik záró, a másik bontó: nem kell kábelt dugdosni, meg átállítani a programot. Okos ötlet! :)
Az, hogy a bemérő bontó vagy záró legyen, lényegében teljesen mindegy. Saját véleményem az, hogy a fix mérőnek talán a bontó jobb, ha mechanikailag rendesen meg van csinálva. De ha a fix mérőponton is a vezetékes (szerszám egyik kábel, alatta lemez a másik) bemérőt használod, akkor ez is záró lesz. Ez teljesen attól függ, hogy miből építkezel.
Az, hogy a bemérő bontó vagy záró legyen, lényegében teljesen mindegy. Saját véleményem az, hogy a fix mérőnek talán a bontó jobb, ha mechanikailag rendesen meg van csinálva. De ha a fix mérőponton is a vezetékes (szerszám egyik kábel, alatta lemez a másik) bemérőt használod, akkor ez is záró lesz. Ez teljesen attól függ, hogy miből építkezel.
Cím: Re:UCCNC vezérlő program
Írta: krnj79r9n Dátum 2017 január 22, 13:32
Írta: krnj79r9n Dátum 2017 január 22, 13:32
Nagyon szépen köszönöm a segítséget!
Azt hiszem ezzel már el tudok indulni, jöhetnek a próbák. :-)
Azt hiszem ezzel már el tudok indulni, jöhetnek a próbák. :-)
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2017 január 22, 17:37
Írta: lari Dátum 2017 január 22, 17:37
A maró főorsóra készítettem egy 100-osztású tárcsát.
Van rajta A, B, és Index érzékelő.
Az uccnc 1.2024 verzió.
A Diag ablakban minden jel tökéletesen működik, de a fordulatszámmérés nem megy, nem mutat semmit.
Ha a config ablakban letiltom az A-B bemenetet, akkor az Index jellel tökéletesen működik a fordulatszám mérése.
Mi lehet a probléma az A-B jellel? Zavarják az I-jelet?
Az eszterga főorsón is hasonló jeladó működik, csak más tip.opto-val...és UCCNC 1.1021 verzióval. Ott tökéletesen működik.
Van valakinek ötlete?
Van rajta A, B, és Index érzékelő.
Az uccnc 1.2024 verzió.
A Diag ablakban minden jel tökéletesen működik, de a fordulatszámmérés nem megy, nem mutat semmit.
Ha a config ablakban letiltom az A-B bemenetet, akkor az Index jellel tökéletesen működik a fordulatszám mérése.
Mi lehet a probléma az A-B jellel? Zavarják az I-jelet?
Az eszterga főorsón is hasonló jeladó működik, csak más tip.opto-val...és UCCNC 1.1021 verzióval. Ott tökéletesen működik.
Van valakinek ötlete?
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2017 január 22, 17:38
Írta: lari Dátum 2017 január 22, 17:38
Ja és UC300 USB a vezérlőkártya típusa.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 január 23, 07:08
Írta: ium8w94xp Dátum 2017 január 23, 07:08
Mivel lövésem sincs, ezért mivel minden adott a kizárásra a helyedben sorba mennék. Felcserélném a két tárcsát, persze csak kábelileg. Az eredmény fényében haladnék tovább.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2017 január 23, 07:25
Írta: ANTAL GÁBOR Dátum 2017 január 23, 07:25
A régebbi verziójú UCCNC k mappájában volt egy :
UCCxx_serialnumber_lister.exe file ( 59 kB )
amivel az eszközök szériaszámát lehetett megállapítani ( Pl lekopott a matrica ) Ha valakinek meg van akkor azt küldje már el nekem ! A mostani ( 29 es ) verziónál nem találom
UCCxx_serialnumber_lister.exe file ( 59 kB )
amivel az eszközök szériaszámát lehetett megállapítani ( Pl lekopott a matrica ) Ha valakinek meg van akkor azt küldje már el nekem ! A mostani ( 29 es ) verziónál nem találom
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2017 január 23, 07:30
Írta: ANTAL GÁBOR Dátum 2017 január 23, 07:30
Szerintem ( úgy is mondhatnám hogy emlékeim szerit ) az index jel van fölhasználva a fordulatszám mérésére .
Az A/B jel a szinkron menethez kell . Régen a Mach nál még volt egy alsó fordulatszám korlát ( Kb 96 1/ min ) is . Azt hiszem Balázséknál ( UCCNC) nincs alsó korlát
Az A/B jel a szinkron menethez kell . Régen a Mach nál még volt egy alsó fordulatszám korlát ( Kb 96 1/ min ) is . Azt hiszem Balázséknál ( UCCNC) nincs alsó korlát
Cím: Re:UCCNC vezérlő program
Írta: D.Laci Dátum 2017 január 23, 08:44
Írta: D.Laci Dátum 2017 január 23, 08:44
Nekem a Mach 7ford./min-t is kijelzi. Lejjebb nem tudok menni a frekvenciaváltóval, van egy kb. 1:4 lassításom.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 január 23, 09:37
Írta: dezsoe Dátum 2017 január 23, 09:37
Szia!
Felraktam ide (http://cnctar.hobbycnc.hu/dezsoe/temp/UCxxx_Serialnumber_lister.exe), de nincs rá szükség, mert az Util könyvtárban levő UCxxx_utility.exe is elvégzi a feladatot, ráadásul a hálózati kütyüket is megtalálja.
Felraktam ide (http://cnctar.hobbycnc.hu/dezsoe/temp/UCxxx_Serialnumber_lister.exe), de nincs rá szükség, mert az Util könyvtárban levő UCxxx_utility.exe is elvégzi a feladatot, ráadásul a hálózati kütyüket is megtalálja.
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2017 január 23, 16:48
Írta: lari Dátum 2017 január 23, 16:48
Ma próbálgattam...
Mivel eddig még élesben (menetfúrás) nem használtam, nem is állítottam be az A-B jel közötti 180 fokos eltolást.
Valószínűleg ez okozhatja a tegnap leírt hibát, mert ha változtattam az A-B közötti távolságot, akkor megindult a fordulatszám mérés kijelzése. Persze nem valós, mert ezek szerint be kell állítanom a teljes 180 fokos fáziseltolást.
Mivel eddig még élesben (menetfúrás) nem használtam, nem is állítottam be az A-B jel közötti 180 fokos eltolást.
Valószínűleg ez okozhatja a tegnap leírt hibát, mert ha változtattam az A-B közötti távolságot, akkor megindult a fordulatszám mérés kijelzése. Persze nem valós, mert ezek szerint be kell állítanom a teljes 180 fokos fáziseltolást.
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2017 január 23, 16:50
Írta: Miki2 Dátum 2017 január 23, 16:50
Próbáld inkább 90°-os eltolással.
Nagyobb lesz a sikerélmény.
Nagyobb lesz a sikerélmény.
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2017 január 23, 17:45
Írta: lari Dátum 2017 január 23, 17:45
Uhh... igen igazad van... ezt jól elírtam...[#nemtudom] [#csodalk] Köszönöm a kiigazítást! [#worship]
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2017 január 23, 19:28
Írta: ANTAL GÁBOR Dátum 2017 január 23, 19:28
Most már értem . Te saját magad csináltál egy encodert . Hát akkor utánozd le a gyárit !! Az A/ B jel között 90 fokos tolás kell . Ha optikait csináltál akkor az egyik optikai egységnek eltolhatónak kell lenni és pl 2 sugaras szkóppal addig kell állítgatni amig kb 90 fok lesz a fázistolás .
Én csináltam arduinoval egy kis programot ami nagyon megkönnyítette a beállítást ( és szkóp sem kellett ) Egy kizáró vaggyal képeztem a két jelből egy jelsorozatot és monitoroztam a kapott jel aktív / szünet idejét .
A két számérték különbsége 90 fok esetén nullát ad . Addig kell állítgatni az optót amíg ez megközelítőleg kijön .
A kijelzés egy LCD volt látható
Másképp is csinálható kétfázisú jel de ahhoz mechanikusan kétsávos tárcsát kell csinálni
Én csináltam arduinoval egy kis programot ami nagyon megkönnyítette a beállítást ( és szkóp sem kellett ) Egy kizáró vaggyal képeztem a két jelből egy jelsorozatot és monitoroztam a kapott jel aktív / szünet idejét .
A két számérték különbsége 90 fok esetén nullát ad . Addig kell állítgatni az optót amíg ez megközelítőleg kijön .
A kijelzés egy LCD volt látható
Másképp is csinálható kétfázisú jel de ahhoz mechanikusan kétsávos tárcsát kell csinálni
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2017 január 23, 19:37
Írta: ANTAL GÁBOR Dátum 2017 január 23, 19:37
Köszönöm ! Amikor ezt kihozták Balázsék akkor erről levélben értesültem ( Kb 3 éve ) Ma megkerestem a levelezőben a levelet és szolgaian azt a filét kerestem amit akkor írtak nekem . Hát olyan már nincs. Eszembe sem jutott mást megnézni netán megfuttatni
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 január 26, 10:44
Írta: svejk Dátum 2017 január 26, 10:44
UCCNC programom, a relatív kis méretű touch-os LCD miatt teljes képernyőmódban fut.
Kikapcsoláskor elég nehézkes a jobb felső sarokban levő kis x-et eltalálni.
Hogy tudnék az UCCNC felületére egy olyan gombot létrehozni, ami meghívja a Windows shutdown parancsát, ezzel együtt leáll az UCCNC és kikapcsol a számítógép is?
Kikapcsoláskor elég nehézkes a jobb felső sarokban levő kis x-et eltalálni.
Hogy tudnék az UCCNC felületére egy olyan gombot létrehozni, ami meghívja a Windows shutdown parancsát, ezzel együtt leáll az UCCNC és kikapcsol a számítógép is?
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2017 január 26, 17:07
Írta: ANTAL GÁBOR Dátum 2017 január 26, 17:07
Szabálytalankodom mert a dc motoros vezérléshez kellene írni . De itt esélyes hogy Balázs olvassa és válaszol
A sárga 35 Amperes 160 V os Dc szervó vezérlőhóz kapcsolódik a kérdés: Meg lehet azt csinálni hogy a H híd fetjei egy külső parancsra lezárt állapotba kerüljenek
( shut down láb vezérlése a drivernél ) - A Main csatin van egy stop funkció de olvasatomban az csak a PiC et
" bénítja "
A sárga 35 Amperes 160 V os Dc szervó vezérlőhóz kapcsolódik a kérdés: Meg lehet azt csinálni hogy a H híd fetjei egy külső parancsra lezárt állapotba kerüljenek
( shut down láb vezérlése a drivernél ) - A Main csatin van egy stop funkció de olvasatomban az csak a PiC et
" bénítja "
Cím: Re:UCCNC vezérlő program
Írta: vjanos Dátum 2017 január 27, 18:41
Írta: vjanos Dátum 2017 január 27, 18:41
Nyomd meg a PC kikapcs gombját... :)
Cím: Re:UCCNC vezérlő program
Írta: kpc4wjh8c Dátum 2017 január 29, 20:36
Írta: kpc4wjh8c Dátum 2017 január 29, 20:36
Ismerkedem az UCCNC-vel mivel amióta UC300 ETH vezérlő kártyára cseréltem az UC300-5LPT-t(szinkron menetvágás miatt),és a Mach nem hogy szinkron menetet nem vág nálam semmilyen menetet nem hajlandó! De nem értem a G76 mit csinál
,és miért.Csináltam két kis videót ugyan azokkal a beállításokkal G76, G33.Linkelem lejjebb. Hogy lehet megadni G76 estén az pl:külső vagy belső menetet akarok,mennyire távilodjon el a szerszám a munkadarabtól amikor vissza megy a menet elejére.A doksi szerint adtam meg minden paramétert de nem azt csinálja mint a G33! Pedig jó lenne egy sorba megírni a menet vágó ciklust.Ha van valaki aki szokott G76 al vágni leírhatná tapasztalatait megköszönném!
G76 (https://www.youtube.com/watch?v=F_W0A9qaPa8&t=52s)
G33 (https://www.youtube.com/watch?v=1yI_oPn_kto)
,és miért.Csináltam két kis videót ugyan azokkal a beállításokkal G76, G33.Linkelem lejjebb. Hogy lehet megadni G76 estén az pl:külső vagy belső menetet akarok,mennyire távilodjon el a szerszám a munkadarabtól amikor vissza megy a menet elejére.A doksi szerint adtam meg minden paramétert de nem azt csinálja mint a G33! Pedig jó lenne egy sorba megírni a menet vágó ciklust.Ha van valaki aki szokott G76 al vágni leírhatná tapasztalatait megköszönném!
G76 (https://www.youtube.com/watch?v=F_W0A9qaPa8&t=52s)
G33 (https://www.youtube.com/watch?v=1yI_oPn_kto)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 január 29, 21:25
Írta: svejk Dátum 2017 január 29, 21:25
Nem hozzáférhető...
Egyébként az ismert Win-es shutdown paranccsal megoldódott, csak még nagyon új nekem ez a macro szerkesztés, és nem értettem hogy kell a felületen gombhoz rendelni.
De már világos, hála a supportnak.
Egyébként az ismert Win-es shutdown paranccsal megoldódott, csak még nagyon új nekem ez a macro szerkesztés, és nem értettem hogy kell a felületen gombhoz rendelni.
De már világos, hála a supportnak.
Cím: Re:UCCNC vezérlő program
Írta: KoLa Dátum 2017 január 29, 21:48
Írta: KoLa Dátum 2017 január 29, 21:48
A mach-nál állj be a g76 előtti mondatban a kezdőpontra,van rá paraméter is de jobb azt kihyagyni.
A g76 paramétereiben az x paraméterrel döntöd el hogy merre vágja a menetet, külső vagy belső lesz a kezdőponthoz képest.
A mach-nál úgy emlékszem c paraméter a biztonsági távolság amivel visszahozza a szerszámot.
A linuxban kicsit más, az UCCNC-t nem ismerem.
A g76 paramétereiben az x paraméterrel döntöd el hogy merre vágja a menetet, külső vagy belső lesz a kezdőponthoz képest.
A mach-nál úgy emlékszem c paraméter a biztonsági távolság amivel visszahozza a szerszámot.
A linuxban kicsit más, az UCCNC-t nem ismerem.
Cím: Re:UCCNC vezérlő program
Írta: kpc4wjh8c Dátum 2017 január 29, 22:22
Írta: kpc4wjh8c Dátum 2017 január 29, 22:22
Igen a régi vezérlővel ment is a Mach csak az Uc300ETH val nem megy a menetvágás! Ezért az UCCNC re vonatkozott a kérdésem.Köszönöm azért!
Cím: Re:UCCNC vezérlő program
Írta: KoLa Dátum 2017 január 29, 22:53
Írta: KoLa Dátum 2017 január 29, 22:53
Mintha a g76-al lett volna problémád...
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2017 január 29, 23:35
Írta: ANTAL GÁBOR Dátum 2017 január 29, 23:35
Összefoglalom ( mert van is egy kis közöm hozzá ) A szinkronizált menet a Balázsék féle kütyükkel ( UC100 Uc300 UC 400ETH UC 300 ETH ) a Mach alatt ( Hangsúlyozom !) Nem működik megbízhatóan ( Fogjuk rá a Mach ra [#lookaround])
Persze csak index el jól ment de az nem volt szinkron
Az UCCNC programmal és a főorsóra szerelt indexes encoderrel biztosan megy az ETH kütyükkel de 99 % ban a kistesókkal is
No most akkor UCCNC és két lehetőség van Menet G33 al és menet G76 tal . A G33 az OK korrekt stb De dolgozhat vele az ember mire megírja . A G76 az nincs eléggé kifejlődve és aki Mach os nőtt föl annak kínszenvedés ( Ma Csabával kb 4 órát szenvedtem 10 percenként telefonáltam ) Mire egy épkézláb kódot sikerült legenerálnom . És sajnos sok Mach os szolgáltatást nem tud ( még) az UCCNC s G76
Persze csak index el jól ment de az nem volt szinkron
Az UCCNC programmal és a főorsóra szerelt indexes encoderrel biztosan megy az ETH kütyükkel de 99 % ban a kistesókkal is
No most akkor UCCNC és két lehetőség van Menet G33 al és menet G76 tal . A G33 az OK korrekt stb De dolgozhat vele az ember mire megírja . A G76 az nincs eléggé kifejlődve és aki Mach os nőtt föl annak kínszenvedés ( Ma Csabával kb 4 órát szenvedtem 10 percenként telefonáltam ) Mire egy épkézláb kódot sikerült legenerálnom . És sajnos sok Mach os szolgáltatást nem tud ( még) az UCCNC s G76
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2017 január 29, 23:38
Írta: ANTAL GÁBOR Dátum 2017 január 29, 23:38
Úgy kell értelmezni a 99% ot hogy nem próbáltam mert vettem UC 400ETH t Valójában nem próbáltam a korábbi UC100 asommal tehát nincs tapasztalatom ,csak irodalmi adatokra szorítkozom
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 január 30, 06:27
Írta: svejk Dátum 2017 január 30, 06:27
Egy-két mintaprogit beírhatnál ide, ha kell magyarázattal a sor végén.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2017 január 30, 08:06
Írta: ANTAL GÁBOR Dátum 2017 január 30, 08:06
Egy " egyfogásos másfeles menet" G33 al ( fejből ) Külső átmérő 20mm Sugárirányú fogás 0.3mm Késkikapás 180 fokon ( ami a másfeles menetnél pont fél emelkedés vagyis 0.75mm )Biztonsági (z) távolság az indulásnál 10 mm. Menethossz 20 mm Indulási DRO ( Z =0 X például 20 vagy 0 ) pitch =" K"
f600
G0z10
G0x20
G33 z-19.25 x19.4 k1.5
G1x21 z-20
G0z10
g0x20
M30
Ugyanez G76 tal ( legalábbis ezzel sikerült hasonlót produkálni ) UCCNC a program A fősor ( pitch = P)
G76 P1.5 Z -19.25 X22 I-2 J0.6 K0.6 ( ebben az egyciklusos menetben )
Nekem az alábbi magyarázó sor okozta a legtöbb fejtörést ( Minthogy a Mach G76 os sora abs más koncepciójú ( Pl van Clearance )
Idézem :
"I: A menet kezdőpontja az X tengelyen, vagyis a menet teteje. Általában erre a méretre kerül az
anyag leesztergálásra a menetvágás előtt. "
Én egy 20 as külső menetet 20 ra esztergálok le és ezek alapján I = 20 lenne . No azzal nem jó ! ( de biztos bennem van a hiba mert maradi és konzekvens vagyok ) Tegnap megírtam egy kódsort és aztán vizslattam a DRO t és az ott futó értékek elemzésével módosítottam a programon . A végén A 20 as menethez X = 22 t kellet írnom I = -2 vel ( Vagyis az algebrai összegük adja a 20 as átmérőt )
Nem találtam utalást : a kúpos menetre , az optimalizált forgácsleválasztásra . Szerintem az alkalmazott kés visszajáratási szisztémánál van jobb ( mert a visszajáratás mindig adott távolságban zajlik a menetárok alsó pontjához viszonyítva (vagyis igencsak oda kell figyelni mert ahogy megy be a kés úgy a visszajáratás pályája is tolódik beljebb ) Vagyis akkor biztonságos ha I nagyobb mint K
f600
G0z10
G0x20
G33 z-19.25 x19.4 k1.5
G1x21 z-20
G0z10
g0x20
M30
Ugyanez G76 tal ( legalábbis ezzel sikerült hasonlót produkálni ) UCCNC a program A fősor ( pitch = P)
G76 P1.5 Z -19.25 X22 I-2 J0.6 K0.6 ( ebben az egyciklusos menetben )
Nekem az alábbi magyarázó sor okozta a legtöbb fejtörést ( Minthogy a Mach G76 os sora abs más koncepciójú ( Pl van Clearance )
Idézem :
"I: A menet kezdőpontja az X tengelyen, vagyis a menet teteje. Általában erre a méretre kerül az
anyag leesztergálásra a menetvágás előtt. "
Én egy 20 as külső menetet 20 ra esztergálok le és ezek alapján I = 20 lenne . No azzal nem jó ! ( de biztos bennem van a hiba mert maradi és konzekvens vagyok ) Tegnap megírtam egy kódsort és aztán vizslattam a DRO t és az ott futó értékek elemzésével módosítottam a programon . A végén A 20 as menethez X = 22 t kellet írnom I = -2 vel ( Vagyis az algebrai összegük adja a 20 as átmérőt )
Nem találtam utalást : a kúpos menetre , az optimalizált forgácsleválasztásra . Szerintem az alkalmazott kés visszajáratási szisztémánál van jobb ( mert a visszajáratás mindig adott távolságban zajlik a menetárok alsó pontjához viszonyítva (vagyis igencsak oda kell figyelni mert ahogy megy be a kés úgy a visszajáratás pályája is tolódik beljebb ) Vagyis akkor biztonságos ha I nagyobb mint K
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2017 január 30, 08:11
Írta: ANTAL GÁBOR Dátum 2017 január 30, 08:11
Gondolkodtam egy kicsit és a 99 % ot 100 ra módosítom . Amikor Balázsék kijöttek Az UCCNC vel akkor még nem volt ethernates kütyöm ( sőt az itthoni gép nincs is arra felkészítve ) VISZONT ott a videóm a táramban ami ékes bizonyítéka a G33 as szinkron menetnek ( UC100 al !!! )
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 január 30, 17:56
Írta: zt2c4wh9 Dátum 2017 január 30, 17:56
Az UCCNC-ben a szinkron menetvágás pontosan úgy működik mint a linuxcnc-ben. Mach3-ban másképp működik, de már nem nagyon emlékszem a különbségekre.
Talán ez a G76 dokumentáció jobb kicsit mint a minénk, mert van benne rajz is: http://linuxcnc.org/docs/2.6/html/gcode/gcode.html#sec:G76-Threading-Canned
A lényeg, hogy az I az megvezető vonal (drive line)-tól egy inkrementum, vagyis ennyit fog elmozdulni a szerszám az anyag felé a G76 parancs kiadásakor.
Az I lehet pozitív vagy negatív attól függően, hogy külső vagy belső menet.
A gyakorlatban fel kell venni az anyag átmérőt, majd kiállni I távolságra és indítani a ciklust.
Talán ez a G76 dokumentáció jobb kicsit mint a minénk, mert van benne rajz is: http://linuxcnc.org/docs/2.6/html/gcode/gcode.html#sec:G76-Threading-Canned
A lényeg, hogy az I az megvezető vonal (drive line)-tól egy inkrementum, vagyis ennyit fog elmozdulni a szerszám az anyag felé a G76 parancs kiadásakor.
Az I lehet pozitív vagy negatív attól függően, hogy külső vagy belső menet.
A gyakorlatban fel kell venni az anyag átmérőt, majd kiállni I távolságra és indítani a ciklust.
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2017 január 30, 18:29
Írta: lari Dátum 2017 január 30, 18:29
Gábor!
Néztem a múltkor a táradban lévő videót két tengely szinkronizálásáról.
Akkor forgató kapcsán volt ez a téma...
Az a kérdésem, hogy "A" tengelyt hogyan lehet szinkronizálni encoderes főorsóval UCCNC-vel?
A G76-ban vagy a G33-ban nem találok lehetőséget az "A" tengely konfigurálására...
Néztem a múltkor a táradban lévő videót két tengely szinkronizálásáról.
Akkor forgató kapcsán volt ez a téma...
Az a kérdésem, hogy "A" tengelyt hogyan lehet szinkronizálni encoderes főorsóval UCCNC-vel?
A G76-ban vagy a G33-ban nem találok lehetőséget az "A" tengely konfigurálására...
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2017 január 30, 18:36
Írta: ANTAL GÁBOR Dátum 2017 január 30, 18:36
Nekem az alábbi magyarázó sor okozta a legtöbb fejtörést Idézem :
"I: A menet kezdőpontja az X tengelyen, vagyis a menet teteje. Általában erre a méretre kerül az anyag leesztergálásra a menetvágás előtt. "
Ezt a ti leírásotokból idéztem Akkor hogy is van ????
Magam is rájöttem hogy egy előjeles inkrementum amit a Svejk kérésére le is írtam ( Az én példámban I = - 2 volt
"I: A menet kezdőpontja az X tengelyen, vagyis a menet teteje. Általában erre a méretre kerül az anyag leesztergálásra a menetvágás előtt. "
Ezt a ti leírásotokból idéztem Akkor hogy is van ????
Magam is rájöttem hogy egy előjeles inkrementum amit a Svejk kérésére le is írtam ( Az én példámban I = - 2 volt
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 január 30, 21:00
Írta: zt2c4wh9 Dátum 2017 január 30, 21:00
Dejavum van, mert úgy emlékszem, hogy egyszer már felmerült itt a fórumon ugyanez a kérdés és akkor arra jutottam, hogy én nem tudom jobban megfogalmazni úgy, hogy értelmes maradjon a mondat és biztosan mindenki megértse.
Ha valaki megtudja jobban fogalmazni, akkor kérlek benneteket ne fogjátok vissza magatokat, továbbra is szívesen venném ha valaki átfogalmazná.
Egyébként a linuxcnc doksiban is ugyanígy írják, az utolsó mondat az érdekes:
I- - The thread peak offset from the drive line. Negative I values are external threads, and positive I values are internal threads. Generally the material has been turned to this size before the G76 cycle.
Szóval itt is ugyanúgy félreérthető szerintem mint ahogy a mi doksinkban, de nem tudom hogyan kellene átfogalmazni.
Ha valaki megtudja jobban fogalmazni, akkor kérlek benneteket ne fogjátok vissza magatokat, továbbra is szívesen venném ha valaki átfogalmazná.
Egyébként a linuxcnc doksiban is ugyanígy írják, az utolsó mondat az érdekes:
I- - The thread peak offset from the drive line. Negative I values are external threads, and positive I values are internal threads. Generally the material has been turned to this size before the G76 cycle.
Szóval itt is ugyanúgy félreérthető szerintem mint ahogy a mi doksinkban, de nem tudom hogyan kellene átfogalmazni.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2017 január 30, 21:22
Írta: ANTAL GÁBOR Dátum 2017 január 30, 21:22
Mindenre én sem emlékszem : Pár napja Szacsa megkeresett a problémájával és akkor szembesültem vele . Én minden menetet G33 al vágok ( sokkal egyszerűbb átláthatóbb mindeninek ajánlom )
Máris teszek egy javaslatot: The thread peak offset from the drive line minden szavát le kellene fordítani
Nálatok egy betű sem szól hogy az egy OFFSET ( vagyis eltolás) a vonaltól Csak egy ( valójában kettő mert van ott még egy "csúcs" is ) szó : eltolás (inkrement ) stb az maradt ki a:
"I: A menet kezdőpontja az X tengelyen, mondatból "
Egy profi angolos szerintem birtokviszonyt is alkalmazna hogy egyértelmű legyen amit ír . Lehet hogy egy üzbég linuxos a google fordítóval fordít ??? ( és ez lesz belőle )
Kalci ??? Hol vagy ???
Máris teszek egy javaslatot: The thread peak offset from the drive line minden szavát le kellene fordítani
Nálatok egy betű sem szól hogy az egy OFFSET ( vagyis eltolás) a vonaltól Csak egy ( valójában kettő mert van ott még egy "csúcs" is ) szó : eltolás (inkrement ) stb az maradt ki a:
"I: A menet kezdőpontja az X tengelyen, mondatból "
Egy profi angolos szerintem birtokviszonyt is alkalmazna hogy egyértelmű legyen amit ír . Lehet hogy egy üzbég linuxos a google fordítóval fordít ??? ( és ez lesz belőle )
Kalci ??? Hol vagy ???
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2017 január 30, 21:24
Írta: ANTAL GÁBOR Dátum 2017 január 30, 21:24
Bocsánat : Kalaci akart az lenni
Cím: Re:UCCNC vezérlő program
Írta: KoLa Dátum 2017 január 30, 21:37
Írta: KoLa Dátum 2017 január 30, 21:37
"Az UCCNC-ben a szinkron menetvágás pontosan úgy működik mint a linuxcnc-ben"
Akkor, abban már nagy a gyakorlatom!
Jobb lett volna ha a Mach3 g76-ját másoljátok, mert az sokkal kezelhetőbb g76!
Ugyanis a LinuxCnc g76-ban nincs lehetőség a kúpos menet vágására.
Akkor, abban már nagy a gyakorlatom!
Jobb lett volna ha a Mach3 g76-ját másoljátok, mert az sokkal kezelhetőbb g76!
Ugyanis a LinuxCnc g76-ban nincs lehetőség a kúpos menet vágására.
Cím: Re:UCCNC vezérlő program
Írta: KoLa Dátum 2017 január 30, 22:04
Írta: KoLa Dátum 2017 január 30, 22:04
t1 m6 ( szerszám kiválasztása )
G43 ( szerszámhossz betöltése )
m3 s800
g4p1
g0x30 z4 ( itt állunk be abba pozícióba ami a vezetővonal átmérője és kezdő Z-pontja)
( innen számoljuk vissza a G76 , i beállítást )
( G76 )
(p = Menet emelkedés)
(z = Menetmélység)
(i = A menetcsúcs távolsága a vezetővonaltól )
( külső menet esetén negatív előjelű )
( Belső menet esetén pozitv előjelű )
(j = Az első fogás mélysége,nagyban befolyásolja a fogások számát)
( attól függően hogy milyen r szisztémát választunk )
(r = Mélység csökkentés: r1 azonos mélységű fogások )
( r2 állandó területű fogások )
( az 1 és 2 közötti értékek csökkenő mélységet és növekvő
terület eredményeznek , a 2 fölöttiek csökkenő területet eredményeznek )
(k = a teljes menetmélység pozitív szám)
(q = Fogásvételi szög)
(h = simító fogások száma)
(e = A be és kivezető kúpok hossza )
(l = L0 : nincs kúp a menetvégeken)
( L1 : kezdő kúp )
( L2 : záró kúp )
( L3 : kezdő és záró kúp )
g76 p1.5 z-20 i-10 j0.5 k1.5 h1 r2.3 q29.5 e1.5 l3
g0x30
g0z0
m5
m2
G43 ( szerszámhossz betöltése )
m3 s800
g4p1
g0x30 z4 ( itt állunk be abba pozícióba ami a vezetővonal átmérője és kezdő Z-pontja)
( innen számoljuk vissza a G76 , i beállítást )
( G76 )
(p = Menet emelkedés)
(z = Menetmélység)
(i = A menetcsúcs távolsága a vezetővonaltól )
( külső menet esetén negatív előjelű )
( Belső menet esetén pozitv előjelű )
(j = Az első fogás mélysége,nagyban befolyásolja a fogások számát)
( attól függően hogy milyen r szisztémát választunk )
(r = Mélység csökkentés: r1 azonos mélységű fogások )
( r2 állandó területű fogások )
( az 1 és 2 közötti értékek csökkenő mélységet és növekvő
terület eredményeznek , a 2 fölöttiek csökkenő területet eredményeznek )
(k = a teljes menetmélység pozitív szám)
(q = Fogásvételi szög)
(h = simító fogások száma)
(e = A be és kivezető kúpok hossza )
(l = L0 : nincs kúp a menetvégeken)
( L1 : kezdő kúp )
( L2 : záró kúp )
( L3 : kezdő és záró kúp )
g76 p1.5 z-20 i-10 j0.5 k1.5 h1 r2.3 q29.5 e1.5 l3
g0x30
g0z0
m5
m2
Cím: Re:UCCNC vezérlő program
Írta: KoLa Dátum 2017 január 30, 22:07
Írta: KoLa Dátum 2017 január 30, 22:07
"(z = Menetmélység)" =menethossz
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2017 január 31, 16:59
Írta: Miki2 Dátum 2017 január 31, 16:59
Szia Balázs!
Lehet, hogy magyarul mindenki számára érthetően, szabatosan sikerülne leírni a menetvágás változóinak a meghatározását.
Egyébként sem ártana az általatok készített kütyükhöz egy-egy magyar nyelvű leírást készíteni.
Mondja mindezt egy angolul nem beszélő ember.
Lehet, hogy magyarul mindenki számára érthetően, szabatosan sikerülne leírni a menetvágás változóinak a meghatározását.
Egyébként sem ártana az általatok készített kütyükhöz egy-egy magyar nyelvű leírást készíteni.
Mondja mindezt egy angolul nem beszélő ember.
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2017 január 31, 17:07
Írta: Miki2 Dátum 2017 január 31, 17:07
Szia!
"Ugyanis a LinuxCnc g76-ban nincs lehetőség a kúpos menet vágására."
Akkor Te hogyan csinálod a hasító ékeket?
"Ugyanis a LinuxCnc g76-ban nincs lehetőség a kúpos menet vágására."
Akkor Te hogyan csinálod a hasító ékeket?
Cím: Re:UCCNC vezérlő program
Írta: Motoros Dátum 2017 január 31, 17:19
Írta: Motoros Dátum 2017 január 31, 17:19
De már az is nagyon jó lenne, ha az angol szöveghez tartozna egy mórickarajz meg egy mintapélda. Mint például anno a TCNC leírásánál, rögtön ránézésre érteni lehetett miről van szó, a szöveg már nem is érdekes.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 január 31, 17:22
Írta: 000000000 Dátum 2017 január 31, 17:22
Gondolom, a Magyar vásárlók száma, sem a programnál, sem a kütyüknél nem jelentős az össz eladáshoz képest. Ezért nincs preferálva a magyar nyelv.
Viszont, anyanyelvén az ember jobban érti a jelentéseket, árnyalatokat is.
Ebből a szempontból tökmindegy, hogy ezt használjuk, vagy a Mach3 –at.
Viszont, anyanyelvén az ember jobban érti a jelentéseket, árnyalatokat is.
Ebből a szempontból tökmindegy, hogy ezt használjuk, vagy a Mach3 –at.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2017 január 31, 17:37
Írta: ANTAL GÁBOR Dátum 2017 január 31, 17:37
Szerintem nem g76- tal csinálja hanem g32( 33) mal ( Fogalmam sincs hogy a linux mit használ de te úgyis megérted)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 január 31, 17:38
Írta: dezsoe Dátum 2017 január 31, 17:38
A magyar/külföldi vásárlók aránya szerintem elhanyagolható, ha figyelembe vesszük, hogy az UCCNC Documentation mappájában 50-50%-ban van magyar és angol doksi pdf-ben. :) Egyedül a html doksik vannak csak angolul. Nem mondom, hogy első olvasásra érthető a menetfaragás leírása bármelyik nyelven, de többszöri elolvasásra megértettem. A magyar doksiból, úgy, hogy nem értek az esztergához.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 január 31, 17:40
Írta: dezsoe Dátum 2017 január 31, 17:40
Bocs, a modbus leírás is csak angol, így az arány egy kicsit rosszabb. :)
Cím: Re:UCCNC vezérlő program
Írta: KoLa Dátum 2017 január 31, 17:46
Írta: KoLa Dátum 2017 január 31, 17:46
A g33-al, és Béni barátunk által írt subrutinnal vágom a kúpos, kétbekezdésű meneteket!
A g76 is a g33-at használja a háttérben,ez az egy kód van a főorsóval szinkronizált mozgásokra, és elég is![#wave]
A g76 is a g33-at használja a háttérben,ez az egy kód van a főorsóval szinkronizált mozgásokra, és elég is![#wave]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 január 31, 20:23
Írta: svejk Dátum 2017 január 31, 20:23
Segítsetek egy csetlő-botló kezdő macro buherátornak![#help]
Hogy kell a Jog Feed Rate értékét kiolvasni/írni?
Az AS3.Getfield(913)-mal 0-át olvas ki.
A többi DRO-val működik a kiolvasás és írás is, csak ez a fránya JRO nem megy. :(
Hogy kell a Jog Feed Rate értékét kiolvasni/írni?
Az AS3.Getfield(913)-mal 0-át olvas ki.
A többi DRO-val működik a kiolvasás és írás is, csak ez a fránya JRO nem megy. :(
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 január 31, 21:06
Írta: dezsoe Dátum 2017 január 31, 21:06
Ő nem az AS3-ban, hanem az AS3jog-ban lakik, azaz AS3jog.Getfield(913)-mal hivatkozz rá.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 január 31, 21:08
Írta: svejk Dátum 2017 január 31, 21:08
A pecsába...!
Köszi!
Honnan lehet az ilyeneket tudni, egy magamfajta lúzer user-nek?
Köszi!
Honnan lehet az ilyeneket tudni, egy magamfajta lúzer user-nek?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 január 31, 21:39
Írta: dezsoe Dátum 2017 január 31, 21:39
Az előbb emlegetett doksi könyvtárban vannak leírások. Ez pl. a Macro_capability_detailed.htm file-ban van leírva. De, szerintem legközelebb már tudni fogod. :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 január 31, 21:45
Írta: svejk Dátum 2017 január 31, 21:45
Khmmm... a doksik közt a "Macro capability..." htm első oldalán a 3. pontnál az AS3jog helyett is csak AS3-van. [#boxer]
No persze attól még a többöból kibogarászhattam volna.
Itt ebben az összefoglalóban helyes (https://drive.google.com/drive/folders/0B9eqGqWQVBbWNVhsZkdfQWRaYTg)
De ki az a Robertspark??? [#nemtudom]
No persze attól még a többöból kibogarászhattam volna.
Itt ebben az összefoglalóban helyes (https://drive.google.com/drive/folders/0B9eqGqWQVBbWNVhsZkdfQWRaYTg)
De ki az a Robertspark??? [#nemtudom]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 január 31, 21:47
Írta: svejk Dátum 2017 január 31, 21:47
Valószínű ez a PDF magyarul meg sem íródott.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 január 31, 21:59
Írta: dezsoe Dátum 2017 január 31, 21:59
Hát, na. Most visszanéztem, és valóban: a legutóbbi hivatalos verzióig hibás a doksi. Akkor nem a doksiból tudom, hanem a képernyő leírókból. :)
A PDF sosem volt magyar nyelvű, a másik (angol) UCCNC-s fórumon írta az egyik emberke. Én is csak a minap futottam bele, még át sem olvastam, csak mentettem. :)
A PDF sosem volt magyar nyelvű, a másik (angol) UCCNC-s fórumon írta az egyik emberke. Én is csak a minap futottam bele, még át sem olvastam, csak mentettem. :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 január 31, 22:13
Írta: svejk Dátum 2017 január 31, 22:13
Egyébként nekem sokat segít a topicgazda, lassan már nem is merek tőle kérdezni. :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 január 31, 22:47
Írta: dezsoe Dátum 2017 január 31, 22:47
Márminthogyakkor melyik topic melyik gazdája? Mert itt is van, meg egy másikról is beszéltünk az imént.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 január 31, 23:08
Írta: zt2c4wh9 Dátum 2017 január 31, 23:08
Sziasztok,
A Robertspark egy Angol felhasználó, aki volt olyan kedves, hogy önszorgalomból kigyűjtötte az információkat és csinálta a linkelt dokumentációt.
Ezúton is köszönet neki. [#integet2]
A Robertspark egy Angol felhasználó, aki volt olyan kedves, hogy önszorgalomból kigyűjtötte az információkat és csinálta a linkelt dokumentációt.
Ezúton is köszönet neki. [#integet2]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 február 01, 06:27
Írta: svejk Dátum 2017 február 01, 06:27
CNCdrive, alias K.Balázs.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 február 01, 06:29
Írta: svejk Dátum 2017 február 01, 06:29
Aha, egy külföldi fanatikus! :)
Azt láttam a fórumon, hogy aktív és képben van a fickó!
Azt láttam a fórumon, hogy aktív és képben van a fickó!
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2017 február 01, 06:42
Írta: ANTAL GÁBOR Dátum 2017 február 01, 06:42
Annyira jó hogy el sem hinné az ember hogy nem Balázsék írták ( álnéven ) De miért csak most linkelted ? Le szerettem volna menteni ( pdf ként ) de falakba ütköztem Egy oldalt ki is nyomtattam volna az sem megy . Ha publikus akkor minek védi ? Persze az erőforrásaim ( itthon ) gyengék
( XP )
( XP )
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 február 01, 06:47
Írta: svejk Dátum 2017 február 01, 06:47
a múlt héten akadtam rá a
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 február 01, 06:48
Írta: svejk Dátum 2017 február 01, 06:48
Szóval a múlt héten akadtam rá a CNCdrive fórumon, amikor már kínomban ott keresgéltem a morzsákat. (http://www.forum.cncdrive.com/viewforum.php?f=1)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 február 01, 06:49
Írta: svejk Dátum 2017 február 01, 06:49
Reméljük az újabb UCCNC verzió már ezt fogja tartalmazni a dokumentáció könyvtárban.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 február 01, 06:51
Írta: svejk Dátum 2017 február 01, 06:51
rákattintasz a kis képre és jobb gomb/letöltés.
Cím: Re:UCCNC vezérlő program
Írta: wm94bppdn Dátum 2017 február 01, 19:31
Írta: wm94bppdn Dátum 2017 február 01, 19:31
Elnézést, minthogy a témához nagyon nem értek, nem olvasom a topikot.
Nem tudom, hogy csak nagyon pongyola volt-e aki írta, vagy valóban Google translator-ral fordította (sanszos), de ha "angolul" olvasom, annyit tesz, hogy I = csúcs (maximális?) menet eltolás (eltérés) a rajz vonaltól. Ha jól értem, akkor valójában arról az offsetről van szó, amivel a valóságos csavar, vagy anya menet csúcsa és árka kisebb/nagyobb az elméleti 60 fokos háromszögnél. A rajzon (ISO szabvány) nem egyformák az eltérések, az I paraméter viszont szimmetrikus: pozitív az anyamenetnél, negatív a külső menetnél.
Egyúttal a definíciók is itt vannak igazi angolul.
Major dia(meter): külső menetátmérő, külső menetnél
Minor dia: magméret, külső nenetnél
Pitch (P): menetemelkedés
Pitch dia: középátmérő
H: az a bizonyos rajz vonal (height=magasság)
Internal thread: anyamenet, belső menet
External thread: külső menet

Nem tudom, hogy csak nagyon pongyola volt-e aki írta, vagy valóban Google translator-ral fordította (sanszos), de ha "angolul" olvasom, annyit tesz, hogy I = csúcs (maximális?) menet eltolás (eltérés) a rajz vonaltól. Ha jól értem, akkor valójában arról az offsetről van szó, amivel a valóságos csavar, vagy anya menet csúcsa és árka kisebb/nagyobb az elméleti 60 fokos háromszögnél. A rajzon (ISO szabvány) nem egyformák az eltérések, az I paraméter viszont szimmetrikus: pozitív az anyamenetnél, negatív a külső menetnél.
Egyúttal a definíciók is itt vannak igazi angolul.
Major dia(meter): külső menetátmérő, külső menetnél
Minor dia: magméret, külső nenetnél
Pitch (P): menetemelkedés
Pitch dia: középátmérő
H: az a bizonyos rajz vonal (height=magasság)
Internal thread: anyamenet, belső menet
External thread: külső menet

Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2017 február 01, 20:09
Írta: ANTAL GÁBOR Dátum 2017 február 01, 20:09
Szerintem annál is csalafintább de rohanok mert megfagy az eső ( majd folytatjuk akár telefonon )
Cím: Re:UCCNC vezérlő program
Írta: ppxgww95 Dátum 2017 február 02, 06:34
Írta: ppxgww95 Dátum 2017 február 02, 06:34
Letölthető innen is és korlátozást sem tartalmaz. (Nyomtatható.)
http://cnctar.hobbycnc.hu/UCCNC/ (http://cnctar.hobbycnc.hu/UCCNC/)
http://cnctar.hobbycnc.hu/UCCNC/ (http://cnctar.hobbycnc.hu/UCCNC/)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 február 02, 14:26
Írta: svejk Dátum 2017 február 02, 14:26
Már sokszor akartam kérdezni....
A Komplett UCCNC könyvtár másolható büntetlenül másik meghajtóra, másik PC-re egy-az egyben?
Vagy kell neki a hivatalos telepítés, mert ír máshova is.
(próbáltam, látszólag működik a mezei másolás)
A Komplett UCCNC könyvtár másolható büntetlenül másik meghajtóra, másik PC-re egy-az egyben?
Vagy kell neki a hivatalos telepítés, mert ír máshova is.
(próbáltam, látszólag működik a mezei másolás)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 február 02, 15:06
Írta: dezsoe Dátum 2017 február 02, 15:06
Másolhatod kedvedre, csak egy telepítendő része van, az OpenAL. Ha már egyszer fel volt telepítve a program, akkor ott van a gépen. Ezen keresztül van hang. Egyébként elfut pennáról is simán.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 február 02, 15:07
Írta: dezsoe Dátum 2017 február 02, 15:07
Ja, és fut a hang nélkül is, csak olyankor nem bíbbog reset-re.
Cím: Re:UCCNC vezérlő program
Írta: szf Dátum 2017 február 02, 17:27
Írta: szf Dátum 2017 február 02, 17:27
UCCNC-vel meg lehet azt csinálni,hogy 4irányú analóg yostickal vezérelni kézi üzemmódba?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 február 02, 18:00
Írta: svejk Dátum 2017 február 02, 18:00
Szupi!
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 február 02, 18:02
Írta: svejk Dátum 2017 február 02, 18:02
Hmmm... elvileg van 4 analóg bemenet, de azt nem tudom miként lehetne az X és Y sebességét különválasztani.
Cím: Re:UCCNC vezérlő program
Írta: szf Dátum 2017 február 02, 18:05
Írta: szf Dátum 2017 február 02, 18:05
Nem jó a kérdés.UCCNC szoftveren keresztül vezérelni az X-Y tengelyt , analóg joystic-al.lehetséges?
Cím: Re:UCCNC vezérlő program
Írta: szf Dátum 2017 február 02, 18:07
Írta: szf Dátum 2017 február 02, 18:07
van négy kapcsolt jelem azaz a négy irány.Illetve két analóg jelem X és Y tengely.ezt kellene valamilyen cnc-vezérlő programhoz applikálnom.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 február 02, 18:07
Írta: svejk Dátum 2017 február 02, 18:07
Jó volt az én értettem.
Az a baj, hogy a normál JOG analóg bemenet minden tengelyre egyszer hat százalékosan,
De majd jön a fejlesztő és megmondja megoldható-e külön analóg bemenetet rendelni a tengelyekhez.
Az a baj, hogy a normál JOG analóg bemenet minden tengelyre egyszer hat százalékosan,
De majd jön a fejlesztő és megmondja megoldható-e külön analóg bemenetet rendelni a tengelyekhez.
Cím: Re:UCCNC vezérlő program
Írta: szf Dátum 2017 február 02, 18:15
Írta: szf Dátum 2017 február 02, 18:15
ez nem rossz így. gondolom digitális bemenettel ki lehet választani a tengelyt ,hogy a JOG melyikre működjön.
Cím: Re:UCCNC vezérlő program
Írta: svager Dátum 2017 február 02, 18:35
Írta: svager Dátum 2017 február 02, 18:35
A Xabi amit készített nem jó?
Ebben a topikban a 16.oldalon.
Ebben a topikban a 16.oldalon.
Cím: Re:UCCNC vezérlő program
Írta: szf Dátum 2017 február 02, 18:45
Írta: szf Dátum 2017 február 02, 18:45
köszi az ötletet
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 február 02, 19:08
Írta: svejk Dátum 2017 február 02, 19:08
Sajnos Ő sem tudta megoldani a két tengely külön sebességgel való mozgatását, amelyik a magasabb azzal megy mind a két tengely.
Cím: Re:UCCNC vezérlő program
Írta: szf Dátum 2017 február 02, 19:17
Írta: szf Dátum 2017 február 02, 19:17
Nálam egyszerre csak az egyik tengely megy.x-y-x-x-x-y-y
akár ilyen mintában is mehet.
igaz +- 10v jön analóg jelnek de ebből bármit lehet csinálni.
akár ilyen mintában is mehet.
igaz +- 10v jön analóg jelnek de ebből bármit lehet csinálni.
Cím: Re:UCCNC vezérlő program
Írta: nffab2gnr Dátum 2017 február 02, 20:42
Írta: nffab2gnr Dátum 2017 február 02, 20:42
Esetleg ha valaki tudja a választ,van két PC mindkettőre telepítve van az UCCNC300 ETH. Amikor elindítom a programot a hangszóróban halk sípolás hallható.Amíg megy a program addig ciripel...leállítom elhallgat. Ugyan ezen PC-n az UCCNC usb-s változata nem produkált ilyent.Tudom húzzam le a hangszórót...esetleg más ötlet a "hibára"?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 február 02, 20:46
Írta: svejk Dátum 2017 február 02, 20:46
Az asztali gépem csinál ilyet egyedül.
De arra fogom, hogy az már többször a túlvilágról visszahozott operációs rendszer, hatszázhatvanhat programmal installal/unistallal.
De arra fogom, hogy az már többször a túlvilágról visszahozott operációs rendszer, hatszázhatvanhat programmal installal/unistallal.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 február 02, 20:48
Írta: svejk Dátum 2017 február 02, 20:48
Csak sejtem, hogy mindkét PC-ben ugyanolyan az alaplapod, az enyém valami ezeréves ASROCK.
Cím: Re:UCCNC vezérlő program
Írta: nffab2gnr Dátum 2017 február 02, 21:06
Írta: nffab2gnr Dátum 2017 február 02, 21:06
Bingo! Fujitsu-Siemens. Akkor az mit jelent?
Cím: Re:UCCNC vezérlő program
Írta: nffab2gnr Dátum 2017 február 02, 21:07
Írta: nffab2gnr Dátum 2017 február 02, 21:07
ezek még az Orion űrhajóban voltak[#nyes][#nyes][#nyes]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 február 02, 21:10
Írta: svejk Dátum 2017 február 02, 21:10
Gondolom én, hogy összeakad a hangkártyával az UCCNC.
Kb. ennyit értek hozzá.
Csere.
Kb. ennyit értek hozzá.
Csere.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 február 04, 12:21
Írta: zt2c4wh9 Dátum 2017 február 04, 12:21
Külön sebességekkel egyszerre jogolni 2 tengelyt jelenleg nem lehetséges, mert a jog sebesség egyetlen paraméterrel adható meg, a jog panelon elhelyezett JRO% értékkel.
Szóval a mozgásvektoron lévő sebességet tudod megadni.
Viszont azt meglehet vele csinálni, hogy a két analog joystick-ek erősségét olvasva azok alapján valamilyen mértékkel állítani a JRO-t és akkor amennyire nyomod a joystick-eket olyan sebességgel jog-olna a gép.
Például átlagot lehetne számolni a két joy nyomás értékből, vagy a nagyobbat vagy a kisebbet figyelembe venni stb.
Persze ehhez plugint vagy macro-hurkot kell írni, ami olvassa, feldolgozza a joystick jeleit és az alapján írja a JRO-t és indítja, megállítja a jog mozgásokat a gombkódok meghívásával.
Szóval a mozgásvektoron lévő sebességet tudod megadni.
Viszont azt meglehet vele csinálni, hogy a két analog joystick-ek erősségét olvasva azok alapján valamilyen mértékkel állítani a JRO-t és akkor amennyire nyomod a joystick-eket olyan sebességgel jog-olna a gép.
Például átlagot lehetne számolni a két joy nyomás értékből, vagy a nagyobbat vagy a kisebbet figyelembe venni stb.
Persze ehhez plugint vagy macro-hurkot kell írni, ami olvassa, feldolgozza a joystick jeleit és az alapján írja a JRO-t és indítja, megállítja a jog mozgásokat a gombkódok meghívásával.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 február 04, 12:26
Írta: zt2c4wh9 Dátum 2017 február 04, 12:26
Gyanítom, hogy valahogy a hálózati kártya adása hallatszik át a hangkártyára.
Arra gondolok, hogy ahogy megy az adás a hálózati kártyán, az a tápon vagy valahogy rákerül a jel a hangkártyára és ezt a jelet hallod.
Azt lenne érdemes megnézni, hogy ha demo módban futtatod az UCCNC-t akkor is hallod-e a hangot. Ha nem, akkor tutira a hálókártya hallatszik át, mert csak annyi a különbség a demo és nem demo közt hogy van vagy nincs fizikai kapcsolat és kommunikáció a PC és mozgásvezérlő között.
Arra gondolok, hogy ahogy megy az adás a hálózati kártyán, az a tápon vagy valahogy rákerül a jel a hangkártyára és ezt a jelet hallod.
Azt lenne érdemes megnézni, hogy ha demo módban futtatod az UCCNC-t akkor is hallod-e a hangot. Ha nem, akkor tutira a hálókártya hallatszik át, mert csak annyi a különbség a demo és nem demo közt hogy van vagy nincs fizikai kapcsolat és kommunikáció a PC és mozgásvezérlő között.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 február 04, 12:34
Írta: svejk Dátum 2017 február 04, 12:34
Az én alaplamonál minden üzemmódban hallatszik egy kb. 3 Hz-enként ismétlődő tü-tü-tü-tü.
általában a PC indjtása után az elsó UCCNC indításnál nem, de ha bezárom és újraindítom az UCCNC-t akkor mindig előjön.
De mint írtam azon egy ezeréves toldott foldott XP van.
általában a PC indjtása után az elsó UCCNC indításnál nem, de ha bezárom és újraindítom az UCCNC-t akkor mindig előjön.
De mint írtam azon egy ezeréves toldott foldott XP van.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 február 07, 11:34
Írta: dezsoe Dátum 2017 február 07, 11:34
Újabb okosságokkal bővült a file-nyitó plugin-om. Megcsináltam a G33 és G76 megjelenítését, meg egy-két apróságot javítottam benne.
Esztergások, figyelem! :)
Ha a plugin teljesen megjeleníti a kódot (van rá ideje, mielőtt ellépsz róla, vagy enter-t nyomsz), akkor felismeri, hogy esztergás a kód, vagy nem. Ha igen, akkor a file betöltése után átváltja a nézetet "bal nézet"-re. Egy, a profilban megadható számú LED-et be- vagy kikapcsol attól függően, hogy esztergás-e a kód. Ezt fel lehet használni például a pozícionáló makrókban, hogy először az X-et emelje ki, vagy bármi másra. Részletek és telepítési útmutató a dokumentációban (http://cnctar.hobbycnc.hu/dezsoe/QuickView/uccnc_quickview_plugin_manual_hu.pdf).
Letöltés (http://cnctar.hobbycnc.hu/dezsoe/QuickView/UCCNC_QuickView.zip)
(http://cnctar.hobbycnc.hu/dezsoe/QuickView/QV_G76_tn.png) (http://cnctar.hobbycnc.hu/dezsoe/QuickView/QV_G76.png)
(http://cnctar.hobbycnc.hu/dezsoe/QuickView/QV_G33_tn.png) (http://cnctar.hobbycnc.hu/dezsoe/QuickView/QV_G33.png)
Esztergások, figyelem! :)
Ha a plugin teljesen megjeleníti a kódot (van rá ideje, mielőtt ellépsz róla, vagy enter-t nyomsz), akkor felismeri, hogy esztergás a kód, vagy nem. Ha igen, akkor a file betöltése után átváltja a nézetet "bal nézet"-re. Egy, a profilban megadható számú LED-et be- vagy kikapcsol attól függően, hogy esztergás-e a kód. Ezt fel lehet használni például a pozícionáló makrókban, hogy először az X-et emelje ki, vagy bármi másra. Részletek és telepítési útmutató a dokumentációban (http://cnctar.hobbycnc.hu/dezsoe/QuickView/uccnc_quickview_plugin_manual_hu.pdf).
Letöltés (http://cnctar.hobbycnc.hu/dezsoe/QuickView/UCCNC_QuickView.zip)
(http://cnctar.hobbycnc.hu/dezsoe/QuickView/QV_G76_tn.png) (http://cnctar.hobbycnc.hu/dezsoe/QuickView/QV_G76.png)
(http://cnctar.hobbycnc.hu/dezsoe/QuickView/QV_G33_tn.png) (http://cnctar.hobbycnc.hu/dezsoe/QuickView/QV_G33.png)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 február 07, 12:14
Írta: svejk Dátum 2017 február 07, 12:14
Nohát!?
Én erről lemaradtam?
Hol is van ennek az előzménye?
Én erről lemaradtam?
Hol is van ennek az előzménye?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 február 07, 12:23
Írta: dezsoe Dátum 2017 február 07, 12:23
Legutóbb a 3226-ban, az elsőig nem lapoztam vissza. :) Kicsit nehéz volt megtalálni, mert a hozzá tartozó kép a saját honlapomon van, ami úgy tűnik, hogy ma szabadnapos. Csak még nem tudtam a szolgáltatóval beszélni. [#falbav]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 február 07, 12:29
Írta: svejk Dátum 2017 február 07, 12:29
Köszi, szóval itt a #3226-ban. (http://forum.hobbycnc.hu/topic.php?topic=218&page=6&order=DESC#3226)
Rémlik valami de akkor átsiklottam felette.
Rémlik valami de akkor átsiklottam felette.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 február 07, 12:31
Írta: dezsoe Dátum 2017 február 07, 12:31
Direkt nem raktam linket, mert benne van az oldalszám, ami pár üzenet múlva már nem annyi lesz és meghal a link. :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 február 07, 12:33
Írta: svejk Dátum 2017 február 07, 12:33
No de nem marad meg a számozás?
Én meg azt hittem eddig jót csinálok. [#rinya]
Én meg azt hittem eddig jót csinálok. [#rinya]
Cím: Re:UCCNC vezérlő program
Írta: MoparMan Dátum 2017 február 07, 12:54
Írta: MoparMan Dátum 2017 február 07, 12:54
A hozzászólás sorszáma nem változik nyilvánvalóan.
Mivel lapozható a topik 50 hozzászolásonként most a kivánt hozzászólás mondjuk a 6. Oldalon található. De ha ide írunk még 100 hozzászólást akkor két oldallal hátrébb kerül, mive időrend szerint visszafelé listázunk, hogy mindig a legfrissebb hozzászólások jelenjenek meg az első oldalon.
Érthető? ;-)
Mivel lapozható a topik 50 hozzászolásonként most a kivánt hozzászólás mondjuk a 6. Oldalon található. De ha ide írunk még 100 hozzászólást akkor két oldallal hátrébb kerül, mive időrend szerint visszafelé listázunk, hogy mindig a legfrissebb hozzászólások jelenjenek meg az első oldalon.
Érthető? ;-)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 február 07, 12:57
Írta: dezsoe Dátum 2017 február 07, 12:57
Nem lehetne olyan linket generálni, ami nem tartalmazza az oldalszámot, így bármikor elérhető?
Cím: Re:UCCNC vezérlő program
Írta: D.Laci Dátum 2017 február 07, 12:57
Írta: D.Laci Dátum 2017 február 07, 12:57
Ha jól emlékszem a régi sárgán nem volt gond a hozzászólás linkelése, mert ott nem vette figyelembe , hogy hányadik oldalon van, csak sorszámot kelet linkelni.
Cím: Re:UCCNC vezérlő program
Írta: MoparMan Dátum 2017 február 07, 13:02
Írta: MoparMan Dátum 2017 február 07, 13:02
Van rá ötletem, pl igy majd: [#t19p1234]
19-es tioic, 1234-es hozzászólás. Igy on the fly ki tudm számoltatni megjelenítéskor az aktuális olsalszámot is tartalmazó linket
19-es tioic, 1234-es hozzászólás. Igy on the fly ki tudm számoltatni megjelenítéskor az aktuális olsalszámot is tartalmazó linket
Cím: Re:UCCNC vezérlő program
Írta: MoparMan Dátum 2017 február 07, 13:03
Írta: MoparMan Dátum 2017 február 07, 13:03
Akkor valoszinűleg ez volt az egyetlen pozitívuma
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 február 07, 13:03
Írta: dezsoe Dátum 2017 február 07, 13:03
[#eljen]
Cím: Re:UCCNC vezérlő program
Írta: D.Laci Dátum 2017 február 07, 13:05
Írta: D.Laci Dátum 2017 február 07, 13:05
[#wave][#vigyor1]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 február 07, 13:39
Írta: svejk Dátum 2017 február 07, 13:39
Attól hogy hülye gyerek vagyok még nem vagyok hülye gyerek, tehát érthető. [#worship]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 február 07, 13:40
Írta: svejk Dátum 2017 február 07, 13:40
No akkor még kiderül mégsem vagyok hülye gyerek?[#nemtudom]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 február 07, 13:41
Írta: svejk Dátum 2017 február 07, 13:41
Hú, ezek már nagyon offtopic beszólások... ugye Modi Bácsi?
Cím: Re:UCCNC vezérlő program
Írta: hyuekyh7a Dátum 2017 február 07, 21:14
Írta: hyuekyh7a Dátum 2017 február 07, 21:14
Balázsok!
Van egy nagy problémám!
A mach3 ban Uc100 al beállítottam a gépet, méretet kottyanást stb. szépen is vágott. Alátét formát vágtam belső 15mm külső 20mm, mindezt a Yag lézerrel.
Ezután gondoltam felrakom az UCCNC -ét fel is ment UC100-al. Persze firmware frissítés megcsinálta. Vágtam azzal is, de valamiért a kottyanás kivételt nem jól csinálta mindig volt egy pici egyenes szakasz a kör alakokban, de nem minden irányváltásnál csak egy helyen. Gondoltam semmi gond vissza a Mach3 hoz. Na itt kezdődött a gond az említett alkatrészt vágva elcsúszott a két kör egymástól. Mindent megpróbáltam eltávolítottam az UCCNC-ét régebbi UC100 plugint raktam fel a Mach -hoz de semmi változás azóta sem tud jó köröket vágni. Mellékelek egy képet hogy mit is vág!
(https://hobbicncforum.hu/uploaded_images/2017/02/tn_77cd77smhdxhncwbkv03i_185.png) (https://hobbicncforum.hu/uploaded_images/2017/02/77cd77smhdxhncwbkv03i_185.png)
Van egy nagy problémám!
A mach3 ban Uc100 al beállítottam a gépet, méretet kottyanást stb. szépen is vágott. Alátét formát vágtam belső 15mm külső 20mm, mindezt a Yag lézerrel.
Ezután gondoltam felrakom az UCCNC -ét fel is ment UC100-al. Persze firmware frissítés megcsinálta. Vágtam azzal is, de valamiért a kottyanás kivételt nem jól csinálta mindig volt egy pici egyenes szakasz a kör alakokban, de nem minden irányváltásnál csak egy helyen. Gondoltam semmi gond vissza a Mach3 hoz. Na itt kezdődött a gond az említett alkatrészt vágva elcsúszott a két kör egymástól. Mindent megpróbáltam eltávolítottam az UCCNC-ét régebbi UC100 plugint raktam fel a Mach -hoz de semmi változás azóta sem tud jó köröket vágni. Mellékelek egy képet hogy mit is vág!
(https://hobbicncforum.hu/uploaded_images/2017/02/tn_77cd77smhdxhncwbkv03i_185.png) (https://hobbicncforum.hu/uploaded_images/2017/02/77cd77smhdxhncwbkv03i_185.png)
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2017 február 07, 21:51
Írta: kr97pwss2 Dátum 2017 február 07, 21:51
Ez így elég zavaros. A szerszámpályát jól mutatja? Vagy az is el van tolódva? A kirajzolt pályán megy a szerszám a monitoron? Jó lenne, ha a beállításaidat és a teszt g kódot elküldenéd nekem, hogy meg tudjam nézni mi lehet a gond.
Cím: Re:UCCNC vezérlő program
Írta: hyuekyh7a Dátum 2017 február 07, 23:13
Írta: hyuekyh7a Dátum 2017 február 07, 23:13
Szia!
Igen jól mutatja és jól is követi a pályát a monitoron.
Holnap küldöm a G kódot és az XML-t.
Igen jól mutatja és jól is követi a pályát a monitoron.
Holnap küldöm a G kódot és az XML-t.
Cím: Re:UCCNC vezérlő program
Írta: hyuekyh7a Dátum 2017 február 09, 07:27
Írta: hyuekyh7a Dátum 2017 február 09, 07:27
Nem volt időm mert vágni kellett elküldeni a dolgokat.
Beállítottam egy olyan porcprocesszort ami abszolút módba készíti az I J koordinátát, és így jó az egymásba lévő körök vágása.
Beállítottam egy olyan porcprocesszort ami abszolút módba készíti az I J koordinátát, és így jó az egymásba lévő körök vágása.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 február 09, 07:53
Írta: dezsoe Dátum 2017 február 09, 07:53
A Csaba problémájának a megfejtése a Mach által kezelt G90.1-G91.1 párosban rejlik. A Mach a G2-G3-ban relatív I-J-K paraméterrel is szeret dolgozni, míg az UCCNC csak abszolúttal. Kéne látni a kód első pár sorát, valószínűleg lesz ilyen benne. (Nem tudom, hogy melyik az alapértelmezett a Mach-ban.)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 február 09, 16:29
Írta: dezsoe Dátum 2017 február 09, 16:29
A [#t218p3523#]-ban említett QuickView plugin-ba bekerült a G33.1 és G33.2 is. Letöltés és doksi itt. (http://www.szentkereszty.net/uccnc_quickview_plugin/)
Cím: Re:UCCNC vezérlő program
Írta: KoLa Dátum 2017 február 09, 22:36
Írta: KoLa Dátum 2017 február 09, 22:36
[#eljen]Kezd alakulni!
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 február 09, 23:41
Írta: 000000000 Dátum 2017 február 09, 23:41
Köszi a munkádat![#taps]
A videót szerettem volna letölteni. Nem sikerült. Elküldenéd?
A videót szerettem volna letölteni. Nem sikerült. Elküldenéd?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 február 10, 06:39
Írta: dezsoe Dátum 2017 február 10, 06:39
A videó a youtube-on van. Ellenőriztem, nekem működik. Nálad nem?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 február 10, 17:35
Írta: 000000000 Dátum 2017 február 10, 17:35
Nem azt írtam, hogy nem működik. Én is megnéztem. Szerettem volna archiválni magamnak. De, valamiért nem tudtam letölteni. Esetleg, ha elküldenéd, jó lenne.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2017 február 10, 19:50
Írta: ANTAL GÁBOR Dátum 2017 február 10, 19:50
Szegény Dezsoe t ma sokat fárasztottam de annyira érdekes hogy ide is fölteszem hátha tudja valaki a megoldást
Az alapprobléma hogy az 1.2020 verziójú UCCNC t nem tudom föltenni Win 7 es gépre . Mert kevés a videokártyám kapacitása ( Dell gép és Intel ( R) 82945 G a kártya )
Az itthoni ( egyívású DELL ) ben ugyanaz a kártya
de két OP rendszer van rajta XP és WIN7
Ha az XP vel nézem a videokártyát akkor kettőnek ( Intel ( R ) 82945G írja ki az eszközkezelő de WIN 7 tel csak egynek [#conf]
Mindkét op rendszerre felettem egy egy UCCNC t ( 1.2020 ill 1.2029 )
XP ről bootolok
megy az UCCNC a saját felületről és megy a Win es ről is
Win7 ről bootolok Ugyanaz mindkettő megy
Ma a műhelyben olyan géppel szívtam amin csak WIN 7 van . Nekem ebből az jön le hogyha arra is kerülne egy XP akkor megszűnne a problémám . Valami felkerül az XP vel és döcögve ugyan de a gyenge videokártyával elmegy az UCCNC ?
Az alapprobléma hogy az 1.2020 verziójú UCCNC t nem tudom föltenni Win 7 es gépre . Mert kevés a videokártyám kapacitása ( Dell gép és Intel ( R) 82945 G a kártya )
Az itthoni ( egyívású DELL ) ben ugyanaz a kártya
de két OP rendszer van rajta XP és WIN7
Ha az XP vel nézem a videokártyát akkor kettőnek ( Intel ( R ) 82945G írja ki az eszközkezelő de WIN 7 tel csak egynek [#conf]
Mindkét op rendszerre felettem egy egy UCCNC t ( 1.2020 ill 1.2029 )
XP ről bootolok
megy az UCCNC a saját felületről és megy a Win es ről is
Win7 ről bootolok Ugyanaz mindkettő megy
Ma a műhelyben olyan géppel szívtam amin csak WIN 7 van . Nekem ebből az jön le hogyha arra is kerülne egy XP akkor megszűnne a problémám . Valami felkerül az XP vel és döcögve ugyan de a gyenge videokártyával elmegy az UCCNC ?
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2017 február 10, 19:55
Írta: ANTAL GÁBOR Dátum 2017 február 10, 19:55
Ja és fizikailag csak egy db alaplapi a kártya PCI os nincs !
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 február 10, 21:01
Írta: svejk Dátum 2017 február 10, 21:01
Sajnos már kiderült régebben és fehéren-feketén le lett írva, hogy sajnos felejtősek ezek a gépek már ide.
Kell a két mag meg az openGL mittudoménhanyas...
Kell a két mag meg az openGL mittudoménhanyas...
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2017 február 10, 21:11
Írta: ANTAL GÁBOR Dátum 2017 február 10, 21:11
Értem én ,lassan veszek két új gépet ...
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 február 10, 21:20
Írta: svejk Dátum 2017 február 10, 21:20
Valamikor az 1.xxx verzióváltáskor teljesen újra lett csinálva az UCCNC megjelenítése, azóta van ez az igény.
De már a mach3 újabb verziói sem futnak rendesen ezeken.
De már a mach3 újabb verziói sem futnak rendesen ezeken.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2017 február 10, 21:27
Írta: ANTAL GÁBOR Dátum 2017 február 10, 21:27
Nekem akkor is rejtélyes . Az UCCNC 1.2020 van fönn az esztergánál egy DELL gépen ( azokat ismered !) XP op rendszerrel és eddig semmi hibát nem produkált . Ja és biztos nem tettem rá Open GL t
A WIN 7 a ludas vagy onnan hiányzik valami mert a másik is hasonló ( Dell ) gép
A WIN 7 a ludas vagy onnan hiányzik valami mert a másik is hasonló ( Dell ) gép
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2017 február 10, 21:29
Írta: ANTAL GÁBOR Dátum 2017 február 10, 21:29
Jani 300 fia írt magánban egy tippet , azt holnap kipróbálom
Cím: Re:UCCNC vezérlő program
Írta: Dakota25 Dátum 2017 február 10, 21:49
Írta: Dakota25 Dátum 2017 február 10, 21:49
Szerteágazó hibalehetőségeid vannak. Bár az UCCNC-t nem ismerem, fut-e egyáltalán a 7-esen, de azért egy pár kérdés:
- A Win7 által feltett VGA-drivert használod a gépen, vagy feltetted az Intel oldaláról letölthető drivert?
Intel (https://downloadcenter.intel.com/product/81526/Graphics-Drivers-for-Intel-82945G-Express-Chipset)
- Ha ez nem segít: Lehet az UCCNC-t WinXP-kompatibilitási módban futtatni, hátha...
- Hátulról hasba: Feltelepíthető az XP-driver XP kompatibilitási módban a 7-esre. (Esetleges) Nekem párszor bevált ilyen varázslat, párszor összeszakadt az egész.
Ha nem sikerül, van még vagy 20 "halálbiztos" tippem....
- A Win7 által feltett VGA-drivert használod a gépen, vagy feltetted az Intel oldaláról letölthető drivert?
Intel (https://downloadcenter.intel.com/product/81526/Graphics-Drivers-for-Intel-82945G-Express-Chipset)
- Ha ez nem segít: Lehet az UCCNC-t WinXP-kompatibilitási módban futtatni, hátha...
- Hátulról hasba: Feltelepíthető az XP-driver XP kompatibilitási módban a 7-esre. (Esetleges) Nekem párszor bevált ilyen varázslat, párszor összeszakadt az egész.
Ha nem sikerül, van még vagy 20 "halálbiztos" tippem....
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 február 10, 23:50
Írta: dezsoe Dátum 2017 február 10, 23:50
Az UCCNC-vel nem az a baj, hogy a múlt században készült, hanem az, hogy a múlt században készült gépeken nem fut.
Viccet félre téve: az UCCNC egy olyan tudást vár el a videokártyától, ami nagyon sok éve a minimumnál is kevesebb. Több probléma is lehet, de a következő kategóriák a leggyakoribbak:
- antik videokártya: nincs mit tenni, a hardver nem tudja, amit kell -> kuka.
- kevésbé antik kártya: az egyébként teljesen elavult XP-re még éppen van hozzá driver, azzal megy is, de már Win7-re nem adták ki -> kuka vagy lehet visszalépni XP-re. (Könyörgöm, csak azt ne! Már a Vista sem támogatott, pedig az jóval fiatalabb...)
- megfelelő kártya, megfelelő oprendszer, de nincs fent a kártya driver-e, csak valami, amit a Windows felrakott, hogy legyen kép -> driver frissít, örül.
Lehet még más variáció is, de ritka. Értem én, hogy hobbi, de olyan gépre, ami a kb. 10 évvel ezelőtti minimum szinttel nem tud megbirkózni, nem biztos, hogy rábíznám az a) sokmilliós, vagy b) szívem csücske, mert én építettem CNC-t. Ez persze az én privát véleményem. (Nekem sem esett jól, amikor az 1.2xxx érkezésekor leselejtezhettem a nem sokkal előbb vett érintős laptopot, mert a videokártyája gyenge volt. Ezzel együtt a Flash kihagyása az UCCNC-ből mind sebesség, mind megbízhatóság szempontjából időszerű volt és csak egyetérteni tudok vele.)
Viccet félre téve: az UCCNC egy olyan tudást vár el a videokártyától, ami nagyon sok éve a minimumnál is kevesebb. Több probléma is lehet, de a következő kategóriák a leggyakoribbak:
- antik videokártya: nincs mit tenni, a hardver nem tudja, amit kell -> kuka.
- kevésbé antik kártya: az egyébként teljesen elavult XP-re még éppen van hozzá driver, azzal megy is, de már Win7-re nem adták ki -> kuka vagy lehet visszalépni XP-re. (Könyörgöm, csak azt ne! Már a Vista sem támogatott, pedig az jóval fiatalabb...)
- megfelelő kártya, megfelelő oprendszer, de nincs fent a kártya driver-e, csak valami, amit a Windows felrakott, hogy legyen kép -> driver frissít, örül.
Lehet még más variáció is, de ritka. Értem én, hogy hobbi, de olyan gépre, ami a kb. 10 évvel ezelőtti minimum szinttel nem tud megbirkózni, nem biztos, hogy rábíznám az a) sokmilliós, vagy b) szívem csücske, mert én építettem CNC-t. Ez persze az én privát véleményem. (Nekem sem esett jól, amikor az 1.2xxx érkezésekor leselejtezhettem a nem sokkal előbb vett érintős laptopot, mert a videokártyája gyenge volt. Ezzel együtt a Flash kihagyása az UCCNC-ből mind sebesség, mind megbízhatóság szempontjából időszerű volt és csak egyetérteni tudok vele.)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 február 10, 23:52
Írta: dezsoe Dátum 2017 február 10, 23:52
Beraktam a mappámba a QuickView-ba. Ha másoltad szólj, törlöm, hogy ne fogja a helyet. :)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 február 11, 00:26
Írta: 000000000 Dátum 2017 február 11, 00:26
Megvan. Köszi!
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2017 február 11, 06:22
Írta: ANTAL GÁBOR Dátum 2017 február 11, 06:22
Nem lépek vissza az XP re de ezt még megpróbálom :
- megfelelő kártya, megfelelő oprendszer, de nincs fent a kártya driver-e, csak valami, amit a Windows felrakott, hogy legyen kép -> driver frissít, örül. ( Mások is ezt javasolják )
- megfelelő kártya, megfelelő oprendszer, de nincs fent a kártya driver-e, csak valami, amit a Windows felrakott, hogy legyen kép -> driver frissít, örül. ( Mások is ezt javasolják )
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2017 február 11, 06:44
Írta: ANTAL GÁBOR Dátum 2017 február 11, 06:44
Minden javaslatot végigolvastam és 3 kolléga egybehangzóan ugyanazt javasolja ( Jani300( fia ) Dakota ill Dezsoe ) Leszedtem egy pen drive- ra a videokátya driverét és viszem ráteszem a kritikus gépre . Persze a többi tanácsot is megfogadom : kell majd két új gép.....
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 február 11, 08:01
Írta: 000000000 Dátum 2017 február 11, 08:01
Azt elmagyaráznád nekem, hogy a videókártya és a valóságos CNC forgácsolás minősége között milyen összefüggés van?
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2017 február 11, 08:17
Írta: Bozso777 Dátum 2017 február 11, 08:17
Anno mikor új megjelenítést kapott az UCCNC, felraktam a gépre win7 32bit és nem ment...sima win 7es driver volt amit nem frissítettem mert gondoltam jó az...amint letöltöttem a videokártya driverjét, és telepítettem, máris jó lett...ezeréves videokártya van benne ATI Radeon HD3470...bőven jó vele a gép...
Ha a régi verziókhoz elég a géped, ehhez is elég lesz, mert gyorsabb , kisebb proci használattal megy...nem kell kidobni a gépet, max ha semmiképp nem megy beletenni egy videó kártyát...régit lehet kapni olcsón.
Ha a régi verziókhoz elég a géped, ehhez is elég lesz, mert gyorsabb , kisebb proci használattal megy...nem kell kidobni a gépet, max ha semmiképp nem megy beletenni egy videó kártyát...régit lehet kapni olcsón.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 február 11, 08:19
Írta: dezsoe Dátum 2017 február 11, 08:19
Persze: semmilyen. A program grafikus felülete igényli a megfelelő kártyát. Lehetne DOS vagy szöveges Linux alatt is szórakozni minimál megjelenítéssel, de akkor a kutya sem használná. Én sem. Tudom, hogy nem a grafika a lényeg egy CNC gép vezérlésében, de mégis csak 2017-et írunk. Attól, hogy funkcionálisan nem elengedhetetlen a grafikus felület, még ugyanúgy a kor elvárása. :)
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2017 február 11, 08:31
Írta: Bozso777 Dátum 2017 február 11, 08:31
Szia Tibor! Erre egyszerű a válasz...ha nem megy a vezérlőprogram videó kártya hiba miatt, nem forgácsol a cnc gép sem. Természetesen értettem az iróniát a kérdésben...de itt grafikus megjelenítés is kell, nem úgy mint a dosnál...tudod van akinek igenis számít a "csicsa" kinézet... De megkérlek ne menjünk bele ismét dos-uccnc jobb e vitába....
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 február 11, 08:42
Írta: zt2c4wh9 Dátum 2017 február 11, 08:42
Sziasztok,
Számomra nem teljesen világos, hogy maga a program nem fut-e és hogy ad-e bármilyen hibaüzenetet, vagy maga a telepítő sem fut?
Ha a telepítő nem fut, akkor a .NET framework 2.0 hiányzik a gépről.
Ha OpenGL hibaüzenetet ad a program akkor a dolog két esélyes. Vagy a videó kártya nem felel meg a programnak, vagy a videó kártya driverje régi esetleg nincsen egyáltalán feltelepítve és ezért a program nem tud az OpenGL nyelven beszélgetni a kártyával.
Az UCCNC az OpenGL 1.3-at igényli, ami 2000-ben lett kiadva úgy emlékszem. Ha a videókártya ennél öregebb, akkor biztosan nem fog működni, mivel az OpenGL nem egy szoftver amit frissíteni lehet, hanem egy fix kód amit a gyártó a videó kártyába írt amikor a kártyát gyártotta.
Ha az OpenGL ami a videókártyában van 1.3 vagy magasabb verzió számú, akkor tud működni az UCCNC-vel, mert akkor megvannak benne a szükséges funkciók, amiket az UCCNC igényel, ha 1.3-as verziónál régebbi van a kártyában, akkor nem fog működni és nem is lehet működésre bírni. Ezesetben csak a videó kártya cseréje/új telepítése fog megoldást jelenteni.
Számomra nem teljesen világos, hogy maga a program nem fut-e és hogy ad-e bármilyen hibaüzenetet, vagy maga a telepítő sem fut?
Ha a telepítő nem fut, akkor a .NET framework 2.0 hiányzik a gépről.
Ha OpenGL hibaüzenetet ad a program akkor a dolog két esélyes. Vagy a videó kártya nem felel meg a programnak, vagy a videó kártya driverje régi esetleg nincsen egyáltalán feltelepítve és ezért a program nem tud az OpenGL nyelven beszélgetni a kártyával.
Az UCCNC az OpenGL 1.3-at igényli, ami 2000-ben lett kiadva úgy emlékszem. Ha a videókártya ennél öregebb, akkor biztosan nem fog működni, mivel az OpenGL nem egy szoftver amit frissíteni lehet, hanem egy fix kód amit a gyártó a videó kártyába írt amikor a kártyát gyártotta.
Ha az OpenGL ami a videókártyában van 1.3 vagy magasabb verzió számú, akkor tud működni az UCCNC-vel, mert akkor megvannak benne a szükséges funkciók, amiket az UCCNC igényel, ha 1.3-as verziónál régebbi van a kártyában, akkor nem fog működni és nem is lehet működésre bírni. Ezesetben csak a videó kártya cseréje/új telepítése fog megoldást jelenteni.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 február 11, 08:44
Írta: 000000000 Dátum 2017 február 11, 08:44
"kutya sem használná"
Az én kutyusaim grafikus felülettel sem használják. [#nevetes1]
Az én kutyusaim grafikus felülettel sem használják. [#nevetes1]
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2017 február 11, 09:29
Írta: lari Dátum 2017 február 11, 09:29
Balázs!
Milyen oka lehet annak, hogy a program nem érzékeli a licenc kulcsot?
Oprendszer Win XP
Van rajta egy régi UCCNC 1.1 verzió, könyvtár: C/UCCNC
Most feltettem az újat 1.2029, Könyvtár: C/UCCNC 1.2
A régiből átmásoltam a kulcsot.
A régi tökéletesen működik, de az új csak demóban indul...
Mi lehet az oka?
Milyen oka lehet annak, hogy a program nem érzékeli a licenc kulcsot?
Oprendszer Win XP
Van rajta egy régi UCCNC 1.1 verzió, könyvtár: C/UCCNC
Most feltettem az újat 1.2029, Könyvtár: C/UCCNC 1.2
A régiből átmásoltam a kulcsot.
A régi tökéletesen működik, de az új csak demóban indul...
Mi lehet az oka?
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2017 február 11, 11:56
Írta: ANTAL GÁBOR Dátum 2017 február 11, 11:56
Helyes az állásfoglalás . Mint említettem megfogadtam a nekem küldött javaslatot és megkapta a szükséges drivert . Szépen megy ! Köszönet mindenkinek !!!
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2017 február 11, 12:01
Írta: ANTAL GÁBOR Dátum 2017 február 11, 12:01
Dakota majd küld nekem "valamit" amivel le szeretném csekkolni hogy hányas verziójú az open Gl em . Mindenesetre megy .
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2017 február 11, 12:11
Írta: ANTAL GÁBOR Dátum 2017 február 11, 12:11
"Ha OpenGL hibaüzenetet ad a program akkor a dolog két esélyes. Vagy a videó kártya nem felel meg a programnak, vagy a videó kártya driverje régi esetleg nincsen egyáltalán feltelepítve és ezért a program nem tud az OpenGL nyelven beszélgetni a kártyával."
Balázs ! természetesen ezt az üzenetet kaptam és meg is értettem . De hogy honnan , kitől ,hogyan ,mit ,kell leszedni azt már nekem nehéz volt ( Pl a Dell oldalán keresgettem )
Ha a honlapotokon lévő letöltések alá ( ahol a dot net is szerepel mint elengedhetetlen feltétel a helyes működéshez ) beillesztenétek a linket akkor két perc alatt célt értem volna tegnap . Persze nekem már nem kell (és el is tettem) de másnak még jól jöhet
Balázs ! természetesen ezt az üzenetet kaptam és meg is értettem . De hogy honnan , kitől ,hogyan ,mit ,kell leszedni azt már nekem nehéz volt ( Pl a Dell oldalán keresgettem )
Ha a honlapotokon lévő letöltések alá ( ahol a dot net is szerepel mint elengedhetetlen feltétel a helyes működéshez ) beillesztenétek a linket akkor két perc alatt célt értem volna tegnap . Persze nekem már nem kell (és el is tettem) de másnak még jól jöhet
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 február 11, 12:38
Írta: zt2c4wh9 Dátum 2017 február 11, 12:38
Nem értem milyen linket kellene beillesztenünk?
A Dell az egy számítógép gyártó, van neki sok ezer féle gépe amely gépeknek sok ezer féle videokártyája és driverja.
Ezen kívül még van sok száz más számítógép és videókártya gyártó is. Sajnos minden gép minden videókártya minden driverjét nem tudjuk belinkelni a weboldalunkra.
A Dell az egy számítógép gyártó, van neki sok ezer féle gépe amely gépeknek sok ezer féle videokártyája és driverja.
Ezen kívül még van sok száz más számítógép és videókártya gyártó is. Sajnos minden gép minden videókártya minden driverjét nem tudjuk belinkelni a weboldalunkra.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 február 11, 12:48
Írta: zt2c4wh9 Dátum 2017 február 11, 12:48
Szia,
Az indulásnál előjön az eszközválasztó ablak mielőtt elindulna az UCCNC? És ott mutatja az eszközödet szériaszámmal és mellette hogy no license key?
Illetve induláskor kiírja, hogy "No valid license key found"?
Ha ezek nincsenek, akkor nem a license kulcs a gond, hanem a szoftver valamiért nem látja az eszközt.
Amúgy a régi license kulcsnak kell működnie az újabb szoftver verziókkal is. A license kulcsok generálásán és visszaolvasásán sosem változtattunk, bármelyik UCCNC verzióval bármelyik license kulcsnak működnie kell.
Az indulásnál előjön az eszközválasztó ablak mielőtt elindulna az UCCNC? És ott mutatja az eszközödet szériaszámmal és mellette hogy no license key?
Illetve induláskor kiírja, hogy "No valid license key found"?
Ha ezek nincsenek, akkor nem a license kulcs a gond, hanem a szoftver valamiért nem látja az eszközt.
Amúgy a régi license kulcsnak kell működnie az újabb szoftver verziókkal is. A license kulcsok generálásán és visszaolvasásán sosem változtattunk, bármelyik UCCNC verzióval bármelyik license kulcsnak működnie kell.
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2017 február 11, 13:16
Írta: lari Dátum 2017 február 11, 13:16
Nem jön elő az eszközválasztó.
Egyszerűen csak demó módban indul.
Induláskor viszont kiírja, hogy "No valid license key found"
Próbáltam újra telepiteni, de ugyanaz a helyzet...
Egyszerűen csak demó módban indul.
Induláskor viszont kiírja, hogy "No valid license key found"
Próbáltam újra telepiteni, de ugyanaz a helyzet...
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 február 11, 15:18
Írta: zt2c4wh9 Dátum 2017 február 11, 15:18
Ha előjön, hogy "No valid license key found", akkor viszont látja a mozgásvezérlőt, akkor a license kulcs nem jó.
Biztos, hogy azt a kulcsot másoltad be és ugye nem nevezted át?
Tudod több license kulcs is lehet egyszerre az UCCNC mappában, az nem lehet, hogy nem azt másoltad át ami ahhoz a mozgásvezérlőhöz van?
Biztos, hogy azt a kulcsot másoltad be és ugye nem nevezted át?
Tudod több license kulcs is lehet egyszerre az UCCNC mappában, az nem lehet, hogy nem azt másoltad át ami ahhoz a mozgásvezérlőhöz van?
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2017 február 11, 17:56
Írta: lari Dátum 2017 február 11, 17:56
Közben megoldódott a probléma.
Tényleg rossz licencet másoltam, emiatt nem működött.
Köszönöm az információt!
Tényleg rossz licencet másoltam, emiatt nem működött.
Köszönöm az információt!
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 február 11, 19:32
Írta: 000000000 Dátum 2017 február 11, 19:32
Köszönöm, egyetértünk, semmilyen.
Cím: Re:UCCNC vezérlő program
Írta: s7manbs8 Dátum 2017 február 11, 20:41
Írta: s7manbs8 Dátum 2017 február 11, 20:41
DOS-nál is lehetséges a grafika, amikor én is írtam magamnak egy cnc vezérlőt az még Hercules kártyán ment grafikus felületen, még rajzolni is tudott, jó régen volt az is, már vagy 15 éve kb. A padláson még lehet meg is van egy olyan gép, csak monitorom, már nemigen van olyan. :)
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2017 február 11, 21:13
Írta: Bozso777 Dátum 2017 február 11, 21:13
Természetesen mikor még Commodore 64-en basicben spriteokat rajzoltattunk és mozgattunk, az is grafika volt...csak kicsit másabb minőségben. :) De 2017-ben már nem ezt várorom egy programtól :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 február 12, 21:35
Írta: svejk Dátum 2017 február 12, 21:35
Segítséget kérek!
Az 56-61 "Homed" LED-eket ki lehet-e kapcsoltatni macroval?
Az 56-61 "Homed" LED-eket ki lehet-e kapcsoltatni macroval?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 február 12, 21:43
Írta: svejk Dátum 2017 február 12, 21:43
Az AS3.SetLED(false, 56); -al próbálnám...
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 február 12, 21:59
Írta: dezsoe Dátum 2017 február 12, 21:59
Az nem jó. A megoldás:
exec.Setaxishomestate(tengely, kibe);
A tengely X..C -> 0..5, kibe pedig true vagy false.
exec.Setaxishomestate(tengely, kibe);
A tengely X..C -> 0..5, kibe pedig true vagy false.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 február 12, 22:02
Írta: svejk Dátum 2017 február 12, 22:02
Köszi, megpróbálom megemészteni!
Nincs kedved lefordítani szép magyarra a macros leírást?! :)
persze példákkal lenne az igazi.
Nincs kedved lefordítani szép magyarra a macros leírást?! :)
persze példákkal lenne az igazi.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 február 12, 22:11
Írta: dezsoe Dátum 2017 február 12, 22:11
:) Megtenném, ha lenne mit lefordítani. Finoman szólva is hiányos az angol nyelvű is. Ha Balázsékat sikerülne megfűzni, hogy legalább az egyik nyelven elkészüljön egy TELJES leírás, akkor a másikra fordítást szívesen megcsinálom. [#email]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 február 12, 22:18
Írta: svejk Dátum 2017 február 12, 22:18
Működik! :)
Csak annyit akartam, hogy ha lenyomjuk a vészstoppot -menet közben léptetőknél ez majdenem hótziher' hogy lépésvesztés- akkor kapcsolja ki a hommed funkciót és tessék felvenni újra a referenciát a tengelyekkel.
Azt már előzőleg megoldottam, hogy amíg nincs felvéve a referencia addig ne lehessen ciklus startot nyomni, illetve a kézi mozgatás is csak lassú sebességgel történhet.
Szóval mint az igazi ipari gépeken.
Csak annyit akartam, hogy ha lenyomjuk a vészstoppot -menet közben léptetőknél ez majdenem hótziher' hogy lépésvesztés- akkor kapcsolja ki a hommed funkciót és tessék felvenni újra a referenciát a tengelyekkel.
Azt már előzőleg megoldottam, hogy amíg nincs felvéve a referencia addig ne lehessen ciklus startot nyomni, illetve a kézi mozgatás is csak lassú sebességgel történhet.
Szóval mint az igazi ipari gépeken.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 február 12, 22:21
Írta: svejk Dátum 2017 február 12, 22:21
Akkor azért nem találtam benne amit Te ajánlottál. :)
De akkor Te honnan a csudából tudtad?
Értem én, hogy Te érted ezt...
De akkor Te honnan a csudából tudtad?
Értem én, hogy Te érted ezt...
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 február 12, 22:24
Írta: svejk Dátum 2017 február 12, 22:24
csak ennyi lett az egész:
if(exec.GetLED(25))
{
exec.Setaxishomestate(0, false);
exec.Setaxishomestate(1, false);
exec.Setaxishomestate(2, false);
}
Lehet, hogy egy sorba is le lehet írni de működik az a lényeg.
Még egyszer köszönöm!!
if(exec.GetLED(25))
{
exec.Setaxishomestate(0, false);
exec.Setaxishomestate(1, false);
exec.Setaxishomestate(2, false);
}
Lehet, hogy egy sorba is le lehet írni de működik az a lényeg.
Még egyszer köszönöm!!
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 február 12, 22:26
Írta: svejk Dátum 2017 február 12, 22:26
szerintem én arra sem jöttem volna rá, hogy a tengelyek neve helyett 0-5 számnak kell szerepelnie :(
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 február 12, 22:27
Írta: dezsoe Dátum 2017 február 12, 22:27
Kíváncsi ember vagyok, kukucskálok... [#circling]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 február 13, 21:30
Írta: svejk Dátum 2017 február 13, 21:30
Hogyan is kell okosan UCCNC verziót frissíteni?
Ha telepítéskor beikszelem, hogy írja felül a konfigot akkor ugye elveszik minden beállítás.
Ha nem ikszelem be akkor ugyan megmarad a régi beállítás, de az új funkciók nem mind működnek rendesen.
[#nemtudom]
Most már eljutottunk oda s config terjedelemben, hogy kézzel bemásolgatni a régi konfigot elég időigényes, főleg ha van egy csomó input/output trigger, macro.
Ha telepítéskor beikszelem, hogy írja felül a konfigot akkor ugye elveszik minden beállítás.
Ha nem ikszelem be akkor ugyan megmarad a régi beállítás, de az új funkciók nem mind működnek rendesen.
[#nemtudom]
Most már eljutottunk oda s config terjedelemben, hogy kézzel bemásolgatni a régi konfigot elég időigényes, főleg ha van egy csomó input/output trigger, macro.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 február 13, 21:59
Írta: dezsoe Dátum 2017 február 13, 21:59
Gondolom, nem a default beállításokat használod. Ha igen, akkor itt az ideje átnevezni és úgy továbbmenni.
Átnevezés: a "default.pro"-t átnevezed "SvejkKedvence.pro"-ra. Ezután a "Macro_default" mappát is átnevezed "Macro_SvejkKedvence"-re. Csinálsz egy másolatot az asztalon a parancsikonról, majd a "Cél" mezőben módosítod a "...\UCCNC.exe /p Default" részt "/p SvejkKedvence"-re.
Ha nem módosítottál a képernyőkön is, akkor ugorhatsz. Egyébként lesz bőven plusz munkád, íme:
Ha képernyőt is módosítottál, akkor vagy megcsinálod újra, vagy nekiállsz kézzel kopipésztelni. A képernyőt leíró file szöveges, lehet nyugodtan kézzel is macerálni, csak tudd, hogy mit csinálsz.
Még egy fontos, ha van módosított képernyőd! Ha ott sem mentetted más néven a képernyő leírót, akkor gyorsan tedd meg, mert azt felül fogja írni a frissítés! A profil legelején ott van, hogy melyik képernyő file-ból dolgozik, ezt kell átírnod, ha szükséges.
A BMP mappában levő képeken ha módosítottál, akkor azt is mentened kell, mert fejbe lesznek vágva. Ha képet módosítasz, akkor mindig más néven mentsd, majd a leíróban az új képet töltsd be.
Mostmár frissítheted a programot, mert az csak a default cuccokat fogja felülírni, a tiéd megmarad. Az új dolgoknak megfelelő beállítások az első mentéskor belekerülnek a profilodba. Ennyi.
Érdemes rendszeresen átnézni, hogy a default-ban levő makrók változtak-e. Ritkán szoktak, de előfordul. Ha igen, akkor azt átvezeted a te makrós mappádban is, ügyelve arra, hogy a sajátjaidat ne vágd fejbe. Nézd meg, hogy mi változott és az érinti-e a saját makróidat.
Átnevezés: a "default.pro"-t átnevezed "SvejkKedvence.pro"-ra. Ezután a "Macro_default" mappát is átnevezed "Macro_SvejkKedvence"-re. Csinálsz egy másolatot az asztalon a parancsikonról, majd a "Cél" mezőben módosítod a "...\UCCNC.exe /p Default" részt "/p SvejkKedvence"-re.
Ha nem módosítottál a képernyőkön is, akkor ugorhatsz. Egyébként lesz bőven plusz munkád, íme:
Ha képernyőt is módosítottál, akkor vagy megcsinálod újra, vagy nekiállsz kézzel kopipésztelni. A képernyőt leíró file szöveges, lehet nyugodtan kézzel is macerálni, csak tudd, hogy mit csinálsz.
Még egy fontos, ha van módosított képernyőd! Ha ott sem mentetted más néven a képernyő leírót, akkor gyorsan tedd meg, mert azt felül fogja írni a frissítés! A profil legelején ott van, hogy melyik képernyő file-ból dolgozik, ezt kell átírnod, ha szükséges.
A BMP mappában levő képeken ha módosítottál, akkor azt is mentened kell, mert fejbe lesznek vágva. Ha képet módosítasz, akkor mindig más néven mentsd, majd a leíróban az új képet töltsd be.
Mostmár frissítheted a programot, mert az csak a default cuccokat fogja felülírni, a tiéd megmarad. Az új dolgoknak megfelelő beállítások az első mentéskor belekerülnek a profilodba. Ennyi.
Érdemes rendszeresen átnézni, hogy a default-ban levő makrók változtak-e. Ritkán szoktak, de előfordul. Ha igen, akkor azt átvezeted a te makrós mappádban is, ügyelve arra, hogy a sajátjaidat ne vágd fejbe. Nézd meg, hogy mi változott és az érinti-e a saját makróidat.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 február 14, 22:22
Írta: svejk Dátum 2017 február 14, 22:22
No igen...
Persze, hogy van új képernyő és új más Bitmap-ok.
Ezekre már készülök, újabb verzió előtt lementem ez egész UCCNC könyvtárat az a biztos.
Aztán innen visszakopizom a makrokat, képeket képernyő.set-et, stb.
Igaz csak defaultnak hagyva mindent, de ennek nem látom hátrányát ha minden mentve van.
Igazán bajom a config beállításokal van.
Most pl. a legújabb verzióban van egy nagyon jó, választható opció, miszerint nem ugrik elő automatikusan a JOG panel ha rákerül bal szélre az egér.
Ha nem íratom felül, vagy a régi setup beállítással felülírom az újat akkor ez az opció ugyan megjelenik, de nem választható ki.
így kénytelen leszek hagyni az új setup-ot és kézzel bekörmölni a régi beállításai adatokat. :(
Persze, hogy van új képernyő és új más Bitmap-ok.
Ezekre már készülök, újabb verzió előtt lementem ez egész UCCNC könyvtárat az a biztos.
Aztán innen visszakopizom a makrokat, képeket képernyő.set-et, stb.
Igaz csak defaultnak hagyva mindent, de ennek nem látom hátrányát ha minden mentve van.
Igazán bajom a config beállításokal van.
Most pl. a legújabb verzióban van egy nagyon jó, választható opció, miszerint nem ugrik elő automatikusan a JOG panel ha rákerül bal szélre az egér.
Ha nem íratom felül, vagy a régi setup beállítással felülírom az újat akkor ez az opció ugyan megjelenik, de nem választható ki.
így kénytelen leszek hagyni az új setup-ot és kézzel bekörmölni a régi beállításai adatokat. :(
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 február 14, 22:49
Írta: svejk Dátum 2017 február 14, 22:49
Hurrá, lenne egy újabb kérdésem, ami egyelőre számomra magas. :)
Lézer vezérlés...
Az I/O konfigban beállítom a lézer oputput-ra nbeállítok egy kimenetet, ezt ugye kapcsolja az M10/M11.
Ha adok neki Q )érték)paramétert, akkor ez a kimenet átmegy PWM kimenetté.
No de kínai barátaink lézer tépegységein csalafinta módon van egy TTL on/off bemenet és egy 0-5V-os analóg bemenet.
Célszerű lenne a a TTL bementet kötni az UCCNC laser outpot kimenetére, de ekkor elesünk a G kódból való teljesítmény szabályozására.
A tápegységen a TTL bemenet köthetném fixen On állásra és a Q-val paraméterezett M10-el a PWM lézer kimenetet köthetném az analóg bemenetre, de ezt nem találom elég biztonságosnak.
Ráadásul az 5 V-ról járatott TTL kimenet 100% kitöltés esetén sem lesz 5 V sosem a maradékfeszültségek miatt.
Az ideális az lenne ha az UCCNC-nek Q-val paraméterezett M10 esetén is lenne egy normál on/off TTL kimenete és egy Q paraméterrel összhangban levő analóg kimenete.
(ugye UC300ETH-t használok, rendelkezésre áll 4 analóg kimenet)
Ezt az analóg kimenetet már egyszerűen lehetne tényleges 5V kiadására is bírni.
No szóval elakadtam, ha van Q paraméter akkor nem tudok on/off kimenetet kreálni, illetve nem tudom hogy lehetne az M10 Q értékét valamelyik analóg kimenetre irányítani.
Ez most már nem gyerekjáték, még egy Milka csokit is megérne a segítség. :)
Lézer vezérlés...
Az I/O konfigban beállítom a lézer oputput-ra nbeállítok egy kimenetet, ezt ugye kapcsolja az M10/M11.
Ha adok neki Q )érték)paramétert, akkor ez a kimenet átmegy PWM kimenetté.
No de kínai barátaink lézer tépegységein csalafinta módon van egy TTL on/off bemenet és egy 0-5V-os analóg bemenet.
Célszerű lenne a a TTL bementet kötni az UCCNC laser outpot kimenetére, de ekkor elesünk a G kódból való teljesítmény szabályozására.
A tápegységen a TTL bemenet köthetném fixen On állásra és a Q-val paraméterezett M10-el a PWM lézer kimenetet köthetném az analóg bemenetre, de ezt nem találom elég biztonságosnak.
Ráadásul az 5 V-ról járatott TTL kimenet 100% kitöltés esetén sem lesz 5 V sosem a maradékfeszültségek miatt.
Az ideális az lenne ha az UCCNC-nek Q-val paraméterezett M10 esetén is lenne egy normál on/off TTL kimenete és egy Q paraméterrel összhangban levő analóg kimenete.
(ugye UC300ETH-t használok, rendelkezésre áll 4 analóg kimenet)
Ezt az analóg kimenetet már egyszerűen lehetne tényleges 5V kiadására is bírni.
No szóval elakadtam, ha van Q paraméter akkor nem tudok on/off kimenetet kreálni, illetve nem tudom hogy lehetne az M10 Q értékét valamelyik analóg kimenetre irányítani.
Ez most már nem gyerekjáték, még egy Milka csokit is megérne a segítség. :)
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2017 február 14, 23:09
Írta: Bozso777 Dátum 2017 február 14, 23:09
Hebo féle vezérlőm van, ttl bemenet a laser kimenetre kötve. M10 Q paraméterrel állíthatom a laser erejét...így használtam már sokat, nem kell semmit csinálni vele:)
Jöhet a Milka [#vigyor5]
Jöhet a Milka [#vigyor5]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 február 14, 23:28
Írta: svejk Dátum 2017 február 14, 23:28
Mondom kínai (egyébként CO2 lézer) táp.
Külön analóg bemenettel és külön kapcsoló bemenettel.
Egyáltalán még az sem biztos, hogy az analóg bemenete elég gyors-e lenne a lézer ki/be kapcsolgatásához.
De azért ha találkozunk valamelyik talin nyugodtan kérjed majd a csokit! :)
Külön analóg bemenettel és külön kapcsoló bemenettel.
Egyáltalán még az sem biztos, hogy az analóg bemenete elég gyors-e lenne a lézer ki/be kapcsolgatásához.
De azért ha találkozunk valamelyik talin nyugodtan kérjed majd a csokit! :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 február 14, 23:51
Írta: dezsoe Dátum 2017 február 14, 23:51
Hú, valami nagyon nem stimmel. Ha a default.pro-t elmented, majd telepítés után visszapakolod, hogy megmaradjanak a beállításaid, akkor mindennek a régi beállításaid szerint kell menni. Ha a programban van valami új beállítás, akkor az ahhoz tartozó értékek az első "Save settings"-re bekerülnek a profilba. Ha valamit nem tudtál kiválasztani, annak az lehet az oka, hogy a képek miatt megjelenik, de - mivel a képleíróba belenyúltál - nincs hozzá beviteli mező, mert az az új leíróban volt, csak átcserélted a régire. A képleírók (új és régi) tartalmát egy erre alkalmas programmal (pl. Total Commander, vagy olyan szövegszerkesztő, ami tudja) össze kell hasonlítanod, és az új vagy megváltozott mezőket át kell vezetned! (Pont ezért szoktam le róla...)
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2017 február 14, 23:59
Írta: Bozso777 Dátum 2017 február 14, 23:59
Szerintem ott is jó lenne csak a ttl bemeneten küldeni, épp úgy mint a diódásnál.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 február 15, 06:44
Írta: svejk Dátum 2017 február 15, 06:44
Képileg a Configuration/Appearance fülön nem nyúltam bele.
Az 1.2032-es verzió többek közt ott bővült egy sorral.
A sor látszik, de a kis négyzet amit be lehetne pipálni eltűnik ha visszapakolom a régi default.pro filet.
Az új, programmal települttel file-al természetesen jó.
Az 1.2032-es verzió többek közt ott bővült egy sorral.
A sor látszik, de a kis négyzet amit be lehetne pipálni eltűnik ha visszapakolom a régi default.pro filet.
Az új, programmal települttel file-al természetesen jó.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 február 15, 06:48
Írta: svejk Dátum 2017 február 15, 06:48
No még egy gyors kérdés, mert demoban vagyok.
Az M10 parancsnál a Q érték öröklődik mint a G1-nél az F előtolás értéke vagy minden egyes M10-nél meg kell adni?
Add uram, hogy öröklődjön! :)
Az M10 parancsnál a Q érték öröklődik mint a G1-nél az F előtolás értéke vagy minden egyes M10-nél meg kell adni?
Add uram, hogy öröklődjön! :)
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 február 15, 06:58
Írta: zt2c4wh9 Dátum 2017 február 15, 06:58
Sziasztok,
Svejk: Ezek a kínai lézer vezérlők úgy szoktak működni, hogy az analog bemenet a 100% teljesítményt határozza meg és a TTL bemenetet szokták használni a modulációra.
Vagyis az analog bemenettel állítod be, hogy hány %-os teljesítményt adjon a lézer amikor a TTL bemenet be van kapcsolva. Ha mondjuk 50% az analog bemenő fesz akkor a TTL bekapcsolt állapot 50% lézer teljesítményt ad.
Az analog bemenetet általában az adott munkához állítod be és g-kódból a TTL jellel kapcsoltatod a lézert.
Mivel az anyagok nem égnek meg 0 idő alatt, ezért a TTL bemenetre adott PWM-el tudod az átlag vágási/gravírozási teljesítményt szabályozni, mivel a PWM alapfrekije 100kHz, ez pedig elég gyors ahhoz, hogy átlagteljesítménynek lásd a vágás/gravírozás során.
Az analog bemenettel csak azt állítod be, hogy a max.lézer teljesítmény mennyi legyen.
Az analog bemenetet azokon a mozgásvezérlőkön amiken van analog kimenet tudod úgy állítani, hogy az analog kimenetet egy # változóhoz rendeled (configban van erre opció) és mondjuk írsz egy saját makrót, aminek egy paraméterét a makróban felhasználod a # változód értékének változtatására.
A makrót meghívod mondjuk a g-kód programod elején, ezzel beállítod a max. lézer teljesítményt az adott munkához.
De persze akár menet közben is tudod így állítani.
Svejk: Ezek a kínai lézer vezérlők úgy szoktak működni, hogy az analog bemenet a 100% teljesítményt határozza meg és a TTL bemenetet szokták használni a modulációra.
Vagyis az analog bemenettel állítod be, hogy hány %-os teljesítményt adjon a lézer amikor a TTL bemenet be van kapcsolva. Ha mondjuk 50% az analog bemenő fesz akkor a TTL bekapcsolt állapot 50% lézer teljesítményt ad.
Az analog bemenetet általában az adott munkához állítod be és g-kódból a TTL jellel kapcsoltatod a lézert.
Mivel az anyagok nem égnek meg 0 idő alatt, ezért a TTL bemenetre adott PWM-el tudod az átlag vágási/gravírozási teljesítményt szabályozni, mivel a PWM alapfrekije 100kHz, ez pedig elég gyors ahhoz, hogy átlagteljesítménynek lásd a vágás/gravírozás során.
Az analog bemenettel csak azt állítod be, hogy a max.lézer teljesítmény mennyi legyen.
Az analog bemenetet azokon a mozgásvezérlőkön amiken van analog kimenet tudod úgy állítani, hogy az analog kimenetet egy # változóhoz rendeled (configban van erre opció) és mondjuk írsz egy saját makrót, aminek egy paraméterét a makróban felhasználod a # változód értékének változtatására.
A makrót meghívod mondjuk a g-kód programod elején, ezzel beállítod a max. lézer teljesítményt az adott munkához.
De persze akár menet közben is tudod így állítani.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 február 15, 07:04
Írta: zt2c4wh9 Dátum 2017 február 15, 07:04
Nem, jelölőnégyzet nem tud eltűnni profil fájl változtatása miatt.
A jelölőnégyzetek a screenset fájlban vannak deklarálva és csak akkor változik meg, ha a screenset fájlt változtatod meg.
Értelemszerűen új funkciók régebbi screenset fájlokban hiányozhatnak, ha akkor az a funkció még nem létezett.
Ha saját screenset fájlod van, amiben sok munkád van, de szeretnéd az új opciókat, akkor fel tudod manuálisan rakni a jelölőnégyzetet a régi screenset-re.
Ehhez meg kell nézd az új pl.jelölőnégyzet ID-jét és egy azonos ID-s jelölőnégyzetet kell felrakni a régi screenset-re a képernyőszerkesztő segítségével.
A jelölőnégyzetek a screenset fájlban vannak deklarálva és csak akkor változik meg, ha a screenset fájlt változtatod meg.
Értelemszerűen új funkciók régebbi screenset fájlokban hiányozhatnak, ha akkor az a funkció még nem létezett.
Ha saját screenset fájlod van, amiben sok munkád van, de szeretnéd az új opciókat, akkor fel tudod manuálisan rakni a jelölőnégyzetet a régi screenset-re.
Ehhez meg kell nézd az új pl.jelölőnégyzet ID-jét és egy azonos ID-s jelölőnégyzetet kell felrakni a régi screenset-re a képernyőszerkesztő segítségével.
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2017 február 15, 07:41
Írta: Bozso777 Dátum 2017 február 15, 07:41
Akkor jól sejtettem, ugyanúgy működik, mint pl a hebo féle diódásnál...ezen egy potméter van amivel a max lézerteljesítményt adhatom meg , a többit a TTL PWM jele megoldja. Hozzáteszem azt a potit nagyon nem kell tekergessem[#vigyor5]...inkább a sebességet növelem, mintsem a teljesítményt vegyem lejjebb. Első gépvázamnál volt rezgés rendesen, pl kis betűs mondjuk 3mm betűk G kódból írásánál rángatózott a gép nagy sebességnél, látszott a vonalon nem egyenes, kicsit becakkozta, itt vettem lejjebb a sebességet míg megszűnt a cakkozás, de túl erős volt már úgy a lézer, nah itt használtam a Q paramétert...Vetric-ben postprociban átírtam ne M10-et írjon, hanem Pl M10 Q120. Ennek a haszna a potméterhez képest az volt, hogy ugyanazon munkánál a különböző gkódokat egy fájlba másolva mehetett gravírozás, szöveg írás, vágás minden a megfelelő sebességgel hozzányúlás nélkül...különben mindenhez állíthattam volna a potit külön külön...
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 február 15, 08:10
Írta: svejk Dátum 2017 február 15, 08:10
Ühüm... végül is így is működhet.
Tehát a lézertáp On/Off bemenetét is használhatom PWM telj szabályozásra?
És vajon mit szeret a CO2 cső?
A max, teljesítményt kapcsolgatni PWM-mel vagy inkább kisebb teljesítményt normál ON-Off vezérléssel?
A gravírozás egyelőre nem cél, csak kontúrvágás.
Egy 100W-os csőnél gyakorlatilag 20-25 kV feszültség van és és 0-28 mA csőáram tartozik a 0-100 W kimenő teljesítményhez.
No most ha én az ON-OFF bemenetet megküldöm 100 KHz pwmm-mel abból vajon mi lesz a nagyfesz táp kimenetén?
No ezt még jól ki kell kísérletezni...
Tehát a lézertáp On/Off bemenetét is használhatom PWM telj szabályozásra?
És vajon mit szeret a CO2 cső?
A max, teljesítményt kapcsolgatni PWM-mel vagy inkább kisebb teljesítményt normál ON-Off vezérléssel?
A gravírozás egyelőre nem cél, csak kontúrvágás.
Egy 100W-os csőnél gyakorlatilag 20-25 kV feszültség van és és 0-28 mA csőáram tartozik a 0-100 W kimenő teljesítményhez.
No most ha én az ON-OFF bemenetet megküldöm 100 KHz pwmm-mel abból vajon mi lesz a nagyfesz táp kimenetén?
No ezt még jól ki kell kísérletezni...
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 február 15, 08:13
Írta: svejk Dátum 2017 február 15, 08:13
Aha...sejtem.
Tehát a szöveg előtti kis kocka is képként van definiálva a felületen.
Akkor ezt valószínűleg meg tudom oldani.
De a szöveg akkor miért látszik?
Azt bárhova lehet írni, nem kell előtte szövegmezőt definiálni?
Tehát a szöveg előtti kis kocka is képként van definiálva a felületen.
Akkor ezt valószínűleg meg tudom oldani.
De a szöveg akkor miért látszik?
Azt bárhova lehet írni, nem kell előtte szövegmezőt definiálni?
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2017 február 15, 08:43
Írta: Bozso777 Dátum 2017 február 15, 08:43
Ha kiadod az M10 parancsot az alapon a max teljesítmény tehát ugyanaz mintha beírnád M10 Q255, így hiába volt előtte pl M10 Q100 ezt felülírta...tehát nincs öröklődés...
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 február 15, 08:49
Írta: zt2c4wh9 Dátum 2017 február 15, 08:49
Végülis máshogy nem nagyon működhet. :)
Illetve úgy működhetne, hogy az analog és a digitális bemenet egyenértékű, de akkor kellene legyen rajta egy kapcsoló vagy digitális bemenet amivel kiválaszthatnád, hogy az analog vagy digitális bemenetet használod.
Ha jól sejtem ilyen nincs rajta. Illetve ez csak elmélet, nem így szokott működni.
Ha pedig ilyen nincs, akkor a vezérlés nem tudhatja, hogy melyik jelet használja, ergo nem működhet így. :)
Ha a 100kHz PWM-et ráengeded a TTL elnevezésű bemenetre, akkor szépen a PWM kitöltésnek megfelelő átlagteljesítménnyel (az analog bemenettel skálázva) kell hogy vágjon. Legalábbis még nem hallottam olyat hogy gond lett volna ezzel.
Illetve úgy működhetne, hogy az analog és a digitális bemenet egyenértékű, de akkor kellene legyen rajta egy kapcsoló vagy digitális bemenet amivel kiválaszthatnád, hogy az analog vagy digitális bemenetet használod.
Ha jól sejtem ilyen nincs rajta. Illetve ez csak elmélet, nem így szokott működni.
Ha pedig ilyen nincs, akkor a vezérlés nem tudhatja, hogy melyik jelet használja, ergo nem működhet így. :)
Ha a 100kHz PWM-et ráengeded a TTL elnevezésű bemenetre, akkor szépen a PWM kitöltésnek megfelelő átlagteljesítménnyel (az analog bemenettel skálázva) kell hogy vágjon. Legalábbis még nem hallottam olyat hogy gond lett volna ezzel.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 február 15, 08:50
Írta: zt2c4wh9 Dátum 2017 február 15, 08:50
Az M10 Q paramétere nem modális és ha nem adsz meg Q paramétert, akkor a max. 255 értéket veszi fel.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 február 15, 08:52
Írta: zt2c4wh9 Dátum 2017 február 15, 08:52
A szöveg azért látszik mert a háttérre van írva. Nyisd meg a háttér képet mondjuk paint-el és akkor látod hogy mi van rajta. Az UCCNC/Flashscreen mappában vannak a képek.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 február 15, 09:42
Írta: svejk Dátum 2017 február 15, 09:42
Oksa, akkor biztos jó lesz így, köszi!
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 február 15, 09:44
Írta: svejk Dátum 2017 február 15, 09:44
oké ez is igaz, akkor mindig ki kell adni a Q értéket, elkönyveltem. [#worship]
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2017 február 15, 09:58
Írta: Bozso777 Dátum 2017 február 15, 09:58
Végülis ezt írtam én is :)
Fórumotokon most néztem az 1.2031 verziónál ez pontosan mit jelent ? "Laser plugin min. and max. values were changed to show in percent instead of 0-255 and the full range of 0-100% is not allowed for both."
Fórumotokon most néztem az 1.2031 verziónál ez pontosan mit jelent ? "Laser plugin min. and max. values were changed to show in percent instead of 0-255 and the full range of 0-100% is not allowed for both."
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 február 15, 11:29
Írta: zt2c4wh9 Dátum 2017 február 15, 11:29
Szia Bozso,
Annyi változás történt csak, hogy %-ban jelzi ki a min max. értékeket nem 0-255 értékekben, hanem 0-100%-ban.
Amúgy elírtam a szöveket, a "not" szó nem kéne hogy ott legyen. :)
Éppen az, hogy 0-100% között állítható mindkettő, a minimum és a maximum is.
Annyi változás történt csak, hogy %-ban jelzi ki a min max. értékeket nem 0-255 értékekben, hanem 0-100%-ban.
Amúgy elírtam a szöveket, a "not" szó nem kéne hogy ott legyen. :)
Éppen az, hogy 0-100% között állítható mindkettő, a minimum és a maximum is.
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2017 február 15, 12:08
Írta: 2dbfy8y Dátum 2017 február 15, 12:08
Ma egy kis gondba ütköztem.
Uccnc ugye nem tudja a forgatást?
Arra gondolok, hogy pl egy g kódot el lehessen forgatni mondjuk 45 fokba.
Nem lehetne képernyőre akár egy ilyen opciót rakni?
Lehet egyszerűbb lenne mint g kódban megadni, de lehet rosszul gondolom.
Uccnc ugye nem tudja a forgatást?
Arra gondolok, hogy pl egy g kódot el lehessen forgatni mondjuk 45 fokba.
Nem lehetne képernyőre akár egy ilyen opciót rakni?
Lehet egyszerűbb lenne mint g kódban megadni, de lehet rosszul gondolom.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 február 15, 16:11
Írta: svejk Dátum 2017 február 15, 16:11
Kipróbáltattam egy 100W-os csővel, látszólag valóban működik az On/off bemeneten a PWM vezérlés.
Van némi linearitási hiba de használható lehet.
A lin. hiba vagy a nem korrekt vezérlés vagy a tápegység belső hibája lehet, ezt majd még megpróbálom kideríteni.
a következő értékek adódtak.
M10Q0 = 0 mA
M10Q32 = 5,3 mA
M10Q64 = 8,8 mA
M10Q96 = 11,4 mA
M10Q128 = 14,9 mA
M10Q160 = 19,4 mA
M10Q192 = 23,6 mA
M10Q224 = 26,3 mA
M10Q255 = 28 mA
A kínai tápegységről nem találtam épkézlább leírást műszaki adatokat ezért ez a megoldást helyből elvetettem volna.
Van némi linearitási hiba de használható lehet.
A lin. hiba vagy a nem korrekt vezérlés vagy a tápegység belső hibája lehet, ezt majd még megpróbálom kideríteni.
a következő értékek adódtak.
M10Q0 = 0 mA
M10Q32 = 5,3 mA
M10Q64 = 8,8 mA
M10Q96 = 11,4 mA
M10Q128 = 14,9 mA
M10Q160 = 19,4 mA
M10Q192 = 23,6 mA
M10Q224 = 26,3 mA
M10Q255 = 28 mA
A kínai tápegységről nem találtam épkézlább leírást műszaki adatokat ezért ez a megoldást helyből elvetettem volna.
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2017 február 15, 18:58
Írta: lari Dátum 2017 február 15, 18:58
Ha van forgatód, akkor miért nem jó- példánál maradva- a
G0 A45?
G0 A45?
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2017 február 15, 18:58
Írta: lari Dátum 2017 február 15, 18:58
Már ha a forgató "A" tengelyként van definiálva...
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2017 február 15, 23:11
Írta: 2dbfy8y Dátum 2017 február 15, 23:11
De épp ez a gond, nekem x-y síkon kellene forgatni pl egy szöveget. Mach tudta ezt pl egy G-kóddal.
Lasereznem kellett olna egy szöveget, g kód kész volt, és kb 10fokot kellett volna rajta fordítani,de csak az anyag elfordításával sikerült megoldani.
Nem forgástest forgatásról van szó.
Lasereznem kellett olna egy szöveget, g kód kész volt, és kb 10fokot kellett volna rajta fordítani,de csak az anyag elfordításával sikerült megoldani.
Nem forgástest forgatásról van szó.
Cím: Re:UCCNC vezérlő program
Írta: yrt59fvft Dátum 2017 február 16, 14:51
Írta: yrt59fvft Dátum 2017 február 16, 14:51
CIMCO Edit el tudja forgatni a kész G-kódot.
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2017 február 16, 22:25
Írta: 2dbfy8y Dátum 2017 február 16, 22:25
Tudom, már gondoltam is rá, csak a cnc gépemen az nem volt fenn.
Cím: Re:UCCNC vezérlő program
Írta: m3tnt597z Dátum 2017 február 17, 13:42
Írta: m3tnt597z Dátum 2017 február 17, 13:42
Sziasztok
UCCNC alatt lehet szervót főorsó meghajtásra használni?
UCCNC alatt lehet szervót főorsó meghajtásra használni?
Cím: Re:UCCNC vezérlő program
Írta: Kelepeisz Lajos Dátum 2017 február 19, 11:51
Írta: Kelepeisz Lajos Dátum 2017 február 19, 11:51
Na megint valami amit nem értek, ahol a lézer portját állítom be azon az oldalon akármit írok be és nyomok egy Apply settings gombot mindig kinullázódik a beírt érték, ez miért lehet, eddig ilyen nem volt? [#fejvakaras]
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2017 február 19, 12:29
Írta: Bozso777 Dátum 2017 február 19, 12:29
Szia. Jó értéket írsz be ? Portot is beírod ?
Pl ha e-stophoz nem bemeneti portot írsz kinullázza, ha bemenetit akkor elfogadja.
Pl ha e-stophoz nem bemeneti portot írsz kinullázza, ha bemenetit akkor elfogadja.
Cím: Re:UCCNC vezérlő program
Írta: Kelepeisz Lajos Dátum 2017 február 19, 12:40
Írta: Kelepeisz Lajos Dátum 2017 február 19, 12:40
Igen ez volt a gond a lézernek 10-es lábat akartam megadni, ami már bemenet. [#wave]
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2017 február 20, 16:32
Írta: ANTAL GÁBOR Dátum 2017 február 20, 16:32
Talán ezt sűrűbben olvassa Balázs : Írtam egy kérdést a DC szervós topikba és arra várnék választ
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2017 február 23, 18:34
Írta: gaben Dátum 2017 február 23, 18:34
Szia Balázs,
az UCR200 nem működik az UCCNC-vel?
köszi, Gábor [#wave]
az UCR200 nem működik az UCCNC-vel?
köszi, Gábor [#wave]
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2017 február 23, 19:30
Írta: gaben Dátum 2017 február 23, 19:30
Megtaláltam egy külföldi fórumban a megoldást.
Csupán ki kell választani a general settings-ben. [#taps]
Csupán ki kell választani a general settings-ben. [#taps]
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2017 február 23, 21:34
Írta: ANTAL GÁBOR Dátum 2017 február 23, 21:34
Akkor azt javasolod hogy a feltett kérdésemre én is a külföldi oldalakon keressem a választ ? Szerintem egy direkt válasz jobb lenne a gyártóktól ( cncdrive )
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2017 február 23, 21:47
Írta: gaben Dátum 2017 február 23, 21:47
Én ilyet nem mondtam, de mivel nem tudtam kivárni a választ és a cucc ott volt összeállítva az asztalon, inkább böngészgettem a neten.
Aztán egy vadidegen fórumon rá is találtam a lépésekre.
Persze ez valszeg le van írva az UCCNC kézikönyvében is, de éppen nem volt kéznél illetve ez gyorsabb volt.
Aztán egy vadidegen fórumon rá is találtam a lépésekre.
Persze ez valszeg le van írva az UCCNC kézikönyvében is, de éppen nem volt kéznél illetve ez gyorsabb volt.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2017 február 24, 07:22
Írta: ANTAL GÁBOR Dátum 2017 február 24, 07:22
Érted te a keserűségemet .....
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2017 február 24, 08:34
Írta: gaben Dátum 2017 február 24, 08:34
Persze, hogy értem. :(
A kérdésedre itt szeretnél választ kapni.
Na de ne offoljuk szét ezt a topikot. [#wave]
A kérdésedre itt szeretnél választ kapni.
Na de ne offoljuk szét ezt a topikot. [#wave]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 február 24, 08:39
Írta: svejk Dátum 2017 február 24, 08:39
Én is értem...
Ha kérdezek valamit kétpercenként nézegetem a beérkező leveleket. :)
Persze a másik oldalt is értem, egy (két) személy látja el a supportot az egész világban. Csoda, hogy még nem adták fel.
Jó barát fórumtársunk is a termék támogatásba fáradt bele anno.
De így van ez mindenhol, kevés cég engedheti meg magának, hogy komoly csapatot tartson fel a terméktámogatásra.
Pár hónapja elcsesztem egy Kollmorgen szervo firmware-jét.
Írtam én vagy 4-5 elérhető címre segítségért, semmi...
Aztán két hét múlva küldte a megfelelő firmware-t a Bibus Kft.
Volt ám "öröm bódottág" ! [#nevetes2]
Ha kérdezek valamit kétpercenként nézegetem a beérkező leveleket. :)
Persze a másik oldalt is értem, egy (két) személy látja el a supportot az egész világban. Csoda, hogy még nem adták fel.
Jó barát fórumtársunk is a termék támogatásba fáradt bele anno.
De így van ez mindenhol, kevés cég engedheti meg magának, hogy komoly csapatot tartson fel a terméktámogatásra.
Pár hónapja elcsesztem egy Kollmorgen szervo firmware-jét.
Írtam én vagy 4-5 elérhető címre segítségért, semmi...
Aztán két hét múlva küldte a megfelelő firmware-t a Bibus Kft.
Volt ám "öröm bódottág" ! [#nevetes2]
Cím: Re:UCCNC vezérlő program
Írta: szf Dátum 2017 február 24, 18:32
Írta: szf Dátum 2017 február 24, 18:32
Ha megveszem a progit akkor kapom a meglévő UC100-hoz a kulcsot?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 február 24, 18:57
Írta: dezsoe Dátum 2017 február 24, 18:57
Igen, konkrétan a kulcsot fogod megvenni, a program letölthető. (Felteszem, az UCCNC-re gondoltál.) Megadod az UC100 azonosítóját a matricáról, vagy ha lekopott, akkor feltelepíted az UCCNC-t és az Util mappában levő program kiírja, majd ehhez kapsz egy licensz file-t, amit bemásolsz és kész.
Cím: Re:UCCNC vezérlő program
Írta: szf Dátum 2017 február 24, 18:59
Írta: szf Dátum 2017 február 24, 18:59
Köszönöm
Cím: Re:UCCNC vezérlő program
Írta: y9au2mspr Dátum 2017 március 01, 14:12
Írta: y9au2mspr Dátum 2017 március 01, 14:12
Sziasztok.
Van arra lehetőség,hogy az M3 vagy az M5 utasítást valami módon tudjam számolni. Szükségem lenne arra,hogy tudjam mennyi be vagy kikapcsolás történt. A plazmavágó gépemen az elektróda elhasználódására adna némi távpontot .
Van arra lehetőség,hogy az M3 vagy az M5 utasítást valami módon tudjam számolni. Szükségem lenne arra,hogy tudjam mennyi be vagy kikapcsolás történt. A plazmavágó gépemen az elektróda elhasználódására adna némi távpontot .
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2017 március 01, 14:22
Írta: Bozso777 Dátum 2017 március 01, 14:22
Szia. Ez egyszerű... profiles menüpont alatt kattints a statistics gombra...
Cím: Re:UCCNC vezérlő program
Írta: y9au2mspr Dátum 2017 március 01, 18:05
Írta: y9au2mspr Dátum 2017 március 01, 18:05
Köszönöm szépen a segítséget.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 március 01, 22:31
Írta: ium8w94xp Dátum 2017 március 01, 22:31
Ez nekem is hasznos infó volt. Köszönöm.
Cím: Re:UCCNC vezérlő program
Írta: Kelepeisz Lajos Dátum 2017 március 05, 21:07
Írta: Kelepeisz Lajos Dátum 2017 március 05, 21:07
Sziasztok!
Miért van az hogy behívok a CAM-ba egy DXF file-t és semmi nem történik?
Miért van az hogy behívok a CAM-ba egy DXF file-t és semmi nem történik?
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2017 március 05, 21:33
Írta: Bozso777 Dátum 2017 március 05, 21:33
Szerintem olyan dxf fájlt hívsz be amit nem eszik meg az uccam...ez lesz a megoldás:
[#t218p1827#]
[#t218p1827#]
Cím: Re:UCCNC vezérlő program
Írta: Kelepeisz Lajos Dátum 2017 március 05, 21:42
Írta: Kelepeisz Lajos Dátum 2017 március 05, 21:42
A 4 program közül kellene valamelyikkel újra lementenem a régi DXF file-t?
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2017 március 05, 21:47
Írta: Bozso777 Dátum 2017 március 05, 21:47
Végülis lehet azokkal, vagy amit használsz, ha tud ACAD2000 (R13) formátumban menteni.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 március 08, 16:38
Írta: svejk Dátum 2017 március 08, 16:38
Fiúk!
Ennek oszt' meg ugyan mi baja?
Tudom, hogy uncsi de a Mach3 nem kiabál érte, itt az UCCNC-ben meg igen furcsaán adja elő magát.
(egyébként MasterCAM generálta)
G90 G64
N366 G0 Z5.
N368 X30.563 Y47.35
N370 G1 Z-2.667 F25.
N372 G3 X27.188 R1.688 F100.
N374 X35.063 R3.937
N376 X22.688 R6.188
N378 X39.563 R8.437
N380 X18.188 R10.688
N382 X25.616 Y35.644 R12.937
N384 X42.5 Y47.35 R12.5
N386 X17.5 R12.5
N388 X25.616 Y35.644 R12.5
N390 G0 Z2.333
N392 Z5.
M5
M30
Ennek oszt' meg ugyan mi baja?
Tudom, hogy uncsi de a Mach3 nem kiabál érte, itt az UCCNC-ben meg igen furcsaán adja elő magát.
(egyébként MasterCAM generálta)
G90 G64
N366 G0 Z5.
N368 X30.563 Y47.35
N370 G1 Z-2.667 F25.
N372 G3 X27.188 R1.688 F100.
N374 X35.063 R3.937
N376 X22.688 R6.188
N378 X39.563 R8.437
N380 X18.188 R10.688
N382 X25.616 Y35.644 R12.937
N384 X42.5 Y47.35 R12.5
N386 X17.5 R12.5
N388 X25.616 Y35.644 R12.5
N390 G0 Z2.333
N392 Z5.
M5
M30
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2017 március 08, 18:06
Írta: Bozso777 Dátum 2017 március 08, 18:06
Másik postprocival csináld :)
Asszem azt az R-es radius megadást nem szereti.
Pl fusionban generáltam gkódot mach3 postprocival és így jártam, majd letöltöttem hozzá az uccnc-s postprocit, máris jó lett, mert I és J paraméterrel adja meg a kört.
Használati utasításból:
"A G-kód fájlokat készítheti CAM programmal vagy begépelheti a notepad program használatával. A G-kód fájloknak az RS274-es szabványnak meg kell felelniük, melyet fentebb részleteztünk. Az UCCNC program ezeket a fájlokat képes megnyitni, olvasni és végrehajtani."
Asszem azt az R-es radius megadást nem szereti.
Pl fusionban generáltam gkódot mach3 postprocival és így jártam, majd letöltöttem hozzá az uccnc-s postprocit, máris jó lett, mert I és J paraméterrel adja meg a kört.
Használati utasításból:
"A G-kód fájlokat készítheti CAM programmal vagy begépelheti a notepad program használatával. A G-kód fájloknak az RS274-es szabványnak meg kell felelniük, melyet fentebb részleteztünk. Az UCCNC program ezeket a fájlokat képes megnyitni, olvasni és végrehajtani."
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 március 08, 18:10
Írta: svejk Dátum 2017 március 08, 18:10
Az a baj, hogy Fű vagyok a masterCAM-hez (is), örülök, hogy egyáltalán tudok vele dolgzgatni.
Hallvány gőzöm sincs hol lehetne átállítani.
a felsorolásbn levő pár gépet próbálgatam de ugyan így rádiusz módban nyomták.
A mach3 eddig évekig megette a kódjait, most szembesültem ezzel.
Hallvány gőzöm sincs hol lehetne átállítani.
a felsorolásbn levő pár gépet próbálgatam de ugyan így rádiusz módban nyomták.
A mach3 eddig évekig megette a kódjait, most szembesültem ezzel.
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2017 március 08, 18:27
Írta: Bozso777 Dátum 2017 március 08, 18:27
Sajna a mastercamot nem ismerem. De tuti van valahol benne postproci választási lehetőség. Kérdezz rá itt, tuti használja valaki :http://forum.hobbycnc.hu/topic.php?topic=26 (http://forum.hobbycnc.hu/topic.php?topic=26)
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2017 március 08, 18:56
Írta: ANTAL GÁBOR Dátum 2017 március 08, 18:56
A napokban (igaz kézzel !) csináltam körívet UCCNC vel . ( (Radius paraméterrel ) Nálam jobbra forgott ( G2) és szépen megcsinálta. Egy 50 es csőnek az áthatása volt egy másik 50 es csővel
Acadban megrajzoltam és beírtam kézzel ( elsőre kiabált de az UCCNC doksiját visszaolvasva rájöttem hogy mi a kínja és javítottam ). Megpróbálom a te dolgodat visszafejteni
Acadban megrajzoltam és beírtam kézzel ( elsőre kiabált de az UCCNC doksiját visszaolvasva rájöttem hogy mi a kínja és javítottam ). Megpróbálom a te dolgodat visszafejteni
Cím: Re:UCCNC vezérlő program
Írta: Kelepeisz Lajos Dátum 2017 március 08, 20:20
Írta: Kelepeisz Lajos Dátum 2017 március 08, 20:20
Sikerült eljutnom odáig hogy a kívánt formátumba tudjak kiexportálni az UCCNC CAM-nak, (csatolom a képet a formátumokról), miután a kiexportálás megtörtént és behívom a CAM-ba továbbra sem történik semmi, vagyis csak annyi hogy megjelenik egy LAYER1 réteg, de amúgy semmi más nem történik, egyszerűen nem értem mi lehet a gond?
(https://hobbicncforum.hu/uploaded_images/2017/03/tn_7apxbv5t4xjvos4i7vu6y_3544.png) (https://hobbicncforum.hu/uploaded_images/2017/03/7apxbv5t4xjvos4i7vu6y_3544.png) (https://hobbicncforum.hu/uploaded_images/2017/03/tn_0rhvug22srjve8w3u6sfw_3544.png) (https://hobbicncforum.hu/uploaded_images/2017/03/0rhvug22srjve8w3u6sfw_3544.png)
(https://hobbicncforum.hu/uploaded_images/2017/03/tn_7apxbv5t4xjvos4i7vu6y_3544.png) (https://hobbicncforum.hu/uploaded_images/2017/03/7apxbv5t4xjvos4i7vu6y_3544.png) (https://hobbicncforum.hu/uploaded_images/2017/03/tn_0rhvug22srjve8w3u6sfw_3544.png) (https://hobbicncforum.hu/uploaded_images/2017/03/0rhvug22srjve8w3u6sfw_3544.png)
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2017 március 08, 20:52
Írta: gaben Dátum 2017 március 08, 20:52
Szia Lajos,
a CAM részről szóló leírást megtaláltad?
Ott részletesen leír mindent a rajz behívásáról.
Kivéve a kezelendő (R13) fájlformátumot, pedig az a legfontosabb. :D
Tehát ha behívtad a rajzot, akkor kiválasztod az aktuális fóliát amiben a rajzod van, (illetve egyebeket) ez ugye csak vonallánc lehet.
Majd generálod a toolpath-t, utána pedig a G-kódot.
A toolpath után már be is tölti a szerszámútnézőbe a generált pályát.
a CAM részről szóló leírást megtaláltad?
Ott részletesen leír mindent a rajz behívásáról.
Kivéve a kezelendő (R13) fájlformátumot, pedig az a legfontosabb. :D
Tehát ha behívtad a rajzot, akkor kiválasztod az aktuális fóliát amiben a rajzod van, (illetve egyebeket) ez ugye csak vonallánc lehet.
Majd generálod a toolpath-t, utána pedig a G-kódot.
A toolpath után már be is tölti a szerszámútnézőbe a generált pályát.
Cím: Re:UCCNC vezérlő program
Írta: Kelepeisz Lajos Dátum 2017 március 08, 21:27
Írta: Kelepeisz Lajos Dátum 2017 március 08, 21:27
Szia Gábor!
Természetesen elolvastam, kimentettem ahogy kell de valamiért nem jelennek meg a felületen.Esetleg nem tudod kipróbálni?
Természetesen elolvastam, kimentettem ahogy kell de valamiért nem jelennek meg a felületen.Esetleg nem tudod kipróbálni?
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2017 március 08, 21:29
Írta: gaben Dátum 2017 március 08, 21:29
Akkor nemtom mi lehet a baj.
Lehet a Corel-ből .dxf-be nem a legjobb párosítás.
Küldd át a fájlt, megpróbálom. [#wave]
Lehet a Corel-ből .dxf-be nem a legjobb párosítás.
Küldd át a fájlt, megpróbálom. [#wave]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 március 08, 21:47
Írta: svejk Dátum 2017 március 08, 21:47
No, azt a választ kaptam, hogy számolási hiba van és valóban a 6.sorban 3.9375 lenne matematikailag és a kódban 3.937 van...
Megnézem majd mennyire van állítva a mastercam toleranciája, valami rémlik, hogy egyszer állítottam rajta.
Megnézem majd mennyire van állítva a mastercam toleranciája, valami rémlik, hogy egyszer állítottam rajta.
Cím: Re:UCCNC vezérlő program
Írta: Kelepeisz Lajos Dátum 2017 március 08, 21:50
Írta: Kelepeisz Lajos Dátum 2017 március 08, 21:50
Megy!
Cím: Re:UCCNC vezérlő program
Írta: Kelepeisz Lajos Dátum 2017 március 20, 17:51
Írta: Kelepeisz Lajos Dátum 2017 március 20, 17:51
Sziasztok!
Hogy lehetne felvenni a kapcsolatot Polgárdi Balázzsal, szokta egyáltalán olvasni az itt írottakat?[#nemtudom]
Hogy lehetne felvenni a kapcsolatot Polgárdi Balázzsal, szokta egyáltalán olvasni az itt írottakat?[#nemtudom]
Cím: Re:UCCNC vezérlő program
Írta: a86ifm7g5 Dátum 2017 március 20, 20:09
Írta: a86ifm7g5 Dátum 2017 március 20, 20:09
Kedves szakértők. Érdeklődni szeretnék, hogy egy HP 7900 DC intel chipset-es, intel Q43-as videokártyás, 2GB RAM-os, Win7-es, kétmagos 2,33GHz-es masinám van. Ez megfelel az UCCNC+UC400ETH kombóhoz?
Köszönöm.
(https://hobbicncforum.hu/uploaded_images/2017/03/tn_3bdrzxf08fo75x4zaguq2_2989.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/3bdrzxf08fo75x4zaguq2_2989.jpg)
Köszönöm.
(https://hobbicncforum.hu/uploaded_images/2017/03/tn_3bdrzxf08fo75x4zaguq2_2989.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/3bdrzxf08fo75x4zaguq2_2989.jpg)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 március 20, 20:32
Írta: svejk Dátum 2017 március 20, 20:32
Én is hasonlóval hajtottam eddig.
Demo módban is kipróbálhatod, nyösztesd meg a grafikáját.
Demo módban is kipróbálhatod, nyösztesd meg a grafikáját.
Cím: Re:UCCNC vezérlő program
Írta: a86ifm7g5 Dátum 2017 március 20, 20:52
Írta: a86ifm7g5 Dátum 2017 március 20, 20:52
Csak azért kérdezem, mert nagyon rövid idő alatt kétszer is leállt a működése az UCCNC-nek a betöltés, vagy a kilépés alkalmával. Igazából még nem nyaggattam meg, amint lehetőségem lesz rá, megnyaggatom. Remélem jól fog menni majd ezen a konfigon.
Cím: Re:UCCNC vezérlő program
Írta: Kelepeisz Lajos Dátum 2017 március 20, 21:31
Írta: Kelepeisz Lajos Dátum 2017 március 20, 21:31
Ide írom hátha olvassa Balázs is, nem lehet megoldani a lézer pluginba hogy a mechanika átlóban gravírozzon, tudomásom szerint ez jobban igénybe veszi a progit, de nagyon megéri, láttam egy gépet ami pont így gravírozott és sokkal szebb volt a végeredmény mert nem voltak vízszintes csíkozások, nem akarok magyarázkodni ezt látni kell, vagy itt van ez a videó (https://www.youtube.com/watch?v=9GmqVO-faMk) nagyon jól szemlélteti mire gondolok.
A másik dolog ami szerintem megérne egy misét ha mondjuk egy háromszöget gravírozok akkor a fej elejétől a végéig egy négyszög vonalát követi, nem lehetne megoldani hogy csak annyit mennyen ami a gyorsításhoz lassításhoz és a megmunkáláshoz kell, így lehetne csökkenteni a megmunkálási időt?[#nemtudom]
A másik dolog ami szerintem megérne egy misét ha mondjuk egy háromszöget gravírozok akkor a fej elejétől a végéig egy négyszög vonalát követi, nem lehetne megoldani hogy csak annyit mennyen ami a gyorsításhoz lassításhoz és a megmunkáláshoz kell, így lehetne csökkenteni a megmunkálási időt?[#nemtudom]
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2017 március 20, 21:51
Írta: Bozso777 Dátum 2017 március 20, 21:51
Átlóban gravírozáshoz két tengelyt kell mozgasson...pl marógépnél az a jobb ha csak az X tengely rohangál...
Miért átló ?...ha jól sejtem a szálirány miatt lenne...erre megoldás lehet a szálirányban 45 fokra elhelyezett anyag...
Anno párszor beszélgettünk Balázzsal arról, hogy úgymond egy boundary-t kapjon a kép(körbekeríteni, és csak azt a területet járja be ahol a kép van...de ez nem egyszerű, és sok idő is megcsinálni...ettől függetlenül lehet rá remény...
Miért átló ?...ha jól sejtem a szálirány miatt lenne...erre megoldás lehet a szálirányban 45 fokra elhelyezett anyag...
Anno párszor beszélgettünk Balázzsal arról, hogy úgymond egy boundary-t kapjon a kép(körbekeríteni, és csak azt a területet járja be ahol a kép van...de ez nem egyszerű, és sok idő is megcsinálni...ettől függetlenül lehet rá remény...
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 március 20, 21:59
Írta: 000000000 Dátum 2017 március 20, 21:59
Arról nem is beszélve, hogy a két tengely sebessége összeadódik és gyök 2-vel gyorsabb előtolással lehet neki nyomni mint amit egy tengely maximálisan tud.
Igaz ehhez az kell, hogy a X és Y maximális sebessége és gyorsítása egyforma legyen.
Igaz ehhez az kell, hogy a X és Y maximális sebessége és gyorsítása egyforma legyen.
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2017 március 20, 22:02
Írta: Bozso777 Dátum 2017 március 20, 22:02
diodánál nincs jelentősége a sebességnek...marómon az x 7000mm/min jelenleg...y akár 18000-is lehet...de nincs felrakva...5000 felett már a 4W nem sokat ér..
Cím: Re:UCCNC vezérlő program
Írta: Kelepeisz Lajos Dátum 2017 március 20, 22:03
Írta: Kelepeisz Lajos Dátum 2017 március 20, 22:03
Azt mondom hogy nagyon jó lenne ez az átlóba gravírozás, mert így eltűnnének a vízszintes vonalak, akinek meg ez a funkció nem kell az kiveszi a pipát, annak meg külön örülök hogy ezek a dolgok már felvetültek másoknál is, így tényleg lehet valami remény.[#eljen]
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2017 március 20, 22:08
Írta: Bozso777 Dátum 2017 március 20, 22:08
Jól beállított sortávolsággal nincsenek vonalak...de átlóban ugyanúgy vonalas lenne, ha így az...szerintem...
Cím: Re:UCCNC vezérlő program
Írta: Kelepeisz Lajos Dátum 2017 március 20, 22:11
Írta: Kelepeisz Lajos Dátum 2017 március 20, 22:11
Ez nem egy általam kitalált dolog ezt már több helyen is láttam és én jómagam is láttam a két szememmel hogy más a végeredmény, sokkal szebb, nem tudok ez ügyben vitatkozni veled hisz nem tudom hogy ez mért van, de hogy a végeredmény szebb az tuti biztos.[#wave]
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2017 március 21, 11:02
Írta: kr97pwss2 Dátum 2017 március 21, 11:02
Köszönöm az ötletet, meg fogjuk vizsgálni a létjogosultságát. Habár mint Bozso is írta, ha csíkos, akkor 45 fokban is csíkos lesz a nem megfelelő sortávolság beállítás miatt. Amikor a plugint készítettem az égetett képet sokat vizsgáltam mikroszkóppal, és abból látni, hogy a lézerdiódák fókuszpontjában a vetítési kép nem pontszerű kör alakú, hanem inkább téglalap vagy ovál. A nem tökéletes fókuszálás miatt. Ha a lézer sikerül pont úgy felfogatni, hogy a megmunkálási iránnyal párhuzamosan van a hosszabb oldala a vetítési képnek, akkor az meglátszik a képen. Tapasztalataim alapján, ha merőleges a mozgási irányra, akkor jobb eredmény érhető el.
Ettől függetlenül a plugint át szeretném majd teljesen írni, de egyenlőre nem tudom módosítani több folyamatban lévő prototípus fejlesztése miatt, de az infókat gyűjtöm hozzá, és ezt a javaslatot is felírtam a többi mellé.
Itt egy kép amin látszik, hogy x,y irányban nem egyforma az égetési vastagság.
A középső képen párhuzamos vetítési képpel a mozgásra, az utolsón pedig 90 fokkal elfordítva:
(https://hobbicncforum.hu/uploaded_images/2017/03/tn_mgg3qd4t77kgkmieumx4x_1037.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/mgg3qd4t77kgkmieumx4x_1037.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/tn_prpzic05ncogvx7z0oz7h_1037.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/prpzic05ncogvx7z0oz7h_1037.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/tn_2djebugj85xtu67bn52js_1037.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/2djebugj85xtu67bn52js_1037.jpg)
Ettől függetlenül a plugint át szeretném majd teljesen írni, de egyenlőre nem tudom módosítani több folyamatban lévő prototípus fejlesztése miatt, de az infókat gyűjtöm hozzá, és ezt a javaslatot is felírtam a többi mellé.
Itt egy kép amin látszik, hogy x,y irányban nem egyforma az égetési vastagság.
A középső képen párhuzamos vetítési képpel a mozgásra, az utolsón pedig 90 fokkal elfordítva:
(https://hobbicncforum.hu/uploaded_images/2017/03/tn_mgg3qd4t77kgkmieumx4x_1037.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/mgg3qd4t77kgkmieumx4x_1037.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/tn_prpzic05ncogvx7z0oz7h_1037.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/prpzic05ncogvx7z0oz7h_1037.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/tn_2djebugj85xtu67bn52js_1037.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/2djebugj85xtu67bn52js_1037.jpg)
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2017 március 21, 11:19
Írta: Bozso777 Dátum 2017 március 21, 11:19
A dioda vetítési képét a legegyszerűbb nézni hogy magasra kell emelni...nálam pl Ztengelyen van így egyszerű pár centit emelni rajta...úgy elég nagy képet vetít, amin jól látszik hogy ovális a képe...ekkor ugye egyik irányba szélesebb vonalat éget...deee erre a legjobb megoldás szerintem ha pl X tengelyre 45°-ban van a vetítési kép...akkor X-és Y irányban is ugyanolyan vastag vonalat éget.
Csíkozás leginkább túl nagy sorlépésnél jelentkezik, úgymond marad egy kis rész a két sor között amit kevésbé pörkölt meg...erre megoldás jól megválasztott lépésköz, kicsit átfedjen...nagyon ne, mert akkor meg olyan csíkok lesznek amit kétszer égetett és ott sötétebb...
Nagyobb képnél, ha gyorsítani akar az ember, lehet nagyobb lépésköz pl 0,2mm a megszokott 0,1 körüli helyett(máris felezi az elkészítési időt), de akkor el kell felejteni a tökéletes fókuszt...feljebb kell emelni a lézert, máris vastagabb vonalat húz...próbálgatással ki lehet tapasztalni mi a jó beállítás hozzá...
Csíkozás leginkább túl nagy sorlépésnél jelentkezik, úgymond marad egy kis rész a két sor között amit kevésbé pörkölt meg...erre megoldás jól megválasztott lépésköz, kicsit átfedjen...nagyon ne, mert akkor meg olyan csíkok lesznek amit kétszer égetett és ott sötétebb...
Nagyobb képnél, ha gyorsítani akar az ember, lehet nagyobb lépésköz pl 0,2mm a megszokott 0,1 körüli helyett(máris felezi az elkészítési időt), de akkor el kell felejteni a tökéletes fókuszt...feljebb kell emelni a lézert, máris vastagabb vonalat húz...próbálgatással ki lehet tapasztalni mi a jó beállítás hozzá...
Cím: Re:UCCNC vezérlő program
Írta: Kelepeisz Lajos Dátum 2017 március 21, 16:47
Írta: Kelepeisz Lajos Dátum 2017 március 21, 16:47
Balázs: Örömmel veszem hogy az én észrevételeimet is felírtad, tök jó hogy még bővülni fog ez a plugin, nagyon várom hogy elkészüljön.
Bozso777: ezt még nem halottam hogy az sem mindegy melyik tengely fele áll a lézer hosszanti vetített fénye, de ezt meg fogom nézni és ahogy írtad be is fogom állítani, örülök hogy megint halottam valami okosságot a témával kapcsolatban.[#eljen]
Bozso777: ezt még nem halottam hogy az sem mindegy melyik tengely fele áll a lézer hosszanti vetített fénye, de ezt meg fogom nézni és ahogy írtad be is fogom állítani, örülök hogy megint halottam valami okosságot a témával kapcsolatban.[#eljen]
Cím: Re:UCCNC vezérlő program
Írta: a86ifm7g5 Dátum 2017 március 22, 13:04
Írta: a86ifm7g5 Dátum 2017 március 22, 13:04
Keresem a választ:
Amikor elindítom a lézer plugin-t, és elkészül a G kód és át is küldetik a RUN ablakba. Eddig minden ok. Azonban ha CYCLE START-al elindítom, akkor az UC400-ason rögtön elalszik a kék LED és "Ext. e-stop triggered" üzenet jelenik meg az "ACTUAL LINE" alatti ablakban. Ezzel egy időben villog a "RESET"
Próbáltam Külső E-stop-ot beállítani ACTIVE LOW pipával és anélkül. Próbáltam egyáltalán nem konfigurálni az E-stop-ot.
Valamint kérdezem, hogy melyik az ideális OP rendszer, milyen beállításokkal? Rendszerint leáll az UCCNC program ("az UCCNC program működése leállt") kedves szöveg jelenik meg.
Köszönöm szépen.
Amikor elindítom a lézer plugin-t, és elkészül a G kód és át is küldetik a RUN ablakba. Eddig minden ok. Azonban ha CYCLE START-al elindítom, akkor az UC400-ason rögtön elalszik a kék LED és "Ext. e-stop triggered" üzenet jelenik meg az "ACTUAL LINE" alatti ablakban. Ezzel egy időben villog a "RESET"
Próbáltam Külső E-stop-ot beállítani ACTIVE LOW pipával és anélkül. Próbáltam egyáltalán nem konfigurálni az E-stop-ot.
Valamint kérdezem, hogy melyik az ideális OP rendszer, milyen beállításokkal? Rendszerint leáll az UCCNC program ("az UCCNC program működése leállt") kedves szöveg jelenik meg.
Köszönöm szépen.
Cím: Re:UCCNC vezérlő program
Írta: a86ifm7g5 Dátum 2017 március 22, 13:07
Írta: a86ifm7g5 Dátum 2017 március 22, 13:07
Azt még hozzátenném, hogy demo módban nem tapasztaltam ilyen jelenséget. demo módban hibátlanul elindul a kép "gravírozása"
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 március 22, 13:39
Írta: zt2c4wh9 Dátum 2017 március 22, 13:39
Elvileg az "Ext. e-stop triggered" üzenet nem jelenhet meg, ha a külső e-stop jel nincsen konfigurálva.
Biztos vagy benne, hogy ez az üzenet jelenik meg akkor is ha nincsen konfigurálva az e-stop bemenet, vagyis a port és pin beállítás 0 értékű?
Persze ha átállítod akkor ne felejtsd el az Apply settings gombbal érvényesíteni a beállítást.
Reset-et egyébként még a végállás (limit) bemenetek tudnak okozni.
Illetve macro-k és pluginok tudják még a reset gombot meghívni, de a lézer plugin nem hív reset gomb kódot semmilyen esetben, illetve ha ez lenne, akkor megintcsak nem jelenne meg az említett üzenet, szóval ezt ki is zárhatjuk.
Az UCCNC működése leállt Windows üzenet az valami komoly Operációs rendszer problémát jelent, mivel ilyenkor maga az alkalmazás nem generál hibát, mert akkor egy másfajta hibaüzenetet kapnál, amit a .NET framework írna ki.
Az hogy a program működése leállt az azt jelenti hogy valami gond van az OP rendszerrel, talán érdemes volna újratelepíteni, mert nem hiszem, hogy ennek a megoldásában tudunk segíteni, mert sok minden lehet.
Egyébként az UCCNC működik Win XP, 7, 8, 8.1 és 10-el is.
Mi magunk Win 7-el szoktuk használni.
Biztos vagy benne, hogy ez az üzenet jelenik meg akkor is ha nincsen konfigurálva az e-stop bemenet, vagyis a port és pin beállítás 0 értékű?
Persze ha átállítod akkor ne felejtsd el az Apply settings gombbal érvényesíteni a beállítást.
Reset-et egyébként még a végállás (limit) bemenetek tudnak okozni.
Illetve macro-k és pluginok tudják még a reset gombot meghívni, de a lézer plugin nem hív reset gomb kódot semmilyen esetben, illetve ha ez lenne, akkor megintcsak nem jelenne meg az említett üzenet, szóval ezt ki is zárhatjuk.
Az UCCNC működése leállt Windows üzenet az valami komoly Operációs rendszer problémát jelent, mivel ilyenkor maga az alkalmazás nem generál hibát, mert akkor egy másfajta hibaüzenetet kapnál, amit a .NET framework írna ki.
Az hogy a program működése leállt az azt jelenti hogy valami gond van az OP rendszerrel, talán érdemes volna újratelepíteni, mert nem hiszem, hogy ennek a megoldásában tudunk segíteni, mert sok minden lehet.
Egyébként az UCCNC működik Win XP, 7, 8, 8.1 és 10-el is.
Mi magunk Win 7-el szoktuk használni.
Cím: Re:UCCNC vezérlő program
Írta: a86ifm7g5 Dátum 2017 március 22, 14:08
Írta: a86ifm7g5 Dátum 2017 március 22, 14:08
Nagyon szépen köszönöm a gyors reakciót! :)
A válasszal megyek sorba:
"Elvileg az "Ext. e-stop triggered" üzenet nem jelenhet meg, ha a külső e-stop jel nincsen konfigurálva"
Küső E stop nincs konfigurálva, pin:0 port:0. De próbáltam úgy is, hogy felkonfigurálom az E-stopot Active low pipa kapcsolgatásával is, de sajnos ugyanaz a hiba. Az az érdekes, hogy Demo módban hibátlanul elindul a kép "gravírozása" Ebből arra következtetek, hogy valamilyen fizikai kontakt okozhat problémát. No de mi? Hiszen nincs semmilyen nyomógomb bekötve e-stopnak.
"Biztos vagy benne, hogy ez az üzenet jelenik meg akkor is ha nincsen konfigurálva az e-stop bemenet, vagyis a port és pin beállítás 0 értékű?"
Igen, teljesen biztos vagyok benne.
"Persze ha átállítod akkor ne felejtsd el az Apply settings gombbal érvényesíteni a beállítást."
Természetesen alkalmaztam ezt is.
"Reset-et egyébként még a végállás (limit) bemenetek tudnak okozni."
Limit pin-ek nincsenek konfigurálva.
Megjegyzés, tapasztalat:
Ha nem képet hívok be, ahnem egyéb G-kódot, akkor az gond nélkül elindul az UC400-al is. Csak a kép gravírozásnál tapasztaltam ezt a jelenséget.
A válasszal megyek sorba:
"Elvileg az "Ext. e-stop triggered" üzenet nem jelenhet meg, ha a külső e-stop jel nincsen konfigurálva"
Küső E stop nincs konfigurálva, pin:0 port:0. De próbáltam úgy is, hogy felkonfigurálom az E-stopot Active low pipa kapcsolgatásával is, de sajnos ugyanaz a hiba. Az az érdekes, hogy Demo módban hibátlanul elindul a kép "gravírozása" Ebből arra következtetek, hogy valamilyen fizikai kontakt okozhat problémát. No de mi? Hiszen nincs semmilyen nyomógomb bekötve e-stopnak.
"Biztos vagy benne, hogy ez az üzenet jelenik meg akkor is ha nincsen konfigurálva az e-stop bemenet, vagyis a port és pin beállítás 0 értékű?"
Igen, teljesen biztos vagyok benne.
"Persze ha átállítod akkor ne felejtsd el az Apply settings gombbal érvényesíteni a beállítást."
Természetesen alkalmaztam ezt is.
"Reset-et egyébként még a végállás (limit) bemenetek tudnak okozni."
Limit pin-ek nincsenek konfigurálva.
Megjegyzés, tapasztalat:
Ha nem képet hívok be, ahnem egyéb G-kódot, akkor az gond nélkül elindul az UC400-al is. Csak a kép gravírozásnál tapasztaltam ezt a jelenséget.
Cím: Re:UCCNC vezérlő program
Írta: a86ifm7g5 Dátum 2017 március 22, 16:47
Írta: a86ifm7g5 Dátum 2017 március 22, 16:47
Kipróbáltam az itthoni laptopon, tökéletesen megy. A korábban említett HP Q45-ös chipkészlettel szerelt gépen viszont nem hajlandó menni a laser gravír.
HP konfig (https://h10057.www1.hp.com/ecomcat/hpcatalog/specs/provisioner/05/KP721AV.htm)
HP konfig (https://h10057.www1.hp.com/ecomcat/hpcatalog/specs/provisioner/05/KP721AV.htm)
Cím: Re:UCCNC vezérlő program
Írta: a86ifm7g5 Dátum 2017 március 22, 17:07
Írta: a86ifm7g5 Dátum 2017 március 22, 17:07
Na ezt magyarázza meg valaki...
Cím: Re:UCCNC vezérlő program
Írta: a86ifm7g5 Dátum 2017 március 22, 19:16
Írta: a86ifm7g5 Dátum 2017 március 22, 19:16
Elképzelhető az, hogy egy adott konfigurációval nem működik rendesen az UCCNC?
Már frissítettem a videokártyát, a chip készletet, teljesen szűz win7 van rajta, és mégsem megy. Ott lehet a baj forrása, hogy amint a cycle startal elindítom, akkor rögtön kialszik a kék led és resetben kerül, a resettel egy időben ismét világít a kék led.
Ez hasznos információ?
Már frissítettem a videokártyát, a chip készletet, teljesen szűz win7 van rajta, és mégsem megy. Ott lehet a baj forrása, hogy amint a cycle startal elindítom, akkor rögtön kialszik a kék led és resetben kerül, a resettel egy időben ismét világít a kék led.
Ez hasznos információ?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 március 22, 22:12
Írta: dezsoe Dátum 2017 március 22, 22:12
Szia!
Mivel UC400-ról van szó, elsősorban hálózati hibára gyanakszom. Én belepróbálnék egy valami leggagyibb hálókártyát a gépbe. HP-ék hajlamosak túl okos hálókártyát csinálni.
Mivel UC400-ról van szó, elsősorban hálózati hibára gyanakszom. Én belepróbálnék egy valami leggagyibb hálókártyát a gépbe. HP-ék hajlamosak túl okos hálókártyát csinálni.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 március 22, 23:35
Írta: zt2c4wh9 Dátum 2017 március 22, 23:35
Ha kialszik a kék LED az kommunikációs problémára utal.
A kék LED-et a vezérlő minden beérkezett adatcsomagnál újra bekapcsolt állapotba hozza és ha nem érkezik egy bizonyos kis ideig adat, akkor lekapcsolja.
Ha érzékelhetően sok ideig kialszik a kék LED az azt jelenti, hogy a kommunikáció egy ideig megszakad és ez okozhat e-stop állapotot, ha a szoftver úgy ítéli meg, hogy vészesen sok ideig nem működött a kommunikáció.
Mivel ethernetes a mozgásvezérlő én is hálózati problémára gyanakszom, vagy esetleg valami chipset probléma ami miatt megakad a kommunikáció a hálókártya és a szoftver között.
Én első körben frissíteném a PC alaplapi driverjét és a hálózati kártya driverjét, hátha az megoldja a problémát.
Illetve megnézném az UCCNC-ben a profiles menüben a Statisztika ablakban a kommunikációs válaszidő grafikont.
Annak nem szabad soha 20msec fölé mennie, ha felugrik a grafikon a maximum időre, az probléma.
A kék LED-et a vezérlő minden beérkezett adatcsomagnál újra bekapcsolt állapotba hozza és ha nem érkezik egy bizonyos kis ideig adat, akkor lekapcsolja.
Ha érzékelhetően sok ideig kialszik a kék LED az azt jelenti, hogy a kommunikáció egy ideig megszakad és ez okozhat e-stop állapotot, ha a szoftver úgy ítéli meg, hogy vészesen sok ideig nem működött a kommunikáció.
Mivel ethernetes a mozgásvezérlő én is hálózati problémára gyanakszom, vagy esetleg valami chipset probléma ami miatt megakad a kommunikáció a hálókártya és a szoftver között.
Én első körben frissíteném a PC alaplapi driverjét és a hálózati kártya driverjét, hátha az megoldja a problémát.
Illetve megnézném az UCCNC-ben a profiles menüben a Statisztika ablakban a kommunikációs válaszidő grafikont.
Annak nem szabad soha 20msec fölé mennie, ha felugrik a grafikon a maximum időre, az probléma.
Cím: Re:UCCNC vezérlő program
Írta: a86ifm7g5 Dátum 2017 március 23, 07:23
Írta: a86ifm7g5 Dátum 2017 március 23, 07:23
Értem a választ, nagyon köszönöm.
Első körben ismét lefrissítem a chipsetet, majd a LAN kártyát. Amit dezsoe javasolt, azt is kipróbálom, hogy teszek bele egy általános 10/100-as LAN kártyát.
Ezen kísérletek után majd beszámolok a fejleményekről. Ez bizonyára hasznos infó lesz, (lehet már az eddigi infók is) a további fejlesztések során.
Nagyon köszönöm még egyszer a gyors reakciót!
Első körben ismét lefrissítem a chipsetet, majd a LAN kártyát. Amit dezsoe javasolt, azt is kipróbálom, hogy teszek bele egy általános 10/100-as LAN kártyát.
Ezen kísérletek után majd beszámolok a fejleményekről. Ez bizonyára hasznos infó lesz, (lehet már az eddigi infók is) a további fejlesztések során.
Nagyon köszönöm még egyszer a gyors reakciót!
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2017 március 23, 07:25
Írta: ANTAL GÁBOR Dátum 2017 március 23, 07:25
Balázs! miután most kétszer is jelentkeztél : arra gondolok hogy a terhelésed kicsit lecsökkent . Válaszolhatnál nekem is a feb 12 körül küldött privát levelemre ( Téma brake egység jusztírozása ) Vagy küldjem el még egyszer ?
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 március 23, 10:17
Írta: zt2c4wh9 Dátum 2017 március 23, 10:17
Gábor, én múltkor úgy hallottam, hogy Tamás kollégám már rég válaszolt arra a kérdésre, a válasz az volt, hogy nem publikus adat amit kérdezel és hogy nem gyártunk olyan fékáramkört ami más feszültségen fékez. Én sem tudok mást mondani, csak megerősíteni tudom az információt.
Cím: Re:UCCNC vezérlő program
Írta: a86ifm7g5 Dátum 2017 március 23, 14:53
Írta: a86ifm7g5 Dátum 2017 március 23, 14:53
A mai napomat azzal töltöttem, hogy kipróbáltam azokat a javaslatokat, amik itt kerültek közlésre.
Az eredmény rettentően lehangoló. Sajnos egyik "régebbi" gépen sem megy a képgravírozás funkció.
Az egyik konfiguráció: HP DC7900 SFF; valamint HP DC7800SFF
HP DC7900 SFF (https://www.evertek.com/viewpart.asp?auto=82106)
HP DC7800 SFF (http://hardwaredepo.hu/?1548,hp-dc7800-sff-intel-core-2-duo-e4500-2048-mb-ram-80-gb-hdd-dvd-hasznalt-szamitogep)
Win7; Win10; LAN; Videokártya; Chipset frissítés; külső LAN; külső videokártya; semmi sem segített.
A másik konfig: DELL optiplex 755 SFF DELL OPTIPLEX 755 SFF (https://www.walmart.com/ip/Dell-Refurbished-OptiPlex-755-Small-Form-Factor-Desktop-PC-with-Intel-Core-2-Duo-Processor-2GB-Memory-160GB-Hard-Drive-and-Windows-7-Home-Premium/20565348)
Win7; Win10; LAN; Videokártya; Chipset frissítés; külső LAN; külső videokártya; semmi sem segített.
Újabb laptopon, asztali gépen hibátlanul megy.
Kérdezem a fejlesztőket, hogy valóban így van-e? Ugyanis a használati útmutatóban leírtak bőven teljesítik e fent említett konfigot.
Az, hogy két ilyen neves gépen ne menjen, kicsit meglep és elszomorít.
Ha lehet, konkrét konfigurációt kérhetnék? (De kérem, hogy csak azon kedves fórumtársak adjanak konfig ajánlatot, akik használják is a laser plugint kép gravírozásra.)
Köszönöm.
Az eredmény rettentően lehangoló. Sajnos egyik "régebbi" gépen sem megy a képgravírozás funkció.
Az egyik konfiguráció: HP DC7900 SFF; valamint HP DC7800SFF
HP DC7900 SFF (https://www.evertek.com/viewpart.asp?auto=82106)
HP DC7800 SFF (http://hardwaredepo.hu/?1548,hp-dc7800-sff-intel-core-2-duo-e4500-2048-mb-ram-80-gb-hdd-dvd-hasznalt-szamitogep)
Win7; Win10; LAN; Videokártya; Chipset frissítés; külső LAN; külső videokártya; semmi sem segített.
A másik konfig: DELL optiplex 755 SFF DELL OPTIPLEX 755 SFF (https://www.walmart.com/ip/Dell-Refurbished-OptiPlex-755-Small-Form-Factor-Desktop-PC-with-Intel-Core-2-Duo-Processor-2GB-Memory-160GB-Hard-Drive-and-Windows-7-Home-Premium/20565348)
Win7; Win10; LAN; Videokártya; Chipset frissítés; külső LAN; külső videokártya; semmi sem segített.
Újabb laptopon, asztali gépen hibátlanul megy.
Kérdezem a fejlesztőket, hogy valóban így van-e? Ugyanis a használati útmutatóban leírtak bőven teljesítik e fent említett konfigot.
Az, hogy két ilyen neves gépen ne menjen, kicsit meglep és elszomorít.
Ha lehet, konkrét konfigurációt kérhetnék? (De kérem, hogy csak azon kedves fórumtársak adjanak konfig ajánlatot, akik használják is a laser plugint kép gravírozásra.)
Köszönöm.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 március 23, 15:07
Írta: zt2c4wh9 Dátum 2017 március 23, 15:07
Köszönjük az infókat.
Épp ezekkel a gépekkel voltak nekem annó problémáim, konkrétan a régi Dell optiplex és ezekkel az alacsony tokozású HP-kkal.
Konkrétan ezek voltak azok a gépek, amikkel annó a Mach3-at soha sem tudtuk normálisan, megbízhatóan működése birni.
Sok ilyen gépünk volt, mert annak idején nagyon olcsón lehetett ezekhez a gépekhez hozzájutni különböző Magyar használt-gép kereskedőktől akik főként Német nagycégek selejtezett gépeit adták tovább nagyker árakon és ezek a gépek mind ilyenek voltak.
Azt hogy mi a gond ezekkel a gépekkel, hogy miért szerepelnek ilyen gyengén nem tudtuk a Mach3-al se megállapítani, UCCNC-vel pedig mivel az UCCNC már később került kifejlesztésre, amikor már megszabadultunk ezektől az őskori gépeinktől, okulva a Mach3-as tesztekből, ezért nem is próbáltuk meg ezekkel az UCCNC-t, de gyanítom, hogy ha a Mach3 se ment vele, akkor az UCCNC-nek is hasonló gondjai adódhatnak.
Épp ezekkel a gépekkel voltak nekem annó problémáim, konkrétan a régi Dell optiplex és ezekkel az alacsony tokozású HP-kkal.
Konkrétan ezek voltak azok a gépek, amikkel annó a Mach3-at soha sem tudtuk normálisan, megbízhatóan működése birni.
Sok ilyen gépünk volt, mert annak idején nagyon olcsón lehetett ezekhez a gépekhez hozzájutni különböző Magyar használt-gép kereskedőktől akik főként Német nagycégek selejtezett gépeit adták tovább nagyker árakon és ezek a gépek mind ilyenek voltak.
Azt hogy mi a gond ezekkel a gépekkel, hogy miért szerepelnek ilyen gyengén nem tudtuk a Mach3-al se megállapítani, UCCNC-vel pedig mivel az UCCNC már később került kifejlesztésre, amikor már megszabadultunk ezektől az őskori gépeinktől, okulva a Mach3-as tesztekből, ezért nem is próbáltuk meg ezekkel az UCCNC-t, de gyanítom, hogy ha a Mach3 se ment vele, akkor az UCCNC-nek is hasonló gondjai adódhatnak.
Cím: Re:UCCNC vezérlő program
Írta: a86ifm7g5 Dátum 2017 március 23, 15:15
Írta: a86ifm7g5 Dátum 2017 március 23, 15:15
Ha nem nagy kérés, kaphatnék egy olyan konfig javaslatot, amin jól működik az UCxx+UCCNC? (Természetesen nem konkrét konfig, csak irány processzor, lapka készlet, videokártya, ram) Vagy egy Laptop, ami még jó lenne. Egyre inkább hajlok a laptop irányába.
Köszönöm.
Köszönöm.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2017 március 23, 19:51
Írta: ANTAL GÁBOR Dátum 2017 március 23, 19:51
Igen . Tamás válaszolt : a válasza az volt hogy:" ilyen hardwer egységek nem tartoznak az ő kompetenciájába , abban nem tud állást foglalni azt Balázs csinálja " Ezért kerestelek magánban . A bemeneti osztó átállítását feszegettem ... Ha nem publikus akkor nem . Veszek egy tubus szilikonzsírt ( a szétszedés utáni összerakáshoz) és jön a reverse engineering
Cím: Re:UCCNC vezérlő program
Írta: guliver83 Dátum 2017 március 23, 20:24
Írta: guliver83 Dátum 2017 március 23, 20:24
Olyan gép kell hozzá ami viszi!
Ja és PAKS 2 is kell mellé !
Ezt nem lehetett kihagyni.[#eplus2][#eljen]
Ja és PAKS 2 is kell mellé !
Ezt nem lehetett kihagyni.[#eplus2][#eljen]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 március 23, 20:44
Írta: svejk Dátum 2017 március 23, 20:44
Speciel a HP DC sorozat tényleg hulladék volt, még irodai gépnek is.
A DELL Optiplex, talán 636 volt az utolsó még jól használható.
A fentiek miatt állítottam le a barátomat a gépek behozatalától, legalább is részünkre.
A DELL Optiplex, talán 636 volt az utolsó még jól használható.
A fentiek miatt állítottam le a barátomat a gépek behozatalától, legalább is részünkre.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2017 március 23, 21:03
Írta: kr97pwss2 Dátum 2017 március 23, 21:03
Annyit meg tudsz nézni, hogy Lézer plugint kikapcsolva, csak sima G kód fájlokat jól hajt végre, vagy annál is jelentkezik az E-stop hiba?
Cím: Re:UCCNC vezérlő program
Írta: s7manbs8 Dátum 2017 március 23, 21:14
Írta: s7manbs8 Dátum 2017 március 23, 21:14
Nekem is van egy HP Compaq DC 5100 gépem, meg egy Dell hasonló lapos is, amiben Penitum D proci van. Mondjuk CNC-zésre még nem próbáltam ezeket.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 március 23, 21:17
Írta: 000000000 Dátum 2017 március 23, 21:17
Dell optiplex 360-as gép és tökéletesen fut rajta a Mach3. [#nemtudom][#fejvakaras]
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 március 23, 21:24
Írta: 000000000 Dátum 2017 március 23, 21:24
Pentium 3-as Compaq laptop és a Mach2 tökéletesen fut rajta.
Igaz ezt inkább szerviz célokra használom és servo-t beállítani, de ha kell egyből le is lehet tesztelni Mach-al [#papakacsint]
A legdurvább, hogy az eredeti akkukkal még 1.5 órát működik (Fukushima felirat van az cellákon) [#csodalk]
Igaz ezt inkább szerviz célokra használom és servo-t beállítani, de ha kell egyből le is lehet tesztelni Mach-al [#papakacsint]
A legdurvább, hogy az eredeti akkukkal még 1.5 órát működik (Fukushima felirat van az cellákon) [#csodalk]
Cím: Re:UCCNC vezérlő program
Írta: a86ifm7g5 Dátum 2017 március 23, 21:30
Írta: a86ifm7g5 Dátum 2017 március 23, 21:30
A sima G kódokat hibátlanul végrehajtja. Viszontamiért választottam ezt a programot, az pont a beépített lézer plugin. Hogy pont azért jó, hogy nem kell mindenféle hókusz-pókusz egy kép elkészítéséhez. Ez az egy dolog, amiért még kitartok az UCxx+UCCNC párosítás mellett. A LAN borzasztó egyszerűen konfigolható.
guliver83: "köszi csoki, sokat segítettél" [#nyes]
svejk: Sajnos nekem nincsenek tapasztalataim ezen gépek terén. Illetve van, most szereztem őket. Mégpedig azt, hogy nem igazán megfelelőek az általam elképzelt konfigurációhoz.
Nem ragaszkodom egyik márkához sem. De ha már nézegettük, és beszéltünk az optiplexekről, még ez akadt a látótérbe: Dell Optiplex 7010 SFF (http://www.marseus.hu/hu/szamitogep/dual-corecore2/desktop/dell-optiplex-7010-sff-pentium-g6454gb250gbdvd.html)
Köszönöm.
guliver83: "köszi csoki, sokat segítettél" [#nyes]
svejk: Sajnos nekem nincsenek tapasztalataim ezen gépek terén. Illetve van, most szereztem őket. Mégpedig azt, hogy nem igazán megfelelőek az általam elképzelt konfigurációhoz.
Nem ragaszkodom egyik márkához sem. De ha már nézegettük, és beszéltünk az optiplexekről, még ez akadt a látótérbe: Dell Optiplex 7010 SFF (http://www.marseus.hu/hu/szamitogep/dual-corecore2/desktop/dell-optiplex-7010-sff-pentium-g6454gb250gbdvd.html)
Köszönöm.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2017 március 23, 21:41
Írta: kr97pwss2 Dátum 2017 március 23, 21:41
Ez fontos információ számomra, ha G kóddal jól működik, akkor lézerrel is jól kellene. Megvizsgálom kicsit jobban, hogy mi okozhatja, amint valamit találok jelentkezek.
Cím: Re:UCCNC vezérlő program
Írta: a86ifm7g5 Dátum 2017 március 23, 21:51
Írta: a86ifm7g5 Dátum 2017 március 23, 21:51
Kedves Balázs!
A sima marási, gravírozási G-kódok teljesen hibátlanul elindultak rajta. A kép esetén úgy jártam el, hogy a sajátgépről behívtam egy szines képet a pluginba, majd a 3 lehetőség közül választottam egyet, minek utána konvertáltam G kódba és küldtem az UCCNC program számára. Aztán átléptem a RUN ablakba, elindítottam. Ekkor kialudt a kék LED, majd kb 2 másodperc után "Ext. e stop triggered" ; RESET gomb villog és ismét világított a kék LED. Minden egyes alkalommal, amit próbáltam ezt kaptam eredményül.
Köszönöm szépen!
A sima marási, gravírozási G-kódok teljesen hibátlanul elindultak rajta. A kép esetén úgy jártam el, hogy a sajátgépről behívtam egy szines képet a pluginba, majd a 3 lehetőség közül választottam egyet, minek utána konvertáltam G kódba és küldtem az UCCNC program számára. Aztán átléptem a RUN ablakba, elindítottam. Ekkor kialudt a kék LED, majd kb 2 másodperc után "Ext. e stop triggered" ; RESET gomb villog és ismét világított a kék LED. Minden egyes alkalommal, amit próbáltam ezt kaptam eredményül.
Köszönöm szépen!
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 március 24, 08:03
Írta: svejk Dátum 2017 március 24, 08:03
Próbáld ki 0,5 másodperces "Comm.buffer size" értékkel.
Az akkori info is segíthet a felderítésben.
Az akkori info is segíthet a felderítésben.
Cím: Re:UCCNC vezérlő program
Írta: a86ifm7g5 Dátum 2017 március 24, 09:22
Írta: a86ifm7g5 Dátum 2017 március 24, 09:22
Ezt a beállítást hol tudom megtennni? Bár már nincsenek nálam a teszt gépek. Egy 3-4 éves gépet kell hogy nézzek majd. (desktop, vagy laptop)
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2017 március 24, 11:32
Írta: kr97pwss2 Dátum 2017 március 24, 11:32
Megvizsgáltam a problémát, és megtaláltam a hiba okát (szoftveres hiba). A javításon már dolgozom, amint elkészül, jelzem itt a fórumon.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 március 26, 20:15
Írta: svejk Dátum 2017 március 26, 20:15
UCCNC guruk!
Hogy lehetne a képernyőre varázsolni lézer esetén az M10 Qxxx G-kód parancsból a Q értékét?
Akár külön mezőbe, de mehetne az S mezőkbe is, hiszen az lézernél okafogyottá válik.
Így menet közben is lehetne override-olni a teljesítményt.
Célszerű lenn mondjuk Watt-ban kalibrálni, és persze ha nincs Q érték megadva az M10 után akkor értelemszerűen a max.-ot írná ki.
Hogy lehetne a képernyőre varázsolni lézer esetén az M10 Qxxx G-kód parancsból a Q értékét?
Akár külön mezőbe, de mehetne az S mezőkbe is, hiszen az lézernél okafogyottá válik.
Így menet közben is lehetne override-olni a teljesítményt.
Célszerű lenn mondjuk Watt-ban kalibrálni, és persze ha nincs Q érték megadva az M10 után akkor értelemszerűen a max.-ot írná ki.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 március 27, 07:52
Írta: dezsoe Dátum 2017 március 27, 07:52
Csinálsz 3 mezőt: alap pwm, szorzó, új pwm. A kódban M10 helyett mondjuk M20010-et használsz, majd M20010.txt-be ezt a kódot írod:
int pwmmezoszama = 20000;
int szorzomezoszama = 20001;
int ujpwmmezoszama = 20002;
int pwm;
if (Qvar == null)
pwm = 255;
else
pwm = Convert.ToInt32(Qvar);
AS3.Setfield(pwm, pwmmezoszama);
pwm = Convert.ToInt32(pwm * Convert.ToDouble(AS3.Getfield(szorzomezoszama)));
if (pwm > 255) pwm = 255;
AS3.Setfield(pwm, ujpwmmezoszama);
exec.Code("M10 Q" + pwm);
int pwmmezoszama = 20000;
int szorzomezoszama = 20001;
int ujpwmmezoszama = 20002;
int pwm;
if (Qvar == null)
pwm = 255;
else
pwm = Convert.ToInt32(Qvar);
AS3.Setfield(pwm, pwmmezoszama);
pwm = Convert.ToInt32(pwm * Convert.ToDouble(AS3.Getfield(szorzomezoszama)));
if (pwm > 255) pwm = 255;
AS3.Setfield(pwm, ujpwmmezoszama);
exec.Code("M10 Q" + pwm);
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 március 27, 08:31
Írta: svejk Dátum 2017 március 27, 08:31
Nem tudom.... szóval nem tudom hogy fogom ezeket neked meghálálni.
Még a multkori dolog díjazásáért sem jelentkeztél, pedig ez is arra a helyre lesz.
Hálásan köszöm addig is! [#worship]
Még a multkori dolog díjazásáért sem jelentkeztél, pedig ez is arra a helyre lesz.
Hálásan köszöm addig is! [#worship]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 március 27, 08:47
Írta: dezsoe Dátum 2017 március 27, 08:47
Majd Debrecenben iszunk egy sört. Vagy kettőt... [#pias]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 március 27, 08:49
Írta: svejk Dátum 2017 március 27, 08:49
Mindig így kezdődik...[#circling]
Cím: Re:UCCNC vezérlő program
Írta: vjanos Dátum 2017 március 27, 11:27
Írta: vjanos Dátum 2017 március 27, 11:27
Azt jöhet a diszkó [#eplus2]
Cím: Re:UCCNC vezérlő program
Írta: ra8nsmk6w Dátum 2017 március 27, 11:56
Írta: ra8nsmk6w Dátum 2017 március 27, 11:56
Minden azzal a géllel kezdödött[#eplus2]
Cím: Re:UCCNC vezérlő program
Írta: a86ifm7g5 Dátum 2017 március 27, 15:18
Írta: a86ifm7g5 Dátum 2017 március 27, 15:18
Kíváncsian várom! Ezzel lehet, hogy bővül azon gépek száma, amivel lehet majd együtt használni eme remek programot.
Köszönöm.
Köszönöm.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 március 28, 21:22
Írta: ium8w94xp Dátum 2017 március 28, 21:22
Sajnos sose voltam talin, de egy ilyen hálálkodós fekvehányós bulit szívesen megnéznék UCCNC bug-ok megvitatása közben :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 március 28, 21:26
Írta: svejk Dátum 2017 március 28, 21:26
Előtted a lehetőség! :)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 március 28, 21:30
Írta: ium8w94xp Dátum 2017 március 28, 21:30
Tudom...de a hobby az életem harmadik helyén van, ezért eddig nem tudtam megoldani az elötte lévő két dolog miatt :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 március 28, 21:32
Írta: dezsoe Dátum 2017 március 28, 21:32
Gyere csak bátran! Bár az idén megpróbálom a szombatot nem atom másnaposan kezdeni, mert tavaly Debrecenben is és Fehérváron is súlyos volt a helyzet... [#shakehead]
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 március 28, 21:42
Írta: ium8w94xp Dátum 2017 március 28, 21:42
A család 200km-re lakik. Hétvégente velük lennék, ha épp sikerül eljutnom oda. De gyűlik a kérdés :) Pl most a 2017 screenset-et használom cahit ates autoleveler plugin-jával és az 1.2033 uccnc-vel...de most látom van 1.2035-is ;)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 március 28, 21:47
Írta: ium8w94xp Dátum 2017 március 28, 21:47
1.2036-is :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 március 28, 21:49
Írta: svejk Dátum 2017 március 28, 21:49
Sőt, 1.2036 is. :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 március 28, 21:53
Írta: dezsoe Dátum 2017 március 28, 21:53
Van ott 2036-os is, ha jobban megnézed. :) A 2017-en sokat töprengtem, mert szép, meg mittudomén, de pl. egy normál UCCNC licenszhez képest egy kissé drágának találtam. Autoleveler-ről meg csak szerényen annyit, hogy az enyém sokkal jobb! [#idiota] Mondjuk, a reális képhez tudni kell, hogy ő is és én is ugyanazt a java-s cuccot ültettük át használható környezetbe. Az övé szebb, az enyém praktikusabb. Legalábbis panel maráshoz. Ha nem lennék ilyen lusta, akkor már átvettem volna tőle a dizájnt. :)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 március 28, 21:54
Írta: ium8w94xp Dátum 2017 március 28, 21:54
De én nem másik oldalon olvasom, hanem a verziószámokat növelem a letöltésekben...aztán, amit enged az van :)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 március 28, 21:56
Írta: ium8w94xp Dátum 2017 március 28, 21:56
Egyrészt lassúak vagytok :) Másrészt össze lehet állni...a 2017 screenset-et több ember is megveheti, mindnél működik. Én is ezt tettem.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 március 29, 11:40
Írta: svejk Dátum 2017 március 29, 11:40
Hol van ez a screenset? [#wow1]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 március 29, 11:47
Írta: dezsoe Dátum 2017 március 29, 11:47
Eredetileg itt. (http://www.thecncwoodworker.com/2017.html)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 március 29, 13:10
Írta: svejk Dátum 2017 március 29, 13:10
Hmmm...első ránézésre pofás...
Van rajta gépi koordináta kijelzés és az overrideokat is egy gombnyomásal vissza lehet 100%-ra állítani.
Nekem csak a grafikához kellene 1 hét, és még hol a többi.
Van rajta gépi koordináta kijelzés és az overrideokat is egy gombnyomásal vissza lehet 100%-ra állítani.
Nekem csak a grafikához kellene 1 hét, és még hol a többi.
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2017 április 01, 09:28
Írta: gaben Dátum 2017 április 01, 09:28
Sziasztok,
UCCNC-ben a charge pump-ot hogyan érdemes használni?
Elég ha a motorvezérlőket engedélyezem vele, vagy esetleg vigyem át az e-stop körön is?
köszi, Gábor
UCCNC-ben a charge pump-ot hogyan érdemes használni?
Elég ha a motorvezérlőket engedélyezem vele, vagy esetleg vigyem át az e-stop körön is?
köszi, Gábor
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 április 01, 09:36
Írta: 000000000 Dátum 2017 április 01, 09:36
A charge pump lényege míg ez a pár kHz-es négyszög jel nincs meg a gép semmilyen mozgást nem tudjon végezni.
Tehát ez csak rajtad múlik, hogy oldod meg.
Én konkrétan az összes szervó és főorsó hajtások betáplálását szüntettem meg.
Ha az megmozdul akkor egy Harry Houdini költözött a gépbe [#nevetes1]
Tehát ez csak rajtad múlik, hogy oldod meg.
Én konkrétan az összes szervó és főorsó hajtások betáplálását szüntettem meg.
Ha az megmozdul akkor egy Harry Houdini költözött a gépbe [#nevetes1]
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2017 április 01, 10:48
Írta: gaben Dátum 2017 április 01, 10:48
Ok, köszi.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 április 01, 20:13
Írta: svejk Dátum 2017 április 01, 20:13
Újabb "őrültség" jutott az eszembe.
A marógépem asztala Z-ben 295 mm-t mozog, de még kézzel plusz 450-mm-t lehet mozgatni az Y hídon.
Egy merőlécet rakva a kézi állításhoz mennyire lehet bonyolult megoldani a szoftveres részt, hogy beszámolja a Z DRO a kézzel való állítást is.
Természetesen csak álló helyzetben mozognék a kézi beállítással, tehát csak elég lenne átírni a DRO-kat, ha végeztem. persze ha folyamatosan mutatná a változást még jobb lenne.
Nem feltétlen kész megoldást várok, talán elég lenne egy iránymutatás, hátha meg tudom a kezdő lökéssel csinálni magamnak.
A marógépem asztala Z-ben 295 mm-t mozog, de még kézzel plusz 450-mm-t lehet mozgatni az Y hídon.
Egy merőlécet rakva a kézi állításhoz mennyire lehet bonyolult megoldani a szoftveres részt, hogy beszámolja a Z DRO a kézzel való állítást is.
Természetesen csak álló helyzetben mozognék a kézi beállítással, tehát csak elég lenne átírni a DRO-kat, ha végeztem. persze ha folyamatosan mutatná a változást még jobb lenne.
Nem feltétlen kész megoldást várok, talán elég lenne egy iránymutatás, hátha meg tudom a kezdő lökéssel csinálni magamnak.
Cím: Re:UCCNC vezérlő program
Írta: István83 Dátum 2017 április 01, 21:01
Írta: István83 Dátum 2017 április 01, 21:01
Szia!
Ha van megoldás engem is érdekelne.
Egy picomax50 géphez nekem is jól jönne.
Ott is van z mozgásom servoval+az egész fejét tudom emelni.Én is merőléccel fogom mérni a pozícióját.
Ha van megoldás engem is érdekelne.
Egy picomax50 géphez nekem is jól jönne.
Ott is van z mozgásom servoval+az egész fejét tudom emelni.Én is merőléccel fogom mérni a pozícióját.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 április 01, 21:11
Írta: svejk Dátum 2017 április 01, 21:11
Biztos megoldható, Dezsoe komának csak egy ujjgyakorlat. :)
Valami rémlik, hogy az őskorban a Mach3-mal csinált valaki ilyet.
Valami rémlik, hogy az őskorban a Mach3-mal csinált valaki ilyet.
Cím: Re:UCCNC vezérlő program
Írta: KoLa Dátum 2017 április 01, 21:16
Írta: KoLa Dátum 2017 április 01, 21:16
Ha manuálisan eltolom a z-t, akkor az új helyén nullázom!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 április 01, 21:17
Írta: dezsoe Dátum 2017 április 01, 21:17
Lehet, hogy ez is őrültség, de egyszerű. Fogsz egy encoder-t és egy PIC-et. Méred a kézi nyenyere elmozdulását a PIC-kel, majd a PIC soros portján Modbus kommunikációval beküldöd az UCCNC-be, ahol az aktuális koordináta rendszer eltolását módosítod. (Vagy az összesét, ha úgy kell.)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 április 01, 21:19
Írta: dezsoe Dátum 2017 április 01, 21:19
Honnan tudtad, hogy épp gépelek? [#email]
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2017 április 01, 21:25
Írta: kr97pwss2 Dátum 2017 április 01, 21:25
Azt hiszem hivatalosan még nem adtuk ki, de a mostani fejlesztési verzióban az ethernetes mozgásvezérlők a főorsó enkóderen és MPG kívül még plusz 6 enkódert kezel. Ezekkel az enkóder bemenetekkel mérheted a mérőléc jelét, és makróval megoldható az aktualizálása. Egy kitétel van csak, hogy ezek a bemenetek 50kHz-es jelet tudnak fogadni max.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 április 01, 21:30
Írta: dezsoe Dátum 2017 április 01, 21:30
Így még egyszerűbb. :)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 április 01, 22:44
Írta: 000000000 Dátum 2017 április 01, 22:44
Én csináltam Antal Gábornak egy skin bővítést Mach3-ba miben jelezte az encoder vagy mérőléc aktuális pozícióját.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 április 02, 09:56
Írta: svejk Dátum 2017 április 02, 09:56
[#taps]
Cím: Re:UCCNC vezérlő program
Írta: kaqkk007 Dátum 2017 április 04, 19:18
Írta: kaqkk007 Dátum 2017 április 04, 19:18
Az uc300 5lpt vezérlőhöz kell 5 leválasztókártya vagy elég ha kifejtőkártyát csinálok ? Az alsó panelon lévő ic-k megoldják a leválasztást vagy minden be-kimenetre kell opto-illetve buffer ?
Cím: Re:UCCNC vezérlő program
Írta: svager Dátum 2017 április 04, 19:35
Írta: svager Dátum 2017 április 04, 19:35
Lehet kapni készen is (https://www.cncpart.hu/elektronika/illeszto/uc300-kibonto-panel-analog)
Cím: Re:UCCNC vezérlő program
Írta: kaqkk007 Dátum 2017 április 04, 19:44
Írta: kaqkk007 Dátum 2017 április 04, 19:44
Akkor nem kell külön "védelem " elég a kifejtőpanel ? Ez jó hír sok helyet spórolok vele a vezérlődobozban ! Köszönöm a segítséget .
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 április 04, 20:10
Írta: svejk Dátum 2017 április 04, 20:10
Az alaplapon a kimenetek 74HC14-gyel vannak bufferelve a bemenetek meg ellenállásosztóval illesztve a 3,3 v-os logikához.
Galvanikus leválasztás sehol sincs.
A döntés a Tiéd...
Galvanikus leválasztás sehol sincs.
A döntés a Tiéd...
Cím: Re:UCCNC vezérlő program
Írta: kaqkk007 Dátum 2017 április 04, 20:22
Írta: kaqkk007 Dátum 2017 április 04, 20:22
Akkor úgy gondolom a kimenetekre jó lesz a kifejtőpanel (a motormeghajtók bemenetén ott az optó) a bemenetekre meg csak kell csinálni vagy venni leválasztást mert 12-vagy 24v os induktív szenzorok lesznek feltéve végállás és home kapcsolónak .
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2017 április 07, 10:34
Írta: kr97pwss2 Dátum 2017 április 07, 10:34
A lézeres plugin hibáját, mely régebbi gépeken jelentkezett csak javítottam. Az új verzió innen tölthető le:
UCCNC V1.2037 (http://www.cncdrive.com/UCCNC/setup_1.2037.exe)
UCCNC V1.2037 (http://www.cncdrive.com/UCCNC/setup_1.2037.exe)
Cím: Re:UCCNC vezérlő program
Írta: a86ifm7g5 Dátum 2017 április 07, 15:45
Írta: a86ifm7g5 Dátum 2017 április 07, 15:45
Letöltöttem, most kezdem majd a tesztelést. Nagyon köszönjük Balázs!
Cím: Re:UCCNC vezérlő program
Írta: István83 Dátum 2017 április 08, 12:14
Írta: István83 Dátum 2017 április 08, 12:14
Ezzel a 6db encoder bemenettel akár egy merőléc visszacsatolásos gép is kialakítható?
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2017 április 08, 12:58
Írta: kr97pwss2 Dátum 2017 április 08, 12:58
A 6 enkóder nem használható visszacsatolásra, azaz a mozgások kalkulálásakor nem veszi figyelembe az értékét. Ezek az enkóderek általános felhasználásúak és nem nagysebességűek (50kHz max.), amiket lehet pl. tekerőgomboknak használni (pl. Előtolás állítására makróval meg lehet csinálni a nem lineáris FRO állítást, vagy MPG tengelyének kiválasztására,vagy egyéb egyedi kezelői felületeket kialakítani). Lehet enkóderként is használni elmozdulás mérésre (pl. megmunkáló asztalt kézzel lehet emelni, süllyeszteni, és a tengely pozícióját korrigálni vele egy makróval), Svejk is valami hasonlót szeretne csinálni.
Cím: Re:UCCNC vezérlő program
Írta: István83 Dátum 2017 április 08, 19:20
Írta: István83 Dátum 2017 április 08, 19:20
Értem és köszönöm az infót.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 április 10, 13:06
Írta: svejk Dátum 2017 április 10, 13:06
Úgy rémlik volt már róla szó, de nem emlékszem a végkifejletre, én meg nem értek hozzá.
Notebookon UCCNC -- wifi -- wifis router -- UC300 v. 400ETH kapcsolat működhet, vagy már eleve elvi hibás?
Az apropó, hogy már többször csak előkaptam a gépemhez egy épp arra járó notit a működéshez, de ezek az RJ45-ös csatlakozók elég megbízhatatlanok, ha megmozdítom a csatit volt, hogy eldobta a kapcsolatot a kontakhiba miatt.
Notebookon UCCNC -- wifi -- wifis router -- UC300 v. 400ETH kapcsolat működhet, vagy már eleve elvi hibás?
Az apropó, hogy már többször csak előkaptam a gépemhez egy épp arra járó notit a működéshez, de ezek az RJ45-ös csatlakozók elég megbízhatatlanok, ha megmozdítom a csatit volt, hogy eldobta a kapcsolatot a kontakhiba miatt.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 április 10, 14:22
Írta: dezsoe Dátum 2017 április 10, 14:22
Hát, a wifi jó netezésre, de CNC-t vezérelni nem. Elég, ha kicsit belassul, már szakad is a kapcsolat. Véleményem szerint a kh-s RJ45 is jobb a wifinél. (Nekem is olyan van, szépen rögzítettem a kábelt, hogy ne mászkáljon.) Wifi talán egy-két gyors próbára, pozicionálásra még elmegy, de soha ne alapozz rá.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2017 április 10, 14:37
Írta: kr97pwss2 Dátum 2017 április 10, 14:37
Nem javaslom a Wifi-n keresztül használni a mozgásvezérlőt, mert a külső zavarforrások miatt nagyon ingadozhat a hálózaton mozgó üzenetek késleltetése. Ha a hálózati üzenetekre a válasz nem érkezik meg adott időben (~10ms) akkor kommunikációs hibával meg fog állni a vezérlő.
Cím: Re:UCCNC vezérlő program
Írta: s5f8tmfv3 Dátum 2017 április 10, 14:53
Írta: s5f8tmfv3 Dátum 2017 április 10, 14:53
Lehet hogy volt már: új verzió telepítése előtt a régit le kell szedni?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 április 10, 17:37
Írta: 000000000 Dátum 2017 április 10, 17:37
Ha jársz erre adok Fibrain Cat6-os 5 méteres patch kábelt törésgátlóval ami nem a kábelre értendő törésgátló, originál csomagolásban.
Az ha kicsúszik akkor vagy szét van szakadva az ajzat, vagy akkor szakadt szét [#idiota]
(https://hobbicncforum.hu/uploaded_images/2017/04/tn_vy2q372hzpbmpifxzyzr0_705.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/vy2q372hzpbmpifxzyzr0_705.jpg)
Az ha kicsúszik akkor vagy szét van szakadva az ajzat, vagy akkor szakadt szét [#idiota]
(https://hobbicncforum.hu/uploaded_images/2017/04/tn_vy2q372hzpbmpifxzyzr0_705.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/vy2q372hzpbmpifxzyzr0_705.jpg)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 április 10, 18:24
Írta: svejk Dátum 2017 április 10, 18:24
Értem, köszönöm, át sem gondoltam ezt a kérdést rendesen, hiszen az internetes wifimmel is állandóan baj van.
Cím: Re:UCCNC vezérlő program
Írta: kaqkk007 Dátum 2017 április 10, 18:26
Írta: kaqkk007 Dátum 2017 április 10, 18:26
Nem ,de a beállításokat mentsd el mert mindent felülír az új verzió (olyan mintha újonnan telepítetted volna )
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 április 10, 18:26
Írta: svejk Dátum 2017 április 10, 18:26
megoldom én majd....
A másik apropót nem akartam először leírni mert kissé gáz, de a barátom amíg nem lesz pénze "távvezérlőre" addig egy kis kocsin akarja húzogatni a 3 méteres gép mellett a notit. :)
A másik apropót nem akartam először leírni mert kissé gáz, de a barátom amíg nem lesz pénze "távvezérlőre" addig egy kis kocsin akarja húzogatni a 3 méteres gép mellett a notit. :)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 április 10, 19:10
Írta: 000000000 Dátum 2017 április 10, 19:10
Előre is béke poraira a notinak. [#wilting]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 április 10, 19:11
Írta: dezsoe Dátum 2017 április 10, 19:11
Nincs azzal semmi baj, eggyel több madzag megy. Viszont, tegyen a notiba SSD-t, hogy bírja a rázkódást! [#vigyor4]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 április 10, 20:04
Írta: svejk Dátum 2017 április 10, 20:04
Olcsóbb a gumikerék. :)
10 ezer forintos notiba nem fogok SSD-t rakni tuti.
10 ezer forintos notiba nem fogok SSD-t rakni tuti.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 április 10, 20:04
Írta: svejk Dátum 2017 április 10, 20:04
[#vigyor2]
Cím: Re:UCCNC vezérlő program
Írta: a86ifm7g5 Dátum 2017 április 10, 21:58
Írta: a86ifm7g5 Dátum 2017 április 10, 21:58
Egész hétvégén nyüstöltem a programot, minden alkalommal szépen ment. Viszont azt vettem észre, hogy néhány alkalommal "az UCCNC program működése leállt" hibaüzenetet kaptam a windows7-től. Ez furcsa, mert teljesen friss telepítés, hivatalos verzió, és le is van frissítve. Elvileg és gyakorlatilag is maximálisan érintetlen Win7 van rajta. Van valamilyen speciális beállítás, amiről még nem tudok? Megjegyzem, hogy nem a program működtetése közben, hanem amikor kilépek belőle, akkor jön elő.
(El vagyok szokva a hibaüzenetektől, mert a marógépet Linuxcnc-vel hajtom és még soha nem kaptam egyetlen hibaüzenetet sem. Persze az Linux, érthető)
Köszönöm.
(El vagyok szokva a hibaüzenetektől, mert a marógépet Linuxcnc-vel hajtom és még soha nem kaptam egyetlen hibaüzenetet sem. Persze az Linux, érthető)
Köszönöm.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2017 április 11, 11:03
Írta: kr97pwss2 Dátum 2017 április 11, 11:03
A körülményekről tudnál kicsit bővebb információt adni? Milyen G-kód, illetve milyen pluginok vannak betöltve/engedélyezve, kilépéskor fut-e a g-kód stb.
Cím: Re:UCCNC vezérlő program
Írta: a86ifm7g5 Dátum 2017 április 11, 12:52
Írta: a86ifm7g5 Dátum 2017 április 11, 12:52
Megpróbálom előidézni majd ismét, és leírom a körülményeket. :) Egyébként nagyon stabilan fut a program.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 április 16, 22:04
Írta: svejk Dátum 2017 április 16, 22:04
Heló-helló!
Nem jó a G81 és G82 fúróciklus.
Nem is értem eddig hogy nem tűnt fel senkinek. :(
A fúrást az épp aktuális Z magasságról rögtön F előtolással csinálja, holott gyorsjáratban kellene lemennie az R magasságig.
Az alábbi programban pl. ha Z0-ról indulunk akkor az elsőt jól megcsinálja de a következő indításkor már +10-ről megy a programozott előtolással.
M3 S4000
G81 X10 Z-3 R4 F100
x20
x30
x40
G80
G0 Z10
X0
M5
M30
Nem jó a G81 és G82 fúróciklus.
Nem is értem eddig hogy nem tűnt fel senkinek. :(
A fúrást az épp aktuális Z magasságról rögtön F előtolással csinálja, holott gyorsjáratban kellene lemennie az R magasságig.
Az alábbi programban pl. ha Z0-ról indulunk akkor az elsőt jól megcsinálja de a következő indításkor már +10-ről megy a programozott előtolással.
M3 S4000
G81 X10 Z-3 R4 F100
x20
x30
x40
G80
G0 Z10
X0
M5
M30
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2017 április 17, 12:17
Írta: 2dbfy8y Dátum 2017 április 17, 12:17
Ezt igaz még én se próbáltam.
De én pl iparban sose adok fúróciklusba x-y koordinátát.
Előte oda küldöm gyorsjárattal, utána felveszem g43-al a hosszkorrekciót, és utána jöhet a fúróciklus.
G83-at nem próbáltad? Csak oda kell a Q is, fogásvétel.
De én pl iparban sose adok fúróciklusba x-y koordinátát.
Előte oda küldöm gyorsjárattal, utána felveszem g43-al a hosszkorrekciót, és utána jöhet a fúróciklus.
G83-at nem próbáltad? Csak oda kell a Q is, fogásvétel.
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2017 április 17, 13:27
Írta: 2dbfy8y Dátum 2017 április 17, 13:27
Most próbálgattam.
Ha fúróciklushoz beteszed a g99-et, akkor az R biztonsági szinttől fúr, de mikor átmegy a másik pontra, akkor is csak addig emel fel. Ha g98-at írok akkor felemel az előtte lévő pontra, de nem megy le gyorsjárattal az R biztonsági pontra.
Ezt Balázséknak kellene javítani.
Ha fúróciklushoz beteszed a g99-et, akkor az R biztonsági szinttől fúr, de mikor átmegy a másik pontra, akkor is csak addig emel fel. Ha g98-at írok akkor felemel az előtte lévő pontra, de nem megy le gyorsjárattal az R biztonsági pontra.
Ezt Balázséknak kellene javítani.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 április 17, 14:29
Írta: zt2c4wh9 Dátum 2017 április 17, 14:29
Szia,
Ha G98 módban vagy, akkor úgy kell működnie pontosan, ahogy leírtad. A G98/G99 szabályozza, hogy honnan induljon és térjen vissza a fúróciklus.
UCCNC-ben az alap mód a G98 mód. Azért ezt választottuk alapnak, mert ez biztonságosabb, mert ilyenkor az R és indulási magasság közül a magasabbat tekinti érvényesnek a program, szóval programozási hiba/átgondolatlan programozás esetén kisebb az esélye a szerszámtörésnek.
A G98 módban az R programozott magasság csak akkor érvényes, ha az magasabban van mint az induló magasság.
A te programodnál amikor Z=0-ról indítod, akkor R4 magasabban van ezért az R magasságra Z=4-re tér vissza.
A második futtatásnál a Z=10, szóval R4 alacsonyabb, ezért Z=10 magasságra fog visszatérni és indítani.
Ha azt szeretnéd, hogy mindig R4 legyen a kezdő és vég magassága a fúróciklusnak, akkor programozz G99-et a fúróciklusok előtt.
Ha G98 módban vagy, akkor úgy kell működnie pontosan, ahogy leírtad. A G98/G99 szabályozza, hogy honnan induljon és térjen vissza a fúróciklus.
UCCNC-ben az alap mód a G98 mód. Azért ezt választottuk alapnak, mert ez biztonságosabb, mert ilyenkor az R és indulási magasság közül a magasabbat tekinti érvényesnek a program, szóval programozási hiba/átgondolatlan programozás esetén kisebb az esélye a szerszámtörésnek.
A G98 módban az R programozott magasság csak akkor érvényes, ha az magasabban van mint az induló magasság.
A te programodnál amikor Z=0-ról indítod, akkor R4 magasabban van ezért az R magasságra Z=4-re tér vissza.
A második futtatásnál a Z=10, szóval R4 alacsonyabb, ezért Z=10 magasságra fog visszatérni és indítani.
Ha azt szeretnéd, hogy mindig R4 legyen a kezdő és vég magassága a fúróciklusnak, akkor programozz G99-et a fúróciklusok előtt.
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2017 április 17, 14:48
Írta: 2dbfy8y Dátum 2017 április 17, 14:48
De valamiért az a gond amit Svejk is írt.
Ha g98 ban van felugrik mondjuk 10re, de nem megy vissza gyorsjárattal r4 bizt szintre. Hanem z10ről csinálja a ciklust előtolással. De ha z100 van akkor onnét fúr előtolással.
Fúrást pedig csak r4től kéne kezdeni.
Ha g98 ban van felugrik mondjuk 10re, de nem megy vissza gyorsjárattal r4 bizt szintre. Hanem z10ről csinálja a ciklust előtolással. De ha z100 van akkor onnét fúr előtolással.
Fúrást pedig csak r4től kéne kezdeni.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 április 17, 17:05
Írta: zt2c4wh9 Dátum 2017 április 17, 17:05
Szia,
"Fúrást pedig csak r4től kéne kezdeni."
Miért kéne 4-ről kezdeni? Mi alapján?
Szerintem nem kéne 4-ről kezdeni ilyenkor.
Úgy értem, hogy a Mach3 szerintem így csinálja, de szerintem nem így kéne, de majd utánanézek még egyszer, hogy mit ír a szabvány pontosan.
"Fúrást pedig csak r4től kéne kezdeni."
Miért kéne 4-ről kezdeni? Mi alapján?
Szerintem nem kéne 4-ről kezdeni ilyenkor.
Úgy értem, hogy a Mach3 szerintem így csinálja, de szerintem nem így kéne, de majd utánanézek még egyszer, hogy mit ír a szabvány pontosan.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 április 17, 17:35
Írta: dezsoe Dátum 2017 április 17, 17:35
Szia!
Megnéztem: az RS274 a G81/Example1-nél azt írja, hogy gyorsan megy az R pozícióba. Mach-ban nem próbáltam.
current position is (1, 2, 3)
G90 G81 G98 X4 Y5 Z1.5 R2.8
1. a traverse parallel to the XY-plane to (4,5,3)
2. a traverse parallel to the Z-axis to (4,5,2.8)
3. a feed parallel to the Z-axis to (4,5,1.5)
4. a traverse parallel to the Z-axis to (4,5,3)
Megnéztem: az RS274 a G81/Example1-nél azt írja, hogy gyorsan megy az R pozícióba. Mach-ban nem próbáltam.
current position is (1, 2, 3)
G90 G81 G98 X4 Y5 Z1.5 R2.8
1. a traverse parallel to the XY-plane to (4,5,3)
2. a traverse parallel to the Z-axis to (4,5,2.8)
3. a feed parallel to the Z-axis to (4,5,1.5)
4. a traverse parallel to the Z-axis to (4,5,3)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 április 17, 17:47
Írta: svejk Dátum 2017 április 17, 17:47
Hmmmm.... és valóban...a számomra etalon NCT kódmagyarázatban is így van.
Mondjuk akkor nem értem minek is az R pont megadása G98-nál.
No a lényeg, hogy autodidakta tanulásom során sosem használtam még ezt a G98/G99 párost, köszönöm a felvilágosítást! [#worship]
De akkor még két kérdés.
- A "másik" programban meg lehet adni hogy milyen öröklődő G kódok legyenek induláskor aktívak.
Az UCCNC-nél nincs ilyen lehetőség ugye?
- van ez a toolpath képernyő...
nem lehetne ezt a fehér munkaterület keretet eltüntetni?
Kezdő amatőrként zavar, hogy pl. ez esetben nem látom a X tengely visszatérését gyorsjáratban pirossal mert a fehér keret kitakarja.
(http://cnctar.hobbycnc.hu/Svejk/keret.JPG)
Mondjuk akkor nem értem minek is az R pont megadása G98-nál.
No a lényeg, hogy autodidakta tanulásom során sosem használtam még ezt a G98/G99 párost, köszönöm a felvilágosítást! [#worship]
De akkor még két kérdés.
- A "másik" programban meg lehet adni hogy milyen öröklődő G kódok legyenek induláskor aktívak.
Az UCCNC-nél nincs ilyen lehetőség ugye?
- van ez a toolpath képernyő...
nem lehetne ezt a fehér munkaterület keretet eltüntetni?
Kezdő amatőrként zavar, hogy pl. ez esetben nem látom a X tengely visszatérését gyorsjáratban pirossal mert a fehér keret kitakarja.
(http://cnctar.hobbycnc.hu/Svejk/keret.JPG)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 április 17, 17:51
Írta: svejk Dátum 2017 április 17, 17:51
Nekem ez az etelon leírás. (http://www.nct.hu/pdf/NC_Documents/Magyar/Maro/magprm.pdf)
No nem azért mert tuti, hanem mert magyar, érthető és a mach3-mal majdnem mindenben kopatibilis volt.
a 141. oldalon a kérdéses rész.
No nem azért mert tuti, hanem mert magyar, érthető és a mach3-mal majdnem mindenben kopatibilis volt.
a 141. oldalon a kérdéses rész.
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2017 április 17, 17:59
Írta: 2dbfy8y Dátum 2017 április 17, 17:59
Ipari vezérlőknél a szabvány.
Ha van g98 akkor a g43 pozicióig felhúz furás után, átmegy a következő koordinátára, leugrik gyorsjárattal R pontig, és kezdi a fúrást. Ha g99 van akkor R pontig húz csak vissza és úgy megy a következő koordinátára. Ha nem így tenne g98 nál akkor megmunkálási idő jóval több lenne. R lehet mínusz is, ha nagyobb furatba kell belejárnunk, és itt lényeges a g98, hogy kiemeljen átjárásnál rendesen.
Ha van g98 akkor a g43 pozicióig felhúz furás után, átmegy a következő koordinátára, leugrik gyorsjárattal R pontig, és kezdi a fúrást. Ha g99 van akkor R pontig húz csak vissza és úgy megy a következő koordinátára. Ha nem így tenne g98 nál akkor megmunkálási idő jóval több lenne. R lehet mínusz is, ha nagyobb furatba kell belejárnunk, és itt lényeges a g98, hogy kiemeljen átjárásnál rendesen.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 április 17, 18:06
Írta: svejk Dátum 2017 április 17, 18:06
Valami értelmezési probléma lesz itt...
Az NTC-s leírás is a 21. oldalon ezt írja:
- G98* visszatérés fúróciklusból a kiindulási pontra
Ez nekem azt sugallja, hogy ha vége a ciklusnak akkor kell visszamenni a kiindulási pontra
De a taglalásnál a 132. oldalon:
- G98: a szerszám a fúróciklus során a kiindulási pontig kerül visszahúzásra.
Alaphelyzet,amelyet a vezérlő bekapcsolás, reset vagy a ciklus üzemmód törlése után vesz fel.
Nekem e kettő ellentmondás és mintha az NCT is rosszul értelmezte volna a szabványt. No meg az is ezt támasztja alá hogy akkor minek is kell ez R pont megadás.
[#nemtudom]
Az NTC-s leírás is a 21. oldalon ezt írja:
- G98* visszatérés fúróciklusból a kiindulási pontra
Ez nekem azt sugallja, hogy ha vége a ciklusnak akkor kell visszamenni a kiindulási pontra
De a taglalásnál a 132. oldalon:
- G98: a szerszám a fúróciklus során a kiindulási pontig kerül visszahúzásra.
Alaphelyzet,amelyet a vezérlő bekapcsolás, reset vagy a ciklus üzemmód törlése után vesz fel.
Nekem e kettő ellentmondás és mintha az NCT is rosszul értelmezte volna a szabványt. No meg az is ezt támasztja alá hogy akkor minek is kell ez R pont megadás.
[#nemtudom]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 április 17, 18:10
Írta: svejk Dátum 2017 április 17, 18:10
Ez a magyarázat logikusnak tűnik.
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2017 április 17, 18:15
Írta: 2dbfy8y Dátum 2017 április 17, 18:15
Ha nem így lenne ahogy írjuk, akkor az r felesleges.
Fanuc igy működik ahogy leírtam.
Ja és mínusz R pontnál is a Z-t mindig az anyag síkja, vagyis nullpontól kell megadnunk.
Ha pl r-20 z-40 akkor gyorsjárattall lemegy mínusz húszig, és 40 ig fog fúrni.
Fanuc igy működik ahogy leírtam.
Ja és mínusz R pontnál is a Z-t mindig az anyag síkja, vagyis nullpontól kell megadnunk.
Ha pl r-20 z-40 akkor gyorsjárattall lemegy mínusz húszig, és 40 ig fog fúrni.
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2017 április 17, 18:17
Írta: 2dbfy8y Dátum 2017 április 17, 18:17
Igen ez így van, napi szinten írok programot munkahelyen.
És használtam is pár vezérlőt.
És használtam is pár vezérlőt.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 április 17, 19:17
Írta: zt2c4wh9 Dátum 2017 április 17, 19:17
Sziasztok,
Köszi mindenkinek az infókat.
Akkor ezek szerint G98 módban ha R programozva van akkor fúróciklus indításnál oda kellene gyorsjáratban mozogni és onnan kezdeni az F előtolást.
Azt tudtam egyébként, hogy Mach3-ban így van, de azt hittem hogy ez egy hiba.
Már elég régen volt amikor a fúróciklusokat hozzáadtuk az UCCNC-hez ezért nekem is fel kell frissíteni az emlékeimet, szóval én is utána fogok még egyszer nézni a doksikban amik nekem vannak, hogy biztos hogy így van-e (így kell-e lennie) és ha igen akkor átfogom írni az UCCNC-ben.
Svejknek:
1.) A fehér keretet jelenleg nem lehet eltüntetni, de tudok rá csinálni egy opciót, hogy el lehessen.
2.) Külön nincsen olyan opció, hogy milyen kódok legyenek aktívak progi induláskor. A konstruktor (M99998) macroban lehetne esetleg kiadni az utasítást, viszont ehhez először meg kell hívni a reset off gomb kódját (szintén meg lehet csinálni a konstruktor macroban), mert reset állapotban nem hajtja végre a g-kódot.
Köszi mindenkinek az infókat.
Akkor ezek szerint G98 módban ha R programozva van akkor fúróciklus indításnál oda kellene gyorsjáratban mozogni és onnan kezdeni az F előtolást.
Azt tudtam egyébként, hogy Mach3-ban így van, de azt hittem hogy ez egy hiba.
Már elég régen volt amikor a fúróciklusokat hozzáadtuk az UCCNC-hez ezért nekem is fel kell frissíteni az emlékeimet, szóval én is utána fogok még egyszer nézni a doksikban amik nekem vannak, hogy biztos hogy így van-e (így kell-e lennie) és ha igen akkor átfogom írni az UCCNC-ben.
Svejknek:
1.) A fehér keretet jelenleg nem lehet eltüntetni, de tudok rá csinálni egy opciót, hogy el lehessen.
2.) Külön nincsen olyan opció, hogy milyen kódok legyenek aktívak progi induláskor. A konstruktor (M99998) macroban lehetne esetleg kiadni az utasítást, viszont ehhez először meg kell hívni a reset off gomb kódját (szintén meg lehet csinálni a konstruktor macroban), mert reset állapotban nem hajtja végre a g-kódot.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 április 17, 19:30
Írta: 000000000 Dátum 2017 április 17, 19:30
Szerintem is, ahogy Pabló leírta az a logikus és természetes. Ha úgy fog működni az a többségnek megfelelő és könnyíti a használatot.
Ha lehet, azt írjátok bele.
Ha lehet, azt írjátok bele.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 április 17, 19:48
Írta: dezsoe Dátum 2017 április 17, 19:48
Nem jellemző, hogy a Mach-ot pozitív példaként hozzam elő, de ahogy a képen van, az úgy nagyon jó, a checkbox-szal együtt. És akkor nem kéne a konstruktorban exec.SetCannedreturnlevel(1, 0)-val trükközni, hogy a G99 legyen aktív. :) Reset-et meg végképp nem automatizálnék, jó az úgy, hogy én kapcsolom be... :)
(https://hobbicncforum.hu/uploaded_images/2017/04/tn_arkip6jg2c2j6s63ooexe_3977.png) (https://hobbicncforum.hu/uploaded_images/2017/04/arkip6jg2c2j6s63ooexe_3977.png)
(https://hobbicncforum.hu/uploaded_images/2017/04/tn_arkip6jg2c2j6s63ooexe_3977.png) (https://hobbicncforum.hu/uploaded_images/2017/04/arkip6jg2c2j6s63ooexe_3977.png)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 április 17, 20:40
Írta: svejk Dátum 2017 április 17, 20:40
Bizony a jó dolgokat nem szégyen átvenni.
Nekem a szeszámpály regenerálás is hiányzik. Sokszor hiába nyomok a Rewind file-ra csak akkor lesz jó a szerszámpáéya ha ténylegesen behívom újra a programot.
Nekem a szeszámpály regenerálás is hiányzik. Sokszor hiába nyomok a Rewind file-ra csak akkor lesz jó a szerszámpáéya ha ténylegesen behívom újra a programot.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 április 17, 21:04
Írta: dezsoe Dátum 2017 április 17, 21:04
Jogos. Pláne olyankor, ha a pályát változók is befolyásolják és nem minden változó kap a kódban értéket. Ilyenkor hasznos tud lenni az újrarajzolás.
(Mondjuk, nálam egy Ctrl+O és enter megoldja: az első gomb a file-nyitó plugin-om hotkey-je, ami automatikusan a legutóbb megnyitott file-t jelöli ki és enter-re meg is nyitja, így nem kell keresgélni. :))
(Mondjuk, nálam egy Ctrl+O és enter megoldja: az első gomb a file-nyitó plugin-om hotkey-je, ami automatikusan a legutóbb megnyitott file-t jelöli ki és enter-re meg is nyitja, így nem kell keresgélni. :))
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 április 17, 21:09
Írta: svejk Dátum 2017 április 17, 21:09
Számomra még nagyon bosszantó a szerkesztő ablak.
Vagy legyen megcsinálva a win-hez szokott embereknek az egeres copy/paste, vagy inkább vegyétek is le a képernyőről. :(
Vagy legyen megcsinálva a win-hez szokott embereknek az egeres copy/paste, vagy inkább vegyétek is le a képernyőről. :(
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 április 17, 22:39
Írta: svejk Dátum 2017 április 17, 22:39
"1.) A fehér keretet jelenleg nem lehet eltüntetni, de tudok rá csinálni egy opciót, hogy el lehessen."
Az szupi lenne, szerintem felesleges, a munkateret a diagnosztika fülön lehet ellenőrizni.
Az szupi lenne, szerintem felesleges, a munkateret a diagnosztika fülön lehet ellenőrizni.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 április 17, 23:30
Írta: zt2c4wh9 Dátum 2017 április 17, 23:30
A "reload file" funkció és hozzá a gomb kód már egy ideje benne van az UCCNC-ben, de nem raktunk fel ilyen gombot a képernyőre. Ha megnézed a doksiban a kódját, akkor fel tudod rakni...
Egyébként meg abban a verzióban ami még nem került kiadásra már felkerült a reload gomb, szorítottunk neki helyet a Toolpath képernyő bal oldalán a nézet választó gombok alatt. :)
A másik felvetést nem értem, konkrétan ezt:
"Számomra még nagyon bosszantó a szerkesztő ablak.
Vagy legyen megcsinálva a win-hez szokott embereknek az egeres copy/paste, vagy inkább vegyétek is le a képernyőről."
Két dolgot nem értek, az egyik, hogy milyen szerkesztő ablak és hogy mi az az egeres copy-paste. Tudnál némi magyarázatot írni hogy mire gondolsz?
Ja igen, és hogy mit jelent az hogy inkább vegyük le a képernyőről?
Egyébként meg abban a verzióban ami még nem került kiadásra már felkerült a reload gomb, szorítottunk neki helyet a Toolpath képernyő bal oldalán a nézet választó gombok alatt. :)
A másik felvetést nem értem, konkrétan ezt:
"Számomra még nagyon bosszantó a szerkesztő ablak.
Vagy legyen megcsinálva a win-hez szokott embereknek az egeres copy/paste, vagy inkább vegyétek is le a képernyőről."
Két dolgot nem értek, az egyik, hogy milyen szerkesztő ablak és hogy mi az az egeres copy-paste. Tudnál némi magyarázatot írni hogy mire gondolsz?
Ja igen, és hogy mit jelent az hogy inkább vegyük le a képernyőről?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 április 18, 14:31
Írta: svejk Dátum 2017 április 18, 14:31
Akkor újrarajzolás megoldva, szupi![#eljen]
Hát az úgy van, hogy van a főképernyőn egy Edit File gomb.
Ha azt megnyomom akkor előad egy szerkesztőablakot vagy mezőt vagy mit tudom én minek nevezzem.
Nos itt csak a billentyűparaacsos copy/paste azaz a Ctrl+C és Ctrl+V vel lehet mókolni.
A Win-hez szokot emeberkék meg ahhoz szoktak, hogy egér balgomb lenyomva és húzva az egeret kijeli a karaktereket és a jobb gomb lenyomásakor kiválaszthatod, hogy kivág, másol, beilleszt és a többi.
De hát szerintem dutod Te ezt jól, de azért én leírtam szájbarágósan. :)
Hogy inkább vegyétek le azt azért írtam mert eddig akinek megmutattam a programot mindenki meg volt rökönyödve ezen a dolgon.
Mondom nekik használjátok a notepadot, de visszakérdeznek akkor ez minek ide?
Lehet ezek b@szogatásnak tűnnek, pedig nem azok, én örülnék a legjobban ha mindenki ezt a szoftvert használná.
Hát az úgy van, hogy van a főképernyőn egy Edit File gomb.
Ha azt megnyomom akkor előad egy szerkesztőablakot vagy mezőt vagy mit tudom én minek nevezzem.
Nos itt csak a billentyűparaacsos copy/paste azaz a Ctrl+C és Ctrl+V vel lehet mókolni.
A Win-hez szokot emeberkék meg ahhoz szoktak, hogy egér balgomb lenyomva és húzva az egeret kijeli a karaktereket és a jobb gomb lenyomásakor kiválaszthatod, hogy kivág, másol, beilleszt és a többi.
De hát szerintem dutod Te ezt jól, de azért én leírtam szájbarágósan. :)
Hogy inkább vegyétek le azt azért írtam mert eddig akinek megmutattam a programot mindenki meg volt rökönyödve ezen a dolgon.
Mondom nekik használjátok a notepadot, de visszakérdeznek akkor ez minek ide?
Lehet ezek b@szogatásnak tűnnek, pedig nem azok, én örülnék a legjobban ha mindenki ezt a szoftvert használná.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 április 18, 14:33
Írta: svejk Dátum 2017 április 18, 14:33
Egyébként tényleg, miért nem lehet a gombbal egyszerűen a notepad-ot meghívmi? Valami jogi akadálya van?
No nem mintha az tökéletes lenne, de mondjuk egy notepad++ vagy mi a szösz már egész korrekt.
No nem mintha az tökéletes lenne, de mondjuk egy notepad++ vagy mi a szösz már egész korrekt.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 április 18, 15:39
Írta: dezsoe Dátum 2017 április 18, 15:39
Írj egy makrót [#email]:
string sFileName = exec.mainform.filenametoload;
if ((sFileName == "") || (sFileName == Application.StartupPath + "\\Contents\\Empty.txt"))
{
AS3.Additemtolistbeginning("No file loaded!", 2);
return;
}
System.Diagnostics.Process proc;
//proc = System.Diagnostics.Process.Start("c:\\windows\\notepad.exe", sFileName); // Notepad
proc = System.Diagnostics.Process.Start("C:\\Program Files (x86)\\PSPad editor\\PSPad.exe", sFileName); // Egyéb
proc.WaitForExit();
exec.mainform.loadfile();
Rendeld hozzá az edit gombhoz és használd. A szerkesztő elérési útjában figyelj a dupla backslash-re! :)
string sFileName = exec.mainform.filenametoload;
if ((sFileName == "") || (sFileName == Application.StartupPath + "\\Contents\\Empty.txt"))
{
AS3.Additemtolistbeginning("No file loaded!", 2);
return;
}
System.Diagnostics.Process proc;
//proc = System.Diagnostics.Process.Start("c:\\windows\\notepad.exe", sFileName); // Notepad
proc = System.Diagnostics.Process.Start("C:\\Program Files (x86)\\PSPad editor\\PSPad.exe", sFileName); // Egyéb
proc.WaitForExit();
exec.mainform.loadfile();
Rendeld hozzá az edit gombhoz és használd. A szerkesztő elérési útjában figyelj a dupla backslash-re! :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 április 18, 17:32
Írta: svejk Dátum 2017 április 18, 17:32
Hogy lehet ehhez érteni!? [#nemtudom] :)
Köszi!
Köszi!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 április 18, 18:01
Írta: dezsoe Dátum 2017 április 18, 18:01
Hát, kb. 35 éve lehet, hogy az első programsorokat bepötyögtem egy ZX81-be. Azóta volt időm gyakorolni. [#circling]
Egyébként nincs mit. :)
(https://hobbicncforum.hu/uploaded_images/2017/04/tn_c5vb58eay4v24uzaho0mw_3977.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/c5vb58eay4v24uzaho0mw_3977.jpg)
Egyébként nincs mit. :)
(https://hobbicncforum.hu/uploaded_images/2017/04/tn_c5vb58eay4v24uzaho0mw_3977.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/c5vb58eay4v24uzaho0mw_3977.jpg)
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2017 április 18, 18:14
Írta: gaben Dátum 2017 április 18, 18:14
Le a kalappal ezen tudás előtt részemről is. ;) [#eljen]
Szívesen tanulnék pár trükköt ha egyszer eljutok addig, hogy a gépbe életet leheljek. :)
üdv, Gábor [#wave]
Szívesen tanulnék pár trükköt ha egyszer eljutok addig, hogy a gépbe életet leheljek. :)
üdv, Gábor [#wave]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 április 18, 19:17
Írta: svejk Dátum 2017 április 18, 19:17
No én meg ez időben épp elmentem sörözni a tiszaparta a számtech. szakkör helyett. [#falbav]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 április 18, 19:44
Írta: dezsoe Dátum 2017 április 18, 19:44
Ha elakadsz, írj. Ha tudok, segítek. :)
Egyébként, sokat segít, hogy jegyzetelek. Például az előbb Svejknek írt makrónak az a része, ami elindítja a szövegszerkesztőt, az itt, ezen a fórumon olvasható valami más programmal. Akkor, amikor itt megjelent, bemásoltam az "okosság-gyűjteményembe", ahová az ilyen trükköket fel szoktam írni. Nem tudok én ennyi mindent megjegyezni, csak azt tudom, hogy hol van felírva. [#nezze]
Csak megkerestem, hogy honnan van az infó, de most meg nem találom a hozzászólás link beszúrást. [#fejvakaras] Lényeg: ebben a topikban a 343-as hozzászólás, persze, hogy Balázstól. :)
Egyébként, sokat segít, hogy jegyzetelek. Például az előbb Svejknek írt makrónak az a része, ami elindítja a szövegszerkesztőt, az itt, ezen a fórumon olvasható valami más programmal. Akkor, amikor itt megjelent, bemásoltam az "okosság-gyűjteményembe", ahová az ilyen trükköket fel szoktam írni. Nem tudok én ennyi mindent megjegyezni, csak azt tudom, hogy hol van felírva. [#nezze]
Csak megkerestem, hogy honnan van az infó, de most meg nem találom a hozzászólás link beszúrást. [#fejvakaras] Lényeg: ebben a topikban a 343-as hozzászólás, persze, hogy Balázstól. :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 április 18, 20:47
Írta: svejk Dátum 2017 április 18, 20:47
Paraméteres G kódnál az alábbi rész egy alprogramban van, x-szer meghíva x-szer ellép pluszba a #31 által meghatározott értéket.
G91
G81 X#31 Z-3 R4 F250
G90
De hogy tudom a #31 paraméter értékét mínuszba állítani, hogy visszafelé lépkedjen az X tengelyem??
Próbáltam kapcsossal, stb. de nem műkszik.
G91
G81 X#31 Z-3 R4 F250
G90
De hogy tudom a #31 paraméter értékét mínuszba állítani, hogy visszafelé lépkedjen az X tengelyem??
Próbáltam kapcsossal, stb. de nem műkszik.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 április 18, 20:49
Írta: svejk Dátum 2017 április 18, 20:49
Én is jegyzetelek, de sosem találom hova raktam a"cetlit". :(
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 április 18, 21:08
Írta: svejk Dátum 2017 április 18, 21:08
Megcsináltam parasztosan:
#34=#31*-1
és ha a minusz#31 érték kell akkor a #34-et hívom meg.
#34=#31*-1
és ha a minusz#31 érték kell akkor a #34-et hívom meg.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 április 18, 21:08
Írta: dezsoe Dátum 2017 április 18, 21:08
Sehogy. Az UCCNC-ben nem megy az X[-#31]. Azt úgy tudod megoldani, hogy egy másik változóba átteszed negatív előjellel, pl.:
#32=0-#31
G91
G81 X#32 Z-3 R4 F250
G90
#32=0-#31
G91
G81 X#32 Z-3 R4 F250
G90
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 április 18, 21:08
Írta: dezsoe Dátum 2017 április 18, 21:08
Ugye, hogy megy ez! :)
Cím: Re:UCCNC vezérlő program
Írta: vjanos Dátum 2017 április 18, 21:39
Írta: vjanos Dátum 2017 április 18, 21:39
Hogy lehet az elektronikához érteni? [#nemtudom]
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2017 április 18, 21:43
Írta: 2dbfy8y Dátum 2017 április 18, 21:43
Ha jól értem mit szeretnél, pl
#31=-200
g0 x0 y0 s1000 m3
g43 h1 z3 g1 f3000
g83 r3 z-5 f20 q3
g91 x#31
x#31
x#31
g80 g90
g0 z200
m30
De jó lenne ha pl uccnc is ismerné a K ismétlés számát
Ha pl a g91 x#31 K4 et adnál meg akkor 4szer ismételné meg a x#31 értéket. Ipari gépen így megy.
#31=-200
g0 x0 y0 s1000 m3
g43 h1 z3 g1 f3000
g83 r3 z-5 f20 q3
g91 x#31
x#31
x#31
g80 g90
g0 z200
m30
De jó lenne ha pl uccnc is ismerné a K ismétlés számát
Ha pl a g91 x#31 K4 et adnál meg akkor 4szer ismételné meg a x#31 értéket. Ipari gépen így megy.
Cím: Re:UCCNC vezérlő program
Írta: PSoft Dátum 2017 április 18, 21:52
Írta: PSoft Dátum 2017 április 18, 21:52
Semmi ördöngösség!
Ha lehúzod a matricát, faxán látni...hova mennek a drótok![#nevetes1]
(http://www.cpushack.com/wp-content/uploads/2013/01/AtmelAT27C256R-55LC_600dpi-265x300.jpg)
Ha lehúzod a matricát, faxán látni...hova mennek a drótok![#nevetes1]
(http://www.cpushack.com/wp-content/uploads/2013/01/AtmelAT27C256R-55LC_600dpi-265x300.jpg)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 április 18, 21:54
Írta: svejk Dátum 2017 április 18, 21:54
[#eljen]
No, mire kezdtem volna belemerülni ebbe a paraméteres dologba el is akadtam megint.
Létezhet, hogy nem ismer IF, Goto , egyéb ilyen alaputasításokat?
No, mire kezdtem volna belemerülni ebbe a paraméteres dologba el is akadtam megint.
Létezhet, hogy nem ismer IF, Goto , egyéb ilyen alaputasításokat?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 április 18, 21:59
Írta: dezsoe Dátum 2017 április 18, 21:59
Persze, hogy létezhet. Amennyire emlékszem, csak a LinuxCNC-ben találkoztam ilyenekkel. Az eredeti g-kód még változókat sem kezel. Ha valami ilyesmit kell csinálnod, akkor makrózni kell.
Cím: Re:UCCNC vezérlő program
Írta: szf Dátum 2017 április 18, 22:04
Írta: szf Dátum 2017 április 18, 22:04
Nem emlékszel?
Elküldted magadnak emailben!
Kedves Pistám.......
[#vigyor0]
Elküldted magadnak emailben!
Kedves Pistám.......
[#vigyor0]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 április 18, 22:18
Írta: svejk Dátum 2017 április 18, 22:18
No de mikor, milyen címszóval, melyik címemre? [#circling]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 április 18, 22:31
Írta: svejk Dátum 2017 április 18, 22:31
A francba...
Látszólag egyszerű raszterfúrést szerettem volna könnyen paraméterezhetővé tenni.
- az első oszlop X koordinátája
- az oszlopok távolsága
- az oszlopok száma
- az első sor Y koordinátája
és itt kezdődik a bonyodalom a többi sor Y koordinátája nem sorozatot képvisel, hanem egyenként kell megadni, ráadásul a sorok száma is változik.
No itt elvéreztem, nem tudom hogy kellene "észrevenni", hogy a következő Y koordináta paraméter nincs kitöltve vagy 0 értékű és készen van a fúrási művelet.
Látszólag egyszerű raszterfúrést szerettem volna könnyen paraméterezhetővé tenni.
- az első oszlop X koordinátája
- az oszlopok távolsága
- az oszlopok száma
- az első sor Y koordinátája
és itt kezdődik a bonyodalom a többi sor Y koordinátája nem sorozatot képvisel, hanem egyenként kell megadni, ráadásul a sorok száma is változik.
No itt elvéreztem, nem tudom hogy kellene "észrevenni", hogy a következő Y koordináta paraméter nincs kitöltve vagy 0 értékű és készen van a fúrási művelet.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 április 18, 22:51
Írta: dezsoe Dátum 2017 április 18, 22:51
Két makróval megoldható. Tételezzük fel, hogy az Y koordináták a #100-tól kezdődően vannak letárolva, az utolsó után 0 van, ahogy írtad. Az első makró átnyálazza a változókat 100-tól és megszámolja, hogy hányszor kell futni. Ezt visszaadja egy változóban (#2), amit a g-kódban a szubrutin (alprogram) hívás L paraméterének fogod megadni. Beállítod a #1-et 100-ra. A szubrutin elején meghívod a másik makrót, ami #3-ba visszaadja a #1 által hivatkozott változó értékét, majd növeli #1-et eggyel. Valahogy így:
...
M20000 (Az első makród)
#1=100
M98 P1 L#2
...
M30
O1
M20001 (A második makró)
G0 Y#3
...
M99
...
M20000 (Az első makród)
#1=100
M98 P1 L#2
...
M30
O1
M20001 (A második makró)
G0 Y#3
...
M99
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 április 18, 23:03
Írta: svejk Dátum 2017 április 18, 23:03
Ezt eddig értem, csak azt nem tudom, hogy fognak a makrok kinézni.
Hiába tudom a logikai feltételeket ledeklarálni, ha nem ismerem a makrok utasításait és a szintaktikát.
A múltkor is egy nyamvadt két soros makrot is egy napig tartott megírni, de azt is csak a segítségetekkel. :)
No meg ugye ekkor már nem csak egy G-kód az egész, hanem elhagyhatatlan része a makro, amit ugye máshol tárol a gép mint a G-kódot.
Hiába tudom a logikai feltételeket ledeklarálni, ha nem ismerem a makrok utasításait és a szintaktikát.
A múltkor is egy nyamvadt két soros makrot is egy napig tartott megírni, de azt is csak a segítségetekkel. :)
No meg ugye ekkor már nem csak egy G-kód az egész, hanem elhagyhatatlan része a makro, amit ugye máshol tárol a gép mint a G-kódot.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 április 18, 23:09
Írta: svejk Dátum 2017 április 18, 23:09
No és persze a fúrás sorrendje sem mindegy, az üresjáratok miatt.
X irányba kell haladni kígyóvonalban, mert az oszlopok száma 1-15-ig terjedhet 450 mm összélességben míg a sorok száma 2-20-ig de 3000 mm összmagasságban.
X irányba kell haladni kígyóvonalban, mert az oszlopok száma 1-15-ig terjedhet 450 mm összélességben míg a sorok száma 2-20-ig de 3000 mm összmagasságban.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 április 18, 23:22
Írta: dezsoe Dátum 2017 április 18, 23:22
OK. Az oszlopok távolságát akkor tedd a #4-be, ezzel fogsz relatív mozgást végezni.
Ezután az első makró:
int i = 0;
int p = 100;
while (exec.ivars[p+i] != 0) ++i;
exec.ivars[2] = i;
A második makró:
exec.ivars[3] = exec.ivars[Convert.ToInt32(exec.ivars[1])];
exec.ivars[1] = exec.ivars[1] + 1.0;
exec.ivars[4] = exec.ivars[4] * -1.0;
Majd arra figyelj, hogy a második makró rögtön megváltoztatja a #4 előjelét, tehát ellentétes előjellel kell a kezdőértékét megadnod.
Ezután az első makró:
int i = 0;
int p = 100;
while (exec.ivars[p+i] != 0) ++i;
exec.ivars[2] = i;
A második makró:
exec.ivars[3] = exec.ivars[Convert.ToInt32(exec.ivars[1])];
exec.ivars[1] = exec.ivars[1] + 1.0;
exec.ivars[4] = exec.ivars[4] * -1.0;
Majd arra figyelj, hogy a második makró rögtön megváltoztatja a #4 előjelét, tehát ellentétes előjellel kell a kezdőértékét megadnod.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 április 18, 23:24
Írta: dezsoe Dátum 2017 április 18, 23:24
Az első makró rövidebben:
int i = 0;
while (exec.ivars[100 + i] != 0) ++i;
exec.ivars[2] = i;
A p-re semmi szükség nem volt. :)
int i = 0;
while (exec.ivars[100 + i] != 0) ++i;
exec.ivars[2] = i;
A p-re semmi szükség nem volt. :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 április 18, 23:24
Írta: svejk Dátum 2017 április 18, 23:24
No ezt már csak holnap délután kezdem megemészteni....
Permanens KÖSZÖNÖM! [#worship]
Permanens KÖSZÖNÖM! [#worship]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 április 18, 23:35
Írta: dezsoe Dátum 2017 április 18, 23:35
Nincs mit, én is alvó módba kapcsolok... :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 április 19, 17:29
Írta: svejk Dátum 2017 április 19, 17:29
Egy számomra először érdekesnek tűnő jelenség, hogy a paraméteres G-kódnál ha zárójelezek egy sort a paramétermegadásnál, vagy csak egyszerűen nem adok értéket valamelyiknek akkor a kód újratöltése után is megtalálja az értéket és tovább számol vele.
Csak akkor felejti el, ha újraindítom az UCCNC-t.
Tehát valami tárban ott marad. azt nem tudom, hogy ez hiba-e.
Csak akkor felejti el, ha újraindítom az UCCNC-t.
Tehát valami tárban ott marad. azt nem tudom, hogy ez hiba-e.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 április 19, 17:45
Írta: svejk Dátum 2017 április 19, 17:45
No ez nekem nem fog menni. :(
Elküldtem magánban meddig jutottam.
Csak ha nem nyűg akkor foglalkozz vele és természetesen honorálom a segítséget.
Elküldtem magánban meddig jutottam.
Csak ha nem nyűg akkor foglalkozz vele és természetesen honorálom a segítséget.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 április 19, 17:45
Írta: zt2c4wh9 Dátum 2017 április 19, 17:45
Szia Svejk,
Egy néhány soros példa kódot tudnál írni erre a jelenségre, mert nem vagyok benne biztos hogy jól értem mire gondolsz.
Egy néhány soros példa kódot tudnál írni erre a jelenségre, mert nem vagyok benne biztos hogy jól értem mire gondolsz.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 április 19, 17:53
Írta: svejk Dátum 2017 április 19, 17:53
Itt van példának a tegnapi bénázásom eleje.
Ha mondjuk a #105... sort zárójelbe rakom, vagy nem írok az = után semmit akkor is tovább számol az előzőleg használt értékkel.
Nem elég újra betölteni a G-kódot, újra kell indítani az UCCNC-t, hogy elfelejtse a paraméter értékét.
Természetesen ha csak megváltoztatom az értéket akkor rendben az újjal számol rögtön.
#1= 13 (az elso oszlop X koordinataja)
#2= 8 (az oszlopok tavolsaga)
#3= 4 (az oszlopok szama)
#10= -2 (furat melyseg)
#11= 1 (utazo magassag)
#12= 250 (furas elotolas)
#101= 5 (az 1. sor Y koordinataja)
#102= 10 (az 2. sor Y koordinataja)
#103= 15 (az 3. sor Y koordinataja)
#104= 20 (az 4. sor Y koordinataja)
#105= 25 (az 5. sor Y koordinataja)
#106= 30 (az 6. sor Y koordinataja)
#107= 35 (az 7. sor Y koordinataja)
#108= 40 (az 8. sor Y koordinataja)
stb...
Ha mondjuk a #105... sort zárójelbe rakom, vagy nem írok az = után semmit akkor is tovább számol az előzőleg használt értékkel.
Nem elég újra betölteni a G-kódot, újra kell indítani az UCCNC-t, hogy elfelejtse a paraméter értékét.
Természetesen ha csak megváltoztatom az értéket akkor rendben az újjal számol rögtön.
#1= 13 (az elso oszlop X koordinataja)
#2= 8 (az oszlopok tavolsaga)
#3= 4 (az oszlopok szama)
#10= -2 (furat melyseg)
#11= 1 (utazo magassag)
#12= 250 (furas elotolas)
#101= 5 (az 1. sor Y koordinataja)
#102= 10 (az 2. sor Y koordinataja)
#103= 15 (az 3. sor Y koordinataja)
#104= 20 (az 4. sor Y koordinataja)
#105= 25 (az 5. sor Y koordinataja)
#106= 30 (az 6. sor Y koordinataja)
#107= 35 (az 7. sor Y koordinataja)
#108= 40 (az 8. sor Y koordinataja)
stb...
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 április 19, 17:55
Írta: svejk Dátum 2017 április 19, 17:55
más...
Megtaláltam a képernyő regenerálás kódját, 555, műxik!
Megtaláltam a képernyő regenerálás kódját, 555, műxik!
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 április 19, 17:59
Írta: svejk Dátum 2017 április 19, 17:59
De ha már itt vagy megkérdezlek Téged is, hogy hogy lehetne legegyszerűbben figyelni, hogy ha a #101- #120 paraméterek közt nulla értékhez ér akkor leállítsa a programot?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 április 19, 18:01
Írta: svejk Dátum 2017 április 19, 18:01
No ez a kérdés így értelmetlen, mert nem biztos, hogy ismered az előzményeket.
Elküldöm a teljes kódot magánban.
Elküldöm a teljes kódot magánban.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 április 19, 18:05
Írta: zt2c4wh9 Dátum 2017 április 19, 18:05
Szia Svejk,
ok, így már értem és igen ez szándékosan így működik.
A # változó tárban az értékek nem nullázódnak csak ha újraindítod az UCCNC-t, mert lehet sok olyan alkalmazás ahol meg akarod tartani az értékeket amíg fut az UCCNC több g-kód progi betöltése során is.
Ráadásul MDI-ből is tudsz értéket adni és használni a változókat, szóval akarhat valaki olyat csinálni, hogy egy g-kód progi futása után MDI-ből fel akarja használni a változók értékét. Vagy egy következő g-kódnál tovább akarja esetleg használni a már meglévő értékeket.
Ráadásul makró hurkok és plugin-ok is használhatnak változókat saját célokra ezért problémás lehetne ha kinulláznánk minden változót mondjuk g-kód újratöltéskor.
A változó tár általad használt vagy akár egész részét te magad kinullázhatod ha erre van szükséged egy makróval, például egy for ciklussal ami 0 értéket ad a változóidnak.
ok, így már értem és igen ez szándékosan így működik.
A # változó tárban az értékek nem nullázódnak csak ha újraindítod az UCCNC-t, mert lehet sok olyan alkalmazás ahol meg akarod tartani az értékeket amíg fut az UCCNC több g-kód progi betöltése során is.
Ráadásul MDI-ből is tudsz értéket adni és használni a változókat, szóval akarhat valaki olyat csinálni, hogy egy g-kód progi futása után MDI-ből fel akarja használni a változók értékét. Vagy egy következő g-kódnál tovább akarja esetleg használni a már meglévő értékeket.
Ráadásul makró hurkok és plugin-ok is használhatnak változókat saját célokra ezért problémás lehetne ha kinulláznánk minden változót mondjuk g-kód újratöltéskor.
A változó tár általad használt vagy akár egész részét te magad kinullázhatod ha erre van szükséged egy makróval, például egy for ciklussal ami 0 értéket ad a változóidnak.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 április 19, 18:13
Írta: svejk Dátum 2017 április 19, 18:13
Okszi, elkönyveltem a magyarázatot!
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 április 19, 20:03
Írta: svejk Dátum 2017 április 19, 20:03
Dezsoe!
Azok az elérési útvonalak XP-re vonatkoznak ugye?
A notepad-ot megtaláltam win7 64 bit-ben, máshol de mi az a PSpad.exe? Ilyet nem találok.
Azok az elérési útvonalak XP-re vonatkoznak ugye?
A notepad-ot megtaláltam win7 64 bit-ben, máshol de mi az a PSpad.exe? Ilyet nem találok.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 április 19, 20:52
Írta: dezsoe Dátum 2017 április 19, 20:52
Az csak a példa kedvéért van ott. Azért írtam, hogy keresd meg a kedvenc szerkesztődet és azt írd oda. A PSPad az én gépemen van (Win10x64), nem a tiéden! [#vigyor3]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 április 19, 21:00
Írta: svejk Dátum 2017 április 19, 21:00
[#circling][#falbav]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 április 19, 21:02
Írta: svejk Dátum 2017 április 19, 21:02
Ja felfogtam a notepados sor ki is van REM-elve a dupla //-el
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 április 19, 21:17
Írta: svejk Dátum 2017 április 19, 21:17
Nem adja magát, no majd egy másik, egyszerűbb PC-nél is kipróbálom holnap.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 április 19, 21:20
Írta: svejk Dátum 2017 április 19, 21:20
kisbetű/nagybetű...és már műxik is!
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 április 19, 21:23
Írta: svejk Dátum 2017 április 19, 21:23
Ó... s milyen száraz tiszta érzés ez a 20 éve megszokott notepad felület! [#wink]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 április 19, 21:24
Írta: svejk Dátum 2017 április 19, 21:24
Dezsoe koma kérj valami nagyot, mert különben liitatom veled a kantint! [#nevetes2]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 április 19, 21:36
Írta: dezsoe Dátum 2017 április 19, 21:36
Az izgis lesz, mert nagy valószínűség szerint kocsival megyek... Kár, hogy péntek este nem leszel ott, pedig arra számítottam. [#pias]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 április 19, 23:11
Írta: dezsoe Dátum 2017 április 19, 23:11
Na, kérem. A kód egyszerű, ahogy tegnap is írtam.
DE! Balázs, figyelem!
Egy hiba miatt elsőre nem fut le, ugyanis rögtön az első alprogram hívás L paramétere az UCCNC betöltésekor nullát tartalmazó változók miatt nulla lesz (M98 P10 L#2). Ezzel nem is lenne baj, ez a változó majd az M20000 lefutása után kap értéket, még a kritikus sor előtt. (Illene ellenőrizni és ha nulla, akkor STOP-ot nyomni, de ezzel most nem foglalkoztam.) Igen ám, de mivel a betöltéskor ezt a sort hibásnak bélyegezte az UCCNC, ciklus start után már meg sem próbálja végrehajtani! Ez baj. Ha viszont újra betöltjük a kódot, akkor már lefut rendesen, függetlenül attól, hogy a megjelenítés nem jó. (Nem is lehet jó, hiszen a megjelenítő nem futtatja a makrókat, és a koordináták és darabszámok ott kapnak értéket.)
Tehát a programnak úgy kellene működni, hogy a paramétereket futásidőben ellenőrzi és nem betöltéskor!
(https://hobbicncforum.hu/uploaded_images/2017/04/tn_sxguxha8zcyw4dn22tf_3977.png) (https://hobbicncforum.hu/uploaded_images/2017/04/sxguxha8zcyw4dn22tf_3977.png) (https://hobbicncforum.hu/uploaded_images/2017/04/tn_5as69qszwimgggsbxu5tw_3977.png) (https://hobbicncforum.hu/uploaded_images/2017/04/5as69qszwimgggsbxu5tw_3977.png)
DE! Balázs, figyelem!
Egy hiba miatt elsőre nem fut le, ugyanis rögtön az első alprogram hívás L paramétere az UCCNC betöltésekor nullát tartalmazó változók miatt nulla lesz (M98 P10 L#2). Ezzel nem is lenne baj, ez a változó majd az M20000 lefutása után kap értéket, még a kritikus sor előtt. (Illene ellenőrizni és ha nulla, akkor STOP-ot nyomni, de ezzel most nem foglalkoztam.) Igen ám, de mivel a betöltéskor ezt a sort hibásnak bélyegezte az UCCNC, ciklus start után már meg sem próbálja végrehajtani! Ez baj. Ha viszont újra betöltjük a kódot, akkor már lefut rendesen, függetlenül attól, hogy a megjelenítés nem jó. (Nem is lehet jó, hiszen a megjelenítő nem futtatja a makrókat, és a koordináták és darabszámok ott kapnak értéket.)
Tehát a programnak úgy kellene működni, hogy a paramétereket futásidőben ellenőrzi és nem betöltéskor!
(https://hobbicncforum.hu/uploaded_images/2017/04/tn_sxguxha8zcyw4dn22tf_3977.png) (https://hobbicncforum.hu/uploaded_images/2017/04/sxguxha8zcyw4dn22tf_3977.png) (https://hobbicncforum.hu/uploaded_images/2017/04/tn_5as69qszwimgggsbxu5tw_3977.png) (https://hobbicncforum.hu/uploaded_images/2017/04/5as69qszwimgggsbxu5tw_3977.png)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 április 19, 23:12
Írta: dezsoe Dátum 2017 április 19, 23:12
És akkor a kód:
#100= 5 (az 1. sor Y koordinataja)
#101= 10 (az 2. sor Y koordinataja)
#102= 15 (az 3. sor Y koordinataja)
#103= 20 (az 4. sor Y koordinataja)
#104= 25 (az 5. sor Y koordinataja)
#105= 30 (az 6. sor Y koordinataja)
#106= 35 (az 7. sor Y koordinataja)
#107= 40 (az 8. sor Y koordinataja)
#108= 45 (az 9. sor Y koordinataja)
#109= 50 (az 10. sor Y koordinataja)
#110= 55 (az 11. sor Y koordinataja)
#111= 60 (az 12. sor Y koordinataja)
#112= 65 (az 13. sor Y koordinataja)
#113= 70 (az 14. sor Y koordinataja)
#114= 75 (az 15. sor Y koordinataja)
#115= 80 (az 16 sor Y koordinataja)
#116= 85 (az 17. sor Y koordinataja)
#117= 90 (az 18. sor Y koordinataja)
#118= 95 (az 19. sor Y koordinataja)
#119= 100 (az 20 sor Y koordinataja)
#10= -2 (furat melyseg)
#11= 1 (utazo magassag)
#12= 250 (furas elotolas)
#21= 13 (az elso oszlop X koordinataja)
#22= 8 (az oszlopok tavolsaga)
#23= 4 (az oszlopok szama)
#1 = 100 (Elso adat sorszama)
M20000 (Adatok szama #2-be)
(#3 lesz az aktualis Y)
#4 = #22 (az X relativ mozgas elojellel)
#5 = #23 - 1 (az oszlopok szama - 1)
G17 G40 G64 G90 G92.1 G99
S4500
M3
G0 Z20
G0 X#21
M98 P10 L#2 (sorok feldolgozasa)
G0 Z20
M5
G0 X0 Y0
M30
O10
M20001 (#3 = ##1)
G0 Y#3
G81 Z#10 R#11 F#12
M98 P20 L#5
#4 = -1 * #4
#1 = #1 + 1
M99
O20
G91
G81 X#4 Z#10 R#11 F#12
G90
M99
Az M20000.txt makró:
int i = 0;
while (exec.ivars[100 + i] != 0) ++i;
exec.ivars[2] = i;
A M20001.txt makró:
exec.ivars[3] = exec.ivars[Convert.ToInt32(exec.ivars[1])];
#100= 5 (az 1. sor Y koordinataja)
#101= 10 (az 2. sor Y koordinataja)
#102= 15 (az 3. sor Y koordinataja)
#103= 20 (az 4. sor Y koordinataja)
#104= 25 (az 5. sor Y koordinataja)
#105= 30 (az 6. sor Y koordinataja)
#106= 35 (az 7. sor Y koordinataja)
#107= 40 (az 8. sor Y koordinataja)
#108= 45 (az 9. sor Y koordinataja)
#109= 50 (az 10. sor Y koordinataja)
#110= 55 (az 11. sor Y koordinataja)
#111= 60 (az 12. sor Y koordinataja)
#112= 65 (az 13. sor Y koordinataja)
#113= 70 (az 14. sor Y koordinataja)
#114= 75 (az 15. sor Y koordinataja)
#115= 80 (az 16 sor Y koordinataja)
#116= 85 (az 17. sor Y koordinataja)
#117= 90 (az 18. sor Y koordinataja)
#118= 95 (az 19. sor Y koordinataja)
#119= 100 (az 20 sor Y koordinataja)
#10= -2 (furat melyseg)
#11= 1 (utazo magassag)
#12= 250 (furas elotolas)
#21= 13 (az elso oszlop X koordinataja)
#22= 8 (az oszlopok tavolsaga)
#23= 4 (az oszlopok szama)
#1 = 100 (Elso adat sorszama)
M20000 (Adatok szama #2-be)
(#3 lesz az aktualis Y)
#4 = #22 (az X relativ mozgas elojellel)
#5 = #23 - 1 (az oszlopok szama - 1)
G17 G40 G64 G90 G92.1 G99
S4500
M3
G0 Z20
G0 X#21
M98 P10 L#2 (sorok feldolgozasa)
G0 Z20
M5
G0 X0 Y0
M30
O10
M20001 (#3 = ##1)
G0 Y#3
G81 Z#10 R#11 F#12
M98 P20 L#5
#4 = -1 * #4
#1 = #1 + 1
M99
O20
G91
G81 X#4 Z#10 R#11 F#12
G90
M99
Az M20000.txt makró:
int i = 0;
while (exec.ivars[100 + i] != 0) ++i;
exec.ivars[2] = i;
A M20001.txt makró:
exec.ivars[3] = exec.ivars[Convert.ToInt32(exec.ivars[1])];
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 április 19, 23:52
Írta: svejk Dátum 2017 április 19, 23:52
Akkor most örüljek is meg ne is? [#circling]
Nekünk amatőröknek a szerszámpálya fontos és ez a kétszeri behívás sem valami szimpatikus. :(
No várjuk Balázs atyát, hátha mond, vagy ígér valamit!
Addig is köszi újfent!
Nekünk amatőröknek a szerszámpálya fontos és ez a kétszeri behívás sem valami szimpatikus. :(
No várjuk Balázs atyát, hátha mond, vagy ígér valamit!
Addig is köszi újfent!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 április 20, 00:02
Írta: dezsoe Dátum 2017 április 20, 00:02
Nincs mit.
A szerszámpálya az a leírt okok miatt sosem fog látszani. A pályamegjelenítő nem futtathatja a makrókat, ezért az onnan jövő értékeket nem tudhatja. (Gondolj bele: egy csomó olyan makró van/lehet, ami nem csak számolgat, hanem tengelyeket mozgat, ki-be kapcsolgat dolgokat, kimeneteket vezérelhet stb.)
Egyébként, ki lehet trükközni a hibát, ha a kód elejére beírsz egy #2=1 sort. Onnantól jól működik, függetlenül a megjelenítéstől. (Ezzel "megnyugtatod" a megjelenítőt, hogy az a bizonyos sor helyes, aztán az M20000 úgyis átírja.)
A szerszámpálya az a leírt okok miatt sosem fog látszani. A pályamegjelenítő nem futtathatja a makrókat, ezért az onnan jövő értékeket nem tudhatja. (Gondolj bele: egy csomó olyan makró van/lehet, ami nem csak számolgat, hanem tengelyeket mozgat, ki-be kapcsolgat dolgokat, kimeneteket vezérelhet stb.)
Egyébként, ki lehet trükközni a hibát, ha a kód elejére beírsz egy #2=1 sort. Onnantól jól működik, függetlenül a megjelenítéstől. (Ezzel "megnyugtatod" a megjelenítőt, hogy az a bizonyos sor helyes, aztán az M20000 úgyis átírja.)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 április 20, 00:18
Írta: svejk Dátum 2017 április 20, 00:18
"A szerszámpálya az a leírt okok miatt sosem fog látszani. A pályamegjelenítő nem futtathatja a makrókat, ...."
Basszus...akkor nagy hűhó volt szinte a semmiért.
Annyit nem ér nekem hogy ne kelljen egy helyre beírni kézzel 3 sort, hogy ne legyen korrekt kijelzés.
Vagy vissza kell térni az én gyalog, buta verziómhoz -annál jó a megjelenítés- és a makro csak valahogy állítsa meg az adott sornál a programfutást ha nulla Y értéket észlel a paraméterezésnél.
Basszus...akkor nagy hűhó volt szinte a semmiért.
Annyit nem ér nekem hogy ne kelljen egy helyre beírni kézzel 3 sort, hogy ne legyen korrekt kijelzés.
Vagy vissza kell térni az én gyalog, buta verziómhoz -annál jó a megjelenítés- és a makro csak valahogy állítsa meg az adott sornál a programfutást ha nulla Y értéket észlel a paraméterezésnél.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 április 20, 00:20
Írta: svejk Dátum 2017 április 20, 00:20
Holnap du. vagyis ma, majd folytatom a törpölést...
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 április 20, 17:57
Írta: svejk Dátum 2017 április 20, 17:57
Két kérdésem ismét akadt az UCCNC-vel kapcsolatban, lehet volt már róluk szó.
A szerszámpálya az egér görgővel is nagyatható aránylag érezhetően, előre görgetve nagyít de egy picit is visszagörgetve elmegy a munkadarab több kilóméteres madártávlatba.
Visszafelé görgetve az ember olyan arányú kicsinyítést várna mint nagyítást.
A másik kérdésem a ciklusidő számlálóra vonatkozik.
Nekem valahogy az lenne a logikusabb ha Cycle Start-kor automatikusan nullázódna.
A szerszámpálya az egér görgővel is nagyatható aránylag érezhetően, előre görgetve nagyít de egy picit is visszagörgetve elmegy a munkadarab több kilóméteres madártávlatba.
Visszafelé görgetve az ember olyan arányú kicsinyítést várna mint nagyítást.
A másik kérdésem a ciklusidő számlálóra vonatkozik.
Nekem valahogy az lenne a logikusabb ha Cycle Start-kor automatikusan nullázódna.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2017 április 20, 20:24
Írta: ANTAL GÁBOR Dátum 2017 április 20, 20:24
Ez már nekem is megfogant a fejemben :
"Nekem valahogy az lenne a logikusabb ha Cycle Start-kor automatikusan nullázódna."
( de ha nagyon érdekel akkor nullázom kézzel amit persze nótóriusan elfelejtek )
A legjobb lenne egy ablak a generálban ahol ki lehetne választani hogy melyik metodikát akarjuk használni
"Nekem valahogy az lenne a logikusabb ha Cycle Start-kor automatikusan nullázódna."
( de ha nagyon érdekel akkor nullázom kézzel amit persze nótóriusan elfelejtek )
A legjobb lenne egy ablak a generálban ahol ki lehetne választani hogy melyik metodikát akarjuk használni
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 április 20, 20:32
Írta: dezsoe Dátum 2017 április 20, 20:32
Mindkét lehetőség alátámasztható. Én pl. örülök neki, hogy nem automatikus, mert így meg tudom nézni, hogy több kód egymás után mennyi idő alatt fog lefutni összesen. Igaz, hogy össze is adhatnám, de az már bonyolult. (Meg kell jegyezni, hogy eddig mennyi volt... :))
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2017 április 20, 20:35
Írta: ANTAL GÁBOR Dátum 2017 április 20, 20:35
Akkor a megoldás mindkét tábornak :
"A legjobb lenne egy ablak a generálban ahol ki lehetne választani hogy melyik metodikát akarjuk"
"A legjobb lenne egy ablak a generálban ahol ki lehetne választani hogy melyik metodikát akarjuk"
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 április 20, 20:40
Írta: dezsoe Dátum 2017 április 20, 20:40
Sőt, a legjobb az lenne, ha lenne egy olyan funkció, ami kiszámolja a futásidőt. Akkor nem kéne offline végigfuttatni, hogy kiderüljön, mennyi idő alatt fut le. :)
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2017 április 20, 20:43
Írta: ANTAL GÁBOR Dátum 2017 április 20, 20:43
No várjál csak !! A " magod" ugyancsak termékeny földbe hullott tegnap ( Már ma megfogalmazódott bennem egy fontos makró szükségessége de másodszor már nem mertelek hívni telefonon ) Írok egy privátot is.....
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 április 20, 20:56
Írta: svejk Dátum 2017 április 20, 20:56
Mit csináltatok Ti ott tegnap ketten, hogy magszórás is volt? :)
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2017 április 20, 21:12
Írta: ANTAL GÁBOR Dátum 2017 április 20, 21:12
Csak képletesen írtam ( de tényleg nagyon hasznos volt ) Sokáig gondolkodtam hogy már pénteken elmegyek a talira hogy minden felgyülemlett kérdésemet feltegyem P Balázsnak .
Hát alig maradt ...
Hát alig maradt ...
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 április 20, 21:17
Írta: svejk Dátum 2017 április 20, 21:17
Azt a nagy gépek sem nagyon tudják.
Legalább is a közelemben levők közül egyik sem, sőt a hátralevő időt is csak egy 8 éves kis HAAS tudja csak.
Sőtt ezeknél még ha offlineba futatja az ember akkor is csalnak rendesen minuszba.
(a G kód ugye nem tartalmaz információt a tengelyek gyorsulásairól)
Legalább is a közelemben levők közül egyik sem, sőt a hátralevő időt is csak egy 8 éves kis HAAS tudja csak.
Sőtt ezeknél még ha offlineba futatja az ember akkor is csalnak rendesen minuszba.
(a G kód ugye nem tartalmaz információt a tengelyek gyorsulásairól)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 április 20, 21:17
Írta: dezsoe Dátum 2017 április 20, 21:17
Lehet, hogy nem szárazság-kedvelő, mert az égi locsoló igen rendesen működött. [#vigyor3]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 április 20, 21:24
Írta: svejk Dátum 2017 április 20, 21:24
No meg a szerszámváltás idejét sem tartalmazza a G-kód.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 április 20, 21:28
Írta: dezsoe Dátum 2017 április 20, 21:28
A g-kód nem is, de a program (jelen esetben az UCCNC) igen. Tehát akár ki is számolhatná. Egyébként, offline-ban valóban nem pontos, de jó a közelítés. Nem másodperc szinten szokott érdekelni, hogy mennyi ideig tart egy kód futása. Egyébiránt az "ellenség" tudja:
(https://hobbicncforum.hu/uploaded_images/2017/04/tn_4bydj3wwhf2duucv4i3z_3977.png) (https://hobbicncforum.hu/uploaded_images/2017/04/4bydj3wwhf2duucv4i3z_3977.png)
(https://hobbicncforum.hu/uploaded_images/2017/04/tn_4bydj3wwhf2duucv4i3z_3977.png) (https://hobbicncforum.hu/uploaded_images/2017/04/4bydj3wwhf2duucv4i3z_3977.png)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 április 20, 21:44
Írta: svejk Dátum 2017 április 20, 21:44
Így, hogy meghót', már nem ellenség. :)
De az biztos, hogy sok jó ötletet lehet belőle meríteni még most is.
De az biztos, hogy sok jó ötletet lehet belőle meríteni még most is.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 április 24, 18:11
Írta: svejk Dátum 2017 április 24, 18:11
Már nagyon várjuk ám az újabb verzió(k) kiadását!
Polgárdi Balázs csuda jó dolgokat mutatott, [#finom]és hál' Istennek szorgalmasan jegyzetelte is a kívánságainkat. [#papakacsint]
Polgárdi Balázs csuda jó dolgokat mutatott, [#finom]és hál' Istennek szorgalmasan jegyzetelte is a kívánságainkat. [#papakacsint]
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2017 április 24, 18:36
Írta: ANTAL GÁBOR Dátum 2017 április 24, 18:36
Nekem is volt egy " kívánságlistám" . Tollba mondtam Balázsnak ... Remélem a hazaúton nem kallódik el a papír
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 április 24, 19:24
Írta: ium8w94xp Dátum 2017 április 24, 19:24
Meséljetek...kiváncsi vagyok miket tudtatok meg és miket kértetek. Köszi ;)
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2017 április 24, 20:26
Írta: ANTAL GÁBOR Dátum 2017 április 24, 20:26
Természetes hogy hardwerfüggő a dolog de Balázs szerint az ethernetes kütyüknek nem akadály
1 .Örülnék neki ( és mivel az életből hoztam más is !) ha min két db MPG t lekezelne a program .Pl készült egy spéci CNC palásthengerítő gép amit kézi üzemben is használnak . Megoldottuk ( megoldották) mert quadratúra decóodert lehet csinálni de direktben jobb lenne
2. kellene egy külső és egy belső tapintót kezelő rutin a külsőnél természetesen a Z is mozog .
3.Jó lenne ha a current on/ off az minden tengelyre beállítható lenne igaz kimenetet fogyaszt de mindenki maga eldöntheti hogy mit von össze
4. ha lehetőségünk van síkot deklarálni ( Pl G18 ) akkor a szerszámpálya automatikusan aszerint készüljön
5. Az esztergályosok nagyon várják az új felületet ( én el vagyok de másokat visszatart )
Kb ennyi az én listám
1 .Örülnék neki ( és mivel az életből hoztam más is !) ha min két db MPG t lekezelne a program .Pl készült egy spéci CNC palásthengerítő gép amit kézi üzemben is használnak . Megoldottuk ( megoldották) mert quadratúra decóodert lehet csinálni de direktben jobb lenne
2. kellene egy külső és egy belső tapintót kezelő rutin a külsőnél természetesen a Z is mozog .
3.Jó lenne ha a current on/ off az minden tengelyre beállítható lenne igaz kimenetet fogyaszt de mindenki maga eldöntheti hogy mit von össze
4. ha lehetőségünk van síkot deklarálni ( Pl G18 ) akkor a szerszámpálya automatikusan aszerint készüljön
5. Az esztergályosok nagyon várják az új felületet ( én el vagyok de másokat visszatart )
Kb ennyi az én listám
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 április 24, 21:12
Írta: ium8w94xp Dátum 2017 április 24, 21:12
És ezek folyamatba is lesznek vagy a jegyzet megy a többi papír közé. Egy jó nőt mondjuk én is szívesen tapogatnék kívül-belül, akár program keretén belül is :)
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2017 április 24, 21:28
Írta: ANTAL GÁBOR Dátum 2017 április 24, 21:28
Biztos idő kell neki de vannak elég egyszerű igények is . Szerintem azok hamarosan benne lesznek az új verziókban
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2017 április 24, 22:27
Írta: 2dbfy8y Dátum 2017 április 24, 22:27
Szia Balázs!
Ha írod át a fúró ciklust, ezt esetleg nem lehetne vele megismertetni.
"G83 R3 Z-20 Q3 f100
g91 x200 k10
g90 g80"
Ez azt jelentené, ha vvalki kézzel ír progit 200mm-enként 10szer megismételné a fúróciklust.
Ha nem nehéz beleírni ez hasznos lenne.
Ha írod át a fúró ciklust, ezt esetleg nem lehetne vele megismertetni.
"G83 R3 Z-20 Q3 f100
g91 x200 k10
g90 g80"
Ez azt jelentené, ha vvalki kézzel ír progit 200mm-enként 10szer megismételné a fúróciklust.
Ha nem nehéz beleírni ez hasznos lenne.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 április 25, 08:50
Írta: svejk Dátum 2017 április 25, 08:50
Pl. már tudja a G68 koordináta elforgatást és a skálázást.
Rajta van a már említett képernyő újrarajzolás gomb, a szerkesztőablak "modernizálva" van helyből.
Dezsoe koma is ismét sok hasznos ötletet vetett fel, kellett is új cetlit nyitni. :)
.
Rajta van a már említett képernyő újrarajzolás gomb, a szerkesztőablak "modernizálva" van helyből.
Dezsoe koma is ismét sok hasznos ötletet vetett fel, kellett is új cetlit nyitni. :)
.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 április 25, 08:56
Írta: svejk Dátum 2017 április 25, 08:56
A Fanuc-nál K a paraméter jelölése?
Mert az NCT-nél L ,mint pl. az M98 esetén a az alprogram ismétlési szám megadásánál.
Mert az NCT-nél L ,mint pl. az M98 esetén a az alprogram ismétlési szám megadásánál.
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2017 április 25, 12:38
Írta: 2dbfy8y Dátum 2017 április 25, 12:38
Fanucnál is m98-nál L az ismétlések száma.
De ciklusnál K
De ciklusnál K
Cím: Re:UCCNC vezérlő program
Írta: y9au2mspr Dátum 2017 május 03, 14:34
Írta: y9au2mspr Dátum 2017 május 03, 14:34
Sziasztok.
"A axis" beüzemelést tervezek a plazmavágó gépemen. Ha uccnc-ben megadom az 1mm-re mérhető lépések számát,azt miképp fogja tudni a program,hogy mekkora kerületű csövet szeretnék vele vágni. Ugye a csövek kerületének méretével változik a lépések aránya is. Vagy lehet,hogy rossz irányba gondolkodom,csak nem tudom mennyi lépés az egy miliméter,mert az átmérővel ez az érték is változik. Gondolom nem kell minden változó csőátmérőnék ezt a paramétert módosítanom az uccnc-ben.A rotary vágó programhoz a sheetcam program rotary pluginját használnám.Válaszotokat előre is köszönöm.
"A axis" beüzemelést tervezek a plazmavágó gépemen. Ha uccnc-ben megadom az 1mm-re mérhető lépések számát,azt miképp fogja tudni a program,hogy mekkora kerületű csövet szeretnék vele vágni. Ugye a csövek kerületének méretével változik a lépések aránya is. Vagy lehet,hogy rossz irányba gondolkodom,csak nem tudom mennyi lépés az egy miliméter,mert az átmérővel ez az érték is változik. Gondolom nem kell minden változó csőátmérőnék ezt a paramétert módosítanom az uccnc-ben.A rotary vágó programhoz a sheetcam program rotary pluginját használnám.Válaszotokat előre is köszönöm.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 május 03, 14:46
Írta: svejk Dátum 2017 május 03, 14:46
A forgást fokokban értelmezzük.
Az 1 fokra eső lépések számát kell megadnod.
A CAM programod meg majd elintézi a többit.
Az 1 fokra eső lépések számát kell megadnod.
A CAM programod meg majd elintézi a többit.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 május 03, 14:50
Írta: dezsoe Dátum 2017 május 03, 14:50
Szia, Szabolcs!
Kéne látni egy generált kódot. Az lenne logikus, hogy a forgatót fokra kéne belőni, a sheetcam meg kiszámolja, hogy adott átmérőnél milyen gyorsan kell forgatni. Ha generálnál két kódot különböző átmérővel, akkor abból már ki lehet találni.
Kéne látni egy generált kódot. Az lenne logikus, hogy a forgatót fokra kéne belőni, a sheetcam meg kiszámolja, hogy adott átmérőnél milyen gyorsan kell forgatni. Ha generálnál két kódot különböző átmérővel, akkor abból már ki lehet találni.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 május 03, 14:51
Írta: dezsoe Dátum 2017 május 03, 14:51
Jól kivitatkoztuk magunkat... [#vigyor2]
Cím: Re:UCCNC vezérlő program
Írta: y9au2mspr Dátum 2017 május 03, 15:08
Írta: y9au2mspr Dátum 2017 május 03, 15:08
Svejk,Dezsoe, köszönöm a válaszotokat. Az uccnc default értéke 200,vagyis ha áttétel nélkül hajtanám meg direktben a forgató motort(1,8°) akkor nem kell ezen az értéken változtatnom.Csakhogy érthető legyen számomra is a dolog. 1:10 áttételt kalkulálva nekem az értéket 2000-re kell felül írnom.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 május 03, 15:31
Írta: dezsoe Dátum 2017 május 03, 15:31
Igen, azt az értéket kell beírnod, hogy ha g0a360 parancsot kiadod, akkor pont egy kört menjen.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 május 03, 16:25
Írta: svejk Dátum 2017 május 03, 16:25
Ha a motorodnak 200 step érték kell az 1 teljes körülforduláshoz és az áttételed 1:10 akkor 5,55555-öt kell beírnod.
Ott van, hogy: Step per Unit, azaz lépés per egység.
Mivel itt az egység 1 fok, ezért 200*10 / 360 = 5,5555
( gyakorlatban egyébként 1:100 körüli áttételeket szoktunk használni forgatónak)
Ott van, hogy: Step per Unit, azaz lépés per egység.
Mivel itt az egység 1 fok, ezért 200*10 / 360 = 5,5555
( gyakorlatban egyébként 1:100 körüli áttételeket szoktunk használni forgatónak)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 május 03, 18:36
Írta: 000000000 Dátum 2017 május 03, 18:36
Betennél ide egy olyan screenshot képet, ahol a forgatód (pl. A tengely néven) adatait megadtad a motor setup menüben?
Cím: Re:UCCNC vezérlő program
Írta: y9au2mspr Dátum 2017 május 03, 20:02
Írta: y9au2mspr Dátum 2017 május 03, 20:02
Így már érthető még számomra is. Köszönöm szépen.Az 1:10 valóban kevés lehet egy nagyobb átmérőnél. Akkor keresek megoldást nagyobb áttétel szám elérésére.
Cím: Re:UCCNC vezérlő program
Írta: y9au2mspr Dátum 2017 május 03, 20:07
Írta: y9au2mspr Dátum 2017 május 03, 20:07
Köszi szépen. Ma is tanultam valami hasznosat. A g0a360 parancs zártszelvény forgatásánál is alkalmazható?
Cím: Re:UCCNC vezérlő program
Írta: y9au2mspr Dátum 2017 május 03, 20:13
Írta: y9au2mspr Dátum 2017 május 03, 20:13
Szia. Még csak ma kötöttem rá a motort a gépemre,de sajnos a motormeghajtó nem jó,hibás.A próba is meghiúsult miatta. Holnap mellékelek egy képet az A axis beállításairól.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 május 03, 20:16
Írta: svejk Dátum 2017 május 03, 20:16
Persze!
Ami forog annak a mértékegysége a fok, mert ugye a gyakorlati embereknek a radián nem túl barátságos.
Majd a CAM programod megoldja, hogy milyen szögálláshoz milyen Z értékek tartoznak.
Viszont ha megtaláltad hozzá az egyszerű de nagyszerű CAM progit akkor megoszthatnád velem, mert nekem is terveben van egy csővágó plazma, mellyel a gyakorlatba zártszelvényeket kell lyukasztgatni.
Gondolom első körben neked sem lesznek plusz fejmozgatások, hogy a plazmafej mindig merőlegesen álljon a lapokkal.
Ami forog annak a mértékegysége a fok, mert ugye a gyakorlati embereknek a radián nem túl barátságos.
Majd a CAM programod megoldja, hogy milyen szögálláshoz milyen Z értékek tartoznak.
Viszont ha megtaláltad hozzá az egyszerű de nagyszerű CAM progit akkor megoszthatnád velem, mert nekem is terveben van egy csővágó plazma, mellyel a gyakorlatba zártszelvényeket kell lyukasztgatni.
Gondolom első körben neked sem lesznek plusz fejmozgatások, hogy a plazmafej mindig merőlegesen álljon a lapokkal.
Cím: Re:UCCNC vezérlő program
Írta: y9au2mspr Dátum 2017 május 03, 20:30
Írta: y9au2mspr Dátum 2017 május 03, 20:30
Ha összeállna a dolog az nagyszerű lenne. Minden előrelépésről menet közben beszámolok. Fejforgatás nem lessz. Ez a forgató csak átmeneti lessz. Majd idővel szeretnék egy független masinát erre a célra én is.viszont gyakorolni tökéletes lessz. Na de nem is akarom bepiszkolni ezt a topikot az óhajaimmal. Majd a saját topikomban folytatom a jövőben. Köszönöm midnenkinek addig is.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 május 03, 20:33
Írta: svejk Dátum 2017 május 03, 20:33
Hülyeséget írtam, menjünk a topicodba.
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2017 május 03, 21:37
Írta: 2dbfy8y Dátum 2017 május 03, 21:37
Szia Balázs!
Az uccnc egy 2magos 1.7ghz 2gb ram notit miért foghat meg ennyire?
Csatolok képeket.
Az uccnc egy 2magos 1.7ghz 2gb ram notit miért foghat meg ennyire?
Csatolok képeket.
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2017 május 03, 21:41
Írta: 2dbfy8y Dátum 2017 május 03, 21:41
mindjárt csatolok képeket.
De tényleg rohadt idegesítő, hogy bmp-t nem lehet csatolni.
Csak bele futottam.
De tényleg rohadt idegesítő, hogy bmp-t nem lehet csatolni.
Csak bele futottam.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 május 03, 21:46
Írta: 000000000 Dátum 2017 május 03, 21:46
Mert a BMP elavult valaki szerint! [#hehe]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 május 03, 21:47
Írta: svejk Dátum 2017 május 03, 21:47
Valószínű a video kártya a ludas, kell neki az az OpenGL-es b@cás.
Driver frissítés/csere hátha segít.
Driver frissítés/csere hátha segít.
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2017 május 03, 21:51
Írta: 2dbfy8y Dátum 2017 május 03, 21:51
Az frissítve.
Addig el se indult az uccnc progi.
és a képek:
Addig el se indult az uccnc progi.
és a képek:
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 május 03, 21:53
Írta: 000000000 Dátum 2017 május 03, 21:53
Ez megint csak BMP lett [#nevetes1]
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2017 május 03, 21:54
Írta: 2dbfy8y Dátum 2017 május 03, 21:54
Arohadt anyucija.... [#falbav]
(https://hobbicncforum.hu/uploaded_images/2017/05/tn_isygg24qbm8pw8qj8tc6x_1776.jpg) (https://hobbicncforum.hu/uploaded_images/2017/05/isygg24qbm8pw8qj8tc6x_1776.jpg) (https://hobbicncforum.hu/uploaded_images/2017/05/tn_wu9ihyqxkik3u7kcftiq2_1776.jpg) (https://hobbicncforum.hu/uploaded_images/2017/05/wu9ihyqxkik3u7kcftiq2_1776.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/05/tn_isygg24qbm8pw8qj8tc6x_1776.jpg) (https://hobbicncforum.hu/uploaded_images/2017/05/isygg24qbm8pw8qj8tc6x_1776.jpg) (https://hobbicncforum.hu/uploaded_images/2017/05/tn_wu9ihyqxkik3u7kcftiq2_1776.jpg) (https://hobbicncforum.hu/uploaded_images/2017/05/wu9ihyqxkik3u7kcftiq2_1776.jpg)
Cím: Re:UCCNC vezérlő program
Írta: ppxgww95 Dátum 2017 május 03, 21:55
Írta: ppxgww95 Dátum 2017 május 03, 21:55
Ilyen feladatra olyan vezérlőt kell választani, ami tudja az Inverse Time Feed módot. (G93) Az UCCNC egyelőre nem ilyen.
Gyakorlatilag bármelyik 5 tengelyes pálya létrehozására alkalmas CAM jó a program generálásra. Már csak ki kell választanod, hogy neked melyik egyszerű. [#smile]
Gyakorlatilag bármelyik 5 tengelyes pálya létrehozására alkalmas CAM jó a program generálásra. Már csak ki kell választanod, hogy neked melyik egyszerű. [#smile]
Cím: Re:UCCNC vezérlő program
Írta: kaqkk007 Dátum 2017 május 03, 21:55
Írta: kaqkk007 Dátum 2017 május 03, 21:55
Akár paint- el is átkonvertálhatod ....
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2017 május 03, 21:55
Írta: 2dbfy8y Dátum 2017 május 03, 21:55
hát az. [#nevetes1]
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 május 03, 21:58
Írta: 000000000 Dátum 2017 május 03, 21:58
At összes felhasználói feladat megjelenítésére nyomj rá aztán a CPU fejlécre 2x és akkor teljesítmény szerint rendezi és látod mi zabálja le a procit.
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2017 május 03, 22:09
Írta: 2dbfy8y Dátum 2017 május 03, 22:09
Az ucccnc a legmagasabb, meg van egy olyan hogy svchost.exe
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 május 03, 22:15
Írta: 000000000 Dátum 2017 május 03, 22:15
A 17%-os uccnc meg az a pici még mindig nem teszi ki a 83%-os processzor terhelést, ezért lenne jó látni mégis mi terheli be.
Ha az svchost veszi fel a többit akkor azt agyon kel vágni !
De keress rá mert ahány gép annyi megoldás van az svchost kordában tartására.
Ha az svchost veszi fel a többit akkor azt agyon kel vágni !
De keress rá mert ahány gép annyi megoldás van az svchost kordában tartására.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 május 03, 22:16
Írta: 000000000 Dátum 2017 május 03, 22:16
Google a barátunk !
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2017 május 03, 22:16
Írta: 2dbfy8y Dátum 2017 május 03, 22:16
ez egy q10 air noti. Hol lehet hozzá ilyen dolgokat találni szerinted?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 május 03, 22:22
Írta: dezsoe Dátum 2017 május 03, 22:22
Ha az svchost nagyon teker, az szinte mindig Windows Update hiba. Nézd meg, hogy tud-e frissíteni. Ha beleragad, akkor töltsd le a KB3172605 megfelelő (nyelv, x86/x64) verzióját, indítsd újra a gépet úgy, hogy ne legyen hálózata, majd tedd fel kézzel. Utána már menni fog az Update. Ez egy igen gyakori Win7 probléma.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 május 03, 22:25
Írta: 000000000 Dátum 2017 május 03, 22:25
Az oprendszer szerint keress rá Pl : svchost.exe windows 7 probléma.
Egyik gépen ez használ a másikon az.
Tehát próbálkozni kell mert van több megoldás.
i5 processzoros laptopon is volt ilyen probléma , ott közel 100%-ra terhelte ez az istenverése a gépet.
Ott a Microsoft programok frissítésének kikapcsolása segített. (nem egyenértékű a windows frissítések kikapcsolásával)
Ez az svc cucc általában a frissítésekkel kapcsolatos.
Egyik gépen ez használ a másikon az.
Tehát próbálkozni kell mert van több megoldás.
i5 processzoros laptopon is volt ilyen probléma , ott közel 100%-ra terhelte ez az istenverése a gépet.
Ott a Microsoft programok frissítésének kikapcsolása segített. (nem egyenértékű a windows frissítések kikapcsolásával)
Ez az svc cucc általában a frissítésekkel kapcsolatos.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 május 03, 22:45
Írta: zt2c4wh9 Dátum 2017 május 03, 22:45
Esetleg még vírus is lehet az oka.
Bár a 17% UCCNC terhelés sok, de valami más még jobban terhel, hiszen a printscreen-en is 70% a proci terhelésed.
Bár a 17% UCCNC terhelés sok, de valami más még jobban terhel, hiszen a printscreen-en is 70% a proci terhelésed.
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2017 május 03, 22:48
Írta: 2dbfy8y Dátum 2017 május 03, 22:48
kb másik gépemet is ennyire fogja az uccnc, nem értem mi lehet a gond.
Pedig azt mondjátok simán win-es tableten is elmegy.
Pedig azt mondjátok simán win-es tableten is elmegy.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 május 03, 22:52
Írta: 000000000 Dátum 2017 május 03, 22:52
Nem az enyém, Padló-é az érdem [#nevetes1]
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 május 03, 23:01
Írta: zt2c4wh9 Dátum 2017 május 03, 23:01
Igen, elmegy tableten is. Direkt ennek a tesztelésére vettem egy leggagyibb Win10 tabletet (a cél az volt, hogy a lehető leggagyibb legyen), azon szépen pár % CPU használattal elfut, pedig maga a tablet olyan lassú amúgy, hogy szinte már a használhatatlan kategória.
Az UCCNC egyébként ahogy már jónéhányszor leírtam nem érzékeny a PC teljesítményére, mert egészen kis számítási teljesítményt igényel.
Amire érzékeny az a videókártya.
Ha a videókártya gyenge, akkor bármilyen erős is a processzor és bármekkora is a RAM nem fog jól futni az UCCNC, mert ilyenkor az történik, hogy a videókártya nem tudja ellátni a feladatot és kénytelen lesz a CPU elvégezni helyette ezeket, ami extrém terhelést okozhat, mivel ilyenkor az adatokat a RAM-ból a VRAM-ba folyamatosan kell másolnia a CPU-nak.
A 17% az még akár reális is lehet egy gyenge videókártyával, de a 70% az már extrém kategória és a printscreened alapján valami más okozza a terhelés javát nem az uccnc.
Az UCCNC egyébként ahogy már jónéhányszor leírtam nem érzékeny a PC teljesítményére, mert egészen kis számítási teljesítményt igényel.
Amire érzékeny az a videókártya.
Ha a videókártya gyenge, akkor bármilyen erős is a processzor és bármekkora is a RAM nem fog jól futni az UCCNC, mert ilyenkor az történik, hogy a videókártya nem tudja ellátni a feladatot és kénytelen lesz a CPU elvégezni helyette ezeket, ami extrém terhelést okozhat, mivel ilyenkor az adatokat a RAM-ból a VRAM-ba folyamatosan kell másolnia a CPU-nak.
A 17% az még akár reális is lehet egy gyenge videókártyával, de a 70% az már extrém kategória és a printscreened alapján valami más okozza a terhelés javát nem az uccnc.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 május 04, 07:35
Írta: 000000000 Dátum 2017 május 04, 07:35
Ha ez így van, akkor illene felkínálni egy olyan fület, verziót, ahol csökkentett grafikával is ketyeg a programod.
Ugyanis ezzel az amúgy is feleslges csicsaságot kiemelten rákényszeríted a felhasználóra, közben pedig:
1. Ha belassul a gép az az egész CNC alkalmazás minőségét lerontja (rosszabb dinamika, szinkron forgácsolási képesség, ...).
2. Újabb pénzköltésre kényszeríted a felhasználót az erős videókártya igény miatt.
Ugyanis ezzel az amúgy is feleslges csicsaságot kiemelten rákényszeríted a felhasználóra, közben pedig:
1. Ha belassul a gép az az egész CNC alkalmazás minőségét lerontja (rosszabb dinamika, szinkron forgácsolási képesség, ...).
2. Újabb pénzköltésre kényszeríted a felhasználót az erős videókártya igény miatt.
Cím: Re:UCCNC vezérlő program
Írta: y9au2mspr Dátum 2017 május 04, 09:12
Írta: y9au2mspr Dátum 2017 május 04, 09:12
A saját topikomba töltök fel képet .
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 május 04, 09:50
Írta: zt2c4wh9 Dátum 2017 május 04, 09:50
1.) Nem, nem rontja le a CNC alkalmazás minőségét, mivel használhatatlan a program nem megfelelő hardverrel.
A hardver igény elő van írva a szoftver adatlapjában.
2.) Nem, nem kényszerítek senkit semmire. Demo módban tesztelhető a program vásárlás előtt. Demo módban ugyanúgy jelentkezik a probléma ha gyenge a harver és ha valaki nem akar megfelelő számítógép hardvert vásárolni a program megfelelő működéséhez az már az ingyenes demo tesztelésénél is észleli ezt a problémát.
3.) Foglalkozz szerintem a saját dolgoddal ahelyett, hogy ide jársz állandóan kötözködni úgy hogy fogalmad sincs a programunk működéséről.
A hardver igény elő van írva a szoftver adatlapjában.
2.) Nem, nem kényszerítek senkit semmire. Demo módban tesztelhető a program vásárlás előtt. Demo módban ugyanúgy jelentkezik a probléma ha gyenge a harver és ha valaki nem akar megfelelő számítógép hardvert vásárolni a program megfelelő működéséhez az már az ingyenes demo tesztelésénél is észleli ezt a problémát.
3.) Foglalkozz szerintem a saját dolgoddal ahelyett, hogy ide jársz állandóan kötözködni úgy hogy fogalmad sincs a programunk működéséről.
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2017 május 04, 21:30
Írta: 2dbfy8y Dátum 2017 május 04, 21:30
Ma valami csoda történt.
Remegést nagyobb sebesség, és gyorsulás mellett tényleg a szervó hibás behangolása okozta.
Ma kicsit cseszeggettem, nem akarom elkiabálni,de kezdek rájönni a lényegére.
Fura ez a SmartJog progi, de azért ki lehet lassacskán ismerni. [#nevetes1]
Kis 4W kékkel, ilyen lett 8000mm/min előtolás, és 2000-es gyorsíttással.
Tudom a teljesítmény gyenge, majd az 50Wco2 jobb lesz.
De a remegés nincs benne, és egyre kissebb lett a velocity error értéke.
(https://hobbicncforum.hu/uploaded_images/2017/05/tn_mwqqm35q4sz4jpq99gm0b_1776.jpg) (https://hobbicncforum.hu/uploaded_images/2017/05/mwqqm35q4sz4jpq99gm0b_1776.jpg)
Remegést nagyobb sebesség, és gyorsulás mellett tényleg a szervó hibás behangolása okozta.
Ma kicsit cseszeggettem, nem akarom elkiabálni,de kezdek rájönni a lényegére.
Fura ez a SmartJog progi, de azért ki lehet lassacskán ismerni. [#nevetes1]
Kis 4W kékkel, ilyen lett 8000mm/min előtolás, és 2000-es gyorsíttással.
Tudom a teljesítmény gyenge, majd az 50Wco2 jobb lesz.
De a remegés nincs benne, és egyre kissebb lett a velocity error értéke.
(https://hobbicncforum.hu/uploaded_images/2017/05/tn_mwqqm35q4sz4jpq99gm0b_1776.jpg) (https://hobbicncforum.hu/uploaded_images/2017/05/mwqqm35q4sz4jpq99gm0b_1776.jpg)
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2017 május 05, 08:06
Írta: frob Dátum 2017 május 05, 08:06
Minden bizonnyal azért kell az erősebb videókari, mert hogy a gpu-t használja számításokra, ami sokszor magasabb órajelen jár és közvetlen mellette van igen tekintélyes memória.
Úgy hogy az irány jó, csak a hobbistáknak kicsit nyűgös...
Úgy hogy az irány jó, csak a hobbistáknak kicsit nyűgös...
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 május 05, 08:42
Írta: 000000000 Dátum 2017 május 05, 08:42
Ez pont olyan mint a Bitcoin bányászat.
Lehet akármilyen bika processzor, semmit nem ér az egész !
Egy a lényeg mennyi és mekkora teljesítményű videokártya van a gépben.
Csak egy kép példának.
Aztán aki ilyet épít a kisujja megmozdítása nélkül keresi a több 100,000-es zsebpénzt.
Ma a BTC HUF váltási ára 450952.84Ft
Jó ára van a lebegőpontos számításnak !
(https://hobbicncforum.hu/uploaded_images/2017/05/tn_jk9iq7fg77wtyxx6gywan_705.jpg) (https://hobbicncforum.hu/uploaded_images/2017/05/jk9iq7fg77wtyxx6gywan_705.jpg)
Lehet akármilyen bika processzor, semmit nem ér az egész !
Egy a lényeg mennyi és mekkora teljesítményű videokártya van a gépben.
Csak egy kép példának.
Aztán aki ilyet épít a kisujja megmozdítása nélkül keresi a több 100,000-es zsebpénzt.
Ma a BTC HUF váltási ára 450952.84Ft
Jó ára van a lebegőpontos számításnak !
(https://hobbicncforum.hu/uploaded_images/2017/05/tn_jk9iq7fg77wtyxx6gywan_705.jpg) (https://hobbicncforum.hu/uploaded_images/2017/05/jk9iq7fg77wtyxx6gywan_705.jpg)
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2017 május 05, 08:45
Írta: Bozso777 Dátum 2017 május 05, 08:45
Ez az erős videó kártya dolog T72 enyhe túlzása, ami csak q program lejáratásáról szólna...
Mikor a cnchez vettem gépet ,ami akkor egy core2duo_e8400_2gb_ddr2 gép volt, biztos ami biztos 2ga videókarit is kértem bele, nw az alaplapi menjen...ATI Radeon HD3470 - 256MB (DVI+displayport) került bele.
A gép(használtan vettem) 20000Ft, a videókarira +2000Ft-ot kellett fizessek...durva plusz költség[#vigyor5]...
A gép tökéletesen megy vele...míg dolgozik a cnc nyugodtan tervezek mellette ugyanazon a gépen aspire progin...
Végülis felmerül a legegyszerűbb kérdés...mikor építünk egy párszázezres cnc gépet, akkor mennyit is kéne szánjunk a működtető számítógépre...
Mikor a cnchez vettem gépet ,ami akkor egy core2duo_e8400_2gb_ddr2 gép volt, biztos ami biztos 2ga videókarit is kértem bele, nw az alaplapi menjen...ATI Radeon HD3470 - 256MB (DVI+displayport) került bele.
A gép(használtan vettem) 20000Ft, a videókarira +2000Ft-ot kellett fizessek...durva plusz költség[#vigyor5]...
A gép tökéletesen megy vele...míg dolgozik a cnc nyugodtan tervezek mellette ugyanazon a gépen aspire progin...
Végülis felmerül a legegyszerűbb kérdés...mikor építünk egy párszázezres cnc gépet, akkor mennyit is kéne szánjunk a működtető számítógépre...
Cím: Re:UCCNC vezérlő program
Írta: remrendes Dátum 2017 május 05, 10:38
Írta: remrendes Dátum 2017 május 05, 10:38
Lodd ki a windows updatet.
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2017 május 05, 14:51
Írta: 2dbfy8y Dátum 2017 május 05, 14:51
Eddig ki volt kapcsolva, most frissítem.
Cím: Re:UCCNC vezérlő program
Írta: guliver83 Dátum 2017 május 05, 20:11
Írta: guliver83 Dátum 2017 május 05, 20:11
Ha valaki használ UCCNC programot (vezérlőt) CO lézerrel megosztaná a tapasztalatokat.
És hogy itt hogy van vezérelve TTL jel vagy PWM.
És hogy itt hogy van vezérelve TTL jel vagy PWM.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 május 05, 20:46
Írta: svejk Dátum 2017 május 05, 20:46
Lapozz vissza úgy február derekára akkor (is) ki lett vesézve mert én is értetlenkedtem.
Cím: Re:UCCNC vezérlő program
Írta: guliver83 Dátum 2017 május 05, 21:16
Írta: guliver83 Dátum 2017 május 05, 21:16
Már meg is van köszi!
Találtál valami jó leírást végül a táphoz?
Vagy tudnál egy bekötést az UCCNC és táphoz.
A potit amivel szabályozni lehet azt te gondolom kivetted.
Nem tudom, hogy van e értele bennhagyni hogy ne lehessen maxra hajtani a csövet.
Találtál valami jó leírást végül a táphoz?
Vagy tudnál egy bekötést az UCCNC és táphoz.
A potit amivel szabályozni lehet azt te gondolom kivetted.
Nem tudom, hogy van e értele bennhagyni hogy ne lehessen maxra hajtani a csövet.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 május 05, 21:29
Írta: svejk Dátum 2017 május 05, 21:29
ami az ebayes oldalakon van móricka rajz az elég.
Ha PWM-mel vezérled okafogyottá válik a poti, maxon annyit tud a táp ami a csőre enegedélyezett.
feltéve ha a csőhöz való táp.
Ha PWM-mel vezérled okafogyottá válik a poti, maxon annyit tud a táp ami a csőre enegedélyezett.
feltéve ha a csőhöz való táp.
Cím: Re:UCCNC vezérlő program
Írta: guliver83 Dátum 2017 május 05, 21:34
Írta: guliver83 Dátum 2017 május 05, 21:34
Azt hittem van valami rajz hozzá.
Nem értek az elektronikához, de két vezetéket össze tudok kötni [#taps]
Nem értek az elektronikához, de két vezetéket össze tudok kötni [#taps]
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2017 május 10, 12:30
Írta: frob Dátum 2017 május 10, 12:30
Sziasztok
hátha valaki tudja mert az illetékes vagy nyaral, vagy nem tom mi, de választ nem kaptam eddig :)
szóval cncdrive.hu -n kapható golyós orsóknál lehet kérni végmegmunkálást, vagy alapból megcsinálják, vagy csak ledarabolják és mindenki ahogy tudja megoldja?
Előre is köszi!
R.
hátha valaki tudja mert az illetékes vagy nyaral, vagy nem tom mi, de választ nem kaptam eddig :)
szóval cncdrive.hu -n kapható golyós orsóknál lehet kérni végmegmunkálást, vagy alapból megcsinálják, vagy csak ledarabolják és mindenki ahogy tudja megoldja?
Előre is köszi!
R.
Cím: Re:UCCNC vezérlő program
Írta: D.Laci Dátum 2017 május 10, 12:36
Írta: D.Laci Dátum 2017 május 10, 12:36
http://www.cncdrive.hu/shop/index.php?productID=281 (http://www.cncdrive.hu/shop/index.php?productID=281)
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2017 május 10, 13:21
Írta: frob Dátum 2017 május 10, 13:21
kösz!
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 május 10, 14:42
Írta: zt2c4wh9 Dátum 2017 május 10, 14:42
Üdv,
Ma reggel 7:05 -kor írtál nekünk egy emailt és most kaptál is rá választ, az előbb írtam neked egy válasz emailt.
Én úgy érzem, hogy 8 órás válaszidő eléggé jó, persze aki türelmetlen annak lehet az azonnal is lassú. :)
Ma reggel 7:05 -kor írtál nekünk egy emailt és most kaptál is rá választ, az előbb írtam neked egy válasz emailt.
Én úgy érzem, hogy 8 órás válaszidő eléggé jó, persze aki türelmetlen annak lehet az azonnal is lassú. :)
Cím: Re:UCCNC vezérlő program
Írta: morfeus Dátum 2017 május 15, 13:45
Írta: morfeus Dátum 2017 május 15, 13:45
Sziasztok!
Az lenne a kérdésem,hogy most tanulom a G-kódos programozást egy ipari vezérlő szimulátorán iTNC530-as ,és ott amikor megírok egy programot akkor az első négy sor képletesen értve szentírás(vagyis minden program esetében ugyan az csak más paraméterekkel),a kérdésem az az ,hogy pl:UCCNC re ha irok egy programot akkor vannak olyan kötelező sorok amik minden esetben szerepelniük kell?
Előre is köszönöm a válaszokat!
Az lenne a kérdésem,hogy most tanulom a G-kódos programozást egy ipari vezérlő szimulátorán iTNC530-as ,és ott amikor megírok egy programot akkor az első négy sor képletesen értve szentírás(vagyis minden program esetében ugyan az csak más paraméterekkel),a kérdésem az az ,hogy pl:UCCNC re ha irok egy programot akkor vannak olyan kötelező sorok amik minden esetben szerepelniük kell?
Előre is köszönöm a válaszokat!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 május 15, 14:08
Írta: dezsoe Dátum 2017 május 15, 14:08
Szia!
Kötelező igazából nincs. Ennek ellenére vannak kódok, amit illik (érdemes) megadni, leginkább a saját érdekedben, hogy ne lepődj meg, ha valami máshogy indul, mint kéne.
G17 (X-Y síkon mozogjon)
G90 (Abszolút koordináták)
G50 (Skálázás kikapcsolása)
G69 (Elforgatás kikapcsolása)
G64 (Állandó sebesség mód)
G99 (Visszatérés R magasságra)
G00 (Gyors mozgás)
G80 (Fúróciklus kikapcsolása)
G54 (Koordináta rendszer választása)
Természetesen, ha valamelyik paramétert nem akarod alaphelyzetbe állítani, vagy más alaphelyzetet szeretnél, akkor annak megfelelőt választasz vagy kihagyod. Érdemes mindet elolvasni a kézikönyvben, hogy mit csinál, mert akkor azt is fogod tudni, hogy melyikre van szükséged, illetve melyiket állítanád máshogy.
A kód végét illik M02-vel lezárni. Ha alprogram(ok) van(nak) a kódban, akkor a főprogram végére M30 vagy M47 kell és csak a file végére M02.
Ha volt M03/M04, akkor a főprogram végére illendő M05-öt tenni, hogy ki is kapcsoljon a főorsó. Ugyanez érvényes az M07-M08-M09-re is.
Lényeges, hogy UCCNC-ben egyik sem kötelező, de érdemes megszokni.
Kötelező igazából nincs. Ennek ellenére vannak kódok, amit illik (érdemes) megadni, leginkább a saját érdekedben, hogy ne lepődj meg, ha valami máshogy indul, mint kéne.
G17 (X-Y síkon mozogjon)
G90 (Abszolút koordináták)
G50 (Skálázás kikapcsolása)
G69 (Elforgatás kikapcsolása)
G64 (Állandó sebesség mód)
G99 (Visszatérés R magasságra)
G00 (Gyors mozgás)
G80 (Fúróciklus kikapcsolása)
G54 (Koordináta rendszer választása)
Természetesen, ha valamelyik paramétert nem akarod alaphelyzetbe állítani, vagy más alaphelyzetet szeretnél, akkor annak megfelelőt választasz vagy kihagyod. Érdemes mindet elolvasni a kézikönyvben, hogy mit csinál, mert akkor azt is fogod tudni, hogy melyikre van szükséged, illetve melyiket állítanád máshogy.
A kód végét illik M02-vel lezárni. Ha alprogram(ok) van(nak) a kódban, akkor a főprogram végére M30 vagy M47 kell és csak a file végére M02.
Ha volt M03/M04, akkor a főprogram végére illendő M05-öt tenni, hogy ki is kapcsoljon a főorsó. Ugyanez érvényes az M07-M08-M09-re is.
Lényeges, hogy UCCNC-ben egyik sem kötelező, de érdemes megszokni.
Cím: Re:UCCNC vezérlő program
Írta: morfeus Dátum 2017 május 15, 14:29
Írta: morfeus Dátum 2017 május 15, 14:29
Nagyon szépen köszönöm türelmedet és válaszodat!
Igyekszem ezeket betartani,nyilván tesztnek egy egyszerű kis kontúrt írok majd ami az asztal felett fogg cirkálni(rajzolni,a Z-t jól kiemelve a síktól),és akkor látni fogom ha hibádzik még valami!
Igyekszem ezeket betartani,nyilván tesztnek egy egyszerű kis kontúrt írok majd ami az asztal felett fogg cirkálni(rajzolni,a Z-t jól kiemelve a síktól),és akkor látni fogom ha hibádzik még valami!
Cím: Re:UCCNC vezérlő program
Írta: morfeus Dátum 2017 május 15, 16:59
Írta: morfeus Dátum 2017 május 15, 16:59
Csatolok egy példát a iTNC530 vezérlőn így kezdem a programokat,vagyis ez a négy sor állandó csak a paraméterek változnak!
Vagyis van ilyen kötelező e ha UCCNC-re vagy Mach3-ra írok Gkódos programot?!
(https://hobbicncforum.hu/uploaded_images/2017/05/tn_ydy0qbs6mvs50v8me0saw_3384.jpg) (https://hobbicncforum.hu/uploaded_images/2017/05/ydy0qbs6mvs50v8me0saw_3384.jpg)
Vagyis van ilyen kötelező e ha UCCNC-re vagy Mach3-ra írok Gkódos programot?!
(https://hobbicncforum.hu/uploaded_images/2017/05/tn_ydy0qbs6mvs50v8me0saw_3384.jpg) (https://hobbicncforum.hu/uploaded_images/2017/05/ydy0qbs6mvs50v8me0saw_3384.jpg)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 május 15, 17:19
Írta: dezsoe Dátum 2017 május 15, 17:19
Nézzük soronként:
UCCNC-ben nincs G30, a G17-et írtam
G31 ott nem tudom, mit csinál, itt probe egyszerre egy tengelyen
T0 ne legyen szerszám, G17 már volt, S500 fordulatszám, F100 mozgási sebesség
G90 abszolút koordináta, G00 XYZ menjen oda, M3 főorsó bekapcs
G17, T0, S500, F100, G90, M3 rendben, igény szerint, a többi ide nem jó. Szerintem olvasd át a Documentation mappában az UCCNC_hasznalati_utasitas.pdf-et, ott le van írva az összes kód, amit a program kezel és az is, hogy ezt hogy csinálja.
Vigyázz a máshonnan áthozott kóddal, mert pl. az a G31 veszélyes is lehetne, de szerencsére jelenleg egyszerre csak egy tengely mentén van probe, így nem tett volna kárt a gépedben. :)
UCCNC-ben nincs G30, a G17-et írtam
G31 ott nem tudom, mit csinál, itt probe egyszerre egy tengelyen
T0 ne legyen szerszám, G17 már volt, S500 fordulatszám, F100 mozgási sebesség
G90 abszolút koordináta, G00 XYZ menjen oda, M3 főorsó bekapcs
G17, T0, S500, F100, G90, M3 rendben, igény szerint, a többi ide nem jó. Szerintem olvasd át a Documentation mappában az UCCNC_hasznalati_utasitas.pdf-et, ott le van írva az összes kód, amit a program kezel és az is, hogy ezt hogy csinálja.
Vigyázz a máshonnan áthozott kóddal, mert pl. az a G31 veszélyes is lehetne, de szerencsére jelenleg egyszerre csak egy tengely mentén van probe, így nem tett volna kárt a gépedben. :)
Cím: Re:UCCNC vezérlő program
Írta: morfeus Dátum 2017 május 15, 19:51
Írta: morfeus Dátum 2017 május 15, 19:51
Köszönöm válaszodat [#vigyor]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 május 15, 19:58
Írta: dezsoe Dátum 2017 május 15, 19:58
Nincs mit. :)
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2017 május 15, 21:12
Írta: 2dbfy8y Dátum 2017 május 15, 21:12
Nem akarok belekotyogni,mert mi a heidenhain vezérlőt nem g kódban, hanem iso code-ban programozozzuk.
Szerintem ez az alap 2 sor ugyanaz, mint nálunk a block forma.
De a heidenhain azért nem uccnc. Szerintem egy NCT, vagy fanucra jobban hasonlít.
Szerintem ez az alap 2 sor ugyanaz, mint nálunk a block forma.
De a heidenhain azért nem uccnc. Szerintem egy NCT, vagy fanucra jobban hasonlít.
Cím: Re:UCCNC vezérlő program
Írta: x336u7c0 Dátum 2017 május 16, 17:40
Írta: x336u7c0 Dátum 2017 május 16, 17:40
Sziasztok!
Tud valaki abban segíteni, hogy az UCCNC-ben ha készítek egy új gombot, akkor ahhoz hogyan lehet makrót kapcsolni, ami a gomb megnyomásakor fut le?
Tud valaki abban segíteni, hogy az UCCNC-ben ha készítek egy új gombot, akkor ahhoz hogyan lehet makrót kapcsolni, ami a gomb megnyomásakor fut le?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 május 16, 18:18
Írta: dezsoe Dátum 2017 május 16, 18:18
Szia!
Ha a makrót M20000.txt-től M20999.txt-ig nevezed el, akkor a gomb buttonnumber mezőjébe ezt a számot (csak a számot) írod és kész.
Ha a makrót M20000.txt-től M20999.txt-ig nevezed el, akkor a gomb buttonnumber mezőjébe ezt a számot (csak a számot) írod és kész.
Cím: Re:UCCNC vezérlő program
Írta: x336u7c0 Dátum 2017 május 16, 21:01
Írta: x336u7c0 Dátum 2017 május 16, 21:01
Szia!
Nagyon szépen köszönöm! Tényleg tök egyszerű, de így leírva sehol nem találtam meg! :)
Nagyon szépen köszönöm! Tényleg tök egyszerű, de így leírva sehol nem találtam meg! :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 május 16, 21:16
Írta: dezsoe Dátum 2017 május 16, 21:16
Na. Majdnem megfogtál, de tudtam, hogy valahol láttam leírva. :) A programon belül, a HELP/SUPPORTED M-CODES ablakban, a legvégén. Innen rögtön az is kiderül, hogy rosszul írtam, mert nem 20999-ig, hanem 21999-ig tart a gombokhoz rendelhető makrók számozása. :)
Cím: Re:UCCNC vezérlő program
Írta: x336u7c0 Dátum 2017 május 17, 07:06
Írta: x336u7c0 Dátum 2017 május 17, 07:06
Jogos! Ott a pont! Ez teljesen elkerülte a figyelmemet... a külső PDF-es leírásokat böngésztem nagy bőszen, persze az is lehet, hogy ott is ott van valahol. :) Még egyszer köszi! :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 május 17, 08:05
Írta: dezsoe Dátum 2017 május 17, 08:05
Nincs mit. Itt van egy angol nyelvű doksi (https://drive.google.com/drive/folders/0B9eqGqWQVBbWNVhsZkdfQWRaYTg), ez még segíthet. (Csak kíváncsiságból megnéztem, hogy miért is emlékeztem 20000-20999-re: az 1.2021 verzióval bezárólag így volt, csak az 1.2022-től bővült 21999-ig.)
Cím: Re:UCCNC vezérlő program
Írta: x336u7c0 Dátum 2017 május 17, 09:00
Írta: x336u7c0 Dátum 2017 május 17, 09:00
Azért érdekesek ezek a korlátok. Gondolom valakinek kevés volt az 1000 makró lehetőség, ezért kellett az új verzióban még ezerrel kibővíteni. :) Én az 1000-be biztosan beleférek :D
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 május 17, 09:41
Írta: dezsoe Dátum 2017 május 17, 09:41
Elfogyhat az. :) Van pl. egy ilyen képernyő (http://www.thecncwoodworker.com/2017.html), ez jó párat elhasznál csak a felülethez. :)
Cím: Re:UCCNC vezérlő program
Írta: morfeus Dátum 2017 május 19, 08:41
Írta: morfeus Dátum 2017 május 19, 08:41
Rendben,de akkor te letudod írni,hogy szerinted mi az a négy sor amit minden G-kódos programnak tartalmaznia kell(mármint a kezdő sorokra gondolok)?!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 május 19, 11:00
Írta: dezsoe Dátum 2017 május 19, 11:00
A helyzet az, hogy nincs olyan, hogy kell. Olyan van csak, hogy érdemes. Amiket felsoroltam, azok közül választhatod azokat, amire szerinted szükség van ahhoz, hogy nehogy véletlenül kárt tegyél magadban, a gépben vagy a munkadarabban. (Illetve ha valamelyik nem úgy jó, akkor megadhatsz a megfelelő, ugyanarra vonatkozó, de másik beállítást, pl. G64 helyett G61.1-et stb.) Amit abból a listából kihagytam, az az F és S alapbeállítás.
Azt, hogy melyiket érdemes megadni, azt a géphasználatod és az esetleg CAM vagy akármilyen más programmal generált kódok alapján tudod kitalálni. Mondok példát, úgy egyszerűbb. Én sem kézzel, sem generált kóddal soha nem hagyom el a G17 síkot, ezért nem tartom fontosnak, hogy minden kód elején ott legyen a G17. Másik példa: mivel a főorsóm szabályozása kimerül a ki- és bekapcsolással, nem érzem szükségét, hogy mondjuk egy S1000 alapértéket megadjak.
Egy szó, mint száz: azokat az alapbeállításokat érdemes megadnod, amiket váltogatni szoktál és gondot okozhat, ha egy előző munkából ott marad egy másik beállítás.
Azt, hogy melyiket érdemes megadni, azt a géphasználatod és az esetleg CAM vagy akármilyen más programmal generált kódok alapján tudod kitalálni. Mondok példát, úgy egyszerűbb. Én sem kézzel, sem generált kóddal soha nem hagyom el a G17 síkot, ezért nem tartom fontosnak, hogy minden kód elején ott legyen a G17. Másik példa: mivel a főorsóm szabályozása kimerül a ki- és bekapcsolással, nem érzem szükségét, hogy mondjuk egy S1000 alapértéket megadjak.
Egy szó, mint száz: azokat az alapbeállításokat érdemes megadnod, amiket váltogatni szoktál és gondot okozhat, ha egy előző munkából ott marad egy másik beállítás.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 május 19, 13:38
Írta: dezsoe Dátum 2017 május 19, 13:38
Sziasztok!
Megjelent az UCCNC 1.2038-as tesztverziója.
Innen tölthető le. (http://www.cncdrive.com/UCCNC/setup_1.2038.exe)
Javítások és változások:
- Új: G50/G51 skálázás
- Új: G68/G69 koordináta rendszer forgatás
- Új: hátra lévő távolság, distance to go (DTG) DRO-k
- Új indulóképernyő
- Indítás 10-40%-kal gyorsabb (PC sebességtől függően)
- Képernyő szerkesztő módban a PageUp/PageDown (objektum előtérbe/háttérbe mozgatása) fordítva volt, javítva
- FRO/SRO csúszka kiértékelési hiba miatt 0-ra állt, ha a DRO érték megváltozott, javítva
- Új: Feedrate és Spindle speed overriden DRO-k, azaz FRO és SRO által módosított értékek kijelzése
- Új: g-kód újratöltés gomb
- Új: parancssori /d kapcsoló: program indítása demó módban (akkor is, ha van elérhető vezérlő)
- Új: szerszámpálya határának kijelzése kikapcsolható
- Új: g-kód szerkesztőben egér jobb gomb Cut, Copy, Paste stb. helyi menü
- Az OUTPUT TRIGGER beállításoknál a Set megnyomásakor a listában a 4-es port kétszer szerepelt, javítva
- Szerszámpálya megjelenítőben nagyon kicsi teljes körök néha nem jelentek meg egyáltalán, javítva
- Fúróciklusoknál ha az R visszaemelés meg van adva, akkor odáig nem gyorsjáratban mozgott, javítva
- Windows 10 márciusi kumulatív update és Creators Update OpenGL kezelési hibája miatt a program egyes PC-ken használhatatlanul lassú volt, javítva
- Új: TCP (szerszám középpont) követési mód a szerszámpálya megjelenítőben
- Az FRO néha megakadt a Stop gomb nyomása után. A hiba új mozgás kiadása után automatikusan megszűnt, csak álló helyzetben fordult elő, ezért nem jelentett komoly problémát. Javítva
- Ha az FRO 100% felett volt, akkor körív mozgás (G2/G3) deformálódhatott, ha túl magas volt az egyik tengely sebessége és eltérő volt az X és Y sebesség beállítása, javítva
- Az UCCNC üzenet ablakok fejlécében "Message" javítva "UCCNC message"-re, hogy a felhasználó minden esetben tudja, hogy ez az UCCNC rendszer üzenet ablaka
- UC300USB 2. probe bemeneten nem működött az alacsony szint, javítva
- Az Ismoving mozgás megszűnésre várakozás hiányzott a makró fordító kód végéről, ez okozhatott olyan problémát, hogy a mozgás végkoordinátája hibásan lett regisztrálva exec.Code utasításoknál, és emiatt a következő exec.Code utasítás előfordulhatott, hogy visszamozgatta az előzőleg mozgatott, de az új exec.Code utasításban nem mozgatott tengelyeket az előzőleg kiadott mozgás előtti koordinátákra. Javítva
- Softlimit kezelés szétválasztva g-kód elő-ellenőrzésre és mozgás közbeni ellenőrzésre
- Új: Apply és Save Settings védelem, hogy ne lehessen gombokat megnyomni vagy DRO-kat átírni, amíg a művelet tart
- Visual Basic plugin mintaprogram és sablon frissítése
Megjelent az UCCNC 1.2038-as tesztverziója.
Innen tölthető le. (http://www.cncdrive.com/UCCNC/setup_1.2038.exe)
Javítások és változások:
- Új: G50/G51 skálázás
- Új: G68/G69 koordináta rendszer forgatás
- Új: hátra lévő távolság, distance to go (DTG) DRO-k
- Új indulóképernyő
- Indítás 10-40%-kal gyorsabb (PC sebességtől függően)
- Képernyő szerkesztő módban a PageUp/PageDown (objektum előtérbe/háttérbe mozgatása) fordítva volt, javítva
- FRO/SRO csúszka kiértékelési hiba miatt 0-ra állt, ha a DRO érték megváltozott, javítva
- Új: Feedrate és Spindle speed overriden DRO-k, azaz FRO és SRO által módosított értékek kijelzése
- Új: g-kód újratöltés gomb
- Új: parancssori /d kapcsoló: program indítása demó módban (akkor is, ha van elérhető vezérlő)
- Új: szerszámpálya határának kijelzése kikapcsolható
- Új: g-kód szerkesztőben egér jobb gomb Cut, Copy, Paste stb. helyi menü
- Az OUTPUT TRIGGER beállításoknál a Set megnyomásakor a listában a 4-es port kétszer szerepelt, javítva
- Szerszámpálya megjelenítőben nagyon kicsi teljes körök néha nem jelentek meg egyáltalán, javítva
- Fúróciklusoknál ha az R visszaemelés meg van adva, akkor odáig nem gyorsjáratban mozgott, javítva
- Windows 10 márciusi kumulatív update és Creators Update OpenGL kezelési hibája miatt a program egyes PC-ken használhatatlanul lassú volt, javítva
- Új: TCP (szerszám középpont) követési mód a szerszámpálya megjelenítőben
- Az FRO néha megakadt a Stop gomb nyomása után. A hiba új mozgás kiadása után automatikusan megszűnt, csak álló helyzetben fordult elő, ezért nem jelentett komoly problémát. Javítva
- Ha az FRO 100% felett volt, akkor körív mozgás (G2/G3) deformálódhatott, ha túl magas volt az egyik tengely sebessége és eltérő volt az X és Y sebesség beállítása, javítva
- Az UCCNC üzenet ablakok fejlécében "Message" javítva "UCCNC message"-re, hogy a felhasználó minden esetben tudja, hogy ez az UCCNC rendszer üzenet ablaka
- UC300USB 2. probe bemeneten nem működött az alacsony szint, javítva
- Az Ismoving mozgás megszűnésre várakozás hiányzott a makró fordító kód végéről, ez okozhatott olyan problémát, hogy a mozgás végkoordinátája hibásan lett regisztrálva exec.Code utasításoknál, és emiatt a következő exec.Code utasítás előfordulhatott, hogy visszamozgatta az előzőleg mozgatott, de az új exec.Code utasításban nem mozgatott tengelyeket az előzőleg kiadott mozgás előtti koordinátákra. Javítva
- Softlimit kezelés szétválasztva g-kód elő-ellenőrzésre és mozgás közbeni ellenőrzésre
- Új: Apply és Save Settings védelem, hogy ne lehessen gombokat megnyomni vagy DRO-kat átírni, amíg a művelet tart
- Visual Basic plugin mintaprogram és sablon frissítése
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2017 május 19, 14:06
Írta: gaben Dátum 2017 május 19, 14:06
Szia Dezső,
a már telepített programot csak úgy lehet frissíteni, hogy újratelepítem?
köszi, Gábor
a már telepített programot csak úgy lehet frissíteni, hogy újratelepítem?
köszi, Gábor
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 május 19, 14:51
Írta: svejk Dátum 2017 május 19, 14:51
Nagyon jó!
Talán minden ki van javítva amit pár hete hiányoltunk morogtunk. [#worship]
Talán minden ki van javítva amit pár hete hiányoltunk morogtunk. [#worship]
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2017 május 19, 15:11
Írta: gaben Dátum 2017 május 19, 15:11
Illetve Csaba, bocsánat. [#vigyor]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 május 19, 15:37
Írta: dezsoe Dátum 2017 május 19, 15:37
Kicsit átverős, de kb. 20 éve ragadt rám, ezt használom mindenféle netes bejelentkezéshez. :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 május 19, 15:37
Írta: dezsoe Dátum 2017 május 19, 15:37
Szia!
A frissítés egy érdekes téma. :)
Attól függ, hogy hogyan használod a programot, és mennyit módosítottál benne. Alapvetően a telepítő úgy van megírva, hogy ha a meglévő helyre telepíted, akkor a rendszer részeit lecseréli. Azt is, ami nem változott! Lehetőség van az "Alapértelmezett profilok és makrók felülírása (javasolt)" opció mellől kivenni a pipát, de nem az igazi megoldás. Innentől két szempont szerint kell a frissítést elvégezni, külön részletezem. (Ha nem módosítottál képernyőt, akkor 2. pontot kihagyhatod úgy, hogy van.)
1. Profil és parancsikon
Vannak a profilok, amikben a saját gépedhez adod meg a beállításokat. Mindenképpen érdemes saját profilt használni, nem az alapértelmezett (Default) profilt. A frissítés folyamán a telepítő csak és kizárólag az alapértelmezett profilt fogja felülírni, ha engeded. Tehát, ha saját profilod van, akkor annak a beállításaihoz nem fog a rendszer hozzányúlni. Ha eddig az alapértelmezett profilt használtad, akkor itt az ideje, hogy áttérj a saját profil használatára. Legyen a példa kedvéért az új profil neve "kisgep". File-névben lehet ékezetet használni, de nem érdemes, mert csak a baj van vele utána. Az átállást a legegyszerűbben úgy tudod megtenni, hogy az UCCNC Profiles mappájában a Default.pro file-t átmásolod kisgep.pro névre. Ezután létrehozol egy Macro_kisgep nevű mappát (ugyanaz legyen a "Macro_" után, mint a profil neve), amibe átmásolod a Macro_Default mappa tartalmát. Innentől a profilod készen van és biztonságban van a makróiddal együtt. Egy dolog maradt hátra: parancsikont kell hozzá csinálni. Fogod az asztalon az UCCNC ikont és csinálsz belőle egy másolatot (pl. jobbgombbal odébbhúzod, majd amikor elengeded az egeret, akkor a megjelenő helyi menüben a másolást választod. Ezután átnevezed, ahogy tetszik, pl.: "UCCNC kisgép". Az új ikonon jobb gomb, tulajdonságok, majd a "C:\UCCNC\UCCNC.exe" után teszel egy szóközt és beírod, hogy "/p kisgep", leokézod. Ez a fele kész. (Természetesen, ha nem a C:\UCCNC mappába van telepítve, akkor mást látsz, de a lényeg, hogy mögé írj. Ha a telepítési mappa neve szóközt is tartalmaz, akkor idézőjelben lesz az egész, annak úgy írd mögé a kapcsolót, hogy az idézőjel maradjon, ahol van, utána jön a szóköz, /p stb.)
A profilok használata azért is praktikus, mert egy PC-ről több gépet is tudsz hajtani, amiknek teljesen más beállításai lehetnek. Nekem pl. két gépem van (illetve másfél, mert a második csak épül) és összesen hat profilom. (Régi gép, új gép, ilyen teszt, olyan teszt, default stb.)
2. Képernyő
Ha a képernyőn is módosítottál, az nem jó hír. :) Ebben az új teszt verzióban elég sok dolog változott a képernyőn és a jövőben is bármikor várható hasonló.
Két lehetőséged van: vagy újra elvégzed a módosításokat a telepítés után, vagy másolatot készítesz a módosított képernyő leíróról (Screens\Defaultscreenset.ssf).
Ha áthelyeztél képelemeket, vagy újakat készítettél, akkor másold le az eredeti leírót (Defaultscreenset.ssf) pl. kisgep.ssf néven. A képernyő leíró file egy sima szöveges file, így megfelelő programmal (Total commander vagy "okos" szövegszerkesztő) össze tudod hasonlítani majd a frissítés után az alapértelmezettet (ami felülíródik frissítéskor) a tiéddel, és a módosításokat át tudod vezetni, ha nem akarod újra megcsinálni.
Ha most készítettél új képernyő leírót (pl. másolással), akkor szintén szövegszerkesztővel nyisd meg a profil file-t (pl. kisgep.pro) és a "mainscreenfilename=Defaultscreenset" sort módosítsd az új leírónak megfelelően. A név végére ne írd oda a .ssf kiterjesztést!
Még macerásabb, ha az alapértelmezett képekben módosítottál (Flashscreen\BMP\Defaultscreenset\*.png). A képek módosítását nem javaslom: érdemes lemásolni és úgy módosítani. Az eredeti képeket ugyanis a frissítés fejbe fogja vágni, míg a telepítőkészletben nem szereplő képeket békén hagyja. (Nekem az vált be, hogy a saját képeimet _ (aláhúzás) karakterrel kezdem, így nem kell keresgetni, ábécé szerint egy kupacban vannak.)
Nagy vonalakban ennyit kell tudni a frissítésről. Kicsit sok a macera, de ha egyszer előkészítetted a fentiek alapján, akkor a jövőben már egyszerűbb a dolgod, hiszen a másolgatást és parancsikon készítést már nem kell újra elvégezned, csak a változásokat kell követned.
A frissítés egy érdekes téma. :)
Attól függ, hogy hogyan használod a programot, és mennyit módosítottál benne. Alapvetően a telepítő úgy van megírva, hogy ha a meglévő helyre telepíted, akkor a rendszer részeit lecseréli. Azt is, ami nem változott! Lehetőség van az "Alapértelmezett profilok és makrók felülírása (javasolt)" opció mellől kivenni a pipát, de nem az igazi megoldás. Innentől két szempont szerint kell a frissítést elvégezni, külön részletezem. (Ha nem módosítottál képernyőt, akkor 2. pontot kihagyhatod úgy, hogy van.)
1. Profil és parancsikon
Vannak a profilok, amikben a saját gépedhez adod meg a beállításokat. Mindenképpen érdemes saját profilt használni, nem az alapértelmezett (Default) profilt. A frissítés folyamán a telepítő csak és kizárólag az alapértelmezett profilt fogja felülírni, ha engeded. Tehát, ha saját profilod van, akkor annak a beállításaihoz nem fog a rendszer hozzányúlni. Ha eddig az alapértelmezett profilt használtad, akkor itt az ideje, hogy áttérj a saját profil használatára. Legyen a példa kedvéért az új profil neve "kisgep". File-névben lehet ékezetet használni, de nem érdemes, mert csak a baj van vele utána. Az átállást a legegyszerűbben úgy tudod megtenni, hogy az UCCNC Profiles mappájában a Default.pro file-t átmásolod kisgep.pro névre. Ezután létrehozol egy Macro_kisgep nevű mappát (ugyanaz legyen a "Macro_" után, mint a profil neve), amibe átmásolod a Macro_Default mappa tartalmát. Innentől a profilod készen van és biztonságban van a makróiddal együtt. Egy dolog maradt hátra: parancsikont kell hozzá csinálni. Fogod az asztalon az UCCNC ikont és csinálsz belőle egy másolatot (pl. jobbgombbal odébbhúzod, majd amikor elengeded az egeret, akkor a megjelenő helyi menüben a másolást választod. Ezután átnevezed, ahogy tetszik, pl.: "UCCNC kisgép". Az új ikonon jobb gomb, tulajdonságok, majd a "C:\UCCNC\UCCNC.exe" után teszel egy szóközt és beírod, hogy "/p kisgep", leokézod. Ez a fele kész. (Természetesen, ha nem a C:\UCCNC mappába van telepítve, akkor mást látsz, de a lényeg, hogy mögé írj. Ha a telepítési mappa neve szóközt is tartalmaz, akkor idézőjelben lesz az egész, annak úgy írd mögé a kapcsolót, hogy az idézőjel maradjon, ahol van, utána jön a szóköz, /p stb.)
A profilok használata azért is praktikus, mert egy PC-ről több gépet is tudsz hajtani, amiknek teljesen más beállításai lehetnek. Nekem pl. két gépem van (illetve másfél, mert a második csak épül) és összesen hat profilom. (Régi gép, új gép, ilyen teszt, olyan teszt, default stb.)
2. Képernyő
Ha a képernyőn is módosítottál, az nem jó hír. :) Ebben az új teszt verzióban elég sok dolog változott a képernyőn és a jövőben is bármikor várható hasonló.
Két lehetőséged van: vagy újra elvégzed a módosításokat a telepítés után, vagy másolatot készítesz a módosított képernyő leíróról (Screens\Defaultscreenset.ssf).
Ha áthelyeztél képelemeket, vagy újakat készítettél, akkor másold le az eredeti leírót (Defaultscreenset.ssf) pl. kisgep.ssf néven. A képernyő leíró file egy sima szöveges file, így megfelelő programmal (Total commander vagy "okos" szövegszerkesztő) össze tudod hasonlítani majd a frissítés után az alapértelmezettet (ami felülíródik frissítéskor) a tiéddel, és a módosításokat át tudod vezetni, ha nem akarod újra megcsinálni.
Ha most készítettél új képernyő leírót (pl. másolással), akkor szintén szövegszerkesztővel nyisd meg a profil file-t (pl. kisgep.pro) és a "mainscreenfilename=Defaultscreenset" sort módosítsd az új leírónak megfelelően. A név végére ne írd oda a .ssf kiterjesztést!
Még macerásabb, ha az alapértelmezett képekben módosítottál (Flashscreen\BMP\Defaultscreenset\*.png). A képek módosítását nem javaslom: érdemes lemásolni és úgy módosítani. Az eredeti képeket ugyanis a frissítés fejbe fogja vágni, míg a telepítőkészletben nem szereplő képeket békén hagyja. (Nekem az vált be, hogy a saját képeimet _ (aláhúzás) karakterrel kezdem, így nem kell keresgetni, ábécé szerint egy kupacban vannak.)
Nagy vonalakban ennyit kell tudni a frissítésről. Kicsit sok a macera, de ha egyszer előkészítetted a fentiek alapján, akkor a jövőben már egyszerűbb a dolgod, hiszen a másolgatást és parancsikon készítést már nem kell újra elvégezned, csak a változásokat kell követned.
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2017 május 19, 21:54
Írta: gaben Dátum 2017 május 19, 21:54
Szia Csaba,
Szuper, nagyon köszi. [#wave]
Szuper, nagyon köszi. [#wave]
Cím: Re:UCCNC vezérlő program
Írta: kaqkk007 Dátum 2017 május 19, 22:00
Írta: kaqkk007 Dátum 2017 május 19, 22:00
Köszi a precíz pontos leírást már én is frissítettem és nem szálltak el a beállítások , a hozzászólásodnak köszönhetően .
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 május 20, 16:31
Írta: ium8w94xp Dátum 2017 május 20, 16:31
Szia Balázs.
Az új verzióban valamiért nem működik rendesen az M31 digitalizálás. Cahit autoleveler pluginje a 37-es verziótokkal rendben megy, de a 38-ba a digitalizált file minden x y z adata 0-át vesz fel. Cahit is jelezte, hogy nálatok lehet a gond.
Köszi.
Az új verzióban valamiért nem működik rendesen az M31 digitalizálás. Cahit autoleveler pluginje a 37-es verziótokkal rendben megy, de a 38-ba a digitalizált file minden x y z adata 0-át vesz fel. Cahit is jelezte, hogy nálatok lehet a gond.
Köszi.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 május 21, 17:55
Írta: dezsoe Dátum 2017 május 21, 17:55
Szia, Zsolt!
Úgy tűnik hogy nem is az M31, hanem a G31 végrehajtásába került homokszem.
Neked melyik vezérlőd van?
Úgy tűnik hogy nem is az M31, hanem a G31 végrehajtásába került homokszem.
Neked melyik vezérlőd van?
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 május 21, 19:20
Írta: ium8w94xp Dátum 2017 május 21, 19:20
Szia.
Uc100
Uc100
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 május 21, 19:27
Írta: ium8w94xp Dátum 2017 május 21, 19:27
De az uc300eth se csinálja meg.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 május 21, 20:04
Írta: dezsoe Dátum 2017 május 21, 20:04
Igen, én 100-zal és 400-zal néztem. Az legalább jó hír, hogy nem verziófüggő.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 május 21, 21:37
Írta: ium8w94xp Dátum 2017 május 21, 21:37
A sok fejlesztésbe eddig csak a visszaesést tapasztaltam ;)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 május 21, 22:22
Írta: dezsoe Dátum 2017 május 21, 22:22
Nem hiszem, hogy komoly hiba lenne, másrészről pedig ez egy teszt verzió: arra való, hogy az ilyen hibák kiderüljenek. :)
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 május 21, 22:55
Írta: zt2c4wh9 Dátum 2017 május 21, 22:55
Az 1.2038-as teszt verzióban valóban nem működik a probe koordináta regisztrációja, mindig 0 értéket ad vissza. Ezt javítani fogjuk.
A teszt verziók csak annak szólnak, akik tesztelni szeretnék, ill. segíteni szeretnék a fejlesztést azzal, hogy visszajelzést adnak nekünk.
A teszt verziókat kizárólag a saját fórumunkon, illetve ezen a fórumon tesszük közzé, a weboldalunkon nem!
Aki üzemszerűen kívánja használni a szoftvert annak nem javasoljuk a teszt verziók használatát, mivel ezek gyakran még nem kiforrottak és tartalmazhatnak hibákat.
A teszt verziók csak annak szólnak, akik tesztelni szeretnék, ill. segíteni szeretnék a fejlesztést azzal, hogy visszajelzést adnak nekünk.
A teszt verziókat kizárólag a saját fórumunkon, illetve ezen a fórumon tesszük közzé, a weboldalunkon nem!
Aki üzemszerűen kívánja használni a szoftvert annak nem javasoljuk a teszt verziók használatát, mivel ezek gyakran még nem kiforrottak és tartalmazhatnak hibákat.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 május 22, 00:03
Írta: ium8w94xp Dátum 2017 május 22, 00:03
Oké...értem. csak azt gondoltam, a meglévő jó dolgok nem változnak negatív irányba.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2017 május 22, 21:48
Írta: ANTAL GÁBOR Dátum 2017 május 22, 21:48
A számítástechnika ( programozás ) olyan mint a kabaréban az orvos és a beteg . A beteg elmegy hogy viszket a háta mire kap egy gyógyszert amitől megy a hasa amire megint egyet amitől meleggé válik, aztán izzad stb stb. A végén újra viszket a háta de abba már beletörődik [#vigyor4][#vigyor4] Gondolom láttad már ....
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 május 22, 22:46
Írta: 000000000 Dátum 2017 május 22, 22:46
Itt van ! [#nevetes1]
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 május 23, 16:01
Írta: ium8w94xp Dátum 2017 május 23, 16:01
Igen, ismertem ;) Az a jó, ha minél többen, minél több alkalmazásra használjuk a teszt verziókat, mert hamar kiderülnek a bug-ok. Csak meglepődtem egy korábban remekül működő dolog változásán.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 május 23, 16:30
Írta: dezsoe Dátum 2017 május 23, 16:30
Szerencsére, nem elromlott, csak egy az egyben kimaradt (http://www.forum.cncdrive.com/viewtopic.php?f=3&t=579). :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 május 29, 13:03
Írta: dezsoe Dátum 2017 május 29, 13:03
Adatok tárolása egy makró többszöri futtatása között, avagy static változók UCCNC makrókban
Ahogy fejlődött az UCCNC, először bevezetésre került az #Events tag. Ezzel a makrónk végére olyan kódokat írhatunk, ami a makró kódblokkján kívülre való. Ilyenek például a függvények, eljárások, amit többször is fel akarunk használni, vagy - amiért eredetileg készült - a formok kezeléséhez szükséges esemény kezelők. Aztán egy másik fejlesztés során az is elkészült, hogy a makrók ne forduljanak le minden futáskor. Jelenleg úgy néz ki, hogy ha a Precompile kapcsoló be van kapcsolva, akkor már a program indulásakor, ha nincs, akkor az első futtatáskor fordulnak le. Természetesen, mindkét esetben újra fordul az a makró, amelyiknek a forrása (a .txt file) megváltozik.
Ennek a két fejlesztésnek van egy nem várt, de igen hasznos mellékhatása: az #Events tag után megadhatunk static változókat. Ezek a változók mindaddig újra használhatók és tárolják a korábbi értéküket, amíg a programból ki nem lépünk vagy a makró újra nem fordul. Például ezt a makrót egymás után többször elindítjuk, akkor a státusz ablakban szépen láthatjuk a futások között megőrzött értéket:
AS3.Additemtolistbeginning("Proba: " + proba, 2);
++proba;
#Events
static int proba = 0;
Innentől a lehetőségek korlátlanok. :) Például csinálhatunk 3 állású gombot, ami minden megnyomásra a következő funkciót végzi:
switch (state)
{
case 1:
AS3.Additemtolistbeginning("Egyes állapot", 2);
++state;
break;
case 2:
AS3.Additemtolistbeginning("Kettes állapot", 2);
++state;
break;
case 3:
AS3.Additemtolistbeginning("Hármas állapot", 2);
state = 1;
break;
}
#Events
static int state = 1;
Eddig ezt #változókon keresztül, vagy még rosszabb megoldással, a profilba tárolással és kiolvasással tudtuk megoldani. Az elsővel az a baj, hogy egy g-kód használhatja másra pont azt a változót, a második lassú és teleszemeteli a profilt. A #változókkal az az apró probléma is fennáll, hogy numerikusak. Mi van, ha string-et kell tárolni?
Ahogy fejlődött az UCCNC, először bevezetésre került az #Events tag. Ezzel a makrónk végére olyan kódokat írhatunk, ami a makró kódblokkján kívülre való. Ilyenek például a függvények, eljárások, amit többször is fel akarunk használni, vagy - amiért eredetileg készült - a formok kezeléséhez szükséges esemény kezelők. Aztán egy másik fejlesztés során az is elkészült, hogy a makrók ne forduljanak le minden futáskor. Jelenleg úgy néz ki, hogy ha a Precompile kapcsoló be van kapcsolva, akkor már a program indulásakor, ha nincs, akkor az első futtatáskor fordulnak le. Természetesen, mindkét esetben újra fordul az a makró, amelyiknek a forrása (a .txt file) megváltozik.
Ennek a két fejlesztésnek van egy nem várt, de igen hasznos mellékhatása: az #Events tag után megadhatunk static változókat. Ezek a változók mindaddig újra használhatók és tárolják a korábbi értéküket, amíg a programból ki nem lépünk vagy a makró újra nem fordul. Például ezt a makrót egymás után többször elindítjuk, akkor a státusz ablakban szépen láthatjuk a futások között megőrzött értéket:
AS3.Additemtolistbeginning("Proba: " + proba, 2);
++proba;
#Events
static int proba = 0;
Innentől a lehetőségek korlátlanok. :) Például csinálhatunk 3 állású gombot, ami minden megnyomásra a következő funkciót végzi:
switch (state)
{
case 1:
AS3.Additemtolistbeginning("Egyes állapot", 2);
++state;
break;
case 2:
AS3.Additemtolistbeginning("Kettes állapot", 2);
++state;
break;
case 3:
AS3.Additemtolistbeginning("Hármas állapot", 2);
state = 1;
break;
}
#Events
static int state = 1;
Eddig ezt #változókon keresztül, vagy még rosszabb megoldással, a profilba tárolással és kiolvasással tudtuk megoldani. Az elsővel az a baj, hogy egy g-kód használhatja másra pont azt a változót, a második lassú és teleszemeteli a profilt. A #változókkal az az apró probléma is fennáll, hogy numerikusak. Mi van, ha string-et kell tárolni?
Cím: Re:UCCNC vezérlő program
Írta: krnj79r9n Dátum 2017 május 29, 13:05
Írta: krnj79r9n Dátum 2017 május 29, 13:05
Sziasztok,
Nem tudom volt-e már jelezve, hogy a fúró ciklusok szerintem nem teljesen úgy működnek az UCCNC-ben ahogy kellene.
Múlthéten készítettem fúróciklussal süllyesztett fejű csavaroknak süllyesztékeket.
A CAM részét Fusion 360-ban csináltam a posztot a Fusion-hoz letölthető UCCNC posztprocesszorral.
Próbáltam a G81-el és a G82-es fúróciklussal is. A problémám, hogy a teljes visszahúzási magasságról mindenáron előtolási sebességgel (plunge) akart lefelé haladni és nem vette figyelembe a megadott R paramétert (síkot) ameddig gyorsjáratban kellene lemenni, majd onnan előtolási sebességgel.
Fusion-ban a szimuláció jó, a posztolt kód szerintem jó.
Itt elég jól le van írva, de nem így működik.
Az UCCNC-ben a második szakasz nem gyors járat, hanem a szintén plunge:
G82 leírása (http://www.helmancnc.com/fanuc-g82-drilling-cycle/)
Visszahúzásnál működik, ha több fúrási koordináta is van egy ciklusban, akkor csak az R síkig húzza vissza a szerszámot.
Mivel elég sok süllyeszték kellett és az átemelési magasság is elég magas volt közbenső lefogatások miatt, ezért jelentős idő többletet jelentett, hogy 25 mm-ről ment lefelé előtolással és nem 2 mm-ről. Kézzel átírva megoldottam, csak szerintem jó lenne, ha a generált kódot úgy futtatná ahogy az alábbi linken.
Nem tudom volt-e már jelezve, hogy a fúró ciklusok szerintem nem teljesen úgy működnek az UCCNC-ben ahogy kellene.
Múlthéten készítettem fúróciklussal süllyesztett fejű csavaroknak süllyesztékeket.
A CAM részét Fusion 360-ban csináltam a posztot a Fusion-hoz letölthető UCCNC posztprocesszorral.
Próbáltam a G81-el és a G82-es fúróciklussal is. A problémám, hogy a teljes visszahúzási magasságról mindenáron előtolási sebességgel (plunge) akart lefelé haladni és nem vette figyelembe a megadott R paramétert (síkot) ameddig gyorsjáratban kellene lemenni, majd onnan előtolási sebességgel.
Fusion-ban a szimuláció jó, a posztolt kód szerintem jó.
Itt elég jól le van írva, de nem így működik.
Az UCCNC-ben a második szakasz nem gyors járat, hanem a szintén plunge:
G82 leírása (http://www.helmancnc.com/fanuc-g82-drilling-cycle/)
Visszahúzásnál működik, ha több fúrási koordináta is van egy ciklusban, akkor csak az R síkig húzza vissza a szerszámot.
Mivel elég sok süllyeszték kellett és az átemelési magasság is elég magas volt közbenső lefogatások miatt, ezért jelentős idő többletet jelentett, hogy 25 mm-ről ment lefelé előtolással és nem 2 mm-ről. Kézzel átírva megoldottam, csak szerintem jó lenne, ha a generált kódot úgy futtatná ahogy az alábbi linken.
Cím: Re:UCCNC vezérlő program
Írta: fa_kukac Dátum 2017 május 29, 13:17
Írta: fa_kukac Dátum 2017 május 29, 13:17
Sziasztok! Nem tudom miért, de én mindig írok fúráshoz szubrutint, abban biztos vagyok. "Magamban bíztam eleitől fogva" A minap is volt olyan megrendelésem, hogy több mint 6600 likat kellett fúrnom, ráadásul műanyagba, ahol igencsak el kellett apróznom a forgács megszakítás miatt, és pár próba után szuper gyors és használható kód lett az eredmény. Attól még gondolom működni kellene a G81- 82-nek is rendesen.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 május 29, 13:27
Írta: svejk Dátum 2017 május 29, 13:27
Már jeleztük többen itt pár hete, az [#t218p3923#] az utolsó kiadásban ki lett javítva.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 május 29, 13:31
Írta: dezsoe Dátum 2017 május 29, 13:31
Szia!
Igen, volt már róla szó. Már ki van javítva az 1.2038-as teszt verziótól, nyilvánosban még nem jelent meg, de előbb-utább az is várható.
(Ezt a verziót nem javaslom használatra, mert egyrészt próbaverzió, másrészt egy probe hiba maradt benne, de itt lett javítva a fúróciklus.)
Igen, volt már róla szó. Már ki van javítva az 1.2038-as teszt verziótól, nyilvánosban még nem jelent meg, de előbb-utább az is várható.
(Ezt a verziót nem javaslom használatra, mert egyrészt próbaverzió, másrészt egy probe hiba maradt benne, de itt lett javítva a fúróciklus.)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 május 29, 15:28
Írta: dezsoe Dátum 2017 május 29, 15:28
Sziasztok!
Megjelent az UCCNC 1.2039-es tesztverziója.
Innen tölthető le. (http://www.cncdrive.com/UCCNC/setup_1.2039.exe)
Javítások és változások:
- SRO által módosított S érték a DRO-ban túlmehetett a minimum és maximum értéken, javítva
- UC300 és UC300ETH analóg bemenetével szabályzott SRO és FRO nem frissítette az Overridden DRO-kat, javítva
- G31 probe esetén a mért koordináták # változóba tárolása véletlenül kimaradt az előző teszt verziónál, javítva
Megjelent az UCCNC 1.2039-es tesztverziója.
Innen tölthető le. (http://www.cncdrive.com/UCCNC/setup_1.2039.exe)
Javítások és változások:
- SRO által módosított S érték a DRO-ban túlmehetett a minimum és maximum értéken, javítva
- UC300 és UC300ETH analóg bemenetével szabályzott SRO és FRO nem frissítette az Overridden DRO-kat, javítva
- G31 probe esetén a mért koordináták # változóba tárolása véletlenül kimaradt az előző teszt verziónál, javítva
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 május 29, 15:33
Írta: ium8w94xp Dátum 2017 május 29, 15:33
Köszi.
Indul a teszt ;)
Indul a teszt ;)
Cím: Re:UCCNC vezérlő program
Írta: krnj79r9n Dátum 2017 május 29, 15:58
Írta: krnj79r9n Dátum 2017 május 29, 15:58
Köszönöm a válaszokat!
Ez jó hír, akkor várom a végleges verziót és majd frissítek.
Ez jó hír, akkor várom a végleges verziót és majd frissítek.
Cím: Re:UCCNC vezérlő program
Írta: kaqkk007 Dátum 2017 május 30, 19:39
Írta: kaqkk007 Dátum 2017 május 30, 19:39
Megpróbáltam a programban összekapcsolni az Y és az A tengelyt az y nak megadtam hogy az A tengely a szolgája de a képernyőn a számláló nullán áll az A tengelynél ha elindítom a szimulációt míg a többi tengelynél pörögnek a számlálók (és a diagnosztikánál sem villognak a step-dir kimenetjelzők csak az engedélyező kimenet aktív) mit csinálok rosszul ?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 május 30, 21:00
Írta: svejk Dátum 2017 május 30, 21:00
Az úgy rendben is van, hogy az "A" DRO nem mutat ha az egy szolga tengelynek van definiálva, mert csak zavaró lenne.
De hogy miért nincs kimenetei jel azt nem tudom.
Ellenőrizd azért a valóságban is mert lehet csak diagnosztikai hiba.
De hogy miért nincs kimenetei jel azt nem tudom.
Ellenőrizd azért a valóságban is mert lehet csak diagnosztikai hiba.
Cím: Re:UCCNC vezérlő program
Írta: kaqkk007 Dátum 2017 május 30, 21:04
Írta: kaqkk007 Dátum 2017 május 30, 21:04
Ok köszönöm a segítséget .
Cím: Re:UCCNC vezérlő program
Írta: kaqkk007 Dátum 2017 május 30, 21:05
Írta: kaqkk007 Dátum 2017 május 30, 21:05
Nemsoká elkezdem beépíteni az elektronikát ,akkor majd kiderül , még egyszer köszönöm . Majd megírom a fejleményeket.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 május 31, 00:11
Írta: zt2c4wh9 Dátum 2017 május 31, 00:11
Master-Slave kapcsolatnál a szolga tengely együtt mozog a mester tengellyel, ezért a szolga tengely pozícióját nem mutatja a szoftver, egyrészt mert felesleges másrészt mert zavaró lenne.
A step/dir jeleket persze kiadja a szoftver a szolga tengelyre a beállításoknak megfelelően és ebből a dir jel ellenőrizhető a diagnosztikán. A step jel nem, mert az rövid impulzusok sorozata, annyira rövid impulzusok, hogy az nem követhető a diagnosztikán. A jel rövidebb mint a képernyő frissítési ideje. Oszcilloszkóppal, ill., logikai analizátorral viszont meg lehet nézni a step jelet.
A step/dir jeleket persze kiadja a szoftver a szolga tengelyre a beállításoknak megfelelően és ebből a dir jel ellenőrizhető a diagnosztikán. A step jel nem, mert az rövid impulzusok sorozata, annyira rövid impulzusok, hogy az nem követhető a diagnosztikán. A jel rövidebb mint a képernyő frissítési ideje. Oszcilloszkóppal, ill., logikai analizátorral viszont meg lehet nézni a step jelet.
Cím: Re:UCCNC vezérlő program
Írta: kaqkk007 Dátum 2017 május 31, 05:20
Írta: kaqkk007 Dátum 2017 május 31, 05:20
A diagnosztikában a dir jelet sem láttam ezért "voltam megijedve" egyébként ez a legújabb próbaverzió . Meglátjuk ha megpörgetem a motorokat
Cím: Re:UCCNC vezérlő program
Írta: y9au2mspr Dátum 2017 június 01, 11:45
Írta: y9au2mspr Dátum 2017 június 01, 11:45
Látom bekerült a G68/G69 is.Ezt nagyon köszönöm szépen,már vártam. Dezsoe modta is még a debreceni talin,hogy be fog kerülni a következő verzióba.
Ennek a gyakorlati felhasználása miképp történik? Ha valaki leírná pár mondatban azt megköszönném.
Ennek a gyakorlati felhasználása miképp történik? Ha valaki leírná pár mondatban azt megköszönném.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 június 01, 12:03
Írta: dezsoe Dátum 2017 június 01, 12:03
Szia, Szabolcs!
Gondolkoztam, hogy hogyan fogalmazzam meg, de a használati utasításban teljesen érthetően benne van, idézem:
Koordináta rendszer elforgatása: G68
A koordináta rendszer XY síkon való elforgatásához adott pont körül programozzon G68 A... B...
R..., ahol az A paraméter az X tengely koordinátája, a B paraméter pedig az Y tengely koordinátája
a forgatási pontnak. Az R paraméter pedig a forgatás szöge fokban megadva.
Az A és B paraméterek opcionálisak. Ha valamelyik paraméter nem kerül programozásra, akkor a
tengely aktuális pozíciója lesz a forgatási pont koordinátájaként használva.
A forgatás szöge fokokban kerül megadásra és a pozitív érték az óramutató járásával ellentétes
irányú forgatást, míg a negatív érték az óramutató járásával megegyező forgatást jelent.
Ha a forgatás aktív, akkor az minden mozgásra érvényes, kivéve a gépi koordinátában programozott
mozgások (G53).
A forgatási parancs kizárólag az XY síkon értelmezett.
Hibát eredményez, ha:
– A forgatás parancs kiadásra kerül amikor nem a G17 (XY) sík van kiválasztva, illetve ha a
G18 vagy G19 sík kerül kiválasztásra amikor a forgatás aktív.
– G33 menetvágás kód programozása amikor a forgatás aktív.
– G76 menetvágás kód programozása amikor a forgatás aktív.
Koordináta rendszer elforgatásának kikapcsolása: G69
A koordináta rendszer elforgatásának kikapcsolásához programozzon G69-et.
Az utasításnak nincsenek paraméterei.
Ami viszont nincs odaírva, az az, hogy ha már be van töltve a g-kód, akkor miután elforgattad a koordinátarendszert (vagy kikapcsoltad a forgatást), nyomj egy Reload-ot, hogy lássad is az eredményt.
Gondolkoztam, hogy hogyan fogalmazzam meg, de a használati utasításban teljesen érthetően benne van, idézem:
Koordináta rendszer elforgatása: G68
A koordináta rendszer XY síkon való elforgatásához adott pont körül programozzon G68 A... B...
R..., ahol az A paraméter az X tengely koordinátája, a B paraméter pedig az Y tengely koordinátája
a forgatási pontnak. Az R paraméter pedig a forgatás szöge fokban megadva.
Az A és B paraméterek opcionálisak. Ha valamelyik paraméter nem kerül programozásra, akkor a
tengely aktuális pozíciója lesz a forgatási pont koordinátájaként használva.
A forgatás szöge fokokban kerül megadásra és a pozitív érték az óramutató járásával ellentétes
irányú forgatást, míg a negatív érték az óramutató járásával megegyező forgatást jelent.
Ha a forgatás aktív, akkor az minden mozgásra érvényes, kivéve a gépi koordinátában programozott
mozgások (G53).
A forgatási parancs kizárólag az XY síkon értelmezett.
Hibát eredményez, ha:
– A forgatás parancs kiadásra kerül amikor nem a G17 (XY) sík van kiválasztva, illetve ha a
G18 vagy G19 sík kerül kiválasztásra amikor a forgatás aktív.
– G33 menetvágás kód programozása amikor a forgatás aktív.
– G76 menetvágás kód programozása amikor a forgatás aktív.
Koordináta rendszer elforgatásának kikapcsolása: G69
A koordináta rendszer elforgatásának kikapcsolásához programozzon G69-et.
Az utasításnak nincsenek paraméterei.
Ami viszont nincs odaírva, az az, hogy ha már be van töltve a g-kód, akkor miután elforgattad a koordinátarendszert (vagy kikapcsoltad a forgatást), nyomj egy Reload-ot, hogy lássad is az eredményt.
Cím: Re:UCCNC vezérlő program
Írta: y9au2mspr Dátum 2017 június 02, 13:05
Írta: y9au2mspr Dátum 2017 június 02, 13:05
Köszönöm szépem.
Cím: Re:UCCNC vezérlő program
Írta: ygzhw8kag Dátum 2017 június 11, 08:35
Írta: ygzhw8kag Dátum 2017 június 11, 08:35
Sziasztok.
Az lenne a kérdésem hogy elvi sikon mennyire van hatással a végeredményre ha a motortuning beállításnál , az x és y tengelyre külömböző gyorsulási értékeket adok meg.
Egy 32 mm gyapágyillesztést csinálok alumíniumba. A gépen 200W os Ac szervók vannak. Ha 800mm/sec sebeséggel csinálom ,nem kört kapok hanem ovált. Azonkon a pontotkon ahol az x gyorsul , valahogy elmarad egy icsit. Ha 200 al csinálom akkor egész jó a végeredmény.
A gyorsulás az x tengelyen 150 az y on 80 ra van állítva. A híd kb 50-60 kg. Az Z kb 10-13kg. Nem értem. a jelenséget.
Ötlet?
Az lenne a kérdésem hogy elvi sikon mennyire van hatással a végeredményre ha a motortuning beállításnál , az x és y tengelyre külömböző gyorsulási értékeket adok meg.
Egy 32 mm gyapágyillesztést csinálok alumíniumba. A gépen 200W os Ac szervók vannak. Ha 800mm/sec sebeséggel csinálom ,nem kört kapok hanem ovált. Azonkon a pontotkon ahol az x gyorsul , valahogy elmarad egy icsit. Ha 200 al csinálom akkor egész jó a végeredmény.
A gyorsulás az x tengelyen 150 az y on 80 ra van állítva. A híd kb 50-60 kg. Az Z kb 10-13kg. Nem értem. a jelenséget.
Ötlet?
Cím: Re:UCCNC vezérlő program
Írta: designr Dátum 2017 június 11, 08:42
Írta: designr Dátum 2017 június 11, 08:42
Nagy valószínűséggel a 200w motor nem tudja a gyorsulást a beállított értékeken..ezért marad le kicsit..ezért az ovál.
Csinálj egy tesztet..Digit monitor állitsd be rajta a bemenő parancsjelet és a feedbacket vagy csak az errort és meglátod.Ekkora hiddal nem képes ekkora gyorsulásra egy ilyen motor..
Csinálj egy tesztet..Digit monitor állitsd be rajta a bemenő parancsjelet és a feedbacket vagy csak az errort és meglátod.Ekkora hiddal nem képes ekkora gyorsulásra egy ilyen motor..
Cím: Re:UCCNC vezérlő program
Írta: designr Dátum 2017 június 11, 08:43
Írta: designr Dátum 2017 június 11, 08:43
A 800mm/sec meg remélem elirás..[#vigyor4]
Cím: Re:UCCNC vezérlő program
Írta: ygzhw8kag Dátum 2017 június 11, 08:44
Írta: ygzhw8kag Dátum 2017 június 11, 08:44
Igen az :)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 június 11, 09:13
Írta: 000000000 Dátum 2017 június 11, 09:13
Miért kellene elírásnak lenni ?
Például amire felraktam a kis kék lézert annak a tengelyei 40,000mm/min tudnak azaz 666,666mm/sec
Átlóban a két tengely sebessége 56,000mm/min azaz 933.333mm/sec
Az már mellékes ha így megmozgatom akkor az asztallal együtt megy ki a műhelyből. [#nevetes1]
Például amire felraktam a kis kék lézert annak a tengelyei 40,000mm/min tudnak azaz 666,666mm/sec
Átlóban a két tengely sebessége 56,000mm/min azaz 933.333mm/sec
Az már mellékes ha így megmozgatom akkor az asztallal együtt megy ki a műhelyből. [#nevetes1]
Cím: Re:UCCNC vezérlő program
Írta: designr Dátum 2017 június 11, 09:20
Írta: designr Dátum 2017 június 11, 09:20
200w ac szervó..70 kg mozgatott tömeg..körmarás..800mm/sec..
Elirás..
Ismerem a motort..tölem van..ismerem az áttételt..nagy menet emelkedés..
Ezek a motorok tényleg tudják ezt a sebességet..3000/5000 1/min a sebességük.pl egy fogazottszij az megfelelő lézerhez.
De a nyomatékuk az kevés..ezért ha nagy tömeg akkor áttátel,mert különben lassú megmunkálásnál a 200w-ból csak 40 marad..
Elirás..
Ismerem a motort..tölem van..ismerem az áttételt..nagy menet emelkedés..
Ezek a motorok tényleg tudják ezt a sebességet..3000/5000 1/min a sebességük.pl egy fogazottszij az megfelelő lézerhez.
De a nyomatékuk az kevés..ezért ha nagy tömeg akkor áttátel,mert különben lassú megmunkálásnál a 200w-ból csak 40 marad..
Cím: Re:UCCNC vezérlő program
Írta: designr Dátum 2017 június 11, 09:22
Írta: designr Dátum 2017 június 11, 09:22
Ha ráállsz a tengelyekre ugy próbáld meg 666mm/sec-el..
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 június 11, 09:33
Írta: 000000000 Dátum 2017 június 11, 09:33
Tévedés, mert ez golyós orsós ! [#papakacsint]
Mellesleg ha rá állnék akkor úgy menne ki alólam, hogy a fejem előbb érne le mint a seggem. [#nevetes1]
Amúgy meg a mozgatott tömeg nem számít a sebességben, ha van elég útja felgyorsulni! [#wave]
Az az idióta angol hogy is fogalmazta meg ?
1 metrikus lóerő = 75 kgf·m/s = 735,49875 W (Ezzel a teljesítménnyel egy 75 kg tömegű testet 1 másodperc alatt 1 méter magasságra lehet felemelni. 75 kg súlya a nehézségi gyorsulás 9,80665 m/s2 szabványértékével számítva 735,49875 newton.)
Tehát itt nem is emeli kell így akár röhögve is összejöhet az a sebesség ha tudja a motor így mozgatni!
Nem a sebesség veszélyes hanem a megállás ! [#hehe]
Mellesleg ha rá állnék akkor úgy menne ki alólam, hogy a fejem előbb érne le mint a seggem. [#nevetes1]
Amúgy meg a mozgatott tömeg nem számít a sebességben, ha van elég útja felgyorsulni! [#wave]
Az az idióta angol hogy is fogalmazta meg ?
1 metrikus lóerő = 75 kgf·m/s = 735,49875 W (Ezzel a teljesítménnyel egy 75 kg tömegű testet 1 másodperc alatt 1 méter magasságra lehet felemelni. 75 kg súlya a nehézségi gyorsulás 9,80665 m/s2 szabványértékével számítva 735,49875 newton.)
Tehát itt nem is emeli kell így akár röhögve is összejöhet az a sebesség ha tudja a motor így mozgatni!
Nem a sebesség veszélyes hanem a megállás ! [#hehe]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 június 11, 09:37
Írta: dezsoe Dátum 2017 június 11, 09:37
Szia!
Elvi síkon semennyire. De te nem erre vagy kíváncsi, gondolom. :)
Hányas verziójú programot használod?
Elvi síkon semennyire. De te nem erre vagy kíváncsi, gondolom. :)
Hányas verziójú programot használod?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 június 11, 09:47
Írta: 000000000 Dátum 2017 június 11, 09:47
Hogy érdemileg is hozzászóljak a problémához ezt inkább az AC szervó topokba kell átvinni mert ez nem UCCNC hiba.
Mivel már igen csak sok gépet összeraktam AC szervóval amihez az összes ujjam is kevés lenne megszámolni, így tudom mi a probléma.
Azt próbáld ki, hogy gravírozol egy kört lehetőleg valami nagyobbat (100-200mm) az órajárással megegyezően aztán ugyanezen a pályán órajárással ellentétesen is.
Az egyik kör az egyik irányba a másik kör a másik átlós irányba lesz torz, akkor szól!
Mivel már igen csak sok gépet összeraktam AC szervóval amihez az összes ujjam is kevés lenne megszámolni, így tudom mi a probléma.
Azt próbáld ki, hogy gravírozol egy kört lehetőleg valami nagyobbat (100-200mm) az órajárással megegyezően aztán ugyanezen a pályán órajárással ellentétesen is.
Az egyik kör az egyik irányba a másik kör a másik átlós irányba lesz torz, akkor szól!
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 június 11, 09:48
Írta: 000000000 Dátum 2017 június 11, 09:48
Szól = Szólj
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 június 11, 11:09
Írta: zt2c4wh9 Dátum 2017 június 11, 11:09
Szerintem a szervo hibajelet volna érdemes szemügyre venni, hogy mennyi a lemaradás a pályán és akkor rögtön kiderülne, hogy a szervo okozza-e a problémát.
Vagy pedig a step jeleket fel kellene venni logikai analizátorral vagy tárolós szkóppal.
Vagy pedig a step jeleket fel kellene venni logikai analizátorral vagy tárolós szkóppal.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 június 11, 11:30
Írta: 000000000 Dátum 2017 június 11, 11:30
Egyértelműen az okozza mert a mezei (L)user felteszi a AC szervót aztán húú de jó mozog, aztán itt ki is merül a beállítás.
Érdekes a Yaskawa Sigma 1-es vezérlőknél ilyen hiba nincs. ( én nem találkoztam pályakövetési hibával még alap beállításoknál sem )
Viszont a Sigma 2 vagy 3 már igen csak okoz fejtörést ezen a téren, de hogy ne csak a Yaskawa-nál maradjunk Allen-Bradley vagy Fara vagy samsung ki miként ismeri, ezeknél is fennáll !
Mint mondtam egyszerű kideríteni, két kört kell karcolni vagy rajzolni akár gravírozni a géppel egyiket órajárással megegyező irányba a másikat meg ellentétesen.
Ha átlósan jelentkezik a hiba az bizony szervó probléma !!!
Ha a tengelyre merőleges az eltérés de a két kör fedi egymást akkor az lépés/mm beállítási hiba.
Ha a két kör egyforma , de elcsúszik az meg lépéshiba.
És még sorolhatnám.
Érdekes a Yaskawa Sigma 1-es vezérlőknél ilyen hiba nincs. ( én nem találkoztam pályakövetési hibával még alap beállításoknál sem )
Viszont a Sigma 2 vagy 3 már igen csak okoz fejtörést ezen a téren, de hogy ne csak a Yaskawa-nál maradjunk Allen-Bradley vagy Fara vagy samsung ki miként ismeri, ezeknél is fennáll !
Mint mondtam egyszerű kideríteni, két kört kell karcolni vagy rajzolni akár gravírozni a géppel egyiket órajárással megegyező irányba a másikat meg ellentétesen.
Ha átlósan jelentkezik a hiba az bizony szervó probléma !!!
Ha a tengelyre merőleges az eltérés de a két kör fedi egymást akkor az lépés/mm beállítási hiba.
Ha a két kör egyforma , de elcsúszik az meg lépéshiba.
És még sorolhatnám.
Cím: Re:UCCNC vezérlő program
Írta: designr Dátum 2017 június 11, 11:44
Írta: designr Dátum 2017 június 11, 11:44
Pályakövetési hiba mindig lessz,ha ki akarod használni a motor teljesitményét akkor az a sebesség-gyorsulás értéket kell megtalálni aminél még elviselhető..Ennél a SmartJog-nál sem bonyolult..láttad nagyon komoly analóg és digitális monitorozási lehetőség van. mozgás közben 25-30 paraméterből választhatsz hogy melyket akarod figyelni..A még megfelelő gyorsulás beállitásához csak meg kell keresni a sebességet ahol a hibajel a mozgás közben nem megy pl 4-5 encoder osztás fölé..
Alapbeállitásban 20480 encoder osztásnál áll hibára..addig próbálkozik..ezt is le szoktuk venni 100 alá..
Az hogy egy szervó jól paraméterezhető..nem fapados azt bizonyitja hogy sokféle célra alkalmas..meg kell küzdeni vele..mert tényleg rengeteg beállitás van.
Pozició-sebesség nyomaték mód..és ezek kombinációi.
Alapbeállitásban 20480 encoder osztásnál áll hibára..addig próbálkozik..ezt is le szoktuk venni 100 alá..
Az hogy egy szervó jól paraméterezhető..nem fapados azt bizonyitja hogy sokféle célra alkalmas..meg kell küzdeni vele..mert tényleg rengeteg beállitás van.
Pozició-sebesség nyomaték mód..és ezek kombinációi.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 június 11, 11:56
Írta: 000000000 Dátum 2017 június 11, 11:56
A követési hiba a szervó lételeme, mivel hiba nélkül egyetlen szervó rendszer sem működőképes.
Itt csak annyi a probléma, hogy ez a hiba nem csak pár tized mikron hanem akár centikben mérhető !
És a pont általad említett szervónál a position feedback alapból 0%-on van.
Ahogy említettem a (L)user feldobja a gépre az AC szervókat , mozog húú de jó, de beállítani már minek.
Aztán jön a felismerés, hogy a két szervó együtt futása siralmas illetve a fél akár egész fordulattal lemaradva követi a Step jeleket.
Ergo nem a szervó a hülye, azt csinálja ahogy be van állítva !
Itt csak annyi a probléma, hogy ez a hiba nem csak pár tized mikron hanem akár centikben mérhető !
És a pont általad említett szervónál a position feedback alapból 0%-on van.
Ahogy említettem a (L)user feldobja a gépre az AC szervókat , mozog húú de jó, de beállítani már minek.
Aztán jön a felismerés, hogy a két szervó együtt futása siralmas illetve a fél akár egész fordulattal lemaradva követi a Step jeleket.
Ergo nem a szervó a hülye, azt csinálja ahogy be van állítva !
Cím: Re:UCCNC vezérlő program
Írta: designr Dátum 2017 június 11, 12:28
Írta: designr Dátum 2017 június 11, 12:28
Position feedback nem lehet %..mi a 100%?..azt impulzusokban méri..
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 június 11, 12:49
Írta: 000000000 Dátum 2017 június 11, 12:49
Akkor position feedforward gain , vagy valami hasonló.
Fene se emlékszik pontosan mi volt a neve fél év után !
Egy a lényeg alapbeállításnál ez 0 !
De pont te tudod nagyon jól miről beszélek !
Fene se emlékszik pontosan mi volt a neve fél év után !
Egy a lényeg alapbeállításnál ez 0 !
De pont te tudod nagyon jól miről beszélek !
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 június 11, 16:07
Írta: ium8w94xp Dátum 2017 június 11, 16:07
Szegény felhasználóra rásóztál vmi ócska rosszt [#vigyor3] Lehet, ha ovált akarna csinálni, akkor kör lenne :D
Cím: Re:UCCNC vezérlő program
Írta: designr Dátum 2017 június 11, 16:20
Írta: designr Dátum 2017 június 11, 16:20
Szia..Na gyere csak le debrecenbe ..majd beszélünk..
profi cuccok ezek az ac-k..de kell hozzájuk egy kis idő..ráforditott munka..
Amiben tudok segitek mindig mint eddig is mindenkinek aki vett..még annak is akié nem tőlem származik.
Hidd el nem bonyolult..Gyorsaságban pedig verhetetlenek..
Nyomatékuk nem sok,de azt leadják 3 ezren is.
Ha marógépre teszed kell áttétel..ugy lehet igazán kihasználni..de egy lézeres gépen fogazott szijjal olyan gyors hogy nem nagyon látod a fejet..
Lassan topicot kellene nyitni neki annyi fórumosnak van már..
profi cuccok ezek az ac-k..de kell hozzájuk egy kis idő..ráforditott munka..
Amiben tudok segitek mindig mint eddig is mindenkinek aki vett..még annak is akié nem tőlem származik.
Hidd el nem bonyolult..Gyorsaságban pedig verhetetlenek..
Nyomatékuk nem sok,de azt leadják 3 ezren is.
Ha marógépre teszed kell áttétel..ugy lehet igazán kihasználni..de egy lézeres gépen fogazott szijjal olyan gyors hogy nem nagyon látod a fejet..
Lassan topicot kellene nyitni neki annyi fórumosnak van már..
Cím: Re:UCCNC vezérlő program
Írta: ygzhw8kag Dátum 2017 június 11, 23:37
Írta: ygzhw8kag Dátum 2017 június 11, 23:37
Köszönöm a segítséget. Pál gondolom te sem úgy kezdted hogy rögtön tudtad mit hova állíts ha ezt és ezt akarod. Igen az a baj hogy lúzer meveszi aztán meg nem tudja beállítani. De ahogy a fórum neve is mutatja ez egy HOBBYcnc fórum , tehát nem feltétlenül csak profi felhasználókból áll.
Mindazonáltal próbálkozom aztán majd kiderül.
A két körös verziót kipróbálom .
Designer . Nem a 70kg oldalon van baj hanem a 10kg .
Próbáltam monitorozni de semmi érdemlegeset nem mutat azon kívül hogy a mototr kihasználtság kb 30-35% . A driveré pedig 20.
Lefuttatam terhelés nélkül , tehát a szerszám a levegőben 2000mm/percen egy proglamot de csak ezeket írja ki. ...... Vagy rossz helyen nézem.
Mindazonáltal próbálkozom aztán majd kiderül.
A két körös verziót kipróbálom .
Designer . Nem a 70kg oldalon van baj hanem a 10kg .
Próbáltam monitorozni de semmi érdemlegeset nem mutat azon kívül hogy a mototr kihasználtság kb 30-35% . A driveré pedig 20.
Lefuttatam terhelés nélkül , tehát a szerszám a levegőben 2000mm/percen egy proglamot de csak ezeket írja ki. ...... Vagy rossz helyen nézem.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 június 12, 00:18
Írta: 000000000 Dátum 2017 június 12, 00:18
Pontosan én se úgy kezdtem, hogy mindet tudtam, ennyiben igazad van.
A hobby és a profiról már párszor elmondtam mit tatok mert sokakban fogalomzavar él e téren.
A hobby saját költségvetésből a profi meg pénzelve építkezik.
De az igényesség nem ezen múlik sem a kitartás.
Általában addig próbálok egy eszközt míg az tökéletesen úgy működik ahogy annak működnie kell, és ebben nem ismerek megalkuvást !
A körös dolognál meg G02 G03 kódokkal generáld a kört !
Ne egyenesekből interpolált "ikozaéderrel" !
Meg fogod látni, hogy minél nagyobb a sebesség annál nagyobb lesz a hiba !
Konkrétan ilyen CSD szervóval egy 300 körön 5000mm/perces előtolásnál már a két kör között átlóban 15mm volt a különbség.
Nézd meg a beállításokban a Group 1-ben a Position regulator feedforward gain 0 értéken van e
Mert ha igen akkor esélytelen lesz a megfelelő pályakövetés.
De már az elején megmondtam ezt a AC topikba kellet volna átvinni !!!
User-t meg a Luser-t csak a kitartás különbözteti meg ! [#crazya]
A hobby és a profiról már párszor elmondtam mit tatok mert sokakban fogalomzavar él e téren.
A hobby saját költségvetésből a profi meg pénzelve építkezik.
De az igényesség nem ezen múlik sem a kitartás.
Általában addig próbálok egy eszközt míg az tökéletesen úgy működik ahogy annak működnie kell, és ebben nem ismerek megalkuvást !
A körös dolognál meg G02 G03 kódokkal generáld a kört !
Ne egyenesekből interpolált "ikozaéderrel" !
Meg fogod látni, hogy minél nagyobb a sebesség annál nagyobb lesz a hiba !
Konkrétan ilyen CSD szervóval egy 300 körön 5000mm/perces előtolásnál már a két kör között átlóban 15mm volt a különbség.
Nézd meg a beállításokban a Group 1-ben a Position regulator feedforward gain 0 értéken van e
Mert ha igen akkor esélytelen lesz a megfelelő pályakövetés.
De már az elején megmondtam ezt a AC topikba kellet volna átvinni !!!
User-t meg a Luser-t csak a kitartás különbözteti meg ! [#crazya]
Cím: Re:UCCNC vezérlő program
Írta: designr Dátum 2017 június 12, 04:37
Írta: designr Dátum 2017 június 12, 04:37
Position command filternek adj 100 at Poosition regulation feedforward gainnek 100- 120 vibration supression filtert is visszaveheted 10000 ről 200 körülre..Ezekkel ujra csinálj auto tuningot.Digit monitorban a hibajelet állitsd be és azt nézd mennyit ir ki a program futása közben..
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 június 12, 08:22
Írta: svejk Dátum 2017 június 12, 08:22
Ezzel tényleg menjetek át az AC szervo topicba!
Minden beírásnál megdobban a szívem, hogy újabb jó híreket kapunk az UCCNC-ről, holott csak gyakoroltok.
Persze én ezt is szívesen olvasom.
Minden beírásnál megdobban a szívem, hogy újabb jó híreket kapunk az UCCNC-ről, holott csak gyakoroltok.
Persze én ezt is szívesen olvasom.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 június 13, 21:22
Írta: svejk Dátum 2017 június 13, 21:22
Mottó: kérdezni könnyebb mint kipróbálni.
Sokszor jól jön a program közbeni megállás elszívásra, feltekeredett forgács eltávolítására.
Alprogramok használatánál nem járható út a menet közbeni Stoppal való leállítás majd onnan az indítás, mert ugye eltéved a progi.
Az UCCNC-nél a FeedHold úgy látom jól működik ilyen helyzetben, de ugyanazon gombbal kell újra elindítani.
Van a szoftverben valami prellmentesítés ha a Feddholdot külső bemenetről használom?
(ha ráduplázok akkor ugye nem áll meg)
Őszintén szólva már nem is emlékszem a mach3-nál hogy is működött, de nem lenne jobb ha a FeedHold lenomása után a Cycle starttal indulna tovább a program?
Tudom-tudom makrókkal meg lehet oldani mindent, de már így sem tudok a saját verzióim közt eligazodni. :(
Sokszor jól jön a program közbeni megállás elszívásra, feltekeredett forgács eltávolítására.
Alprogramok használatánál nem járható út a menet közbeni Stoppal való leállítás majd onnan az indítás, mert ugye eltéved a progi.
Az UCCNC-nél a FeedHold úgy látom jól működik ilyen helyzetben, de ugyanazon gombbal kell újra elindítani.
Van a szoftverben valami prellmentesítés ha a Feddholdot külső bemenetről használom?
(ha ráduplázok akkor ugye nem áll meg)
Őszintén szólva már nem is emlékszem a mach3-nál hogy is működött, de nem lenne jobb ha a FeedHold lenomása után a Cycle starttal indulna tovább a program?
Tudom-tudom makrókkal meg lehet oldani mindent, de már így sem tudok a saját verzióim közt eligazodni. :(
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 június 13, 23:30
Írta: dezsoe Dátum 2017 június 13, 23:30
A felületre kivezetve biztos, hogy nincs. A bemeneteken levő szűrőt azt ismered, anno leírtad az elektronika topicban. :)
Szerintem használj jó minőségű kapcsolót. :) Viccet félre téve, nekem közepes minőségű kapcsolóval nem szokott ismételni.
Mondok más megoldást. Ha van két bemeneted, akkor az egyikre tedd a Feedholdon (523) funkciót, a másikra pedig a Feedholdoff (524)-et.
Vagy ugyanarra a lábra tedd a kettőt, csak az egyiket bepipált Low-val és nyomógomb helyett használj kétállású kapcsolót. Ha libeg is egy kicsit, a vége az az állás lesz, amit szeretnél.
Szerintem használj jó minőségű kapcsolót. :) Viccet félre téve, nekem közepes minőségű kapcsolóval nem szokott ismételni.
Mondok más megoldást. Ha van két bemeneted, akkor az egyikre tedd a Feedholdon (523) funkciót, a másikra pedig a Feedholdoff (524)-et.
Vagy ugyanarra a lábra tedd a kettőt, csak az egyiket bepipált Low-val és nyomógomb helyett használj kétállású kapcsolót. Ha libeg is egy kicsit, a vége az az állás lesz, amit szeretnél.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 június 14, 08:56
Írta: 000000000 Dátum 2017 június 14, 08:56
Mach-ban is van lehetőség a bemenet szoftveres prell mentesítésére, ezen nincs ?
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2017 június 14, 10:06
Írta: frob Dátum 2017 június 14, 10:06
Ha véletlen így se menne akkor meg kapjon a bemenet 100-200nF -os kondit az rendesen prellmentesíti..
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 június 14, 10:11
Írta: dezsoe Dátum 2017 június 14, 10:11
A harmadik verziót (ugyanaz a láb, mindkét él figyelése) kipróbáltam élőben: teljesen megbízhatóan működik. Egyetlen baja van, hogy a FeedHold csak kikapcsolt reset állapotban nyomható, így ha reset van és bekapcsolod, akkor nem történik semmi. Ilyenkor újra ki és be kell kapcsolni. De normál körülmények között nincs a gép reset állapotban, sőt, fut a g-kód, tehát ilyenkor atomstabilan működik.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 június 14, 12:22
Írta: svejk Dátum 2017 június 14, 12:22
Hopsz, nem is tudtam, hogy van Toggle lehetőség. :(
Szupi!
Szupi!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 június 14, 12:35
Írta: dezsoe Dátum 2017 június 14, 12:35
Van, de pont nem azt írtam, hanem a lefutóra kikapcs, felfutóra bekapcs (vagy fordítva, ahogy tetszik) funkciókat. :) A toggle az a sima gombnyomás: egy szer be, egyszer ki. A élekre be- és kikapcsolás a prellt átugorja és az utolsó állás szerint kapcsol, így ha van is prell, ami átmegy a bemeneti szűrőn, akkor is jó lesz az eredmény.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 június 14, 12:39
Írta: svejk Dátum 2017 június 14, 12:39
No majd kivesézem ha hardverhez jutok.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 június 16, 21:27
Írta: svejk Dátum 2017 június 16, 21:27
Holnap megyek a géphez, az alábbit találtam ki.
Nagy munkaterületű gépről lévén szó, felrakunk hosszú vezeték végére egy piros és egy zöld gombot, ami mintegy távvezérlőként fog működni.
A piros gombra az 523-as Feedhold ON-t konfigurálom, míg a zöld gombra az 524-es Feedhold OFF-ot ÉS a 128-as Cycle Startot.
Remélem nem fognak összeveszni.
Így a zöld gombbal lehet a ciklust is elindítani és a pause után is elindítani újra az előtolást.
A piros meg ugye leállítja az előtolást.
A marómotor egyelőre maradhat forgásban mint ahogy eredetileg is Feedhold esetén.
Nagy munkaterületű gépről lévén szó, felrakunk hosszú vezeték végére egy piros és egy zöld gombot, ami mintegy távvezérlőként fog működni.
A piros gombra az 523-as Feedhold ON-t konfigurálom, míg a zöld gombra az 524-es Feedhold OFF-ot ÉS a 128-as Cycle Startot.
Remélem nem fognak összeveszni.
Így a zöld gombbal lehet a ciklust is elindítani és a pause után is elindítani újra az előtolást.
A piros meg ugye leállítja az előtolást.
A marómotor egyelőre maradhat forgásban mint ahogy eredetileg is Feedhold esetén.
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2017 június 17, 19:00
Írta: 2dbfy8y Dátum 2017 június 17, 19:00
Uccnc laser pluginnál a Grayscale módnál mire jó az a min-max csúszka?
Valaki tudja esetleg?
Vagy létezik valami leírás ezekről az új dolgokról?
Valaki tudja esetleg?
Vagy létezik valami leírás ezekről az új dolgokról?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 június 17, 19:08
Írta: dezsoe Dátum 2017 június 17, 19:08
A "fehérhez" és a "feketéhez" ponthoz tartozó PWM érték. A többit közé skálázza. "Fehér", ha nem, "fekete", ha a legjobban éget.
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2017 június 17, 22:28
Írta: 2dbfy8y Dátum 2017 június 17, 22:28
Na ha ezt érteném. :-)
Ez aztán kínai nekem most.
Na meg a fejbelövés jöhet. [#falbav]
Feltelepítettem az új plugint, és szerencsére az alap beállításaim elszálltak.
Ezt valahogy vissza lehet hozni?
Gondolom nem.
Jó lennne ha a plugin frissítés legalább a beállításokat nem írná felül.
Tudom nem a default-ot kellet volna használni, de azt használja alapból.
Szerencsére a jó kis beállításokról se bizonsági mentés, se képernyőkép. Na ez aztán a szívás.
Ez aztán kínai nekem most.
Na meg a fejbelövés jöhet. [#falbav]
Feltelepítettem az új plugint, és szerencsére az alap beállításaim elszálltak.
Ezt valahogy vissza lehet hozni?
Gondolom nem.
Jó lennne ha a plugin frissítés legalább a beállításokat nem írná felül.
Tudom nem a default-ot kellet volna használni, de azt használja alapból.
Szerencsére a jó kis beállításokról se bizonsági mentés, se képernyőkép. Na ez aztán a szívás.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 június 17, 22:41
Írta: dezsoe Dátum 2017 június 17, 22:41
Háttőőő...
A pluginod törli a .pro file-t? Vagy konkrét beállításokat módosít UC.Writekey-vel? Mert ha nem, akkor nem tudom, hogy hogy tűnhettek el a beállításaid.
És igen: mentés, mentés, mentés. Mintha Lenin mondaná...
A "feltelepítettem az új plugint" az mit jelent?
Netán egy új program verziót telepítettél (és nem plugint), és az megkérdezte, hogy felülírja-e az alapértelmezett profilt, és igent mondtál? A frissítésről írtam egy hosszabb leírást a #3928-ban.
A pluginod törli a .pro file-t? Vagy konkrét beállításokat módosít UC.Writekey-vel? Mert ha nem, akkor nem tudom, hogy hogy tűnhettek el a beállításaid.
És igen: mentés, mentés, mentés. Mintha Lenin mondaná...
A "feltelepítettem az új plugint" az mit jelent?
Netán egy új program verziót telepítettél (és nem plugint), és az megkérdezte, hogy felülírja-e az alapértelmezett profilt, és igent mondtál? A frissítésről írtam egy hosszabb leírást a #3928-ban.
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2017 június 17, 22:48
Írta: 2dbfy8y Dátum 2017 június 17, 22:48
az 1.2038 verziót nyomtam fel.
Régiben még régebbi laser plugin volt.
Gondoltam feltelepítem, hátha kiderül a csúszkákat hogyan kell használni ponosan.
Co2-höz lehet jól jön.
Kezdődött, régi az opengl, videókártyát frissítettem, és jó is lett.
Utána jött a gond, látom beállítások nincsenek meg.
Utána már késő gondolni a mentésre.
Gondoltam a rendszer visszaállítás lehet vissza hozza, de sajna nem.
Régiben még régebbi laser plugin volt.
Gondoltam feltelepítem, hátha kiderül a csúszkákat hogyan kell használni ponosan.
Co2-höz lehet jól jön.
Kezdődött, régi az opengl, videókártyát frissítettem, és jó is lett.
Utána jött a gond, látom beállítások nincsenek meg.
Utána már késő gondolni a mentésre.
Gondoltam a rendszer visszaállítás lehet vissza hozza, de sajna nem.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 június 17, 23:01
Írta: dezsoe Dátum 2017 június 17, 23:01
Így már értem. Soha ne az alapértelmezett profilba állítsd be a géped, bár gondolom, ezt már tudod. Majd elmélkedünk Balázzsal, hogy hogyan is lehetne átemelni a fontos beállításokat, vagy legalább egy másolatot készíteni frissítéskor az ilyen problémákat elkerülendő. Egyébként, a 2038-ban volt pár hiba, inkább a 2039-et telepítsd.
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2017 június 17, 23:32
Írta: 2dbfy8y Dátum 2017 június 17, 23:32
Okés akkor azt telepítem.
Köszi.
Ez a nagy kapkodás eredménye sajnos.
Annyi vígaszom van, hogy volt egy forgató mentésem is, port pin beállítások abban meg vannak. Így csak a lépéseket kell újra kitalálnom. Ott még bordásszíj hajtásom volt.
Köszi.
Ez a nagy kapkodás eredménye sajnos.
Annyi vígaszom van, hogy volt egy forgató mentésem is, port pin beállítások abban meg vannak. Így csak a lépéseket kell újra kitalálnom. Ott még bordásszíj hajtásom volt.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 június 17, 23:38
Írta: dezsoe Dátum 2017 június 17, 23:38
Legalább nem nulláról kell kezdeni...
Azért csinálj új profilt a jövőre is gondolván! :)
Azért csinálj új profilt a jövőre is gondolván! :)
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2017 június 18, 12:56
Írta: 2dbfy8y Dátum 2017 június 18, 12:56
Már az megtörtént, de azért ezt jó lenne telepítésnél kiküszöbölni, vagy jobban láthatóvá tenni mivel is jár.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 június 18, 13:07
Írta: 000000000 Dátum 2017 június 18, 13:07
Több olyan programmal is találkoztam, ami frissítéskor, újratelepítéskor automatikusan készít mentést. Csak azután kezdi el a fájlok cseréjét. A végén visszaolvassa a mentést.
Valami hasonló megoldás sokaknak segítene.
Gondolom sok meló megoldani azért nincs így.
Valami hasonló megoldás sokaknak segítene.
Gondolom sok meló megoldani azért nincs így.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 június 18, 14:42
Írta: zt2c4wh9 Dátum 2017 június 18, 14:42
Az UCCNC rákérdez, hogy felül akarod-e írni az alapértelmezett default és plazma profilt.
Csak akkor írja felül a profilokat, ha a telepítésnél ez az opció ki van pipálva, egyébként békén hagyja.
Szóval teljes mértékben a felhasználó dönti el, hogy felül akarja-e írni a profilt vagy sem.
Csak akkor írja felül a profilokat, ha a telepítésnél ez az opció ki van pipálva, egyébként békén hagyja.
Szóval teljes mértékben a felhasználó dönti el, hogy felül akarja-e írni a profilt vagy sem.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 június 18, 15:01
Írta: 000000000 Dátum 2017 június 18, 15:01
Akkor megvan oldva. Ha, alapból nincs bent a pipa, akkor a nyelv nem ismerete, és az emberi mulasztás (majdnem mást írtam) ami okozhat problémát.
Tull sok mindent nem lehet tenni. Max ha benn a pipa, még egyszer kérhetne megerősítést, hogy biztos felül akarod írni?
Köszönöm a választ.
Tull sok mindent nem lehet tenni. Max ha benn a pipa, még egyszer kérhetne megerősítést, hogy biztos felül akarod írni?
Köszönöm a választ.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 június 18, 15:47
Írta: zt2c4wh9 Dátum 2017 június 18, 15:47
Hogy érted hogy a "nyelv nem ismerete"? A telepítő tud Magyarul, Angolul, Franciául és Németül. Valamelyik nyelvet csak beszéli a user?!
A túl sok visszakérdezéstől tapasztalataink alapján az átlag felhasználó a falra mászik. Szóval nem nagyon szeretnénk mindent állandóan visszakérdeztetni, mert az fárasztja a felhasználókat.
A túl sok visszakérdezéstől tapasztalataink alapján az átlag felhasználó a falra mászik. Szóval nem nagyon szeretnénk mindent állandóan visszakérdeztetni, mert az fárasztja a felhasználókat.
Cím: Re:UCCNC vezérlő program
Írta: PSoft Dátum 2017 június 18, 15:54
Írta: PSoft Dátum 2017 június 18, 15:54
Herótom van attól, mikor megnyomom pld. a mobilon a "KIKAPCSOL" gombot,és...visszakérdez!
-anyád!...azért nyomtam meg![#falbav]
-anyád!...azért nyomtam meg![#falbav]
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2017 június 18, 19:28
Írta: 2dbfy8y Dátum 2017 június 18, 19:28
Igen az lenne a jó, ha alapból nem bántaná.
Újrahuzáshoz úgyis uninstalál az ember.
Újrahuzáshoz úgyis uninstalál az ember.
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2017 június 19, 21:32
Írta: 2dbfy8y Dátum 2017 június 19, 21:32
Szia Balázs.
Azt észrevettétek, hogy a 1.2039 verziónál ha laser pluhin félbe ban szakítva, utána folyamatosan éget következő indításnál?
Valamelyik verziónál már volt ilyen hiba.
Azt észrevettétek, hogy a 1.2039 verziónál ha laser pluhin félbe ban szakítva, utána folyamatosan éget következő indításnál?
Valamelyik verziónál már volt ilyen hiba.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 június 20, 06:38
Írta: dezsoe Dátum 2017 június 20, 06:38
Sziasztok!
Megjelent az UCCNC 1.2040-es tesztverziója.
Innen tölthető le. (http://www.cncdrive.com/UCCNC/setup_1.2040.exe)
Javítások és változások:
- A telepítő szól, ha a .NET Framework 2.0 nincs telepítve
- A Plugininterface-ből hiányzott a .Codelist, javítva
- A Plugininterface-ből hiányzott az .Addled új változata, amelyik tartalmazza a blinktype paramétert, javítva
- Új: G84 menetfúró ciklus
- Új: G85 fúróciklus, kiemelés előtolással
- Új: G86 fúróciklus gyorsjárati kiemeléssel, megállított főorsóval
- Új: G89 fúróciklus várakozással és kiemelés előtolással
- Kilépéskor Reset funkció hívása, így nincs késleltetés a charge pump kikapcsolásában
- Ha a G02/G03 ívet megállítottuk Stop-pal vagy Feed hold-dal az ív legvégén, akkor újraindításkor előfordult, hogy egy teljes kört jelentett az aktuális kódsor, mivel a kezdő- és végpont megegyezett. Ezt kiküszöbölendő, az aktuális sor mutató eggyel előrébb lép, ha az ív legvégén állítjuk meg.
- A makró paraméterek megmaradtak MDI hívás után, így ha utána gombnyomásra indult egy következő makró, az megkapta ezeket a paramétereket. Javítva
- A C# és VB példa plugin-ba (Example mappa) bekerült a Cyclestart_event, amit a program tartalmazott, de a példákból hiányzott.
- A beállítások mentése (Save settings) működése megváltozott. Eddig a változók egyesével kerültek írásra, ami lassú volt, különösen lassú háttértár és/vagy antivírus program esetén. Mostantól a memóriában elkészül a file és egyben íródik ki, így felgyorsul a beállítások mentése is és kilépéskor az offszetek és egyebek letárolása is.
Megjelent az UCCNC 1.2040-es tesztverziója.
Innen tölthető le. (http://www.cncdrive.com/UCCNC/setup_1.2040.exe)
Javítások és változások:
- A telepítő szól, ha a .NET Framework 2.0 nincs telepítve
- A Plugininterface-ből hiányzott a .Codelist, javítva
- A Plugininterface-ből hiányzott az .Addled új változata, amelyik tartalmazza a blinktype paramétert, javítva
- Új: G84 menetfúró ciklus
- Új: G85 fúróciklus, kiemelés előtolással
- Új: G86 fúróciklus gyorsjárati kiemeléssel, megállított főorsóval
- Új: G89 fúróciklus várakozással és kiemelés előtolással
- Kilépéskor Reset funkció hívása, így nincs késleltetés a charge pump kikapcsolásában
- Ha a G02/G03 ívet megállítottuk Stop-pal vagy Feed hold-dal az ív legvégén, akkor újraindításkor előfordult, hogy egy teljes kört jelentett az aktuális kódsor, mivel a kezdő- és végpont megegyezett. Ezt kiküszöbölendő, az aktuális sor mutató eggyel előrébb lép, ha az ív legvégén állítjuk meg.
- A makró paraméterek megmaradtak MDI hívás után, így ha utána gombnyomásra indult egy következő makró, az megkapta ezeket a paramétereket. Javítva
- A C# és VB példa plugin-ba (Example mappa) bekerült a Cyclestart_event, amit a program tartalmazott, de a példákból hiányzott.
- A beállítások mentése (Save settings) működése megváltozott. Eddig a változók egyesével kerültek írásra, ami lassú volt, különösen lassú háttértár és/vagy antivírus program esetén. Mostantól a memóriában elkészül a file és egyben íródik ki, így felgyorsul a beállítások mentése is és kilépéskor az offszetek és egyebek letárolása is.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 június 20, 07:46
Írta: ium8w94xp Dátum 2017 június 20, 07:46
Köszönjük ;)
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2017 június 20, 14:15
Írta: 2dbfy8y Dátum 2017 június 20, 14:15
És az én hibám is benne lehet a javításban amit a laser plugin okozott?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 június 20, 14:27
Írta: dezsoe Dátum 2017 június 20, 14:27
A laser plugin nem változott, úgyhogy valószínűleg igen. Gondolom, Balázs még nem olvasta a hozzászólásod, mert akkor valamit reagált volna. :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 június 20, 15:31
Írta: dezsoe Dátum 2017 június 20, 15:31
Ez azt jelenti, hogy a fej mászkál, de a laser folyamatosan be van kapcsolva?
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2017 június 20, 16:34
Írta: kr97pwss2 Dátum 2017 június 20, 16:34
Le tudod írni pontosan, hogy jön elő a hiba, mert nekem Stop és Estop után se csinálja.
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2017 június 20, 19:56
Írta: 2dbfy8y Dátum 2017 június 20, 19:56
Lefutott egy kép égetés.
Újra akartam indítani, és utána folyamatosan égetett csak, nem kapcsolgatott ki.
Csak a program újra indítása szüntette meg.
Kép betöltés után is ezt csinálta.
Újra akartam indítani, és utána folyamatosan égetett csak, nem kapcsolgatott ki.
Csak a program újra indítása szüntette meg.
Kép betöltés után is ezt csinálta.
Cím: Re:UCCNC vezérlő program
Írta: kaqkk007 Dátum 2017 június 20, 20:21
Írta: kaqkk007 Dátum 2017 június 20, 20:21
Nekem 404 errort dob a link .
Cím: Re:UCCNC vezérlő program
Írta: Sz.József Dátum 2017 június 20, 20:39
Írta: Sz.József Dátum 2017 június 20, 20:39
Du. még jó volt...
Most nekem is 404...
Most nekem is 404...
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 június 20, 21:05
Írta: dezsoe Dátum 2017 június 20, 21:05
Az 1.2040-es verzióban a Save settings-ben benne maradt egy durva hiba, ami miatt a profil beállításokat hajlamos volt tönkretenni, ezért tűnt el a letöltés. Aki letöltötte, az se használja, majd lesz javítás hamarosan. Eredeti hír. (http://www.forum.cncdrive.com/viewtopic.php?f=2&t=240&start=30#p4463)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 június 21, 15:07
Írta: dezsoe Dátum 2017 június 21, 15:07
Szia, Pabló!
Egyelőre nem sikerült előidézni a hibát. Légy szíves részletesen írd le, hogy a plugin pontosan milyen beállítással fut, kb. milyen képre jellemző, hogy hibázik (esetleg küldd a képet is). Kéne még, hogy melyik vezérlőt használod, és csatold, légy szíves, a profil file-od is, hátha azzal van valami probléma.
Köszi.
Egyelőre nem sikerült előidézni a hibát. Légy szíves részletesen írd le, hogy a plugin pontosan milyen beállítással fut, kb. milyen képre jellemző, hogy hibázik (esetleg küldd a képet is). Kéne még, hogy melyik vezérlőt használod, és csatold, légy szíves, a profil file-od is, hátha azzal van valami probléma.
Köszi.
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2017 június 21, 15:30
Írta: 2dbfy8y Dátum 2017 június 21, 15:30
Szia.
Este megpróbálom újra előhozni a hibát.
Uc100-am van.
Sima jpeg kép volt.
Csináltam egy próba égetést.
Végzett, utána indítottam élesben.
Lasert bekapcsolta fehér részen, és xsak folyamatosan fekete csíkokat égetett kikapcsolás nélkül.
Uccnc újraindításával megszünt a hiba.
Azóta nem próbáltam.
Eégebben volt ilyen gond egyik verziónál.
De lehet csak egyszeri hiba volt.
Este megpróbálom újra előhozni a hibát.
Uc100-am van.
Sima jpeg kép volt.
Csináltam egy próba égetést.
Végzett, utána indítottam élesben.
Lasert bekapcsolta fehér részen, és xsak folyamatosan fekete csíkokat égetett kikapcsolás nélkül.
Uccnc újraindításával megszünt a hiba.
Azóta nem próbáltam.
Eégebben volt ilyen gond egyik verziónál.
De lehet csak egyszeri hiba volt.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 június 21, 15:51
Írta: dezsoe Dátum 2017 június 21, 15:51
OK, köszi! Melyik fülön generáltad a kódot? (Grayscale/Halftone/Black and white)
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2017 június 22, 20:58
Írta: 2dbfy8y Dátum 2017 június 22, 20:58
Szia!
Tegnap próbáltam előhozni a hibát.
Én mindig a grayscale üzemmódot használom.
1 bites kép égetésnél is.
És nem sikerült előhoznom a hibát.
Lehet valami első telepítés utáni nyűg volt csak.
Akkor most már csak Balázsék kis segítsége kellene, hogy meg bírjam érteni, hogyan is funkcionál az a két csúszka grayscale üzemmód mellett. [#nevetes1]
Tegnap próbáltam előhozni a hibát.
Én mindig a grayscale üzemmódot használom.
1 bites kép égetésnél is.
És nem sikerült előhoznom a hibát.
Lehet valami első telepítés utáni nyűg volt csak.
Akkor most már csak Balázsék kis segítsége kellene, hogy meg bírjam érteni, hogyan is funkcionál az a két csúszka grayscale üzemmód mellett. [#nevetes1]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 június 22, 21:18
Írta: dezsoe Dátum 2017 június 22, 21:18
Szia!
Egyrészt örülök, hogy azóta nem vacakol. Nem tudom, mi lehetett, tegnap több mint egy óráig próbáltam előhozni a hibát, de se UC100, se UC400 nem csinálta.
Másrészt a #3994-ben kissé elkapkodtam a választ, láthatóan régen néztem a laser plugint legutóbb. :) Akkor még a csúszkák 0-100%-ig mozogtak. Úgyhogy passzolom a kérdést. [#nemtudom]
Egyrészt örülök, hogy azóta nem vacakol. Nem tudom, mi lehetett, tegnap több mint egy óráig próbáltam előhozni a hibát, de se UC100, se UC400 nem csinálta.
Másrészt a #3994-ben kissé elkapkodtam a választ, láthatóan régen néztem a laser plugint legutóbb. :) Akkor még a csúszkák 0-100%-ig mozogtak. Úgyhogy passzolom a kérdést. [#nemtudom]
Cím: Re:UCCNC vezérlő program
Írta: c2nsu773m Dátum 2017 június 22, 22:07
Írta: c2nsu773m Dátum 2017 június 22, 22:07
UCCNC 1.2040-es tesztverzióját feltelepítettem, referenciára álláskor rajta marad a kapcsolón nem áll le róla!!!
Mit kell rajta beállítani?
Mit kell rajta beállítani?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 június 22, 22:15
Írta: dezsoe Dátum 2017 június 22, 22:15
Szia!
Egyrészt ne használd a 2040-est, korábban írtam róla. Másrészt akkor nem jön le róla, ha nem jó a home pin polaritása: tedd active low-ba.
Egyrészt ne használd a 2040-est, korábban írtam róla. Másrészt akkor nem jön le róla, ha nem jó a home pin polaritása: tedd active low-ba.
Cím: Re:UCCNC vezérlő program
Írta: c2nsu773m Dátum 2017 június 22, 23:13
Írta: c2nsu773m Dátum 2017 június 22, 23:13
Hányas a jó verzió?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 június 22, 23:15
Írta: dezsoe Dátum 2017 június 22, 23:15
A 2037 az utolsó hivatalos, 2039 a legfrissebb teszt.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 június 23, 09:08
Írta: ium8w94xp Dátum 2017 június 23, 09:08
Sziasztok. Lenne egy észrevételem, de nem tudom a hiba miért van. Akinek van lézere és esetleg tud futtatni Mach3-at az megnézhetné ott jó-e a g-kód.
Generálok Cam Bam programmal egy lézeres G-kódot, post processzként betesz M10 és M11 utasításokat. De az uccnc nem gyújtja be a lézert. Meg is találtam miért, csak nem tudom ez normális vagy sem. A hiba az F sebesség megadás miatt van. Mutatom a három példát.
Elsőben nem gyújt be.
( Made using CamBam - http://www.cambam.co.uk )
( Névtelen 6/23/2017 8:56:28 AM )
( T1 : 0.01 )
G21 G90 G64 G40
G0 Z0.0
( T1 : 0.01 )
T1 M6
( Bevés1 )
G17
M3 S1000
G0 X0.0 Y0.0
G1 F300.0 Z-0.001
M10
G1 F100.0 Y10.0
M11
G0 Z0.0
G0 X10.0
G1 F300.0 Z-0.001
M10
G1 F100.0 Y0.0
M11
G0 Z0.0
M5
M30
Ha bármelyik F adatot kiszedem, vagy a begyújtás előtt vagy után, akkor rendesen begyújt, de jelenleg így nem.
Tehát így már begyújt.
( Made using CamBam - http://www.cambam.co.uk )
( Névtelen 6/23/2017 8:56:28 AM )
( T1 : 0.01 )
G21 G90 G64 G40
G0 Z0.0
( T1 : 0.01 )
T1 M6
( Bevés1 )
G17
M3 S1000
G0 X0.0 Y0.0
G1 Z-0.001
M10
G1 F100.0 Y10.0
M11
G0 Z0.0
G0 X10.0
G1 Z-0.001
M10
G1 F100.0 Y0.0
M11
G0 Z0.0
M5
M30
A kérdésem csak az, hogy ez UCCNC "hiba" vagy rosszul generáltatom a g-kódot?
Köszi
Generálok Cam Bam programmal egy lézeres G-kódot, post processzként betesz M10 és M11 utasításokat. De az uccnc nem gyújtja be a lézert. Meg is találtam miért, csak nem tudom ez normális vagy sem. A hiba az F sebesség megadás miatt van. Mutatom a három példát.
Elsőben nem gyújt be.
( Made using CamBam - http://www.cambam.co.uk )
( Névtelen 6/23/2017 8:56:28 AM )
( T1 : 0.01 )
G21 G90 G64 G40
G0 Z0.0
( T1 : 0.01 )
T1 M6
( Bevés1 )
G17
M3 S1000
G0 X0.0 Y0.0
G1 F300.0 Z-0.001
M10
G1 F100.0 Y10.0
M11
G0 Z0.0
G0 X10.0
G1 F300.0 Z-0.001
M10
G1 F100.0 Y0.0
M11
G0 Z0.0
M5
M30
Ha bármelyik F adatot kiszedem, vagy a begyújtás előtt vagy után, akkor rendesen begyújt, de jelenleg így nem.
Tehát így már begyújt.
( Made using CamBam - http://www.cambam.co.uk )
( Névtelen 6/23/2017 8:56:28 AM )
( T1 : 0.01 )
G21 G90 G64 G40
G0 Z0.0
( T1 : 0.01 )
T1 M6
( Bevés1 )
G17
M3 S1000
G0 X0.0 Y0.0
G1 Z-0.001
M10
G1 F100.0 Y10.0
M11
G0 Z0.0
G0 X10.0
G1 Z-0.001
M10
G1 F100.0 Y0.0
M11
G0 Z0.0
M5
M30
A kérdésem csak az, hogy ez UCCNC "hiba" vagy rosszul generáltatom a g-kódot?
Köszi
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 június 23, 09:08
Írta: ium8w94xp Dátum 2017 június 23, 09:08
Ja, és 37-40-ig mindegyik verzióban ez megy :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 június 23, 09:25
Írta: svejk Dátum 2017 június 23, 09:25
G-kódilag nem hiba, csak érdeklődöm, hogy miért kell a Z-vel 1 ezredet mozdulni és főleg miért pont 300 mm/perccel?
Régebben a Z irány jelévelal kapcsolgattad a lézert?
Régebben a Z irány jelévelal kapcsolgattad a lézert?
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 június 23, 09:38
Írta: ium8w94xp Dátum 2017 június 23, 09:38
Régi vezérlőn még valóban azzal kapcsoltam
, de most más oka van. Ha nem adok meg Z mélységet, akkor a CamBam nem teszi oda a post processz M10 és M11 parancsot. Mivel effektív nincs vágás. Hisz a mozgási z és a vágasi z is azonos. De a lényeg akkor az, hogy Balázsék remélem rálesnek, mert kapcsolnia kéne a lézernek.
, de most más oka van. Ha nem adok meg Z mélységet, akkor a CamBam nem teszi oda a post processz M10 és M11 parancsot. Mivel effektív nincs vágás. Hisz a mozgási z és a vágasi z is azonos. De a lényeg akkor az, hogy Balázsék remélem rálesnek, mert kapcsolnia kéne a lézernek.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 június 23, 10:54
Írta: dezsoe Dátum 2017 június 23, 10:54
Szia!
Nem tudom, mi lehet a mizéria nálad, mert nálam kapcsolja a laser-t rendesen:
(Jobb oldalt középen ott a laser LED, minkét kódot futtatom, amit írtál.)
Nem tudom, mi lehet a mizéria nálad, mert nálam kapcsolja a laser-t rendesen:
(Jobb oldalt középen ott a laser LED, minkét kódot futtatom, amit írtál.)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 június 23, 11:06
Írta: ium8w94xp Dátum 2017 június 23, 11:06
És az a led a fizikai kimenetről van levéve? Műszert köss arra a kimenetre és azt nézzd meg mérsz-e 5voltot.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 június 23, 11:07
Írta: ium8w94xp Dátum 2017 június 23, 11:07
A másodiknál nekem is kapcsolja....az elsőnél nem.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 június 23, 11:11
Írta: ium8w94xp Dátum 2017 június 23, 11:11
Látom te demo módba futtatod vas nélkül....hát úgy engem nem izgat ;)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 június 23, 11:21
Írta: dezsoe Dátum 2017 június 23, 11:21
Vas nincs nálam, de az a LED a kimenet állapota.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 június 23, 11:21
Írta: ium8w94xp Dátum 2017 június 23, 11:21
https://youtu.be/ffIjyydJu0w
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 június 23, 11:25
Írta: ium8w94xp Dátum 2017 június 23, 11:25
Akkor nézd meg a rosszul berakott linkem ;)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 június 23, 11:31
Írta: dezsoe Dátum 2017 június 23, 11:31
Hümmm... [#nemtudom] Mérni pár napig nem tudok, addig legfeljebb nézek bután. :) Milyen vezérlőd van?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 június 23, 11:31
Írta: 000000000 Dátum 2017 június 23, 11:31
Exup linkje
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 június 23, 11:36
Írta: ium8w94xp Dátum 2017 június 23, 11:36
Köszi
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 június 23, 11:36
Írta: ium8w94xp Dátum 2017 június 23, 11:36
Uc100
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 június 23, 11:45
Írta: svejk Dátum 2017 június 23, 11:45
Csak kíváncsiságból, meg hátha előrébb viszi a hiba megtalálását, írj már be a Z-nek nagyobb elmozdulást, legalább akkorát amekkorát a motortuning szerint ténylegesen tud mozdulni a motor.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 június 23, 11:52
Írta: ium8w94xp Dátum 2017 június 23, 11:52
Majd próbálkozom, de ma már nem érek rá.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 június 23, 12:07
Írta: dezsoe Dátum 2017 június 23, 12:07
Ha még belefér az idődbe, akkor a profil file-odat küldd el, hátha abból rájövök, mi a gond. (Ha ide nem akarod, akkor tudod az emil címem.)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 június 23, 13:11
Írta: ium8w94xp Dátum 2017 június 23, 13:11
Céges buliba iszom a hideg söröket, ha hazaérek és olyan állapotban leszek, akkor átküldöm.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 június 23, 13:37
Írta: dezsoe Dátum 2017 június 23, 13:37
Egészségedre! [#pias]
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2017 június 24, 13:05
Írta: kr97pwss2 Dátum 2017 június 24, 13:05
Kipróbáltam én is, és nálam működik. Alábbi képen az UC100 kimenő jeleit látod logikai analizátorral felvéve. Én az első G-kódot futtattam, aminél nálad előjön. El tudod nekem küldeni a profil fájlodat, mert lehet csak bizonyos beállításnál jön elő.
(https://hobbicncforum.hu/uploaded_images/2017/06/tn_nqv8cpcw2sikz6avbx4h7_1037.png) (https://hobbicncforum.hu/uploaded_images/2017/06/nqv8cpcw2sikz6avbx4h7_1037.png)
(https://hobbicncforum.hu/uploaded_images/2017/06/tn_nqv8cpcw2sikz6avbx4h7_1037.png) (https://hobbicncforum.hu/uploaded_images/2017/06/nqv8cpcw2sikz6avbx4h7_1037.png)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 június 24, 15:57
Írta: ium8w94xp Dátum 2017 június 24, 15:57
Elküldtem mindkettőtöknek. Amúgy valóban a profile file-ban van valami "hiba". A gyári Plasma és original UCCNC profile file kapcsolja a lézert. Azért örülnék, ha kiderülne mit állítottam be rosszul.
Köszönöm.
Köszönöm.
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2017 június 26, 21:16
Írta: 2dbfy8y Dátum 2017 június 26, 21:16
Sziasztok!
A 2039-es verzióval valaki már járt úgy, hogy hosszabb g kód futtatása közben gondol egyet, és megáll egyhelyben?
Kb 1perc elteltével megy tovább.
Ezt többször is megcsinálta.
Régebbi verziókkal nem volt ilyen gondom.
Szerintem nem a pc alkotja, de ki tudja.
Ilyenkor a kis ablakból nem is engedi felnyitni a progit.
A 2039-es verzióval valaki már járt úgy, hogy hosszabb g kód futtatása közben gondol egyet, és megáll egyhelyben?
Kb 1perc elteltével megy tovább.
Ezt többször is megcsinálta.
Régebbi verziókkal nem volt ilyen gondom.
Szerintem nem a pc alkotja, de ki tudja.
Ilyenkor a kis ablakból nem is engedi felnyitni a progit.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 június 28, 10:15
Írta: zt2c4wh9 Dátum 2017 június 28, 10:15
Szia. Nem jelzett senki ilyen hibát egyik verziónál sem. Az 1.2039 kint van már 1 hónapja.
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2017 június 28, 14:30
Írta: 2dbfy8y Dátum 2017 június 28, 14:30
Szia!
Tegnap felraktam a 2037-est ezzel szépen végig futott.
Ezek ilyen fura hibák.
Lehet a laptopnak nem tetszett valami. [#nevetes1]
Tegnap felraktam a 2037-est ezzel szépen végig futott.
Ezek ilyen fura hibák.
Lehet a laptopnak nem tetszett valami. [#nevetes1]
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 június 28, 16:52
Írta: ium8w94xp Dátum 2017 június 28, 16:52
Én is inkább pc-re gyanakszok.
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2017 június 28, 18:30
Írta: 2dbfy8y Dátum 2017 június 28, 18:30
Furcsa.
Régebbi verzióval akár egy napot is elment gond nélkül.
Régebbi verzióval akár egy napot is elment gond nélkül.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 június 28, 19:33
Írta: ium8w94xp Dátum 2017 június 28, 19:33
Nyomtam volna egy feladatkezelőt, hátha valami lefoglalta épp a procit.
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2017 június 28, 22:03
Írta: 2dbfy8y Dátum 2017 június 28, 22:03
Proci elég jól meg volt terhelve, pedig semmi programot nem futtatam a hátérben.
A régebbi verzióval ma is szépen ment kb másfél órát is egyhuzamban.
Ez az X akták. [#nevetes1]
A régebbi verzióval ma is szépen ment kb másfél órát is egyhuzamban.
Ez az X akták. [#nevetes1]
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 június 28, 22:44
Írta: ium8w94xp Dátum 2017 június 28, 22:44
De mi terhelte meg a procit? Csak nem a petya vírus a háttérben? ;)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 június 29, 07:35
Írta: ium8w94xp Dátum 2017 június 29, 07:35
uccnc (http://www.cncdrive.com/UCCNC/setup_1.2041.exe)
Cím: Re:UCCNC vezérlő program
Írta: kaqkk007 Dátum 2017 június 29, 18:27
Írta: kaqkk007 Dátum 2017 június 29, 18:27
Ez Próba verzió ?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 június 29, 19:43
Írta: dezsoe Dátum 2017 június 29, 19:43
Igen, és óvatosan használandó, mert van benne hiba, lézerrel kapcsolatban. Ezért nem is raktam ide a linket és változáslistát. Majd a következő. :)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 június 29, 20:23
Írta: ium8w94xp Dátum 2017 június 29, 20:23
Az enyémet ez se gyujtja be a korábbi gkóddal :(
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 június 29, 20:48
Írta: dezsoe Dátum 2017 június 29, 20:48
Igen, pont ez is a baja, ezért írtam, hogy lézerrel ne használd (használjátok).
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 július 08, 11:14
Írta: ium8w94xp Dátum 2017 július 08, 11:14
UCCNC 1.2042. (http://www.cncdrive.com/UCCNC/setup_1.2042.exe)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 július 08, 11:50
Írta: dezsoe Dátum 2017 július 08, 11:50
Ha már minden megjegyzés nélkül kilököd ide a linket immár nem először, akkor legalább ne a letöltésre, hanem az eredeti cikkre (http://www.forum.cncdrive.com/viewtopic.php?f=2&t=240&view=unread#unread) mutasson. Ebből az idelökött linkből nem derül ki például az az apróság, hogy ez nem egy hivatalos, hanem egy teszt verzió. Az sem derül ki, hogy mi változott. Itt is megjelenik mostmár minden teszt verzió, csak legfeljebb pár óra késéssel.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 július 08, 12:03
Írta: dezsoe Dátum 2017 július 08, 12:03
Sziasztok!
Megjelent az UCCNC 1.2042-es tesztverziója.
Innen tölthető le. (http://www.cncdrive.com/UCCNC/setup_1.2042.exe)
Javítások és változások:
- Koordináták, offszetek és egyebek mentése kilépéskor. Az előző verzióban nem kerültek mentésre kilépéskor, javítva
- Bizonyos körülmények között az M10/M11 nem kapcsolta a kimenetet, javítva
- G86 fúróciklus kapott egy H paramétert, amivel választani lehet a gyors vagy programozott sebességű kiemelés között
- Softlimit probléma: ha az előellenőrzés ki volt kapcsolva, de a softlimit engedélyezve volt, akkor a tengelyek nem megfelelően álltak meg g-kódból vezérelve. Javítva
- Új: Getrotate függvény makróban és plugin-ban
Megjelent az UCCNC 1.2042-es tesztverziója.
Innen tölthető le. (http://www.cncdrive.com/UCCNC/setup_1.2042.exe)
Javítások és változások:
- Koordináták, offszetek és egyebek mentése kilépéskor. Az előző verzióban nem kerültek mentésre kilépéskor, javítva
- Bizonyos körülmények között az M10/M11 nem kapcsolta a kimenetet, javítva
- G86 fúróciklus kapott egy H paramétert, amivel választani lehet a gyors vagy programozott sebességű kiemelés között
- Softlimit probléma: ha az előellenőrzés ki volt kapcsolva, de a softlimit engedélyezve volt, akkor a tengelyek nem megfelelően álltak meg g-kódból vezérelve. Javítva
- Új: Getrotate függvény makróban és plugin-ban
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 július 08, 12:25
Írta: ium8w94xp Dátum 2017 július 08, 12:25
Az izgalom hevébe csak erre futotta.....begyújt-e a lézer a profilommal :) De meghagyom, akkor neked eme nemes feladatot és linkelheted legközelebb ;)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 július 08, 12:31
Írta: dezsoe Dátum 2017 július 08, 12:31
:) Szerintem be fog gyújtani. Nálam legalábbis igen. :)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 július 08, 12:38
Írta: ium8w94xp Dátum 2017 július 08, 12:38
Akkor nem kell izgatottan várnom, mire haza megyek vasárnap. Köszi.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 július 08, 21:42
Írta: svejk Dátum 2017 július 08, 21:42
Bizony ám, Dezsoe a HobbyCNC fórumunk kinevezett kapcsolat tartója az UCCNC fejlesztőivel. (meg egyéb más dolga is van)
Vártam, hogy majd bejelenti, de úgy látszik szerényebb annál.
Gratulálok Dezsoe!
Vártam, hogy majd bejelenti, de úgy látszik szerényebb annál.
Gratulálok Dezsoe!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 július 08, 23:04
Írta: dezsoe Dátum 2017 július 08, 23:04
[#lookaround]
Cím: Re:UCCNC vezérlő program
Írta: kijy8hc3f Dátum 2017 július 09, 18:02
Írta: kijy8hc3f Dátum 2017 július 09, 18:02
Üdv tisztelt fórumtársak.
Kérdés az UCCNC program nem érhető el magyar nyelven?
Kérdés az UCCNC program nem érhető el magyar nyelven?
Cím: Re:UCCNC vezérlő program
Írta: kaqkk007 Dátum 2017 július 09, 19:29
Írta: kaqkk007 Dátum 2017 július 09, 19:29
Nem ,de a képernyő testre szabható akár teljesen új is készíthető .
Cím: Re:UCCNC vezérlő program
Írta: kijy8hc3f Dátum 2017 július 10, 20:51
Írta: kijy8hc3f Dátum 2017 július 10, 20:51
Köszönöm a választ, nincs magyarul elérhető cnc progi? illetve G- kódra generáló program?. HA van ilyen kérlek írjátok már meg asz elérhetőségét és a nevét. Ez az UCCNC program a nevéböl itélve van valami magyar vonatkozása? vagy csak érdekes egybeesés a betöltéskor megjelenő POLGÁRDI név?.
Cím: Re:UCCNC vezérlő program
Írta: KoLa Dátum 2017 július 10, 21:00
Írta: KoLa Dátum 2017 július 10, 21:00
Kellene egy tök' Magyar nyelvű cnc vezézlő!!!
Cím: Re:UCCNC vezérlő program
Írta: KoLa Dátum 2017 július 10, 21:05
Írta: KoLa Dátum 2017 július 10, 21:05
Pár év után már illene!
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 július 10, 21:32
Írta: 000000000 Dátum 2017 július 10, 21:32
Ezt a progit magyarok írják, fejlesztik. Elsősorban külföldiek számára.
Más programmal is találkoztam amelyiknél ugyanez a helyzet.
Akkor lepődtem meg, amikor a magyar fejlesztő, tulajdonos magyarul válaszolt, és elmondta, hogy is van a dolog.
Más programmal is találkoztam amelyiknél ugyanez a helyzet.
Akkor lepődtem meg, amikor a magyar fejlesztő, tulajdonos magyarul válaszolt, és elmondta, hogy is van a dolog.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 július 10, 21:38
Írta: dezsoe Dátum 2017 július 10, 21:38
Ugyanebben a topikban kb. évente előjön ugyanez a kérdés. A válasz is ugyanaz: minden porcikája szerkeszthető (illetve átrajzolható) a programnak. Aki igényli, lefordíthatja. :)
Viccet félretéve, nagyon kevesen keresik a magyar nyelvű felületet. Leginkább azért, mert egyrészt már szinte mindenki megszokta az angol nyelvűt, másrészt azért, mert a neten fellelhető dokumentációk és cikkek igen komoly hányada angol nyelvű. Aztán meg lehet keresgetni, hogy mi micsoda.
Gondolom, nem véletlen, hogy még senki nem fordította le: 358db kép van a megfelelő mappában, ezek közül van bőven feliratos, amit fordítani kéne. Plusz a képernyő leíró. Én biztos nem fognék hozzá... :)
Viccet félretéve, nagyon kevesen keresik a magyar nyelvű felületet. Leginkább azért, mert egyrészt már szinte mindenki megszokta az angol nyelvűt, másrészt azért, mert a neten fellelhető dokumentációk és cikkek igen komoly hányada angol nyelvű. Aztán meg lehet keresgetni, hogy mi micsoda.
Gondolom, nem véletlen, hogy még senki nem fordította le: 358db kép van a megfelelő mappában, ezek közül van bőven feliratos, amit fordítani kéne. Plusz a képernyő leíró. Én biztos nem fognék hozzá... :)
Cím: Re:UCCNC vezérlő program
Írta: KoLa Dátum 2017 július 10, 21:38
Írta: KoLa Dátum 2017 július 10, 21:38
Hogy is van ez magyarul?
Cím: Re:UCCNC vezérlő program
Írta: KoLa Dátum 2017 július 10, 21:58
Írta: KoLa Dátum 2017 július 10, 21:58
Vannak olyan felhasználók is mint én! 55 év felettiek,drehások
akik inkább forgácsolni tudnak, mint angolul!
De ne kelljen már szótározni egy magyar fejlesztésű programnál!
Micsoda blamázs,ez Balázs!...
A Wrikrys-nél csak kiválasztom a jazik-ot ...és milyen jó!!!
akik inkább forgácsolni tudnak, mint angolul!
De ne kelljen már szótározni egy magyar fejlesztésű programnál!
Micsoda blamázs,ez Balázs!...
A Wrikrys-nél csak kiválasztom a jazik-ot ...és milyen jó!!!
Cím: Re:UCCNC vezérlő program
Írta: KoLa Dátum 2017 július 10, 22:01
Írta: KoLa Dátum 2017 július 10, 22:01
wrykrys a helyes
Cím: Re:UCCNC vezérlő program
Írta: s7manbs8 Dátum 2017 július 10, 22:57
Írta: s7manbs8 Dátum 2017 július 10, 22:57
Meg lehetne csinálni, hogy felrakni a fordítandó szöveget valami közöl oldalra Google Drive, vagy akármi és aki akarna benne böngészve odarná a fordítást, aztán ha megvan meg beépíthető a programba. Persze úgy kéne, hogy valaki le ne törölje benne a fordítottakat .. csak hozzáírni lehessen, meg a saját beírását törölheti esetleg, javíthatja.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 július 10, 23:06
Írta: dezsoe Dátum 2017 július 10, 23:06
Nincs mit beépíteni a programba, csak a képeket kell átrajzolni. (A szövegek jelentős része képen van.) Van ezen kívül egy képernyő leíró, abban van még pár mondat. A képek a letölthető programban benne vannak, bárki nekifoghat, akár csapatostul is. :)
Cím: Re:UCCNC vezérlő program
Írta: kijy8hc3f Dátum 2017 július 11, 06:29
Írta: kijy8hc3f Dátum 2017 július 11, 06:29
Üdv Mindenkinek, aki egyetértett és annak is aki nem. közel 70 éves vagyok kicsit játszadoznék egy egészen pici cnc masinával. Sajnos nem tudok angolul és bár az ember holtig tanul, feltethetően nem is fogok megtanulni. Annál is inkább mivel nem igen van rá ingerenciám. Jó lett volna az ismert nyelven ( magyar) megismerni egy számomra teljesen uj világot, ráadásul még "drehás" multam sincs. Csak ugy önszorgalombol, talán kiváncsiságbol vettem ezt azt - többek között esztergagépet és ezt a kis kombinált cnc,- t. Esztergálni még most sem tudok, de megtanultam gönbölyíieni, -talán.De mindegy majd probálgatom. Mégegyszer köszönöm, hogy időt szakitottatok rám.
Mészáros Jenő
Mészáros Jenő
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2017 július 11, 15:48
Írta: frob Dátum 2017 július 11, 15:48
Mondjuk ebből a szempontból szégyen a programnak, hogy pl a cncusb kínai sw tud magyarul:)
Meg még jó pár nyelven...
Kár hogy ilyen képre feliratos program lett, ha lenne nyelvi fájlja biztos lefordította volna már valaki.
Persze ettől lehet jó, sőt!
Meg még jó pár nyelven...
Kár hogy ilyen képre feliratos program lett, ha lenne nyelvi fájlja biztos lefordította volna már valaki.
Persze ettől lehet jó, sőt!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 július 11, 15:55
Írta: dezsoe Dátum 2017 július 11, 15:55
Nem is a szövegek lefordítása a sok idő, hanem rendesen elhelyezgetni a grafikában. Mondjuk, akinek van gyakorlata benne, az jobban halad; nekem egy gomb kb. 2 óra, de ez inkább az én grafikai felkészültségemet jellemzi... :)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 július 11, 16:31
Írta: ium8w94xp Dátum 2017 július 11, 16:31
Szerintem te a szlovén programra gondolsz...az nem kínai, de valóban tud magyarul.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 július 11, 16:45
Írta: zt2c4wh9 Dátum 2017 július 11, 16:45
Bárki készíthet olyan screenset-et ahol nem a képre vannak írva a szövegek, hanem string mezőbe (label) és akkor szövegesen lenne tárolva a screenset fájlban.
Szóval nincsen kőbe vésve, hogy a háttérképen kell lennie a szövegeknek. Ha valakinek kedve van nyugodtan átszerkesztheti.
Szóval nincsen kőbe vésve, hogy a háttérképen kell lennie a szövegeknek. Ha valakinek kedve van nyugodtan átszerkesztheti.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 július 11, 16:50
Írta: zt2c4wh9 Dátum 2017 július 11, 16:50
Nyelvi fájl külön ugyan nincsen, mert ha minden egy nyelvi fájlban lenne tárolva azzal feláldoznánk a testre-szabhatóságot, mivel az UCCNC-ben a képernyő szabadon szerkeszthető, olyan képek, szövegek, DRO-k rakhatók a képernyőre olyan pozíciókba, amit csak a felhasználó megkíván. Ezt a lehetőséget a nyelvi fájl megszüntetné, mivel akkor a szövegeket nem lehetne szabadon szerkeszteni a beépített képernyő szerkesztővel, hiszen akkor a nyelvi fájlból kéne vegye a szöveget.
Illetve a rendszerüzenetek szövegei jelenleg is szövegként vannak tárolva a profil fájlokban, azok szabadon szövegesen átírhatók igény szerint.
Illetve a rendszerüzenetek szövegei jelenleg is szövegként vannak tárolva a profil fájlokban, azok szabadon szövegesen átírhatók igény szerint.
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2017 július 11, 16:58
Írta: 2dbfy8y Dátum 2017 július 11, 16:58
Szia Balázs!
Most uccnc-nek melyik a legutolsó megbízható verziója?
Most fejből nem tudom melyiket raktam fel, de ezzel is úgy jártam, hogy Kép égetés után Gkód-nál nem kapcsolt be a laser.
Most uccnc-nek melyik a legutolsó megbízható verziója?
Most fejből nem tudom melyiket raktam fel, de ezzel is úgy jártam, hogy Kép égetés után Gkód-nál nem kapcsolt be a laser.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 július 11, 19:29
Írta: dezsoe Dátum 2017 július 11, 19:29
A megbízható, azaz hivatalos verzió az 1.2037. A #4065-ben írtam, hogy teszt jelleggel letölthető az 1.2042-es, amiben pont a lézerrel kapcsolatos javítások is vannak.
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2017 július 11, 19:33
Írta: 2dbfy8y Dátum 2017 július 11, 19:33
Ha jól emlékszek épp a 37-es van fenn.
És az csinálta meg kép után ezt a laser nem bekapcsolást g kódnál.
Program újraindítás után újra működött.
És az csinálta meg kép után ezt a laser nem bekapcsolást g kódnál.
Program újraindítás után újra működött.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 július 11, 19:44
Írta: dezsoe Dátum 2017 július 11, 19:44
A 42-ben lett javítva a lézer. Elvileg exup kolléga is a lézerrel küzd, de még nem jelezte, hogy nála bevált-e a 42-es. Elvileg jónak kéne lennie: ha nem is lézerrel, csak egy sima LED-del, de én is kipróbáltam.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 július 11, 21:15
Írta: ium8w94xp Dátum 2017 július 11, 21:15
Igen jó már a legújabb teszt verzióban. Bár amire eddig használtam eddig is jó volt. :) Csak észre vettem ezt a kihagyást egy teszt file-on. De nélküle is elvoltam.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2017 július 11, 22:13
Írta: frob Dátum 2017 július 11, 22:13
Előnyök és hátrányok :)
nekem tetszik az alap felület, ehhez lehetne nyelvi fájl, de ahogy írod elvileg lehet is... csak akkor a képekről kell levakarni a feliratot...
R.
nekem tetszik az alap felület, ehhez lehetne nyelvi fájl, de ahogy írod elvileg lehet is... csak akkor a képekről kell levakarni a feliratot...
R.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 július 11, 22:29
Írta: 000000000 Dátum 2017 július 11, 22:29
Én fordítottam olyan programot, aminek a nyelvi fájljában a képre és számjelekre hivatkozva Rakja be az adott helyre az adott szöveget.
Így a hivatkozáshoz bármit írok, az megjelenik a megfelelő helyen.
Így, könnyedén lehet bármilyen nyelvi fájlt készíteni hozzá.
Választógombbal, egy kattintással nyelvet vált.
Még az elején akartam fordítani az UCCNC –t is. De nem volt fordítás barát. Ezért lemondtam a fordításról.
Nyilván, ha a kezdetekkor cél lett volna a többnyelvűség lehetősége, akkor most egyszerűbb lenne a dolog.
Biztosan több segítő is lett volna innen, ha kérik.
Így a hivatkozáshoz bármit írok, az megjelenik a megfelelő helyen.
Így, könnyedén lehet bármilyen nyelvi fájlt készíteni hozzá.
Választógombbal, egy kattintással nyelvet vált.
Még az elején akartam fordítani az UCCNC –t is. De nem volt fordítás barát. Ezért lemondtam a fordításról.
Nyilván, ha a kezdetekkor cél lett volna a többnyelvűség lehetősége, akkor most egyszerűbb lenne a dolog.
Biztosan több segítő is lett volna innen, ha kérik.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 július 11, 22:34
Írta: dezsoe Dátum 2017 július 11, 22:34
[#eljen]
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 július 12, 00:21
Írta: zt2c4wh9 Dátum 2017 július 12, 00:21
Szia,
Igen, úgy van ahogy írtad. A háttér képekről le lehetne törölni a feliratokat és fel lehetne rakni a képernyő szerkesztővel külön "label" elemeket amik akkor a képernyőszett fájlban szövegesen tárolják a string-et és akkor ott szabadon fordítható volna.
Csupán az tartott vissza bennünket, hogy így csináljuk, hogy akkor az OpenGL-nek több alkatrészt kell rajzolnia, ami egy mai PC-nek ugyan nem gond, meg se kottyan annyi alkatrész kirajzolása amennyi az UCCNC képernyőin van, de sajnos az a tapasztalat, hogy sokan őskori gépeket szeretnék használni, ezért törekszünk a minimális rendszerigényre amennyire csak lehetséges, ez pedig sokszor kompromisszumokkal jár, mint ahogy ez a példa mutatja.
Igen, úgy van ahogy írtad. A háttér képekről le lehetne törölni a feliratokat és fel lehetne rakni a képernyő szerkesztővel külön "label" elemeket amik akkor a képernyőszett fájlban szövegesen tárolják a string-et és akkor ott szabadon fordítható volna.
Csupán az tartott vissza bennünket, hogy így csináljuk, hogy akkor az OpenGL-nek több alkatrészt kell rajzolnia, ami egy mai PC-nek ugyan nem gond, meg se kottyan annyi alkatrész kirajzolása amennyi az UCCNC képernyőin van, de sajnos az a tapasztalat, hogy sokan őskori gépeket szeretnék használni, ezért törekszünk a minimális rendszerigényre amennyire csak lehetséges, ez pedig sokszor kompromisszumokkal jár, mint ahogy ez a példa mutatja.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 július 12, 00:24
Írta: zt2c4wh9 Dátum 2017 július 12, 00:24
A képernyő átszabásra egyébként itt van egy példa, bár ez sem Magyar és csak azért mutatom, hogy látható legyen, hogy akár tejesen átszerkeszthető a képernyő.
UCCNC screenset (http://www.thecncwoodworker.com/2017.html)
UCCNC screenset (http://www.thecncwoodworker.com/2017.html)
Cím: Re:UCCNC vezérlő program
Írta: s7manbs8 Dátum 2017 július 12, 00:25
Írta: s7manbs8 Dátum 2017 július 12, 00:25
Csinálhatnátok olyan kijelző módot is, hogy mint a Doom játékban lehetne rajta játszani is, a nyomógombok közt mászkálva lövöldözve, úgyis mag a CNC is multidimenzionális. :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 július 18, 23:27
Írta: dezsoe Dátum 2017 július 18, 23:27
Sziasztok!
Alkottam egy plugint számok beviteléhez. Ha engedélyezitek (a Call startup-ba nem kell pipa), akkor egy beviteli mezőre kattintva feljön egy számológép kinézetű képernyő-billentyűzet, ami tényleg számológép. A következőket tudja:
- számok bevitele
- g-kód stílusú függvények (abs[] stb.)
- a #nnn változók
- speciális változók, pl.: x, y, z stb.
- átmeneti memória írása/olvasása/törlése
Egy pár képet mellékeltem.
(Két gomb hiányzik, majd a 2.0 verzióban az is lesz, pár hét múlva.)
Minimum az UCCNC 1.2029-es verziót igényli.
Letöltés 1 (http://www.szentkereszty.net/uccnc_osk_plugin/UCCNC_OSK.zip)
Letöltés 2 (http://kredenc.onmypc.net/net/uccnc_osk_plugin/UCCNC_OSK.zip)
Alkottam egy plugint számok beviteléhez. Ha engedélyezitek (a Call startup-ba nem kell pipa), akkor egy beviteli mezőre kattintva feljön egy számológép kinézetű képernyő-billentyűzet, ami tényleg számológép. A következőket tudja:
- számok bevitele
- g-kód stílusú függvények (abs[] stb.)
- a #nnn változók
- speciális változók, pl.: x, y, z stb.
- átmeneti memória írása/olvasása/törlése
Egy pár képet mellékeltem.
(Két gomb hiányzik, majd a 2.0 verzióban az is lesz, pár hét múlva.)
Minimum az UCCNC 1.2029-es verziót igényli.
Letöltés 1 (http://www.szentkereszty.net/uccnc_osk_plugin/UCCNC_OSK.zip)
Letöltés 2 (http://kredenc.onmypc.net/net/uccnc_osk_plugin/UCCNC_OSK.zip)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 július 18, 23:34
Írta: dezsoe Dátum 2017 július 18, 23:34
Illetve, csak akartam mellékelni... [#falbav] De majd most!
(https://hobbicncforum.hu/uploaded_images/2017/07/tn_nfncsjcupye3fe0ay979n_3977.png) (https://hobbicncforum.hu/uploaded_images/2017/07/nfncsjcupye3fe0ay979n_3977.png) (https://hobbicncforum.hu/uploaded_images/2017/07/tn_y3vemp792n4tk56habqy_3977.png) (https://hobbicncforum.hu/uploaded_images/2017/07/y3vemp792n4tk56habqy_3977.png) (https://hobbicncforum.hu/uploaded_images/2017/07/tn_ema72hzazdhqauep0zt7m_3977.png) (https://hobbicncforum.hu/uploaded_images/2017/07/ema72hzazdhqauep0zt7m_3977.png)
(https://hobbicncforum.hu/uploaded_images/2017/07/tn_nfncsjcupye3fe0ay979n_3977.png) (https://hobbicncforum.hu/uploaded_images/2017/07/nfncsjcupye3fe0ay979n_3977.png) (https://hobbicncforum.hu/uploaded_images/2017/07/tn_y3vemp792n4tk56habqy_3977.png) (https://hobbicncforum.hu/uploaded_images/2017/07/y3vemp792n4tk56habqy_3977.png) (https://hobbicncforum.hu/uploaded_images/2017/07/tn_ema72hzazdhqauep0zt7m_3977.png) (https://hobbicncforum.hu/uploaded_images/2017/07/ema72hzazdhqauep0zt7m_3977.png)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 július 19, 06:55
Írta: ium8w94xp Dátum 2017 július 19, 06:55
Köszönjük.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 július 19, 07:25
Írta: svejk Dátum 2017 július 19, 07:25
[#nemtudom] Mire is jó ez pontosan?
Csak mert tízen pár évig nem volt ilyenünk...
De ha írsz egy két példát örömmel fogom használni. [#finom]
Csak mert tízen pár évig nem volt ilyenünk...
De ha írsz egy két példát örömmel fogom használni. [#finom]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 július 19, 09:42
Írta: dezsoe Dátum 2017 július 19, 09:42
Két felhasználási területe van. Az egyik, ha érintőképernyőd van, akkor könnyebben tudsz ezzel beírni értéket egy mezőbe. A másik sokkal összetettebb, ekkor már számolsz is vele.
Példa: megkerested egy munkadarab széleit és át kéne írnod az X aktuális értékét mondjuk az egyharmadára. Beírod, hogy X/3.
Példa: egy korábbi akármi eredménye a #10 változóban van. Ezt be kéne írnod egy mezőbe egy másik művelethez. Begépeled, hogy #10.
A Mach-ban is tudsz valamennyire műveleteket végezni a DRO-kban, ez egy kicsit többet tud. Itt eltárolhatsz részeredményeket, zárójelezhetsz, használhatod a g-kódban megszokott függvényeket stb.
Példa: megkerested egy munkadarab széleit és át kéne írnod az X aktuális értékét mondjuk az egyharmadára. Beírod, hogy X/3.
Példa: egy korábbi akármi eredménye a #10 változóban van. Ezt be kéne írnod egy mezőbe egy másik művelethez. Begépeled, hogy #10.
A Mach-ban is tudsz valamennyire műveleteket végezni a DRO-kban, ez egy kicsit többet tud. Itt eltárolhatsz részeredményeket, zárójelezhetsz, használhatod a g-kódban megszokott függvényeket stb.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 július 19, 17:31
Írta: ium8w94xp Dátum 2017 július 19, 17:31
Lehet, hogy volt róla szó, de nincs kedvem 80 oldalt végig nyálazni. Lézer plugin minimum és maximum százalékoknál mit tud a minimum 0% alatt és a maximum 100% felett? Mert a kimeneten nem mértem változást 0 alatt és 100 felett. Köszi.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 július 19, 23:09
Írta: svejk Dátum 2017 július 19, 23:09
Aha!
Akkor ez főleg paraméteres programozásnál lehet előny.
Köszi!
Akkor ez főleg paraméteres programozásnál lehet előny.
Köszi!
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 július 19, 23:17
Írta: svejk Dátum 2017 július 19, 23:17
Ha jól rémlik valamelyik Balázs tett már ki ide szerszámcserélős makrót UCCNC-hez, de nem találom.
De ha valaki jártas a külföldi oldalakon onnan is jó lenne egy link.
Asztal szélén libasorban a szerszámok, onnan kellene felcsipegetni őket. Gyakorlatilag koordinátákra menni és egy(két) levegős szelepet kapcsolgatni.
Van sejtésem hogy lehetne megcsinálni, de jó lenne látni példaprogit.
Azt meg még elképzelni sem tudom, hogy bekapcsolás után honnan lehetne tudni, hogy melyik szerszámhely az üres.
(gondolom nem kellenek érzékelők, valahogy el lehet menteni a kikapcsolt állapotot)
De ha valaki jártas a külföldi oldalakon onnan is jó lenne egy link.
Asztal szélén libasorban a szerszámok, onnan kellene felcsipegetni őket. Gyakorlatilag koordinátákra menni és egy(két) levegős szelepet kapcsolgatni.
Van sejtésem hogy lehetne megcsinálni, de jó lenne látni példaprogit.
Azt meg még elképzelni sem tudom, hogy bekapcsolás után honnan lehetne tudni, hogy melyik szerszámhely az üres.
(gondolom nem kellenek érzékelők, valahogy el lehet menteni a kikapcsolt állapotot)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 július 20, 07:50
Írta: dezsoe Dátum 2017 július 20, 07:50
Szólj, ha elakadsz, segítek. A példaprogram nem rémlik, de amúgy is jobban jársz, ha nulláról írod meg. (Hamarabb is megvan, nem is hozod át a más hibáját.)
A szerszám mentésről. M99999.txt-be (kilépéskor fut):
exec.Writekey("SvejkAdatai", "LastSelectedTool", exec.Getcurrenttool().ToString());
Ez elmenti az aktuális szerszámot a profilba így:
[SvejkAdatai]
LastSelectedTool=0
Amit az M99998.txt-ben (induláskor fut) így tudsz beolvasni (és a státuszba kiíratni):
int LastSelectedTool = Convert.ToInt32(exec.Readkey("SvejkAdatai", "LastSelectedTool", "0"));
AS3.Additemtolistbeginning("Legutobbi szerszam: " + LastSelectedTool, 2);
A szerszám mentésről. M99999.txt-be (kilépéskor fut):
exec.Writekey("SvejkAdatai", "LastSelectedTool", exec.Getcurrenttool().ToString());
Ez elmenti az aktuális szerszámot a profilba így:
[SvejkAdatai]
LastSelectedTool=0
Amit az M99998.txt-ben (induláskor fut) így tudsz beolvasni (és a státuszba kiíratni):
int LastSelectedTool = Convert.ToInt32(exec.Readkey("SvejkAdatai", "LastSelectedTool", "0"));
AS3.Additemtolistbeginning("Legutobbi szerszam: " + LastSelectedTool, 2);
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 július 20, 07:53
Írta: dezsoe Dátum 2017 július 20, 07:53
Jut eszembe: ha ezt a mentés-visszatöltés párost a szerszámcsere makró elejére és végére írod, akkor sokkal hasznosabb, elvégre ott van rá szükség. :) Csak nem ez volt a kérdés. :)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 július 20, 11:23
Írta: ium8w94xp Dátum 2017 július 20, 11:23
Nekem van egy, de nem én írtam, tehát szinte lövésem sincs melyik sor mit csinál. De M6-nál nekem kimegy a gép egy beállított pontra, leállítja a marót, kiírja melyik szerszámot tedd be, aztán le okézás után leméri a szerszám hosszát, aztán folytatja a műveletet. Ha kell eltudom küldeni bogarászni.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 július 20, 12:50
Írta: svejk Dátum 2017 július 20, 12:50
Szerintem az is segítség lenne, megköszönöm.
Magamtól nulláról biztos nem fogom tudni megírni, de ha van egy két támpont akkor van rá kevés esély.
Magamtól nulláról biztos nem fogom tudni megírni, de ha van egy két támpont akkor van rá kevés esély.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 július 20, 13:01
Írta: ium8w94xp Dátum 2017 július 20, 13:01
Elküldtem.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2017 július 20, 14:36
Írta: kr97pwss2 Dátum 2017 július 20, 14:36
Az UCCNC Macro_Default könyvtárában az M6-os makrót nézd meg, abban egy 10 pozíciós lineáris elrendezésű szerszámcserélő mintapélda van.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2017 július 20, 21:27
Írta: frob Dátum 2017 július 20, 21:27
Ha már makrók...
Biztos van lehetőség olyanra hogy height mapp-ot készítsekegy adott felületről...
Szóval van? :)
Biztos van lehetőség olyanra hogy height mapp-ot készítsekegy adott felületről...
Szóval van? :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 július 20, 21:34
Írta: dezsoe Dátum 2017 július 20, 21:34
Ha digitalizálásra gondolsz, akkor igen. A Tools/Probe alatt tudod a mentés beállításait elvégezni, M40-re indul, M41-re leáll a tárolás, közte az elemi probe utasításokat neked kell megoldani. Pl.:
G0 Z1
M40
G0 X0 Y0
G31 Z-1
G0 Z1
G0 X0 Y1
G31 Z-1
G0 Z1
...
M41
M2
Nagyon leegyszerűsítve ennyi, de a lényeget látod belőle.
G0 Z1
M40
G0 X0 Y0
G31 Z-1
G0 Z1
G0 X0 Y1
G31 Z-1
G0 Z1
...
M41
M2
Nagyon leegyszerűsítve ennyi, de a lényeget látod belőle.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 július 20, 21:51
Írta: svejk Dátum 2017 július 20, 21:51
..s tényleg ott van! :)
Már csak össze kell fűzni a szerszámbemérővel.
Jó nap kerekedett ebből a maiból!
Köszi! [#integet2]
Már csak össze kell fűzni a szerszámbemérővel.
Jó nap kerekedett ebből a maiból!
Köszi! [#integet2]
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2017 július 21, 08:14
Írta: frob Dátum 2017 július 21, 08:14
Egyenlőre még nem :)
De remélem meg fogom látni, ha megvan ez a feltérképezés, ezt hogy lehet összehozni a gravírozandó g kóddal?
vagy ez is ott van egyértelműen?
De remélem meg fogom látni, ha megvan ez a feltérképezés, ezt hogy lehet összehozni a gravírozandó g kóddal?
vagy ez is ott van egyértelműen?
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 július 21, 08:52
Írta: ium8w94xp Dátum 2017 július 21, 08:52
Több féle ilyen van. Gyárilag van is benne ilyen plugin. Cahit Ates user készítette. Zseblámpába gravíroztam vele. Igazából ő nyák maráshoz készítette, de most már digitalizálni is tud file-ba, szóval nagyon jó lett.
Cím: Re:UCCNC vezérlő program
Írta: Messer Dátum 2017 július 21, 08:53
Írta: Messer Dátum 2017 július 21, 08:53
Ha d.u. 4-ig nem sikerül megoldani, hívj fel.
(privátban küldök számot) Addig "se látok, se hallok".
(privátban küldök számot) Addig "se látok, se hallok".
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2017 július 21, 09:00
Írta: frob Dátum 2017 július 21, 09:00
rövidesen lesz mivel élesben játszani, úgy hogy nézegetem
A telszámot köszi, lehet nem ma hívlak, de ha voltál ilyen kedves biztos keresni foglak!
A telszámot köszi, lehet nem ma hívlak, de ha voltál ilyen kedves biztos keresni foglak!
Cím: Re:UCCNC vezérlő program
Írta: Fli4l Dátum 2017 július 22, 11:33
Írta: Fli4l Dátum 2017 július 22, 11:33
Sziasztok!
Egy kérdés a Step/Dir-el kapcsolatban. Lehet módosítani CW/CCW-re a kimenetet vagy hardware-es logikával kell megoldanom? Mások is belefutnak ilyenbe néha, ha ipari servot használnak, hogy nincs csak CW/CCW.
Előre is köszönöm a választ.
Egy kérdés a Step/Dir-el kapcsolatban. Lehet módosítani CW/CCW-re a kimenetet vagy hardware-es logikával kell megoldanom? Mások is belefutnak ilyenbe néha, ha ipari servot használnak, hogy nincs csak CW/CCW.
Előre is köszönöm a választ.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 július 22, 13:40
Írta: 000000000 Dátum 2017 július 22, 13:40
Futottam bele, de 99%-ban át lehetett állítani a vezérlőt 2 CLK-ról 1-re !
Arra az 1%-re meg itt van ez !
(http://forum.cncprovn.com/attachment.php?attachmentid=3386&d=1458793728&thumb=1)
Arra az 1%-re meg itt van ez !
(http://forum.cncprovn.com/attachment.php?attachmentid=3386&d=1458793728&thumb=1)
Cím: Re:UCCNC vezérlő program
Írta: Fli4l Dátum 2017 július 23, 19:53
Írta: Fli4l Dátum 2017 július 23, 19:53
Köszi!
Majd megnézem pontosan, hogy lehet-e módosítani.
Majd megnézem pontosan, hogy lehet-e módosítani.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 július 26, 13:05
Írta: svejk Dátum 2017 július 26, 13:05
Nem is értem, miért nincs CNCDrive topic...
szóval a DG4S xxx vezérlőknek elérhető valahol magyar leírásuk?
Kicsit nem értem a Reset bemenetet, Hiba kimenetet és főleg nem a mixed módot.
Olyan lehet mint a Geckoé anno?
szóval a DG4S xxx vezérlőknek elérhető valahol magyar leírásuk?
Kicsit nem értem a Reset bemenetet, Hiba kimenetet és főleg nem a mixed módot.
Olyan lehet mint a Geckoé anno?
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 július 26, 14:29
Írta: zt2c4wh9 Dátum 2017 július 26, 14:29
Szia Svejk,
A DG4S-nek nincsen sajnos Magyar leírása, csak angol.
Azt nem tudom a Geckonál hogyan van a reset, szóval nem tudom hogy úgy van-e a DG4S-nél vagy sem.
A DG4S-nél az error az kétirányú, egyrészt nyitott kollektoros kimenet, másrészt a kimenetet olvassa is a vezérlő. Az error kimeneteket célszerű összekötni minden vezérlőn, illeve külső logika is tudja aktiválni, ahogy a Figure 5.-en le van rajzolva a doksiban.
Szóval ha bármelyik vezérlő hibára fut, akkor ad egy error kimenetet, amelyet a többi vezérlő is érzékel és megáll, ha az error vonal össze van kötve. Illetve ha külső logika aktiválja az error vonalat, akkor is megállnak a vezérlők.
A reset vonal pedig a vezérlő(k) újraindítására szolgálnak.
Mindkét jel aktív alacsony.
A mixed mode-nál a reset és error vonalak össze vannak kötve és ha a vezérlő hibára fut ad egy error kimenetet és mivel az a reset-hez is hozzá van kötve, ezért rögtön újra is indítja magát a vezérlő, szóval újra feláll a rendszer automatikusan a hiba után.
A DG4S-nek nincsen sajnos Magyar leírása, csak angol.
Azt nem tudom a Geckonál hogyan van a reset, szóval nem tudom hogy úgy van-e a DG4S-nél vagy sem.
A DG4S-nél az error az kétirányú, egyrészt nyitott kollektoros kimenet, másrészt a kimenetet olvassa is a vezérlő. Az error kimeneteket célszerű összekötni minden vezérlőn, illeve külső logika is tudja aktiválni, ahogy a Figure 5.-en le van rajzolva a doksiban.
Szóval ha bármelyik vezérlő hibára fut, akkor ad egy error kimenetet, amelyet a többi vezérlő is érzékel és megáll, ha az error vonal össze van kötve. Illetve ha külső logika aktiválja az error vonalat, akkor is megállnak a vezérlők.
A reset vonal pedig a vezérlő(k) újraindítására szolgálnak.
Mindkét jel aktív alacsony.
A mixed mode-nál a reset és error vonalak össze vannak kötve és ha a vezérlő hibára fut ad egy error kimenetet és mivel az a reset-hez is hozzá van kötve, ezért rögtön újra is indítja magát a vezérlő, szóval újra feláll a rendszer automatikusan a hiba után.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 július 26, 14:35
Írta: svejk Dátum 2017 július 26, 14:35
Köszönöm a magyarázatot!
Segédtépfesznek a +5 V-os bemenet vagy a +12 V-os van pereferálva.
Illetve jól mérem, hogy a a DC síntől teljesen le van válassztva minden?
Tehát a segédtápfesz GND-je nem azonos a DC busz mínuszával?
Ez esetben a DC busz maradjon a "levegőben", azaz ne kössük össze a gép fémvázával a mínuszát?
Segédtépfesznek a +5 V-os bemenet vagy a +12 V-os van pereferálva.
Illetve jól mérem, hogy a a DC síntől teljesen le van válassztva minden?
Tehát a segédtápfesz GND-je nem azonos a DC busz mínuszával?
Ez esetben a DC busz maradjon a "levegőben", azaz ne kössük össze a gép fémvázával a mínuszát?
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 július 26, 14:39
Írta: zt2c4wh9 Dátum 2017 július 26, 14:39
A segédtápfesz (Main csatlakozó 7.,8.láb) 12V-ot kell kötni, ebből csinál a vezérlő 5V-ot, amit szükség szerint le tudsz venni az AUX csatlakozóról (1.láb +5V, 2.láb 0V).
Igen, jól mérted, a logikai a teljesítmény részről galvanikusan le van választva.
Igen, jól mérted, a logikai a teljesítmény részről galvanikusan le van választva.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 július 26, 14:39
Írta: zt2c4wh9 Dátum 2017 július 26, 14:39
És igen, ahogy írtad, ne kössétek össze a mínuszát a gépvázzal.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 július 26, 22:36
Írta: ium8w94xp Dátum 2017 július 26, 22:36
Sziasztok.
Találtam egy jópofa kiegészítést UCCNC-hez. Most már csak az a bajom, hogy sok ember fejlesztget, írogat hozzá mindenfélét, de hétköznapi felhasználó nehezen tudja ezeket mind egybegyúrni.
Tehát én használok egy 2017SC kinézetet a maga tartalmával és már nehezemre esik az új emberke dolgait vele egybetenni.
UCCNC probing screen (https://adapting-camera.blogspot.hu/2017/05/uccnc-probing-screen-and-macros.html)
Találtam egy jópofa kiegészítést UCCNC-hez. Most már csak az a bajom, hogy sok ember fejlesztget, írogat hozzá mindenfélét, de hétköznapi felhasználó nehezen tudja ezeket mind egybegyúrni.
Tehát én használok egy 2017SC kinézetet a maga tartalmával és már nehezemre esik az új emberke dolgait vele egybetenni.
UCCNC probing screen (https://adapting-camera.blogspot.hu/2017/05/uccnc-probing-screen-and-macros.html)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 július 27, 00:00
Írta: dezsoe Dátum 2017 július 27, 00:00
Szia!
Van egyáltalán értelme egybegyúrni? A_Camera képernyője és a 2017 jog ablakában levő bemérő eszközök között nem igazán látok különbséget. Illetve, a 2017-ben több funkció van, cserébe fizetős. Nekem nincs meg a 2017, de a képernyő alapján kíváncsi lennék, hogy az A_Camera megoldása mivel tud többet. Egy pár szóban összehasonlíthatnád a két megoldást: tényleg kíváncsi vagyok rá.
Előre is köszi!
Van egyáltalán értelme egybegyúrni? A_Camera képernyője és a 2017 jog ablakában levő bemérő eszközök között nem igazán látok különbséget. Illetve, a 2017-ben több funkció van, cserébe fizetős. Nekem nincs meg a 2017, de a képernyő alapján kíváncsi lennék, hogy az A_Camera megoldása mivel tud többet. Egy pár szóban összehasonlíthatnád a két megoldást: tényleg kíváncsi vagyok rá.
Előre is köszi!
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 július 27, 06:52
Írta: ium8w94xp Dátum 2017 július 27, 06:52
Ez tud X Y tengelyen is mérni. A 2017 csak Z tengelyen tud.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 július 27, 07:38
Írta: dezsoe Dátum 2017 július 27, 07:38
Hát, csak nem értem. A képek alapján tud a 2017 X-et és Y-t mérni.
(Félreértés ne essék: nem az A_Camera által készített képernyővel van bármi bajom, sőt, kifejezetten tetszik. Csak azt nem értem, hogy mi az a funkció, ami nincs meg a 2017-ben és emiatt a kettőt össze kéne gyúrni.)
(https://hobbicncforum.hu/uploaded_images/2017/07/tn_t8v9q6nngz9ghedpuk0jb_3977.png) (https://hobbicncforum.hu/uploaded_images/2017/07/t8v9q6nngz9ghedpuk0jb_3977.png)
(Félreértés ne essék: nem az A_Camera által készített képernyővel van bármi bajom, sőt, kifejezetten tetszik. Csak azt nem értem, hogy mi az a funkció, ami nincs meg a 2017-ben és emiatt a kettőt össze kéne gyúrni.)
(https://hobbicncforum.hu/uploaded_images/2017/07/tn_t8v9q6nngz9ghedpuk0jb_3977.png) (https://hobbicncforum.hu/uploaded_images/2017/07/t8v9q6nngz9ghedpuk0jb_3977.png)
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2017 július 27, 07:58
Írta: frob Dátum 2017 július 27, 07:58
ránézésre a másik csicsásabb :)
mezei usernek érthetőbb
mezei usernek érthetőbb
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 július 27, 10:33
Írta: svejk Dátum 2017 július 27, 10:33
No, még egy kérdés.
Ti saját gyártású RJ45-ös egyenes kábeleket használtok?
Mert pl. a vezérlő encoder bemeneténél az 5 és 6-os láb nem egyazon csavart érpárhoz tartozik egyik szabvány szerint sem.
(én kis naív, elvágtam egy gyári kábelt, másik végét -érvéghüvelyezem- de hát nem passzol a csavart érpár:( )
Ti saját gyártású RJ45-ös egyenes kábeleket használtok?
Mert pl. a vezérlő encoder bemeneténél az 5 és 6-os láb nem egyazon csavart érpárhoz tartozik egyik szabvány szerint sem.
(én kis naív, elvágtam egy gyári kábelt, másik végét -érvéghüvelyezem- de hát nem passzol a csavart érpár:( )
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 július 27, 11:23
Írta: ium8w94xp Dátum 2017 július 27, 11:23
Akkor csak eddig nem találtam ezt az ablakot. [#nyes]
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 július 27, 11:34
Írta: zt2c4wh9 Dátum 2017 július 27, 11:34
Szia Svejk,
Nem, nem használunk saját lábkiosztású kábelt.
1:1, vagyis egyenes kiosztású gyári kábel a megfelelő.
A crosslink az nem jó!
Nem, nem használunk saját lábkiosztású kábelt.
1:1, vagyis egyenes kiosztású gyári kábel a megfelelő.
A crosslink az nem jó!
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 július 27, 11:47
Írta: svejk Dátum 2017 július 27, 11:47
Az sem lehet okés, mert a 6-os lábnak a 3-as az érpárja és nem az 5-ös.
Persze értem én hogy működik csak hát....
szabványos bekötések (http://www.digitalis.hu/tudasbazis/hlp_00005.php)
Persze értem én hogy működik csak hát....
szabványos bekötések (http://www.digitalis.hu/tudasbazis/hlp_00005.php)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 július 30, 08:07
Írta: svejk Dátum 2017 július 30, 08:07
A PID hangolásnál az "Li" mit is takar pontosan?
A "PWM Limit" és "Mintavételi idő" értékeit mikor is érdemes állítani?
Ezekről nem készült leírás?
(én beállítom magamnak, mert már elég sok ilyesmivel találkoztam, de egy kezdő szerintem csak néz mint Rozi a moziban)
Még egy ötlet, érdemes lenne a vezérlőkben a gyári beállított erősítéseket jóval kisebb értékre venni és úgy kiadni.
Nagyobb gépnél, motoroknál elég ijesztő a nagy értékekből adódó gerjedés.
Vagy legalább a Servoconfigurátor programfelületre egy leállítási funkció ilyen esetekre.
A "PWM Limit" és "Mintavételi idő" értékeit mikor is érdemes állítani?
Ezekről nem készült leírás?
(én beállítom magamnak, mert már elég sok ilyesmivel találkoztam, de egy kezdő szerintem csak néz mint Rozi a moziban)
Még egy ötlet, érdemes lenne a vezérlőkben a gyári beállított erősítéseket jóval kisebb értékre venni és úgy kiadni.
Nagyobb gépnél, motoroknál elég ijesztő a nagy értékekből adódó gerjedés.
Vagy legalább a Servoconfigurátor programfelületre egy leállítási funkció ilyen esetekre.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 július 31, 06:46
Írta: svejk Dátum 2017 július 31, 06:46
1.2042-es verzióval tapasztalat:
Ha G68-al elforgatom a koordináta rendszert akkor a softlimitet nem jól kezeli, gyakorlatilag rögtön végállásra futottam.
Illetve lenne egy kérdésem, mit, hova kellene írni az M6 makróba, hogy a szerszámcsere után automatikusan folytatódjon a program és ne kelljen leokézni?
Ha G68-al elforgatom a koordináta rendszert akkor a softlimitet nem jól kezeli, gyakorlatilag rögtön végállásra futottam.
Illetve lenne egy kérdésem, mit, hova kellene írni az M6 makróba, hogy a szerszámcsere után automatikusan folytatódjon a program és ne kelljen leokézni?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 július 31, 07:47
Írta: dezsoe Dátum 2017 július 31, 07:47
Ha le kell okézni, akkor egy MessageBox.Show kezdetű sornál jár a makró. Ezt //-rel megjegyzésbe teszed, vagy kitörlöd, akkor nem áll meg.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 július 31, 08:22
Írta: svejk Dátum 2017 július 31, 08:22
Köszönöm! [#worship]
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 július 31, 12:21
Írta: zt2c4wh9 Dátum 2017 július 31, 12:21
Az Li az integrál összeg korlátja, vagyis hogy az integrál összeg abszolút értéke nem nőhet meg a beállított érték fölé.
A PWM limit pedig a kimeneti PWM kitöltési tényezőjének a korlátozása.
Valahol van egy leírás a PID tuningról a paraméterekkel, de most hirtelen nem találom, megpróbálom előkeresni...
A PWM limit pedig a kimeneti PWM kitöltési tényezőjének a korlátozása.
Valahol van egy leírás a PID tuningról a paraméterekkel, de most hirtelen nem találom, megpróbálom előkeresni...
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 július 31, 12:27
Írta: zt2c4wh9 Dátum 2017 július 31, 12:27
A szoftlimit problémáról írhatnál egy kicsit többet, mert nem tudom mi lehet pontosan a gond.
A szoftlimit ketté lett választva pár verzióval ezelőtt, egyrészt a mozgás közbeni softlimit figyelésre, másrészt a g-kódban hogy figyelje a softlimit-et.
Az előbbit biztosan teszteltük és jónak kéne legyen az 1.2042-ben, mert előtte gond volt a softlimit megállással ha g-kód közben kapta el a végállást, ezt javítottuk és emiatt alaposan tesztelve is lett. Az utóbbit is szerintem teszteltük a forgatás megírásakor, de ez csak halványan dereng most.
Szóval jó lenne tudni hogy pontosan mi a gond. Példa kód is jó volna hozzá ha olyan jellegű a probléma.
A szoftlimit ketté lett választva pár verzióval ezelőtt, egyrészt a mozgás közbeni softlimit figyelésre, másrészt a g-kódban hogy figyelje a softlimit-et.
Az előbbit biztosan teszteltük és jónak kéne legyen az 1.2042-ben, mert előtte gond volt a softlimit megállással ha g-kód közben kapta el a végállást, ezt javítottuk és emiatt alaposan tesztelve is lett. Az utóbbit is szerintem teszteltük a forgatás megírásakor, de ez csak halványan dereng most.
Szóval jó lenne tudni hogy pontosan mi a gond. Példa kód is jó volna hozzá ha olyan jellegű a probléma.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 július 31, 13:11
Írta: svejk Dátum 2017 július 31, 13:11
Jó lenne a leírás, én azt gondoltam kis és nagy sebességre külön lehet állítani az I-tagot.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 július 31, 13:25
Írta: svejk Dátum 2017 július 31, 13:25
450x750-es munkaterület, softlimitek beállítva rendben megáll minden irányban.
A munkaterület baloldali közepe táján volt felvéve a munkakoordináta 0 pontja.
ezt ugye elvégezte rendesen.
Ezután próbából kiadtam a G68 R90 parancsot, ( -most már tudom, hogy -90 vagy 270 kellett volna a jobbra forgatáshoz-) és ekkor az X tengely X- végállásra futott softlimit és figyelmeztetés nélkül.
A setupban láttam a két lehetőséget, mindkettő ki volt pipálva.
Mondjuk én úgy értelmeztem, hogy a bal oldali eleve engedélyezi a softlimitet, a jobb oldali pedig rögtön a kód betöltésekor is figyelmeztet.
A munkaterület baloldali közepe táján volt felvéve a munkakoordináta 0 pontja.
ezt ugye elvégezte rendesen.
Ezután próbából kiadtam a G68 R90 parancsot, ( -most már tudom, hogy -90 vagy 270 kellett volna a jobbra forgatáshoz-) és ekkor az X tengely X- végállásra futott softlimit és figyelmeztetés nélkül.
A setupban láttam a két lehetőséget, mindkettő ki volt pipálva.
Mondjuk én úgy értelmeztem, hogy a bal oldali eleve engedélyezi a softlimitet, a jobb oldali pedig rögtön a kód betöltésekor is figyelmeztet.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 július 31, 16:27
Írta: zt2c4wh9 Dátum 2017 július 31, 16:27
Ez érdekes, mert a softlimit, ha be van kapcsolva, hogy mozgás közben figyelje, akkor az teljesen független attól, hogy a G68 ki vagy be van-e kapcsolva.
Ezt úgy értem, hogy azt figyeli az API, hogy elérte-e a megadott softlimit-et mozgás közben, ennek pedig nincsen köze ahhoz hogy milyen g-kód aktív és hogy mi van éppen végrehajtva. Vagyis a g-kód végrehajtás alatt egy szinttel nézi a softlimit határokat és elérését a vezérlő.
Szóval nem függhet a G68-tól.
Esetleg letudnád ellenőrizni még egyszer, hogy pontosan hogyan jelentkezik a probléma. Példa kód és beállítás (profil fájl) is jó volna, hogy lássam pontosan.
Ezt úgy értem, hogy azt figyeli az API, hogy elérte-e a megadott softlimit-et mozgás közben, ennek pedig nincsen köze ahhoz hogy milyen g-kód aktív és hogy mi van éppen végrehajtva. Vagyis a g-kód végrehajtás alatt egy szinttel nézi a softlimit határokat és elérését a vezérlő.
Szóval nem függhet a G68-tól.
Esetleg letudnád ellenőrizni még egyszer, hogy pontosan hogyan jelentkezik a probléma. Példa kód és beállítás (profil fájl) is jó volna, hogy lássam pontosan.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 július 31, 17:42
Írta: svejk Dátum 2017 július 31, 17:42
Okszi, jövő hét elején járok arra, akkor elküldök mindent.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 augusztus 02, 23:37
Írta: 000000000 Dátum 2017 augusztus 02, 23:37
Sziasztok. Csak azt akarom mondani hogy hogy az új Probe Screen át van alakosan változtatva, sokkal jobb mint amit le lehet tölteni. Ha az őszre lesz időm akkor csinálok egy programot ami egy kattintással telepítésre megy as UCCNC-re. Én már elég régen ezt használom, de jelenleg nem lehet letölteni.
Két képet akartam idetenni, de nem tudom hogy... [#conf]
(https://hobbicncforum.hu/uploaded_images/2017/08/tn_whzmq5et6wipwvtm2ia9j_5201.jpg) (https://hobbicncforum.hu/uploaded_images/2017/08/whzmq5et6wipwvtm2ia9j_5201.jpg) (https://hobbicncforum.hu/uploaded_images/2017/08/tn_vbasim57x3quejg6zn5us_5201.jpg) (https://hobbicncforum.hu/uploaded_images/2017/08/vbasim57x3quejg6zn5us_5201.jpg)
Két képet akartam idetenni, de nem tudom hogy... [#conf]
(https://hobbicncforum.hu/uploaded_images/2017/08/tn_whzmq5et6wipwvtm2ia9j_5201.jpg) (https://hobbicncforum.hu/uploaded_images/2017/08/whzmq5et6wipwvtm2ia9j_5201.jpg) (https://hobbicncforum.hu/uploaded_images/2017/08/tn_vbasim57x3quejg6zn5us_5201.jpg) (https://hobbicncforum.hu/uploaded_images/2017/08/vbasim57x3quejg6zn5us_5201.jpg)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 augusztus 02, 23:42
Írta: 000000000 Dátum 2017 augusztus 02, 23:42
Ügylatszik hogy a képeket sikerült feladni... [#taps]
De nem tudom hogy lehet az előzőt újra szerkeszteni. [#nevetes1]
De nem tudom hogy lehet az előzőt újra szerkeszteni. [#nevetes1]
Cím: Re:UCCNC vezérlő program
Írta: krnj79r9n Dátum 2017 augusztus 03, 10:45
Írta: krnj79r9n Dátum 2017 augusztus 03, 10:45
Vettünk a CNCDrive-tól egy UCR200 vezeték nélküli kézi vezérlőt.
Mivel UCCNC-s géphez vettem, most elhűlve látom, hogy csak mach3-hoz mondja a használati.
Most egy kicsit kutakodva látom, hogy megy ez valahogy UCCNC-vel is. Akkor hogy is kell ezt telepíteni?
Van hozzá külön plugin, vagy nem is kell?
Mivel UCCNC-s géphez vettem, most elhűlve látom, hogy csak mach3-hoz mondja a használati.
Most egy kicsit kutakodva látom, hogy megy ez valahogy UCCNC-vel is. Akkor hogy is kell ezt telepíteni?
Van hozzá külön plugin, vagy nem is kell?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 augusztus 03, 11:45
Írta: dezsoe Dátum 2017 augusztus 03, 11:45
Van egy UCR200 plugin, azt kell bekapcsolni. Ott látod a státuszát és a beállításait.
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2017 augusztus 03, 11:50
Írta: gaben Dátum 2017 augusztus 03, 11:50
Szia,
én is küzdöttem ezzel még Február végén.
Aztán a neten keresgélve rátaláltam egy amcsi honlapra, ahol leírták a telepítését. Sajnos azt most pont nem találom, de ráleltem egy másikra: UCR200 general settings (https://www.stepcraft-systems.com/en/forum/software2/2617-uccnc-plugin-for-ucr200)
2 perc alatt sikerült is összehozni az UCCNC-vel. ;)
(https://hobbicncforum.hu/uploaded_images/2017/08/tn_qk37i8qq0u9ktaxcwa44c_4447.jpg) (https://hobbicncforum.hu/uploaded_images/2017/08/qk37i8qq0u9ktaxcwa44c_4447.jpg)
én is küzdöttem ezzel még Február végén.
Aztán a neten keresgélve rátaláltam egy amcsi honlapra, ahol leírták a telepítését. Sajnos azt most pont nem találom, de ráleltem egy másikra: UCR200 general settings (https://www.stepcraft-systems.com/en/forum/software2/2617-uccnc-plugin-for-ucr200)
2 perc alatt sikerült is összehozni az UCCNC-vel. ;)
(https://hobbicncforum.hu/uploaded_images/2017/08/tn_qk37i8qq0u9ktaxcwa44c_4447.jpg) (https://hobbicncforum.hu/uploaded_images/2017/08/qk37i8qq0u9ktaxcwa44c_4447.jpg)
Cím: Re:UCCNC vezérlő program
Írta: krnj79r9n Dátum 2017 augusztus 03, 13:50
Írta: krnj79r9n Dátum 2017 augusztus 03, 13:50
Köszönöm a válaszokat!
Megnyugodtam, hogy nem vettem hülyeséget.
Van még mach3-as gépünk, de azt is szeretném áttéríteni. :-)
Megnyugodtam, hogy nem vettem hülyeséget.
Van még mach3-as gépünk, de azt is szeretném áttéríteni. :-)
Cím: Re:UCCNC vezérlő program
Írta: ecp4rs0md Dátum 2017 augusztus 06, 20:39
Írta: ecp4rs0md Dátum 2017 augusztus 06, 20:39
Vásárlás előtt állok, azt mondjátok az UCCNC jobb mint a Mach3, én marógépre szeretném, mi a véleményetek?
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2017 augusztus 06, 20:41
Írta: frob Dátum 2017 augusztus 06, 20:41
hogy jobb é vagy rosszabb , egy biztos mach3 ha jól tudom end of life, helyette mást tolnak az ottani népek, míg az uccnc folyamatosan fejlődik és jóformán akár a TE hozzászólásaid alapján is....
asszem ez felbecsülhetetlen manapság
asszem ez felbecsülhetetlen manapság
Cím: Re:UCCNC vezérlő program
Írta: ecp4rs0md Dátum 2017 augusztus 06, 20:47
Írta: ecp4rs0md Dátum 2017 augusztus 06, 20:47
Köszönöm ez nagy segítség a hátterüket nem ismertem sőt egyik programot sem és még CNC-t sem programoztam soha, de valahol el kell kezdeni és a tapasztalati őszinte vélemények és információk a legértékesebbek.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 augusztus 07, 00:35
Írta: ium8w94xp Dátum 2017 augusztus 07, 00:35
Én csak hobby szinten használom, de nagyon nem bántam meg. ;) Nekem tökéletesen megfelel. Szerintem többet tud, mint a többi hasonló progi. Bár nekem a lézeres kép égetés volt a döntő...abban mindenképp. Az csak hab a tortán, hogy a felhasználók írogatnak hozzá plugin és skin-eket.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 augusztus 07, 06:56
Írta: dezsoe Dátum 2017 augusztus 07, 06:56
Anno, építettem egy igazi hobbigépet: fából, fióksínnel, menetes szárral. Működött, de csörgött-csattogott Mach3 alatt. Aztán vettem egy UC100-at: jelentősen javult a helyzet, halkabb lett a gép és egy kicsit lehetett gyorsítani. Na, gondoltam, megveszem akkor az UCCNC-t, mégis csak az lehet a legjobb párosítás, ha a saját programjával fut. És tényleg. Kicsit több, mint másfélszeres sebességre lett képes ugyanaz a váz, miközben teljesen lehalkult.
(Több mint 3 év használat után most nyugdíjaztam, de az újabb gépemhez még egy csomó alkatrészt (POM és NYÁK) legyártottam vele.)
(Több mint 3 év használat után most nyugdíjaztam, de az újabb gépemhez még egy csomó alkatrészt (POM és NYÁK) legyártottam vele.)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 augusztus 07, 08:49
Írta: 000000000 Dátum 2017 augusztus 07, 08:49
Én is építettem egy gépet alumíniumból és UC300USB-vel és Mach3-vel vezettem elöször. Jó volt de néha az USB zavart kapott és megállt. Nem a Mach3 volt a hiba, de az USB-röl át akartam alakítani ETH-ra és mivel akkor még nem volt driver az UC300ETH típusú vezérlőre igy vettem UCCNC-vel. Igy kezdtem használni és meg vagyok elégedve vele. Szerintem nagyon jó, én csak egy dolgot hiányolok, G40, G41 G42 nincs de majd remélem hamarosan lesz mivel fejlesztés alatt áll. Na meg az UCCNC az sokkal olcsóbb mint a Mach3, az is elönye, úgyhogy ha most kezdesz ne gondolkodj ezen. Ha problémád lesz CNC drive magyarul is segit gyorsan, a Mach3 gyártótól pedig várhatsz életed végéig, még angolul sem fogsz segítséget kapni mert már meghalt.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 augusztus 09, 18:31
Írta: svejk Dátum 2017 augusztus 09, 18:31
Az UCCNC-t rá lehetne valahogy venni, hogy JOG üzemmódban adott pontokra mozgatva megtanulja a mozgási pályát?
Netalán 3 pontot megadva egy utasítással megcsinálná a kör interpolációt is?
Egyre többet tud ez a szoftver, van 6 tengelye, 4 analóg kimenete lehet be lehetne vetni hegesztő vezérlőnek.
Netalán 3 pontot megadva egy utasítással megcsinálná a kör interpolációt is?
Egyre többet tud ez a szoftver, van 6 tengelye, 4 analóg kimenete lehet be lehetne vetni hegesztő vezérlőnek.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2017 augusztus 09, 19:53
Írta: frob Dátum 2017 augusztus 09, 19:53
Hegesztő robotot akarsz csinálni? :)
akkor már nem úgy kellene hogy útjeladók és 5x 10x végigvezeti a hegesztő , majd optimalizált pályán utána végig mozgatja ?
na de ezt csak partszélről :)
akkor már nem úgy kellene hogy útjeladók és 5x 10x végigvezeti a hegesztő , majd optimalizált pályán utána végig mozgatja ?
na de ezt csak partszélről :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 augusztus 09, 20:09
Írta: dezsoe Dátum 2017 augusztus 09, 20:09
Kicsit részletesebben fejtsd ki, hogy én is megértsem! :) Akkor hátha tudnék segíteni. (Elvben nem tűnik megoldhatatlannak.)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 augusztus 09, 21:28
Írta: svejk Dátum 2017 augusztus 09, 21:28
Nem igai robotot, hanem speciális munkadarab forgatós hegesztést.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 augusztus 09, 21:45
Írta: svejk Dátum 2017 augusztus 09, 21:45
A munkadarab -többé kevésbé szabályos forgástest- vízszintes tengelyen forog.
Ez lenn mondjuk egy forgó A tengely.
A pisztolyt X, Y és Z koordinátán mozgatjuk a munkadarabhoz és mondjuk a B és C tengellyel döntjük az X és Y síkjában a megfelelő szöghelyzetbe.
Alapesetben a pisztolyt nem kell munka közben mozgatni, start pozíció után elindul az A tengely és szépen körbehegeszt a megfelelő indulási késleltetéssel, varrattúlfutással, állandó forgatási sebességgel, feszültséggel és huzalelőtolással.
De vannak olyan amorf munkadarabok melyeknél a forgatás közben a pisztolynak vagy ki kell kerülnie egy bizonyos részt, vagy a pisztoly szöghelyzetén kell apróbb módosítást végezni,
Ilyenkor a tanítás a leggyorsabb megoldás az igazi gépek is így működnek.
Jog módban forgatva az A tengelyt és mozgatva a pisztoly pozícióját, szöghelyzetét, fel lehet venni a kitüntetett pontokat, majd ezeket a szoftver mintegy összefűzi és le tudja "játszani".
(az előzőben említett körinterpoláció nem létfontosságú, 10-20 mm-es átmérőjű általában félkörökről van szó, 6-7 ponttal és az azokat összekötő egyenesekkel elég jól leírható)
Ez lenn mondjuk egy forgó A tengely.
A pisztolyt X, Y és Z koordinátán mozgatjuk a munkadarabhoz és mondjuk a B és C tengellyel döntjük az X és Y síkjában a megfelelő szöghelyzetbe.
Alapesetben a pisztolyt nem kell munka közben mozgatni, start pozíció után elindul az A tengely és szépen körbehegeszt a megfelelő indulási késleltetéssel, varrattúlfutással, állandó forgatási sebességgel, feszültséggel és huzalelőtolással.
De vannak olyan amorf munkadarabok melyeknél a forgatás közben a pisztolynak vagy ki kell kerülnie egy bizonyos részt, vagy a pisztoly szöghelyzetén kell apróbb módosítást végezni,
Ilyenkor a tanítás a leggyorsabb megoldás az igazi gépek is így működnek.
Jog módban forgatva az A tengelyt és mozgatva a pisztoly pozícióját, szöghelyzetét, fel lehet venni a kitüntetett pontokat, majd ezeket a szoftver mintegy összefűzi és le tudja "játszani".
(az előzőben említett körinterpoláció nem létfontosságú, 10-20 mm-es átmérőjű általában félkörökről van szó, 6-7 ponttal és az azokat összekötő egyenesekkel elég jól leírható)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 augusztus 09, 22:13
Írta: dezsoe Dátum 2017 augusztus 09, 22:13
OK, így már tiszta. Nem lehetetlen megoldani, ha nem tegnapra kell, akkor jók az esélyek. :) Most van némi sürgősen befejezendőm, aztán törpölök rajta, mert a feladat az érdekes! :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 augusztus 10, 08:12
Írta: svejk Dátum 2017 augusztus 10, 08:12
Ez jó hír!
Az érdekes feladatokat én is szívesebben csinálom mint az akár fizetős, de unalmasakat. :)
Még egy kérés.
Én akárhogyan olvasgatom a 27. oldalon a leírást csak nem jövök rá, hogy is kell használni az analóg kimeneteket saját célra.
Mert pl. ez esetben célszerű lenne egy analóg kimenettel a feszültséget vezérelni, egy másikkal meg pl. a huzalelőtolást.
Egy egyszerű példa ezekkel a Var# beállításokkal hátha segítene a megértésben.
Az érdekes feladatokat én is szívesebben csinálom mint az akár fizetős, de unalmasakat. :)
Még egy kérés.
Én akárhogyan olvasgatom a 27. oldalon a leírást csak nem jövök rá, hogy is kell használni az analóg kimeneteket saját célra.
Mert pl. ez esetben célszerű lenne egy analóg kimenettel a feszültséget vezérelni, egy másikkal meg pl. a huzalelőtolást.
Egy egyszerű példa ezekkel a Var# beállításokkal hátha segítene a megértésben.
Cím: Re:UCCNC vezérlő program
Írta: D.Laci Dátum 2017 augusztus 10, 08:56
Írta: D.Laci Dátum 2017 augusztus 10, 08:56
UCCNC-t nem ismerem, de úgy csinálnám meg, hogy készítenék egy gombot a képernyőre, macroval, a koordinátára mozgatva gombmegnyomásra a koordinátákat kiírná egy fájlba mint a digitalizálásnál. Akár külső gombbal is lehet működtetni.
Az igazi az lenne , ha útmérő lenne felszerelve, de legalább encoderek és azokból nyerni a koordinátákat, a tengelyeket szabadon kézzel mozgatva.
Az igazi az lenne , ha útmérő lenne felszerelve, de legalább encoderek és azokból nyerni a koordinátákat, a tengelyeket szabadon kézzel mozgatva.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 augusztus 10, 08:57
Írta: dezsoe Dátum 2017 augusztus 10, 08:57
Beállítod például a Var# -> analog out 1 értékét 1-re. Innentől a #1 változó 0..65535 értékének megfelelően lesz a kimeneten 0..10V. Makróból az
exec.ivars[1] = érték;
sorral, g-kódból (vagy MDI-ből) pedig a
#1 = érték
sorral tudod állítani. Elvileg a kimenő feszültség 10/65535*érték volt lesz.
exec.ivars[1] = érték;
sorral, g-kódból (vagy MDI-ből) pedig a
#1 = érték
sorral tudod állítani. Elvileg a kimenő feszültség 10/65535*érték volt lesz.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 augusztus 10, 09:00
Írta: dezsoe Dátum 2017 augusztus 10, 09:00
Igen, útmérővel is meg lehet oldani az Aux encoder bemenetek felhasználásával.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 augusztus 10, 09:28
Írta: dezsoe Dátum 2017 augusztus 10, 09:28
Most gyorsan kipróbáltam és úgy van, ahogy írtam, bár nálam a max. feszültség csak 9,8V. (Persze, a műszerem sem biztos, hogy tökéletes a célra.)
Ami még eszembe jutott (és ki is próbáltam), hogy ha egy analóg bemenetre potit teszel és ugyanazt a változót adod meg az analóg bemenethez, mint az analóg kimenethez, akkor a potival tudod a 0-10V-ot szabályozni. Eddig semmi érdekes, de ha közben a mozgásokat is fogod majd tárolni, akkor a poti állását is hozzá tudod menteni. (No, persze, ha egyáltalán szükség van rá... :))
Ami még eszembe jutott (és ki is próbáltam), hogy ha egy analóg bemenetre potit teszel és ugyanazt a változót adod meg az analóg bemenethez, mint az analóg kimenethez, akkor a potival tudod a 0-10V-ot szabályozni. Eddig semmi érdekes, de ha közben a mozgásokat is fogod majd tárolni, akkor a poti állását is hozzá tudod menteni. (No, persze, ha egyáltalán szükség van rá... :))
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 augusztus 10, 09:32
Írta: svejk Dátum 2017 augusztus 10, 09:32
Az útmérő és a kézzel való szabadon mozgatás nagyon jó, illetve elengedhetetlen pl. egy festőrobot tanításánál.
De esetemben sokkal egyszerűbb a dolog, bőven elég ha JOG (kézi üzemmódban) ráállok a kívánt koordinátákra és azokat elmenti.
Csak léptetőmotorok lennének,így ugye a DRO-kból menne a kiolvasás.
(nem utolsó sorban a szöghelyzetet adó bazi nagy áttételek miatt nagyon bonyolult lenne a szabadon való mozgatás megoldása)
De esetemben sokkal egyszerűbb a dolog, bőven elég ha JOG (kézi üzemmódban) ráállok a kívánt koordinátákra és azokat elmenti.
Csak léptetőmotorok lennének,így ugye a DRO-kból menne a kiolvasás.
(nem utolsó sorban a szöghelyzetet adó bazi nagy áttételek miatt nagyon bonyolult lenne a szabadon való mozgatás megoldása)
Cím: Re:UCCNC vezérlő program
Írta: D.Laci Dátum 2017 augusztus 10, 09:38
Írta: D.Laci Dátum 2017 augusztus 10, 09:38
Encodert lehet a léptetőmotorra is szerelni.
Adok neked 1:131-es HD-t vissza lehet forgatni :)
Adok neked 1:131-es HD-t vissza lehet forgatni :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 augusztus 10, 09:40
Írta: svejk Dátum 2017 augusztus 10, 09:40
Ilyen egyszerű?
Akkor bonyolítsuk...
Tehát azt adom ki a G-kódban- hogy:
#1=érték
De ez a #1 nem fog elkeveredni adott esetben egy paraméteres programban, ahol szintén a "#" van használva.
Ergo jó lenne ezeket a kimeneteket inkább nevesíteni, mint az "F" előtolás és "S" fordulat értékek is vannak eredetileg.
Mondjuk mivel az adott kimenettel a feszültséget állítanám hivatkozzunk rá "U"-val.
Akkor bonyolítsuk...
Tehát azt adom ki a G-kódban- hogy:
#1=érték
De ez a #1 nem fog elkeveredni adott esetben egy paraméteres programban, ahol szintén a "#" van használva.
Ergo jó lenne ezeket a kimeneteket inkább nevesíteni, mint az "F" előtolás és "S" fordulat értékek is vannak eredetileg.
Mondjuk mivel az adott kimenettel a feszültséget állítanám hivatkozzunk rá "U"-val.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 augusztus 10, 09:44
Írta: svejk Dátum 2017 augusztus 10, 09:44
De minek az encoder, ha ott vannak eleve a DRO-k?
S mint mondtam nem lehet kézzel mozgatni a szerkezetet, eleve hozzá sem lehet nagyon férni a gépben.
S mint mondtam nem lehet kézzel mozgatni a szerkezetet, eleve hozzá sem lehet nagyon férni a gépben.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 augusztus 10, 09:52
Írta: dezsoe Dátum 2017 augusztus 10, 09:52
Arról neked kell a g-kódodban gondoskodni, hogy az adott változót ne használd másra. Nevesíteni nem tudod, mert minden betű foglalt a szabvány szerint. Lehetne vele hókusz-pókuszolni, hogy valami Mxx utasítás paraméterével lehessen állítani, de az csak rontana a helyzeten. Ennél egyszerűbb és kezelhetőbb megoldást nem hiszem, hogy ki lehetne találni. Nem utolsó sorban - mivel változóban van az értéke - vissza is tudod olvasni, bárhol fel tudod használni. Jól van ez így, ahogy van. :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 augusztus 10, 09:54
Írta: dezsoe Dátum 2017 augusztus 10, 09:54
Az enkóder csak egy lehetőség. Akár használhatsz a tanításra egy olyan vázat, amin se motor, se semmi nincs, csak az enkóderek.
Cím: Re:UCCNC vezérlő program
Írta: D.Laci Dátum 2017 augusztus 10, 10:07
Írta: D.Laci Dátum 2017 augusztus 10, 10:07
[#eljen]
Ezerféle lehetőség van mindig ami rendelkezésre áll azt kel használni. Vagy bővíteni :)
Ezerféle lehetőség van mindig ami rendelkezésre áll azt kel használni. Vagy bővíteni :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 augusztus 10, 11:26
Írta: svejk Dátum 2017 augusztus 10, 11:26
Ha jól van akkor jól van! Köszi! :)
Cím: Re:UCCNC vezérlő program
Írta: Motoros Dátum 2017 augusztus 10, 12:42
Írta: Motoros Dátum 2017 augusztus 10, 12:42
Csak halkan megjegyzem, hogy ezt a Turbo CNC-be Dave Kowalczyk úr alapból beleírta.
Egy pozicióban megnyomod a "O" gombot akkor az adott pontot egy point.dat text fájlba elmenti, a következő pontot pedig szépen alá.
(http://vri-cnc.ru/img/TurboCNC4_pic/TurboCNC4_JogModeCont.gif)
Egy pozicióban megnyomod a "O" gombot akkor az adott pontot egy point.dat text fájlba elmenti, a következő pontot pedig szépen alá.
(http://vri-cnc.ru/img/TurboCNC4_pic/TurboCNC4_JogModeCont.gif)
Cím: Re:UCCNC vezérlő program
Írta: Motoros Dátum 2017 augusztus 10, 12:43
Írta: Motoros Dátum 2017 augusztus 10, 12:43
Hú ez most ide nagyon OFF volt..elnéztem, bocs, lehet törölni.[#kuss]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 augusztus 10, 12:53
Írta: svejk Dátum 2017 augusztus 10, 12:53
Valószínűleg több száz ilyen szoftver van, de én épp ezt az UCCNC-t néztem ki.
Amíg van rá esély addig nem kutakodok más, ismeretlen után, aminek a fejlesztője elérhetetlen.
Amíg van rá esély addig nem kutakodok más, ismeretlen után, aminek a fejlesztője elérhetetlen.
Cím: Re:UCCNC vezérlő program
Írta: Motoros Dátum 2017 augusztus 10, 12:59
Írta: Motoros Dátum 2017 augusztus 10, 12:59
Természetesen igazad van, csak nekem beugrott hirtelen.
De ez is jelzi, hogy régen is volt igény rá, és a mai programokban is be lehetne tenni alapfunkcióként.
De ez is jelzi, hogy régen is volt igény rá, és a mai programokban is be lehetne tenni alapfunkcióként.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 augusztus 10, 16:03
Írta: dezsoe Dátum 2017 augusztus 10, 16:03
Na, kérem. Akkor abban maradtunk, hogy ívekkel nem foglalkozunk. Az alábbi kis szösszenet a hat tengely mozgását figyeli. Amelyik tengelyen volt változás, azt kiírja. File-név bevitellel nem vacakoltam: a Tools/Probe ablakban beállított digitalizáló file nevét használom, ott kell beállítani a Set gombbal.
Csinálsz három gombot, vagy lehet hotkey vagy trigger is, ami szimpatikus. Elmentesz három makrót, mindegy, hogy milyen számmal, csak a 20xxx tartományt javaslom, mert oda tudsz gombot, triggert vagy hotkey-t is definiálni. Arra figyelj, hogy a második és harmadik makró az elsőt hívja, tehát úgy kell módosítanod értelem szerűen.
--- M20100.txt: ---
int Qint = 0;
double ax = exec.GetXpos();
double ay = exec.GetYpos();
double az = exec.GetZpos();
double aa = exec.GetApos();
double ab = exec.GetBpos();
double ac = exec.GetCpos();
string ujsor = "";
if (Qvar == null)
{
if (mode == 1)
{
if (ax != px) ujsor = ujsor + " X" + ax.ToString();
if (ay != py) ujsor = ujsor + " Y" + ay.ToString();
if (az != pz) ujsor = ujsor + " Z" + az.ToString();
if (aa != pa) ujsor = ujsor + " A" + aa.ToString();
if (ab != pb) ujsor = ujsor + " B" + ab.ToString();
if (ac != pc) ujsor = ujsor + " C" + ac.ToString();
if (ujsor != "") System.IO.File.AppendAllText(SaveTo, "G01" + ujsor + "\r\n");
px = ax;
py = ay;
pz = az;
pa = aa;
pb = ab;
pc = ac;
}
return;
}
Qint = Convert.ToInt32(Qvar);
switch (Qint)
{
case 1:
SaveTo = AS3.Getfield(2017);
System.IO.File.WriteAllText(SaveTo,
"G00 X" + ax.ToString() + " Y" + ay.ToString() + " Z" + az.ToString() +
" A" + aa.ToString() + " B" + ab.ToString() + " C" + ac.ToString() + "\r\n");
px = ax;
py = ay;
pz = az;
pa = aa;
pb = ab;
pc = ac;
mode = 1;
break;
case 2:
mode = 0;
break;
}
#Events
static int mode = 0;
static double px = 0.0;
static double py = 0.0;
static double pz = 0.0;
static double pa = 0.0;
static double pb = 0.0;
static double pc = 0.0;
static string SaveTo = "";
--- M20101.txt: ---
exec.Code("M20100 Q1"); // Start
while(exec.IsMoving()){}
--- M20102.txt: ---
exec.Code("M20100 Q2"); // Stop
while(exec.IsMoving()){}
Az első a tényleges végrehajtó, ez fogja az adatokat kiírni. A második egy "start" makró, beállítja az alapértékeket és az aktuális pozíciót fogja kezdőpontnak tekinteni: ide mozog G00-lal. A harmadik az a "stop" makró, csak jelzi, hogy újra start-ra lesz szükség. (Ha nem volt start, akkor nincs tárolás. Ha lestoppolod, akkor sincs, így ha véletlenül újra tárolást nyomsz, akkor nem történik semmi.)
A mozgások G01-gyel tárolódnak, és csak az a koordináta, amelyik változott. A tároláshoz az első makrót kell meghívni, ha beálltál az új pozícióba. Tehát valahogy így:
"start" - mozgás - "tárolás" - mozgás - "tárolás" - mozgás - ... - "tárolás" - "stop"
Az eredmény pedig így néz ki:
G00 X0 Y0 Z0 A0 B0 C0
G01 X10 Y10 Z-1
G01 X11.36 Y10.884
G01 Y9.524
G01 A2.448
G01 X13.12 A1.292
G01 Z10
Próbáld ki, aztán mesélj! :)
Csinálsz három gombot, vagy lehet hotkey vagy trigger is, ami szimpatikus. Elmentesz három makrót, mindegy, hogy milyen számmal, csak a 20xxx tartományt javaslom, mert oda tudsz gombot, triggert vagy hotkey-t is definiálni. Arra figyelj, hogy a második és harmadik makró az elsőt hívja, tehát úgy kell módosítanod értelem szerűen.
--- M20100.txt: ---
int Qint = 0;
double ax = exec.GetXpos();
double ay = exec.GetYpos();
double az = exec.GetZpos();
double aa = exec.GetApos();
double ab = exec.GetBpos();
double ac = exec.GetCpos();
string ujsor = "";
if (Qvar == null)
{
if (mode == 1)
{
if (ax != px) ujsor = ujsor + " X" + ax.ToString();
if (ay != py) ujsor = ujsor + " Y" + ay.ToString();
if (az != pz) ujsor = ujsor + " Z" + az.ToString();
if (aa != pa) ujsor = ujsor + " A" + aa.ToString();
if (ab != pb) ujsor = ujsor + " B" + ab.ToString();
if (ac != pc) ujsor = ujsor + " C" + ac.ToString();
if (ujsor != "") System.IO.File.AppendAllText(SaveTo, "G01" + ujsor + "\r\n");
px = ax;
py = ay;
pz = az;
pa = aa;
pb = ab;
pc = ac;
}
return;
}
Qint = Convert.ToInt32(Qvar);
switch (Qint)
{
case 1:
SaveTo = AS3.Getfield(2017);
System.IO.File.WriteAllText(SaveTo,
"G00 X" + ax.ToString() + " Y" + ay.ToString() + " Z" + az.ToString() +
" A" + aa.ToString() + " B" + ab.ToString() + " C" + ac.ToString() + "\r\n");
px = ax;
py = ay;
pz = az;
pa = aa;
pb = ab;
pc = ac;
mode = 1;
break;
case 2:
mode = 0;
break;
}
#Events
static int mode = 0;
static double px = 0.0;
static double py = 0.0;
static double pz = 0.0;
static double pa = 0.0;
static double pb = 0.0;
static double pc = 0.0;
static string SaveTo = "";
--- M20101.txt: ---
exec.Code("M20100 Q1"); // Start
while(exec.IsMoving()){}
--- M20102.txt: ---
exec.Code("M20100 Q2"); // Stop
while(exec.IsMoving()){}
Az első a tényleges végrehajtó, ez fogja az adatokat kiírni. A második egy "start" makró, beállítja az alapértékeket és az aktuális pozíciót fogja kezdőpontnak tekinteni: ide mozog G00-lal. A harmadik az a "stop" makró, csak jelzi, hogy újra start-ra lesz szükség. (Ha nem volt start, akkor nincs tárolás. Ha lestoppolod, akkor sincs, így ha véletlenül újra tárolást nyomsz, akkor nem történik semmi.)
A mozgások G01-gyel tárolódnak, és csak az a koordináta, amelyik változott. A tároláshoz az első makrót kell meghívni, ha beálltál az új pozícióba. Tehát valahogy így:
"start" - mozgás - "tárolás" - mozgás - "tárolás" - mozgás - ... - "tárolás" - "stop"
Az eredmény pedig így néz ki:
G00 X0 Y0 Z0 A0 B0 C0
G01 X10 Y10 Z-1
G01 X11.36 Y10.884
G01 Y9.524
G01 A2.448
G01 X13.12 A1.292
G01 Z10
Próbáld ki, aztán mesélj! :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 augusztus 10, 16:05
Írta: dezsoe Dátum 2017 augusztus 10, 16:05
A kacsintgató rosszok helyett ) -et tegyél. [#boxer][#mf3][#falbav]
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 augusztus 10, 16:27
Írta: ium8w94xp Dátum 2017 augusztus 10, 16:27
Csak ámulok, bámulok.[#ijedt]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 augusztus 10, 16:47
Írta: dezsoe Dátum 2017 augusztus 10, 16:47
A vicc az, hogy a feladat végtelenül egyszerű, mint az a kódon is látszik. Csak át kell gondolni. Az egész alig volt több egy óránál, egy telefonhívással megszakítva, teszteléssel együtt, valamint Kernighan és Ritchie barátaim anyukájáról is megemlékezve... :)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 augusztus 10, 16:58
Írta: ium8w94xp Dátum 2017 augusztus 10, 16:58
Annak biztos egyszerű, aki bitekkel alszik. ;)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 augusztus 10, 21:20
Írta: svejk Dátum 2017 augusztus 10, 21:20
Azt a qrva... most értem ide...
Azonnal követelem, hogy kapjál fizetésemelést vagy legalább prémiumot! :)
Nekem ezt megemészteni is napokig fog tartani. :(
Úgy látom Fehérvárra sem mehetek üres kézzel! :)
Azonnal követelem, hogy kapjál fizetésemelést vagy legalább prémiumot! :)
Nekem ezt megemészteni is napokig fog tartani. :(
Úgy látom Fehérvárra sem mehetek üres kézzel! :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 augusztus 10, 21:22
Írta: svejk Dátum 2017 augusztus 10, 21:22
Nem tudtam, de sejtésem beigazolódott amikor rákeresve megtudtam hogy kikkel is gyűlt meg a bajod. :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 augusztus 10, 21:23
Írta: svejk Dátum 2017 augusztus 10, 21:23
Én már rég megmondtam, hogy az összes programozót falhoz kellene állítani...
No persze a jelenlevők -és főleg akik nekem segítenek- mindig kivételek. :)
No persze a jelenlevők -és főleg akik nekem segítenek- mindig kivételek. :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 augusztus 10, 21:26
Írta: svejk Dátum 2017 augusztus 10, 21:26
Még ma este ha hazaérek kiprószálom demóban.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 augusztus 10, 21:31
Írta: dezsoe Dátum 2017 augusztus 10, 21:31
Na, majd mesélj, hogy megy-e rendesen. :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 augusztus 10, 21:32
Írta: svejk Dátum 2017 augusztus 10, 21:32
Látod Motoros a mi Dezsoe-nk legalább olyan jó fej mint a a Kowalczyk úr! [#finom]
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2017 augusztus 10, 21:34
Írta: gaben Dátum 2017 augusztus 10, 21:34
[#vigyor]
Na de tényleg le a kalappal Csaba előtt. [#worship]
Eddig bármit kérdeztem, mindenre érthető választ kaptam brutál rövid időn belül. [#awink]
Köszönjük Csaba! [#eljen]
Na de tényleg le a kalappal Csaba előtt. [#worship]
Eddig bármit kérdeztem, mindenre érthető választ kaptam brutál rövid időn belül. [#awink]
Köszönjük Csaba! [#eljen]
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2017 augusztus 10, 21:36
Írta: gaben Dátum 2017 augusztus 10, 21:36
Na és persze Svejk barátomat se felejtsük ki a listából, mert már Ő is annyi mindenben segített, hogy majd nem győzöm meghálálni. [#worship]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 augusztus 10, 22:42
Írta: svejk Dátum 2017 augusztus 10, 22:42
Működik!! [#finom]
Élesben majd valószínű a gépi koordinátákat kell elmenteni, az a tuti és csak gépi koordinátákban kell az egész program során gondolkodni.
Szép feladat lesz ez!
Teljes új képernyőt szerkeszteni, meg még egy jó pár macrot megírni.
Minden esetre ez a kezdő lökésnek nagyszerű amit összehoztál! [#worship]
Élesben majd valószínű a gépi koordinátákat kell elmenteni, az a tuti és csak gépi koordinátákban kell az egész program során gondolkodni.
Szép feladat lesz ez!
Teljes új képernyőt szerkeszteni, meg még egy jó pár macrot megírni.
Minden esetre ez a kezdő lökésnek nagyszerű amit összehoztál! [#worship]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 augusztus 10, 22:49
Írta: dezsoe Dátum 2017 augusztus 10, 22:49
Na, helyes! Ha kész lesz, akkor videót is kérünk hegesztés közben!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 augusztus 10, 23:20
Írta: dezsoe Dátum 2017 augusztus 10, 23:20
Át lehet írni gépi koordinátákra, csak nem tudom, van-e értelme. Ha minden jól van beállítva, akkor minek? Ha meg nem, akkor meg azért minek? Aztán egyszer jön valami, ami csak picivel nagyobb/kisebb/mittudomén, és kezdheted újra tanítani. Már a másik fórumon is találkoztam valakivel, aki megrögzötten gépi koordinátákat használ, de őt sem értettem. Elveszel egy lehetőséget magadtól. Persze, mindez a privát véleményem. :)
Cím: Re:UCCNC vezérlő program
Írta: Motoros Dátum 2017 augusztus 11, 07:54
Írta: Motoros Dátum 2017 augusztus 11, 07:54
Hát ez tényleg szuper![#taps]
Kár hogy nem látom, ....de benned megbízok.
Viszont visszaemlékezve a TCNC-re ott nekem az volt a gondom, hogy a koordináták ugyan megvoltak, de utólag belenézve a fájlba fingom nem volt hogy mi micsoda. (anno SMD beültető tanítása)
Az lett volna az igazi, hogy egy másik ablakban a gomb megnyomása után rögtön oda tudok írni egy kommentet, vagy esetleg bármi mást (G, M kód stb)
De ugye ez DOS alatt nem ment. Itt viszont megy??
Kár hogy nem látom, ....de benned megbízok.
Viszont visszaemlékezve a TCNC-re ott nekem az volt a gondom, hogy a koordináták ugyan megvoltak, de utólag belenézve a fájlba fingom nem volt hogy mi micsoda. (anno SMD beültető tanítása)
Az lett volna az igazi, hogy egy másik ablakban a gomb megnyomása után rögtön oda tudok írni egy kommentet, vagy esetleg bármi mást (G, M kód stb)
De ugye ez DOS alatt nem ment. Itt viszont megy??
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 augusztus 11, 08:17
Írta: dezsoe Dátum 2017 augusztus 11, 08:17
Technikailag semmi akadálya, megoldható némi programozgatással.
Cím: Re:UCCNC vezérlő program
Írta: Motoros Dátum 2017 augusztus 11, 08:25
Írta: Motoros Dátum 2017 augusztus 11, 08:25
Némi programozás úgy látom neked nem gond [#eljen]
Sok egyszerű esetben, egyszerű alkatrészeknél ez jól jönne.
Sok egyszerű esetben, egyszerű alkatrészeknél ez jól jönne.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 augusztus 11, 08:34
Írta: svejk Dátum 2017 augusztus 11, 08:34
Én sem látom, mert "vakon" működik.
Csak myomogatom a mentés gombokat, aztán a végén kész a file.
De ez ugye csak ugródeszka, bizonyítása annak, hogy értő kezekben elég univerzális ez a mozgásvezérlő is.
Csak myomogatom a mentés gombokat, aztán a végén kész a file.
De ez ugye csak ugródeszka, bizonyítása annak, hogy értő kezekben elég univerzális ez a mozgásvezérlő is.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 augusztus 11, 08:39
Írta: svejk Dátum 2017 augusztus 11, 08:39
Mivel a forgástengely mindig ugyan az, ezért max tengelyirányban lehet/kell a koordinátarendszert eltolni.
Meggondolandó....
De a tapasztalat az, hogy nehezen értik meg az emberek a gépi és munka koordinátarendszer lényegét.
Nálam is eltelt pár év mire rájöttem az előnyeire.
Meggondolandó....
De a tapasztalat az, hogy nehezen értik meg az emberek a gépi és munka koordinátarendszer lényegét.
Nálam is eltelt pár év mire rájöttem az előnyeire.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 augusztus 11, 09:02
Írta: dezsoe Dátum 2017 augusztus 11, 09:02
Na jó, legyen megjegyzés. :)
Kell a képernyőre egy mező, amibe beírható a megjegyzés, legyen 21000 az azonosítója. Kell plusz egy gomb/trigger/hotkey, ami a 20103-as makrót hívja. Ekkor nem csak a koordináta, hanem a megjegyzés is beíródik. Ha nem volt eltérés a koordinátákban, akkor csak a megjegyzést tárolja. Az új makró tartalma:
--- M20103.txt ---
exec.Code("M20100 Q3");
while(exec.IsMoving()){}
Az eredeti program pedig így fog kinézni (szmájlikat kéretik cserélni...):
--- M20100.txt ---
int Qint = 0;
double ax = exec.GetXpos();
double ay = exec.GetYpos();
double az = exec.GetZpos();
double aa = exec.GetApos();
double ab = exec.GetBpos();
double ac = exec.GetCpos();
string ujsor = "";
string megj = AS3.Getfield(21000).Trim(); // Megjegyzes mezo szama a kepernyon
if (Qvar != null) Qint = Convert.ToInt32(Qvar);
switch (Qint)
{
case 0:
case 3:
if (mode == 1)
{
if (ax != px) ujsor = ujsor + " X" + ax.ToString();
if (ay != py) ujsor = ujsor + " Y" + ay.ToString();
if (az != pz) ujsor = ujsor + " Z" + az.ToString();
if (aa != pa) ujsor = ujsor + " A" + aa.ToString();
if (ab != pb) ujsor = ujsor + " B" + ab.ToString();
if (ac != pc) ujsor = ujsor + " C" + ac.ToString();
if (ujsor != "") ujsor = "G01" + ujsor;
if ((Qint == 3) && (megj != ""))
{
megj = megj.Replace("(", "["); // Nem lehet zarojel a megjegyzesben!
megj = megj.Replace(")", "]");
if (ujsor == "")
ujsor = "(" + megj + ")";
else
ujsor = ujsor + " (" + megj + ")";
}
if (ujsor != "") System.IO.File.AppendAllText(SaveTo, ujsor + "\r\n");
px = ax;
py = ay;
pz = az;
pa = aa;
pb = ab;
pc = ac;
}
break;
case 1:
SaveTo = AS3.Getfield(2017);
System.IO.File.WriteAllText(SaveTo,
"G00 X" + ax.ToString() + " Y" + ay.ToString() + " Z" + az.ToString() +
" A" + aa.ToString() + " B" + ab.ToString() + " C" + ac.ToString() + "\r\n");
px = ax;
py = ay;
pz = az;
pa = aa;
pb = ab;
pc = ac;
mode = 1;
break;
case 2:
mode = 0;
break;
}
#Events
static int mode = 0;
static double px = 0.0;
static double py = 0.0;
static double pz = 0.0;
static double pa = 0.0;
static double pb = 0.0;
static double pc = 0.0;
static string SaveTo = "";
Kell a képernyőre egy mező, amibe beírható a megjegyzés, legyen 21000 az azonosítója. Kell plusz egy gomb/trigger/hotkey, ami a 20103-as makrót hívja. Ekkor nem csak a koordináta, hanem a megjegyzés is beíródik. Ha nem volt eltérés a koordinátákban, akkor csak a megjegyzést tárolja. Az új makró tartalma:
--- M20103.txt ---
exec.Code("M20100 Q3");
while(exec.IsMoving()){}
Az eredeti program pedig így fog kinézni (szmájlikat kéretik cserélni...):
--- M20100.txt ---
int Qint = 0;
double ax = exec.GetXpos();
double ay = exec.GetYpos();
double az = exec.GetZpos();
double aa = exec.GetApos();
double ab = exec.GetBpos();
double ac = exec.GetCpos();
string ujsor = "";
string megj = AS3.Getfield(21000).Trim(); // Megjegyzes mezo szama a kepernyon
if (Qvar != null) Qint = Convert.ToInt32(Qvar);
switch (Qint)
{
case 0:
case 3:
if (mode == 1)
{
if (ax != px) ujsor = ujsor + " X" + ax.ToString();
if (ay != py) ujsor = ujsor + " Y" + ay.ToString();
if (az != pz) ujsor = ujsor + " Z" + az.ToString();
if (aa != pa) ujsor = ujsor + " A" + aa.ToString();
if (ab != pb) ujsor = ujsor + " B" + ab.ToString();
if (ac != pc) ujsor = ujsor + " C" + ac.ToString();
if (ujsor != "") ujsor = "G01" + ujsor;
if ((Qint == 3) && (megj != ""))
{
megj = megj.Replace("(", "["); // Nem lehet zarojel a megjegyzesben!
megj = megj.Replace(")", "]");
if (ujsor == "")
ujsor = "(" + megj + ")";
else
ujsor = ujsor + " (" + megj + ")";
}
if (ujsor != "") System.IO.File.AppendAllText(SaveTo, ujsor + "\r\n");
px = ax;
py = ay;
pz = az;
pa = aa;
pb = ab;
pc = ac;
}
break;
case 1:
SaveTo = AS3.Getfield(2017);
System.IO.File.WriteAllText(SaveTo,
"G00 X" + ax.ToString() + " Y" + ay.ToString() + " Z" + az.ToString() +
" A" + aa.ToString() + " B" + ab.ToString() + " C" + ac.ToString() + "\r\n");
px = ax;
py = ay;
pz = az;
pa = aa;
pb = ab;
pc = ac;
mode = 1;
break;
case 2:
mode = 0;
break;
}
#Events
static int mode = 0;
static double px = 0.0;
static double py = 0.0;
static double pz = 0.0;
static double pa = 0.0;
static double pb = 0.0;
static double pc = 0.0;
static string SaveTo = "";
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 augusztus 11, 09:09
Írta: 000000000 Dátum 2017 augusztus 11, 09:09
Dos alatt is megy minden, ha te írod meg a programot. Nekem pl. 25 éve van már ilyen "teach in-play back" rendszerű vezérlőprogramom.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 augusztus 11, 09:11
Írta: svejk Dátum 2017 augusztus 11, 09:11
[#integet2][#worship]
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 augusztus 11, 19:17
Írta: ium8w94xp Dátum 2017 augusztus 11, 19:17
Valaki használ negyedik tengelyt esetleg forgatásra? el vagyok veszve kalibrálásában. Hisz mekkora átmérőjű tárgynál állítsam be? Vagy minden egyes tárgynál az átmérő függvényébe kéne beállítanom?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 augusztus 11, 20:01
Írta: svejk Dátum 2017 augusztus 11, 20:01
A forgató tengelyeknél az egység a fok.
A setupban azt kell beállítani, hogy hány step impulzus kell 1 fok elmozduláshoz..
A CAM progik meg majd tudják amit kell.
A setupban azt kell beállítani, hogy hány step impulzus kell 1 fok elmozduláshoz..
A CAM progik meg majd tudják amit kell.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 augusztus 11, 20:12
Írta: ium8w94xp Dátum 2017 augusztus 11, 20:12
Akkor mondj egy jó cam programot, ami bármekkora tágy átmérőjénél a teljes kört 360-nak adja meg A tengelyen gcode-ba.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 augusztus 12, 09:00
Írta: svejk Dátum 2017 augusztus 12, 09:00
Öőőő... szerintem mindegyik, mivel ezeknek így kell működniök.
Én nem értek a szoftverekhez és nagyon ritkán használom a gépemet is.
Az A tengelyemet meg talán egyszer fogaskerék készítésére, de akkor kézzel írtam a kódot.
A CAM-es topicban biztos kapsz választ a kérdésedre.
Én nem értek a szoftverekhez és nagyon ritkán használom a gépemet is.
Az A tengelyemet meg talán egyszer fogaskerék készítésére, de akkor kézzel írtam a kódot.
A CAM-es topicban biztos kapsz választ a kérdésedre.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 augusztus 12, 09:31
Írta: svejk Dátum 2017 augusztus 12, 09:31
Találomra megnyitottam az Aspere régi 2-es verzióját, ott Gadgets/Wrapping/Rounding toolpath menüben nézelődj.
De sajnos én nem értek hozzá. :(
De sajnos én nem értek hozzá. :(
Cím: Re:UCCNC vezérlő program
Írta: D.Laci Dátum 2017 augusztus 12, 09:41
Írta: D.Laci Dátum 2017 augusztus 12, 09:41
Bármelyik CAM program ami tud 4. tengelyre szerszámpályát generálni.
Cím: Re:UCCNC vezérlő program
Írta: ger33ub5d Dátum 2017 augusztus 12, 11:22
Írta: ger33ub5d Dátum 2017 augusztus 12, 11:22
Az Aspire 4-es tudja. Elindítod, Gadgets, Wrapped Job Setup ott meg tudod adni az átmérőt,hosszúságot melyik síkon áll az A tengely stb.A program az átmérőből már tudni fogja a fokhoz tartozó lépést.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 augusztus 12, 12:36
Írta: ium8w94xp Dátum 2017 augusztus 12, 12:36
Mindenkinek köszönöm. De eddig is ezt használtam. Lehet, hogy rosszul, mert a gkódban nem A-nak hoz létre paramétert, hanem X vagy Y amit utólag módosítok A-ra. Ráadásul a körhöz megfelelően mm-ben teszi ezt, tehát nagyobb átmérőnél többet forgat. Pont ezekre szerettem volna megoldást. Jelenleg az uccnc-ben a tárgy átmérőjéhez kell kalibrálnom a tengelyt. Nem fokban.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 augusztus 12, 13:20
Írta: ium8w94xp Dátum 2017 augusztus 12, 13:20
Már látom...nem mindegy mibe exportálom :D
Cím: Re:UCCNC vezérlő program
Írta: Zozi Dátum 2017 augusztus 12, 22:37
Írta: Zozi Dátum 2017 augusztus 12, 22:37
Ma gépcsere miatt újra lett telepítve az UCCNC. Eddig 1.2029 volt, amivel egész jól éreztem magam. Most az 1.2037 nél valamit nem sikerült beállítani, mert simán túlfut kézi mozgatásnál a szoftveres végállásokon, és a végállás kapcsolókon ragad. Nem profilt másoltam, hanem végiglépkedve a képernyőkön átmásoltam a korábbi beállításokat. Ezt leszámítva minden úgy megy mint korábban. Mit rontok el?
Pld referencia felvesz "0" -> soft limit -1mm -> maj a -7mm -es végállás kapcsolóig simán kifut a kurzor gombokra ami eddig nem így volt.
Pld referencia felvesz "0" -> soft limit -1mm -> maj a -7mm -es végállás kapcsolóig simán kifut a kurzor gombokra ami eddig nem így volt.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 augusztus 13, 00:23
Írta: dezsoe Dátum 2017 augusztus 13, 00:23
Próbáltam a 2037-es verzióval előidézni, amit írsz, de nem ment. Lehet, hogy valamit nem úgy állítottam be. Ezt egy kicsit részletezd: "Pld referencia felvesz "0" -> soft limit -1mm -> maj a -7mm -es végállás kapcsolóig simán kifut", vagy még jobb, ha elküldöd a profil file-t, vagy nyomsz egy képernyőképet a hibás tengely beállításairól.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 augusztus 13, 21:19
Írta: svejk Dátum 2017 augusztus 13, 21:19
Csak egy kósza ötlet:
Amíg tanul az ember, sokszor kell olvasgatni a manualt.
Látom telepítéskor szisztematikusan felkerülnek a dokumentációk is.
A Help fünél esetleg egy alfül jól jönne, hogy rögtön nyissa meg a PDF-et.
Nem kellene keresgélni...
Gondolom azt is lehetne automatizálni, hogy az angol vagy a magyar jöjjön elő, mert a telepítéskor rákérdez a nyelvre.
Amíg tanul az ember, sokszor kell olvasgatni a manualt.
Látom telepítéskor szisztematikusan felkerülnek a dokumentációk is.
A Help fünél esetleg egy alfül jól jönne, hogy rögtön nyissa meg a PDF-et.
Nem kellene keresgélni...
Gondolom azt is lehetne automatizálni, hogy az angol vagy a magyar jöjjön elő, mert a telepítéskor rákérdez a nyelvre.
Cím: Re:UCCNC vezérlő program
Írta: Zozi Dátum 2017 augusztus 13, 23:15
Írta: Zozi Dátum 2017 augusztus 13, 23:15
Tehát felveszem a referenciát, eddig jó, tökéletesen visszatalál az előző napi félbehagyott munkához. Mindhárom tengelyen csinálja, a munkadarabom most épp csak befér a mozgástartományba és ha a kurzorral mozgok a shiftet lenyomva túlfut a szoftveres határon. A határom -1 mm lenne és a referenciaszenzortól kb -7 mm re található a végállás szenzor.-7,26 mm en áll meg és mivel aktív lesz a végállás bajosabb lemozogni róla.
(https://hobbicncforum.hu/uploaded_images/2017/08/tn_v8qbgkqs4n6a2d8z3379v_2702.jpg) (https://hobbicncforum.hu/uploaded_images/2017/08/v8qbgkqs4n6a2d8z3379v_2702.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/08/tn_v8qbgkqs4n6a2d8z3379v_2702.jpg) (https://hobbicncforum.hu/uploaded_images/2017/08/v8qbgkqs4n6a2d8z3379v_2702.jpg)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 augusztus 13, 23:30
Írta: dezsoe Dátum 2017 augusztus 13, 23:30
OK, mostmár tiszta, hogy hány szenzorod van és hol. :) Ma már nem, de reggel megnézem ilyen felállásban is. Melyik UC300-asod van? (USB/ETH)
Cím: Re:UCCNC vezérlő program
Írta: Zozi Dátum 2017 augusztus 13, 23:36
Írta: Zozi Dátum 2017 augusztus 13, 23:36
Az usb verzió. Illetve még egy eltérést vettem észre a korábbiakhoz, a go to zero gombra bezáródik a program.
Lehet nem találja mit kellene meghívni.
Lehet nem találja mit kellene meghívni.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 augusztus 13, 23:46
Írta: dezsoe Dátum 2017 augusztus 13, 23:46
Akkor ott valami brutális nagy gáz van. Olyan nincs, hogy egy makrótól kilépjen a program. (A Goto Zero az M204.txt makrót hívja meg.) No, persze, hacsak nem módosítottad így a makrót. Van bármi, amit a frissen telepítetthez képest megváltoztattál? (A gép beállításokon kívül.)
Cím: Re:UCCNC vezérlő program
Írta: Zozi Dátum 2017 augusztus 13, 23:57
Írta: Zozi Dátum 2017 augusztus 13, 23:57
Friss telepítés, UCNC-n kívül csak egy adobe reader van fent a gépen más semmi. Tegnap reggel lett telepítve, azóta kb 7 órát ment hiba nélkül. Csak akkor volt probléma ha kimentem az endstoppra vagy mikor nullára akartam mozgatni.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 augusztus 14, 00:04
Írta: dezsoe Dátum 2017 augusztus 14, 00:04
Hümm. [#fejvakaras] Minden hibajelzés nélkül simán kilép Goto Zero-ra, vagy valami legalább történik előtte?
Cím: Re:UCCNC vezérlő program
Írta: Zozi Dátum 2017 augusztus 14, 10:40
Írta: Zozi Dátum 2017 augusztus 14, 10:40
Felugrik egy error ablak, utána már csak az asztal.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 augusztus 14, 11:38
Írta: dezsoe Dátum 2017 augusztus 14, 11:38
Képtelen vagyok előidézni a hibát. (Egyiket sem.) Nem szokásom, de Windows hibára kell gyanakodjak. Még azt lehet megpróbálni, hogy a komplett profiles mappát küldd el, hogy megnézzem, hátha valamit nem veszek észre, vagy nem úgy állítom be.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 augusztus 14, 11:59
Írta: ium8w94xp Dátum 2017 augusztus 14, 11:59
A bit vadász beindul :)
Cím: Re:UCCNC vezérlő program
Írta: Zozi Dátum 2017 augusztus 14, 20:59
Írta: Zozi Dátum 2017 augusztus 14, 20:59
Sajnos a géptől most messze vagyok, ha odajutok lemásolom.
Újratelepítésen is gondolkoztam, de majd csak akkor ha elkészült a mostani munkadarab (egy kis cnc maró alapja)
Lehetséges, hogy a dotnet miatt jön elő ilyen hiba? Az sp3 ban alapól magasabb verzióval volt, és telepítésnél is simán felment, nem az van mellette amit a telepítő mellett lehetne letölteni.
Újratelepítésen is gondolkoztam, de majd csak akkor ha elkészült a mostani munkadarab (egy kis cnc maró alapja)
Lehetséges, hogy a dotnet miatt jön elő ilyen hiba? Az sp3 ban alapól magasabb verzióval volt, és telepítésnél is simán felment, nem az van mellette amit a telepítő mellett lehetne letölteni.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 augusztus 14, 21:09
Írta: dezsoe Dátum 2017 augusztus 14, 21:09
Az SP3-ból ítélve XP van a gépen. (Anyám borogass... Nem akarok vitát indítani, csak megjegyzem, mint privát véleményt, hogy a múzeumban van a helye, nem produktív gépen.) Majd próbáld ki azzal a .Net Framework-kel, amit le lehet hozzá tölteni, mert azzal működnie kéne. (Az SP3 egyébként nem tartalmaz .Net Framework-ot, azt egy másik lépésben raktad fel.)
Kétségtelen tény, hogy mindent elkövettem az UCCNC-vel, hogy előcsaljam a hibajelenséget, de XP-t azért nem telepítettem. Lehet, hogy kéne egy XP-s teszt gépet is csinálnom? [#rinya]
Kétségtelen tény, hogy mindent elkövettem az UCCNC-vel, hogy előcsaljam a hibajelenséget, de XP-t azért nem telepítettem. Lehet, hogy kéne egy XP-s teszt gépet is csinálnom? [#rinya]
Cím: Re:UCCNC vezérlő program
Írta: ger33ub5d Dátum 2017 augusztus 15, 16:07
Írta: ger33ub5d Dátum 2017 augusztus 15, 16:07
Az M6 makróval kapcsolatban volna egy kérdésem. Megoldható-e hogy szerszámcserénél mielőtt felveszi a következő szerszámot egy tisztító fúvatást csináljon? Azért volna lényeges, mert szeretnék egy szerszámcserélős adaptert amit a kínai 65mm-es marókra rá lehet szerelni. Ezen az adapteren kettő pneumatikus csatlakozó van, egyik a tisztításhoz, másik a cseréhez. Ahogy látom a makróban a szerszámcseréhez megvan a pneumatikai programrész, de hogy lehetne egy ilyen pneumatikus
tisztítási parancsot beiktatni mielőtt felveszi a az új szerszámot? Gondolom kellene még egy kimeneti pint beállítani valamelyik porton ami vezérelné a tisztítószelepet de sajnos nem vagyok programozó így nem tudom mit kellene beírni a makróba. Előre is köszi.
tisztítási parancsot beiktatni mielőtt felveszi a az új szerszámot? Gondolom kellene még egy kimeneti pint beállítani valamelyik porton ami vezérelné a tisztítószelepet de sajnos nem vagyok programozó így nem tudom mit kellene beírni a makróba. Előre is köszi.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 augusztus 15, 16:49
Írta: dezsoe Dátum 2017 augusztus 15, 16:49
Semmi extra nem kell hozzá, csak ennyi:
exec.Setoutpin(portszám, lábszám);
exec.Wait(várakozás_ms_ban);
exec.Clroutpin(portszám, lábszám);
Az első bekapcsolja az adott kimenetet, a második vár, amennyit kell, a harmadik kikapcsolja. Ha a szeleped 0-ra aktív, akkor az első és harmadik sort megcseréled. Ha jól értettem, hogy akkor kell fújni, amikor a régi szerszám már nincs bent, az új pedig még nincs, akkor szerintem ide kell a három sor:
if(Currenttool!=0) // No need to drop down tool if current tool number is zero
{
// Move to old tool position on XY plane
exec.Code("G00 G53 X" + ToolX[Currenttool] + " Y" + ToolY[Currenttool]);
while(exec.IsMoving()){}
// Drop current tool
exec.Code("G00 G53 Z"+ Ztoolrelease); // Move Z axis down to tool holder position
while(exec.IsMoving()){}
exec.Setoutpin(Chuckopenport, Chuckopenpin); // Open the chuck with pneumatic valve
exec.Wait(1000); // Wait one 1000msec
exec.Code("G00 G53 Z"+ SafeZ); // Move Z up
while(exec.IsMoving()){}
// --- ide kell, szerintem ---
}
exec.Setoutpin(portszám, lábszám);
exec.Wait(várakozás_ms_ban);
exec.Clroutpin(portszám, lábszám);
Az első bekapcsolja az adott kimenetet, a második vár, amennyit kell, a harmadik kikapcsolja. Ha a szeleped 0-ra aktív, akkor az első és harmadik sort megcseréled. Ha jól értettem, hogy akkor kell fújni, amikor a régi szerszám már nincs bent, az új pedig még nincs, akkor szerintem ide kell a három sor:
if(Currenttool!=0) // No need to drop down tool if current tool number is zero
{
// Move to old tool position on XY plane
exec.Code("G00 G53 X" + ToolX[Currenttool] + " Y" + ToolY[Currenttool]);
while(exec.IsMoving()){}
// Drop current tool
exec.Code("G00 G53 Z"+ Ztoolrelease); // Move Z axis down to tool holder position
while(exec.IsMoving()){}
exec.Setoutpin(Chuckopenport, Chuckopenpin); // Open the chuck with pneumatic valve
exec.Wait(1000); // Wait one 1000msec
exec.Code("G00 G53 Z"+ SafeZ); // Move Z up
while(exec.IsMoving()){}
// --- ide kell, szerintem ---
}
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 augusztus 15, 21:45
Írta: ium8w94xp Dátum 2017 augusztus 15, 21:45
Látod? Csak úgy köpi a megoldást :)
Cím: Re:UCCNC vezérlő program
Írta: ger33ub5d Dátum 2017 augusztus 15, 23:04
Írta: ger33ub5d Dátum 2017 augusztus 15, 23:04
Szia dezsoe. Működik a program ahogy leírtad, csak lejjebb kellett beilleszteni, közvetlen a cserélendő szerszám felvétele elé. A helyzet az, hogy próbáltam már így meghatározni, csak nem a port és a pin számát írtam be hanem valamire átneveztem őket úgy mint például a szerszámcsere levegőszelepe: int Chuckopenport = 1;
int Chuckopenpin = 16;
csak valamiért az a szöveg nem volt jó. Viszont most átírtam a tisztítószelepet erre: int Cleanport = 1;
int Cleanpin = 17; és így tökéletesen működik,legalább is szimulációban. Egyébként még változtattam a makrón két dolgot, egyik amit svejk kollégának írtál, hogy folyamatosan fusson a program szerszámcsere után, a másik hogy amikor felvette az új szerszámot akkor visszaállt oda, ahol az előző szerszám befejezte a munkát, majd utána állt rá a saját kezdőpontjára. Ezzel nincs is gond kis munkaterületű gépnél, de egy nagynál szerintem sok felesleges utat megy a gép. Ezért megjegyzésbe tettem azt a sort is amivel visszamenne az előző szerszám végpontjához, így csere után közvetlen megy a saját kezdőpontjához. Ehhez a megoldáshoz viszont nálam átkellet szerkeszteni a G kódban a szerszámcserék utáni első sor Z koordinátáit a makróban beállított biztonsági Z koordinátára, nehogy beleütközzön a szerszámtárba. Egyébként ez az új kód:
//Example linear toolchanger code
//Tool positions definition
int Chuckopenport = 1;
int Chuckopenpin = 16;
int Cleanport = 1;
int Cleanpin = 17;
double[] ToolX = new double[11];
double[] ToolY = new double[11];
ToolX[0] = 0; // Tool0 X position
ToolY[0] = 0; // Tool0 Y position
ToolX[1] = 40; // Tool1 X position
ToolY[1] = -10; // Tool1 Y position
ToolX[2] = 100; // Tool2 X position
ToolY[2] = -10; // Tool2 Y position
ToolX[3] = 150; // Tool3 X position
ToolY[3] = -10; // Tool3 Y position
ToolX[4] = 200; // Tool4 X position
ToolY[4] = -10; // Tool4 Y position
ToolX[5] = 250; // Tool5 X position
ToolY[5] = -10; // Tool5 Y position
ToolX[6] = 300; // Tool6 X position
ToolY[6] = -10; // Tool6 Y position
ToolX[7] = 350; // Tool7 X position
ToolY[7] = -10; // Tool7 Y position
ToolX[8] = 400; // Tool8 X position
ToolY[8] = -10; // Tool8 Y position
ToolX[9] = 450; // Tool9 X position
ToolY[9] = -10; // Tool9 Y position
ToolX[10] = 0; // Tool10 X position
ToolY[10] = -10; // Tool10 Y position
double SafeZ = 100;
double Ztoolrelease = 40;
double Ztoolpickup = 39;
int Newtool = exec.Getnewtool();
int Currenttool = exec.Getcurrenttool();
if(Newtool == -1) // If new tool number is -1 means a missing T code, so we need to stop here...
return;
if(Newtool <1 || Newtool >10) // Tool number is out of range, so we need to stop here...
return;
if(Newtool == Currenttool) // Same tool was selected, so do nothing, stop here...
return;
if(!exec.GetLED(56)||!exec.GetLED(57)||!exec.GetLED(58)) // If machine was not homed then it is unsafe to move in machine coordinates, stop here...
{
// MessageBox.Show("The machine was not yet homed, do homeing before executing a tool change!");
exec.Stop();
return;
}
while(exec.IsMoving()){}
// Get current XY machine coordinates to return to this position at the end of the macro
double Xoriginalpos = exec.GetXmachpos();
double Yoriginalpos = exec.GetYmachpos();
// Stop spindle if running and Move Z up
exec.Stopspin();
exec.Code("G00 G53 Z"+ SafeZ); // Move Z up
while(exec.IsMoving()){}
if(Currenttool!=0) // No need to drop down tool if current tool number is zero
{
// Move to old tool position on XY plane
exec.Code("G00 G53 X" + ToolX[Currenttool] + " Y" + ToolY[Currenttool]);
while(exec.IsMoving()){}
// Drop current tool
exec.Code("G00 G53 Z"+ Ztoolrelease); // Move Z axis down to tool holder position
while(exec.IsMoving()){}
exec.Setoutpin(Chuckopenport, Chuckopenpin); // Open the chuck with pneumatic valve
exec.Wait(1000); // Wait one 1000msec
exec.Code("G00 G53 Z"+ SafeZ); // Move Z up
while(exec.IsMoving()){}
}
// Move to new tool position on XY plane
exec.Code("G00 G53 X" + ToolX[Newtool] + " Y" + ToolY[Newtool]);
while(exec.IsMoving()){}
// Pick new tool
exec.Code("G00 G53 Z"+ Ztoolpickup); // Move Z axis down to tool holder position
while(exec.IsMoving()){}
exec.Setoutpin(Cleanport, Cleanpin);
exec.Wait(4000);
exec.Clroutpin(Cleanport, Cleanpin);
exec.Clroutpin(Chuckopenport, Chuckopenpin); // Close the chuck with pneumatic valve
exec.Wait(1000); // Wait one 1000msec
exec.Code("G00 G53 Z"+ SafeZ); // Move Z up
while(exec.IsMoving()){}
// Move back to start point
//exec.Code("G00 G53 X" + Xoriginalpos + " Y" + Yoriginalpos);
while(exec.IsMoving()){}
// Measure new tool will go here....
exec.Code("G43 H"+Newtool); // Load new tool offset
exec.Wait(200);
while(exec.IsMoving()){}
if(!exec.Ismacrostopped()) // If tool change was not interrupted with a stop only then validate new tool number
{
exec.Setcurrenttool(Newtool); //Set the current tool -> the new tool
//MessageBox.Show("Tool change done.");
}
else
{
exec.StopWithDeccel();
MessageBox.Show("Tool change was interrupted by user!");
}
int Chuckopenpin = 16;
csak valamiért az a szöveg nem volt jó. Viszont most átírtam a tisztítószelepet erre: int Cleanport = 1;
int Cleanpin = 17; és így tökéletesen működik,legalább is szimulációban. Egyébként még változtattam a makrón két dolgot, egyik amit svejk kollégának írtál, hogy folyamatosan fusson a program szerszámcsere után, a másik hogy amikor felvette az új szerszámot akkor visszaállt oda, ahol az előző szerszám befejezte a munkát, majd utána állt rá a saját kezdőpontjára. Ezzel nincs is gond kis munkaterületű gépnél, de egy nagynál szerintem sok felesleges utat megy a gép. Ezért megjegyzésbe tettem azt a sort is amivel visszamenne az előző szerszám végpontjához, így csere után közvetlen megy a saját kezdőpontjához. Ehhez a megoldáshoz viszont nálam átkellet szerkeszteni a G kódban a szerszámcserék utáni első sor Z koordinátáit a makróban beállított biztonsági Z koordinátára, nehogy beleütközzön a szerszámtárba. Egyébként ez az új kód:
//Example linear toolchanger code
//Tool positions definition
int Chuckopenport = 1;
int Chuckopenpin = 16;
int Cleanport = 1;
int Cleanpin = 17;
double[] ToolX = new double[11];
double[] ToolY = new double[11];
ToolX[0] = 0; // Tool0 X position
ToolY[0] = 0; // Tool0 Y position
ToolX[1] = 40; // Tool1 X position
ToolY[1] = -10; // Tool1 Y position
ToolX[2] = 100; // Tool2 X position
ToolY[2] = -10; // Tool2 Y position
ToolX[3] = 150; // Tool3 X position
ToolY[3] = -10; // Tool3 Y position
ToolX[4] = 200; // Tool4 X position
ToolY[4] = -10; // Tool4 Y position
ToolX[5] = 250; // Tool5 X position
ToolY[5] = -10; // Tool5 Y position
ToolX[6] = 300; // Tool6 X position
ToolY[6] = -10; // Tool6 Y position
ToolX[7] = 350; // Tool7 X position
ToolY[7] = -10; // Tool7 Y position
ToolX[8] = 400; // Tool8 X position
ToolY[8] = -10; // Tool8 Y position
ToolX[9] = 450; // Tool9 X position
ToolY[9] = -10; // Tool9 Y position
ToolX[10] = 0; // Tool10 X position
ToolY[10] = -10; // Tool10 Y position
double SafeZ = 100;
double Ztoolrelease = 40;
double Ztoolpickup = 39;
int Newtool = exec.Getnewtool();
int Currenttool = exec.Getcurrenttool();
if(Newtool == -1) // If new tool number is -1 means a missing T code, so we need to stop here...
return;
if(Newtool <1 || Newtool >10) // Tool number is out of range, so we need to stop here...
return;
if(Newtool == Currenttool) // Same tool was selected, so do nothing, stop here...
return;
if(!exec.GetLED(56)||!exec.GetLED(57)||!exec.GetLED(58)) // If machine was not homed then it is unsafe to move in machine coordinates, stop here...
{
// MessageBox.Show("The machine was not yet homed, do homeing before executing a tool change!");
exec.Stop();
return;
}
while(exec.IsMoving()){}
// Get current XY machine coordinates to return to this position at the end of the macro
double Xoriginalpos = exec.GetXmachpos();
double Yoriginalpos = exec.GetYmachpos();
// Stop spindle if running and Move Z up
exec.Stopspin();
exec.Code("G00 G53 Z"+ SafeZ); // Move Z up
while(exec.IsMoving()){}
if(Currenttool!=0) // No need to drop down tool if current tool number is zero
{
// Move to old tool position on XY plane
exec.Code("G00 G53 X" + ToolX[Currenttool] + " Y" + ToolY[Currenttool]);
while(exec.IsMoving()){}
// Drop current tool
exec.Code("G00 G53 Z"+ Ztoolrelease); // Move Z axis down to tool holder position
while(exec.IsMoving()){}
exec.Setoutpin(Chuckopenport, Chuckopenpin); // Open the chuck with pneumatic valve
exec.Wait(1000); // Wait one 1000msec
exec.Code("G00 G53 Z"+ SafeZ); // Move Z up
while(exec.IsMoving()){}
}
// Move to new tool position on XY plane
exec.Code("G00 G53 X" + ToolX[Newtool] + " Y" + ToolY[Newtool]);
while(exec.IsMoving()){}
// Pick new tool
exec.Code("G00 G53 Z"+ Ztoolpickup); // Move Z axis down to tool holder position
while(exec.IsMoving()){}
exec.Setoutpin(Cleanport, Cleanpin);
exec.Wait(4000);
exec.Clroutpin(Cleanport, Cleanpin);
exec.Clroutpin(Chuckopenport, Chuckopenpin); // Close the chuck with pneumatic valve
exec.Wait(1000); // Wait one 1000msec
exec.Code("G00 G53 Z"+ SafeZ); // Move Z up
while(exec.IsMoving()){}
// Move back to start point
//exec.Code("G00 G53 X" + Xoriginalpos + " Y" + Yoriginalpos);
while(exec.IsMoving()){}
// Measure new tool will go here....
exec.Code("G43 H"+Newtool); // Load new tool offset
exec.Wait(200);
while(exec.IsMoving()){}
if(!exec.Ismacrostopped()) // If tool change was not interrupted with a stop only then validate new tool number
{
exec.Setcurrenttool(Newtool); //Set the current tool -> the new tool
//MessageBox.Show("Tool change done.");
}
else
{
exec.StopWithDeccel();
MessageBox.Show("Tool change was interrupted by user!");
}
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 augusztus 16, 00:07
Írta: dezsoe Dátum 2017 augusztus 16, 00:07
Szia! Látod, megy ez, csak kísérletezni kell vele! [#email]
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 augusztus 16, 00:49
Írta: 000000000 Dátum 2017 augusztus 16, 00:49
Mivel az UCNC Mach alapokra épül ez a szerszámváltó skript működhet mach alatt is ?
Cím: Re:UCCNC vezérlő program
Írta: ger33ub5d Dátum 2017 augusztus 16, 06:23
Írta: ger33ub5d Dátum 2017 augusztus 16, 06:23
Nem tudom meg kell próbálni. Én nem vagyok programozó, talán dezsoe többet tud róla mondani.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 augusztus 16, 07:11
Írta: dezsoe Dátum 2017 augusztus 16, 07:11
Szerencsére az UCCNC nem épül Mach alapokra, csak - mivel ugyanaz a feladata - igen sok párhuzamot lehet felfedezni. A Mach-ban Visual Basic a makró nyelvezete, UCCNC-ben pedig C#, tehát már a nyelv miatt sem lehet átvinni. A mezők, a LEDek, a gombok, a belső funkciók mind máshogy vannak, úgyhogy még az is kevés, ha csak simán átfordítod a makrót egyik nyelvről a másikra. Az egyetlen megoldás, ha alaposan átnézed, felfogod, hogy mit csinál egy adott makró, majd a másik rendszerben megírod. Mondjuk, ehhez nem árt mindkét rendszert kellően ismerni. :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 augusztus 18, 08:26
Írta: svejk Dátum 2017 augusztus 18, 08:26
Egy kicsit visszakanyarodhatnánk a szerszámcseréhez?
Az eredeti default M6-os makroval kísérletezek.
Ahogy ajánlottad az M6 makro végére beírtam a:
exec.Writekey("SvejkAdatai", "LastSelectedTool", exec.Getcurrenttool().ToString());
sort, így akár "áramszünetes" kikapcsoláskor is emlékezni fog az utolsó szerszámra.
Az M99998 makroba pedig a a másik ajánlott:
int LastSelectedTool = Convert.ToInt32(exec.Readkey("SvejkAdatai", "LastSelectedTool", "0"));
AS3.Additemtolistbeginning("Legutobbi szerszam: " + LastSelectedTool, 2);
sorokat.
Működik kafán egy szépséghibával, hogy ugyan az üzenet ablakba kiírja, hogy melyik volt az utolsó szerszám, de a Tool:x értékét nem írja át helyből.
Tehát kellene még egy sor az M99998 makroba ami beírja az előzőleg elmentett és kiolvasott szerszám számát induláskor a 897-es mezőbe.
Az M6-os makróból puskázva talán: exec.Setcurrenttool....de hogy tovább?
Egy másik szerszámváltós kérdés, a T0 szerszám pontosan mit is jelent?
Ha kiadom az M6T0-át akkor nem kellene kiraknia az épp aktuális szerszámot a tárba és üresen hagyni az orsót?
Sajnos nekem nincs ipari tapasztalatom sem ilyen ügyekben.
Az eredeti default M6-os makroval kísérletezek.
Ahogy ajánlottad az M6 makro végére beírtam a:
exec.Writekey("SvejkAdatai", "LastSelectedTool", exec.Getcurrenttool().ToString());
sort, így akár "áramszünetes" kikapcsoláskor is emlékezni fog az utolsó szerszámra.
Az M99998 makroba pedig a a másik ajánlott:
int LastSelectedTool = Convert.ToInt32(exec.Readkey("SvejkAdatai", "LastSelectedTool", "0"));
AS3.Additemtolistbeginning("Legutobbi szerszam: " + LastSelectedTool, 2);
sorokat.
Működik kafán egy szépséghibával, hogy ugyan az üzenet ablakba kiírja, hogy melyik volt az utolsó szerszám, de a Tool:x értékét nem írja át helyből.
Tehát kellene még egy sor az M99998 makroba ami beírja az előzőleg elmentett és kiolvasott szerszám számát induláskor a 897-es mezőbe.
Az M6-os makróból puskázva talán: exec.Setcurrenttool....de hogy tovább?
Egy másik szerszámváltós kérdés, a T0 szerszám pontosan mit is jelent?
Ha kiadom az M6T0-át akkor nem kellene kiraknia az épp aktuális szerszámot a tárba és üresen hagyni az orsót?
Sajnos nekem nincs ipari tapasztalatom sem ilyen ügyekben.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 augusztus 18, 09:56
Írta: dezsoe Dátum 2017 augusztus 18, 09:56
Visszafelé válaszolva: a T0 az a nagykönyv szerint az, amit írsz, tehát üres befogó. A minta M6 nem kezeli az üres befogót:
if(Newtool <1 || Newtool >10) // Tool number is out of range, so we need to stop here...
return;
Aszongya, hogy ha T<1, akkor nem foglalkozik az egésszel. Tehát úgy kell módosítanod, hogy az előzőekben másolt sorban (Newtool <0 || Newtool >10) -re módosítod a feltételt, majd a
// Move to new tool position on XY plane
sor elé berakod, hogy
if (Newtool != 0)
{
és a file végére pedig
}
else
{
exec.Setcurrenttool(Newtool); //Set the current tool -> the new tool
MessageBox.Show("Tool change done.");
}
Ezzel azt éred el, hogy ha 0-ra vált, akkor nem megy el az új pozícióba és nem vesz fel semmit, csak beállítja a 0-s szerszámot és kiírja, hogy kész.
A másik problémára pedig annyi, hogy a példa csak felolvassa a mentett adatot, de nem csinál vele semmit. A mező átírása szép, de nem jó. A képernyőn ugyan azt fogod látni, amit beleírtál, de a szerszámcserélő mást fog gondolni, mert a rendszer belül tudja, hogy nem ez az aktuális szerszám. Hogy ne legyen olyan egyszerű, az M99998-ból nem hajtja végre a Setcurrenttool-t, mivel a reset még aktív. Ezt úgy tudod megoldani, hogy vagy használsz egy változót (#nnn) vagy kiraksz egy mezőt a képre és azon keresztül viszed át a felolvasott értéket. Az utóbbi nem fog ütközni semmilyen változókat használó programmal. Akkor a felolvasás (M99998-ban):
double LastSelectedTool = Convert.ToDouble(exec.Readkey("SvejkAdatai", "LastSelectedTool", "0.0"));
AS3.Additemtolistbeginning("Legutobbi szerszam: " + LastSelectedTool, 2);
AS3.Addfield("", "Arial", "left", 12, 0, 0, 1000, 120, "showfieldnb", 0, 96, 21000, 1); // egy eldugott mezo
AS3.Setfield(LastSelectedTool, 21000);
A felolvasást int-ről double-re változtattam, mert itt mindegy, a mező pedig úgyis double, majd elhelyeztem egy 21000 azonosítójú mezőt (nem szerkeszthetőt) a képernyőn kívül a (0,1000) pozícióba, tehát nem lesz útban, mert nem látszik. Beleírtam a felolvasott szerszámot, így az első M6-nál tudunk vele dolgozni.
Az M6 elején a
int Currenttool = exec.Getcurrenttool();
sor helyett ez kell:
int Currenttool = 0;
int Savedtool = AS3.Getfieldint(21000);
if (Savedtool == -1)
Currenttool = exec.Getcurrenttool();
else
{
Currenttool = Savedtool;
AS3.Setfield(-1.0, 21000);
}
Így az első M6 futtatáskor az elmentett szerszámot tekinti aktuálisnak, nem azt, amit a képernyőn jelez. Miután felhasználta, jelzi, hogy már volt egy csere, így innentől már a ténylegessel foglalkozik.
if(Newtool <1 || Newtool >10) // Tool number is out of range, so we need to stop here...
return;
Aszongya, hogy ha T<1, akkor nem foglalkozik az egésszel. Tehát úgy kell módosítanod, hogy az előzőekben másolt sorban (Newtool <0 || Newtool >10) -re módosítod a feltételt, majd a
// Move to new tool position on XY plane
sor elé berakod, hogy
if (Newtool != 0)
{
és a file végére pedig
}
else
{
exec.Setcurrenttool(Newtool); //Set the current tool -> the new tool
MessageBox.Show("Tool change done.");
}
Ezzel azt éred el, hogy ha 0-ra vált, akkor nem megy el az új pozícióba és nem vesz fel semmit, csak beállítja a 0-s szerszámot és kiírja, hogy kész.
A másik problémára pedig annyi, hogy a példa csak felolvassa a mentett adatot, de nem csinál vele semmit. A mező átírása szép, de nem jó. A képernyőn ugyan azt fogod látni, amit beleírtál, de a szerszámcserélő mást fog gondolni, mert a rendszer belül tudja, hogy nem ez az aktuális szerszám. Hogy ne legyen olyan egyszerű, az M99998-ból nem hajtja végre a Setcurrenttool-t, mivel a reset még aktív. Ezt úgy tudod megoldani, hogy vagy használsz egy változót (#nnn) vagy kiraksz egy mezőt a képre és azon keresztül viszed át a felolvasott értéket. Az utóbbi nem fog ütközni semmilyen változókat használó programmal. Akkor a felolvasás (M99998-ban):
double LastSelectedTool = Convert.ToDouble(exec.Readkey("SvejkAdatai", "LastSelectedTool", "0.0"));
AS3.Additemtolistbeginning("Legutobbi szerszam: " + LastSelectedTool, 2);
AS3.Addfield("", "Arial", "left", 12, 0, 0, 1000, 120, "showfieldnb", 0, 96, 21000, 1); // egy eldugott mezo
AS3.Setfield(LastSelectedTool, 21000);
A felolvasást int-ről double-re változtattam, mert itt mindegy, a mező pedig úgyis double, majd elhelyeztem egy 21000 azonosítójú mezőt (nem szerkeszthetőt) a képernyőn kívül a (0,1000) pozícióba, tehát nem lesz útban, mert nem látszik. Beleírtam a felolvasott szerszámot, így az első M6-nál tudunk vele dolgozni.
Az M6 elején a
int Currenttool = exec.Getcurrenttool();
sor helyett ez kell:
int Currenttool = 0;
int Savedtool = AS3.Getfieldint(21000);
if (Savedtool == -1)
Currenttool = exec.Getcurrenttool();
else
{
Currenttool = Savedtool;
AS3.Setfield(-1.0, 21000);
}
Így az első M6 futtatáskor az elmentett szerszámot tekinti aktuálisnak, nem azt, amit a képernyőn jelez. Miután felhasználta, jelzi, hogy már volt egy csere, így innentől már a ténylegessel foglalkozik.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 augusztus 19, 10:37
Írta: svejk Dátum 2017 augusztus 19, 10:37
Köszi!
No még ezt is át kell olvasnom párszor, hogy felfogjam, illetve a gyakorlatban is át kell majd ültetni akkor tudok még majd kérdezni.
No még ezt is át kell olvasnom párszor, hogy felfogjam, illetve a gyakorlatban is át kell majd ültetni akkor tudok még majd kérdezni.
Cím: Re:UCCNC vezérlő program
Írta: Tibcsi Dátum 2017 augusztus 19, 12:10
Írta: Tibcsi Dátum 2017 augusztus 19, 12:10
Szeretnék vásárolni, egy UC400ETH mozgásvezérlőt, és az lenne a kérdésem, hogy tudom-e használni a meglévő kulccsal, vagy kell egy teljesen új. Jelenleg UC100-om van.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 augusztus 19, 12:33
Írta: ium8w94xp Dátum 2017 augusztus 19, 12:33
Nem hiszem, hogy tudod.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2017 augusztus 19, 12:48
Írta: frob Dátum 2017 augusztus 19, 12:48
Egyébként mi értelme van a kulcsnak?
Az én szememben csak kitolás a vevővel...
Hogy miért? Mert ügye a program csak saját hardvereivel megy, tehát ha érzékelné hogy valós a hardver, akkor onnantól minden kerek...
De ha pl megrogyik a winyóm akkor vehetek még egy kulcsot, vagy ez hogy van?
Meg ez sztem többlet vacakolás gyártónak is..
Tulajdonképen az hardver egyben a hardver kulcs is lehetne simán..
Az én szememben csak kitolás a vevővel...
Hogy miért? Mert ügye a program csak saját hardvereivel megy, tehát ha érzékelné hogy valós a hardver, akkor onnantól minden kerek...
De ha pl megrogyik a winyóm akkor vehetek még egy kulcsot, vagy ez hogy van?
Meg ez sztem többlet vacakolás gyártónak is..
Tulajdonképen az hardver egyben a hardver kulcs is lehetne simán..
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 augusztus 19, 12:49
Írta: dezsoe Dátum 2017 augusztus 19, 12:49
Nem tudod. A kulcs az eszközhöz kapcsolódik, azt a kulcs birtokában akárhány gépen tudod használni, de minden eszköznek saját licensz kell.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 augusztus 19, 12:55
Írta: dezsoe Dátum 2017 augusztus 19, 12:55
Nem így van. A hardvert önmagában tudod használni akár a Mach-hal is. Ha azzal használod, akkor csak az eszközt kell megvenned, a Mach plugin ingyen letölthető. Ha UCCNC-vel is akarod használni, akkor az bizony nincs ingyen.
Mivel a licenszt a gyáriszám alapján kapod, ha elszáll a vinyód, akkor kérsz másikat, biztos fogsz kapni. Na, de miért nincs az összes többi fontos file-lal együtt biztonsági mentésed? [#vigyor3]
Mivel a licenszt a gyáriszám alapján kapod, ha elszáll a vinyód, akkor kérsz másikat, biztos fogsz kapni. Na, de miért nincs az összes többi fontos file-lal együtt biztonsági mentésed? [#vigyor3]
Cím: Re:UCCNC vezérlő program
Írta: Tibcsi Dátum 2017 augusztus 19, 13:10
Írta: Tibcsi Dátum 2017 augusztus 19, 13:10
Ok, köszönöm a válaszokat.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2017 augusztus 19, 13:15
Írta: frob Dátum 2017 augusztus 19, 13:15
Nekem van 3 helyen :) már mint biztonsági mentés, de az ismerősök közül egynek sincs ... tehát általános az hogy nincs... persze a jelen lévők mindig kivételek :D
Mach 3 hoz ragaszkodás kacifántossá teszi a dolgot, így már értem hogy miért lett így elkövetve a dolog...
Mach 3 hoz ragaszkodás kacifántossá teszi a dolgot, így már értem hogy miért lett így elkövetve a dolog...
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 augusztus 19, 17:03
Írta: svejk Dátum 2017 augusztus 19, 17:03
Okszi a T0 része működik kafán, sőt át is írtam 12 szerszámhelyesre.
(a "double[] ToolX = new double[13];
double[] ToolY = new double[13];" sorok mit is csinálnak?
mert vol ár riadalom meg vagy hat sornyi hibaüzenett amíg nem írtam át 13-ra :) )
(a "double[] ToolX = new double[13];
double[] ToolY = new double[13];" sorok mit is csinálnak?
mert vol ár riadalom meg vagy hat sornyi hibaüzenett amíg nem írtam át 13-ra :) )
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 augusztus 19, 17:23
Írta: svejk Dátum 2017 augusztus 19, 17:23
Közben ugrálnak a gondolataim, újabb ötletem támadt.
Ez a bizonyos gép mint írtam tanításos módszerrel lesz használva, de egyre valószínűbb hogy elég lenne a parametrikus programozás is.
Mivel az UCCNC progi és a fejlesztői nagyon ügyesek és rugalmasak, -dicséret bezárva :)- a következőt találtam ki:
Az megoldható lenne, hogy készítenék egy új fület ahol táblázatszerűen kitölthetőek lennének a parametrikus programozás változói, majd a parametrikus kód futtatásakor ebben a táblázatba levő adatokat olvasná be a program.
Nagy előnye, hogy átlátható lenne, illetve a felhasználó csak a változókhoz férne hozzá, maga a teljes G kódba nem tudna véletlenül sem belepiszkálni.
(gondolom a Mach3 varázslói is így működnek valahogy)
Ez a bizonyos gép mint írtam tanításos módszerrel lesz használva, de egyre valószínűbb hogy elég lenne a parametrikus programozás is.
Mivel az UCCNC progi és a fejlesztői nagyon ügyesek és rugalmasak, -dicséret bezárva :)- a következőt találtam ki:
Az megoldható lenne, hogy készítenék egy új fület ahol táblázatszerűen kitölthetőek lennének a parametrikus programozás változói, majd a parametrikus kód futtatásakor ebben a táblázatba levő adatokat olvasná be a program.
Nagy előnye, hogy átlátható lenne, illetve a felhasználó csak a változókhoz férne hozzá, maga a teljes G kódba nem tudna véletlenül sem belepiszkálni.
(gondolom a Mach3 varázslói is így működnek valahogy)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 augusztus 19, 17:46
Írta: dezsoe Dátum 2017 augusztus 19, 17:46
A ToolX[]-ToolY[] tömbök a szerszámok tárolási koordinátáit rögzítik. Ennek a tömbnek akkorának kell lenni, hogy az összes - jelen esetben 13 - szerszám beleférjen.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 augusztus 19, 17:51
Írta: dezsoe Dátum 2017 augusztus 19, 17:51
Az UCCNC fejlesztőinek semmi dolga azzal, amit írtál. :) Vagy nekiállsz képernyőt szerkeszteni (én biztos nem tenném), vagy egy okosan megírt makróval beolvasod a szükséges adatokat. Kb. mennyi paraméterről van szó?
(A Mach varázslói speciális állatfajták, de működésüket tekintve inkább a makrókhoz hasonlítanám őket, hiszen a lényeget makró kódok végzik, csak kicsit keresztezték a makrókat a képernyőkkel is.)
(A Mach varázslói speciális állatfajták, de működésüket tekintve inkább a makrókhoz hasonlítanám őket, hiszen a lényeget makró kódok végzik, csak kicsit keresztezték a makrókat a képernyőkkel is.)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 augusztus 19, 18:14
Írta: svejk Dátum 2017 augusztus 19, 18:14
Dehogynem, segítenek a tudatlan felhasználóknak.:)
Új alap képernyő majdnem biztos hogy kell, az talán menni fog.
újabb verziókra nem kell cserélgetni a mostani felállás azon részei amiket használok stabilnak tűnnek.
Úgy 10-15 változó lesz a munkadarab kódjában.
Csak egy példa kellene hogy is nézne ki, ha a képernyő adott mező értéke lenne egy váltózó a G-kódban.
Új alap képernyő majdnem biztos hogy kell, az talán menni fog.
újabb verziókra nem kell cserélgetni a mostani felállás azon részei amiket használok stabilnak tűnnek.
Úgy 10-15 változó lesz a munkadarab kódjában.
Csak egy példa kellene hogy is nézne ki, ha a képernyő adott mező értéke lenne egy váltózó a G-kódban.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 augusztus 19, 18:31
Írta: dezsoe Dátum 2017 augusztus 19, 18:31
Ja, hogy ez egy konkrét célgép lenne, aminek átszabod a képernyőjét. Értem.
A mezők g-kódba átvitelét két módszerrel is elvégezheted. (Illetve a módszer ugyanaz, csak két indulási módszer jutott eszembe. Az egyik: a g-kód elején hívsz egy makrót. A másik: a start gombot bütykölöd meg, hogy előbb az említett makró fusson és csak utána nyomódjon meg a start gomb.)
Naszóvalakkor: ha az adatokat a képernyő mezőkből változókba akarod pakolni, akkor ennyi a dolgod (az emlegetett makróban, minden mezővel):
exec.ivars[<#nnn száma>] = AS3.Getfielddouble(<képernyő mező száma>);
És kész. :)
A mezők g-kódba átvitelét két módszerrel is elvégezheted. (Illetve a módszer ugyanaz, csak két indulási módszer jutott eszembe. Az egyik: a g-kód elején hívsz egy makrót. A másik: a start gombot bütykölöd meg, hogy előbb az említett makró fusson és csak utána nyomódjon meg a start gomb.)
Naszóvalakkor: ha az adatokat a képernyő mezőkből változókba akarod pakolni, akkor ennyi a dolgod (az emlegetett makróban, minden mezővel):
exec.ivars[<#nnn száma>] = AS3.Getfielddouble(<képernyő mező száma>);
És kész. :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 augusztus 19, 19:27
Írta: svejk Dátum 2017 augusztus 19, 19:27
No hát ez megint egyszerűbb mint képzeltem, köszi! [#worship]
(igen, most már biztos megcsináljuk az említett hegesztő gépet)
(igen, most már biztos megcsináljuk az említett hegesztő gépet)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 augusztus 19, 19:58
Írta: svejk Dátum 2017 augusztus 19, 19:58
No nézzük ezt a másik, szerszámbeolvasási problémát az induláskor.
Lehet elbeszélünk egymás mellett.
Ha az M6 makro végén ott van a:
exec.Writekey("SvejkAdatai", "LastSelectedTool", exec.Getcurrenttool().ToString());
Akkor minden szerszámcsere alkalmával kiírja a file-ba, tehát az UCCN induláskor biztosan az a szerszám van a főorsóban.
"..az M99998-ból nem hajtja végre a Setcurrenttool-t, mivel a reset még aktív.."
No ez tényleg probléma....
Talán kellene egy másik makro ami a reset inaktiválásakor lefutna és az előzőleg fájlba elmentett szerszámértékét ekkor már be tudná írni a szerszám eredeti mezőjébe?
Engem valahogy zavar, hogy bekapcsoláskor nem az épp a főorsóban levő szerszám számát mutatja az a mező. :(
Lehet elbeszélünk egymás mellett.
Ha az M6 makro végén ott van a:
exec.Writekey("SvejkAdatai", "LastSelectedTool", exec.Getcurrenttool().ToString());
Akkor minden szerszámcsere alkalmával kiírja a file-ba, tehát az UCCN induláskor biztosan az a szerszám van a főorsóban.
"..az M99998-ból nem hajtja végre a Setcurrenttool-t, mivel a reset még aktív.."
No ez tényleg probléma....
Talán kellene egy másik makro ami a reset inaktiválásakor lefutna és az előzőleg fájlba elmentett szerszámértékét ekkor már be tudná írni a szerszám eredeti mezőjébe?
Engem valahogy zavar, hogy bekapcsoláskor nem az épp a főorsóban levő szerszám számát mutatja az a mező. :(
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 augusztus 19, 20:03
Írta: svejk Dátum 2017 augusztus 19, 20:03
Egyébként megcsináltam amit ajánlottál a #4239-ben és működik de valamit elronthattam, mert ha kétszer egymás után kiadom mondjuk az M6T6-ot akkor bizony rávált még egyszer a 6-osra.
Az eredeti M5 makronál nem engedte ezt.
Gondolom ez a sor felelős érte:
if(Newtool == Currenttool) // Same tool was selected, so do nothing, stop here...
return;
Benne van minkét makroban de mégis... :(
Az eredeti M5 makronál nem engedte ezt.
Gondolom ez a sor felelős érte:
if(Newtool == Currenttool) // Same tool was selected, so do nothing, stop here...
return;
Benne van minkét makroban de mégis... :(
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 augusztus 19, 20:14
Írta: svejk Dátum 2017 augusztus 19, 20:14
eredeti M5 = eredeti M6
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 augusztus 20, 14:09
Írta: svejk Dátum 2017 augusztus 20, 14:09
No még egyszer elindultam az elejéről és odáig jutottam, hogy ha az:
int Currenttool = exec.Getcurrenttool();
sort kicserélem az általad ajánlott sorokra akkor sajnos engedi a szerszámráváltást...
No de ez most nem is érdekes, mert én továbbra is kötöm az ebet a karóhoz, miszerint csak a TOOL mező értékét figyeli szerszámcserekor.
Ha lefuttatom pl. az
exec.Setcurrenttool(5);
parancsot, akkor be is írja az 5-ös szerszámot és ezentúl úgy is számol, hogy az van bent.
Tehát ha a szerszámcsere végén a *.pro fájlba elmentett szerszám számát az UCCNC első elindításakor visszaírnánk az exec.Setcurrentool paranccsal -pl a Home gomb megnyomásakor- akkor nem tévedne el sosem.
(a Home gombot úgy is meg kell nyomni)
Csak ugye azt nem tudom, hogy kell ezt a műveletet végrehajtani. :(
int Currenttool = exec.Getcurrenttool();
sort kicserélem az általad ajánlott sorokra akkor sajnos engedi a szerszámráváltást...
No de ez most nem is érdekes, mert én továbbra is kötöm az ebet a karóhoz, miszerint csak a TOOL mező értékét figyeli szerszámcserekor.
Ha lefuttatom pl. az
exec.Setcurrenttool(5);
parancsot, akkor be is írja az 5-ös szerszámot és ezentúl úgy is számol, hogy az van bent.
Tehát ha a szerszámcsere végén a *.pro fájlba elmentett szerszám számát az UCCNC első elindításakor visszaírnánk az exec.Setcurrentool paranccsal -pl a Home gomb megnyomásakor- akkor nem tévedne el sosem.
(a Home gombot úgy is meg kell nyomni)
Csak ugye azt nem tudom, hogy kell ezt a műveletet végrehajtani. :(
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 augusztus 20, 15:24
Írta: svejk Dátum 2017 augusztus 20, 15:24
Oké, a kiolvasási és átírási művelet maga ennyi:
int LastSelectedTool = Convert.ToInt32(exec.Readkey("SvejkAdatai", "LastSelectedTool", "0"));
exec.Setcurrenttool(LastSelectedTool);
Ezt a két sort most egy hotkeyre és egy M20060-a makroba írva az UCCNC indulása után a billentyűt lenyomva szépen beírja az utoljára beváltott szerszám számát és innentől jól is számolja a dolgokat.
De most meg azt kell kitalálni hogy mikor és hogyan fusson le egyszer ez a makro.
A HomeAll gomb mégse jó, mert lehet valaki egyesével veszi fel a referenciákat.
int LastSelectedTool = Convert.ToInt32(exec.Readkey("SvejkAdatai", "LastSelectedTool", "0"));
exec.Setcurrenttool(LastSelectedTool);
Ezt a két sort most egy hotkeyre és egy M20060-a makroba írva az UCCNC indulása után a billentyűt lenyomva szépen beírja az utoljára beváltott szerszám számát és innentől jól is számolja a dolgokat.
De most meg azt kell kitalálni hogy mikor és hogyan fusson le egyszer ez a makro.
A HomeAll gomb mégse jó, mert lehet valaki egyesével veszi fel a referenciákat.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 augusztus 20, 17:44
Írta: svejk Dátum 2017 augusztus 20, 17:44
Hogy a pi..a kell szintaktikailag helyesen megírni az alábbi sort, hogy a Z szán "Ztoolrelease", plusz 10 értékre menjen?
exec.Code("G00 G53 Z"+ Ztoolrelease);
exec.Code("G00 G53 Z"+ Ztoolrelease);
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 augusztus 20, 17:51
Írta: svejk Dátum 2017 augusztus 20, 17:51
Egyelőre marad a Home gomb...
A HomeAll gombhoz rendeltem a M20060-as makrót majd a makróban hívom meg a 113-es HomeAll buttonnumbert.
Így indulás után amint rákattintok rögtön be is írja az utoljára elmentett szerszámot, és felveszik a tengelyek a referenciát, mely egyébként is kell a szerszámváltás engedélyezéséhez.
A HomeAll gombhoz rendeltem a M20060-as makrót majd a makróban hívom meg a 113-es HomeAll buttonnumbert.
Így indulás után amint rákattintok rögtön be is írja az utoljára elmentett szerszámot, és felveszik a tengelyek a referenciát, mely egyébként is kell a szerszámváltás engedélyezéséhez.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 augusztus 20, 19:27
Írta: dezsoe Dátum 2017 augusztus 20, 19:27
Elvileg a C# alakítgatja a típusokat, de jobb, ha te mondod neki, hogy hogyan csinálja.
exec.Code("G00 G53 Z" + (Ztoolrelease + 10.0).ToString());
exec.Code("G00 G53 Z" + (Ztoolrelease + 10.0).ToString());
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 augusztus 20, 19:33
Írta: svejk Dátum 2017 augusztus 20, 19:33
Köszi, nem bírtam volna kitalálni soha így ismeretlenül!
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 augusztus 20, 21:22
Írta: svejk Dátum 2017 augusztus 20, 21:22
Okszi, kafa minden, végül is elég volt a megfelelő zárójelezés, nem kellett a .ToString().
Megcsináltam mindent, a kis Z mozgástartomány miatt a szerszámokat is kerülgetni kellett és a bekapcsoláskor is tudja melyik szerszám van bent.
Így most nem is kellett beleírni semmit az M99998 és M99999-be.
Egy kis ártatlannak tűnő makrot kellett csak pluszba írni.
Egyelőre G01-el mozgok, majd ha a gyakorlatban is megy akkor felgyorsítom.
Köszönöm a segítségeket [#worship]!
Jöhet a szerszámbemérés!
(no az még szép falat lesz, mert azt sem tudom, hogy mi a helyes metódus, hogy is van az ipari gépeken)
Megcsináltam mindent, a kis Z mozgástartomány miatt a szerszámokat is kerülgetni kellett és a bekapcsoláskor is tudja melyik szerszám van bent.
Így most nem is kellett beleírni semmit az M99998 és M99999-be.
Egy kis ártatlannak tűnő makrot kellett csak pluszba írni.
Egyelőre G01-el mozgok, majd ha a gyakorlatban is megy akkor felgyorsítom.
Köszönöm a segítségeket [#worship]!
Jöhet a szerszámbemérés!
(no az még szép falat lesz, mert azt sem tudom, hogy mi a helyes metódus, hogy is van az ipari gépeken)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 augusztus 20, 22:50
Írta: svejk Dátum 2017 augusztus 20, 22:50
Készített-e már valaki fix helyzetű szerszámbemérőhöz olyan makrót, ami ténylegesen ki is tölti a TOOLS fülön a Z hosszkorrekciós táblázatot?
A szerszámcserélő M6 minta makro már tartalmazza a G43 H(aktuális szerszám) parancsot, tehát már valaki foglakozott ezzel a résszel is.
A szerszámcserélő M6 minta makro már tartalmazza a G43 H(aktuális szerszám) parancsot, tehát már valaki foglakozott ezzel a résszel is.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 augusztus 21, 19:57
Írta: svejk Dátum 2017 augusztus 21, 19:57
Olvasgattam, kérdezősködtem, de nekem valahogy nem tetszenek az iparban elterjedt szerszámbemérési metódusok.
(volt amelyiket meg sem értettem :( )
Egy hobby gépnél nem gond a ciklusidő, ezért én inkább azt az utat választanám, hogy minden egyes szerszámcsere után menjen el és mérje be a szerszámot, egy célszerűen a szerszámtár mellett levő fix bemérőponton, írja be a szerszámkorrekciós tárba az értéket, majd ezzel a korrekcióval dolgozzon. (vagy akár nem is kell táblázatba írni, hiszen mindig mérnék)
Így ki lenne küszöbölve a szerszám visszafogási pontatlansága is.
(nem kúpos befogók vannak, hanem csak a szerszám hengeres szárát fogja meg a patron)
No de mihez legyen a viszonyítás?
Az iparban sokszor a főorsó homloka és az asztal közti távolság az "etalon".
Én eddig talán még mindig csak olyan munkadarabot martam, ahol a Z0 a munkadarab felső síkja, így nekem az lenne a célszerű és érthető, hogy felvenném mondjuk a T1-es szerszámmal a munkadarab síkját, majd a többi szerszámot ehhez a T1-hez korrekciózná a többi szerszám Z mozgását
Ha valakinek van pár perce, próbálja már szemellenzős gondolkodásomat helyes útra terelni!
(volt amelyiket meg sem értettem :( )
Egy hobby gépnél nem gond a ciklusidő, ezért én inkább azt az utat választanám, hogy minden egyes szerszámcsere után menjen el és mérje be a szerszámot, egy célszerűen a szerszámtár mellett levő fix bemérőponton, írja be a szerszámkorrekciós tárba az értéket, majd ezzel a korrekcióval dolgozzon. (vagy akár nem is kell táblázatba írni, hiszen mindig mérnék)
Így ki lenne küszöbölve a szerszám visszafogási pontatlansága is.
(nem kúpos befogók vannak, hanem csak a szerszám hengeres szárát fogja meg a patron)
No de mihez legyen a viszonyítás?
Az iparban sokszor a főorsó homloka és az asztal közti távolság az "etalon".
Én eddig talán még mindig csak olyan munkadarabot martam, ahol a Z0 a munkadarab felső síkja, így nekem az lenne a célszerű és érthető, hogy felvenném mondjuk a T1-es szerszámmal a munkadarab síkját, majd a többi szerszámot ehhez a T1-hez korrekciózná a többi szerszám Z mozgását
Ha valakinek van pár perce, próbálja már szemellenzős gondolkodásomat helyes útra terelni!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 augusztus 21, 22:08
Írta: dezsoe Dátum 2017 augusztus 21, 22:08
Csak egy gondolat, világmegváltás nélkül. :) Ha nekem fix bemérőm lenne (akár szerszám cserélő nélkül is), akkor biztos, hogy a méréseket gépi koordinátában végezném, mert onnantól mindegy, hogy melyik munka koordináta rendszert használod éppen. Pláne, hogy egy szerszámcserélős gép elég komolynak tűnik ahhoz, hogy több munkadarab is be legyen rögzítve: innen már csak G54 és társai kellenek, hogy ráállj a következőre. Ha elég pontos a homing és a befogás, akkor akár meg is jegyezheti a mérések eredményét, hogy csak a szerszámtár feltöltésekor kelljen mérni.
Cím: Re:UCCNC vezérlő program
Írta: s5f8tmfv3 Dátum 2017 augusztus 30, 19:49
Írta: s5f8tmfv3 Dátum 2017 augusztus 30, 19:49
Csak egy kérdés az UCCNC Laser-pluginnel kapcsolatban: én szinte csak ezt használom, kép gravírozáshoz vettem meg. Mennyire volna bonyolult dolog megoldani hogy amikor kész a kép akkor vágja körbe a lézer? Mondjuk mikor végzett megállna megkérdezni az előtolást aztán full teljesítménnyel a már kiszámolt méretek alapján rajzolna egy téglalapot. Azt már csak nagyon óvatosan említem meg hogy az ovális vágás igazi csemege lenne.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 augusztus 30, 19:54
Írta: ium8w94xp Dátum 2017 augusztus 30, 19:54
Ha úgy is megállna és kérdezne, akkor ezzel az erővel behívhatsz utána vágáshoz gkódot. Én is ezt teszem.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2017 augusztus 30, 20:11
Írta: frob Dátum 2017 augusztus 30, 20:11
Esetleg eleve összefűzve a kettő...
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 augusztus 30, 20:27
Írta: ium8w94xp Dátum 2017 augusztus 30, 20:27
A kép gravírhoz nincs mit fűzzön. Az egyik kép, másik g kód.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2017 augusztus 30, 20:50
Írta: frob Dátum 2017 augusztus 30, 20:50
már hogy ne lenne, a g kódhoz hozzáfűzheted a kivágandó terület g kódját, talán leginkább azzal a hasonlattal tudnék élni, hogy az aspire ben ha olyan megmunkálásokat végzel amelyek ugyan azon szerszámmal vannak akkor megmondhatod neki hogy egy fájlba tegye..
nem tudom mivel generálod a kódot, de gondolom a kép is végül egy G-kódként végzi, akkor a programból külön rajzolsz egy keretet és max a teljesítményt átírod benne..
vagy valamit nagyon félre értettem, de akkor bocs
nem tudom mivel generálod a kódot, de gondolom a kép is végül egy G-kódként végzi, akkor a programból külön rajzolsz egy keretet és max a teljesítményt átírod benne..
vagy valamit nagyon félre értettem, de akkor bocs
Cím: Re:UCCNC vezérlő program
Írta: s5f8tmfv3 Dátum 2017 augusztus 30, 20:52
Írta: s5f8tmfv3 Dátum 2017 augusztus 30, 20:52
Igen, én is így használom mert más megoldást nem tudok. Azért jó volna ha egy méret változtatás után nem kéne a koordinátákkal vacakolni.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 augusztus 30, 22:03
Írta: ium8w94xp Dátum 2017 augusztus 30, 22:03
Látom neked nincs uccnc-d. A képhez nem csinál gkódot, saját pluginként csak a képet kell importálni...égeti magától. Ettől is a legjobb ilyen progi.
Cím: Re:UCCNC vezérlő program
Írta: PSoft Dátum 2017 augusztus 30, 22:30
Írta: PSoft Dátum 2017 augusztus 30, 22:30
A Mach plugin is ugyanígy csinálja.
Ilyen alapon akár, az is lehetne a..." legjobb ilyen progi".:)
Ilyen alapon akár, az is lehetne a..." legjobb ilyen progi".:)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 augusztus 30, 22:37
Írta: ium8w94xp Dátum 2017 augusztus 30, 22:37
Nyilván lehetne, de hát nem az :)
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2017 augusztus 31, 07:03
Írta: frob Dátum 2017 augusztus 31, 07:03
Hát vanni van, de még az asztalon hever :)
úgy hogy igazad van nem tudom hogy müxik, de ha tényleg így van, akkor inkább valami egyszerű szerkesztő nézet kellene ahol kör és négyzet huzigálós módival köré rakható a képnek
csak gondolom akkor jönnek az újabb igények, hogy a keret mentén halványabb legyen a kép így nagyobb képből is lehetne kivágni... ami szintén állíthatóan mekkora távolságról induljon ,stb..
és mindjárt elküldenek a fejlesztők a... csába :)
úgy hogy igazad van nem tudom hogy müxik, de ha tényleg így van, akkor inkább valami egyszerű szerkesztő nézet kellene ahol kör és négyzet huzigálós módival köré rakható a képnek
csak gondolom akkor jönnek az újabb igények, hogy a keret mentén halványabb legyen a kép így nagyobb képből is lehetne kivágni... ami szintén állíthatóan mekkora távolságról induljon ,stb..
és mindjárt elküldenek a fejlesztők a... csába :)
Cím: Re:UCCNC vezérlő program
Írta: s5f8tmfv3 Dátum 2017 augusztus 31, 12:25
Írta: s5f8tmfv3 Dátum 2017 augusztus 31, 12:25
"és mindjárt elküldenek a fejlesztők a... csába"
Csak nem! [#vigyor3]
Azért kíváncsi volnék mit szólnak, lehet egyszerűbb mint gondolnánk.
Csak nem! [#vigyor3]
Azért kíváncsi volnék mit szólnak, lehet egyszerűbb mint gondolnánk.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 szeptember 08, 11:18
Írta: dezsoe Dátum 2017 szeptember 08, 11:18
Sziasztok!
Megjelent az UCCNC 1.2043-as tesztverziója.
Innen tölthető le. (http://www.cncdrive.com/UCCNC/setup_1.2043.exe)
Javítások és változások:
- AltGr-es karaktereket (pl. #) nem lehetett beírni MDI-be, javítva
- Színválasztó ablak kezdőpozíciója kívül eshetett a képernyőn, javítva
- Új: a CNCRoom UB1-es paneljének támogatása
- Új: csúszka új paramétert kapott (acceptclick), mellyel engedélyezhető vagy tiltható, hogy a csúszán bárhova kattintva oda ugorjon. Ha ez tiltva van, akkor csak a csúszka megfogásával lehet állítani
- Új: a szerszámpálya-megjelenítőben egy hálós sík jeleníthető meg, ami a gép munkaterületét mutatja
- Néhány THC beállítást nem mentett a program kilépéskor egy korábbi, a mentéssel kapcsolatos módosítás miatt, javítva
- THC anti-dive a mozgás végén késett egy szinkronizálási időnyit a THC anti-dive funkció kapcsolással itt van róla szó (http://forum.cncdrive.com/viewtopic.php?f=16&t=619), javítva
Megjelent az UCCNC 1.2043-as tesztverziója.
Innen tölthető le. (http://www.cncdrive.com/UCCNC/setup_1.2043.exe)
Javítások és változások:
- AltGr-es karaktereket (pl. #) nem lehetett beírni MDI-be, javítva
- Színválasztó ablak kezdőpozíciója kívül eshetett a képernyőn, javítva
- Új: a CNCRoom UB1-es paneljének támogatása
- Új: csúszka új paramétert kapott (acceptclick), mellyel engedélyezhető vagy tiltható, hogy a csúszán bárhova kattintva oda ugorjon. Ha ez tiltva van, akkor csak a csúszka megfogásával lehet állítani
- Új: a szerszámpálya-megjelenítőben egy hálós sík jeleníthető meg, ami a gép munkaterületét mutatja
- Néhány THC beállítást nem mentett a program kilépéskor egy korábbi, a mentéssel kapcsolatos módosítás miatt, javítva
- THC anti-dive a mozgás végén késett egy szinkronizálási időnyit a THC anti-dive funkció kapcsolással itt van róla szó (http://forum.cncdrive.com/viewtopic.php?f=16&t=619), javítva
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 szeptember 09, 01:02
Írta: ium8w94xp Dátum 2017 szeptember 09, 01:02
Köszi az infót.
Cím: Re:UCCNC vezérlő program
Írta: kaqkk007 Dátum 2017 szeptember 10, 16:14
Írta: kaqkk007 Dátum 2017 szeptember 10, 16:14
"a szerszámpálya-megjelenítőben egy hálós sík jeleníthető meg, ami a gép munkaterületét mutatja" Ez melyik ablakban és hogyan állítható be ?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 szeptember 10, 17:18
Írta: dezsoe Dátum 2017 szeptember 10, 17:18
Itt (Configuration -> Appearance -> Workpiece area and grid setup):
(https://hobbicncforum.hu/uploaded_images/2017/09/tn_mv34p8ud5hx4n47ay2ace_3977.png) (https://hobbicncforum.hu/uploaded_images/2017/09/mv34p8ud5hx4n47ay2ace_3977.png)
(https://hobbicncforum.hu/uploaded_images/2017/09/tn_mv34p8ud5hx4n47ay2ace_3977.png) (https://hobbicncforum.hu/uploaded_images/2017/09/mv34p8ud5hx4n47ay2ace_3977.png)
Cím: Re:UCCNC vezérlő program
Írta: kaqkk007 Dátum 2017 szeptember 10, 17:43
Írta: kaqkk007 Dátum 2017 szeptember 10, 17:43
Még két kérdés : 1 a mértékegység a mm ?
: 2 a munkadarab helyzete változtatható valamilyen módon a raszteron ?
: 2 a munkadarab helyzete változtatható valamilyen módon a raszteron ?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 szeptember 10, 17:54
Írta: dezsoe Dátum 2017 szeptember 10, 17:54
1. Igen, mm, ha mm-t használsz. Pontosabban fogalmazva: az UCCNC nem kezeli a mértékegységeket (nincs G20/G21), tehát ha mm-ben van a g-kódod, a tengelybeállításaid, meg minden, akkor a munkaterület is mm lesz.
2. A munkaterület mérete értelem szerűen gépi koordinátában van, így ha odébb teszed a G54..G59 nulla pontját, már ugrik is odébb a munkadarab.
2. A munkaterület mérete értelem szerűen gépi koordinátában van, így ha odébb teszed a G54..G59 nulla pontját, már ugrik is odébb a munkadarab.
Cím: Re:UCCNC vezérlő program
Írta: kaqkk007 Dátum 2017 szeptember 10, 18:25
Írta: kaqkk007 Dátum 2017 szeptember 10, 18:25
Köszönöm a felvilágosítást [#worship]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 szeptember 13, 13:35
Írta: dezsoe Dátum 2017 szeptember 13, 13:35
Készítettem egy makrót "smart homing" néven. A beépített home-olástól annyiban különbözik, hogy miután egy tengely felvette a home pozíciót, egy megadott koordinátára elmegy. A másik lényeges különbség a SoftLimit kezelésében van. Ha a home kapcsoló a SoftLimit határain kívül esik és a SoftLimit be van kapcsolva, akkor az UCCNC a home pozíció felvétele után megakad a SoftLimit koordinátánál (nem engedi bemenni a tengelyt a határok közé). Ezért a megadott koordináta felvételekor a SoftLimitet ideiglenesen kikapcsolom.
A profil file-ba fel kell venni egy [SmartHome] szekciót, ahol a paraméterek lesznek. G28Move<tengely>=true/false értékkel lehet egy adott tengelyre engedélyezni vagy tiltani a home utáni elmozdulást, G28Goto<tengely>=<gépi koord.> sorral pedig beállíthatjuk, hogy hova menjen. Például (nálam az X és Y home -5mm-en, a Z 50mm-en van):
A makrót meg lehet hívni paraméter nélkül vagy Q paraméterrel. Ha a Q meg van adva, akkor 0-5-ig az X, Y, Z, A, B, C tengelyt fogja home-olni. Ha nincs paramétere, akkor egy képernyő mezőből veszi, hogy mit csináljon.
A képernyőn kívüli területre tettem egy mezőt (hogy ne látszódjon) és látható helyre egy csúszkát, ami ennek a mezőnek az értékét állítja 0 és 6 között. 0-5-ig egyesével home-olja a tengelyeket, ahogy már fentebb leírtam, ha 6 az értéke, akkor a Configuration/General settings/Homing sequence beállításban megadott tengelyeket az ott megadott sorrendben home-olja. A makróban a SmartHomeAxisFld konstans értéke a beviteli mező sorszáma. Az első képen a nyomógomb (ez hívja a makrót) és mellette a csúszka látható, a másodikon az eredmény a státusz ablakban.
A makró:
(https://hobbicncforum.hu/uploaded_images/2017/09/tn_3h6new28cc4jp7gy2tjeq_3977.png) (https://hobbicncforum.hu/uploaded_images/2017/09/3h6new28cc4jp7gy2tjeq_3977.png) (https://hobbicncforum.hu/uploaded_images/2017/09/tn_0hefc65pwvg2gbv2hmyu_3977.png) (https://hobbicncforum.hu/uploaded_images/2017/09/0hefc65pwvg2gbv2hmyu_3977.png)
A profil file-ba fel kell venni egy [SmartHome] szekciót, ahol a paraméterek lesznek. G28Move<tengely>=true/false értékkel lehet egy adott tengelyre engedélyezni vagy tiltani a home utáni elmozdulást, G28Goto<tengely>=<gépi koord.> sorral pedig beállíthatjuk, hogy hova menjen. Például (nálam az X és Y home -5mm-en, a Z 50mm-en van):
Kód Kijelölés
[SmartHome]
G28MoveX=true
G28GotoX=0.0
G28MoveY=true
G28GotoY=0.0
G28MoveZ=true
G28GotoZ=45.0
A makrót meg lehet hívni paraméter nélkül vagy Q paraméterrel. Ha a Q meg van adva, akkor 0-5-ig az X, Y, Z, A, B, C tengelyt fogja home-olni. Ha nincs paramétere, akkor egy képernyő mezőből veszi, hogy mit csináljon.
A képernyőn kívüli területre tettem egy mezőt (hogy ne látszódjon) és látható helyre egy csúszkát, ami ennek a mezőnek az értékét állítja 0 és 6 között. 0-5-ig egyesével home-olja a tengelyeket, ahogy már fentebb leírtam, ha 6 az értéke, akkor a Configuration/General settings/Homing sequence beállításban megadott tengelyeket az ott megadott sorrendben home-olja. A makróban a SmartHomeAxisFld konstans értéke a beviteli mező sorszáma. Az első képen a nyomógomb (ez hívja a makrót) és mellette a csúszka látható, a másodikon az eredmény a státusz ablakban.
A makró:
Kód Kijelölés
// ================================================================================================
// SmartHome v1.2
// ================================================================================================
string Axes = "XYZABC";
int Axis = 0;
if (Qvar == null)
{
Axis = Convert.ToInt32(AS3.Getfielddouble(SmartHomeAxisFld));
if (Axis == 6)
{
for (int i = 0; i <= 5; i++)
{
Axis = Axes.IndexOf(AS3.Getcomboboxselection(4 + i));
if (Axis != -1)
exec.Setaxishomestate(Axis, false);
}
for (int i = 0; i <= 5; i++)
{
Axis = Axes.IndexOf(AS3.Getcomboboxselection(4 + i));
if (Axis != -1)
if (!HomeAxis(Axis))
return;
}
}
else
{
exec.Setaxishomestate(Axis, false);
HomeAxis(Axis);
}
return;
}
int Qint = Convert.ToInt32(Qvar);
if ((Qint < 0) || (Qint > 5))
{
AS3.Additemtolistbeginning("* M20928: Invalid Q", 2);
return;
}
HomeAxis(Qint);
// ================================================================================================
#Events
const int SmartHomeAxisFld = 20602;
bool HomeAxis(int AxisNo)
{
string WorkAxis = "XYZABC".Substring(AxisNo, 1);
bool G28Move = Convert.ToBoolean(exec.Readkey("SmartHome", "G28Move" + WorkAxis, "false"));
double G28Goto = Convert.ToDouble(exec.Readkey("SmartHome", "G28Goto" + WorkAxis, "0.0"));
double CurrentPos = 0.0;
bool SoftLimit = exec.GetLED(67);
if (G28Move)
AS3.Additemtolistbeginning("Homing " + WorkAxis + " with move to " + G28Goto, 2);
else
AS3.Additemtolistbeginning("Homing " + WorkAxis, 2);
while (exec.IsMoving()){}
if(exec.Ismacrostopped())
return false;
switch (AxisNo)
{
case 0:
CurrentPos = exec.GetXpos();
break;
case 1:
CurrentPos = exec.GetYpos();
break;
case 2:
CurrentPos = exec.GetZpos();
break;
case 3:
CurrentPos = exec.GetApos();
break;
case 4:
CurrentPos = exec.GetBpos();
break;
case 5:
CurrentPos = exec.GetCpos();
break;
}
exec.Code("G28.1 " + WorkAxis + CurrentPos);
while (exec.IsMoving()){}
if(exec.Ismacrostopped())
return false;
if (G28Move)
{
if (SoftLimit)
{
exec.Callbutton(519);
while (exec.IsMoving()){}
}
exec.Code("G0 G53 " + WorkAxis + G28Goto);
while (exec.IsMoving()){}
if(exec.Ismacrostopped())
{
if (SoftLimit)
{
exec.Callbutton(518);
while (exec.IsMoving()){}
}
return false;
}
if (SoftLimit)
{
exec.Callbutton(518);
while (exec.IsMoving()){}
}
}
return true;
}
// ================================================================================================
(https://hobbicncforum.hu/uploaded_images/2017/09/tn_3h6new28cc4jp7gy2tjeq_3977.png) (https://hobbicncforum.hu/uploaded_images/2017/09/3h6new28cc4jp7gy2tjeq_3977.png) (https://hobbicncforum.hu/uploaded_images/2017/09/tn_0hefc65pwvg2gbv2hmyu_3977.png) (https://hobbicncforum.hu/uploaded_images/2017/09/0hefc65pwvg2gbv2hmyu_3977.png)
Cím: Re:UCCNC vezérlő program
Írta: pv6cdvuc7 Dátum 2017 szeptember 13, 16:00
Írta: pv6cdvuc7 Dátum 2017 szeptember 13, 16:00
Sziasztok! Tudna valaki segíteni, hogy az uccnc program lézer pluginjének leírása hol lelhető fel magyarul?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 szeptember 14, 16:55
Írta: dezsoe Dátum 2017 szeptember 14, 16:55
Szia! Még nem találkoztam vele. Mondjuk, más nyelvűvel sem. :(
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2017 szeptember 14, 18:50
Írta: gaben Dátum 2017 szeptember 14, 18:50
Szia,
itt találtam valamit róla: UCCNC laser, Stepcraft (https://stepcraft.us/wp-content/uploads/2016/11/Operating-Instructions-DL445.pdf)
itt találtam valamit róla: UCCNC laser, Stepcraft (https://stepcraft.us/wp-content/uploads/2016/11/Operating-Instructions-DL445.pdf)
Cím: Re:UCCNC vezérlő program
Írta: pv6cdvuc7 Dátum 2017 szeptember 15, 10:13
Írta: pv6cdvuc7 Dátum 2017 szeptember 15, 10:13
Köszi Gábor!
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2017 szeptember 15, 11:34
Írta: gaben Dátum 2017 szeptember 15, 11:34
Szia,
nincs mit, bár ezt inkább Csabának kellene átböngésznie, hogy mennyire hasznos nekünk.
üdv, Gábor [#wave]
nincs mit, bár ezt inkább Csabának kellene átböngésznie, hogy mennyire hasznos nekünk.
üdv, Gábor [#wave]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 szeptember 15, 12:15
Írta: dezsoe Dátum 2017 szeptember 15, 12:15
Szia!
Letöltöttem, de igazából nem láttam benne hasznos információt. Majd megkérdezem a Balázsokat, hogy egyáltalán létezik-e leírás hozzá, és ha nem, akkor gyűjtök információt és megírom, legyen meg ez is. (Csak egy kis türelmet kérek, mert az osztódás még nem megy, de igyekszem... :))
Letöltöttem, de igazából nem láttam benne hasznos információt. Majd megkérdezem a Balázsokat, hogy egyáltalán létezik-e leírás hozzá, és ha nem, akkor gyűjtök információt és megírom, legyen meg ez is. (Csak egy kis türelmet kérek, mert az osztódás még nem megy, de igyekszem... :))
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 szeptember 15, 12:57
Írta: dezsoe Dátum 2017 szeptember 15, 12:57
Sziasztok!
Megjelent az UCCNC 1.2044-es tesztverziója.
Innen tölthető le. (http://www.cncdrive.com/UCCNC/setup_1.2044.exe)
Javítások és változások:
- Az UC300ETH és UC400ETH hibásan számolta a gyorsulást a B tengelyen, ami furcsa mozgást eredményezett, javítva
- Az UC300ETH és UC400ETH lépést vesztett az enkóder megszakítás prioritási hibája miatt, ha a főorsó enkóder engedélyezve volt, javítva
Megjelent az UCCNC 1.2044-es tesztverziója.
Innen tölthető le. (http://www.cncdrive.com/UCCNC/setup_1.2044.exe)
Javítások és változások:
- Az UC300ETH és UC400ETH hibásan számolta a gyorsulást a B tengelyen, ami furcsa mozgást eredményezett, javítva
- Az UC300ETH és UC400ETH lépést vesztett az enkóder megszakítás prioritási hibája miatt, ha a főorsó enkóder engedélyezve volt, javítva
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2017 szeptember 15, 12:59
Írta: gaben Dátum 2017 szeptember 15, 12:59
Szia Csaba,
nem azért mondtam, hogy ezzel munkát adjak Neked. :)
Csupán érdekelt volna a véleményed a .pdf-el kapcsolatban.
Ha lesz róla valami jó kis összefoglaló, azt sokan megköszönnénk ill. én le is fűzném a többi hasznos iromány mellé.
üdv, Gábor [#wave]
nem azért mondtam, hogy ezzel munkát adjak Neked. :)
Csupán érdekelt volna a véleményed a .pdf-el kapcsolatban.
Ha lesz róla valami jó kis összefoglaló, azt sokan megköszönnénk ill. én le is fűzném a többi hasznos iromány mellé.
üdv, Gábor [#wave]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 szeptember 15, 13:04
Írta: dezsoe Dátum 2017 szeptember 15, 13:04
Szia, Gábor!
Elég sok kérdés szokott itt elhangzani, úgyhogy éppen ideje lenne, hogy legyen egy jó leírás róla. :)
Elég sok kérdés szokott itt elhangzani, úgyhogy éppen ideje lenne, hogy legyen egy jó leírás róla. :)
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2017 szeptember 15, 14:02
Írta: gaben Dátum 2017 szeptember 15, 14:02
Szia Csaba,
egy jó kis magyar nyelvű UCCNC összefoglalót, még anyagilag is hajlandó lennék támogatni. [#wave]
egy jó kis magyar nyelvű UCCNC összefoglalót, még anyagilag is hajlandó lennék támogatni. [#wave]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 szeptember 15, 14:13
Írta: dezsoe Dátum 2017 szeptember 15, 14:13
Mit értesz UCCNC összefoglaló alatt? A program leírása ott van a program mappájában. Igazából csak a beépített plugin-ok leírása hiányzik. Talán még a makró/plugin fejlesztéshez lehetne írni doksit. Angol nyelven már megtette egy szorgos felhasználó, ha közelít a teljességhez, akkor majd lefordítjuk, ha megengedi. :)
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2017 szeptember 15, 14:16
Írta: gaben Dátum 2017 szeptember 15, 14:16
Tudom, az meg is van.
Az ilyen apró szösszenetekre, beállítások mikéntjére gondoltam.
Az ilyen apró szösszenetekre, beállítások mikéntjére gondoltam.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 szeptember 16, 20:40
Írta: ium8w94xp Dátum 2017 szeptember 16, 20:40
Sziasztok.
Van egy kis problémám és nem tudom, hogy az uccnc vagy a cambam progi generálja. Gitár test formát marnék teszt célzattal.Az első kör 1 mm-es vágásánál mielött befejezné a teljes testet kimegy a rajzolatból. Az uccnc mutatja a formát, de azon túl megy. Nem is értem miért. Mutatja hol kéne mozogjon és azt is épp hol mozog, de akkor miért nem ott mozog, ahol kéne? Kinek küldjem a Gkódot? Csaba?
Van egy kis problémám és nem tudom, hogy az uccnc vagy a cambam progi generálja. Gitár test formát marnék teszt célzattal.Az első kör 1 mm-es vágásánál mielött befejezné a teljes testet kimegy a rajzolatból. Az uccnc mutatja a formát, de azon túl megy. Nem is értem miért. Mutatja hol kéne mozogjon és azt is épp hol mozog, de akkor miért nem ott mozog, ahol kéne? Kinek küldjem a Gkódot? Csaba?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 szeptember 16, 22:12
Írta: dezsoe Dátum 2017 szeptember 16, 22:12
Szia!
Küldd el, az aktuális profillal együtt, de csak délelőtt fogom tudni megnézni, majd akkor írok, hogy mit találtam.
Küldd el, az aktuális profillal együtt, de csak délelőtt fogom tudni megnézni, majd akkor írok, hogy mit találtam.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 szeptember 17, 08:43
Írta: ium8w94xp Dátum 2017 szeptember 17, 08:43
Elküldtem....köszi.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 szeptember 17, 09:40
Írta: ium8w94xp Dátum 2017 szeptember 17, 09:40
Megnéztem a g kódom másik programban, az rendesen végig csinálja. Balázséknak is elküldöm.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 szeptember 17, 09:54
Írta: ium8w94xp Dátum 2017 szeptember 17, 09:54
2037-es is rosszul csinálja :(
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 szeptember 17, 13:26
Írta: dezsoe Dátum 2017 szeptember 17, 13:26
Na, csak eljutottam odáig, hogy végignézzem. :)
A helyzet az, hogy minden jó, csak mégsem. A pálya attól rossz, hogy a program jó. Nem, nem ittam semmi töményet. :) A következő történik:
A 68-as sor (G2 X289.385 Y290.9629 I192.3902 J-64.5029) hatására az X 289.3840, az Y 290.9640 lesz. Bár a kódban más értékek vannak, a kijelzőn a tényleges koordináták jelennek meg, és ezzel is számol a program. A tényleges és a programozott koordináta csak és kizárólag akkor lehet azonos, ha a programozott koordináta osztható a tengelyre előírt lépéssel, azaz egész számú lépést kell végrehajtania az adott koordináta eléréséhez. Mivel ez elég ritka, ezért két lehetőség adódik: vagy kiírod a tényleges koordinátát, ami többé-kevésbé az lesz, amit a g-kód előírt, vagy kiírod a g-kódban kért koordinátát, ami nem felel meg a valóságnak, de nagyon jól mutat. Az UCCNC az első verziót választja: a koordináták megjelenítése a ténylegesen megtett lépések száma alapján történik.
És itt el is érkeztünk a problémához, ugyanis a következő sorban (G2 Y290.9631 I186.8722 J-79.0784) a következő mozgást írja elő a kód: menj egy köríven a jelenlegi (289.3840, 290.9640) pontból (+186.8722, -79.0784) középponttal (289.3840, 290.9631) pontig. (Itt azt kell észrevenni, hogy a parancsban nem volt X, tehát az az éppen aktuális lesz, a középpont pedig relatív: az aktuális X és Y koordinátákhoz kell hozzáadni, de most mindkét dolog lényegtelen.)
Egymás mellé írom, hogy jól látszódjon: (289.3840, 290.9640) ---> (289.3840, 290.9631)! Az X ugyanaz, de az Y végpont KISEBB, mint a kezdőpont! Ezért fog egy teljes kört menni! A G2 előírja, hogy óramutató járása szerinti körívet kell bejárni, és mivel a végpont egy hajszállal a kezdőpont mögött van, ezért teljesen körbe kell mennie. Ha a kezdőpont nem a tényleges koordináta lenne, hanem az átverős, akkor nem lenne semmi gondod, mert egy 0.0003mm hosszú, az említett középponttal rendelkező körívet kéne bejárnia...
Hogy mi a megoldás? Nem tudom. Nem ismerem a CamBam-ot. Ha át lehet állítani a legkisebb szakasz hosszát, akkor jó. Vagy azt, hogy ne köríveket generáljon, hanem csak szakaszokat. Valamelyik (vagy mindkettő) segíthet.
(https://hobbicncforum.hu/uploaded_images/2017/09/tn_hqj9zkb04jvejuv4e8hu_3977.png) (https://hobbicncforum.hu/uploaded_images/2017/09/hqj9zkb04jvejuv4e8hu_3977.png)
A helyzet az, hogy minden jó, csak mégsem. A pálya attól rossz, hogy a program jó. Nem, nem ittam semmi töményet. :) A következő történik:
A 68-as sor (G2 X289.385 Y290.9629 I192.3902 J-64.5029) hatására az X 289.3840, az Y 290.9640 lesz. Bár a kódban más értékek vannak, a kijelzőn a tényleges koordináták jelennek meg, és ezzel is számol a program. A tényleges és a programozott koordináta csak és kizárólag akkor lehet azonos, ha a programozott koordináta osztható a tengelyre előírt lépéssel, azaz egész számú lépést kell végrehajtania az adott koordináta eléréséhez. Mivel ez elég ritka, ezért két lehetőség adódik: vagy kiírod a tényleges koordinátát, ami többé-kevésbé az lesz, amit a g-kód előírt, vagy kiírod a g-kódban kért koordinátát, ami nem felel meg a valóságnak, de nagyon jól mutat. Az UCCNC az első verziót választja: a koordináták megjelenítése a ténylegesen megtett lépések száma alapján történik.
És itt el is érkeztünk a problémához, ugyanis a következő sorban (G2 Y290.9631 I186.8722 J-79.0784) a következő mozgást írja elő a kód: menj egy köríven a jelenlegi (289.3840, 290.9640) pontból (+186.8722, -79.0784) középponttal (289.3840, 290.9631) pontig. (Itt azt kell észrevenni, hogy a parancsban nem volt X, tehát az az éppen aktuális lesz, a középpont pedig relatív: az aktuális X és Y koordinátákhoz kell hozzáadni, de most mindkét dolog lényegtelen.)
Egymás mellé írom, hogy jól látszódjon: (289.3840, 290.9640) ---> (289.3840, 290.9631)! Az X ugyanaz, de az Y végpont KISEBB, mint a kezdőpont! Ezért fog egy teljes kört menni! A G2 előírja, hogy óramutató járása szerinti körívet kell bejárni, és mivel a végpont egy hajszállal a kezdőpont mögött van, ezért teljesen körbe kell mennie. Ha a kezdőpont nem a tényleges koordináta lenne, hanem az átverős, akkor nem lenne semmi gondod, mert egy 0.0003mm hosszú, az említett középponttal rendelkező körívet kéne bejárnia...
Hogy mi a megoldás? Nem tudom. Nem ismerem a CamBam-ot. Ha át lehet állítani a legkisebb szakasz hosszát, akkor jó. Vagy azt, hogy ne köríveket generáljon, hanem csak szakaszokat. Valamelyik (vagy mindkettő) segíthet.
(https://hobbicncforum.hu/uploaded_images/2017/09/tn_hqj9zkb04jvejuv4e8hu_3977.png) (https://hobbicncforum.hu/uploaded_images/2017/09/hqj9zkb04jvejuv4e8hu_3977.png)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 szeptember 17, 13:58
Írta: 000000000 Dátum 2017 szeptember 17, 13:58
"Hogy mi a megoldás? Nem tudom."
Talán az egy megoldás lehetne, hogy az UCCNC ne az adott gép durva hajtás felbontásával számoljon, hanem attól sokkal pontosabban, a kettő közti különbségeket pedig tengelyenként tartsa nyilván egy hiba regiszterben. Hiszen így mint a példa is mutatja egy jó G kód "rosszá válik" a vezérlő program hibás algoritmusa miatt, sőt balesetveszélyes szerszám törés, ütközés következhet be, amikor egy pici ívszakasz helyett betesz egy teljes kört a hibás működése kapcsán.
Talán az egy megoldás lehetne, hogy az UCCNC ne az adott gép durva hajtás felbontásával számoljon, hanem attól sokkal pontosabban, a kettő közti különbségeket pedig tengelyenként tartsa nyilván egy hiba regiszterben. Hiszen így mint a példa is mutatja egy jó G kód "rosszá válik" a vezérlő program hibás algoritmusa miatt, sőt balesetveszélyes szerszám törés, ütközés következhet be, amikor egy pici ívszakasz helyett betesz egy teljes kört a hibás működése kapcsán.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 szeptember 17, 14:09
Írta: ium8w94xp Dátum 2017 szeptember 17, 14:09
Köszönöm a kielégítő kisérletet, tesztet. Érdekes, hogy másik program "rendben" megcsinálja. Bár nem értem dxf-ből hogy sikerült "hibás" gkódot létrehozatnom. Majd másik progiba generálom le. Köszönöm mégegyszer.
Cím: Re:UCCNC vezérlő program
Írta: kmajer Dátum 2017 szeptember 17, 14:14
Írta: kmajer Dátum 2017 szeptember 17, 14:14
A dxf-ben a vektorok teljesen zártak?
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 szeptember 17, 14:30
Írta: ium8w94xp Dátum 2017 szeptember 17, 14:30
A kérdés jó, de nem tudom...nem foglalkoztam vele másképp legeneráltam...ahogy Csaba mondta. Nem ívekre bontattam, hanem szakaszokra. Megoldódott.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 szeptember 18, 22:37
Írta: dezsoe Dátum 2017 szeptember 18, 22:37
Hümm... [#nemtudom]
Egy napja próbálom megemészteni, amit írtál. Rajtad kívül bárkiről el tudtam volna képzelni, hogy azt javasolja, hogy a program mással számoljon, mint a tényleges pozíció. Pont az ilyen átverésekre szoktál ugrani. No, mindegy, csodálkozom tovább, de addig is elmondom a saját véleményemet.
1. A program helyesen jár el, amikor a tényleges koordinátát jeleníti meg, illetve ezt is tárolja, mint aktuális koordinátát. Én személy szerint nagyon fel lennék háborodva, ha kiderülne, hogy a tudtom nélkül, valami akárhogyan kiszámolt koordinátával dolgozik, miközben mást ír ki. (Egyszerű példa: soronként hajtom végre a kódot. Megnézem, hogy hol áll a gép, tetszik, nyomom a következő sort. Egyszer csak kiderül, hogy nem is azzal számol, amit látok...)
2. A program szintén helyesen jár el, amikor a G2 kezdőpontjának az aktuális koordinátát veszi. Ez a dolga, a szabvány ezt írja elő, ettől G2 a G2.
3. Szerintem a CamBam (vagy a posztprocesszora) csinál hülyeséget, amikor képes egy 0.0003mm hosszú körívet generálni. Értem én, hogy erre is lehet szükség egy csillagvizsgáló tükrének kialakításához, de nem tudom elképzelni, hogy bármi értelme lenne akár még ipari környezetben is. Még a 0.03 csak elmegy, de az két nullával odébb van...
Hogy hasznosat is írjak: kicsit utánaolvastam gyorsan a CamBam-nak. A posztprocesszornak meg lehet mondani, hogy milyen hosszúságú körív alatt generáljon inkább G1-et (Options - Arc To Lines Tolerance). Gondolom, hogy ha itt értelmes, a tengelyen egy lépéshez tartozó távolságnál nagyobb érték van megadva, akkor rögtön használhatóvá válik a rendszer. Sokszor csak annyi a baj, hogy az eredeti paraméterek ángilus mértékegységhez lettek megadva és emberi (értsd: metrikus) környezetben értelmetlenül kis értéket képviselnek.
Egy napja próbálom megemészteni, amit írtál. Rajtad kívül bárkiről el tudtam volna képzelni, hogy azt javasolja, hogy a program mással számoljon, mint a tényleges pozíció. Pont az ilyen átverésekre szoktál ugrani. No, mindegy, csodálkozom tovább, de addig is elmondom a saját véleményemet.
1. A program helyesen jár el, amikor a tényleges koordinátát jeleníti meg, illetve ezt is tárolja, mint aktuális koordinátát. Én személy szerint nagyon fel lennék háborodva, ha kiderülne, hogy a tudtom nélkül, valami akárhogyan kiszámolt koordinátával dolgozik, miközben mást ír ki. (Egyszerű példa: soronként hajtom végre a kódot. Megnézem, hogy hol áll a gép, tetszik, nyomom a következő sort. Egyszer csak kiderül, hogy nem is azzal számol, amit látok...)
2. A program szintén helyesen jár el, amikor a G2 kezdőpontjának az aktuális koordinátát veszi. Ez a dolga, a szabvány ezt írja elő, ettől G2 a G2.
3. Szerintem a CamBam (vagy a posztprocesszora) csinál hülyeséget, amikor képes egy 0.0003mm hosszú körívet generálni. Értem én, hogy erre is lehet szükség egy csillagvizsgáló tükrének kialakításához, de nem tudom elképzelni, hogy bármi értelme lenne akár még ipari környezetben is. Még a 0.03 csak elmegy, de az két nullával odébb van...
Hogy hasznosat is írjak: kicsit utánaolvastam gyorsan a CamBam-nak. A posztprocesszornak meg lehet mondani, hogy milyen hosszúságú körív alatt generáljon inkább G1-et (Options - Arc To Lines Tolerance). Gondolom, hogy ha itt értelmes, a tengelyen egy lépéshez tartozó távolságnál nagyobb érték van megadva, akkor rögtön használhatóvá válik a rendszer. Sokszor csak annyi a baj, hogy az eredeti paraméterek ángilus mértékegységhez lettek megadva és emberi (értsd: metrikus) környezetben értelmetlenül kis értéket képviselnek.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 szeptember 19, 07:09
Írta: 000000000 Dátum 2017 szeptember 19, 07:09
Hol írtam hogy a kijelzés NE a felbontásból megvalósítható valós koordináta legyen? Sehol! Ez jó a programban, a Robsy CNC vezérlőimben is így van.
Viszont a kijelzés és a számolás két külön dolog, szerintem SÚLYOS elvi programhiba egybemosni. Gondold végig micsoda durva G kód-tól való veszélyes (ütközés, szerszámtörés) eltéréseket jelent ez (mint az adott példa mutatja), amint egyre kisebb step/mm a gépfelbontás a setup-ban. Ez most így azt jelenti, egy teljesen jó G kód attól függően válik egyre rosszabbá az UCCNC szerint és a te magyarázkodásod szerint, minél hitványabb felbontású a gép felbontása. Ez pedig nyilván nonszensz!
Viszont a kijelzés és a számolás két külön dolog, szerintem SÚLYOS elvi programhiba egybemosni. Gondold végig micsoda durva G kód-tól való veszélyes (ütközés, szerszámtörés) eltéréseket jelent ez (mint az adott példa mutatja), amint egyre kisebb step/mm a gépfelbontás a setup-ban. Ez most így azt jelenti, egy teljesen jó G kód attól függően válik egyre rosszabbá az UCCNC szerint és a te magyarázkodásod szerint, minél hitványabb felbontású a gép felbontása. Ez pedig nyilván nonszensz!
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 szeptember 19, 07:23
Írta: 000000000 Dátum 2017 szeptember 19, 07:23
Még egy kiegészítés. A világ, a matematika alapja analóg dolgokon nyugszik, hiába ülünk naphosszat egy vacak digitális PC előtt.
Az analóg világban a 0.0003 egy igen nagy számként is értelmezhető, hiszen tőle végtelenül sok és kisebb is van.
A digitális ennek nyilván csak egy része lehet, de olyan algorimusokat kell alkalmaznunk, ami mindig a lehető legjobban közelíti a valóságot, azaz az analóg világot.
Az analóg világban a 0.0003 egy igen nagy számként is értelmezhető, hiszen tőle végtelenül sok és kisebb is van.
A digitális ennek nyilván csak egy része lehet, de olyan algorimusokat kell alkalmaznunk, ami mindig a lehető legjobban közelíti a valóságot, azaz az analóg világot.
Cím: Re:UCCNC vezérlő program
Írta: 4ybj8h3c8 Dátum 2017 szeptember 19, 09:04
Írta: 4ybj8h3c8 Dátum 2017 szeptember 19, 09:04
Persze. A kvantumszámítógép analogra épül, már amelyik próbálkozás már működik.
A vacak digitális PC, (mint a tiéd, vagy abakuszt rángatsz?) kőkeményen a 0 - 1 páros alapján dolgozik. Ne próbálkozz a TTL vagy CMOS, vagy akármilyen szintek analóg magyarázkodásán, a lényeg az 1 és a 0.
A vacak digitális PC, (mint a tiéd, vagy abakuszt rángatsz?) kőkeményen a 0 - 1 páros alapján dolgozik. Ne próbálkozz a TTL vagy CMOS, vagy akármilyen szintek analóg magyarázkodásán, a lényeg az 1 és a 0.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 szeptember 19, 09:18
Írta: 000000000 Dátum 2017 szeptember 19, 09:18
Aztán még ez ugatott le, hogy idióta vagyok mert analóg tachogenerátorral mértem egy analóg bemenetes szkóppal a REZONANCIÁT a léptetős rendszernél !
Miközben ez meg full digitális bohóckodással kábítja a fórumot.
És még Én voltam elhordva mindenféle idiótának !
Miközben ez meg full digitális bohóckodással kábítja a fórumot.
És még Én voltam elhordva mindenféle idiótának !
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 szeptember 19, 09:41
Írta: 000000000 Dátum 2017 szeptember 19, 09:41
Hogy jön ez ide? Gondolkozzál már el, súlyos szövegértési, szakmai problémáid vannak, de ez természetes is annál, aki csak kötözködni, "aprítani" jár ide pár haverjával együtt, amikor meglátják a Robsy nick nevet.[#nyes]
Cím: Re:UCCNC vezérlő program
Írta: 4ybj8h3c8 Dátum 2017 szeptember 19, 09:43
Írta: 4ybj8h3c8 Dátum 2017 szeptember 19, 09:43
"A világ, a matematika alapja analóg dolgokon nyugszik, hiába ülünk naphosszat egy vacak digitális PC előtt."
Az nem az én problémám, ha már arra sem emlékszel amit írtál.
Az nem az én problémám, ha már arra sem emlékszel amit írtál.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 szeptember 19, 10:02
Írta: 000000000 Dátum 2017 szeptember 19, 10:02
És? Ez ez gy igaz mondat, meg ami utána is van, az is, mint lényeg. Te meg nem értesz belőle semmit, hiszen csak a saját magad is bevallott "aprítás" vezérel.
Nem rontom el a napomat veled, meg a szokásos pár kötözködő emberrel, hiszen aki ennyire nem érti, hogy nem a digitális gépeket kritizáltam, hanem az elvi hibás UCCNC programot, arra a továbbiakban egy karaktert sem érdemes fordítani, reagálni rád.
Hiszen HELYES algortimussal a beszűkített digitális világ is a saját felbontási képességeivel, kerekítési hibáival megközelítheti a valóságot, az analóg világot. És természetesen én is napi munkámban használom a PC, csak tudom a határait, tisztelem az nalóg világot, és a nem követem el azt a súlyos hibát, hogy egy rossz műszaki tartalmat, hibát lefedek csicsával, meg divattal, meg ál korszerűséggel.
Befejeztem veled![#ejnye1]
Nem rontom el a napomat veled, meg a szokásos pár kötözködő emberrel, hiszen aki ennyire nem érti, hogy nem a digitális gépeket kritizáltam, hanem az elvi hibás UCCNC programot, arra a továbbiakban egy karaktert sem érdemes fordítani, reagálni rád.
Hiszen HELYES algortimussal a beszűkített digitális világ is a saját felbontási képességeivel, kerekítési hibáival megközelítheti a valóságot, az analóg világot. És természetesen én is napi munkámban használom a PC, csak tudom a határait, tisztelem az nalóg világot, és a nem követem el azt a súlyos hibát, hogy egy rossz műszaki tartalmat, hibát lefedek csicsával, meg divattal, meg ál korszerűséggel.
Befejeztem veled![#ejnye1]
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 szeptember 19, 10:08
Írta: 000000000 Dátum 2017 szeptember 19, 10:08
Figyeld most meg mosakodni fog , de ami le van írva az le van írva [#nevetes1]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 szeptember 19, 10:27
Írta: dezsoe Dátum 2017 szeptember 19, 10:27
Éreztem, hogy vihart fogok kavarni, de muszáj volt leírnom a véleményem, és ki is tartok mellette. Az 1. pont végén levő példa szerintem teljesen egyértelműen mutatja, hogy nem számolhat belül más értékkel, hiszen akkor mi alapján dönthetem el, hogy mehet-e a következő lépés? A megoldás is ott van: generáljunk értelmes (értsd: a gépünknek, rendszerünknek megfelelő, értelmezhető) kódot, és nem lesz semmi szerszámtörés, baleset, akármi. Olyan apróság ez, amire elsőre nem is gondolnánk, de ebből az esetből meg lehet tanulni, hogy mire kell odafigyelni. Pont ezért álltam neki a részleteket taglalni, hogy aki akar, tanulhasson belőle. Én magam biztos, hogy megjegyeztem és a jövőben bármilyen kód generálásakor erre oda fogok figyelni.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 szeptember 19, 10:57
Írta: 000000000 Dátum 2017 szeptember 19, 10:57
"akkor mi alapján dönthetem el, hogy mehet-e a következő lépés?" Írtam, van hiba regiszter is a világon, meg helyes interpolátor algortimus, meg hibaüzenet generálás. Javítsátok ki ezek mentén a programot.
Csak ismételni tudom magam:
"Ez most így azt jelenti, egy teljesen jó G kód attól függően válik egyre rosszabbá az UCCNC szerint és a te magyarázkodásod szerint, minél hitványabb felbontású a gép felbontása. Ez pedig nyilván nonszensz!"
Nekem meg egyébként aztán tök mindegy, ha nem változtattok semmit a programotokban, a kérdés az, a felhasználókat mennyire tudjátok meggyőzni erről a szerintem veszélyes vezérlőprogram hiba elfogadásáról.
Csak ismételni tudom magam:
"Ez most így azt jelenti, egy teljesen jó G kód attól függően válik egyre rosszabbá az UCCNC szerint és a te magyarázkodásod szerint, minél hitványabb felbontású a gép felbontása. Ez pedig nyilván nonszensz!"
Nekem meg egyébként aztán tök mindegy, ha nem változtattok semmit a programotokban, a kérdés az, a felhasználókat mennyire tudjátok meggyőzni erről a szerintem veszélyes vezérlőprogram hiba elfogadásáról.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 szeptember 19, 12:58
Írta: dezsoe Dátum 2017 szeptember 19, 12:58
A helyzet az, hogy én tudtam rosszul és neked van igazad! Akkor igaz, hogy a lépések alapján van a kijelzés, ha a mozgás teljesen megállt. Menet közben belül jól számol a program. Elnézést kérek mindenkitől a téves információ miatt. Később lesz pontos leírás is, hogy mi hogyan történik. Így viszont valóban baj, hogy nagy kört tesz a program, keressük a probléma okát.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 szeptember 19, 12:59
Írta: zt2c4wh9 Dátum 2017 szeptember 19, 12:59
Dezsoe kolléga magyarázata hibás volt. Az UCCNC nem a step felbontással, hanem a programozott koordinátákkal számol. Kivéve ha megállás volt, olyankor beregisztrálja az aktuális step jelek által meghatározott koordinátát, hiszen ekkor már az a valós koordináta.
A kódot elkértem Dezsoe-től és megfogjuk vizsgálni a problémát, mert elvben jól kellene működnie.
Egyébként minden valamirevaló CAM program külön kezeli a nagyon kicsi és nagyon nagy köríveket és be lehet állítani a post processzorban, hogy bizonyos méretnél ne generáljon kisebb vagy nagyobb íveket, hanem olyankor bontsa szakaszokra. Ezt éppen az ilyen jellegű problémák elkerülése miatt szokták így csinálni a CAM progiknál.
A kódot elkértem Dezsoe-től és megfogjuk vizsgálni a problémát, mert elvben jól kellene működnie.
Egyébként minden valamirevaló CAM program külön kezeli a nagyon kicsi és nagyon nagy köríveket és be lehet állítani a post processzorban, hogy bizonyos méretnél ne generáljon kisebb vagy nagyobb íveket, hanem olyankor bontsa szakaszokra. Ezt éppen az ilyen jellegű problémák elkerülése miatt szokták így csinálni a CAM progiknál.
Cím: Re:UCCNC vezérlő program
Írta: 4ybj8h3c8 Dátum 2017 szeptember 19, 14:33
Írta: 4ybj8h3c8 Dátum 2017 szeptember 19, 14:33
Az tetszik, hogy fel sem fogod agyilag, hogy a vacak digitális PC nélkül a csilivili, szakmailag totálisan dilettáns grafikonjaidat max. milliméterpapíron rajzolgathatnád és postán kéne elküldened már ha valakit érdekelne.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 szeptember 19, 15:17
Írta: 000000000 Dátum 2017 szeptember 19, 15:17
"én tudtam rosszul és neked van igazad!"
Köszönöm a korrekt válaszodat.
Köszönöm a korrekt válaszodat.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 szeptember 19, 18:54
Írta: ium8w94xp Dátum 2017 szeptember 19, 18:54
Nektek is elküldtem email-be a profile és a gkód file-t.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 szeptember 20, 13:01
Írta: zt2c4wh9 Dátum 2017 szeptember 20, 13:01
Szia,
Én nem kaptam meg. Lehet Polgárdi Balázsnak küldted el, de ő most néhány napig szabin van.
Dezsoe-től viszont megkaptam a kódot.
Én nem kaptam meg. Lehet Polgárdi Balázsnak küldted el, de ő most néhány napig szabin van.
Dezsoe-től viszont megkaptam a kódot.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 szeptember 20, 14:02
Írta: ium8w94xp Dátum 2017 szeptember 20, 14:02
A lényeg, hogy eljutott hozzátok ;) köszönöm.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2017 szeptember 25, 08:25
Írta: frob Dátum 2017 szeptember 25, 08:25
sziasztok
Az ethernetes panelhez milyen csatlakozó panelt használtok?
ügye van rajta a két bedugós szalagkábeles csati, de a másik végére mit érdemes rakni, mennyire bírják a meghajtók?
mehetnek rá közvetlen a léptető vezérlők?
köszi!
Az ethernetes panelhez milyen csatlakozó panelt használtok?
ügye van rajta a két bedugós szalagkábeles csati, de a másik végére mit érdemes rakni, mennyire bírják a meghajtók?
mehetnek rá közvetlen a léptető vezérlők?
köszi!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 szeptember 25, 10:32
Írta: dezsoe Dátum 2017 szeptember 25, 10:32
Szia!
Ha két csati van rajta, akkor az UC400Eth-ról beszélünk. Elvileg rákötheted a mozgásvezérlődet és az érzékelőket, mert az ethernet miatt teljesen le van választva a PC-től. A két csatlakozó megfelel két printer portnak, így bármilyen printer porthoz való kártyával összedughatod. Én pl. saját BOB-ot használok, de a kimenetek közvetlenül mennek a motor meghajtókhoz (már csak azért is, mert azok rögtön optóval kezdődnek), de a bemeneteket részben illesztem. Ez azt jelenti, hogy az MPG tekerő közvetlenül megy bele, de a végálláskapcsolók és a probe előbb átmennek egy 74HCT14-en. Magyarán, attól függ, hogy mit kötsz rá. A 26-os lábon ad ki 5V-ot, de azt nem illik nagyon terhelni. Ha komolyabb terhelést kötsz rá, akkor adj neki saját tápot inkább.
Ha két csati van rajta, akkor az UC400Eth-ról beszélünk. Elvileg rákötheted a mozgásvezérlődet és az érzékelőket, mert az ethernet miatt teljesen le van választva a PC-től. A két csatlakozó megfelel két printer portnak, így bármilyen printer porthoz való kártyával összedughatod. Én pl. saját BOB-ot használok, de a kimenetek közvetlenül mennek a motor meghajtókhoz (már csak azért is, mert azok rögtön optóval kezdődnek), de a bemeneteket részben illesztem. Ez azt jelenti, hogy az MPG tekerő közvetlenül megy bele, de a végálláskapcsolók és a probe előbb átmennek egy 74HCT14-en. Magyarán, attól függ, hogy mit kötsz rá. A 26-os lábon ad ki 5V-ot, de azt nem illik nagyon terhelni. Ha komolyabb terhelést kötsz rá, akkor adj neki saját tápot inkább.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2017 szeptember 25, 11:51
Írta: frob Dátum 2017 szeptember 25, 11:51
szia
köszönöm
azt néztem hogy 1.5A os a kapcstáp ic rajta, viszont az is látszik hogy a rárakott lábas ( demééé) tekercs jó ha 0.5-0.8A tud
akkor a leírásod szerint járok el..
köszönöm
azt néztem hogy 1.5A os a kapcstáp ic rajta, viszont az is látszik hogy a rárakott lábas ( demééé) tekercs jó ha 0.5-0.8A tud
akkor a leírásod szerint járok el..
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 szeptember 25, 12:12
Írta: svejk Dátum 2017 szeptember 25, 12:12
A 74HCT14-ek kimenete úgy 5mA-el terhelhető ésszerűen.
Ebből van ugye az UC400ETH-n 24 kimenet az annyi mint 120 mA.
Minek nagyobb táp?
A perifériát ne erről akard táplálni.
Ebből van ugye az UC400ETH-n 24 kimenet az annyi mint 120 mA.
Minek nagyobb táp?
A perifériát ne erről akard táplálni.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2017 szeptember 25, 12:43
Írta: frob Dátum 2017 szeptember 25, 12:43
oké okéééé [#worship]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 szeptember 25, 13:16
Írta: dezsoe Dátum 2017 szeptember 25, 13:16
Én azt az 5V-ot csak egy charge pump áramkörrel terhelem. Ezen az oldalon (http://wiki.linuxcnc.org/cgi-bin/wiki.pl?About_Charge_Pumps) a "Diode/Cap/Schmitt Method" nevű megoldást szoktam ráépíteni.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2017 szeptember 25, 14:21
Írta: frob Dátum 2017 szeptember 25, 14:21
Portonként ennyi alkatrészt felrakni?
Nem egy kicsit ágyúval verébre?
Nem egy kicsit ágyúval verébre?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 szeptember 25, 14:47
Írta: dezsoe Dátum 2017 szeptember 25, 14:47
Portonként? Ez nem kimenetenként van: egy gép, egy charge pump az engedélyezéshez.
Cím: Re:UCCNC vezérlő program
Írta: j3cx5jtk6 Dátum 2017 szeptember 26, 17:55
Írta: j3cx5jtk6 Dátum 2017 szeptember 26, 17:55
Sziasztok!
Olvasgatok itt régről is meg mostani dolgokat is, és remélem jol döntök ha elfelejtem a mach3 at?!
USB-s vezérlőm megint tiszta gyagya és baromságokat csinál de már meguntam.
uc300 vagy 400 at vegyek még nem tudom?
kihasználom e majd a I-O-t?
Softvare licens- menni fog a próbálkozás, vagy mindenképp meg kell vennem?!
De tetszik ez nekem, honnan-kitol vegyem meg?
Köszi a segítségeteket előre is![#puszi]
Olvasgatok itt régről is meg mostani dolgokat is, és remélem jol döntök ha elfelejtem a mach3 at?!
USB-s vezérlőm megint tiszta gyagya és baromságokat csinál de már meguntam.
uc300 vagy 400 at vegyek még nem tudom?
kihasználom e majd a I-O-t?
Softvare licens- menni fog a próbálkozás, vagy mindenképp meg kell vennem?!
De tetszik ez nekem, honnan-kitol vegyem meg?
Köszi a segítségeteket előre is![#puszi]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 szeptember 26, 18:19
Írta: dezsoe Dátum 2017 szeptember 26, 18:19
Szia!
Beszerezni a webshopban (http://www.cncdrive.hu/shop/) tudod. Próba licensz nincs, ezt anno, mikor az első licenszt vásároltam, én is hiányoltam. :) Ha az adatlapod ki lenne töltve, akkor látnám, hogy földrajzilag merre vagy. Ha értelmes távolságban, akkor meg lehet oldani, hogy az enyémmel kipróbáld a géped.
Hogy melyik mozgásvezérlőt veszed, azt neked kell kitalálni. Mivel mindenféle ketyerét hozzá lehet kötni, nem biztos, hogy a legnagyobbra van szükséged, de ez csak az én véleményem. Gondolok itt olyanra, hogy XBox vezérlővel is lehet irányítani például. Ha viszont kell az analóg be- és/vagy kimenet, akkor bizony UC300-ra van szükséged. Gondold át. :)
Beszerezni a webshopban (http://www.cncdrive.hu/shop/) tudod. Próba licensz nincs, ezt anno, mikor az első licenszt vásároltam, én is hiányoltam. :) Ha az adatlapod ki lenne töltve, akkor látnám, hogy földrajzilag merre vagy. Ha értelmes távolságban, akkor meg lehet oldani, hogy az enyémmel kipróbáld a géped.
Hogy melyik mozgásvezérlőt veszed, azt neked kell kitalálni. Mivel mindenféle ketyerét hozzá lehet kötni, nem biztos, hogy a legnagyobbra van szükséged, de ez csak az én véleményem. Gondolok itt olyanra, hogy XBox vezérlővel is lehet irányítani például. Ha viszont kell az analóg be- és/vagy kimenet, akkor bizony UC300-ra van szükséged. Gondold át. :)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 szeptember 26, 18:25
Írta: ium8w94xp Dátum 2017 szeptember 26, 18:25
Mindig megörülök, amikor frissül a topic. Amikor megnyitom és látom, hogy nem látom amit szeretnék, akkor szomorkás leszek. De kitartóan várom a frissítést ;)
Cím: Re:UCCNC vezérlő program
Írta: j3cx5jtk6 Dátum 2017 szeptember 26, 19:20
Írta: j3cx5jtk6 Dátum 2017 szeptember 26, 19:20
Köszi a hozzászólást és a jólelkű hozzáállást, esztegomi vagyok amúgy.
Ilyenek érdekelnének, hogy fix helyen lenne a "Z touch plate" elmegy oda és beméri magának, vagy ugyan ugy macrozni meg VB scriptezni kell itt is?!
Amugy analóg kell a frekiválto miatt, legalább egy 0-10V.
Akkor elvileg a 400 is elég?!
Kézi vezérlővel működik a drága?
Milyen nyűgök voltak eddig nagyjából? vagy mindenkinek klappol minden?! remélem:D
[#email]
Ilyenek érdekelnének, hogy fix helyen lenne a "Z touch plate" elmegy oda és beméri magának, vagy ugyan ugy macrozni meg VB scriptezni kell itt is?!
Amugy analóg kell a frekiválto miatt, legalább egy 0-10V.
Akkor elvileg a 400 is elég?!
Kézi vezérlővel működik a drága?
Milyen nyűgök voltak eddig nagyjából? vagy mindenkinek klappol minden?! remélem:D
[#email]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 szeptember 26, 20:15
Írta: dezsoe Dátum 2017 szeptember 26, 20:15
Akkor sorjában.
Esztergom inkább időben van messze, mint térben: gyakorlatilag egy napos program lenne... :)
Fix mérőpont nem probléma, meg kell hozzá írni a bemérő makrót. Itt nem VB script van, hanem C#, de attól még simán megoldható. Ha precízen lehet home-olni a gépet, akkor gyakorlatilag egyszer kell kalibrálni. (Ha nem, akkor program futásonként egyszer.)
Ha analóg kell, akkor UC300. Viszont, ha a frekiváltón van RS485, akkor azon keresztül is megoldható, még jobb is, mint az analóg (szerintem).
Az UC400 akkor elég, ha a frekiváltó miatt nem kell analóg.
MPG is köthető rá, van beépített kezelése.
Hogy milyen nyűgök voltak? Ezt most nem sorolnám fel. :) Ha gondolod, olvasd végig ezt a topikot és az angol nyelvűt (http://www.forum.cncdrive.com/) is. :) Három éves elmúlt a program, most a harmadik "főverziónál" jár, sok-sok alverzióval. Persze, hogy voltak nyűgök (meg vannak is), de gyorsan javítják. (Olyan pedig még nem volt a világon, ami mindenkinek egyformán jó. :))
Esztergom inkább időben van messze, mint térben: gyakorlatilag egy napos program lenne... :)
Fix mérőpont nem probléma, meg kell hozzá írni a bemérő makrót. Itt nem VB script van, hanem C#, de attól még simán megoldható. Ha precízen lehet home-olni a gépet, akkor gyakorlatilag egyszer kell kalibrálni. (Ha nem, akkor program futásonként egyszer.)
Ha analóg kell, akkor UC300. Viszont, ha a frekiváltón van RS485, akkor azon keresztül is megoldható, még jobb is, mint az analóg (szerintem).
Az UC400 akkor elég, ha a frekiváltó miatt nem kell analóg.
MPG is köthető rá, van beépített kezelése.
Hogy milyen nyűgök voltak? Ezt most nem sorolnám fel. :) Ha gondolod, olvasd végig ezt a topikot és az angol nyelvűt (http://www.forum.cncdrive.com/) is. :) Három éves elmúlt a program, most a harmadik "főverziónál" jár, sok-sok alverzióval. Persze, hogy voltak nyűgök (meg vannak is), de gyorsan javítják. (Olyan pedig még nem volt a világon, ami mindenkinek egyformán jó. :))
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 szeptember 26, 21:30
Írta: ium8w94xp Dátum 2017 szeptember 26, 21:30
Nekem az uc100 analóg nélkül is tökéletesen vezérli a frekiváltóm. Mondjuk én tudok rajta 0-5v bemenetet állítani a frekin és teljesen jól megy vele.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 szeptember 26, 21:39
Írta: dezsoe Dátum 2017 szeptember 26, 21:39
Teljesen igazad van! Nem nagy munka akár a 0-10V-os kimenetet is megépíteni, hiszen PWM kimenetet tud mindegyik vezérlő.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2017 szeptember 27, 12:17
Írta: kr97pwss2 Dátum 2017 szeptember 27, 12:17
Szia, sikerült a hibát megtalálnunk, és kijavítanunk. Jelenleg a tesztelése zajlik, és a következő kiadásban benne lesz. Utólag is köszönöm a hibajelzésedet. És azokban a napokban, amikor jelezted, úton voltam, ezért akadozott az információ áramlás [#vigyor2].
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 szeptember 27, 12:37
Írta: ium8w94xp Dátum 2017 szeptember 27, 12:37
Én köszönöm. Ezért szoktam teszt marást végezni. A végleges anyagba nem biztos, hogy jó érzés hibát találni :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 szeptember 27, 13:15
Írta: svejk Dátum 2017 szeptember 27, 13:15
Tudom, hogy nem tudjátok magatokat most hétvégén képviselni, de esetleg valami kis akció az alkalomból, UC300ETH-ra nem lesz? [#kuss]
Cím: Re:UCCNC vezérlő program
Írta: j3cx5jtk6 Dátum 2017 szeptember 27, 14:15
Írta: j3cx5jtk6 Dátum 2017 szeptember 27, 14:15
Hűha vannak ilyen akcijók?! :D akkor várok még egykicsit [#fejvakaras]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 szeptember 27, 22:45
Írta: dezsoe Dátum 2017 szeptember 27, 22:45
Sziasztok!
Az érdeklődésre való tekintettel szombaton, a találkozó ideje alatt, azaz 8-16 óráig 10% kedvezmény jár annak, aki nálam személyesen leadja az adatait és egy héten belül meg is vásárolja a kiszemelt terméke(ke)t.
(Természetesen a termék alatt az UCCNC szoftver, illetve az UCxxx mozgásvezérlők értendők.)
Az érdeklődésre való tekintettel szombaton, a találkozó ideje alatt, azaz 8-16 óráig 10% kedvezmény jár annak, aki nálam személyesen leadja az adatait és egy héten belül meg is vásárolja a kiszemelt terméke(ke)t.
(Természetesen a termék alatt az UCCNC szoftver, illetve az UCxxx mozgásvezérlők értendők.)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 szeptember 27, 23:05
Írta: ium8w94xp Dátum 2017 szeptember 27, 23:05
Csaba, te féláron kapod? :D
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 szeptember 27, 23:23
Írta: dezsoe Dátum 2017 szeptember 27, 23:23
Olvasd el még egyszer! :) Én csak jegyzetelek, megvenni ugyanúgy kell, mint máskor. [#email]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 szeptember 28, 06:27
Írta: svejk Dátum 2017 szeptember 28, 06:27
Közel 25 ezernyi hozzászólásomból talán ez a #4345-ös volt a leghasznosabb a közösség számára! :)
(a főnököm szokta mondani, ha nem kérdezed meg sosem tudod meg)
Köszönjük! [#worship]
(a főnököm szokta mondani, ha nem kérdezed meg sosem tudod meg)
Köszönjük! [#worship]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 szeptember 28, 10:53
Írta: svejk Dátum 2017 szeptember 28, 10:53
Hagyományos gépek átalakításánál hogy lehet a tartományváltó állásairól tájékoztatni az UCCNC_t?
Rendeljek a váltó érzékelőihez egy-egy makrót és makrókban hívjam meg az M215Pxx utasítást?
másik:
Azt látom, hogy ha be van kapcsolva a Pulley figyelés akkor automatikusan lekorlátozza az "S" értékét az aktuális áttétel szerint.
De mi van ha kiadom mondjuk az S3000-et, de a váltóm mondjuk csak 1000-es állásban marad.
Az jó, hogy a kijelzés szerint csak ezerrel forog, meg a valóságban is no de a G kódban 3000 szerepel.
Ilyen esetekre jó lenne egy figyelmeztetés, hogy a G kódban nagyobb S érték szerepel mint amit tud a gép.
Rendeljek a váltó érzékelőihez egy-egy makrót és makrókban hívjam meg az M215Pxx utasítást?
másik:
Azt látom, hogy ha be van kapcsolva a Pulley figyelés akkor automatikusan lekorlátozza az "S" értékét az aktuális áttétel szerint.
De mi van ha kiadom mondjuk az S3000-et, de a váltóm mondjuk csak 1000-es állásban marad.
Az jó, hogy a kijelzés szerint csak ezerrel forog, meg a valóságban is no de a G kódban 3000 szerepel.
Ilyen esetekre jó lenne egy figyelmeztetés, hogy a G kódban nagyobb S érték szerepel mint amit tud a gép.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 szeptember 28, 12:32
Írta: dezsoe Dátum 2017 szeptember 28, 12:32
A makrózás tűnik a legegyszerűbbnek. Arra érdemes figyelni, hogy ha a reset ki van kapcsolva, akkor nem fog a makród lefutni, így program indításkor érdemes egy olyan makrót is lefuttatni, ami felolvassa az állapotot és aszerint hív M215-öt.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 szeptember 28, 12:40
Írta: svejk Dátum 2017 szeptember 28, 12:40
Ez valóban okos/jó tanács, köszi!
Anno a Mach3 ban irtam egy braint, hogy ha reset be van nyomva akkor villogtasson egy kimenetet.
Nem működött az istennek sem pedig jó volt szntaktikailag....
Míg végül Béni koma mondta mag a tutit, miszerint be van nyomva a Reset. [#falbav]
Anno a Mach3 ban irtam egy braint, hogy ha reset be van nyomva akkor villogtasson egy kimenetet.
Nem működött az istennek sem pedig jó volt szntaktikailag....
Míg végül Béni koma mondta mag a tutit, miszerint be van nyomva a Reset. [#falbav]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 szeptember 28, 12:46
Írta: dezsoe Dátum 2017 szeptember 28, 12:46
Hát, na. :)
Egyébként, UCCNC-ben meg tudnád csinálni, mert a macroloop-ban levő cuccok futnak reset-kor is, és tudsz kimenetet váltogatni makróból.
Egyébként, UCCNC-ben meg tudnád csinálni, mert a macroloop-ban levő cuccok futnak reset-kor is, és tudsz kimenetet váltogatni makróból.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 szeptember 28, 14:33
Írta: ium8w94xp Dátum 2017 szeptember 28, 14:33
Már megint nem a frissítés ;)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 szeptember 29, 10:41
Írta: svejk Dátum 2017 szeptember 29, 10:41
Help!
Ha szerzek egy ilyen tabletet (https://www.newegg.com/Product/Product.aspx?Item=N82E16834299024) akkor azt hogy is csatlakoztatnám legkönnyebben az UC300ETH-hoz?
USB/Ethernet átalakító?
Egyáltalán működne vele?
Ha szerzek egy ilyen tabletet (https://www.newegg.com/Product/Product.aspx?Item=N82E16834299024) akkor azt hogy is csatlakoztatnám legkönnyebben az UC300ETH-hoz?
USB/Ethernet átalakító?
Egyáltalán működne vele?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 szeptember 29, 11:20
Írta: dezsoe Dátum 2017 szeptember 29, 11:20
Veszel hozzá egy USB-Ethernet átalakítót, és azzal, mert wifin keresztül meg se próbáld. :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 szeptember 29, 12:31
Írta: svejk Dátum 2017 szeptember 29, 12:31
Tehát nem halott ügy.
Csak jó lenne tapasztalati referencia egy ilyesmi összeállításról.
Nem titkolom, úgy néz ki lenne pár darab jóárasított belőlük.
Jövő hét csütörtökön érkezik egy mintapéldány.
Csak jó lenne tapasztalati referencia egy ilyesmi összeállításról.
Nem titkolom, úgy néz ki lenne pár darab jóárasított belőlük.
Jövő hét csütörtökön érkezik egy mintapéldány.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 szeptember 29, 12:32
Írta: svejk Dátum 2017 szeptember 29, 12:32
Aztán, hogy a 10,8"-os Touch-on mennyire használható az UCCNC majd kiderül.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 szeptember 29, 12:35
Írta: svejk Dátum 2017 szeptember 29, 12:35
Motoros mintha egyszer próbálta volna már a tabletet... de nem emlékszem az mekkora volt.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 szeptember 29, 12:42
Írta: dezsoe Dátum 2017 szeptember 29, 12:42
Bozso777 próbálta:
Meg a Stoney CNC is (ők UCCNC-vel árulják a gépeiket):
Youtube-on beírod, hogy UCCNC tablet, lesz egy pár találatod. Ha a tablet beválik és jó árban lesz, akkor az elsők között jelentkezem rá! :)
Meg a Stoney CNC is (ők UCCNC-vel árulják a gépeiket):
Youtube-on beírod, hogy UCCNC tablet, lesz egy pár találatod. Ha a tablet beválik és jó árban lesz, akkor az elsők között jelentkezem rá! :)
Cím: Re:UCCNC vezérlő program
Írta: NagyZé Dátum 2017 szeptember 29, 20:10
Írta: NagyZé Dátum 2017 szeptember 29, 20:10
Anélkül, hogy hitvitát generálnék (nyihattam volna a topic-ot a MACH3-ban is) összefoglalná valaki tömören, hogy milyen érvek szólnak a MACH3 illetve az UCCNC mellet/ellene?
Még egyiket sem láttam melyikkel kezdjem az ismerkedést?
Objektív és szubjektív okok egyaránt érdekelnének.
Még egyiket sem láttam melyikkel kezdjem az ismerkedést?
Objektív és szubjektív okok egyaránt érdekelnének.
Cím: Re:UCCNC vezérlő program
Írta: s7manbs8 Dátum 2017 szeptember 29, 20:51
Írta: s7manbs8 Dátum 2017 szeptember 29, 20:51
Erről inkább egy mindkettőtől semleges topicban kellene elmélkedni, mert ha már ezt kérdezed van e két program mellett még nem egy kettő, ami létezik, akár DOS alatt futók is, meg olyanok is, amikhez PC sem kell. :)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 szeptember 29, 20:54
Írta: ium8w94xp Dátum 2017 szeptember 29, 20:54
Sokáig én is tableten nyomtam az uccnc-t. Csak az usb port töltés és cnc használat nehézkes együtt.
Cím: Re:UCCNC vezérlő program
Írta: NagyZé Dátum 2017 szeptember 29, 21:16
Írta: NagyZé Dátum 2017 szeptember 29, 21:16
Az lehet, hogy van sok ilyen program de az már kb. eldőlt, hogy e kettő közül kell választanom. Bár ez nem mentség de nem régen aktivizálódtam ezen a fórumon és még nagyom nem látom át a régebbi témákat idő hiányában. Kérdésem pedig rengeteg[#vigyor0][#vigyor0][#vigyor0]
Az adatlapodat elnézve küldöm ezt a videót:
Nem semmi (https://www.youtube.com/watch?v=3RBSkq-_St8&t=101s)
Ha láttad már akkor elnézést!
Az adatlapodat elnézve küldöm ezt a videót:
Nem semmi (https://www.youtube.com/watch?v=3RBSkq-_St8&t=101s)
Ha láttad már akkor elnézést!
Cím: Re:UCCNC vezérlő program
Írta: s7manbs8 Dátum 2017 szeptember 29, 21:36
Írta: s7manbs8 Dátum 2017 szeptember 29, 21:36
Kösz a videót, ezt még pont nem láttam, amúgy rámférne már egy kis zenélés ... :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 október 01, 12:06
Írta: dezsoe Dátum 2017 október 01, 12:06
Sziasztok!
Megjelent az UCCNC 1.2045-es tesztverziója.
Innen tölthető le. (http://www.cncdrive.com/UCCNC/setup_1.2045.exe)
Javítások és változások:
- A menetfúró kódok az Fset értékét nullára állították. A következő mozgás a g-kódban helyreállította az értéket, de ha a mozgás le lett állítva (Cycle stop) menetfúrás közben, akkor az Fset érték 0 maradt, ami problémát okozhatott a következő g-kód végrehajtásakor. Javítva
- Ha külön home bemenettel rendelkező mester-szolga tengelypár home-olása közben E-stop történt, és az E-stop a híd kiegyenlítése közben történt, amikor a mester és szolga tengelyek szét vannak választva a külön home-oláshoz, akkor az E-stop azt okozhatta, hogy a mester-szolga kapcsolat szétbontva maradt. Javítva
- Az ívek közötti nagyon kis szegmensek CV optimalizálása a kis szegmensnél interpolációs hibát okozhatott. Javítva
Megjelent az UCCNC 1.2045-es tesztverziója.
Innen tölthető le. (http://www.cncdrive.com/UCCNC/setup_1.2045.exe)
Javítások és változások:
- A menetfúró kódok az Fset értékét nullára állították. A következő mozgás a g-kódban helyreállította az értéket, de ha a mozgás le lett állítva (Cycle stop) menetfúrás közben, akkor az Fset érték 0 maradt, ami problémát okozhatott a következő g-kód végrehajtásakor. Javítva
- Ha külön home bemenettel rendelkező mester-szolga tengelypár home-olása közben E-stop történt, és az E-stop a híd kiegyenlítése közben történt, amikor a mester és szolga tengelyek szét vannak választva a külön home-oláshoz, akkor az E-stop azt okozhatta, hogy a mester-szolga kapcsolat szétbontva maradt. Javítva
- Az ívek közötti nagyon kis szegmensek CV optimalizálása a kis szegmensnél interpolációs hibát okozhatott. Javítva
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 október 01, 13:56
Írta: ium8w94xp Dátum 2017 október 01, 13:56
Juhhé. Köszönjük ;)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 október 02, 10:33
Írta: svejk Dátum 2017 október 02, 10:33
Ha jól olvasom a manuált akkor itt a töltés mini USB-n megy és van egy USB3.0 amire egy HUB-ot dugva mehetne egy USb-ethernet átalakító külső billenytű vagy egy pendrive az adathordozásra.
De gondolom adthotdozásra maradhat a saját WiFi-je.
Mindenesetre alig várom már, hogy kézbe kapjam a
tesztpéldányt
De gondolom adthotdozásra maradhat a saját WiFi-je.
Mindenesetre alig várom már, hogy kézbe kapjam a
tesztpéldányt
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 október 02, 11:01
Írta: ium8w94xp Dátum 2017 október 02, 11:01
Azért megoldottam én is egy porton a töltést és az adatot is. De a tablet használat közben többet fogyasztott, mint amit a töltés tolt bele.
Cím: Re:UCCNC vezérlő program
Írta: pv6cdvuc7 Dátum 2017 október 03, 15:08
Írta: pv6cdvuc7 Dátum 2017 október 03, 15:08
Sziasztok ebben a topikban is!
Olyan kérdésem volna felétek, hogy az UCNC progiban a lézer pluginnál amikor legelőször elindítottam majd leállítottam,majd megint elindítottam,akkor onnan folytatta,hol abbahagyta.De lehet ,hogy valamit elnyomkodgattam és most azt csinálja ,hogy ha félbe szakítom az "égetést" és újra elindítom akkor újra kezdi. Van valmi gyógymód rá?
Lehet erre lézer pluginra valami forgatót is hozzáadni, ha nem csak síkban szeretnék képet marni,hanem hengeres üvegre is?
Előre is köszönöm válaszaitokat!
Olyan kérdésem volna felétek, hogy az UCNC progiban a lézer pluginnál amikor legelőször elindítottam majd leállítottam,majd megint elindítottam,akkor onnan folytatta,hol abbahagyta.De lehet ,hogy valamit elnyomkodgattam és most azt csinálja ,hogy ha félbe szakítom az "égetést" és újra elindítom akkor újra kezdi. Van valmi gyógymód rá?
Lehet erre lézer pluginra valami forgatót is hozzáadni, ha nem csak síkban szeretnék képet marni,hanem hengeres üvegre is?
Előre is köszönöm válaszaitokat!
Cím: Re:UCCNC vezérlő program
Írta: Tibcsi Dátum 2017 október 03, 19:07
Írta: Tibcsi Dátum 2017 október 03, 19:07
Sziasztok!
Sokan hiányolták az Uccnc magyarosítását. Úgy gondoltam, hogy elkészítem. Jelenleg, még csak a gombokat fordítottam le egy-két kivételével, mert rövidítés, és nem igazán tudom, hogy mit takar. A háttér szöveg is sorra kerül majd. Akinek esetleg van kedve a szöveg fordításban segíteni, azt szívesen veszem. A grafikai rész azt meg tudom oldani.) Bármilyen észrevételt szívesen fogadok, esetleg javítom, alakítom. Letölthető a (Tibcsi) könyvtárból, csak be kell másolni az eredeti helyére.[#vigyor4]
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_iue4pi458a7fh8t2m2_1321.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/iue4pi458a7fh8t2m2_1321.jpg)
Sokan hiányolták az Uccnc magyarosítását. Úgy gondoltam, hogy elkészítem. Jelenleg, még csak a gombokat fordítottam le egy-két kivételével, mert rövidítés, és nem igazán tudom, hogy mit takar. A háttér szöveg is sorra kerül majd. Akinek esetleg van kedve a szöveg fordításban segíteni, azt szívesen veszem. A grafikai rész azt meg tudom oldani.) Bármilyen észrevételt szívesen fogadok, esetleg javítom, alakítom. Letölthető a (Tibcsi) könyvtárból, csak be kell másolni az eredeti helyére.[#vigyor4]
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_iue4pi458a7fh8t2m2_1321.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/iue4pi458a7fh8t2m2_1321.jpg)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 október 04, 19:21
Írta: ium8w94xp Dátum 2017 október 04, 19:21
Köszönjük.
Bár én mostanra megszoktam az eredetit, ráadásul másik felületet is használok.
Bár én mostanra megszoktam az eredetit, ráadásul másik felületet is használok.
Cím: Re:UCCNC vezérlő program
Írta: nb8v4eyzr Dátum 2017 október 06, 15:04
Írta: nb8v4eyzr Dátum 2017 október 06, 15:04
Üdvözlöm a Tisztelt frumozókat!
Hobbi szinten szeretnék foglalkozni cnc-vel.
Segítséget szeretnék kérni.
Laptoprol működtetném a gépet de sajna nincs rajta soros port.
Az ebay-en lehet kapni uc100-as vezérlőt, az itthoni ár töredékéért. Valaki használ-e ilyet, illetve erre az Uccnc-t lehet licencet vásárolni? A mach3 -at elvileg támogatja.
Sajnos a anyagi kereteim korlátozottak, emiatt kacsingatok az ebay fele.
A válaszokat előre is köszönöm.
Hobbi szinten szeretnék foglalkozni cnc-vel.
Segítséget szeretnék kérni.
Laptoprol működtetném a gépet de sajna nincs rajta soros port.
Az ebay-en lehet kapni uc100-as vezérlőt, az itthoni ár töredékéért. Valaki használ-e ilyet, illetve erre az Uccnc-t lehet licencet vásárolni? A mach3 -at elvileg támogatja.
Sajnos a anyagi kereteim korlátozottak, emiatt kacsingatok az ebay fele.
A válaszokat előre is köszönöm.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 október 06, 15:33
Írta: dezsoe Dátum 2017 október 06, 15:33
Szia!
Amit az ebay-en kapsz kici-ócó UC100-at, annak annyi köze van a CNCDrive-oshoz, hogy simán ráragasztottak egy olyan matricát. Valami gagyi kínai cucc van benne, ami természetesen nem működik az UCCNC-vel.
Nem vagyok tisztában a külföldi árakkal, de túl nagy különbség nem lehet a valódiak árai között. Itthon a Gugli első néhány találata 500 forinton belül volt. Ja, és nem utolsó sorban, mivel magyar termékről beszélünk, nem valószínű, hogy az ebay-en olcsóbb lenne, mint itthon.
Amit az ebay-en kapsz kici-ócó UC100-at, annak annyi köze van a CNCDrive-oshoz, hogy simán ráragasztottak egy olyan matricát. Valami gagyi kínai cucc van benne, ami természetesen nem működik az UCCNC-vel.
Nem vagyok tisztában a külföldi árakkal, de túl nagy különbség nem lehet a valódiak árai között. Itthon a Gugli első néhány találata 500 forinton belül volt. Ja, és nem utolsó sorban, mivel magyar termékről beszélünk, nem valószínű, hogy az ebay-en olcsóbb lenne, mint itthon.
Cím: Re:UCCNC vezérlő program
Írta: kaqkk007 Dátum 2017 október 06, 17:00
Írta: kaqkk007 Dátum 2017 október 06, 17:00
Nem akarok az uccnc ellen beszélni (én nemrégen vettem a most készülő gépembe ) de ha gyengén állsz anyagilag akkor inkább a cncusb-vezérlőt vedd meg 5-6000Ft környékén megkapod és első gépre tökéletes. (az elsőn nekem is az volt )
Cím: Re:UCCNC vezérlő program
Írta: nb8v4eyzr Dátum 2017 október 06, 17:07
Írta: nb8v4eyzr Dátum 2017 október 06, 17:07
Helló!
Én erre a mozgásvezérlőre gondoltam:
uc100 (http://www.webaruhaz.klavio.hu/?id=85b75cfc564c4822863dbd4884138991&p=termeklap&tkod=564)
Én úgy értettem, hogy egy ilyet kell vennem.
Vagy csak bemegyek egy számtech-es boltba és veszek egy "usb to soros port" átalakítót? És ahhoz lehet licencet is venni?
Én erre a mozgásvezérlőre gondoltam:
uc100 (http://www.webaruhaz.klavio.hu/?id=85b75cfc564c4822863dbd4884138991&p=termeklap&tkod=564)
Én úgy értettem, hogy egy ilyet kell vennem.
Vagy csak bemegyek egy számtech-es boltba és veszek egy "usb to soros port" átalakítót? És ahhoz lehet licencet is venni?
Cím: Re:UCCNC vezérlő program
Írta: nb8v4eyzr Dátum 2017 október 06, 17:13
Írta: nb8v4eyzr Dátum 2017 október 06, 17:13
Helló!
Ilyenre gondoltál például?
usb cnc (https://m.ebay.com/itm/USBCNC-2-1-4-Axis-USB-CNC-Controller-Interface-Board-CNCUSB-MK1-/201380068226?_trkparms=aid%253D555018%2526algo%253DPL.SIM%2526ao%253D2%2526asc%253D20150519202348%2526meid%253D4e693cd8e6504f50a0c26095bb44e345%2526pid%253D100408%2526rk%253D1%2526rkt%253D21%2526mehot%253Dpp%2526sd%253D360504837775&_trksid=p2056116.c100408.m2460)
Ilyenre gondoltál például?
usb cnc (https://m.ebay.com/itm/USBCNC-2-1-4-Axis-USB-CNC-Controller-Interface-Board-CNCUSB-MK1-/201380068226?_trkparms=aid%253D555018%2526algo%253DPL.SIM%2526ao%253D2%2526asc%253D20150519202348%2526meid%253D4e693cd8e6504f50a0c26095bb44e345%2526pid%253D100408%2526rk%253D1%2526rkt%253D21%2526mehot%253Dpp%2526sd%253D360504837775&_trksid=p2056116.c100408.m2460)
Cím: Re:UCCNC vezérlő program
Írta: kaqkk007 Dátum 2017 október 06, 17:59
Írta: kaqkk007 Dátum 2017 október 06, 17:59
Igen ezt használtam .(az MK1 verzió volt nekem)
Cím: Re:UCCNC vezérlő program
Írta: PITU Dátum 2017 október 06, 19:50
Írta: PITU Dátum 2017 október 06, 19:50
szia
az adok-veszek -ben most kímálnak egy UC100-at licencel együtt :)
az adok-veszek -ben most kímálnak egy UC100-at licencel együtt :)
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2017 október 06, 22:15
Írta: frob Dátum 2017 október 06, 22:15
Vagy arduino alapú grbl -t hsználsz
és akkor még olcsóbban megúszod, extra tudásban persze nem lesz tobzódás, de alap dolgokhoz kiváló az is....
és akkor még olcsóbban megúszod, extra tudásban persze nem lesz tobzódás, de alap dolgokhoz kiváló az is....
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 október 06, 22:55
Írta: dezsoe Dátum 2017 október 06, 22:55
Na, akkor tisztázzunk egy-két fogalmat.
1. Szorgalmasan soros portról beszélsz, de az nem az, hanem párhuzamos. (Nem baj, tudjuk, mire gondolsz.)
2. Ebay-t írtál, nem Klaviot. A Klavio rendes cuccot árul, az ebay tele van hamisítvánnyal. Nagyon nem mindegy!
3. Átlagos boltban vett "usb to soros port"-tal nem tudsz mit kezdeni (még akkor sem, ha "usb to párhuzamos port"-ot kérsz), mert az nem erre való, hanem antik nyomtatók csatlakoztatására. Más kérdés, hogy sokszor még arra sem jók.
1. Szorgalmasan soros portról beszélsz, de az nem az, hanem párhuzamos. (Nem baj, tudjuk, mire gondolsz.)
2. Ebay-t írtál, nem Klaviot. A Klavio rendes cuccot árul, az ebay tele van hamisítvánnyal. Nagyon nem mindegy!
3. Átlagos boltban vett "usb to soros port"-tal nem tudsz mit kezdeni (még akkor sem, ha "usb to párhuzamos port"-ot kérsz), mert az nem erre való, hanem antik nyomtatók csatlakoztatására. Más kérdés, hogy sokszor még arra sem jók.
Cím: Re:UCCNC vezérlő program
Írta: nb8v4eyzr Dátum 2017 október 06, 23:50
Írta: nb8v4eyzr Dátum 2017 október 06, 23:50
Köszönöm hogy tisztáztad a dolgokat.
Tanúság:
Tapasztalatlan vagyok ezen a téren, nem ismerem/keverem a szakszavakat. Ezért elnézést kérek.
De legalább ebből is tanultam.
Köszönöm Mindenkinek a segítő hozzászólásokat.
Lehet inkább a kezdő vagyok topikba kellett volna kérdeznem.
Még foglak benneteket zaklatni ha megakadok.
Köszönöm mégegyszer.
Tanúság:
Tapasztalatlan vagyok ezen a téren, nem ismerem/keverem a szakszavakat. Ezért elnézést kérek.
De legalább ebből is tanultam.
Köszönöm Mindenkinek a segítő hozzászólásokat.
Lehet inkább a kezdő vagyok topikba kellett volna kérdeznem.
Még foglak benneteket zaklatni ha megakadok.
Köszönöm mégegyszer.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 október 07, 01:07
Írta: zt2c4wh9 Dátum 2017 október 07, 01:07
Szia,
E-bayen amit kapsz az nem UC100, hanem egy kínai mozgásvezérlő, amire UC100 feliratot ragasztottak abból a célból, hogy el tudják adni. A recept egyszerű, a kínai körülnézett az interneten, látta, hogy az UC100 mozgásvezérlő népszerű, bedobozolta a sajátját hasonlóképpen és ráírta, hogy UC100.
Ezek a mozgásvezérlők az UCCNC-vel nem működnek, sőt Mach3-al is csak félig meddig, ahogy ezt már jó pár megtévesztett ügyféltől hallottuk, akik nekünk kezdtek el panaszkodni a kínai mozgásvezérlők miatt, amit UC100-nak adtak el nekik az ebayen.
E-bayen amit kapsz az nem UC100, hanem egy kínai mozgásvezérlő, amire UC100 feliratot ragasztottak abból a célból, hogy el tudják adni. A recept egyszerű, a kínai körülnézett az interneten, látta, hogy az UC100 mozgásvezérlő népszerű, bedobozolta a sajátját hasonlóképpen és ráírta, hogy UC100.
Ezek a mozgásvezérlők az UCCNC-vel nem működnek, sőt Mach3-al is csak félig meddig, ahogy ezt már jó pár megtévesztett ügyféltől hallottuk, akik nekünk kezdtek el panaszkodni a kínai mozgásvezérlők miatt, amit UC100-nak adtak el nekik az ebayen.
Cím: Re:UCCNC vezérlő program
Írta: nb8v4eyzr Dátum 2017 október 07, 15:24
Írta: nb8v4eyzr Dátum 2017 október 07, 15:24
Helló!
Köszönöm a hozzászólást.
Te is megerősítettél benne, hogy inkább egy normálisat vegyek.
Lehet kicsit drágább lesz, de nem fogok vele kinlódni, és nem veszi el a kevem az egésztől. No meg kompatibilis lesz az Uccnc-vel.
Üdvözlettel: barath27
Köszönöm a hozzászólást.
Te is megerősítettél benne, hogy inkább egy normálisat vegyek.
Lehet kicsit drágább lesz, de nem fogok vele kinlódni, és nem veszi el a kevem az egésztől. No meg kompatibilis lesz az Uccnc-vel.
Üdvözlettel: barath27
Cím: Re:UCCNC vezérlő program
Írta: pv6cdvuc7 Dátum 2017 október 07, 15:42
Írta: pv6cdvuc7 Dátum 2017 október 07, 15:42
Heló! Csak azt szeretném kérdezni ,hogy az UCNC progival nem lehet hengeres tárgyra(forgatóval) gravírozni valahogy?
Köszönettel.
Köszönettel.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 október 07, 18:44
Írta: dezsoe Dátum 2017 október 07, 18:44
Lehet, csak annyi korlátozással, hogy a henger átmérője fix legyen. Akkor az egyik tengely a forgató lesz, a megfelelő beállításokkal, hogy az X:Y arány megmaradjon.
Cím: Re:UCCNC vezérlő program
Írta: pv6cdvuc7 Dátum 2017 október 07, 19:15
Írta: pv6cdvuc7 Dátum 2017 október 07, 19:15
Ja azt elfelejtettem, hogy lézerrel.Mert van ugye lézer pluginje képekhez.Na ezt be lehetne-e valahogy állítani,hogy forgatóra?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 október 07, 21:34
Írta: dezsoe Dátum 2017 október 07, 21:34
Az X (vagy Y) tengelyt úgy állítod be, hogy a forgatót forgassa. A programnak teljesen mindegy, hogy az X tengely forog vagy mászkál: kiadja a jelet és kész. A lézer plugin az X és Y tengelyeket vezérli, meg persze a lézert.
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2017 október 07, 21:46
Írta: gaben Dátum 2017 október 07, 21:46
Szia Csaba,
(Bocs a hülye kérdésért.)
tehát ha jól értem, a program ill. mondjuk ha Fusion 360-ról beszélünk, akkor a Cam modul G-kód generátora fogja elkészíteni a marópályát, ami egy kiterített síknak felel meg?
Mármint ha egy forgatóba fogott kör keresztmetszetű anyagra gondolok.
Köszi, Gábor
(Bocs a hülye kérdésért.)
tehát ha jól értem, a program ill. mondjuk ha Fusion 360-ról beszélünk, akkor a Cam modul G-kód generátora fogja elkészíteni a marópályát, ami egy kiterített síknak felel meg?
Mármint ha egy forgatóba fogott kör keresztmetszetű anyagra gondolok.
Köszi, Gábor
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 október 07, 22:05
Írta: 000000000 Dátum 2017 október 07, 22:05
Sziasztok!
Végre lett időm az UCCNC-re készült Probe screennel végezni.
(https://4.bp.blogspot.com/-3h1ZXy3Ko5s/WdkRJCO5IlI/AAAAAAAAAlQ/_4J5A34wFSYmqEyrHHdBumVIPoSF_o3AACEwYBhgL/s1600/Probe%2Btab.jpg)
(https://2.bp.blogspot.com/-QSnGZMw4CYI/WdkUNxRNhTI/AAAAAAAAAlg/c7CndNtPGNU68lkMKXcuTKEioPZt-oCkACEwYBhgL/s1600/Run%2Btab.jpg)
Több információ és letölthető innen:
(https://adapting-camera.blogspot.se/2017/10/my-uccnc-probe-screen-version-3_7.html%5B/url)
Végre lett időm az UCCNC-re készült Probe screennel végezni.
(https://4.bp.blogspot.com/-3h1ZXy3Ko5s/WdkRJCO5IlI/AAAAAAAAAlQ/_4J5A34wFSYmqEyrHHdBumVIPoSF_o3AACEwYBhgL/s1600/Probe%2Btab.jpg)
(https://2.bp.blogspot.com/-QSnGZMw4CYI/WdkUNxRNhTI/AAAAAAAAAlg/c7CndNtPGNU68lkMKXcuTKEioPZt-oCkACEwYBhgL/s1600/Run%2Btab.jpg)
Több információ és letölthető innen:
(https://adapting-camera.blogspot.se/2017/10/my-uccnc-probe-screen-version-3_7.html%5B/url)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 október 07, 22:07
Írta: ium8w94xp Dátum 2017 október 07, 22:07
Köszönjük
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 október 07, 22:09
Írta: 000000000 Dátum 2017 október 07, 22:09
Itt van a helyes link több információra és letöltésre. (https://adapting-camera.blogspot.se/2017/10/my-uccnc-probe-screen-version-3_7.html)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 október 07, 22:15
Írta: dezsoe Dátum 2017 október 07, 22:15
Nagyszerű! Köszönjük! :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 október 07, 22:18
Írta: dezsoe Dátum 2017 október 07, 22:18
Pontosan. Csak arra kell ügyelni (némi matek kell hozzá), hogy a beállításokban olyan step/unit érték szerepeljen, hogy az adott átmérőjű tárgy annyit forduljon, hogy a síkot rá lehessen teríteni a felületére.
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2017 október 08, 07:52
Írta: gaben Dátum 2017 október 08, 07:52
Köszi. [#wave]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 október 08, 10:42
Írta: svejk Dátum 2017 október 08, 10:42
Hmmm!! Egész pofás, tetszik!
Verió frissítéskor mire kell majd figyelni, milyen file-okat kell feltétlen elmenteni, átmásolni?
Verió frissítéskor mire kell majd figyelni, milyen file-okat kell feltétlen elmenteni, átmásolni?
Cím: Re:UCCNC vezérlő program
Írta: pv6cdvuc7 Dátum 2017 október 08, 12:10
Írta: pv6cdvuc7 Dátum 2017 október 08, 12:10
Köszi dezsoe a válaszod! Igaz így erre most nem gondoltam-így is jó lehet ,csak akkor át kell kötögetni a vezetékeket a forgatóhoz. Jobb lett volna ha a progi lézerpluginje tudná naturban.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 október 08, 13:13
Írta: 000000000 Dátum 2017 október 08, 13:13
Köszi. Új UCCNC verzió után mindent újra kell kezdeni. Ha az előző verzió után átmásolod a profil fájlt (például: Default.pro) akkor abban az utolsó adatok benne vannak, de ha nem akkor is minden rendben van, csak úgy indul mintha először indítanád. Sajnos nincs "import" lehetőség az UCCNC-ben, így nem automatikus, mindent újra kell kezdeni.
Remélem érthető, de ne haragudj ha nem. Az elmúlt 43 évben ritkán beszéltem Magyarul, írni meg még ritkábban, és technikai dolgokról soha nem szoktam írni Magyarul, így még szavakat is nehéz találni...
Remélem érthető, de ne haragudj ha nem. Az elmúlt 43 évben ritkán beszéltem Magyarul, írni meg még ritkábban, és technikai dolgokról soha nem szoktam írni Magyarul, így még szavakat is nehéz találni...
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 október 08, 13:18
Írta: 000000000 Dátum 2017 október 08, 13:18
Szívesen. Végre lett időm elkészíteni és becsomagolni, feladni... Remélem használhatónak találjátok.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 október 08, 13:24
Írta: dezsoe Dátum 2017 október 08, 13:24
Nem kell átkötögetni, makróból meg lehet oldani a Swapaxis eljárással. Ha pl. A-ra van beállítva a forgató és X helyett kéne mennie, akkor az
makróval fel tudod cserélni a két tengelyt. Ha kész van, akkor
Kód Kijelölés
exec.Swapaxis(0,3);makróval fel tudod cserélni a két tengelyt. Ha kész van, akkor
Kód Kijelölés
exec.Resetswapaxis();
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 október 08, 14:05
Írta: 000000000 Dátum 2017 október 08, 14:05
Mach3 -ban is van ilyen lehetőség.
Cím: Re:UCCNC vezérlő program
Írta: szf Dátum 2017 október 08, 14:16
Írta: szf Dátum 2017 október 08, 14:16
Milyen nevet kell íratni a license kulcsra?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 október 08, 14:19
Írta: 000000000 Dátum 2017 október 08, 14:19
Bocsánat. Ez kérdés akart lenni.
Mach3 -ban is van ilyen lehetőség?
Mach3 -ban is van ilyen lehetőség?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 október 08, 14:25
Írta: dezsoe Dátum 2017 október 08, 14:25
Írtam privát levelet.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 október 08, 14:26
Írta: dezsoe Dátum 2017 október 08, 14:26
Nem tudom, utána kell nézni. Ha gondolod, később rákeresek.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 október 08, 14:35
Írta: 000000000 Dátum 2017 október 08, 14:35
Köszönöm, ha megteszed!
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 október 08, 15:43
Írta: svejk Dátum 2017 október 08, 15:43
Semmi gond megnéztem a honlapot és a letöltéseket és érthető.
Köszönjük, hogy megosztottad velünk magyarul. [#worship]
Gondolom az angol UCCNC fórumnak is aktív tagja vagy.
Köszönjük, hogy megosztottad velünk magyarul. [#worship]
Gondolom az angol UCCNC fórumnak is aktív tagja vagy.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 október 08, 15:49
Írta: 000000000 Dátum 2017 október 08, 15:49
"Az elmúlt 43 évben ritkán beszéltem Magyarul, írni meg még ritkábban"
Ha nem mondod, én nem vetem észre. Gratulálok.
Köszönöm a munkádat és hogy megosztottad velünk.
Ha nem mondod, én nem vetem észre. Gratulálok.
Köszönöm a munkádat és hogy megosztottad velünk.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 október 08, 16:58
Írta: dezsoe Dátum 2017 október 08, 16:58
Tudja, pont ugyanúgy. :) 91. oldal (http://www.machsupport.com/wp-content/uploads/2013/02/Mach3_V3.x_Macro_Prog_Ref.pdf)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 október 08, 17:09
Írta: 000000000 Dátum 2017 október 08, 17:09
Hálás köszönetem a segítségedért!
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 október 08, 22:35
Írta: svejk Dátum 2017 október 08, 22:35
No, megkaptam a tesztpéldányt, win10 pro és facán megy rajta az UCCNC.
full hd kijelzőt látom a normál monitoros olvasos szemüvegemben.
holnap ráakasztok egy UC300ETH-t
full hd kijelzőt látom a normál monitoros olvasos szemüvegemben.
holnap ráakasztok egy UC300ETH-t
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 október 08, 22:39
Írta: dezsoe Dátum 2017 október 08, 22:39
Ha azon a teszten is átmegy, akkor ne felejts el! :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 október 08, 22:44
Írta: svejk Dátum 2017 október 08, 22:44
Csak áment kell rá mondanom és már jön is 8 db belőle.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 október 08, 22:47
Írta: dezsoe Dátum 2017 október 08, 22:47
Az talán egy kicsit sok lesz: elég egy is. [#circling]
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2017 október 09, 07:32
Írta: ANTAL GÁBOR Dátum 2017 október 09, 07:32
Kettőnket is érdekel a dolog . Légy szíves folytasd ! Ha minden pozitív akkor jelezd,hogy mennyiért lehetne hozzá jutni ( addig is 2 foglalva ) .. Magán levél is megy ...
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2017 október 09, 07:40
Írta: frob Dátum 2017 október 09, 07:40
milyen jószág is ez?
és mennyi a kikiáltási ára? :)
és mennyi a kikiáltási ára? :)
Cím: Re:UCCNC vezérlő program
Írta: Sz.József Dátum 2017 október 09, 09:32
Írta: Sz.József Dátum 2017 október 09, 09:32
Ha jó tapasztalataid lesznek vele UCCNC ügyileg, akkor egyre benevezek...
No persze az irányítószám is fontos tényező...[#smile]
Köszönöm.
No persze az irányítószám is fontos tényező...[#smile]
Köszönöm.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 október 09, 12:57
Írta: svejk Dátum 2017 október 09, 12:57
Tesztelem a tabletet, de kérlek benneteket üzleti ügyeket ne írjatok ide, majd el jön anaank is az ideje és helye.
A config az alábbi:
Egy 2.0-ás USB HUB benne egy USB Ethernet átalakító és egy egér. No meg persze az UC300ETH Nem találtam meg a HUB külső tápját, így a pendrive-ot még pluszba nem nagyon szereti feldugáskor.
(http://www.imgserv.com/image/2Cd)
Ilyen terheléseket mutat menet közben:
(http://www.imgserv.com/images/2017/10/09/2KzRIiA.jpg)
A config az alábbi:
Egy 2.0-ás USB HUB benne egy USB Ethernet átalakító és egy egér. No meg persze az UC300ETH Nem találtam meg a HUB külső tápját, így a pendrive-ot még pluszba nem nagyon szereti feldugáskor.
(http://www.imgserv.com/image/2Cd)
Ilyen terheléseket mutat menet közben:
(http://www.imgserv.com/images/2017/10/09/2KzRIiA.jpg)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 október 09, 12:57
Írta: svejk Dátum 2017 október 09, 12:57
Az első kép mégegyszer:
(http://www.imgserv.com/images/2017/10/09/4Wl2fa6uK.jpg)
(http://www.imgserv.com/images/2017/10/09/4Wl2fa6uK.jpg)
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2017 október 09, 13:00
Írta: frob Dátum 2017 október 09, 13:00
látom futni fog rajta, viszont kérdés hogy a ~50% terhelésnél mennyire fog izzani a tablet, végül is nem ilyen kis számítási teljesítményre van optimalizálva, ezt ügye már több soron le leszögezték
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 október 09, 13:04
Írta: svejk Dátum 2017 október 09, 13:04
13 MB-os g kód fut most rajta eddig 1 órája.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 október 09, 13:09
Írta: svejk Dátum 2017 október 09, 13:09
Azt nem is értem 22 meg vagy fél százalékból hogy lesz 50, no de csicsa windóz' :)
A hátulja egy helyen 40 fokos lehet...
Notikat is szokták hűtőpadra rakni, ez lenne a legkevesebb.
No persze ez csak egy próba, igazából a tableteket el kell adni, és az már csak hab a tortán, hogy megy rajta az UCCNC.
Ja igen, közben töltőn van, szerencsére a töltőcsati egy micro USB aljzat az USB3-as mellett
A hátulja egy helyen 40 fokos lehet...
Notikat is szokták hűtőpadra rakni, ez lenne a legkevesebb.
No persze ez csak egy próba, igazából a tableteket el kell adni, és az már csak hab a tortán, hogy megy rajta az UCCNC.
Ja igen, közben töltőn van, szerencsére a töltőcsati egy micro USB aljzat az USB3-as mellett
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2017 október 09, 13:21
Írta: frob Dátum 2017 október 09, 13:21
van 3M fólia ami hővezető
azzal fel kell ragasztani egy alulapra :D
és már is megvan a hűtés is
azzal fel kell ragasztani egy alulapra :D
és már is megvan a hűtés is
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 október 09, 13:23
Írta: svejk Dátum 2017 október 09, 13:23
Akkor nem férsz az akkuhoz.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2017 október 09, 13:29
Írta: frob Dátum 2017 október 09, 13:29
kell az bele?
egyébként a másik 20% sztem az usb ethernet viszi el, eléggé proc igényes az ilyen usb-s cucc
egyébként a másik 20% sztem az usb ethernet viszi el, eléggé proc igényes az ilyen usb-s cucc
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 október 09, 13:40
Írta: ium8w94xp Dátum 2017 október 09, 13:40
Azt nézzd meg, hogy a gép merül-e használat közben töltés mellet vagy sem. Nekem merült az enyém hiába volt közbe töltve. Bár sok óra alatt csak.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 október 09, 17:31
Írta: svejk Dátum 2017 október 09, 17:31
Nem láttam, hogy merült volna.
Az akkujáról annyit, hogy 2-órás WiFi-us Yotube-ozás után 58%-on áll.
Az akkujáról annyit, hogy 2-órás WiFi-us Yotube-ozás után 58%-on áll.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 október 09, 18:13
Írta: svejk Dátum 2017 október 09, 18:13
Ez az USB HUB megoldás lehet mégsem tökéletes, az egér ki és bedugásakor is javarészt megszakad az UCCNC kapcsolata mert az USB porton keresgélés folyik.
(nem tudom a külső tápellátás megoldaná-e, kiderült a tápcsatinak csak a helye van meg ezen a gagyi USB HUB-on :( )
De a lényeg, ha nincs baszogatva az USB port akkor stabil a kapcsolat az alap 100 ms-os buffer-rel is.
Azt még ki kellene próbálni, hogy a töltő micro USB ajzat teljes értékű-e mert akkor oda lehetne egy HUB-ot rakni a pendrive-nak.
Végszükségben maradhat akár a WiFi isa G-kód file-ok átvitelére.
(nem tudom a külső tápellátás megoldaná-e, kiderült a tápcsatinak csak a helye van meg ezen a gagyi USB HUB-on :( )
De a lényeg, ha nincs baszogatva az USB port akkor stabil a kapcsolat az alap 100 ms-os buffer-rel is.
Azt még ki kellene próbálni, hogy a töltő micro USB ajzat teljes értékű-e mert akkor oda lehetne egy HUB-ot rakni a pendrive-nak.
Végszükségben maradhat akár a WiFi isa G-kód file-ok átvitelére.
Cím: Re:UCCNC vezérlő program
Írta: Motoros Dátum 2017 október 09, 18:55
Írta: Motoros Dátum 2017 október 09, 18:55
Valamikor egy Lenovo Ideapad Mix 300 tabletra raktam az UCCNC-t ami külön egy rápattintható billentyűzettel birt.
Azért erre hogy teszteljem az érintőképernyő hogyan s mint megyen.
Ha a billentyűzet normál USb 2.0 jára raktam az UC 100-at akkor rendszeresen lepattintotta.
Ez ugy-e idegesítő meló közben.
Ha viszont az érintőképernyős tablet saját mikro USb jére raktam akkor jó volt......így emlékszem.
Szerintem a billentyűzet egy USB portként van deffiniálva és néha a Win rákérdez valamit. De csak ezt én tippelem, lehet más a helyzet.
Tegnap meg ezt a fenti motyót előszedtem.....már vagy 1 éve nem használtam....és az UCCNC teljesen be volt lassulva, amit nem tudtam mire vélni mert a másik gépen meg rendesen futott.[#nemtudom]
Azért erre hogy teszteljem az érintőképernyő hogyan s mint megyen.
Ha a billentyűzet normál USb 2.0 jára raktam az UC 100-at akkor rendszeresen lepattintotta.
Ez ugy-e idegesítő meló közben.
Ha viszont az érintőképernyős tablet saját mikro USb jére raktam akkor jó volt......így emlékszem.
Szerintem a billentyűzet egy USB portként van deffiniálva és néha a Win rákérdez valamit. De csak ezt én tippelem, lehet más a helyzet.
Tegnap meg ezt a fenti motyót előszedtem.....már vagy 1 éve nem használtam....és az UCCNC teljesen be volt lassulva, amit nem tudtam mire vélni mert a másik gépen meg rendesen futott.[#nemtudom]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 október 09, 20:41
Írta: svejk Dátum 2017 október 09, 20:41
Csak jól emlékeztem, hogy Te próbáltad anno.[#heureka]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 október 09, 22:09
Írta: dezsoe Dátum 2017 október 09, 22:09
Jó lesz ez, szerintem. Billentyűt, egeret vagy nem kell rákötni, hiszen azért van az érintős cucc, vagy lehet kapni bluetooth-os billentyű-egér kombót. Nekem mindenesetre tetszik. :)
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 október 10, 00:09
Írta: zt2c4wh9 Dátum 2017 október 10, 00:09
Szia,
A belassulás oka az lehet, ha Windows 10 van a gépeden, hogy a Március óta kiadott Windows 10 frissítések OpenGL bug-okat tartalmaznak.
Szóval ha Win 10-ed van, akkor a belassulás attól van, hogy a Windows frissítette magát a Windows update-en keresztül és letöltötte a bug-os update-eket.
A bug egyébként az integrált Intel HD grafikus kártyákat érintik. A HD 4000 és némely HD 5000 szériáról hallottunk eddig, hogy ezeken nem működik megfelelően az OpenGL grafikus gyorsítás a hibás update-ek telepítése után.
Sajnos a Microsoft és az Intel Március óta sem oldotta meg ezt a problémát, pedig biztosan tudnak róla, mert nem csak az UCCNC-nek okozott ez gondot. Játékok és grafikus progik fórumain is lehet róla bőven olvasni.
Komoly erőfeszítések árán viszont nekünk sikerült megoldást találni, hogy ez a bug ne okozzon problémát az UCCNC-nek és teszt verzióba ki is lett adva olyan verzió, amiben ezt a problémát némi körüljárással orvosoltuk.
Javaslom próbáld meg letölteni és felrakni a legfrissebb teszt verziót, az már tartalmazza az említett kód változtatást, ami megoldást jelet erre a problémára: http://www.forum.cncdrive.com/viewtopic.php?f=2&t=240&start=40
A belassulás oka az lehet, ha Windows 10 van a gépeden, hogy a Március óta kiadott Windows 10 frissítések OpenGL bug-okat tartalmaznak.
Szóval ha Win 10-ed van, akkor a belassulás attól van, hogy a Windows frissítette magát a Windows update-en keresztül és letöltötte a bug-os update-eket.
A bug egyébként az integrált Intel HD grafikus kártyákat érintik. A HD 4000 és némely HD 5000 szériáról hallottunk eddig, hogy ezeken nem működik megfelelően az OpenGL grafikus gyorsítás a hibás update-ek telepítése után.
Sajnos a Microsoft és az Intel Március óta sem oldotta meg ezt a problémát, pedig biztosan tudnak róla, mert nem csak az UCCNC-nek okozott ez gondot. Játékok és grafikus progik fórumain is lehet róla bőven olvasni.
Komoly erőfeszítések árán viszont nekünk sikerült megoldást találni, hogy ez a bug ne okozzon problémát az UCCNC-nek és teszt verzióba ki is lett adva olyan verzió, amiben ezt a problémát némi körüljárással orvosoltuk.
Javaslom próbáld meg letölteni és felrakni a legfrissebb teszt verziót, az már tartalmazza az említett kód változtatást, ami megoldást jelet erre a problémára: http://www.forum.cncdrive.com/viewtopic.php?f=2&t=240&start=40
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 október 10, 06:30
Írta: svejk Dátum 2017 október 10, 06:30
[#eljen]
Cím: Re:UCCNC vezérlő program
Írta: Motoros Dátum 2017 október 10, 07:51
Írta: Motoros Dátum 2017 október 10, 07:51
Kösz a válaszodat, kipróbálom.
Más: Nekem ezen a kis érintőképernyős kb A5 méretű tableten jól ment az UCCNC és seperc alatt úgy megszoktam, hogy később a másik gépen ami nem érintős ott is a képernyőt nyomkodtam.[#vigyor1]
Forgácsra porra nem érzékeny, egy kis kihajtható konzolon elvan. Viszont a RUN képernyő helyett vagy mellett jó lenne egy lebutított RUN képernyő csak a nagyon fontos, de nagyméretű gombokkal, hogy a bütykös nagy ujjammal ne ötöt nyomjak egyszerre kisméretű képernyő esetén.
Más: Nekem ezen a kis érintőképernyős kb A5 méretű tableten jól ment az UCCNC és seperc alatt úgy megszoktam, hogy később a másik gépen ami nem érintős ott is a képernyőt nyomkodtam.[#vigyor1]
Forgácsra porra nem érzékeny, egy kis kihajtható konzolon elvan. Viszont a RUN képernyő helyett vagy mellett jó lenne egy lebutított RUN képernyő csak a nagyon fontos, de nagyméretű gombokkal, hogy a bütykös nagy ujjammal ne ötöt nyomjak egyszerre kisméretű képernyő esetén.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 október 10, 15:02
Írta: zt2c4wh9 Dátum 2017 október 10, 15:02
Szia,
Örülök, ha tudtam segíteni.
Saját képernyő oldalt tudsz csinálni saját magad.
Az UCCNC-ben van beépített képernyő szerkesztő.
A Configuration\General settings\ Az Edit screen gommbal tudsz belépni a képernyő szerkesztő módba.
A gombokat, DRO-kat, LED-eket stb. át tudod méretezni, át tudod helyezni. Tudsz új alkatrészeket, tab oldalakat, gombokat, stb. felrakni a képernyőre.
Itt van egy példa a képernyő szinte teljes átalakítására: http://www.thecncwoodworker.com/2017.html
Illetve némi alapvető leírást találsz a képernyőszerkesztő kezeléséről az UCCNC leírásában.
Örülök, ha tudtam segíteni.
Saját képernyő oldalt tudsz csinálni saját magad.
Az UCCNC-ben van beépített képernyő szerkesztő.
A Configuration\General settings\ Az Edit screen gommbal tudsz belépni a képernyő szerkesztő módba.
A gombokat, DRO-kat, LED-eket stb. át tudod méretezni, át tudod helyezni. Tudsz új alkatrészeket, tab oldalakat, gombokat, stb. felrakni a képernyőre.
Itt van egy példa a képernyő szinte teljes átalakítására: http://www.thecncwoodworker.com/2017.html
Illetve némi alapvető leírást találsz a képernyőszerkesztő kezeléséről az UCCNC leírásában.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 október 10, 15:03
Írta: zt2c4wh9 Dátum 2017 október 10, 15:03
No, akkor a link mégegyszer, hogy tényleg link legyen. :)
UCCNC screenset (http://www.thecncwoodworker.com/2017.html)
UCCNC screenset (http://www.thecncwoodworker.com/2017.html)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 október 10, 20:55
Írta: 000000000 Dátum 2017 október 10, 20:55
Ne haragudjatok de most fedeztem fel egy hibát. Akik ezt használják azokat kérem hogy újra töltsék le és a M20040.txt makrót cseréljék ki mert az előzőben egy bogár van.
A hiba azt eredményezheti, hogy a szonda a munkadarabba ütközik, ha a munkadarab külső középpontját keresi az "X, Y Outer Ceter" gombbal nyomva. Nem hiszem hogy sokan használják ezt a gombot, de tisztában legyetek a problémával.
Az történik, hogy az Y irányba történő vizsgálatot követően a szonda Y középpontjára megy, és negatív X irányába mozdul el, de a mozgás csak a "Probing size" értékének csak a felére megy a szonda leengedésekor. Ezt az új makró korrigálja ezt a hibát.
Ne haragudjatok, sajnálom. [#falbav]
A hiba azt eredményezheti, hogy a szonda a munkadarabba ütközik, ha a munkadarab külső középpontját keresi az "X, Y Outer Ceter" gombbal nyomva. Nem hiszem hogy sokan használják ezt a gombot, de tisztában legyetek a problémával.
Az történik, hogy az Y irányba történő vizsgálatot követően a szonda Y középpontjára megy, és negatív X irányába mozdul el, de a mozgás csak a "Probing size" értékének csak a felére megy a szonda leengedésekor. Ezt az új makró korrigálja ezt a hibát.
Ne haragudjatok, sajnálom. [#falbav]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 október 10, 20:57
Írta: svejk Dátum 2017 október 10, 20:57
Te milyen érzékelőt használsz hozzá?
Valami gyári cucc, készített, vagy egyszerű elektromos kontakt?
Valami gyári cucc, készített, vagy egyszerű elektromos kontakt?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 október 10, 21:59
Írta: 000000000 Dátum 2017 október 10, 21:59
Semmi különlegeset, csak egyszerű elektromos kontaktus. Nincs időm újat, jobbat csinálni, de terv van rá.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 október 10, 22:05
Írta: 000000000 Dátum 2017 október 10, 22:05
Itt ezen a videón többször látható, nagyon egyszerű de működik jól nekem.
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2017 október 11, 06:47
Írta: lari Dátum 2017 október 11, 06:47
Én kipróbáltam egy demo UCCNC-re feltelepíteni.
Az a kérdésem, hogy normális az, hogy az UCCNC elindíása után nem a run képernyő jelenik meg, hanem a Configuration general settings.
Persze jó így is, csak nem ez a megszokott...
Az a kérdésem, hogy normális az, hogy az UCCNC elindíása után nem a run képernyő jelenik meg, hanem a Configuration general settings.
Persze jó így is, csak nem ez a megszokott...
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 október 11, 07:18
Írta: svejk Dátum 2017 október 11, 07:18
Menj bele a képernyőszerkesztőbe, lépj át a RUN képernyőre, majd innen lépj ki a mentéssel.
Utána már a RUN-al fog indulni.
Utána már a RUN-al fog indulni.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 október 11, 07:25
Írta: svejk Dátum 2017 október 11, 07:25
Szájbarágósan:
Configuration
General Settings
alul Edit screen
shift + bal egérgombbal kattints UCCNC RUN fülre
Screen editor ablakban: Apply settings
Screen editor ablakban File fülön : Save screenset
Configuration
General Settings
alul Edit screen
shift + bal egérgombbal kattints UCCNC RUN fülre
Screen editor ablakban: Apply settings
Screen editor ablakban File fülön : Save screenset
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2017 október 11, 07:29
Írta: lari Dátum 2017 október 11, 07:29
Oké, sikerült, köszönöm! [#worship]
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 október 11, 08:01
Írta: 000000000 Dátum 2017 október 11, 08:01
Köszi a segitséget!
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 október 11, 08:16
Írta: 000000000 Dátum 2017 október 11, 08:16
Örülök hogy tetszik és letöltötted. Nem tudom az UCCNC miért nem mindig a RUN képernyőn kezd, de sajnos így működik, mindig onnan kezd ahol utoljára bezártad a Screen editort. Majd legközelebb átírom a telepítési útmutatót a használati útmutatóban de a működést ez nem akadályozza.
p.s. I love Google translate and the Hungarian spell checker in Firefox... [#taps]
p.s. I love Google translate and the Hungarian spell checker in Firefox... [#taps]
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2017 október 11, 09:27
Írta: lari Dátum 2017 október 11, 09:27
Igen, nagyon tetszik. Élesben még nem teszteltem, de ahogy időm engedi ki fogom próbálni. Gyakran kell furat-középre ráállni, amihez nagy segítség ez a program és egy elektromos 3d tapintó.
Köszönöm!
Köszönöm!
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 október 11, 11:24
Írta: zt2c4wh9 Dátum 2017 október 11, 11:24
Az screen editorban amikor elmented a képernyőszettet, akkor végignézi hogy mely tab oldalak vannak kiválasztva és ezt menti el a screenset fájlba.
Így lehet megoldani azt, hogy a kívánt tab oldalak jelenjenek meg induláskor.
Nem akartunk ennek külön menüt/konfigurációt csinálni, így a legegyszerűbb szerintem a kezelése.
Így lehet megoldani azt, hogy a kívánt tab oldalak jelenjenek meg induláskor.
Nem akartunk ennek külön menüt/konfigurációt csinálni, így a legegyszerűbb szerintem a kezelése.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 október 11, 13:14
Írta: svejk Dátum 2017 október 11, 13:14
No igen, ha már rájössz a dologra akkor egyszerű.[#circling]
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2017 október 12, 17:41
Írta: lari Dátum 2017 október 12, 17:41
Írtam neked privátban, de az a probléma megoldódott.
Valamit figyelmen kívül hagytam...
Van azonban más probléma.
Kipróbáltam ui. élesben a programot és az orsóknak a holtjáték kompenzációja megszakítja a mérést.
Amikor a tapintó eléri az első felületet, akkor működésbe lép a holtjáték kompenzáció és megszakad a folyamat.
Ki lehet ezt küszöbölni?
Valamit figyelmen kívül hagytam...
Van azonban más probléma.
Kipróbáltam ui. élesben a programot és az orsóknak a holtjáték kompenzációja megszakítja a mérést.
Amikor a tapintó eléri az első felületet, akkor működésbe lép a holtjáték kompenzáció és megszakad a folyamat.
Ki lehet ezt küszöbölni?
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2017 október 12, 19:31
Írta: kr97pwss2 Dátum 2017 október 12, 19:31
Amelyik tengelyen be van állítva holtjáték kompenzáció, ott a Comp. Acceleration értéke 1.5-2 szerese legyen az Acceleration értéknek. A program alapból 1.2 szeres értékre állítja.
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2017 október 12, 20:16
Írta: lari Dátum 2017 október 12, 20:16
Holnap megpróbálom, köszönöm!
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 október 13, 08:40
Írta: 000000000 Dátum 2017 október 13, 08:40
Tegnap már későn láttam az üzenetedet, azért nem válaszoltam. Örülök hogy megoldottat az első problémát, remélem a másikait is meg tudod oldani, de azon én sajnos nem tudok segíteni, nem használom a holtjáték kompenzációt.
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2017 október 13, 14:18
Írta: lari Dátum 2017 október 13, 14:18
Felemeltem egészen hétszeres értékig -eddig engedte maximum-de nem lett jó így sem.
Az első első tapintási pont után letilt hibaüzenettel...
Az első első tapintási pont után letilt hibaüzenettel...
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2017 október 13, 14:38
Írta: lari Dátum 2017 október 13, 14:38
Még annyit hozzáfűznék, hogy csewe fórumtársunk is készített régebben egy probe programot, amit a mai napig használok.
Az Ő verziójánál nem jelent problémát a holtjáték kompenzáció.
1.1026-os UCCNC-vel használom, az újabbaknál már nem működik.
Az Ő verziójánál nem jelent problémát a holtjáték kompenzáció.
1.1026-os UCCNC-vel használom, az újabbaknál már nem működik.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2017 október 14, 12:11
Írta: kr97pwss2 Dátum 2017 október 14, 12:11
Az Email címemre küldd el a beállítás fájlodat, és egy pontos leírást, hogy mi is a probléma, és akkor megvizsgálom.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 október 15, 21:30
Írta: 000000000 Dátum 2017 október 15, 21:30
Jó lenne a különbséget látni az ö és én probe programunk között. Lehet hogy én csináltam valami hibásan?
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2017 október 16, 09:14
Írta: lari Dátum 2017 október 16, 09:14
Írtam a részletekkel kapcsolatban privát üzenetet.
Cím: Re:UCCNC vezérlő program
Írta: j3cx5jtk6 Dátum 2017 október 17, 10:11
Írta: j3cx5jtk6 Dátum 2017 október 17, 10:11
[#worship][#worship]Sziasztok!
[#csodalk]
Ha off sry de segitsen valaki plz.
Ma megjott az uc300eth- mindent átkabeleztem stbstb
bekalibráva az ossze tengely, fasza.
1. kérdés
M3 spindle start hotkey faja- de a pwm? azt mire kell állitani?
Mármint a lap tetején kérdezi a dir és step portot, na de az az analog?! Amugy a kis SSR-t mukodteti szépen tehát engedélyezes van
2.
Betöltök egy par szaz soros programot és valami iszonyat belassul a gépem, amugy teszi a dolgát a masina de én semmit nem látok és ha rákattintok valamire kb 5 mp mulva történik valami- gépem I3@3,3ghz-4gb mem-win10x64-alaplapi VGA-
Régebben mach3 nal semmi ilyesmit nem tapasztaltam több ezer soros proginál sem.
3. Mastercam al nyomulnék de látom lesznek itt bajok a postprocival? jol sejtem?
Köszi elore is mindenkinek[#integet2][#worship]
[#csodalk]
Ha off sry de segitsen valaki plz.
Ma megjott az uc300eth- mindent átkabeleztem stbstb
bekalibráva az ossze tengely, fasza.
1. kérdés
M3 spindle start hotkey faja- de a pwm? azt mire kell állitani?
Mármint a lap tetején kérdezi a dir és step portot, na de az az analog?! Amugy a kis SSR-t mukodteti szépen tehát engedélyezes van
2.
Betöltök egy par szaz soros programot és valami iszonyat belassul a gépem, amugy teszi a dolgát a masina de én semmit nem látok és ha rákattintok valamire kb 5 mp mulva történik valami- gépem I3@3,3ghz-4gb mem-win10x64-alaplapi VGA-
Régebben mach3 nal semmi ilyesmit nem tapasztaltam több ezer soros proginál sem.
3. Mastercam al nyomulnék de látom lesznek itt bajok a postprocival? jol sejtem?
Köszi elore is mindenkinek[#integet2][#worship]
Cím: Re:UCCNC vezérlő program
Írta: j3cx5jtk6 Dátum 2017 október 17, 10:38
Írta: j3cx5jtk6 Dátum 2017 október 17, 10:38
[#wow1]1. kérdés megoldva - nem irtam be semmit és csinálja dolgát szépen[#wow1]
De tobbi még mindig érdekes számomra
De tobbi még mindig érdekes számomra
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 október 17, 11:59
Írta: zt2c4wh9 Dátum 2017 október 17, 11:59
1.) Step/dir port az egyik opció, mellette van a PWM spindle opció, azt kellene kiválasztani, ha azt szeretnéd használni.
2.) A belassulás lehetséges oka amit ismerünk, a választ megtalálod ugyanebben a fórum topikban a #4433 hozzászólásban.
3.) Nem ismerem a mastercam-et, de ha van RS274NGC kompatibilis post processzora (Mach3, UCCNC, LinuxCNC stb.), az kell működjön.
2.) A belassulás lehetséges oka amit ismerünk, a választ megtalálod ugyanebben a fórum topikban a #4433 hozzászólásban.
3.) Nem ismerem a mastercam-et, de ha van RS274NGC kompatibilis post processzora (Mach3, UCCNC, LinuxCNC stb.), az kell működjön.
Cím: Re:UCCNC vezérlő program
Írta: j3cx5jtk6 Dátum 2017 október 17, 12:48
Írta: j3cx5jtk6 Dátum 2017 október 17, 12:48
[#law][#taps][#taps][#taps][#taps]
Cím: Re:UCCNC vezérlő program
Írta: j3cx5jtk6 Dátum 2017 október 17, 14:34
Írta: j3cx5jtk6 Dátum 2017 október 17, 14:34
[#worship]Sziasztok!
FIX touch plate? ki hogy oldotta meg? mert annyi franc van, hogy nem is tudom merre induljak?
M6 ban lehet X-Y koordinátákat beirni, hogy odamenjen mérni?
Vagy elotte a P1 re menjen és utána oda? vagy hogy van ez[#fejvakaras]
[#email]
FIX touch plate? ki hogy oldotta meg? mert annyi franc van, hogy nem is tudom merre induljak?
M6 ban lehet X-Y koordinátákat beirni, hogy odamenjen mérni?
Vagy elotte a P1 re menjen és utána oda? vagy hogy van ez[#fejvakaras]
[#email]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 október 17, 15:14
Írta: dezsoe Dátum 2017 október 17, 15:14
Szia!
Pár gondolat a kérdésedhez.
- Rendszeres a kérdés, viszont - mivel minden gép egy kicsit más - általában mindenki megoldja az adott gépnek megfelelően, és ide már nem kerül fel a megoldás.
- Az M6 a szerszámcsere makrója, ennek megfelelően kezeld. Az M31 a szerszám bemérés, ha csere után rögtön mérnél is, akkor inkább hívd meg az M6-ból, hogy önállóan is működőképes maradjon.
- Természetesen megoldható a fix mérőpontos mérés, de akkor mindenképpen két műveleted lesz, mert a munkadarab kezdőpontját is fel kell venned, hogy aztán ahhoz képest tudd a szerszám hosszát kezelni.
- Létezik egy 2017 screenset (http://www.thecncwoodworker.com/2017.html) nevű képernyőkészlet, ami alapból tartalmazza a fix mérőpontot.
Pár gondolat a kérdésedhez.
- Rendszeres a kérdés, viszont - mivel minden gép egy kicsit más - általában mindenki megoldja az adott gépnek megfelelően, és ide már nem kerül fel a megoldás.
- Az M6 a szerszámcsere makrója, ennek megfelelően kezeld. Az M31 a szerszám bemérés, ha csere után rögtön mérnél is, akkor inkább hívd meg az M6-ból, hogy önállóan is működőképes maradjon.
- Természetesen megoldható a fix mérőpontos mérés, de akkor mindenképpen két műveleted lesz, mert a munkadarab kezdőpontját is fel kell venned, hogy aztán ahhoz képest tudd a szerszám hosszát kezelni.
- Létezik egy 2017 screenset (http://www.thecncwoodworker.com/2017.html) nevű képernyőkészlet, ami alapból tartalmazza a fix mérőpontot.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 október 18, 19:15
Írta: 000000000 Dátum 2017 október 18, 19:15
Sziasztok!
Az UCCNC szoftvernek melyik a legmegfelelőbb operációs rendszer? Tudom , hogy szinte mindegyiken megy de talán van amelyik kicsit jobb a többinél.
Az UCCNC szoftvernek melyik a legmegfelelőbb operációs rendszer? Tudom , hogy szinte mindegyiken megy de talán van amelyik kicsit jobb a többinél.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 október 18, 19:52
Írta: dezsoe Dátum 2017 október 18, 19:52
Szia!
Lényegében bármelyik. Maga az alkalmazás 32 bites, így elfut 32 és 64 bites gépen is. Az a lényeg, hogy a .Net Framework 2.0 fent legyen. (Ez a Vista-tól kezdve 3.5-öt jelent, ott már nincs 2-es.) XP-t, Vista-t rendes ember már nem használ, ugyebár... :) Ami még lényeges, hogy a videókártya tudja az OpenGL 1.3-at, vagy újabbat. Ennyi. (Én gyakorlatilag az összes Windows-on futtattam, nincs különbség.)
Lényegében bármelyik. Maga az alkalmazás 32 bites, így elfut 32 és 64 bites gépen is. Az a lényeg, hogy a .Net Framework 2.0 fent legyen. (Ez a Vista-tól kezdve 3.5-öt jelent, ott már nincs 2-es.) XP-t, Vista-t rendes ember már nem használ, ugyebár... :) Ami még lényeges, hogy a videókártya tudja az OpenGL 1.3-at, vagy újabbat. Ennyi. (Én gyakorlatilag az összes Windows-on futtattam, nincs különbség.)
Cím: Re:UCCNC vezérlő program
Írta: j3cx5jtk6 Dátum 2017 október 20, 14:36
Írta: j3cx5jtk6 Dátum 2017 október 20, 14:36
[#wave]Sziasztok!
Kérdöjel,
Olvasom a pdf-et -300eth- , az lehetséges, hogy van nekem egy 2000 es felbontásu incrementalis encoderem- abbol tudnék csinálni jog tárcsát ? mármint kézi vezérlöt és ő lenne a bemenet? egy válaszo kapcsolo meg a tengelyeknek?
Tehát kezelé mint bemenet?
Csinált már valaki ilyet? [#nemtudom]
Kérdöjel,
Olvasom a pdf-et -300eth- , az lehetséges, hogy van nekem egy 2000 es felbontásu incrementalis encoderem- abbol tudnék csinálni jog tárcsát ? mármint kézi vezérlöt és ő lenne a bemenet? egy válaszo kapcsolo meg a tengelyeknek?
Tehát kezelé mint bemenet?
Csinált már valaki ilyet? [#nemtudom]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 október 20, 16:11
Írta: dezsoe Dátum 2017 október 20, 16:11
Működik, csak nagyon fürge lesz. :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 október 20, 16:14
Írta: svejk Dátum 2017 október 20, 16:14
Az előbb néztem, 100-al lehet max. osztani a configban tehát jó lehet.
Cím: Re:UCCNC vezérlő program
Írta: izbeki Dátum 2017 október 23, 09:02
Írta: izbeki Dátum 2017 október 23, 09:02
A jog alap 10 százalékát hol tudom átállítani, hogy induláskor mondjuk 30 százalék legyen? A beállításokban nem találom.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 október 23, 09:13
Írta: dezsoe Dátum 2017 október 23, 09:13
Alapból sehol. Viszont megteheted, hogy az M99998.txt-be beírod ezt:
A M99999.txt-be pedig ezt:
Így kilépéskor elmenti az aktuálisan beállított értéket, induláskor pedig visszatölti.
Kód Kijelölés
AS3jog.Setfieldtext(exec.Readkey("JogSettings", "JogFeedRate", "10"), 913);
AS3jog.Validatefield(913);
A M99999.txt-be pedig ezt:
Kód Kijelölés
exec.Writekey("JogSettings", "JogFeedRate", AS3jog.Getfield(913));
Így kilépéskor elmenti az aktuálisan beállított értéket, induláskor pedig visszatölti.
Cím: Re:UCCNC vezérlő program
Írta: izbeki Dátum 2017 október 23, 09:27
Írta: izbeki Dátum 2017 október 23, 09:27
[#worship] Hálás köszönet!
Már régen megvettem az UCCNC-t, de még csak most kezdtem el használni, a forgatóm cuccait már ezzel martam.
Még egy kérdés:
Az S act ablakba hogyan tudom odavarázsolni az S set százalékosan módosított értékét?
Már régen megvettem az UCCNC-t, de még csak most kezdtem el használni, a forgatóm cuccait már ezzel martam.
Még egy kérdés:
Az S act ablakba hogyan tudom odavarázsolni az S set százalékosan módosított értékét?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 október 23, 09:43
Írta: dezsoe Dátum 2017 október 23, 09:43
Ott akkor látsz értéket, ha van a motoron enkóder és be is van állítva a programban.
Cím: Re:UCCNC vezérlő program
Írta: izbeki Dátum 2017 október 23, 10:40
Írta: izbeki Dátum 2017 október 23, 10:40
Kár, jó lenne látni, nem kellene számolgatni.
Cím: Re:UCCNC vezérlő program
Írta: izbeki Dátum 2017 október 23, 10:41
Írta: izbeki Dátum 2017 október 23, 10:41
Be is állítottam, faxán működik. Mégegyszer köszi!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 október 23, 10:51
Írta: dezsoe Dátum 2017 október 23, 10:51
Kicsit menjünk bele a részletekbe. Elgondolkodtatott az "odavarázsolni" ige. A varázsolást úgy értelmezem, hogy nincs enkódered, de mégis szeretnéd ott látni a beállított értéket.
Ha tényleg így van, akkor két lehetőség van: a) az 1.2037-es, legutolsó hivatalos verziót használod (vagy korábbit), illetve b) az 1.2037-nél újabb valamelyik teszt verziót (praktikusan a legfrissebbet).
a) Az Sact mező azonosítóját át kell írni egy saját változóra, aminek az értékét egy macroloop-ban kell számoltatni Sset, SRO és M3/M4 LED alapján.
b) Nagyjából ugyanaz, mint az a) pont, de már használhatod az Sovr mező értékét a számításhoz. (Képernyőn: overridden, 2451 a mező száma és a százalékkal módosított értéket tartalmazza.)
Mindkét esetben érdemes az M3/M4 LED-et belevenni a képletbe, hogy itt is látszódjon, hogy be van-e kapcsolva a motor.
Ha tényleg így van, akkor két lehetőség van: a) az 1.2037-es, legutolsó hivatalos verziót használod (vagy korábbit), illetve b) az 1.2037-nél újabb valamelyik teszt verziót (praktikusan a legfrissebbet).
a) Az Sact mező azonosítóját át kell írni egy saját változóra, aminek az értékét egy macroloop-ban kell számoltatni Sset, SRO és M3/M4 LED alapján.
b) Nagyjából ugyanaz, mint az a) pont, de már használhatod az Sovr mező értékét a számításhoz. (Képernyőn: overridden, 2451 a mező száma és a százalékkal módosított értéket tartalmazza.)
Mindkét esetben érdemes az M3/M4 LED-et belevenni a képletbe, hogy itt is látszódjon, hogy be van-e kapcsolva a motor.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 október 23, 10:53
Írta: svejk Dátum 2017 október 23, 10:53
Óh, milyen jól áttekinthető, egyszerűen kezelhető ez a kódbeillesztési funkció!
Nem is tudom hogy tudtunk élni eddig nélküle.
Ezeket az általad írt "apróságokat" érdemes lenne rendszerezni, sőt az UCCNC telepítésekor a Dokumentation könyvtárban mint függelék szerepelhetne.
Ez a mostani is vissza-visszatérő kérdés.
Nem is tudom hogy tudtunk élni eddig nélküle.
Ezeket az általad írt "apróságokat" érdemes lenne rendszerezni, sőt az UCCNC telepítésekor a Dokumentation könyvtárban mint függelék szerepelhetne.
Ez a mostani is vissza-visszatérő kérdés.
Cím: Re:UCCNC vezérlő program
Írta: izbeki Dátum 2017 október 23, 11:04
Írta: izbeki Dátum 2017 október 23, 11:04
1.2029 verziót használom.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 október 23, 11:06
Írta: dezsoe Dátum 2017 október 23, 11:06
Ha egyszer lesz némi szabadidőm, akkor összeszedem az apróságokat, de nem olyan egyszerű, mert nagy részük egy összetett környezetben működik. Ez most egy egyszerű kis csipetke volt, de időnként alig győzöm lefaragni a nem odavalókat egy-egy kódrészletről. :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 október 23, 11:08
Írta: dezsoe Dátum 2017 október 23, 11:08
Jó bizony! (Csak a kód felirat van útban, az nem kéne oda.) :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 október 23, 11:12
Írta: dezsoe Dátum 2017 október 23, 11:12
Mitől spéci a 2029-es verzió? Nem Te vagy az első, aki ehhez az antik darabhoz ragaszkodik.
Egyébként jól értelmeztem a varázslást?
Egyébként jól értelmeztem a varázslást?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 október 23, 11:12
Írta: svejk Dátum 2017 október 23, 11:12
Ez igaz!
De ezekből az apróságokból még a magamfajta, programnyelvekhez nem konyító is sejteni véli a működést, netalán még össze is tud ütni/ollózni magának valót.
Nekem így fordítva mindig könnyebb volt tanulni és nem az unalmas "hello word" meg ledvillagtatással kezdeni. :(
De ezekből az apróságokból még a magamfajta, programnyelvekhez nem konyító is sejteni véli a működést, netalán még össze is tud ütni/ollózni magának valót.
Nekem így fordítva mindig könnyebb volt tanulni és nem az unalmas "hello word" meg ledvillagtatással kezdeni. :(
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 október 23, 11:15
Írta: svejk Dátum 2017 október 23, 11:15
Azonnal követeljük a levételét! :)
Cím: Re:UCCNC vezérlő program
Írta: izbeki Dátum 2017 október 23, 12:42
Írta: izbeki Dátum 2017 október 23, 12:42
Amikor letöltöttem, ez a verzió volt a legfrissebb. Majd frissítek.
Jól értelmezted, csak annyit szerettem volna, hogy az S act mezőbe
átkerüljön S set értéke és ha túlhajtom, a módosított értéket írja ki.
Jól értelmezted, csak annyit szerettem volna, hogy az S act mezőbe
átkerüljön S set értéke és ha túlhajtom, a módosított értéket írja ki.
Cím: Re:UCCNC vezérlő program
Írta: xkbv3nx0d Dátum 2017 október 23, 17:34
Írta: xkbv3nx0d Dátum 2017 október 23, 17:34
UCNC vezérlőknél van lehetőség közvetlenül ethernet switchre kötni és ott lógjon saját IP-vel és nem direktbe a PC-re drótozni?
Cím: Re:UCCNC vezérlő program
Írta: nyiszi Dátum 2017 október 23, 17:39
Írta: nyiszi Dátum 2017 október 23, 17:39
UC400ETH ethernet mozgásvezérlő
Szerintem ezt keresed.
Szerintem ezt keresed.
Cím: Re:UCCNC vezérlő program
Írta: xkbv3nx0d Dátum 2017 október 23, 17:41
Írta: xkbv3nx0d Dátum 2017 október 23, 17:41
Csak átfutottom a leírását, de ptt mintha crossover kötné géppel az ethernetet.
Nekem az kell, hogy mind a két eszköz egy switchen lógjon, mert a gép még más ethernet alapú vezérlőket is kell tudni elérjen.
Nekem az kell, hogy mind a két eszköz egy switchen lógjon, mert a gép még más ethernet alapú vezérlőket is kell tudni elérjen.
Cím: Re:UCCNC vezérlő program
Írta: nyiszi Dátum 2017 október 23, 17:47
Írta: nyiszi Dátum 2017 október 23, 17:47
Szerintem tudja azt is.
UC400ETH (http://cncdrive.com/MC/UC400ETH%20datasheet/UC400ETH_hasznalati.pdf)
UC400ETH (http://cncdrive.com/MC/UC400ETH%20datasheet/UC400ETH_hasznalati.pdf)
Cím: Re:UCCNC vezérlő program
Írta: xkbv3nx0d Dátum 2017 október 23, 17:52
Írta: xkbv3nx0d Dátum 2017 október 23, 17:52
Köszi.
akkor nekifekszem átnézem, hogy amikre szükségem van, megoldja-e :)
akkor nekifekszem átnézem, hogy amikre szükségem van, megoldja-e :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 október 23, 18:16
Írta: dezsoe Dátum 2017 október 23, 18:16
Igen, mindegyik hálózatos tudja. Akár fix, akár dinamikus IP-vel. Mindegy, hogy közvetlenül dugod össze, vagy hálózati eszközön keresztül, de végig vezetékes legyen, mert a wifi az gyöngécske hozzá.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 október 26, 15:16
Írta: dezsoe Dátum 2017 október 26, 15:16
Sziasztok!
Megjelent az UCCNC 1.2046-es tesztverziója.
Innen tölthető le. (http://www.cncdrive.com/UCCNC/setup_1.2046.exe)
Javítások és változások:
- Jog iránya nem változott, ha nagyon gyors irányváltás történt az ellentétes irányú jog funkció hívásával. Javítva
- Jog iránya akkor is beragadt az eredeti irányba, ha ugyanazon a tengelyen a két ellentétes irány gombjai egyszerre lettek megnyomva. Ezután a mozgás megáll, ha a két irányt egyszerre nyomjuk.
- Ritka körülmények között egy általános hiba volt a lézer PWM kezelésével, ami mindegyik mozgásvezérlőt érintette. Javítva
- Autoleveler plugin frissítése (Köszönet Cahit Ates-nek)
Megjelent az UCCNC 1.2046-es tesztverziója.
Innen tölthető le. (http://www.cncdrive.com/UCCNC/setup_1.2046.exe)
Javítások és változások:
- Jog iránya nem változott, ha nagyon gyors irányváltás történt az ellentétes irányú jog funkció hívásával. Javítva
- Jog iránya akkor is beragadt az eredeti irányba, ha ugyanazon a tengelyen a két ellentétes irány gombjai egyszerre lettek megnyomva. Ezután a mozgás megáll, ha a két irányt egyszerre nyomjuk.
- Ritka körülmények között egy általános hiba volt a lézer PWM kezelésével, ami mindegyik mozgásvezérlőt érintette. Javítva
- Autoleveler plugin frissítése (Köszönet Cahit Ates-nek)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 október 26, 15:39
Írta: ium8w94xp Dátum 2017 október 26, 15:39
Köszönjük.
Cím: Re:UCCNC vezérlő program
Írta: j3cx5jtk6 Dátum 2017 október 30, 06:12
Írta: j3cx5jtk6 Dátum 2017 október 30, 06:12
Sziasztok!
Sry, ha hülye kérdés csak nincs kedvem megint lesz**ni.
A Profiles mappát kell mentenem, majd megy az újabb verz. és visszamásolom a mappát az újonan telepitettbe?![#guluszem1]
Köszöntem
Sry, ha hülye kérdés csak nincs kedvem megint lesz**ni.
A Profiles mappát kell mentenem, majd megy az újabb verz. és visszamásolom a mappát az újonan telepitettbe?![#guluszem1]
Köszöntem
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 október 30, 07:06
Írta: dezsoe Dátum 2017 október 30, 07:06
Szia! Egyszer már leírtam: [#t218p3928#] Ha valami kimaradt, akkor kérdezz! :)
Cím: Re:UCCNC vezérlő program
Írta: adamant Dátum 2017 október 30, 08:31
Írta: adamant Dátum 2017 október 30, 08:31
Tiszteletem!
Tapasztaltam egy olat hogy a 1.2037 verziónál, hogy ha betöltök egy gcodot akkor a UCCNC teljesen meg fagy és olyan 400-500MB ramot megeszik. A gép teljesen jól mar közben csak az UCNC "akadozik" . feltettem a 1.2046 verziót és annál nincs ilyen probléma. Modjuk a 1.2037 nél se volt eleinte ilyen problémám mert ezt a kodot már megcsinálta kb 10 szer. valakinek volt már hasonló problémárja?
Üdv Adamant
Tapasztaltam egy olat hogy a 1.2037 verziónál, hogy ha betöltök egy gcodot akkor a UCCNC teljesen meg fagy és olyan 400-500MB ramot megeszik. A gép teljesen jól mar közben csak az UCNC "akadozik" . feltettem a 1.2046 verziót és annál nincs ilyen probléma. Modjuk a 1.2037 nél se volt eleinte ilyen problémám mert ezt a kodot már megcsinálta kb 10 szer. valakinek volt már hasonló problémárja?
Üdv Adamant
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 október 30, 08:42
Írta: dezsoe Dátum 2017 október 30, 08:42
Ha Windows 10-et használsz, akkor ez egy ismert hiba, az 1.2038-ban lett javítva, ezért megy rendesen az újabb verzióval.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 október 30, 21:06
Írta: 000000000 Dátum 2017 október 30, 21:06
Sziasztok!
Tapasztaltam egy olyat a softlimitnél, hogy ha kipipálom mindkét "enable softlimits és softlimits file precheck" beállítást akkor mindig hiba jelzést ad ha csak a percheck van pipálva akkor minden ok.
Valamit nem jól csinálok vagy más hiba?
Tapasztaltam egy olyat a softlimitnél, hogy ha kipipálom mindkét "enable softlimits és softlimits file precheck" beállítást akkor mindig hiba jelzést ad ha csak a percheck van pipálva akkor minden ok.
Valamit nem jól csinálok vagy más hiba?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 október 30, 21:42
Írta: dezsoe Dátum 2017 október 30, 21:42
Legalább ötödször olvasom el, amit írsz, de nem értem. Kicsit menj bele a részletekbe. Ja, és melyik verziót használod?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 október 31, 07:10
Írta: 000000000 Dátum 2017 október 31, 07:10
Bocsánat, nem fogalmaztam egyértelműen.
ha be van jelölve a enable softlimit az alábbi hiba üzenetet kapom (kép)azt írja limit értékre futott.
ha csak a softlimits file precheck van bejelölve akkor helyesen működik jól kezeli a hátárokat. Igazából nem is nagyon értem h miért van két lehetőség a softlimit ellenőrzésére.
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_8jmnfvf9g3v440texkbgh_5303.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/8jmnfvf9g3v440texkbgh_5303.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_jghy6ihi2mxgc6csuh8a_5303.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/jghy6ihi2mxgc6csuh8a_5303.jpg)
ha be van jelölve a enable softlimit az alábbi hiba üzenetet kapom (kép)azt írja limit értékre futott.
ha csak a softlimits file precheck van bejelölve akkor helyesen működik jól kezeli a hátárokat. Igazából nem is nagyon értem h miért van két lehetőség a softlimit ellenőrzésére.
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_8jmnfvf9g3v440texkbgh_5303.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/8jmnfvf9g3v440texkbgh_5303.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_jghy6ihi2mxgc6csuh8a_5303.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/jghy6ihi2mxgc6csuh8a_5303.jpg)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 október 31, 07:41
Írta: dezsoe Dátum 2017 október 31, 07:41
Na, így már értem. Akkor menjünk visszafelé: a kettő között az a különbség, hogy az engedélyezett SoftLimit meggátolja, hogy a határon túl mozogj, míg a precheck egy kód futtatása előtt előre jelzi, hogy túl leszel a határokon.
Gyanús, hogy az első képen ott a SoftLimit hibajelzés a beállításokkal a háta mögött, tehát már akkor a határon kívül állt a géped, amikor engedélyezted a SoftLimit-et, ezért adott azonnal hibát.
Gyanús, hogy az első képen ott a SoftLimit hibajelzés a beállításokkal a háta mögött, tehát már akkor a határon kívül állt a géped, amikor engedélyezted a SoftLimit-et, ezért adott azonnal hibát.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 október 31, 08:36
Írta: 000000000 Dátum 2017 október 31, 08:36
Igen ezt értem , hogy a precheck már kódot ellenőrzi.
ami nekem nem érthető hogy biztos a mozgástartományon belül vagyok a és hibát jelez ha engedélyezem a softlimitet míg a precheck simán jónak találja.
És a hibát csak akkor jelzi ha kódot töltök be kód nélkül mozgatva helysen működik a limit. Talán a kódban van valami bibi?! A munka bőven el kellene férnie a munkaterületen sőt már limit nélkül le is futott.
Csatolom kódot ha megkérlek megtudnád ezt nekem nézni?
beállíott munka terület 600x400x200
UCCNC 1.2046 verziót használom
ami nekem nem érthető hogy biztos a mozgástartományon belül vagyok a és hibát jelez ha engedélyezem a softlimitet míg a precheck simán jónak találja.
És a hibát csak akkor jelzi ha kódot töltök be kód nélkül mozgatva helysen működik a limit. Talán a kódban van valami bibi?! A munka bőven el kellene férnie a munkaterületen sőt már limit nélkül le is futott.
Csatolom kódot ha megkérlek megtudnád ezt nekem nézni?
beállíott munka terület 600x400x200
UCCNC 1.2046 verziót használom
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 október 31, 08:48
Írta: svejk Dátum 2017 október 31, 08:48
Őööö.. hogy is van ez?
Amelyik verzióban nem volt prechek ott is ellenőrizte a munkaterületet és sikított a cycle start lenyomásakor.
Amelyik verzióban nem volt prechek ott is ellenőrizte a munkaterületet és sikított a cycle start lenyomásakor.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 október 31, 09:10
Írta: zt2c4wh9 Dátum 2017 október 31, 09:10
Azt ugye figyelembe vetted, hogy a softlimits a gépi koordináta rendszerhez van mérve?
A softlimits-nek csak így van értelme, hiszen annak bármilyen értékű eltolás esetén is a gép asztalának koordinátáiban kell lennie értelmezve és nem pedig az eltolt koordináta rendszerben, mivel annak a pozíciója változhat a gépasztalon, ha az eltolást változtatod.
Szóval ha a G54-G59 koordinátarendszerek bármelyikéhez nézed, hogy a munkatartományon belül vagy-e az megtéveszthet, ha eltolás van beállítva, hiszen az eltolt koordinátarendszer koordinátája lehet belül van a softlimit tartományon, de a koordinátarendszer annyira el van tolva, hogy a gépi koordináta rendszerben mérve az már kívül esik a beállított softlimits tartományon.
Javaslom, hogy válts át gépi koordinátákra a "Machine coords" gombbal és ellenőrizd hogy mi a gépi koordinátád amikor a softlimits hibát kapod.
A softlimits-nek csak így van értelme, hiszen annak bármilyen értékű eltolás esetén is a gép asztalának koordinátáiban kell lennie értelmezve és nem pedig az eltolt koordináta rendszerben, mivel annak a pozíciója változhat a gépasztalon, ha az eltolást változtatod.
Szóval ha a G54-G59 koordinátarendszerek bármelyikéhez nézed, hogy a munkatartományon belül vagy-e az megtéveszthet, ha eltolás van beállítva, hiszen az eltolt koordinátarendszer koordinátája lehet belül van a softlimit tartományon, de a koordinátarendszer annyira el van tolva, hogy a gépi koordináta rendszerben mérve az már kívül esik a beállított softlimits tartományon.
Javaslom, hogy válts át gépi koordinátákra a "Machine coords" gombbal és ellenőrizd hogy mi a gépi koordinátád amikor a softlimits hibát kapod.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 október 31, 09:12
Írta: zt2c4wh9 Dátum 2017 október 31, 09:12
A precheck a g-kódot nézi végig, hogy vajon ki fog-e menni a munka folyamán a softlimits határról és ha úgy értékeli, hogy igen, akkor nem engedi futtatni a g-kód fájlt.
Az enable softlimits pedig valós időben figyeli, hogy elérted-e a softlimits határokat és ha igen akkor megállítja a mozgást.
Az enable softlimits pedig valós időben figyeli, hogy elérted-e a softlimits határokat és ha igen akkor megállítja a mozgást.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 október 31, 09:18
Írta: 000000000 Dátum 2017 október 31, 09:18
Hát lehet én nézzek valamit el csak nem tudom mit.
Termesztésen gépi koordináta rendszerbe értelmezem a softlimitet és a munkadarab koordináta a gépin belül van.
Termesztésen gépi koordináta rendszerbe értelmezem a softlimitet és a munkadarab koordináta a gépin belül van.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 október 31, 09:34
Írta: 000000000 Dátum 2017 október 31, 09:34
Közben kis is derült , hogy én vagyok a béna az Forgató tengely softlimitje zavart be. Most ismerkedek az Uccnc vel remek szoftver és hardver nagyon megéri az árát. köszönöm mindenkinek a segítséget.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 október 31, 09:44
Írta: dezsoe Dátum 2017 október 31, 09:44
Mire visszaértem, meg is oldottátok. :)
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 október 31, 09:57
Írta: zt2c4wh9 Dátum 2017 október 31, 09:57
Windows 10-nél van ez a probléma Intel HD4000 és némely HD5000 szériás videókártyánál.
A probléma oka egy viszonylag új bug (idén Március óta létezik) a Windows-ban, ami az említett integrált videókártyáknál okoz problémát, konkrétan az OpenGL grafikus gyorsítás bizonyos függvényi használhatatlanul belassulnak.
A bug az 1.2037-es UCCNC verzió kiadása után jelent meg. Szóval amikor az 1.2037-es UCCNC ki lett adva akkor ez a Windows bug még nem is létezett, ezért gyógymód sem volt rá az UCCNC-ben. A problémát a bug megjelenése után orvosoltuk az 1.2038-as UCCNC-ben, szóval ez és ez utáni verziókban már benne van egy olyan kód ami orvosolja ezt a Windows 10 bug-ot.
A probléma oka egy viszonylag új bug (idén Március óta létezik) a Windows-ban, ami az említett integrált videókártyáknál okoz problémát, konkrétan az OpenGL grafikus gyorsítás bizonyos függvényi használhatatlanul belassulnak.
A bug az 1.2037-es UCCNC verzió kiadása után jelent meg. Szóval amikor az 1.2037-es UCCNC ki lett adva akkor ez a Windows bug még nem is létezett, ezért gyógymód sem volt rá az UCCNC-ben. A problémát a bug megjelenése után orvosoltuk az 1.2038-as UCCNC-ben, szóval ez és ez utáni verziókban már benne van egy olyan kód ami orvosolja ezt a Windows 10 bug-ot.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 október 31, 20:13
Írta: svejk Dátum 2017 október 31, 20:13
Sajnos nagyon feledékeny vagyok :)
Részemről többször visszatérő probléma a saját vezetékes "távvezérlő".
A távvezérlőn az iparban megszokott yaxley kapcsolók a tengelykiválasztó és az MPG lépéskiválasztó helyén.
Anno a mach3-ban úgy oldattam meg a kérdést, hogy a kapcsolók közös pontja nem a GND-re ment hanem a Charge Pump kimenetére, így ciklikusan mindig beolvasta statikus kapcsolók állását.
Így induláskor is beállt a kapcsolók állása szerint a működés.
Pár diódával az automatikus Continous és MPG multi átkapcsolás is megvalósítható.
Kipróbáltam az UCCNC-vel is látszólag működik a dolog, de hátha van elegánsabb megoldás.
Mintha egyszer már megoldódott volna makrókkal is de elfelejtettem. :( [#nemtudom]
Részemről többször visszatérő probléma a saját vezetékes "távvezérlő".
A távvezérlőn az iparban megszokott yaxley kapcsolók a tengelykiválasztó és az MPG lépéskiválasztó helyén.
Anno a mach3-ban úgy oldattam meg a kérdést, hogy a kapcsolók közös pontja nem a GND-re ment hanem a Charge Pump kimenetére, így ciklikusan mindig beolvasta statikus kapcsolók állását.
Így induláskor is beállt a kapcsolók állása szerint a működés.
Pár diódával az automatikus Continous és MPG multi átkapcsolás is megvalósítható.
Kipróbáltam az UCCNC-vel is látszólag működik a dolog, de hátha van elegánsabb megoldás.
Mintha egyszer már megoldódott volna makrókkal is de elfelejtettem. :( [#nemtudom]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 október 31, 20:58
Írta: dezsoe Dátum 2017 október 31, 20:58
Azóta bekerült a rendszerbe a macroloop technika. Írd meg, hogy melyik bemenetnek mit kell kiválasztani, kapsz cserébe egy makrót. :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 október 31, 21:28
Írta: svejk Dátum 2017 október 31, 21:28
Van ilyen géped? :)
(Emlékszem alsó tagozatban a számtan könyvben voltak un. "gépek" , beadtunk számokat és az eredmény alapján ki kellett találni "mit csinál a gép?")
(Emlékszem alsó tagozatban a számtan könyvben voltak un. "gépek" , beadtunk számokat és az eredmény alapján ki kellett találni "mit csinál a gép?")
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 október 31, 21:38
Írta: svejk Dátum 2017 október 31, 21:38
No nézzük:
Van 8 db tengelymozgató JOG +/- gombom.
Van 2 db Yaxley-m
Az egyik 5 állású Yaxley, 0, X, Y, Z, A állással.
0 állásban engedélyezi a 8 db JOG gombokat és átkapcsol Continous üzemre.
A többi állásban kiválasztja a tengelyeket és átkapcsol MPG Multi állásba.
A másik Yaxley 3 állású és kiválasztja a 0,001, 0,01 és 0,1 léptetést az MPG-nek.
A többi üzemmódot én nem szoktam használni.
(Van még egy poti rajta amihez a JRO és FRO van rendelve de az itt most nem érdekes.)
Van 8 db tengelymozgató JOG +/- gombom.
Van 2 db Yaxley-m
Az egyik 5 állású Yaxley, 0, X, Y, Z, A állással.
0 állásban engedélyezi a 8 db JOG gombokat és átkapcsol Continous üzemre.
A többi állásban kiválasztja a tengelyeket és átkapcsol MPG Multi állásba.
A másik Yaxley 3 állású és kiválasztja a 0,001, 0,01 és 0,1 léptetést az MPG-nek.
A többi üzemmódot én nem szoktam használni.
(Van még egy poti rajta amihez a JRO és FRO van rendelve de az itt most nem érdekes.)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 október 31, 22:34
Írta: dezsoe Dátum 2017 október 31, 22:34
Noaszongya. Ebből igazából csak a két Yaxley az érdekes. A gombokat, gondolom, megoldottad input triggerrel. A két tekertyű programját kell csak megoldani. (Beállítom a sorba, talán holnap még nem lesz késő, mert mára már nem fér be. [#email])
(Ha nem az a klasszikus böszme Yaxley-d van, hanem kis helyen is elférő, akkor esetleg privátban küldhetnél egy képet róla, meg azt, hogy hol lehet beszerezni. :))
(Ha nem az a klasszikus böszme Yaxley-d van, hanem kis helyen is elférő, akkor esetleg privátban küldhetnél egy képet róla, meg azt, hogy hol lehet beszerezni. :))
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 október 31, 22:54
Írta: svejk Dátum 2017 október 31, 22:54
Ráér...
Gyári Euchner-es és természetesen MÉH telepes a cucc, majd megolvasom a kapcsolók típusát.
Ügyes darabok de félő horror ára lehet ha egyáltalán beszerezhető.
Gyári Euchner-es és természetesen MÉH telepes a cucc, majd megolvasom a kapcsolók típusát.
Ügyes darabok de félő horror ára lehet ha egyáltalán beszerezhető.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 október 31, 23:12
Írta: svejk Dátum 2017 október 31, 23:12
Ezek használhatónak tűnnek. (https://www.tme.eu/hu/katalog/#id_category=113053&search=forg%C3%B3&products_with_stock=1&s_field=accuracy&s_order=DESC&visible_params=2%2C689%2C32%2C699%2C2412%2C117%2C698%2C695%2C413%2C22%2C694&used_params=2%3A404142%3B)
A határolókat át lehet pakolni.
A határolókat át lehet pakolni.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 október 31, 23:15
Írta: svejk Dátum 2017 október 31, 23:15
Ez jóárasított komolynak tűnő, de nincs határolási lehetóség, külön kell megoldani. (http://www.vatera.hu/knitter-kapcsolo-mrs-1-12-switch-12pozicios-forgokapcsolo-yaxley-aranyozott-labak-2546591333.html)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 október 31, 23:20
Írta: dezsoe Dátum 2017 október 31, 23:20
Hát, igen... Érdekes áruk van. Olyat vadásznék (lehetőleg itthon), ami a kis kínai MPG-kben is van: pici és finoman tekerhető. Csak nem találok. Kínából már nem rendelek, mert mindent ellopnak a postán, az utóbbi időkben egyetlen csomagom sem jött meg, hogyrohaggyanakmeg. [#boxer]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 november 01, 07:37
Írta: svejk Dátum 2017 november 01, 07:37
Megolvastam, a szóban forgó kezelőbenilyenek vannak. (http://www.ebe-gmbh.de/resources/EBE/Products/EBE_MX-MXD_EN.pdf)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 november 01, 08:03
Írta: svejk Dátum 2017 november 01, 08:03
Ilyen ELMA-kat (https://www.elma.com/en/products/rotary-switches/rotary-switching-products/product-pages/type-01-detail/) tudok esetleg adni újakat, de csak 2x3 pozíciós van és mindössze 5 mm hosszú a tengelyük.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 november 01, 08:31
Írta: dezsoe Dátum 2017 november 01, 08:31
Nem a készleteidre pályázom, csak forrást keresek. Közben kaptam egy linket: ilyet keresek (https://www.aliexpress.com/item/2pcs-RS26-1-Pole-Position-12-Selectable-Band-Rotary-Channel-Selector-Switch-Single-Deck-Rotary-Switch/32822603536.html?spm=2114.search0104.3.99.4WFacV&ws_ab_test=searchweb0_0,searchweb201602_2_10152_10065_10151_10344_10068_10345_10342_10325_10343_10340_10341_10548_10171_10192_10541_10084_10083_10304_10307_10301_5640015_10060_10155_10154_10056_10055_10539_10538_5370015_10537_10312_10536_10059_10313_10314_10534_10533_100031_10103_10073_10102_10142_10107,searchweb201603_25,ppcSwitch_5&btsid=37187363-ac08-4442-859c-8ef72c03eb53&algo_expid=081f9e7e-887f-46fc-9836-3bea77c4b8cf-13&algo_pvid=081f9e7e-887f-46fc-9836-3bea77c4b8cf), csak nem 12, hanem 4 és 6 állásút.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 november 01, 08:33
Írta: dezsoe Dátum 2017 november 01, 08:33
Ez már nagyon off, inkább privátban folytassuk, vagy az elektronikában.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 november 01, 08:35
Írta: svejk Dátum 2017 november 01, 08:35
De hiszen ilyet minden elektronikai boltban kapsz 800-1000 Ft körül.[#heureka]
Cím: Re:UCCNC vezérlő program
Írta: Kelepeisz Lajos Dátum 2017 november 01, 17:59
Írta: Kelepeisz Lajos Dátum 2017 november 01, 17:59
Uraim, a laptopom USB csatlakozói úgy ki vannak kopva hogy rendszeresen megszakad a kapcsolat, de viszont van LAN csatlakozóm, nem létezik valami LAN ból USB átalakító, amivel be tudom kötni az UC100-at?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 november 01, 18:31
Írta: 000000000 Dátum 2017 november 01, 18:31
Tiszteletem!
Van nekem egy ilyen leválasztó kártyám GND-P15pin reset van beállítva az Uccnc I/O Triggerbe szépen működik de be akartam kötni P10-P13-P11 lábakat de meg se nyikkannak a Diagnostics fülön semmi a P15 pin -t mutatja hogy jó villog.
Létezik hogy nem lenne jó ennyi bemenet, a GND---P10-P13-P11 között a 5v-ot kimérem az oks, esetleg tudtok valami fogást amivel megállapíthatom hogy szoftveres vagy hardver a hiba?
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_bs3c9dsjz7g5zxj94y5_4896.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/bs3c9dsjz7g5zxj94y5_4896.jpg)
Van nekem egy ilyen leválasztó kártyám GND-P15pin reset van beállítva az Uccnc I/O Triggerbe szépen működik de be akartam kötni P10-P13-P11 lábakat de meg se nyikkannak a Diagnostics fülön semmi a P15 pin -t mutatja hogy jó villog.
Létezik hogy nem lenne jó ennyi bemenet, a GND---P10-P13-P11 között a 5v-ot kimérem az oks, esetleg tudtok valami fogást amivel megállapíthatom hogy szoftveres vagy hardver a hiba?
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_bs3c9dsjz7g5zxj94y5_4896.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/bs3c9dsjz7g5zxj94y5_4896.jpg)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 november 01, 18:34
Írta: dezsoe Dátum 2017 november 01, 18:34
Létezni létezik, de nem fogadnék rá, hogy egyszerre olcsóbb és megbízhatóbb, mint egy UC400ETH. [#nemtudom] Gyors gugli alapján vagy kb. ugyanannyiba kerül, vagy találsz kici-ócó kínait, ami vagy megy, vagy nem. Ez persze csak a privát véleményem.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 november 01, 18:39
Írta: dezsoe Dátum 2017 november 01, 18:39
Van ennek a kártyának valami típusa, netán link a doksijához? Fénykép alapján nem az igazi keresni...
Cím: Re:UCCNC vezérlő program
Írta: Kelepeisz Lajos Dátum 2017 november 01, 18:39
Írta: Kelepeisz Lajos Dátum 2017 november 01, 18:39
Csak az a gond hogy én lézerhez használom az UC100-at, vétek lenne egy UC400-at vennem, nem tudnám kihasználni.
Akkor marad az usb csatik cseréje.
Akkor marad az usb csatik cseréje.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 november 01, 18:43
Írta: 000000000 Dátum 2017 november 01, 18:43
igen itt egy link és tipus
egyébként teljesen hibátlanul megy minden
interface board BV2
http://cncrouter.ru/forum/index.php?act=attach&type=post&id=1125
egyébként teljesen hibátlanul megy minden
interface board BV2
http://cncrouter.ru/forum/index.php?act=attach&type=post&id=1125
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 november 01, 18:44
Írta: dezsoe Dátum 2017 november 01, 18:44
Igaz, hogy macerás, de jelentősen olcsóbb megoldás. [#vigyor3]
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2017 november 01, 18:44
Írta: frob Dátum 2017 november 01, 18:44
általában a laptop usb nél az a gond, hogy az usb csati fém háza kinyúlik, ha bátor vagy kikapcsolt állapotban akku levéve, késsel alányúlsz és szépen fentebb emeled azt a felét ami el van középen választva, mert hogy általában az szokott megnyúlni, kihajolni, és megint fogja rendesen a csatit
R
R
Cím: Re:UCCNC vezérlő program
Írta: Kelepeisz Lajos Dátum 2017 november 01, 18:48
Írta: Kelepeisz Lajos Dátum 2017 november 01, 18:48
Egy próbát megér, lehet szétdöntöm a gépet.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2017 november 01, 18:53
Írta: frob Dátum 2017 november 01, 18:53
ehhez a művelethez nem kell, tényleg csakannyi hogy alányúlsz , megemeled, látni fogod hogy enged és belepróbálod a dugót , elsőre jó kell hogy legyen
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 november 01, 18:54
Írta: dezsoe Dátum 2017 november 01, 18:54
Köszi! Csak sikerült kivadászni, hogy GND-re kötve aktiválódnak a bemenetek. (Erre voltam kíváncsi.) Az öt bemenet közül egyedül a 15-ös működik?
Cím: Re:UCCNC vezérlő program
Írta: kuner Dátum 2017 november 01, 18:56
Írta: kuner Dátum 2017 november 01, 18:56
Létezik, de amivel érdemes foglalkozni, az kb 35 ezertől kezdődik.
Cím: Re:UCCNC vezérlő program
Írta: Kelepeisz Lajos Dátum 2017 november 01, 19:07
Írta: Kelepeisz Lajos Dátum 2017 november 01, 19:07
Ez agyhalál, mi olyan drága benne? mindegy nem is foglalkozok vele ha ilyen drága.
Cím: Re:UCCNC vezérlő program
Írta: Kelepeisz Lajos Dátum 2017 november 01, 19:08
Írta: Kelepeisz Lajos Dátum 2017 november 01, 19:08
Ez gondolom gyenge vicc? (https://www.ebay.com/itm/New-RJ45-Male-to-USB-AF-A-Female-Adapter-Socket-LAN-Network-Ethernet-Router-Plug/272557591846?hash=item3f75b2cd26:g:XpAAAOSwZG9Wkxc8)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 november 01, 19:12
Írta: 000000000 Dátum 2017 november 01, 19:12
így van kiépítve
uc300eth 2db leválasztó
a 2port BV2 re van kötve a 4db motor és Frekiváltó
3porton a másik kártyán van a 3db limit és az e-stop
minden működik ha GND - P15 Probe ra állítom jó ha a többit próbálom nem és nem értem miért
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_z3jiv5dghbzd4eva78v7e_4896.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/z3jiv5dghbzd4eva78v7e_4896.jpg)
uc300eth 2db leválasztó
a 2port BV2 re van kötve a 4db motor és Frekiváltó
3porton a másik kártyán van a 3db limit és az e-stop
minden működik ha GND - P15 Probe ra állítom jó ha a többit próbálom nem és nem értem miért
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_z3jiv5dghbzd4eva78v7e_4896.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/z3jiv5dghbzd4eva78v7e_4896.jpg)
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2017 november 01, 19:13
Írta: frob Dátum 2017 november 01, 19:13
ha lenne ellen darabja, akkor eth toldóval meg lehetne hosszabbítani az usb-t, de igen ez így vicc kategória
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 november 01, 19:14
Írta: dezsoe Dátum 2017 november 01, 19:14
Ezt gondolom arra találták ki, hogy UTP kábelen vigye az USB-t. Mert ebben elektronika nincs, az biztos.
Cím: Re:UCCNC vezérlő program
Írta: kuner Dátum 2017 november 01, 19:15
Írta: kuner Dátum 2017 november 01, 19:15
Nagyon is .
Cím: Re:UCCNC vezérlő program
Írta: kuner Dátum 2017 november 01, 19:16
Írta: kuner Dátum 2017 november 01, 19:16
És milyen távra tudná vinni így? Túl messzire nem.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 november 01, 19:17
Írta: dezsoe Dátum 2017 november 01, 19:17
Ha jól értem, akkor mindkét porton BV2 van. Ha igen, akkor egyikről sem mennek be a bemenetek? (A 15-ösön kívül?)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 november 01, 19:18
Írta: dezsoe Dátum 2017 november 01, 19:18
Így van. Az USB 5V-járól nem is beszélve...
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 november 01, 19:32
Írta: dezsoe Dátum 2017 november 01, 19:32
Svejk mester!
Elkészültek a makrók. Meg lehetett volna kicsivel egyszerűbben is csinálni, de ahogy megírtam, úgy rugalmasabb, mert amelyik bemenetet nem akarod használni, oda portra és pinre 0-t írsz. (Így a második makrót például esztergához be tudod úgy állítani, hogy csak a 0-s, az X és a Z legyen aktív.) A bemenetek feldolgozása azért van így, hogy a tekerő köztes és kontakt hibás állapotaiban ne kapcsolgasson feleslegesen. Amúgy is csak akkor vált, ha a bemenetek állapota és a pillanatnyi beállítás eltér. Mivel az eltérést figyeli, a program induláskor rögtön beáll a bemeneteknek megfelelően, ahogy akartad.
Mindkettőt be kell állítani macroloop-nak, automatikus futással.
Az első a lépést változtatja:
A második az üzemmódot:
Elkészültek a makrók. Meg lehetett volna kicsivel egyszerűbben is csinálni, de ahogy megírtam, úgy rugalmasabb, mert amelyik bemenetet nem akarod használni, oda portra és pinre 0-t írsz. (Így a második makrót például esztergához be tudod úgy állítani, hogy csak a 0-s, az X és a Z legyen aktív.) A bemenetek feldolgozása azért van így, hogy a tekerő köztes és kontakt hibás állapotaiban ne kapcsolgasson feleslegesen. Amúgy is csak akkor vált, ha a bemenetek állapota és a pillanatnyi beállítás eltér. Mivel az eltérést figyeli, a program induláskor rögtön beáll a bemeneteknek megfelelően, ahogy akartad.
Mindkettőt be kell állítani macroloop-nak, automatikus futással.
Az első a lépést változtatja:
Kód Kijelölés
// ================================================================================================
// Mxxxxx - Macroloop: Yaxley olvasás - lépés
// ================================================================================================
// "A másik Yaxley 3 állású és kiválasztja a 0,001, 0,01 és 0,1 léptetést az MPG-nek."
// ================================================================================================
int currState = 0;
int readState = 0;
// =============== Előkészítés
if (led0001 == -1)
{
led0001 = GetLEDNumber(port0001, pin0001);
led001 = GetLEDNumber(port001, pin001);
led01 = GetLEDNumber(port01, pin01);
led1 = GetLEDNumber(port1, pin1);
}
// =============== Feldolgozás
currState = (exec.GetLED(step0001) ? 1 : 0);
currState = currState << 1 | (exec.GetLED(step001) ? 1 : 0);
currState = currState << 1 | (exec.GetLED(step01) ? 1 : 0);
currState = currState << 1 | (exec.GetLED(step1) ? 1 : 0);
readState = GetPinState(led0001, neg0001);
readState = readState << 1 | GetPinState(led001, neg001);
readState = readState << 1 | GetPinState(led01, neg01);
readState = readState << 1 | GetPinState(led1, neg1);
if (readState != currState)
{
switch (readState)
{
case 0x01:
exec.Callbutton(btn1);
exec.AddStatusmessage("Step: 1.0");
break;
case 0x02:
exec.Callbutton(btn01);
exec.AddStatusmessage("Step: 0.1");
break;
case 0x04:
exec.Callbutton(btn001);
exec.AddStatusmessage("Step: 0.01");
break;
case 0x08:
exec.Callbutton(btn0001);
exec.AddStatusmessage("Step: 0.001");
break;
}
}
// ============================================================================= -- Events --
#Events
// ================================================================================================
// =============== LED konstansok
const int step0001 = 148;
const int step001 = 149;
const int step01 = 150;
const int step1 = 151;
// =============== Gomb konstansok
const int btn0001 = 241;
const int btn001 = 164;
const int btn01 = 165;
const int btn1 = 166;
// =============== Bemenetek - Port, pin, negálás
const int port0001 = 1;
const int pin0001 = 12;
const bool neg0001 = false;
const int port001 = 1;
const int pin001 = 11;
const bool neg001 = false;
const int port01 = 1;
const int pin01 = 15;
const bool neg01 = false;
const int port1 = 0;
const int pin1 = 0;
const bool neg1 = false;
// =============== Bemenetek - LEDek
static int led0001 = -1;
static int led001 = -1;
static int led01 = -1;
static int led1 = -1;
// ================================================================================================
// =============== LED száma port és pin alapján
int GetLEDNumber(int port, int pin)
{
int LED = -1;
switch (port)
{
case 1:
LED = pin;
break;
case 2:
LED = 68 + pin;
break;
case 3:
LED = 85 + pin;
break;
case 4:
LED = 102 + pin;
break;
case 5:
LED = 119 + pin;
break;
}
return LED;
}
// =============== Bemenet állapota
int GetPinState(int led, bool neg)
{
if (led == -1) return 0;
bool ledState = exec.GetLED(led);
return (ledState ^ neg ? 1 : 0);
}
A második az üzemmódot:
Kód Kijelölés
// ================================================================================================
// Mxxxxx - Macroloop: Yaxley olvasás - tengely és mód
// ================================================================================================
// "Az egyik 5 állású Yaxley, 0, X, Y, Z, A állással. (0 -> cont / más -> MPG multi)"
// ================================================================================================
int currState = 0;
int readState = 0;
// =============== Előkészítés
if (ledCont == -1)
{
ledCont = GetLEDNumber(portCont, pinCont);
ledMPGX = GetLEDNumber(portMPGX, pinMPGX);
ledMPGY = GetLEDNumber(portMPGY, pinMPGY);
ledMPGZ = GetLEDNumber(portMPGZ, pinMPGZ);
ledMPGA = GetLEDNumber(portMPGA, pinMPGA);
}
// =============== Feldolgozás
currState = (exec.GetLED(modeCont) ? 1 : 0);
currState = currState << 1 | (exec.GetLED(modeMPGMulti) ? 1 : 0);
for (int i = 0; i < 4; i++)
currState = currState << 1 | (exec.GetLED(axisX + i) ? 1 : 0);
// readState = GetPinState(ledCont, negCont) == 1 ? 0x02 : 0x01;
readState = GetPinState(ledCont, negCont) << 1;
readState = readState << 1 | GetPinState(ledMPGX, negMPGX);
readState = readState << 1 | GetPinState(ledMPGY, negMPGY);
readState = readState << 1 | GetPinState(ledMPGZ, negMPGZ);
readState = readState << 1 | GetPinState(ledMPGA, negMPGA);
if ((readState & 0x0F) != 0x00)
readState |= 0x10;
// 0 0 C M X Y Z A
if (readState != currState)
{
if ((readState & 0xF0) != (currState & 0xF0))
switch (readState & 0xF0)
{
case 0x10:
exec.Callbutton(btnMPGMulti);
break;
case 0x20:
exec.Callbutton(btnCont);
exec.AddStatusmessage("Mode: Continous");
break;
}
if ((readState & 0xF0) == 0x10)
switch (readState & 0x0F)
{
case 0x01:
exec.Callbutton(btnAxisA);
exec.AddStatusmessage("Mode: MPG Multi A");
break;
case 0x02:
exec.Callbutton(btnAxisZ);
exec.AddStatusmessage("Mode: MPG Multi Z");
break;
case 0x04:
exec.Callbutton(btnAxisY);
exec.AddStatusmessage("Mode: MPG Multi Y");
break;
case 0x08:
exec.Callbutton(btnAxisX);
exec.AddStatusmessage("Mode: MPG Multi X");
break;
}
}
// ============================================================================= -- Events --
#Events
// ================================================================================================
// =============== LED konstansok
const int modeCont = 145;
const int modeMPGMulti = 154;
const int axisX = 155;
// =============== Gomb konstansok
const int btnCont = 161;
const int btnMPGMulti = 228;
const int btnAxisX = 220;
const int btnAxisY = 221;
const int btnAxisZ = 222;
const int btnAxisA = 223;
// =============== Bemenetek - Port, pin, negálás
const int portCont = 1;
const int pinCont = 12;
const bool negCont = false;
const int portMPGX = 1;
const int pinMPGX = 11;
const bool negMPGX = false;
const int portMPGY = 1;
const int pinMPGY = 15;
const bool negMPGY = false;
const int portMPGZ = 0;
const int pinMPGZ = 0;
const bool negMPGZ = false;
const int portMPGA = 0;
const int pinMPGA = 0;
const bool negMPGA = false;
// =============== Bemenetek - LEDek
static int ledCont = -1;
static int ledMPGX = -1;
static int ledMPGY = -1;
static int ledMPGZ = -1;
static int ledMPGA = -1;
// ================================================================================================
// =============== LED száma port és pin alapján
int GetLEDNumber(int port, int pin)
{
int LED = -1;
switch (port)
{
case 1:
LED = pin;
break;
case 2:
LED = 68 + pin;
break;
case 3:
LED = 85 + pin;
break;
case 4:
LED = 102 + pin;
break;
case 5:
LED = 119 + pin;
break;
}
return LED;
}
// =============== Bemenet állapota
int GetPinState(int led, bool neg)
{
if (led == -1) return 0;
bool ledState = exec.GetLED(led);
return (ledState ^ neg ? 1 : 0);
}
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 november 01, 19:37
Írta: 000000000 Dátum 2017 november 01, 19:37
Nem így ahogy a képen van
A BV2 kártyán van a GND P15 P13 P10 és P11 egy csoportba
a P15 be volt már kötve és megy is szépen bármit kötök rá az jól működik a több Pin-t P10-13-11 még nem is használtam csak a kábelezés volt meg.
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_5vfzbt4s4m5ksjn5n7nai_4896.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/5vfzbt4s4m5ksjn5n7nai_4896.jpg)
A BV2 kártyán van a GND P15 P13 P10 és P11 egy csoportba
a P15 be volt már kötve és megy is szépen bármit kötök rá az jól működik a több Pin-t P10-13-11 még nem is használtam csak a kábelezés volt meg.
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_5vfzbt4s4m5ksjn5n7nai_4896.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/5vfzbt4s4m5ksjn5n7nai_4896.jpg)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 november 01, 19:41
Írta: 000000000 Dátum 2017 november 01, 19:41
illetve mindkét kártyán az összes be és kimenet jól működik kivéve a említetteket nem sikerül életre kelteni, esetleg van valami módja hogy tesztelni lehessen?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 november 01, 19:44
Írta: dezsoe Dátum 2017 november 01, 19:44
Akkor sajnos nincs ötletem. Illetve annyi, hogy egy műszerrel végig kéne nézni, hogy hol tűnik el a jel. (Optocsatoló előtt, után, kimeneten, UC300-on stb.) Jobbat nem tudok. Kár, hogy csak a nagysebességű opto van foglalatban, ha esetleg az opto-kkal lenne baj.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 november 01, 19:53
Írta: 000000000 Dátum 2017 november 01, 19:53
kapcsolási rajz sajnos nincs 2db nagy sebességű opto input van az egyiket néztem a másik kitudja, de neki fekszek pihent erővel hátha valamit benézek. Köszönöm az észrevételeidet!
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 november 01, 20:05
Írta: svejk Dátum 2017 november 01, 20:05
Atya világ! [#wow1]
Azt hittem pár sor lesz az egész.... Annyi sör nincs a közelemben levő két multiban, hogy ki tudnálak fizetni, így csak megköszönni tudom. [#worship]
Remélhetőleg más is tud belőle meríteni ötletet/tudást.
Azt hittem pár sor lesz az egész.... Annyi sör nincs a közelemben levő két multiban, hogy ki tudnálak fizetni, így csak megköszönni tudom. [#worship]
Remélhetőleg más is tud belőle meríteni ötletet/tudást.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 november 01, 20:39
Írta: dezsoe Dátum 2017 november 01, 20:39
Azért is írtam áttekinthetősre, hogy fel lehessen belőle felhasználni részleteket. :) Próbáld ki, aztán mesélj, hogy jó-e.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 november 02, 10:36
Írta: svejk Dátum 2017 november 02, 10:36
Természetesen működik, pont úgy ahogy elképzeltem! [#eljen]
Még egyszer köszönöm! [#worship]
Még egyszer köszönöm! [#worship]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 november 02, 10:44
Írta: dezsoe Dátum 2017 november 02, 10:44
Akkor jó! Nincs mit. :)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 november 02, 14:52
Írta: 000000000 Dátum 2017 november 02, 14:52
Uc300eth milyen leválasztó kártyát tudnátok ajánlani ? Elsősorban 1# 4# 5# portokra gondolok (bidirectional) Lpt kiosztású egy natur pl ilyen gondolom nem jó
Db25 interface (https://www.ebay.com/itm/CNC-6-Axis-DB25-Breakout-Board-Interface-Adapter-MACH3-KCAM4-EMC2-CNC/262349211752?hash=item3d153b4868:g:5IcAAOSwnHZYUPIb)
Db25 interface (https://www.ebay.com/itm/CNC-6-Axis-DB25-Breakout-Board-Interface-Adapter-MACH3-KCAM4-EMC2-CNC/262349211752?hash=item3d153b4868:g:5IcAAOSwnHZYUPIb)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 november 02, 15:45
Írta: dezsoe Dátum 2017 november 02, 15:45
Ez nem jó. Olyat keress, amiben a 2-9-es lábak is bemenetek.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 november 02, 16:51
Írta: 000000000 Dátum 2017 november 02, 16:51
Már keresem egy jó ideje, nézzem tovább. Visszatérve a tegnapi opto csatolt bemenetekre az elképzelhető, hogy lassú lenne az optocoupler a uc300 100khz hez és ez okoz gondot?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 november 02, 17:29
Írta: dezsoe Dátum 2017 november 02, 17:29
Az opto lassúsága csak akkor érdekes, ha pl. főorsó enkódert akarsz rákötni. Mivel I/O triggert írtál, gondolom, hogy nyomógomb vagy valamilyen érzékelő megy rá, nem gyors cucc. Valahol az angol fórumon írta valaki, hogy milyen kártyát használ bemenethez, majd este megpróbálom megtalálni. (Nem túl régi hozzászólás, szerintem az utóbbi két hónapban volt.)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 november 02, 18:17
Írta: 000000000 Dátum 2017 november 02, 18:17
Köszönöm szépen!
Találtam ezt csatoló kártyát
Viszont nem opto csatolt, védelmi szempontból gyakorlatban mennyi értelme van így?
C10- Bi- directional board (http://cnc4pc.com/Tech_Docs/C10R11_USER%20MANUAL_VER.1.pdf)
Találtam ezt csatoló kártyát
Viszont nem opto csatolt, védelmi szempontból gyakorlatban mennyi értelme van így?
C10- Bi- directional board (http://cnc4pc.com/Tech_Docs/C10R11_USER%20MANUAL_VER.1.pdf)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 november 02, 20:14
Írta: dezsoe Dátum 2017 november 02, 20:14
No, igen, ezt akartam megkeresni. Ez viszont tényleg nem leválasztós. Egy ideje túrom a guglit, de eredménytelenül. Létezik, hogy senki nem gyárt ilyet? Mondjuk, nem egy nagy művészet megépíteni, csak csodálkozom, hogy nincs a piacon. Az egyetlen, amit találtam és nagyon dicsérik az ez a kártya, az UB1 (http://www.cncroom.com/interface-cards/ub1). Ebbe beledugod az UC300Eth magot és az LPT1-2-3-at kifejti leválasztva. Csak egy kissé borsos az ára. Talán egyszerűbb megépíteni egy optós kártyát a tizedéért...
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2017 november 02, 20:18
Írta: pisti73 Dátum 2017 november 02, 20:18
Ehhez (https://www.cncpart.hu/elektronika/illeszto/lpt4v2) mit szóltok?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 november 02, 22:40
Írta: dezsoe Dátum 2017 november 02, 22:40
[#eljen] Ez az! Köszi! [#taps]
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2017 november 03, 09:22
Írta: pisti73 Dátum 2017 november 03, 09:22
Szívesen! És jól működik!
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 november 03, 19:11
Írta: 000000000 Dátum 2017 november 03, 19:11
Ez tényleg pont ideálisnak tünik!
Cím: Re:UCCNC vezérlő program
Írta: n4tfwm00y Dátum 2017 november 04, 08:01
Írta: n4tfwm00y Dátum 2017 november 04, 08:01
Üdvözlök minden fórum társat! Köszönöm és örülök,hogy itt lehetek!
Érdeklődni szeretnék ,hogy a lenti YouTube linken látható Mach 3 magyarosított felületet hol lehet beszerezni vagy letölteni?
Előre is köszönöm ha tud valaki segíteni!
Érdeklődni szeretnék ,hogy a lenti YouTube linken látható Mach 3 magyarosított felületet hol lehet beszerezni vagy letölteni?
Előre is köszönöm ha tud valaki segíteni!
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2017 november 04, 08:09
Írta: frob Dátum 2017 november 04, 08:09
Mondjuk meg kellene kérdezni azt aki feltette a videót a youtube ra?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 november 04, 09:28
Írta: dezsoe Dátum 2017 november 04, 09:28
Esetleg, ha a Mach3 topikban kérdeznéd és nem itt...
Cím: Re:UCCNC vezérlő program
Írta: Motoros Dátum 2017 november 04, 09:34
Írta: Motoros Dátum 2017 november 04, 09:34
Ez lehet a Klaviós variáció, amit a Tibor Gyuri fia készített. De csak lehet. A honlapjukon nézz körül.
Cím: Re:UCCNC vezérlő program
Írta: n4tfwm00y Dátum 2017 november 04, 10:52
Írta: n4tfwm00y Dátum 2017 november 04, 10:52
Igen,gondoltam én is de még nem válaszolt.Köszi!
Cím: Re:UCCNC vezérlő program
Írta: n4tfwm00y Dátum 2017 november 04, 10:53
Írta: n4tfwm00y Dátum 2017 november 04, 10:53
O.K.Bocsánat most tanulok!
Cím: Re:UCCNC vezérlő program
Írta: n4tfwm00y Dátum 2017 november 04, 10:54
Írta: n4tfwm00y Dátum 2017 november 04, 10:54
Megnézem!Köszi!
Cím: Re:UCCNC vezérlő program
Írta: 7ygee2vaw Dátum 2017 november 04, 14:54
Írta: 7ygee2vaw Dátum 2017 november 04, 14:54
Sziasztok!
Szükségem lenne a segítségetekre!
Nemrég átálltam én is UCCNC programra és meg kell mondjam alapvetően megvagyok vele elégedve!
De akad itt egy kis probléma, nem sikerülnek a körkivágásaim.
Kérem ,hogy adjatok ötleteket mert én már belefáradtam, nem találok mechanikai hibát akárhogyan tesztelem a vas részét.
A tengelyek annyi utat tesznek meg amennyit beírok, a visszatérések kiórázva mindig jók. A pályakövetési beállítások a gyári értékek.A szervók SNECI féle DC vezérlők.
Lehet ez valami beállítás még?
Vagy valami elkerüli a figyelmemet?
Előre is köszönöm a segítséget!
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_jket75s0pwtx8558bsi6p_1671.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/jket75s0pwtx8558bsi6p_1671.jpg)
Szükségem lenne a segítségetekre!
Nemrég átálltam én is UCCNC programra és meg kell mondjam alapvetően megvagyok vele elégedve!
De akad itt egy kis probléma, nem sikerülnek a körkivágásaim.
Kérem ,hogy adjatok ötleteket mert én már belefáradtam, nem találok mechanikai hibát akárhogyan tesztelem a vas részét.
A tengelyek annyi utat tesznek meg amennyit beírok, a visszatérések kiórázva mindig jók. A pályakövetési beállítások a gyári értékek.A szervók SNECI féle DC vezérlők.
Lehet ez valami beállítás még?
Vagy valami elkerüli a figyelmemet?
Előre is köszönöm a segítséget!
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_jket75s0pwtx8558bsi6p_1671.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/jket75s0pwtx8558bsi6p_1671.jpg)
Cím: Re:UCCNC vezérlő program
Írta: s7manbs8 Dátum 2017 november 04, 16:04
Írta: s7manbs8 Dátum 2017 november 04, 16:04
Ez az alkotás mekkor améretű egyáltalán ?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 november 04, 16:30
Írta: svejk Dátum 2017 november 04, 16:30
Elég nehéz kinézni mi is a problémád, de írj a G-kód elejére egy G61-et és úgy próbáld meg.
Cím: Re:UCCNC vezérlő program
Írta: 7ygee2vaw Dátum 2017 november 04, 17:03
Írta: 7ygee2vaw Dátum 2017 november 04, 17:03
A legnagyobb kör 60mm.
Cím: Re:UCCNC vezérlő program
Írta: 7ygee2vaw Dátum 2017 november 04, 17:06
Írta: 7ygee2vaw Dátum 2017 november 04, 17:06
Köszönöm a tippet, kipróbálom.
A problémám az,hogy nem követi le a körívet a gép.
Enyhén elnyúlik, minden kör.
A problémám az,hogy nem követi le a körívet a gép.
Enyhén elnyúlik, minden kör.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2017 november 04, 17:54
Írta: frob Dátum 2017 november 04, 17:54
Ránézésre a gép az adott helyen mechanikailag csuklik, tehát valahol valami göfeség van, ettől még visszatérhet ugyan oda ahova indult, mert szoroluni nem szorul meg, csak mintha lenne benne egy sín váltó :)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 november 04, 18:34
Írta: ium8w94xp Dátum 2017 november 04, 18:34
Azt írtad átálltál. Amiről átálltál az rendben köröket csinál ezzel a gkóddal?
Cím: Re:UCCNC vezérlő program
Írta: 7ygee2vaw Dátum 2017 november 04, 18:39
Írta: 7ygee2vaw Dátum 2017 november 04, 18:39
Sajnos a G61 nem segített ez az exact stop mód.
Bekapcsoltam az UCCNC menüjében is, szaggatott módon végig megy, mert így nem konstans, de az eredmény ugyan az, tojás alak.
Bekapcsoltam az UCCNC menüjében is, szaggatott módon végig megy, mert így nem konstans, de az eredmény ugyan az, tojás alak.
Cím: Re:UCCNC vezérlő program
Írta: 7ygee2vaw Dátum 2017 november 04, 18:42
Írta: 7ygee2vaw Dátum 2017 november 04, 18:42
Hát nem tűnt fel soha a MACH esetében, bár nem is vágtam előtte méretpontos alkatrészeket, lehet, hogy ezért nem tűnt fel.
Arra gondoltam, hogy még valamit nem állítottam be esetleg!
Holnap vissza állítom MACH-ra és kipróbálom.
Arra gondoltam, hogy még valamit nem állítottam be esetleg!
Holnap vissza állítom MACH-ra és kipróbálom.
Cím: Re:UCCNC vezérlő program
Írta: j3cx5jtk6 Dátum 2017 november 04, 19:11
Írta: j3cx5jtk6 Dátum 2017 november 04, 19:11
Sziasztok!
Olvasgattam vissza kicsit, néhány nap alatt lett pár hozzászólás!
usb rj45 ről csak amit olvasgattam-
Nálunk van több ilyen cucc de csak azért van átalakító mert messze kb 6-7M re kéne egeret és billt rakni és oda vissza alakítjuk, de csak USB miatt!
https://www.beckhoff.com/english.asp?industrial_pc/cu8880_0010.htm
ilyen van a gép oldalon.
Másik - itt csinált már valaki kézivezérlőt magának?!
Én ilyeneket vettem: mpg-cont-step illetve 10,100,1000 nek
https://www.ebay.com/itm/4P3T-Single-Deck-Rotary-Switch-Band-Selector-4-Pole-3-Position-with-Knob-N3/122061678983?ssPageName=STRK%3AMEBIDX%3AIT&_trksid=p2057872.m2749.l2649
meg egy 6T-set -"xyza0 nak"
Most akkor ezek nem lesznek jók?!
Valami infó majd jól jönne mert már úton van sok cucc a kézivezérlőhöz:D
köszike
Olvasgattam vissza kicsit, néhány nap alatt lett pár hozzászólás!
usb rj45 ről csak amit olvasgattam-
Nálunk van több ilyen cucc de csak azért van átalakító mert messze kb 6-7M re kéne egeret és billt rakni és oda vissza alakítjuk, de csak USB miatt!
https://www.beckhoff.com/english.asp?industrial_pc/cu8880_0010.htm
ilyen van a gép oldalon.
Másik - itt csinált már valaki kézivezérlőt magának?!
Én ilyeneket vettem: mpg-cont-step illetve 10,100,1000 nek
https://www.ebay.com/itm/4P3T-Single-Deck-Rotary-Switch-Band-Selector-4-Pole-3-Position-with-Knob-N3/122061678983?ssPageName=STRK%3AMEBIDX%3AIT&_trksid=p2057872.m2749.l2649
meg egy 6T-set -"xyza0 nak"
Most akkor ezek nem lesznek jók?!
Valami infó majd jól jönne mert már úton van sok cucc a kézivezérlőhöz:D
köszike
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 november 04, 19:27
Írta: svejk Dátum 2017 november 04, 19:27
Nem lehet egyszerű derékszögelési probléma?
Tapints végig X-Y-ban egy derékszögű vonalzót.
Vagy fúrj le egy 100-100-as négyszög sarkaiba és mérd meg az átlókat.
Tapints végig X-Y-ban egy derékszögű vonalzót.
Vagy fúrj le egy 100-100-as négyszög sarkaiba és mérd meg az átlókat.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2017 november 04, 19:37
Írta: kr97pwss2 Dátum 2017 november 04, 19:37
A képet nézve nem csak a kör nem stimmel, hanem a négyszögek se jók. Én ebből arra következtetek, hogy a DC szervód nincs jól behangolva.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 november 04, 19:50
Írta: dezsoe Dátum 2017 november 04, 19:50
Az USB-s cuccot hagyjuk, nincs értelme egy csomó pénzért teljesen felesleges és megbízhatatlan eszközöket venni. A linkelt kütyü is nagyon korszerű: már van hozzá XP-s driver is, nem semmi! Lehet, hogy billentyűnek, egérnek jó, de könyörgöm, ne kössük már rá a kedvenc gépünket!
A kapcsolóknál elvesztettem a fonalat... [#conf] Miért ne lenne jó, amit rendeltél? Mi bizonytalanított el, és pláne miért?
A kapcsolóknál elvesztettem a fonalat... [#conf] Miért ne lenne jó, amit rendeltél? Mi bizonytalanított el, és pláne miért?
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 november 04, 20:05
Írta: zt2c4wh9 Dátum 2017 november 04, 20:05
Kis méretű körök marása jó teszt bármely CNC gép számára. Nagyon jól megmutatja, ha a gépnek mechanikai gondja, merevségi problémája, lógása van, vagy ha szervós a gép akkor ha a szervók rosszul vannak behangolva.
Azért látszik meg jól kis méretű köröknél minden hiba, mert a tengelyeken a mozgás sebessége állandóan változik, hiszen a kör mentén a pálya irányvektora is folyamatosan változó.
Ez igénybeveszi a szervókat és a mechanikát is.
Esetleg próbáld meg kiszűrni első körben, hogy a szervók-e a hibásak. Teszteld le jóval alacsonyabb végrehajtási sebességgel és ha úgy jobb lesz a helyzet akkor szinte biztos hogy a szervók okozzák.
Illetve ha a szervóknál lehet nézni, mérni a követési hibát, akkor azt is ellenőrizd.
Azért látszik meg jól kis méretű köröknél minden hiba, mert a tengelyeken a mozgás sebessége állandóan változik, hiszen a kör mentén a pálya irányvektora is folyamatosan változó.
Ez igénybeveszi a szervókat és a mechanikát is.
Esetleg próbáld meg kiszűrni első körben, hogy a szervók-e a hibásak. Teszteld le jóval alacsonyabb végrehajtási sebességgel és ha úgy jobb lesz a helyzet akkor szinte biztos hogy a szervók okozzák.
Illetve ha a szervóknál lehet nézni, mérni a követési hibát, akkor azt is ellenőrizd.
Cím: Re:UCCNC vezérlő program
Írta: 7ygee2vaw Dátum 2017 november 04, 20:19
Írta: 7ygee2vaw Dátum 2017 november 04, 20:19
Mindenkinek köszönöm a hozzászólást!
Hasznos volt a számomra, megerősített egy gyanúmat a szervóval kapcsolatban, így azok hangolását újra szemügyre veszem! SVEJK ajánlatát is ellenőriztem, derékszög rendben volt.
Hasznos volt a számomra, megerősített egy gyanúmat a szervóval kapcsolatban, így azok hangolását újra szemügyre veszem! SVEJK ajánlatát is ellenőriztem, derékszög rendben volt.
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2017 november 04, 21:36
Írta: 2dbfy8y Dátum 2017 november 04, 21:36
Nekem olyan kérdésem lenne. Uccnc-nél melyik verzió amelyik lasernél teljesen tökéletes?
Most nem vagyok a gépem közelében, nem tudom pontosan melyik verzió van fenn. De úgy járok minden égetés előtt g-kódnál az m3 benne van progi elején, de viszont csak a második m10 utáni részt kezdi el égetni, ha nyomtam egy program elejére ugrást, akkor egyből jó volt, de ha a progi elején a zárójeles szövegről indul, az m3 elől, akkor nem kapcsol, mi lehet a gond? Valaki taálkozott ilyennl?
Most nem vagyok a gépem közelében, nem tudom pontosan melyik verzió van fenn. De úgy járok minden égetés előtt g-kódnál az m3 benne van progi elején, de viszont csak a második m10 utáni részt kezdi el égetni, ha nyomtam egy program elejére ugrást, akkor egyből jó volt, de ha a progi elején a zárójeles szövegről indul, az m3 elől, akkor nem kapcsol, mi lehet a gond? Valaki taálkozott ilyennl?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 november 04, 22:04
Írta: dezsoe Dátum 2017 november 04, 22:04
A teszt verziók közül az 1.2046 a legfrissebb. (Lásd #4492 hsz.) Ebben pont egy lézeres probléma javítása is volt, úgyhogy nézd meg. Te hányas verziót használsz? Ha nem titok, akkor küldd el a kódot, hátha abban van valami, amit nem szeret. Én most megnéztem 1.2046-tól visszafelé 1.2040-ig de nem láttam a jelenséget. Ez semmit nem jelent, ha nem ugyanazzal a kóddal teszteljük. :)
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2017 november 04, 23:06
Írta: 2dbfy8y Dátum 2017 november 04, 23:06
Küldtem a kódot privátban, mailben.
Cím: Re:UCCNC vezérlő program
Írta: kmajer Dátum 2017 november 04, 23:11
Írta: kmajer Dátum 2017 november 04, 23:11
Szervok hangolasat addig modositsd amig minden tengelynel adott gyorsulasi es sebesseg ertekekkel a hiba/lemaradas/ ugyan annyi hosszmertekre atvaltva.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 november 05, 00:30
Írta: dezsoe Dátum 2017 november 05, 00:30
Szia!
Megkaptam, kipróbáltam. Tényleg nem jó. Program indítás után elsőre mindig stabilan elrontja. 1.2044-1.2046-os verziókkal néztem, ez elégnek tűnt. Ha nem rögtön Start-tal indítod, hanem soronként mész, amíg az M3 utáni M11 is lefut, majd itt nyomsz Start-ot, akkor elsőre is jó.
Egy elég rendesen lerövidített, de a tesztnek megfelelő kódot belinkelek ide (http://cnctar.hobbycnc.hu/dezsoe/temp/Pablo.tap), ha Balázs is olvassa, legyen mivel kipróbálnia.
Megkaptam, kipróbáltam. Tényleg nem jó. Program indítás után elsőre mindig stabilan elrontja. 1.2044-1.2046-os verziókkal néztem, ez elégnek tűnt. Ha nem rögtön Start-tal indítod, hanem soronként mész, amíg az M3 utáni M11 is lefut, majd itt nyomsz Start-ot, akkor elsőre is jó.
Egy elég rendesen lerövidített, de a tesztnek megfelelő kódot belinkelek ide (http://cnctar.hobbycnc.hu/dezsoe/temp/Pablo.tap), ha Balázs is olvassa, legyen mivel kipróbálnia.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 november 05, 08:54
Írta: ium8w94xp Dátum 2017 november 05, 08:54
Mondjuk én nem értem minek van ott m11, hisz nem volt még lézer bekapcsolás.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 november 05, 09:38
Írta: dezsoe Dátum 2017 november 05, 09:38
Nem szép, de elfér az ott. Gondolom, a kódgenerátor teszi oda minden blokk elejére és nem kizárt, hogy meg is van az oka. Ha kiveszed a kódból akkor is rosszul működik, úgyhogy ez most teljesen lényegtelen.
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2017 november 05, 22:52
Írta: 2dbfy8y Dátum 2017 november 05, 22:52
Ha bent van az szerintem se gond, biztonságnak jó, nehogy bekacsolva legyen indulásnál.
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2017 november 05, 22:54
Írta: 2dbfy8y Dátum 2017 november 05, 22:54
Ha jól rémlik nekem is a 1.2046-os verzió van fenn.
Előtte régebbi verzióval nem volt ilyen gondom.
Előtte régebbi verzióval nem volt ilyen gondom.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 november 05, 23:12
Írta: 000000000 Dátum 2017 november 05, 23:12
Be lett állítva a szervó vezérlő vagy csak összeraktad aztán mehet a menet ?
Kaptál hozzá egy USB/TTL szintű RS232 átalakítót és egy beállító szoftvert.
A P,I,D, tagokat hozzá kell kalibrálni a gép tulajdonságaihoz.
Es nem egy faszög egyszerűségű léptetőmotoros hajtás amit összerak az ember aztán olyan eredményt hoz amit hoz.
Viszont ha már a USB/TTL dolognál elakadtál akkor 100%, hogy nincs beállítva semmi.
Akkor ez az eredmény nem is olyan rossz ! [#nevetes1]
Kaptál hozzá egy USB/TTL szintű RS232 átalakítót és egy beállító szoftvert.
A P,I,D, tagokat hozzá kell kalibrálni a gép tulajdonságaihoz.
Es nem egy faszög egyszerűségű léptetőmotoros hajtás amit összerak az ember aztán olyan eredményt hoz amit hoz.
Viszont ha már a USB/TTL dolognál elakadtál akkor 100%, hogy nincs beállítva semmi.
Akkor ez az eredmény nem is olyan rossz ! [#nevetes1]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 november 06, 00:05
Írta: dezsoe Dátum 2017 november 06, 00:05
Most hirtelen 2038-ig tudtam visszamenni, és mindegyiken jelentkezik a hiba. (A korábbiak a már ismert Windows hiba miatt nem futnak ezen a gépen.) Valószínűleg a postproc-on változtathattál valamit, ha eddig nem volt ilyen probléma. Mindegy, a hiba az hiba nem kéne így (nem) működnie.
Cím: Re:UCCNC vezérlő program
Írta: 7ygee2vaw Dátum 2017 november 06, 16:15
Írta: 7ygee2vaw Dátum 2017 november 06, 16:15
Igen van átalakítóm, neki is feküdtem a beállításoknak.
Kicsit el volt hanyagolva ez a rész nálam, láthatóan nagy volt a követési hiba! Most viszont mint a beton olyan a motortartása, és ez látszik a hibaszinten is. Eredetileg egy 30mm-es körben volt 1,2mm ovalitás, nagyon sok! Most a hangoló programban látható hiba mértéke, mérőórával olyan 0,1mm maxon. Ennél jobbra nem sikerült behangolni. Ez ugyanazon a 30mm-es körön 0,5mm ovalitás jött ki. A többi okát még keresem! Sikerült elfeleznem a hibát. Ez már nem ez a toppik, bár soha nem is volt az, ezért nem szeretném szét offolni az UCCNC topikot, csak eleinte azt gondoltam, hogy beállítás a mozgásvezérlő programban.
Kicsit el volt hanyagolva ez a rész nálam, láthatóan nagy volt a követési hiba! Most viszont mint a beton olyan a motortartása, és ez látszik a hibaszinten is. Eredetileg egy 30mm-es körben volt 1,2mm ovalitás, nagyon sok! Most a hangoló programban látható hiba mértéke, mérőórával olyan 0,1mm maxon. Ennél jobbra nem sikerült behangolni. Ez ugyanazon a 30mm-es körön 0,5mm ovalitás jött ki. A többi okát még keresem! Sikerült elfeleznem a hibát. Ez már nem ez a toppik, bár soha nem is volt az, ezért nem szeretném szét offolni az UCCNC topikot, csak eleinte azt gondoltam, hogy beállítás a mozgásvezérlő programban.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 november 06, 16:55
Írta: zt2c4wh9 Dátum 2017 november 06, 16:55
Hamarosan megvizsgáljuk a jelzett problémát.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 november 06, 17:05
Írta: 000000000 Dátum 2017 november 06, 17:05
Mikor vásároltad azokat a vezérlőket ?
Mert ha emlékezetem nem csal volt egy nagyon régi széria ami csinált ilyen anomáliát.
Azt firmware cserével lehetett csak orvosolni.
De biztosat csak Sneci mester tudna mondani.
Mert ha emlékezetem nem csal volt egy nagyon régi széria ami csinált ilyen anomáliát.
Azt firmware cserével lehetett csak orvosolni.
De biztosat csak Sneci mester tudna mondani.
Cím: Re:UCCNC vezérlő program
Írta: 7ygee2vaw Dátum 2017 november 06, 17:12
Írta: 7ygee2vaw Dátum 2017 november 06, 17:12
Ez 2012-ből van. Ez jó hír, mert akkor felrakom a legújabbat és letesztelem!
Köszönöm az infót!!!
Köszönöm az infót!!!
Cím: Re:UCCNC vezérlő program
Írta: j3cx5jtk6 Dátum 2017 november 07, 21:37
Írta: j3cx5jtk6 Dátum 2017 november 07, 21:37
Erre céloztam én is Dezsoe:DD
én konkrétan 2 honapig szivattam magam mindenféle beállításokkal mérettartásokkal stb...
ugyan ezt 1nap alatt fullra összeraktan uccnc&300ETH el!
Szoval ha valaki olvassa ezt, csak azt tudom javasolni ne is nézelődjön másfele.
Kapcsolok miatt csak azért irtam mert azt hittem siman bemenetekre kell kotni és kész, de látom valami makrot irtatok rá?!
én konkrétan 2 honapig szivattam magam mindenféle beállításokkal mérettartásokkal stb...
ugyan ezt 1nap alatt fullra összeraktan uccnc&300ETH el!
Szoval ha valaki olvassa ezt, csak azt tudom javasolni ne is nézelődjön másfele.
Kapcsolok miatt csak azért irtam mert azt hittem siman bemenetekre kell kotni és kész, de látom valami makrot irtatok rá?!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 november 07, 22:07
Írta: dezsoe Dátum 2017 november 07, 22:07
Tulajdonképpen elég is lehetne, ha a kapcsolókat a bemenetekre kötöd, de csak az első váltáskor történne tényleges beállítás. Ugyanis csak azt tudod megadni a programban, hogy egy adott bemenet 0->1 vagy 1->0 átmenetekor mi történjen. Ha valami van a bemeneteken és elindítod a programot, akkor - mivel nem történt állapotváltozás - nem fog egyik esemény sem bekövetkezni. Ezért kellenek makrók, amik az adott bemenetek által előírt beállításokat összehasonlítják a program aktuális beállításaival, és ha eltérnek, akkor a bemenetek szerint utasítják a programot.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 november 08, 23:27
Írta: zt2c4wh9 Dátum 2017 november 08, 23:27
Gondoltam hátha valakit érdekel: Elkészült egy új gépünk.
A gép 8x4 méteres mozgásterű és szigetelő paplan anyagokat tud fúrni és vágni.
Van rajta egy főorsó a fúráshoz és egy vágótárcsa a vágáshoz.
A hajtás UC400ETH + UCCNC néhány egyedi makróval a hosszirányú vágások elvégzéséhez.
A vágótárcsa be tud fordulni 90°-ban és így az X vagy az Y tengely mentén is tud vágni.
A mellékhajtások zárt hurkú léptetők, a főorsó és a tárcsa meghajtó motorok pedig szervók.
Képek itt megtekinthetők: Nagy gép képek (http://www.forum.cncdrive.com/viewtopic.php?f=5&t=859&p=6270#p6270)
A gép 8x4 méteres mozgásterű és szigetelő paplan anyagokat tud fúrni és vágni.
Van rajta egy főorsó a fúráshoz és egy vágótárcsa a vágáshoz.
A hajtás UC400ETH + UCCNC néhány egyedi makróval a hosszirányú vágások elvégzéséhez.
A vágótárcsa be tud fordulni 90°-ban és így az X vagy az Y tengely mentén is tud vágni.
A mellékhajtások zárt hurkú léptetők, a főorsó és a tárcsa meghajtó motorok pedig szervók.
Képek itt megtekinthetők: Nagy gép képek (http://www.forum.cncdrive.com/viewtopic.php?f=5&t=859&p=6270#p6270)
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 november 08, 23:28
Írta: zt2c4wh9 Dátum 2017 november 08, 23:28
A link mégegyszer mert véletlen a lap alját linkeltem be: Nagy gép képek (http://www.forum.cncdrive.com/viewtopic.php?f=5&t=859&p=6270)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 november 09, 07:53
Írta: ium8w94xp Dátum 2017 november 09, 07:53
Nagyon jó. Szerencse, hogy nem csavart gyártanak vele. Arra rosszabb leülni elektromos szekrényt piszkálni ;)
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2017 november 09, 08:34
Írta: frob Dátum 2017 november 09, 08:34
szuper
volt hasonló gondolatom cnc ügyileg, ez tulajdonképen funkcionalitásában azt tudja
gratulálok szép munka!
volt hasonló gondolatom cnc ügyileg, ez tulajdonképen funkcionalitásában azt tudja
gratulálok szép munka!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 november 13, 12:18
Írta: dezsoe Dátum 2017 november 13, 12:18
Sziasztok!
Megjelent az UCCNC 1.2047-es tesztverziója.
Innen tölthető le. (http://www.cncdrive.com/UCCNC/setup_1.2047.exe)
Javítások és változások:
- Az M3 nem mindig engedélyezte időben a lézer kimenetet (M10), javítva
- A Setoutpin makró függvény demó módban más kimeneteket is megvillogtatott. Ez nem okozott problémát valós környezetben, mert csak a demó módot érintette, javítva
Megjelent az UCCNC 1.2047-es tesztverziója.
Innen tölthető le. (http://www.cncdrive.com/UCCNC/setup_1.2047.exe)
Javítások és változások:
- Az M3 nem mindig engedélyezte időben a lézer kimenetet (M10), javítva
- A Setoutpin makró függvény demó módban más kimeneteket is megvillogtatott. Ez nem okozott problémát valós környezetben, mert csak a demó módot érintette, javítva
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 november 13, 13:34
Írta: ium8w94xp Dátum 2017 november 13, 13:34
Köszönjük...a végén nem lesz már magasabb verzió szám ;)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 november 13, 15:19
Írta: dezsoe Dátum 2017 november 13, 15:19
Szia, Pabló!
Kipróbáltam az új verziót a kóddal, amit küldtél, nálam jó. Majd nézd meg.
Kipróbáltam az új verziót a kóddal, amit küldtél, nálam jó. Majd nézd meg.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2017 november 13, 19:43
Írta: frob Dátum 2017 november 13, 19:43
Sziasztok
Elért engem is az őrület, na jó csak részben mert még másnak csinálom, de szeretnék majd magamnak is, szóval...
uccnc-t állítanám be ehhez a kártyához (https://ae01.alicdn.com/kf/UT8tcKAXXXbXXagOFbXX/109250727/UT8tcKAXXXbXXagOFbXX.jpg)
némi szenvedés árán a végállás kapcsolól már ennek.
ETH400 van az uccnc hez kötve, a dir jelek kimennek mind három tengelyen viszont a step jelek nem mennek ki valamiért
a diagnostics fülön az O14 miután megadtam neki hogy ez a caharge1 p. pin (14 es) folyamatosan vibrál...
mit tolok el, mert tuti hogy én vagyok a hunyó
előre is köszi!
Elért engem is az őrület, na jó csak részben mert még másnak csinálom, de szeretnék majd magamnak is, szóval...
uccnc-t állítanám be ehhez a kártyához (https://ae01.alicdn.com/kf/UT8tcKAXXXbXXagOFbXX/109250727/UT8tcKAXXXbXXagOFbXX.jpg)
némi szenvedés árán a végállás kapcsolól már ennek.
ETH400 van az uccnc hez kötve, a dir jelek kimennek mind három tengelyen viszont a step jelek nem mennek ki valamiért
a diagnostics fülön az O14 miután megadtam neki hogy ez a caharge1 p. pin (14 es) folyamatosan vibrál...
mit tolok el, mert tuti hogy én vagyok a hunyó
előre is köszi!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 november 13, 19:52
Írta: dezsoe Dátum 2017 november 13, 19:52
Szia!
A CP kimeneten teljesen normális, hogy villog, hiszen a CP jel nem állandó.
Az mit takar, hogy nem megy ki a jel? Nem mozog a tengely, vagy műszerrel (netán szkóppal) megnézed, és nem történik semmi?
A kártyáról viszont jó lenne valami jobb link, mert nem látok semmit a képen. Esetleg valami gyártói doksi, vagy valami. :)
A CP kimeneten teljesen normális, hogy villog, hiszen a CP jel nem állandó.
Az mit takar, hogy nem megy ki a jel? Nem mozog a tengely, vagy műszerrel (netán szkóppal) megnézed, és nem történik semmi?
A kártyáról viszont jó lenne valami jobb link, mert nem látok semmit a képen. Esetleg valami gyártói doksi, vagy valami. :)
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2017 november 13, 19:57
Írta: frob Dátum 2017 november 13, 19:57
ha normális hogy villog akkor megnyugodtam :)
vannak ledek a vezérlőn itt látszana ha valamit bütyköl a cucc, szkópot még nem akasztottam rá, de fogok ha szükséges
kártyáról gyártói doksi, :D na felejtsd el , annyi van amit képkén látsz lentebb, kapcsrajzot még nem találtam hozzá, de elvileg egy másik progival ment, csak az nem épp barátságos... ezért is lett megvéve az uccnc...
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_hh9kqbpcet9xpi9za3a4_902.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/hh9kqbpcet9xpi9za3a4_902.jpg)
vannak ledek a vezérlőn itt látszana ha valamit bütyköl a cucc, szkópot még nem akasztottam rá, de fogok ha szükséges
kártyáról gyártói doksi, :D na felejtsd el , annyi van amit képkén látsz lentebb, kapcsrajzot még nem találtam hozzá, de elvileg egy másik progival ment, csak az nem épp barátságos... ezért is lett megvéve az uccnc...
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_hh9kqbpcet9xpi9za3a4_902.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/hh9kqbpcet9xpi9za3a4_902.jpg)
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2017 november 13, 20:01
Írta: frob Dátum 2017 november 13, 20:01
közben próbálok egy új profilt létrehozni, gondoltam ennyi már csak megy :)
New profile name: szépen beírom hogy gépállat, majd nyomok egy create new profile, majd közli hogy üres a text mező és valóban, miután mondom hogy ok, a szöveg amit beírtam eltűnik...
New profile name: szépen beírom hogy gépállat, majd nyomok egy create new profile, majd közli hogy üres a text mező és valóban, miután mondom hogy ok, a szöveg amit beírtam eltűnik...
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 november 13, 20:06
Írta: dezsoe Dátum 2017 november 13, 20:06
Minden mezőre érvényes, hogy ha beleírsz, nyomj entert. (Beállításokban kikapcsolható.)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 november 13, 20:07
Írta: dezsoe Dátum 2017 november 13, 20:07
A LED-eken tényleg kéne, hogy látszódjon, ha van forgalom. Kb. fél óra múlva utánaolvasok egy kicsit ennek a kártyának, hátha látok valami érdekeset.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2017 november 13, 20:10
Írta: frob Dátum 2017 november 13, 20:10
Köszi
közben rányomtam a szkópot, meg sem rezdül, stabilan kint van az 5V
közben rányomtam a szkópot, meg sem rezdül, stabilan kint van az 5V
Cím: Re:UCCNC vezérlő program
Írta: guliver83 Dátum 2017 november 13, 20:18
Írta: guliver83 Dátum 2017 november 13, 20:18
Szép munka!
Esetleg meg tudnád mondani, hogy milyen motorvezérlőket használtatok. Zárt hurkú léptettmotor vezérlés érdekelne.
Esetleg meg tudnád mondani, hogy milyen motorvezérlőket használtatok. Zárt hurkú léptettmotor vezérlés érdekelne.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 november 13, 20:21
Írta: dezsoe Dátum 2017 november 13, 20:21
Akkor is, ha lehúzod róla a kártyát? Esetleg a profil file-t küldd el, megnézem.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2017 november 13, 20:25
Írta: frob Dátum 2017 november 13, 20:25
igen lehúzott kártyával néztem, mindjárt elküldöm..
köszi hogy foglalkozol vele!
köszi hogy foglalkozol vele!
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2017 november 13, 20:39
Írta: frob Dátum 2017 november 13, 20:39
előre is bocs, asszem lesz pár olyan kérdésem amit már lehet, hogy tárgyaltatok..
szóval mi az step per unit? már mint 1mm 10mm, azt látom hogy ezt az egységet fogja megtenni annyi lépés alatt amit beírok, csak azt nem tudom mekkora az egység...
szóval mi az step per unit? már mint 1mm 10mm, azt látom hogy ezt az egységet fogja megtenni annyi lépés alatt amit beírok, csak azt nem tudom mekkora az egység...
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 november 13, 20:57
Írta: zt2c4wh9 Dátum 2017 november 13, 20:57
Az hosszegységet a steps per érték határozza meg.
Ha például 1mm távolságra 100 step jut és 100 értéket állítasz be steps per értéknek, akkor az egységed a mm.
Ha ugyanezt a rendszert inchre akarod beállítani, akkor ugyebár 2540 steps per jut egy inch-re, ha ezt az értéket állítod be akkor az egységed az inch, mivel a szoftver 1 egységre (1 inchre) 2540 step impulzust fog generálni.
Azonos logikával bármilyen hosszegység beállítható, legyen az láb, méter, centiméter vagy akármi más.
Ha például 1mm távolságra 100 step jut és 100 értéket állítasz be steps per értéknek, akkor az egységed a mm.
Ha ugyanezt a rendszert inchre akarod beállítani, akkor ugyebár 2540 steps per jut egy inch-re, ha ezt az értéket állítod be akkor az egységed az inch, mivel a szoftver 1 egységre (1 inchre) 2540 step impulzust fog generálni.
Azonos logikával bármilyen hosszegység beállítható, legyen az láb, méter, centiméter vagy akármi más.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 november 13, 20:59
Írta: zt2c4wh9 Dátum 2017 november 13, 20:59
Milyen mozgásvezérlő? UC300ETH-5LPT? Ha igen, akkor esetleg az lehet egy probléma, ha az 1. portra próbálod kötni a vezérlőt, mert ott a 2-8. pinek bemenetek, nem kimenetek.
Ha ez a gond, akkor kösd át a kártyát a 2. vagy 3. portra, azok normál LPT kiosztású portok és állítsd át a portszámokat a beállításoknak aszerint.
Ha ez a gond, akkor kösd át a kártyát a 2. vagy 3. portra, azok normál LPT kiosztású portok és állítsd át a portszámokat a beállításoknak aszerint.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 november 13, 21:02
Írta: zt2c4wh9 Dátum 2017 november 13, 21:02
Most olvastam visszább, látom, hogy UC400ETH, akkor az előbb leírt nem lehet gond. Esetleg rossz portra kötötted, mármint hogy nem cserélted fel esetleg az 1.-est a 2.-es porttal?
A charge pump LED ha aktív, akkor villog, mert az egy 50%-os kitöltésű PWM.
A step jeleket nem nagyon fogod látni a diagnosztika LED-eken, mert szűk impulzusok, kicsi a kitöltési tényező.
Szkópon viszont látszania kell. Ellenőrizd, hogy azt a port pin-t méred-e ahová kimegy a jel. Ha a dir jel kimegy és mérhető, akkor a step jel is ki kell menjen.
A charge pump LED ha aktív, akkor villog, mert az egy 50%-os kitöltésű PWM.
A step jeleket nem nagyon fogod látni a diagnosztika LED-eken, mert szűk impulzusok, kicsi a kitöltési tényező.
Szkópon viszont látszania kell. Ellenőrizd, hogy azt a port pin-t méred-e ahová kimegy a jel. Ha a dir jel kimegy és mérhető, akkor a step jel is ki kell menjen.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2017 november 13, 21:03
Írta: frob Dátum 2017 november 13, 21:03
UC400ETH a vezérlő
az unit os felvilágosítást meg köszi!
az unit os felvilágosítást meg köszi!
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2017 november 13, 21:05
Írta: frob Dátum 2017 november 13, 21:05
nem cseréltem fel a portot, mert a bemenetek és a dir jelek mind megvannak szépen, oda vissza
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2017 november 13, 21:11
Írta: frob Dátum 2017 november 13, 21:11
:) na a program ok, kiadja a steppet, én voltam a figyelmetlen, másik lábon néztem...
a Toshiba meghajtók milyen frekit bírnak, lehet estleg túl sok amit a 100kHz es ciklusidő kiad neki, vag yis pontosabban kicsi az impulzus idő ilyen frekin?
a Toshiba meghajtók milyen frekit bírnak, lehet estleg túl sok amit a 100kHz es ciklusidő kiad neki, vag yis pontosabban kicsi az impulzus idő ilyen frekin?
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2017 november 13, 21:14
Írta: frob Dátum 2017 november 13, 21:14
hja 50kHz es kernel frekivel már megy
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 november 13, 21:23
Írta: dezsoe Dátum 2017 november 13, 21:23
Na, mire visszaértem, meg is oldottátok. :) Vagy a Toshiba ennyire gyenge, vagy az előtte levő optó. Az utóbbira tippelek. (Feltéve, hogy jól láttam a panelen, hogy van.)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 november 13, 21:26
Írta: dezsoe Dátum 2017 november 13, 21:26
Aha, találtam rendes fotót: 4N26 van benne. Na, az nem alkalmas erre a célra. Ki kell hajítani és valami rendeset beletenni.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2017 november 13, 21:30
Írta: frob Dátum 2017 november 13, 21:30
igen van előtte
most hogy mondod :)
most hogy mondod :)
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2017 november 13, 21:32
Írta: frob Dátum 2017 november 13, 21:32
egyenlőre marad, mert így 50kHz es sebességgel megy, ez egy pici gép, tökéletes lesz így!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 november 13, 21:35
Írta: dezsoe Dátum 2017 november 13, 21:35
Hát, te tudod. :) Az első leválasztómat én is 4N25-tel építettem. Élt 1 napot. (Illetve, most is élhetne, de egy fiókban hibernálódik.) A fából épült féllépéses gépemhez is lassú volt, ezért csináltam újat, normális optóval.
Cím: Re:UCCNC vezérlő program
Írta: s7manbs8 Dátum 2017 november 13, 21:55
Írta: s7manbs8 Dátum 2017 november 13, 21:55
100kHz annak az optónak olyan, mint 200-al repeszteni egy Trabanttal. :)
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2017 november 13, 22:01
Írta: frob Dátum 2017 november 13, 22:01
azt észrevettem :)
egyenlőre nincs itthon cseredarab, ha majd lesz és a gazdája igényli a gyorsaságot akkor cserebere..
de egyenlőre a tengelybeállításoknál veszek el, a Z tengelynél próbálnám elérni hogy felfele pozitív irányban menjen haza, álljon 0-ra majd lefele legyen mínusz, legalább is másik gépemen így van..
egyenlőre nincs itthon cseredarab, ha majd lesz és a gazdája igényli a gyorsaságot akkor cserebere..
de egyenlőre a tengelybeállításoknál veszek el, a Z tengelynél próbálnám elérni hogy felfele pozitív irányban menjen haza, álljon 0-ra majd lefele legyen mínusz, legalább is másik gépemen így van..
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2017 november 13, 22:11
Írta: frob Dátum 2017 november 13, 22:11
helyettesítő típust tudsz ajánlani esetleg?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 november 13, 22:11
Írta: dezsoe Dátum 2017 november 13, 22:11
És mi nem sikerül? A home pin-nél a direction positive-vel tudod a másik irányba küldeni home-hoz.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 november 13, 22:12
Írta: dezsoe Dátum 2017 november 13, 22:12
Fejből nem. Illene lábhelyeset keresni, majd szétnézek.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2017 november 13, 22:24
Írta: frob Dátum 2017 november 13, 22:24
hát pl az nem sikerül, hogy jó irányba megy a gépi nullát be is állítja viszont utána beállít -50 es értéket, de nem találom hol a fenébe kellene azt is 0 ra állítani, mert utána jó irányba megy, negatív irány van lefele...
következő nyűgöm a szerszámbemérés lesz, de azt már csak holnap...
következő nyűgöm a szerszámbemérés lesz, de azt már csak holnap...
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 november 13, 22:29
Írta: zt2c4wh9 Dátum 2017 november 13, 22:29
Először állítsd be a helyes pozitív mozgási irányokat a DIR active low checkbox-al. Ha ez megvan, akkor állítsd be, hogy a tengelyek melyik irányba home-oljanak, a Home pin mellett a Direction pozitív checkbox-al.
Végül állítsd be a home koordinátákat a "Write offset on homing" mezőkkel.
Végül állítsd be a home koordinátákat a "Write offset on homing" mezőkkel.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 november 13, 22:55
Írta: zt2c4wh9 Dátum 2017 november 13, 22:55
CNY74 az valamivel gyorsabb, ha jó erősen fel van húzva.
Ha meg igazán gyors optó kell, akkor HCPL2531 (1Mbit/s) vagy HCPL2631 (10Mbit/sec). De ezekkel a nagyon gyors optókkal az a gond, hogy kell nekik aktív 5V táp a vevő oldalon, viszonylag nagy árammal, ami a meglévő kapcsolásodban nem biztos, hogy rendelkezésre áll.
Ha meg igazán gyors optó kell, akkor HCPL2531 (1Mbit/s) vagy HCPL2631 (10Mbit/sec). De ezekkel a nagyon gyors optókkal az a gond, hogy kell nekik aktív 5V táp a vevő oldalon, viszonylag nagy árammal, ami a meglévő kapcsolásodban nem biztos, hogy rendelkezésre áll.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 november 13, 23:00
Írta: dezsoe Dátum 2017 november 13, 23:00
Nálam is HCPL2531-ek vannak, csak valami olyat kéne találni, ami a 4N26 helyére beköthető. Gyanús, hogy nem lesz túl egyszerű... :)
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2017 november 14, 07:28
Írta: frob Dátum 2017 november 14, 07:28
Elég kevés típus van, legalább is tme, farnell, szörnyű adatlapokkal..
szóval ne törjétek magatokat, ez ide tökéletes lesz
a beállítás meg sikerült végre jó irányban megy a szekér :)
jön a bemérés, nem tudom hogy működik ennél, grbl-t használtam eddig, ott egy sor g kóddal bemérem majd elküldöm adott pozícióra ami általában a safe z pozíció a munkadarab programjában.
van ilyenre lehetőség? minden bizonnyal igen, csak a hogy a kérdés...
szóval ne törjétek magatokat, ez ide tökéletes lesz
a beállítás meg sikerült végre jó irányban megy a szekér :)
jön a bemérés, nem tudom hogy működik ennél, grbl-t használtam eddig, ott egy sor g kóddal bemérem majd elküldöm adott pozícióra ami általában a safe z pozíció a munkadarab programjában.
van ilyenre lehetőség? minden bizonnyal igen, csak a hogy a kérdés...
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2017 november 14, 08:49
Írta: frob Dátum 2017 november 14, 08:49
Pazar, bemérés is megy :) öröm és boldogság
de ezért még van kérdés...
Safe z, ennyit kocog a bemérés után a Z, ügye?
milyen postprocit érdemes használni pl aspire alól?
Mach3 atc arcs
mach3 arcs
mach3 wrapx2A atc
mivel hogy uccnc még nincs benne, vagy van esetleg direkt aspire hez megírt, mert akkor azt kérném szépen :)
R.
de ezért még van kérdés...
Safe z, ennyit kocog a bemérés után a Z, ügye?
milyen postprocit érdemes használni pl aspire alól?
Mach3 atc arcs
mach3 arcs
mach3 wrapx2A atc
mivel hogy uccnc még nincs benne, vagy van esetleg direkt aspire hez megírt, mert akkor azt kérném szépen :)
R.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 november 14, 10:10
Írta: dezsoe Dátum 2017 november 14, 10:10
Szia!
A SafeZ-t alapból csak a RunFromHere használja. Ha az M31 makrót megbütykölöd, hogy azzal tudj bemérni, ott fel tudod használni az értékét, ha kell. (Az M31 a képernyőn levő bemérés gombra fut.) Az M204 makróban (Goto Zero gomb) találsz rá példát, hogy hogyan tudod kiolvasni.
Postproci ügyében Kelepeisz Lajost keresd, ha jól emlékszem, bár ez nem biztos, talán Pabló segített neki. Egyszer találtam egy oldalt, ahol vannak prostprocik, azt elküldtem Lajosnak. Ha nem boldogulsz, akkor szólj, nekiállok újra megkeresni.
A SafeZ-t alapból csak a RunFromHere használja. Ha az M31 makrót megbütykölöd, hogy azzal tudj bemérni, ott fel tudod használni az értékét, ha kell. (Az M31 a képernyőn levő bemérés gombra fut.) Az M204 makróban (Goto Zero gomb) találsz rá példát, hogy hogyan tudod kiolvasni.
Postproci ügyében Kelepeisz Lajost keresd, ha jól emlékszem, bár ez nem biztos, talán Pabló segített neki. Egyszer találtam egy oldalt, ahol vannak prostprocik, azt elküldtem Lajosnak. Ha nem boldogulsz, akkor szólj, nekiállok újra megkeresni.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2017 november 14, 10:42
Írta: frob Dátum 2017 november 14, 10:42
Safe Z -t majd este megint megnézem, még ez a makró kérdés is csodaszámba megy, azt sem tudom hol kezdjem...
pl hova kell írni, meg .... na szóval béka segge alatt pár lépéssel a témában...
postproci, mach3 arc-ot választva lefutott a dolog, remélem jó lesz...
pl hova kell írni, meg .... na szóval béka segge alatt pár lépéssel a témában...
postproci, mach3 arc-ot választva lefutott a dolog, remélem jó lesz...
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 november 14, 16:39
Írta: zt2c4wh9 Dátum 2017 november 14, 16:39
A makrókat az UCCNC/Profiles/Macro_profilneve mappában találod, ahol a profilneve értelemszerűen a profilodnak a neve amit futtatsz éppen. Minden profilnak saját mappája van saját makrókkal.
A makró sima text file és C# programozási nyelven lehet programozni például Windows jegyzettömbbel (notepad.exe)
Az UCCNC minden makró futtatáskor ellenőrzi, hogy változott-e a makró szövege és ha igen, akkor újra lefordítja és csak utána futtatja. Szóval nem kell az UCCNC-t újraindítanod, hanem menet közben lehet a makrókat átírni és fejleszteni.
Az UCCNC/Documentation mappában találsz néhány pdf dokumentumot a makrózásról.
Magáról a C# nyelvről pedig sok infó van a neten. A nyelv ugyanaz mint a Visual Studio C# nyelve, mivel az UCCNC a .NET CodeDOM fordítóját használja a makrók fordítására.
A makró sima text file és C# programozási nyelven lehet programozni például Windows jegyzettömbbel (notepad.exe)
Az UCCNC minden makró futtatáskor ellenőrzi, hogy változott-e a makró szövege és ha igen, akkor újra lefordítja és csak utána futtatja. Szóval nem kell az UCCNC-t újraindítanod, hanem menet közben lehet a makrókat átírni és fejleszteni.
Az UCCNC/Documentation mappában találsz néhány pdf dokumentumot a makrózásról.
Magáról a C# nyelvről pedig sok infó van a neten. A nyelv ugyanaz mint a Visual Studio C# nyelve, mivel az UCCNC a .NET CodeDOM fordítóját használja a makrók fordítására.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2017 november 14, 17:08
Írta: frob Dátum 2017 november 14, 17:08
Köszönöm
a C# meg már töröm :) az talán nem lesz gond
a C# meg már töröm :) az talán nem lesz gond
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2017 november 14, 22:31
Írta: 2dbfy8y Dátum 2017 november 14, 22:31
Próbáltam letölteni az új verziót a linkről, de nem sikerült
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 november 14, 22:48
Írta: dezsoe Dátum 2017 november 14, 22:48
Mármint az UCCNC 2047-est? Most néztem, megy az. Lehet, hogy pillanatnyi elmezavar volt, próbáld újra.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2017 november 15, 06:55
Írta: frob Dátum 2017 november 15, 06:55
lenne egy projekt amiben hpgl-t kellene használni, hogy lehetne összehozni ezt uccnc-vel?
még nem nézem a plugin os dolgot, de ilyet lehet elkövetni benne?
már mint hogy fájlkezelést megírni?
de ha nem ágyúval verébre akkor valami egyszerű cnc progit tudtok e ajánlani ami tud ilyet, a projekt habvágás, szóval semmi extra, de persze az uccnc lehetőségeit azért ki tudnám használni, ha azzal megoldható..
még nem nézem a plugin os dolgot, de ilyet lehet elkövetni benne?
már mint hogy fájlkezelést megírni?
de ha nem ágyúval verébre akkor valami egyszerű cnc progit tudtok e ajánlani ami tud ilyet, a projekt habvágás, szóval semmi extra, de persze az uccnc lehetőségeit azért ki tudnám használni, ha azzal megoldható..
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 november 15, 07:36
Írta: dezsoe Dátum 2017 november 15, 07:36
Miután .Net alatt futnak a makrók, gyakorlatilag bármit meg tudsz csinálni, amit a .Net tud. Ha megírod a hpgl-g-kód átalakítást, akkor csak le kell tárolni valahova a generált kódot, majd be kell tölteni. Eddig az elmélet. A gyakorlatban én biztos, hogy nem kínlódnék vele, hanem keresnék már meglévő programot. :)
Cím: Re:UCCNC vezérlő program
Írta: sufnituning Dátum 2017 november 15, 10:50
Írta: sufnituning Dátum 2017 november 15, 10:50
Szia!
Melyik makróval tudom beállítani plazmavágásnál azt, hogy miután elérte a fej az anyagot és a kapcsoló kapcsol, megemelje egy kívánt magasságra a fejet??
Melyik makróval tudom beállítani plazmavágásnál azt, hogy miután elérte a fej az anyagot és a kapcsoló kapcsol, megemelje egy kívánt magasságra a fejet??
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 november 15, 11:30
Írta: dezsoe Dátum 2017 november 15, 11:30
Szia!
Plazmával nem vagyok képben. :( Várjuk meg Balázst, hogy mit mond.
Plazmával nem vagyok képben. :( Várjuk meg Balázst, hogy mit mond.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 november 15, 11:56
Írta: zt2c4wh9 Dátum 2017 november 15, 11:56
Az M31 makrót ami a szerszámbemérő makró, azt javaslom tanulmányozni, mert az csinál egy szerszámbemérést, ami végülis ugyanaz mint a plazmánál a lemez síkjának detektálása. Vagyis a makrónak végre kell hajtania egy G31 probe-olást, utána pedig egy relatív mozgást, ami a fejet visszaemeli átlövési magasságra.
Ezt meg lehet oldani több módon. Vagy G91-el végrehajtani a mozgást és akkor relatív lesz. Vagy pedig például kinullázni a Z koordinátát a makróval a G31 probe-olás után és akkor utána lehet a mozgás G90 abszolut módban is, nem is kell G91 relatív mozgás módba váltani a makrónak hiszen akkor az aktuális Z koordináta (lemez síkja) egy ismert szám, például 0 lesz.
A konkrét kódban Dezsoe tud neked segíteni. Az alapján szerintem tudni fogja amit fentebb leírtam.
Ezt meg lehet oldani több módon. Vagy G91-el végrehajtani a mozgást és akkor relatív lesz. Vagy pedig például kinullázni a Z koordinátát a makróval a G31 probe-olás után és akkor utána lehet a mozgás G90 abszolut módban is, nem is kell G91 relatív mozgás módba váltani a makrónak hiszen akkor az aktuális Z koordináta (lemez síkja) egy ismert szám, például 0 lesz.
A konkrét kódban Dezsoe tud neked segíteni. Az alapján szerintem tudni fogja amit fentebb leírtam.
Cím: Re:UCCNC vezérlő program
Írta: sufnituning Dátum 2017 november 15, 12:44
Írta: sufnituning Dátum 2017 november 15, 12:44
Ejnye-bejnye[#wave] azért köszönöm, várjuk meg Balázst!
Cím: Re:UCCNC vezérlő program
Írta: sufnituning Dátum 2017 november 15, 12:50
Írta: sufnituning Dátum 2017 november 15, 12:50
Szia!
Igen én is hasonlóra gondoltam, mert láttam egy videót, ahol valószínűleg ez a kettő fut össze.
https://www.youtube.com/watch?v=eu_GXb8vmCQ
A többi kódot amit írtál, még átnézem, most gondolkozom az UCCNC-re való átnyergelésre.
Elég egyszer beállítanom a makrót, vagy minden munkánál meg kell adnom a g-kódban??
Igen én is hasonlóra gondoltam, mert láttam egy videót, ahol valószínűleg ez a kettő fut össze.
https://www.youtube.com/watch?v=eu_GXb8vmCQ
A többi kódot amit írtál, még átnézem, most gondolkozom az UCCNC-re való átnyergelésre.
Elég egyszer beállítanom a makrót, vagy minden munkánál meg kell adnom a g-kódban??
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 november 15, 13:26
Írta: dezsoe Dátum 2017 november 15, 13:26
Szia!
Okos kis videó: kifejezetten jó ötlet, hogy nem a probe bemenetet használja, hanem a Z limitet. Ez azért jó, mert ha véletlenül belenyomná a fejet az asztalba, akkor megáll limit hibával, viszont kódból lehet home-olni a Z tengelyt és oda állítod a fejet, ahová szeretnéd utána.
Okos kis videó: kifejezetten jó ötlet, hogy nem a probe bemenetet használja, hanem a Z limitet. Ez azért jó, mert ha véletlenül belenyomná a fejet az asztalba, akkor megáll limit hibával, viszont kódból lehet home-olni a Z tengelyt és oda állítod a fejet, ahová szeretnéd utána.
Cím: Re:UCCNC vezérlő program
Írta: sufnituning Dátum 2017 november 15, 13:37
Írta: sufnituning Dátum 2017 november 15, 13:37
És ezt a Z tengely mozgást, home-olást hol állítom be?
Magában a gépbeállításokban, vagy G31 kóddal?
És minden munkánál a G-kódban, vagy elég egyszer a beállításokban?
Bocs a sok kezdő kérdésért![#ijedt]
Magában a gépbeállításokban, vagy G31 kóddal?
És minden munkánál a G-kódban, vagy elég egyszer a beállításokban?
Bocs a sok kezdő kérdésért![#ijedt]
Cím: Re:UCCNC vezérlő program
Írta: sufnituning Dátum 2017 november 15, 13:40
Írta: sufnituning Dátum 2017 november 15, 13:40
Jó gondolom minden munka home -ból kezdődik, de kell valamit csinálnom a G31-el?
A g kódot a Fastcam Nesting csinálja meg.
A g kódot a Fastcam Nesting csinálja meg.
Cím: Re:UCCNC vezérlő program
Írta: sufnituning Dátum 2017 november 15, 13:44
Írta: sufnituning Dátum 2017 november 15, 13:44
A Fastcam Nesting a Home-t a lemezvastagsághoz állítja be.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 november 15, 13:50
Írta: dezsoe Dátum 2017 november 15, 13:50
A G31 a szerszámbeméréshez van. Neked a G28.1 kell, ha a limit kapcsolós megoldást használod. Ahogy a videókat elnézem, minden ív azzal kezdődik, hogy megkeresi az anyagot. Javítsanak ki a plazmások, ha hülyeséget írok, nem akarlak félrevezetni, csak ezt látom. .)
A munka valóban home-mal kezdődik, de jelen esetben csak az X és Y home-ot kell felvenni, a Z-t lásd fentebb.
A munka valóban home-mal kezdődik, de jelen esetben csak az X és Y home-ot kell felvenni, a Z-t lásd fentebb.
Cím: Re:UCCNC vezérlő program
Írta: sufnituning Dátum 2017 november 15, 17:45
Írta: sufnituning Dátum 2017 november 15, 17:45
Nem! Nagyon jót írtál![#eljen]
Cím: Re:UCCNC vezérlő program
Írta: sufnituning Dátum 2017 november 15, 17:59
Írta: sufnituning Dátum 2017 november 15, 17:59
És köszönöm!
Cím: Re:UCCNC vezérlő program
Írta: sufnituning Dátum 2017 november 15, 19:17
Írta: sufnituning Dátum 2017 november 15, 19:17
Létezik M28.1 makro? akkor nem kell beírnom feladatonként a G28.1-et, hogy a Z-t feljebb tolja egy beállított értékkel mindig, ami ugye a nullpont lesz.
A X és Y home-ot is megadja szerintem a G -kód, mivel a Nesting program felrakja, beforgatja a vágandó terítéket, hogy az a legkevesebb anyagveszteséggel legyen az kivágva.
Csak akkor kell megadnom az UCCNC-ben az X és Y nullpontokat, ha valamit külön pozicionálni szeretnék.
Ha nem jól értem, kérlek javíts, javítsatok ki!
A X és Y home-ot is megadja szerintem a G -kód, mivel a Nesting program felrakja, beforgatja a vágandó terítéket, hogy az a legkevesebb anyagveszteséggel legyen az kivágva.
Csak akkor kell megadnom az UCCNC-ben az X és Y nullpontokat, ha valamit külön pozicionálni szeretnék.
Ha nem jól értem, kérlek javíts, javítsatok ki!
Cím: Re:UCCNC vezérlő program
Írta: sufnituning Dátum 2017 november 15, 19:35
Írta: sufnituning Dátum 2017 november 15, 19:35
Ja hülye vagyok, a X és Y null-t a UCCNC ben állítom és a Z-t meg beállítja a makro, ha van ilyen.
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2017 november 18, 23:28
Írta: 2dbfy8y Dátum 2017 november 18, 23:28
Köszi a javításokat.
Gépre feltelepítve, minden rendben megy.
Gyújt is egyből.
Gépre feltelepítve, minden rendben megy.
Gyújt is egyből.
Cím: Re:UCCNC vezérlő program
Írta: pv6cdvuc7 Dátum 2017 november 20, 18:14
Írta: pv6cdvuc7 Dátum 2017 november 20, 18:14
Sziasztok!
olyan kérdésem lenne, hogy az UCNC progival lehet e olyat lézerezni, hogy csak 1 vektoron belül és ne az egész képet,vagy csak 1 betüt? Vagy esetleg a program alkotói nem szándékoznak ilyen megoldást? Mert akkor tökéletes lenne.
olyan kérdésem lenne, hogy az UCNC progival lehet e olyat lézerezni, hogy csak 1 vektoron belül és ne az egész képet,vagy csak 1 betüt? Vagy esetleg a program alkotói nem szándékoznak ilyen megoldást? Mert akkor tökéletes lenne.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 november 20, 21:03
Írta: dezsoe Dátum 2017 november 20, 21:03
Szia!
Nem sikerült 100%-ig felfognom a kérdést, kicsit menj bele a részletekbe! :)
Egyébként az UCCNC-vel (és más programokkal is) azt vágsz/gravírozol, amit beletöltesz g-kód formájában. Ha egy betűt, akkor annyit. De, lehet, hogy nem értettem meg a kérdést.
Nem sikerült 100%-ig felfognom a kérdést, kicsit menj bele a részletekbe! :)
Egyébként az UCCNC-vel (és más programokkal is) azt vágsz/gravírozol, amit beletöltesz g-kód formájában. Ha egy betűt, akkor annyit. De, lehet, hogy nem értettem meg a kérdést.
Cím: Re:UCCNC vezérlő program
Írta: PSoft Dátum 2017 november 20, 21:12
Írta: PSoft Dátum 2017 november 20, 21:12
Már...ketten vagyunk.:)
Cím: Re:UCCNC vezérlő program
Írta: pv6cdvuc7 Dátum 2017 november 20, 22:23
Írta: pv6cdvuc7 Dátum 2017 november 20, 22:23
Sziasztok! Azt elfelejtettem beleírni ,hogy van ugye ennek lézer pluginja, és amikor megnyílik akkor be lehet 1 képet,fotót tölteni és azt raszteresen balról jobbra és vissza szépen égeti.ha nekem csak pl 1 szövegem van 1 képen vagy csak 1 betű vagy 1 vektoros egér figura aminek a közepe fehér-csak az egér körvonalat akarom égetni-és hogy a fehér részen ne menjen végig állandóan. -na talán így már érthető. Mert ha igaz az ucnc nem csinál a fotókból ekkor G kódot.
Cím: Re:UCCNC vezérlő program
Írta: pv6cdvuc7 Dátum 2017 november 20, 22:24
Írta: pv6cdvuc7 Dátum 2017 november 20, 22:24
Ja 1 kicsit hülyére sikeredett az előző
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 november 20, 23:24
Írta: dezsoe Dátum 2017 november 20, 23:24
Szia!
Így már értem. A plugin az csak képek feldolgozására készült. Nem tudja, hogy milyen vektorok alapján lett a kép, csak feldolgozza a pontokat. Nagyon képletesen szólva: készít egy a kért felbontásnak megfelelő szürkeárnyalatos kép-adatbázist, majd átadja a főprogramnak. Magyarul, nem arra való, amire használnád.
Képfeldolgozásban nem igazán vagyok képben (hehe...), de biztos, hogy van rá több olyan program is, amibe betöltöd a képet, körbe tudja jelölni a neked szükséges részt és ebből vektort tud csinálni. Ha van olyan "vektorevő" programod, ami tud g-kódot generálni, akkor a feladat megoldva. (Meggyőződésem, hogy mindegyik részfeladatra létezik legalább egy ingyenes program, csak keresni kell.)
Így már értem. A plugin az csak képek feldolgozására készült. Nem tudja, hogy milyen vektorok alapján lett a kép, csak feldolgozza a pontokat. Nagyon képletesen szólva: készít egy a kért felbontásnak megfelelő szürkeárnyalatos kép-adatbázist, majd átadja a főprogramnak. Magyarul, nem arra való, amire használnád.
Képfeldolgozásban nem igazán vagyok képben (hehe...), de biztos, hogy van rá több olyan program is, amibe betöltöd a képet, körbe tudja jelölni a neked szükséges részt és ebből vektort tud csinálni. Ha van olyan "vektorevő" programod, ami tud g-kódot generálni, akkor a feladat megoldva. (Meggyőződésem, hogy mindegyik részfeladatra létezik legalább egy ingyenes program, csak keresni kell.)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 november 21, 18:40
Írta: ium8w94xp Dátum 2017 november 21, 18:40
Pl az ingyenes inkscape tudja azt. Vagy sok másik is.
Cím: Re:UCCNC vezérlő program
Írta: pv6cdvuc7 Dátum 2017 november 21, 21:22
Írta: pv6cdvuc7 Dátum 2017 november 21, 21:22
Üdv. -és ha mondjuk meg van a vektor és betöltöm az UCNC-be mint G kód akkor is a PWM -en keresztül vezérli a lézert -nem hinném- oda valami M3 M4 kell.?
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 november 21, 21:25
Írta: ium8w94xp Dátum 2017 november 21, 21:25
Én a vektort behívom egy cam progiba és post processnek rakok hozzá m10 begyujtó és m11 kikapcsló utasítást.
Cím: Re:UCCNC vezérlő program
Írta: pv6cdvuc7 Dátum 2017 november 21, 23:01
Írta: pv6cdvuc7 Dátum 2017 november 21, 23:01
Hát köszönöm válaszod, ez nekem magas.Pl az AC program is jó erre.Nincs véletlenül 1 két képed a folyamatról?Vagy minden sor elé a szerkesztőbe beírsz M9-et . lehet egyszerűbben is?
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2017 november 22, 13:32
Írta: frob Dátum 2017 november 22, 13:32
gondolom a postprocessort úgy módosította, hogy megtegye a sor elejére biggyesztést
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 november 22, 17:13
Írta: zt2c4wh9 Dátum 2017 november 22, 17:13
Igen, PWM-el g-kódból is tudja vezérelni a lézert. Erre a kódok az M10 Qxx és az M11. A kódok részletezve vannak az UCCNC szoftver adatlapjában.
Cím: Re:UCCNC vezérlő program
Írta: pv6cdvuc7 Dátum 2017 november 22, 21:20
Írta: pv6cdvuc7 Dátum 2017 november 22, 21:20
Köszönöm segítségetek. Megpróbálom majd.
Cím: Re:UCCNC vezérlő program
Írta: sufnituning Dátum 2017 november 23, 11:49
Írta: sufnituning Dátum 2017 november 23, 11:49
Csináltam egy G-kódot Tegnap minden rendben volt, leszimulálta rendesen, ma ugyanúgy megnyitottam azt mutatja a szimuláció, hogy hol tartok, mert a kék vonal zöldre vált, de a sárga pötty valahol párhuzamban megy, nem a zöld vonalon. Mit lehet tenni?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 november 23, 13:30
Írta: dezsoe Dátum 2017 november 23, 13:30
El tudod küldeni a kódot? Mert ez így egy kicsit kevés információ...
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 november 23, 13:49
Írta: zt2c4wh9 Dátum 2017 november 23, 13:49
Ennél kicsivel több információra lenne szükség hogy megértsük, hogy mi a probléma.
Ennyi infóval csak találgatni tudok. Lehet például, hogy alapból a G90 abszolút kkordináta megadás volt aktív és amikor futtatod akkor meg a G91 inkrementálisaz aktív és amiatt nem ott megy ahol a szerszámpálya rajz mutatja.
Ha újratöltöd a kódot a Reload gombbal, abból kiderülhet.
Ennyi infóval csak találgatni tudok. Lehet például, hogy alapból a G90 abszolút kkordináta megadás volt aktív és amikor futtatod akkor meg a G91 inkrementálisaz aktív és amiatt nem ott megy ahol a szerszámpálya rajz mutatja.
Ha újratöltöd a kódot a Reload gombbal, abból kiderülhet.
Cím: Re:UCCNC vezérlő program
Írta: sufnituning Dátum 2017 november 23, 15:47
Írta: sufnituning Dátum 2017 november 23, 15:47
Szia!
Küldtem mailt
Küldtem mailt
Cím: Re:UCCNC vezérlő program
Írta: sufnituning Dátum 2017 november 23, 15:49
Írta: sufnituning Dátum 2017 november 23, 15:49
Szia!
Köszönöm! megoldódott, belenyúltam egy Z emeléssel, de kivettem azt, már jó, köszönöm!
Köszönöm! megoldódott, belenyúltam egy Z emeléssel, de kivettem azt, már jó, köszönöm!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 november 23, 16:01
Írta: dezsoe Dátum 2017 november 23, 16:01
Akkor jó! (Válaszoltam a mail-re is.)
Cím: Re:UCCNC vezérlő program
Írta: sufnituning Dátum 2017 november 23, 16:27
Írta: sufnituning Dátum 2017 november 23, 16:27
Köszönöm!
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 november 26, 13:34
Írta: ium8w94xp Dátum 2017 november 26, 13:34
Sziasztok.
Szeretnék pohárba égetni a lézer pluginnel. Van forgatom, ami A tengelyként működik. Nincs valami egyszerűbb megoldás vagy nem lehetne a plugin-ba megoldani, hogy mindjuk y tengely az épp a. Vagy akár az x mondjuk c. Nyilván most copyzgatom a jelenlegi tengelyeim beállításait és átrakom y-ra a-t. Aztán meg vissza, de ez eléggé pepecs. Valakinek esetleg valami egyszerűbb? Csaba? :)
Szeretnék pohárba égetni a lézer pluginnel. Van forgatom, ami A tengelyként működik. Nincs valami egyszerűbb megoldás vagy nem lehetne a plugin-ba megoldani, hogy mindjuk y tengely az épp a. Vagy akár az x mondjuk c. Nyilván most copyzgatom a jelenlegi tengelyeim beállításait és átrakom y-ra a-t. Aztán meg vissza, de ez eléggé pepecs. Valakinek esetleg valami egyszerűbb? Csaba? :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 november 26, 14:40
Írta: dezsoe Dátum 2017 november 26, 14:40
Szia!
Már volt itt szó róla: swapaxis függvényre keress rá itt a fórumon: [#t218p4401#] :)
Már volt itt szó róla: swapaxis függvényre keress rá itt a fórumon: [#t218p4401#] :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 november 26, 14:41
Írta: dezsoe Dátum 2017 november 26, 14:41
Ja, ha az Y-t akarod A-ra, akkor (1,3) a két paraméter, mert 0..5-ig X-Y-Z-A-B-C.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 november 26, 14:51
Írta: ium8w94xp Dátum 2017 november 26, 14:51
Köszia, akkor jól emlékeztem. Mondjuk közbe rájöttem, hogy x-a, de ez már mindegy is. És ilyenkor a lézer plugin is így használja?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 november 26, 15:38
Írta: dezsoe Dátum 2017 november 26, 15:38
Az nem is tud róla. A Swapaxis gyakorlatilag megcseréli a tengelyek beállításait.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 november 26, 16:59
Írta: ium8w94xp Dátum 2017 november 26, 16:59
Addig jó, hogy megfordítja a tengelyeket, de ahogy észlelem minden beállítást megcserél. Tehát onnantól kezdve az A tengelyem az X step/unit és velocity beállításait használja. Sajnos az nekem nem jó :(
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 november 26, 17:41
Írta: dezsoe Dátum 2017 november 26, 17:41
Úgy bizony, ez a dolga. :) Ha nem ezt tenné, akkor nem lenne értelme megcserélni a tengelyeket, mert rosszul működnének. Ha a tengelyeket megcseréled, akkor nem piszkálsz az A-hoz, hiszen az volt a célod, hogy ami a kódban (vagy a plugin-ban) X mozgás volt, azt az A csinálja a neki megfelelő beállításokkal, azaz megfelelően forgassa a poharat. (Azt írtad, hogy pont ugyanezt teszed kézzel, csak hosszadalmas.)
Ami némi zavart okozhat, az az, hogy a hengeres tárgyad sugara alapján a steps/unit értéket ki kell találnod (praktikusan még futás előtt), hiszen az X-ben távolság van megadva, de ez egy forgató esetén a tárgy sugarától függ.
Ami némi zavart okozhat, az az, hogy a hengeres tárgyad sugara alapján a steps/unit értéket ki kell találnod (praktikusan még futás előtt), hiszen az X-ben távolság van megadva, de ez egy forgató esetén a tárgy sugarától függ.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 november 26, 18:07
Írta: ium8w94xp Dátum 2017 november 26, 18:07
Nekem az lenne jó, ha tulajdonképpen a tengelyek neveit cserélné meg. Tehát, ha X-nek kell menni 5mm-t, akkor az A tegye ezt meg. De az eredetileg A tengelynek beállított step/unit beállítással, ne az X tengelyen beállítottal. Ezt sima g-kódban pikk-pakk megcserélem jegyzettömbbel. De a lézer plugin-ba nem tudom. Tehát egyenlőre nem jó ez a makró nekem. Jelen esetben az X tengelyem A beállításaival pörög, az A meg X-el. Ez nem jó.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 november 26, 18:08
Írta: ium8w94xp Dátum 2017 november 26, 18:08
Ha X Y tengelyt cserélném fel se lenne jó, hisz nekem teljesen másképp vannak beállítva, kalibrálva a tengelyeim.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 november 26, 18:17
Írta: ium8w94xp Dátum 2017 november 26, 18:17
Bocsánat...rosszul mondtam...a step/unit és velocity értékeket pont nem cseréli fel...minden mást igen.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 november 26, 18:20
Írta: ium8w94xp Dátum 2017 november 26, 18:20
Softlimitet se
Cím: Re:UCCNC vezérlő program
Írta: s5f8tmfv3 Dátum 2017 november 27, 10:59
Írta: s5f8tmfv3 Dátum 2017 november 27, 10:59
Sziasztok!
Az UCCNC laser pluginnal készített kép esetén készül valódi gkód? Hova menti a program? Szeretném összefűzni egy másik kóddal.
Az UCCNC laser pluginnal készített kép esetén készül valódi gkód? Hova menti a program? Szeretném összefűzni egy másik kóddal.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 november 27, 11:32
Írta: dezsoe Dátum 2017 november 27, 11:32
Szia!
Nem készül g-kód, ezért nem is látod a kód ablakban és a pályamegjelenítőben. Egy olyan adathalmaz keletkezik, ami közvetlenül a lézert (és persze a mozgást) vezérli.
Nem készül g-kód, ezért nem is látod a kód ablakban és a pályamegjelenítőben. Egy olyan adathalmaz keletkezik, ami közvetlenül a lézert (és persze a mozgást) vezérli.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 november 27, 11:34
Írta: dezsoe Dátum 2017 november 27, 11:34
Szia!
Ha a műhely eléri az üzemi hőfokot (nem kell télikabát), akkor megnézem, de nagyon csodálkoznék, ha nem lenne jó, mert már jó néhányan használták sikerrel.
Ha a műhely eléri az üzemi hőfokot (nem kell télikabát), akkor megnézem, de nagyon csodálkoznék, ha nem lenne jó, mert már jó néhányan használták sikerrel.
Cím: Re:UCCNC vezérlő program
Írta: s5f8tmfv3 Dátum 2017 november 27, 11:42
Írta: s5f8tmfv3 Dátum 2017 november 27, 11:42
Köszi!
Ez az adathalmaz meddig létezik? Van rá mód hogy az adatok (kép) és a gkód (keret) után újra elővegyem vagy újat kell generálni?
Ez az adathalmaz meddig létezik? Van rá mód hogy az adatok (kép) és a gkód (keret) után újra elővegyem vagy újat kell generálni?
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 november 27, 12:03
Írta: ium8w94xp Dátum 2017 november 27, 12:03
Elég, ha pontosan leírod pontosan miként kellene eredetileg mennie. Mert azért ez nézőpont kérdése. Ami biztos, hogy ha kézzel átírom az X tengelyhez A tengely minden adatát...portok, speed, velocity, step/unit, akkor X tengely gkódra az A tenglyem megy remekül. Amint ezt a makrót indítom, akkor meg nem ezt csinálja. Hívtalak tegnap, ha ráérsz szívesen elbeszélem ;)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 november 27, 12:11
Írta: ium8w94xp Dátum 2017 november 27, 12:11
Tehát a makróval X tengelyhez beírja A tengely pin és port beállítását. De a többi adatát nem pl step/unit stb.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 november 27, 12:59
Írta: dezsoe Dátum 2017 november 27, 12:59
Igen, jogos! Akik eddig használták, egyforma motorokkal próbálták. Az is igaz, hogy mindez szépen le van írva a doksiban:
Function: void Swapaxis(int axis1, int axis2)
Description: This function swaps the step and direction pin numbers and pin negate settings of one axis with another axis.
Az is igaz, hogy én sem olvastam el, ezer bocs. :)
Function: void Swapaxis(int axis1, int axis2)
Description: This function swaps the step and direction pin numbers and pin negate settings of one axis with another axis.
Az is igaz, hogy én sem olvastam el, ezer bocs. :)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 november 27, 13:17
Írta: ium8w94xp Dátum 2017 november 27, 13:17
Nincs valami megoldás akkor rá? Egy olyan makró, amibe esetleg komplett adatokat adok meg x tengelyhez tartozó paramétereknek? Aztán másikkal pedig resetelem? Látom, hogy ez neked pár perces dolog :) Még, ha nincs is benne kihívás.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 november 27, 13:22
Írta: dezsoe Dátum 2017 november 27, 13:22
Tudtommal nem menthető. A laser plugin legenerálja és áttölti a főprogramba, de hogy onnan ki lehet-e csalogatni, erről nem tudok.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 november 27, 13:25
Írta: dezsoe Dátum 2017 november 27, 13:25
Meg lehet csinálni makróból, de csak MDI-ből fog futni (vagy nyomógombról), g-kódból nem. Ennek az az oka, hogy a cseréhez ki kell olvasni a beállítás képernyőkről az adatokat, megcserélni, majd nyomni egy apply settings gombot, amit viszont kód futás közben nem illik.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 november 27, 13:29
Írta: ium8w94xp Dátum 2017 november 27, 13:29
Az MDI tökéletes. A lézer miatt, amúgy is abból kell indítanom. Kérlek segíts mester ;)
Cím: Re:UCCNC vezérlő program
Írta: s5f8tmfv3 Dátum 2017 november 27, 14:12
Írta: s5f8tmfv3 Dátum 2017 november 27, 14:12
Köszi! Akkor ez egy nyitott probléma :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 november 27, 18:03
Írta: svejk Dátum 2017 november 27, 18:03
Ha már így ráérsz :) Dezsoe bácsi!
Van egy relativ hosszú úttal rendelkező szán, de csak a két végén van végálláskapcsoló.
Mivel az UCCNC program is egy faca kis program ezért az egyik végállást kinevezem szimultán Home-nak is.
Referencia felvételkor elmegy a kapcsolóra, lenyomja, lejön róla, átírja a DRO-t a Write offset-ben megadott a értékre és ott is marad.
De nekem az lenne a jó, ha a ref. felvétele után bejönne automatikusan egy megadott értékre. ( kb. középre)
Hogy lehetne ezt frappánsan megoldani?
Van egy relativ hosszú úttal rendelkező szán, de csak a két végén van végálláskapcsoló.
Mivel az UCCNC program is egy faca kis program ezért az egyik végállást kinevezem szimultán Home-nak is.
Referencia felvételkor elmegy a kapcsolóra, lenyomja, lejön róla, átírja a DRO-t a Write offset-ben megadott a értékre és ott is marad.
De nekem az lenne a jó, ha a ref. felvétele után bejönne automatikusan egy megadott értékre. ( kb. középre)
Hogy lehetne ezt frappánsan megoldani?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 november 27, 18:15
Írta: dezsoe Dátum 2017 november 27, 18:15
Itt a megoldás. (http://www.forum.cncdrive.com/viewtopic.php?f=15&t=756) Gyors voltam? :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 november 27, 18:22
Írta: dezsoe Dátum 2017 november 27, 18:22
Ja, itt van magyarul is: [#t218p4286#].
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 november 27, 18:23
Írta: ium8w94xp Dátum 2017 november 27, 18:23
Nekem is van linked? :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 november 27, 18:25
Írta: svejk Dátum 2017 november 27, 18:25
Ez ám a szoftvertámogatás!! [#worship]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 november 27, 18:35
Írta: dezsoe Dátum 2017 november 27, 18:35
Még nincs, de dolgozom rajta. A feladat nagyon egyszerű, csak marha sokat kell hozzá gépelni. :)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 november 27, 18:40
Írta: ium8w94xp Dátum 2017 november 27, 18:40
Te egy úr vagy ;)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 november 27, 19:20
Írta: svejk Dátum 2017 november 27, 19:20
Elöljáróban bevallom, eddig javarészt szervos gépekkel foglakoztam és ott az esetleges végállásra futásokat elintézték a servodrive-ok, az UCCNC nem is tudott róluk.
Most egy javarészt léptetős, de jelentős áttételű, speciális gépnél nem tetszik nekem ez a végállás kezelés.
Ha pl. X+ ban haladok akkor az X- végállásra is reagál.
De ez még nem is lenne olyan nagy baj.
Viszont az nagyon nem tetszik, hogy ha valamelyik végálláson vagyok mondjuk az X- -on akkor bekapcsoláskor csak a Limits override-al tudok lejönni.
X+ ba ilyenkor miért nem enged le simán?
De főleg miért enged Override-olva X- -ba, ráadásul akár 100% JOG sebességgel?
Ebből nekem törés, szakadás lesz. :(
Sejtem én hogy azért van ez mert akár 1 db bemenettel is lekezelhető az összes végállás és referencia, de ha külön konfigurálok minden kapcsolóra más-más bemenetet akkor észrevehetné a logikát.
Most egy javarészt léptetős, de jelentős áttételű, speciális gépnél nem tetszik nekem ez a végállás kezelés.
Ha pl. X+ ban haladok akkor az X- végállásra is reagál.
De ez még nem is lenne olyan nagy baj.
Viszont az nagyon nem tetszik, hogy ha valamelyik végálláson vagyok mondjuk az X- -on akkor bekapcsoláskor csak a Limits override-al tudok lejönni.
X+ ba ilyenkor miért nem enged le simán?
De főleg miért enged Override-olva X- -ba, ráadásul akár 100% JOG sebességgel?
Ebből nekem törés, szakadás lesz. :(
Sejtem én hogy azért van ez mert akár 1 db bemenettel is lekezelhető az összes végállás és referencia, de ha külön konfigurálok minden kapcsolóra más-más bemenetet akkor észrevehetné a logikát.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 november 27, 19:22
Írta: svejk Dátum 2017 november 27, 19:22
Legalább azt meg kellene oldani, hogy az Override bekapcsolásakor csak kis sebességgel lehessen mozogni.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 november 27, 19:37
Írta: svejk Dátum 2017 november 27, 19:37
Tulajdonképpen a működésnek ebben a formájában nem is látok semmilyen előnyt a két végállás külön bemenetre való konfigurálásában.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 november 27, 19:49
Írta: ium8w94xp Dátum 2017 november 27, 19:49
Most jössz rá, hogy az UC100 is elég lett volna? :D
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2017 november 27, 20:25
Írta: frob Dátum 2017 november 27, 20:25
ez a módi nem csak az uccnc-nél van, grbl is hasonló (mach-ot nem ismerem), és valóban értelmetlen a dolog (legalább is én is úgy gondolom), jó lenne ha a másik irányban el tudna indulni, az az le lehetne állni róla, mondjuk egy reset után ...
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 november 27, 20:30
Írta: svejk Dátum 2017 november 27, 20:30
De most tényleg... nem ad plusz szolgáltatást a 2 végállás + 1 Home kapcsoló az egy szem árvához képest?
Vagy csak -sajnos nem először :(- én vagyok béna, értetlen?
A Override LED-el meg majd meghívatok egy makrot, hogy vegye le a JOG %-ot alacsonyra.
Vagy csak -sajnos nem először :(- én vagyok béna, értetlen?
A Override LED-el meg majd meghívatok egy makrot, hogy vegye le a JOG %-ot alacsonyra.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 november 27, 20:38
Írta: svejk Dátum 2017 november 27, 20:38
Az iparban egyébként valóban így van, hogy ha limitre fut valami akkor ott is van egy override kapcsoló vagy nyomógomb, esteleg egy bitet kell átállítani.
Az is igaz, hogy ott is általában csak egyszerűen sorba van kötve a két végállás kapcsoló.
De a nagy gépeknél nagyon ritkán fordul elő ilyen eset.
(Bár épp nemrég volt egy szíjszakadás egy eszterga X szánjánál)
De ugye hobbyban kikapcsolt állapotban sokszor eltologathatóak a szánok akarva vagy akaratlanul így itt ez gyakoribb hiba.
Az is igaz, hogy ott is általában csak egyszerűen sorba van kötve a két végállás kapcsoló.
De a nagy gépeknél nagyon ritkán fordul elő ilyen eset.
(Bár épp nemrég volt egy szíjszakadás egy eszterga X szánjánál)
De ugye hobbyban kikapcsolt állapotban sokszor eltologathatóak a szánok akarva vagy akaratlanul így itt ez gyakoribb hiba.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 november 27, 21:10
Írta: ium8w94xp Dátum 2017 november 27, 21:10
Viccnek szántam..amit korábban használtam az külön figyelte. Ez most nem. Megszoktam, nincs is külön pin-re téve. Engem mondjuk már nem zavar.
Cím: Re:UCCNC vezérlő program
Írta: szf Dátum 2017 november 27, 22:26
Írta: szf Dátum 2017 november 27, 22:26
és ha beteszel egy gombot ami mozgat egy relét ez majd
imitálja , hogy a végállás OK. illetve csak azt az irányt engedélyezi ahogyan le tudsz jönni a kapcsolóról.
imitálja , hogy a végállás OK. illetve csak azt az irányt engedélyezi ahogyan le tudsz jönni a kapcsolóról.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 november 27, 23:39
Írta: dezsoe Dátum 2017 november 27, 23:39
No. Több megszakítással, de csak befejeztem. Mxxxxx E<egyiktengely> H<másiktengely> hívással a két tengely minden adatát átcseréli. A tengelyek 0..5-ig az XYZABC-nek felelnek meg. Ha rányomsz a Save settings-re, akkor el is mented a megcserélt tengelyeket, úgyhogy csak akkor nyomd, ha tényleg kell. Mondjuk, vissza tudod cserélni, tehát nagy baj nincs, csak legfeljebb legközelebb csodálkozol, hogy miért az a tengely megy és hova... :)
Kód Kijelölés
// ================================================================================================
// Mxxxxx E<axis1> H<axis2>: Full swap axis1 with axis2
// ================================================================================================
AxisData Axis1 = new AxisData(AS3);
AxisData Axis2 = new AxisData(AS3);
if ((Evar == null) || (Hvar == null))
{
exec.AddStatusmessage("Parameters: E<axis_no> H<axis_no>");
return;
}
int Eint = Convert.ToInt32(Evar);
int Hint = Convert.ToInt32(Hvar);
if ((Eint < 0) || (Eint > 5) || (Hint < 0) || (Hint > 5))
{
exec.AddStatusmessage(" where axis_no is 0..5 as XYZABC");
exec.AddStatusmessage("Parameters: E<axis_no> H<axis_no>");
return;
}
Axis1.Read(Eint);
Axis2.Read(Hint);
if (Axis1.HasSlave() || Axis2.HasSlave())
{
exec.AddStatusmessage("Cannot swap axes with slave!");
return;
}
Axis1.Write(Hint);
Axis2.Write(Eint);
exec.Callbutton(btnApplySettings);
exec.AddStatusmessage("Axes " + "XYZABC".Substring(Eint, 1) + " and " + "XYZABC".Substring(Hint, 1) + " swapped");
// ================================================================================================
#Events
// ================================================================================================
const int btnApplySettings = 168;
// =============== class AxisData
public class AxisData
{
UCCNC.AS3interfaceClass myAS3;
int Base0 = 0;
int Base1 = 0;
int Base2 = 0;
int Base3 = 0;
int Base4 = 0;
int Base5 = 0;
int Base6 = 0;
int Base7 = 0;
int Base8 = 0;
int Base9 = 0;
int Base10 = 0;
// Base0
int Steppinnumber = 0;
int Dirpinnumber = 0;
int Limitminuspinnumber = 0;
int Limitpluspinnumber = 0;
int Homepinnumber = 0;
double Homingspeedup = 0.0;
double Homingvalue = 0.0;
double Stepsperunit = 0.0;
double Velocity = 0.0;
double Acceleration = 0.0;
double Softlimitnegative = 0.0;
double Softlimitpositive = 0.0;
double Compaccel = 0.0;
double Backlashdistance = 0.0;
double Homingspeeddown = 0.0;
// Base1
int Stepportnumber = 0;
int Dirportnumber = 0;
int Limitminusportnumber = 0;
int Limitplusportnumber = 0;
int Homeportnumber = 0;
// Base2
int Enapinnumber = 0;
int Enaportnumber = 0;
// Base7
bool Axisenabled = false;
bool Steppinnegate = false;
bool Dirpinnegate = false;
bool Limitminuspinnegate = false;
bool Limitpluspinnegate = false;
bool Homepinnegate = false;
bool Homedirectionpositive = false;
bool Homeautozero = false;
bool Backlashenable = false;
// Base8
bool Enapinnegate = false;
// Base10
string Slaveaxis = "";
public AxisData(UCCNC.AS3interfaceClass workAS3)
{
myAS3 = workAS3;
}
private void SetBases(int axis)
{
Base0 = axis * 15 + 1;
Base1 = axis * 5 + 241;
Base2 = axis * 2 + 463;
Base3 = axis + 2600;
Base4 = axis + 2606;
Base5 = axis + 2612;
Base6 = axis + 2621;
Base7 = axis * 9 + 1;
Base8 = axis + 141;
Base9 = axis + 347;
Base10 = axis + 1;
}
public void Read(int axis)
{
SetBases(axis);
// Base0
Steppinnumber = myAS3.Getfieldint(Base0);
Dirpinnumber = myAS3.Getfieldint(Base0 + 1);
Limitminuspinnumber = myAS3.Getfieldint(Base0 + 2);
Limitpluspinnumber = myAS3.Getfieldint(Base0 + 3);
Homepinnumber = myAS3.Getfieldint(Base0 + 4);
Homingspeedup = myAS3.Getfielddouble(Base0 + 5);
Homingvalue = myAS3.Getfielddouble(Base0 + 6);
Stepsperunit = myAS3.Getfielddouble(Base0 + 7);
Velocity = myAS3.Getfielddouble(Base0 + 8);
Acceleration = myAS3.Getfielddouble(Base0 + 9);
Softlimitnegative = myAS3.Getfielddouble(Base0 + 10);
Softlimitpositive = myAS3.Getfielddouble(Base0 + 11);
Compaccel = myAS3.Getfielddouble(Base0 + 12);
Backlashdistance = myAS3.Getfielddouble(Base0 + 13);
Homingspeeddown = myAS3.Getfielddouble(Base0 + 14);
// Base1
Stepportnumber = myAS3.Getfieldint(Base1);
Dirportnumber = myAS3.Getfieldint(Base1 + 1);
Limitminusportnumber = myAS3.Getfieldint(Base1 + 2);
Limitplusportnumber = myAS3.Getfieldint(Base1 + 3);
Homeportnumber = myAS3.Getfieldint(Base1 + 4);
// Base2
Enapinnumber = myAS3.Getfieldint(Base2);
Enaportnumber = myAS3.Getfieldint(Base2 + 1);
// Base7
Axisenabled = myAS3.Getcheckboxstate(Base7);
Steppinnegate = myAS3.Getcheckboxstate(Base7 + 1);
Dirpinnegate = myAS3.Getcheckboxstate(Base7 + 2);
Limitminuspinnegate = myAS3.Getcheckboxstate(Base7 + 3);
Limitpluspinnegate = myAS3.Getcheckboxstate(Base7 + 4);
Homepinnegate = myAS3.Getcheckboxstate(Base7 + 5);
Homedirectionpositive = myAS3.Getcheckboxstate(Base7 + 6);
Homeautozero = myAS3.Getcheckboxstate(Base7 + 7);
Backlashenable = myAS3.Getcheckboxstate(Base7 + 8);
// Base8
Enapinnegate = myAS3.Getcheckboxstate(Base8);
// Base10
Slaveaxis = axis < 3 ? myAS3.Getcomboboxselection(Base10) : "None";
}
public void Write(int axis)
{
SetBases(axis);
// Base0
myAS3.Setfield(Steppinnumber, Base0);
myAS3.Setfield(Dirpinnumber, Base0 + 1);
myAS3.Setfield(Limitminuspinnumber, Base0 + 2);
myAS3.Setfield(Limitpluspinnumber, Base0 + 3);
myAS3.Setfield(Homepinnumber, Base0 + 4);
myAS3.Setfield(Homingspeedup, Base0 + 5);
myAS3.Setfield(Homingvalue, Base0 + 6);
myAS3.Setfield(Stepsperunit, Base0 + 7);
myAS3.Setfield(Velocity, Base0 + 8);
myAS3.Setfield(Acceleration, Base0 + 9);
myAS3.Setfield(Softlimitnegative, Base0 + 10);
myAS3.Setfield(Softlimitpositive, Base0 + 11);
myAS3.Setfield(Compaccel, Base0 + 12);
myAS3.Setfield(Backlashdistance, Base0 + 13);
myAS3.Setfield(Homingspeeddown, Base0 + 14);
// Base1
myAS3.Setfield(Stepportnumber, Base1);
myAS3.Setfield(Dirportnumber, Base1 + 1);
myAS3.Setfield(Limitminusportnumber, Base1 + 2);
myAS3.Setfield(Limitplusportnumber, Base1 + 3);
myAS3.Setfield(Homeportnumber, Base1 + 4);
// Base2
myAS3.Setfield(Enapinnumber, Base2);
myAS3.Setfield(Enaportnumber, Base2 + 1);
// Base7
myAS3.Setcheckboxstate(Axisenabled, Base7);
myAS3.Setcheckboxstate(Steppinnegate, Base7 + 1);
myAS3.Setcheckboxstate(Dirpinnegate, Base7 + 2);
myAS3.Setcheckboxstate(Limitminuspinnegate, Base7 + 3);
myAS3.Setcheckboxstate(Limitpluspinnegate, Base7 + 4);
myAS3.Setcheckboxstate(Homepinnegate, Base7 + 5);
myAS3.Setcheckboxstate(Homedirectionpositive, Base7 + 6);
myAS3.Setcheckboxstate(Homeautozero, Base7 + 7);
myAS3.Setcheckboxstate(Backlashenable, Base7 + 8);
// Base8
myAS3.Setcheckboxstate(Enapinnegate, Base8);
// Base10
myAS3.Updatecomboboxselection(0, Base10); // Slaveaxis = "";
}
public bool HasSlave()
{
return !(Slaveaxis == "None");
}
}
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 november 28, 07:36
Írta: ium8w94xp Dátum 2017 november 28, 07:36
Király vagy...köszi. Délután meglesem.[#worship]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 november 28, 07:46
Írta: dezsoe Dátum 2017 november 28, 07:46
Csak késő volt már az este: benne maradt pár dolog. Akkor helyesen:
Kód Kijelölés
// ================================================================================================
// Mxxxxx E<axis1> H<axis2>: Full swap axis1 with axis2
// ================================================================================================
AxisData Axis1 = new AxisData(AS3);
AxisData Axis2 = new AxisData(AS3);
if ((Evar == null) || (Hvar == null))
{
exec.AddStatusmessage("Parameters: E<axis_no> H<axis_no>");
return;
}
int Eint = Convert.ToInt32(Evar);
int Hint = Convert.ToInt32(Hvar);
if ((Eint < 0) || (Eint > 5) || (Hint < 0) || (Hint > 5))
{
exec.AddStatusmessage(" where axis_no is 0..5 as XYZABC");
exec.AddStatusmessage("Parameters: E<axis_no> H<axis_no>");
return;
}
Axis1.Read(Eint);
Axis2.Read(Hint);
if (Axis1.HasSlave() || Axis2.HasSlave())
{
exec.AddStatusmessage("Cannot swap axes with slave!");
return;
}
Axis1.Write(Hint);
Axis2.Write(Eint);
exec.Callbutton(btnApplySettings);
exec.AddStatusmessage("Axes " + "XYZABC".Substring(Eint, 1) + " and " + "XYZABC".Substring(Hint, 1) + " swapped");
// ================================================================================================
#Events
// ================================================================================================
const int btnApplySettings = 168;
// =============== class AxisData
public class AxisData
{
UCCNC.AS3interfaceClass myAS3;
int Base0 = 0;
int Base1 = 0;
int Base2 = 0;
int Base7 = 0;
int Base8 = 0;
int Base10 = 0;
// Base0
int Steppinnumber = 0;
int Dirpinnumber = 0;
int Limitminuspinnumber = 0;
int Limitpluspinnumber = 0;
int Homepinnumber = 0;
double Homingspeedup = 0.0;
double Homingvalue = 0.0;
double Stepsperunit = 0.0;
double Velocity = 0.0;
double Acceleration = 0.0;
double Softlimitnegative = 0.0;
double Softlimitpositive = 0.0;
double Compaccel = 0.0;
double Backlashdistance = 0.0;
double Homingspeeddown = 0.0;
// Base1
int Stepportnumber = 0;
int Dirportnumber = 0;
int Limitminusportnumber = 0;
int Limitplusportnumber = 0;
int Homeportnumber = 0;
// Base2
int Enapinnumber = 0;
int Enaportnumber = 0;
// Base7
bool Axisenabled = false;
bool Steppinnegate = false;
bool Dirpinnegate = false;
bool Limitminuspinnegate = false;
bool Limitpluspinnegate = false;
bool Homepinnegate = false;
bool Homedirectionpositive = false;
bool Homeautozero = false;
bool Backlashenable = false;
// Base8
bool Enapinnegate = false;
// Base10
string Slaveaxis = "";
public AxisData(UCCNC.AS3interfaceClass workAS3)
{
myAS3 = workAS3;
}
private void SetBases(int axis)
{
Base0 = axis * 15 + 1;
Base1 = axis * 5 + 241;
Base2 = axis * 2 + 463;
Base7 = axis * 9 + 1;
Base8 = axis + 141;
Base10 = axis + 1;
}
public void Read(int axis)
{
SetBases(axis);
// Base0
Steppinnumber = myAS3.Getfieldint(Base0);
Dirpinnumber = myAS3.Getfieldint(Base0 + 1);
Limitminuspinnumber = myAS3.Getfieldint(Base0 + 2);
Limitpluspinnumber = myAS3.Getfieldint(Base0 + 3);
Homepinnumber = myAS3.Getfieldint(Base0 + 4);
Homingspeedup = myAS3.Getfielddouble(Base0 + 5);
Homingvalue = myAS3.Getfielddouble(Base0 + 6);
Stepsperunit = myAS3.Getfielddouble(Base0 + 7);
Velocity = myAS3.Getfielddouble(Base0 + 8);
Acceleration = myAS3.Getfielddouble(Base0 + 9);
Softlimitnegative = myAS3.Getfielddouble(Base0 + 10);
Softlimitpositive = myAS3.Getfielddouble(Base0 + 11);
Compaccel = myAS3.Getfielddouble(Base0 + 12);
Backlashdistance = myAS3.Getfielddouble(Base0 + 13);
Homingspeeddown = myAS3.Getfielddouble(Base0 + 14);
// Base1
Stepportnumber = myAS3.Getfieldint(Base1);
Dirportnumber = myAS3.Getfieldint(Base1 + 1);
Limitminusportnumber = myAS3.Getfieldint(Base1 + 2);
Limitplusportnumber = myAS3.Getfieldint(Base1 + 3);
Homeportnumber = myAS3.Getfieldint(Base1 + 4);
// Base2
Enapinnumber = myAS3.Getfieldint(Base2);
Enaportnumber = myAS3.Getfieldint(Base2 + 1);
// Base7
Axisenabled = myAS3.Getcheckboxstate(Base7);
Steppinnegate = myAS3.Getcheckboxstate(Base7 + 1);
Dirpinnegate = myAS3.Getcheckboxstate(Base7 + 2);
Limitminuspinnegate = myAS3.Getcheckboxstate(Base7 + 3);
Limitpluspinnegate = myAS3.Getcheckboxstate(Base7 + 4);
Homepinnegate = myAS3.Getcheckboxstate(Base7 + 5);
Homedirectionpositive = myAS3.Getcheckboxstate(Base7 + 6);
Homeautozero = myAS3.Getcheckboxstate(Base7 + 7);
Backlashenable = myAS3.Getcheckboxstate(Base7 + 8);
// Base8
Enapinnegate = myAS3.Getcheckboxstate(Base8);
// Base10
Slaveaxis = axis < 3 ? myAS3.Getcomboboxselection(Base10) : "None";
}
public void Write(int axis)
{
SetBases(axis);
// Base0
myAS3.Setfield(Steppinnumber, Base0);
myAS3.Setfield(Dirpinnumber, Base0 + 1);
myAS3.Setfield(Limitminuspinnumber, Base0 + 2);
myAS3.Setfield(Limitpluspinnumber, Base0 + 3);
myAS3.Setfield(Homepinnumber, Base0 + 4);
myAS3.Setfield(Homingspeedup, Base0 + 5);
myAS3.Setfield(Homingvalue, Base0 + 6);
myAS3.Setfield(Stepsperunit, Base0 + 7);
myAS3.Setfield(Velocity, Base0 + 8);
myAS3.Setfield(Acceleration, Base0 + 9);
myAS3.Setfield(Softlimitnegative, Base0 + 10);
myAS3.Setfield(Softlimitpositive, Base0 + 11);
myAS3.Setfield(Compaccel, Base0 + 12);
myAS3.Setfield(Backlashdistance, Base0 + 13);
myAS3.Setfield(Homingspeeddown, Base0 + 14);
// Base1
myAS3.Setfield(Stepportnumber, Base1);
myAS3.Setfield(Dirportnumber, Base1 + 1);
myAS3.Setfield(Limitminusportnumber, Base1 + 2);
myAS3.Setfield(Limitplusportnumber, Base1 + 3);
myAS3.Setfield(Homeportnumber, Base1 + 4);
// Base2
myAS3.Setfield(Enapinnumber, Base2);
myAS3.Setfield(Enaportnumber, Base2 + 1);
// Base7
myAS3.Setcheckboxstate(Axisenabled, Base7);
myAS3.Setcheckboxstate(Steppinnegate, Base7 + 1);
myAS3.Setcheckboxstate(Dirpinnegate, Base7 + 2);
myAS3.Setcheckboxstate(Limitminuspinnegate, Base7 + 3);
myAS3.Setcheckboxstate(Limitpluspinnegate, Base7 + 4);
myAS3.Setcheckboxstate(Homepinnegate, Base7 + 5);
myAS3.Setcheckboxstate(Homedirectionpositive, Base7 + 6);
myAS3.Setcheckboxstate(Homeautozero, Base7 + 7);
myAS3.Setcheckboxstate(Backlashenable, Base7 + 8);
// Base8
myAS3.Setcheckboxstate(Enapinnegate, Base8);
// Base10
myAS3.Updatecomboboxselection(0, Base10); // Slaveaxis = "";
}
public bool HasSlave()
{
return !(Slaveaxis == "None");
}
}
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 november 28, 07:53
Írta: ium8w94xp Dátum 2017 november 28, 07:53
Így is köszönöm ;)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 november 28, 11:01
Írta: svejk Dátum 2017 november 28, 11:01
No, oké túltettem magam a dolgon jó ez így ahogy van, majd megszokom/megoldom.
Csak néha úgy kétségbe tudok esni... :(
Egy a lényeg, ne vesszen el a szoftverfejlesztők lendülete. :)
Csak néha úgy kétségbe tudok esni... :(
Egy a lényeg, ne vesszen el a szoftverfejlesztők lendülete. :)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 november 28, 12:17
Írta: ium8w94xp Dátum 2017 november 28, 12:17
Jajj, de babán működik elsőre.
Na mindjárt tolok élesbe egy égetést pl :)
Köszönöm a segítséget.[#worship]
Na mindjárt tolok élesbe egy égetést pl :)
Köszönöm a segítséget.[#worship]
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 november 28, 12:19
Írta: ium8w94xp Dátum 2017 november 28, 12:19
Pont ilyen makrót akartam én is írni...csak hát én hülye vagyok hozzá :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 november 28, 12:24
Írta: dezsoe Dátum 2017 november 28, 12:24
Muszáj neki működni, nem szoktam tesztelés nélküli cuccot felrakni. :) Pláne ilyet, amivel sokat lehet ártani... Azért, vígasztaljon a tudat, hogy nem elsőre működött, volt néhány vakvágány... :)
Cím: Re:UCCNC vezérlő program
Írta: xkbv3nx0d Dátum 2017 november 28, 12:26
Írta: xkbv3nx0d Dátum 2017 november 28, 12:26
Lenne egy kérdésem...
nem tudom használ-e valaki kínai Huanyang VFD-t marómotorhoz.
Ehhez ugye létezik 2-3 plugin Mach3 alá amivel szoftveresen vezérelhető mod-buson keresztül.
Ezt lehetne adaptálni valahogy uCNC-hez is?
Szükségem lenne egy ethernetes vezérlőre de ez még visszatart...
nem tudom használ-e valaki kínai Huanyang VFD-t marómotorhoz.
Ehhez ugye létezik 2-3 plugin Mach3 alá amivel szoftveresen vezérelhető mod-buson keresztül.
Ezt lehetne adaptálni valahogy uCNC-hez is?
Szükségem lenne egy ethernetes vezérlőre de ez még visszatart...
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 november 28, 12:38
Írta: ium8w94xp Dátum 2017 november 28, 12:38
Hát elsőre lövésem se volt hova kell a 0 és 3. Hiába olvasgattam a makrót. Aztán megfejtettem. Nagyon jól vált. Majd szerintem gombod teszek fel. X-A és A-X felirattal. Ne kelljen beírni se. Köszönöm újfent ;)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 november 28, 12:38
Írta: ium8w94xp Dátum 2017 november 28, 12:38
Úgy tudom van uccnc-hez is pluginja.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 november 28, 12:42
Írta: dezsoe Dátum 2017 november 28, 12:42
Szia!
Itt olvass utána. (http://www.cnczone.com/forums/uccnc-control-software/321354-huanyang-vfd-macro-plugin.html)
Itt olvass utána. (http://www.cnczone.com/forums/uccnc-control-software/321354-huanyang-vfd-macro-plugin.html)
Cím: Re:UCCNC vezérlő program
Írta: xkbv3nx0d Dátum 2017 november 28, 13:31
Írta: xkbv3nx0d Dátum 2017 november 28, 13:31
igen ezeket olvasgattam már, de a tapasztalat érdekelne, hogy van-e aki használja és működik
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 november 28, 13:55
Írta: dezsoe Dátum 2017 november 28, 13:55
Személyes ismeretségemben nincs, de a fórumok alapján sokan használják. Egyébként meg töltsd le, próbáld ki, ingyen van. A CNCdrive-os fórumon (http://www.forum.cncdrive.com/viewtopic.php?f=14&t=432) is találsz hozzászólásokat, tapasztalatokat. Ha gond van vele, elég gyorsan szokta javítani a készítő.
Cím: Re:UCCNC vezérlő program
Írta: xkbv3nx0d Dátum 2017 november 28, 15:11
Írta: xkbv3nx0d Dátum 2017 november 28, 15:11
Köszi
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2017 november 28, 17:14
Írta: zt2c4wh9 Dátum 2017 november 28, 17:14
A Huanyang frekiváltó tulajdonképpen nem működik Modbus-al.
Bár elvileg Modbus kommunikácós csatorna van rajta, de a fejlesztőknek nem sikerült jól megvalósítaniuk. Szóval ezt a frekiváltó egy eredetileg modbus-nak szánt, de valami másra sikerült egyedi kommunikációs protokolt használ.
Ezért sem az UCCNC beépített Modbus pluginjával nem működik sem a Mach3 brain-en keresztüli modbus kommunikációjával nem működik.
Mach3-hoz írt valaki egy plugint ami beszéli ennek a frekiváltónak a nyelvét, illetve UCCNC-hez is írt valaki egy plugint amit szintén ezt csinálja.
Amit Dezsoe linkelt ott ezt az UCCNC plugint lehet letölteni. Hogy ki használja azt nem tudom megmondani sajnos, de a fórum beírások alapján többen is használják.
Illetve a plugin írója már tovább is fejlesztette a plugint, hogy más frekiváltókkal is, amik valóban modbus nyelven működnek, hogy azokkal is működjön a plugin.
Bár elvileg Modbus kommunikácós csatorna van rajta, de a fejlesztőknek nem sikerült jól megvalósítaniuk. Szóval ezt a frekiváltó egy eredetileg modbus-nak szánt, de valami másra sikerült egyedi kommunikációs protokolt használ.
Ezért sem az UCCNC beépített Modbus pluginjával nem működik sem a Mach3 brain-en keresztüli modbus kommunikációjával nem működik.
Mach3-hoz írt valaki egy plugint ami beszéli ennek a frekiváltónak a nyelvét, illetve UCCNC-hez is írt valaki egy plugint amit szintén ezt csinálja.
Amit Dezsoe linkelt ott ezt az UCCNC plugint lehet letölteni. Hogy ki használja azt nem tudom megmondani sajnos, de a fórum beírások alapján többen is használják.
Illetve a plugin írója már tovább is fejlesztette a plugint, hogy más frekiváltókkal is, amik valóban modbus nyelven működnek, hogy azokkal is működjön a plugin.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 december 01, 12:15
Írta: 000000000 Dátum 2017 december 01, 12:15
Szia. Ha nem késő akkor vegyél inkább egy olyan VFD-t ami a Modbus működését garantálja. Én egy Bosch Rexroth EFC5610 modellt használok, nem sokkal drágább min a Huanyang de sokkal jobban működik és Modbus-al kezelem egyenesen az UCCNC-n keresztül. A plugin ami be van építve az UCCNC-be nagyon jól működik, hiba és fejfájás nélkül. Én legalábbis nagyon meg vagyok vele elégedve, az UCCNC-vel is meg a VFD-vel is. Nézd meg Inverter Drive Supermarket (https://inverterdrive.com/) oldalát, én tőlük vettem a VFD-t, gyorsan küldték nagyon jó áron.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 december 01, 12:24
Írta: 000000000 Dátum 2017 december 01, 12:24
Igen és nagyon jól működik, de csak Modbus beszelő VFD-vel együtt.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 december 01, 12:41
Írta: 000000000 Dátum 2017 december 01, 12:41
Sziasztok!
Segítségetek szeretném kérni digitalizálás témában.
Probe-val 4tengelyen mi lenne a legegyszerűbb módja az UCCNC-ben végrehajtásnak?
Esetleg van plugin probe-hoz?
Segítségetek szeretném kérni digitalizálás témában.
Probe-val 4tengelyen mi lenne a legegyszerűbb módja az UCCNC-ben végrehajtásnak?
Esetleg van plugin probe-hoz?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 december 01, 13:02
Írta: dezsoe Dátum 2017 december 01, 13:02
Szia!
Pontosítsd, hogy mit értesz 4 tengely alatt. Egyébként, a digitalizálás be van építve, tehát semmi akadálya.
Pontosítsd, hogy mit értesz 4 tengely alatt. Egyébként, a digitalizálás be van építve, tehát semmi akadálya.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 december 01, 14:01
Írta: 000000000 Dátum 2017 december 01, 14:01
X-Y-Z tengely és esetenként fogatóval kombinálva pl. egy teke bábu másolása , hogy kivitelezhető?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 december 01, 14:12
Írta: dezsoe Dátum 2017 december 01, 14:12
A Tools/Probe fülön beállítod a file-nevet és egyebeket, M40-nel indul a digitalizálás, M41-gyel leáll. A g-kódot, ami a mozgásokat és a G31-eket tartalmazza, azt neked kell megírni/generálni. Gyakorlatilag ennyi. A kapott file-t aztán már fel tudod dolgozni.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 december 01, 14:27
Írta: 000000000 Dátum 2017 december 01, 14:27
Hasonlóra gondolok mint az autolevel működése egy adott terület automatikus scannelése a beállított paraméterekkel ilyen feladatra létezik valami alkalmazás vagy megoldás?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 december 01, 14:36
Írta: dezsoe Dátum 2017 december 01, 14:36
Ez azt csinálja, hogy amikor be van kapcsolva a digitalizálás (M40), akkor minden probe (G31) eredményét megjegyzi, majd M41-re kiírja a megadott file-ba. Viszont azt, hogy hol és hogy mintavételezzen, azt neked kell megírni g-kódban. Az Autoleveler egy betöltött g-kód alapján generál egy mintavételező kódot helyetted. Sík terület mintavételezéséhez használhatod az Autolevelert is (akár előtte-utána M40-M41-gyel és akkor tárolja is az eredményt külön is), de ha közben forgatni is akarsz, akkor már neked kell megoldani. Annyira nem bonyolult feladat, szerintem. Keress rá a doksiban a G31 kifejezésre, több helyen is találsz infót, hogy mit tudsz vele csinálni.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 december 01, 14:52
Írta: 000000000 Dátum 2017 december 01, 14:52
Kezdem kapiskálni erre kicsit jobban rá kell feküdnöm köszönöm az infót.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 december 01, 14:54
Írta: dezsoe Dátum 2017 december 01, 14:54
Nincs mit, fog az menni! :) Ha nem, akkor szólj.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 december 02, 18:35
Írta: 000000000 Dátum 2017 december 02, 18:35
Szia Dezsoe!
Nem tűnik bonyolultnak ez a digitalizálás viszont forgatóval kapcsolatban volna egy kérdésem mikor kiírja egy fáljba a mintázott koordinátákat az A-tengelyt miért Z-nek irja illetve a többi segédtengelyt is Z-nek jelzi.
A-tengellyel
X0.0000 , Y0.0000 , Z0.0000 , Z0.0000
A-B-C tengelyekkel szintén
X0.0000 , Y0.0000 , Z0.0000 , Z0.0000 , Z0.0000 , Z0.0000
Nem tűnik bonyolultnak ez a digitalizálás viszont forgatóval kapcsolatban volna egy kérdésem mikor kiírja egy fáljba a mintázott koordinátákat az A-tengelyt miért Z-nek irja illetve a többi segédtengelyt is Z-nek jelzi.
A-tengellyel
X0.0000 , Y0.0000 , Z0.0000 , Z0.0000
A-B-C tengelyekkel szintén
X0.0000 , Y0.0000 , Z0.0000 , Z0.0000 , Z0.0000 , Z0.0000
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 december 02, 20:49
Írta: dezsoe Dátum 2017 december 02, 20:49
Szia!
Háttőőőő... :) Ennek egy kicsit copy-paste szaga van. Szólok Balázsnak (ha nem olvasná), hogy nézze meg. Valószínű, hogy sokan digitalizálnak ABC tengellyel. :)
Háttőőőő... :) Ennek egy kicsit copy-paste szaga van. Szólok Balázsnak (ha nem olvasná), hogy nézze meg. Valószínű, hogy sokan digitalizálnak ABC tengellyel. :)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 december 03, 09:11
Írta: 000000000 Dátum 2017 december 03, 09:11
Igen gondolom :) de hat a gyémántot is csiszolgatni kell. Köszönöm az utána járásod!
Cím: Re:UCCNC vezérlő program
Írta: Rab Zoli Dátum 2017 december 03, 21:47
Írta: Rab Zoli Dátum 2017 december 03, 21:47
Üdv! Valaki megmondja hogy hol lehet kissebre venni a kurzor kör átmérőjét mert már 100x végigböngésztem a menüt és nem ütötte ki a szemem! Nagyon köszönöm!!! [#worship]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 december 04, 16:31
Írta: dezsoe Dátum 2017 december 04, 16:31
Fél napja nem tudok rájönni, hogy mi a kurzor kör. Ha a szerszámot jelölő kúpra gondolsz, akkor azt csak kikapcsolni lehet, a mérete az fix.
Cím: Re:UCCNC vezérlő program
Írta: Rab Zoli Dátum 2017 december 05, 23:06
Írta: Rab Zoli Dátum 2017 december 05, 23:06
Igen valószínüleg arra gondolok. Csak nem értem miért növekszik meg ha pl. meg akarom nézni nagyítva, hogy neki megy e a lefogató csavarnak a szerszám miért kell nekem megsaccolni, hogy hol van a közepe. miért nincs pl. pixeles beállítási lehetőség, mert van amikor 3-4 cm-es a monitoron a sárga kör. Vagy jó lenne egy kereszt a pontos középpontban. Ilyen nincs a menüben?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 december 05, 23:12
Írta: dezsoe Dátum 2017 december 05, 23:12
Na, most már értem a problémát. El ne kezdd méregetni. Egyrészt, be lehet kapcsolni egy szálkeresztet (Configuration/Appearance/Show crosshair on TCP), másrészt (és leginkább) válts át ISO nézetbe és mindjárt jobban fogod látni, mivel a sárga kör az egy szép hegyes kúp, aminek a hegye pont ott van, ahol a szerszám jár.
Cím: Re:UCCNC vezérlő program
Írta: svager Dátum 2017 december 07, 08:31
Írta: svager Dátum 2017 december 07, 08:31
A tegnap este én is belefutottam ebbe a problémába,amikor még egy kőrzsebet akartam kimarni a már majdnem kész munkadarabon.[#t218p4305#]
Nem voltam boldog,de feltetem a legújabb frissítést és onnan folytattam ahol abbahagytam.[#hawaii]
Nem voltam boldog,de feltetem a legújabb frissítést és onnan folytattam ahol abbahagytam.[#hawaii]
Cím: Re:UCCNC vezérlő program
Írta: Rab Zoli Dátum 2017 december 07, 13:27
Írta: Rab Zoli Dátum 2017 december 07, 13:27
Hálásan köszönöm! [#eljen]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 december 07, 18:55
Írta: svejk Dátum 2017 december 07, 18:55
Keresem a windows-os üzenetablak leokézásának a lehetőségét I/O trigger segítségével, de a listában nem találok ilyen kódot.
Pl. a softlimtre való figyelmeztetést szeretném külső gombbal leokézni.
Pl. a softlimtre való figyelmeztetést szeretném külső gombbal leokézni.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 december 07, 20:46
Írta: dezsoe Dátum 2017 december 07, 20:46
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 december 07, 21:27
Írta: svejk Dátum 2017 december 07, 21:27
Köszönöm!
Cím: Re:UCCNC vezérlő program
Írta: nyiszi Dátum 2017 december 09, 09:07
Írta: nyiszi Dátum 2017 december 09, 09:07
Sziasztok!
Van arra lehetőség az UCCNC-ben, hogy megszámolja és ki is írja egy enkóder jeleit?
Van arra lehetőség az UCCNC-ben, hogy megszámolja és ki is írja egy enkóder jeleit?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 december 09, 10:05
Írta: dezsoe Dátum 2017 december 09, 10:05
Szia!
Az ethernetes vezérlőkkel igen. A Configuration/Axis setup/Aux enc fülön találod.
Az ethernetes vezérlőkkel igen. A Configuration/Axis setup/Aux enc fülön találod.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 december 11, 22:47
Írta: svejk Dátum 2017 december 11, 22:47
Újabb világrengető ötlet, csak nem tudom hogy kellene megvalósítani. :(
Az "igazi" CNC esztergákon van egy spindle jog gomb, amit amíg nyom az ember addig forog a főorsó egy beállított értékkel.
Leginkább a betett munkadarab futásának ellenőrzésére használják.
Ezt hogy kellene UCCNC-ben megvalósítani?
Odáig megvan, hogy egy külső bemenetet rendelek egy makróhoz... de innentől már csak a Dezsoe-re tudok gondolni. :)
Az "igazi" CNC esztergákon van egy spindle jog gomb, amit amíg nyom az ember addig forog a főorsó egy beállított értékkel.
Leginkább a betett munkadarab futásának ellenőrzésére használják.
Ezt hogy kellene UCCNC-ben megvalósítani?
Odáig megvan, hogy egy külső bemenetet rendelek egy makróhoz... de innentől már csak a Dezsoe-re tudok gondolni. :)
Cím: Re:UCCNC vezérlő program
Írta: nffab2gnr Dátum 2017 december 11, 22:52
Írta: nffab2gnr Dátum 2017 december 11, 22:52
Akkor egyre gondoltunk....lehet,hogy holnap már használható[#wave] [#vigyor4]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 december 11, 22:59
Írta: dezsoe Dátum 2017 december 11, 22:59
Most nem dugnék össze hardvert, de arra tippelek, hogy input trigger felfutóra m3on (504), lefutóra m3off(505).
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 december 12, 07:25
Írta: dezsoe Dátum 2017 december 12, 07:25
Na, tessék! 12 percen belül megvolt a válasz, erre meg sem nézi. [#vigyor3] (Pedig azóta ki is próbáltam és megy, még makró sem kell hozzá.)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 december 12, 09:04
Írta: svejk Dátum 2017 december 12, 09:04
Gondoltam már durmolsz. :)
Hmmm... így még jobb! :)
Köszike, a többi esztergát használók nevében!!
Hmmm... így még jobb! :)
Köszike, a többi esztergát használók nevében!!
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 december 12, 09:05
Írta: svejk Dátum 2017 december 12, 09:05
Az a baj, ha az ember valamit nem ismer, egyből csak bonyolult megoldásokra gondol. :(
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 december 12, 09:26
Írta: dezsoe Dátum 2017 december 12, 09:26
A megoldás feléig eljutottál, csak nem gondoltad, hogy ennyire egyszerű. Pedig szövegesen gyakorlatilag le is írtad! :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 december 12, 10:27
Írta: svejk Dátum 2017 december 12, 10:27
Most nem tudom élesben próbálni, de mégsem lesz ez így jó, ugyanis mindig annyival fog forogni amilyen értéken épp áll az S érték.
Tehát nekem azt is tudatni kell hogy pl. S 300-al forogjon.
Tehát nekem azt is tudatni kell hogy pl. S 300-al forogjon.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 december 12, 12:40
Írta: dezsoe Dátum 2017 december 12, 12:40
Hogy neked semmi nem jó?! [#vigyor3]
Indító makró (pl. trigger felfutó):
Leállító makró (pl. trigger lefutó):
Indító makró (pl. trigger felfutó):
Kód Kijelölés
if (!exec.GetLED(RunLED) && !exec.GetLED(M3LED) && !exec.GetLED(M4LED))
{
exec.Writekey("Memory", "TempSpindle", "On");
exec.Writekey("Memory", "TempSpindleS", AS3.Getfield(SpindleSpeed));
exec.Writekey("Memory", "TempSpindleSRO", AS3.Getfield(SRO));
exec.Callbutton(SROReset);
while (exec.IsMoving());
exec.Code("M3 S300");
while (exec.IsMoving());
}
#Events
const int RunLED = 19;
const int M3LED = 50;
const int M4LED = 51;
const int SROReset = 558;
const int SRO = 233;
const int SpindleSpeed = 869;
Leállító makró (pl. trigger lefutó):
Kód Kijelölés
if (exec.Readkey("Memory", "TempSpindle", "Off") == "On")
{
exec.Code("M5");
while (exec.IsMoving());
exec.Writekey("Memory", "TempSpindle", "Off");
while (exec.IsMoving());
exec.Code("S" + exec.Readkey("Memory", "TempSpindleS", "0"));
AS3.Setfieldtext(exec.Readkey("Memory", "TempSpindleSRO", "100%"), SRO);
AS3.Validatefield(SRO);
}
#Events
const int RunLED = 19;
const int M3LED = 50;
const int M4LED = 51;
const int SROReset = 558;
const int SRO = 233;
const int SpindleSpeed = 869;
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 december 12, 13:31
Írta: svejk Dátum 2017 december 12, 13:31
[#oooo][#fogmosas][#law]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 december 12, 13:33
Írta: svejk Dátum 2017 december 12, 13:33
Akkor csak jól gondoltam, hogy bonyolult lesz ez. :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 december 12, 14:10
Írta: dezsoe Dátum 2017 december 12, 14:10
Ha már makró, akkor illett egy kis ellenőrzést is beletenni. Meg azt, hogy a százalékos felülbírálás se jusson szóhoz. :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 december 16, 21:16
Írta: svejk Dátum 2017 december 16, 21:16
Az 1.2037-es verzió idejében írtam egy paraméteres G-kódot sorozatfúráshoz G81-ekkel.
Ma frissítettem az UCCNC-t 1.2047-re és másképp működik a G kód, (utazómaggásság, viszahúzás)
Lett a két verzió közt a G81 babrálva?
Ma frissítettem az UCCNC-t 1.2047-re és másképp működik a G kód, (utazómaggásság, viszahúzás)
Lett a két verzió közt a G81 babrálva?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 december 17, 00:12
Írta: dezsoe Dátum 2017 december 17, 00:12
Igen. Ebben a topikban meg is találod, hogy melyik verzióban. :) (Segítek: 1.2038 és 1.2042.)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 december 17, 09:52
Írta: svejk Dátum 2017 december 17, 09:52
Hmm... megnéztem, e kettő javítás nem okozhatja a problémámat.
Leegyszerűsítem a kódot csak a problémára és ha nem jutok vele dűlőre akkor elküldöm Nektek.
Leegyszerűsítem a kódot csak a problémára és ha nem jutok vele dűlőre akkor elküldöm Nektek.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 december 17, 10:23
Írta: dezsoe Dátum 2017 december 17, 10:23
Leírnád kicsit konkrétabban, hogy mi a gond? Esetleg egy g-kód hozzá?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 december 17, 10:45
Írta: svejk Dátum 2017 december 17, 10:45
Tegnap egy barátom (UC)CNC helyzetfúró masinájára felapplikáltunk egy Hebo féle kék lézert.
A beüzemelés nem volt gond, a lézerkimenet pin/lpt számát beállítottuk, a lézert csatlakoztattuk és már működött is.
A Laserplugint engedélyeztük és már nyomtuk is ezerrel a grvírozást.
Persze azért nem is én lennék ha nem írnák le ide pár észrevételt.
Mivel a gép alapvetően mást csinál ezért a laser Call startup-ját nem pipáltuk ki.
így viszont a config/general config/config plugin -ig el kell jutni aztán Show.
Ekkor rögtön fel is ugrik a lézerplugin ablaka.
Itt mindjárt pár kérdés?
- Az alapértelmezett képfile típus megváltoztatható?
Mert nekem szerintem egy árva PNG típusú képem sincs. :(
- ha változtatok a kép méretén akkor újra be kell hívni
a képet vagy a g-kód kreálásnál figyelembe veszi a beállítás megváltoztatását?
A g-kód elkészítése után mentem volna vissza a RUN képernyőre de nem lehetett, persze, mert a laser gravír ablaka eltakarta az előzőleg megnyitott config plugin ablakot.
Jó tudom, egy ilyen szoftver használata feltételez némi számítógép kezelési ismereteket. :)
(pedig ha tudnátok hány olyan ismerősöm van nekem akiket bevezettem a hobbyCNC világába és még az egérkezeléssel is bajaik voltak/vannak)
A szürkeárnyalatos és a fekete/fehér gravírozást próbáltuk, az eredményeket illetően teljes megelégedéssel.
Következett a lézervágás, de azt majd a következő hozzászólásban.
A beüzemelés nem volt gond, a lézerkimenet pin/lpt számát beállítottuk, a lézert csatlakoztattuk és már működött is.
A Laserplugint engedélyeztük és már nyomtuk is ezerrel a grvírozást.
Persze azért nem is én lennék ha nem írnák le ide pár észrevételt.
Mivel a gép alapvetően mást csinál ezért a laser Call startup-ját nem pipáltuk ki.
így viszont a config/general config/config plugin -ig el kell jutni aztán Show.
Ekkor rögtön fel is ugrik a lézerplugin ablaka.
Itt mindjárt pár kérdés?
- Az alapértelmezett képfile típus megváltoztatható?
Mert nekem szerintem egy árva PNG típusú képem sincs. :(
- ha változtatok a kép méretén akkor újra be kell hívni
a képet vagy a g-kód kreálásnál figyelembe veszi a beállítás megváltoztatását?
A g-kód elkészítése után mentem volna vissza a RUN képernyőre de nem lehetett, persze, mert a laser gravír ablaka eltakarta az előzőleg megnyitott config plugin ablakot.
Jó tudom, egy ilyen szoftver használata feltételez némi számítógép kezelési ismereteket. :)
(pedig ha tudnátok hány olyan ismerősöm van nekem akiket bevezettem a hobbyCNC világába és még az egérkezeléssel is bajaik voltak/vannak)
A szürkeárnyalatos és a fekete/fehér gravírozást próbáltuk, az eredményeket illetően teljes megelégedéssel.
Következett a lézervágás, de azt majd a következő hozzászólásban.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 december 17, 11:18
Írta: svejk Dátum 2017 december 17, 11:18
No akkor vágjunk UCCNC-vel, kék lézerrel rétegeltet!
MDI-ból a M3, M10/M11 parancsokat kiadva működik minden joggal már hasítottunk is.
A fókuszt is relatív gyorsan beállítottuk,- persze köze nem volt a megadotthoz- a 3 mm-es rétegelt lemezt átvitte, lett öröm bódottág' :)
Elővettünk egy Aspire által generált kontúrmarós G kódot, kivettem az S parancsot, a Z mozgásokat lenulláztam, az F értékeket átírtam, behelyeztem az M10, M11 parancsokat.
No ez nagyobb kódnál nem kevés odafigyelést igényel. :(
Mivel a gépen alapvetően főorsó van, így az M3 Sxxx-re az elindulna.
- Biztos, hogy kell erőltetni lézer üzemnél az M3 parancsot?
Én nem látom a biztonsági kockázatát ha el lenne hagyva.
Kellene valami kis plugint írni, ami a normál marós G-kódot átfordítaná laser nyelvre, azaz megcsinálná automatikusan a fent említett műveleteket.
Vagy esetleg van már ilyen?
Minden esetre univerzálisabb lenne mint minden egyes CAM programhoz posztprocesszort írogatni, hogy megegye az UCCNC.
MDI-ból a M3, M10/M11 parancsokat kiadva működik minden joggal már hasítottunk is.
A fókuszt is relatív gyorsan beállítottuk,- persze köze nem volt a megadotthoz- a 3 mm-es rétegelt lemezt átvitte, lett öröm bódottág' :)
Elővettünk egy Aspire által generált kontúrmarós G kódot, kivettem az S parancsot, a Z mozgásokat lenulláztam, az F értékeket átírtam, behelyeztem az M10, M11 parancsokat.
No ez nagyobb kódnál nem kevés odafigyelést igényel. :(
Mivel a gépen alapvetően főorsó van, így az M3 Sxxx-re az elindulna.
- Biztos, hogy kell erőltetni lézer üzemnél az M3 parancsot?
Én nem látom a biztonsági kockázatát ha el lenne hagyva.
Kellene valami kis plugint írni, ami a normál marós G-kódot átfordítaná laser nyelvre, azaz megcsinálná automatikusan a fent említett műveleteket.
Vagy esetleg van már ilyen?
Minden esetre univerzálisabb lenne mint minden egyes CAM programhoz posztprocesszort írogatni, hogy megegye az UCCNC.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 december 17, 12:30
Írta: svejk Dátum 2017 december 17, 12:30
joggal=JOG-al
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 december 17, 15:16
Írta: svejk Dátum 2017 december 17, 15:16
Vagy az is elég lenne, hogy ha mondjuk a G-kódban -2 mm-en megy a marás, akkor egy kimenetet kellene kapcsolni ha Z kisebb mint -1. Ekkor nem kellene az M10/M11 sem, hanem ez a plusz kimenet kapcsolná ki/be a lézert.
Vagy ez G kódból lassú lenne?
Vagy ez G kódból lassú lenne?
Cím: Re:UCCNC vezérlő program
Írta: PSoft Dátum 2017 december 17, 16:00
Írta: PSoft Dátum 2017 december 17, 16:00
Volt régebben :) itt valaki, aki azt mondta a Mach "Z" dir használatára lézer kapcsoláshoz, hogy...
Elhibázott, elvi hibás, "szakmaiatlan" megközelítés! Közben meg, több fórumtársnál "működik" a dolog, használja.[#wow1]
De mint tudjuk, működik és működik között óriási különbségek vannak.:)
(nem mindegy pld. hogy...ki mondja,és milyen összefüggésben)[#nevetes1]
Elhibázott, elvi hibás, "szakmaiatlan" megközelítés! Közben meg, több fórumtársnál "működik" a dolog, használja.[#wow1]
De mint tudjuk, működik és működik között óriási különbségek vannak.:)
(nem mindegy pld. hogy...ki mondja,és milyen összefüggésben)[#nevetes1]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 december 17, 16:09
Írta: svejk Dátum 2017 december 17, 16:09
No, meg van a hiba!
Az újabb verzióknál, - 1.2037-nél még jó volt, mert addig ezt használtuk- a G81-ben levő R paraméter után nem veszi figyelembe a "#" jelet, így nem a paraméter értékével hanem maga a paraméter számával számol és a szerint hajtja végre a kódot. [#circling]
Itt a lebutított kód:
(e szerint 21-ig felhúzza a fúrót, holott csak 3-ig kellene)
Az újabb verzióknál, - 1.2037-nél még jó volt, mert addig ezt használtuk- a G81-ben levő R paraméter után nem veszi figyelembe a "#" jelet, így nem a paraméter értékével hanem maga a paraméter számával számol és a szerint hajtja végre a kódot. [#circling]
Itt a lebutított kód:
(e szerint 21-ig felhúzza a fúrót, holott csak 3-ig kellene)
Kód Kijelölés
#1= 10 (X kezdo helyzet)
#2= 20 (Y kezdo helyzet)
#20= -5 (a furat melysege)
#21= 3 (utazo magassag)
#22= 200 (a furo elotolasa)
S4500
M3
G0 Z15
G81 X#1 Y#2 Z#20 R#21 F#22
G0 Z15
M5
G0 X0 Y0
M30
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 december 17, 16:12
Írta: svejk Dátum 2017 december 17, 16:12
Gondolom gravírozásnál lényeges lehet, de egyszerű kontúrvágásra talán nem lehet benne kifogás.
Bár nem tudom kell e várakozás arra, hogy átlőjje az anyagot teljesen a lézer, mielőtt elindul X/Y irányba.
Bár nem tudom kell e várakozás arra, hogy átlőjje az anyagot teljesen a lézer, mielőtt elindul X/Y irányba.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 december 17, 16:13
Írta: 000000000 Dátum 2017 december 17, 16:13
Aspir kistestvérét a Vcarve-t használom kék lézerhez. ( kód tekintetében tökmindegy )
A Z tengely 0.1mm mozgatásával generálom a kódot. ( semmit nem törlök ki belőle semmit nem írok át )
Simán jó a Z tengely Dir jelével ki / be kapcsolt lézer. ( Mach3 )
Nem egy sem kettő dolgot legyártottam már így. ( egy kis részét láthattad már az erre rendszeresített topikban )
ENNYI !
A Z tengely 0.1mm mozgatásával generálom a kódot. ( semmit nem törlök ki belőle semmit nem írok át )
Simán jó a Z tengely Dir jelével ki / be kapcsolt lézer. ( Mach3 )
Nem egy sem kettő dolgot legyártottam már így. ( egy kis részét láthattad már az erre rendszeresített topikban )
ENNYI !
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 december 17, 16:16
Írta: svejk Dátum 2017 december 17, 16:16
Hát, full kézi lézer módban ennél egyszerűbb talán nincs is ez igaz.
De azért ez nem olyan nagyon elegáncsos'. :)
De azért ez nem olyan nagyon elegáncsos'. :)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 december 17, 16:21
Írta: 000000000 Dátum 2017 december 17, 16:21
Működik ?
Működik !
Akkor meg ki nem tesz rá magasról az elegánycsosságra ?
Ha neked az a célod, hogy szívjál a kód át írogatásával, akkor legyél elegáncsos !
Működik !
Akkor meg ki nem tesz rá magasról az elegánycsosságra ?
Ha neked az a célod, hogy szívjál a kód át írogatásával, akkor legyél elegáncsos !
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 december 17, 16:39
Írta: svejk Dátum 2017 december 17, 16:39
Természetesen ez a programrészlet nem valós, csak a jobb érthetőség miatt írtam ezek az értékeket.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 december 17, 16:52
Írta: dezsoe Dátum 2017 december 17, 16:52
OK, köszi, meg fogom nézni néhány verzióval, hogy hol is romlik el, de csak majd este.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 december 17, 16:58
Írta: svejk Dátum 2017 december 17, 16:58
Lenne még egy észrevételem a fejlesztő(k)höz.
Most már ugye lehet a G-kód editorban egérrel másolni/beilleszteni, ez jó, nem kell már a Notepad.
Viszont 15"-os notin, egérrel (főleg touch-al) alig lehet a kurzort a sor elejére tenni.
Ha van rá lehetőség elhagyni az ablak széle és az első karakter közt egy kis helyet akkor azt megköszönnénk.
ui:
most néztem a notepad-nél sincs nagyobb hely, de ott valahogy könnyebb betalálni az első karakter elé.
Mindegy nem lényeges, de ha már leírtam elküldöm.
Most már ugye lehet a G-kód editorban egérrel másolni/beilleszteni, ez jó, nem kell már a Notepad.
Viszont 15"-os notin, egérrel (főleg touch-al) alig lehet a kurzort a sor elejére tenni.
Ha van rá lehetőség elhagyni az ablak széle és az első karakter közt egy kis helyet akkor azt megköszönnénk.
ui:
most néztem a notepad-nél sincs nagyobb hely, de ott valahogy könnyebb betalálni az első karakter elé.
Mindegy nem lényeges, de ha már leírtam elküldöm.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 december 17, 16:59
Írta: svejk Dátum 2017 december 17, 16:59
1.2042-nél már nem jó.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 december 17, 17:13
Írta: svejk Dátum 2017 december 17, 17:13
Végigzongoráztam a verziókat, 1.2037-nél még jó, -ott íródott a g-kód is-, aztán 1.2038-al már nem jó.
Azért ez nagyon jó dolog, -főleg ilyenkor-, hogy simán másolhatóak a verziók, akárhány is fent lehet a gépünkön![#worship]
Azért ez nagyon jó dolog, -főleg ilyenkor-, hogy simán másolhatóak a verziók, akárhány is fent lehet a gépünkön![#worship]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 december 17, 17:26
Írta: dezsoe Dátum 2017 december 17, 17:26
Megszámoltam: nálam 47 verzió van fenn, verziónként 3-8 különböző profillal. :) Tényleg zseniális, hogy nem kell trükközni vele. [#eljen]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 december 17, 21:16
Írta: dezsoe Dátum 2017 december 17, 21:16
Még mindig nem az eredeti kérdéssel foglalkozom, csak - mivel én is most indítottam el egy plugint - eszembe jutott a problémád. Ha van egy pluginod, amit engedélyeztél, de nem látszik, akkor egy gombra tegyél egy makrót:
Így megúszod a config/general/plugin/megkeres/show nyomkodást és nem is marad nyitva a plugin lista.
Kód Kijelölés
exec.Pluginshowup("KevendPluginod.dll");Így megúszod a config/general/plugin/megkeres/show nyomkodást és nem is marad nyitva a plugin lista.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 december 17, 21:20
Írta: svejk Dátum 2017 december 17, 21:20
Biztos voltam benne hogy nem kell ezt külön kérni Tőled! [#smile][#law][#worship]
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2017 december 17, 21:28
Írta: gaben Dátum 2017 december 17, 21:28
Ezt a sok okosságot lassan csokorba kéne szedni. ;)
Fantasztikus segítség nekünk Csaba, hogy amit csak megálmodunk, Ő megvalósítja pikk-pakk. [#worship]
Fantasztikus segítség nekünk Csaba, hogy amit csak megálmodunk, Ő megvalósítja pikk-pakk. [#worship]
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 december 18, 07:28
Írta: ium8w94xp Dátum 2017 december 18, 07:28
Titokban ő a hivatalos support. Mi lenne velünk nélküle.
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2017 december 18, 07:58
Írta: gaben Dátum 2017 december 18, 07:58
Ezzel nem mondtál újat. ;)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 december 18, 20:51
Írta: svejk Dátum 2017 december 18, 20:51
No szóval Aspire-UCCNC Laser kontúrvágás.
Nem kell semmit csinálni, csak használni a már mások által megírt posztprocesszort.
D.Laci adott útmutatót, pedig neki nincs is UC/UCCNC cucca. :)
A fentiekből az következik, hogy vagy nem használja senki itt az UCCNC lézervágásra Aspire-ből vagy megelégszenek a Pál által említett "elegáncstalan" megoldásokkal.
A talált posztproci olyan egyszerű, hogy még én is tudtam rajta a saját szám íze szerint módosítani.
Nem kell semmit csinálni, csak használni a már mások által megírt posztprocesszort.
D.Laci adott útmutatót, pedig neki nincs is UC/UCCNC cucca. :)
A fentiekből az következik, hogy vagy nem használja senki itt az UCCNC lézervágásra Aspire-ből vagy megelégszenek a Pál által említett "elegáncstalan" megoldásokkal.
A talált posztproci olyan egyszerű, hogy még én is tudtam rajta a saját szám íze szerint módosítani.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 december 18, 22:03
Írta: dezsoe Dátum 2017 december 18, 22:03
Aha! Pedig írtad, hogy Aspire, csak lazán átsiklottam felette, bocs! Többen is használják, úgyhogy nem csak én nem fogtam fel, amit írtál. :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 december 19, 07:50
Írta: svejk Dátum 2017 december 19, 07:50
Tegnap a link lemaradt.
(D.laci csak nem veszi rossz néven)
UCCNC Laser posztprocesszor Aspire programhoz. (https://jtechphotonics.com/?p=3851)
Én kivettem az S-eket az M10-ek után.
(D.laci csak nem veszi rossz néven)
UCCNC Laser posztprocesszor Aspire programhoz. (https://jtechphotonics.com/?p=3851)
Én kivettem az S-eket az M10-ek után.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 december 19, 22:46
Írta: dezsoe Dátum 2017 december 19, 22:46
A G99 szó hiányzik, nagy valószínűség szerint. Pár szóban:
G98: visszaemelés kezdő magasságig
G99: visszaemelés R magasságig
Részletek a kézikönyvben! :)
Ja, a példa kód hasznos, mert egy másik hiba látszik rajta. :(
G98: visszaemelés kezdő magasságig
G99: visszaemelés R magasságig
Részletek a kézikönyvben! :)
Ja, a példa kód hasznos, mert egy másik hiba látszik rajta. :(
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 december 20, 06:28
Írta: svejk Dátum 2017 december 20, 06:28
A G99 szerepel az eredeti kódban, csak a hiba könnyebb láthatósága miatt redukáltam le a minimumra.
(elküldöm magánban az eredeti kódot)
(elküldöm magánban az eredeti kódot)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 december 20, 06:38
Írta: svejk Dátum 2017 december 20, 06:38
Az alapbajom az, hogy nem veszi figyelembe a #-t az R előtt, míg a régi verziók igen.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 december 20, 06:48
Írta: svejk Dátum 2017 december 20, 06:48
jav: R után
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 december 20, 09:25
Írta: dezsoe Dátum 2017 december 20, 09:25
Igen, tényleg azt csinálja, csak nem jó számokkal teszteltem, azért nem láttam, bocs. :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 december 22, 23:25
Írta: dezsoe Dátum 2017 december 22, 23:25
Sziasztok!
Megjelent az UCCNC 1.2047-es verziója, ami az 1.2037-est váltotta.
Innen tölthető le. (http://www.cncdrive.com/UCCNC/download_UCCNC.php)
Javítások és változások összesítve az előző verzióhóz képest:
- Új: G50/G51 skálázás
- Új: G68/G69 koordináta rendszer forgatás
- Új: hátra lévő távolság, distance to go (DTG) DRO-k
- Új indulóképernyő
- Indítás 10-40%-kal gyorsabb (PC sebességtől függően)
- Képernyő szerkesztő módban a PageUp/PageDown (objektum előtérbe/háttérbe mozgatása) fordítva volt, javítva
- FRO/SRO csúszka kiértékelési hiba miatt 0-ra állt, ha a DRO érték megváltozott, javítva
- Új: Feedrate és Spindle speed overriden DRO-k, azaz FRO és SRO által módosított értékek kijelzése
- Új: g-kód újratöltés gomb
- Új: parancssori /d kapcsoló: program indítása demó módban (akkor is, ha van elérhető vezérlő)
- Új: szerszámpálya határának kijelzése kikapcsolható
- Új: g-kód szerkesztőben egér jobb gomb Cut, Copy, Paste stb. helyi menü
- Az OUTPUT TRIGGER beállításoknál a Set megnyomásakor a listában a 4-es port kétszer szerepelt, javítva
- Szerszámpálya megjelenítőben nagyon kicsi teljes körök néha nem jelentek meg egyáltalán, javítva
- Fúróciklusoknál ha az R visszaemelés meg van adva, akkor odáig nem gyorsjáratban mozgott, javítva
- Windows 10 márciusi kumulatív update és Creators Update OpenGL kezelési hibája miatt a program egyes PC-ken használhatatlanul lassú volt, javítva
- Új: TCP (szerszám középpont) követési mód a szerszámpálya megjelenítőben
- Az FRO néha megakadt a Stop gomb nyomása után. A hiba új mozgás kiadása után automatikusan megszűnt, csak álló helyzetben fordult elő, ezért nem jelentett komoly problémát. Javítva
- Ha az FRO 100% felett volt, akkor körív mozgás (G2/G3) deformálódhatott, ha túl magas volt az egyik tengely sebessége és eltérő volt az X és Y sebesség beállítása, javítva
- Az UCCNC üzenet ablakok fejlécében "Message" javítva "UCCNC message"-re, hogy a felhasználó minden esetben tudja, hogy ez az UCCNC rendszer üzenet ablaka
- UC300USB 2. probe bemeneten nem működött az alacsony szint, javítva
- Az Ismoving mozgás megszűnésre várakozás hiányzott a makró fordító kód végéről, ez okozhatott olyan problémát, hogy a mozgás végkoordinátája hibásan lett regisztrálva exec.Code utasításoknál, és emiatt a következő exec.Code utasítás előfordulhatott, hogy visszamozgatta az előzőleg mozgatott, de az új exec.Code utasításban nem mozgatott tengelyeket az előzőleg kiadott mozgás előtti koordinátákra. Javítva
- Softlimit kezelés szétválasztva g-kód elő-ellenőrzésre és mozgás közbeni ellenőrzésre
- Új: Apply és Save Settings védelem, hogy ne lehessen gombokat megnyomni vagy DRO-kat átírni, amíg a művelet tart
- Visual Basic plugin mintaprogram és sablon frissítése
- S overridden max. and min. limits to show in the DRO were missing, fixed.
- FRO and SRO override with analog input on the UC300 and UC300ETH did not update the S overridden and F overridden DROs, fixed.
- The probed coordinates registration into the # variables was accidentally commented out, so it was not working in the previous test release, fixed.
- A telepítő szól, ha a .NET Framework 2.0 nincs telepítve
- A Plugininterface-ből hiányzott a .Codelist, javítva
- A Plugininterface-ből hiányzott az Addled új változata, amelyik tartalmazza a blinktype paramétert, javítva
- Új: G84 menetfúró ciklus
- Új: G85 fúróciklus, kiemelés előtolással
- Új: G86 fúróciklus gyorsjárati kiemeléssel, megállított főorsóval
- Új: G89 fúróciklus várakozással és kiemelés előtolással
- Kilépéskor Reset funkció hívása, így nincs késleltetés a charge pump kikapcsolásában
- Ha a G02/G03 ívet megállítottuk Stop-pal vagy Feed hold-dal az ív legvégén, akkor újraindításkor előfordult, hogy egy teljes kört jelentett az aktuális kódsor, mivel a kezdő- és végpont megegyezett. Ezt kiküszöbölendő, az aktuális sor mutató eggyel előrébb lép, ha az ív legvégén állítjuk meg.
- A makró paraméterek megmaradtak MDI hívás után, így ha utána gombnyomásra indult egy következő makró, az megkapta ezeket a paramétereket. Javítva
- A C# és VB példa plugin-ba (Example mappa) bekerült a Cyclestart_event, amit a program tartalmazott, de a példákból hiányzott.
- A beállítások mentése (Save settings) működése megváltozott. Eddig a változók egyesével kerültek írásra, ami lassú volt, különösen lassú háttértár és/vagy antivírus program esetén. Mostantól a memóriában elkészül a file és egyben íródik ki, így felgyorsul a beállítások mentése is és kilépéskor az offszetek és egyebek letárolása is.
- G84 menetfúró ciklus P paramétere H-ra és a funkciója az ellenkezőjére változott. Így ha a H paraméter nincs megadva vagy az értéke 0, akkor jobbos a menet, egyébként balos
- Konstruktor makró indítási probléma javítva. (I/O triggers beállítások meggátolhatták a futását.)
- Input triggers működése úgy változott, hogy induláskor a bemeneti bitek állapota lesz a kiinduló állapot, így induláskor nem adnak trigger jelet, csak amikor a program már fut és az állapotuk változik. Ez eredetileg is így volt, de egy hiba miatt induláskor a triggerek aktiválódtak
- A reset üzenet ablak le van tiltva mielőtt az M99998 makró elindul
- Bizonyos körülmények között az M10/M11 nem kapcsolta a kimenetet, javítva
- G86 fúróciklus kapott egy H paramétert, amivel választani lehet a gyors vagy programozott sebességű kiemelés között
- Softlimit probléma: ha az előellenőrzés ki volt kapcsolva, de a softlimit engedélyezve volt, akkor a tengelyek nem megfelelően álltak meg g-kódból vezérelve. Javítva
- Új: Getrotate függvény makróban és plugin-ban
- AltGr-es karaktereket (pl. #) nem lehetett beírni MDI-be, javítva
- Színválasztó ablak kezdőpozíciója kívül eshetett a képernyőn, javítva
- Új: a CNCRoom UB1-es paneljének támogatása
- Új: csúszka új paramétert kapott (acceptclick), mellyel engedélyezhető vagy tiltható, hogy a csúszán bárhova kattintva oda ugorjon. Ha ez tiltva van, akkor csak a csúszka megfogásával lehet állítani
- Új: a szerszámpálya-megjelenítőben egy hálós sík jeleníthető meg, ami a gép munkaterületét mutatja
- Néhány THC beállítást nem mentett a program kilépéskor egy korábbi, a mentéssel kapcsolatos módosítás miatt, javítva
- THC anti-dive a mozgás végén késett egy szinkronizálási időnyit a THC anti-dive funkció kapcsolással itt van róla szó (http://forum.cncdrive.com/viewtopic.php?f=16&t=619), javítva
- Az UC300ETH és UC400ETH hibásan számolta a gyorsulást a B tengelyen, ami furcsa mozgást eredményezett, javítva
- Az UC300ETH és UC400ETH lépést vesztett az enkóder megszakítás prioritási hibája miatt, ha a főorsó enkóder engedélyezve volt, javítva
- A menetfúró kódok az Fset értékét nullára állították. A következő mozgás a g-kódban helyreállította az értéket, de ha a mozgás le lett állítva (Cycle stop) menetfúrás közben, akkor az Fset érték 0 maradt, ami problémát okozhatott a következő g-kód végrehajtásakor. Javítva
- Ha külön home bemenettel rendelkező mester-szolga tengelypár home-olása közben E-stop történt, és az E-stop a híd kiegyenlítése közben történt, amikor a mester és szolga tengelyek szét vannak választva a külön home-oláshoz, akkor az E-stop azt okozhatta, hogy a mester-szolga kapcsolat szétbontva maradt. Javítva
- Az ívek közötti nagyon kis szegmensek CV optimalizálása a kis szegmensnél interpolációs hibát okozhatott. Javítva
- Jog iránya nem változott, ha nagyon gyors irányváltás történt az ellentétes irányú jog funkció hívásával. Javítva
- Jog iránya akkor is beragadt az eredeti irányba, ha ugyanazon a tengelyen a két ellentétes irány gombjai egyszerre lettek megnyomva. Ezután a mozgás megáll, ha a két irányt egyszerre nyomjuk.
- Ritka körülmények között egy általános hiba volt a lézer PWM kezelésével, ami mindegyik mozgásvezérlőt érintette. Javítva
- Autoleveler plugin frissítése (Köszönet Cahit Ates-nek)
- Az M3 nem mindig engedélyezte időben a lézer kimenetet (M10), javítva
- A Setoutpin makró függvény demó módban más kimeneteket is megvillogtatott. Ez nem okozott problémát valós környezetben, mert csak a demó módot érintette, javítva
Megjelent az UCCNC 1.2047-es verziója, ami az 1.2037-est váltotta.
Innen tölthető le. (http://www.cncdrive.com/UCCNC/download_UCCNC.php)
Javítások és változások összesítve az előző verzióhóz képest:
- Új: G50/G51 skálázás
- Új: G68/G69 koordináta rendszer forgatás
- Új: hátra lévő távolság, distance to go (DTG) DRO-k
- Új indulóképernyő
- Indítás 10-40%-kal gyorsabb (PC sebességtől függően)
- Képernyő szerkesztő módban a PageUp/PageDown (objektum előtérbe/háttérbe mozgatása) fordítva volt, javítva
- FRO/SRO csúszka kiértékelési hiba miatt 0-ra állt, ha a DRO érték megváltozott, javítva
- Új: Feedrate és Spindle speed overriden DRO-k, azaz FRO és SRO által módosított értékek kijelzése
- Új: g-kód újratöltés gomb
- Új: parancssori /d kapcsoló: program indítása demó módban (akkor is, ha van elérhető vezérlő)
- Új: szerszámpálya határának kijelzése kikapcsolható
- Új: g-kód szerkesztőben egér jobb gomb Cut, Copy, Paste stb. helyi menü
- Az OUTPUT TRIGGER beállításoknál a Set megnyomásakor a listában a 4-es port kétszer szerepelt, javítva
- Szerszámpálya megjelenítőben nagyon kicsi teljes körök néha nem jelentek meg egyáltalán, javítva
- Fúróciklusoknál ha az R visszaemelés meg van adva, akkor odáig nem gyorsjáratban mozgott, javítva
- Windows 10 márciusi kumulatív update és Creators Update OpenGL kezelési hibája miatt a program egyes PC-ken használhatatlanul lassú volt, javítva
- Új: TCP (szerszám középpont) követési mód a szerszámpálya megjelenítőben
- Az FRO néha megakadt a Stop gomb nyomása után. A hiba új mozgás kiadása után automatikusan megszűnt, csak álló helyzetben fordult elő, ezért nem jelentett komoly problémát. Javítva
- Ha az FRO 100% felett volt, akkor körív mozgás (G2/G3) deformálódhatott, ha túl magas volt az egyik tengely sebessége és eltérő volt az X és Y sebesség beállítása, javítva
- Az UCCNC üzenet ablakok fejlécében "Message" javítva "UCCNC message"-re, hogy a felhasználó minden esetben tudja, hogy ez az UCCNC rendszer üzenet ablaka
- UC300USB 2. probe bemeneten nem működött az alacsony szint, javítva
- Az Ismoving mozgás megszűnésre várakozás hiányzott a makró fordító kód végéről, ez okozhatott olyan problémát, hogy a mozgás végkoordinátája hibásan lett regisztrálva exec.Code utasításoknál, és emiatt a következő exec.Code utasítás előfordulhatott, hogy visszamozgatta az előzőleg mozgatott, de az új exec.Code utasításban nem mozgatott tengelyeket az előzőleg kiadott mozgás előtti koordinátákra. Javítva
- Softlimit kezelés szétválasztva g-kód elő-ellenőrzésre és mozgás közbeni ellenőrzésre
- Új: Apply és Save Settings védelem, hogy ne lehessen gombokat megnyomni vagy DRO-kat átírni, amíg a művelet tart
- Visual Basic plugin mintaprogram és sablon frissítése
- S overridden max. and min. limits to show in the DRO were missing, fixed.
- FRO and SRO override with analog input on the UC300 and UC300ETH did not update the S overridden and F overridden DROs, fixed.
- The probed coordinates registration into the # variables was accidentally commented out, so it was not working in the previous test release, fixed.
- A telepítő szól, ha a .NET Framework 2.0 nincs telepítve
- A Plugininterface-ből hiányzott a .Codelist, javítva
- A Plugininterface-ből hiányzott az Addled új változata, amelyik tartalmazza a blinktype paramétert, javítva
- Új: G84 menetfúró ciklus
- Új: G85 fúróciklus, kiemelés előtolással
- Új: G86 fúróciklus gyorsjárati kiemeléssel, megállított főorsóval
- Új: G89 fúróciklus várakozással és kiemelés előtolással
- Kilépéskor Reset funkció hívása, így nincs késleltetés a charge pump kikapcsolásában
- Ha a G02/G03 ívet megállítottuk Stop-pal vagy Feed hold-dal az ív legvégén, akkor újraindításkor előfordult, hogy egy teljes kört jelentett az aktuális kódsor, mivel a kezdő- és végpont megegyezett. Ezt kiküszöbölendő, az aktuális sor mutató eggyel előrébb lép, ha az ív legvégén állítjuk meg.
- A makró paraméterek megmaradtak MDI hívás után, így ha utána gombnyomásra indult egy következő makró, az megkapta ezeket a paramétereket. Javítva
- A C# és VB példa plugin-ba (Example mappa) bekerült a Cyclestart_event, amit a program tartalmazott, de a példákból hiányzott.
- A beállítások mentése (Save settings) működése megváltozott. Eddig a változók egyesével kerültek írásra, ami lassú volt, különösen lassú háttértár és/vagy antivírus program esetén. Mostantól a memóriában elkészül a file és egyben íródik ki, így felgyorsul a beállítások mentése is és kilépéskor az offszetek és egyebek letárolása is.
- G84 menetfúró ciklus P paramétere H-ra és a funkciója az ellenkezőjére változott. Így ha a H paraméter nincs megadva vagy az értéke 0, akkor jobbos a menet, egyébként balos
- Konstruktor makró indítási probléma javítva. (I/O triggers beállítások meggátolhatták a futását.)
- Input triggers működése úgy változott, hogy induláskor a bemeneti bitek állapota lesz a kiinduló állapot, így induláskor nem adnak trigger jelet, csak amikor a program már fut és az állapotuk változik. Ez eredetileg is így volt, de egy hiba miatt induláskor a triggerek aktiválódtak
- A reset üzenet ablak le van tiltva mielőtt az M99998 makró elindul
- Bizonyos körülmények között az M10/M11 nem kapcsolta a kimenetet, javítva
- G86 fúróciklus kapott egy H paramétert, amivel választani lehet a gyors vagy programozott sebességű kiemelés között
- Softlimit probléma: ha az előellenőrzés ki volt kapcsolva, de a softlimit engedélyezve volt, akkor a tengelyek nem megfelelően álltak meg g-kódból vezérelve. Javítva
- Új: Getrotate függvény makróban és plugin-ban
- AltGr-es karaktereket (pl. #) nem lehetett beírni MDI-be, javítva
- Színválasztó ablak kezdőpozíciója kívül eshetett a képernyőn, javítva
- Új: a CNCRoom UB1-es paneljének támogatása
- Új: csúszka új paramétert kapott (acceptclick), mellyel engedélyezhető vagy tiltható, hogy a csúszán bárhova kattintva oda ugorjon. Ha ez tiltva van, akkor csak a csúszka megfogásával lehet állítani
- Új: a szerszámpálya-megjelenítőben egy hálós sík jeleníthető meg, ami a gép munkaterületét mutatja
- Néhány THC beállítást nem mentett a program kilépéskor egy korábbi, a mentéssel kapcsolatos módosítás miatt, javítva
- THC anti-dive a mozgás végén késett egy szinkronizálási időnyit a THC anti-dive funkció kapcsolással itt van róla szó (http://forum.cncdrive.com/viewtopic.php?f=16&t=619), javítva
- Az UC300ETH és UC400ETH hibásan számolta a gyorsulást a B tengelyen, ami furcsa mozgást eredményezett, javítva
- Az UC300ETH és UC400ETH lépést vesztett az enkóder megszakítás prioritási hibája miatt, ha a főorsó enkóder engedélyezve volt, javítva
- A menetfúró kódok az Fset értékét nullára állították. A következő mozgás a g-kódban helyreállította az értéket, de ha a mozgás le lett állítva (Cycle stop) menetfúrás közben, akkor az Fset érték 0 maradt, ami problémát okozhatott a következő g-kód végrehajtásakor. Javítva
- Ha külön home bemenettel rendelkező mester-szolga tengelypár home-olása közben E-stop történt, és az E-stop a híd kiegyenlítése közben történt, amikor a mester és szolga tengelyek szét vannak választva a külön home-oláshoz, akkor az E-stop azt okozhatta, hogy a mester-szolga kapcsolat szétbontva maradt. Javítva
- Az ívek közötti nagyon kis szegmensek CV optimalizálása a kis szegmensnél interpolációs hibát okozhatott. Javítva
- Jog iránya nem változott, ha nagyon gyors irányváltás történt az ellentétes irányú jog funkció hívásával. Javítva
- Jog iránya akkor is beragadt az eredeti irányba, ha ugyanazon a tengelyen a két ellentétes irány gombjai egyszerre lettek megnyomva. Ezután a mozgás megáll, ha a két irányt egyszerre nyomjuk.
- Ritka körülmények között egy általános hiba volt a lézer PWM kezelésével, ami mindegyik mozgásvezérlőt érintette. Javítva
- Autoleveler plugin frissítése (Köszönet Cahit Ates-nek)
- Az M3 nem mindig engedélyezte időben a lézer kimenetet (M10), javítva
- A Setoutpin makró függvény demó módban más kimeneteket is megvillogtatott. Ez nem okozott problémát valós környezetben, mert csak a demó módot érintette, javítva
Cím: Re:UCCNC vezérlő program
Írta: s5f8tmfv3 Dátum 2017 december 22, 23:47
Írta: s5f8tmfv3 Dátum 2017 december 22, 23:47
Szia!
Van rá mód hogy az M10Px M11Px makrók működését felcseréljem?
Nagyon megszoktam ahogy a Mach-ban használtam és logikusnak is tűnik hogy a 0 a ki- az 1 a bekapcsolás.
Van rá mód hogy az M10Px M11Px makrók működését felcseréljem?
Nagyon megszoktam ahogy a Mach-ban használtam és logikusnak is tűnik hogy a 0 a ki- az 1 a bekapcsolás.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 december 23, 00:24
Írta: dezsoe Dátum 2017 december 23, 00:24
Szia!
Ezek beépített makrók, nem tudsz rajtuk változtatni.
Ezek beépített makrók, nem tudsz rajtuk változtatni.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2017 december 23, 07:49
Írta: ium8w94xp Dátum 2017 december 23, 07:49
Köszönjük.
Gondolom a teszt verzióhoz képest már nincs változás!?
Gondolom a teszt verzióhoz képest már nincs változás!?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 december 23, 07:58
Írta: dezsoe Dátum 2017 december 23, 07:58
Nincs, a verziószám egyértelmű. Csak kiadott verzió lett belőle.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 december 23, 10:22
Írta: svejk Dátum 2017 december 23, 10:22
Ezt már a Jézuska hozta nekünk?
Vagy azért még továbbra is jók legyünk, hátha lesz még meglepi az ünnepekben?[#wink]
Végigolvastam a javításokat, nekem már az is fárasztó volt, ráadásul sokat nem is értek belőle.
Gondolom neked is lecsukódhatott a szemed pár másodpercre a közepén, mert ott 3 sor englisül maradt. :)
Vagy azért még továbbra is jók legyünk, hátha lesz még meglepi az ünnepekben?[#wink]
Végigolvastam a javításokat, nekem már az is fárasztó volt, ráadásul sokat nem is értek belőle.
Gondolom neked is lecsukódhatott a szemed pár másodpercre a közepén, mert ott 3 sor englisül maradt. :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 december 23, 10:30
Írta: svejk Dátum 2017 december 23, 10:30
Őöö.. ez mi is, hol is olvasható?
Eddig ugy hittem az M10 csak Q-val pereméterezhető az UCCNC-ben.
Eddig ugy hittem az M10 csak Q-val pereméterezhető az UCCNC-ben.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 december 23, 21:18
Írta: dezsoe Dátum 2017 december 23, 21:18
Gondolom, a P-re gondolt. :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 december 23, 21:19
Írta: dezsoe Dátum 2017 december 23, 21:19
Hülyeséget írok: a Q-ra. Csak sikerült elírnom... :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 december 23, 21:19
Írta: dezsoe Dátum 2017 december 23, 21:19
És jött a Jézuska is.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 december 23, 21:20
Írta: dezsoe Dátum 2017 december 23, 21:20
Sziasztok!
Megjelent az UCCNC 1.2101-es tesztverziója.
Innen tölthető le. (http://www.cncdrive.com/UCCNC/setup_1.2101.exe)
Javítások és változások:
- Új: G41/G42 szerszám sugár kompenzáció
- Új: Getcurrgcodelinetext függvény
- Új: IsMovingTHC(), ami nem veszi figyelembe a buffer telítettséget, csak az idle bit-et (THC lost arc kezeléséhez)
- Új: tengelyenként megadható current hi/low kimenet
- Új: a virtuális egér kikapcsolható
- Új: Enable delay beállítással az enable jel tengelyenként késleltethető
- Új: a bemenő jelek prellmentesítése beállítható időállandóval. 3 érték, külön a THC, home és a többi bemenetnek
- Új: a referencia felvételnél beállítható visszalépés
- Új: a statisztika ablakban a késleltetés kijelzőnél nullázható csúcsérték
- Új: fúróciklusok Q paraméterét is nullázza a G80
- Új: a telepítőben orosz nyelv választhatóság
- Új: Console plugin hibakereséshez (Console.Write ide ír, makróból és plugin-ból is használható)
- Nagyon kicsi körívek sokszögnek jelentek meg, javítva
- Autoleveler plugin frissítés
- Digitize M40 file export ABC tengely nevek javítása
- Canned cycle R paraméter ha #var akkor nem a #var értékkel számolt hanem magával a számmal, javítva
Megjelent az UCCNC 1.2101-es tesztverziója.
Innen tölthető le. (http://www.cncdrive.com/UCCNC/setup_1.2101.exe)
Javítások és változások:
- Új: G41/G42 szerszám sugár kompenzáció
- Új: Getcurrgcodelinetext függvény
- Új: IsMovingTHC(), ami nem veszi figyelembe a buffer telítettséget, csak az idle bit-et (THC lost arc kezeléséhez)
- Új: tengelyenként megadható current hi/low kimenet
- Új: a virtuális egér kikapcsolható
- Új: Enable delay beállítással az enable jel tengelyenként késleltethető
- Új: a bemenő jelek prellmentesítése beállítható időállandóval. 3 érték, külön a THC, home és a többi bemenetnek
- Új: a referencia felvételnél beállítható visszalépés
- Új: a statisztika ablakban a késleltetés kijelzőnél nullázható csúcsérték
- Új: fúróciklusok Q paraméterét is nullázza a G80
- Új: a telepítőben orosz nyelv választhatóság
- Új: Console plugin hibakereséshez (Console.Write ide ír, makróból és plugin-ból is használható)
- Nagyon kicsi körívek sokszögnek jelentek meg, javítva
- Autoleveler plugin frissítés
- Digitize M40 file export ABC tengely nevek javítása
- Canned cycle R paraméter ha #var akkor nem a #var értékkel számolt hanem magával a számmal, javítva
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 december 23, 22:18
Írta: 000000000 Dátum 2017 december 23, 22:18
Köszönjük!!!! Én erre nagyon vártam, pláne a G40/G41/G42 kódokra. Sajnos nem lesz időm játszani vele ebben az évben már...
Kellem karácsonyi ünnepeket és boldog újévet!
Kellem karácsonyi ünnepeket és boldog újévet!
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 december 23, 22:52
Írta: svejk Dátum 2017 december 23, 22:52
Hurrááá!
Ugrott a százas helyérték is a verziószámban!!
Kezdhetem visszacsalogatni azon ismerőseimet akik a szerszámsugár kompenzáció hiánya miatt tértek vissza Mach3-hoz.
De ez szerintem kellemes munka lesz.
Köszönjük az erőfeszítést! [#worship]
Ugrott a százas helyérték is a verziószámban!!
Kezdhetem visszacsalogatni azon ismerőseimet akik a szerszámsugár kompenzáció hiánya miatt tértek vissza Mach3-hoz.
De ez szerintem kellemes munka lesz.
Köszönjük az erőfeszítést! [#worship]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 december 24, 00:52
Írta: svejk Dátum 2017 december 24, 00:52
Kaphatnánk itt egy-két mintapéldát a g41/g42 használatára?
A pdf elég szűkszavú.
A D paraméter nagyobb prioritású mint a szerszámtárban esetlegesen szereplő érték?
A pdf elég szűkszavú.
A D paraméter nagyobb prioritású mint a szerszámtárban esetlegesen szereplő érték?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 december 24, 08:09
Írta: dezsoe Dátum 2017 december 24, 08:09
Majd keresek vagy csinálok egyet. :) Természetesen a D az erősebb, hiszen pont az a feladata, hogy felülbírálja a szerszámtárat.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 december 24, 08:42
Írta: svejk Dátum 2017 december 24, 08:42
Csak pl. egy egyszerű négyszög és/vagy kör kivágása, különös tekintettel a ráközelítésekre.
Nekem valahogy az éjszaka nem akart összeállni. :(
(a demo mód nem akadály ugye?)
Nekem valahogy az éjszaka nem akart összeállni. :(
(a demo mód nem akadály ugye?)
Cím: Re:UCCNC vezérlő program
Írta: kmajer Dátum 2017 december 24, 10:40
Írta: kmajer Dátum 2017 december 24, 10:40
Hello,
a G41,G42 melyik vezérlésből lett implementálva, vagy egyedi?
Ráállás, leállás módja, egyenes, íves, paraméterezhető?
Csak fizikai elmozdulással tudja felvenni a korrekciót?
Hogyan kezeli pl. azt az esetet amikor a szerszámsugár
nagyobb a belső kontúr sugaránál?
Egy pár sornál többel taglalhatnátok... illetve hol található a leírása?
Amennyiben jól működik, a fejlődés útjában nem állhat semmi.
Örülök a folyamatos fejlesztéseknek.
a G41,G42 melyik vezérlésből lett implementálva, vagy egyedi?
Ráállás, leállás módja, egyenes, íves, paraméterezhető?
Csak fizikai elmozdulással tudja felvenni a korrekciót?
Hogyan kezeli pl. azt az esetet amikor a szerszámsugár
nagyobb a belső kontúr sugaránál?
Egy pár sornál többel taglalhatnátok... illetve hol található a leírása?
Amennyiben jól működik, a fejlődés útjában nem állhat semmi.
Örülök a folyamatos fejlesztéseknek.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 december 24, 11:29
Írta: dezsoe Dátum 2017 december 24, 11:29
Sziasztok!
Elég lukacsosan vagyok gép előtt, bocs ha lassan válaszolok. Technikai részletekkel inkább Balázs tud szolgálni, ha benéz ide, de a kézikönyvben (a programmal települ) van kb. 3 oldal magyarázat a működéséről, érdemes átolvasni.
Elég lukacsosan vagyok gép előtt, bocs ha lassan válaszolok. Technikai részletekkel inkább Balázs tud szolgálni, ha benéz ide, de a kézikönyvben (a programmal települ) van kb. 3 oldal magyarázat a működéséről, érdemes átolvasni.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 december 24, 16:25
Írta: svejk Dátum 2017 december 24, 16:25
No, kínkeservesen összehoztam egy négyszöget.
Kód Kijelölés
G17 G40
G0 X0 Y0
G1 X2 Y2 F500
G41 D1 G1 X5 Y5
Y15
X15
Y5
X5
G40 G1 X0 Y0
M30
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 december 24, 16:30
Írta: svejk Dátum 2017 december 24, 16:30
A képrnyő "reload"-ot elág rendesen kell nyomkodni.
Az előbbi kódban ha a D értékének tizedes számot adok, pl 1.9 akkor is csak az 1 mm-el számol.
Ha a szerszámtárba írom, és meghívom a szerszámváltást akkor a jó 1.9-el számol.
Külő kontúrnál nem köríven kellene fordulnia a sarkoknál?
Nekem kellenei fog a leírás sok-sok példaprogival az biztos. :(
Az előbbi kódban ha a D értékének tizedes számot adok, pl 1.9 akkor is csak az 1 mm-el számol.
Ha a szerszámtárba írom, és meghívom a szerszámváltást akkor a jó 1.9-el számol.
Külő kontúrnál nem köríven kellene fordulnia a sarkoknál?
Nekem kellenei fog a leírás sok-sok példaprogival az biztos. :(
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 december 24, 17:05
Írta: dezsoe Dátum 2017 december 24, 17:05
A D az egy egész szám, és a szerszámtár egyik szerszámára mutat, ahol megadod a szerszám átmérőjét (Tools ablak). Magyarul, ha nincs D, akkor az aktuális szerszámhoz (Run ablak, jobbra lent) tartozó átmérővel számol, ha van D, akkor a D által jelzett szerszáméval.
A külső kontúr sarok problémája valószínűleg jogos, már a másik fórumon is jelezték.
A külső kontúr sarok problémája valószínűleg jogos, már a másik fórumon is jelezték.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 december 24, 20:30
Írta: svejk Dátum 2017 december 24, 20:30
[#falbav]
A D mint átmérő jele megzavart, de közben már "visszalapoztam" a Mach3-ba és rájöttem.
Mivel a mach3-ban sem nagyon éretettem az összefüggéseket így anno ott is hanyagoltam a dolgot.
Persze ezért nem akart nekem az istenért sem összeállni a dolog itt sem.
A D mint átmérő jele megzavart, de közben már "visszalapoztam" a Mach3-ba és rájöttem.
Mivel a mach3-ban sem nagyon éretettem az összefüggéseket így anno ott is hanyagoltam a dolgot.
Persze ezért nem akart nekem az istenért sem összeállni a dolog itt sem.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 december 24, 20:31
Írta: svejk Dátum 2017 december 24, 20:31
A sarkos befordulás szinte biztos út a szerszámtöréshez.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 december 24, 20:40
Írta: svejk Dátum 2017 december 24, 20:40
Tegnap itt az NCT lerásában (https://www.nct.hu/pdf/NC_Documents/Magyar/Maro/magprm.pdf) akartam megnézni a szintaktikát de nem volt elérhető az oldal.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 december 24, 21:10
Írta: svejk Dátum 2017 december 24, 21:10
Béna vagyok, de inkább itt kérdezem mert ide is tartozik.
Tegnap behányt a kedvenc Dell notim video része, így elő kellett vennem és bocsánatot kellett kérnem egy régebbi HP-Compaq 8510W géptől.
Rádugtam egy UC400 ETH-t közvetlen műküdik is, de ahogy bedugom a hálózati kábelt az RJ45 ajzatba rögtön letiltja a belső WiFi egységet és one internet.
Amint kihúzóm az UC400ETH-t visszaáll a wifi kapcsolat magától.
Hol lehet az összeakadás?
Valamit át kellene állítanom az UCxxx utility progival?
Biost is nézegettem, de ugye a Compaq gépeknél nem sok mindent lehet állítani.
Tegnap behányt a kedvenc Dell notim video része, így elő kellett vennem és bocsánatot kellett kérnem egy régebbi HP-Compaq 8510W géptől.
Rádugtam egy UC400 ETH-t közvetlen műküdik is, de ahogy bedugom a hálózati kábelt az RJ45 ajzatba rögtön letiltja a belső WiFi egységet és one internet.
Amint kihúzóm az UC400ETH-t visszaáll a wifi kapcsolat magától.
Hol lehet az összeakadás?
Valamit át kellene állítanom az UCxxx utility progival?
Biost is nézegettem, de ugye a Compaq gépeknél nem sok mindent lehet állítani.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 december 24, 22:15
Írta: svejk Dátum 2017 december 24, 22:15
Eh, mégis a BIOS volt a bűnös.
Van benne egy LAN/WLAN switching opció, ez volt engedélyezve. (az alapértelmezett a tiltás, tehát egy setup default is elég lett volna)
Minderre úgy jöttem rá, hogy feltelepítettem a HP wireless asistance-t és az szépen magyarul leírta nekem mit kell cselekednem. Vannak még csodák a számítástechnikában. :)
Van benne egy LAN/WLAN switching opció, ez volt engedélyezve. (az alapértelmezett a tiltás, tehát egy setup default is elég lett volna)
Minderre úgy jöttem rá, hogy feltelepítettem a HP wireless asistance-t és az szépen magyarul leírta nekem mit kell cselekednem. Vannak még csodák a számítástechnikában. :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 december 24, 22:24
Írta: dezsoe Dátum 2017 december 24, 22:24
Úgy látom, hogy ha elég ideig vagyok távol, akkor mindent megoldasz. [#vigyor3] [#pias]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 december 24, 22:49
Írta: svejk Dátum 2017 december 24, 22:49
Most nézem lelassítva, szerszámtörés nem lesz mert minden kanyarnál megáll, mint G61 módban.
De ez meg legalább annyira nem túl jó, fánál pl. égethet.
De ez meg legalább annyira nem túl jó, fánál pl. égethet.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 december 24, 22:50
Írta: svejk Dátum 2017 december 24, 22:50
Igyekszem, csak már úgy elkényelmesítettél bennünket, hogy kérdezni könnyebb. :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 december 24, 23:06
Írta: svejk Dátum 2017 december 24, 23:06
Az imént magamhoz mérten kicsit figyelmesebben elolvastam az NCT ide vonatkozó részét, hát nem egyszerű még programozni sem, nemhogy a programot megírni. [#circling]
Meg most látom csak, hogy ott a külső sarkok rádiusszal való lekövetésére külön kód, nevezetesen a G39 áll rendelkezésre.
Úgy emlékszem a Mach3-nál a G41-is egy rádiusszal fordult be.
Meg most látom csak, hogy ott a külső sarkok rádiusszal való lekövetésére külön kód, nevezetesen a G39 áll rendelkezésre.
Úgy emlékszem a Mach3-nál a G41-is egy rádiusszal fordult be.
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2017 december 27, 11:55
Írta: pisti73 Dátum 2017 december 27, 11:55
Sziasztok!
Egy kis segítséget kérnék... Tudna valaki kisegíteni egy egyszerű szerszámmagasság bemérő makróval? Elég ha az aktuális pozícióban felveszi a null pontot...
Köszönöm előre is!
Egy kis segítséget kérnék... Tudna valaki kisegíteni egy egyszerű szerszámmagasság bemérő makróval? Elég ha az aktuális pozícióban felveszi a null pontot...
Köszönöm előre is!
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 december 27, 12:04
Írta: svejk Dátum 2017 december 27, 12:04
Gyárilag tartalmazz az UCCNC M31 néven, ikonja a GoToZero gomb mellett.
Egy kis átalakításra lehet szorul attól függően milyen hardvered van.
Én csak nyáklemezzel csináltam, ekkor a NyÁK vastagságát kell megadnod a makroban.
Egy kis átalakításra lehet szorul attól függően milyen hardvered van.
Én csak nyáklemezzel csináltam, ekkor a NyÁK vastagságát kell megadnod a makroban.
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2017 december 27, 12:13
Írta: pisti73 Dátum 2017 december 27, 12:13
Igen az tudom, csak ezt a home poziciót szeretném belőle kihagyni...
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2017 december 27, 12:32
Írta: pisti73 Dátum 2017 december 27, 12:32
Na sikerült előszednem egy régebbi makrót ami megoldotta a problémámat! :)
Azért köszönöm!
Azért köszönöm!
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 december 27, 13:04
Írta: svejk Dátum 2017 december 27, 13:04
Pedig referencia mindig kell, ha rajtam múlna a program megírása addig nem is engednék semmit csinálni a géppel amíg az fel nincs véve.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 december 27, 13:17
Írta: dezsoe Dátum 2017 december 27, 13:17
Nem szép és főleg nem praktikus home nélkül használni a gépet, ennek ellenére meglepően sokan nem home-olnak. Volt már olyan, akit meg tudtam győzni, de közel sem mindenkit, akivel beszéltem róla. :)
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2017 december 27, 14:47
Írta: pisti73 Dátum 2017 december 27, 14:47
Előbb utóbb az is meg lesz oldva, de tudod ha egyszer beindul a gép utána nehéz bármi bővítést is végezni rajta.
A vezérlő dobozolásához is most, kb. 3-4 év után fogtam hozzá... :) Ezidáig még deszkamodell :)
A vezérlő dobozolásához is most, kb. 3-4 év után fogtam hozzá... :) Ezidáig még deszkamodell :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2017 december 27, 14:50
Írta: svejk Dátum 2017 december 27, 14:50
Ismerős :)
Én is a saját káromon tanultam meg ezeket, évekig a koordinátaeltolást sem használtam pedig az is milyen praktikus dolog adott esetben.
Én is a saját káromon tanultam meg ezeket, évekig a koordinátaeltolást sem használtam pedig az is milyen praktikus dolog adott esetben.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2017 december 27, 19:29
Írta: 000000000 Dátum 2017 december 27, 19:29
Én is home nélkül használom de nekem így jó. Home nekem az X, Y és Z pont ahol kezdem a munkát. Mivel minden munkát kezdéstől végéig intézem, nem kell másnap újra kezdeni. Ha úgy használnám a CNC-t akkor home is kellene, de így nem kell, semmi értelme szerintem.
Cím: Re:UCCNC vezérlő program
Írta: svager Dátum 2017 december 29, 21:30
Írta: svager Dátum 2017 december 29, 21:30
Üdv.
Valaki meg tudná mondani,hogy miért nem tudom az előtolást a program futtatása közben +/- állítani?
A demo módban működik,de a marónál valamiért nem.
Be kell valamit állítani ,hogy változtatni tudjam az előtolást?
A másik kérdésem,ha az Exact stop mode be van kapcsolva a körív interpolációnál a mondat végén teljesen megáll, ez így a normális?
Először nem értettem,valami mechanikai hibára vagy kottyanásra gyanakodtam mert látható a megállás a munkadarabon is,de átállítottam Constant velocity mode-ra és megszűnt a probléma,folyamatos a mozgás.
Valaki meg tudná mondani,hogy miért nem tudom az előtolást a program futtatása közben +/- állítani?
A demo módban működik,de a marónál valamiért nem.
Be kell valamit állítani ,hogy változtatni tudjam az előtolást?
A másik kérdésem,ha az Exact stop mode be van kapcsolva a körív interpolációnál a mondat végén teljesen megáll, ez így a normális?
Először nem értettem,valami mechanikai hibára vagy kottyanásra gyanakodtam mert látható a megállás a munkadarabon is,de átállítottam Constant velocity mode-ra és megszűnt a probléma,folyamatos a mozgás.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 december 30, 00:31
Írta: dezsoe Dátum 2017 december 30, 00:31
Szia!
Melyik verziót használod? Esetleg egy minta kódot és a profil file-t el tudod küldeni, hogy megnézzem? Az exact stop módnak az a dolga, hogy mondat után álljon meg. (Lásd kézikönyv, 3.6 fejezet.)
Melyik verziót használod? Esetleg egy minta kódot és a profil file-t el tudod küldeni, hogy megnézzem? Az exact stop módnak az a dolga, hogy mondat után álljon meg. (Lásd kézikönyv, 3.6 fejezet.)
Cím: Re:UCCNC vezérlő program
Írta: svager Dátum 2017 december 30, 10:20
Írta: svager Dátum 2017 december 30, 10:20
Eddig egy régi első szériás volt fent,de nemrég a legutolsó 1.2047 raktam fel.
Már az első szériánál sem működött ezért gondoltam valamit nem állítottam be .
Mivel általában csak kontúrmarásra használom általában én írom a kódot itt egy részlet:
és itt egy amit generáltam próbának
Mindkettő működik demó módban,viszont a gépnél nem [#nemtudom]
Ja a profil file-t hol találom?
Már az első szériánál sem működött ezért gondoltam valamit nem állítottam be .
Mivel általában csak kontúrmarásra használom általában én írom a kódot itt egy részlet:
Kód Kijelölés
G21 G90 G17
G0 X0,000 Y0,000
G0 Z5,000
T1 M6
S5400 M3
G4 P2000
M8
G1 Z0,000 F500
G1 X205,000 Y-113,000 Z-0,3000 F1000
G2 X146,000 Y-150,000 I-15,000 R-42
G1 X80,000 Y-145,000
G2 X-22,000 Y-138,000 R52
G1 X-142,000 Y-146,000
G2 X-175,000 Y-104,000 I40,000 R-42
G1 X0,000 Y0,000
G1 X205,000 Y-113,000 Z-0,6000 F1000
G2 X146,000 Y-150,000 I-15,000 R-42
G1 X80,000 Y-145,000
G2 X-22,000 Y-138,000 R52
G1 X-142,000 Y-146,000
G2 X-175,000 Y-104,000 I40,000 R-42
G1 X0,000 Y0,000
G1 X205,000 Y-113,000 Z-0,9000 F1000
G2 X146,000 Y-150,000 I-15,000 R-42
G1 X80,000 Y-145,000
G2 X-22,000 Y-138,000 R52
G1 X-142,000 Y-146,000
G2 X-175,000 Y-104,000 I40,000 R-42
G1 X0,000 Y0,000
G1 X205,000 Y-113,000
G0 Z40
M9
M30
és itt egy amit generáltam próbának
Kód Kijelölés
(Kör kivágás - cut circle)
(kezdőpont X0,0000 Y-50,0000 Z0,0000)
(Kör átmérője X20)
(marás mélysége -17,0000)
(ciklusonkénti mélység -0,2982)
(lépésenkénti max fogási mélység 0,3)
(forgásirány CW)
(Spirál pályán folyamatosan le)
(csak egy kör kivágás készül)
G21 G90
G0 Z5,0000
G0 X0,0000 Y-50,0000
T1 M6
S5400 M3
G4 P2000
M8
G1 X-8,1500 Y-50,0000 F1000
G1 Z0,0000 F1000
(főciklus)
(1. mélységi ciklus)
G2 X8,1500 Y-50,0000 Z-0,1491 R8,1500 F1000
G2 X-8,1500 Y-50,0000 Z-0,2982 R8,1500
(2. mélységi ciklus)
G2 X8,1500 Y-50,0000 Z-0,4474 R8,1500 F1000
G2 X-8,1500 Y-50,0000 Z-0,5965 R8,1500
(3. mélységi ciklus)
G2 X8,1500 Y-50,0000 Z-0,7456 R8,1500 F1000
G2 X-8,1500 Y-50,0000 Z-0,8947 R8,1500
(4. mélységi ciklus)
G2 X8,1500 Y-50,0000 Z-1,0439 R8,1500 F1000
G2 X-8,1500 Y-50,0000 Z-1,1930 R8,1500
(5. mélységi ciklus)
G2 X8,1500 Y-50,0000 Z-1,3421 R8,1500 F1000
G2 X-8,1500 Y-50,0000 Z-1,4912 R8,1500
(6. mélységi ciklus)
G2 X8,1500 Y-50,0000 Z-1,6404 R8,1500 F1000
G2 X-8,1500 Y-50,0000 Z-1,7895 R8,1500
(7. mélységi ciklus)
G2 X8,1500 Y-50,0000 Z-1,9386 R8,1500 F1000
G2 X-8,1500 Y-50,0000 Z-2,0877 R8,1500
(8. mélységi ciklus)
G2 X8,1500 Y-50,0000 Z-2,2368 R8,1500 F1000
G2 X-8,1500 Y-50,0000 Z-2,3860 R8,1500
(9. mélységi ciklus)
G2 X8,1500 Y-50,0000 Z-2,5351 R8,1500 F1000
G2 X-8,1500 Y-50,0000 Z-2,6842 R8,1500
(10. mélységi ciklus)
G2 X8,1500 Y-50,0000 Z-2,8333 R8,1500 F1000
G2 X-8,1500 Y-50,0000 Z-2,9825 R8,1500
(11. mélységi ciklus)
G2 X8,1500 Y-50,0000 Z-3,1316 R8,1500 F1000
G2 X-8,1500 Y-50,0000 Z-3,2807 R8,1500
(12. mélységi ciklus)
G2 X8,1500 Y-50,0000 Z-3,4298 R8,1500 F1000
G2 X-8,1500 Y-50,0000 Z-3,5789 R8,1500
(13. mélységi ciklus)
G2 X8,1500 Y-50,0000 Z-3,7281 R8,1500 F1000
G2 X-8,1500 Y-50,0000 Z-3,8772 R8,1500
(14. mélységi ciklus)
G2 X8,1500 Y-50,0000 Z-4,0263 R8,1500 F1000
G2 X-8,1500 Y-50,0000 Z-4,1754 R8,1500
(15. mélységi ciklus)
G2 X8,1500 Y-50,0000 Z-4,3246 R8,1500 F1000
G2 X-8,1500 Y-50,0000 Z-4,4737 R8,1500
(16. mélységi ciklus)
G2 X8,1500 Y-50,0000 Z-4,6228 R8,1500 F1000
G2 X-8,1500 Y-50,0000 Z-4,7719 R8,1500
(17. mélységi ciklus)
G2 X8,1500 Y-50,0000 Z-4,9211 R8,1500 F1000
G2 X-8,1500 Y-50,0000 Z-5,0702 R8,1500
(18. mélységi ciklus)
G2 X8,1500 Y-50,0000 Z-5,2193 R8,1500 F1000
G2 X-8,1500 Y-50,0000 Z-5,3684 R8,1500
(19. mélységi ciklus)
G2 X8,1500 Y-50,0000 Z-5,5175 R8,1500 F1000
G2 X-8,1500 Y-50,0000 Z-5,6667 R8,1500
(20. mélységi ciklus)
G2 X8,1500 Y-50,0000 Z-5,8158 R8,1500 F1000
G2 X-8,1500 Y-50,0000 Z-5,9649 R8,1500
(21. mélységi ciklus)
G2 X8,1500 Y-50,0000 Z-6,1140 R8,1500 F1000
G2 X-8,1500 Y-50,0000 Z-6,2632 R8,1500
(22. mélységi ciklus)
G2 X8,1500 Y-50,0000 Z-6,4123 R8,1500 F1000
G2 X-8,1500 Y-50,0000 Z-6,5614 R8,1500
(23. mélységi ciklus)
G2 X8,1500 Y-50,0000 Z-6,7105 R8,1500 F1000
G2 X-8,1500 Y-50,0000 Z-6,8596 R8,1500
(24. mélységi ciklus)
G2 X8,1500 Y-50,0000 Z-7,0088 R8,1500 F1000
G2 X-8,1500 Y-50,0000 Z-7,1579 R8,1500
(25. mélységi ciklus)
G2 X8,1500 Y-50,0000 Z-7,3070 R8,1500 F1000
G2 X-8,1500 Y-50,0000 Z-7,4561 R8,1500
(26. mélységi ciklus)
G2 X8,1500 Y-50,0000 Z-7,6053 R8,1500 F1000
G2 X-8,1500 Y-50,0000 Z-7,7544 R8,1500
(27. mélységi ciklus)
G2 X8,1500 Y-50,0000 Z-7,9035 R8,1500 F1000
G2 X-8,1500 Y-50,0000 Z-8,0526 R8,1500
(28. mélységi ciklus)
G2 X8,1500 Y-50,0000 Z-8,2018 R8,1500 F1000
G2 X-8,1500 Y-50,0000 Z-8,3509 R8,1500
(29. mélységi ciklus)
G2 X8,1500 Y-50,0000 Z-8,5000 R8,1500 F1000
G2 X-8,1500 Y-50,0000 Z-8,6491 R8,1500
(30. mélységi ciklus)
G2 X8,1500 Y-50,0000 Z-8,7982 R8,1500 F1000
G2 X-8,1500 Y-50,0000 Z-8,9474 R8,1500
(31. mélységi ciklus)
G2 X8,1500 Y-50,0000 Z-9,0965 R8,1500 F1000
G2 X-8,1500 Y-50,0000 Z-9,2456 R8,1500
(32. mélységi ciklus)
G2 X8,1500 Y-50,0000 Z-9,3947 R8,1500 F1000
G2 X-8,1500 Y-50,0000 Z-9,5439 R8,1500
(33. mélységi ciklus)
G2 X8,1500 Y-50,0000 Z-9,6930 R8,1500 F1000
G2 X-8,1500 Y-50,0000 Z-9,8421 R8,1500
(34. mélységi ciklus)
G2 X8,1500 Y-50,0000 Z-9,9912 R8,1500 F1000
G2 X-8,1500 Y-50,0000 Z-10,1404 R8,1500
(35. mélységi ciklus)
G2 X8,1500 Y-50,0000 Z-10,2895 R8,1500 F1000
G2 X-8,1500 Y-50,0000 Z-10,4386 R8,1500
(36. mélységi ciklus)
G2 X8,1500 Y-50,0000 Z-10,5877 R8,1500 F1000
G2 X-8,1500 Y-50,0000 Z-10,7368 R8,1500
(37. mélységi ciklus)
G2 X8,1500 Y-50,0000 Z-10,8860 R8,1500 F1000
G2 X-8,1500 Y-50,0000 Z-11,0351 R8,1500
(38. mélységi ciklus)
G2 X8,1500 Y-50,0000 Z-11,1842 R8,1500 F1000
G2 X-8,1500 Y-50,0000 Z-11,3333 R8,1500
(39. mélységi ciklus)
G2 X8,1500 Y-50,0000 Z-11,4825 R8,1500 F1000
G2 X-8,1500 Y-50,0000 Z-11,6316 R8,1500
(40. mélységi ciklus)
G2 X8,1500 Y-50,0000 Z-11,7807 R8,1500 F1000
G2 X-8,1500 Y-50,0000 Z-11,9298 R8,1500
(41. mélységi ciklus)
G2 X8,1500 Y-50,0000 Z-12,0789 R8,1500 F1000
G2 X-8,1500 Y-50,0000 Z-12,2281 R8,1500
(42. mélységi ciklus)
G2 X8,1500 Y-50,0000 Z-12,3772 R8,1500 F1000
G2 X-8,1500 Y-50,0000 Z-12,5263 R8,1500
(43. mélységi ciklus)
G2 X8,1500 Y-50,0000 Z-12,6754 R8,1500 F1000
G2 X-8,1500 Y-50,0000 Z-12,8246 R8,1500
(44. mélységi ciklus)
G2 X8,1500 Y-50,0000 Z-12,9737 R8,1500 F1000
G2 X-8,1500 Y-50,0000 Z-13,1228 R8,1500
(45. mélységi ciklus)
G2 X8,1500 Y-50,0000 Z-13,2719 R8,1500 F1000
G2 X-8,1500 Y-50,0000 Z-13,4211 R8,1500
(46. mélységi ciklus)
G2 X8,1500 Y-50,0000 Z-13,5702 R8,1500 F1000
G2 X-8,1500 Y-50,0000 Z-13,7193 R8,1500
(47. mélységi ciklus)
G2 X8,1500 Y-50,0000 Z-13,8684 R8,1500 F1000
G2 X-8,1500 Y-50,0000 Z-14,0175 R8,1500
(48. mélységi ciklus)
G2 X8,1500 Y-50,0000 Z-14,1667 R8,1500 F1000
G2 X-8,1500 Y-50,0000 Z-14,3158 R8,1500
(49. mélységi ciklus)
G2 X8,1500 Y-50,0000 Z-14,4649 R8,1500 F1000
G2 X-8,1500 Y-50,0000 Z-14,6140 R8,1500
(50. mélységi ciklus)
G2 X8,1500 Y-50,0000 Z-14,7632 R8,1500 F1000
G2 X-8,1500 Y-50,0000 Z-14,9123 R8,1500
(51. mélységi ciklus)
G2 X8,1500 Y-50,0000 Z-15,0614 R8,1500 F1000
G2 X-8,1500 Y-50,0000 Z-15,2105 R8,1500
(52. mélységi ciklus)
G2 X8,1500 Y-50,0000 Z-15,3596 R8,1500 F1000
G2 X-8,1500 Y-50,0000 Z-15,5088 R8,1500
(53. mélységi ciklus)
G2 X8,1500 Y-50,0000 Z-15,6579 R8,1500 F1000
G2 X-8,1500 Y-50,0000 Z-15,8070 R8,1500
(54. mélységi ciklus)
G2 X8,1500 Y-50,0000 Z-15,9561 R8,1500 F1000
G2 X-8,1500 Y-50,0000 Z-16,1053 R8,1500
(55. mélységi ciklus)
G2 X8,1500 Y-50,0000 Z-16,2544 R8,1500 F1000
G2 X-8,1500 Y-50,0000 Z-16,4035 R8,1500
(56. mélységi ciklus)
G2 X8,1500 Y-50,0000 Z-16,5526 R8,1500 F1000
G2 X-8,1500 Y-50,0000 Z-16,7018 R8,1500
(57. mélységi ciklus)
G2 X8,1500 Y-50,0000 Z-16,8509 R8,1500 F1000
G2 X-8,1500 Y-50,0000 Z-17,0000 R8,1500
G2 X8,1500 Y-50,0000 Z-17,0000 R8,1500 F1000
G2 X-8,1500 Y-50,0000 Z-17,0000 R8,1500
(főciklus vége)
G1 Z0,0000 F1000
G0 Z5,0000
G0 X0,0000 Y-50,0000
M9
M5
M30
Mindkettő működik demó módban,viszont a gépnél nem [#nemtudom]
Ja a profil file-t hol találom?
Cím: Re:UCCNC vezérlő program
Írta: svager Dátum 2017 december 30, 10:23
Írta: svager Dátum 2017 december 30, 10:23
Bocs,úgy látom ez a kód beszúrás nem megy![#whatever]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 december 30, 13:00
Írta: dezsoe Dátum 2017 december 30, 13:00
Megy az, csak a (code) és (/code) közé kell a kódot beírni. A profil file-t az UCCNC\Profiles mappában találod és .pro a vége. Ha nem csináltál másikat, akkor a Default.pro a tiéd, de akkor frissítéskor lehet, hogy felülírtad? [#csodalk] Mindjárt megnézem, amit küldtél kódokat.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2017 december 30, 13:11
Írta: dezsoe Dátum 2017 december 30, 13:11
Nálam jónak tűnik, úgyhogy megvárom a profilt. Mivel aránylag nagyobb file, küldd email-ben.
Cím: Re:UCCNC vezérlő program
Írta: svager Dátum 2018 január 01, 23:04
Írta: svager Dátum 2018 január 01, 23:04
Átküldtem a profilt nem tudom lehet.hogy nem kaptad meg.
Újra átolvastam a használati utasítást és rájöttem a miért nem működött.
Ki volt töltve nálam ez a rész,és elkerülte a figyelmemet ha ki van töltve akkor a képernyő +/- funkció nem működik.
(https://hobbicncforum.hu/uploaded_images/2018/01/tn_x0e3avzt23z96gsu0s5mh_2939.png) (https://hobbicncforum.hu/uploaded_images/2018/01/x0e3avzt23z96gsu0s5mh_2939.png) (https://hobbicncforum.hu/uploaded_images/2018/01/tn_s7kh68bgcisf7c3twv3z_2939.png) (https://hobbicncforum.hu/uploaded_images/2018/01/s7kh68bgcisf7c3twv3z_2939.png)
Újra átolvastam a használati utasítást és rájöttem a miért nem működött.
Ki volt töltve nálam ez a rész,és elkerülte a figyelmemet ha ki van töltve akkor a képernyő +/- funkció nem működik.
(https://hobbicncforum.hu/uploaded_images/2018/01/tn_x0e3avzt23z96gsu0s5mh_2939.png) (https://hobbicncforum.hu/uploaded_images/2018/01/x0e3avzt23z96gsu0s5mh_2939.png) (https://hobbicncforum.hu/uploaded_images/2018/01/tn_s7kh68bgcisf7c3twv3z_2939.png) (https://hobbicncforum.hu/uploaded_images/2018/01/s7kh68bgcisf7c3twv3z_2939.png)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 01, 23:17
Írta: dezsoe Dátum 2018 január 01, 23:17
Szia!
Igen, megkaptam, csak időm nem volt átnézni, bocs! Egészen más irányban kezdtem el keresgélni, de ezt most jól megjegyeztem. Nem tudom, mennyi idő alatt jöttem volna rá... :)
(Láttam a videókat a marásról. Majd teszel fel valamit a kész cuccról is?)
Igen, megkaptam, csak időm nem volt átnézni, bocs! Egészen más irányban kezdtem el keresgélni, de ezt most jól megjegyeztem. Nem tudom, mennyi idő alatt jöttem volna rá... :)
(Láttam a videókat a marásról. Majd teszel fel valamit a kész cuccról is?)
Cím: Re:UCCNC vezérlő program
Írta: svager Dátum 2018 január 01, 23:28
Írta: svager Dátum 2018 január 01, 23:28
Majd ha kezd összeállni igen.[#smile]
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 január 02, 08:45
Írta: ium8w94xp Dátum 2018 január 02, 08:45
Milyen marás? Én is, én is, én is ;)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 02, 08:59
Írta: dezsoe Dátum 2018 január 02, 08:59
Ez: [#t134p18515#].
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2018 január 07, 16:42
Írta: Miki2 Dátum 2018 január 07, 16:42
Már megint esztergát kell csinálnom.
Még mindíg nincs haladás?
Még mindíg nincs haladás?
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2018 január 07, 19:50
Írta: pisti73 Dátum 2018 január 07, 19:50
Sziasztok!
Egy kis segítséget kérnék... A főorsó fordulatszám és az előtolás állítására potmétereket szeretnék alkalmazni az UC300 analóg bemenetein. A potikat be tudom kötni, viszont az UCCNC-ben nem értem, hogy mit is kell beállítanom... Elolvastam többször a leírásokat, de egy kicsit ez a rész "kínai" nekem...
Előre is köszönöm a segítséget!
Egy kis segítséget kérnék... A főorsó fordulatszám és az előtolás állítására potmétereket szeretnék alkalmazni az UC300 analóg bemenetein. A potikat be tudom kötni, viszont az UCCNC-ben nem értem, hogy mit is kell beállítanom... Elolvastam többször a leírásokat, de egy kicsit ez a rész "kínai" nekem...
Előre is köszönöm a segítséget!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 07, 22:18
Írta: dezsoe Dátum 2018 január 07, 22:18
Szia!
A bekarikázottak közül azt, amelyiket használni szeretnéd. FRO: előtolás, SRO: fordulatszám, JRO: jog sebesség. Megadod, hogy melyik csatornát választod, ha le van tekerve, akkor hány % legyen és ha fel van tekerve, akkor hány % legyen.
(https://hobbicncforum.hu/uploaded_images/2018/01/tn_942bqf7en58mhqwtjv0w_3977.png) (https://hobbicncforum.hu/uploaded_images/2018/01/942bqf7en58mhqwtjv0w_3977.png)
A bekarikázottak közül azt, amelyiket használni szeretnéd. FRO: előtolás, SRO: fordulatszám, JRO: jog sebesség. Megadod, hogy melyik csatornát választod, ha le van tekerve, akkor hány % legyen és ha fel van tekerve, akkor hány % legyen.
(https://hobbicncforum.hu/uploaded_images/2018/01/tn_942bqf7en58mhqwtjv0w_3977.png) (https://hobbicncforum.hu/uploaded_images/2018/01/942bqf7en58mhqwtjv0w_3977.png)
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2018 január 08, 09:42
Írta: pisti73 Dátum 2018 január 08, 09:42
Szia!
Köszönöm! A csatorna a bemenet számát jelöli?
Köszönöm! A csatorna a bemenet számát jelöli?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 08, 09:47
Írta: dezsoe Dátum 2018 január 08, 09:47
Igen. Két analóg csatorna van, abból lehet választani. (Tehát itt nem a csatlakozó pin-száma, hanem analóg 1 vagy 2.)
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2018 január 08, 09:52
Írta: pisti73 Dátum 2018 január 08, 09:52
Köszi! Így már világos! :)
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2018 január 10, 17:00
Írta: pisti73 Dátum 2018 január 10, 17:00
Sziasztok!
Az UC300ETH-5LPT vezérlőn az IDC26-os csatikon a 26-os lábon lévő 5 V mennyire terhelhető?
Előre is köszi a választ!
Az UC300ETH-5LPT vezérlőn az IDC26-os csatikon a 26-os lábon lévő 5 V mennyire terhelhető?
Előre is köszi a választ!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 10, 17:40
Írta: dezsoe Dátum 2018 január 10, 17:40
Szia!
Nem tudok pontos értéket mondani, de minél kevesebbel terheld. Mit szeretnél rákötni?
Nem tudok pontos értéket mondani, de minél kevesebbel terheld. Mit szeretnél rákötni?
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2018 január 10, 17:55
Írta: pisti73 Dátum 2018 január 10, 17:55
Tudod van az a kis kézi vezérlőm, kézi kerekem, azon gondolkoztam, hogy azt táplálnám róla. Most USB-ről van megtáplálva. Azt ne kérdezd most, hogy mennyit "fogyaszt", de hétvégén majd megmérem...
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 10, 18:51
Írta: dezsoe Dátum 2018 január 10, 18:51
Feladom. :) Egy órája keresem a képeket, amiket küldtél... Arra nem emlékszem, hogy a tekerőn van-e kijelző. Ha van, akkor határeset, meg kéne mérni, hogy mennyit eszik. Ha nincs, akkor gyakorlatilag alig fogyaszt valamit. (Azért, lehet, hogy jobb lenne mindenképpen megmérni.)
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2018 január 10, 21:41
Írta: gaben Dátum 2018 január 10, 21:41
Szia Csaba,
parancsolj.
(https://hobbicncforum.hu/uploaded_images/2018/01/tn_t2mbt9a2hn7kqxf0t3jc_4447.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/t2mbt9a2hn7kqxf0t3jc_4447.jpg)
parancsolj.
(https://hobbicncforum.hu/uploaded_images/2018/01/tn_t2mbt9a2hn7kqxf0t3jc_4447.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/t2mbt9a2hn7kqxf0t3jc_4447.jpg)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 10, 22:03
Írta: dezsoe Dátum 2018 január 10, 22:03
Most akkor megragadom az alkalmat és gratulálok magamnak... [#law]
A hibaüzenetet a frekiváltóhoz írt makró dobja. Mivel nincs összekötve (vagy nincs bekapcsolva), ezért nem kap ready jelzést a frekiváltótól, minek következtében azonnal leállít mindent. :) Megoldás: demó módban le kell állítani a macroloop-ban a frekiváltó makróját. (Ha nem változtattál rajta, akkor nálam is ugyanaz van, beleírhatom, hogy demó módban ne csináljon semmit. Már persze, ha ez jó neked.)
A hibaüzenetet a frekiváltóhoz írt makró dobja. Mivel nincs összekötve (vagy nincs bekapcsolva), ezért nem kap ready jelzést a frekiváltótól, minek következtében azonnal leállít mindent. :) Megoldás: demó módban le kell állítani a macroloop-ban a frekiváltó makróját. (Ha nem változtattál rajta, akkor nálam is ugyanaz van, beleírhatom, hogy demó módban ne csináljon semmit. Már persze, ha ez jó neked.)
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2018 január 11, 05:27
Írta: gaben Dátum 2018 január 11, 05:27
Ahha, akkor ez normális a rendszerben. [#eljen]
Próbáltam én is leállítani a modbus plugint azzal, hogy kivettem a pipát előle, de nem történt semmi, ezért aztán másra gondoltam.
De ezek szerint magában a macróban kell megmondani neki, hogy mit csináljon Demo módban?
Néha azért jól jönne ha demóban is tudnám tesztelni a Fusion-ban készült marópályát.
Persze nem létszükséglet,
Köszi a jó hírt Csaba! [#worship]
Próbáltam én is leállítani a modbus plugint azzal, hogy kivettem a pipát előle, de nem történt semmi, ezért aztán másra gondoltam.
De ezek szerint magában a macróban kell megmondani neki, hogy mit csináljon Demo módban?
Néha azért jól jönne ha demóban is tudnám tesztelni a Fusion-ban készült marópályát.
Persze nem létszükséglet,
Köszi a jó hírt Csaba! [#worship]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 11, 08:16
Írta: dezsoe Dátum 2018 január 11, 08:16
Nem a pipát kell kivenni, hanem csak megnyomod a stop gombot. Zöld pilács elalszik és kész. Nem is kell mentést sem nyomni. Ha így csinálod, akkor marad az automatikus indítás, csak amíg nem lépsz ki, addig nem fut.
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2018 január 11, 08:35
Írta: gaben Dátum 2018 január 11, 08:35
Szia Csaba,
jaaaa értem köszi.
A felvillanó Modbus ablakban lévő gombokhoz nem akartam nyúlni, Te mondtad, hogy ezeket ne piszkáljam, mert érzékenyek az elállítódásra. [#awink]
De így már érthető, délután letesztelem, hogy akkor Demo módban is tudom e futtatni az UCCNC-t.
köszi [#eljen]
jaaaa értem köszi.
A felvillanó Modbus ablakban lévő gombokhoz nem akartam nyúlni, Te mondtad, hogy ezeket ne piszkáljam, mert érzékenyek az elállítódásra. [#awink]
De így már érthető, délután letesztelem, hogy akkor Demo módban is tudom e futtatni az UCCNC-t.
köszi [#eljen]
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2018 január 11, 08:45
Írta: pisti73 Dátum 2018 január 11, 08:45
Igen van kijelző, de azért inkább megmérem.
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2018 január 13, 10:21
Írta: gaben Dátum 2018 január 13, 10:21
Minden frankón működik Demo módban is.
Köszi Csaba még egyszer. [#worship]
Most következhet a saját profil beállítása.
Ha jól emlékszem, akkor ehhez készíteni kell egy, a profil nevével ellátott UCCNC indító ikont.
És amikor ezzel indítom a progit, akkor az összes beállítást ebben az új profil fájlban fog elmenteni?
Frissítéskor pedig csak az alapértelmezett "default.pro" mappába telepít?
Köszi Csaba még egyszer. [#worship]
Most következhet a saját profil beállítása.
Ha jól emlékszem, akkor ehhez készíteni kell egy, a profil nevével ellátott UCCNC indító ikont.
És amikor ezzel indítom a progit, akkor az összes beállítást ebben az új profil fájlban fog elmenteni?
Frissítéskor pedig csak az alapértelmezett "default.pro" mappába telepít?
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2018 január 13, 11:04
Írta: gaben Dátum 2018 január 13, 11:04
Úgy látom, hogy az UCCNC-ben kell indítanom a saját profilt és onnan már így működik.
Ha az indítópultról töltöm be a sajátot, akkor a változtatásokat nem a saját profilba menti, hanem a default-ba.
Ez így jó?
Ha az indítópultról töltöm be a sajátot, akkor a változtatásokat nem a saját profilba menti, hanem a default-ba.
Ez így jó?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 január 13, 11:10
Írta: svejk Dátum 2018 január 13, 11:10
Az indító ikont is meg kell babrálni egy /p xxx paraméterrel.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 január 13, 11:12
Írta: svejk Dátum 2018 január 13, 11:12
Dezsoe ]itt nagyon szépen összefoglalta, érdemes kinyomtatni :) (//%5B#t218p3928#)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 január 13, 11:13
Írta: svejk Dátum 2018 január 13, 11:13
[#t218p3928#]
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2018 január 13, 11:34
Írta: gaben Dátum 2018 január 13, 11:34
Szia svejk,
ez alapján csináltam én is. De erről nem esik szó benne, azért kérdeztem. [#wave]
ez alapján csináltam én is. De erről nem esik szó benne, azért kérdeztem. [#wave]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 január 13, 12:03
Írta: svejk Dátum 2018 január 13, 12:03
Akkor nem értem a problémát.[#nemtudom]
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2018 január 13, 12:16
Írta: gaben Dátum 2018 január 13, 12:16
Tehát: hiába indítom a saját profilként elhelyezett UCCNC ikonnal a progit,a változtatásokat a default.pro-ba menti.
Csak akkor tudom a sajátba menteni a változtatásokat, ha Configurations/Profiles-nál található saját profilt betöltöm a Load profile gombbal.
Persze nincs ezzel baj, csak azt hittem ez működik a saját profilt jelentő, parancsikonnal történő indítással is.
(https://hobbicncforum.hu/uploaded_images/2018/01/tn_60cavvh7ijjyvvczne5v4_4447.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/60cavvh7ijjyvvczne5v4_4447.jpg)
Csak akkor tudom a sajátba menteni a változtatásokat, ha Configurations/Profiles-nál található saját profilt betöltöm a Load profile gombbal.
Persze nincs ezzel baj, csak azt hittem ez működik a saját profilt jelentő, parancsikonnal történő indítással is.
(https://hobbicncforum.hu/uploaded_images/2018/01/tn_60cavvh7ijjyvvczne5v4_4447.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/60cavvh7ijjyvvczne5v4_4447.jpg)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 13, 13:33
Írta: dezsoe Dátum 2018 január 13, 13:33
Szia!
A parancsikonba jobbklikk, tulajdonságok alatt odaírtad a Cél nevű mező végére a /p profilnevet? Pl:
A /p kapcsoló után szóköz, majd a profil neve (ami a profilnév.pro .pro előtti része).
A parancsikonba jobbklikk, tulajdonságok alatt odaírtad a Cél nevű mező végére a /p profilnevet? Pl:
Kód Kijelölés
C:\UCCNC\UCCNC.exe /p Grindmonkey
A /p kapcsoló után szóköz, majd a profil neve (ami a profilnév.pro .pro előtti része).
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2018 január 13, 13:52
Írta: gaben Dátum 2018 január 13, 13:52
Szia Csaba,
természetesen, mindent úgy csináltam ahogy írtad anno.
természetesen, mindent úgy csináltam ahogy írtad anno.
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2018 január 13, 13:53
Írta: gaben Dátum 2018 január 13, 13:53
lemaradt bocs
(https://hobbicncforum.hu/uploaded_images/2018/01/tn_i3nviye4dijj0yievznjk_4447.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/i3nviye4dijj0yievznjk_4447.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/01/tn_i3nviye4dijj0yievznjk_4447.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/i3nviye4dijj0yievznjk_4447.jpg)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 13, 15:13
Írta: dezsoe Dátum 2018 január 13, 15:13
Akkor annak jónak kéne lenni. Nem igazán értem... [#nemtudom]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 13, 17:50
Írta: dezsoe Dátum 2018 január 13, 17:50
Sikerült megoldani? Ha nem, akkor tegyél már fel egy képet a Profiles mappáról úgy, hogy látszódjanak a file-ok és mappák.
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2018 január 13, 18:30
Írta: gaben Dátum 2018 január 13, 18:30
Ha be van töltve a saját profilom, akkor működik, egyébként a default-ba menti a változtatásokat.
Mondjuk ezzel együtt tudok élni, ez legyen a legnagyobb problémám. :)
(https://hobbicncforum.hu/uploaded_images/2018/01/tn_kaxkmci4z8g3khyzevwe4_4447.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/kaxkmci4z8g3khyzevwe4_4447.jpg)
Mondjuk ezzel együtt tudok élni, ez legyen a legnagyobb problémám. :)
(https://hobbicncforum.hu/uploaded_images/2018/01/tn_kaxkmci4z8g3khyzevwe4_4447.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/kaxkmci4z8g3khyzevwe4_4447.jpg)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 13, 19:11
Írta: dezsoe Dátum 2018 január 13, 19:11
Persze, meg lehet szokni, de minek? Ennek nem így kéne működnie, tehát inkább keressük meg az okát, szerintem.
Amikor elindítod, akkor nem jelez hibát? Rákattintasz a saját profilodra és betölti a Default-ot? A Default-ot írja ki alul profilnévnek?
Pont ma láttam olyat, hogy hiba került a profilba, és betöltéskor kaptam is üzenetet, hogy hibás a profil és inkább a Default-ot tölti be. De ott legalább volt hibaüzenet, így gyorsan ki is javítottam.
Amikor elindítod, akkor nem jelez hibát? Rákattintasz a saját profilodra és betölti a Default-ot? A Default-ot írja ki alul profilnévnek?
Pont ma láttam olyat, hogy hiba került a profilba, és betöltéskor kaptam is üzenetet, hogy hibás a profil és inkább a Default-ot tölti be. De ott legalább volt hibaüzenet, így gyorsan ki is javítottam.
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2018 január 13, 19:25
Írta: gaben Dátum 2018 január 13, 19:25
Én kérek elnézést. [#vigyor]
Ha az asztalon lévő parancsikonokkal indítom őket, akkor mindegyik a saját magának megfelelő .pro fájlba menti az éppen átírt paramétereket.
De én nem igen használom az asztali parancsikonokat, ezért csinálok mindenhez gyors-indításút a tálcán is.
Na most végigpróbálgattam az összeset és amikor ráálltam a mutatóval a tálcán lévő ikonra, a saját profilomat mutatta.
Aztán meg mégsem abba mentette, így hát töröltem és csináltam egy újat az asztalon lévővel.
Most már minden kifogástalan.
köszi Csaba [#wave]
Ha az asztalon lévő parancsikonokkal indítom őket, akkor mindegyik a saját magának megfelelő .pro fájlba menti az éppen átírt paramétereket.
De én nem igen használom az asztali parancsikonokat, ezért csinálok mindenhez gyors-indításút a tálcán is.
Na most végigpróbálgattam az összeset és amikor ráálltam a mutatóval a tálcán lévő ikonra, a saját profilomat mutatta.
Aztán meg mégsem abba mentette, így hát töröltem és csináltam egy újat az asztalon lévővel.
Most már minden kifogástalan.
köszi Csaba [#wave]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 13, 19:34
Írta: dezsoe Dátum 2018 január 13, 19:34
Na, akkor végre értem. :) Amikor kitűzöd a tálcára, akkor készít egy másolatot a parancsikonról, így lehet, hogy még az átírás előtt szögelted a tálcára. Mindegy, az a lényeg, hogy jó lett!
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2018 január 13, 19:41
Írta: gaben Dátum 2018 január 13, 19:41
Igen, valami ilyesmi lehetett a gond.
Szépen, lassan, összeáll minden. :)
Szépen, lassan, összeáll minden. :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 január 13, 19:47
Írta: svejk Dátum 2018 január 13, 19:47
Egy barátom kérdezi, külső file-ból lehet-e alprogramot meghívni?
Tehát az aktuális
G-kódban az alprogram helyén csak egy file hivatkozás lenne.
Tehát az aktuális
G-kódban az alprogram helyén csak egy file hivatkozás lenne.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 13, 19:53
Írta: dezsoe Dátum 2018 január 13, 19:53
Nem. Feltéve, hogy arra gondol, hogy egy g-kód egy másik g-kódot hív meg. Némi trükközéssel azért (szinte) minden megoldható, csak elég pontos legyen a feladat definíciója. :) Egyébként, van ennek valami értelme?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 január 13, 20:00
Írta: svejk Dátum 2018 január 13, 20:00
Gyakorlatilag igen.
A munkahelyén megszokta, hogy valamelyik ipari gépen van lehetőség erre.
Én is úgy gondolom, hogy nem sok időt takarít meg, a copy-paste alkalmazásával nem tud tévedni.
"Ugorgyunk" is. :)
A munkahelyén megszokta, hogy valamelyik ipari gépen van lehetőség erre.
Én is úgy gondolom, hogy nem sok időt takarít meg, a copy-paste alkalmazásával nem tud tévedni.
"Ugorgyunk" is. :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 13, 20:02
Írta: dezsoe Dátum 2018 január 13, 20:02
Megdumáltál! [#circling]
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 január 14, 12:06
Írta: 000000000 Dátum 2018 január 14, 12:06
Sziasztok!
Szeretném megkérdezni hogy milyen programnmal tudnám a kezelőfelület nyomogobjait átszerkeszteni?
Szeretném megkérdezni hogy milyen programnmal tudnám a kezelőfelület nyomogobjait átszerkeszteni?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 14, 12:19
Írta: dezsoe Dátum 2018 január 14, 12:19
Szia!
Bármilyen képszerkesztővel. Én pl. a Paint.NET-et használom. Kicsi, egyszerű, jó, ingyenes. :)
Bármilyen képszerkesztővel. Én pl. a Paint.NET-et használom. Kicsi, egyszerű, jó, ingyenes. :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 január 14, 12:20
Írta: svejk Dátum 2018 január 14, 12:20
PNG kiterjesztésű képekként vannak definiálva, a file-okat megtalálod a \UCCNC\Flashscreen\BMP\Defaultscreenset\ mappában.
Tehát amelyik képszerkesztő tud PNG-ben menteni az alkalmas.
Tehát amelyik képszerkesztő tud PNG-ben menteni az alkalmas.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 január 14, 13:20
Írta: 000000000 Dátum 2018 január 14, 13:20
Köszi szépen!
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 január 14, 13:20
Írta: 000000000 Dátum 2018 január 14, 13:20
Köszönöm mindenkinek a segitséget!
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 január 16, 20:53
Írta: svejk Dátum 2018 január 16, 20:53
"Máris" kipróbáltam élesben a mezők értékeinek beolvasását G-kódba, szupin működik! :)
Ezzel kapcsolatban lennének kérdéseim.
- A "labelnumber" értéke mettől meddig terjedhet? (az ugye evidens, hogy már foglaltakat nem használhatok)
- Mi a különbség a Screen editorban a Create/Delete fülnél a Label és a Textfield közt?
(én csak Textfieldnek tudok labelnumbert adni)
Az eredeti képernyőn levő adatmezők javarészt "fieldnb" típusúak, van ennek jelentősége?
Ezzel kapcsolatban lennének kérdéseim.
- A "labelnumber" értéke mettől meddig terjedhet? (az ugye evidens, hogy már foglaltakat nem használhatok)
- Mi a különbség a Screen editorban a Create/Delete fülnél a Label és a Textfield közt?
(én csak Textfieldnek tudok labelnumbert adni)
Az eredeti képernyőn levő adatmezők javarészt "fieldnb" típusúak, van ennek jelentősége?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 16, 21:05
Írta: dezsoe Dátum 2018 január 16, 21:05
Hova ez a rohanás? :)
- Labelnumbert általában 20000-től szokás indítani (ezek automatikusan el is mentődnek kilépéskor, ha vissza akarod tölteni következő induláskor, akkor azt neked kell megoldani).
- A label az fix felirat, a (text)field az beviteli mező.
- RTFM! [#nezze] [#vigyor3] A nöbö végűeken nincs keret (azért látod mégis, mert a háttérképen ott van). ("The "nb" at the end of the parameter means "no border", so these type of fields will have no visual border on the screen.")
- Labelnumbert általában 20000-től szokás indítani (ezek automatikusan el is mentődnek kilépéskor, ha vissza akarod tölteni következő induláskor, akkor azt neked kell megoldani).
- A label az fix felirat, a (text)field az beviteli mező.
- RTFM! [#nezze] [#vigyor3] A nöbö végűeken nincs keret (azért látod mégis, mert a háttérképen ott van). ("The "nb" at the end of the parameter means "no border", so these type of fields will have no visual border on the screen.")
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 január 16, 21:52
Írta: svejk Dátum 2018 január 16, 21:52
"(ezek automatikusan el is mentődnek kilépéskor, ha vissza akarod tölteni következő induláskor, akkor azt neked kell megoldani)."
Nekem a fenti ellentmondásnak tűnik, de a lényeg, hogy újraindításkor tényleg nem tartja meg a beírt értéket a Textfield.
No akkor HELP, milyen mezőket is kellene kreálnom, hogy ne vesszenek el a beírt adatok?[#confused]
Nekem a fenti ellentmondásnak tűnik, de a lényeg, hogy újraindításkor tényleg nem tartja meg a beírt értéket a Textfield.
No akkor HELP, milyen mezőket is kellene kreálnom, hogy ne vesszenek el a beírt adatok?[#confused]
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2018 január 16, 22:11
Írta: zt2c4wh9 Dátum 2018 január 16, 22:11
A 20000 feletti azonosítójú mezők értékét menti el az UCCNC kilépéskor. Az értékek nem vesznek el, a profil fájlba íródnak a UserTextfields szekcióba. A visszatöltésről neked kell gondoskodni, ha van olyan amit vissza akarsz olvasni, akkor azt a konstruktor makróban megteheted.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 16, 22:37
Írta: dezsoe Dátum 2018 január 16, 22:37
Nincs ebben semmi ellentmondás. Ahogy Balázs is írta, kilépéskor mentődnek a 20000-től kezdődő mezők. Ha szükséged van rá legközelebb, akkor az M99998 makróban vissza kell töltened.
Pl.: van egy meződ 20001 számon. Ennek a visszatöltése az M99998-ban:
(A "0" helyett azt írd, ami akkor jelenjen meg, ha még nem volt mentve érték.)
Pl.: van egy meződ 20001 számon. Ennek a visszatöltése az M99998-ban:
Kód Kijelölés
AS3.Setfieldtext(exec.Readkey("UserTextfields", "20001", "0"), 20001);(A "0" helyett azt írd, ami akkor jelenjen meg, ha még nem volt mentve érték.)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 január 17, 06:15
Írta: svejk Dátum 2018 január 17, 06:15
Értem! [#heureka]
Tehát már eleve ezért érdemes 20000 számú felettieket használni.
Ezeket aztán mindig elmenti, csak automatikusan nem tölti be, ezért kell a behívni egyesével őket az M99998-ban.
Szupi, köszönöm mindkettőtöknek a gyors segítséget! [#worship]
Tehát már eleve ezért érdemes 20000 számú felettieket használni.
Ezeket aztán mindig elmenti, csak automatikusan nem tölti be, ezért kell a behívni egyesével őket az M99998-ban.
Szupi, köszönöm mindkettőtöknek a gyors segítséget! [#worship]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 január 17, 06:17
Írta: svejk Dátum 2018 január 17, 06:17
Lesz vagy húsz mező, egy paranccsal csoportosan -mondjuk tól-ig- nem lehet behívni őket?
Na jó, persze kibírom azt a 20 sort... :)
Na jó, persze kibírom azt a 20 sort... :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 17, 06:49
Írta: dezsoe Dátum 2018 január 17, 06:49
Nem, mert mi van, ha mindet máshogy akarod kezelni? Viszont:
Kód Kijelölés
for (int i = 20000; i <= 20010; i++)
AS3.Setfieldtext(exec.Readkey("UserTextfields", i.ToString(), "0"), i);
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2018 január 17, 06:49
Írta: zt2c4wh9 Dátum 2018 január 17, 06:49
Nem muszáj annak 20 kód sor kódnak lennie. :)
El lehet intézni az összeset akár egy például for ciklusban is.
El lehet intézni az összeset akár egy például for ciklusban is.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2018 január 17, 06:50
Írta: zt2c4wh9 Dátum 2018 január 17, 06:50
Na, látom Dezsoe épp beelőzött. :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 17, 06:59
Írta: dezsoe Dátum 2018 január 17, 06:59
Álmomból felébresztve... [#circling]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 január 17, 08:00
Írta: svejk Dátum 2018 január 17, 08:00
Sejtettem én, hogy van ennek elegáncsos megoldásai is nem csak gumicsizmás. :) Köszi!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 17, 08:23
Írta: dezsoe Dátum 2018 január 17, 08:23
A fene tudja, hogy mennyire elegáns ez a megoldás. Kétségkívül tömör, de én biztos soronként írnám be, a sor végén // után megjegyzéssel, hogy akkor ez a sor melyik adat. Kizárt, hogy egy napnál tovább meg tudnám jegyezni (szerintem addig sem), hogy pl. 20003-as mezőben milyen adatot tárolok... :)
Cím: Re:UCCNC vezérlő program
Írta: nyiszi Dátum 2018 január 17, 08:25
Írta: nyiszi Dátum 2018 január 17, 08:25
Sziasztok!
A központi olajozóm működtetésére lenne valami jó megoldási javaslatotok?
Kb. 5 percenként 5-6 másodperces impulzust tudna kiadni az UCCNC valamelyik kimenetén, de csak akkor ha van mozgás valamelyik tengelyen. Jó lenne ha nem kéne időrelét is beiktatni.
A központi olajozóm működtetésére lenne valami jó megoldási javaslatotok?
Kb. 5 percenként 5-6 másodperces impulzust tudna kiadni az UCCNC valamelyik kimenetén, de csak akkor ha van mozgás valamelyik tengelyen. Jó lenne ha nem kéne időrelét is beiktatni.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 17, 08:40
Írta: dezsoe Dátum 2018 január 17, 08:40
Szia!
Meg lehet oldani, délutánra kitalálom, de most mennem kell. :)
Meg lehet oldani, délutánra kitalálom, de most mennem kell. :)
Cím: Re:UCCNC vezérlő program
Írta: nyiszi Dátum 2018 január 17, 08:59
Írta: nyiszi Dátum 2018 január 17, 08:59
Köszönöm.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2018 január 17, 10:49
Írta: zt2c4wh9 Dátum 2018 január 17, 10:49
Már van ilyen plugin a pluginok közt. Az a neve, hogy lubricator. Engedélyezd a plugint és be lehet állítani, hogy hány másodpercenként hány msec ideig adjon ki impulzust beállítható kimeneten.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2018 január 17, 10:50
Írta: zt2c4wh9 Dátum 2018 január 17, 10:50
Ja még annyi, hogy a kód futási idejét számolja, vagyis amikor áll a gép, nem mozog akkor feleslegesen nem csinál kenést, csak a futásidőt számolja.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 január 17, 11:40
Írta: svejk Dátum 2018 január 17, 11:40
No, adtatok ki újabb verziót?
Az 1.2101- ben még nincs benne. :(
Az 1.2101- ben még nincs benne. :(
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 17, 17:12
Írta: dezsoe Dátum 2018 január 17, 17:12
Még nem, de írok ide, ha megjelenik. :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 17, 17:14
Írta: dezsoe Dátum 2018 január 17, 17:14
Ahogy Balázs írta, van erre egy plugin. Megtalálod a mappámban (http://cnctar.hobbycnc.hu/dezsoe/UCCNC/Lubricator.dll). Engedélyezed a plugin-oknál, UCCNC-t újraindítod, a plugin-oknál Configure, beállítod, kész. :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 17, 17:15
Írta: dezsoe Dátum 2018 január 17, 17:15
Azt kihagytam, hogy a Plugins mappába másold be.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 január 17, 17:33
Írta: 000000000 Dátum 2018 január 17, 17:33
Ezek, az egyre szaporodó pluginok belekerülnek a programba?
Vagy mindig gyűjtögetni kell és bemásolni?
Vagy mindig gyűjtögetni kell és bemásolni?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 17, 17:44
Írta: dezsoe Dátum 2018 január 17, 17:44
Attól függ, hogy melyikekre gondolsz. Ez a Lubrication.dll a következő teszt verzióban már benne lesz.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 január 17, 17:53
Írta: 000000000 Dátum 2018 január 17, 17:53
Hááát ........ itt is, ott is, amott is olvasok, ilyen, olyan funkcióra pluginokról.
Hogy azok belekerülnek e valamikor, vagy nekem kell mindet összevadásznom.
Hogy azok belekerülnek e valamikor, vagy nekem kell mindet összevadásznom.
Cím: Re:UCCNC vezérlő program
Írta: nyiszi Dátum 2018 január 17, 18:17
Írta: nyiszi Dátum 2018 január 17, 18:17
Köszönöm szépen mindenkinek, megyek is kipróbálni.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 17, 18:29
Írta: dezsoe Dátum 2018 január 17, 18:29
Így konkrétumok nélkül nehéz. :) Most hirtelen beírtam a keresőbe, hogy plugin. A beépítetteken kívül volt Dan911-nek a Huanyang és az általános frekiváltó plugin-ja, nekem a számológép/képernyőbillentyűzet és a kódnyitó plugin-om. Majd írok linket mindegyikhez, bár a keresés csodákra képes, amióta van. :)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 január 17, 18:38
Írta: 000000000 Dátum 2018 január 17, 18:38
"bár a keresés csodákra képes, amióta van."
Annak akinek van. Nekem azt hozta a Jézuska, hogy nekem nincs.
Ez a fórum magánterület. Itt nem érvényes az egy bűnért 1 bünti.
Annak akinek van. Nekem azt hozta a Jézuska, hogy nekem nincs.
Ez a fórum magánterület. Itt nem érvényes az egy bűnért 1 bünti.
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2018 január 17, 18:43
Írta: gaben Dátum 2018 január 17, 18:43
A múltkor el is felejtettem kérdezni.
Tuti volt róla már szó, de azért fő a biztonság.
Most már ugye működik a saját profilom, ezután bátran letölthetem a legújabb frissítést, nem fogja bántani a saját beállításokat?
Tuti volt róla már szó, de azért fő a biztonság.
Most már ugye működik a saját profilom, ezután bátran letölthetem a legújabb frissítést, nem fogja bántani a saját beállításokat?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 17, 22:02
Írta: dezsoe Dátum 2018 január 17, 22:02
Ha nem a default.pro-ban tárolod a beállításaidat, akkor nyugodtan frissíthetsz.
Cím: Re:UCCNC vezérlő program
Írta: MoparMan Dátum 2018 január 17, 22:46
Írta: MoparMan Dátum 2018 január 17, 22:46
A Mikulás hozta, és december 11. óta neked is van. Tehát hiszti előtt nézd meg, hogy van-e miért hisztizned [#kacsint]
Cím: Re:UCCNC vezérlő program
Írta: szf Dátum 2018 január 17, 22:46
Írta: szf Dátum 2018 január 17, 22:46
UCCNC alaplapi LPT portot tudja használni?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 17, 22:59
Írta: dezsoe Dátum 2018 január 17, 22:59
Nem. Csak a hozzá való vezérlőket. UC100, UC300, UC400 és ezek különböző verziói (USB, Ethernet).
Cím: Re:UCCNC vezérlő program
Írta: szf Dátum 2018 január 17, 23:23
Írta: szf Dátum 2018 január 17, 23:23
Köszi.
Cím: Re:UCCNC vezérlő program
Írta: nyiszi Dátum 2018 január 20, 10:23
Írta: nyiszi Dátum 2018 január 20, 10:23
Sziasztok!
Csináltam két új nyomógombot.
Mit kell csinálnom, hogy mindegyik egy-egy kimenetet kapcsolgasson.
Csináltam két új nyomógombot.
Mit kell csinálnom, hogy mindegyik egy-egy kimenetet kapcsolgasson.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 20, 10:34
Írta: dezsoe Dátum 2018 január 20, 10:34
Szia!
Akkor a gombok megvannak, ez jó. A gombok kétállapotúak (lámpácskás) vagy sima nyomógombok? Van-e szükség arra, hogy a kimenetek fordítva működjenek, azaz bekapcsolva 0V és kikapcsolva 5V?
Akkor a gombok megvannak, ez jó. A gombok kétállapotúak (lámpácskás) vagy sima nyomógombok? Van-e szükség arra, hogy a kimenetek fordítva működjenek, azaz bekapcsolva 0V és kikapcsolva 5V?
Cím: Re:UCCNC vezérlő program
Írta: nyiszi Dátum 2018 január 20, 10:41
Írta: nyiszi Dátum 2018 január 20, 10:41
Lámpácskásak és nem kell, hogy fordítva működjenek.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 20, 10:51
Írta: dezsoe Dátum 2018 január 20, 10:51
OK. Nemsoká küldöm, csak most el kell szaladjak két délig nyitva levő boltba. :)
Cím: Re:UCCNC vezérlő program
Írta: nyiszi Dátum 2018 január 20, 14:16
Írta: nyiszi Dátum 2018 január 20, 14:16
Köszi, várom.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 20, 18:23
Írta: dezsoe Dátum 2018 január 20, 18:23
Na, mostanra sikerült. (Bocs, de nálam is hétvége van.)
A kapcsoló azonosító (_kapcs_btnnum) értéke a neki kijelölt kapcsoló száma (ugyanaz, mint a file neve: a fenti példában M20802.txt). A makrót gombonként (azaz kimenetenként) újra be kell másolnod a megfelelő beállításokkal.
Kód Kijelölés
// ================================================================================================
// Mxxxxx: kétállapotú gomb -> kimenet kapcsolása
// ================================================================================================
bool newState = !AS3.Getbuttonstate(_kapcs_btnnum);
if (newState)
{
if (_kapcs_neg)
exec.Clroutpin(_kapcs_port, _kapcs_pin);
else
exec.Setoutpin(_kapcs_port, _kapcs_pin);
}
else
{
if (_kapcs_neg)
exec.Setoutpin(_kapcs_port, _kapcs_pin);
else
exec.Clroutpin(_kapcs_port, _kapcs_pin);
}
AS3.Switchbutton(newState, _kapcs_btnnum);
// =============================================================================
#Events
// ============================================================================= -- Events -- ===
const int _kapcs_btnnum = 20802; // Kapcsoló azonosító
const int _kapcs_port = 2; // Kimenet adatai
const int _kapcs_pin = 9;
const bool _kapcs_neg = false;
// ================================================================================================
A kapcsoló azonosító (_kapcs_btnnum) értéke a neki kijelölt kapcsoló száma (ugyanaz, mint a file neve: a fenti példában M20802.txt). A makrót gombonként (azaz kimenetenként) újra be kell másolnod a megfelelő beállításokkal.
Cím: Re:UCCNC vezérlő program
Írta: nyiszi Dátum 2018 január 20, 18:29
Írta: nyiszi Dátum 2018 január 20, 18:29
Köszönöm szépen, már próbálom is.
Cím: Re:UCCNC vezérlő program
Írta: nyiszi Dátum 2018 január 20, 18:41
Írta: nyiszi Dátum 2018 január 20, 18:41
Tökéletesen működik, még egyszer nagyon köszönöm. [#worship]
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 január 20, 23:21
Írta: ium8w94xp Dátum 2018 január 20, 23:21
Tulajdonképpen Csaba nélkül mindenki itt vergődne, mint hal a szatyorban. Szerencse, hogy nem a méhészet lett a hobbija :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 január 21, 10:21
Írta: svejk Dátum 2018 január 21, 10:21
Úgy van!
Vagy legalábbis várhatnánk sorunkra míg a fejlesztő sort kerít a kérdéseinkre.
Szerencse, hogy egymásra találtak, találtunk. :)
UCCNC--Dezsoe
Mach3--Béni
Vagy legalábbis várhatnánk sorunkra míg a fejlesztő sort kerít a kérdéseinkre.
Szerencse, hogy egymásra találtak, találtunk. :)
UCCNC--Dezsoe
Mach3--Béni
Cím: Re:UCCNC vezérlő program
Írta: nyiszi Dátum 2018 január 21, 22:26
Írta: nyiszi Dátum 2018 január 21, 22:26
Sziasztok!
Ma háromszor olyant csinált az UCCNC, hogy amikor minimalizáltam utána kinyitáskor csak üres képernyőt töltött be. Csak a program leállítása és újraindítása oldotta meg.
Mi lehet az oka?
Eddig egy nagyon régi verziót használtam azzal sose volt ilyen.
Ha a gép lenne kevés akkor gondolom semeddig se lenne jó.
De ha nem minimalizálom akkor órákon át semmi baja.
Néztem olyankor de a ram sem fogyott el.
És semmi mást nem csinálok a gépen, nem is fut más program.
Ma háromszor olyant csinált az UCCNC, hogy amikor minimalizáltam utána kinyitáskor csak üres képernyőt töltött be. Csak a program leállítása és újraindítása oldotta meg.
Mi lehet az oka?
Eddig egy nagyon régi verziót használtam azzal sose volt ilyen.
Ha a gép lenne kevés akkor gondolom semeddig se lenne jó.
De ha nem minimalizálom akkor órákon át semmi baja.
Néztem olyankor de a ram sem fogyott el.
És semmi mást nem csinálok a gépen, nem is fut más program.
Cím: Re:UCCNC vezérlő program
Írta: x336u7c0 Dátum 2018 január 22, 15:02
Írta: x336u7c0 Dátum 2018 január 22, 15:02
Sziasztok!
Az UCCNC Offset fülön van egy Save Offset gomb ami elmenti az aktuális eltolásokat, de azt vettem észre, hogy kilépéskor is mentődnek az aktuális eltolási értékek. Ez miért van? Nem lehet úgy beállítani a programot, hogy csak a Save Offset megnyomásakor mentsen?
Üdv:
Balázs
Az UCCNC Offset fülön van egy Save Offset gomb ami elmenti az aktuális eltolásokat, de azt vettem észre, hogy kilépéskor is mentődnek az aktuális eltolási értékek. Ez miért van? Nem lehet úgy beállítani a programot, hogy csak a Save Offset megnyomásakor mentsen?
Üdv:
Balázs
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 22, 15:31
Írta: dezsoe Dátum 2018 január 22, 15:31
Szia!
Videokártya driver-re tippelnék, mert nem rémlik, hogy bármikor bárkinek is lett volna ilyen problémája. Esetleg lehet maga a kártya is, de inkább driver.
Videokártya driver-re tippelnék, mert nem rémlik, hogy bármikor bárkinek is lett volna ilyen problémája. Esetleg lehet maga a kártya is, de inkább driver.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 január 22, 15:36
Írta: 000000000 Dátum 2018 január 22, 15:36
Olyan problémába ütköztem, amire most nem tudom a megoldást.
Egy programról akartam használni 2 féle mozgásvezérlőt. (UC100 és UC300)
Az a probléma, hogy az egyik licenc felül írja a másikat.
Van erre valami használható megoldás?
Ha igen, mi az?
Egy programról akartam használni 2 féle mozgásvezérlőt. (UC100 és UC300)
Az a probléma, hogy az egyik licenc felül írja a másikat.
Van erre valami használható megoldás?
Ha igen, mi az?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 22, 15:36
Írta: dezsoe Dátum 2018 január 22, 15:36
Szia!
Igen, minden kilépéskor menti az offszet beállításokat. Azt tudod csinálni, hogy az M99998.txt-be ("konstruktor" makró, induláskor végrehajtja) beírod, hogy törölje az offszeteket. Én csak a G54-et (ezzel indul a program) szoktam törölni:
Ha a többit is törölnéd, akkor egyenként a 177-181-ig levő gombokat is hívd meg ugyanígy.
Igen, minden kilépéskor menti az offszet beállításokat. Azt tudod csinálni, hogy az M99998.txt-be ("konstruktor" makró, induláskor végrehajtja) beírod, hogy törölje az offszeteket. Én csak a G54-et (ezzel indul a program) szoktam törölni:
Kód Kijelölés
exec.Callbutton(176);Ha a többit is törölnéd, akkor egyenként a 177-181-ig levő gombokat is hívd meg ugyanígy.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 22, 15:38
Írta: dezsoe Dátum 2018 január 22, 15:38
Persze. A licensz file nevéből csak az elejét vizsgálja: UCCNClicense<akármi>.txt. Nevezd át úgy, hogy az eleje után beírod a kártya azonosítóját, akkor legalább te is tudod, hogy melyik vezérlőé a licensz, pl.: UCCNClicense_xxxxxx_UC100.txt stb.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 január 22, 15:44
Írta: 000000000 Dátum 2018 január 22, 15:44
Ez szuper![#taps]
A kommented hozzá szintén. [#eljen] [#taps]
A kommented hozzá szintén. [#eljen] [#taps]
Cím: Re:UCCNC vezérlő program
Írta: x336u7c0 Dátum 2018 január 22, 17:23
Írta: x336u7c0 Dátum 2018 január 22, 17:23
Szia! Köszönöm szépen a választ! Az a helyzet, hogy nem törölni szeretném, hanem megtartani. Van egy fix munka koordináta rendszerem az asztalon, ahova szeretném ha minden indulás után visszatalálna egy 'home all' és egy 'goto zero' utasítás után mondjuk a G54-ben. Úgy jártam, hogy egy próba marás során másik helyen nulláztam az X tengelyt. Ezt megjegyezte a 'work offsetben' és el is mentette kilépéskor. Aztán a következő indulásnál óvatlanul nyomtam egy 'goto zero'-t a G54-en és majdnem összetörte a gépet, mert az előzőekben nullázott X-re indult el...
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 22, 17:46
Írta: dezsoe Dátum 2018 január 22, 17:46
No, igen. Pont ezért nullázom a G54-et, hogy ilyenbe ne fussak bele. (Már korábban belefutottam. :)) A G55-re és G56 pedig be van állítva a két fix felfogatásom helye. Ha módosítanom kell rajta, akkor odaállok, átváltok G59-re, ott nullázok, majd módosítok. Viszont így a G55 és G56 mindig helyes. Elsőre lehet, hogy körülményes, de ha megszokod, akkor már fel sem tűnik. :)
Cím: Re:UCCNC vezérlő program
Írta: Egyújabbgépépítő Dátum 2018 január 22, 18:13
Írta: Egyújabbgépépítő Dátum 2018 január 22, 18:13
Sziasztok!
Segítségre lenne szükségem.
Több mint egy éve használom az UCCNC-t UC300ETH-el.
Nem frissítettem mert nem volt problémám az 1.2029 verzióval.
Most úgy gondoltam itt az ideje áttérni frissebb verzióra, lehet hibás döntés volt.
Mindent elindult kivéve a cahit féle autolevelert.
Letöltöttem a legutolsó verziót, de az első pontnál megáll "probe pin is active" hibával.
A G31 működik, de az autoleveler nem.
Tudtok valami megoldást?
Eddig hibátlanul működött a régi verzióval.
Segítségre lenne szükségem.
Több mint egy éve használom az UCCNC-t UC300ETH-el.
Nem frissítettem mert nem volt problémám az 1.2029 verzióval.
Most úgy gondoltam itt az ideje áttérni frissebb verzióra, lehet hibás döntés volt.
Mindent elindult kivéve a cahit féle autolevelert.
Letöltöttem a legutolsó verziót, de az első pontnál megáll "probe pin is active" hibával.
A G31 működik, de az autoleveler nem.
Tudtok valami megoldást?
Eddig hibátlanul működött a régi verzióval.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 22, 18:19
Írta: dezsoe Dátum 2018 január 22, 18:19
Szia!
Diagnosztika ablakban a probe nem világít?
Diagnosztika ablakban a probe nem világít?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 22, 18:19
Írta: dezsoe Dátum 2018 január 22, 18:19
Ja, és melyik verzióra frissítettél? A hivatalos 1.2047-re?
Cím: Re:UCCNC vezérlő program
Írta: Egyújabbgépépítő Dátum 2018 január 22, 18:25
Írta: Egyújabbgépépítő Dátum 2018 január 22, 18:25
Igen az 1.2047-re.
Az érzékelő működik, ha kiadom a "G31 z-8" parancsot szépen megtalálja a felületet.
Az érzékelő működik, ha kiadom a "G31 z-8" parancsot szépen megtalálja a felületet.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 22, 18:31
Írta: dezsoe Dátum 2018 január 22, 18:31
OK. Még a plugin verzióját nézd meg, légy szíves (a plugin-engedélyező ablakban). Kb. egy bő óráig nem leszek, aztán megnézem, hogy mi lehet vele.
Cím: Re:UCCNC vezérlő program
Írta: Egyújabbgépépítő Dátum 2018 január 22, 18:33
Írta: Egyújabbgépépítő Dátum 2018 január 22, 18:33
Azt hiszem az utolsó, 1.0046.
Köszönöm.
Köszönöm.
Cím: Re:UCCNC vezérlő program
Írta: x336u7c0 Dátum 2018 január 22, 18:34
Írta: x336u7c0 Dátum 2018 január 22, 18:34
Szia! Köszönöm, ez jó ötlet! Így fogom csinálni! (y)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 január 22, 19:25
Írta: 000000000 Dátum 2018 január 22, 19:25
Szia Csaba!
A lézer topikban nem kaptam választ arra, hogy az UCCNC esetén az M3, M5 "delay" ablakainak mi a beállítható minimuma? Nulla is lehet? (Lézer topik 14169 setup kép.)
A lézer topikban nem kaptam választ arra, hogy az UCCNC esetén az M3, M5 "delay" ablakainak mi a beállítható minimuma? Nulla is lehet? (Lézer topik 14169 setup kép.)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 22, 20:14
Írta: dezsoe Dátum 2018 január 22, 20:14
Szia!
Természetesen lehet 0.
Természetesen lehet 0.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 január 22, 20:24
Írta: 000000000 Dátum 2018 január 22, 20:24
Köszönöm a választ.
Az viszont meglepett, hogy lehet nulla is, hiszen akkor mitől lassú kapcsolásúak ezek a kódok? Nincs itt valami ablakocska adat és valóság közti ellentmondás?
Az viszont meglepett, hogy lehet nulla is, hiszen akkor mitől lassú kapcsolásúak ezek a kódok? Nincs itt valami ablakocska adat és valóság közti ellentmondás?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 22, 21:06
Írta: dezsoe Dátum 2018 január 22, 21:06
Ahogy Balázs a lézer topikban leírta, az M3/M4/M5 végrehajtásához ki kell ürülnie a mozgáspuffernek, tehát a tengelyeknek meg kell állniuk, míg az M10/M11 az adott mozgásokhoz szinkronizálva fog végrehajtódni. Legyen három sor egymás után:
Az N20-ban az M3 akkor fog végrehajtódni, ha az N10 mozgás elkészült, a tengely megállt. N30-ban újra fel kell a tengelynek gyorsulni.
Ebben az esetben az N120 sorban a kapcsolás a tengely lassítása nélkül, X=10 pozícióban fog megtörténni, míg a tengely mozog tovább az N130 szerint.
Kód Kijelölés
N10 G1 X10
N20 M3
N30 G1 X20Az N20-ban az M3 akkor fog végrehajtódni, ha az N10 mozgás elkészült, a tengely megállt. N30-ban újra fel kell a tengelynek gyorsulni.
Kód Kijelölés
N110 G1 X10
N120 M10
N130 G1 X20Ebben az esetben az N120 sorban a kapcsolás a tengely lassítása nélkül, X=10 pozícióban fog megtörténni, míg a tengely mozog tovább az N130 szerint.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 január 22, 21:30
Írta: 000000000 Dátum 2018 január 22, 21:30
Ezt értem, és tudjuk is, bár itt is van azért némi gond, mert lehetséges olyan kód, amikor irányt kell váltani, pl. ha N130-ban ez lenne: G1 X5
De igazából nem is ez az én gondom, hanem ha a delay 0 is lehet, akkor ez azt jelenti, hogy 0 idő alatt az M3/M5 is reagál, ami nyilván nem lehet igaz, ha a kódlistát élesben futtatjuk. Gondolom van ennek a kódnak végrehajtási ideje, és az biztos nagyobb mint nulla. Akkor lenne korrekt az ablak, ha nullát nem enged ideírni, hanem csak annyi időt, amit tényleg tud a rendszer, pl. 10 mikrosec.
De igazából nem is ez az én gondom, hanem ha a delay 0 is lehet, akkor ez azt jelenti, hogy 0 idő alatt az M3/M5 is reagál, ami nyilván nem lehet igaz, ha a kódlistát élesben futtatjuk. Gondolom van ennek a kódnak végrehajtási ideje, és az biztos nagyobb mint nulla. Akkor lenne korrekt az ablak, ha nullát nem enged ideírni, hanem csak annyi időt, amit tényleg tud a rendszer, pl. 10 mikrosec.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 22, 21:40
Írta: dezsoe Dátum 2018 január 22, 21:40
Ez már egy kicsit szőrszálhasogatás... De ezek a delay értékek nem is erről szólnak, hanem arról, hogy az M3/M4 stb. kiadása után mennyit várjon a program, mielőtt tovább menne. Ez ugyanis arra való, hogy legyen a motornak ideje felpörögni vagy leállni.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 22, 21:42
Írta: dezsoe Dátum 2018 január 22, 21:42
Próbálom megfogni a problémát, de még nem sikerült. A profil file-odat el tudnád küldeni? (Mail-ben vagy a cnctar-on keresztül.)
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2018 január 22, 21:42
Írta: kr97pwss2 Dátum 2018 január 22, 21:42
Az M3/4 delay paraméterrel 1ms felbontással késleltetés adható meg, azaz amikor a program oda ér, hogy akkor most be/ki kéne kapcsolni az M3/4-et, akkor elkezdi mérni a megadott időt. 0-nál értelemszerűen nem várakozik, hanem azonnal kiadja a jelet.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2018 január 22, 21:43
Írta: kr97pwss2 Dátum 2018 január 22, 21:43
Dezsoe megelőzött [#vigyor3]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 22, 21:54
Írta: dezsoe Dátum 2018 január 22, 21:54
Bocsi... [#vigyor4]
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 január 22, 22:04
Írta: 000000000 Dátum 2018 január 22, 22:04
Sajnos a matematikában a nulla veszélyes szám, ha komolyan vesszük. Így azt gondolom, a műszaki életben is ha egy adat megadható, beírható, akkor annak a valóságban is annak kell lenni, mert egyébként csak szép csili-vili, de nem igaz, azaz virtuális valóság szerepel itt tényként. Szerintem módosítsátok, és ne lehessen nullát megadni, csak annyit amit tud is a vezérlőprogram rendszer.
Az X5 esetre mi a magyarázat, ilyenkor nem igaz a gyors működés az M10, M11-re?
Az X5 esetre mi a magyarázat, ilyenkor nem igaz a gyors működés az M10, M11-re?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 22, 22:12
Írta: dezsoe Dátum 2018 január 22, 22:12
Öööö... Ezt egy kicsit jobban kifejtenéd, mert nem értem: "Az X5 esetre mi a magyarázat, ilyenkor nem igaz a gyors működés az M10, M11-re?"
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 január 22, 22:12
Írta: 000000000 Dátum 2018 január 22, 22:12
Én azért egyszer bemérném, hogy az "azonnal" az mit takar a valóságban, mert nyilván nem nulla.
Van egy olyan teszt kód listám, ami csak százezer M3,M5-ből áll. Kérdés: mennyi idő alatt futna ez le UCCNC esetén? Ebből már szépen meg lehet állapítani a rendszer teljes G kód feldolgozó rendszerét.
Van egy olyan teszt kód listám, ami csak százezer M3,M5-ből áll. Kérdés: mennyi idő alatt futna ez le UCCNC esetén? Ebből már szépen meg lehet állapítani a rendszer teljes G kód feldolgozó rendszerét.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 január 22, 22:16
Írta: 000000000 Dátum 2018 január 22, 22:16
A 4971-ben volt egy ilyen listád:
N110 G1 X10
N120 M10
N130 G1 X20
Kérdésem az lenne, mi a helyzet, ha X20 helyett pl. X5 van.
N110 G1 X10
N120 M10
N130 G1 X20
Kérdésem az lenne, mi a helyzet, ha X20 helyett pl. X5 van.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 január 22, 22:27
Írta: 000000000 Dátum 2018 január 22, 22:27
Pontosítom a kérdéses listát N100 kiegészítéssel, hogy egyértelmű legyen:
N100 G1 X5
N110 G1 X10
N120 M10
N130 G1 X5
N100 G1 X5
N110 G1 X10
N120 M10
N130 G1 X5
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 22, 22:28
Írta: dezsoe Dátum 2018 január 22, 22:28
Értem! Erre a Balázsok tudnának autentikus választ adni, de véleményem szerint az X megállásakor illene végrehajtódnia, mivel a cél az, hogy a két másik sor végrehajtása között kapcsoljon. Egyébként, az X5 még az egyszerűbb, mert pl. egy Y10 esetében már bejönnek a buliba a CV és exact stop beállítások és ezek paraméterei. [#fejvakaras] Szerencsére, ez ritkán fordul elő, mivel alapvetően arra lett kitalálva, hogy egyik tengely áll, a másik pedig megy egyenletesen és közben a lézer megfelelő helyen és időben kapcsoljon ki vagy be. Ritkán szokás cikkcakkban lézerezni, gondolom én. :)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 január 23, 07:48
Írta: ium8w94xp Dátum 2018 január 23, 07:48
Sajnálom, hogy engem nem tud lázba hozni, hogy a 0 az a valóságban hány ms. Nem hiszem, hogy egyedül vagyok ezzel. Gondolom nem is azonos idő minden gép esetében(uc.../pc). Én is szőrszálhasogatásnak érzem.
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2018 január 23, 09:56
Írta: Bozso777 Dátum 2018 január 23, 09:56
Nem feltétlenül kll álljon az egyik tengely, erre elég jó példa volt mikor egy 360°skálát égettem vele gkódból.Mivel a 360 vonalból csak 4 vonalnál van 1 tenglymozgás elég jól mutatja megy ez több tengellyel, gyors irányváltásokkal is...természetesen M10-M11 kapcsolgatja.
Videó nem túl jó kamerával készült, de a lényeg látszik...alul az elkészült skáláról kép.
(http://cnctar.hobbycnc.hu/Bozso777/L%C3%A9zer/%C3%BAj%20g%C3%A9ppel/sk%C3%A1la.jpg) (http://cnctar.hobbycnc.hu/Bozso777/L%C3%A9zer/%C3%BAj%20g%C3%A9ppel/sk%C3%A1la.jpg)
Videó nem túl jó kamerával készült, de a lényeg látszik...alul az elkészült skáláról kép.
(http://cnctar.hobbycnc.hu/Bozso777/L%C3%A9zer/%C3%BAj%20g%C3%A9ppel/sk%C3%A1la.jpg) (http://cnctar.hobbycnc.hu/Bozso777/L%C3%A9zer/%C3%BAj%20g%C3%A9ppel/sk%C3%A1la.jpg)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 január 23, 10:07
Írta: svejk Dátum 2018 január 23, 10:07
Áááá...meg van, hogy miért hánykolódtam az éjszaka! :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 23, 10:07
Írta: dezsoe Dátum 2018 január 23, 10:07
Korrekt! [#eljen] De, azért látszik a csíkok végén, hogy ott le kellett lassítania a tengely(ek)nek: egy picit határozottabb lett a végük. Talán azzal lehetne elkerülni, hogy a lézer kikapcsol és a tengely megy még egy picit, hogy már kikapcsolt lézerrel lassítson le. (Persze, ez már megint szőrszálhasogatás, csak most az én részemről... :))
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2018 január 23, 14:29
Írta: Bozso777 Dátum 2018 január 23, 14:29
Igazad van.Ha kicsit tovább menne, mint pl a képégetésnél, máris megoldódna ez is...persze ezt hogyan lehetne megoldani azt nem tudom :D Ha pl nem marógép lenne hanem könnyi kis lézergép, durva gyorsításokkal, máris jobb eredményt hozna.
Cím: Re:UCCNC vezérlő program
Írta: PSoft Dátum 2018 január 23, 14:45
Írta: PSoft Dátum 2018 január 23, 14:45
"D Ha pl nem marógép lenne hanem könnyi kis lézergép, durva gyorsításokkal, máris jobb eredményt hozna."
Erről beszélek régóta...:)
Ott kezdődnek a lézeres csalódások, mikor a súlyos(lézerhez kimondottan túlsúlyos) hidakra, úgymond a marómotor mellé, alternatívaként fölkerülnek a kis 2-3-5W-os lézerfejek.
Erről beszélek régóta...:)
Ott kezdődnek a lézeres csalódások, mikor a súlyos(lézerhez kimondottan túlsúlyos) hidakra, úgymond a marómotor mellé, alternatívaként fölkerülnek a kis 2-3-5W-os lézerfejek.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 23, 14:51
Írta: dezsoe Dátum 2018 január 23, 14:51
Ehhez az adott CAM program post-processzorába kéne belepiszkálni...
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 23, 23:33
Írta: dezsoe Dátum 2018 január 23, 23:33
Szia!
Találtam egy beállítást, ami okozhatja a problémádat. A Probing Altitude beállítás nálad 0, ami nem jó, mert a felületről indítaná a mérést. Ha pontos a mérőkéd, akkor ilyenkor már bejelez. Kicsit meg kéne emelni, én pl. 2mm-ről indítanám.
(https://hobbicncforum.hu/uploaded_images/2018/01/tn_vjikjg73k7403pqntyfa_3977.png) (https://hobbicncforum.hu/uploaded_images/2018/01/vjikjg73k7403pqntyfa_3977.png)
Találtam egy beállítást, ami okozhatja a problémádat. A Probing Altitude beállítás nálad 0, ami nem jó, mert a felületről indítaná a mérést. Ha pontos a mérőkéd, akkor ilyenkor már bejelez. Kicsit meg kéne emelni, én pl. 2mm-ről indítanám.
(https://hobbicncforum.hu/uploaded_images/2018/01/tn_vjikjg73k7403pqntyfa_3977.png) (https://hobbicncforum.hu/uploaded_images/2018/01/vjikjg73k7403pqntyfa_3977.png)
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2018 január 24, 07:22
Írta: Bozso777 Dátum 2018 január 24, 07:22
Veri postprociba az még sikerült, hogy az M10-M11 beleírjam, de a tudásom kB ennyivel ki is merült :D
Cím: Re:UCCNC vezérlő program
Írta: bknwvypfx Dátum 2018 január 24, 11:41
Írta: bknwvypfx Dátum 2018 január 24, 11:41
Sziasztok!
A segítségeteket szeretném kérni, bekötéssel kapcsolatban
A CNC gépemhez vásároltam egy uc300ETHt amit a léptetőmotor vezérlőhöz szeretnék csatlakoztatni (elötte cncusbm volt)
Mellékelek egy képet amin megjelöltem a feltételezett bekötést. a kék "vezetékben" nem vagyok biztos.
Segítségeteket előre is köszönöm!
(https://hobbicncforum.hu/uploaded_images/2018/01/tn_jpyiqhm6z33yui2gcdyi_5898.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/jpyiqhm6z33yui2gcdyi_5898.jpg)
A segítségeteket szeretném kérni, bekötéssel kapcsolatban
A CNC gépemhez vásároltam egy uc300ETHt amit a léptetőmotor vezérlőhöz szeretnék csatlakoztatni (elötte cncusbm volt)
Mellékelek egy képet amin megjelöltem a feltételezett bekötést. a kék "vezetékben" nem vagyok biztos.
Segítségeteket előre is köszönöm!
(https://hobbicncforum.hu/uploaded_images/2018/01/tn_jpyiqhm6z33yui2gcdyi_5898.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/jpyiqhm6z33yui2gcdyi_5898.jpg)
Cím: Re:UCCNC vezérlő program
Írta: bknwvypfx Dátum 2018 január 24, 11:42
Írta: bknwvypfx Dátum 2018 január 24, 11:42
Azazhogy ez lenne a kép:)
(https://hobbicncforum.hu/uploaded_images/2018/01/tn_d40aem7mq8gkwj58z60xe_5898.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/d40aem7mq8gkwj58z60xe_5898.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/01/tn_d40aem7mq8gkwj58z60xe_5898.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/d40aem7mq8gkwj58z60xe_5898.jpg)
Cím: Re:UCCNC vezérlő program
Írta: Egyújabbgépépítő Dátum 2018 január 24, 11:44
Írta: Egyújabbgépépítő Dátum 2018 január 24, 11:44
Szia!
Köszönöm valóban ez volt a probléma.
Nem vettem észre hogy ez nem jó érték.
Köszönöm valóban ez volt a probléma.
Nem vettem észre hogy ez nem jó érték.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 24, 11:55
Írta: dezsoe Dátum 2018 január 24, 11:55
Szia!
Ha a kéket az ENA+ ponthoz akartad rajzolni, akkor igen. (Most a közös GND-hez rajzoltad.)
Ha a kéket az ENA+ ponthoz akartad rajzolni, akkor igen. (Most a közös GND-hez rajzoltad.)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 24, 11:56
Írta: dezsoe Dátum 2018 január 24, 11:56
Szia!
Nagyszerű! Más. Az 5441-hez van valami pdf leírásod? A honlapon nem találtam... Ha jól láttam, akkor ilyen kártyád van.
Nagyszerű! Más. Az 5441-hez van valami pdf leírásod? A honlapon nem találtam... Ha jól láttam, akkor ilyen kártyád van.
Cím: Re:UCCNC vezérlő program
Írta: Egyújabbgépépítő Dátum 2018 január 24, 12:08
Írta: Egyújabbgépépítő Dátum 2018 január 24, 12:08
Nem 5441-em van. Saját tervezésű illesztőt használok, csak a UC300ETH modult vásároltam meg.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 24, 12:10
Írta: dezsoe Dátum 2018 január 24, 12:10
OK :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 24, 16:26
Írta: dezsoe Dátum 2018 január 24, 16:26
Sziasztok!
Megjelent az UCCNC 1.2102-es tesztverziója.
Innen tölthető le. (http://www.cncdrive.com/UCCNC/setup_1.2102.exe)
Javítások és változások:
A program mostantól nem .NET 2.0, hanem .NET 4.0 keretrendszerben fut. Ez azt jelenti, hogy már nem a .NET 2.0-t (vagy 3.5-öt) kell hozzá telepíteni, hanem .NET 4.0-t, vagy azzal kompatibiliset. A .NET 4.0 továbbra is be tudja olvasni a .NET 2.0 alá írt pluginokat, így azok továbbra is használhatók maradnak. Az összes .NET 4.x verzió futtatja a 4.0 alá írt programokat, így ha a gépen az éppen aktuális 4.7-es verzió van, akkor az rendben is van. Windows 8-tól felfelé ez alapból a rendszer része, így nem is kell vele foglalkozni, Windows 7-re lejön a frissítésekkel, XP-re fel kell telepíteni.
Plugin fejlesztőknek csak annyit kell tenni, hogy a cél .NET verziót át kell állítani 4.0-ra a Visual Studio-ban a projekt tulajdonságainál. Természetesen, ehhez Visual Studio 2010 vagy újabb verzióra van szükség.
A .NET 4.0 keretrendszer használata azt is jelenti, hogy sokkal több harmadik féltől származó könyvtárat használhatnak az új plugin-ok.
- Új: kapcsoló, hogy a G41/G42 a sarkokon ívben forduljon
- G91 inkrementális mozgásokkal probléma volt bekapcsolt szerszámsugár-kompenzáció esetén. Javítva
- Íves Z mozgás hibás volt G91-ben, ha makróból futott és a Z-nek nem volt érték megadva. Javítva
- Új: Részletes szerszámtábla ablak
- Új: Szerszám hossz és átmérő adatok beíráskor azonnal érvényre lépnek
- Új: Szerszámtábla mentése gomb (Save tooltable)
- Új: Kapcsoló, hogy a programból kilépéskor automatikusan mentse a szerszámtábla adatait
- Új: G10 L1 R paraméter, ami a szerszámtáblába a megadott szerszám sugarát viszi fel g-kódból
- Frissített Console plugin
- Új: a megjelenítési beállításoknál kapcsolható, hogy betöltéskor alaphelyzetbe álljon-e a szerszámpálya nézet
- Új: Additemtolistbeginning függvény a plugininterface-ben (státusz ablak írásához kell)
- Menetfúrás vagy -vágás néha kihagyta a szinkron mozgást. Javítva
- Getcurrgcodelinetext néha nem az aktuális sor tartalmát adta vissza. Javítva
- Új: Getcurrentgcodelinenumber függvény makróban és pluginban az aktuális g-kód sor számát adja vissza
- Jog panel érzékelés kikapcsolása, ha valamilyen gyermek-ablak van fókuszban, így nem tűnik el az ablak, ha az egérrel a jog panel felé mennénk
Megjelent az UCCNC 1.2102-es tesztverziója.
Innen tölthető le. (http://www.cncdrive.com/UCCNC/setup_1.2102.exe)
Javítások és változások:
A program mostantól nem .NET 2.0, hanem .NET 4.0 keretrendszerben fut. Ez azt jelenti, hogy már nem a .NET 2.0-t (vagy 3.5-öt) kell hozzá telepíteni, hanem .NET 4.0-t, vagy azzal kompatibiliset. A .NET 4.0 továbbra is be tudja olvasni a .NET 2.0 alá írt pluginokat, így azok továbbra is használhatók maradnak. Az összes .NET 4.x verzió futtatja a 4.0 alá írt programokat, így ha a gépen az éppen aktuális 4.7-es verzió van, akkor az rendben is van. Windows 8-tól felfelé ez alapból a rendszer része, így nem is kell vele foglalkozni, Windows 7-re lejön a frissítésekkel, XP-re fel kell telepíteni.
Plugin fejlesztőknek csak annyit kell tenni, hogy a cél .NET verziót át kell állítani 4.0-ra a Visual Studio-ban a projekt tulajdonságainál. Természetesen, ehhez Visual Studio 2010 vagy újabb verzióra van szükség.
A .NET 4.0 keretrendszer használata azt is jelenti, hogy sokkal több harmadik féltől származó könyvtárat használhatnak az új plugin-ok.
- Új: kapcsoló, hogy a G41/G42 a sarkokon ívben forduljon
- G91 inkrementális mozgásokkal probléma volt bekapcsolt szerszámsugár-kompenzáció esetén. Javítva
- Íves Z mozgás hibás volt G91-ben, ha makróból futott és a Z-nek nem volt érték megadva. Javítva
- Új: Részletes szerszámtábla ablak
- Új: Szerszám hossz és átmérő adatok beíráskor azonnal érvényre lépnek
- Új: Szerszámtábla mentése gomb (Save tooltable)
- Új: Kapcsoló, hogy a programból kilépéskor automatikusan mentse a szerszámtábla adatait
- Új: G10 L1 R paraméter, ami a szerszámtáblába a megadott szerszám sugarát viszi fel g-kódból
- Frissített Console plugin
- Új: a megjelenítési beállításoknál kapcsolható, hogy betöltéskor alaphelyzetbe álljon-e a szerszámpálya nézet
- Új: Additemtolistbeginning függvény a plugininterface-ben (státusz ablak írásához kell)
- Menetfúrás vagy -vágás néha kihagyta a szinkron mozgást. Javítva
- Getcurrgcodelinetext néha nem az aktuális sor tartalmát adta vissza. Javítva
- Új: Getcurrentgcodelinenumber függvény makróban és pluginban az aktuális g-kód sor számát adja vissza
- Jog panel érzékelés kikapcsolása, ha valamilyen gyermek-ablak van fókuszban, így nem tűnik el az ablak, ha az egérrel a jog panel felé mennénk
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 január 24, 17:43
Írta: svejk Dátum 2018 január 24, 17:43
[#wow1] No majd csak megbirkózunk vele. :)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 január 24, 17:54
Írta: 000000000 Dátum 2018 január 24, 17:54
Valami ok miatt nem tudom letölteni a 1.2047 verziót és ezt az újat sem. A letöltés legvégén megáll.
Ugyanez van a linkről és közvetlen a helyről is. Mi lehet a megoldás?
Más: Talán érdemes lett volna belinkelni a net 4 letöltőhelyét is az egyszerűsítés érdekében.
Ugyanez van a linkről és közvetlen a helyről is. Mi lehet a megoldás?
Más: Talán érdemes lett volna belinkelni a net 4 letöltőhelyét is az egyszerűsítés érdekében.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2018 január 24, 18:38
Írta: ANTAL GÁBOR Dátum 2018 január 24, 18:38
Nagy falat lesz ez nekem [#csodalk]és jobban is szeretem a teszt verzió helyett a hivatalosan kiadottat .
Nem tudod megcsinálják a jelzett hiba javítását " Menetfúrás vagy -vágás néha kihagyta a szinkron mozgást." a hivatalos 20.47 re is ?
Szóban mintha mondtad volna hogy a tengelyenkénti current on/ off is benne lesz . Sikerült beletenni és csak a felsorolásból hiányzik?
Nem tudod megcsinálják a jelzett hiba javítását " Menetfúrás vagy -vágás néha kihagyta a szinkron mozgást." a hivatalos 20.47 re is ?
Szóban mintha mondtad volna hogy a tengelyenkénti current on/ off is benne lesz . Sikerült beletenni és csak a felsorolásból hiányzik?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 24, 19:34
Írta: dezsoe Dátum 2018 január 24, 19:34
A Current Hi/Low azért nincs a felsorolásban, mert az már az eggyel előbbi verzióban volt újdonság. A másik felének még utána kell járnom. :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 24, 19:37
Írta: dezsoe Dátum 2018 január 24, 19:37
Nem tudom, nálam megy a letöltés, most próbáltam. Félig mondom csak viccből: XP-t, ugye, már nem használunk, a Win7-ben a frissítések között ott van, Win8-tól be van építve. :)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 január 24, 19:54
Írta: 000000000 Dátum 2018 január 24, 19:54
Nem értem miről beszélsz?
Mióta van a wi7 -8 ban az UCCNC?
Mi köze van ahhoz, hogy a letöltés megáll az utolsó másodpercekben.
Mióta van a wi7 -8 ban az UCCNC?
Mi köze van ahhoz, hogy a letöltés megáll az utolsó másodpercekben.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2018 január 24, 20:18
Írta: ANTAL GÁBOR Dátum 2018 január 24, 20:18
Direkt megnyitottam a 20.47 et és rákukkantottam mielőtt föltettem volna a current es kérdést . Hát nem láttam . Most hogy írod rájöttem hogy lenni kell egy korábbi ( eggyel kisebb számú ) teszt verziónak . Biztos van ha ez kettesre végződik .
Pont ettől félek , teszt verziót teszt verzió követ és egyszer eléri azt az evolúciós állapotot amikor már hivatalossá válik . No akkor szoktam én megnyugodni [#vigyor4]
Pont ettől félek , teszt verziót teszt verzió követ és egyszer eléri azt az evolúciós állapotot amikor már hivatalossá válik . No akkor szoktam én megnyugodni [#vigyor4]
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2018 január 24, 20:20
Írta: kr97pwss2 Dátum 2018 január 24, 20:20
A 1.2047-be nem tudjuk belerakni, mert a folyamatos fejlesztés miatt már 1.2102-nél tartunk, és visszafelé nem dolgozunk (nem azért, hogy bosszantsunk, hanem mert átláthatatlan lenne). A tengelyenkénti Current On/Off már elkészült pár tesztverzióval ezelőtt, szóval az is benne van már.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2018 január 24, 20:26
Írta: ANTAL GÁBOR Dátum 2018 január 24, 20:26
Előtted 2 perce polemizáltam ..
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 január 24, 20:28
Írta: 000000000 Dátum 2018 január 24, 20:28
Mikortól nem tesztverzió a verzió?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 24, 20:29
Írta: dezsoe Dátum 2018 január 24, 20:29
Egészen pontosan az 1.2101-ben jelent meg: [#t218p4823#]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 24, 20:32
Írta: dezsoe Dátum 2018 január 24, 20:32
Bocs, nem voltam egyértelmű. A két kérdésre válaszoltam: az első mondat a letöltésről szólt, a második a .Net 4-ről.
Onnantól hivatalos egy verzió, hogy itt megtalálod (http://cncdrive.com/UCCNC.html). Meg amúgy is írok, ha hivatalos verzió jelenik meg, nem csak a tesztről.
Onnantól hivatalos egy verzió, hogy itt megtalálod (http://cncdrive.com/UCCNC.html). Meg amúgy is írok, ha hivatalos verzió jelenik meg, nem csak a tesztről.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2018 január 24, 20:43
Írta: kr97pwss2 Dátum 2018 január 24, 20:43
Pár havonta szoktunk hivatalos kiadást csinálni. A teszt verziók is teljes értékű programok, csak azokban a legutóbbi fejlesztések már benne vannak, de még nincs 100% tesztelve. A teszt verziókat használók visszajelzései alapján még finomítunk az új funkciókon, illetve az esetlegesen előforduló mi általunk észre nem vett hibákat javítjuk, és abból lesz a hivatalos kiadás. Ezt a módszert muszáj volt bevezetnünk, mert szerencsére már nagyon sokan használják az UCCNC-t és a szupportot egyszerűen képtelenség lenne megoldani.
Cím: Re:UCCNC vezérlő program
Írta: 3ebj3bk8b Dátum 2018 január 24, 21:08
Írta: 3ebj3bk8b Dátum 2018 január 24, 21:08
Sziasztok!
Én a jövő hónapban tervezem megvenni a program licencet egy UC 300-5LTP-ETH kártyához, meg a kártyát is.
Ha a szoftver folyamatosan frissül jönnek az új verziók.
Érvényes lesz a licence az újakhoz is?
Én a jövő hónapban tervezem megvenni a program licencet egy UC 300-5LTP-ETH kártyához, meg a kártyát is.
Ha a szoftver folyamatosan frissül jönnek az új verziók.
Érvényes lesz a licence az újakhoz is?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 január 24, 21:10
Írta: svejk Dátum 2018 január 24, 21:10
Jól van ez így...
De mivel folyamatos a fejlesztés, illetve mindig találni hibát, ezért elméletileg sosincs végleges verzió, mindegyik teszt. :)
De mivel folyamatos a fejlesztés, illetve mindig találni hibát, ezért elméletileg sosincs végleges verzió, mindegyik teszt. :)
Cím: Re:UCCNC vezérlő program
Írta: kaqkk007 Dátum 2018 január 24, 21:15
Írta: kaqkk007 Dátum 2018 január 24, 21:15
Jó kérdés ![#vigyor4] Nem gondolod hogy havonta kell új licenszet venni . Természetesen ha egyszer megvetted a programot az mindig a tied (és korlátlan) ha letöltöd és telepíted az újabb verziót ha nem ..
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 24, 21:27
Írta: dezsoe Dátum 2018 január 24, 21:27
Szia!
Egész pontosan a kártyához veszed meg az UCCNC licenszt, a kártya azonosítója alapján. Innentől azzal a verzióval használod, amelyikkel jól esik, annyi gépen, ahányra csak felrakod.
Egész pontosan a kártyához veszed meg az UCCNC licenszt, a kártya azonosítója alapján. Innentől azzal a verzióval használod, amelyikkel jól esik, annyi gépen, ahányra csak felrakod.
Cím: Re:UCCNC vezérlő program
Írta: 3ebj3bk8b Dátum 2018 január 24, 21:29
Írta: 3ebj3bk8b Dátum 2018 január 24, 21:29
Köszönöm, a válaszotokat!
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2018 január 25, 05:12
Írta: zt2c4wh9 Dátum 2018 január 25, 05:12
Hivatalos kiadássá akkor válik egy teszt verzió, amikor már ki van adva egy ideje teszt verzióként (általában legalább 2 hetet, de inkább 1 hónapot szoktunk ezzel várni) és ha a felhasználók, tesztelők nem jelentenek vele kapcsolatban semmilyen hibát.
A hivatalos kiadások itt találhatók: http://forum.cncdrive.com/viewforum.php?f=12
Persze a linken nem minden hivatalos verzió található meg, csak azóta kiadott verziók amióta van fórumunk és amióta vezetjük ezt a dolgot, ami látható az első post idejéből, hogy 2016 Szeptember 13. volt.
A hivatalos kiadások itt találhatók: http://forum.cncdrive.com/viewforum.php?f=12
Persze a linken nem minden hivatalos verzió található meg, csak azóta kiadott verziók amióta van fórumunk és amióta vezetjük ezt a dolgot, ami látható az első post idejéből, hogy 2016 Szeptember 13. volt.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2018 január 25, 05:29
Írta: zt2c4wh9 Dátum 2018 január 25, 05:29
Ellenőriztem a fájlt a szerveren, illetve a letöltést is és nem látok semmilyen problémát. Úgy értem, hogy a fájl hibátlanul van fent a szerveren és a letöltés is jól működik nálam. Próbáltam PC-ről is és mobillal is, mindkettővel jól letöltődik. A két eszköz más hálózaton kapcsolódik, teljesen más szolgáltató hálózatán működik.
A telepítő fájl ráadásul digitálisan alá van írva, ami miatt a Windowsnak kötelessége megbízni benne, szóval az sem valószínű, hogy esetleg a tűzfalad nem engedi befejezni a letöltést.
Szóval szerintem a hiba nálad lesz, mármint böngésző vagy operációs rendszer szinten. Javaslom, hogy próbáld meg újrarakni a böngészőt első körben, az viszonylag gyorsan megvan. Vagy esetleg letölteni egy másik fajta böngészőt és megpróbálni azzal letölteni.
A telepítő fájl ráadásul digitálisan alá van írva, ami miatt a Windowsnak kötelessége megbízni benne, szóval az sem valószínű, hogy esetleg a tűzfalad nem engedi befejezni a letöltést.
Szóval szerintem a hiba nálad lesz, mármint böngésző vagy operációs rendszer szinten. Javaslom, hogy próbáld meg újrarakni a böngészőt első körben, az viszonylag gyorsan megvan. Vagy esetleg letölteni egy másik fajta böngészőt és megpróbálni azzal letölteni.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 25, 10:57
Írta: dezsoe Dátum 2018 január 25, 10:57
.NET Framework 4.0 teljes offline telepítő letölthető innen (http://download.microsoft.com/download/9/5/A/95A9616B-7A37-4AF6-BC36-D6EA96C8DAAE/dotNetFx40_Full_x86_x64.exe).
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 január 25, 11:01
Írta: svejk Dátum 2018 január 25, 11:01
8 nap és már ki is próbáltam, kezdek meglepődni magamon. :)
Természetesen működik. [#worship]
No de menjünk tovább.
Lenne-e arra lehetőség, hogy ezt a közel húsz képernyőrublikába beírt értéket elmentsen külön file-ba is és bármikor vissza tudjam tölteni.
Maga a G-kód - ami egy elég bonyolult paraméteres kód- így sosem változna.
No meg ha itt tartunk az sem lenne baj, ha az UCCNC induláskor ez a speckó G-kód automatikusan betöltődne.
Ez gondolom szintén csak egy sor az M99998-as makróba, ezt majd megpróbálom saját eszemtől kisilabizálni.
(egyenlőre a képernyőszerkesztést próbálgatom, de úgy látom ez is igen sziszifuszi munka.
Az a több egymásba ágyazott kép... [#rinya])
Természetesen működik. [#worship]
No de menjünk tovább.
Lenne-e arra lehetőség, hogy ezt a közel húsz képernyőrublikába beírt értéket elmentsen külön file-ba is és bármikor vissza tudjam tölteni.
Maga a G-kód - ami egy elég bonyolult paraméteres kód- így sosem változna.
No meg ha itt tartunk az sem lenne baj, ha az UCCNC induláskor ez a speckó G-kód automatikusan betöltődne.
Ez gondolom szintén csak egy sor az M99998-as makróba, ezt majd megpróbálom saját eszemtől kisilabizálni.
(egyenlőre a képernyőszerkesztést próbálgatom, de úgy látom ez is igen sziszifuszi munka.
Az a több egymásba ágyazott kép... [#rinya])
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 25, 11:35
Írta: dezsoe Dátum 2018 január 25, 11:35
A töltés/mentés megoldható, hétvégén megnézem.
Az automatikus betöltésre használd az exec.Loadfile("C:/UCCNC/Example_codes/holders.tap"); függvényt, a megfelelő file-névvel.
Az automatikus betöltésre használd az exec.Loadfile("C:/UCCNC/Example_codes/holders.tap"); függvényt, a megfelelő file-névvel.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 január 25, 12:23
Írta: svejk Dátum 2018 január 25, 12:23
Oksa, előre is köszi!
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 január 26, 13:56
Írta: 000000000 Dátum 2018 január 26, 13:56
Köszönöm a részletes, mindenre kiterjedő válaszokat![#eljen]
Azt is hogy ilyen részletességgel foglalkoztál a
problémámmal.
Csodálkoztam kicsit, hogy időnként 1-1 verziót miért nem javítotok teljesen, új hozzáadása nélkül. És, de igen.
.......
Igen, valóban kiderült, hogy nálam van a probléma. Bizonyos dolgok letöltése megakad a legvégén.
Amint kiderült, még mindig a párhete összeszedett vírus szórakozik velem. Már azt gondoltam megszabadultam tőle.
Próbálom (tegnap is azzal szórakoztam) minél kevesebb károkozással letakarítani.
Köszi![#taps]
Azt is hogy ilyen részletességgel foglalkoztál a
problémámmal.
Csodálkoztam kicsit, hogy időnként 1-1 verziót miért nem javítotok teljesen, új hozzáadása nélkül. És, de igen.
.......
Igen, valóban kiderült, hogy nálam van a probléma. Bizonyos dolgok letöltése megakad a legvégén.
Amint kiderült, még mindig a párhete összeszedett vírus szórakozik velem. Már azt gondoltam megszabadultam tőle.
Próbálom (tegnap is azzal szórakoztam) minél kevesebb károkozással letakarítani.
Köszi![#taps]
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 január 26, 14:00
Írta: 000000000 Dátum 2018 január 26, 14:00
Áááá, egymagam miatt igazán nem kellett volna linkelni.[#worship][#nevetes1][#nevetes1]
Majd még mások is kedvet kapnak visszatérni az XP -re.[#nevetes1] [#integet2]
Majd még mások is kedvet kapnak visszatérni az XP -re.[#nevetes1] [#integet2]
Cím: Re:UCCNC vezérlő program
Írta: kaqkk007 Dátum 2018 január 26, 17:31
Írta: kaqkk007 Dátum 2018 január 26, 17:31
Most kezdtem (még csak demóban)próbálgatni a szoftvert (még nem készült el a gépem [#rinya] ,de meglepődve látom hogy nem lehet a behívott fájlt forgatni -tükrözni .Régebben a cncusb-t használtam az tudta , ezért lepett meg hogy itt nem találom ezt az opciót,vagy csak én vagyok ügyetlen ?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 január 26, 18:14
Írta: svejk Dátum 2018 január 26, 18:14
Valószínűleg, ugyanis a szabványos G-kódja a G50/51 és G68/69, ami itt is működik mindkettő.
Cím: Re:UCCNC vezérlő program
Írta: kaqkk007 Dátum 2018 január 26, 18:35
Írta: kaqkk007 Dátum 2018 január 26, 18:35
És hogyan kell használni ? A fájl szerkesztésénél beírom a kód elejére hogy g51 és fordul 90 fokot ?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 január 26, 19:17
Írta: svejk Dátum 2018 január 26, 19:17
manual (http://www.cncdrive.com/UCCNC/UCCNC_hasznalati_utasitas.pdf)
De a file-t magtalálod a winyódon a C:\UCCNC\Dokumentation\UCCNC_hasznalati_utasitas.pdf helyen is.
Ott szépen le van írva minden.
De a file-t magtalálod a winyódon a C:\UCCNC\Dokumentation\UCCNC_hasznalati_utasitas.pdf helyen is.
Ott szépen le van írva minden.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 26, 19:18
Írta: dezsoe Dátum 2018 január 26, 19:18
Fejből el nem mondom, de a kézikönyvben részletesen le van írva. (Documentation mappában.)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 26, 19:19
Írta: dezsoe Dátum 2018 január 26, 19:19
:)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 január 26, 19:26
Írta: svejk Dátum 2018 január 26, 19:26
Én egyébként az NCT leírásaiból szoktam puskázni, ott részletesen ki van vesézve minden és elég nagy a megegyezés az UCCNC-vel és a Mach3-mal is.
Cím: Re:UCCNC vezérlő program
Írta: svager Dátum 2018 január 26, 19:28
Írta: svager Dátum 2018 január 26, 19:28
G68 A0 R90
Ezzel 90 fokban fordítod el a munkadarabot
Az A0 az X tengely,az R az elfordulás szöge
Ezzel 90 fokban fordítod el a munkadarabot
Az A0 az X tengely,az R az elfordulás szöge
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 január 26, 19:31
Írta: svejk Dátum 2018 január 26, 19:31
No látod ezért nem írtam meg a megoldást mert a Tiéd is így pongyola.[#ejnye1]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 január 26, 19:37
Írta: svejk Dátum 2018 január 26, 19:37
egyébként akár az MDI sorba is kiadhatod. (utána ne feljtsd el képernyőt frissíteni (Reload) és akkor látod is az eredményt.
Ha A és B paraméter nélkül adod ki a G68-at akkor a X0 és Y0 koordináta körül forgatja el az R-el megadott szögben.
Ha A és B paraméter nélkül adod ki a G68-at akkor a X0 és Y0 koordináta körül forgatja el az R-el megadott szögben.
Cím: Re:UCCNC vezérlő program
Írta: svager Dátum 2018 január 26, 19:43
Írta: svager Dátum 2018 január 26, 19:43
Igazad van,de csak iránymutatásnak szántam [#wave]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 január 26, 20:15
Írta: svejk Dátum 2018 január 26, 20:15
[#wink]
Cím: Re:UCCNC vezérlő program
Írta: kaqkk007 Dátum 2018 január 26, 20:51
Írta: kaqkk007 Dátum 2018 január 26, 20:51
Köszönöm sikerült !
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 január 26, 21:00
Írta: svejk Dátum 2018 január 26, 21:00
[#eljen]
Cím: Re:UCCNC vezérlő program
Írta: kaqkk007 Dátum 2018 január 26, 21:16
Írta: kaqkk007 Dátum 2018 január 26, 21:16
Most már jó hogy a kód átírásával forgathatom , de nem lehet erre egy makrót írni hogy egy gombnyomásra megcsinálja a program ?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 január 26, 22:22
Írta: svejk Dátum 2018 január 26, 22:22
Mindent lehet, de minek?
Ringlispilt csinálsz? :)
6 karakter az MDI sorban.
Ringlispilt csinálsz? :)
6 karakter az MDI sorban.
Cím: Re:UCCNC vezérlő program
Írta: kaqkk007 Dátum 2018 január 26, 22:38
Írta: kaqkk007 Dátum 2018 január 26, 22:38
Néha szükségen van rá ,és attól félek elfelejtem ...
Ezért lenne jó egy gomb mondjuk az egyik offset gomb helyett.
Ezért lenne jó egy gomb mondjuk az egyik offset gomb helyett.
Cím: Re:UCCNC vezérlő program
Írta: gvox Dátum 2018 január 27, 16:33
Írta: gvox Dátum 2018 január 27, 16:33
dezsoe!
Tisztelt Kollega! Elindult a fórumon a szikráforgácsoló gépek témakör amihez szeretnék csatlakozni A most befejezés előtt álló 4 tengelyes marógépem méretében és stabilitásában alkalmas szikra forgácsolóként való alkalmazásra. Az 50 A-es szikragenerátor fejlesztése jó úton halad. Vezérlésre a már meglévő UCCNC-Uc300ETH-t szeretném használni. Szükség lenne egy makróra (EDM macro) amely a 3 bemenő jel hatására módosítaná a tengely mozgását hasonlóan mint a THC. Érdemes lenne mind három tengelyre megírni (mindig csak az aktív tengelyre hasson) mert akkor huzalszikra vezérlése is lehetséges lenne. Képzeljük el, hogy újmaró helyett egy grafit rúd van , akkor a zsebmarás, illetve zseb szikraforgácsolás is megvalósítható. (Adott estben nem kell szerszámot készíteni.) Az UCCNC progi használhatóságát bővítené
munkamozzanatok:
nullpontfelvétel...........érintéssel (probe)
előrehaladás (keresés) ,, F" paraméterezhető (1-es logikai jel nincs szikra U=120V )
előrehaladás (üzem). ,,F" mill ,,F" ( 2-es logikai jel , szikra van U=20-30V ívfesz)
visszahúzás ( rövidzár) ,,F" paraméterezhető (3-as logikai jel szikra nincs U=0-egy pár Volt)
Programírásban túl kezdő vagyok, ezért tanácsodat segítségedet kérem
Köszönettel gvox
Tisztelt Kollega! Elindult a fórumon a szikráforgácsoló gépek témakör amihez szeretnék csatlakozni A most befejezés előtt álló 4 tengelyes marógépem méretében és stabilitásában alkalmas szikra forgácsolóként való alkalmazásra. Az 50 A-es szikragenerátor fejlesztése jó úton halad. Vezérlésre a már meglévő UCCNC-Uc300ETH-t szeretném használni. Szükség lenne egy makróra (EDM macro) amely a 3 bemenő jel hatására módosítaná a tengely mozgását hasonlóan mint a THC. Érdemes lenne mind három tengelyre megírni (mindig csak az aktív tengelyre hasson) mert akkor huzalszikra vezérlése is lehetséges lenne. Képzeljük el, hogy újmaró helyett egy grafit rúd van , akkor a zsebmarás, illetve zseb szikraforgácsolás is megvalósítható. (Adott estben nem kell szerszámot készíteni.) Az UCCNC progi használhatóságát bővítené
munkamozzanatok:
nullpontfelvétel...........érintéssel (probe)
előrehaladás (keresés) ,, F" paraméterezhető (1-es logikai jel nincs szikra U=120V )
előrehaladás (üzem). ,,F" mill ,,F" ( 2-es logikai jel , szikra van U=20-30V ívfesz)
visszahúzás ( rövidzár) ,,F" paraméterezhető (3-as logikai jel szikra nincs U=0-egy pár Volt)
Programírásban túl kezdő vagyok, ezért tanácsodat segítségedet kérem
Köszönettel gvox
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 27, 17:15
Írta: dezsoe Dátum 2018 január 27, 17:15
Szia! Írtam privátban.
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2018 január 27, 17:31
Írta: Miki2 Dátum 2018 január 27, 17:31
Szervusz!
Egyenlőre még nem használom az UCCNC programot, mert eszterga üzemmód még mindíg nincs hozzá.
Szeretem, ha a műhelyben egy típusú program van, így egyenlőre marad a MACH3.
Van egy tömb-szikra gépem, de ez a hobby szikraforgácsoló nekem is felkeltette az érdeklődésemet.
Ha lehet, kérlek tedd publikussá, használható-e az UCCNC erre a célra?
Remélem, az eszterga üzemmód is mihamarabb elkészül.
Legalábbis Polgárdi Balázs ezt igérte a majd egy év előtti debreceni talin.
Ha jól követtem a fejlesztéseket már nem sok híja van.
Üdv:
Egyenlőre még nem használom az UCCNC programot, mert eszterga üzemmód még mindíg nincs hozzá.
Szeretem, ha a műhelyben egy típusú program van, így egyenlőre marad a MACH3.
Van egy tömb-szikra gépem, de ez a hobby szikraforgácsoló nekem is felkeltette az érdeklődésemet.
Ha lehet, kérlek tedd publikussá, használható-e az UCCNC erre a célra?
Remélem, az eszterga üzemmód is mihamarabb elkészül.
Legalábbis Polgárdi Balázs ezt igérte a majd egy év előtti debreceni talin.
Ha jól követtem a fejlesztéseket már nem sok híja van.
Üdv:
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 január 28, 18:32
Írta: svejk Dátum 2018 január 28, 18:32
Az UCCNC paraméteres programozásban ugye nem ismeri a szokásos GOTO, if, stb. utasításokat.
De én szeretnék egy hosszabb paraméteres G kódban feltételes elágazást készíteni.
Hogy is kellene nekikezdenem?
De én szeretnék egy hosszabb paraméteres G kódban feltételes elágazást készíteni.
Hogy is kellene nekikezdenem?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 január 28, 18:57
Írta: svejk Dátum 2018 január 28, 18:57
Használtam a keresőt, de itt vajon [#t218p714#] mi állhatott?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 január 28, 19:23
Írta: svejk Dátum 2018 január 28, 19:23
Úgy silabizálom az M98 L értékével manipulál, ha 0-akkor elveti az alprogramot, de mi lehetett az a RND (krekítés) parancs?
Cím: Re:UCCNC vezérlő program
Írta: fektiforg Dátum 2018 január 28, 19:29
Írta: fektiforg Dátum 2018 január 28, 19:29
#3 = rnd[#1/#;0]
M98 P#3 L1
M30
O0
(#1 < #2)
M99
M98 P#3 L1
M30
O0
(#1 < #2)
M99
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 január 28, 19:33
Írta: svejk Dátum 2018 január 28, 19:33
Köszi, megemésztem!
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 január 28, 19:39
Írta: svejk Dátum 2018 január 28, 19:39
Gondolom az első így helyes:
#3 = rnd[#1/#2;0]
A többit meg még nem értem. :(
#3 = rnd[#1/#2;0]
A többit meg még nem értem. :(
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 28, 22:03
Írta: dezsoe Dátum 2018 január 28, 22:03
Az eredeti kód így néz ki:
Majdnem ideírtam, hogy szép, de nem jó, viszont az a helyzet, hogy soronként futtatva nem jó, start-tal viszont jó.
Kód Kijelölés
#3 = rnd[#1/#2;0]
M98 P#3 L1
M30
O0
(#1 < #2)
M99
O1
(#2 < #1 < 2*#2)
M99
O2
(2*#2 < #1 < 3*#2)
M99
Majdnem ideírtam, hogy szép, de nem jó, viszont az a helyzet, hogy soronként futtatva nem jó, start-tal viszont jó.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 január 29, 06:17
Írta: svejk Dátum 2018 január 29, 06:17
Működik![#circling]
De azért várható lesz előbb utóbb, hogy kiegészül ilyen -szerintem alapvető- dolgokkal az értelmező rész?
De azért várható lesz előbb utóbb, hogy kiegészül ilyen -szerintem alapvető- dolgokkal az értelmező rész?
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2018 január 29, 17:58
Írta: zt2c4wh9 Dátum 2018 január 29, 17:58
Szia Svejk,
Melyik progit használod ami ezt az "alapvető" dolgot tudja?
Mach3? Ja, az se tudja... :)
Melyik progit használod ami ezt az "alapvető" dolgot tudja?
Mach3? Ja, az se tudja... :)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 január 29, 18:33
Írta: ium8w94xp Dátum 2018 január 29, 18:33
Bumm...ezt most megkaptad :)
Cím: Re:UCCNC vezérlő program
Írta: s7manbs8 Dátum 2018 január 29, 18:34
Írta: s7manbs8 Dátum 2018 január 29, 18:34
Tegyetek bele egy <!-- c++ --> valamit és ami közte van azt értelmezze és azt ír bele amit akar. :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 január 29, 19:34
Írta: svejk Dátum 2018 január 29, 19:34
Megbocsáss, de én az UCCNC-t használom már vagy 2 éve. :)
(eddig nem volt ilyen funkcióra szükségem, de most lesz)
Viszont veszem a visszajelzéseket.
Az egyik sarkallatos pont a szerszámsugár korrekció, ez most már úgy néz ki megoldódik, a másik pedig ez a paraméteresdizés.
Igaz, ezek a visszajelzések javarészt olyan emberektől jöttek akik az iparban dolgoznak és megmutattam nekik a programot, de itt is fel lett vetve már a téma.
Egyébként tudomásul veszem és nem fogom felakasztani magam ha nincs tervben, kérdésemmel csak azt akartam elkerülni, hogy felesleges energiát feccöljek kerülő utakba, aztán a következő verzióban meg már benne lesz.
Értem én hogy rosszul esnek ezek szurkálások, lehet óvatosabban kellett volna kérdeznem, de hidd el, hogy sok embert rábeszéltem én már az UCCNC-re.
(eddig nem volt ilyen funkcióra szükségem, de most lesz)
Viszont veszem a visszajelzéseket.
Az egyik sarkallatos pont a szerszámsugár korrekció, ez most már úgy néz ki megoldódik, a másik pedig ez a paraméteresdizés.
Igaz, ezek a visszajelzések javarészt olyan emberektől jöttek akik az iparban dolgoznak és megmutattam nekik a programot, de itt is fel lett vetve már a téma.
Egyébként tudomásul veszem és nem fogom felakasztani magam ha nincs tervben, kérdésemmel csak azt akartam elkerülni, hogy felesleges energiát feccöljek kerülő utakba, aztán a következő verzióban meg már benne lesz.
Értem én hogy rosszul esnek ezek szurkálások, lehet óvatosabban kellett volna kérdeznem, de hidd el, hogy sok embert rábeszéltem én már az UCCNC-re.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 január 29, 19:35
Írta: svejk Dátum 2018 január 29, 19:35
Megérdemeltem, sokszor nagy a pofám. [#kuss]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 29, 19:51
Írta: dezsoe Dátum 2018 január 29, 19:51
Az iróniát az "alapvető"-re kaptad, szerintem, a kérdés önmagában nem volt problémás. [#vigyor2] Minimális makró háttérrel tulajdonképpen bármilyen vezérlést meg lehet oldani, annak ellenére, hogy azért a g-kód nem erről szól. Nézegettem pl. a LinuxCNC-s megoldását: hát, tudja, az igaz, de nekem szúrta a szemem a szintaktikája.
Csak kíváncsiságból kérdem, hogy milyen felhasználásnál elkerülhetetlen? Annyira gyakran lehet rá szükség, hogy megéri egyáltalán foglalkozni vele?
Csak kíváncsiságból kérdem, hogy milyen felhasználásnál elkerülhetetlen? Annyira gyakran lehet rá szükség, hogy megéri egyáltalán foglalkozni vele?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 január 29, 20:07
Írta: svejk Dátum 2018 január 29, 20:07
Nekem most van először ilyen elágazásra szükségem tízen pár év után, lehet többet sem lesz.
De a profik tudod mindenbe belekötnek...
De tényleg az előbbi két dolog volt a legjellemzőbb fikázási támpont.
Érdekes, hogy a "csicsába" senki nem kötött bele.
Az tény, hogy nálunk a munkahelyemen sok-sok alprogramot használnak a komák, bár javarészt eszterga gépek vannak, nem tudom az számít-e.
De a profik tudod mindenbe belekötnek...
De tényleg az előbbi két dolog volt a legjellemzőbb fikázási támpont.
Érdekes, hogy a "csicsába" senki nem kötött bele.
Az tény, hogy nálunk a munkahelyemen sok-sok alprogramot használnak a komák, bár javarészt eszterga gépek vannak, nem tudom az számít-e.
Cím: Re:UCCNC vezérlő program
Írta: Kelepeisz Lajos Dátum 2018 január 29, 20:29
Írta: Kelepeisz Lajos Dátum 2018 január 29, 20:29
Sziasztok!
Az UCCNC ben nincs valami külön állítási lehetőség arra hogy a gép ne tojásosan vágja a kört, XY-kordinátára téve a tojást kb 2-3 század eltérés van, pedig a gép órával lett beállítva. Esetleg valami ötlet hogy mit kezdhetnék a jelenséggel?
Az UCCNC ben nincs valami külön állítási lehetőség arra hogy a gép ne tojásosan vágja a kört, XY-kordinátára téve a tojást kb 2-3 század eltérés van, pedig a gép órával lett beállítva. Esetleg valami ötlet hogy mit kezdhetnék a jelenséggel?
Cím: Re:UCCNC vezérlő program
Írta: ra8nsmk6w Dátum 2018 január 29, 20:33
Írta: ra8nsmk6w Dátum 2018 január 29, 20:33
Tervezd elipszisre a kört 2-3 század mm-re vagy amennyi az annyi.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 29, 20:39
Írta: dezsoe Dátum 2018 január 29, 20:39
A programon nem múlik, hogy kör legyen. G51-gyel tudsz egy kicsit csalni, ha kell. :)
Cím: Re:UCCNC vezérlő program
Írta: Kelepeisz Lajos Dátum 2018 január 29, 20:40
Írta: Kelepeisz Lajos Dátum 2018 január 29, 20:40
ÁÁÁ, biztos ez a jó megoldás, nincs valami beállítási lehetőség inkább?[#nemtudom]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 29, 20:42
Írta: dezsoe Dátum 2018 január 29, 20:42
A csicsába rutinból nem köt bele senki, mert akkor teleszemetelődik a téma, meg már egy jó párszor ki lett elemezve... :)
Valamivel konkrétabb nem publikus? Már csak kíváncsiságból, hogy hogyan lehetne megoldani. [#email]
Valamivel konkrétabb nem publikus? Már csak kíváncsiságból, hogy hogyan lehetne megoldani. [#email]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 január 29, 20:44
Írta: svejk Dátum 2018 január 29, 20:44
Mármint mi nem publikus? [#nemtudom]
Cím: Re:UCCNC vezérlő program
Írta: Kelepeisz Lajos Dátum 2018 január 29, 20:52
Írta: Kelepeisz Lajos Dátum 2018 január 29, 20:52
Ugy látom még mindig a "step per unit" beállításával lehet gond, vágtam egy 30*30-as négyszöget aminek az egyik oldala pontosan 30mm a másik meg 29,5mm.
Neki kell ugorni még egyszer.[#confused]
Neki kell ugorni még egyszer.[#confused]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 29, 20:55
Írta: dezsoe Dátum 2018 január 29, 20:55
Attól lukad ki az oldalam, hogy mit kéne g-kódbeli elágazással megoldani. :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 29, 20:58
Írta: dezsoe Dátum 2018 január 29, 20:58
Gyanús, hogy vagy kotyog, vagy nem jó a steps per unit. Ha van helyed, akkor minél nagyobb tesztet csinálj: jobban látszik (könnyebben mérhető) a hiba is, meg egyszerűbb számolni is a módosítást.
Cím: Re:UCCNC vezérlő program
Írta: ra8nsmk6w Dátum 2018 január 29, 21:03
Írta: ra8nsmk6w Dátum 2018 január 29, 21:03
Nem biztos! Ez a kényszer. Ha jó a step\unit és mégsem pontos akkor lóg az orsó. Az a 2 század még örömre is adhat okot mert lehet vele együtt élni. Ha csapágy fészket marsz akkor kell ügyeskedni vagy feszithető orsót, orsókat beépiteni 2 évente.
Cím: Re:UCCNC vezérlő program
Írta: Béni Dátum 2018 január 29, 21:05
Írta: Béni Dátum 2018 január 29, 21:05
Én támogatlak a témában. :)
A minap az egyik topokban körskála lézerképét tette közzé egy kolléga, ahol a kezdő és végpontok kicsit beégtek. (Akit érdekel megtalálja.)
Gondoltam, írok a feladatra egy paraméteres programot, ahol ez ki van küszöbölve.
Hmmm ... feladtam. Sem feltételvizsgálat, sem indirekt G kód, sem tengelycím után megadható képlet ... Nem lett volna elegáns és megdöbbentően rövid. :)
Nagyon nem szeretem a Fanucot, de ezek a funkciók enyhítik az ellenérzésem.
Azt gondolom, hogyha a fejlesztők a manuális programozás híveinek is akarnak kedveskedni, akkor ezek megvalósítására is sor kerül. (És javítják az alprogramhívás G kódcsoport átírási hibáját.)
A minap az egyik topokban körskála lézerképét tette közzé egy kolléga, ahol a kezdő és végpontok kicsit beégtek. (Akit érdekel megtalálja.)
Gondoltam, írok a feladatra egy paraméteres programot, ahol ez ki van küszöbölve.
Hmmm ... feladtam. Sem feltételvizsgálat, sem indirekt G kód, sem tengelycím után megadható képlet ... Nem lett volna elegáns és megdöbbentően rövid. :)
Nagyon nem szeretem a Fanucot, de ezek a funkciók enyhítik az ellenérzésem.
Azt gondolom, hogyha a fejlesztők a manuális programozás híveinek is akarnak kedveskedni, akkor ezek megvalósítására is sor kerül. (És javítják az alprogramhívás G kódcsoport átírási hibáját.)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 január 29, 21:06
Írta: svejk Dátum 2018 január 29, 21:06
Ja... amiről magánban írtam.
Folytatom ott.
Folytatom ott.
Cím: Re:UCCNC vezérlő program
Írta: Béni Dátum 2018 január 29, 21:09
Írta: Béni Dátum 2018 január 29, 21:09
Jó-jó, nem túl szép az a sok Oxxxx, de legalább van lehetőség. :)
(Ez egy régi progim ...)
(Ez egy régi progim ...)
Kód Kijelölés
G18 G90 G95 G40 G7 (KULSO KUPUS MENET KET BEKEZDESSEL)
(G7 - ATMERO / G8 RADIUSZ MOD)
(ERTEKEKET ATMERO MODBAN KITOLTENI! KIVEVE #5!)
#1=0 (X KEZDO)
#2=20 (X VEG)
#3=10 (Z KEZDO)
#4=-20 (Z VEG)
#5=2 (MENETMELYSEG)
#6=6 (MENETEMELKEDES Z TENGELYEN)
#7=0.4 (KEZDO FOGAS)
#8=0.05 (LEGKISEBB FOGAS)
#9=90(FOGAS CSOKKENTES %-BAN)
#10=29.5(FOGASVETEL SZOGE)
#30=0 (SIMITO FOGASOK SZAMA)
( ---- )
#11=[#1/2] (ATSZAMITAS RADIUSZRA)
#12=[#2/2] (ATSZAMITAS RADIUSZRA)
#13=[#12-#11] (DELTA X)
#14=ABS[#4-#3] (DELTA Z)
#20=SQRT[[#13*#13]+[#14*#14]]
#20=[#20/#14*#6] (MENETEMELKEDES A PALASTON)
#21=[#5*TAN[#10]] (Z VEGPONT KORREKCIO)
#22=[#21*#13/#14] (X VEGPONT KORREKCIO)
#15=[#6/2*#13/#14] (II. BEKEZDES X ELTOLAS)
S400 M3
G0 Z#3 F2
X#1
#16=#11 (AKTUALIS X KEZDO)
#19=#12 (AKTUALIS X VEG)
#17=0
O101 WHILE[[#17 EQ 0] OR [[#30+1] NE 0]]
G0 X#1
O103 IF[#7 LT #8]
#7=#8
O103 ENDIF
#16=[#16-#7]
#19=[#19-#7]
#7=[#7*#9/100]
O102 IF[#16 LE [#11-#5]]
#16=[#11-#5] (HA ELERTE A MENETMELYSEGET)
#19=[#12-#5]
#17=5
#30=[#30-1]
O102 ENDIF
#18=[[#11-#16]*TAN[#10]]
(I. BEKEZDES)
G0 X[2*#16] Z[#3-#18]
G33 X[2*[#19-#22]] Z[#4-#18+#21] K#20
G1 X[#2+4]
G0 X[#1+4-2*#15] Z[#3+#6/2]
X[#1-2*#15]
(II. BEKEZDES)
X[2*[#16-#15]] Z[#3-#18+#6/2]
G33 X[2*[#19-#22]] Z[#4-#18+#21] K#20
G1 X[#2+4]
G0 X[#1+4] Z#3
O101 ENDWHILE
M5
X[#1+40] Z50 (KIALLAS)
M30
%
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 29, 21:14
Írta: dezsoe Dátum 2018 január 29, 21:14
Hümm. Van igazság abban, amit írsz, de annyira nem tragikus a helyzet. A feltétel vizsgálatára talán a hosszabb vonalaknál lenne szükség. [#fejvakaras] (Egyébként itt volt a skála: [#t218p4985#].)
Ez mi is lenne, mert nem értem: "(És javítják az alprogramhívás G kódcsoport átírási hibáját.)"?
Ez mi is lenne, mert nem értem: "(És javítják az alprogramhívás G kódcsoport átírási hibáját.)"?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 január 29, 21:16
Írta: svejk Dátum 2018 január 29, 21:16
No, ha Béni velem van akkor ki lehet ellenem? :)
Én csak mint amatőr játszogatok, de próbálom ellesni a nagyok dolgait és az iparban levő okos dolgokat.
Én csak mint amatőr játszogatok, de próbálom ellesni a nagyok dolgait és az iparban levő okos dolgokat.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 január 29, 21:18
Írta: svejk Dátum 2018 január 29, 21:18
"És javítják az alprogramhívás G kódcsoport átírási hibáját"
Ez mit is takar?
Ez mit is takar?
Cím: Re:UCCNC vezérlő program
Írta: Béni Dátum 2018 január 29, 21:28
Írta: Béni Dátum 2018 január 29, 21:28
Alprogram hívásakor és onnan visszatérve minden öröklődő G kódcsoport értékének meg kell maradni azon az értéken, amit utoljára felvett. Sem híváskor, sem visszatéréskor nem módosulhat.
Tehát, ha G1 után van alprogramhívás, akkor amíg az alprogramban ez nincs eltérő csoportkóddal felülírva, addig a koordinátaértékek G1 mondatban értelmezettek. (G0/G1/G2/G3 tartozik ebbe a csoportba.)
Az UCCNC nem eszerint működik.
Bár ez nem túl lényeges, de ezzel eltér minden elterjedt rendszer működésétől.
Tehát, ha G1 után van alprogramhívás, akkor amíg az alprogramban ez nincs eltérő csoportkóddal felülírva, addig a koordinátaértékek G1 mondatban értelmezettek. (G0/G1/G2/G3 tartozik ebbe a csoportba.)
Az UCCNC nem eszerint működik.
Bár ez nem túl lényeges, de ezzel eltér minden elterjedt rendszer működésétől.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 29, 21:35
Írta: dezsoe Dátum 2018 január 29, 21:35
Akkor most megint hümm... [#fejvakaras] Köszönöm az információt, ezt eddig nem tudtam/hallottam/láttam, de meg fogom nézni.
Cím: Re:UCCNC vezérlő program
Írta: Kelepeisz Lajos Dátum 2018 január 29, 22:01
Írta: Kelepeisz Lajos Dátum 2018 január 29, 22:01
Köszönöm uraim, úgy néz ki csak beállítási problémám volt, sikerült pontosan belőni, majd azért még figyelgetem, az ördög nem alszik.[#awink][#wave]
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2018 január 29, 22:21
Írta: zt2c4wh9 Dátum 2018 január 29, 22:21
Szia Svejk,
Nem bántásnak szántam a választ. Ahogy Dezsoe is írta az "alapvető" kifejezésre írtam, mert azért annyira nem alapvető dolog ez szerintem. Bár nézőpont kérdése, ha valaki a MFt-os vezérlőkhöz szokott annak lehet "alapvető" az ilyesmi, viszont a hobbi szinten szerintem kevésbé alapvető.
De hogy válaszoljak is a kérdésedre, egyelőre nincs tervbe véve ennek a fejlesztése, egyelőre így is túl hosszú sajnos a listánk, azt próbáljuk faragni. :)
Nem bántásnak szántam a választ. Ahogy Dezsoe is írta az "alapvető" kifejezésre írtam, mert azért annyira nem alapvető dolog ez szerintem. Bár nézőpont kérdése, ha valaki a MFt-os vezérlőkhöz szokott annak lehet "alapvető" az ilyesmi, viszont a hobbi szinten szerintem kevésbé alapvető.
De hogy válaszoljak is a kérdésedre, egyelőre nincs tervbe véve ennek a fejlesztése, egyelőre így is túl hosszú sajnos a listánk, azt próbáljuk faragni. :)
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2018 január 29, 22:29
Írta: zt2c4wh9 Dátum 2018 január 29, 22:29
Erről írhatnál egy példát, mert egyelőre sajnos szerintem vagy nem értem, hogy mire gondolsz, viszont ha mégis jól értem, akkor szerintem épp úgy működik az UCCNC ahogy te írtad, hogy működnie kellene.
A modal1-es csoportot az UCCNC-ben elvileg csak az írja felül, ha programozva van valahol G0/G1/G2/G3/G81 stb.
Írj légyszi egy példát ami szerinted nem jól működik és írd le kérlek azt is hogy hol és mi nem jó.
A modal1-es csoportot az UCCNC-ben elvileg csak az írja felül, ha programozva van valahol G0/G1/G2/G3/G81 stb.
Írj légyszi egy példát ami szerinted nem jól működik és írd le kérlek azt is hogy hol és mi nem jó.
Cím: Re:UCCNC vezérlő program
Írta: Béni Dátum 2018 január 30, 08:16
Írta: Béni Dátum 2018 január 30, 08:16
Gyorsan írtam két kis programot. Mindkettő megfelelően működik. Elnézést kérek!
A vélelmezett hibába egy svejknek írt példánál futottam bele és más kóddal nem ellenőriztem, hogy ugyanúgy jelentkezik e a probléma.
Az alábbi kódnál az öröklődött G1 az O100 utáni sornál G0-ra változik anélkül, hogy az adott sor G kódot tartalmazna.
A föltételezésem innen származott.
A vélelmezett hibába egy svejknek írt példánál futottam bele és más kóddal nem ellenőriztem, hogy ugyanúgy jelentkezik e a probléma.
Az alábbi kódnál az öröklődött G1 az O100 utáni sornál G0-ra változik anélkül, hogy az adott sor G kódot tartalmazna.
A föltételezésem innen származott.
Kód Kijelölés
(SVEJK RETESZHORONY X IRANY)
(UCCNC VERZIO)
(XY ZERO: RETESZ KOZEPE)
G0 G40 G50
G54 G64 G80 G17
G90 G91.1
M6 T1
S380 M3
( - - - - - - -)
#1=8 (SZELESSEG)
#2=30 (HOSSZ)
#3=3 (SZERSZAM RADIUSZ)
#4=0.2 (SIMITASI RAHAGYAS)
#5=200 (ELOTOLAS)
(---)
#6=#1/2-#3
#7=#6-#4
#10=-1*#7
#8=[#2-#1]/2
#11=-1*#8
#9=-2
G0 X#8 Y0 Z10
G1 Z1 F1500
Z0 F200
M98 P100 L2
#7=#6
#7=-1*#7
#10=-1*#7
#11=#8
#8=-1*#8
M98 P101 L1
G0 Z20 M5
M30
O100
X#11 Z#9 F#5
O101
Y#7
G3 X#11 Y#10 I0 J#10
G1 X#8
G3 X#8 Y#7 I0 J#7
G1 X#11
Y0
#9=[#9-2]
#10=#7
#7=[-1*#7]
#11=#8
#8=[-1*#8]
M99
%
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 január 30, 08:30
Írta: svejk Dátum 2018 január 30, 08:30
Nem veszem én bántásnak, inkább helyrerakásnak.
Néha rám fér... :(
Néha rám fér... :(
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2018 január 30, 12:22
Írta: zt2c4wh9 Dátum 2018 január 30, 12:22
Sziasztok,
Svejk: Ugyan már, ki vagyok én hogy bárkit is helyrerakjak. Csupán furcsálltam, hogy te ezt ennyire alapnak látod és gondoltam rákérdezek, hogy milyen hiper-szuper progikat használsz nap mint nap, ha ez neked ennyire alap dolog.
Béni: Semmi gond. Az említett kódot megfogom vizsgálni, de egy kis időbe fog telni.
Svejk: Ugyan már, ki vagyok én hogy bárkit is helyrerakjak. Csupán furcsálltam, hogy te ezt ennyire alapnak látod és gondoltam rákérdezek, hogy milyen hiper-szuper progikat használsz nap mint nap, ha ez neked ennyire alap dolog.
Béni: Semmi gond. Az említett kódot megfogom vizsgálni, de egy kis időbe fog telni.
Cím: Re:UCCNC vezérlő program
Írta: Tibcsi Dátum 2018 január 30, 20:50
Írta: Tibcsi Dátum 2018 január 30, 20:50
Sziasztok!
Megoldható az Uccnc-ben a szerszám magasságmérő, és 3d tapintó használata?
Megoldható az Uccnc-ben a szerszám magasságmérő, és 3d tapintó használata?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 január 30, 20:56
Írta: svejk Dátum 2018 január 30, 20:56
Igen, tudja mindkettőt.
Cím: Re:UCCNC vezérlő program
Írta: Tibcsi Dátum 2018 január 30, 21:23
Írta: Tibcsi Dátum 2018 január 30, 21:23
Esetleg valami infót kérhetek, hogy hogyan tudom megvalósítani, mert az uccnc leírásában nem találtam. Előre is köszönöm a segítséget.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 30, 21:56
Írta: dezsoe Dátum 2018 január 30, 21:56
Kicsit menj bele a részletekbe, mert egy tapintóval annyi mindent lehet csinálni (rendeltetésszerűen! :)), hogy nem tudom, mire gondolsz. A szerszámbemérő ugyanígy. (Fix, mozgó, milyen anyagot dolgozol fel stb.) Az sem haszontalan információ, hogy milyen vezérlőd van.
Cím: Re:UCCNC vezérlő program
Írta: Tibcsi Dátum 2018 január 30, 22:36
Írta: Tibcsi Dátum 2018 január 30, 22:36
A tapintóval, a fix munkadarab közepét szeretném megkeresni.
A magasságmérővel, pedig az adott munkadarabon a több szerszám használatát szeretném megoldani, hogy ne kelljen érintőt vennem, hanem csak csere, és már megy tovább.
A mozgásvezérlőm UC400 eth .
A magasságmérővel, pedig az adott munkadarabon a több szerszám használatát szeretném megoldani, hogy ne kelljen érintőt vennem, hanem csak csere, és már megy tovább.
A mozgásvezérlőm UC400 eth .
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2018 január 30, 22:59
Írta: 2dbfy8y Dátum 2018 január 30, 22:59
Meg pl ez se lenne rosszz megoldás ha M98 Q100,az azt csinálja fanuc-nálhogy az M30 után ha van n100 sor, oda ugrik m99 utn pedig visszatér az m98 sor utn folytatásra.vagyis nem kell az M98 O.. alprogram. Újjabb fanuc vezérlőn nagyon szeretem ezt az okos fejlesztést. Nem történhet olyan,hogy véletlen törlésre kerül az alrogram.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 30, 23:10
Írta: dezsoe Dátum 2018 január 30, 23:10
(OFF: Mennyire máshogy jár az agyunk. Ha valami nagyon tud idegesíteni a g-kódok világában, az az Nxxxx sorszámozás. Szerencsére, minden általam használt kódgenerátorból sikerült már kiirtanom. Annó, amikor a nyolcvanas évek elején-közepén mikorgépen BASIC-ben írtuk az akármilyen programokat, elképzelhetetlen volt, hogy egy programban ne legyenek sorszámok. Aztán átszoktam az assembly-re, meg a különböző más, sorszám nélküli nyelvekre (főleg Pascal és dBase/Clipper/FoxPro) és ma már egy sorszámról azonnal arra gondolok, hogy micsoda őskövület, ami nem megy sorszám nélkül. [#vigyor4])
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 30, 23:16
Írta: dezsoe Dátum 2018 január 30, 23:16
Persze, ezek mind megoldhatók. Össze kéne már gyűjteni, mert több is elkészült már mind a felületméréshez, mind a középpont és oldalak kereséséhez stb. Van már valami működő makród, vagy az elejéről kezdjük?
Cím: Re:UCCNC vezérlő program
Írta: Béni Dátum 2018 január 31, 05:21
Írta: Béni Dátum 2018 január 31, 05:21
A két mód ugyanaz.
A Fanuc vezérlők jó része a megfelelő paraméter beállításával tudja az azonos állományban lévő "alprogramokat" kezelni. Csak a Fanuc felhasználók 99,99%-a erről nem tud. :)
Az UCCNC-nél ez ugyanúgy működik csekély formai eltéréssel.
A Fanuc vezérlők jó része a megfelelő paraméter beállításával tudja az azonos állományban lévő "alprogramokat" kezelni. Csak a Fanuc felhasználók 99,99%-a erről nem tud. :)
Az UCCNC-nél ez ugyanúgy működik csekély formai eltéréssel.
Cím: Re:UCCNC vezérlő program
Írta: Tibcsi Dátum 2018 január 31, 07:00
Írta: Tibcsi Dátum 2018 január 31, 07:00
Sajna, az elejéről, mert ismeretlen pálya számomra. [#vigyor4]
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2018 január 31, 07:21
Írta: gaben Dátum 2018 január 31, 07:21
Bedobom a popcorn-t a mikróba, oszt figyelek én is. [#vigyor]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 január 31, 10:18
Írta: dezsoe Dátum 2018 január 31, 10:18
Kicsit szottyadt lesz a pattogód, mire a végére jutunk. :) Ez a téma kimeríthetetlen gépelési forrás, úgyhogy - mivel Tibcsi is érdeklődik - inkább itt folytatom, amit levélben elkezdtünk.
Az, hogy a bemérés hogyan zajlik, általában az M31 makróban dől el. (Lehetne másik is, de a RUN képernyőn a bemérő gomb az M31-et hívja meg.) Az teljesen a felhasználón múlik, hogy milyen műveleteket hajt végre. Ha fix mérőpont van, akkor oda kell menni, ha mozgatható, akkor nem (vagy mégis). Van-e a mérőnek magassága? Ha igen, mennyi? Használ-e szerszámhossz korrekciót? Milyen sebességgel mérjen? Általában kétszer mérünk: elsőre olyan gyorsan, amit a lassítással együtt még a mérő biztonsággal tud kezelni, nem károsodik, majd visszaemelés és egy második mérés kifejezetten lassan, hogy nagyon pontos legyen. (Az első, gyors mérés azért fontos, mert ha pl. 100mm-re van a szerszám a mérőponttól és 25mm/perc sebességgel mérünk, akkor éppen 4 percig lehet várni, míg odaér a szerszám. [#zavart2])
Nem is olyan olyan egyszerű, mint elsőre látszik. És akkor még a különböző védelmekről, hibakezelésről nem is beszéltünk. (De fogunk.) :)
Ahogy tegnap is írtam, megpróbálom az évek során írt mérő makrókat és a hozzájuk tartozó információkat egybegyúrni és egy használható és olvasható formába önteni. Ez biztos, hogy egy pár napot igénybe fog venni, mert van más, ami sürgősebb, de kitartás, nemsoká jövök az eredménnyel. [#email]
Az, hogy a bemérés hogyan zajlik, általában az M31 makróban dől el. (Lehetne másik is, de a RUN képernyőn a bemérő gomb az M31-et hívja meg.) Az teljesen a felhasználón múlik, hogy milyen műveleteket hajt végre. Ha fix mérőpont van, akkor oda kell menni, ha mozgatható, akkor nem (vagy mégis). Van-e a mérőnek magassága? Ha igen, mennyi? Használ-e szerszámhossz korrekciót? Milyen sebességgel mérjen? Általában kétszer mérünk: elsőre olyan gyorsan, amit a lassítással együtt még a mérő biztonsággal tud kezelni, nem károsodik, majd visszaemelés és egy második mérés kifejezetten lassan, hogy nagyon pontos legyen. (Az első, gyors mérés azért fontos, mert ha pl. 100mm-re van a szerszám a mérőponttól és 25mm/perc sebességgel mérünk, akkor éppen 4 percig lehet várni, míg odaér a szerszám. [#zavart2])
Nem is olyan olyan egyszerű, mint elsőre látszik. És akkor még a különböző védelmekről, hibakezelésről nem is beszéltünk. (De fogunk.) :)
Ahogy tegnap is írtam, megpróbálom az évek során írt mérő makrókat és a hozzájuk tartozó információkat egybegyúrni és egy használható és olvasható formába önteni. Ez biztos, hogy egy pár napot igénybe fog venni, mert van más, ami sürgősebb, de kitartás, nemsoká jövök az eredménnyel. [#email]
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2018 január 31, 10:41
Írta: gaben Dátum 2018 január 31, 10:41
Szia Csaba,
no problem, van még ott ahonnan ez jött. ;)
Amúgy részemről nem sürgős a dolog, megvárom és örülök, hogy tudsz vele foglalkozni.
Üdv, Gábor [#wave]
no problem, van még ott ahonnan ez jött. ;)
Amúgy részemről nem sürgős a dolog, megvárom és örülök, hogy tudsz vele foglalkozni.
Üdv, Gábor [#wave]
Cím: Re:UCCNC vezérlő program
Írta: Tibcsi Dátum 2018 január 31, 11:36
Írta: Tibcsi Dátum 2018 január 31, 11:36
Előre is köszönjük,hogy foglalkozol vele. [#worship]
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2018 január 31, 23:20
Írta: 2dbfy8y Dátum 2018 január 31, 23:20
Itt nem arról van szó, hogy N sorszámozás kell, de a Goto parancs is kér legalább egy N sort hogy tudja, hogy hova ugorjon. Én pl imádom a gépi program írást is, de szeretek kézzel is progit írni, úgy gondolkozhat az ember. Pár sorral komoly műveleteket meg lehet írni, és kis módosítással könnyen változtatható, és nem kell új progit generálni. Jó dolog ha nincs közeleben pc. :-)
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2018 február 02, 06:32
Írta: lari Dátum 2018 február 02, 06:32
Egy ilyen paraméteres programozásnál, hogyan lehet azt gyorsan megoldani, hogy pl. ugyanezt a reteszhornyot megadott távolságra az x tengelyen ismételten megcsinálja?
Gondolok itt arra, hogy az x y kezdő nullpontot eltolom x irányba eltolom a megadott mértékkel, csak nem tudom, hogy ilyen esetben hogyan, milyen kóddal kivitelezhető...
Gondolok itt arra, hogy az x y kezdő nullpontot eltolom x irányba eltolom a megadott mértékkel, csak nem tudom, hogy ilyen esetben hogyan, milyen kóddal kivitelezhető...
Cím: Re:UCCNC vezérlő program
Írta: Béni Dátum 2018 február 02, 06:42
Írta: Béni Dátum 2018 február 02, 06:42
Gondolom, a G92 erre is megoldás.
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2018 február 02, 07:09
Írta: lari Dátum 2018 február 02, 07:09
Valószínűleg igen, csak azt nem tudom, hogy a nevezett kódnál hova kell/célszerű ezt beírni?
Pl. ha azt szeretném, hogy készítsen egy reteszhornyot, majd az x0-t tolja el 200mm-el, s ott is készítse el ugyanezt a hornyot.
Pl. ha azt szeretném, hogy készítsen egy reteszhornyot, majd az x0-t tolja el 200mm-el, s ott is készítse el ugyanezt a hornyot.
Cím: Re:UCCNC vezérlő program
Írta: 8rruwvg0k Dátum 2018 február 02, 14:24
Írta: 8rruwvg0k Dátum 2018 február 02, 14:24
Sziasztok,
Kellene egy kis segítség. Saját menünél a textfield labelnumber értékei milyen tartományban lehetnek amik nem használtak?
Köszi.
István
Kellene egy kis segítség. Saját menünél a textfield labelnumber értékei milyen tartományban lehetnek amik nem használtak?
Köszi.
István
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 február 02, 15:01
Írta: dezsoe Dátum 2018 február 02, 15:01
Szia!
Nem tudtam rájönni, hogy mi lehet a "saját menünél a textfield". Egy kicsit menj bele a részletekbe, úgy könnyebben tudunk segíteni. :)
Nem tudtam rájönni, hogy mi lehet a "saját menünél a textfield". Egy kicsit menj bele a részletekbe, úgy könnyebben tudunk segíteni. :)
Cím: Re:UCCNC vezérlő program
Írta: 8rruwvg0k Dátum 2018 február 02, 15:19
Írta: 8rruwvg0k Dátum 2018 február 02, 15:19
Egyedi képernyőt szeretnék létrehozni, és erre teszek egy bekérőmezőt (textfield-nek van definiálva a screen editorban) ennek a mezőazonosítónak a tartománya kellene mit használhatok szabadon.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 február 02, 18:01
Írta: dezsoe Dátum 2018 február 02, 18:01
OK, így már értem. Tulajdonképpen bármi lehet, ami a dokumentációban nem szerepel. Ennek ellenére a 20000-től kezdődő tartományt javaslom, már csak azért is, mert kilépéskor az ebbe a tartományba tartozó mezők értéke beíródik az aktuális profil file-ba. Pl. a 20000-es mező elmentett értékét így tudod visszaolvasni:
Ha ezt az M99998 makróban teszed meg, akkor a program induláskor visszaolvassa a legutóbbi kilépéskor elmentett értéket. Ha többet is visszaolvasnál, akkor itt már leírtam: [#t218p4915#].
Kód Kijelölés
AS3.Setfieldtext(exec.Readkey("UserTextfields", "20001", "0"), 20000);
AS3.Validatefield(20000);
Ha ezt az M99998 makróban teszed meg, akkor a program induláskor visszaolvassa a legutóbbi kilépéskor elmentett értéket. Ha többet is visszaolvasnál, akkor itt már leírtam: [#t218p4915#].
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 február 02, 18:45
Írta: dezsoe Dátum 2018 február 02, 18:45
Összeraktam egy makrót, amivel kód futása közben a státusz ablakba lehet kiíratni információt. A makró az M56 sorszámot kapta, mert ez hasonlít legjobban az MSG (message, üzenet) alakjához. Amelyik sorban az M56 szerepel, abból a sorból a zárójelben levő (tehát megjegyzés) szöveget írja ki. A szövegben található #nnn és #Fnnn részeket, ahol nnn egy változó sorszáma, kicseréli a változó értékére. A #nnn csak simán, a #Fnnn négy tizedesjeggyel formázva írja ki az adott változó értékét. A csatolt képernyőmetszeten jobban látszik, mint ahogy leírom. :) Legalább az 1.2102-es verzió kell ahhoz, hogy működjön!
A makró (M56.txt):
(https://hobbicncforum.hu/uploaded_images/2018/02/tn_yzg8m6cv78p8598mzwp3c_3977.png) (https://hobbicncforum.hu/uploaded_images/2018/02/yzg8m6cv78p8598mzwp3c_3977.png)
A makró (M56.txt):
Kód Kijelölés
// ================================================================================================
// Print message to status window v1.0
// ================================================================================================
string myLine = exec.Getcurrgcodelinetext();
string msg = "";
int lineNo = exec.Getcurrentgcodelinenumber();
int posF = 0;
int posL = 0;
string work = "";
if (myLine != null)
{
posF = myLine.IndexOf("(");
if (posF != -1)
{
posL = myLine.LastIndexOf(")");
if (posL > posF)
msg = myLine.Substring(posF + 1, posL - posF - 1);
}
}
if (msg != "")
{
posF = msg.IndexOf("#F");
while (posF != -1)
{
++posF;
work = "";
while (Char.IsDigit((msg + "@").Substring(++posF, 1), 0))
work += msg.Substring(posF, 1);
msg = msg.Replace("#F" + work, exec.ivars[Convert.ToInt32(work)].ToString("F4"));
posF = msg.IndexOf("#F");
}
posF = msg.IndexOf("#");
while (posF != -1)
{
work = "";
while (Char.IsDigit((msg + "@").Substring(++posF, 1), 0))
work += msg.Substring(posF, 1);
msg = msg.Replace("#" + work, exec.ivars[Convert.ToInt32(work)].ToString());
posF = msg.IndexOf("#");
}
exec.AddStatusmessage(lineNo.ToString() + ": " + msg);
}
// ================================================================================================
(https://hobbicncforum.hu/uploaded_images/2018/02/tn_yzg8m6cv78p8598mzwp3c_3977.png) (https://hobbicncforum.hu/uploaded_images/2018/02/yzg8m6cv78p8598mzwp3c_3977.png)
Cím: Re:UCCNC vezérlő program
Írta: nffab2gnr Dátum 2018 február 02, 20:47
Írta: nffab2gnr Dátum 2018 február 02, 20:47
Tisztelettel kérdezem az"illetékeseket",hogy a servoconfigurátor3, az HDBB2 breakout board, a DG4S szervoszabályzó magyar nyelvű leírását merre találnám meg a neten,mert a gyártó honlapján találtam hivatkozást arra ,hogy létezik magyar nyelvű változat,de sehol nem lelem.Nagyon elakadtunk a beüzemeléssel....és ,hogy konkrét dolgot is kérdezzek: ha a DG4S szabályzót összekötöm a HDBB2 panellal,bekötök egy szervómotort,a megfelelő tápokat (12 ill.48 volt)és és rádugva az USB programozót a szervo szoftvert elindítva miért van a vezérlő letiltott állapotban.Az UCCNC mozgásvezérlőt is csatlakoztatnom kellene?Annak a hiánya tiltja ,hogy nem kommunikál a konfigurátor programmal?
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2018 február 02, 21:13
Írta: ANTAL GÁBOR Dátum 2018 február 02, 21:13
Van telepített FTDI driver a gépeden ? . Pont tegnap csináltam hasonlót ( igaz nekem nincs HDDB2 kártyám ) de szépen működik a saját szisztémámmal
Az USB a kis kártyára rádug , a kis kártya csatlakozik a driverhez , 12 V bekapcs , a Szervocontroller3 behív, és akkor látnia kell az eszközt, Majd eszköz KIVÁLASZT és hangolás .
Ha nincs FTDI driver akkor nem fog menni, mert nem is fogja látni ....
Az USB a kis kártyára rádug , a kis kártya csatlakozik a driverhez , 12 V bekapcs , a Szervocontroller3 behív, és akkor látnia kell az eszközt, Majd eszköz KIVÁLASZT és hangolás .
Ha nincs FTDI driver akkor nem fog menni, mert nem is fogja látni ....
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2018 február 02, 21:15
Írta: ANTAL GÁBOR Dátum 2018 február 02, 21:15
Minek az UCCNC ? A vezérlő step dir jelet vár ( majd!!) amit akármi ( akár egy autonóm egység ) is adhat
Cím: Re:UCCNC vezérlő program
Írta: nffab2gnr Dátum 2018 február 02, 21:19
Írta: nffab2gnr Dátum 2018 február 02, 21:19
Köszönöm Gábor a válaszod. Igen van FTDI driver,és ha a szervovezérlő "main" csatlakozóra csak a 12 voltot adom be akkor minden működik. Ha bekötöm a HDBB panelt akkor letiltott állapotba kerül a vezérlő.
Cím: Re:UCCNC vezérlő program
Írta: nffab2gnr Dátum 2018 február 02, 21:22
Írta: nffab2gnr Dátum 2018 február 02, 21:22
...mert arra gondoltam,hogy talán az UCCNC ad engedélyező jelet a HDBB-n keresztűl
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2018 február 02, 21:27
Írta: gaben Dátum 2018 február 02, 21:27
Integrált Charge-pump védelmi funkció van benne, ami egy jumper-el kikapcsolható. Nem lehet, hogy ez a baja?
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2018 február 02, 21:28
Írta: ANTAL GÁBOR Dátum 2018 február 02, 21:28
A leírásban van szó ( igaz angolul ) a reset stb funkcióról .( Még rajz is van ) Én ott keresném a megoldást
A HDBB panel valószínűleg vár valami külső jelet ... ( ez csak tipp minthogy nekem nincs ilyenem ) de ha nélküle Ok akkor abban kell keresni a megoldást ( azt hogy hibás azt elsőre kizárnám )
A HDBB panel valószínűleg vár valami külső jelet ... ( ez csak tipp minthogy nekem nincs ilyenem ) de ha nélküle Ok akkor abban kell keresni a megoldást ( azt hogy hibás azt elsőre kizárnám )
Cím: Re:UCCNC vezérlő program
Írta: nffab2gnr Dátum 2018 február 02, 21:40
Írta: nffab2gnr Dátum 2018 február 02, 21:40
a jumper hatástalannak tűnik....azt meg csak nagyon csendben merem megjegyezni,hogy vajon a Magyarországon is forgalmazott termékhez nem "illene" magyar nyelvű leírás adni.
Cím: Re:UCCNC vezérlő program
Írta: nffab2gnr Dátum 2018 február 02, 21:41
Írta: nffab2gnr Dátum 2018 február 02, 21:41
persze lehet,hogy van csak én vagyok béna....[#nemtudom]
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2018 február 02, 21:53
Írta: ANTAL GÁBOR Dátum 2018 február 02, 21:53
Ebben nem mernék állást foglalni . Pont ma próbáltam Klincsik Balázst hívni ( hátha kikerültem már a "persona non grata "
kategóriából ) A kérdésem a simultaneously illetve a together értelmezése lett volna ....
Az én olvasatomban az első az "egyidejűleg ", a második az "együtt" lett volna . De hogyan kell ezt értelmezni villogó ( piros / zöld ) ledek esetén ?. [#csodalk] ( pont egy 35 amperes Dc szervó driver leírásból citáltam )
Ha valami egyidejűleg villog egy másik színű leddel akkor azok nem együtt villognak?? Lehet hogy a simultaneously
helyett az alternately kellett volna ??? .
kategóriából ) A kérdésem a simultaneously illetve a together értelmezése lett volna ....
Az én olvasatomban az első az "egyidejűleg ", a második az "együtt" lett volna . De hogyan kell ezt értelmezni villogó ( piros / zöld ) ledek esetén ?. [#csodalk] ( pont egy 35 amperes Dc szervó driver leírásból citáltam )
Ha valami egyidejűleg villog egy másik színű leddel akkor azok nem együtt villognak?? Lehet hogy a simultaneously
helyett az alternately kellett volna ??? .
Cím: Re:UCCNC vezérlő program
Írta: nffab2gnr Dátum 2018 február 02, 22:03
Írta: nffab2gnr Dátum 2018 február 02, 22:03
Lehet,hogy most én kerültem a Te helyedre? De ha már az egész "vezérkar" magyar (persze lehet,hogy csak én hiszem azt)akkor nem lehetne,hogy valaki lefordítaná a saját nyelvére.De lehet,hogy valami apró betűs rész tiltja számukra....[#nemtudom][#nevetes1]
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2018 február 02, 23:25
Írta: zt2c4wh9 Dátum 2018 február 02, 23:25
Jelenleg nincsen Magyar leírása a DG4S kártyának, csak Angol leírás létezik.
A vezérlő akkor van letiltott állapotban, ha az error vagy a reset láb a Main csatlakozón le van húzva földre. Ezek lehúzhatók a HDBB2-n keresztül is, vagy ha több vezérlő van csatlakoztatva és valamelyik fault állapotban van az is lehúzza az error lában és letiltja a többi vezérlőt ami a HDBB2-re van csatlakoztatva.
Németh Csaba kollégám tud segíteni DG4S vezérlőket érintő konkrét kérdésekkel hétköznapokon 9-16h között elérhető szokott lenni, vagy e-mailben is lehet kérdezni, ill. személyesen is előzetes megbeszélés alapján görcsönyi telephelyünkön.
Engem ne keressetek ilyen kérdésekkel telefonon, mert nem én nyújtom a termék támogatást, ez már jó ideje nem tartozik a munkakörömbe.
Én csak szabadidőmben írogatok ide a fórumra, kedvtelésből, ahogy időm engedi próbálok segíteni amit tudok, de nem én vagyok a hivatalos szupport.
A vezérlő akkor van letiltott állapotban, ha az error vagy a reset láb a Main csatlakozón le van húzva földre. Ezek lehúzhatók a HDBB2-n keresztül is, vagy ha több vezérlő van csatlakoztatva és valamelyik fault állapotban van az is lehúzza az error lában és letiltja a többi vezérlőt ami a HDBB2-re van csatlakoztatva.
Németh Csaba kollégám tud segíteni DG4S vezérlőket érintő konkrét kérdésekkel hétköznapokon 9-16h között elérhető szokott lenni, vagy e-mailben is lehet kérdezni, ill. személyesen is előzetes megbeszélés alapján görcsönyi telephelyünkön.
Engem ne keressetek ilyen kérdésekkel telefonon, mert nem én nyújtom a termék támogatást, ez már jó ideje nem tartozik a munkakörömbe.
Én csak szabadidőmben írogatok ide a fórumra, kedvtelésből, ahogy időm engedi próbálok segíteni amit tudok, de nem én vagyok a hivatalos szupport.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2018 február 03, 07:49
Írta: ANTAL GÁBOR Dátum 2018 február 03, 07:49
Balázs ! az esetemben tegyél légy szíves kivételt . Nem tudom hogy a javasolt kolléga mennyire beszél angolul. A vezérlő doksijában hibaüzenetekben találtam egy problémát
Adott a piros és a zöld led amelyek villognak . Az én fordításomban egyszer egyidejűleg ( túlléptük a hibatároló max értékét ) másszor együtt ( ( túlléptük az áramot )
Veszek egy gyors fényképezőgépet és képet csinálok a ledekről . Az én értelmezésem szerint ugyanaz a kép fog elkészülni mindkét esetben . Nem lett eltévesztve a fordítás az első esetben ? A szimultán helyett nem a"felváltva" angol megfelelője kellett volna ? ( alternately)
Adott a piros és a zöld led amelyek villognak . Az én fordításomban egyszer egyidejűleg ( túlléptük a hibatároló max értékét ) másszor együtt ( ( túlléptük az áramot )
Veszek egy gyors fényképezőgépet és képet csinálok a ledekről . Az én értelmezésem szerint ugyanaz a kép fog elkészülni mindkét esetben . Nem lett eltévesztve a fordítás az első esetben ? A szimultán helyett nem a"felváltva" angol megfelelője kellett volna ? ( alternately)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 február 03, 08:06
Írta: ium8w94xp Dátum 2018 február 03, 08:06
Hát akkor boldog névnapot a Balázsoknak ;)
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2018 február 03, 23:46
Írta: 2dbfy8y Dátum 2018 február 03, 23:46
Én G52-vel szokom mindig a horony közeére eltolni pl.
Cím: Re:UCCNC vezérlő program
Írta: Béni Dátum 2018 február 04, 16:57
Írta: Béni Dátum 2018 február 04, 16:57
Igazad lehet, mert a G92 érdekes működést produkált, így Larinak nem is tudtam vele használható példát küldeni a kérdésére.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 február 04, 17:36
Írta: dezsoe Dátum 2018 február 04, 17:36
Mi volt vele a probléma?
Cím: Re:UCCNC vezérlő program
Írta: Béni Dátum 2018 február 04, 18:36
Írta: Béni Dátum 2018 február 04, 18:36
Mivel nem vagyok gyakorló felhasználó, így nem szeretném az észrevételeimmel túlterhelni a fejlesztőket.
Az [5083]-ban jelzett anomália megfejtése után a G92-nél tapasztalt furcsaságokra is visszatérhetünk.
Az [5083]-ban jelzett anomália megfejtése után a G92-nél tapasztalt furcsaságokra is visszatérhetünk.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 február 04, 18:43
Írta: svejk Dátum 2018 február 04, 18:43
Nem úgy van az Béni!
Bírják ám Ők ezt rendesen, no meg így két verziót kellene megvárni a javításokhoz.
Tessék csak kibökni a talált hibát!
Bírják ám Ők ezt rendesen, no meg így két verziót kellene megvárni a javításokhoz.
Tessék csak kibökni a talált hibát!
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2018 február 04, 22:48
Írta: zt2c4wh9 Dátum 2018 február 04, 22:48
Gyorsan ránéztem a G92-re és nem látok vele problémát.
A G92 annyival tolja el az aktuális koordinátarendszerben a G92 offset-ben a koordinátákat, hogy az adott koordinátarendszerben a G92 paramétereiben megadott koordináta legyen az aktuális koordináta.
Na, ezt jól elmagyaráztam. :)
Remélem azért érthető. Ellenőriztem gyorsan és szerintem úgy működik ahogy kell, nem látok benne hibát.
A G92 annyival tolja el az aktuális koordinátarendszerben a G92 offset-ben a koordinátákat, hogy az adott koordinátarendszerben a G92 paramétereiben megadott koordináta legyen az aktuális koordináta.
Na, ezt jól elmagyaráztam. :)
Remélem azért érthető. Ellenőriztem gyorsan és szerintem úgy működik ahogy kell, nem látok benne hibát.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 február 04, 22:52
Írta: dezsoe Dátum 2018 február 04, 22:52
Szerintem sincs semmi baja, azért kérdeztem rá. A korábban említett viszont tényleg hibásnak tűnik. ([#t218p5083#])
Cím: Re:UCCNC vezérlő program
Írta: Béni Dátum 2018 február 06, 10:05
Írta: Béni Dátum 2018 február 06, 10:05
Rosszul értelmeztem a G92 működését.
A tapasztalt furcsaságok tehát nem a G92 hibájából adódtak.
A tapasztalt furcsaságok tehát nem a G92 hibájából adódtak.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 február 06, 21:05
Írta: svejk Dátum 2018 február 06, 21:05
A G28.1 -et hogy kell paraméterezni, hogy csak 1 tengely vagye fel a referenciát?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 február 06, 21:16
Írta: svejk Dátum 2018 február 06, 21:16
Hmmm... érdekes.
Ha van közbenső érték megadva, G28.1 X50 akkor csak az x tengely veszi fel
De G28.1 X esetén mindegyik tengely felveszi egymás után, mint sima G28 esetén.
Ha van közbenső érték megadva, G28.1 X50 akkor csak az x tengely veszi fel
De G28.1 X esetén mindegyik tengely felveszi egymás után, mint sima G28 esetén.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 február 06, 21:24
Írta: dezsoe Dátum 2018 február 06, 21:24
Ha nem írsz mellé számot, akkor az nem paraméter. Én makróból úgy szoktam hívni, hogy:
[code]exec.Code("G28.1 X" + exec.GetXpos().ToString("F4"));[code]
Így a pillanatnyi pozíciója lesz a közbenső pont és elmegy home-olni. :)
[code]exec.Code("G28.1 X" + exec.GetXpos().ToString("F4"));[code]
Így a pillanatnyi pozíciója lesz a közbenső pont és elmegy home-olni. :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 február 06, 21:25
Írta: dezsoe Dátum 2018 február 06, 21:25
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 február 06, 23:18
Írta: svejk Dátum 2018 február 06, 23:18
Jó, jó... utoljára a Mach3-ban használtam, lehet ott is kellett érték.
Az még nem lenne baj, ha nem csinálna semmit, de mindegyik tengelyt elkezdi mozgatni.
Te nem is használsz G-kódot, mindent makróban írsz meg? :)
Az még nem lenne baj, ha nem csinálna semmit, de mindegyik tengelyt elkezdi mozgatni.
Te nem is használsz G-kódot, mindent makróban írsz meg? :)
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2018 február 06, 23:20
Írta: zt2c4wh9 Dátum 2018 február 06, 23:20
G28.1 leírása az UCCNC kézikönyvből:
Referencia felvétel: G28.1
A gép referencia pont felvételéhez (home-olás) programozzon: G28.1 X... Y... Z... A... B... C...
kódot, ahol a megadott koordináták egy közbenső, érintő pont koordinátái.
A G28.1 végrehajtásakor a gép először a programozott közbenső pontra mozog gyorsjáratban (G0),
majd a programozott tengelyeken felveszi a referenciapontokat a home kapcsolók/szenzorok
segítségével. A homeolás sebessége tengelyenként a home beállításoknál megadott előtolásokkal
történik. A home-olás csak azokon a tengelyeken megy végbe, amelyek programozva lettek.
Ha egyetlen tengely koordináta se lett megadva, vagyis ha a G28.1 paraméter nélkül kerül kiadásra,
akkor minden tengelyen megtörténik a referencia pont felvétel közbenső pontra mozgás nélkül.
Referencia felvétel: G28.1
A gép referencia pont felvételéhez (home-olás) programozzon: G28.1 X... Y... Z... A... B... C...
kódot, ahol a megadott koordináták egy közbenső, érintő pont koordinátái.
A G28.1 végrehajtásakor a gép először a programozott közbenső pontra mozog gyorsjáratban (G0),
majd a programozott tengelyeken felveszi a referenciapontokat a home kapcsolók/szenzorok
segítségével. A homeolás sebessége tengelyenként a home beállításoknál megadott előtolásokkal
történik. A home-olás csak azokon a tengelyeken megy végbe, amelyek programozva lettek.
Ha egyetlen tengely koordináta se lett megadva, vagyis ha a G28.1 paraméter nélkül kerül kiadásra,
akkor minden tengelyen megtörténik a referencia pont felvétel közbenső pontra mozgás nélkül.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2018 február 06, 23:23
Írta: zt2c4wh9 Dátum 2018 február 06, 23:23
Ha nem adsz meg koordinátát, akkor minden tengely referencia felvétele megtörténik. Az előzőleg linkelt leírás utolsó sorában külön ki is tértünk erre.
Ha csak mondjuk X-et adsz meg érték nélkül, az nem koordináta, olyan mintha meg sem adtad volna az X-et.
Egyébként mach3-ban pont ugyanígy működik.
Ha csak mondjuk X-et adsz meg érték nélkül, az nem koordináta, olyan mintha meg sem adtad volna az X-et.
Egyébként mach3-ban pont ugyanígy működik.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 február 06, 23:33
Írta: svejk Dátum 2018 február 06, 23:33
Oké-oké...
Csak elsőre arra gondoltam minek koordináta ha épp most akarom megkeresni a referenciát.
Csak elsőre arra gondoltam minek koordináta ha épp most akarom megkeresni a referenciát.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 február 06, 23:34
Írta: dezsoe Dátum 2018 február 06, 23:34
G-kódot munkavégzésre használok, makrót a különböző beállításokhoz. Amíg nem lehetett normálisan lehozni a tengelyeket a home pozícióról (pláne softlimiten kívülről), addig kénytelen voltam saját home-oló cuccot írni. :) Épp a hétvégén hajítottam ki a makrók közül a SmartHome-nak becézettet, mert már alapbeállításból működik rendesen.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 február 07, 16:40
Írta: svejk Dátum 2018 február 07, 16:40
Ezt a "Var# -> analog out" nem lehet korlátlanul felhasználni valahogy kapcsolódik a főorsó "S" paraméteréhez.
Majd megpróbálom szabatosan körbeírni.
Majd megpróbálom szabatosan körbeírni.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 február 07, 16:54
Írta: dezsoe Dátum 2018 február 07, 16:54
Ha jól értem a problémát, ahhoz akkor kapcsolódik, ha beállítottad itt:
(https://hobbicncforum.hu/uploaded_images/2018/02/tn_9f3nqsk5j56chnunkdcqv_3977.png) (https://hobbicncforum.hu/uploaded_images/2018/02/9f3nqsk5j56chnunkdcqv_3977.png)
(https://hobbicncforum.hu/uploaded_images/2018/02/tn_9f3nqsk5j56chnunkdcqv_3977.png) (https://hobbicncforum.hu/uploaded_images/2018/02/9f3nqsk5j56chnunkdcqv_3977.png)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 február 07, 22:03
Írta: svejk Dátum 2018 február 07, 22:03
Béna vagyok. :(
Milyen címszóval kell kreálni a Message box-ot egy új felületre?
A másolás is nekem csak egy fülön belül működik. :(
Milyen címszóval kell kreálni a Message box-ot egy új felületre?
A másolás is nekem csak egy fülön belül működik. :(
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 február 07, 22:12
Írta: dezsoe Dátum 2018 február 07, 22:12
A Messagebox-ot egy kicsit jobban fejtsd ki, nem értem a kérdést. Egyik fülről a másikra úgy viszed át a másolt cuccot, hogy átírod benne a layernumbert.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 február 07, 22:20
Írta: svejk Dátum 2018 február 07, 22:20
Amibe jönnek az üzenetek, alul középen.
Ha jól látom 2 a layernumber-je
Mit válasszak ki a creálásnál?
Ha jól látom 2 a layernumber-je
Mit válasszak ki a creálásnál?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 február 07, 22:30
Írta: svejk Dátum 2018 február 07, 22:30
No akkor bemutatom amit nem értek az analóg kimenettel kapcsolatban.
Elöljáróban annyit, hogy nyilván nem csináltam még ilyet, tehát ne rontsatok nekem.
A config/I-O setup analóg szekciójánál minden érték 0-n van kivétel az analóg out1 amibe 99-et írtam.
Az alábbi kóddal rögtön az elején kiadja a 40000-es értéket a kimeneten és végig ott is marad.
De ha szúrok közéjük S paramétereket, akkor szép sorjában -ahogy eléri az X tengely a koordinátákat- jelenik meg az egyre nagyobb érték a kimeneten:
Szóval nem értem a szintaktikáját ennek az analóg kimenet használatának.
Végül még annyit, hogy természetesen nem főorsó vezérlésre akarom használni az analóg kimenetet.
Elöljáróban annyit, hogy nyilván nem csináltam még ilyet, tehát ne rontsatok nekem.
A config/I-O setup analóg szekciójánál minden érték 0-n van kivétel az analóg out1 amibe 99-et írtam.
Az alábbi kóddal rögtön az elején kiadja a 40000-es értéket a kimeneten és végig ott is marad.
Kód Kijelölés
#99 = 10000
g1 x10 f100
#99 = 20000
g1 x20
#99 = 30000
g1 x30
#99 = 40000
g1 g40
m30
De ha szúrok közéjük S paramétereket, akkor szép sorjában -ahogy eléri az X tengely a koordinátákat- jelenik meg az egyre nagyobb érték a kimeneten:
Kód Kijelölés
#99 = 10000
g1 x10 f100
s1
#99 = 20000
g1 x20
s2
#99 = 30000
g1 x30
s3
#99 = 40000
g1 g40
m30
Szóval nem értem a szintaktikáját ennek az analóg kimenet használatának.
Végül még annyit, hogy természetesen nem főorsó vezérlésre akarom használni az analóg kimenetet.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 február 07, 22:37
Írta: dezsoe Dátum 2018 február 07, 22:37
A 2-es layer a RUN képernyő. A messagebox az teljesen mást jelent, ezért nem értettem. :) Amit írsz, az egy lista, amibe az üzenetek jönnek. Ezt szeretnéd egy másik lapon is használni (tehát a rendszerüzeneteket akarod látni), vagy egy teljesen sajátot? Ha ezt, akkor csinálsz egy másolatot és átírod a layernumbert, vagy az adott oldalon Create/List, a labelnumber 2 (ez a rendszerüzenet lista száma).
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 február 07, 22:38
Írta: dezsoe Dátum 2018 február 07, 22:38
Ezt majd holnap kipróbálom, ma már nem rakom össze. :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 február 07, 22:40
Írta: svejk Dátum 2018 február 07, 22:40
Bocsi, hogy nem jól magyaráztam.
A másolás a copy-val nekem csak a saját layer-én ment.
De akkor látom a Create "list" lesz a barátom.
Köszönöm!
A másolás a copy-val nekem csak a saját layer-én ment.
De akkor látom a Create "list" lesz a barátom.
Köszönöm!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 február 07, 22:41
Írta: dezsoe Dátum 2018 február 07, 22:41
Amikor a layernumbert átírod, akkor olyan, mintha nem történne semmi (nem tűnik el az aktuális layer-ről), de ha átmész a megfelelő layer-re (fülre), akkor már ott lesz.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 február 07, 22:43
Írta: svejk Dátum 2018 február 07, 22:43
Nem kell összerakni semmit, a diagnosztika fülön látni az analóg kimenet értékét.
Persze a valóságban fizikailag is úgy adja ki, kipróbáltam.
Persze a valóságban fizikailag is úgy adja ki, kipróbáltam.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 február 07, 22:47
Írta: svejk Dátum 2018 február 07, 22:47
No ezt kipróbálom...
Jééé, tényleg átment!
Én meg azzal a copy gombbal szerencsétlenkedtem.
No de mit tegyek, ha mindkét fülön látni szeretném?
Ja, creálom mert már tudom, hogy miként kell...
Jééé, tényleg átment!
Én meg azzal a copy gombbal szerencsétlenkedtem.
No de mit tegyek, ha mindkét fülön látni szeretném?
Ja, creálom mert már tudom, hogy miként kell...
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 február 07, 22:50
Írta: svejk Dátum 2018 február 07, 22:50
No akkor még altatónak azt is leírhatnád hogyan kell új fület létrehozni, meglevőt törölni vagy csak elrejteni.
De ha hosszú, akkor ne fáraszd magad vele, akkor inkább majd egyszer szóban.
De ha hosszú, akkor ne fáraszd magad vele, akkor inkább majd egyszer szóban.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 február 07, 23:59
Írta: dezsoe Dátum 2018 február 07, 23:59
No, itt vagyok, közben eltűntem. Ahogy elnézem, a szerkesztővel sehogy. A leíró file-t (.ssf) kell kézzel szerkeszteni hozzá. :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 február 08, 07:23
Írta: svejk Dátum 2018 február 08, 07:23
Ez nem jó hír, mert az a file nem fehér embernek való :) :(
De majd megbirkózunk vele...
De majd megbirkózunk vele...
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 február 08, 12:28
Írta: svejk Dátum 2018 február 08, 12:28
Először azt hitte a paraméterezés miatt nem megy a soronként futtatás.
De normál üzemmódban sem lehet az M98-at tartalmazó kódot futtatni soronként.
Ez direkt van vagy még fejlesztődik?
De normál üzemmódban sem lehet az M98-at tartalmazó kódot futtatni soronként.
Ez direkt van vagy még fejlesztődik?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 február 08, 12:40
Írta: dezsoe Dátum 2018 február 08, 12:40
Ha jól emlékszem, akkor a következő tesztben már javítva lesz.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2018 február 08, 15:14
Írta: zt2c4wh9 Dátum 2018 február 08, 15:14
Ez a G41/G42 kód fejlesztésekor lett elrontva sajnos, mert ott sok mindent át kellett írni az alap működésben és nem vettük észre, hogy ez elromlott, de hát végülis erre vannak a teszt verziók, hogy az ilyen gondok kiderüljenek mielőtt hivatalosan is kiadnánk.
Jelenleg javítás alatt van, a következő verzióra megfixáljuk.
Illetve az 1.2047 verzióban ami még a G41/G42 korszak előtti utolsó verzió, abban még jól működik.
Ja és az M1 stop sem működik jól ha M98 szubrutinban van végrehajtva, ez is ugyanúgy romlott el és jelenleg javítás alatt van.
Jelenleg javítás alatt van, a következő verzióra megfixáljuk.
Illetve az 1.2047 verzióban ami még a G41/G42 korszak előtti utolsó verzió, abban még jól működik.
Ja és az M1 stop sem működik jól ha M98 szubrutinban van végrehajtva, ez is ugyanúgy romlott el és jelenleg javítás alatt van.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 február 08, 17:35
Írta: svejk Dátum 2018 február 08, 17:35
Oké, köszönöm az infót!
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 február 08, 17:36
Írta: svejk Dátum 2018 február 08, 17:36
Az [#t218p5145#] #5415-ben mit ronthattam el?
Cím: Re:UCCNC vezérlő program
Írta: 8rruwvg0k Dátum 2018 február 09, 13:44
Írta: 8rruwvg0k Dátum 2018 február 09, 13:44
Pedig nem túl bonyolult. AS3.addtab() a te barátod. Itt vannak leírva a felül levő menük lásd Screenset_functions leírásban. Ha pl. el akarod rejteni a configuration menüt, akkor kikeresed az AS3.Addtab("", "Arial", "center",24, 0,436, 7, 165, 18, 88, 6, 1); sort és teszel elé egy //.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 február 10, 17:42
Írta: svejk Dátum 2018 február 10, 17:42
Köszi!
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 február 10, 18:39
Írta: svejk Dátum 2018 február 10, 18:39
Ez azért szívatós. :(
Mert oké, hogy ki REM-elem, de ha utána megnyitom a képernyőszerkesztőt és nyomok egy mentést, akkor el is tűnik az SSF file-ból az adott sor, hiszen elmentettem úgy,
hogy nincs rá szükség.
Tehát a próbák alatt mindent menteni ezerrel...
Mert oké, hogy ki REM-elem, de ha utána megnyitom a képernyőszerkesztőt és nyomok egy mentést, akkor el is tűnik az SSF file-ból az adott sor, hiszen elmentettem úgy,
hogy nincs rá szükség.
Tehát a próbák alatt mindent menteni ezerrel...
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2018 február 12, 11:11
Írta: zt2c4wh9 Dátum 2018 február 12, 11:11
Szia Svejk,
Ez a megoldás jelenleg sajnos nem működőképes.
A probléma az, hogy a # változókat a feldolgozáskor mivel előrenéz a szoftver a kódban, ezért már előre feldolgozza és a lekérdezésben, ill. az analog kimeneten is már azt az értéket látod, amit már előre kiszámol a szoftver.
Ha S kódot teszel be, mivel az nem szinkron utasítás a mozgáspufferrel, ezért ilyenkor a szoftver először üríti a mozgáspuffert (végrehajt mindent ami az S előtt volt), vagyis az előrenézés száma 0 lesz mikor végrehajtja az S parancsot, szóval a #var szinkronba kerül a végrehajtott sorral. Viszont ennek a hátránya, hogy a szoftver nem fogja összefűzni a mozgásokat.
A probléma fennáll az UCCNC-ben és a Mach3-ban is.
Vannak terveink, hogy az UCCNC-ben megfejlesztjük, hogy szinkronban tudjon maradni a g-kóddal a lekérdezett #var, már egy ideje tervben van, csak még nem jutottunk oda, hogy meg is csináljuk. Mach3-ban viszont nem tudunk ezzel a problémával mit csinálni, mert nem a plugin hanem a szoftver önállóan kezeli a # változókat.
Ez a megoldás jelenleg sajnos nem működőképes.
A probléma az, hogy a # változókat a feldolgozáskor mivel előrenéz a szoftver a kódban, ezért már előre feldolgozza és a lekérdezésben, ill. az analog kimeneten is már azt az értéket látod, amit már előre kiszámol a szoftver.
Ha S kódot teszel be, mivel az nem szinkron utasítás a mozgáspufferrel, ezért ilyenkor a szoftver először üríti a mozgáspuffert (végrehajt mindent ami az S előtt volt), vagyis az előrenézés száma 0 lesz mikor végrehajtja az S parancsot, szóval a #var szinkronba kerül a végrehajtott sorral. Viszont ennek a hátránya, hogy a szoftver nem fogja összefűzni a mozgásokat.
A probléma fennáll az UCCNC-ben és a Mach3-ban is.
Vannak terveink, hogy az UCCNC-ben megfejlesztjük, hogy szinkronban tudjon maradni a g-kóddal a lekérdezett #var, már egy ideje tervben van, csak még nem jutottunk oda, hogy meg is csináljuk. Mach3-ban viszont nem tudunk ezzel a problémával mit csinálni, mert nem a plugin hanem a szoftver önállóan kezeli a # változókat.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 február 12, 11:18
Írta: svejk Dátum 2018 február 12, 11:18
Köszi a választ!
Itt most esetemben megoldás lett a köztes S érték beszúrás, mert akkor épp ott nincs mozgás.
De a későbbiekben esetleg gondot okozhat.
Itt most esetemben megoldás lett a köztes S érték beszúrás, mert akkor épp ott nincs mozgás.
De a későbbiekben esetleg gondot okozhat.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 február 12, 11:22
Írta: svejk Dátum 2018 február 12, 11:22
Hopsz, várjunk csak!!!
Lehet, hogy ezért nincs nekem szinkron mozgásom 3 lineáris és két forgó tengely együttes mozgatásakor?
A végpontokba mindig pontosan áll be de a köztes mozgás eltér az elvárt pályától.
Eddig annak tudtam be, hogy azért van ez, mert a forgó tengelyek is lineáris interpolációval dolgoznak.
De akkor ennek utána kell nézni...
Lehet, hogy ezért nincs nekem szinkron mozgásom 3 lineáris és két forgó tengely együttes mozgatásakor?
A végpontokba mindig pontosan áll be de a köztes mozgás eltér az elvárt pályától.
Eddig annak tudtam be, hogy azért van ez, mert a forgó tengelyek is lineáris interpolációval dolgoznak.
De akkor ennek utána kell nézni...
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2018 február 12, 12:25
Írta: zt2c4wh9 Dátum 2018 február 12, 12:25
Szia Svejk,
Mozgásoknál ez nem okoz problémát.
Úgy képzeld el, hogy elindul a ciklikus g-kód végrehajtás, ami mondjuk 100 sorból áll és az előretekintés nagyobb, mondjuk 300 sor (ami az alapbeállítás).
Ilyenkor a szoftver elkezdi nézni és feldolgozni a sorokat és betölti a mozgás pufferbe a mozgésokat. Ha minden utasítás mozgásszinkron akkor egy pillanat alatt végig is ér a 100 soron, betesz mindent a mozgáspufferbe és utána már csak a kijelzés folyik, vagyis szépen sorban ahogy a végrehajtódnak a mozgások a kijelzőn frissül a mutató, hogy éppen hol tart a végrehajtás, de valójában a szoftver ilyenkor már nem dolgozik a g-kódon, azt már megtette.
Természetesen a mozgásoknál hiába néz előre a progi, az nem okoz koordináta problémákat #változóknál, amikor előre néz akkor a # változó számolásokat is előre kiszámolja, sorban halad, így a mozgáskoordináták természetesen nem lesznek hibásak.
Ami a probléma az csak annyi, hogy amit lekérdezel # változó értéket az nem annyi mint amennyinek kéne lenni ott ahol épp a mozgás fizikailag tart, mivel a szoftver a számolásban már előrébb tart mint a végrehajtás.
Ha közben van nem mozgásszinkron utasítás, például text macro, olyankor az előrenézés ott megtorpan, a szoftver megvárja a mozgásvezérlőt, hogy kiürítse a puffert, vagyis hogy minden mozgás utasítást végrehajtson ami a pufferben van és ha ez megtörtént akkor folytatja a következő sorok végrehajtását és ismét próbál előre nézni, ami sikerül is, hacsak megint nem jön egy olyan utasítás ami nem mozgáspuffer szinkron, mert akkor megint szinkronizálnia kell, meg kell várni a mozgások végét.
Ha minden #változó értékadás után beraksz egy várakozást, egy nem mozgásszinkron utasítást, akkor az előrenézés gyakorlatilag megszűnik, mivel minden ilyen utasításnál a mozgásvezérlő meg fogja várni, hogy a mozgáspuffer kiürüljön és emiatt a #var lekérdezett értékei szinkronba kerülnek a program végrehajtással.
Mozgásoknál ez nem okoz problémát.
Úgy képzeld el, hogy elindul a ciklikus g-kód végrehajtás, ami mondjuk 100 sorból áll és az előretekintés nagyobb, mondjuk 300 sor (ami az alapbeállítás).
Ilyenkor a szoftver elkezdi nézni és feldolgozni a sorokat és betölti a mozgás pufferbe a mozgésokat. Ha minden utasítás mozgásszinkron akkor egy pillanat alatt végig is ér a 100 soron, betesz mindent a mozgáspufferbe és utána már csak a kijelzés folyik, vagyis szépen sorban ahogy a végrehajtódnak a mozgások a kijelzőn frissül a mutató, hogy éppen hol tart a végrehajtás, de valójában a szoftver ilyenkor már nem dolgozik a g-kódon, azt már megtette.
Természetesen a mozgásoknál hiába néz előre a progi, az nem okoz koordináta problémákat #változóknál, amikor előre néz akkor a # változó számolásokat is előre kiszámolja, sorban halad, így a mozgáskoordináták természetesen nem lesznek hibásak.
Ami a probléma az csak annyi, hogy amit lekérdezel # változó értéket az nem annyi mint amennyinek kéne lenni ott ahol épp a mozgás fizikailag tart, mivel a szoftver a számolásban már előrébb tart mint a végrehajtás.
Ha közben van nem mozgásszinkron utasítás, például text macro, olyankor az előrenézés ott megtorpan, a szoftver megvárja a mozgásvezérlőt, hogy kiürítse a puffert, vagyis hogy minden mozgás utasítást végrehajtson ami a pufferben van és ha ez megtörtént akkor folytatja a következő sorok végrehajtását és ismét próbál előre nézni, ami sikerül is, hacsak megint nem jön egy olyan utasítás ami nem mozgáspuffer szinkron, mert akkor megint szinkronizálnia kell, meg kell várni a mozgások végét.
Ha minden #változó értékadás után beraksz egy várakozást, egy nem mozgásszinkron utasítást, akkor az előrenézés gyakorlatilag megszűnik, mivel minden ilyen utasításnál a mozgásvezérlő meg fogja várni, hogy a mozgáspuffer kiürüljön és emiatt a #var lekérdezett értékei szinkronba kerülnek a program végrehajtással.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 február 12, 12:35
Írta: svejk Dátum 2018 február 12, 12:35
Okszi, közben ki is próbáltam nem ez okozza a pályakövetési hibát, hanem majdnem biztos az interpoláció.
Nem kell megijedni normál gépnél nincs ilyen probléma, csak az én speciális esetemben.
Nem kell megijedni normál gépnél nincs ilyen probléma, csak az én speciális esetemben.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2018 február 12, 13:00
Írta: zt2c4wh9 Dátum 2018 február 12, 13:00
A köztes pálya is pontos kell legyen.
Ha mondjuk programozol egy
G0 X0 Y0 Z0 A0 B0 C0
utána pedig egy
G0 X1 Y1 Z1 A1 B1 C1
akkor a tengelyek szinkronban mozognak.
A pálya közbenső részein is szinkronban lesznek.
Az mindegy, hogy fix értékeket vagy #változókkal programozod.
Persze ha már több mozgás van, akkor a helyzet bonyolultabb.
Ha egy mozgás sok kis szakaszból áll, amiknek az irányvektoraik eltérnek, akkor a pályaoptimalizáció miatt nem feltétlen az lesz a pálya amit programoztál, aminek az oka, hogy G64 konstans sebesség módban te engedélyezed a szoftvernek, hogy módosítson a pályán annak érdekében, hogy minél jobban tudja tartani a programozott előtolást.
Persze a pályáról a szoftver maximum annyival fog eltérni amennyit te megengedsz neki a CV paraméterekkel a General settings oldalon.
G61 exact stop módban viszont a pálya az lesz amit programoztál, mert a pályaoptimalizációt a G61-el kikapcsolod.
Remélem érthető amit írtam, próbáltam érthetően leírni, de nem egyszerű, mert egy regény hosszan is lehetne magyarázna ahhoz hogy minden részletre kitérjen az ember.
Ha mondjuk programozol egy
G0 X0 Y0 Z0 A0 B0 C0
utána pedig egy
G0 X1 Y1 Z1 A1 B1 C1
akkor a tengelyek szinkronban mozognak.
A pálya közbenső részein is szinkronban lesznek.
Az mindegy, hogy fix értékeket vagy #változókkal programozod.
Persze ha már több mozgás van, akkor a helyzet bonyolultabb.
Ha egy mozgás sok kis szakaszból áll, amiknek az irányvektoraik eltérnek, akkor a pályaoptimalizáció miatt nem feltétlen az lesz a pálya amit programoztál, aminek az oka, hogy G64 konstans sebesség módban te engedélyezed a szoftvernek, hogy módosítson a pályán annak érdekében, hogy minél jobban tudja tartani a programozott előtolást.
Persze a pályáról a szoftver maximum annyival fog eltérni amennyit te megengedsz neki a CV paraméterekkel a General settings oldalon.
G61 exact stop módban viszont a pálya az lesz amit programoztál, mert a pályaoptimalizációt a G61-el kikapcsolod.
Remélem érthető amit írtam, próbáltam érthetően leírni, de nem egyszerű, mert egy regény hosszan is lehetne magyarázna ahhoz hogy minden részletre kitérjen az ember.
Cím: Re:UCCNC vezérlő program
Írta: Béni Dátum 2018 február 12, 13:22
Írta: Béni Dátum 2018 február 12, 13:22
Egy ilyen példabeli vegyes interpolációnál hogyan van értelmezve az előtolás?
Elérhető, hogy a programozott előtolást jól közelítse a valós?
Elérhető, hogy a programozott előtolást jól közelítse a valós?
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2018 február 12, 13:55
Írta: zt2c4wh9 Dátum 2018 február 12, 13:55
Milyen példáról van szó?
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2018 február 12, 14:08
Írta: zt2c4wh9 Dátum 2018 február 12, 14:08
Egy egyszerű példá mondjuk:
G64
G1 X0 Y0 F100
X10
Y10
Ilyenkor X mozog X=10-re majd Y mozog Y=10-re, ha G61 exact stop módban lenne a mozgatás.
Ez a végrehajtás viszonylag lassú, mivel a sarokpontra mozgásnál teljesen le kell lessítani az X tengelyt majd az Y tengely elkezdhet felgyorsítani.
Ha G64 constant velocity mode van beállítva, akkor annak érdekében, hogy az előtolást minél jobban tudja tartani a vezérlő, vagyis hogy minél hamarabb végrehajtódjon a teljes pálya mozgatás kerekíteni fog a csatlakozási vagy más néven sarokponton. Egy rádiuszt fog leírni a sarkon.
Ez a pálya gyorsabb mint ha teljesen lelassított volna a sarokpontra, hiszen a pálya rövidebb is és nem kell az X tengelynek teljesen lelassítania mielőtt az Y elkezdené a gyorsítást.
A kerekítés mértéke maximum annyi lesz amennyit a CV paramétereknél megengedsz a szoftvernek. Annál nagyobb távolságra nem fog eltávolodni a sarokponttól, vagyis annál nagyobb hibát nem fog ejteni a pályán.
Az hogy milyen esetben mennyit tér el a pályáról az attól is függ, hogy milyen a pálya és mennyi a programozott előtolás, mert lehet olyan a pálya, hogy egyáltalán nem kell letérni róla ahhoz, hogy tartani lehessen a programozott előtolást. De minden esetben a pályáról letérés maximum annyi lesz csak amennyit beállítottál a CV paramétereknél. Szóval ezzel a beállítással tulajdonképpen a munkadarab toleranciát határozod meg nagyjából, illetve azt mondod meg a szoftvernek, hogy max. ennyi hibát ejthetsz a pályán annak érdekében hogy tartsd az előtolást és hogy így minél hamarabb végezz a kóddal.
A Mach3/4 pályatervezője ezt például egyáltalán nem tudja. Mach3-nál csak tippelni lehet, hogy mennyivel fog eltérni a pályáról, szóval a toleranciát nem tudod beállítani, csak tippelhetsz.
G64
G1 X0 Y0 F100
X10
Y10
Ilyenkor X mozog X=10-re majd Y mozog Y=10-re, ha G61 exact stop módban lenne a mozgatás.
Ez a végrehajtás viszonylag lassú, mivel a sarokpontra mozgásnál teljesen le kell lessítani az X tengelyt majd az Y tengely elkezdhet felgyorsítani.
Ha G64 constant velocity mode van beállítva, akkor annak érdekében, hogy az előtolást minél jobban tudja tartani a vezérlő, vagyis hogy minél hamarabb végrehajtódjon a teljes pálya mozgatás kerekíteni fog a csatlakozási vagy más néven sarokponton. Egy rádiuszt fog leírni a sarkon.
Ez a pálya gyorsabb mint ha teljesen lelassított volna a sarokpontra, hiszen a pálya rövidebb is és nem kell az X tengelynek teljesen lelassítania mielőtt az Y elkezdené a gyorsítást.
A kerekítés mértéke maximum annyi lesz amennyit a CV paramétereknél megengedsz a szoftvernek. Annál nagyobb távolságra nem fog eltávolodni a sarokponttól, vagyis annál nagyobb hibát nem fog ejteni a pályán.
Az hogy milyen esetben mennyit tér el a pályáról az attól is függ, hogy milyen a pálya és mennyi a programozott előtolás, mert lehet olyan a pálya, hogy egyáltalán nem kell letérni róla ahhoz, hogy tartani lehessen a programozott előtolást. De minden esetben a pályáról letérés maximum annyi lesz csak amennyit beállítottál a CV paramétereknél. Szóval ezzel a beállítással tulajdonképpen a munkadarab toleranciát határozod meg nagyjából, illetve azt mondod meg a szoftvernek, hogy max. ennyi hibát ejthetsz a pályán annak érdekében hogy tartsd az előtolást és hogy így minél hamarabb végezz a kóddal.
A Mach3/4 pályatervezője ezt például egyáltalán nem tudja. Mach3-nál csak tippelni lehet, hogy mennyivel fog eltérni a pályáról, szóval a toleranciát nem tudod beállítani, csak tippelhetsz.
Cím: Re:UCCNC vezérlő program
Írta: 8rruwvg0k Dátum 2018 február 12, 16:03
Írta: 8rruwvg0k Dátum 2018 február 12, 16:03
Neked az okozza a problémát, hogy van két forgó tengelyed, ami nem lineáris mozgás végez, igy a pályán a sebességnek sem állandónak kellene lennie (folyamatosan változnia kellene). Ez vajon megoldható, hogy minden tengelynek egy adott pillanatban más és más sebesség étéket adjak egy adott függvény szerint?
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2018 február 12, 17:44
Írta: Miki2 Dátum 2018 február 12, 17:44
Szervusz Balázs!
Lehet,eretnekségnek fog számítani amit most leírok.
Az UCCNC mint tudjuk, csak licensszel, és egyszerre csak egy gépen működik.
Ezért nem sok értelmét látom annak, hogy ez egy minden egyben szoftver legyen.
Szerintem Nektek is könnyebb lenne a javítások nyomon követése, és egyes részek javítása esetén kisebb lenne az esélye annak, hogy egy másik, már jól működő rész elromoljon.
Szóval mivel egyszerre általában egy gép készül,
talán célszerűbb lenne szétszedni a programot.
Külön Marás, Plazma, Lézer, Eszterga gépek vezérlésére alkalmas szoftverekre.
Persze az adott megmunkálásra jellemző alap beállításokkal.
Így lehetne például:
Marásnál 6 tengely (Ebből 1 szolga)
mm/perc előtolás
Esztergánál elég a 3 tengely (X Z C)
mm/fordulat előtolás
A többiről azért nem írok semmit, mert azokhoz buta vagyok.
Lehet,eretnekségnek fog számítani amit most leírok.
Az UCCNC mint tudjuk, csak licensszel, és egyszerre csak egy gépen működik.
Ezért nem sok értelmét látom annak, hogy ez egy minden egyben szoftver legyen.
Szerintem Nektek is könnyebb lenne a javítások nyomon követése, és egyes részek javítása esetén kisebb lenne az esélye annak, hogy egy másik, már jól működő rész elromoljon.
Szóval mivel egyszerre általában egy gép készül,
talán célszerűbb lenne szétszedni a programot.
Külön Marás, Plazma, Lézer, Eszterga gépek vezérlésére alkalmas szoftverekre.
Persze az adott megmunkálásra jellemző alap beállításokkal.
Így lehetne például:
Marásnál 6 tengely (Ebből 1 szolga)
mm/perc előtolás
Esztergánál elég a 3 tengely (X Z C)
mm/fordulat előtolás
A többiről azért nem írok semmit, mert azokhoz buta vagyok.
Cím: Re:UCCNC vezérlő program
Írta: kaqkk007 Dátum 2018 február 12, 17:54
Írta: kaqkk007 Dátum 2018 február 12, 17:54
És ha én akarok (igen akarok!) egy maró és egy lézer gépet is építeni , sőt plazmavágó is tervben van akkor vegyek két licenszet ??[#love11]
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2018 február 12, 18:01
Írta: Miki2 Dátum 2018 február 12, 18:01
Ha üzemszerűen akarsz dolgozni, és szeretnéd kerülni a napi többszöri, hosszú ideig tartó szerelést, akkor igen.
Ha csak játszani akarsz, meg úgysem építessz egyszerre mindenféle gépet.
Ha csak játszani akarsz, meg úgysem építessz egyszerre mindenféle gépet.
Cím: Re:UCCNC vezérlő program
Írta: kaqkk007 Dátum 2018 február 12, 18:09
Írta: kaqkk007 Dátum 2018 február 12, 18:09
Ha felrakok két fejet (maró-lézer) egymás után használhatom őket más beállítással , vagy akár a két külön gépet is egy egy szalagkábellel rá lehet kötni egy vezérlőre ..
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2018 február 12, 18:51
Írta: ANTAL GÁBOR Dátum 2018 február 12, 18:51
Szerintem nem érted hogy mit akart sugallni Miki2 . Minek a szerszámsugár korrekció a lézehez ? és minek a THC kontroll az esztergához ? nem kell a szinkron menet a plazmához stb Pont az a baj hogy elkészül valami és elromlik egy másik jól működő rész ." Van egy régi közmondás : aki sokat markol az keveset fog "
Szerintem is szét kellene szedni és akkor az egyes részek kifogástalanul fognak működni . Az hogy hogyan lesz a licensz díj megállapítva az tisztán közgazdasági számítás. Pl most veszek egyet és lézerezhetek, plazmázhatok esztergálhatok ,marózhatok . Miért nem lehetne ugyanígy a jövőben is ?. Csak azt fogom betölteni ami nekem kell. Balázséknak nem csökken a jövedelmük csak a munkájuk
Szerintem is szét kellene szedni és akkor az egyes részek kifogástalanul fognak működni . Az hogy hogyan lesz a licensz díj megállapítva az tisztán közgazdasági számítás. Pl most veszek egyet és lézerezhetek, plazmázhatok esztergálhatok ,marózhatok . Miért nem lehetne ugyanígy a jövőben is ?. Csak azt fogom betölteni ami nekem kell. Balázséknak nem csökken a jövedelmük csak a munkájuk
Cím: Re:UCCNC vezérlő program
Írta: kaqkk007 Dátum 2018 február 12, 18:55
Írta: kaqkk007 Dátum 2018 február 12, 18:55
Akkor tényleg nem értem , ezt most is meg tudod csinálni , hogy csinálsz x + 1 profilt és azt indítod el amelyik kell . Miért szednéd szét 5-6 külön programra ??
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2018 február 12, 19:07
Írta: Miki2 Dátum 2018 február 12, 19:07
Az előző hozzászólásban Antal Gábor pontosan leírta az ötlet értelmét.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2018 február 12, 19:13
Írta: ANTAL GÁBOR Dátum 2018 február 12, 19:13
Persze de minden egyben van . Pont ez a bajok forrása . Bele sem kell (alapból ) tenni ami nem kell, és akkor amikor fejlesztik (pl a G42 ) akkor nem fog elromolni más ( mert nem is használ G42 t) ) Az előzőleg leírtak szerint minek a plazmához a szinkron menet lehetősége ? ( ami 1.5 évig hibásan működött az egész világon és most talán sikerült kijavítani Balázséknak ( mert végre elhitték hogy igazat állítok )
Amit írok az példa de én rendszeresen konzultálok Dezsoe vel és sokat bosszankodom ( utoljára a config változtatásaim mentése nem sikerült ha túl sokat állítgattam , de a soft újraindítás megoldotta , a korábbi verziónál nem volt ilyen hiba Win 10 es a gépem )
Vagyis egy egy új funkció bevezetése elrontja a régi jól működő dolgokat . Most a G41 ,G42 ( és még sok más az új ) ami nem is kell mindenhová a korábbiak szerint . Én nem vagyok híve : a" merjünk nagyot álmodni szlogennek ". Kis ( és biztos ) lépésekkel előbbre lehet jutni
Amit írok az példa de én rendszeresen konzultálok Dezsoe vel és sokat bosszankodom ( utoljára a config változtatásaim mentése nem sikerült ha túl sokat állítgattam , de a soft újraindítás megoldotta , a korábbi verziónál nem volt ilyen hiba Win 10 es a gépem )
Vagyis egy egy új funkció bevezetése elrontja a régi jól működő dolgokat . Most a G41 ,G42 ( és még sok más az új ) ami nem is kell mindenhová a korábbiak szerint . Én nem vagyok híve : a" merjünk nagyot álmodni szlogennek ". Kis ( és biztos ) lépésekkel előbbre lehet jutni
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 február 12, 19:25
Írta: 000000000 Dátum 2018 február 12, 19:25
A probléma már ott elkezdődik, amit már egyszer megemlítettem. Neveztesen a forgó és lineáris tengelyek setup ablakai azonosak. Innentől kezdve a pályamenti előtolási sebesség valódisága erősen kérdéses.
Cím: Re:UCCNC vezérlő program
Írta: Béni Dátum 2018 február 12, 19:47
Írta: Béni Dátum 2018 február 12, 19:47
A vegyes interpoláción a lineáris és forgó tengelyek egy mondatban programozott szinkron mozgását értem. A példát pedig az 5168-ban hozott két programmondatra értettem.
Cím: Re:UCCNC vezérlő program
Írta: Béni Dátum 2018 február 12, 20:06
Írta: Béni Dátum 2018 február 12, 20:06
Nem gondolom, hogy a konfigurációs ablak szövegei kihatással lennének a működésre. Mivel az A B és C jelölésű tengely lineárisként is használható, valamint a Units és a Units/min félreérthetetlenül értelmezhető minden mértékrendszerben, ebben nem látok valós problémát.
A "pályameneti előtolási sebesség" számítása forgó tengely és említésre méltó fogásmélység esetén már ki kell hogy térjen a szerszám minimális és maximális bemerülő részén adódó sebesség eltérésének kezelésére. (A felhasználó választására bízva.) De ez nem vezérlő oldali, hanem programozási feladat.
A "pályameneti előtolási sebesség" számítása forgó tengely és említésre méltó fogásmélység esetén már ki kell hogy térjen a szerszám minimális és maximális bemerülő részén adódó sebesség eltérésének kezelésére. (A felhasználó választására bízva.) De ez nem vezérlő oldali, hanem programozási feladat.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 február 12, 20:31
Írta: 000000000 Dátum 2018 február 12, 20:31
Tudtommal a jobbsodrású CNC koordinátarendszerben az X, Y, Z, A, B, C kódok meghatározottan, egymással összefüggően 3 lineáris, és 3 forgó tengelyt jelent.
Az "units" túl általános, és a lineáris mozgásra mások az elmozdulás és sebesség mértékegységek, mint a körmozgásra.
De legye itt egy példa:
G90
G0 X0 Y0 A0 B0
G1 F600 X100 Y100 A200 B200
Kérdések:
Mit jelent itt a programban és mit a valóságban az F600? Mi ennek ilyenkor a mértékegysége?
Az "units" túl általános, és a lineáris mozgásra mások az elmozdulás és sebesség mértékegységek, mint a körmozgásra.
De legye itt egy példa:
G90
G0 X0 Y0 A0 B0
G1 F600 X100 Y100 A200 B200
Kérdések:
Mit jelent itt a programban és mit a valóságban az F600? Mi ennek ilyenkor a mértékegysége?
Cím: Re:UCCNC vezérlő program
Írta: Béni Dátum 2018 február 12, 21:01
Írta: Béni Dátum 2018 február 12, 21:01
Nincs kőbe vésve, azaz nem kötelező a tengelyek jelölése és viszonya sem. Csak praktikus, mert elterjedt.
"Units" pont azért jó, mert általános. Mi baj van a behelyettesítés utáni "mm/min", "deg/min" vagy "foot/min"-el?
(A tárgybéli programnak már talán a földön kívül is vannak felhasználói. Rájuk is kell gondolni!) [#alien]
Én értem a vegyes interpoláció előtolás problémáját és azt is, hogyan oldják fel ezt azok a vezérlőprogramok, amelyek szimultán 4 és több tengelyes interpolálásra képesek. (Inverse time feed.)
Az [5169] béli kérdésem gyakorlatilag ugyanaz, mit a tiéd. :)
"Units" pont azért jó, mert általános. Mi baj van a behelyettesítés utáni "mm/min", "deg/min" vagy "foot/min"-el?
(A tárgybéli programnak már talán a földön kívül is vannak felhasználói. Rájuk is kell gondolni!) [#alien]
Én értem a vegyes interpoláció előtolás problémáját és azt is, hogyan oldják fel ezt azok a vezérlőprogramok, amelyek szimultán 4 és több tengelyes interpolálásra képesek. (Inverse time feed.)
Az [5169] béli kérdésem gyakorlatilag ugyanaz, mit a tiéd. :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 február 12, 21:33
Írta: dezsoe Dátum 2018 február 12, 21:33
Igaz, hogy nem nekem szólt a kérdés, de megpróbálok több mint 3 évtized programozással a hátam mögött válaszolni a felvetésedre (illetve, felvetésetekre, Gáborral együtt). Mivel a szétdarabolt program jelentős része továbbra is ugyanarra a kódbázisra épülne, csak egy-egy részlet kimaradna, ugyanúgy együtt kéne fejleszteni, javítani. Ha kiderül valami probléma, akkor az összes verziót lehetne javítani. Ez semmilyen előnnyel nem járna, viszont cserébe mindent lehetne több példányban csinálni, ami maga az exponenciális szopásfaktor.
Az például, hogy itt a fórumon nem sokan használnak G42-t, egyáltalán nem jelenti azt, hogy mások sem használják. Amióta folyamatosan olvasom a többi UCCNC-s fórumot is, állandóan téma és nagyon várták már. Amelyik funkcióra nincs szükséged, azt nem használod, és meg is van oldva. (Két kocsid van: az egyikben anyósülés, a másikban meg csomagtartó van? :))
A menetvágás hibáját Gábor felfedezte, de nehéz volt reprodukálni, így nehéz volt javítani is. Az egy másik kérdés, hogy kiderült, hogy más is küzd vele, ráadásul gyorsabban tudja előhozni a hibát, mint Gábor. De akkor miért nem szól, hogy valami bibi van? (Ezen a fórumon felhasználó.)
A változással (fejlődéssel!) semmi baj nincs, ez a normális. Ha valami nem sikerül, az bizony előfordul, ha dolgozik az ember. Pont erre valók a teszt verziók, hogy ezek kiderüljenek. Azért a hivatalos verziókban nem nagyon szokott hiba maradni, szerintem.
Az például, hogy itt a fórumon nem sokan használnak G42-t, egyáltalán nem jelenti azt, hogy mások sem használják. Amióta folyamatosan olvasom a többi UCCNC-s fórumot is, állandóan téma és nagyon várták már. Amelyik funkcióra nincs szükséged, azt nem használod, és meg is van oldva. (Két kocsid van: az egyikben anyósülés, a másikban meg csomagtartó van? :))
A menetvágás hibáját Gábor felfedezte, de nehéz volt reprodukálni, így nehéz volt javítani is. Az egy másik kérdés, hogy kiderült, hogy más is küzd vele, ráadásul gyorsabban tudja előhozni a hibát, mint Gábor. De akkor miért nem szól, hogy valami bibi van? (Ezen a fórumon felhasználó.)
A változással (fejlődéssel!) semmi baj nincs, ez a normális. Ha valami nem sikerül, az bizony előfordul, ha dolgozik az ember. Pont erre valók a teszt verziók, hogy ezek kiderüljenek. Azért a hivatalos verziókban nem nagyon szokott hiba maradni, szerintem.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2018 február 12, 21:56
Írta: ANTAL GÁBOR Dátum 2018 február 12, 21:56
Értek én a szóból , és a javaslatom pont azt célozta hogy kevesebb legyen a munkátok .
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2018 február 12, 23:32
Írta: zt2c4wh9 Dátum 2018 február 12, 23:32
Én teljesen másképp látom ezt a dolgot. Szerintem a program szétszedése részekre csinálna nekünk sokkal több munkát és jelentősen több problémát.
Gondolj bele, hogy ha mondjuk 3 helyen különböző dolgokat fejlesztenénk, azzal mennyire lenne átláthatóbb az egész rendszer a fejlesztőknek, szerintem sokkal kevésbé látnánk át egy idő után.
Így, hogy egy közös kód mag van így egyszerű átlátni a fejlesztést és szinkronban tartani az API-t és magát a programot.
Az pedig hogy valami elromlik kiszokott derülni még a teszt kiadásoknál, ahogy most is, éppen ezért csinálunk teszt kiadásokat.
A szétválasztást én a különböző képernyőszettekben látom. Például ha nincs szükséged valamire akkor le lehet szedni a képernyőről például a port/pin-jeit és máris nem lehet konfigurálni.
Az igaz, hogy G-kód szinten már más a helyzet, de ha nincs szükséged a G42-re akkor nem kapcsolod be. Az hogy most éppen emiatt elromlott valami az sajnos benne van a pakliban, mert csak az nem hibázik aki nem dolgozik, de ahogy írtam fentebb ezért adjuk ki teszt verzióban ezeket és várunk bizonyos ideig hogy kiderüljenek ha vannak hibák mielőtt kiraknánk az adott verziót hivatalos kiadásba.
Gondolj bele, hogy ha mondjuk 3 helyen különböző dolgokat fejlesztenénk, azzal mennyire lenne átláthatóbb az egész rendszer a fejlesztőknek, szerintem sokkal kevésbé látnánk át egy idő után.
Így, hogy egy közös kód mag van így egyszerű átlátni a fejlesztést és szinkronban tartani az API-t és magát a programot.
Az pedig hogy valami elromlik kiszokott derülni még a teszt kiadásoknál, ahogy most is, éppen ezért csinálunk teszt kiadásokat.
A szétválasztást én a különböző képernyőszettekben látom. Például ha nincs szükséged valamire akkor le lehet szedni a képernyőről például a port/pin-jeit és máris nem lehet konfigurálni.
Az igaz, hogy G-kód szinten már más a helyzet, de ha nincs szükséged a G42-re akkor nem kapcsolod be. Az hogy most éppen emiatt elromlott valami az sajnos benne van a pakliban, mert csak az nem hibázik aki nem dolgozik, de ahogy írtam fentebb ezért adjuk ki teszt verzióban ezeket és várunk bizonyos ideig hogy kiderüljenek ha vannak hibák mielőtt kiraknánk az adott verziót hivatalos kiadásba.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2018 február 12, 23:38
Írta: zt2c4wh9 Dátum 2018 február 12, 23:38
Szia Miki,
Köszönöm az ötletet, de ahogy leírtam Gábornak is az előző válaszomban én nem látom ezt annyira jó ötletnek, mert sokkal több munkánk lenne vele.
Nem véletlen van a Mach3-nak is egy mag programja és külön képernyőszettjei a különböző gépfajtákhoz.
Így nekünk jóval egyszerűbb és gyorsabb és problémamentesebb a fejlesztés.
Köszönöm az ötletet, de ahogy leírtam Gábornak is az előző válaszomban én nem látom ezt annyira jó ötletnek, mert sokkal több munkánk lenne vele.
Nem véletlen van a Mach3-nak is egy mag programja és külön képernyőszettjei a különböző gépfajtákhoz.
Így nekünk jóval egyszerűbb és gyorsabb és problémamentesebb a fejlesztés.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2018 február 12, 23:50
Írta: zt2c4wh9 Dátum 2018 február 12, 23:50
Az UCCNC nem ismeri a forgó tengelyeket.
Ha használtad, nézted a programot akkor láthattad, hogy nincsen benne forgó tengely opció egyelőre.
Ahhoz, hogy forgó tengelyt is tudjon kezelni, ahhoz másfajta számítás kell, illetve némileg a gép kinematikáját is ismernie kéne a programnak (a legtöbb esetben).
Ezt az UCCNC jelenleg nem tudja, nincsen benne ilyen opció.
A pozicionált tengelyeket mindig lineárisnak tekinti.
Viszont Svejk átmeneti pozíció hibát írt és nem sebesség hibát, ezért nem értettem a kérdésedet.
Úgy tudom, hogy mintha a LinuxCNC-ben lehetne kinematikát programozni. Nem vagyok benne 100%-ig biztos, de mintha azt olvastam volna valamikor. Szóval ha ilyenre van szükséged akkor próbáld meg LinuxCNC-vel, talán az tudja kezelni úgy ahogy szeretnéd.
Ha használtad, nézted a programot akkor láthattad, hogy nincsen benne forgó tengely opció egyelőre.
Ahhoz, hogy forgó tengelyt is tudjon kezelni, ahhoz másfajta számítás kell, illetve némileg a gép kinematikáját is ismernie kéne a programnak (a legtöbb esetben).
Ezt az UCCNC jelenleg nem tudja, nincsen benne ilyen opció.
A pozicionált tengelyeket mindig lineárisnak tekinti.
Viszont Svejk átmeneti pozíció hibát írt és nem sebesség hibát, ezért nem értettem a kérdésedet.
Úgy tudom, hogy mintha a LinuxCNC-ben lehetne kinematikát programozni. Nem vagyok benne 100%-ig biztos, de mintha azt olvastam volna valamikor. Szóval ha ilyenre van szükséged akkor próbáld meg LinuxCNC-vel, talán az tudja kezelni úgy ahogy szeretnéd.
Cím: Re:UCCNC vezérlő program
Írta: Béni Dátum 2018 február 13, 06:37
Írta: Béni Dátum 2018 február 13, 06:37
Értem, köszönöm!
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 február 13, 07:34
Írta: 000000000 Dátum 2018 február 13, 07:34
"A pozicionált tengelyeket mindig lineárisnak tekinti."
Aha, így már érthető az A, B, C tengelyek beállítási ablakainál a mindent elkenő "unit" univerzális szócska.
Nagy kár, hogy egy program akkora virtualitást megenged magának hatalmas csicsa keretek közt, hogy ami forog, azt is úgy kezeli, mintha egyenesen mozogna.[#csodalk]
Aha, így már érthető az A, B, C tengelyek beállítási ablakainál a mindent elkenő "unit" univerzális szócska.
Nagy kár, hogy egy program akkora virtualitást megenged magának hatalmas csicsa keretek közt, hogy ami forog, azt is úgy kezeli, mintha egyenesen mozogna.[#csodalk]
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 február 13, 07:46
Írta: 000000000 Dátum 2018 február 13, 07:46
Teljesen igazad van, egy-egy technológiára is érdemes egy CNC programot létrehozni, hiszen így lehet hatékony, sallangmentes. Ráadásul mint már kiderült, G kódokkal macerás műszakilag korrekten lézer képgravírozni dinamikus keretek közt, az az itt pl. teljesen felesleges és hátráltató maga még a G kód is.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2018 február 13, 09:26
Írta: zt2c4wh9 Dátum 2018 február 13, 09:26
Sajnálatos ha valaki ennyire szűk látókörrel rendelkezik. Sokadjára ismét megkérlek, hogy kerüld a topikunkat, ha más célod nincs ahogy eddig se volt sajnos mint a rosszindulatú értelmetlen és szakmaiatlan hozzászólások.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 február 13, 10:23
Írta: svejk Dátum 2018 február 13, 10:23
Miki2 és Robsy!
A fórum történetében ritka pillanat, amikor az igények és a kínálat egymásra talál.
Most pont ez történ, feltétlen vegyétek fel egymással a kapcsolatot!
A fórum történetében ritka pillanat, amikor az igények és a kínálat egymásra talál.
Most pont ez történ, feltétlen vegyétek fel egymással a kapcsolatot!
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 február 13, 10:24
Írta: 000000000 Dátum 2018 február 13, 10:24
Érdekes azt "szűklátókörünek, és szakmaiatlannak" nevezni, aki rávilágít arra, hogy már egy forgó és egy lineáris tengelykódnál sem igaz az F kód utáni érték a vezérlőprogramotokban.
Nekem így is jó, megszoktam már, ebben a mai világban mindent meg lehet magyarázni, főleg ha szép a körítés a monitoron hozzá. Azt viszont engedd meg nekem, hogy a valós műszaki tényeket elsőrendűnek és fontosnak tartsam az életemben.
Nekem így is jó, megszoktam már, ebben a mai világban mindent meg lehet magyarázni, főleg ha szép a körítés a monitoron hozzá. Azt viszont engedd meg nekem, hogy a valós műszaki tényeket elsőrendűnek és fontosnak tartsam az életemben.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2018 február 13, 11:56
Írta: zt2c4wh9 Dátum 2018 február 13, 11:56
Köszönjük, de nem kell rávilágítani arra ami magától értetődő, hiszen nincsen a szoftverben forgó pozíció tengely kezelés opció és kinematika modul sem.
Semmit nem magyaráztam meg azon kívül, hogy a szoftver nem tudja ezt a funkciót, ha neked ez magyarázkodás, akkor sajnálom.
Szerintem ne fárasszuk egymást, mert tudom, hogy csak trollkodni és rosszhír keltés céljából jársz ide, szóval innentől kezdve részemről ignorálva leszel, le is tiltalak gyorsan, hogy ne is lássam a sok butaságot amiket írkálsz.[#integet2]
Semmit nem magyaráztam meg azon kívül, hogy a szoftver nem tudja ezt a funkciót, ha neked ez magyarázkodás, akkor sajnálom.
Szerintem ne fárasszuk egymást, mert tudom, hogy csak trollkodni és rosszhír keltés céljából jársz ide, szóval innentől kezdve részemről ignorálva leszel, le is tiltalak gyorsan, hogy ne is lássam a sok butaságot amiket írkálsz.[#integet2]
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2018 február 13, 15:50
Írta: Miki2 Dátum 2018 február 13, 15:50
Erre a G20, illetve a G21 konkrétan megadja a választ.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 február 13, 16:07
Írta: 000000000 Dátum 2018 február 13, 16:07
Miért adná meg a választ? Mind a kettő távolság mértékegység.
Forgó tengelynél a szögsebesség egy más típusú, értelmű mértékegység, mint az egyenes vonalú sebesség mértékegysége.
De mint már kiderült, megkaptad a választ, a forgó tengelyt felejtsed el, "az UCCNC nem ismeri a forgó tengelyeket".
Forgó tengelynél a szögsebesség egy más típusú, értelmű mértékegység, mint az egyenes vonalú sebesség mértékegysége.
De mint már kiderült, megkaptad a választ, a forgó tengelyt felejtsed el, "az UCCNC nem ismeri a forgó tengelyeket".
Cím: Re:UCCNC vezérlő program
Írta: 3ebj3bk8b Dátum 2018 február 13, 17:19
Írta: 3ebj3bk8b Dátum 2018 február 13, 17:19
Hello,
És várható hogy a jövőben lesz benne olyan opció, hogy legalább egy forgó tengelyt tud majd kezelni?
Én most vásároltam meg a licencet. A távlati terv az, hogy az X Y Z mellett lesz egy 4-ik, tengely ami forgató.
Akkor, ha jól értelmezem, a program mostani verziójában ezt a tengelyt nem tudja egyenlőre szinkronban forgatni?
De lehet, hogy nem jól értelmeztem az elhangzottakat.
És várható hogy a jövőben lesz benne olyan opció, hogy legalább egy forgó tengelyt tud majd kezelni?
Én most vásároltam meg a licencet. A távlati terv az, hogy az X Y Z mellett lesz egy 4-ik, tengely ami forgató.
Akkor, ha jól értelmezem, a program mostani verziójában ezt a tengelyt nem tudja egyenlőre szinkronban forgatni?
De lehet, hogy nem jól értelmeztem az elhangzottakat.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2018 február 13, 18:38
Írta: zt2c4wh9 Dátum 2018 február 13, 18:38
De, természetesen tudja szinkronban mozgatni/forgatni mind a 6-tengelyt.
Az állandó felületi sebességet nem tudja pozicionált forgó tengelyen, ami azt jelenti, hogy meghatározod, hogy a forgótengelyed középvonala mondjuk Z=0-nál van és a Z tengely távolsága határozza meg a forgatón a munka-átmérőt akkor a megmunkálásnál a kör kerületének aktuális hosszához állítja az előtolást, úgy hogy a palástra vetített előtolás megfeleljen a programozottnak.
Mivel nem ismeri az UCCNC ezt a funkciót, ezért kis átmérőn ugyanaz a programozott F kisebb kerületi sebességet okoz, míg nagy átmérőn nagyobb kerületi sebességet.
A pozíció szinkronban lesz, illetve a szögsebesség lesz a helyes, nem pedig a felületi sebesség.
Az állandó felületi sebességet nem tudja pozicionált forgó tengelyen, ami azt jelenti, hogy meghatározod, hogy a forgótengelyed középvonala mondjuk Z=0-nál van és a Z tengely távolsága határozza meg a forgatón a munka-átmérőt akkor a megmunkálásnál a kör kerületének aktuális hosszához állítja az előtolást, úgy hogy a palástra vetített előtolás megfeleljen a programozottnak.
Mivel nem ismeri az UCCNC ezt a funkciót, ezért kis átmérőn ugyanaz a programozott F kisebb kerületi sebességet okoz, míg nagy átmérőn nagyobb kerületi sebességet.
A pozíció szinkronban lesz, illetve a szögsebesség lesz a helyes, nem pedig a felületi sebesség.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2018 február 13, 18:40
Írta: zt2c4wh9 Dátum 2018 február 13, 18:40
Videó UCCNC + forgató:
Cím: Re:UCCNC vezérlő program
Írta: 3ebj3bk8b Dátum 2018 február 13, 18:41
Írta: 3ebj3bk8b Dátum 2018 február 13, 18:41
Ahh, most már értem!
Köszönöm!
Köszönöm!
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 február 15, 12:47
Írta: svejk Dátum 2018 február 15, 12:47
Lehetne-e, valahogy az UCCNC-ből a lézeres M10/M11 mellé még egy ilyen gyors kimenetet kicsikarni?
Ha egy saját makróban kapcsolgatok a Setout/Clrout-al akkor attól milyen sebesség várható el G-kód futtatás során.
Ha egy saját makróban kapcsolgatok a Setout/Clrout-al akkor attól milyen sebesség várható el G-kód futtatás során.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 február 15, 13:11
Írta: dezsoe Dátum 2018 február 15, 13:11
Most nem találom a másik fórumon, de volt ilyen kérés, és ha jól emlékszem, akkor talán a következő teszt verzióban már benne is lesz. Az M10-zel ellentétben nem PWM, csak kétállású. Esetleg ha erre jár, akkor Balázs tud további részleteket írni.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2018 február 15, 13:19
Írta: kr97pwss2 Dátum 2018 február 15, 13:19
Pont ugyanezt kérte más is, valamelyik következő tesztverzióban benne lesz.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2018 február 15, 16:03
Írta: zt2c4wh9 Dátum 2018 február 15, 16:03
Ha textmacro-val kapcsolgatod, akkor néhány 10msec késés lesz, illetve fennáll az a probléma amit már egyszer nemrég kifejtettem, hogy mivel a macro ilyenkor a PC-n fog lefutni, hiszen lehetnek benne olyan utasítások amik az UCCNC más részeit, pl. GUI érintik, illetve mivel text macro, ezért lehet le is kell fordítani ha változott a macro szövege, ezért ilyenkor a szoftver megvárja amíg a mozgásvezérlő végrehajt minden mozgást és utána fut le a macro majd folytatja a következő sorok végrehajtásával, újra elkezdi tölteni a mozgáspuffert.
Az M10/M11-nél ez a probléma nem áll fenn, egyrészt mert nem szöveges macro, másrészt, mert úgy van megcsinálva, hogy a mozgáspufferbe fűzi be a szoftver ezeket az utasításokat a mozgások közé, vagyis nem kell a programnak várnia a mozgásvezérlőre, hogy végezzen a mozgásokkal és emiatt nincsen késés.
Az M10/M11-nél ez a probléma nem áll fenn, egyrészt mert nem szöveges macro, másrészt, mert úgy van megcsinálva, hogy a mozgáspufferbe fűzi be a szoftver ezeket az utasításokat a mozgások közé, vagyis nem kell a programnak várnia a mozgásvezérlőre, hogy végezzen a mozgásokkal és emiatt nincsen késés.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 február 15, 16:18
Írta: svejk Dátum 2018 február 15, 16:18
Szupi! [#finom]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 február 15, 16:52
Írta: svejk Dátum 2018 február 15, 16:52
Az túlzás hogy értem, de kapisgálom.
Ma kísérletezgettem az alábbival:
(nem titok, hegesztőgép lesz vagy ócskavas)
M3 Sxxx paranccsal indul a huzalelőtolás, M5-el ugye leáll.
(DG4S Dc servo, step/dir-es meghajtásal)
Írtam pár makrót M12-21 névvel egyéb dolgok mint gáz, áram, stb. kapcsolgatásokra.
Ezekben a makrokban egyelőre még csak egyszerűen az Exec.Setoutpin/Clroutpin parancsok vannak.
Két kérdésem lenne ezzel kapcsolatban:
Ezek a portkapcsolgatások mintegy függetlenek az UCCNC programtól? Mert a bekapcsolt portokat az E-stop gomb sem állítja vissza alapba. (én naiv azt hittem hogy a program stop is vissza fogja állítani)
A másik meg az M5-el kapcsolatos.
A G-kódban hogyan zajlik ez le?
Kiadom az M5-öt és a Spindle (esetemben huzalelőtoló) gyorsulástól független rögtön ugrik a következő sorra és végrehajtja, vagy vár a gyorsulás által megszabott ideig a soron következő G-kód végrehajtásával?
Itt nekem nagyon pontos időzítések kellenek, hogy az un. Burnback megfelelő legyen, azaz ne fagyjon bele a huzal vége az olvadékba de ne is égjen vissza az áramátadóba.
Ma kísérletezgettem az alábbival:
(nem titok, hegesztőgép lesz vagy ócskavas)
M3 Sxxx paranccsal indul a huzalelőtolás, M5-el ugye leáll.
(DG4S Dc servo, step/dir-es meghajtásal)
Írtam pár makrót M12-21 névvel egyéb dolgok mint gáz, áram, stb. kapcsolgatásokra.
Ezekben a makrokban egyelőre még csak egyszerűen az Exec.Setoutpin/Clroutpin parancsok vannak.
Két kérdésem lenne ezzel kapcsolatban:
Ezek a portkapcsolgatások mintegy függetlenek az UCCNC programtól? Mert a bekapcsolt portokat az E-stop gomb sem állítja vissza alapba. (én naiv azt hittem hogy a program stop is vissza fogja állítani)
A másik meg az M5-el kapcsolatos.
A G-kódban hogyan zajlik ez le?
Kiadom az M5-öt és a Spindle (esetemben huzalelőtoló) gyorsulástól független rögtön ugrik a következő sorra és végrehajtja, vagy vár a gyorsulás által megszabott ideig a soron következő G-kód végrehajtásával?
Itt nekem nagyon pontos időzítések kellenek, hogy az un. Burnback megfelelő legyen, azaz ne fagyjon bele a huzal vége az olvadékba de ne is égjen vissza az áramátadóba.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2018 február 15, 17:05
Írta: zt2c4wh9 Dátum 2018 február 15, 17:05
Igen, a konfigurálatlan pin-ek állapota független az e-stop vagy reset állapottól, hiszen konfigurálatlanok, ezért nincsen nekik alap állapotuk.
A második kérdést sajnos nem értem.
A második kérdést sajnos nem értem.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 február 15, 18:16
Írta: svejk Dátum 2018 február 15, 18:16
Köszönöm!
A másodikhoz:
Az M17 mikor hajtódik végre?
Rögtön az M5 sor után, vagy vár addig míg a step/dir-es spindle fordulata az ott megadott gyorsulási érték mellett 0-ra csökken.
A másodikhoz:
Kód Kijelölés
M3 S800
.
.
.
M5
M17
Az M17 mikor hajtódik végre?
Rögtön az M5 sor után, vagy vár addig míg a step/dir-es spindle fordulata az ott megadott gyorsulási érték mellett 0-ra csökken.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 február 15, 18:19
Írta: svejk Dátum 2018 február 15, 18:19
fontos: nem az "M3 delay off" késleltetésről beszélek.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 február 15, 20:40
Írta: svejk Dátum 2018 február 15, 20:40
No, válaszolok is magamnak.
Az alábbi kód 44 másodperc alatt fut le ha 10 az S érték és akkor is ha 1000.
Vagy a Spindle step/dir ablakában is állíthatom a gyorsulást akármennyire.
Tehát az M5 után "rögtön" végrehajtódik a következő sor.
Az alábbi kód 44 másodperc alatt fut le ha 10 az S érték és akkor is ha 1000.
Vagy a Spindle step/dir ablakában is állíthatom a gyorsulást akármennyire.
Tehát az M5 után "rögtön" végrehajtódik a következő sor.
Kód Kijelölés
M98 P1 L100
M30
O1
m16
m3 s10
m5
m17
m99
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 február 15, 20:52
Írta: svejk Dátum 2018 február 15, 20:52
Mentorom felhívta a figyelmemet a Demo módra, valóban abban futtattam a kódot. Nem tudom számít-e.
Hétfőn megszkópolom a hardvert.
Hétfőn megszkópolom a hardvert.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 február 15, 21:08
Írta: svejk Dátum 2018 február 15, 21:08
Ez tök jó játék! :)
ha csak az:
m3s10
m5
van az alprogramban akkor 30 másodperc alatt lefut
Ha berakom még az m17-et akkor már 37 másodperc.
Tehát egy ilyen portkapcsolós M kód végrehajtási ideje a G-kódban cirka 70 ms.
ha csak az:
m3s10
m5
van az alprogramban akkor 30 másodperc alatt lefut
Ha berakom még az m17-et akkor már 37 másodperc.
Tehát egy ilyen portkapcsolós M kód végrehajtási ideje a G-kódban cirka 70 ms.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 február 15, 21:11
Írta: svejk Dátum 2018 február 15, 21:11
"Ha textmacro-val kapcsolgatod..."
Egyébként milyen az a NEM textmacro? olyat is tudunk mi földi halandók írni az UCCNC-hez?
Az gyorsabb lenne?
Egyébként milyen az a NEM textmacro? olyat is tudunk mi földi halandók írni az UCCNC-hez?
Az gyorsabb lenne?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 február 15, 21:17
Írta: dezsoe Dátum 2018 február 15, 21:17
A nem text makró az a beépített, mint pl. az M10, M11. Makrónak számít, mert M kódja van, de ténylegesen nem egy szövegfile-ból szedi fel a tennivalókat, hanem benne van a programban.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 február 15, 21:17
Írta: svejk Dátum 2018 február 15, 21:17
Nem bírtam a véremmel csak beszúrtam az első 44 másodperces kódba egy G4 P100-at is.
Megnyugodva tapasztaltam hogy 54 másodpercre növekedett a futásidő.
Megnyugodva tapasztaltam hogy 54 másodpercre növekedett a futásidő.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 február 15, 21:18
Írta: svejk Dátum 2018 február 15, 21:18
Aha, mintegy gépi kód a mikroprocesszoroknál!
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 február 15, 21:20
Írta: svejk Dátum 2018 február 15, 21:20
Egyébként az ilyen makrókat szabad még kigészíteni valamivel, vagy úgy is figyelmen kívül hagyják?
Pl. ha az M30-as makroba írnék egy exec.Setoutpin-t?
Pl. ha az M30-as makroba írnék egy exec.Setoutpin-t?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 február 15, 21:24
Írta: svejk Dátum 2018 február 15, 21:24
Ezen "mérés" szerint a G4 20 ms-os késleltetést megoldotta, a 10 ms-ost már nem láttam bizonyíthatónak.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 február 15, 21:28
Írta: dezsoe Dátum 2018 február 15, 21:28
Az M30-ba írhatod, mert az lefut az M30 végrehajtásakor. (Program stop és visszatekerés után, ahogy az M30.txt-ben olvasható.)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 február 16, 08:58
Írta: 000000000 Dátum 2018 február 16, 08:58
"Tehát egy ilyen portkapcsolós M kód végrehajtási ideje a G-kódban cirka 70 ms."
Ha ez tényleg így van, ez elkeserítő és tragikus annak függvényében, hogy ott dolgozik egy X giga Hz-es órajelű processzor, és közben ilyen nevetségesen lassan hajt végre egy 1 bites nyamvadt be-kikapcsolást. Az is igaz, cserébe átélheted a klikkelgetéses "tök jó játék" csicsavilág összes örömét.[#conf][#nevetes1]
Ha ez tényleg így van, ez elkeserítő és tragikus annak függvényében, hogy ott dolgozik egy X giga Hz-es órajelű processzor, és közben ilyen nevetségesen lassan hajt végre egy 1 bites nyamvadt be-kikapcsolást. Az is igaz, cserébe átélheted a klikkelgetéses "tök jó játék" csicsavilág összes örömét.[#conf][#nevetes1]
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 február 16, 09:26
Írta: ium8w94xp Dátum 2018 február 16, 09:26
Engem is kezd már zavarni, hogy az itteni megnyilvánulásaid jellege a "fikázásra" épülnek. Nem értem miért lógsz itt, ha ez egy ekkora "rossz" rendszer? Látjuk már, hogy venni nem akarsz. Tehát nyilván kérdésed se lesz vele kapcsolatban. Nekem és sok másnak is megfelel az uc+uccnc páros. Én is tiltalak, mert meguntalal :P
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 február 16, 09:32
Írta: 000000000 Dátum 2018 február 16, 09:32
Egy mérési eredményről mondtam véleményt. Sajnálom, hogy csak azért mert ez nem valami szép eredmény, akkor az a válaszod neked is, hogy ez fikázás. Műszaki Fórumon vagyunk, én a helyedben az objektív TÉNY-eken gondolkoznék el!
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2018 február 16, 10:13
Írta: zt2c4wh9 Dátum 2018 február 16, 10:13
Szia Svejk,
Igen, a 70msec az egy reális eredménynek mondható, mivel a proginak meg kell várnia a mozgásvezérlőt, hogy végezzen az előző utasításokkal, majd ellenőriznie kell a macro fájlt (hogy esetleg átírtad-e és hogy újra kell-e fordítani) majd le kell kérdeznie a friss adatokat, hiszen lehet a macro azokkal is szeretne dolgozni, például az aktuális koordinátákkal.
Egy főorsó kapcsolásnál ez nem számít soknak, de ezért mondtam, hogy a szinkron kimenet kapcsolgatásra például lézer gravírozáshoz nyilván a 70msec nagyon sok, ezért van ehhez spéci beépített macro az M10/11. Azt az UCCNC nem próbálja lefordítani, mert beépített kód, nem text file-ból fordul, illetve nem kell szinkronizálnia a proginak a mozgásvezérlővel, mert a spéci utasítás a mozgások közé fűzve kerül be a mozgáspufferbe és közvetlenül a mozgásvezérlőn kerül végrehajtásra.
Igen, a 70msec az egy reális eredménynek mondható, mivel a proginak meg kell várnia a mozgásvezérlőt, hogy végezzen az előző utasításokkal, majd ellenőriznie kell a macro fájlt (hogy esetleg átírtad-e és hogy újra kell-e fordítani) majd le kell kérdeznie a friss adatokat, hiszen lehet a macro azokkal is szeretne dolgozni, például az aktuális koordinátákkal.
Egy főorsó kapcsolásnál ez nem számít soknak, de ezért mondtam, hogy a szinkron kimenet kapcsolgatásra például lézer gravírozáshoz nyilván a 70msec nagyon sok, ezért van ehhez spéci beépített macro az M10/11. Azt az UCCNC nem próbálja lefordítani, mert beépített kód, nem text file-ból fordul, illetve nem kell szinkronizálnia a proginak a mozgásvezérlővel, mert a spéci utasítás a mozgások közé fűzve kerül be a mozgáspufferbe és közvetlenül a mozgásvezérlőn kerül végrehajtásra.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 február 16, 10:15
Írta: dezsoe Dátum 2018 február 16, 10:15
Te egy precíz ember vagy, aki a mérések híve, és mindig fel is háborodsz, ha valaki csak úgy saccol vagy ránézésre mond valamit. Akkor most a Svejk sacimetrikus eredményeit miért is fogadod el pontos mérésnek? Mert beleillik az általad alkotott képbe?
A hosszas beszélgetésből úgy látszik, hogy csak azokat az adatokat használod fel, ami alapján lehet fikázni a csicsavilágot. Egyértelműen le van írva, hogy ez a szöveges makrókra vonatkozik, amiket be kell olvasni, alkalom adtán le kell fordítani, végre kell hajtani. Ez idő. Ráadásul a mozgásokhoz és a többi a kódhoz kapcsolódó vezérléshez képest a nem fontos kategóriában vannak, akkor kerülnek sorra, ha a fontosabbak már lefutottak. (Ez is le van írva ugyanitt, érthetően.) Pontosan ezért vannak olyan "nem szöveges" makrók, amik a rendszer részét képezik, és akkor hajtódnak végre, amikor kell, annyi idő alatt, amennyi alatt kell. Az, hogy a felhasználó a nem vezérelt lábakat is kihasználhatja olyan fontosságú feladatokra, mint pl. a géplámpa bekapcsolása, az egy plusz lehetőség a csicsavilágban. Bármennyire is zavar ez téged, mi így szeretjük és használjuk.
A hosszas beszélgetésből úgy látszik, hogy csak azokat az adatokat használod fel, ami alapján lehet fikázni a csicsavilágot. Egyértelműen le van írva, hogy ez a szöveges makrókra vonatkozik, amiket be kell olvasni, alkalom adtán le kell fordítani, végre kell hajtani. Ez idő. Ráadásul a mozgásokhoz és a többi a kódhoz kapcsolódó vezérléshez képest a nem fontos kategóriában vannak, akkor kerülnek sorra, ha a fontosabbak már lefutottak. (Ez is le van írva ugyanitt, érthetően.) Pontosan ezért vannak olyan "nem szöveges" makrók, amik a rendszer részét képezik, és akkor hajtódnak végre, amikor kell, annyi idő alatt, amennyi alatt kell. Az, hogy a felhasználó a nem vezérelt lábakat is kihasználhatja olyan fontosságú feladatokra, mint pl. a géplámpa bekapcsolása, az egy plusz lehetőség a csicsavilágban. Bármennyire is zavar ez téged, mi így szeretjük és használjuk.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2018 február 16, 10:32
Írta: zt2c4wh9 Dátum 2018 február 16, 10:32
Hát igen, a mi Robsy Tiborunk már csak ilyen. Mindig azt az információt, adatot ragadja ki ami neki éppen szükséges egy adott dolog fikázásához. Azt az adatot kisarkítja és olyan kontextusba helyezi, hogy az az adott témában minél rosszabb színben tüntesse fel az adott dolgot vagy gépet vagy az alkotóját. Ha pedig más rávilágít a dolog másik oldalára ami esetleg pozitív, akkor azt vagy kényszeresen tagadja, vagy pedig úgy tesz mintha az észrevétel vagy kérdés meg sem történt volna, gyorsan elsiklik felette, nem foglalkozik vele, nem gondolja végig, a kérdésre nem válaszol.
Már megszoktuk, hogy ő ilyen, illetve tudjuk, hogy alkotó hozzászólása még nem nagyon volt a fórum történetében, ezért nem is várunk tőle mást.
Ezért is javasoltam neki már párszor, hogy inkább másfelé írogasson, ha már építő jellegű hozzászólást nem képes írni. A saját topikját régebben már töröltette, mert a stílusából adódóan nem volt képes megbirkózni az ügyfeleivel, illetve az igazsággal. Mostanában meg az a hobbija, hogy más dolgaiban keresi, kutatja a vélt vagy valós hibákat, hogy jól odadörgölhessen. [#nemtudom]
Már megszoktuk, hogy ő ilyen, illetve tudjuk, hogy alkotó hozzászólása még nem nagyon volt a fórum történetében, ezért nem is várunk tőle mást.
Ezért is javasoltam neki már párszor, hogy inkább másfelé írogasson, ha már építő jellegű hozzászólást nem képes írni. A saját topikját régebben már töröltette, mert a stílusából adódóan nem volt képes megbirkózni az ügyfeleivel, illetve az igazsággal. Mostanában meg az a hobbija, hogy más dolgaiban keresi, kutatja a vélt vagy valós hibákat, hogy jól odadörgölhessen. [#nemtudom]
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 február 16, 10:55
Írta: 000000000 Dátum 2018 február 16, 10:55
Sajnálom, hogy ennyi hazugságot (pl. "tudjuk, hogy alkotó hozzászólása még nem nagyon volt a fórum történetében"), ferdítést írtál velem kapcsolatban most is. A helyedben inkább azzal foglalkoznék, hogy egy valós, jogos kritika kapcsán gyorsan kijavítanám a programban azt a setup ablakot, ahol az M3, M5 kód 0 késleltetési idővel is végrehajtó, hiszen még te is elismered Svejk mérése alapján a 70 ms-ot.
Értem én azt is, hogy a virtualitás nem zavar, és mindent megmagyarázol, a műszaki életben viszont vannak valós tények, amikre ha valaki felhívja figyelmet, az attól nem egy kötekedő ember, ha az objektivitás is szempont.
További szép napot mindenkinek![#integet2]
Értem én azt is, hogy a virtualitás nem zavar, és mindent megmagyarázol, a műszaki életben viszont vannak valós tények, amikre ha valaki felhívja figyelmet, az attól nem egy kötekedő ember, ha az objektivitás is szempont.
További szép napot mindenkinek![#integet2]
Cím: Re:UCCNC vezérlő program
Írta: designr Dátum 2018 február 16, 11:51
Írta: designr Dátum 2018 február 16, 11:51
Rövid,tömör összefoglalás,sajnos igy van..megint csak a kötekedés,hibakeresés..lényegi segitség nélkül..
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2018 február 16, 14:23
Írta: ANTAL GÁBOR Dátum 2018 február 16, 14:23
Csodálkozol ? Február közepe van esik a hó.
Sokan beszorulnak ilyenkor a meleg szobába a PC elé ( szabadúszók , munkanélküliek , nyugdíjasok( ?) ) El kell valamivel ütni az időt .....
Sokan beszorulnak ilyenkor a meleg szobába a PC elé ( szabadúszók , munkanélküliek , nyugdíjasok( ?) ) El kell valamivel ütni az időt .....
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2018 február 16, 14:26
Írta: zt2c4wh9 Dátum 2018 február 16, 14:26
Eléggé szomorú, ha valakinek az okozza az örömöt, szórakozást, ha másoknak bosszúságot okozhat, illetve annak a keresése, hogy hol köthet bele valamibe vagy valakibe. Igazán szomorú...
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 február 16, 14:36
Írta: ium8w94xp Dátum 2018 február 16, 14:36
Van, aki a kecskepornóra izgul...van, aki erre.... [#vigyor3]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 február 18, 17:30
Írta: svejk Dátum 2018 február 18, 17:30
Megelégedéssel tölt el, hogy legalább jókedvre tudnak deríteni a "játékaim".
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 február 18, 17:49
Írta: svejk Dátum 2018 február 18, 17:49
Tovább próbálgattam, most már megnéztem őket Mach3-mal is.
Az alábbi kód:
17 s az UCCNC-vel, 55 s Mach3-al.
Ha írok be S értéket -mindegy mekkorát- akkor kb. 10 másodperccel megnövekszik a feldolgozás mindkét programban.
Ha az előbbi kódba beszúrom még az M8/M9 beépített párost:
Akkor az UCCNC-ben 30 s , míg a mach3-ban 88 s lesz a lefutási idő.
Ha az M10/M11 párost szúrom be akkor mint várható is volt érezhetően nem növekedett meg a G-kód végrehajtási ideje.
UCCNC-nél maradt a 17 s , Mach3-nál 55 s.
Tudom ez sokakat biztos nem érdekel, de gondoltam leírom mert hátha valaki belefut hasonló faladatba mint az enyém, ahol fontosak az időzítések.
Most egyelőre úgy látom én a már meglevő M10/M11-el megoldom a kérdést, ha pedig lesz egy második gyors kimenet is az meg maga lesz a Kánaán.
Bár azt nem bánnám, hogy ha a mostani M10-hez nem kellene a kötelező M3 kód, ez inkább bosszúságoz okozott eddig mint előnyt.
Az alábbi kód:
Kód Kijelölés
M98 P1 L100
M30
O1
M3
M5
M99
17 s az UCCNC-vel, 55 s Mach3-al.
Ha írok be S értéket -mindegy mekkorát- akkor kb. 10 másodperccel megnövekszik a feldolgozás mindkét programban.
Ha az előbbi kódba beszúrom még az M8/M9 beépített párost:
Kód Kijelölés
M98 P1 L100
M30
O1
M3
M8
M5
M9
M99
Akkor az UCCNC-ben 30 s , míg a mach3-ban 88 s lesz a lefutási idő.
Ha az M10/M11 párost szúrom be akkor mint várható is volt érezhetően nem növekedett meg a G-kód végrehajtási ideje.
UCCNC-nél maradt a 17 s , Mach3-nál 55 s.
Tudom ez sokakat biztos nem érdekel, de gondoltam leírom mert hátha valaki belefut hasonló faladatba mint az enyém, ahol fontosak az időzítések.
Most egyelőre úgy látom én a már meglevő M10/M11-el megoldom a kérdést, ha pedig lesz egy második gyors kimenet is az meg maga lesz a Kánaán.
Bár azt nem bánnám, hogy ha a mostani M10-hez nem kellene a kötelező M3 kód, ez inkább bosszúságoz okozott eddig mint előnyt.
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2018 február 18, 18:00
Írta: Miki2 Dátum 2018 február 18, 18:00
A MACH3-ban a főorsó kapcsolás várakoztatási idejét 0-ra állítottad?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 február 18, 18:03
Írta: svejk Dátum 2018 február 18, 18:03
igen mindkét programban.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 február 18, 18:07
Írta: svejk Dátum 2018 február 18, 18:07
De különösebb jelentősége nincs az értékeknek, hiszen a főorsót nem szoktuk ilyen gyors ütemben kapcsolni.
Nekem van egy specális esetem amihez meg kellett ezeket az időzítési értékeket tudnom.
Nekem van egy specális esetem amihez meg kellett ezeket az időzítési értékeket tudnom.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 február 18, 18:26
Írta: ium8w94xp Dátum 2018 február 18, 18:26
Az M3 engem is zavart a lézerhez, hisz régeben úgy rémlik nem kellett. Ráadásul nekem a frekiváltó indítása van M3-on. Ilyenkor a tápot onnan lekell nyomnom, ha lézerezek. De már megszoktam, de nem zavarna, ha nem kéne M10 elé M3. Vagy érteném az értelmét ;)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 február 18, 18:32
Írta: svejk Dátum 2018 február 18, 18:32
Akkor nincs más hátra, gyűjtsünk aláírást, az úgy is divat! :)
Cím: Re:UCCNC vezérlő program
Írta: nyiszi Dátum 2018 február 18, 23:01
Írta: nyiszi Dátum 2018 február 18, 23:01
Sziasztok,
Intel Atom D250CC
Lehet valamit csinálni ilyenkor?
(https://hobbicncforum.hu/uploaded_images/2018/02/tn_zjusn3fpdv7wennejq4g_887.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/zjusn3fpdv7wennejq4g_887.jpg)
Intel Atom D250CC
Lehet valamit csinálni ilyenkor?
(https://hobbicncforum.hu/uploaded_images/2018/02/tn_zjusn3fpdv7wennejq4g_887.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/zjusn3fpdv7wennejq4g_887.jpg)
Cím: Re:UCCNC vezérlő program
Írta: nyiszi Dátum 2018 február 18, 23:05
Írta: nyiszi Dátum 2018 február 18, 23:05
Intel Atom D2500CC helyesen
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 február 18, 23:23
Írta: dezsoe Dátum 2018 február 18, 23:23
Ezen a gépen ennyi. Röviden: a géped videó rendszere nem felelt meg a minimum követelményeknek. Lehet, hogy csak egy jó videó driver hiányzik, de az is lehet, hogy tényleg gyenge a program futtatásához. Nem mai darab, úgyhogy nem nagyon biztatlak.
Cím: Re:UCCNC vezérlő program
Írta: nyiszi Dátum 2018 február 18, 23:33
Írta: nyiszi Dátum 2018 február 18, 23:33
Csak az a fura, hogy Win 10 alatt jó csak lassú egy kicsit.
Ezért gondoltam, hogy felrakok egy Win 7-et.
Hát így jártam.
Ezért gondoltam, hogy felrakok egy Win 7-et.
Hát így jártam.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2018 február 19, 00:25
Írta: zt2c4wh9 Dátum 2018 február 19, 00:25
Általában ha a video memory image méret is benne van az üzenetben, akkor csak annyi, hogy nem telepítetted fel a video kártya drivert, ezért a driver hiányában a Windows nem tudja normálisan megkérdezni se a videokártyát, hogy egyáltalán mire képes a kártya.
Azért mondom, hogy ez nagyon valószínű, mert gyakorlatilag bármelyik PC tud 2048px memoria image-eket kezelni. Csak a nagyon "low-end" fajták tudnak ennél kevesebbet, mondhatni, hogy az a kategória már a terminál-számítógép, amiket mondjuk bank automatákban (ATM) használnak, amiknek aztán tényleg nem szükséges szinte semmi grafika, viszont minél olcsóbbak kellenek hogy legyenek.
Szóval azt javaslom, hogy telepítsd fel a videókártya drivert amit a gyártó adott CD-n vagy keresd ki a típusát és töltsd le a gyártó oldaláról és telepítsd fel a gépre.
Azért mondom, hogy ez nagyon valószínű, mert gyakorlatilag bármelyik PC tud 2048px memoria image-eket kezelni. Csak a nagyon "low-end" fajták tudnak ennél kevesebbet, mondhatni, hogy az a kategória már a terminál-számítógép, amiket mondjuk bank automatákban (ATM) használnak, amiknek aztán tényleg nem szükséges szinte semmi grafika, viszont minél olcsóbbak kellenek hogy legyenek.
Szóval azt javaslom, hogy telepítsd fel a videókártya drivert amit a gyártó adott CD-n vagy keresd ki a típusát és töltsd le a gyártó oldaláról és telepítsd fel a gépre.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2018 február 19, 00:29
Írta: zt2c4wh9 Dátum 2018 február 19, 00:29
Igen, a Mach3-ban némileg lassabban hajtódnak végre a text macrokat, ezt annó én is kimértem, összehasonlítottam, hasonló eredményekre jutottam.
Az újabb UCCNC verziókban már eléggé optimalizáltuk ezt a dolgot, mert azt is nézi a program, hogy változott-e a fájl tartalma és ha nem változott akkor nem fordítja újra, a Mach3 meg szerintem igen, ebből eredhet az időbeli különbség.
Az újabb UCCNC verziókban már eléggé optimalizáltuk ezt a dolgot, mert azt is nézi a program, hogy változott-e a fájl tartalma és ha nem változott akkor nem fordítja újra, a Mach3 meg szerintem igen, ebből eredhet az időbeli különbség.
Cím: Re:UCCNC vezérlő program
Írta: nyiszi Dátum 2018 február 19, 07:22
Írta: nyiszi Dátum 2018 február 19, 07:22
Köszönöm szépen.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 február 19, 11:09
Írta: svejk Dátum 2018 február 19, 11:09
De ugye az második gyors kimenet nem lesz semmihez kötve?
Most próbálgatom de amit szeretnék nem tudom megvalósítani az m10/m11-el mert az m3/m5 felülbírálja. :(
Viszont leellenőriztem, ha a spindle delay értékek 0-án vannak az M5 után ugrik a következő sorra rögtön, nem várja meg míg a step/dir-es orsóvezérlés nullára csökkenti a fordulatot.
Így most kénytelen leszek valahogy a step/dir spindle gyorsulási értékeivel játszani és azzal megoldani ezt a fránya kritikus időmet.
Persze külső hardveres időzítő is lehetne, de akkor épp elvesztem a paraméterből való állítás lehetőségét.
Most próbálgatom de amit szeretnék nem tudom megvalósítani az m10/m11-el mert az m3/m5 felülbírálja. :(
Viszont leellenőriztem, ha a spindle delay értékek 0-án vannak az M5 után ugrik a következő sorra rögtön, nem várja meg míg a step/dir-es orsóvezérlés nullára csökkenti a fordulatot.
Így most kénytelen leszek valahogy a step/dir spindle gyorsulási értékeivel játszani és azzal megoldani ezt a fránya kritikus időmet.
Persze külső hardveres időzítő is lehetne, de akkor épp elvesztem a paraméterből való állítás lehetőségét.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2018 február 19, 11:54
Írta: kr97pwss2 Dátum 2018 február 19, 11:54
Nem lesz semmihez kötve. A programfutás M5 után nem várja meg a főorsó megállását, csak a beállított várakozási időt hajtja végre. Ettől függetlenül már gondolkoztam egy olyan funkción, ami M3-nál várakozna addig, amíg a beállított fordulatszám el nem éri egy előre beállított %-os értéket. Ez egyenlőre csak ötlet szintjén van a fejemben, de akkor ki lehetne az M5-re is terjeszteni. Szóval gondolkodom még rajta, és lehet egyszer csak megfejlesztem majd alkalomadtán.
Cím: Re:UCCNC vezérlő program
Írta: Messer Dátum 2018 február 19, 12:01
Írta: Messer Dátum 2018 február 19, 12:01
Szervusz Balázs!
Tervben van az S görbés gyorsítás?
Van a környezetemben egy nagy Z tartományú gép.
Eléggé "lengedezik" a Z tengelye. Pu. habhoz használják.
A teljes átépítéssel szemben, jobb megoldásnak tűnne az UCCNC S görbével.
Tervben van az S görbés gyorsítás?
Van a környezetemben egy nagy Z tartományú gép.
Eléggé "lengedezik" a Z tengelye. Pu. habhoz használják.
A teljes átépítéssel szemben, jobb megoldásnak tűnne az UCCNC S görbével.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 február 19, 12:04
Írta: svejk Dátum 2018 február 19, 12:04
Oké, köszi az infót!
Most nekem ez a "nem vár" épp kapóra jön. :)
Ebből is látszik, hogy nem lehet mindenki kedvére írni a szoftvert. :(
Most nekem ez a "nem vár" épp kapóra jön. :)
Ebből is látszik, hogy nem lehet mindenki kedvére írni a szoftvert. :(
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2018 február 19, 14:14
Írta: kr97pwss2 Dátum 2018 február 19, 14:14
Igen a hosszútávú tervek közt van.
Cím: Re:UCCNC vezérlő program
Írta: e87jgfi6s Dátum 2018 február 21, 16:44
Írta: e87jgfi6s Dátum 2018 február 21, 16:44
UCCNC program:Edit screen-File-"Save screenset" gomra rányomtam és a program indításkor a CONFIGURATION ablakkal indul a program. Hogyan tudom beállítani, hogy a RUN ablak legyen a kezdőképernyő?
Cím: Re:UCCNC vezérlő program
Írta: k2rf792ud Dátum 2018 február 21, 16:49
Írta: k2rf792ud Dátum 2018 február 21, 16:49
üdv urak!
egy láma kérdés... csak mert nagyon kezdő vagyok... :D
a CAM része használható valamire a programnak??
csak mert beadtam neki egy dxf fájlt és csak a külső kontúrt látta. a belső részt nem... egy sima 3mm műanyaglemezbe kellene marni egy festősablont.
de nem igazán bírkózik meg vele. vagy tényleg ennyire szerencsétlen vagyok... [#zavart2]
egy láma kérdés... csak mert nagyon kezdő vagyok... :D
a CAM része használható valamire a programnak??
csak mert beadtam neki egy dxf fájlt és csak a külső kontúrt látta. a belső részt nem... egy sima 3mm műanyaglemezbe kellene marni egy festősablont.
de nem igazán bírkózik meg vele. vagy tényleg ennyire szerencsétlen vagyok... [#zavart2]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 február 21, 16:54
Írta: dezsoe Dátum 2018 február 21, 16:54
Szia!
Az az oldal lesz aktív induláskor, amelyik látszik a screenset mentésekor. Nyomod a shift-et és átkattintasz a RUN képre, majd ott mentesz, akkor úgy indul.
Az az oldal lesz aktív induláskor, amelyik látszik a screenset mentésekor. Nyomod a shift-et és átkattintasz a RUN képre, majd ott mentesz, akkor úgy indul.
Cím: Re:UCCNC vezérlő program
Írta: e87jgfi6s Dátum 2018 február 21, 20:20
Írta: e87jgfi6s Dátum 2018 február 21, 20:20
Köszönöm, még kérdésem lenne, hogy a CONFIG. ablakban található "debounce" értékek mire szolgálnak?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 február 21, 21:02
Írta: dezsoe Dátum 2018 február 21, 21:02
A bemeneteken van egy hardveres szűrő, erre lehet még egy kis szabályozható szoftveres szűrést is rátenni. A nem túl precízen érintkező kapcsolók prell-mentesítésére szolgál.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 február 21, 23:20
Írta: ium8w94xp Dátum 2018 február 21, 23:20
Csaba. Hiába nézegetem a multkori makród, ahol a tengelyeket forgatom E és H jelöléssel. Nem jövök rá mit kéne benne átírnom, hogy egy gombra működjön a dolog. A makróba szeretném beleírni a tengelyeket fixen. Két félét. Egyiken x-a másikon vissza a-x. A gombokat már létre hoztam. De a makródhoz (is) hülye vagyok. Nagyon jó amúgy, csak nem akarom beírni mdi-be. A gomb jobban tetszik. Help ;)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 február 22, 09:00
Írta: svejk Dátum 2018 február 22, 09:00
Adott egy túlsúlyos, léptetőmotoros Z egység amit a motor árammentes nyomatéka éppen megtart.
De ha mozgás közben jön egy vészstop -ami ugye elveszi a step jeleket rögtön és kiesik a szinkronból- akkor leszalad az egység.
Nagy mellénnyel kitaláltuk, - ideiglenesen amíg nem készül el a mechanikus fék,- hogy egy külső nyomógombbal/bemenettel meghívjuk az alábbi makrót. (persze a gomb lenyomása a főorsót leállítja hardveresen azonnal)
Persze nem működik, egy éjszaka kellett mire rájöttem, hogy ezek az exec utasítások nem működnek ha fut a program, tehát nem csináltam semmit. :(
Miként kellene program futás közben makróból meghívni a "Stop" parancsot?
De ha mozgás közben jön egy vészstop -ami ugye elveszi a step jeleket rögtön és kiesik a szinkronból- akkor leszalad az egység.
Nagy mellénnyel kitaláltuk, - ideiglenesen amíg nem készül el a mechanikus fék,- hogy egy külső nyomógombbal/bemenettel meghívjuk az alábbi makrót. (persze a gomb lenyomása a főorsót leállítja hardveresen azonnal)
Kód Kijelölés
exec.Callbutton(130);
exec.Wait(2000);
exec.Callbutton(144);
Persze nem működik, egy éjszaka kellett mire rájöttem, hogy ezek az exec utasítások nem működnek ha fut a program, tehát nem csináltam semmit. :(
Miként kellene program futás közben makróból meghívni a "Stop" parancsot?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 február 22, 12:59
Írta: dezsoe Dátum 2018 február 22, 12:59
Szia!
A nyomógombnak írj új makrót, ami meghívja a cserét, amit az MDI-be írnál. Ha tehát pl. az X és A tengelyt cserélnéd és a csere makró a 20000-es, akkor pl. a 20001-es makró (amit a nyomógomb hív) így néz ki:
Mivel a visszaváltás ugyanezzel a sorral történik, nem kell két nyomógomb, csak egy, mert ugyanazt a két tengelyt cserélgeted oda-vissza.
Azért kell két lépésben csinálnod, mert a nyomógombnál nem lehet megadni, hogy milyen paraméterekkel hívja a makrót, csak simán meghívja, így egy plusz lépcsőt kell beiktatni, hogy a paramétereket is megkapja.
A nyomógombnak írj új makrót, ami meghívja a cserét, amit az MDI-be írnál. Ha tehát pl. az X és A tengelyt cserélnéd és a csere makró a 20000-es, akkor pl. a 20001-es makró (amit a nyomógomb hív) így néz ki:
Kód Kijelölés
exec.Code("M20000 E0 H3");
Mivel a visszaváltás ugyanezzel a sorral történik, nem kell két nyomógomb, csak egy, mert ugyanazt a két tengelyt cserélgeted oda-vissza.
Azért kell két lépésben csinálnod, mert a nyomógombnál nem lehet megadni, hogy milyen paraméterekkel hívja a makrót, csak simán meghívja, így egy plusz lépcsőt kell beiktatni, hogy a paramétereket is megkapja.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 február 22, 13:01
Írta: dezsoe Dátum 2018 február 22, 13:01
Szia!
Az exec végrehajtódik, csak a makró nem indul el ciklus futás közben. Macroloop-ból megoldható, csak törpölnöm kell rajta. :)
Az exec végrehajtódik, csak a makró nem indul el ciklus futás közben. Macroloop-ból megoldható, csak törpölnöm kell rajta. :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 február 22, 13:21
Írta: svejk Dátum 2018 február 22, 13:21
Aha!
Hagyd a csudába majd megoldódik másként, úgy is kell a mechanikus megoldás.
Inkább a magánkérdésemet erőltesd! :) [#kuss]
Hagyd a csudába majd megoldódik másként, úgy is kell a mechanikus megoldás.
Inkább a magánkérdésemet erőltesd! :) [#kuss]
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 február 22, 13:54
Írta: ium8w94xp Dátum 2018 február 22, 13:54
Köszi...Isten vagy :D
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 február 22, 20:18
Írta: ium8w94xp Dátum 2018 február 22, 20:18
Most fedeztem fel egy érdekességet. Ha futtatom a Csaba által írt makrót és cserélem X tengelyt A-ra, akkor a home sequence résznél az 1-es axis kinullázódik(ott Z van nekem). Nem tudom ez miért van.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 február 22, 20:49
Írta: dezsoe Dátum 2018 február 22, 20:49
Mitagadás, volt benne egy hiba, ki is javítottam gyorsan. :)
Tengely csere makró UCCNC 1.2100 előtti verziókhoz:
Tengely csere makró UCCNC 1.2100 utáni verziókhoz:
Leírás itt: [#t218p4728#]
Tengely csere makró UCCNC 1.2100 előtti verziókhoz:
Kód Kijelölés
// ================================================================================================
// Mxxxxx E<axis1> H<axis2>: Full swap axis1 with axis2
// ================================================================================================
AxisData Axis1 = new AxisData(AS3);
AxisData Axis2 = new AxisData(AS3);
if ((Evar == null) || (Hvar == null))
{
exec.AddStatusmessage("Parameters: E<axis_no> H<axis_no>");
return;
}
int Eint = Convert.ToInt32(Evar);
int Hint = Convert.ToInt32(Hvar);
if ((Eint < 0) || (Eint > 5) || (Hint < 0) || (Hint > 5))
{
exec.AddStatusmessage(" where axis_no is 0..5 as XYZABC");
exec.AddStatusmessage("Parameters: E<axis_no> H<axis_no>");
return;
}
Axis1.Read(Eint);
Axis2.Read(Hint);
if (Axis1.HasSlave() || Axis2.HasSlave())
{
exec.AddStatusmessage("Cannot swap axes with slave!");
return;
}
Axis1.Write(Hint);
Axis2.Write(Eint);
exec.Callbutton(btnApplySettings);
exec.AddStatusmessage("Axes " + "XYZABC".Substring(Eint, 1) + " and " + "XYZABC".Substring(Hint, 1) + " swapped");
// ================================================================================================
#Events
// ================================================================================================
const int btnApplySettings = 168;
// =============== class AxisData
public class AxisData
{
UCCNC.AS3interfaceClass myAS3;
int Base0 = 0;
int Base1 = 0;
int Base2 = 0;
int Base7 = 0;
int Base8 = 0;
int Base10 = 0;
// Base0
int Steppinnumber = 0;
int Dirpinnumber = 0;
int Limitminuspinnumber = 0;
int Limitpluspinnumber = 0;
int Homepinnumber = 0;
double Homingspeedup = 0.0;
double Homingvalue = 0.0;
double Stepsperunit = 0.0;
double Velocity = 0.0;
double Acceleration = 0.0;
double Softlimitnegative = 0.0;
double Softlimitpositive = 0.0;
double Compaccel = 0.0;
double Backlashdistance = 0.0;
double Homingspeeddown = 0.0;
// Base1
int Stepportnumber = 0;
int Dirportnumber = 0;
int Limitminusportnumber = 0;
int Limitplusportnumber = 0;
int Homeportnumber = 0;
// Base2
int Enapinnumber = 0;
int Enaportnumber = 0;
// Base7
bool Axisenabled = false;
bool Steppinnegate = false;
bool Dirpinnegate = false;
bool Limitminuspinnegate = false;
bool Limitpluspinnegate = false;
bool Homepinnegate = false;
bool Homedirectionpositive = false;
bool Homeautozero = false;
bool Backlashenable = false;
// Base8
bool Enapinnegate = false;
// Base10
string Slaveaxis = "";
public AxisData(UCCNC.AS3interfaceClass workAS3)
{
myAS3 = workAS3;
}
private void SetBases(int axis)
{
Base0 = axis * 15 + 1;
Base1 = axis * 5 + 241;
Base2 = axis * 2 + 463;
Base7 = axis * 9 + 1;
Base8 = axis + 141;
Base10 = axis + 1;
}
public void Read(int axis)
{
SetBases(axis);
// Base0
Steppinnumber = myAS3.Getfieldint(Base0);
Dirpinnumber = myAS3.Getfieldint(Base0 + 1);
Limitminuspinnumber = myAS3.Getfieldint(Base0 + 2);
Limitpluspinnumber = myAS3.Getfieldint(Base0 + 3);
Homepinnumber = myAS3.Getfieldint(Base0 + 4);
Homingspeedup = myAS3.Getfielddouble(Base0 + 5);
Homingvalue = myAS3.Getfielddouble(Base0 + 6);
Stepsperunit = myAS3.Getfielddouble(Base0 + 7);
Velocity = myAS3.Getfielddouble(Base0 + 8);
Acceleration = myAS3.Getfielddouble(Base0 + 9);
Softlimitnegative = myAS3.Getfielddouble(Base0 + 10);
Softlimitpositive = myAS3.Getfielddouble(Base0 + 11);
Compaccel = myAS3.Getfielddouble(Base0 + 12);
Backlashdistance = myAS3.Getfielddouble(Base0 + 13);
Homingspeeddown = myAS3.Getfielddouble(Base0 + 14);
// Base1
Stepportnumber = myAS3.Getfieldint(Base1);
Dirportnumber = myAS3.Getfieldint(Base1 + 1);
Limitminusportnumber = myAS3.Getfieldint(Base1 + 2);
Limitplusportnumber = myAS3.Getfieldint(Base1 + 3);
Homeportnumber = myAS3.Getfieldint(Base1 + 4);
// Base2
Enapinnumber = myAS3.Getfieldint(Base2);
Enaportnumber = myAS3.Getfieldint(Base2 + 1);
// Base7
Axisenabled = myAS3.Getcheckboxstate(Base7);
Steppinnegate = myAS3.Getcheckboxstate(Base7 + 1);
Dirpinnegate = myAS3.Getcheckboxstate(Base7 + 2);
Limitminuspinnegate = myAS3.Getcheckboxstate(Base7 + 3);
Limitpluspinnegate = myAS3.Getcheckboxstate(Base7 + 4);
Homepinnegate = myAS3.Getcheckboxstate(Base7 + 5);
Homedirectionpositive = myAS3.Getcheckboxstate(Base7 + 6);
Homeautozero = myAS3.Getcheckboxstate(Base7 + 7);
Backlashenable = myAS3.Getcheckboxstate(Base7 + 8);
// Base8
Enapinnegate = myAS3.Getcheckboxstate(Base8);
// Base10
Slaveaxis = axis < 3 ? myAS3.Getcomboboxselection(Base10) : "None";
}
public void Write(int axis)
{
SetBases(axis);
// Base0
myAS3.Setfield(Steppinnumber, Base0);
myAS3.Setfield(Dirpinnumber, Base0 + 1);
myAS3.Setfield(Limitminuspinnumber, Base0 + 2);
myAS3.Setfield(Limitpluspinnumber, Base0 + 3);
myAS3.Setfield(Homepinnumber, Base0 + 4);
myAS3.Setfield(Homingspeedup, Base0 + 5);
myAS3.Setfield(Homingvalue, Base0 + 6);
myAS3.Setfield(Stepsperunit, Base0 + 7);
myAS3.Setfield(Velocity, Base0 + 8);
myAS3.Setfield(Acceleration, Base0 + 9);
myAS3.Setfield(Softlimitnegative, Base0 + 10);
myAS3.Setfield(Softlimitpositive, Base0 + 11);
myAS3.Setfield(Compaccel, Base0 + 12);
myAS3.Setfield(Backlashdistance, Base0 + 13);
myAS3.Setfield(Homingspeeddown, Base0 + 14);
// Base1
myAS3.Setfield(Stepportnumber, Base1);
myAS3.Setfield(Dirportnumber, Base1 + 1);
myAS3.Setfield(Limitminusportnumber, Base1 + 2);
myAS3.Setfield(Limitplusportnumber, Base1 + 3);
myAS3.Setfield(Homeportnumber, Base1 + 4);
// Base2
myAS3.Setfield(Enapinnumber, Base2);
myAS3.Setfield(Enaportnumber, Base2 + 1);
// Base7
myAS3.Setcheckboxstate(Axisenabled, Base7);
myAS3.Setcheckboxstate(Steppinnegate, Base7 + 1);
myAS3.Setcheckboxstate(Dirpinnegate, Base7 + 2);
myAS3.Setcheckboxstate(Limitminuspinnegate, Base7 + 3);
myAS3.Setcheckboxstate(Limitpluspinnegate, Base7 + 4);
myAS3.Setcheckboxstate(Homepinnegate, Base7 + 5);
myAS3.Setcheckboxstate(Homedirectionpositive, Base7 + 6);
myAS3.Setcheckboxstate(Homeautozero, Base7 + 7);
myAS3.Setcheckboxstate(Backlashenable, Base7 + 8);
// Base8
myAS3.Setcheckboxstate(Enapinnegate, Base8);
// Base10
if (axis < 3)
myAS3.Updatecomboboxselection(0, Base10); // Slaveaxis = "";
}
public bool HasSlave()
{
return !(Slaveaxis == "None");
}
}
Tengely csere makró UCCNC 1.2100 utáni verziókhoz:
Kód Kijelölés
// ================================================================================================
// Mxxxxx E<axis1> H<axis2>: Full swap axis1 with axis2 (UCCNC 1.2100+)
// ================================================================================================
AxisData Axis1 = new AxisData(AS3);
AxisData Axis2 = new AxisData(AS3);
if ((Evar == null) || (Hvar == null))
{
exec.AddStatusmessage("Parameters: E<axis_no> H<axis_no>");
return;
}
int Eint = Convert.ToInt32(Evar);
int Hint = Convert.ToInt32(Hvar);
if ((Eint < 0) || (Eint > 5) || (Hint < 0) || (Hint > 5))
{
exec.AddStatusmessage(" where axis_no is 0..5 as XYZABC");
exec.AddStatusmessage("Parameters: E<axis_no> H<axis_no>");
return;
}
Axis1.Read(Eint);
Axis2.Read(Hint);
if (Axis1.HasSlave() || Axis2.HasSlave())
{
exec.AddStatusmessage("Cannot swap axes with slave!");
return;
}
Axis1.Write(Hint);
Axis2.Write(Eint);
exec.Callbutton(btnApplySettings);
exec.AddStatusmessage("Axes " + "XYZABC".Substring(Eint, 1) + " and " + "XYZABC".Substring(Hint, 1) + " swapped");
// ================================================================================================
#Events
// ================================================================================================
const int btnApplySettings = 168;
// =============== class AxisData
public class AxisData
{
UCCNC.AS3interfaceClass myAS3;
int Base0 = 0;
int Base1 = 0;
int Base2 = 0;
int Base3 = 0;
int Base4 = 0;
int Base5 = 0;
int Base6 = 0;
int Base7 = 0;
int Base8 = 0;
int Base9 = 0;
int Base10 = 0;
// Base0
int Steppinnumber = 0;
int Dirpinnumber = 0;
int Limitminuspinnumber = 0;
int Limitpluspinnumber = 0;
int Homepinnumber = 0;
double Homingspeedup = 0.0;
double Homingvalue = 0.0;
double Stepsperunit = 0.0;
double Velocity = 0.0;
double Acceleration = 0.0;
double Softlimitnegative = 0.0;
double Softlimitpositive = 0.0;
double Compaccel = 0.0;
double Backlashdistance = 0.0;
double Homingspeeddown = 0.0;
// Base1
int Stepportnumber = 0;
int Dirportnumber = 0;
int Limitminusportnumber = 0;
int Limitplusportnumber = 0;
int Homeportnumber = 0;
// Base2
int Enapinnumber = 0;
int Enaportnumber = 0;
// Base3..6
int Enabledelay = 0;
int Currhilowpinnumber = 0;
int Currhilowportnumber = 0;
double Homebackoff = 0.0;
// Base7
bool Axisenabled = false;
bool Steppinnegate = false;
bool Dirpinnegate = false;
bool Limitminuspinnegate = false;
bool Limitpluspinnegate = false;
bool Homepinnegate = false;
bool Homedirectionpositive = false;
bool Homeautozero = false;
bool Backlashenable = false;
// Base8
bool Enapinnegate = false;
// Base9
bool Currhilowpinnegate = false;
// Base10
string Slaveaxis = "";
public AxisData(UCCNC.AS3interfaceClass workAS3)
{
myAS3 = workAS3;
}
private void SetBases(int axis)
{
Base0 = axis * 15 + 1;
Base1 = axis * 5 + 241;
Base2 = axis * 2 + 463;
Base3 = axis + 2600;
Base4 = axis + 2606;
Base5 = axis + 2612;
Base6 = axis + 2621;
Base7 = axis * 9 + 1;
Base8 = axis + 141;
Base9 = axis + 347;
Base10 = axis + 1;
}
public void Read(int axis)
{
SetBases(axis);
// Base0
Steppinnumber = myAS3.Getfieldint(Base0);
Dirpinnumber = myAS3.Getfieldint(Base0 + 1);
Limitminuspinnumber = myAS3.Getfieldint(Base0 + 2);
Limitpluspinnumber = myAS3.Getfieldint(Base0 + 3);
Homepinnumber = myAS3.Getfieldint(Base0 + 4);
Homingspeedup = myAS3.Getfielddouble(Base0 + 5);
Homingvalue = myAS3.Getfielddouble(Base0 + 6);
Stepsperunit = myAS3.Getfielddouble(Base0 + 7);
Velocity = myAS3.Getfielddouble(Base0 + 8);
Acceleration = myAS3.Getfielddouble(Base0 + 9);
Softlimitnegative = myAS3.Getfielddouble(Base0 + 10);
Softlimitpositive = myAS3.Getfielddouble(Base0 + 11);
Compaccel = myAS3.Getfielddouble(Base0 + 12);
Backlashdistance = myAS3.Getfielddouble(Base0 + 13);
Homingspeeddown = myAS3.Getfielddouble(Base0 + 14);
// Base1
Stepportnumber = myAS3.Getfieldint(Base1);
Dirportnumber = myAS3.Getfieldint(Base1 + 1);
Limitminusportnumber = myAS3.Getfieldint(Base1 + 2);
Limitplusportnumber = myAS3.Getfieldint(Base1 + 3);
Homeportnumber = myAS3.Getfieldint(Base1 + 4);
// Base2
Enapinnumber = myAS3.Getfieldint(Base2);
Enaportnumber = myAS3.Getfieldint(Base2 + 1);
// Base3..6
Enabledelay = myAS3.Getfieldint(Base3);
Currhilowpinnumber = myAS3.Getfieldint(Base4);
Currhilowportnumber = myAS3.Getfieldint(Base5);
Homebackoff = myAS3.Getfielddouble(Base6);
// Base7
Axisenabled = myAS3.Getcheckboxstate(Base7);
Steppinnegate = myAS3.Getcheckboxstate(Base7 + 1);
Dirpinnegate = myAS3.Getcheckboxstate(Base7 + 2);
Limitminuspinnegate = myAS3.Getcheckboxstate(Base7 + 3);
Limitpluspinnegate = myAS3.Getcheckboxstate(Base7 + 4);
Homepinnegate = myAS3.Getcheckboxstate(Base7 + 5);
Homedirectionpositive = myAS3.Getcheckboxstate(Base7 + 6);
Homeautozero = myAS3.Getcheckboxstate(Base7 + 7);
Backlashenable = myAS3.Getcheckboxstate(Base7 + 8);
// Base8
Enapinnegate = myAS3.Getcheckboxstate(Base8);
// Base9
Currhilowpinnegate = myAS3.Getcheckboxstate(Base9);
// Base10
Slaveaxis = axis < 3 ? myAS3.Getcomboboxselection(Base10) : "None";
}
public void Write(int axis)
{
SetBases(axis);
// Base0
myAS3.Setfield(Steppinnumber, Base0);
myAS3.Setfield(Dirpinnumber, Base0 + 1);
myAS3.Setfield(Limitminuspinnumber, Base0 + 2);
myAS3.Setfield(Limitpluspinnumber, Base0 + 3);
myAS3.Setfield(Homepinnumber, Base0 + 4);
myAS3.Setfield(Homingspeedup, Base0 + 5);
myAS3.Setfield(Homingvalue, Base0 + 6);
myAS3.Setfield(Stepsperunit, Base0 + 7);
myAS3.Setfield(Velocity, Base0 + 8);
myAS3.Setfield(Acceleration, Base0 + 9);
myAS3.Setfield(Softlimitnegative, Base0 + 10);
myAS3.Setfield(Softlimitpositive, Base0 + 11);
myAS3.Setfield(Compaccel, Base0 + 12);
myAS3.Setfield(Backlashdistance, Base0 + 13);
myAS3.Setfield(Homingspeeddown, Base0 + 14);
// Base1
myAS3.Setfield(Stepportnumber, Base1);
myAS3.Setfield(Dirportnumber, Base1 + 1);
myAS3.Setfield(Limitminusportnumber, Base1 + 2);
myAS3.Setfield(Limitplusportnumber, Base1 + 3);
myAS3.Setfield(Homeportnumber, Base1 + 4);
// Base2
myAS3.Setfield(Enapinnumber, Base2);
myAS3.Setfield(Enaportnumber, Base2 + 1);
// Base3..6
myAS3.Setfield(Enabledelay, Base3);
myAS3.Setfield(Currhilowpinnumber, Base4);
myAS3.Setfield(Currhilowportnumber, Base5);
myAS3.Setfield(Homebackoff, Base6);
// Base7
myAS3.Setcheckboxstate(Axisenabled, Base7);
myAS3.Setcheckboxstate(Steppinnegate, Base7 + 1);
myAS3.Setcheckboxstate(Dirpinnegate, Base7 + 2);
myAS3.Setcheckboxstate(Limitminuspinnegate, Base7 + 3);
myAS3.Setcheckboxstate(Limitpluspinnegate, Base7 + 4);
myAS3.Setcheckboxstate(Homepinnegate, Base7 + 5);
myAS3.Setcheckboxstate(Homedirectionpositive, Base7 + 6);
myAS3.Setcheckboxstate(Homeautozero, Base7 + 7);
myAS3.Setcheckboxstate(Backlashenable, Base7 + 8);
// Base8
myAS3.Setcheckboxstate(Enapinnegate, Base8);
// Base9
myAS3.Setcheckboxstate(Currhilowpinnegate, Base9);
// Base10
if (axis < 3)
myAS3.Updatecomboboxselection(0, Base10); // Slaveaxis = "";
}
public bool HasSlave()
{
return !(Slaveaxis == "None");
}
}
Leírás itt: [#t218p4728#]
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 február 22, 21:25
Írta: ium8w94xp Dátum 2018 február 22, 21:25
Köszi....gyors teszt megvolt, jó így. A gomb is tutkón megy :)
Cím: Re:UCCNC vezérlő program
Írta: nyiszi Dátum 2018 február 22, 22:18
Írta: nyiszi Dátum 2018 február 22, 22:18
Az UCCNC-hez nincs valakinek Lézer screen?
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 február 22, 22:20
Írta: ium8w94xp Dátum 2018 február 22, 22:20
Nem tudom ez mit jelent neked :)
Cím: Re:UCCNC vezérlő program
Írta: nyiszi Dátum 2018 február 22, 22:30
Írta: nyiszi Dátum 2018 február 22, 22:30
Hát van már plazma screen is. Lehet, hogy van lézerhez is.
Csak azok a gombok és egyéb dolgok vannak a képernyőn amik a lézerhez kellenek.Tudom, hogy lehet szerkeszteni de ha már valaki megcsinálta akkor nem kínlódnék vele.
Csak azok a gombok és egyéb dolgok vannak a képernyőn amik a lézerhez kellenek.Tudom, hogy lehet szerkeszteni de ha már valaki megcsinálta akkor nem kínlódnék vele.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 február 22, 22:32
Írta: ium8w94xp Dátum 2018 február 22, 22:32
Kiváncsi lennék mi kell lézerhez?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 február 23, 21:48
Írta: dezsoe Dátum 2018 február 23, 21:48
Sziasztok!
Megjelent az UCCNC 1.2103-as tesztverziója.
Innen tölthető le. (http://www.cncdrive.com/UCCNC/setup_1.2103.exe)
Javítások és változások:
- A rendszer AnyCPU opcióval lett lefordítva, hogy 64 bites rendszeren 64 bites módban tudjon futni, kihasználva a több memóriát és egyéb előnyöket. 64 bites rendszeren 500MB-os g-kód file-lal is tesztelve lett. A 32 bitesre fordított pluginok nem fognak működni 64 bites Windows alatt. A pluginok készítőinek újra kell fordítani a pluginokat AnyCPU platformra. A telepítéskor települő pluginok már újra lettek fordítva, így helyesen működnek. A plugin minták is ennek megfelelően módosultak
- Question függvény mostmár elfogad negatív számokat is
- G41/G42 algoritmusok optimalizálása
- Új: Toolpathclick_event a pluginokhoz. A pályamegjelenítőn kattintva elküldi a munkakoordinátákat a pluginoknak
- Részletes szerszámtábla ablakban az átmérő és hossz adatok a koordináták kijelzésének megfelelően lettek formázva (Configuration/General settings/Position DRO digits)
- M98 nem futott helyesen soronkénti végrehajtáskor. A G41/G42 implementálásakor romlott el, javítva
- Az M98 L0 paraméterrel hibás volt, ha az L paramétert # változóból kapta (pl. M98 L#1 Pxx). Ilyenkor, ha a változó értéke 0 volt betöltéskor, akkor az M98 nem fordult le, így később, ha a változónak már volt értéke, akkor sem futott le. Most mindenképpen lefordul, de ha a változó értéke 0, akkor nem történik szubrutin hívás
- Demó módban a jog nem állt le, ha a reset akkor kapcsolt be, amikor még egy jog gomb le volt nyomva. Ez nem okozott problémát géppel, mert csak demó módban volt így. Javítva
- A modal sorban a G64 és G68 rossz sorrendben volt. Ez csak egy szépséghiba volt, javítva
- Új: Informplugin és Informplugins függvény bekerült a plugininterface-be, eddig csak makróból lehetett hívni
- OSK (On-Screen Keyboard) érintőképernyős beviteli plugin frissült. Érzékeli, ha nagyfelbontású képernyőn fut és automatikusan átméretezi magát. Az aktuális profilban az [UCCNC_OSK] szekcióba IgnoreFields=<fieldnumber>[,<fieldnumber>] kulccsal és értékkel felvihetünk mezősorszámokat, amikre kattintva nem jelenik meg a beviteli képernyő. Alapértelmezés szerint ilyen az 1000-es és a 216-os (MDI és új profil neve), de ha más szöveges mezőnk van, akkor ide felsorolhatjuk. Az OSK is támogatja az x86 és x64 platformokat
- Új: ESC billentyűvel egy mező bevitele megszakítható
- Új: telepítéskor megadható, hogy a CV paraméterek alapértelmezése metrikus vagy colos legyen
- Szubrutinokban az M1 hibásan működött. A G41/G42 implementálásakor romlott el, javítva
- G10 L1 Rxx kód hatása nem jelent meg a pályamegjelenítőben, javítva
- A # változók kezelése korlátozott volt az előre olvasás miatt, így a változók lekérdezése nem a pillanatnyi értéket adta, hanem az előre kiszámított kód végén várható értéket. Emiatt ha például egy analóg kimenethez rendeltünk egy változót, akkor a kód futása közben nem követte megfelelően a kódban beállított értéket.
Például:
Ebben a példában a teljes mozgás alatt a #1 értékét 2-nek olvashattuk. Ennek a működése megváltozott és az értékek bekerültek a mozgáspufferbe, hogy szinkronban legyenek a kód futásával
- App.config file feltelepül, hogy a korábbi, .Net 2.0-ás, más appdomain alá fordított pluginok is fussanak
- A pályamegjelenítés módja változott, hogy nagyobb mennyiségű vertex megjelenítésére legyen alkalmas a 64 bites rendszeren betölthető nagyobb file-ok miatt. Emiatt az OpenGL 1.3 + az ARB_vertex_buffer_object bővítmény, vagy OpenGL 1.5 támogatás szükséges. A szoftver automatikusan választja ki, hogy melyiket használja, és ha valamelyik rendelkezésre áll, akkor futni fog, de ha a vertex puffer objektum egyáltalán nem áll rendelkezésre, akkor hibaüzenettel leáll.
- Az M215 Px nem a g-kóddal szinkronban frissítette az áttételt, javítva
- Az 5441-es alaplapi firmware nem konfigurálta a belső felhúzó ellenállásokat, javítva
- Egy a teljes körök végrehajtását érintő probléma javítva lett: ha a programnak szinkronizálnia kellett a mozgásvezérlővel egy olyan mozgás után, ahol a mozgás adta az ív kezdőpontját és egy teljes (360°) kör következett a szinkronizálást előidéző kód után, továbbá az 1 / egységenkénti lépés nem volt egész osztója a végpontnak, akkor a kört nem mindig értelmezte egész körnek a program, mert a szinkronizálás miatt a kezdő és végpont már nem esett egybe, mert az egységenkénti lépés miatti felbontás nem engedte meg a programozott koordinátát. A probléma megoldása érdekében a vezérlő nem szinkronizálja a koordinátákat csak akkor, ha az feltétlenül szükséges.
- Menetfúrás vagy -vágás néha kihagyta a szinkron mozgást. Ez a hiba az előző verzióban javításra került az ethernetes mozgásvezérlőknél, most az USB-seknél is
Megjelent az UCCNC 1.2103-as tesztverziója.
Innen tölthető le. (http://www.cncdrive.com/UCCNC/setup_1.2103.exe)
Javítások és változások:
- A rendszer AnyCPU opcióval lett lefordítva, hogy 64 bites rendszeren 64 bites módban tudjon futni, kihasználva a több memóriát és egyéb előnyöket. 64 bites rendszeren 500MB-os g-kód file-lal is tesztelve lett. A 32 bitesre fordított pluginok nem fognak működni 64 bites Windows alatt. A pluginok készítőinek újra kell fordítani a pluginokat AnyCPU platformra. A telepítéskor települő pluginok már újra lettek fordítva, így helyesen működnek. A plugin minták is ennek megfelelően módosultak
- Question függvény mostmár elfogad negatív számokat is
- G41/G42 algoritmusok optimalizálása
- Új: Toolpathclick_event a pluginokhoz. A pályamegjelenítőn kattintva elküldi a munkakoordinátákat a pluginoknak
- Részletes szerszámtábla ablakban az átmérő és hossz adatok a koordináták kijelzésének megfelelően lettek formázva (Configuration/General settings/Position DRO digits)
- M98 nem futott helyesen soronkénti végrehajtáskor. A G41/G42 implementálásakor romlott el, javítva
- Az M98 L0 paraméterrel hibás volt, ha az L paramétert # változóból kapta (pl. M98 L#1 Pxx). Ilyenkor, ha a változó értéke 0 volt betöltéskor, akkor az M98 nem fordult le, így később, ha a változónak már volt értéke, akkor sem futott le. Most mindenképpen lefordul, de ha a változó értéke 0, akkor nem történik szubrutin hívás
- Demó módban a jog nem állt le, ha a reset akkor kapcsolt be, amikor még egy jog gomb le volt nyomva. Ez nem okozott problémát géppel, mert csak demó módban volt így. Javítva
- A modal sorban a G64 és G68 rossz sorrendben volt. Ez csak egy szépséghiba volt, javítva
- Új: Informplugin és Informplugins függvény bekerült a plugininterface-be, eddig csak makróból lehetett hívni
- OSK (On-Screen Keyboard) érintőképernyős beviteli plugin frissült. Érzékeli, ha nagyfelbontású képernyőn fut és automatikusan átméretezi magát. Az aktuális profilban az [UCCNC_OSK] szekcióba IgnoreFields=<fieldnumber>[,<fieldnumber>] kulccsal és értékkel felvihetünk mezősorszámokat, amikre kattintva nem jelenik meg a beviteli képernyő. Alapértelmezés szerint ilyen az 1000-es és a 216-os (MDI és új profil neve), de ha más szöveges mezőnk van, akkor ide felsorolhatjuk. Az OSK is támogatja az x86 és x64 platformokat
- Új: ESC billentyűvel egy mező bevitele megszakítható
- Új: telepítéskor megadható, hogy a CV paraméterek alapértelmezése metrikus vagy colos legyen
- Szubrutinokban az M1 hibásan működött. A G41/G42 implementálásakor romlott el, javítva
- G10 L1 Rxx kód hatása nem jelent meg a pályamegjelenítőben, javítva
- A # változók kezelése korlátozott volt az előre olvasás miatt, így a változók lekérdezése nem a pillanatnyi értéket adta, hanem az előre kiszámított kód végén várható értéket. Emiatt ha például egy analóg kimenethez rendeltünk egy változót, akkor a kód futása közben nem követte megfelelően a kódban beállított értéket.
Például:
Kód Kijelölés
G0 X0
#1 = 1
G0 X1
#1 = 2Ebben a példában a teljes mozgás alatt a #1 értékét 2-nek olvashattuk. Ennek a működése megváltozott és az értékek bekerültek a mozgáspufferbe, hogy szinkronban legyenek a kód futásával
- App.config file feltelepül, hogy a korábbi, .Net 2.0-ás, más appdomain alá fordított pluginok is fussanak
- A pályamegjelenítés módja változott, hogy nagyobb mennyiségű vertex megjelenítésére legyen alkalmas a 64 bites rendszeren betölthető nagyobb file-ok miatt. Emiatt az OpenGL 1.3 + az ARB_vertex_buffer_object bővítmény, vagy OpenGL 1.5 támogatás szükséges. A szoftver automatikusan választja ki, hogy melyiket használja, és ha valamelyik rendelkezésre áll, akkor futni fog, de ha a vertex puffer objektum egyáltalán nem áll rendelkezésre, akkor hibaüzenettel leáll.
- Az M215 Px nem a g-kóddal szinkronban frissítette az áttételt, javítva
- Az 5441-es alaplapi firmware nem konfigurálta a belső felhúzó ellenállásokat, javítva
- Egy a teljes körök végrehajtását érintő probléma javítva lett: ha a programnak szinkronizálnia kellett a mozgásvezérlővel egy olyan mozgás után, ahol a mozgás adta az ív kezdőpontját és egy teljes (360°) kör következett a szinkronizálást előidéző kód után, továbbá az 1 / egységenkénti lépés nem volt egész osztója a végpontnak, akkor a kört nem mindig értelmezte egész körnek a program, mert a szinkronizálás miatt a kezdő és végpont már nem esett egybe, mert az egységenkénti lépés miatti felbontás nem engedte meg a programozott koordinátát. A probléma megoldása érdekében a vezérlő nem szinkronizálja a koordinátákat csak akkor, ha az feltétlenül szükséges.
- Menetfúrás vagy -vágás néha kihagyta a szinkron mozgást. Ez a hiba az előző verzióban javításra került az ethernetes mozgásvezérlőknél, most az USB-seknél is
Cím: Re:UCCNC vezérlő program
Írta: Tibcsi Dátum 2018 február 23, 22:07
Írta: Tibcsi Dátum 2018 február 23, 22:07
Köszönjük!![#worship]
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 február 23, 23:11
Írta: ium8w94xp Dátum 2018 február 23, 23:11
Jujj, de hosszú ;) köszönet.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2018 február 23, 23:31
Írta: zt2c4wh9 Dátum 2018 február 23, 23:31
Szia Svejk,
Most már tudod csinálni amit szerettél volna a #5145 beírásodban, mert megfejlesztettük a # változók szinkronban tartását a mozgás pufferrel.
Most már tudod csinálni amit szerettél volna a #5145 beírásodban, mert megfejlesztettük a # változók szinkronban tartását a mozgás pufferrel.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 február 24, 10:34
Írta: svejk Dátum 2018 február 24, 10:34
Azt a hétszázát! [#worship]
(A többieknek mondom: Látjátok csak érdemes tesztelni és jelezni a furcsaságokat, még ha sokszor van is rá magyarázat és nem is programhiba)
De nem maradt ki a felsorolásból a második gyorskimenet? [#kuss]
(A többieknek mondom: Látjátok csak érdemes tesztelni és jelezni a furcsaságokat, még ha sokszor van is rá magyarázat és nem is programhiba)
De nem maradt ki a felsorolásból a második gyorskimenet? [#kuss]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 február 24, 10:35
Írta: svejk Dátum 2018 február 24, 10:35
Szupi! [#finom]
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2018 február 24, 13:56
Írta: ANTAL GÁBOR Dátum 2018 február 24, 13:56
Egy gyors segítség jól jönne:
Ideiglenesen eltávolítottam az XP s gépem mellől az UC400 ETH eszközt és átvittem egy laptophoz amin win 7 fut és a 3 nappal ezelőtti utolsó verziójú UCCNC ( fejből 21.002)
Visszahoztam és próbálnék marózni egy régebbi verzióval (1.0037 ) Sajnos demó üzemmel áll föl .
Lescanneltem a hálózati kapcsolat OK A licensz biztosan jó és a helyén van. Azt várom hogy a firmare visszalépne a régire de nem teszi. Mi lehet a hiba ? Az eltávolítás elött minden OK volt .Ugyanazt a kábelt használom . Természetesen a kék led nem villog és fel sem villan
Ideiglenesen eltávolítottam az XP s gépem mellől az UC400 ETH eszközt és átvittem egy laptophoz amin win 7 fut és a 3 nappal ezelőtti utolsó verziójú UCCNC ( fejből 21.002)
Visszahoztam és próbálnék marózni egy régebbi verzióval (1.0037 ) Sajnos demó üzemmel áll föl .
Lescanneltem a hálózati kapcsolat OK A licensz biztosan jó és a helyén van. Azt várom hogy a firmare visszalépne a régire de nem teszi. Mi lehet a hiba ? Az eltávolítás elött minden OK volt .Ugyanazt a kábelt használom . Természetesen a kék led nem villog és fel sem villan
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2018 február 24, 14:07
Írta: ANTAL GÁBOR Dátum 2018 február 24, 14:07
1.2102 a helyes verziószám
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2018 február 24, 14:14
Írta: zt2c4wh9 Dátum 2018 február 24, 14:14
Két dolog lehet vagy rossz a kapcsolat, vagy rossz a license kulcs. Első esetben feldobja a szoftver az eszközválasztó ablakot úgy, hogy a mozgásvezérlőd nincsen ott, csak a demo módok. Második esetben viszont kapsz egy "No valid license key" üzenetet amikor elindul a progi és szintén demo módban indul el.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 február 24, 14:21
Írta: dezsoe Dátum 2018 február 24, 14:21
Szia!
Most hirtelen egy UC300Eth-val tudtam kipróbálni, az visszateszi a régi firmware-t. Nemsoká megnézem a 400-assal is, csak az bonyolultabb. :)
Most hirtelen egy UC300Eth-val tudtam kipróbálni, az visszateszi a régi firmware-t. Nemsoká megnézem a 400-assal is, csak az bonyolultabb. :)
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2018 február 24, 14:33
Írta: zt2c4wh9 Dátum 2018 február 24, 14:33
Gábor, az 1.0037 az annyira régi verzió, hogy akkor még nem is volt ethernetes vezérlőnk. Ha valóban 1.0037 a verzió amit próbálsz az nem fog működni csak UC100-al. Az ethernetes vezérlőket az még nem ismerte, mert akkor még nem voltak ethernetes vezérlőink amikor az a szoftver verzió készült.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 február 24, 14:58
Írta: dezsoe Dátum 2018 február 24, 14:58
Az az 1.2037-es verzió. Én tudom követni. :) (Csaltam: van nálam másolata.)
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2018 február 24, 15:12
Írta: ANTAL GÁBOR Dátum 2018 február 24, 15:12
Igen Balázs az van amit írsz . ( még szerencse hogy a verziószámot is odaírtam ) Hisz pont nálatok cseréltem le a az UC 100 amat az ethernetes 400 ra.
Megoldódott ( mert gondoltam egy merészet és feltettem egy sokkal újabb ( de még nem 21 es verziót . )
Elég kaotikus itt minden , mert közben rájöttem hogy az ethernetest még a Mach alatt futtattam ( sehogy sem stimmeltek a config paraméterek ) Köszönöm mindenkinek a gyors reagálást Minden OK [#wink][#wink]
Megoldódott ( mert gondoltam egy merészet és feltettem egy sokkal újabb ( de még nem 21 es verziót . )
Elég kaotikus itt minden , mert közben rájöttem hogy az ethernetest még a Mach alatt futtattam ( sehogy sem stimmeltek a config paraméterek ) Köszönöm mindenkinek a gyors reagálást Minden OK [#wink][#wink]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 február 24, 15:14
Írta: svejk Dátum 2018 február 24, 15:14
"... Elég kaotikus itt minden.."
ismerős a dolog :)
ismerős a dolog :)
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2018 február 24, 16:38
Írta: zt2c4wh9 Dátum 2018 február 24, 16:38
Gábor, OK, szuper, akkor ezek szerint rátapintottam a dologra. Őszintén szólva nem voltam biztos benne, hogy az 1.0037 az vajon tényleg az a verzió-e amit próbáltál, mert az már annyira régi, hogy szinte hihetetlennek tűnt, hogy azt próbálod használni, vagy csak elírtad mondjuk az 1.2037 verziószámot, de gondoltam azért megemlítem, hátha. :)
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2018 február 24, 17:18
Írta: ANTAL GÁBOR Dátum 2018 február 24, 17:18
Köszi még egyszer . Arra már rájöttem hogy amikor kérdezek akkor pontosan kell definiálnom a dolgokat ( op rendszer verzió stb .) 4 helyen dolgozom , és ahogy ti fejlődtök úgy modernizálom az eszközeimet . Ez a legkorábbi állomásom és ennél évekig az UC 100 működött , de aztán döntöttem mert néha megfagyott az USB és lecseréltem az ethernetesre , de elfelejtettem hogy azt a Mach ra telepítettem .
Apropó : most megcsináltam az UCCNC t de annál modernebb a rendszer mint a Mach nál . Igaz lassan szakítok a Mach- hal de hogyan lehetne azt megcsinálni hogy firmware csere nélkül tudjak ide oda lépkedni? Vagyis hogyan kellene újrahúzni a Machot hogy ugyanazt a verziót használja mint az UCCNC ? ( rémlik hogy egyszerűen ki kell cserélni egy filét ) Van már 2-3 éve hogy ilyet csináltam ....
Apropó : most megcsináltam az UCCNC t de annál modernebb a rendszer mint a Mach nál . Igaz lassan szakítok a Mach- hal de hogyan lehetne azt megcsinálni hogy firmware csere nélkül tudjak ide oda lépkedni? Vagyis hogyan kellene újrahúzni a Machot hogy ugyanazt a verziót használja mint az UCCNC ? ( rémlik hogy egyszerűen ki kell cserélni egy filét ) Van már 2-3 éve hogy ilyet csináltam ....
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 február 25, 10:14
Írta: ium8w94xp Dátum 2018 február 25, 10:14
UCCNC-hez milyen felbontású encodert érdemes használni. Nyilván minél nagyobb, annál jobb, de lehet van, aminek már nem sok értelme. Vagy ki milyet használ esetleg.
Csabához szólna még egy kérés. Szeretnék makróból gombnyomásra bizonyos beállításokon változtatni a programon.
Pontosan a PWM spindle, spindle speed, spindle feedback, step/direction spindle adatait változtatni. A negyedik "A" tengelyem szeretném néha főorsóként használni encoderrel. Nem akarnám minden alkalommal ezeket kézzel állítgatni. Bár legrosszabb esetben új profilt hozok létre.
Csabához szólna még egy kérés. Szeretnék makróból gombnyomásra bizonyos beállításokon változtatni a programon.
Pontosan a PWM spindle, spindle speed, spindle feedback, step/direction spindle adatait változtatni. A negyedik "A" tengelyem szeretném néha főorsóként használni encoderrel. Nem akarnám minden alkalommal ezeket kézzel állítgatni. Bár legrosszabb esetben új profilt hozok létre.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 február 25, 10:18
Írta: svejk Dátum 2018 február 25, 10:18
Én az új profilt ajánlom.
Egyelőre ha csak lehet ne nyúlj a képernyő felülethez, mert eléggé macerás az újabb verzióra váltani vele.
Egyelőre ha csak lehet ne nyúlj a képernyő felülethez, mert eléggé macerás az újabb verzióra váltani vele.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 február 25, 10:31
Írta: ium8w94xp Dátum 2018 február 25, 10:31
Nekem eleve teljesen más a képernyőm.2017 Screenset (http://www.thecncwoodworker.com/2017.html)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 február 25, 10:40
Írta: dezsoe Dátum 2018 február 25, 10:40
Meg lehet csinálni, de minél kisebb felbontású legyen az enkóder. Csak számold ki, hogy a kívánt RPM / 60 * felbontás (PPR, nem CPR!) belefér-e a kernel frekvenciába. Lehetőleg kényelmesen. :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 február 25, 10:41
Írta: svejk Dátum 2018 február 25, 10:41
Aha!
Próbáltam vele én is barátkozni, de valahogy nem jött be. Most nem tudok indokokat felsorolni, lehet csak szubjektjv volt.
Próbáltam vele én is barátkozni, de valahogy nem jött be. Most nem tudok indokokat felsorolni, lehet csak szubjektjv volt.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 február 25, 11:01
Írta: ium8w94xp Dátum 2018 február 25, 11:01
A forgatóm nem forog gyorsan. Max 1000. Most rendeltem egy 1000P/R felbontású encodert....Majd kiderül :)
Szóval a gombot már létrehoztam. Világít is, ha megnyomom. Már pipát is tudtam tenni vele a step/dir spindle-be és elvenni a pwm spindle-ből, de a labelmezőben értéket nem tudom hogyan kell változtatni. Ráadásul lehet eleve nem így kell módosítanom :)
Szóval a gombot már létrehoztam. Világít is, ha megnyomom. Már pipát is tudtam tenni vele a step/dir spindle-be és elvenni a pwm spindle-ből, de a labelmezőben értéket nem tudom hogyan kell változtatni. Ráadásul lehet eleve nem így kell módosítanom :)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 február 25, 11:02
Írta: ium8w94xp Dátum 2018 február 25, 11:02
Nekem nagyon tetszik, szinte mindent tud alapból, amire szükségem van. Munkadarabot bemér, szerszámot mér csere után...stb.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 február 25, 11:10
Írta: dezsoe Dátum 2018 február 25, 11:10
Ügyes képernyő, a múltkor találkoztam vele, egy read-only fórumtársnál. Talán az új verzió egy kicsit kompaktabb lesz. A váltásra tulajdonképpen van kész makróm, majd délután előszedem, most csak másodpercekre nézek a gépre.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 február 25, 11:16
Írta: ium8w94xp Dátum 2018 február 25, 11:16
Lesz újabb? Vagy mire gondolsz? Köszi a makróra nézést ;)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 február 25, 11:56
Írta: dezsoe Dátum 2018 február 25, 11:56
Biztos, hogy lesz újabb, az angol fórumon írta a készítő, hogy dolgozik rajta. Egy csomó új cucc került a képernyőkre azóta, hogy elkészült a 2017. Egy párat kb. 2 hónapja belerakott, de - emlékeim szerint - nincs még minden benne.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 február 25, 12:00
Írta: ium8w94xp Dátum 2018 február 25, 12:00
ok. köszi
Cím: Re:UCCNC vezérlő program
Írta: 4ybj8h3c8 Dátum 2018 február 25, 12:01
Írta: 4ybj8h3c8 Dátum 2018 február 25, 12:01
Üdv
Nagyon nem néztem még utána, de tervezem egy UC vezérlő vásárlását. A kérdésem az lenne, hogy ehhez automatikusan jár a vezérlőprogram is, vagy azt külön kell hasonló nagyságrendért megvásárolni?
Van lehetőség benne MACH jellegű makrók megírására? Gondolok itt nullafelvételre és hasonlókra.
Nagyon nem néztem még utána, de tervezem egy UC vezérlő vásárlását. A kérdésem az lenne, hogy ehhez automatikusan jár a vezérlőprogram is, vagy azt külön kell hasonló nagyságrendért megvásárolni?
Van lehetőség benne MACH jellegű makrók megírására? Gondolok itt nullafelvételre és hasonlókra.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 február 25, 12:11
Írta: dezsoe Dátum 2018 február 25, 12:11
Szia!
Két külön tétel van: maga a mozgásvezérlő és a hozzá tartozó program licensz. Azért van külön, mert a mozgásvezérlőt tudod Mach3-mal is használni, tehát ahhoz elég csak a kütyüt megvenni, a Mach3 plugin letölthető hozzá. Az UCCNC licensz úgy működik, hogy a mozgásvezérlőhöz van kötve, tehát a kapott licensz file-t viheted magaddal akárhány gépre, az adott mozgásvezérlő működni fog.
Természetesen, írhatsz makrókat. Annyi a különbség, hogy a Mach3-ban Visual Basic-ben kellett írni, itt C#-ban. A dokumentációt nem nevezném tökéletesnek, de el lehet vele indulni, meg ha kell, tudok még linket adni egy jó leíráshoz. Nem utolsó sorban, itt is kérdezhetsz, segítünk.
Két külön tétel van: maga a mozgásvezérlő és a hozzá tartozó program licensz. Azért van külön, mert a mozgásvezérlőt tudod Mach3-mal is használni, tehát ahhoz elég csak a kütyüt megvenni, a Mach3 plugin letölthető hozzá. Az UCCNC licensz úgy működik, hogy a mozgásvezérlőhöz van kötve, tehát a kapott licensz file-t viheted magaddal akárhány gépre, az adott mozgásvezérlő működni fog.
Természetesen, írhatsz makrókat. Annyi a különbség, hogy a Mach3-ban Visual Basic-ben kellett írni, itt C#-ban. A dokumentációt nem nevezném tökéletesnek, de el lehet vele indulni, meg ha kell, tudok még linket adni egy jó leíráshoz. Nem utolsó sorban, itt is kérdezhetsz, segítünk.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 február 25, 12:31
Írta: ium8w94xp Dátum 2018 február 25, 12:31
Hol az a link? :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 február 25, 12:56
Írta: dezsoe Dátum 2018 február 25, 12:56
Például itt: UC300 (http://cncdrive.com/UC300.html), de a többi mozgásvezérlőnél is megtalálod. Ezen az oldalon a 2. és 3. pont az automatikus és a kézi telepítő linkje.
Cím: Re:UCCNC vezérlő program
Írta: 4ybj8h3c8 Dátum 2018 február 25, 18:05
Írta: 4ybj8h3c8 Dátum 2018 február 25, 18:05
Köszönöm, akkor valószínűsíthetően marad egy UC-Mach összeállítás. Úgy 1 hónapon belül tervezem a vásárlást, jelentkezem.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 február 25, 20:22
Írta: ium8w94xp Dátum 2018 február 25, 20:22
Közbe azért csak megoldottam azt a makrót, igaz teljesen az én profilomhoz használhatóan kínlódtam meg. Gyanítom a mezei UCCNC-vel nem megy, mert másik makrókra is hivatkozik. De egy általad írt gyönyörű átgondolt, szépen megszerkesztett makró univerzálisabb is lenne :)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 február 26, 00:42
Írta: ium8w94xp Dátum 2018 február 26, 00:42
Látom miért nem látom Csaba segítő jobbját ;)
Amúgy felháborít az itteni menet.
Amúgy felháborít az itteni menet.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 február 26, 16:40
Írta: svejk Dátum 2018 február 26, 16:40
Már csak kevesebb mint 5 órát kell kibírnod Dezsoe nélkül.
:)
Lehet örül is hogy lett egy szabadnapja. [#kuss]
:)
Lehet örül is hogy lett egy szabadnapja. [#kuss]
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 február 26, 17:04
Írta: ium8w94xp Dátum 2018 február 26, 17:04
Igen...hívtam ma. Valóban örül ;)
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2018 február 27, 09:22
Írta: frob Dátum 2018 február 27, 09:22
Hát remélem azért továbbra is olvassa a fórumot...
kérdés, vajon tervezitek e hogy pl windows io-t ra fordíva lesz a programotok?
nem eszik sok prociidőt, minden bizonnyal egy rpi is megbirkózna vele
kérdés, vajon tervezitek e hogy pl windows io-t ra fordíva lesz a programotok?
nem eszik sok prociidőt, minden bizonnyal egy rpi is megbirkózna vele
Cím: Re:UCCNC vezérlő program
Írta: 8rruwvg0k Dátum 2018 február 28, 15:05
Írta: 8rruwvg0k Dátum 2018 február 28, 15:05
Sziasztok,
Egy kis segítség kellene. Saját képernyőt akarok írni pluginként. A kérdésem az lenne, hogyan tudom írni olvasni a #-es változókat c#-ban? Ami Makróban valahogy így nézne ki: exec.ivars[500] = AS3.Getfielddouble(22000); Nem akarok saját képernyőt definiálni és azon keresztül adatot cserélni.
Üdv.: István
Egy kis segítség kellene. Saját képernyőt akarok írni pluginként. A kérdésem az lenne, hogyan tudom írni olvasni a #-es változókat c#-ban? Ami Makróban valahogy így nézne ki: exec.ivars[500] = AS3.Getfielddouble(22000); Nem akarok saját képernyőt definiálni és azon keresztül adatot cserélni.
Üdv.: István
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 február 28, 15:10
Írta: dezsoe Dátum 2018 február 28, 15:10
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 február 28, 19:58
Írta: ium8w94xp Dátum 2018 február 28, 19:58
És újra itt a mi megmentőnk ;) Légy üdvözölve.[#taps]
Cím: Re:UCCNC vezérlő program
Írta: e87jgfi6s Dátum 2018 március 01, 06:32
Írta: e87jgfi6s Dátum 2018 március 01, 06:32
Segítséget szeretnék kérni. Telepítettem a 1.2103 verziójú programot és nem tudom beállítani a ,,Z" szerszám magasság bemérőt, hogy megfelelően működjön.
A jelenség a következő: Elindítom a mérést. A ,,Z" értékét lenullázza amint megnyomom a gombot, megérinti a szerszámbemérő lapot, visszamegy arra a magasságra ahonnan elindítottam, utána lassújáratban újra megérinti a szerszámbemérőt és visszamegy arra a magasságra ahonnan indítottam a mérést és ezen a magasságon beírja a szerszámbemérőm magasságát (Plate thickness+Ficture clear értékét)
1.2102 verzióval is próbáltam azon még tökéletesen működik. Nem jövök rá, hogy mi a különbség a kettő közt.
Szerszámméréshez az ,,adapting-camera.blogspot.hu" képernyőbeállítást használom.
A jelenség a következő: Elindítom a mérést. A ,,Z" értékét lenullázza amint megnyomom a gombot, megérinti a szerszámbemérő lapot, visszamegy arra a magasságra ahonnan elindítottam, utána lassújáratban újra megérinti a szerszámbemérőt és visszamegy arra a magasságra ahonnan indítottam a mérést és ezen a magasságon beírja a szerszámbemérőm magasságát (Plate thickness+Ficture clear értékét)
1.2102 verzióval is próbáltam azon még tökéletesen működik. Nem jövök rá, hogy mi a különbség a kettő közt.
Szerszámméréshez az ,,adapting-camera.blogspot.hu" képernyőbeállítást használom.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 március 01, 07:23
Írta: dezsoe Dátum 2018 március 01, 07:23
Akkor ezt most nem kezdem el megfejteni, mert A_Camera néven ezen a fórumon is előfordul a szerző, hátha benéz ide is.
Amit tudni kell, hogy a 2103-as verzióban a G31 eredménye nem tárolódik a # változókba, így ha a bemérő azt használja, akkor nem meglepő, hogy nem jó. Szerintem használd az előző verziót, míg erre ki nem jön a javítás.
Amit tudni kell, hogy a 2103-as verzióban a G31 eredménye nem tárolódik a # változókba, így ha a bemérő azt használja, akkor nem meglepő, hogy nem jó. Szerintem használd az előző verziót, míg erre ki nem jön a javítás.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 március 01, 09:39
Írta: 000000000 Dátum 2018 március 01, 09:39
Szia!
Ne haragudj de nem értem mi a problémád. [#nemtudom]
Amikor a program elkészült a magasság meréssel akkor Plate thickness + Fixture clear magasságon megáll, azt az adatot bejegyzi, és az új Z nulla megvan. Az azt jelenti hogy ha elveszed a magasság merődet és például "G1 Z0 F300" parancsot adsz akkor a szerszámod Z nullára megy le, illetve a munkadarab tetején megáll, mivel ez az új Z nulla. Természetesen ez attól függ hogy nem cserélted ki a szerszámot és a mérést jól végezted el.
Én az 1.2103 verziót nem próbáltam ki, csak az 1.2047 verziót használom, de gondolom az 1.2103 is ugyan úgy müködik, ha csak nincs a UCCNC-be új hiba, de azt nem gondolom. Sajnos jelenleg nem tudom kipróbálni, talán este vagy a hétvégén.
Ne haragudj de nem értem mi a problémád. [#nemtudom]
Amikor a program elkészült a magasság meréssel akkor Plate thickness + Fixture clear magasságon megáll, azt az adatot bejegyzi, és az új Z nulla megvan. Az azt jelenti hogy ha elveszed a magasság merődet és például "G1 Z0 F300" parancsot adsz akkor a szerszámod Z nullára megy le, illetve a munkadarab tetején megáll, mivel ez az új Z nulla. Természetesen ez attól függ hogy nem cserélted ki a szerszámot és a mérést jól végezted el.
Én az 1.2103 verziót nem próbáltam ki, csak az 1.2047 verziót használom, de gondolom az 1.2103 is ugyan úgy müködik, ha csak nincs a UCCNC-be új hiba, de azt nem gondolom. Sajnos jelenleg nem tudom kipróbálni, talán este vagy a hétvégén.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 március 01, 10:02
Írta: 000000000 Dátum 2018 március 01, 10:02
Szia Csaba!
Úgy néz ki igazad van mivel én használom a #5061, #5062 és #5063 változókat. Ez sajnos azt jelenti hogy a Probe screen használhatatlan az UCCNC 1.2103 verzióval. Remélem a javítás gyorsan meg lessz mivel minden használónak ez problémát okoz, nem csak Z hanem minden mérésen.
Úgy néz ki igazad van mivel én használom a #5061, #5062 és #5063 változókat. Ez sajnos azt jelenti hogy a Probe screen használhatatlan az UCCNC 1.2103 verzióval. Remélem a javítás gyorsan meg lessz mivel minden használónak ez problémát okoz, nem csak Z hanem minden mérésen.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 március 01, 11:19
Írta: dezsoe Dátum 2018 március 01, 11:19
Szia!
Igen, már Balázs megtalálta a hiba okát, teszteltük is és ugy tűnik, hogy jó lesz. Gondolom, hogy hamarosan meg fog jelenni.
Igen, már Balázs megtalálta a hiba okát, teszteltük is és ugy tűnik, hogy jó lesz. Gondolom, hogy hamarosan meg fog jelenni.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 március 01, 12:12
Írta: ium8w94xp Dátum 2018 március 01, 12:12
Akkor még szerencse, hogy ppnt most bővítem az y tengely hosszát és darabokban a gép. Akkor ahogy látom nem lehet egyszerű ez a fejlesztgetés se. Eszembe jut erre ez a kabaré ;)
Cím: Re:UCCNC vezérlő program
Írta: 8rruwvg0k Dátum 2018 március 02, 15:37
Írta: 8rruwvg0k Dátum 2018 március 02, 15:37
[#eljen] Működik. Köszönöm!
Cím: Re:UCCNC vezérlő program
Írta: Thowra Dátum 2018 március 06, 14:52
Írta: Thowra Dátum 2018 március 06, 14:52
Üdv!
Egy apró hibába futottam.
UCCNC 1.2047 "run from here" gombra kettintás majd "cycle start" után a felugró ablak alján hiányzik a gombok fele.
Az ablak nem átméretezhető. 2 gépen is ezt tapasztaltam.
(https://hobbicncforum.hu/uploaded_images/2018/03/tn_etyy5ybvctv78buuqk0c_3370.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/etyy5ybvctv78buuqk0c_3370.jpg)
Egy apró hibába futottam.
UCCNC 1.2047 "run from here" gombra kettintás majd "cycle start" után a felugró ablak alján hiányzik a gombok fele.
Az ablak nem átméretezhető. 2 gépen is ezt tapasztaltam.
(https://hobbicncforum.hu/uploaded_images/2018/03/tn_etyy5ybvctv78buuqk0c_3370.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/etyy5ybvctv78buuqk0c_3370.jpg)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 március 06, 15:07
Írta: dezsoe Dátum 2018 március 06, 15:07
Szia!
A Windows-ban a szövegek méretezése nem 100%-on van nálad, ezért kilóg a vége. Ha visszaállítod 100%-ra, akkor jól fog megjelenni. (Asztal, jobbklikk, képernyőfelbontás, szöveg és más elemek nagyítása vagy kicsinyítése)
A Windows-ban a szövegek méretezése nem 100%-on van nálad, ezért kilóg a vége. Ha visszaállítod 100%-ra, akkor jól fog megjelenni. (Asztal, jobbklikk, képernyőfelbontás, szöveg és más elemek nagyítása vagy kicsinyítése)
Cím: Re:UCCNC vezérlő program
Írta: Thowra Dátum 2018 március 06, 16:25
Írta: Thowra Dátum 2018 március 06, 16:25
Igazad van. Fel sem tűnt, hogy 125% on volt :).
Cím: Re:UCCNC vezérlő program
Írta: kaqkk007 Dátum 2018 március 06, 16:30
Írta: kaqkk007 Dátum 2018 március 06, 16:30
Nemhiába.. Öregszünk , észre sem vesszük hogy egyre nagyobbak a betűk amit el tudunk olvasni ...[#integet2]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 március 06, 17:06
Írta: dezsoe Dátum 2018 március 06, 17:06
Ha a Windows látja, hogy nagy a felbontás, akkor hajlamos feljebb venni a betűméretet. A másik, hogy rajta felejted a kezed a Ctrl-on és tekersz az egéren. :)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 március 06, 19:06
Írta: ium8w94xp Dátum 2018 március 06, 19:06
Bejövök a fórumra...látom, hogy Csaba írt a topikba valamit utoljára...gondoltam friss uccnc...nem mintha csalódott lennék, mert ma is tanultam valamit, de izgatottan várom az új verziót :)
Cím: Re:UCCNC vezérlő program
Írta: Thowra Dátum 2018 március 06, 20:18
Írta: Thowra Dátum 2018 március 06, 20:18
Apró betűk nincsenek csak gyenge nagyítók :D.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 március 06, 20:26
Írta: ium8w94xp Dátum 2018 március 06, 20:26
Kérdés: mennyire gond, ha a tengelyek végállásait és home bemeneteit csak 1 bemenetre kötöm. Tehát, ha limit+, limit-, home pin mindhárom tengelyen azonos 1 bemeneten van. Ha nem okoz home-olás gondot vagy bármi mást, akkor átkötném. Kéne a bemenet másra ;)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 március 06, 20:50
Írta: dezsoe Dátum 2018 március 06, 20:50
Egyáltalán nem. (Nálam is minden egy bemeneten van évek óta.)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 március 06, 21:22
Írta: ium8w94xp Dátum 2018 március 06, 21:22
Köszi. Akkor átkötöm én is. Megjött az enkóderem, kell neki a bemenet. Kiváncsi vagyok majd hogyan szuperál.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 március 07, 20:33
Írta: ium8w94xp Dátum 2018 március 07, 20:33
Kérdésem lenne. Lényeges az, hogy a G33.1 parancsnak nem adhatok meg csak Z tengely paramétert? Ha én mondjuk X tengelyen mozgatnám a menetfúrót, akkor nem lehetséges használnom?
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 március 07, 20:43
Írta: ium8w94xp Dátum 2018 március 07, 20:43
Látom van G76 és G84-is...majd azokkal is szórakozom és kérdezek, ha még lesz mit :)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 március 07, 21:15
Írta: ium8w94xp Dátum 2018 március 07, 21:15
Valaki nem tolna ide példa G kódokat? G76 G84 G33 G33.1 G33.2 esetében? tesztelem az enkóderem és van bajom gazdagon:) Az elvileg 1000-es enkóder 4000-es beállítással mutat valós sebességet. Meg nem is egészen értem a fenti G kódok működését. Csinálgatja, de nem az én értelmezésem alapján, ami persze nem jelent semmit :)
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2018 március 07, 21:24
Írta: ANTAL GÁBOR Dátum 2018 március 07, 21:24
Ezen ne csodálkozz ! Az UCCNC 4 él kiértékeléssel kezeli le az encodert
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 március 07, 21:32
Írta: ium8w94xp Dátum 2018 március 07, 21:32
Ezt még túlélem, majd rendelek 360-ast. De a Gkód leíráshoz is kéne kis segítség. Valaki írjon pár példát, mert én nem látom, hogy a menetemelkedésem változna. Pár példa érdekelne. Persze szinte biztos, hogy sose fogok vele menetet vágni, de most mivel szórakoztassam magam az unatkozás tengerén? :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 március 07, 21:49
Írta: dezsoe Dátum 2018 március 07, 21:49
Anno én is Antal Gábortól kaptam egy pár teszt file-t, ha Gábor nem bánja, akkor továbbadom. :)
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2018 március 07, 21:50
Írta: ANTAL GÁBOR Dátum 2018 március 07, 21:50
Megérintve a hengeres darabot a DRO ban X = 0 Z =0
forog a tokmány , majd ciklus start
G0Z10
G0X -0.4
G33 Z-25 K1.5
G0X2
G0Z10
M30
egy 0.4 mély kani menetet vág 25 hosszon 1.5 emelkedéssel ( egy ciklus ) A darab külső átmérője tetszőleges Tudom sokan felhördülnek de én mindent hasonlóan (igaz paraméteresen) így ( érintőből indulva ) csinálok
forog a tokmány , majd ciklus start
G0Z10
G0X -0.4
G33 Z-25 K1.5
G0X2
G0Z10
M30
egy 0.4 mély kani menetet vág 25 hosszon 1.5 emelkedéssel ( egy ciklus ) A darab külső átmérője tetszőleges Tudom sokan felhördülnek de én mindent hasonlóan (igaz paraméteresen) így ( érintőből indulva ) csinálok
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 március 07, 22:14
Írta: ium8w94xp Dátum 2018 március 07, 22:14
Mindjárt jobban tetszik :) Esetleg egy több ciklussal készített? Most nekem már nem csak Z, hanem X tengelyen is megy, ami lényeges lett volna. Tehát mondjuk egy 0.8- as mélység két lépcsőben 0,4 kezdéssel?
Cím: Re:UCCNC vezérlő program
Írta: mma6fim4 Dátum 2018 március 10, 11:43
Írta: mma6fim4 Dátum 2018 március 10, 11:43
Sziasztok
Meg tudja azt valaki mondani, hogy ez miért van?
Bármit írok az X koordinátához a Z akkor is elmegy 25-ig majd vissza. A tengelyek eszerint mozognak is. Most haverkodom az UCCNC-vel szóval lehet, hogy valami triviális dolog, de nem jöttem rá.
Köszi!
Meg tudja azt valaki mondani, hogy ez miért van?
Bármit írok az X koordinátához a Z akkor is elmegy 25-ig majd vissza. A tengelyek eszerint mozognak is. Most haverkodom az UCCNC-vel szóval lehet, hogy valami triviális dolog, de nem jöttem rá.
Köszi!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 március 10, 11:59
Írta: dezsoe Dátum 2018 március 10, 11:59
Szia!
Azért van, mert a Goto Zero makró így van megírva. A tartalmát az M204.txt-ben találod. A Z az általános beállítások lapon megadott "Safe Z height (units)" magasságig megy fel, hogy mozgás közben ne ütközzön a munkadarabbal.
Azért van, mert a Goto Zero makró így van megírva. A tartalmát az M204.txt-ben találod. A Z az általános beállítások lapon megadott "Safe Z height (units)" magasságig megy fel, hogy mozgás közben ne ütközzön a munkadarabbal.
Cím: Re:UCCNC vezérlő program
Írta: mma6fim4 Dátum 2018 március 10, 12:05
Írta: mma6fim4 Dátum 2018 március 10, 12:05
Köszi! Megnyugodtam [#wink]
Cím: Re:UCCNC vezérlő program
Írta: 3ebj3bk8b Dátum 2018 március 11, 11:03
Írta: 3ebj3bk8b Dátum 2018 március 11, 11:03
Sziasztok!
Azt szeretném kérdezni, ha az I/O setup oldalon bejelölöm a Spindle PWM = analo ch. négyzetet, akkor a Spindle oldalon a PWM pin és portot be kell e állítani?
Valamin, ha a főorsót max. 200 Hz-el akarom hajtani a frekiváltóval a PWM jelet az UCCNC-be hány Herzre érdemes állítani a Spindle oldalon?
Azt szeretném kérdezni, ha az I/O setup oldalon bejelölöm a Spindle PWM = analo ch. négyzetet, akkor a Spindle oldalon a PWM pin és portot be kell e állítani?
Valamin, ha a főorsót max. 200 Hz-el akarom hajtani a frekiváltóval a PWM jelet az UCCNC-be hány Herzre érdemes állítani a Spindle oldalon?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 március 11, 14:19
Írta: dezsoe Dátum 2018 március 11, 14:19
Szia!
Nem kell beállítani. Ha analóg csatornát használsz, akkor a min. és max. PWM %-ot kell megadnod, az analóg csatorna számát és a min. és max. fordulatszámot.
A PWM frekvenciának semmi köze a frekiváltó frekvenciájához. Akkor lenne érdekes, ha nem analóg csatornához rendelnéd, hanem te építenél hozzá PWM->analóg átalakítót és nem lenne mindegy, hogy a PWM milyen frekvencián jön ki a kártyából.
Nem kell beállítani. Ha analóg csatornát használsz, akkor a min. és max. PWM %-ot kell megadnod, az analóg csatorna számát és a min. és max. fordulatszámot.
A PWM frekvenciának semmi köze a frekiváltó frekvenciájához. Akkor lenne érdekes, ha nem analóg csatornához rendelnéd, hanem te építenél hozzá PWM->analóg átalakítót és nem lenne mindegy, hogy a PWM milyen frekvencián jön ki a kártyából.
Cím: Re:UCCNC vezérlő program
Írta: 3ebj3bk8b Dátum 2018 március 11, 15:46
Írta: 3ebj3bk8b Dátum 2018 március 11, 15:46
Köszönöm!
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 március 13, 20:24
Írta: ium8w94xp Dátum 2018 március 13, 20:24
Meddig van még mókolva az újabb verzió? Csaba te már a béta alfáját is tesztelhetted? :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 március 13, 20:35
Írta: dezsoe Dátum 2018 március 13, 20:35
A Balázsok szorgalmasan dolgoznak. [#email] Ha megjelenik a következő verzió, hidd el, hogy itt is látszani fog, ahogy máskor is. :)
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2018 március 14, 19:08
Írta: wv07scd6x Dátum 2018 március 14, 19:08
Üdv kedves fórumtársak!
Nemrégiben vásároltam egy UC400ETH vezérlőt.
Amit eddig túl sok alkalommal nem volt módom tesztelni, és nem is számítok profi CNC-snek. Inkább csak egy egyszerű hobbista vagyok akinek megtetszettek a benne rejlő lehetőségek. Az Aspire programban készítettem el ennek a doboznak az ablakolásait, feliratait. Remélem nem követek el vele nagy bűnt, hogy itt helyezek el képeket az elkészült dologról, ami lényegében szorosan kapcsolódik magához a témakörhöz. És én is várom a frissítést! :)
(https://hobbicncforum.hu/uploaded_images/2018/03/tn_a2v22v7jc4ek5wykfvg4e_5048.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/a2v22v7jc4ek5wykfvg4e_5048.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/tn_cjig2ab0y2fc9xtnyw73d_5048.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/cjig2ab0y2fc9xtnyw73d_5048.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/tn_27pa8eaeu7fa7y32cqx_5048.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/27pa8eaeu7fa7y32cqx_5048.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/tn_6qsm8f6ny2b2pat6ywi_5048.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/6qsm8f6ny2b2pat6ywi_5048.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/tn_80ame4gqis9bnpd24nm_5048.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/80ame4gqis9bnpd24nm_5048.jpg)
Nemrégiben vásároltam egy UC400ETH vezérlőt.
Amit eddig túl sok alkalommal nem volt módom tesztelni, és nem is számítok profi CNC-snek. Inkább csak egy egyszerű hobbista vagyok akinek megtetszettek a benne rejlő lehetőségek. Az Aspire programban készítettem el ennek a doboznak az ablakolásait, feliratait. Remélem nem követek el vele nagy bűnt, hogy itt helyezek el képeket az elkészült dologról, ami lényegében szorosan kapcsolódik magához a témakörhöz. És én is várom a frissítést! :)
(https://hobbicncforum.hu/uploaded_images/2018/03/tn_a2v22v7jc4ek5wykfvg4e_5048.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/a2v22v7jc4ek5wykfvg4e_5048.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/tn_cjig2ab0y2fc9xtnyw73d_5048.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/cjig2ab0y2fc9xtnyw73d_5048.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/tn_27pa8eaeu7fa7y32cqx_5048.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/27pa8eaeu7fa7y32cqx_5048.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/tn_6qsm8f6ny2b2pat6ywi_5048.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/6qsm8f6ny2b2pat6ywi_5048.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/tn_80ame4gqis9bnpd24nm_5048.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/80ame4gqis9bnpd24nm_5048.jpg)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 március 14, 19:56
Írta: ium8w94xp Dátum 2018 március 14, 19:56
Kicsit részletesebben is írhatnál, mert engem érdekel mit hogyan csináltál...pl a feliratokat...stb
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 március 14, 21:36
Írta: dezsoe Dátum 2018 március 14, 21:36
Ez úgy szép és igényes, ahogy van! Gratulálok! :)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 március 15, 08:39
Írta: 000000000 Dátum 2018 március 15, 08:39
Gratulálok én is. Nagyon jól néz ki! Eladásra gondoltál? Nekem nem kellene, de gondolom lenne érdeklődés rá.
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2018 március 19, 23:32
Írta: wv07scd6x Dátum 2018 március 19, 23:32
Ismételten üdv mindenkinek!
Először is köszönöm mindenkinek a dicsérő szavakat.
Nem gondolkodtam értékesítésben. Ez csak kizárólagosan egy magáncélú akcióm volt. :) Nem akartam beleépíteni a jelenlegi vezérlőbe, és ezért gondoltam, hogy megkísérlek egy hozzá méltó dobozkát készíteni. :) Ez egy ebay-ról berendelt üres alumínium dobozka, amire a feliratokat, és logót is gravíroztam. Azután ezeket a gödröket kitöltöttem fehér lakkfilccel, és amikor már kissé kezdett megszáradni, egy oldószeres papír zsebkendővel letörölgettem a gravírozáson kívülre került festéket. Ami a képeken nem látható, a dobozba készült még egy olyan 5mm vastagságú alumínium alap lemez, amire a gyári lemezének megfelelően készítettem el a furatokat. Erre a lemezre fogattam fel az áramköri lapot, azt meg a doboz aljára a négy gumitalp alatt süllyesztett fejű csavarokkal rögzítettem. Természetesen az ethernet vezérlő alatti hűtőtuskó is ott van a dobozon belül. Elektronikában vagyok inkább jártasabb. Szoktam mikrovezérlőket is programozgatni. Szeretnék majd saját fejlesztésű eszköznek is hasonló dobozokat építeni. Egyrészt ezért is van nekem egy kis cnc-m. :)
Először is köszönöm mindenkinek a dicsérő szavakat.
Nem gondolkodtam értékesítésben. Ez csak kizárólagosan egy magáncélú akcióm volt. :) Nem akartam beleépíteni a jelenlegi vezérlőbe, és ezért gondoltam, hogy megkísérlek egy hozzá méltó dobozkát készíteni. :) Ez egy ebay-ról berendelt üres alumínium dobozka, amire a feliratokat, és logót is gravíroztam. Azután ezeket a gödröket kitöltöttem fehér lakkfilccel, és amikor már kissé kezdett megszáradni, egy oldószeres papír zsebkendővel letörölgettem a gravírozáson kívülre került festéket. Ami a képeken nem látható, a dobozba készült még egy olyan 5mm vastagságú alumínium alap lemez, amire a gyári lemezének megfelelően készítettem el a furatokat. Erre a lemezre fogattam fel az áramköri lapot, azt meg a doboz aljára a négy gumitalp alatt süllyesztett fejű csavarokkal rögzítettem. Természetesen az ethernet vezérlő alatti hűtőtuskó is ott van a dobozon belül. Elektronikában vagyok inkább jártasabb. Szoktam mikrovezérlőket is programozgatni. Szeretnék majd saját fejlesztésű eszköznek is hasonló dobozokat építeni. Egyrészt ezért is van nekem egy kis cnc-m. :)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 március 20, 14:29
Írta: ium8w94xp Dátum 2018 március 20, 14:29
Köszi az infót...nekem hasznos volt ;)
Cím: Re:UCCNC vezérlő program
Írta: Thowra Dátum 2018 március 20, 23:23
Írta: Thowra Dátum 2018 március 20, 23:23
Üdv!
Adott egy gép aminél a cycle start utáni cycle stop esetén a stopon kívül adott pozícióba (jelenleg home) kell állni a szánnal. A stop gomb fizikai gomb. A stopnak és az utána történő mozgásnak ugyanarról a gombról kellene mennie.
Erre a megoldásra jutottam:
Input triggernél ugyanarra a bemenetre állítottam a stop gomb funkciót és egy makrót. A gomb megnyomásakor megtörténik a stop, elengedésekor pedig a makró fut le.
Mi a véleményetek erről a megoldásról?
Először alkalmazok makrót, ötletet, építő kritikát szívesen fogadok :)
(https://hobbicncforum.hu/uploaded_images/2018/03/tn_yhjfyf3w5evyh0ti3f6a_3370.png) (https://hobbicncforum.hu/uploaded_images/2018/03/yhjfyf3w5evyh0ti3f6a_3370.png)
Adott egy gép aminél a cycle start utáni cycle stop esetén a stopon kívül adott pozícióba (jelenleg home) kell állni a szánnal. A stop gomb fizikai gomb. A stopnak és az utána történő mozgásnak ugyanarról a gombról kellene mennie.
Erre a megoldásra jutottam:
Input triggernél ugyanarra a bemenetre állítottam a stop gomb funkciót és egy makrót. A gomb megnyomásakor megtörténik a stop, elengedésekor pedig a makró fut le.
Kód Kijelölés
if(exec.GetLED(10)){ //10. bemenet figyelése
exec.Callbutton(107); //home x
while (exec.GetLED(11)){} //home kapcsoló
exec.Code("G4 P10 "); //várakozás
exec.Code("M30"); //program elejére ugrás
}
Mi a véleményetek erről a megoldásról?
Először alkalmazok makrót, ötletet, építő kritikát szívesen fogadok :)
(https://hobbicncforum.hu/uploaded_images/2018/03/tn_yhjfyf3w5evyh0ti3f6a_3370.png) (https://hobbicncforum.hu/uploaded_images/2018/03/yhjfyf3w5evyh0ti3f6a_3370.png)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 március 21, 08:30
Írta: svejk Dátum 2018 március 21, 08:30
Én nem értek hozzá, csak figyelek...
Gondolom kipróbáltad működik.
A 3. sor végén a két kapcsos miért kell? Nincs semmi közte.
Gondolom kipróbáltad működik.
A 3. sor végén a két kapcsos miért kell? Nincs semmi közte.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 március 21, 08:35
Írta: svejk Dátum 2018 március 21, 08:35
Így átláthatóbb:
Vagy rontottam vele valamit?
Kód Kijelölés
if(exec.GetLED(10)) //10. bemenet figyelése
{
exec.Callbutton(107) //home x
while (exec.GetLED(11)) //home kapcsoló
{
}
exec.Code("G4 P10 "); //várakozás
exec.Code("M30"); //program elejére ugrás
}
Vagy rontottam vele valamit?
Cím: Re:UCCNC vezérlő program
Írta: Thowra Dátum 2018 március 21, 08:47
Írta: Thowra Dátum 2018 március 21, 08:47
Működik, de gondoltam rákérdezek mennyire korrekt így ez a megoldás.
Igaz más környezetbe de találkoztam olyan ciklussal aminél {} esetén csak várakozott a program a feltétel teljesüléséig. Puskáztam egy kódrészletből :).
Igaz más környezetbe de találkoztam olyan ciklussal aminél {} esetén csak várakozott a program a feltétel teljesüléséig. Puskáztam egy kódrészletből :).
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 március 21, 08:53
Írta: svejk Dátum 2018 március 21, 08:53
"Az kizárt dolog, azt én nem tudom..."
Cím: Re:UCCNC vezérlő program
Írta: Thowra Dátum 2018 március 21, 08:58
Írta: Thowra Dátum 2018 március 21, 08:58
Kipróbáltam, így is jól működik.
Így valóban átláthatóbb a dolog.
Így valóban átláthatóbb a dolog.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 március 21, 10:02
Írta: dezsoe Dátum 2018 március 21, 10:02
Szia!
A {} páros azért kell, mert az utasítás szintaktikája úgy van, hogy
Az utasítás lehet egy valamilyen művelet ;-vel a végén, vagy egy blokk {} között. Nekem egyébként jobban tetszik a
forma, de lényegében pont ugyanazt eredményezi: amíg a feltétel igaz, addig ne csinálj semmit. Kevésbé terheli a rendszert, ha a várakozás közben a szálat elküldöd aludni:
A {} páros azért kell, mert az utasítás szintaktikája úgy van, hogy
Kód Kijelölés
while (feltétel) utasítás;
Az utasítás lehet egy valamilyen művelet ;-vel a végén, vagy egy blokk {} között. Nekem egyébként jobban tetszik a
Kód Kijelölés
while (feltétel);
forma, de lényegében pont ugyanazt eredményezi: amíg a feltétel igaz, addig ne csinálj semmit. Kevésbé terheli a rendszert, ha a várakozás közben a szálat elküldöd aludni:
Kód Kijelölés
while (feltétel) Thread.Sleep(20);
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 március 21, 10:04
Írta: svejk Dátum 2018 március 21, 10:04
Köszönöm az oktatást! [#worship]
Cím: Re:UCCNC vezérlő program
Írta: Thowra Dátum 2018 március 21, 10:17
Írta: Thowra Dátum 2018 március 21, 10:17
Én is köszönöm.
Cím: Re:UCCNC vezérlő program
Írta: 560f5bvpd Dátum 2018 március 23, 18:36
Írta: 560f5bvpd Dátum 2018 március 23, 18:36
Üdv Mindenkinek
Most ismerkedem az UCCNC-vel és most állítom befele a szoftvert,de alakadtam,mikor megnyomom a home all gombot akkor rámegy a z tengely home kapcsolojara és nem jön le róla és emiatt nem tudja felvenni a többi tengelyen a home pozíciót. Ellenőriztem a diagnosztika ablakban,ott jól működik mind a három kapcsoló. Hol tudnám beállítani,hogy a tengelyek lejojjenek a kapcsolokrol?
A segítséget előre is köszönöm!
Most ismerkedem az UCCNC-vel és most állítom befele a szoftvert,de alakadtam,mikor megnyomom a home all gombot akkor rámegy a z tengely home kapcsolojara és nem jön le róla és emiatt nem tudja felvenni a többi tengelyen a home pozíciót. Ellenőriztem a diagnosztika ablakban,ott jól működik mind a három kapcsoló. Hol tudnám beállítani,hogy a tengelyek lejojjenek a kapcsolokrol?
A segítséget előre is köszönöm!
Cím: Re:UCCNC vezérlő program
Írta: 560f5bvpd Dátum 2018 március 23, 19:09
Írta: 560f5bvpd Dátum 2018 március 23, 19:09
Meg oldódott a probléma,az active low-ot nem pipáltam ki.[#falbav]
Cím: Re:UCCNC vezérlő program
Írta: nffab2gnr Dátum 2018 március 24, 19:38
Írta: nffab2gnr Dátum 2018 március 24, 19:38
Egy kis segítség kérés....
Az 1.2047 UCCNC illetve az utána következőben nem működik a "régi" M20000....M20004 makrók. Van valahol működő verzió, vagy csak én bénázok el valamit.Pontosabban feljön az ablak és elfogadja a beírt adatokat,de a mentés kilépés után lefagy az UCCNC.[#nemtudom]
Az 1.2047 UCCNC illetve az utána következőben nem működik a "régi" M20000....M20004 makrók. Van valahol működő verzió, vagy csak én bénázok el valamit.Pontosabban feljön az ablak és elfogadja a beírt adatokat,de a mentés kilépés után lefagy az UCCNC.[#nemtudom]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 március 24, 19:51
Írta: dezsoe Dátum 2018 március 24, 19:51
Hát, így hogy az említett makrók tartalmát nem tudjuk, nehéz bármit is mondani. Mit jelent az, hogy lefagy az UCCNC? [#nemtudom]
Cím: Re:UCCNC vezérlő program
Írta: nffab2gnr Dátum 2018 március 24, 20:31
Írta: nffab2gnr Dátum 2018 március 24, 20:31
a kőr és négyzet kivágás, illetve ezek zsebmarásai.Valaki a fórumon irta ,csak nem ugrik be a név. a lefagy úgy jelentkezik,hogy kiírja a program nem válaszol,és és fehér lesz a képernyő.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 március 24, 21:25
Írta: dezsoe Dátum 2018 március 24, 21:25
Érdekes. A 2047-ben elég sok újítás volt, úgyhogy nem lehet simán rámutatni, hogy mi a gond. Előtte melyik verzióval használtad? Sokat segítene, ha valahová fel tudnád tölteni az egész UCCNC mappát mindenestül, hogy át tudjam nézni a beállításait és a makrókat. Ahhoz, hogy kifehéredjen a program, teljesen meg kell akasztani a működését. Látatlanban semmi ötletem nincs, hogy ez mivel sikerült.
Cím: Re:UCCNC vezérlő program
Írta: k2rf792ud Dátum 2018 március 26, 08:15
Írta: k2rf792ud Dátum 2018 március 26, 08:15
üdv urak!
egy sablont kellene legyártani.
de valamiért minden egyes z léptetésnél csúszik egyet -X irányba a léptetés.
ez programhiba lehet vagy a cnc hibája???[#conf]
mellékeltem a képeket.
amikor csinálok egy "go to zero"-t, kb 10mm-el -X irányba veszi fel a pozíciót megszakítás után. :(
a gép típusa Stepcraft 840...
a marandó anyag pvc, előtolás 600mm/min Z-1mm
előre is köszönöm a segítséget!
(https://hobbicncforum.hu/uploaded_images/2018/03/tn_22mpzk6btwx2wq8hhzv4b_5381.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/22mpzk6btwx2wq8hhzv4b_5381.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/tn_8cbdytfvd7ssw5x3im6q_5381.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/8cbdytfvd7ssw5x3im6q_5381.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/tn_8npqwpz0dvv6f8f6h6gg_5381.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/8npqwpz0dvv6f8f6h6gg_5381.jpg)
egy sablont kellene legyártani.
de valamiért minden egyes z léptetésnél csúszik egyet -X irányba a léptetés.
ez programhiba lehet vagy a cnc hibája???[#conf]
mellékeltem a képeket.
amikor csinálok egy "go to zero"-t, kb 10mm-el -X irányba veszi fel a pozíciót megszakítás után. :(
a gép típusa Stepcraft 840...
a marandó anyag pvc, előtolás 600mm/min Z-1mm
előre is köszönöm a segítséget!
(https://hobbicncforum.hu/uploaded_images/2018/03/tn_22mpzk6btwx2wq8hhzv4b_5381.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/22mpzk6btwx2wq8hhzv4b_5381.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/tn_8cbdytfvd7ssw5x3im6q_5381.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/8cbdytfvd7ssw5x3im6q_5381.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/tn_8npqwpz0dvv6f8f6h6gg_5381.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/8npqwpz0dvv6f8f6h6gg_5381.jpg)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 március 26, 10:13
Írta: dezsoe Dátum 2018 március 26, 10:13
Szia!
Szinte biztos, hogy nem programhiba, hanem valami elektronikai. Azért ha tudod, valahogy küldd el a profil (.pro) file-odat és megnézem.
Szinte biztos, hogy nem programhiba, hanem valami elektronikai. Azért ha tudod, valahogy küldd el a profil (.pro) file-odat és megnézem.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 március 26, 12:47
Írta: ium8w94xp Dátum 2018 március 26, 12:47
Csaba, ha te vagy az utolsó, akkor mindig azt hiszem, hogy frissítés volt :(
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 március 26, 13:46
Írta: dezsoe Dátum 2018 március 26, 13:46
Bocsi... [#buck]
Cím: Re:UCCNC vezérlő program
Írta: kaqkk007 Dátum 2018 március 26, 16:54
Írta: kaqkk007 Dátum 2018 március 26, 16:54
Nekem is csinált ilyet a gépem , a kuplung volt fellazulva ...
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 március 27, 20:06
Írta: svejk Dátum 2018 március 27, 20:06
Jó ötlet Dezsoe bácsi!
Szegény Exup megint ki lesz akadva, igyekezz feltölteni. :)
Szegény Exup megint ki lesz akadva, igyekezz feltölteni. :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 március 27, 20:08
Írta: dezsoe Dátum 2018 március 27, 20:08
[#nyes]
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 március 27, 22:09
Írta: ium8w94xp Dátum 2018 március 27, 22:09
Mit, mit, mit, mit, mit töltögetünk fel ? [#nyes]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 március 27, 23:22
Írta: dezsoe Dátum 2018 március 27, 23:22
Ott van előtted, de nem látod, mert nem tudod, mit kell nézni. [#eplus2]
Fel is van töltve, de csak akkor fog látszani, ha még kerül bele valami. [#fejvakaras]
Fel is van töltve, de csak akkor fog látszani, ha még kerül bele valami. [#fejvakaras]
Cím: Re:UCCNC vezérlő program
Írta: Thowra Dátum 2018 március 28, 08:41
Írta: Thowra Dátum 2018 március 28, 08:41
Üdv!
Kimenetek állapotát hogy tudom lekérdezni makróval?
Próbáltam többféle módon de nem akart összejönni.
Az állapotot egy feltételhez szeretném felhasználni.
Kimenetek állapotát hogy tudom lekérdezni makróval?
Próbáltam többféle módon de nem akart összejönni.
Az állapotot egy feltételhez szeretném felhasználni.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 március 28, 09:47
Írta: svejk Dátum 2018 március 28, 09:47
Pedig az [#t218p5350#]-ben már csináltad, csak bemeneti LED-et figyeltél az első sorban.
Működik ugyanez kimeneti LED-nél is.
Dezsoe meg majd megírja a többi, esetleg biztosabb megoldást.
Működik ugyanez kimeneti LED-nél is.
Dezsoe meg majd megírja a többi, esetleg biztosabb megoldást.
Cím: Re:UCCNC vezérlő program
Írta: Thowra Dátum 2018 március 28, 10:08
Írta: Thowra Dátum 2018 március 28, 10:08
Úgy próbáltam. Sajnos nem akar működni, valamit biztos rosszul csinálok. A 25, 26 és 27 kimenetekre lenne szükség, de nem kritikus a kimenetszám.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 március 28, 10:34
Írta: dezsoe Dátum 2018 március 28, 10:34
Szia!
25-26-27-es kimenet az 5441-en van, ha jól gondolom. A hozzájuk tartozó LED a 130-131-132-es. Látnod kéne az állapotukat. Vagy valamit félreértettem? :)
25-26-27-es kimenet az 5441-en van, ha jól gondolom. A hozzájuk tartozó LED a 130-131-132-es. Látnod kéne az állapotukat. Vagy valamit félreértettem? :)
Cím: Re:UCCNC vezérlő program
Írta: Thowra Dátum 2018 március 28, 11:16
Írta: Thowra Dátum 2018 március 28, 11:16
Köszönöm a segítséget. A LED száma volt rossz [#falbav].
Így már működik a dolog.
Így már működik a dolog.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 március 28, 11:19
Írta: dezsoe Dátum 2018 március 28, 11:19
Na, remek. Azt szoktam csinálni, hogy elindítom a képernyőszerkesztőt, aztán a Diagnostics ablakban a kívánt LED-re kattintok. :) A franc meg számolgassa az 5441-ben a LED sorszámát... :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 március 28, 11:28
Írta: svejk Dátum 2018 március 28, 11:28
[#eljen]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 március 28, 11:29
Írta: svejk Dátum 2018 március 28, 11:29
Annál a gépnél ne nézd a panelon levő feliratokat, ott van egy kis kavar.
Cím: Re:UCCNC vezérlő program
Írta: k2rf792ud Dátum 2018 március 28, 21:20
Írta: k2rf792ud Dátum 2018 március 28, 21:20
nem lehet letölteni a UCCNC 1.2103-as szoftot a linkről..
[#nemtudom]
kööösziii [#vigyor]
[#nemtudom]
kööösziii [#vigyor]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 március 28, 21:49
Írta: dezsoe Dátum 2018 március 28, 21:49
Igen, a 2103-as vissza lett vonva, mert egy elég súlyos hibát találtunk benne.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 március 29, 18:45
Írta: ium8w94xp Dátum 2018 március 29, 18:45
Most látom...van új topic? :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 március 29, 18:52
Írta: svejk Dátum 2018 március 29, 18:52
No, most meg hol vagy Exup!? :)
A Pin mapping plugin nagyon jó, végre nem kell belezavarodni a kéféle csatlakozókiosztásba és rögtön látni ha egy ki vagy bemenethez több funkció van rendelve.
Úgy látom ez Dezsoe fórumtársunk műve. [#taps]
A Pin mapping plugin nagyon jó, végre nem kell belezavarodni a kéféle csatlakozókiosztásba és rögtön látni ha egy ki vagy bemenethez több funkció van rendelve.
Úgy látom ez Dezsoe fórumtársunk műve. [#taps]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 március 29, 19:28
Írta: dezsoe Dátum 2018 március 29, 19:28
Mostmár látod, mert előre került. :) És ott van előtted, mert a topik fejlécében is ott a link, MoparMan-nak köszönhetően. [#eljen]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 március 29, 19:33
Írta: svejk Dátum 2018 március 29, 19:33
He-he... majd 4 éve szinte minden nap belépek ebbe a topicba, szerinted elolvasom a topicfejlécet? [#vigyor2]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 március 29, 19:39
Írta: dezsoe Dátum 2018 március 29, 19:39
Nem tűnt fel, hogy a kb. 8-10 "x" helyett értelmes szöveg lett? [#nyes]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 április 03, 10:31
Írta: dezsoe Dátum 2018 április 03, 10:31
Sziasztok!
Az UCCNC 1.2104-es teszt verzióban ([#t255p15#]) már benne van, de aki régebbi verziót használ, az is letöltheti külön a Pin mapping (Pinout.dll) plugin-t. Ezzel az aktuális vagy egy betöltött profil beállításait lehet ellenőrizni, áttekinteni. Megy a 32 és a 64 bites, a .Net2-es és a .Net4-es verziókkal egyaránt. Letölthető innen (http://www.szentkereszty.net/plugins/Pinout_1.510.zip), vagy innen (http://kredenc.onmypc.net/net/plugins/Pinout_1.510.zip). A Pinout.dll-t és a Pinout.ini-t az UCCNC\Plugins mappába kell bemásolni, a doksikat praktikusan az UCCNC\Documentation mappába, de ez nem kell a futáshoz, csak jó, ha kéznél van.
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_eke99jy0h4huj3eqjqqf_3977.png) (https://hobbicncforum.hu/uploaded_images/2018/04/eke99jy0h4huj3eqjqqf_3977.png)
Az UCCNC 1.2104-es teszt verzióban ([#t255p15#]) már benne van, de aki régebbi verziót használ, az is letöltheti külön a Pin mapping (Pinout.dll) plugin-t. Ezzel az aktuális vagy egy betöltött profil beállításait lehet ellenőrizni, áttekinteni. Megy a 32 és a 64 bites, a .Net2-es és a .Net4-es verziókkal egyaránt. Letölthető innen (http://www.szentkereszty.net/plugins/Pinout_1.510.zip), vagy innen (http://kredenc.onmypc.net/net/plugins/Pinout_1.510.zip). A Pinout.dll-t és a Pinout.ini-t az UCCNC\Plugins mappába kell bemásolni, a doksikat praktikusan az UCCNC\Documentation mappába, de ez nem kell a futáshoz, csak jó, ha kéznél van.
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_eke99jy0h4huj3eqjqqf_3977.png) (https://hobbicncforum.hu/uploaded_images/2018/04/eke99jy0h4huj3eqjqqf_3977.png)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 április 03, 20:47
Írta: ium8w94xp Dátum 2018 április 03, 20:47
Itt vagyok...széjjel locsoltam magam :)Jöhet újra a hobby...magamhoz tértem :D
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 április 03, 20:51
Írta: svejk Dátum 2018 április 03, 20:51
No akkor először rakd fel Dezsoe Plugunját, nagyon faca.
Könnyen ellenőrizhető vele, hogy mindent jó helyre raktál-e.
Könnyen ellenőrizhető vele, hogy mindent jó helyre raktál-e.
Cím: Re:UCCNC vezérlő program
Írta: Thowra Dátum 2018 április 03, 21:05
Írta: Thowra Dátum 2018 április 03, 21:05
Nekem is tetszik :).
Most csak DEMO módba tudtam próbálgatni, jövő héten megy fel élesbe :).
Most csak DEMO módba tudtam próbálgatni, jövő héten megy fel élesbe :).
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 április 04, 15:26
Írta: ium8w94xp Dátum 2018 április 04, 15:26
Megjött a kisebb enkóderem és szórakozgatok vele. Egy gkódos kérdés, mert abban (sem)nem vagyok otthon. A G33 azt csak X tengelyen lehet szinkron mozgatni? Y-ban nem? Amit Balázsék menetvágós teszt videójukon csináltak, azt szeretném én is filcezni egy rúdra :) A rúd az Y tengely mentén van befogva. Vagy melyik G kódot kéne hozzá használnom?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 április 04, 17:00
Írta: dezsoe Dátum 2018 április 04, 17:00
A G33 a főorsóhoz szinkronizálja az X és Z mozgását. Leginkább esztergán használatos, ott pedig az Y használata nem jellemző. Itt egy példa:
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_ixvq2u9hxh6vf36x2av_3977.png) (https://hobbicncforum.hu/uploaded_images/2018/04/ixvq2u9hxh6vf36x2av_3977.png)
Kód Kijelölés
(Taper = 0)
(Infeed Angle = 29)
(Total_Depth = 2.8)
(StartZ = 10)
(EndZ = -20)
(Seq = 0 )
(Min_Decrement = 0.001 )
(Dia Mode )
F720
G0 X3 Z15
G0 X0
(Decrement = 0.8 pass 1)
G00 Z15
g01 X-0.8 Z9.7783
G33 X-0.8 Z-19 K2
g01 X3 Z-20
G00 X3 Z15
G00 X0
(Decrement = 0.3314 pass 2)
G00 Z15
g01 X-1.1314 Z9.6865
G33 X-1.1314 Z-19 K2
g01 X3 Z-20
G00 X3 Z15
G00 X0
(Decrement = 0.2543 pass 3)
G00 Z15
g01 X-1.3856 Z9.616
G33 X-1.3856 Z-19 K2
g01 X3 Z-20
G00 X3 Z15
G00 X0
(Decrement = 0.2144 pass 4)
G00 Z15
g01 X-1.6 Z9.5566
G33 X-1.6 Z-19 K2
g01 X3 Z-20
G00 X3 Z15
G00 X0
(Decrement = 0.1889 pass 5)
G00 Z15
g01 X-1.7889 Z9.5043
G33 X-1.7889 Z-19 K2
g01 X3 Z-20
G00 X3 Z15
G00 X0
(Decrement = 0.1707 pass 6)
G00 Z15
g01 X-1.9596 Z9.457
G33 X-1.9596 Z-19 K2
g01 X3 Z-20
G00 X3 Z15
G00 X0
(Decrement = 0.157 pass 7)
G00 Z15
g01 X-2.1166 Z9.4135
G33 X-2.1166 Z-19 K2
g01 X3 Z-20
G00 X3 Z15
G00 X0
(Decrement = 0.1461 pass 8)
G00 Z15
g01 X-2.2627 Z9.373
G33 X-2.2627 Z-19 K2
g01 X3 Z-20
G00 X3 Z15
G00 X0
(Decrement = 0.1373 pass 9)
G00 Z15
g01 X-2.4 Z9.335
G33 X-2.4 Z-19 K2
g01 X3 Z-20
G00 X3 Z15
G00 X0
(Decrement = 0.1298 pass 10)
G00 Z15
g01 X-2.5298 Z9.299
G33 X-2.5298 Z-19 K2
g01 X3 Z-20
G00 X3 Z15
G00 X0
(Decrement = 0.1235 pass 11)
G00 Z15
g01 X-2.6533 Z9.2648
G33 X-2.6533 Z-19 K2
g01 X3 Z-20
G00 X3 Z15
G00 X0
(Decrement = 0.118 pass 12)
G00 Z15
g01 X-2.7713 Z9.2321
G33 X-2.7713 Z-19 K2
g01 X3 Z-20
G00 X3 Z15
G00 X0
(Last Pass ID_OD = 1)
(Decrement = 0.0287 pass 13)
G00 Z15
g01 X-2.8 Z9.2241
G33 X-2.8 Z-19 K2
g01 X3 Z-20
G00 X3 Z15
G00 X0
G00 X3 Z15
M30
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_ixvq2u9hxh6vf36x2av_3977.png) (https://hobbicncforum.hu/uploaded_images/2018/04/ixvq2u9hxh6vf36x2av_3977.png)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 április 04, 17:05
Írta: ium8w94xp Dátum 2018 április 04, 17:05
Köszi a példát...a bajom akkor is az, hogy nekem Y tengelyre kéne akkor is :) kénytelen leszek átcserélni x-y tengelyeket.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 április 04, 17:10
Írta: dezsoe Dátum 2018 április 04, 17:10
Van rá egy jó makród. :)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 április 04, 17:12
Írta: ium8w94xp Dátum 2018 április 04, 17:12
:)
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2018 április 04, 20:16
Írta: gaben Dátum 2018 április 04, 20:16
Szia Csaba,
CNC marógépen történő menetfúráskor, szükség van egy enkóderre, mind a Z tengelynél, mind a főorsónál?
CNC marógépen történő menetfúráskor, szükség van egy enkóderre, mind a Z tengelynél, mind a főorsónál?
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2018 április 04, 20:38
Írta: ANTAL GÁBOR Dátum 2018 április 04, 20:38
maszekban válaszoltam a kérdésedre
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 április 04, 20:51
Írta: dezsoe Dátum 2018 április 04, 20:51
Szia!
Gondolom, Gábor is azt írta, hogy a főorsóra kell csak. A Z-ről optimális esetben tudja, hogy hol van... [#hehe]
Gondolom, Gábor is azt írta, hogy a főorsóra kell csak. A Z-ről optimális esetben tudja, hogy hol van... [#hehe]
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2018 április 04, 20:54
Írta: gaben Dátum 2018 április 04, 20:54
Igen, köszi szépen az infót nektek.
Sajnos a vízhűtéses marómotorra nem tudok enkódert illeszteni. :(
Sajnos a vízhűtéses marómotorra nem tudok enkódert illeszteni. :(
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 április 04, 20:59
Írta: dezsoe Dátum 2018 április 04, 20:59
Gyanítom, hogy az a motor azon a fordulaton nem is nagyon fúrna menetet, vagy tévedek és van elég nyomatéka? Én biztos, hogy valami áttételes cuccot csinálnék neki. Persze, a tévedés jogát fenntartom. :)
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2018 április 04, 21:06
Írta: gaben Dátum 2018 április 04, 21:06
Pontosítok bocs, egyébként igazad van, ezzel nem tudnék menetet fúrni.
Menetmarási műveletet szeretnék majd végezni rajta.
Itt elég lenne egy viszonylag magas fordulatszám a menetmaróhoz.
Kérdés, hogy ebben az esetben is szükséges-e az enkóder?
Menetmarási műveletet szeretnék majd végezni rajta.
Itt elég lenne egy viszonylag magas fordulatszám a menetmaróhoz.
Kérdés, hogy ebben az esetben is szükséges-e az enkóder?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 április 04, 21:25
Írta: dezsoe Dátum 2018 április 04, 21:25
Menetmaráskor egy spirál mentén mész lefelé, nem? Ahhoz nem kell, mert az nem szinkron művelet.
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2018 április 04, 21:33
Írta: gaben Dátum 2018 április 04, 21:33
Na, erre gondoltam én is, hogy ebben az esetben nincs szükség enkóderre a főorsón.
Cím: Re:UCCNC vezérlő program
Írta: Tibcsi Dátum 2018 április 04, 23:07
Írta: Tibcsi Dátum 2018 április 04, 23:07
Sziasztok!
Tudja valaki, mitől van az a jelenség az UCCNC-ben program indítás után a jogpanelon kiválasztom a step/1mm, vagy bármelyiket és ráklikkelek valamelyik tengelyre, akkor nem rögtön lépi le az 1mm-ert, hanem lassan, olyan mintha tizedeket lépne, és 10 másodpercig is tart. De ha betöltök egy G-kódot, és lefuttatom, megszűnik ez a jelenség. Ezt a dolgot, tapasztaltam a Mach3-ban is.
Tudja valaki, mitől van az a jelenség az UCCNC-ben program indítás után a jogpanelon kiválasztom a step/1mm, vagy bármelyiket és ráklikkelek valamelyik tengelyre, akkor nem rögtön lépi le az 1mm-ert, hanem lassan, olyan mintha tizedeket lépne, és 10 másodpercig is tart. De ha betöltök egy G-kódot, és lefuttatom, megszűnik ez a jelenség. Ezt a dolgot, tapasztaltam a Mach3-ban is.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 április 04, 23:26
Írta: dezsoe Dátum 2018 április 04, 23:26
Szia!
Igen. Step módban az F-fel (feed rate) megadott sebességgel megy. Adj neki pl. F100-at, induláskor F6 van beállítva, ami nem kapkodós. :)
Igen. Step módban az F-fel (feed rate) megadott sebességgel megy. Adj neki pl. F100-at, induláskor F6 van beállítva, ami nem kapkodós. :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 április 05, 16:07
Írta: svejk Dátum 2018 április 05, 16:07
Találtam ma egy érdekességet, mely szerintem program hiba.
Nem is értem eddig miért nem jelezte senki, pedig valószínű mindegyik verzióban benne van.
A gép aminél szembetűnő lett:
UC400ETH
X gyorsjárat: 10 m/perc
Y gyorsjárat: 25 m/perc
Az alábbi kód esetén ha menet közben az FRO-t elállítom bármelyik irányba akár milyen kis mértékben, akkor az Y gyorsjárati sebessége visszaesik az X tengely maximális gyorsjárati sebességére, esetemben 10 m/percre.
Az X gyorsjárata rendben az FRO szerint változik.
Ha már eleve százalékosan csökkentett FRO-val indítom a kódot akkor rendesen override-olja mindkét tengelyt.
Íme egy példakód, mellyel jól megfigyelhető a jelenség:
Nem is értem eddig miért nem jelezte senki, pedig valószínű mindegyik verzióban benne van.
A gép aminél szembetűnő lett:
UC400ETH
X gyorsjárat: 10 m/perc
Y gyorsjárat: 25 m/perc
Az alábbi kód esetén ha menet közben az FRO-t elállítom bármelyik irányba akár milyen kis mértékben, akkor az Y gyorsjárati sebessége visszaesik az X tengely maximális gyorsjárati sebességére, esetemben 10 m/percre.
Az X gyorsjárata rendben az FRO szerint változik.
Ha már eleve százalékosan csökkentett FRO-val indítom a kódot akkor rendesen override-olja mindkét tengelyt.
Íme egy példakód, mellyel jól megfigyelhető a jelenség:
Kód Kijelölés
G17 G40 G64 G90 G92.1 G99
G0 Y0
G0 X0
G0 X100
G0 Y300
G0 X200
G0 Y600
G0 X300
G0 Y900
G0 X400
G0 X0
G0 Y0
M30
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 április 05, 16:53
Írta: dezsoe Dátum 2018 április 05, 16:53
Igen, úgy tűnik, hogy valóban ez van. Megnézzük.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2018 április 05, 18:46
Írta: kr97pwss2 Dátum 2018 április 05, 18:46
A hibát beazonosítottam és javítottam, a következő kiadásban már benne lesz.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 április 05, 19:16
Írta: svejk Dátum 2018 április 05, 19:16
Ez igen! Ez aztán terméktámogatás! [#eljen]
A nép nevében: [#worship]
A nép nevében: [#worship]
Cím: Re:UCCNC vezérlő program
Írta: Tibcsi Dátum 2018 április 05, 19:41
Írta: Tibcsi Dátum 2018 április 05, 19:41
Ezt az F értéket, lehet valahol fixálni, hogy ne kelljen minden indításnál beírni, ha igen hol találom? előre is köszi[#kacsint]
Cím: Re:UCCNC vezérlő program
Írta: svager Dátum 2018 április 05, 19:47
Írta: svager Dátum 2018 április 05, 19:47
mi nem levegőszántásra használjuk a gépet [#kuss]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 április 05, 20:03
Írta: dezsoe Dátum 2018 április 05, 20:03
Elmented az alábbi kódot egy makróba és beállítod automatikus futtatással a Macroloops alatt. A végén van a CommandLine értékadás, ott most F100 és S250 van, ha kell, módosítsd. Az első Reset feloldáskor fog csak futni.
Kód Kijelölés
// ================================================================================================
// First run tasks v1.0
// ================================================================================================
bool ResetNow = exec.GetLED(ResetLED);
if (FirstRun && !ResetNow)
{
while (!exec.GetLED(ResetLED))
Thread.Sleep(10);
ResetNow = exec.GetLED(ResetLED);
}
FirstRun = false;
if (NeedCheck && !ResetNow)
{
NeedCheck = false;
Thread.Sleep(100);
exec.Code(CommandLine);
AS3.Additemtolistbeginning(CommandLine + " is set", 2);
}
// ================================================================================================
#Events
// ================================================================================================
const int ResetLED = 25;
static bool FirstRun = true;
static bool NeedCheck = true;
const string CommandLine = "F100 S250";
// ================================================================================================
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 április 05, 20:45
Írta: svejk Dátum 2018 április 05, 20:45
A gépezet egy 3000 x 450 mm munkaterületű helyzetfúró.
Cím: Re:UCCNC vezérlő program
Írta: Tibcsi Dátum 2018 április 05, 22:38
Írta: Tibcsi Dátum 2018 április 05, 22:38
Köszönöm a gyors segítséget, tökéletesen működik.[#eljen][#worship]
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 április 06, 13:58
Írta: ium8w94xp Dátum 2018 április 06, 13:58
És biztos napi 30 órát nyomkodod [#nyes]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 április 06, 14:36
Írta: svejk Dátum 2018 április 06, 14:36
A gazdája használja heti 15-20 órában, aluprofilokat furkál.
De nem értem a baszogatás miértjét, talán valami rosszat írtam?
De nem értem a baszogatás miértjét, talán valami rosszat írtam?
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 április 06, 23:24
Írta: ium8w94xp Dátum 2018 április 06, 23:24
Veled viccelni se lehet? :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 április 07, 08:01
Írta: svejk Dátum 2018 április 07, 08:01
[#law]
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2018 április 07, 11:57
Írta: gaben Dátum 2018 április 07, 11:57
Szerintem erre [#t218p5385#] szurkált vissza. ;)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 április 11, 12:22
Írta: ium8w94xp Dátum 2018 április 11, 12:22
Belefutottam egy hibába, amiről persze nem tudom mi okozza. Ráadásul ismételni is nehéz, mert ugyanazt a gkódot egyszer teljesen jól megcsinálja, másodiknak meg olyan mozgást csinál a gép, ami a kódba nincs is. Egy téglalapot vágtam ki aluból 2mm mélységben. Kb 1 milkó mélyen átlósan elindult a folytonos téglalap alakzat helyett..maró eltört és a képernyőre nézve nem értettem a mozgást, mivel ott a téglalap volt. Csabával konzultáltam és javasolta a régebbi hivatalos és nem teszt verziót. Tehát nem tudom miért történt csak jelzem, hogy más ne fusson bele éles helyzetbe, ha a progi hibája. ;)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 április 11, 12:32
Írta: dezsoe Dátum 2018 április 11, 12:32
Éles környezetben használd a legutolsó stabil verziót, az 1.2047-est. Az 1.21xx verziók teszt verziók, ezért nem javasolt napi szinten használni, csak tesztelésre. Az 1.2047-ben nem tudunk ilyen hibáról, míg a teszt verziókban már más is jelezte. A hiba felderítése folyamatban van.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 április 11, 12:43
Írta: svejk Dátum 2018 április 11, 12:43
"...míg a teszt verziókban már más is jelezte. "
[#wow1]
[#wow1]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 április 11, 13:02
Írta: dezsoe Dátum 2018 április 11, 13:02
A másik fórumon, azért nem láttad. :)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 április 12, 13:19
Írta: ium8w94xp Dátum 2018 április 12, 13:19
Itt az időm 34 db vágással tesztelni a 2047-en azt a gkódot....majd jelzem mi volt :)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 április 12, 15:21
Írta: ium8w94xp Dátum 2018 április 12, 15:21
Nem jött elő a korábbi dolog, tehát nekem is az a hiba lehetett korábban. Remélem tudni már mi okozza :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 április 12, 16:20
Írta: dezsoe Dátum 2018 április 12, 16:20
[#eljen]
Cím: Re:UCCNC vezérlő program
Írta: Thowra Dátum 2018 április 18, 12:48
Írta: Thowra Dátum 2018 április 18, 12:48
Üdv!
Ismét belefutottam egy makrós problémába.
hw: UC300ETH_5441 Uc: 1.2047
Makroloopba szeretnék kezelni pár gombot. Jól működik menet közbe minden, de az UC első indulása után lefutnak gombnyomás nélkül is egyszer. Azt vettem észre, hogy csak azoknál van gond amit NO gomb kapcsol (Van pár NC is, azok nem futnak le).
Próbáltam a RESET ledet figyelni és csak reset után engedélyezni a makrót de ekkor is lefut indulás után.
NC gomb esetén nem fut le induláskor így:
Van esetleg valakinek ötlete?
Előre is köszönöm.
Ismét belefutottam egy makrós problémába.
hw: UC300ETH_5441 Uc: 1.2047
Makroloopba szeretnék kezelni pár gombot. Jól működik menet közbe minden, de az UC első indulása után lefutnak gombnyomás nélkül is egyszer. Azt vettem észre, hogy csak azoknál van gond amit NO gomb kapcsol (Van pár NC is, azok nem futnak le).
Próbáltam a RESET ledet figyelni és csak reset után engedélyezni a makrót de ekkor is lefut indulás után.
Kód Kijelölés
//teszt
if(!exec.GetLED(2)){
exec.AddStatusmessage("teszt");
exec.Setoutpin(2,14);
while(!exec.GetLED(2)){}
}
NC gomb esetén nem fut le induláskor így:
Kód Kijelölés
//teszt
if(exec.GetLED(2)){
exec.AddStatusmessage("teszt");
exec.Setoutpin(2,14);
while(exec.GetLED(2)){}
}
Van esetleg valakinek ötlete?
Előre is köszönöm.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 április 18, 13:12
Írta: dezsoe Dátum 2018 április 18, 13:12
Szia!
Ez így halmozottan problémás. Egyrészt a gombok kezelésére jobb az input triggerek használata, másrészt pedig az üres ciklusokkal rendesen megfogod a gépet. Írj pár szót, hogy konkrétan mit szeretnél megoldani, és kitaláljuk, hogy hogyan csináld.
Ez így halmozottan problémás. Egyrészt a gombok kezelésére jobb az input triggerek használata, másrészt pedig az üres ciklusokkal rendesen megfogod a gépet. Írj pár szót, hogy konkrétan mit szeretnél megoldani, és kitaláljuk, hogy hogyan csináld.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 április 18, 14:42
Írta: dezsoe Dátum 2018 április 18, 14:42
Hogy másnak is meglegyen a megoldás:
A makróhurok elején egy pici várakozás kell, mivel az UCCNC indításakor a hurok hamarabb indul el, mint ahogy a program beállítja a bemenetekhez tartozó LEDek állapotát.
Kód Kijelölés
Thread.Sleep(500); //induláskor vár
while (loop)
{
// ide jön a többi cucc
}
A makróhurok elején egy pici várakozás kell, mivel az UCCNC indításakor a hurok hamarabb indul el, mint ahogy a program beállítja a bemenetekhez tartozó LEDek állapotát.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 április 18, 20:33
Írta: ium8w94xp Dátum 2018 április 18, 20:33
Az ezres hozzászólásodra koccintok...egs :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 április 18, 21:11
Írta: dezsoe Dátum 2018 április 18, 21:11
Jé, tényleg! Egs! [#pias]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 április 18, 21:15
Írta: svejk Dátum 2018 április 18, 21:15
Most meg olyan mesés lettél. :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 április 18, 21:20
Írta: dezsoe Dátum 2018 április 18, 21:20
:)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 április 18, 21:53
Írta: ium8w94xp Dátum 2018 április 18, 21:53
Mondjuk ez inkább gkód kérdés, de nem lehet valahogy uccnc-ben láttatni mondjuk egy rajzot pl a megmunkálandó tárgyat és benne a munka folyamatot. Mert ugye a munkafolyamatot látom, ha behívom a gkódot. De ha egy régi projektet hívok be, akkor emlékem se lesz a munkadarab kinézetéről...helyzetéről. tehát gkódba van olyan lehetőség, hogy egy rajzot csak megjelenít?nem mozog a kontúrján?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 április 19, 08:50
Írta: dezsoe Dátum 2018 április 19, 08:50
Nincs. A g-kód nem erről szól. Ha fontos emlékezni, akkor ments el egy fotót ugyanazon a néven, mint a g-kód, és azt később meg tudod nézni. Vagy írj sok megjegyzést a kód elejére.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2018 április 19, 11:07
Írta: istvan58 Dátum 2018 április 19, 11:07
sziasztok,
valaki próbálta már az UCCNC-t ilyen mini PC-vel? :
(https://www.gearbest.com/tv-box-mini-pc/pp_562950.html)
adatok:
Model: Z83II
Type: Mini PC
System: Windows 10
Processor: Intel Atom X5-Z8350
CPU: Intel Atom X5-Z8350
Core: Quad Core
GPU: Intel HD Graphics 400
RAM: 2G
RAM Type: DDR3L
ROM: 32G
valaki próbálta már az UCCNC-t ilyen mini PC-vel? :
(https://www.gearbest.com/tv-box-mini-pc/pp_562950.html)
adatok:
Model: Z83II
Type: Mini PC
System: Windows 10
Processor: Intel Atom X5-Z8350
CPU: Intel Atom X5-Z8350
Core: Quad Core
GPU: Intel HD Graphics 400
RAM: 2G
RAM Type: DDR3L
ROM: 32G
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2018 április 19, 11:08
Írta: istvan58 Dátum 2018 április 19, 11:08
link lemaradt:
https://www.gearbest.com/tv-box-mini-pc/pp_562950.html
https://www.gearbest.com/tv-box-mini-pc/pp_562950.html
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 április 19, 11:56
Írta: dezsoe Dátum 2018 április 19, 11:56
Szia!
Jó kérdés. Nagy valószínűség szerint igen. Az egyetlen buktatója a videókártya lehet. Nem igazán találtam róla adatot, úgyhogy ennek kicsit utána kell nézned. Ha meg tudod fűzni az eladót (vagy bárkit, akinek van ilyen), hogy telepítse fel és indítsa el az UCCNC-t, akkor kiderül. Ha elindul, akkor jó lesz, mert a sebessége elég, ha nem, akkor nem. Az UCCNC induláskor ellenőrzi, hogy a videókártya jó-e neki, és ha nem, akkor el sem indul, kiírja, hogy nem elég a videó teljesítmény.
Jó kérdés. Nagy valószínűség szerint igen. Az egyetlen buktatója a videókártya lehet. Nem igazán találtam róla adatot, úgyhogy ennek kicsit utána kell nézned. Ha meg tudod fűzni az eladót (vagy bárkit, akinek van ilyen), hogy telepítse fel és indítsa el az UCCNC-t, akkor kiderül. Ha elindul, akkor jó lesz, mert a sebessége elég, ha nem, akkor nem. Az UCCNC induláskor ellenőrzi, hogy a videókártya jó-e neki, és ha nem, akkor el sem indul, kiírja, hogy nem elég a videó teljesítmény.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2018 április 19, 13:08
Írta: istvan58 Dátum 2018 április 19, 13:08
Köszi,
nos ez egyszerü mert van egy ilyenem :)
Csak ez most mediaserverként használom film nézésre.
Azt mondodd ha csak felrakom az UCCNC-t és elindul demóban akkór elvileg ok ?
nos ez egyszerü mert van egy ilyenem :)
Csak ez most mediaserverként használom film nézésre.
Azt mondodd ha csak felrakom az UCCNC-t és elindul demóban akkór elvileg ok ?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 április 19, 13:32
Írta: dezsoe Dátum 2018 április 19, 13:32
Ha neked van, akkor még egyszerűbb, mert nem is kell telepíteni, elég, ha kimásolod egy pendrive-ra az egész mappát. Hangja nem lesz (ahhoz kell a telepítés), de azt látni fogod, hogy működik-e. :) Ha elindul, akkor fog működni, pláne, ha ethernetes vezérlőd van. (Az USB-snek kicsit több erőforrás kell a PC oldaláról az USB-kezelés miatt, de csak antik gépeknél láttam USB lassulást.)
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2018 április 19, 14:22
Írta: istvan58 Dátum 2018 április 19, 14:22
Köszi,
ma kipróbálom. Jelzem majd hogy megy e, talán mást is érdekel. Elég jó áron vannak ezek a mini PC-k, kb 22eFt ból már megvan.
Amit most használok film streameléshez nagyon jól teszi a dolgát
ma kipróbálom. Jelzem majd hogy megy e, talán mást is érdekel. Elég jó áron vannak ezek a mini PC-k, kb 22eFt ból már megvan.
Amit most használok film streameléshez nagyon jól teszi a dolgát
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2018 április 19, 21:33
Írta: istvan58 Dátum 2018 április 19, 21:33
Próba megvolt. Kérte a .net framework telepítést, azután elindult demóban. Teszt G kód indult. Ami érdekes nem ment a jogging egyik tengelyen sem. Ugyanarról a pendrive-ról a laptopon ment. Igaz azon a laptopon instalálva is van az UCCNC.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 április 19, 21:47
Írta: dezsoe Dátum 2018 április 19, 21:47
Hümm. Nem tudom, hogy mi akadályozhatta meg a jog-ot... [#nemtudom] Elvileg semmi... [#fejvakaras] Nem lehet, hogy amikor próbáltad, akkor éppen nem az UCCNC volt az aktív ablak?
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2018 április 19, 21:54
Írta: istvan58 Dátum 2018 április 19, 21:54
Nem, egy touchpados billentyű van a mini PC-n, és ott nyomtam a nyilakat a képernyőn de nem mozdulnak a számok a DRO ban
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 április 19, 22:03
Írta: dezsoe Dátum 2018 április 19, 22:03
Feltehetőleg valami nagyon egyszerű oka van, de most éppen nem jut eszembe... [#zavart2]
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2018 április 19, 22:07
Írta: istvan58 Dátum 2018 április 19, 22:07
Valószínű nem nagy gond. Majd még játszom kicsit vele és jelzem mi a helyzet.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 április 19, 22:09
Írta: dezsoe Dátum 2018 április 19, 22:09
OK. Majd próbáld ki, hogy nem a képernyőn töfködöd, hanem a billentyűzet nyilaival.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2018 április 19, 23:11
Írta: istvan58 Dátum 2018 április 19, 23:11
Szóval se képernyőn se billentyű nyilak nem mentek.
Majd bedugtam egy drótos egeret és azzal ment. Majd kihúztam aztán vissza a wireless billentyűzetet és minden ok.
Képernyőn is billentyű nyilak al is. Érdekes.
Na lényeg az hogy jó a kis PC.
Majd bedugtam egy drótos egeret és azzal ment. Majd kihúztam aztán vissza a wireless billentyűzetet és minden ok.
Képernyőn is billentyű nyilak al is. Érdekes.
Na lényeg az hogy jó a kis PC.
Cím: Re:UCCNC vezérlő program
Írta: j3cx5jtk6 Dátum 2018 április 26, 00:08
Írta: j3cx5jtk6 Dátum 2018 április 26, 00:08
Sziasztok!
Olyasféle kérdéssel fordulok hozzátok, hogy valaki használ 3d nyomtatót uc kártyával?
elég sok M kódot hoz létre az ideamaker, és nem tudom mik is ezek pontosan.
/gondolom fűtés bekapcs, venti bekapcs, stb valamit tuti bele kell írni a mert ezek üresek alapjáraton.
Illetve E vel jelöli a beadagoló motort, fel lehetne ismertetni vele hogy azt egyből A ra asszociálja? vagy mindig rename all funkciot kell alkalmazni?
minden infót szívesen fogadok, a gép még csak most kezd épülni, szóval akármit is írtok nekem valószínű új lesz.
Azért írtam ide mert van egy cnc maróm ami uc300-uccnc kombóval már elég régóta fainul muzsikál, és itt vannak makró scriptes pengék:)
hálás köszi [#taps]
Olyasféle kérdéssel fordulok hozzátok, hogy valaki használ 3d nyomtatót uc kártyával?
elég sok M kódot hoz létre az ideamaker, és nem tudom mik is ezek pontosan.
/gondolom fűtés bekapcs, venti bekapcs, stb valamit tuti bele kell írni a mert ezek üresek alapjáraton.
Illetve E vel jelöli a beadagoló motort, fel lehetne ismertetni vele hogy azt egyből A ra asszociálja? vagy mindig rename all funkciot kell alkalmazni?
minden infót szívesen fogadok, a gép még csak most kezd épülni, szóval akármit is írtok nekem valószínű új lesz.
Azért írtam ide mert van egy cnc maróm ami uc300-uccnc kombóval már elég régóta fainul muzsikál, és itt vannak makró scriptes pengék:)
hálás köszi [#taps]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 április 26, 10:02
Írta: dezsoe Dátum 2018 április 26, 10:02
Szia!
Ez így elég kevés információ. Azt kellene tudni, ahogy amivel generálod a g-kódot, az tud-e olyan kódot generálni, ami az UCCNC-nek is jó. Akkor nem kéne kézzel vacakolni.
Ez így elég kevés információ. Azt kellene tudni, ahogy amivel generálod a g-kódot, az tud-e olyan kódot generálni, ami az UCCNC-nek is jó. Akkor nem kéne kézzel vacakolni.
Cím: Re:UCCNC vezérlő program
Írta: Thowra Dátum 2018 április 26, 14:10
Írta: Thowra Dátum 2018 április 26, 14:10
Üdv!
Ismét elakadtam makró ügybe.
Van lehetőség két makró közt egy változó értékét átvinni (típus mindegy, elég egy bool is)?
Ismét elakadtam makró ügybe.
Van lehetőség két makró közt egy változó értékét átvinni (típus mindegy, elég egy bool is)?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 április 26, 14:18
Írta: dezsoe Dátum 2018 április 26, 14:18
Szia!
Több lehetőséged van: ha elég a bool, akkor egy LED-en keresztül is át tudod vinni, ha kell szám vagy szöveg, akkor ki kell tenned egy mezőt és azon keresztül (a mező lehet a képernyőn kívül is, akkor nem látszik, de ott kell lennie). Ha nem nagy a forgalom a két makró között, akkor használhatod a profilt is: lásd exec.Writekey és exec.Readkey.
Több lehetőséged van: ha elég a bool, akkor egy LED-en keresztül is át tudod vinni, ha kell szám vagy szöveg, akkor ki kell tenned egy mezőt és azon keresztül (a mező lehet a képernyőn kívül is, akkor nem látszik, de ott kell lennie). Ha nem nagy a forgalom a két makró között, akkor használhatod a profilt is: lásd exec.Writekey és exec.Readkey.
Cím: Re:UCCNC vezérlő program
Írta: Thowra Dátum 2018 április 26, 14:25
Írta: Thowra Dátum 2018 április 26, 14:25
Köszönöm a gyors segítséget.
Nincs nagy forgalom köztük, a ledes megoldás szerintem jó lesz.
Esetleg az is jó lenne ha ki/be lehetne kapcsolni az adott makrót. Mindkettő makróloopba fut (1. makróból kikapcsolom a 2. at majd egy feltétel teljesülése után visszakapcsolom. Az 1. mindig fut).
Nincs nagy forgalom köztük, a ledes megoldás szerintem jó lesz.
Esetleg az is jó lenne ha ki/be lehetne kapcsolni az adott makrót. Mindkettő makróloopba fut (1. makróból kikapcsolom a 2. at majd egy feltétel teljesülése után visszakapcsolom. Az 1. mindig fut).
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 április 26, 19:01
Írta: svejk Dátum 2018 április 26, 19:01
Az alábbi könyv [#t19p85410#] elolvasása mozdíthatna valamit előre az UCCNC makrok megértésében?
Vagy csak még jobban összezavarna?
Vagy csak még jobban összezavarna?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 április 26, 22:28
Írta: dezsoe Dátum 2018 április 26, 22:28
Ártani nem árt. Csak a tartalomjegyzéket néztem végig, az alapján azt mondanám, hogy sok hasznos van benne, de sok olyan is, amit itt nem fogsz használni. Érdemes átnézni, szerintem. :) Jelige: sosem árt tanulni.
Cím: Re:UCCNC vezérlő program
Írta: Thowra Dátum 2018 április 27, 13:25
Írta: Thowra Dátum 2018 április 27, 13:25
Nem tudom mennyi átfedés van köztük de mindenképp hasznos olvasmány szerintem. Ha valamit nem tudok, nem vagyok biztos benne kérdezek. Úgy tanul a gyerek ha kérdez :).
Cím: Re:UCCNC vezérlő program
Írta: j3cx5jtk6 Dátum 2018 április 27, 13:35
Írta: j3cx5jtk6 Dátum 2018 április 27, 13:35
Sziasztok!
Kérdés azt meg lehet csinálni, hogy:
1. gép home nekem bal -hátul-fennt
De park pozicióm legelől -középen van
A kérdés az, hogy ugy menjen a park pozicóra hogy elöszor
csak elöre jöjjön és amikor elérte akkor menjen középre.
Remélem érthetö voltam:D
Tehát a piros vonal:)
Elore is köszönöm!
üdv Á
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_xexnd70f7h96fvy3ew7v_5506.png) (https://hobbicncforum.hu/uploaded_images/2018/04/xexnd70f7h96fvy3ew7v_5506.png)
Kérdés azt meg lehet csinálni, hogy:
1. gép home nekem bal -hátul-fennt
De park pozicióm legelől -középen van
A kérdés az, hogy ugy menjen a park pozicóra hogy elöszor
csak elöre jöjjön és amikor elérte akkor menjen középre.
Remélem érthetö voltam:D
Tehát a piros vonal:)
Elore is köszönöm!
üdv Á
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_xexnd70f7h96fvy3ew7v_5506.png) (https://hobbicncforum.hu/uploaded_images/2018/04/xexnd70f7h96fvy3ew7v_5506.png)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 április 27, 13:45
Írta: ium8w94xp Dátum 2018 április 27, 13:45
Tetszik a gépkezelő illusztrálása :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 április 27, 14:07
Írta: dezsoe Dátum 2018 április 27, 14:07
Ez elég egyszerű. Mivel parkolni akarod a gépet, gondolom, hogy gépi koordinátában szeretnéd megadni, hogy hova álljon. Home után megnézed, hogy a parkolási pozíciódnak mik a koordinátái (gépi!), majd fogod az M201.txt-t és megnyitod szerkesztésre (akár jegyzettömbbel). Az M201 makró a P2 gombhoz van rendelve. (A P1 az munkakoordinátában mozog.) Az elején van 3 sor:
Ez határozza meg a három koordinátát, ahová megy. A parkZ-nek is adhatsz fix értéket, eredetileg a beállításokból veszi a SafeZ-t, de ha biztosra akarsz menni, akkor írd be fixen. Lejjebb találsz két sort:
Ezt duplázd meg, majd módosítsd, hogy előbb az Y menjen és aztán az X:
Kész vagy, hátradőlhetsz. :)
Kód Kijelölés
double parkZ = exec.mainform.UCsetup.UCset.Generalsettings.SafeZ;
double parkX = 0;
double parkY = 0;
Ez határozza meg a három koordinátát, ahová megy. A parkZ-nek is adhatsz fix értéket, eredetileg a beállításokból veszi a SafeZ-t, de ha biztosra akarsz menni, akkor írd be fixen. Lejjebb találsz két sort:
Kód Kijelölés
exec.Code("G00 G53 X" + parkX +" Y" + parkY); // Move to XY park2 position
while(exec.IsMoving()){}
Ezt duplázd meg, majd módosítsd, hogy előbb az Y menjen és aztán az X:
Kód Kijelölés
exec.Code("G00 G53 Y" + parkY); // Move to Y park2 position
while(exec.IsMoving()){}
exec.Code("G00 G53 X" + parkX); // Move to X park2 position
while(exec.IsMoving()){}
Kész vagy, hátradőlhetsz. :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 április 27, 15:17
Írta: svejk Dátum 2018 április 27, 15:17
Most szerencsénk van, mert van kitől. :)
De szinte az egész életem gyötrelmes, tapasztalati úton való tanulásról szólt, mert valahogy sosem volt a közelemben hozzáértő. :(
De szinte az egész életem gyötrelmes, tapasztalati úton való tanulásról szólt, mert valahogy sosem volt a közelemben hozzáértő. :(
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 április 27, 15:19
Írta: svejk Dátum 2018 április 27, 15:19
Nagyon jó tanár lenne belőled! [#taps]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 április 27, 15:19
Írta: svejk Dátum 2018 április 27, 15:19
Ja, ezt már Debrecenből írtad, ugye? [#wink]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 április 27, 16:01
Írta: dezsoe Dátum 2018 április 27, 16:01
Persze, én már tegnap óta itt vagyok. :)
Pár éve tanítottam. Jó volt, érdekes volt, de nagyon nagy falat, ha rendesen akarod csinálni. :) Kicsit megnőtt a tanárok becsülete a szememben!
Egyébként, azt lehet rendesen megtanulni, amivel sokat küzdesz. Ha mindent rögtön megmondanak, akkor csak az marad meg, hogy kit kell kérdezni. [#eplus2]
Pár éve tanítottam. Jó volt, érdekes volt, de nagyon nagy falat, ha rendesen akarod csinálni. :) Kicsit megnőtt a tanárok becsülete a szememben!
Egyébként, azt lehet rendesen megtanulni, amivel sokat küzdesz. Ha mindent rögtön megmondanak, akkor csak az marad meg, hogy kit kell kérdezni. [#eplus2]
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2018 április 27, 22:04
Írta: wv07scd6x Dátum 2018 április 27, 22:04
Üdv mindenkinek!
Éppen ma egy kicsit hosszú pihentetés után elővettem megint egy kicsit a gépemet. Nekem a köztudottan hibás legutolsó verzió van feltelepítve. Nem tudom hogy az is egy ismert hiba benne, hogy mikor egy rádiuszos kivágást készítek el akkor látszólag a rádiusz ívére érve látványosan megnő az előtolás sebessége, majd mikor lejön a rádiuszról visszaáll. Én ez a kivágás úgy készítettem hogy magán a cnc programon eleve 50%-os előtolás használtam. Nem tudom ez számít e valamit. De egy programozónak hordozhat ez is hasznos információként. Másrészről meg érdeklődnék, hogy lesz e a közeljövőben használható verzió, vagy telepítsem inkább vissza a régit? Minden nap nézem ezt a fórumot abban bízván hogy felkerül.:D Kíváncsi vagyok. :) Egy ilyesmi játékszert csináltam most ami látszik a képen.
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_pvwksxhpin7kjxuv67fy2_5048.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/pvwksxhpin7kjxuv67fy2_5048.jpg)
Éppen ma egy kicsit hosszú pihentetés után elővettem megint egy kicsit a gépemet. Nekem a köztudottan hibás legutolsó verzió van feltelepítve. Nem tudom hogy az is egy ismert hiba benne, hogy mikor egy rádiuszos kivágást készítek el akkor látszólag a rádiusz ívére érve látványosan megnő az előtolás sebessége, majd mikor lejön a rádiuszról visszaáll. Én ez a kivágás úgy készítettem hogy magán a cnc programon eleve 50%-os előtolás használtam. Nem tudom ez számít e valamit. De egy programozónak hordozhat ez is hasznos információként. Másrészről meg érdeklődnék, hogy lesz e a közeljövőben használható verzió, vagy telepítsem inkább vissza a régit? Minden nap nézem ezt a fórumot abban bízván hogy felkerül.:D Kíváncsi vagyok. :) Egy ilyesmi játékszert csináltam most ami látszik a képen.
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_pvwksxhpin7kjxuv67fy2_5048.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/pvwksxhpin7kjxuv67fy2_5048.jpg)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 április 27, 23:59
Írta: dezsoe Dátum 2018 április 27, 23:59
A "köztudottan hibás legutolsó verzió" egy teszt verzió, amit tesztelésre használunk, nem termelésre. A legutolsó verzió az az 1.2047-es, ami viszont nem hibás. A teszt verziók arra valók, hogy teszteljük őket. [#zavart2] Arra tippelnék, hogy az ívek rövid szakaszokból állnak: ilyenkor valóban lassul a legutóbbi teszt verzió.
A különböző teszt és éles kiadásokról itt fogsz információt kapni (https://forum.hobbycnc.hu/topic.php?topic=255).
A különböző teszt és éles kiadásokról itt fogsz információt kapni (https://forum.hobbycnc.hu/topic.php?topic=255).
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2018 április 28, 11:10
Írta: wv07scd6x Dátum 2018 április 28, 11:10
Üdv!
Elnézést a pontatlan megfogalmazásért. Természetesen én is tisztában voltam vele, hogy az nem egy végleges kiadás. Most letöltöttem az újabb teszt verziót és azt is próbálgatom. Van még egy észrevételem amit nem tudok mire vélni. Az előző 64bit-es, és az utóbbi is minden újraindítás után a "default" profillal indul. Mindig be kell töltenem használat előtt az én gépemre szabott profilt. És új profilt sem tudok létrehozni. Azt írja angolul hogy a profil név szöveges fájl üres, és a profilt nem sikerült létrehozni. Találkozott már valaki ilyesmivel?
Elnézést a pontatlan megfogalmazásért. Természetesen én is tisztában voltam vele, hogy az nem egy végleges kiadás. Most letöltöttem az újabb teszt verziót és azt is próbálgatom. Van még egy észrevételem amit nem tudok mire vélni. Az előző 64bit-es, és az utóbbi is minden újraindítás után a "default" profillal indul. Mindig be kell töltenem használat előtt az én gépemre szabott profilt. És új profilt sem tudok létrehozni. Azt írja angolul hogy a profil név szöveges fájl üres, és a profilt nem sikerült létrehozni. Találkozott már valaki ilyesmivel?
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2018 április 28, 12:50
Írta: TBS-TEAM Dátum 2018 április 28, 12:50
Amikor beírod a profil nevet nyomj egy entert, utánna az új profil ikon.
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2018 április 28, 13:02
Írta: TBS-TEAM Dátum 2018 április 28, 13:02
Másik megoldás:
Appearance ablakban:Validate textfields with Enter key only: Ha a jelölőnégyzet ki van választva, akkor a
szövegmezőkbe bevitt új adatokat kizárólag az enter billentyű lenyomásával lehet érvényesíteni. Kiveszed a pipát és nem kell entert nyomni. [#nyes]
Appearance ablakban:Validate textfields with Enter key only: Ha a jelölőnégyzet ki van választva, akkor a
szövegmezőkbe bevitt új adatokat kizárólag az enter billentyű lenyomásával lehet érvényesíteni. Kiveszed a pipát és nem kell entert nyomni. [#nyes]
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2018 április 28, 13:45
Írta: wv07scd6x Dátum 2018 április 28, 13:45
Igen így már valóban működik a profil létrehozás, viszont így is elfelejti a beállításaimat. Most is a program elindítása után a profilt be kell töltenem. Ez inkább zavaró.
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2018 április 28, 14:41
Írta: TBS-TEAM Dátum 2018 április 28, 14:41
A beállításokat az egyedi profilodba mented?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 április 28, 16:15
Írta: dezsoe Dátum 2018 április 28, 16:15
Az asztalon másold le a parancsikont, aztán a tulajdonságaiban írd a végére, hogy /p profilnev, ahol a provilnev az általad létrehozott profil neve. Pl.:
Kód Kijelölés
C:\UCCNC\UCCNC.exe /p profilnev
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2018 április 28, 17:41
Írta: wv07scd6x Dátum 2018 április 28, 17:41
Sikerült! Köszönöm!
Cím: Re:UCCNC vezérlő program
Írta: j3cx5jtk6 Dátum 2018 április 29, 15:23
Írta: j3cx5jtk6 Dátum 2018 április 29, 15:23
[#csodalk]
Köszi!
Hogy ez eszembe sem jutott, hogy berakok egy while move ot.. és csak copyzok .... fergeteges:DDDD[#taps]
Köszi!
Hogy ez eszembe sem jutott, hogy berakok egy while move ot.. és csak copyzok .... fergeteges:DDDD[#taps]
Cím: Re:UCCNC vezérlő program
Írta: j3cx5jtk6 Dátum 2018 április 29, 15:23
Írta: j3cx5jtk6 Dátum 2018 április 29, 15:23
[#csodalk]
Köszi!
Hogy ez eszembe sem jutott, hogy berakok egy while move ot.. és csak copyzok .... fergeteges:DDDD[#taps]
Köszi!
Hogy ez eszembe sem jutott, hogy berakok egy while move ot.. és csak copyzok .... fergeteges:DDDD[#taps]
Cím: Re:UCCNC vezérlő program
Írta: j3cx5jtk6 Dátum 2018 április 29, 15:25
Írta: j3cx5jtk6 Dátum 2018 április 29, 15:25
[#nyes]
Reméltem, hogy a gépkezelő valakinek fel fog tűnni[#vigyor]
Reméltem, hogy a gépkezelő valakinek fel fog tűnni[#vigyor]
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 május 04, 00:10
Írta: ium8w94xp Dátum 2018 május 04, 00:10
Nagy a baj, hogy még nem jelent meg új teszt progi? ;) Elmúlt már egy hónap.
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2018 május 04, 07:08
Írta: gaben Dátum 2018 május 04, 07:08
Rosszat álmodtál és valóság lett belőle? [#nevetes1]
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 május 04, 07:24
Írta: ium8w94xp Dátum 2018 május 04, 07:24
Ha megnézed az előzményeket, akkor látni, hogy szinte minden teszt verzió havonta újult. Abból gondolom, ha nem tudták egy hónap alatt javítani a gondoz, akkor esetleg nagy a baj :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 május 04, 07:39
Írta: dezsoe Dátum 2018 május 04, 07:39
Vagy az is lehet, hogy a fejlesztők is emberek. Tudod: van, hogy jobban haladnak, van, hogy lassabban, van magánéletük is, van, hogy betegek lesznek, van, hogy szabadságra mennek, van, hogy gyermekük születik stb.
(Az aggodalmadról a klasszikus vicc jut eszembe: a nő olyan, mint a Google: még be sem fejezted a mondatot, már találgat. :))
(Az aggodalmadról a klasszikus vicc jut eszembe: a nő olyan, mint a Google: még be sem fejezted a mondatot, már találgat. :))
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2018 május 04, 07:40
Írta: gaben Dátum 2018 május 04, 07:40
Ilyen szinten nem szoktam ezt figyelni, amúgy meg szerintem mindenki el van havazva a saját melójával. ;)
Nyugodj meg, biztos elkészülnek a support-al.
Nyugodj meg, biztos elkészülnek a support-al.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 május 04, 08:13
Írta: ium8w94xp Dátum 2018 május 04, 08:13
Tetszik a vicc ;)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 május 04, 08:14
Írta: ium8w94xp Dátum 2018 május 04, 08:14
Nem izgulok...csak már tesztelnék :)
Cím: Re:UCCNC vezérlő program
Írta: Thowra Dátum 2018 május 08, 09:46
Írta: Thowra Dátum 2018 május 08, 09:46
Üdv!
Ma belefutottam egy számomra érdekes dologba.
Cycle stop után ha G0 Z3 vagy G1 Z3 kóddal mozgok akkor az akruális program sor szám nem változik de ha G1 Z3 F500 al akkor visszaugrik az 1. sorra. MDI és makró exec.Code("G1 Z3 F500"); esetén is visszaugrik az 1. sorra.
Mozgás csak "Z" irányba van.
SW: 1.2047 ("szűz" telepítés után is ezt csinálja).
Mi lehet a probléma?
Ma belefutottam egy számomra érdekes dologba.
Cycle stop után ha G0 Z3 vagy G1 Z3 kóddal mozgok akkor az akruális program sor szám nem változik de ha G1 Z3 F500 al akkor visszaugrik az 1. sorra. MDI és makró exec.Code("G1 Z3 F500"); esetén is visszaugrik az 1. sorra.
Mozgás csak "Z" irányba van.
SW: 1.2047 ("szűz" telepítés után is ezt csinálja).
Mi lehet a probléma?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 május 08, 09:57
Írta: dezsoe Dátum 2018 május 08, 09:57
És tényleg. :) Valami olyan mizéria volt, ami már megjavult, mert a későbbi teszt verziókban nem csinálja. (Emiatt ne állj át teszt verzióra!)
Cím: Re:UCCNC vezérlő program
Írta: Thowra Dátum 2018 május 08, 14:06
Írta: Thowra Dátum 2018 május 08, 14:06
Köszönöm a gyors információt. Egyelőre nem probléma, véletlenül derült ki :).
Cím: Re:UCCNC vezérlő program
Írta: guliver83 Dátum 2018 május 15, 19:14
Írta: guliver83 Dátum 2018 május 15, 19:14
Tudna valaki segíteni, hogy mi mindent kell beállítanom UC400ETH vezérlőben, ha CO2 lézert szeretnék vele vezérelni.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 május 15, 19:43
Írta: dezsoe Dátum 2018 május 15, 19:43
Szia!
Milyen vezérlőjeleket kér a lézered? Van PWM szabályzott lézerkimenet bármelyik kimeneti lábon, ha ez elég. (Config/IO Setup/Laser) Tengelyek, végállások a szokásos módon. Ha az UC400-hoz van UCCNC licenszed, akkor a honlapról (http://cncdrive.com/UCCNC.html) szedd le a legfrissebb stabil kiadást (1.2047).
Milyen vezérlőjeleket kér a lézered? Van PWM szabályzott lézerkimenet bármelyik kimeneti lábon, ha ez elég. (Config/IO Setup/Laser) Tengelyek, végállások a szokásos módon. Ha az UC400-hoz van UCCNC licenszed, akkor a honlapról (http://cncdrive.com/UCCNC.html) szedd le a legfrissebb stabil kiadást (1.2047).
Cím: Re:UCCNC vezérlő program
Írta: guliver83 Dátum 2018 május 15, 19:56
Írta: guliver83 Dátum 2018 május 15, 19:56
PWM szabályzással menne.
Végállása az jelenleg nincs rajta (mire az)[#nemtudom][#taps]
Végállása az jelenleg nincs rajta (mire az)[#nemtudom][#taps]
Cím: Re:UCCNC vezérlő program
Írta: guliver83 Dátum 2018 május 16, 12:34
Írta: guliver83 Dátum 2018 május 16, 12:34
UC400ETH után ki milyen levalasztókártyát használ?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 május 16, 13:43
Írta: dezsoe Dátum 2018 május 16, 13:43
Gyakorlatilag bármilyet ráköthetsz, amit printer porthoz találtak ki, mert printer portként működik a két csatlakozója. Innentől kezdve az igényeid szabják meg.
Kérdésedre válaszolva, én pl. magamnak építettem. A motor vezérlőimben van optó, ezért azok közvetlenül mennek az UC400 kimeneteiről, csak a hibajeleket gyűjtöm össze egy bemenetre. Ezen kívül van rajta egy charge pump áramkör, amivel minden további tápot kapcsolok.
Kérdésedre válaszolva, én pl. magamnak építettem. A motor vezérlőimben van optó, ezért azok közvetlenül mennek az UC400 kimeneteiről, csak a hibajeleket gyűjtöm össze egy bemenetre. Ezen kívül van rajta egy charge pump áramkör, amivel minden további tápot kapcsolok.
Cím: Re:UCCNC vezérlő program
Írta: guliver83 Dátum 2018 május 16, 14:16
Írta: guliver83 Dátum 2018 május 16, 14:16
Böbnyire majdnem minden motorvezérlőmben van leválasztás mégis használom, ezek szerint fölöslegesen.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 május 16, 14:55
Írta: 000000000 Dátum 2018 május 16, 14:55
Én nekem ebből van kettő. 5$ darabja, azt megérte. Én nekem UC300ETH van, de az mindegy, az UC400ETH az ugyan úgy működik, csak analóg 0-10V kimenete nincs rajta, de ha az nem kell akkor akár mit használhatsz. Én nem használom analóg szignált, csak Modbus kommunikációt.
(https://hobbicncforum.hu/uploaded_images/2018/05/tn_myeq6eqmc9izqtusgk49_5201.jpg) (https://hobbicncforum.hu/uploaded_images/2018/05/myeq6eqmc9izqtusgk49_5201.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/05/tn_myeq6eqmc9izqtusgk49_5201.jpg) (https://hobbicncforum.hu/uploaded_images/2018/05/myeq6eqmc9izqtusgk49_5201.jpg)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 május 16, 15:08
Írta: svejk Dátum 2018 május 16, 15:08
Ahogy Dezsoe írta, mindegyik jó lehet ami LPT-s, de célszerű a CNCdrive-tól venni az biztos mindenben kompatibilis.
Persze van a CNCpart-nak is.
Én is mindig magam gyártom le őket mert nincs két egyforma igényű gép.
A képen látható cucc egy kísérlet volt és ez is távol áll attól, hogy hátradőlhessek.
A kis kifejtők a CNCpart-tól vannak, a bemeneti optók (http://dioda.hu/ads07/d07021.html) Lonewolftól, a kimeneti relé/szelep meghajtó saját gyártmány.
A színes vezetékezés is a kísérletezés miatt van.
A ChargePump általában nagy segítség lehetőleg olyat válassz.
(https://hobbicncforum.hu/uploaded_images/2018/05/tn_jz90sxx4z4g5cbp8gikcq_66.png) (https://hobbicncforum.hu/uploaded_images/2018/05/jz90sxx4z4g5cbp8gikcq_66.png)
Persze van a CNCpart-nak is.
Én is mindig magam gyártom le őket mert nincs két egyforma igényű gép.
A képen látható cucc egy kísérlet volt és ez is távol áll attól, hogy hátradőlhessek.
A kis kifejtők a CNCpart-tól vannak, a bemeneti optók (http://dioda.hu/ads07/d07021.html) Lonewolftól, a kimeneti relé/szelep meghajtó saját gyártmány.
A színes vezetékezés is a kísérletezés miatt van.
A ChargePump általában nagy segítség lehetőleg olyat válassz.
(https://hobbicncforum.hu/uploaded_images/2018/05/tn_jz90sxx4z4g5cbp8gikcq_66.png) (https://hobbicncforum.hu/uploaded_images/2018/05/jz90sxx4z4g5cbp8gikcq_66.png)
Cím: Re:UCCNC vezérlő program
Írta: szf Dátum 2018 május 16, 15:53
Írta: szf Dátum 2018 május 16, 15:53
Mit csinál benne a Plc?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 május 16, 16:07
Írta: svejk Dátum 2018 május 16, 16:07
Van egy pár olyan funkció amit egyszerűbb volt megírni oda mint a makrókkal vacakolni.
Biztosabb, szárazabb, tisztább érzés :) és a bekapcsolás után rögtön működik, nem kell megvárni míg betöltődik a Win és UCCNC.
Biztosabb, szárazabb, tisztább érzés :) és a bekapcsolás után rögtön működik, nem kell megvárni míg betöltődik a Win és UCCNC.
Cím: Re:UCCNC vezérlő program
Írta: guliver83 Dátum 2018 május 16, 18:32
Írta: guliver83 Dátum 2018 május 16, 18:32
CO2 Lézerhez szeretném PWM vezérléssel, de legutóbb azt írták, hogy ennek a kártyának az 1 kimenete ami a PWM lenne nincs leválasztva .
Cím: Re:UCCNC vezérlő program
Írta: guliver83 Dátum 2018 május 16, 18:34
Írta: guliver83 Dátum 2018 május 16, 18:34
Ezt te csináltad?[#eljen]
Szép munka !
Szép munka !
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 május 16, 19:42
Írta: dezsoe Dátum 2018 május 16, 19:42
Nem találtam ehhez a kártyához semmit így hirtelen (legalább a neve jó lenne...), de az látszik rajta, hogy az 5 bemenet az le van választva, meg még egy valami. Gondolom, hogy az a még valami lesz a PWM kimenete, de ott 0-10V-ot sejtek a talált képek alapján. (Frekiváltó van hozzá rajzolva.)
Ha a motorjaid leválasztósak, akkor már csak a lézer maradt, annak meg 5 perc alatt össze tudsz rakni egy optót, akár légszerelten is. Nem lesz szép, de ki tudod próbálni. :) Túl gyors optó sem kell hozzá, mert a lézer kimenet 3,5kHz-en megy az UC400ETH-nál.
Ha a motorjaid leválasztósak, akkor már csak a lézer maradt, annak meg 5 perc alatt össze tudsz rakni egy optót, akár légszerelten is. Nem lesz szép, de ki tudod próbálni. :) Túl gyors optó sem kell hozzá, mert a lézer kimenet 3,5kHz-en megy az UC400ETH-nál.
Cím: Re:UCCNC vezérlő program
Írta: guliver83 Dátum 2018 május 16, 20:22
Írta: guliver83 Dátum 2018 május 16, 20:22
Itt találtam egy ilyen adatlapot.
Én a panelt kimérve, szerintem le van választva és nem közvetlen megy az LPT 1 lábáról.
LPT leválasztó (https://warp9td.com/images/BOB_Vendors/StepperOnline/ST-V2.pdf)
Én a panelt kimérve, szerintem le van választva és nem közvetlen megy az LPT 1 lábáról.
LPT leválasztó (https://warp9td.com/images/BOB_Vendors/StepperOnline/ST-V2.pdf)
Cím: Re:UCCNC vezérlő program
Írta: guliver83 Dátum 2018 május 16, 20:28
Írta: guliver83 Dátum 2018 május 16, 20:28
(https://www.cnczone.com/forums/attachment.php?attachmentid=377412&d=1509981816)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 május 16, 21:01
Írta: dezsoe Dátum 2018 május 16, 21:01
Köszi, lementettem, legalább már ez is megvan. :) Ezek szerint jól sejtettem a felépítését. Ez nem az a kártya, amire szükséged van.
(Aranyos a pdf: aszongya, minden jel opto-leválasztott. Hát, ha csak egy 0-10V kimenet van rajta, meg az 5 tényleg leválasztott bemenet, akkor igaz. Egyébként mese habbal... [#zavart2])
(Aranyos a pdf: aszongya, minden jel opto-leválasztott. Hát, ha csak egy 0-10V kimenet van rajta, meg az 5 tényleg leválasztott bemenet, akkor igaz. Egyébként mese habbal... [#zavart2])
Cím: Re:UCCNC vezérlő program
Írta: guliver83 Dátum 2018 május 16, 21:08
Írta: guliver83 Dátum 2018 május 16, 21:08
Akkor a megoldás egy leválasztó készítése!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 május 16, 21:16
Írta: dezsoe Dátum 2018 május 16, 21:16
Szerintem igen. Lásd: [#t218p5500#]. :) Hamarabb megvan, mint ahogy az ebájon megrendeled. :)
Cím: Re:UCCNC vezérlő program
Írta: guliver83 Dátum 2018 május 16, 21:30
Írta: guliver83 Dátum 2018 május 16, 21:30
Azt hittem, hogy ez is jó majd hozzá.
Többnyire ezeknek a kártyáknak csak a bemenete van leválasztva akkor.
Többnyire ezeknek a kártyáknak csak a bemenete van leválasztva akkor.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 május 17, 08:05
Írta: 000000000 Dátum 2018 május 17, 08:05
Itt van a használati utasítása. (https://warp9td.com/images/BOB_Vendors/StepperOnline/ST-V2.pdf)
Én kipróbáltam a PWM-el és mind a kettő működött jól, de nem 100% lineárisan. Mivel én nem használom a 0-10V kimenetet engem ez nem zavart, de ki akartam próbálni.
(https://hobbicncforum.hu/uploaded_images/2018/05/tn_65b990he8u7spm5x5e9j7_5201.jpg) (https://hobbicncforum.hu/uploaded_images/2018/05/65b990he8u7spm5x5e9j7_5201.jpg)
Én kipróbáltam a PWM-el és mind a kettő működött jól, de nem 100% lineárisan. Mivel én nem használom a 0-10V kimenetet engem ez nem zavart, de ki akartam próbálni.
(https://hobbicncforum.hu/uploaded_images/2018/05/tn_65b990he8u7spm5x5e9j7_5201.jpg) (https://hobbicncforum.hu/uploaded_images/2018/05/65b990he8u7spm5x5e9j7_5201.jpg)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 május 17, 08:18
Írta: 000000000 Dátum 2018 május 17, 08:18
Ez ugyan az mint ami nekem is van. A probléma az hogy közös a táp és az nem jó ha el akarod szigetelni a PC-től. Inkább ezt nézném akkor ha kellene nekem. (https://www.ebay.com/itm/PWM-0-10V-Digital-to-Analog-Signal-Tranformer-Converter-Board-MACH3-PLC-/131862228220?hash=item1eb399ecfc)
Van abból is nekem de azt sem használtam soha, csak próbálgattam, de az sokkal jobb.
(https://hobbicncforum.hu/uploaded_images/2018/05/tn_6k707m7f47j3vh5npm6iv_5201.jpg) (https://hobbicncforum.hu/uploaded_images/2018/05/6k707m7f47j3vh5npm6iv_5201.jpg)
Van abból is nekem de azt sem használtam soha, csak próbálgattam, de az sokkal jobb.
(https://hobbicncforum.hu/uploaded_images/2018/05/tn_6k707m7f47j3vh5npm6iv_5201.jpg) (https://hobbicncforum.hu/uploaded_images/2018/05/6k707m7f47j3vh5npm6iv_5201.jpg)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 május 17, 09:15
Írta: dezsoe Dátum 2018 május 17, 09:15
Szia!
Köszönjük az infót, de pont nem a 0-10V-ra van szükség. A lézernek maga a PWM jel kell, csak leválasztva. Ezért írtam, hogy egy optó és két ellenállás kell csak a leválasztáshoz. Ha a lézerből jön táp, akkor ennyi, ha nem, akkor még egy táp is kell a leválasztott oldalra, és ennyi. A tárgyalt kártyával pont az a baj, hogy csak az 5 bemenet és az egyik kimenet (de az is csak a 0-10V-hoz) van leválasztva.
Köszönjük az infót, de pont nem a 0-10V-ra van szükség. A lézernek maga a PWM jel kell, csak leválasztva. Ezért írtam, hogy egy optó és két ellenállás kell csak a leválasztáshoz. Ha a lézerből jön táp, akkor ennyi, ha nem, akkor még egy táp is kell a leválasztott oldalra, és ennyi. A tárgyalt kártyával pont az a baj, hogy csak az 5 bemenet és az egyik kimenet (de az is csak a 0-10V-hoz) van leválasztva.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 május 17, 10:45
Írta: 000000000 Dátum 2018 május 17, 10:45
Szia! Köszi a magyarázatot. Elértettem, na meg nincs lézerem... [#nemtudom]
Cím: Re:UCCNC vezérlő program
Írta: guliver83 Dátum 2018 május 17, 18:16
Írta: guliver83 Dátum 2018 május 17, 18:16
Jelenleg az arduinoval ezzel a tranzisztoros kapcsolással van összekötve a lézer tép L lábára és kész.
Aki csinált már ilyet elárulja a tutit?
(https://hobbicncforum.hu/uploaded_images/2018/05/tn_k342w5ntu2pc6fvhn3p_1763.jpg) (https://hobbicncforum.hu/uploaded_images/2018/05/k342w5ntu2pc6fvhn3p_1763.jpg) (https://hobbicncforum.hu/uploaded_images/2018/05/tn_bs04bc4dv507ns8xnd_1763.png) (https://hobbicncforum.hu/uploaded_images/2018/05/bs04bc4dv507ns8xnd_1763.png)
Aki csinált már ilyet elárulja a tutit?
(https://hobbicncforum.hu/uploaded_images/2018/05/tn_k342w5ntu2pc6fvhn3p_1763.jpg) (https://hobbicncforum.hu/uploaded_images/2018/05/k342w5ntu2pc6fvhn3p_1763.jpg) (https://hobbicncforum.hu/uploaded_images/2018/05/tn_bs04bc4dv507ns8xnd_1763.png) (https://hobbicncforum.hu/uploaded_images/2018/05/bs04bc4dv507ns8xnd_1763.png)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 május 17, 18:40
Írta: svejk Dátum 2018 május 17, 18:40
Jó ez csak feleslegesen kicsi a bázisellenállás.
De Te mindenáron le akarod választani optóval, nem?
De Te mindenáron le akarod választani optóval, nem?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 május 17, 18:57
Írta: svejk Dátum 2018 május 17, 18:57
Ennél egyszerűbb már alig lehet, ráforrasztod az opto lábaira az ellenállást és a 3 szál drótót aztán lezsugorcsövezed. Utána már csak szabadalmaztatnod kell. :)
(https://hobbicncforum.hu/uploaded_images/2018/05/tn_zxjxp3mnaz2khvy5wx5tz_66.png) (https://hobbicncforum.hu/uploaded_images/2018/05/zxjxp3mnaz2khvy5wx5tz_66.png)
(https://hobbicncforum.hu/uploaded_images/2018/05/tn_zxjxp3mnaz2khvy5wx5tz_66.png) (https://hobbicncforum.hu/uploaded_images/2018/05/zxjxp3mnaz2khvy5wx5tz_66.png)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 május 17, 19:02
Írta: svejk Dátum 2018 május 17, 19:02
De azért LoneWolfé jobban néz ki akkor is. :) (http://dioda.hu/ads07/d07021.html)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 május 17, 19:04
Írta: dezsoe Dátum 2018 május 17, 19:04
Most legyen okos az ember... A nagy képen van egy felhúzó ellenállás az egyik tápvonalhoz, a kis képen nincs. Akkor most melyik az igaz? :)
(https://hobbicncforum.hu/uploaded_images/2018/05/tn_jg9yyiecyauyktkqncidw_3977.jpg) (https://hobbicncforum.hu/uploaded_images/2018/05/jg9yyiecyauyktkqncidw_3977.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/05/tn_jg9yyiecyauyktkqncidw_3977.jpg) (https://hobbicncforum.hu/uploaded_images/2018/05/jg9yyiecyauyktkqncidw_3977.jpg)
Cím: Re:UCCNC vezérlő program
Írta: guliver83 Dátum 2018 május 17, 19:44
Írta: guliver83 Dátum 2018 május 17, 19:44
Én egyébként a kínai leválasztót akartam, csak használni amin elméletileg van PWM kimenet és úgy a tranzisztorra és kész.
Cím: Re:UCCNC vezérlő program
Írta: guliver83 Dátum 2018 május 17, 19:45
Írta: guliver83 Dátum 2018 május 17, 19:45
Igazad van de azt elhagytam és a kicsi kép szerint megy.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 május 17, 21:07
Írta: dezsoe Dátum 2018 május 17, 21:07
Akkor csak annyi kell, amit Svejk mutatott.
Ha a korábban tárgyalt leválasztóra gondoltál, akkor az semmiképpen nem jó. Annak nem PWM kimenete van, hanem a gép felől jövő PWM-mel vezérelt 0-10V analóg kimenete. Ha a lézer TTL bemenettel rendelkezik, akkor 5V felett nem élvezte volna túlzottan... [#csodalk]
Ha a korábban tárgyalt leválasztóra gondoltál, akkor az semmiképpen nem jó. Annak nem PWM kimenete van, hanem a gép felől jövő PWM-mel vezérelt 0-10V analóg kimenete. Ha a lézer TTL bemenettel rendelkezik, akkor 5V felett nem élvezte volna túlzottan... [#csodalk]
Cím: Re:UCCNC vezérlő program
Írta: guliver83 Dátum 2018 május 17, 21:22
Írta: guliver83 Dátum 2018 május 17, 21:22
Akkor én néztem rosszul azt a kártyát ezek szerint mindig, mert a P1 láb az PWM et ír a másik oldalon van a 0-10V kimenet.
Ezek szerint nagyon benéztem.
Köszi a segítséget!
Ezek szerint nagyon benéztem.
Köszi a segítséget!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 május 17, 21:49
Írta: dezsoe Dátum 2018 május 17, 21:49
Azért írja, mert oda is ki van vezetve a P1, csak ott még nem megy át az optón, tehát nincs leválasztva. (Így használhatod sima kimenetként is.)
Cím: Re:UCCNC vezérlő program
Írta: 3ebj3bk8b Dátum 2018 május 18, 08:59
Írta: 3ebj3bk8b Dátum 2018 május 18, 08:59
Sziasztok!
Segítséget szeretnék kérni, hogy az M47 kódot hogyan kell használni?
Nem szoktam kézzel programot írni(sokat még nem is martam).
Megtervezem CAD/CAM-ban és legenerálom a kódot.
Az a probléma, hogy több száz egyedi alkatrészre kell egy furat. A gép kimarja 30 sec alatt utána a program végén lévő M30 utasítás hatására megáll a főorsó és a Z0 pozícióba, megy. Kiemeli az orsót teljesen maximumig.
Valahogy azt szeretném elérni, hogy ne álljon meg az orsó, csak emelje meg, és egy cycle start megnyomására, újra elölről induljon a program.
Az M47 visszatekeri, de nem tudom, hogy van e lehetőség cycle startot nyomni, vagy egyből újraindul, a kód futtatása?
Segítséget szeretnék kérni, hogy az M47 kódot hogyan kell használni?
Nem szoktam kézzel programot írni(sokat még nem is martam).
Megtervezem CAD/CAM-ban és legenerálom a kódot.
Az a probléma, hogy több száz egyedi alkatrészre kell egy furat. A gép kimarja 30 sec alatt utána a program végén lévő M30 utasítás hatására megáll a főorsó és a Z0 pozícióba, megy. Kiemeli az orsót teljesen maximumig.
Valahogy azt szeretném elérni, hogy ne álljon meg az orsó, csak emelje meg, és egy cycle start megnyomására, újra elölről induljon a program.
Az M47 visszatekeri, de nem tudom, hogy van e lehetőség cycle startot nyomni, vagy egyből újraindul, a kód futtatása?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 május 18, 10:40
Írta: svejk Dátum 2018 május 18, 10:40
Szerintem írd be ide a kódot úgy egyszerűbb lesz segíteni.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 május 18, 10:41
Írta: 000000000 Dátum 2018 május 18, 10:41
Azt a kártyát nagyon könnyű átalakítani igényedre ha forrasztani tudsz, és ha csak a PWM a probléma. Természetesen ha a többi ki/bemenet nem kell, akkor amit a Svejk ajánlott az egyszerűbb.
Cím: Re:UCCNC vezérlő program
Írta: 3ebj3bk8b Dátum 2018 május 18, 10:45
Írta: 3ebj3bk8b Dátum 2018 május 18, 10:45
Közben eszembe jutott, hogy van e olyan parancs, hogy nem az elejére ugrik, hanem egy megadott sorra? Akkor gondolom, sorszámozni kell a sorokat.
Kód Kijelölés
(1001)
(T1 D=6. CR=0. - ZMIN=-2. - flat end mill)
G90
G0 G53 Z0.
(Bore1)
T1 M6 (flat end mill D=6.)
S2900 M3
G64
G54
M8
G43 H1
G0 X18.5 Y20.9
Z15.
Z2.
G1 Z0.6 F400
X18.493 Z0.506
X18.471 Z0.415
X18.435 Z0.328
X18.385 Z0.247
X18.324 Z0.176
X18.253 Z0.115
X18.172 Z0.065
X18.085 Z0.029
X17.994 Z0.007
X17.9 Z0.
X17.6
G3 X17. Y20.3 I0. J-0.6
X26.3 Y11. Z-0.25 I9.3 J0.
X35.6 Y20.3 Z-0.5 I0. J9.3
X26.3 Y29.6 Z-0.75 I-9.3 J0.
X17. Y20.3 Z-1. I0. J-9.3
X26.3 Y11. Z-1.25 I9.3 J0.
X35.6 Y20.3 Z-1.5 I0. J9.3
X26.3 Y29.6 Z-1.75 I-9.3 J0.
X17. Y20.3 Z-2. I0. J-9.3
X26.3 Y11. I9.3 J0.
X35.6 Y20.3 I0. J9.3
X26.3 Y29.6 I-9.3 J0.
X17. Y20.3 I0. J-9.3
X17.6 Y19.7 I0.6 J0.
G1 X17.9
X17.994 Z-1.993
X18.085 Z-1.971
X18.172 Z-1.935
X18.253 Z-1.885
X18.324 Z-1.824
X18.385 Z-1.753
X18.435 Z-1.672
X18.471 Z-1.585
X18.493 Z-1.494
X18.5 Z-1.4
G0 Z15.
M9
M5
G53 Z0.
M30
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 május 18, 11:08
Írta: 000000000 Dátum 2018 május 18, 11:08
A használati utasításból:
"Program visszatekerés és futás folytatás: M47
A program első sorára tekeréshez és a program futtatás folytatásához programozzon M47-et.
Az M47 kódot a program legvégére szokás írni."
Ha az M30 kicseréled M47 re akkor a program automatikusan újra indul.
Nincs "goto #", csak elejéről újra indítás M47.
Jobb alprogramot csinálni szerintem és azzal oldani meg.
"Program visszatekerés és futás folytatás: M47
A program első sorára tekeréshez és a program futtatás folytatásához programozzon M47-et.
Az M47 kódot a program legvégére szokás írni."
Ha az M30 kicseréled M47 re akkor a program automatikusan újra indul.
Nincs "goto #", csak elejéről újra indítás M47.
Jobb alprogramot csinálni szerintem és azzal oldani meg.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 május 18, 11:11
Írta: svejk Dátum 2018 május 18, 11:11
A GOTO parancsot sajnos nem ismeri az UCCNC.
Alapjában az M5-öt töröld ki a végéről (ez kapcsolja ki a főorsót) és az M30 helyett írd be az M47-et.
Ekkor végtelen ciklusba kezd, de gondolom a munkadarab cseréhez kellene egy megállás.
No itt valami hiba lesz, mart ha a G47 aktív akkor nem veszi figyelembe a program az M0, M1 parancsot.
Várjunk meg egy szakértőt az ügyben.
Alapjában az M5-öt töröld ki a végéről (ez kapcsolja ki a főorsót) és az M30 helyett írd be az M47-et.
Ekkor végtelen ciklusba kezd, de gondolom a munkadarab cseréhez kellene egy megállás.
No itt valami hiba lesz, mart ha a G47 aktív akkor nem veszi figyelembe a program az M0, M1 parancsot.
Várjunk meg egy szakértőt az ügyben.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 május 18, 11:12
Írta: svejk Dátum 2018 május 18, 11:12
G47 >> M47
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 május 18, 11:16
Írta: 000000000 Dátum 2018 május 18, 11:16
Igen, az M5 megállítja az M30 visszatekeri, de az elején a "T1 M6" is megállítja, azt is ki kell hagyni ha autómatikusan kell indítani.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 május 18, 11:22
Írta: svejk Dátum 2018 május 18, 11:22
Megjegyzem az M30 is megállítja a főorsót az ugye a "mindent visz" kód.
Config/General configban tudod kiválasztani, hogy mi történjen M6 esetén.
Config/General configban tudod kiválasztani, hogy mi történjen M6 esetén.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 május 18, 11:23
Írta: 000000000 Dátum 2018 május 18, 11:23
Ezt írod:
"Valahogy azt szeretném elérni, hogy ne álljon meg az orsó, csak emelje meg, és egy cycle start megnyomására, újra elölről induljon a program."
Erre nem kell M47, csak a M5 a probléma, azt kell eltörölni. Nem veszélyes anyagot cserélni amikor az orsó forog? Szerintem jobb ha megáll, biztonságosabb.
"Valahogy azt szeretném elérni, hogy ne álljon meg az orsó, csak emelje meg, és egy cycle start megnyomására, újra elölről induljon a program."
Erre nem kell M47, csak a M5 a probléma, azt kell eltörölni. Nem veszélyes anyagot cserélni amikor az orsó forog? Szerintem jobb ha megáll, biztonságosabb.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 május 18, 11:26
Írta: 000000000 Dátum 2018 május 18, 11:26
Igazad van...
Várjunk a szakértőre. [#nemtudom]
Várjunk a szakértőre. [#nemtudom]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 május 18, 11:42
Írta: dezsoe Dátum 2018 május 18, 11:42
Szia!
Szerintem próbáld ki az alábbi kódot. Kivettem belőle a szerszámcserét és nem fog leállni a főorsó sem, kiemelni pedig csak 15-re fogja. Kérdés, hogy kell-e elmennie valahova, míg munkadarabot cserélsz, vagy maradhat ott, ahol van.
Szerintem próbáld ki az alábbi kódot. Kivettem belőle a szerszámcserét és nem fog leállni a főorsó sem, kiemelni pedig csak 15-re fogja. Kérdés, hogy kell-e elmennie valahova, míg munkadarabot cserélsz, vagy maradhat ott, ahol van.
Kód Kijelölés
(1001)
(T1 D=6. CR=0. - ZMIN=-2. - flat end mill)
G90
(G0 G53 Z0.)
(Bore1)
G0 Z15.
M0
S2900 M3
G64
G54
M8
G43 H1
G0 X18.5 Y20.9
Z2.
G1 Z0.6 F400
X18.493 Z0.506
X18.471 Z0.415
X18.435 Z0.328
X18.385 Z0.247
X18.324 Z0.176
X18.253 Z0.115
X18.172 Z0.065
X18.085 Z0.029
X17.994 Z0.007
X17.9 Z0.
X17.6
G3 X17. Y20.3 I0. J-0.6
X26.3 Y11. Z-0.25 I9.3 J0.
X35.6 Y20.3 Z-0.5 I0. J9.3
X26.3 Y29.6 Z-0.75 I-9.3 J0.
X17. Y20.3 Z-1. I0. J-9.3
X26.3 Y11. Z-1.25 I9.3 J0.
X35.6 Y20.3 Z-1.5 I0. J9.3
X26.3 Y29.6 Z-1.75 I-9.3 J0.
X17. Y20.3 Z-2. I0. J-9.3
X26.3 Y11. I9.3 J0.
X35.6 Y20.3 I0. J9.3
X26.3 Y29.6 I-9.3 J0.
X17. Y20.3 I0. J-9.3
X17.6 Y19.7 I0.6 J0.
G1 X17.9
X17.994 Z-1.993
X18.085 Z-1.971
X18.172 Z-1.935
X18.253 Z-1.885
X18.324 Z-1.824
X18.385 Z-1.753
X18.435 Z-1.672
X18.471 Z-1.585
X18.493 Z-1.494
X18.5 Z-1.4
G0 Z15.
M9
(M5)
(G53 Z0.)
M47
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 május 18, 11:43
Írta: dezsoe Dátum 2018 május 18, 11:43
Szia!
Ez micsoda? "No itt valami hiba lesz, mart ha a G47 aktív akkor nem veszi figyelembe a program az M0, M1 parancsot." Ilyet még nem láttam. :)
Ez micsoda? "No itt valami hiba lesz, mart ha a G47 aktív akkor nem veszi figyelembe a program az M0, M1 parancsot." Ilyet még nem láttam. :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 május 18, 11:46
Írta: dezsoe Dátum 2018 május 18, 11:46
Szia!
A kolléga motorvezérlőjéről csak ennyit tudunk: "Többnyire majdnem minden motorvezérlőmben van leválasztás mégis használom, ezek szerint fölöslegesen." Akár lehet is benne leválasztás, akkor viszont a kártya használható, csak ezt az egy kimenetet kell megoldani. Én ezért szét nem bütykölném a kártyát... :)
A kolléga motorvezérlőjéről csak ennyit tudunk: "Többnyire majdnem minden motorvezérlőmben van leválasztás mégis használom, ezek szerint fölöslegesen." Akár lehet is benne leválasztás, akkor viszont a kártya használható, csak ezt az egy kimenetet kell megoldani. Én ezért szét nem bütykölném a kártyát... :)
Cím: Re:UCCNC vezérlő program
Írta: 3ebj3bk8b Dátum 2018 május 18, 12:04
Írta: 3ebj3bk8b Dátum 2018 május 18, 12:04
Köszönöm!
Kipróbálom.
Kipróbálom.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 május 18, 12:14
Írta: svejk Dátum 2018 május 18, 12:14
Utána írtam, hogy G47 jav M47.
No de továbbra sem jó!
A Te kódoddal is csak az indításnál áll meg M0-nál utána már figyelmen kívül hagyja.
Hirtelen 1.2104 van kéznél demo modban, azzal próbáltam.
No de továbbra sem jó!
A Te kódoddal is csak az indításnál áll meg M0-nál utána már figyelmen kívül hagyja.
Hirtelen 1.2104 van kéznél demo modban, azzal próbáltam.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 május 18, 12:19
Írta: dezsoe Dátum 2018 május 18, 12:19
Aha. Akkor megnézem, mert én a 2047 stabil verzióval futtattam, mert termelésre nem használunk teszt verziót. [#nyes]
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 május 18, 12:19
Írta: 000000000 Dátum 2018 május 18, 12:19
Én is kipróbáltam demo módon, de az 1.2038 verzió működik, megáll M0-nál minden fordulás után. Itt újabb verzióm nincs...
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 május 18, 12:20
Írta: dezsoe Dátum 2018 május 18, 12:20
Persze, a G47 egyértelmű volt, hogy M47.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 május 18, 12:22
Írta: svejk Dátum 2018 május 18, 12:22
No de én nem dolgozom vele csak tesztelem a kiadásokat! :)[#vigyor2]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 május 18, 12:24
Írta: svejk Dátum 2018 május 18, 12:24
Hűha, már ennyi az idő?
Rohannam kell mert jönnek a volt kollégák vendégségbe[#pias].
Rohannam kell mert jönnek a volt kollégák vendégségbe[#pias].
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 május 18, 12:29
Írta: dezsoe Dátum 2018 május 18, 12:29
Helyes. :)
Valóban az összes 21xx verzióban hibás, de a 2105-ben már javítva van. Mielőtt szívrohamot kapsz, még nem jelent meg a 2105, csak egy korai tesztváltozata van nálam. :)
Valóban az összes 21xx verzióban hibás, de a 2105-ben már javítva van. Mielőtt szívrohamot kapsz, még nem jelent meg a 2105, csak egy korai tesztváltozata van nálam. :)
Cím: Re:UCCNC vezérlő program
Írta: guliver83 Dátum 2018 május 18, 13:37
Írta: guliver83 Dátum 2018 május 18, 13:37
Nem értek én az elektronikához.
Azt hittem valaki majd lerajzolja, hogy pontosan hogyan is kell összekötni a táppal a UCCNC.
Na de nem szemetelek ide tovább mert ez már elektronika.
Azt hittem valaki majd lerajzolja, hogy pontosan hogyan is kell összekötni a táppal a UCCNC.
Na de nem szemetelek ide tovább mert ez már elektronika.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 május 18, 14:03
Írta: dezsoe Dátum 2018 május 18, 14:03
OK, folytatás itt: [#t47p20551#].
Cím: Re:UCCNC vezérlő program
Írta: morfeus Dátum 2018 május 19, 00:38
Írta: morfeus Dátum 2018 május 19, 00:38
Sziasztok!
Remélem,hogy jó helyen kérdezem ha nem bocsánat :)
Az UC400ETH mozgásvezérlő kártya és a léptető motor meghajtó (TB6600)közé kell leválasztó kártya?
Ha igen elég ha csinálok egy kártyát(persze elötte megmutatom nektek :) )?!
Köszönöm szépen a segítséget és a válaszokat!
UI:Olvastam pár hozzászólást lentebb és Svejk féle rajz a legegyszerűbb ;)
Remélem,hogy jó helyen kérdezem ha nem bocsánat :)
Az UC400ETH mozgásvezérlő kártya és a léptető motor meghajtó (TB6600)közé kell leválasztó kártya?
Ha igen elég ha csinálok egy kártyát(persze elötte megmutatom nektek :) )?!
Köszönöm szépen a segítséget és a válaszokat!
UI:Olvastam pár hozzászólást lentebb és Svejk féle rajz a legegyszerűbb ;)
Cím: Re:UCCNC vezérlő program
Írta: kaqkk007 Dátum 2018 május 19, 06:22
Írta: kaqkk007 Dátum 2018 május 19, 06:22
Semmi nem kell közéjük ,azt nem tudom a vezérlőnek milyen a kimenete de a tb 6600 optós bemenetű .
Cím: Re:UCCNC vezérlő program
Írta: morfeus Dátum 2018 május 19, 06:33
Írta: morfeus Dátum 2018 május 19, 06:33
Köszönöm szépen a gyors választ!
Cím: Re:UCCNC vezérlő program
Írta: guliver83 Dátum 2018 május 19, 08:41
Írta: guliver83 Dátum 2018 május 19, 08:41
UC400ETH kártya igényel tápot az lenne a kérdésem, hogy használja ezt úgy valaki hogy USB 5V ból egy DC-DC konverterrel 12V van beállítva és ezt biztosítja tápot neki?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 május 19, 12:07
Írta: dezsoe Dátum 2018 május 19, 12:07
Technikailag lehet, de nem az igazi. Egyrészt, nem a legmegbízhatóbb. Másrészt, elveszíted az elektromos elszigeteltséget. Az UC400 12-24V-ig fogad tápot: csak van valami ilyesmi kéznél.
Cím: Re:UCCNC vezérlő program
Írta: guliver83 Dátum 2018 május 19, 12:29
Írta: guliver83 Dátum 2018 május 19, 12:29
Igen közben rájöttem és Antal Gábor is hívott ezzel kapcsolatban!
Aztán meg adatlapot is átolvasva nem voltam elég figyelmes!
Van olyan gépem ami az USB ről kapja az 5V de az teljesen más.
Köszönöm!
Aztán meg adatlapot is átolvasva nem voltam elég figyelmes!
Van olyan gépem ami az USB ről kapja az 5V de az teljesen más.
Köszönöm!
Cím: Re:UCCNC vezérlő program
Írta: guliver83 Dátum 2018 május 19, 13:30
Írta: guliver83 Dátum 2018 május 19, 13:30
Az elektronikai hulladék között találtam ilyen tápokat.
Mi elő nem kerül egy lomtalanításkor.
(https://hobbicncforum.hu/uploaded_images/2018/05/tn_d3hnhs82b9z28ac62mv0f_1763.jpg) (https://hobbicncforum.hu/uploaded_images/2018/05/d3hnhs82b9z28ac62mv0f_1763.jpg)
Mi elő nem kerül egy lomtalanításkor.
(https://hobbicncforum.hu/uploaded_images/2018/05/tn_d3hnhs82b9z28ac62mv0f_1763.jpg) (https://hobbicncforum.hu/uploaded_images/2018/05/d3hnhs82b9z28ac62mv0f_1763.jpg)
Cím: Re:UCCNC vezérlő program
Írta: guliver83 Dátum 2018 május 19, 14:37
Írta: guliver83 Dátum 2018 május 19, 14:37
Olyan kérdésem lenne még, hogy van egy ilyen motorvezérlőm amivel a Co2 lézer menne.
Ez egy zárt hurkú rendszer, van valami lehetőség, hogy hibajelzéskor visszajelzést küldeni az UC400ETH felé?
Itt a vezérlő nem úgy működik, mint az egyszerű léptetőmotoroknál, hogy ha tartóáramban van és kibillentem valamelyik irányba akkor az ott is marad,
hanem ez próbál korrigálni vagy visszamenni az indulási irányba, vagy ha nem sikerül neki akkor letilt.
Motorvezérlés (http://www.orientalmotor.com/products/pdfs/opmanuals/HM-6163-12E.pdf)
Ez egy zárt hurkú rendszer, van valami lehetőség, hogy hibajelzéskor visszajelzést küldeni az UC400ETH felé?
Itt a vezérlő nem úgy működik, mint az egyszerű léptetőmotoroknál, hogy ha tartóáramban van és kibillentem valamelyik irányba akkor az ott is marad,
hanem ez próbál korrigálni vagy visszamenni az indulási irányba, vagy ha nem sikerül neki akkor letilt.
Motorvezérlés (http://www.orientalmotor.com/products/pdfs/opmanuals/HM-6163-12E.pdf)
Cím: Re:UCCNC vezérlő program
Írta: designr Dátum 2018 május 19, 15:26
Írta: designr Dátum 2018 május 19, 15:26
A 25-26 az opto leválasztott Alarm kimenet..
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 május 19, 16:39
Írta: dezsoe Dátum 2018 május 19, 16:39
Fel tudod használni az ALARM kimenetet, de tudni kell róla, hogy bekapcsoláskor egy ideig aktív. Ha biztonságosan van megcsinálva a gép és a charge pump kimenet kapcsolja a motorok (és egyebek) tápját, akkor nem használhatod közvetlenül hibajelként, hanem külön kis programocska (egy macroloop) kell a figyeléséhez, ami tudja, hogy a reset oldásakor egy ideig aktív lesz az ALARM. Ezt a programot nem kell kitalálni, mert kész van, ha kell, felrakom. :)
Cím: Re:UCCNC vezérlő program
Írta: guliver83 Dátum 2018 május 19, 21:53
Írta: guliver83 Dátum 2018 május 19, 21:53
Telepítettem a UCCNC programot egy laptopra, de nem akart csatlakozni közvetlen kapcsolattal aztán kiderült, hogy ez a laptop nem tudja a MDI/MDIX auto cross funkciót.
Gyorsan csináltam is hozzá egy új kábelt így tökéletesen csatlakozott ahogy azt kell!
Köszönöm '''dezsoe'''' nek a segítséget!!!
Gyorsan csináltam is hozzá egy új kábelt így tökéletesen csatlakozott ahogy azt kell!
Köszönöm '''dezsoe'''' nek a segítséget!!!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 május 19, 22:16
Írta: dezsoe Dátum 2018 május 19, 22:16
[#eljen]
(Azért sokat segített, hogy a képen, amit küldtél, ott volt, hogy nincs hálózat... [#kacsint])
(Azért sokat segített, hogy a képen, amit küldtél, ott volt, hogy nincs hálózat... [#kacsint])
Cím: Re:UCCNC vezérlő program
Írta: tjgc6hzg Dátum 2018 május 23, 21:05
Írta: tjgc6hzg Dátum 2018 május 23, 21:05
Sziasztok!
Segítségeteket szeretném kérni, mert a diagnostics fülön az összes input led aktív, így nem tudok beállítani semmit (e-stop, limit, stb..), mert reset állapotba kerül. Az UCCNC egy uc300-5lpt-eth mozgásvezérlőhöz csatlakozik és licenszelve van. Amíg nem állítok be inputot, addig tudom a motorokat mozgatni.
Gönczi józsef
Segítségeteket szeretném kérni, mert a diagnostics fülön az összes input led aktív, így nem tudok beállítani semmit (e-stop, limit, stb..), mert reset állapotba kerül. Az UCCNC egy uc300-5lpt-eth mozgásvezérlőhöz csatlakozik és licenszelve van. Amíg nem állítok be inputot, addig tudom a motorokat mozgatni.
Gönczi józsef
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 május 23, 21:16
Írta: dezsoe Dátum 2018 május 23, 21:16
Szia!
Alaphelyzetben minden be nem kötött bemenet magas állapotban van. (Felhúzó ellenállások vannak a bemeneteken.) Csak olyan bemenetet állíts be, amelyikre van is valami kötve, a többit ráérsz akkor is, ha majd azokat is bekötöd. A bemeneteknél mindenhol van egy "Active low" pipa, amivel át tudod állítani, hogy a bemenet alacsony jelre legyen aktív.
Alaphelyzetben minden be nem kötött bemenet magas állapotban van. (Felhúzó ellenállások vannak a bemeneteken.) Csak olyan bemenetet állíts be, amelyikre van is valami kötve, a többit ráérsz akkor is, ha majd azokat is bekötöd. A bemeneteknél mindenhol van egy "Active low" pipa, amivel át tudod állítani, hogy a bemenet alacsony jelre legyen aktív.
Cím: Re:UCCNC vezérlő program
Írta: tjgc6hzg Dátum 2018 május 23, 21:31
Írta: tjgc6hzg Dátum 2018 május 23, 21:31
Szia!
Köszi a gyors választ!
Még egy kérdés, ha jól értelmezem akkor a végálláskapcsolókkal nem az 5V-ot kell kapcsolnom?
Köszi a gyors választ!
Még egy kérdés, ha jól értelmezem akkor a végálláskapcsolókkal nem az 5V-ot kell kapcsolnom?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 május 23, 21:48
Írta: dezsoe Dátum 2018 május 23, 21:48
Nem, mert eleve 5V-on vannak a bemenetek. Ha egy bemenetre akarod mindet kötni, akkor simán sorbakötöd az összes kapcsolót (NC, normál zárt lábakkal) és egyik vége a GND, másik egy bemenetre. Ha külön, akkor ugyanez, csak egyesével. Azért érdemes az NC lábakat használni, mert ha szakad a vezeték, akkor megáll hibával, míg ha az NO állást használod, akkor csak úgy derül ki, ha ledarálja magát a gép. :)
Cím: Re:UCCNC vezérlő program
Írta: tjgc6hzg Dátum 2018 május 23, 21:52
Írta: tjgc6hzg Dátum 2018 május 23, 21:52
Köszönöm szépen, így már értem.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 május 23, 22:00
Írta: dezsoe Dátum 2018 május 23, 22:00
[#eljen]
Cím: Re:UCCNC vezérlő program
Írta: fviifv5hs Dátum 2018 május 31, 23:44
Írta: fviifv5hs Dátum 2018 május 31, 23:44
Végigolvastam az elmúlt néhány hónapot és azt láttam hogy korábbi tesztverziókban már bent van a G41,42
1 hónapos 1.2047 licenszem van és szerszámnál nem látok rádiusz mezőt-elérhető G kódok közt sincs felsorolva.
Hogyan lehet aktiválni ha benne van?
1 hónapos 1.2047 licenszem van és szerszámnál nem látok rádiusz mezőt-elérhető G kódok közt sincs felsorolva.
Hogyan lehet aktiválni ha benne van?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 június 01, 06:18
Írta: 000000000 Dátum 2018 június 01, 06:18
Az újabb teszt verzióban volt de abban hibát találtak. Az 1.2047 ben nincs G41 G42.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 június 01, 06:26
Írta: dezsoe Dátum 2018 június 01, 06:26
Szia!
A licenszed nem verzióhoz kötött, hanem mozgásvezérlőhöz, tehát bármelyik verziót tudod vele használni.
Az 1.2047 a legutóbbi stabil verzió. Munkavégzéshez mindig stabil verziót használj, mert abban (nagy valószínűség szerint) nem nagyon van olyan hiba, ami veszélyeztetné akár a kezelőt, akár a gépet.
A szerszámsugár kompenzáció az 1.21xx sorozatban jelent meg, de ez a sorozat még csak teszt verziókból áll, nincs stabil változat. Ezt a szériát (1.2101-1.2104-ig) semmiképpen ne használd éles környezetben, mert - ahogy olvashattad itt is - nem várt vagy kihagyott mozgások fordulhatnak elő. A teszt verziókat (is) megtalálod a topik címe alatti leírásban szerepló linken, azaz ebben a topikban (https://forum.hobbycnc.hu/topic.php?topic=255).
A licenszed nem verzióhoz kötött, hanem mozgásvezérlőhöz, tehát bármelyik verziót tudod vele használni.
Az 1.2047 a legutóbbi stabil verzió. Munkavégzéshez mindig stabil verziót használj, mert abban (nagy valószínűség szerint) nem nagyon van olyan hiba, ami veszélyeztetné akár a kezelőt, akár a gépet.
A szerszámsugár kompenzáció az 1.21xx sorozatban jelent meg, de ez a sorozat még csak teszt verziókból áll, nincs stabil változat. Ezt a szériát (1.2101-1.2104-ig) semmiképpen ne használd éles környezetben, mert - ahogy olvashattad itt is - nem várt vagy kihagyott mozgások fordulhatnak elő. A teszt verziókat (is) megtalálod a topik címe alatti leírásban szerepló linken, azaz ebben a topikban (https://forum.hobbycnc.hu/topic.php?topic=255).
Cím: Re:UCCNC vezérlő program
Írta: fviifv5hs Dátum 2018 június 01, 08:42
Írta: fviifv5hs Dátum 2018 június 01, 08:42
Köszönöm.Akkor türelemmel várom az új verziót.
Mindenki szeretne ezt azt -fejlesztendőt de a sok kis tortaszelet már egy egész nagy tortává állt össze.
Azért had kérjek én is egy darabot, mivel arról már értesültem hogy eszterga változat (egyhamar) nem lesz.
Szerintem egy G96S kóddal már egészen jól használható esztergán is a program. Lesz ilyen vagy macroval vagy változóval nem lehetne előállítani?
Köszönöm
István
Mindenki szeretne ezt azt -fejlesztendőt de a sok kis tortaszelet már egy egész nagy tortává állt össze.
Azért had kérjek én is egy darabot, mivel arról már értesültem hogy eszterga változat (egyhamar) nem lesz.
Szerintem egy G96S kóddal már egészen jól használható esztergán is a program. Lesz ilyen vagy macroval vagy változóval nem lehetne előállítani?
Köszönöm
István
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 június 01, 09:17
Írta: dezsoe Dátum 2018 június 01, 09:17
Egyelőre a G96 még várat magára. Most a G41-42 által okozott károk helyretétele zajlik. :) Itt találsz (https://www.forum.cncdrive.com/viewtopic.php?f=20&t=822) egy lehetséges megoldást, meg ha ugyanott szétnézel, akkor sok hasznos információt és kiegészítőt.
Cím: Re:UCCNC vezérlő program
Írta: fviifv5hs Dátum 2018 június 04, 10:17
Írta: fviifv5hs Dátum 2018 június 04, 10:17
Szia Dezső!
Tegnap délelőtt írtam Robertnek egy választ a makróellenőrzésről és nem látom a postjaim között.(egyelőre 0 db)
Amíg a moderátor ellenőrzi addig nem látszik vagy esetleg rosszul klikkelve eltűnt a hozzászólásom?
István
Tegnap délelőtt írtam Robertnek egy választ a makróellenőrzésről és nem látom a postjaim között.(egyelőre 0 db)
Amíg a moderátor ellenőrzi addig nem látszik vagy esetleg rosszul klikkelve eltűnt a hozzászólásom?
István
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 június 04, 10:50
Írta: dezsoe Dátum 2018 június 04, 10:50
Írok privátban.
Cím: Re:UCCNC vezérlő program
Írta: guliver83 Dátum 2018 június 05, 13:17
Írta: guliver83 Dátum 2018 június 05, 13:17
Aki UCCNC és Co2 lézert használ írja már le milyen beállításokat kell megcsinálni,hogy ne tévesszen lépést a gép.
Már szórakozok egy ideje de nem sikerül beállítani hogy jó legyen.
Ugyan ez a gép másik program Lpt keresztül jó ezen meg nem sikerül beállítani.
Már szórakozok egy ideje de nem sikerül beállítani hogy jó legyen.
Ugyan ez a gép másik program Lpt keresztül jó ezen meg nem sikerül beállítani.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 június 05, 13:24
Írta: svejk Dátum 2018 június 05, 13:24
Milyen gép?
Cím: Re:UCCNC vezérlő program
Írta: guliver83 Dátum 2018 június 05, 13:24
Írta: guliver83 Dátum 2018 június 05, 13:24
Vagyis hogy neki milyen beállításokkal megy jól a gép sebesség gyorsulás.
Lássam ez is megy,igaz van idő :)
Lássam ez is megy,igaz van idő :)
Cím: Re:UCCNC vezérlő program
Írta: guliver83 Dátum 2018 június 05, 13:47
Írta: guliver83 Dátum 2018 június 05, 13:47
K40 lézer átalakítva.
Visszacsatolt keptetőkkel.
Vexta vezérlő motorok.
ASD18A vezérlő
1000 felbontadban van.
Visszacsatolt keptetőkkel.
Vexta vezérlő motorok.
ASD18A vezérlő
1000 felbontadban van.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 június 05, 13:49
Írta: dezsoe Dátum 2018 június 05, 13:49
Kéne látni a "másik program" beállításait, hogy tudjuk, mi a jó. Aztán kéne látni, hogy az UCCNC-ben mi van beállítva.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 június 05, 13:54
Írta: svejk Dátum 2018 június 05, 13:54
S szerinted van valakinek pont ugyanilyen paraméterekkel gépe?
Cím: Re:UCCNC vezérlő program
Írta: guliver83 Dátum 2018 június 05, 14:04
Írta: guliver83 Dátum 2018 június 05, 14:04
Tuti nincs ugyan ilyen, de hasonló lehet.
A motoron egy 22 fogas 3mm fogtő tővolságu szijtárcsa van.
Gondolom valami hasonló van valakinek.
A motoron egy 22 fogas 3mm fogtő tővolságu szijtárcsa van.
Gondolom valami hasonló van valakinek.
Cím: Re:UCCNC vezérlő program
Írta: Bocs Dátum 2018 június 05, 15:00
Írta: Bocs Dátum 2018 június 05, 15:00
Kedves Fórumozók!
Üdvözlök mindenkit, és egyben szeretném megköszönni a rengeteg információt, amiből én is sokat tanultam.
Sajnos idő és egészség híjján nem tudtam energiát fordítani az épülő gépem bemutatására, de nemsoká felrakok róla pár képet.
Jelenleg az UCCNC programot tanulgatom, és ez ügyben lenne néhány kérdésem. A gépet már mozgatja egy ideje, a program a legutóbbi teljes fizetős verzió.
Üdvözlök mindenkit, és egyben szeretném megköszönni a rengeteg információt, amiből én is sokat tanultam.
Sajnos idő és egészség híjján nem tudtam energiát fordítani az épülő gépem bemutatására, de nemsoká felrakok róla pár képet.
Jelenleg az UCCNC programot tanulgatom, és ez ügyben lenne néhány kérdésem. A gépet már mozgatja egy ideje, a program a legutóbbi teljes fizetős verzió.
Cím: Re:UCCNC vezérlő program
Írta: Bocs Dátum 2018 június 05, 15:08
Írta: Bocs Dátum 2018 június 05, 15:08
Most furat marással próbálkozok G92-vel és G52-vel.
G52 esetén a koordináta áthelyezés után az első sort végrehajtja rendesen, majd visszatér az eredeti nullpontra. Ha ezt anyagban tenné, az töréssel végződne.
G52 esetén a koordináta áthelyezés után az első sort végrehajtja rendesen, majd visszatér az eredeti nullpontra. Ha ezt anyagban tenné, az töréssel végződne.
Kód Kijelölés
O0001
M6 T1 H1
G0 X0 Y0 Z40
M98 P0002
G52 G0 Y10
M98 P0002
G52 G0 Y20
M98 P0002
G52 G0 Y0
M30
%
O0002
G1 Z32 F150
G1 X-0.5
G2 X-0.5 Y0 Z30 I0.5
X-0.5 Y0 Z28 I0.5
X-0.5 Y0 Z26 I0.5
X-0.5 Y0 Z24 I0.5
X-0.5 Y0 Z22 I0.5
X-0.5 Y0 Z20 I0.5
X-0.5 Y0 Z18 I0.5
X-0.5 Y0 Z16 I0.5
X-0.5 Y0 Z14 I0.5
X-0.5 Y0 Z12 I0.5
X-0.5 Y0 Z10 I0.5
X-0.5 Y0 Z8 I0.5
X-0.5 Y0 Z6 I0.5
X-0.5 Y0 Z4 I0.5
X-0.5 Y0 Z2 I0.5
X-0.5 Y0 Z0 I0.5
X-0.5 Y0 Z-2 I0.5
G1 X0
G0 Z40
M99
%
Cím: Re:UCCNC vezérlő program
Írta: Bocs Dátum 2018 június 05, 15:18
Írta: Bocs Dátum 2018 június 05, 15:18
A G0-ák feleslegesek, helyesen:
A spirálban marást demóban szépen megcsinálja, csak a nullpont eltolás után visszatér az eredeti pozícióba, és ott ismétli többször is.
Kód Kijelölés
O0001
M6 T1 H1
G0 X0 Y0 Z40
M98 P0002
G52 Y10
M98 P0002
G52 Y20
M98 P0002
G52 Y0
M30
A spirálban marást demóban szépen megcsinálja, csak a nullpont eltolás után visszatér az eredeti pozícióba, és ott ismétli többször is.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 június 05, 15:33
Írta: dezsoe Dátum 2018 június 05, 15:33
Szia!
Miután eltolod a koordinátarendszert, újra nullára kéne állnod (csak a módosítást másolom ide):
Az UCCNC az eltolásokat (G52, G92) jól hajtja végre, csak rosszul jeleníti meg.
(Ui.: kód beszúráshoz használd a kód beszúrása gombot. Köszi!)
Miután eltolod a koordinátarendszert, újra nullára kéne állnod (csak a módosítást másolom ide):
Kód Kijelölés
O0002
G0 Y0 (Ezt kell berakni!)
G1 Z32 F150
Az UCCNC az eltolásokat (G52, G92) jól hajtja végre, csak rosszul jeleníti meg.
(Ui.: kód beszúráshoz használd a kód beszúrása gombot. Köszi!)
Cím: Re:UCCNC vezérlő program
Írta: Bocs Dátum 2018 június 05, 15:41
Írta: Bocs Dátum 2018 június 05, 15:41
Készítettem egy képet, így talán érthetőbb.
(https://hobbicncforum.hu/uploaded_images/2018/06/tn_pfbqb9idbn4nwda9zgye6_6132.png) (https://hobbicncforum.hu/uploaded_images/2018/06/pfbqb9idbn4nwda9zgye6_6132.png)
(https://hobbicncforum.hu/uploaded_images/2018/06/tn_pfbqb9idbn4nwda9zgye6_6132.png) (https://hobbicncforum.hu/uploaded_images/2018/06/pfbqb9idbn4nwda9zgye6_6132.png)
Cím: Re:UCCNC vezérlő program
Írta: Bocs Dátum 2018 június 05, 15:48
Írta: Bocs Dátum 2018 június 05, 15:48
Ezer köszönet!
Gondolhattam volna, csak ahhoz több ész kellene.
Persze eltolom a koordinátát, de nem megyek oda...
Megyek és kipróbálom
Gondolhattam volna, csak ahhoz több ész kellene.
Persze eltolom a koordinátát, de nem megyek oda...
Megyek és kipróbálom
Cím: Re:UCCNC vezérlő program
Írta: Bocs Dátum 2018 június 05, 16:28
Írta: Bocs Dátum 2018 június 05, 16:28
Hát igen, így már öröm a próbálkozás.
Az UCCNC határait is meg kell tanulni. Így a kirajzolása is érthető. Persze a saját határaimról se szabad megfeledkezni, mint a példa is mutatja.
Nagyszerű program, én el vagyok ájulva ennyi tudást látván.
A szerszámsugár korrekció nekem is jól fog jönni, de várok türelmesen. A korábbi hozzászólásokból látom, hogy nem könnyű feladat.
Köszönöm dezsoe a segítséget![#worship]
Az UCCNC határait is meg kell tanulni. Így a kirajzolása is érthető. Persze a saját határaimról se szabad megfeledkezni, mint a példa is mutatja.
Nagyszerű program, én el vagyok ájulva ennyi tudást látván.
A szerszámsugár korrekció nekem is jól fog jönni, de várok türelmesen. A korábbi hozzászólásokból látom, hogy nem könnyű feladat.
Köszönöm dezsoe a segítséget![#worship]
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2018 június 11, 09:25
Írta: frob Dátum 2018 június 11, 09:25
sziasztok
kérdés mert nem találtam, viszont rémlik hogy nem árt ha van, videókártya a gépbe uccnc hez
kell, nem kell?
a használati útmutató nem írja...
elég az alaplapi?
előre is köszi!
kérdés mert nem találtam, viszont rémlik hogy nem árt ha van, videókártya a gépbe uccnc hez
kell, nem kell?
a használati útmutató nem írja...
elég az alaplapi?
előre is köszi!
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2018 június 11, 09:48
Írta: frob Dátum 2018 június 11, 09:48
szerszám sugár kompenzáció
tulajdonképen ez miért kell?
csak azért kérdezem mert az általában használt tervező programokban eleve benne van, hogy a szerszám méretét a haladási pályát ( vonalon innen és túl vagy rajta) meg lehet adni, vagy elve a kész méret megadásával és a szerszám méreteinek megadásával olyan pályát generál
szóval milyen esetekben látjátok szükségességét?
tulajdonképen ez miért kell?
csak azért kérdezem mert az általában használt tervező programokban eleve benne van, hogy a szerszám méretét a haladási pályát ( vonalon innen és túl vagy rajta) meg lehet adni, vagy elve a kész méret megadásával és a szerszám méreteinek megadásával olyan pályát generál
szóval milyen esetekben látjátok szükségességét?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 június 11, 09:54
Írta: dezsoe Dátum 2018 június 11, 09:54
Szia!
Nem konkrét kártyát vár, hanem tudást. Ami a kézikönyvben le van írva, OpenGL 1.3 vagy újabb. Rengeteg alaplapi kártya megfelel ennek, nem olyan nagy követelmény.
Nem konkrét kártyát vár, hanem tudást. Ami a kézikönyvben le van írva, OpenGL 1.3 vagy újabb. Rengeteg alaplapi kártya megfelel ennek, nem olyan nagy követelmény.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 június 11, 09:59
Írta: dezsoe Dátum 2018 június 11, 09:59
A szerszámsugár kompenzáció van, akinek létkérdés, van, aki egy életet leél nélküle. :) Sokan úgy használják, hogy legenerálják a pályát, aztán az aktuális szerszámmal korrekciózzák. Nagyon pontos munkánál a szerszám kopását is ezzel kompenzálják.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 június 11, 10:04
Írta: svejk Dátum 2018 június 11, 10:04
Kezedbe nyomja a komád egy piszlicsáré alkatrész skiccét, hogy kontúrozd le.
No ilyenkor nem hagyunk ott csapot-papot megyünk a nagy géphez berajzolni CAD-be, CAM-elni, majd kiderül mégis köszörült a szerszám, kezdheted elölről... stb.
A másik gyakoribb eset amikor kicsi a tűrés és kopik a szerszám akkor csak beírod a szerszámkorrekciót és megint pontos lesz a darabod.
No ilyenkor nem hagyunk ott csapot-papot megyünk a nagy géphez berajzolni CAD-be, CAM-elni, majd kiderül mégis köszörült a szerszám, kezdheted elölről... stb.
A másik gyakoribb eset amikor kicsi a tűrés és kopik a szerszám akkor csak beírod a szerszámkorrekciót és megint pontos lesz a darabod.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2018 június 11, 10:19
Írta: frob Dátum 2018 június 11, 10:19
köszönöm mindkettőtöknek!!
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2018 június 12, 09:40
Írta: frob Dátum 2018 június 12, 09:40
Licencelés
nem teljesen egyértelmű számomra a következő
van egy program licencem, és veszek több pl uc400 -at
akkor hogy működnek együtt? a cél hogy egy gépről több vezérlőt tudjak használni, természetesen nem egy időben
vagy minden vezérlőhöz meg kell venni a szoftver licencet is?
nem teljesen egyértelmű számomra a következő
van egy program licencem, és veszek több pl uc400 -at
akkor hogy működnek együtt? a cél hogy egy gépről több vezérlőt tudjak használni, természetesen nem egy időben
vagy minden vezérlőhöz meg kell venni a szoftver licencet is?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 június 12, 10:54
Írta: dezsoe Dátum 2018 június 12, 10:54
Igen, a licensz egy adott vezérlőhöz kapcsolódik. Érdemes megfelelően átnevezni, mert a program a licensz file nevének elejét ellenőrzi, így egymás mellé be tudod rakni az összeset, de tudni fogod, hogy melyik file melyik vezérlőhöz tartozik.
(https://hobbicncforum.hu/uploaded_images/2018/06/tn_bqzyj5wavdshgxe2yay7m_3977.png) (https://hobbicncforum.hu/uploaded_images/2018/06/bqzyj5wavdshgxe2yay7m_3977.png)
(https://hobbicncforum.hu/uploaded_images/2018/06/tn_bqzyj5wavdshgxe2yay7m_3977.png) (https://hobbicncforum.hu/uploaded_images/2018/06/bqzyj5wavdshgxe2yay7m_3977.png)
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2018 június 12, 17:35
Írta: frob Dátum 2018 június 12, 17:35
Pedig már vettem egy ismerősnek tavaj, de ez most rosszul esett... francé em 45e be kerül es minden megvan ahhoz hogy dolgozhass...
Em kicsit ellenerzest valtott ki belőllem a termek iránt...
Em kicsit ellenerzest valtott ki belőllem a termek iránt...
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 június 12, 17:49
Írta: svejk Dátum 2018 június 12, 17:49
Mert az UCxxx termékek használhatóak a Mach3 szoftverrel is.
Ha egyben lenne az ára akkor meg az a vád érné a cége(ke)t, hogy árukapcsolás...
Ha egyben lenne az ára akkor meg az a vád érné a cége(ke)t, hogy árukapcsolás...
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 június 12, 17:51
Írta: svejk Dátum 2018 június 12, 17:51
Megjegyzem szoktak lenni akciók is, pl. a debreceni találkozón megrendelt termékekre 10% volt.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 június 12, 17:51
Írta: 000000000 Dátum 2018 június 12, 17:51
Hmmmm.... ha az UCCNC drága akkor miért nem vettél Mach3 vagy Mach4 licenceket??? Megnézted azoknak az árait?
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2018 június 12, 19:14
Írta: frob Dátum 2018 június 12, 19:14
Mielőtt még kővel dobálnátok itt van az asztalomon a zsír új UC400 panelka, csak most kibaszottul rosszul esett hogy még vennem kell hozzá valamit, amit kb kötelezően meg kell hozzá venni, szóval akárhonnan is nézem árú kapcsolás, és akkor már mennyivel szebb lenne a leányzó fekvése ha kicsit drágábban de mindenestől ott lenne a kezedben a cucc...
Ennyi ki ki magára veszi vagy nem, ez is csak egy vélemény a tömegben, minden bizonnyal nem én leszek az a fecske aki ebben a kérdésben nyarat csinál...
Ennyi ki ki magára veszi vagy nem, ez is csak egy vélemény a tömegben, minden bizonnyal nem én leszek az a fecske aki ebben a kérdésben nyarat csinál...
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 június 12, 19:35
Írta: svejk Dátum 2018 június 12, 19:35
Ez a baj, Te időnként feltűnsz itt, de nem követed az eseményeket.
Az UC100 és UC300 termék anno a mach3-hoz készült...de nem folytatom.
Az UC100 és UC300 termék anno a mach3-hoz készült...de nem folytatom.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 június 12, 20:03
Írta: dezsoe Dátum 2018 június 12, 20:03
Árukapcsolás az lenne, hogyha ha kell, ha nem, ki kéne fizetned az UCCNC licensz árát is, holott csak Mach3-mal akarod használni. Szerintem meg pont így korrekt, ahogy most van. Attól, persze, hogy más a véleményed, még nem kezdünk el hajigálni... :)
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2018 június 12, 20:06
Írta: ANTAL GÁBOR Dátum 2018 június 12, 20:06
Ide is áthozom ( az eszterga topikból )
Mottó : TE RÉMHÍRTERJESZTŐ ELLENFORRADALMÁR RESZKESS!!
Az imént írtam Polgárdi Balázsnak Uc100 kontra szinkron menet ( UCCNC vel !!) ügyében .
A válasz :
Szia Gábor!
Az UC100 mach3-al valóban úgy működik, mint ahogy leírtad. DE! UCCNC-el az UC100 ugyanúgy tud szinkron menetet vágni mint az UC400! Egyedül annyi a különbség, hogy a főorsó enkódernek az A/B jele ne érje el az 50kHz-et.
Üdv.:
Balázs
Pár bejegyzéssel korábban( Tóth Zolinak válaszolva ) kétségeim voltak . De most megerősítést nyert ...
( szerintem sokan nem tuják ) . Megnyitottam ( demó üzemben ) az UCCNC t ( Uc 100 al ) és ott sem láttam tiltást
EZ A REKLÁM HELYE
Mottó : TE RÉMHÍRTERJESZTŐ ELLENFORRADALMÁR RESZKESS!!
Az imént írtam Polgárdi Balázsnak Uc100 kontra szinkron menet ( UCCNC vel !!) ügyében .
A válasz :
Szia Gábor!
Az UC100 mach3-al valóban úgy működik, mint ahogy leírtad. DE! UCCNC-el az UC100 ugyanúgy tud szinkron menetet vágni mint az UC400! Egyedül annyi a különbség, hogy a főorsó enkódernek az A/B jele ne érje el az 50kHz-et.
Üdv.:
Balázs
Pár bejegyzéssel korábban( Tóth Zolinak válaszolva ) kétségeim voltak . De most megerősítést nyert ...
( szerintem sokan nem tuják ) . Megnyitottam ( demó üzemben ) az UCCNC t ( Uc 100 al ) és ott sem láttam tiltást
EZ A REKLÁM HELYE
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2018 június 12, 20:51
Írta: frob Dátum 2018 június 12, 20:51
Oké igyekszem még kevesebbet hozzászólni, nehogy valakit megsértsek :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 június 12, 21:19
Írta: svejk Dátum 2018 június 12, 21:19
Az #5592-szerint Te dohogsz, mi csak próbáltuk elmagyarázni.[#nemtudom]
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 június 12, 21:22
Írta: 000000000 Dátum 2018 június 12, 21:22
Nem tudom ki dobál rád köveket, de amikor vetted az UC400 vezérlőt nem volt ott tisztán írva hogy mit vettél? Ezt én komolyan kérdezem, mert én nem tudom hogy lett ez a félreértés. Na meg azt sem értem hogy lehet félreérteni hogy minden gépre külön licenc kell. Azért olcsó. A Mach3 használható több gépeken is de sokkal többe kerül. De ha a licenc szövegét elolvasod akkor abból is minden gépre külön licencet kell vásárolni de ellenőrzés nincs ezért kevesen vettek többet mint egyet.
Szerintem ezeken gondolkozz, és nem kell megsértődni ha nem értünk egyet veled. Természetesen minden véleményed lehet, az a te dolgod és senki sem tudja ezt megtiltani, de másnak is lehet más véleménye.
Szerintem ezeken gondolkozz, és nem kell megsértődni ha nem értünk egyet veled. Természetesen minden véleményed lehet, az a te dolgod és senki sem tudja ezt megtiltani, de másnak is lehet más véleménye.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 június 12, 21:57
Írta: dezsoe Dátum 2018 június 12, 21:57
Nem kell minden gépre külön licensz. Vezérlőre vonatkozik a licensz: egy vezérlőt egyszerre úgyis csak egy géppel tudsz vezérelni. Az lényegtelen, hogy éppen melyik az a gép.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 június 12, 21:59
Írta: dezsoe Dátum 2018 június 12, 21:59
Már feltéve, hogy az UCCNC-ről írsz, lehet, hogy félreértettem? :) Mert akkor nem szóltam.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 június 12, 22:51
Írta: ium8w94xp Dátum 2018 június 12, 22:51
Én azért nem tudok ezzel az infóval mit kezdeni, mert sose használtam mach3-at. Szinkron menetet is csak teszt miatt uccnc-be. Tehát leírhatnád ide is miként működik uc100 mach3 alatt, mert így a bejegyzésnek nem tudom értelmezni a tartalmát ;)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 június 12, 22:59
Írta: dezsoe Dátum 2018 június 12, 22:59
Nagyjából itt kezdd el olvasni: [#t133p42641#]
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2018 június 13, 06:20
Írta: ANTAL GÁBOR Dátum 2018 június 13, 06:20
Az Uc 100 az nem vág szinkron menetet a Mach hal csak elstartolja az index beérkezése után a menetet és ha változik a fordulatszám ( egy ceruzahegyezőnél igencsak !! ) akkor a menet az "AS " szabvány szerint készül ( gyengébbek kedvéért : ahogy sikerül )
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2018 június 13, 06:56
Írta: frob Dátum 2018 június 13, 06:56
Ha már beszélgetünk mach3 sokkal drágább az a sokkal kb 5e huf, valóban van akinek ez sokkal drágább, és tényleg ha nem vagy jogkövető több gépen is használhatod mert a kutya nem tudja ellenőrizni...
ellenben az uccnc vezérlőhöz van kötve, tehát, bár semmit nem változtatnék az áron mert az össz ár is jó ami a két termék árából jön ki, mach 3 hoz ennyi, uccnc vel ennyi
persze ahogy látom, ez csak engem zavar
no részemről ennyi, megyek a webbótba megvenni a szoftver licencet ...
ellenben az uccnc vezérlőhöz van kötve, tehát, bár semmit nem változtatnék az áron mert az össz ár is jó ami a két termék árából jön ki, mach 3 hoz ennyi, uccnc vel ennyi
persze ahogy látom, ez csak engem zavar
no részemről ennyi, megyek a webbótba megvenni a szoftver licencet ...
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2018 június 13, 07:10
Írta: frob Dátum 2018 június 13, 07:10
közben a vásárlást ahogy intézem, átdobott az új webboltba, és úgy látszik nem csak én voltam aki nyavalygott, mert ott már fel van tüntetve egyben is a különböző vezérlőkkel a program...
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 június 13, 08:02
Írta: 000000000 Dátum 2018 június 13, 08:02
Ha a különbség neked 5 ezer forint a Mach3 és az UCCNC között akkor vagy nagyon sokat kér az eladó tőled az UCCNC-re vagy pedig nagyon olcsón adja (= hamis másolat) a Mach3 programot neked.
Ha a CNC Drive webshopon nézem akkor az UCCNC az 55€ a Mach3 pedig 149€, különbség = 94€ az meg kb. 30e forint. Ha ez neked nem sok különbség akkor nem lehet probléma hogy 55€ kell fizetni minden UCCNC licencre.
Sok csalás van a Mach3-vel kapcsolatban és hamis másolatot lehet venni, na meg ingyen is találhatsz ha körülnézel, de azzal nem lehet összehasonlítani. [#vigyor4]
Ha a CNC Drive webshopon nézem akkor az UCCNC az 55€ a Mach3 pedig 149€, különbség = 94€ az meg kb. 30e forint. Ha ez neked nem sok különbség akkor nem lehet probléma hogy 55€ kell fizetni minden UCCNC licencre.
Sok csalás van a Mach3-vel kapcsolatban és hamis másolatot lehet venni, na meg ingyen is találhatsz ha körülnézel, de azzal nem lehet összehasonlítani. [#vigyor4]
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 június 13, 08:09
Írta: 000000000 Dátum 2018 június 13, 08:09
Nem tudom milyen webshopról beszélsz, mert a CNC Drive webshop szerintem nem változott, csak több dolgokat árulnak. Én azon keresztül vettem az UCCNC+UC300ETH csomagot, de már több mint két évvel ezelőtt. Az árak sokat nem változtak csak a csomagok. Jelenleg nincs UC300ETH csomag ár. Nagy különbség nincs.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 június 13, 08:20
Írta: 000000000 Dátum 2018 június 13, 08:20
Egy vezérlő = egy CNC = egy gép (szerintem) és az nekem azt jelenti hogy minden gépre kell licencet venni.
De ha egy gép = egy PC akkor nem kell licencet venni, azt tudom.
Én nekem is négy PC-re van egy (ugyan az) licencem rakva. Ez nekem azt jelenti hogy az UC300USB vezérlőt nem tudom használni az UCCNC-vel, csak a Mach3-val, az UC300ETH vezérlőt pedig a Mach3-val is meg az UCCNC-vel is lehet használni mert egy licencem van az UCCNC-re.
De ha egy gép = egy PC akkor nem kell licencet venni, azt tudom.
Én nekem is négy PC-re van egy (ugyan az) licencem rakva. Ez nekem azt jelenti hogy az UC300USB vezérlőt nem tudom használni az UCCNC-vel, csak a Mach3-val, az UC300ETH vezérlőt pedig a Mach3-val is meg az UCCNC-vel is lehet használni mert egy licencem van az UCCNC-re.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 június 13, 08:26
Írta: dezsoe Dátum 2018 június 13, 08:26
A CNCdrive-ról beszél. Amikor belépsz, még a régi felület van, de ha vásárolsz, akkor már az új jön be. Készül az új, csak még vannak vele tennivalók. :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 június 13, 08:27
Írta: dezsoe Dátum 2018 június 13, 08:27
Gép = PC-re gondoltam. :)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 június 13, 08:55
Írta: 000000000 Dátum 2018 június 13, 08:55
Mind a kettőről írtam... de lehet hogy rosszul fejeztem magam ki... [#nemtudom]
Mach3 licenc szöveg:
"For commercial users (anybody who uses the software to generate profit), we require a separate license purchase for each machine."
Az tiszta nekem hogy minden gépre kell Mach3 licenc is. Csak a különbség hogy nincs semmi licenc ellenőrzés semmi képen és a licencet elég egyszerű hamisítani. A demo verzióban minden be van rakva, ha valaki letölti a demo verziót és talál egy hamis kulcsot, vagy haverokkal együtt vesznek egy licencet és azt osztják akkor használhatja teljesen. Néhány évvel ezelőtt minden CNC-hez, meg CNC-kithez amit az eBayen vettél adtak hamis licencet. Az nincs kötve semmi Ez az oka hogy Mach3 annyira el van terjedve és soha nem lehetett pénzt keresni vele.
A Mach4 az másképp van megoldva, az a PC sorszámára regisztrál. A Mach4 licenc ezt mondja:
"The license is linked to a specific PC, requiring a different code for each PC."
Annak az a hátránya hogy nem tudsz PC-t cserélni amikor akarsz, de az az előnye hogy Newfangled pénzt keres vele, na meg ezért nincs hamisított másolat.
Az UCCNC pedig szerintem a legjobban van megoldva, nincs hamis másolat mert a géphez (vezérlőhöz) van kötve, na meg nem is drága, még akkor sem ha több licencet kell vásárolni.
Mach3 licenc szöveg:
"For commercial users (anybody who uses the software to generate profit), we require a separate license purchase for each machine."
Az tiszta nekem hogy minden gépre kell Mach3 licenc is. Csak a különbség hogy nincs semmi licenc ellenőrzés semmi képen és a licencet elég egyszerű hamisítani. A demo verzióban minden be van rakva, ha valaki letölti a demo verziót és talál egy hamis kulcsot, vagy haverokkal együtt vesznek egy licencet és azt osztják akkor használhatja teljesen. Néhány évvel ezelőtt minden CNC-hez, meg CNC-kithez amit az eBayen vettél adtak hamis licencet. Az nincs kötve semmi Ez az oka hogy Mach3 annyira el van terjedve és soha nem lehetett pénzt keresni vele.
A Mach4 az másképp van megoldva, az a PC sorszámára regisztrál. A Mach4 licenc ezt mondja:
"The license is linked to a specific PC, requiring a different code for each PC."
Annak az a hátránya hogy nem tudsz PC-t cserélni amikor akarsz, de az az előnye hogy Newfangled pénzt keres vele, na meg ezért nincs hamisított másolat.
Az UCCNC pedig szerintem a legjobban van megoldva, nincs hamis másolat mert a géphez (vezérlőhöz) van kötve, na meg nem is drága, még akkor sem ha több licencet kell vásárolni.
Cím: Re:UCCNC vezérlő program
Írta: happisusu Dátum 2018 június 13, 08:58
Írta: happisusu Dátum 2018 június 13, 08:58
Szép napot Gábor
Ez csak nekem tűnik paradoxon-nak???
01: "Az UC100 mach3-al valóban úgy működik, mint ahogy leírtad. DE! UCCNC-el az UC100 ugyanúgy tud szinkron menetet vágni............. "
02.: Az Uc 100 az nem vág szinkron menetet a Mach hal csak elstartolja az index beérkezése után a menetet ......................"
ez nekem ellentmondásnak tűnik, de lehet korán van ezért nem látom az erdőt a fától.
Tisztelettel kérlek bontsd ki légyszives.
Süsü
Ez csak nekem tűnik paradoxon-nak???
01: "Az UC100 mach3-al valóban úgy működik, mint ahogy leírtad. DE! UCCNC-el az UC100 ugyanúgy tud szinkron menetet vágni............. "
02.: Az Uc 100 az nem vág szinkron menetet a Mach hal csak elstartolja az index beérkezése után a menetet ......................"
ez nekem ellentmondásnak tűnik, de lehet korán van ezért nem látom az erdőt a fától.
Tisztelettel kérlek bontsd ki légyszives.
Süsü
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 június 13, 09:01
Írta: 000000000 Dátum 2018 június 13, 09:01
Ah... nem tudtam. Nem emlékszem hogy nézett ki régen.
Cím: Re:UCCNC vezérlő program
Írta: 3ebj3bk8b Dátum 2018 június 13, 09:19
Írta: 3ebj3bk8b Dátum 2018 június 13, 09:19
Ide kapcsolódva kérdezném, hogy az UC300ETH esetében a főorsó enkóder A/B jele sem lehet több 50 Khz-nél?
Cím: Re:UCCNC vezérlő program
Írta: Thowra Dátum 2018 június 13, 09:26
Írta: Thowra Dátum 2018 június 13, 09:26
Üdv!
Egy korábbi Mach3 alatt használt programot szerettem volna futtatni de az egyik programrész nem futott le.
Készítettem egy rövid tesztprogramot, az eredmény ugyanaz lett:
Sajnos több olyan rész van a programba aminél a tengely koordináta számítás eredménye. Van esetleg ötletetek?
Egy korábbi Mach3 alatt használt programot szerettem volna futtatni de az egyik programrész nem futott le.
Készítettem egy rövid tesztprogramot, az eredmény ugyanaz lett:
Kód Kijelölés
#1=1
#2=2
(ez nem mukodik)
G0 X[#1+#2]
(igy probaltam, ez lefut)
#3=#1+#2
G0 X#3
Sajnos több olyan rész van a programba aminél a tengely koordináta számítás eredménye. Van esetleg ötletetek?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 június 13, 09:35
Írta: svejk Dátum 2018 június 13, 09:35
idézet a manuálból:
"Az értékadó műveleteket mindig külön sorban kell szerepeltetni.
Paraméterként kizárólag egyetlen dinamikus változó szerepelhet kódszavanként, műveletek megadása paraméterként nem megengedett."
"Az értékadó műveleteket mindig külön sorban kell szerepeltetni.
Paraméterként kizárólag egyetlen dinamikus változó szerepelhet kódszavanként, műveletek megadása paraméterként nem megengedett."
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 június 13, 09:44
Írta: dezsoe Dátum 2018 június 13, 09:44
Ez függ a kernel frekvenciától. Az UC100 max. 100kHz-et tud, míg az ethernetes vezérlők 400kHz-et is kezelnek. Nem érdemes (és nincs is értelme) túl nagy felbontású enkódert tenni a főorsóra. Ha tudod a max. fordulatszámot, akkor vissza tudod számolni, hogy mekkora frekvenciával jön a jel az enkóderből. Ha nagy a fordulatszám, azzal úgysem fogsz menetet fúrni/vágni, inkább csak a fordulatszámot figyeled, oda elég akár egy 100-as felbontású enkóder is. Ha viszont esztergálsz, vagy menetet fúrsz, akkor jelentősen kisebb fordulatszámmal fogsz dolgozni, de szerintem 1000-es (vagy 1024-es) felbontásnál nagyobbnak nem igazán van értelme ilyenkor sem.
Cím: Re:UCCNC vezérlő program
Írta: Thowra Dátum 2018 június 13, 10:07
Írta: Thowra Dátum 2018 június 13, 10:07
Köszönöm a gyors segítséget [#eljen].
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2018 június 13, 10:18
Írta: frob Dátum 2018 június 13, 10:18
az ár
mach 3 vs legolcsóbb usb-s uccnc , valóban ebben az esetben olcsóbb, de akkor csak ugyan azt kapod, bocsánat hasonlót!!!
sőt jobbat!
https://shop.cncdrive.hu/termekek/szoftver (https://shop.cncdrive.hu/termekek/szoftver)
és gondolom, remélem jól, hogy hivatalos mach 3 licenc az amit veszek ha veszek de sose volt ingerenciám rá... szóval
ha meg több tengelyben gondolkodom akkor meg semmikép
de mint többször említettem nem az a bajom hogy ennyibe kerül, mert hogy épp most utaltam el a licencdíjat is, hanem hogy nem egybe láttam, mert akkor egyszerre veszem stb.. nem ragozom tovább mert felesleges...
mach 3 vs legolcsóbb usb-s uccnc , valóban ebben az esetben olcsóbb, de akkor csak ugyan azt kapod, bocsánat hasonlót!!!
sőt jobbat!
https://shop.cncdrive.hu/termekek/szoftver (https://shop.cncdrive.hu/termekek/szoftver)
és gondolom, remélem jól, hogy hivatalos mach 3 licenc az amit veszek ha veszek de sose volt ingerenciám rá... szóval
ha meg több tengelyben gondolkodom akkor meg semmikép
de mint többször említettem nem az a bajom hogy ennyibe kerül, mert hogy épp most utaltam el a licencdíjat is, hanem hogy nem egybe láttam, mert akkor egyszerre veszem stb.. nem ragozom tovább mert felesleges...
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 június 13, 11:35
Írta: 000000000 Dátum 2018 június 13, 11:35
Nem értem mit írtál, de mindegy...
Mach3 forintba: 52 070 Ft
UCCNC forintba: 20 320 Ft
Külömbség 32 000 Ft, nem 5e Ft. Amit én írtam én €-ba és az angol webshopon néztem, mert nekem azok az érdekesek, de különbség nincs, számításom szerint Mach3 sokkal drágább. Hol láttad hogy a különbség 5e Ft?
Mach3 forintba: 52 070 Ft
UCCNC forintba: 20 320 Ft
Külömbség 32 000 Ft, nem 5e Ft. Amit én írtam én €-ba és az angol webshopon néztem, mert nekem azok az érdekesek, de különbség nincs, számításom szerint Mach3 sokkal drágább. Hol láttad hogy a különbség 5e Ft?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 június 13, 12:18
Írta: 000000000 Dátum 2018 június 13, 12:18
Közben ebéd alatt rájöttem hogy érted az 5e Ft különbséget...
UC100 + UCCNC = 46 990 Ft
Mach 3 minden nélkül: 52 070 Ft
De így nem lehet nézni, mert mivel használnád a Mach3 szoftvert?
UC100: 29 210 Ft
...hmmmm.... újra ott vagyunk, különbözés kb. 30e Ft, ez az igazi, nem az 5e Ft.
UC100 + UCCNC = 46 990 Ft
Mach 3 minden nélkül: 52 070 Ft
De így nem lehet nézni, mert mivel használnád a Mach3 szoftvert?
UC100: 29 210 Ft
...hmmmm.... újra ott vagyunk, különbözés kb. 30e Ft, ez az igazi, nem az 5e Ft.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2018 június 13, 12:27
Írta: frob Dátum 2018 június 13, 12:27
mondjuk printerporttal? hmm :)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 június 13, 12:38
Írta: 000000000 Dátum 2018 június 13, 12:38
[#csodalk] Akkor inkább Linux-ot használnám, az ingyenes. De mindegy, nem jól hasonlítod őket szerintem, mert az UC100 kicsit jobb mint egy printer port... na meg a Windows 10 64-bit is működik vele.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 június 13, 12:38
Írta: 000000000 Dátum 2018 június 13, 12:38
Gondoltam, a tisztánlátásért mégis kiegészítem írásod.
A különbség a két program között az is, Hogy, megveszed a Mac3 -at.
Feltelepítés után nem kell semmiféle mozgásvezérlő kütyü. A CNC –det rádugod a párhuzamos portra és már megy is a géped. Valamint, liszensz vásárlása nélkül is működik minden korlátozás nélkül, 500 sorig. Ezért, élesben, teljes valójában ki tudod próbálni minden funkciójában, korlátlan ideig.
Liszensz díja kismértékben változó, de pl. A Cncdrive nél 52.070 Ft. Nincs postaköltség.
Ezek a lehetőséget nem adottak az UCCNC programnál. Próbálni, csak virtuálisan tudod, gép mozgatása nélkül. Muszáj venni hozzá mozgásvezérlőt. Élesben csak azzal működőképes.
Ezért én az UCCNC árát úgy számolom, hogy minimum a legolcsóbb mozgásvezérlő (UC100) + liszensz ára együtt. Ez, ha jól tudom, jelenleg 46.900 Ft. + postaköltség, kb 1.500 Ft.
Ez a minimál lehetőség.
Mindent számolva kb. 3.670 Ft. különbséggel juthatsz használható programokhoz.
Egyáltalán nincs szándékomban minősíteni egyik programot, és megoldást sem, jelen írásommal. Csak tények közlésére szorítkoztam.
A különbség a két program között az is, Hogy, megveszed a Mac3 -at.
Feltelepítés után nem kell semmiféle mozgásvezérlő kütyü. A CNC –det rádugod a párhuzamos portra és már megy is a géped. Valamint, liszensz vásárlása nélkül is működik minden korlátozás nélkül, 500 sorig. Ezért, élesben, teljes valójában ki tudod próbálni minden funkciójában, korlátlan ideig.
Liszensz díja kismértékben változó, de pl. A Cncdrive nél 52.070 Ft. Nincs postaköltség.
Ezek a lehetőséget nem adottak az UCCNC programnál. Próbálni, csak virtuálisan tudod, gép mozgatása nélkül. Muszáj venni hozzá mozgásvezérlőt. Élesben csak azzal működőképes.
Ezért én az UCCNC árát úgy számolom, hogy minimum a legolcsóbb mozgásvezérlő (UC100) + liszensz ára együtt. Ez, ha jól tudom, jelenleg 46.900 Ft. + postaköltség, kb 1.500 Ft.
Ez a minimál lehetőség.
Mindent számolva kb. 3.670 Ft. különbséggel juthatsz használható programokhoz.
Egyáltalán nincs szándékomban minősíteni egyik programot, és megoldást sem, jelen írásommal. Csak tények közlésére szorítkoztam.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2018 június 13, 12:43
Írta: frob Dátum 2018 június 13, 12:43
de mint többször mondtam nem az árral, csak azzal volt bajom hogy a régi honlapon, mondjuk az újon sincs ilyen lehetőség, hogy ha csak a vezérlőre kattintasz akkor megkérdezze mivel szereznéd használni...
ennyi, és ahogy mondtam itt a vezérlő, és a licencet most fizettem, remélem ma holnap küldik is mail-ben a kulcsot hozzá
ennyi, és ahogy mondtam itt a vezérlő, és a licencet most fizettem, remélem ma holnap küldik is mail-ben a kulcsot hozzá
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 június 13, 13:32
Írta: 000000000 Dátum 2018 június 13, 13:32
OK, így is lehet nézni.
Én is Linux-al, később Mach3-al és printer porttal kezdtem, és tudom mi a különbség közöttük. Utána folytattam Mach3-vel és az UC300USB-vel, de belefáradtam az USB problémákba és vettem egy UC300ETH mozgásvezérlőt. Akkor még nem volt Mach3 plugin és azért "kényszerített" UCCNC-t is venni. Mielőtt eldöntöttem hogy nekem tetszik vagy nem, kipróbáltam demo módon, virtuálisan. Nekem nem kellett a CNC mozgását látni, azt tudtam hogy tudja mozdítani, csak a kezelést akartam próbálni, na meg makrók írásait és használatait, meg a Modbust akartam próbálni/látni.
Igen, tudom hogy a Mach3 működik 500 sorig, az is könnyítette a kulcs titkait megoldani. Szerintem is jobb lenne a UCCNC működne néhány sorig igaziban is, de nekem így is jó volt kipróbálni és eldönteni hogy kell vagy nem. Na meg megértem hogy nem akarják hogy licenc nélkül menjen egy sort sem, mert így biztosabban van őrizve a kulcs.
De mindegy ezeket hagyjuk, mert az árak és ezek a dolgok nem demokráciai kérdések. Minden vállalat úgy csinálja ahogy tudja/akarja és annyi árat kér amennyit optimálisan, döntése szerint lehet. Aki veszi az veszi, akinek nem tetszik az nem. Artsoft, annak ellenére hogy Mach3 a világ legelterjedtebb CNC szoftvere, nem tudott megélni belőle mert nem volt jól átgondolva hogy intézze a pénz keresést. Ez a kapitalizmus.
Én is Linux-al, később Mach3-al és printer porttal kezdtem, és tudom mi a különbség közöttük. Utána folytattam Mach3-vel és az UC300USB-vel, de belefáradtam az USB problémákba és vettem egy UC300ETH mozgásvezérlőt. Akkor még nem volt Mach3 plugin és azért "kényszerített" UCCNC-t is venni. Mielőtt eldöntöttem hogy nekem tetszik vagy nem, kipróbáltam demo módon, virtuálisan. Nekem nem kellett a CNC mozgását látni, azt tudtam hogy tudja mozdítani, csak a kezelést akartam próbálni, na meg makrók írásait és használatait, meg a Modbust akartam próbálni/látni.
Igen, tudom hogy a Mach3 működik 500 sorig, az is könnyítette a kulcs titkait megoldani. Szerintem is jobb lenne a UCCNC működne néhány sorig igaziban is, de nekem így is jó volt kipróbálni és eldönteni hogy kell vagy nem. Na meg megértem hogy nem akarják hogy licenc nélkül menjen egy sort sem, mert így biztosabban van őrizve a kulcs.
De mindegy ezeket hagyjuk, mert az árak és ezek a dolgok nem demokráciai kérdések. Minden vállalat úgy csinálja ahogy tudja/akarja és annyi árat kér amennyit optimálisan, döntése szerint lehet. Aki veszi az veszi, akinek nem tetszik az nem. Artsoft, annak ellenére hogy Mach3 a világ legelterjedtebb CNC szoftvere, nem tudott megélni belőle mert nem volt jól átgondolva hogy intézze a pénz keresést. Ez a kapitalizmus.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 június 13, 13:42
Írta: 000000000 Dátum 2018 június 13, 13:42
A lentebbi írásom kapcsán, Ellátogattam a CNCdrive webáruházba.
Meglepetéssel, és örömmel tapasztaltam, hogy megújult.
Megszűnt az igen zavaró áfa nélküli árak. Cserébe, mindenhol Nettó és bruttó ár egyaránt szerepel. Ezt az árfeltüntetést, vevőbarátnak és tisztségesnek tartok. (Gondolom, sokan vagyunk így). Mások mellett én is szóvá tettem a régi árfeltüntetési rendszert.
Örömmel látom, folyamatosan fejlődik a cég. Mint kínálatában, mint hozzáállásban.
Egy, jól működő céget az apró dolgok milyensége minősít és attól lesz jól működő, vagy nem.
Gratulálok!
Egyúttal sok sikert, zökkenőmentes fejlődést kívánok.
Meglepetéssel, és örömmel tapasztaltam, hogy megújult.
Megszűnt az igen zavaró áfa nélküli árak. Cserébe, mindenhol Nettó és bruttó ár egyaránt szerepel. Ezt az árfeltüntetést, vevőbarátnak és tisztségesnek tartok. (Gondolom, sokan vagyunk így). Mások mellett én is szóvá tettem a régi árfeltüntetési rendszert.
Örömmel látom, folyamatosan fejlődik a cég. Mint kínálatában, mint hozzáállásban.
Egy, jól működő céget az apró dolgok milyensége minősít és attól lesz jól működő, vagy nem.
Gratulálok!
Egyúttal sok sikert, zökkenőmentes fejlődést kívánok.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 június 13, 14:02
Írta: 000000000 Dátum 2018 június 13, 14:02
Gondolom nem fogod megbánni, mert szerintem jobb az UCCNC mint a Mach3. Én legalább is meg vagyok vele elégedve, annak ellenére hogy nincs minden benne mint a Mach3-be.
Na meg itt van egy csomó szakértő.
Ha például kicsit "javítani" akarod sok fajta plugin, vagy kiegészítő van. Én ezt csináltam:
My Probe screen, version 3 (https://adapting-camera.blogspot.com/2017/05/uccnc-probing-screen-and-macros.html)
(https://hobbicncforum.hu/uploaded_images/2018/06/tn_y9cdnuc5hpnnt4gbmn33h_5201.jpg) (https://hobbicncforum.hu/uploaded_images/2018/06/y9cdnuc5hpnnt4gbmn33h_5201.jpg)
Na meg itt van egy csomó szakértő.
Ha például kicsit "javítani" akarod sok fajta plugin, vagy kiegészítő van. Én ezt csináltam:
My Probe screen, version 3 (https://adapting-camera.blogspot.com/2017/05/uccnc-probing-screen-and-macros.html)
(https://hobbicncforum.hu/uploaded_images/2018/06/tn_y9cdnuc5hpnnt4gbmn33h_5201.jpg) (https://hobbicncforum.hu/uploaded_images/2018/06/y9cdnuc5hpnnt4gbmn33h_5201.jpg)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 június 13, 14:42
Írta: 000000000 Dátum 2018 június 13, 14:42
Nem minősítettem, se árakat se programokat. Csak a számolást tettem valóssá.
Ami a próbálást illeti, a jelenlegi felállás nem tesz lehetővé előzetes, valós teszteket. Ez is tény. Aki megveszi, és mégse teszik neki, nincs vissza út.
Az is, hogy aki elég rég kezdte és ismeretei bővítése okán kipróbált számtalan programot, az tudja, mennyire másképp tudnak működni a motorok más, más programmal. Az édeskevés, hogy mozgatja a motort. Más szempont is játszhat.
Példának idehozhatnám az anno eléggé elerjedt KCM4 et. Annak is a halálát a rossz motormozgatás okozta, pár év után. (volt ilyen progi több is). Amikor bejött az azokhoz képest ebből a szempontból (is) sokkal jobb Mach3.
Szerencsére, az UCCNC vel szépen mennek a motorok. Ezért ilyen meglepetés nem jön.
Van olyan gépem, ami legalább 7 éve megy Mach3 –al párhuzamos porton hajtva, minden gond nélkül. Pedig, kimondottan pontos munkákra használom.
Ami a próbálást illeti, a jelenlegi felállás nem tesz lehetővé előzetes, valós teszteket. Ez is tény. Aki megveszi, és mégse teszik neki, nincs vissza út.
Az is, hogy aki elég rég kezdte és ismeretei bővítése okán kipróbált számtalan programot, az tudja, mennyire másképp tudnak működni a motorok más, más programmal. Az édeskevés, hogy mozgatja a motort. Más szempont is játszhat.
Példának idehozhatnám az anno eléggé elerjedt KCM4 et. Annak is a halálát a rossz motormozgatás okozta, pár év után. (volt ilyen progi több is). Amikor bejött az azokhoz képest ebből a szempontból (is) sokkal jobb Mach3.
Szerencsére, az UCCNC vel szépen mennek a motorok. Ezért ilyen meglepetés nem jön.
Van olyan gépem, ami legalább 7 éve megy Mach3 –al párhuzamos porton hajtva, minden gond nélkül. Pedig, kimondottan pontos munkákra használom.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2018 június 13, 17:00
Írta: ANTAL GÁBOR Dátum 2018 június 13, 17:00
Az UC 100 a Mach hal NEM TUD szinkron menetet !! PUNKTUM
AZ UC100 az UCCNC vel tudja !! PUNKTUM
( a kikötés az hogy csak 50 kHz lehet az encoder frekije )
Ennek triviális oka van : Balázsék nem méllyedtek bele a ( Tikos ) Mach lelki világába , helyette írtak egy saját softot és megoldották a szinkron kérdést . Önös érdekből én is így tettem volna ( ha értenék hozzá )
egy példa :
Vettem egy Dc motoros ( 15 KW !! ) esztergát , csípőfogóval likvidáltam a tirisztoros vezérlést,és építettem egy saját PWM est . Hamarabb célt értem mintha javítgattam volna a régi, doksi nélküli kiszáradt elkós régit
AZ UC100 az UCCNC vel tudja !! PUNKTUM
( a kikötés az hogy csak 50 kHz lehet az encoder frekije )
Ennek triviális oka van : Balázsék nem méllyedtek bele a ( Tikos ) Mach lelki világába , helyette írtak egy saját softot és megoldották a szinkron kérdést . Önös érdekből én is így tettem volna ( ha értenék hozzá )
egy példa :
Vettem egy Dc motoros ( 15 KW !! ) esztergát , csípőfogóval likvidáltam a tirisztoros vezérlést,és építettem egy saját PWM est . Hamarabb célt értem mintha javítgattam volna a régi, doksi nélküli kiszáradt elkós régit
Cím: Re:UCCNC vezérlő program
Írta: 3ebj3bk8b Dátum 2018 június 13, 19:18
Írta: 3ebj3bk8b Dátum 2018 június 13, 19:18
Köszönöm a választ!
Cím: Re:UCCNC vezérlő program
Írta: Bocs Dátum 2018 június 14, 00:26
Írta: Bocs Dátum 2018 június 14, 00:26
Üdv mindenkinek!
Van szerencsém birtokolni egy Haas TL2 esztergát. Meglepett, hogy rövid használat után sikerült egy olyan progit írnom, amit hibásan hajt végre. Némi töprengés után sikerült megkeresnem az ívek/egyenesek méreteinek határértékét, ahonnan már helyesen járja le a konturt, és nem tesz bele meg sem írt mozgásokat.
Tehát a nagy iparban sem tökéletes minden.
Örömmel kezdem használni az UCCNC/UC300 párost, és külön örülök, hogy egy magyar csapat fejleszti. Szívesen látnám a nyitó oldalon a Made in Hungary feliratot.
A szerszámsugár kompenzációt én az "egyszerűbb" kézzel írt formáknál szeretném használni, amik azonban bonyolultak annyira, hogy sok munka és hiba lehetőség a forma megtervezése után a szerszámeltolással végig számolni a szerszámpályát.
Tehát nekem sem létkérdés, viszont nagy segítség lenne. Biztosan az is számít, hogy ki miként tanult cnc progit írni, és kell némi idő az átállásra. Jómagam éppen újra tanulom a korábban tanultakat, mert volt pár év kihagyásom.
Van szerencsém birtokolni egy Haas TL2 esztergát. Meglepett, hogy rövid használat után sikerült egy olyan progit írnom, amit hibásan hajt végre. Némi töprengés után sikerült megkeresnem az ívek/egyenesek méreteinek határértékét, ahonnan már helyesen járja le a konturt, és nem tesz bele meg sem írt mozgásokat.
Tehát a nagy iparban sem tökéletes minden.
Örömmel kezdem használni az UCCNC/UC300 párost, és külön örülök, hogy egy magyar csapat fejleszti. Szívesen látnám a nyitó oldalon a Made in Hungary feliratot.
A szerszámsugár kompenzációt én az "egyszerűbb" kézzel írt formáknál szeretném használni, amik azonban bonyolultak annyira, hogy sok munka és hiba lehetőség a forma megtervezése után a szerszámeltolással végig számolni a szerszámpályát.
Tehát nekem sem létkérdés, viszont nagy segítség lenne. Biztosan az is számít, hogy ki miként tanult cnc progit írni, és kell némi idő az átállásra. Jómagam éppen újra tanulom a korábban tanultakat, mert volt pár év kihagyásom.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2018 június 14, 07:36
Írta: frob Dátum 2018 június 14, 07:36
Nagyon köszönöm!
párszor láttam már ezt a művet, tetszik!
még sajna nem jött meg a licenc, gondolom majd ma küldi, mondjuk a gépem egyébként is darabokban, de minél hamarabb össze kell rakni és akkor majd jönnek a hogy használjak ezt azt rajta kérdések :)
párszor láttam már ezt a művet, tetszik!
még sajna nem jött meg a licenc, gondolom majd ma küldi, mondjuk a gépem egyébként is darabokban, de minél hamarabb össze kell rakni és akkor majd jönnek a hogy használjak ezt azt rajta kérdések :)
Cím: Re:UCCNC vezérlő program
Írta: 9pk59nuy Dátum 2018 június 14, 08:02
Írta: 9pk59nuy Dátum 2018 június 14, 08:02
Kedves Gábor!
Happisusu megelőzött a kérdésével, de én is ugyanarra az ellentmondásra akartam rávilágítani. Azért javasoltam, hogy a gyártó nyilatkozzon UC100 kérdésében, mert azonnali hatállyal megszüntethet mindenféle találgatást a működéssel kapcsolatban.
Felmerül a kérdés, hogy aki vásárolt UC100 vezérlőt, az a leírásában tájékoztatva lett-e arról, hogy nem teljes értékű a szinkronja? Az én álláspontom szerint nem.
Szerintem nincs abban semmi titkos, hogy egy be és kimenettel rendelkező négypólus miként viselkedik, Viszont erre a specifikációra FELTÉTLENÜL szüksége van a felhasználónak. A magam részéről örülök, hogy nem vettem belőle, így megmenekültem sok felesleges kísérletezéstől és bosszúságtól.
Külön elgondolkodtat, hogy amikor megjelent az eszköz a piacon, akkor úgy került a köztudatba, hogy menetvágásra alkalmas. A terjesztőktől is ezt az információt kaptam! A valós működés évekig nem került pontosításra, így nyilvánvaló a kormolás ténye.
Happisusu megelőzött a kérdésével, de én is ugyanarra az ellentmondásra akartam rávilágítani. Azért javasoltam, hogy a gyártó nyilatkozzon UC100 kérdésében, mert azonnali hatállyal megszüntethet mindenféle találgatást a működéssel kapcsolatban.
Felmerül a kérdés, hogy aki vásárolt UC100 vezérlőt, az a leírásában tájékoztatva lett-e arról, hogy nem teljes értékű a szinkronja? Az én álláspontom szerint nem.
Szerintem nincs abban semmi titkos, hogy egy be és kimenettel rendelkező négypólus miként viselkedik, Viszont erre a specifikációra FELTÉTLENÜL szüksége van a felhasználónak. A magam részéről örülök, hogy nem vettem belőle, így megmenekültem sok felesleges kísérletezéstől és bosszúságtól.
Külön elgondolkodtat, hogy amikor megjelent az eszköz a piacon, akkor úgy került a köztudatba, hogy menetvágásra alkalmas. A terjesztőktől is ezt az információt kaptam! A valós működés évekig nem került pontosításra, így nyilvánvaló a kormolás ténye.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2018 június 14, 08:28
Írta: kr97pwss2 Dátum 2018 június 14, 08:28
Látom egy kicsit összekavarodtak az infók, úgyhogy megpróbálom tisztázni:
- UC100 és nem sokkal később UC300 USB változatával indult a történet, melyek csak Mach3-al működtek.
- Az UC100 fejlesztéskor sok apróbb és nagyobb hiba és hiányosság kiderült a Mach3 programról. Csak, hogy a legzavaróbbat említsem Stop-kor a Mach3 nem lassítással áll meg!!! Ezeket a hibákat mint fejlesztők jeleztük a Mach3 fejlesztőknek, de nem történt érdemi előrelépés (ez sok évvel ezelőtt volt, azóta tudjuk, hogy mér rég óta nem fejlesztik, sőt az elmondásuk alapján kifuttatni szeretnék, és már nem is támogatják mert a Mach4 lépett a helyére)
- A Mach3-nál tapasztalt problémák miatt merült fel bennünk, hogy kéne egy gépvezérlő programot készíteni, amiben ezek a hibák ki vannak küszöbölve. Visszanéztem kb. 5 évvel ezelőtt készült el az első verziója az UCCNC-nek amit azóta is folyamatosan fejlesztünk. A fokozatosság elvét követve próbáljuk fejleszteni, és követni a technikai/szoftver változásokat. Sajnos kicsit lassabb ütemben tudunk haladni, mint szeretnénk. Rengeteg visszajelzést és kéréseket kapunk, melyeket próbálunk teljesíteni.
- Mivel az UCCNC-t csak később kezdtük el forgalmazni, ezért ahhoz külön ár lett kialakítva.
- A Mach3 és az UCCNC-nél más más Firmware tartozik az UC100-hoz. Azaz a Mach3-al és UCCNC-el teljesen másképp működik, habár a felhasználó ebből nem lát semmit. Ezért van az, hogy az UC100 Mach3-nál nem tud tökéletes szinkron menetet vágni (annak idején rettentő sokat foglalkoztam vele, de a Mach3 működéséből adódóan egyszerűen nem lehetett megoldani. Megjegyzem, hogy LPT porttal sem tökéletes, mert ott csak az index jel alapján méri a fordulatot, és elég rosszul, óriási lemaradással szabályoz. Tulajdonképpen LPT porttal is csak stabil fordulatszámmal működik jól). UCCNC-nél viszont működik a szinkron menetvágás, mivel ott mind a Hardwert mind a szoftvert mi készítettük, így olyan működést tudtunk neki kialakítani, hogy képes legyen rá.
- Az UC100-nál a szinkron menetvágáshoz és menetfúráshoz az A/B jeladótól max 50kHz-es jelet tud fogadni a bemenetein lévő RC szűrők miatt. Ez egy 100 réses enkóderrel és 3000 1/min max főorsó fordulatnál
100x4x3000/60=20000Hz-et ad ki ami még bőven benne van ebben a tartományban.
- UC300ETH-5LPT nél a főorsó enkóder A/B jele max 100kHz lehet, de mivel az 5LPT panelen is van minden bemeneten zavarszűrő RC tagok, ezért ott is kb. 50kHz a limitáció.
- A tapasztalatok alapján egy átlagos gépen a főorsónak 50 vagy 100 réses jeladó (melyet az UCCNC x4 üzemmódban dolgoz fel) tökéletesen megfelel főorsó enkódernek.
- UC100 és nem sokkal később UC300 USB változatával indult a történet, melyek csak Mach3-al működtek.
- Az UC100 fejlesztéskor sok apróbb és nagyobb hiba és hiányosság kiderült a Mach3 programról. Csak, hogy a legzavaróbbat említsem Stop-kor a Mach3 nem lassítással áll meg!!! Ezeket a hibákat mint fejlesztők jeleztük a Mach3 fejlesztőknek, de nem történt érdemi előrelépés (ez sok évvel ezelőtt volt, azóta tudjuk, hogy mér rég óta nem fejlesztik, sőt az elmondásuk alapján kifuttatni szeretnék, és már nem is támogatják mert a Mach4 lépett a helyére)
- A Mach3-nál tapasztalt problémák miatt merült fel bennünk, hogy kéne egy gépvezérlő programot készíteni, amiben ezek a hibák ki vannak küszöbölve. Visszanéztem kb. 5 évvel ezelőtt készült el az első verziója az UCCNC-nek amit azóta is folyamatosan fejlesztünk. A fokozatosság elvét követve próbáljuk fejleszteni, és követni a technikai/szoftver változásokat. Sajnos kicsit lassabb ütemben tudunk haladni, mint szeretnénk. Rengeteg visszajelzést és kéréseket kapunk, melyeket próbálunk teljesíteni.
- Mivel az UCCNC-t csak később kezdtük el forgalmazni, ezért ahhoz külön ár lett kialakítva.
- A Mach3 és az UCCNC-nél más más Firmware tartozik az UC100-hoz. Azaz a Mach3-al és UCCNC-el teljesen másképp működik, habár a felhasználó ebből nem lát semmit. Ezért van az, hogy az UC100 Mach3-nál nem tud tökéletes szinkron menetet vágni (annak idején rettentő sokat foglalkoztam vele, de a Mach3 működéséből adódóan egyszerűen nem lehetett megoldani. Megjegyzem, hogy LPT porttal sem tökéletes, mert ott csak az index jel alapján méri a fordulatot, és elég rosszul, óriási lemaradással szabályoz. Tulajdonképpen LPT porttal is csak stabil fordulatszámmal működik jól). UCCNC-nél viszont működik a szinkron menetvágás, mivel ott mind a Hardwert mind a szoftvert mi készítettük, így olyan működést tudtunk neki kialakítani, hogy képes legyen rá.
- Az UC100-nál a szinkron menetvágáshoz és menetfúráshoz az A/B jeladótól max 50kHz-es jelet tud fogadni a bemenetein lévő RC szűrők miatt. Ez egy 100 réses enkóderrel és 3000 1/min max főorsó fordulatnál
100x4x3000/60=20000Hz-et ad ki ami még bőven benne van ebben a tartományban.
- UC300ETH-5LPT nél a főorsó enkóder A/B jele max 100kHz lehet, de mivel az 5LPT panelen is van minden bemeneten zavarszűrő RC tagok, ezért ott is kb. 50kHz a limitáció.
- A tapasztalatok alapján egy átlagos gépen a főorsónak 50 vagy 100 réses jeladó (melyet az UCCNC x4 üzemmódban dolgoz fel) tökéletesen megfelel főorsó enkódernek.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2018 június 14, 09:59
Írta: ANTAL GÁBOR Dátum 2018 június 14, 09:59
Én nem bántam meg hogy az elsők között vettem UC 100 at ( Ergó kimaradt a LPT portos korszak ) Olyannyira az elsők között voltam ( egy Székesfehérvári talin hogy még nem is címkézték rá a szériaszámot
Sok menetet is vágtam Mach alatt a TOS ommal és mind hibátlan lett
Aztán (mindenkinek ) fel volt kínálva hogy tesztelésért cserébe kap ingyen licenszet az UCCNC hez Én éltem vele ,
( Minthogy maga a program ingyen letölthető ) Egy fitying pluszberuházás nélkül tudom immáron használni a szinkron menete UCCNC / UC 100 al ( Igaz nem azonnal állt a rendelkezésemre de addig a Mach tette a dolgát
Minden komolyabb gépen azóta ethernetes Uc400 at használok (3)
Sok menetet is vágtam Mach alatt a TOS ommal és mind hibátlan lett
Aztán (mindenkinek ) fel volt kínálva hogy tesztelésért cserébe kap ingyen licenszet az UCCNC hez Én éltem vele ,
( Minthogy maga a program ingyen letölthető ) Egy fitying pluszberuházás nélkül tudom immáron használni a szinkron menete UCCNC / UC 100 al ( Igaz nem azonnal állt a rendelkezésemre de addig a Mach tette a dolgát
Minden komolyabb gépen azóta ethernetes Uc400 at használok (3)
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2018 június 14, 10:12
Írta: zt2c4wh9 Dátum 2018 június 14, 10:12
Az UC100 alkalmas szinkron menetvágásra Mach3-al is.
Mach3-al az index jel segítségével vág menetet úgy ahogyan azt a Mach3 egyébként is csinálja nyomtató porttal UC100 nélkül.
Az UCCNC-vel és UC100-al a menetvágás nem az index, hanem egy incrementális encoder segítségével történik.
Mivel Mach3-al nyomtató porttal és UC100-al is az index jellel történik a szinkronizálás, vagyis a két eszközzel a menetvágás azonos módon történik, ezért úgy gondolom felesleges arról az ügyfelet tájékoztatni, hogy ugyanúgy fog működni az eszköz ahogyan az amúgy is működik a mach3-al. De ha valaki rákérdez, akkor persze szívesen tájékoztatjuk róla, hogy ugyanúgy működik.
Mach3-al az index jel segítségével vág menetet úgy ahogyan azt a Mach3 egyébként is csinálja nyomtató porttal UC100 nélkül.
Az UCCNC-vel és UC100-al a menetvágás nem az index, hanem egy incrementális encoder segítségével történik.
Mivel Mach3-al nyomtató porttal és UC100-al is az index jellel történik a szinkronizálás, vagyis a két eszközzel a menetvágás azonos módon történik, ezért úgy gondolom felesleges arról az ügyfelet tájékoztatni, hogy ugyanúgy fog működni az eszköz ahogyan az amúgy is működik a mach3-al. De ha valaki rákérdez, akkor persze szívesen tájékoztatjuk róla, hogy ugyanúgy működik.
Cím: Re:UCCNC vezérlő program
Írta: 9pk59nuy Dátum 2018 június 15, 08:07
Írta: 9pk59nuy Dátum 2018 június 15, 08:07
Tisztelt CNCdrive!
Az ön állítását cáfolják az alább idézett beírások:
(5639) Gyártó állítása:
"Ezért van az, hogy az UC100 Mach3-nál nem tud tökéletes szinkron menetet vágni (annak idején rettentő sokat foglalkoztam vele, de a Mach3 működéséből adódóan egyszerűen nem lehetett megoldani."
(5634)Felhasználó kijelentése:
Az UC 100 a Mach hal NEM TUD szinkron menetet !! PUNKTUM
Ezek után: [#nemtudom][#nemtudom][#nemtudom]!
Az ön állítását cáfolják az alább idézett beírások:
(5639) Gyártó állítása:
"Ezért van az, hogy az UC100 Mach3-nál nem tud tökéletes szinkron menetet vágni (annak idején rettentő sokat foglalkoztam vele, de a Mach3 működéséből adódóan egyszerűen nem lehetett megoldani."
(5634)Felhasználó kijelentése:
Az UC 100 a Mach hal NEM TUD szinkron menetet !! PUNKTUM
Ezek után: [#nemtudom][#nemtudom][#nemtudom]!
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2018 június 15, 10:41
Írta: zt2c4wh9 Dátum 2018 június 15, 10:41
Tisztelt Tóthz,
Az attól függ, hogy hogyan definiáljuk, mit nevezünk szinkron menetnek és mit nevezünk tökéletesnek.
A Mach3 eleve nem tud tökéletes menetet készíteni, mindegy, hogy nyomtató porttal, UC100-al vagy bármi mással működik és ettől kezdve a vita némileg parttalan.
Egyébként a #5639, ő nem a gyártó, hanem a fejlesztő. A gyártók mi vagyunk.
No, de amúgy meg a rossz topikban van a téma tárgyalva, hiszen ez nem a Mach3, hanem az UCCNC topik.
Az attól függ, hogy hogyan definiáljuk, mit nevezünk szinkron menetnek és mit nevezünk tökéletesnek.
A Mach3 eleve nem tud tökéletes menetet készíteni, mindegy, hogy nyomtató porttal, UC100-al vagy bármi mással működik és ettől kezdve a vita némileg parttalan.
Egyébként a #5639, ő nem a gyártó, hanem a fejlesztő. A gyártók mi vagyunk.
No, de amúgy meg a rossz topikban van a téma tárgyalva, hiszen ez nem a Mach3, hanem az UCCNC topik.
Cím: Re:UCCNC vezérlő program
Írta: 9pk59nuy Dátum 2018 június 15, 11:42
Írta: 9pk59nuy Dátum 2018 június 15, 11:42
Javaslom akkor, hogy menjünk át a Mach3-ba!
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 június 15, 18:32
Írta: ium8w94xp Dátum 2018 június 15, 18:32
Vasárnap tesztelem én is a 2105-öt. Kérek mindenkit, hogy tapasztalat, észrevételt ide írja majd be. Ne kelljen másoknak is esetleges tapasztalatot szereznie milyen egy szerszám törés. Csaba, ha hozzád előbb eljut egy külhoni forumról korábban valami észrevétel, kérlek jelezd. Persze mindenkinek sikeres teszteket ;)
Cím: Re:UCCNC vezérlő program
Írta: fn47xk7ei Dátum 2018 június 17, 07:13
Írta: fn47xk7ei Dátum 2018 június 17, 07:13
Üdv mindenkinek . Segítséget szeretnék kérni mivel nagyon láma vagyok a témához . Szeretném legalizálni a plazmavágó asztalom mozgásvezérlését és ehhez kérnék tanácsot ill. ki milyen verziót ajánlana mert hiába olvastam vissza egy pár oldalt ebből a topicból csak még nagyobb zavar lett a fejemben .Jelenleg egy kínai MK1-esem van (Planet CNC )és ezt szeretném kiváltani egy "normális" hivatalos de anyagiakban még elfogadható azaz nem túlméretezett verzióval . Mivel a téma nekem magas mint írtam ezért örülnék pár hozzáértő vagy tapasztalattal rendelkező fórumtárs hozzászólásának-tanácsának .Előre is köszönöm .[#worship]
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 június 17, 09:39
Írta: ium8w94xp Dátum 2018 június 17, 09:39
Korábban én is azt használtam, de a neten fellelhető nyákterv alapján csináltam meg. Használtam is pár évig. Nagyon szerettem, de lézer kép égetésnél elérte az mk1 a határait. Tehát lépnem kellett. Kimondottan zavaró volt az uccnc program kinézete, használata, működése a planetcnc-hez képest. Mivel ez tudott csak képet égetni normálisan a planetcnc nem( ezt le is leveleztem a szlovén fejlesztővel), ezért megvettem az uc100 és uccnc párost. Nehezen szoktam meg. De már rájöttem, hogy sokkal jobb minden szempontból. A support, működés, tudás, ár-érték, sajá pluginek, és még ki tudja mik, amiket nem használok benne. Sztem az egyik legjobb cucc. Nem akarlak befolyásolni, de nem fogod megbánni az biztos. Neked kell tudni mennyi ki-be menet kell a cuccodhoz. Ráadásul a fejlesztők és itt a fórumon szívesen segít mindenki, ha kérdésed van.
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2018 június 17, 16:53
Írta: Miki2 Dátum 2018 június 17, 16:53
Úgy tűnik, élesedik a helyzet.
Előbb-utóbb talán esztergálni is lehet az UCCNC-vel.
Előbb-utóbb talán esztergálni is lehet az UCCNC-vel.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 június 17, 16:59
Írta: ium8w94xp Dátum 2018 június 17, 16:59
Eddig is lehetett....van, aki azzal használja.
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2018 június 17, 17:12
Írta: Miki2 Dátum 2018 június 17, 17:12
Persze, sok mindent lehet.
De szerszámcsere és egyéb fontos funkciók nélkül az csak mókolás.
Én még a marógépre sem merem feltenni.
Most Pl. vezérmű tengelyhez hasonló bütykös tengelyeket marok.
Mindezt 4 tengelyen, MACH3-al.
De szerszámcsere és egyéb fontos funkciók nélkül az csak mókolás.
Én még a marógépre sem merem feltenni.
Most Pl. vezérmű tengelyhez hasonló bütykös tengelyeket marok.
Mindezt 4 tengelyen, MACH3-al.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 június 17, 18:30
Írta: svejk Dátum 2018 június 17, 18:30
"Mindezt 4 tengelyen, MACH3-al."
Akkor eltévesztetted a topicot.
Akkor eltévesztetted a topicot.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 június 17, 19:10
Írta: svejk Dátum 2018 június 17, 19:10
De ahogy látom ott sem nyugodtabb a helyzet. :)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 június 17, 19:35
Írta: ium8w94xp Dátum 2018 június 17, 19:35
Ezt nem is értem. Ha tudsz szerszámcsere kódot írni, akkor hol akadtál el?
Igaz azt nem értem, hogy aki nem használja, az mi a f..t keres a topikban? Ráadásul inkább fikázós, mint kérdő állasponttal.
Igaz azt nem értem, hogy aki nem használja, az mi a f..t keres a topikban? Ráadásul inkább fikázós, mint kérdő állasponttal.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2018 június 17, 19:52
Írta: zt2c4wh9 Dátum 2018 június 17, 19:52
Szerszámcsere évek óta benne van az UCCNC-ben.
Szinkron menetet is évek óta tudja.
Esztergálni is lehet, de nem javasoljuk. mivel eszterga funkciók hiányoznak, amik kényelmessé tennék az esztergálást.
Szerszámcsere UCCNC-vel:
Szinkron menetet is évek óta tudja.
Esztergálni is lehet, de nem javasoljuk. mivel eszterga funkciók hiányoznak, amik kényelmessé tennék az esztergálást.
Szerszámcsere UCCNC-vel:
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 június 17, 20:04
Írta: ium8w94xp Dátum 2018 június 17, 20:04
Most jön az, h ennyi idő alatt még a szomszéd kutyája is kicseréli :)
Cím: Re:UCCNC vezérlő program
Írta: s7manbs8 Dátum 2018 június 17, 20:32
Írta: s7manbs8 Dátum 2018 június 17, 20:32
Ajj, de jó kis cucc. :)
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2018 június 17, 23:22
Írta: zt2c4wh9 Dátum 2018 június 17, 23:22
Az csak a macro-n és persze a folyamaton múlik, hogy mennyi idő kicserélni. Biztos van valami oka, hogy ennyi idő ezen a gépen.
Itt valamivel gyorsabb: :)
Itt valamivel gyorsabb: :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 június 17, 23:33
Írta: dezsoe Dátum 2018 június 17, 23:33
Plazmavágó támogatás van az UCCNC-ben. Jelenleg az 1.2047 verzió a legfrissebb stabil verzió, ezt javaslom napi használatra. A nagyobb verziószámúak jelenleg még teszt verziók, kipróbálni lehet, és örülünk a visszajelzéseknek, de figyelembe kell venni, hogy azok teszt verziók, lehet bennük hiba.
Plazmavágót használók tapasztalatai alapján mindenképpen ethernetes vezérlőt tudok javasolni, mivel az USB-s vezérlők eléggé zavarérzékenyek plazmás környezetben. Ennek az az oka, hogy az USB-s vezérlőknél a számítógép és a mozgásvezérlő elektromosan nincs elszigetelve egymástól, míg az ethernetes az UTP kábel mindkét végén le van választva.
Plazmavágót használók tapasztalatai alapján mindenképpen ethernetes vezérlőt tudok javasolni, mivel az USB-s vezérlők eléggé zavarérzékenyek plazmás környezetben. Ennek az az oka, hogy az USB-s vezérlőknél a számítógép és a mozgásvezérlő elektromosan nincs elszigetelve egymástól, míg az ethernetes az UTP kábel mindkét végén le van választva.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 június 17, 23:54
Írta: 000000000 Dátum 2018 június 17, 23:54
Nekem ugyan semmi bajom az LPT-porttal, de szívesen megismerném az ethernet alkalmazását a CNC területén.
TCP, vagy UDP protokolt használnak, vagy valami más módja is létezik az alkalmazásának? Ha igen, lehet róla tudni, hogy mi az?
Köszi.
TCP, vagy UDP protokolt használnak, vagy valami más módja is létezik az alkalmazásának? Ha igen, lehet róla tudni, hogy mi az?
Köszi.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 június 18, 00:22
Írta: dezsoe Dátum 2018 június 18, 00:22
A sebessége miatt UDP, teljesen zárt és titkosított adatátvitellel. (Ha nem jól írtam, akkor a Balázsok majd kijavítanak, de határozottan így emlékszem. :))
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 június 18, 00:37
Írta: 000000000 Dátum 2018 június 18, 00:37
Köszi a választ.
Cím: Re:UCCNC vezérlő program
Írta: s7manbs8 Dátum 2018 június 18, 00:59
Írta: s7manbs8 Dátum 2018 június 18, 00:59
Ezt olvasd el :
https://en.wikipedia.org/wiki/EtherCAT (https://en.wikipedia.org/wiki/EtherCAT)
https://en.wikipedia.org/wiki/EtherCAT (https://en.wikipedia.org/wiki/EtherCAT)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 június 18, 01:12
Írta: 000000000 Dátum 2018 június 18, 01:12
Köszi!
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2018 június 18, 19:14
Írta: Miki2 Dátum 2018 június 18, 19:14
Azt hiszem félre értettél.
Ezek a remény szavai voltak.
Ezek a remény szavai voltak.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 június 18, 19:51
Írta: dezsoe Dátum 2018 június 18, 19:51
Szia!
Ezt én sem igazán értettem: "szerszámcsere és egyéb fontos funkciók nélkül", csak valamiért nem kérdeztem rá vissza. Pár szóban kifejtenéd, hogy mire gondolsz?
Köszi!
Ezt én sem igazán értettem: "szerszámcsere és egyéb fontos funkciók nélkül", csak valamiért nem kérdeztem rá vissza. Pár szóban kifejtenéd, hogy mire gondolsz?
Köszi!
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 június 18, 21:28
Írta: svejk Dátum 2018 június 18, 21:28
[#integet2]
Te jól ismered Antal Gábort, nem szokott ő a levegőbe beszélni.
Tessék csak szerezni egy vezérlőt és segíts tesztelni, ötleteket, segítséget adni akár az esztergához.
Hidd el megéri.
Az én sok-sok kívánságom sem a két szép szememért teljesült anno.
Tudod, a kibickedést sehol sem díjazzák. :)
Te jól ismered Antal Gábort, nem szokott ő a levegőbe beszélni.
Tessék csak szerezni egy vezérlőt és segíts tesztelni, ötleteket, segítséget adni akár az esztergához.
Hidd el megéri.
Az én sok-sok kívánságom sem a két szép szememért teljesült anno.
Tudod, a kibickedést sehol sem díjazzák. :)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 június 18, 23:09
Írta: ium8w94xp Dátum 2018 június 18, 23:09
Csaba.
Mi az az új kártya(AXBB)? Lehet róla tudni valamit vagy még titkos?
Mi az az új kártya(AXBB)? Lehet róla tudni valamit vagy még titkos?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 június 18, 23:22
Írta: dezsoe Dátum 2018 június 18, 23:22
Az egyelőre titkos. Annyit lehet róla tudni, hogy lesz. :) Viccet félretéve, megrendelésre készül és a megrendelő szeretné bejelenteni a megjelenését.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 június 19, 05:51
Írta: ium8w94xp Dátum 2018 június 19, 05:51
És ki a megrendelő? Azt lehet tudni? Mikor jelenik meg?
Cím: Re:UCCNC vezérlő program
Írta: kaqkk007 Dátum 2018 június 19, 06:02
Írta: kaqkk007 Dátum 2018 június 19, 06:02
Aki kíváncsi hamar megöregszik ..[#nyes]
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 június 19, 06:08
Írta: ium8w94xp Dátum 2018 június 19, 06:08
Én különleges vagyok...pont ettől fiatalodok :p
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 június 19, 07:38
Írta: dezsoe Dátum 2018 június 19, 07:38
Egy-két hónapon belül tippelem a megjelenést. A megrendelő kiléte már nem nyilvános. :) Be fogom tenni a linket, ahogy lesz, hidd el. :)
Cím: Re:UCCNC vezérlő program
Írta: Bocs Dátum 2018 június 20, 00:42
Írta: Bocs Dátum 2018 június 20, 00:42
Üdv mindenkinek!
Van egy kis gondom néhány sorozat fúrással. A fúrások elkészültek, és a hiba mellett is megfelelők, azonban a későbbiekben lehet vele probléma.
Több esetben is az történt, hogy a próba fúráskor a főprogram első alprogram hívását nem végezte el a gép, majd a másodikat viszont duplán. Másként fogalmazva a koordináta eltolást az első meghívásnál a második meghívás koordinátájaként hajtotta végre, és így az duplán ment végig. Viszont az éles, második lefuttatáskor rendesen, a terv szerint működött.
Véletlenül 4 ilyen apró munkám volt, és mindegyik így ment végig. Egyik sem okozott kárt, de szeretnék tisztában lenni az okkal. (Nem használtam fúróciklust, mert nem láttam szükségét.)
A képen a bal oldali a teszt, az alsó soron kétszer ment végig, majd a jobb oldali deszkán az éles, változatlan G kóddal, ami az alábbi:
Sajnos a képi megjelenítés hiányos, ezért abból nem tudtam kihámozni, hogy én rontottam-e el.
(https://hobbicncforum.hu/uploaded_images/2018/06/tn_0p8jh2tqp0c4twxq8mdxt_6132.jpg) (https://hobbicncforum.hu/uploaded_images/2018/06/0p8jh2tqp0c4twxq8mdxt_6132.jpg)
Van egy kis gondom néhány sorozat fúrással. A fúrások elkészültek, és a hiba mellett is megfelelők, azonban a későbbiekben lehet vele probléma.
Több esetben is az történt, hogy a próba fúráskor a főprogram első alprogram hívását nem végezte el a gép, majd a másodikat viszont duplán. Másként fogalmazva a koordináta eltolást az első meghívásnál a második meghívás koordinátájaként hajtotta végre, és így az duplán ment végig. Viszont az éles, második lefuttatáskor rendesen, a terv szerint működött.
Véletlenül 4 ilyen apró munkám volt, és mindegyik így ment végig. Egyik sem okozott kárt, de szeretnék tisztában lenni az okkal. (Nem használtam fúróciklust, mert nem láttam szükségét.)
A képen a bal oldali a teszt, az alsó soron kétszer ment végig, majd a jobb oldali deszkán az éles, változatlan G kóddal, ami az alábbi:
Kód Kijelölés
%
O0001
M6 T1 H1
G0 Z50
G0 X0 Y0
M98 P0002
G52 X10 Y5
M98 P0002
G52 X20 Y0
M98 P0002
G52 X30 Y5
M98 P0002
G52 X40 Y0
M98 P0002
G52 X50 Y5
M98 P0002
G52 X0 Y0
G0 Z50
M30
%Kód Kijelölés
%
O0002
G0 X0 Y0
G1 Z-3 F500
G0 Z25
Y10
G1 Z-3
G0 Z25
Y20
G1 Z-3
G0 Z25
Y30
G1 Z-3
G0 Z25
Y40
G1 Z-3
G0 Z25
Y50
G1 Z-3
G0 Z25
Y60
G1 Z-3
G0 Z25
Y70
G1 Z-3
G0 Z50
M99
%
Sajnos a képi megjelenítés hiányos, ezért abból nem tudtam kihámozni, hogy én rontottam-e el.
(https://hobbicncforum.hu/uploaded_images/2018/06/tn_0p8jh2tqp0c4twxq8mdxt_6132.jpg) (https://hobbicncforum.hu/uploaded_images/2018/06/0p8jh2tqp0c4twxq8mdxt_6132.jpg)
Cím: Re:UCCNC vezérlő program
Írta: Bocs Dátum 2018 június 20, 00:47
Írta: Bocs Dátum 2018 június 20, 00:47
Bocs, ez kimaradt:
UCCNC/UC300ETH_5LPT vezérlő
UCCNC/UC300ETH_5LPT vezérlő
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 június 20, 06:36
Írta: ium8w94xp Dátum 2018 június 20, 06:36
Szoftver verziót is írj ide, az sokat segíthet ;)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 június 20, 06:46
Írta: dezsoe Dátum 2018 június 20, 06:46
Szia!
Sejtem ám, hogy mi lehet a probléma. :) (El kellett hozzá olvasni egy párszor...) A kulcs a próbafúrás. A G52 eltolást nem nullázod a g-kód elején, így ha előzőleg próbafúrtál és a G52 már a második sorra mutat, akkor a kód újrafuttatásakor az első két M98 esetében ugyanaz lesz a koordinátarendszer-eltolás. Az első G0 X0 Y0 elé írj be egy G52 X0 Y0 sort.
(Ui.: kód beszúráshoz továbbra is használd a kód beszúrása gombot, mert így olvashatatlan és hosszú. Köszi!)
Sejtem ám, hogy mi lehet a probléma. :) (El kellett hozzá olvasni egy párszor...) A kulcs a próbafúrás. A G52 eltolást nem nullázod a g-kód elején, így ha előzőleg próbafúrtál és a G52 már a második sorra mutat, akkor a kód újrafuttatásakor az első két M98 esetében ugyanaz lesz a koordinátarendszer-eltolás. Az első G0 X0 Y0 elé írj be egy G52 X0 Y0 sort.
(Ui.: kód beszúráshoz továbbra is használd a kód beszúrása gombot, mert így olvashatatlan és hosszú. Köszi!)
Cím: Re:UCCNC vezérlő program
Írta: Bocs Dátum 2018 június 20, 10:31
Írta: Bocs Dátum 2018 június 20, 10:31
Sziasztok!
A verzió: 1.2047
A link beszúrását vettem.
Nem értem a logikáját, de természetesen kipróbálom.
A koordináta eltolás előtt eleve nincs eltolás, szerintem a munkadarab eredeti nullpontján kellene a munkát kezdenie, nem egy eltolt érték szerint. Ha beírom a G52 X0 Y0-t, akkor ugyan ott marad, hiszen nincs eltolás, nem? Itt kellene kezdenie először alprogramot, nem egy egy sorral később beírt eltolás szerint. A főprogram végén viszont ott van a G52 X0 Y0, amivel lenullázom az eltolást, és így másodszor valóban helyesen kezdi.
Ha korábban félre érthető voltam:
refpont felvétel stb., behívtam a Gkódot, lefuttattam (hibás), munkadarab csere, lefuttattam újra (helyes).
Megyek, kipróbálom és köszönöm amit írtál, csak nem értem.[#falbav]
A verzió: 1.2047
A link beszúrását vettem.
Nem értem a logikáját, de természetesen kipróbálom.
A koordináta eltolás előtt eleve nincs eltolás, szerintem a munkadarab eredeti nullpontján kellene a munkát kezdenie, nem egy eltolt érték szerint. Ha beírom a G52 X0 Y0-t, akkor ugyan ott marad, hiszen nincs eltolás, nem? Itt kellene kezdenie először alprogramot, nem egy egy sorral később beírt eltolás szerint. A főprogram végén viszont ott van a G52 X0 Y0, amivel lenullázom az eltolást, és így másodszor valóban helyesen kezdi.
Ha korábban félre érthető voltam:
refpont felvétel stb., behívtam a Gkódot, lefuttattam (hibás), munkadarab csere, lefuttattam újra (helyes).
Megyek, kipróbálom és köszönöm amit írtál, csak nem értem.[#falbav]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 június 20, 10:41
Írta: dezsoe Dátum 2018 június 20, 10:41
Az előző futásból aktív maradt a G52. Azt írtad, hogy próba után volt vele gond, így arra tippelek, hogy az első futtatást megállítod, csinálsz, amit kell, utána rewind és újra futtatod, de mivel előzőleg már a G52 kapott értéket, ezért az O00002 első futásakor a legutóbbi G52 marad aktív, oda fúr. (Ha nem, akkor megdőlt az elmélet. :))
Nem link, hanem kód beszúrás, ezt eredményezi:
Nem link, hanem kód beszúrás, ezt eredményezi:
Kód Kijelölés
%
O0001
M6 T1 H1
G0 Z50
G0 X0 Y0
M98 P0002
G52 X10 Y5
M98 P0002
G52 X20 Y0
M98 P0002
G52 X30 Y5
M98 P0002
G52 X40 Y0
M98 P0002
G52 X50 Y5
M98 P0002
G52 X0 Y0
G0 Z50
M30
%
%
O0002
G0 X0 Y0
G1 Z-3 F500
G0 Z25
Y10
G1 Z-3
G0 Z25
Y20
G1 Z-3
G0 Z25
Y30
G1 Z-3
G0 Z25
Y40
G1 Z-3
G0 Z25
Y50
G1 Z-3
G0 Z25
Y60
G1 Z-3
G0 Z25
Y70
G1 Z-3
G0 Z50
M99
%
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2018 június 20, 10:42
Írta: zt2c4wh9 Dátum 2018 június 20, 10:42
"Ha beírom a G52 X0 Y0-t, akkor ugyan ott marad, hiszen nincs eltolás, nem?"
Na igen, de az első sub hívás előtt nincs odaírva.
Mi garantálja, hogy az első subrutinkor a G52 offset 0?
Mivel a kódodban van nem nullás G52, ha esetleg megállítod valahol a programot ahol éppen van G52 eltolás és előretekered a kódot és lefuttatod, akkor az első sub futásod az épp aktuális eltolással lesz eltolva, hiszen nem adsz ki G52 X0 Y0-t előtte. Nem lehet hogy ez okozza a problémát?
Na igen, de az első sub hívás előtt nincs odaírva.
Mi garantálja, hogy az első subrutinkor a G52 offset 0?
Mivel a kódodban van nem nullás G52, ha esetleg megállítod valahol a programot ahol éppen van G52 eltolás és előretekered a kódot és lefuttatod, akkor az első sub futásod az épp aktuális eltolással lesz eltolva, hiszen nem adsz ki G52 X0 Y0-t előtte. Nem lehet hogy ez okozza a problémát?
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2018 június 20, 10:46
Írta: zt2c4wh9 Dátum 2018 június 20, 10:46
Na, látom Dezsoe megint gyorsabb volt és leírta ugyanazt mint amit én. :)
Továbbgondolva ... lehet a probléma félreértésből adódik a G52 kapcsán. A G52 a szoftver futás idején él és törlődik(nullázódik) a szoftver újraindításakor. Nem pedig a g-kód futásideje alatt aktív. Vagyis a g-kód program előretekerésekor, újra futtatásakor a G52 értéke nem törlődik, hanem benne marad a legutóbb programozott érték.
Továbbgondolva ... lehet a probléma félreértésből adódik a G52 kapcsán. A G52 a szoftver futás idején él és törlődik(nullázódik) a szoftver újraindításakor. Nem pedig a g-kód futásideje alatt aktív. Vagyis a g-kód program előretekerésekor, újra futtatásakor a G52 értéke nem törlődik, hanem benne marad a legutóbb programozott érték.
Cím: Re:UCCNC vezérlő program
Írta: Bocs Dátum 2018 június 20, 10:59
Írta: Bocs Dátum 2018 június 20, 10:59
Mi garantálja, hogy az első subrutinkor a G52 offset 0?
Tehát minden progi elejére be kellene írni minden tengelyre?
Arra figyelek, hogy így legyen befejezve, ahogy a ciklusok törlésére is figyelni kell.
Tehát maximum én tudom magamnak garantálni. Viszont nem egy ismeretlen értékkel tolódik el, hanem a következő sor eltolását alkalmazza, majd az újabb sub hívásakor ismét.
Nem a vita kedvéért, tényleg szeretném megérteni.
Tehát minden progi elejére be kellene írni minden tengelyre?
Arra figyelek, hogy így legyen befejezve, ahogy a ciklusok törlésére is figyelni kell.
Tehát maximum én tudom magamnak garantálni. Viszont nem egy ismeretlen értékkel tolódik el, hanem a következő sor eltolását alkalmazza, majd az újabb sub hívásakor ismét.
Nem a vita kedvéért, tényleg szeretném megérteni.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 június 20, 11:04
Írta: dezsoe Dátum 2018 június 20, 11:04
Ha használod, akkor érdemes a g-kód elején és végén alaphelyzetbe állítani. Amíg a program fut, addig a legutóbbi érték az aktív (lásd Offsets ablakban), így saját magadat tréfálod meg, ha nem állítod vissza a kód végén és elindítasz valami más kódot. :)
Ha sokat G52-zöl, akkor ajánlom figyelmedbe a QuickView plugin-t. Letöltés innen. (http://www.szentkereszty.net/uccnc_quickview_plugin/index.html)
(https://hobbicncforum.hu/uploaded_images/2018/06/tn_n7p8fpc3x5zdca6wh4e_3977.png) (https://hobbicncforum.hu/uploaded_images/2018/06/n7p8fpc3x5zdca6wh4e_3977.png)
Ha sokat G52-zöl, akkor ajánlom figyelmedbe a QuickView plugin-t. Letöltés innen. (http://www.szentkereszty.net/uccnc_quickview_plugin/index.html)
(https://hobbicncforum.hu/uploaded_images/2018/06/tn_n7p8fpc3x5zdca6wh4e_3977.png) (https://hobbicncforum.hu/uploaded_images/2018/06/n7p8fpc3x5zdca6wh4e_3977.png)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 június 20, 11:08
Írta: dezsoe Dátum 2018 június 20, 11:08
Az Offsets ablakban G92 Offset van kiírva, de az technikailag azonos a G52-vel, csak máshogy adod meg. Mindenesetre, ha nem nulla, akkor látod, hogy van eltolás. (Próbáld ki és látni fogod.)
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2018 június 20, 11:14
Írta: zt2c4wh9 Dátum 2018 június 20, 11:14
Szerintem érdemes volna közelebbről megvizsgálnod a problémát.
Én a helyedben azt ellenőrizném, hogy a probléma jelentkezik-e ha az első sub előtt van egy nullázó G52.
Illetve azt, hogy amikor a probléma jelentkezik, akkor a G52 értéke előzetesen mennyi volt. Hogy 0 volt-e.
Én a helyedben azt ellenőrizném, hogy a probléma jelentkezik-e ha az első sub előtt van egy nullázó G52.
Illetve azt, hogy amikor a probléma jelentkezik, akkor a G52 értéke előzetesen mennyi volt. Hogy 0 volt-e.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 június 20, 20:07
Írta: svejk Dátum 2018 június 20, 20:07
Ezek a közvetlen gyors kimenetek nagyban meg fogják könnyíteni a célgépeket építők munkáját, köszönjük!
[#worship]
[#worship]
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 június 20, 20:54
Írta: ium8w94xp Dátum 2018 június 20, 20:54
A Bp talira jön vki innen? Nem lenne rossz :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 június 20, 22:29
Írta: dezsoe Dátum 2018 június 20, 22:29
Reméljük. :)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 június 21, 14:28
Írta: 000000000 Dátum 2018 június 21, 14:28
Ha már ilyen szépen megrendezik akkor szégyen lenne ha csak 10-15 látó lenne a Magyarország legnagyobb városába intézett találkozón.
Én is ott leszek jelenlegi terveim szerint, de lehet hogy csak délután jövök.
Én is ott leszek jelenlegi terveim szerint, de lehet hogy csak délután jövök.
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2018 június 21, 17:41
Írta: Miki2 Dátum 2018 június 21, 17:41
Szia!
Legalább a szerszámok egymáshoz viszonyított beállíthatósága,
és a méretek kompenzálhatósága szükséges lenne ahhoz, hogy esztergán érdemi próbálkozásokat lehessen végezni.
A csúcssugár kompenzáció már csak hab lenne a tortán.
A másik nagyon fontos dolog a G76 menetvágási ciklus lenne.
Amint legalább az alap eszterga funkciók működni fognak, el kezdem a tesztelést.
Legalább a szerszámok egymáshoz viszonyított beállíthatósága,
és a méretek kompenzálhatósága szükséges lenne ahhoz, hogy esztergán érdemi próbálkozásokat lehessen végezni.
A csúcssugár kompenzáció már csak hab lenne a tortán.
A másik nagyon fontos dolog a G76 menetvágási ciklus lenne.
Amint legalább az alap eszterga funkciók működni fognak, el kezdem a tesztelést.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2018 június 21, 18:46
Írta: zt2c4wh9 Dátum 2018 június 21, 18:46
G76 menetciklust évek óta ismeri az UCCNC.
A szerszámok egymáshoz viszonyított beállíthatósága és a méretek egymás utáni kompenzálhatóságát nem értem, hogy vajon mit jelenthet. Illetve sejtésem van és ha az amire gondolok az megoldható makrókkal, persze azt meg kell valakinek írnia...
Csúcssugár kompenzációt nem tud az UCCNC.
A szerszámok egymáshoz viszonyított beállíthatósága és a méretek egymás utáni kompenzálhatóságát nem értem, hogy vajon mit jelenthet. Illetve sejtésem van és ha az amire gondolok az megoldható makrókkal, persze azt meg kell valakinek írnia...
Csúcssugár kompenzációt nem tud az UCCNC.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2018 június 21, 21:18
Írta: ANTAL GÁBOR Dátum 2018 június 21, 21:18
G76 taper nem egyenlő nulla megy??? Mert utoljára ( lehet akár egy éve ) emlékeim szerint NEM Azóta sikerült ráfejleszteni ???????
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2018 június 21, 21:26
Írta: ANTAL GÁBOR Dátum 2018 június 21, 21:26
Persze van gyógyszer de nem fehér embernek való ( én feketének tarom magam [#kacsint]) G76 megír Mach ( taprerral ) , lefordit G32 sorokra ( kis trükközés G32>G33 emelkedés> k ) és behív UCCNC ben
Megjegyzem hogy a MACH 3 G76 os ban a tapert Briaenék eltévesztették . Akit részletesen érdekel az keressen magánban ( egyszerű trigonometrikus dolog de szívtam vagy 20 órát mire ( a darabok kiértékelése után ) rájöttem . Az egész világ szív ha a Mach ban G76 ot programoznak ( taperrel )
Megjegyzem hogy a MACH 3 G76 os ban a tapert Briaenék eltévesztették . Akit részletesen érdekel az keressen magánban ( egyszerű trigonometrikus dolog de szívtam vagy 20 órát mire ( a darabok kiértékelése után ) rájöttem . Az egész világ szív ha a Mach ban G76 ot programoznak ( taperrel )
Cím: Re:UCCNC vezérlő program
Írta: KoLa Dátum 2018 június 21, 22:25
Írta: KoLa Dátum 2018 június 21, 22:25
Mire gondolsz Gábor?Elég sok kúpos menetet vágtam vele, én nem vettem észre semit!
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2018 június 21, 22:33
Írta: zt2c4wh9 Dátum 2018 június 21, 22:33
Mindig is ment.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2018 június 22, 06:15
Írta: ANTAL GÁBOR Dátum 2018 június 22, 06:15
Átviszem a választ a Mach ba a kúpos menettel kapcsolatban
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2018 június 22, 06:57
Írta: ANTAL GÁBOR Dátum 2018 június 22, 06:57
Balázs ! Tehát kúpos menet G76 tal UCCNC vel : Idézet a "kottából "
"Menetvágó ciklus végrehajtásához programozzon G76 P... Z... I... J... K... E... L... Q... H..."
Itt hol adom meg a taper értékét ? Mert én azt írtam hogy nullától eltérő kúpszögű ( akár félkupszögű ) menetet szeretnék vágni az UCCNC G76 os makrójával .
Azt ismerem hogy hogyan lehet G33 al vágni kúposat de az nem olyan kényelemes mint a G76 mert ott optimalizálható a forgácskeresztmetszet
"Menetvágó ciklus végrehajtásához programozzon G76 P... Z... I... J... K... E... L... Q... H..."
Itt hol adom meg a taper értékét ? Mert én azt írtam hogy nullától eltérő kúpszögű ( akár félkupszögű ) menetet szeretnék vágni az UCCNC G76 os makrójával .
Azt ismerem hogy hogyan lehet G33 al vágni kúposat de az nem olyan kényelemes mint a G76 mert ott optimalizálható a forgácskeresztmetszet
Cím: Re:UCCNC vezérlő program
Írta: fviifv5hs Dátum 2018 június 22, 08:40
Írta: fviifv5hs Dátum 2018 június 22, 08:40
Szia Dezső!
Reszelgetem G96 S makrót.
A cél az volt hogy külön makróból változókkal megadni az értékeket
pl.M751 {V180, HS1560}
A V és H változók S a főorsó fordulat parancsjele:
Ha elindul szépen megy de nullás értéknél beragad a reset
parancs.
Úgy tűnik nem szereti a HS szövegrészt
Meg lehet ezt máshogy adni hogy ne vesszenek össze?
István
Reszelgetem G96 S makrót.
A cél az volt hogy külön makróból változókkal megadni az értékeket
pl.M751 {V180, HS1560}
A V és H változók S a főorsó fordulat parancsjele:
Ha elindul szépen megy de nullás értéknél beragad a reset
parancs.
Úgy tűnik nem szereti a HS szövegrészt
Meg lehet ezt máshogy adni hogy ne vesszenek össze?
István
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 június 22, 09:25
Írta: dezsoe Dátum 2018 június 22, 09:25
Szia!
Ha a Robertspark-féle M751-el próbálkozol, akkor az D és E paramétert fogad:
M751 { Dxxx, Exxx } (Constant Surface Speed)
D - maximum spindle { RPM }
E - surface speed {units per minute}
Tehát a D a max. fordulatszám, míg az E az elvárt felületi sebesség mm/perc-ben megadva.
Ha a Robertspark-féle M751-el próbálkozol, akkor az D és E paramétert fogad:
M751 { Dxxx, Exxx } (Constant Surface Speed)
D - maximum spindle { RPM }
E - surface speed {units per minute}
Tehát a D a max. fordulatszám, míg az E az elvárt felületi sebesség mm/perc-ben megadva.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2018 június 22, 10:07
Írta: zt2c4wh9 Dátum 2018 június 22, 10:07
Nem biztos hogy pontosan értem mit szeretnél, de szerintem a releváns paraméterek:
E: Taper length. Specifies the length of the taper(s). For a 45° taper program the E parameter equal
to the K parameter.
L: Tapered ends. Specifies which end of the workpiece will get a taper. L0 means no taper, L1
means start taper, L2 means end taper, L3 means both start and end tapers.
Q: Slide in angle. Specifies an angle between the cuts. As the tool goes from one cut depth to the
other the cut start is offset along the Z-axis with this angle measured from the X-axis. Programming
a positive or negative angle will make one or the other side of the tool to remove more material.
E: Taper length. Specifies the length of the taper(s). For a 45° taper program the E parameter equal
to the K parameter.
L: Tapered ends. Specifies which end of the workpiece will get a taper. L0 means no taper, L1
means start taper, L2 means end taper, L3 means both start and end tapers.
Q: Slide in angle. Specifies an angle between the cuts. As the tool goes from one cut depth to the
other the cut start is offset along the Z-axis with this angle measured from the X-axis. Programming
a positive or negative angle will make one or the other side of the tool to remove more material.
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2018 június 22, 10:16
Írta: lari Dátum 2018 június 22, 10:16
Az E paraméter a G76-ba a letörés kúposságának a beállítására vonatkozik.
Gábor szerintem azt akarta kérdezni, hogy a menet teljes palástfelületén hogyan lehet kúpos menetet esztergálni...
Gábor szerintem azt akarta kérdezni, hogy a menet teljes palástfelületén hogyan lehet kúpos menetet esztergálni...
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2018 június 22, 10:18
Írta: lari Dátum 2018 június 22, 10:18
Pontosabban az előző: az esztergált kúp teljes palástfelületén hogyan lehet kúpos menetet esztergálni...
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2018 június 22, 10:24
Írta: zt2c4wh9 Dátum 2018 június 22, 10:24
Hát, azt nem tudom, nem vagyok esztergályos és a G76 kódolást már igencsak rég csináltam még az UCCNC-hez, bele kellene mélyednek újra, de most nem nagyon van rá időm sajnos.
LinuxCNC-vel esetleg ha valaki tudja hogyan lehet?
Csak mert az UCCNC-ben ugyanúgy működik a G76 mint LinuxCNC-ben, egyetlen kivétel, hogy az R paramétert az UCCNC egyelőre nem ismeri, de annak nincs köze a kúpossághoz.
LinuxCNC-vel esetleg ha valaki tudja hogyan lehet?
Csak mert az UCCNC-ben ugyanúgy működik a G76 mint LinuxCNC-ben, egyetlen kivétel, hogy az R paramétert az UCCNC egyelőre nem ismeri, de annak nincs köze a kúpossághoz.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2018 június 22, 10:37
Írta: ANTAL GÁBOR Dátum 2018 június 22, 10:37
én erre a kottára alapoztam : ( nem látom a tapert sehol sem )
Menetvágó ciklus végrehajtásához programozzon G76 P... Z... I... J... K... E... L... Q... H... , ahol a
paraméterek a következő jelentéssel bírnak:
P:
A menetemelkedés távolság egység per főorsó fordulatban megadva.
Z:
A menet végpontja a Z tengely mentén..
I:
A menet kezdőpontja az X tengelyen, vagyis a menet teteje. Általában erre a méretre kerül az
anyag leesztergálásra a menetvágás előtt.
J:
Fogásmélység. Ekkora fogásokat csinál a gép az anyagban. Az első fogás I alatt J mélységben
lesz és minden fogás J távolsággal mélyebben lesz, kivéve az utolsó fogásnál, ha az J távolságon
belül van az előző fogáshoz képest.
K:
Menetmélység. Ez lesz a menet teljes mélysége amely J fogásokkal készül.
E:
Letörés hossza. Ha a menet kezdetén vagy a végén letörést szeretnénk létrehozni, akkor annak a
hosszát ezzel a paraméterrel adhatjuk meg. 45 fokos menethez programozzuk az E és a K
paramétert egyenlőre.
L:
Letörés a végeken. Ez a paraméter határozza meg, hogy a menet kezdő és végpontján legyenek-e
letörések. L0 programozása esetén nem készül letörés. L1 programozásakor a menet kezdeténél
készül letörés. L2 programozásakor a menet végén készül letörés. L3 programozásakor pedig
mindkét oldalon készül letörés.
Q:
Bevezető szög. Meghatároz egy szöget a fogások között. Ahogy a szerszám a fogások során
halad egyre mélyebbre az anyagban ezt alap esetben amikor a Q paraméter értéke nulla, akkor az X
tengellyel párhuzamosan teszi. Ha a Q szög értéke különbözik nullától, akkor a fogások a megadott
szöggel el lesznek tolva a Z tengely mentén. A szög lehet pozitív vagy negatív, az eltolás ennek
megfelelően a pozitív vagy negatív Z irányba fog történni. Ezzel a paraméterrel tulajdonképpen az
állítható, hogy a szerszám melyik oldala szedjen le több anyagot.
H:
Extra simító fogások száma. Ha szeretnénk a végső menetmélységen többször is áthaladni, hogy
a felület minősége egyenletesebb legyen, akkor ezt megtehetjük a H paraméter programozásával.
Alap esetben, ha a H paraméter nincs programozva vagy az értéke nulla, akkor nem történik extra
simító fogás. Ha a H paraméter értéke nullától különböző, akkor H darab extra simító fogást fog
végrehajtani a program a végső menetmélységen.
Viszont ha a linux tudja ( és az lett átdolgozva ) akkor megnézem a linuxot ( egyszer már fel lett dobva ez a dolog és emlékszem Szabadi Csabával sokat szívtunk mire megfejtettük a lényeget de nem mélyültünk bele a kúpos menetbe. Nekem sokszor kellene ( Pont ma is ) . Azt hiszem az I ben lesz a trükk
Menetvágó ciklus végrehajtásához programozzon G76 P... Z... I... J... K... E... L... Q... H... , ahol a
paraméterek a következő jelentéssel bírnak:
P:
A menetemelkedés távolság egység per főorsó fordulatban megadva.
Z:
A menet végpontja a Z tengely mentén..
I:
A menet kezdőpontja az X tengelyen, vagyis a menet teteje. Általában erre a méretre kerül az
anyag leesztergálásra a menetvágás előtt.
J:
Fogásmélység. Ekkora fogásokat csinál a gép az anyagban. Az első fogás I alatt J mélységben
lesz és minden fogás J távolsággal mélyebben lesz, kivéve az utolsó fogásnál, ha az J távolságon
belül van az előző fogáshoz képest.
K:
Menetmélység. Ez lesz a menet teljes mélysége amely J fogásokkal készül.
E:
Letörés hossza. Ha a menet kezdetén vagy a végén letörést szeretnénk létrehozni, akkor annak a
hosszát ezzel a paraméterrel adhatjuk meg. 45 fokos menethez programozzuk az E és a K
paramétert egyenlőre.
L:
Letörés a végeken. Ez a paraméter határozza meg, hogy a menet kezdő és végpontján legyenek-e
letörések. L0 programozása esetén nem készül letörés. L1 programozásakor a menet kezdeténél
készül letörés. L2 programozásakor a menet végén készül letörés. L3 programozásakor pedig
mindkét oldalon készül letörés.
Q:
Bevezető szög. Meghatároz egy szöget a fogások között. Ahogy a szerszám a fogások során
halad egyre mélyebbre az anyagban ezt alap esetben amikor a Q paraméter értéke nulla, akkor az X
tengellyel párhuzamosan teszi. Ha a Q szög értéke különbözik nullától, akkor a fogások a megadott
szöggel el lesznek tolva a Z tengely mentén. A szög lehet pozitív vagy negatív, az eltolás ennek
megfelelően a pozitív vagy negatív Z irányba fog történni. Ezzel a paraméterrel tulajdonképpen az
állítható, hogy a szerszám melyik oldala szedjen le több anyagot.
H:
Extra simító fogások száma. Ha szeretnénk a végső menetmélységen többször is áthaladni, hogy
a felület minősége egyenletesebb legyen, akkor ezt megtehetjük a H paraméter programozásával.
Alap esetben, ha a H paraméter nincs programozva vagy az értéke nulla, akkor nem történik extra
simító fogás. Ha a H paraméter értéke nullától különböző, akkor H darab extra simító fogást fog
végrehajtani a program a végső menetmélységen.
Viszont ha a linux tudja ( és az lett átdolgozva ) akkor megnézem a linuxot ( egyszer már fel lett dobva ez a dolog és emlékszem Szabadi Csabával sokat szívtunk mire megfejtettük a lényeget de nem mélyültünk bele a kúpos menetbe. Nekem sokszor kellene ( Pont ma is ) . Azt hiszem az I ben lesz a trükk
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2018 június 22, 11:30
Írta: ANTAL GÁBOR Dátum 2018 június 22, 11:30
Rákerestem a Linux ra .
Az egy drive line vel operál ami szigorúan párhuzamos a Z tengellyel. Ergó nem megy a kúpos menet .
DE az UCCNC az nem Linux Ezért azt meg lehetne csinálni hogy abban ezt a szoros párhuzamossági feltételt feloldjuk
( kellene még egy paraméter ami a drive line X érkezése ) Persze akkor azt meg kellene írni . No ezt várnám igencsak
Az egy drive line vel operál ami szigorúan párhuzamos a Z tengellyel. Ergó nem megy a kúpos menet .
DE az UCCNC az nem Linux Ezért azt meg lehetne csinálni hogy abban ezt a szoros párhuzamossági feltételt feloldjuk
( kellene még egy paraméter ami a drive line X érkezése ) Persze akkor azt meg kellene írni . No ezt várnám igencsak
Cím: Re:UCCNC vezérlő program
Írta: D.Laci Dátum 2018 június 22, 11:37
Írta: D.Laci Dátum 2018 június 22, 11:37
Béni féle G33 kúpos menet vágó.
http://benishare.weebly.com/linuxcncemc2.html (http://benishare.weebly.com/linuxcncemc2.html)
http://benishare.weebly.com/linuxcncemc2.html (http://benishare.weebly.com/linuxcncemc2.html)
Cím: Re:UCCNC vezérlő program
Írta: KoLa Dátum 2018 június 22, 18:51
Írta: KoLa Dátum 2018 június 22, 18:51
Van ott a Béni oldalán a LinuxCnc lenyíló ablakában egy python fül'ha valaki nem vette volna észre, érdemes elolvasni és letölteni ezt a remek metvágó gkód generáló csodát!
Sajnos félbemaradt annó a fejlesztése, de ha valaki jobbról balra bármilyen szögben menetet akar vágni, szög értékek nélkül, akkor ez a jó megoldás.
Sajnos félbemaradt annó a fejlesztése, de ha valaki jobbról balra bármilyen szögben menetet akar vágni, szög értékek nélkül, akkor ez a jó megoldás.
Cím: Re:UCCNC vezérlő program
Írta: Thowra Dátum 2018 június 27, 10:04
Írta: Thowra Dátum 2018 június 27, 10:04
Üdv!
Több makrónál is találkoztam olyannal, hogy "valami= -1", vagy a sor "?"-et tartalmazott.
PL:
A fneti példák innen származnak [#t218p4545#]
Mit jelent itt a -1 és "?" ?
Próbáltam utána olvasni de nem találtam meg.
Több makrónál is találkoztam olyannal, hogy "valami= -1", vagy a sor "?"-et tartalmazott.
PL:
Kód Kijelölés
if (ledCont == -1)
...
static int ledCont = -1;
...
currState = (exec.GetLED(modeCont) ? 1 : 0);
A fneti példák innen származnak [#t218p4545#]
Mit jelent itt a -1 és "?" ?
Próbáltam utána olvasni de nem találtam meg.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 június 27, 10:34
Írta: dezsoe Dátum 2018 június 27, 10:34
Szia!
A -1 semmi érdekeset nem jelent, csak azt, hogy még nincs értelmes értéke a változónak, be kell olvasni. A LED-ek számozása 1-től kezdődik, így a -1 értékkel lehet jelezni, hogy még nem történt meg az értékadás. Lehetne neki külön változót is adni, ami csak azt jelzi, hogy már adtunk-e értéket, de minek. (Egyébként, elég elterjedt módszer, hogy ha pl. csak pozitív érték plusz a nulla megengedett, akkor a -1 egy esetleges hibát jelez.)
A másik egy feltételes értékadás, ami úgy néz ki, hogy <feltétel> ? <igaz érték> : <hamis érték>, tehát pl.:
kód esetében ha y=10, akkor az x 100 lesz, egyébként 200. Lehetne neki if-else szerkezetet is írni, de így rövidebb a kód és sokszor áttekinthetőbb is.
A -1 semmi érdekeset nem jelent, csak azt, hogy még nincs értelmes értéke a változónak, be kell olvasni. A LED-ek számozása 1-től kezdődik, így a -1 értékkel lehet jelezni, hogy még nem történt meg az értékadás. Lehetne neki külön változót is adni, ami csak azt jelzi, hogy már adtunk-e értéket, de minek. (Egyébként, elég elterjedt módszer, hogy ha pl. csak pozitív érték plusz a nulla megengedett, akkor a -1 egy esetleges hibát jelez.)
A másik egy feltételes értékadás, ami úgy néz ki, hogy <feltétel> ? <igaz érték> : <hamis érték>, tehát pl.:
Kód Kijelölés
int x = (y == 10 ? 100 : 200);
kód esetében ha y=10, akkor az x 100 lesz, egyébként 200. Lehetne neki if-else szerkezetet is írni, de így rövidebb a kód és sokszor áttekinthetőbb is.
Cím: Re:UCCNC vezérlő program
Írta: Thowra Dátum 2018 június 27, 18:11
Írta: Thowra Dátum 2018 június 27, 18:11
Köszönöm a segítséget [#eljen]
Így már világos a működése.
Így már világos a működése.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2018 június 29, 19:34
Írta: ANTAL GÁBOR Dátum 2018 június 29, 19:34
Megcsináltam 40 db M 20 as menetet nemesített 42CrMo4 be (QT)
A szigmája a 8.8 és a 10. 9 között van menethossz 43 mm magfurat 17.5 mm . Kínai kés ( nagyon szeretem !! ) Korloy lapkával lapka 16 os kés 13 as . Sugárirányú fogásvétel
G 33 al 28 fogás . Program : fejből saját , paraméteresen . Hoszzrövidítést alkalmaztam ( 2.8 mm ) Fordulatszám 320
1 / min emulziós hűtés
Az általam használt UCCNC program (Balázsék jóvoltából )
ABS KORREKT [#eljen][#eljen]
A szigmája a 8.8 és a 10. 9 között van menethossz 43 mm magfurat 17.5 mm . Kínai kés ( nagyon szeretem !! ) Korloy lapkával lapka 16 os kés 13 as . Sugárirányú fogásvétel
G 33 al 28 fogás . Program : fejből saját , paraméteresen . Hoszzrövidítést alkalmaztam ( 2.8 mm ) Fordulatszám 320
1 / min emulziós hűtés
Az általam használt UCCNC program (Balázsék jóvoltából )
ABS KORREKT [#eljen][#eljen]
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 június 29, 20:51
Írta: ium8w94xp Dátum 2018 június 29, 20:51
Általad használt? Az valami speckó verzió? Vagy mi a száma? Amúgy öröm boldogság, ha minden tuti :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 június 29, 21:05
Írta: dezsoe Dátum 2018 június 29, 21:05
1.2102. Abban lett kijavítva egy hiba, ami Gábornak sok fejfájást okozott. :)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 június 29, 21:21
Írta: ium8w94xp Dátum 2018 június 29, 21:21
Akkor az 1.2105 is tudja gondolom?!
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2018 június 30, 05:35
Írta: ANTAL GÁBOR Dátum 2018 június 30, 05:35
Az biztos hogy 1.210x De hogy 1 vagy 2 azt meg kell néznem
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 június 30, 06:50
Írta: dezsoe Dátum 2018 június 30, 06:50
A 2101-ben még nincs benne a javítás, a 2102-ben az ethernetes, a 2103-ban az USB-s vezérlők kapták meg. (Egyébként, nem a memóriám ilyen jó, hanem a minap felírtam, amikor beszéltünk. Jelige: akinek nincs esze, legyen notesze! [#nyes])
Cím: Re:UCCNC vezérlő program
Írta: j3cx5jtk6 Dátum 2018 július 02, 12:10
Írta: j3cx5jtk6 Dátum 2018 július 02, 12:10
Sziasztok egy hibat talaltam.
Nem annyira gáz mint zavaro, de szerintem lehet, hogy erdekli a fejlesztoket.
Tehat ha kulso gombokrol vezerlem a gepet, start, reset stbstb.
Poziciora allas elott megkerdezi, hogy mit csinaljon es ott egy OK ra kene entert nyomni, en csak veletlwn nyomtam startot mert megszokasbol 2x nyomom, de mint latszik is kifagy a progi.
Ujrainditas utan siman generaltam megint a hibat, amugy ha entert nyomok szepen csinalja a dolgat es megy minden faszán.
Nem annyira gáz mint zavaro, de szerintem lehet, hogy erdekli a fejlesztoket.
Tehat ha kulso gombokrol vezerlem a gepet, start, reset stbstb.
Poziciora allas elott megkerdezi, hogy mit csinaljon es ott egy OK ra kene entert nyomni, en csak veletlwn nyomtam startot mert megszokasbol 2x nyomom, de mint latszik is kifagy a progi.
Ujrainditas utan siman generaltam megint a hibat, amugy ha entert nyomok szepen csinalja a dolgat es megy minden faszán.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 július 02, 12:37
Írta: dezsoe Dátum 2018 július 02, 12:37
Szia!
Köszi a jelzést, megnézzük. Egy verziószámot írj, légy szíves, hogy melyiket használod. Előre is köszi!
Köszi a jelzést, megnézzük. Egy verziószámot írj, légy szíves, hogy melyiket használod. Előre is köszi!
Cím: Re:UCCNC vezérlő program
Írta: s7manbs8 Dátum 2018 július 02, 13:38
Írta: s7manbs8 Dátum 2018 július 02, 13:38
bekem is volt egyszer, amit írtam, hogy ha lekezdtem nyomni több gombot behalt egy program, nem az UCCNC, más, csak úgy eszembe jutott. :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 július 02, 13:45
Írta: dezsoe Dátum 2018 július 02, 13:45
Ez más probléma. Kint van egy ablak, ami válaszra vár, de közben input triggerrel megnyomja a háttérben a Start gombot, amit egérrel nem tud megnyomni, mert az ablak nem engedi.
Cím: Re:UCCNC vezérlő program
Írta: Thowra Dátum 2018 július 02, 14:06
Írta: Thowra Dátum 2018 július 02, 14:06
Üdv!
Bizonyos gombok megjelenését szeretném makróval kezelni.
Pl adott szituációba szükséges gombot megjeleníteni vagy eltüntetni. Gondolom a gomb layer számát kellene 0 ra állítani vagy az adott rétegére ha láthatóvá akarom tenni. Mivel lehet ezt megtenni? Többfélekép próbáltam de nem akar összejönni Button1.layernumber=0;
Bizonyos gombok megjelenését szeretném makróval kezelni.
Pl adott szituációba szükséges gombot megjeleníteni vagy eltüntetni. Gondolom a gomb layer számát kellene 0 ra állítani vagy az adott rétegére ha láthatóvá akarom tenni. Mivel lehet ezt megtenni? Többfélekép próbáltam de nem akar összejönni Button1.layernumber=0;
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 július 02, 14:22
Írta: dezsoe Dátum 2018 július 02, 14:22
Nem tudod a gombokat futásidőben engedélyezni vagy tiltani. Maximum annyit tudsz csinálni, hogy makrót teszel a gombokra és a makróban ellenőrzöd, hogy futhat-e vagy sem. Ha csak sima nyomógombról van szó, akkor még annyit csinálhatsz, hogy LED-es gombot (kétállású) készítesz és Switchbutton-nal átváltod az állapotát. Egyik állapotban szürke vagy átlátszó gombot csinálsz, ilyenkor a makró nem csinál semmit.
Cím: Re:UCCNC vezérlő program
Írta: Thowra Dátum 2018 július 02, 19:35
Írta: Thowra Dátum 2018 július 02, 19:35
Köszönöm az ötletet, kipróbálom.
A gombok nem futás időbe lennének variálva hanem cycle stop után. Ezért gondoltam, hogy makróval lehetne módosítani a layernumbert.
A gombok nem futás időbe lennének variálva hanem cycle stop után. Ezért gondoltam, hogy makróval lehetne módosítani a layernumbert.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 július 02, 19:51
Írta: dezsoe Dátum 2018 július 02, 19:51
Az is futásidő. A futásidő a képernyő szempontjából az UCCNC futását jelenti, függetlenül attól, hogy fut-e benne g-kód végrehajtás.
Cím: Re:UCCNC vezérlő program
Írta: Thowra Dátum 2018 július 02, 21:20
Írta: Thowra Dátum 2018 július 02, 21:20
Így már világos [#eljen]
Cím: Re:UCCNC vezérlő program
Írta: j3cx5jtk6 Dátum 2018 július 03, 08:17
Írta: j3cx5jtk6 Dátum 2018 július 03, 08:17
Szia!
Uc300eth sft:1.2104
De amugy van egerem meg azzal is menne az OK de ugye enterrel is, meg barhogy.
De ha external start is ON =crash
Uc300eth sft:1.2104
De amugy van egerem meg azzal is menne az OK de ugye enterrel is, meg barhogy.
De ha external start is ON =crash
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 július 03, 09:16
Írta: dezsoe Dátum 2018 július 03, 09:16
Szia!
Köszi! Szerintem tedd fel a 2105-öt, mert a 2104-ben maradt egy-két komoly hiba. Természetesen, nagyon óvatosan használd a teszt verziókat, mert lehet még bennük hiba, pont ezért teszt verziók. (Folyamatos használatra, termelésre inkább a 2047-es stabil verziót javaslom.)
A start nyomással pont az a baj, hogy a program azt feltételezi, hogy nem tudod megnyomni, így kissé összekuszálódik, amikor mégis megnyomod. :) (Ha egérrel használod, akkor nem is tudod megnyomni a startot, amíg az RFH ablak kint van. Ez egy probléma, amit meg kell oldani.)
Köszi! Szerintem tedd fel a 2105-öt, mert a 2104-ben maradt egy-két komoly hiba. Természetesen, nagyon óvatosan használd a teszt verziókat, mert lehet még bennük hiba, pont ezért teszt verziók. (Folyamatos használatra, termelésre inkább a 2047-es stabil verziót javaslom.)
A start nyomással pont az a baj, hogy a program azt feltételezi, hogy nem tudod megnyomni, így kissé összekuszálódik, amikor mégis megnyomod. :) (Ha egérrel használod, akkor nem is tudod megnyomni a startot, amíg az RFH ablak kint van. Ez egy probléma, amit meg kell oldani.)
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2018 július 03, 10:26
Írta: frob Dátum 2018 július 03, 10:26
Eszembe jutott egy dolog, lehet már nektek is meg a fejlesztőknek is...
Esetleg ha már C - C++ a nyelv amiben íródik, vajon raspberry pi3-ra futtathatóvá lehetne tenni?
win 10 IoT ingyenes, és egyenlőre úgy néz ki az is marad...
vagy túl vad az ötlet?
vagy egyszerűen nem éri meg a szenvedés?
R.
Esetleg ha már C - C++ a nyelv amiben íródik, vajon raspberry pi3-ra futtathatóvá lehetne tenni?
win 10 IoT ingyenes, és egyenlőre úgy néz ki az is marad...
vagy túl vad az ötlet?
vagy egyszerűen nem éri meg a szenvedés?
R.
Cím: Re:UCCNC vezérlő program
Írta: s7manbs8 Dátum 2018 július 03, 12:36
Írta: s7manbs8 Dátum 2018 július 03, 12:36
Nem C#-ban van ez írva ?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 július 03, 13:16
Írta: dezsoe Dátum 2018 július 03, 13:16
Mindkettőben. :)
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2018 július 03, 13:46
Írta: frob Dátum 2018 július 03, 13:46
visual studiónak mindegy :)
Cím: Re:UCCNC vezérlő program
Írta: s7manbs8 Dátum 2018 július 03, 13:54
Írta: s7manbs8 Dátum 2018 július 03, 13:54
Amúgy ez a program minden Op rendzseren fut ? Vagy csak Windows ?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 július 03, 14:45
Írta: dezsoe Dátum 2018 július 03, 14:45
Csak Windows-on fut.
Cím: Re:UCCNC vezérlő program
Írta: s7manbs8 Dátum 2018 július 03, 16:58
Írta: s7manbs8 Dátum 2018 július 03, 16:58
Virtual machine-ban is ? Akkor mindegy végül is.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 július 03, 17:07
Írta: dezsoe Dátum 2018 július 03, 17:07
Virtual-ban akár futhatna is, de ott videó problémák szoktak lenni. A virtuális videókártya nem szokta kezelni az elvárt OpenGL szintet. (Legalábbis VirtualBox-ban. Mással nem próbáltam, úgyhogy akár jó is lehet.)
Cím: Re:UCCNC vezérlő program
Írta: s7manbs8 Dátum 2018 július 03, 19:40
Írta: s7manbs8 Dátum 2018 július 03, 19:40
UCNC-be is tehetnétek LPT portos kimenetet. :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 július 03, 19:52
Írta: dezsoe Dátum 2018 július 03, 19:52
Mindenképpen. Sőt, még további 100 módon is tönkre lehetne tenni. [#eplus2]
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2018 július 03, 21:14
Írta: frob Dátum 2018 július 03, 21:14
windowson de pc platformon!
mert ahogy írtam win10 van raspberyre is! :) csak hogy pontosítsunk és azon ügye nem fut sajnos...
mert ahogy írtam win10 van raspberyre is! :) csak hogy pontosítsunk és azon ügye nem fut sajnos...
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 július 03, 21:22
Írta: dezsoe Dátum 2018 július 03, 21:22
Jó, hát azt felejtsük el, annak csak a neve Win10. :) Tehát x86 vagy x64, Windows, .Net korábban 2, az újabbaknál 4. Arm-ra is van Win10, de az sem rendes rendszer, tehát az is felejtős.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2018 július 03, 21:32
Írta: frob Dátum 2018 július 03, 21:32
természetesen, végül is rpi is arm, és látván hogy milyen jól megvan írva a prg, alig eszik valamit, biztos ellene rpi-n is, szerintem lendítene a piacon...
persze lehet csak én látom így a fejlesztők nem
persze lehet csak én látom így a fejlesztők nem
Cím: Re:UCCNC vezérlő program
Írta: j3cx5jtk6 Dátum 2018 július 04, 20:01
Írta: j3cx5jtk6 Dátum 2018 július 04, 20:01
Sziasztok!
Az uccnc lekezeli a WHILE és társait?!
Mert lenne egy mini progi és azt szeretném ismételgetni de nem igazan megy m98 m99 és társaival sem hátha valaki segit nekem ebbe azt megkoszonném
Az uccnc lekezeli a WHILE és társait?!
Mert lenne egy mini progi és azt szeretném ismételgetni de nem igazan megy m98 m99 és társaival sem hátha valaki segit nekem ebbe azt megkoszonném
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 július 04, 20:06
Írta: dezsoe Dátum 2018 július 04, 20:06
Szia!
Csak standard g-kódot kezel. Kicsit részletezhetnéd, hogy mi a feladat, hátha megoldható. (Szinte biztos, hogy megoldható, csak nem úgy, ahogy while és társaival. :))
Csak standard g-kódot kezel. Kicsit részletezhetnéd, hogy mi a feladat, hátha megoldható. (Szinte biztos, hogy megoldható, csak nem úgy, ahogy while és társaival. :))
Cím: Re:UCCNC vezérlő program
Írta: j3cx5jtk6 Dátum 2018 július 05, 22:54
Írta: j3cx5jtk6 Dátum 2018 július 05, 22:54
Megoldódott! De már tudjuk ezt is!
Cím: Re:UCCNC vezérlő program
Írta: j3cx5jtk6 Dátum 2018 július 05, 23:03
Írta: j3cx5jtk6 Dátum 2018 július 05, 23:03
Nagynagy kérdés és bánat lenne!!
Újabb hiba leledzik, de produkálni nem tudtam!
A kódot max. holnap tudom csak feltölteni, de a képet nézve, jól látszik a problémám.
Csak körbe megy 2x egy kulső kontúron, ennyi lenne a feladat, elinditottam a progit, felmentem inni, és ezt látom mikor lejövök-- 12DB ilyen alaktrész kellett volna kivágnom, de az első darabot ő másképp értelmezte, és az is érdekes, hogy csak az egyik magasságba csinálta ezt, aztán tovább ment és a többit jól csinálta meg, ill. 2 ilyen táblát martam a másik táblán jól csinálta!!
Látott már valaki hasonlót?! Mert ez most eléggé zavar.
Win10x64 i3@2,4ghz-8GBmem és szinte mindig szól a youtube, ha ez számít hogy más progik is futnak uccnc mellett?!
Ennyi lenne a mondókám[#wilting][#conf][#rolleyes][#nemtudom]
(https://hobbicncforum.hu/uploaded_images/2018/07/tn_vcbvgmi7afqdwsfhu4fh_5506.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/vcbvgmi7afqdwsfhu4fh_5506.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/tn_42z6hng3ck9y2in53d3n_5506.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/42z6hng3ck9y2in53d3n_5506.jpg)
Újabb hiba leledzik, de produkálni nem tudtam!
A kódot max. holnap tudom csak feltölteni, de a képet nézve, jól látszik a problémám.
Csak körbe megy 2x egy kulső kontúron, ennyi lenne a feladat, elinditottam a progit, felmentem inni, és ezt látom mikor lejövök-- 12DB ilyen alaktrész kellett volna kivágnom, de az első darabot ő másképp értelmezte, és az is érdekes, hogy csak az egyik magasságba csinálta ezt, aztán tovább ment és a többit jól csinálta meg, ill. 2 ilyen táblát martam a másik táblán jól csinálta!!
Látott már valaki hasonlót?! Mert ez most eléggé zavar.
Win10x64 i3@2,4ghz-8GBmem és szinte mindig szól a youtube, ha ez számít hogy más progik is futnak uccnc mellett?!
Ennyi lenne a mondókám[#wilting][#conf][#rolleyes][#nemtudom]
(https://hobbicncforum.hu/uploaded_images/2018/07/tn_vcbvgmi7afqdwsfhu4fh_5506.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/vcbvgmi7afqdwsfhu4fh_5506.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/tn_42z6hng3ck9y2in53d3n_5506.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/42z6hng3ck9y2in53d3n_5506.jpg)
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2018 július 05, 23:20
Írta: zt2c4wh9 Dátum 2018 július 05, 23:20
Nekem úgy tűnik, hogy ez a 1.2104 teszt verzió ismert hibája.
Ha gyártásra használod a programot, akkor mindig a legfrissebb hivatalos kiadást használd, ami az 1.2047:
http://cncdrive.hu/UCCNC.html (http://cncdrive.hu/UCCNC.html)
A teszt verziók tesztelésre valók és csak a fórumon adjuk ki tesztelési célra, ezért ezek a verziók hibákat tartalmazhatnak és a szoftver bonyolultsága, valamint a teszt verziónkénti sok-sok újítás miatt általában tartalmaznak is egészen addig amíg azokat fel nem fedezik a tesztelők és ki nem javítjuk.
Ha gyártásra használod a programot, akkor mindig a legfrissebb hivatalos kiadást használd, ami az 1.2047:
http://cncdrive.hu/UCCNC.html (http://cncdrive.hu/UCCNC.html)
A teszt verziók tesztelésre valók és csak a fórumon adjuk ki tesztelési célra, ezért ezek a verziók hibákat tartalmazhatnak és a szoftver bonyolultsága, valamint a teszt verziónkénti sok-sok újítás miatt általában tartalmaznak is egészen addig amíg azokat fel nem fedezik a tesztelők és ki nem javítjuk.
Cím: Re:UCCNC vezérlő program
Írta: j3cx5jtk6 Dátum 2018 július 06, 00:44
Írta: j3cx5jtk6 Dátum 2018 július 06, 00:44
Szia!
Értem és, már kb. egy hete Dezsoe is írta, vagyis töltöttem egy videót más hibáról!
Szóval vissza kéne váltanom.[#eljen]
Na de ha nem használjuk az újabbat, hogy jövünk rá mi a hibája?!:D
[#wilting]
Értem és, már kb. egy hete Dezsoe is írta, vagyis töltöttem egy videót más hibáról!
Szóval vissza kéne váltanom.[#eljen]
Na de ha nem használjuk az újabbat, hogy jövünk rá mi a hibája?!:D
[#wilting]
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2018 július 06, 01:49
Írta: zt2c4wh9 Dátum 2018 július 06, 01:49
Melyik hibát?
Ezt a külső triggeres ciklus start dupla nyomást?
Az a hiba szerintem minden verzióban benne van, mert még senki sem fedezte fel eddig. Szóval azzal a hibával kapcsolatban mindegy melyik verziót használod.
Egyébként ha tesztelni szeretnél akkor van a 1.2105 verzió, ami már frissebb és a most jelzett problémát javítottuk benne. De még egyszer mondom, hogy a teszt verziók tesztelésre valók. A hivatalos kiadások is a teszt verziókból kerülnek ki, de csak akkor ha nem találnak benne hibát elég hosszú ideig. Szóval csak néhány teszt verzió megy ki hivatalos kiadásba és mire kiadjuk addigra már több ezren letöltötték és használják, ezért stabilnak mondható.
Ezt a külső triggeres ciklus start dupla nyomást?
Az a hiba szerintem minden verzióban benne van, mert még senki sem fedezte fel eddig. Szóval azzal a hibával kapcsolatban mindegy melyik verziót használod.
Egyébként ha tesztelni szeretnél akkor van a 1.2105 verzió, ami már frissebb és a most jelzett problémát javítottuk benne. De még egyszer mondom, hogy a teszt verziók tesztelésre valók. A hivatalos kiadások is a teszt verziókból kerülnek ki, de csak akkor ha nem találnak benne hibát elég hosszú ideig. Szóval csak néhány teszt verzió megy ki hivatalos kiadásba és mire kiadjuk addigra már több ezren letöltötték és használják, ezért stabilnak mondható.
Cím: Re:UCCNC vezérlő program
Írta: j3cx5jtk6 Dátum 2018 július 06, 01:55
Írta: j3cx5jtk6 Dátum 2018 július 06, 01:55
Szia!
Ja én a mostani, összevissza lődörgésről beszélek, én nem tudtam, hogy ez már "régi" sztory!
Ja én a mostani, összevissza lődörgésről beszélek, én nem tudtam, hogy ez már "régi" sztory!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 július 06, 07:47
Írta: dezsoe Dátum 2018 július 06, 07:47
Szia!
Az 1.21xx sorozatot egy másik probléma javítása miatt keletkezett "elmászkálós" jelenségek kísértették. Ha minden igaz, akkor a 2105-ben már tényleg nem maradt ilyen jellegű hiba, pont ezért írtam, hogy ha már teszt verziót használsz, akkor mindenképpen ezt használd. (Igaz, nem mentem bele a részletekbe, hogy miért, de gondoltam, hogy hiszel nekem. :))
Az 1.21xx sorozatot egy másik probléma javítása miatt keletkezett "elmászkálós" jelenségek kísértették. Ha minden igaz, akkor a 2105-ben már tényleg nem maradt ilyen jellegű hiba, pont ezért írtam, hogy ha már teszt verziót használsz, akkor mindenképpen ezt használd. (Igaz, nem mentem bele a részletekbe, hogy miért, de gondoltam, hogy hiszel nekem. :))
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2018 július 06, 07:58
Írta: zt2c4wh9 Dátum 2018 július 06, 07:58
Nem össze-vissza lődörgés az, hanem mozgáspuffer szinkronizálási hiba. Nem össze vissza mozog, hanem kiüríti a puffert amikor nem kellene, ezért úgymond kihagy mozgásokat. A hiba az utolsó pár teszt verziót érinti, ezért ezeket a teszt verziókat amúgy le is töröltük már a szerverünkről, hogy ne is lehessen letölteni.
A hiba oka egyébként nem programozási hiba volt, hanem egy nagyon fura C++ fordító bug okozta és mivel a mi néhány teszt számítógépeinken nem jött elő teszteléskor, ezért későn vettük csak észre és a hiba jellegéből adódóan sok idő volt mire sikerült kijavítanunk.
A hiba oka egyébként nem programozási hiba volt, hanem egy nagyon fura C++ fordító bug okozta és mivel a mi néhány teszt számítógépeinken nem jött elő teszteléskor, ezért későn vettük csak észre és a hiba jellegéből adódóan sok idő volt mire sikerült kijavítanunk.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 július 06, 09:39
Írta: ium8w94xp Dátum 2018 július 06, 09:39
Az jó volt. Én is benyaltam, de nem hittem a szemnek. Arra jó volt, hogy megtudtam megy ez nagyobb fogásmélységgel és nagyobb előtolással is. Azóta gyorsabban marom az alut :)
Cím: Re:UCCNC vezérlő program
Írta: j3cx5jtk6 Dátum 2018 július 06, 11:38
Írta: j3cx5jtk6 Dátum 2018 július 06, 11:38
Jajj hát hiszek en nektek, es koszi a valaszt,sry ha kisse lassan kapcsoltam.
Exup nak meg még jót is tett
Exup nak meg még jót is tett
Cím: Re:UCCNC vezérlő program
Írta: Thowra Dátum 2018 július 06, 12:32
Írta: Thowra Dátum 2018 július 06, 12:32
Üdv!
Gkódból lehet ledet vagy kimenetet kapcsolni?
Egyéni funkcióhoz kellene (hasonlóan mint a hűtés ki/be kapcsolás).
Gkódból lehet ledet vagy kimenetet kapcsolni?
Egyéni funkcióhoz kellene (hasonlóan mint a hűtés ki/be kapcsolás).
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 július 06, 13:09
Írta: dezsoe Dátum 2018 július 06, 13:09
Szia!
Több lehetőséged is van. A "hagyományos" módszer az, hogy írsz egy makrót, ami kapcsolja a kimenetet és azt hívod meg a kódból. Ez azért hagyományos, mert megy a hivatalos, 1.2047-es verzióval is. Pl. M1000.txt
A kódban pedig pl. M1000 E2 H3 Q1 azt jelenti, hogy a 2-es port 3-as lábát kapcsolja be.
Az új módszer, ami a legutóbbi teszt verzióban (1.2105) jelent meg, az adott kimenetek bekapcsolása (M10.1-M10.10) és kikapcsolása (M11.1-M11.10). A kapcsolások szinkronizáltan történnek, tehát pontosan akkor, amikor a kód futása ott tart, anélkül, hogy a mozgások megállnának. (Pontosan úgy, ahogy a lézer kimenet vezérlése történik, de itt nincs PWM szint, csak ki és be állapot.) Ez csak az ethernetes vezérlőkkel működik és az I/O setup második lapján tudod a kimeneteket beállítani.
Több lehetőséged is van. A "hagyományos" módszer az, hogy írsz egy makrót, ami kapcsolja a kimenetet és azt hívod meg a kódból. Ez azért hagyományos, mert megy a hivatalos, 1.2047-es verzióval is. Pl. M1000.txt
Kód Kijelölés
if ((Evar == null) || (Hvar == null) || (Qvar == null))
{
exec.AddStatusmessage("Parameters: E<port> H<pin> Q<0|1>");
return;
}
int Eint = Convert.ToInt32(Evar);
int Hint = Convert.ToInt32(Hvar);
int Qint = Convert.ToInt32(Qvar);
if (Qint == 0)
exec.Clroutpin(Eint, Hint);
else
exec.Setoutpin(Eint, Hint);
A kódban pedig pl. M1000 E2 H3 Q1 azt jelenti, hogy a 2-es port 3-as lábát kapcsolja be.
Az új módszer, ami a legutóbbi teszt verzióban (1.2105) jelent meg, az adott kimenetek bekapcsolása (M10.1-M10.10) és kikapcsolása (M11.1-M11.10). A kapcsolások szinkronizáltan történnek, tehát pontosan akkor, amikor a kód futása ott tart, anélkül, hogy a mozgások megállnának. (Pontosan úgy, ahogy a lézer kimenet vezérlése történik, de itt nincs PWM szint, csak ki és be állapot.) Ez csak az ethernetes vezérlőkkel működik és az I/O setup második lapján tudod a kimeneteket beállítani.
Cím: Re:UCCNC vezérlő program
Írta: Thowra Dátum 2018 július 06, 13:55
Írta: Thowra Dátum 2018 július 06, 13:55
Üdv!
Köszönöm a gyors segítséget.
A "hagyományos" módszer jó lesz, jelenleg 1.2047 es verziót használok.
Köszönöm a gyors segítséget.
A "hagyományos" módszer jó lesz, jelenleg 1.2047 es verziót használok.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2018 július 11, 11:58
Írta: frob Dátum 2018 július 11, 11:58
sziasztok
uc400-pc közvetlen kapcsolatot hogy is kellene beállítani?
fix ip kell a pc-nek és a hálózati maszk 255.255.255.0 ?
előre is köszi!
R.
uc400-pc közvetlen kapcsolatot hogy is kellene beállítani?
fix ip kell a pc-nek és a hálózati maszk 255.255.255.0 ?
előre is köszi!
R.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 július 11, 13:04
Írta: dezsoe Dátum 2018 július 11, 13:04
Szia!
Több megoldás is van.
1. A gép és az UC400 csatlakozik egy létező hálózathoz, ahol van DHCP kiszolgáló. (Pl. otthoni netes hálózat.) UC400-ban bepipálod a DHCP használatát. Ekkor kész vagy: a gép is és az UC400 is kap IP címet, látják egymást.
2. Közvetlenül kötöd össze a gépet az UC400-zal, a gépet csak erre használod. Ilyenkor beállítasz a gépnek és az UC400-nak egy-egy fix IP címet, pl. UC400-nak 10.10.10.11 (DHCP pipát kiveszed), a gépnek 10.10.10.10, mindkettőnél a maszk 255.255.255.0. Mivel csak egymással fognak beszélgetni, az átjáró nem érdekes.
3. Hol így, hol úgy használod a gépet és/vagy az UC400-at. Ez már izgalmasabb. :) Az UC400-ban beállítod a 2. pontban írtakat, mented, majd utána újra belépsz a konfigurálóba és bepipálod a DHCP használatát. Ezzel azt éred el, hogy az UC400 megnézi, hogy van-e DHCP és ha van, akkor onnan kap címet, ha nincs, akkor használja a beállítottat. A gépen ugyanezt csinálod, azzal a különbséggel, hogy a gépet automatikus IP-re állítod, de beállítod az alternatív beállítást a 2. pontnak megfelelően. Ekkor a géped is úgy fog működni, mint az UC400, hogy vagy DHCP alapján dolgozik, vagy az alternatív beállítás alapján. Annyit tudnod kell, hogy a gép sokkal tovább vakarózik, mielőtt beállítaná az alternatív címet. (Talán 90mp? Nem tudom fejből.) Tehát, ha közvetlenül dugod össze a cuccot, akkor várnod kell egy pár percet, mire beáll a rendszer. (Biztos, hogy működik, én így használom.)
Több megoldás is van.
1. A gép és az UC400 csatlakozik egy létező hálózathoz, ahol van DHCP kiszolgáló. (Pl. otthoni netes hálózat.) UC400-ban bepipálod a DHCP használatát. Ekkor kész vagy: a gép is és az UC400 is kap IP címet, látják egymást.
2. Közvetlenül kötöd össze a gépet az UC400-zal, a gépet csak erre használod. Ilyenkor beállítasz a gépnek és az UC400-nak egy-egy fix IP címet, pl. UC400-nak 10.10.10.11 (DHCP pipát kiveszed), a gépnek 10.10.10.10, mindkettőnél a maszk 255.255.255.0. Mivel csak egymással fognak beszélgetni, az átjáró nem érdekes.
3. Hol így, hol úgy használod a gépet és/vagy az UC400-at. Ez már izgalmasabb. :) Az UC400-ban beállítod a 2. pontban írtakat, mented, majd utána újra belépsz a konfigurálóba és bepipálod a DHCP használatát. Ezzel azt éred el, hogy az UC400 megnézi, hogy van-e DHCP és ha van, akkor onnan kap címet, ha nincs, akkor használja a beállítottat. A gépen ugyanezt csinálod, azzal a különbséggel, hogy a gépet automatikus IP-re állítod, de beállítod az alternatív beállítást a 2. pontnak megfelelően. Ekkor a géped is úgy fog működni, mint az UC400, hogy vagy DHCP alapján dolgozik, vagy az alternatív beállítás alapján. Annyit tudnod kell, hogy a gép sokkal tovább vakarózik, mielőtt beállítaná az alternatív címet. (Talán 90mp? Nem tudom fejből.) Tehát, ha közvetlenül dugod össze a cuccot, akkor várnod kell egy pár percet, mire beáll a rendszer. (Biztos, hogy működik, én így használom.)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 július 11, 13:22
Írta: dezsoe Dátum 2018 július 11, 13:22
Két kép a 3. beállításhoz. Az elsőn van DHCP és úgy találnak egymásra. A másodikon nincs, akkor meg a másik beállítás lép érvényre.
(https://hobbicncforum.hu/uploaded_images/2018/07/tn_x3p3skidis6m45j2b6mt_3977.png) (https://hobbicncforum.hu/uploaded_images/2018/07/x3p3skidis6m45j2b6mt_3977.png) (https://hobbicncforum.hu/uploaded_images/2018/07/tn_7wfisy3y8dumwug3pax_3977.png) (https://hobbicncforum.hu/uploaded_images/2018/07/7wfisy3y8dumwug3pax_3977.png)
(https://hobbicncforum.hu/uploaded_images/2018/07/tn_x3p3skidis6m45j2b6mt_3977.png) (https://hobbicncforum.hu/uploaded_images/2018/07/x3p3skidis6m45j2b6mt_3977.png) (https://hobbicncforum.hu/uploaded_images/2018/07/tn_7wfisy3y8dumwug3pax_3977.png) (https://hobbicncforum.hu/uploaded_images/2018/07/7wfisy3y8dumwug3pax_3977.png)
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2018 július 11, 13:27
Írta: frob Dátum 2018 július 11, 13:27
Aha! Köszi de hol találom Ezt a programot amivel az UC-t be lehet állítani
Cím: Re:UCCNC vezérlő program
Írta: D.Laci Dátum 2018 július 11, 13:32
Írta: D.Laci Dátum 2018 július 11, 13:32
http://www.tomshardware.co.uk/faq/id-1926331/alternate-address-configuration.html (http://www.tomshardware.co.uk/faq/id-1926331/alternate-address-configuration.html)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 július 11, 13:34
Írta: dezsoe Dátum 2018 július 11, 13:34
Települ a programmal: UCCNC\Util\UCxxx_utility.exe.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 július 11, 15:27
Írta: ium8w94xp Dátum 2018 július 11, 15:27
Csabán nem lehet fogást találni, pedig próbálkozunk elegen :)
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2018 július 11, 20:31
Írta: frob Dátum 2018 július 11, 20:31
Mert profi abban amit csinál!
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2018 július 12, 08:43
Írta: wv07scd6x Dátum 2018 július 12, 08:43
Sziasztok!
Egy kis segítséget szeretnék kérni.
Sajnos a marások terén nincs túl sok tapasztalatom.
Kaptam viszont egy kis munkát.
Alakzatokat kellene kivágnom ilyen szendvics anyagból.
Egy műanyag lap közrefogva olyan 0.2mm vastag alumíniumlemezekkel. a kérdésem az lenne, hogy milyen előtolást, fordulatot, és fogást javasoltok. Az én gépem egy nem túl erős kis szerkezet. Egy élű 2mm es maróval gondoltam nekimenni.
Egy kis segítséget szeretnék kérni.
Sajnos a marások terén nincs túl sok tapasztalatom.
Kaptam viszont egy kis munkát.
Alakzatokat kellene kivágnom ilyen szendvics anyagból.
Egy műanyag lap közrefogva olyan 0.2mm vastag alumíniumlemezekkel. a kérdésem az lenne, hogy milyen előtolást, fordulatot, és fogást javasoltok. Az én gépem egy nem túl erős kis szerkezet. Egy élű 2mm es maróval gondoltam nekimenni.
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2018 július 12, 11:38
Írta: wv07scd6x Dátum 2018 július 12, 11:38
Üdv megint!
Időközben megkíséreltem a marást, és azzal szembesültem, hogy időnként játszott a marómotor fordulatával.
Egyszer csak gondolt egyet és levett a fordulatból, aztán meg visszagyorsított, de már nem pont annyira amennyi a legelején volt.
Ez a 1.2105 -ös teszt verzió. Találkozott e már valaki ilyennel?
Egészen biztosan a program vezérelte így, és nem a gépem hibája.
Csatolom a fájlt amivel ezt csinálta.
Időközben megkíséreltem a marást, és azzal szembesültem, hogy időnként játszott a marómotor fordulatával.
Egyszer csak gondolt egyet és levett a fordulatból, aztán meg visszagyorsított, de már nem pont annyira amennyi a legelején volt.
Ez a 1.2105 -ös teszt verzió. Találkozott e már valaki ilyennel?
Egészen biztosan a program vezérelte így, és nem a gépem hibája.
Csatolom a fájlt amivel ezt csinálta.
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2018 július 12, 11:40
Írta: wv07scd6x Dátum 2018 július 12, 11:40
Az előbb nem sikerül a csatolás.
Talán majd most. :)
Talán majd most. :)
Kód Kijelölés
( gravírozós )
( File created: Thursday July 12 2018 - 10:59 AM)
( for Mach2/3 from Vectric )
( Material Size)
( X= 100.000, Y= 230.000 ,Z= 6.000)
()
(Toolpaths used in this file:)
(Profile 4)
(Profile 3)
(Tools used in this file: )
(1 = End Mill {2 mm})
N110G00G21G17G90G40G49G80
N120G71G91.1
N130T1M06
N140 (End Mill {2 mm})
N150G00G43Z6.000H1
N160S12000M03
N170(Toolpath:- Profile 4)
N180()
N190G94
N200X0.000Y0.000F1800.0
N210G00X-22.991Y-72.028Z3.000
N220G00X-22.991Y-72.028Z1.000
N230G1X-22.991Y-72.028Z-0.500F600.0
N240G1X-22.989Y-72.070Z-0.500F1800.0
N250G1X-22.987Y-72.083Z-0.500
N260G1X-22.957Y-72.182Z-0.500
N270G1X-22.921Y-72.248Z-0.500
N280G1X-22.872Y-72.307Z-0.500
N290G1X-22.813Y-72.356Z-0.500
N300G1X-22.747Y-72.392Z-0.500
N310G1X-22.648Y-72.422Z-0.500
N320G1X-22.635Y-72.424Z-0.500
N330G1X-22.593Y-72.427Z-0.500
N340G1X-22.551Y-72.424Z-0.500
N350G1X-22.538Y-72.422Z-0.500
N360G1X-22.439Y-72.392Z-0.500
N370G1X-22.373Y-72.356Z-0.500
N380G1X-22.314Y-72.307Z-0.500
N390G1X-22.265Y-72.248Z-0.500
N400G1X-22.229Y-72.182Z-0.500
N410G1X-22.199Y-72.083Z-0.500
N420G1X-22.197Y-72.070Z-0.500
N430G1X-22.195Y-72.028Z-0.500
N440G1X-22.197Y-71.986Z-0.500
N450G1X-22.199Y-71.973Z-0.500
N460G1X-22.229Y-71.874Z-0.500
N470G1X-22.265Y-71.808Z-0.500
N480G1X-22.314Y-71.749Z-0.500
N490G1X-22.373Y-71.700Z-0.500
N500G1X-22.439Y-71.665Z-0.500
N510G1X-22.538Y-71.634Z-0.500
N520G1X-22.551Y-71.632Z-0.500
N530G1X-22.593Y-71.630Z-0.500
N540G1X-22.635Y-71.632Z-0.500
N550G1X-22.648Y-71.634Z-0.500
N560G1X-22.747Y-71.665Z-0.500
N570G1X-22.813Y-71.700Z-0.500
N580G1X-22.872Y-71.749Z-0.500
N590G1X-22.921Y-71.808Z-0.500
N600G1X-22.957Y-71.874Z-0.500
N610G1X-22.987Y-71.973Z-0.500
N620G1X-22.989Y-71.986Z-0.500
N630G1X-22.991Y-72.028Z-0.500
N640G1X-22.991Y-72.028Z-1.000F600.0
N650G1X-22.989Y-72.070Z-1.000F1800.0
N660G1X-22.987Y-72.083Z-1.000
N670G1X-22.957Y-72.182Z-1.000
N680G1X-22.921Y-72.248Z-1.000
N690G1X-22.872Y-72.307Z-1.000
N700G1X-22.813Y-72.356Z-1.000
N710G1X-22.747Y-72.392Z-1.000
N720G1X-22.648Y-72.422Z-1.000
N730G1X-22.635Y-72.424Z-1.000
N740G1X-22.593Y-72.427Z-1.000
N750G1X-22.551Y-72.424Z-1.000
N760G1X-22.538Y-72.422Z-1.000
N770G1X-22.439Y-72.392Z-1.000
N780G1X-22.373Y-72.356Z-1.000
N790G1X-22.314Y-72.307Z-1.000
N800G1X-22.265Y-72.248Z-1.000
N810G1X-22.229Y-72.182Z-1.000
N820G1X-22.199Y-72.083Z-1.000
N830G1X-22.197Y-72.070Z-1.000
N840G1X-22.195Y-72.028Z-1.000
N850G1X-22.197Y-71.986Z-1.000
N860G1X-22.199Y-71.973Z-1.000
N870G1X-22.229Y-71.874Z-1.000
N880G1X-22.265Y-71.808Z-1.000
N890G1X-22.314Y-71.749Z-1.000
N900G1X-22.373Y-71.700Z-1.000
N910G1X-22.439Y-71.665Z-1.000
N920G1X-22.538Y-71.634Z-1.000
N930G1X-22.551Y-71.632Z-1.000
N940G1X-22.593Y-71.630Z-1.000
N950G1X-22.635Y-71.632Z-1.000
N960G1X-22.648Y-71.634Z-1.000
N970G1X-22.747Y-71.665Z-1.000
N980G1X-22.813Y-71.700Z-1.000
N990G1X-22.872Y-71.749Z-1.000
N1000G1X-22.921Y-71.808Z-1.000
N1010G1X-22.957Y-71.874Z-1.000
N1020G1X-22.987Y-71.973Z-1.000
N1030G1X-22.989Y-71.986Z-1.000
N1040G1X-22.991Y-72.028Z-1.000
N1050G1X-22.991Y-72.028Z-1.500F600.0
N1060G1X-22.989Y-72.070Z-1.500F1800.0
N1070G1X-22.987Y-72.083Z-1.500
N1080G1X-22.957Y-72.182Z-1.500
N1090G1X-22.921Y-72.248Z-1.500
N1100G1X-22.872Y-72.307Z-1.500
N1110G1X-22.813Y-72.356Z-1.500
N1120G1X-22.747Y-72.392Z-1.500
N1130G1X-22.648Y-72.422Z-1.500
N1140G1X-22.635Y-72.424Z-1.500
N1150G1X-22.593Y-72.427Z-1.500
N1160G1X-22.551Y-72.424Z-1.500
N1170G1X-22.538Y-72.422Z-1.500
N1180G1X-22.439Y-72.392Z-1.500
N1190G1X-22.373Y-72.356Z-1.500
N1200G1X-22.314Y-72.307Z-1.500
N1210G1X-22.265Y-72.248Z-1.500
N1220G1X-22.229Y-72.182Z-1.500
N1230G1X-22.199Y-72.083Z-1.500
N1240G1X-22.197Y-72.070Z-1.500
N1250G1X-22.195Y-72.028Z-1.500
N1260G1X-22.197Y-71.986Z-1.500
N1270G1X-22.199Y-71.973Z-1.500
N1280G1X-22.229Y-71.874Z-1.500
N1290G1X-22.265Y-71.808Z-1.500
N1300G1X-22.314Y-71.749Z-1.500
N1310G1X-22.373Y-71.700Z-1.500
N1320G1X-22.439Y-71.665Z-1.500
N1330G1X-22.538Y-71.634Z-1.500
N1340G1X-22.551Y-71.632Z-1.500
N1350G1X-22.593Y-71.630Z-1.500
N1360G1X-22.635Y-71.632Z-1.500
N1370G1X-22.648Y-71.634Z-1.500
N1380G1X-22.747Y-71.665Z-1.500
N1390G1X-22.813Y-71.700Z-1.500
N1400G1X-22.872Y-71.749Z-1.500
N1410G1X-22.921Y-71.808Z-1.500
N1420G1X-22.957Y-71.874Z-1.500
N1430G1X-22.987Y-71.973Z-1.500
N1440G1X-22.989Y-71.986Z-1.500
N1450G1X-22.991Y-72.028Z-1.500
N1460G1X-22.991Y-72.028Z-2.000F600.0
N1470G1X-22.989Y-72.070Z-2.000F1800.0
N1480G1X-22.987Y-72.083Z-2.000
N1490G1X-22.957Y-72.182Z-2.000
N1500G1X-22.921Y-72.248Z-2.000
N1510G1X-22.872Y-72.307Z-2.000
N1520G1X-22.813Y-72.356Z-2.000
N1530G1X-22.747Y-72.392Z-2.000
N1540G1X-22.648Y-72.422Z-2.000
N1550G1X-22.635Y-72.424Z-2.000
N1560G1X-22.593Y-72.427Z-2.000
N1570G1X-22.551Y-72.424Z-2.000
N1580G1X-22.538Y-72.422Z-2.000
N1590G1X-22.439Y-72.392Z-2.000
N1600G1X-22.373Y-72.356Z-2.000
N1610G1X-22.314Y-72.307Z-2.000
N1620G1X-22.265Y-72.248Z-2.000
N1630G1X-22.229Y-72.182Z-2.000
N1640G1X-22.199Y-72.083Z-2.000
N1650G1X-22.197Y-72.070Z-2.000
N1660G1X-22.195Y-72.028Z-2.000
N1670G1X-22.197Y-71.986Z-2.000
N1680G1X-22.199Y-71.973Z-2.000
N1690G1X-22.229Y-71.874Z-2.000
N1700G1X-22.265Y-71.808Z-2.000
N1710G1X-22.314Y-71.749Z-2.000
N1720G1X-22.373Y-71.700Z-2.000
N1730G1X-22.439Y-71.665Z-2.000
N1740G1X-22.538Y-71.634Z-2.000
N1750G1X-22.551Y-71.632Z-2.000
N1760G1X-22.593Y-71.630Z-2.000
N1770G1X-22.635Y-71.632Z-2.000
N1780G1X-22.648Y-71.634Z-2.000
N1790G1X-22.747Y-71.665Z-2.000
N1800G1X-22.813Y-71.700Z-2.000
N1810G1X-22.872Y-71.749Z-2.000
N1820G1X-22.921Y-71.808Z-2.000
N1830G1X-22.957Y-71.874Z-2.000
N1840G1X-22.987Y-71.973Z-2.000
N1850G1X-22.989Y-71.986Z-2.000
N1860G1X-22.991Y-72.028Z-2.000
N1870G1X-22.991Y-72.028Z-2.500F600.0
N1880G1X-22.989Y-72.070Z-2.500F1800.0
N1890G1X-22.987Y-72.083Z-2.500
N1900G1X-22.957Y-72.182Z-2.500
N1910G1X-22.921Y-72.248Z-2.500
N1920G1X-22.872Y-72.307Z-2.500
N1930G1X-22.813Y-72.356Z-2.500
N1940G1X-22.747Y-72.392Z-2.500
N1950G1X-22.648Y-72.422Z-2.500
N1960G1X-22.635Y-72.424Z-2.500
N1970G1X-22.593Y-72.427Z-2.500
N1980G1X-22.551Y-72.424Z-2.500
N1990G1X-22.538Y-72.422Z-2.500
N2000G1X-22.439Y-72.392Z-2.500
N2010G1X-22.373Y-72.356Z-2.500
N2020G1X-22.314Y-72.307Z-2.500
N2030G1X-22.265Y-72.248Z-2.500
N2040G1X-22.229Y-72.182Z-2.500
N2050G1X-22.199Y-72.083Z-2.500
N2060G1X-22.197Y-72.070Z-2.500
N2070G1X-22.195Y-72.028Z-2.500
N2080G1X-22.197Y-71.986Z-2.500
N2090G1X-22.199Y-71.973Z-2.500
N2100G1X-22.229Y-71.874Z-2.500
N2110G1X-22.265Y-71.808Z-2.500
N2120G1X-22.314Y-71.749Z-2.500
N2130G1X-22.373Y-71.700Z-2.500
N2140G1X-22.439Y-71.665Z-2.500
N2150G1X-22.538Y-71.634Z-2.500
N2160G1X-22.551Y-71.632Z-2.500
N2170G1X-22.593Y-71.630Z-2.500
N2180G1X-22.635Y-71.632Z-2.500
N2190G1X-22.648Y-71.634Z-2.500
N2200G1X-22.747Y-71.665Z-2.500
N2210G1X-22.813Y-71.700Z-2.500
N2220G1X-22.872Y-71.749Z-2.500
N2230G1X-22.921Y-71.808Z-2.500
N2240G1X-22.957Y-71.874Z-2.500
N2250G1X-22.987Y-71.973Z-2.500
N2260G1X-22.989Y-71.986Z-2.500
N2270G1X-22.991Y-72.028Z-2.500
N2280G1X-22.991Y-72.028Z-3.000F600.0
N2290G1X-22.989Y-72.070Z-3.000F1800.0
N2300G1X-22.987Y-72.083Z-3.000
N2310G1X-22.957Y-72.182Z-3.000
N2320G1X-22.921Y-72.248Z-3.000
N2330G1X-22.872Y-72.307Z-3.000
N2340G1X-22.813Y-72.356Z-3.000
N2350G1X-22.747Y-72.392Z-3.000
N2360G1X-22.648Y-72.422Z-3.000
N2370G1X-22.635Y-72.424Z-3.000
N2380G1X-22.593Y-72.427Z-3.000
N2390G1X-22.551Y-72.424Z-3.000
N2400G1X-22.538Y-72.422Z-3.000
N2410G1X-22.439Y-72.392Z-3.000
N2420G1X-22.373Y-72.356Z-3.000
N2430G1X-22.314Y-72.307Z-3.000
N2440G1X-22.265Y-72.248Z-3.000
N2450G1X-22.229Y-72.182Z-3.000
N2460G1X-22.199Y-72.083Z-3.000
N2470G1X-22.197Y-72.070Z-3.000
N2480G1X-22.195Y-72.028Z-3.000
N2490G1X-22.197Y-71.986Z-3.000
N2500G1X-22.199Y-71.973Z-3.000
N2510G1X-22.229Y-71.874Z-3.000
N2520G1X-22.265Y-71.808Z-3.000
N2530G1X-22.314Y-71.749Z-3.000
N2540G1X-22.373Y-71.700Z-3.000
N2550G1X-22.439Y-71.665Z-3.000
N2560G1X-22.538Y-71.634Z-3.000
N2570G1X-22.551Y-71.632Z-3.000
N2580G1X-22.593Y-71.630Z-3.000
N2590G1X-22.635Y-71.632Z-3.000
N2600G1X-22.648Y-71.634Z-3.000
N2610G1X-22.747Y-71.665Z-3.000
N2620G1X-22.813Y-71.700Z-3.000
N2630G1X-22.872Y-71.749Z-3.000
N2640G1X-22.921Y-71.808Z-3.000
N2650G1X-22.957Y-71.874Z-3.000
N2660G1X-22.987Y-71.973Z-3.000
N2670G1X-22.989Y-71.986Z-3.000
N2680G1X-22.991Y-72.028Z-3.000
N2690G1X-22.991Y-72.028Z-3.500F600.0
N2700G1X-22.989Y-72.070Z-3.500F1800.0
N2710G1X-22.987Y-72.083Z-3.500
N2720G1X-22.957Y-72.182Z-3.500
N2730G1X-22.921Y-72.248Z-3.500
N2740G1X-22.872Y-72.307Z-3.500
N2750G1X-22.813Y-72.356Z-3.500
N2760G1X-22.747Y-72.392Z-3.500
N2770G1X-22.648Y-72.422Z-3.500
N2780G1X-22.635Y-72.424Z-3.500
N2790G1X-22.593Y-72.427Z-3.500
N2800G1X-22.551Y-72.424Z-3.500
N2810G1X-22.538Y-72.422Z-3.500
N2820G1X-22.439Y-72.392Z-3.500
N2830G1X-22.373Y-72.356Z-3.500
N2840G1X-22.314Y-72.307Z-3.500
N2850G1X-22.265Y-72.248Z-3.500
N2860G1X-22.229Y-72.182Z-3.500
N2870G1X-22.199Y-72.083Z-3.500
N2880G1X-22.197Y-72.070Z-3.500
N2890G1X-22.195Y-72.028Z-3.500
N2900G1X-22.197Y-71.986Z-3.500
N2910G1X-22.199Y-71.973Z-3.500
N2920G1X-22.229Y-71.874Z-3.500
N2930G1X-22.265Y-71.808Z-3.500
N2940G1X-22.314Y-71.749Z-3.500
N2950G1X-22.373Y-71.700Z-3.500
N2960G1X-22.439Y-71.665Z-3.500
N2970G1X-22.538Y-71.634Z-3.500
N2980G1X-22.551Y-71.632Z-3.500
N2990G1X-22.593Y-71.630Z-3.500
N3000G1X-22.635Y-71.632Z-3.500
N3010G1X-22.648Y-71.634Z-3.500
N3020G1X-22.747Y-71.665Z-3.500
N3030G1X-22.813Y-71.700Z-3.500
N3040G1X-22.872Y-71.749Z-3.500
N3050G1X-22.921Y-71.808Z-3.500
N3060G1X-22.957Y-71.874Z-3.500
N3070G1X-22.987Y-71.973Z-3.500
N3080G1X-22.989Y-71.986Z-3.500
N3090G1X-22.991Y-72.028Z-3.500
N3100G1X-23.091Y-72.033Z-3.500
N3110G1X-23.091Y-72.033Z-4.000F600.0
N3120G1X-23.089Y-72.080Z-4.000F1800.0
N3130G1X-23.085Y-72.105Z-4.000
N3140G1X-23.049Y-72.221Z-4.000
N3150G1X-23.004Y-72.305Z-4.000
N3160G1X-22.943Y-72.378Z-4.000
N3170G1X-22.870Y-72.439Z-4.000
N3180G1X-22.786Y-72.484Z-4.000
N3190G1X-22.670Y-72.520Z-4.000
N3200G1X-22.645Y-72.524Z-4.000
N3210G1X-22.593Y-72.527Z-4.000
N3220G1X-22.541Y-72.524Z-4.000
N3230G1X-22.516Y-72.520Z-4.000
N3240G1X-22.400Y-72.484Z-4.000
N3250G1X-22.316Y-72.439Z-4.000
N3260G1X-22.243Y-72.378Z-4.000
N3270G1X-22.182Y-72.305Z-4.000
N3280G1X-22.137Y-72.221Z-4.000
N3290G1X-22.101Y-72.105Z-4.000
N3300G1X-22.097Y-72.080Z-4.000
N3310G1X-22.094Y-72.028Z-4.000
N3320G1X-22.097Y-71.976Z-4.000
N3330G1X-22.101Y-71.951Z-4.000
N3340G1X-22.137Y-71.835Z-4.000
N3350G1X-22.182Y-71.752Z-4.000
N3360G1X-22.243Y-71.678Z-4.000
N3370G1X-22.316Y-71.617Z-4.000
N3380G1X-22.400Y-71.572Z-4.000
N3390G1X-22.516Y-71.536Z-4.000
N3400G1X-22.541Y-71.532Z-4.000
N3410G1X-22.593Y-71.530Z-4.000
N3420G1X-22.645Y-71.532Z-4.000
N3430G1X-22.670Y-71.536Z-4.000
N3440G1X-22.786Y-71.572Z-4.000
N3450G1X-22.870Y-71.617Z-4.000
N3460G1X-22.943Y-71.678Z-4.000
N3470G1X-23.004Y-71.752Z-4.000
N3480G1X-23.049Y-71.835Z-4.000
N3490G1X-23.085Y-71.951Z-4.000
N3500G1X-23.089Y-71.976Z-4.000
N3510G1X-23.092Y-72.028Z-4.000
N3520G1X-23.091Y-72.033Z-4.000
N3530G00X-23.091Y-72.033Z3.000
N3540G00X11.197Y-68.128Z3.000
N3550G00X11.197Y-68.128Z1.000
N3560G1X11.197Y-68.128Z-0.500F600.0
N3570G3X7.297Y-72.028I0.000J-3.900F1800.0
N3580G3X11.197Y-75.928I3.900J0.000
N3590G3X15.097Y-72.028I0.000J3.900
N3600G3X11.197Y-68.128I-3.900J0.000
N3610G1X11.197Y-68.128Z-1.000F600.0
N3620G3X7.297Y-72.028I0.000J-3.900F1800.0
N3630G3X11.197Y-75.928I3.900J0.000
N3640G3X15.097Y-72.028I0.000J3.900
N3650G3X11.197Y-68.128I-3.900J0.000
N3660G1X11.197Y-68.128Z-1.500F600.0
N3670G3X7.297Y-72.028I0.000J-3.900F1800.0
N3680G3X11.197Y-75.928I3.900J0.000
N3690G3X15.097Y-72.028I0.000J3.900
N3700G3X11.197Y-68.128I-3.900J0.000
N3710G1X11.197Y-68.128Z-2.000F600.0
N3720G3X7.297Y-72.028I0.000J-3.900F1800.0
N3730G3X11.197Y-75.928I3.900J0.000
N3740G3X15.097Y-72.028I0.000J3.900
N3750G3X11.197Y-68.128I-3.900J0.000
N3760G1X11.197Y-68.128Z-2.500F600.0
N3770G3X7.297Y-72.028I0.000J-3.900F1800.0
N3780G3X11.197Y-75.928I3.900J0.000
N3790G3X15.097Y-72.028I0.000J3.900
N3800G3X11.197Y-68.128I-3.900J0.000
N3810G1X11.197Y-68.128Z-3.000F600.0
N3820G3X7.297Y-72.028I0.000J-3.900F1800.0
N3830G3X11.197Y-75.928I3.900J0.000
N3840G3X15.097Y-72.028I0.000J3.900
N3850G3X11.197Y-68.128I-3.900J0.000
N3860G1X11.197Y-68.128Z-3.500F600.0
N3870G3X7.297Y-72.028I0.000J-3.900F1800.0
N3880G3X11.197Y-75.928I3.900J0.000
N3890G3X15.097Y-72.028I0.000J3.900
N3900G3X11.197Y-68.128I-3.900J0.000
N3910G1X11.197Y-68.028Z-3.500
N3920G1X11.197Y-68.028Z-4.000F600.0
N3930G3X7.197Y-72.028I0.000J-4.000F1800.0
N3940G3X11.197Y-76.028I4.000J0.000
N3950G3X15.197Y-72.028I0.000J4.000
N3960G3X11.197Y-68.028I-4.000J0.000
N3970G00X11.197Y-68.028Z3.000
N3980G00X-22.593Y-19.134Z3.000
N3990G00X-22.593Y-19.134Z1.000
N4000G1X-22.593Y-19.134Z-0.500F600.0
N4010G3X-22.993Y-19.534I0.000J-0.400F1800.0
N4020G3X-22.593Y-19.934I0.400J0.000
N4030G3X-22.193Y-19.534I0.000J0.400
N4040G3X-22.593Y-19.134I-0.400J0.000
N4050G1X-22.593Y-19.134Z-1.000F600.0
N4060G3X-22.993Y-19.534I0.000J-0.400F1800.0
N4070G3X-22.593Y-19.934I0.400J0.000
N4080G3X-22.193Y-19.534I0.000J0.400
N4090G3X-22.593Y-19.134I-0.400J0.000
N4100G1X-22.593Y-19.134Z-1.500F600.0
N4110G3X-22.993Y-19.534I0.000J-0.400F1800.0
N4120G3X-22.593Y-19.934I0.400J0.000
N4130G3X-22.193Y-19.534I0.000J0.400
N4140G3X-22.593Y-19.134I-0.400J0.000
N4150G1X-22.593Y-19.134Z-2.000F600.0
N4160G3X-22.993Y-19.534I0.000J-0.400F1800.0
N4170G3X-22.593Y-19.934I0.400J0.000
N4180G3X-22.193Y-19.534I0.000J0.400
N4190G3X-22.593Y-19.134I-0.400J0.000
N4200G1X-22.593Y-19.134Z-2.500F600.0
N4210G3X-22.993Y-19.534I0.000J-0.400F1800.0
N4220G3X-22.593Y-19.934I0.400J0.000
N4230G3X-22.193Y-19.534I0.000J0.400
N4240G3X-22.593Y-19.134I-0.400J0.000
N4250G1X-22.593Y-19.134Z-3.000F600.0
N4260G3X-22.993Y-19.534I0.000J-0.400F1800.0
N4270G3X-22.593Y-19.934I0.400J0.000
N4280G3X-22.193Y-19.534I0.000J0.400
N4290G3X-22.593Y-19.134I-0.400J0.000
N4300G1X-22.593Y-19.134Z-3.500F600.0
N4310G3X-22.993Y-19.534I0.000J-0.400F1800.0
N4320G3X-22.593Y-19.934I0.400J0.000
N4330G3X-22.193Y-19.534I0.000J0.400
N4340G3X-22.593Y-19.134I-0.400J0.000
N4350G1X-22.593Y-19.034Z-3.500
N4360G1X-22.593Y-19.034Z-4.000F600.0
N4370G3X-23.093Y-19.534I0.000J-0.500F1800.0
N4380G3X-22.593Y-20.034I0.500J0.000
N4390G3X-22.093Y-19.534I0.000J0.500
N4400G3X-22.593Y-19.034I-0.500J0.000
N4410G00X-22.593Y-19.034Z3.000
N4420G00X11.197Y-15.634Z3.000
N4430G00X11.197Y-15.634Z1.000
N4440G1X11.197Y-15.634Z-0.500F600.0
N4450G3X7.297Y-19.534I0.000J-3.900F1800.0
N4460G3X11.197Y-23.434I3.900J0.000
N4470G3X15.097Y-19.534I0.000J3.900
N4480G3X11.197Y-15.634I-3.900J0.000
N4490G1X11.197Y-15.634Z-1.000F600.0
N4500G3X7.297Y-19.534I0.000J-3.900F1800.0
N4510G3X11.197Y-23.434I3.900J0.000
N4520G3X15.097Y-19.534I0.000J3.900
N4530G3X11.197Y-15.634I-3.900J0.000
N4540G1X11.197Y-15.634Z-1.500F600.0
N4550G3X7.297Y-19.534I0.000J-3.900F1800.0
N4560G3X11.197Y-23.434I3.900J0.000
N4570G3X15.097Y-19.534I0.000J3.900
N4580G3X11.197Y-15.634I-3.900J0.000
N4590G1X11.197Y-15.634Z-2.000F600.0
N4600G3X7.297Y-19.534I0.000J-3.900F1800.0
N4610G3X11.197Y-23.434I3.900J0.000
N4620G3X15.097Y-19.534I0.000J3.900
N4630G3X11.197Y-15.634I-3.900J0.000
N4640G1X11.197Y-15.634Z-2.500F600.0
N4650G3X7.297Y-19.534I0.000J-3.900F1800.0
N4660G3X11.197Y-23.434I3.900J0.000
N4670G3X15.097Y-19.534I0.000J3.900
N4680G3X11.197Y-15.634I-3.900J0.000
N4690G1X11.197Y-15.634Z-3.000F600.0
N4700G3X7.297Y-19.534I0.000J-3.900F1800.0
N4710G3X11.197Y-23.434I3.900J0.000
N4720G3X15.097Y-19.534I0.000J3.900
N4730G3X11.197Y-15.634I-3.900J0.000
N4740G1X11.197Y-15.634Z-3.500F600.0
N4750G3X7.297Y-19.534I0.000J-3.900F1800.0
N4760G3X11.197Y-23.434I3.900J0.000
N4770G3X15.097Y-19.534I0.000J3.900
N4780G3X11.197Y-15.634I-3.900J0.000
N4790G1X11.197Y-15.534Z-3.500
N4800G1X11.197Y-15.534Z-4.000F600.0
N4810G3X7.197Y-19.534I0.000J-4.000F1800.0
N4820G3X11.197Y-23.534I4.000J0.000
N4830G3X15.197Y-19.534I0.000J4.000
N4840G3X11.197Y-15.534I-4.000J0.000
N4850G00X11.197Y-15.534Z3.000
N4860G00X-22.991Y28.460Z3.000
N4870G00X-22.991Y28.460Z1.000
N4880G1X-22.991Y28.460Z-0.500F600.0
N4890G1X-22.989Y28.418Z-0.500F1800.0
N4900G1X-22.987Y28.405Z-0.500
N4910G1X-22.957Y28.306Z-0.500
N4920G1X-22.921Y28.240Z-0.500
N4930G1X-22.872Y28.181Z-0.500
N4940G1X-22.813Y28.133Z-0.500
N4950G1X-22.747Y28.097Z-0.500
N4960G1X-22.648Y28.066Z-0.500
N4970G1X-22.635Y28.064Z-0.500
N4980G1X-22.593Y28.062Z-0.500
N4990G1X-22.551Y28.064Z-0.500
N5000G1X-22.538Y28.066Z-0.500
N5010G1X-22.439Y28.097Z-0.500
N5020G1X-22.373Y28.133Z-0.500
N5030G1X-22.314Y28.181Z-0.500
N5040G1X-22.265Y28.240Z-0.500
N5050G1X-22.229Y28.306Z-0.500
N5060G1X-22.199Y28.405Z-0.500
N5070G1X-22.197Y28.418Z-0.500
N5080G1X-22.195Y28.460Z-0.500
N5090G1X-22.197Y28.503Z-0.500
N5100G1X-22.199Y28.515Z-0.500
N5110G1X-22.229Y28.614Z-0.500
N5120G1X-22.265Y28.681Z-0.500
N5130G1X-22.314Y28.739Z-0.500
N5140G1X-22.373Y28.788Z-0.500
N5150G1X-22.439Y28.824Z-0.500
N5160G1X-22.538Y28.855Z-0.500
N5170G1X-22.551Y28.857Z-0.500
N5180G1X-22.593Y28.859Z-0.500
N5190G1X-22.635Y28.857Z-0.500
N5200G1X-22.648Y28.855Z-0.500
N5210G1X-22.747Y28.824Z-0.500
N5220G1X-22.813Y28.788Z-0.500
N5230G1X-22.872Y28.739Z-0.500
N5240G1X-22.921Y28.681Z-0.500
N5250G1X-22.957Y28.614Z-0.500
N5260G1X-22.987Y28.515Z-0.500
N5270G1X-22.989Y28.503Z-0.500
N5280G1X-22.991Y28.460Z-0.500
N5290G1X-22.991Y28.460Z-1.000F600.0
N5300G1X-22.989Y28.418Z-1.000F1800.0
N5310G1X-22.987Y28.405Z-1.000
N5320G1X-22.957Y28.306Z-1.000
N5330G1X-22.921Y28.240Z-1.000
N5340G1X-22.872Y28.181Z-1.000
N5350G1X-22.813Y28.133Z-1.000
N5360G1X-22.747Y28.097Z-1.000
N5370G1X-22.648Y28.066Z-1.000
N5380G1X-22.635Y28.064Z-1.000
N5390G1X-22.593Y28.062Z-1.000
N5400G1X-22.551Y28.064Z-1.000
N5410G1X-22.538Y28.066Z-1.000
N5420G1X-22.439Y28.097Z-1.000
N5430G1X-22.373Y28.133Z-1.000
N5440G1X-22.314Y28.181Z-1.000
N5450G1X-22.265Y28.240Z-1.000
N5460G1X-22.229Y28.306Z-1.000
N5470G1X-22.199Y28.405Z-1.000
N5480G1X-22.197Y28.418Z-1.000
N5490G1X-22.195Y28.460Z-1.000
N5500G1X-22.197Y28.503Z-1.000
N5510G1X-22.199Y28.515Z-1.000
N5520G1X-22.229Y28.614Z-1.000
N5530G1X-22.265Y28.681Z-1.000
N5540G1X-22.314Y28.739Z-1.000
N5550G1X-22.373Y28.788Z-1.000
N5560G1X-22.439Y28.824Z-1.000
N5570G1X-22.538Y28.855Z-1.000
N5580G1X-22.551Y28.857Z-1.000
N5590G1X-22.593Y28.859Z-1.000
N5600G1X-22.635Y28.857Z-1.000
N5610G1X-22.648Y28.855Z-1.000
N5620G1X-22.747Y28.824Z-1.000
N5630G1X-22.813Y28.788Z-1.000
N5640G1X-22.872Y28.739Z-1.000
N5650G1X-22.921Y28.681Z-1.000
N5660G1X-22.957Y28.614Z-1.000
N5670G1X-22.987Y28.515Z-1.000
N5680G1X-22.989Y28.503Z-1.000
N5690G1X-22.991Y28.460Z-1.000
N5700G1X-22.991Y28.460Z-1.500F600.0
N5710G1X-22.989Y28.418Z-1.500F1800.0
N5720G1X-22.987Y28.405Z-1.500
N5730G1X-22.957Y28.306Z-1.500
N5740G1X-22.921Y28.240Z-1.500
N5750G1X-22.872Y28.181Z-1.500
N5760G1X-22.813Y28.133Z-1.500
N5770G1X-22.747Y28.097Z-1.500
N5780G1X-22.648Y28.066Z-1.500
N5790G1X-22.635Y28.064Z-1.500
N5800G1X-22.593Y28.062Z-1.500
N5810G1X-22.551Y28.064Z-1.500
N5820G1X-22.538Y28.066Z-1.500
N5830G1X-22.439Y28.097Z-1.500
N5840G1X-22.373Y28.133Z-1.500
N5850G1X-22.314Y28.181Z-1.500
N5860G1X-22.265Y28.240Z-1.500
N5870G1X-22.229Y28.306Z-1.500
N5880G1X-22.199Y28.405Z-1.500
N5890G1X-22.197Y28.418Z-1.500
N5900G1X-22.195Y28.460Z-1.500
N5910G1X-22.197Y28.503Z-1.500
N5920G1X-22.199Y28.515Z-1.500
N5930G1X-22.229Y28.614Z-1.500
N5940G1X-22.265Y28.681Z-1.500
N5950G1X-22.314Y28.739Z-1.500
N5960G1X-22.373Y28.788Z-1.500
N5970G1X-22.439Y28.824Z-1.500
N5980G1X-22.538Y28.855Z-1.500
N5990G1X-22.551Y28.857Z-1.500
N6000G1X-22.593Y28.859Z-1.500
N6010G1X-22.635Y28.857Z-1.500
N6020G1X-22.648Y28.855Z-1.500
N6030G1X-22.747Y28.824Z-1.500
N6040G1X-22.813Y28.788Z-1.500
N6050G1X-22.872Y28.739Z-1.500
N6060G1X-22.921Y28.681Z-1.500
N6070G1X-22.957Y28.614Z-1.500
N6080G1X-22.987Y28.515Z-1.500
N6090G1X-22.989Y28.503Z-1.500
N6100G1X-22.991Y28.460Z-1.500
N6110G1X-22.991Y28.460Z-2.000F600.0
N6120G1X-22.989Y28.418Z-2.000F1800.0
N6130G1X-22.987Y28.405Z-2.000
N6140G1X-22.957Y28.306Z-2.000
N6150G1X-22.921Y28.240Z-2.000
N6160G1X-22.872Y28.181Z-2.000
N6170G1X-22.813Y28.133Z-2.000
N6180G1X-22.747Y28.097Z-2.000
N6190G1X-22.648Y28.066Z-2.000
N6200G1X-22.635Y28.064Z-2.000
N6210G1X-22.593Y28.062Z-2.000
N6220G1X-22.551Y28.064Z-2.000
N6230G1X-22.538Y28.066Z-2.000
N6240G1X-22.439Y28.097Z-2.000
N6250G1X-22.373Y28.133Z-2.000
N6260G1X-22.314Y28.181Z-2.000
N6270G1X-22.265Y28.240Z-2.000
N6280G1X-22.229Y28.306Z-2.000
N6290G1X-22.199Y28.405Z-2.000
N6300G1X-22.197Y28.418Z-2.000
N6310G1X-22.195Y28.460Z-2.000
N6320G1X-22.197Y28.503Z-2.000
N6330G1X-22.199Y28.515Z-2.000
N6340G1X-22.229Y28.614Z-2.000
N6350G1X-22.265Y28.681Z-2.000
N6360G1X-22.314Y28.739Z-2.000
N6370G1X-22.373Y28.788Z-2.000
N6380G1X-22.439Y28.824Z-2.000
N6390G1X-22.538Y28.855Z-2.000
N6400G1X-22.551Y28.857Z-2.000
N6410G1X-22.593Y28.859Z-2.000
N6420G1X-22.635Y28.857Z-2.000
N6430G1X-22.648Y28.855Z-2.000
N6440G1X-22.747Y28.824Z-2.000
N6450G1X-22.813Y28.788Z-2.000
N6460G1X-22.872Y28.739Z-2.000
N6470G1X-22.921Y28.681Z-2.000
N6480G1X-22.957Y28.614Z-2.000
N6490G1X-22.987Y28.515Z-2.000
N6500G1X-22.989Y28.503Z-2.000
N6510G1X-22.991Y28.460Z-2.000
N6520G1X-22.991Y28.460Z-2.500F600.0
N6530G1X-22.989Y28.418Z-2.500F1800.0
N6540G1X-22.987Y28.405Z-2.500
N6550G1X-22.957Y28.306Z-2.500
N6560G1X-22.921Y28.240Z-2.500
N6570G1X-22.872Y28.181Z-2.500
N6580G1X-22.813Y28.133Z-2.500
N6590G1X-22.747Y28.097Z-2.500
N6600G1X-22.648Y28.066Z-2.500
N6610G1X-22.635Y28.064Z-2.500
N6620G1X-22.593Y28.062Z-2.500
N6630G1X-22.551Y28.064Z-2.500
N6640G1X-22.538Y28.066Z-2.500
N6650G1X-22.439Y28.097Z-2.500
N6660G1X-22.373Y28.133Z-2.500
N6670G1X-22.314Y28.181Z-2.500
N6680G1X-22.265Y28.240Z-2.500
N6690G1X-22.229Y28.306Z-2.500
N6700G1X-22.199Y28.405Z-2.500
N6710G1X-22.197Y28.418Z-2.500
N6720G1X-22.195Y28.460Z-2.500
N6730G1X-22.197Y28.503Z-2.500
N6740G1X-22.199Y28.515Z-2.500
N6750G1X-22.229Y28.614Z-2.500
N6760G1X-22.265Y28.681Z-2.500
N6770G1X-22.314Y28.739Z-2.500
N6780G1X-22.373Y28.788Z-2.500
N6790G1X-22.439Y28.824Z-2.500
N6800G1X-22.538Y28.855Z-2.500
N6810G1X-22.551Y28.857Z-2.500
N6820G1X-22.593Y28.859Z-2.500
N6830G1X-22.635Y28.857Z-2.500
N6840G1X-22.648Y28.855Z-2.500
N6850G1X-22.747Y28.824Z-2.500
N6860G1X-22.813Y28.788Z-2.500
N6870G1X-22.872Y28.739Z-2.500
N6880G1X-22.921Y28.681Z-2.500
N6890G1X-22.957Y28.614Z-2.500
N6900G1X-22.987Y28.515Z-2.500
N6910G1X-22.989Y28.503Z-2.500
N6920G1X-22.991Y28.460Z-2.500
N6930G1X-22.991Y28.460Z-3.000F600.0
N6940G1X-22.989Y28.418Z-3.000F1800.0
N6950G1X-22.987Y28.405Z-3.000
N6960G1X-22.957Y28.306Z-3.000
N6970G1X-22.921Y28.240Z-3.000
N6980G1X-22.872Y28.181Z-3.000
N6990G1X-22.813Y28.133Z-3.000
N7000G1X-22.747Y28.097Z-3.000
N7010G1X-22.648Y28.066Z-3.000
N7020G1X-22.635Y28.064Z-3.000
N7030G1X-22.593Y28.062Z-3.000
N7040G1X-22.551Y28.064Z-3.000
N7050G1X-22.538Y28.066Z-3.000
N7060G1X-22.439Y28.097Z-3.000
N7070G1X-22.373Y28.133Z-3.000
N7080G1X-22.314Y28.181Z-3.000
N7090G1X-22.265Y28.240Z-3.000
N7100G1X-22.229Y28.306Z-3.000
N7110G1X-22.199Y28.405Z-3.000
N7120G1X-22.197Y28.418Z-3.000
N7130G1X-22.195Y28.460Z-3.000
N7140G1X-22.197Y28.503Z-3.000
N7150G1X-22.199Y28.515Z-3.000
N7160G1X-22.229Y28.614Z-3.000
N7170G1X-22.265Y28.681Z-3.000
N7180G1X-22.314Y28.739Z-3.000
N7190G1X-22.373Y28.788Z-3.000
N7200G1X-22.439Y28.824Z-3.000
N7210G1X-22.538Y28.855Z-3.000
N7220G1X-22.551Y28.857Z-3.000
N7230G1X-22.593Y28.859Z-3.000
N7240G1X-22.635Y28.857Z-3.000
N7250G1X-22.648Y28.855Z-3.000
N7260G1X-22.747Y28.824Z-3.000
N7270G1X-22.813Y28.788Z-3.000
N7280G1X-22.872Y28.739Z-3.000
N7290G1X-22.921Y28.681Z-3.000
N7300G1X-22.957Y28.614Z-3.000
N7310G1X-22.987Y28.515Z-3.000
N7320G1X-22.989Y28.503Z-3.000
N7330G1X-22.991Y28.460Z-3.000
N7340G1X-22.991Y28.460Z-3.500F600.0
N7350G1X-22.989Y28.418Z-3.500F1800.0
N7360G1X-22.987Y28.405Z-3.500
N7370G1X-22.957Y28.306Z-3.500
N7380G1X-22.921Y28.240Z-3.500
N7390G1X-22.872Y28.181Z-3.500
N7400G1X-22.813Y28.133Z-3.500
N7410G1X-22.747Y28.097Z-3.500
N7420G1X-22.648Y28.066Z-3.500
N7430G1X-22.635Y28.064Z-3.500
N7440G1X-22.593Y28.062Z-3.500
N7450G1X-22.551Y28.064Z-3.500
N7460G1X-22.538Y28.066Z-3.500
N7470G1X-22.439Y28.097Z-3.500
N7480G1X-22.373Y28.133Z-3.500
N7490G1X-22.314Y28.181Z-3.500
N7500G1X-22.265Y28.240Z-3.500
N7510G1X-22.229Y28.306Z-3.500
N7520G1X-22.199Y28.405Z-3.500
N7530G1X-22.197Y28.418Z-3.500
N7540G1X-22.195Y28.460Z-3.500
N7550G1X-22.197Y28.503Z-3.500
N7560G1X-22.199Y28.515Z-3.500
N7570G1X-22.229Y28.614Z-3.500
N7580G1X-22.265Y28.681Z-3.500
N7590G1X-22.314Y28.739Z-3.500
N7600G1X-22.373Y28.788Z-3.500
N7610G1X-22.439Y28.824Z-3.500
N7620G1X-22.538Y28.855Z-3.500
N7630G1X-22.551Y28.857Z-3.500
N7640G1X-22.593Y28.859Z-3.500
N7650G1X-22.635Y28.857Z-3.500
N7660G1X-22.648Y28.855Z-3.500
N7670G1X-22.747Y28.824Z-3.500
N7680G1X-22.813Y28.788Z-3.500
N7690G1X-22.872Y28.739Z-3.500
N7700G1X-22.921Y28.681Z-3.500
N7710G1X-22.957Y28.614Z-3.500
N7720G1X-22.987Y28.515Z-3.500
N7730G1X-22.989Y28.503Z-3.500
N7740G1X-22.991Y28.460Z-3.500
N7750G1X-23.091Y28.455Z-3.500
N7760G1X-23.091Y28.455Z-4.000F600.0
N7770G1X-23.089Y28.408Z-4.000F1800.0
N7780G1X-23.085Y28.383Z-4.000
N7790G1X-23.049Y28.267Z-4.000
N7800G1X-23.004Y28.184Z-4.000
N7810G1X-22.943Y28.110Z-4.000
N7820G1X-22.870Y28.049Z-4.000
N7830G1X-22.786Y28.004Z-4.000
N7840G1X-22.670Y27.968Z-4.000
N7850G1X-22.645Y27.964Z-4.000
N7860G1X-22.593Y27.962Z-4.000
N7870G1X-22.541Y27.964Z-4.000
N7880G1X-22.516Y27.968Z-4.000
N7890G1X-22.400Y28.004Z-4.000
N7900G1X-22.316Y28.049Z-4.000
N7910G1X-22.243Y28.110Z-4.000
N7920G1X-22.182Y28.184Z-4.000
N7930G1X-22.137Y28.267Z-4.000
N7940G1X-22.101Y28.383Z-4.000
N7950G1X-22.097Y28.408Z-4.000
N7960G1X-22.094Y28.460Z-4.000
N7970G1X-22.097Y28.513Z-4.000
N7980G1X-22.101Y28.537Z-4.000
N7990G1X-22.137Y28.653Z-4.000
N8000G1X-22.182Y28.737Z-4.000
N8010G1X-22.243Y28.810Z-4.000
N8020G1X-22.316Y28.871Z-4.000
N8030G1X-22.400Y28.916Z-4.000
N8040G1X-22.516Y28.952Z-4.000
N8050G1X-22.541Y28.956Z-4.000
N8060G1X-22.593Y28.959Z-4.000
N8070G1X-22.645Y28.956Z-4.000
N8080G1X-22.670Y28.952Z-4.000
N8090G1X-22.786Y28.916Z-4.000
N8100G1X-22.870Y28.871Z-4.000
N8110G1X-22.943Y28.810Z-4.000
N8120G1X-23.004Y28.737Z-4.000
N8130G1X-23.049Y28.653Z-4.000
N8140G1X-23.085Y28.538Z-4.000
N8150G1X-23.089Y28.513Z-4.000
N8160G1X-23.092Y28.460Z-4.000
N8170G1X-23.091Y28.455Z-4.000
N8180G00X-23.091Y28.455Z3.000
N8190G00X11.197Y32.360Z3.000
N8200G00X11.197Y32.360Z1.000
N8210G1X11.197Y32.360Z-0.500F600.0
N8220G3X7.297Y28.460I0.000J-3.900F1800.0
N8230G3X11.197Y24.560I3.900J0.000
N8240G3X15.097Y28.460I0.000J3.900
N8250G3X11.197Y32.360I-3.900J0.000
N8260G1X11.197Y32.360Z-1.000F600.0
N8270G3X7.297Y28.460I0.000J-3.900F1800.0
N8280G3X11.197Y24.560I3.900J0.000
N8290G3X15.097Y28.460I0.000J3.900
N8300G3X11.197Y32.360I-3.900J0.000
N8310G1X11.197Y32.360Z-1.500F600.0
N8320G3X7.297Y28.460I0.000J-3.900F1800.0
N8330G3X11.197Y24.560I3.900J0.000
N8340G3X15.097Y28.460I0.000J3.900
N8350G3X11.197Y32.360I-3.900J0.000
N8360G1X11.197Y32.360Z-2.000F600.0
N8370G3X7.297Y28.460I0.000J-3.900F1800.0
N8380G3X11.197Y24.560I3.900J0.000
N8390G3X15.097Y28.460I0.000J3.900
N8400G3X11.197Y32.360I-3.900J0.000
N8410G1X11.197Y32.360Z-2.500F600.0
N8420G3X7.297Y28.460I0.000J-3.900F1800.0
N8430G3X11.197Y24.560I3.900J0.000
N8440G3X15.097Y28.460I0.000J3.900
N8450G3X11.197Y32.360I-3.900J0.000
N8460G1X11.197Y32.360Z-3.000F600.0
N8470G3X7.297Y28.460I0.000J-3.900F1800.0
N8480G3X11.197Y24.560I3.900J0.000
N8490G3X15.097Y28.460I0.000J3.900
N8500G3X11.197Y32.360I-3.900J0.000
N8510G1X11.197Y32.360Z-3.500F600.0
N8520G3X7.297Y28.460I0.000J-3.900F1800.0
N8530G3X11.197Y24.560I3.900J0.000
N8540G3X15.097Y28.460I0.000J3.900
N8550G3X11.197Y32.360I-3.900J0.000
N8560G1X11.197Y32.460Z-3.500
N8570G1X11.197Y32.460Z-4.000F600.0
N8580G3X7.197Y28.460I0.000J-4.000F1800.0
N8590G3X11.197Y24.460I4.000J0.000
N8600G3X15.197Y28.460I0.000J4.000
N8610G3X11.197Y32.460I-4.000J0.000
N8620G00X11.197Y32.460Z3.000
N8630G00X11.197Y80.355Z3.000
N8640G00X11.197Y80.355Z1.000
N8650G1X11.197Y80.355Z-0.500F600.0
N8660G3X7.297Y76.455I0.000J-3.900F1800.0
N8670G3X11.197Y72.555I3.900J0.000
N8680G3X15.097Y76.455I0.000J3.900
N8690G3X11.197Y80.355I-3.900J0.000
N8700G1X11.197Y80.355Z-1.000F600.0
N8710G3X7.297Y76.455I0.000J-3.900F1800.0
N8720G3X11.197Y72.555I3.900J0.000
N8730G3X15.097Y76.455I0.000J3.900
N8740G3X11.197Y80.355I-3.900J0.000
N8750G1X11.197Y80.355Z-1.500F600.0
N8760G3X7.297Y76.455I0.000J-3.900F1800.0
N8770G3X11.197Y72.555I3.900J0.000
N8780G3X15.097Y76.455I0.000J3.900
N8790G3X11.197Y80.355I-3.900J0.000
N8800G1X11.197Y80.355Z-2.000F600.0
N8810G3X7.297Y76.455I0.000J-3.900F1800.0
N8820G3X11.197Y72.555I3.900J0.000
N8830G3X15.097Y76.455I0.000J3.900
N8840G3X11.197Y80.355I-3.900J0.000
N8850G1X11.197Y80.355Z-2.500F600.0
N8860G3X7.297Y76.455I0.000J-3.900F1800.0
N8870G3X11.197Y72.555I3.900J0.000
N8880G3X15.097Y76.455I0.000J3.900
N8890G3X11.197Y80.355I-3.900J0.000
N8900G1X11.197Y80.355Z-3.000F600.0
N8910G3X7.297Y76.455I0.000J-3.900F1800.0
N8920G3X11.197Y72.555I3.900J0.000
N8930G3X15.097Y76.455I0.000J3.900
N8940G3X11.197Y80.355I-3.900J0.000
N8950G1X11.197Y80.355Z-3.500F600.0
N8960G3X7.297Y76.455I0.000J-3.900F1800.0
N8970G3X11.197Y72.555I3.900J0.000
N8980G3X15.097Y76.455I0.000J3.900
N8990G3X11.197Y80.355I-3.900J0.000
N9000G1X11.197Y80.455Z-3.500
N9010G1X11.197Y80.455Z-4.000F600.0
N9020G3X7.197Y76.455I0.000J-4.000F1800.0
N9030G3X11.197Y72.455I4.000J0.000
N9040G3X15.197Y76.455I0.000J4.000
N9050G3X11.197Y80.455I-4.000J0.000
N9060G00X11.197Y80.455Z3.000
N9070G00X-22.991Y76.455Z3.000
N9080G00X-22.991Y76.455Z1.000
N9090G1X-22.991Y76.455Z-0.500F600.0
N9100G1X-22.989Y76.412Z-0.500F1800.0
N9110G1X-22.987Y76.400Z-0.500
N9120G1X-22.957Y76.301Z-0.500
N9130G1X-22.921Y76.234Z-0.500
N9140G1X-22.872Y76.176Z-0.500
N9150G1X-22.813Y76.127Z-0.500
N9160G1X-22.747Y76.091Z-0.500
N9170G1X-22.648Y76.060Z-0.500
N9180G1X-22.635Y76.058Z-0.500
N9190G1X-22.593Y76.056Z-0.500
N9200G1X-22.551Y76.058Z-0.500
N9210G1X-22.538Y76.060Z-0.500
N9220G1X-22.439Y76.091Z-0.500
N9230G1X-22.373Y76.127Z-0.500
N9240G1X-22.314Y76.176Z-0.500
N9250G1X-22.265Y76.234Z-0.500
N9260G1X-22.229Y76.301Z-0.500
N9270G1X-22.199Y76.400Z-0.500
N9280G1X-22.197Y76.412Z-0.500
N9290G1X-22.195Y76.455Z-0.500
N9300G1X-22.197Y76.497Z-0.500
N9310G1X-22.199Y76.509Z-0.500
N9320G1X-22.229Y76.609Z-0.500
N9330G1X-22.265Y76.675Z-0.500
N9340G1X-22.314Y76.734Z-0.500
N9350G1X-22.373Y76.782Z-0.500
N9360G1X-22.439Y76.818Z-0.500
N9370G1X-22.538Y76.849Z-0.500
N9380G1X-22.551Y76.851Z-0.500
N9390G1X-22.593Y76.853Z-0.500
N9400G1X-22.635Y76.851Z-0.500
N9410G1X-22.648Y76.849Z-0.500
N9420G1X-22.747Y76.818Z-0.500
N9430G1X-22.813Y76.782Z-0.500
N9440G1X-22.872Y76.734Z-0.500
N9450G1X-22.921Y76.675Z-0.500
N9460G1X-22.957Y76.609Z-0.500
N9470G1X-22.987Y76.509Z-0.500
N9480G1X-22.989Y76.497Z-0.500
N9490G1X-22.991Y76.455Z-0.500
N9500G1X-22.991Y76.455Z-1.000F600.0
N9510G1X-22.989Y76.412Z-1.000F1800.0
N9520G1X-22.987Y76.400Z-1.000
N9530G1X-22.957Y76.301Z-1.000
N9540G1X-22.921Y76.234Z-1.000
N9550G1X-22.872Y76.176Z-1.000
N9560G1X-22.813Y76.127Z-1.000
N9570G1X-22.747Y76.091Z-1.000
N9580G1X-22.648Y76.060Z-1.000
N9590G1X-22.635Y76.058Z-1.000
N9600G1X-22.593Y76.056Z-1.000
N9610G1X-22.551Y76.058Z-1.000
N9620G1X-22.538Y76.060Z-1.000
N9630G1X-22.439Y76.091Z-1.000
N9640G1X-22.373Y76.127Z-1.000
N9650G1X-22.314Y76.176Z-1.000
N9660G1X-22.265Y76.234Z-1.000
N9670G1X-22.229Y76.301Z-1.000
N9680G1X-22.199Y76.400Z-1.000
N9690G1X-22.197Y76.412Z-1.000
N9700G1X-22.195Y76.455Z-1.000
N9710G1X-22.197Y76.497Z-1.000
N9720G1X-22.199Y76.509Z-1.000
N9730G1X-22.229Y76.609Z-1.000
N9740G1X-22.265Y76.675Z-1.000
N9750G1X-22.314Y76.734Z-1.000
N9760G1X-22.373Y76.782Z-1.000
N9770G1X-22.439Y76.818Z-1.000
N9780G1X-22.538Y76.849Z-1.000
N9790G1X-22.551Y76.851Z-1.000
N9800G1X-22.593Y76.853Z-1.000
N9810G1X-22.635Y76.851Z-1.000
N9820G1X-22.648Y76.849Z-1.000
N9830G1X-22.747Y76.818Z-1.000
N9840G1X-22.813Y76.782Z-1.000
N9850G1X-22.872Y76.734Z-1.000
N9860G1X-22.921Y76.675Z-1.000
N9870G1X-22.957Y76.609Z-1.000
N9880G1X-22.987Y76.509Z-1.000
N9890G1X-22.989Y76.497Z-1.000
N9900G1X-22.991Y76.455Z-1.000
N9910G1X-22.991Y76.455Z-1.500F600.0
N9920G1X-22.989Y76.412Z-1.500F1800.0
N9930G1X-22.987Y76.400Z-1.500
N9940G1X-22.957Y76.301Z-1.500
N9950G1X-22.921Y76.234Z-1.500
N9960G1X-22.872Y76.176Z-1.500
N9970G1X-22.813Y76.127Z-1.500
N9980G1X-22.747Y76.091Z-1.500
N9990G1X-22.648Y76.060Z-1.500
N10000G1X-22.635Y76.058Z-1.500
N10010G1X-22.593Y76.056Z-1.500
N10020G1X-22.551Y76.058Z-1.500
N10030G1X-22.538Y76.060Z-1.500
N10040G1X-22.439Y76.091Z-1.500
N10050G1X-22.373Y76.127Z-1.500
N10060G1X-22.314Y76.176Z-1.500
N10070G1X-22.265Y76.234Z-1.500
N10080G1X-22.229Y76.301Z-1.500
N10090G1X-22.199Y76.400Z-1.500
N10100G1X-22.197Y76.412Z-1.500
N10110G1X-22.195Y76.455Z-1.500
N10120G1X-22.197Y76.497Z-1.500
N10130G1X-22.199Y76.509Z-1.500
N10140G1X-22.229Y76.609Z-1.500
N10150G1X-22.265Y76.675Z-1.500
N10160G1X-22.314Y76.734Z-1.500
N10170G1X-22.373Y76.782Z-1.500
N10180G1X-22.439Y76.818Z-1.500
N10190G1X-22.538Y76.849Z-1.500
N10200G1X-22.551Y76.851Z-1.500
N10210G1X-22.593Y76.853Z-1.500
N10220G1X-22.635Y76.851Z-1.500
N10230G1X-22.648Y76.849Z-1.500
N10240G1X-22.747Y76.818Z-1.500
N10250G1X-22.813Y76.782Z-1.500
N10260G1X-22.872Y76.734Z-1.500
N10270G1X-22.921Y76.675Z-1.500
N10280G1X-22.957Y76.609Z-1.500
N10290G1X-22.987Y76.509Z-1.500
N10300G1X-22.989Y76.497Z-1.500
N10310G1X-22.991Y76.455Z-1.500
N10320G1X-22.991Y76.455Z-2.000F600.0
N10330G1X-22.989Y76.412Z-2.000F1800.0
N10340G1X-22.987Y76.400Z-2.000
N10350G1X-22.957Y76.301Z-2.000
N10360G1X-22.921Y76.234Z-2.000
N10370G1X-22.872Y76.176Z-2.000
N10380G1X-22.813Y76.127Z-2.000
N10390G1X-22.747Y76.091Z-2.000
N10400G1X-22.648Y76.060Z-2.000
N10410G1X-22.635Y76.058Z-2.000
N10420G1X-22.593Y76.056Z-2.000
N10430G1X-22.551Y76.058Z-2.000
N10440G1X-22.538Y76.060Z-2.000
N10450G1X-22.439Y76.091Z-2.000
N10460G1X-22.373Y76.127Z-2.000
N10470G1X-22.314Y76.176Z-2.000
N10480G1X-22.265Y76.234Z-2.000
N10490G1X-22.229Y76.301Z-2.000
N10500G1X-22.199Y76.400Z-2.000
N10510G1X-22.197Y76.412Z-2.000
N10520G1X-22.195Y76.455Z-2.000
N10530G1X-22.197Y76.497Z-2.000
N10540G1X-22.199Y76.509Z-2.000
N10550G1X-22.229Y76.609Z-2.000
N10560G1X-22.265Y76.675Z-2.000
N10570G1X-22.314Y76.734Z-2.000
N10580G1X-22.373Y76.782Z-2.000
N10590G1X-22.439Y76.818Z-2.000
N10600G1X-22.538Y76.849Z-2.000
N10610G1X-22.551Y76.851Z-2.000
N10620G1X-22.593Y76.853Z-2.000
N10630G1X-22.635Y76.851Z-2.000
N10640G1X-22.648Y76.849Z-2.000
N10650G1X-22.747Y76.818Z-2.000
N10660G1X-22.813Y76.782Z-2.000
N10670G1X-22.872Y76.734Z-2.000
N10680G1X-22.921Y76.675Z-2.000
N10690G1X-22.957Y76.609Z-2.000
N10700G1X-22.987Y76.509Z-2.000
N10710G1X-22.989Y76.497Z-2.000
N10720G1X-22.991Y76.455Z-2.000
N10730G1X-22.991Y76.455Z-2.500F600.0
N10740G1X-22.989Y76.412Z-2.500F1800.0
N10750G1X-22.987Y76.400Z-2.500
N10760G1X-22.957Y76.301Z-2.500
N10770G1X-22.921Y76.234Z-2.500
N10780G1X-22.872Y76.176Z-2.500
N10790G1X-22.813Y76.127Z-2.500
N10800G1X-22.747Y76.091Z-2.500
N10810G1X-22.648Y76.060Z-2.500
N10820G1X-22.635Y76.058Z-2.500
N10830G1X-22.593Y76.056Z-2.500
N10840G1X-22.551Y76.058Z-2.500
N10850G1X-22.538Y76.060Z-2.500
N10860G1X-22.439Y76.091Z-2.500
N10870G1X-22.373Y76.127Z-2.500
N10880G1X-22.314Y76.176Z-2.500
N10890G1X-22.265Y76.234Z-2.500
N10900G1X-22.229Y76.301Z-2.500
N10910G1X-22.199Y76.400Z-2.500
N10920G1X-22.197Y76.412Z-2.500
N10930G1X-22.195Y76.455Z-2.500
N10940G1X-22.197Y76.497Z-2.500
N10950G1X-22.199Y76.509Z-2.500
N10960G1X-22.229Y76.609Z-2.500
N10970G1X-22.265Y76.675Z-2.500
N10980G1X-22.314Y76.734Z-2.500
N10990G1X-22.373Y76.782Z-2.500
N11000G1X-22.439Y76.818Z-2.500
N11010G1X-22.538Y76.849Z-2.500
N11020G1X-22.551Y76.851Z-2.500
N11030G1X-22.593Y76.853Z-2.500
N11040G1X-22.635Y76.851Z-2.500
N11050G1X-22.648Y76.849Z-2.500
N11060G1X-22.747Y76.818Z-2.500
N11070G1X-22.813Y76.782Z-2.500
N11080G1X-22.872Y76.734Z-2.500
N11090G1X-22.921Y76.675Z-2.500
N11100G1X-22.957Y76.609Z-2.500
N11110G1X-22.987Y76.509Z-2.500
N11120G1X-22.989Y76.497Z-2.500
N11130G1X-22.991Y76.455Z-2.500
N11140G1X-22.991Y76.455Z-3.000F600.0
N11150G1X-22.989Y76.412Z-3.000F1800.0
N11160G1X-22.987Y76.400Z-3.000
N11170G1X-22.957Y76.301Z-3.000
N11180G1X-22.921Y76.234Z-3.000
N11190G1X-22.872Y76.176Z-3.000
N11200G1X-22.813Y76.127Z-3.000
N11210G1X-22.747Y76.091Z-3.000
N11220G1X-22.648Y76.060Z-3.000
N11230G1X-22.635Y76.058Z-3.000
N11240G1X-22.593Y76.056Z-3.000
N11250G1X-22.551Y76.058Z-3.000
N11260G1X-22.538Y76.060Z-3.000
N11270G1X-22.439Y76.091Z-3.000
N11280G1X-22.373Y76.127Z-3.000
N11290G1X-22.314Y76.176Z-3.000
N11300G1X-22.265Y76.234Z-3.000
N11310G1X-22.229Y76.301Z-3.000
N11320G1X-22.199Y76.400Z-3.000
N11330G1X-22.197Y76.412Z-3.000
N11340G1X-22.195Y76.455Z-3.000
N11350G1X-22.197Y76.497Z-3.000
N11360G1X-22.199Y76.509Z-3.000
N11370G1X-22.229Y76.609Z-3.000
N11380G1X-22.265Y76.675Z-3.000
N11390G1X-22.314Y76.734Z-3.000
N11400G1X-22.373Y76.782Z-3.000
N11410G1X-22.439Y76.818Z-3.000
N11420G1X-22.538Y76.849Z-3.000
N11430G1X-22.551Y76.851Z-3.000
N11440G1X-22.593Y76.853Z-3.000
N11450G1X-22.635Y76.851Z-3.000
N11460G1X-22.648Y76.849Z-3.000
N11470G1X-22.747Y76.818Z-3.000
N11480G1X-22.813Y76.782Z-3.000
N11490G1X-22.872Y76.734Z-3.000
N11500G1X-22.921Y76.675Z-3.000
N11510G1X-22.957Y76.609Z-3.000
N11520G1X-22.987Y76.509Z-3.000
N11530G1X-22.989Y76.497Z-3.000
N11540G1X-22.991Y76.455Z-3.000
N11550G1X-22.991Y76.455Z-3.500F600.0
N11560G1X-22.989Y76.412Z-3.500F1800.0
N11570G1X-22.987Y76.400Z-3.500
N11580G1X-22.957Y76.301Z-3.500
N11590G1X-22.921Y76.234Z-3.500
N11600G1X-22.872Y76.176Z-3.500
N11610G1X-22.813Y76.127Z-3.500
N11620G1X-22.747Y76.091Z-3.500
N11630G1X-22.648Y76.060Z-3.500
N11640G1X-22.635Y76.058Z-3.500
N11650G1X-22.593Y76.056Z-3.500
N11660G1X-22.551Y76.058Z-3.500
N11670G1X-22.538Y76.060Z-3.500
N11680G1X-22.439Y76.091Z-3.500
N11690G1X-22.373Y76.127Z-3.500
N11700G1X-22.314Y76.176Z-3.500
N11710G1X-22.265Y76.234Z-3.500
N11720G1X-22.229Y76.301Z-3.500
N11730G1X-22.199Y76.400Z-3.500
N11740G1X-22.197Y76.412Z-3.500
N11750G1X-22.195Y76.455Z-3.500
N11760G1X-22.197Y76.497Z-3.500
N11770G1X-22.199Y76.509Z-3.500
N11780G1X-22.229Y76.609Z-3.500
N11790G1X-22.265Y76.675Z-3.500
N11800G1X-22.314Y76.734Z-3.500
N11810G1X-22.373Y76.782Z-3.500
N11820G1X-22.439Y76.818Z-3.500
N11830G1X-22.538Y76.849Z-3.500
N11840G1X-22.551Y76.851Z-3.500
N11850G1X-22.593Y76.853Z-3.500
N11860G1X-22.635Y76.851Z-3.500
N11870G1X-22.648Y76.849Z-3.500
N11880G1X-22.747Y76.818Z-3.500
N11890G1X-22.813Y76.782Z-3.500
N11900G1X-22.872Y76.734Z-3.500
N11910G1X-22.921Y76.675Z-3.500
N11920G1X-22.957Y76.609Z-3.500
N11930G1X-22.987Y76.509Z-3.500
N11940G1X-22.989Y76.497Z-3.500
N11950G1X-22.991Y76.455Z-3.500
N11960G1X-23.091Y76.450Z-3.500
N11970G1X-23.091Y76.450Z-4.000F600.0
N11980G1X-23.089Y76.402Z-4.000F1800.0
N11990G1X-23.085Y76.377Z-4.000
N12000G1X-23.049Y76.261Z-4.000
N12010G1X-23.004Y76.178Z-4.000
N12020G1X-22.943Y76.105Z-4.000
N12030G1X-22.870Y76.044Z-4.000
N12040G1X-22.786Y75.999Z-4.000
N12050G1X-22.670Y75.963Z-4.000
N12060G1X-22.645Y75.959Z-4.000
N12070G1X-22.593Y75.956Z-4.000
N12080G1X-22.541Y75.959Z-4.000
N12090G1X-22.516Y75.963Z-4.000
N12100G1X-22.400Y75.999Z-4.000
N12110G1X-22.316Y76.044Z-4.000
N12120G1X-22.243Y76.105Z-4.000
N12130G1X-22.182Y76.178Z-4.000
N12140G1X-22.137Y76.261Z-4.000
N12150G1X-22.101Y76.377Z-4.000
N12160G1X-22.097Y76.402Z-4.000
N12170G1X-22.094Y76.455Z-4.000
N12180G1X-22.097Y76.507Z-4.000
N12190G1X-22.101Y76.532Z-4.000
N12200G1X-22.137Y76.648Z-4.000
N12210G1X-22.182Y76.731Z-4.000
N12220G1X-22.243Y76.805Z-4.000
N12230G1X-22.316Y76.866Z-4.000
N12240G1X-22.400Y76.911Z-4.000
N12250G1X-22.516Y76.947Z-4.000
N12260G1X-22.541Y76.951Z-4.000
N12270G1X-22.593Y76.953Z-4.000
N12280G1X-22.645Y76.951Z-4.000
N12290G1X-22.670Y76.947Z-4.000
N12300G1X-22.786Y76.911Z-4.000
N12310G1X-22.870Y76.866Z-4.000
N12320G1X-22.943Y76.805Z-4.000
N12330G1X-23.004Y76.731Z-4.000
N12340G1X-23.049Y76.648Z-4.000
N12350G1X-23.085Y76.532Z-4.000
N12360G1X-23.089Y76.507Z-4.000
N12370G1X-23.092Y76.455Z-4.000
N12380G1X-23.091Y76.450Z-4.000
N12390G00X-23.091Y76.450Z3.000
N12400S12000M03
(Profile 3)
()
N12430G00X5.841Y-42.663Z3.000
N12440G00X5.841Y-42.663Z1.000
N12450G1X5.841Y-42.663Z-0.500F600.0
N12460G1X6.574Y-42.558Z-0.500F1800.0
N12470G1X7.252Y-42.498Z-0.500
N12480G1X7.375Y-42.495Z-0.500
N12490G1X7.970Y-42.495Z-0.500
N12500G1X8.099Y-42.499Z-0.500
N12510G1X8.145Y-42.502Z-0.500
N12520G1X8.193Y-42.506Z-0.500
N12530G1X8.749Y-42.578Z-0.500
N12540G1X9.063Y-42.650Z-0.500
N12550G1X9.363Y-42.743Z-0.500
N12560G1X9.660Y-42.864Z-0.500
N12570G1X9.951Y-43.014Z-0.500
N12580G1X10.233Y-43.196Z-0.500
N12590G1X10.509Y-43.415Z-0.500
N12600G1X10.823Y-43.728Z-0.500
N12610G1X11.072Y-44.040Z-0.500
N12620G1X11.460Y-44.592Z-0.500
N12630G1X11.653Y-44.876Z-0.500
N12640G1X11.856Y-45.208Z-0.500
N12650G1X11.966Y-45.407Z-0.500
N12660G1X12.330Y-45.438Z-0.500
N12670G1X13.154Y-45.556Z-0.500
N12680G1X13.974Y-45.726Z-0.500
N12690G1X14.777Y-45.952Z-0.500
N12700G1X15.188Y-46.095Z-0.500
N12710G1X15.602Y-46.257Z-0.500
N12720G1X16.172Y-46.530Z-0.500
N12730G1X16.703Y-46.857Z-0.500
N12740G1X17.180Y-47.227Z-0.500
N12750G1X17.605Y-47.633Z-0.500
N12760G1X17.982Y-48.069Z-0.500
N12770G1X18.315Y-48.528Z-0.500
N12780G1X18.612Y-49.006Z-0.500
N12790G1X18.635Y-49.048Z-0.500
N12800G1X18.684Y-49.056Z-0.500
N12810G1X19.233Y-49.173Z-0.500
N12820G1X19.760Y-49.310Z-0.500
N12830G1X20.244Y-49.460Z-0.500
N12840G1X20.453Y-49.532Z-0.500
N12850G1X20.698Y-49.412Z-0.500
N12860G1X21.149Y-49.287Z-0.500
N12870G1X21.579Y-49.253Z-0.500
N12880G1X22.385Y-49.266Z-0.500
N12890G1X22.629Y-49.282Z-0.500
N12900G1X22.893Y-49.327Z-0.500
N12910G1X23.152Y-49.401Z-0.500
N12920G1X23.401Y-49.503Z-0.500
N12930G1X23.638Y-49.633Z-0.500
N12940G1X23.858Y-49.788Z-0.500
N12950G1X24.059Y-49.965Z-0.500
N12960G1X24.242Y-50.163Z-0.500
N12970G1X24.403Y-50.378Z-0.500
N12980G1X24.542Y-50.608Z-0.500
N12990G1X24.655Y-50.852Z-0.500
N13000G1X24.740Y-51.108Z-0.500
N13010G1X24.796Y-51.372Z-0.500
N13020G1X24.822Y-51.639Z-0.500
N13030G1X24.819Y-51.908Z-0.500
N13040G1X24.793Y-52.137Z-0.500
N13050G1X24.630Y-53.300Z-0.500
N13060G1X24.521Y-54.463Z-0.500
N13070G1X24.451Y-55.656Z-0.500
N13080G1X24.413Y-56.867Z-0.500
N13090G1X24.397Y-59.320Z-0.500
N13100G1X24.402Y-61.720Z-0.500
N13110G1X24.410Y-66.944Z-0.500
N13120G1X24.403Y-69.498Z-0.500
N13130G1X24.408Y-70.762Z-0.500
N13140G1X24.440Y-72.025Z-0.500
N13150G1X24.515Y-74.575Z-0.500
N13160G1X24.558Y-77.130Z-0.500
N13170G1X24.588Y-79.677Z-0.500
N13180G1X24.629Y-82.218Z-0.500
N13190G1X24.844Y-92.458Z-0.500
N13200G1X24.834Y-92.727Z-0.500
N13210G1X24.790Y-93.021Z-0.500
N13220G1X24.711Y-93.306Z-0.500
N13230G1X24.597Y-93.581Z-0.500
N13240G1X24.451Y-93.839Z-0.500
N13250G1X24.275Y-94.077Z-0.500
N13260G1X24.071Y-94.293Z-0.500
N13270G1X23.844Y-94.484Z-0.500
N13280G1X23.580Y-94.660Z-0.500
N13290G1X23.291Y-94.819Z-0.500
N13300G1X22.729Y-95.061Z-0.500
N13310G1X22.139Y-95.246Z-0.500
N13320G1X21.578Y-95.359Z-0.500
N13330G1X21.317Y-95.382Z-0.500
N13340G1X21.064Y-95.379Z-0.500
N13350G1X20.811Y-95.350Z-0.500
N13360G1X20.563Y-95.295Z-0.500
N13370G1X20.322Y-95.213Z-0.500
N13380G1X20.091Y-95.107Z-0.500
N13390G1X19.873Y-94.979Z-0.500
N13400G1X19.704Y-94.855Z-0.500
N13410G1X17.386Y-95.696Z-0.500
N13420G1X17.033Y-96.116Z-0.500
N13430G1X16.803Y-96.358Z-0.500
N13440G1X16.554Y-96.590Z-0.500
N13450G1X16.275Y-96.812Z-0.500
N13460G1X15.962Y-97.014Z-0.500
N13470G1X15.616Y-97.189Z-0.500
N13480G1X15.251Y-97.323Z-0.500
N13490G1X14.725Y-97.466Z-0.500
N13500G1X14.214Y-97.584Z-0.500
N13510G1X13.242Y-97.789Z-0.500
N13520G1X12.789Y-97.884Z-0.500
N13530G1X12.768Y-97.942Z-0.500
N13540G1X12.623Y-98.262Z-0.500
N13550G1X12.461Y-98.570Z-0.500
N13560G1X12.276Y-98.874Z-0.500
N13570G1X12.065Y-99.172Z-0.500
N13580G1X11.827Y-99.465Z-0.500
N13590G1X11.557Y-99.754Z-0.500
N13600G1X11.173Y-100.109Z-0.500
N13610G1X10.762Y-100.431Z-0.500
N13620G1X10.329Y-100.715Z-0.500
N13630G1X9.878Y-100.962Z-0.500
N13640G1X9.411Y-101.172Z-0.500
N13650G1X8.931Y-101.343Z-0.500
N13660G1X8.440Y-101.477Z-0.500
N13670G1X7.942Y-101.574Z-0.500
N13680G1X7.437Y-101.632Z-0.500
N13690G1X6.929Y-101.651Z-0.500
N13700G1X6.421Y-101.633Z-0.500
N13710G1X5.913Y-101.575Z-0.500
N13720G1X5.409Y-101.479Z-0.500
N13730G1X4.912Y-101.343Z-0.500
N13740G1X4.424Y-101.167Z-0.500
N13750G1X3.961Y-100.957Z-0.500
N13760G1X3.532Y-100.736Z-0.500
N13770G1X3.135Y-100.505Z-0.500
N13780G1X2.740Y-100.217Z-0.500
N13790G1X2.345Y-99.857Z-0.500
N13800G1X2.039Y-99.532Z-0.500
N13810G1X1.800Y-99.230Z-0.500
N13820G1X1.590Y-98.898Z-0.500
N13830G1X1.196Y-98.644Z-0.500
N13840G1X0.592Y-98.233Z-0.500
N13850G1X-0.199Y-97.689Z-0.500
N13860G1X-0.982Y-97.112Z-0.500
N13870G1X-1.431Y-96.759Z-0.500
N13880G1X-1.540Y-96.672Z-0.500
N13890G1X-2.900Y-95.491Z-0.500
N13900G1X-3.005Y-95.393Z-0.500
N13910G1X-3.863Y-94.537Z-0.500
N13920G1X-4.192Y-94.186Z-0.500
N13930G1X-4.499Y-93.817Z-0.500
N13940G1X-4.565Y-93.725Z-0.500
N13950G1X-4.678Y-93.760Z-0.500
N13960G1X-5.574Y-94.003Z-0.500
N13970G1X-6.485Y-94.199Z-0.500
N13980G1X-6.957Y-94.274Z-0.500
N13990G1X-7.428Y-94.329Z-0.500
N14000G1X-8.187Y-94.367Z-0.500
N14010G1X-8.531Y-94.384Z-0.500
N14020G1X-8.809Y-94.410Z-0.500
N14030G1X-9.019Y-94.452Z-0.500
N14040G1X-9.283Y-94.469Z-0.500
N14050G1X-9.675Y-94.500Z-0.500
N14060G1X-9.917Y-94.523Z-0.500
N14070G1X-10.251Y-94.527Z-0.500
N14080G1X-10.632Y-94.475Z-0.500
N14090G1X-11.167Y-94.354Z-0.500
N14100G1X-11.405Y-94.286Z-0.500
N14110G1X-11.618Y-94.198Z-0.500
N14120G1X-12.044Y-94.131Z-0.500
N14130G1X-12.107Y-94.120Z-0.500
N14140G1X-13.055Y-93.939Z-0.500
N14150G1X-13.243Y-93.893Z-0.500
N14160G1X-14.235Y-93.602Z-0.500
N14170G1X-14.300Y-93.582Z-0.500
N14180G1X-14.728Y-93.440Z-0.500
N14190G1X-14.849Y-93.430Z-0.500
N14200G1X-15.143Y-93.368Z-0.500
N14210G1X-15.427Y-93.270Z-0.500
N14220G1X-15.544Y-93.212Z-0.500
N14230G1X-15.720Y-93.170Z-0.500
N14240G1X-16.053Y-93.050Z-0.500
N14250G1X-16.607Y-92.773Z-0.500
N14260G1X-16.789Y-92.659Z-0.500
N14270G1X-16.816Y-92.640Z-0.500
N14280G1X-16.985Y-92.585Z-0.500
N14290G1X-17.333Y-92.437Z-0.500
N14300G1X-17.928Y-92.118Z-0.500
N14310G1X-18.462Y-91.774Z-0.500
N14320G1X-18.919Y-91.455Z-0.500
N14330G1X-19.696Y-90.891Z-0.500
N14340G1X-20.466Y-90.306Z-0.500
N14350G1X-20.550Y-90.237Z-0.500
N14360G1X-21.253Y-89.632Z-0.500
N14370G1X-21.314Y-89.578Z-0.500
N14380G1X-21.786Y-89.125Z-0.500
N14390G1X-22.236Y-88.660Z-0.500
N14400G1X-22.667Y-88.185Z-0.500
N14410G1X-23.080Y-87.699Z-0.500
N14420G1X-23.476Y-87.203Z-0.500
N14430G1X-23.862Y-86.692Z-0.500
N14440G1X-24.592Y-85.650Z-0.500
N14450G1X-24.661Y-85.540Z-0.500
N14460G1X-25.622Y-83.903Z-0.500
N14470G1X-25.691Y-83.776Z-0.500
N14480G1X-26.071Y-82.998Z-0.500
N14490G1X-26.518Y-82.030Z-0.500
N14500G1X-26.745Y-81.502Z-0.500
N14510G1X-26.956Y-80.970Z-0.500
N14520G1X-27.143Y-80.445Z-0.500
N14530G1X-27.226Y-80.161Z-0.500
N14540G1X-27.804Y-79.442Z-0.500
N14550G1X-27.899Y-79.314Z-0.500
N14560G1X-28.385Y-78.559Z-0.500
N14570G1X-28.810Y-77.787Z-0.500
N14580G1X-29.174Y-77.001Z-0.500
N14590G1X-29.476Y-76.201Z-0.500
N14600G1X-29.715Y-75.390Z-0.500
N14610G1X-29.886Y-74.580Z-0.500
N14620G1X-29.949Y-74.157Z-0.500
N14630G1X-29.994Y-73.744Z-0.500
N14640G1X-30.023Y-73.329Z-0.500
N14650G1X-30.034Y-72.914Z-0.500
N14660G1X-30.028Y-72.499Z-0.500
N14670G1X-30.005Y-72.085Z-0.500
N14680G1X-29.964Y-71.670Z-0.500
N14690G1X-29.906Y-71.257Z-0.500
N14700G1X-29.830Y-70.845Z-0.500
N14710G1X-29.737Y-70.435Z-0.500
N14720G1X-29.626Y-70.028Z-0.500
N14730G1X-29.497Y-69.622Z-0.500
N14740G1X-29.351Y-69.220Z-0.500
N14750G1X-29.187Y-68.821Z-0.500
N14760G1X-29.005Y-68.425Z-0.500
N14770G1X-28.806Y-68.034Z-0.500
N14780G1X-28.589Y-67.647Z-0.500
N14790G1X-28.354Y-67.264Z-0.500
N14800G1X-28.102Y-66.886Z-0.500
N14810G1X-27.841Y-66.526Z-0.500
N14820G1X-27.799Y-66.469Z-0.500
N14830G1X-27.697Y-66.024Z-0.500
N14840G1X-27.519Y-65.401Z-0.500
N14850G1X-27.489Y-65.307Z-0.500
N14860G1X-26.645Y-62.869Z-0.500
N14870G1X-26.609Y-62.772Z-0.500
N14880G1X-26.335Y-62.133Z-0.500
N14890G1X-26.043Y-61.526Z-0.500
N14900G1X-25.445Y-60.356Z-0.500
N14910G1X-25.097Y-59.730Z-0.500
N14920G1X-24.713Y-59.124Z-0.500
N14930G1X-24.159Y-58.318Z-0.500
N14940G1X-23.575Y-57.531Z-0.500
N14950G1X-22.958Y-56.764Z-0.500
N14960G1X-22.306Y-56.023Z-0.500
N14970G1X-21.616Y-55.312Z-0.500
N14980G1X-20.887Y-54.635Z-0.500
N14990G1X-20.121Y-54.003Z-0.500
N15000G1X-19.713Y-53.696Z-0.500
N15010G1X-19.301Y-53.406Z-0.500
N15020G1X-18.791Y-53.070Z-0.500
N15030G1X-18.197Y-52.701Z-0.500
N15040G1X-17.540Y-52.318Z-0.500
N15050G1X-16.841Y-51.941Z-0.500
N15060G1X-16.120Y-51.588Z-0.500
N15070G1X-15.403Y-51.283Z-0.500
N15080G1X-15.035Y-51.150Z-0.500
N15090G1X-14.676Y-51.037Z-0.500
N15100G1X-14.319Y-50.947Z-0.500
N15110G1X-14.041Y-50.898Z-0.500
N15120G1X-13.142Y-50.671Z-0.500
N15130G1X-12.464Y-50.516Z-0.500
N15140G1X-12.070Y-50.449Z-0.500
N15150G1X-11.716Y-50.417Z-0.500
N15160G1X-11.084Y-50.351Z-0.500
N15170G1X-10.437Y-50.280Z-0.500
N15180G1X-9.752Y-50.226Z-0.500
N15190G1X-9.038Y-50.216Z-0.500
N15200G1X-8.922Y-50.223Z-0.500
N15210G1X-7.712Y-50.317Z-0.500
N15220G1X-7.588Y-50.331Z-0.500
N15230G1X-6.997Y-50.410Z-0.500
N15240G1X-6.395Y-50.497Z-0.500
N15250G1X-5.679Y-50.634Z-0.500
N15260G1X-4.970Y-50.809Z-0.500
N15270G1X-4.493Y-50.952Z-0.500
N15280G1X-4.482Y-50.928Z-0.500
N15290G1X-4.043Y-50.082Z-0.500
N15300G1X-3.576Y-49.303Z-0.500
N15310G1X-3.116Y-48.636Z-0.500
N15320G1X-2.767Y-48.191Z-0.500
N15330G1X-2.397Y-47.762Z-0.500
N15340G1X-2.000Y-47.347Z-0.500
N15350G1X-1.576Y-46.948Z-0.500
N15360G1X-1.125Y-46.572Z-0.500
N15370G1X-0.647Y-46.223Z-0.500
N15380G1X-0.142Y-45.906Z-0.500
N15390G1X-0.053Y-45.860Z-0.500
N15400G1X-0.014Y-45.723Z-0.500
N15410G1X0.113Y-45.396Z-0.500
N15420G1X0.281Y-45.073Z-0.500
N15430G1X0.497Y-44.761Z-0.500
N15440G1X0.762Y-44.470Z-0.500
N15450G1X1.077Y-44.213Z-0.500
N15460G1X1.425Y-44.002Z-0.500
N15470G1X2.074Y-43.705Z-0.500
N15480G1X2.776Y-43.439Z-0.500
N15490G1X3.523Y-43.199Z-0.500
N15500G1X4.296Y-42.987Z-0.500
N15510G1X5.075Y-42.807Z-0.500
N15520G1X5.841Y-42.663Z-0.500
N15530G1X5.841Y-42.663Z-1.000F600.0
N15540G1X6.574Y-42.558Z-1.000F1800.0
N15550G1X7.252Y-42.498Z-1.000
N15560G1X7.375Y-42.495Z-1.000
N15570G1X7.970Y-42.495Z-1.000
N15580G1X8.099Y-42.499Z-1.000
N15590G1X8.145Y-42.502Z-1.000
N15600G1X8.193Y-42.506Z-1.000
N15610G1X8.749Y-42.578Z-1.000
N15620G1X9.063Y-42.650Z-1.000
N15630G1X9.363Y-42.743Z-1.000
N15640G1X9.660Y-42.864Z-1.000
N15650G1X9.951Y-43.014Z-1.000
N15660G1X10.233Y-43.196Z-1.000
N15670G1X10.509Y-43.415Z-1.000
N15680G1X10.823Y-43.728Z-1.000
N15690G1X11.072Y-44.040Z-1.000
N15700G1X11.460Y-44.592Z-1.000
N15710G1X11.653Y-44.876Z-1.000
N15720G1X11.856Y-45.208Z-1.000
N15730G1X11.966Y-45.407Z-1.000
N15740G1X12.330Y-45.438Z-1.000
N15750G1X13.154Y-45.556Z-1.000
N15760G1X13.974Y-45.726Z-1.000
N15770G1X14.777Y-45.952Z-1.000
N15780G1X15.188Y-46.095Z-1.000
N15790G1X15.602Y-46.257Z-1.000
N15800G1X16.172Y-46.530Z-1.000
N15810G1X16.703Y-46.857Z-1.000
N15820G1X17.180Y-47.227Z-1.000
N15830G1X17.605Y-47.633Z-1.000
N15840G1X17.982Y-48.069Z-1.000
N15850G1X18.315Y-48.528Z-1.000
N15860G1X18.612Y-49.006Z-1.000
N15870G1X18.635Y-49.048Z-1.000
N15880G1X18.684Y-49.056Z-1.000
N15890G1X19.233Y-49.173Z-1.000
N15900G1X19.760Y-49.310Z-1.000
N15910G1X20.244Y-49.460Z-1.000
N15920G1X20.453Y-49.532Z-1.000
N15930G1X20.698Y-49.412Z-1.000
N15940G1X21.149Y-49.287Z-1.000
N15950G1X21.579Y-49.253Z-1.000
N15960G1X22.385Y-49.266Z-1.000
N15970G1X22.629Y-49.282Z-1.000
N15980G1X22.893Y-49.327Z-1.000
N15990G1X23.152Y-49.401Z-1.000
N16000G1X23.401Y-49.503Z-1.000
N16010G1X23.638Y-49.633Z-1.000
N16020G1X23.858Y-49.788Z-1.000
N16030G1X24.059Y-49.965Z-1.000
N16040G1X24.242Y-50.163Z-1.000
N16050G1X24.403Y-50.378Z-1.000
N16060G1X24.542Y-50.608Z-1.000
N16070G1X24.655Y-50.852Z-1.000
N16080G1X24.740Y-51.108Z-1.000
N16090G1X24.796Y-51.372Z-1.000
N16100G1X24.822Y-51.639Z-1.000
N16110G1X24.819Y-51.908Z-1.000
N16120G1X24.793Y-52.137Z-1.000
N16130G1X24.630Y-53.300Z-1.000
N16140G1X24.521Y-54.463Z-1.000
N16150G1X24.451Y-55.656Z-1.000
N16160G1X24.413Y-56.867Z-1.000
N16170G1X24.397Y-59.320Z-1.000
N16180G1X24.402Y-61.720Z-1.000
N16190G1X24.410Y-66.944Z-1.000
N16200G1X24.403Y-69.498Z-1.000
N16210G1X24.408Y-70.762Z-1.000
N16220G1X24.440Y-72.025Z-1.000
N16230G1X24.515Y-74.575Z-1.000
N16240G1X24.558Y-77.130Z-1.000
N16250G1X24.588Y-79.677Z-1.000
N16260G1X24.629Y-82.218Z-1.000
N16270G1X24.844Y-92.458Z-1.000
N16280G1X24.834Y-92.727Z-1.000
N16290G1X24.790Y-93.021Z-1.000
N16300G1X24.711Y-93.306Z-1.000
N16310G1X24.597Y-93.581Z-1.000
N16320G1X24.451Y-93.839Z-1.000
N16330G1X24.275Y-94.077Z-1.000
N16340G1X24.071Y-94.293Z-1.000
N16350G1X23.844Y-94.484Z-1.000
N16360G1X23.580Y-94.660Z-1.000
N16370G1X23.291Y-94.819Z-1.000
N16380G1X22.729Y-95.061Z-1.000
N16390G1X22.139Y-95.246Z-1.000
N16400G1X21.578Y-95.359Z-1.000
N16410G1X21.317Y-95.382Z-1.000
N16420G1X21.064Y-95.379Z-1.000
N16430G1X20.811Y-95.350Z-1.000
N16440G1X20.563Y-95.295Z-1.000
N16450G1X20.322Y-95.213Z-1.000
N16460G1X20.091Y-95.107Z-1.000
N16470G1X19.873Y-94.979Z-1.000
N16480G1X19.704Y-94.855Z-1.000
N16490G1X17.386Y-95.696Z-1.000
N16500G1X17.033Y-96.116Z-1.000
N16510G1X16.803Y-96.358Z-1.000
N16520G1X16.554Y-96.590Z-1.000
N16530G1X16.275Y-96.812Z-1.000
N16540G1X15.962Y-97.014Z-1.000
N16550G1X15.616Y-97.189Z-1.000
N16560G1X15.251Y-97.323Z-1.000
N16570G1X14.725Y-97.466Z-1.000
N16580G1X14.214Y-97.584Z-1.000
N16590G1X13.242Y-97.789Z-1.000
N16600G1X12.789Y-97.884Z-1.000
N16610G1X12.768Y-97.942Z-1.000
N16620G1X12.623Y-98.262Z-1.000
N16630G1X12.461Y-98.570Z-1.000
N16640G1X12.276Y-98.874Z-1.000
N16650G1X12.065Y-99.172Z-1.000
N16660G1X11.827Y-99.465Z-1.000
N16670G1X11.557Y-99.754Z-1.000
N16680G1X11.173Y-100.109Z-1.000
N16690G1X10.762Y-100.431Z-1.000
N16700G1X10.329Y-100.715Z-1.000
N16710G1X9.878Y-100.962Z-1.000
N16720G1X9.411Y-101.172Z-1.000
N16730G1X8.931Y-101.343Z-1.000
N16740G1X8.440Y-101.477Z-1.000
N16750G1X7.942Y-101.574Z-1.000
N16760G1X7.437Y-101.632Z-1.000
N16770G1X6.929Y-101.651Z-1.000
N16780G1X6.421Y-101.633Z-1.000
N16790G1X5.913Y-101.575Z-1.000
N16800G1X5.409Y-101.479Z-1.000
N16810G1X4.912Y-101.343Z-1.000
N16820G1X4.424Y-101.167Z-1.000
N16830G1X3.961Y-100.957Z-1.000
N16840G1X3.532Y-100.736Z-1.000
N16850G1X3.135Y-100.505Z-1.000
N16860G1X2.740Y-100.217Z-1.000
N16870G1X2.345Y-99.857Z-1.000
N16880G1X2.039Y-99.532Z-1.000
N16890G1X1.800Y-99.230Z-1.000
N16900G1X1.590Y-98.898Z-1.000
N16910G1X1.196Y-98.644Z-1.000
N16920G1X0.592Y-98.233Z-1.000
N16930G1X-0.199Y-97.689Z-1.000
N16940G1X-0.982Y-97.112Z-1.000
N16950G1X-1.431Y-96.759Z-1.000
N16960G1X-1.540Y-96.672Z-1.000
N16970G1X-2.900Y-95.491Z-1.000
N16980G1X-3.005Y-95.393Z-1.000
N16990G1X-3.863Y-94.537Z-1.000
N17000G1X-4.192Y-94.186Z-1.000
N17010G1X-4.499Y-93.817Z-1.000
N17020G1X-4.565Y-93.725Z-1.000
N17030G1X-4.678Y-93.760Z-1.000
N17040G1X-5.574Y-94.003Z-1.000
N17050G1X-6.485Y-94.199Z-1.000
N17060G1X-6.957Y-94.274Z-1.000
N17070G1X-7.428Y-94.329Z-1.000
N17080G1X-8.187Y-94.367Z-1.000
N17090G1X-8.531Y-94.384Z-1.000
N17100G1X-8.809Y-94.410Z-1.000
N17110G1X-9.019Y-94.452Z-1.000
N17120G1X-9.283Y-94.469Z-1.000
N17130G1X-9.675Y-94.500Z-1.000
N17140G1X-9.917Y-94.523Z-1.000
N17150G1X-10.251Y-94.527Z-1.000
N17160G1X-10.632Y-94.475Z-1.000
N17170G1X-11.167Y-94.354Z-1.000
N17180G1X-11.405Y-94.286Z-1.000
N17190G1X-11.618Y-94.198Z-1.000
N17200G1X-12.044Y-94.131Z-1.000
N17210G1X-12.107Y-94.120Z-1.000
N17220G1X-13.055Y-93.939Z-1.000
N17230G1X-13.243Y-93.893Z-1.000
N17240G1X-14.235Y-93.602Z-1.000
N17250G1X-14.300Y-93.582Z-1.000
N17260G1X-14.728Y-93.440Z-1.000
N17270G1X-14.849Y-93.430Z-1.000
N17280G1X-15.143Y-93.368Z-1.000
N17290G1X-15.427Y-93.270Z-1.000
N17300G1X-15.544Y-93.212Z-1.000
N17310G1X-15.720Y-93.170Z-1.000
N17320G1X-16.053Y-93.050Z-1.000
N17330G1X-16.607Y-92.773Z-1.000
N17340G1X-16.789Y-92.659Z-1.000
N17350G1X-16.816Y-92.640Z-1.000
N17360G1X-16.985Y-92.585Z-1.000
N17370G1X-17.333Y-92.437Z-1.000
N17380G1X-17.928Y-92.118Z-1.000
N17390G1X-18.462Y-91.774Z-1.000
N17400G1X-18.919Y-91.455Z-1.000
N17410G1X-19.696Y-90.891Z-1.000
N17420G1X-20.466Y-90.306Z-1.000
N17430G1X-20.550Y-90.237Z-1.000
N17440G1X-21.253Y-89.632Z-1.000
N17450G1X-21.314Y-89.578Z-1.000
N17460G1X-21.786Y-89.125Z-1.000
N17470G1X-22.236Y-88.660Z-1.000
N17480G1X-22.667Y-88.185Z-1.000
N17490G1X-23.080Y-87.699Z-1.000
N17500G1X-23.476Y-87.203Z-1.000
N17510G1X-23.862Y-86.692Z-1.000
N17520G1X-24.592Y-85.650Z-1.000
N17530G1X-24.661Y-85.540Z-1.000
N17540G1X-25.622Y-83.903Z-1.000
N17550G1X-25.691Y-83.776Z-1.000
N17560G1X-26.071Y-82.998Z-1.000
N17570G1X-26.518Y-82.030Z-1.000
N17580G1X-26.745Y-81.502Z-1.000
N17590G1X-26.956Y-80.970Z-1.000
N17600G1X-27.143Y-80.445Z-1.000
N17610G1X-27.226Y-80.161Z-1.000
N17620G1X-27.804Y-79.442Z-1.000
N17630G1X-27.899Y-79.314Z-1.000
N17640G1X-28.385Y-78.559Z-1.000
N17650G1X-28.810Y-77.787Z-1.000
N17660G1X-29.174Y-77.001Z-1.000
N17670G1X-29.476Y-76.201Z-1.000
N17680G1X-29.715Y-75.390Z-1.000
N17690G1X-29.886Y-74.580Z-1.000
N17700G1X-29.949Y-74.157Z-1.000
N17710G1X-29.994Y-73.744Z-1.000
N17720G1X-30.023Y-73.329Z-1.000
N17730G1X-30.034Y-72.914Z-1.000
N17740G1X-30.028Y-72.499Z-1.000
N17750G1X-30.005Y-72.085Z-1.000
N17760G1X-29.964Y-71.670Z-1.000
N17770G1X-29.906Y-71.257Z-1.000
N17780G1X-29.830Y-70.845Z-1.000
N17790G1X-29.737Y-70.435Z-1.000
N17800G1X-29.626Y-70.028Z-1.000
N17810G1X-29.497Y-69.622Z-1.000
N17820G1X-29.351Y-69.220Z-1.000
N17830G1X-29.187Y-68.821Z-1.000
N17840G1X-29.005Y-68.425Z-1.000
N17850G1X-28.806Y-68.034Z-1.000
N17860G1X-28.589Y-67.647Z-1.000
N17870G1X-28.354Y-67.264Z-1.000
N17880G1X-28.102Y-66.886Z-1.000
N17890G1X-27.841Y-66.526Z-1.000
N17900G1X-27.799Y-66.469Z-1.000
N17910G1X-27.697Y-66.024Z-1.000
N17920G1X-27.519Y-65.401Z-1.000
N17930G1X-27.489Y-65.307Z-1.000
N17940G1X-26.645Y-62.869Z-1.000
N17950G1X-26.609Y-62.772Z-1.000
N17960G1X-26.335Y-62.133Z-1.000
N17970G1X-26.043Y-61.526Z-1.000
N17980G1X-25.445Y-60.356Z-1.000
N17990G1X-25.097Y-59.730Z-1.000
N18000G1X-24.713Y-59.124Z-1.000
N18010G1X-24.159Y-58.318Z-1.000
N18020G1X-23.575Y-57.531Z-1.000
N18030G1X-22.958Y-56.764Z-1.000
N18040G1X-22.306Y-56.023Z-1.000
N18050G1X-21.616Y-55.312Z-1.000
N18060G1X-20.887Y-54.635Z-1.000
N18070G1X-20.121Y-54.003Z-1.000
N18080G1X-19.713Y-53.696Z-1.000
N18090G1X-19.301Y-53.406Z-1.000
N18100G1X-18.791Y-53.070Z-1.000
N18110G1X-18.197Y-52.701Z-1.000
N18120G1X-17.540Y-52.318Z-1.000
N18130G1X-16.841Y-51.941Z-1.000
N18140G1X-16.120Y-51.588Z-1.000
N18150G1X-15.403Y-51.283Z-1.000
N18160G1X-15.035Y-51.150Z-1.000
N18170G1X-14.676Y-51.037Z-1.000
N18180G1X-14.319Y-50.947Z-1.000
N18190G1X-14.041Y-50.898Z-1.000
N18200G1X-13.142Y-50.671Z-1.000
N18210G1X-12.464Y-50.516Z-1.000
N18220G1X-12.070Y-50.449Z-1.000
N18230G1X-11.716Y-50.417Z-1.000
N18240G1X-11.084Y-50.351Z-1.000
N18250G1X-10.437Y-50.280Z-1.000
N18260G1X-9.752Y-50.226Z-1.000
N18270G1X-9.038Y-50.216Z-1.000
N18280G1X-8.922Y-50.223Z-1.000
N18290G1X-7.712Y-50.317Z-1.000
N18300G1X-7.588Y-50.331Z-1.000
N18310G1X-6.997Y-50.410Z-1.000
N18320G1X-6.395Y-50.497Z-1.000
N18330G1X-5.679Y-50.634Z-1.000
N18340G1X-4.970Y-50.809Z-1.000
N18350G1X-4.493Y-50.952Z-1.000
N18360G1X-4.482Y-50.928Z-1.000
N18370G1X-4.043Y-50.082Z-1.000
N18380G1X-3.576Y-49.303Z-1.000
N18390G1X-3.116Y-48.636Z-1.000
N18400G1X-2.767Y-48.191Z-1.000
N18410G1X-2.397Y-47.762Z-1.000
N18420G1X-2.000Y-47.347Z-1.000
N18430G1X-1.576Y-46.948Z-1.000
N18440G1X-1.125Y-46.572Z-1.000
N18450G1X-0.647Y-46.223Z-1.000
N18460G1X-0.142Y-45.906Z-1.000
N18470G1X-0.053Y-45.860Z-1.000
N18480G1X-0.014Y-45.723Z-1.000
N18490G1X0.113Y-45.396Z-1.000
N18500G1X0.281Y-45.073Z-1.000
N18510G1X0.497Y-44.761Z-1.000
N18520G1X0.762Y-44.470Z-1.000
N18530G1X1.077Y-44.213Z-1.000
N18540G1X1.425Y-44.002Z-1.000
N18550G1X2.074Y-43.705Z-1.000
N18560G1X2.776Y-43.439Z-1.000
N18570G1X3.523Y-43.199Z-1.000
N18580G1X4.296Y-42.987Z-1.000
N18590G1X5.075Y-42.807Z-1.000
N18600G1X5.841Y-42.663Z-1.000
N18610G1X5.841Y-42.663Z-1.500F600.0
N18620G1X6.574Y-42.558Z-1.500F1800.0
N18630G1X7.252Y-42.498Z-1.500
N18640G1X7.375Y-42.495Z-1.500
N18650G1X7.970Y-42.495Z-1.500
N18660G1X8.099Y-42.499Z-1.500
N18670G1X8.145Y-42.502Z-1.500
N18680G1X8.193Y-42.506Z-1.500
N18690G1X8.749Y-42.578Z-1.500
N18700G1X9.063Y-42.650Z-1.500
N18710G1X9.363Y-42.743Z-1.500
N18720G1X9.660Y-42.864Z-1.500
N18730G1X9.951Y-43.014Z-1.500
N18740G1X10.233Y-43.196Z-1.500
N18750G1X10.509Y-43.415Z-1.500
N18760G1X10.823Y-43.728Z-1.500
N18770G1X11.072Y-44.040Z-1.500
N18780G1X11.460Y-44.592Z-1.500
N18790G1X11.653Y-44.876Z-1.500
N18800G1X11.856Y-45.208Z-1.500
N18810G1X11.966Y-45.407Z-1.500
N18820G1X12.330Y-45.438Z-1.500
N18830G1X13.154Y-45.556Z-1.500
N18840G1X13.974Y-45.726Z-1.500
N18850G1X14.777Y-45.952Z-1.500
N18860G1X15.188Y-46.095Z-1.500
N18870G1X15.602Y-46.257Z-1.500
N18880G1X16.172Y-46.530Z-1.500
N18890G1X16.703Y-46.857Z-1.500
N18900G1X17.180Y-47.227Z-1.500
N18910G1X17.605Y-47.633Z-1.500
N18920G1X17.982Y-48.069Z-1.500
N18930G1X18.315Y-48.528Z-1.500
N18940G1X18.612Y-49.006Z-1.500
N18950G1X18.635Y-49.048Z-1.500
N18960G1X18.684Y-49.056Z-1.500
N18970G1X19.233Y-49.173Z-1.500
N18980G1X19.760Y-49.310Z-1.500
N18990G1X20.244Y-49.460Z-1.500
N19000G1X20.453Y-49.532Z-1.500
N19010G1X20.698Y-49.412Z-1.500
N19020G1X21.149Y-49.287Z-1.500
N19030G1X21.579Y-49.253Z-1.500
N19040G1X22.385Y-49.266Z-1.500
N19050G1X22.629Y-49.282Z-1.500
N19060G1X22.893Y-49.327Z-1.500
N19070G1X23.152Y-49.401Z-1.500
N19080G1X23.401Y-49.503Z-1.500
N19090G1X23.638Y-49.633Z-1.500
N19100G1X23.858Y-49.788Z-1.500
N19110G1X24.059Y-49.965Z-1.500
N19120G1X24.242Y-50.163Z-1.500
N19130G1X24.403Y-50.378Z-1.500
N19140G1X24.542Y-50.608Z-1.500
N19150G1X24.655Y-50.852Z-1.500
N19160G1X24.740Y-51.108Z-1.500
N19170G1X24.796Y-51.372Z-1.500
N19180G1X24.822Y-51.639Z-1.500
N19190G1X24.819Y-51.908Z-1.500
N19200G1X24.793Y-52.137Z-1.500
N19210G1X24.630Y-53.300Z-1.500
N19220G1X24.521Y-54.463Z-1.500
N19230G1X24.451Y-55.656Z-1.500
N19240G1X24.413Y-56.867Z-1.500
N19250G1X24.397Y-59.320Z-1.500
N19260G1X24.402Y-61.720Z-1.500
N19270G1X24.410Y-66.944Z-1.500
N19280G1X24.403Y-69.498Z-1.500
N19290G1X24.408Y-70.762Z-1.500
N19300G1X24.440Y-72.025Z-1.500
N19310G1X24.515Y-74.575Z-1.500
N19320G1X24.558Y-77.130Z-1.500
N19330G1X24.588Y-79.677Z-1.500
N19340G1X24.629Y-82.218Z-1.500
N19350G1X24.844Y-92.458Z-1.500
N19360G1X24.834Y-92.727Z-1.500
N19370G1X24.790Y-93.021Z-1.500
N19380G1X24.711Y-93.306Z-1.500
N19390G1X24.597Y-93.581Z-1.500
N19400G1X24.451Y-93.839Z-1.500
N19410G1X24.275Y-94.077Z-1.500
N19420G1X24.071Y-94.293Z-1.500
N19430G1X23.844Y-94.484Z-1.500
N19440G1X23.580Y-94.660Z-1.500
N19450G1X23.291Y-94.819Z-1.500
N19460G1X22.729Y-95.061Z-1.500
N19470G1X22.139Y-95.246Z-1.500
N19480G1X21.578Y-95.359Z-1.500
N19490G1X21.317Y-95.382Z-1.500
N19500G1X21.064Y-95.379Z-1.500
N19510G1X20.811Y-95.350Z-1.500
N19520G1X20.563Y-95.295Z-1.500
N19530G1X20.322Y-95.213Z-1.500
N19540G1X20.091Y-95.107Z-1.500
N19550G1X19.873Y-94.979Z-1.500
N19560G1X19.704Y-94.855Z-1.500
N19570G1X17.386Y-95.696Z-1.500
N19580G1X17.033Y-96.116Z-1.500
N19590G1X16.803Y-96.358Z-1.500
N19600G1X16.554Y-96.590Z-1.500
N19610G1X16.275Y-96.812Z-1.500
N19620G1X15.962Y-97.014Z-1.500
N19630G1X15.616Y-97.189Z-1.500
N19640G1X15.251Y-97.323Z-1.500
N19650G1X14.725Y-97.466Z-1.500
N19660G1X14.214Y-97.584Z-1.500
N19670G1X13.242Y-97.789Z-1.500
N19680G1X12.789Y-97.884Z-1.500
N19690G1X12.768Y-97.942Z-1.500
N19700G1X12.623Y-98.262Z-1.500
N19710G1X12.461Y-98.570Z-1.500
N19720G1X12.276Y-98.874Z-1.500
N19730G1X12.065Y-99.172Z-1.500
N19740G1X11.827Y-99.465Z-1.500
N19750G1X11.557Y-99.754Z-1.500
N19760G1X11.173Y-100.109Z-1.500
N19770G1X10.762Y-100.431Z-1.500
N19780G1X10.329Y-100.715Z-1.500
N19790G1X9.878Y-100.962Z-1.500
N19800G1X9.411Y-101.172Z-1.500
N19810G1X8.931Y-101.343Z-1.500
N19820G1X8.440Y-101.477Z-1.500
N19830G1X7.942Y-101.574Z-1.500
N19840G1X7.437Y-101.632Z-1.500
N19850G1X6.929Y-101.651Z-1.500
N19860G1X6.421Y-101.633Z-1.500
N19870G1X5.913Y-101.575Z-1.500
N19880G1X5.409Y-101.479Z-1.500
N19890G1X4.912Y-101.343Z-1.500
N19900G1X4.424Y-101.167Z-1.500
N19910G1X3.961Y-100.957Z-1.500
N19920G1X3.532Y-100.736Z-1.500
N19930G1X3.135Y-100.505Z-1.500
N19940G1X2.740Y-100.217Z-1.500
N19950G1X2.345Y-99.857Z-1.500
N19960G1X2.039Y-99.532Z-1.500
N19970G1X1.800Y-99.230Z-1.500
N19980G1X1.590Y-98.898Z-1.500
N19990G1X1.196Y-98.644Z-1.500
N20000G1X0.592Y-98.233Z-1.500
N20010G1X-0.199Y-97.689Z-1.500
N20020G1X-0.982Y-97.112Z-1.500
N20030G1X-1.431Y-96.759Z-1.500
N20040G1X-1.540Y-96.672Z-1.500
N20050G1X-2.900Y-95.491Z-1.500
N20060G1X-3.005Y-95.393Z-1.500
N20070G1X-3.863Y-94.537Z-1.500
N20080G1X-4.192Y-94.186Z-1.500
N20090G1X-4.499Y-93.817Z-1.500
N20100G1X-4.565Y-93.725Z-1.500
N20110G1X-4.678Y-93.760Z-1.500
N20120G1X-5.574Y-94.003Z-1.500
N20130G1X-6.485Y-94.199Z-1.500
N20140G1X-6.957Y-94.274Z-1.500
N20150G1X-7.428Y-94.329Z-1.500
N20160G1X-8.187Y-94.367Z-1.500
N20170G1X-8.531Y-94.384Z-1.500
N20180G1X-8.809Y-94.410Z-1.500
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 július 12, 11:55
Írta: dezsoe Dátum 2018 július 12, 11:55
Hát, most sem sikerült. A két code KÖZÉ kell beszúrni. Mielőtt elküldöd nyomj egy "Előnézet" gombot!
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2018 július 12, 12:05
Írta: wv07scd6x Dátum 2018 július 12, 12:05
Ilyen az élet! :D
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 július 12, 12:24
Írta: dezsoe Dátum 2018 július 12, 12:24
Nagyobb baj az, hogy a kód vége hiányzik. (Nem fért bele az üzenetbe...) :) Küldd át az adatlapomon levő mail-re.
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2018 július 12, 22:52
Írta: wv07scd6x Dátum 2018 július 12, 22:52
Megtörtént!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 július 13, 08:37
Írta: dezsoe Dátum 2018 július 13, 08:37
Szia!
Lefuttattam a kódot és nálam nem változott a fordulatszám. Dobd át, légy szíves, a profil (.pro) file-t is mail-ben, amit használsz, hátha találok benne valamit. Esetleg egy-két szóban írd le, hogy a főorsó fordulatot hogyan szabályozod. (Milyen kártya, milyen motor, milyen frekiváltó, mi honnan kap jelet stb.)
Lefuttattam a kódot és nálam nem változott a fordulatszám. Dobd át, légy szíves, a profil (.pro) file-t is mail-ben, amit használsz, hátha találok benne valamit. Esetleg egy-két szóban írd le, hogy a főorsó fordulatot hogyan szabályozod. (Milyen kártya, milyen motor, milyen frekiváltó, mi honnan kap jelet stb.)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 július 13, 18:05
Írta: ium8w94xp Dátum 2018 július 13, 18:05
Nekem volt hasonló, de aztán rájöttem, hogy elkötés volt. Nem rémlik mi volt, tán a tápok testje nem volt közösítve(több helyről van 5v-om) emiatt volt, hogy 4,8v ment a frekiváltóra. De elsőre egyből program hibát hittem :) Aztán megvilágosultam :)
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2018 július 13, 20:17
Írta: wv07scd6x Dátum 2018 július 13, 20:17
Üdv!
Én nem tartom valószínűnek, hogy elektromos hiba lenne.
Ez olyan határozott sebességváltás volt, és nem pedig bizonytalan kontaktra utaló dolog. De holnap majd lefuttatom ismét a kódot úgy, hogy a sebességet is a gép vezérli, és akkor kiderül, hogy többszöri ismétlés alkalmával is jelentkezik e. Lehet oszcilloszkópra is teszem a pwm jelet, ha szükségesnek látom.
Én nem tartom valószínűnek, hogy elektromos hiba lenne.
Ez olyan határozott sebességváltás volt, és nem pedig bizonytalan kontaktra utaló dolog. De holnap majd lefuttatom ismét a kódot úgy, hogy a sebességet is a gép vezérli, és akkor kiderül, hogy többszöri ismétlés alkalmával is jelentkezik e. Lehet oszcilloszkópra is teszem a pwm jelet, ha szükségesnek látom.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 július 13, 21:15
Írta: dezsoe Dátum 2018 július 13, 21:15
Szia!
Megnéztem a te profiloddal, UC400-zal, szkóppal. Atomstabilan tartja az 50%-os kitöltést, úgyhogy valami elektronikai probléma lesz.
Nem írtad, hogy konkrétan milyen frekiváltód van, és azt sem, hogy milyen áramkör(ök) vannak az UC400 és közötte. Így nehéz segíteni...
Írtad, hogy külön kell betölteni a profilt. Itt [#t218p5473#] van leírva, hogy hogy csináld. A nem megfelelő (gondolom, a Default) profillal indítva a PWM kimeneted nem lesz negálva, ezért pörög fel a motor. Ha rögtön a megfelelő profillal indítod, akkor jó lesz.
Megnéztem a te profiloddal, UC400-zal, szkóppal. Atomstabilan tartja az 50%-os kitöltést, úgyhogy valami elektronikai probléma lesz.
Nem írtad, hogy konkrétan milyen frekiváltód van, és azt sem, hogy milyen áramkör(ök) vannak az UC400 és közötte. Így nehéz segíteni...
Írtad, hogy külön kell betölteni a profilt. Itt [#t218p5473#] van leírva, hogy hogy csináld. A nem megfelelő (gondolom, a Default) profillal indítva a PWM kimeneted nem lesz negálva, ezért pörög fel a motor. Ha rögtön a megfelelő profillal indítod, akkor jó lesz.
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2018 július 14, 08:49
Írta: wv07scd6x Dátum 2018 július 14, 08:49
Üdv ismét!
A helyzet az, hogy ismét lefuttattam a kódot. Most viszont azt kell mondjam tanácstalan vagyok, mert nekem is gond nélkül lefutott.
Az elektromos részletekbe meg azért is nem akartam belefolyni, mert ez egy kínai áramköri lap csak ami a frekvenciaváltó szerepét tölti be. Programoztam már sokféle invertert, de ezt nagyon nem sorolnám azok közé. :) Egyébként azt a funkciót betölti megfelelően amit kell. Mozgattam a csatlakozásokat is, hogy hátha jelentkezik valami, de semmi.
Ez a vezérlő: (https://www.google.hu/url?sa=i&source=images&cd=&cad=rja&uact=8&ved=2ahUKEwjU5bnY_53cAhUDKVAKHYzzDH4QjRx6BAgBEAU&url=https%3A%2F%2Fwww.ebay.com%2Fitm%2FUSB-3040-CNC-Router-4-Axis-Engraver-Engraving-800W-VFD-Machine-MACH3-Handwheel-%2F132442624945&psig=AOvVaw1t6ysCzHscNZWPfxJgvX_4&ust=1531637261846928)
A helyzet az, hogy ismét lefuttattam a kódot. Most viszont azt kell mondjam tanácstalan vagyok, mert nekem is gond nélkül lefutott.
Az elektromos részletekbe meg azért is nem akartam belefolyni, mert ez egy kínai áramköri lap csak ami a frekvenciaváltó szerepét tölti be. Programoztam már sokféle invertert, de ezt nagyon nem sorolnám azok közé. :) Egyébként azt a funkciót betölti megfelelően amit kell. Mozgattam a csatlakozásokat is, hogy hátha jelentkezik valami, de semmi.
Ez a vezérlő: (https://www.google.hu/url?sa=i&source=images&cd=&cad=rja&uact=8&ved=2ahUKEwjU5bnY_53cAhUDKVAKHYzzDH4QjRx6BAgBEAU&url=https%3A%2F%2Fwww.ebay.com%2Fitm%2FUSB-3040-CNC-Router-4-Axis-Engraver-Engraving-800W-VFD-Machine-MACH3-Handwheel-%2F132442624945&psig=AOvVaw1t6ysCzHscNZWPfxJgvX_4&ust=1531637261846928)
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2018 július 14, 08:54
Írta: wv07scd6x Dátum 2018 július 14, 08:54
Úgy látszik ez sem sikerült elsőre. :)
(https://hobbicncforum.hu/uploaded_images/2018/07/tn_zutpvudqajk4p7q85im27_5048.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/zutpvudqajk4p7q85im27_5048.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/07/tn_zutpvudqajk4p7q85im27_5048.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/zutpvudqajk4p7q85im27_5048.jpg)
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2018 július 16, 11:04
Írta: wv07scd6x Dátum 2018 július 16, 11:04
Ezt a profil név trükközést már régebben elvégeztem, gondolom akkor a program frissítése miatt veszett el. Viszont ha már létezik benne ilyen profil opció, akkor miért nem magától érthetőd dolog az, hogyha azt valaki egyszer kiválasztja, akkor legközelebb is azt szeretné, hogy a program azzal induljon el. Miért van erre az egész trükközésre szükség? És ha már ilyen bizonytalan a helyzet, akkor miért nem jelenik meg mondjuk egy központi helyen, például a fajlécen zárójeles információként az aktuális profil? Miért akkor jön rá az ember csak hogy rossz a profil amikor dolgozna a gépével? Az én szubjektív megítélésem szerint ez egy súlyos hiba! De ejtsünk néhány szót az "AutoLevelerCA" plugin -ról is. Amikor a "File Open" -re megyek, akkor bejön egy ablak ahol a fájlt ki tudom választani ami alapján dolgoznék, és ahogy ott az ablakban ahogy nyilakkal navigálok, úgy közben a gép is mozog. Ezt sem épp a normális kategóriába sorolnám. Másrészről meg valaki elmondhatná mi a helyes procedúra a használatára, mert nagyon idegesítő volt egy tucatszor elindítani, mert negyedik vagy ötödik mérőpontnál hibával megállt. Mintha akkor aktív lett volna a "Probe" amikor nem kellene, pedig hozzá sem ért a felülethez. Inkább fel is adtam. Tudom tudom! Ilyen kor is jön a válasz, hogy egészen biztos valami kontakt probléma van a gépemen!
Én lépéseim a következőek voltak. Először megkerestem az anyagot a "GOTO ZERO" mellett balról lévő gombbal. Aztán idítottam a folyamatot a "CYCLE START" gombbal. Az is valahogy így kezdi a folyamatot, majd aztán megáll. Ismételt megnyomása után elkezdi feltérképezni az összes mérőpontot, ami amint már írtam is, csak részben sikerül.
Ez így nekem sok volt egyszerre.
Én lépéseim a következőek voltak. Először megkerestem az anyagot a "GOTO ZERO" mellett balról lévő gombbal. Aztán idítottam a folyamatot a "CYCLE START" gombbal. Az is valahogy így kezdi a folyamatot, majd aztán megáll. Ismételt megnyomása után elkezdi feltérképezni az összes mérőpontot, ami amint már írtam is, csak részben sikerül.
Ez így nekem sok volt egyszerre.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 július 16, 11:30
Írta: dezsoe Dátum 2018 július 16, 11:30
No, akkor menjünk végig sorban.
A program frissítéskor csak azt az ikont írja felül, ami telepítéskor felkerült. Tehát, ha csinálsz egy másolatot, pl. "CNC gép" néven, akkor azt az ikont nem fogja bántani, csak az "UCCNC" és az "UCCNCplasma" nevűeket. A program egyértelműen azzal a profillal indul, ami oda van neki írva. Ha nincs odaírva semmi, akkor a Default profillal indul. A helyzet egyáltalán nem bizonytalan. (Nálam pl. 46 verzió van fent, mindegyikben 11 profillal. Mindig az indul, amire kattintok.) A fejlécben valóban nincs kiírva a profil. Cserébe a képernyő alján szép nagy betűkkel ott van, lásd a mellékelt képet.
Az AutoLevelerCA plugin készítője egy bizonyos Cahit Ates, aki felajánlotta, hogy bárki használhatja a programját, így belekerült a telepítőbe. Ezzel a pluginnal kapcsolatban tőle kérdezz, nála reklamálj. Hogy ne kelljen keresned, ezen a listán (http://www.forum.cncdrive.com/viewtopic.php?f=14&t=371&sid=93cce4d256047d2934e88076ac95da20) és ezen a másik listán (https://www.cnczone.com/forums/uccnc-control-software/304182-pcb-autoleveler-plugin-uccnc.html) tudod vele felvenni a kapcsolatot.
A G31 utasítás azzal kezdi, hogy megnézi a probe bemenetet. Ha az aktív, akkor kapsz hibaüzenetet. Akár hiszed, akár nem: ez csak akkor írja ki a hibaüzenetet, ha a probe bemenet aktív.
(https://hobbicncforum.hu/uploaded_images/2018/07/tn_tn7n2bhq8n3vy4kikd0_3977.png) (https://hobbicncforum.hu/uploaded_images/2018/07/tn7n2bhq8n3vy4kikd0_3977.png)
A program frissítéskor csak azt az ikont írja felül, ami telepítéskor felkerült. Tehát, ha csinálsz egy másolatot, pl. "CNC gép" néven, akkor azt az ikont nem fogja bántani, csak az "UCCNC" és az "UCCNCplasma" nevűeket. A program egyértelműen azzal a profillal indul, ami oda van neki írva. Ha nincs odaírva semmi, akkor a Default profillal indul. A helyzet egyáltalán nem bizonytalan. (Nálam pl. 46 verzió van fent, mindegyikben 11 profillal. Mindig az indul, amire kattintok.) A fejlécben valóban nincs kiírva a profil. Cserébe a képernyő alján szép nagy betűkkel ott van, lásd a mellékelt képet.
Az AutoLevelerCA plugin készítője egy bizonyos Cahit Ates, aki felajánlotta, hogy bárki használhatja a programját, így belekerült a telepítőbe. Ezzel a pluginnal kapcsolatban tőle kérdezz, nála reklamálj. Hogy ne kelljen keresned, ezen a listán (http://www.forum.cncdrive.com/viewtopic.php?f=14&t=371&sid=93cce4d256047d2934e88076ac95da20) és ezen a másik listán (https://www.cnczone.com/forums/uccnc-control-software/304182-pcb-autoleveler-plugin-uccnc.html) tudod vele felvenni a kapcsolatot.
A G31 utasítás azzal kezdi, hogy megnézi a probe bemenetet. Ha az aktív, akkor kapsz hibaüzenetet. Akár hiszed, akár nem: ez csak akkor írja ki a hibaüzenetet, ha a probe bemenet aktív.
(https://hobbicncforum.hu/uploaded_images/2018/07/tn_tn7n2bhq8n3vy4kikd0_3977.png) (https://hobbicncforum.hu/uploaded_images/2018/07/tn7n2bhq8n3vy4kikd0_3977.png)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 július 16, 12:01
Írta: ium8w94xp Dátum 2018 július 16, 12:01
Szerintem teljesen jól van megoldva minden, ami számodra hiba. Lehet, hogy neked az elején fura vagy nem megszokott, de kíváncsi lennék a több tízezer felhasználóból, hogy kinek okoz ez problémát. Az autolevelert az imént említett úr fejlesztette. Nem tudok róla, hogy lenne most benne hiba. De nagyon rendes ember, nyugodtan jelezz neki, ha gondod van vele. Bár imént említették a menetét, hogy miért ír ilyen hibát(aktív a bemeneted). Majd belejössz :) De olcsóért átveszem a cuccod, ha máris feladnád :)
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2018 július 16, 14:01
Írta: wv07scd6x Dátum 2018 július 16, 14:01
Oké, való igaz, lehet túl sokat foglalkoztam már PLC-vel, mikrovezérlőkkel, és más egyéb programokkal, és ezek miatt számomra a profil fogalma mást jelent mint itt jelen értelmezésben. Én a mindent lefedő lényeges információkat a fejlécen helyezem el. Való igaz az is, hogy nem voltam elég körültekintő, és a saját tapasztalataimból kialakult logikám szerint közelítettem meg a dolgot, mikor a profilt nem vettem észre. Vagy mert kissé felhúztam magam. Az meg, hogy közben mozog a gép, miközben a fájlok között navigálok, már nem hinném, hogy az AutoLeveler hibája. Az AutoLeveler szépen fut. csak valahonnan valamiért azt az információt kapja, hogy tapintás folyamat kezdetén már aktív a "Probe", amikor hozzá sem ér a felülethez. A diagnosztika ablakban többször teszteltem, hogy rendben működik e, és mindahányszor teszteltem, teljesen jónak mutatta magát. Mindig ugyanannál a mérési pontnál állt meg a dolog. És hangsúlyozom, hogy nem ért hozzá a felülethez! Nem lehet az, hogy érintés folyamat alatt túl hamar találkozik az érintendő felülettel, akkor is előállhat ez a hiba? Mert a távolság milliméter alatt volt tapintás kezdete előtt. Elnézést, hogy ideges tudok lenni, ha nem úgy működnek a dolgok ahogy az én megítélésem szerint kéne. Sok ipari géppel találkoztam már. Úgy érzem már mondhatom azt hogy nem vagyok amatőr. Kicsit zavar mikor azonnal bennem keresik a hibát, és nem fontolják meg a lehetőségét annak, hogy lehet probléma valós is.
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2018 július 16, 14:22
Írta: wv07scd6x Dátum 2018 július 16, 14:22
Exup!
Nekem az a tapasztalatom, hogy sokakban fel sem merül az a dolog, hogy valami rendellenesen működik. Azt hiszik az a kis kényelmetlenség része a történetnek, és meg kell tanulni vele együtt élni. az csak egy sajátossága a programnak. Én meg úgy gondolom, hogy érdemes lehet foglalkozni a problémákkal ha ezzel valamit jobbá tehetünk. Nemrégiben leveleztem a Kínaiakkal egy ipari WIFI-ben talált hiba miatt. Pedig azt is már sokan megvásárolták. :) És mégis nekem kellett leleveleznem velük, hogy valami nem oké. És végre elismerték, hogy igen, valóban van baj, és a hónap végére javítják. Meg egy PLC fejlesztőkörnyezettel is ilyen procedúrát jártam egy Amerikai cégnél. És volt értelme? Igen volt! mert kijavították, és azzal a problémával már nem kell bajlódnom.
Nekem az a tapasztalatom, hogy sokakban fel sem merül az a dolog, hogy valami rendellenesen működik. Azt hiszik az a kis kényelmetlenség része a történetnek, és meg kell tanulni vele együtt élni. az csak egy sajátossága a programnak. Én meg úgy gondolom, hogy érdemes lehet foglalkozni a problémákkal ha ezzel valamit jobbá tehetünk. Nemrégiben leveleztem a Kínaiakkal egy ipari WIFI-ben talált hiba miatt. Pedig azt is már sokan megvásárolták. :) És mégis nekem kellett leleveleznem velük, hogy valami nem oké. És végre elismerték, hogy igen, valóban van baj, és a hónap végére javítják. Meg egy PLC fejlesztőkörnyezettel is ilyen procedúrát jártam egy Amerikai cégnél. És volt értelme? Igen volt! mert kijavították, és azzal a problémával már nem kell bajlódnom.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 július 16, 14:26
Írta: ium8w94xp Dátum 2018 július 16, 14:26
Felesleges felhúznod magad. Az autoleveler pluginnak van egy setting menüje. Elvileg ott betudod állítani a különböző dolgokat. Mondjuk ott nem lehet tizedest megadni, emiatt nem értem neked miért van miliméteren belül a tárgy alapból. Bátor vagy. Én eleve a tárgytól 2-3mm magasból kezdem és ott nullázom. Az hogy a pluginban a nyilak kihatnak a gépre az nem tudom kinek a dolga, de szerintem a plugin fejlesztőjének. Szólok majd ma neki.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2018 július 16, 14:30
Írta: zt2c4wh9 Dátum 2018 július 16, 14:30
A probe active hibaüzenetet nem az autoleveler plugin adja, hanem az UCCNC. A hibaüzenet akkor keletkezik, ha a G31 bemérés kód meghívásakor a probe bemenet aktív.
Ha nem adna hibaüzenetet, akkor nem lenne pontos mérés, hiszen ez azt jelenti, hogy a probe indulásakor is már érinti vagy esetleg nyomja is a munkadarabot.
A hiba oka kétféle szokott lenni:
1.) A probe prellezik, vagyis nem kapcsol tisztán. A probe visszaemelés rövid és gyors és emiatt még nem kerül inaktív állapotba a probe amikor a következő probe mérés már megtörténik.
Ugyanez a gond történik ha a probe egy lassú optocsatolón van bekötve aminek a bemerések közt eltelt időnél lassabban kapcsol.
2.) A gép remeg, a probe hibásan ezt aktiválásnak érzékeli.
Az UCCNC-ben nagyon ki van hegyezve a G31 a lehető legnagyobb várakozásmentes sebességre, ezért a fenti 1. problémák esetén érdemes megpróbálni hosszabb kiemelést programozni...
Ha nem adna hibaüzenetet, akkor nem lenne pontos mérés, hiszen ez azt jelenti, hogy a probe indulásakor is már érinti vagy esetleg nyomja is a munkadarabot.
A hiba oka kétféle szokott lenni:
1.) A probe prellezik, vagyis nem kapcsol tisztán. A probe visszaemelés rövid és gyors és emiatt még nem kerül inaktív állapotba a probe amikor a következő probe mérés már megtörténik.
Ugyanez a gond történik ha a probe egy lassú optocsatolón van bekötve aminek a bemerések közt eltelt időnél lassabban kapcsol.
2.) A gép remeg, a probe hibásan ezt aktiválásnak érzékeli.
Az UCCNC-ben nagyon ki van hegyezve a G31 a lehető legnagyobb várakozásmentes sebességre, ezért a fenti 1. problémák esetén érdemes megpróbálni hosszabb kiemelést programozni...
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2018 július 16, 14:33
Írta: zt2c4wh9 Dátum 2018 július 16, 14:33
"Nekem az a tapasztalatom, hogy sokakban fel sem merül az a dolog, hogy valami rendellenesen működik. Azt hiszik az a kis kényelmetlenség része a történetnek, és meg kell tanulni vele együtt élni. az csak egy sajátossága a programnak."
Éppen fordítva van. Általában azt hiszik az emberek, ha valami nem úgy működik ahogy ők gondolják, hogy ez programhiba és ezt jelzik is nekünk. 99.9%-ban pedig beszokott bizonyosodni, hogy a hiba nem a programban van, hanem vagy félreértették, hogy hogyan működik, vagy a gép más elemeiben van a hiba.
Éppen fordítva van. Általában azt hiszik az emberek, ha valami nem úgy működik ahogy ők gondolják, hogy ez programhiba és ezt jelzik is nekünk. 99.9%-ban pedig beszokott bizonyosodni, hogy a hiba nem a programban van, hanem vagy félreértették, hogy hogyan működik, vagy a gép más elemeiben van a hiba.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 július 16, 14:38
Írta: ium8w94xp Dátum 2018 július 16, 14:38
Nekem spec fel sem tűnt, mivel nem nyomkodom a nyilakat file behívásánál(se). Jól teszed, ha jelzed az észrevételeket. Csak előzőleg elmondták, hogy az spec nem az itteni programhoz tartozik. Bárki írhat hozzá plugint, ezt meg is tették sokan pl Cahit Ates is. Neki kell jelezni, ha problémát találsz abban a plugin-ban. A profile file nevét én mellesleg sose néztem hova írja ki, hisz az asztalomon eleve van egy eredeti progi indító és a sajátom, saját névvel. Mivel állandóan a sajátom indítom és nincs ötven profile file-om, ezért sose izgatott melyik fut épp(hisz csak az az egy futhat:))
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 július 16, 14:57
Írta: dezsoe Dátum 2018 július 16, 14:57
Én is billentyűzet-párti vagyok, úgyhogy megértem a problémádat a nyilakkal. Ha a plugin nem kezeli le, hogy letiltsa a jog gombokat, akkor történik ilyen. Szólni kell Cahit-nak (vagy megnézni, hogy nincs-e újabb verzió, amiben már javítva van).
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 július 16, 14:58
Írta: ium8w94xp Dátum 2018 július 16, 14:58
Már szóltam neki.
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2018 július 16, 16:20
Írta: wv07scd6x Dátum 2018 július 16, 16:20
Jelenleg még nincs külön tapintóm. Ezt úgy oldom meg mikor egy sík felületet kell feltérképezni, hogy egy szerszám hossz bemérőt helyezek a felületre, egy csipeszt a szerszámra, és tolom a mérőpontokra a szerszámbemérőt, stabilan a felületre szorítva, kínosan ügyelve arra hogy meg ne mozduljon, hogy én idézzem elő a hibát. Amint már említettem, mindig ugyanannál a mérőpontnál állt ki hibával. Nem lehetek olyan szerencsésen ügyetlen sem, hogy épp pont ugyanazon a mérőponton lököm neki mindig a szerszámnak. :)
Én a beállításokat alapértelmezetten hagytam, nem is volt célom hogy emeljem a mérés kezdeti magasságát, mert azzal csak a mérési időt növelem. Nem tartom kizártnak így utólag belegondolva, hogy ez okozhatja a problémámat. Viszonylag sík volt a felület, és nem tartottam attól, hogy lesznek olyan kiemelkedő területek, ahol a mérés kezdeti pozíciója, és a felölet között ne férne el a szerszámbemérő.
Én a beállításokat alapértelmezetten hagytam, nem is volt célom hogy emeljem a mérés kezdeti magasságát, mert azzal csak a mérési időt növelem. Nem tartom kizártnak így utólag belegondolva, hogy ez okozhatja a problémámat. Viszonylag sík volt a felület, és nem tartottam attól, hogy lesznek olyan kiemelkedő területek, ahol a mérés kezdeti pozíciója, és a felölet között ne férne el a szerszámbemérő.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 július 16, 16:33
Írta: dezsoe Dátum 2018 július 16, 16:33
Pont az idő miatt érdemes esetleg kipróbálni a magasabb kiemelést, hogy ne kelljen kapkodni. Ha nem jobb, akkor küldd át a generált kódot és megnézem, hogy nálam mit csinál. (AutoLevelerCA.ACA néven menti az UCCNC mappájába, ha minden igaz.)
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2018 július 16, 16:47
Írta: wv07scd6x Dátum 2018 július 16, 16:47
Én azért problémáztam a profilon, mert én szentül meg voltam róla győződve az elején, hogy csak betöltöm és ezzel le van tudva a dolog. Ha majd lesz egy másik gépem is amivel használni szeretném, akkor majd azét töltöm be. Tehát amíg profilt nem váltok, addig a legutóbbi betöltött profilom lesz aktív minden induláskor. A napokban volt egy kis megnyitom bezárom játékom a programmal. Háromszor is megjátszottam mire rájöttem, hogy mi szórakozik velem. Én a saját profilomban engedélyeztem az "AutoLeveler" -t , de a "default" profilomban ez nem volt engedélyezve, és mivel a program "default" módban indult, és csak utána töltöttem be a saját profilomat, ezért a program indulásakor a plugin nem töltődött be, tehát használni sem bírtam. A megoldás az volt, hogy a "default" profilt is úgy mentettem el, hogy benne engedélyezve legyen. Ekkor még nem egészítettem ki a parancsikont a profilnévvel.
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2018 július 16, 16:58
Írta: wv07scd6x Dátum 2018 július 16, 16:58
Elküldtem!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 július 16, 17:06
Írta: dezsoe Dátum 2018 július 16, 17:06
Megjött, köszi. Még nem tudom, hogy próbálom ki, mert nagyobb, mint a gépem... :) De megoldom. Holnap (vagy ha lesz időm, akkor este) megnézem és visszaszólok.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 július 18, 14:27
Írta: ium8w94xp Dátum 2018 július 18, 14:27
Csaba, mi ez a sok frissítés?
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 július 18, 14:30
Írta: ium8w94xp Dátum 2018 július 18, 14:30
Már látom...az nem teszt, hanem korábbi végleges :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 július 18, 14:37
Írta: dezsoe Dátum 2018 július 18, 14:37
[#eljen] :)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 július 18, 15:29
Írta: ium8w94xp Dátum 2018 július 18, 15:29
De azért had kérdezzek. Abban a "új" verzióban a 21-es sorozatból semmi nincs még benne? tehát 64bit..stb? Tehát hogyan kell értelmezni?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 július 18, 16:11
Írta: dezsoe Dátum 2018 július 18, 16:11
Nincs. A 2047 és a 2048 között pontosan az a különbség, ami oda van írva. :) Mivel elkészült az új távirányító, az UCR201 (http://cncdrive.com/UCR201.html), annak a kezelőprogramja került bele. És ha már az új kiadás készült, akkor még belefért az OSK új változata, amivel a 2106 kiadásához éppen elkészültem, így az is frissült.
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2018 július 18, 18:37
Írta: gaben Dátum 2018 július 18, 18:37
A régi távirányító is tetszett, de az új típusnál az ipari enkóder kerék biztos jobban használható, ill. pár egyedi funkciógomb szintén hatalmas ötlet.
Hab a tortán, hogy az E-stop gomb is normál méretben található meg rajta, szóval le a kalappal. [#eljen]
Asszem írok a Jézuskának, csak a másikat számítsa bele. [#vigyor]
(https://hobbicncforum.hu/uploaded_images/2018/07/tn_xj57gmhw7s22kyct2m6k_4447.gif) (https://hobbicncforum.hu/uploaded_images/2018/07/xj57gmhw7s22kyct2m6k_4447.gif)
Hab a tortán, hogy az E-stop gomb is normál méretben található meg rajta, szóval le a kalappal. [#eljen]
Asszem írok a Jézuskának, csak a másikat számítsa bele. [#vigyor]
(https://hobbicncforum.hu/uploaded_images/2018/07/tn_xj57gmhw7s22kyct2m6k_4447.gif) (https://hobbicncforum.hu/uploaded_images/2018/07/xj57gmhw7s22kyct2m6k_4447.gif)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 július 18, 18:55
Írta: ium8w94xp Dátum 2018 július 18, 18:55
Jó lesz a régi a Jézuskádnak....majd a sok ajándék gyártásnál hasznát veheti a réginek :)
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2018 július 22, 16:23
Írta: frob Dátum 2018 július 22, 16:23
Sziasztok
állítgatom be az uccnc-t UC400 panelkát és vele egy mach3 breakout boardot használva
elakadtam a pwm kimenettel ha lehúzom a dsub25 -ös csatit akkor frankón nulla a jelszint de ha rárakom akkor meg 10V jön ki belőle
elvileg az 1-es lábon kellene hogy meglegyen a pwm jel.. amit be is állítottam
és ha minden igaz a (mivel az irány nincs bekötve) bármelyik spindle gombot megnyomva indulnia kellene
no de ahogy fentebb írtam fix 10 v jön ki...
valami ötlet, mit tolhatok el? [#nemtudom]
R.
állítgatom be az uccnc-t UC400 panelkát és vele egy mach3 breakout boardot használva
elakadtam a pwm kimenettel ha lehúzom a dsub25 -ös csatit akkor frankón nulla a jelszint de ha rárakom akkor meg 10V jön ki belőle
elvileg az 1-es lábon kellene hogy meglegyen a pwm jel.. amit be is állítottam
és ha minden igaz a (mivel az irány nincs bekötve) bármelyik spindle gombot megnyomva indulnia kellene
no de ahogy fentebb írtam fix 10 v jön ki...
valami ötlet, mit tolhatok el? [#nemtudom]
R.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2018 július 22, 19:12
Írta: frob Dátum 2018 július 22, 19:12
Eddig nem sikerült életet lehelni bele...
Közben próbálkoztam modbus pluginnal , amit találtam a neten, persze azzal sem megy... remélem valaki tud benne segíteni..
R.
Közben próbálkoztam modbus pluginnal , amit találtam a neten, persze azzal sem megy... remélem valaki tud benne segíteni..
R.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 július 22, 19:27
Írta: dezsoe Dátum 2018 július 22, 19:27
Szia!
Nem ismerem a Mach3 kártyát, de a jelenség alapján gyanús, hogy negált jelet vár. A PWM kimeneten próbáltad az Active low pipát? Ha állítod a segességet, akkor csökken a kimeneten a feszültség?
Nem ismerem a Mach3 kártyát, de a jelenség alapján gyanús, hogy negált jelet vár. A PWM kimeneten próbáltad az Active low pipát? Ha állítod a segességet, akkor csökken a kimeneten a feszültség?
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2018 július 22, 20:47
Írta: frob Dátum 2018 július 22, 20:47
ilyen csodáról van szó (https://www.aliexpress.com/item/5-Axis-CNC-Interface-Adapter-Breakout-Board-For-Stepper-Motor-Driver-Mach3-USB-Cable-mach3-CNC/32657713046.html)
végül is azt nem próbáltam hogy negálva kiad e valamit, de eleve PWM jelet vár azon a lábon... egyébként nem csökken a feszültség
holnap majd megnézem szkóppal, egyáltalán jön e ki valami
esetleg a pluginnal kapcsolatban tudsz mondani valamit?
holnap megpróbálom ezt
Hunayang VFD plugin (https://www.cnczone.com/forums/attachment.php?attachmentid=346212&d=1484095704)
elvileg működnie kellene, de ahogy látom már változtatott rajta az ember a videóban bemutatotthoz képest...
végül is azt nem próbáltam hogy negálva kiad e valamit, de eleve PWM jelet vár azon a lábon... egyébként nem csökken a feszültség
holnap majd megnézem szkóppal, egyáltalán jön e ki valami
esetleg a pluginnal kapcsolatban tudsz mondani valamit?
holnap megpróbálom ezt
Hunayang VFD plugin (https://www.cnczone.com/forums/attachment.php?attachmentid=346212&d=1484095704)
elvileg működnie kellene, de ahogy látom már változtatott rajta az ember a videóban bemutatotthoz képest...
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 július 22, 21:53
Írta: dezsoe Dátum 2018 július 22, 21:53
A PWM jelnél igen lényeges, hogy negálod-e: pl. 10%-os kitöltésből negálva 90%-os lesz. Még izgalmasabb a skála két vége, hiszen 0%-nál nincs kimenő jel, míg 100%-nál folyamatos. Ha ezt negálod, akkor rögtön megkapod a 10V helyett a 0V-ot és vice versa.
A plugint folyamatosan fejlesztik, midig a legfrissebbet érdemes használni. Emlékeim szerint egy leírást is találsz hozzá a letöltésben. Sokan használják, és működik, ha jól van beállítva a plugin és a frekiváltó.
A plugint folyamatosan fejlesztik, midig a legfrissebbet érdemes használni. Emlékeim szerint egy leírást is találsz hozzá a letöltésben. Sokan használják, és működik, ha jól van beállítva a plugin és a frekiváltó.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2018 július 23, 07:04
Írta: frob Dátum 2018 július 23, 07:04
Probléma az hogy nem változott
legalább is a műszerrel amivel mértem, nem volt változás
A plugint akkor próbálom, esetleg tudsz helyet ahonnan a legfrissebb elérhető?
legalább is a műszerrel amivel mértem, nem volt változás
A plugint akkor próbálom, esetleg tudsz helyet ahonnan a legfrissebb elérhető?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 július 23, 10:55
Írta: dezsoe Dátum 2018 július 23, 10:55
Nem tudom, hogy van-e szkópod. Ha van, akkor vizsgáld az 1-es lábat, hogy mi jelenik meg rajta, ha változtatod a fordulatszámot. Ha nincs, akkor köss rá egy LED-et 330-470 ohmos ellenállással, változnia kell a fényerőnek. (Nem a PWM kimenetre, hanem a sorkapocsra kivitt P1-re!) Ha nem jó, akkor gyanús, hogy a kártya nincs a helyzet magaslatán. Esetleg, ellenőrizheted az UC400 1-es lábán (a kártya nélkül), testet a 18..25-ös lábon találsz hozzá.
Jó helyen nézted. Ez az egyik fórum (https://www.cnczone.com/forums/uccnc-control-software/321354-huanyang-vfd-macro-plugin.html), ez pedig a másik (http://www.forum.cncdrive.com/viewtopic.php?f=14&t=432), ahol a fejlesztő is írogat. Az a verzió, amit linkeltél, szerintem a legrégebbi. Ha jól emlékszem, akkor 12-es a legfrissebb, de nézd át a két linket.
Jó helyen nézted. Ez az egyik fórum (https://www.cnczone.com/forums/uccnc-control-software/321354-huanyang-vfd-macro-plugin.html), ez pedig a másik (http://www.forum.cncdrive.com/viewtopic.php?f=14&t=432), ahol a fejlesztő is írogat. Az a verzió, amit linkeltél, szerintem a legrégebbi. Ha jól emlékszem, akkor 12-es a legfrissebb, de nézd át a két linket.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2018 július 23, 13:03
Írta: frob Dátum 2018 július 23, 13:03
köszi!
közben mondbuson a pluginnel összejött
ettől függetlenül meg fogom nézni ez 1-es lábat mert ha nem erre másra jó lesz :)
R.
közben mondbuson a pluginnel összejött
ettől függetlenül meg fogom nézni ez 1-es lábat mert ha nem erre másra jó lesz :)
R.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 július 24, 19:58
Írta: ium8w94xp Dátum 2018 július 24, 19:58
Most volt ideje Cahit kollégának átnéznie az autoleveler plugint. Ha lesz ideje rá, akkor javítja. Harmadik ablak nyitáskor a nyilakra mozog a készülék. Korábban itt lett jelezve. Köszönet az észrevételért.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 július 24, 22:32
Írta: dezsoe Dátum 2018 július 24, 22:32
Pöpec! Ha esetleg elakad, akkor használja az UC.Disablejog(true) függvényt, csak ne felejtse el visszaengedni. :)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 július 24, 23:28
Írta: ium8w94xp Dátum 2018 július 24, 23:28
Átadtam, de most kórházban van pár napig, aztán megy a szülőhazájába aug 8-ig. De azt mondja a kórházba van uc100 meg pc-je és neki fekszik. :D
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2018 július 25, 07:28
Írta: frob Dátum 2018 július 25, 07:28
UC400-al kapcsolatban kérdeznék..
szép nagy fémszekrénybe bekerült minden, frekiváltó, szervóhajtások, pc, és persze az UC400 is
eddig minden rendben történt, viszont a szerszám bemérésnél némi gubanc van, nem tudom eldönteni hogy ez milyen jellegű hiba...
Az UC400 onilyen panel lóg (https://www.aliexpress.com/item/1pcs-MACH3-Engraving-machine-5-Axis-CNC-Breakout-Board-With-Optical-Coupler-For-Stepper-Motor-drive/32830611064.html?spm=a2g0s.9042311.0.0.27424c4dkTw25G)
a 10-es protlábon pedig a bemérő csoda, ami jelenleg egy nyáklap, fel húztam 5V ra egy 10k-s ellenállással, biztos ami fix, nem tudom mi van a panelen erre a célra...
Amit művel, bemérem egyszer, talán 2x egymás után, és utána közli hogy a bemenet aktív és ennyi, csak program újraindítás után hajlandó megint mérni...
néztem a diagnosztikai lapon, nem jelez aktivitást, külső tekerenyűről tudom indítani a bemérést, és ez indulna is, ( amikor a diagnosztikai lapon vagyok) de sajna ugyan csak ezt írja ki, annak ellenére hogy látszik a bemenet nem mozdul.
Arra gondoltam, hogy nem e a rengeteg nagyfrekis rossz bekavar neki, kellene egy fémdoboz, meg marék ferrit a ki be menetekre, de ellent mondó a dolog, mert minden más meg frankón megy, bár ez hosszú madzagon van, de pont ezen van egy ferrit ami a nagyfrekis jeleket hivatott lekapni...
szóval mi lehet? a 1.2047 es verzió amit használok...
előre is kösz
szép nagy fémszekrénybe bekerült minden, frekiváltó, szervóhajtások, pc, és persze az UC400 is
eddig minden rendben történt, viszont a szerszám bemérésnél némi gubanc van, nem tudom eldönteni hogy ez milyen jellegű hiba...
Az UC400 onilyen panel lóg (https://www.aliexpress.com/item/1pcs-MACH3-Engraving-machine-5-Axis-CNC-Breakout-Board-With-Optical-Coupler-For-Stepper-Motor-drive/32830611064.html?spm=a2g0s.9042311.0.0.27424c4dkTw25G)
a 10-es protlábon pedig a bemérő csoda, ami jelenleg egy nyáklap, fel húztam 5V ra egy 10k-s ellenállással, biztos ami fix, nem tudom mi van a panelen erre a célra...
Amit művel, bemérem egyszer, talán 2x egymás után, és utána közli hogy a bemenet aktív és ennyi, csak program újraindítás után hajlandó megint mérni...
néztem a diagnosztikai lapon, nem jelez aktivitást, külső tekerenyűről tudom indítani a bemérést, és ez indulna is, ( amikor a diagnosztikai lapon vagyok) de sajna ugyan csak ezt írja ki, annak ellenére hogy látszik a bemenet nem mozdul.
Arra gondoltam, hogy nem e a rengeteg nagyfrekis rossz bekavar neki, kellene egy fémdoboz, meg marék ferrit a ki be menetekre, de ellent mondó a dolog, mert minden más meg frankón megy, bár ez hosszú madzagon van, de pont ezen van egy ferrit ami a nagyfrekis jeleket hivatott lekapni...
szóval mi lehet? a 1.2047 es verzió amit használok...
előre is kösz
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 július 25, 11:36
Írta: ium8w94xp Dátum 2018 július 25, 11:36
Éjjel elkészült a javítása az autolevelnek.
AutoLevelerCA v2.0049_64bit (https://drive.google.com/open?id=1LYdfWCvl3z0_QlctsscHdW78wg7iXrdC)
AutoLevelerCA v2.0049_64bit (https://drive.google.com/open?id=1LYdfWCvl3z0_QlctsscHdW78wg7iXrdC)
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2018 július 27, 07:58
Írta: frob Dátum 2018 július 27, 07:58
Szóval senki sem tapasztalt ilyet?
Egyébként milyen kifejtő panelekkel használjátok pl az uc400-at?
R.
Egyébként milyen kifejtő panelekkel használjátok pl az uc400-at?
R.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 július 27, 09:52
Írta: ium8w94xp Dátum 2018 július 27, 09:52
Én nem találkoztam ilyennel. Mondjuk nekem uc100 van. Illesztőnek a Sir-nyeteg féle lpt illesztőt használok, de uc400-nál is azt használnék.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2018 július 27, 10:31
Írta: frob Dátum 2018 július 27, 10:31
Értem, köszi, akkor még kotrok mi lehet a baj, mert a jel rendesen jön megy, legalább is a diagnosztikán látszik...
Neked is minden egy dobozban van,vagy külön vannak rakva?
Neked is minden egy dobozban van,vagy külön vannak rakva?
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2018 július 27, 14:31
Írta: frob Dátum 2018 július 27, 14:31
no újra próbálkoztam, rövidebb szalagkábel a cuccig, majd egy 15nf és 100nF a gnd és a jel vezeték közé, csak tuti ami tuti, 2x mért, azóta megint nem
a lentebbi képet kapom amikor indítani szeretném a bemérést...
Csabától kaptam egy jó kis M31 es makrót, azt használnám, egy másik gépen hibátlanul megy is, és ha fixen összenyomom a gnd-vel jelzi is hogy érintés megvan így nem indul el, szóval valami más a gubanc, de mi a túró?
hja igen és más az üzenet a kontakt esetén, meg más amikor csak a lentebbi képen lévő jelenik meg
egyik esetben a makró közli, a másik esetben mintha az uccnc közölné
(https://hobbicncforum.hu/uploaded_images/2018/07/tn_fdvif0z0vnu2jkp33847_902.png) (https://hobbicncforum.hu/uploaded_images/2018/07/fdvif0z0vnu2jkp33847_902.png)
a lentebbi képet kapom amikor indítani szeretném a bemérést...
Csabától kaptam egy jó kis M31 es makrót, azt használnám, egy másik gépen hibátlanul megy is, és ha fixen összenyomom a gnd-vel jelzi is hogy érintés megvan így nem indul el, szóval valami más a gubanc, de mi a túró?
hja igen és más az üzenet a kontakt esetén, meg más amikor csak a lentebbi képen lévő jelenik meg
egyik esetben a makró közli, a másik esetben mintha az uccnc közölné
(https://hobbicncforum.hu/uploaded_images/2018/07/tn_fdvif0z0vnu2jkp33847_902.png) (https://hobbicncforum.hu/uploaded_images/2018/07/fdvif0z0vnu2jkp33847_902.png)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 július 27, 14:42
Írta: 000000000 Dátum 2018 július 27, 14:42
Most raktam fel egy új videót. Nem tudom ez kit érdekel, de remélem valakinek segíthet. A szövegek angolul vannak írva és nem beszélek a videóban, úgyhogy nyugodtan, csöndbe lehet nézni.
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2018 július 28, 09:10
Írta: wv07scd6x Dátum 2018 július 28, 09:10
Üdv frob!
Én is egy UC400ETH felhasználó vagyok, és az "auto leveler" plugin használata közben én is hasonló jelenséggel találkoztam, aminek eredményeként rendesen fel is húztam magam. :) Azóta nem is próbálkoztam a használatával. Majd talán valamikor kipróbálom úgy, hogy megemelem a probe kezdetei magasságát beméréskor. Azt még nem próbáltam meg, hogy segít e. Nálam 1mmm alá esett a bemérési távolság egyes pontokon, és lehet hogy azt sem szívleli a rendszer. De fizikai kontakt nálam sem volt, és mégis jött az üzenet.
Én is egy UC400ETH felhasználó vagyok, és az "auto leveler" plugin használata közben én is hasonló jelenséggel találkoztam, aminek eredményeként rendesen fel is húztam magam. :) Azóta nem is próbálkoztam a használatával. Majd talán valamikor kipróbálom úgy, hogy megemelem a probe kezdetei magasságát beméréskor. Azt még nem próbáltam meg, hogy segít e. Nálam 1mmm alá esett a bemérési távolság egyes pontokon, és lehet hogy azt sem szívleli a rendszer. De fizikai kontakt nálam sem volt, és mégis jött az üzenet.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2018 július 28, 18:13
Írta: frob Dátum 2018 július 28, 18:13
No ez jó hogy nem csak én futottam ilyenbe bele
Van egy feltételezésem, esetlegesen valami változhatott, a programban amit a módosított makrók nem teljesen úgy várnak vagy kezdenek el.
Miért is gondolom ezt, mert próbálgattam az eredeti M31 makróval és nem jött elő az üzenet...
Most az jön hogy kénytelen keletlen bele kell ásnom magam a uccnc makro világába
Eddig sajna csak angol nyelvezetű leírást találtam erről valahol, létezik esetleg magyar?
R.
Van egy feltételezésem, esetlegesen valami változhatott, a programban amit a módosított makrók nem teljesen úgy várnak vagy kezdenek el.
Miért is gondolom ezt, mert próbálgattam az eredeti M31 makróval és nem jött elő az üzenet...
Most az jön hogy kénytelen keletlen bele kell ásnom magam a uccnc makro világába
Eddig sajna csak angol nyelvezetű leírást találtam erről valahol, létezik esetleg magyar?
R.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2018 július 29, 11:50
Írta: frob Dátum 2018 július 29, 11:50
Csak ezt a makró programozásról szóló doksit (http://cnctar.hobbycnc.hu/UCCNC/UCCNC%20MACROS%201-2022.pdf) találtam
létezik ennél frissebb verzió, netán magyar?
R.
létezik ennél frissebb verzió, netán magyar?
R.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 július 29, 18:10
Írta: 000000000 Dátum 2018 július 29, 18:10
A legújabb az a 1.2105 verzió (https://drive.google.com/drive/folders/0B9eqGqWQVBbWNVhsZkdfQWRaYTg). Csak angolul van mert a Rob nem tud magyarul, na meg a lefordításra kinek lenne ideje...? mert az sok munka.
De szerintem más a problémád mert a G31 egyedül is működik mint minden más G-kód.
De szerintem más a problémád mert a G31 egyedül is működik mint minden más G-kód.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2018 július 29, 20:57
Írta: frob Dátum 2018 július 29, 20:57
Köszönöm
Keresem továbbra is a hibát,szerintem a módosított makróban lesz, de idő mire kihámozom...
Addig meg marad a kézzel odatekergetés és nullázás...
R.
Keresem továbbra is a hibát,szerintem a módosított makróban lesz, de idő mire kihámozom...
Addig meg marad a kézzel odatekergetés és nullázás...
R.
Cím: Re:UCCNC vezérlő program
Írta: kaqkk007 Dátum 2018 július 29, 21:26
Írta: kaqkk007 Dátum 2018 július 29, 21:26
[#t255p18#]Talán van már újabb is ami magyar nyelvű...
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 július 29, 22:27
Írta: 000000000 Dátum 2018 július 29, 22:27
Szerintem félreértetted miről beszeltem... mert nem az UCCNC programról volt a szó.
Cím: Re:UCCNC vezérlő program
Írta: yaf22y0gr Dátum 2018 július 30, 17:20
Írta: yaf22y0gr Dátum 2018 július 30, 17:20
Üdvözlök mindenkit!
Új vagyok ezen a fórumon.
Nagy érdeklődéssel böngészem.
Mindjárt kezdetnek szeretnék kérdést feltenni a hozzáértőkhöz.
Szeretnék átépíteni egy fémipari marógépet.
Most érkeztem oda, hogy ki kellene választanom milyen programot használjak.
El tudná nekem mondan valaki a mach3 és az uccnc közötti külömbségeket illetve előnyüket, hátrányukat, hogy megkönnyítse döntéesemet.
Az építő jellegű válaszokat nagyon megköszönném.
Üdvözlettel NLW[#worship]
Új vagyok ezen a fórumon.
Nagy érdeklődéssel böngészem.
Mindjárt kezdetnek szeretnék kérdést feltenni a hozzáértőkhöz.
Szeretnék átépíteni egy fémipari marógépet.
Most érkeztem oda, hogy ki kellene választanom milyen programot használjak.
El tudná nekem mondan valaki a mach3 és az uccnc közötti külömbségeket illetve előnyüket, hátrányukat, hogy megkönnyítse döntéesemet.
Az építő jellegű válaszokat nagyon megköszönném.
Üdvözlettel NLW[#worship]
Cím: Re:UCCNC vezérlő program
Írta: yaf22y0gr Dátum 2018 július 30, 17:24
Írta: yaf22y0gr Dátum 2018 július 30, 17:24
Még egy kérdés.
Az uccnc-hez is van magyar felhasználó felület.
Az angol nem a barátom...
Köszönöm
Az uccnc-hez is van magyar felhasználó felület.
Az angol nem a barátom...
Köszönöm
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 július 30, 17:45
Írta: 000000000 Dátum 2018 július 30, 17:45
Objektív választ ne várj.
Próbáld ki mindkettőt és dönts.
,,,,,,,,,,
Nincs.
Próbáld ki mindkettőt és dönts.
,,,,,,,,,,
Nincs.
Cím: Re:UCCNC vezérlő program
Írta: kaqkk007 Dátum 2018 július 30, 19:41
Írta: kaqkk007 Dátum 2018 július 30, 19:41
De van magyar felhasználói felület az uccnc hez, és nagy előnye hogy folyamatosan fejlesztik ,ha hibát találsz max egy héten belül javítják. A mach3 fejlesztése már egy jó ideje leállt és ha valami gondod van a mach4 et javasolják helyette
Cím: Re:UCCNC vezérlő program
Írta: ra8nsmk6w Dátum 2018 július 30, 19:43
Írta: ra8nsmk6w Dátum 2018 július 30, 19:43
Az igazi kinzás a Magyarra forditott program. Legyen az tervező vagy gépvezérlő. (Lehet, hogy valaki ismeri " fejesugrás mértéke" igazi gyöngyszem ac forditás)
Cím: Re:UCCNC vezérlő program
Írta: kaqkk007 Dátum 2018 július 30, 19:43
Írta: kaqkk007 Dátum 2018 július 30, 19:43
Ja és az uccnc feljesztőcsapata magyar ! Itt a fórumon ha kérdésed van még aznap megkapod a választ rá .
Cím: Re:UCCNC vezérlő program
Írta: s7manbs8 Dátum 2018 július 30, 20:43
Írta: s7manbs8 Dátum 2018 július 30, 20:43
Milyen jellegű munkákat szeretnél vele végezni, ugyanis az sem mindegy.
Cím: Re:UCCNC vezérlő program
Írta: MoparMan Dátum 2018 július 30, 21:14
Írta: MoparMan Dátum 2018 július 30, 21:14
[#offtopic]
szerintem menjetek át ezzel inkább a "Kezdő vagyok" topicba.
Köszi
szerintem menjetek át ezzel inkább a "Kezdő vagyok" topicba.
Köszi
Cím: Re:UCCNC vezérlő program
Írta: yaf22y0gr Dátum 2018 július 31, 14:03
Írta: yaf22y0gr Dátum 2018 július 31, 14:03
Javarészt szerszámacél és alu anyagokkal dolgozom. Egyedi/kis szériás alkatrészeket kell készítenem, ezért vált szükségessé az átalakítás.
Cím: Re:UCCNC vezérlő program
Írta: yaf22y0gr Dátum 2018 július 31, 14:06
Írta: yaf22y0gr Dátum 2018 július 31, 14:06
Mindenkinek köszönöm a válaszát. [#worship][#wave]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 augusztus 01, 15:11
Írta: dezsoe Dátum 2018 augusztus 01, 15:11
No, előkerültem az internet- és térerőmentes nyaralásból, sziasztok!
@frob és @Zsoltyfm: többször előkerült már ez a hibajelenség. Itt is, a külföldi fórumokon is. Ezzel együtt halvány elképzelésem sincs, hogy mi lehet a probléma oka. Most, ebben a pillanatban próbáltam ki 1.2047-es programmal, UC400-zal, 1.0046-os Autoleveler-rel: tökéletesen működik. Csak és kizárólag valamilyen elektronikai problémára tudok gondolni. [#nemtudom]
@exup: jó, hogy van új verzió, de mivel 64bit-re fordította Cahit, csak az új tesztverziókkal lehet kipróbálni. (Kipróbáltam gyorsan: ezzel a verzióval is jó, UC400, UCCNC 1.2106.)
@frob: nem emlékszem már, hogy melyik verziójú M31-et kaptad meg, de ha más a hibaüzenet, akkor csak annyi történik, hogy a G31 végrehajtása előtt ellenőriztem, hogy a probe LED aktív-e.
@Zsoltyfm: véletlenül nem ugyanolyan a leválasztó kártyád, mint @frob-é? Az gyanús lenne...
@NLW: az UCCNC topikban szerinted melyik programot javasolnánk? [#nyes]
@frob és @Zsoltyfm: többször előkerült már ez a hibajelenség. Itt is, a külföldi fórumokon is. Ezzel együtt halvány elképzelésem sincs, hogy mi lehet a probléma oka. Most, ebben a pillanatban próbáltam ki 1.2047-es programmal, UC400-zal, 1.0046-os Autoleveler-rel: tökéletesen működik. Csak és kizárólag valamilyen elektronikai problémára tudok gondolni. [#nemtudom]
@exup: jó, hogy van új verzió, de mivel 64bit-re fordította Cahit, csak az új tesztverziókkal lehet kipróbálni. (Kipróbáltam gyorsan: ezzel a verzióval is jó, UC400, UCCNC 1.2106.)
@frob: nem emlékszem már, hogy melyik verziójú M31-et kaptad meg, de ha más a hibaüzenet, akkor csak annyi történik, hogy a G31 végrehajtása előtt ellenőriztem, hogy a probe LED aktív-e.
@Zsoltyfm: véletlenül nem ugyanolyan a leválasztó kártyád, mint @frob-é? Az gyanús lenne...
@NLW: az UCCNC topikban szerinted melyik programot javasolnánk? [#nyes]
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2018 augusztus 01, 18:50
Írta: gaben Dátum 2018 augusztus 01, 18:50
Szia Csaba,
ez a nyaralóhely engem is érdekel. :D
Ma szabin voltam én is, de több telefonom volt, mint amikor melóban vagyok. [#wow3]
üdv, Gábor [#wave]
ez a nyaralóhely engem is érdekel. :D
Ma szabin voltam én is, de több telefonom volt, mint amikor melóban vagyok. [#wow3]
üdv, Gábor [#wave]
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2018 augusztus 02, 07:34
Írta: frob Dátum 2018 augusztus 02, 07:34
Szia
köszi a választ
közben addig jutottam hogy az eredeti m31-el nincs ilyen jellegű hiba, amit kaptam tőled meg van, DE ahogy mondod nem egyértelmű, mert pl másik gépen ue makróval nem volt gond, bár ott asszem nem számoltattam vele a lap magasságot, nálam meg igen...
Egyébként csak mellékesen kérdezem a programmal kapcsolatosan esetleg nem terveztek egy felhasználói akár fizetős meetinget?
jobb szeretem ha nem kell bogarásznom a dolgokat és elmondják, hamarabb van...
példa makrókat egyebeket lehetne csinálni ezen az előadáson..
köszi a választ
közben addig jutottam hogy az eredeti m31-el nincs ilyen jellegű hiba, amit kaptam tőled meg van, DE ahogy mondod nem egyértelmű, mert pl másik gépen ue makróval nem volt gond, bár ott asszem nem számoltattam vele a lap magasságot, nálam meg igen...
Egyébként csak mellékesen kérdezem a programmal kapcsolatosan esetleg nem terveztek egy felhasználói akár fizetős meetinget?
jobb szeretem ha nem kell bogarásznom a dolgokat és elmondják, hamarabb van...
példa makrókat egyebeket lehetne csinálni ezen az előadáson..
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 augusztus 02, 09:12
Írta: dezsoe Dátum 2018 augusztus 02, 09:12
Szia!
Biztos, hogy nem a makróval van a gond, és nem is az UCCNC-vel. Én gyakorlatilag 99%-ban NYÁK-ot faragok a gépemmel, és minden alkalommal felületet mérek. Igaz, hogy nem a Cahit-féle plugin-nal, hanem egy saját programmal generálom a felület mérését, de tudni kell, hogy mind Cahit, mind én ugyanazt a nyílt forrású programot használtuk fel, tehát a programjaink ugyanúgy működnek. Annyi a különbség, hogy Cahit plugin-ja a generált kódot betölti az UCCNC-be, míg az enyém nem. (Illetve, az enyém egyszerre több file-t dolgoz fel, mert az Eagle-ben pcb-gcode-dal generált g-kódokat külön, de közös számítással szintezi, így lesz egy bemérő kód és külön-külön a maró, fúró stb. kódok.) A szintezés után, megmunkáláskor minden szerszámot M31-gyel bemérek. (V-bit a maráshoz, minden furat a megfelelő méretű fúróval, aztán egy 1mm-es maró a körbevágáshoz.) Nem emlékszem, hogy akár egyszer is hibázott volna bármelyik mérés.
Az oktatásról az a privát véleményem, hogy nem nagyon van mit oktatni. A program használata hamar tanulható, szerintem. A makrók írása pedig programozási ismereteket igényel, amit véleményem szerint nem lehet egy-két órában elmondani: azt gyakorolni kell. Ráadásul - egyelőre csak az 1.2104-től, tehát csak teszt verzióban - kiválasztható, hogy egy adott makrót ne C#, hanem Visual Basic nyelven lehessen írni. Nem tudom, miről lehetne még beszélni, de adj ötleteket és majd kiderül.
Biztos, hogy nem a makróval van a gond, és nem is az UCCNC-vel. Én gyakorlatilag 99%-ban NYÁK-ot faragok a gépemmel, és minden alkalommal felületet mérek. Igaz, hogy nem a Cahit-féle plugin-nal, hanem egy saját programmal generálom a felület mérését, de tudni kell, hogy mind Cahit, mind én ugyanazt a nyílt forrású programot használtuk fel, tehát a programjaink ugyanúgy működnek. Annyi a különbség, hogy Cahit plugin-ja a generált kódot betölti az UCCNC-be, míg az enyém nem. (Illetve, az enyém egyszerre több file-t dolgoz fel, mert az Eagle-ben pcb-gcode-dal generált g-kódokat külön, de közös számítással szintezi, így lesz egy bemérő kód és külön-külön a maró, fúró stb. kódok.) A szintezés után, megmunkáláskor minden szerszámot M31-gyel bemérek. (V-bit a maráshoz, minden furat a megfelelő méretű fúróval, aztán egy 1mm-es maró a körbevágáshoz.) Nem emlékszem, hogy akár egyszer is hibázott volna bármelyik mérés.
Az oktatásról az a privát véleményem, hogy nem nagyon van mit oktatni. A program használata hamar tanulható, szerintem. A makrók írása pedig programozási ismereteket igényel, amit véleményem szerint nem lehet egy-két órában elmondani: azt gyakorolni kell. Ráadásul - egyelőre csak az 1.2104-től, tehát csak teszt verzióban - kiválasztható, hogy egy adott makrót ne C#, hanem Visual Basic nyelven lehessen írni. Nem tudom, miről lehetne még beszélni, de adj ötleteket és majd kiderül.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 augusztus 02, 09:45
Írta: dezsoe Dátum 2018 augusztus 02, 09:45
Még egy dolog jutott eszembe az oktatással kapcsolatban. Mivel a következő találkozón is ott leszek, Te is és mások is összeszedhetitek a kérdéseiteket (jó lenne listába szedni, hogy valami rendszer is legyen benne), és kérünk egy asztalt, ahol összeülünk és megbeszéljük, megoldjuk. Ha van rá igény, akkor viszek magammal laptopot, meg egy nagyobb képernyőt, hogy látni is lehessen valamit. Még van két hét a találkozóig, tehát van idő átgondolni, csak ne az utolsó pillanatban derüljön ki, amikor már nem lesz esetleg szabad asztal. :)
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2018 augusztus 02, 13:13
Írta: frob Dátum 2018 augusztus 02, 13:13
Ez igazán nagylelkű tőled, nagyon köszönöm! Eddig 90% volt hogy megyek, de asszem ezt most feltornáztad 99% ra :)
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2018 augusztus 03, 20:38
Írta: wv07scd6x Dátum 2018 augusztus 03, 20:38
Volna még egy észrevételem. Volt egy projektem ahol jó lett volna ha be tudok állítani 1.1mm "Tool Z Offset" -et, de ahányszor megpróbáltam, annyiszor nem csak a plugin, hanem a teljes program menthetetlenül kifagy.
(https://hobbicncforum.hu/uploaded_images/2018/08/tn_cg5z0y7af52ua55ff9e2z_5048.jpg) (https://hobbicncforum.hu/uploaded_images/2018/08/cg5z0y7af52ua55ff9e2z_5048.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/08/tn_cg5z0y7af52ua55ff9e2z_5048.jpg) (https://hobbicncforum.hu/uploaded_images/2018/08/cg5z0y7af52ua55ff9e2z_5048.jpg)
Cím: Re:UCCNC vezérlő program
Írta: s7manbs8 Dátum 2018 augusztus 03, 21:46
Írta: s7manbs8 Dátum 2018 augusztus 03, 21:46
Lehet 1,1-et kéne odaírni ? Persze attól még lefagyni nem kéne. :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 augusztus 03, 22:39
Írta: dezsoe Dátum 2018 augusztus 03, 22:39
Azt kéne, de nem kéne, viszont nem is lehet. :) Magyarul: igen, a szöveg számmá alakításával van a baj, és ha be lehetne írni 1,1-et, akkor jó lenne. De nem lehet, mert a mezőbe csak számok és a pont írható be. Ugyanakkor nem kéne 1,1-et beírni, ha a program jól kezelné, tehát mégsem lenne hiba. Na, ezt most megmagyaráztam rendesen... [#zavart2] [#vigyor4]
(A lényeg, hogy az Autoleveler a hibás.)
(A lényeg, hogy az Autoleveler a hibás.)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 augusztus 03, 23:48
Írta: ium8w94xp Dátum 2018 augusztus 03, 23:48
Nekem úgy rémlik, hogy az a része még nem végleges a programnak. De írj a fejlesztőnek, szereti a programozási kihívásokat :D
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 augusztus 03, 23:54
Írta: dezsoe Dátum 2018 augusztus 03, 23:54
Nem lesz nagy kihívás: megírtam a megoldást is. (Egy sor a programba.) :)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 augusztus 04, 00:56
Írta: ium8w94xp Dátum 2018 augusztus 04, 00:56
Akkor küldjed el Cahit kollégának, hagy javítson :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 augusztus 08, 15:01
Írta: dezsoe Dátum 2018 augusztus 08, 15:01
Sziasztok!
A találkozó (https://forum.hobbycnc.hu/topic.php?topic=256) ideje alatt nálam megrendelt termékekre a következő kedvezmények lesznek érvényesek:
- HDBB2, UCBB, UCR200 és UCR201: 10% kedvezmény
- UCxxx mozgásvezérlőkhöz ajándék UCCNC licenc
A találkozó (https://forum.hobbycnc.hu/topic.php?topic=256) ideje alatt nálam megrendelt termékekre a következő kedvezmények lesznek érvényesek:
- HDBB2, UCBB, UCR200 és UCR201: 10% kedvezmény
- UCxxx mozgásvezérlőkhöz ajándék UCCNC licenc
Cím: Re:UCCNC vezérlő program
Írta: sufnituning Dátum 2018 augusztus 08, 15:24
Írta: sufnituning Dátum 2018 augusztus 08, 15:24
Ez jó hír![#eljen]
Akkor én benevezek egy UC400ETH-ra.
Remélem összefutunk a talin??[#wink]
Akkor én benevezek egy UC400ETH-ra.
Remélem összefutunk a talin??[#wink]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 augusztus 08, 15:52
Írta: dezsoe Dátum 2018 augusztus 08, 15:52
Csak ott leszel, ha te szervezed!? [#zavart2]
Cím: Re:UCCNC vezérlő program
Írta: sufnituning Dátum 2018 augusztus 08, 17:21
Írta: sufnituning Dátum 2018 augusztus 08, 17:21
Milyen meglepetés lenne, ha nem lenék ott!![#wilting]
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 augusztus 10, 19:59
Írta: ium8w94xp Dátum 2018 augusztus 10, 19:59
Elképzelhető, hogy Cahit is eljön a budapesti talira. Ha sikerül összehozni, akkor az autoleveleres kérdéseket összeírhatjátok és előadhatjátok. Nem tudom mennyit tudna maradni, mert repül tovább Törökországba. Időben jelzem, ha sikerül megoldanunk.
Cím: Re:UCCNC vezérlő program
Írta: fn47xk7ei Dátum 2018 augusztus 10, 20:07
Írta: fn47xk7ei Dátum 2018 augusztus 10, 20:07
Egy UC400ETH-ra én is beneveznék - előtte le kell adni a megrendelést vagy elég ha a találkozón megveszem ?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 augusztus 10, 23:30
Írta: dezsoe Dátum 2018 augusztus 10, 23:30
Szia!
Ott a találkozón kell megjelenni és megrendelni. A kedvezmény akkor érvényes.
Ott a találkozón kell megjelenni és megrendelni. A kedvezmény akkor érvényes.
Cím: Re:UCCNC vezérlő program
Írta: fn47xk7ei Dátum 2018 augusztus 10, 23:42
Írta: fn47xk7ei Dátum 2018 augusztus 10, 23:42
Szia . Kösz a választ , valószínűleg ott leszek és élnék is az "akciós" lehetőséggel .[#taps]
Cím: Re:UCCNC vezérlő program
Írta: guliver83 Dátum 2018 augusztus 14, 19:26
Írta: guliver83 Dátum 2018 augusztus 14, 19:26
Ki milyen programot használ UCCNC lézerezéshez, ha csak vágni kell.
Esetleg nincs valakinek Vectric Aspire laser Post Processor-a amit az UCCNC szeret?
Esetleg nincs valakinek Vectric Aspire laser Post Processor-a amit az UCCNC szeret?
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2018 augusztus 14, 19:52
Írta: gaben Dátum 2018 augusztus 14, 19:52
Szia,
itt már nézted? Vectric laser post processor (https://jtechphotonics.com/?p=3851)
Van PWM és relé vezérléshez is.
Üdv, Gábor [#wave]
itt már nézted? Vectric laser post processor (https://jtechphotonics.com/?p=3851)
Van PWM és relé vezérléshez is.
Üdv, Gábor [#wave]
Cím: Re:UCCNC vezérlő program
Írta: guliver83 Dátum 2018 augusztus 14, 20:15
Írta: guliver83 Dátum 2018 augusztus 14, 20:15
Már meg is csináltam, mielőtt választ kaptam volna, de nagyon szépen köszönöm a gyors választ!
Cím: Re:UCCNC vezérlő program
Írta: fn47xk7ei Dátum 2018 augusztus 14, 20:30
Írta: fn47xk7ei Dátum 2018 augusztus 14, 20:30
Akkor most a találkozón kell megrendelni azaz gyakorlatilag nem hoztok magatokkal UC400ETH-t , hogy ott meg lehessen vásárolni - vagy rosszul értelmezem ?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 augusztus 14, 22:37
Írta: dezsoe Dátum 2018 augusztus 14, 22:37
Jól értetted. A régebbi múltját nem tudom, de az elmúlt években mindig ugyanígy volt, hogy a rendelések kerültek csak rögzítésre.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 augusztus 14, 22:46
Írta: ium8w94xp Dátum 2018 augusztus 14, 22:46
Sajnos az autoleveler fejlesztője (Cahit Ates) nem tud eljönni a Budapesti talira. Pedig már autóval is elindult volna repülő helyett Hollandiából. De mivel 18.-án mindenképp Törökországba lesz hivatalos, ezért mivel csak pár órát tudott volna itt lenni, ezért inkább lemondta.
Cím: Re:UCCNC vezérlő program
Írta: fn47xk7ei Dátum 2018 augusztus 14, 22:46
Írta: fn47xk7ei Dátum 2018 augusztus 14, 22:46
Akkor elgondolkodtató számomra , hogy van-e értelme felutaznom a találkozóra azaz jobban járok ha simán megrendelem és hamarabb kézhez kapom + nem megy el 20E forintom utazásra, autópálya matricára , asztalbérlésre ,stb .Elnézést, hogy félreértettem .[#worship]Holnap átgondolom az egészet .
Cím: Re:UCCNC vezérlő program
Írta: PSoft Dátum 2018 augusztus 14, 23:00
Írta: PSoft Dátum 2018 augusztus 14, 23:00
Lettél volna tavaly a fehérvári talin.
Ott, ötszázért "árultak egyet".:)
(annyiért is vitte...aki vitte)[#nyes]
Ott, ötszázért "árultak egyet".:)
(annyiért is vitte...aki vitte)[#nyes]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 augusztus 14, 23:09
Írta: dezsoe Dátum 2018 augusztus 14, 23:09
Ha pusztán az anyagiakat nézed, akkor nagyjából ugyanott vagy. Ha eladtál valamit, akkor már nyerőben (gondolom, hogy biznic asztalt árusításhoz kértél). Ha szeretsz kimozdulni, akkor is megéri, ha amúgy nem éri meg. :)
Cím: Re:UCCNC vezérlő program
Írta: fn47xk7ei Dátum 2018 augusztus 14, 23:26
Írta: fn47xk7ei Dátum 2018 augusztus 14, 23:26
Azt nem értem az miért nem járható út , hogy most megrendelem és szombaton a találkozón átvenném .. vagy így már bonyolult ?[#nemtudom]
Cím: Re:UCCNC vezérlő program
Írta: fn47xk7ei Dátum 2018 augusztus 14, 23:27
Írta: fn47xk7ei Dátum 2018 augusztus 14, 23:27
Az csak egyszer volt és nem Fehérváron hanem Budán .[#eljen]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 augusztus 14, 23:44
Írta: dezsoe Dátum 2018 augusztus 14, 23:44
Most erre nem tudok mit írni. Ez egy ilyen akció, ezekkel a feltételekkel. (Máskor is így szokott lenni, úgyhogy semmi újdonság nincs benne.)
Cím: Re:UCCNC vezérlő program
Írta: guliver83 Dátum 2018 augusztus 15, 19:28
Írta: guliver83 Dátum 2018 augusztus 15, 19:28
[#eljen]
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2018 augusztus 19, 14:11
Írta: frob Dátum 2018 augusztus 19, 14:11
Sziasztok
Egyenlőre teljesen elméleti a kérdés, de hogy működik a szerszámcsere ( ha van ilyen főorsó és szerszámtár) az UCCNC- ben?
Azt látom hogy van 96 szerszám magasság beállítási lehetőség, de tovább hogy?
Makrókat kell írni a szerszámok cseréjéhez, persze tudom nincs két egyforma gép, mindenhol más és más a lehetőség, ezért is kérdezem...
Előre is köszi!
R.
Egyenlőre teljesen elméleti a kérdés, de hogy működik a szerszámcsere ( ha van ilyen főorsó és szerszámtár) az UCCNC- ben?
Azt látom hogy van 96 szerszám magasság beállítási lehetőség, de tovább hogy?
Makrókat kell írni a szerszámok cseréjéhez, persze tudom nincs két egyforma gép, mindenhol más és más a lehetőség, ezért is kérdezem...
Előre is köszi!
R.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 augusztus 19, 15:05
Írta: ium8w94xp Dátum 2018 augusztus 19, 15:05
Csak azt tudom nekem hogyan van. Nekem van egy nyáklap a gépem sarkán x..y.. van egy másik mozgatható egy kábel végén. Makró van a cseréhez. Nem én írtam. Nyilván lehet színezni tovább forgótárral stb. A megmunkálandó tárgyat a lógó nyákkal -1.5mm leméri az első szerszámmal, majd a gép szélén lévő fix nyákot is megméri. Innentől, ha jön m6 parancs, akkor leáll kiírja, hogy tegyem be az akárhányas szerszámot, beteszem(itt lehetne idemegy, odaforog, stb is) okézok, elmegy leméri a fix nyákon a magasságot és innentől tudja, hogy mennyivel hosszabb vagy rövidebb az előzőnél és hogy a munkadarab mennyire van tőle. És folytatja a munkát.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 augusztus 19, 15:21
Írta: dezsoe Dátum 2018 augusztus 19, 15:21
Szia!
Igen, makrókat kell írni (főleg egyet: M6), de nem olyan vészes. Persze, amíg nincs meg a gép pontos felépítése, addig nincs értelme elkezdeni, mert nagyon attól függ, hogy mit kell csinálni. Itt találsz (https://www.youtube.com/user/automateanything/videos?disable_polymer=1) pár jó videót, az úriember két szerszámcserélőt is csinált.
Igen, makrókat kell írni (főleg egyet: M6), de nem olyan vészes. Persze, amíg nincs meg a gép pontos felépítése, addig nincs értelme elkezdeni, mert nagyon attól függ, hogy mit kell csinálni. Itt találsz (https://www.youtube.com/user/automateanything/videos?disable_polymer=1) pár jó videót, az úriember két szerszámcserélőt is csinált.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2018 augusztus 19, 20:04
Írta: frob Dátum 2018 augusztus 19, 20:04
Köszönöm mindkettőtöknek!
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2018 augusztus 19, 20:04
Írta: ANTAL GÁBOR Dátum 2018 augusztus 19, 20:04
A gravírmarómon is átálltam UCCNC re ( Eth400 as a mozgásvezérlő )
Tegnap jó lett volna ha egy furatközepet meg tudtam volna tapintani ( Korábban a Mach os korszakban a blue screent használtam )
Rémlik mintha írodott volna az UCCNC alá is, sőt mintha valaki még javított is volna rajta
De nem találom .......[#conf]
Tegnap jó lett volna ha egy furatközepet meg tudtam volna tapintani ( Korábban a Mach os korszakban a blue screent használtam )
Rémlik mintha írodott volna az UCCNC alá is, sőt mintha valaki még javított is volna rajta
De nem találom .......[#conf]
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2018 augusztus 19, 20:17
Írta: frob Dátum 2018 augusztus 19, 20:17
Még valami a szerszámcserével kapcsolatban, bár ez már nem annyira uccnc... hol lehet kapni ilyen főorsót, ami ezt a kúpos befogót tudja fogadni és át lehet alakítani automatára, mert ami gyárilag automata, nos annak elég borsos az ára...
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2018 augusztus 19, 20:18
Írta: frob Dátum 2018 augusztus 19, 20:18
Talán erre gondolsz?
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 augusztus 20, 07:35
Írta: ium8w94xp Dátum 2018 augusztus 20, 07:35
Adapting Camera (https://adapting-camera.blogspot.com/2017/10/my-uccnc-probe-screen-version-3_7.html?m=1)
Cím: Re:UCCNC vezérlő program
Írta: adamant Dátum 2018 augusztus 24, 10:11
Írta: adamant Dátum 2018 augusztus 24, 10:11
Tiszteletem!
Egykis segítség kellene. Hogyan tudom beállítani azt ha a frekiváltó leáll valami oknál fogva akkor a gép is leálljon. Csak a vészkörhöz köthető be? Vagy van valami módja annak ,hogy ha a frekiváltó leáll akkor az UCCNC is vissza jelezze hogy a frekiváltónál van a hiba.
Én az I/O triggernél nézelődtem ,hogy van e ilyen funkció amire beköthető lenne de nem találtam. Lehet látre hozni új funkciókat?
Előre is köszönöm!
Egykis segítség kellene. Hogyan tudom beállítani azt ha a frekiváltó leáll valami oknál fogva akkor a gép is leálljon. Csak a vészkörhöz köthető be? Vagy van valami módja annak ,hogy ha a frekiváltó leáll akkor az UCCNC is vissza jelezze hogy a frekiváltónál van a hiba.
Én az I/O triggernél nézelődtem ,hogy van e ilyen funkció amire beköthető lenne de nem találtam. Lehet látre hozni új funkciókat?
Előre is köszönöm!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 augusztus 24, 11:56
Írta: dezsoe Dátum 2018 augusztus 24, 11:56
Szia!
A frekiváltóról kapsz egy jelet, hogy megállt? Mert akkor egy bemenetre bekötheted és beállíthatod 512-es funkcióra, ami a Reset bekapcsolása. Ha ennél kifinomultabb megoldás kell, akkor makrót kell hozzá írni, de akkor mondj több részletet. Akár lehet olyan is, hogy státuszba kiírja, hogy frekiváltó leállt és nyom egy Stop-ot vagy Feed Hold-ot, ha nem akarsz Reset-et.
A frekiváltóról kapsz egy jelet, hogy megállt? Mert akkor egy bemenetre bekötheted és beállíthatod 512-es funkcióra, ami a Reset bekapcsolása. Ha ennél kifinomultabb megoldás kell, akkor makrót kell hozzá írni, de akkor mondj több részletet. Akár lehet olyan is, hogy státuszba kiírja, hogy frekiváltó leállt és nyom egy Stop-ot vagy Feed Hold-ot, ha nem akarsz Reset-et.
Cím: Re:UCCNC vezérlő program
Írta: adamant Dátum 2018 augusztus 24, 12:12
Írta: adamant Dátum 2018 augusztus 24, 12:12
Szia!
igen erre gondoltam. De a legjobb az lenne ,hogy ha ki is írná ,hogy IGEN a frekiváltóval van a bibi és a gép meg is áll. Esetleg a makróban tudnál segíteni nem nagyon értek hozzá.
igen erre gondoltam. De a legjobb az lenne ,hogy ha ki is írná ,hogy IGEN a frekiváltóval van a bibi és a gép meg is áll. Esetleg a makróban tudnál segíteni nem nagyon értek hozzá.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 augusztus 24, 12:31
Írta: dezsoe Dátum 2018 augusztus 24, 12:31
Persze, hogy segítek, azért próbálom a részleteket összeszedni. :) Tehát van egy bemeneted, ahol jelzi a hibát, ha jól értem. A kiírás az OK. A gép megállítását hogy gondolod? Stop, Reset vagy Feed Hold?
Cím: Re:UCCNC vezérlő program
Írta: adamant Dátum 2018 augusztus 24, 14:03
Írta: adamant Dátum 2018 augusztus 24, 14:03
Reset jo lesz erre a helyzetre szerintem
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 augusztus 24, 14:30
Írta: dezsoe Dátum 2018 augusztus 24, 14:30
OK. Kis kitartás, aztán küldöm, de most el kell indulnom, majd este felé leszek.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 augusztus 24, 18:44
Írta: ium8w94xp Dátum 2018 augusztus 24, 18:44
Azért csak mellékesen jegyzem meg, hogy nekem még sose állt le a frekiváltóm csak uccnc vezérelt leállással. Tehát hibával soha. Nem is jut ilyen helyzet az eszembe jó konfigurációnál.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 augusztus 24, 21:24
Írta: dezsoe Dátum 2018 augusztus 24, 21:24
No, itt a megoldás. (Ha tudtam volna, hogy a Dunakeszi-Újpest-Debrecen útvonalat 15 perc híján 6 óra alatt teszem meg, akkor inkább gyorsan leírtam volna...)
Elmented pl. M21000.txt néven, majd a hibajelhez hozzárendeled. (Input trigger: port, pin, funkció 21000.)
Kód Kijelölés
exec.AddStatusmessage("Frekiváltó hibajel!");
exec.Callbutton(512);
Elmented pl. M21000.txt néven, majd a hibajelhez hozzárendeled. (Input trigger: port, pin, funkció 21000.)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 augusztus 24, 21:25
Írta: dezsoe Dátum 2018 augusztus 24, 21:25
Persze, én is megbízom a frekiváltóban, de azért kezelem a hibákat. Az ördög nem alszik... [#csodalk]
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2018 augusztus 24, 21:32
Írta: gaben Dátum 2018 augusztus 24, 21:32
Szia Csaba,
na ez tökjó, szerintem én is alkalmazni fogom. [#eljen]
Köszi minden felhasználó nevében. [#wave]
na ez tökjó, szerintem én is alkalmazni fogom. [#eljen]
Köszi minden felhasználó nevében. [#wave]
Cím: Re:UCCNC vezérlő program
Írta: adamant Dátum 2018 augusztus 27, 09:09
Írta: adamant Dátum 2018 augusztus 27, 09:09
Nagyon szépen köszönöm!
lehet ma be is iktatom a gépbe :)
Még egy kérdésem lenne. Ha ezt szeretném ,hogy szervó vezérlőknek is legyen felirata azt hogy tudnám elérni?
Az 512 jelzésen kívűl van más?
lehet ma be is iktatom a gépbe :)
Még egy kérdésem lenne. Ha ezt szeretném ,hogy szervó vezérlőknek is legyen felirata azt hogy tudnám elérni?
Az 512 jelzésen kívűl van más?
Cím: Re:UCCNC vezérlő program
Írta: adamant Dátum 2018 augusztus 27, 09:12
Írta: adamant Dátum 2018 augusztus 27, 09:12
Szia!
Én terveztem a gépet és építettem de nem és vagyok a felhasználó igy ha baj van akkor sokkal könyebben tudok telefonon segíteni ,hogy merre keressük a hibát. Az ipari gépek is kiírják mi a nyügjük :)
Én terveztem a gépet és építettem de nem és vagyok a felhasználó igy ha baj van akkor sokkal könyebben tudok telefonon segíteni ,hogy merre keressük a hibát. Az ipari gépek is kiírják mi a nyügjük :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 augusztus 27, 10:27
Írta: dezsoe Dátum 2018 augusztus 27, 10:27
Ezt egy kicsit részletesebben is leírnád? "Ha ezt szeretném ,hogy szervó vezérlőknek is legyen felirata azt hogy tudnám elérni?"
Az 512-es kód egy nyomógomb kód, az összes benne van a Buttons_by_number.htm doksiban.
Az 512-es kód egy nyomógomb kód, az összes benne van a Buttons_by_number.htm doksiban.
Cím: Re:UCCNC vezérlő program
Írta: adamant Dátum 2018 augusztus 27, 16:48
Írta: adamant Dátum 2018 augusztus 27, 16:48
Más hibákat is szeretnék kijeleztetni vele legyen az hogy nincs levegő vagy valami motor leállt. Persze ugy hogy kiirja hogy mivel van a baj
Mindent ugy csináltam ahogy irtál de nem teszi igy tiltásba a gépet de ha futtatom a makrot akkor igen csak a bemenetre nem reagál semmit
Mindent ugy csináltam ahogy irtál de nem teszi igy tiltásba a gépet de ha futtatom a makrot akkor igen csak a bemenetre nem reagál semmit
Cím: Re:UCCNC vezérlő program
Írta: adamant Dátum 2018 augusztus 27, 16:56
Írta: adamant Dátum 2018 augusztus 27, 16:56
már müködik csak rossz helyre pötyögtem [#zavart2]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 augusztus 27, 17:01
Írta: dezsoe Dátum 2018 augusztus 27, 17:01
Akkor ezek szerint sikerült megoldani a többi üzenetet is?
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 augusztus 27, 17:23
Írta: ium8w94xp Dátum 2018 augusztus 27, 17:23
Csaba, kinek tegyek fel UCR201 kérdést? :) Megjött a cucc...ment kb 10 percet, amíg kipróbáltam. Pc kikapcs. 30perc múlva újra bekapcs, azóta nem kommunikál a stick a joggal. Plugin azt írja connected az usb. A cucc meg No connected-et ír ki...full aksi szintnél 2cm-re az usb-től. Azonos csatornán és régión. wtf? :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 augusztus 27, 17:33
Írta: dezsoe Dátum 2018 augusztus 27, 17:33
Írj az info kukac cncdrive pont com-ra.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 augusztus 27, 17:44
Írta: ium8w94xp Dátum 2018 augusztus 27, 17:44
Köszi. Megtörtént.
Cím: Re:UCCNC vezérlő program
Írta: adamant Dátum 2018 augusztus 28, 11:31
Írta: adamant Dátum 2018 augusztus 28, 11:31
Nem. Csak azt sikerült amit te irtál nekem nagyon szépen köszönöm!
Jól gondolom hogy ezt ha elmentem pl M21001 az üzenetet átírom valami másra akkor igy kijelezhető más hiba is?
Jól gondolom hogy ezt ha elmentem pl M21001 az üzenetet átírom valami másra akkor igy kijelezhető más hiba is?
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 augusztus 28, 11:40
Írta: ium8w94xp Dátum 2018 augusztus 28, 11:40
Nincs valakinek ucr201 délbudán vagy környékén? Átvinném az enyémet, hogy kommunikál-e a jog az ő stickjével és fordítva. Jó lenne rájönnöm mivel van a gond. Köszönöm.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 augusztus 28, 12:17
Írta: dezsoe Dátum 2018 augusztus 28, 12:17
Igen. Ha nem kell gombot nyomni, akkor azt a sort töröld. Vagy ha elég a stop, akkor annak a kódját írd a Callbutton-hoz.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 augusztus 28, 14:52
Írta: ium8w94xp Dátum 2018 augusztus 28, 14:52
Már nem aktuális. Balázsék küldenek másikat. Csak a kérdés marad. Találkozott már valaki ucr201 kommunikációs hibával?
Cím: Re:UCCNC vezérlő program
Írta: guliver83 Dátum 2018 augusztus 28, 18:07
Írta: guliver83 Dátum 2018 augusztus 28, 18:07
UCCNC-vel kapcsolatban érdeklődnék, hogy egyszer lehetséges, hogy lesz valami hasonló lézer felülete, mint a
LightBurn (https://lightburnsoftware.com/pages/trial-version-try-before-you-buy) programnak, hogy egy helyen minden elérhető lenne?
Hogy a LightBurn kompatibilis legyen az UCCNC valamelyik kártyájával az lehetetten?
LightBurn (https://lightburnsoftware.com/pages/trial-version-try-before-you-buy) programnak, hogy egy helyen minden elérhető lenne?
Hogy a LightBurn kompatibilis legyen az UCCNC valamelyik kártyájával az lehetetten?
Cím: Re:UCCNC vezérlő program
Írta: designr Dátum 2018 augusztus 28, 18:57
Írta: designr Dátum 2018 augusztus 28, 18:57
Az UCCNC lézeres pluginját használod?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 augusztus 28, 19:08
Írta: 000000000 Dátum 2018 augusztus 28, 19:08
Az, azért nagyon vérszegény, igényesebb munkához.
Cím: Re:UCCNC vezérlő program
Írta: guliver83 Dátum 2018 augusztus 28, 19:18
Írta: guliver83 Dátum 2018 augusztus 28, 19:18
Lehet használni, nincs vele gond, csak sok más program kell hozzá, mire valami lesz belőle !
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 augusztus 28, 21:24
Írta: dezsoe Dátum 2018 augusztus 28, 21:24
Jó közelítéssel 0% az esélye mindkettőnek.
Ahogy elnézem, a LightBurn csupa olyan gépet tud vezérelni, ami eleve nyílt rendszer, tehát tudható, hogy hogyan kell velük kommunikálni.
Az, hogy az UCCNC-ben tudj rajzolni, meg ilyesmi, az megint nem működőképes ötlet. Egy CNC vezérlő programnak az a dolga, hogy CNC-t vezéreljen, míg egy rajzoló és kód generáló programnak pedig az, képeket lehessen vele bütykölni és előállítani a g-kódot. A kettőnek igazából semmi köze egymáshoz.
(No meg, ha már lenne benne lézeres rajzoló, akkor miért ne lehetne benne egy komplett CAD/CAM rendszer, hogy olyan kódot is tudjon önállóan, meg esetleg 3D nyomtatós szeletelő, plazmás kód generáló, meg minden, ami csak lehet. :))
Ahogy elnézem, a LightBurn csupa olyan gépet tud vezérelni, ami eleve nyílt rendszer, tehát tudható, hogy hogyan kell velük kommunikálni.
Az, hogy az UCCNC-ben tudj rajzolni, meg ilyesmi, az megint nem működőképes ötlet. Egy CNC vezérlő programnak az a dolga, hogy CNC-t vezéreljen, míg egy rajzoló és kód generáló programnak pedig az, képeket lehessen vele bütykölni és előállítani a g-kódot. A kettőnek igazából semmi köze egymáshoz.
(No meg, ha már lenne benne lézeres rajzoló, akkor miért ne lehetne benne egy komplett CAD/CAM rendszer, hogy olyan kódot is tudjon önállóan, meg esetleg 3D nyomtatós szeletelő, plazmás kód generáló, meg minden, ami csak lehet. :))
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 augusztus 28, 22:44
Írta: ium8w94xp Dátum 2018 augusztus 28, 22:44
Szinte mindennel így van. Az oprendszeren ezért van ezer program, mert mindegyik jó valamire. Nyilván jó lenne egy progi mindenre, de hát mindenkinek más az igénye. Gondolom azzal se lehet marni. Vagy videót editálni :) Engem nem zavar, ha több programot használok. A lényeg, hogy amit tud, azt jól tudja. És engem az a kevéske lézer égetős plugin győzött meg uccnc-re. A cnc usb controller(Planet CNC) se tudta annó ezeket(szerintem ma se). Ráadásul a makrók a szerkeszthetőség és a support.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2018 augusztus 29, 06:55
Írta: frob Dátum 2018 augusztus 29, 06:55
Gondolom majd egyszer az uccnc elér egy olyan fejlettségi szintet, amire a készítők azt mondják, hogy na most jó darabig csak hibajavítás lesz, újabb funkció nem.
no akkor talán elkezdenek egy egyszerűbb igényeket kielégítő cad/cam valamit, ahogy a piacot látom, biztos lenne rá igény...
no akkor talán elkezdenek egy egyszerűbb igényeket kielégítő cad/cam valamit, ahogy a piacot látom, biztos lenne rá igény...
Cím: Re:UCCNC vezérlő program
Írta: guliver83 Dátum 2018 augusztus 29, 07:17
Írta: guliver83 Dátum 2018 augusztus 29, 07:17
LightBurn csak lézerhez van,de már nagyon sok más programmal kártyával kompatibilis.
Cím: Re:UCCNC vezérlő program
Írta: guliver83 Dátum 2018 augusztus 29, 18:23
Írta: guliver83 Dátum 2018 augusztus 29, 18:23
"""(No meg, ha már lenne benne lézeres rajzoló, akkor miért ne lehetne benne egy komplett CAD/CAM rendszer, hogy olyan kódot is tudjon önállóan, meg esetleg 3D nyomtatós szeletelő, plazmás kód generáló, meg minden, ami csak lehet. )"""
Miért ne?[#taps]
Miért ne?[#taps]
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 augusztus 29, 21:12
Írta: ium8w94xp Dátum 2018 augusztus 29, 21:12
Ma abban a megtiszteltetésben részesülhettem, hogy Polgárdi Balázzsal találkoztam és személyesen cserélte az UCR201-et, ami jól működik. Gondolom a lightburn supportja nem ilyen
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 augusztus 29, 21:31
Írta: dezsoe Dátum 2018 augusztus 29, 21:31
[#eljen]
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2018 augusztus 30, 20:27
Írta: zt2c4wh9 Dátum 2018 augusztus 30, 20:27
Aztán megtanítjuk az UCCNC-t, hogy kávét is főzzön reggel. [#nyes]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 augusztus 30, 20:31
Írta: dezsoe Dátum 2018 augusztus 30, 20:31
Az mondjuk most sem lenne nagy kihívás neki: a vezérléshez kifejezetten ért. :)
Cím: Re:UCCNC vezérlő program
Írta: guliver83 Dátum 2018 augusztus 30, 20:34
Írta: guliver83 Dátum 2018 augusztus 30, 20:34
[#eljen]
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 augusztus 30, 21:07
Írta: 000000000 Dátum 2018 augusztus 30, 21:07
El vagy maradva.[#integet2]
Az én UCCNCm az ebédhez is megfőzi ha akarom. Csak közölnöm kell vele mikor ebédelek. [#nevetes1][#taps]
Az én UCCNCm az ebédhez is megfőzi ha akarom. Csak közölnöm kell vele mikor ebédelek. [#nevetes1][#taps]
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 augusztus 30, 21:32
Írta: ium8w94xp Dátum 2018 augusztus 30, 21:32
Remélem azért van is neked :) És nem csak kv-ra használod:)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 augusztus 30, 21:39
Írta: ium8w94xp Dátum 2018 augusztus 30, 21:39
UCR201-el kapcsolatban melyik supportot fárasszam? Nekem az mpg dist. Nem teljesen működő. Egyrészt minden program újraindításnál előről be kell állítsam, hogy MPG nem OFF. Másrészt velocityben egyből megy, distance módban nem. Ott alapból olyan értéket ír, hogy (1.000000) és nem is mozog a jog-ra. Ha beállítom újra akkor sikerül 1.00-t és rendesen megy. De még tesztelem, mivel nem az eredeti screent használom.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 augusztus 30, 21:57
Írta: 000000000 Dátum 2018 augusztus 30, 21:57
Ááá, csak 3 licencem van.
Nem csak kávéfőzésre használom. A reggeli teám is ő készíti.[#nevetes1][#taps]
Nem csak kávéfőzésre használom. A reggeli teám is ő készíti.[#nevetes1][#taps]
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2018 augusztus 31, 15:37
Írta: zt2c4wh9 Dátum 2018 augusztus 31, 15:37
P.Balázs fogja tudni megnézni a problémádat, de csak valamikor a jövő hét közepén, mert most el van foglalva és hétvégén meg utazik haza Svájcba. Szóval ha hazaért akkor fogja tudni megvizsgálni amit jeleztél.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 augusztus 31, 16:09
Írta: ium8w94xp Dátum 2018 augusztus 31, 16:09
Ok köszi. Akkor majd megírom neki pontosan a kérdést akár videóval demonstrálva
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2018 szeptember 07, 14:28
Írta: ANTAL GÁBOR Dátum 2018 szeptember 07, 14:28
Balázsok ! Dezsoe ! A székesfehérvári talira is terveztek olyan akciót amiről a budapestiről ( sajnos ) lemaradtam ? Konkrétan ingyen licensz ha veszek egy UC400ETH- t ?? Terveim között szerepel a tali és a UC400 ETH is .
Igencsak megkönnyítenétek a döntésemet [#kacsint][#kacsint]
Igencsak megkönnyítenétek a döntésemet [#kacsint][#kacsint]
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 szeptember 07, 14:42
Írta: ium8w94xp Dátum 2018 szeptember 07, 14:42
Beállok a sorba a kérdés mögé ;)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 szeptember 08, 08:22
Írta: dezsoe Dátum 2018 szeptember 08, 08:22
Gyanítom, hogy igen, de erre a Balázsok fognak érdemben válaszolni. :)
Cím: Re:UCCNC vezérlő program
Írta: guliver83 Dátum 2018 szeptember 08, 20:09
Írta: guliver83 Dátum 2018 szeptember 08, 20:09
Ma szórakoztam egy kicsit az UC400ETH kártyával.
Szürkeárnyalatos képnél ha 5000 a sebesség akkor jó a minősége de ha 18000 sebességre állítom akkor csúszik szét a kép, miért lehet ez?
De ha halftone módra váltók akkor nincs ilyen gond!
(https://hobbicncforum.hu/uploaded_images/2018/09/tn_jfscck8fwn8f02pz3hv2k_1763.jpg) (https://hobbicncforum.hu/uploaded_images/2018/09/jfscck8fwn8f02pz3hv2k_1763.jpg)
Szürkeárnyalatos képnél ha 5000 a sebesség akkor jó a minősége de ha 18000 sebességre állítom akkor csúszik szét a kép, miért lehet ez?
De ha halftone módra váltók akkor nincs ilyen gond!
(https://hobbicncforum.hu/uploaded_images/2018/09/tn_jfscck8fwn8f02pz3hv2k_1763.jpg) (https://hobbicncforum.hu/uploaded_images/2018/09/jfscck8fwn8f02pz3hv2k_1763.jpg)
Cím: Re:UCCNC vezérlő program
Írta: guliver83 Dátum 2018 szeptember 09, 07:30
Írta: guliver83 Dátum 2018 szeptember 09, 07:30
Ezek szerint csak nálam van ilyen hiba! [#nemtudom]
Cím: Re:UCCNC vezérlő program
Írta: guliver83 Dátum 2018 szeptember 09, 15:21
Írta: guliver83 Dátum 2018 szeptember 09, 15:21
Itt egy teszt!
A fotó mellett a sebesség.
Minél nagyobb a sebesség annál jobban esik szét a kép.
(https://hobbicncforum.hu/uploaded_images/2018/09/tn_7zkpk8bntdsbyhec9z6v_1763.jpg) (https://hobbicncforum.hu/uploaded_images/2018/09/7zkpk8bntdsbyhec9z6v_1763.jpg)
A fotó mellett a sebesség.
Minél nagyobb a sebesség annál jobban esik szét a kép.
(https://hobbicncforum.hu/uploaded_images/2018/09/tn_7zkpk8bntdsbyhec9z6v_1763.jpg) (https://hobbicncforum.hu/uploaded_images/2018/09/7zkpk8bntdsbyhec9z6v_1763.jpg)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 szeptember 09, 17:20
Írta: ium8w94xp Dátum 2018 szeptember 09, 17:20
Szerencse, hogy nekem max 4000 a sebességem a motorok beállításánál. :)
Cím: Re:UCCNC vezérlő program
Írta: guliver83 Dátum 2018 szeptember 09, 18:09
Írta: guliver83 Dátum 2018 szeptember 09, 18:09
Ez így elég szomorú azért én úgy gondolom!
5000 a vége a programnak?
De tuti az nem lehet itt valami beállítás, hiba lehet!
Reméljük,hogy kiderül a hiba oka!
5000 a vége a programnak?
De tuti az nem lehet itt valami beállítás, hiba lehet!
Reméljük,hogy kiderül a hiba oka!
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 szeptember 09, 18:19
Írta: ium8w94xp Dátum 2018 szeptember 09, 18:19
Számold ki, hogy 30000-es beállításnál 0.1mm be és utána 0.1mm kikapcsolást mennyi idő alatt kell létrehoznia. Szerintem eleve a gép nem bírja és nem hiba. De majd megmondják az okosok. De amúgy is az 5000-nél fekete a fekete. A többi nem tetszik ;)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 szeptember 09, 18:26
Írta: ium8w94xp Dátum 2018 szeptember 09, 18:26
Elvileg 0.2 milisec ideig kell bekapcsolva lennie a lézernek 0.1mm égetéshez, majd ennyi ideig ki, hogy fehéren maradjon 0.1mm. Nem tudom, hogy a vasak tudják-e. Pl a lézered begyujtása...stb.
Cím: Re:UCCNC vezérlő program
Írta: guliver83 Dátum 2018 szeptember 09, 18:29
Írta: guliver83 Dátum 2018 szeptember 09, 18:29
Ez így igaz hogy a színek teljesen megváltoznak, de például most egy bükk fára gravírozok és a lézer olyan 30% megy amikor lehetne sokkal több is.
A gyorsaságon nem tudok állítani így marad a 30%
A gyorsaságon nem tudok állítani így marad a 30%
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 szeptember 09, 18:49
Írta: ium8w94xp Dátum 2018 szeptember 09, 18:49
Nem tudom milyen lézered van, de a legtöbb lézertáp 1milisec sebességű jóesetben. Tehát biztosan nem fog menni neked 30000 sebességgel ;)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 szeptember 09, 18:54
Írta: ium8w94xp Dátum 2018 szeptember 09, 18:54
Tehát kb 6000sebességnél gyorsabban felesleges képet égetni.
Cím: Re:UCCNC vezérlő program
Írta: guliver83 Dátum 2018 szeptember 09, 20:02
Írta: guliver83 Dátum 2018 szeptember 09, 20:02
Ez érdekes !
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 szeptember 09, 20:11
Írta: ium8w94xp Dátum 2018 szeptember 09, 20:11
Mi ebben az érdekes? Az uc400eth sebessége biztos tudja, hisz 400khz akár, ami elvileg 2.5usec. A lézer viszont biztos nem, mert ahogy elnéztem az adatlapokat, azokon 1msec van írva. Tehát nem tud akármilyen gyorsan ki-be kapcsolni. Esetleg, ha a laser plugin tudna olyat, hogy csak egy irányból éget, akkor lehet akár gyorsabb, viszont üresjáratban menne visszafele :)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 szeptember 09, 20:13
Írta: ium8w94xp Dátum 2018 szeptember 09, 20:13
Nyilván vágásnál kevésbé észlelhető, mint képnél.
Cím: Re:UCCNC vezérlő program
Írta: guliver83 Dátum 2018 szeptember 09, 20:22
Írta: guliver83 Dátum 2018 szeptember 09, 20:22
Lézerpluginban van a szürkeárnyalatos és halftone
itt ha mind a kettőnél legyen 25 ezres a sebesség akkor ugyan így hibáznia kellene, mert nem tudja kapcsolgatni a lézert?
Jól gondolom?
itt ha mind a kettőnél legyen 25 ezres a sebesség akkor ugyan így hibáznia kellene, mert nem tudja kapcsolgatni a lézert?
Jól gondolom?
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 szeptember 09, 20:33
Írta: ium8w94xp Dátum 2018 szeptember 09, 20:33
A sebesség határa nem az uccnc és nem az uc400eth. Mivel azokkal sokkal nagyobb sebességgel is tudnak ki-be kapcsolgatni. Ami a határa ennek az a lézered és a tápja. Mert annak van reakció idelye. A képeiden jól látni, hogy milyen irányba mozgott a tengely, mert arra van szétesve. Nem tudom milyen módban hogy éget a plugin, de a lényeg, hogy a sebességnek a korlátja a cső és a táp reakció idelye. De csinálj egy egyszerű tesztet. egy sima négyzet keretet égess. A vízszintes vonalak nem esnek szét, a függőleges igen. És látszódni fog, hogy amikor jobbra megy, akkor jobbra tolódik, amikor balra, akkor meg balra tolódik. Mindegy milyen módban csinálod. Muti a képet...kiváncsi leszek :)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 szeptember 09, 20:36
Írta: ium8w94xp Dátum 2018 szeptember 09, 20:36
Mellesleg változhat a mérték, mert a tápok se mindig azonos sebességgel reagálnak. <=1ms tehát lehet, hogy néha 0,5ms meg van, amikor 1ms. De igen messze van ez a 2,5us től.
Cím: Re:UCCNC vezérlő program
Írta: guliver83 Dátum 2018 szeptember 09, 20:42
Írta: guliver83 Dátum 2018 szeptember 09, 20:42
Oké holnap csinálom a tesztet!
Ezt régebben csináltam 20 ezres sebességgel más módban.
Pont ez miatt nem értem, hogy csak szürkeárnyalatosnál esik ennyire szét!
(https://hobbicncforum.hu/uploaded_images/2018/09/tn_wz6w4g8taexgpk0a3v27z_1763.jpg) (https://hobbicncforum.hu/uploaded_images/2018/09/wz6w4g8taexgpk0a3v27z_1763.jpg)
Ezt régebben csináltam 20 ezres sebességgel más módban.
Pont ez miatt nem értem, hogy csak szürkeárnyalatosnál esik ennyire szét!
(https://hobbicncforum.hu/uploaded_images/2018/09/tn_wz6w4g8taexgpk0a3v27z_1763.jpg) (https://hobbicncforum.hu/uploaded_images/2018/09/wz6w4g8taexgpk0a3v27z_1763.jpg)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 szeptember 09, 20:46
Írta: ium8w94xp Dátum 2018 szeptember 09, 20:46
Majd gondolom előkerülnek az okosabbak is és elmondják a frankót, mert ezek az én véleményeim voltak :D
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 szeptember 09, 21:25
Írta: dezsoe Dátum 2018 szeptember 09, 21:25
Szia!
Bocs, a hétvégén nem sokat voltam térerő közelében.
Bár a plugin működését nem ismerem részleteiben, arra gondolok, hogy a szürkeárnyalatnál PWM-mel hajtja a lézert, míg a halftone-nál nem. Ha ez igaz, akkor a PWM frekvenciája lesz a szűk keresztmetszet, ami ethernetes vezérlőknél 3,5 kHz, USB-snél 1 kHz.
Bocs, a hétvégén nem sokat voltam térerő közelében.
Bár a plugin működését nem ismerem részleteiben, arra gondolok, hogy a szürkeárnyalatnál PWM-mel hajtja a lézert, míg a halftone-nál nem. Ha ez igaz, akkor a PWM frekvenciája lesz a szűk keresztmetszet, ami ethernetes vezérlőknél 3,5 kHz, USB-snél 1 kHz.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 szeptember 09, 22:14
Írta: ium8w94xp Dátum 2018 szeptember 09, 22:14
De gondolom a ki-be kapcsolás az nem ezen a frekin megy, nem? Csak a feszültség előállítása működik ezen. Szerintem az itt most nem lényeges, mert egy félszürke kockába félszürke a szín. mintha csak az indulás mászna el. És a 3.5khz is jobb ,mint a tápé. De majd holnap meglátjuk a teszten :)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 szeptember 09, 22:17
Írta: ium8w94xp Dátum 2018 szeptember 09, 22:17
Meg a PWM jelnél a totál fekete kockánál nincs frekvencia, mert gondolom ott fixen 5V. Akkor ott nem eshetne szét, csak a világosabb színeknél.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 szeptember 09, 22:22
Írta: dezsoe Dátum 2018 szeptember 09, 22:22
Csak tippeltem. Ha jól emlékszem, akkor a plugint Polgárdi Balázs írta, okosat ő tudna mondani. :)
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2018 szeptember 10, 10:00
Írta: kr97pwss2 Dátum 2018 szeptember 10, 10:00
Elküldted Emailben is a képeket, melyeket megvizsgáltam és arra jutottam, hogy ez a működéséből adódóan ilyen. A lézer pluginban 3 üzemmód van.
- Az első a Grayscale üzemmódban a Lézert PWM jelle szabályozza. A PWM jel frekvenciája ~3.5kHz melyből kiszámolható, hogy 5000mm/sec sebességnél a vízszintes felbontása ~0.02mm. Ahogy növeljők a sebességet, úgy nől a pixelméret, azaz kezd pixelesedni a kép. A Grayscale üzemmódot Led-es 1-5W lézerekhez ajánlom használni, mert ott a megmunkálási sebesség nem éri el a 3000-5000 sebességet. CO lézerhez is használható, de akkor a teljesítményét le kell venni a lassabb sebesség miatt ~5-20%-ra. A Grayscale üzemmóddal cserébe a PWM-nek köszönhetően minden képpont lézer erőssége (árnyalata) szabályozható, és szebb kontrasztosabb képeket eredményez.
- A második, Halftone üzemmódban a képet egy algoritmus átszámolja fekete fehér pontok halmazára a világosabb és sötétebb árnyalatoknak megfelelően. Halftone üzemmódnál nincs PWM, csak be/kikapcsolja a lézert ezért itt nem jelentkezik nagyobb sebességnél a pixelesedés, mint a Grayscale-nál. Ennél az üzemmódnál viszont a kép, mivel apró pontok sokaságából rakja össze az árnyalatokat, nem olyan egyenletes hatást kelt, mint a Grayscale-nél.
- Harmadik, Black and white üzemmódban szintén a képet egy algorutmus álszámolja egy küszöbszint alatti és feletti értékre. A küszöbszint állítható, és a feletti része lesz sötét (itt éget a lézer). Ezt feliratok, egyszerűbb ábrák, ikonok, jelölések gravírozásához lehet használni.
(https://hobbicncforum.hu/uploaded_images/2018/09/tn_hsbyat3y6j8spviyxkq6k_1037.png) (https://hobbicncforum.hu/uploaded_images/2018/09/hsbyat3y6j8spviyxkq6k_1037.png) (https://hobbicncforum.hu/uploaded_images/2018/09/tn_t8hv7w4fs4qug0s8knn5x_1037.png) (https://hobbicncforum.hu/uploaded_images/2018/09/t8hv7w4fs4qug0s8knn5x_1037.png) (https://hobbicncforum.hu/uploaded_images/2018/09/tn_3eypi4fjfydpeq7eactf_1037.png) (https://hobbicncforum.hu/uploaded_images/2018/09/3eypi4fjfydpeq7eactf_1037.png)
- Az első a Grayscale üzemmódban a Lézert PWM jelle szabályozza. A PWM jel frekvenciája ~3.5kHz melyből kiszámolható, hogy 5000mm/sec sebességnél a vízszintes felbontása ~0.02mm. Ahogy növeljők a sebességet, úgy nől a pixelméret, azaz kezd pixelesedni a kép. A Grayscale üzemmódot Led-es 1-5W lézerekhez ajánlom használni, mert ott a megmunkálási sebesség nem éri el a 3000-5000 sebességet. CO lézerhez is használható, de akkor a teljesítményét le kell venni a lassabb sebesség miatt ~5-20%-ra. A Grayscale üzemmóddal cserébe a PWM-nek köszönhetően minden képpont lézer erőssége (árnyalata) szabályozható, és szebb kontrasztosabb képeket eredményez.
- A második, Halftone üzemmódban a képet egy algoritmus átszámolja fekete fehér pontok halmazára a világosabb és sötétebb árnyalatoknak megfelelően. Halftone üzemmódnál nincs PWM, csak be/kikapcsolja a lézert ezért itt nem jelentkezik nagyobb sebességnél a pixelesedés, mint a Grayscale-nál. Ennél az üzemmódnál viszont a kép, mivel apró pontok sokaságából rakja össze az árnyalatokat, nem olyan egyenletes hatást kelt, mint a Grayscale-nél.
- Harmadik, Black and white üzemmódban szintén a képet egy algorutmus álszámolja egy küszöbszint alatti és feletti értékre. A küszöbszint állítható, és a feletti része lesz sötét (itt éget a lézer). Ezt feliratok, egyszerűbb ábrák, ikonok, jelölések gravírozásához lehet használni.
(https://hobbicncforum.hu/uploaded_images/2018/09/tn_hsbyat3y6j8spviyxkq6k_1037.png) (https://hobbicncforum.hu/uploaded_images/2018/09/hsbyat3y6j8spviyxkq6k_1037.png) (https://hobbicncforum.hu/uploaded_images/2018/09/tn_t8hv7w4fs4qug0s8knn5x_1037.png) (https://hobbicncforum.hu/uploaded_images/2018/09/t8hv7w4fs4qug0s8knn5x_1037.png) (https://hobbicncforum.hu/uploaded_images/2018/09/tn_3eypi4fjfydpeq7eactf_1037.png) (https://hobbicncforum.hu/uploaded_images/2018/09/3eypi4fjfydpeq7eactf_1037.png)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 szeptember 10, 11:00
Írta: 000000000 Dátum 2018 szeptember 10, 11:00
1. "... CO lézerhez is használható, de akkor a teljesítményét le kell venni a lassabb sebesség miatt ~5-20%-ra ..."
Érdekes tanács, magyarul butoljon le a co2 lézergép képessége az UCCNC programhoz, és így a termelékenységét messze ne lehessen kihasználni.
Korrektebb lenne azt beismerni, hogy lassú a PWM vagy G kód kapcsolási sebesség képessége a programnak, így a nagyobb sebességű lézergravír feladatokhoz már nem alkalmazható.
2. A halftone eljárás szerintem mást jelent, mint a mellékelt kép. A kép ugyanis egy 1 bites szürkeárnyalatot mutat (pl. Stucki algoritmusút a sok közül). Így erősen kérdéses, hogy helyes-e az elnevezés használata a programban ennél a módszernél.
Érdekes tanács, magyarul butoljon le a co2 lézergép képessége az UCCNC programhoz, és így a termelékenységét messze ne lehessen kihasználni.
Korrektebb lenne azt beismerni, hogy lassú a PWM vagy G kód kapcsolási sebesség képessége a programnak, így a nagyobb sebességű lézergravír feladatokhoz már nem alkalmazható.
2. A halftone eljárás szerintem mást jelent, mint a mellékelt kép. A kép ugyanis egy 1 bites szürkeárnyalatot mutat (pl. Stucki algoritmusút a sok közül). Így erősen kérdéses, hogy helyes-e az elnevezés használata a programban ennél a módszernél.
Cím: Re:UCCNC vezérlő program
Írta: designr Dátum 2018 szeptember 10, 11:30
Írta: designr Dátum 2018 szeptember 10, 11:30
Többszörösen kitiltott polgártárs.a cnc világa erről szól.
Egymáshoz illeszteni a részegységeket,megtalálni az egyes megmunkálások optimális paramétereit..
Botor ember hajt fullon mellékhajtást,marómotort csak azért mert az tudja a max sebességet..
Kezdődik megint a kötekedés..volt erre egy Robsy topic..
Egymáshoz illeszteni a részegységeket,megtalálni az egyes megmunkálások optimális paramétereit..
Botor ember hajt fullon mellékhajtást,marómotort csak azért mert az tudja a max sebességet..
Kezdődik megint a kötekedés..volt erre egy Robsy topic..
Cím: Re:UCCNC vezérlő program
Írta: s7manbs8 Dátum 2018 szeptember 10, 12:27
Írta: s7manbs8 Dátum 2018 szeptember 10, 12:27
Ha a jobb oldali képet kicsit messzebbről nézzük, akkor pedig egy UFO arcot látunk. :)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 szeptember 10, 14:50
Írta: ium8w94xp Dátum 2018 szeptember 10, 14:50
Ezért kell a totál fekete színű négyzet keret teszt. Mivel gondolom olyankor fix 5v megy ki és a pwm sebesség nem befolyásolja. De a lézer táp elvileg lassabb, mint a 3.5khz.
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2018 szeptember 10, 16:10
Írta: gaben Dátum 2018 szeptember 10, 16:10
Jogos a hozzászólás. [#eljen]
Cím: Re:UCCNC vezérlő program
Írta: guliver83 Dátum 2018 szeptember 10, 19:20
Írta: guliver83 Dátum 2018 szeptember 10, 19:20
Köszönöm a választ!
Azt hittem én állítok be valamit rosszul és mindenkinek tökéletesen működik, csak nekem van bajom vele, de így értem a hiba okát!
Akkor mindenki türelmesen lassan dolgozzon vele!!!
Azt hittem én állítok be valamit rosszul és mindenkinek tökéletesen működik, csak nekem van bajom vele, de így értem a hiba okát!
Akkor mindenki türelmesen lassan dolgozzon vele!!!
Cím: Re:UCCNC vezérlő program
Írta: guliver83 Dátum 2018 szeptember 10, 21:07
Írta: guliver83 Dátum 2018 szeptember 10, 21:07
Ilyen alapon akkor ne használjon senki Co2 lézert, mert az túl gyors!
És fölösleges nagyobb teljesítményt venni, mert úgy sem tudod kihasználni!
Micsoda hozzáállás!
Tudod én azért vettem, hogy ki is használjam a teljesítményét, egyenlőre egy 40 wattos gépem van, tervben van egy nagy teljesítményű gép beszerzése is, de így más programmal vezérléssel!
És fölösleges nagyobb teljesítményt venni, mert úgy sem tudod kihasználni!
Micsoda hozzáállás!
Tudod én azért vettem, hogy ki is használjam a teljesítményét, egyenlőre egy 40 wattos gépem van, tervben van egy nagy teljesítményű gép beszerzése is, de így más programmal vezérléssel!
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 szeptember 10, 21:17
Írta: ium8w94xp Dátum 2018 szeptember 10, 21:17
Vagy UC300...azon van analóg kimenet :)
Cím: Re:UCCNC vezérlő program
Írta: designr Dátum 2018 szeptember 10, 22:55
Írta: designr Dátum 2018 szeptember 10, 22:55
Kicsit forditva ülsz a lovon..
Én nem mondtam hogy ne vegyen senki co2 lézert,de mindent a helyén kell kezelni..
Arduino sem tud többet..akkor az is hibás..?Nem hibás..csak arra kell használni amire való..
Komoly DSP vezérlő..RF lézer..van feljebb..Ja az drága..
A youtubon a gyors videók azok nem ezekkel a lézerekkel készülnek..
Én nem mondtam hogy ne vegyen senki co2 lézert,de mindent a helyén kell kezelni..
Arduino sem tud többet..akkor az is hibás..?Nem hibás..csak arra kell használni amire való..
Komoly DSP vezérlő..RF lézer..van feljebb..Ja az drága..
A youtubon a gyors videók azok nem ezekkel a lézerekkel készülnek..
Cím: Re:UCCNC vezérlő program
Írta: guliver83 Dátum 2018 szeptember 10, 23:20
Írta: guliver83 Dátum 2018 szeptember 10, 23:20
Biztos igazad van!
Arduino 1000 Ft
Dsp Ruida már 60 ezer től
Uccnc az meg ingyen viszi a postás :)
Arduino 1000 Ft
Dsp Ruida már 60 ezer től
Uccnc az meg ingyen viszi a postás :)
Cím: Re:UCCNC vezérlő program
Írta: designr Dátum 2018 szeptember 11, 07:49
Írta: designr Dátum 2018 szeptember 11, 07:49
Nem kritikák ezek,csak ugye eredetileg a Pwm a marómotorok sebességszabályzásához kellett.
Később UCCNC-hez készült egy lézerplugin,főleg diódás lézerekhez,és a co lézerek teljesítménye miatti nagy sebességet nem tudja..
Hozzáteszem nézz rá digit szkóppal vagy egy egyszerű logikai analizátorral..mert szerintem nem a 3-5khz -es pwm a szűk keresztmetszet..
Kiváncsi lennék mennyire dinamikus a trafó.
Én megértem hogy keresik az utat az emberek..de az UCCNC legális,példaértékű eredeti fejlesztés,korrekt látható árakkal,korrekt supportal.
Nincs susmus,lenyult név,fekete doboz,számla ,garancia ,leírás nélküli dolgok..ezt azért becsülni kell.
Később UCCNC-hez készült egy lézerplugin,főleg diódás lézerekhez,és a co lézerek teljesítménye miatti nagy sebességet nem tudja..
Hozzáteszem nézz rá digit szkóppal vagy egy egyszerű logikai analizátorral..mert szerintem nem a 3-5khz -es pwm a szűk keresztmetszet..
Kiváncsi lennék mennyire dinamikus a trafó.
Én megértem hogy keresik az utat az emberek..de az UCCNC legális,példaértékű eredeti fejlesztés,korrekt látható árakkal,korrekt supportal.
Nincs susmus,lenyult név,fekete doboz,számla ,garancia ,leírás nélküli dolgok..ezt azért becsülni kell.
Cím: Re:UCCNC vezérlő program
Írta: designr Dátum 2018 szeptember 11, 07:54
Írta: designr Dátum 2018 szeptember 11, 07:54
És ha már utkeresés,nem ide illik de a mach3-at impulzus szélesitővel és a picengrave-t még kipróbálhatod..
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 szeptember 11, 08:03
Írta: ium8w94xp Dátum 2018 szeptember 11, 08:03
Szerintem is a lézertáp a gyenge láncszem. Mivel azok 1khz körüli sebességűek.
Cím: Re:UCCNC vezérlő program
Írta: guliver83 Dátum 2018 szeptember 11, 09:30
Írta: guliver83 Dátum 2018 szeptember 11, 09:30
Akinek van komolyabb lézer vezérlője csinálhatna egy tesztet és kiderül tudja a táp vagy sem.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 szeptember 11, 11:36
Írta: ium8w94xp Dátum 2018 szeptember 11, 11:36
Egy ismerősnek van kínai 50w-os. Szombaton megcsinálja, de te is tudsz közben az uc-vel egy fekete keretet csinálni 30000 sebességgel. De totál fekete legyen. És kipróbálhatod mindhárom módban.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2018 szeptember 11, 13:22
Írta: kr97pwss2 Dátum 2018 szeptember 11, 13:22
Megnéztem, az ethernetes vezérlőkben van még némi tartalék, azaz Grayscale üzemmódban egy kis továbbfejlesztéssel lehetne még növelni a felbontást. Hosszútávú tervek közt szerepel is ennek a továbbfejlesztése. De továbbra sem értem, hogy a Halftone (valóban tévesen van annak nevezve) üzemmód miért nem jó neked, hiszen ott nagyságrendekkel gyorsabban kapcsolgatja a lézert, és a pixelesedési probléma nagy sebességnél ott nem jelentkezne. A nagy sebességű gravírozáshoz megfelelő lézer tápegységre is szükség van, mert a kommersz kínai tápok adatlapjaiban 1ms-ot adnak meg Response speed-nek, ami annyit jelent, hogy a bekapcsoló jel megérkezésétől ennyi idő telik el, amíg a lézer teljesítmény eléri a beállított érték 90%-át. Mindenesetre amit te szeretnél sebességet (~30m/perc-el vagy fölötte képet gravírozni pontonkénti árnyalatokkal), ahhoz szerintem kimondottan lézerhez készített vezérlő kellene egy gyors analóg kimenettel. Emiatt, ha nem vagy megelégedve a termékünkkel, akkor visszavásároljuk. Részletekért keress magánban.
Cím: Re:UCCNC vezérlő program
Írta: guliver83 Dátum 2018 szeptember 11, 14:56
Írta: guliver83 Dátum 2018 szeptember 11, 14:56
Már a tegnap este írtam e-mailt.
A kártyát mindenképp megtartom!
A kártyát mindenképp megtartom!
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 szeptember 11, 22:23
Írta: ium8w94xp Dátum 2018 szeptember 11, 22:23
Szerintem is a táp a leggyengébb láncszem ebben a dologban és nem az uc400eth. De, ha valaki megtud kérni másik lézerest, akkor én is kíváncsi a tesztre.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 szeptember 12, 19:11
Írta: svejk Dátum 2018 szeptember 12, 19:11
Hopsz, ez meg mi a szösz?
Telepítés után rögtön.
(https://hobbicncforum.hu/uploaded_images/2018/09/tn_fyk4tukz56eqkuyvpmx0_66.jpg) (https://hobbicncforum.hu/uploaded_images/2018/09/fyk4tukz56eqkuyvpmx0_66.jpg)
Telepítés után rögtön.
(https://hobbicncforum.hu/uploaded_images/2018/09/tn_fyk4tukz56eqkuyvpmx0_66.jpg) (https://hobbicncforum.hu/uploaded_images/2018/09/fyk4tukz56eqkuyvpmx0_66.jpg)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 szeptember 12, 19:35
Írta: dezsoe Dátum 2018 szeptember 12, 19:35
Ha a 2048-as verziót telepítetted, akkor jó eséllyel valamelyik okos vírusirtó fogta meg. Pár napja több irtó is fals pozitív riasztást ad. Balázs már elküldte több cégnek is elemzésre.
Elkerülő megoldás: vírusirtót kikapcsolod a telepítés idejére, majd a kivételekhez hozzáadod az UCCNC mappáját. (Ezt amúgy is érdemes, mert sokkal gyorsabban tölt be.) Utána visszakapcsolod, természetesen.
Elkerülő megoldás: vírusirtót kikapcsolod a telepítés idejére, majd a kivételekhez hozzáadod az UCCNC mappáját. (Ezt amúgy is érdemes, mert sokkal gyorsabban tölt be.) Utána visszakapcsolod, természetesen.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 szeptember 12, 19:35
Írta: ium8w94xp Dátum 2018 szeptember 12, 19:35
Melyik verziónál írta ezt ki?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 szeptember 12, 19:57
Írta: svejk Dátum 2018 szeptember 12, 19:57
Ja.., 2048-as, szinte szűz Win7 64 bit.
Külső vírnyúsirtót nem telepítettem rá, tehát akkor az Essential lehet.
Külső vírnyúsirtót nem telepítettem rá, tehát akkor az Essential lehet.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 szeptember 12, 20:04
Írta: svejk Dátum 2018 szeptember 12, 20:04
Oké, megyen má', az Essential volt a kötekedő.
Köszi!
Köszi!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 szeptember 12, 20:20
Írta: dezsoe Dátum 2018 szeptember 12, 20:20
[#eljen]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 szeptember 13, 08:21
Írta: svejk Dátum 2018 szeptember 13, 08:21
Az MPG beállításoknál van egy pipa lehetőség a következőhöz: "Attach JRO to MPG"
Ez a gyakorlatban mikor is hasznos?
Hogy kell használni?
A manuálban nincs megemlítve.
Ez a gyakorlatban mikor is hasznos?
Hogy kell használni?
A manuálban nincs megemlítve.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 szeptember 13, 21:42
Írta: svejk Dátum 2018 szeptember 13, 21:42
Ki szeretném rakni a RUN főképernyőre állandóra a JRODRO mezőt (913 field) és a +/- állító gombját.
A két gomb okés, de az érték csak akkor jelenek meg a RUN képernyőn ha valamelyik állító gombjára kattintok.
Így állítottam be a mezőt:
(https://hobbicncforum.hu/uploaded_images/2018/09/tn_axgn8kbxnag0gbjvvg36c_66.jpg) (https://hobbicncforum.hu/uploaded_images/2018/09/axgn8kbxnag0gbjvvg36c_66.jpg)
A két gomb okés, de az érték csak akkor jelenek meg a RUN képernyőn ha valamelyik állító gombjára kattintok.
Így állítottam be a mezőt:
(https://hobbicncforum.hu/uploaded_images/2018/09/tn_axgn8kbxnag0gbjvvg36c_66.jpg) (https://hobbicncforum.hu/uploaded_images/2018/09/axgn8kbxnag0gbjvvg36c_66.jpg)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 szeptember 13, 21:42
Írta: svejk Dátum 2018 szeptember 13, 21:42
Mit rontottam el?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 szeptember 13, 21:44
Írta: svejk Dátum 2018 szeptember 13, 21:44
Ha már rákattintottam egyszer valamelyik állító gombjára, akkor utána már kint marad a következő újraindításig.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 szeptember 14, 06:22
Írta: dezsoe Dátum 2018 szeptember 14, 06:22
Tényleg elég furcsán viselkedik... [#zavart2]
Cím: Re:UCCNC vezérlő program
Írta: guliver83 Dátum 2018 szeptember 16, 16:09
Írta: guliver83 Dátum 2018 szeptember 16, 16:09
Árulja már el valaki, hogy miért csinálja a lezerplugin ezt a hibát?
Mikor milyen kedve van, valamikor meg tudja nyitni valamikor nem.
(https://hobbicncforum.hu/uploaded_images/2018/09/tn_uvexd8t6au8ap6gvt87_1763.jpg) (https://hobbicncforum.hu/uploaded_images/2018/09/uvexd8t6au8ap6gvt87_1763.jpg)
Mikor milyen kedve van, valamikor meg tudja nyitni valamikor nem.
(https://hobbicncforum.hu/uploaded_images/2018/09/tn_uvexd8t6au8ap6gvt87_1763.jpg) (https://hobbicncforum.hu/uploaded_images/2018/09/uvexd8t6au8ap6gvt87_1763.jpg)
Cím: Re:UCCNC vezérlő program
Írta: svager Dátum 2018 szeptember 16, 17:03
Írta: svager Dátum 2018 szeptember 16, 17:03
Használja valaki ezt a nyarfa által készített varázslót?
[#t218p837#]
Kipróbálhatná nála,hogy működik mivel valami geb@sz van vele.
Itt egy kód részlet aminek a kezdőpontja ugyanaz,pontosabban az egyik -200 a másik +200 és valamiért nem a tükörképe a két kód.
tehát ha 200 a kezdőpont normális kódot generál,ha viszont -200 akkor meg nem,két gépen is kipróbáltam mindkettőnél ugyanez a hiba [#nemtudom]
[#t218p837#]
Kipróbálhatná nála,hogy működik mivel valami geb@sz van vele.
Itt egy kód részlet aminek a kezdőpontja ugyanaz,pontosabban az egyik -200 a másik +200 és valamiért nem a tükörképe a két kód.
Kód Kijelölés
Téglalapzseb - rectangle pocket)
(kezdőpont X-200,0000 Y-25,0000 Z0,0000)
(téglalap átmérői X40 Y10)
(marás mélysége -12,0000)
(ciklusonkénti mélység -0,6000)
(lépésenkénti max fogási mélység 0,6)
(oldalirányú fogás 50%)
(forgásirány CW)
(Z tengely ferdén le mozog X irányában)
(csak egy téglalapzseb készül)
G21 G90
G0 Z40,0000
G0 X-200,0000 Y-25,0000
T1 M6
S1000 M3
G4 P2000
M8
(főciklus)
(1. mélységi ciklus)
G1 X-195,0000 Y-20,0000 F1000
G1 Z0,0000 F1000
G1 X-165,0000 Y-20,0000 Z-0,6000
G1 X-195,0000 Y-20,0000
G1 X-196,8600 Y-21,8600 F1000
G1 X-196,8600 Y-18,1400 F1000
G1 X-163,1400 Y-18,1400
G1 X-163,1400 Y-21,8600
G1 X-196,8600 Y-21,8600
G1 X-198,1400 Y-23,1400 F1000
G1 X-198,1400 Y-16,8600 F1000
G1 X-161,8600 Y-16,8600
G1 X-161,8600 Y-23,1400
G1 X-198,1400 Y-23,1400
(2. mélységi ciklus)
G1 X-195,0000 Y-20,0000 F1000
G1 Z-0,6000 F1000
G1 X-165,0000 Y-20,0000 Z-1,2000
G1 X-195,0000 Y-20,0000
G1 X-196,8600 Y-21,8600 F1000
G1 X-196,8600 Y-18,1400 F1000
G1 X-163,1400 Y-18,1400
G1 X-163,1400 Y-21,8600
G1 X-196,8600 Y-21,8600
G1 X-198,1400 Y-23,1400 F1000
G1 X-198,1400 Y-16,8600 F1000
G1 X-161,8600 Y-16,8600
G1 X-161,8600 Y-23,1400
G1 X-198,1400 Y-23,1400
(3. mélységi ciklus)
G1 X-195,0000 Y-20,0000 F1000
G1 Z-1,2000 F1000
G1 X-165,0000 Y-20,0000 Z-1,8000
G1 X-195,0000 Y-20,0000
G1 X-196,8600 Y-21,8600 F1000
G1 X-196,8600 Y-18,1400 F1000
G1 X-163,1400 Y-18,1400
G1 X-163,1400 Y-21,8600
G1 X-196,8600 Y-21,8600
G1 X-198,1400 Y-23,1400 F1000
G1 X-198,1400 Y-16,8600 F1000
G1 X-161,8600 Y-16,8600
G1 X-161,8600 Y-23,1400
G1 X-198,1400 Y-23,1400
(4. mélységi ciklus)
G1 X-195,0000 Y-20,0000 F1000
G1 Z-1,8000 F1000
G1 X-165,0000 Y-20,0000 Z-2,4000
G1 X-195,0000 Y-20,0000
G1 X-196,8600 Y-21,8600 F1000
G1 X-196,8600 Y-18,1400 F1000
G1 X-163,1400 Y-18,1400
G1 X-163,1400 Y-21,8600
G1 X-196,8600 Y-21,8600
G1 X-198,1400 Y-23,1400 F1000
G1 X-198,1400 Y-16,8600 F1000
G1 X-161,8600 Y-16,8600
G1 X-161,8600 Y-23,1400
G1 X-198,1400 Y-23,1400
(5. mélységi ciklus)
G1 X-195,0000 Y-20,0000 F1000
G1 Z-2,4000 F1000
G1 X-165,0000 Y-20,0000 Z-3,0000
G1 X-195,0000 Y-20,0000
G1 X-196,8600 Y-21,8600 F1000
G1 X-196,8600 Y-18,1400 F1000
G1 X-163,1400 Y-18,1400
G1 X-163,1400 Y-21,8600
G1 X-196,8600 Y-21,8600
G1 X-198,1400 Y-23,1400 F1000
G1 X-198,1400 Y-16,8600 F1000
G1 X-161,8600 Y-16,8600
G1 X-161,8600 Y-23,1400
G1 X-198,1400 Y-23,1400
(6. mélységi ciklus)
G1 X-195,0000 Y-20,0000 F1000
G1 Z-3,0000 F1000
G1 X-165,0000 Y-20,0000 Z-3,6000
G1 X-195,0000 Y-20,0000
G1 X-196,8600 Y-21,8600 F1000
G1 X-196,8600 Y-18,1400 F1000
G1 X-163,1400 Y-18,1400
G1 X-163,1400 Y-21,8600
G1 X-196,8600 Y-21,8600
G1 X-198,1400 Y-23,1400 F1000
G1 X-198,1400 Y-16,8600 F1000
G1 X-161,8600 Y-16,8600
G1 X-161,8600 Y-23,1400
G1 X-198,1400 Y-23,1400
(7. mélységi ciklus)
G1 X-195,0000 Y-20,0000 F1000
G1 Z-3,6000 F1000
G1 X-165,0000 Y-20,0000 Z-4,2000
G1 X-195,0000 Y-20,0000
G1 X-196,8600 Y-21,8600 F1000
G1 X-196,8600 Y-18,1400 F1000
G1 X-163,1400 Y-18,1400
G1 X-163,1400 Y-21,8600
G1 X-196,8600 Y-21,8600
G1 X-198,1400 Y-23,1400 F1000
G1 X-198,1400 Y-16,8600 F1000
G1 X-161,8600 Y-16,8600
G1 X-161,8600 Y-23,1400
G1 X-198,1400 Y-23,1400
(8. mélységi ciklus)
G1 X-195,0000 Y-20,0000 F1000
G1 Z-4,2000 F1000
G1 X-165,0000 Y-20,0000 Z-4,8000
G1 X-195,0000 Y-20,0000
G1 X-196,8600 Y-21,8600 F1000
G1 X-196,8600 Y-18,1400 F1000
G1 X-163,1400 Y-18,1400
G1 X-163,1400 Y-21,8600
G1 X-196,8600 Y-21,8600
G1 X-198,1400 Y-23,1400 F1000
G1 X-198,1400 Y-16,8600 F1000
G1 X-161,8600 Y-16,8600
G1 X-161,8600 Y-23,1400
G1 X-198,1400 Y-23,1400
(9. mélységi ciklus)
G1 X-195,0000 Y-20,0000 F1000
G1 Z-4,8000 F1000
G1 X-165,0000 Y-20,0000 Z-5,4000
G1 X-195,0000 Y-20,0000
G1 X-196,8600 Y-21,8600 F1000
G1 X-196,8600 Y-18,1400 F1000
G1 X-163,1400 Y-18,1400
G1 X-163,1400 Y-21,8600
G1 X-196,8600 Y-21,8600
G1 X-198,1400 Y-23,1400 F1000
G1 X-198,1400 Y-16,8600 F1000
G1 X-161,8600 Y-16,8600
G1 X-161,8600 Y-23,1400
G1 X-198,1400 Y-23,1400
(10. mélységi ciklus)
G1 X-195,0000 Y-20,0000 F1000
G1 Z-5,4000 F1000
G1 X-165,0000 Y-20,0000 Z-6,0000
G1 X-195,0000 Y-20,0000
G1 X-196,8600 Y-21,8600 F1000
G1 X-196,8600 Y-18,1400 F1000
G1 X-163,1400 Y-18,1400
G1 X-163,1400 Y-21,8600
G1 X-196,8600 Y-21,8600
G1 X-198,1400 Y-23,1400 F1000
G1 X-198,1400 Y-16,8600 F1000
G1 X-161,8600 Y-16,8600
G1 X-161,8600 Y-23,1400
G1 X-198,1400 Y-23,1400
(11. mélységi ciklus)
G1 X-195,0000 Y-20,0000 F1000
G1 Z-6,0000 F1000
G1 X-165,0000 Y-20,0000 Z-6,6000
G1 X-195,0000 Y-20,0000
G1 X-196,8600 Y-21,8600 F1000
G1 X-196,8600 Y-18,1400 F1000
G1 X-163,1400 Y-18,1400
G1 X-163,1400 Y-21,8600
G1 X-196,8600 Y-21,8600
G1 X-198,1400 Y-23,1400 F1000
G1 X-198,1400 Y-16,8600 F1000
G1 X-161,8600 Y-16,8600
G1 X-161,8600 Y-23,1400
G1 X-198,1400 Y-23,1400
(12. mélységi ciklus)
G1 X-195,0000 Y-20,0000 F1000
G1 Z-6,6000 F1000
G1 X-165,0000 Y-20,0000 Z-7,2000
G1 X-195,0000 Y-20,0000
G1 X-196,8600 Y-21,8600 F1000
G1 X-196,8600 Y-18,1400 F1000
G1 X-163,1400 Y-18,1400
G1 X-163,1400 Y-21,8600
G1 X-196,8600 Y-21,8600
G1 X-198,1400 Y-23,1400 F1000
G1 X-198,1400 Y-16,8600 F1000
G1 X-161,8600 Y-16,8600
G1 X-161,8600 Y-23,1400
G1 X-198,1400 Y-23,1400
(13. mélységi ciklus)
G1 X-195,0000 Y-20,0000 F1000
G1 Z-7,2000 F1000
G1 X-165,0000 Y-20,0000 Z-7,8000
G1 X-195,0000 Y-20,0000
G1 X-196,8600 Y-21,8600 F1000
G1 X-196,8600 Y-18,1400 F1000
G1 X-163,1400 Y-18,1400
G1 X-163,1400 Y-21,8600
G1 X-196,8600 Y-21,8600
G1 X-198,1400 Y-23,1400 F1000
G1 X-198,1400 Y-16,8600 F1000
G1 X-161,8600 Y-16,8600
G1 X-161,8600 Y-23,1400
G1 X-198,1400 Y-23,1400
(14. mélységi ciklus)
G1 X-195,0000 Y-20,0000 F1000
G1 Z-7,8000 F1000
G1 X-165,0000 Y-20,0000 Z-8,4000
G1 X-195,0000 Y-20,0000
G1 X-196,8600 Y-21,8600 F1000
G1 X-196,8600 Y-18,1400 F1000
G1 X-163,1400 Y-18,1400
G1 X-163,1400 Y-21,8600
G1 X-196,8600 Y-21,8600
G1 X-198,1400 Y-23,1400 F1000
G1 X-198,1400 Y-16,8600 F1000
G1 X-161,8600 Y-16,8600
G1 X-161,8600 Y-23,1400
G1 X-198,1400 Y-23,1400
(15. mélységi ciklus)
G1 X-195,0000 Y-20,0000 F1000
G1 Z-8,4000 F1000
G1 X-165,0000 Y-20,0000 Z-9,0000
G1 X-195,0000 Y-20,0000
G1 X-196,8600 Y-21,8600 F1000
G1 X-196,8600 Y-18,1400 F1000
G1 X-163,1400 Y-18,1400
G1 X-163,1400 Y-21,8600
G1 X-196,8600 Y-21,8600
G1 X-198,1400 Y-23,1400 F1000
G1 X-198,1400 Y-16,8600 F1000
G1 X-161,8600 Y-16,8600
G1 X-161,8600 Y-23,1400
G1 X-198,1400 Y-23,1400
(16. mélységi ciklus)
G1 X-195,0000 Y-20,0000 F1000
G1 Z-9,0000 F1000
G1 X-165,0000 Y-20,0000 Z-9,6000
G1 X-195,0000 Y-20,0000
G1 X-196,8600 Y-21,8600 F1000
G1 X-196,8600 Y-18,1400 F1000
G1 X-163,1400 Y-18,1400
G1 X-163,1400 Y-21,8600
G1 X-196,8600 Y-21,8600
G1 X-198,1400 Y-23,1400 F1000
G1 X-198,1400 Y-16,8600 F1000
G1 X-161,8600 Y-16,8600
G1 X-161,8600 Y-23,1400
G1 X-198,1400 Y-23,1400
(17. mélységi ciklus)
G1 X-195,0000 Y-20,0000 F1000
G1 Z-9,6000 F1000
G1 X-165,0000 Y-20,0000 Z-10,2000
G1 X-195,0000 Y-20,0000
G1 X-196,8600 Y-21,8600 F1000
G1 X-196,8600 Y-18,1400 F1000
G1 X-163,1400 Y-18,1400
G1 X-163,1400 Y-21,8600
G1 X-196,8600 Y-21,8600
G1 X-198,1400 Y-23,1400 F1000
G1 X-198,1400 Y-16,8600 F1000
G1 X-161,8600 Y-16,8600
G1 X-161,8600 Y-23,1400
G1 X-198,1400 Y-23,1400
(18. mélységi ciklus)
G1 X-195,0000 Y-20,0000 F1000
G1 Z-10,2000 F1000
G1 X-165,0000 Y-20,0000 Z-10,8000
G1 X-195,0000 Y-20,0000
G1 X-196,8600 Y-21,8600 F1000
G1 X-196,8600 Y-18,1400 F1000
G1 X-163,1400 Y-18,1400
G1 X-163,1400 Y-21,8600
G1 X-196,8600 Y-21,8600
G1 X-198,1400 Y-23,1400 F1000
G1 X-198,1400 Y-16,8600 F1000
G1 X-161,8600 Y-16,8600
G1 X-161,8600 Y-23,1400
G1 X-198,1400 Y-23,1400
(19. mélységi ciklus)
G1 X-195,0000 Y-20,0000 F1000
G1 Z-10,8000 F1000
G1 X-165,0000 Y-20,0000 Z-11,4000
G1 X-195,0000 Y-20,0000
G1 X-196,8600 Y-21,8600 F1000
G1 X-196,8600 Y-18,1400 F1000
G1 X-163,1400 Y-18,1400
G1 X-163,1400 Y-21,8600
G1 X-196,8600 Y-21,8600
G1 X-198,1400 Y-23,1400 F1000
G1 X-198,1400 Y-16,8600 F1000
G1 X-161,8600 Y-16,8600
G1 X-161,8600 Y-23,1400
G1 X-198,1400 Y-23,1400
(20. mélységi ciklus)
G1 X-195,0000 Y-20,0000 F1000
G1 Z-11,4000 F1000
G1 X-165,0000 Y-20,0000 Z-12,0000
G1 X-195,0000 Y-20,0000
G1 X-196,8600 Y-21,8600 F1000
G1 X-196,8600 Y-18,1400 F1000
G1 X-163,1400 Y-18,1400
G1 X-163,1400 Y-21,8600
G1 X-196,8600 Y-21,8600
G1 X-198,1400 Y-23,1400 F1000
G1 X-198,1400 Y-16,8600 F1000
G1 X-161,8600 Y-16,8600
G1 X-161,8600 Y-23,1400
G1 X-198,1400 Y-23,1400
(főciklus vége)
G1 Z0,0000 F1000
G0 Z40,0000
G0 X-200,0000 Y-25,0000
M9
M5
M30
(Téglalapzseb - rectangle pocket)
(kezdőpont X200,0000 Y-25,0000 Z0,0000)
(téglalap átmérői X40 Y10)
(marás mélysége -12,0000)
(ciklusonkénti mélység -0,6000)
(lépésenkénti max fogási mélység 0,6)
(oldalirányú fogás 50%)
(forgásirány CW)
(Z tengely ferdén le mozog X irányában)
(csak egy téglalapzseb készül)
G21 G90
G0 Z40,0000
G0 X200,0000 Y-25,0000
T1 M6
S1000 M3
G4 P2000
M8
(főciklus)
(1. mélységi ciklus)
G1 X205,0000 Y-20,0000 F1000
G1 Z0,0000 F1000
G1 X235,0000 Y-20,0000 Z-0,6000
G1 X205,0000 Y-20,0000
G1 X203,1400 Y-21,8600 F1000
G1 X203,1400 Y-18,1400 F1000
G1 X236,8600 Y-18,1400
G1 X236,8600 Y-21,8600
G1 X203,1400 Y-21,8600
G1 X201,8600 Y-23,1400 F1000
G1 X201,8600 Y-16,8600 F1000
G1 X238,1400 Y-16,8600
G1 X238,1400 Y-23,1400
G1 X201,8600 Y-23,1400
(2. mélységi ciklus)
G1 X205,0000 Y-20,0000 F1000
G1 Z-0,6000 F1000
G1 X235,0000 Y-20,0000 Z-1,2000
G1 X205,0000 Y-20,0000
G1 X203,1400 Y-21,8600 F1000
G1 X203,1400 Y-18,1400 F1000
G1 X236,8600 Y-18,1400
G1 X236,8600 Y-21,8600
G1 X203,1400 Y-21,8600
G1 X201,8600 Y-23,1400 F1000
G1 X201,8600 Y-16,8600 F1000
G1 X238,1400 Y-16,8600
G1 X238,1400 Y-23,1400
G1 X201,8600 Y-23,1400
(3. mélységi ciklus)
G1 X205,0000 Y-20,0000 F1000
G1 Z-1,2000 F1000
G1 X235,0000 Y-20,0000 Z-1,8000
G1 X205,0000 Y-20,0000
G1 X203,1400 Y-21,8600 F1000
G1 X203,1400 Y-18,1400 F1000
G1 X236,8600 Y-18,1400
G1 X236,8600 Y-21,8600
G1 X203,1400 Y-21,8600
G1 X201,8600 Y-23,1400 F1000
G1 X201,8600 Y-16,8600 F1000
G1 X238,1400 Y-16,8600
G1 X238,1400 Y-23,1400
G1 X201,8600 Y-23,1400
(4. mélységi ciklus)
G1 X205,0000 Y-20,0000 F1000
G1 Z-1,8000 F1000
G1 X235,0000 Y-20,0000 Z-2,4000
G1 X205,0000 Y-20,0000
G1 X203,1400 Y-21,8600 F1000
G1 X203,1400 Y-18,1400 F1000
G1 X236,8600 Y-18,1400
G1 X236,8600 Y-21,8600
G1 X203,1400 Y-21,8600
G1 X201,8600 Y-23,1400 F1000
G1 X201,8600 Y-16,8600 F1000
G1 X238,1400 Y-16,8600
G1 X238,1400 Y-23,1400
G1 X201,8600 Y-23,1400
(5. mélységi ciklus)
G1 X205,0000 Y-20,0000 F1000
G1 Z-2,4000 F1000
G1 X235,0000 Y-20,0000 Z-3,0000
G1 X205,0000 Y-20,0000
G1 X203,1400 Y-21,8600 F1000
G1 X203,1400 Y-18,1400 F1000
G1 X236,8600 Y-18,1400
G1 X236,8600 Y-21,8600
G1 X203,1400 Y-21,8600
G1 X201,8600 Y-23,1400 F1000
G1 X201,8600 Y-16,8600 F1000
G1 X238,1400 Y-16,8600
G1 X238,1400 Y-23,1400
G1 X201,8600 Y-23,1400
(6. mélységi ciklus)
G1 X205,0000 Y-20,0000 F1000
G1 Z-3,0000 F1000
G1 X235,0000 Y-20,0000 Z-3,6000
G1 X205,0000 Y-20,0000
G1 X203,1400 Y-21,8600 F1000
G1 X203,1400 Y-18,1400 F1000
G1 X236,8600 Y-18,1400
G1 X236,8600 Y-21,8600
G1 X203,1400 Y-21,8600
G1 X201,8600 Y-23,1400 F1000
G1 X201,8600 Y-16,8600 F1000
G1 X238,1400 Y-16,8600
G1 X238,1400 Y-23,1400
G1 X201,8600 Y-23,1400
(7. mélységi ciklus)
G1 X205,0000 Y-20,0000 F1000
G1 Z-3,6000 F1000
G1 X235,0000 Y-20,0000 Z-4,2000
G1 X205,0000 Y-20,0000
G1 X203,1400 Y-21,8600 F1000
G1 X203,1400 Y-18,1400 F1000
G1 X236,8600 Y-18,1400
G1 X236,8600 Y-21,8600
G1 X203,1400 Y-21,8600
G1 X201,8600 Y-23,1400 F1000
G1 X201,8600 Y-16,8600 F1000
G1 X238,1400 Y-16,8600
G1 X238,1400 Y-23,1400
G1 X201,8600 Y-23,1400
(8. mélységi ciklus)
G1 X205,0000 Y-20,0000 F1000
G1 Z-4,2000 F1000
G1 X235,0000 Y-20,0000 Z-4,8000
G1 X205,0000 Y-20,0000
G1 X203,1400 Y-21,8600 F1000
G1 X203,1400 Y-18,1400 F1000
G1 X236,8600 Y-18,1400
G1 X236,8600 Y-21,8600
G1 X203,1400 Y-21,8600
G1 X201,8600 Y-23,1400 F1000
G1 X201,8600 Y-16,8600 F1000
G1 X238,1400 Y-16,8600
G1 X238,1400 Y-23,1400
G1 X201,8600 Y-23,1400
(9. mélységi ciklus)
G1 X205,0000 Y-20,0000 F1000
G1 Z-4,8000 F1000
G1 X235,0000 Y-20,0000 Z-5,4000
G1 X205,0000 Y-20,0000
G1 X203,1400 Y-21,8600 F1000
G1 X203,1400 Y-18,1400 F1000
G1 X236,8600 Y-18,1400
G1 X236,8600 Y-21,8600
G1 X203,1400 Y-21,8600
G1 X201,8600 Y-23,1400 F1000
G1 X201,8600 Y-16,8600 F1000
G1 X238,1400 Y-16,8600
G1 X238,1400 Y-23,1400
G1 X201,8600 Y-23,1400
(10. mélységi ciklus)
G1 X205,0000 Y-20,0000 F1000
G1 Z-5,4000 F1000
G1 X235,0000 Y-20,0000 Z-6,0000
G1 X205,0000 Y-20,0000
G1 X203,1400 Y-21,8600 F1000
G1 X203,1400 Y-18,1400 F1000
G1 X236,8600 Y-18,1400
G1 X236,8600 Y-21,8600
G1 X203,1400 Y-21,8600
G1 X201,8600 Y-23,1400 F1000
G1 X201,8600 Y-16,8600 F1000
G1 X238,1400 Y-16,8600
G1 X238,1400 Y-23,1400
G1 X201,8600 Y-23,1400
(11. mélységi ciklus)
G1 X205,0000 Y-20,0000 F1000
G1 Z-6,0000 F1000
G1 X235,0000 Y-20,0000 Z-6,6000
G1 X205,0000 Y-20,0000
G1 X203,1400 Y-21,8600 F1000
G1 X203,1400 Y-18,1400 F1000
G1 X236,8600 Y-18,1400
G1 X236,8600 Y-21,8600
G1 X203,1400 Y-21,8600
G1 X201,8600 Y-23,1400 F1000
G1 X201,8600 Y-16,8600 F1000
G1 X238,1400 Y-16,8600
G1 X238,1400 Y-23,1400
G1 X201,8600 Y-23,1400
(12. mélységi ciklus)
G1 X205,0000 Y-20,0000 F1000
G1 Z-6,6000 F1000
G1 X235,0000 Y-20,0000 Z-7,2000
G1 X205,0000 Y-20,0000
G1 X203,1400 Y-21,8600 F1000
G1 X203,1400 Y-18,1400 F1000
G1 X236,8600 Y-18,1400
G1 X236,8600 Y-21,8600
G1 X203,1400 Y-21,8600
G1 X201,8600 Y-23,1400 F1000
G1 X201,8600 Y-16,8600 F1000
G1 X238,1400 Y-16,8600
G1 X238,1400 Y-23,1400
G1 X201,8600 Y-23,1400
(13. mélységi ciklus)
G1 X205,0000 Y-20,0000 F1000
G1 Z-7,2000 F1000
G1 X235,0000 Y-20,0000 Z-7,8000
G1 X205,0000 Y-20,0000
G1 X203,1400 Y-21,8600 F1000
G1 X203,1400 Y-18,1400 F1000
G1 X236,8600 Y-18,1400
G1 X236,8600 Y-21,8600
G1 X203,1400 Y-21,8600
G1 X201,8600 Y-23,1400 F1000
G1 X201,8600 Y-16,8600 F1000
G1 X238,1400 Y-16,8600
G1 X238,1400 Y-23,1400
G1 X201,8600 Y-23,1400
(14. mélységi ciklus)
G1 X205,0000 Y-20,0000 F1000
G1 Z-7,8000 F1000
G1 X235,0000 Y-20,0000 Z-8,4000
G1 X205,0000 Y-20,0000
G1 X203,1400 Y-21,8600 F1000
G1 X203,1400 Y-18,1400 F1000
G1 X236,8600 Y-18,1400
G1 X236,8600 Y-21,8600
G1 X203,1400 Y-21,8600
G1 X201,8600 Y-23,1400 F1000
G1 X201,8600 Y-16,8600 F1000
G1 X238,1400 Y-16,8600
G1 X238,1400 Y-23,1400
G1 X201,8600 Y-23,1400
(15. mélységi ciklus)
G1 X205,0000 Y-20,0000 F1000
G1 Z-8,4000 F1000
G1 X235,0000 Y-20,0000 Z-9,0000
G1 X205,0000 Y-20,0000
G1 X203,1400 Y-21,8600 F1000
G1 X203,1400 Y-18,1400 F1000
G1 X236,8600 Y-18,1400
G1 X236,8600 Y-21,8600
G1 X203,1400 Y-21,8600
G1 X201,8600 Y-23,1400 F1000
G1 X201,8600 Y-16,8600 F1000
G1 X238,1400 Y-16,8600
G1 X238,1400 Y-23,1400
G1 X201,8600 Y-23,1400
(16. mélységi ciklus)
G1 X205,0000 Y-20,0000 F1000
G1 Z-9,0000 F1000
G1 X235,0000 Y-20,0000 Z-9,6000
G1 X205,0000 Y-20,0000
G1 X203,1400 Y-21,8600 F1000
G1 X203,1400 Y-18,1400 F1000
G1 X236,8600 Y-18,1400
G1 X236,8600 Y-21,8600
G1 X203,1400 Y-21,8600
G1 X201,8600 Y-23,1400 F1000
G1 X201,8600 Y-16,8600 F1000
G1 X238,1400 Y-16,8600
G1 X238,1400 Y-23,1400
G1 X201,8600 Y-23,1400
(17. mélységi ciklus)
G1 X205,0000 Y-20,0000 F1000
G1 Z-9,6000 F1000
G1 X235,0000 Y-20,0000 Z-10,2000
G1 X205,0000 Y-20,0000
G1 X203,1400 Y-21,8600 F1000
G1 X203,1400 Y-18,1400 F1000
G1 X236,8600 Y-18,1400
G1 X236,8600 Y-21,8600
G1 X203,1400 Y-21,8600
G1 X201,8600 Y-23,1400 F1000
G1 X201,8600 Y-16,8600 F1000
G1 X238,1400 Y-16,8600
G1 X238,1400 Y-23,1400
G1 X201,8600 Y-23,1400
(18. mélységi ciklus)
G1 X205,0000 Y-20,0000 F1000
G1 Z-10,2000 F1000
G1 X235,0000 Y-20,0000 Z-10,8000
G1 X205,0000 Y-20,0000
G1 X203,1400 Y-21,8600 F1000
G1 X203,1400 Y-18,1400 F1000
G1 X236,8600 Y-18,1400
G1 X236,8600 Y-21,8600
G1 X203,1400 Y-21,8600
G1 X201,8600 Y-23,1400 F1000
G1 X201,8600 Y-16,8600 F1000
G1 X238,1400 Y-16,8600
G1 X238,1400 Y-23,1400
G1 X201,8600 Y-23,1400
(19. mélységi ciklus)
G1 X205,0000 Y-20,0000 F1000
G1 Z-10,8000 F1000
G1 X235,0000 Y-20,0000 Z-11,4000
G1 X205,0000 Y-20,0000
G1 X203,1400 Y-21,8600 F1000
G1 X203,1400 Y-18,1400 F1000
G1 X236,8600 Y-18,1400
G1 X236,8600 Y-21,8600
G1 X203,1400 Y-21,8600
G1 X201,8600 Y-23,1400 F1000
G1 X201,8600 Y-16,8600 F1000
G1 X238,1400 Y-16,8600
G1 X238,1400 Y-23,1400
G1 X201,8600 Y-23,1400
(20. mélységi ciklus)
G1 X205,0000 Y-20,0000 F1000
G1 Z-11,4000 F1000
G1 X235,0000 Y-20,0000 Z-12,0000
G1 X205,0000 Y-20,0000
G1 X203,1400 Y-21,8600 F1000
G1 X203,1400 Y-18,1400 F1000
G1 X236,8600 Y-18,1400
G1 X236,8600 Y-21,8600
G1 X203,1400 Y-21,8600
G1 X201,8600 Y-23,1400 F1000
G1 X201,8600 Y-16,8600 F1000
G1 X238,1400 Y-16,8600
G1 X238,1400 Y-23,1400
G1 X201,8600 Y-23,1400
(főciklus vége)
G1 Z0,0000 F1000
G0 Z40,0000
G0 X200,0000 Y-25,0000
M9
M5
M30
tehát ha 200 a kezdőpont normális kódot generál,ha viszont -200 akkor meg nem,két gépen is kipróbáltam mindkettőnél ugyanez a hiba [#nemtudom]
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 szeptember 16, 21:05
Írta: ium8w94xp Dátum 2018 szeptember 16, 21:05
Privibe lökd már át azt a képet, mert érdekes, hogy a képhez nem ír méretet.
Az enyémhez ír.
(https://hobbicncforum.hu/uploaded_images/2018/09/tn_a2vz0is5xh6azyz9u90_655.jpg) (https://hobbicncforum.hu/uploaded_images/2018/09/a2vz0is5xh6azyz9u90_655.jpg)
Az enyémhez ír.
(https://hobbicncforum.hu/uploaded_images/2018/09/tn_a2vz0is5xh6azyz9u90_655.jpg) (https://hobbicncforum.hu/uploaded_images/2018/09/a2vz0is5xh6azyz9u90_655.jpg)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 szeptember 16, 21:08
Írta: ium8w94xp Dátum 2018 szeptember 16, 21:08
Így gondoltam :)
(https://hobbicncforum.hu/uploaded_images/2018/09/tn_h0gvdu02sbftxbdgcna0_655.jpg) (https://hobbicncforum.hu/uploaded_images/2018/09/h0gvdu02sbftxbdgcna0_655.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/09/tn_h0gvdu02sbftxbdgcna0_655.jpg) (https://hobbicncforum.hu/uploaded_images/2018/09/h0gvdu02sbftxbdgcna0_655.jpg)
Cím: Re:UCCNC vezérlő program
Írta: guliver83 Dátum 2018 szeptember 16, 21:59
Írta: guliver83 Dátum 2018 szeptember 16, 21:59
Holnap leszedem a másik gépről és átküldöm!
Méretet azért nem ír, mert nem töltődik be a kép szerintem.
De valamikor meg tudja nyitni, már gravíroztam ezt a képet .
Többször is előfordult már ez a hiba nálam.
Méretet azért nem ír, mert nem töltődik be a kép szerintem.
De valamikor meg tudja nyitni, már gravíroztam ezt a képet .
Többször is előfordult már ez a hiba nálam.
Cím: Re:UCCNC vezérlő program
Írta: guliver83 Dátum 2018 szeptember 16, 22:08
Írta: guliver83 Dátum 2018 szeptember 16, 22:08
Küldtem a képet!
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 szeptember 16, 23:01
Írta: ium8w94xp Dátum 2018 szeptember 16, 23:01
Simán oda-vissza tudom használni akárhogyan is. Ráadsául is nem is nagy file. Nem tudom neked mi volt a gond. Az biztos, hogy ez eleve módosított kép, nem sima színesből fekete-fehér. Azok nem ennyire szisztematikusan rácsozódnak. Milyen géppel dolgozol amúgy? Csináltál végül fekete keretes égetést?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 szeptember 17, 13:35
Írta: svejk Dátum 2018 szeptember 17, 13:35
Balázs bácsi!
Anno én könyörögtem, hogy lehessen az edit ablakban az egérgombokkal másolni/beilleszteni.
Ha nem túl nagy feladat akkor csináld már meg úgy, ahogy a többi programban megszokott, azaz ha másolunk valamit akkor azt több helyre is be lehessen illeszteni, mert most az első beillesztés után elfelejti a tartalmat.
Anno én könyörögtem, hogy lehessen az edit ablakban az egérgombokkal másolni/beilleszteni.
Ha nem túl nagy feladat akkor csináld már meg úgy, ahogy a többi programban megszokott, azaz ha másolunk valamit akkor azt több helyre is be lehessen illeszteni, mert most az első beillesztés után elfelejti a tartalmat.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2018 szeptember 20, 11:41
Írta: zt2c4wh9 Dátum 2018 szeptember 20, 11:41
Szia Svejk,
OK, megcsináltam, a következő teszt verzióban már úgy lesz ahogy kérted.
OK, megcsináltam, a következő teszt verzióban már úgy lesz ahogy kérted.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2018 szeptember 20, 12:14
Írta: frob Dátum 2018 szeptember 20, 12:14
ha már kívánság lista :)
nem találtam olyan funkciót ami a gkódban megadott paraméterek alapján kiszámolná, akár külön gombnyomira, hogy mennyi időbe fog telni a gépnek az adott folyamat, mondjuk a szerszámcserés gépeken ügye a szerszámcserét csak mutatná esetleg beállítható lenne mennyi ideig tart és azt kalkulálná hozzá.
szóval ha nincs akkor jó lenne, ha meg van akkor hol találom? :)
nem találtam olyan funkciót ami a gkódban megadott paraméterek alapján kiszámolná, akár külön gombnyomira, hogy mennyi időbe fog telni a gépnek az adott folyamat, mondjuk a szerszámcserés gépeken ügye a szerszámcserét csak mutatná esetleg beállítható lenne mennyi ideig tart és azt kalkulálná hozzá.
szóval ha nincs akkor jó lenne, ha meg van akkor hol találom? :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 szeptember 20, 13:06
Írta: svejk Dátum 2018 szeptember 20, 13:06
Szupi! [#finom]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 szeptember 25, 15:11
Írta: dezsoe Dátum 2018 szeptember 25, 15:11
Sziasztok!
A fehérvári találkozó (https://forum.hobbycnc.hu/topic.php?topic=258) ideje alatt a következő kedvezmények lesznek érvényesek:
- HDBB2, UCBB, UCR200 és UCR201: 10% kedvezmény
- UCxxx mozgásvezérlőkhöz ajándék UCCNC licenc
Mivel a múltkor nem volt egyértelmű, ezért most ide leírom: a termékeket a szokott módon a webshop-ban kell megvásárolni. Én a találkozón felírom, hogy ki milyen terméket fog megrendelni, milyen néven és címen, és ezekre a rendelésekre lesz érvényes a kedvezmény.
A fehérvári találkozó (https://forum.hobbycnc.hu/topic.php?topic=258) ideje alatt a következő kedvezmények lesznek érvényesek:
- HDBB2, UCBB, UCR200 és UCR201: 10% kedvezmény
- UCxxx mozgásvezérlőkhöz ajándék UCCNC licenc
Mivel a múltkor nem volt egyértelmű, ezért most ide leírom: a termékeket a szokott módon a webshop-ban kell megvásárolni. Én a találkozón felírom, hogy ki milyen terméket fog megrendelni, milyen néven és címen, és ezekre a rendelésekre lesz érvényes a kedvezmény.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 szeptember 25, 16:47
Írta: ium8w94xp Dátum 2018 szeptember 25, 16:47
Alig várom ;) Keresni foglak valami ütős hangszerrel ;)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 szeptember 25, 20:14
Írta: ium8w94xp Dátum 2018 szeptember 25, 20:14
Csak egy kérdés....
A programban a nézet ablakban nem lehetne megcsinálni, hogy a görgővel, ha nagyítok vagy kicsinyítek, akkor azt az egér helyére központosítaná? Mert így teljesen mindegy hol helyezkedik el az egér és a legtöbb programban számít. Nem kéne tili-tolizni.
A programban a nézet ablakban nem lehetne megcsinálni, hogy a görgővel, ha nagyítok vagy kicsinyítek, akkor azt az egér helyére központosítaná? Mert így teljesen mindegy hol helyezkedik el az egér és a legtöbb programban számít. Nem kéne tili-tolizni.
Cím: Re:UCCNC vezérlő program
Írta: Thowra Dátum 2018 szeptember 27, 22:22
Írta: Thowra Dátum 2018 szeptember 27, 22:22
Üdv!
Egy összetett probléma megoldásához több olyan makrót kellett készítenem ami külső programokat indítgat (eseménykijelző parancsok küldése soros porton). Az egyes programok nagyon hamar (kevesebb mint 1 másodperc) lefutnak. Több olyan makró van ami feltételtől függően vagy az egyik, vagy a másik programot indítja. A programokat így indítom:
Ami feltűnt, hogy egy makrón belül csak egyszer szerepelhet a
sor. Makroloop nem indult el ha többször szerepelt.
A feltétel miatt viszont előfordulhat, hogy e sor nélküli rész hajtódna végre. Ilyen esetben hogy kell korrektül kezelni a programok indítását?
Ez pl a hiba nyugtázást végző makró ami kezeli a hűtő hibát is.
Egy összetett probléma megoldásához több olyan makrót kellett készítenem ami külső programokat indítgat (eseménykijelző parancsok küldése soros porton). Az egyes programok nagyon hamar (kevesebb mint 1 másodperc) lefutnak. Több olyan makró van ami feltételtől függően vagy az egyik, vagy a másik programot indítja. A programokat így indítom:
Kód Kijelölés
System.Diagnostics.Process proc;
proc = System.Diagnostics.Process.Start("C:\\termekek\\lcd\\stop.exe");
proc.WaitForExit();
Ami feltűnt, hogy egy makrón belül csak egyszer szerepelhet a
Kód Kijelölés
System.Diagnostics.Process proc;
sor. Makroloop nem indult el ha többször szerepelt.
A feltétel miatt viszont előfordulhat, hogy e sor nélküli rész hajtódna végre. Ilyen esetben hogy kell korrektül kezelni a programok indítását?
Ez pl a hiba nyugtázást végző makró ami kezeli a hűtő hibát is.
Kód Kijelölés
Thread.Sleep(4000); // induláskor vár
while(loop)
{
// VÉSZKAPCSOLÓ_OK
if(!exec.GetLED(1) && !exec.GetLED(12)){
// csak msg box törlés
exec.Callbutton(528); //msg box törlés
//**************************************************************************
// vész aktiv esetén
if(exec.GetLED(25))
{
exec.Callbutton(513); //vész ki
AS3.SetLED(true, 300); //vízhiány makró tiltás be
exec.AddStatusmessage("Hűtő indul...");
System.Diagnostics.Process proc;
proc = System.Diagnostics.Process.Start("C:\\termekek\\lcd\\hibatorles.exe");
proc.WaitForExit();
Thread.Sleep(3000); //adunk időt a hűtőnek
//**************************************************************************
// vízáramlás ok
if(!exec.GetLED(4))
{
AS3.Switchbutton(false, 20020); //vészgomb villogás ki
AS3.SetLED(false, 300); //vízhiány makró tiltás ki
//System.Diagnostics.Process proc;
proc = System.Diagnostics.Process.Start("C:\\termekek\\lcd\\start.exe");
proc.WaitForExit();
exec.Callbutton(528); //msg box törlés
}
//**************************************************************************
// vízáramlás hiba
if(exec.GetLED(4))
{
exec.AddStatusmessage("!!! Vízhiány! !!!");
//System.Diagnostics.Process proc;
proc = System.Diagnostics.Process.Start("C:\\termekek\\lcd\\vizhiany.exe");
proc.WaitForExit();
Thread.Sleep(200);
exec.Callbutton(512); //vész ki
}
}
while(!exec.GetLED(12)) Thread.Sleep(500); //gomb elengedés
}
Thread.Sleep(500);
}
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 szeptember 28, 12:14
Írta: dezsoe Dátum 2018 szeptember 28, 12:14
Szia!
Azért nem szerepelhet többször, mert ez egy változó deklarációja, márpedig azt csak egyszer lehet. Tedd a sort a makró legelejére, akkor azonnal létrejön a proc nevű változód, amit utána akárhányszor felhasználhatsz.
Azért nem szerepelhet többször, mert ez egy változó deklarációja, márpedig azt csak egyszer lehet. Tedd a sort a makró legelejére, akkor azonnal létrejön a proc nevű változód, amit utána akárhányszor felhasználhatsz.
Cím: Re:UCCNC vezérlő program
Írta: Thowra Dátum 2018 szeptember 28, 12:17
Írta: Thowra Dátum 2018 szeptember 28, 12:17
Köszönöm a gyors segítséget [#eljen]
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 szeptember 28, 14:50
Írta: ium8w94xp Dátum 2018 szeptember 28, 14:50
Valaki tudja, hogy kb mikor érkezik az újabb beta teszt verzió?
Balázs említett egy újdonságot és már nagyon próbálgatnám :)
Balázs említett egy újdonságot és már nagyon próbálgatnám :)
Cím: Re:UCCNC vezérlő program
Írta: j3cx5jtk6 Dátum 2018 október 04, 07:36
Írta: j3cx5jtk6 Dátum 2018 október 04, 07:36
Sziasztok!
Biztos volt már, de egy kis irodalmat tudnátok megosztani velem, először kínlódok vele én és ha nyűgöm van utána részletezném a mondókámat!
A kérdésem annyi, hogy /nem marogép vagy eszterga/ mozgatom kéne 2 motort, egyik forgat másik fol-le mozog, mind a 2 nek egy cikluson belül más lesz a sebesége is, plusz ami a lényeg, hogy pl. induktívra vagy valami optikai meglétre kéne várni és utána mozogni. Gondolom simán bekötöm mint bemenet de utána?!
Gyorsan a mukodés
1.start gombra-forgás indul elindul lefelé
2. #1 optika megléte után forgás gyorsítás lefelé tovább
3. #2 optika meglétéig teszi ezt.
4. #2 opt. forgás megáll- indul föl
Ennyi nagyon-nagyon leegyszerűsítve.
Gondoltam belerakok egy !LOGO-t azt kész de akkor meg a motorvezérlővel nem tudok, hogy komuniálni.
Az ilyesmit, hogyan kéne megoldani?!
Magába a programba beleirkálom?!?!
start>>wait for I2>>forog lemegy>>wait for I3 after stbstb....
[#conf]
Megköszönném ha valamerre ellöknétek csak a jó irányba[#nyes]
Köszöntem szépen!!!
Biztos volt már, de egy kis irodalmat tudnátok megosztani velem, először kínlódok vele én és ha nyűgöm van utána részletezném a mondókámat!
A kérdésem annyi, hogy /nem marogép vagy eszterga/ mozgatom kéne 2 motort, egyik forgat másik fol-le mozog, mind a 2 nek egy cikluson belül más lesz a sebesége is, plusz ami a lényeg, hogy pl. induktívra vagy valami optikai meglétre kéne várni és utána mozogni. Gondolom simán bekötöm mint bemenet de utána?!
Gyorsan a mukodés
1.start gombra-forgás indul elindul lefelé
2. #1 optika megléte után forgás gyorsítás lefelé tovább
3. #2 optika meglétéig teszi ezt.
4. #2 opt. forgás megáll- indul föl
Ennyi nagyon-nagyon leegyszerűsítve.
Gondoltam belerakok egy !LOGO-t azt kész de akkor meg a motorvezérlővel nem tudok, hogy komuniálni.
Az ilyesmit, hogyan kéne megoldani?!
Magába a programba beleirkálom?!?!
start>>wait for I2>>forog lemegy>>wait for I3 after stbstb....
[#conf]
Megköszönném ha valamerre ellöknétek csak a jó irányba[#nyes]
Köszöntem szépen!!!
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2018 október 04, 07:53
Írta: frob Dátum 2018 október 04, 07:53
kissé rossz helyre címezted, talán arduino topikban kapnád a választ vagy a semleges csevegőben...
Cím: Re:UCCNC vezérlő program
Írta: ra8nsmk6w Dátum 2018 október 04, 08:12
Írta: ra8nsmk6w Dátum 2018 október 04, 08:12
Ez nem plc-s feladat! Csak ha bonyolitani akarod az életed.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 október 04, 08:37
Írta: 000000000 Dátum 2018 október 04, 08:37
Pl. 2-3 db pár forintos CDxxxx IC-vel összedrótozhatod ezt a logikát a feladatnak megfelelően.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 október 04, 08:41
Írta: ium8w94xp Dátum 2018 október 04, 08:41
Gyanítom, hogy az uccnc-vel szeretné megoldani.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 október 04, 09:09
Írta: 000000000 Dátum 2018 október 04, 09:09
"Gondoltam belerakok egy !LOGO-t azt kész"
Ebből mások meg én is nem ezt gyanítják.
Ebből mások meg én is nem ezt gyanítják.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 október 04, 09:10
Írta: dezsoe Dátum 2018 október 04, 09:10
Szia!
A feladat egyáltalán nem olyan egyszerű, mint amilyennek kinéz, feltéve, hogy CNC vezérlővel akarod megoldani. Ráadásul a nehézség pont nem a bemenetek kezelésével van, hanem a mozgásokkal. Milyen g-kóddal és hogyan definiálnád azt, hogy "forgás gyorsítás lefelé tovább"? A g-kód nyelvezete arra van kitalálva, hogy egy mozgás indításakor tudod, hogy mi a végpont és tudod, hogy milyen sebességgel kell azt elérni. (Jobb esetben azt is tudhatod a sebesség helyett, hogy mennyi idő alatt kell odaérni, de az még a jövő zenéje.)
Ahogy az előttem szólók már mondták: jobban jársz egy Arduino-s cuccal. Az sem rossz, amit Robsy írt, csak az az egy hátránya van, hogy ha holnap kiderül, hogy kicsit máshogy kell mozogni, akkor újra kell tervezni, míg egy Arduino-val csak a programot kell módosítani.
A feladat egyáltalán nem olyan egyszerű, mint amilyennek kinéz, feltéve, hogy CNC vezérlővel akarod megoldani. Ráadásul a nehézség pont nem a bemenetek kezelésével van, hanem a mozgásokkal. Milyen g-kóddal és hogyan definiálnád azt, hogy "forgás gyorsítás lefelé tovább"? A g-kód nyelvezete arra van kitalálva, hogy egy mozgás indításakor tudod, hogy mi a végpont és tudod, hogy milyen sebességgel kell azt elérni. (Jobb esetben azt is tudhatod a sebesség helyett, hogy mennyi idő alatt kell odaérni, de az még a jövő zenéje.)
Ahogy az előttem szólók már mondták: jobban jársz egy Arduino-s cuccal. Az sem rossz, amit Robsy írt, csak az az egy hátránya van, hogy ha holnap kiderül, hogy kicsit máshogy kell mozogni, akkor újra kell tervezni, míg egy Arduino-val csak a programot kell módosítani.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2018 október 04, 09:22
Írta: 000000000 Dátum 2018 október 04, 09:22
"akkor újra kell tervezni"
Nem egészen, ugyanis évszázadok óta létezik egy csodálatos analóg paraméter memória, úgy hívják potencióméter. Nem kér kenyeret, filléres eszköz, szinte örök életre a stabil adattartalmat biztosítja, és ha okosan bánunk vele, 1 másodperc alatt átállíthatók velük még a fix logika fő paramétrei is.
Abban igazad van, ha gyakran változnak a logikai feladatok is, akkor már érdemes áttérni valami rugalmasabban programozható eszközre.
Nem egészen, ugyanis évszázadok óta létezik egy csodálatos analóg paraméter memória, úgy hívják potencióméter. Nem kér kenyeret, filléres eszköz, szinte örök életre a stabil adattartalmat biztosítja, és ha okosan bánunk vele, 1 másodperc alatt átállíthatók velük még a fix logika fő paramétrei is.
Abban igazad van, ha gyakran változnak a logikai feladatok is, akkor már érdemes áttérni valami rugalmasabban programozható eszközre.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 október 04, 09:30
Írta: dezsoe Dátum 2018 október 04, 09:30
Ez így van. Csak a probléma leírásából nem derül ki, hogy ez egy állandó kütyü lesz, amit egyszer kell beállítani és az idők végezetéig ugyanazt fogja csinálni, vagy pl. egy kameramozgató, amit minden fotózáshoz újra be kell állítani. :)
Cím: Re:UCCNC vezérlő program
Írta: j3cx5jtk6 Dátum 2018 október 04, 14:59
Írta: j3cx5jtk6 Dátum 2018 október 04, 14:59
Sziasztok!
Jó, haggyuk én is sejtettem, hogy ez igy nem a legjobb de nem kellett volna más eszközt még beletenni hanem egyben az egészet az uccnc csinálná.
Amugy ja ez egy feladatos megoldás lenne, nincs átállás stb.
Arduinot meg én nem erőltetem.
De valami olyasmire gondoltam amúgy mint a mach3 ban a brain editor?! asszem[#zavart2]
Mindegy azért köszönöm, hogy írtatok!![#eljen]
Jó, haggyuk én is sejtettem, hogy ez igy nem a legjobb de nem kellett volna más eszközt még beletenni hanem egyben az egészet az uccnc csinálná.
Amugy ja ez egy feladatos megoldás lenne, nincs átállás stb.
Arduinot meg én nem erőltetem.
De valami olyasmire gondoltam amúgy mint a mach3 ban a brain editor?! asszem[#zavart2]
Mindegy azért köszönöm, hogy írtatok!![#eljen]
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2018 október 04, 17:12
Írta: frob Dátum 2018 október 04, 17:12
Ez valami asztal mozgatás vagy ilyesmi és egy tengelyt erre szeretnél használni?
Mert ha igen, gondolom egy makró meg tudja oldani az ilyen jellegű problémát.
sztem a probléma az volt hogy a gondolatod azon részét írtad le hogy mivel gondoltad megoldani, de a feladat nem került leírásra, így mindenki elvérzett plc mozaikszón :)
Mert ha igen, gondolom egy makró meg tudja oldani az ilyen jellegű problémát.
sztem a probléma az volt hogy a gondolatod azon részét írtad le hogy mivel gondoltad megoldani, de a feladat nem került leírásra, így mindenki elvérzett plc mozaikszón :)
Cím: Re:UCCNC vezérlő program
Írta: j3cx5jtk6 Dátum 2018 október 05, 05:04
Írta: j3cx5jtk6 Dátum 2018 október 05, 05:04
Csavart akarnak behajtani egy alkatrészbe, de még nem is láttam, hogy néz ki az alkatrész vagy a késztermék.
Csak annyi, hogy hatlap fejű, és a megálmodó egy rugós kupplungal akarja megoldani.
Körasztal beforog és megközelítjük a dugókulcsal a csavart,
3-5mm t megnyomjuk a rugót és forgatjuk lassan, amíg pont nem ugrik be a dugókulcs a helyére mármint a hatlapra.Ekkor jelezne egy optika és a csavart max sebességgel betekernénk, majd alsó végálásnál megáll, folmegy, korasztal beforog.
Nekem is csak ennyit mondtak, de simán megoldanám ezt, de ha benyögöm, hogy kell 2 hajtás, mondjuk seidel, beckhoff vagy promicon meg 2 szervó plusz ehez egy s7 vagy inkább PC twincat-el akkor kigúvadna a szeme a kuncsaftnak szerintem:D[#rolleyes]
Még ezen gondolkodtam:
https://variometrum.hu/mozgasvezerlo-kategoria/Programozhato_egy_tengelyes_mozgasvezerlo
De amúgy nem akarom szét spammolni az uc-s forumot csak tudom, hogy itt vannak olyan olyan emberek,akik nagyon vágják.
Csak annyi, hogy hatlap fejű, és a megálmodó egy rugós kupplungal akarja megoldani.
Körasztal beforog és megközelítjük a dugókulcsal a csavart,
3-5mm t megnyomjuk a rugót és forgatjuk lassan, amíg pont nem ugrik be a dugókulcs a helyére mármint a hatlapra.Ekkor jelezne egy optika és a csavart max sebességgel betekernénk, majd alsó végálásnál megáll, folmegy, korasztal beforog.
Nekem is csak ennyit mondtak, de simán megoldanám ezt, de ha benyögöm, hogy kell 2 hajtás, mondjuk seidel, beckhoff vagy promicon meg 2 szervó plusz ehez egy s7 vagy inkább PC twincat-el akkor kigúvadna a szeme a kuncsaftnak szerintem:D[#rolleyes]
Még ezen gondolkodtam:
https://variometrum.hu/mozgasvezerlo-kategoria/Programozhato_egy_tengelyes_mozgasvezerlo
De amúgy nem akarom szét spammolni az uc-s forumot csak tudom, hogy itt vannak olyan olyan emberek,akik nagyon vágják.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2018 október 05, 07:31
Írta: frob Dátum 2018 október 05, 07:31
Nos akkor még ha az uccnc-t is használnád ezt csak makrókkal tudod elérni...
egyébként pl az arduino pont röhögve ellátná a feladatot, de mondjuk egy omron kis plc, kb mindegyiknek van már nagy sebességű kimenete nem is egy, bár kijelző csak a legkisebbeken van
áttételen keresztül egy léptető is viheti a pozícióba állást, főleg ha érzékelőre állás a cél.
Gondolom a csavarozó szerkó az megvan, azt csak vezérelni kell...
stb, de tényleg nem ez a topic amiben ezt ki kell tárgyalni
egyébként pl az arduino pont röhögve ellátná a feladatot, de mondjuk egy omron kis plc, kb mindegyiknek van már nagy sebességű kimenete nem is egy, bár kijelző csak a legkisebbeken van
áttételen keresztül egy léptető is viheti a pozícióba állást, főleg ha érzékelőre állás a cél.
Gondolom a csavarozó szerkó az megvan, azt csak vezérelni kell...
stb, de tényleg nem ez a topic amiben ezt ki kell tárgyalni
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 október 09, 15:09
Írta: ium8w94xp Dátum 2018 október 09, 15:09
Megjött az uc300eth magom és tesztelem mindjárt az uc300eth 5441m panellal. Remélem a license is megjön még ma [#vigyor]
Eddig simán ment minden.
Eddig simán ment minden.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 október 09, 15:10
Írta: ium8w94xp Dátum 2018 október 09, 15:10
Mire leírtam, meg is jött. :)
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2018 október 10, 08:53
Írta: frob Dátum 2018 október 10, 08:53
Sziasztok
kérdés
hogy lehet megoldani, hogy mondjuk 2 X tengely egyszerre szinkronban hajtsa és amikor végállásra járatom akkor is egyszerre indítsa meg, de a végállások miatt külön kezelje
Plazmás topicba linkeltem egy videót, abban tök jó ötlet van hogy úgy állít derékszöget, az elektromos tengelyen, hogy az egy tengely amely mindkét oldalon motorizálva van és van végállás.
Így ha elmászik valamiért is a tengely akkor, egyszerűen csak végállásra járatva minden helyen van...
kérdés
hogy lehet megoldani, hogy mondjuk 2 X tengely egyszerre szinkronban hajtsa és amikor végállásra járatom akkor is egyszerre indítsa meg, de a végállások miatt külön kezelje
Plazmás topicba linkeltem egy videót, abban tök jó ötlet van hogy úgy állít derékszöget, az elektromos tengelyen, hogy az egy tengely amely mindkét oldalon motorizálva van és van végállás.
Így ha elmászik valamiért is a tengely akkor, egyszerűen csak végállásra járatva minden helyen van...
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 október 10, 09:05
Írta: svejk Dátum 2018 október 10, 09:05
Erre való a "Slave axis" üzem.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2018 október 10, 09:16
Írta: frob Dátum 2018 október 10, 09:16
tök jó hogy nem igazán tudok kitalálni olyat ami nincs benne :)
köszi
köszi
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 október 10, 09:51
Írta: dezsoe Dátum 2018 október 10, 09:51
Ha a szolga tengelynek külön home érzékelője van, akkor a program a referencia felvételekor kiegyenlíti a hidat.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 október 10, 11:50
Írta: ium8w94xp Dátum 2018 október 10, 11:50
Nekem a 2017screenset-el nem indul el az uc300eth 4551m. Gondolom nem volt még a fejlesztéskor. A default screent használom. Dezsoe kolléga ez halvány jelzés arra, hogy nagyon várom a találkozón látott új fejlesztést az UCCNC-hez[#nyes]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 október 10, 13:02
Írta: dezsoe Dátum 2018 október 10, 13:02
Volt már akkor is, csak külföldön nem nagyon ismerik, így nem foglalkozott vele a képernyő készítője. Pedig lenne rá igény, épp a napokban olvastam.
Cím: Re:UCCNC vezérlő program
Írta: muller93 Dátum 2018 október 10, 19:52
Írta: muller93 Dátum 2018 október 10, 19:52
Sziasztok,
egy olyan kérdésem lenne, hogy SheetCAM és UCCNC szoftvereket használnék plazmavágáshoz, mi lenne a legalkalmasabb post processor?
egy olyan kérdésem lenne, hogy SheetCAM és UCCNC szoftvereket használnék plazmavágáshoz, mi lenne a legalkalmasabb post processor?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 október 10, 20:38
Írta: dezsoe Dátum 2018 október 10, 20:38
Szia!
Van nálam valamilyen Mach3-ról módosított, de utána kell kérdeznem, hogy az jó-e neked.
Van nálam valamilyen Mach3-ról módosított, de utána kell kérdeznem, hogy az jó-e neked.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2018 október 15, 19:01
Írta: frob Dátum 2018 október 15, 19:01
Az is lehet hogy már valaki kérdezte, de meg lehet oldani hogy pl soroson ofszet értéket írjak be?
plasma topicban gondolkodtam és mivel inkább ide való... szóval lézeres magasságmérővel bemérem az anyagot és a korrekció értékét jó lenne beírni, hogy lehet ezt megtenni uccnc ben?
gondolom virítani kell egy makrót, amit minden ívgyújtás előtt le kellene futtatni...
plasma topicban gondolkodtam és mivel inkább ide való... szóval lézeres magasságmérővel bemérem az anyagot és a korrekció értékét jó lenne beírni, hogy lehet ezt megtenni uccnc ben?
gondolom virítani kell egy makrót, amit minden ívgyújtás előtt le kellene futtatni...
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 október 15, 19:38
Írta: dezsoe Dátum 2018 október 15, 19:38
Ugye, hogy tudod a megoldást? :)
Ha megvan a magasságmérő protokollja, akkor nincs technikai akadálya.
Ha megvan a magasságmérő protokollja, akkor nincs technikai akadálya.
Cím: Re:UCCNC vezérlő program
Írta: sufnituning Dátum 2018 október 19, 23:31
Írta: sufnituning Dátum 2018 október 19, 23:31
Sziasztok!
Slave axis üzemmódban használnám a gépem.
X tengelynél bejelőltem, hogy az A vezérlőt használnám, a beállítások ugyanazok tehát X-nek és A-nak együtt kéne menni, de csak az A motor megy. X-nél csak tartás van, két ugyanolyan motorral és vezérlővel.
Ha viszont none-ra állítom az X tengely beállításánál a Slave axist akkor, semelyik sem működik, se az X, se az A.
A többi Y-Z mennek rendesen.
Mi lehet a gond??[#nemtudom]
Slave axis üzemmódban használnám a gépem.
X tengelynél bejelőltem, hogy az A vezérlőt használnám, a beállítások ugyanazok tehát X-nek és A-nak együtt kéne menni, de csak az A motor megy. X-nél csak tartás van, két ugyanolyan motorral és vezérlővel.
Ha viszont none-ra állítom az X tengely beállításánál a Slave axist akkor, semelyik sem működik, se az X, se az A.
A többi Y-Z mennek rendesen.
Mi lehet a gond??[#nemtudom]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 október 19, 23:46
Írta: dezsoe Dátum 2018 október 19, 23:46
Szia!
Elmondásod alapján az X beállításai nem jók. Biztos, hogy jó lábra adod ki a jeleket? A leválasztó (ha van) továbbítja a step jeleket? Az X elektronika működik?
Elmondásod alapján az X beállításai nem jók. Biztos, hogy jó lábra adod ki a jeleket? A leválasztó (ha van) továbbítja a step jeleket? Az X elektronika működik?
Cím: Re:UCCNC vezérlő program
Írta: sufnituning Dátum 2018 október 19, 23:54
Írta: sufnituning Dátum 2018 október 19, 23:54
Szia!
Holnap megnézem, lehet, hogy valamit elkötöttem??[#csodalk]
Mert eddig ment az X ezekkel a beállításokkal, de tegnap kapott még egy vezérlőt az egység, és átkötözgéltem az egészet. majd megírom, hol bénáztam.
Holnap megnézem, lehet, hogy valamit elkötöttem??[#csodalk]
Mert eddig ment az X ezekkel a beállításokkal, de tegnap kapott még egy vezérlőt az egység, és átkötözgéltem az egészet. majd megírom, hol bénáztam.
Cím: Re:UCCNC vezérlő program
Írta: sufnituning Dátum 2018 október 20, 11:51
Írta: sufnituning Dátum 2018 október 20, 11:51
Megnéztem.
A motorvezérlőbe nem volt jól bedugva a csoki, csak félig-meddig. Most már jóóóóóóóóóóóóóóóóóóóóóóóóóóóóóóó![#eljen]
A motorvezérlőbe nem volt jól bedugva a csoki, csak félig-meddig. Most már jóóóóóóóóóóóóóóóóóóóóóóóóóóóóóóó![#eljen]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 október 20, 12:15
Írta: dezsoe Dátum 2018 október 20, 12:15
[#eljen] :)
Cím: Re:UCCNC vezérlő program
Írta: sufnituning Dátum 2018 október 20, 12:17
Írta: sufnituning Dátum 2018 október 20, 12:17
Akkor lenne még egy kérdésem:
UC400-as módban beállítottam a végállásokat a stopkapcsolót, minden működött rendben.
Átállok demó üzemmódra, reset gomb után tábla kiabál, nem jó valami, ki kellett szednem az összes végállás és a stop beállítást, csak akkor enged tovább gépészkedni.[#nemtudom][#nemtudom]
UC400-as módban beállítottam a végállásokat a stopkapcsolót, minden működött rendben.
Átállok demó üzemmódra, reset gomb után tábla kiabál, nem jó valami, ki kellett szednem az összes végállás és a stop beállítást, csak akkor enged tovább gépészkedni.[#nemtudom][#nemtudom]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 október 20, 12:30
Írta: dezsoe Dátum 2018 október 20, 12:30
Igen, ez előfordul. Demó módban az összes bemenet magas állapotban van, mintha nem dugnál semmit a mozgásvezérlőre. A mozgásvezérlőn a bemenetek fel vannak húzva 5V-ra.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 október 20, 12:31
Írta: dezsoe Dátum 2018 október 20, 12:31
Gondolom, ha bemész a diagnosztika fülre, akkor a végállások és egyéb bemenetek, akár az e-stop is pilácsol.
Cím: Re:UCCNC vezérlő program
Írta: sufnituning Dátum 2018 október 20, 12:32
Írta: sufnituning Dátum 2018 október 20, 12:32
Akkor ezek szerint ezeket a beállításokat mindig írhatom újra, amikor csatlakozom az UC400-hoz?
Cím: Re:UCCNC vezérlő program
Írta: sufnituning Dátum 2018 október 20, 12:33
Írta: sufnituning Dátum 2018 október 20, 12:33
igen 5V-ra vannak húzva.
Cím: Re:UCCNC vezérlő program
Írta: sufnituning Dátum 2018 október 20, 12:33
Írta: sufnituning Dátum 2018 október 20, 12:33
"pilácsolnak"
Cím: Re:UCCNC vezérlő program
Írta: sufnituning Dátum 2018 október 20, 12:35
Írta: sufnituning Dátum 2018 október 20, 12:35
Ezeket a pilácsokat nem lehet kivenni egy mozdulattal, hogy ne kelljen beírogatni az értékeket?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 október 20, 12:45
Írta: dezsoe Dátum 2018 október 20, 12:45
Nem az értékeket kell kiszedni/berakni, hanem elég az active low pipát átállítani. Egyébként nem nagyon van más megoldás, hacsak az elektronikát nem igazítod hozzá. Én direkt úgy terveztem az összes bemenetet, hogy demóban is tudjam használni. :)
Cím: Re:UCCNC vezérlő program
Írta: sufnituning Dátum 2018 október 20, 13:08
Írta: sufnituning Dátum 2018 október 20, 13:08
Na ez már segítség, ha csak pipálnom kell, az megy![#nyes]
Cím: Re:UCCNC vezérlő program
Írta: sufnituning Dátum 2018 október 20, 13:22
Írta: sufnituning Dátum 2018 október 20, 13:22
Tudnám én is nullára és kapcsolásra állítani mindet, de azért húzom 5V-ra mert ha elszakad a vezeték, vagy bármi miatt megszakad az áramkör, úgy leáll a gép.Nekem így biztonságosabb. Jó most már műxik, bepipáltam az active low-ot mindenhol.[#eljen][#kacsint]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 október 20, 14:22
Írta: dezsoe Dátum 2018 október 20, 14:22
Ha nullára húzod, akkor ugyanúgy szakadás-biztos lesz, csak más aktív szinttel. :)
Cím: Re:UCCNC vezérlő program
Írta: dosalaszlo Dátum 2018 október 21, 12:43
Írta: dosalaszlo Dátum 2018 október 21, 12:43
Sziasztok,
Ugyanazon kérdéssel fordulnék hozzátok ha jól láttam még nem érkezett rá válasz:
SheetCAM és UCCNC szoftvereket használnék Floating Head-es plazmavágáshoz, mi lenne a legalkalmasabb post processor?
Üdv
László
Ugyanazon kérdéssel fordulnék hozzátok ha jól láttam még nem érkezett rá válasz:
SheetCAM és UCCNC szoftvereket használnék Floating Head-es plazmavágáshoz, mi lenne a legalkalmasabb post processor?
Üdv
László
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 október 21, 14:14
Írta: dezsoe Dátum 2018 október 21, 14:14
Szia!
Hogy veszed fel a magasságot? A legtöbben a Z home bemenetre szokták kötni a magasság érzékelőt, majd egy G28.1-gyel a Z-n felveszik a referenciát a kellő eltolással.
A legutóbb a "Mach3 THC with scriber.scpost" post módosított változatát láttam használni. A módosítás annyi volt benne, hogy ha használsz THC-t, akkor annak a be- és kikapcsoló parancsát be kell állítani.
Még érdekes lehet az alábbi pár sor:
Az első határozza meg, hogy a legutóbbi ref. ponttól milyen messze kell megint mérni, a második az érzékelő eltolását.
Hogy veszed fel a magasságot? A legtöbben a Z home bemenetre szokták kötni a magasság érzékelőt, majd egy G28.1-gyel a Z-n felveszik a referenciát a kellő eltolással.
A legutóbb a "Mach3 THC with scriber.scpost" post módosított változatát láttam használni. A módosítás annyi volt benne, hogy ha használsz THC-t, akkor annak a be- és kikapcsoló parancsát be kell állítani.
Kód Kijelölés
thcOnCode = " M205"
thcOffCode = " M206"
Még érdekes lehet az alábbi pár sor:
Kód Kijelölés
--this is the distance between each torch reference in MILLIMETRES
refDistance = 250
--Put your switch offset value here in MILLIMETRES
switchOffset = 1.5
Az első határozza meg, hogy a legutóbbi ref. ponttól milyen messze kell megint mérni, a második az érzékelő eltolását.
Cím: Re:UCCNC vezérlő program
Írta: dosalaszlo Dátum 2018 október 21, 19:12
Írta: dosalaszlo Dátum 2018 október 21, 19:12
Köszönöm szépen!
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2018 október 24, 22:27
Írta: wv07scd6x Dátum 2018 október 24, 22:27
Sziasztok!
Ismételten az "autoleveler" -rel gyűlt meg a bajom a 1.2106 -as verzióban. Nyomtatott áramköri lemezt szerettem volna hosszú pihentetés után ismét kigravírozni. A letapogatási folyamat látszólag végbemegy, de az eredmény mégsem az a gravírozás folyamán amit várok. A vannak részek ahol szépen kimarja a felületet, és vannak részek ahol nem is érinti a lemezt a gravírtű. Megpróbáltam újra egy másik lemezen, és a végeredmény hasonlóképp megint nem az amit vártam volna. Amikor én még megvettem a modult, és letöltöttem a weblapon szereplő UCCNC verziót, akkor is próbáltam már ilyesmit csinálni, és akkor pontosan tartotta a vágási mélységet. Azóta a gépemen nem változott semmi. Vagy van valami zűr ebben a verzióban ami kihathat erre is és azért állt meg a fejlesztés? Mert látom hogy csak egy régebbi verzió csiszolgatása zajlik, ami most az 1.2049 -nél tart. Használjam inkább a 1.2049 -est?
Ismételten az "autoleveler" -rel gyűlt meg a bajom a 1.2106 -as verzióban. Nyomtatott áramköri lemezt szerettem volna hosszú pihentetés után ismét kigravírozni. A letapogatási folyamat látszólag végbemegy, de az eredmény mégsem az a gravírozás folyamán amit várok. A vannak részek ahol szépen kimarja a felületet, és vannak részek ahol nem is érinti a lemezt a gravírtű. Megpróbáltam újra egy másik lemezen, és a végeredmény hasonlóképp megint nem az amit vártam volna. Amikor én még megvettem a modult, és letöltöttem a weblapon szereplő UCCNC verziót, akkor is próbáltam már ilyesmit csinálni, és akkor pontosan tartotta a vágási mélységet. Azóta a gépemen nem változott semmi. Vagy van valami zűr ebben a verzióban ami kihathat erre is és azért állt meg a fejlesztés? Mert látom hogy csak egy régebbi verzió csiszolgatása zajlik, ami most az 1.2049 -nél tart. Használjam inkább a 1.2049 -est?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 október 24, 22:52
Írta: dezsoe Dátum 2018 október 24, 22:52
Szia!
Haladjunk visszafelé. A fejlesztés egyáltalán nem állt meg. Attól, hogy nincs heti három új teszt verzió, még készülnek dolgok. :) A 1.21xx sorozat egyelőre teszt verzió, így lehet benne hiba, sőt, van is a 2106-ban, amiről tudunk. Éppen ezért javasoljuk mindig a stabil verziók használatát. (Ha jól tudom, akkor neked UC400ETH-d van, azt pedig nem érinti az említett hiba.)
Már sokszor leírtam, de nem elégszer. :) Az Autoleveler egy lelkes felhasználó alkotása, ha gond van vele, akkor nála kell érdeklődni. Ennek ellenére gyanús a problémád, mert nem hallottam róla, hogy másnak hasonló gondja lenne. Bár a plugin forrása csak a fejlesztőnél van meg, nagy meglepetések nem várhatók, mert eredetileg egy angol úriember írta, a forrása fent van a neten, én is az alapján írtam a saját szintezőmet.
Esetleg tegyél fel eredeti és az Autoleveler által módosított g-kódot, mert abból sokminden kiderül. Lehet, hogy már a bemenő g-kód sem volt jó, nemrég láthattunk rá példát a Mach3 topikban.
Haladjunk visszafelé. A fejlesztés egyáltalán nem állt meg. Attól, hogy nincs heti három új teszt verzió, még készülnek dolgok. :) A 1.21xx sorozat egyelőre teszt verzió, így lehet benne hiba, sőt, van is a 2106-ban, amiről tudunk. Éppen ezért javasoljuk mindig a stabil verziók használatát. (Ha jól tudom, akkor neked UC400ETH-d van, azt pedig nem érinti az említett hiba.)
Már sokszor leírtam, de nem elégszer. :) Az Autoleveler egy lelkes felhasználó alkotása, ha gond van vele, akkor nála kell érdeklődni. Ennek ellenére gyanús a problémád, mert nem hallottam róla, hogy másnak hasonló gondja lenne. Bár a plugin forrása csak a fejlesztőnél van meg, nagy meglepetések nem várhatók, mert eredetileg egy angol úriember írta, a forrása fent van a neten, én is az alapján írtam a saját szintezőmet.
Esetleg tegyél fel eredeti és az Autoleveler által módosított g-kódot, mert abból sokminden kiderül. Lehet, hogy már a bemenő g-kód sem volt jó, nemrég láthattunk rá példát a Mach3 topikban.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2018 október 24, 22:55
Írta: zt2c4wh9 Dátum 2018 október 24, 22:55
Szia,
Nem rémlik, hogy bárki jelzett volna ehhez hasonló problémát.
Nem zajlik a régi verzió csiszolgatása, csupán a teszt verziók még nem jutottak el odáig, hogy hivatalos kiadásba átmenjenek és az UCR201 kézivezérlő pluginját viszont ki kellett adni, ezért készült az 1.2048 és 1.2049 kiadás. Az UCR201 plugint beraktuk és utána még csiszoltunk a pluginon a visszajelzések alapján, ezért lett 2 verzió is egymás után.
Amúgy az 1.2048 és 1.2049 teljesen ugyanaz mint az 1.2047, az egyetlen különbség, hogy belekerült az UCR201 plugin.
Illetve volt még egy Windows Defender vírusirtó téves riasztás az 1.2047 verzióra, ezért beleraktunk pár "kamu" kódot az UCCNC.exe-be, amivel megoldódott ez a probléma is, mivel a téves riasztást egy olyan kódrész okozta amit tévesen vírusnak hitt a Defender és azzal, hogy belepakoltunk pár olyan kódot amit amúgy a szoftver nem használ semmire, ezzel megváltoztak a fájlban a bit-ek és bájtok sorrendjei ami miatt ezután már nem fordult elő benne a vírusnak hitt kódrészlet. Persze ez az UCCNC működésén semmit nem változtat, nem történt a működő kódban változás, nem történt fejlesztés...
Nem rémlik, hogy bárki jelzett volna ehhez hasonló problémát.
Nem zajlik a régi verzió csiszolgatása, csupán a teszt verziók még nem jutottak el odáig, hogy hivatalos kiadásba átmenjenek és az UCR201 kézivezérlő pluginját viszont ki kellett adni, ezért készült az 1.2048 és 1.2049 kiadás. Az UCR201 plugint beraktuk és utána még csiszoltunk a pluginon a visszajelzések alapján, ezért lett 2 verzió is egymás után.
Amúgy az 1.2048 és 1.2049 teljesen ugyanaz mint az 1.2047, az egyetlen különbség, hogy belekerült az UCR201 plugin.
Illetve volt még egy Windows Defender vírusirtó téves riasztás az 1.2047 verzióra, ezért beleraktunk pár "kamu" kódot az UCCNC.exe-be, amivel megoldódott ez a probléma is, mivel a téves riasztást egy olyan kódrész okozta amit tévesen vírusnak hitt a Defender és azzal, hogy belepakoltunk pár olyan kódot amit amúgy a szoftver nem használ semmire, ezzel megváltoztak a fájlban a bit-ek és bájtok sorrendjei ami miatt ezután már nem fordult elő benne a vírusnak hitt kódrészlet. Persze ez az UCCNC működésén semmit nem változtat, nem történt a működő kódban változás, nem történt fejlesztés...
Cím: Re:UCCNC vezérlő program
Írta: 3ebj3bk8b Dátum 2018 november 04, 11:44
Írta: 3ebj3bk8b Dátum 2018 november 04, 11:44
Sziasztok!
Régóta küzdök azzal, hogy a program az aktuális főorsó fordulatszámot jelezze, ill, hogy tudjam használni a főorsó PWM szabályzást a programból.Egyenlőre még nem működik.
Konfiguráció:
UC300ETH
UCCNC 1.2047
Főorsó Fanuc alpha M9/3000 servo, most egy Fanuc incrementális encoderrel 1024ppr.
A program leírásában a 19-oldalon írja:
Index port és pin: Ez egy fizikai bemenet lábszáma a főorsó fordulatszám érzékelőnek. Ezen a
bemeneten érkező impulzusokból a szoftver kiszámolja a tényleges főorsó fordulatszámot és kijelzi
a SACT DRO-ban. Az index bemenet az encoder index csatornája, ha főorsó szinkron mozgáshoz
(menetvágás) inkrementális jeladó van csatlakoztatva.
A PWM vezérlésnél a 22-ik oldalon meg ezt:
A főorsóhoz egy inkrementális jeladót (encodert) kell csatlakoztatni, aminek az A és B csatorna
jeleit be kell kötni a mozgásvezérlő bemeneteire.
(Megjegyzés: Index csatornás sebesség mérés nem használható ehhez a funkcióhoz, a visszacsatoló
jelet mindenképpen egy inkrementális encoder A és B csatornájának kell szolgáltatnia.)
Nálam egyenlőre az index csatornán csak néha jelenik meg egy impulzus: ide van kötve a Z jele az encodernek.
Az A és B-n van impulzus, az Sact ír fordulatszámot, de köszönő viszonyban sincs az Sset értékkel, és nem is arányosan változik vele.
Kb. 28Khz bemenő frekvenciánál(kb. 1580 ford/perc) az Sact lenullázódik, és nem jelez többet semmit, csak ha lejjebb viszem a fordulatszámot.
Ha az index csatorna jele íródik az Sact DRO-ba, nekem miért van fordulatszám értékem?
28khz környékén miért veszti el a jelet? A diagnosztikai ablakban is a ledek kialszanak.
Miért lehet az, hogy nem arányos a kijelzett Sact a beállított Sset-el? Pl. Sset 100 ford/perc Sact 250, Sset 200 ford/perc Sact 625.
Régóta küzdök azzal, hogy a program az aktuális főorsó fordulatszámot jelezze, ill, hogy tudjam használni a főorsó PWM szabályzást a programból.Egyenlőre még nem működik.
Konfiguráció:
UC300ETH
UCCNC 1.2047
Főorsó Fanuc alpha M9/3000 servo, most egy Fanuc incrementális encoderrel 1024ppr.
A program leírásában a 19-oldalon írja:
Index port és pin: Ez egy fizikai bemenet lábszáma a főorsó fordulatszám érzékelőnek. Ezen a
bemeneten érkező impulzusokból a szoftver kiszámolja a tényleges főorsó fordulatszámot és kijelzi
a SACT DRO-ban. Az index bemenet az encoder index csatornája, ha főorsó szinkron mozgáshoz
(menetvágás) inkrementális jeladó van csatlakoztatva.
A PWM vezérlésnél a 22-ik oldalon meg ezt:
A főorsóhoz egy inkrementális jeladót (encodert) kell csatlakoztatni, aminek az A és B csatorna
jeleit be kell kötni a mozgásvezérlő bemeneteire.
(Megjegyzés: Index csatornás sebesség mérés nem használható ehhez a funkcióhoz, a visszacsatoló
jelet mindenképpen egy inkrementális encoder A és B csatornájának kell szolgáltatnia.)
Nálam egyenlőre az index csatornán csak néha jelenik meg egy impulzus: ide van kötve a Z jele az encodernek.
Az A és B-n van impulzus, az Sact ír fordulatszámot, de köszönő viszonyban sincs az Sset értékkel, és nem is arányosan változik vele.
Kb. 28Khz bemenő frekvenciánál(kb. 1580 ford/perc) az Sact lenullázódik, és nem jelez többet semmit, csak ha lejjebb viszem a fordulatszámot.
Ha az index csatorna jele íródik az Sact DRO-ba, nekem miért van fordulatszám értékem?
28khz környékén miért veszti el a jelet? A diagnosztikai ablakban is a ledek kialszanak.
Miért lehet az, hogy nem arányos a kijelzett Sact a beállított Sset-el? Pl. Sset 100 ford/perc Sact 250, Sset 200 ford/perc Sact 625.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 november 04, 15:20
Írta: dezsoe Dátum 2018 november 04, 15:20
Szia!
A bemeneteken levő szűrők miatt nem tudsz túl nagy frekvenciájú jelet bevinni, ezért enkódernek jó a 100-as felbontású is.
A fordulatszám érzékeléséhez csak akkor nem elég az index jel, ha a fordulatszámot zárt hurokban akarod szabályozni. A második idézeted onnan származik, ezek szerint zárt hurokkal szeretnél fordulatszámot szabályozni?
Ha az Sset és az Sact arányaiban sem stimmel, akkor gyanús, hogy a főorsó fordulatszáma sem arányos a PWM jellel. Látod-e vagy tudod-e mérni a főorsó tényleges fordulatszámát? Ha igen, akkor be kéne állítani a PWM frekvenciát, a min. és max. százalékot és az ezekhez tartozó min. és max. fordulatszámot. Ha a főorsó már jó fordulatszámon megy, akkor helyes enkóder felbontás esetén illene jó Sact értéket kijeleznie.
A bemeneteken levő szűrők miatt nem tudsz túl nagy frekvenciájú jelet bevinni, ezért enkódernek jó a 100-as felbontású is.
A fordulatszám érzékeléséhez csak akkor nem elég az index jel, ha a fordulatszámot zárt hurokban akarod szabályozni. A második idézeted onnan származik, ezek szerint zárt hurokkal szeretnél fordulatszámot szabályozni?
Ha az Sset és az Sact arányaiban sem stimmel, akkor gyanús, hogy a főorsó fordulatszáma sem arányos a PWM jellel. Látod-e vagy tudod-e mérni a főorsó tényleges fordulatszámát? Ha igen, akkor be kéne állítani a PWM frekvenciát, a min. és max. százalékot és az ezekhez tartozó min. és max. fordulatszámot. Ha a főorsó már jó fordulatszámon megy, akkor helyes enkóder felbontás esetén illene jó Sact értéket kijeleznie.
Cím: Re:UCCNC vezérlő program
Írta: 3ebj3bk8b Dátum 2018 november 04, 16:47
Írta: 3ebj3bk8b Dátum 2018 november 04, 16:47
Szia!
A mellékelt kép szerint van beállítva a PWM Spindle, ezen még a régi encoder volt az 900-as felbontással. 10V-ot ad ki 100%-nál, akkor 200Hz-et kap a motor elméletileg az a max 3000 ford/perc.
De az igaz, hogy soha nem mértem meg ténylegesen a fordulatot. Erre viszont sort kerítek.
Ha sikerülne végre helyes fordulatszám értékeket kapni, akkor szeretném zárt hurokba szabályozni a főorsót. Szinkron menet vágáshoz is szeretném használni.
Csak azt nem értem, hogy ha nekem az index bemeneten, csak néha. néha (tehát nem fordulatonként), van egy egy bevillanásom a leden. Akkor honnan veszi az Sact értéket a program? Az A és B bemenetről?
Ha igen akkor nem is kell a fordulatszám kijelzéshez az index jel?
(https://hobbicncforum.hu/uploaded_images/2018/11/tn_mep72xbqwb9q9qyiq4s5x_3383.jpg) (https://hobbicncforum.hu/uploaded_images/2018/11/mep72xbqwb9q9qyiq4s5x_3383.jpg)
A mellékelt kép szerint van beállítva a PWM Spindle, ezen még a régi encoder volt az 900-as felbontással. 10V-ot ad ki 100%-nál, akkor 200Hz-et kap a motor elméletileg az a max 3000 ford/perc.
De az igaz, hogy soha nem mértem meg ténylegesen a fordulatot. Erre viszont sort kerítek.
Ha sikerülne végre helyes fordulatszám értékeket kapni, akkor szeretném zárt hurokba szabályozni a főorsót. Szinkron menet vágáshoz is szeretném használni.
Csak azt nem értem, hogy ha nekem az index bemeneten, csak néha. néha (tehát nem fordulatonként), van egy egy bevillanásom a leden. Akkor honnan veszi az Sact értéket a program? Az A és B bemenetről?
Ha igen akkor nem is kell a fordulatszám kijelzéshez az index jel?
(https://hobbicncforum.hu/uploaded_images/2018/11/tn_mep72xbqwb9q9qyiq4s5x_3383.jpg) (https://hobbicncforum.hu/uploaded_images/2018/11/mep72xbqwb9q9qyiq4s5x_3383.jpg)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 november 04, 17:30
Írta: dezsoe Dátum 2018 november 04, 17:30
A fordulatszámot tudja az indexből is és az A-B-ból is számolni. Egyedül a szinkron menetfúráshoz kell mind együtt.
Ha a PWM kimenettel 0-10V-ot állítasz elő és van egy UC300-ad, akkor miért nem rögtön az analóg kimenetét használod?
Az index bemeneten azért nem látod, hogy mi történik, mert a jel nagyon rövid ideig aktív, a képernyőt viszont nagyságrendekkel nagyobb időközönként frissíti a program. A vezérlő látja, hogy jött index jel, de annak a valószínűsége, hogy a képen is elkapd, nagyon kicsi. Ráadásul az index jel (általában) csak akkor aktív, ha az A és B inaktív, tehát a 360°-ot elosztod az enkóder teljes felbontásával és megkapod, hogy hány fokon belül lesz aktív az indexed. Nem lesz túl nagy szám... :) (Ez a jel is hosszabbá válik, ha kisebb felbontású enkódert használsz.)
Ha a PWM kimenettel 0-10V-ot állítasz elő és van egy UC300-ad, akkor miért nem rögtön az analóg kimenetét használod?
Az index bemeneten azért nem látod, hogy mi történik, mert a jel nagyon rövid ideig aktív, a képernyőt viszont nagyságrendekkel nagyobb időközönként frissíti a program. A vezérlő látja, hogy jött index jel, de annak a valószínűsége, hogy a képen is elkapd, nagyon kicsi. Ráadásul az index jel (általában) csak akkor aktív, ha az A és B inaktív, tehát a 360°-ot elosztod az enkóder teljes felbontásával és megkapod, hogy hány fokon belül lesz aktív az indexed. Nem lesz túl nagy szám... :) (Ez a jel is hosszabbá válik, ha kisebb felbontású enkódert használsz.)
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2018 november 05, 08:57
Írta: zt2c4wh9 Dátum 2018 november 05, 08:57
Ahogy Dezsoe is írta az Index jelet azért nem látod megfelelően a képernyőn, mert a képernyő 20msec-onként van frissítve az index jel pedig rövid/gyors jel.
Ha beállítod a spindle encoder A és B bemeneti pin-jét, akkor az UCCNC automatikusan azt használja fordulatszám mérésre. Ha csak index jelet állítasz be akkor pedig azt.
Szinkron menetfuráshoz és menetvágáshoz az A és B és az index jelekre is szükség van, legalábbis ha több bekezdéses és/vagy több fogásos menetet készítesz. Ilyenkor azért fontos az index jel megléte, mert az A és B jel nem ad abszolút pozíciót (inkrementális encoder), szóval a menet kezdetét mindig az index jelhez szinkronizálja a vezérlő.
Ebből következik, hogy az is fontos, hogy az index jel egyetlen impulzus legyen fordulatonként és mindig ugyanabban a pozícióban történjen. Vagyis az index jel nem lehet áttétel mögött a főorsóhoz képest, mert az egytől különböző számú index jelet adna különböző pozíciókban aminek a hatására a vezérlő nem tudná egymáshoz képest szinkronizálni a menet több fogását, illetve több bekezdését.
Ha beállítod a spindle encoder A és B bemeneti pin-jét, akkor az UCCNC automatikusan azt használja fordulatszám mérésre. Ha csak index jelet állítasz be akkor pedig azt.
Szinkron menetfuráshoz és menetvágáshoz az A és B és az index jelekre is szükség van, legalábbis ha több bekezdéses és/vagy több fogásos menetet készítesz. Ilyenkor azért fontos az index jel megléte, mert az A és B jel nem ad abszolút pozíciót (inkrementális encoder), szóval a menet kezdetét mindig az index jelhez szinkronizálja a vezérlő.
Ebből következik, hogy az is fontos, hogy az index jel egyetlen impulzus legyen fordulatonként és mindig ugyanabban a pozícióban történjen. Vagyis az index jel nem lehet áttétel mögött a főorsóhoz képest, mert az egytől különböző számú index jelet adna különböző pozíciókban aminek a hatására a vezérlő nem tudná egymáshoz képest szinkronizálni a menet több fogását, illetve több bekezdését.
Cím: Re:UCCNC vezérlő program
Írta: 3ebj3bk8b Dátum 2018 november 05, 09:05
Írta: 3ebj3bk8b Dátum 2018 november 05, 09:05
Köszönöm a segítséget!
Most már érthető! Délután megnézem még egyszer a jeleket.
Mivel ez gyári encoder és 1024 a felbontása. Arra gondoltam, hogy le kellene osztani a jelet 10-el vagy 100-al így elméletileg a magasabb fordulaton is tudja fogadni a jelet a vezérlő.
Most már érthető! Délután megnézem még egyszer a jeleket.
Mivel ez gyári encoder és 1024 a felbontása. Arra gondoltam, hogy le kellene osztani a jelet 10-el vagy 100-al így elméletileg a magasabb fordulaton is tudja fogadni a jelet a vezérlő.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 november 05, 11:28
Írta: ium8w94xp Dátum 2018 november 05, 11:28
Nem lehetne amúgy a programon ezt úgy megcsinálni, hogy aki áttétel mögül figyeli a jelet az tudjon beállítani index értéket? Pl nekem 5 index jelre fordul egyet a főorsóm, akkor ezt is lehessen megfelelően használni? Vagy beállítani, hogy x jeladóm van, de 3:1-es áttétel mögött? Vagy bárakármi :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 november 05, 11:40
Írta: dezsoe Dátum 2018 november 05, 11:40
Lehetne. De melyik lesz az öt egyforma index jel közül az, amelyikre induljon a szinkron? :)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 november 05, 11:56
Írta: ium8w94xp Dátum 2018 november 05, 11:56
Hát...izéé...őőőő [#nyes]
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2018 november 05, 21:55
Írta: wv07scd6x Dátum 2018 november 05, 21:55
Sziasztok!
Egyre tanácstalanabb vagyok. Minden jó és mégsem jó szituáció. Egyszerűen képtelen vagyok nyomtatott áramköri lapot gravírozni. A gép mindig hibásan dolgozik az "autoleveler" -el. Azaz látszólag szépen letapogatja a felületet, és amikor a munka része történik a dolognak, bizonyos területeken a gravírtű nem is érinti a felületet. A "Z" tengely korrekciója dolgozik, mert látszik, hogy korrigálja a magasságot. Néhol ezzel nincs is gond. Ahányszor próbáltam annyiszor lett az eredmény ....
Esetleg volna olyan vállalkozószellem aki megkísérelné valamilyen felületre rágravírozni amit én szerettem volna? UC400ETH tulajdonosra gondolok. Én a 1.2106 -os verziót használom. Eljutottam oda, hogy még a PC -m is újratelepítettem. Azóta még nem próbáltam meg ismét, de hamarosan ez lesz a következő lépés.
Egyre tanácstalanabb vagyok. Minden jó és mégsem jó szituáció. Egyszerűen képtelen vagyok nyomtatott áramköri lapot gravírozni. A gép mindig hibásan dolgozik az "autoleveler" -el. Azaz látszólag szépen letapogatja a felületet, és amikor a munka része történik a dolognak, bizonyos területeken a gravírtű nem is érinti a felületet. A "Z" tengely korrekciója dolgozik, mert látszik, hogy korrigálja a magasságot. Néhol ezzel nincs is gond. Ahányszor próbáltam annyiszor lett az eredmény ....
Esetleg volna olyan vállalkozószellem aki megkísérelné valamilyen felületre rágravírozni amit én szerettem volna? UC400ETH tulajdonosra gondolok. Én a 1.2106 -os verziót használom. Eljutottam oda, hogy még a PC -m is újratelepítettem. Azóta még nem próbáltam meg ismét, de hamarosan ez lesz a következő lépés.
Cím: Re:UCCNC vezérlő program
Írta: dtb Dátum 2018 november 05, 22:12
Írta: dtb Dátum 2018 november 05, 22:12
Pár napja ismerkedek az UCCNC programmal, és zavarbaejtő bőség fogadott minden szempontból, Gratula a készítőknek!!!
Egy olyan kérésem lenne hozzájuk, amire lehet, hogy már van megoldás, de lehet, hogy a hobby kategóriában nagy sikere lenne :-)
A szerszámcserénél van ugyan lehetőség manuális magasság bemérésre, (és ugye kezeli az eltárolt szerszám értékeket is) de a hobby kategóriában szerintem még ritka akinek automatikus szerszám cserélője van, annak minden előnyével, így nekünk marad a manuális maró csere. Elkezdi az ember a marást. Vastagoló maró, magasság beállítás, előmarás, csere finom maróra, magasság beállítás... de mihez? Alap esetben a munka felületén veszem fel a bázis magasságot (0mm) de az már nem elérhető, mert már ott a félig kész marás. Ilyen esetekre lenne jó egy két lépéses magasság beállítás. Mielőtt kicserélném a vastagabb marót a következő szerszámra, előtte egy fix ponton megmérem a probe segítségével a jelenlegi magasságot, a mérő program pause állapotba lenne a szerszámcsere alatt, az értéket pedig a program|makró|változó|bármi eltárolna, és a szerszámcsere után, kattintásra újra lefutna a magasság mérés, de nem a nulla értéket venné fel, hanem a korábbi szerszám eltárolt magasságát. Szerintem ez egy hálás funkció lenne...
Más. Mivel Mach3 alatt is szerettem volna kipróbálni az UC400ETH vezérlőt,(elsőre nem sikerült) a UCxxx_utility.exe esetleg kiírhatná a detektált ethernet kártya I/O címét, mind a két portra értelmezve. Esetleg nem ártana kiírni, hogy a mostani rendszereken már rendszergazdaként kell futtatni a programot.
..és egy apró hiba, a PDF-ekben még a régi (nem https) url-ek vannak, esetleg ez okozhat gondot egy-két ügyfélnek.
Üdvözlettel:
DTB
Egy olyan kérésem lenne hozzájuk, amire lehet, hogy már van megoldás, de lehet, hogy a hobby kategóriában nagy sikere lenne :-)
A szerszámcserénél van ugyan lehetőség manuális magasság bemérésre, (és ugye kezeli az eltárolt szerszám értékeket is) de a hobby kategóriában szerintem még ritka akinek automatikus szerszám cserélője van, annak minden előnyével, így nekünk marad a manuális maró csere. Elkezdi az ember a marást. Vastagoló maró, magasság beállítás, előmarás, csere finom maróra, magasság beállítás... de mihez? Alap esetben a munka felületén veszem fel a bázis magasságot (0mm) de az már nem elérhető, mert már ott a félig kész marás. Ilyen esetekre lenne jó egy két lépéses magasság beállítás. Mielőtt kicserélném a vastagabb marót a következő szerszámra, előtte egy fix ponton megmérem a probe segítségével a jelenlegi magasságot, a mérő program pause állapotba lenne a szerszámcsere alatt, az értéket pedig a program|makró|változó|bármi eltárolna, és a szerszámcsere után, kattintásra újra lefutna a magasság mérés, de nem a nulla értéket venné fel, hanem a korábbi szerszám eltárolt magasságát. Szerintem ez egy hálás funkció lenne...
Más. Mivel Mach3 alatt is szerettem volna kipróbálni az UC400ETH vezérlőt,(elsőre nem sikerült) a UCxxx_utility.exe esetleg kiírhatná a detektált ethernet kártya I/O címét, mind a két portra értelmezve. Esetleg nem ártana kiírni, hogy a mostani rendszereken már rendszergazdaként kell futtatni a programot.
..és egy apró hiba, a PDF-ekben még a régi (nem https) url-ek vannak, esetleg ez okozhat gondot egy-két ügyfélnek.
Üdvözlettel:
DTB
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 november 05, 22:31
Írta: dezsoe Dátum 2018 november 05, 22:31
Először kezdem a végével. Ahogy közben privátban is válaszoltam, az UC400ETH használatakor semmilyen hálókártya címre nincs szükséged. Van 1-es port és van 2-es port, a többit a plugin elintézi, neked nem kell semmit tudni róla.
A beméréssel kapcsolatban nyitott kapukat döngetsz, dolgozunk rajta és nemsokára ki is próbálhatod. (A következő teszt verzióban.)
A beméréssel kapcsolatban nyitott kapukat döngetsz, dolgozunk rajta és nemsokára ki is próbálhatod. (A következő teszt verzióban.)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 november 05, 22:42
Írta: dezsoe Dátum 2018 november 05, 22:42
Szia!
Nálad is visszafelé válaszolok. :) Az újratelepítés lehet, hogy nyugtató hatású, de nincs befolyással az UCCNC működésére. Itt két állapot van: vagy látja a program a vezérlőt, vagy nem. Első esetben működik, másodikban nem.
Van UC400ETH-m, ha gondolod, küldd el, amivel küzdesz. Küldd el továbbá az aktuális profil file-odat, meg az Autoleveler-ről egy képet, hogy milyen beállításokkal használod. Valami apró huncutság lesz nálad, mert egy csomóan használják eredményesen, csak neked nem megy valamiért.
(Biztos, hogy kérdeztem már, hogy melyik bolygón laksz, de nem emlékszem, úgyhogy ha semmi mást nem is töltesz ki, de legalább a települést beírhatnád az adatlapodra.)
Nálad is visszafelé válaszolok. :) Az újratelepítés lehet, hogy nyugtató hatású, de nincs befolyással az UCCNC működésére. Itt két állapot van: vagy látja a program a vezérlőt, vagy nem. Első esetben működik, másodikban nem.
Van UC400ETH-m, ha gondolod, küldd el, amivel küzdesz. Küldd el továbbá az aktuális profil file-odat, meg az Autoleveler-ről egy képet, hogy milyen beállításokkal használod. Valami apró huncutság lesz nálad, mert egy csomóan használják eredményesen, csak neked nem megy valamiért.
(Biztos, hogy kérdeztem már, hogy melyik bolygón laksz, de nem emlékszem, úgyhogy ha semmi mást nem is töltesz ki, de legalább a települést beírhatnád az adatlapodra.)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 november 06, 00:15
Írta: ium8w94xp Dátum 2018 november 06, 00:15
Nekem is teljesen jól működik. Nyákra is és fém kanál gravírra is ;)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 november 06, 00:38
Írta: dezsoe Dátum 2018 november 06, 00:38
Na, tessék! Használod is, működik is: segíthetnél a kollégának kitalálni, hogy mit csinál rosszul! [#taps]
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 november 06, 12:41
Írta: ium8w94xp Dátum 2018 november 06, 12:41
Adatlapomon a mail-em. Átküldheted nekem is, ugyan uc100-at használok most. Elvileg nem befolyásolja. De csak vasárnap lesz időm érdemben foglalkozni vele. A helyedben először valami egyszerűvel próbálkoznék. Én legelőszőr egy almára tettem alufóliát és abba egy mezei kört gravíroztam. Nyilván minél sűrűbben tapogat, annál jobb lesz az eredmény. Hisz két pont között az egyenes a legrövidebb[#nyes]
Cím: Re:UCCNC vezérlő program
Írta: happisusu Dátum 2018 november 06, 12:46
Írta: happisusu Dátum 2018 november 06, 12:46
"Hisz két pont között az egyenes a legrövidebb" nos ez már megdőlt, újjabban a görbe a legrövidebb. [#vigyor2]
Cím: Re:UCCNC vezérlő program
Írta: 3ebj3bk8b Dátum 2018 november 09, 11:18
Írta: 3ebj3bk8b Dátum 2018 november 09, 11:18
Szia!
Most jutottam el oda, hogy meg tudtam mérni a főorsó tényleges fordulatát. Kicsivel magasabb, a közepes fordulatokon a névlegesnél, kb. 50-80 ford/perccel, a max fordulaton 3000f/perc, viszont alacsonyabb kb. 50 ford/perccel.
A kimenő jel az az UC300-as analóg kimenetéről megy, eddig is úgy ment a képen levő beállítás egy nagyon régi kezdetleges próbálkozás volt.
Ha az analóg kimenetről hajtom közvetlen a frekiváltót.
Van e hatása a PWM frekvencia átállításának, vagy a max/min duty értékek elállításának, a fordulatszámra?
Ha igen akkor hogyan befolyásolja egyik vagy a másik?
Most jutottam el oda, hogy meg tudtam mérni a főorsó tényleges fordulatát. Kicsivel magasabb, a közepes fordulatokon a névlegesnél, kb. 50-80 ford/perccel, a max fordulaton 3000f/perc, viszont alacsonyabb kb. 50 ford/perccel.
A kimenő jel az az UC300-as analóg kimenetéről megy, eddig is úgy ment a képen levő beállítás egy nagyon régi kezdetleges próbálkozás volt.
Ha az analóg kimenetről hajtom közvetlen a frekiváltót.
Van e hatása a PWM frekvencia átállításának, vagy a max/min duty értékek elállításának, a fordulatszámra?
Ha igen akkor hogyan befolyásolja egyik vagy a másik?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 november 09, 12:47
Írta: dezsoe Dátum 2018 november 09, 12:47
Szia!
A PWM frekvencia nem befolyásolja, csak a min. és max. kitöltési tényező, amihez a min. és max. fordulatszámot skálázza. Tehát, ha beállítottad, hogy a min. fordulat 1000, a max. 5000, a min. kitöltés 20% és a max. 100%, akkor S1000-re 20%-ot fog beállítani (2V), S5000-re 100%-ot (10V), közötte pedig arányosan.
A PWM frekvencia nem befolyásolja, csak a min. és max. kitöltési tényező, amihez a min. és max. fordulatszámot skálázza. Tehát, ha beállítottad, hogy a min. fordulat 1000, a max. 5000, a min. kitöltés 20% és a max. 100%, akkor S1000-re 20%-ot fog beállítani (2V), S5000-re 100%-ot (10V), közötte pedig arányosan.
Cím: Re:UCCNC vezérlő program
Írta: 3ebj3bk8b Dátum 2018 november 09, 12:56
Írta: 3ebj3bk8b Dátum 2018 november 09, 12:56
Szia!
Köszönöm! Megnézem a beállításokat.
Köszönöm! Megnézem a beállításokat.
Cím: Re:UCCNC vezérlő program
Írta: 3ebj3bk8b Dátum 2018 november 10, 16:36
Írta: 3ebj3bk8b Dátum 2018 november 10, 16:36
Na úgy néz ki végre sikerült!
Leosztottam az encoder A és B jelét 4-el. Így már tudja értelmezni a vezérlő. A PWM-nél a minimumot kellett átállítani.
Most már szinkronban az Sset és Sact.
Illetve a PID szabályozó is működik tartja a fordulatot!
Köszönöm a segítséget!
Egy utolsó kérdés ezzel kapcsolatban.
A PID szabályozó gyárilag beállított Kp Kd Ki értékeit érdemes e babrálni, vagy inkább hagyjam úgy a gyári beállításon?
Leosztottam az encoder A és B jelét 4-el. Így már tudja értelmezni a vezérlő. A PWM-nél a minimumot kellett átállítani.
Most már szinkronban az Sset és Sact.
Illetve a PID szabályozó is működik tartja a fordulatot!
Köszönöm a segítséget!
Egy utolsó kérdés ezzel kapcsolatban.
A PID szabályozó gyárilag beállított Kp Kd Ki értékeit érdemes e babrálni, vagy inkább hagyjam úgy a gyári beállításon?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 november 10, 16:59
Írta: dezsoe Dátum 2018 november 10, 16:59
Az elindulásnak jó, de érdemes a saját motorodhoz hangolni, hiszen minden motor más.
Cím: Re:UCCNC vezérlő program
Írta: gabi Dátum 2018 november 10, 19:21
Írta: gabi Dátum 2018 november 10, 19:21
Sziasztok
Segítséget szeretnék kérni. Az UCCNC-be át szeretném írni az értékeket de a program nem engedi, a port és pineket tudom változtatni de a sebességet a lépés számot nem. HiÁba irom át nem menthető le. Mikor át szeretném írni akkor is egy piros vonal van ott. Eddig egy kicsi lézeres gépen volt, most át szerettem volna tenni a marógépre a progit és ezért kellene átírnom a értékeket.A mach3 xml-jét se tudtam áttöLteni ezért akartam kézzel beírni.
Segítséget szeretnék kérni. Az UCCNC-be át szeretném írni az értékeket de a program nem engedi, a port és pineket tudom változtatni de a sebességet a lépés számot nem. HiÁba irom át nem menthető le. Mikor át szeretném írni akkor is egy piros vonal van ott. Eddig egy kicsi lézeres gépen volt, most át szerettem volna tenni a marógépre a progit és ezért kellene átírnom a értékeket.A mach3 xml-jét se tudtam áttöLteni ezért akartam kézzel beírni.
Cím: Re:UCCNC vezérlő program
Írta: svager Dátum 2018 november 10, 20:01
Írta: svager Dátum 2018 november 10, 20:01
A beírt érték után Entert kell nyomni, különben nem tárolodik el.
Cím: Re:UCCNC vezérlő program
Írta: gabi Dátum 2018 november 10, 20:04
Írta: gabi Dátum 2018 november 10, 20:04
Köszönöm
Hát erre nem emlékeztem..
Hát erre nem emlékeztem..
Cím: Re:UCCNC vezérlő program
Írta: 3ebj3bk8b Dátum 2018 november 15, 18:30
Írta: 3ebj3bk8b Dátum 2018 november 15, 18:30
Sziasztok!
Nem biztos, hogy programhiba lehet, hogy mozgásvezérlő.
Tegnap is meg ma is, bekapcsolás után homoltam a tengelyeket és az X láthatóan fele akkora előtolással mozgott mint a beállított. Sőt ha jog vagy mpg-be mozgattam akkor is. Csak az X.
A program többszöri újraindításával megszűnt a hiba.
Mi okozhatja?
Konfiguráció:
UC300ETH
UCCNC 1.2047
Nem biztos, hogy programhiba lehet, hogy mozgásvezérlő.
Tegnap is meg ma is, bekapcsolás után homoltam a tengelyeket és az X láthatóan fele akkora előtolással mozgott mint a beállított. Sőt ha jog vagy mpg-be mozgattam akkor is. Csak az X.
A program többszöri újraindításával megszűnt a hiba.
Mi okozhatja?
Konfiguráció:
UC300ETH
UCCNC 1.2047
Cím: Re:UCCNC vezérlő program
Írta: ab Dátum 2018 november 15, 18:37
Írta: ab Dátum 2018 november 15, 18:37
Van lehetőség uccnc esetén enkóder kézikereket használni jog és előtolás szabályozásra?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 november 15, 21:30
Írta: dezsoe Dátum 2018 november 15, 21:30
Szia!
Valahogy nem tudod kimérni, hogy a jeleket megkapja-e a motorvezérlő? Elég rég óta kint van a 2047-es és nem hallottam ilyen jellegű hibáról. [#nemtudom]
Valahogy nem tudod kimérni, hogy a jeleket megkapja-e a motorvezérlő? Elég rég óta kint van a 2047-es és nem hallottam ilyen jellegű hibáról. [#nemtudom]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 november 15, 21:32
Írta: dezsoe Dátum 2018 november 15, 21:32
Egy kicsit konkrétabban tudnál kérdezni, hogy én is értsem? :) Ugyanazzal a kerékkel egyszer tengelyt mozgatnál, egyszer FRO-t állítanál?
Cím: Re:UCCNC vezérlő program
Írta: ab Dátum 2018 november 16, 10:56
Írta: ab Dátum 2018 november 16, 10:56
Igen. Funkció billentyűvel választva, mire szeretném éppen használni. Mozgatáskor természetesen további két funkció gombra lenne még szükség: tengelyválasztás, illetve lépték mód választás. Programfutás közben pedig az ipari gépen megszokott előtolás szabályzás. 0-..... %-os előtolás. Nullánál áll a programfutás.
Ez mennyire reális, vagy mi van ebből ami már elérhető?
Ez mennyire reális, vagy mi van ebből ami már elérhető?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 november 16, 11:03
Írta: svejk Dátum 2018 november 16, 11:03
Milyen gépen dolgozol ahol az MPG egyben a feedrate is?
Valami Heidenhain vezérlő?
Valami Heidenhain vezérlő?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 november 16, 11:14
Írta: dezsoe Dátum 2018 november 16, 11:14
Tengely és lépték választásra biztos, hogy találsz itt makrót, szerintem még anno Svejknek írtam meg. Az FRO állítás az már érdekesebb, de ha ethernetes a vezérlőd, akkor talán meg lehet oldani. Majd agyalok rajta, mert érdekes feladvány... :)
Cím: Re:UCCNC vezérlő program
Írta: Torro60 Dátum 2018 november 16, 11:19
Írta: Torro60 Dátum 2018 november 16, 11:19
A Haas-fanuc gépeken is így van megoldva.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2018 november 16, 11:20
Írta: frob Dátum 2018 november 16, 11:20
Nekem ilyen tekerentyűm (https://www.aliexpress.com/item/2015-Stepper-Motor-Driver-Wireless-Usb-Mpg-Pendant-Handwheel-for-Cnc-Mac-electron-Hand-Wheel-Used/32402076069.html?spm=2114.search0104.3.8.42836a45cAnTsp&ws_ab_test=searchweb0_0,searchweb201602_3_10065_10068_319_317_10696_10084_453_10924_454_10083_10618_10920_10921_10304_10307_10922_10820_10821_537_10302_536_10059_10884_10887_100031_321_322_10103,searchweb201603_51,ppcSwitch_0&algo_expid=35bfc2b9-4d9c-40e3-9e43-02eed353aa72-1&algo_pvid=35bfc2b9-4d9c-40e3-9e43-02eed353aa72) van, ezen minden általad szükséges funkció elérhető...
nagyon imádom, főleg hogy lustaság miatt, még nem készítettem szerszám bemérő érzékelőt, ezzel számomra elég pontosan oda tudok állni a marandó felülethez...
nagyon imádom, főleg hogy lustaság miatt, még nem készítettem szerszám bemérő érzékelőt, ezzel számomra elég pontosan oda tudok állni a marandó felülethez...
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 november 16, 11:25
Írta: dezsoe Dátum 2018 november 16, 11:25
És ez megy UCCNC-vel?
Cím: Re:UCCNC vezérlő program
Írta: ab Dátum 2018 november 16, 12:08
Írta: ab Dátum 2018 november 16, 12:08
Még nincs semmim, de ajánlásra szemezek az uccnc-vel. Lehet ethernetes is, ha azzal megoldható. Amúgy is azt javasolták, több funkciót tartalmaz. Még csak nagyon felületesen foglalkozom a vezérlő választással.
Főleg a futás közbeni előtolás állítás és nullára való "várakozásos megállás" ami jó lenne. Amit linkeltek kézikereket, szintén szimpatikus lenne.
Svejk: ahogy írták, pl. haas gépeken így van megoldva.
Főleg a futás közbeni előtolás állítás és nullára való "várakozásos megállás" ami jó lenne. Amit linkeltek kézikereket, szintén szimpatikus lenne.
Svejk: ahogy írták, pl. haas gépeken így van megoldva.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 november 16, 13:11
Írta: dezsoe Dátum 2018 november 16, 13:11
Ja, értem, akkor mindenképpen valamelyik ethernetest javaslom.
Ez a "nullára való várakozásos megállás", ez micsoda?
Ez a "nullára való várakozásos megállás", ez micsoda?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 november 16, 13:38
Írta: svejk Dátum 2018 november 16, 13:38
A HAAS-on tényleg így van, nálunk is van egy DT1-es... bár inkább ne lenne. :(
Cím: Re:UCCNC vezérlő program
Írta: 3ebj3bk8b Dátum 2018 november 16, 16:11
Írta: 3ebj3bk8b Dátum 2018 november 16, 16:11
Szia.
Érdekesen alakul a dolog. Ma megpróbáltam a szkóppal ráakaszkodni a jelre. Bekapcsolás után homoláskor a jelenség usmét fellépett.
Nyomtam jogot akkor is. Akkor eltelt kb 2-3 perc míg a szkóppal megtaláltam a megfelelő lábat. Ám ekkor menyomva a jogot már jól működött. Na most tényleg nem tudom hol a hiba. Kontakthiba?[#nemtudom]
Érdekesen alakul a dolog. Ma megpróbáltam a szkóppal ráakaszkodni a jelre. Bekapcsolás után homoláskor a jelenség usmét fellépett.
Nyomtam jogot akkor is. Akkor eltelt kb 2-3 perc míg a szkóppal megtaláltam a megfelelő lábat. Ám ekkor menyomva a jogot már jól működött. Na most tényleg nem tudom hol a hiba. Kontakthiba?[#nemtudom]
Cím: Re:UCCNC vezérlő program
Írta: ab Dátum 2018 november 16, 17:04
Írta: ab Dátum 2018 november 16, 17:04
Megallas alol kivetel menetvagas/menetfuras ciklus. Masnal nem vettem meg eszre. Tehat ha elotolas szabalyozas funkcioval bir, letekered a szazalekos erteket nullara, megall a mozgas. Illetve "probalkozaskor", akar 1.000 (ezer) szazalekkal is tudod novelni a programozott elotolast. Gyorsan, kezikerek fordulatszamatol fuggoen.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2018 november 16, 18:39
Írta: frob Dátum 2018 november 16, 18:39
igen megy tökéletesen!
uccnc és ez nagyon szuper páros!!
uccnc és ez nagyon szuper páros!!
Cím: Re:UCCNC vezérlő program
Írta: 3ebj3bk8b Dátum 2018 november 17, 11:19
Írta: 3ebj3bk8b Dátum 2018 november 17, 11:19
Sziasztok!
A softlimits file precheck. Azt csinálja, hogy ha be van állítva a softlimit, akkor nem hajtja végre a műveletet, ha a g kódban elérné valahol a softlimit értéket?
A softlimits file precheck. Azt csinálja, hogy ha be van állítva a softlimit, akkor nem hajtja végre a műveletet, ha a g kódban elérné valahol a softlimit értéket?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 november 17, 12:42
Írta: dezsoe Dátum 2018 november 17, 12:42
Szia!
Igen, de megvannak a korlátai: nem tudja, hogy pl. makróban merre mozogsz, csak ami a kódból egyértelmű, azt tudja ellenőrizni.
Igen, de megvannak a korlátai: nem tudja, hogy pl. makróban merre mozogsz, csak ami a kódból egyértelmű, azt tudja ellenőrizni.
Cím: Re:UCCNC vezérlő program
Írta: 3ebj3bk8b Dátum 2018 november 18, 12:36
Írta: 3ebj3bk8b Dátum 2018 november 18, 12:36
Na tényleg tanácstalan vagyok.
Ma bekapcsoltam a gépet a jelenség fennállt. Csak JOG-ba mozgattam meg, de nem volt ok.
10 perc múlva visszamentem akkor meg már jó volt. A kettő közt nem csináltam vele semmit.
Nem hiszem, hogy programhiba. A műhelyben most elég hűvös van 10-12 fok. Okozhat e ilyet bármelyik elektronikában a hideg?
Mozgásvezérlő, léptetőmeghajtó. Miután egy ideje be volt kapcsolva és bemelegszik, akkor meg jól működik?
Ma bekapcsoltam a gépet a jelenség fennállt. Csak JOG-ba mozgattam meg, de nem volt ok.
10 perc múlva visszamentem akkor meg már jó volt. A kettő közt nem csináltam vele semmit.
Nem hiszem, hogy programhiba. A műhelyben most elég hűvös van 10-12 fok. Okozhat e ilyet bármelyik elektronikában a hideg?
Mozgásvezérlő, léptetőmeghajtó. Miután egy ideje be volt kapcsolva és bemelegszik, akkor meg jól működik?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 november 18, 12:48
Írta: dezsoe Dátum 2018 november 18, 12:48
Szia!
Csinálj már egy jó képet, légy szíves, amin az egész vezérlés rajta van, hogy mi hogyan van kötve. Hátha támad valami jó ötletem... :) Tápra gyanakszom, egyébként, de jó lenne látni az egészet.
Csinálj már egy jó képet, légy szíves, amin az egész vezérlés rajta van, hogy mi hogyan van kötve. Hátha támad valami jó ötletem... :) Tápra gyanakszom, egyébként, de jó lenne látni az egészet.
Cím: Re:UCCNC vezérlő program
Írta: s7manbs8 Dátum 2018 november 18, 13:05
Írta: s7manbs8 Dátum 2018 november 18, 13:05
Ja, ha kicsit melegszik vagy tágul, hozzáér vagy sem vagy valami kondi olyankor nagyobb kapacitást mutat vagy ki tudja.
Cím: Re:UCCNC vezérlő program
Írta: 3ebj3bk8b Dátum 2018 november 18, 13:22
Írta: 3ebj3bk8b Dátum 2018 november 18, 13:22
Szia!
Ide feltöltöttem a képeket. CNC (https://drive.google.com/open?id=1IbzxcRFyhABh7zwnJdvmUAvCXyTqXt7x)
Ide feltöltöttem a képeket. CNC (https://drive.google.com/open?id=1IbzxcRFyhABh7zwnJdvmUAvCXyTqXt7x)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 november 18, 14:12
Írta: dezsoe Dátum 2018 november 18, 14:12
Ha jól látom, akkor a motorvezérlőket két sorbakötött táp látja el. Az UC300 tápja nem látszik a dzsungelben. :)
Két dolgot néznék meg. Az egyik, hogy bekapcsoláskor mennyi feszültség érkezik a motorvezérlőre, és ez időben hogyan változik, mert x idő elteltével jó lesz a rendszer.
A másik, hogy a rendszert úgy indítod el, hogy az UC300 ne kapjon tápot, kivárod a "magáhoztérési" időt és csak utána adsz tápot az UC300-nak. Ha így rögtön jó, akkor a motorvezérlőkkel lesz valami.
Még valami. Van-e valamilyen oka, hogy a step/dir párosok így szét vannak szórva? Nem mintha baj lenne, de ha a 2-es vagy 3-as porton összegyűjtenéd őket, akkor a többi csatit le lehetne húzni a teszt idejére. Gondolok itt arra, hogy ha UC300 táp nélkül indítod el a gépet, akkor nehogy valamelyik bemenetről parazita tápot kapjon, mert úgy bizonytalan az indulása.
A 4-es kártyáról elviszed az UC300 5V kimenetét (26-os láb). Azt mire használod? Ugye, nem terheli nagyon az UC300 belső tápját?
Két dolgot néznék meg. Az egyik, hogy bekapcsoláskor mennyi feszültség érkezik a motorvezérlőre, és ez időben hogyan változik, mert x idő elteltével jó lesz a rendszer.
A másik, hogy a rendszert úgy indítod el, hogy az UC300 ne kapjon tápot, kivárod a "magáhoztérési" időt és csak utána adsz tápot az UC300-nak. Ha így rögtön jó, akkor a motorvezérlőkkel lesz valami.
Még valami. Van-e valamilyen oka, hogy a step/dir párosok így szét vannak szórva? Nem mintha baj lenne, de ha a 2-es vagy 3-as porton összegyűjtenéd őket, akkor a többi csatit le lehetne húzni a teszt idejére. Gondolok itt arra, hogy ha UC300 táp nélkül indítod el a gépet, akkor nehogy valamelyik bemenetről parazita tápot kapjon, mert úgy bizonytalan az indulása.
A 4-es kártyáról elviszed az UC300 5V kimenetét (26-os láb). Azt mire használod? Ugye, nem terheli nagyon az UC300 belső tápját?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 november 18, 14:15
Írta: dezsoe Dátum 2018 november 18, 14:15
Még két dolog. Köszi a képeket, így egyszerűbb. A másik, hogy nem kritikának szánom, de nem ártana a kábelezést rendbetenni, mert egyrészt nem átlátható (neked is macerás megkeresni valamit), másrészt sok zavart össze tud szedni egy ilyen gombolyag.
Cím: Re:UCCNC vezérlő program
Írta: 3ebj3bk8b Dátum 2018 november 18, 15:37
Írta: 3ebj3bk8b Dátum 2018 november 18, 15:37
UC 300 tápja annak a képnek a jobb szélén van amin a sorba kötött tápok vannak.
Végiggondolom amit írtál. Igazából lehet, hogy túl van terhelve a 4-es kártyán a táp, bár nem tudom mekkora terhelést bír el.
Azóta csinálja a hibát amióta ráraktam az osztó áramkört ami az encoder jelet osztja.
A 4-es kártyáról az encoder kap tápot kb. 150mA, egy darab DS26C32 vonalvevő/meghajtó, és most még ráraktam két darab CD4040BE számlálót.
Lehet hogy ez már sok a belső tápnak?
Végiggondolom amit írtál. Igazából lehet, hogy túl van terhelve a 4-es kártyán a táp, bár nem tudom mekkora terhelést bír el.
Azóta csinálja a hibát amióta ráraktam az osztó áramkört ami az encoder jelet osztja.
A 4-es kártyáról az encoder kap tápot kb. 150mA, egy darab DS26C32 vonalvevő/meghajtó, és most még ráraktam két darab CD4040BE számlálót.
Lehet hogy ez már sok a belső tápnak?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 november 18, 19:43
Írta: dezsoe Dátum 2018 november 18, 19:43
Nem tudom megmondani, hogy pontosan mennyit bír, viszont akkor nem létkérdés, hogy be legyen dugva. Próbáld ki nélküle. De én inkább a motorvezérlőkre gyanakszom.
Cím: Re:UCCNC vezérlő program
Írta: j3cx5jtk6 Dátum 2018 november 19, 20:44
Írta: j3cx5jtk6 Dátum 2018 november 19, 20:44
Sziasztok!
Azt szeretném megkérdezni, hogy lehetséges-e megoldani azt az uccnc vel, hogy a jelenleg tökéletesen működő 3 tengelyes gépem-re egy lézet is szeretnék rátenni.
1. mi és hogy vezérli majd a lézert?!
https://www.ebay.com/itm/15W-Laser-Head-Engraving-Module-w-TTL-For-Metal-Marking-Wood-Cutting-Engraver/132465672237?hash=item1ed791c02d:g:~j4AAOSw3WxZwmDF:rk:7:pf:0
/ilyesmire gondoltam csak/
2. Z tengellyel nem lesz gubanc?
3. Főorsó is menni fog, vagy majd másképp kell postolnom a kódot gondolom?!
Élhető e szerintetek ez így?!
Hasonló lenne amire gondolok.
https://www.youtube.com/watch?v=3laSYjA2H3Y
Köszi előre is a segítségetek!
Lézerrel nagyon nem vagyok tisztában[#zavart2]
Azt szeretném megkérdezni, hogy lehetséges-e megoldani azt az uccnc vel, hogy a jelenleg tökéletesen működő 3 tengelyes gépem-re egy lézet is szeretnék rátenni.
1. mi és hogy vezérli majd a lézert?!
https://www.ebay.com/itm/15W-Laser-Head-Engraving-Module-w-TTL-For-Metal-Marking-Wood-Cutting-Engraver/132465672237?hash=item1ed791c02d:g:~j4AAOSw3WxZwmDF:rk:7:pf:0
/ilyesmire gondoltam csak/
2. Z tengellyel nem lesz gubanc?
3. Főorsó is menni fog, vagy majd másképp kell postolnom a kódot gondolom?!
Élhető e szerintetek ez így?!
Hasonló lenne amire gondolok.
https://www.youtube.com/watch?v=3laSYjA2H3Y
Köszi előre is a segítségetek!
Lézerrel nagyon nem vagyok tisztában[#zavart2]
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 november 19, 21:02
Írta: ium8w94xp Dátum 2018 november 19, 21:02
Én is használok lézert. A maró motorra van rászögelve. Egy másik kimenet van használva. Valóban máshogy kell postprocess rá. Mivel az M10 és M11-et használ. Ha külön nem tudod a főorsót kiiktatni, akkor sajnos elvileg elindul, mivel az M3 kód mindenképp kell hozzá, hogy a lézer M10-re induljon.(Ami nem értem, hogy miért?) A linkelt lézer mellesleg úgy 15W, ahogyan én is :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 november 19, 22:09
Írta: dezsoe Dátum 2018 november 19, 22:09
Igen, ahogy exup is említette, lehet. De! Egyrészt csinálj valami takarást a lézernek, mert ha marsz, akkor összeporozza, ami nem tesz jót neki.
1. A lézert a lézer kimenet vezérli, amihez az M3 kell, mint engedélyező jel. Ezt már sokszor leírtuk, biztonsági megoldás. Mivel egy gépen több profilod is lehet, csinálsz a lézernek és a marónak egy-egy külön profilt, a lézeresben nem adsz meg főorsó kimenetet, így nyugodtan ki lehet adni az M3-at, nem fog elindulni a főorsó. Ahogy exup is írta, ez a modul csak az asztali lámpával együtt 15W-os, erre figyelj.
2. Z tengellyel nem lesz semmi gond, nem zavarják egymást. Sőt, ha ügyesen csinálod, fel is tudod használni fókuszáláshoz vagy felületkövetéshez.
3. lásd fentebb. Olyan kódot kell generálni, ahol a lézert az M10 kapcsolja be 100%-ra, M10 Qnnn tudja 0-255-ig az erősséget állítani (tehát nem M3 Snnn), M11 kapcsolja ki.
1. A lézert a lézer kimenet vezérli, amihez az M3 kell, mint engedélyező jel. Ezt már sokszor leírtuk, biztonsági megoldás. Mivel egy gépen több profilod is lehet, csinálsz a lézernek és a marónak egy-egy külön profilt, a lézeresben nem adsz meg főorsó kimenetet, így nyugodtan ki lehet adni az M3-at, nem fog elindulni a főorsó. Ahogy exup is írta, ez a modul csak az asztali lámpával együtt 15W-os, erre figyelj.
2. Z tengellyel nem lesz semmi gond, nem zavarják egymást. Sőt, ha ügyesen csinálod, fel is tudod használni fókuszáláshoz vagy felületkövetéshez.
3. lásd fentebb. Olyan kódot kell generálni, ahol a lézert az M10 kapcsolja be 100%-ra, M10 Qnnn tudja 0-255-ig az erősséget állítani (tehát nem M3 Snnn), M11 kapcsolja ki.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 november 19, 23:22
Írta: ium8w94xp Dátum 2018 november 19, 23:22
Mondjuk én akkor is kiszedném az M3 dolgot. Mi van akkor, ha egy projekten belül marnék és lézereznék is? Volt már rá alkalmam. Nyilván megoldom enélkül is. Csak nem értem mi ebben a biztonsági megoldás. Meg ez csak költői kérdés volt. Nem várok választ rá tőled [#rolleyes]
Cím: Re:UCCNC vezérlő program
Írta: j3cx5jtk6 Dátum 2018 november 20, 18:04
Írta: j3cx5jtk6 Dátum 2018 november 20, 18:04
Tyűű de köszcsi a válaszokat!
Amúgy nem akarok nagyon belemerulni CO lézerbe de valami ilyen kis rosszral lehetne vagdosni azért nem 3-5 mm farostlemezt.
És ez a TTL vagy analóg, ez miez, mármint értem, hogy mi csak az uccnc hogy kulonbozteti meg?!
Vagy bizonyos frekvencián szaggatja vagy mint egy "dimmer" piszkálja a fényerőt?!
Amúgy nem akarok nagyon belemerulni CO lézerbe de valami ilyen kis rosszral lehetne vagdosni azért nem 3-5 mm farostlemezt.
És ez a TTL vagy analóg, ez miez, mármint értem, hogy mi csak az uccnc hogy kulonbozteti meg?!
Vagy bizonyos frekvencián szaggatja vagy mint egy "dimmer" piszkálja a fényerőt?!
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 november 20, 19:02
Írta: ium8w94xp Dátum 2018 november 20, 19:02
Amit linkeltél az nem CO lézer. Az szerintem 3.5w körüli dióda lézer. Más is vett ilyet és annyi volt [#nyes] Tehát elég kitartónak kell lenni, hogy 5mm-t elvágj vele. PWM jelet ad ki 5V-ot ad ki szaggatva a kitöltési idővel, attól függően, hogy 0-255 között mekkora értéket adtál M10 kóddal.
Cím: Re:UCCNC vezérlő program
Írta: 3ebj3bk8b Dátum 2018 november 21, 09:13
Írta: 3ebj3bk8b Dátum 2018 november 21, 09:13
Azt szeretném kérdezni, hogy a tengelyeknél ahol mutatja a koordináták értékét. Azokat az értékeket honnan veszi a gép? Kimondottan a Machine koordináták értéke érdekelne, hogy hogyan íródik be.
Függ e attól, hogy milyen motorvezérlő van és milyen motor a tengelyen? Nekem HSS86-os encoderes vezérlő van és 86HSE8N léptető a gépen.
Függ e attól, hogy milyen motorvezérlő van és milyen motor a tengelyen? Nekem HSS86-os encoderes vezérlő van és 86HSE8N léptető a gépen.
Cím: Re:UCCNC vezérlő program
Írta: j3cx5jtk6 Dátum 2018 november 21, 10:18
Írta: j3cx5jtk6 Dátum 2018 november 21, 10:18
Szia!
Nekem is pont ugyan ilyen vezerlom es motorom van, ha arra vagy kivancsi, hogy tudja a gep hogy a motor tenyleg hol tart, akkor a valasz, nem.
Ezt az erteket csak a home fogja nullazni.
Amugy azert vettem encoderest en, mert mar elotte sok sima motrot lattam, hallottam. Szerintem sokkal halkabb, es ha valami torik esetleg neki megy, akkor megall.
/nem ugy mint az egyik kollegamé, ami csak adja ki a jeleket es ha torik ha szakad az elmegy addig:)
Nekem is pont ugyan ilyen vezerlom es motorom van, ha arra vagy kivancsi, hogy tudja a gep hogy a motor tenyleg hol tart, akkor a valasz, nem.
Ezt az erteket csak a home fogja nullazni.
Amugy azert vettem encoderest en, mert mar elotte sok sima motrot lattam, hallottam. Szerintem sokkal halkabb, es ha valami torik esetleg neki megy, akkor megall.
/nem ugy mint az egyik kollegamé, ami csak adja ki a jeleket es ha torik ha szakad az elmegy addig:)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 november 21, 10:26
Írta: dezsoe Dátum 2018 november 21, 10:26
A gépi koordinátákat csak és kizárólag a home-olás tudja megváltoztatni, minden ahhoz képest történik. Nem a vezérlődtől függ, hanem attól, hogy a home paraméterek hogyan vannak beállítva. A G54-G59 munkakoordináták ehhez képest vannak eltolva, azok megváltoztathatók.
Normál esetben a tengelyeken valahol, praktikusan az egyik végén van egy home érzékelő és a bemenete be van állítva. A home művelet indításakor a tengely elindul az érzékelő felé, ha megtalálta, akkor lejön róla. Amikor lejött az érzékelőről, akkor írja be a home offset értékét az adott tengely gépi koordinátájába. (Feltéve, hogy be van pipálva az auto set.)
A teszt verziókban már van egy back off érték is. Annyiban más ilyenkor a művelet, hogy ha lejött az érzékelőről, akkor még ennyit mozdul és csak azután írja be az offset értéket.
Ha nincs érzékelőd (vagyis nincs beállítva a bemenete), akkor a tengely pillanatnyi helyzetében írja be az offset értéket. Ez nem javasolt.
Normál esetben a tengelyeken valahol, praktikusan az egyik végén van egy home érzékelő és a bemenete be van állítva. A home művelet indításakor a tengely elindul az érzékelő felé, ha megtalálta, akkor lejön róla. Amikor lejött az érzékelőről, akkor írja be a home offset értékét az adott tengely gépi koordinátájába. (Feltéve, hogy be van pipálva az auto set.)
A teszt verziókban már van egy back off érték is. Annyiban más ilyenkor a művelet, hogy ha lejött az érzékelőről, akkor még ennyit mozdul és csak azután írja be az offset értéket.
Ha nincs érzékelőd (vagyis nincs beállítva a bemenete), akkor a tengely pillanatnyi helyzetében írja be az offset értéket. Ez nem javasolt.
Cím: Re:UCCNC vezérlő program
Írta: Bocs Dátum 2018 november 24, 00:11
Írta: Bocs Dátum 2018 november 24, 00:11
Tisztelt Fórumozók!
Lenne pár kérdésem, amiben játszik az Uccnc szoftver.
4,5 Nm-es enkóderes léptetőmotorok dolgoznak. Szépen futnak, de feszegetem a határait, hogy megismerjem, ezért "kézi" gyorsjáratban előfordul, hogy hibajelzéssel megáll valamelyik. Ez természetes. Azonban olyan is történik néha, hogy az MDI-s gyorsjárat során "normális sebességnél" a motor leáll, a számláló viszont megy, mintha menne a léptecs. Ilyenkor motortáp kikapcs, bekapcs, referenciapont felvétel és mehet tovább. Valami nem stimmel az enkóder jellel? Le tudom ellenőrizni, hogy figyelembe veszi-e az enkóder jeleit? A leállást okozhatja valami gyenge jelátvitel vagy nagy ohm értékű ellenállás a motorvezérlőnél?
Megjegyzem előbb-utóbb szükség lesz nagyobb léptecsekre.
A második kérdésem az lenne, hogy mitől fagyhat le a szoftver? Nem gondolom, hogy benne van hiba, valami kapcsolati hibára tippelek. A tünet az, hogy beállítás, próbálgatás (program, bemérések ellenőrzése, ilyesmi) ritkán, de előfordul, hogy nem nyílik meg a bal kézi vezérlő ablak, MDI-be nem lehet írni, csak a virtuális reset gomb működik. Reset után pár másodpercig működik, majd ismét kezdődik. Olyan is volt, hogy a laptop újraindítása oldotta meg.
A harmadik kérdésem, hogy a képen látható sugaras kiosztást hogy lehetne leprogramozni? A szerszámpálya X-Z-ben van, és G3 is van benne, ezért a G68 ABR nem működik. Mármint a G18 miatt. Fapadosan meg tudom oldani, de az elv érdekelne, hogy tanuljak belőle, esetleg mások is hasznát vegyék.
(https://hobbicncforum.hu/uploaded_images/2018/11/tn_jmi96vng0g7tb6a2aq7x_6132.jpg) (https://hobbicncforum.hu/uploaded_images/2018/11/jmi96vng0g7tb6a2aq7x_6132.jpg)
Lenne pár kérdésem, amiben játszik az Uccnc szoftver.
4,5 Nm-es enkóderes léptetőmotorok dolgoznak. Szépen futnak, de feszegetem a határait, hogy megismerjem, ezért "kézi" gyorsjáratban előfordul, hogy hibajelzéssel megáll valamelyik. Ez természetes. Azonban olyan is történik néha, hogy az MDI-s gyorsjárat során "normális sebességnél" a motor leáll, a számláló viszont megy, mintha menne a léptecs. Ilyenkor motortáp kikapcs, bekapcs, referenciapont felvétel és mehet tovább. Valami nem stimmel az enkóder jellel? Le tudom ellenőrizni, hogy figyelembe veszi-e az enkóder jeleit? A leállást okozhatja valami gyenge jelátvitel vagy nagy ohm értékű ellenállás a motorvezérlőnél?
Megjegyzem előbb-utóbb szükség lesz nagyobb léptecsekre.
A második kérdésem az lenne, hogy mitől fagyhat le a szoftver? Nem gondolom, hogy benne van hiba, valami kapcsolati hibára tippelek. A tünet az, hogy beállítás, próbálgatás (program, bemérések ellenőrzése, ilyesmi) ritkán, de előfordul, hogy nem nyílik meg a bal kézi vezérlő ablak, MDI-be nem lehet írni, csak a virtuális reset gomb működik. Reset után pár másodpercig működik, majd ismét kezdődik. Olyan is volt, hogy a laptop újraindítása oldotta meg.
A harmadik kérdésem, hogy a képen látható sugaras kiosztást hogy lehetne leprogramozni? A szerszámpálya X-Z-ben van, és G3 is van benne, ezért a G68 ABR nem működik. Mármint a G18 miatt. Fapadosan meg tudom oldani, de az elv érdekelne, hogy tanuljak belőle, esetleg mások is hasznát vegyék.
(https://hobbicncforum.hu/uploaded_images/2018/11/tn_jmi96vng0g7tb6a2aq7x_6132.jpg) (https://hobbicncforum.hu/uploaded_images/2018/11/jmi96vng0g7tb6a2aq7x_6132.jpg)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 november 24, 07:32
Írta: dezsoe Dátum 2018 november 24, 07:32
Szia!
1. Az UCCNC nem zárt hurkú vezérlést használ, tehát az enkóder jelek nem a programba érkeznek. Ha van enkóder a motoron és be is van kötve valahová, akkor valószínűleg olyan vezérlőd van, ami azt fogadja. Ha túlhajtod, arról az UCCNC nem tud. Tudhatna, ha be lenne kötve az esetleges vezérlőd hibajele. Kicsit több információ kéne... :) Az, hogy kézzel hajtod vagy MDI-ből, az teljesen mindegy: be van állítva a maximális sebesség, amit akár kézzel, akár g-kóddal el tudsz érni.
2. A gépeden kell szétnézni, mert ilyen jelenségről nem tudok. Valami megfogja a programot.
3. Ezt a kérdést ötödször elolvasva sem értem. :) [#nemtudom]
1. Az UCCNC nem zárt hurkú vezérlést használ, tehát az enkóder jelek nem a programba érkeznek. Ha van enkóder a motoron és be is van kötve valahová, akkor valószínűleg olyan vezérlőd van, ami azt fogadja. Ha túlhajtod, arról az UCCNC nem tud. Tudhatna, ha be lenne kötve az esetleges vezérlőd hibajele. Kicsit több információ kéne... :) Az, hogy kézzel hajtod vagy MDI-ből, az teljesen mindegy: be van állítva a maximális sebesség, amit akár kézzel, akár g-kóddal el tudsz érni.
2. A gépeden kell szétnézni, mert ilyen jelenségről nem tudok. Valami megfogja a programot.
3. Ezt a kérdést ötödször elolvasva sem értem. :) [#nemtudom]
Cím: Re:UCCNC vezérlő program
Írta: Bocs Dátum 2018 november 24, 09:32
Írta: Bocs Dátum 2018 november 24, 09:32
Szia Csaba!
Mennem kell dolgozni, de ez fontosabb számomra. Bocs, ha pongyolán fogalmaztam.
A hibajelzést értem. (Érdekes, hogy a Haas eszterga is néha ugyanezt csinálja és újra kell indítani.)
A lefagyással kapcsolatban a számítógépre vagy a Cnc-re gondolsz?
A G-kóddal kapcsolatban az UCCNC leírásában is olvastam, meg Te is figyelmeztettél valakit rá:
-
Hibát eredményez, ha:
– A forgatás parancs kiadásra kerül amikor nem a G17 (XY) sík van kiválasztva, illetve ha a
G18 vagy G19 sík kerül kiválasztásra amikor a forgatás aktív.
-
Én meg pont ezeket csinálnám, mert az ív miatt XZ sík kellene, a koordináta forgatás miatt meg XY.
Bénázok a beszúrással...
Köszönöm!
(https://hobbicncforum.hu/uploaded_images/2018/11/tn_3zeftj24y4z6d44aj3tv_6132.jpg) (https://hobbicncforum.hu/uploaded_images/2018/11/3zeftj24y4z6d44aj3tv_6132.jpg)
Mennem kell dolgozni, de ez fontosabb számomra. Bocs, ha pongyolán fogalmaztam.
A hibajelzést értem. (Érdekes, hogy a Haas eszterga is néha ugyanezt csinálja és újra kell indítani.)
A lefagyással kapcsolatban a számítógépre vagy a Cnc-re gondolsz?
A G-kóddal kapcsolatban az UCCNC leírásában is olvastam, meg Te is figyelmeztettél valakit rá:
-
Hibát eredményez, ha:
– A forgatás parancs kiadásra kerül amikor nem a G17 (XY) sík van kiválasztva, illetve ha a
G18 vagy G19 sík kerül kiválasztásra amikor a forgatás aktív.
-
Én meg pont ezeket csinálnám, mert az ív miatt XZ sík kellene, a koordináta forgatás miatt meg XY.
Bénázok a beszúrással...
Köszönöm!
(https://hobbicncforum.hu/uploaded_images/2018/11/tn_3zeftj24y4z6d44aj3tv_6132.jpg) (https://hobbicncforum.hu/uploaded_images/2018/11/3zeftj24y4z6d44aj3tv_6132.jpg)
Cím: Re:UCCNC vezérlő program
Írta: 3ebj3bk8b Dátum 2018 november 24, 11:18
Írta: 3ebj3bk8b Dátum 2018 november 24, 11:18
Sziasztok!
Van egy Plugin a 1.2047-es ben. Az XHC HB04 pendant.
Ennek az újabb verziója a WHB04B, működhet ezzel is? A HB04-el működik, azt tudom.
Van egy Plugin a 1.2047-es ben. Az XHC HB04 pendant.
Ennek az újabb verziója a WHB04B, működhet ezzel is? A HB04-el működik, azt tudom.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 november 24, 11:30
Írta: dezsoe Dátum 2018 november 24, 11:30
Szia!
Nem, csak a HB04-gyel működik.
Nem, csak a HB04-gyel működik.
Cím: Re:UCCNC vezérlő program
Írta: 3ebj3bk8b Dátum 2018 november 25, 12:06
Írta: 3ebj3bk8b Dátum 2018 november 25, 12:06
Szeretném frissíteni az UCCNC-t a legutolsó verzióra. Le kell elötte szedni a régebbit? Mit tegyek hogy az axis i/o és egyéb beállításaim megmaradjanak?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 november 25, 12:38
Írta: dezsoe Dátum 2018 november 25, 12:38
Nem kell a régit leszedni. A frissítésről itt találsz leírást: [#t218p3928#].
Cím: Re:UCCNC vezérlő program
Írta: 3ebj3bk8b Dátum 2018 november 25, 14:49
Írta: 3ebj3bk8b Dátum 2018 november 25, 14:49
Sikerült! Köszönöm!
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 november 25, 17:14
Írta: ium8w94xp Dátum 2018 november 25, 17:14
Én is szeretném frissíteni arra, ami még nincs kiadva...mikor lehet?[#nyes]
Cím: Re:UCCNC vezérlő program
Írta: Bocs Dátum 2018 november 26, 03:05
Írta: Bocs Dátum 2018 november 26, 03:05
Sziasztok! Szia Csaba!
A rohanásban nem volt időm normálisan feltenni a Gkódot, ez a fórum által előírt megoldás. (01.txt)
Közben a Cimcoban rendesen működik, tehát nem butasággal próbálkozom. Szeretném kérni a nálam sokkal okosabbakat (ezt szó szerint értem), hogy ha van erre megoldás, írják meg! A Rajzok, Gkódok topikban is leírtam, hátha van kedve valakinek gondolkodni rajta.
Persze lehet CAM-elni is, de ilyen egyszerű dolgokat én legalábbis gyorsabban megírok kézzel.
A rohanásban nem volt időm normálisan feltenni a Gkódot, ez a fórum által előírt megoldás. (01.txt)
Közben a Cimcoban rendesen működik, tehát nem butasággal próbálkozom. Szeretném kérni a nálam sokkal okosabbakat (ezt szó szerint értem), hogy ha van erre megoldás, írják meg! A Rajzok, Gkódok topikban is leírtam, hátha van kedve valakinek gondolkodni rajta.
Persze lehet CAM-elni is, de ilyen egyszerű dolgokat én legalábbis gyorsabban megírok kézzel.
Kód Kijelölés
M6 T3 H3 G18 (20-AS FÉLGÖMB MARÓ)
G0 X53 Y480
G0 Z16
G1 Z6
G2 X67.98 Z-8 I14.03(ívvel indul X/Z-ben az anyagba)
G1 X215 Z2
G68 R30 (forgatás az aktuális pozíció körül)
G0 X53 Y480
G2 X67.98 Z-8 I14.03
G1 X215 Z2
G68 R60
G0 X53 Y480
G2 X67.98 Z-8 I14.03
G1 X215 Z2
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 november 26, 10:51
Írta: dezsoe Dátum 2018 november 26, 10:51
Szia!
Sajnos, a forgatás és a G18/G19 egyelőre nem megy egyszerre, úgyhogy két lehetőséged maradt. Vagy kiszámolod az elforgatott ívek koordinátáit és használod a G18-at, vagy legenerálod az ívet G1-ekkel a G17 síkon és akkor használhatod a forgatást. (Az első lehetőséget megoldhatod M98 szubrutinnal is, kódban tudsz változókkal szögfüggvényeket is számolni. Lásd: a kézikönyv 4.2 fejezetében.)
Sajnos, a forgatás és a G18/G19 egyelőre nem megy egyszerre, úgyhogy két lehetőséged maradt. Vagy kiszámolod az elforgatott ívek koordinátáit és használod a G18-at, vagy legenerálod az ívet G1-ekkel a G17 síkon és akkor használhatod a forgatást. (Az első lehetőséget megoldhatod M98 szubrutinnal is, kódban tudsz változókkal szögfüggvényeket is számolni. Lásd: a kézikönyv 4.2 fejezetében.)
Cím: Re:UCCNC vezérlő program
Írta: Bocs Dátum 2018 november 26, 22:40
Írta: Bocs Dátum 2018 november 26, 22:40
Szia Csaba!
Ismét köszönettel tartozok[#worship]. Így nem túráztatom magam, egyértelmű a dolog. Ja és persze reménykedek, hogy mások is hasznát veszik az infonak.
A függvénytáblázatos történet már eszembe jutott, de gondoltam számítson a számítógép. Nos így majd én is számolgatok. Könnyebb így, hogy biztosan tudom, hogy ezen a módon nem megy. Megy másképp.
Ismét köszönettel tartozok[#worship]. Így nem túráztatom magam, egyértelmű a dolog. Ja és persze reménykedek, hogy mások is hasznát veszik az infonak.
A függvénytáblázatos történet már eszembe jutott, de gondoltam számítson a számítógép. Nos így majd én is számolgatok. Könnyebb így, hogy biztosan tudom, hogy ezen a módon nem megy. Megy másképp.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 november 27, 08:41
Írta: svejk Dátum 2018 november 27, 08:41
Egy kollégám unszolására a "Run from here" funkcióról érdeklődnék.
A doksiba nem igazán találtam a működéséről pontos leírást.
A tapasztalataink szerint az adott sortól való futtatás nem vesz semmit figyelembe az előtte levő sorokból.
A kolléga ipari gépekhez van szokva és ott lehet választani lehetőséget, hogy ténylegesen csak az adott sortól fusson a program (interlock funkció), vagy előtte végigszaladjon a program elejétől és beolvassa pl. a szeszámkorrekciókat, majd a tényleges mozgást csak az adott sortól végezze.
Állítólag munkadarab javításánál nagyon hasznos funkció lenne ez utóbbi.
A doksiba nem igazán találtam a működéséről pontos leírást.
A tapasztalataink szerint az adott sortól való futtatás nem vesz semmit figyelembe az előtte levő sorokból.
A kolléga ipari gépekhez van szokva és ott lehet választani lehetőséget, hogy ténylegesen csak az adott sortól fusson a program (interlock funkció), vagy előtte végigszaladjon a program elejétől és beolvassa pl. a szeszámkorrekciókat, majd a tényleges mozgást csak az adott sortól végezze.
Állítólag munkadarab javításánál nagyon hasznos funkció lenne ez utóbbi.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 november 27, 10:03
Írta: dezsoe Dátum 2018 november 27, 10:03
Valami konkrét példa kéne, g-kóddal együtt, mert elvileg pont a második módon működik a rendszer.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 november 27, 10:10
Írta: svejk Dátum 2018 november 27, 10:10
Aha... elkérem a kódot és jelentkezem.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 november 27, 11:05
Írta: dezsoe Dátum 2018 november 27, 11:05
Rendben. Kérjél leírást is, hogy melyik sortól futtatva mi nem jó, könnyebb lesz hibát keresni. :)
Cím: Re:UCCNC vezérlő program
Írta: 3ebj3bk8b Dátum 2018 november 27, 11:55
Írta: 3ebj3bk8b Dátum 2018 november 27, 11:55
Én már próbáltam és valóban a második módon működik.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 november 27, 13:18
Írta: dezsoe Dátum 2018 november 27, 13:18
Szerintem is, de azért nem árt tudni, hogy mi volt a gond. Ja, és melyik verzióval.
Cím: Re:UCCNC vezérlő program
Írta: svager Dátum 2018 november 27, 21:38
Írta: svager Dátum 2018 november 27, 21:38
Valaki fel tudna homályosítani a következő problémával kapcsolatban?
Már sokadjára próbálkozok a G52 eltolással illetve az M98-al,de egyszerűen nem akar összejönni.
Arra már rájöttem,hogy ha nincs a G52 előtt G0 vagy G1 180° elforgatva jelenik meg a szerszámpálya megjelenítőben.
Gondolom(mivel csak demó módban futtattam),hogy élesben is így működik.
Igazából ami a problémám,hogy vagy valamit nem jól írok,vagy nem értem,de a kódnézőben csak egy pálya látható,és ha elindítóm akkor is csak ezen a pályát mutatja.
Írtam egy egyszerű példa kódot de ezzel sem működik.
Én bénázok el valamit,vagy kihagytam esetleg valamit amitől nem jó ?
Már sokadjára próbálkozok a G52 eltolással illetve az M98-al,de egyszerűen nem akar összejönni.
Arra már rájöttem,hogy ha nincs a G52 előtt G0 vagy G1 180° elforgatva jelenik meg a szerszámpálya megjelenítőben.
Gondolom(mivel csak demó módban futtattam),hogy élesben is így működik.
Igazából ami a problémám,hogy vagy valamit nem jól írok,vagy nem értem,de a kódnézőben csak egy pálya látható,és ha elindítóm akkor is csak ezen a pályát mutatja.
Írtam egy egyszerű példa kódot de ezzel sem működik.
Én bénázok el valamit,vagy kihagytam esetleg valamit amitől nem jó ?
Kód Kijelölés
G0 Z50
G0 X0 Y0
G52 X10 Y0
M98 P100
G52 X20 Y0
M98 P100
G52 X30 Y0
M98 P100
G52 X 0 Y0
M30
O100
G0 X0,0000 Y0,0000
G1 X-2,5000 Y0,0000 F300
G1 Z0,0000 F150
G2 X2,5000 Y0,0000 Z-1,0000 R2,5000 F300
G2 X-2,5000 Y0,0000 Z-2,0000 R2,5000
G2 X2,5000 Y0,0000 Z-2,0000 R2,5000 F300
G2 X-2,5000 Y0,0000 Z-2,0000 R2,5000
G1 Z0,0000 F150
G0 Z5,0000
G0 X0,0000 Y0,0000
M99
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 november 27, 22:44
Írta: dezsoe Dátum 2018 november 27, 22:44
Ha a mellékelt képen levő eredmény a cél, akkor jó a kód. Az UCCNC nem jeleníti meg a G52/G92 eltolásokat, de jól hajtja végre. Demóban úgy tudod ellenőrizni, hogy bekapcsolod a gépi koordináta megjelenítést és akkor látod a koordinátákból, hogy hol köröz.
(https://hobbicncforum.hu/uploaded_images/2018/11/tn_jp39ht8xnzfd4shk7bkz_3977.png) (https://hobbicncforum.hu/uploaded_images/2018/11/jp39ht8xnzfd4shk7bkz_3977.png)
(https://hobbicncforum.hu/uploaded_images/2018/11/tn_jp39ht8xnzfd4shk7bkz_3977.png) (https://hobbicncforum.hu/uploaded_images/2018/11/jp39ht8xnzfd4shk7bkz_3977.png)
Cím: Re:UCCNC vezérlő program
Írta: Bocs Dátum 2018 november 28, 00:04
Írta: Bocs Dátum 2018 november 28, 00:04
Szia svager!
Én is szemesültem ezzel, és ahogy dezsoe írta szépen végrehajtotta a kódokat, és már a megjelenítésben is látom a logikát. Mivel azonban saját magamban nem voltam biztos, először úgy állítottam be a Z munkadarab eltolást, hogy az anyag fölött dolgozzon a szerszám. Volt, hogy hibáztam, volt, hogy nem, de emiatt eddig minden munka jól végződött.
Demó mód:
Én a lakásban kényelmesen letesztelem a demó verzióval a megírt programot, és ha minden rendben, a kis műhelyemben a teljes verzióval végrehajtatom. Nem emlékszem, hogy lett volna különbség, szerintem nem is lesz.
Én is szemesültem ezzel, és ahogy dezsoe írta szépen végrehajtotta a kódokat, és már a megjelenítésben is látom a logikát. Mivel azonban saját magamban nem voltam biztos, először úgy állítottam be a Z munkadarab eltolást, hogy az anyag fölött dolgozzon a szerszám. Volt, hogy hibáztam, volt, hogy nem, de emiatt eddig minden munka jól végződött.
Demó mód:
Én a lakásban kényelmesen letesztelem a demó verzióval a megírt programot, és ha minden rendben, a kis műhelyemben a teljes verzióval végrehajtatom. Nem emlékszem, hogy lett volna különbség, szerintem nem is lesz.
Cím: Re:UCCNC vezérlő program
Írta: svager Dátum 2018 november 28, 06:16
Írta: svager Dátum 2018 november 28, 06:16
Köszönöm,igy már értem.
Most még az a kérdés kell a G52 elé a G0/G1?
Most még az a kérdés kell a G52 elé a G0/G1?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 november 28, 06:35
Írta: dezsoe Dátum 2018 november 28, 06:35
Két G0-t lehetett kivenni következmények nélkül, gondolom, hogy ezekre gondoltál.
Kód Kijelölés
G0 Z50
(--- G0 X0 Y0 ---)
G52 X10 Y0
M98 P100
G52 X20 Y0
M98 P100
G52 X30 Y0
M98 P100
G52 X 0 Y0
M30
O100
G0 X0,0000 Y0,0000
G1 X-2,5000 Y0,0000 F300
G1 Z0,0000 F150
G2 X2,5000 Y0,0000 Z-1,0000 R2,5000 F300
G2 X-2,5000 Y0,0000 Z-2,0000 R2,5000
G2 X2,5000 Y0,0000 Z-2,0000 R2,5000 F300
G2 X-2,5000 Y0,0000 Z-2,0000 R2,5000
G1 Z0,0000 F150
G0 Z5,0000
(--- G0 X0,0000 Y0,0000 ---)
M99
Cím: Re:UCCNC vezérlő program
Írta: svager Dátum 2018 november 28, 08:35
Írta: svager Dátum 2018 november 28, 08:35
Nem erre gondoltam, hanem ha nem írtam a G52 elé G0 vagy G01 a szerszápálya nézőben 180° elfogadott a megjelenés.
Kipróbáltam ha G68-al elforgatom akkor normálisan mutatja.
Tehát a kérdés,hogy szükséges bármit írni,vagy a megjelenített ablaktól függetlenül helyes a kód.
Kipróbáltam ha G68-al elforgatom akkor normálisan mutatja.
Tehát a kérdés,hogy szükséges bármit írni,vagy a megjelenített ablaktól függetlenül helyes a kód.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 november 28, 08:49
Írta: dezsoe Dátum 2018 november 28, 08:49
Csak a megjelenítés hibás, de jól hajtja végre. Viszont továbbra sem értem a kérdést. Ha az elejéről kiveszek mindent és a G52-vel kezdődik a kód, akkor sem mutatja elforgatva. Mit csinálok rosszul? [#nemtudom]
Cím: Re:UCCNC vezérlő program
Írta: Bocs Dátum 2018 november 28, 09:13
Írta: Bocs Dátum 2018 november 28, 09:13
Én kipróbáltam élesben is, és nálam is rendesen megcsinálja, bár demoban is jó az irány, nem fordítja át.
Kipróbáltam I-vel is R helyett, és ugyanaz a vége.
Bocs, ha butaságot kérdezek, de a megjelenítőben nézted a koordináták irányát? Mármint az origóbol mutató nyilak előjelhelyes irányát. Nem lehet, hogy az tévesztett meg?
(Vagy csak kotnyeleskedek...[#vigyor1])
Kipróbáltam I-vel is R helyett, és ugyanaz a vége.
Bocs, ha butaságot kérdezek, de a megjelenítőben nézted a koordináták irányát? Mármint az origóbol mutató nyilak előjelhelyes irányát. Nem lehet, hogy az tévesztett meg?
(Vagy csak kotnyeleskedek...[#vigyor1])
Kód Kijelölés
G0 Z50
(--- G0 X0 Y0 ---)
G52 X10 Y0
M98 P100
G52 X20 Y0
M98 P100
G52 X30 Y0
M98 P100
G52 X 0 Y0
M30
O100
G0 X0 Y0
G1 X-2,5 Y0 F300
G1 Z0 F150
G2 X-2,5 Y0 Z-2 I2,5 F300
G2 X-2,5 Y0 Z-2 I2,5
G1 Z0 F150
G0 Z5
(--- G0 X0 Y0 ---)
M99
Cím: Re:UCCNC vezérlő program
Írta: svager Dátum 2018 november 28, 10:28
Írta: svager Dátum 2018 november 28, 10:28
Értem akkor csak a megjelenés hibás.
Majd délután/este megmutatom mire gondoltam.
Majd délután/este megmutatom mire gondoltam.
Cím: Re:UCCNC vezérlő program
Írta: svager Dátum 2018 november 28, 10:34
Írta: svager Dátum 2018 november 28, 10:34
Megnéztem a napokban általad feltöltött fúró kódnál nálam az X+ Y+ X-Y- ént jeleniti meg.
Valószínűleg ezért is gondoltam,hogy valami nálam nem okés.
Valószínűleg ezért is gondoltam,hogy valami nálam nem okés.
Cím: Re:UCCNC vezérlő program
Írta: svager Dátum 2018 november 28, 19:12
Írta: svager Dátum 2018 november 28, 19:12
Kipróbáltam(természetesen csak légszántásban)és valóban helyesen működik. [#rolleyes]
Az vitt be a sűrűbe,hogy a szerszámpálya megjelenítőben elfordítva mutatja.
az első képen a helyes működés van,a másodikon ahogyan valójában lennie kell
(https://hobbicncforum.hu/uploaded_images/2018/11/tn_sffjht8qedapa5vqzjdcz_2939.png) (https://hobbicncforum.hu/uploaded_images/2018/11/sffjht8qedapa5vqzjdcz_2939.png) (https://hobbicncforum.hu/uploaded_images/2018/11/tn_6tv9kpa2x46had24k62v7_2939.png) (https://hobbicncforum.hu/uploaded_images/2018/11/6tv9kpa2x46had24k62v7_2939.png)
Az vitt be a sűrűbe,hogy a szerszámpálya megjelenítőben elfordítva mutatja.
az első képen a helyes működés van,a másodikon ahogyan valójában lennie kell
(https://hobbicncforum.hu/uploaded_images/2018/11/tn_sffjht8qedapa5vqzjdcz_2939.png) (https://hobbicncforum.hu/uploaded_images/2018/11/sffjht8qedapa5vqzjdcz_2939.png) (https://hobbicncforum.hu/uploaded_images/2018/11/tn_6tv9kpa2x46had24k62v7_2939.png) (https://hobbicncforum.hu/uploaded_images/2018/11/6tv9kpa2x46had24k62v7_2939.png)
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2018 december 04, 19:28
Írta: wv07scd6x Dátum 2018 december 04, 19:28
Sziasztok!
Azon gondolkodom, hogy beszerzek egy lézert. Ha ez megtörténik, akkor miként kapcsoljam össze az uc-cnc -vel?
Mármint hogy milyen beállításokra van szükség. Gondolom a marómotor sebességszabályzására használt pwm jelet itt most a lézerre kell kötnöm.
Azon gondolkodom, hogy beszerzek egy lézert. Ha ez megtörténik, akkor miként kapcsoljam össze az uc-cnc -vel?
Mármint hogy milyen beállításokra van szükség. Gondolom a marómotor sebességszabályzására használt pwm jelet itt most a lézerre kell kötnöm.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 december 04, 19:42
Írta: dezsoe Dátum 2018 december 04, 19:42
Szia!
Nem, ez nem úgy működik. Nincs egy hónapja, hogy leírtam: [#t218p6096#] 1. pont. :)
Nem, ez nem úgy működik. Nincs egy hónapja, hogy leírtam: [#t218p6096#] 1. pont. :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 december 04, 19:42
Írta: dezsoe Dátum 2018 december 04, 19:42
Meg a 3. pont is.
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2018 december 05, 18:06
Írta: wv07scd6x Dátum 2018 december 05, 18:06
Üdv!
Én elolvastam a "3." -ban leírtakat. Többször is. :)
De sajnos ebből én alig értettem meg valamit.
Nem ismerem a G kódokat. Annyi fogalmam van, hogy vannak bizonyos vezérlőkódok, de hogy mi mit csinál, arról nem sok.
Én elolvastam a "3." -ban leírtakat. Többször is. :)
De sajnos ebből én alig értettem meg valamit.
Nem ismerem a G kódokat. Annyi fogalmam van, hogy vannak bizonyos vezérlőkódok, de hogy mi mit csinál, arról nem sok.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 december 05, 18:15
Írta: dezsoe Dátum 2018 december 05, 18:15
Akkor gondolom, hogy az 1. pont az tiszta, tehát nem a főorsó vezérlésébe kell beleerőszakolni a lézert, hanem van neki saját kimenete.
A 3. pont lényege, hogy olyan programmal generáld a g-kódot, ami ismeri az UCCNC-t és tudja, hogy a lézer vezérléséhez M10/M11-re van szükség. Elég sok ilyen program van. Ami alapból nem tudja, de lehet hozzá posztprocesszort írni, ahhoz általában találsz a neten kész megoldást. Melyik programmal/programokkal szeretnél kódot generálni?
A 3. pont lényege, hogy olyan programmal generáld a g-kódot, ami ismeri az UCCNC-t és tudja, hogy a lézer vezérléséhez M10/M11-re van szükség. Elég sok ilyen program van. Ami alapból nem tudja, de lehet hozzá posztprocesszort írni, ahhoz általában találsz a neten kész megoldást. Melyik programmal/programokkal szeretnél kódot generálni?
Cím: Re:UCCNC vezérlő program
Írta: happisusu Dátum 2018 december 05, 18:31
Írta: happisusu Dátum 2018 december 05, 18:31
Szia, Próbálkozz meg evvel: Cnc Praktikum (https://cnctar.hobbycnc.hu/K%C3%A1rolyGy%C3%B6rgy/CNC%20PRAKTIKUM%202010-a.pdf)
illetve a gkod .jpg-vel
illetve a gkod .jpg-vel
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2018 december 05, 18:49
Írta: wv07scd6x Dátum 2018 december 05, 18:49
Nem volt eddig konkrét elképzelésem, hogy milyen programot használnék.
Az igazat megvallva nem is néztem utána ennek.
Jelenleg az Aspire programot használgatom, de az meg ilyesmit tudtommal nem támogat.
Szóval nem tudom mit lenne érdemes alkalmazni.
Az igazat megvallva nem is néztem utána ennek.
Jelenleg az Aspire programot használgatom, de az meg ilyesmit tudtommal nem támogat.
Szóval nem tudom mit lenne érdemes alkalmazni.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 december 05, 18:57
Írta: dezsoe Dátum 2018 december 05, 18:57
"Keresés ebben a témában" eredménye: [#t218p4807#], az oldalon keresd a "STEPCRAFT (UCCNC) PWM Option" bekezdést. :)
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2018 december 05, 19:41
Írta: wv07scd6x Dátum 2018 december 05, 19:41
Nekem az Aspire 9 van fent.
Köze nincs a mappastruktúrának ahhoz amit ott a leírásban, és a képeken látok. Hiába pipálom ki a rejtett elemek megjelenítését, akkor sem látok arra érdemes mappát ahol a fájlt elhelyezhetném.
Az Aspire 9 -hez meg ragaszkodom, mert az már támogatja a kétoldalas megmunkálást is ha marni akarok.
Köze nincs a mappastruktúrának ahhoz amit ott a leírásban, és a képeken látok. Hiába pipálom ki a rejtett elemek megjelenítését, akkor sem látok arra érdemes mappát ahol a fájlt elhelyezhetném.
Az Aspire 9 -hez meg ragaszkodom, mert az már támogatja a kétoldalas megmunkálást is ha marni akarok.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 december 05, 20:15
Írta: dezsoe Dátum 2018 december 05, 20:15
Nincs Aspire-m, de pl. itt egy videó a bemásolásról:
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2018 december 05, 21:56
Írta: wv07scd6x Dátum 2018 december 05, 21:56
Oké, így már meglett, köszi.
Én a program fájl mappában kerestem.
Én a program fájl mappában kerestem.
Cím: Re:UCCNC vezérlő program
Írta: Bocs Dátum 2018 december 11, 21:28
Írta: Bocs Dátum 2018 december 11, 21:28
Sziasztok! Szia Dezsoe!
Sokat barkácsoltam a G68-al az UCCNC-ben, mire jó lett. Lehet, hogy a saját bénázásom derül ki ismét, de ha így is van, leírom, hogy más is tanuljon belőle.
Egy 120 fokonkénti elforgatással szenvedtem, és folyamatosan hibát jelzett a progi, mire kitaláltam, hogy oda küldöm a főórsót, ahol szerintem van. Tehát ha a koordinátát el is forgatom, az ezek szerint nem jelenti azt, hogy a főorsó aktuális pozícióját az új koordináta rendszerhez frissíti a program. Nem emlékszem, hogy erről tanultam vagy olvastam volna, de tévedhetek.
A G68 mondat utáni G0-ról "beszélek"
és a képen a már helyes mozgások.
Ez csak számomra újdonság? Így van a Fanucban, Siemensben stb is?
Üdv.: Bocs
(https://hobbicncforum.hu/uploaded_images/2018/12/tn_ys7bds8b7ivaxkjp8z78_6132.jpg) (https://hobbicncforum.hu/uploaded_images/2018/12/ys7bds8b7ivaxkjp8z78_6132.jpg)
Sokat barkácsoltam a G68-al az UCCNC-ben, mire jó lett. Lehet, hogy a saját bénázásom derül ki ismét, de ha így is van, leírom, hogy más is tanuljon belőle.
Egy 120 fokonkénti elforgatással szenvedtem, és folyamatosan hibát jelzett a progi, mire kitaláltam, hogy oda küldöm a főórsót, ahol szerintem van. Tehát ha a koordinátát el is forgatom, az ezek szerint nem jelenti azt, hogy a főorsó aktuális pozícióját az új koordináta rendszerhez frissíti a program. Nem emlékszem, hogy erről tanultam vagy olvastam volna, de tévedhetek.
A G68 mondat utáni G0-ról "beszélek"
Kód Kijelölés
G0 Z50
G0 X-18.4 Y80
G0 Z5
G1 Z-5 F500
G3 X-12.45 Y88.64 R10
G2 X12.45 R12.47
G3 X82.99 Y-33.54 R155
G68 A0 B0 R-120
G0 X-12.45 Y88.64
G2 X12.45 R12.47
G3 X82.99 Y-33.54 R155
G68 A0 B0 R-240
G0 X-12.45 Y88.64
G2 X12.45 R12.47
G3 X82.99 Y-33.54 R155
G2 X90 Y-40 R28.21
G0 Z50
G69
M30
és a képen a már helyes mozgások.
Ez csak számomra újdonság? Így van a Fanucban, Siemensben stb is?
Üdv.: Bocs
(https://hobbicncforum.hu/uploaded_images/2018/12/tn_ys7bds8b7ivaxkjp8z78_6132.jpg) (https://hobbicncforum.hu/uploaded_images/2018/12/ys7bds8b7ivaxkjp8z78_6132.jpg)
Cím: Re:UCCNC vezérlő program
Írta: Bocs Dátum 2018 december 11, 21:35
Írta: Bocs Dátum 2018 december 11, 21:35
A G68 mondat előtti pozíció az elforgatással a G68 utáni pozícióvá válik, amit a G0-val megerősítek.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 december 11, 23:57
Írta: dezsoe Dátum 2018 december 11, 23:57
Szia!
Köszönjük a részletes esettanulmányt! :) Utána kell néznem, hogy ez jó-e így, fejből nem tudok válaszolni. Első ránézésre így éjfél körül azt tippelem, hogy kéne neki tudni, hogy mi lett az új koordinátája, de a tévedés jogát fenntartom. :)
Köszönjük a részletes esettanulmányt! :) Utána kell néznem, hogy ez jó-e így, fejből nem tudok válaszolni. Első ránézésre így éjfél körül azt tippelem, hogy kéne neki tudni, hogy mi lett az új koordinátája, de a tévedés jogát fenntartom. :)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 december 13, 18:59
Írta: ium8w94xp Dátum 2018 december 13, 18:59
Sziasztok.
Nem tartozik ide, de mivel UCCNC-t használok, ezért bátorkodnék itt feltenni a kérdésem.
Mindenféle gkód projektjeim vannak maró munkáimhoz. A gkód szerkesztésnél a munkadarabot és megszoktam rajzolni, hogy vizuálisan lássam a kész eredményt. Ezeket a formákat csak a szerkesztő programban látom. Az UCCNC-ben nem. Mivel néha kell régebbi projektet használnom, ezért nehezemre esik rájönnöm az UCCNC-ben, hogy annó a munkadarab hogyan volt rögzítve a térben, mivel a gkódban az nem látható. Ezért vissza kell mennem a szerkesztő programba és frissíteni a memóriám. A kérdésem az lenne, hogy nem lehet valahogy a munkadarab formáját gkódba berajzolni, amit az UCCNC megjelenít, de fizikai munkája nincs a formán?
(https://hobbicncforum.hu/uploaded_images/2018/12/tn_em0acmps7bqys94kgkkvd_655.jpg) (https://hobbicncforum.hu/uploaded_images/2018/12/em0acmps7bqys94kgkkvd_655.jpg)
Nem tartozik ide, de mivel UCCNC-t használok, ezért bátorkodnék itt feltenni a kérdésem.
Mindenféle gkód projektjeim vannak maró munkáimhoz. A gkód szerkesztésnél a munkadarabot és megszoktam rajzolni, hogy vizuálisan lássam a kész eredményt. Ezeket a formákat csak a szerkesztő programban látom. Az UCCNC-ben nem. Mivel néha kell régebbi projektet használnom, ezért nehezemre esik rájönnöm az UCCNC-ben, hogy annó a munkadarab hogyan volt rögzítve a térben, mivel a gkódban az nem látható. Ezért vissza kell mennem a szerkesztő programba és frissíteni a memóriám. A kérdésem az lenne, hogy nem lehet valahogy a munkadarab formáját gkódba berajzolni, amit az UCCNC megjelenít, de fizikai munkája nincs a formán?
(https://hobbicncforum.hu/uploaded_images/2018/12/tn_em0acmps7bqys94kgkkvd_655.jpg) (https://hobbicncforum.hu/uploaded_images/2018/12/em0acmps7bqys94kgkkvd_655.jpg)
Cím: Re:UCCNC vezérlő program
Írta: Zentechproject Dátum 2018 december 13, 19:35
Írta: Zentechproject Dátum 2018 december 13, 19:35
Üdv mindenkinek!
Tervben van UCCNC szoftver vásárlása bár felmerült egy-két kérdés.
Gyakorlatilag 3db mozgásvezérlőhöz szeretném használni (2db u400eth és egy uc300) természetesen külön külön.
Erre van lehetőség vagy egy mozgásvezérlőhöz kötött a licenc?
Illetve, hogy Mach3 beállításokat lehet-e importálni beleértve a kivezetett gombokat, szenzorokat vagy az egészet újra kell konfigolnom?
A válaszokat köszönöm előre is. Üdv Márk
Tervben van UCCNC szoftver vásárlása bár felmerült egy-két kérdés.
Gyakorlatilag 3db mozgásvezérlőhöz szeretném használni (2db u400eth és egy uc300) természetesen külön külön.
Erre van lehetőség vagy egy mozgásvezérlőhöz kötött a licenc?
Illetve, hogy Mach3 beállításokat lehet-e importálni beleértve a kivezetett gombokat, szenzorokat vagy az egészet újra kell konfigolnom?
A válaszokat köszönöm előre is. Üdv Márk
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2018 december 13, 19:50
Írta: zt2c4wh9 Dátum 2018 december 13, 19:50
Röviden: Az UCCNC szoftver mozgásvezérlőnként van license-elve.
Hosszabban: A kérdésre az UCCNC használati utasítás 1.6. pontja pontos választ ad: http://www.cncdrive.com/UCCNC/UCCNC_hasznalati_utasitas.pdf
Hosszabban: A kérdésre az UCCNC használati utasítás 1.6. pontja pontos választ ad: http://www.cncdrive.com/UCCNC/UCCNC_hasznalati_utasitas.pdf
Cím: Re:UCCNC vezérlő program
Írta: Zentechproject Dátum 2018 december 13, 19:57
Írta: Zentechproject Dátum 2018 december 13, 19:57
Köszönöm a választ!
Tehát nekem akkor 3db licenckulcsot kellene vásárolnom a 3 külön mozgásvezérlőhöz?
Tehát nekem akkor 3db licenckulcsot kellene vásárolnom a 3 külön mozgásvezérlőhöz?
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2018 december 13, 20:32
Írta: zt2c4wh9 Dátum 2018 december 13, 20:32
Amennyiben mindhárom mozgásvezérlőt UCCNC-vel szeretnéd használni, akkor igen.
Cím: Re:UCCNC vezérlő program
Írta: Zentechproject Dátum 2018 december 13, 20:34
Írta: Zentechproject Dátum 2018 december 13, 20:34
Értem köszönöm a felvilágosítást.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 december 13, 20:53
Írta: dezsoe Dátum 2018 december 13, 20:53
Szia!
Próbálom felfogni a kérdést, talán már valamit sejtek... :) Azt szeretnéd, hogy a szerszámpályán kívüli részek is megjelenjenek? [#nemtudom] És azt mi alapján tenné? [#csodalk]
Próbálom felfogni a kérdést, talán már valamit sejtek... :) Azt szeretnéd, hogy a szerszámpályán kívüli részek is megjelenjenek? [#nemtudom] És azt mi alapján tenné? [#csodalk]
Cím: Re:UCCNC vezérlő program
Írta: guliver83 Dátum 2018 december 13, 20:58
Írta: guliver83 Dátum 2018 december 13, 20:58
Próbáld ki az Universal Gcode Sender
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2018 december 13, 21:05
Írta: zt2c4wh9 Dátum 2018 december 13, 21:05
Nem, nem lehet hiszen a g-kód nem tartalmazza a szerszám átmérőjét, így a szoftvernek nincsen információja arról, hogy a g-kód mivel lesz elkészítve, így értelemszerűen a munkadarab formáját sem tudja meghatározni.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 december 13, 21:09
Írta: dezsoe Dátum 2018 december 13, 21:09
Én ma semmit nem értek? [#zavart2] Ez hogy jön ide? [#conf]
Cím: Re:UCCNC vezérlő program
Írta: guliver83 Dátum 2018 december 13, 21:13
Írta: guliver83 Dátum 2018 december 13, 21:13
Lehet én is rosszul értettem!
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 december 13, 21:50
Írta: ium8w94xp Dátum 2018 december 13, 21:50
Végül tudok úgy g kód formát létrehozni, amit megjelenít az uc, de ha nem is mar oda, de azért átmegy rajta. De amúgy teljesen egyszerű a dolog. Hisz, ha behívsz egy gkódot, akkor csak formákat látsz. De azt hogy azt esetleg miből kéne kiszednie, azt nem. Pedig nem biztos, hogy lényegtelen. Ha valaki elötte egy bizonyos formából szeretne kivágni valamit, akkor a gkód behívásánál nem tudja miként helyezze az asztalra az anyagot.
Cím: Re:UCCNC vezérlő program
Írta: nagysam Dátum 2018 december 13, 22:08
Írta: nagysam Dátum 2018 december 13, 22:08
ilyen esetre szoktam egy komment sorba beírni, hogy a beállás kezdőpontja X, Y pozíciója hol van. Több évre visszamenőleg sikerül azonosítanom
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 december 13, 22:11
Írta: dezsoe Dátum 2018 december 13, 22:11
Akkor jól értettem. A g-kód nem erre való. Ha kevés a megjegyzés, akkor csinálj egy képet a CAD programból és mentsd el ráutaló névvel.
Cím: Re:UCCNC vezérlő program
Írta: happisusu Dátum 2018 december 13, 22:32
Írta: happisusu Dátum 2018 december 13, 22:32
SZia
a G-kód nem tudja a szerszám átmérőjét ????
de akkor hogyan írtam meg azt a szerszám pályát illetve a program hogyan adja ki a mozgást, he nem tudja milyen szerszámmal dolgozik, illetve akkor hogyan korrekciózik, pl. sugárirányba??
A T01 vagy T 101 ... pont a szerszám meghívása.
G41; G42; = szerszám sugárirányú korrekciók, ha nem tudja a az átmérőt akkor hogyan korrekciózna ??
a G-kód nem tudja a szerszám átmérőjét ????
de akkor hogyan írtam meg azt a szerszám pályát illetve a program hogyan adja ki a mozgást, he nem tudja milyen szerszámmal dolgozik, illetve akkor hogyan korrekciózik, pl. sugárirányba??
A T01 vagy T 101 ... pont a szerszám meghívása.
G41; G42; = szerszám sugárirányú korrekciók, ha nem tudja a az átmérőt akkor hogyan korrekciózna ??
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 december 13, 22:48
Írta: dezsoe Dátum 2018 december 13, 22:48
Nem muszáj G41/G42-t használni. Ha nem használod, hanem csak te tudod és a CAD programod, hogy milyen átmérője van a szerszámnak, attól még tökéletes lesz a munka, csak a vezérlő program nem fogja tudni, hogy mekkora a szerszám. Nincs ebben semmi rossz, a fél világ megvan szerszámsugarak nélkül. :)
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2018 december 13, 23:42
Írta: zt2c4wh9 Dátum 2018 december 13, 23:42
Ha ismered a G41/G42 kódokat, akkor tudod, hogy az sem definiálja a szerszám átmérőt. A G41/G42 kód paramétere ugyanis a szerszámtárban a szerszám száma és nem pedig a szerszám átmérője. Az pedig értelemszerűen átírható, bármikor megváltoztatható, megváltozhat...
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2018 december 14, 07:45
Írta: ANTAL GÁBOR Dátum 2018 december 14, 07:45
Pont tegnap beszéltem erről Dezsoe vel .. Igencsak használtam volna a korrekciót ( amiről megtudtam hogy már kész is van ), de az a verzió amibe beletettétek ( Dezsoe szerint ) még néhány apró hibát tartalmaz , nem a végleges .. HAJRÁ !!!
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 december 14, 09:34
Írta: ium8w94xp Dátum 2018 december 14, 09:34
Remélem a fa alá kerül az új teszt verzió :D
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2018 december 14, 17:58
Írta: zt2c4wh9 Dátum 2018 december 14, 17:58
Mi is reméljük. :)
Na de viccet félretéve, azon vagyunk, hogy meglegyen karácsony előtt.
Na de viccet félretéve, azon vagyunk, hogy meglegyen karácsony előtt.
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2018 december 14, 18:02
Írta: gaben Dátum 2018 december 14, 18:02
Nekem ma már karácsony volt, mert az összes alkatrész megérkezett, amit Tőletek rendeltem.
Még egyszer köszi, így remélhetőleg tudok majd érdemben haladni, még ebben az évben is. [#eljen]
Még egyszer köszi, így remélhetőleg tudok majd érdemben haladni, még ebben az évben is. [#eljen]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 december 14, 18:08
Írta: svejk Dátum 2018 december 14, 18:08
[#eljen][#finom]
Cím: Re:UCCNC vezérlő program
Írta: Bocs Dátum 2018 december 14, 23:56
Írta: Bocs Dátum 2018 december 14, 23:56
[#eljen][#eljen][#eljen]
[#taps][#taps][#taps]
Biztos megkeresem a karácsonyfa alatt.
[#taps][#taps][#taps]
Biztos megkeresem a karácsonyfa alatt.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2018 december 15, 00:30
Írta: zt2c4wh9 Dátum 2018 december 15, 00:30
Örülök, hogy minden rendben megérkezett és jó legozást kívánok. :)
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2018 december 15, 21:42
Írta: wv07scd6x Dátum 2018 december 15, 21:42
Sziasztok!
Végül úgy döntöttem, hogy megpróbálok Kínából rendelni lézert. Majd kiderül mit kapok.
De most egy másik dologgal kapcsolatban volna szükségem segítségre. Méretre vágott megmunkálandó alapanyagokat szeretnék beszerezni. Plexi, és alumínium lemez az amire jelenleg szükségem lenne. A helyzet az, hogy olyan cégeket találok, ahol egy négyzetméter alatt nem nagyon lehet anyagot vásárolni. Az pedig elég jelentős kiadás, ha csak egy kisebb méretű alapanyagra van csak szükségem.
Van e olyan cég, ahol ezt meg lehetne oldani?
Végül úgy döntöttem, hogy megpróbálok Kínából rendelni lézert. Majd kiderül mit kapok.
De most egy másik dologgal kapcsolatban volna szükségem segítségre. Méretre vágott megmunkálandó alapanyagokat szeretnék beszerezni. Plexi, és alumínium lemez az amire jelenleg szükségem lenne. A helyzet az, hogy olyan cégeket találok, ahol egy négyzetméter alatt nem nagyon lehet anyagot vásárolni. Az pedig elég jelentős kiadás, ha csak egy kisebb méretű alapanyagra van csak szükségem.
Van e olyan cég, ahol ezt meg lehetne oldani?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 december 15, 22:05
Írta: dezsoe Dátum 2018 december 15, 22:05
Szia!
Szerintem itt kérdezd meg: [#t20#].
Szerintem itt kérdezd meg: [#t20#].
Cím: Re:UCCNC vezérlő program
Írta: Bocs Dátum 2018 december 17, 11:39
Írta: Bocs Dátum 2018 december 17, 11:39
Sziasztok! Szia Dezsoe!
Szeretnék segítséget kérni szöveg gravírozás ügyben. Gondoltam megpróbálom az UCCNC-vel, de nem találok leírást. Próbálgatással nem sikerült eredményt elérnem, és sem az UCCNC leírásában, sem a fórumon nem találtam olyan infot, ami segítene.
A szöveget Corellel írtam, DXF-ként mentettem mindenféle beállítással. A képen látszik, hogy az UCCNC érti, az viszont nem látszik, hogy én nem[#nemtudom].
Próbáltam többféle betűtípussal, nem változott semmi.
Jó lenne egy ilyesmit elérni:
[#t218p2043#]
amiben az ó betű is tetszik az enyémhez képest.
(https://hobbicncforum.hu/uploaded_images/2018/12/tn_bbc7g6g7mijz0t43p9eb_6132.jpg) (https://hobbicncforum.hu/uploaded_images/2018/12/bbc7g6g7mijz0t43p9eb_6132.jpg)
Szeretnék segítséget kérni szöveg gravírozás ügyben. Gondoltam megpróbálom az UCCNC-vel, de nem találok leírást. Próbálgatással nem sikerült eredményt elérnem, és sem az UCCNC leírásában, sem a fórumon nem találtam olyan infot, ami segítene.
A szöveget Corellel írtam, DXF-ként mentettem mindenféle beállítással. A képen látszik, hogy az UCCNC érti, az viszont nem látszik, hogy én nem[#nemtudom].
Próbáltam többféle betűtípussal, nem változott semmi.
Jó lenne egy ilyesmit elérni:
[#t218p2043#]
amiben az ó betű is tetszik az enyémhez képest.
(https://hobbicncforum.hu/uploaded_images/2018/12/tn_bbc7g6g7mijz0t43p9eb_6132.jpg) (https://hobbicncforum.hu/uploaded_images/2018/12/bbc7g6g7mijz0t43p9eb_6132.jpg)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 december 17, 11:56
Írta: dezsoe Dátum 2018 december 17, 11:56
Szia!
Írtam privátban, de majd itt válaszolok, ha megvan a hiba oka.
Írtam privátban, de majd itt válaszolok, ha megvan a hiba oka.
Cím: Re:UCCNC vezérlő program
Írta: dtb Dátum 2018 december 17, 12:27
Írta: dtb Dátum 2018 december 17, 12:27
Esetleg nem lehetséges, hogy a Corelben nem állítottad be, hogy a szöveget konvertálja görbének? ("Convert to curves")
Azt is megpróbálhatod, hogy még az exportálás ELŐTT kijelölöd a szöveget, és konvertálod görbévé.
Azt is megpróbálhatod, hogy még az exportálás ELŐTT kijelölöd a szöveget, és konvertálod görbévé.
Cím: Re:UCCNC vezérlő program
Írta: Bocs Dátum 2018 december 17, 13:40
Írta: Bocs Dátum 2018 december 17, 13:40
Nagyon köszönöm!
Úgy emlékszem, hogy ezzel is próbálkoztam, de a sok próba után már nem emlékszem biztosan. Megpróbálom tudatosan. Újabban az UCCNC-ben való beállítási bénázásra gondolok.
Úgy emlékszem, hogy ezzel is próbálkoztam, de a sok próba után már nem emlékszem biztosan. Megpróbálom tudatosan. Újabban az UCCNC-ben való beállítási bénázásra gondolok.
Cím: Re:UCCNC vezérlő program
Írta: Bocs Dátum 2018 december 17, 13:53
Írta: Bocs Dátum 2018 december 17, 13:53
Ez közérdekű lehet.
Az UCCNC licenszelve van azon a gépen is, amit tervezésre használok, nincs a marógépre kötve. A lakásban van a kényelmes, tiszta körülmények miatt. Viszont kapcsolat nélkül ugye csak demo módban indul el. Így viszont a Cam-ja által generált G kód limitje 250 mondat (sor). Ezen talán érdemes lenne módosítani, azaz jó lenne, ha a licenszelt verzió demo módja nem hivatkozna arra, hogy nincs licenszelve, és akár a rákötött "munkagépet" sem kellene túráztatni feleslegesen a tervezéskor, offline próbálgatáskor.
Az UCCNC licenszelve van azon a gépen is, amit tervezésre használok, nincs a marógépre kötve. A lakásban van a kényelmes, tiszta körülmények miatt. Viszont kapcsolat nélkül ugye csak demo módban indul el. Így viszont a Cam-ja által generált G kód limitje 250 mondat (sor). Ezen talán érdemes lenne módosítani, azaz jó lenne, ha a licenszelt verzió demo módja nem hivatkozna arra, hogy nincs licenszelve, és akár a rákötött "munkagépet" sem kellene túráztatni feleslegesen a tervezéskor, offline próbálgatáskor.
Cím: Re:UCCNC vezérlő program
Írta: Bocs Dátum 2018 december 17, 14:01
Írta: Bocs Dátum 2018 december 17, 14:01
Most kimegyek a műhelybe, és telepítek egy Corelt, hogy ne kelljen ingáznom a próbákhoz. Vagy leviszem ezt a gépet, és átállítom a reset kapcsolót stb... Ezek hasznos dolgok amúgy is, de tervezni mégsem a műhely a legalkalmasabb.
Cím: Re:UCCNC vezérlő program
Írta: sufnituning Dátum 2018 december 17, 14:41
Írta: sufnituning Dátum 2018 december 17, 14:41
Érdekes nálam nincs limit demó módban.[#nemtudom]
Tegnap 418.000 sort futtattam. (Az hány "mondat"?)
Amúgy meg: egy licencet bármennyi gépre feltehetsz.
Tegnap 418.000 sort futtattam. (Az hány "mondat"?)
Amúgy meg: egy licencet bármennyi gépre feltehetsz.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 december 17, 14:46
Írta: dezsoe Dátum 2018 december 17, 14:46
Nem erről van szó. Demó módban a CAM fülön levő DXF importáló cucc le van korlátozva.
Cím: Re:UCCNC vezérlő program
Írta: sufnituning Dátum 2018 december 17, 14:50
Írta: sufnituning Dátum 2018 december 17, 14:50
Ja értem ! Akkor bocsánat![#integet2]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 december 17, 14:54
Írta: dezsoe Dátum 2018 december 17, 14:54
Azért ír ilyet, mert a "Próba" szövegben az ékezet más kódlap alatt készül a Corel-ben, mint ahogy az UCCNC beolvassa. Beolvastam PSPad-dal és átállítottam ANSI közép-európaira, úgy már jó az UCCNC-nek is. Nem tudom, hogy a Corel-ben be lehet-e állítani, hogy hogyan mentsen, nem értek hozzá. :)
(https://hobbicncforum.hu/uploaded_images/2018/12/tn_3d7kn3aawf67fi8w6xpkg_3977.png) (https://hobbicncforum.hu/uploaded_images/2018/12/3d7kn3aawf67fi8w6xpkg_3977.png) (https://hobbicncforum.hu/uploaded_images/2018/12/tn_fj65c445u6z45updbjw2w_3977.png) (https://hobbicncforum.hu/uploaded_images/2018/12/fj65c445u6z45updbjw2w_3977.png)
(https://hobbicncforum.hu/uploaded_images/2018/12/tn_3d7kn3aawf67fi8w6xpkg_3977.png) (https://hobbicncforum.hu/uploaded_images/2018/12/3d7kn3aawf67fi8w6xpkg_3977.png) (https://hobbicncforum.hu/uploaded_images/2018/12/tn_fj65c445u6z45updbjw2w_3977.png) (https://hobbicncforum.hu/uploaded_images/2018/12/fj65c445u6z45updbjw2w_3977.png)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 december 17, 15:13
Írta: svejk Dátum 2018 december 17, 15:13
No már rég írtam ide hibát vagy annak tűnőt.
Tegnap este vettem észre.
Tudom nem túl életszerű a kód, de ugye mégis.
ver: 2.048 / UC400ETH
Csinálja rendesen a dolgát de ha megváltoztatom az előtolás sebességét valamelyik FRO override gombbal akkor 4 mm/min-re visszaveszi a tengely sebességét.
ver: 2.048 / UC400ETH
Tegnap este vettem észre.
Tudom nem túl életszerű a kód, de ugye mégis.
Kód Kijelölés
G90 G61
M98 P1234 L900
M30
O1234
G01 X10 F3000
G04 P3000
G01 X0
G04 P3000
M99
ver: 2.048 / UC400ETH
Csinálja rendesen a dolgát de ha megváltoztatom az előtolás sebességét valamelyik FRO override gombbal akkor 4 mm/min-re visszaveszi a tengely sebességét.
ver: 2.048 / UC400ETH
Cím: Re:UCCNC vezérlő program
Írta: Bocs Dátum 2018 december 17, 15:28
Írta: Bocs Dátum 2018 december 17, 15:28
Értem. Ez sok későbbi problémát megelőz. Erre van valami szöveg, aminek egy szava a tükörfúrógép, a többire nem emlékszem. Ezzel lehet tesztelni, hogy minden karakter rendben van-e az adott programban, billentyűzeten stb.
A demo problémát felvetném Balázséknak is. A fizetett verzió darabszámát nem befolyásolja, hiszen mozgásvezérlő nélkül úgysem megy. De én szívesen megvennék egy próba verziót is, ami a konkrét mozgatáson kívül minden mást tud, mint tervezői plusz szolgáltatást, csak ne legyen ilyen korlátozás. Talán érdemes rajta elmélázni. Tudom az ellenérveket is, de szabadon választható kényelmi funkcióról beszélek.
A demo problémát felvetném Balázséknak is. A fizetett verzió darabszámát nem befolyásolja, hiszen mozgásvezérlő nélkül úgysem megy. De én szívesen megvennék egy próba verziót is, ami a konkrét mozgatáson kívül minden mást tud, mint tervezői plusz szolgáltatást, csak ne legyen ilyen korlátozás. Talán érdemes rajta elmélázni. Tudom az ellenérveket is, de szabadon választható kényelmi funkcióról beszélek.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 december 17, 15:31
Írta: dezsoe Dátum 2018 december 17, 15:31
Árvíztűrő tükörfúrógép. :)
Cím: Re:UCCNC vezérlő program
Írta: Bocs Dátum 2018 december 17, 15:36
Írta: Bocs Dátum 2018 december 17, 15:36
Lehet, hogy az én felvetésem sem életszerű? A Te véleményed is fontos számomra.
Cím: Re:UCCNC vezérlő program
Írta: Bocs Dátum 2018 december 17, 15:38
Írta: Bocs Dátum 2018 december 17, 15:38
Tényleeeeg!!![#taps]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 december 17, 15:38
Írta: dezsoe Dátum 2018 december 17, 15:38
Szia!
Küldj egy profilt, légy szíves, mert az enyémmel nem csinálja, valami huncutság van benne. :)
Küldj egy profilt, légy szíves, mert az enyémmel nem csinálja, valami huncutság van benne. :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 december 17, 15:39
Írta: svejk Dátum 2018 december 17, 15:39
Ha nem tudsz valamit megcsinálni a géppel az életszerű, punktum.
A problémádhoz nem tudok hozzászólni mert én még a Corelt sem ismerem :(
A problémádhoz nem tudok hozzászólni mert én még a Corelt sem ismerem :(
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 december 17, 15:40
Írta: svejk Dátum 2018 december 17, 15:40
Hopsz akkor itt van a hiba?
Először átnézem én hátha ráakadok valamire, köszönöm a próbát!
Először átnézem én hátha ráakadok valamire, köszönöm a próbát!
Cím: Re:UCCNC vezérlő program
Írta: Bocs Dátum 2018 december 17, 15:43
Írta: Bocs Dátum 2018 december 17, 15:43
Viszont nem a Corellen van a hangsúly, hanem a licensz/250 sornyi cam-elt G kódon. De nem akarlak túráztatni, tetszik a hozzászólásod.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 december 17, 15:48
Írta: dezsoe Dátum 2018 december 17, 15:48
Lehet, hogy függ a beállításoktól. Én most demóban próbáltam, a tengelyenkénti max sebesség 800, tehát még bőven lehet valami gond, csak egyszerűbb, ha látom a beállításokat.
Cím: Re:UCCNC vezérlő program
Írta: dtb Dátum 2018 december 17, 17:06
Írta: dtb Dátum 2018 december 17, 17:06
Két külön telepítésű gépről van szó, amin előfordulhat, hogy nem azonos betűtípusok vannak telepítve. A "tervező" gépen megcsinálta Corel-ban, majd a műhelyes gépen már lehet, hogy nem volt ugyan olyan betűtípus. A programok nagy része ilyenkor megpróbálja betűcsalád szerint pótolni a hiányzót, vagyis ha tegyük fel "Arial xxx" volt eredetileg, de az nincs, akkor megpróbálja "Arial yyy"-nal pótolni.
Ezek kikerülésére lehet alkalmazni a lentebb is írt konvertálást, mert akkor már nem betűtípus kerül eltárolásra, hanem a konkrét görbe.
Ezek kikerülésére lehet alkalmazni a lentebb is írt konvertálást, mert akkor már nem betűtípus kerül eltárolásra, hanem a konkrét görbe.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 december 17, 17:23
Írta: dezsoe Dátum 2018 december 17, 17:23
Ez is egy lehetőség, de nem erről van szó. Kipróbáltam, mielőtt leírtam. Elkértem a problémás DXF file-t és megnéztem, nem csak úgy hasra írtam valamit. :)
Cím: Re:UCCNC vezérlő program
Írta: dosalaszlo Dátum 2018 december 17, 18:49
Írta: dosalaszlo Dátum 2018 december 17, 18:49
Tiszteletem
Egy CNC plazmavágóval vágtam volna ma 2mm-es alu lemezt.
A minimális sebesség 6000 mm/perc és ezen a sebességen már "egyszerűsít" az UCCNC program.
A mellékelt képen a külső téglalap lenne az. A bekezdést a lyukasztással teljsen kihagyta sőt még az egyenesből is lemaradt kb 16 mm.
A programban a gyári beállítások voltak. Módosítottam az UCCNC-ben az exact stop mode-t és tökéletesen kivágta a darabokat (második kép), egy észrevétellel. Az interpolált kört nagyon "akadozva" vagy "szakaszosan" csinálta meg.
Van erre esetleg valami köztes megoldás(az exact stop mode" alatti 8-9 sorban levő adatok változtatásával esetleg?), hogy a sarkokat ne vágja le de a kört kicsit folyamatosabbra vegye?
Üdvözlettel
Dósa László
(https://hobbicncforum.hu/uploaded_images/2018/12/tn_zniek6qga3xgak7suzp9_1014.jpg) (https://hobbicncforum.hu/uploaded_images/2018/12/zniek6qga3xgak7suzp9_1014.jpg) (https://hobbicncforum.hu/uploaded_images/2018/12/tn_d09itdiw3k7bhe6tzv_1014.jpg) (https://hobbicncforum.hu/uploaded_images/2018/12/d09itdiw3k7bhe6tzv_1014.jpg)
Egy CNC plazmavágóval vágtam volna ma 2mm-es alu lemezt.
A minimális sebesség 6000 mm/perc és ezen a sebességen már "egyszerűsít" az UCCNC program.
A mellékelt képen a külső téglalap lenne az. A bekezdést a lyukasztással teljsen kihagyta sőt még az egyenesből is lemaradt kb 16 mm.
A programban a gyári beállítások voltak. Módosítottam az UCCNC-ben az exact stop mode-t és tökéletesen kivágta a darabokat (második kép), egy észrevétellel. Az interpolált kört nagyon "akadozva" vagy "szakaszosan" csinálta meg.
Van erre esetleg valami köztes megoldás(az exact stop mode" alatti 8-9 sorban levő adatok változtatásával esetleg?), hogy a sarkokat ne vágja le de a kört kicsit folyamatosabbra vegye?
Üdvözlettel
Dósa László
(https://hobbicncforum.hu/uploaded_images/2018/12/tn_zniek6qga3xgak7suzp9_1014.jpg) (https://hobbicncforum.hu/uploaded_images/2018/12/zniek6qga3xgak7suzp9_1014.jpg) (https://hobbicncforum.hu/uploaded_images/2018/12/tn_d09itdiw3k7bhe6tzv_1014.jpg) (https://hobbicncforum.hu/uploaded_images/2018/12/d09itdiw3k7bhe6tzv_1014.jpg)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 december 17, 20:47
Írta: svejk Dátum 2018 december 17, 20:47
Meg is van a bibi, de valószínű nem nálam.
A hiba végül is ugyan az amit már a találkozó előtt és ott is meséltem Nektek, csak akkor talán bonyibb volt a G-kód.
Az axis setupban csak az X tengely legyen engedélyezve, és az Y tengely sebesség értékét vedd le 4-re, vagy bármennyire.
A lényeg az, hogy Override-oláskor a nem is engédelyezett Y tengely sebességére áll be az X tengely is.
A hiba végül is ugyan az amit már a találkozó előtt és ott is meséltem Nektek, csak akkor talán bonyibb volt a G-kód.
Az axis setupban csak az X tengely legyen engedélyezve, és az Y tengely sebesség értékét vedd le 4-re, vagy bármennyire.
A lényeg az, hogy Override-oláskor a nem is engédelyezett Y tengely sebességére áll be az X tengely is.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 december 17, 21:43
Írta: dezsoe Dátum 2018 december 17, 21:43
Ott a pont és reprodukálható. Vígasztaló, hogy a legfrissebb tesztverzió már nem csinálja. :)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 december 17, 22:08
Írta: ium8w94xp Dátum 2018 december 17, 22:08
Amelyik még nincs kiadva? Vagy a meglévő?
Cím: Re:UCCNC vezérlő program
Írta: fvmbs7r7e Dátum 2018 december 17, 23:18
Írta: fvmbs7r7e Dátum 2018 december 17, 23:18
Üdv mindenkinek!
UCCNC-ben nem tudom 1180mm/ perc felé vinni a sebességet az egyik tengelyen (egy 3 tengelyes nagyobb méretű marró) ami elég lassú a mach3-ban nincs ilyen problémám.
Hogy tudnám orvosolni,nem akarok mechanikus változtatást.
Honnan lehet letölteni a legújabb verziót?
Köszi.
UCCNC-ben nem tudom 1180mm/ perc felé vinni a sebességet az egyik tengelyen (egy 3 tengelyes nagyobb méretű marró) ami elég lassú a mach3-ban nincs ilyen problémám.
Hogy tudnám orvosolni,nem akarok mechanikus változtatást.
Honnan lehet letölteni a legújabb verziót?
Köszi.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 december 17, 23:46
Írta: dezsoe Dátum 2018 december 17, 23:46
Szia!
Egy tengely maximális sebességét a tengelyhez beállított Velocity érték adja. Nem hiszem, hogy akár a Mach3-ban, akár más programban a maximum fölé lehetne növelni a sebességet.
A téma fejlécében rákattintasz az "UCCNC vezérlő program új verziói" linkre és már válogathatsz is. :)
Egy tengely maximális sebességét a tengelyhez beállított Velocity érték adja. Nem hiszem, hogy akár a Mach3-ban, akár más programban a maximum fölé lehetne növelni a sebességet.
A téma fejlécében rákattintasz az "UCCNC vezérlő program új verziói" linkre és már válogathatsz is. :)
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2018 december 18, 00:04
Írta: zt2c4wh9 Dátum 2018 december 18, 00:04
Állítsd be a max.sebességet (velocity paraméter) az Axis konfigurációban 1180mm/perc fölé és akkor gyorsabban fog menni, annyival max. amennyire állítottad.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 december 18, 06:38
Írta: svejk Dátum 2018 december 18, 06:38
Szupi!
Cím: Re:UCCNC vezérlő program
Írta: fvmbs7r7e Dátum 2018 december 18, 07:04
Írta: fvmbs7r7e Dátum 2018 december 18, 07:04
Köszi a gyors reakcíókat először is.
Sajnos nem engedi ez felé állítani beírok egy nagyobb értéket és enter és save settings vagy apple sttings mindegy is de vissza ugrik az érték....[#wilting]
Sajnos nem engedi ez felé állítani beírok egy nagyobb értéket és enter és save settings vagy apple sttings mindegy is de vissza ugrik az érték....[#wilting]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 december 18, 08:07
Írta: dezsoe Dátum 2018 december 18, 08:07
Milyen vezérlőd van, mennyi a kernel frekvencia és mennyi a step/unit értéke? Valószínűleg itt lesz a bibi.
Cím: Re:UCCNC vezérlő program
Írta: v33um54ki Dátum 2018 december 18, 13:09
Írta: v33um54ki Dátum 2018 december 18, 13:09
Helló!
Új vagyok a fórumon. UCCNC-t használunk mi is.
1. Szeretném frissíteni a programot, ha ezt megteszem, akkor elvesznek a macro-k és presetek?
2. Mivel fordítva programozták nekünk fel az XY tengelyeket, van presetünk ami megfordítja, de ezt minden indulásnál át kell állítani. Meg lehet oldani, hogy alapból a számunkra megfelelő presetet húzza be?
Köszi!
Új vagyok a fórumon. UCCNC-t használunk mi is.
1. Szeretném frissíteni a programot, ha ezt megteszem, akkor elvesznek a macro-k és presetek?
2. Mivel fordítva programozták nekünk fel az XY tengelyeket, van presetünk ami megfordítja, de ezt minden indulásnál át kell állítani. Meg lehet oldani, hogy alapból a számunkra megfelelő presetet húzza be?
Köszi!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 december 18, 14:05
Írta: dezsoe Dátum 2018 december 18, 14:05
Szia!
Üdv a csapatban! [#integet2] A frissítésről itt írtam: [#t218p3928#]. Ugyanebben a bejegyzésben olvashatsz új parancsikon létrehozásáról, amivel közvetlenül profilt tudsz választani. (Egyébként a kézikönyvben is le vannak írva a parancssori kapcsolók. :))
Üdv a csapatban! [#integet2] A frissítésről itt írtam: [#t218p3928#]. Ugyanebben a bejegyzésben olvashatsz új parancsikon létrehozásáról, amivel közvetlenül profilt tudsz választani. (Egyébként a kézikönyvben is le vannak írva a parancssori kapcsolók. :))
Cím: Re:UCCNC vezérlő program
Írta: fvmbs7r7e Dátum 2018 december 18, 17:37
Írta: fvmbs7r7e Dátum 2018 december 18, 17:37
UC300ETH-5441 ,1281 step/unit,a mach3 nem problémázik vele biztos itt a probléma,de mi?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 december 18, 18:09
Írta: dezsoe Dátum 2018 december 18, 18:09
Nem írtál kernel frekvenciát, azt is kéne tudni. (Configuration/General settings fülön van.)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 december 18, 18:13
Írta: dezsoe Dátum 2018 december 18, 18:13
1180 mm/perc az 19,67, szorozva a step/mm-rel az 29193, tehát a kernel frekid 25 kHz. Ezért nem tudod feljebb venni a sebességet. Gondolom, a Mach-ban 100 kHz-en van.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 december 18, 18:14
Írta: dezsoe Dátum 2018 december 18, 18:14
1180 mm/perc az 19,67 mm/s akart lenni. :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 december 18, 18:17
Írta: dezsoe Dátum 2018 december 18, 18:17
Nem hiszem el, hogy mindent elírtam, bocs. Akkor az egész mégegyszer:
1180 mm/perc az 19,67 mm/s, szorozva az 1281 step/mm-rel az 25197, tehát a kernel frekid 25 kHz.
1180 mm/perc az 19,67 mm/s, szorozva az 1281 step/mm-rel az 25197, tehát a kernel frekid 25 kHz.
Cím: Re:UCCNC vezérlő program
Írta: fvmbs7r7e Dátum 2018 december 18, 18:25
Írta: fvmbs7r7e Dátum 2018 december 18, 18:25
Meg kellett néznem 25Khz.
Cím: Re:UCCNC vezérlő program
Írta: fvmbs7r7e Dátum 2018 december 18, 18:46
Írta: fvmbs7r7e Dátum 2018 december 18, 18:46
Köszönöm a segítséget!
amúgy a mach 3 ban is 25khz nem értem de ott feljebb ment,most 100Khzre állítottam most feljebb engedi vinni.
Ha frissítem a az UCCNC akkor a beállításaim hogy tudom visszahozni?.
amúgy a mach 3 ban is 25khz nem értem de ott feljebb ment,most 100Khzre állítottam most feljebb engedi vinni.
Ha frissítem a az UCCNC akkor a beállításaim hogy tudom visszahozni?.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 december 18, 18:50
Írta: dezsoe Dátum 2018 december 18, 18:50
Nincs mit. Ma már egyszer idéztem magam, de akkor mégegyszer: [#t218p3928#]. :)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 december 18, 19:21
Írta: ium8w94xp Dátum 2018 december 18, 19:21
Csaba, azért jut idő a fejlesztésre is? :D
Cím: Re:UCCNC vezérlő program
Írta: sufnituning Dátum 2018 december 22, 12:00
Írta: sufnituning Dátum 2018 december 22, 12:00
Nekem az I/O TRIGGER rész nem világos,(ide jutottam) eredetileg azt szeretném, ha Z tengely mozgatását hozzárendelné a program két általam választott billentyűhöz. Egyik számítógépen megy az Fn+felfele-lefele nyilakkal a Z tengely mozgatása, a másik számítógépen nem megy.[#nemtudom]
Nem is fontos, hogy billenytyűkombinációval menjen a Z, csak mondjuk 2 egymás alatti-felettivel.
A másik kérdésem?: sima mezei ethernet kábellel megy a gép árnyékolttal egyszer megy egyszer nem megy, a teszter nem mutat hibát az árnyékoltnál, pedig közben csavargatom is az zsinórt, mindkettő crossoverbe van kötve.[#nemtudom]
Nem is fontos, hogy billenytyűkombinációval menjen a Z, csak mondjuk 2 egymás alatti-felettivel.
A másik kérdésem?: sima mezei ethernet kábellel megy a gép árnyékolttal egyszer megy egyszer nem megy, a teszter nem mutat hibát az árnyékoltnál, pedig közben csavargatom is az zsinórt, mindkettő crossoverbe van kötve.[#nemtudom]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 december 22, 17:50
Írta: dezsoe Dátum 2018 december 22, 17:50
Az alapértelmezett profilban a Z a PgUp/PgDn gombokhoz van rendelve, ami bizonyos laptopokon az Fn fel/le, de egyáltalán nem mindegyiken. Ehhez van a 151/152 funkció hozzákötve.
Előfordul, hogy nem tökéletesen passzol az RJ45, főleg, ha egy kicsit nagyobbra nyomott csatlakozó elhajlítja az érintkezőket. Utána már a rendesen megcsinált kábellel lehet kontaktos.
Előfordul, hogy nem tökéletesen passzol az RJ45, főleg, ha egy kicsit nagyobbra nyomott csatlakozó elhajlítja az érintkezőket. Utána már a rendesen megcsinált kábellel lehet kontaktos.
Cím: Re:UCCNC vezérlő program
Írta: sufnituning Dátum 2018 december 22, 22:50
Írta: sufnituning Dátum 2018 december 22, 22:50
Köszönöm![#integet2]
Még 1 kérdésem jött. Hogy lehet leszedni a végálláskapcsolókról a szerkezetet?
Még 1 kérdésem jött. Hogy lehet leszedni a végálláskapcsolókról a szerkezetet?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 december 22, 23:05
Írta: dezsoe Dátum 2018 december 22, 23:05
Ha végállásra futottál, akkor elmegy reset-be. Ilyenkor a Run képernyőn a Reset mellett ott van egy Override Limits gomb. Megnyomod, engedi a reset-et oldani és lejöhetsz a végállásról.
Cím: Re:UCCNC vezérlő program
Írta: sufnituning Dátum 2018 december 22, 23:44
Írta: sufnituning Dátum 2018 december 22, 23:44
Nekem egy imbuszkulccsal végül is sikerült![#nyes]
De azért így egyszerűbb![#worship][#worship][#worship]
De azért így egyszerűbb![#worship][#worship][#worship]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 december 24, 11:28
Írta: svejk Dátum 2018 december 24, 11:28
No, volt már érte a Jézuska? :)
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2018 december 25, 21:54
Írta: istvan58 Dátum 2018 december 25, 21:54
Sziasztok,
UCCNC képarány beállítással lenne egy kérdésem:
A monitoromnak 1280x1024 a felbontása. Igy is van beállítva a képarány. UCCNC esetében a default képarány miatt torzult pl. egy kör kijelzése.
A general setting-be beállítottam az 1280x1024 main screen resolution-t ezután már arányos volt a kép de kisseb a kép mint a monitor felülete, kb a 2/3-át tölti csak be.
Mit nem csináltam jól?
UCCNC képarány beállítással lenne egy kérdésem:
A monitoromnak 1280x1024 a felbontása. Igy is van beállítva a képarány. UCCNC esetében a default képarány miatt torzult pl. egy kör kijelzése.
A general setting-be beállítottam az 1280x1024 main screen resolution-t ezután már arányos volt a kép de kisseb a kép mint a monitor felülete, kb a 2/3-át tölti csak be.
Mit nem csináltam jól?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 december 25, 22:56
Írta: dezsoe Dátum 2018 december 25, 22:56
Szia!
Azért, mert a képernyő 1024x692-re van megtervezve. A teljes méretet hiába állítod át, ha az összes vezérlő, amit megjelenít, maradt, ahol volt. Máshogy fogalmazva, a keret méretét állítottad át, de a keretben levő cuccok helye és mérete nem változott, így egy adag üres területet adtál hozzá.
Azért, mert a képernyő 1024x692-re van megtervezve. A teljes méretet hiába állítod át, ha az összes vezérlő, amit megjelenít, maradt, ahol volt. Máshogy fogalmazva, a keret méretét állítottad át, de a keretben levő cuccok helye és mérete nem változott, így egy adag üres területet adtál hozzá.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2018 december 26, 01:01
Írta: istvan58 Dátum 2018 december 26, 01:01
Ok, értem.
De miért 1024x692?
De miért 1024x692?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 december 26, 02:01
Írta: dezsoe Dátum 2018 december 26, 02:01
Gondolom, hogy 1024x768 mínusz a taskbar. 4:3-as monitoron így lesz kör a kör. :)
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2018 december 26, 20:11
Írta: istvan58 Dátum 2018 december 26, 20:11
Még egy kérdés ezzel kapcsolatban:
Ha bármilyen ablakot bezárok win10 allat, pl. a mach3-at is újranyitáskor a bezárás előtti méretben, pozícióban nyílik újra, de az UCCNC mindég teljes képernyőn. Ezt miért nem jegyzi meg a Windows?
Ha bármilyen ablakot bezárok win10 allat, pl. a mach3-at is újranyitáskor a bezárás előtti méretben, pozícióban nyílik újra, de az UCCNC mindég teljes képernyőn. Ezt miért nem jegyzi meg a Windows?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 december 26, 21:56
Írta: dezsoe Dátum 2018 december 26, 21:56
Mert nincs rábízva. :) A megjelenítési beállításokban tudod kapcsolni, hogy teljesképernyősen induljon-e.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2018 december 29, 13:22
Írta: frob Dátum 2018 december 29, 13:22
Ha már win 10 használd a plusz asztalokat, sokat könnyít a dolgon ctrl+win gomb+ jobbra balra gombok
új tiszta asztalt kapsz
legalább is én így szoktam, egyiken fut a uccnc, másikon meg a szerkesztő, harmadikon meg szól a spotify... csak hogy legyen munkája a gépnek, mert még így is csak 5-6% körül mozog a terheltsége
R.
új tiszta asztalt kapsz
legalább is én így szoktam, egyiken fut a uccnc, másikon meg a szerkesztő, harmadikon meg szól a spotify... csak hogy legyen munkája a gépnek, mert még így is csak 5-6% körül mozog a terheltsége
R.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2018 december 29, 13:23
Írta: frob Dátum 2018 december 29, 13:23
win gomb+tab és adhadsz hozzá plusz asztalokat, ha nem ismerted volna...
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 december 31, 20:34
Írta: svejk Dátum 2018 december 31, 20:34
No, akkor most 3D nyomtatózzak vagy UCCNC-zek? :)
Jó nagy falat lett ez az új verzió megint funkcióügyileg!
Köszönjük!
Jó nagy falat lett ez az új verzió megint funkcióügyileg!
Köszönjük!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 december 31, 20:44
Írta: dezsoe Dátum 2018 december 31, 20:44
Szerintem pezsgőzzél! [#pias]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 december 31, 20:53
Írta: svejk Dátum 2018 december 31, 20:53
Lassan már kell egy új képernyő...
Jók azok a csúszkák, de hogy is kell nagy hirtelen visszaállni 100 %-ra?
Jók azok a csúszkák, de hogy is kell nagy hirtelen visszaállni 100 %-ra?
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2018 december 31, 20:56
Írta: ium8w94xp Dátum 2018 december 31, 20:56
Köszönjük az új verziót...boldog új évet nektek ;)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2018 december 31, 21:41
Írta: dezsoe Dátum 2018 december 31, 21:41
Idézet a Buttons_by_number.htm-ből:
Már igen régóta van rá egy-egy gomb, csak nincs kint a képen.
Kód Kijelölés
556 JograteResetto100percent Resets the jog rate field to 100%
557 FROResetto100percent Resets the feed override to 100%
558 SROResetto100percent Resets the spindle speed override to 100%
Már igen régóta van rá egy-egy gomb, csak nincs kint a képen.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2018 december 31, 22:24
Írta: svejk Dátum 2018 december 31, 22:24
ja-ja, tudtam hogy van valami ,csak efejtettem'
Cím: Re:UCCNC vezérlő program
Írta: sufnituning Dátum 2018 december 31, 22:36
Írta: sufnituning Dátum 2018 december 31, 22:36
Köszönjük az új verziót! boldog új évet!
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2019 január 01, 09:42
Írta: ANTAL GÁBOR Dátum 2019 január 01, 09:42
Azt szeretném megkérdezni ( Szerintem Polgárdi Balázs fogja tudnia a helyes választ ), hogy az új verziókban ki lett e javítva az a hiba ami nálam menetvágáskor jelentkezett? Egy túlcsordulási problémára gyanakodtam akkor . Balázs küldött akkor nekem egy javítást amit azóta megelégedéssel használok ( Többször nem jött elő a hiba )
A verziószámot majd megnézem .( jó régi[#kacsint]
Szívesen váltanék én is újabbra ,de bennem van a félsz ....
A verziószámot majd megnézem .( jó régi[#kacsint]
Szívesen váltanék én is újabbra ,de bennem van a félsz ....
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 január 01, 09:57
Írta: dezsoe Dátum 2019 január 01, 09:57
Elvileg igen. Gyakorlatilag esztergával nem igazán teszteltünk, de idővel ez is eljön. Arra nem tudok visszaemlékezni, hogy hogyan is lehetett előidézni a jelenséget, mert akkor tudnám azzal is tesztelni. Ha nem emlékszel, akkor majd [#4092@szacsa]-t megkérdezem a szabadnapok után, mert nála gyakrabban fordult elő.
Cím: Re:UCCNC vezérlő program
Írta: kpc4wjh8c Dátum 2019 január 01, 10:31
Írta: kpc4wjh8c Dátum 2019 január 01, 10:31
Random kihagyott egy-egy fogást 2103 megoldotta. Azóta is ezt használom sok sok menetet vágtam vele nem hibázik!
BUÉK mindenkinek!
BUÉK mindenkinek!
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2019 január 01, 10:58
Írta: kr97pwss2 Dátum 2019 január 01, 10:58
Az a hibajavítás is benne van, és minden mozgásvezérlőnél javítottam már jó pár tesztverzióval ezelőtt.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 január 01, 11:28
Írta: dezsoe Dátum 2019 január 01, 11:28
Akkor minden kérdésre megérkezett a válasz, köszönjük Csabának és Balázsnak! [#eljen]
Cím: Re:UCCNC vezérlő program
Írta: 3ebj3bk8b Dátum 2019 január 08, 17:27
Írta: 3ebj3bk8b Dátum 2019 január 08, 17:27
Sziasztok!
Azt szeretném kérdezni, hogy a 4-ik tengelyt, hogy kezeli a program?
Fusion 360 postprosessor, úgy látom, mintha mm adatot adna meg. Ez épp adott leszimulált munkadarab átmérőjén értendő kerületi elmozdulás?
Azért kérdezem, mert az Axis beállításnál van egy olyan rublika, hogy steps per unit. Ahol az 1mm-re értendő lépések száma van megadva.
Egy áttételen keresztül fogja hajtani a motor a 4- tengely forgatót, és nem látom még így hirtelen át, hogy ezt az 1mm elmozdulást milyen átmérőn mérjem majd ha be akarom kalibrálni, ezt a step/unit értéket.
Azt szeretném kérdezni, hogy a 4-ik tengelyt, hogy kezeli a program?
Fusion 360 postprosessor, úgy látom, mintha mm adatot adna meg. Ez épp adott leszimulált munkadarab átmérőjén értendő kerületi elmozdulás?
Azért kérdezem, mert az Axis beállításnál van egy olyan rublika, hogy steps per unit. Ahol az 1mm-re értendő lépések száma van megadva.
Egy áttételen keresztül fogja hajtani a motor a 4- tengely forgatót, és nem látom még így hirtelen át, hogy ezt az 1mm elmozdulást milyen átmérőn mérjem majd ha be akarom kalibrálni, ezt a step/unit értéket.
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2019 január 08, 17:43
Írta: gaben Dátum 2019 január 08, 17:43
A Fusion vagy mm-ben, vagy inch-ben dolgozik, ezt a user dönti el mit használ.
A posztproci pedig egy 2D-s terítéket csinál, a forgató majd úgy forgatja, hofy jó legyen a marás során.
Az UCCNC pedig nem mm vagy egyéb dimenziójú mértékegységet kezel, hanem egységet.
Ezért van lépés/egység megnevezése.
Itt teljesen mindegy a munkadarab átmérője, amit meg kell adni az a forgató mechanikai áttétele.
Ebből jön majd ki a step/unit.
A posztproci pedig egy 2D-s terítéket csinál, a forgató majd úgy forgatja, hofy jó legyen a marás során.
Az UCCNC pedig nem mm vagy egyéb dimenziójú mértékegységet kezel, hanem egységet.
Ezért van lépés/egység megnevezése.
Itt teljesen mindegy a munkadarab átmérője, amit meg kell adni az a forgató mechanikai áttétele.
Ebből jön majd ki a step/unit.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 január 08, 18:24
Írta: dezsoe Dátum 2019 január 08, 18:24
Szia!
A Fusion postprociját nem ismerem, de több lehetőséged is van. Ha ismert az átmérő és arra kiteríti a mozgást, akkor neked kell számolgatni, hogy hány lépés 1 mm a felületen. Ha fokban ki tudja adni a forgatást, akkor az egy fordulat lépésszámát osztod 360-nal és azt írod be a lépés/egységhez.
Ha a legújabb teszt verziót használod (1.2108), akkor az A, B és C tengely beállítható forgatónak, ilyenkor máshogy működik, lásd a doksit:
"Rotary axis: Ha ez az opció kiválasztásra kerül, akkor a tengely forgótengelyként lesz kezelve. Az
opció kiválasztásával a tengely programozott mozgatása nem számít bele az előtolási sebesség
számításába. A mozgás sebessége a lineáris tengelyek mozgásán alapuló sebességgel történik,
vagyis a forgó tengely csak követi a lineáris tengelyeket. Természetesen ha a forgó tengely
sebessége túl kellene hogy lépje a beállított maximum értéket, akkor a forgó tengely sebessége
bekorlátozza a lineáris tengelyeken az előtolás sebességét."
A Fusion postprociját nem ismerem, de több lehetőséged is van. Ha ismert az átmérő és arra kiteríti a mozgást, akkor neked kell számolgatni, hogy hány lépés 1 mm a felületen. Ha fokban ki tudja adni a forgatást, akkor az egy fordulat lépésszámát osztod 360-nal és azt írod be a lépés/egységhez.
Ha a legújabb teszt verziót használod (1.2108), akkor az A, B és C tengely beállítható forgatónak, ilyenkor máshogy működik, lásd a doksit:
"Rotary axis: Ha ez az opció kiválasztásra kerül, akkor a tengely forgótengelyként lesz kezelve. Az
opció kiválasztásával a tengely programozott mozgatása nem számít bele az előtolási sebesség
számításába. A mozgás sebessége a lineáris tengelyek mozgásán alapuló sebességgel történik,
vagyis a forgó tengely csak követi a lineáris tengelyeket. Természetesen ha a forgó tengely
sebessége túl kellene hogy lépje a beállított maximum értéket, akkor a forgó tengely sebessége
bekorlátozza a lineáris tengelyeken az előtolás sebességét."
Cím: Re:UCCNC vezérlő program
Írta: 3ebj3bk8b Dátum 2019 január 08, 18:48
Írta: 3ebj3bk8b Dátum 2019 január 08, 18:48
Sziasztok!
Köszönöm a válaszokat! Csináltam G kódot más postprocessorokkal a fusionból ugyanarra a darabra. Benéztem, fokokban adja meg az A tengely pozíciót, az UCCNC-nek is. Innen már egyszerűbb.
Köszönöm a válaszokat! Csináltam G kódot más postprocessorokkal a fusionból ugyanarra a darabra. Benéztem, fokokban adja meg az A tengely pozíciót, az UCCNC-nek is. Innen már egyszerűbb.
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2019 január 08, 19:37
Írta: wv07scd6x Dátum 2019 január 08, 19:37
Sziasztok!
Nemrégiben megérkezett a Kínai lézerem. A kialakítása, precizitása elég jónak tűnik. Eljutottam odáig, hogy megtáplálom 12v-al, közben a moduláló bemenetét szabadon hagytam. Valahol olvastam, hogy ilyenkor teljes teljesítménnyel dolgozik. Szigorúan védő szemüvegben kapcsoltam csak be, és megvallom őszintén, hogy egy kissé megijesztett. Elgondolkodtam azon is, hogy egy ilyenhez bárki szabadon hozzájuthat felelősségtudat nélkül. Ez nem játékszer! Fókuszálatlanul is azonnal füstölt a tőle méterre elhelyezett MDF lap. Ezek után nagyon óvatosan mertem csak a fókuszlencse közelébe nyúlni. :) De nem az élménybeszámolóm miatt írok. :)
Az UCCNC -ben van egy lézer plugin, és azt szeretném kipróbálni. Egészen pontosan miket kell nekem beállítani, és hova mit kössek, hogy ez elinduljon. Egy szürkeárnyalatos képet szeretnék gravírozni fa felületre. A fókusz finomhangolását majd valahogy megoldom.
Nemrégiben megérkezett a Kínai lézerem. A kialakítása, precizitása elég jónak tűnik. Eljutottam odáig, hogy megtáplálom 12v-al, közben a moduláló bemenetét szabadon hagytam. Valahol olvastam, hogy ilyenkor teljes teljesítménnyel dolgozik. Szigorúan védő szemüvegben kapcsoltam csak be, és megvallom őszintén, hogy egy kissé megijesztett. Elgondolkodtam azon is, hogy egy ilyenhez bárki szabadon hozzájuthat felelősségtudat nélkül. Ez nem játékszer! Fókuszálatlanul is azonnal füstölt a tőle méterre elhelyezett MDF lap. Ezek után nagyon óvatosan mertem csak a fókuszlencse közelébe nyúlni. :) De nem az élménybeszámolóm miatt írok. :)
Az UCCNC -ben van egy lézer plugin, és azt szeretném kipróbálni. Egészen pontosan miket kell nekem beállítani, és hova mit kössek, hogy ez elinduljon. Egy szürkeárnyalatos képet szeretnék gravírozni fa felületre. A fókusz finomhangolását majd valahogy megoldom.
Cím: Re:UCCNC vezérlő program
Írta: Béni Dátum 2019 január 08, 21:15
Írta: Béni Dátum 2019 január 08, 21:15
Ha jól láttam, az új verzióban megjelent a G93. Ennek használata kiemelten vegyes interpolációk használata esetén nyer értelmet.
A legtöbb vezérlő leírásában nincs részletezve, hogy igazából mire is való ez az első ránézésre nyakatekert funkció. (Talán azért, mert akiknek szüksége lehet rá, azokról feltételezik, hogy tudják.)
Hobbi CAM programokban nincs is lehetőség olyan szerszámpályákat létrehozni, ahol ennek értelme lenne. Viszont ott, ahol már valós szimultán 4 vagy 5 tengely dolgozik (feltételezve, hogy ebből legalább egy forgó tengely), nem lehet más előtolási móddal tartani az ideális technológia paramétereket.
Tehát aki rendelkezik komolyabb CAM programmal és a fenti feltételek szerinti 4 vagy több tengelyes szerszámpályákat használ, annak "kötelező" a G93.
A legtöbb vezérlő leírásában nincs részletezve, hogy igazából mire is való ez az első ránézésre nyakatekert funkció. (Talán azért, mert akiknek szüksége lehet rá, azokról feltételezik, hogy tudják.)
Hobbi CAM programokban nincs is lehetőség olyan szerszámpályákat létrehozni, ahol ennek értelme lenne. Viszont ott, ahol már valós szimultán 4 vagy 5 tengely dolgozik (feltételezve, hogy ebből legalább egy forgó tengely), nem lehet más előtolási móddal tartani az ideális technológia paramétereket.
Tehát aki rendelkezik komolyabb CAM programmal és a fenti feltételek szerinti 4 vagy több tengelyes szerszámpályákat használ, annak "kötelező" a G93.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 január 08, 21:44
Írta: dezsoe Dátum 2019 január 08, 21:44
Így van, pont a forgató támogatás megjelenése hozta magával a G93-at.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 január 08, 21:47
Írta: dezsoe Dátum 2019 január 08, 21:47
Milyen mozgásvezérlőd, milyen leválasztó kártyád van? A lézer 12V-ja milyen tápról megy és közös-e valamivel?
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2019 január 08, 22:15
Írta: wv07scd6x Dátum 2019 január 08, 22:15
Jelenleg egy 2.5A -es 12V -os tápegységről próbálgattam. Valószínűleg ideális is lenne neki ez a táp. A moduláló bemenet átkapcsolható analóg, és TTL között. Nem néztem utána, de gondolom a TTL nem csak az 5V -os jelszintet jelöli, hanem a pwm üzemet is. Abba a kapcsolólásba tettem jelenleg. Aztán majd kiderül valóban így kell e.
Tehát uc400eth a vezérlő. A tápegység egy mindentől független kapcsolóüzemű adapter. Leválasztókártya az magában a cnc vezérlőben van, ami az egyes portra csatlakozik. én úgy képzeltem, hogy a 2 -es portot használom fel a lézer gyenge jelszintű bemenetén külön leválasztás nélkül, mivel elméletileg nem lép fel potenciálkülönbség. Maga az vezérlő is egy külön adapterről üzemel ami megint csak mindentől független.
Tehát uc400eth a vezérlő. A tápegység egy mindentől független kapcsolóüzemű adapter. Leválasztókártya az magában a cnc vezérlőben van, ami az egyes portra csatlakozik. én úgy képzeltem, hogy a 2 -es portot használom fel a lézer gyenge jelszintű bemenetén külön leválasztás nélkül, mivel elméletileg nem lép fel potenciálkülönbség. Maga az vezérlő is egy külön adapterről üzemel ami megint csak mindentől független.
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2019 január 08, 22:28
Írta: wv07scd6x Dátum 2019 január 08, 22:28
Ezt rendeltem meg:
https://www.ebay.com/itm/TTL-Analog-12W-Laser-Head-Engraving-Module-Metal-Marking-Wood-Cutting-Engraver/232974071083?ssPageName=STRK%3AMEBIDX%3AIT&_trksid=p2060353.m2749.l2649
Ez 12W -oskét van meghirdetve, de a kissé részletezett leírásban látszik, hogy ez valójában 5,5W.
https://www.ebay.com/itm/TTL-Analog-12W-Laser-Head-Engraving-Module-Metal-Marking-Wood-Cutting-Engraver/232974071083?ssPageName=STRK%3AMEBIDX%3AIT&_trksid=p2060353.m2749.l2649
Ez 12W -oskét van meghirdetve, de a kissé részletezett leírásban látszik, hogy ez valójában 5,5W.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 január 08, 22:43
Írta: dezsoe Dátum 2019 január 08, 22:43
Oké, akkor a TTL- az UC400 GND, TTL+ valamelyik kimenetre. Mivel 0V-ra kapcsol ki, a lézer kimenetet beállítod, nem kell Active low, és kész.
Cím: Re:UCCNC vezérlő program
Írta: 3ebj3bk8b Dátum 2019 január 09, 07:08
Írta: 3ebj3bk8b Dátum 2019 január 09, 07:08
És ez mikor kerül be a végleges verzióba?
Teszt verziót nem szeretnék használni.
Teszt verziót nem szeretnék használni.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 január 09, 07:26
Írta: dezsoe Dátum 2019 január 09, 07:26
Ha egy teszt verzió kellő ideig jól viselkedik, megbízható, nem tesz tönkre semmit, akkor egyszer csak arra ébred, hogy stabil verzió lett belőle. :)
Cím: Re:UCCNC vezérlő program
Írta: s7manbs8 Dátum 2019 január 09, 07:43
Írta: s7manbs8 Dátum 2019 január 09, 07:43
Mennyi az a kellő idő ?
Egy ezerszer gyorsabb gépen le kell szimulálnia működést és akkor nem kell sokat várni. :)
Egy ezerszer gyorsabb gépen le kell szimulálnia működést és akkor nem kell sokat várni. :)
Cím: Re:UCCNC vezérlő program
Írta: 3ebj3bk8b Dátum 2019 január 09, 08:11
Írta: 3ebj3bk8b Dátum 2019 január 09, 08:11
Akkor majd élesen figyelek , hogy mikor jön ki
Cím: Re:UCCNC vezérlő program
Írta: 3ebj3bk8b Dátum 2019 január 09, 08:14
Írta: 3ebj3bk8b Dátum 2019 január 09, 08:14
Ha kijön egy új verzió új G kóddal. Akkor pl. A Fusion 360 postprocia gondolom cssk akkor tudja legenerálni, ha ők is frissítenek valamit.
Amúgy szokták. Csak azt nem tudom, hogy figyelik e a friss UCCNC verziókat, vagy kapnak tőletek infot?
Amúgy szokták. Csak azt nem tudom, hogy figyelik e a friss UCCNC verziókat, vagy kapnak tőletek infot?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 január 09, 08:47
Írta: dezsoe Dátum 2019 január 09, 08:47
Figyelni is szoktak, szerintem, de sokan használják a Fusion-t, és biztos vannak, akik írnak nekik, hogy van új funkció.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 január 09, 08:52
Írta: dezsoe Dátum 2019 január 09, 08:52
Gyors gépen nem tudod leszimulálni, mert a valós helyzet kell valós vezérlővel stb. A látványos hibák nem nagyon szoktak kikerülni (bár előfordult már), inkább az alattomosak, amiket több hónap teszteléssel sem találsz meg. Egyszer jön valaki és csinál egy olyan műveletet, amit a többiek nem, és belefut valamibe, amire sosem jöttél volna rá, mert máshogy használod a géped. Az egyetlen működő teszt, ha minél többen nyúzzák. :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 január 09, 08:55
Írta: svejk Dátum 2019 január 09, 08:55
Hmmm... azért már az sem semmi hogy egy olyan komoly szoftverfejlesztő csapat mint a Fusion figyeli az UCCNC fejlődését! [#eljen]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 január 09, 10:40
Írta: dezsoe Dátum 2019 január 09, 10:40
Gondolom, hogy nekik is biznisz, ha minél több rendszerbe tudnak postolni. Jól felfogott érdekük. :)
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 január 09, 13:37
Írta: zt2c4wh9 Dátum 2019 január 09, 13:37
Szia Svejk,
Biztos azért figyel az Autodesk az UCCNC-re, mert látták a Fox5 news hírekben. [#nyes]
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_wtpnk42smub0kfhg6a82g_798.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/wtpnk42smub0kfhg6a82g_798.jpg)
Biztos azért figyel az Autodesk az UCCNC-re, mert látták a Fox5 news hírekben. [#nyes]
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_wtpnk42smub0kfhg6a82g_798.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/wtpnk42smub0kfhg6a82g_798.jpg)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 január 09, 21:39
Írta: svejk Dátum 2019 január 09, 21:39
Keresek feltétele megállásra megoldást.
M2-vel oké, hogy megáll de nekem egy valamilyen bemenet hatására kellene továbbfolytatódnia a programnak.
(a Start parancs meghívása nem jó, mert az már mást is csinál ami ennél a feltételes megállásnál nem használható)
M2-vel oké, hogy megáll de nekem egy valamilyen bemenet hatására kellene továbbfolytatódnia a programnak.
(a Start parancs meghívása nem jó, mert az már mást is csinál ami ennél a feltételes megállásnál nem használható)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 január 09, 21:48
Írta: svejk Dátum 2019 január 09, 21:48
Ja, hülye vagyok a 128-at kell meghívnom, nem a most egyébként mást is csináló átnevezett start gomb számát. [#falbav]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 január 09, 22:49
Írta: dezsoe Dátum 2019 január 09, 22:49
Ezek szerint megoldottad? :)
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 január 09, 23:49
Írta: zt2c4wh9 Dátum 2019 január 09, 23:49
UCCNC a Német hobbycnc talin. :)
Ez egyébként most van.
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_3xv3pgn3jdhajdqscbqc_798.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/3xv3pgn3jdhajdqscbqc_798.jpg)
Ez egyébként most van.
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_3xv3pgn3jdhajdqscbqc_798.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/3xv3pgn3jdhajdqscbqc_798.jpg)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 január 10, 07:58
Írta: svejk Dátum 2019 január 10, 07:58
Még csak fejben, de talán azt a 2-3 sort össze tudom vadászni.
Ha nem úgy is kiabálok segítségért :)
Ha nem úgy is kiabálok segítségért :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 január 10, 08:08
Írta: svejk Dátum 2019 január 10, 08:08
Itt úgy látom (https://www.stepcraft-systems.com/en/services/control-software)a logót lecserélték a sajátjukra.
Esetleg másban is eltér a nekik szállított verzió?
No meg ott az összehasonlítás a WINPC-NC -vel is. :)
(anno Varsányi nagyon erőltette ránk azt a szoftvert)
Vajon mi alapján döntenek a vevők, hogy melyik szoftvert kérik a megvásárolandó gépükhöz?
Esetleg másban is eltér a nekik szállított verzió?
No meg ott az összehasonlítás a WINPC-NC -vel is. :)
(anno Varsányi nagyon erőltette ránk azt a szoftvert)
Vajon mi alapján döntenek a vevők, hogy melyik szoftvert kérik a megvásárolandó gépükhöz?
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 január 10, 08:22
Írta: zt2c4wh9 Dátum 2019 január 10, 08:22
A screenset különböző, maga az UCCNC ugyanaz. Valóban az ő logójukat tettük oda, mert azt kérték, illetve 4 tengely van fent a 6 helyett, mert a gépük max. 4 tengelyt kezel, szóval felesleges lett volna mind a 6 tengely a képernyőn.
A WinPCNC-vel kezdték el árulni ezeket a gépeket, aztán később elkészült az UCCNC, megtaláltak bennünket és most mindkét szoftverrel árulják Németországban.
Illetve azóta megalakult a cég Egyesült Államokbeli leányvállalata is Torrington-ban és az USA-ban kizárólag UCCNC-vel árulják a gépeket. Ők egyébként csináltak maguknak egy másik screenset-et, ami narancssárga alapszínű és van benne néhány gép-specifikus saját macro funkció is, amiket ők készítettek.
Azt, hogy a vevők mi alapján döntenek a szoftver választáskor, azt nem tudom, azt a vevők tudják csak. :)
A WinPCNC-vel kezdték el árulni ezeket a gépeket, aztán később elkészült az UCCNC, megtaláltak bennünket és most mindkét szoftverrel árulják Németországban.
Illetve azóta megalakult a cég Egyesült Államokbeli leányvállalata is Torrington-ban és az USA-ban kizárólag UCCNC-vel árulják a gépeket. Ők egyébként csináltak maguknak egy másik screenset-et, ami narancssárga alapszínű és van benne néhány gép-specifikus saját macro funkció is, amiket ők készítettek.
Azt, hogy a vevők mi alapján döntenek a szoftver választáskor, azt nem tudom, azt a vevők tudják csak. :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 január 10, 09:51
Írta: svejk Dátum 2019 január 10, 09:51
Nem vagyok a szavak embere, így csak: [#eljen]
Cím: Re:UCCNC vezérlő program
Írta: guliver83 Dátum 2019 január 10, 18:46
Írta: guliver83 Dátum 2019 január 10, 18:46
Látta ezt már valaki?
Mini PC
Mini PC
Cím: Re:UCCNC vezérlő program
Írta: vadember Dátum 2019 január 10, 19:10
Írta: vadember Dátum 2019 január 10, 19:10
Ez a mini PC.
Cím: Re:UCCNC vezérlő program
Írta: Lőrincz Tibor Dátum 2019 január 10, 19:43
Írta: Lőrincz Tibor Dátum 2019 január 10, 19:43
Gratulálok a sikereitekhez! A sok befektetett munka meghozza a gyümölcsét.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 január 10, 20:47
Írta: dezsoe Dátum 2019 január 10, 20:47
[#wow1] Több mint két éve létezik és nem is hallottam róla... [#finom]
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2019 január 10, 20:51
Írta: ium8w94xp Dátum 2019 január 10, 20:51
Én se, de nagyon elgondolkodtató. Van belőle 4/64-es változat is.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 január 10, 22:08
Írta: zt2c4wh9 Dátum 2019 január 10, 22:08
Köszönjük és számunkra öröm, hogy sokan használjátok már a szoftverünket.
Ezt a Lattepandát szerintem meg fogom vizsgálni közelebbről. Láttam már az interneten még régebben nagyjából amikor kiadták, de nem gondoltam, hogy elfut rajta az UCCNC. Köszi a videót.
Ezt a Lattepandát szerintem meg fogom vizsgálni közelebbről. Láttam már az interneten még régebben nagyjából amikor kiadták, de nem gondoltam, hogy elfut rajta az UCCNC. Köszi a videót.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 január 10, 22:30
Írta: zt2c4wh9 Dátum 2019 január 10, 22:30
Még egy kép a taliról. :)
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_iswmswx7v2kyvkgujvw_798.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/iswmswx7v2kyvkgujvw_798.jpg)
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_iswmswx7v2kyvkgujvw_798.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/iswmswx7v2kyvkgujvw_798.jpg)
Cím: Re:UCCNC vezérlő program
Írta: Bocs Dátum 2019 január 10, 22:40
Írta: Bocs Dátum 2019 január 10, 22:40
Én is szeretnék gratulálni!!!
Nem győzöm mutogatni ismerőseimnek, hogy mekkora sikeretek van technikai tudással igen jól ellátott országokban is.
Az idegen logo már nekem is régen feltűnt, és most választ kaptam a még fel nem tett kérdésemre. A bejelentkező képernyő azért náluk is maradt, ugye? Jó lenne, ha nem ők aratnának le minden babért, hanem azért a német gépekkel is terjedne a híretek.
Nem győzöm mutogatni ismerőseimnek, hogy mekkora sikeretek van technikai tudással igen jól ellátott országokban is.
Az idegen logo már nekem is régen feltűnt, és most választ kaptam a még fel nem tett kérdésemre. A bejelentkező képernyő azért náluk is maradt, ugye? Jó lenne, ha nem ők aratnának le minden babért, hanem azért a német gépekkel is terjedne a híretek.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 január 10, 22:55
Írta: svejk Dátum 2019 január 10, 22:55
A két képet megnézve azért egy valami vigasztal, a fehérvári talin többen voltak. :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 január 10, 22:59
Írta: svejk Dátum 2019 január 10, 22:59
A hírnevet már az is bizonyította, hogy a kínaiak adtak ki UC100 néven USB-s vezérlőt. [#boxer]
Cím: Re:UCCNC vezérlő program
Írta: Bocs Dátum 2019 január 10, 23:06
Írta: Bocs Dátum 2019 január 10, 23:06
Érdekes társadalom érdekes törvény felfogással.
Cím: Re:UCCNC vezérlő program
Írta: Bocs Dátum 2019 január 10, 23:09
Írta: Bocs Dátum 2019 január 10, 23:09
Volt egy kérdésem a [6143] hozzászólásban a G68-al kapcsolatban. Csaba reagált rá, de konkrét választ nem tudott adni. Balázs, hozzád eljutott a dolog? Nagyon ráér, csak hátha mások elkerülik a kísérletezgetést.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 január 11, 09:05
Írta: zt2c4wh9 Dátum 2019 január 11, 09:05
Neked is köszi. :)
OK, el fogom olvasni, amit írtál, de egy kis időre szükségem lesz, mert most eléggé el vagyunk havazva az év kezdés miatt.
OK, el fogom olvasni, amit írtál, de egy kis időre szükségem lesz, mert most eléggé el vagyunk havazva az év kezdés miatt.
Cím: Re:UCCNC vezérlő program
Írta: s7manbs8 Dátum 2019 január 11, 09:08
Írta: s7manbs8 Dátum 2019 január 11, 09:08
Ha az alap op rendszer megy rajta, ami alatt az UCNC is az már jó jel, mostanában elég sok a microgép ezek is szaporodással osztódnak vagy fordítva. :)
Cím: Re:UCCNC vezérlő program
Írta: s7manbs8 Dátum 2019 január 11, 09:10
Írta: s7manbs8 Dátum 2019 január 11, 09:10
Arduinon nem fut még ?
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 január 11, 09:14
Írta: zt2c4wh9 Dátum 2019 január 11, 09:14
Igen, ez sajnos elég sok problémát okoz nekünk, mert sokszor előfordul, hogy UCCNC license-t akarnak vásárolni az UC100-hoz de kiderül, hogy kínai hamisítványt vettek az ebayről mondjuk és hát akkor magyarázkodnunk kell, hogy az nem UC100, nem a mi termékünk.
Ráadásul ugye rontja az üzletet és a termék hírnevét is, ha egy félig meddig működő valamit kap az ügyfél kínából UC100 néven. :(
Egyébként amikor ez megtörtént, hogy kirakták e-bayre a hamis UC100-at, akkor egyeztettünk 2 amcsi ügyvéddel is, hogy mit lehetne tenni, de mindketten azt javasolták, hogy nagyjából semmit, mert úgy látják az internetet végignézve, hogy az UC100 név már egybeforrt a CNC vezérlővel és mi ezt anno nem védettük le sajnos, ezért nem sok esélyt látnak ha pert akarnánk indítani az e-bay ellen. Szóval nem javasolták a pert, pedig fontolgattuk, ezért is kérdeztünk utána.
Amúgy az e-bay fel lett szólítva legalább 10x, de a fülük botját sem mozdították, illetve legalább 100 ügyfél jelezte már nekik, akikről én tudok, hogy hamis UC100 terméket kaptak, de az e-bayt ez sem zavarja láthatóan.
Eléggé vadkapitalista cég sajnos, amíg pénzt látnak valamiben és nem fenyegetik őket perrel, addig szerintem nem igazán érdekeltek, hogy bármit is tegyenek a hamisítás ellen.
Ráadásul ugye rontja az üzletet és a termék hírnevét is, ha egy félig meddig működő valamit kap az ügyfél kínából UC100 néven. :(
Egyébként amikor ez megtörtént, hogy kirakták e-bayre a hamis UC100-at, akkor egyeztettünk 2 amcsi ügyvéddel is, hogy mit lehetne tenni, de mindketten azt javasolták, hogy nagyjából semmit, mert úgy látják az internetet végignézve, hogy az UC100 név már egybeforrt a CNC vezérlővel és mi ezt anno nem védettük le sajnos, ezért nem sok esélyt látnak ha pert akarnánk indítani az e-bay ellen. Szóval nem javasolták a pert, pedig fontolgattuk, ezért is kérdeztünk utána.
Amúgy az e-bay fel lett szólítva legalább 10x, de a fülük botját sem mozdították, illetve legalább 100 ügyfél jelezte már nekik, akikről én tudok, hogy hamis UC100 terméket kaptak, de az e-bayt ez sem zavarja láthatóan.
Eléggé vadkapitalista cég sajnos, amíg pénzt látnak valamiben és nem fenyegetik őket perrel, addig szerintem nem igazán érdekeltek, hogy bármit is tegyenek a hamisítás ellen.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 január 11, 09:16
Írta: zt2c4wh9 Dátum 2019 január 11, 09:16
Nem, Arduino-n nem fut és nem is fog, mert azért ehhez jóval nagyobb teljesítmény szükséges, főleg grafikai oldalról. (OpenGL)
Viszont Linux-on gondolkodunk, lehet egyszer azon is fog futni, meglátjuk...
Viszont Linux-on gondolkodunk, lehet egyszer azon is fog futni, meglátjuk...
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 január 11, 09:21
Írta: zt2c4wh9 Dátum 2019 január 11, 09:21
Haha, igen, bár félrenéztem a képet, csak miután írtam ide a fórumra utána olvastam el a hozzávaló post-ot, hogy ez a második kép nem is az a kiállítás, hanem már egy másik.
Az első kép Németországban van. A második kép pedig az USA-ban. A Német tali már megy, az USA talinak ez pedig még csak az előkészülete, az ma kezdődik.
Ja és a "hobbycnc talit" csak viccnek szántam, ez valójában nem az, hanem valami expo, nem csak CNC-ről szól. :)
Egyébként Fehérváron tényleg sokan voltak, remélem a következőn is így lesz.
Az első kép Németországban van. A második kép pedig az USA-ban. A Német tali már megy, az USA talinak ez pedig még csak az előkészülete, az ma kezdődik.
Ja és a "hobbycnc talit" csak viccnek szántam, ez valójában nem az, hanem valami expo, nem csak CNC-ről szól. :)
Egyébként Fehérváron tényleg sokan voltak, remélem a következőn is így lesz.
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2019 január 11, 18:29
Írta: wv07scd6x Dátum 2019 január 11, 18:29
Sziasztok!
Sikeresen tudtam több tónusú képet gravírozni lézerrel a plugin segítségével. Most viszont megkíséreltem volna az Aspire programmal generált szövegforma gravírozásával. Remekül megy, viszont arra eddig nem sikerült rájönnöm, hogy hogyan tudom a lézer teljesítményét visszaszabályozni, mert így 100% powerrel üzemel. Hogyan tudom ezt megoldani?
Sikeresen tudtam több tónusú képet gravírozni lézerrel a plugin segítségével. Most viszont megkíséreltem volna az Aspire programmal generált szövegforma gravírozásával. Remekül megy, viszont arra eddig nem sikerült rájönnöm, hogy hogyan tudom a lézer teljesítményét visszaszabályozni, mert így 100% powerrel üzemel. Hogyan tudom ezt megoldani?
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2019 január 11, 18:43
Írta: wv07scd6x Dátum 2019 január 11, 18:43
Az Aspire M10Snnn -el dolgozik és nem M10Qnnn -el. Ezt hogy tudom az Aspire -ben megváltoztatni?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 január 11, 19:29
Írta: dezsoe Dátum 2019 január 11, 19:29
Szia!
Át kell írni a posztprocesszort. Elvileg a C:\ProgramData\Vectric alatt kéne lennie valahol.
Át kell írni a posztprocesszort. Elvileg a C:\ProgramData\Vectric alatt kéne lennie valahol.
Cím: Re:UCCNC vezérlő program
Írta: Tibcsi Dátum 2019 január 11, 20:06
Írta: Tibcsi Dátum 2019 január 11, 20:06
Úgy találod meg, hogy bekapcsolod a rejtett fájlok láthatóságát, aztán c: user/All user/Vetric/Aspire és ott van a Postp mappában az összes postp. Már csak át kell írni, és kész is.:))
Cím: Re:UCCNC vezérlő program
Írta: guliver83 Dátum 2019 január 11, 20:21
Írta: guliver83 Dátum 2019 január 11, 20:21
Lett csinálva egy ilyen fájl kimondottan vágásra és betűk gravírozására alkalmas.
Itt van valahol az oldalon!
Itt van valahol az oldalon!
Cím: Re:UCCNC vezérlő program
Írta: Tibcsi Dátum 2019 január 11, 20:25
Írta: Tibcsi Dátum 2019 január 11, 20:25
A postP-ban "S" átírod "Q"-ra, és az Aspirban, a főorsónál, csak 0-255-ig írsz, és már megy is a szabályzás, én így használom, és tökéletes.
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2019 január 11, 20:50
Írta: wv07scd6x Dátum 2019 január 11, 20:50
Jelenleg úgy oldottam meg a G -kód módosítását, hogy megnyitottam jegyzettömbben, és szövegcserével javítottam át. Egyenlőre azt kell mondjam, hogy a Kínai lézerrel meg vagyok eddig elégedve. :) Hamarosan töltök fel néhány képet a próbálkozásaimról.
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2019 január 11, 21:09
Írta: wv07scd6x Dátum 2019 január 11, 21:09
A nagy betűs Próba felirat az Aspire progival készült, és ahogy leírtam, úgy szerkesztettem át a G -kódot hogy ne égesse túl a lapot. A többi az UCCNC -ben lévő plugin -al készült. Azt a több soros apró betűs szöveget kép ként mentettem el, és úgy importáltam a plugin -ba. A tapasztalatom az, hogy sokkal szebb a minta, ha folyamatosan pásztázza sorrol sorra a felületet a lézer, és csak ott kapcsol be ahol kell. Aspire -ből generált kódnál sokszor megáll a lézer bizonyos pontokon, és emiatt ott jobban megégeti a felületet. Tehát nem egyenletes a gravírozás.
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_qp2028s4uw8hi6xvxi03_5048.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/qp2028s4uw8hi6xvxi03_5048.jpg)
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_qp2028s4uw8hi6xvxi03_5048.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/qp2028s4uw8hi6xvxi03_5048.jpg)
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2019 január 11, 21:16
Írta: wv07scd6x Dátum 2019 január 11, 21:16
Egy picit közelebbi kép az apró betűs szövegről, hogy látszódjanak valamelyest a pontatlanságok is.
Itt 11% -on ment a lézer.
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_iqzhmfjhyan36fxnyxzvq_5048.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/iqzhmfjhyan36fxnyxzvq_5048.jpg)
Itt 11% -on ment a lézer.
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_iqzhmfjhyan36fxnyxzvq_5048.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/iqzhmfjhyan36fxnyxzvq_5048.jpg)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 január 11, 21:50
Írta: dezsoe Dátum 2019 január 11, 21:50
Csak kíváncsiságból, milyen anyag ez, amire nyomtatsz?
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2019 január 11, 21:56
Írta: wv07scd6x Dátum 2019 január 11, 21:56
Kifejezetten ilyen lézer gravírozható tábla. Egy fekete műanyag ezüst bevonattal. Többféle ilyen alapanyag létezik.
http://www.lezerforras.hu/lezergravirozas-alapanyagai/20-matt-laser-flex.html
https://www.signdepot.eu/2-home/8-vagoplotter-lezergravirozo-lezervago-gepek/25-lezergravirozas-alapanyagok/199-laserply-uv-allo-gravirozhato-lemez.html
http://www.lezerforras.hu/lezergravirozas-alapanyagai/20-matt-laser-flex.html
https://www.signdepot.eu/2-home/8-vagoplotter-lezergravirozo-lezervago-gepek/25-lezergravirozas-alapanyagok/199-laserply-uv-allo-gravirozhato-lemez.html
Cím: Re:UCCNC vezérlő program
Írta: sufnituning Dátum 2019 január 11, 22:04
Írta: sufnituning Dátum 2019 január 11, 22:04
Szerintem ilyen lehet, de lejjebb van több féle.
anyagok (http://rowmark.hu/rowmark-ultragreave-satin-finish-lezerrel-gravirozhato-es-vaghato-kulteri-uv-allo-graviranyag-2/)
anyagok (http://rowmark.hu/rowmark-ultragreave-satin-finish-lezerrel-gravirozhato-es-vaghato-kulteri-uv-allo-graviranyag-2/)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 január 11, 22:06
Írta: dezsoe Dátum 2019 január 11, 22:06
Köszi! Ismerem ezeket, csak a fényképről nem tudtam kinézni. :) Már csak abból is sejteni lehetett, hogy jól fogja a lézer, mint amit erre találtak ki.
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2019 január 11, 22:19
Írta: wv07scd6x Dátum 2019 január 11, 22:19
És akkor már el is várható. :)
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2019 január 12, 18:45
Írta: wv07scd6x Dátum 2019 január 12, 18:45
A "post process" -t megtaláltam, de nem igazán tudom mit kellene benne átírnom. Keresek viszont olyasmi programot, ami sokkal inkább lézeres megmunkálásra van kitalálva mint az Aspire. Az UCCNC -ben lévő plugin jó, de elég szerény lehetőségekkel rendelkezik. Valami olyasmi kellene amivel valóban szépen lehet dolgozni.
Cím: Re:UCCNC vezérlő program
Írta: guliver83 Dátum 2019 január 12, 19:05
Írta: guliver83 Dátum 2019 január 12, 19:05
Először is mit szeretnél? Az UCCNC vel lehet fotót gravírozni!
Az Aspire meg jó betűk vágására esetleg gravírozására mi kell még?
Az Aspire meg jó betűk vágására esetleg gravírozására mi kell még?
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2019 január 12, 19:47
Írta: wv07scd6x Dátum 2019 január 12, 19:47
Például az kellene, hogy képet pontosan méretarányosan is tudja felületre égetni. Az UCCNC -ben lévő plugin -nál játszanom kellett a beállításokkal, hogy közelítsen a valósághoz a kép és ne deformálja el. Másrészről viszont mivel sorról sorra pásztáz, emiatt a pásztázásra merőlegesen rajzolandó egyenes vonalon látszódnak a mechanika pontatlanságából adódó apró hibák. Jó a plugin, de nem mindenre. Apire viszont valóban jó betűk gravírozására, de sajnos vannak olyan helyek a betű gravírozása közben, ahol lassul a mozgás, és a lézert mivel a lézer intenzitása ott is ugyan olyan erős mint gyors menetben, ezért ott a felület jobban megég. Szerintem ez lenne az ideális, ha ahogy lassul a mozgás, úgy a lézer teljesítménye is csökkenne. így ez ki lehetne kompenzálni. Ha PWM vezérelt a lézer, akkor nem lenne lehetetlen megvalósítani azt, hogy jó közelítéssel optimalizálva legyen a felületet érő hőbevitel. Minden bizonnyal már más is gondolt erre, és létezik olyan program ami ezt a tényezőt is figyelembe veszi.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 január 12, 20:07
Írta: dezsoe Dátum 2019 január 12, 20:07
A tengelyek gyorsulási beállításait kéne átnézned, meg a pályatervező tűrési beállításait. A kézikönyvben részletesen le van írva, hogy hogyan kell beállítani ahhoz, hogy ne lassítson feleslegesen, feltéve, hogy a mechanikád bírja.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2019 január 12, 20:07
Írta: ium8w94xp Dátum 2019 január 12, 20:07
Nem ismerem a te gépedet és a beállításaidat se tudom, de a plugin nekem minden képet teljesen jól éget. Semmilyen méretarány probléma nem volt vele.
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2019 január 12, 21:00
Írta: wv07scd6x Dátum 2019 január 12, 21:00
A gépem mechanikáját sajnálom. :)
Ezért amennyire lehet próbálom kíméletesen mozgatni.
Tehát nem nagyon áll szándékomban a mozgását felgyorsítani.
Viszont azt gondolom, hogy lehetne létjogosultsága annak a gondolatnak is, hogy maga az uccnc végezze el ezt a PWM vezérlés korrekciót az elmozdulási sebesség függvényében. Ezáltal kiküszöbölhető lenne ez a probléma.
Nem lenne ez jó ötlet?
Ezért amennyire lehet próbálom kíméletesen mozgatni.
Tehát nem nagyon áll szándékomban a mozgását felgyorsítani.
Viszont azt gondolom, hogy lehetne létjogosultsága annak a gondolatnak is, hogy maga az uccnc végezze el ezt a PWM vezérlés korrekciót az elmozdulási sebesség függvényében. Ezáltal kiküszöbölhető lenne ez a probléma.
Nem lenne ez jó ötlet?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 január 12, 21:10
Írta: dezsoe Dátum 2019 január 12, 21:10
Nem. :) Az UCCNC-nek az a dolga, hogy a g-kódban leírtakat végrehajtsa, nem pedig, hogy azon bármit változtasson. Ha oda az van írva, hogy x%-on menjen a lézer, akkor a lézernek x%-on kell menni. Ennyi.
Ha a gyorsulást leveszed, akkor muszáj a programnak lelassítani a tengelyt irányváltáskor ahhoz, hogy ne haladja meg az általad beállított gyorsulást. Ha eközben a g-kódban az van, hogy x%-on lézerezzen, az nem az UCCNC problémája. :)
Ha a gyorsulást leveszed, akkor muszáj a programnak lelassítani a tengelyt irányváltáskor ahhoz, hogy ne haladja meg az általad beállított gyorsulást. Ha eközben a g-kódban az van, hogy x%-on lézerezzen, az nem az UCCNC problémája. :)
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2019 január 12, 21:11
Írta: wv07scd6x Dátum 2019 január 12, 21:11
A méretarányra visszatérve, nekem az volt a tapasztalatom, hogy a plugin -ban gyári alapértéken hagyott paraméterezés mellett bármilyen képet töltök be, a lézergravírozás folyamán függőlegesen meglapítva viszi fel a gép a felületre.
Ha viszont mondjuk az Aspire programban rajzolok egy kockát,
az tökéletesen méretpontosan sikerül.
Tehát a tengely beállításom valószínűleg jó.
A plugi -ban a "Y scan distance (Units):" 0.2 -ről 0.08 -ra változtatásával tűnt szemrevételezés alapján jónak az eredmény.
Ha viszont mondjuk az Aspire programban rajzolok egy kockát,
az tökéletesen méretpontosan sikerül.
Tehát a tengely beállításom valószínűleg jó.
A plugi -ban a "Y scan distance (Units):" 0.2 -ről 0.08 -ra változtatásával tűnt szemrevételezés alapján jónak az eredmény.
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2019 január 12, 21:16
Írta: wv07scd6x Dátum 2019 január 12, 21:16
Rendben van Dezsoe! :)
Ez végül is elfogadható magyarázat.
De azért megpróbáltam. :D
Lehet kissé felpörgetem a gépemet. :)
Ez végül is elfogadható magyarázat.
De azért megpróbáltam. :D
Lehet kissé felpörgetem a gépemet. :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 január 12, 21:16
Írta: dezsoe Dátum 2019 január 12, 21:16
Hány lépés egy mm az Y tengelyeden? Érdemes olyan lépésközt beállítani, amit a mechanika is tud, lehetőleg egész számú step jellel. A lézer pötty átmérőjénél nagyobb felbontást nem tudom, hogy van-e értelme beállítani Y felbontásnak, de majd a nálam tapasztaltabb lézeresek megírják.
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2019 január 12, 21:24
Írta: wv07scd6x Dátum 2019 január 12, 21:24
Lehet, hogy nem ésszerű, de mikor tesztelgettem így volt a legjobb. :)
A "Steps per unit:" minden tengelyen 400.
A "Steps per unit:" minden tengelyen 400.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2019 január 12, 21:29
Írta: ium8w94xp Dátum 2019 január 12, 21:29
Ha y tengelyen a kép pl 10cm, akkor teljesen mindegy a felbontás...a kép ugyanakkora lesz y:0.2 és y:0.1-nél is...pontosan 10cm. Nem is értem hogy változik ez nálad azzal.
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2019 január 12, 22:21
Írta: wv07scd6x Dátum 2019 január 12, 22:21
A két kép között pedig csupán csak ennyi a különbség.
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_7ek3mdq0wpx22ttt9wmf_5048.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/7ek3mdq0wpx22ttt9wmf_5048.jpg)
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_7ek3mdq0wpx22ttt9wmf_5048.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/7ek3mdq0wpx22ttt9wmf_5048.jpg)
Cím: Re:UCCNC vezérlő program
Írta: s7manbs8 Dátum 2019 január 12, 22:40
Írta: s7manbs8 Dátum 2019 január 12, 22:40
Jó ötlet.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2019 január 12, 23:00
Írta: ium8w94xp Dátum 2019 január 12, 23:00
Égesd mellé újra őket és csinálj egy printscreent mindkét égetés előtt. Nem akarom elhinni. Rengeteg képet égettem már. Sose volt ilyen.
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2019 január 12, 23:17
Írta: wv07scd6x Dátum 2019 január 12, 23:17
És még egy ráadás. :)
Szintén Y:0.08 mellett.
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_ddj9p8jnbwzsjc8ivtuv3_5048.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/ddj9p8jnbwzsjc8ivtuv3_5048.jpg)
Szintén Y:0.08 mellett.
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_ddj9p8jnbwzsjc8ivtuv3_5048.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/ddj9p8jnbwzsjc8ivtuv3_5048.jpg)
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2019 január 12, 23:20
Írta: wv07scd6x Dátum 2019 január 12, 23:20
Nálam úgy néz ki, hogy minden megtörténik ami másnál nem. [#vigyor]
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2019 január 13, 07:13
Írta: ium8w94xp Dátum 2019 január 13, 07:13
Szerkessz egy négyzethálót aspire-ben. Csinálj belőle képet és azt égessd 0.2 és 0.1 beállítással. De előtte printscreent nyomj. Told ide a képeit a beállításnak és a végeredménynek.
Cím: Re:UCCNC vezérlő program
Írta: j3cx5jtk6 Dátum 2019 január 14, 12:58
Írta: j3cx5jtk6 Dátum 2019 január 14, 12:58
Sziasztook!!
Kérdés, lehetséges, hogy a hideg miatt, baszkódik az mpg bemenet?! :D
mostanában mpg, multit képtelen vagyok használni[#nemtudom]
Amikor összeraktam, meg nyáron, mag úgy általában, még sose volt baja, de mintha ugrálna, vagy nem tudná mivan, elvész az éterbe a bemenet ?!
[#conf][#csodalk]
Kérdés, lehetséges, hogy a hideg miatt, baszkódik az mpg bemenet?! :D
mostanában mpg, multit képtelen vagyok használni[#nemtudom]
Amikor összeraktam, meg nyáron, mag úgy általában, még sose volt baja, de mintha ugrálna, vagy nem tudná mivan, elvész az éterbe a bemenet ?!
[#conf][#csodalk]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 január 14, 13:13
Írta: dezsoe Dátum 2019 január 14, 13:13
Ha a kézikerék nem ad rendes jelet, akkor lehet. Maga a program nem hőérzékeny. :)
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2019 január 14, 18:36
Írta: wv07scd6x Dátum 2019 január 14, 18:36
Sziasztok!
Volna még egy problémám, ami engem zavar, és nem tudok vele mit kezdeni, hiába csökkentem a gyorsulási rámpát, a jelenség ugyanúgy fennáll. A tünet pedig az, hogy az, és inkább az egyik tengelyen tűnik fel, amelyik a legnagyobb tömeget mozgatja, hogy minden állóhelyzetből való induláskor a tengely koppan. Mintha kalapáccsal koppintanák a tengely végére. Többször nézegettem már alaposabban, hogy nem e kotyog valami, és arra jutottam, hogy minden tökéletesen illeszkedik. Próbáltam kézzel hirtelen mozdulattal tekergetni a léptetőmotor kézi tekerőjével a szerkezetet, de az csekély mértékben sem idézi elő ezt a jelenséget. Pedig hát kézzel is ugyanazt végzem én is mint az elektromos vezérlés. Csak esetleg a vezérlés valamivel határozottabban indítja meg a tengelyt mint én. Ebben a programban van mód esetleg a gyorsítási rámpa karakterisztikájának változtatására? Vagy hogy tudom kivédeni? ha nagyon megnövelem a rámpát, akkor meg nagyon lusta lesz.
Volna még egy problémám, ami engem zavar, és nem tudok vele mit kezdeni, hiába csökkentem a gyorsulási rámpát, a jelenség ugyanúgy fennáll. A tünet pedig az, hogy az, és inkább az egyik tengelyen tűnik fel, amelyik a legnagyobb tömeget mozgatja, hogy minden állóhelyzetből való induláskor a tengely koppan. Mintha kalapáccsal koppintanák a tengely végére. Többször nézegettem már alaposabban, hogy nem e kotyog valami, és arra jutottam, hogy minden tökéletesen illeszkedik. Próbáltam kézzel hirtelen mozdulattal tekergetni a léptetőmotor kézi tekerőjével a szerkezetet, de az csekély mértékben sem idézi elő ezt a jelenséget. Pedig hát kézzel is ugyanazt végzem én is mint az elektromos vezérlés. Csak esetleg a vezérlés valamivel határozottabban indítja meg a tengelyt mint én. Ebben a programban van mód esetleg a gyorsítási rámpa karakterisztikájának változtatására? Vagy hogy tudom kivédeni? ha nagyon megnövelem a rámpát, akkor meg nagyon lusta lesz.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 január 14, 19:53
Írta: dezsoe Dátum 2019 január 14, 19:53
Szia!
Pedig az vagy mechanikai probléma lesz, vagy még azt tudom elképzelni, hogy a motor vezérlőd indít így. Az utóbbinak az lehet például az oka, hogy tartásban lejjebb veszi a tartóáramot, majd induláskor ráadja, és emiatt rándul egyet a motor.
Megpróbáltam végignézni az üzeneteidet, de nem találtam arról semmit, hogy milyen motor vezérlő(i)d van(nak) és milyen motorjaid, így nem tudtam utánaolvasni, hogy jó-e az ötletem. :)
Pedig az vagy mechanikai probléma lesz, vagy még azt tudom elképzelni, hogy a motor vezérlőd indít így. Az utóbbinak az lehet például az oka, hogy tartásban lejjebb veszi a tartóáramot, majd induláskor ráadja, és emiatt rándul egyet a motor.
Megpróbáltam végignézni az üzeneteidet, de nem találtam arról semmit, hogy milyen motor vezérlő(i)d van(nak) és milyen motorjaid, így nem tudtam utánaolvasni, hogy jó-e az ötletem. :)
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2019 január 14, 21:08
Írta: wv07scd6x Dátum 2019 január 14, 21:08
Az elgondolásodat nem tartom elvetendőnek. Holnap ha elég lelkes leszek, akkor utánanézek kicsit jobban a léptetőmotornak, hogy nem konfiguráltam e el valamit.
Van egy pár oldalas füzetke a mach3 -hoz való beállításokkal, és abból próbáltam kihámozni a dolgokat.
Esetleg még az "Active Low" pipálása, nem pipálása lehet a titok nyitja.
Van egy pár oldalas füzetke a mach3 -hoz való beállításokkal, és abból próbáltam kihámozni a dolgokat.
Esetleg még az "Active Low" pipálása, nem pipálása lehet a titok nyitja.
Cím: Re:UCCNC vezérlő program
Írta: 3ebj3bk8b Dátum 2019 január 14, 21:09
Írta: 3ebj3bk8b Dátum 2019 január 14, 21:09
Sziasztok!
Felmerült bennem egy olyan kérdés, hogy az UC300 ETH esetén mekkora a maximális léptetési frekvencia?
Mitől függ, lehet e állítani?
Felmerült bennem egy olyan kérdés, hogy az UC300 ETH esetén mekkora a maximális léptetési frekvencia?
Mitől függ, lehet e állítani?
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2019 január 14, 21:13
Írta: ium8w94xp Dátum 2019 január 14, 21:13
Azért nekem és gondolom másnak is hasznára válna, ha a meglévő problémád megoldásánál leírnád, hogy sikerült, ez és ez volt a gond. Most a " volna mégegy problémám" szöveggel én úgy érzem, hogy neked már ezer gondod van és csak halmozódnak. Mondjuk lézerre nem feltétlen jó nagy monstrum híddal készülni. Arra a legjobb a szíj hajtás. Minél könnyebb mechanika. Azzal szinte nulla lehet a gyorsulás. Én is lézert használok a maróval együtt, de nem jó párosítás.
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2019 január 14, 21:21
Írta: wv07scd6x Dátum 2019 január 14, 21:21
Nem nagyon szoktam büszkélkedni vele, talán mert ez is Kínai. :)
De nagyon masszív, és nehéz. [#vigyor]
A vízhűtést én PC vízhűtővel oldottam meg zárt rendszerűleg.
Nem pedig úgy ahogy ők képzelték el.
https://www.ebay.com/itm/220V-EU-4-Axis-3040-800W-CNC-Router-Engraver-Engraving-Dilling-Milling-Machine/143024494685?hash=item214cec985d:g:0WQAAOSw9ytZpRcO:rk:155:pf:0
De nagyon masszív, és nehéz. [#vigyor]
A vízhűtést én PC vízhűtővel oldottam meg zárt rendszerűleg.
Nem pedig úgy ahogy ők képzelték el.
https://www.ebay.com/itm/220V-EU-4-Axis-3040-800W-CNC-Router-Engraver-Engraving-Dilling-Milling-Machine/143024494685?hash=item214cec985d:g:0WQAAOSw9ytZpRcO:rk:155:pf:0
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 január 14, 21:40
Írta: dezsoe Dátum 2019 január 14, 21:40
Köszi! Szóval TB6560-as vezérlő van benne (legalábbis a link alapján), az pedig tud ilyen csökkentett áramú módot. Lefogadom, hogy akkor koppan, amikor ráengedi a delejt. :)
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2019 január 14, 21:42
Írta: wv07scd6x Dátum 2019 január 14, 21:42
Exup!
Vannak gondjaim ezzel is, és mivel sokmindeni mással is foglalatoskodom, ezért megtalálnak a problémák. :)
Ne haragudj meg érte, de igazán se időm se energiám nem volt arra most, hogy az általad leírt bizonyító tesztet elvégezzem. Igazat megvallva, az igazi bizonyítás az lenne ha te magad látnád működés közben. De most felvetődött ez a tengely vezérlési probléma amit le is írtam. Azt sem tartom kizártnak, hogy ez a tengely indítás okozza ezt is. A léptetőmotorokat is sokféleképp lehet vezérelni Valamikor, mikor még én magam akartam ilyen gépet építeni, kissé beleástam magam a dolgokba. De lehet ha itt előhozakodok a problémámmal, akkor valaki hasonló tapasztalatból rögtön mondja mi a megoldás. Volt nekem ez a felület letapogatási problémám az "Autoleveler" -puginnal. Az sem oldódott meg, csak továbbléptem. akkor kellett volna, és nem működött. Nem javult meg, de most más van porondon. Ennyi a magyarázat.
Vannak gondjaim ezzel is, és mivel sokmindeni mással is foglalatoskodom, ezért megtalálnak a problémák. :)
Ne haragudj meg érte, de igazán se időm se energiám nem volt arra most, hogy az általad leírt bizonyító tesztet elvégezzem. Igazat megvallva, az igazi bizonyítás az lenne ha te magad látnád működés közben. De most felvetődött ez a tengely vezérlési probléma amit le is írtam. Azt sem tartom kizártnak, hogy ez a tengely indítás okozza ezt is. A léptetőmotorokat is sokféleképp lehet vezérelni Valamikor, mikor még én magam akartam ilyen gépet építeni, kissé beleástam magam a dolgokba. De lehet ha itt előhozakodok a problémámmal, akkor valaki hasonló tapasztalatból rögtön mondja mi a megoldás. Volt nekem ez a felület letapogatási problémám az "Autoleveler" -puginnal. Az sem oldódott meg, csak továbbléptem. akkor kellett volna, és nem működött. Nem javult meg, de most más van porondon. Ennyi a magyarázat.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 január 14, 21:45
Írta: dezsoe Dátum 2019 január 14, 21:45
Szia!
Az összes UCxxx vezérlőnek a kernel frekvenciája a Configuration/General settings fülön állítható. A USB-sek 25/50/100 kHz-re, az ethernetesek 25/50/100/200/400 kHz-re állíthatók. A kernel frekvencia a legnagyobb kiadható lépés frekvenciája is egyúttal.
Az összes UCxxx vezérlőnek a kernel frekvenciája a Configuration/General settings fülön állítható. A USB-sek 25/50/100 kHz-re, az ethernetesek 25/50/100/200/400 kHz-re állíthatók. A kernel frekvencia a legnagyobb kiadható lépés frekvenciája is egyúttal.
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2019 január 14, 22:07
Írta: wv07scd6x Dátum 2019 január 14, 22:07
Néhány a vezérlő belsejéről készült kép.
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_bdf27ka0z35a3kfnf26jd_5048.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/bdf27ka0z35a3kfnf26jd_5048.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_20k6q6c0kambye4z94ast_5048.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/20k6q6c0kambye4z94ast_5048.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_4xmmfxpd9t886fde9jaqt_5048.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/4xmmfxpd9t886fde9jaqt_5048.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_ejmkwa5dh0k86mc3t6vdt_5048.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/ejmkwa5dh0k86mc3t6vdt_5048.jpg)
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_bdf27ka0z35a3kfnf26jd_5048.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/bdf27ka0z35a3kfnf26jd_5048.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_20k6q6c0kambye4z94ast_5048.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/20k6q6c0kambye4z94ast_5048.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_4xmmfxpd9t886fde9jaqt_5048.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/4xmmfxpd9t886fde9jaqt_5048.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_ejmkwa5dh0k86mc3t6vdt_5048.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/ejmkwa5dh0k86mc3t6vdt_5048.jpg)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2019 január 14, 22:09
Írta: ium8w94xp Dátum 2019 január 14, 22:09
Hát nem irigyellek. Nalad akkor csak tornyosulnak a gondok. És ez a legutóbbi hiba se volt még? Semmin nem változtattál és egyszer csak előjött a semmiből?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 január 14, 22:10
Írta: dezsoe Dátum 2019 január 14, 22:10
Egyébként nincs ezzel a géppel semmi szégyenkezni valód. Sőt, a forgatódért megesz a sárga irígység... :)
Tudni kell a gépeket a helyükön kezelni és ennyi. Nem ezzel fogsz női karórába alkatrészt gyártani, sem pedig tankhajóra hajócsavart, de nem is erre való. Ha az igényeidnek megfelel, akkor ez egy tökéletes gép. Én pl. a mai napig a fából összerakott, fióksínes gépemmel készítek NYÁK-ot. Szerintem nagyságrendileg sem olyan pontos, mit a te géped, de nekem arra a feladatra megfelel. (Csak nagyon igényli az Autoleveller-t... :))
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_bbtzpn6tg9jhx55cjzpwv_3977.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/bbtzpn6tg9jhx55cjzpwv_3977.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_tgf9q7xw739pwdvtnsj4_3977.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tgf9q7xw739pwdvtnsj4_3977.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_h00cfmtim7d90d7hwnqn_3977.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/h00cfmtim7d90d7hwnqn_3977.jpg)
Tudni kell a gépeket a helyükön kezelni és ennyi. Nem ezzel fogsz női karórába alkatrészt gyártani, sem pedig tankhajóra hajócsavart, de nem is erre való. Ha az igényeidnek megfelel, akkor ez egy tökéletes gép. Én pl. a mai napig a fából összerakott, fióksínes gépemmel készítek NYÁK-ot. Szerintem nagyságrendileg sem olyan pontos, mit a te géped, de nekem arra a feladatra megfelel. (Csak nagyon igényli az Autoleveller-t... :))
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_bbtzpn6tg9jhx55cjzpwv_3977.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/bbtzpn6tg9jhx55cjzpwv_3977.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_tgf9q7xw739pwdvtnsj4_3977.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tgf9q7xw739pwdvtnsj4_3977.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_h00cfmtim7d90d7hwnqn_3977.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/h00cfmtim7d90d7hwnqn_3977.jpg)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 január 14, 22:13
Írta: dezsoe Dátum 2019 január 14, 22:13
Pöpec! A DIP kapcsolóról van valami doksid, hogy milyen beállításai vannak? Lehet, hogy meg is oldanánk a feladványt? :)
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2019 január 14, 22:18
Írta: wv07scd6x Dátum 2019 január 14, 22:18
Nekem mostanság meggyőződésem, hogy nem minden kínai holmi ... :)
Való igaz, hogy nagyon masszív kis gépecskének találom, és elég pontos is, különbem nem tudtam volna olyan pontossággal lézer gravírozni sem. Természetesen látszik rajta, hogy nem professzionális vezérlőelemekből épül fel. :) Amit hiányoltam magán a géptesten mikor megvettem, hogy a golyós orsók csak az egyék végükön vannak csapágyazva, a másik végük kuplungon keresztül közvetlenül a motorok tengelyén lóg.
Való igaz, hogy nagyon masszív kis gépecskének találom, és elég pontos is, különbem nem tudtam volna olyan pontossággal lézer gravírozni sem. Természetesen látszik rajta, hogy nem professzionális vezérlőelemekből épül fel. :) Amit hiányoltam magán a géptesten mikor megvettem, hogy a golyós orsók csak az egyék végükön vannak csapágyazva, a másik végük kuplungon keresztül közvetlenül a motorok tengelyén lóg.
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2019 január 14, 22:28
Írta: wv07scd6x Dátum 2019 január 14, 22:28
Majd utánanézek a részleteknek. lehet, hogy csak az uccnc -t nem konfiguráltam jól. Az lenne a vicces, ha ez megmagyarázná az "Autoleveler" hibás viselkedését is. :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 január 14, 22:41
Írta: dezsoe Dátum 2019 január 14, 22:41
A koppanva indulás lehet összefüggésben a probe problémával, ezt el tudom képzelni, de nem hiszem, hogy konfigurációs hiba lenne.
Cím: Re:UCCNC vezérlő program
Írta: sufnituning Dátum 2019 január 14, 22:56
Írta: sufnituning Dátum 2019 január 14, 22:56
Nézzél már lécci utána, hogy jól konfiguráltad-e az UCCNC-t[#nyes], szegény dezsoet fölöslegesen terheled!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 január 14, 23:09
Írta: dezsoe Dátum 2019 január 14, 23:09
No, ezért azt' gépelhettem ennyit... [#email] Mondom, hogy nem konfig hiba! [#vigyor2]
Cím: Re:UCCNC vezérlő program
Írta: sufnituning Dátum 2019 január 14, 23:14
Írta: sufnituning Dátum 2019 január 14, 23:14
[#integet2]
Cím: Re:UCCNC vezérlő program
Írta: Szalai György Dátum 2019 január 15, 06:13
Írta: Szalai György Dátum 2019 január 15, 06:13
Hoppá. Újdonság.
tgf9q7xw739pwdvtnsj4_3977.jpg kép jobb oldalán függőlegesen látható kockáslyukas tartóelemekről volna valami infó?
Mi az, ki gyártja, hol használatos, ilyesmi.
Köszönöm.
Tetszik a fióksínek védett elhelyezése. Miért van egy oldalt kettő? Egyik nyílik, másik csukódik?
tgf9q7xw739pwdvtnsj4_3977.jpg kép jobb oldalán függőlegesen látható kockáslyukas tartóelemekről volna valami infó?
Mi az, ki gyártja, hol használatos, ilyesmi.
Köszönöm.
Tetszik a fióksínek védett elhelyezése. Miért van egy oldalt kettő? Egyik nyílik, másik csukódik?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 január 15, 07:13
Írta: svejk Dátum 2019 január 15, 07:13
Polcállvány oszlop.
Nálunk a Manutan-tól szokták rendelni.
Nálunk a Manutan-tól szokták rendelni.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 január 15, 07:37
Írta: dezsoe Dátum 2019 január 15, 07:37
Ahogy [#66@svejk] is írta, az egy polcrendszer sarka, csak alacsonyabban vannak a polcok a szokásosnál, hogy kényelmes magasságban legyen a gép. Ha jól emlékszem, akkor BauMaxos, ha nem, akkor Praktikeres, de rég volt már...
A sínek azért vannak duplán, mert egyik irányba kotyogott egy picit, így mindenhol dupláztam.
Tegnap kerestem egy fotót az előző telefonom mentésében. Azt nem találtam meg, de az első fotókat a gép építéséről igen. Ha valaki kérdezi, hogy mióta foglalkozom CNC-vel, akkor 3-4 évet szoktam mondani. Áprilisban lesz 6 éve, hogy ez a gép elkezdett növekedni, októberre 99%-ban elérte a mai állapotát. :)
A sínek azért vannak duplán, mert egyik irányba kotyogott egy picit, így mindenhol dupláztam.
Tegnap kerestem egy fotót az előző telefonom mentésében. Azt nem találtam meg, de az első fotókat a gép építéséről igen. Ha valaki kérdezi, hogy mióta foglalkozom CNC-vel, akkor 3-4 évet szoktam mondani. Áprilisban lesz 6 éve, hogy ez a gép elkezdett növekedni, októberre 99%-ban elérte a mai állapotát. :)
Cím: Re:UCCNC vezérlő program
Írta: 3ebj3bk8b Dátum 2019 január 15, 11:25
Írta: 3ebj3bk8b Dátum 2019 január 15, 11:25
Köszönöm!
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2019 január 15, 11:39
Írta: 000000000 Dátum 2019 január 15, 11:39
"Minél könnyebb mechanika. Azzal szinte nulla lehet a gyorsulás."
[#csodalk][#conf]
Az igazság pont fordítva van, kisebb tömegű CNC tengely esetén maximális lehet a gyorsulás, amit még a hajtás/mechanika elvisel.
A "szinte nulla" gyorsulásnak azért sincs értelme, mert nulla sebességről így a mechanika szinte végtelen idő alatt érné el a gravírozási sebességet, a lézer közben meg szénné égeti a munkadarabot.
[#csodalk][#conf]
Az igazság pont fordítva van, kisebb tömegű CNC tengely esetén maximális lehet a gyorsulás, amit még a hajtás/mechanika elvisel.
A "szinte nulla" gyorsulásnak azért sincs értelme, mert nulla sebességről így a mechanika szinte végtelen idő alatt érné el a gravírozási sebességet, a lézer közben meg szénné égeti a munkadarabot.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 január 15, 12:34
Írta: zt2c4wh9 Dátum 2019 január 15, 12:34
Szerintem 0 idő alatti gyorsulást (egységugrás) akart ő írni.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2019 január 15, 13:23
Írta: ium8w94xp Dátum 2019 január 15, 13:23
Szerencsére rajtad kívül van még, aki érti.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2019 január 15, 14:32
Írta: 000000000 Dátum 2019 január 15, 14:32
Írtál egy hatalmas műszaki sületlenséget, én ezt kijavítottam, és még te sértegetsz ahelyett, hogy pl. egy bocs, tévedtem-et írtál volna.
Mellesleg az hogy nem tudod a konkrét műszaki tartalmát, nagyságát a gyorsulásnak az érthető, hiszen az UCCNC "unit/s2" (ilyen gyorsulás mértékegység ugyanis nem létezik) gyorsulás mértékegysége alatt akármit is érthetünk, a ~0 és az egységugrás között, attól függően, hogy a felhasználó a nanométer és a fényév között mire gondol.Ideje lenne ezt is már végre javítani a programban.[#csodalk]
Mellesleg az hogy nem tudod a konkrét műszaki tartalmát, nagyságát a gyorsulásnak az érthető, hiszen az UCCNC "unit/s2" (ilyen gyorsulás mértékegység ugyanis nem létezik) gyorsulás mértékegysége alatt akármit is érthetünk, a ~0 és az egységugrás között, attól függően, hogy a felhasználó a nanométer és a fényév között mire gondol.Ideje lenne ezt is már végre javítani a programban.[#csodalk]
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2019 január 15, 14:44
Írta: ium8w94xp Dátum 2019 január 15, 14:44
Egy autó gyorsulását vmiért pl másodpercben adják meg. Az hogy te másra gondolsz, mint én az nekem nem pobléma. Nem neked próbáltam segíteni. Nem írtam sehol, hogy a programban a gyorsulás mezőbe kell szinte nullát írni. A végsebesség elérésének az idejére gondoltam. Te nem tanácsot vagy segítséget adni jössz ide, hanem másokat kritizálni. A programmal együtt. Ettől nem vesz több ember tőled szoftvert...sőt. Ha van uc hardvered és programod, akkor nyugodtan felvetheted a problémáid. Biztos reagálnak rá.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 január 15, 15:47
Írta: dezsoe Dátum 2019 január 15, 15:47
Mi lenne, ha nem itt vitatkoznátok?! Exup kicsit pongyolán fogalmazott, de mindenki pontosan értette. Te meg megint kötekszel, hogy mi az a unit/s2. Ha akarod, akkor érted. Ha mm az egység, akkor mm/s2, ha hüvelyk, akkor hüvelyk/s2, ha nádszál, akkor nádszál/s2, hogy más példát ne írjak. Ha nem tetszik, ahogy működik, akkor nem kell használni, elemezni. Ennyi.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 január 15, 17:14
Írta: dezsoe Dátum 2019 január 15, 17:14
Sziasztok!
Írtam egy plugin-t, ami az aktuális profilról készít egy másolatot az UCCNC indulásakor. Csak engedélyezni kell és kész.
Alapértelmezés szerint a másolatot a Profiles mappába teszi, de meg lehet adni más útvonalat is a profilban. Az útvonal lehet teljes elérési út vagy relatív az UCCNC mappájához képest.
Példa a relatív útvonalra:
Példa a teljes elérési útra:
Letöltés innen (http://www.szentkereszty.net/plugins/AutoBackupProfile.zip) - vagy - innen (http://kredenc.onmypc.net/net/plugins/AutoBackupProfile.zip)
Írtam egy plugin-t, ami az aktuális profilról készít egy másolatot az UCCNC indulásakor. Csak engedélyezni kell és kész.
Alapértelmezés szerint a másolatot a Profiles mappába teszi, de meg lehet adni más útvonalat is a profilban. Az útvonal lehet teljes elérési út vagy relatív az UCCNC mappájához képest.
Példa a relatív útvonalra:
Kód Kijelölés
[AutoBackupProfile]
BackupPath=.\ProfileBackups
Példa a teljes elérési útra:
Kód Kijelölés
[AutoBackupProfile]
BackupPath=E:\CNCsCuccok\Profilok
Letöltés innen (http://www.szentkereszty.net/plugins/AutoBackupProfile.zip) - vagy - innen (http://kredenc.onmypc.net/net/plugins/AutoBackupProfile.zip)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2019 január 15, 17:17
Írta: 000000000 Dátum 2019 január 15, 17:17
"Exup kicsit pongyolán fogalmazott"
Nem kicsit, nagyon, és ezt tetézte is az előbb, amikor ismét sikerült azt írnia: "Egy autó gyorsulását vmiért pl másodpercben adják meg."[#csodalk][#nyes][#conf]
Arra is megkérnélek, hogy ne minősítsél "kötekedőnek" azért, ha jóindulatúan felhívom a figyelmet pl. az unit/s2 mértékegység értelmetlenségére, amikor ehhez már egy konkrét számérték is megadható mindaddig, ameddig a programban nincs egy olyan ablak, hogy az unit az micsoda konkrétan. Mert ugye értem én, hogy bármi lehet, neked pl. még a "nádszál" is.
Azonban gondolom azt tudod, hogy a CNC világában a szabvány G kódok koordináta adatai a lineáris tengelyeknél alapvetően (az esetek 99 %-ában) CSAK 2 féle mértékegységet (mm, vagy inch) jelenthetnek, azaz az unit is csak ez a kettő lehet itt. De ezt illik közölni, és definiálni egy külön setup ablakban.
Ezek az érvek pedig nem a "tetszik vagy nem tetszik" kérdéskörhöz tartoznak, hanem ahhoz a tényhez, hogy egy számmal megadott mértékegységnek egyértelműek kell lenni egy vezérlőprogramban is.
Nem kicsit, nagyon, és ezt tetézte is az előbb, amikor ismét sikerült azt írnia: "Egy autó gyorsulását vmiért pl másodpercben adják meg."[#csodalk][#nyes][#conf]
Arra is megkérnélek, hogy ne minősítsél "kötekedőnek" azért, ha jóindulatúan felhívom a figyelmet pl. az unit/s2 mértékegység értelmetlenségére, amikor ehhez már egy konkrét számérték is megadható mindaddig, ameddig a programban nincs egy olyan ablak, hogy az unit az micsoda konkrétan. Mert ugye értem én, hogy bármi lehet, neked pl. még a "nádszál" is.
Azonban gondolom azt tudod, hogy a CNC világában a szabvány G kódok koordináta adatai a lineáris tengelyeknél alapvetően (az esetek 99 %-ában) CSAK 2 féle mértékegységet (mm, vagy inch) jelenthetnek, azaz az unit is csak ez a kettő lehet itt. De ezt illik közölni, és definiálni egy külön setup ablakban.
Ezek az érvek pedig nem a "tetszik vagy nem tetszik" kérdéskörhöz tartoznak, hanem ahhoz a tényhez, hogy egy számmal megadott mértékegységnek egyértelműek kell lenni egy vezérlőprogramban is.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 január 15, 17:37
Írta: dezsoe Dátum 2019 január 15, 17:37
Az a baj, hogy a tudásod és kreativitásod alapján nem teszem többre pár tizedmásodpercnél, hogy átlásd a beállítások működését, csak nem és nem akarod. :(
Kicsivel feljebb ugyanott találsz egy steps/unit mezőt is, ahol megadod, hogy hány lépés lesz egy egység. Innentől egyértelmű, hogy mire állítottad be a gépet.
És itt fejezzük be végre, nagyon szépen kérlek, mert megint csak a szemét gyűlik, amire senki nem kíváncsi. Köszönöm, a többiek nevében is.
Kicsivel feljebb ugyanott találsz egy steps/unit mezőt is, ahol megadod, hogy hány lépés lesz egy egység. Innentől egyértelmű, hogy mire állítottad be a gépet.
És itt fejezzük be végre, nagyon szépen kérlek, mert megint csak a szemét gyűlik, amire senki nem kíváncsi. Köszönöm, a többiek nevében is.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 január 15, 20:06
Írta: svejk Dátum 2019 január 15, 20:06
Nagyon okos, és hasznos dolog, köszönjük! [#eljen][#worship]
Az ördög sosem alszik...
Az ördög sosem alszik...
Cím: Re:UCCNC vezérlő program
Írta: sufnituning Dátum 2019 január 15, 20:30
Írta: sufnituning Dátum 2019 január 15, 20:30
Én az profilokat kitettem az asztalra, attól függően, hogy, melyik gépet indítom el, vagy gép nélkül használom, arra is van egy.
induláskor csak behúzom a profilba az aktuálisat.
induláskor csak behúzom a profilba az aktuálisat.
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2019 január 15, 20:45
Írta: wv07scd6x Dátum 2019 január 15, 20:45
Meg lett a hiba! [#vigyor]
Nincs koppanás, és megszűnt a fénykép nyomtatási jelenség is.
A lényeg, hogy a gép doksi alapján elmenve, kipipáltam a
"Step pin Actiove low" -ot minden tengelyen. Gondolom nem kell ecsetelnem, hogy milyen hatással lehet ez a dolgokra, ha az irányváltás pin, és a léptetés pin fázisa nincs szinkronban. És ez csak most, hogy meglett a baj tűnt fel csak.
Nincs koppanás, és megszűnt a fénykép nyomtatási jelenség is.
A lényeg, hogy a gép doksi alapján elmenve, kipipáltam a
"Step pin Actiove low" -ot minden tengelyen. Gondolom nem kell ecsetelnem, hogy milyen hatással lehet ez a dolgokra, ha az irányváltás pin, és a léptetés pin fázisa nincs szinkronban. És ez csak most, hogy meglett a baj tűnt fel csak.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2019 január 15, 21:27
Írta: ium8w94xp Dátum 2019 január 15, 21:27
De jó...kössz az infót.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 január 15, 21:41
Írta: dezsoe Dátum 2019 január 15, 21:41
[#eljen]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 január 15, 21:44
Írta: dezsoe Dátum 2019 január 15, 21:44
Elég bonyolult módszert választottál. :) Nem lenne egyszerűbb, ha minden profil a helyén lenne és parancsikonjaid lennének? A parancsikonoknál meg tudod adni, hogy melyik profilt indítsa, melyik vezérlővel (ami lehet demó is) stb.
Cím: Re:UCCNC vezérlő program
Írta: sufnituning Dátum 2019 január 15, 23:24
Írta: sufnituning Dátum 2019 január 15, 23:24
Kipróbálom![#eljen]
Cím: Re:UCCNC vezérlő program
Írta: dtb Dátum 2019 január 15, 23:49
Írta: dtb Dátum 2019 január 15, 23:49
Az új UCCNC verzió kezeli a rotary axis-t is. Ha esetleg valaki Aspire-t használ, nyugodtan válassza a postprocess-nek a Mach3 Wrap scripteket (több is van tengelytől függően) teszteltem, tökéletesen működik vele!
Cím: Re:UCCNC vezérlő program
Írta: sufnituning Dátum 2019 január 16, 00:20
Írta: sufnituning Dátum 2019 január 16, 00:20
Kipróbáltam, de nem megy. Létrehoztam a parancsikont, megjelöltem a plasma.pro-t , kérdezi milyen programmal akarom megnyitni, csak az UCCNC-t ajánlja fel tallózáskor, az UCCNCplasmát nem, .[#nemtudom]
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 január 16, 04:18
Írta: zt2c4wh9 Dátum 2019 január 16, 04:18
Igen, a legfrissebb UCCNC teszt kiadás kezeli a forgótengelyeket és a G93 inverse time feed-et is.
Egyébként az Aspire az említett post procival milyen kódot csinál? G93-al dolgozik? Tudsz esetleg felrakni egy példa kódot? Sajna nincs Aspire-m és szívesen megnéznék egy ilyen kódot.
Egyébként az Aspire az említett post procival milyen kódot csinál? G93-al dolgozik? Tudsz esetleg felrakni egy példa kódot? Sajna nincs Aspire-m és szívesen megnéznék egy ilyen kódot.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 január 16, 04:21
Írta: zt2c4wh9 Dátum 2019 január 16, 04:21
Ha kérdezi, hogy milyen programmal akarod használni az ikont akkor valamit rosszul csináltál. A cél mezőbe pontosan mit írtál? Az kell, hogy C:\UCCNC\UCCNC.exe /p Plasma , persze feltéve, hogy a C meghajtó UCCNC mappájába van telepítve nálad az UCCNC. Ha máshova, akkor azt az elérési utat kell beírni.
Cím: Re:UCCNC vezérlő program
Írta: Béni Dátum 2019 január 16, 06:22
Írta: Béni Dátum 2019 január 16, 06:22
A G93 csak szimultán 4 és több tengelyes szerszámpályáknál szokott felmerülni. Ilyet a hobbi vagy "művészi" CAM programok nem tudnak létrehozni. (Ezek közé tartoznak a Vectric programjai és az Artcam is.)
Tehát alapesetben az Aspire nem fog működő kódot generálni G93-al. (Megtehetné, de a posztprocesszor rendszere ehhez nagyon fapados.)
Találtam viszont egy alkalmazást, amivel kis munkával meg lehet erőszakolni. A bemutató videó "parasztvakítás", nem az a lényeg. (Nem teszteltem a programot.)
https://www.ganotechnologies.com/cnc/rapidrotary/
Tehát alapesetben az Aspire nem fog működő kódot generálni G93-al. (Megtehetné, de a posztprocesszor rendszere ehhez nagyon fapados.)
Találtam viszont egy alkalmazást, amivel kis munkával meg lehet erőszakolni. A bemutató videó "parasztvakítás", nem az a lényeg. (Nem teszteltem a programot.)
https://www.ganotechnologies.com/cnc/rapidrotary/
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 január 16, 08:15
Írta: dezsoe Dátum 2019 január 16, 08:15
Szia!
Nézd meg itt: [#t218p3928#], meg itt is: [#t218p3591#]. Ha nem sikerül, akkor írj, segítek. [#email]
Nézd meg itt: [#t218p3928#], meg itt is: [#t218p3591#]. Ha nem sikerül, akkor írj, segítek. [#email]
Cím: Re:UCCNC vezérlő program
Írta: Szedlay Pál Dátum 2019 január 16, 08:19
Írta: Szedlay Pál Dátum 2019 január 16, 08:19
Sziasztok. A székesfehérvári találkozó alkalmával volt egy akció, aki megveszi a hardvert illetve regisztrál, az kap egy UCCNC programot. Kérdezném ezt a szoftvert kitől kérhetem? "dezsoe" fórumtársnál regisztráltam magam.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 január 16, 08:24
Írta: dezsoe Dátum 2019 január 16, 08:24
Szia!
Megnéztem a listát, és tényleg, egy UC300 magot szándékoztál venni akciós program licenccel. A magot megvetted?
Megnéztem a listát, és tényleg, egy UC300 magot szándékoztál venni akciós program licenccel. A magot megvetted?
Cím: Re:UCCNC vezérlő program
Írta: dtb Dátum 2019 január 16, 08:34
Írta: dtb Dátum 2019 január 16, 08:34
Ilyet generál, amit minden gond nélkül megevett az UCCNC [#kacsint]
Kód Kijelölés
( Minta )
( for Mach2/3 from Vectric )
( Material Size)
( X= 125.664, Z= 25.000)
( Diameter = 50.000 mm)
( Y Values are wrapped around the X axis )
( Y Values are output as A )
()
(Toolpaths used in this file:)
(Minta)
(Tools used in this file: )
(1 = End Mill {6 mm})
N130 G00G21G17G90G40G49G80
N140 G71G91.1
N150 T1M06
N160 G00G43Z20.000H1
N170 S12000M03
N180(Toolpath:- Minta)
N190()
N200 G94
N210 A0.000 X0.000 Z20.000 F3600.0
N220 G00 X7.646 A123.413 Z3.000
N230 G1 X7.646 A123.413 Z-3.000 F1200.0
N240 G1 X-7.520 A123.413 Z-3.000 F3600.0
N250 G1 X-7.805 A123.305 Z-3.000
N260 G1 X-8.671 A123.013 Z-3.000
...
...
...
N23600 G1 X18.987 A144.229 Z-3.000
N23610 G00 X18.987 A144.229 Z3.000
N23620 G00 Z20.000
N23630 G00 A0.000 X0.000
N23640 M09
N23650 M30
Cím: Re:UCCNC vezérlő program
Írta: Szedlay Pál Dátum 2019 január 16, 10:10
Írta: Szedlay Pál Dátum 2019 január 16, 10:10
Szia.
Igen megvettem a Cncndrive Kft.től 2018.12.17.-én 40640Ft-ért, szállítással. Kell küldjek valamilyen kódot, számot a processzorról?
Igen megvettem a Cncndrive Kft.től 2018.12.17.-én 40640Ft-ért, szállítással. Kell küldjek valamilyen kódot, számot a processzorról?
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 január 16, 11:33
Írta: zt2c4wh9 Dátum 2019 január 16, 11:33
A G93-at 4 tengelyes megmunkáláshoz alkalmazza az Aspire. Úgy generálja a kódot, hogy a kerületi sebesség állandó legyen a különböző átmérőkön.
Ezt egyébként nemrég fejlesztették, konzultáltam velük e-mailben, mert megkerestek bennünket.
Szóval azt nagyjából tudom, hogy mit csinál az Aspire, csak nem láttam még általa generált ilyen kódot.
De végülis mindegy, majd megkérdezem őket ha lesz egy kis időm.
Szóval ez egy új fejlesztésük, mindössze pár hónapja készítették el.
Ezt egyébként nemrég fejlesztették, konzultáltam velük e-mailben, mert megkerestek bennünket.
Szóval azt nagyjából tudom, hogy mit csinál az Aspire, csak nem láttam még általa generált ilyen kódot.
De végülis mindegy, majd megkérdezem őket ha lesz egy kis időm.
Szóval ez egy új fejlesztésük, mindössze pár hónapja készítették el.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 január 16, 11:34
Írta: zt2c4wh9 Dátum 2019 január 16, 11:34
Köszi, átnézem hamarosan. :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 január 16, 13:37
Írta: dezsoe Dátum 2019 január 16, 13:37
Szia!
Írtam privátot a megoldással.
Írtam privátot a megoldással.
Cím: Re:UCCNC vezérlő program
Írta: Jordan Gabor Dátum 2019 január 16, 14:14
Írta: Jordan Gabor Dátum 2019 január 16, 14:14
Hello,
Ha már linux, onnan közel lenne raspbian alá is megfaragni. Mekkora királyság lenne egy olcsó, de stabil, lecsupaszított, dedikált RPI-n futtatni.
ÜDV JG
Ha már linux, onnan közel lenne raspbian alá is megfaragni. Mekkora királyság lenne egy olcsó, de stabil, lecsupaszított, dedikált RPI-n futtatni.
ÜDV JG
Cím: Re:UCCNC vezérlő program
Írta: Szedlay Pál Dátum 2019 január 16, 14:23
Írta: Szedlay Pál Dátum 2019 január 16, 14:23
Köszönöm, válaszoltam, intéztem.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2019 január 16, 14:39
Írta: frob Dátum 2019 január 16, 14:39
+1
főleg hogy nincs az a buzulás mint a winnél, hogy szinte kilőhetetlen a frissítés...
Lehetne akár komplett img-t is létrehozni sok sok rpi img mintára, és akkor nem kell szórakázni csak img fel és már megy is a prog, öröm és boldogság, maximálisan optimalizálni lehetne a programhoz...
szóval nekem is tetszene :)
főleg hogy nincs az a buzulás mint a winnél, hogy szinte kilőhetetlen a frissítés...
Lehetne akár komplett img-t is létrehozni sok sok rpi img mintára, és akkor nem kell szórakázni csak img fel és már megy is a prog, öröm és boldogság, maximálisan optimalizálni lehetne a programhoz...
szóval nekem is tetszene :)
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2019 január 16, 16:56
Írta: wv07scd6x Dátum 2019 január 16, 16:56
Lehet sokatokat bosszankodástól óv meg, ha megszabadultok a win10 frissítésektől. Megszánlak benneteket, és elárulom a titkot. [#vigyor]
Én már egy jó ideje beállítottam arra a internet hálózati kapcsolatra (akár wifi, akár vezetékes), hogy forgalmi díjas adatkapcsolat. A tapasztalatom az, hogy annyira még a Microsoft sem pofátlan, hogy elintézze valakinek az adatkorlátos modilnetjét. Ezek után nem lesz frissítés, mert nem tölti le. Persze ezzel kockázatot is vállal az ember, hogy nem lesz naprakész a gépe. Felfedezett kijavított hibák, biztonsági rések.
Én már egy jó ideje beállítottam arra a internet hálózati kapcsolatra (akár wifi, akár vezetékes), hogy forgalmi díjas adatkapcsolat. A tapasztalatom az, hogy annyira még a Microsoft sem pofátlan, hogy elintézze valakinek az adatkorlátos modilnetjét. Ezek után nem lesz frissítés, mert nem tölti le. Persze ezzel kockázatot is vállal az ember, hogy nem lesz naprakész a gépe. Felfedezett kijavított hibák, biztonsági rések.
Cím: Re:UCCNC vezérlő program
Írta: dtb Dátum 2019 január 16, 20:00
Írta: dtb Dátum 2019 január 16, 20:00
Kicsit túl van ez lihegve.
Vezérlőpult, Eszközkezelő, Szolgáltatások, majd a lista végén a Windows Update leállít, majd indítási mód kézi, vagy letiltva.
Vezérlőpult, Eszközkezelő, Szolgáltatások, majd a lista végén a Windows Update leállít, majd indítási mód kézi, vagy letiltva.
Cím: Re:UCCNC vezérlő program
Írta: dtb Dátum 2019 január 16, 20:08
Írta: dtb Dátum 2019 január 16, 20:08
Én pár éve vettem egy RB PI "klónt" a neve Orange Pi, még most is lehet kapni. Ezen csont nélkül ment a Debian, de már nem emlékszek, melyik ablakkezelővel. Előre elkészített img volt, csak fel kellett tolni az SD kártyára, és már bootolt is. Full HD felbontása van, netezgettem rajta Firefox-al, meg még valami office csomagot is kipróbáltam, igazából nem volt akadás sehol. (Na jó, a tizedik Firefox ablaknál azért kezdett melegedni rendesen, mert gyárilag semmi hűtés incs rajta) Eredetileg NAS-t akartam belőle csinálni, csak aztán hozzámvágtak egy ZYXEL-t, és okafogyottá vált.
Talán le kéne győznöm a lustaságom, és előkotorni...
Talán le kéne győznöm a lustaságom, és előkotorni...
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2019 január 16, 21:09
Írta: wv07scd6x Dátum 2019 január 16, 21:09
Nekem Pi 3 van, de nem igazán használgatom. Inkább csak tesztelgettem.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 január 16, 22:57
Írta: zt2c4wh9 Dátum 2019 január 16, 22:57
Nem sok értelmét látom Raspberry-re megcsinálni, egyrészt, mert biztos hogy nem tudna úgy működni ahogy most működik a grafika miatt. Amiatt, hogy a képernyő átszabható, illetve hogy OpenGL-el dolgozik emiatt a Raspberry nem igazán elegendő neki (kevés VRAM, gyenge grafikus proci és architektúra.).
Esetleg egy lebutított grafikával lehetne megoldani a konfigurálhatóság rovására. Nem hiszem, hogy érdemes volna ezt megcsinálni, amikor ez egy gyártásra használt szoftver ahol gyakran akár egyetlen szerszám ára több mint maga a számítógép vagy az UCCNC szoftver ára, emiatt nem biztos hogy van értelme ennyire spórolni, mert az erősebb PC-k sem sokkal drágábbak manapság.
Ráadásul gyakran futtatják a CAD és CAM programokat is ugyanazon a számítógépen és egy Raspberry PI-n nem valószínű, hogy elfutna mondjuk egy AutoCAD vagy Solidworks vagy egy Aspire, Fusion360 stb.
Esetleg egy lebutított grafikával lehetne megoldani a konfigurálhatóság rovására. Nem hiszem, hogy érdemes volna ezt megcsinálni, amikor ez egy gyártásra használt szoftver ahol gyakran akár egyetlen szerszám ára több mint maga a számítógép vagy az UCCNC szoftver ára, emiatt nem biztos hogy van értelme ennyire spórolni, mert az erősebb PC-k sem sokkal drágábbak manapság.
Ráadásul gyakran futtatják a CAD és CAM programokat is ugyanazon a számítógépen és egy Raspberry PI-n nem valószínű, hogy elfutna mondjuk egy AutoCAD vagy Solidworks vagy egy Aspire, Fusion360 stb.
Cím: Re:UCCNC vezérlő program
Írta: sufnituning Dátum 2019 január 17, 02:21
Írta: sufnituning Dátum 2019 január 17, 02:21
Köszönöm, de most már elbatytam az egészet, szerencsére a másik gépemen fent vannak a beállítások.
Ezért mondják, hogy járt utat a járatlanért....
Ezért mondják, hogy járt utat a járatlanért....
Cím: Re:UCCNC vezérlő program
Írta: sufnituning Dátum 2019 január 17, 02:24
Írta: sufnituning Dátum 2019 január 17, 02:24
Sajnos nekem ilyen fájlom nincs, még rákereséssel sem.
feladom.[#zavart2]
feladom.[#zavart2]
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2019 január 17, 07:18
Írta: ium8w94xp Dátum 2019 január 17, 07:18
Majd a hétvégén átugrom hozzád végre és megmutatom neked hogyan kell. Remélem a géped kész ;)
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 január 17, 11:03
Írta: zt2c4wh9 Dátum 2019 január 17, 11:03
Semmilyen fájlról nem volt szó, kérlek olvasd el még egyszer, hogy mit írtam.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 január 17, 11:05
Írta: svejk Dátum 2019 január 17, 11:05
Dezsoe útmutatása [#t218p3928#] alapján még én is meg tudtam csinálni, pedig én elég antitalentum vagyok a PC kezelését illetően.
Cím: Re:UCCNC vezérlő program
Írta: Béni Dátum 2019 január 17, 13:08
Írta: Béni Dátum 2019 január 17, 13:08
Bármennyire is kíváncsi voltam a Vectric megoldására, nem sikerült előrébb jutnom.
A legújabb trial verziót felraktam. (Éleshez nem jutottam.) Az újdonságok között minden leírást nélkülözve meg van említve, a települő posztprocesszorok közül egyikben sincs rá utalás (megoldás).
Magában a programban sem találtam opciót a mód kikényszerítésére.
A felhasználók nyomására próbálták/próbálják megoldani. Ahogy láttam, most ismerkedtek meg ezzel a funkcióval. (Ha viszont állandó kerületi sebességként értelmezik, akkor még nem ...) :)
A legújabb trial verziót felraktam. (Éleshez nem jutottam.) Az újdonságok között minden leírást nélkülözve meg van említve, a települő posztprocesszorok közül egyikben sincs rá utalás (megoldás).
Magában a programban sem találtam opciót a mód kikényszerítésére.
A felhasználók nyomására próbálták/próbálják megoldani. Ahogy láttam, most ismerkedtek meg ezzel a funkcióval. (Ha viszont állandó kerületi sebességként értelmezik, akkor még nem ...) :)
Cím: Re:UCCNC vezérlő program
Írta: sufnituning Dátum 2019 január 17, 13:29
Írta: sufnituning Dátum 2019 január 17, 13:29
Nem baj.
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2019 január 17, 20:24
Írta: wv07scd6x Dátum 2019 január 17, 20:24
Itt valami nagy gáz van!
A legfrissebb uccnc -t használom.
Nem tudom, hogy mi a helyzet a régebbiekkel, de ez valahogy nagyon nem azt csinálja amit kellene.
Ahelyett, hogy azt csinálná ami az ablakban is látható, egyszerűen fogja magát, és ahelyett hogy szépen végighaladna a köríven, hirtelen mozgással levág az ívből.
A legfrissebb uccnc -t használom.
Nem tudom, hogy mi a helyzet a régebbiekkel, de ez valahogy nagyon nem azt csinálja amit kellene.
Ahelyett, hogy azt csinálná ami az ablakban is látható, egyszerűen fogja magát, és ahelyett hogy szépen végighaladna a köríven, hirtelen mozgással levág az ívből.
Kód Kijelölés
T1
G17
G21
G0Z20.000
G0X0.000Y0.000
M3S5
G0X0.000Y8.000Z0.001
G1Z-0.002F60000.0
M10Q5
G3X2.000Y10.000I0.000J2.000
G3X0.000Y12.000I-2.000J0.000
G3X-2.000Y10.000I0.000J-2.000
G3X0.000Y8.000I2.000J0.000
G1Z-0.005
M10Q5
G3X2.000Y10.000I0.000J2.000
G3X0.000Y12.000I-2.000J0.000
G3X-2.000Y10.000I0.000J-2.000
G3X0.000Y8.000I2.000J0.000
G1Z-0.007
M10Q5
G3X2.000Y10.000I0.000J2.000
G3X0.000Y12.000I-2.000J0.000
G3X-2.000Y10.000I0.000J-2.000
G3X0.000Y8.000I2.000J0.000
G1Z-0.010
M10Q5
G3X2.000Y10.000I0.000J2.000
G3X0.000Y12.000I-2.000J0.000
G3X-2.000Y10.000I0.000J-2.000
G3X0.000Y8.000I2.000J0.000
M11
G1Z0.001F120000.0
G0X4.491Y12.202
G1Z-0.002F60000.0
M10Q5
G1X4.954Y12.021
G1X5.408Y11.824
G1X5.852Y11.611
G1X6.287Y11.381
G1X6.712Y11.135
G1X7.126Y10.874
G1X7.529Y10.598
G1X7.922Y10.308
G1X8.303Y10.003
G1X8.672Y9.685
G1X9.028Y9.353
G1X9.372Y9.009
G1X9.703Y8.651
G1X10.020Y8.282
G1X10.324Y7.901
G1X10.613Y7.508
G1X10.888Y7.105
G1X11.148Y6.691
G1X11.392Y6.266
G1X11.621Y5.832
G1X11.834Y5.388
G1X12.030Y4.936
G1X12.209Y4.475
G1X12.371Y4.005
G1X12.515Y3.528
G1X12.642Y3.043
G1X12.750Y2.551
G1X12.839Y2.053
G1X12.909Y1.548
G1X12.959Y1.037
G1X12.990Y0.521
G1X13.000Y0.000
G2X0.000Y-13.000I-13.000J0.000
G2X-13.000Y0.000I0.000J13.000
G1X-12.990Y0.523
G1X-12.959Y1.040
G1X-12.908Y1.552
G1X-12.838Y2.057
G1X-12.749Y2.557
G1X-12.640Y3.049
G1X-12.514Y3.535
G1X-12.369Y4.012
G1X-12.207Y4.482
G1X-12.027Y4.944
G1X-11.830Y5.397
G1X-11.617Y5.840
G1X-11.388Y6.274
G1X-11.143Y6.699
G1X-10.883Y7.113
G1X-10.608Y7.516
G1X-10.319Y7.908
G1X-10.015Y8.289
G1X-9.697Y8.658
G1X-9.366Y9.015
G1X-9.022Y9.359
G1X-8.666Y9.690
G1X-8.297Y10.008
G1X-7.916Y10.312
G1X-7.524Y10.602
G1X-7.121Y10.877
G1X-6.707Y11.138
G1X-6.283Y11.383
G1X-5.849Y11.612
G1X-5.405Y11.825
G1X-4.953Y12.022
G1X-4.491Y12.202
G1X-4.328Y12.506
G1X-4.145Y12.798
G1X-3.943Y13.075
G1X-3.723Y13.338
G1X-3.486Y13.585
G1X-3.232Y13.815
G1X-2.963Y14.028
G1X-2.680Y14.222
G1X-2.383Y14.397
G1X-2.073Y14.552
G1X-1.751Y14.685
G1X-1.419Y14.796
G1X-1.077Y14.884
G1X-0.726Y14.948
G1X-0.366Y14.987
G1X0.000Y15.000
G1X0.366Y14.987
G1X0.726Y14.948
G1X1.077Y14.884
G1X1.419Y14.796
G1X1.751Y14.685
G1X2.073Y14.552
G1X2.383Y14.397
G1X2.680Y14.222
G1X2.963Y14.028
G1X3.232Y13.815
G1X3.486Y13.585
G1X3.723Y13.338
G1X3.943Y13.075
G1X4.145Y12.798
G1X4.328Y12.506
G1X4.491Y12.202
G1Z-0.005
M10Q5
G1X4.954Y12.021
G1X5.408Y11.824
G1X5.852Y11.611
G1X6.287Y11.381
G1X6.712Y11.135
G1X7.126Y10.874
G1X7.529Y10.598
G1X7.922Y10.308
G1X8.303Y10.003
G1X8.672Y9.685
G1X9.028Y9.353
G1X9.372Y9.009
G1X9.703Y8.651
G1X10.020Y8.282
G1X10.324Y7.901
G1X10.613Y7.508
G1X10.888Y7.105
G1X11.148Y6.691
G1X11.392Y6.266
G1X11.621Y5.832
G1X11.834Y5.388
G1X12.030Y4.936
G1X12.209Y4.475
G1X12.371Y4.005
G1X12.515Y3.528
G1X12.642Y3.043
G1X12.750Y2.551
G1X12.839Y2.053
G1X12.909Y1.548
G1X12.959Y1.037
G1X12.990Y0.521
G1X13.000Y0.000
G2X0.000Y-13.000I-13.000J0.000
G2X-13.000Y0.000I0.000J13.000
G1X-12.990Y0.523
G1X-12.959Y1.040
G1X-12.908Y1.552
G1X-12.838Y2.057
G1X-12.749Y2.557
G1X-12.640Y3.049
G1X-12.514Y3.535
G1X-12.369Y4.012
G1X-12.207Y4.482
G1X-12.027Y4.944
G1X-11.830Y5.397
G1X-11.617Y5.840
G1X-11.388Y6.274
G1X-11.143Y6.699
G1X-10.883Y7.113
G1X-10.608Y7.516
G1X-10.319Y7.908
G1X-10.015Y8.289
G1X-9.697Y8.658
G1X-9.366Y9.015
G1X-9.022Y9.359
G1X-8.666Y9.690
G1X-8.297Y10.008
G1X-7.916Y10.312
G1X-7.524Y10.602
G1X-7.121Y10.877
G1X-6.707Y11.138
G1X-6.283Y11.383
G1X-5.849Y11.612
G1X-5.405Y11.825
G1X-4.953Y12.022
G1X-4.491Y12.202
G1X-4.328Y12.506
G1X-4.145Y12.798
G1X-3.943Y13.075
G1X-3.723Y13.338
G1X-3.486Y13.585
G1X-3.232Y13.815
G1X-2.963Y14.028
G1X-2.680Y14.222
G1X-2.383Y14.397
G1X-2.073Y14.552
G1X-1.751Y14.685
G1X-1.419Y14.796
G1X-1.077Y14.884
G1X-0.726Y14.948
G1X-0.366Y14.987
G1X0.000Y15.000
G1X0.366Y14.987
G1X0.726Y14.948
G1X1.077Y14.884
G1X1.419Y14.796
G1X1.751Y14.685
G1X2.073Y14.552
G1X2.383Y14.397
G1X2.680Y14.222
G1X2.963Y14.028
G1X3.232Y13.815
G1X3.486Y13.585
G1X3.723Y13.338
G1X3.943Y13.075
G1X4.145Y12.798
G1X4.328Y12.506
G1X4.491Y12.202
G1Z-0.007
M10Q5
G1X4.954Y12.021
G1X5.408Y11.824
G1X5.852Y11.611
G1X6.287Y11.381
G1X6.712Y11.135
G1X7.126Y10.874
G1X7.529Y10.598
G1X7.922Y10.308
G1X8.303Y10.003
G1X8.672Y9.685
G1X9.028Y9.353
G1X9.372Y9.009
G1X9.703Y8.651
G1X10.020Y8.282
G1X10.324Y7.901
G1X10.613Y7.508
G1X10.888Y7.105
G1X11.148Y6.691
G1X11.392Y6.266
G1X11.621Y5.832
G1X11.834Y5.388
G1X12.030Y4.936
G1X12.209Y4.475
G1X12.371Y4.005
G1X12.515Y3.528
G1X12.642Y3.043
G1X12.750Y2.551
G1X12.839Y2.053
G1X12.909Y1.548
G1X12.959Y1.037
G1X12.990Y0.521
G1X13.000Y0.000
G2X0.000Y-13.000I-13.000J0.000
G2X-13.000Y0.000I0.000J13.000
G1X-12.990Y0.523
G1X-12.959Y1.040
G1X-12.908Y1.552
G1X-12.838Y2.057
G1X-12.749Y2.557
G1X-12.640Y3.049
G1X-12.514Y3.535
G1X-12.369Y4.012
G1X-12.207Y4.482
G1X-12.027Y4.944
G1X-11.830Y5.397
G1X-11.617Y5.840
G1X-11.388Y6.274
G1X-11.143Y6.699
G1X-10.883Y7.113
G1X-10.608Y7.516
G1X-10.319Y7.908
G1X-10.015Y8.289
G1X-9.697Y8.658
G1X-9.366Y9.015
G1X-9.022Y9.359
G1X-8.666Y9.690
G1X-8.297Y10.008
G1X-7.916Y10.312
G1X-7.524Y10.602
G1X-7.121Y10.877
G1X-6.707Y11.138
G1X-6.283Y11.383
G1X-5.849Y11.612
G1X-5.405Y11.825
G1X-4.953Y12.022
G1X-4.491Y12.202
G1X-4.328Y12.506
G1X-4.145Y12.798
G1X-3.943Y13.075
G1X-3.723Y13.338
G1X-3.486Y13.585
G1X-3.232Y13.815
G1X-2.963Y14.028
G1X-2.680Y14.222
G1X-2.383Y14.397
G1X-2.073Y14.552
G1X-1.751Y14.685
G1X-1.419Y14.796
G1X-1.077Y14.884
G1X-0.726Y14.948
G1X-0.366Y14.987
G1X0.000Y15.000
G1X0.366Y14.987
G1X0.726Y14.948
G1X1.077Y14.884
G1X1.419Y14.796
G1X1.751Y14.685
G1X2.073Y14.552
G1X2.383Y14.397
G1X2.680Y14.222
G1X2.963Y14.028
G1X3.232Y13.815
G1X3.486Y13.585
G1X3.723Y13.338
G1X3.943Y13.075
G1X4.145Y12.798
G1X4.328Y12.506
G1X4.491Y12.202
G1Z-0.010
M10Q5
G1X4.954Y12.021
G1X5.408Y11.824
G1X5.852Y11.611
G1X6.287Y11.381
G1X6.712Y11.135
G1X7.126Y10.874
G1X7.529Y10.598
G1X7.922Y10.308
G1X8.303Y10.003
G1X8.672Y9.685
G1X9.028Y9.353
G1X9.372Y9.009
G1X9.703Y8.651
G1X10.020Y8.282
G1X10.324Y7.901
G1X10.613Y7.508
G1X10.888Y7.105
G1X11.148Y6.691
G1X11.392Y6.266
G1X11.621Y5.832
G1X11.834Y5.388
G1X12.030Y4.936
G1X12.209Y4.475
G1X12.371Y4.005
G1X12.515Y3.528
G1X12.642Y3.043
G1X12.750Y2.551
G1X12.839Y2.053
G1X12.909Y1.548
G1X12.959Y1.037
G1X12.990Y0.521
G1X13.000Y0.000
G2X0.000Y-13.000I-13.000J0.000
G2X-13.000Y0.000I0.000J13.000
G1X-12.990Y0.523
G1X-12.959Y1.040
G1X-12.908Y1.552
G1X-12.838Y2.057
G1X-12.749Y2.557
G1X-12.640Y3.049
G1X-12.514Y3.535
G1X-12.369Y4.012
G1X-12.207Y4.482
G1X-12.027Y4.944
G1X-11.830Y5.397
G1X-11.617Y5.840
G1X-11.388Y6.274
G1X-11.143Y6.699
G1X-10.883Y7.113
G1X-10.608Y7.516
G1X-10.319Y7.908
G1X-10.015Y8.289
G1X-9.697Y8.658
G1X-9.366Y9.015
G1X-9.022Y9.359
G1X-8.666Y9.690
G1X-8.297Y10.008
G1X-7.916Y10.312
G1X-7.524Y10.602
G1X-7.121Y10.877
G1X-6.707Y11.138
G1X-6.283Y11.383
G1X-5.849Y11.612
G1X-5.405Y11.825
G1X-4.953Y12.022
G1X-4.491Y12.202
G1X-4.328Y12.506
G1X-4.145Y12.798
G1X-3.943Y13.075
G1X-3.723Y13.338
G1X-3.486Y13.585
G1X-3.232Y13.815
G1X-2.963Y14.028
G1X-2.680Y14.222
G1X-2.383Y14.397
G1X-2.073Y14.552
G1X-1.751Y14.685
G1X-1.419Y14.796
G1X-1.077Y14.884
G1X-0.726Y14.948
G1X-0.366Y14.987
G1X0.000Y15.000
G1X0.366Y14.987
G1X0.726Y14.948
G1X1.077Y14.884
G1X1.419Y14.796
G1X1.751Y14.685
G1X2.073Y14.552
G1X2.383Y14.397
G1X2.680Y14.222
G1X2.963Y14.028
G1X3.232Y13.815
G1X3.486Y13.585
G1X3.723Y13.338
G1X3.943Y13.075
G1X4.145Y12.798
G1X4.328Y12.506
G1X4.491Y12.202
M11
G1Z0.001F120000.0
M5
G0Z20.000M30
G0X0.000Y0.000
M2
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2019 január 17, 20:54
Írta: ium8w94xp Dátum 2019 január 17, 20:54
Nem tudom neked melyik a legújabb verzió. Én az 1.2108-as teszt verziót használom, de nekem nem megy ki az ívből. Vagy nem tudom nálad mi történik.
Cím: Re:UCCNC vezérlő program
Írta: 2am4nwzib Dátum 2019 január 17, 21:11
Írta: 2am4nwzib Dátum 2019 január 17, 21:11
,,valami nagy gáz van,,[#conf]
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_uq4v8wax5inqfn2gus5g_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/uq4v8wax5inqfn2gus5g_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_jvsj400fwy93vmcc88_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/jvsj400fwy93vmcc88_5949.jpg)
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_uq4v8wax5inqfn2gus5g_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/uq4v8wax5inqfn2gus5g_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_jvsj400fwy93vmcc88_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/jvsj400fwy93vmcc88_5949.jpg)
Cím: Re:UCCNC vezérlő program
Írta: Jordan Gabor Dátum 2019 január 17, 21:12
Írta: Jordan Gabor Dátum 2019 január 17, 21:12
Hello,
EZ nagyon furcsa. Lehet, nagyon a sántít a példa, de pl. a quake3-at már láttam gyönyörűen futni. Az OpenGL-en ment. Igen komoly grafikus teljesítmény (is) van azon és szerintem nekünk ebből nagyon kevés kell.
ÜDV JG
EZ nagyon furcsa. Lehet, nagyon a sántít a példa, de pl. a quake3-at már láttam gyönyörűen futni. Az OpenGL-en ment. Igen komoly grafikus teljesítmény (is) van azon és szerintem nekünk ebből nagyon kevés kell.
ÜDV JG
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2019 január 17, 21:16
Írta: wv07scd6x Dátum 2019 január 17, 21:16
Akkor csak irigyelni tudlak érte. :)
Nekem ugyanis ezt csinálja.
Ugyanez a verzió UC400ETH -val.
És ennek nem így kellene kinéznie.
A telefonszám egy részét természetesen szándékosan tüntettem el.
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_np7qgzx0jefymz2s220_5048.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/np7qgzx0jefymz2s220_5048.jpg)
Nekem ugyanis ezt csinálja.
Ugyanez a verzió UC400ETH -val.
És ennek nem így kellene kinéznie.
A telefonszám egy részét természetesen szándékosan tüntettem el.
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_np7qgzx0jefymz2s220_5048.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/np7qgzx0jefymz2s220_5048.jpg)
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2019 január 17, 21:28
Írta: wv07scd6x Dátum 2019 január 17, 21:28
Az uccnc -be betöltve jól jelenik meg. Amikor elindítom a programot, akkor közbe látom a szerszám útját az uccnc-ben.
Látszik szépen, hogy a szerszámút lelép a kék vonalról ahol neki haladnia kellene.
A szerszámút, és a gép mozgása megegyezik, de ez jelen esetben nem vigasztal ha a kijelölt pályával nincs egyezés. :)
Tehát az általam használt verzió: UCCNC 1.2108 + UC400ETH
Látszik szépen, hogy a szerszámút lelép a kék vonalról ahol neki haladnia kellene.
A szerszámút, és a gép mozgása megegyezik, de ez jelen esetben nem vigasztal ha a kijelölt pályával nincs egyezés. :)
Tehát az általam használt verzió: UCCNC 1.2108 + UC400ETH
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 január 17, 21:32
Írta: dezsoe Dátum 2019 január 17, 21:32
Írtam privátban. Tehát az 1.2108-at használod. Mivel generálod a g-kódot? Csak azért, mert érdekes tartalma van. :) Ettől még jónak kéne lennie, csak megjegyeztem.
Cím: Re:UCCNC vezérlő program
Írta: 2am4nwzib Dátum 2019 január 17, 21:36
Írta: 2am4nwzib Dátum 2019 január 17, 21:36
Ahogy a képen is láccik ;
kék vonal az G1(xy)
lila vonal G2/G3
valamiért levágja a G2/G3 at
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_9chdcdfff87ad9ea588pw_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/9chdcdfff87ad9ea588pw_5949.jpg)
kék vonal az G1(xy)
lila vonal G2/G3
valamiért levágja a G2/G3 at
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_9chdcdfff87ad9ea588pw_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/9chdcdfff87ad9ea588pw_5949.jpg)
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2019 január 17, 21:40
Írta: wv07scd6x Dátum 2019 január 17, 21:40
Aspire 9 a g -kód forrása.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2019 január 17, 21:55
Írta: ium8w94xp Dátum 2019 január 17, 21:55
Én csak azt nem értem, hogy ezt a gkódot az alap demó módban az alap beállításokkal a látott rajz alapján csinálja meg, ha neked ennek ellenére másmerre megy és att is mutatja, akkor nyilván a beállításokkal lehet összefüggésbe. Ami lehet a program hibája is, hogy azokkal a beállításokkal rosszul végzi. De az alappal biztosan jól. Majd az okosabbak átnézik.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2019 január 17, 21:59
Írta: ium8w94xp Dátum 2019 január 17, 21:59
Mondjuk ahogy Csaba is írta elég érdekes a gkód. Én mondjuk azt se értem miért kell 3 menetben égetni 5-ös erősséggel. Miért nem lehet 1 menetben erősebb lézerrel?
Cím: Re:UCCNC vezérlő program
Írta: 2am4nwzib Dátum 2019 január 17, 22:05
Írta: 2am4nwzib Dátum 2019 január 17, 22:05
Próbáld más postproceszorral (amiben nincs ,,ARC,, felirat)
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2019 január 17, 22:09
Írta: wv07scd6x Dátum 2019 január 17, 22:09
Első körben mielőtt nekikezdtem volna élesben a dolognak, előtte egy másik anyagon tesztelgettem. Nem akartam még vele vágni, csak látni akartam mi történik. Utána természetesen felvetem volna a teljesítményt valamelyest. egyébként meg jobb több menetben vágni kisebb teljesítménnyel szerintem, mert nem ég úgy az anyag. Keskenyebb a vágás is. legalábbis nekem így tűnt.
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2019 január 17, 22:13
Írta: wv07scd6x Dátum 2019 január 17, 22:13
Ezt használtam.
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_0qnkyj9ig05zp7t42h9p_5048.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/0qnkyj9ig05zp7t42h9p_5048.jpg)
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_0qnkyj9ig05zp7t42h9p_5048.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/0qnkyj9ig05zp7t42h9p_5048.jpg)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2019 január 17, 22:28
Írta: ium8w94xp Dátum 2019 január 17, 22:28
Az se világos nekem, hogy a korábban linkelt gépef elméleti maximális sebessége 4000mm/min itt meg 60000 meg 120000 sebességek szerepelnek a gkódba.
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2019 január 17, 22:45
Írta: wv07scd6x Dátum 2019 január 17, 22:45
Nekem ezt generálta a rendszer. Hogy miért vannak benne irreális értékel az jó kérdés.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2019 január 17, 22:58
Írta: ium8w94xp Dátum 2019 január 17, 22:58
Nem feltétlen irreális az, csak elvileg a te géped a tizedét tudja. Gondolom uccnc-be is a 4000 van beállítva a tengelyekhez. Ezeket meg valahol neked kellett megadni és az alapján generálta. Ez nem jelenti azt, hogy a végeredmény javulna, csak érdekes.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 január 17, 23:06
Írta: dezsoe Dátum 2019 január 17, 23:06
Az én kedvencem a kód vége:
Két sorral az M2 előtt van egy M30, ami a program vége és visszatekerés. A maradék két sor már csak dísznek van. [#fejvakaras]
Kód Kijelölés
M11
G1Z0.001F120000.0
M5
G0Z20.000M30
G0X0.000Y0.000
M2
Két sorral az M2 előtt van egy M30, ami a program vége és visszatekerés. A maradék két sor már csak dísznek van. [#fejvakaras]
Cím: Re:UCCNC vezérlő program
Írta: 2am4nwzib Dátum 2019 január 17, 23:47
Írta: 2am4nwzib Dátum 2019 január 17, 23:47
Az én kedvencem a kód eleje , értem hogy lézer de akkor is
egy G91.1/G90.1 (ha már van; I,J )
-----------------------------------------------
T1
G17
G21
G0Z20.000
G0X0.000Y0.000
egy G91.1/G90.1 (ha már van; I,J )
-----------------------------------------------
T1
G17
G21
G0Z20.000
G0X0.000Y0.000
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2019 január 18, 16:56
Írta: wv07scd6x Dátum 2019 január 18, 16:56
Ennek igazán örülök, hogy mindenki talál benne kedvérevaólt,
de én mitévő legyek, mert szeretném ezt rendesen megcsinálni. :)
Esetleg valamelyik korábbi uccnc verziót próbáljam ki?
de én mitévő legyek, mert szeretném ezt rendesen megcsinálni. :)
Esetleg valamelyik korábbi uccnc verziót próbáljam ki?
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2019 január 18, 18:11
Írta: ium8w94xp Dátum 2019 január 18, 18:11
Én kíváncsiságból kipróbálnék valamit. Elvileg azt írtad, hogy a gkód rajz jól jelenik meg az uccnc-be...a mozgást roszul csinálja, de ilyenkor mutatja is, hogy rossz helyen jár....?! Én lehúznám a kártyát róla, indítanám demó módban alap beállításokkal (gondolom saját profilod van)...megnézném alap beállítással mit mozog. Nekem úgy teljesen jól.
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2019 január 18, 18:32
Írta: wv07scd6x Dátum 2019 január 18, 18:32
Amint írtam, a gép, és az uccnc -ben a szerszám szinkronban mozog. Tehát az uccnc -ben is látom, hogy nem jó helyen mozog a szerszám. Próbáltam én is a demo módot, és ott valóban a vizualizációban a vonalon mutatja, hogy mozog a szerszám. Viszont ott is kicsit furcsállom, hogy azon az íven amit a gyakorlatban elront, a vizualizációban is látványosan gyorsabban meg végig az íveken mint máshol.
Cím: Re:UCCNC vezérlő program
Írta: Béni Dátum 2019 január 18, 18:46
Írta: Béni Dátum 2019 január 18, 18:46
Nyugalomra semmi ok, a hiba nem nálad van. Egy vezérlőprogramnak nem lehet olyan, a fölhasználó felé nyitott beállítása, ami ilyen hibát okoz. (Ha van, az is hiba.)
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 január 18, 19:36
Írta: zt2c4wh9 Dátum 2019 január 18, 19:36
Szia,
Megnéztem és úgy látom a hiba az UCCNC 1.2108 teszt verzióban van. Egyelőre nem tudom, hogy mi lehet, de valószínű a most fejlesztett G93 ronthatott el valamit.
Hamarosan megnézzük, de addig is ha gyártani szeretnél, akkor ahogy eddig is továbbra is a legfrissebb hivatalos kiadás használatát javasoljuk (weboldalunkról letölthető). Az 1.2108 egyelőre még teszt kiadás, lehetnek benne hibák, ahogy általában elő is fordulnak a teszt kiadásokban, mivel a szoftver meglehetősen bonyolult és sok újítást rakunk bele időről időre, amik elronthatnak más dolgokat, illetve nem biztos, hogy elsőre tökéletesre sikerülnek az új funkciók sem. Emiatt adjuk ki teszt verzióban a programot először, hogy az ilyesmik kiderüljenek.
Szóval a hiba úgy tűnik az 1.2108 teszt verzióban van.
Megnéztem és úgy látom a hiba az UCCNC 1.2108 teszt verzióban van. Egyelőre nem tudom, hogy mi lehet, de valószínű a most fejlesztett G93 ronthatott el valamit.
Hamarosan megnézzük, de addig is ha gyártani szeretnél, akkor ahogy eddig is továbbra is a legfrissebb hivatalos kiadás használatát javasoljuk (weboldalunkról letölthető). Az 1.2108 egyelőre még teszt kiadás, lehetnek benne hibák, ahogy általában elő is fordulnak a teszt kiadásokban, mivel a szoftver meglehetősen bonyolult és sok újítást rakunk bele időről időre, amik elronthatnak más dolgokat, illetve nem biztos, hogy elsőre tökéletesre sikerülnek az új funkciók sem. Emiatt adjuk ki teszt verzióban a programot először, hogy az ilyesmik kiderüljenek.
Szóval a hiba úgy tűnik az 1.2108 teszt verzióban van.
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2019 január 18, 19:45
Írta: wv07scd6x Dátum 2019 január 18, 19:45
Köszönöm a megerősítést, hogy nem én szúrok el valamit. :)
Cím: Re:UCCNC vezérlő program
Írta: 2am4nwzib Dátum 2019 január 18, 20:29
Írta: 2am4nwzib Dátum 2019 január 18, 20:29
G93/G94 na az érdekes lesz [#kacsint] sokaknak még a 3tengelyes megmunkálás is nehezen megy , nem hogy 4!
Cím: Re:UCCNC vezérlő program
Írta: 2am4nwzib Dátum 2019 január 18, 22:48
Írta: 2am4nwzib Dátum 2019 január 18, 22:48
G93 - G94
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 január 18, 23:11
Írta: zt2c4wh9 Dátum 2019 január 18, 23:11
Igen, erre való a G93, ami a videón van és szerintem akkor sikerült valamit elrontanunk amikor ezt kifejlesztettük a legutolsó teszt kiadásban, mert elég sok mindent át kellett alakítani miatta. Na de hamarosan megvizsgáljuk közelebbről és a következő teszt kiadásban javítva lesz.
Cím: Re:UCCNC vezérlő program
Írta: 2am4nwzib Dátum 2019 január 19, 00:19
Írta: 2am4nwzib Dátum 2019 január 19, 00:19
A probléma akkor fog jelentkezni ; Pl
4 tengelyes megmunkálás index3X + simitás4X.
szimultán 4tengely(x,y,z,A) feleslegessé válik a G93
4 tengelyes megmunkálás index3X + simitás4X.
szimultán 4tengely(x,y,z,A) feleslegessé válik a G93
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 január 19, 08:04
Írta: zt2c4wh9 Dátum 2019 január 19, 08:04
Nem nagyon értem, hogy mit jelent, hogy index3x és simítás4x, de értelemszerűen bármikor át lehet g-kódból kapcsolni G94-be, ha éppen arra van szükség.
A G93, G94 és G95 egy g-kód modulusban van ugyanis, lehet köztük váltogatni bármikor.
A G93, G94 és G95 egy g-kód modulusban van ugyanis, lehet köztük váltogatni bármikor.
Cím: Re:UCCNC vezérlő program
Írta: 2am4nwzib Dátum 2019 január 19, 10:33
Írta: 2am4nwzib Dátum 2019 január 19, 10:33
Index 4tengelyre ill 4tengely finishing(simítás).
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_5ftthjw2n69z28e3g53f0_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/5ftthjw2n69z28e3g53f0_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_useabk5axg439wm9smvf6_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/useabk5axg439wm9smvf6_5949.jpg)
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_5ftthjw2n69z28e3g53f0_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/5ftthjw2n69z28e3g53f0_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_useabk5axg439wm9smvf6_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/useabk5axg439wm9smvf6_5949.jpg)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2019 január 19, 16:15
Írta: ium8w94xp Dátum 2019 január 19, 16:15
Csak kérdezném. A 2106 teszt verzióban, akkor ez nincs benne hibaként? Mert akkor azzal tolnám :)
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2019 január 21, 08:34
Írta: frob Dátum 2019 január 21, 08:34
Azért egy rpi 10-12e ből kijön, oké hogy ennyiért is van pc, de azon semmilyen cad , főleg a mostaniak nem fog elfutni, na meg ha az ember rá van kényszerítve akkor nem netezik a szerszámgépen :)
vannak ügyes projectek amelyek igen jól gazdálkodnak rpi lehetőségeivel linux alatt és rögtön képfájlt adnak annak telepítésére, bár nem cnc de pl a kodi ilyen.
persze 1 fecske nem csinál nyarat, és ha pár emberen kívül nem érdekli ez a lehetőség másokat, akkor egyértelmű hogy nem fogtok vele foglalkozni, mi csak felvetettük, hogy jó lenne.
vannak ügyes projectek amelyek igen jól gazdálkodnak rpi lehetőségeivel linux alatt és rögtön képfájlt adnak annak telepítésére, bár nem cnc de pl a kodi ilyen.
persze 1 fecske nem csinál nyarat, és ha pár emberen kívül nem érdekli ez a lehetőség másokat, akkor egyértelmű hogy nem fogtok vele foglalkozni, mi csak felvetettük, hogy jó lenne.
Cím: Re:UCCNC vezérlő program
Írta: dtb Dátum 2019 január 22, 18:48
Írta: dtb Dátum 2019 január 22, 18:48
Feltettem a legutolsó "teszt verziót", és ezen azt vettem észre, hogy amikor indítom a marót a frekiváltóval, elmegy az egér. Fizikailag úgy érzékeli a windows, mintha kihúztam volna, (hangjelzés) majd mikor már teljesen felpörgött a motor, akkor visszakapcsolódik az egér, pár mp késleltetéssel (megint rendszer hanglejzés). A frekiváltó kínai, a plugin a HYPLUGIN.dll. Ez normális?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 január 22, 19:02
Írta: dezsoe Dátum 2019 január 22, 19:02
Nem, de nem is verziófüggő. Gondolom, hogy simán összeszed valami zajt, pl. az RS485-ön keresztül. Zajszűrés, árnyékolás, leválasztás vagy ezek kombinációja segíthet. Ajánlok figyelmedbe esetleg egy USB leválasztót, Antal Gábornak megoldotta egy csomó problémáját.
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2019 január 22, 19:40
Írta: wv07scd6x Dátum 2019 január 22, 19:40
Időközben sikerült e már feltárni a probléma forrását?
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2019 január 22, 19:48
Írta: ium8w94xp Dátum 2019 január 22, 19:48
Majd megjelenik új teszt verzió, amiben javítják. De használd az 1.2049 végleges verziót, ahogy már javasolták. Abban elvileg nincs ilyen hiba.
Cím: Re:UCCNC vezérlő program
Írta: dtb Dátum 2019 január 22, 20:40
Írta: dtb Dátum 2019 január 22, 20:40
Lehet, hogy nem verzió függő, elhiszem, de eddig nem csinálta. Az egér USB-s, az RS485 konverter pedig egy minőségi ADAM4520, közvetlenül a soros porton. Nem igazán értem.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 január 22, 22:58
Írta: zt2c4wh9 Dátum 2019 január 22, 22:58
Sajnos a zaj az ilyen, valami kicsit elfárad mondjuk a frekiváltóban egy kondinak megnő a belső ellenállása, nagyobb lesz a zaj és kész a probléma.
Az UCCNC nem veszi el az egeret a Windows-tól az biztos. De próbáld ki, tedd vissza a régi verziót amivel nem csinálta és látni fogod, hogy azzal is csinálni fogja...
Az UCCNC nem veszi el az egeret a Windows-tól az biztos. De próbáld ki, tedd vissza a régi verziót amivel nem csinálta és látni fogod, hogy azzal is csinálni fogja...
Cím: Re:UCCNC vezérlő program
Írta: dtb Dátum 2019 január 24, 18:04
Írta: dtb Dátum 2019 január 24, 18:04
Alaposan átnéztem mindent, megvan a hiba: Az RS485 betáp 5V vezetéke kilazult. Érdekes módon a plugin ennek ellenére működött, de gondolom túlterhelte a pc soros portját. Visszakötve normálisan, most már jó.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 január 25, 00:36
Írta: zt2c4wh9 Dátum 2019 január 25, 00:36
Szia,
Na, akkor ráhibáztam ezek szerint.
Mármint, hogy valami elfáradt/kilazult. :)
Örülök, hogy meg lett a hiba.
Na, akkor ráhibáztam ezek szerint.
Mármint, hogy valami elfáradt/kilazult. :)
Örülök, hogy meg lett a hiba.
Cím: Re:UCCNC vezérlő program
Írta: mazso1988 Dátum 2019 február 03, 15:41
Írta: mazso1988 Dátum 2019 február 03, 15:41
Sziasztok.
Most kezdtük használatba venni az UCCNC szoftvert UC300ETH-5LPT mozgásvezérlővel. És érdeklődnék, hogy van-e a programban lehetőség előre definiált pozíciók felvételére (Alaphelyzet, Szerszámcsere) pozíciókra gondolok?
Vagy ezeket esetleg makróként kellene megírni?
Most kezdtük használatba venni az UCCNC szoftvert UC300ETH-5LPT mozgásvezérlővel. És érdeklődnék, hogy van-e a programban lehetőség előre definiált pozíciók felvételére (Alaphelyzet, Szerszámcsere) pozíciókra gondolok?
Vagy ezeket esetleg makróként kellene megírni?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 február 03, 17:19
Írta: dezsoe Dátum 2019 február 03, 17:19
Szia!
Van, a megfelelő makrók szerkesztésével. Van a P1 és P2 gomb, ami az M200 és M201 makrókat hívja, ez eddig két pozíció. Ezen kívül az M6 a szerszámcsere makrója, abba is írhatsz pozícióra állást, de ott azt is meg kell várnod, míg lezajlik a szerszámcsere.
Van, a megfelelő makrók szerkesztésével. Van a P1 és P2 gomb, ami az M200 és M201 makrókat hívja, ez eddig két pozíció. Ezen kívül az M6 a szerszámcsere makrója, abba is írhatsz pozícióra állást, de ott azt is meg kell várnod, míg lezajlik a szerszámcsere.
Cím: Re:UCCNC vezérlő program
Írta: mazso1988 Dátum 2019 február 03, 17:37
Írta: mazso1988 Dátum 2019 február 03, 17:37
Köszi szépen.
És ezek a pozíciók előre definiáltak vagy nekünk kell megírni? Illetve a programban hol találni ezeket? Még nagyon az elején vagyunk elnézést ha alapvető dolgot kérdezek esetlegesen.
És ezek a pozíciók előre definiáltak vagy nekünk kell megírni? Illetve a programban hol találni ezeket? Még nagyon az elején vagyunk elnézést ha alapvető dolgot kérdezek esetlegesen.
Cím: Re:UCCNC vezérlő program
Írta: mazso1988 Dátum 2019 február 03, 17:38
Írta: mazso1988 Dátum 2019 február 03, 17:38
Közben megtaláltam a program telepítési mappájában.
Cím: Re:UCCNC vezérlő program
Írta: 3ebj3bk8b Dátum 2019 február 04, 18:57
Írta: 3ebj3bk8b Dátum 2019 február 04, 18:57
Sziasztok!
Eljutottam oda, hogy be van installálva a 4-ik tengely.
Az X-el párhuzamos és forog. JOG és MPG-módban egyaránt.
A HOME szenzor még nincs installálva, végállás kapcsolót nem terveztem rá.
Kérdésem az, hogy kell e a HOME szenzor?
Ha igen, akkor mi történik, abban az esetben, ha homolás után. Több mint egy egész fordulattal körbefordítom a tengelyt? Figyelembe veszi a home kapcsolót ismét vagy figyelmen kívül hagyja?
Eljutottam oda, hogy be van installálva a 4-ik tengely.
Az X-el párhuzamos és forog. JOG és MPG-módban egyaránt.
A HOME szenzor még nincs installálva, végállás kapcsolót nem terveztem rá.
Kérdésem az, hogy kell e a HOME szenzor?
Ha igen, akkor mi történik, abban az esetben, ha homolás után. Több mint egy egész fordulattal körbefordítom a tengelyt? Figyelembe veszi a home kapcsolót ismét vagy figyelmen kívül hagyja?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 február 04, 19:49
Írta: dezsoe Dátum 2019 február 04, 19:49
Szia!
Home érzékelőt mindenképpen javaslom. Például valami miatt megáll a munka, akkor csak egy rendesen megcsinált home érzékelővel tudsz pontosan visszaállni. (Gondolok arra, hogy elmegy az áram, vagy valami miatt reset-re fut.) Ha az érzékelő csak home-nak van kijelölve, akkor csak home-oláskor fogja figyelni, tehát semmi nem történik, ha később újra aktív lesz.
Home érzékelőt mindenképpen javaslom. Például valami miatt megáll a munka, akkor csak egy rendesen megcsinált home érzékelővel tudsz pontosan visszaállni. (Gondolok arra, hogy elmegy az áram, vagy valami miatt reset-re fut.) Ha az érzékelő csak home-nak van kijelölve, akkor csak home-oláskor fogja figyelni, tehát semmi nem történik, ha később újra aktív lesz.
Cím: Re:UCCNC vezérlő program
Írta: kaqkk007 Dátum 2019 február 04, 20:26
Írta: kaqkk007 Dátum 2019 február 04, 20:26
Az egyik barátom már kb1 éve használja az uccnc-t plazmavágóhoz és most THC -t szeretne hozzá csatlakoztatni. Az I/O setup nál beállította a portlábakat és a pipával engedélyezte a THC-t (relés) de a thc hiába kapcsolgatta a kimeneteit a program nem vette figyelembe , mit kell még csinálni hogy meglegyen az "együttműködés" ?
Cím: Re:UCCNC vezérlő program
Írta: 2am4nwzib Dátum 2019 február 04, 20:31
Írta: 2am4nwzib Dátum 2019 február 04, 20:31
4-ik tengelyre --- HOME szenzor [#kacsint]
Pl egy 4tengely spirális megmunkálásnál vajon mit vesz majd referenciának ?
Pl egy 4tengely spirális megmunkálásnál vajon mit vesz majd referenciának ?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 február 04, 21:31
Írta: dezsoe Dátum 2019 február 04, 21:31
A referencia pontot. Gondold át mégegyszer. :) Attól, hogy spirál, még a 4. tengely 0-360° lesz, csak egy másik tengely mozgása csinál belőle spirált.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 február 04, 21:32
Írta: dezsoe Dátum 2019 február 04, 21:32
Így hirtelen M205/M206 a THC vezérlés be-/kikapcsolása. A diagnosztika ablakban a pilácsok mennek, ahogy kapcsolgat?
Cím: Re:UCCNC vezérlő program
Írta: kaqkk007 Dátum 2019 február 04, 21:40
Írta: kaqkk007 Dátum 2019 február 04, 21:40
A 205 belekerült a programba de a pilácsok nem villogtak , valamennyit le ment a Z tengely program induláskor és ott maradt végig a próbavágás során .
Cím: Re:UCCNC vezérlő program
Írta: kaqkk007 Dátum 2019 február 04, 21:42
Írta: kaqkk007 Dátum 2019 február 04, 21:42
Lehet hogy régi a programverzió és ő még nem tudta kezelni a THC-t ? Ma feltette a legújabb verziót hátha avval már jó lesz .
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 február 04, 22:32
Írta: dezsoe Dátum 2019 február 04, 22:32
Ha nem megy, akkor szólj, utána kell nézzek, mert sosem volt még dolgom plazmával. :)
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 február 04, 23:14
Írta: zt2c4wh9 Dátum 2019 február 04, 23:14
M3 be kell kapcsolva legyen ahhoz, hogy működjön a THC szabályzás.
Cím: Re:UCCNC vezérlő program
Írta: 3ebj3bk8b Dátum 2019 február 05, 10:40
Írta: 3ebj3bk8b Dátum 2019 február 05, 10:40
Köszönöm, a választ!
Cím: Re:UCCNC vezérlő program
Írta: Thowra Dátum 2019 február 05, 12:22
Írta: Thowra Dátum 2019 február 05, 12:22
Üdv!
A vészkapcsoló lenyomása után ha a gépkezelő megnyom egy gombot (io trigger), értesítés jelenik meg (jelenne meg ha lenne monitora). A vészkapcsoló visszaállítása és nyugtázása után (nem a monitoron történik) az üzenet ablak továbbra is ott marad, a gép működik rendesen ettől függetlenül.
Az ottmaradó üzenetablak okoz bármi problémát?
(https://hobbicncforum.hu/uploaded_images/2019/02/tn_a63kq57ygzaejmeuhwnh_3370.png) (https://hobbicncforum.hu/uploaded_images/2019/02/a63kq57ygzaejmeuhwnh_3370.png)
A vészkapcsoló lenyomása után ha a gépkezelő megnyom egy gombot (io trigger), értesítés jelenik meg (jelenne meg ha lenne monitora). A vészkapcsoló visszaállítása és nyugtázása után (nem a monitoron történik) az üzenet ablak továbbra is ott marad, a gép működik rendesen ettől függetlenül.
Az ottmaradó üzenetablak okoz bármi problémát?
(https://hobbicncforum.hu/uploaded_images/2019/02/tn_a63kq57ygzaejmeuhwnh_3370.png) (https://hobbicncforum.hu/uploaded_images/2019/02/a63kq57ygzaejmeuhwnh_3370.png)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 február 05, 13:01
Írta: dezsoe Dátum 2019 február 05, 13:01
Szia!
Az üzenetet azért kapod, mert (gondolom) egy makró van a triggerhez kötve, amit nem hajthat végre reset állapotban. Nem tudom, hogy gátolja-e a működést az üzenet (nincs nálam hardver, hogy kipróbáljam), de jobb lenne, ha nem lenne ott. A probléma megkerülhető, csak kicsit több információ kéne, hogy mikor mi történik.
Az üzenetet azért kapod, mert (gondolom) egy makró van a triggerhez kötve, amit nem hajthat végre reset állapotban. Nem tudom, hogy gátolja-e a működést az üzenet (nincs nálam hardver, hogy kipróbáljam), de jobb lenne, ha nem lenne ott. A probléma megkerülhető, csak kicsit több információ kéne, hogy mikor mi történik.
Cím: Re:UCCNC vezérlő program
Írta: Thowra Dátum 2019 február 05, 13:15
Írta: Thowra Dátum 2019 február 05, 13:15
Üdv!
Reset állapotban ha megnyomják pl a cycle start gombot vagy bármi más gombot, megjelenik az üzenet. A vészkapcsoló (hardware) visszaállítása után egy makroloop nyugtázza a Reset állapotot. A gép el is indul, működik utána. Monitor nélkül nem látják, hogy valamire kattintani kellene és az üzenet ott marad. Hibát nem okozott tesztelésnél de nem tudom az UC t nem zavarja e a működésben.
Reset állapotban ha megnyomják pl a cycle start gombot vagy bármi más gombot, megjelenik az üzenet. A vészkapcsoló (hardware) visszaállítása után egy makroloop nyugtázza a Reset állapotot. A gép el is indul, működik utána. Monitor nélkül nem látják, hogy valamire kattintani kellene és az üzenet ott marad. Hibát nem okozott tesztelésnél de nem tudom az UC t nem zavarja e a működésben.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 február 05, 13:22
Írta: dezsoe Dátum 2019 február 05, 13:22
Értem. Ez így működik, ha reset-ben olyat nyomsz, ami nem csak állapotot vált. :) Nem rossz ötlet a kioszk-mód, esetleg érdemes elgondolkodni rajta.
Cím: Re:UCCNC vezérlő program
Írta: kaqkk007 Dátum 2019 február 05, 16:47
Írta: kaqkk007 Dátum 2019 február 05, 16:47
Köszönöm mindkettőtöknek ,továbbítottam az infót és meglátjuk van e más probléma is .
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 február 06, 01:06
Írta: zt2c4wh9 Dátum 2019 február 06, 01:06
Talán még annyi magyarázat, hogy az M3-nak azért kell bekapcsolva lennie a THC szabályzáshoz, mert különben a vezérlő nem tudná, hogy mikor kell várakoznia az ArcOK jelre. Úgy értem, hogy akkor ha az M3 kikapcsol, fej mondjuk felemel és átállás van másik pozícióra, olyankor is várakozna az ArcOK jelre, pedig az értelemszerűen nem fog megérkezni, hiszen ki van kapcsolva a gyújtás, mert az M3 kapcsolja a gyújtást. Szóval a vezérlő onnan tudja, hogy mikor kell várnia az ArcOK jelre, hogy az M3 gyújtás mikor van bekapcsolva. Remélem sikerült valamennyire érthetően leírni, már kicsit késő este van és bevettem a fogalmazásgátlómat. :)
Cím: Re:UCCNC vezérlő program
Írta: kaqkk007 Dátum 2019 február 06, 06:11
Írta: kaqkk007 Dátum 2019 február 06, 06:11
Köszönjük a kimerítő választ , most már ha fene fenét eszik is el kell indulni a THC nek [#eljen]
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 február 06, 13:31
Írta: zt2c4wh9 Dátum 2019 február 06, 13:31
Igazán nincs mit.
Elég sok embernél működik a THC szóval nálatok is kell, hogy működjön. :)
Elég sok embernél működik a THC szóval nálatok is kell, hogy működjön. :)
Cím: Re:UCCNC vezérlő program
Írta: 3ebj3bk8b Dátum 2019 február 06, 19:15
Írta: 3ebj3bk8b Dátum 2019 február 06, 19:15
Sziasztok!
Lenne egy kérdésem, mert nem értem miért működik úgy jól ahogy.
Szóval a 4-ik tengely fokokban van osztva. A szervon 1024-es encoder van és 50-es áttételű harmonic drive-ot hajt.
Így egy fordulatra 51200 lépés kell, ha osztom 360-nal kijön egy szám ezt írtam be a step/unit ablakba.
Viszont így nem működik jól. mert ha 360 fokot elküldöm akkor kevesebbet fordul .
Ha viszont 51-el számolok 50 helyett, akkor jó.
A kérdésem az, hogy ez miért van. Amúgy elfogadtam, tehát így használom.
Lenne egy kérdésem, mert nem értem miért működik úgy jól ahogy.
Szóval a 4-ik tengely fokokban van osztva. A szervon 1024-es encoder van és 50-es áttételű harmonic drive-ot hajt.
Így egy fordulatra 51200 lépés kell, ha osztom 360-nal kijön egy szám ezt írtam be a step/unit ablakba.
Viszont így nem működik jól. mert ha 360 fokot elküldöm akkor kevesebbet fordul .
Ha viszont 51-el számolok 50 helyett, akkor jó.
A kérdésem az, hogy ez miért van. Amúgy elfogadtam, tehát így használom.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 február 06, 19:20
Írta: svejk Dátum 2019 február 06, 19:20
Gondolom a servodban az elektronikus áttétel nem 1:1-en áll.
Cím: Re:UCCNC vezérlő program
Írta: 3ebj3bk8b Dátum 2019 február 06, 19:42
Írta: 3ebj3bk8b Dátum 2019 február 06, 19:42
Ez úgy van, hogy 4096 az enkoder felbontás ,de az 4-es osztásra van állítva. Ezért írtam 1024-es enkoder felbontást.Bár fizikailag 4096-os.
Ha erre gondolsz.
Ha erre gondolsz.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 február 06, 20:00
Írta: svejk Dátum 2019 február 06, 20:00
Te tudod..., de az 50-51 eltérés arra hasonlít mintha nem 1024 hanem 1000-es lenne az encodered.
A tesztet hány egész körön mérted?
A tesztet hány egész körön mérted?
Cím: Re:UCCNC vezérlő program
Írta: 3ebj3bk8b Dátum 2019 február 06, 20:12
Írta: 3ebj3bk8b Dátum 2019 február 06, 20:12
1 körön ill egyszer 720fokon. Meg negatív irányban.
Az enkoderen levő típus szám alapján 4096-os a felbontás.
Az enkoderen levő típus szám alapján 4096-os a felbontás.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 február 06, 20:28
Írta: svejk Dátum 2019 február 06, 20:28
Célszerű ellenőrizni 10 vagy több körön keresztül, hogy az apró eltérések is kijöjjenek.
Egy biztos, az UCCNC nem téveszt, a HD sem fogja a fogait megváltoztatni idővel, és a szervo is pontos, tehát a hiba csak a felhasználóban lehet. :)
Egy biztos, az UCCNC nem téveszt, a HD sem fogja a fogait megváltoztatni idővel, és a szervo is pontos, tehát a hiba csak a felhasználóban lehet. :)
Cím: Re:UCCNC vezérlő program
Írta: ecp4rs0md Dátum 2019 február 07, 06:08
Írta: ecp4rs0md Dátum 2019 február 07, 06:08
Lehet,hogy egyszerű kérdés de olyant lehetne csinálni (UCCNC-vel),hogy bemérem egy tárcsa középpontját és megadom az osztókört ill. az osztást pl. fúráshoz?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 február 07, 08:03
Írta: dezsoe Dátum 2019 február 07, 08:03
Szétnézek a gyűjteményemben: emlékeim szerint az angol fórumon valaki már megírta, csak meg kell keresnem.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 február 07, 09:13
Írta: svejk Dátum 2019 február 07, 09:13
Én ilyenkor a Mach3 varázslót használtam. [#oooo]
Cím: Re:UCCNC vezérlő program
Írta: ecp4rs0md Dátum 2019 február 07, 09:21
Írta: ecp4rs0md Dátum 2019 február 07, 09:21
Ebben segíthetnél ha van időd,hogy az hogy működik mert nem ismerem.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 február 07, 09:22
Írta: dezsoe Dátum 2019 február 07, 09:22
Nem szégyelled magad?! [#vigyor2]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 február 07, 09:30
Írta: svejk Dátum 2019 február 07, 09:30
Tudod, a cél szentesíti az eszközt! :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 február 07, 09:57
Írta: dezsoe Dátum 2019 február 07, 09:57
No, megtaláltam, itt van (http://www.forum.cncdrive.com/viewtopic.php?f=21&t=965&p=12750#p11635) a legfrissebb verzió. Kicsomagolod, bemásolod a .dll file-t a Plugins mappába. Az UCCNC-ben engedélyezed a QuickCAM plugin-t, a képernyőszerkesztővel kiteszel egy gombot 6333-as buttonnumber-rel. Van benne egy pár varázsló, többek között az is, amit szeretnél. Én soha nem használtam, úgyhogy nem tudok róla tapasztalatokat írni, de másoknál bevált, ahogy olvastam.
Képek, hogy hogyan néz ki (http://www.forum.cncdrive.com/viewtopic.php?f=21&t=965&start=30#p8849)
A képernyőszerkesztő leírása a kézikönyvben található.
(https://hobbicncforum.hu/uploaded_images/2019/02/tn_zek4uexp2kjzqav7gsu_3977.jpg) (https://hobbicncforum.hu/uploaded_images/2019/02/zek4uexp2kjzqav7gsu_3977.jpg)
Képek, hogy hogyan néz ki (http://www.forum.cncdrive.com/viewtopic.php?f=21&t=965&start=30#p8849)
A képernyőszerkesztő leírása a kézikönyvben található.
(https://hobbicncforum.hu/uploaded_images/2019/02/tn_zek4uexp2kjzqav7gsu_3977.jpg) (https://hobbicncforum.hu/uploaded_images/2019/02/zek4uexp2kjzqav7gsu_3977.jpg)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 február 07, 10:19
Írta: svejk Dátum 2019 február 07, 10:19
[#finom] szebb is, jobb is mint a Mach3-é. :)
Cím: Re:UCCNC vezérlő program
Írta: D.Laci Dátum 2019 február 07, 11:12
Írta: D.Laci Dátum 2019 február 07, 11:12
Biztos, hogy HD?
Nem Ciklo drive?
Nem Ciklo drive?
Cím: Re:UCCNC vezérlő program
Írta: 3ebj3bk8b Dátum 2019 február 07, 11:41
Írta: 3ebj3bk8b Dátum 2019 február 07, 11:41
100% hogy az, még a gyártója is.
Cím: Re:UCCNC vezérlő program
Írta: D.Laci Dátum 2019 február 07, 11:44
Írta: D.Laci Dátum 2019 február 07, 11:44
Akkor nem tudom, mi lehet az eltérés, Ciklo drive van 51-es áttétellel.
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2019 február 07, 11:49
Írta: lari Dátum 2019 február 07, 11:49
Ha nem rakunk ki gombot a képernyőre, akkor is el lehet indítani?
Ha igen, akkor hogyan?
Köszi!
Ha igen, akkor hogyan?
Köszi!
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 február 07, 12:01
Írta: svejk Dátum 2019 február 07, 12:01
Nem elegáns de a legegyszerűbb átírni valamelyik nem használt gomb számát, tuti van olyan a főképernyőn amit még sosem használtál :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 február 07, 12:32
Írta: dezsoe Dátum 2019 február 07, 12:32
A készítő így gondolta. :) Úgy lehet megkerülni, hogy csinálsz egy hotkey-t, ami a 6333-as funkciót hívja. Így billentyűzetről tudod indítani, anélkül, hogy a képernyőn módosítanál.
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2019 február 07, 12:45
Írta: lari Dátum 2019 február 07, 12:45
Értem, köszönöm!
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 február 07, 13:02
Írta: svejk Dátum 2019 február 07, 13:02
MDI-ba beírva nem lehetne valahogy?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 február 07, 13:04
Írta: svejk Dátum 2019 február 07, 13:04
Persze ahhoz is kell billentyű, akkor már inkább hotkey.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 február 07, 13:16
Írta: dezsoe Dátum 2019 február 07, 13:16
Dan911, a szerző, így szereti megoldani. Egyébként van benne logika, mert makrót vagy makrós gombot csak kioldott reset-nél tudsz futtatni, így meg bármikor tudsz a programmal kódot generálni.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 február 07, 13:32
Írta: svejk Dátum 2019 február 07, 13:32
Egyébként jó, letisztult forma a képernyő is.
A mach3 varázslóknál ehhez képest csak fel vannak dobálva a kitöltendő rublikák volt is belőle baleset ez miatt.
A délelőtt próbáltam az nem tetszett, hogy talán ha G83-at választottam ki akkor valami nem tetszett neki de konkrétan nem közölte melyik rublika.
A mach3 varázslóknál ehhez képest csak fel vannak dobálva a kitöltendő rublikák volt is belőle baleset ez miatt.
A délelőtt próbáltam az nem tetszett, hogy talán ha G83-at választottam ki akkor valami nem tetszett neki de konkrétan nem közölte melyik rublika.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 február 07, 14:15
Írta: dezsoe Dátum 2019 február 07, 14:15
Ha tetszik és használod, akkor szedd össze, hogy mi van vele (példákkal), én meg megírom a készítőnek. (Hacsak nincs kedved angolul írogatni, mert akkor nekem nem kell... :))
Cím: Re:UCCNC vezérlő program
Írta: ecp4rs0md Dátum 2019 február 07, 20:19
Írta: ecp4rs0md Dátum 2019 február 07, 20:19
Köszönöm,a hétvégén nekifutok.
Cím: Re:UCCNC vezérlő program
Írta: ibudwmwah Dátum 2019 február 09, 16:11
Írta: ibudwmwah Dátum 2019 február 09, 16:11
Sziasztok!
Még nagyon új vagyok az UCCNC-ben és most kezdtem tanulmányozni a beállításokat és azt szeretném kérdezni, hogy mitől lehet az, hogy bizonyos értékeket átírok, de mikor el akarom menteni, akkor vissza ugrik az eredeti értékre. (Pl: Gyorsulás érték, Backlash érték, stb.)
Már átfutottam nagyjából az útmutatóját, de hirtelen nem találtam semmi választ erre a rejtélyes dologra. Valaki el tudná nekem árulni ennek a titkát, mert akkor nem keresgélnék utána órákig.
Előre is köszönöm
Még nagyon új vagyok az UCCNC-ben és most kezdtem tanulmányozni a beállításokat és azt szeretném kérdezni, hogy mitől lehet az, hogy bizonyos értékeket átírok, de mikor el akarom menteni, akkor vissza ugrik az eredeti értékre. (Pl: Gyorsulás érték, Backlash érték, stb.)
Már átfutottam nagyjából az útmutatóját, de hirtelen nem találtam semmi választ erre a rejtélyes dologra. Valaki el tudná nekem árulni ennek a titkát, mert akkor nem keresgélnék utána órákig.
Előre is köszönöm
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2019 február 09, 16:13
Írta: gaben Dátum 2019 február 09, 16:13
Szia,
az értékek beírása után nyomnod kell egy Enter-t. ;)
az értékek beírása után nyomnod kell egy Enter-t. ;)
Cím: Re:UCCNC vezérlő program
Írta: ibudwmwah Dátum 2019 február 09, 18:18
Írta: ibudwmwah Dátum 2019 február 09, 18:18
Hoppá, erre nem gondoltam. De így már sikerült, úgyhogy nagyon, nagyon szépen köszönöm a segítséget[#integet2][#worship]
Cím: Re:UCCNC vezérlő program
Írta: ecp4rs0md Dátum 2019 február 10, 13:39
Írta: ecp4rs0md Dátum 2019 február 10, 13:39
Megpróbáltam, a .dll fájl a helyén. Létrehozok egy buttont,elhelyeztem,be írom a 6333-at,megjelenik a kapcsolón egy célkereszt szerű ikon ami még utal is a középpontra,mentem,kilépek az edit-ből, képernyő alján ismét mentés,majd kilépés a run-ra kattintással,már el is tűnt csak a helye látszik. UCCNC újra indítás után a helye sem látszik a gombok újra eredeti méretűek mintha nem csináltam volna semmit. Valamit csak nem csináltam jól.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 február 10, 14:29
Írta: svejk Dátum 2019 február 10, 14:29
A második sorban megadhatod, hogy melyik layer-en látszon a gomb, célszerűen oda a 2-est írd.
a célkeresztet pedig a 0-ás picture number miatt látod, azt is átírhatod ha találsz más testzőt a képek közt
a célkeresztet pedig a 0-ás picture number miatt látod, azt is átírhatod ha találsz más testzőt a képek közt
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 február 10, 14:32
Írta: svejk Dátum 2019 február 10, 14:32
De egyszerűbb ha mindjárt azon a layer-en hozod létra a buttont amelyiken látni szeretnéd, akkor nem kell a számával foglalkozni.
A layer-ek közt a SHIFT plusz bal egérgombbal tudsz lépegetni
A layer-ek közt a SHIFT plusz bal egérgombbal tudsz lépegetni
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 február 10, 14:33
Írta: svejk Dátum 2019 február 10, 14:33
A gomb létrehozása után a mentés is azon a felületen legyen ami a főképernyőd.
Cím: Re:UCCNC vezérlő program
Írta: ecp4rs0md Dátum 2019 február 12, 08:07
Írta: ecp4rs0md Dátum 2019 február 12, 08:07
Oké, odáig eljutottam,hogy létrehoztam és működik is a Run-layeren. Nem minden adat volt egyértelmű amiket kér. Megadom a furat mennyiségét és a sugarat akkor miért kérni a szöget vagy ez akkor már nem szükséges ha megadtam a darabot? Van egy furat mélység az attól a ponttól számítódik ahol abban a pillanatban vagyok? Tehát előtte a Z-t be kell állítanom ha jól gondolom, de akkor mi van a Z utazásii magassággal? Mi az a Plunge rate (meredekség)? A főorsó fordulatot én magam szabályzom a variátorral nincs összekötve az UCCNC-vel akkor oda bármit beírhatok? Újra indítottam megint eltűnt még lesz vele egy kis küzdelem de nagyon hideg van a műhelyben max. fél órát megyek ki ha marad kedvem délután, ebből fakadóan nem biztos,hogy mindent jól csináltam újra próbálom.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2019 február 12, 11:29
Írta: ium8w94xp Dátum 2019 február 12, 11:29
Hol az a műhely? Antarktisz? :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 február 12, 12:06
Írta: dezsoe Dátum 2019 február 12, 12:06
Nem ismerem, mert sosem használtam, de gondolom, hogy a szög az első furat helyét határozhatja meg. Pl. 3 furatot szeretnél, akkor ne 0, 120, 240°-nál legyen, hanem pl. 60°-kal eltolva. A plunge rate az előtolás sebessége szokott lenni. A fordulat mindegy, ha külön szabályozod.
Cím: Re:UCCNC vezérlő program
Írta: ecp4rs0md Dátum 2019 február 12, 12:25
Írta: ecp4rs0md Dátum 2019 február 12, 12:25
A garázsban, de fűtés nincs,lemez ajtós...
Cím: Re:UCCNC vezérlő program
Írta: dtb Dátum 2019 február 12, 12:32
Írta: dtb Dátum 2019 február 12, 12:32
Szintén zenész :-( Mikor már az ujjam sem érzem, na akkor szoktam összepakolni...
Cím: Re:UCCNC vezérlő program
Írta: ecp4rs0md Dátum 2019 február 12, 12:35
Írta: ecp4rs0md Dátum 2019 február 12, 12:35
Ez az igazi hobbi, majd ha jó idő lesz folytatjuk[#nyes]
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2019 február 12, 17:24
Írta: ANTAL GÁBOR Dátum 2019 február 12, 17:24
Mottó : tiszta száraz érzés ( mint a Tv reklámban )
Nekem ha kell valami karima osztás akkor kikeresem a közepet ( akár a Mach Blue screen -jével egy tapintóval akár egy tokmányba fogott darabnál két Motoros tűvel ( századra pontos )
Azután autocad ben megrajzolom a furatokat, majd Artcam ( Maci közép tájolás [#kacsint])
Fúrás üzemmód ( szerszám CNC központfúró ) . És kész Kb 3 perc és atombiztos
Nekem ha kell valami karima osztás akkor kikeresem a közepet ( akár a Mach Blue screen -jével egy tapintóval akár egy tokmányba fogott darabnál két Motoros tűvel ( századra pontos )
Azután autocad ben megrajzolom a furatokat, majd Artcam ( Maci közép tájolás [#kacsint])
Fúrás üzemmód ( szerszám CNC központfúró ) . És kész Kb 3 perc és atombiztos
Cím: Re:UCCNC vezérlő program
Írta: dosalaszlo Dátum 2019 február 19, 19:01
Írta: dosalaszlo Dátum 2019 február 19, 19:01
Tiszteletem
Egy plazmavágó gépet vezérelek az UCCNC-vel és egy bizonyos sebesség felett 2000 mm/perc elkezd kihagyni részeket.
A beállítás gyári és "állandó sebességű üzemmód" van beállítva, ami pár szazados tűréseket engedne meg.
Ezzel szemben pl. egy négyzet vágásánál már a kezdet is kb. 20 mm-el a rajzon szereplő kezdés mellett van és úgy vágja ki ,hogy
a végén ki is marad az a távolság.
Ez különösen a vékonyabb lemezek vágásánál probléma mert olyan lassan megy a gép amilyen sebességgel
már 15-ös lemezt is vághatnék.
Ha "pontos megállás üzemmód" van beállítva akkor pontosan végigjárja de cserébe egy 300 mm átmérőjű kört
(ami kb. 100 kis oldalú a rajzon kinagyítva) azt olyan akadozva és csúnyán vágja az állandó megállások miatt
ami rengeteg utómunkát igényel.
Tudna e valaki helyes beállítást mondani e problémára?
Üdv
László
Egy plazmavágó gépet vezérelek az UCCNC-vel és egy bizonyos sebesség felett 2000 mm/perc elkezd kihagyni részeket.
A beállítás gyári és "állandó sebességű üzemmód" van beállítva, ami pár szazados tűréseket engedne meg.
Ezzel szemben pl. egy négyzet vágásánál már a kezdet is kb. 20 mm-el a rajzon szereplő kezdés mellett van és úgy vágja ki ,hogy
a végén ki is marad az a távolság.
Ez különösen a vékonyabb lemezek vágásánál probléma mert olyan lassan megy a gép amilyen sebességgel
már 15-ös lemezt is vághatnék.
Ha "pontos megállás üzemmód" van beállítva akkor pontosan végigjárja de cserébe egy 300 mm átmérőjű kört
(ami kb. 100 kis oldalú a rajzon kinagyítva) azt olyan akadozva és csúnyán vágja az állandó megállások miatt
ami rengeteg utómunkát igényel.
Tudna e valaki helyes beállítást mondani e problémára?
Üdv
László
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2019 február 19, 19:19
Írta: wv07scd6x Dátum 2019 február 19, 19:19
Sziasztok!
Ismételten egy ív lekövetési problémával találkoztam.
hasonlóképpen a múltkorihoz, itt a külső pálya bal alsó sarkát vágja le.
Ez a régebbi stabil verziónál történik.
UC400ETH + UCCNC v1.2049. A legfrissebb teszt verzióval még nem próbáltam.
Ismételten egy ív lekövetési problémával találkoztam.
hasonlóképpen a múltkorihoz, itt a külső pálya bal alsó sarkát vágja le.
Ez a régebbi stabil verziónál történik.
UC400ETH + UCCNC v1.2049. A legfrissebb teszt verzióval még nem próbáltam.
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2019 február 19, 19:23
Írta: wv07scd6x Dátum 2019 február 19, 19:23
Azt még hozzátenném, hogy a régebbi autoleveler problémám viszont megoldódott azóta, hogy a tengelybeállításaimat átállítottam a lézergravírozási problémám miatt.
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2019 február 19, 19:25
Írta: wv07scd6x Dátum 2019 február 19, 19:25
Ezt viszont majdnem elfelejtettem beszúrni. :)
A lényeget! [#vigyor]
A lényeget! [#vigyor]
Kód Kijelölés
( bluetooth_speaker_keretek_javitas )
( File created: Sunday February 17 2019 - 11:55 AM)
( for Mach2/3 from Vectric )
( Material Size)
( X= 150.000, Y= 400.000 ,Z= 18.000)
()
(Toolpaths used in this file:)
(összekötő_furatok)
(kivágás_belső)
(kivágás_külső)
(Tools used in this file: )
(1 = End Mill {3 mm})
N120G00G21G17G90G40G49G80
N130G71G91.1
N140T1M06
N150 (End Mill {3 mm})
N160G00G43Z5.000H1
N170S12000M03
N180(Toolpath:- összekötő_furatok)
N190()
N200G94
N210X0.000Y0.000F3600.0
N220G00X-48.500Y1.000Z5.000
N230G00X-48.500Y1.000Z3.000
N240G1X-48.500Y1.000Z-16.667F1200.0
N250G3X-49.500Y0.000I0.000J-1.000F3600.0
N260G3X-48.500Y-1.000I1.000J0.000
N270G3X-47.500Y0.000I0.000J1.000
N280G3X-48.500Y1.000I-1.000J0.000
N290G00X-48.500Y1.000Z5.000
N300G00X-48.500Y1.000Z3.000
N310G1X-48.500Y1.000Z-17.333F1200.0
N320G3X-49.500Y0.000I0.000J-1.000F3600.0
N330G3X-48.500Y-1.000I1.000J0.000
N340G3X-47.500Y0.000I0.000J1.000
N350G3X-48.500Y1.000I-1.000J0.000
N360G00X-48.500Y1.000Z5.000
N370G00X-48.500Y1.000Z3.000
N380G1X-48.500Y1.000Z-18.000F1200.0
N390G3X-49.500Y0.000I0.000J-1.000F3600.0
N400G3X-48.500Y-1.000I1.000J0.000
N410G3X-47.500Y0.000I0.000J1.000
N420G3X-48.500Y1.000I-1.000J0.000
N430G00X-48.500Y1.000Z5.000
N440G00X-46.000Y167.000Z5.000
N450G00X-46.000Y167.000Z3.000
N460G1X-46.000Y167.000Z-16.667F1200.0
N470G3X-47.000Y166.000I0.000J-1.000F3600.0
N480G3X-46.000Y165.000I1.000J0.000
N490G3X-45.000Y166.000I0.000J1.000
N500G3X-46.000Y167.000I-1.000J0.000
N510G00X-46.000Y167.000Z5.000
N520G00X-46.000Y167.000Z3.000
N530G1X-46.000Y167.000Z-17.333F1200.0
N540G3X-47.000Y166.000I0.000J-1.000F3600.0
N550G3X-46.000Y165.000I1.000J0.000
N560G3X-45.000Y166.000I0.000J1.000
N570G3X-46.000Y167.000I-1.000J0.000
N580G00X-46.000Y167.000Z5.000
N590G00X-46.000Y167.000Z3.000
N600G1X-46.000Y167.000Z-18.000F1200.0
N610G3X-47.000Y166.000I0.000J-1.000F3600.0
N620G3X-46.000Y165.000I1.000J0.000
N630G3X-45.000Y166.000I0.000J1.000
N640G3X-46.000Y167.000I-1.000J0.000
N650G00X-46.000Y167.000Z5.000
N660G00X46.000Y167.000Z5.000
N670G00X46.000Y167.000Z3.000
N680G1X46.000Y167.000Z-16.667F1200.0
N690G3X45.000Y166.000I0.000J-1.000F3600.0
N700G3X46.000Y165.000I1.000J0.000
N710G3X47.000Y166.000I0.000J1.000
N720G3X46.000Y167.000I-1.000J0.000
N730G00X46.000Y167.000Z5.000
N740G00X46.000Y167.000Z3.000
N750G1X46.000Y167.000Z-17.333F1200.0
N760G3X45.000Y166.000I0.000J-1.000F3600.0
N770G3X46.000Y165.000I1.000J0.000
N780G3X47.000Y166.000I0.000J1.000
N790G3X46.000Y167.000I-1.000J0.000
N800G00X46.000Y167.000Z5.000
N810G00X46.000Y167.000Z3.000
N820G1X46.000Y167.000Z-18.000F1200.0
N830G3X45.000Y166.000I0.000J-1.000F3600.0
N840G3X46.000Y165.000I1.000J0.000
N850G3X47.000Y166.000I0.000J1.000
N860G3X46.000Y167.000I-1.000J0.000
N870G00X46.000Y167.000Z5.000
N880G00X48.500Y-1.000Z5.000
N890G00X48.500Y-1.000Z3.000
N900G1X48.500Y-1.000Z-16.667F1200.0
N910G3X49.500Y0.000I0.000J1.000F3600.0
N920G3X48.500Y1.000I-1.000J0.000
N930G3X47.500Y0.000I0.000J-1.000
N940G3X48.500Y-1.000I1.000J0.000
N950G00X48.500Y-1.000Z5.000
N960G00X48.500Y-1.000Z3.000
N970G1X48.500Y-1.000Z-17.333F1200.0
N980G3X49.500Y0.000I0.000J1.000F3600.0
N990G3X48.500Y1.000I-1.000J0.000
N1000G3X47.500Y0.000I0.000J-1.000
N1010G3X48.500Y-1.000I1.000J0.000
N1020G00X48.500Y-1.000Z5.000
N1030G00X48.500Y-1.000Z3.000
N1040G1X48.500Y-1.000Z-18.000F1200.0
N1050G3X49.500Y0.000I0.000J1.000F3600.0
N1060G3X48.500Y1.000I-1.000J0.000
N1070G3X47.500Y0.000I0.000J-1.000
N1080G3X48.500Y-1.000I1.000J0.000
N1090G00X48.500Y-1.000Z5.000
N1100G00X-46.000Y-167.000Z5.000
N1110G00X-46.000Y-167.000Z3.000
N1120G1X-46.000Y-167.000Z-16.667F1200.0
N1130G3X-45.000Y-166.000I0.000J1.000F3600.0
N1140G3X-46.000Y-165.000I-1.000J0.000
N1150G3X-47.000Y-166.000I0.000J-1.000
N1160G3X-46.000Y-167.000I1.000J0.000
N1170G00X-46.000Y-167.000Z5.000
N1180G00X-46.000Y-167.000Z3.000
N1190G1X-46.000Y-167.000Z-17.333F1200.0
N1200G3X-45.000Y-166.000I0.000J1.000F3600.0
N1210G3X-46.000Y-165.000I-1.000J0.000
N1220G3X-47.000Y-166.000I0.000J-1.000
N1230G3X-46.000Y-167.000I1.000J0.000
N1240G00X-46.000Y-167.000Z5.000
N1250G00X-46.000Y-167.000Z3.000
N1260G1X-46.000Y-167.000Z-18.000F1200.0
N1270G3X-45.000Y-166.000I0.000J1.000F3600.0
N1280G3X-46.000Y-165.000I-1.000J0.000
N1290G3X-47.000Y-166.000I0.000J-1.000
N1300G3X-46.000Y-167.000I1.000J0.000
N1310G00X-46.000Y-167.000Z5.000
N1320G00X46.000Y-167.000Z5.000
N1330G00X46.000Y-167.000Z3.000
N1340G1X46.000Y-167.000Z-16.667F1200.0
N1350G3X47.000Y-166.000I0.000J1.000F3600.0
N1360G3X46.000Y-165.000I-1.000J0.000
N1370G3X45.000Y-166.000I0.000J-1.000
N1380G3X46.000Y-167.000I1.000J0.000
N1390G00X46.000Y-167.000Z5.000
N1400G00X46.000Y-167.000Z3.000
N1410G1X46.000Y-167.000Z-17.333F1200.0
N1420G3X47.000Y-166.000I0.000J1.000F3600.0
N1430G3X46.000Y-165.000I-1.000J0.000
N1440G3X45.000Y-166.000I0.000J-1.000
N1450G3X46.000Y-167.000I1.000J0.000
N1460G00X46.000Y-167.000Z5.000
N1470G00X46.000Y-167.000Z3.000
N1480G1X46.000Y-167.000Z-18.000F1200.0
N1490G3X47.000Y-166.000I0.000J1.000F3600.0
N1500G3X46.000Y-165.000I-1.000J0.000
N1510G3X45.000Y-166.000I0.000J-1.000
N1520G3X46.000Y-167.000I1.000J0.000
N1530G00X46.000Y-167.000Z5.000
N1540S12000M03
(kivágás_belső)
()
N1570G00X39.999Y0.000Z5.000
N1580G00X39.999Y0.000Z3.000
N1590G1X39.999Y0.000Z-16.667F1200.0
N1600G1X40.019Y0.583Z-16.667F3600.0
N1610G1X40.077Y1.157Z-16.667
N1620G1X40.173Y1.720Z-16.667
N1630G1X40.306Y2.269Z-16.667
N1640G1X40.473Y2.805Z-16.667
N1650G1X40.674Y3.324Z-16.667
N1660G1X40.908Y3.826Z-16.667
N1670G1X41.172Y4.310Z-16.667
N1680G1X41.466Y4.774Z-16.667
N1690G1X41.788Y5.216Z-16.667
N1700G1X42.137Y5.636Z-16.667
N1710G1X42.513Y6.033Z-16.667
N1720G1X42.913Y6.405Z-16.667
N1730G1X43.336Y6.751Z-16.667
N1740G1X43.499Y6.867Z-16.667
N1750G1X43.500Y153.000Z-16.667
N1760G3X33.000Y163.500I-10.500J0.000
N1770G1X-33.000Y163.500Z-16.667
N1780G3X-43.500Y153.000I0.000J-10.500
N1790G1X-43.499Y6.869Z-16.667
N1800G1X-43.335Y6.752Z-16.667
N1810G1X-42.912Y6.406Z-16.667
N1820G1X-42.512Y6.034Z-16.667
N1830G1X-42.137Y5.637Z-16.667
N1840G1X-41.788Y5.216Z-16.667
N1850G1X-41.466Y4.774Z-16.667
N1860G1X-41.172Y4.310Z-16.667
N1870G1X-40.907Y3.826Z-16.667
N1880G1X-40.674Y3.324Z-16.667
N1890G1X-40.473Y2.805Z-16.667
N1900G1X-40.306Y2.269Z-16.667
N1910G1X-40.173Y1.720Z-16.667
N1920G1X-40.077Y1.157Z-16.667
N1930G1X-40.019Y0.583Z-16.667
N1940G1X-39.999Y0.000Z-16.667
N1950G1X-40.019Y-0.583Z-16.667
N1960G1X-40.077Y-1.157Z-16.667
N1970G1X-40.173Y-1.720Z-16.667
N1980G1X-40.306Y-2.269Z-16.667
N1990G1X-40.473Y-2.805Z-16.667
N2000G1X-40.674Y-3.324Z-16.667
N2010G1X-40.907Y-3.826Z-16.667
N2020G1X-41.172Y-4.310Z-16.667
N2030G1X-41.466Y-4.774Z-16.667
N2040G1X-41.788Y-5.216Z-16.667
N2050G1X-42.137Y-5.637Z-16.667
N2060G1X-42.512Y-6.034Z-16.667
N2070G1X-42.912Y-6.406Z-16.667
N2080G1X-43.335Y-6.752Z-16.667
N2090G1X-43.499Y-6.869Z-16.667
N2100G1X-43.500Y-153.000Z-16.667
N2110G3X-33.000Y-163.500I10.500J0.000
N2120G1X33.000Y-163.500Z-16.667
N2130G3X43.500Y-153.000I0.000J10.500
N2140G1X43.499Y-6.867Z-16.667
N2150G1X43.336Y-6.751Z-16.667
N2160G1X42.913Y-6.405Z-16.667
N2170G1X42.513Y-6.033Z-16.667
N2180G1X42.137Y-5.636Z-16.667
N2190G1X41.788Y-5.216Z-16.667
N2200G1X41.466Y-4.774Z-16.667
N2210G1X41.172Y-4.310Z-16.667
N2220G1X40.908Y-3.826Z-16.667
N2230G1X40.674Y-3.324Z-16.667
N2240G1X40.473Y-2.805Z-16.667
N2250G1X40.306Y-2.269Z-16.667
N2260G1X40.173Y-1.720Z-16.667
N2270G1X40.077Y-1.157Z-16.667
N2280G1X40.019Y-0.583Z-16.667
N2290G1X39.999Y0.000Z-16.667
N2300G1X39.999Y0.000Z-17.333F1200.0
N2310G1X40.019Y0.583Z-17.333F3600.0
N2320G1X40.077Y1.157Z-17.333
N2330G1X40.173Y1.720Z-17.333
N2340G1X40.306Y2.269Z-17.333
N2350G1X40.473Y2.805Z-17.333
N2360G1X40.674Y3.324Z-17.333
N2370G1X40.908Y3.826Z-17.333
N2380G1X41.172Y4.310Z-17.333
N2390G1X41.466Y4.774Z-17.333
N2400G1X41.788Y5.216Z-17.333
N2410G1X42.137Y5.636Z-17.333
N2420G1X42.513Y6.033Z-17.333
N2430G1X42.913Y6.405Z-17.333
N2440G1X43.336Y6.751Z-17.333
N2450G1X43.499Y6.867Z-17.333
N2460G1X43.500Y153.000Z-17.333
N2470G3X33.000Y163.500I-10.500J0.000
N2480G1X-33.000Y163.500Z-17.333
N2490G3X-43.500Y153.000I0.000J-10.500
N2500G1X-43.499Y6.869Z-17.333
N2510G1X-43.335Y6.752Z-17.333
N2520G1X-42.912Y6.406Z-17.333
N2530G1X-42.512Y6.034Z-17.333
N2540G1X-42.137Y5.637Z-17.333
N2550G1X-41.788Y5.216Z-17.333
N2560G1X-41.466Y4.774Z-17.333
N2570G1X-41.172Y4.310Z-17.333
N2580G1X-40.907Y3.826Z-17.333
N2590G1X-40.674Y3.324Z-17.333
N2600G1X-40.473Y2.805Z-17.333
N2610G1X-40.306Y2.269Z-17.333
N2620G1X-40.173Y1.720Z-17.333
N2630G1X-40.077Y1.157Z-17.333
N2640G1X-40.019Y0.583Z-17.333
N2650G1X-39.999Y0.000Z-17.333
N2660G1X-40.019Y-0.583Z-17.333
N2670G1X-40.077Y-1.157Z-17.333
N2680G1X-40.173Y-1.720Z-17.333
N2690G1X-40.306Y-2.269Z-17.333
N2700G1X-40.473Y-2.805Z-17.333
N2710G1X-40.674Y-3.324Z-17.333
N2720G1X-40.907Y-3.826Z-17.333
N2730G1X-41.172Y-4.310Z-17.333
N2740G1X-41.466Y-4.774Z-17.333
N2750G1X-41.788Y-5.216Z-17.333
N2760G1X-42.137Y-5.637Z-17.333
N2770G1X-42.512Y-6.034Z-17.333
N2780G1X-42.912Y-6.406Z-17.333
N2790G1X-43.335Y-6.752Z-17.333
N2800G1X-43.499Y-6.869Z-17.333
N2810G1X-43.500Y-153.000Z-17.333
N2820G3X-33.000Y-163.500I10.500J0.000
N2830G1X33.000Y-163.500Z-17.333
N2840G3X43.500Y-153.000I0.000J10.500
N2850G1X43.499Y-6.867Z-17.333
N2860G1X43.336Y-6.751Z-17.333
N2870G1X42.913Y-6.405Z-17.333
N2880G1X42.513Y-6.033Z-17.333
N2890G1X42.137Y-5.636Z-17.333
N2900G1X41.788Y-5.216Z-17.333
N2910G1X41.466Y-4.774Z-17.333
N2920G1X41.172Y-4.310Z-17.333
N2930G1X40.908Y-3.826Z-17.333
N2940G1X40.674Y-3.324Z-17.333
N2950G1X40.473Y-2.805Z-17.333
N2960G1X40.306Y-2.269Z-17.333
N2970G1X40.173Y-1.720Z-17.333
N2980G1X40.077Y-1.157Z-17.333
N2990G1X40.019Y-0.583Z-17.333
N3000G1X39.999Y0.000Z-17.333
N3010G1X39.999Y0.000Z-18.000F1200.0
N3020G1X40.019Y0.583Z-18.000F3600.0
N3030G1X40.077Y1.157Z-18.000
N3040G1X40.173Y1.720Z-18.000
N3050G1X40.306Y2.269Z-18.000
N3060G1X40.473Y2.805Z-18.000
N3070G1X40.674Y3.324Z-18.000
N3080G1X40.908Y3.826Z-18.000
N3090G1X41.172Y4.310Z-18.000
N3100G1X41.466Y4.774Z-18.000
N3110G1X41.788Y5.216Z-18.000
N3120G1X42.137Y5.636Z-18.000
N3130G1X42.513Y6.033Z-18.000
N3140G1X42.913Y6.405Z-18.000
N3150G1X43.336Y6.751Z-18.000
N3160G1X43.499Y6.867Z-18.000
N3170G1X43.500Y153.000Z-18.000
N3180G3X33.000Y163.500I-10.500J0.000
N3190G1X-33.000Y163.500Z-18.000
N3200G3X-43.500Y153.000I0.000J-10.500
N3210G1X-43.499Y6.869Z-18.000
N3220G1X-43.335Y6.752Z-18.000
N3230G1X-42.912Y6.406Z-18.000
N3240G1X-42.512Y6.034Z-18.000
N3250G1X-42.137Y5.637Z-18.000
N3260G1X-41.788Y5.216Z-18.000
N3270G1X-41.466Y4.774Z-18.000
N3280G1X-41.172Y4.310Z-18.000
N3290G1X-40.907Y3.826Z-18.000
N3300G1X-40.674Y3.324Z-18.000
N3310G1X-40.473Y2.805Z-18.000
N3320G1X-40.306Y2.269Z-18.000
N3330G1X-40.173Y1.720Z-18.000
N3340G1X-40.077Y1.157Z-18.000
N3350G1X-40.019Y0.583Z-18.000
N3360G1X-39.999Y0.000Z-18.000
N3370G1X-40.019Y-0.583Z-18.000
N3380G1X-40.077Y-1.157Z-18.000
N3390G1X-40.173Y-1.720Z-18.000
N3400G1X-40.306Y-2.269Z-18.000
N3410G1X-40.473Y-2.805Z-18.000
N3420G1X-40.674Y-3.324Z-18.000
N3430G1X-40.907Y-3.826Z-18.000
N3440G1X-41.172Y-4.310Z-18.000
N3450G1X-41.466Y-4.774Z-18.000
N3460G1X-41.788Y-5.216Z-18.000
N3470G1X-42.137Y-5.637Z-18.000
N3480G1X-42.512Y-6.034Z-18.000
N3490G1X-42.912Y-6.406Z-18.000
N3500G1X-43.335Y-6.752Z-18.000
N3510G1X-43.499Y-6.869Z-18.000
N3520G1X-43.500Y-153.000Z-18.000
N3530G3X-33.000Y-163.500I10.500J0.000
N3540G1X33.000Y-163.500Z-18.000
N3550G3X43.500Y-153.000I0.000J10.500
N3560G1X43.499Y-6.867Z-18.000
N3570G1X43.336Y-6.751Z-18.000
N3580G1X42.913Y-6.405Z-18.000
N3590G1X42.513Y-6.033Z-18.000
N3600G1X42.137Y-5.636Z-18.000
N3610G1X41.788Y-5.216Z-18.000
N3620G1X41.466Y-4.774Z-18.000
N3630G1X41.172Y-4.310Z-18.000
N3640G1X40.908Y-3.826Z-18.000
N3650G1X40.674Y-3.324Z-18.000
N3660G1X40.473Y-2.805Z-18.000
N3670G1X40.306Y-2.269Z-18.000
N3680G1X40.173Y-1.720Z-18.000
N3690G1X40.077Y-1.157Z-18.000
N3700G1X40.019Y-0.583Z-18.000
N3710G1X39.999Y0.000Z-18.000
N3720G00X39.999Y0.000Z5.000
N3730S12000M03
(kivágás_külső)
()
N3760G00X-61.500Y-160.000Z5.000
N3770G00X-61.500Y-160.000Z3.000
N3780G1X-61.500Y-160.000Z-16.667F1200.0
N3790G1X-61.500Y160.000Z-16.667F3600.0
N3800G2X-40.000Y181.500I21.500J0.000
N3810G1X40.000Y181.500Z-16.667
N3820G2X61.500Y160.000I0.000J-21.500
N3830G1X61.500Y-160.000Z-16.667
N3840G2X40.000Y-181.500I-21.500J0.000
N3850G1X-40.000Y-181.500Z-16.667
N3860G2X-61.500Y-160.000I0.000J21.500
N3870G1X-61.500Y-160.000Z-17.333F1200.0
N3880G1X-61.500Y160.000Z-17.333F3600.0
N3890G2X-40.000Y181.500I21.500J0.000
N3900G1X40.000Y181.500Z-17.333
N3910G2X61.500Y160.000I0.000J-21.500
N3920G1X61.500Y-160.000Z-17.333
N3930G2X40.000Y-181.500I-21.500J0.000
N3940G1X-40.000Y-181.500Z-17.333
N3950G2X-61.500Y-160.000I0.000J21.500
N3960G1X-61.500Y-160.000Z-18.000F1200.0
N3970G1X-61.500Y160.000Z-18.000F3600.0
N3980G2X-40.000Y181.500I21.500J0.000
N3990G1X40.000Y181.500Z-18.000
N4000G2X61.500Y160.000I0.000J-21.500
N4010G1X61.500Y-160.000Z-18.000
N4020G2X40.000Y-181.500I-21.500J0.000
N4030G1X-40.000Y-181.500Z-18.000
N4040G2X-61.500Y-160.000I0.000J21.500
N4050G00X-61.500Y-160.000Z5.000
N4060G00Z5.000
N4070G00X0.000Y0.000
N4080M09
N4090M30
%
Cím: Re:UCCNC vezérlő program
Írta: designr Dátum 2019 február 19, 20:07
Írta: designr Dátum 2019 február 19, 20:07
A lényeg az hogy ezt nem így kellett volna..
Cím: Re:UCCNC vezérlő program
Írta: sufnituning Dátum 2019 február 19, 22:01
Írta: sufnituning Dátum 2019 február 19, 22:01
Szia!
Érdekes dolgokat írsz, én ugyanígy UCCNC-t használok, nekem nem csinál ilyeneket, Az én sebességem 3500 mm/perc, részeket nálam nem hagy ki és pontos, nem lehet az, hogy a rajz ( dxf) előkészítésével van a baj?
A sebesség a ponthalmazoknak megfelelően változik, így az egyenes részek gyorsabbak, sokszor elérik a beállított értéket, a kanyarokban lassul, mivel itt többet számol.
Igaz ha jól emlékszem egyszer csinált nálam is körnél hasonlót, de az előkészítéssel volt a gond, egyenesekből akarta megcsinálni a körívet, csomószor megállt, beindult.
Érdekes dolgokat írsz, én ugyanígy UCCNC-t használok, nekem nem csinál ilyeneket, Az én sebességem 3500 mm/perc, részeket nálam nem hagy ki és pontos, nem lehet az, hogy a rajz ( dxf) előkészítésével van a baj?
A sebesség a ponthalmazoknak megfelelően változik, így az egyenes részek gyorsabbak, sokszor elérik a beállított értéket, a kanyarokban lassul, mivel itt többet számol.
Igaz ha jól emlékszem egyszer csinált nálam is körnél hasonlót, de az előkészítéssel volt a gond, egyenesekből akarta megcsinálni a körívet, csomószor megállt, beindult.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 február 20, 09:21
Írta: dezsoe Dátum 2019 február 20, 09:21
Szia!
Akkor szokott ilyet csinálni, ha a gyorsulás értéke alacsony. Hiába van magasabb sebesség beállítva, a kis gyorsulás miatt idő kell, hogy elérje azt a sebességet, és fogja meg. Esetleg egy egyszerű mintát tölts fel (pl. azt a négyzetet), hogy megnézzem, meg a beállításokból mondd meg a max. sebesség és gyorsulás értékeket.
Akkor szokott ilyet csinálni, ha a gyorsulás értéke alacsony. Hiába van magasabb sebesség beállítva, a kis gyorsulás miatt idő kell, hogy elérje azt a sebességet, és fogja meg. Esetleg egy egyszerű mintát tölts fel (pl. azt a négyzetet), hogy megnézzem, meg a beállításokból mondd meg a max. sebesség és gyorsulás értékeket.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 február 20, 09:36
Írta: dezsoe Dátum 2019 február 20, 09:36
Nálam szépen rajzol. Mik a sebesség és gyorsulás beállításaid?
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2019 február 20, 17:14
Írta: wv07scd6x Dátum 2019 február 20, 17:14
Értem én hogy gyorsulás, de a négy sarokból hármat jól csinált meg, és csak az egyiket rontotta el. Azt a sarkot minden kör megtétele során ugyanúgy levágja. Ha rossz a gyorsulás, akkor miért csak azt a sarkot rontja el?
Vagy egyáltalán miért hibázik amikor a grafika rendben jelenik meg. Ugyanazt látom mint a múltkori esetnél, hogy a vizualizációban is lelép az ívről, és az ív két végpontja között egyenes vonalban halad a szerszám. Azért használtam ezt a verziót, mert ez a megbízhatónak kikiáltott verzió, és szerettem volna a munkadarabomat nem elrontani.
Vagy egyáltalán miért hibázik amikor a grafika rendben jelenik meg. Ugyanazt látom mint a múltkori esetnél, hogy a vizualizációban is lelép az ívről, és az ív két végpontja között egyenes vonalban halad a szerszám. Azért használtam ezt a verziót, mert ez a megbízhatónak kikiáltott verzió, és szerettem volna a munkadarabomat nem elrontani.
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2019 február 20, 17:22
Írta: wv07scd6x Dátum 2019 február 20, 17:22
Hozzáteszem én a "G" kódokhoz nem értek. Én megszerkesztettem ezt a formát Aspire programban, és az generált nekem egy kódot amit én betöltöttem a programba. Mivel azt láttam, hogy a vizualizációban is jól jelenik meg a szerszámpálya, emiatt teljes nyugalommal rábíztam a programra a munka elvégzését. Innentől kezdve bocsássatok meg, de nem tudom az én hibámnak érezni a dolgot.
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2019 február 20, 17:38
Írta: wv07scd6x Dátum 2019 február 20, 17:38
Annyit méh hozzátennék, hogy itt is csak akkor hibázik amikor rá van dugva a vezérlő és nem demo módban fut. és ha nem a valóságban próbája ki az ember, akkor ki kell nagyítani a vizualizációban a bal oldali sarkot, mert a vizualizációban nem annyira látványos amikor nem pont az ív mentén halad a szerszám.
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2019 február 20, 17:39
Írta: wv07scd6x Dátum 2019 február 20, 17:39
Bal alsó sarok.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 február 20, 17:53
Írta: svejk Dátum 2019 február 20, 17:53
Hanyadik sornál kezdődik a hiba?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 február 20, 18:54
Írta: dezsoe Dátum 2019 február 20, 18:54
Értem a problémádat, de ha nem adsz információt, akkor nem tudom kipróbálni, ergo nem tudok segíteni. [#nemtudom]
Cím: Re:UCCNC vezérlő program
Írta: dtb Dátum 2019 február 20, 19:07
Írta: dtb Dátum 2019 február 20, 19:07
Távol álljon tőlem, hogy beleszóljak a tapasztaltabbak dolgába, de nekem az ASPIRE 8 verzióval már volt néhány kellemetlen tapasztalatom méretkezelés/kódgenerálás tekintetében. Ez főleg modellezésre, "művészkedésre" kialakított program. Igazából akkor tudnál meggyőződni, hogy mi hibázott, ha valami más programból is megpróbálnád legenerálni kódot, és ott megnézni, mi történik.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 február 20, 19:10
Írta: svejk Dátum 2019 február 20, 19:10
miért hibázik amikor a grafika rendben jelenik meg"
a következő mondatban pedig ezt írod:
"hogy a vizualizációban is lelép az ívről, és az ív két végpontja között egyenes vonalban halad a szerszám"
akkor most mi van?
a következő mondatban pedig ezt írod:
"hogy a vizualizációban is lelép az ívről, és az ív két végpontja között egyenes vonalban halad a szerszám"
akkor most mi van?
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2019 február 20, 19:12
Írta: ium8w94xp Dátum 2019 február 20, 19:12
Ráadásul a "stabil" verziókat nem 5 ember használja hobby szinten hétvégente 1-2 alkalommal. Nehezen hinném, hogy eddig senkinek se jött volna elő. De az ördög nem alszik...épp ide ír kommentet [#nyes]
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2019 február 20, 19:14
Írta: ium8w94xp Dátum 2019 február 20, 19:14
Ezt mondjuk spec értem, mert másik teszt verzió is csinálta. Jól jelenik meg a behívott gkód uc-ben..indítás után is azt látni, ahogy a gép mozog...a kettő nem fedi egymást.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 február 20, 20:16
Írta: dezsoe Dátum 2019 február 20, 20:16
Pontosan. Tehát jól rajzolja ki a pályát, de menet közben lelép róla. Ez most annyiban más, hogy nem teszt verzióról beszélünk, az 1.2049 a legfrissebb stabil verzió.
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2019 február 20, 20:27
Írta: wv07scd6x Dátum 2019 február 20, 20:27
Most lefuttattam demóban a kódot, és a 386 -odik sornál éri el legelső alkalommal a bal alsó sarokban lévő külső pálya ívének kezdetét. Itt is észrevehető viszont az, hogy a többi sikeresen végrehajtott íveknél azonos sebességgel halad a szerszám a pályán mint az egyenes szakaszokon, viszont a bal alsó saroknál látványosan gyorsabban halad végig az ív teljes szakaszán, majd aztán az egyenes szakaszra érve visszaáll a normál sebességre. Ha viszont még vezérlőt is csatlakoztatok, akkor amit le írtam, más történik. Nem tudom elképzelni, hogy miért kellene ilyen esetben a beállításokban keresni a hibát, amikor egyszerűen az uccnc nem a parancsnak megfelelően viselkedik. Mi olyan beállítás lehet, ami felülbírálhatja a G -kódban meghatározott szerszámpályát??? Hiszen ez egy pályamódosulás, és nem pedig a gép konfigurációs hiba. Nem veszti el a pozíciót a gép. El tudom képzelni azt a szituációt, hogy maga a gép nem képes a beállításokban meghatározott gyorsulásra, de akkor ha ilyen hiba állna elő, akkor nem tudna a gép több alkalommal is ugyanazon a pályavonalon végigmozogni. El kéne legyen csúszva a gyakorlatban a következő körben megtett pályaút a munkadarabon. Fizikailag pedig az történik, hogy minden körben halálpontosan ugyan azon a pályán visz végig a szerszámot, csak sajnos ez a pálya nem egyezik meg a vizualizációban kék vonallal jelölt pályával a már emlegettet ívnél.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 február 20, 21:12
Írta: dezsoe Dátum 2019 február 20, 21:12
"Mi olyan beállítás lehet, ami felülbírálhatja a G -kódban meghatározott szerszámpályát???" Olvass utána a G64 működésének, és megtudod.
Nem azért érdekelnek a beállításaid, hogy bebizonyítsam, hogy rosszul állítasz be valamit, hanem azért, hogy megtaláljuk a probléma forrását és kezelni tudjuk. Gondolom, azért írtad ide a problémát, hogy legyen rá megoldás.
Nem azért érdekelnek a beállításaid, hogy bebizonyítsam, hogy rosszul állítasz be valamit, hanem azért, hogy megtaláljuk a probléma forrását és kezelni tudjuk. Gondolom, azért írtad ide a problémát, hogy legyen rá megoldás.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 február 21, 02:49
Írta: zt2c4wh9 Dátum 2019 február 21, 02:49
Meg fogjuk vizsgálni a kódodat hamarosan.
Egyébként vannak olyan esetek amikor letérhet a g-kódban programozott szerszámpályáról a vezérlőprogram. Egyrészt G64 állandó sebesség módnál optimalizálhatja a pályát és a meghatározott max. távolsággal letérhet róla, másrészt G91 inkrementális módnál is ha mondjuk megállítod és újraindítod a futtatást, akkor mivel inkrementum a következő már végrehajtás alatt lévő és megállított mozgás ezért le fog térni a rajzolt pályáról. Persze valószínűleg nem ezekkel lesz a gond, ha a többi hasonló íven megfelelően halad.
Egyébként vannak olyan esetek amikor letérhet a g-kódban programozott szerszámpályáról a vezérlőprogram. Egyrészt G64 állandó sebesség módnál optimalizálhatja a pályát és a meghatározott max. távolsággal letérhet róla, másrészt G91 inkrementális módnál is ha mondjuk megállítod és újraindítod a futtatást, akkor mivel inkrementum a következő már végrehajtás alatt lévő és megállított mozgás ezért le fog térni a rajzolt pályáról. Persze valószínűleg nem ezekkel lesz a gond, ha a többi hasonló íven megfelelően halad.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 február 21, 02:51
Írta: zt2c4wh9 Dátum 2019 február 21, 02:51
És igen, jó volna ha fel tudnád tölteni a profil fájlodat, mert lehet, hogy beállításfüggő a probléma, ezért minden bizonnyal segítene ha a te profiloddal a te beállításaiddal tudnánk tesztelni a kódodat.
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2019 február 21, 11:02
Írta: wv07scd6x Dátum 2019 február 21, 11:02
It jelen esetben olyan mértékig eltért a kijelölt pályától, hogyha az alapanyag nem lett volna puha, akkor azonnal szerszámtörés következett volna be. Amellett hogy elrontja a munkát. Számomra az nem világos, hogy amikor az uccnc -be betöltöm a kódott, akkor már egy helyen vannak a gépbeállítások, és a pályakód, akkor már a uccnc -nek tudnija kell kikalkulálni, hogy mi lesz az a pályavonal amit képes lesz végrehajtani, és akkor meg azt a módosult pályavonalat kellene kirajzolnia. Akkor már a munka megkezdése előtt is tudatában lehettem volna azzal, hogy nem az fog történni amit szeretnék. Tehát ha módosul a pálya, akkor annak a vizualációban is látszódnia kellene betöltés után. Mert amint már leírtam, akkor már jelen van egy helyen az összes információ. A profil fáljt majd küldöm.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 február 21, 18:03
Írta: zt2c4wh9 Dátum 2019 február 21, 18:03
Kicsit azért bonyolultabb ez a dolog amit leírtál mint aminek gondolod. Egyrészt megvalósítani, másrészt ha úgy csinálnánk ahogy leírtad, akkor meg az lenne a gond, hogy miért nem az van a képernyőn ami a g-kód szerinti mozgások. Szóval egyik megoldás sem tökéletes.
G64 módban egyébként annyival térhet le a szoftver max. a pályáról amit te megadtál a CV paraméternél távolságot. Ha 0.001 egységet adtál meg akkor max. annyit, ha 10 egységet, akkor max. annyit. Szóval simán letérhet akár sokat is, ha mondjuk 10mm-t adtál meg, akkor az már elég sok szinte bármely munka fajtánál. Na, de éppen ezért kérjük a profil fájlt, hogy lássuk, hogy mit állítottál be, mennyit térhet le a beállításaiddal és hogy lássuk, hogy mi a gond.
G64 módban egyébként annyival térhet le a szoftver max. a pályáról amit te megadtál a CV paraméternél távolságot. Ha 0.001 egységet adtál meg akkor max. annyit, ha 10 egységet, akkor max. annyit. Szóval simán letérhet akár sokat is, ha mondjuk 10mm-t adtál meg, akkor az már elég sok szinte bármely munka fajtánál. Na, de éppen ezért kérjük a profil fájlt, hogy lássuk, hogy mit állítottál be, mennyit térhet le a beállításaiddal és hogy lássuk, hogy mi a gond.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 február 21, 18:47
Írta: dezsoe Dátum 2019 február 21, 18:47
Megjött a profil, köszi, átnézem.
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2019 február 22, 11:46
Írta: lari Dátum 2019 február 22, 11:46
Van arra lehetőség, hogy az UCCNC megjelenítsen egy forgástestet? Ha igen, mit kell ehhez bekapcsolni? Gondolom grafikailag jobban igénybe veszi a gépet...
A Mach3-ban volt ilyen opció, valamit be kellett pipálni és szépen mutatta a forgató által bejárt utat is.
A Mach3-ban volt ilyen opció, valamit be kellett pipálni és szépen mutatta a forgató által bejárt utat is.
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2019 február 22, 11:55
Írta: wv07scd6x Dátum 2019 február 22, 11:55
Ki derült már mi okozza az ívkövetési problémát? Egyáltalán sikerült reprodukálni?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 február 22, 11:56
Írta: dezsoe Dátum 2019 február 22, 11:56
Jelenleg nincs, sajnos.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 február 22, 11:57
Írta: dezsoe Dátum 2019 február 22, 11:57
Még nem sikerült előidézni, de a hétvégén még kísérletezek vele, hátha kiderül, mi van vele. Szólni fogok, hogy mi az eredmény.
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2019 február 22, 12:03
Írta: wv07scd6x Dátum 2019 február 22, 12:03
Én meg azthiszem felteszem ismét a legfrisseb próbaverziót és azzal is kipróbálom.
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2019 február 22, 12:13
Írta: lari Dátum 2019 február 22, 12:13
Értem, köszi!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 február 22, 12:37
Írta: dezsoe Dátum 2019 február 22, 12:37
1.2049-cel próbáltam tegnap, de UC100-zal. Nem hibázott, viszont neked UC400-ad van, úgyhogy még azzal is megnézem, hátha az okoz valamit.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 február 23, 12:20
Írta: dezsoe Dátum 2019 február 23, 12:20
Megjelent az új AXBB-E ethernetes kombinált mozgásvezérlő és csatolókártya.
További információ itt olvasható róla (http://www.cncdrive.hu/AXBB.html).
Ára is lesz hétfőre.
Akció! Március végéig vagy a készlet erejéig aki ilyen kártyát vesz, az kap hozzá UCCNC licencet is!
(https://hobbicncforum.hu/uploaded_images/2019/02/tn_tk55j50xzm9xbfnw90nxa_3977.jpg) (https://hobbicncforum.hu/uploaded_images/2019/02/tk55j50xzm9xbfnw90nxa_3977.jpg)
További információ itt olvasható róla (http://www.cncdrive.hu/AXBB.html).
Ára is lesz hétfőre.
Akció! Március végéig vagy a készlet erejéig aki ilyen kártyát vesz, az kap hozzá UCCNC licencet is!
(https://hobbicncforum.hu/uploaded_images/2019/02/tn_tk55j50xzm9xbfnw90nxa_3977.jpg) (https://hobbicncforum.hu/uploaded_images/2019/02/tk55j50xzm9xbfnw90nxa_3977.jpg)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 február 24, 21:58
Írta: dezsoe Dátum 2019 február 24, 21:58
Pár mondat az AXBB-ről. Leginkább az UC400ETH-val lehet összehasonlítani:
- 17 + 12 kimenet, ebből 8 leválasztott (UC400 12 + 12, egyik sem leválasztott)
- 6 + 5 bemenet, ebből 6 leválasztott (UC400 5 + 5, egyik sem leválasztott)
Ez a gyakorlatban úgy néz ki, hogy az AXBB 1-es portján 17 kimenet van, amiből 8 optocsatolóval le van választva. Az 1-es kimenet (leválasztott) charge pump áramkörön keresztül megy, tehát akkor aktív, ha a charge pump jelet kapja. A 2-es port 6 leválasztott bemenetet tartalmaz, a 3-as pedig a szokásos ICD 26-os csatlakozóval van ellátva, amire más leválasztó kártya köthető, praktikusan az UCSB leválasztó kártyát (http://www.cncdrive.hu/UCSB.html) tudom javasolni, ami szintén teljesen leválasztott 12 ki- és 5 bemenetet tartalmaz.
Az AXBB is etherneten keresztül csatlakozik a vezérlő PC-hez, tehát egyrészt gyors, másrészt az ethernet működéséből adódóan elektromosan elszigetelt, így akár plazmavágóhoz is bátran tudom ajánlani.
- 17 + 12 kimenet, ebből 8 leválasztott (UC400 12 + 12, egyik sem leválasztott)
- 6 + 5 bemenet, ebből 6 leválasztott (UC400 5 + 5, egyik sem leválasztott)
Ez a gyakorlatban úgy néz ki, hogy az AXBB 1-es portján 17 kimenet van, amiből 8 optocsatolóval le van választva. Az 1-es kimenet (leválasztott) charge pump áramkörön keresztül megy, tehát akkor aktív, ha a charge pump jelet kapja. A 2-es port 6 leválasztott bemenetet tartalmaz, a 3-as pedig a szokásos ICD 26-os csatlakozóval van ellátva, amire más leválasztó kártya köthető, praktikusan az UCSB leválasztó kártyát (http://www.cncdrive.hu/UCSB.html) tudom javasolni, ami szintén teljesen leválasztott 12 ki- és 5 bemenetet tartalmaz.
Az AXBB is etherneten keresztül csatlakozik a vezérlő PC-hez, tehát egyrészt gyors, másrészt az ethernet működéséből adódóan elektromosan elszigetelt, így akár plazmavágóhoz is bátran tudom ajánlani.
Cím: Re:UCCNC vezérlő program
Írta: remrendes Dátum 2019 február 25, 03:34
Írta: remrendes Dátum 2019 február 25, 03:34
Ha mar plazmavago... A levalasztott kimenetek is kepesek a 400kHz-re?
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 február 25, 03:42
Írta: zt2c4wh9 Dátum 2019 február 25, 03:42
Igen, a leválasztott kimenetek nagysebességű (10MHz) optocsatolósak és képesek 400kHz kimeneti frekvenciára is, szóval akár step/dir vagy PWM jelek átvitelére is alkalmasak.
Ugyanez a helyzet a leválasztott bemenetekkel, azok is nagysebességű optocsatolósak, így akár inkrementális encoder jeleket is rájuk lehet kötni.
Ugyanez a helyzet a leválasztott bemenetekkel, azok is nagysebességű optocsatolósak, így akár inkrementális encoder jeleket is rájuk lehet kötni.
Cím: Re:UCCNC vezérlő program
Írta: remrendes Dátum 2019 február 25, 06:33
Írta: remrendes Dátum 2019 február 25, 06:33
Koszonom! Varhato lesz ettol gyorsabb a kozeljovoben?
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 február 25, 07:08
Írta: zt2c4wh9 Dátum 2019 február 25, 07:08
Minél gyorsabb? 400kHz-nél vagy 10MHz-nél? :)
Nem, nem hinném. Egyrészt ennél gyorsabbat mikrovezérlővel nem nagyon lehet elérni. Azt már csak FPGA vagy CPLD-vel lehetne.
Viszont nem igazán van értelme, mert:
1.) A léptető vezérlők nem tudnak 200kHz-nél többet. Még a jó minőségű drága vezérlők sem.
2.) MHz-es step/dir jeleket vinni kábeleken nem túl célszerű, mert az impulzusok annyira rövidek, hogy nagyon zavarérzékeny lesz a rendszer. 1MHz-es jel 50%-os kitöltéssel mindössze 500 nanosec hosszúságú, ami már mondhatni, hogy csak egy pici tüske jel. :)
Szóval ahol ilyen nagy frekvenciájú jelekre van szükség ott már nem step/dir jeleket szoktak használni, hanem EtherCAT vagy CAN vagy más hibadetektálós és hibajavítós kommunikációt.
Nem, nem hinném. Egyrészt ennél gyorsabbat mikrovezérlővel nem nagyon lehet elérni. Azt már csak FPGA vagy CPLD-vel lehetne.
Viszont nem igazán van értelme, mert:
1.) A léptető vezérlők nem tudnak 200kHz-nél többet. Még a jó minőségű drága vezérlők sem.
2.) MHz-es step/dir jeleket vinni kábeleken nem túl célszerű, mert az impulzusok annyira rövidek, hogy nagyon zavarérzékeny lesz a rendszer. 1MHz-es jel 50%-os kitöltéssel mindössze 500 nanosec hosszúságú, ami már mondhatni, hogy csak egy pici tüske jel. :)
Szóval ahol ilyen nagy frekvenciájú jelekre van szükség ott már nem step/dir jeleket szoktak használni, hanem EtherCAT vagy CAN vagy más hibadetektálós és hibajavítós kommunikációt.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 február 25, 07:09
Írta: dezsoe Dátum 2019 február 25, 07:09
Nem valószínű, de majd Balázs megmondja. (Mihez nem elég a 400kHz-es sebesség?)
Cím: Re:UCCNC vezérlő program
Írta: remrendes Dátum 2019 február 25, 07:19
Írta: remrendes Dátum 2019 február 25, 07:19
Koszonom! Elgondolkodtato...
Cím: Re:UCCNC vezérlő program
Írta: remrendes Dátum 2019 február 25, 07:20
Írta: remrendes Dátum 2019 február 25, 07:20
Igazabol mindenhez. De van egy par 1000PPR-es encoderem, amit kihasznalnek annyira, amennyire lehet.
Cím: Re:UCCNC vezérlő program
Írta: sanyi84 Dátum 2019 február 25, 07:28
Írta: sanyi84 Dátum 2019 február 25, 07:28
Meg is rendeltem az újdonságot, várom már hogy üzem közbe láthassam mit tud. Bár az még 2 hónap tuti.
Az im 48 22 4 megát tud adatlapja szerint.
Jó barátomnak eladtam a vezérlőszettjeimet, azok egy megát tudtak. Kemény 480 khz ig felmentem a dsom generátorával, nem hiszem hogy tovább pörgött volna a motor vagy csapágyazása bírta volna...
Persze átlag jó minőségű vezérlők 200-400 khz t tudnak.
Ami igazából már csak... mert azért a 400 khz már elég sok,
léptetős rendszerbe bőven elég.
Az im 48 22 4 megát tud adatlapja szerint.
Jó barátomnak eladtam a vezérlőszettjeimet, azok egy megát tudtak. Kemény 480 khz ig felmentem a dsom generátorával, nem hiszem hogy tovább pörgött volna a motor vagy csapágyazása bírta volna...
Persze átlag jó minőségű vezérlők 200-400 khz t tudnak.
Ami igazából már csak... mert azért a 400 khz már elég sok,
léptetős rendszerbe bőven elég.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 február 25, 11:28
Írta: svejk Dátum 2019 február 25, 11:28
Huhh.. [#wow1]
Bírtatok még a bekötéseken csavarni mi? :)
Ára? Vagy csak vak vagyok?
Eladjam gyorsan az UC400 ETH-mat baráti áron? :)
Bírtatok még a bekötéseken csavarni mi? :)
Ára? Vagy csak vak vagyok?
Eladjam gyorsan az UC400 ETH-mat baráti áron? :)
Cím: Re:UCCNC vezérlő program
Írta: D.Laci Dátum 2019 február 25, 11:46
Írta: D.Laci Dátum 2019 február 25, 11:46
https://shop.cncdrive.hu/termek/cncdrive-1-uc100-mozgasvezerlo2
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 február 25, 11:49
Írta: svejk Dátum 2019 február 25, 11:49
Köszi!
Dezsoe linkje nyilván még a régi websoph-ba vitt.
Dezsoe linkje nyilván még a régi websoph-ba vitt.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 február 25, 12:17
Írta: zt2c4wh9 Dátum 2019 február 25, 12:17
Na jó, de min lesz rajta az az encoder? Szervomotoron?
1000PPR 4X dekódolással 4000CPR és a 400kHz az 6000 fordulat per percig tudja forgatni a motort, az gondolom csak elég lesz?! :)
1000PPR 4X dekódolással 4000CPR és a 400kHz az 6000 fordulat per percig tudja forgatni a motort, az gondolom csak elég lesz?! :)
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 február 25, 12:27
Írta: zt2c4wh9 Dátum 2019 február 25, 12:27
Szia,
Köszönjük a megrendelést.
Igen, a léptetőmotorok üresjáratban el tudnak gyakran forogni egész magas sebességig is, de ott már nem igazán van nyomatékuk, szóval nem realisztikus egy léptetőmotort mondjuk 5000 fordulat per perccel járatni üzemszerűen mellékhajtásként.
Köszönjük a megrendelést.
Igen, a léptetőmotorok üresjáratban el tudnak gyakran forogni egész magas sebességig is, de ott már nem igazán van nyomatékuk, szóval nem realisztikus egy léptetőmotort mondjuk 5000 fordulat per perccel járatni üzemszerűen mellékhajtásként.
Cím: Re:UCCNC vezérlő program
Írta: sanyi84 Dátum 2019 február 25, 13:10
Írta: sanyi84 Dátum 2019 február 25, 13:10
Igen, kb 0 a nyomatéka, gyorsítás is igen lassan történt. A mikrolépésnek Tibor45 tesztjei alapján van értelme, szép grafikonon mutatja az oldalán hogy mennyit is simít adott motor járásán a mikrolépés.
Szuper cucc leet alig várom hogy odaérjek hogy beépítsem...
Szuper cucc leet alig várom hogy odaérjek hogy beépítsem...
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 február 25, 14:48
Írta: zt2c4wh9 Dátum 2019 február 25, 14:48
Mikrolépésnek alacsony sebességen van értelme. Nagy sebességen a mikrolépés ront a nyomatékon, vagyis hamarabb "lekonyul" a sebesség/nyomaték görbe.
Az ideális megoldás az lenne, ha alacsony sebességen mikrolépésben magas sebességen pedig fél lépésben van forgatva a motor.
Az ideális megoldás az lenne, ha alacsony sebességen mikrolépésben magas sebességen pedig fél lépésben van forgatva a motor.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2019 február 25, 19:49
Írta: ANTAL GÁBOR Dátum 2019 február 25, 19:49
Tudjuk is ezt mi felhasználók de hogyan lehetne azt megoldani egy komolyabb gyári léptetővezérlőnél hogy egyszer így menjen egyszer pedig úgy ( egy jumperral lehet beállítani a mikrolépést ) . Vagy forrasszam ki a jumpert , tegyek a helyére egy csatit és csináljak egy kombinációs hálózatot . Hát elég macerás
Pont esedékes lenne : egy 6.5 Nm es encoderes léptető van a porondon . A finom beállításban 4000 step / körülfordulás kell , ugyanakkor van amikor jó lenne ha nagyon pörögne ( Most 30 V DC tápról még megy a 450 1/ min . A véglegesnél
60 V Dc lesz .
Jelenleg kvázi üresjárásban próbálom ( egy komoly csigahajtás a maga surlódásával azért beterhel )de élőben más lesz a helyzet..
Pont esedékes lenne : egy 6.5 Nm es encoderes léptető van a porondon . A finom beállításban 4000 step / körülfordulás kell , ugyanakkor van amikor jó lenne ha nagyon pörögne ( Most 30 V DC tápról még megy a 450 1/ min . A véglegesnél
60 V Dc lesz .
Jelenleg kvázi üresjárásban próbálom ( egy komoly csigahajtás a maga surlódásával azért beterhel )de élőben más lesz a helyzet..
Cím: Re:UCCNC vezérlő program
Írta: sanyi84 Dátum 2019 február 25, 20:24
Írta: sanyi84 Dátum 2019 február 25, 20:24
Még nem teszeltem ezt a jelenséget. Nos lehetne egy szervó és egy léptető összeugrasztásával. Nem tudom megcsináljam-e. Ebből lehetne tanulni. Bldc vel összekötöm és ha el lehet hangolni gyengére a bldc t megmutatja magát a jelenség. Egyfajta következtetett nyomatékgörbét adhat ha sikerül. Vagyis két eredmény közül kis/nagy sebességen mint egy nyomatékgörbe padot használva lehet következtetni a léptető nyomatékgöréjére. De épp nem erre készült a szabályzó.
Na de eltértünk az útiránytól , bár mégis témánál vagyunk. Azért választottam az uccnc t + AXBB-E t a mesa ellenében mert : Kompakt. Még mindig step dir vezérlés
(nem szabályzás) mellett maradva ezzel a géppel.
Na de eltértünk az útiránytól , bár mégis témánál vagyunk. Azért választottam az uccnc t + AXBB-E t a mesa ellenében mert : Kompakt. Még mindig step dir vezérlés
(nem szabályzás) mellett maradva ezzel a géppel.
Cím: Re:UCCNC vezérlő program
Írta: fpd0kbd4 Dátum 2019 február 25, 20:25
Írta: fpd0kbd4 Dátum 2019 február 25, 20:25
Szia!
Bocsánat ha off de most épp ide illik. Megerősítenéd vagy megcáfolnád, hogy a következő idézet egy léptetőmotor vezérlő dokumentációjából,az említett ideális megoldásra utal, vagy legalábbis valami hasonlóra.
"Changing the number of steps with the STEP2_INV signal input
The STEP2_INV signal input can be used if a high positioning accuracy is required,
but the output frequency of the master controller is limited.
The number of steps can be increased or reduced by a factor of 10 with the STEP2_
INV signal.
Bocsánat ha off de most épp ide illik. Megerősítenéd vagy megcáfolnád, hogy a következő idézet egy léptetőmotor vezérlő dokumentációjából,az említett ideális megoldásra utal, vagy legalábbis valami hasonlóra.
"Changing the number of steps with the STEP2_INV signal input
The STEP2_INV signal input can be used if a high positioning accuracy is required,
but the output frequency of the master controller is limited.
The number of steps can be increased or reduced by a factor of 10 with the STEP2_
INV signal.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 február 25, 20:44
Írta: dezsoe Dátum 2019 február 25, 20:44
Semmi sem lehetetlen: LoneWolf-féle zárt hurkú léptetőket használok, és azoknak van egy x10, tízes szorzó bemenete is, amivel menet közben lehet a felbontást változtatni. Már csak egy vezérlő szoftver kéne, ami tudja ezt kezelni... :)
Cím: Re:UCCNC vezérlő program
Írta: fpd0kbd4 Dátum 2019 február 25, 21:01
Írta: fpd0kbd4 Dátum 2019 február 25, 21:01
Jól gondolom ,hogy egyről beszélünk? 3~ Berger-Lahr? Én még csak most próbálok okosodni.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 február 25, 21:12
Írta: dezsoe Dátum 2019 február 25, 21:12
Nem, de gondolom, hogy kb. ugyanazt tudják. Az enyémek Vexta Alfastep ASC sorozatúak. (ASD36A-K és ASD18A-K)
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2019 február 25, 21:17
Írta: wv07scd6x Dátum 2019 február 25, 21:17
Esetleg sikerült e már a nálam jelentkező problémára magyarázatot találni?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 február 25, 21:26
Írta: dezsoe Dátum 2019 február 25, 21:26
Szia! Az asztal már kívülről tudja a pályát, annyiszor futtattam, de még nem sikerült a hibát előhozni. Van még ötletem, csak közben mást is tesztelek felváltva. Fogok jelentkezni, ahogy tudok valami okosat mondani. :)
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 február 26, 03:38
Írta: zt2c4wh9 Dátum 2019 február 26, 03:38
Szia,
Az idézet egy egyszerűbb dologra, arra utal, hogy ha nagyobb mikrostepping értéket állítasz be, akkor azonos motor forgási sebességhez értelemszerűen nagyobb step frekvencia kell és hogy a vezérlő elektronika ami a step/dir jeleket szolgáltatja a motorvezérlő számára nem biztos hogy tud ekkora frekvenciát. Szóval ez csak egy figyelemfelhívás azzal kapcsolatban, hogy a nagy mikrostepping értékre állítás lehet az oka, ha a motort nem képes olyan gyorsan forgatni a felhasználó ahogy azt szeretné.
Az idézet egy egyszerűbb dologra, arra utal, hogy ha nagyobb mikrostepping értéket állítasz be, akkor azonos motor forgási sebességhez értelemszerűen nagyobb step frekvencia kell és hogy a vezérlő elektronika ami a step/dir jeleket szolgáltatja a motorvezérlő számára nem biztos hogy tud ekkora frekvenciát. Szóval ez csak egy figyelemfelhívás azzal kapcsolatban, hogy a nagy mikrostepping értékre állítás lehet az oka, ha a motort nem képes olyan gyorsan forgatni a felhasználó ahogy azt szeretné.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 február 26, 03:46
Írta: zt2c4wh9 Dátum 2019 február 26, 03:46
Szia,
Ezt te magad nem tudod megoldani kész vezérlőknél. Úgy értem, hogy ha a léptető vezérlő nem tud átállni microstep-ről egész lépésre automatikusan, akkor azt te nem fogod tudni megcsinálni, hogy tudja. Ezt csak úgy tudnád megoldani, hogy tudja, ha építesz egy saját meghajtót, amiben ezt leprogramozod egy CPLD vagy FPGA-ba.
Végülis csak annyiról van szó, hogy bizonyos frekvencia felett kihagyja (csak számol vele, de nem lép oda) a vezérlő a mikrolépéseket és csak a fél lépésekre áll rá.
Némely Gecko vezérlők tudják is ezt és step morhping-nak nevezik.
Encoderes léptetőmotor és zárt hurkú vezérlő az megint kicsit más, mert ott a vezérlőnek hozzáférése van az áram-hurkokhoz és a rotor pozícióról is van adata az encoderből. 2db PI szabályzóval szabályozza az áramot a rotor pozíció alapján, így a nyomatékot mindig nagyjából az ideális értéken tudja tartani. (Persze bizonyos korlátokkal)
Szóval az ilyen rendszernek a működése alapvetően más mint a nyílt hurkú áram szabályzósnak. (vezérlésnek).
Ezt te magad nem tudod megoldani kész vezérlőknél. Úgy értem, hogy ha a léptető vezérlő nem tud átállni microstep-ről egész lépésre automatikusan, akkor azt te nem fogod tudni megcsinálni, hogy tudja. Ezt csak úgy tudnád megoldani, hogy tudja, ha építesz egy saját meghajtót, amiben ezt leprogramozod egy CPLD vagy FPGA-ba.
Végülis csak annyiról van szó, hogy bizonyos frekvencia felett kihagyja (csak számol vele, de nem lép oda) a vezérlő a mikrolépéseket és csak a fél lépésekre áll rá.
Némely Gecko vezérlők tudják is ezt és step morhping-nak nevezik.
Encoderes léptetőmotor és zárt hurkú vezérlő az megint kicsit más, mert ott a vezérlőnek hozzáférése van az áram-hurkokhoz és a rotor pozícióról is van adata az encoderből. 2db PI szabályzóval szabályozza az áramot a rotor pozíció alapján, így a nyomatékot mindig nagyjából az ideális értéken tudja tartani. (Persze bizonyos korlátokkal)
Szóval az ilyen rendszernek a működése alapvetően más mint a nyílt hurkú áram szabályzósnak. (vezérlésnek).
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 február 26, 03:56
Írta: zt2c4wh9 Dátum 2019 február 26, 03:56
Szervo és léptetőmotor sebesség/nyomaték jelleggörbéi teljesen mások. Léptetőmotornak csökken a nyomatéka magasabb sebességen. A szervonak nő. Sőt a szervonak van egy olyan jó tulajdonsága amit impulzus nyomatéknak neveznek, ami egy nagyobb nyomaték érték mint a folyamatos terhelhetősége, ami segít a gyorsítási/lassítási ciklusokat hamarabb végrehajtani.
Viszont a szervonak a folyamatos nyomatéka jóval alacsonyabb mint egy azonos méretű léptetőnek.
Ezért:
- Léptetőt egyszerűbb illeszteni, méretezni az adott hajtáslánchoz. Viszont rosszabb lesz a dinamikája mint egy bármilyen jól méretezett szervós rendszernek.
- Szervonál célszerű rászánni az időt a méretezésre, inercia egyezés illesztésre stb. (általában célszerű lassító áttételezni.) cserébe viszont ha jó a méretezés akkor jobb a dinamika, jobban teljesít a motor mint egy léptető. :)
Igazából nem kell ehhez nyomatékpad, ezek ismert dolgok, utána lehet olvasni, utána lehet számolni. Persze igazolni is lehet, de hacsak nem a kísérletezés a cél, akkor célszerű inkább kiszámolni és már eleve a számolás szerint megfelelőre megépíteni. :)
Na de tényleg eltértünk a témától, habár érdekes téma a szervo méretezés is és a motor vezérlés is, de végülis ez mégiscsak az UCCNC fórum topik.
Örülök, hogy az AXBB-E-t választottad a Mesa-val szemben, remélem meg leszel vele elégedve.
Viszont a szervonak a folyamatos nyomatéka jóval alacsonyabb mint egy azonos méretű léptetőnek.
Ezért:
- Léptetőt egyszerűbb illeszteni, méretezni az adott hajtáslánchoz. Viszont rosszabb lesz a dinamikája mint egy bármilyen jól méretezett szervós rendszernek.
- Szervonál célszerű rászánni az időt a méretezésre, inercia egyezés illesztésre stb. (általában célszerű lassító áttételezni.) cserébe viszont ha jó a méretezés akkor jobb a dinamika, jobban teljesít a motor mint egy léptető. :)
Igazából nem kell ehhez nyomatékpad, ezek ismert dolgok, utána lehet olvasni, utána lehet számolni. Persze igazolni is lehet, de hacsak nem a kísérletezés a cél, akkor célszerű inkább kiszámolni és már eleve a számolás szerint megfelelőre megépíteni. :)
Na de tényleg eltértünk a témától, habár érdekes téma a szervo méretezés is és a motor vezérlés is, de végülis ez mégiscsak az UCCNC fórum topik.
Örülök, hogy az AXBB-E-t választottad a Mesa-val szemben, remélem meg leszel vele elégedve.
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2019 február 26, 06:50
Írta: wv07scd6x Dátum 2019 február 26, 06:50
Elküldtem a teljes program mappámat. Nálam ugyanis minden próba alkalmával hibás volt veled ellentétben.
Cím: Re:UCCNC vezérlő program
Írta: remrendes Dátum 2019 február 26, 07:17
Írta: remrendes Dátum 2019 február 26, 07:17
Igazabol a support erosen mellettetek szol.
Pecsen be lehet erte ugrani?
Pecsen be lehet erte ugrani?
Cím: Re:UCCNC vezérlő program
Írta: fpd0kbd4 Dátum 2019 február 26, 08:13
Írta: fpd0kbd4 Dátum 2019 február 26, 08:13
Köszönöm! Külön köszönet,hogy egy OFF hozzászólásra is segítőkész-en válaszoltál.[#worship]
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2019 február 26, 09:36
Írta: 000000000 Dátum 2019 február 26, 09:36
1. "Léptetőmotornak csökken a nyomatéka magasabb sebességen. A szervonak nő."
Miért nő? Inkább állandó az, és bizonyos fordulatszámnál csökken.
2. "Léptetőt egyszerűbb illeszteni, méretezni az adott hajtáslánchoz. Viszont rosszabb lesz a dinamikája mint egy bármilyen jól méretezett szervós rendszernek."
Miért lenne egyszerűbb? Hiszen az üzemi fordulatszámon belül változó nyomaték függvénnyel kell számolni, míg szervónál ez állandó. Aztán ez a dinamikával kapcsolatos mondatod is piszkosul zavaros. Pontosítanád?
3. 6543-ban írtad:
"Nagy sebességen a mikrolépés ront a nyomatékon, vagyis hamarabb "lekonyul" a sebesség/nyomaték görbe.
A fél és mikrolépéses üzemmód M/n görbéje nagyobb fordulatoknál erősen konvergál egymáshoz, sőt vannak esetek amikor a fél lépés rosszabb eredményt ad itt már.
Vannak sokkal nagyobb hatású motor adatok, és hajtás beállítási, üzemeletetési adatok, amik a nagyobb fordulat elérésénél fontosabbak.
Így szakmailag ez a 3. is egy elég necces kijelentés, ráadásul a téves infód alapján már el is indult a zseniális ötletbörze a majdnem semmiért.:)
Miért nő? Inkább állandó az, és bizonyos fordulatszámnál csökken.
2. "Léptetőt egyszerűbb illeszteni, méretezni az adott hajtáslánchoz. Viszont rosszabb lesz a dinamikája mint egy bármilyen jól méretezett szervós rendszernek."
Miért lenne egyszerűbb? Hiszen az üzemi fordulatszámon belül változó nyomaték függvénnyel kell számolni, míg szervónál ez állandó. Aztán ez a dinamikával kapcsolatos mondatod is piszkosul zavaros. Pontosítanád?
3. 6543-ban írtad:
"Nagy sebességen a mikrolépés ront a nyomatékon, vagyis hamarabb "lekonyul" a sebesség/nyomaték görbe.
A fél és mikrolépéses üzemmód M/n görbéje nagyobb fordulatoknál erősen konvergál egymáshoz, sőt vannak esetek amikor a fél lépés rosszabb eredményt ad itt már.
Vannak sokkal nagyobb hatású motor adatok, és hajtás beállítási, üzemeletetési adatok, amik a nagyobb fordulat elérésénél fontosabbak.
Így szakmailag ez a 3. is egy elég necces kijelentés, ráadásul a téves infód alapján már el is indult a zseniális ötletbörze a majdnem semmiért.:)
Cím: Re:UCCNC vezérlő program
Írta: sanyi84 Dátum 2019 február 26, 10:57
Írta: sanyi84 Dátum 2019 február 26, 10:57
Tibor, gyerünk át a semlegesbe, oda való, de sokat lehet belőle tanulni.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 február 26, 12:21
Írta: zt2c4wh9 Dátum 2019 február 26, 12:21
Köszönjük a kioktatást, csodálkoztam volna, ha ez nem így történik, őszintén szólva már vártam, hogy melyik részekbe fogsz belekötni, de ahogy már többször megkértelek maradj kérlek távol az UCCNC topiktól. "Okosítsd" az embereket valahol máshol kérlek, hadd maradjon ez a fórum topik szakmai és a miénk. Előre is köszönöm.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 február 26, 12:24
Írta: zt2c4wh9 Dátum 2019 február 26, 12:24
Szia,
Köszönjük.
Pécsen csak irodánk van, ill. az a székhely címünk. Görcsönyben van a raktárunk, ill. a gyártó telephelyünk.
Görcsöny Pécs határától kb. 10km Pellérd irányában.
E-mailben előre egyeztetett időpontban lehet nálunk vásárolni Görcsönyben akár személyesen is, de időpont egyeztetésre szükség van, mert gyakran el kell ugranunk ide/oda, szóval van, hogy épp nincs bent senki a telepen, kivéve, ha előre tudjuk, hogy jön valaki látogatóba. :)
Köszönjük.
Pécsen csak irodánk van, ill. az a székhely címünk. Görcsönyben van a raktárunk, ill. a gyártó telephelyünk.
Görcsöny Pécs határától kb. 10km Pellérd irányában.
E-mailben előre egyeztetett időpontban lehet nálunk vásárolni Görcsönyben akár személyesen is, de időpont egyeztetésre szükség van, mert gyakran el kell ugranunk ide/oda, szóval van, hogy épp nincs bent senki a telepen, kivéve, ha előre tudjuk, hogy jön valaki látogatóba. :)
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2019 február 26, 21:00
Írta: pisti73 Dátum 2019 február 26, 21:00
Sziasztok!
UC300_USB vezérlősök részére nem gondolkoztok egy csereakció lehetőségén? Jó az USB-s, de az ethernetes azért sokkal jobb [#smile]
UC300_USB vezérlősök részére nem gondolkoztok egy csereakció lehetőségén? Jó az USB-s, de az ethernetes azért sokkal jobb [#smile]
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 február 26, 21:31
Írta: zt2c4wh9 Dátum 2019 február 26, 21:31
Szia,
Nem, nem gondolkodtunk ezen. Az UC300USB már régi termék, szóval már régóta nem áruljuk, mert az UC300ETH átvette a helyét, ezért sem tudnánk már eladni ha becserélnénk. Meg amúgy sem adunk el használt termékeket.
Szóval ha becserélnénk akkor nem lenne más választásunk, minthogy a kukába dobjuk a használt és számunkra már nem eladható panelt.
Másrészt az AXBB-E ára most annyira alacsony, sőt még ajánvék UCCNC license is jár hozzá, hogy azt már tovább akciózni nem igazán tudjuk. Így is harcolnom kellett a kollégákkal, hogy belemenjenek egy ennyire alacsony árba és az akciós license kulcsba egyszerre. :)
Nem, nem gondolkodtunk ezen. Az UC300USB már régi termék, szóval már régóta nem áruljuk, mert az UC300ETH átvette a helyét, ezért sem tudnánk már eladni ha becserélnénk. Meg amúgy sem adunk el használt termékeket.
Szóval ha becserélnénk akkor nem lenne más választásunk, minthogy a kukába dobjuk a használt és számunkra már nem eladható panelt.
Másrészt az AXBB-E ára most annyira alacsony, sőt még ajánvék UCCNC license is jár hozzá, hogy azt már tovább akciózni nem igazán tudjuk. Így is harcolnom kellett a kollégákkal, hogy belemenjenek egy ennyire alacsony árba és az akciós license kulcsba egyszerre. :)
Cím: Re:UCCNC vezérlő program
Írta: sanyi84 Dátum 2019 február 26, 22:20
Írta: sanyi84 Dátum 2019 február 26, 22:20
Teljesen igazad volt!!! 47.000 pőrén a mesa 7i43. Support és leírás szinte nulla, leválasztó külön ennyi hozzá. Szóval így egy linuxcnc hívőt is meg tudtatok győzni. Ez olcsó akár hogy is számoljuk!
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2019 február 28, 05:52
Írta: lari Dátum 2019 február 28, 05:52
Feltelepítettem az UCCNC 1.2109-es teszt verzióját.
A programból történő kilépéskor minden alkalommal megjelenik egy win. üzenet, hogy az UCCNC működése leállt.
Két gépen is próbáltam, ugyanaz a helyzet.
A működést ez nem befolyásolja, csak nem tudom, hogy miért van ez...
A programból történő kilépéskor minden alkalommal megjelenik egy win. üzenet, hogy az UCCNC működése leállt.
Két gépen is próbáltam, ugyanaz a helyzet.
A működést ez nem befolyásolja, csak nem tudom, hogy miért van ez...
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 február 28, 07:26
Írta: dezsoe Dátum 2019 február 28, 07:26
Nálad lesz valami, mert még senki nem jelzett ilyen problémát, pedig sokan használjuk. Milyen oprendszer, hány bites, milyen vírusirtó stb.
(Csak én az elmúlt három napon legalább százszor elindítottam és leállítottam, de inkább többször.)
(Csak én az elmúlt három napon legalább százszor elindítottam és leállítottam, de inkább többször.)
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2019 február 28, 07:31
Írta: lari Dátum 2019 február 28, 07:31
Win7 ultimate,64 bit, sp1 nélkül.
Vírusirtó nincs.
Vírusirtó nincs.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 február 28, 10:51
Írta: dezsoe Dátum 2019 február 28, 10:51
Ez mondjuk lehet a hiba oka. Civilben informatikával foglalkozom, iszonyatos mennyiségű gép megy át a kezemen, de talán, ha összesen 5 olyan Ultimate telepítést láttam, ami legális volt. A probléma alapvetően az, hogy sokan a netről levadászott telepítőt használnak, ami az esetek nagy részében egy erősen kiherélt verzió. Az ilyen herélt verziók nem túl stabilak, file-ok hiányoznak belőlük, rosszabb esetben "ajándék" is van bennük. Ha valamelyik gép nincs tele adattal, akkor próbáld ki, hogy egy rendes Win7-et felraksz, egy ideig elmegy aktiválás nélkül, addig ki tudod próbálni, hogy fut-e rendesen az UCCNC. Nem lesz nagy meglepetés: futni fog. Abban sem vagyok amúgy biztos, hogy az SP1 nélküli Win7-re van-e rendes .Net 4.
(Sosem értettem, hogy miért telepítenek az emberek Ultimate verziót. A Home premium verzióhoz képest tartalmazza a vállalati cuccokat, meg egy csomó nyelvi csomagot. Nem sok embert ismerek, akinek otthon Active Directory alapú hálózata van, tehát a vállalati cucc kiesett. A nyelvi csomagokat az a néhány ember használja, akiknél a legális Ultimate verziót láttam. Akkor meg minek? [#nemtudom])
(Sosem értettem, hogy miért telepítenek az emberek Ultimate verziót. A Home premium verzióhoz képest tartalmazza a vállalati cuccokat, meg egy csomó nyelvi csomagot. Nem sok embert ismerek, akinek otthon Active Directory alapú hálózata van, tehát a vállalati cucc kiesett. A nyelvi csomagokat az a néhány ember használja, akiknél a legális Ultimate verziót láttam. Akkor meg minek? [#nemtudom])
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2019 február 28, 11:52
Írta: lari Dátum 2019 február 28, 11:52
Volt egy sejtésem, hogy ez lesz a válaszod...
Így legalább biztos lehetek benne, hogy ne használjam ezt a verziót.
Köszönöm!
Így legalább biztos lehetek benne, hogy ne használjam ezt a verziót.
Köszönöm!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 február 28, 12:06
Írta: dezsoe Dátum 2019 február 28, 12:06
Ez is egy megoldás. [#vigyor3]
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2019 február 28, 12:11
Írta: lari Dátum 2019 február 28, 12:11
Lehet, hogy félreérthető voltam...
A win verzióra gondoltam.[#integet2]
A win verzióra gondoltam.[#integet2]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 február 28, 12:40
Írta: dezsoe Dátum 2019 február 28, 12:40
[#eljen]
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 február 28, 12:46
Írta: zt2c4wh9 Dátum 2019 február 28, 12:46
Eddig még nem érkezett ilyen jelzés senkitől, szóval valószínűleg ahogy Dezsoe is írta valami Windows probléma lesz, de rakd fel légyszi a profil fájlodat és akkor megnézzük, hogy látunk-e bármi UCCNC oldali problémát.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2019 február 28, 13:13
Írta: 000000000 Dátum 2019 február 28, 13:13
Win7 elsö kidásba nem igen biztató pláne 64 driver kompatibilitási driveres problémák sok volt az sp1 jobb és stabilabb de ara sem érdemes felengedni a napi frissitést sok sz@r abba is beletetek már!
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2019 február 28, 13:28
Írta: wv07scd6x Dátum 2019 február 28, 13:28
Sziasztok!
Ismételten meglepett a stabil verzió. Egy szabályos körkivágás helyett ezt művelte. :) Aztán feltettem a legfrissebb teszt verziót, és az tökéletesen kivágta.
(https://hobbicncforum.hu/uploaded_images/2019/02/tn_hb50z7g8syeqeek5n3784_5048.jpg) (https://hobbicncforum.hu/uploaded_images/2019/02/hb50z7g8syeqeek5n3784_5048.jpg)
Ismételten meglepett a stabil verzió. Egy szabályos körkivágás helyett ezt művelte. :) Aztán feltettem a legfrissebb teszt verziót, és az tökéletesen kivágta.
(https://hobbicncforum.hu/uploaded_images/2019/02/tn_hb50z7g8syeqeek5n3784_5048.jpg) (https://hobbicncforum.hu/uploaded_images/2019/02/hb50z7g8syeqeek5n3784_5048.jpg)
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2019 február 28, 13:33
Írta: wv07scd6x Dátum 2019 február 28, 13:33
Az 1.2049 -et cseréltem le 1.2109 -re.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 február 28, 15:43
Írta: zt2c4wh9 Dátum 2019 február 28, 15:43
Érdekes. Másoknál nem csinál ilyeneket, illetve nem is tudtuk egyelőre előidézni se.
Esetleg az UCCNC profil oldalán nézz rá kérlek a latency test-re, mert lehet a hálókártyával vagy a driverjával van valami gond, lehet valami fura kommunikációs hiba/késedelem az oka ennek.
A lényeg, hogy a grafikon nem mehet 20msec (max. érték a grafikon Y tengelyén) érték fölé. Ha fel megy teljesen, az probléma, akkor a számítógép nem megfelelő teljesítményű vagy valami hálózati hiba van, hálókártya probléma.
Esetleg az UCCNC profil oldalán nézz rá kérlek a latency test-re, mert lehet a hálókártyával vagy a driverjával van valami gond, lehet valami fura kommunikációs hiba/késedelem az oka ennek.
A lényeg, hogy a grafikon nem mehet 20msec (max. érték a grafikon Y tengelyén) érték fölé. Ha fel megy teljesen, az probléma, akkor a számítógép nem megfelelő teljesítményű vagy valami hálózati hiba van, hálókártya probléma.
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2019 február 28, 15:51
Írta: wv07scd6x Dátum 2019 február 28, 15:51
A gépem teljesítményével egészen biztosan nem lehet gond i5 proci 4 giga ram. És amint írtam ugyanaz a kód minden gond nélkül lefutott az újabb verzióval. A laptop közvetlenül közbeiktatott eszköz nélkül csatlakozik a vezérlőhöz. Hamarosan felteszem azt a kódot is.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2019 február 28, 16:02
Írta: 000000000 Dátum 2019 február 28, 16:02
tcp protokollra nem húznék ilyen állítás hogy hibás a kommunikáció adódik nagyon komoly crc csomag ellenőrzés van...
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 február 28, 16:10
Írta: dezsoe Dátum 2019 február 28, 16:10
Így van. Ha meg hibás, akkor újraküldi. Ha meg újraküldi, az idő. Az pedig látszik az említett diagnosztikai ablakban. :)
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 február 28, 16:31
Írta: zt2c4wh9 Dátum 2019 február 28, 16:31
Nem TCP/IP protocollal működik, hanem UDP-vel. TCP-ben túl sok a felesleges sallang, ami csak feleslegesen növelné az adatforgalmat és nem ideális erre a feladatra. De igen, abban igazad van, hogy van CRC ellenőrzés és egyéb ellenőrzések is, de azért ez ennél jóval bonyolultabb, mint gondolod, de inkább nem is megyek bele, mert csak untatnálak benneteket. :)
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 február 28, 16:31
Írta: zt2c4wh9 Dátum 2019 február 28, 16:31
Azért nézz rá kérlek a latency tesztre. Nem tart sokáig, egy pillanat alatt meg lehet nézni.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2019 február 28, 16:37
Írta: 000000000 Dátum 2019 február 28, 16:37
UDP joval egyszeübb is ott lehet csomag vesztésről nincs visszajelzés csak a csomag ellenörzés (tartalmába)...[#kacsint]
igy jogos a ki jelentésed![#eljen]
igy jogos a ki jelentésed![#eljen]
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2019 február 28, 17:11
Írta: wv07scd6x Dátum 2019 február 28, 17:11
Amint írtam, nálam a verziócsere megszüntette ezt a problémát. Az előzőnél, és az újabbnál is a default profilt használom, és csak a legszükségesebb paramétereket állítottam be, hogy a gép használható legyen. Innentől kezdve nem akarok senkivel sem küzdelmeket folytatni, hogy meggyőzzem arról, hogy esetleg hiba is lehet a verzióban. Én érzem kicsit hülyének magam, hogy a probléma megszűnt, és még mindig foglalkozok vele. Talán akkor kellett volna inkább a másik verzióra cserélnem a programot, és nem firtatni ezt a problémát. Az előző verzió mindig hibásan futott le ugyanazon a ponton. Itt most ez nem csinálja, és ennek örülök. A régi kuka, marad az 1.2109.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 február 28, 20:24
Írta: zt2c4wh9 Dátum 2019 február 28, 20:24
Nem baj, hogy firtatod a problémát. Azért van a fórum, hogy firtatva legyen.
De azért jó lett volna ha meg tudod nézni a latency-t, mert szerintem nagy a valószínűsége, hogy ott lesz a probléma.
Persze értem én, hogy te meg nem hiszed és hogy emiatt nem akarod kipróbálni, de így nehéz segíteni, ha nem hagyod.
De azért jó lett volna ha meg tudod nézni a latency-t, mert szerintem nagy a valószínűsége, hogy ott lesz a probléma.
Persze értem én, hogy te meg nem hiszed és hogy emiatt nem akarod kipróbálni, de így nehéz segíteni, ha nem hagyod.
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2019 március 02, 07:27
Írta: wv07scd6x Dátum 2019 március 02, 07:27
A programot már lecseréltem, és nem nagyon van kedvem visszatelepíteni azt amelyik nem jó. A latency problémát azért nem tartom valószínűnek, mert ha nincs csatlakoztatva a vezérlő, és demo módban futtatom, akkor bár azon az úton halad a szerszám ahol kell neki, de vagy dupla akkora sebességgel halad végig mint a többi íven ahol minden rendben történik. Tehát demo -ban futtatva is ki lehet szúrni ha majd a gyakorlatban probléma lesz. Pontosan ugyanazt a viselkedést látom mint a 1.2108 verzióban volt.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2019 március 02, 12:13
Írta: ium8w94xp Dátum 2019 március 02, 12:13
Nekem mindegyik verzió le van töltve. Kb 2 perc bármelyik másik verziót feltenni. Mivel külön profilfile és könyvtár van, ezért teljesen jól lehet bármelyik verziót tesztelni.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 március 02, 12:27
Írta: dezsoe Dátum 2019 március 02, 12:27
Ennél már csak az egyszerűbb, ha mind fel is van telepítve. :) A menüben 45 verzió látható (ha jól számoltam), de van még egy pár a Special-ban is... :)
(https://hobbicncforum.hu/uploaded_images/2019/03/tn_kdd96797q5k9jyt8k4hqj_3977.png) (https://hobbicncforum.hu/uploaded_images/2019/03/kdd96797q5k9jyt8k4hqj_3977.png)
(https://hobbicncforum.hu/uploaded_images/2019/03/tn_kdd96797q5k9jyt8k4hqj_3977.png) (https://hobbicncforum.hu/uploaded_images/2019/03/kdd96797q5k9jyt8k4hqj_3977.png)
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2019 március 02, 13:13
Írta: wv07scd6x Dátum 2019 március 02, 13:13
Két percnél azért picit több. :) A vezérlő frirmware -ét is frissíteni kell, és én a profilt sem másolom, hanem egyesével állítok be mindent nehogy valami hibát is átmásoljak a profillal. Abban is lehet valami hibás beállítás. Amúgy meg minek is kísérletezgessek tovább vele, ha azzal hogy lecseréltem, a problémám meg is oldódott.
Cím: Re:UCCNC vezérlő program
Írta: SándorP Dátum 2019 március 03, 03:43
Írta: SándorP Dátum 2019 március 03, 03:43
Sziasztok!
Ezt is érdemes lehet megnézni...
http://www.shop.cncdrive.com/index.php?categoryID=114
Ezt is érdemes lehet megnézni...
http://www.shop.cncdrive.com/index.php?categoryID=114
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 március 03, 04:18
Írta: zt2c4wh9 Dátum 2019 március 03, 04:18
Inkább ezt javaslom nézni: https://shop.cncdrive.hu/termek/cncdrive-1-uc100-mozgasvezerlo2
A másik webáruház angol nyelvű, EUR pénznemben vannak az árak és ráadásul nem tud szállítási költséget sem számolni.
Több mint 12 éves az a webshop szoftver, már dolgozunk a lecserélésén. Szóval a lényeg, hogy a fenti linken lévő webáruházunkat érdemes látogatni Magyar vevőknek.
A másik webáruház angol nyelvű, EUR pénznemben vannak az árak és ráadásul nem tud szállítási költséget sem számolni.
Több mint 12 éves az a webshop szoftver, már dolgozunk a lecserélésén. Szóval a lényeg, hogy a fenti linken lévő webáruházunkat érdemes látogatni Magyar vevőknek.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 március 03, 04:18
Írta: zt2c4wh9 Dátum 2019 március 03, 04:18
A link még egyszer:
https://shop.cncdrive.hu/termek/cncdrive-1-uc100-mozgasvezerlo2
https://shop.cncdrive.hu/termek/cncdrive-1-uc100-mozgasvezerlo2
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 március 03, 12:39
Írta: svejk Dátum 2019 március 03, 12:39
Melyik verziónál változott a szoftverkövetelmény netframework 4-esre?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 március 03, 12:47
Írta: dezsoe Dátum 2019 március 03, 12:47
Itt megnézheted: [#t255#], egyébként 1.2102 volt a .Net 4, 1.2103 a 64 bites átállás. Tehát jelenleg csak teszt verzió van, ami .Net 4-es.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 március 03, 12:54
Írta: svejk Dátum 2019 március 03, 12:54
...és oda vagyon írva [#falbav]
Cím: Re:UCCNC vezérlő program
Írta: Bocs Dátum 2019 március 03, 13:48
Írta: Bocs Dátum 2019 március 03, 13:48
Sziasztok!
Zsoltyfm [6497]-es hozzászólásában közölt progiban van egy érdekes mondat:
N160G00G43Z5.000H1
Arra gondolok, hogy a Cam programok által generált G kódok bizonyos feldolgozó gépekre vannak optimalizálva. Amikor Cam-elést tanultunk, feladat volt, hogy a feldolgozó gép (Pl.: Fanuc akármi marógép) szempontjából nézzük át a teljes programot, mivel a Cam-elés elején hiába állítottuk be az adott gépet, vagy a leginkább hasonlót, a generált kódban minden alkalommal voltak hibák. Tehát a Cam programok által létrehozott kódokat szerintem nem szabad tökéletesként kezelni. Legrosszabb esetben olyan kódot ír be, ami mást jelent az egyik gépen, mint a másikon, és ilyen esetben szerszámtörés a vége.
Természetes, hogy minden mindennel nem lehet 100%-ig kompatibilis.
Szóval az idézett mondatot jó esetben figyelmen kívül hagyja az UCCNC, de ha nem tévedek arra mindenképpen utal, hogy nem optimális a Gkód. A többi részét is érdemes talán átnézni. Vagy ha nem, akkor is érdemes tudni a jelenségről.
Zsoltyfm [6497]-es hozzászólásában közölt progiban van egy érdekes mondat:
N160G00G43Z5.000H1
Arra gondolok, hogy a Cam programok által generált G kódok bizonyos feldolgozó gépekre vannak optimalizálva. Amikor Cam-elést tanultunk, feladat volt, hogy a feldolgozó gép (Pl.: Fanuc akármi marógép) szempontjából nézzük át a teljes programot, mivel a Cam-elés elején hiába állítottuk be az adott gépet, vagy a leginkább hasonlót, a generált kódban minden alkalommal voltak hibák. Tehát a Cam programok által létrehozott kódokat szerintem nem szabad tökéletesként kezelni. Legrosszabb esetben olyan kódot ír be, ami mást jelent az egyik gépen, mint a másikon, és ilyen esetben szerszámtörés a vége.
Természetes, hogy minden mindennel nem lehet 100%-ig kompatibilis.
Szóval az idézett mondatot jó esetben figyelmen kívül hagyja az UCCNC, de ha nem tévedek arra mindenképpen utal, hogy nem optimális a Gkód. A többi részét is érdemes talán átnézni. Vagy ha nem, akkor is érdemes tudni a jelenségről.
Cím: Re:UCCNC vezérlő program
Írta: Bocs Dátum 2019 március 03, 13:53
Írta: Bocs Dátum 2019 március 03, 13:53
Mivel igen kis átmérőjű szerszámról van szó, és szerszám sugár korrekciót a jelenlegi tudásom szerint még nem hajt végre az UCCNC, az idézett mondatban szereplő munkadarabot érdemes lenne tolómérővel ellenőrizni. Ez szemmel nem feltétlenül észrevehető eltérés, azonban más esetben okozhat még meglepetést.
Cím: Re:UCCNC vezérlő program
Írta: Bocs Dátum 2019 március 03, 14:08
Írta: Bocs Dátum 2019 március 03, 14:08
Mondjuk D érték nincs meghívva a mondatban[#nemtudom]
Cím: Re:UCCNC vezérlő program
Írta: Bocs Dátum 2019 március 03, 14:42
Írta: Bocs Dátum 2019 március 03, 14:42
Bocs mindenkitől! (Amikor a hülye okoskodik.)
Benéztem a hosszkorrekciót a sugár korrekcióval. Nem használom, ezért nem eléggé automatikus. Szóval a hozzászólásom ezen része tárgytalan.
Viszont a többi részén talán érdemes elmélázni, mert a Cam programok valóban hibáznak.
Bocs!
Benéztem a hosszkorrekciót a sugár korrekcióval. Nem használom, ezért nem eléggé automatikus. Szóval a hozzászólásom ezen része tárgytalan.
Viszont a többi részén talán érdemes elmélázni, mert a Cam programok valóban hibáznak.
Bocs!
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 március 03, 23:05
Írta: zt2c4wh9 Dátum 2019 március 03, 23:05
Szia Svejk,
Igen, annál a verziónál változott .NET 4.0-ra és az 1.21xx széria még mindig csak teszt verzió, bár remélhetőleg hamarosan át tud majd menni hivatalos kiadásba.
A .NET 4.0 egyébként fut ugyanazokon az OP rendszereken mint a .NET 2.0, vagyis Windows XP,8,8,8.1 és 10.
Sőt Windows 10.-en alapból telepítve van a .NET 4.x keretrendszer, ahol az x helyén bármilyen szám állhat. Ebben az a jó, hogy az x helyén bármilyen szám van az kompatilis az UCCNC-vel.
Szóval Windows 10-en egyáltalán nem kell telepíteni a .NET framework-öt, mert alapból benne van, az OP rendszer része.
És még egy jó dolog, hogy a .NET 4.0 képes .NET 2.0 dll-eket is betölteni és futtatni, ezért a régebbi UCCNC pluginok is gond nélkül futnak az új .NET 4.0 alapú UCCNC-vel.
Na és egy harmadik jó dolog, ami ugyan kevesebb embert érint, hogy .NET 4.0-ban lehet hozzá plugin-t fejleszteni, ami azért jó, mert több library áll rendelkezésre, például a LINQ, ami a .NET 2.0-ban még nem volt és egy sok esetben hasznos könyvtár.
Igen, annál a verziónál változott .NET 4.0-ra és az 1.21xx széria még mindig csak teszt verzió, bár remélhetőleg hamarosan át tud majd menni hivatalos kiadásba.
A .NET 4.0 egyébként fut ugyanazokon az OP rendszereken mint a .NET 2.0, vagyis Windows XP,8,8,8.1 és 10.
Sőt Windows 10.-en alapból telepítve van a .NET 4.x keretrendszer, ahol az x helyén bármilyen szám állhat. Ebben az a jó, hogy az x helyén bármilyen szám van az kompatilis az UCCNC-vel.
Szóval Windows 10-en egyáltalán nem kell telepíteni a .NET framework-öt, mert alapból benne van, az OP rendszer része.
És még egy jó dolog, hogy a .NET 4.0 képes .NET 2.0 dll-eket is betölteni és futtatni, ezért a régebbi UCCNC pluginok is gond nélkül futnak az új .NET 4.0 alapú UCCNC-vel.
Na és egy harmadik jó dolog, ami ugyan kevesebb embert érint, hogy .NET 4.0-ban lehet hozzá plugin-t fejleszteni, ami azért jó, mert több library áll rendelkezésre, például a LINQ, ami a .NET 2.0-ban még nem volt és egy sok esetben hasznos könyvtár.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 március 04, 18:02
Írta: svejk Dátum 2019 március 04, 18:02
Jó-jó, csak én szombaton megindultam a tanyavilágba zsebemben a legújabb tesztverzióval és csak néztem amikor az XP-n nem indult el.
Még mobilinternet sem volt a közelben. :(
Most már megjegyeztem.
Még mobilinternet sem volt a közelben. :(
Most már megjegyeztem.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 március 07, 07:20
Írta: zt2c4wh9 Dátum 2019 március 07, 07:20
Szia Svejk,
Azt nem tudtam, hogy a világ végén is szoktál járni, ahol még a 4G és a wifi sem jár. :)
Azt nem tudtam, hogy a világ végén is szoktál járni, ahol még a 4G és a wifi sem jár. :)
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2019 március 07, 08:36
Írta: frob Dátum 2019 március 07, 08:36
Sziasztok,
Defender mai riasztása : Trojan:Win32/Azden.A!cl
és azt mind az uccnc re
gondolom most frissült és ezt dobta
azt írja hogy
Érintett elemek:
file: C:\ProgramData\Microsoft\Windows\Start Menu\Programs\CNCdrive\UCCNC software\UCCNC.lnk
file: C:\ProgramData\Microsoft\Windows\Start Menu\Programs\CNCdrive\UCCNC software\UCCNCplasma.lnk
file: C:\UCCNC\UCCNC.exe
file: C:\Users\Public\Desktop\UCCNC.lnk
regkey: HKLM\SOFTWARE\Wow6432Node\MICROSOFT\WINDOWS\CURRENTVERSION\UNINSTALL\UCCNC_is1
startup: C:\ProgramData\Microsoft\Windows\Start Menu\Programs\CNCdrive\UCCNC software\UCCNC.lnk
startup: C:\ProgramData\Microsoft\Windows\Start Menu\Programs\CNCdrive\UCCNC software\UCCNCplasma.lnk
uninstall: HKLM\SOFTWARE\Wow6432Node\MICROSOFT\WINDOWS\CURRENTVERSION\UNINSTALL\UCCNC_is1
remélem semmi komoly csak a win defender baromkodása, mert pár napja nem telepítettem semmi warez-t csak olyat ami digitálisan aláírt nagy gyártóktól származik...
De azért kíváncsi lennék másnak is beugrott e ilyen...
R.
Defender mai riasztása : Trojan:Win32/Azden.A!cl
és azt mind az uccnc re
gondolom most frissült és ezt dobta
azt írja hogy
Érintett elemek:
file: C:\ProgramData\Microsoft\Windows\Start Menu\Programs\CNCdrive\UCCNC software\UCCNC.lnk
file: C:\ProgramData\Microsoft\Windows\Start Menu\Programs\CNCdrive\UCCNC software\UCCNCplasma.lnk
file: C:\UCCNC\UCCNC.exe
file: C:\Users\Public\Desktop\UCCNC.lnk
regkey: HKLM\SOFTWARE\Wow6432Node\MICROSOFT\WINDOWS\CURRENTVERSION\UNINSTALL\UCCNC_is1
startup: C:\ProgramData\Microsoft\Windows\Start Menu\Programs\CNCdrive\UCCNC software\UCCNC.lnk
startup: C:\ProgramData\Microsoft\Windows\Start Menu\Programs\CNCdrive\UCCNC software\UCCNCplasma.lnk
uninstall: HKLM\SOFTWARE\Wow6432Node\MICROSOFT\WINDOWS\CURRENTVERSION\UNINSTALL\UCCNC_is1
remélem semmi komoly csak a win defender baromkodása, mert pár napja nem telepítettem semmi warez-t csak olyat ami digitálisan aláírt nagy gyártóktól származik...
De azért kíváncsi lennék másnak is beugrott e ilyen...
R.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 március 07, 08:39
Írta: dezsoe Dátum 2019 március 07, 08:39
Valószínűleg hülyeség, volt már ilyen. Melyik verzió van fent?
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2019 március 07, 08:57
Írta: frob Dátum 2019 március 07, 08:57
1.2108 verzió
okés lehet, mert már régóta itt van , csak gondoltam szólok, mert ha nekem ez megjelent, lehet másoknak is fog...
okés lehet, mert már régóta itt van , csak gondoltam szólok, mert ha nekem ez megjelent, lehet másoknak is fog...
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 március 07, 09:26
Írta: zt2c4wh9 Dátum 2019 március 07, 09:26
Hmm, ezek szerint egyre "jobb" lesz ez a Defender. Nemrég a régi 1.20xx verziókra kezdett vak-riasztani, amit megoldottunk némi extra nem használt kód beiktatásával az UCCNC.exe-be. Akkor valami Zpevdo vírust riasztott. Akkor ezek szerint most meg valami másik vírust vél felfedezni...
Na, én ezért nem használok se antivírust, se Defendert már vagy 10 éve.
Egyébként az UCCNC zárt környezetben kerül lefordításra forráskódból minden kiadásnál. Zárt környezet alatt azt értem, hogy egy olyan PC-n fordítom le, amin semmi mást nem csinálok, semmi nincs rajta telepítve sem és internet sincs rajta, ráadásul le is van butítva, hogy csak a Visual Studio-t és néhány más a fordításokhoz szükséges programot tudjon futtatni.
Szóval abszolút kizárt, hogy vírus kerüljön a kiadásokba.
Egyébként most gyorsan megnéztem Virustotal-al és az 1.2108-ra ma már valóban vírust jelez a Microsoft (Defender) vírusirójával. Legutóbb lefuttattam akkor még nem volt semmi gondja.
Megnéztem az 1.2109-es verziót is és arra nem jelez semmit.
Szóval gyors megoldás lehet az 1.2109-es verziót használni, bár egyik sem vírusos, de ha gondot okoz a Defender...
Na, én ezért nem használok se antivírust, se Defendert már vagy 10 éve.
Egyébként az UCCNC zárt környezetben kerül lefordításra forráskódból minden kiadásnál. Zárt környezet alatt azt értem, hogy egy olyan PC-n fordítom le, amin semmi mást nem csinálok, semmi nincs rajta telepítve sem és internet sincs rajta, ráadásul le is van butítva, hogy csak a Visual Studio-t és néhány más a fordításokhoz szükséges programot tudjon futtatni.
Szóval abszolút kizárt, hogy vírus kerüljön a kiadásokba.
Egyébként most gyorsan megnéztem Virustotal-al és az 1.2108-ra ma már valóban vírust jelez a Microsoft (Defender) vírusirójával. Legutóbb lefuttattam akkor még nem volt semmi gondja.
Megnéztem az 1.2109-es verziót is és arra nem jelez semmit.
Szóval gyors megoldás lehet az 1.2109-es verziót használni, bár egyik sem vírusos, de ha gondot okoz a Defender...
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2019 március 07, 09:56
Írta: frob Dátum 2019 március 07, 09:56
Gondoltam hogy valami ilyesmi van, csak mondom jelzem...
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 március 07, 18:34
Írta: zt2c4wh9 Dátum 2019 március 07, 18:34
Szia,
Igen, jól gondoltad és sajnos ilyenekkel kell egyre többet foglalkoznunk mostanában (régen nem nagyon voltak ilyen gondok), ami már csak amiatt sem jó dolog, hogy az ilyen vírusirtó bug-ok más programoknál is ugyanúgy problémát okozhatnak és egy átlag felhasználó nem is tudja eldönteni hogy most akkor mi van és mit kéne tennie.
Egyébként köszönjük, hogy jelezted.
Igen, jól gondoltad és sajnos ilyenekkel kell egyre többet foglalkoznunk mostanában (régen nem nagyon voltak ilyen gondok), ami már csak amiatt sem jó dolog, hogy az ilyen vírusirtó bug-ok más programoknál is ugyanúgy problémát okozhatnak és egy átlag felhasználó nem is tudja eldönteni hogy most akkor mi van és mit kéne tennie.
Egyébként köszönjük, hogy jelezted.
Cím: Re:UCCNC vezérlő program
Írta: nwmewgze Dátum 2019 március 09, 08:36
Írta: nwmewgze Dátum 2019 március 09, 08:36
Üdv!
Olyan kérdéssel (kéréssel) fordulnék hozzátok, hogy van e köztünk olyan uccnc felhasználó aki vagy Komárom Esztergom Megyében, vagy Győr Moson Sopron-ban tartózkodik és megszánna egy kis segítséggel, akár telefonon vagy ami még jobb lenne személyesen tudna segíteni!
Elértem a gépítésének abba a szakaszába, ahol ismeretlen területre értem!
Sajnos nem vagyok olyan jártas az uccnc és a servo vezérlés összeállításában mint amennyire ti!
Ezért is lenne jó ha találnék egy segítőkész kollégát akinek igénybe tudnám venni a szakértelmét, és a környéken tartózkodik!
Én Komárom Esztergom Megye, Ászáron vagyok fellelhető, aki esetleg készséget érez magában kérem jelezzen vagy itt a fórumon, vagy megadnám az elérhetőségem szívesen visszahívom!
Köszönöm a figyelmet!
Tel:06203260054
Lengyel Tamás
Pár kép a jelenlegi állapotról
(https://hobbicncforum.hu/uploaded_images/2019/03/tn_aapppadutks2fgxuj0u_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/03/aapppadutks2fgxuj0u_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/03/tn_sw3eq7aan3as7y0e9ee8_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/03/sw3eq7aan3as7y0e9ee8_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/03/tn_0y7dybvx44ek862b29pxh_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/03/0y7dybvx44ek862b29pxh_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/03/tn_w0e2f065x72zz9wcm542u_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/03/w0e2f065x72zz9wcm542u_4433.jpeg)
Olyan kérdéssel (kéréssel) fordulnék hozzátok, hogy van e köztünk olyan uccnc felhasználó aki vagy Komárom Esztergom Megyében, vagy Győr Moson Sopron-ban tartózkodik és megszánna egy kis segítséggel, akár telefonon vagy ami még jobb lenne személyesen tudna segíteni!
Elértem a gépítésének abba a szakaszába, ahol ismeretlen területre értem!
Sajnos nem vagyok olyan jártas az uccnc és a servo vezérlés összeállításában mint amennyire ti!
Ezért is lenne jó ha találnék egy segítőkész kollégát akinek igénybe tudnám venni a szakértelmét, és a környéken tartózkodik!
Én Komárom Esztergom Megye, Ászáron vagyok fellelhető, aki esetleg készséget érez magában kérem jelezzen vagy itt a fórumon, vagy megadnám az elérhetőségem szívesen visszahívom!
Köszönöm a figyelmet!
Tel:06203260054
Lengyel Tamás
Pár kép a jelenlegi állapotról
(https://hobbicncforum.hu/uploaded_images/2019/03/tn_aapppadutks2fgxuj0u_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/03/aapppadutks2fgxuj0u_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/03/tn_sw3eq7aan3as7y0e9ee8_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/03/sw3eq7aan3as7y0e9ee8_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/03/tn_0y7dybvx44ek862b29pxh_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/03/0y7dybvx44ek862b29pxh_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/03/tn_w0e2f065x72zz9wcm542u_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/03/w0e2f065x72zz9wcm542u_4433.jpeg)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 március 09, 11:12
Írta: dezsoe Dátum 2019 március 09, 11:12
Szia!
Van itt segítség, csak kérdezned kell. A válaszhoz viszont kevés pár fotó, konkrét típusok kellenek és az, hogy mit szeretnél elérni. Az látszik, hogy egy UC300ETH_5LPT és egy UCBB van a vezérlés oldalán, de a másik oldalból semmit nem tudok kinézni.
Van itt segítség, csak kérdezned kell. A válaszhoz viszont kevés pár fotó, konkrét típusok kellenek és az, hogy mit szeretnél elérni. Az látszik, hogy egy UC300ETH_5LPT és egy UCBB van a vezérlés oldalán, de a másik oldalból semmit nem tudok kinézni.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 március 09, 11:13
Írta: svejk Dátum 2019 március 09, 11:13
Jó kis könnyű szerelésű szekrény lesz.[#kuss]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 március 09, 11:51
Írta: svejk Dátum 2019 március 09, 11:51
Azt bonyi lenne megoldani, hogy a régi CNCdrive-os weboldalak átirányítsanak egyből az új aktuálisra?
Vagy legalább figyelmeztetés lenne rajtuk, hogy "Van mááásik!.."
Reklámozgatom mindenkinek ezt új vezérlőt, de nem találják meg a magamfajta lúzer mókusok.
Vagy legalább figyelmeztetés lenne rajtuk, hogy "Van mááásik!.."
Reklámozgatom mindenkinek ezt új vezérlőt, de nem találják meg a magamfajta lúzer mókusok.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 március 09, 12:05
Írta: zt2c4wh9 Dátum 2019 március 09, 12:05
Szia Svejk,
Nem, nem lenne bonyolult, sőt eredetileg úgy volt megcsinálva. A probléma az vele, hogy a régi webáruházat szereti nagyon a Google, az újat meg nem.
Ennek az eredménye az lett, hogy lecsúsztunk a találati listában a google-ön amikor beüzemeltük az új webáruházat, ami végzetes probléma hiszen a vevők nem találnak meg bennünket, ha hátul kullogunk a találatok közt.
Ezért csináltuk meg egyelőre úgy ahogy most van, hogy ha beraksz valamit a kosárba, akkor átirányít az új webáruházba.
Nem egy túl elegáns megoldás, de egyelőre így tudtuk csak megoldani.
Egy feliratot majd megpróbálok felrakni a főoldalra, hogy át tudjanak menni a vevők rögtön egy link-el.
Illetve amint tudjuk megpróbálunk majd valami jobb megoldást találni erre a problémára.
Nem, nem lenne bonyolult, sőt eredetileg úgy volt megcsinálva. A probléma az vele, hogy a régi webáruházat szereti nagyon a Google, az újat meg nem.
Ennek az eredménye az lett, hogy lecsúsztunk a találati listában a google-ön amikor beüzemeltük az új webáruházat, ami végzetes probléma hiszen a vevők nem találnak meg bennünket, ha hátul kullogunk a találatok közt.
Ezért csináltuk meg egyelőre úgy ahogy most van, hogy ha beraksz valamit a kosárba, akkor átirányít az új webáruházba.
Nem egy túl elegáns megoldás, de egyelőre így tudtuk csak megoldani.
Egy feliratot majd megpróbálok felrakni a főoldalra, hogy át tudjanak menni a vevők rögtön egy link-el.
Illetve amint tudjuk megpróbálunk majd valami jobb megoldást találni erre a problémára.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 március 09, 12:37
Írta: svejk Dátum 2019 március 09, 12:37
Értem...
Csak ugye ha nem találják az ajánlott terméket ott, akkor nincs mit berakni a kosárba. :(
Ergo akkor kerüljön fel a régire is az új termék.
Csak ugye ha nem találják az ajánlott terméket ott, akkor nincs mit berakni a kosárba. :(
Ergo akkor kerüljön fel a régire is az új termék.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 március 09, 12:38
Írta: svejk Dátum 2019 március 09, 12:38
Visszavonom, ott van!
A múltkor nem találtuk...
Bocsi!
A múltkor nem találtuk...
Bocsi!
Cím: Re:UCCNC vezérlő program
Írta: nwmewgze Dátum 2019 március 09, 13:14
Írta: nwmewgze Dátum 2019 március 09, 13:14
Igyekszem amennyire a lehetőségeim engedik :D
Cím: Re:UCCNC vezérlő program
Írta: flac72 Dátum 2019 március 11, 08:01
Írta: flac72 Dátum 2019 március 11, 08:01
Sziasztok,
most állok az előtt, hogy szeretnék vásárolni egy UCCNC licencet, és első körben feltelepítettem a demo verzió módban. Betöltöttem néhány Mach3 alatt futó programot, amelyek ott jól futottak, és a G2, és G3 parancsok teljesen fordítva működnek. (ahol csak kis rádiuszt kellene csinálni, ott a másik irányba a kört csinálja meg) Lehet, hogy az én hibám, de nem értem.[#conf]
Laci
most állok az előtt, hogy szeretnék vásárolni egy UCCNC licencet, és első körben feltelepítettem a demo verzió módban. Betöltöttem néhány Mach3 alatt futó programot, amelyek ott jól futottak, és a G2, és G3 parancsok teljesen fordítva működnek. (ahol csak kis rádiuszt kellene csinálni, ott a másik irányba a kört csinálja meg) Lehet, hogy az én hibám, de nem értem.[#conf]
Laci
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 március 11, 08:24
Írta: dezsoe Dátum 2019 március 11, 08:24
Szia!
Melyik verziót töltötted le? Esetleg tegyél fel egy g-kódot, ahol a hiba jelentkezik. Volt már erről szó, csak nem találom a hozzászólásokat...
Melyik verziót töltötted le? Esetleg tegyél fel egy g-kódot, ahol a hiba jelentkezik. Volt már erről szó, csak nem találom a hozzászólásokat...
Cím: Re:UCCNC vezérlő program
Írta: flac72 Dátum 2019 március 11, 10:12
Írta: flac72 Dátum 2019 március 11, 10:12
Szia
este tudok feltenni képet is, mert a gépem otthon van. Ez a kód a Mach3 alatt hibátlanul lefutott, de UCCNC-nél a belső rádiuszok átfordultak.
Laci
este tudok feltenni képet is, mert a gépem otthon van. Ez a kód a Mach3 alatt hibátlanul lefutott, de UCCNC-nél a belső rádiuszok átfordultak.
Laci
Kód Kijelölés
G21
F250
G0 X0 Y0 Z2
G0 X60,98
G1 Z-0,5
G1 Y-5
G1 Y-136,15
G2 X59,04 Y-138,96 I57,98 J-136,15
G3 X51,84 Y-141,76 I196,18 J-501,91
G2 X47,96 Y-140,13 I50,72 J-138,97
G1 X34,81 Y-108,73
G3 X5,9 Y-119,94 I20,5 J-114,72
G1 X20,02 Y-153,68
G2 X19,1 Y-157,21 I17,26 J-154,84
G3 X46,12 Y-200,16 I34,76 J-177,33
G2 X346,24 Y-200,16 I196,18 J-501,91
G3 X373,37 Y-157,3 I357,59 J-177,33
G2 X372,5 Y-153,7 I375,23 J-157,3
G1 X386,98 Y-122,06
G3 X358,79 Y-109,17 I372,97 J-115,43
G1 X344,55 Y-140,3
G2 X340,7 Y-141,83 I341,82 J-139,05
G3 X150 Y-116,67 I196,18 J-501,91
G2 X130,98 Y-99,79 I147,98 J-99,79
G1 Y-5
G1 X60,98
G1 Y0
G0 Z3
G0 X0
G0 Y0
M30
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 március 11, 11:17
Írta: dezsoe Dátum 2019 március 11, 11:17
Ha a mellékletben látható kép a cél, akkor a kód generátorát kell rábeszélni, hogy ne használjon abszolút I és J értéket az íveknél. (Szabvány szerint az I, J és K az aktuális pozícióhoz képest relatív.) Ezt a legtöbb posztprocesszor tudja kezelni, illetve lehet még sugár mód is, ahol nem I, J, K a középpont, hanem R a sugár.
(https://hobbicncforum.hu/uploaded_images/2019/03/tn_cpwkz04qg048wcfagm9hf_3977.png) (https://hobbicncforum.hu/uploaded_images/2019/03/cpwkz04qg048wcfagm9hf_3977.png)
(https://hobbicncforum.hu/uploaded_images/2019/03/tn_cpwkz04qg048wcfagm9hf_3977.png) (https://hobbicncforum.hu/uploaded_images/2019/03/cpwkz04qg048wcfagm9hf_3977.png)
Cím: Re:UCCNC vezérlő program
Írta: Béni Dátum 2019 március 11, 11:26
Írta: Béni Dátum 2019 március 11, 11:26
A probléma abból adódik, hogy a körközéppont megadásnak legalább 4 módja van. (Ebből 2 módszer az elterjedt.)
A kódod az abszolút megadás példája, amíg az UCCNC a kezdőponthoz relatívat szereti. (Kézikönyvben erről nem találtam említést.)
A kódod az abszolút megadás példája, amíg az UCCNC a kezdőponthoz relatívat szereti. (Kézikönyvben erről nem találtam említést.)
Cím: Re:UCCNC vezérlő program
Írta: flac72 Dátum 2019 március 11, 11:46
Írta: flac72 Dátum 2019 március 11, 11:46
Szia
de a kézikönyvben ez hol van leírva, hogy az I és J értékét relatívban kell megadni? A Mach 3 simán kezeli az abszolút koordináta rendszert. A kontúr tényleg ez lett volna. Ha az R értéket adom meg, akkor lehet teljes kört így marni, mert a Mach 3-ban fél és egész kört így nem lehetett készíteni?
Laci
de a kézikönyvben ez hol van leírva, hogy az I és J értékét relatívban kell megadni? A Mach 3 simán kezeli az abszolút koordináta rendszert. A kontúr tényleg ez lett volna. Ha az R értéket adom meg, akkor lehet teljes kört így marni, mert a Mach 3-ban fél és egész kört így nem lehetett készíteni?
Laci
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 március 11, 12:06
Írta: dezsoe Dátum 2019 március 11, 12:06
Szia!
Valóban nincs külön kiemelve, hogy csak a relatív IJK és a sugár (R) működik, viszont az le van írva, hogy ahol lehet, ott az RS274 szabványt követi a program. Az RS274-ben pedig nincs benne az abszolút IJK, ezeket egyértelműen a kezdő pont ofszetjeként említi. A Mach3-ban létezik a G90.1 (abszolút IJK) és G91.1 (inkrementális IJK), amivel át lehet kapcsolni és ezt a beállításoknál meg is lehet határozni, hogy melyik legyen az alapértelmezett.
Valóban nincs külön kiemelve, hogy csak a relatív IJK és a sugár (R) működik, viszont az le van írva, hogy ahol lehet, ott az RS274 szabványt követi a program. Az RS274-ben pedig nincs benne az abszolút IJK, ezeket egyértelműen a kezdő pont ofszetjeként említi. A Mach3-ban létezik a G90.1 (abszolút IJK) és G91.1 (inkrementális IJK), amivel át lehet kapcsolni és ezt a beállításoknál meg is lehet határozni, hogy melyik legyen az alapértelmezett.
Cím: Re:UCCNC vezérlő program
Írta: flac72 Dátum 2019 március 11, 12:12
Írta: flac72 Dátum 2019 március 11, 12:12
Szia!
köszi a segítséget, így már egyértelmű, csak az R-es parancsokat nem szívesen használtam a Mach 3-ban a lentebb leírt kitételek miatt.
Laci
köszi a segítséget, így már egyértelmű, csak az R-es parancsokat nem szívesen használtam a Mach 3-ban a lentebb leírt kitételek miatt.
Laci
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 március 11, 12:13
Írta: zt2c4wh9 Dátum 2019 március 11, 12:13
Ahogy Dezsoe is írta, az UCCNC-ben szabványosan működik, a Mach3-ban pedig szabványtól eltérően is tud működni, ahogy te is próbáltad abszolút megadási módban. UCCNC-ben csak az RS274NGC szabványnak megfelelően relatív módban van lehetőség az IJK megadására. A CAM programban úgy kell beállítani a post processort, hogy relatív módban generálja ezeket.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 március 11, 12:21
Írta: zt2c4wh9 Dátum 2019 március 11, 12:21
Az nem Mach3-ban lévő kitételek, hanem matematikai kitétel, hiszen ha a kezdő és a végpont ugyanaz (teljes kör), akkor a rádiusz információ megadása végtelen számú kör középpontot és így végtelen számú kört definiál, más szóval meghatározhatatlan a kör.
Félkört lehet marni, viszont a rádiusz tolerancián belül kell lenni a sugárnak ami a rádiszból ered. Ha a kezdő és a végpont távolabb van mint 2xradius, akkor már nem definiálható a kör, ismét matematikai/geometriai probléma. Illetve UCCNC-ben van egy arc radius tolerance paraméter amivel be tudod állítani, hogy némileg nagyobb távolságot elfogadjon, ilyenkor átszámolja a rádiuszt, ha távolabb van a vég és kezdőpont, viszont ilyenkor értelemszerűen torzul, nagyobb lesz a kör. Ami vagy gond, vagy nem. A rádiusz tolerancia paraméter éppen ezért lett bevezetve, mert a CAM programok gyakran kerekítési hibák miatt egy picivel elszámolják a rádiuszt és hogy ez ne generáljon matematikai hibát, definiálhatatlan félkört.
Félkört lehet marni, viszont a rádiusz tolerancián belül kell lenni a sugárnak ami a rádiszból ered. Ha a kezdő és a végpont távolabb van mint 2xradius, akkor már nem definiálható a kör, ismét matematikai/geometriai probléma. Illetve UCCNC-ben van egy arc radius tolerance paraméter amivel be tudod állítani, hogy némileg nagyobb távolságot elfogadjon, ilyenkor átszámolja a rádiuszt, ha távolabb van a vég és kezdőpont, viszont ilyenkor értelemszerűen torzul, nagyobb lesz a kör. Ami vagy gond, vagy nem. A rádiusz tolerancia paraméter éppen ezért lett bevezetve, mert a CAM programok gyakran kerekítési hibák miatt egy picivel elszámolják a rádiuszt és hogy ez ne generáljon matematikai hibát, definiálhatatlan félkört.
Cím: Re:UCCNC vezérlő program
Írta: remrendes Dátum 2019 március 11, 16:19
Írta: remrendes Dátum 2019 március 11, 16:19
A szoftvernek van valamilyen manualja?
Az uj controller eseten mit kellene kivalasztani a szotver inditasakor?
Az uj controller eseten mit kellene kivalasztani a szotver inditasakor?
Cím: Re:UCCNC vezérlő program
Írta: flac72 Dátum 2019 március 11, 16:22
Írta: flac72 Dátum 2019 március 11, 16:22
Szia Dezső,
át tudnád küldeni a javított G kódot, hogy egyszerűbben megértsem a hibámat, mert egyenlőre nem jövök rá a hibámra. Sehogyan sem tudom leprogramozni a koordinátákat.
Előre is köszönettel
Laci
át tudnád küldeni a javított G kódot, hogy egyszerűbben megértsem a hibámat, mert egyenlőre nem jövök rá a hibámra. Sehogyan sem tudom leprogramozni a koordinátákat.
Előre is köszönettel
Laci
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 március 11, 16:22
Írta: zt2c4wh9 Dátum 2019 március 11, 16:22
Oldal közepén a felhasználói kézikönyv link:
http://cncdrive.hu/UCCNC.html (http://cncdrive.hu/UCCNC.html)
AXBB-E vezérlőre gondolsz? Az AXBB néven van.
http://cncdrive.hu/UCCNC.html (http://cncdrive.hu/UCCNC.html)
AXBB-E vezérlőre gondolsz? Az AXBB néven van.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 március 11, 16:26
Írta: zt2c4wh9 Dátum 2019 március 11, 16:26
Pedig nem bonyolult.
A G2 és G3 körív kódoknál az I és a J inkrementális kell legyen nem pedig abszolút.
Vagyis nem abszolút koordinátát kell megadnod az I és J-nek, hanem a kezdőponthoz képest hogy milyen távolságra van a középpont koordinátája az I az X tengelyen értendő, a J pedig az Y tengelyen.
A G2 és G3 körív kódoknál az I és a J inkrementális kell legyen nem pedig abszolút.
Vagyis nem abszolút koordinátát kell megadnod az I és J-nek, hanem a kezdőponthoz képest hogy milyen távolságra van a középpont koordinátája az I az X tengelyen értendő, a J pedig az Y tengelyen.
Cím: Re:UCCNC vezérlő program
Írta: remrendes Dátum 2019 március 11, 16:47
Írta: remrendes Dátum 2019 március 11, 16:47
Koszi! Lehet szoftverhamisitas aldozata lettem. Na jo, nem, valoszinuleg egy regiebbi verziot toltottem le, mert nekem az nincs a listaban.
Illetve a user manualt is megtalaltam a telepitett mappaban.o
Illetve a user manualt is megtalaltam a telepitett mappaban.o
Cím: Re:UCCNC vezérlő program
Írta: remrendes Dátum 2019 március 11, 16:53
Írta: remrendes Dátum 2019 március 11, 16:53
Sot, biztosan. (https://cncdrive.com/UCCNC.html)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 március 11, 17:12
Írta: dezsoe Dátum 2019 március 11, 17:12
Szia!
Nincs javított g-kódom: a kép nem az UCCNC-ben készült, hanem egy olyan nézegetőben, ami tudja az abszolút IJK-t (G90.1). A kép jobb szélén azért van pirossal az UCCNC ikonja, mert jelzi, hogy nem fog lefutni. Ahogy Balázs is írta: minden G2 és G3-nál az I-ből kivonod az X-et, az eredmény lesz az új I, majd ugyanezt a J-Y párossal is elvégzed.
Nincs javított g-kódom: a kép nem az UCCNC-ben készült, hanem egy olyan nézegetőben, ami tudja az abszolút IJK-t (G90.1). A kép jobb szélén azért van pirossal az UCCNC ikonja, mert jelzi, hogy nem fog lefutni. Ahogy Balázs is írta: minden G2 és G3-nál az I-ből kivonod az X-et, az eredmény lesz az új I, majd ugyanezt a J-Y párossal is elvégzed.
Cím: Re:UCCNC vezérlő program
Írta: ewgnpw6in Dátum 2019 március 11, 19:47
Írta: ewgnpw6in Dátum 2019 március 11, 19:47
Sziasztok!
Technikai segítséget szeretnék kérni, valószínűleg UCCNC programmal lehet a gondom. Nem a programnak van gondja, hanem lehetséges, hogy én értek valamit félre:)
Épülő gépem configja:
- Encoderes léptetőmotorok: 4db 86HSE12N-BC38
- Léptetőmotor vezérlő: HSS86 PA SETTINGS: 1|OFF, 2|OFF, 3|ON, 4|OFF, 5|ON, 6|ON ( = motor beállítás, valamint Dir: CCW és 1600pulse/rev)
- UCBB1 jel elosztó panel, 24Volt betáp, 5voltos kimenetét használom, így nem szükséges ellenállás közbeiktatása
- UC400ETH mozgásvezérlő
Hibaleírás: az UCCNC program AXIS X Y Z -t ha beállítom, a jel elosztó panel ledjeinek állapota nem fedi a valóságot, az UCCNC programban beállítottakat.
Program licenszet, és mindent a Variometrumtól vásároltam, a licenszelt program felismeri a mozgásvezérlőt, és megfelelően, hiba nélkül indul.
Mivel hiába állítom be 1,2,3 -as portra mondjuk az X motorom, 1-esre stepet, 2-esre dirt, 3-asra enabledet, és hiába kötök is mindent be a megfelelő módon, sajnos a jel elosztó nem ezeket vezérli. Így a motor nem forog.
Köszönöm ha valaki tudna segíteni, mit ronthatok el!
Mit csináljak helyesen.
Eddig robot manipulátorok és jigek tervezésével, autóipari gyártókészülékek tervezésével, sortervezéssel, fröccsöntő szerszámok tervezésével, 3D nyomtatással foglalkoztam, a CNC új terület számomra, de előbb utóbb ezt is megtanulom.
:)
Technikai segítséget szeretnék kérni, valószínűleg UCCNC programmal lehet a gondom. Nem a programnak van gondja, hanem lehetséges, hogy én értek valamit félre:)
Épülő gépem configja:
- Encoderes léptetőmotorok: 4db 86HSE12N-BC38
- Léptetőmotor vezérlő: HSS86 PA SETTINGS: 1|OFF, 2|OFF, 3|ON, 4|OFF, 5|ON, 6|ON ( = motor beállítás, valamint Dir: CCW és 1600pulse/rev)
- UCBB1 jel elosztó panel, 24Volt betáp, 5voltos kimenetét használom, így nem szükséges ellenállás közbeiktatása
- UC400ETH mozgásvezérlő
Hibaleírás: az UCCNC program AXIS X Y Z -t ha beállítom, a jel elosztó panel ledjeinek állapota nem fedi a valóságot, az UCCNC programban beállítottakat.
Program licenszet, és mindent a Variometrumtól vásároltam, a licenszelt program felismeri a mozgásvezérlőt, és megfelelően, hiba nélkül indul.
Mivel hiába állítom be 1,2,3 -as portra mondjuk az X motorom, 1-esre stepet, 2-esre dirt, 3-asra enabledet, és hiába kötök is mindent be a megfelelő módon, sajnos a jel elosztó nem ezeket vezérli. Így a motor nem forog.
Köszönöm ha valaki tudna segíteni, mit ronthatok el!
Mit csináljak helyesen.
Eddig robot manipulátorok és jigek tervezésével, autóipari gyártókészülékek tervezésével, sortervezéssel, fröccsöntő szerszámok tervezésével, 3D nyomtatással foglalkoztam, a CNC új terület számomra, de előbb utóbb ezt is megtanulom.
:)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 március 11, 20:31
Írta: dezsoe Dátum 2019 március 11, 20:31
Szia!
Van valami rajzod, hogy hogy van az egész összekötve? A profil file-odat (Profiles\profilneve.pro) küldd el, megnézem. Első körben annyit, hogy az Enable jelet nem szokás bekötni, a motorvezérlődön az amúgy is disable, tehát ha nem kötöd be, akkor engedélyezve van a motor. Azt ugye tudod, hogy az UCBB-nek csak az 1-es portját használhatod az UC400-zal?
Van valami rajzod, hogy hogy van az egész összekötve? A profil file-odat (Profiles\profilneve.pro) küldd el, megnézem. Első körben annyit, hogy az Enable jelet nem szokás bekötni, a motorvezérlődön az amúgy is disable, tehát ha nem kötöd be, akkor engedélyezve van a motor. Azt ugye tudod, hogy az UCBB-nek csak az 1-es portját használhatod az UC400-zal?
Cím: Re:UCCNC vezérlő program
Írta: ewgnpw6in Dátum 2019 március 11, 21:26
Írta: ewgnpw6in Dátum 2019 március 11, 21:26
Szia! Köszönöm a gyors választ.
Előbb ezt fogom tenni:
- kikötöm az enablet
- kikötöm a második port szalagkábelét
- leresetelem gyári beállításokra az UC400ETH-t jel elosztó nélkül
- leresetelem UC400ETH-t csatlakoztatott jel elosztóval
- átconfolom az UCCNC programot
Ha ezek után sem ok, akkor jelentkezem a pontos bekötés leírásával, és az UCCNC profillal.
Köszi!
Előbb ezt fogom tenni:
- kikötöm az enablet
- kikötöm a második port szalagkábelét
- leresetelem gyári beállításokra az UC400ETH-t jel elosztó nélkül
- leresetelem UC400ETH-t csatlakoztatott jel elosztóval
- átconfolom az UCCNC programot
Ha ezek után sem ok, akkor jelentkezem a pontos bekötés leírásával, és az UCCNC profillal.
Köszi!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 március 11, 21:40
Írta: dezsoe Dátum 2019 március 11, 21:40
Ezeket bátran kihagyhatod:
- leresetelem gyári beállításokra az UC400ETH-t jel elosztó nélkül
- leresetelem UC400ETH-t csatlakoztatott jel elosztóval
Az aggaszt inkább egy kicsit, hogy mennyire örült az UC400 és az UCBB egymásnak, amikor a 2-9-es lábakat a kábel mindkét oldaláról vezérelni akarták. [#csodalk]
- leresetelem gyári beállításokra az UC400ETH-t jel elosztó nélkül
- leresetelem UC400ETH-t csatlakoztatott jel elosztóval
Az aggaszt inkább egy kicsit, hogy mennyire örült az UC400 és az UCBB egymásnak, amikor a 2-9-es lábakat a kábel mindkét oldaláról vezérelni akarták. [#csodalk]
Cím: Re:UCCNC vezérlő program
Írta: ewgnpw6in Dátum 2019 március 11, 21:57
Írta: ewgnpw6in Dátum 2019 március 11, 21:57
Nos, kikötöttem az enablet, es az egyes portot kötöttem be csak. Az UC400ETH-n nincs a nyákra írva, de a leírásban szerepel, hogy az egyes port a 24Volt tápfesz felől eső port.
Az UCBB1-en pedig rá van írva, hogy: CN1 normal port, erre kötöttem a szalagkábelt.
reset után is a helyzet változatlan, a motor nem vezérelhető.
UCBB1:
- 5 voltos kimenő táp kék státusz led világít
- 24volt táp státuszled világít
- 01-től 017-ig világítanak a piros ledek, 016-os kivételével.
UCCNC beállítás: csak AXIS X Step pin:1 Dir pin:2, mindkettő 1-es porton.
-x +x irány nyomogatásakor gyorsan villognak:
04 07 014
kialszik, vagy olyan gyorsan villog, hogy nem látszik: 08
az érdekes az, hogy egyiken sincs bekötés, és nincsenek is beállítva a programban
Az UCBB1-en pedig rá van írva, hogy: CN1 normal port, erre kötöttem a szalagkábelt.
reset után is a helyzet változatlan, a motor nem vezérelhető.
UCBB1:
- 5 voltos kimenő táp kék státusz led világít
- 24volt táp státuszled világít
- 01-től 017-ig világítanak a piros ledek, 016-os kivételével.
UCCNC beállítás: csak AXIS X Step pin:1 Dir pin:2, mindkettő 1-es porton.
-x +x irány nyomogatásakor gyorsan villognak:
04 07 014
kialszik, vagy olyan gyorsan villog, hogy nem látszik: 08
az érdekes az, hogy egyiken sincs bekötés, és nincsenek is beállítva a programban
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 március 11, 22:14
Írta: dezsoe Dátum 2019 március 11, 22:14
Hümm. Az én UC400 doksimban a másik az egyes port és a tapasztalat is ezt támasztja alá. :) Ettől függetlenül nem igazán értem a jelenséget, csak küldd el nekem azt a .pro file-t, belenéznék.
Cím: Re:UCCNC vezérlő program
Írta: ewgnpw6in Dátum 2019 március 11, 22:22
Írta: ewgnpw6in Dátum 2019 március 11, 22:22
Köszi, küldöm.
http://fileposta.hu/richlet/fd?id=684d413173C63748884b8f229935B100B041A00aB352Cc09
http://fileposta.hu/richlet/fd?id=684d413173C63748884b8f229935B100B041A00aB352Cc09
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 március 11, 23:00
Írta: dezsoe Dátum 2019 március 11, 23:00
Hát, nem lettem okosabb... [#nemtudom] Érdemes lenne a kártyákat külön letesztelni, hogy rendben vannak-e, mert ez így elég érdekesnek tűnik.
Cím: Re:UCCNC vezérlő program
Írta: ewgnpw6in Dátum 2019 március 11, 23:28
Írta: ewgnpw6in Dátum 2019 március 11, 23:28
igen.
Sajnos nincs a közelemben olyan ember aki ilyennel foglalkozna vagy ért hozzá. (Kaposvár)
Nekem 2db UCBB1-em van. Az egyik egy régebbi javított, egy optokapu lett cserélve. A másik egy vadonat új, ami ezt a hibát produkálja. Igazából a javított is és a zsír új UCBB1 ugyan úgy működik, szóval sehogy.
Ebből az következne, hogy az UC400ETH a hibás.
Nem tudom az természetes-e, hogy az UC400ETH 24voltról működtetve tűzforró. A 2db elko forró, valamint a rajt lévő 2db proci is, annak ellenére, hogy egy alulapon van hűtve a nyák.
Én sajnos ennyit tudok megállapítani...
Tudsz ajánlani nekem az UC400ETH helyett egy másik fajta mozgásvezérlőt amivel tudom tesztelni? Laptopom van, USB és ETH csati az elérhető. Megveszem ami kell, aztán ha kiderül, hogy tényleg rossz vmi, akkor visszaküldöm cserére a forgalmazónak...
Sajnos nincs a közelemben olyan ember aki ilyennel foglalkozna vagy ért hozzá. (Kaposvár)
Nekem 2db UCBB1-em van. Az egyik egy régebbi javított, egy optokapu lett cserélve. A másik egy vadonat új, ami ezt a hibát produkálja. Igazából a javított is és a zsír új UCBB1 ugyan úgy működik, szóval sehogy.
Ebből az következne, hogy az UC400ETH a hibás.
Nem tudom az természetes-e, hogy az UC400ETH 24voltról működtetve tűzforró. A 2db elko forró, valamint a rajt lévő 2db proci is, annak ellenére, hogy egy alulapon van hűtve a nyák.
Én sajnos ennyit tudok megállapítani...
Tudsz ajánlani nekem az UC400ETH helyett egy másik fajta mozgásvezérlőt amivel tudom tesztelni? Laptopom van, USB és ETH csati az elérhető. Megveszem ami kell, aztán ha kiderül, hogy tényleg rossz vmi, akkor visszaküldöm cserére a forgalmazónak...
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 március 11, 23:54
Írta: zt2c4wh9 Dátum 2019 március 11, 23:54
Szia,
A probléma az, hogy az UC400ETH nem kompatibilis az UCBB elosztó panellal. Az UC400ETH-nak ugyanis 2db normál LPT port lábkiosztású portja van, míg az UCBB-nek egy normál és egy bemeneti kiosztású portja. (2...9.pinek bemenetek)
Szóval a 2 kártya nem fog jól együttműködni, legalábbis az UCBB bemeneti portján biztosan nem fognak működni azok az I/O-k, amiknek az iránya nem megfelelő.
Az UCBB az UC300ETH-5LPT-hez lett kifejlesztve és azzal kompatibilis. Az UC300ETH-5LPT vezérlőhöz max. 2db UCBB csatlakoztatható.
Az UC400ETH vezérlőhöz pedig az UCSB elosztópanel használatát javasoljuk. Max. 2 darabot lehet rácsatlakoztatni.
A probléma az, hogy az UC400ETH nem kompatibilis az UCBB elosztó panellal. Az UC400ETH-nak ugyanis 2db normál LPT port lábkiosztású portja van, míg az UCBB-nek egy normál és egy bemeneti kiosztású portja. (2...9.pinek bemenetek)
Szóval a 2 kártya nem fog jól együttműködni, legalábbis az UCBB bemeneti portján biztosan nem fognak működni azok az I/O-k, amiknek az iránya nem megfelelő.
Az UCBB az UC300ETH-5LPT-hez lett kifejlesztve és azzal kompatibilis. Az UC300ETH-5LPT vezérlőhöz max. 2db UCBB csatlakoztatható.
Az UC400ETH vezérlőhöz pedig az UCSB elosztópanel használatát javasoljuk. Max. 2 darabot lehet rácsatlakoztatni.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 március 11, 23:58
Írta: zt2c4wh9 Dátum 2019 március 11, 23:58
Az AXBB-E csak az 1.2109 UCCNC verzióval működik, ami a legutolsó development release (fejlesztői verzió).
Itt letöltheted, a 3. pont a listában:
http://cncdrive.hu/UCCNC.html
Ha nem látod az oldalon a linket amit mondok, akkor nyomj egy F5 gombot a böngészőben, mert akkor régi tartalmat látsz, a böngésző cache-ből szedi az adatokat, amit az F5 frissítés meg fog oldani.
Itt letöltheted, a 3. pont a listában:
http://cncdrive.hu/UCCNC.html
Ha nem látod az oldalon a linket amit mondok, akkor nyomj egy F5 gombot a böngészőben, mert akkor régi tartalmat látsz, a böngésző cache-ből szedi az adatokat, amit az F5 frissítés meg fog oldani.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 március 12, 05:25
Írta: zt2c4wh9 Dátum 2019 március 12, 05:25
Valaki kérdezte múltkor tőlem, hogy az AXBB-E vezérlő kompatibilis-e a Mach3-al. Jelentem elkészültünk a Mach3 pluginnal, szóval mostantól az AXBB-E Mach3-al is működik.
A plugin bekerült az UCx00 automatikus telepítő alkalmazásba. A weboldalunkról letölthető.
A plugin bekerült az UCx00 automatikus telepítő alkalmazásba. A weboldalunkról letölthető.
Cím: Re:UCCNC vezérlő program
Írta: b7gwr90m6 Dátum 2019 március 12, 15:02
Írta: b7gwr90m6 Dátum 2019 március 12, 15:02
Sziasztok
Valahol megtalálom az UCCNC softver rendszer követelményeit?
Csak mert kevesli a laptop alaplapi integrált vidikártyát.
Valahol megtalálom az UCCNC softver rendszer követelményeit?
Csak mert kevesli a laptop alaplapi integrált vidikártyát.
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2019 március 12, 15:33
Írta: gaben Dátum 2019 március 12, 15:33
Persze, a használati utasításban (http://www.cncdrive.com/UCCNC/UCCNC_hasznalati_utasitas.pdf) a neten. ;)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 március 12, 15:36
Írta: dezsoe Dátum 2019 március 12, 15:36
Nemcsak a neten, hanem a telepített program Documentation mappájában is ott vannak a doksik.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 március 12, 16:28
Írta: zt2c4wh9 Dátum 2019 március 12, 16:28
Pontosan mi a hibaüzenet szövege?
Cím: Re:UCCNC vezérlő program
Írta: b7gwr90m6 Dátum 2019 március 12, 16:41
Írta: b7gwr90m6 Dátum 2019 március 12, 16:41
Ez :/
(https://hobbicncforum.hu/uploaded_images/2019/03/tn_4iqdxyy2uhvs8j6pv5udi_4831.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/4iqdxyy2uhvs8j6pv5udi_4831.jpg)
(https://hobbicncforum.hu/uploaded_images/2019/03/tn_4iqdxyy2uhvs8j6pv5udi_4831.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/4iqdxyy2uhvs8j6pv5udi_4831.jpg)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 március 12, 17:17
Írta: dezsoe Dátum 2019 március 12, 17:17
Milyen laptop ez? Videokártya driver fent van?
Cím: Re:UCCNC vezérlő program
Írta: dtb Dátum 2019 március 12, 17:19
Írta: dtb Dátum 2019 március 12, 17:19
Próbáld ki ezt: Downloading OpenGL (https://www.khronos.org/opengl/wiki/Getting_Started)
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 március 12, 17:26
Írta: zt2c4wh9 Dátum 2019 március 12, 17:26
OpenGL 1.1-et mond a hibaüzenet, hogy csak azt a verziót ismeri a grafikus kártya. Ez nagyon nem valószínű, hacsak nem egy több mint 20 éves laptopról van szó.
Szóval az a probléma, hogy nincs feltelepítve a grafikus kártya driver, fel kellene telepíteni.
A driver nélkül a grafikus kártya nem tud a Windows-al OpenGL nyelven kommunikálni. És mivel ez nem megy neki, ezért mondja, hogy csak OpenGL 1.1-et ismeri, mert az az alap amit minden grafikus kártya ismer.
Szóval az a probléma, hogy nincs feltelepítve a grafikus kártya driver, fel kellene telepíteni.
A driver nélkül a grafikus kártya nem tud a Windows-al OpenGL nyelven kommunikálni. És mivel ez nem megy neki, ezért mondja, hogy csak OpenGL 1.1-et ismeri, mert az az alap amit minden grafikus kártya ismer.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 március 12, 17:32
Írta: zt2c4wh9 Dátum 2019 március 12, 17:32
Az OpenGL-t nem lehet letölteni. Az OpenGL csupán egy ajánlás arra, hogy hogyan működjön a grafikus gyorsítás a videókártyákon. Az ajánlás folyamatosan bővült, így lett az OpenGL 1.1, 1.2, 1.3 stb. verziók.
Az ajánlást a videó kártya gyártók konkretizálják és beépítik a videó kártyába, illetve illesztőprogramot írnak hozzá (driver), amit a számítógépre kell telepíteni, hogy az adott operációs rendszer (pl.Windows) tudja azt használni és tudjon OpenGL nyelven kommunikálni a kártyával.
Az OpenGL mivel nem egy szoftver, nem is letölthető és nem is frissíthető. Amit a gyártó bele égetett a kártya chipset-jébe azt az OpenGL verziót ismeri a kártya, ezen nem lehet változtatni.
A verziók visszafelé kompatibilisek és a gyártók mindig a legújabbat teszik a kártyákba.
Szóval ha egy szoftver (pl.UCCNC) mondjuk OpenGL 1.3-at kíván és a kártya 1.5-ös OpenGL-el készült, akkor az fogja tudni futtatni azt a szoftvert, mert a szoftver által megkívánt OpenGL verziószám alacsonyabb mint amit a kártya ismer.
Az ajánlást a videó kártya gyártók konkretizálják és beépítik a videó kártyába, illetve illesztőprogramot írnak hozzá (driver), amit a számítógépre kell telepíteni, hogy az adott operációs rendszer (pl.Windows) tudja azt használni és tudjon OpenGL nyelven kommunikálni a kártyával.
Az OpenGL mivel nem egy szoftver, nem is letölthető és nem is frissíthető. Amit a gyártó bele égetett a kártya chipset-jébe azt az OpenGL verziót ismeri a kártya, ezen nem lehet változtatni.
A verziók visszafelé kompatibilisek és a gyártók mindig a legújabbat teszik a kártyákba.
Szóval ha egy szoftver (pl.UCCNC) mondjuk OpenGL 1.3-at kíván és a kártya 1.5-ös OpenGL-el készült, akkor az fogja tudni futtatni azt a szoftvert, mert a szoftver által megkívánt OpenGL verziószám alacsonyabb mint amit a kártya ismer.
Cím: Re:UCCNC vezérlő program
Írta: ewgnpw6in Dátum 2019 március 12, 18:41
Írta: ewgnpw6in Dátum 2019 március 12, 18:41
Én a Variometrum ajánlásával vásároltam ezeket, ők mondták, és le is írták e-mailben, hogy mit ajánlanak mihez, ez alapján adtam le a rendelésem.
Meg fogom reklamálni, visszaküldöm.
Köszönöm a segítséget!
Meg fogom reklamálni, visszaküldöm.
Köszönöm a segítséget!
Cím: Re:UCCNC vezérlő program
Írta: ewgnpw6in Dátum 2019 március 12, 18:46
Írta: ewgnpw6in Dátum 2019 március 12, 18:46
Azt szeretném kérdezni, hogy nem-e tehették tönkre egymást kölcsönösen?
Mert van egy javított jel elosztóm, és egy zsír új, mindkettőt rádugtam az uc400eth-ra, egy darabig látszólag jól működött minden, majd heptikus rángásba kezdtek a motorok, és ekkor inkább lekapcsoltam a tápot .
Azóta nem tudom ráconfolni a program értékeit a be és kimenetekre.
Ha azt feltételezzük, hogy semmi sem ment tönkre, akkor van két jól működő jel elosztóm és egy darab jól működő mozgásvezérlőm, melyek csak simán nem kompatibilisek.
Ilyenkor talán kézenfekvő lenne egy az általad javasolt mozgásvezérlőt vásárolnom:) és akkor lesz pót jel elosztóm, és egy felesleges UC400ETH-m.
Mert van egy javított jel elosztóm, és egy zsír új, mindkettőt rádugtam az uc400eth-ra, egy darabig látszólag jól működött minden, majd heptikus rángásba kezdtek a motorok, és ekkor inkább lekapcsoltam a tápot .
Azóta nem tudom ráconfolni a program értékeit a be és kimenetekre.
Ha azt feltételezzük, hogy semmi sem ment tönkre, akkor van két jól működő jel elosztóm és egy darab jól működő mozgásvezérlőm, melyek csak simán nem kompatibilisek.
Ilyenkor talán kézenfekvő lenne egy az általad javasolt mozgásvezérlőt vásárolnom:) és akkor lesz pót jel elosztóm, és egy felesleges UC400ETH-m.
Cím: Re:UCCNC vezérlő program
Írta: b7gwr90m6 Dátum 2019 március 12, 19:17
Írta: b7gwr90m6 Dátum 2019 március 12, 19:17
KÖszönöm megoldodott.
Cím: Re:UCCNC vezérlő program
Írta: b7gwr90m6 Dátum 2019 március 12, 20:00
Írta: b7gwr90m6 Dátum 2019 március 12, 20:00
Viszont itt az új probléma, nem látja a csatlakoztatott kártyát (AXBB-E), a kulcsot is bemásoltam már.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 március 12, 20:28
Írta: dezsoe Dátum 2019 március 12, 20:28
Az UCxx_utility-vel beállítottad az AXBB hálózatát?
Cím: Re:UCCNC vezérlő program
Írta: Béni Dátum 2019 március 13, 08:37
Írta: Béni Dátum 2019 március 13, 08:37
Elővettem ismét az egy évvel ezelőtti kódot, amelynél tapasztaltam az akkor leírt hibát.
Kicsit leegyszerűsítettem és teszteltem az 1.2108 verzióval DEMO módban, különböző eszközöket választva.
Minden esetben az alprogram hívásig az aktív G1 mód az alprogramba lépve G0-ra változott. (Programozott G0 nélkül.)
Kicsit leegyszerűsítettem és teszteltem az 1.2108 verzióval DEMO módban, különböző eszközöket választva.
Minden esetben az alprogram hívásig az aktív G1 mód az alprogramba lépve G0-ra változott. (Programozott G0 nélkül.)
Kód Kijelölés
G0 X0 Y0 Z10
G1 Z1 F1500
Z0 F200
M98 P100 L2
G0 Z20 M5
M30
O100
X11 Z-2 F500
X-11
Y5
G1 Z2
M99
%
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 március 13, 10:27
Írta: zt2c4wh9 Dátum 2019 március 13, 10:27
Igen, ez így működik, nem fogjuk tudni megoldani egylőre ahogy a múltkor is szerintem leírtam,m ost is csak ugyanezt tudom mondani. Alprogram elején programozni kell a Mod.0-t és akkor nincs ilyen gond.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 március 13, 10:29
Írta: zt2c4wh9 Dátum 2019 március 13, 10:29
1.) Be kell állítani a hálózati paramétereket (IP cím, alhálózati maszk) ahogy az adatlapban le van írva részletesen.
2.) Az UCCNC 1.2109 verzió (vagy majd későbbi, ha lesz majd ilyen) kell az AXBB-E vezérlőhöz. Korábbi UCCNC verzióval nem fog működni.
2.) Az UCCNC 1.2109 verzió (vagy majd későbbi, ha lesz majd ilyen) kell az AXBB-E vezérlőhöz. Korábbi UCCNC verzióval nem fog működni.
Cím: Re:UCCNC vezérlő program
Írta: b7gwr90m6 Dátum 2019 március 13, 10:39
Írta: b7gwr90m6 Dátum 2019 március 13, 10:39
A kábel az biztos jó, kimértem.
egyenesen a laptopba megy, nem routeren keresztül.
Tehát akkor a Crossover kell nekem.
24V -ot rákötöttem!
Az UCccc utility nem látja.
És a 1.2049 verzió van letöltve.
Sry de az infó nem az erősségem:/
egyenesen a laptopba megy, nem routeren keresztül.
Tehát akkor a Crossover kell nekem.
24V -ot rákötöttem!
Az UCccc utility nem látja.
És a 1.2049 verzió van letöltve.
Sry de az infó nem az erősségem:/
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 március 13, 10:52
Írta: dezsoe Dátum 2019 március 13, 10:52
Ha AXBB-ről beszélünk, akkor kell az 1.2109-es verzió. Az AXBB 24V-os bemenete a leválasztott oldalt hajtja, kell neki az 5V-os táp ahhoz, hogy tudj vele kommunikálni. A gépeden állíts fix IP-t, az UCxx_utility-vel pedig ugyanabba a tartományba állíts be egy másik IP-t az AXBB-nek. (Lásd doksi.)
Cím: Re:UCCNC vezérlő program
Írta: b7gwr90m6 Dátum 2019 március 14, 23:32
Írta: b7gwr90m6 Dátum 2019 március 14, 23:32
Sikerült közbe tovább jutnom, beállítottam az ip-ket a doksi szerint, eljutottam az ucxxx utilityhez-hez, de az nemtalál semmit :/
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 március 14, 23:39
Írta: zt2c4wh9 Dátum 2019 március 14, 23:39
Azért nem talál semmit, mert régi szoftver verziót használsz, ami nem ismeri az új vezérlőt.
Ahogy már írtuk az 1.2109-es verziót kellene letölteni a weboldalunkról.
Ahogy már írtuk az 1.2109-es verziót kellene letölteni a weboldalunkról.
Cím: Re:UCCNC vezérlő program
Írta: b7gwr90m6 Dátum 2019 március 14, 23:43
Írta: b7gwr90m6 Dátum 2019 március 14, 23:43
Basszus tényleg azt még nem javítottam , ezer bocs.
Cím: Re:UCCNC vezérlő program
Írta: b7gwr90m6 Dátum 2019 március 14, 23:48
Írta: b7gwr90m6 Dátum 2019 március 14, 23:48
"Egy" RTA PAvia NDC 06.V kártyával szeretném házasítani remél jó lesz.:D
Cím: Re:UCCNC vezérlő program
Írta: nwmewgze Dátum 2019 március 16, 09:57
Írta: nwmewgze Dátum 2019 március 16, 09:57
Üdv Fórum társak!
Segitségre lenne szükségem!
Mellékelt képeken van a főorsó szervójának az 50-es csati bekötésének a rajza.A kérdés, hogy sign és puls +- jelein kivül a 24v ot melyik lábkiosztásra tegyem? Én a 7(+) és a 41(-) ra gondoltam.
Valamint az uccnc-ben ugye step diresként szeretném üzemelni és a beállításaiban kellene egy kis segitség!
Valamint maga az uccnc software néha megszakad a kapcsolat és újra kell indítanom a rendszert, erre valami ötlet esetleg?
(https://hobbicncforum.hu/uploaded_images/2019/03/tn_k2a9jxdwnim4zx7kx0gtd_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/03/k2a9jxdwnim4zx7kx0gtd_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/03/tn_58uyyc9fkib0dz2zvw3aj_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/03/58uyyc9fkib0dz2zvw3aj_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/03/tn_0qf4fstd3ge3x6pbfzxyg_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/03/0qf4fstd3ge3x6pbfzxyg_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/03/tn_m495hasp56g86c6vj2ufz_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/03/m495hasp56g86c6vj2ufz_4433.jpeg)
Segitségre lenne szükségem!
Mellékelt képeken van a főorsó szervójának az 50-es csati bekötésének a rajza.A kérdés, hogy sign és puls +- jelein kivül a 24v ot melyik lábkiosztásra tegyem? Én a 7(+) és a 41(-) ra gondoltam.
Valamint az uccnc-ben ugye step diresként szeretném üzemelni és a beállításaiban kellene egy kis segitség!
Valamint maga az uccnc software néha megszakad a kapcsolat és újra kell indítanom a rendszert, erre valami ötlet esetleg?
(https://hobbicncforum.hu/uploaded_images/2019/03/tn_k2a9jxdwnim4zx7kx0gtd_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/03/k2a9jxdwnim4zx7kx0gtd_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/03/tn_58uyyc9fkib0dz2zvw3aj_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/03/58uyyc9fkib0dz2zvw3aj_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/03/tn_0qf4fstd3ge3x6pbfzxyg_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/03/0qf4fstd3ge3x6pbfzxyg_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/03/tn_m495hasp56g86c6vj2ufz_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/03/m495hasp56g86c6vj2ufz_4433.jpeg)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 március 16, 10:11
Írta: dezsoe Dátum 2019 március 16, 10:11
Szia!
Írj egy szervo vezérlő típust. A kép alapján a 24V-ra csak akkor van szükség, ha a kimeneteket is használod, de ez nem derül ki a kérdésből.
Mi a kérdés a step/dir beállítással?
A kapcsolat megszakadása köthető valamilyen eseményhez? Közvetlen a kábel, vagy valami más eszközön megy keresztül? Nézz be a statisztika gombra, ott van egy késleltetés figyelő. Eléri-e a vonal a 20ms-os határt?
Írj egy szervo vezérlő típust. A kép alapján a 24V-ra csak akkor van szükség, ha a kimeneteket is használod, de ez nem derül ki a kérdésből.
Mi a kérdés a step/dir beállítással?
A kapcsolat megszakadása köthető valamilyen eseményhez? Közvetlen a kábel, vagy valami más eszközön megy keresztül? Nézz be a statisztika gombra, ott van egy késleltetés figyelő. Eléri-e a vonal a 20ms-os határt?
Cím: Re:UCCNC vezérlő program
Írta: designr Dátum 2019 március 16, 10:19
Írta: designr Dátum 2019 március 16, 10:19
A 29.-re is illene..legalábbis én mikor próbáltam igy ment..
Cím: Re:UCCNC vezérlő program
Írta: nwmewgze Dátum 2019 március 16, 10:54
Írta: nwmewgze Dátum 2019 március 16, 10:54
Köszönöm a segítséget!
Cím: Re:UCCNC vezérlő program
Írta: nwmewgze Dátum 2019 március 16, 11:14
Írta: nwmewgze Dátum 2019 március 16, 11:14
Beszéltem a Tiborral, felvilágosított a panasonic servo-val kapcsolatban!
A software probléma akkor jelentkezik, ha pl kikapcsolom a vezérlő dobozt!
1 lépésként kilépek az Uccnc-ből majd lekapcsolom a vezérlőt .
Vissza kapcsolom a vezérlőt majd indítanám a programot és a képen látható nincs kapcsolat üzenet jelenik meg, de pl ha kétszer háromszor meg próbálom a programot újraindítani akkor elindul, de volt már, hogy a pc restartjával sikerült csak a programot futtani!
A software probléma akkor jelentkezik, ha pl kikapcsolom a vezérlő dobozt!
1 lépésként kilépek az Uccnc-ből majd lekapcsolom a vezérlőt .
Vissza kapcsolom a vezérlőt majd indítanám a programot és a képen látható nincs kapcsolat üzenet jelenik meg, de pl ha kétszer háromszor meg próbálom a programot újraindítani akkor elindul, de volt már, hogy a pc restartjával sikerült csak a programot futtani!
Cím: Re:UCCNC vezérlő program
Írta: nwmewgze Dátum 2019 március 16, 11:19
Írta: nwmewgze Dátum 2019 március 16, 11:19
Azt ki felejtettem, hogy a kis kék led nem világit!
(https://hobbicncforum.hu/uploaded_images/2019/03/tn_8qxwhpm5c22vztvcn2j7_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/03/8qxwhpm5c22vztvcn2j7_4433.jpeg)
(https://hobbicncforum.hu/uploaded_images/2019/03/tn_8qxwhpm5c22vztvcn2j7_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/03/8qxwhpm5c22vztvcn2j7_4433.jpeg)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 március 16, 11:45
Írta: dezsoe Dátum 2019 március 16, 11:45
Persze, a kis kék LED akkor világít, ha van kapcsolat. Nem írtad, hogy a gép közvetlenül van-e összekötve az UC300-zal. Érdekes még, hogy a gépen hogy van beállítva az IPv4 és az UC300-ban hogy van a hálózat beállítva. Ha elsőre nem indul, akkor a gépen és/vagy az UC300-on nem jó a beállítás.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2019 március 16, 13:52
Írta: frob Dátum 2019 március 16, 13:52
A dobozban minden egyszerre kap áramot?
Esetleg érdemes lenne úgy megoldani, hogy egy kis időzítő a táp fel után, miután már a szervók felálltak, adja rá a delejt a mozgásvezérlőre.
Az is lehet hogy a szervón is van ilyen ellenőrző kimenet és arról is meg lehetne hajtani azt a relét...
így a bekapcsolási tranziensektől óvnád az uc300-at...
Esetleg érdemes lenne úgy megoldani, hogy egy kis időzítő a táp fel után, miután már a szervók felálltak, adja rá a delejt a mozgásvezérlőre.
Az is lehet hogy a szervón is van ilyen ellenőrző kimenet és arról is meg lehetne hajtani azt a relét...
így a bekapcsolási tranziensektől óvnád az uc300-at...
Cím: Re:UCCNC vezérlő program
Írta: nwmewgze Dátum 2019 március 16, 15:46
Írta: nwmewgze Dátum 2019 március 16, 15:46
Köszönöm a tanácsot, nem kizárt, hogy can benne valami :)
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 március 16, 15:48
Írta: zt2c4wh9 Dátum 2019 március 16, 15:48
Hogy a klasszikusokat idézzem: "Az biztos hogy nem, mert nem tudom." :D
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 március 16, 15:51
Írta: zt2c4wh9 Dátum 2019 március 16, 15:51
Bekapcsolás után megvárod, hogy felálljon a rendszer? Az UC300ETH-nak mint ahogy bármely más ethernetes eszköznek is kell pár másodperc mire felépíti az etherneten a kapcsolatot. Amíg villog a panelon a zöld LED addig nem fog menni, addig még kapcsolatépítés van folyamatban. Miután folyamatosan kezd világítani a zöld LED onnantól kezdve működőképes a kapcsolat és tud az UCCNC csatlakozni.
Cím: Re:UCCNC vezérlő program
Írta: nwmewgze Dátum 2019 március 16, 16:00
Írta: nwmewgze Dátum 2019 március 16, 16:00
Cím: Re:UCCNC vezérlő program
Írta: nwmewgze Dátum 2019 március 16, 16:01
Írta: nwmewgze Dátum 2019 március 16, 16:01
A lényeg lényege, lényegében lényegtelen"
:)
:)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 március 16, 16:08
Írta: dezsoe Dátum 2019 március 16, 16:08
Abba a steps per rotation mezőbe azt kell beírnod, hogy hány lépés kell egy fordulathoz. Ez a vezérlő beállításától függ.
Cím: Re:UCCNC vezérlő program
Írta: vadember Dátum 2019 március 16, 16:56
Írta: vadember Dátum 2019 március 16, 16:56
Klasszikusokat csak pontosan! [#nyes]
"Ez kizárt dolog, mert nem tudom" (Polgár Jenő)
https://www.youtube.com/watch?v=vXrs5FVEhsI
"Ez kizárt dolog, mert nem tudom" (Polgár Jenő)
https://www.youtube.com/watch?v=vXrs5FVEhsI
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2019 március 16, 17:44
Írta: Miki2 Dátum 2019 március 16, 17:44
Ugyan nem UCCNC, de szorosan kapcsolódó téma.
Mi okozhatja az UCBB elosztó panelnél a következőt:
A kimenetek jelszintje nem változik.
A hozzájuk tartozó ledek rendesen működnek, de a kimeneten a jelszint a 0V-hoz viszonyítva csak 0.2-0.3 V változást mutat.
A leírás szerint a változás mértékének 24 V-os nagyságrendűnek kellene lennie.
A bemeneteknél minden rendben levőnek mutatkozik.
Mi okozhatja az UCBB elosztó panelnél a következőt:
A kimenetek jelszintje nem változik.
A hozzájuk tartozó ledek rendesen működnek, de a kimeneten a jelszint a 0V-hoz viszonyítva csak 0.2-0.3 V változást mutat.
A leírás szerint a változás mértékének 24 V-os nagyságrendűnek kellene lennie.
A bemeneteknél minden rendben levőnek mutatkozik.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 március 16, 17:48
Írta: zt2c4wh9 Dátum 2019 március 16, 17:48
A kimenetek nyitott kollektorosak.
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2019 március 16, 17:59
Írta: Miki2 Dátum 2019 március 16, 17:59
Akkor ha egy mondjuk 2.3 kΩ-os ellenállással felhúzom a +5 Vos feszültségre, akár egy optikailag leválasztott bemenetű relét is tudok működtetni?
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 március 16, 18:22
Írta: zt2c4wh9 Dátum 2019 március 16, 18:22
Felhúzni akkor úgy érdemes, hogy 5V--ellenállás---opto LED---UCBB kimenet.
Ha a kiemeneten a tranzisztor be van kapcsolva, akkor folyik áram az optocsatoló LED-jén, ha meg ki van kapcsolva a transztor akkor pedig nem folyik áram.
Az ellenállás értéke értelemszerűen az optocsatoló LED-jétől függ, hogy mit bír, mit ajánlanak, mekkora árammal kell meghajtani.
Relét is ugyanígy meg lehet hajtani az UCBB kimenetekkel.
Egyébként az UCBB adatlapban le vannak ezek rajzolva, a 9.oldalon: http://cncdrive.com/downloads/UCBB_manual.pdf
Ha a kiemeneten a tranzisztor be van kapcsolva, akkor folyik áram az optocsatoló LED-jén, ha meg ki van kapcsolva a transztor akkor pedig nem folyik áram.
Az ellenállás értéke értelemszerűen az optocsatoló LED-jétől függ, hogy mit bír, mit ajánlanak, mekkora árammal kell meghajtani.
Relét is ugyanígy meg lehet hajtani az UCBB kimenetekkel.
Egyébként az UCBB adatlapban le vannak ezek rajzolva, a 9.oldalon: http://cncdrive.com/downloads/UCBB_manual.pdf
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 március 16, 18:24
Írta: zt2c4wh9 Dátum 2019 március 16, 18:24
Ja és persze fel lehet húzni a kimenetet 24V-ra is, nem muszáj 5V-ra, csak akkor más értékű soros ellenállás kell, hogy ugyanakkora árammal meghajtsa az optocsatoló LED-jét a kimenet.
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2019 március 16, 18:31
Írta: Miki2 Dátum 2019 március 16, 18:31
Köszönöm a gyors választ.
Erre ment el ma kb. 2 órám.
Ahogy említetted a nyitott kollektort, már beugrott a dolog.
Pedig néztem a rajzot, csak nem láttam.
Erre ment el ma kb. 2 órám.
Ahogy említetted a nyitott kollektort, már beugrott a dolog.
Pedig néztem a rajzot, csak nem láttam.
Cím: Re:UCCNC vezérlő program
Írta: b7gwr90m6 Dátum 2019 március 17, 17:26
Írta: b7gwr90m6 Dátum 2019 március 17, 17:26
Sziasztok
Ismét segítség kellene, hiába olvasom el ötször akkor se értem:/ Egy alap beállítással szeretném megmozgatni a kis motort, hogy legalább legyen sikerélményem, amíg a mechanika nem készül el. :)
uccnc,AxBB-E, örülnék ha valaki konyhanyelven tudna segíteni.
KÖszönöm
Ismét segítség kellene, hiába olvasom el ötször akkor se értem:/ Egy alap beállítással szeretném megmozgatni a kis motort, hogy legalább legyen sikerélményem, amíg a mechanika nem készül el. :)
uccnc,AxBB-E, örülnék ha valaki konyhanyelven tudna segíteni.
KÖszönöm
Cím: Re:UCCNC vezérlő program
Írta: b7gwr90m6 Dátum 2019 március 17, 17:48
Írta: b7gwr90m6 Dátum 2019 március 17, 17:48
Megint hamarabb pötyögtem, mindt gondolkodtam volna, sikerült :D
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 március 17, 19:03
Írta: dezsoe Dátum 2019 március 17, 19:03
[#eljen] :)
Cím: Re:UCCNC vezérlő program
Írta: flac72 Dátum 2019 március 19, 12:07
Írta: flac72 Dátum 2019 március 19, 12:07
Sziasztok!
Lenne egy olyan problémám, hogy jelenleg UCCNC program fut a gépemen, és egy UC300 Eth kártyám van. Ha a vészstop gombot bekötöm, akkor folyamatosan a kártyáról beveszi a jelet annak ellenére, hogy helyesen van konfigurálva, és bekötve, és nem lehet a programban kikapcsolni a Resetet. Ha kikötöm a vészstop gombot, akkor elindul a vezérlés, de a program futása közben a tengelyeken gyorsjárati sebességgel néha ugrik az éppen aktuális tengely néhány tized millimétert, ami a megmunkált felületen is látszik. A hajtásom servo hajtás, minden hajtáson zavarszűrő, árnyékolt kábelekkel, amik ki vannak kötve a földre. A hiba egy servo leállás, valamint átkábelezés óta jelentkezik. Sajnos már nem tudom, az előző állapotra visszakötni, mert nem készült róla rajz.
Esetleg valakinek van ötlete, hogy hogyan orvosolható a hiba.[#nemtudom]
Farkas László
Lenne egy olyan problémám, hogy jelenleg UCCNC program fut a gépemen, és egy UC300 Eth kártyám van. Ha a vészstop gombot bekötöm, akkor folyamatosan a kártyáról beveszi a jelet annak ellenére, hogy helyesen van konfigurálva, és bekötve, és nem lehet a programban kikapcsolni a Resetet. Ha kikötöm a vészstop gombot, akkor elindul a vezérlés, de a program futása közben a tengelyeken gyorsjárati sebességgel néha ugrik az éppen aktuális tengely néhány tized millimétert, ami a megmunkált felületen is látszik. A hajtásom servo hajtás, minden hajtáson zavarszűrő, árnyékolt kábelekkel, amik ki vannak kötve a földre. A hiba egy servo leállás, valamint átkábelezés óta jelentkezik. Sajnos már nem tudom, az előző állapotra visszakötni, mert nem készült róla rajz.
Esetleg valakinek van ötlete, hogy hogyan orvosolható a hiba.[#nemtudom]
Farkas László
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 március 19, 12:22
Írta: dezsoe Dátum 2019 március 19, 12:22
Szia!
Úgy tűnik, hogy mégis csak valami zajt szed össze. Mit jelent a "kártyáról leveszi a jelet"? Ha a programban nem tudod a reset-et oldani, akkor annak oka van, amit egyrészt a státusz ablakba kiír, másrészt megnézheted a diagnosztika fülön. Ha át lett madzagolva és az árnyékolást is kiemelted, akkor még azt nézd meg, hogy az árnyékolások csak az egyik végen legyenek bekötve, mert egyébként földhurkot csinálhatnak. Így elsőre ennyi ötletem és kérdésem van. Esetleg tehetnél fel fotó(ka)t, hogy hogy van elrendezve a szekrény, hátha látszik valami.
Úgy tűnik, hogy mégis csak valami zajt szed össze. Mit jelent a "kártyáról leveszi a jelet"? Ha a programban nem tudod a reset-et oldani, akkor annak oka van, amit egyrészt a státusz ablakba kiír, másrészt megnézheted a diagnosztika fülön. Ha át lett madzagolva és az árnyékolást is kiemelted, akkor még azt nézd meg, hogy az árnyékolások csak az egyik végen legyenek bekötve, mert egyébként földhurkot csinálhatnak. Így elsőre ennyi ötletem és kérdésem van. Esetleg tehetnél fel fotó(ka)t, hogy hogy van elrendezve a szekrény, hátha látszik valami.
Cím: Re:UCCNC vezérlő program
Írta: flac72 Dátum 2019 március 19, 12:37
Írta: flac72 Dátum 2019 március 19, 12:37
Szia!
A diagnosztika fülön időnként bevillan a reset bit, ezért nem lehet törölni a Reset gombbal. A dobozban elég nagy a káosz, nagyon sok vezeték keresztezi egymást, de idáig működött, és pont azért nem értem, mert pont egy kicsit próbáltam csökkenteni a káoszt. A kábelek árnyékolása is csak a vezérlő felőli végeken van kiföldelve. Ezért nem értem, hogy eddig hogyan működött.
Laci
A diagnosztika fülön időnként bevillan a reset bit, ezért nem lehet törölni a Reset gombbal. A dobozban elég nagy a káosz, nagyon sok vezeték keresztezi egymást, de idáig működött, és pont azért nem értem, mert pont egy kicsit próbáltam csökkenteni a káoszt. A kábelek árnyékolása is csak a vezérlő felőli végeken van kiföldelve. Ezért nem értem, hogy eddig hogyan működött.
Laci
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 március 19, 13:29
Írta: dezsoe Dátum 2019 március 19, 13:29
Azt kéne elcsípned, hogy mi okozza a reset-et. Valamelyik limit vagy az e-stop pilácsnak is fel kéne villanni, mert magától nem megy reset-be. Ha azt megtalálod, akkor már tudod, hogy mit keress. Ha nem tudod elcsípni, akkor azt is csinálhatod, hogy az UCCNC beállításaiban nullázod ki egyenként a limiteket (vagy mindet egyszerre, ha közös lábon vannak), majd az e-stop-ot. Valamelyik módszerrel meg kéne találnod, hogy melyik bemenet zajos.
Cím: Re:UCCNC vezérlő program
Írta: nwmewgze Dátum 2019 március 20, 15:56
Írta: nwmewgze Dátum 2019 március 20, 15:56
Sziasztok!
Egy kis segítség kellene!
Az mpg bekötésénél a COM(narancs-fekete) mi a szerepe és hova kössem be az ucbb-be?
Valamint az enkoder /A /B (lila-lila fekete) be kell kössem, ha igen hova?
Ahogy néztem a uccnc-t csak kettő port van.
Köszönöm!
(https://hobbicncforum.hu/uploaded_images/2019/03/tn_9mwjkwnmce0e0zs7ef50_4433.png) (https://hobbicncforum.hu/uploaded_images/2019/03/9mwjkwnmce0e0zs7ef50_4433.png) (https://hobbicncforum.hu/uploaded_images/2019/03/tn_8nz9uw4mzf8eepjb3cgac_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/03/8nz9uw4mzf8eepjb3cgac_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/03/tn_t40xe5t8y38tziwdt5xc_4433.png) (https://hobbicncforum.hu/uploaded_images/2019/03/t40xe5t8y38tziwdt5xc_4433.png)
Egy kis segítség kellene!
Az mpg bekötésénél a COM(narancs-fekete) mi a szerepe és hova kössem be az ucbb-be?
Valamint az enkoder /A /B (lila-lila fekete) be kell kössem, ha igen hova?
Ahogy néztem a uccnc-t csak kettő port van.
Köszönöm!
(https://hobbicncforum.hu/uploaded_images/2019/03/tn_9mwjkwnmce0e0zs7ef50_4433.png) (https://hobbicncforum.hu/uploaded_images/2019/03/9mwjkwnmce0e0zs7ef50_4433.png) (https://hobbicncforum.hu/uploaded_images/2019/03/tn_8nz9uw4mzf8eepjb3cgac_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/03/8nz9uw4mzf8eepjb3cgac_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/03/tn_t40xe5t8y38tziwdt5xc_4433.png) (https://hobbicncforum.hu/uploaded_images/2019/03/t40xe5t8y38tziwdt5xc_4433.png)
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2019 március 20, 16:17
Írta: gaben Dátum 2019 március 20, 16:17
De jó, hogy UCR201-et vettem! [#vigyor]
(https://hobbicncforum.hu/uploaded_images/2019/03/tn_kniz83cphpqd6f0bdhi6e_4447.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/kniz83cphpqd6f0bdhi6e_4447.jpg)
(https://hobbicncforum.hu/uploaded_images/2019/03/tn_kniz83cphpqd6f0bdhi6e_4447.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/kniz83cphpqd6f0bdhi6e_4447.jpg)
Cím: Re:UCCNC vezérlő program
Írta: nwmewgze Dátum 2019 március 20, 16:42
Írta: nwmewgze Dátum 2019 március 20, 16:42
Nem mondom örülhetsz :)
Reggel óta kisebb nagyobb megszakításokkal molyolok ezzel kis hangyabrényi kábelekkel :)
Reggel óta kisebb nagyobb megszakításokkal molyolok ezzel kis hangyabrényi kábelekkel :)
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 március 20, 17:10
Írta: zt2c4wh9 Dátum 2019 március 20, 17:10
Bármelyik bemenetre bekötheted bármelyik jelet, hiszen az UCCNC szoftverben minden bemenet ekvivalens, szabadon konfigurálható rájuk bármelyik funkció.
Cím: Re:UCCNC vezérlő program
Írta: nwmewgze Dátum 2019 március 20, 17:40
Írta: nwmewgze Dátum 2019 március 20, 17:40
Köszönöm a választ!
A COM-nak mi a szerepe (narancs fekete)
Ha be is kötöm valahova, mit kell hozzá állitanom?
A COM-nak mi a szerepe (narancs fekete)
Ha be is kötöm valahova, mit kell hozzá állitanom?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 március 20, 21:37
Írta: dezsoe Dátum 2019 március 20, 21:37
A COM a kapcsolók közös pontja, ehhez zárnak az érintkezők. Minden kapcsolót, a tekerőt és a vészstopot is bekötnéd? Esetleg a LED-et is?
Cím: Re:UCCNC vezérlő program
Írta: Thowra Dátum 2019 március 20, 23:48
Írta: Thowra Dátum 2019 március 20, 23:48
Üdv!
Ismét belefutottam egy makrós kérdésbe.
A makró (vagy akár makroloop) épp egy bemenetről érkező jelre vár.
Ezalatt leütöm a vészkapcsolót. Hiba elhárítása után vészkapcsoló visszaállít, reset a képernyőn megnyom.
A kérdés, hogy mi történik ilyenkor a makróval?
Folytatódik a várakozástól vagy kilép belőle az uc (sima makró esetén)?
Ha esetleg a feltételtől folytatódik, be tudom zárni az érintett makrót egy másik makróval?
A segítséget előre is köszönöm.
Ismét belefutottam egy makrós kérdésbe.
A makró (vagy akár makroloop) épp egy bemenetről érkező jelre vár.
Kód Kijelölés
while(exec.GetLED(77)) Thread.Sleep(100);
Ezalatt leütöm a vészkapcsolót. Hiba elhárítása után vészkapcsoló visszaállít, reset a képernyőn megnyom.
A kérdés, hogy mi történik ilyenkor a makróval?
Folytatódik a várakozástól vagy kilép belőle az uc (sima makró esetén)?
Ha esetleg a feltételtől folytatódik, be tudom zárni az érintett makrót egy másik makróval?
A segítséget előre is köszönöm.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 március 21, 00:01
Írta: dezsoe Dátum 2019 március 21, 00:01
Szia!
A reset állapota nem befolyásolja a makró(-hurok) futását. Ha Thread.Sleep()-et használsz, akkor az időzítésed is jó lesz. Az exec.Wait() viszont nem fog várni, amíg az Ismacrostopped() true. A makrót egy másikkal nem tudod bezárni, csak egy valamilyen szemafor közbeiktatásával, amit le kell kezelned a bezárandó makróban.
A reset állapota nem befolyásolja a makró(-hurok) futását. Ha Thread.Sleep()-et használsz, akkor az időzítésed is jó lesz. Az exec.Wait() viszont nem fog várni, amíg az Ismacrostopped() true. A makrót egy másikkal nem tudod bezárni, csak egy valamilyen szemafor közbeiktatásával, amit le kell kezelned a bezárandó makróban.
Cím: Re:UCCNC vezérlő program
Írta: Thowra Dátum 2019 március 21, 00:16
Írta: Thowra Dátum 2019 március 21, 00:16
Köszönöm a gyors segítséget.
Cím: Re:UCCNC vezérlő program
Írta: muller93 Dátum 2019 március 21, 19:51
Írta: muller93 Dátum 2019 március 21, 19:51
Sziasztok,
több helyen látom, hogy ferdén felhelyezett anyag (tábla lemez) kompenzálás szoftveresen. Ezt az UCCNC is tudja?
Segítséget előre is köszönöm.
több helyen látom, hogy ferdén felhelyezett anyag (tábla lemez) kompenzálás szoftveresen. Ezt az UCCNC is tudja?
Segítséget előre is köszönöm.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 március 21, 20:40
Írta: dezsoe Dátum 2019 március 21, 20:40
Szia!
Igen. A G68 az elforgatás.
Igen. A G68 az elforgatás.
Cím: Re:UCCNC vezérlő program
Írta: b7gwr90m6 Dátum 2019 március 24, 13:48
Írta: b7gwr90m6 Dátum 2019 március 24, 13:48
Sziasztok az mennyire jó megoldás ha egy ilyet rakok az axbb-e 3-as portjára, mindt átalakító, vagyis azt átkötöm ebbe egy szalagkábellel!?
Cím: Re:UCCNC vezérlő program
Írta: b7gwr90m6 Dátum 2019 március 24, 13:49
Írta: b7gwr90m6 Dátum 2019 március 24, 13:49
Kép lemaradt:)
(https://hobbicncforum.hu/uploaded_images/2019/03/tn_ayw75mabfv7bpwnqemh5n_4831.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/ayw75mabfv7bpwnqemh5n_4831.jpg)
(https://hobbicncforum.hu/uploaded_images/2019/03/tn_ayw75mabfv7bpwnqemh5n_4831.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/ayw75mabfv7bpwnqemh5n_4831.jpg)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 március 24, 14:52
Írta: dezsoe Dátum 2019 március 24, 14:52
Szia!
Attól függ, hogy mit kötsz rá. Mivel ebben nincs optikai leválasztás, csak olyat köss rá, aminél ez nem okozhat hibát. Pl. optocsatolós bemenetű motormeghajtót.
Attól függ, hogy mit kötsz rá. Mivel ebben nincs optikai leválasztás, csak olyat köss rá, aminél ez nem okozhat hibát. Pl. optocsatolós bemenetű motormeghajtót.
Cím: Re:UCCNC vezérlő program
Írta: b7gwr90m6 Dátum 2019 március 24, 15:27
Írta: b7gwr90m6 Dátum 2019 március 24, 15:27
Rendbe köszönöm.
Cím: Re:UCCNC vezérlő program
Írta: muller93 Dátum 2019 március 24, 20:10
Írta: muller93 Dátum 2019 március 24, 20:10
Köszönöm a választ
Cím: Re:UCCNC vezérlő program
Írta: őrülT-Tudós Dátum 2019 március 27, 11:53
Írta: őrülT-Tudós Dátum 2019 március 27, 11:53
Üdv, segítséget szeretnék kérni UCCNC + AXBB-E vezérlésem beüzemeléséhez. Van esetleg itt valaki, aki használ ilyet? Illetve hiba nélkül üzemel is neki?
(https://hobbicncforum.hu/uploaded_images/2019/03/tn_mg78a3v3euvdtefnc6t_5292.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/mg78a3v3euvdtefnc6t_5292.jpg)
(https://hobbicncforum.hu/uploaded_images/2019/03/tn_mg78a3v3euvdtefnc6t_5292.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/mg78a3v3euvdtefnc6t_5292.jpg)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 március 27, 12:47
Írta: dezsoe Dátum 2019 március 27, 12:47
Szia!
Persze, mi a kérdés? :)
Persze, mi a kérdés? :)
Cím: Re:UCCNC vezérlő program
Írta: őrülT-Tudós Dátum 2019 március 27, 13:33
Írta: őrülT-Tudós Dátum 2019 március 27, 13:33
A már jól ismert hibaüzenet (képen). Betölt az UCCNC program. Felismeri a vezérlőt. Random, egyszer rögtön indítás után felugrik a hibaüzenet, de van, hogy 1 perc működés után csak.
1.2109 verzió, 5V-24V biztosítva, a géppel közvetlenül kábellel összekötve, 64 bites oprendszerrel. PC-ről és Laptopról is kipróbálva , cserekábellel is próbáltam, ugyan ez a jelenség. Lassan kifogyok az ötletekből... [#nemtudom]
1.2109 verzió, 5V-24V biztosítva, a géppel közvetlenül kábellel összekötve, 64 bites oprendszerrel. PC-ről és Laptopról is kipróbálva , cserekábellel is próbáltam, ugyan ez a jelenség. Lassan kifogyok az ötletekből... [#nemtudom]
Cím: Re:UCCNC vezérlő program
Írta: őrülT-Tudós Dátum 2019 március 27, 13:33
Írta: őrülT-Tudós Dátum 2019 március 27, 13:33
A kép lemaradt..
(https://hobbicncforum.hu/uploaded_images/2019/03/tn_fy4dbsmvvvagz484uv0_5292.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/fy4dbsmvvvagz484uv0_5292.jpg)
(https://hobbicncforum.hu/uploaded_images/2019/03/tn_fy4dbsmvvvagz484uv0_5292.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/fy4dbsmvvvagz484uv0_5292.jpg)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 március 27, 14:33
Írta: dezsoe Dátum 2019 március 27, 14:33
Érdekes jelenség. A múlt héten találkoztam egy pont ilyennel, ott a másik gépre költözés megoldotta. Valami volt az első géppel, mert sem közös, sem közvetlen hálókártyával nem működött. A másikon csont nélkül. Hálókártya illesztőprogramja fent van? Nem mindig elég, amit a Windows felrak, hanem a gyártótól származóra gondolok.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 március 27, 18:51
Írta: zt2c4wh9 Dátum 2019 március 27, 18:51
Ha indulás után szakad meg a kapcsolat, akkor nagy valószínűséggel hálózati beállítási probléma (például IP konfliktus vagy túlterhelt hálózat.), vagy hálózati kártya probléma. Esetleg a számítógép túl lassú, amit okozhat például fel nem telepített videó kártya driver.
Ugyanis a hibaüzenet amiatt jelenik meg, hogy a vezérlő és a számítógép között nem működik jól a kommunikáció. Az adat csomagok késve, túl későn érkeznek meg, emiatt a vezérlő megszakítja a kapcsolatot, mert nem lenne biztonságos folytatni, hiszen nem kap elég adatot a vezérlő a megfelelő működéshez.
Ugyanis a hibaüzenet amiatt jelenik meg, hogy a vezérlő és a számítógép között nem működik jól a kommunikáció. Az adat csomagok késve, túl későn érkeznek meg, emiatt a vezérlő megszakítja a kapcsolatot, mert nem lenne biztonságos folytatni, hiszen nem kap elég adatot a vezérlő a megfelelő működéshez.
Cím: Re:UCCNC vezérlő program
Írta: TyuTyu68 Dátum 2019 március 27, 20:05
Írta: TyuTyu68 Dátum 2019 március 27, 20:05
Ma megprobaltam osszedugni en is. (csak az AXBB + tap)
I7-4770K proci, 16G ram, ssd, gigabites halozat.
(internetrol 350Mbps, sajat halozatrol ket gep kozott ennel tobb az adatforgalmi sebesseg...)
Jelenseg ugyanaz mint elobb jeleztek, hogy elindulni sem tud :(
Az, hogy lassu nehezen fogadom el....
A halozatrol kap ip cimet, utkozes nincs, tudom pingelni (100 csomagnal nincs vesztes, <1ms)
Hogyan tovabb ?
TyuTyu
I7-4770K proci, 16G ram, ssd, gigabites halozat.
(internetrol 350Mbps, sajat halozatrol ket gep kozott ennel tobb az adatforgalmi sebesseg...)
Jelenseg ugyanaz mint elobb jeleztek, hogy elindulni sem tud :(
Az, hogy lassu nehezen fogadom el....
A halozatrol kap ip cimet, utkozes nincs, tudom pingelni (100 csomagnal nincs vesztes, <1ms)
Hogyan tovabb ?
TyuTyu
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 március 27, 20:19
Írta: zt2c4wh9 Dátum 2019 március 27, 20:19
Teljesen mindegy hány Giga RAM és hány GHz proci, ha mondjuk nincs fenn a hálózati kártya driver az problémát fog okozni nagy valószínűséggel. Vagy ha nincs fenn a videókártya driver az pedig túl tudja úgy terhelni a gépet, akármilyen erős is, hogy az szintén probléma lesz.
Ha nincs hálózati kártya hiba, akkor valószínűleg a videó kártyával lesz a gond. Próbáld meg felrakni azt a drivert amit a gyártó adott a géphez, vagy töltsd le a legfrissebbet a gyártó oldaláról.
Ha nincs hálózati kártya hiba, akkor valószínűleg a videó kártyával lesz a gond. Próbáld meg felrakni azt a drivert amit a gyártó adott a géphez, vagy töltsd le a legfrissebbet a gyártó oldaláról.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 március 27, 20:29
Írta: dezsoe Dátum 2019 március 27, 20:29
Nincs összefüggés, hacsak nem neked is kontakthibás az 5V-os tápod, ugyanis az előző hozzászólónak ez volt a problémája.
Cím: Re:UCCNC vezérlő program
Írta: TyuTyu68 Dátum 2019 március 27, 20:32
Írta: TyuTyu68 Dátum 2019 március 27, 20:32
ha a tap kontaktos, akkor ping sem megy nem ?
Cím: Re:UCCNC vezérlő program
Írta: TyuTyu68 Dátum 2019 március 27, 20:35
Írta: TyuTyu68 Dátum 2019 március 27, 20:35
Fura, mert a UC300-5441M Center ETH maggal siman ment rajta.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 március 27, 20:35
Írta: dezsoe Dátum 2019 március 27, 20:35
A működéshez két dolog kell, ha a gép rendesen fel van telepítve: UCCNC minimum 1.2108-as verziója (jelenleg az 1.2109 a legfrissebb) és az AXBB-nek az 5V-os táp. Ha ez megvan, akkor jöhet az UCCNC\Util\UCxx_utility.exe, amivel beállítod a hálózatát. Innentől működnie kell.
Cím: Re:UCCNC vezérlő program
Írta: TyuTyu68 Dátum 2019 március 27, 21:14
Írta: TyuTyu68 Dátum 2019 március 27, 21:14
Koszonom, ramutattal a hibara.
A amit kaptam leirasban levo link az 1.20xx verziora mutatott es en nem vettem eszre csak felraktam, mint legujabb. Ez nem teljesiti az altalad irt minimumot (1.21xx)
Megy. Kezdodhet a jatek. :-)
Koszonom megegyszer.
TyuTyu
A amit kaptam leirasban levo link az 1.20xx verziora mutatott es en nem vettem eszre csak felraktam, mint legujabb. Ez nem teljesiti az altalad irt minimumot (1.21xx)
Megy. Kezdodhet a jatek. :-)
Koszonom megegyszer.
TyuTyu
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 március 27, 21:47
Írta: dezsoe Dátum 2019 március 27, 21:47
[#eljen] :)
(Kicsit szokatlan, hogy teszt verziót kell használni, de annyira új az AXBB, hogy még nincs hozzá stabil verzió.)
(Kicsit szokatlan, hogy teszt verziót kell használni, de annyira új az AXBB, hogy még nincs hozzá stabil verzió.)
Cím: Re:UCCNC vezérlő program
Írta: j3cx5jtk6 Dátum 2019 április 01, 18:15
Írta: j3cx5jtk6 Dátum 2019 április 01, 18:15
Sziasztok!!
Nos szeretném kiprobálni az autolevelert és NYÁK marogatást.
Sejtettem, hogy nem lesz tök egyszerü de én már itt elakadtam :(
Elég sok verziot meg sem birtam nyitni, de ami valahogy mukodott és kitudtam csomagolni azt meg nem látja az uccnc!?[#nemtudom]
Valaki feltudna világositan ennek a menetéről ha megkérem?
Meg olvasok valami macrokat is meg m300 akat, de tyuuuu hát ezt inkább megkérdezem.
Elöre is köszönöm szépen a segitséget![#rolleyes]
@win10x64&&uc400eth
(https://hobbicncforum.hu/uploaded_images/2019/04/tn_yqqhsbv6432cdmaanyuxb_5506.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/yqqhsbv6432cdmaanyuxb_5506.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/tn_w3t9jwjxhghj2zjj7tpf6_5506.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/w3t9jwjxhghj2zjj7tpf6_5506.jpg)
Nos szeretném kiprobálni az autolevelert és NYÁK marogatást.
Sejtettem, hogy nem lesz tök egyszerü de én már itt elakadtam :(
Elég sok verziot meg sem birtam nyitni, de ami valahogy mukodott és kitudtam csomagolni azt meg nem látja az uccnc!?[#nemtudom]
Valaki feltudna világositan ennek a menetéről ha megkérem?
Meg olvasok valami macrokat is meg m300 akat, de tyuuuu hát ezt inkább megkérdezem.
Elöre is köszönöm szépen a segitséget![#rolleyes]
@win10x64&&uc400eth
(https://hobbicncforum.hu/uploaded_images/2019/04/tn_yqqhsbv6432cdmaanyuxb_5506.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/yqqhsbv6432cdmaanyuxb_5506.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/tn_w3t9jwjxhghj2zjj7tpf6_5506.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/w3t9jwjxhghj2zjj7tpf6_5506.jpg)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 április 01, 19:01
Írta: dezsoe Dátum 2019 április 01, 19:01
Szia!
Attól függ, hogy melyik verziót használod, ugyanis aki írta az Autolevelert, az eltévedt a verziók között, mert időközben az újabb verziók már 64 biten is futnak. A hangsúly az IS-en van, mert a régi Autoleveler csak 32 bites volt, az új meg csak 64 bites, nem fordított belőle olyat, ami mindkettőt tudja. Itt tudsz utánaolvasni (http://www.forum.cncdrive.com/viewtopic.php?f=14&t=371), vagy nemsoká tudok majd segíteni, de kell, hogy melyik verziót futtatod.
Attól függ, hogy melyik verziót használod, ugyanis aki írta az Autolevelert, az eltévedt a verziók között, mert időközben az újabb verziók már 64 biten is futnak. A hangsúly az IS-en van, mert a régi Autoleveler csak 32 bites volt, az új meg csak 64 bites, nem fordított belőle olyat, ami mindkettőt tudja. Itt tudsz utánaolvasni (http://www.forum.cncdrive.com/viewtopic.php?f=14&t=371), vagy nemsoká tudok majd segíteni, de kell, hogy melyik verziót futtatod.
Cím: Re:UCCNC vezérlő program
Írta: 2am4nwzib Dátum 2019 április 01, 19:44
Írta: 2am4nwzib Dátum 2019 április 01, 19:44
Látom a deksztopon ott virít a MastercamX5-ös !
használod is ? hobby célokra .
használod is ? hobby célokra .
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 április 01, 22:49
Írta: dezsoe Dátum 2019 április 01, 22:49
Sziasztok!
A hétvégi debreceni találkozó ideje alatt a következő kedvezmények lesznek:
- HDBB2, UCBB, UCSB és UCR201: 10% kedvezmény
- UCxxx mozgásvezérlőkhöz ajándék UCCNC licenc
A termékeket most is a szokott módon a webshop-ban kell megvásárolni. A találkozón felírjuk, hogy ki milyen terméket fog megrendelni, milyen néven és címen, és ezekre a rendelésekre lesz érvényes a kedvezmény.
A hétvégi debreceni találkozó ideje alatt a következő kedvezmények lesznek:
- HDBB2, UCBB, UCSB és UCR201: 10% kedvezmény
- UCxxx mozgásvezérlőkhöz ajándék UCCNC licenc
A termékeket most is a szokott módon a webshop-ban kell megvásárolni. A találkozón felírjuk, hogy ki milyen terméket fog megrendelni, milyen néven és címen, és ezekre a rendelésekre lesz érvényes a kedvezmény.
Cím: Re:UCCNC vezérlő program
Írta: j3cx5jtk6 Dátum 2019 április 02, 05:25
Írta: j3cx5jtk6 Dátum 2019 április 02, 05:25
Szia!
Egyre ritkábban, amíg nem voltam tisztában az F360-al addig.
De az adaptiv nagyolás sokkal jobban tetszik nekem, meg az egész f360 valahogy jobban értelmezhető számomra.
Egyre ritkábban, amíg nem voltam tisztában az F360-al addig.
De az adaptiv nagyolás sokkal jobban tetszik nekem, meg az egész f360 valahogy jobban értelmezhető számomra.
Cím: Re:UCCNC vezérlő program
Írta: j3cx5jtk6 Dátum 2019 április 02, 08:21
Írta: j3cx5jtk6 Dátum 2019 április 02, 08:21
Szia !
1.2105
x64win10
és van touch plate em ami megy is faintossan, nem tudom ez mennyire szamit?
1.2105
x64win10
és van touch plate em ami megy is faintossan, nem tudom ez mennyire szamit?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 április 02, 09:09
Írta: dezsoe Dátum 2019 április 02, 09:09
Szia!
Telepítsd az 1.2109-et, majd Innen töltsd le (http://www.forum.cncdrive.com/viewtopic.php?f=14&t=371&start=20#p10551) az Autoleveler 2.0049-es verzióját.
Ha problémád adódik az 1.2109 telepítésével (Win10 Defender és még néhány vírusirtó nem szereti, vírust jelez), akkor ideiglenesen kapcsold ki a Defendert, amíg telepítesz. Add hozzá az UCCNC mappát a vírusirtó kivételeihez. A program nem vírusos, de a feltörés elleni védelem, plusz a 32/64 bit váltás miatti dll másolások együtt gyanúsak a vírusirtónak, ezért nyafog.
Telepítsd az 1.2109-et, majd Innen töltsd le (http://www.forum.cncdrive.com/viewtopic.php?f=14&t=371&start=20#p10551) az Autoleveler 2.0049-es verzióját.
Ha problémád adódik az 1.2109 telepítésével (Win10 Defender és még néhány vírusirtó nem szereti, vírust jelez), akkor ideiglenesen kapcsold ki a Defendert, amíg telepítesz. Add hozzá az UCCNC mappát a vírusirtó kivételeihez. A program nem vírusos, de a feltörés elleni védelem, plusz a 32/64 bit váltás miatti dll másolások együtt gyanúsak a vírusirtónak, ezért nyafog.
Cím: Re:UCCNC vezérlő program
Írta: remrendes Dátum 2019 április 02, 09:36
Írta: remrendes Dátum 2019 április 02, 09:36
W10 halozati kommunikacios anomaliaknal minket az IPv6 szivatott. A pipat kiveve a tulajdonsagokbol minden megoldodott.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 április 03, 08:31
Írta: svejk Dátum 2019 április 03, 08:31
Azt szeretném kérdezni, hogy az esztergályosok kedvence a G96 (állandó vágósebesség) a közeli tervben szerepel-e?
Cím: Re:UCCNC vezérlő program
Írta: 3wm3x3zz Dátum 2019 április 03, 10:56
Írta: 3wm3x3zz Dátum 2019 április 03, 10:56
Szomorú vagyok , Akartam rendelni egy AXBB-t a + licensz miatt de elfogyott , vettem egy UC300 at , pénteken kaptam meg . Most olvasom hogy ajándék licenszel lesz a talin .
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 április 03, 12:14
Írta: svejk Dátum 2019 április 03, 12:14
Én a zsömlével jártam így a minap az Univerben.
Kollégám kettővel hátrább állt a pénztárnál,
mire sorra jutott leárazták a zsömlét a felére.
Kollégám kettővel hátrább állt a pénztárnál,
mire sorra jutott leárazták a zsömlét a felére.
Cím: Re:UCCNC vezérlő program
Írta: sastas Dátum 2019 április 03, 18:44
Írta: sastas Dátum 2019 április 03, 18:44
(Interneten rendelt termék, magánszemély esetén kézhezvételtől számított 14 napig indoklás nélkül visszaváltható... ;) ) Amúgy beszéld meg Dezsoe-val privátban. Korrektül szokták kezelni a dolgokat.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 április 03, 19:01
Írta: zt2c4wh9 Dátum 2019 április 03, 19:01
Szia Svejk,
Nem, eszterga támogatás nem szerepel a közeli tervben, ezért a G96 sem.
Még ha jól emlékszem a G95-öt és pár apróságot belerakunk a szoftverbe aztán valószínűleg le lesz állítva a fejlesztés legalább 6 hónapra, mert az S görbés pályatervezőt szeretnénk megcsinálni, de ahhoz le kell minden más fejlesztést állítanunk.
Nem, eszterga támogatás nem szerepel a közeli tervben, ezért a G96 sem.
Még ha jól emlékszem a G95-öt és pár apróságot belerakunk a szoftverbe aztán valószínűleg le lesz állítva a fejlesztés legalább 6 hónapra, mert az S görbés pályatervezőt szeretnénk megcsinálni, de ahhoz le kell minden más fejlesztést állítanunk.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 április 03, 19:28
Írta: svejk Dátum 2019 április 03, 19:28
Értem, köszönöm!
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2019 április 04, 05:57
Írta: ANTAL GÁBOR Dátum 2019 április 04, 05:57
"Nem, eszterga támogatás nem szerepel a közeli tervben,"[#falbav][#falbav]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 április 04, 08:31
Írta: svejk Dátum 2019 április 04, 08:31
No, jó akkor várjuk a G95-öt...
Az "S" görbés gyorsítás nem fogja a munkadarab ciklus idejét növelni?
Külön ki lesz választható a gyorsulás mikéntje tengelyenként?
Az "S" görbés gyorsítás nem fogja a munkadarab ciklus idejét növelni?
Külön ki lesz választható a gyorsulás mikéntje tengelyenként?
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 április 04, 08:50
Írta: zt2c4wh9 Dátum 2019 április 04, 08:50
Szia,
De, természetesen növeli a ciklusidőt, hiszen mindenképp gyorsabb a trapézos gyorsítás, amikor nincsen S görbe.
Viszont S görbével a gyorsítás változása egyenletesebb.
Úgy tervezzük, hogy lesz egy S paraméter ami ha 0, akkor nincs S görbe, akkor trapézos a gyorsítás, ha meg nem 0 akkor minél nagyobb érték, annál nagyobb sugarú a görbe.
De, természetesen növeli a ciklusidőt, hiszen mindenképp gyorsabb a trapézos gyorsítás, amikor nincsen S görbe.
Viszont S görbével a gyorsítás változása egyenletesebb.
Úgy tervezzük, hogy lesz egy S paraméter ami ha 0, akkor nincs S görbe, akkor trapézos a gyorsítás, ha meg nem 0 akkor minél nagyobb érték, annál nagyobb sugarú a görbe.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 április 04, 09:19
Írta: svejk Dátum 2019 április 04, 09:19
Nehéz okosnak lenni.
Ráadásul ki tudja mit hoz a jövő, vajon merre mozdul el a kínai, hobbystákat célzó hajtástechnika.
- Az S görbe kíméli a mechanikát, ami ugye a hobbyban mindig gyenge.
- A start-stop freki használata gyorsítja a léptetős gépet
A step-dires szervok meg átlagolnak, vagy megbolondulnak.
Most ugye Kína elkezdte nyomni a visszacsatolt léptetős hajtásokat, de mi lesz holnap?
Ráadásul ki tudja mit hoz a jövő, vajon merre mozdul el a kínai, hobbystákat célzó hajtástechnika.
- Az S görbe kíméli a mechanikát, ami ugye a hobbyban mindig gyenge.
- A start-stop freki használata gyorsítja a léptetős gépet
A step-dires szervok meg átlagolnak, vagy megbolondulnak.
Most ugye Kína elkezdte nyomni a visszacsatolt léptetős hajtásokat, de mi lesz holnap?
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2019 április 06, 21:33
Írta: frob Dátum 2019 április 06, 21:33
Sziasztok
van valami kacifánt a mostani win verzióban vajon ami miatt nem indul el a 1.2049 verzió uccnc?
Gondoltam már nem csattogok le a masina mellé, itt kipróbálom a gépemen mit mutat, frissiben hopp letöltöm az uccnc-t és nyomatnám, erre sajna mindenféle mellébeszélés nélkül el sem indul...
hát ha van valami jó kis ráolvasás vagy valami vajákos trükk? :)
előre is kösz!
van valami kacifánt a mostani win verzióban vajon ami miatt nem indul el a 1.2049 verzió uccnc?
Gondoltam már nem csattogok le a masina mellé, itt kipróbálom a gépemen mit mutat, frissiben hopp letöltöm az uccnc-t és nyomatnám, erre sajna mindenféle mellébeszélés nélkül el sem indul...
hát ha van valami jó kis ráolvasás vagy valami vajákos trükk? :)
előre is kösz!
Cím: Re:UCCNC vezérlő program
Írta: nwmewgze Dátum 2019 április 06, 21:37
Írta: nwmewgze Dátum 2019 április 06, 21:37
Sziasztok!
Tömören narráltam a problémám a videóban!
Ha valakinek van ötlete szivesen kipróbálom :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 április 06, 22:11
Írta: dezsoe Dátum 2019 április 06, 22:11
Szia!
Kicsit menj bele a részletekbe. :) Az mit jelent, hogy el sem indul? Pontosan mi történik? Van-e bármilyen üzenet?
Kicsit menj bele a részletekbe. :) Az mit jelent, hogy el sem indul? Pontosan mi történik? Van-e bármilyen üzenet?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 április 06, 22:15
Írta: dezsoe Dátum 2019 április 06, 22:15
Szia!
Amikor a tapintóval beállsz, akkor a tapintónak megfelelő szerszám van kiválasztva, korrekcióval együtt?
Amikor a tapintóval beállsz, akkor a tapintónak megfelelő szerszám van kiválasztva, korrekcióval együtt?
Cím: Re:UCCNC vezérlő program
Írta: prinx Dátum 2019 április 06, 22:21
Írta: prinx Dátum 2019 április 06, 22:21
Szia, sztem ott van a hiba hogy a taszternek a hossza nincs bent az offszetbe. De lehetséges hogy tévedek. Elsőnek sztem a taszter hosszát mérd meg, ezt rakd be a tárba pl.bemerő vagy bármi más néven és minden bemérésnél ezt hívod meg a korrekciójával együtt.Így minden szerszámod bemérőhöz képest pontos lesz. Nyilván +- mérési hiba. Remélem tudtam segíteni.
Üdv H.Attila
Üdv H.Attila
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 április 06, 22:28
Írta: dezsoe Dátum 2019 április 06, 22:28
A szerszámok hosszát a bemérő hosszához képest méri, ez rendben van. Csak az a gyanúm, de a videón nem látszik, hogy a nulla pont felvételekor nem a megfelelő szerszámhossz korrekció az aktív. (Konkrétan G43 H0.)
Cím: Re:UCCNC vezérlő program
Írta: prinx Dátum 2019 április 06, 22:32
Írta: prinx Dátum 2019 április 06, 22:32
Még egy észre vétel amit nem értek a Taszterrel a munkadarab nullpontját veszed fel nem a szerszámét. A videó elején azt mondod hogy a T2 Szerszámod -31.88. Ez sem tiszta számomra. Ami nem világos hogy lehet a szerszám hossza negatív az Offszetbe, illetve a taszternek külön korekcióval kell rendelkeznie amit meg is hívsz a bemérésnél.
Igaz nem értek az UCCNC-hez de siemens vezérlőn dolgozok és ott is ugyanilyen taszterrel mérem be a munkadarab nullpontot.
Igaz nem értek az UCCNC-hez de siemens vezérlőn dolgozok és ott is ugyanilyen taszterrel mérem be a munkadarab nullpontot.
Cím: Re:UCCNC vezérlő program
Írta: nwmewgze Dátum 2019 április 06, 22:38
Írta: nwmewgze Dátum 2019 április 06, 22:38
A jelenség a kovetkezo!
Ma már 1x mukodott a rendszer, tobb szerszámnál is!
Invontor 2016hsm-et használok, be is rakja szépen a korrekciot(g43)
Mikor betoltom a gcode-ot rá állok a tasterrel mindenki 0-0-0, ugye csinaltam egy alvanyt hogy be tudjam mérni a szerszamokat, jelen esetben a T2 volt (H2) ami -31.81-volt a sz. Hossz az orahoz kepest!
Elinditom a programot es valahogy megvaltozik a Z magassag, de nem a korrekcio szerint.Mar nincs benne a videoban, de ha le megyek a Z tengelyel addig kb ahol kellene lennie a 0pontnak olyan 22-23 mm-t irt negativban.Nekem az a meglatasom, hogy ha pl csak siman keziben feljebb alok a z tengellyel akkor mashonnan kezdi a korrekciot..
Igazabol mas otletem nincs...... :/
Ma már 1x mukodott a rendszer, tobb szerszámnál is!
Invontor 2016hsm-et használok, be is rakja szépen a korrekciot(g43)
Mikor betoltom a gcode-ot rá állok a tasterrel mindenki 0-0-0, ugye csinaltam egy alvanyt hogy be tudjam mérni a szerszamokat, jelen esetben a T2 volt (H2) ami -31.81-volt a sz. Hossz az orahoz kepest!
Elinditom a programot es valahogy megvaltozik a Z magassag, de nem a korrekcio szerint.Mar nincs benne a videoban, de ha le megyek a Z tengelyel addig kb ahol kellene lennie a 0pontnak olyan 22-23 mm-t irt negativban.Nekem az a meglatasom, hogy ha pl csak siman keziben feljebb alok a z tengellyel akkor mashonnan kezdi a korrekciot..
Igazabol mas otletem nincs...... :/
Cím: Re:UCCNC vezérlő program
Írta: prinx Dátum 2019 április 06, 22:39
Írta: prinx Dátum 2019 április 06, 22:39
Visszavonom az ezelőtti írásomat mert dezsoe által írtnak megfelelően már értem hogy lehet negatív érték.Csak mikor írtam a hozzászólást ezt nem vettem észre.
Cím: Re:UCCNC vezérlő program
Írta: nwmewgze Dátum 2019 április 06, 22:44
Írta: nwmewgze Dátum 2019 április 06, 22:44
Jo a kérdés!
Ezt a technikat nem én találtam ki!
Egy itthoni kollégám használja ugyan igy az ő maró gepét(haas tm1)
Tőle lestem el a dolgot.
Szóval amikor ráállok a munkadarabra Z- irányban ugye a tasterral 0-0 -ig megyek majd nullázom a tengelyt az uccnc-ben.
Van egy bemérő állvány-szerkezet amibe a tasternek a 0-0 hoz van kinullazva a tolomérő, és ha beleraksz bármilyen más szerszámot, meg is kapod azt a hosszt amivel a gepi 0-pontot kellene eltolnia a G43-nak, de csak ha a H-is stimmel!!
T2-H2
Ha igy sem világos nyomatok még egy prezentációs videót a dolog működéséről :)
Ezt a technikat nem én találtam ki!
Egy itthoni kollégám használja ugyan igy az ő maró gepét(haas tm1)
Tőle lestem el a dolgot.
Szóval amikor ráállok a munkadarabra Z- irányban ugye a tasterral 0-0 -ig megyek majd nullázom a tengelyt az uccnc-ben.
Van egy bemérő állvány-szerkezet amibe a tasternek a 0-0 hoz van kinullazva a tolomérő, és ha beleraksz bármilyen más szerszámot, meg is kapod azt a hosszt amivel a gepi 0-pontot kellene eltolnia a G43-nak, de csak ha a H-is stimmel!!
T2-H2
Ha igy sem világos nyomatok még egy prezentációs videót a dolog működéséről :)
Cím: Re:UCCNC vezérlő program
Írta: prinx Dátum 2019 április 06, 22:46
Írta: prinx Dátum 2019 április 06, 22:46
Esetleg a referenciára állással probálkoztál? És újból bemérni a taszterrel?
Cím: Re:UCCNC vezérlő program
Írta: prinx Dátum 2019 április 06, 22:48
Írta: prinx Dátum 2019 április 06, 22:48
De így világos, elnézést hogy nem figyeltem oda. És a mi rendszerünk volt elsőnek képbe.
Cím: Re:UCCNC vezérlő program
Írta: nwmewgze Dátum 2019 április 06, 22:56
Írta: nwmewgze Dátum 2019 április 06, 22:56
Super!
Akkor már csak arra kellene rájönni, hogy miért "veszti el vagy állitódik" el a Z ha pl feljebb állok a tengellyel, mert kicserélem a szerszámot?
[#conf]
(https://hobbicncforum.hu/uploaded_images/2019/04/tn_40ptdseu4j0fqztpmji_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/04/40ptdseu4j0fqztpmji_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/04/tn_mvv82tpmnkkb9qpmwfhx_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/04/mvv82tpmnkkb9qpmwfhx_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/04/tn_m7nc6qaby895zqa7wg_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/04/m7nc6qaby895zqa7wg_4433.jpeg)
Akkor már csak arra kellene rájönni, hogy miért "veszti el vagy állitódik" el a Z ha pl feljebb állok a tengellyel, mert kicserélem a szerszámot?
[#conf]
(https://hobbicncforum.hu/uploaded_images/2019/04/tn_40ptdseu4j0fqztpmji_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/04/40ptdseu4j0fqztpmji_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/04/tn_mvv82tpmnkkb9qpmwfhx_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/04/mvv82tpmnkkb9qpmwfhx_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/04/tn_m7nc6qaby895zqa7wg_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/04/m7nc6qaby895zqa7wg_4433.jpeg)
Cím: Re:UCCNC vezérlő program
Írta: nwmewgze Dátum 2019 április 06, 23:01
Írta: nwmewgze Dátum 2019 április 06, 23:01
Sajnos a H is stimmel —>T2-H2
(https://hobbicncforum.hu/uploaded_images/2019/04/tn_sneuefkjsb2vtg0qju97i_4433.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/sneuefkjsb2vtg0qju97i_4433.jpg)
(https://hobbicncforum.hu/uploaded_images/2019/04/tn_sneuefkjsb2vtg0qju97i_4433.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/sneuefkjsb2vtg0qju97i_4433.jpg)
Cím: Re:UCCNC vezérlő program
Írta: prinx Dátum 2019 április 06, 23:07
Írta: prinx Dátum 2019 április 06, 23:07
Esetleg a programba a szerszámváltás után hívd meg a hossz korrekciót és utána a Z koordinátát.
T2 M6
G43 H2
Esetleg még egy próbát megér hogy beméred a nullpontot lenullázod. Felírod ezt hogy tud hogy mennyi volt. Utána reset újra behívód a bemérőt és újból leellenőrzöd a nullpont. Hirtelen más ötletem nincs.Vagy talán nem lett rögzítve a nullpont. Ezt a részét nem tudom hogy az UCCNC-be hogy müködik.
T2 M6
G43 H2
Esetleg még egy próbát megér hogy beméred a nullpontot lenullázod. Felírod ezt hogy tud hogy mennyi volt. Utána reset újra behívód a bemérőt és újból leellenőrzöd a nullpont. Hirtelen más ötletem nincs.Vagy talán nem lett rögzítve a nullpont. Ezt a részét nem tudom hogy az UCCNC-be hogy müködik.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 április 06, 23:15
Írta: dezsoe Dátum 2019 április 06, 23:15
A T2-H2 az stimmel, de mielőtt a kódot elindítod, akkor melyik szerszámkorrekció aktív? Tehát tételesen:
- G43 H0
- ráállsz a munkadarabra az órával
- nullázod a Z-t
Így nézd meg, hogy mi az eredmény.
- G43 H0
- ráállsz a munkadarabra az órával
- nullázod a Z-t
Így nézd meg, hogy mi az eredmény.
Cím: Re:UCCNC vezérlő program
Írta: nwmewgze Dátum 2019 április 07, 00:10
Írta: nwmewgze Dátum 2019 április 07, 00:10
Most egyenlore csinaltam egy full full restartot!
Az inventorban is kitoroltem minden szerszamot, majd ujra definialtam oket szamuk hosszuk stb alapjan.
Irtam egy olyan programot amin az osszes szerszamommal vegig kell menni!
Amit valtoztattam, hogy a kezdo es vegso Z poziciot felraktam 100mmre, hogy ki tudjam cserelni a szerszamot!
És paramm sikerult :)
Gond nelkul vegig csinalta a programot, mindenki ott volt ahol kell!
Sovany véleményem
1vagy valami kufirc volt az inventor szerszam listában
2 vagy nem szabad fel le járkálni a Z tengellyel menet kozben
Bár szerintem az inventor-ban a mix!
Köszönöm, hogy ismét foglalkoztatok a bajaimmal!
Remélem egyszer én is tudok majd újat mondani nektek :)
Az inventorban is kitoroltem minden szerszamot, majd ujra definialtam oket szamuk hosszuk stb alapjan.
Irtam egy olyan programot amin az osszes szerszamommal vegig kell menni!
Amit valtoztattam, hogy a kezdo es vegso Z poziciot felraktam 100mmre, hogy ki tudjam cserelni a szerszamot!
És paramm sikerult :)
Gond nelkul vegig csinalta a programot, mindenki ott volt ahol kell!
Sovany véleményem
1vagy valami kufirc volt az inventor szerszam listában
2 vagy nem szabad fel le járkálni a Z tengellyel menet kozben
Bár szerintem az inventor-ban a mix!
Köszönöm, hogy ismét foglalkoztatok a bajaimmal!
Remélem egyszer én is tudok majd újat mondani nektek :)
Cím: Re:UCCNC vezérlő program
Írta: sastas Dátum 2019 április 11, 18:39
Írta: sastas Dátum 2019 április 11, 18:39
Most aktiváltam a licenszemet, összedugtam routeren keresztül az UC300 ETH-mat a géppel. Ahogy indul a program, firmware update-et ír ki, lefut, majd elindul a progi és kiirja, hogy szétkapcsolta magát, mentem-e az offseteket. Minden egyes alkalommal.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 április 11, 20:04
Írta: dezsoe Dátum 2019 április 11, 20:04
Ugye, nem wifivel kapcsolódsz?
Cím: Re:UCCNC vezérlő program
Írta: sastas Dátum 2019 április 11, 21:46
Írta: sastas Dátum 2019 április 11, 21:46
Hmmm, wifis UC300. Jól hangzik... ;)
Amúgy Isten ments. Kábel CAT5E. A upc-s modem-router kombó eszköz. Kábel-kábel.
Amúgy Isten ments. Kábel CAT5E. A upc-s modem-router kombó eszköz. Kábel-kábel.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 április 11, 21:51
Írta: dezsoe Dátum 2019 április 11, 21:51
Errefelé nézz szét először: [#t218p6718#]. Ha az mind rendben, akkor töprengünk tovább. :)
Cím: Re:UCCNC vezérlő program
Írta: mma6fim4 Dátum 2019 április 13, 13:57
Írta: mma6fim4 Dátum 2019 április 13, 13:57
Sziasztok!
A számítógépen indításakor a hűtővíz szivattyú kimenete aktív, és csak azután kussol el hogy megnyitottam az UCCNC-t. Nem azt mondom hogy nagy probléma, de örülnék neki ha nem kellene a csapot állandóan elzárogatni amikor indul a rendszer. Lehet ezzel mit kezdeni?
A számítógépen indításakor a hűtővíz szivattyú kimenete aktív, és csak azután kussol el hogy megnyitottam az UCCNC-t. Nem azt mondom hogy nagy probléma, de örülnék neki ha nem kellene a csapot állandóan elzárogatni amikor indul a rendszer. Lehet ezzel mit kezdeni?
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2019 április 13, 14:01
Írta: Miki2 Dátum 2019 április 13, 14:01
Tegyél a charge pump kimenetre egy relét, ami csak a rendszer fel állása után tud mehúzni.
Ezen keresztül engedélyezd a többi relé működését.
Ezen keresztül engedélyezd a többi relé működését.
Cím: Re:UCCNC vezérlő program
Írta: mma6fim4 Dátum 2019 április 13, 16:34
Írta: mma6fim4 Dátum 2019 április 13, 16:34
Köszi!
Cím: Re:UCCNC vezérlő program
Írta: k2rf792ud Dátum 2019 április 14, 07:38
Írta: k2rf792ud Dátum 2019 április 14, 07:38
dezsoe!
kérlek ha ráérsz nézd meg az üzenetemet!
hálás lennék! :)
köszönöm!
kérlek ha ráérsz nézd meg az üzenetemet!
hálás lennék! :)
köszönöm!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 április 14, 09:12
Írta: dezsoe Dátum 2019 április 14, 09:12
Írtam. :)
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2019 április 14, 17:37
Írta: gaben Dátum 2019 április 14, 17:37
Szia Csaba,
szerszámcseréhez gépi koordinátákban kell megadni a parkolópályát?
Illetve gondolom itt makróra is szükség van.
Köszi, Gábor
szerszámcseréhez gépi koordinátákban kell megadni a parkolópályát?
Illetve gondolom itt makróra is szükség van.
Köszi, Gábor
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 április 14, 18:51
Írta: dezsoe Dátum 2019 április 14, 18:51
Szia!
Igen, persze. A munkakoordináták mászkálnak. :) Az automatikus szerszámcsere kicsit összetettebb makrót igényel, amihez kellenek a szerszámok koordinátái, meg egy részletes ütemterv, hogy mikor melyik kimeneten kell szelepeket nyitni-zárni. Nem árt, ha mindenféle hibakezelés is van benne.
Igen, persze. A munkakoordináták mászkálnak. :) Az automatikus szerszámcsere kicsit összetettebb makrót igényel, amihez kellenek a szerszámok koordinátái, meg egy részletes ütemterv, hogy mikor melyik kimeneten kell szelepeket nyitni-zárni. Nem árt, ha mindenféle hibakezelés is van benne.
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2019 április 14, 19:34
Írta: gaben Dátum 2019 április 14, 19:34
Értem köszi, minden rendelkezésre áll és le is teszteltem a kimeneteket, működik a manuális és az UCCNC-ből történő szerszámcsere vezérlés is.
Illetve egy fontos dolog azért még nincs meg, a szerszámtár, ahol az ISO10-es befogók lesznek.
Illetve egy fontos dolog azért még nincs meg, a szerszámtár, ahol az ISO10-es befogók lesznek.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2019 április 18, 16:38
Írta: ANTAL GÁBOR Dátum 2019 április 18, 16:38
Mások szócsöveként ( elég jól megy csípőből a műszaki angol és a fiam profi angol és francia tolmács Brüsszelben )
De egy Magyarországon forgalomba hozott termékhez nem jár magyar nyelvű műszaki leírás ? Vagy én vagyok a béna és nem találom ? ( minthogy vettem egyet )
De egy Magyarországon forgalomba hozott termékhez nem jár magyar nyelvű műszaki leírás ? Vagy én vagyok a béna és nem találom ? ( minthogy vettem egyet )
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2019 április 18, 16:41
Írta: ANTAL GÁBOR Dátum 2019 április 18, 16:41
Lemaradt a lényeg : UCR201 távirányító
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 április 18, 17:48
Írta: zt2c4wh9 Dátum 2019 április 18, 17:48
Viszonylag új termék és sajnos még nem érkeztünk lefordítani az adatlapot.
Cím: Re:UCCNC vezérlő program
Írta: mma6fim4 Dátum 2019 április 22, 19:14
Írta: mma6fim4 Dátum 2019 április 22, 19:14
Sziasztok! Egy régebbi UCCNC-t használok, és van egy olyan bajom, hogy az M30 után a szervós step/dires főorsót olyan hirtelen állítja le, ami feleslegesen odaver a hajtásnak. Ha jól láttam az újabb verziókban már meg van oldva ez a probléma. Szóval lecserélném a cuccot.
Logikusan az merült fel bennem, hogy a profil fájlomat nyilván kimenetem és használom az újnál. Na de a makró fájlomat is felülírjam a régivel? Abban van az M30 is nem? És akkor ugyanott vagyok. Vagy a profil írjam felül, a macró meg maradjon az új?
Logikusan az merült fel bennem, hogy a profil fájlomat nyilván kimenetem és használom az újnál. Na de a makró fájlomat is felülírjam a régivel? Abban van az M30 is nem? És akkor ugyanott vagyok. Vagy a profil írjam felül, a macró meg maradjon az új?
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 április 22, 19:33
Írta: zt2c4wh9 Dátum 2019 április 22, 19:33
Igen, volt ilyen hiba/probléma. Valamikor meg lett oldva, hogy pontosan melyik verzióban arra most nem emlékszem, de a fórumunkon vissza lehet nézni a kiadások logjából.
Teljesen mindegy, hogy hogyan csinálod. Az M30 alap beépített funkció, vagyis program vége visszatekerés.
Ezután hajtódik végre az M30 macro text fájl. Alapból ez a fájl üres, vagyis semmit sem csinál. Ha nálad lett bele írva valami kód, akkor értelemszerűen azt be kell másolnod ha azt szeretnéd, hogy az új verzió végrehajtsa azt.
Teljesen mindegy, hogy hogyan csinálod. Az M30 alap beépített funkció, vagyis program vége visszatekerés.
Ezután hajtódik végre az M30 macro text fájl. Alapból ez a fájl üres, vagyis semmit sem csinál. Ha nálad lett bele írva valami kód, akkor értelemszerűen azt be kell másolnod ha azt szeretnéd, hogy az új verzió végrehajtsa azt.
Cím: Re:UCCNC vezérlő program
Írta: mma6fim4 Dátum 2019 április 22, 19:34
Írta: mma6fim4 Dátum 2019 április 22, 19:34
Köszi!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 április 22, 19:48
Írta: dezsoe Dátum 2019 április 22, 19:48
Segítség a frissítéshez: [#t218p3928#].
Cím: Re:UCCNC vezérlő program
Írta: mma6fim4 Dátum 2019 április 22, 20:12
Írta: mma6fim4 Dátum 2019 április 22, 20:12
Köszi!
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 április 27, 13:45
Írta: svejk Dátum 2019 április 27, 13:45
Lett végül megoldás ezeknek a felugró win-es ablakok eltüntetésére?
Mármint az Enter, egér/touch-on kívül valami külső triggerrel.
Mármint az Enter, egér/touch-on kívül valami külső triggerrel.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 április 27, 14:02
Írta: svejk Dátum 2019 április 27, 14:02
Nohát!
"- Új: Cycle check home opció, amivel tiltható a ciklus start, ha nem volt referencia felvétel
- Új: Reset deref. homes opció, amivel a referencia felvétel érvényteleníthető reset hatására"
[#taps]
Végre nem kell ilyen makrókat irkálnom...
"- Új: Cycle check home opció, amivel tiltható a ciklus start, ha nem volt referencia felvétel
- Új: Reset deref. homes opció, amivel a referencia felvétel érvényteleníthető reset hatására"
[#taps]
Végre nem kell ilyen makrókat irkálnom...
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 április 27, 14:08
Írta: svejk Dátum 2019 április 27, 14:08
Szerintem praktikus lenn ha pl. a reset gomb kezelése egyben le is okézná ezeket az ablakokat.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 április 27, 21:08
Írta: zt2c4wh9 Dátum 2019 április 27, 21:08
Ezt pontosan hogy érted? Hogy a külső reset gomb megnyomásakor le OK-zódna a modális ablak ha éppen van ilyen felugorva? Vagyis mintha megnyomtad volna a képernyőn az OK gombot?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 április 27, 21:18
Írta: svejk Dátum 2019 április 27, 21:18
Igen, valahogy úgy...
Még pontosan nem gondoltam át talán a saját Reset gombja is törölhetné ha már Reset a neve.
Most ugye nincs semmilyen külső lehetőség, funkciókód a leokézáshoz?
Még pontosan nem gondoltam át talán a saját Reset gombja is törölhetné ha már Reset a neve.
Most ugye nincs semmilyen külső lehetőség, funkciókód a leokézáshoz?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 április 28, 18:49
Írta: svejk Dátum 2019 április 28, 18:49
Hogy is kell makroban közvetlen kiolvasni egy adott bemenő port/pin értékét?
Csak egy szöveget akarok kiíratni a Message box-ba ha az adott bemenet aktívvá válik.
Csak egy szöveget akarok kiíratni a Message box-ba ha az adott bemenet aktívvá válik.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 április 28, 18:50
Írta: svejk Dátum 2019 április 28, 18:50
A bementre állított input trigger és simán a makro meghívása nem jó, mert ez a G-kód futása alatt nem működik.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 április 28, 20:05
Írta: dezsoe Dátum 2019 április 28, 20:05
Simán exec.GetLED()-del. A LED-es doksiban megtalálod a bemenetekhez tartozó LED-eket.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 április 28, 20:35
Írta: svejk Dátum 2019 április 28, 20:35
Ja tényleg! [#falbav]
Pedig csináltam már ilyet...
Köszi!
Pedig csináltam már ilyet...
Köszi!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 április 28, 20:46
Írta: dezsoe Dátum 2019 április 28, 20:46
[#eljen] [#vigyor4]
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2019 április 29, 21:25
Írta: wv07scd6x Dátum 2019 április 29, 21:25
Sziasztok!
Olyan kérdésem lenne, hogy miként lehet azt megoldani, ha már egyszer az autoleveler plugin segítségével feltérképeztem a munkadarabom felületi görbületét, akkor azt ne csak arra az aktuálisan betöltött G-kódra tudjam alkalmazni, hanem ha mondjuk más művelet is el kell végezni egy másik szerszámmal ugyanazon a munkadarabon egy másik G-kóddal, akkor ne keljen újra a felületet letapogatni, hanem alkalmazni tudjam a legutóbbit?
Tehát szeretnék szerszámot is cserélni, és szeretném ha módosulna a szerszámhossznak megfelelően a Z-tengely magasságértéke is, de ha már a munkadarabom magasságából lemunkáltam, akkor a munkadarab érintésével nem tudom ismét felvenni a szerszám munkadarabhoz viszonyított nullpontját. Ezekre gondolom van megoldás, csak én nem ismerem. :)
Olyan kérdésem lenne, hogy miként lehet azt megoldani, ha már egyszer az autoleveler plugin segítségével feltérképeztem a munkadarabom felületi görbületét, akkor azt ne csak arra az aktuálisan betöltött G-kódra tudjam alkalmazni, hanem ha mondjuk más művelet is el kell végezni egy másik szerszámmal ugyanazon a munkadarabon egy másik G-kóddal, akkor ne keljen újra a felületet letapogatni, hanem alkalmazni tudjam a legutóbbit?
Tehát szeretnék szerszámot is cserélni, és szeretném ha módosulna a szerszámhossznak megfelelően a Z-tengely magasságértéke is, de ha már a munkadarabom magasságából lemunkáltam, akkor a munkadarab érintésével nem tudom ismét felvenni a szerszám munkadarabhoz viszonyított nullpontját. Ezekre gondolom van megoldás, csak én nem ismerem. :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 április 29, 21:42
Írta: dezsoe Dátum 2019 április 29, 21:42
Az Autoleveler-es kérdést passzolom, de a 2.0049 verzióban lehet menteni és betölteni a mérési adatokat. (Ez van nálam, ezt láttam a képernyőn.)
Szerszámmérés attól függ, hogy melyik verziót használod. Ha 1.2108 vagy újabb, akkor ott a probe képernyő, azon belül is a mobile probe üzemmód. Ha nem, akkor megméred a munkadarab nullpontját, nullázol, elviszed valahova a bemérőt (ott rögzíted), majd ott is mérsz egyet. A kapott különbséget felírod. Szerszámcserénél az új szerszámot beméred a rögzített bemérőn, majd a kapott eredményt módosítod a felírttal. (Ugyanezt csinálja a mobile probe üzemmódban a probe képernyő is.)
Szerszámmérés attól függ, hogy melyik verziót használod. Ha 1.2108 vagy újabb, akkor ott a probe képernyő, azon belül is a mobile probe üzemmód. Ha nem, akkor megméred a munkadarab nullpontját, nullázol, elviszed valahova a bemérőt (ott rögzíted), majd ott is mérsz egyet. A kapott különbséget felírod. Szerszámcserénél az új szerszámot beméred a rögzített bemérőn, majd a kapott eredményt módosítod a felírttal. (Ugyanezt csinálja a mobile probe üzemmódban a probe képernyő is.)
Cím: Re:UCCNC vezérlő program
Írta: izbeki Dátum 2019 május 03, 19:35
Írta: izbeki Dátum 2019 május 03, 19:35
A Jog Feed-et miért felejti el az UCCNC kikapcsoláskor?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 május 03, 19:57
Írta: dezsoe Dátum 2019 május 03, 19:57
Visszaáll egy biztonságos értékre. Nem te vagy az első, aki kérdezi, itt egy megoldás: [#t218p4472#]. (Illetve, mégis te vagy, mert 2017-ben is te kérdezted.)
Cím: Re:UCCNC vezérlő program
Írta: izbeki Dátum 2019 május 03, 20:56
Írta: izbeki Dátum 2019 május 03, 20:56
Jé tényleg, valami rémlett is. Köszi!
Cím: Re:UCCNC vezérlő program
Írta: dtb Dátum 2019 május 04, 12:16
Írta: dtb Dátum 2019 május 04, 12:16
Találtam, közzéteszem: Itt találod! :-) (http://www.thecncwoodworker.com/uccnc.html)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 május 04, 12:29
Írta: dezsoe Dátum 2019 május 04, 12:29
Ez kinek válasz és mire? :)
Cím: Re:UCCNC vezérlő program
Írta: dtb Dátum 2019 május 04, 13:00
Írta: dtb Dátum 2019 május 04, 13:00
Nem válasz, csak az UCCNC-hez kapcsolódó link.
Screenset, Notepad style for uccnc macro, VFD plugin, Aspire postprocess for UCCNC.
Screenset, Notepad style for uccnc macro, VFD plugin, Aspire postprocess for UCCNC.
Cím: Re:UCCNC vezérlő program
Írta: dtb Dátum 2019 május 04, 13:48
Írta: dtb Dátum 2019 május 04, 13:48
A legutolsó verzióban az "A" axis beállításainál a softlimit értékének televágtam sok 9-cel, (amíg fért, hogy nagy legyen az érték) erre unhandled error-t adott, és elment boldog vadászmezőkre.
Egyébként, ha be van jelölve, hogy az axis rotary, akkor nem lehetne egy checkbox-al függetleníteni a soft limit beállításaitól?
Egyébként, ha be van jelölve, hogy az axis rotary, akkor nem lehetne egy checkbox-al függetleníteni a soft limit beállításaitól?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 május 04, 19:48
Írta: dezsoe Dátum 2019 május 04, 19:48
Már foglalkozunk a kérdéssel, mert valóban problémás.
Cím: Re:UCCNC vezérlő program
Írta: dtb Dátum 2019 május 18, 09:11
Írta: dtb Dátum 2019 május 18, 09:11
Egy viszonylag nagy méretű, (kb. 35MB) g-kód betöltése közben apró lépésekkel ugyan, de elindult az X tengelyem plussz irányba. Active low. Legutolsó (ezek szerint béta) verzió.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 május 19, 04:44
Írta: zt2c4wh9 Dátum 2019 május 19, 04:44
Ha az X DRO nem mutat mozgást és mégis van mozgás az X tengelyen, akkor zajt szed fel az X tengely step vezetéke vagy maga a léptető vezérlő. Nem a szoftver/mozgásvezérlő hajtja végre a mozgást, hanem a léptetőmotor vezérlő önállósítja magát.
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2019 május 19, 22:04
Írta: frkdv6dyr Dátum 2019 május 19, 22:04
Sziasztok,
A CAM rész működik rendesen, vagy csak nálam nem hajlandó? Miután betöltöttem egy végtelen egyszerű DXF-et és legeneráltam a G-kódot kicsit érdekes alak jött ki belőle. Nem egyszer próbáltam meg, és az eredemény minden esetben eltérő az eredeti rajztól.
(https://hobbicncforum.hu/uploaded_images/2019/05/tn_fxihbdwqhwhka3an8qa_3316.jpg) (https://hobbicncforum.hu/uploaded_images/2019/05/fxihbdwqhwhka3an8qa_3316.jpg)
A CAM rész működik rendesen, vagy csak nálam nem hajlandó? Miután betöltöttem egy végtelen egyszerű DXF-et és legeneráltam a G-kódot kicsit érdekes alak jött ki belőle. Nem egyszer próbáltam meg, és az eredemény minden esetben eltérő az eredeti rajztól.
(https://hobbicncforum.hu/uploaded_images/2019/05/tn_fxihbdwqhwhka3an8qa_3316.jpg) (https://hobbicncforum.hu/uploaded_images/2019/05/fxihbdwqhwhka3an8qa_3316.jpg)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 május 19, 22:56
Írta: dezsoe Dátum 2019 május 19, 22:56
Szia!
Próbáld meg úgy, hogy csatlakozik a vezérlőhöz. Ha jól emlékszem (ez persze korántsem biztos), akkor demó módban csak 50 sort generál.
Próbáld meg úgy, hogy csatlakozik a vezérlőhöz. Ha jól emlékszem (ez persze korántsem biztos), akkor demó módban csak 50 sort generál.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 május 20, 16:01
Írta: zt2c4wh9 Dátum 2019 május 20, 16:01
Igen, mozgásvezérlő nélkül csak limitált g-kód sort generál le a program, a többit levágja.
Ahhoz, hogy a teljes kódot legenerálja csatlakoztatni kell a mozgásvezérlőt és license-elt módban futtatni.
Ahhoz, hogy a teljes kódot legenerálja csatlakoztatni kell a mozgásvezérlőt és license-elt módban futtatni.
Cím: Re:UCCNC vezérlő program
Írta: frkdv6dyr Dátum 2019 május 21, 20:31
Írta: frkdv6dyr Dátum 2019 május 21, 20:31
Ez kicsit bosszantó így, mert kísérleti időszakban nem nagyon akartam még az elektronikát is rá biggyeszteni a gépre. Reméltem, hogy ha van licenszem akkor az megvéd :)
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 május 21, 23:17
Írta: zt2c4wh9 Dátum 2019 május 21, 23:17
A license akkor úgy illegálisan másolható/terjeszthető lenne, ha nem kellene hozzá az elektronika.
Például Mach3-al ezt nap mint nap látjuk sajnos...
Például Mach3-al ezt nap mint nap látjuk sajnos...
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 május 27, 20:44
Írta: svejk Dátum 2019 május 27, 20:44
Nézegetem ezt a kontúrkövetést, de bizony csak nem értem én ebben a logikákat.
Itt van ez az alábbi 60x60 -as négyszög, ezt szeretném egy 6 mm -átmérőjű maróval a külső kontúron lekövetni.
- kiválasztom a General settings-ben hogy kerekítve kerülje a sarkokat
- Az 1-es szerszámhelyre beírom, hogy 6 mm-es és
ugye G42 D1-et használok, mivel jobbról kerülöm és az 1-es szerszámmal.
De a kezdő és végpontok megadásával nem igazán vergődök zöld ágra.
Jellemzően kapom a 2-es figyelmeztetést.
Persze tudok olyan kezdő és végpontokat beállítani hogy minden jó legyen, de annyi erővel már majdnem a korrekciós pályát is kiszámolhatom.
Valaki gyakorlott szaki esetleg kiegészítené azzal a pár koordinátával a kódomat és beszúrná a megfelelő helyére a G42 D2-et és a G40-et hogy minden klappoljon?
A manualban talán pár mintaprogram többet érne mint a működés szavakkal való leírása.
Itt van ez az alábbi 60x60 -as négyszög, ezt szeretném egy 6 mm -átmérőjű maróval a külső kontúron lekövetni.
- kiválasztom a General settings-ben hogy kerekítve kerülje a sarkokat
- Az 1-es szerszámhelyre beírom, hogy 6 mm-es és
ugye G42 D1-et használok, mivel jobbról kerülöm és az 1-es szerszámmal.
De a kezdő és végpontok megadásával nem igazán vergődök zöld ágra.
Jellemzően kapom a 2-es figyelmeztetést.
Persze tudok olyan kezdő és végpontokat beállítani hogy minden jó legyen, de annyi erővel már majdnem a korrekciós pályát is kiszámolhatom.
Valaki gyakorlott szaki esetleg kiegészítené azzal a pár koordinátával a kódomat és beszúrná a megfelelő helyére a G42 D2-et és a G40-et hogy minden klappoljon?
Kód Kijelölés
G17 G40 G49 G50 G69 G80 G90 G98 G99
G0 Z2
M3 S3000
G1 X0 Y0
G1 Z-1 F300
X60 F1000
Y60
X0
Y0
G0 Z2
M5
M30
A manualban talán pár mintaprogram többet érne mint a működés szavakkal való leírása.
Cím: Re:UCCNC vezérlő program
Írta: muller93 Dátum 2019 május 27, 21:08
Írta: muller93 Dátum 2019 május 27, 21:08
Sziasztok,
van egy problémám az UCCNC-vel, már nem először fordult elő. Ha van egy kiosztásom, több 10 egyforma alakzat, akkor abban a G03 kör interpolációs alakzatokat (de csak a teljes köröket!!! ívet nem) "véletlenszerűen" kihagyja, de csak azokat és nem mindegyiket. Az UCCNC kirajzolja, a G kód ott van, látszólag le is futtatja, de csak az előtte levő M3-at és az utána levő M5-öt hajtja végre és megy a következőhöz. Van, hogy 5-10 alakzatot kihagy, utána pedig ugyanazt az alakzatot máshol kivágja. Nem látok benne összefüggést.
Ha valaki tud rá megoldást kérem segítsen.
Előre is köszönöm.
Balázs
van egy problémám az UCCNC-vel, már nem először fordult elő. Ha van egy kiosztásom, több 10 egyforma alakzat, akkor abban a G03 kör interpolációs alakzatokat (de csak a teljes köröket!!! ívet nem) "véletlenszerűen" kihagyja, de csak azokat és nem mindegyiket. Az UCCNC kirajzolja, a G kód ott van, látszólag le is futtatja, de csak az előtte levő M3-at és az utána levő M5-öt hajtja végre és megy a következőhöz. Van, hogy 5-10 alakzatot kihagy, utána pedig ugyanazt az alakzatot máshol kivágja. Nem látok benne összefüggést.
Ha valaki tud rá megoldást kérem segítsen.
Előre is köszönöm.
Balázs
Cím: Re:UCCNC vezérlő program
Írta: dtb Dátum 2019 május 27, 22:22
Írta: dtb Dátum 2019 május 27, 22:22
Megint beleszaladtam valami hibába, megpróbálom minél részletesebben leírni. Win7, eth400+ legutolsó UCCNC.
Kezdjük azzal, hogy én mindig a kontur körbevágásával kezdem. Ez hiba nélkül megvolt, utána jött a felületi nagyolás. Mivel a marásban volt két sziget, (ahol a rögzítőcsavarok voltak) először kipróbáltam magasabb Z beállításokkal. Kiderült, hogy mikor a sziget kihagyott részére(előbb megcsinálta a jobb oldalt, majd vissza balra) visszatér a maró, túl alacsony a Z magassága, bele fog szaladni a csavarba. Nosza, szerkesztés, Z érték megfelelő helyen módosítás, save and exit, majd újra próba. Viszont a Z értékét elqúrtam, 35mm helyett 3500mm lett (ez egyértelműen az én elírásom) a teszt alatt a Z túlfutott, és letiltott a driver. Mint a félőrült csaptam a vészgombra.
Hiba 1: A léptetők megálltak, de legnagyobb meglepetésemre a marási program vígan ment tovább, pörögtek a DRO-ban a számok, amíg a szoftveres STOP gombbal le nem állítottam.
Megkerestem a kódban a hibás Z értéket, kijavítottam, majd megint save and exit. Megint tesztelni akartam, de ugye a koordináta elmászott rendesen, sebaj, visszatöltöm a kontur vágás kódját, precízen visszaállok a jó koordináta értékekre, nagyoló program újra betölt, indítanám megint a tesztet, a Z-ben megint ott a 3500mm.
Hiba 2: Nem tudom miért, de előző alkalommal nem mentődött a módosítás, holott 100%, hogy save and exit-tel léptem ki belőle. Érdekes módon, mikor teljesen kiléptem a programból, megnéztem a kódot szövegszerkesztővel, kilépéskor mentődött a módosítás.
Csak ne azt írjátok, hogy megint összeszedett valami zavaró jelet a frekiváltótól...
Kezdjük azzal, hogy én mindig a kontur körbevágásával kezdem. Ez hiba nélkül megvolt, utána jött a felületi nagyolás. Mivel a marásban volt két sziget, (ahol a rögzítőcsavarok voltak) először kipróbáltam magasabb Z beállításokkal. Kiderült, hogy mikor a sziget kihagyott részére(előbb megcsinálta a jobb oldalt, majd vissza balra) visszatér a maró, túl alacsony a Z magassága, bele fog szaladni a csavarba. Nosza, szerkesztés, Z érték megfelelő helyen módosítás, save and exit, majd újra próba. Viszont a Z értékét elqúrtam, 35mm helyett 3500mm lett (ez egyértelműen az én elírásom) a teszt alatt a Z túlfutott, és letiltott a driver. Mint a félőrült csaptam a vészgombra.
Hiba 1: A léptetők megálltak, de legnagyobb meglepetésemre a marási program vígan ment tovább, pörögtek a DRO-ban a számok, amíg a szoftveres STOP gombbal le nem állítottam.
Megkerestem a kódban a hibás Z értéket, kijavítottam, majd megint save and exit. Megint tesztelni akartam, de ugye a koordináta elmászott rendesen, sebaj, visszatöltöm a kontur vágás kódját, precízen visszaállok a jó koordináta értékekre, nagyoló program újra betölt, indítanám megint a tesztet, a Z-ben megint ott a 3500mm.
Hiba 2: Nem tudom miért, de előző alkalommal nem mentődött a módosítás, holott 100%, hogy save and exit-tel léptem ki belőle. Érdekes módon, mikor teljesen kiléptem a programból, megnéztem a kódot szövegszerkesztővel, kilépéskor mentődött a módosítás.
Csak ne azt írjátok, hogy megint összeszedett valami zavaró jelet a frekiváltótól...
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 május 28, 02:19
Írta: zt2c4wh9 Dátum 2019 május 28, 02:19
1.) A szoftver mégis honnan tudná, hogy a léptető motorod megtorpant? Természetesen nem tudja (hacsak te valahogy meg nem mondod neki.), hiszen ez egy nyílt hurkú szabályzó rendszer, ahol a léptetőmotor vezérlők semmilyen információt nem adnak arról, hogy forog-e a motor vagy sem. Sőt már maga a léptetőmotor vezérlő sem tudja, hogy forog-e a motor.
Persze vannak olyan motorvezérlők, amik tudják, hogy forog-e a motor, sőt, azt is tudják, hogy mekkora a pozíció eltérés a kívánt és a valós pozíció között, ezeket szervonak hívják.
2.) Koordináta DRO-k elmentéshez nem kell Save and exit, azokat automatikusan menti a szoftver a bezárásakor.
Egyik kérdés, hogy biztosan beírtad-e a koordinátát, mármint, hogy a folyamat végén kiléptél-e a DRO-ból a kurzorral.
Másik kérdés, hogy hol írtad át (toltad el) a koordinátát?
Ha a G92 temporary offset-ben, akkor az nem mentődik el, hiszen ideiglenes offsetről van szó, ami egy UCCNC futásra érvényes csak és így érthető, hogy visszaállt a következő futtatáskor a rossz koordináta.
Egyébként ezekhez a dolgokhoz, koordináta mentés stb. már nagyjából évek óta nem nyúltunk és nem volt eddig gond vele.
Persze vannak olyan motorvezérlők, amik tudják, hogy forog-e a motor, sőt, azt is tudják, hogy mekkora a pozíció eltérés a kívánt és a valós pozíció között, ezeket szervonak hívják.
2.) Koordináta DRO-k elmentéshez nem kell Save and exit, azokat automatikusan menti a szoftver a bezárásakor.
Egyik kérdés, hogy biztosan beírtad-e a koordinátát, mármint, hogy a folyamat végén kiléptél-e a DRO-ból a kurzorral.
Másik kérdés, hogy hol írtad át (toltad el) a koordinátát?
Ha a G92 temporary offset-ben, akkor az nem mentődik el, hiszen ideiglenes offsetről van szó, ami egy UCCNC futásra érvényes csak és így érthető, hogy visszaállt a következő futtatáskor a rossz koordináta.
Egyébként ezekhez a dolgokhoz, koordináta mentés stb. már nagyjából évek óta nem nyúltunk és nem volt eddig gond vele.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 május 28, 02:32
Írta: zt2c4wh9 Dátum 2019 május 28, 02:32
A saját fórumunkon már volt erről szó, de talán már ezen a fórumon is és elég bonyolult dolog ennek az okát elmagyaráznom, amit írsz.
Szóval, hogy mi okozza ezt a problémát az ismert. Attól van ahogyan a teljes kör (G2/G3) definiálva van a g-kódban.
A kezdő koordináta ilyenkor ugyanaz mint a vég koordináta és a G2/G3 g-kód sor csak a végpont koordinátát tartalmazza. A kör kezdőpontja pedig a gép aktuális pozíciója.
A probléma abból adódik, hogy a steps/érték meghatározza a gép felbontását, vagyis ha mondjuk a steps per hossz egység 100, akkor 0.01 hossz egységet fog egy léptető motor lépés okozni. Vagyis, ha a kezdőpont mondjuk 0 és 0.012-re mondja a program, hogy menjen a gép, akkor értelemszerűen oda nem tud menni, hiszen 0.012-t nem adja ki a az 1/steps egész számú többszöröseként, szóval csak 0.01-re tud lépni.
Itt lesz akkor egy 0.002 hosszúságú hiba ahhoz képest, hogy hol áll a gép és hogy hova irányította a g-kód program.
És ebből adódik a probléma, ugyanis a teljes kör (360 fok) könnyen átmehet közel nulla (0 fok) körbe, ha a kezdő és a végpont egymáshoz képest egy picikét is el van tolva a rossz irányba.
A gond pedig akkor adódik, ha a kezdő koordináta és a vég koordináta programozása között van valami, például egy makró hívás, ami miatt a vezérlőnek le kell frissítenie a koordinátákat a valós értékekre és akkor keletkezhet az említett hiba, ami miatt a programozott kör már nem az a kör aminek eredetileg gondolták amikor le lett programozva.
A megoldások, hogy a kör kezdőpont mozgási kód sora és a kör program sora közvetlenül egymás után következzen, ne legyen köztük macro stb. hívás.
A másik megoldás, hogy ne programozzunk teljes köröket, hanem helyette fél, vagy negyed köröket.
Minden valamire való CAM programban van ilyen opció, éppen emiatt a probléma miatt amit leírtam, hiszen ez a probléma nem csak az UCCNC szoftvert érinti, ez egy általános gond...
Szóval, hogy mi okozza ezt a problémát az ismert. Attól van ahogyan a teljes kör (G2/G3) definiálva van a g-kódban.
A kezdő koordináta ilyenkor ugyanaz mint a vég koordináta és a G2/G3 g-kód sor csak a végpont koordinátát tartalmazza. A kör kezdőpontja pedig a gép aktuális pozíciója.
A probléma abból adódik, hogy a steps/érték meghatározza a gép felbontását, vagyis ha mondjuk a steps per hossz egység 100, akkor 0.01 hossz egységet fog egy léptető motor lépés okozni. Vagyis, ha a kezdőpont mondjuk 0 és 0.012-re mondja a program, hogy menjen a gép, akkor értelemszerűen oda nem tud menni, hiszen 0.012-t nem adja ki a az 1/steps egész számú többszöröseként, szóval csak 0.01-re tud lépni.
Itt lesz akkor egy 0.002 hosszúságú hiba ahhoz képest, hogy hol áll a gép és hogy hova irányította a g-kód program.
És ebből adódik a probléma, ugyanis a teljes kör (360 fok) könnyen átmehet közel nulla (0 fok) körbe, ha a kezdő és a végpont egymáshoz képest egy picikét is el van tolva a rossz irányba.
A gond pedig akkor adódik, ha a kezdő koordináta és a vég koordináta programozása között van valami, például egy makró hívás, ami miatt a vezérlőnek le kell frissítenie a koordinátákat a valós értékekre és akkor keletkezhet az említett hiba, ami miatt a programozott kör már nem az a kör aminek eredetileg gondolták amikor le lett programozva.
A megoldások, hogy a kör kezdőpont mozgási kód sora és a kör program sora közvetlenül egymás után következzen, ne legyen köztük macro stb. hívás.
A másik megoldás, hogy ne programozzunk teljes köröket, hanem helyette fél, vagy negyed köröket.
Minden valamire való CAM programban van ilyen opció, éppen emiatt a probléma miatt amit leírtam, hiszen ez a probléma nem csak az UCCNC szoftvert érinti, ez egy általános gond...
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2019 május 28, 07:31
Írta: 000000000 Dátum 2019 május 28, 07:31
A felhasználót megkötő javaslataidhoz képest az igazi megoldás inkább az lenne, hogy helyes interpolátor és step/dir generáló algoritmusra épüljön a vezérlő program, aminek a valós koordináta és a gép felbontásából adódó hibakezelése is korrekt minden esetben.
Cím: Re:UCCNC vezérlő program
Írta: dtb Dátum 2019 május 28, 07:31
Írta: dtb Dátum 2019 május 28, 07:31
"A szoftver mégis honnan tudná, hogy a léptető motorod megtorpant?" Mondjuk onnan, hogy azonnal megállítottam a vészstoppal? Írtam! A motorok azonnal megálltak, de a maróprogram futott tovább, mintha mi sem történt volna. A koordináta rendszert ez állította el. A motorok állnak, a milliméterek meg pörögnek az UCCNC ablakában.
2. Ezt is félre érted, az UCCNC saját belső editorát használtam, hogy kijavítsam a hibát. Ott nyomtam save and exit-et. Tehát miután kijavítottam a rossz Z értéket, (save and exit) rájöttem, hogy nem jó a koordináta sem, és emiatt visszatöltöttem a korábbi munkát, a körvonalast, hogy annak a Gkód értékei alapján a kontúrokon visszaállítsam a helyes DRO értékeket. Mikor újra visszatértem a javított nagyoló programkódhoz, ugyanúgy benne volt a hibás érték, vagyis fizikailag nem mentette el a program.
2. Ezt is félre érted, az UCCNC saját belső editorát használtam, hogy kijavítsam a hibát. Ott nyomtam save and exit-et. Tehát miután kijavítottam a rossz Z értéket, (save and exit) rájöttem, hogy nem jó a koordináta sem, és emiatt visszatöltöttem a korábbi munkát, a körvonalast, hogy annak a Gkód értékei alapján a kontúrokon visszaállítsam a helyes DRO értékeket. Mikor újra visszatértem a javított nagyoló programkódhoz, ugyanúgy benne volt a hibás érték, vagyis fizikailag nem mentette el a program.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 május 28, 11:00
Írta: zt2c4wh9 Dátum 2019 május 28, 11:00
Mindkét dolog elképzelhetetlennek tűnik számomra. Ezeket videó nélkül nehezen hiszem el.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 május 28, 11:04
Írta: zt2c4wh9 Dátum 2019 május 28, 11:04
Kedves Robsy, ahogy már többször megkértelek legyél kedves más topikokban "okosítani" és hagyd meg nekünk a saját topikunkat. A saját topikodat annakidején már tönkretetted ezzel, nem kérjük, hogy a miénkkel is ezt csináld. Köszönjük.
Cím: Re:UCCNC vezérlő program
Írta: dtb Dátum 2019 május 28, 11:53
Írta: dtb Dátum 2019 május 28, 11:53
Biztos csak egy rossz álom volt.
Majd megpróbálom reprodukálni, de tegnap (bár eszembe volt, hogy előkapom a telefont és videózok,) a 6os vaciúj kétélű marómat jobban féltettem, mint, hogy a videózással foglalkozzak.
Azt már korábban is észrevettem, hogy a VészStop gomb állapota nem mindig mérvadó, vagyis korábban is előfordult már, hogy a szoftveres és hardveres vészstop eltérő állapotban volt, de ezek szerint valami más bibi is van.
Majd megpróbálom reprodukálni, de tegnap (bár eszembe volt, hogy előkapom a telefont és videózok,) a 6os vaciúj kétélű marómat jobban féltettem, mint, hogy a videózással foglalkozzak.
Azt már korábban is észrevettem, hogy a VészStop gomb állapota nem mindig mérvadó, vagyis korábban is előfordult már, hogy a szoftveres és hardveres vészstop eltérő állapotban volt, de ezek szerint valami más bibi is van.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 május 28, 12:07
Írta: zt2c4wh9 Dátum 2019 május 28, 12:07
A vészstop gombot a mozgásvezérlő "hardveresen kezeli", vagyis maga a mikrovezérlő mindent megállít, ha a vészstop bemenet aktív és miután ez megtörtént szól a PC oldali szoftvernek, hogy vészstop van. De még ha a PC nem is kapná meg ezt az üzenetet (ami amúgy szintén nem lehetséges, de ebbe nem megyek most bele), a mozgásvezérlő akkor sem generál több mozgást és a koordináta kijelzéshez a koordinátákat is a mozgásvezérlő küldi. Szóval lehetetlen, hogy benyomott vészstop gombbal pörögnek a pozíció DRO-k.
De egyébként a vezérlődobozt is úgy célszerű (kell) kialakítani, hogy a motorok ne legyenek képesek mozdulni, ha vészstop állapot van. Ezt célszerűen egy relével szokták megoldani, ami vészstop esetén "kiesik" és elveszi a motorvezérlőktől a tápellátást. Egyébként előírás (viszonylag új, pár éves) az is hogy 2 db alaphelyzetben zárt kontaktusán kell sorosan átvezetni a vészstop kört.
Na de kicsit elkanyarodtam...csak érdekességképpen írtam le, hátha valakit érdekel. :)
A lényeg, hogy nem tűnik hihetőnek a dolog az alapján ahogyan működik a rendszer, valószínűleg hibás volt részedről a történések megfigyelése, de ha megmutatod videón, akkor persze elhiszem.
De egyébként a vezérlődobozt is úgy célszerű (kell) kialakítani, hogy a motorok ne legyenek képesek mozdulni, ha vészstop állapot van. Ezt célszerűen egy relével szokták megoldani, ami vészstop esetén "kiesik" és elveszi a motorvezérlőktől a tápellátást. Egyébként előírás (viszonylag új, pár éves) az is hogy 2 db alaphelyzetben zárt kontaktusán kell sorosan átvezetni a vészstop kört.
Na de kicsit elkanyarodtam...csak érdekességképpen írtam le, hátha valakit érdekel. :)
A lényeg, hogy nem tűnik hihetőnek a dolog az alapján ahogyan működik a rendszer, valószínűleg hibás volt részedről a történések megfigyelése, de ha megmutatod videón, akkor persze elhiszem.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2019 május 28, 12:21
Írta: ium8w94xp Dátum 2019 május 28, 12:21
Én eleve nem értettem a z tengely túl magas beállítása után, hogy miért kell rohanni a stop gombhoz, ha már a z tiltotta a dolgot. Nekem használva vannak a enable pin-ek a drive-okon. Mind egy pint használ. Akár szoftveres, akár hardweres stop érkezik leáll minden. Persze a program se megy tovább.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2019 május 28, 14:34
Írta: 000000000 Dátum 2019 május 28, 14:34
Bocs, de a hibás program működésre miért ne reagálhatnék?
Azért vagyunk egy műszaki Fórumon, hogy a jogos műszaki észrevételeket az UCCNC-vel kapcsolatban megbeszéljük, és kijavítsátok. Így inkább érdemben válaszoljál, és ne próbálj engem utasítgatni csak azért, mert hibás a programotok, és meglátva a Robsy nevet csak ennyi telik tőled.
Azért vagyunk egy műszaki Fórumon, hogy a jogos műszaki észrevételeket az UCCNC-vel kapcsolatban megbeszéljük, és kijavítsátok. Így inkább érdemben válaszoljál, és ne próbálj engem utasítgatni csak azért, mert hibás a programotok, és meglátva a Robsy nevet csak ennyi telik tőled.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 május 28, 15:39
Írta: zt2c4wh9 Dátum 2019 május 28, 15:39
Ismét köszönjük az észrevételed, de ahogy már írtam nem állok le veled vitatkozni. Ha gondolod rondíts bele a topikunkba ahogyan máshova is bele szoktál, a te dolgod, én nem foglalkozom többet veled...
Cím: Re:UCCNC vezérlő program
Írta: designr Dátum 2019 május 28, 15:50
Írta: designr Dátum 2019 május 28, 15:50
Hátha van 10 jóérzésű (vagy 12 dühös..) ember aki rányom a törlés gombra ha nem idevaló írást lát..
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2019 május 28, 16:01
Írta: gaben Dátum 2019 május 28, 16:01
Azt nem mondanám, hogy nem a topikba vágóak a hozzászólások, de gondolom Balázsék tudják kezelni a felmerülő problémákat, hiszen Ők készítették. ;)
Ellenben ha engem valaki megkérne, hogy ne szóljak többet hozzá egy adott témához, eszembe nem jutna "csakazértis" szúrkálódni.
Ellenben ha engem valaki megkérne, hogy ne szóljak többet hozzá egy adott témához, eszembe nem jutna "csakazértis" szúrkálódni.
Cím: Re:UCCNC vezérlő program
Írta: designr Dátum 2019 május 28, 16:02
Írta: designr Dátum 2019 május 28, 16:02
Na jó Gábor..De az Te vagy..
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2019 május 28, 16:03
Írta: kr97pwss2 Dátum 2019 május 28, 16:03
El tudod küldeni a kódot, amivel előjön a hiba az E-mail címemre?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2019 május 28, 16:56
Írta: 000000000 Dátum 2019 május 28, 16:56
Az is egy stílus, hogy még vitázni se állsz le velem, én erre azért nem lennék büszke a helyedben.
Persze nekem így is jó, a sok "lojális" fórumos haver UCCNC felhasználó is biztos imádja és elfogadja zokszó nélkül a "csodás" magyarázatodat, hogy "ne programozzunk teljes köröket, hanem helyette fél, vagy negyed köröket."
Hajrá emberek, legfeljebb pár kör megmunkálás kimarad, hiába van ott a G kódban, nem érdekes az nektek, a "főnök" megmondta, ne is programozzatok ilyeneket. A fő hogy közben mindenek feletti élmény biztosít nektek a virtuális képernyő szépsége. A valóság, meg a tények ne zavarjon benneteket, ezek századrangú kérdések egyeseknél. [#conf][#nyes][#csodalk]
További szép napot kívánok mindenkinek, téma lezárva részemről.
Persze nekem így is jó, a sok "lojális" fórumos haver UCCNC felhasználó is biztos imádja és elfogadja zokszó nélkül a "csodás" magyarázatodat, hogy "ne programozzunk teljes köröket, hanem helyette fél, vagy negyed köröket."
Hajrá emberek, legfeljebb pár kör megmunkálás kimarad, hiába van ott a G kódban, nem érdekes az nektek, a "főnök" megmondta, ne is programozzatok ilyeneket. A fő hogy közben mindenek feletti élmény biztosít nektek a virtuális képernyő szépsége. A valóság, meg a tények ne zavarjon benneteket, ezek századrangú kérdések egyeseknél. [#conf][#nyes][#csodalk]
További szép napot kívánok mindenkinek, téma lezárva részemről.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 május 28, 17:01
Írta: svejk Dátum 2019 május 28, 17:01
Köszönjük! [#worship]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 május 28, 17:04
Írta: svejk Dátum 2019 május 28, 17:04
Feszültséglevezetőnek segítsen valaki nekem ebben!
Ki hogy oldaná meg, no légyszi! :)
[#t218p6809#]
Ki hogy oldaná meg, no légyszi! :)
[#t218p6809#]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 május 28, 17:37
Írta: svejk Dátum 2019 május 28, 17:37
Természetesen nem a sült galambot várom, már vagy 30 féle variációt kipróbáltam de nem értem őket és nem vagyok kibékülve az eredményekkel.
Itt van pl. ez:
(a sarkoknál a maró lefordulását kikapcsoltam a General configban, hogy könnyebbe legyen érteni a koordinátákat)
Soronként futtatom, de pl. a fentinél miért megy a maró a 3. sor után az X-8 Y-3 koordinátán amikor csak a következő, 4. sorban kapcsolom be a korrekciót?
Előreolvassa a G42-őt?
Itt van pl. ez:
(a sarkoknál a maró lefordulását kikapcsoltam a General configban, hogy könnyebbe legyen érteni a koordinátákat)
Kód Kijelölés
G17 G40 G49 G50 G69 G80 G90 G98 G99
G0 Z2
M3 S3000
G0 X-5 Y0
G42 D1
G1 Z-1 F300
X60 F1000
Y60
X0
Y-5
G0 Z2
G40
X0 Y0
M5
M30
Soronként futtatom, de pl. a fentinél miért megy a maró a 3. sor után az X-8 Y-3 koordinátán amikor csak a következő, 4. sorban kapcsolom be a korrekciót?
Előreolvassa a G42-őt?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 május 28, 17:38
Írta: svejk Dátum 2019 május 28, 17:38
"X-8 Y-3 koordinátán" helyesen: X-8, Y-3 koordinátákra...
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2019 május 28, 18:02
Írta: ANTAL GÁBOR Dátum 2019 május 28, 18:02
Kell a probléma felvetés , kell a kritika mert ez ösztönzi Balázsékat a finomításra ( persze ha kritika jelez és nem "döfköd" akkor az hasznos mert inspirál )
[#kacsint]
Én várok , várok és drukkolok ... Ha kört akarok marózni akkor acad , artcam és igaz törtvonallal de megy .Ha kopik a maróm és nem azt kapom amit szeretnék akkor kompenzáció ( igaz időt-rabló ) De az eredmény korrekt ...
Nem küldik vissza a partnereim a termékeket mert képtelenség
kimérni a hibát.
Drukkolok hogy egyszer áttérhessek az UCCNC szisztémájára
( megítélésem szerint igen közel vagyunk.... )
A maró UCCNC alatt megy , Mach elfelejtve
[#kacsint]
Én várok , várok és drukkolok ... Ha kört akarok marózni akkor acad , artcam és igaz törtvonallal de megy .Ha kopik a maróm és nem azt kapom amit szeretnék akkor kompenzáció ( igaz időt-rabló ) De az eredmény korrekt ...
Nem küldik vissza a partnereim a termékeket mert képtelenség
kimérni a hibát.
Drukkolok hogy egyszer áttérhessek az UCCNC szisztémájára
( megítélésem szerint igen közel vagyunk.... )
A maró UCCNC alatt megy , Mach elfelejtve
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2019 május 28, 18:31
Írta: 000000000 Dátum 2019 május 28, 18:31
"Nem küldik vissza a partnereim a termékeket mert képtelenség
kimérni a hibát."
Csak óvatosan, én ilyet azért nem írnék, hogy mi a képtelenség. Ugyanis ha véletelnül egy ilyen Mitutoyo mérőgéppel nézik majd meg a munkadarabodat, akkor szembe találkozol majd a valóságos 4 tizedesjegynyi munkadarab méretekkel a CNC vezérlőd kijelzőjén szaladgáló virtuálisokkal szemben.
kimérni a hibát."
Csak óvatosan, én ilyet azért nem írnék, hogy mi a képtelenség. Ugyanis ha véletelnül egy ilyen Mitutoyo mérőgéppel nézik majd meg a munkadarabodat, akkor szembe találkozol majd a valóságos 4 tizedesjegynyi munkadarab méretekkel a CNC vezérlőd kijelzőjén szaladgáló virtuálisokkal szemben.
Cím: Re:UCCNC vezérlő program
Írta: kaqkk007 Dátum 2019 május 28, 18:35
Írta: kaqkk007 Dátum 2019 május 28, 18:35
Aki egy ilyen mérőgéppel rendelkezik, vagy csak akár egy mérés sorozatot ki tud fizetni szerintem már minimum egy országos céggel fogja legyártatni a munkadarabot , szerintem elképzelhetetlen hogy egy ilyen géppel találkozzon egy kisiparilag készített munkadarab .
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2019 május 28, 19:05
Írta: ANTAL GÁBOR Dátum 2019 május 28, 19:05
Ok igazad van ( tippem is volt rá ,hogy lesz negatív reagálás a részedről )
De egy (nano) malomban a rotortárcsa ami a beszereléstől számítva 1 percen belül elkezd kopni az (őrlőgolyó jótékony hatása miatt ) számomra indifferens . Mindent olyan pontossággal igyekszem elkészíteni ami illeszkedik a felhasználáshoz .
Nem hinném hogy a felhasználóim bevetnének egy Mitutoyo mérőgépet [#kacsint][#kacsint]
Esetemben egy szempont van : korrektül illeszkedjen a tengelyen .. No azt ha kell korrekciózom...
De egy (nano) malomban a rotortárcsa ami a beszereléstől számítva 1 percen belül elkezd kopni az (őrlőgolyó jótékony hatása miatt ) számomra indifferens . Mindent olyan pontossággal igyekszem elkészíteni ami illeszkedik a felhasználáshoz .
Nem hinném hogy a felhasználóim bevetnének egy Mitutoyo mérőgépet [#kacsint][#kacsint]
Esetemben egy szempont van : korrektül illeszkedjen a tengelyen .. No azt ha kell korrekciózom...
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2019 május 28, 19:16
Írta: ANTAL GÁBOR Dátum 2019 május 28, 19:16
Nem félek a 4 tizedestől.[#kacsint]
Tudom teljesíteni a 4 tizedest . A nemzetközileg elfogadott SI mértékrendszer szerint a hosszméret mértékegysége: a MÉTER
Tudom teljesíteni a 4 tizedest . A nemzetközileg elfogadott SI mértékrendszer szerint a hosszméret mértékegysége: a MÉTER
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 május 28, 19:22
Írta: svejk Dátum 2019 május 28, 19:22
offtopicba mentek át![#ejnye1]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 május 28, 20:24
Írta: dezsoe Dátum 2019 május 28, 20:24
Szia!
Sütöm a galambot, szólok, ha elkészült. :) Csak szólok, hogy nem vagy elhanyagolva. [#circling]
Sütöm a galambot, szólok, ha elkészült. :) Csak szólok, hogy nem vagy elhanyagolva. [#circling]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 május 28, 20:26
Írta: svejk Dátum 2019 május 28, 20:26
[#worship]
Cím: Re:UCCNC vezérlő program
Írta: Béni Dátum 2019 május 28, 20:29
Írta: Béni Dátum 2019 május 28, 20:29
Nem írtam privátban, de egy órát elszórakoztam vele.
Ahogy láttam, csak tesz verziókban van, tehát még nincs működőképesnek elfogadva a G41/G42.
- a figyelmeztetés, amit említesz, olyankor is megjelenik, amikor a ráállás helyesen van megoldva. A program futtathatóságát viszont nem befolyásolja.
- ha a program végén a G40 után, vagy annak mondatában nincs XY pozicionálás, a kontúrkövetés nem lesz helyesen kikapcsolva. Emiatt a következő futtatás pozicionálása először nem programozott XY koordinátákra megy. (Az sem segít, ha a program elején G40 van. Hasonló hibával találkoztam egy Fanuc 18i-nél.)
A legtöbb vezérlőnél az M30 gyakorlatilag minden beragadt funkciót, transzformációt alaphelyzetbe állít. (Paraméterezhető kivételekkel.) Eszerint az UCCNC esetében nem így van.
Ahogy láttam, csak tesz verziókban van, tehát még nincs működőképesnek elfogadva a G41/G42.
- a figyelmeztetés, amit említesz, olyankor is megjelenik, amikor a ráállás helyesen van megoldva. A program futtathatóságát viszont nem befolyásolja.
- ha a program végén a G40 után, vagy annak mondatában nincs XY pozicionálás, a kontúrkövetés nem lesz helyesen kikapcsolva. Emiatt a következő futtatás pozicionálása először nem programozott XY koordinátákra megy. (Az sem segít, ha a program elején G40 van. Hasonló hibával találkoztam egy Fanuc 18i-nél.)
A legtöbb vezérlőnél az M30 gyakorlatilag minden beragadt funkciót, transzformációt alaphelyzetbe állít. (Paraméterezhető kivételekkel.) Eszerint az UCCNC esetében nem így van.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 május 28, 20:40
Írta: svejk Dátum 2019 május 28, 20:40
Aha!
Köszönöm, hogy foglalkoztál vele. [#worship]
Először gyanakodtam én is a G42 különálló mivoltára, de mivel nem láttam változást egybe írva sem, így a G40 ig el sem jutottam.
Jól tudom, Te a Heidenhain vezérlőket preferálod, de szerintem neked nem gond egy Fanuc kompatibilis kódot sem megírni.
Ha van kedved, energiád írd le légyszi ott hogy nézne ki a programocska.
Én sokszor az NCT90-es vezérlő leírásából puskázok, de szégyen- nem szégyen abban sem igazán értettem meg a kontúrkövetést. :(
Mentségemre legyen, hogy most nincs semmilyen gépem itthon, tehát csak a DRO-kra és a Toolpath képernyőre tudok hagyatkozni, bár még ott is látok furcsaságokat.
Köszönöm, hogy foglalkoztál vele. [#worship]
Először gyanakodtam én is a G42 különálló mivoltára, de mivel nem láttam változást egybe írva sem, így a G40 ig el sem jutottam.
Jól tudom, Te a Heidenhain vezérlőket preferálod, de szerintem neked nem gond egy Fanuc kompatibilis kódot sem megírni.
Ha van kedved, energiád írd le légyszi ott hogy nézne ki a programocska.
Én sokszor az NCT90-es vezérlő leírásából puskázok, de szégyen- nem szégyen abban sem igazán értettem meg a kontúrkövetést. :(
Mentségemre legyen, hogy most nincs semmilyen gépem itthon, tehát csak a DRO-kra és a Toolpath képernyőre tudok hagyatkozni, bár még ott is látok furcsaságokat.
Cím: Re:UCCNC vezérlő program
Írta: noctiluxx Dátum 2019 május 29, 12:40
Írta: noctiluxx Dátum 2019 május 29, 12:40
Sziasztok!
Mennyire szentségtörés mach3 pluginnel használni az uc400-zat? :) Belőttem, jön megy, de ahogy rádugom a frekiváltót és elindul a program, pár sor után megáll midnen, a sorokat veszi, de a dro is úgy néz ki, mintha állna és a plugin ablakban sem látszik, hogy kapna jelet.ezen kívül a bemenetek sem látszanak. Egy probe van szerszámhoz és végálláskapcsolók...
Szimpi az UCCNC, 100 hogy váltani fogok, csak most dugtam össze a gépet és vágnék keveset....
Mennyire szentségtörés mach3 pluginnel használni az uc400-zat? :) Belőttem, jön megy, de ahogy rádugom a frekiváltót és elindul a program, pár sor után megáll midnen, a sorokat veszi, de a dro is úgy néz ki, mintha állna és a plugin ablakban sem látszik, hogy kapna jelet.ezen kívül a bemenetek sem látszanak. Egy probe van szerszámhoz és végálláskapcsolók...
Szimpi az UCCNC, 100 hogy váltani fogok, csak most dugtam össze a gépet és vágnék keveset....
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 május 29, 12:49
Írta: dezsoe Dátum 2019 május 29, 12:49
Szia!
Valami zavart szed össze, nézd át a vezetékezést, árnyékolást.
(Itt az UCCNC-ről van szó, a kérdésed ide való: [#t219#].)
Valami zavart szed össze, nézd át a vezetékezést, árnyékolást.
(Itt az UCCNC-ről van szó, a kérdésed ide való: [#t219#].)
Cím: Re:UCCNC vezérlő program
Írta: noctiluxx Dátum 2019 május 29, 14:38
Írta: noctiluxx Dátum 2019 május 29, 14:38
Igen, béna vagyok, a bob-ba nem kötöttem be a gép testét..
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 május 29, 15:01
Írta: dezsoe Dátum 2019 május 29, 15:01
[#eljen]
Cím: Re:UCCNC vezérlő program
Írta: Béni Dátum 2019 május 29, 17:55
Írta: Béni Dátum 2019 május 29, 17:55
Egy használható leírás.
http://cnc-programming-tips.blogspot.com/2014/12/g40-g41-and-g42-cuttercompensation.html
http://cnc-programming-tips.blogspot.com/2014/12/g40-g41-and-g42-cuttercompensation.html
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 május 29, 19:03
Írta: svejk Dátum 2019 május 29, 19:03
Köszi!
Igen, a kollégám szerint is így valahogy kellene működnie.
(valaki jó angolos lefordíthatná magyarra [#kuss])
A linkben szereplő kódot kissé módosítottam az alábbi szerint:
(a szerszámtáramban továbbra is 6-os maró van beírva)
Ebben is jól láthatóak a hibás működések.
- az N10 sor után az X elmegy -19,243-ra a -15 helyett
- az N30 sor után az Y elmegy 1,242-re a 0 (vagy
-3?)helyett
Igen, a kollégám szerint is így valahogy kellene működnie.
(valaki jó angolos lefordíthatná magyarra [#kuss])
A linkben szereplő kódot kissé módosítottam az alábbi szerint:
(a szerszámtáramban továbbra is 6-os maró van beírva)
Kód Kijelölés
N00 G17 G90
N05 G00 z5
N10 G01 X-15 Y-15 F300
N20 G01 Z-2
N30 G41 D1 X0 Y0 F300
N40 Y40 F1000
N50 X30 Y80
N60 X60
N70 G02 X100 Y40 R40
N80 G01 Y30
N90 G03 X70 Y0 R30
N100 G01X0
N110 G00 Z5
N120 G40 X-15 Y-15 F300
N130 G00 Z50
N140 M30
Ebben is jól láthatóak a hibás működések.
- az N10 sor után az X elmegy -19,243-ra a -15 helyett
- az N30 sor után az Y elmegy 1,242-re a 0 (vagy
-3?)helyett
Cím: Re:UCCNC vezérlő program
Írta: muller93 Dátum 2019 május 30, 10:58
Írta: muller93 Dátum 2019 május 30, 10:58
Köszönöm a választ.
Esetleg nem tudod, a SheetCAM tud ilyen beállítást?
Esetleg nem tudod, a SheetCAM tud ilyen beállítást?
Cím: Re:UCCNC vezérlő program
Írta: Jordan Gabor Dátum 2019 június 04, 10:18
Írta: Jordan Gabor Dátum 2019 június 04, 10:18
Sziasztok,
Hosszú szünet után venném használatba megint az UCCNC-t Stepcraft 300-as eszközzel.
Elakadtam ott, hogy a profilt és makro könyvtárat átmásoltam az 1.1027-es installból a most installált 1.2049-be. Első elakadás ott volt, hogy hiányolta a screen file-t. Megpróbáltam átmásolni a Flashscreen könyvtár tartalmát, de nem változott semmit. Ezután a profilban átállítottam a
"mainscreenfilename=Stepcraftscreenset" -et, "mainscreenfilename=Defaultscreenset" -re. Ez után továbbment.
Ezzel hibát követtem el? Ha csak a logó más, hidegen hagy a stepcraft logó.
A másik dolog viszont, amiben elakadtam, hogy betölti ugyan a profilt, de hiába írok be valamit a "new profile name" mezőbe, akkor is a "create new profile" gombra nyomva, azt mondja "the profile name textfield is empty".
Milyen paraméterrel kell adott profillal indítani az UCCNC-t?
Másik dolog, hogy van egy saját UC100-am és egy a cégnél. Mindkettőt szeretném tudni használni, de ugyan az a licensz filenév. Gondolom, ha átírom, nem találja. Van arra mód, hogy ne kelljen mindig azt bemásolgatni amit használni akarok?
Köszönöm,
ÜDV JG
Hosszú szünet után venném használatba megint az UCCNC-t Stepcraft 300-as eszközzel.
Elakadtam ott, hogy a profilt és makro könyvtárat átmásoltam az 1.1027-es installból a most installált 1.2049-be. Első elakadás ott volt, hogy hiányolta a screen file-t. Megpróbáltam átmásolni a Flashscreen könyvtár tartalmát, de nem változott semmit. Ezután a profilban átállítottam a
"mainscreenfilename=Stepcraftscreenset" -et, "mainscreenfilename=Defaultscreenset" -re. Ez után továbbment.
Ezzel hibát követtem el? Ha csak a logó más, hidegen hagy a stepcraft logó.
A másik dolog viszont, amiben elakadtam, hogy betölti ugyan a profilt, de hiába írok be valamit a "new profile name" mezőbe, akkor is a "create new profile" gombra nyomva, azt mondja "the profile name textfield is empty".
Milyen paraméterrel kell adott profillal indítani az UCCNC-t?
Másik dolog, hogy van egy saját UC100-am és egy a cégnél. Mindkettőt szeretném tudni használni, de ugyan az a licensz filenév. Gondolom, ha átírom, nem találja. Van arra mód, hogy ne kelljen mindig azt bemásolgatni amit használni akarok?
Köszönöm,
ÜDV JG
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 június 04, 11:12
Írta: dezsoe Dátum 2019 június 04, 11:12
Szia!
A régi telepítésben Screens mappában kéne lenni stepcraft-os .ssf file-nak, azt hiányolja. Nem tudom, hogy van-e valami spéci azon a képernyőn, így nem tudom megmondani, hogy fog-e hiányozni valami.
A mezők érvényesítéséhez enter-t kell nyomnod alapból. (Kikapcsolható a beállításokban.) Beírod az új profil nevét, enter-t nyomsz, majd utána a Create... gombot.
A licenc file-oknál a név elejének "UCCNClicense"-nek kell lenni (.txt kiterjesztéssel), de utána írhatod pl. az eszköz sorszámát, így be lehet másolni több licenc file-t is. Lásd a képen.
(https://hobbicncforum.hu/uploaded_images/2019/06/tn_sd73c9vdj3zh4q9spab_3977.png) (https://hobbicncforum.hu/uploaded_images/2019/06/sd73c9vdj3zh4q9spab_3977.png)
A régi telepítésben Screens mappában kéne lenni stepcraft-os .ssf file-nak, azt hiányolja. Nem tudom, hogy van-e valami spéci azon a képernyőn, így nem tudom megmondani, hogy fog-e hiányozni valami.
A mezők érvényesítéséhez enter-t kell nyomnod alapból. (Kikapcsolható a beállításokban.) Beírod az új profil nevét, enter-t nyomsz, majd utána a Create... gombot.
A licenc file-oknál a név elejének "UCCNClicense"-nek kell lenni (.txt kiterjesztéssel), de utána írhatod pl. az eszköz sorszámát, így be lehet másolni több licenc file-t is. Lásd a képen.
(https://hobbicncforum.hu/uploaded_images/2019/06/tn_sd73c9vdj3zh4q9spab_3977.png) (https://hobbicncforum.hu/uploaded_images/2019/06/sd73c9vdj3zh4q9spab_3977.png)
Cím: Re:UCCNC vezérlő program
Írta: Jordan Gabor Dátum 2019 június 04, 12:00
Írta: Jordan Gabor Dátum 2019 június 04, 12:00
Köszönöm!!
Az a screens könyvtár valahogy elkerülte a figyelmem.
Mindenesetre köszönöm, működik minden.
ÜDV JG
Az a screens könyvtár valahogy elkerülte a figyelmem.
Mindenesetre köszönöm, működik minden.
ÜDV JG
Cím: Re:UCCNC vezérlő program
Írta: mma6fim4 Dátum 2019 június 09, 06:45
Írta: mma6fim4 Dátum 2019 június 09, 06:45
Sziasztok!
A G54-55 stb. offsetet nem lehet csak paraméterekkel használni a programsorokban? Az a bajom, hogy az alapméretekkel együtt változik az offset is amit beírok a szoftveres felületen. Nem nagyon értem, hogy mi a jó ebben, de sikerült már egy szerszámtörést összehozni miatta.
Olyan megoldás kellene aminél a beírt offset mindig a nullához képest annyi amennyi, és nem változik.
A G54-55 stb. offsetet nem lehet csak paraméterekkel használni a programsorokban? Az a bajom, hogy az alapméretekkel együtt változik az offset is amit beírok a szoftveres felületen. Nem nagyon értem, hogy mi a jó ebben, de sikerült már egy szerszámtörést összehozni miatta.
Olyan megoldás kellene aminél a beírt offset mindig a nullához képest annyi amennyi, és nem változik.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 június 09, 07:31
Írta: zt2c4wh9 Dátum 2019 június 09, 07:31
Mi a jó ebben:
1.) Ez a szabvány.
2.) G54..G59 különböző "stock"-okat tud meghatározni, vagyis különböző offset koordinátarendszerekben tudsz dolgozni egyetlen g-kód kiadásával.
Nem, pont ellenkezőleg, a G54..G59 kódokat éppen hogy nem lehet paraméterekkel használni, nincs paramétere ezeknek a kódoknak, egyszerűen csak a koordinátarendszert választják ki paraméterek nélkül.
G10 L2-vel tudsz paramétert (offset-et) állítani a G54..G59 koordináta rendszerekben.
Egyébként nem igazán értem amit írsz, hogy pontosan mit nem értesz és hogy mit is szeretnél pontosan elérni/megvalósítani, kicsit részletezd kérlek.
1.) Ez a szabvány.
2.) G54..G59 különböző "stock"-okat tud meghatározni, vagyis különböző offset koordinátarendszerekben tudsz dolgozni egyetlen g-kód kiadásával.
Nem, pont ellenkezőleg, a G54..G59 kódokat éppen hogy nem lehet paraméterekkel használni, nincs paramétere ezeknek a kódoknak, egyszerűen csak a koordinátarendszert választják ki paraméterek nélkül.
G10 L2-vel tudsz paramétert (offset-et) állítani a G54..G59 koordináta rendszerekben.
Egyébként nem igazán értem amit írsz, hogy pontosan mit nem értesz és hogy mit is szeretnél pontosan elérni/megvalósítani, kicsit részletezd kérlek.
Cím: Re:UCCNC vezérlő program
Írta: mma6fim4 Dátum 2019 június 11, 06:33
Írta: mma6fim4 Dátum 2019 június 11, 06:33
Szia!
Köszi. Rosszul írtam. Természetesen a koordinátaeltolásra gondoltam én is, nem az offset-re.
Nos a feladat az, hogy a videón látható szerszámokhoz eltoltam a koordinátarendszert. A gondom az, hogy ezeknek a G54-hez képest (ami a DRO-ban mindenütt nulla) kellene tartaniuk azokat az értékeket amiket a G55 G56 stb.-be meghatározok. Ha ugyanis odébbmegyek a szánnal ott lenullázom a G54-et akkor azonnal megváltozik a többi koordináta értéke is.
Végül megoldottam, de jó lenne erre valami egyszerűbb megoldás, mert volt hogy pl. megfeledkeztem róla, és jött a baj. Ezért is kérdeztem hogy paraméterbe nem lehet-e beírni, mert ott akkor a G54-hez lehetett volna meghatározni.
Lenne egy másik kérdésem is. A gépi kordinátát hogyan tudom nullázni amikor a home-ra megyek?
https://www.youtube.com/watch?v=nZ9buZQ-9F0
Köszi. Rosszul írtam. Természetesen a koordinátaeltolásra gondoltam én is, nem az offset-re.
Nos a feladat az, hogy a videón látható szerszámokhoz eltoltam a koordinátarendszert. A gondom az, hogy ezeknek a G54-hez képest (ami a DRO-ban mindenütt nulla) kellene tartaniuk azokat az értékeket amiket a G55 G56 stb.-be meghatározok. Ha ugyanis odébbmegyek a szánnal ott lenullázom a G54-et akkor azonnal megváltozik a többi koordináta értéke is.
Végül megoldottam, de jó lenne erre valami egyszerűbb megoldás, mert volt hogy pl. megfeledkeztem róla, és jött a baj. Ezért is kérdeztem hogy paraméterbe nem lehet-e beírni, mert ott akkor a G54-hez lehetett volna meghatározni.
Lenne egy másik kérdésem is. A gépi kordinátát hogyan tudom nullázni amikor a home-ra megyek?
https://www.youtube.com/watch?v=nZ9buZQ-9F0
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 június 11, 15:43
Írta: dezsoe Dátum 2019 június 11, 15:43
Szia!
Minden koordináta alapja a gépi koordináta. A munkakoordináta-rendszerek ehhez képest vannak eltolva, ahogy azt az offsets lapon láthatod. Az egyes munkakoordináta-rendszerek nincsenek egymásra semmilyen hatással, mind a gépihez képest valamilyen eltolást képvisel.
A gépi koordinátákat egyedül a referenciafelvétel tudja módosítani. Amikor a gép lejön a referencia érzékelőről, akkor fogja az adott tengely gépi koordinátájába beírni a "Write offset on homing" mezőben megadott értéket, feltéve, hogy be van pipálva az "Auto set" kapcsoló.
(Ha 1.21xx teszt verziót használsz, akkor van még egy "back off" mező is, ami beleszól a referencia felvételbe. Ha nem nulla, akkor az érzékelő elhagyása után a tengely az ott megadott távolságra elmegy és csak ekkor állítja be a gépi koordinátát a fent leírtak szerint.)
Minden koordináta alapja a gépi koordináta. A munkakoordináta-rendszerek ehhez képest vannak eltolva, ahogy azt az offsets lapon láthatod. Az egyes munkakoordináta-rendszerek nincsenek egymásra semmilyen hatással, mind a gépihez képest valamilyen eltolást képvisel.
A gépi koordinátákat egyedül a referenciafelvétel tudja módosítani. Amikor a gép lejön a referencia érzékelőről, akkor fogja az adott tengely gépi koordinátájába beírni a "Write offset on homing" mezőben megadott értéket, feltéve, hogy be van pipálva az "Auto set" kapcsoló.
(Ha 1.21xx teszt verziót használsz, akkor van még egy "back off" mező is, ami beleszól a referencia felvételbe. Ha nem nulla, akkor az érzékelő elhagyása után a tengely az ott megadott távolságra elmegy és csak ekkor állítja be a gépi koordinátát a fent leírtak szerint.)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 június 11, 15:46
Írta: dezsoe Dátum 2019 június 11, 15:46
A CNCdrive webshop-ban a hónap végéig az UC100 mozgásvezérlő akciós áron kapható.
Részletek a webshop-ban! (https://shop.cncdrive.hu/termek/cncdrive-1-uc100-mozgasvezerlo)
(https://hobbicncforum.hu/uploaded_images/2019/06/tn_p2hjk9tbyxcajptv6q6d0_3977.jpg) (https://hobbicncforum.hu/uploaded_images/2019/06/p2hjk9tbyxcajptv6q6d0_3977.jpg)
Részletek a webshop-ban! (https://shop.cncdrive.hu/termek/cncdrive-1-uc100-mozgasvezerlo)
(https://hobbicncforum.hu/uploaded_images/2019/06/tn_p2hjk9tbyxcajptv6q6d0_3977.jpg) (https://hobbicncforum.hu/uploaded_images/2019/06/p2hjk9tbyxcajptv6q6d0_3977.jpg)
Cím: Re:UCCNC vezérlő program
Írta: mma6fim4 Dátum 2019 június 11, 16:17
Írta: mma6fim4 Dátum 2019 június 11, 16:17
Köszi! Próbálkozok vele
Cím: Re:UCCNC vezérlő program
Írta: b7gwr90m6 Dátum 2019 június 20, 20:52
Írta: b7gwr90m6 Dátum 2019 június 20, 20:52
Sziasztok
Pár nap és elkészül a gép!
Pár kérdésem lenne a vezérléssel kapcsolatba!
AXBBE-t használok!
A kérdések.
Minden tengelyen van egy home, és kettő végállás kapcsoló(induktív) (PNP).
Hogyan kellene, illetve van e értelme külön bekötni a végállásokat?
A home pozíciohoz a 3 induktivot sorba kell bekötni? (Ennek nemlátom értelmét, mert akkor nemtudja hogy melyik masik iranyba indulhat el!)
A szerszám bemérő hogyan működik? Hogy kell bekötni?
Előre is köszi
Pár nap és elkészül a gép!
Pár kérdésem lenne a vezérléssel kapcsolatba!
AXBBE-t használok!
A kérdések.
Minden tengelyen van egy home, és kettő végállás kapcsoló(induktív) (PNP).
Hogyan kellene, illetve van e értelme külön bekötni a végállásokat?
A home pozíciohoz a 3 induktivot sorba kell bekötni? (Ennek nemlátom értelmét, mert akkor nemtudja hogy melyik masik iranyba indulhat el!)
A szerszám bemérő hogyan működik? Hogy kell bekötni?
Előre is köszi
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2019 június 20, 21:10
Írta: TBS-TEAM Dátum 2019 június 20, 21:10
1: Ha van annyi szabad bemeneted akkor külön kölön.
2: Egy tengelyen pl: +X -X érzékelőt párhuzamosan kötve 1 bemenetet használsz fel végállásra. Home külön bemenet.
3: Minden végállás párhuzamosan kötve 1 bemenetre.
minden Home külön.
4: Minden végállás párhuzamosan összekötve 1 bemenetre.
Minden Home párhuzamosan összekötve 1 bemenetre.
1: A legátláthatóbb teszt stb...
Az induktív érzékelőket nem lehet sorba kötni.
Általános szinjelölés:
Barna Induktív táp +12-24V-stb...
Kék Induktív táp 0V
Fekete Induktív kapcsoló kimenet (ezeket kötheted párhuzamosan csak PNP-PNP-vel vagy csak NPN-NPN-nel)
Nincs korlát.
2: Egy tengelyen pl: +X -X érzékelőt párhuzamosan kötve 1 bemenetet használsz fel végállásra. Home külön bemenet.
3: Minden végállás párhuzamosan kötve 1 bemenetre.
minden Home külön.
4: Minden végállás párhuzamosan összekötve 1 bemenetre.
Minden Home párhuzamosan összekötve 1 bemenetre.
1: A legátláthatóbb teszt stb...
Az induktív érzékelőket nem lehet sorba kötni.
Általános szinjelölés:
Barna Induktív táp +12-24V-stb...
Kék Induktív táp 0V
Fekete Induktív kapcsoló kimenet (ezeket kötheted párhuzamosan csak PNP-PNP-vel vagy csak NPN-NPN-nel)
Nincs korlát.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 június 20, 21:10
Írta: dezsoe Dátum 2019 június 20, 21:10
Szia!
Az AXBB-n 11 bemeneted van, ebből 6 leválasztott. Biztos, hogy nem használnék egynél több bemenetet a home és végállás kapcsolókhoz. Már eleve felesleges a tengely egyik végére két érzékelőt tenni, pont elég egy is, ami egyszerre home és végállás. (Amíg felveszi a referenciát, addig home-ként kezeli, máskor végállásként.) Az AXBB kézikönyvében (https://shop.cncdrive.hu/cmproductsdownloader.php?product=cncdrive-1-uc100-mozgasvezerlo2&field=document1) van példa az érzékelők közös bekötésére.
A szerszámbemérő lehet NO és NC is. Amilyened van, úgy állítod be a programban (Active Low pipa, ha kell).
Az AXBB-n 11 bemeneted van, ebből 6 leválasztott. Biztos, hogy nem használnék egynél több bemenetet a home és végállás kapcsolókhoz. Már eleve felesleges a tengely egyik végére két érzékelőt tenni, pont elég egy is, ami egyszerre home és végállás. (Amíg felveszi a referenciát, addig home-ként kezeli, máskor végállásként.) Az AXBB kézikönyvében (https://shop.cncdrive.hu/cmproductsdownloader.php?product=cncdrive-1-uc100-mozgasvezerlo2&field=document1) van példa az érzékelők közös bekötésére.
A szerszámbemérő lehet NO és NC is. Amilyened van, úgy állítod be a programban (Active Low pipa, ha kell).
Cím: Re:UCCNC vezérlő program
Írta: b7gwr90m6 Dátum 2019 június 20, 21:51
Írta: b7gwr90m6 Dátum 2019 június 20, 21:51
Ő van amit értettem es van amit nem:)
Pl ha a 3 induktív sorbavan akkor ha az X elérte a home pozíciót de a tobbi még nem, akkor az x nemfog tovább menni?
Illetve a 0 pont felvevőről még nemtudok semmit:/
Hogyan működik?
Pl ha a 3 induktív sorbavan akkor ha az X elérte a home pozíciót de a tobbi még nem, akkor az x nemfog tovább menni?
Illetve a 0 pont felvevőről még nemtudok semmit:/
Hogyan működik?
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2019 június 20, 22:15
Írta: TBS-TEAM Dátum 2019 június 20, 22:15
Az Iduktív érzékelőket nem lehet sorba kötni.
Configuration / General setting /
Homing sequence: Referencia (Home) felvétel sorrendje. Az egyes tengelyek sorrendjét adhatja
meg, amely szerint lezajlik a referencia felvétel. Az 1. sorszámon beállított tengely lesz legelőször
végrehajtva, majd sorban a többi. Ha nem használja mind a 6 tengelyt, akkor a nem használt
tengelyeknél "None" opciót válassza.
(Home all gomb) Mindig csak egy tengelyt mozgat referencia pontra.
Ha azzal végez jön a következő és igy tovább.
Ha a Home érzékelőt használod végállásnak is akkor előfordulhat, hogy az érzékelőn áll a gép és elinditod a Homolást akkor túlmegy az érzékelőn és nem áll meg csak a mechanika végén és megvan a baj.
Elöszőr olvasd el a használati leírást és értelmezd.
Configuration / General setting /
Homing sequence: Referencia (Home) felvétel sorrendje. Az egyes tengelyek sorrendjét adhatja
meg, amely szerint lezajlik a referencia felvétel. Az 1. sorszámon beállított tengely lesz legelőször
végrehajtva, majd sorban a többi. Ha nem használja mind a 6 tengelyt, akkor a nem használt
tengelyeknél "None" opciót válassza.
(Home all gomb) Mindig csak egy tengelyt mozgat referencia pontra.
Ha azzal végez jön a következő és igy tovább.
Ha a Home érzékelőt használod végállásnak is akkor előfordulhat, hogy az érzékelőn áll a gép és elinditod a Homolást akkor túlmegy az érzékelőn és nem áll meg csak a mechanika végén és megvan a baj.
Elöszőr olvasd el a használati leírást és értelmezd.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 június 20, 22:19
Írta: dezsoe Dátum 2019 június 20, 22:19
"Ha a Home érzékelőt használod végállásnak is akkor előfordulhat, hogy az érzékelőn áll a gép és elinditod a Homolást akkor túlmegy az érzékelőn és nem áll meg csak a mechanika végén és megvan a baj."
Nem. Nem fordulhat elő, mert ha rajta áll az érzékelőn, akkor tudja, hogy le kell róla jönni.
Nem. Nem fordulhat elő, mert ha rajta áll az érzékelőn, akkor tudja, hogy le kell róla jönni.
Cím: Re:UCCNC vezérlő program
Írta: remrendes Dátum 2019 június 21, 07:38
Írta: remrendes Dátum 2019 június 21, 07:38
Jol ertem? Ha vegallasonkent hasznalsz 1-1 bemenetet kozosen a Home es a vegallas kapcsolokkal, akkor az osszesen 6. Ha a Homokat kulon veszed es a vegallasokat sorban, akkor az 4. Megoldhato a ketto kozositve? Kozos Home es vegallas kapcsolok, 4 bemenetre.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 június 21, 07:49
Írta: dezsoe Dátum 2019 június 21, 07:49
Igen, lehet közösíteni, csoportosítani a bemeneteket. Annyira, hogy ha nincs valami spéci okból szükség a külön bemenetekre, akkor egy lábon viszem be az összeset.
Nem sokszor futottam még végállásra, de amikor igen, akkor mindig láttam, hogy melyik tengelyen, nem kellett külön megnézni. (Jó, még látni sem kellett, mert szinte mindig kézi mozgatással sikerült.)
Nem sokszor futottam még végállásra, de amikor igen, akkor mindig láttam, hogy melyik tengelyen, nem kellett külön megnézni. (Jó, még látni sem kellett, mert szinte mindig kézi mozgatással sikerült.)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 június 21, 08:15
Írta: svejk Dátum 2019 június 21, 08:15
A végállás mindig(!) NC érintkező tehát párhuzamosan nem lehetnek.
"Az induktív érzékelőket nem lehet sorba kötni."
De lehet, -igen a 3 vezetékeseket is- végszükségen 2-3 db sorolása általában nem okoz gondot.
"Az induktív érzékelőket nem lehet sorba kötni."
De lehet, -igen a 3 vezetékeseket is- végszükségen 2-3 db sorolása általában nem okoz gondot.
Cím: Re:UCCNC vezérlő program
Írta: remrendes Dátum 2019 június 21, 11:07
Írta: remrendes Dátum 2019 június 21, 11:07
A nullpontokat is? Mind NC es meg lehet adni valahol, hogy mikor melyiket varja?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 június 21, 11:16
Írta: dezsoe Dátum 2019 június 21, 11:16
Az NC kapcsolókat simán sorbakötöd. Ha valamelyik kinyit, akkor azt a bemenet érzékeli. A programban ugyanazt a bemenetet állítod be home-nak és limitnek minden tengelynél. A program tudja, hogy most éppen referenciát vesz fel, tehát ha jön a jel, akkor elérte a home kapcsolót. Én sima NPN résoptókat használok. (TCST2103-2) Ha mind zárt, tehát egyik résben sincs ami kitakarja, akkor a bemenet testen van. Ha bármelyiket kitakarod, vagy megszakad a kábel, akkor aktív lesz a bemenet. (A bemeneten felhúzó ellenállás van.)
Cím: Re:UCCNC vezérlő program
Írta: remrendes Dátum 2019 június 21, 11:23
Írta: remrendes Dátum 2019 június 21, 11:23
Koszi! Ezt meg atgondolom. Eddig ugy gondoltam, hogy az egyik oldalon tengelyenkent fuggetlen kapcsolo lesz, a masik oldalakat pedig sorba kotom.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 június 21, 11:30
Írta: dezsoe Dátum 2019 június 21, 11:30
Sokáig csak UC100-am volt, amin 5 bemenet van. Home/limit, probe, e-stop, MPG-A, MPG-B. :)
Cím: Re:UCCNC vezérlő program
Írta: b7gwr90m6 Dátum 2019 június 21, 21:13
Írta: b7gwr90m6 Dátum 2019 június 21, 21:13
Sziasztok
Bekötöttem a motort a vezérlőkártyába azt pedig az axbbe-be, beallitottam a portokat, de valami kis halk kattanást hallok , ha elakarom indítani, azt is csak egy iranyba!
Nincs valakinek valami leírás , hogyan kellene 0rol beallitani a dolgokat
Bekötöttem a motort a vezérlőkártyába azt pedig az axbbe-be, beallitottam a portokat, de valami kis halk kattanást hallok , ha elakarom indítani, azt is csak egy iranyba!
Nincs valakinek valami leírás , hogyan kellene 0rol beallitani a dolgokat
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 június 21, 21:41
Írta: svejk Dátum 2019 június 21, 21:41
TBS-TEAM, inkább itt válaszolok mint magánban, hátha mást is érdekel.
A háromvezetékesek sorbakötése úgy történhet, hogy az első kimenete adja a következőnek a tápot és így tovább.
Nem időkritikus helyekre és nem határértékre kihegyezett terhelésekre megfelel, az iparban is lehet vele találkozni.
A háromvezetékesek sorbakötése úgy történhet, hogy az első kimenete adja a következőnek a tápot és így tovább.
Nem időkritikus helyekre és nem határértékre kihegyezett terhelésekre megfelel, az iparban is lehet vele találkozni.
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2019 június 21, 22:03
Írta: TBS-TEAM Dátum 2019 június 21, 22:03
Alkalmaztad már? Végállás kapcsolásnak?
Cím: Re:UCCNC vezérlő program
Írta: b7gwr90m6 Dátum 2019 június 21, 22:09
Írta: b7gwr90m6 Dátum 2019 június 21, 22:09
Azért furcsalottam, annyira erőltették hogy nemlehet!
Én is hasznalom napmindt nap a gyárba, robotlapokon pneumatikus munkahengereken a reedreléket szoktuk így sorba kötni.
Én is hasznalom napmindt nap a gyárba, robotlapokon pneumatikus munkahengereken a reedreléket szoktuk így sorba kötni.
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2019 június 21, 22:29
Írta: TBS-TEAM Dátum 2019 június 21, 22:29
6858 te irtad:
Minden tengelyen van egy home, és kettő végállás kapcsoló(induktív) (PNP).
Hogyan kellene bekötni?
Induktívokat sorbakötni végállásnak [#csodalk]
Minden tengelyen van egy home, és kettő végállás kapcsoló(induktív) (PNP).
Hogyan kellene bekötni?
Induktívokat sorbakötni végállásnak [#csodalk]
Cím: Re:UCCNC vezérlő program
Írta: b7gwr90m6 Dátum 2019 június 21, 22:31
Írta: b7gwr90m6 Dátum 2019 június 21, 22:31
Igen, de uttánna írták hogy nemlehet, és nem értettem:)
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2019 június 21, 22:37
Írta: TBS-TEAM Dátum 2019 június 21, 22:37
Most irta Svejk
A háromvezetékesek sorbakötése úgy történhet, hogy az első kimenete adja a következőnek a tápot és így tovább.
Az elsőpl: +X a második a -X és igy tovább...
Ha a géped -X végállás irányába küldöd meg fog állni?
A háromvezetékesek sorbakötése úgy történhet, hogy az első kimenete adja a következőnek a tápot és így tovább.
Az elsőpl: +X a második a -X és igy tovább...
Ha a géped -X végállás irányába küldöd meg fog állni?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 június 21, 22:53
Írta: svejk Dátum 2019 június 21, 22:53
Khmm...
(ugyan ez már inkább az elektronika topicba való)
Mint írtam délelőtt: "A végállás mindig(!) NC "
Tehát megáll bármelyik is érzékel.
Az más kérdés, hogy induktívot nem használunk végállásra- nem megbízható-, hanem csak is mechanikus N.C. kapcsolót.
Ahol meg fémforgács van ott meg az miatt sem igazán nyerő az induktív.
Van egy HAAS DT-10-es gépünk induktív kapcsolóval, elég jó burkolással.
Fél-egyévente ki kell takarítani mert a forgács olyan helyekre képes bejutni ahova csipesszel nem tudnánk berakni. :(
Végezetül itt egy link a kötésekről. érdemes a magyarázatokat is elolvasni. (http://www.accentsensors.com/help2.php)
(ugyan ez már inkább az elektronika topicba való)
Mint írtam délelőtt: "A végállás mindig(!) NC "
Tehát megáll bármelyik is érzékel.
Az más kérdés, hogy induktívot nem használunk végállásra- nem megbízható-, hanem csak is mechanikus N.C. kapcsolót.
Ahol meg fémforgács van ott meg az miatt sem igazán nyerő az induktív.
Van egy HAAS DT-10-es gépünk induktív kapcsolóval, elég jó burkolással.
Fél-egyévente ki kell takarítani mert a forgács olyan helyekre képes bejutni ahova csipesszel nem tudnánk berakni. :(
Végezetül itt egy link a kötésekről. érdemes a magyarázatokat is elolvasni. (http://www.accentsensors.com/help2.php)
Cím: Re:UCCNC vezérlő program
Írta: 0a8msa7ip Dátum 2019 június 27, 10:04
Írta: 0a8msa7ip Dátum 2019 június 27, 10:04
Szervusztok!
Az MDI-be hogyan kell úgy beírni az utasítást, hogy az x és y tengelymozgásokat két egymásutáni lépésben hajtsa végre, mintha külön programsorba írnám.(Ne egy ferde mozgás legyen a végeredmény)
Köszönettel: Takács Péter
Az MDI-be hogyan kell úgy beírni az utasítást, hogy az x és y tengelymozgásokat két egymásutáni lépésben hajtsa végre, mintha külön programsorba írnám.(Ne egy ferde mozgás legyen a végeredmény)
Köszönettel: Takács Péter
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 június 27, 10:25
Írta: dezsoe Dátum 2019 június 27, 10:25
Szia!
Egymás után. Ha egy sorba írod, akkor egyszerre hajtja végre, mert azt az utasítást kapta. Ugyanúgy, mint a g-kódban: ott is az egy sorba írt mozgás egyszerre történik.
Egymás után. Ha egy sorba írod, akkor egyszerre hajtja végre, mert azt az utasítást kapta. Ugyanúgy, mint a g-kódban: ott is az egy sorba írt mozgás egyszerre történik.
Cím: Re:UCCNC vezérlő program
Írta: István83 Dátum 2019 június 27, 13:11
Írta: István83 Dátum 2019 június 27, 13:11
Hogy tudok egyszerre több sort írni,mert én demo módban
entert ütök és végrehajtódik ?
entert ütök és végrehajtódik ?
Cím: Re:UCCNC vezérlő program
Írta: D.Laci Dátum 2019 június 27, 13:31
Írta: D.Laci Dátum 2019 június 27, 13:31
Kézi Adatbevitel (Manual Data Input=MDI).
Csak sorokat lehet létrehozni.
Több sorhoz már szerszámpályát kel létrehozni.
Csak sorokat lehet létrehozni.
Több sorhoz már szerszámpályát kel létrehozni.
Cím: Re:UCCNC vezérlő program
Írta: István83 Dátum 2019 június 27, 13:41
Írta: István83 Dátum 2019 június 27, 13:41
Szia!
Köszönöm!
Csak azért bátorkodtam kérdezni mert,nekünk
Van egy acramatic 2100 es vezérlésű gépünk ,és ott több sort enged az MDI ablakba.kb 50 sor
Köszönöm!
Csak azért bátorkodtam kérdezni mert,nekünk
Van egy acramatic 2100 es vezérlésű gépünk ,és ott több sort enged az MDI ablakba.kb 50 sor
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 június 27, 13:55
Írta: dezsoe Dátum 2019 június 27, 13:55
UCCNC-ben egy sort tudsz. Ha többre van szükség, akkor vagy g-kód, vagy makró a megoldás.
Cím: Re:UCCNC vezérlő program
Írta: István83 Dátum 2019 június 27, 14:29
Írta: István83 Dátum 2019 június 27, 14:29
Értem.
Köszönöm a választ, csak azt hittem hogy én nem csinálok valamit jól.
Köszönöm a választ, csak azt hittem hogy én nem csinálok valamit jól.
Cím: Re:UCCNC vezérlő program
Írta: 0a8msa7ip Dátum 2019 június 27, 16:31
Írta: 0a8msa7ip Dátum 2019 június 27, 16:31
Köszönöm a választ.
Bár nekem is a több sor lehetősége volna a megoldás, mert néha gyorsabban meg lehetne oldani vele egyszerű feladatokat. A szoftvert nem lehetne ebbe az irányba fejleszteni?
Jó lenne egy olyan lehetőség is, hogy ha valamelyik irányba el kell mozdulni pl.52,25 mm-rel, akkor ne hozzáadogatni kelljen a pozíció koordinátájához, hanem külön kis ablak állna erre rendelkezésre, ahova az értéket beírva előjelesen, az aktuális koordinátához ez hozzáadódna.
Üdvözlettel: Péter
Bár nekem is a több sor lehetősége volna a megoldás, mert néha gyorsabban meg lehetne oldani vele egyszerű feladatokat. A szoftvert nem lehetne ebbe az irányba fejleszteni?
Jó lenne egy olyan lehetőség is, hogy ha valamelyik irányba el kell mozdulni pl.52,25 mm-rel, akkor ne hozzáadogatni kelljen a pozíció koordinátájához, hanem külön kis ablak állna erre rendelkezésre, ahova az értéket beírva előjelesen, az aktuális koordinátához ez hozzáadódna.
Üdvözlettel: Péter
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 június 27, 16:34
Írta: dezsoe Dátum 2019 június 27, 16:34
Erre több lehetőség is van. Ha keveset kell mozdulni, akkor ott a jog képernyő: step módban megadható, hogy mennyit lépjen. Ha többet kell mászkálni, akkor G91, G0 relatív mozgás, majd G90 MDI-ből.
Cím: Re:UCCNC vezérlő program
Írta: 0a8msa7ip Dátum 2019 június 27, 18:43
Írta: 0a8msa7ip Dátum 2019 június 27, 18:43
Nagyon köszönöm a segítséget. Van még minek utánaolvasnom. Üdv Péter
Cím: Re:UCCNC vezérlő program
Írta: ydwu0cx0 Dátum 2019 június 29, 23:09
Írta: ydwu0cx0 Dátum 2019 június 29, 23:09
Üdv!
Megnéztem a videot szuper gratulálok.Én most probálkozom
e tevékenységgel ,segitséget kérnék a szerszám bemérést hogy oldottad meg?Vagy esetleg készitesz arról is vidit.előre is köszi.
Megnéztem a videot szuper gratulálok.Én most probálkozom
e tevékenységgel ,segitséget kérnék a szerszám bemérést hogy oldottad meg?Vagy esetleg készitesz arról is vidit.előre is köszi.
Cím: Re:UCCNC vezérlő program
Írta: Rab Zoli Dátum 2019 július 02, 08:05
Írta: Rab Zoli Dátum 2019 július 02, 08:05
Üdv! Hol tudom kikapcsolni a tab billentyű által bekapcsolódó virtual mouse funkciót. Programváltáskor mindig bekapcsol és nagyon idegesítő :( Köszönöm
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 július 02, 08:23
Írta: dezsoe Dátum 2019 július 02, 08:23
Szia!
Configuration/Appearance/Disable the virtual mouse.
Configuration/Appearance/Disable the virtual mouse.
Cím: Re:UCCNC vezérlő program
Írta: Rab Zoli Dátum 2019 július 05, 22:39
Írta: Rab Zoli Dátum 2019 július 05, 22:39
Nekem nincs ilyen opció. A legújabb verzióban sincs :(
Cím: Re:UCCNC vezérlő program
Írta: Rab Zoli Dátum 2019 július 05, 22:41
Írta: Rab Zoli Dátum 2019 július 05, 22:41
.
(https://hobbicncforum.hu/uploaded_images/2019/07/tn_cwdiqzw093fkq9vb0z397_3086.jpg) (https://hobbicncforum.hu/uploaded_images/2019/07/cwdiqzw093fkq9vb0z397_3086.jpg)
(https://hobbicncforum.hu/uploaded_images/2019/07/tn_cwdiqzw093fkq9vb0z397_3086.jpg) (https://hobbicncforum.hu/uploaded_images/2019/07/cwdiqzw093fkq9vb0z397_3086.jpg)
Cím: Re:UCCNC vezérlő program
Írta: Rab Zoli Dátum 2019 július 05, 22:46
Írta: Rab Zoli Dátum 2019 július 05, 22:46
2110-ben megtaláltam, Köszi Dezső!
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 július 06, 08:11
Írta: svejk Dátum 2019 július 06, 08:11
Tudom, tudom nem támogatott az eszterga üzemmód... :(
De a felvetésem hasznos lehetne a két vagy több főorsóval dolgozó marós/gravírozósoknak is
Nem lehetne Tools fülnél bepájszerolni a másik két tengely (X és Y) offset lehetőségét?
Akkor nem kellene a G54-G59-ekkel kavarni mint Gbalázsnak is a [#t218p6854#]-ben.
Nem utolsó sorban a fentiekkel csak max. 6 szerszám lehet.
ha meg lenne oldva a másik két tengely offsetje akkor egyszerűen csak a szerszámváltás parancsot kellene kiadni.
Ha esetleg történne valami hasonló a későbbiekben akkor előremutató kérésem lenne a gyors korrekciózás lehetősége érdekében, egy +- gomb a korrekciós érték bevitelére.
Egy 5-6 jegyű szám újraírásánál ugyanis nagy a tévesztés lehetősége, egyszerűbb ha csak hozzáadunk vagy elveszünk az előző értékből.
(az iparban az is beállítható, hogy ez a korrekciós érték maximum mekkora lehet, ez is a katasztrófát okozó elütést akadályozza meg)
De a felvetésem hasznos lehetne a két vagy több főorsóval dolgozó marós/gravírozósoknak is
Nem lehetne Tools fülnél bepájszerolni a másik két tengely (X és Y) offset lehetőségét?
Akkor nem kellene a G54-G59-ekkel kavarni mint Gbalázsnak is a [#t218p6854#]-ben.
Nem utolsó sorban a fentiekkel csak max. 6 szerszám lehet.
ha meg lenne oldva a másik két tengely offsetje akkor egyszerűen csak a szerszámváltás parancsot kellene kiadni.
Ha esetleg történne valami hasonló a későbbiekben akkor előremutató kérésem lenne a gyors korrekciózás lehetősége érdekében, egy +- gomb a korrekciós érték bevitelére.
Egy 5-6 jegyű szám újraírásánál ugyanis nagy a tévesztés lehetősége, egyszerűbb ha csak hozzáadunk vagy elveszünk az előző értékből.
(az iparban az is beállítható, hogy ez a korrekciós érték maximum mekkora lehet, ez is a katasztrófát okozó elütést akadályozza meg)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 július 06, 08:17
Írta: svejk Dátum 2019 július 06, 08:17
Természetesen a +- gomb a mostani "Z" offset és szerszám átmérő korrekciózásnál is hasznos lenne.
Cím: Re:UCCNC vezérlő program
Írta: fa_kukac Dátum 2019 július 12, 21:33
Írta: fa_kukac Dátum 2019 július 12, 21:33
Üdv mindenkinek. Nézzétek el nekem hogy ezt nem tudom. Mach-ban a kommentek elött % jelet irtam itt mit kell tennem? Köszönöm.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 július 13, 07:51
Írta: svejk Dátum 2019 július 13, 07:51
Kerek (normál) zárójelek közé kell tenni.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 július 13, 07:54
Írta: svejk Dátum 2019 július 13, 07:54
Idézet a használati utasításból:
"... az RS274NGC nyelvezetében a '(' és a ')' kerek zárójel karakterek a megjegyzéseket jelentik..."
"... az RS274NGC nyelvezetében a '(' és a ')' kerek zárójel karakterek a megjegyzéseket jelentik..."
Cím: Re:UCCNC vezérlő program
Írta: fa_kukac Dátum 2019 július 13, 10:55
Írta: fa_kukac Dátum 2019 július 13, 10:55
Köszönöm, sokat segítettél, biztosan megtaláltam volna megfelelő helyen, de így a Mesterektől gyorsabb. Most tartok ott, hogy elkészült az új gépem is, és a régi is totál felújításra került, és sok év után a Mach progit lecseréltem UCCNC-re. Van "némi" minűségi különbség. Csak a meglévő progijaimat kell kicsit formázni. Köszi!
Cím: Re:UCCNC vezérlő program
Írta: itx0mtw4i Dátum 2019 július 17, 17:45
Írta: itx0mtw4i Dátum 2019 július 17, 17:45
Sziasztok, vezerlo bemenetere kotott nyomogombbal hogyan tudok elore megirt makrot elinditani? Kepernyore kirakott gombrol mar mukodik a makrom, de nem tudom bementen levo gombhoz rendelni.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 július 17, 17:55
Írta: dezsoe Dátum 2019 július 17, 17:55
Szia!
Input triggert állíts be a bemenethez a gomb kódjával.
Input triggert állíts be a bemenethez a gomb kódjával.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 július 17, 17:56
Írta: svejk Dátum 2019 július 17, 17:56
Configuration / i-o trigger...
A megfelelő port/pint kiválasztod és a makro számát beírod a Function rublikába.
A megfelelő port/pint kiválasztod és a makro számát beírod a Function rublikába.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 július 19, 15:13
Írta: svejk Dátum 2019 július 19, 15:13
1.2111 verzióban:
"- Új: OK gomb kód a Reset- és kérdés ablakok bezárásához"
Hányas Button number is lett hozzárendelve?
"- Új: OK gomb kód a Reset- és kérdés ablakok bezárásához"
Hányas Button number is lett hozzárendelve?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 július 19, 15:16
Írta: svejk Dátum 2019 július 19, 15:16
Meg van! 782
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 július 25, 12:17
Írta: svejk Dátum 2019 július 25, 12:17
Ahogy látom az Appearance képernyő is lassan megtelik lehetőségekkel.
Lehetne-e arra mód, hogy -itt vagy valahol máshol- ki lehessen választani, hogy a toolpath milyen nézetben jelenjen meg induláskor, illetve file betöltése után ne ugorjon vissza az alapértelmezett felülnézetre.
Nekem most nagyon jól jönne a balnézet (oem 141)...
Nem...nem esztergálok vele. :)
Lehetne-e arra mód, hogy -itt vagy valahol máshol- ki lehessen választani, hogy a toolpath milyen nézetben jelenjen meg induláskor, illetve file betöltése után ne ugorjon vissza az alapértelmezett felülnézetre.
Nekem most nagyon jól jönne a balnézet (oem 141)...
Nem...nem esztergálok vele. :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 július 25, 12:27
Írta: dezsoe Dátum 2019 július 25, 12:27
Tessék! Tedd be macroloop-ba.
Kód Kijelölés
// ================================================================================================
// Check file change and press button 141
// ================================================================================================
string sFileName = exec.mainform.filenametoload;
if (!exec.GetLED(54) && System.IO.File.Exists(sFileName)) // Check cycle start and valid file name
{
if (++counter == 20) // Check every second
{
counter = 0;
if (sFileName != lastFileName)
{
lastFileName = sFileName;
exec.Callbutton(141);
}
}
}
// ================================================================================================
#Events
// ================================================================================================
string lastFileName = "@";
int counter = 0;
// ================================================================================================
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 július 25, 12:53
Írta: svejk Dátum 2019 július 25, 12:53
Tíz perc alatt nem is lehet ilyet írni! :)
Mondom én, hogy "baj" van a programozókkal. :)
Köszönöm! [#worship]
Mondom én, hogy "baj" van a programozókkal. :)
Köszönöm! [#worship]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 július 25, 13:08
Írta: dezsoe Dátum 2019 július 25, 13:08
Csaltam: egy része már megvolt. Eredetileg azt vizsgálta, hogy változott-e a megnyitott file tartalma, és ha igen, akkor megkérdezte, hogy betöltse-e. (Külső szerkesztő használata esetén hasznos.) Íme az eredeti (szintén macroloop):
Kód Kijelölés
// ================================================================================================
// Check file change
// ================================================================================================
string sFileName = exec.mainform.filenametoload;
if (!exec.GetLED(54) && System.IO.File.Exists(sFileName)) // Check cycle start and valid file name
{
if (++counter == 20) // Check every second
{
counter = 0;
if (sFileName == lastFileName)
{
if (lastDateTime != System.IO.File.GetLastWriteTime(lastFileName))
{
if (MessageBox.Show("Reload file?", "Loaded file changed!", MessageBoxButtons.YesNo) == DialogResult.Yes)
exec.Callbutton(555); // Reload file
lastDateTime = System.IO.File.GetLastWriteTime(lastFileName);
}
}
else
{
lastFileName = sFileName;
lastDateTime = System.IO.File.GetLastWriteTime(lastFileName);
// exec.AddStatusmessage("Opened file changed");
}
}
}
// ================================================================================================
#Events
// ================================================================================================
string lastFileName = "@";
int counter = 0;
DateTime lastDateTime;
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 július 25, 13:47
Írta: svejk Dátum 2019 július 25, 13:47
Aha!
Esetleg lehetne bővíteni még, hogy a betöltött file szerkesztése és mentés/kilépése után is visszakapcsoljon a bal nézetre?
Esetleg lehetne bővíteni még, hogy a betöltött file szerkesztése és mentés/kilépése után is visszakapcsoljon a bal nézetre?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 július 25, 14:16
Írta: dezsoe Dátum 2019 július 25, 14:16
Hümm. Elvben igen, de problémába ütköztem. :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 július 25, 14:49
Írta: svejk Dátum 2019 július 25, 14:49
Nagyon ne töltsd vele az időt, hátha vevő lesz az ötletre a fejlesztő csapat.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 július 26, 21:55
Írta: svejk Dátum 2019 július 26, 21:55
Jéé... ha ki van pipálva az Appearance mezőben a "Don't reset toolpath view on reload"
Akkor szerkesztés és mentés után nem vált vissza az alapértelmezett felülnézetre, hanem abban a nézetben marad amiben volt.
Akkor ezt kérést ki is pipálhatjuk. :)
Akkor szerkesztés és mentés után nem vált vissza az alapértelmezett felülnézetre, hanem abban a nézetben marad amiben volt.
Akkor ezt kérést ki is pipálhatjuk. :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 július 26, 22:30
Írta: svejk Dátum 2019 július 26, 22:30
Még egy ötlet a fejlesztők felé.
Ha a főképernyőn a gombokkal, vagy G kódból a G54-59 paranccsal kiválasztunk egy koordinátarendszert akkor célszerű lenne ha az Offsets képernyőn is egyből az a koordinátarendszer választódna ki ami éppen aktuális.
Illetve még egy dolog, ha itt az offsets-nél véletlen mellényom az ember vagy rossz értéket ír akkor nagy segítség lenne egy visszavonás gomb.
Gyakorlott felhasználóknak persze ezek lehet nem jelentenek gondot, hülyeség akkor vegyétek semmisnek.
Ha a főképernyőn a gombokkal, vagy G kódból a G54-59 paranccsal kiválasztunk egy koordinátarendszert akkor célszerű lenne ha az Offsets képernyőn is egyből az a koordinátarendszer választódna ki ami éppen aktuális.
Illetve még egy dolog, ha itt az offsets-nél véletlen mellényom az ember vagy rossz értéket ír akkor nagy segítség lenne egy visszavonás gomb.
Gyakorlott felhasználóknak persze ezek lehet nem jelentenek gondot, hülyeség akkor vegyétek semmisnek.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 július 28, 00:26
Írta: zt2c4wh9 Dátum 2019 július 28, 00:26
Szia Svejk,
Ezt amit írsz azért nem igazán tudjuk megcsinálni, illetve bonyolult, mert a képernyő szabadon szerkeszthető. Bármelyik tab oldal tartalmazhat bármit. Szóval az nem fixált, hogy XY számú tab oldalon van mondjuk a G54 offsets képernyője.
Emiatt nem igazán tudjuk kiválasztani automatikusan az offset gomb nyomásra. Illetve úgy lehetne megcsinálni, ha csinálnánk egy olyan beállítást amivel meg van adva, hogy a G54,G55 stb. gombok nyomásakor csináljon-e tab oldal váltást és ha igen akkor melyik számút válassza ki a progi.
Legalábbis egyelőre ezt az egy lehetséges megoldást látom...
Ezt amit írsz azért nem igazán tudjuk megcsinálni, illetve bonyolult, mert a képernyő szabadon szerkeszthető. Bármelyik tab oldal tartalmazhat bármit. Szóval az nem fixált, hogy XY számú tab oldalon van mondjuk a G54 offsets képernyője.
Emiatt nem igazán tudjuk kiválasztani automatikusan az offset gomb nyomásra. Illetve úgy lehetne megcsinálni, ha csinálnánk egy olyan beállítást amivel meg van adva, hogy a G54,G55 stb. gombok nyomásakor csináljon-e tab oldal váltást és ha igen akkor melyik számút válassza ki a progi.
Legalábbis egyelőre ezt az egy lehetséges megoldást látom...
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 július 28, 08:16
Írta: svejk Dátum 2019 július 28, 08:16
Értem, köszönöm a választ.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 július 28, 08:32
Írta: svejk Dátum 2019 július 28, 08:32
Valamit nagyon elnéztem, szerkesztés-mentés után mégis visszavált a nézet alapértelmezettre. :(
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 július 28, 09:07
Írta: svejk Dátum 2019 július 28, 09:07
Balázs bácsi!
És ha karácsonyra nem kérnék semmit akkor nem kaphatnánk egy felfelé X+, jobbra Z+ nézetrendet a toolpath-ben?
No... léccé-lécci! :)
És ha karácsonyra nem kérnék semmit akkor nem kaphatnánk egy felfelé X+, jobbra Z+ nézetrendet a toolpath-ben?
No... léccé-lécci! :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 július 28, 20:37
Írta: svejk Dátum 2019 július 28, 20:37
A Lubricator pluginnal kapcsolatban lenne észrevételem.
A működéséről nem találtam leírást, így csak a próbákra hagyatkozom, abból hámoztam ki a működést.
Ha jól gondolom a ciklus startra indul és a beállított időintervallum felénél jön az első impulzus majd a beállított időközönként a többi.
Ezzel csak az a baj, hogy egy ilyen szánkenő valós működése úgy néz ki. hogy kb. 5-30 percenként kell mennie 2-5 másodpercet.
Rövid ciklusidejű munkadaraboknál sosem lesz így szánkenés. :(
Szerintem úgy kellene működnie, hogy a főorsó indulásakor rögtön ad egy impulzust, aztán rendre a többit amíg forog az orsó.
Lehetne bonyolítani a tényleges szánmozgás figyelésével de az szerintem felesleges.
A ciklus start figyelése azért nem szerencsés, mert beálláskor lehet órák telnek el a kézi mozgásokkal, és csak utána nyom az ember a ciklus startra.
A főorsót viszont talán elindítja párszor.
No meg azok a milliszekundumok.... :)
Szerintem szerencsésebb lenne átírni az intervallumot percre, az impulzushosszot meg másodpercre.
Ez jobban feküdne a gépipari műszakiaknak.
A működéséről nem találtam leírást, így csak a próbákra hagyatkozom, abból hámoztam ki a működést.
Ha jól gondolom a ciklus startra indul és a beállított időintervallum felénél jön az első impulzus majd a beállított időközönként a többi.
Ezzel csak az a baj, hogy egy ilyen szánkenő valós működése úgy néz ki. hogy kb. 5-30 percenként kell mennie 2-5 másodpercet.
Rövid ciklusidejű munkadaraboknál sosem lesz így szánkenés. :(
Szerintem úgy kellene működnie, hogy a főorsó indulásakor rögtön ad egy impulzust, aztán rendre a többit amíg forog az orsó.
Lehetne bonyolítani a tényleges szánmozgás figyelésével de az szerintem felesleges.
A ciklus start figyelése azért nem szerencsés, mert beálláskor lehet órák telnek el a kézi mozgásokkal, és csak utána nyom az ember a ciklus startra.
A főorsót viszont talán elindítja párszor.
No meg azok a milliszekundumok.... :)
Szerintem szerencsésebb lenne átírni az intervallumot percre, az impulzushosszot meg másodpercre.
Ez jobban feküdne a gépipari műszakiaknak.
Cím: Re:UCCNC vezérlő program
Írta: Rab Zoli Dátum 2019 július 30, 21:50
Írta: Rab Zoli Dátum 2019 július 30, 21:50
Üdv! Szerintetek mekkora az a felbontás ami jól használható a Z tengelyen? NEkem most 310 ez gondolom sok, állítsak a jumperen? Egy tól ig-ot írna valaki mind 3 tengelyre ami a tapasztalat alapján jól használható? A recés kontúr kizárólag felbontás beállítás hiba? Nyilván nem egy erőművel hajtom, de uc100-as van felrakva ha ez számít valamit.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 július 31, 00:06
Írta: dezsoe Dátum 2019 július 31, 00:06
Szia!
Nem az a lényeg, hogy milyen vezérlőd van, hanem az, hogy mire használod. 3x4 mm-es bigyók megmunkálásához nagy felbontás kell, méteres táblák plazmavágásához teljesen indokolatlan. Z tengelyen ugyanez igaz: ha reliefet marsz, akkor meg kell találnod a középutat a sebesség és a felbontás között, ha bútornak fúrsz polctartó lukakat, akkor a felbontás gyakorlatilag lényegtelen, csak haladjon.
A recés kontúr lehet túl alacsony felbontás, lehet nem jól generált g-kód, de lehet mechanikai hiba miatt is. Úgy azért könnyebb lenne, ha tudnánk, hogy mit készítesz a géppel, milyen beállításokkal és mekkora munkadarab mennyire recés. :)
Nem az a lényeg, hogy milyen vezérlőd van, hanem az, hogy mire használod. 3x4 mm-es bigyók megmunkálásához nagy felbontás kell, méteres táblák plazmavágásához teljesen indokolatlan. Z tengelyen ugyanez igaz: ha reliefet marsz, akkor meg kell találnod a középutat a sebesség és a felbontás között, ha bútornak fúrsz polctartó lukakat, akkor a felbontás gyakorlatilag lényegtelen, csak haladjon.
A recés kontúr lehet túl alacsony felbontás, lehet nem jól generált g-kód, de lehet mechanikai hiba miatt is. Úgy azért könnyebb lenne, ha tudnánk, hogy mit készítesz a géppel, milyen beállításokkal és mekkora munkadarab mennyire recés. :)
Cím: Re:UCCNC vezérlő program
Írta: dtb Dátum 2019 július 31, 00:17
Írta: dtb Dátum 2019 július 31, 00:17
A lentieket egy dologgal egészíteném ki, az pedig a modell. Jó párszor belefutottam én is, hogy az STL relief oldala, kontúrja erősen elnagyolt volt, "barázdás".
Cím: Re:UCCNC vezérlő program
Írta: KucseraP Dátum 2019 július 31, 10:49
Írta: KucseraP Dátum 2019 július 31, 10:49
Üdv,
DXf-et próbálok importálni UCCNC-be. Az egy dolog, hogy csak az ezeréves autocad-el mentett file-t hajlandó megnyitni, inportálni, de nem értem, hogy miért csak zárt alakzatokhoz hajlandó Toolpath-ot generálni? Gravírozni szeretnék és az lenne jó, ha egyszerűen lejárná a vonalakat, amik a dxf-ben vannak. Egyszerű vonalak, nem körök, semmi furmány... Még látom is őket, ha importálok, de nem kékek, hanem halvány bordók és nem generálodik hozzájuk pálya...
A lazycam egyébként lazán legenerálja amit akarok, de sokkal kényelmesebb lenne UCCNC-ben csinálni mindent.
Tud valaki esetleg megoldást?
Előre is köszönöm a segítséget.
DXf-et próbálok importálni UCCNC-be. Az egy dolog, hogy csak az ezeréves autocad-el mentett file-t hajlandó megnyitni, inportálni, de nem értem, hogy miért csak zárt alakzatokhoz hajlandó Toolpath-ot generálni? Gravírozni szeretnék és az lenne jó, ha egyszerűen lejárná a vonalakat, amik a dxf-ben vannak. Egyszerű vonalak, nem körök, semmi furmány... Még látom is őket, ha importálok, de nem kékek, hanem halvány bordók és nem generálodik hozzájuk pálya...
A lazycam egyébként lazán legenerálja amit akarok, de sokkal kényelmesebb lenne UCCNC-ben csinálni mindent.
Tud valaki esetleg megoldást?
Előre is köszönöm a segítséget.
Cím: Re:UCCNC vezérlő program
Írta: Rab Zoli Dátum 2019 július 31, 17:41
Írta: Rab Zoli Dátum 2019 július 31, 17:41
Pvc-ből gyártok lakberendezési tárgyakat, átlagban olyan 40-50cm-esek, képtartók, gyereknevek stb. A sok íves felületnél látszik leginkább a recés kontúr. Ez pl egy ajtódísz, de lényegében az elv ugyanaz mindegyiknél. Az lenne a cél, hogy ugyanolyan sima legyen az ív is mint az egyenes rész.
(https://hobbicncforum.hu/uploaded_images/2019/07/tn_vts2sxa5b0ekza7vv2kvc_3086.jpg) (https://hobbicncforum.hu/uploaded_images/2019/07/vts2sxa5b0ekza7vv2kvc_3086.jpg)
(https://hobbicncforum.hu/uploaded_images/2019/07/tn_vts2sxa5b0ekza7vv2kvc_3086.jpg) (https://hobbicncforum.hu/uploaded_images/2019/07/vts2sxa5b0ekza7vv2kvc_3086.jpg)
Cím: Re:UCCNC vezérlő program
Írta: Rab Zoli Dátum 2019 július 31, 17:44
Írta: Rab Zoli Dátum 2019 július 31, 17:44
Itt pl látszik a rece
(https://hobbicncforum.hu/uploaded_images/2019/07/tn_qhvwyfyuu400bqy9fy42v_3086.jpg) (https://hobbicncforum.hu/uploaded_images/2019/07/qhvwyfyuu400bqy9fy42v_3086.jpg)
(https://hobbicncforum.hu/uploaded_images/2019/07/tn_qhvwyfyuu400bqy9fy42v_3086.jpg) (https://hobbicncforum.hu/uploaded_images/2019/07/qhvwyfyuu400bqy9fy42v_3086.jpg)
Cím: Re:UCCNC vezérlő program
Írta: dtb Dátum 2019 július 31, 19:59
Írta: dtb Dátum 2019 július 31, 19:59
Ezeket én úgy szoktam javítani, hogy vagy a programból generálok egy kontúrt (ha tudja) és utána szerkesztem a görbét, vagy már eleve manuálisan szerkesztek köré egy vektort, majd ebből generálok egy marást. Ez hihetetlenül sokat javít a kész munka minőségén!!!
A szerkesztés lényege, hogy minél kevesebb pont maradjon az alakhűséget megtartva. Cserébe sokkal gyorsabb marást és szebb felületet kapsz.
A szerkesztés lényege, hogy minél kevesebb pont maradjon az alakhűséget megtartva. Cserébe sokkal gyorsabb marást és szebb felületet kapsz.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 július 31, 20:22
Írta: dezsoe Dátum 2019 július 31, 20:22
Szia!
Küldd el a g-kódot és a profil file-odat (.pro) az adatlapomon alul található support-os emilre, és megnézem. Ha túl nagy a g-kód (vagy nem akarod kiadni), akkor generálj ugyanazokkal a beállításokkal csak egy "Mr"-t, az is elég.
Küldd el a g-kódot és a profil file-odat (.pro) az adatlapomon alul található support-os emilre, és megnézem. Ha túl nagy a g-kód (vagy nem akarod kiadni), akkor generálj ugyanazokkal a beállításokkal csak egy "Mr"-t, az is elég.
Cím: Re:UCCNC vezérlő program
Írta: Rab Zoli Dátum 2019 július 31, 21:46
Írta: Rab Zoli Dátum 2019 július 31, 21:46
Sajnos az aspire-ba megrajzolt körrel is recés. Más lesz a gond sztem. AMúgy corel-exp grayscale eps, majd behív aspire-ban a menetrend. Köszi a választ.
Cím: Re:UCCNC vezérlő program
Írta: Rab Zoli Dátum 2019 július 31, 21:47
Írta: Rab Zoli Dátum 2019 július 31, 21:47
Rendben holnap a műhelyből elküldöm.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 augusztus 01, 19:33
Írta: svejk Dátum 2019 augusztus 01, 19:33
Bemásoltam a linkeden szereplő dll-t a plugins könyvtárba a többi mellé, de nem látom a configure plugins ablakban a listában.
Mintha már máskor is jártom volna így. [#nemtudom]
Mi is lehet a gond?
Mintha már máskor is jártom volna így. [#nemtudom]
Mi is lehet a gond?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 augusztus 01, 20:11
Írta: svejk Dátum 2019 augusztus 01, 20:11
Próbálgatom a G76-ot...
Tudjátok hogy az UCxxx termékek a szívem csücskei, de ez a kód számomra eléggé elkeserítő.
Vissza kellett olvasnom az 1-2 éves beírásokat, és a linkelt Linux leírást így azért már kezd világosodni.
Balázs írta anno:
"Az UCCNC-ben a szinkron menetvágás pontosan úgy működik mint a linuxcnc-ben."
Nos ha ez tényleg így van akkor nem bánom, hogy eddig elkerültem a Linuxot. :)
Mondjuk ab ovo, miért is kell a Mach3-at meg a linuxcnc-t majmolni, amikor számtalan jó leírás található magyar nyelven is pl. az egyik legelterjedtebb Fanuc kódértelmezőről.
Az, hogy a kód leírásának nem sok köze van a valósághoz az tény, leírtátok már régebben is, de gondoltam ki lett már javítva- hát nem.
(Egyébként ha a leírás szerint működne még majdnem meg is lennék elégedve)
Mondjuk menetet vágni a mostani állandó fogásvétellel vagy késtörést vagy hosszan elnyúló ciklusidőt eredményez, ennek a megoldása nélkül szinte kár is volt kiadni a kódot.
No mindegy, kesergés bezárva inkább kérdezek: :)
Balos menetet csak úgy lehet vágni ha megfordítom a spindle configban az encoder irányát?
Tudjátok hogy az UCxxx termékek a szívem csücskei, de ez a kód számomra eléggé elkeserítő.
Vissza kellett olvasnom az 1-2 éves beírásokat, és a linkelt Linux leírást így azért már kezd világosodni.
Balázs írta anno:
"Az UCCNC-ben a szinkron menetvágás pontosan úgy működik mint a linuxcnc-ben."
Nos ha ez tényleg így van akkor nem bánom, hogy eddig elkerültem a Linuxot. :)
Mondjuk ab ovo, miért is kell a Mach3-at meg a linuxcnc-t majmolni, amikor számtalan jó leírás található magyar nyelven is pl. az egyik legelterjedtebb Fanuc kódértelmezőről.
Az, hogy a kód leírásának nem sok köze van a valósághoz az tény, leírtátok már régebben is, de gondoltam ki lett már javítva- hát nem.
(Egyébként ha a leírás szerint működne még majdnem meg is lennék elégedve)
Mondjuk menetet vágni a mostani állandó fogásvétellel vagy késtörést vagy hosszan elnyúló ciklusidőt eredményez, ennek a megoldása nélkül szinte kár is volt kiadni a kódot.
No mindegy, kesergés bezárva inkább kérdezek: :)
Balos menetet csak úgy lehet vágni ha megfordítom a spindle configban az encoder irányát?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 augusztus 01, 21:50
Írta: dezsoe Dátum 2019 augusztus 01, 21:50
Hümm. Muzeális darab. :) Kicseréltem a file-t egy újabbra, de a honlapján (http://www.szentkereszty.net/uccnc_quickview_plugin/index.html) van több részlet is. Ami a tárban volt fent az még nem tudott 64 bitül, ezért nem láttad.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 augusztus 01, 21:53
Írta: dezsoe Dátum 2019 augusztus 01, 21:53
Azt nem egészen értem, hogy mi a problémád a G76-tal. Szerintem a leírás szerint működik. (Amennyiben jól emlékszem, akkor Antal Gábor rendszeresen szokta használni.) Ha megírod, mi a gond vele, akkor utánanézek, meg a balos menetnek is, mert azt most fejből meg nem mondom.
Cím: Re:UCCNC vezérlő program
Írta: B.Zoltán Dátum 2019 augusztus 01, 22:27
Írta: B.Zoltán Dátum 2019 augusztus 01, 22:27
Ha jól értelmezem Svejk írását, a kés egyenletes terhelésének lehetőségét, vagy állítását hiányolja.
Ha egyforma a fogásmélység akkor a kés az elején kevés, a végén nagy felületet fog.
Így vagy hosszú a ciklus, vagy a végén törik a kés.
Ha egyforma a fogásmélység akkor a kés az elején kevés, a végén nagy felületet fog.
Így vagy hosszú a ciklus, vagy a végén törik a kés.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 augusztus 01, 22:59
Írta: dezsoe Dátum 2019 augusztus 01, 22:59
Ezt a részét tökéletesen értem, de ez nem ütközik a leírással.
Cím: Re:UCCNC vezérlő program
Írta: B.Zoltán Dátum 2019 augusztus 01, 23:20
Írta: B.Zoltán Dátum 2019 augusztus 01, 23:20
Értem, én meg nem ismerem a leírást, ezt te tudod hogy van.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2019 augusztus 02, 06:41
Írta: ANTAL GÁBOR Dátum 2019 augusztus 02, 06:41
A beírás részben igaz csak : Valóban használtam a G76 ot de a Mach ét . Rájöttem hogy egy trükkel le lehet fordítani és akkor g33 ak sorozatával történik a vágás . No azt a sorozatot emeltem át az UCCNC be .
Figyelem : a tapert rosszul értelmezték a Brian ék ( kiemelték az arc tangensen belül a nevezőben lévő kettest és egyszerűsítettek vele .)És a teljes kúpszöget kéri . A hajam szála is égnek állt mire megfejtettem
Ha valakit érdekel : 2*alfa = 2*arctg(( D-d)/2*L ) no ezt Brian nemes egyszerűséggel így értelmezi
2*alfa = arctg((D-d)/L)
Egy példa ha 45 fokos teljes kúpszögre van szükségünk akkor 39.63 at kell beírni a tapernak hogy jó legyen a kúpos menet
Mostanában ritkán használom vagy állandó de kis fogással menetelek és paraméteres a program vagy kihasználom a kettős keresztszánomat és kézzel adom a fogást ( mottó : Antal féle lusta menet )
Figyelem : a tapert rosszul értelmezték a Brian ék ( kiemelték az arc tangensen belül a nevezőben lévő kettest és egyszerűsítettek vele .)És a teljes kúpszöget kéri . A hajam szála is égnek állt mire megfejtettem
Ha valakit érdekel : 2*alfa = 2*arctg(( D-d)/2*L ) no ezt Brian nemes egyszerűséggel így értelmezi
2*alfa = arctg((D-d)/L)
Egy példa ha 45 fokos teljes kúpszögre van szükségünk akkor 39.63 at kell beírni a tapernak hogy jó legyen a kúpos menet
Mostanában ritkán használom vagy állandó de kis fogással menetelek és paraméteres a program vagy kihasználom a kettős keresztszánomat és kézzel adom a fogást ( mottó : Antal féle lusta menet )
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 augusztus 02, 07:13
Írta: svejk Dátum 2019 augusztus 02, 07:13
Aha, értem, kipróbálom!
Köszi!
Köszi!
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 augusztus 02, 08:42
Írta: svejk Dátum 2019 augusztus 02, 08:42
Csak most hirtelen...
"I: A menet kezdőpontja az X tengelyen, vagyis a menet teteje. Általában erre a méretre kerül az
anyag leesztergálásra a menetvágás előtt."
- Nem, külső menet esetén menetátmérő plusz I értékére kell állni az X-el.
Külső menet esetén az I értéke negatív, belső menetnél pozitív.
"Minden fogásciklus végén a szerszám gyorsjáratban kiáll az X kezdőpontra"
- Nem, a mentefogás végén az aktuális fogás plusz az I értékén megy vissza Z kezdőbe.
Mindegy, visszakerestem a topicba...Balázs kérte is, hogy ha tud valaki jobb leírást akkor írja meg, de úgy látszik annyira nem zavart senkit, a szőnyeg alá került a probléma.
Csak ugye szívatom én magamat eléggé a figyelmetlenségem, hozzá nemértésem miatt, nem hiányoznak még ezek a dolgok. :(
Azt, meg hogy így működik fogjuk fel a mérnöki szabadságnak. -szokta volt mondani egy barátom. :)
Még egy észrevétel, ami ugyan hibát látszólag nem okoz, de nem tudom mire vélni.
Ha van a H-nak érték adva akkor az utolsó fogás utáni Z kezdőbe való visszamenésnél valamelyest X-ben is mozog a kés és utána jönnek az "extra ciklusok".
Maga a ciklust jó koordinátán végzi, tehát bajt nem okoz, csak a tapasztalataim szerint az ilyen apró nüanszok általában később egyéb hibákhoz vezethetnek.
"I: A menet kezdőpontja az X tengelyen, vagyis a menet teteje. Általában erre a méretre kerül az
anyag leesztergálásra a menetvágás előtt."
- Nem, külső menet esetén menetátmérő plusz I értékére kell állni az X-el.
Külső menet esetén az I értéke negatív, belső menetnél pozitív.
"Minden fogásciklus végén a szerszám gyorsjáratban kiáll az X kezdőpontra"
- Nem, a mentefogás végén az aktuális fogás plusz az I értékén megy vissza Z kezdőbe.
Mindegy, visszakerestem a topicba...Balázs kérte is, hogy ha tud valaki jobb leírást akkor írja meg, de úgy látszik annyira nem zavart senkit, a szőnyeg alá került a probléma.
Csak ugye szívatom én magamat eléggé a figyelmetlenségem, hozzá nemértésem miatt, nem hiányoznak még ezek a dolgok. :(
Azt, meg hogy így működik fogjuk fel a mérnöki szabadságnak. -szokta volt mondani egy barátom. :)
Még egy észrevétel, ami ugyan hibát látszólag nem okoz, de nem tudom mire vélni.
Ha van a H-nak érték adva akkor az utolsó fogás utáni Z kezdőbe való visszamenésnél valamelyest X-ben is mozog a kés és utána jönnek az "extra ciklusok".
Maga a ciklust jó koordinátán végzi, tehát bajt nem okoz, csak a tapasztalataim szerint az ilyen apró nüanszok általában később egyéb hibákhoz vezethetnek.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 augusztus 02, 08:45
Írta: svejk Dátum 2019 augusztus 02, 08:45
Igen, a menetvágás lelke a szinkron után ez.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 augusztus 02, 19:16
Írta: svejk Dátum 2019 augusztus 02, 19:16
A hétvégén megpróbálom az én szám íze szerint átfogalmazni a G76 működését az UCCNC-ben, -ami valóban nem is olyan egyszerű- aztán majd jól megkritizáljátok.
Cím: Re:UCCNC vezérlő program
Írta: KoLa Dátum 2019 augusztus 02, 19:52
Írta: KoLa Dátum 2019 augusztus 02, 19:52
Szia! olvasom hogy itt is pont olyan a g76 mint a LinuxCnc-ben!
Akkor biztosan tudod hogy, egy vezetővonalat használ a szerszám visszavezetéséhez, és ennek az átmérőjétől származtatjuk vissza a menetcsúcsot és a menetmélységet is.
A vezetővonal átmérőjére kell beállni a szerszámmal g76 előtt, ez a kezdőpontunk!innen számolunk mindent.
Van egy magyarázatokkal ellátott g76 kódom mindjárt beillesztem a Linux topikba.
Akkor biztosan tudod hogy, egy vezetővonalat használ a szerszám visszavezetéséhez, és ennek az átmérőjétől származtatjuk vissza a menetcsúcsot és a menetmélységet is.
A vezetővonal átmérőjére kell beállni a szerszámmal g76 előtt, ez a kezdőpontunk!innen számolunk mindent.
Van egy magyarázatokkal ellátott g76 kódom mindjárt beillesztem a Linux topikba.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2019 augusztus 02, 20:10
Írta: ANTAL GÁBOR Dátum 2019 augusztus 02, 20:10
Óriási tévedés mert engem igenis zavart és bombáztam is Balázsékat vagy jó két éve . Azután Szacsával ( Szabadi Csaba) kísérletezve megfejtettük hogy mit is kell programozni. Persze megkaptuk az eredeti angol szöveget is, amiből bőven kiviláglik hogy aki azt írta az életében nem állt még gép mellett .
A kritikus szövegrész :"általában erre készül az átmérő a menetvágás kezdete előtt " .
Ja és emlékeim szerint kúpos menetet nem tud . Klincsik Balázs, Polgárdi Balázs, és Dezsoe bőven tudna beszélni [#kacsint]
Én akkor belefáradtam .. Meggyőződésem hogy kár volt lemásolni a Linuxot
A kritikus szövegrész :"általában erre készül az átmérő a menetvágás kezdete előtt " .
Ja és emlékeim szerint kúpos menetet nem tud . Klincsik Balázs, Polgárdi Balázs, és Dezsoe bőven tudna beszélni [#kacsint]
Én akkor belefáradtam .. Meggyőződésem hogy kár volt lemásolni a Linuxot
Cím: Re:UCCNC vezérlő program
Írta: KoLa Dátum 2019 augusztus 02, 20:13
Írta: KoLa Dátum 2019 augusztus 02, 20:13
Az az egy hibája a g76-nak hogy nem tud kúpos menetet, egyébként tök jó.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 augusztus 02, 20:15
Írta: svejk Dátum 2019 augusztus 02, 20:15
Most már tudom mert tegnap szívtam vele. :)
De a linux sem a vezetővonalon hozza vissza a szerszámot.
Te érted a logikáját, hogy miben jobb ez?
De a linux sem a vezetővonalon hozza vissza a szerszámot.
Te érted a logikáját, hogy miben jobb ez?
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2019 augusztus 02, 20:17
Írta: ANTAL GÁBOR Dátum 2019 augusztus 02, 20:17
Olyan mint a professzor órája : megkérdezik a profot, hogy hány óra , előveszi a zsebóráját ami 10 perccel kettő előtt-et mutat. A prof becsukja a szemét és két másodperc után rávágja hogy, pont háromnegyed tizenkettő van [#kacsint]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 augusztus 02, 20:19
Írta: svejk Dátum 2019 augusztus 02, 20:19
Neked jó, mert ott legalább automatikusan változó a fogásmélység.
Itt sajnos az még nem él.
Ma Dezsoe kissé leállított, hogy ne is erőltessem, meg volt mondva, hogy az eszterga üzemmód egyelőre nem támogatott így megpróbálom tudomásul venni.
A linuxcnc-ben hogy kell többekezdésű menetet programozni?
Itt sajnos az még nem él.
Ma Dezsoe kissé leállított, hogy ne is erőltessem, meg volt mondva, hogy az eszterga üzemmód egyelőre nem támogatott így megpróbálom tudomásul venni.
A linuxcnc-ben hogy kell többekezdésű menetet programozni?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 augusztus 02, 20:20
Írta: svejk Dátum 2019 augusztus 02, 20:20
A kérdésemre inkább abban a topicban válaszolj, köszi!
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2019 augusztus 02, 20:20
Írta: ANTAL GÁBOR Dátum 2019 augusztus 02, 20:20
Hidd el nincs logikája .Valami agyament programozó így álmodta meg , és a világ hajbókol előtte
( a" Pomádé király új ruhája" tipikus esete )
( a" Pomádé király új ruhája" tipikus esete )
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 augusztus 02, 20:29
Írta: svejk Dátum 2019 augusztus 02, 20:29
Máshol is előfordul ez, mindenben lehet hibát találni.
A múltkor hozzáfértem egy régi Fanuc OT vezérlővel rendelkező YAM esztergához.
Épp golyósorsóra kellett végmegmunkálást meneteket vágni.
No annál 2 soros a G76, faszán megcsináltuk az NCT lerása szerint, hiszen szinte ugyan az.
No nem... állandóan hibát dobott.
Elő kellet kotorni a saláta gépkönyvet és kiderült mindent mm-ben kell megadni kivéve a menetemelkedést melyet mikronban. Volt ám a..ázás :(
A múltkor hozzáfértem egy régi Fanuc OT vezérlővel rendelkező YAM esztergához.
Épp golyósorsóra kellett végmegmunkálást meneteket vágni.
No annál 2 soros a G76, faszán megcsináltuk az NCT lerása szerint, hiszen szinte ugyan az.
No nem... állandóan hibát dobott.
Elő kellet kotorni a saláta gépkönyvet és kiderült mindent mm-ben kell megadni kivéve a menetemelkedést melyet mikronban. Volt ám a..ázás :(
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 augusztus 02, 20:48
Írta: svejk Dátum 2019 augusztus 02, 20:48
Dezsoe Bácsi!
Jól látom, hogy a főrosó encodernek bármit be lehet írni, nincs ellenőrzés az indexjelhez.
Azaz nem nézi, hogy két index jel közt biztosan megvolt-e a megfelelő számú impulzus.
Ezt érdemes lenne ellenőrizni, mintegy enoder hiba detektálásként.
Kolának feltettem a kérdést a linuxos többbekezdésű menettel kapcsolatban.
(nem kell mosolyogni, vannak ilyen trapézmenetes orsóim)
Itt úgy látom akár egy egyszerű hardveres encoder számolással és indexjelkésleltetéssel megoldható lenne végszükségben.
De Te biztos tudnál rá szoftveres megoldást is.
Jól látom, hogy a főrosó encodernek bármit be lehet írni, nincs ellenőrzés az indexjelhez.
Azaz nem nézi, hogy két index jel közt biztosan megvolt-e a megfelelő számú impulzus.
Ezt érdemes lenne ellenőrizni, mintegy enoder hiba detektálásként.
Kolának feltettem a kérdést a linuxos többbekezdésű menettel kapcsolatban.
(nem kell mosolyogni, vannak ilyen trapézmenetes orsóim)
Itt úgy látom akár egy egyszerű hardveres encoder számolással és indexjelkésleltetéssel megoldható lenne végszükségben.
De Te biztos tudnál rá szoftveres megoldást is.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 augusztus 02, 21:07
Írta: svejk Dátum 2019 augusztus 02, 21:07
Ja, igen a balos menet kérdése.
Mostani G76-os alapfelállás ugye az, hogy külső menetnél első késtartó, normál állású kés Z mínuszba haladó szán és M3 forgásirány. Ekkor jobbos menet készül.
Ehhez a spindle configba be kell állítani a megfelelő főorsó encoder irányt, mert különben nem indul el a szinkron.
Balos menetet egyszerűen lehetne vágni, az előbbi felállással, csupán a kést lefelé fordítjuk és M4-et programozunk. (vagy hátsó késtartó és akkor maradhat a normál állású kés)
Igen, de az M4-es forgásirány nem állítja át főorsó encoder jelének figyelését, azt nekünk kell kézzel a konfigban megfordítani. (
Ezt a későbbiekben talán célszerű lenne figyelembe venni.
Mostani G76-os alapfelállás ugye az, hogy külső menetnél első késtartó, normál állású kés Z mínuszba haladó szán és M3 forgásirány. Ekkor jobbos menet készül.
Ehhez a spindle configba be kell állítani a megfelelő főorsó encoder irányt, mert különben nem indul el a szinkron.
Balos menetet egyszerűen lehetne vágni, az előbbi felállással, csupán a kést lefelé fordítjuk és M4-et programozunk. (vagy hátsó késtartó és akkor maradhat a normál állású kés)
Igen, de az M4-es forgásirány nem állítja át főorsó encoder jelének figyelését, azt nekünk kell kézzel a konfigban megfordítani. (
Ezt a későbbiekben talán célszerű lenne figyelembe venni.
Cím: Re:UCCNC vezérlő program
Írta: KoLa Dátum 2019 augusztus 02, 21:09
Írta: KoLa Dátum 2019 augusztus 02, 21:09
"
A linuxcnc-ben hogy kell többekezdésű menetet programozni?"
http://benishare.weebly.com/linuxcncemc2.html
A linuxcnc-ben hogy kell többekezdésű menetet programozni?"
http://benishare.weebly.com/linuxcncemc2.html
Cím: Re:UCCNC vezérlő program
Írta: KoLa Dátum 2019 augusztus 02, 21:10
Írta: KoLa Dátum 2019 augusztus 02, 21:10
http://benishare.weebly.com/linuxcncemc2.html
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 augusztus 02, 21:21
Írta: svejk Dátum 2019 augusztus 02, 21:21
Többekezdés..
De hülye vagyok! [#falbav] hiszen csak pl. kétbekezdésűnél arrébb kell írni a Z-t fél menettel.
Már teljesen belezúgtam a G76-ba és mindenáron paraméterből akartam volna megoldani.
Az eset amikor nem látja az ember a fától ez erdőt. :(
De hülye vagyok! [#falbav] hiszen csak pl. kétbekezdésűnél arrébb kell írni a Z-t fél menettel.
Már teljesen belezúgtam a G76-ba és mindenáron paraméterből akartam volna megoldani.
Az eset amikor nem látja az ember a fától ez erdőt. :(
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 augusztus 02, 21:22
Írta: svejk Dátum 2019 augusztus 02, 21:22
Most jól összehúzom magam és ma már nem égetem magam tovább. [#oooo]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 augusztus 02, 21:29
Írta: dezsoe Dátum 2019 augusztus 02, 21:29
Megpróbálok egyszerre több dologra is válaszolni. Írtam már korábban (privátban), hogy hagyd a G76-ot a túróba. G33-mal tudsz több bekezdést is (megadható a kezdő szög, Q paraméter) és - ha jól mondom fejből, akkor - balos menetet is, de ezt előbb ki kell próbálnom. Holnap előszedem hozzá a cuccokat és megnézem (ma már nagyon régen volt hajnal).
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 augusztus 02, 21:32
Írta: dezsoe Dátum 2019 augusztus 02, 21:32
Ezt nem tudnám megmondani. Kezdéskor biztos, hogy indexre vár, de utána már nem tudom, hogy figyeli-e. (Tegyél bele rendes enkódert, ami nem lopkodja el a jeleket... [#eplus2])
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 augusztus 02, 21:37
Írta: svejk Dátum 2019 augusztus 02, 21:37
Jó-jó... megbékéltem én már ezzel is, ne foglalkozz vele egy percig se.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 augusztus 02, 21:39
Írta: svejk Dátum 2019 augusztus 02, 21:39
Tudod alapjaiban abban különbözik az ipari cucc és az amatőr, hogy az előbbi sokkal stabilabb, biztosabb, több mindenre figyelnek.
lásd. egy PIC az íróasztal sarkán és egy ipari PLC.
Pedig mindkettőben mikrovezérlő ketyeg...
lásd. egy PIC az íróasztal sarkán és egy ipari PLC.
Pedig mindkettőben mikrovezérlő ketyeg...
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 augusztus 02, 21:48
Írta: dezsoe Dátum 2019 augusztus 02, 21:48
Mostmár engem is bosszant, úgyhogy meg fogom nézni. Anno, mikor Gábor tett fel ilyen irányú kérdéseket, akkor már fejből ment az összes paraméter, de ennek már van egy pár éve...
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2019 augusztus 03, 07:02
Írta: ANTAL GÁBOR Dátum 2019 augusztus 03, 07:02
Svejknek is elkerülte a figyelmét a 6937 es beírásom . Minthogy nálam lényeges a kúpos menet ezért a Mach G76 osát használtam de mindent lefordítottam G33 ra ( A Mach ugyan G32 t használ de azt a fordító át is írta , ja és az emelkedést is k val hozta )
A Balázsék G33 asa az absz korrekt és emberbarát ( nincs vezérvonal meg egyéb zavaró tényező ) Akkortájt nagyon nyomultam egy olyan egyedi program kifejlesztésének az irányában hogy fejből megírom az egy soros G76 ot ( akár kúpos menetre ) aztán egy gombnyomással lefordul G33 as sorozatra amit csak be kell emelni )
Nem valós időben számol , előre lefordít mindent . Béninek van egyedi hasonló megoldása de nem nagyon használom .
Tudom nem szabad esztergálni[#kacsint] ezért mindjárt indulok a műhelybe és dafke csinálok pár 24*5 ös lapos menetet ( UCCNC-vel )
A Balázsék G33 asa az absz korrekt és emberbarát ( nincs vezérvonal meg egyéb zavaró tényező ) Akkortájt nagyon nyomultam egy olyan egyedi program kifejlesztésének az irányában hogy fejből megírom az egy soros G76 ot ( akár kúpos menetre ) aztán egy gombnyomással lefordul G33 as sorozatra amit csak be kell emelni )
Nem valós időben számol , előre lefordít mindent . Béninek van egyedi hasonló megoldása de nem nagyon használom .
Tudom nem szabad esztergálni[#kacsint] ezért mindjárt indulok a műhelybe és dafke csinálok pár 24*5 ös lapos menetet ( UCCNC-vel )
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 augusztus 03, 09:17
Írta: svejk Dátum 2019 augusztus 03, 09:17
Nem kerülte el.
Mindenféle megkerülő megoldásokat én is ki tudok találni, sőt bicskával is tudok menetet faragni.
Engem a igazából a leírás bosszantott fel és az, hogy abban a tudatban voltam, hogy minden faszán működik.
Régebben minden újítást kipróbáltam ha kijött egy új verzió, ha találtam hibát jeleztem és ki is lettek javítva.
Később én is eltunyultam illetve a gépem sem volt ezeket kipróbálni.
No meg jöttek olyan funkciók is amiket azt sem tudtam mire valók.
No de szerintem "ugorgyunk!"
Mindenféle megkerülő megoldásokat én is ki tudok találni, sőt bicskával is tudok menetet faragni.
Engem a igazából a leírás bosszantott fel és az, hogy abban a tudatban voltam, hogy minden faszán működik.
Régebben minden újítást kipróbáltam ha kijött egy új verzió, ha találtam hibát jeleztem és ki is lettek javítva.
Később én is eltunyultam illetve a gépem sem volt ezeket kipróbálni.
No meg jöttek olyan funkciók is amiket azt sem tudtam mire valók.
No de szerintem "ugorgyunk!"
Cím: Re:UCCNC vezérlő program
Írta: nwmewgze Dátum 2019 augusztus 03, 15:26
Írta: nwmewgze Dátum 2019 augusztus 03, 15:26
Tisztelt Kollégák!
Olyan segitségre lenne szükségem,hogy valaki meg tudnà mondani mit hogyan állitsak be esetleg configba esetleg g-codeban, hogy ne kelljen a billre betanitott (start)gombot 2x megnyomni a ciklus inditásához?nagyon idegesitő és lassitja a folyamatot!
Kérem a nem a megoldással kapcsolatos válaszokat mellőzni!Rengeteg db rol van szó minden másodparc sokat számit!
Valamint a software csinál nèha olyat is hogy egy teljesen ellenkező irányban elindul szerszámcsere után, hál istennek nem törik semmi de ez is idegesitő valamint bukom a ciklust...pedig nincs is olyan koordinata a g-code ban.Legtobbszor akkor fordul elo ha korrekciozom a szerszamtarban a magassagot es nem is azét amelyik el csinálja...
A folyamat 6db alkatresz marása és furása 2db szerszám!
Egy alkatrész marás 17-es átmérő és két furatból áll.Eloszor maras majd a furás és furasnal lejon a Z a b magassagba es elondul fullon Y+ iranyban!
A lényeg inkább a ciklus inditasa lenne 1gombnyomassal
Köszönöm!
(https://hobbicncforum.hu/uploaded_images/2019/08/tn_q3c0vuazhjbvxg4kgx6w_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/08/q3c0vuazhjbvxg4kgx6w_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/08/tn_nsc538dkigjsxgfkyvn_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/08/nsc538dkigjsxgfkyvn_4433.jpeg)
Olyan segitségre lenne szükségem,hogy valaki meg tudnà mondani mit hogyan állitsak be esetleg configba esetleg g-codeban, hogy ne kelljen a billre betanitott (start)gombot 2x megnyomni a ciklus inditásához?nagyon idegesitő és lassitja a folyamatot!
Kérem a nem a megoldással kapcsolatos válaszokat mellőzni!Rengeteg db rol van szó minden másodparc sokat számit!
Valamint a software csinál nèha olyat is hogy egy teljesen ellenkező irányban elindul szerszámcsere után, hál istennek nem törik semmi de ez is idegesitő valamint bukom a ciklust...pedig nincs is olyan koordinata a g-code ban.Legtobbszor akkor fordul elo ha korrekciozom a szerszamtarban a magassagot es nem is azét amelyik el csinálja...
A folyamat 6db alkatresz marása és furása 2db szerszám!
Egy alkatrész marás 17-es átmérő és két furatból áll.Eloszor maras majd a furás és furasnal lejon a Z a b magassagba es elondul fullon Y+ iranyban!
A lényeg inkább a ciklus inditasa lenne 1gombnyomassal
Köszönöm!
(https://hobbicncforum.hu/uploaded_images/2019/08/tn_q3c0vuazhjbvxg4kgx6w_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/08/q3c0vuazhjbvxg4kgx6w_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/08/tn_nsc538dkigjsxgfkyvn_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/08/nsc538dkigjsxgfkyvn_4433.jpeg)
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2019 augusztus 03, 19:27
Írta: Miki2 Dátum 2019 augusztus 03, 19:27
A program úgy indul, hogy motor állj, hűtés kikapcsol.Ezt hajtja végre az első program start megnyomására.
Ezután vár a szerszám cserére. ezt kell nyugtázni a második program start megnyomásával. Gondolom a szerszám csere kézzel történik, ezért lett így beállítva.
Ezután vár a szerszám cserére. ezt kell nyugtázni a második program start megnyomásával. Gondolom a szerszám csere kézzel történik, ezért lett így beállítva.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 augusztus 03, 19:30
Írta: dezsoe Dátum 2019 augusztus 03, 19:30
Na, pont most akartam írni, de megelőztél. Közben telefonon megoldottuk: a képeken is látszik, hogy a szerszámcserénél áll meg, mert úgy van beállítva az UCCNC. Ez nem is baj, csak amikor munkadarabot cserél, akkor a szerszámot is visszacseréli, ezért felesleges az első megállás. Betettük zárójelbe és kész.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 augusztus 04, 10:44
Írta: svejk Dátum 2019 augusztus 04, 10:44
Én a környezetemben elég sok embert rábeszéltem az UCCNC-re és szerencsére döntő többségük megelégedéssel használja.
Sokáig a sláger kérdés az volt, hogy mikor lesz már kontúrkövetés, az ugye okkal móddal meg is oldódott.
Mostanában meg azt kérdezik tőlem, hogy várható-e a parametrikus programozás kibővítése relációkkal feltételes ugrás funkciókkal?
Ők szinte mind az iparból jött emberek és nem nagyon barátkoznak az itteni makrók írásával.
(Nézzétek el nekem, hogy kérdéseimmel össze-vissza ugrálok, de az esetek jelentős részében én csak továbbítom az ismerősök felvetéseit, segítek nekik ahogy tudok.
Most pl. nekem semmilyen gépem nincs itthon)
Sokáig a sláger kérdés az volt, hogy mikor lesz már kontúrkövetés, az ugye okkal móddal meg is oldódott.
Mostanában meg azt kérdezik tőlem, hogy várható-e a parametrikus programozás kibővítése relációkkal feltételes ugrás funkciókkal?
Ők szinte mind az iparból jött emberek és nem nagyon barátkoznak az itteni makrók írásával.
(Nézzétek el nekem, hogy kérdéseimmel össze-vissza ugrálok, de az esetek jelentős részében én csak továbbítom az ismerősök felvetéseit, segítek nekik ahogy tudok.
Most pl. nekem semmilyen gépem nincs itthon)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2019 augusztus 04, 11:36
Írta: 000000000 Dátum 2019 augusztus 04, 11:36
Ha van Bp. 3., 4., 13. kerületben UCCNC-t használó ember, kérem írjon magánba.
Cím: Re:UCCNC vezérlő program
Írta: guliver83 Dátum 2019 augusztus 04, 11:55
Írta: guliver83 Dátum 2019 augusztus 04, 11:55
Meglehet tudni mi szeretnél tesztelni?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2019 augusztus 04, 13:00
Írta: 000000000 Dátum 2019 augusztus 04, 13:00
A step-dir jeleit.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 augusztus 04, 15:55
Írta: svejk Dátum 2019 augusztus 04, 15:55
Ha szkóp, frekimérő elég akkor egyszerű méréseket szívesen elvégzek neked egy AXBB-E hardveren.
De gyanítom összetettebb dolgokat szeretnél tesztelni.
De gyanítom összetettebb dolgokat szeretnél tesztelni.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2019 augusztus 04, 19:06
Írta: 000000000 Dátum 2019 augusztus 04, 19:06
Köszi, de ahogyan gyanítottad, ez egy mérő, kiértékelő program rendszer fejlesztés, amivel tesztelhető mindenféle step/dir-es mozgásvezérlő. Így csodálatos, tanulságos megállapításokat lehet tenni a mérési eredmények kapcsán az objektív műszzaki valóság kielemzése kapcsán.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 augusztus 04, 20:58
Írta: svejk Dátum 2019 augusztus 04, 20:58
Anno én kéretlenül kaptam tesztelésre egy UC500-at elég hoszú időre.
Ha kérsz a gyártótól hátha küldenek Neked is.
Ha kérsz a gyártótól hátha küldenek Neked is.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 augusztus 13, 10:32
Írta: dezsoe Dátum 2019 augusztus 13, 10:32
Sziasztok!
Egy kis hűsítő nyári akció: UC100 mozgásvezérlő + ajándék UCCNC szoftver akció a készlet erejéig vagy 2019. 08. 31-ig. (https://shop.cncdrive.hu/termek/cncdrive-1-uc100-mozgasvezerlo3)
(https://hobbicncforum.hu/uploaded_images/2019/08/tn_db4mamdxxxgvx9cwhd_3977.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/db4mamdxxxgvx9cwhd_3977.jpg)
Egy kis hűsítő nyári akció: UC100 mozgásvezérlő + ajándék UCCNC szoftver akció a készlet erejéig vagy 2019. 08. 31-ig. (https://shop.cncdrive.hu/termek/cncdrive-1-uc100-mozgasvezerlo3)
(https://hobbicncforum.hu/uploaded_images/2019/08/tn_db4mamdxxxgvx9cwhd_3977.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/db4mamdxxxgvx9cwhd_3977.jpg)
Cím: Re:UCCNC vezérlő program
Írta: Tari Gábor Dátum 2019 augusztus 14, 11:27
Írta: Tari Gábor Dátum 2019 augusztus 14, 11:27
Éreklődnék, hogy az UCCNC tud-e kezelni párhuzamos kinetikájú (hexapod) típusú mechanizmusokat.
Remélem korrektül fogalmaztam....
Köszönöm
Remélem korrektül fogalmaztam....
Köszönöm
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 augusztus 14, 11:39
Írta: dezsoe Dátum 2019 augusztus 14, 11:39
Nem, csak a klasszikus felépítésűeket.
Cím: Re:UCCNC vezérlő program
Írta: Devecz Miklós Dátum 2019 augusztus 14, 17:20
Írta: Devecz Miklós Dátum 2019 augusztus 14, 17:20
A két ár közül melyik érvényes?
Cím: Re:UCCNC vezérlő program
Írta: kaqkk007 Dátum 2019 augusztus 14, 17:43
Írta: kaqkk007 Dátum 2019 augusztus 14, 17:43
23+ áfa = 29 ....
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 augusztus 14, 17:44
Írta: dezsoe Dátum 2019 augusztus 14, 17:44
Én csak egy árat látok. A bal oldaliak az UC100 plusz az UCCNC licenc, de ez le van húzva, helyette az akciós ár a jobb oldal. A felső sor áfával, az alsó nettó.
Cím: Re:UCCNC vezérlő program
Írta: Devecz Miklós Dátum 2019 augusztus 14, 17:53
Írta: Devecz Miklós Dátum 2019 augusztus 14, 17:53
Bocs, így már érthető.
Nem vettem észre a + ÁFÁ-t. [#wave]
Nem vettem észre a + ÁFÁ-t. [#wave]
Cím: Re:UCCNC vezérlő program
Írta: muller93 Dátum 2019 augusztus 15, 09:18
Írta: muller93 Dátum 2019 augusztus 15, 09:18
Sziasztok,
légyszíves segítsetek az alábbi problémában. Adott: plazmavágó gép, UCCNC szoftver, UCR 201 vezérlő. A probléma a következő: UCR201 vezérlő nélkül minden jól működik G31-el a Z elindul "-" irányban amíg el nem éri az anyagot. Ha csatlakoztatom az UCR201 vezérlőt, akkor ugyennnél a programnál már a Z "+" irányban indul meg, nem az anyag felé. Biztos csak egy beállítás, de nem találom.
Segítségeket előre is köszönöm:
Balázs
légyszíves segítsetek az alábbi problémában. Adott: plazmavágó gép, UCCNC szoftver, UCR 201 vezérlő. A probléma a következő: UCR201 vezérlő nélkül minden jól működik G31-el a Z elindul "-" irányban amíg el nem éri az anyagot. Ha csatlakoztatom az UCR201 vezérlőt, akkor ugyennnél a programnál már a Z "+" irányban indul meg, nem az anyag felé. Biztos csak egy beállítás, de nem találom.
Segítségeket előre is köszönöm:
Balázs
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 augusztus 15, 12:31
Írta: dezsoe Dátum 2019 augusztus 15, 12:31
Szia!
Hívtalak telefonon, de nem jártam sikerrel. Majd később még kereslek, vagy csörögj rám. Köszi!
Hívtalak telefonon, de nem jártam sikerrel. Majd később még kereslek, vagy csörögj rám. Köszi!
Cím: Re:UCCNC vezérlő program
Írta: NickE Dátum 2019 augusztus 16, 10:37
Írta: NickE Dátum 2019 augusztus 16, 10:37
Ha veszek egy vezérlőt (pl. UC400ETH), akkor két lehetőségem van:
- Mach3-al használom
- UCCNC licenszt vásárolok (ekkor nincs szükségem Mach3-ra)
Jól értem?
- Mach3-al használom
- UCCNC licenszt vásárolok (ekkor nincs szükségem Mach3-ra)
Jól értem?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 augusztus 16, 12:00
Írta: dezsoe Dátum 2019 augusztus 16, 12:00
Igen, így van.
Cím: Re:UCCNC vezérlő program
Írta: NickE Dátum 2019 augusztus 16, 14:09
Írta: NickE Dátum 2019 augusztus 16, 14:09
UC400ETH-hoz is jól jönne egy ilyen ingyen szoftver akció. [#nyes]
Jól látom, az UC100 nincs leválasztva? Külön optikai leválasztó áramkör kell hozzá?
Jól látom, az UC100 nincs leválasztva? Külön optikai leválasztó áramkör kell hozzá?
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 augusztus 16, 15:08
Írta: zt2c4wh9 Dátum 2019 augusztus 16, 15:08
Az UC400ETH sincsen leválasztva. A portjait úgy kell kezelni, mintha nyomtató port lenne, vagyis sima 74HC14 Bufferelt kimenete van.
Persze az ethernettel le van választva az UC400ETH a számítógépről (Az UC100 USB nincsen), de ettől még nem célszerű a jeleket közvetlenül a CNC gépről a portjára kötni.
Egyrészt, mert a sok zavarjel/zaj amit az ipari környezetben (gépvázon, energialáncban futó kábelek stb.) felszedhet a kábel problémákat okozhat.
Másrészt a jelek illesztése nem megoldott így, hiszen ipari szenzorok általában 10-30 Volt feszültségtartományban működnek, az UC400ETH pedig 5V (TTL) jeleket tud fogadni, vagyis tönkretenné az UC400ETH bemenetét a túlfeszültség.
Ezért mindenképpen szükséges elosztópanel használata.
Ha leválasztott mozgásvezérlőt szeretnél, akkor javaslom az AXBB-E-t nézd meg: http://cncdrive.hu/AXBB.html
Ebben benne vannak a szükséges leválasztások, ráadásul minden gyors optocsatolókkal van szerelve.
És van még egy kiegészítő portja is, amire akár még egy plusz elosztópanel is köthető, ha sok I/O-ra van szükség.
Persze az ethernettel le van választva az UC400ETH a számítógépről (Az UC100 USB nincsen), de ettől még nem célszerű a jeleket közvetlenül a CNC gépről a portjára kötni.
Egyrészt, mert a sok zavarjel/zaj amit az ipari környezetben (gépvázon, energialáncban futó kábelek stb.) felszedhet a kábel problémákat okozhat.
Másrészt a jelek illesztése nem megoldott így, hiszen ipari szenzorok általában 10-30 Volt feszültségtartományban működnek, az UC400ETH pedig 5V (TTL) jeleket tud fogadni, vagyis tönkretenné az UC400ETH bemenetét a túlfeszültség.
Ezért mindenképpen szükséges elosztópanel használata.
Ha leválasztott mozgásvezérlőt szeretnél, akkor javaslom az AXBB-E-t nézd meg: http://cncdrive.hu/AXBB.html
Ebben benne vannak a szükséges leválasztások, ráadásul minden gyors optocsatolókkal van szerelve.
És van még egy kiegészítő portja is, amire akár még egy plusz elosztópanel is köthető, ha sok I/O-ra van szükség.
Cím: Re:UCCNC vezérlő program
Írta: NickE Dátum 2019 augusztus 18, 14:36
Írta: NickE Dátum 2019 augusztus 18, 14:36
Köszönöm a részletes választ.
A UC500-ról mit lehet tudni? Várhatóan mikor lesz kapható és esetleg az áráról lehet valamit tudni? Nekem valószínűleg bővan megfelel a UC400 is, sőt még akár a UC100 is talán elég lehet, csak kíváncsiságból érdekelne.
Az AXBB is saját fejlesztésetek?
A UC500-ról mit lehet tudni? Várhatóan mikor lesz kapható és esetleg az áráról lehet valamit tudni? Nekem valószínűleg bővan megfelel a UC400 is, sőt még akár a UC100 is talán elég lehet, csak kíváncsiságból érdekelne.
Az AXBB is saját fejlesztésetek?
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 augusztus 18, 19:01
Írta: zt2c4wh9 Dátum 2019 augusztus 18, 19:01
Nincsen olyan, hogy UC500 és nem is tervezünk ilyen nevű vezérlőt.
Igen, az AXBB-E is a mi fejlesztésünk.
Igen, az AXBB-E is a mi fejlesztésünk.
Cím: Re:UCCNC vezérlő program
Írta: NickE Dátum 2019 augusztus 19, 07:03
Írta: NickE Dátum 2019 augusztus 19, 07:03
UC500 (http://www.polgardidesign.hu/Proba/index.php?option=com_content&view=article&id=7&Itemid=8&lang=hu)
De mindegy, nem érdekes, bőven megfelelnek a jelenleg elérhető vezérlők.
De mindegy, nem érdekes, bőven megfelelnek a jelenleg elérhető vezérlők.
Cím: Re:UCCNC vezérlő program
Írta: dtb Dátum 2019 augusztus 19, 15:34
Írta: dtb Dátum 2019 augusztus 19, 15:34
UCeth400+legutolsó UCCNC verzió. Softlimit nincs bepipálva, csak a pre-check. X munkaterület 150mm. Az X soft-limit -160/160mm. A marás indításkor kiírja, hogy 194,333mm elmozdulás lesz, ami túlmutat a megadott soft limit értéken (nem szó szerint, de valami ilyet írt ki). A munka G-kódja középpontosan van generálva, tehát -75, +75mm. A forráskódban még csak hasonló számot sem találtam. Kikapcsoltam a pre-checket, így gond nélkül megcsinálta a marást. Hiba?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 augusztus 19, 17:20
Írta: dezsoe Dátum 2019 augusztus 19, 17:20
Abból lett az UC300. A kép 2009-ből származik, csak valamiért ott maradt. :)
(Már más is megtalálta. (http://www.forum.cncdrive.com/viewtopic.php?f=2&t=1921))
(Már más is megtalálta. (http://www.forum.cncdrive.com/viewtopic.php?f=2&t=1921))
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 augusztus 19, 17:21
Írta: dezsoe Dátum 2019 augusztus 19, 17:21
Szia!
A napokban megnézem, hogy miért lehet, aztán megírom.
A napokban megnézem, hogy miért lehet, aztán megírom.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 augusztus 19, 23:59
Írta: zt2c4wh9 Dátum 2019 augusztus 19, 23:59
Talán az lehet, hogy nem vetted figyelembe, hogy a softlimit a gépi koordinátarendszerben (G53) van értelmezve, hiszen a tengelyen fixen kell lennie a softlimit határoknak mindegy, hogy mennyi eltolást alkalmazol az aktuális koordináta rendszerben (G54..G59) a softlimitnek akkor is mindig ugyanott kell lennie.
Szóval ha van eltolás (offset) beállítva, akkor az kitolhatja a mozgásokat a softlimit-en kívülre.
Szóval ha van eltolás (offset) beállítva, akkor az kitolhatja a mozgásokat a softlimit-en kívülre.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 augusztus 20, 00:00
Írta: zt2c4wh9 Dátum 2019 augusztus 20, 00:00
Ez egy őskori meg nem valósult fejlesztés vagy egy évtizeddel ezelőtti. Annyira régi, hogy nem is emlékeztem rá, hogy volt ilyen...
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 augusztus 20, 15:29
Írta: svejk Dátum 2019 augusztus 20, 15:29
- UCCNC ver.: 1.2111
- UC300-5441 alaplap USB-s mag
Ha a főorsó encoder az 51, 52 és az index az 53-as bemenetre van konfigurálva akkor nem indul el a menetszinkron (G76)
Az encodert átrakva a 47,48 és 49-re (pedig ez nem gyors bemenet) itt jó.
Végül aztán a 23 24 25-re került -ami szintén gyors bemenet az alaplapon-, itt is jó.
De...
A "Reverse enc. dir." pipa hatástalan, csak az A, B csatorna fizikai vagy bemenetszám szerinti felcserélésével indul el a szinkron.
(most jut eszembe, lehet az első bekezdésben levő dolog -51-53 bemenet- is ezért nem jött össze, akkor a felcserélést lehet nem próbáltam csak a reverse pipát.
No majd letesztelitek...
Ami viszont most égető lenne a [#t218p6952#]-ben már említett dolog, hogy ha nem M3-al hanem M4-el akarom a szinkront akkor automatikusan nem fordul meg a főrorsó encoder forgásirányánakk a figyelése, hanem azt nekem kell kézzel átállítani a spindle fülnél.
Ráadásul mint írtam fentebb a fenti konfignál a "Reverse enc. dir" pipa sem működik :(
Kérlek benneteket nézzetek utána a dolognak.
- UC300-5441 alaplap USB-s mag
Ha a főorsó encoder az 51, 52 és az index az 53-as bemenetre van konfigurálva akkor nem indul el a menetszinkron (G76)
Az encodert átrakva a 47,48 és 49-re (pedig ez nem gyors bemenet) itt jó.
Végül aztán a 23 24 25-re került -ami szintén gyors bemenet az alaplapon-, itt is jó.
De...
A "Reverse enc. dir." pipa hatástalan, csak az A, B csatorna fizikai vagy bemenetszám szerinti felcserélésével indul el a szinkron.
(most jut eszembe, lehet az első bekezdésben levő dolog -51-53 bemenet- is ezért nem jött össze, akkor a felcserélést lehet nem próbáltam csak a reverse pipát.
No majd letesztelitek...
Ami viszont most égető lenne a [#t218p6952#]-ben már említett dolog, hogy ha nem M3-al hanem M4-el akarom a szinkront akkor automatikusan nem fordul meg a főrorsó encoder forgásirányánakk a figyelése, hanem azt nekem kell kézzel átállítani a spindle fülnél.
Ráadásul mint írtam fentebb a fenti konfignál a "Reverse enc. dir" pipa sem működik :(
Kérlek benneteket nézzetek utána a dolognak.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 augusztus 20, 15:40
Írta: svejk Dátum 2019 augusztus 20, 15:40
Csak hogy értsétek nem elméleti dologról van szó, hanem egy munkadarabon belül kell jobbos külső menet vágnom jobbról balra és egyet balról jobbra, persze mindkettőt vállig.
Tehát muszáj hátsó késtartót és M4-et használnom, hogy balról jobbra tudjak jobbos menetet vágni.
Egyébként már egészen megbékéltem az első késtartóval, ha kell a hátsó akkor Dezsoe ötlete alapján egyszerűen G51 X-1 -et programozok.
Szóval akármennyire is nem eszterga progi ez de azért lehet használni. :)
Tehát muszáj hátsó késtartót és M4-et használnom, hogy balról jobbra tudjak jobbos menetet vágni.
Egyébként már egészen megbékéltem az első késtartóval, ha kell a hátsó akkor Dezsoe ötlete alapján egyszerűen G51 X-1 -et programozok.
Szóval akármennyire is nem eszterga progi ez de azért lehet használni. :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 augusztus 21, 20:29
Írta: svejk Dátum 2019 augusztus 21, 20:29
No jó, akkor majd M4-gyel kapcsolok egy kimenetet és negálom hardveresen a főorsó encoder egyik csatornáját...
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2019 augusztus 21, 20:36
Írta: kr97pwss2 Dátum 2019 augusztus 21, 20:36
Rajta vagyunk, csak valamikor nem elég az 1-2 óra amit megsuoktál [#vigyor3], hanem jóval több idő kell hozzá [#rolleyes][#integet2]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 augusztus 21, 20:40
Írta: svejk Dátum 2019 augusztus 21, 20:40
:)
Hát igen elkényelmesedtünk már itt az tény.
Hát igen elkényelmesedtünk már itt az tény.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 augusztus 23, 20:37
Írta: svejk Dátum 2019 augusztus 23, 20:37
Hopsz... most tudatosult csak bennem, hogy a G76 és a G33 hibát dob ha előtte "G51 X-1" van.
Ennek van tényleges oka vagy csak esetleg benne maradt mint valami biztonsági feltétel?
G33-nál főleg nem érzem indokoltnak az X tengely tükrözésének a tiltását.
(jó lenne ha engedné a hátsó késtartós dolgom miatt)
Ennek van tényleges oka vagy csak esetleg benne maradt mint valami biztonsági feltétel?
G33-nál főleg nem érzem indokoltnak az X tengely tükrözésének a tiltását.
(jó lenne ha engedné a hátsó késtartós dolgom miatt)
Cím: Re:UCCNC vezérlő program
Írta: ecp4rs0md Dátum 2019 augusztus 25, 21:28
Írta: ecp4rs0md Dátum 2019 augusztus 25, 21:28
A képen látható rádiuszt csak így programozzam?:( a négyzet 14-es és a közép a nulla Y tengelyen, X-en a homlok, a maró pedig átmérő 5-ös) Jelenlegi pozíció X20Y9,5
G1F20X-2,5R3
Y-9,5R3
X20
még nem volt szükségem rádiuszra így nem foglakoztam vele. Köszönöm a segítséget.
(https://hobbicncforum.hu/uploaded_images/2019/08/tn_vih7xp96cntjtb3ugd8cg_3527.png) (https://hobbicncforum.hu/uploaded_images/2019/08/vih7xp96cntjtb3ugd8cg_3527.png)
G1F20X-2,5R3
Y-9,5R3
X20
még nem volt szükségem rádiuszra így nem foglakoztam vele. Köszönöm a segítséget.
(https://hobbicncforum.hu/uploaded_images/2019/08/tn_vih7xp96cntjtb3ugd8cg_3527.png) (https://hobbicncforum.hu/uploaded_images/2019/08/vih7xp96cntjtb3ugd8cg_3527.png)
Cím: Re:UCCNC vezérlő program
Írta: 2am4nwzib Dátum 2019 augusztus 25, 21:43
Írta: 2am4nwzib Dátum 2019 augusztus 25, 21:43
Egyszerűen zseniális .
Cím: Re:UCCNC vezérlő program
Írta: vzolesz Dátum 2019 augusztus 26, 10:33
Írta: vzolesz Dátum 2019 augusztus 26, 10:33
Szia!
A sarokrádiusz értékét is növeld meg a maró rádiuszával.
A sarokrádiusz értékét is növeld meg a maró rádiuszával.
Cím: Re:UCCNC vezérlő program
Írta: dtb Dátum 2019 augusztus 26, 11:45
Írta: dtb Dátum 2019 augusztus 26, 11:45
Lehet, hogy én vagyok a tudatlan, de én sehol nem látok se G2-őt, se G3-at. Az nem kell???
Cím: Re:UCCNC vezérlő program
Írta: ecp4rs0md Dátum 2019 augusztus 26, 14:23
Írta: ecp4rs0md Dátum 2019 augusztus 26, 14:23
Nem tudom ezért kérdeztem! Valaki azt mondja jó, valaki azt,hogy nem...
Cím: Re:UCCNC vezérlő program
Írta: dtb Dátum 2019 augusztus 26, 14:31
Írta: dtb Dátum 2019 augusztus 26, 14:31
Itt elég érthetően van leírva:
https://www.tankonyvtar.hu/hu/tartalom/tamop425/0007_04-Gyartasautomatizalas/22_krinterpolci_g02_g03.html
https://www.tankonyvtar.hu/hu/tartalom/tamop425/0007_04-Gyartasautomatizalas/22_krinterpolci_g02_g03.html
Cím: Re:UCCNC vezérlő program
Írta: ecp4rs0md Dátum 2019 augusztus 26, 14:54
Írta: ecp4rs0md Dátum 2019 augusztus 26, 14:54
Oké,köszönöm!
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 augusztus 26, 16:04
Írta: zt2c4wh9 Dátum 2019 augusztus 26, 16:04
Nem, ez a kód teljesen életképtelen, mert nem határozza meg semmi, hogy a rádiusz óramutató járásával megegyezően vagy ellentétesen fordul-e. Szóval így nem lehet programozni, mert nem egyértelmű a kód.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 augusztus 26, 16:05
Írta: zt2c4wh9 Dátum 2019 augusztus 26, 16:05
Igen, erre van a G2/G3, ami meghatározza, hogy a körív az óramutató járásával fordul vagy ellentétesen.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 augusztus 26, 16:07
Írta: zt2c4wh9 Dátum 2019 augusztus 26, 16:07
Igen, a nagyítás le van tiltva teljesen a menetvágásnál. Oka a működésből adódik, persze meg lehetne csinálni, hogy működjön a nagyítás is, de nem igazán láttuk értelmét amikor megfejlesztettük ezeket a kódokat, illetve a nagyítást.
Cím: Re:UCCNC vezérlő program
Írta: ecp4rs0md Dátum 2019 augusztus 26, 20:46
Írta: ecp4rs0md Dátum 2019 augusztus 26, 20:46
Jó lett volna ha valaki leírja,hogy kell ezt pontosan programozni nem csak azt kellene leírni, ez így nem jó ezt én is éreztem ezért írtam a kérdést.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 augusztus 26, 21:00
Írta: svejk Dátum 2019 augusztus 26, 21:00
Értem.
Skálázni én sem akarnám, csupán tükrözni a mozgást az X tengelyen.
Esetleg ha nem okoz problémát akkor jó lenne az X-1 -et engedélyezni valamelyik következő tesztverzióban.
Skálázni én sem akarnám, csupán tükrözni a mozgást az X tengelyen.
Esetleg ha nem okoz problémát akkor jó lenne az X-1 -et engedélyezni valamelyik következő tesztverzióban.
Cím: Re:UCCNC vezérlő program
Írta: István83 Dátum 2019 augusztus 26, 21:23
Írta: István83 Dátum 2019 augusztus 26, 21:23
Így talán jó lesz.
(https://hobbicncforum.hu/uploaded_images/2019/08/tn_pxt5kqyydm5cu6d0w06py_3231.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/pxt5kqyydm5cu6d0w06py_3231.jpg)
(https://hobbicncforum.hu/uploaded_images/2019/08/tn_pxt5kqyydm5cu6d0w06py_3231.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/pxt5kqyydm5cu6d0w06py_3231.jpg)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 augusztus 26, 21:27
Írta: dezsoe Dátum 2019 augusztus 26, 21:27
Szia!
Ha minden igaz, akkor ez lesz a megoldás, ha a szerszám az X20 Y9.5 ponton van:
Ha minden igaz, akkor ez lesz a megoldás, ha a szerszám az X20 Y9.5 ponton van:
Kód Kijelölés
(G0 X20 Y9.5)
F20
G1 X3
G3 X-2.5 Y4 R5.5
G1 Y-4
G3 X3 Y-9.5 R5.5
G1 X20
M2
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 augusztus 26, 21:28
Írta: dezsoe Dátum 2019 augusztus 26, 21:28
Te győztél! [#taps]
Cím: Re:UCCNC vezérlő program
Írta: István83 Dátum 2019 augusztus 26, 21:32
Írta: István83 Dátum 2019 augusztus 26, 21:32
[#eljen]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 augusztus 26, 21:33
Írta: svejk Dátum 2019 augusztus 26, 21:33
Kell nekem vacsorázni...
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 augusztus 26, 22:47
Írta: svejk Dátum 2019 augusztus 26, 22:47
Gondoltam álljon itt a példa középpont megadással is.
No de valami bibi van[#confused].
Pedig úgy emlékszem ezeken az I,J problémákon már túlléptünk egyszer.[#nemtudom]
Vagy csal megint én nem értek valamit?
No de valami bibi van[#confused].
Pedig úgy emlékszem ezeken az I,J problémákon már túlléptünk egyszer.[#nemtudom]
Vagy csal megint én nem értek valamit?
Kód Kijelölés
G17 G90
G0 X20 Y9.5
G1 X3 F200
G3 X-2.5 Y4 I3 J4
G1 Y-4
G3 X3 Y-9.5 I3 J-4
G1 X20
M30
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 augusztus 26, 23:02
Írta: dezsoe Dátum 2019 augusztus 26, 23:02
Nincs itt semmi probléma, csak az I és J az relatív.
Kód Kijelölés
(G0 X20 Y9.5)
F20
G1 X3
G3 X-2.5 Y4 I0 J-5.5
G1 Y-4
G3 X3 Y-9.5 I5.5 J0
G1 X20
M2
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 augusztus 26, 23:11
Írta: svejk Dátum 2019 augusztus 26, 23:11
Lapozgatom a manualt...[#nemtudom]
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 augusztus 26, 23:17
Írta: zt2c4wh9 Dátum 2019 augusztus 26, 23:17
Köríveknél az I és J az RS274NGC szabvány szerint mindig relatív.
Mach3-ban van az amúgy nem szabványos G90.1 ami abszolút. Ezt az UCCNC nem támogatja.
Mach3-ban van az amúgy nem szabványos G90.1 ami abszolút. Ezt az UCCNC nem támogatja.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 augusztus 26, 23:20
Írta: zt2c4wh9 Dátum 2019 augusztus 26, 23:20
Én viszont nem éreztem, hogy te miért írtad ezt le, nem kérted, hogy írjuk le a helyes megoldást. Őszintén szólva azt hittem ez egy elméleti fejtegetés részedről, hogy vajon a G2/G3 megoldásnál nem lehetne-e esetleg egyszerűbben kódolni ezt a példát. Nem tudtam, hogy nem tudod hogy hogyan kell...
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 augusztus 26, 23:26
Írta: svejk Dátum 2019 augusztus 26, 23:26
No igen a rossz beidegződés...
Azért szerintem írjátok bele a nagykönyvbe.
Azért szerintem írjátok bele a nagykönyvbe.
Cím: Re:UCCNC vezérlő program
Írta: ecp4rs0md Dátum 2019 augusztus 27, 05:43
Írta: ecp4rs0md Dátum 2019 augusztus 27, 05:43
Köszönöm mindenkinek! Legjobb az lesz ha kipróbálom.[#wink]
Cím: Re:UCCNC vezérlő program
Írta: ecp4rs0md Dátum 2019 augusztus 27, 09:06
Írta: ecp4rs0md Dátum 2019 augusztus 27, 09:06
Még egy kérdés, miért tér 0,5mm-el(3-al állok meg de 2,5-el indulok), miért nem indulhat 3mm-ről ha már egyszer 3-as a rádiusz? Akkor így már nem lesz 3-as a rádiusz vagy rosszul gondolom? Lehet,hogy megint alapot kérdezek de sajnos nem tudom és kíváncsi vagyok. Az is lehet,hogy el kell indulni de akkor jobb ha 0,5mm-el előbb állok meg és úgy indítom 3-ra és onnan a rádiusz, akkor pontosabb? Bocs de én eddig csak hagyományos gépeken dolgoztam a cnc-vel csak most ismerkedek, bár már egy ideje megvan csak nemvolt szükség a rádiuszra.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 augusztus 27, 10:11
Írta: dezsoe Dátum 2019 augusztus 27, 10:11
Ezt most nem egészen értem. Melyik 3, melyik 2,5? Ha az első G3-as sorra gondolsz, akkor azért -2,5, mert 0-ig kell marnia és a maródnak 2,5 a sugara. Vagy nem értem a kérdést. [#zavart2]
Cím: Re:UCCNC vezérlő program
Írta: István83 Dátum 2019 augusztus 27, 10:32
Írta: István83 Dátum 2019 augusztus 27, 10:32
Én se 100% értem a kérdést.De talán arra gondolsz,miért nem egyezik meg,azért mert végpontot programozunk nem pedig kezdő pontot.És a Te esetedbe a maró rádiuszt rá kell számolni,a marópályára.Remélem érthető.
Cím: Re:UCCNC vezérlő program
Írta: dtb Dátum 2019 augusztus 27, 12:22
Írta: dtb Dátum 2019 augusztus 27, 12:22
Esetleg... ha letöltöd akár a Mach3, akár az Uccnc programot, és demó módban elindítod, akkor sorról sorra kirajzolja neked, hogy épp mit csinál(na) a maró. Tudod a paramétereket változtatnia G-kódban, és látva az eredményt talán könnyebb megérteni az egészet.
Cím: Re:UCCNC vezérlő program
Írta: ecp4rs0md Dátum 2019 augusztus 27, 13:29
Írta: ecp4rs0md Dátum 2019 augusztus 27, 13:29
Oké, megkaptam a választ a kérdésemre, köszi! A maró átmérővel nem számoltam...megvettem a tapintót de még nem tudtam vele foglalkozni majd kereslek.
Cím: Re:UCCNC vezérlő program
Írta: ecp4rs0md Dátum 2019 augusztus 27, 13:30
Írta: ecp4rs0md Dátum 2019 augusztus 27, 13:30
Igen, értem, Köszi!
Cím: Re:UCCNC vezérlő program
Írta: ecp4rs0md Dátum 2019 augusztus 27, 13:35
Írta: ecp4rs0md Dátum 2019 augusztus 27, 13:35
Köszi! Van UCCNC-m telepítve marógépen csak nagyon keveset használom, jobbára csak reteszhornyokat martam vele vagy csak egyenes mozgásokat(az nagyon egyszerű), ezért nem tudtam a rádiuszos témát de már oké.
Cím: Re:UCCNC vezérlő program
Írta: ecp4rs0md Dátum 2019 augusztus 28, 08:52
Írta: ecp4rs0md Dátum 2019 augusztus 28, 08:52
Sikerült megcsinálnom amit szerettem volna, köszönöm mindenkinek, sajnos megint abba a csapdába kerültem,hogy túlbonyolítottam.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 szeptember 01, 17:34
Írta: zt2c4wh9 Dátum 2019 szeptember 01, 17:34
Hátha valakit érdekel egy MAHO CNC gép szinkron menetfúrás videó.
A gép eredetileg is CNC nagy méretű DC szervomotorokkal. A régi vezérlése az idővel kiöregedett és elhalálozott.
A teljes vezérlést cseréltük DG4S szervo kártyákra és UC300ETH-5LPT + UCBB vezérlőre UCCNC szoftverrel.
A szinkron menetfúrás a főorsóra szerelt inkrementális encoder segítségével történik.
A gép eredetileg is CNC nagy méretű DC szervomotorokkal. A régi vezérlése az idővel kiöregedett és elhalálozott.
A teljes vezérlést cseréltük DG4S szervo kártyákra és UC300ETH-5LPT + UCBB vezérlőre UCCNC szoftverrel.
A szinkron menetfúrás a főorsóra szerelt inkrementális encoder segítségével történik.
Cím: Re:UCCNC vezérlő program
Írta: dtb Dátum 2019 szeptember 01, 18:12
Írta: dtb Dátum 2019 szeptember 01, 18:12
UCEth400+Legutolsó teszt verzió.
Kör kivágás, MDI ablakból.
G1X-1Y0, majd G2I1F300. Ez csak egyszer fut le, ha megint beírom, hogy G2I1F300, semmi nem történik addig, amíg valamilyen más értéket nem adok az I-nek. Utána megint csak egyszer fut le.
Kör kivágás, MDI ablakból.
G1X-1Y0, majd G2I1F300. Ez csak egyszer fut le, ha megint beírom, hogy G2I1F300, semmi nem történik addig, amíg valamilyen más értéket nem adok az I-nek. Utána megint csak egyszer fut le.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 szeptember 03, 12:46
Írta: zt2c4wh9 Dátum 2019 szeptember 03, 12:46
Megnéztem, nálam jól működik.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2019 szeptember 03, 18:27
Írta: frob Dátum 2019 szeptember 03, 18:27
Sziasztok
Ha esetleg olyan elvetemült lennék hogy 4 tengelyt szeretnék jeladóval ellátni, annak mozgását valamilyen úton módon a dro-ban látni, azt hogy tehetem meg?
Csak hogy érthető legyen mit szeretnék, kézi mozgatással bejárom a pályát, feljegyzem az adatokat, amiből g kód íródik, utána pedig szépen végigjárja majd az alapján a pályát
kicsi tanítható robot :)
szóval lehet valahogy ilyet csinálni uccnc-vel, vagy ehhez kell egy külön prg-t kreálni?
Kösz
Ha esetleg olyan elvetemült lennék hogy 4 tengelyt szeretnék jeladóval ellátni, annak mozgását valamilyen úton módon a dro-ban látni, azt hogy tehetem meg?
Csak hogy érthető legyen mit szeretnék, kézi mozgatással bejárom a pályát, feljegyzem az adatokat, amiből g kód íródik, utána pedig szépen végigjárja majd az alapján a pályát
kicsi tanítható robot :)
szóval lehet valahogy ilyet csinálni uccnc-vel, vagy ehhez kell egy külön prg-t kreálni?
Kösz
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 szeptember 03, 18:50
Írta: zt2c4wh9 Dátum 2019 szeptember 03, 18:50
Az AUX encoder fülön az UCCNC-ben tudsz konfigurálni 6 darab inkrementális encodert. Ezeket a mozgásvezérlő folyamatosan olvassa (számlálja) és az AUX fülön lévő DRO-kba írja.
Fontos, hogy ez a funkció csak az ethernetes mozgásvezérlőnkkel működik, UC100, UC300USB-vel nem!
Az hogy a koordinátákból mi készül az meg már programozás kérdése, macroloopból vagy pluginból lehet olyat programozni, hogy mondjuk lekérdezze majd elmentse az értékeket bizonyos időnként vagy akár g-kódot generálni, vagy bármit. :)
Fontos, hogy ez a funkció csak az ethernetes mozgásvezérlőnkkel működik, UC100, UC300USB-vel nem!
Az hogy a koordinátákból mi készül az meg már programozás kérdése, macroloopból vagy pluginból lehet olyat programozni, hogy mondjuk lekérdezze majd elmentse az értékeket bizonyos időnként vagy akár g-kódot generálni, vagy bármit. :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 szeptember 03, 19:40
Írta: dezsoe Dátum 2019 szeptember 03, 19:40
Éppen két éve csináltam valami hasonlót Svejknek: [#t218p4183#]. Ez nem jó?
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2019 szeptember 03, 21:52
Írta: istvan58 Dátum 2019 szeptember 03, 21:52
Sziasztok,
Ma kaptam meg az UCR201 vezérlőt.
Nem kapcsolódik a vevőhöz, "No connection to receiver" üzenet van.
Az ellem állapotjelző üreset mutat, az elemek jók. (3.15V ot mérek bekapcsolt UCR 201-en.
Mi lehet a gond?
(https://hobbicncforum.hu/uploaded_images/2019/09/tn_9ydttqc8gsc66tgyugi0_2723.jpg) (https://hobbicncforum.hu/uploaded_images/2019/09/9ydttqc8gsc66tgyugi0_2723.jpg)
Ma kaptam meg az UCR201 vezérlőt.
Nem kapcsolódik a vevőhöz, "No connection to receiver" üzenet van.
Az ellem állapotjelző üreset mutat, az elemek jók. (3.15V ot mérek bekapcsolt UCR 201-en.
Mi lehet a gond?
(https://hobbicncforum.hu/uploaded_images/2019/09/tn_9ydttqc8gsc66tgyugi0_2723.jpg) (https://hobbicncforum.hu/uploaded_images/2019/09/9ydttqc8gsc66tgyugi0_2723.jpg)
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2019 szeptember 04, 07:24
Írta: frob Dátum 2019 szeptember 04, 07:24
uc400 van, az ethernetes
hogy smint kell rákötni? van erről valami leírás?
köszi!
hogy smint kell rákötni? van erről valami leírás?
köszi!
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2019 szeptember 04, 07:24
Írta: frob Dátum 2019 szeptember 04, 07:24
Lehet hogy jó lesz!
Meg fogom nézni mit is hogy is csináltál benne.
Köszi!
Meg fogom nézni mit is hogy is csináltál benne.
Köszi!
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 szeptember 04, 07:33
Írta: zt2c4wh9 Dátum 2019 szeptember 04, 07:33
Mivel a mozgásvezérlőinken mindegyiknél a bemenetek és kimenetek is szabadon konfigurálhatók bármilyen funkcióra, ezért rákötheted bármelyik bemenetekre az encoders.
Az encoder A és B csatornáját kell bekötni 1-1 bemenetre (bármelyikre) és konfigurálni az AUX fülön az A és B csatornának. Ennyi.
Az encoder A és B csatornáját kell bekötni 1-1 bemenetre (bármelyikre) és konfigurálni az AUX fülön az A és B csatornának. Ennyi.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 szeptember 04, 07:34
Írta: zt2c4wh9 Dátum 2019 szeptember 04, 07:34
encoders = encodert.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2019 szeptember 04, 09:32
Írta: frob Dátum 2019 szeptember 04, 09:32
Köszönöm!
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2019 szeptember 06, 16:21
Írta: istvan58 Dátum 2019 szeptember 06, 16:21
Sziasztok,
Egy kérdés UCCNC felhasználókhoz:
Most konfigurálom át a gépem Mach3-rol UCCNC-re.
Kicsit a képernyőt is át akarom rajzolni.
Azt kérdezném hasznosak e a G54....G59 gombok vagy nem fontos a fő képernyőn?
Mach3 ba nincsenek ott.
Egy kérdés UCCNC felhasználókhoz:
Most konfigurálom át a gépem Mach3-rol UCCNC-re.
Kicsit a képernyőt is át akarom rajzolni.
Azt kérdezném hasznosak e a G54....G59 gombok vagy nem fontos a fő képernyőn?
Mach3 ba nincsenek ott.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 szeptember 06, 16:47
Írta: svejk Dátum 2019 szeptember 06, 16:47
Ha most kezdesz vele dolgozni szerintem ne változtass semmin, ismerd ki így, az adandó kérdésekre is könnyebben kapsz válaszokat.
Nem utolsó sorban a saját képernyővel a verzióváltások is plusz munkát adhatnak.
Bonyolultabb munkadaraboknál jó szolgálatot tesznek a többféle koordinátarendszerek.
Az a baj, hogy hajlamosak vagyunk mindent a Mach3-hoz hasonlítani, pedig sok bosszantó vagy épp hiányzó tulajdonság van abban is.
Nem utolsó sorban a saját képernyővel a verzióváltások is plusz munkát adhatnak.
Bonyolultabb munkadaraboknál jó szolgálatot tesznek a többféle koordinátarendszerek.
Az a baj, hogy hajlamosak vagyunk mindent a Mach3-hoz hasonlítani, pedig sok bosszantó vagy épp hiányzó tulajdonság van abban is.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 szeptember 06, 17:22
Írta: dezsoe Dátum 2019 szeptember 06, 17:22
Szia!
A profilokról és képernyőleírókról írtam már korábban itt: [#t218p3928#].
Mindenképpen használj saját profilt, ne az alapértelmezettet! Ha képernyőt akarsz bütykölni, akkor készíts róla másolatot. Részben úgy, ahogy anno leírtam, de ha a képekbe is belenyúlsz, akkor még jobban jársz, ha a komplett kép mappát is megduplázod, majd a saját képernyőleíródban (.ssf) kicseréled a "/Defaultscreenset/" mappanevet a másolatod nevére, és ott kezdesz el módosítani. (Szövegszerkesztővel csere mind.)
A frissítések felülírják a default és a plasma profilokat a hozzájuk tartozó képernyőleírókkal és képfile-okkal együtt! És ez így van rendjén, hiszen az új paraméterek és kapcsolók sosem jutnának el a felhasználóhoz, ha a képernyőleírók nem frissülnének.
A profilokról és képernyőleírókról írtam már korábban itt: [#t218p3928#].
Mindenképpen használj saját profilt, ne az alapértelmezettet! Ha képernyőt akarsz bütykölni, akkor készíts róla másolatot. Részben úgy, ahogy anno leírtam, de ha a képekbe is belenyúlsz, akkor még jobban jársz, ha a komplett kép mappát is megduplázod, majd a saját képernyőleíródban (.ssf) kicseréled a "/Defaultscreenset/" mappanevet a másolatod nevére, és ott kezdesz el módosítani. (Szövegszerkesztővel csere mind.)
A frissítések felülírják a default és a plasma profilokat a hozzájuk tartozó képernyőleírókkal és képfile-okkal együtt! És ez így van rendjén, hiszen az új paraméterek és kapcsolók sosem jutnának el a felhasználóhoz, ha a képernyőleírók nem frissülnének.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2019 szeptember 06, 18:46
Írta: istvan58 Dátum 2019 szeptember 06, 18:46
Köszi a tanácsokat.
Nagyon nem akarom átszabni, csak néhány gombot szerkeztek majd át.
Pl. a "machine coordinate" gombnál kicsi a piros jelzés messzebtről nehezen észrevehető. Szóval csak hasonló apróságokat módositok.
Nagyon nem akarom átszabni, csak néhány gombot szerkeztek majd át.
Pl. a "machine coordinate" gombnál kicsi a piros jelzés messzebtről nehezen észrevehető. Szóval csak hasonló apróságokat módositok.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 szeptember 06, 18:55
Írta: dezsoe Dátum 2019 szeptember 06, 18:55
Na, azt pont fejbe fogja verni egy frissítés, ha nem csinálsz másolatot. :)
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2019 szeptember 06, 19:02
Írta: istvan58 Dátum 2019 szeptember 06, 19:02
ja, igen erre rájöttem,
mindenképpen a BMP mappát lementen.
mindenképpen a BMP mappát lementen.
Cím: Re:UCCNC vezérlő program
Írta: dtb Dátum 2019 szeptember 07, 10:37
Írta: dtb Dátum 2019 szeptember 07, 10:37
Még mindig a G2I(valami) használatával kinlódok. Az én tudásom szerint a G2I3 a J értéke nélkül egy szabályos kört kéne hogy eredményezzen. Nem tudom, hogy van e erre valamiféle szabvány, elvileg ha nem adom meg a J értékét, akkor azt nullának kéne értelmezni a feldolgozónak(?) Azt vettem észre, hogy ha manuálisan mozgatom az Y tengelyen a marót, akkor a G2 I(akármi) után visszatér az utolsó, parancssorból kiadott y értékére, vagyis nem kört csinál, hanem valami elipszis félét.
Ha az Y értékét a parancssorból adom meg, vagy használom a J paramétert, akkor jól működik.
Ha az Y értékét a parancssorból adom meg, vagy használom a J paramétert, akkor jól működik.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2019 szeptember 13, 00:14
Írta: istvan58 Dátum 2019 szeptember 13, 00:14
Sziasztok,
Ismerkedem az UCCNC-vel,
Kérdés: Belehet ugy állitani a homing gombok zöld jelzését ugy hogy miután nyomtam egy E-stop-ot vagy valamelyik tengely végállásra futott akkor ne legyen többé zöld?
Ismerkedem az UCCNC-vel,
Kérdés: Belehet ugy állitani a homing gombok zöld jelzését ugy hogy miután nyomtam egy E-stop-ot vagy valamelyik tengely végállásra futott akkor ne legyen többé zöld?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 szeptember 13, 06:23
Írta: svejk Dátum 2019 szeptember 13, 06:23
Igen, az utolsó verzióban már van rá paraméter és arra is, hogy csak homolás után lehet ciklust indítani.
(régebben makrókkal kellett ezt megoldani)
Valahol a general config jobb alsó sarkában van a pipázások lehetősége.
(régebben makrókkal kellett ezt megoldani)
Valahol a general config jobb alsó sarkában van a pipázások lehetősége.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2019 szeptember 13, 06:53
Írta: istvan58 Dátum 2019 szeptember 13, 06:53
Az utolsó hivatalos verzióban vagy a teszt verzióban?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 szeptember 13, 07:01
Írta: svejk Dátum 2019 szeptember 13, 07:01
A tesztben biztos benne van, mert én is használom.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 szeptember 13, 07:03
Írta: svejk Dátum 2019 szeptember 13, 07:03
Nem tudom hirtelen megnézni, mert a céges gépen a Symantec megint vírusnak gondolja az UCCNC.exe-t. :(
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 szeptember 13, 07:04
Írta: svejk Dátum 2019 szeptember 13, 07:04
A [#t255p20#] 1.2108-tól van benne.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2019 szeptember 13, 08:02
Írta: istvan58 Dátum 2019 szeptember 13, 08:02
És tényleg, köszi. :)
Már csak azt kéne beleírni hogy a "job proberties" be hogy kiirja a többi tengely limit-jeit is. Mivel két Z-m van hasznos lenne.
Dezsö mutatott erre egy macrót valamikor de nem ártana beintegrálni a progiba.
Már csak azt kéne beleírni hogy a "job proberties" be hogy kiirja a többi tengely limit-jeit is. Mivel két Z-m van hasznos lenne.
Dezsö mutatott erre egy macrót valamikor de nem ártana beintegrálni a progiba.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 szeptember 13, 08:52
Írta: svejk Dátum 2019 szeptember 13, 08:52
Ha szépen kéred és van benn ráció előbb utóbb biztos bekerül.
Nekem már nagyon sok vágyam teljesült. :)
Nekem már nagyon sok vágyam teljesült. :)
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2019 szeptember 13, 09:05
Írta: istvan58 Dátum 2019 szeptember 13, 09:05
Szépen kérem :)
A legujabb verzióba ez a led mi? (csatolt kép)
A képernyő szerkeztővel megnéztem és LED256 és LED257.
A listában csak LED255 ig van.
És ez hol van?:
"Szerszámpálya megjelenítés tiltása opció a memóriahasználat csökkentése érdekében. Hasznos lehet nagyon nagy file és/vagy lassú számítógép esetén"
(https://hobbicncforum.hu/uploaded_images/2019/09/tn_5usdbzu9qzx4973k3uce_2723.png) (https://hobbicncforum.hu/uploaded_images/2019/09/5usdbzu9qzx4973k3uce_2723.png)
A legujabb verzióba ez a led mi? (csatolt kép)
A képernyő szerkeztővel megnéztem és LED256 és LED257.
A listában csak LED255 ig van.
És ez hol van?:
"Szerszámpálya megjelenítés tiltása opció a memóriahasználat csökkentése érdekében. Hasznos lehet nagyon nagy file és/vagy lassú számítógép esetén"
(https://hobbicncforum.hu/uploaded_images/2019/09/tn_5usdbzu9qzx4973k3uce_2723.png) (https://hobbicncforum.hu/uploaded_images/2019/09/5usdbzu9qzx4973k3uce_2723.png)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 szeptember 13, 11:01
Írta: dezsoe Dátum 2019 szeptember 13, 11:01
Az M50/M51 párossal lehet ki-/bekapcsolni, hogy a sebesség vagy a főorsó fordulatszám az FRO/SRO értékkel felülbírálható-e. Ha tiltva van a felülbírálat, akkor a hosszú LED pilácsol a megfelelő mező mellett.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2019 szeptember 13, 11:43
Írta: istvan58 Dátum 2019 szeptember 13, 11:43
Köszi,
és még látom M48/M49 is megy de az egyszerre.
És ezt hogy?:
"Szerszámpálya megjelenítés tiltása opció a memóriahasználat csökkentése érdekében. Hasznos lehet nagyon nagy file és/vagy lassú számítógép esetén"
és még látom M48/M49 is megy de az egyszerre.
És ezt hogy?:
"Szerszámpálya megjelenítés tiltása opció a memóriahasználat csökkentése érdekében. Hasznos lehet nagyon nagy file és/vagy lassú számítógép esetén"
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 szeptember 13, 11:52
Írta: dezsoe Dátum 2019 szeptember 13, 11:52
Mit hogy? :)
Maga a kapcsoló a Configuration/Appearance alatt Disable toolpath néven található. Ha be van pipálva, akkor nincs szerszámpálya megjelenítés. (Ne felejts el Apply-t vagy Save-et nyomni.)
Maga a kapcsoló a Configuration/Appearance alatt Disable toolpath néven található. Ha be van pipálva, akkor nincs szerszámpálya megjelenítés. (Ne felejts el Apply-t vagy Save-et nyomni.)
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2019 szeptember 13, 11:56
Írta: istvan58 Dátum 2019 szeptember 13, 11:56
na igy már jó. :)
köszi.
köszi.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2019 szeptember 13, 17:09
Írta: istvan58 Dátum 2019 szeptember 13, 17:09
Most egy mini PC-re tettem az UCCNC-t. Z8350 4 magos intel Atom, 2G ram.
Test G kód futatva (Rasterdrills) a proci használat 55-60%. Néha felugrik kis időre 100% ra. Okoyhat e ez gondot?
Test G kód futatva (Rasterdrills) a proci használat 55-60%. Néha felugrik kis időre 100% ra. Okoyhat e ez gondot?
Cím: Re:UCCNC vezérlő program
Írta: Fli4l Dátum 2019 szeptember 15, 05:07
Írta: Fli4l Dátum 2019 szeptember 15, 05:07
Sziasztok!
Van valakinek tapasztalata AXBB-E vezérlővel? Az analóg kimenet érdekelne ami lehet 0-5V vagy 0-10V elméletileg és gyakorlatilag is van egy jumper amivel be lehet állítani, hogy melyil legyen. Mivel a leírás eléggé hiányos még csak a jumpert sem mutatja csak, ha a burkolatot leveszem. Viszont ott meg ellentmondsába kerül a leírás a nyákra festett jelöléssel. A leírás szerint "The signal full scale voltage range is selectable
between 0-5 Volts when the J1 jumper is off and 0-10 Volts when J1 jumper is on."
A nyák szerint akkor van 0-10-os kimenet ha off-on van vagy is leveszem a jumpert és nyitott lesz a kör. Az írás szerint ha zárt a kör akkor van 0-10V. Lehetne kicsit frissíteni, ha már ilyen cucc kerül a piacra legalább jelöni, hol a jumper pontosan, hogy 100% legyen az ember mit csinál. A kirpóbálásig még el sem jutottam, de remélem nem fog gondot okozni.
(https://hobbicncforum.hu/uploaded_images/2019/09/tn_zvcdpu55pueh2ugvt5gz_2620.jpg) (https://hobbicncforum.hu/uploaded_images/2019/09/zvcdpu55pueh2ugvt5gz_2620.jpg)
Van valakinek tapasztalata AXBB-E vezérlővel? Az analóg kimenet érdekelne ami lehet 0-5V vagy 0-10V elméletileg és gyakorlatilag is van egy jumper amivel be lehet állítani, hogy melyil legyen. Mivel a leírás eléggé hiányos még csak a jumpert sem mutatja csak, ha a burkolatot leveszem. Viszont ott meg ellentmondsába kerül a leírás a nyákra festett jelöléssel. A leírás szerint "The signal full scale voltage range is selectable
between 0-5 Volts when the J1 jumper is off and 0-10 Volts when J1 jumper is on."
A nyák szerint akkor van 0-10-os kimenet ha off-on van vagy is leveszem a jumpert és nyitott lesz a kör. Az írás szerint ha zárt a kör akkor van 0-10V. Lehetne kicsit frissíteni, ha már ilyen cucc kerül a piacra legalább jelöni, hol a jumper pontosan, hogy 100% legyen az ember mit csinál. A kirpóbálásig még el sem jutottam, de remélem nem fog gondot okozni.
(https://hobbicncforum.hu/uploaded_images/2019/09/tn_zvcdpu55pueh2ugvt5gz_2620.jpg) (https://hobbicncforum.hu/uploaded_images/2019/09/zvcdpu55pueh2ugvt5gz_2620.jpg)
Cím: Re:UCCNC vezérlő program
Írta: Fli4l Dátum 2019 szeptember 15, 05:39
Írta: Fli4l Dátum 2019 szeptember 15, 05:39
Kicsit utánanéztem és mások is jelezték ezt a dolgot a külfödli fórumon. A fura az, hogy két verzió van ebből a manual-ból itt https://www.cncdrive.hu/downloads/AXBB_E_manual.pdf
ez a régebbi pdv
https://www.cncdrive.com/downloads/AXBB_E_manual.pdf
a com-os oldalon az újabb pdf-van ahol már megegyezik a nyák jelölésével. Tehát 10V ha off vagy is jumper nélkül.
ez a régebbi pdv
https://www.cncdrive.com/downloads/AXBB_E_manual.pdf
a com-os oldalon az újabb pdf-van ahol már megegyezik a nyák jelölésével. Tehát 10V ha off vagy is jumper nélkül.
Cím: Re:UCCNC vezérlő program
Írta: dtb Dátum 2019 szeptember 15, 08:09
Írta: dtb Dátum 2019 szeptember 15, 08:09
Az Intel Atom széria a kicsi fogyasztásra lett kihegyezve, és ennek a teljesítmény erősen áldozatául esett. Alulról közelítve a teljesítményhez, szerintem legalább egy Dual Core erősen ajánlott. (Annak durván 2 szeres a teljesítménye az Atom-hoz viszonyítva a bechmarkok szerint)
Mint írod, már most beleszalad a 100%-ba időnként. Mi lesz, ha valami combosabb G-kódot akarsz marni, és esetleg meg kell nyitni valami más programot is? (...és akkor még a grafikai képességeiről nem is beszéltünk)
Mint írod, már most beleszalad a 100%-ba időnként. Mi lesz, ha valami combosabb G-kódot akarsz marni, és esetleg meg kell nyitni valami más programot is? (...és akkor még a grafikai képességeiről nem is beszéltünk)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 szeptember 15, 19:46
Írta: dezsoe Dátum 2019 szeptember 15, 19:46
Szia!
Videokártya driver-re figyelj oda, hogy fent legyen. Akkor szokott sokat enni, ha nincs megfelelő driver vagy a kártya nagyon gyenge. Általában jól szokott futni tableten is, meg ilyen picipécéken is. Pl.:
Videokártya driver-re figyelj oda, hogy fent legyen. Akkor szokott sokat enni, ha nincs megfelelő driver vagy a kártya nagyon gyenge. Általában jól szokott futni tableten is, meg ilyen picipécéken is. Pl.:
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 szeptember 15, 19:48
Írta: dezsoe Dátum 2019 szeptember 15, 19:48
Szia!
Igen, ezt sajnos most észleltük. Hogy izgalmasabb legyen, sajnos a panelen is fordítva van a felirat: akkor 10V, ha rajta van a jumper.
Igen, ezt sajnos most észleltük. Hogy izgalmasabb legyen, sajnos a panelen is fordítva van a felirat: akkor 10V, ha rajta van a jumper.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2019 szeptember 15, 22:33
Írta: istvan58 Dátum 2019 szeptember 15, 22:33
Igen, fent van a megfelelő driver.
Anélkül el sem indult az UCCNC
Anélkül el sem indult az UCCNC
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2019 szeptember 17, 13:52
Írta: istvan58 Dátum 2019 szeptember 17, 13:52
Sziasztok,
mivel a gépemen 2 főorsó van ugy oldom meg hogy M3 az 1-es, M4 a 2-es főorsót kapcsolja. (csak CW irány kell)
Na de az a gondom hogy az 1-es max 5000 rpm, a 2-es max. 10000 rpm.
Ezért olyan macró kellene amiben benne van az M3 + M215, és az M4 + 215.
Próbálnám ezt megirni de nem találom az M215 macró leírását.
mivel a gépemen 2 főorsó van ugy oldom meg hogy M3 az 1-es, M4 a 2-es főorsót kapcsolja. (csak CW irány kell)
Na de az a gondom hogy az 1-es max 5000 rpm, a 2-es max. 10000 rpm.
Ezért olyan macró kellene amiben benne van az M3 + M215, és az M4 + 215.
Próbálnám ezt megirni de nem találom az M215 macró leírását.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 szeptember 17, 14:57
Írta: dezsoe Dátum 2019 szeptember 17, 14:57
Szia!
Benne van a kézikönyvben, az UCCNC\Documentation mappában.
Benne van a kézikönyvben, az UCCNC\Documentation mappában.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2019 szeptember 17, 16:02
Írta: istvan58 Dátum 2019 szeptember 17, 16:02
Köszi,
de ezzel az a bökkenő hogy programozni nem tudok és már nem is akarok megtanulni. Maradok a hardware-nél.
De egy meglévő macró-ba bele tudok "kontárkodni".
Mach3-nál ez jól ment.
Összefüzném az M3,M4 macrókat az M215-el de csak 214 ig van meg a macró könyvtárba.
de ezzel az a bökkenő hogy programozni nem tudok és már nem is akarok megtanulni. Maradok a hardware-nél.
De egy meglévő macró-ba bele tudok "kontárkodni".
Mach3-nál ez jól ment.
Összefüzném az M3,M4 macrókat az M215-el de csak 214 ig van meg a macró könyvtárba.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 szeptember 17, 16:23
Írta: dezsoe Dátum 2019 szeptember 17, 16:23
Ja, értem a problémát. Az M215 nem szerkeszthető, benne van a rendszerben.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2019 szeptember 17, 16:37
Írta: istvan58 Dátum 2019 szeptember 17, 16:37
Mondjuk ha egy m3 makróba beirom az m215 őt, megcsinálja?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 szeptember 17, 17:11
Írta: dezsoe Dátum 2019 szeptember 17, 17:11
Nem egyszerűbb a g-kódban az M3 és M4-ek elé beírni?
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2019 szeptember 17, 19:17
Írta: istvan58 Dátum 2019 szeptember 17, 19:17
De igen, csak gondoltam legyen rá gomb is.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 szeptember 17, 20:44
Írta: dezsoe Dátum 2019 szeptember 17, 20:44
Pont a gombbal van gond: a közvetlen gombok nem futtatják a makrókat, csak a motort kapcsolják. Ezért nem javasoltam az M3/M4 makrók módosítását.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2019 szeptember 17, 22:40
Írta: istvan58 Dátum 2019 szeptember 17, 22:40
Ok, ezzel együtt lehet élni, csak meg kell szokni.
Lassan minden be van állítva és két zavaró tényező van:
Nem szereti a "shift + key" vagy az "alt + key" hotkey eket. PL. "P" a parking 1 es "shift vagy alt + P" a parking 2. Ne kérdezd miért nem használok más gombot, mert nincs ( van egy kidrotozot billentyű gombokkal egy dobozban), de még ezzel is együtt lehet élni.
Viszont tapasztaltam egy olyat hogy ha UCR201 el step módban tekerem és eléri a soft limitet ( pl. Nekem 0) akkor az UCR megszűnik működni step módban csak velocyti ben megy.
Ezen csak a reset + homing segit.
Lassan minden be van állítva és két zavaró tényező van:
Nem szereti a "shift + key" vagy az "alt + key" hotkey eket. PL. "P" a parking 1 es "shift vagy alt + P" a parking 2. Ne kérdezd miért nem használok más gombot, mert nincs ( van egy kidrotozot billentyű gombokkal egy dobozban), de még ezzel is együtt lehet élni.
Viszont tapasztaltam egy olyat hogy ha UCR201 el step módban tekerem és eléri a soft limitet ( pl. Nekem 0) akkor az UCR megszűnik működni step módban csak velocyti ben megy.
Ezen csak a reset + homing segit.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2019 szeptember 18, 08:33
Írta: istvan58 Dátum 2019 szeptember 18, 08:33
Most próbáltam egy másik gépen, demo módban UCR nélkül. Ha elérem a softlimitet megszünik a "step" mod csak a "continous" megy. Majd reset, home is megint megy
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 szeptember 18, 08:34
Írta: dezsoe Dátum 2019 szeptember 18, 08:34
A hotkey-knek kéne menni. Úgy próbáld beállítani, hogy a Set gomb után a dobozos gombot nyomd meg, majd egérrel okézd le. Nem tudok róla, hogy ne működne.
Az UCR201-softlimit problémát majd megnézem, most nincs nálam UCR201.
Az UCR201-softlimit problémát majd megnézem, most nincs nálam UCR201.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 szeptember 18, 08:35
Írta: dezsoe Dátum 2019 szeptember 18, 08:35
Aha, akkor nem távirányító függő. Megnézem.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2019 szeptember 18, 08:42
Írta: istvan58 Dátum 2019 szeptember 18, 08:42
Megy a hot key alt+key gombal csak öszevisza meghülyül a gép. Van hogy először elmegy P1-be majd magától P2 be és megál, van hogy oda-vissza megy p1-p2 között.
Van hogy dob egy errort : "file read eror occured. The file loading will be abborted now!"
Próbáltam alt+p, alt+r, alt+m, shift+m, shift+p.....stb.
Van hogy dob egy errort : "file read eror occured. The file loading will be abborted now!"
Próbáltam alt+p, alt+r, alt+m, shift+m, shift+p.....stb.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 szeptember 18, 08:54
Írta: dezsoe Dátum 2019 szeptember 18, 08:54
Az elég érdekes... Küldd el a profil file-odat (.pro) a support kukac cncdrive pont com-ra, belenéznék.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2019 szeptember 18, 09:02
Írta: istvan58 Dátum 2019 szeptember 18, 09:02
OK, délután elküldöm.
Annyit próbálj pl. hogy P1 pozicióra programozd be mondjuk a "P" vagy "R" gombot és P2 re ugyanazt a gombot "alt" vagy "shift" el .
Én P1-en elküldöm a gépet hátra (szerelés, takarítás) , P2-re elöre (szerszám csere)
Annyit próbálj pl. hogy P1 pozicióra programozd be mondjuk a "P" vagy "R" gombot és P2 re ugyanazt a gombot "alt" vagy "shift" el .
Én P1-en elküldöm a gépet hátra (szerelés, takarítás) , P2-re elöre (szerszám csere)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 szeptember 18, 09:17
Írta: dezsoe Dátum 2019 szeptember 18, 09:17
Így már értem. Ez egy ismert hiba, ami még nincs javítva. Ha van egy P és egy shift-P beállításod, akkor ha P-t nyomsz, akkor csak a P fut le, de ha shift-P-t nyomsz, akkor mind a kettő. Tedd mindkét gombot módosítottra, tehát pl. shift-P és alt-P, úgy jó lesz.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2019 szeptember 18, 09:21
Írta: istvan58 Dátum 2019 szeptember 18, 09:21
OK, ez igy járható mert van shift és alt is a dummy dobozomon.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2019 szeptember 18, 10:55
Írta: istvan58 Dátum 2019 szeptember 18, 10:55
Anyit próbáltam még hogy ha continous-ba érem el a softlimitet simen megy viszafele step-el, de ha step-be akkor akad be, nincs tovább step.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 szeptember 18, 11:07
Írta: dezsoe Dátum 2019 szeptember 18, 11:07
Oké, köszi, majd megnézem.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 szeptember 18, 11:12
Írta: dezsoe Dátum 2019 szeptember 18, 11:12
Sziasztok!
UC300ETH akció a CNCdrive-nál!
UC300-ETH combo1 mozgásvezérlő + ingyen szoftver (https://shop.cncdrive.hu/termek/cncdrive-1-uc100-mozgasvezerlo2222)
vagy
UC300-ETH combo2 mozgásvezérlő + ingyen szoftver (https://shop.cncdrive.hu/termek/cncdrive-1-uc100-mozgasvezerlo22222)
Az akció 2019. október 15-ig vagy a készlet erejéig tart.
(https://hobbicncforum.hu/uploaded_images/2019/09/tn_8suxiam9heq9mx4anab0d_3977.jpg) (https://hobbicncforum.hu/uploaded_images/2019/09/8suxiam9heq9mx4anab0d_3977.jpg) (https://hobbicncforum.hu/uploaded_images/2019/09/tn_pt5g0e0t4xqwmv5m6dbs_3977.png) (https://hobbicncforum.hu/uploaded_images/2019/09/pt5g0e0t4xqwmv5m6dbs_3977.png)
UC300ETH akció a CNCdrive-nál!
UC300-ETH combo1 mozgásvezérlő + ingyen szoftver (https://shop.cncdrive.hu/termek/cncdrive-1-uc100-mozgasvezerlo2222)
vagy
UC300-ETH combo2 mozgásvezérlő + ingyen szoftver (https://shop.cncdrive.hu/termek/cncdrive-1-uc100-mozgasvezerlo22222)
Az akció 2019. október 15-ig vagy a készlet erejéig tart.
(https://hobbicncforum.hu/uploaded_images/2019/09/tn_8suxiam9heq9mx4anab0d_3977.jpg) (https://hobbicncforum.hu/uploaded_images/2019/09/8suxiam9heq9mx4anab0d_3977.jpg) (https://hobbicncforum.hu/uploaded_images/2019/09/tn_pt5g0e0t4xqwmv5m6dbs_3977.png) (https://hobbicncforum.hu/uploaded_images/2019/09/pt5g0e0t4xqwmv5m6dbs_3977.png)
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2019 szeptember 18, 16:04
Írta: frob Dátum 2019 szeptember 18, 16:04
uccnc api és annak leírása hol érhető el?
köszi!
köszi!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 szeptember 18, 16:08
Írta: dezsoe Dátum 2019 szeptember 18, 16:08
Az API mappában. :)
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2019 szeptember 18, 16:08
Írta: istvan58 Dátum 2019 szeptember 18, 16:08
ipróbáltam néhány régebbi verziót.
A hiba már az 1.2047 ben is jelen volt. Érdekes hogy más nem jelezte eddig.
A hiba már az 1.2047 ben is jelen volt. Érdekes hogy más nem jelezte eddig.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2019 szeptember 18, 16:30
Írta: frob Dátum 2019 szeptember 18, 16:30
de csak az új verziókban ügye
az 1.2049 mappájában nem lelem
az 1.2049 mappájában nem lelem
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 szeptember 18, 16:33
Írta: dezsoe Dátum 2019 szeptember 18, 16:33
Persze, mert a 2110-ben jelent meg: [#t255p22#].
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2019 szeptember 19, 11:49
Írta: istvan58 Dátum 2019 szeptember 19, 11:49
észrevétel:
miután lockol a step jogging soft limit elérésekor nem muszály reset elég ha csak 2x enter, vagy az MDI mezőbe irok valamit, vagy csak bele klick és enter
miután lockol a step jogging soft limit elérésekor nem muszály reset elég ha csak 2x enter, vagy az MDI mezőbe irok valamit, vagy csak bele klick és enter
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 szeptember 19, 13:18
Írta: svejk Dátum 2019 szeptember 19, 13:18
Próbáld már ki azt, hogy ha megáll akkor csak tengelyt váltasz oda-vissza.
Nálam ettől elindul, bár nekem nincs távvezérlőm csak hardveres gombok.
(én eddig azt hittem a yaxlie illesztő makromnál van a gebasz)
Nálam ettől elindul, bár nekem nincs távvezérlőm csak hardveres gombok.
(én eddig azt hittem a yaxlie illesztő makromnál van a gebasz)
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2019 szeptember 19, 14:07
Írta: istvan58 Dátum 2019 szeptember 19, 14:07
most nem vagyok a gép közelébe, csak egy laptopon van demó módban. Itt csak a reset vagy a click az MDI mezőbe segít.
De majd othon megnézem UCR-el.
De majd othon megnézem UCR-el.
Cím: Re:UCCNC vezérlő program
Írta: Fli4l Dátum 2019 szeptember 22, 17:47
Írta: Fli4l Dátum 2019 szeptember 22, 17:47
Sziasztok!
Tapasztalt már valaki olyat AXBB-E vezérlővel olyat, hogy a leválasztott részre bekötött végállsá szenzoroktól folyamatosan Limit swtich triggered hiba jön uccnc-ben? Valójában szerintem nem is jön semmi mivel az előtte lévő UC400ETH val nem tapasztaltam ilyen frankó működési hibákat azzal kb semmit ezzel vannak érdekességek. Persz az egy külön jelelosztóval volt összekötve. Szóval törlöm a hibát és pár másodperc perc és ugrik is a limit switch triggered hiba. Még csak a tesztelésnél járok, de ha ez gyártás közben is ilyen lesz az katasztrófa lenne. Valakinek ötlet? Nem lehet esetleg olyat kiírni, hogy melyik tengelyről jön? Mert alapból a 3 tengely külön van szedve és 2,3,4-es bemeneten vannak. Jó lenne ha látnám legalább melyikről érkezik.
Tapasztalt már valaki olyat AXBB-E vezérlővel olyat, hogy a leválasztott részre bekötött végállsá szenzoroktól folyamatosan Limit swtich triggered hiba jön uccnc-ben? Valójában szerintem nem is jön semmi mivel az előtte lévő UC400ETH val nem tapasztaltam ilyen frankó működési hibákat azzal kb semmit ezzel vannak érdekességek. Persz az egy külön jelelosztóval volt összekötve. Szóval törlöm a hibát és pár másodperc perc és ugrik is a limit switch triggered hiba. Még csak a tesztelésnél járok, de ha ez gyártás közben is ilyen lesz az katasztrófa lenne. Valakinek ötlet? Nem lehet esetleg olyat kiírni, hogy melyik tengelyről jön? Mert alapból a 3 tengely külön van szedve és 2,3,4-es bemeneten vannak. Jó lenne ha látnám legalább melyikről érkezik.
Cím: Re:UCCNC vezérlő program
Írta: Fli4l Dátum 2019 szeptember 22, 17:50
Írta: Fli4l Dátum 2019 szeptember 22, 17:50
Na és még egy kérdés, hogy az analóg ki és bemeneteket, mihez kell hozzárendelni mert a főorsó 0-10V-os kiemenetét akarom beállítani, de a elírásban nem látom egyenlőre, hogy hol is kéne azt. Ott már nincs port hozzárendelve.
Cím: Re:UCCNC vezérlő program
Írta: Fli4l Dátum 2019 szeptember 22, 17:55
Írta: Fli4l Dátum 2019 szeptember 22, 17:55
Szóval erre gondolok csak az előbb nem csatoltam a képet.
Nem gondolom, hogy bemenetről érkező hiba mértem a bemeneteket de nem nagyon mértem rajta.
(https://hobbicncforum.hu/uploaded_images/2019/09/tn_jiu7gvvbh4xkwac6_2620.jpg) (https://hobbicncforum.hu/uploaded_images/2019/09/jiu7gvvbh4xkwac6_2620.jpg)
Nem gondolom, hogy bemenetről érkező hiba mértem a bemeneteket de nem nagyon mértem rajta.
(https://hobbicncforum.hu/uploaded_images/2019/09/tn_jiu7gvvbh4xkwac6_2620.jpg) (https://hobbicncforum.hu/uploaded_images/2019/09/jiu7gvvbh4xkwac6_2620.jpg)
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 szeptember 22, 18:19
Írta: zt2c4wh9 Dátum 2019 szeptember 22, 18:19
Nem, senki nem tapasztalt ilyen hibát, mivel nincsen ilyen hiba. :)
A probléma oka a zajos CNC vezérlőd. Ha van nagyfrekvenciás motorod akkor valószínűleg az okozza.
Az AXBB-E vezérlőben nagysebességű optocsatolók vannak, amik az apró tüskeszerű jeleket is képesek átvinni, azért, hogy például encodereket is tudjon olvasni és gyorsan reagálni bizonyos jelekre, ahol fontos lehet a gyorsaság, például THC jeleknél..
Ha előtte UC400ETH-t használtál valamilyen olcsó kínai elosztókártyával, akkor annál azért nem jelentkezett a probléma, mert abban olcsó lassú optocsatolók vannak, amik a rövid/gyors jeleket nem képesek átvinni.
3 dolgot lehet csinálni a probléma megakadályozására:
1.) Megszüntetni a zajt. Ezt általában nehéz megoldani, de érdemes csillagpontos földelést alkalmazni, illetve lehet vonalfiltert helyezni a frekvenciaváltó tápbemenetére.
2.) Szűrni a szenzorok, kapcsolók jeleit a bemenet előtt.
Ez igényel plusz alkatrészt, néhány ellenállást + kondenzátort.
3.) Bekapcsolni az UCCNC-ben a debounce filtert ami egy digitális aluláteresztő szűrő és igény szerint lehet vele szűrni a gyors jeleket, hogy a beállított milliszekundum időnél gyorsabb jeleket ne vegye figyelembe a vezérlő.
Ez tulajdonképpen ugyanaz mint a 2. pont csak szoftveres a szűrő, nem hardveres.
A probléma oka a zajos CNC vezérlőd. Ha van nagyfrekvenciás motorod akkor valószínűleg az okozza.
Az AXBB-E vezérlőben nagysebességű optocsatolók vannak, amik az apró tüskeszerű jeleket is képesek átvinni, azért, hogy például encodereket is tudjon olvasni és gyorsan reagálni bizonyos jelekre, ahol fontos lehet a gyorsaság, például THC jeleknél..
Ha előtte UC400ETH-t használtál valamilyen olcsó kínai elosztókártyával, akkor annál azért nem jelentkezett a probléma, mert abban olcsó lassú optocsatolók vannak, amik a rövid/gyors jeleket nem képesek átvinni.
3 dolgot lehet csinálni a probléma megakadályozására:
1.) Megszüntetni a zajt. Ezt általában nehéz megoldani, de érdemes csillagpontos földelést alkalmazni, illetve lehet vonalfiltert helyezni a frekvenciaváltó tápbemenetére.
2.) Szűrni a szenzorok, kapcsolók jeleit a bemenet előtt.
Ez igényel plusz alkatrészt, néhány ellenállást + kondenzátort.
3.) Bekapcsolni az UCCNC-ben a debounce filtert ami egy digitális aluláteresztő szűrő és igény szerint lehet vele szűrni a gyors jeleket, hogy a beállított milliszekundum időnél gyorsabb jeleket ne vegye figyelembe a vezérlő.
Ez tulajdonképpen ugyanaz mint a 2. pont csak szoftveres a szűrő, nem hardveres.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 szeptember 22, 18:24
Írta: zt2c4wh9 Dátum 2019 szeptember 22, 18:24
Állítsd be a konfigurációban a spindle oldalon a spindle speed, vagyis a főorsó sebességtartományát és a kimeneti PWM min. és max. kitöltési tényezőjét. Ez utóbbi fogja adni az analog kimeneti feszültség min. és max. értékeit. 0-100% esetén 0-10Volt feszültségtartományt.
A min. és max. feszültségtartományt a vezérlő hozzáskálázza a beállított min. és max. főorsó sebességekhez.
Vagyis min S értékre a minimum PWM kitöltésnek megfelelő analog feszültséget fogja kiadni és a max. S értékre pedig a maximum PWM értéknek megfelelő analog feszültséget.
És az I/O setup oldalon válaszd ki az 1. analog kimeneti csatornát a "Spindle PWM -> analog ch." beállításnál.
Ezzel hozzárendeled a főorsó sebesség jelhez az AXBB-E analog kimenetét.
A min. és max. feszültségtartományt a vezérlő hozzáskálázza a beállított min. és max. főorsó sebességekhez.
Vagyis min S értékre a minimum PWM kitöltésnek megfelelő analog feszültséget fogja kiadni és a max. S értékre pedig a maximum PWM értéknek megfelelő analog feszültséget.
És az I/O setup oldalon válaszd ki az 1. analog kimeneti csatornát a "Spindle PWM -> analog ch." beállításnál.
Ezzel hozzárendeled a főorsó sebesség jelhez az AXBB-E analog kimenetét.
Cím: Re:UCCNC vezérlő program
Írta: Fli4l Dátum 2019 szeptember 22, 18:31
Írta: Fli4l Dátum 2019 szeptember 22, 18:31
Nah ez jó hír, hogy nálam van valami és nem a cuccal. Az előző jel elosztó az HDBB2 volt sosem használtam kínait ha csak ez nem az. Miden ilyen cuccot tőletek vettem kivéve az új ac szervot és frenkvenciaváltót és főorsót. Minden kábel árnyékolt gyárilag kivéve a jelkábel amiken a 24V-os jelek jönnek a végállástól és e-stop-tól. Ennyi kb még belül is árnyékolt kábellel vittem a ki tápkat a szervókra és főorsóra. Az analóg be/ki meneteket hol tudom beállítani? A minta bekötéseknél nem tesz a manual utalást arra, hogy mi hol lehet ezt kiválasztani. Csak, hogy lehet.
Cím: Re:UCCNC vezérlő program
Írta: Fli4l Dátum 2019 szeptember 22, 18:34
Írta: Fli4l Dátum 2019 szeptember 22, 18:34
Most látom, hogy közben nem frissítettem és válaszoltál. Köszi.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 szeptember 22, 18:44
Írta: zt2c4wh9 Dátum 2019 szeptember 22, 18:44
A HDBB2-n is viszonylag lassú optók vannak. Amikor azt terveztük (~10 éve) akkor még nem voltak ilyen nagy igények mint manapság, hogy szinkron meneteket is akarnak fúrkálni az emberek, amikhez a gyors jeleket is át kell tudnia vinni a bemenetnek. :)
Cím: Re:UCCNC vezérlő program
Írta: Fli4l Dátum 2019 szeptember 22, 19:13
Írta: Fli4l Dátum 2019 szeptember 22, 19:13
Átállítottam az imput debounce érékét 100-ra tehát 100ms 0,1s így nem jött még hibás jel. Viszont egy dolgot nem értek a kimenet részen O1-O8-ig a leírás azt írja, hogy "Port#1 pins 2. to 8. are isolated outputs." mi van ez 1-es lábbal akkor az csak sima? Van egy minta példa ami alapján én kötöm be a dolgokat. És port1. 2-es lábára kötöttem a VFD start jelét a példa szerint. De a leválasztott kimenetek NPN ,de a rajz szerint a GND-t kell közösíteni a VFD GND-vel és az O2-es kimenetet bekötni a VFD stratra ami elvileg 24V-ot küld szépen, meg is csináltam csak így nem jó mivel nem tudtam, hogy NPN a leválasztott kimenet.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 szeptember 22, 19:18
Írta: dezsoe Dátum 2019 szeptember 22, 19:18
Az 1-es láb is leválasztott, mint a 2-8-as. Annyiban más, hogy nem sima kimenet, hanem egy charge pump áramkör van előtte, tehát az I/O setup oldalon beállítod charge pump kimenetnek, akkor ezzel a lábbal engedélyezheted az egész gépet.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 szeptember 22, 19:21
Írta: dezsoe Dátum 2019 szeptember 22, 19:21
A második kérdésben elvesztettem a fonalat. :) Milyen frekiváltód van? (Típus, esetleg rögtön egy link a kézikönyvhöz.)
Cím: Re:UCCNC vezérlő program
Írta: Fli4l Dátum 2019 szeptember 22, 19:36
Írta: Fli4l Dátum 2019 szeptember 22, 19:36
Egyszerű itt a példa ami szerint bekötöttem de nem jó.
A VFD-m danfoss az normál 12-es láb 24V 18-as láb Start bemenet 20-as láb GND már ha kell. Normál esetben nem. Bekötöttem a VFD-re az ajánlás alapján a vezérlő kimenetét O2 18.-as lábra mert 24V-ot feltételezünk és GND-t a 20-as lábra. Elméletben így működne, ha nem NPN kimenetű lenne a mozgásvezérlő. Viszont ezt a pwm-es kimenetet nem értem, hogy lesz nekem ebből 10V- ha kell és hogy lesz 5V ha úgy adom meg a fordulatot, hogy 18000 akkor 10V és ha csak 12000-el kell marnom akkor ezt automatikusan hozzáredelni? azt mondom, hogy kell nekem pl.: 6000-18000-es tarományban mire állítsam a spindle menüben?
(https://hobbicncforum.hu/uploaded_images/2019/09/tn_0e0e6g2z3i22yqggmt2aa_2620.jpg) (https://hobbicncforum.hu/uploaded_images/2019/09/0e0e6g2z3i22yqggmt2aa_2620.jpg) (https://hobbicncforum.hu/uploaded_images/2019/09/tn_yysdb9qz0kzf5wie5w9e_2620.jpg) (https://hobbicncforum.hu/uploaded_images/2019/09/yysdb9qz0kzf5wie5w9e_2620.jpg)
A VFD-m danfoss az normál 12-es láb 24V 18-as láb Start bemenet 20-as láb GND már ha kell. Normál esetben nem. Bekötöttem a VFD-re az ajánlás alapján a vezérlő kimenetét O2 18.-as lábra mert 24V-ot feltételezünk és GND-t a 20-as lábra. Elméletben így működne, ha nem NPN kimenetű lenne a mozgásvezérlő. Viszont ezt a pwm-es kimenetet nem értem, hogy lesz nekem ebből 10V- ha kell és hogy lesz 5V ha úgy adom meg a fordulatot, hogy 18000 akkor 10V és ha csak 12000-el kell marnom akkor ezt automatikusan hozzáredelni? azt mondom, hogy kell nekem pl.: 6000-18000-es tarományban mire állítsam a spindle menüben?
(https://hobbicncforum.hu/uploaded_images/2019/09/tn_0e0e6g2z3i22yqggmt2aa_2620.jpg) (https://hobbicncforum.hu/uploaded_images/2019/09/0e0e6g2z3i22yqggmt2aa_2620.jpg) (https://hobbicncforum.hu/uploaded_images/2019/09/tn_yysdb9qz0kzf5wie5w9e_2620.jpg) (https://hobbicncforum.hu/uploaded_images/2019/09/yysdb9qz0kzf5wie5w9e_2620.jpg)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 szeptember 22, 20:01
Írta: dezsoe Dátum 2019 szeptember 22, 20:01
Ha a 24V-ra kell a bemenetet kötni, hogy elinduljon, akkor az nem fog menni az NPN kimenettel, legfeljebb, ha megrelézed. (A kimenettel egy relét hajtasz, ami kapcsolja az indító lábat a 24V-ra.)
0%->0V-tól 100%->10V-ig változhat az analóg kimenet. A megadott min/max fordulatszámra fogja a megadott min/max PWM kitöltést beállítani, folytonosan. Például: fordulat min/max: 2000/24000, PWM min/max: 10%/100%, akkor 0-2000-ig bármit állítasz S-sel, 2000-et fog beállítani, hiszen ez a minimum fordulatszám, ehhez pedig 10%-os kitöltést állít be, azaz 1V-ot. Ahogy mész felfelé a fordulatszámmal, úgy növeli a kitöltést (és a kimenő feszültséget), egészen S24000-ig. (Írhatsz nagyobb értéket, de mivel ez van beállítva maximális fordulatszámnak, ezért nem fog feljebb menni.) Amikor elérted a 24000-et, akkor fog 100%-os kitöltéssel működni, azaz kiadja a 10V-ot az analóg kimenetre. A 2000-24000 tartományt fogja a 10-100%-ra rávetíteni.
0%->0V-tól 100%->10V-ig változhat az analóg kimenet. A megadott min/max fordulatszámra fogja a megadott min/max PWM kitöltést beállítani, folytonosan. Például: fordulat min/max: 2000/24000, PWM min/max: 10%/100%, akkor 0-2000-ig bármit állítasz S-sel, 2000-et fog beállítani, hiszen ez a minimum fordulatszám, ehhez pedig 10%-os kitöltést állít be, azaz 1V-ot. Ahogy mész felfelé a fordulatszámmal, úgy növeli a kitöltést (és a kimenő feszültséget), egészen S24000-ig. (Írhatsz nagyobb értéket, de mivel ez van beállítva maximális fordulatszámnak, ezért nem fog feljebb menni.) Amikor elérted a 24000-et, akkor fog 100%-os kitöltéssel működni, azaz kiadja a 10V-ot az analóg kimenetre. A 2000-24000 tartományt fogja a 10-100%-ra rávetíteni.
Cím: Re:UCCNC vezérlő program
Írta: Fli4l Dátum 2019 szeptember 22, 20:24
Írta: Fli4l Dátum 2019 szeptember 22, 20:24
A VFD eddig is relézve volt ezután is így lesz, csak gondoltam, kihagyom ha úgy is leválasztott. A fordulatot beállítottam a kitöltési tényezőnek megfelőlen 33-100% 6000-18000 nagyjából ok 5Hz hiányzik mert az analóg kimenet nem ad ki teljesen 10V-ot kb ~9,82V max, ha a VFD-nél meg tudom adni, hogy ez legyen a 300Hz akkor ok. Max kicsit emelek a frekvencián akkor. Most nagyjából olyan mint a régi volt de még nem csináltam próba marást. Egyébként van zavarszűrő a betápon igaz nem a VFD előtt de mindenek előtt van. Nem tudom mi gerjeszti a zavart lehet a VFD.
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2019 szeptember 22, 20:37
Írta: gaben Dátum 2019 szeptember 22, 20:37
Szia,
ha a frekiváltód ugyanabban az elosztóban van, mint az összes többi cucc, akkor az is okozhat különböző zavaró jeleket. Megoldás, hogy külön-külön elosztóban legyenek a gyenge és erősáramú berendezések.
Illetve az árnyékolt kábeleknek csak az egyik oldalát szabad földelni.
ha a frekiváltód ugyanabban az elosztóban van, mint az összes többi cucc, akkor az is okozhat különböző zavaró jeleket. Megoldás, hogy külön-külön elosztóban legyenek a gyenge és erősáramú berendezések.
Illetve az árnyékolt kábeleknek csak az egyik oldalát szabad földelni.
Cím: Re:UCCNC vezérlő program
Írta: Fli4l Dátum 2019 szeptember 22, 21:31
Írta: Fli4l Dátum 2019 szeptember 22, 21:31
Köszi a tanácsot ebből az árnyékolás kivitelezhető jelenleg a külön elhelyezés az sajnos egyenlőre nem.
Cím: Re:UCCNC vezérlő program
Írta: PSoft Dátum 2019 szeptember 22, 21:37
Írta: PSoft Dátum 2019 szeptember 22, 21:37
Pedig, de sokszor egy szekrényben lakik frekiváltó, DC vezérléssel, PLC-vel, mérőkörökkel, stb...stb.
Jahhh...
Békességben veszekedés nélkül, mint a jó szomszédok, akik sokszor...nem is tudnak egymásról.
Jahhh...
Békességben veszekedés nélkül, mint a jó szomszédok, akik sokszor...nem is tudnak egymásról.
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2019 szeptember 22, 21:55
Írta: gaben Dátum 2019 szeptember 22, 21:55
Persze, ezért írtam, hogy ez is okozhat problémát. ;)
Mikor elkezdtem tervezni a gépemet, Sirnyeteg fórumtársunk mondta, hogy amennyiben szeretném a zavarokat minimálisra csökkenteni, tegyem külön szekrénybe őket.
Nekem ennyi elég volt, azótata is hibátlanul fut minden.
Mikor elkezdtem tervezni a gépemet, Sirnyeteg fórumtársunk mondta, hogy amennyiben szeretném a zavarokat minimálisra csökkenteni, tegyem külön szekrénybe őket.
Nekem ennyi elég volt, azótata is hibátlanul fut minden.
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2019 szeptember 22, 22:22
Írta: TBS-TEAM Dátum 2019 szeptember 22, 22:22
A frekiváltók 99%-ban a bemenetüket lehet változtatni, hogy PNP vagy NPN működjenek.
Általában egy jumpert kell átrakni.
Nem kell megrelézni.
Mi a pontos típus?
Általában egy jumpert kell átrakni.
Nem kell megrelézni.
Mi a pontos típus?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 szeptember 23, 21:07
Írta: svejk Dátum 2019 szeptember 23, 21:07
Az 1.2111- tesztverziónál a softlimits file precheck többször rosszul számol valamit és ok nélkül túlfutást jelez.
Ugyanazt a kódot futtatva van amikor jelez van amikor nem.
Kikapcsolva a funkciót rendben fut a kód.
Ugyanazt a kódot futtatva van amikor jelez van amikor nem.
Kikapcsolva a funkciót rendben fut a kód.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 szeptember 23, 21:19
Írta: svejk Dátum 2019 szeptember 23, 21:19
Kérés.
Okos dolog a Show softlimits area funkció. [#eljen]
Jó lenne ha a 142 gomb (Toolpathviewtop) használatakor ez is befordulna a síkba.
Okos dolog a Show softlimits area funkció. [#eljen]
Jó lenne ha a 142 gomb (Toolpathviewtop) használatakor ez is befordulna a síkba.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 szeptember 23, 21:21
Írta: svejk Dátum 2019 szeptember 23, 21:21
Hozzáteszem az adott kódban több koordinátaváltás és gépi koordináta meghívás is szerepel.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2019 szeptember 24, 22:08
Írta: istvan58 Dátum 2019 szeptember 24, 22:08
ezt a soft limit problémát tapasztalta e még valaki?
Cím: Re:UCCNC vezérlő program
Írta: dtb Dátum 2019 szeptember 24, 22:36
Írta: dtb Dátum 2019 szeptember 24, 22:36
Én jeleztem hasonlót, de egyszerűbb volt kikapcsolni.
Cím: Re:UCCNC vezérlő program
Írta: Fli4l Dátum 2019 szeptember 26, 19:08
Írta: Fli4l Dátum 2019 szeptember 26, 19:08
Igazad van! Megnéztem az adatlapját és lehet egy deep kapcsolóval kiválasztani, hogy PNP/NPN legyen. Így tényleg elhagyható a relé. Köszi a segítséget. Amúgy Danfos FC-051 a tipús.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 október 04, 08:43
Írta: svejk Dátum 2019 október 04, 08:43
Húú...basszus! :)
Nem semmi változás!
(pedig már úgy megszoktam a papagájos képernyőt :) )
Most itt hirtelen egy 24"-os 16:10-es monitoron nézem, ez így tök jól látható/olvasható nekem, de mondjuk egy notin nem lesz ez túl apró?
No majd meglátom.
Szerencsére két-három kattintással vissza lehet váltani.
Ezen a képernyőn még szembetűnőbb a pár héttel ezelőtti ötletem/kérésem, hogy a főképernyő és az offset képrenyőn szinkronban váltson a G54-G59 rublika.
Tehát ha a főképernyőn másik koordinátarendszerre váltok az alsó sorban a gombokkal, vagy MDI-ban akkor automatikusan az offset képernyőn is az a rendszer legyen aktív.
Sokkal kisebb lenne korrekciózáskor a tévesztés lehetősége.
Nem semmi változás!
(pedig már úgy megszoktam a papagájos képernyőt :) )
Most itt hirtelen egy 24"-os 16:10-es monitoron nézem, ez így tök jól látható/olvasható nekem, de mondjuk egy notin nem lesz ez túl apró?
No majd meglátom.
Szerencsére két-három kattintással vissza lehet váltani.
Ezen a képernyőn még szembetűnőbb a pár héttel ezelőtti ötletem/kérésem, hogy a főképernyő és az offset képrenyőn szinkronban váltson a G54-G59 rublika.
Tehát ha a főképernyőn másik koordinátarendszerre váltok az alsó sorban a gombokkal, vagy MDI-ban akkor automatikusan az offset képernyőn is az a rendszer legyen aktív.
Sokkal kisebb lenne korrekciózáskor a tévesztés lehetősége.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 október 04, 09:01
Írta: dezsoe Dátum 2019 október 04, 09:01
Itt is működik a makró, amit adtam, tedd alá.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 október 04, 09:02
Írta: dezsoe Dátum 2019 október 04, 09:02
Aki 32 bites Windows-t használ, az várjon egy picit a letöltéssel, mert 32 biten egy hiba belecsúszott. Nemsoká ki lesz javítva, majd írok. Köszi a türelmet!
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2019 október 04, 09:04
Írta: istvan58 Dátum 2019 október 04, 09:04
Tetszik,
gyorsteszt demo módban:
softlimit led nem aktiválódik soft limt esetén
gyorsteszt demo módban:
softlimit led nem aktiválódik soft limt esetén
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2019 október 04, 09:05
Írta: istvan58 Dátum 2019 október 04, 09:05
na ez hamar elment véletlenül,
szóval:
soft limit led nem müxik,
soft limit továbbra is beakad step jogging módban
szóval:
soft limit led nem müxik,
soft limit továbbra is beakad step jogging módban
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2019 október 04, 09:09
Írta: frob Dátum 2019 október 04, 09:09
hát tényleg jó nagy változás, eléggé szokatlan a régi után...
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2019 október 04, 09:47
Írta: istvan58 Dátum 2019 október 04, 09:47
"soft limit led nem müxik" megoldva, LEDnr36 átírva LEDnr3 ra.
marad a beakadás step joggingba.
marad a beakadás step joggingba.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2019 október 04, 10:04
Írta: istvan58 Dátum 2019 október 04, 10:04
de inkább LEDnr 67, igy jelzi ha be van kapcsolva. Gondolom ez a célja.
De jó lenne még egy softlimit ki-be kapcsoló gomb is, ne kéljen pipa be ki gen setup-ban.
De jó lenne még egy softlimit ki-be kapcsoló gomb is, ne kéljen pipa be ki gen setup-ban.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 október 04, 10:24
Írta: dezsoe Dátum 2019 október 04, 10:24
Jó az a LED szám. A soft limit-et közvetlenül is tudod kapcsolni a probe oldalon.
Cím: Re:UCCNC vezérlő program
Írta: nagysam Dátum 2019 október 04, 10:50
Írta: nagysam Dátum 2019 október 04, 10:50
Az "OFFSETS" képernyőn,a bal szélén lévő G54-G59 kapcsolók csinálnak valamit?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 október 04, 10:56
Írta: dezsoe Dátum 2019 október 04, 10:56
Persze. Ugyanúgy, mint a korábbi verziókban, ki tudod választani, hogy melyik munkaterület (G54-G59) ofszetjeit akarod piszkálni. Legfeljebb azért nem látsz semmit, mert mind nulla. Menj el valahova G54-ben, nullázd le a tengelyeket, másikon is máshol stb. Így már látni fogod.
Cím: Re:UCCNC vezérlő program
Írta: nagysam Dátum 2019 október 04, 11:04
Írta: nagysam Dátum 2019 október 04, 11:04
Tényleg![#eplus2]
Köszönöm[#eljen]
Köszönöm[#eljen]
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2019 október 04, 12:31
Írta: istvan58 Dátum 2019 október 04, 12:31
Szerintem nem igazán jó.
Azonos a mellette lévő E-Stop al, mindkettő 36-os.
Igy nem sok értelme van, da ha 67 re állítom akkor már van értelme.
Azonos a mellette lévő E-Stop al, mindkettő 36-os.
Igy nem sok értelme van, da ha 67 re állítom akkor már van értelme.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 október 04, 12:40
Írta: dezsoe Dátum 2019 október 04, 12:40
Akkor már megmódosítottad. Eredetileg 268-as LED van kirakva, ami akkor világít, ha belemész a softlimit-be valamelyik tengellyel.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2019 október 04, 12:52
Írta: istvan58 Dátum 2019 október 04, 12:52
igen a 268 valóban jó, de a default az 36.
ellenőriztem új letöltéssel :)
ellenőriztem új letöltéssel :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 október 04, 13:08
Írta: dezsoe Dátum 2019 október 04, 13:08
Közben én is letöltöttem, biztos, ami biztos. Nálam 268. Gondolom, ugyanarról a LED-ről beszélünk. [#nemtudom]
(https://hobbicncforum.hu/uploaded_images/2019/10/tn_jijgxevqzinbeqph572kz_3977.png) (https://hobbicncforum.hu/uploaded_images/2019/10/jijgxevqzinbeqph572kz_3977.png)
(https://hobbicncforum.hu/uploaded_images/2019/10/tn_jijgxevqzinbeqph572kz_3977.png) (https://hobbicncforum.hu/uploaded_images/2019/10/jijgxevqzinbeqph572kz_3977.png)
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2019 október 04, 13:24
Írta: istvan58 Dátum 2019 október 04, 13:24
Úgy néz ki mindkettőnknek igaza van :)
Ha demóban UC100 al indítom akkor 268, de ha UC400ETH-val akkor 36.
Mivel nekem UC400ETH van igy próbáltam.
Ha demóban UC100 al indítom akkor 268, de ha UC400ETH-val akkor 36.
Mivel nekem UC400ETH van igy próbáltam.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2019 október 04, 13:28
Írta: istvan58 Dátum 2019 október 04, 13:28
a kép
(https://hobbicncforum.hu/uploaded_images/2019/10/tn_ux9hbedctdscj3uxhtvv_2723.png) (https://hobbicncforum.hu/uploaded_images/2019/10/ux9hbedctdscj3uxhtvv_2723.png)
(https://hobbicncforum.hu/uploaded_images/2019/10/tn_ux9hbedctdscj3uxhtvv_2723.png) (https://hobbicncforum.hu/uploaded_images/2019/10/ux9hbedctdscj3uxhtvv_2723.png)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 október 04, 13:42
Írta: dezsoe Dátum 2019 október 04, 13:42
Aha, nyertél! [#taps] Akkor ezt javítani kell. Köszi az észrevételt!
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2019 október 04, 13:43
Írta: istvan58 Dátum 2019 október 04, 13:43
[#eljen]
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2019 október 05, 11:06
Írta: istvan58 Dátum 2019 október 05, 11:06
Amúgy végig próbáltam, csak UC100 al 268-as a Led, bármi másik vezérlő választása esetén 36. Ez érdekes.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 október 05, 11:14
Írta: dezsoe Dátum 2019 október 05, 11:14
Igen, közben már Balázs is felfedezte, hogy csak az UC100-nál jó. Következő kiadásban ki lesz javítva.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2019 október 05, 11:22
Írta: istvan58 Dátum 2019 október 05, 11:22
Addig is ezt javaslom:
Default2019.ssf ben:
(772, 974, 24, 24, false, 279, 36, 1) replace with (772, 974, 24, 24, false, 279, 268, 1)
remélem más nem romlott el miatta.
Default2019.ssf ben:
(772, 974, 24, 24, false, 279, 36, 1) replace with (772, 974, 24, 24, false, 279, 268, 1)
remélem más nem romlott el miatta.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 október 05, 11:39
Írta: dezsoe Dátum 2019 október 05, 11:39
Teljesen jó megoldás. :)
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2019 október 05, 11:45
Írta: istvan58 Dátum 2019 október 05, 11:45
Ami meg nekem továbbra is furcsa hogy senki más aki valóban használja is gépet (nem mint én szökőéveként!) nem jelezte a softlimit beakadást step jogging módban. Ez pedig szerintem jelen van az idők kezdete óta. Legalábbis bármilyen hozzáférhető régebbi verziót próbáltam a hiba megvolt. Vagy lehet én csinálok valamit rosszul?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 október 05, 12:03
Írta: dezsoe Dátum 2019 október 05, 12:03
Szerintem eleve sokan vagyunk, akik soha nem használunk softlimit-et. Aki mégis, az nem biztos hogy használ step jog módot. De, ha mégis mindkettőt használja, még akkor sem biztos, hogy itt van a fórumon.
Ettől függetlenül rajta van a listán, ez is meg lesz vizsgálva.
Ettől függetlenül rajta van a listán, ez is meg lesz vizsgálva.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 október 05, 15:59
Írta: dezsoe Dátum 2019 október 05, 15:59
Az 1.2112-höz a javítás elkészült, megy már 32 biten és a softlimit LED sorszámok is ki lettek javítva. Aki már letöltötte, töltse le újra.
Köszi a türelmet!
Köszi a türelmet!
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 október 05, 22:28
Írta: svejk Dátum 2019 október 05, 22:28
Ma tüzetesebben megnéztem az én softlimites problémámat.
MPG-vel mozogva a softlimit elérése után ha az egérrel "okézom" le a figyelmeztetést akkor minden rendben, vissza tudok mozogni az MPG-vel.
De ha a triggerbemeneten keresztül a 782-es számú "CloseResetandQuestionForms" gombbal okézom le az üzenetet akkor nem mozdul meg a tengely addig amíg a tengelyválasztóval nem váltok át másik tengelyre, majd vissza.
Inentől kezdve minden rendben mozog a tengely.
1.2111 verziót használom azon a gépen.
MPG-vel mozogva a softlimit elérése után ha az egérrel "okézom" le a figyelmeztetést akkor minden rendben, vissza tudok mozogni az MPG-vel.
De ha a triggerbemeneten keresztül a 782-es számú "CloseResetandQuestionForms" gombbal okézom le az üzenetet akkor nem mozdul meg a tengely addig amíg a tengelyválasztóval nem váltok át másik tengelyre, majd vissza.
Inentől kezdve minden rendben mozog a tengely.
1.2111 verziót használom azon a gépen.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2019 október 06, 00:15
Írta: istvan58 Dátum 2019 október 06, 00:15
Szia,
Én a gépen UCR201-et használok. De nyilakal is ugyanaz a hiba.
Ha elérem a softlimitet simán megy visszafele de csak "continuous" módban, step módban nem mozdul egyik tengely sem miután a soft limitet elértem. De continuous-ban működik továbbra is.
Ugyanez laptopon, demo módban egérrel kattintva a nyilakra.
Ezt a helyzetet feloldani két féle módon tudom :
1. Reset gomb.
2. Az MDI mezőbe belekatintva 2x, vagy 2x enter gomb a billentyűn.
Tehát próbáld ki a következőt:
Step módban lépeges a soft limit irányába. Amint eléred nem fogsz tudni többé lépni egy tengelyel sem step módban.
Én a gépen UCR201-et használok. De nyilakal is ugyanaz a hiba.
Ha elérem a softlimitet simán megy visszafele de csak "continuous" módban, step módban nem mozdul egyik tengely sem miután a soft limitet elértem. De continuous-ban működik továbbra is.
Ugyanez laptopon, demo módban egérrel kattintva a nyilakra.
Ezt a helyzetet feloldani két féle módon tudom :
1. Reset gomb.
2. Az MDI mezőbe belekatintva 2x, vagy 2x enter gomb a billentyűn.
Tehát próbáld ki a következőt:
Step módban lépeges a soft limit irányába. Amint eléred nem fogsz tudni többé lépni egy tengelyel sem step módban.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 október 06, 06:50
Írta: svejk Dátum 2019 október 06, 06:50
Kipróbáltam a Te "hibádat", valóban úgy van ahogy leírod.
(de ez valószínűleg nem függ össze az én #7163-ban leírt esetemmel)
Kérdésedre, hogy miért nem jött elő eddig másnál, csak azt tudom mondani, hogy én több nagyobbacska gépet is üzemeltetek és a softlimiteket is használom -hiszen tökjó dolog- de eszembe sem jutna egyik gépen sem a step módot használni.
Vagy Continous, vagy MPG.
A látókörömben levő ipari gépeken sem találkoztam a step móddal még egy gépen sem.
(de ez valószínűleg nem függ össze az én #7163-ban leírt esetemmel)
Kérdésedre, hogy miért nem jött elő eddig másnál, csak azt tudom mondani, hogy én több nagyobbacska gépet is üzemeltetek és a softlimiteket is használom -hiszen tökjó dolog- de eszembe sem jutna egyik gépen sem a step módot használni.
Vagy Continous, vagy MPG.
A látókörömben levő ipari gépeken sem találkoztam a step móddal még egy gépen sem.
Cím: Re:UCCNC vezérlő program
Írta: remrendes Dátum 2019 október 06, 06:52
Írta: remrendes Dátum 2019 október 06, 06:52
Az uj veriozban a plazma kepernyo gondolom meg nincs befejezve. Vagy az elozon is rajta voltak a Spindle CW es egyeb gombok?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 október 06, 07:38
Írta: dezsoe Dátum 2019 október 06, 07:38
Elvileg be van fejezve. Gyakorlatilag javítjuk, mert egyikünk sem vette észre. :) Köszi!
Cím: Re:UCCNC vezérlő program
Írta: gabi Dátum 2019 október 06, 08:32
Írta: gabi Dátum 2019 október 06, 08:32
Sziasztok
Az új verzió saját parancsikonjával elindul
de profilfájlos ikonnal a régi képernyő felület jön elő
Mit csináltam rosszul?
Az új verzió saját parancsikonjával elindul
de profilfájlos ikonnal a régi képernyő felület jön elő
Mit csináltam rosszul?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 október 06, 08:40
Írta: dezsoe Dátum 2019 október 06, 08:40
Szia!
Semmit. A profilban van beállítva, hogy melyik képernyőt használja és mivel régen csak az volt, így azt hozza be. A régi képernyőn a profil beállításoknál találsz egy select screenset gombot. Kiválasztod a default2019-et, select gomb, majd újraindítod az UCCNC-t.
Semmit. A profilban van beállítva, hogy melyik képernyőt használja és mivel régen csak az volt, így azt hozza be. A régi képernyőn a profil beállításoknál találsz egy select screenset gombot. Kiválasztod a default2019-et, select gomb, majd újraindítod az UCCNC-t.
Cím: Re:UCCNC vezérlő program
Írta: gabi Dátum 2019 október 06, 08:53
Írta: gabi Dátum 2019 október 06, 08:53
Köszönjöm!
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2019 október 06, 08:58
Írta: istvan58 Dátum 2019 október 06, 08:58
Mpg vel is ugyanaz a hiba "step" módban.
Én akkor használom pl. 0.01 steppel amikor rá akarok állni egy darabra úgy hogy éppen érintem. Igaz ilyenkor nem érem el a softlimitet.
De be szoktam állítani a soft limitet mindég Z tengelyen úgy hogy ne menjek bele az asztalba, és ellenőrzéskor szokott beakadni.
.
Én akkor használom pl. 0.01 steppel amikor rá akarok állni egy darabra úgy hogy éppen érintem. Igaz ilyenkor nem érem el a softlimitet.
De be szoktam állítani a soft limitet mindég Z tengelyen úgy hogy ne menjek bele az asztalba, és ellenőrzéskor szokott beakadni.
.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 október 06, 09:50
Írta: svejk Dátum 2019 október 06, 09:50
No azt sem tudhatom, mert nálunk az MPG multi a beállítás.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2019 október 06, 10:18
Írta: istvan58 Dátum 2019 október 06, 10:18
Amúgy tetszik új képernyő.
De kicsit sok számok pörögnek a képernyőn. Most próbálom átszabni kicsit azt a mezőt.
Azt vettem észre hogy semmilyen betűtípusnál sem fogadja el a "Bold" verziót. Például Arial Bold nem lehet de Arial Black igen, de az már túl vastag.
De kicsit sok számok pörögnek a képernyőn. Most próbálom átszabni kicsit azt a mezőt.
Azt vettem észre hogy semmilyen betűtípusnál sem fogadja el a "Bold" verziót. Például Arial Bold nem lehet de Arial Black igen, de az már túl vastag.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2019 október 06, 19:42
Írta: istvan58 Dátum 2019 október 06, 19:42
Vasárnapi kikapcsolódásként kicsit átszabtam ami zavart.
Nekem max 5 tengelyem lehet, igy minek a 6.
A DRO mezőt átszabtam a régihez hasonló tartalommal.
Igy a számok kissé nagyobbak, és kevesebbet kell belőlük figyelni.
Ha valakit érdekel a screen-set szívesen megosztom.
(https://hobbicncforum.hu/uploaded_images/2019/10/tn_72ue90vvq2c98hmz9vp_2723.png) (https://hobbicncforum.hu/uploaded_images/2019/10/72ue90vvq2c98hmz9vp_2723.png)
Nekem max 5 tengelyem lehet, igy minek a 6.
A DRO mezőt átszabtam a régihez hasonló tartalommal.
Igy a számok kissé nagyobbak, és kevesebbet kell belőlük figyelni.
Ha valakit érdekel a screen-set szívesen megosztom.
(https://hobbicncforum.hu/uploaded_images/2019/10/tn_72ue90vvq2c98hmz9vp_2723.png) (https://hobbicncforum.hu/uploaded_images/2019/10/72ue90vvq2c98hmz9vp_2723.png)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 október 06, 20:17
Írta: dezsoe Dátum 2019 október 06, 20:17
[#eljen]
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2019 október 06, 20:23
Írta: istvan58 Dátum 2019 október 06, 20:23
miét nem fogadja el a DRO mező amikor "Bold" karaktert akarok beállítani?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 október 06, 20:31
Írta: dezsoe Dátum 2019 október 06, 20:31
Biztos, hogy van valami technikai oka, de tényleg nem fogadja el. Felírtam a listára ezt is.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 október 07, 21:17
Írta: svejk Dátum 2019 október 07, 21:17
Ma kipróbáltam a 782-es gombos okézást egy AXBB-E hardverrel is, ugyan az történik mint amit leírtam a #7163-ban.
(hátha segít a hibafeltárásban:
a léptékválasztó átkapcsolásával is feléled nem csak a tengelyválasztó átkapcsolásával, és az MPG mindhárom üzemmódjában adja a hibát)
(hátha segít a hibafeltárásban:
a léptékválasztó átkapcsolásával is feléled nem csak a tengelyválasztó átkapcsolásával, és az MPG mindhárom üzemmódjában adja a hibát)
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2019 október 07, 21:27
Írta: istvan58 Dátum 2019 október 07, 21:27
Lehet úgy szerkeszteni a képernyőt hogy az minden vezérlővel jó legyen vagy szerkezteni kell az sff fajlt?
PL. Uc400eth ra végeztem el a szerkesztést, és pl. UC100 át választva szét esik minden mert ugye máshol vannak a mezők.
PL. Uc400eth ra végeztem el a szerkesztést, és pl. UC100 át választva szét esik minden mert ugye máshol vannak a mezők.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 október 07, 22:19
Írta: dezsoe Dátum 2019 október 07, 22:19
A szerkesztés vezérlőnként történik. Az ilyen problémákat úgy lehet elkerülni, hogy nem az eredeti képeket módosítod, hanem készítesz először egy másolatot, azt módosítod és az ssf-ben átírod, hogy a másik képet töltse be, de csak az adott vezérlőnél. Így a többi vezérlő, ahol még nem módosítottál, be tudja tölteni az eredeti képeket.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2019 október 07, 22:27
Írta: istvan58 Dátum 2019 október 07, 22:27
Köszi,
ugy oldottam meg hogy csináltam egy uj BMP mappát "Default2019_1" néven és egy "Default2019_1.sff" fájlt.
A többi meg maradt a default2019
ugy oldottam meg hogy csináltam egy uj BMP mappát "Default2019_1" néven és egy "Default2019_1.sff" fájlt.
A többi meg maradt a default2019
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2019 október 07, 23:22
Írta: istvan58 Dátum 2019 október 07, 23:22
és nem a kepékkel van bajom, hanem gombok, ledek áthelyezésével.
Ha UC400 al helyezem át akkor a többinél marad.
Na mindegy úgy is csak egy vezérlőm van :) De gondoltam ha valaki kérné a fájlt csak UC400 ra lenne jó.
Próbáltam az .sff fájlt módosítani de először meg kéne jelölni mi a közös es mi a különbség a vezérlők között. És csak a közös részt átmásolni mindegyikbe.
Ha UC400 al helyezem át akkor a többinél marad.
Na mindegy úgy is csak egy vezérlőm van :) De gondoltam ha valaki kérné a fájlt csak UC400 ra lenne jó.
Próbáltam az .sff fájlt módosítani de először meg kéne jelölni mi a közös es mi a különbség a vezérlők között. És csak a közös részt átmásolni mindegyikbe.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2019 október 10, 15:32
Írta: frob Dátum 2019 október 10, 15:32
sziasztok
a cncdrive-ről a 1.2111 verziót lehet letölteni, akkor ez most az aktuális stabil változat?
1.2049 nél tartok a gépemen, van értelme frissíteni?
a cncdrive-ről a 1.2111 verziót lehet letölteni, akkor ez most az aktuális stabil változat?
1.2049 nél tartok a gépemen, van értelme frissíteni?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 október 10, 15:41
Írta: dezsoe Dátum 2019 október 10, 15:41
Szia!
Az aktuális letöltéseket az [#t255#] topicban találod, most az 1.2112 a legfrissebb teszt verzió. A legutolsó stabil továbbra is az 1.2049. Frissítened csak akkor kell, ha valami olyan funkciót szeretnél használni, amit a régi még nem tud. Ezek listáját is megtalálod a fentebb említett helyen.
Az aktuális letöltéseket az [#t255#] topicban találod, most az 1.2112 a legfrissebb teszt verzió. A legutolsó stabil továbbra is az 1.2049. Frissítened csak akkor kell, ha valami olyan funkciót szeretnél használni, amit a régi még nem tud. Ezek listáját is megtalálod a fentebb említett helyen.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2019 október 10, 17:59
Írta: frob Dátum 2019 október 10, 17:59
szia, köszi!
akkor marad a mostani :)
cncdrive.hu a szoftver letöltésénél akkor most a teszt verzió van kiírva, nem pedig a stabil verzió...
persze lehet hogy így akartátok, ...
akkor marad a mostani :)
cncdrive.hu a szoftver letöltésénél akkor most a teszt verzió van kiírva, nem pedig a stabil verzió...
persze lehet hogy így akartátok, ...
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 október 10, 18:11
Írta: dezsoe Dátum 2019 október 10, 18:11
Hümm, tényleg. Valószínűleg az AXBB támogatása miatt, mert az nem megy a régiekkel, annál újabb fejlesztés.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 október 21, 19:43
Írta: svejk Dátum 2019 október 21, 19:43
Még eddig sosem volt szükségem a "Park" gombokra, de most jól jönne.
Azt látom, hogy az M200-203 makrókban vannak leírva a funkcióik és gépi koordinátában van értelmezve, de a Park pozícióból hogy tudok visszamenni a tengelyekkel abba a pozícióba ahol a parkolás megkezdése előtt álltam?
Azt látom, hogy az M200-203 makrókban vannak leírva a funkcióik és gépi koordinátában van értelmezve, de a Park pozícióból hogy tudok visszamenni a tengelyekkel abba a pozícióba ahol a parkolás megkezdése előtt álltam?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 október 21, 20:29
Írta: svejk Dátum 2019 október 21, 20:29
Leírom azt is miért kellene ez nekem, hátha kapok jobb ötletet.
A cél egy sok-sok ezer furatból álló raszteres fúrás.
Maga a G-kód nem túl bonyi, három alprogram, G81-ek, inkrementális mozgások no és persze mindez paraméteresen, mert sokféle raszterméret kell
A helyzetet bonyolítja, hogy menet közben többször kell szerszámot élezni, vagy törés esetén cserélni.
A programot megtűzdelve pár M0-val bármikor meg tudok állni a program közben és tudom onnan folytatni ahol abbahagytam.
(szerencsére az M0 után tudok a DRO-ba is írni és abszolut módban mozogni is)
Tehát ha feljegyzem, hogy hol álltam meg akkor MDI-ban vissza is tudok menni az adott koordinátára majd onnan folytatni.
Csak ezt a kiállást és visszaállást jó lenne egy külső gombra rakni a tévesztés elkerülése végett.
A cél egy sok-sok ezer furatból álló raszteres fúrás.
Maga a G-kód nem túl bonyi, három alprogram, G81-ek, inkrementális mozgások no és persze mindez paraméteresen, mert sokféle raszterméret kell
A helyzetet bonyolítja, hogy menet közben többször kell szerszámot élezni, vagy törés esetén cserélni.
A programot megtűzdelve pár M0-val bármikor meg tudok állni a program közben és tudom onnan folytatni ahol abbahagytam.
(szerencsére az M0 után tudok a DRO-ba is írni és abszolut módban mozogni is)
Tehát ha feljegyzem, hogy hol álltam meg akkor MDI-ban vissza is tudok menni az adott koordinátára majd onnan folytatni.
Csak ezt a kiállást és visszaállást jó lenne egy külső gombra rakni a tévesztés elkerülése végett.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 október 21, 21:26
Írta: dezsoe Dátum 2019 október 21, 21:26
Ha más nem előz meg, akkor holnap megírom, de most kicsit időzavarban vagyok... [#zavart2]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 október 21, 21:47
Írta: svejk Dátum 2019 október 21, 21:47
Akkor ez azt jelenti van megoldás, máris nyugodtan hajtom álomra a fejem. :)
Hátha én is megálmodom, bár ez majdnem kizárt :(
Hátha én is megálmodom, bár ez majdnem kizárt :(
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 október 23, 00:28
Írta: dezsoe Dátum 2019 október 23, 00:28
Igaz, hogy tegnapra ígértem, de ez a pár perc még belefér, remélem. :)
Ami beállítandó:
Nem muszáj kétállapotú gombot rajzolnod, csak praktikus. Ha nem kétállapotú, akkor is működik a makró, de akkor is be kell állítani a saját sorszámát, hogy ne mást kapcsolgasson. A MoveLED megadása is opcionális. Ha nem kell, akkor maradjon -1, egyébként a kívánt LED sorszáma. A LED-nek nem kell feltétlenül kint lenni a képernyőn, de használhatod output triggerhez, hogy egy esetleges távirányítón pilácsoljon a gomb, amivel indítod.
És akkor a lényeg:
Ami beállítandó:
Kód Kijelölés
const int MacroNumber = 20001; // A saját sorszáma: kétállapotú gombot átváltja, hogy látható legyen
const double MachSafeZ = 40.0; // Safe Z gépi koordinátában
const double DestX = 10.0; // Cél pozíció gépi koordinátában
const double DestY = 20.0;
const double DestZ = 30.0;
static int MoveLED = -1; // Állapot jelző LED száma, -1 ha nincs
Nem muszáj kétállapotú gombot rajzolnod, csak praktikus. Ha nem kétállapotú, akkor is működik a makró, de akkor is be kell állítani a saját sorszámát, hogy ne mást kapcsolgasson. A MoveLED megadása is opcionális. Ha nem kell, akkor maradjon -1, egyébként a kívánt LED sorszáma. A LED-nek nem kell feltétlenül kint lenni a képernyőn, de használhatod output triggerhez, hogy egy esetleges távirányítón pilácsoljon a gomb, amivel indítod.
És akkor a lényeg:
Kód Kijelölés
// ================================================================================================
// Move v1.0
// ================================================================================================
List<string> codelist = new List<string>();
double zStart = 0.0;
double zMove = 0.0;
switch (MoveState)
{
case 0:
if (!exec.GetLED(56) || !exec.GetLED(57) || !exec.GetLED(58)) // XYZ legyen home-olva
{
// MessageBox.Show("X/Y/Z was not yet homed!");
exec.AddStatusmessage("X/Y/Z was not yet homed!");
return;
}
MoveState = 2; // Mozgásban
if (MoveLED > 0) exec.SetLED(true, MoveLED);
AS3.Switchbutton(true, MacroNumber);
OrigX = exec.GetXmachpos();
OrigY = exec.GetYmachpos();
OrigZ = exec.GetZmachpos();
DistanceMode = exec.actualdistmode;
ModalMode = exec.actualmodal;
codelist.Clear();
codelist.Add("G90");
zStart = OrigZ;
zMove = zStart;
if (zMove < DestZ) zMove = DestZ;
if (zMove < MachSafeZ) zMove = MachSafeZ; // A legmagasabb Z-n mozgunk
if (zMove != zStart) codelist.Add("G00 G53 Z" + zMove.ToString("F6")); // Először a Z, ha kell
codelist.Add("G00 G53 X" + DestX.ToString("F6") + "Y" + DestY.ToString("F6")); // Majd az X és Y
if (zMove != DestZ) codelist.Add("G00 G53 Z" + DestZ.ToString("F6")); // Végül a Z, ha kell
exec.Codelist(codelist);
while (exec.IsMoving());
MoveState = 1; // Odaért
break;
case 1:
MoveState = 2; // Mozgásban
codelist.Clear();
zStart = exec.GetZmachpos();
zMove = zStart;
if (zMove < OrigZ) zMove = OrigZ;
if (zMove < MachSafeZ) zMove = MachSafeZ; // A legmagasabb Z-n mozgunk
if (zMove != zStart) codelist.Add("G00 G53 Z" + zMove.ToString("F6")); // Először a Z, ha kell
codelist.Add("G00 G53 X" + OrigX.ToString("F6") + "Y" + OrigY.ToString("F6")); // Majd az X és Y
if (zMove != OrigZ) codelist.Add("G00 G53 Z" + OrigZ.ToString("F6")); // Végül a Z, ha kell
codelist.Add("G" + DistanceMode); // Kezdő állapot visszaállítása
codelist.Add("G" + ModalMode);
exec.Codelist(codelist);
while (exec.IsMoving());
if (MoveLED > 0) exec.SetLED(false, MoveLED);
AS3.Switchbutton(false, MacroNumber);
MoveState = 0; // Visszaért
break;
case 2:
return;
break;
}
// ================================================================================================
#Events
// ================================================================================================
const int MacroNumber = 20001; // A saját sorszáma
const double MachSafeZ = 40.0; // Safe Z gépi koordinátában
const double DestX = 10.0; // Cél pozíció gépi koordinátában
const double DestY = 20.0;
const double DestZ = 30.0;
static int MoveLED = -1; // Állapot jelző LED száma, -1 ha nincs
static int MoveState = 0; // 0: ki, 1: be, 2: mozgásban
static int DistanceMode = 0; // Distance mode
static int ModalMode = 0; // Modal mode
static double OrigX = 0.0; // Eredeti X, Y és Z
static double OrigY = 0.0;
static double OrigZ = 0.0;
// ================================================================================================
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 október 23, 08:35
Írta: svejk Dátum 2019 október 23, 08:35
Hoppá-hoppá!
Azért álmaimban rövidebb volt a makro. :)
Nagyon köszönöm [#worship], mindjárt jól meg is tesztelem!
Azért álmaimban rövidebb volt a makro. :)
Nagyon köszönöm [#worship], mindjárt jól meg is tesztelem!
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 október 23, 08:58
Írta: svejk Dátum 2019 október 23, 08:58
Haláli, ez nekem nagyon tetszik...
Nem is értem miért nincs alapban ilyen funkció.
A több órán át dolgozó reliefmarásoknál is bizony sokszor félbe kell hagyni a műveleteket, olyankor jegyzetelni kell hol is járt az ember.
Én legalábbis mindig felírtam a gépi koordinátákat, az volt a hót' biztos.
Nem is értem miért nincs alapban ilyen funkció.
A több órán át dolgozó reliefmarásoknál is bizony sokszor félbe kell hagyni a műveleteket, olyankor jegyzetelni kell hol is járt az ember.
Én legalábbis mindig felírtam a gépi koordinátákat, az volt a hót' biztos.
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2019 október 23, 13:01
Írta: pisti73 Dátum 2019 október 23, 13:01
Sziasztok!
A "probe" oldal beállításaival kapcsolatosan található leírás? Az új tesztverzióban tudom, hogy van egy angol nyelvű, de egy magyar oldallal jobban boldogulnék.
Köszönöm előre is...
A "probe" oldal beállításaival kapcsolatosan található leírás? Az új tesztverzióban tudom, hogy van egy angol nyelvű, de egy magyar oldallal jobban boldogulnék.
Köszönöm előre is...
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 október 23, 13:30
Írta: dezsoe Dátum 2019 október 23, 13:30
Szia!
A magyar nyelvűt még nem sikerült megírni, de talán egyszer az is sorra kerül. Addig is kérdezz bátran. :)
A magyar nyelvűt még nem sikerült megírni, de talán egyszer az is sorra kerül. Addig is kérdezz bátran. :)
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2019 október 23, 13:39
Írta: pisti73 Dátum 2019 október 23, 13:39
Szia!
Arról lenne szó, hogy a különböző probe funkciókhoz hogyan tudom hozzárendelni a makrókat.
Valahol tuti le van írva, de nem találom...
Arról lenne szó, hogy a különböző probe funkciókhoz hogyan tudom hozzárendelni a makrókat.
Valahol tuti le van írva, de nem találom...
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 október 23, 13:59
Írta: dezsoe Dátum 2019 október 23, 13:59
Ezt nem egészen értem. A probe képernyőn semmihez nem tudsz makrót rendelni, hanem van egy probing nevű plugin, ami mindent elvégez. Ha ez a plugin nincs engedélyezve, akkor a képernyő nem fog semmi értelmeset csinálni, mert nincs mögötte program. A General lapon a Config plugins gombbal feljövő ablakban a probing plugin sorában kapcsold be az enabled pipát, aztán újraindítás.
A probe képernyőn "Warning! Probing plugin is not enabled!" felirat van, ha nem fut a plugin.
Ha már jó, akkor jöhetnek az alapbeállítások. Ami biztos, hogy kell: Fine distance (0,5-1), Fast feed (100-200), Fine feed (50-25), a setup képen a Safe Z és pipa a "Greater Z is safer in G17" sorba.
Ismerkedéshez esetleg a Limit traverse speed (gyors mozgások lassítása) is lehet pipa, írj mellé egy barátságosabb sebességet.
A probe képernyőn "Warning! Probing plugin is not enabled!" felirat van, ha nem fut a plugin.
Ha már jó, akkor jöhetnek az alapbeállítások. Ami biztos, hogy kell: Fine distance (0,5-1), Fast feed (100-200), Fine feed (50-25), a setup képen a Safe Z és pipa a "Greater Z is safer in G17" sorba.
Ismerkedéshez esetleg a Limit traverse speed (gyors mozgások lassítása) is lehet pipa, írj mellé egy barátságosabb sebességet.
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2019 október 23, 14:04
Írta: pisti73 Dátum 2019 október 23, 14:04
Köszi, megyek kipróbálom... :)
Cím: Re:UCCNC vezérlő program
Írta: pisti73 Dátum 2019 október 23, 14:32
Írta: pisti73 Dátum 2019 október 23, 14:32
Köszönöm szépen! Én hibáztam, egy értéket nem írtam be... Ezáltal nem indult az egész... ezért hittem azt, hogy valami makró hiányozhat....
Nagyon szuperül működi!!!
Köszönöm!
Nagyon szuperül működi!!!
Köszönöm!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 október 23, 14:36
Írta: dezsoe Dátum 2019 október 23, 14:36
[#eljen]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 október 24, 20:12
Írta: svejk Dátum 2019 október 24, 20:12
Dezsoe Bácsi!
Kérhetnék bele egy olyan sort, hogy ha ki van állva szerszámcsere pozícióba akkor a Cycle Start gomb hatástalan legyen?
Kérhetnék bele egy olyan sort, hogy ha ki van állva szerszámcsere pozícióba akkor a Cycle Start gomb hatástalan legyen?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 október 24, 21:09
Írta: dezsoe Dátum 2019 október 24, 21:09
Szia!
Persze, hogy kérhetnél. Csak nem tudom megcsinálni, mert a start gomb nem tiltható le. Ha a start gombot egy makróval helyettesíted, akkor meg lehet csinálni, hogy úgy nézzen ki, mintha startot nyomnál, aztán a makró eldönti, hogy mehet-e a start. Ha ez így jó, akkor meg lehet oldani.
Persze, hogy kérhetnél. Csak nem tudom megcsinálni, mert a start gomb nem tiltható le. Ha a start gombot egy makróval helyettesíted, akkor meg lehet csinálni, hogy úgy nézzen ki, mintha startot nyomnál, aztán a makró eldönti, hogy mehet-e a start. Ha ez így jó, akkor meg lehet oldani.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 október 24, 21:28
Írta: svejk Dátum 2019 október 24, 21:28
Hogyne!
Nálam alap, hogy a start gomb egy 20000-es makrót hív meg, abban meg adott esetben egy valag feltétel.
Még abból az időből maradt ez meg, amikor nem volt még Home feltétel pipa, stb...
Ja tényleg, oda beírhatám feltételnek, hogy ha világít az előző makró által aktivált "Move LED" akkor ne legyen aktív a Cycle startom.
Nálam alap, hogy a start gomb egy 20000-es makrót hív meg, abban meg adott esetben egy valag feltétel.
Még abból az időből maradt ez meg, amikor nem volt még Home feltétel pipa, stb...
Ja tényleg, oda beírhatám feltételnek, hogy ha világít az előző makró által aktivált "Move LED" akkor ne legyen aktív a Cycle startom.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 október 24, 21:35
Írta: dezsoe Dátum 2019 október 24, 21:35
Már meg is oldottad. :)
(Már csak egy macroloop kell, ami a gomb állapotába másolja a cycle start led állapotát, ha az változott.)
(Már csak egy macroloop kell, ami a gomb állapotába másolja a cycle start led állapotát, ha az változott.)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 október 24, 21:48
Írta: svejk Dátum 2019 október 24, 21:48
"(Már csak egy macroloop kell, ami a gomb állapotába másolja a cycle start led állapotát, ha az változott.)"
A sima "if" nem elég? Ha indítom a cylus start makrókt akkor megnézi, hogy pilácsol-e a LED.
ha pilácsol akkor nem indít és kiírja hogy : 2menj vissza a munkatérbe" :)
A sima "if" nem elég? Ha indítom a cylus start makrókt akkor megnézi, hogy pilácsol-e a LED.
ha pilácsol akkor nem indít és kiírja hogy : 2menj vissza a munkatérbe" :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 október 24, 22:35
Írta: dezsoe Dátum 2019 október 24, 22:35
Ez két külön dolog, ezért írtam zárójelbe. Amit leírtál, az az ellenőrzés, az kell a start makrójába.
Amit zárójelesen írtam, az csak annyit csinál, hogy a start gomb zöldre váltását kezeli. Lényegében a ciklus start LED állapotát áttölti a nyomógomb állapotába, hogy ugyanúgy látszódjon, mintha az igazi start gomb lenne. Azért kell a LED állapotváltozását figyelni, hogy feleslegesen ne hívjon képernyő kezelő függvényeket, csak akkor, ha változás van. Mindez persze akkor érvényes, ha az eredeti kétállapotú start gombot hagytad fent, csak átírtad a számát.
Amit zárójelesen írtam, az csak annyit csinál, hogy a start gomb zöldre váltását kezeli. Lényegében a ciklus start LED állapotát áttölti a nyomógomb állapotába, hogy ugyanúgy látszódjon, mintha az igazi start gomb lenne. Azért kell a LED állapotváltozását figyelni, hogy feleslegesen ne hívjon képernyő kezelő függvényeket, csak akkor, ha változás van. Mindez persze akkor érvényes, ha az eredeti kétállapotú start gombot hagytad fent, csak átírtad a számát.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 október 24, 23:31
Írta: svejk Dátum 2019 október 24, 23:31
Őöö... nem igazán értem.
Nálam egy fizikai nyomógomb az I/O triggeren keresztül meghív egy 20000-es makrot és az ha minden feltétel adott akkor az meghívja a 128-as cycle start gombot.
Különben meg kiírja mi hiányzik.
Nálam egy fizikai nyomógomb az I/O triggeren keresztül meghív egy 20000-es makrot és az ha minden feltétel adott akkor az meghívja a 128-as cycle start gombot.
Különben meg kiírja mi hiányzik.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 október 24, 23:50
Írta: dezsoe Dátum 2019 október 24, 23:50
Kezdem érteni. :) A képernyőn meg ott van a normál start gomb?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 október 24, 23:51
Írta: svejk Dátum 2019 október 24, 23:51
Ja...
Képernyőt nem piszkálunk, csak a majmokat etetjük :)
Képernyőt nem piszkálunk, csak a majmokat etetjük :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 október 25, 00:05
Írta: dezsoe Dátum 2019 október 25, 00:05
Azt nem írtad, hogy egéren, billentyűzeten lakat van. Akkor lényegében nincs mit megoldani, a makródba meg beteszed a tényleg egysoros ellenőrzést és kész.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 október 25, 20:00
Írta: svejk Dátum 2019 október 25, 20:00
Egy szűz PC-re, offline, DVD-ről telepített WIN7 64 bit esetén kell-e valami a 1.2112-es UCCNC működéséhez?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 október 25, 20:08
Írta: dezsoe Dátum 2019 október 25, 20:08
Video driver mindenképpen, mert anélkül nem fog menni. Meg be kell kapcsolni a .Net 3.5-öt.
(https://hobbicncforum.hu/uploaded_images/2019/10/tn_f3a8hmn9pves70u7zp74_3977.png) (https://hobbicncforum.hu/uploaded_images/2019/10/f3a8hmn9pves70u7zp74_3977.png)
(https://hobbicncforum.hu/uploaded_images/2019/10/tn_f3a8hmn9pves70u7zp74_3977.png) (https://hobbicncforum.hu/uploaded_images/2019/10/f3a8hmn9pves70u7zp74_3977.png)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 október 25, 20:15
Írta: svejk Dátum 2019 október 25, 20:15
A video evidens de a lényeg, hogy nem kéri a 4pont valahányast...
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 október 25, 20:29
Írta: dezsoe Dátum 2019 október 25, 20:29
Öööö... De lehet, hogy kéri. Mikorra kell ezt tudnod? (Ki kéne próbálni, csak most éppen mást csinálok.)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 október 25, 20:32
Írta: svejk Dátum 2019 október 25, 20:32
Majd látom, mindjárt végez a telepedéssel.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 október 25, 20:34
Írta: dezsoe Dátum 2019 október 25, 20:34
Biztos, hogy kell neki a .Net4, úgy van fordítva. Le tudod tölteni az offline telepítőjét. Tessék. :) (https://www.microsoft.com/hu-HU/download/details.aspx?id=17718)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 október 25, 20:53
Írta: svejk Dátum 2019 október 25, 20:53
meg a hálókártya drivere
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 október 25, 21:13
Írta: dezsoe Dátum 2019 október 25, 21:13
No, igen. [#eljen]
Cím: Re:UCCNC vezérlő program
Írta: dtb Dátum 2019 október 25, 21:42
Írta: dtb Dátum 2019 október 25, 21:42
Talán kicsit kapcsolódik ide... Más rendszerekbe (nem cnc) láttam olyat, (meg írtam is hozzá számtalan modult) hogy a rendszer kezelte a "hook"-okat (hülye fordítással, kampó, horog) ami abból állt, hogy ha van egy X modulom (makro, vagy nevezd aminek akarod) akkor ha van egy PRE_X nevű modul, akkor az mindig az X indítása előtt lefut. Ugyanígy, ha van egy AFTER_X nevű modul, az meg az X modul után fut le automatikusan. mivel itt a makrók számozással kapják a keresztségüket, lehetne például M3_PRE, M3_AFTER, stb... Esetleg még lehet bővíteni a sorrend kezelésére is -00, -01, stb filenév formátummal
Mi lenne ennek az előnye? A gyári modulokat nem kell macerálni, előtte/utána le tudod futtani ami neked kell, nem kell újabb és újabb felesleges buttont generálni, és ha új verzió jön, csak pakolod át a saját makróidat.
Csak egy fejlesztési ötlet...
Mi lenne ennek az előnye? A gyári modulokat nem kell macerálni, előtte/utána le tudod futtani ami neked kell, nem kell újabb és újabb felesleges buttont generálni, és ha új verzió jön, csak pakolod át a saját makróidat.
Csak egy fejlesztési ötlet...
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 október 25, 23:08
Írta: dezsoe Dátum 2019 október 25, 23:08
[#wow1] Ezt nem gondoltad komolyan, ugye? [#falbav]
Most pontosan ugyanúgy átpakolom a saját makróimat, csak közben nem bonyolítottam túl százszorosan és teljesen értelmetlenül egy egyszerű és áttekinthető rendszert. [#nemtudom]
Most pontosan ugyanúgy átpakolom a saját makróimat, csak közben nem bonyolítottam túl százszorosan és teljesen értelmetlenül egy egyszerű és áttekinthető rendszert. [#nemtudom]
Cím: Re:UCCNC vezérlő program
Írta: dtb Dátum 2019 október 26, 09:34
Írta: dtb Dátum 2019 október 26, 09:34
Ez csak egy ötlet, ami más rendszerekben tökéletesen működik. ...tehát "komolyan" gondoltam. Az, hogy a makrókat átpakolod, egy dolog, itt sem kell mást tenned, csak itt nem kellenek plusz gombok. ...de addig, amíg a jelenlegi rendszerben szinte mindent a "buttonok" vezérelnek, addig bármikor előfordulhat, hogy megváltozik a képernyő, lekerül/bekerül más gomb, esetleg a programozó megvilágosul, és másképp programoz le egy folyamatot. Ezzel szemben a M kódok jelentése azért kicsit stabilabb. Konkrét, és együgyü példánál maradva, ha levegő hűtést használok, és nyomok egy M3-at, akkor a PRE megoldásnál ellenőrizhetem a nyomás meglétét, vagy bekapcsolhatok vele egy mágnes-szelepet, AFTER után indulhat a hűtés, vagy bármi, ami kell.
...de ez csak egy ötlet volt, nem kell rajta rágódni, ettől még működik a rendszer :-)
...de ez csak egy ötlet volt, nem kell rajta rágódni, ettől még működik a rendszer :-)
Cím: Re:UCCNC vezérlő program
Írta: b7gwr90m6 Dátum 2019 október 26, 20:10
Írta: b7gwr90m6 Dátum 2019 október 26, 20:10
Sziasztok
Ebből nincs valakinek egy magyar változat?:)
Szerszám 0pont beállítás!
(https://hobbicncforum.hu/uploaded_images/2019/10/tn_6tggbhszbk7j4uy5xwcp_4831.jpg) (https://hobbicncforum.hu/uploaded_images/2019/10/6tggbhszbk7j4uy5xwcp_4831.jpg)
Ebből nincs valakinek egy magyar változat?:)
Szerszám 0pont beállítás!
(https://hobbicncforum.hu/uploaded_images/2019/10/tn_6tggbhszbk7j4uy5xwcp_4831.jpg) (https://hobbicncforum.hu/uploaded_images/2019/10/6tggbhszbk7j4uy5xwcp_4831.jpg)
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2019 október 26, 21:13
Írta: gaben Dátum 2019 október 26, 21:13
Biztos van olyan funkció, ahol ez megállná a helyét. Én szeretek mindent automatizálni ha lehet.
A szerszámcserélős gépemen pl. eléggé kritikus dolog ha nincs meg a kellő sűrített levegő nyomás.
Ezért aztán vettem egy nyomáskapcsolót, beállítottam a kívánt minimum értékre, így ha ez alatt van a rendszer, akkor reset-be rakja a komplett UCCNC-t.
Ezzel a megoldással nem kell nekem foglalkoznom vele.
Ja és Dezsoe kollégától kaptam ajándékba egy szerszám magasságmérő, szennylefúvató gombot is. ;)
A szerszámcserélős gépemen pl. eléggé kritikus dolog ha nincs meg a kellő sűrített levegő nyomás.
Ezért aztán vettem egy nyomáskapcsolót, beállítottam a kívánt minimum értékre, így ha ez alatt van a rendszer, akkor reset-be rakja a komplett UCCNC-t.
Ezzel a megoldással nem kell nekem foglalkoznom vele.
Ja és Dezsoe kollégától kaptam ajándékba egy szerszám magasságmérő, szennylefúvató gombot is. ;)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 október 27, 00:26
Írta: dezsoe Dátum 2019 október 27, 00:26
Tudtommal nincs, de kérdezz bátran, megpróbálok válaszolni.
Cím: Re:UCCNC vezérlő program
Írta: dtb Dátum 2019 október 27, 06:53
Írta: dtb Dátum 2019 október 27, 06:53
Esetedben a Reset helyett nem lenne elég a FeedHold?
522, 523, 524 buttonok. Nálam ez van beállítva.
522, 523, 524 buttonok. Nálam ez van beállítva.
Cím: Re:UCCNC vezérlő program
Írta: b7gwr90m6 Dátum 2019 október 27, 07:22
Írta: b7gwr90m6 Dátum 2019 október 27, 07:22
Köszi
Igazából csak annyit szeretnék beállítani hogy tudjam használni a 0pont felvevőmet!
Ami semmi extra "negatívot" kapcsol!
Igazából csak annyit szeretnék beállítani hogy tudjam használni a 0pont felvevőmet!
Ami semmi extra "negatívot" kapcsol!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 október 27, 08:53
Írta: dezsoe Dátum 2019 október 27, 08:53
Mérd meg a mérőkéd magasságát és ezt állítsd be a Gage height mezőbe. Bármelyik mérésnél (szerszámhosszt a tool probe-on belül a touch és a mobile, valamint a simple probe üzemmódokkal tudsz mérni) be kell kapcsolnod az Axis 1 count gage kapcsolót, hogy ezt a magasságot hozzászámolja a méréshez.
Cím: Re:UCCNC vezérlő program
Írta: b7gwr90m6 Dátum 2019 október 27, 11:35
Írta: b7gwr90m6 Dátum 2019 október 27, 11:35
KÖsziszépen
Cím: Re:UCCNC vezérlő program
Írta: mazso1988 Dátum 2019 november 08, 15:05
Írta: mazso1988 Dátum 2019 november 08, 15:05
Sziasztok.
Gondolom már volt kérdés,de szeretnék tisztán látni.Ha UCCNC program frissebb verzióját szeretném telepíteni,akkor a már meglévő gépbeállítások felülíródnak?Csináltam egy külön user-t.Nem a default van használva.
Köszönöm.
Gondolom már volt kérdés,de szeretnék tisztán látni.Ha UCCNC program frissebb verzióját szeretném telepíteni,akkor a már meglévő gépbeállítások felülíródnak?Csináltam egy külön user-t.Nem a default van használva.
Köszönöm.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 november 08, 15:18
Írta: dezsoe Dátum 2019 november 08, 15:18
Szia!
Ha "külön user" alatt a Default-tól (és/vagy a Plasma-tól) eltérő profilt értesz, akkor az nem íródik felül. Részletek itt: [#t218p3928#].
Ha "külön user" alatt a Default-tól (és/vagy a Plasma-tól) eltérő profilt értesz, akkor az nem íródik felül. Részletek itt: [#t218p3928#].
Cím: Re:UCCNC vezérlő program
Írta: mazso1988 Dátum 2019 november 08, 15:40
Írta: mazso1988 Dátum 2019 november 08, 15:40
Köszönöm.Átolvasom
Cím: Re:UCCNC vezérlő program
Írta: mazso1988 Dátum 2019 november 08, 15:43
Írta: mazso1988 Dátum 2019 november 08, 15:43
Igen. Magamnak létrehoztam egy külön profilt, és abba mentettem el a gépem beállításait. Ezzel a profillal is használom.
És ha marad a profil az új szoftver tulajdonságait kitudja használni?
És ha marad a profil az új szoftver tulajdonságait kitudja használni?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 november 08, 15:47
Írta: dezsoe Dátum 2019 november 08, 15:47
Persze. Annyit azért csinálj meg, hogy nézd végig a beállításokat, ami esetleg új paraméter és hiányzik, azt állítsd be, aztán mentés. Minél régebbiről frissítesz minél újabbra, annál több beállításnak nem lesz értéke (vagy valamilyen alapértelmezett lesz).
Cím: Re:UCCNC vezérlő program
Írta: mazso1988 Dátum 2019 november 08, 15:50
Írta: mazso1988 Dátum 2019 november 08, 15:50
Rendben köszönöm.
Még egy kérdésem lehetne bekapcsoláskor nekem mindig visszaáll a tengely mozgások sebessége S=10 értékre.Hol tudom módosítani?
Még egy kérdésem lehetne bekapcsoláskor nekem mindig visszaáll a tengely mozgások sebessége S=10 értékre.Hol tudom módosítani?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 november 08, 16:30
Írta: dezsoe Dátum 2019 november 08, 16:30
Igen, alapból visszaáll. Megoldás: [#t218p4472#]. :)
Cím: Re:UCCNC vezérlő program
Írta: mazso1988 Dátum 2019 november 08, 16:32
Írta: mazso1988 Dátum 2019 november 08, 16:32
Köszönöm.
Cím: Re:UCCNC vezérlő program
Írta: mazso1988 Dátum 2019 november 08, 16:44
Írta: mazso1988 Dátum 2019 november 08, 16:44
Most kezdtem csak el a programmal foglalkozni.A beépített AutoLeveller plugin-ról fellelhető dokumentáció a használatáról?Nyák marásra-fúrásra használnám.Kipróbáltam, és mikor a fúró file-t betöltöm felülírja a fúrási mélységet minden esetben.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 november 08, 16:57
Írta: dezsoe Dátum 2019 november 08, 16:57
Azt nem igazán ismerem, nem használom. A fejlesztőt itt lehet elérni (http://www.forum.cncdrive.com/viewtopic.php?f=14&t=371), szokott válaszolni is a kérdésekre némi késéssel.
Cím: Re:UCCNC vezérlő program
Írta: mazso1988 Dátum 2019 november 08, 19:12
Írta: mazso1988 Dátum 2019 november 08, 19:12
Igazából ha csak nyákmarásra használom működik tökéletesen. Most vettem csak észre fúrásnál ezt a jelenséget, de lehet én szúrtam el valamit.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2019 november 10, 18:33
Írta: istvan58 Dátum 2019 november 10, 18:33
Sziasztok,
Hogyan tudnék két olyan gombot definiálni ami a következőket csinálja:
1: M3 , M215 P1
2: M4 , M215 P2
Ezzel tudnám a két főorsómat kapcsolni, mivel az egyik max 5000 a másik max 10000-ret forog és csak egyirányú.
Szóval olyan gombok kellenének ami 2 makró-t futtat.
Az M215 makró rol nincs leírás hogy össze tudjam fűzni M3 al vagy M4 el.
Hogyan tudnék két olyan gombot definiálni ami a következőket csinálja:
1: M3 , M215 P1
2: M4 , M215 P2
Ezzel tudnám a két főorsómat kapcsolni, mivel az egyik max 5000 a másik max 10000-ret forog és csak egyirányú.
Szóval olyan gombok kellenének ami 2 makró-t futtat.
Az M215 makró rol nincs leírás hogy össze tudjam fűzni M3 al vagy M4 el.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 november 10, 19:30
Írta: dezsoe Dátum 2019 november 10, 19:30
Szia!
Csak a kézi bekapcsolás a cél?
Csak a kézi bekapcsolás a cél?
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2019 november 10, 19:45
Írta: istvan58 Dátum 2019 november 10, 19:45
Igen persze.
G kódba be tudom írni a 2 makró-t.
De jó lenne kézzel is.
G kódba be tudom írni a 2 makró-t.
De jó lenne kézzel is.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 november 10, 20:11
Írta: dezsoe Dátum 2019 november 10, 20:11
Oké, akkor ha ennyi a cél, akkor kell két makró. A sorszámuk 20000-21999 legyen, ezeket lehet gombokhoz rendelni. (A gomb száma ugyanaz, mint a makró sorszáma.)
A másik ugyanez, kivéve a két codelist.Add sorokat.
Kód Kijelölés
List<string> codelist = new List<string>();
codelist.Add("M3");
codelist.Add("M215 P1");
exec.Codelist(codelist);
while (exec.IsMoving());
A másik ugyanez, kivéve a két codelist.Add sorokat.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2019 november 10, 20:14
Írta: istvan58 Dátum 2019 november 10, 20:14
Szuper,
Köszi
[#worship]
Köszi
[#worship]
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2019 november 11, 08:16
Írta: istvan58 Dátum 2019 november 11, 08:16
Kipróbáltam, müxik.
Kérdés: Lehet ezt még tovább felyleszteni hogy "toggle" módban ki-be kapcsolja a főorsót vagy kell külön spindle off gomb?
Kérdés: Lehet ezt még tovább felyleszteni hogy "toggle" módban ki-be kapcsolja a főorsót vagy kell külön spindle off gomb?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 november 11, 08:32
Írta: dezsoe Dátum 2019 november 11, 08:32
Lehet, persze. Pont ezért kérdeztem. :) (Kicsit később megírom, most el kell lassan indulnom.)
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2019 november 11, 08:34
Írta: istvan58 Dátum 2019 november 11, 08:34
Köszi,
nem sürgős.
nem sürgős.
Cím: Re:UCCNC vezérlő program
Írta: Földi Péter Dátum 2019 november 11, 10:32
Írta: Földi Péter Dátum 2019 november 11, 10:32
Üdv Mindenkinek,
egy rövid érdeklődés erejéig ugranék be a topic-ba.
5 tengelyesre fejlesztem épp a gépemet, de tanácstalan vagyok, hogy milyen vezérlést használjak hozzá, amivel kellő hatékonysággal lehetne dolgozni. És hát még olcsó is.
A véleményeteket szeretném kérni, hogy a jelenlegi Mach3-at búcsúztassam és lépjek át UCCNC-be? Illetve szeretném a printerportot elfelejteni és USB -re váltani.
Köszönöm előre is a tanácsot.
Üdv,Peti
egy rövid érdeklődés erejéig ugranék be a topic-ba.
5 tengelyesre fejlesztem épp a gépemet, de tanácstalan vagyok, hogy milyen vezérlést használjak hozzá, amivel kellő hatékonysággal lehetne dolgozni. És hát még olcsó is.
A véleményeteket szeretném kérni, hogy a jelenlegi Mach3-at búcsúztassam és lépjek át UCCNC-be? Illetve szeretném a printerportot elfelejteni és USB -re váltani.
Köszönöm előre is a tanácsot.
Üdv,Peti
Cím: Re:UCCNC vezérlő program
Írta: Földi Péter Dátum 2019 november 11, 10:36
Írta: Földi Péter Dátum 2019 november 11, 10:36
Ja igen, még annyi, hogy jelenleg az UC 400 eth-t láttam talán a leglogikusabb választásnak, de ezek csak az első gondolatok.
Előre is köszönöm a tanácsokat.
Üdv,Peti
Előre is köszönöm a tanácsokat.
Üdv,Peti
Cím: Re:UCCNC vezérlő program
Írta: Földi Péter Dátum 2019 november 11, 10:38
Írta: Földi Péter Dátum 2019 november 11, 10:38
Természetesen USB vagy ETH-ra értem. :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 november 11, 10:43
Írta: dezsoe Dátum 2019 november 11, 10:43
Szia!
Bármilyen paraméter ismerete nélkül írok. Ha már váltasz, akkor mindenképpen ethernetest javasolnék, az USB zavarérzékenyebb, pláne, ha kicsit is hosszabb kábelt kell használnod. Ha UC-t választasz, akkor azt tudod Mach3-mal is használni, ha nem akarsz programot is váltani.
Bármilyen paraméter ismerete nélkül írok. Ha már váltasz, akkor mindenképpen ethernetest javasolnék, az USB zavarérzékenyebb, pláne, ha kicsit is hosszabb kábelt kell használnod. Ha UC-t választasz, akkor azt tudod Mach3-mal is használni, ha nem akarsz programot is váltani.
Cím: Re:UCCNC vezérlő program
Írta: Földi Péter Dátum 2019 november 11, 10:51
Írta: Földi Péter Dátum 2019 november 11, 10:51
Igen, nekem is az ethernet-es a szimpatikus. Megfogadom a tanácsod, köszönöm!!!
Nem beszélve a szupport-ról, ami frenetikusan jónak tűnik.
Üdv,P
Nem beszélve a szupport-ról, ami frenetikusan jónak tűnik.
Üdv,P
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 november 11, 13:49
Írta: dezsoe Dátum 2019 november 11, 13:49
No, akkor kétállású gombokkal a két makró:
M3 indítás:
És M4 indítás:
Mindkét makró elején be kell állítani a makró sorszámokat, ahhoz, hogy a gombokat is kapcsolgassa.
M3 indítás:
Kód Kijelölés
const int M3macro = 20003;
const int M4macro = 20004;
List<string> codelist = new List<string>();
if (exec.GetLED(50))
{
// 50-es LED CW (M3)
// Ha be van kapcsolva, akkor leállítás
// M3, M4 gombok ki
AS3.Switchbutton(false, M3macro);
AS3.Switchbutton(false, M4macro);
codelist.Add("M5");
exec.Codelist(codelist);
while (exec.IsMoving());
}
else
{
// Ha nincs vagy a másik irány az aktív, akkor indítás
// M4 gomb ki
AS3.Switchbutton(false, M4macro);
codelist.Add("M3");
codelist.Add("M215 P1");
exec.Codelist(codelist);
while (exec.IsMoving());
// M3 gomb be
AS3.Switchbutton(true, M3macro);
}
És M4 indítás:
Kód Kijelölés
const int M3macro = 20003;
const int M4macro = 20004;
List<string> codelist = new List<string>();
if (exec.GetLED(51))
{
// 51-es LED CW (M4)
// Ha be van kapcsolva, akkor leállítás
// M3, M4 gombok ki
AS3.Switchbutton(false, M3macro);
AS3.Switchbutton(false, M4macro);
codelist.Add("M5");
exec.Codelist(codelist);
while (exec.IsMoving());
}
else
{
// Ha nincs vagy a másik irány az aktív, akkor indítás
// M3 gomb ki
AS3.Switchbutton(false, M3macro);
codelist.Add("M4");
codelist.Add("M215 P2");
exec.Codelist(codelist);
while (exec.IsMoving());
// M4 gomb be
AS3.Switchbutton(true, M4macro);
}
Mindkét makró elején be kell állítani a makró sorszámokat, ahhoz, hogy a gombokat is kapcsolgassa.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2019 november 11, 13:56
Írta: istvan58 Dátum 2019 november 11, 13:56
Köszönöm!
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2019 november 14, 11:20
Írta: 000000000 Dátum 2019 november 14, 11:20
Adott egy step/dir hajtású X tengely 5 step/mm felbontással. (Ezt így meg se adhatom az UCCNC axis setup-ban, de ezt most hagyjuk, volt már róla vita.)
Nulla koordinátán állunk, és kap a vezérlés egy X0.09 G kódot. Mi fog ekkor történni végrehajtáskor? Nyilván két eset lehetséges, erre várnék választ.
Nulla koordinátán állunk, és kap a vezérlés egy X0.09 G kódot. Mi fog ekkor történni végrehajtáskor? Nyilván két eset lehetséges, erre várnék választ.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 november 14, 12:51
Írta: dezsoe Dátum 2019 november 14, 12:51
Semmi, ahogy annak lenni is kell.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2019 november 14, 13:27
Írta: 000000000 Dátum 2019 november 14, 13:27
Nagyszerű. És ha X0.11 kódot kap?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 november 14, 13:51
Írta: dezsoe Dátum 2019 november 14, 13:51
Akkor lép egyet. (0,1-gyel bezárólag nem lép, de ha még egy jeggyel tovább írod a számot, akkor lép.)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2019 november 14, 14:31
Írta: 000000000 Dátum 2019 november 14, 14:31
Köszönöm a válaszodat, ezt a fajta +-50%-os pozíció felbontás hibakezelést reméltem.
Az igazi izgalmak ezután jönnek: mi újság van ilyenkor, amikor végre lép is egyet 0.11 helyett a 0.2 koordinátába a többi mozgásjellemzővel? [#conf] Pl. van-e szerinted sok köze a felhasználó által a programban setup-ban megadott és hitt sebességnek, gyorsulásnak a valósághoz képest?
Az igazi izgalmak ezután jönnek: mi újság van ilyenkor, amikor végre lép is egyet 0.11 helyett a 0.2 koordinátába a többi mozgásjellemzővel? [#conf] Pl. van-e szerinted sok köze a felhasználó által a programban setup-ban megadott és hitt sebességnek, gyorsulásnak a valósághoz képest?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 november 14, 16:39
Írta: dezsoe Dátum 2019 november 14, 16:39
Persze, hogy van. Attól, hogy az alacsony steps/unit érték miatt kicsit döcögősen indul vagy lépked (ha lassan kell menni), belül a koordináták a beállításoknak megfelelően állítódnak. A kerekítés nem a számolásban történik, hanem a kiszámolt érték fizikai megvalósításában. Magyarul, a program tudja, hogy hol kéne lennie a tengelynek, de a véges számú steps/unit miatt ezt kerekítenie kell.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2019 november 14, 17:30
Írta: 000000000 Dátum 2019 november 14, 17:30
"Persze, hogy van."
Én meg azt mondom: persze, hogy nincs.
Nem tudom, hogy képzeled, hogy ebben az esetben (egy soros G kód) végrehajtásnál a vezérlő programnak milyen köze van a valós sebesség, és gyorsulás alakulásához.
A szomorú igazság az, hogy tök mindegy, miket írkáltál a vezérlőprogram ablakaiba, és mit tartalmaz a G kód sebesség adata. Igazából ilyenkor egy nagy piros figyelmeztetésnek kellene megjelenni a vezérlő monitoron valami ilyesmni felirattal: Vigyázat, most ismeretlen sebességgel mozgok!:)
Én meg azt mondom: persze, hogy nincs.
Nem tudom, hogy képzeled, hogy ebben az esetben (egy soros G kód) végrehajtásnál a vezérlő programnak milyen köze van a valós sebesség, és gyorsulás alakulásához.
A szomorú igazság az, hogy tök mindegy, miket írkáltál a vezérlőprogram ablakaiba, és mit tartalmaz a G kód sebesség adata. Igazából ilyenkor egy nagy piros figyelmeztetésnek kellene megjelenni a vezérlő monitoron valami ilyesmni felirattal: Vigyázat, most ismeretlen sebességgel mozgok!:)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 november 14, 18:03
Írta: dezsoe Dátum 2019 november 14, 18:03
Oké. Akkor csináljuk úgy, hogy a te programjaidban te kiírod nagy piros betűkkel, hogy "Vigyázat, most ismeretlen sebességgel mozgok!" (Idézőjel híján nem tudom, hogy a szmájli része-e az üzenetnek.)
Mi nem írjuk ki, mert mi így szeretjük, továbbá azt hisszük, hogy amit a vezérlőprogram ablakaiba és a g-kódba irkáltunk, az majd mégiscsak összefügg a valóság, persze, csak a fizika határain belül. Meg azért sem írjuk ki, mert sosem láttunk még olyan gépet, amelyik kiírná, pedig mind kiírhatná, mert nincs a Földön olyan gép, ami tényleg azt mozogja, amit kiír.
Ennyi.
Mi nem írjuk ki, mert mi így szeretjük, továbbá azt hisszük, hogy amit a vezérlőprogram ablakaiba és a g-kódba irkáltunk, az majd mégiscsak összefügg a valóság, persze, csak a fizika határain belül. Meg azért sem írjuk ki, mert sosem láttunk még olyan gépet, amelyik kiírná, pedig mind kiírhatná, mert nincs a Földön olyan gép, ami tényleg azt mozogja, amit kiír.
Ennyi.
Cím: Re:UCCNC vezérlő program
Írta: D.Laci Dátum 2019 november 14, 20:07
Írta: D.Laci Dátum 2019 november 14, 20:07
Mi van abban az esetben, ha a nulla koordináta előtt, -0.02 és -0.1 közti értéknél már lépet, majd nullára lépteted, és úgy lépteted 0.09-re majd 0.11-re ?
Cím: Re:UCCNC vezérlő program
Írta: dtb Dátum 2019 november 14, 20:43
Írta: dtb Dátum 2019 november 14, 20:43
Én igazából a kérdés lényegét nem értem. Trafipax van szerelve a cnc-re, vagy miért olyan fontos neked a sebesség? Mi alapján számol a vezérlőprogram? A szükséges lépések száma, vagy a sebesség alapján? Szerintem az elérhető vagy kívánt sebesség a kalkulált lépések számától függ és nem fordítva. Nem kell válaszolnod.
Cím: Re:UCCNC vezérlő program
Írta: PSoft Dátum 2019 november 14, 21:09
Írta: PSoft Dátum 2019 november 14, 21:09
Én két ismeretlenesre módosítanám a figyelmeztetést...
"Vigyázat, most ismeretlen sebességgel mozgok, egy ma már ismeretlen operációs rendszerben!"[#kacsint]
"Vigyázat, most ismeretlen sebességgel mozgok, egy ma már ismeretlen operációs rendszerben!"[#kacsint]
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2019 november 14, 23:23
Írta: ium8w94xp Dátum 2019 november 14, 23:23
Én azt látom földi halandóként, hogy itt a topikban két féle ember van....aki használja és, aki szeretné használmi az UCCNC-t...és persze itt van Robsy-is, aki már megírta a tökéletes cnc vezérlő programot(is) és akad ideje tanácsokkal ellátni a többi kezdőt...jah nem :D
Cím: Re:UCCNC vezérlő program
Írta: mazso1988 Dátum 2019 november 15, 18:46
Írta: mazso1988 Dátum 2019 november 15, 18:46
Sziasztok.
Ha UCCNC szoftverben szeretnék beépített plugint frissíteni, akkor elég a "frissebb" plugin DLL file-t bemásolni az UCCNC telepítési mappába?
Köszönöm.
Ha UCCNC szoftverben szeretnék beépített plugint frissíteni, akkor elég a "frissebb" plugin DLL file-t bemásolni az UCCNC telepítési mappába?
Köszönöm.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 november 15, 19:20
Írta: dezsoe Dátum 2019 november 15, 19:20
Szia!
Igen, simán kicseréled a dll-t és kész. Induláskor fogja felolvasni, ha engedélyezted.
Igen, simán kicseréled a dll-t és kész. Induláskor fogja felolvasni, ha engedélyezted.
Cím: Re:UCCNC vezérlő program
Írta: mazso1988 Dátum 2019 november 15, 19:27
Írta: mazso1988 Dátum 2019 november 15, 19:27
Köszönöm! [#kacsint]
Cím: Re:UCCNC vezérlő program
Írta: mazso1988 Dátum 2019 november 15, 19:35
Írta: mazso1988 Dátum 2019 november 15, 19:35
Sajnos nem sikerült. Kicseréltem a file-t és azóta nem is található meg a Plugin a listában.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 november 15, 20:48
Írta: dezsoe Dátum 2019 november 15, 20:48
Sikerült az, csak nem jó verziók találkoztak. Ha konkrétabban leírnád, hogy mivel küzdesz, akkor jobban tudnék segíteni.
Két fontos változás volt a rendszerben: 1.2102-től .Net2 helyett .Net4, 1.2103-tól csak 32 bites helyett 32 vagy 64 bites környezethez készült. A plugin-ok szempontjából ez a következőt jelenti:
- 1.2102 előtti UCCNC nem látja a .Net4-es plugin-okat
- 1.2103-tól a plugin-oknak úgy kell lefordítva lenniük, hogy az éppen futó UCCNC bitszámával megegyezzenek, tehát 32 bites oprendszeren a plugin-nak kell 32 biten futnia (vagy úgy van fordítva vagy 32/64 bitesre), illetve 64 biten is ugyanígy.
Az UCCNC nem fogja azokat a plugin-okat megmutatni, amiket nem tud futtatni, ezért nem látod.
Ha például az Autoleveler-rel próbálkozol, akkor figyelni kell, mert Cahit hajlamos csak egy rendszer alá fordítani. Nála megy, neked meg vagy ugyanaz a környezet vagy így jártál...
Két fontos változás volt a rendszerben: 1.2102-től .Net2 helyett .Net4, 1.2103-tól csak 32 bites helyett 32 vagy 64 bites környezethez készült. A plugin-ok szempontjából ez a következőt jelenti:
- 1.2102 előtti UCCNC nem látja a .Net4-es plugin-okat
- 1.2103-tól a plugin-oknak úgy kell lefordítva lenniük, hogy az éppen futó UCCNC bitszámával megegyezzenek, tehát 32 bites oprendszeren a plugin-nak kell 32 biten futnia (vagy úgy van fordítva vagy 32/64 bitesre), illetve 64 biten is ugyanígy.
Az UCCNC nem fogja azokat a plugin-okat megmutatni, amiket nem tud futtatni, ezért nem látod.
Ha például az Autoleveler-rel próbálkozol, akkor figyelni kell, mert Cahit hajlamos csak egy rendszer alá fordítani. Nála megy, neked meg vagy ugyanaz a környezet vagy így jártál...
Cím: Re:UCCNC vezérlő program
Írta: mazso1988 Dátum 2019 november 16, 06:46
Írta: mazso1988 Dátum 2019 november 16, 06:46
Bocsánat. Valóban nem mondtam melyik pluginnal szenvedek. AutoLeveller 1.0049 verziót szerettem volna elindítani UCCNC 1.2112 verzióval. Elvileg ha jól láttam a 1.0049 verzió most a legfrissebb az AutoLevellernél.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 november 16, 07:33
Írta: dezsoe Dátum 2019 november 16, 07:33
Hümm. Letöltöttem az angol fórumról (gondolom, te is), és nálam megjelenik a plugin listában. Nálam 64 bites Win fut. Nézd meg, hogy nálad a Win hány bites, mert - mint írtam - előfordulhat, hogy csak 64 bitre fordította Cahit a programot és nálad 32 bites a rendszer. :)
Cím: Re:UCCNC vezérlő program
Írta: mazso1988 Dátum 2019 november 16, 08:16
Írta: mazso1988 Dátum 2019 november 16, 08:16
Az operációs rendszer az 64 bites. Rosszul írtam még jelenleg az 1.2049 UCCNC-t használom. Ezzel gondolom még valóban nem kompatibilis. Mert próbáltam az AutoLeveller két verzióját is.
1.0048 és az 1.0049-et. Tényleg magasabb verzióra kell váltanom az UCCNC-t.
1.0048 és az 1.0049-et. Tényleg magasabb verzióra kell váltanom az UCCNC-t.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 november 16, 08:28
Írta: dezsoe Dátum 2019 november 16, 08:28
Így van, az új plugin a régi rendszerben nem megy.
Cím: Re:UCCNC vezérlő program
Írta: mazso1988 Dátum 2019 november 16, 08:43
Írta: mazso1988 Dátum 2019 november 16, 08:43
Csak azt mondátok, hogy továbbra is az 1.2049-es verzió a stabil kiadás?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 november 16, 09:58
Írta: dezsoe Dátum 2019 november 16, 09:58
Egyelőre így van.
Cím: Re:UCCNC vezérlő program
Írta: István83 Dátum 2019 november 21, 15:02
Írta: István83 Dátum 2019 november 21, 15:02
Üdvözlet!
Egy olyan kérdésem lenne,hogy az UCR201 kézivezérlőnél ha bekapcsolom a főorsót miert kapcsolja mindig ki amikor tengelyt választok?
Egy olyan kérdésem lenne,hogy az UCR201 kézivezérlőnél ha bekapcsolom a főorsót miert kapcsolja mindig ki amikor tengelyt választok?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 november 21, 17:01
Írta: dezsoe Dátum 2019 november 21, 17:01
Szia!
Nálam nem csinálja, most próbáltam ki. A plugin verziója nálam Beta 1.4, az UCCNC-é 1.2112.
Nálam nem csinálja, most próbáltam ki. A plugin verziója nálam Beta 1.4, az UCCNC-é 1.2112.
Cím: Re:UCCNC vezérlő program
Írta: István83 Dátum 2019 november 21, 18:10
Írta: István83 Dátum 2019 november 21, 18:10
Vissza érek,és megnézem melyiket használom.
Cím: Re:UCCNC vezérlő program
Írta: István83 Dátum 2019 november 21, 20:56
Írta: István83 Dátum 2019 november 21, 20:56
Szia!
Ucr201 plugin beta1.4
1.2110 az uccnc
Ucr201 plugin beta1.4
1.2110 az uccnc
Cím: Re:UCCNC vezérlő program
Írta: István83 Dátum 2019 november 21, 20:57
Írta: István83 Dátum 2019 november 21, 20:57
Szia!
Ucr201 plugin beta1.4
1.2110 az uccnc
Ucr201 plugin beta1.4
1.2110 az uccnc
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 november 21, 21:17
Írta: dezsoe Dátum 2019 november 21, 21:17
Hümm. Megnézem nemsoká, aztán írok.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 november 21, 22:19
Írta: dezsoe Dátum 2019 november 21, 22:19
Igen, a 2110-ben valóban hibás. Frissíts!
Cím: Re:UCCNC vezérlő program
Írta: István83 Dátum 2019 november 21, 22:22
Írta: István83 Dátum 2019 november 21, 22:22
Még egy dolog.A képernyőn világit a főorsó jel,csak a kimenetet veszi el.A diagnosztika ablakban is elveszi a kimeneti jelet.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 november 21, 22:30
Írta: dezsoe Dátum 2019 november 21, 22:30
[#nemtudom] Teljesen mindegy, mivel az a kettővel korábbi verzió. Mivel a jelenlegivel működik rendesen, nincs vele semmi tennivaló.
Cím: Re:UCCNC vezérlő program
Írta: István83 Dátum 2019 november 21, 23:06
Írta: István83 Dátum 2019 november 21, 23:06
Ok .
Értem akkor frissítek.
Értem akkor frissítek.
Cím: Re:UCCNC vezérlő program
Írta: István83 Dátum 2019 november 22, 21:08
Írta: István83 Dátum 2019 november 22, 21:08
Köszönöm!
Működik rendesen.
Működik rendesen.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 november 22, 22:30
Írta: dezsoe Dátum 2019 november 22, 22:30
[#eljen]
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2019 november 24, 18:48
Írta: eduard Dátum 2019 november 24, 18:48
Udv, az alabbi kerdesekre keresek megoldast az UCCNC konfiguralasaban:
- A kodhutot szeretnem ciklikusan kapcsolni amibol ket fuvokam van jelenleg es a marasi iranynak megfelelot kellene bekapcsolnom.
- A kodhuto jelenleg a marasi munka megkezdesekor aktivalodik, ami nem hatekony. Szeretnem, ha az anyagba lepes elott aktivalhatnam es az anyagbol kieólepeskor leallitanam. Amennyiben a clearance tartomanyon belul van a kes, a hutes marad bekapcsolva es ha kozben valtozik az irany, annak megfelelo fuvoka aktivalodik.
Remelhetoleg itt kapok segitseget. A makro prograozasban nincs gyakorlatom.
- A kodhutot szeretnem ciklikusan kapcsolni amibol ket fuvokam van jelenleg es a marasi iranynak megfelelot kellene bekapcsolnom.
- A kodhuto jelenleg a marasi munka megkezdesekor aktivalodik, ami nem hatekony. Szeretnem, ha az anyagba lepes elott aktivalhatnam es az anyagbol kieólepeskor leallitanam. Amennyiben a clearance tartomanyon belul van a kes, a hutes marad bekapcsolva es ha kozben valtozik az irany, annak megfelelo fuvoka aktivalodik.
Remelhetoleg itt kapok segitseget. A makro prograozasban nincs gyakorlatom.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 november 24, 20:42
Írta: svejk Dátum 2019 november 24, 20:42
Kézzel írod a kódot, vagy valamilyen CAM progi?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 november 24, 20:47
Írta: svejk Dátum 2019 november 24, 20:47
A hűtés bekapcsolása utáni késleltetett indulás idejét egyébként a Configuration/axis setup/spindle fül jobb alsó sarkában tudod megváltoztatni.
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2019 november 24, 20:49
Írta: eduard Dátum 2019 november 24, 20:49
Fusion360-al generálom, majd kézzel javítom ha szükésges. Ezt a feladatot automatizálnám, ha más használja a gépet, akkor is tudja.
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2019 november 24, 20:50
Írta: eduard Dátum 2019 november 24, 20:50
Köszönöm, ezt nem tudtam. Később hasznos lesz. A jelenlegi feladatra azonban nem alkalmas a funkció.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 november 24, 21:38
Írta: dezsoe Dátum 2019 november 24, 21:38
Az idén már valakinek csináltam 4 szelepeset, de ott nem számított a magasság, csak az irány. Hogyan szeretnéd a magasságot megadni és hogyan definiálod a két szelep lefedettségét?
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2019 november 24, 22:21
Írta: eduard Dátum 2019 november 24, 22:21
Az elkepzelesem az, hogy a postban lenne definialva, ahogy a maromotor logikaja is, hogy mely retegnel hogy viselkedjen. A feed height retegre kotnem a mistet, ha elerheto a postbol.
Az iranynak mi a logikaja?
Az iranynak mi a logikaja?
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2019 november 24, 22:27
Írta: eduard Dátum 2019 november 24, 22:27
Pillanatnyilag ez egy teszt, hatha eleg a ketto, es jobban tavolitja el a forgacsot min negy. X-hez kepest 45 fokban elforgatva kerulnek a gepre. Ez definialja az aktiv iranyukat.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 november 24, 22:51
Írta: dezsoe Dátum 2019 november 24, 22:51
Oké, a 45° rendben. El kéne viszont döntened, hogy mit és hol szeretnél megoldani. Előzőleg makrót emlegettél, most meg a post-ban oldanád meg. Akkor most melyik? Mindkettőnek van létjogosultsága. Ha a post-ot módosítod, akkor azt az új verziókon is át kell majd vezetned. A makrók nem tudhatják, hogy következetesen állítasz-e elő g-kódot. Mivel két rendszert akarsz illeszteni, előre érdemes kitalálnod, hogy melyik részfeladatot hol végzed el és utána ehhez tartanod is kell magad, mert egyébként káosz lesz. :)
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2019 november 24, 23:01
Írta: eduard Dátum 2019 november 24, 23:01
Elég új vagyok az UCCNC felhasználói között, ezért ezt a döntést a tanácsod alalpján tudom meghozni. Számomra a fontos, az automatizált folyamatkezelés és lehetőség szerint, ne legyen verziókövetési gond a későbbiekben.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 november 25, 10:50
Írta: dezsoe Dátum 2019 november 25, 10:50
Rendben, kitalálok valamit. :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 november 25, 16:26
Írta: dezsoe Dátum 2019 november 25, 16:26
Mit gyártasz? (Mik a jellemző mozgások?) Z irányú mozgásnál melyik kapcsoljon? Esetleg mindkettő?
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2019 november 25, 16:42
Írta: eduard Dátum 2019 november 25, 16:42
Remek kerdes. Z-nel mindketto mehetne. Fokent 3d-s alakzatokat (sok a Z) és néha táblás munkák.
Mi a megoldás az anyag közeli bekapcsolásra?
Mi a megoldás az anyag közeli bekapcsolásra?
Cím: Re:UCCNC vezérlő program
Írta: Thowra Dátum 2019 november 26, 12:42
Írta: Thowra Dátum 2019 november 26, 12:42
Üdv!
Egy termék megérkezésére kell várnom maximum 30s ig. Ha megérkezik mehet tovább a program azonnal, ha nem akkor leáll a gép. A for ciklus működik de a fciklus nevű változót nem tudom kiírni. Miként tudom kiíratni?
A segítséget előre is köszönöm.
Egy termék megérkezésére kell várnom maximum 30s ig. Ha megérkezik mehet tovább a program azonnal, ha nem akkor leáll a gép. A for ciklus működik de a fciklus nevű változót nem tudom kiírni. Miként tudom kiíratni?
A segítséget előre is köszönöm.
Kód Kijelölés
fciklus=1;
for (fciklus = 1; fciklus <=30; fciklus++)
{
Thread.Sleep(1000);
//Itt szeretném kiírni a Statusmessage boxba a for ciklus állapotát, a fciklus változót
if(!exec.GetLED(91))
{
exec.AddStatusmessage("A termék megérkezett");
break;
}
}
// ============================================================================= -- Events --
#Events
// ================================================================================================
int fciklus;
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 november 26, 13:22
Írta: dezsoe Dátum 2019 november 26, 13:22
Szia!
Nekem kiírja:
Nekem kiírja:
Kód Kijelölés
fciklus=1;
for (fciklus = 1; fciklus <=30; fciklus++)
{
Thread.Sleep(1000);
exec.AddStatusmessage(fciklus.ToString());
//Itt szeretném kiírni a Statusmessage boxba a for ciklus állapotát, a fciklus változót
if(!exec.GetLED(91))
{
exec.AddStatusmessage("A termék megérkezett");
break;
}
}
// ============================================================================= -- Events --
#Events
// ================================================================================================
int fciklus;
Cím: Re:UCCNC vezérlő program
Írta: Thowra Dátum 2019 november 26, 14:21
Írta: Thowra Dátum 2019 november 26, 14:21
Köszönöm a gyors segítséget. Így már működik.
Cím: Re:UCCNC vezérlő program
Írta: Scythian Dátum 2019 november 26, 21:49
Írta: Scythian Dátum 2019 november 26, 21:49
Üdv Urak!
Az alábbiakban kérném a segítségetek.
Keresek egyszerűbb szerkesztő programot ( 2D ), ami képes CAM kimeneti file-t generálni. Hasonlóra gondoltam mint pl. a Coreldraw, de nem szeretnék most hónapokat tölteni egy olyan progi megtanulására, mint az Autocad
Toni
Az alábbiakban kérném a segítségetek.
Keresek egyszerűbb szerkesztő programot ( 2D ), ami képes CAM kimeneti file-t generálni. Hasonlóra gondoltam mint pl. a Coreldraw, de nem szeretnék most hónapokat tölteni egy olyan progi megtanulására, mint az Autocad
Toni
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2019 november 26, 21:57
Írta: gaben Dátum 2019 november 26, 21:57
Szia,
szerintem rossz helyre írtál, de ha már így alakult én egyszerűbbet és pláne ingyeneset a Fusion360-nál.
vjanos fórumtársunk remek oktató videót is készített róla, ami a YouTube-on elérhető.
Ráadásul van külön topikja, rengeteg hasznos infóval illetve közös segítségnyújtási lehetőséggel.
Gyakorlatilag pár óra alatt bele lehet jönni az alkatrész készítésbe és a szerszámpálya generálásba.
Üdv, Gábor
szerintem rossz helyre írtál, de ha már így alakult én egyszerűbbet és pláne ingyeneset a Fusion360-nál.
vjanos fórumtársunk remek oktató videót is készített róla, ami a YouTube-on elérhető.
Ráadásul van külön topikja, rengeteg hasznos infóval illetve közös segítségnyújtási lehetőséggel.
Gyakorlatilag pár óra alatt bele lehet jönni az alkatrész készítésbe és a szerszámpálya generálásba.
Üdv, Gábor
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2019 november 26, 21:59
Írta: gaben Dátum 2019 november 26, 21:59
"nem tudok" lemaradt az egyszerűbbet elől
Cím: Re:UCCNC vezérlő program
Írta: Scythian Dátum 2019 november 26, 22:23
Írta: Scythian Dátum 2019 november 26, 22:23
Köszönöm, már ez is segítség.
Menten meg is lesem.
Igazándiból nem tudtam megfelelő topicot választani, mert általános vagy nincs, vagy olyan régen szóltak hozzá, hogy valahol leghátul lenne meg. S mivel már majdnem CNC, ezért gondoltam itt megkapom a választ.
További szép estét!
Menten meg is lesem.
Igazándiból nem tudtam megfelelő topicot választani, mert általános vagy nincs, vagy olyan régen szóltak hozzá, hogy valahol leghátul lenne meg. S mivel már majdnem CNC, ezért gondoltam itt megkapom a választ.
További szép estét!
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 november 28, 08:42
Írta: svejk Dátum 2019 november 28, 08:42
A tengelyeknél az "Enable" kimenetek mindössze az E-stoppal vannak kapcsolatban?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 november 28, 13:28
Írta: svejk Dátum 2019 november 28, 13:28
Ha kreálok a RUN képernyőre egy LED-et, és elnevezem mondjuk 999-re akkor ennek a LED-nek az állapotát hogy is tudom kivinni valamelyik fizikai kimenetre?
Ehhez is makrot kell írni?
Ehhez is makrot kell írni?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 november 28, 13:35
Írta: svejk Dátum 2019 november 28, 13:35
Ja, megyen csak egyszerűen be kell írni a LED számát az output triggerbe.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 november 28, 13:42
Írta: dezsoe Dátum 2019 november 28, 13:42
Igen, igen. :) Mindkét kérdésre. (Az elsőre pontosan az a válasz, hogy reset kioldva és a tengely engedélyezve van (Axis enabled pipa).)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 november 28, 15:29
Írta: dezsoe Dátum 2019 november 28, 15:29
Szia!
Első tesztnek íme egy makró. Az anyagközeli bekapcsolás még nincs benne.
Első tesztnek íme egy makró. Az anyagközeli bekapcsolás még nincs benne.
Kód Kijelölés
// ================================================================================================
// Multi coolant switch
// ================================================================================================
//
// Beállítások:
// const int EnableLED = 52; M7: 52, M8: 53
// const int tmrConst = 10; Kikapcsolás késleltetése 1/20 s-ban
// const int avgMax = 10; Átlagolt koordináták száma (1/20 s-onként olvas újat)
// double[] coolX = {5.0, -5.0}; Fúvókák X koordinátája a főorsóhoz képest (1. fúvóka, 2. fúvóka [, ...])
// double[] coolY = {5.0, -5.0}; Fúfókák Y koordinátája a főorsóhoz képest (1. fúvóka, 2. fúvóka [, ...])
// int[] vPorts = {3, 3}; Szelep kimenetek port száma (1. fúvóka, 2. fúvóka [, ...])
// int[] vPins = {1, 2}; Szelep kimenetek láb száma (1. fúvóka, 2. fúvóka [, ...])
// bool[] vNeg = {false, false}; Kimenetek ActiveLow beállításai: ha negált, akkor true (1. fúvóka, 2. fúvóka [, ...])
// int[] coolZ = {0, 1}; Z mozgáskor melyik sorszámú szelepek menjenek, számozás 0-tól indul
//
// Mxxx.txt, ahol xxx egy még nem használt sorszám, MacroLoops-ban ezt a sorszámot kell beállítani, AutoRun pipával
//
// ================================================================================================
if (firstRun)
{
firstRun = false;
for (int i = 0; i < avgMax; i++)
{
deltaXa[i] = 0.0;
deltaYa[i] = 0.0;
}
}
double machX = exec.GetXmachpos();
double machY = exec.GetYmachpos();
double machZ = exec.GetZmachpos();
double deltaX = machX - lastX;
double deltaY = machY - lastY;
double deltaZ = machZ - lastZ;
deltaXa[avgPtr] = deltaX;
deltaYa[avgPtr] = deltaY;
if (++avgPtr == avgMax) avgPtr = 0;
deltaX = 0.0;
deltaY = 0.0;
for (int i = 0; i < avgMax; i++)
{
deltaX += deltaXa[i];
deltaY += deltaYa[i];
}
deltaX = deltaX / avgMax;
deltaY = deltaY / avgMax;
int valve = FindValve(deltaX, deltaY);
if (exec.GetLED(EnableLED) && (exec.GetLED(M3LED) || exec.GetLED(M4LED))) // Spindle is on and coolant enabled
{
if (deltaZ != 0.0)
{
// Ha ki volt kapcsolva (lastValve), akkor valamit be kéne kapcsolni
timer = tmrConst;
SetValve(-2);
}
else if ((deltaX != 0.0) || (deltaY != 0.0))
{
// Irány bekapcsolása
timer = tmrConst;
SetValve(valve);
}
}
else
if (timer > 0) timer = 1; // Instant off if turned on not enabled
if (timer > 0)
if (--timer == 0)
SetValve(-1);
lastX = machX;
lastY = machY;
lastZ = machZ;
// ================================================================================================
#Events
// ================================================================================================
const int M3LED = 50;
const int M4LED = 51;
const int EnableLED = 52; // M7: 52, M8: 53
const int tmrConst = 10; // Number of 1/20 s
static double lastX = 0.0;
static double lastY = 0.0;
static double lastZ = 0.0;
static int timer = 0;
const int avgMax = 10;
double[] deltaXa = new double[avgMax];
double[] deltaYa = new double[avgMax];
double[] coolX = {5.0, -5.0};
double[] coolY = {5.0, -5.0};
int[] vPorts = {3, 3};
int[] vPins = {1, 2};
bool[] vNeg = {false, false};
int[] coolZ = {0, 1};
int lastValve = -1;
int avgPtr = 0;
bool firstRun = true;
// ================================================================================================
private void SetValve(int vset)
{
if (vset != lastValve)
{
if (vset == -2)
{
// Z szelepek nyitása
bool inCoolZ;
for (int i = 0; i < vPorts.Length; i++)
{
inCoolZ = false;
for (int j = 0; j < coolZ.Length; j++)
if (coolZ[j] == i)
inCoolZ = true;
if (inCoolZ)
SetPin(vPorts[i], vPins[i], vNeg[i]);
else
ClrPin(vPorts[i], vPins[i], vNeg[i]);
}
}
else
for (int i = 0; i < vPorts.Length; i++)
{
if (i == vset)
SetPin(vPorts[i], vPins[i], vNeg[i]);
else
ClrPin(vPorts[i], vPins[i], vNeg[i]);
}
lastValve = vset;
Console.WriteLine("SetValve: " + vset.ToString());
}
}
// ================================================================================================
private void SetPin(int port, int pin, bool neg)
{
if (neg)
exec.Clroutpin(port, pin);
else
exec.Setoutpin(port, pin);
}
private void ClrPin(int port, int pin, bool neg)
{
if (neg)
exec.Setoutpin(port, pin);
else
exec.Clroutpin(port, pin);
}
// ================================================================================================
int FindValve(double deltaX, double deltaY)
{
double angle = 0.0;
double check = 181.0;
int ptr = 0;
int valve = -1;
if ((deltaX != 0.0) || (deltaY != 0.0))
{
for (int i = 0; i < coolX.Length; i++)
{
angle = Math.Abs(GetAngle(coolX[i], coolY[i], deltaX, deltaY));
if ((angle == check) && (i == lastValve))
valve = i;
if (angle < check)
{
check = angle;
valve = i;
}
}
}
return valve;
}
// ================================================================================================
double GetAngle(double x1, double y1, double x2, double y2)
{
double angle = Math.Atan2(y2, x2) - Math.Atan2(y1, x1);
angle = angle * 360 / (2 * Math.PI);
if (angle < 0) angle += 360;
if (angle > 180) angle = -(360 - angle);
return angle;
}
// ================================================================================================
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 november 29, 09:31
Írta: svejk Dátum 2019 november 29, 09:31
Még egy kis Enable kérdés.
- Mi célt szolgálhat az Enable jel késleltetési lehetősége?
Ehhez kapcsolódóan még a következőt nem értem.
(UC300ETH-5LPT)
Az oké, hogy az áram ráadásakor a kimenetek párszor tíz ms-ra aktívak lesznek, de a bekapcsolási tranziensek lecsengése után, ha elindítom az UCCNC-t akkor mondjuk a szóban forgó "Enable" kimenet miért lesz aktív majd egy másodpercig.
A szoftver nem tudja hogy "Reset"-be fog indulni?
Tudom a "Charge-Pump" használatával mindezek kiküszöbölhetőek, csak a miértjére vagyok kíváncsi.
- Mi célt szolgálhat az Enable jel késleltetési lehetősége?
Ehhez kapcsolódóan még a következőt nem értem.
(UC300ETH-5LPT)
Az oké, hogy az áram ráadásakor a kimenetek párszor tíz ms-ra aktívak lesznek, de a bekapcsolási tranziensek lecsengése után, ha elindítom az UCCNC-t akkor mondjuk a szóban forgó "Enable" kimenet miért lesz aktív majd egy másodpercig.
A szoftver nem tudja hogy "Reset"-be fog indulni?
Tudom a "Charge-Pump" használatával mindezek kiküszöbölhetőek, csak a miértjére vagyok kíváncsi.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 november 29, 12:38
Írta: dezsoe Dátum 2019 november 29, 12:38
Ennek utána kell nézzek, mert nem használom. :)
Cím: Re:UCCNC vezérlő program
Írta: dtb Dátum 2019 november 29, 12:50
Írta: dtb Dátum 2019 november 29, 12:50
Nálam be van állítva a késleltetés, hogy ne egyszerre rántsák meg a motorok a tápot, hanem egymástól eltérő időben, késleltetve. Magával a késleltetett enable jellel azt is ki tudod kerülni, hogy a legelső jelszint változást lépésként értelmezze a vezérlő. Szerintem.
Cím: Re:UCCNC vezérlő program
Írta: s7manbs8 Dátum 2019 november 29, 13:03
Írta: s7manbs8 Dátum 2019 november 29, 13:03
Ott a pont. :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 november 29, 13:15
Írta: svejk Dátum 2019 november 29, 13:15
Én sem használtam még soha, sőt a mach3-nál sem láttam semmi értelmét, főleg nem léptetős cuccoknál.
Csak gondoltam megnézem hátha valami jó ötlet ez mégis.
Csak gondoltam megnézem hátha valami jó ötlet ez mégis.
Cím: Re:UCCNC vezérlő program
Írta: NickE Dátum 2019 november 29, 21:10
Írta: NickE Dátum 2019 november 29, 21:10
Azt hittem, lesz ma valami jó kis black friday akció UC400ETH-ra :)
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2019 november 30, 02:37
Írta: eduard Dátum 2019 november 30, 02:37
Hamarosan tudok tesztelni. Jovo het kozepe, vege fele. Addig atnezem, es ha van kerdes irok. Nagyon koszonom a munkad, igy egeszen uj ertelmet nyer a customer support :)
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2019 november 30, 19:30
Írta: lari Dátum 2019 november 30, 19:30
Ez a hiba mit jelent?
Legújabb próbaverzió -1.2112- telepítés, majd első indítás után jött elő. Az utolsó -1.2049- végleges verzió működik vele...
Win7 sp1 64 bit
(https://hobbicncforum.hu/uploaded_images/2019/11/tn_xaysdztqy0edfzijjk0mf_90.jpg) (https://hobbicncforum.hu/uploaded_images/2019/11/xaysdztqy0edfzijjk0mf_90.jpg)
Legújabb próbaverzió -1.2112- telepítés, majd első indítás után jött elő. Az utolsó -1.2049- végleges verzió működik vele...
Win7 sp1 64 bit
(https://hobbicncforum.hu/uploaded_images/2019/11/tn_xaysdztqy0edfzijjk0mf_90.jpg) (https://hobbicncforum.hu/uploaded_images/2019/11/xaysdztqy0edfzijjk0mf_90.jpg)
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2019 december 01, 15:27
Írta: lari Dátum 2019 december 01, 15:27
Azt hogyan lehet kideríteni, hogy egy grafikus kártya hányas opengl verziót használ?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 december 02, 08:38
Írta: dezsoe Dátum 2019 december 02, 08:38
Szia!
A hibaüzenetre nincs ötletem. Elvileg ha megy a 2049, akkor kéne a 2112-nek is menni.
OpenGL ellenőrzéshez itt egy program (https://cnctar.hobbycnc.hu/dezsoe/OpenGLChecker/OpenGLChecker.zip).
A hibaüzenetre nincs ötletem. Elvileg ha megy a 2049, akkor kéne a 2112-nek is menni.
OpenGL ellenőrzéshez itt egy program (https://cnctar.hobbycnc.hu/dezsoe/OpenGLChecker/OpenGLChecker.zip).
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2019 december 02, 09:22
Írta: lari Dátum 2019 december 02, 09:22
Szia Csaba!
Köszi a programot.
Most nem vagyok ugyan a nevezett gép közelében, de kívácsiságból megpróbáltam egy másik gépen, amin a 2111-es elindult, viszont a 2112-es már nem, ill bejön a kezdő képernyő, de mindjárt a hibaüzenet is megjelenik...
Az opengl verzió a fotón...
(https://hobbicncforum.hu/uploaded_images/2019/12/tn_s625sty7uf2v94yw6tdv_90.png) (https://hobbicncforum.hu/uploaded_images/2019/12/s625sty7uf2v94yw6tdv_90.png)
Köszi a programot.
Most nem vagyok ugyan a nevezett gép közelében, de kívácsiságból megpróbáltam egy másik gépen, amin a 2111-es elindult, viszont a 2112-es már nem, ill bejön a kezdő képernyő, de mindjárt a hibaüzenet is megjelenik...
Az opengl verzió a fotón...
(https://hobbicncforum.hu/uploaded_images/2019/12/tn_s625sty7uf2v94yw6tdv_90.png) (https://hobbicncforum.hu/uploaded_images/2019/12/s625sty7uf2v94yw6tdv_90.png)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 december 02, 10:48
Írta: dezsoe Dátum 2019 december 02, 10:48
Szia!
Az érdekes, ha 2111 megy, a 2112 meg nem. Mikor töltötted le a 2112-t? Csak azért, mert az elején volt kb. egy nap, amíg egy hibás verzió volt fent. Esetleg le kéne tölteni újra, hátha azzal már megy. Hirtelen nincs más ötletem. :)
Az érdekes, ha 2111 megy, a 2112 meg nem. Mikor töltötted le a 2112-t? Csak azért, mert az elején volt kb. egy nap, amíg egy hibás verzió volt fent. Esetleg le kéne tölteni újra, hátha azzal már megy. Hirtelen nincs más ötletem. :)
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2019 december 02, 11:11
Írta: lari Dátum 2019 december 02, 11:11
A 2111-es megy, de amikor kilépek belőle ott is előjön a hibaüzenet, hogy a program váratlanul leállt,a win. kereshet megoldást az interneten stb...Mondjuk a kilépésnél ez annyira nem zavaró :-)
A 2112-t tegnap ill. ma töltöttem le innen:
[#t255p24#]
A 2112-t tegnap ill. ma töltöttem le innen:
[#t255p24#]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 december 02, 11:39
Írta: dezsoe Dátum 2019 december 02, 11:39
Akkor valami ármány van a gépeddel. Driver hiba, valami csoda optimalizáló program, ami mindent szétver stb. Nem tudok róla, hogy bármi gondja lenne a 2112-nek a Win7-tel. Én is teszteltem vele, igaz 32 bitessel. Egy dolog lehet még, az Intel videó. Egy olyan gépem nekem is van, amire nem jelez hibát az UCCNC, de nem fut rajta. Igaz, hogy azon már az elmúlt rengeteg verzió sem fut, nem csak a legutolsó.
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2019 december 02, 20:06
Írta: lari Dátum 2019 december 02, 20:06
No megpróbáltam az itthoni géppel.
A win7 új telepítés és jogtiszta. Nincs semmi más a gépen.
A grafikus kártya opengl verzió: 2.1
A drivert a gyártó honlapjáról szedtem le.
2111 megy, a 2112 meg nem.
2111-es megy, de amikor kilépek belőle, hibaüzenet...
2112 elindul, de a fő képernyő betöltődése után hibaüzenettel leáll.
A win7 új telepítés és jogtiszta. Nincs semmi más a gépen.
A grafikus kártya opengl verzió: 2.1
A drivert a gyártó honlapjáról szedtem le.
2111 megy, a 2112 meg nem.
2111-es megy, de amikor kilépek belőle, hibaüzenet...
2112 elindul, de a fő képernyő betöltődése után hibaüzenettel leáll.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 december 02, 20:25
Írta: svejk Dátum 2019 december 02, 20:25
"Nincs semmi más a gépen."
Netframework 4.xx azért kell, az még nincs benne a win 7 telepítőben.
(bár ezért szól is az UCCNC telepítő)
Netframework 4.xx azért kell, az még nincs benne a win 7 telepítőben.
(bár ezért szól is az UCCNC telepítő)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 december 02, 20:29
Írta: dezsoe Dátum 2019 december 02, 20:29
A 2111-ből kilépve milyen hibaüzenetet kapsz? Van benne valami értelmezhető? Milyen plugin-ok vannak engedélyezve?
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2019 december 03, 05:49
Írta: lari Dátum 2019 december 03, 05:49
Természetesen a Netframework 4.xx fentvan mert nem települne az uc nélküle...
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2019 december 03, 05:49
Írta: lari Dátum 2019 december 03, 05:49
Az alábbi fotón látható hibaüzenetet kapom kilépéskor:
(https://hobbicncforum.hu/uploaded_images/2019/12/tn_jwm3yz0ssn4eyhzbbg53e_90.png) (https://hobbicncforum.hu/uploaded_images/2019/12/jwm3yz0ssn4eyhzbbg53e_90.png) (https://hobbicncforum.hu/uploaded_images/2019/12/tn_z8hnv6m28c0gp2dwat0c_90.png) (https://hobbicncforum.hu/uploaded_images/2019/12/z8hnv6m28c0gp2dwat0c_90.png)
(https://hobbicncforum.hu/uploaded_images/2019/12/tn_jwm3yz0ssn4eyhzbbg53e_90.png) (https://hobbicncforum.hu/uploaded_images/2019/12/jwm3yz0ssn4eyhzbbg53e_90.png) (https://hobbicncforum.hu/uploaded_images/2019/12/tn_z8hnv6m28c0gp2dwat0c_90.png) (https://hobbicncforum.hu/uploaded_images/2019/12/z8hnv6m28c0gp2dwat0c_90.png)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 december 03, 07:04
Írta: dezsoe Dátum 2019 december 03, 07:04
No, ettől nem lettem okosabb. :( Plugin-okat nézted?
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2019 december 03, 07:22
Írta: lari Dátum 2019 december 03, 07:22
Mivel ez egy "szűz" telepítés így az alap pluginok vannak...
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 december 03, 08:22
Írta: dezsoe Dátum 2019 december 03, 08:22
A Win7-et teljesen lefrissítetted vagy csak a .Net4-et raktad fel rá?
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2019 december 03, 09:09
Írta: lari Dátum 2019 december 03, 09:09
Csak a net4, de próbáltam frissített verzióval is, bár azon már egyéb programok is voltak vírusirtó kivételével.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 december 03, 09:20
Írta: dezsoe Dátum 2019 december 03, 09:20
Hümm. Ez laptop vagy asztali gép? Ha asztali, akkor ki kéne próbálni egy beleszúrt videókártyával, hogy mit csinál. Nem tudok mást elképzelni, csak videó problémát.
Még valami. A 2111-ben már ki lehet kapcsolni a szerszámpálya megjelenítést. Ha kikapcsolod, akkor is dob hibát kilépéskor?
Még valami. A 2111-ben már ki lehet kapcsolni a szerszámpálya megjelenítést. Ha kikapcsolod, akkor is dob hibát kilépéskor?
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2019 december 03, 10:30
Írta: lari Dátum 2019 december 03, 10:30
Hol keressem a szerszámpálya megjelenítés kikapcsolását?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 december 03, 10:36
Írta: dezsoe Dátum 2019 december 03, 10:36
Megcsináltam, amit írtál: friss Win7x64, csak videó driver, .Net4. Az új programok kiakadnak, de csak akkor, ha csak másolod, nem telepíted. Ha egyszer végigment a telepítő, akkor elindulnak. (A telepítő felrak egy OpenAL csomagot is, ha ez nincs fent, akkor 64 biten elakad a program.)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 december 03, 10:37
Írta: dezsoe Dátum 2019 december 03, 10:37
Settings/Appearance/Disable toolpath view.
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2019 december 03, 11:32
Írta: lari Dátum 2019 december 03, 11:32
Megpróbáltam.
Mindegy, hogy a szerszámpálya megjelenítés ki van kapcsolva vagy sem. Hibaüzenet mindenképpen jön a leállítás után...
Mindegy, hogy a szerszámpálya megjelenítés ki van kapcsolva vagy sem. Hibaüzenet mindenképpen jön a leállítás után...
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 december 03, 12:51
Írta: svejk Dátum 2019 december 03, 12:51
Emlékszel? Én ezt már régebben is jeleztem.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 december 03, 13:15
Írta: dezsoe Dátum 2019 december 03, 13:15
Nem erősségem az emlékezés... :) Mire is gondolsz? A natúr Win7x64-en nem futásra?
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2019 december 05, 08:58
Írta: frob Dátum 2019 december 05, 08:58
Néha megkérdezem, hátha van ez irányú fejlesztés is végre, mert hogy rpi 3 és 4 elég izmos ahhoz hogy akár ilyesmi is fusson rajta
szóval mikor lesz uccnc raspberry-re? :)
win10 térhódításával előjönnek a macerák,pl: az állandó frissítési kényszer...
egy linuxos verzióval ez jó letudható, ráadásul es saját image ( már mint az általatok készített) stabil lenne...
szóval mikor lesz uccnc raspberry-re? :)
win10 térhódításával előjönnek a macerák,pl: az állandó frissítési kényszer...
egy linuxos verzióval ez jó letudható, ráadásul es saját image ( már mint az általatok készített) stabil lenne...
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 december 05, 10:16
Írta: dezsoe Dátum 2019 december 05, 10:16
Nem valószínű, hogy lesz linux verzió, de majd Balázs megmondja, ha erre jár. Nemrég itt is téma volt. (http://www.forum.cncdrive.com/viewtopic.php?f=2&t=2221)
Cím: Re:UCCNC vezérlő program
Írta: remrendes Dátum 2019 december 05, 10:28
Írta: remrendes Dátum 2019 december 05, 10:28
Linuxos verziot tavaly kerdeztem, nincs tervben.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2019 december 05, 13:51
Írta: frob Dátum 2019 december 05, 13:51
mono-val nem lenne az igazi...
.net behatárolja a dolgokat elég rendesen annyi biztos...
pedig reménykedtem...
.net behatárolja a dolgokat elég rendesen annyi biztos...
pedig reménykedtem...
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 december 05, 14:54
Írta: svejk Dátum 2019 december 05, 14:54
A linuxnak van saját vezérlője, azt kár lenne piszkálni
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 december 06, 17:22
Írta: svejk Dátum 2019 december 06, 17:22
Pali79-nek az alábbira:
"Nem jött be az AXBB?"
Az AXBB-E-t tavasszal vettem Debrecenben, sokat teszteltem, tökéletes választás, könnyű beüzemelni, nem kell szalagkábelekkel, illesztőkkel vacakolni.
De azóta már a 3. olyan bonyolultabb gépet építjük amihez kell az UCC300 ETH sok-sok bemenete.
(speciális célgépek, nem hobby marógép)
S mivel így nekem csak áll a polcon, miért ne cselekedhetnék valakivel egy jót?
Csupán ennyi a történet, aki nem hiszi járjon utána.
"Nem jött be az AXBB?"
Az AXBB-E-t tavasszal vettem Debrecenben, sokat teszteltem, tökéletes választás, könnyű beüzemelni, nem kell szalagkábelekkel, illesztőkkel vacakolni.
De azóta már a 3. olyan bonyolultabb gépet építjük amihez kell az UCC300 ETH sok-sok bemenete.
(speciális célgépek, nem hobby marógép)
S mivel így nekem csak áll a polcon, miért ne cselekedhetnék valakivel egy jót?
Csupán ennyi a történet, aki nem hiszi járjon utána.
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2019 december 06, 17:39
Írta: wv07scd6x Dátum 2019 december 06, 17:39
Sziasztok!
Már régen olvastam bele ebbe a fórumba, de azért gyakorta ránéztem, hogy került e fel frissebb programverzió. És mivel volt, én kíváncsiságból fel is telepítettem, és láttam, hogy meglehetősen át lett dolgozva az eddigiekhez képest a felülete. Mivel már jó ideje nem követtem a fórumot, az lenne a kérdésem, hogy időközben merült e fel a használatával kapcsolatban bármiféle probléma, vagy a jelenlegi tapasztalatok szerint akár élesben is használható?
Már régen olvastam bele ebbe a fórumba, de azért gyakorta ránéztem, hogy került e fel frissebb programverzió. És mivel volt, én kíváncsiságból fel is telepítettem, és láttam, hogy meglehetősen át lett dolgozva az eddigiekhez képest a felülete. Mivel már jó ideje nem követtem a fórumot, az lenne a kérdésem, hogy időközben merült e fel a használatával kapcsolatban bármiféle probléma, vagy a jelenlegi tapasztalatok szerint akár élesben is használható?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 december 06, 18:06
Írta: dezsoe Dátum 2019 december 06, 18:06
Szia!
Ha új a felület, akkor az 1.2112-es teszt verziót töltötted le. Jelenleg nem tudok olyan hibáról, ami komolyabb problémát okozhat.
Ha új a felület, akkor az 1.2112-es teszt verziót töltötted le. Jelenleg nem tudok olyan hibáról, ami komolyabb problémát okozhat.
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2019 december 06, 18:42
Írta: wv07scd6x Dátum 2019 december 06, 18:42
Igen, arra gondoltam, csak elfelejtettem leírni. [#kacsint]
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2019 december 10, 22:17
Írta: eduard Dátum 2019 december 10, 22:17
Udv,
M6 makrót keresek, hátha van valakinek készen ami az alábbiakat tudja:
- Z0-ra állított állapotból (anyagon felvett magasság, ebben ez esetben)
- kézi szerszámcseréhez egy adott pontra megy,
- onnan csere után a fix pozíciójú bemérőre,
- majd visszaáll Z0-ba, ami már az új szerszám Z0-ja.
Kezeli a kivételeket (motor, hűtés, stb leállítás), safe jog, safe Z-ben megy vissza a kiindulási pontra.
Azt hiszem ez egy klasszikus probléma lesz, remélem más már megoldotta és megosztja a tapasztalatát.
M6 makrót keresek, hátha van valakinek készen ami az alábbiakat tudja:
- Z0-ra állított állapotból (anyagon felvett magasság, ebben ez esetben)
- kézi szerszámcseréhez egy adott pontra megy,
- onnan csere után a fix pozíciójú bemérőre,
- majd visszaáll Z0-ba, ami már az új szerszám Z0-ja.
Kezeli a kivételeket (motor, hűtés, stb leállítás), safe jog, safe Z-ben megy vissza a kiindulási pontra.
Azt hiszem ez egy klasszikus probléma lesz, remélem más már megoldotta és megosztja a tapasztalatát.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 december 11, 22:56
Írta: dezsoe Dátum 2019 december 11, 22:56
Szia!
Így készen nem biztos, hogy van valakinek, de össze lehet rakni. Van viszont pár kérdésem:
- Miért érdekes, hogy Z0-ból indul?
- A beméréshez a probe képernyőt akarod használni vagy külön kódot?
- Biztos, hogy jó, ha Z0-ba megy vissza és éppen hozzáér a munkadarabhoz?
- A főorsó és/vagy hűtés kikapcsolását a g-kódnak illene elvégezni. Ha mégis a makró állítja le, akkor ugyanabba az állapotba kapcsolja vissza a végén vagy ezt már a g-kód fogja megtenni? És ha igen, akkor biztos, hogy jó ezt Z0-on csinálni?
Amúgy a hűtéses makrót tesztelted már?
Így készen nem biztos, hogy van valakinek, de össze lehet rakni. Van viszont pár kérdésem:
- Miért érdekes, hogy Z0-ból indul?
- A beméréshez a probe képernyőt akarod használni vagy külön kódot?
- Biztos, hogy jó, ha Z0-ba megy vissza és éppen hozzáér a munkadarabhoz?
- A főorsó és/vagy hűtés kikapcsolását a g-kódnak illene elvégezni. Ha mégis a makró állítja le, akkor ugyanabba az állapotba kapcsolja vissza a végén vagy ezt már a g-kód fogja megtenni? És ha igen, akkor biztos, hogy jó ezt Z0-on csinálni?
Amúgy a hűtéses makrót tesztelted már?
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2019 december 12, 03:26
Írta: eduard Dátum 2019 december 12, 03:26
Szia Dezsoe,
koszonom a valaszod, kozben megtalaltam amit kerestem, egy kis modositas utan ugy mukodik ahogy szerettem volna.
Viszont a kerdeseid tanulsagosak voltak. Atnezem ezzel a szemmel is.
A hutest kiprobaltam kulso aktuatorokkal, es perfekt. Gepre meg nem tudtam tenni, ido hianyaban. Amint felkerult visszajelzek.
koszonom a valaszod, kozben megtalaltam amit kerestem, egy kis modositas utan ugy mukodik ahogy szerettem volna.
Viszont a kerdeseid tanulsagosak voltak. Atnezem ezzel a szemmel is.
A hutest kiprobaltam kulso aktuatorokkal, es perfekt. Gepre meg nem tudtam tenni, ido hianyaban. Amint felkerult visszajelzek.
Cím: Re:UCCNC vezérlő program
Írta: kaqkk007 Dátum 2019 december 12, 08:46
Írta: kaqkk007 Dátum 2019 december 12, 08:46
Szia Dezső . Frissítettem a programot a 12.112 próbaverziót telepítettem ,a régi profilokat átírta a frissítés de a képernyőt nem , ezt hogyan orvosolhatnám ?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 december 12, 09:51
Írta: dezsoe Dátum 2019 december 12, 09:51
Szia!
Ha a régi képernyő jön be, akkor a profiles fülön van egy select screenset gomb, ott tudod kiválasztani a Default2019-et (select gomb), majd újra kell indítanod az UCCNC-t.
Ha a régi képernyő jön be, akkor a profiles fülön van egy select screenset gomb, ott tudod kiválasztani a Default2019-et (select gomb), majd újra kell indítanod az UCCNC-t.
Cím: Re:UCCNC vezérlő program
Írta: kaqkk007 Dátum 2019 december 12, 10:13
Írta: kaqkk007 Dátum 2019 december 12, 10:13
Köszönöm
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2019 december 16, 17:32
Írta: lari Dátum 2019 december 16, 17:32
Szia Csaba!
Ez a program, amit ajánlottál opengl ellenőrzéshez, miért nem indul el minden gépen?
Van olyan gépem, aminél a program indítása után azt írja, hogy a program működése leállt, keressen megoldást az interneten stb...
Mitől függ ennek a működése?
Ez a program, amit ajánlottál opengl ellenőrzéshez, miért nem indul el minden gépen?
Van olyan gépem, aminél a program indítása után azt írja, hogy a program működése leállt, keressen megoldást az interneten stb...
Mitől függ ennek a működése?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 december 16, 17:55
Írta: dezsoe Dátum 2019 december 16, 17:55
Szia!
Nem tudom. Megnéztem a sourceforge-on, 2016-os, nincs újabb verziója. Valamit írtak, hogy ha nincs hang, akkor nem indul el, lehet, hogy ilyenbe futottál bele.
Nem tudom. Megnéztem a sourceforge-on, 2016-os, nincs újabb verziója. Valamit írtak, hogy ha nincs hang, akkor nem indul el, lehet, hogy ilyenbe futottál bele.
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2019 december 17, 06:32
Írta: lari Dátum 2019 december 17, 06:32
Igen, hang probléma tényleg volt... Köszi!
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2019 december 19, 21:30
Írta: wv07scd6x Dátum 2019 december 19, 21:30
Sziasztok!
Ismételten használni kezdtem a gépem, és már az új "1.2112" -es verzióval. Nos megintcsak érdekes jelenségre lettem figyelmes. :) A tengelyek kissé rángatózva mozognak. Először azt hittem hogy szorul a tengely kicsit, és be is olajoztam. Pedig hát mikor legutóbb használtam semmi baja nem volt. Mivel szemmel annyira nem tűnt fel, először csak a szerszám hangján tűnt fel hogy nem egyenletes a tengely futása. Ez igazán nekem az y tengelyen feltűnőbb egyenes vonalú mozgás közben. Volt e valakinek ilyen tapasztalata?
Ismételten használni kezdtem a gépem, és már az új "1.2112" -es verzióval. Nos megintcsak érdekes jelenségre lettem figyelmes. :) A tengelyek kissé rángatózva mozognak. Először azt hittem hogy szorul a tengely kicsit, és be is olajoztam. Pedig hát mikor legutóbb használtam semmi baja nem volt. Mivel szemmel annyira nem tűnt fel, először csak a szerszám hangján tűnt fel hogy nem egyenletes a tengely futása. Ez igazán nekem az y tengelyen feltűnőbb egyenes vonalú mozgás közben. Volt e valakinek ilyen tapasztalata?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 december 19, 21:47
Írta: dezsoe Dátum 2019 december 19, 21:47
Szia!
Nem jelzett még senki ilyen problémát, pedig két és fél hónapja kint van ez a verzió.
Nem jelzett még senki ilyen problémát, pedig két és fél hónapja kint van ez a verzió.
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2019 december 19, 21:53
Írta: wv07scd6x Dátum 2019 december 19, 21:53
Annyit még hozzá kel tegyek, hogy az egész műveletet úgy kezdtem, hogy a munkaterület 4 sarkát bemérettem az "Autolevelet" -plugin -al.
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2019 december 19, 21:54
Írta: wv07scd6x Dátum 2019 december 19, 21:54
Ara az esetre írom, ha esetleg köze lehet a jelenséghez.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 december 20, 15:55
Írta: svejk Dátum 2019 december 20, 15:55
Nézd meg a kernelfreki mekkora értéken van.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 december 20, 16:23
Írta: dezsoe Dátum 2019 december 20, 16:23
Aha, most esik le, hogy van hozzá köze. Az Autoleveler feldarabolja a mozgásokat és gondolom, hogy Y irányban mért valamennyi eltérést, ezért korrigálja a Z-t. Ezért darabos.
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2019 december 20, 17:43
Írta: wv07scd6x Dátum 2019 december 20, 17:43
Sziasztok!
Épp az imént teszteltem megint a gépemet, és most szándékosan nagyobb magassági szintkülönbséget tanítottam be az autoleveler pluginnal. Az eredmény igen látványos. A gép jelentősen rángatózva mozog.
Az autoleveler használata nélkül látszólag simán halad.
Épp az imént teszteltem megint a gépemet, és most szándékosan nagyobb magassági szintkülönbséget tanítottam be az autoleveler pluginnal. Az eredmény igen látványos. A gép jelentősen rángatózva mozog.
Az autoleveler használata nélkül látszólag simán halad.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2019 december 20, 18:32
Írta: ium8w94xp Dátum 2019 december 20, 18:32
Már korábban is írták, hogy az autoleveler pluginnel kapcsolatban kérdést és észrevételt az írójának kell feltenni, mert nem az uccnc fejlesztői írták. Az egy külsős dolog. Az író elérhetősége ott van a pluginben. Mindenben segítőkész amúgy.
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2019 december 20, 21:22
Írta: wv07scd6x Dátum 2019 december 20, 21:22
exup!
Én nem tudhatom, de egészen biztos, hogy magával a plugin -al van a baj? Nem lehet hogy maga az UCCNC program nem megfelelően kezeli a tőle kapott adatokat?
Én nem tudhatom, de egészen biztos, hogy magával a plugin -al van a baj? Nem lehet hogy maga az UCCNC program nem megfelelően kezeli a tőle kapott adatokat?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 december 20, 21:37
Írta: dezsoe Dátum 2019 december 20, 21:37
Ahogy már írtam: szakaszokat kap a program. Nézd meg a generált g-kódot. Ahol irányváltás van (tehát lényegében minden szakasz kapcsolódásnál), ott muszáj neki egy kicsit lelassítani, hogy a tengelyeknek legyen idejük lassulni vagy gyorsulni. Valószínűleg elég alacsony gyorsulás van beállítva a tengelyeiden, ezért feltűnő.
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2019 december 20, 21:44
Írta: wv07scd6x Dátum 2019 december 20, 21:44
Én minden paramétert alapállapotban hagytam ami nem volt feltétlenül szükséges ahhoz hogy a gépet használni tudjam. Csupán csak a tengelyek felbontását állítottam át.
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2019 december 20, 21:51
Írta: wv07scd6x Dátum 2019 december 20, 21:51
Mellékesen meg aztán én hiába nézem a G -kódot. Nem értek G-kódul. C++ és Valamennyire Python nyelvül tudok csak meg egykét PLC specifikus nyelven. De sosem foglalkoztam G-kóddal, mivel nem volt feltétlenül szükséges számomra.
Viszont visszatérve az alap problémára az lenne a kérdésem, hogy ez az előző verzióknál miért nem jelentett problémát?
Viszont visszatérve az alap problémára az lenne a kérdésem, hogy ez az előző verzióknál miért nem jelentett problémát?
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2019 december 20, 21:54
Írta: wv07scd6x Dátum 2019 december 20, 21:54
Nem kötözködni akarok, hanem csak megérteni a helyzetet. :)
Cím: Re:UCCNC vezérlő program
Írta: fzk52dfme Dátum 2019 december 23, 11:23
Írta: fzk52dfme Dátum 2019 december 23, 11:23
Sziasztok.
UCCNC programban hol van a gyorsjárati sebesség állítási lehetősége? Van egyáltalán?
UCCNC programban hol van a gyorsjárati sebesség állítási lehetősége? Van egyáltalán?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 december 23, 11:36
Írta: dezsoe Dátum 2019 december 23, 11:36
Szia!
A tengelyek beállításainál a Velocity adja meg a maximális sebességet. A gyorsjárat a maximális sebességgel megy.
A tengelyek beállításainál a Velocity adja meg a maximális sebességet. A gyorsjárat a maximális sebességgel megy.
Cím: Re:UCCNC vezérlő program
Írta: fzk52dfme Dátum 2019 december 23, 11:42
Írta: fzk52dfme Dátum 2019 december 23, 11:42
Köszi az infót. Nagyon elszomorítottál... komolyan nincs rá lehetőség, hogy lehessen állítani, mint a mach3-ban?
A másik kérdés: Főorsó fordulat analóg potméteres állításánál miért nem lehet 100% fölé menni? Előtolást lehet, fordulatot nem...
A másik kérdés: Főorsó fordulat analóg potméteres állításánál miért nem lehet 100% fölé menni? Előtolást lehet, fordulatot nem...
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 december 23, 12:14
Írta: dezsoe Dátum 2019 december 23, 12:14
Miért lehetne? A gyorsjárat attól gyorsjárat, hogy teljes sebességen megy.
Ha az SRO-hoz kötöd a potmétert,akkor 300%-ig tudod tekerni, csak be kell állítani az I/O setup-ban.
Ha az SRO-hoz kötöd a potmétert,akkor 300%-ig tudod tekerni, csak be kell állítani az I/O setup-ban.
Cím: Re:UCCNC vezérlő program
Írta: fzk52dfme Dátum 2019 december 23, 12:32
Írta: fzk52dfme Dátum 2019 december 23, 12:32
Igen, csak ha megnézel bármilyen gyári gépet, van állítási lehetőség a gyorsjárat sebességét illetően. Munkahelyemen 54000mm/perc gyorsjáratot tudó gépek vannak, de nem merném megnyomni a zöld gombot "majd lesz ami lesz" alapon...
Szóval nekem ez igen fontos funkció lenne, tekintve hogy 5 tengelyem is van, és nem vicces mikor megindul minden tengelyen gyorsjáratban. Igaz itthon csak 4000mm/perc-et tud, de az is elég a törés zúzáshoz.
Áh, ez a % állítós ablakocska elkerülte a figyelmemet, köszi!
Szóval nekem ez igen fontos funkció lenne, tekintve hogy 5 tengelyem is van, és nem vicces mikor megindul minden tengelyen gyorsjáratban. Igaz itthon csak 4000mm/perc-et tud, de az is elég a törés zúzáshoz.
Áh, ez a % állítós ablakocska elkerülte a figyelmemet, köszi!
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 december 23, 15:21
Írta: svejk Dátum 2019 december 23, 15:21
Gondolom az FRO-t keresed, ott van a csúszkája a Cycle Start mellet.
Cím: Re:UCCNC vezérlő program
Írta: fzk52dfme Dátum 2019 december 23, 17:18
Írta: fzk52dfme Dátum 2019 december 23, 17:18
Ennyire azért nem vagyok sülthal :). A gyorsjáratot szeretném állítani, hogy ne 100% legyen mindig fixen, hanem mondjuk 30%. Függetlenül az előtolástól. De jelenleg az előtolással együtt változik.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 december 23, 18:56
Írta: svejk Dátum 2019 december 23, 18:56
Mach3-nál hogy is van? 100% alatt az is együtt viszi, nem?
Ha dolgozol ipari gépen akkor tudod, hogy az első indítást célszerű mondatonként futtatni.
Olyankor tudod szimultán kezelni a potit és gombot.
Legalábbis nekem nem nagyon zavaró ez a dolog.
Ha dolgozol ipari gépen akkor tudod, hogy az első indítást célszerű mondatonként futtatni.
Olyankor tudod szimultán kezelni a potit és gombot.
Legalábbis nekem nem nagyon zavaró ez a dolog.
Cím: Re:UCCNC vezérlő program
Írta: fzk52dfme Dátum 2019 december 23, 19:12
Írta: fzk52dfme Dátum 2019 december 23, 19:12
Mach3-ban ha akarod külön van, vagy ha bekapcsolod, akkor együtt változnak.
Még egy kérdés:
Hogyan mérek be manuálisan szerszámot UCCNC-ben?
Még egy kérdés:
Hogyan mérek be manuálisan szerszámot UCCNC-ben?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 december 24, 09:02
Írta: dezsoe Dátum 2019 december 24, 09:02
Több lehetőség közül is választhatsz. Melyik verziót használod és pontosan mit értesz manuális bemérésen? Milyen érzékelőd van?
Cím: Re:UCCNC vezérlő program
Írta: fzk52dfme Dátum 2019 december 24, 10:26
Írta: fzk52dfme Dátum 2019 december 24, 10:26
1.2111 verzió. Nincs érzékelőm és nem is szeretnék. Hagyományos módon, munka elején bemérem a szerszámokat és utána cserélgetem őket (BT30-as főorsóm van). Tegnap ahogy még nézegettem a programot, valószínű úgy működik mint pl fanuc-éknál. Kinevezek egy szerszámot nullszerszámnak, azzal felveszem a z nullát, és szerszámcserék után a többi szerszámmal megérintve ugyan azt a felületet, a z tengelyen kiírt eltérést beírom szerszámhossznak. Így van? (nem teszteltem még le a gépen)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 december 24, 10:47
Írta: dezsoe Dátum 2019 december 24, 10:47
Pontosan. A mérésről valamilyen mérőre tippeltem, anélkül pont azt kell tenned, amit írtál.
Cím: Re:UCCNC vezérlő program
Írta: fzk52dfme Dátum 2019 december 24, 14:04
Írta: fzk52dfme Dátum 2019 december 24, 14:04
Rendben, köszi a megerősítést!
Viszont ehhez segítségképpen igazán lehetne egy nyomógombot tenni a szoftverbe, hogy automatice legyen a folyamat (pl mach3), illetve az is roppant hasznos lenne ha nem kellene megjegyezni a beírandó értéket, mert ahol be kell írnom, nem látszik az aktuális Z koordináta. (már beletettem a screensetbe, de csak felhasználó szeretnék lenni és használni a szoftvert egy felhasználóbarát környezetben, nem pedig fejlesztgetni-javítgatni)
Még egy utolsó kérdésem lenne:
Ezt a kódot: G28 G91 Z0.
Miért úgy hajtja végre a program, hogy az összes tengelyen mozog? Illetve legelőször lemegy munkadarab Z nullig, és onnan indul home-ba az összes. Ez azért vicces, mert program elején nincs hosszkorrekció behívva, így ha nem a nullszerszám, vagy annál hosszabb van éppen bent, akkor jön a csatt. Szoftver leírása szerint elvileg ismernie kellene a G28-at.
Kellemes ünnepeket mindenkinek!
Viszont ehhez segítségképpen igazán lehetne egy nyomógombot tenni a szoftverbe, hogy automatice legyen a folyamat (pl mach3), illetve az is roppant hasznos lenne ha nem kellene megjegyezni a beírandó értéket, mert ahol be kell írnom, nem látszik az aktuális Z koordináta. (már beletettem a screensetbe, de csak felhasználó szeretnék lenni és használni a szoftvert egy felhasználóbarát környezetben, nem pedig fejlesztgetni-javítgatni)
Még egy utolsó kérdésem lenne:
Ezt a kódot: G28 G91 Z0.
Miért úgy hajtja végre a program, hogy az összes tengelyen mozog? Illetve legelőször lemegy munkadarab Z nullig, és onnan indul home-ba az összes. Ez azért vicces, mert program elején nincs hosszkorrekció behívva, így ha nem a nullszerszám, vagy annál hosszabb van éppen bent, akkor jön a csatt. Szoftver leírása szerint elvileg ismernie kellene a G28-at.
Kellemes ünnepeket mindenkinek!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 december 24, 16:27
Írta: dezsoe Dátum 2019 december 24, 16:27
Azért, mert azt kérted tőle. Ha simán haza akarod küldeni a tengelyeket, akkor G28 és kész. A sor, amit beírsz azt jelenti, hogy menjen haza, de először a Z-t vigye 0 távolságra. Az egymásra halmozott utasítások sorrendje nem tökéletes, ezért először a G28 Z0-t hajtja végre, csak utána a G91-et, ezért megy először nullára. Viszont ha helyes sorrendben hajtaná végre (G91, majd G28 Z0), akkor sem sok értelme lenne, mert azt jelentené, hogy menjen haza, de előbb a Z tengelyen mozogjon 0 távolságot, tehát annyi, mint ha egy sima G28-at adnál ki.
Cím: Re:UCCNC vezérlő program
Írta: fzk52dfme Dátum 2019 december 24, 19:12
Írta: fzk52dfme Dátum 2019 december 24, 19:12
Ezzel a kódsorral nem azt kértem tőle, hogy azt csinálja amit csinál... és nem úgy kell működnie ahogy leírtad. Az utasítások sorrendje tökéletes, mert ipari gépeken működik (pl. Haas, Hurco, Fanuc).
Ezzel a kódsorral azt kérem tőle hogy Z tengelyen menjen fel home pozícióba. Ha nem lenne előtte a G91, akkor az történik amit leírtál, lemegy nullára, majd fel home-ba. De mivel ott van a G91, ez megváltoztatja a dolgokat, és mivel a G28 után megadtam hogy melyik tengelyen akarom a mozgást, ezért csak és kizárólag a Z kellene mozogjon.
Szóval a szoftver ezt a kódsort hibásan értelmezi.
Legalább a G53-at jól kezeli... kipróbáltam.
Egy kis irodalom a helyes működésről:
https://cncphilosophy.com/g28-g-code-demystified/
Ezzel a kódsorral azt kérem tőle hogy Z tengelyen menjen fel home pozícióba. Ha nem lenne előtte a G91, akkor az történik amit leírtál, lemegy nullára, majd fel home-ba. De mivel ott van a G91, ez megváltoztatja a dolgokat, és mivel a G28 után megadtam hogy melyik tengelyen akarom a mozgást, ezért csak és kizárólag a Z kellene mozogjon.
Szóval a szoftver ezt a kódsort hibásan értelmezi.
Legalább a G53-at jól kezeli... kipróbáltam.
Egy kis irodalom a helyes működésről:
https://cncphilosophy.com/g28-g-code-demystified/
Cím: Re:UCCNC vezérlő program
Írta: 08se8ck7 Dátum 2019 december 24, 20:35
Írta: 08se8ck7 Dátum 2019 december 24, 20:35
Neki az kellene, hogy csak Z tengelyen hajtsa végre a G28-at, ezért is kell a G91, és ipari gépeken egy sorba beírt G kódok sorrendisége nem számít, a G91 hajtódik végre elsőre, és aztán a G28, függetlenül attól hogy melyik van előrébb azonos sorban.
Illetve ugye ebben az esetben a másik 2 tengelynek mozdulnia sem szabadna, csak a Z-nek.
Illetve ugye ebben az esetben a másik 2 tengelynek mozdulnia sem szabadna, csak a Z-nek.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 december 24, 20:53
Írta: dezsoe Dátum 2019 december 24, 20:53
Nagyon érdekes cikk, köszönöm, hogy tanulhatok belőle a g-kód működéséről. A probléma az vele, hogy erősen Mach3 ízű, a Mach3 pedig finoman szólva sem ragaszkodik szigorúan a szabványokhoz. Többek között a G28 implementálásában sem. A szomorú hír az, hogy sajnos mégis nekem van igazam: olvasd el a szabványban (https://tsapps.nist.gov/publication/get_pdf.cfm?pub_id=823374). Én is így tettem, mert bár fejből is tudom a G28 helyes működését, nem szeretek úgy leírni valamit, hogy előtte nem ellenőrzöm, így most is megtettem.
(https://hobbicncforum.hu/uploaded_images/2019/12/tn_iuzv2zauu3c5bvtgf9_3977.png) (https://hobbicncforum.hu/uploaded_images/2019/12/iuzv2zauu3c5bvtgf9_3977.png)
(https://hobbicncforum.hu/uploaded_images/2019/12/tn_iuzv2zauu3c5bvtgf9_3977.png) (https://hobbicncforum.hu/uploaded_images/2019/12/iuzv2zauu3c5bvtgf9_3977.png)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 december 24, 20:55
Írta: dezsoe Dátum 2019 december 24, 20:55
Ezt írtam, hogy a G91 és G28 sorrendje nem jó, de nem ettől nem csinálja azt, amit szeretnél.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 december 24, 20:55
Írta: dezsoe Dátum 2019 december 24, 20:55
Mármint a végrehajtási sorrendje nem jó.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 december 24, 21:06
Írta: svejk Dátum 2019 december 24, 21:06
Ha ilyen jól ismered az ipari vezérlőket azt is tudnod kell, hogy bizony a G-kód csak egy ajánlás és sajnos vannak gépspecifikus kódok, még egy vezérlőcsaládon belül is, ezt hozta magával a vezérlők fejlődése.
Mi is itt már sok G-kódot megreformáltattunk, kértünk különféle opciókat az UCCNC vezérlőbe.
Szerencsére elég sokat meg is kaptunk, hála az itthoni fejlesztésnek.
Ha logikusan és nyomatékosan alá tudod támasztani a kérésed valószínű meg is lesz oldva.
Úgy vettem észre az kevés szokott lenni, hogy: "az ipari gépeken úgy működik".
más:
Ha linkelsz van erre klassz megoldásunk, pl. így:
NCT 99M G-kódok értelmezése magyarul (https://www.nct.hu/pdf/NC_Documents/Magyar/Maro/magprm.pdf)
Mi is itt már sok G-kódot megreformáltattunk, kértünk különféle opciókat az UCCNC vezérlőbe.
Szerencsére elég sokat meg is kaptunk, hála az itthoni fejlesztésnek.
Ha logikusan és nyomatékosan alá tudod támasztani a kérésed valószínű meg is lesz oldva.
Úgy vettem észre az kevés szokott lenni, hogy: "az ipari gépeken úgy működik".
más:
Ha linkelsz van erre klassz megoldásunk, pl. így:
NCT 99M G-kódok értelmezése magyarul (https://www.nct.hu/pdf/NC_Documents/Magyar/Maro/magprm.pdf)
Cím: Re:UCCNC vezérlő program
Írta: fzk52dfme Dátum 2019 december 24, 21:38
Írta: fzk52dfme Dátum 2019 december 24, 21:38
Ezzel a résszel nem is vitatkoztam. Ezt tudom hogy így működik... Viszont a szabvány az én problémámat nem említi: ha ott van előtte a G91, akkor egyből home pozícióba kell vinnie azt a tengelyt, amit a G28 után definiálok. És ez nem mach3 találmány. Mint említettem, fanuc, haas, hurco vezérlőkön (a 90-es évektől napjainkig kiadott gépeken) így működik, ahogy én azt szeretném. Bár biztosan ők is az elavult mach3-ról koppintottak.
https://www.cncci.com/post/how-the-heck-does-g28-work
A kérdés még mindig adott:
Miért nem hajtódik végre megfelelően uccnc-ben ez a sor?
G91 G28 Z0
https://www.cncci.com/post/how-the-heck-does-g28-work
A kérdés még mindig adott:
Miért nem hajtódik végre megfelelően uccnc-ben ez a sor?
G91 G28 Z0
Cím: Re:UCCNC vezérlő program
Írta: fzk52dfme Dátum 2019 december 24, 21:58
Írta: fzk52dfme Dátum 2019 december 24, 21:58
Túlzásba azért ne essünk, én csak ismerni szeretném a vezérlőket... :) Persze hogy vannak gépspecifikus kódok. De speciel ez a home pozícióba küldés pont nem tartozik közéjük...
Köszönöm a linket, de nincs benne az általam felvetett probléma magyarázata/megoldása. ---> Pár hozzászólással lentebb olvasható: a kód végrehajtási sorrendje nem megfelelő az uccnc-ben.
Köszönöm a linket, de nincs benne az általam felvetett probléma magyarázata/megoldása. ---> Pár hozzászólással lentebb olvasható: a kód végrehajtási sorrendje nem megfelelő az uccnc-ben.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 december 24, 22:11
Írta: dezsoe Dátum 2019 december 24, 22:11
Oké, vegyük végig újra.
1. Az UCCNC az RS274NGC szabványt követi, ahol lehet. (Kézikönyv, 4.1 fejezet, elgépelve RD274NGC-nek.) Teljesen mindegy, hogy a felsorolt márkák mikor és hogy működnek, a G28 az említett szabvány szerint van megoldva.
2. Ahogy mutattam a képen is: a G28 paraméter nélkül rögtön az összes tengelyt egyszerre elküldi a referencia pontra. Ha van megadva valamilyen koordináta, akkor azt köztes pontnak tekinti (munkakoordinátában) és először oda mozog el.
3. Az egy sorba írt g-kódok végrehajtási sorrendje nem minden esetben felel meg a szabványnak, majd egyszer ez is ki lesz javítva, gondolom.
4a. Ha a végrehajtási sorrend helyes lenne, akkor a G28 G91 Z0 sorból először a G91 (relatív koordináták használata) hajtódna végre, majd utána a G28 Z0 (mozgás referencia pontra Z0 érintésével). Ennek eredménye: először mozgás Z0 relatív koordinátára, ami a 0 miatt azt jelenti, hogy marad, ahol van, majd mozgás az összes tengellyel referencia pontra. Pont ugyanaz, mint egy paraméter nélküli G28.
4b. A végrehajtási sorrend hibája miatt a G28 G91 Z0 sorból először a G28 Z0 (mozgás referencia pontra Z0 érintésével), majd a G91 (relatív koordináták használata) hajtódik végre. Ennek eredménye: először mozgás Z0 abszolút munkakoordinátára, majd mozgás az összes tengellyel referencia pontra.
Ennél részletesebben nem tudom leírni.
1. Az UCCNC az RS274NGC szabványt követi, ahol lehet. (Kézikönyv, 4.1 fejezet, elgépelve RD274NGC-nek.) Teljesen mindegy, hogy a felsorolt márkák mikor és hogy működnek, a G28 az említett szabvány szerint van megoldva.
2. Ahogy mutattam a képen is: a G28 paraméter nélkül rögtön az összes tengelyt egyszerre elküldi a referencia pontra. Ha van megadva valamilyen koordináta, akkor azt köztes pontnak tekinti (munkakoordinátában) és először oda mozog el.
3. Az egy sorba írt g-kódok végrehajtási sorrendje nem minden esetben felel meg a szabványnak, majd egyszer ez is ki lesz javítva, gondolom.
4a. Ha a végrehajtási sorrend helyes lenne, akkor a G28 G91 Z0 sorból először a G91 (relatív koordináták használata) hajtódna végre, majd utána a G28 Z0 (mozgás referencia pontra Z0 érintésével). Ennek eredménye: először mozgás Z0 relatív koordinátára, ami a 0 miatt azt jelenti, hogy marad, ahol van, majd mozgás az összes tengellyel referencia pontra. Pont ugyanaz, mint egy paraméter nélküli G28.
4b. A végrehajtási sorrend hibája miatt a G28 G91 Z0 sorból először a G28 Z0 (mozgás referencia pontra Z0 érintésével), majd a G91 (relatív koordináták használata) hajtódik végre. Ennek eredménye: először mozgás Z0 abszolút munkakoordinátára, majd mozgás az összes tengellyel referencia pontra.
Ennél részletesebben nem tudom leírni.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 december 24, 22:16
Írta: dezsoe Dátum 2019 december 24, 22:16
Ez pont közéjük tartozik. Amit Svejk linkelt, ott egyértelműen Fanuc-ról van szó és egyértelműen le is írja, hogy ha van köztes pont egy tengelyen, akkor csak azt a tengelyt fogja referenciába küldeni. Az RS274NGC szabvány pedig nem. Ennyi.
Cím: Re:UCCNC vezérlő program
Írta: 08se8ck7 Dátum 2019 december 24, 22:25
Írta: 08se8ck7 Dátum 2019 december 24, 22:25
Az a gond hogy a kolléga azt várta hogy úgy működik az UC is mint az összes ipari Fanuc alapú vezérlő teszi, mégpedig hogyha G28 után tengely is van megadva, akkor csak azon az egy tengelyen mozog.
Pluszba még e-mellé jött a hibás kód értelmezési sorrend az UC-ben.
Pluszba még e-mellé jött a hibás kód értelmezési sorrend az UC-ben.
Cím: Re:UCCNC vezérlő program
Írta: nwmewgze Dátum 2019 december 24, 22:42
Írta: nwmewgze Dátum 2019 december 24, 22:42
Üdv!
Ajánlanék egy hatásos "ipari" alkalmazàst-megoldàst a szerszámok (T1-T2...->) bemérésére, használatára!
1. Kell egy a főorsóval azonos kúppal szerelt mérőóra (BT30-3D Taster)
2. Kell egy fixen rögzített sík amiben azonos szintig lehet bele helyezni a bemérni kívánt szerszàmot, majd egy talpas mélységmérő ami szintèn fixàlva van a síkhoz (lehetőleg digitális óra)
3.Taster 0-0 -ál orát nulláz (lásd kép)
4.UCCNC—> TOOLS—> Helyes sorba a mért szerszám hossz korrekciót bevésni.
5.Ráállás a munkadarabra x-y majd OFFSETS ablakban G92-nullázni(megszokásból rá szoktam nézni)
6. Z irányban szintén Taster 0-0 majd zero...
7. Gcode load —> fontos! T5-H5 T2-H2
8. Használod :)
Olvasom a kommenteket, és nekem az jön át, hogy nagyon mach3 felhasznàló, legalább is a kommentekben többször van említve.
Én nem szeretném spojlerezni egyik programot sem, de hasznàltam 2-3 évig mach3-at ès 1- 1.5 éve használok uccnct!
Hasonló a hobby felhasználhatósága végett, de sokkal másabb a két program (nekem legalább is)
Sokkal megbízhatóbb-stabilabb-testre szabhatób-gyorsabb-az uccnc nem törtem össze még vele semmit (bal kéz 3kopp).
Összeségében nem értem a kommentek alapján ha olyan jó volt a mach3 és minden sikerül (kinek a pap, kinek...) akkor mièrt kellett ez a vàltás?
Természetesen mivel kèt külön származású-elgondolású programról van szó, furcsa egyik a másik utàn!
Csupán a személyes tapasztalom végett (védem meg) állítom, hogy az uccnc messze jobb mint a mach3, eddig akármi bajom kínom volt nagyon segítőkész emberekre találtam itt a fórumon (Pl:dezsoe) akik segítettek vagy megoldották a programban a problémáim.
Szerintem biztos ha tudnak segítenek megoldani a nehézségeket!
Remélem a bemèrős tipp segít!
(https://hobbicncforum.hu/uploaded_images/2019/12/tn_fm4nqth6yy74jfnc45ip_4433.png) (https://hobbicncforum.hu/uploaded_images/2019/12/fm4nqth6yy74jfnc45ip_4433.png) (https://hobbicncforum.hu/uploaded_images/2019/12/tn_8wwgydghqbeb9w5wj0q_4433.png) (https://hobbicncforum.hu/uploaded_images/2019/12/8wwgydghqbeb9w5wj0q_4433.png) (https://hobbicncforum.hu/uploaded_images/2019/12/tn_mzcyas3z245ic794akmzj_4433.png) (https://hobbicncforum.hu/uploaded_images/2019/12/mzcyas3z245ic794akmzj_4433.png)
Ajánlanék egy hatásos "ipari" alkalmazàst-megoldàst a szerszámok (T1-T2...->) bemérésére, használatára!
1. Kell egy a főorsóval azonos kúppal szerelt mérőóra (BT30-3D Taster)
2. Kell egy fixen rögzített sík amiben azonos szintig lehet bele helyezni a bemérni kívánt szerszàmot, majd egy talpas mélységmérő ami szintèn fixàlva van a síkhoz (lehetőleg digitális óra)
3.Taster 0-0 -ál orát nulláz (lásd kép)
4.UCCNC—> TOOLS—> Helyes sorba a mért szerszám hossz korrekciót bevésni.
5.Ráállás a munkadarabra x-y majd OFFSETS ablakban G92-nullázni(megszokásból rá szoktam nézni)
6. Z irányban szintén Taster 0-0 majd zero...
7. Gcode load —> fontos! T5-H5 T2-H2
8. Használod :)
Olvasom a kommenteket, és nekem az jön át, hogy nagyon mach3 felhasznàló, legalább is a kommentekben többször van említve.
Én nem szeretném spojlerezni egyik programot sem, de hasznàltam 2-3 évig mach3-at ès 1- 1.5 éve használok uccnct!
Hasonló a hobby felhasználhatósága végett, de sokkal másabb a két program (nekem legalább is)
Sokkal megbízhatóbb-stabilabb-testre szabhatób-gyorsabb-az uccnc nem törtem össze még vele semmit (bal kéz 3kopp).
Összeségében nem értem a kommentek alapján ha olyan jó volt a mach3 és minden sikerül (kinek a pap, kinek...) akkor mièrt kellett ez a vàltás?
Természetesen mivel kèt külön származású-elgondolású programról van szó, furcsa egyik a másik utàn!
Csupán a személyes tapasztalom végett (védem meg) állítom, hogy az uccnc messze jobb mint a mach3, eddig akármi bajom kínom volt nagyon segítőkész emberekre találtam itt a fórumon (Pl:dezsoe) akik segítettek vagy megoldották a programban a problémáim.
Szerintem biztos ha tudnak segítenek megoldani a nehézségeket!
Remélem a bemèrős tipp segít!
(https://hobbicncforum.hu/uploaded_images/2019/12/tn_fm4nqth6yy74jfnc45ip_4433.png) (https://hobbicncforum.hu/uploaded_images/2019/12/fm4nqth6yy74jfnc45ip_4433.png) (https://hobbicncforum.hu/uploaded_images/2019/12/tn_8wwgydghqbeb9w5wj0q_4433.png) (https://hobbicncforum.hu/uploaded_images/2019/12/8wwgydghqbeb9w5wj0q_4433.png) (https://hobbicncforum.hu/uploaded_images/2019/12/tn_mzcyas3z245ic794akmzj_4433.png) (https://hobbicncforum.hu/uploaded_images/2019/12/mzcyas3z245ic794akmzj_4433.png)
Cím: Re:UCCNC vezérlő program
Írta: fzk52dfme Dátum 2019 december 24, 23:02
Írta: fzk52dfme Dátum 2019 december 24, 23:02
Köszönöm, így már teljesen világos az ok.
Másrészt kicsit csalódott vagyok, mert szoftvervásárlás előtt e-mail-ben elküldtem a kritériumokat, és az egyik fő szempont lett volna, hogy az uccnc által futtatható program 100%-ban kompatibilis legyen a mach3 által futtathatóval. De mivel nem egy szabványt követnek, ez nem valósul meg teljes mértékben...
Másrészt kicsit csalódott vagyok, mert szoftvervásárlás előtt e-mail-ben elküldtem a kritériumokat, és az egyik fő szempont lett volna, hogy az uccnc által futtatható program 100%-ban kompatibilis legyen a mach3 által futtathatóval. De mivel nem egy szabványt követnek, ez nem valósul meg teljes mértékben...
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 december 24, 23:14
Írta: dezsoe Dátum 2019 december 24, 23:14
Nincs mit és bocs, ha nem voltam elég világos. :)
Elméletben szinte mindegyik program ugyanazt a szabványt követi (nem csak az UCCNC és a Mach3, hanem pl. a LinuxCNC is), de vannak apró eltérések, nyelvjárások. Nem hiszem, hogy bárki is 100% kompatibilitást mondott volna, de saccra 99%-ot tippelnék. Vannak apróságok, amit az egyik tud, a másik nem, minden irányban, de ezek főleg az ilyen "körítés-jellegű" kódokban jelentkeznek, maga a megmunkáló kód szinte mindig használható. Sokáig nem is volt UCCNC-hez posztprocesszor egyik CAM programban sem, a Mach3-ast lehetett használni, csak tudni kellett, hogy mit kell kiszedni vagy módosítani benne.
Elméletben szinte mindegyik program ugyanazt a szabványt követi (nem csak az UCCNC és a Mach3, hanem pl. a LinuxCNC is), de vannak apró eltérések, nyelvjárások. Nem hiszem, hogy bárki is 100% kompatibilitást mondott volna, de saccra 99%-ot tippelnék. Vannak apróságok, amit az egyik tud, a másik nem, minden irányban, de ezek főleg az ilyen "körítés-jellegű" kódokban jelentkeznek, maga a megmunkáló kód szinte mindig használható. Sokáig nem is volt UCCNC-hez posztprocesszor egyik CAM programban sem, a Mach3-ast lehetett használni, csak tudni kellett, hogy mit kell kiszedni vagy módosítani benne.
Cím: Re:UCCNC vezérlő program
Írta: fzk52dfme Dátum 2019 december 24, 23:22
Írta: fzk52dfme Dátum 2019 december 24, 23:22
Szia.
Köszi a szerszámbemérős tippet!
Én is lekopogom, nem zúztam semmit mach3-al, több mint 2 éve használom szimultán 5 tengelyen, de vannak bug-ok amik néha előjönnek és zavarók. Egy részük g kód bezárás újra megnyitással megoldható, másik részhez mach3 restart kell. Illetve általában minden indítás után az első 5 percben ledobja az uc300-at. Utána egész nap mehet a munka hiba nélkül. De engem zavarnak ezek az apró dolgok, és ezért döntöttem a szoftvercsere mellett. Remélem igazad lesz és meg fogom szeretni én is :)
Köszi a szerszámbemérős tippet!
Én is lekopogom, nem zúztam semmit mach3-al, több mint 2 éve használom szimultán 5 tengelyen, de vannak bug-ok amik néha előjönnek és zavarók. Egy részük g kód bezárás újra megnyitással megoldható, másik részhez mach3 restart kell. Illetve általában minden indítás után az első 5 percben ledobja az uc300-at. Utána egész nap mehet a munka hiba nélkül. De engem zavarnak ezek az apró dolgok, és ezért döntöttem a szoftvercsere mellett. Remélem igazad lesz és meg fogom szeretni én is :)
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 december 25, 06:56
Írta: zt2c4wh9 Dátum 2019 december 25, 06:56
IdézMach3-ban ha akarod külön van, vagy ha bekapcsolod, akkor együtt változnak. Még egy kérdés: Hogyan mérek be manuálisan szerszámot UCCNC-ben?
Ez az opció hol van a Mach3-ban? Én még nem találkoztam vele.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 december 25, 06:59
Írta: zt2c4wh9 Dátum 2019 december 25, 06:59
De igen, egy szabványt követnek. RS274NGC-nek hívják. Igaz a szabványtól helyenként eltér a mach3 és vannak olyan dolgok a mach3-ban és az uccnc-ben is amik nem a szabvány részei. Ugyanis a szabvány csak az alapvető dolgokat tartalmazza.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 december 25, 07:02
Írta: zt2c4wh9 Dátum 2019 december 25, 07:02
A szabvány mást mond, azt mondja, hogy ha tengely van megadva G28-ban, akkor azt köztes mozgáskoordinátának kell tekinteni és azon keresztül kell elmozdulni.
Javaslom az UCCNC dokumentációját tanulmányozni, ott le van írva pontosan, hogy melyik g-kód hogyan hajtódik végre. A G28 is.
Javaslom az UCCNC dokumentációját tanulmányozni, ott le van írva pontosan, hogy melyik g-kód hogyan hajtódik végre. A G28 is.
Cím: Re:UCCNC vezérlő program
Írta: fzk52dfme Dátum 2019 december 25, 08:46
Írta: fzk52dfme Dátum 2019 december 25, 08:46
General configuration utolsó bepipálható sora:
(http://www.aquickcnc.com/images/tutorials/mach3/mach3-general-config.jpg)
(http://www.aquickcnc.com/images/tutorials/mach3/mach3-general-config.jpg)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 december 25, 11:06
Írta: svejk Dátum 2019 december 25, 11:06
Én csak arra akartam utalni, hogy van a fórumban lehetőség a közvetlen linkelésre.
Nem tudom milyen régóta vagy a szakmában, de úgy érzem görcsösen ragaszkodsz dolgokhoz.
Sajnos én magam is ilyen vagyok és ez nem jó dolog.
A munkahelyemen Fanuc, Mori-Seiki, HAAS, és Okuma gépek vannak.
A dolgozók zokszó nélkül mennek másik gépre ha kell.
(én nem vagyok sem gépkezelő sem gépbeállító, más vonalon mozgok)
Itthon is csak barkácsolgatok és pont az általad említett megbízhatatlansága miatt váltottam én is a Mach3-ról.
Mint látod lassan el is felejtem a Mach3 működését. :)
Apropó!
Az UC300-ad USB-s vagy Ethernetes?
Nem tudom milyen régóta vagy a szakmában, de úgy érzem görcsösen ragaszkodsz dolgokhoz.
Sajnos én magam is ilyen vagyok és ez nem jó dolog.
A munkahelyemen Fanuc, Mori-Seiki, HAAS, és Okuma gépek vannak.
A dolgozók zokszó nélkül mennek másik gépre ha kell.
(én nem vagyok sem gépkezelő sem gépbeállító, más vonalon mozgok)
Itthon is csak barkácsolgatok és pont az általad említett megbízhatatlansága miatt váltottam én is a Mach3-ról.
Mint látod lassan el is felejtem a Mach3 működését. :)
Apropó!
Az UC300-ad USB-s vagy Ethernetes?
Cím: Re:UCCNC vezérlő program
Írta: 08se8ck7 Dátum 2019 december 25, 11:12
Írta: 08se8ck7 Dátum 2019 december 25, 11:12
Annyira nem akarom beleásni magam, én elfogadom hogy az UC-ban így működik meg, hogy az a szabvány amit belinkeltél ezt írja, de ettől függetlenül a fanuc nyelv alapú rendszerekben úgy működik ahogy én mondtam. UC-n kívül nem találkoztam még soha ilyennel, szóval lehet hogy az a szabvány kicsit elavult lehet...
Cím: Re:UCCNC vezérlő program
Írta: b7gwr90m6 Dátum 2019 december 25, 18:19
Írta: b7gwr90m6 Dátum 2019 december 25, 18:19
Sziasztok
2 kérdésem is volna
Elsö: ha a végállások sorba vannak kötve, akkor valahogy belehet állítani hogy ha eléri a végállást,pl. A jogolas közbe , akkor onnan vissza is tudjak jönni!?
Mert most áramtalanítanom kell, majd kézzel visszatekerni a tengelyt:/
Második: Autocad-be megtervezett alkatrészt hogy tudom eljuttani a marásig!? Letöltöttem az Aspire-t gondolom az kell hozzá, de semmi konkrétumot nem tudok tovább:/
Esetleg valami rövid video, hogy legalább egy rajztesztet tudjak csinálni a masinával, mert eddig a hom poz. Felvételen kívül többet nem mozgott!?
Csináltam egy képet a masináról, eddig nem mutogattam:)
Előre is köszi
Kellemes ünnepeket mindenkinek
(https://hobbicncforum.hu/uploaded_images/2019/12/tn_6mc4aq5mpkq8w6dtazs9d_4831.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/6mc4aq5mpkq8w6dtazs9d_4831.jpg)
2 kérdésem is volna
Elsö: ha a végállások sorba vannak kötve, akkor valahogy belehet állítani hogy ha eléri a végállást,pl. A jogolas közbe , akkor onnan vissza is tudjak jönni!?
Mert most áramtalanítanom kell, majd kézzel visszatekerni a tengelyt:/
Második: Autocad-be megtervezett alkatrészt hogy tudom eljuttani a marásig!? Letöltöttem az Aspire-t gondolom az kell hozzá, de semmi konkrétumot nem tudok tovább:/
Esetleg valami rövid video, hogy legalább egy rajztesztet tudjak csinálni a masinával, mert eddig a hom poz. Felvételen kívül többet nem mozgott!?
Csináltam egy képet a masináról, eddig nem mutogattam:)
Előre is köszi
Kellemes ünnepeket mindenkinek
(https://hobbicncforum.hu/uploaded_images/2019/12/tn_6mc4aq5mpkq8w6dtazs9d_4831.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/6mc4aq5mpkq8w6dtazs9d_4831.jpg)
Cím: Re:UCCNC vezérlő program
Írta: svager Dátum 2019 december 25, 19:47
Írta: svager Dátum 2019 december 25, 19:47
OVERRIDE LIMITS gomb.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 december 25, 19:51
Írta: svejk Dátum 2019 december 25, 19:51
Erre való az "override Limits" gomb az E-stop mellett.
egyébként meg tessék szoftveres limitet használni.
egyébként meg tessék szoftveres limitet használni.
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2019 december 25, 19:57
Írta: wv07scd6x Dátum 2019 december 25, 19:57
Sziasztok!
Én csak abban kérnék megerősítést, hogy az általam jelzett problémával foglalkozik valaki, és ki lesz javítva. Szeretném megtartani ezt az új formát 1.2112. Nem akarok régebbi verzióra visszatérni emiatt a probléma miatt.
Én csak abban kérnék megerősítést, hogy az általam jelzett problémával foglalkozik valaki, és ki lesz javítva. Szeretném megtartani ezt az új formát 1.2112. Nem akarok régebbi verzióra visszatérni emiatt a probléma miatt.
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2019 december 25, 20:19
Írta: gaben Dátum 2019 december 25, 20:19
Sokkal jobban jársz, ha AutoCad helyett a Fusion360-at használod (ez is Autodesk termék), mert ez kimondottan CAD/CAM progi és Vilmos Jani fórumtársunk jóvoltából topikja is ill. oktató videó is van hozzá. ;)
Cím: Re:UCCNC vezérlő program
Írta: b7gwr90m6 Dátum 2019 december 25, 21:30
Írta: b7gwr90m6 Dátum 2019 december 25, 21:30
Köszi a választ mindenkinek!
De sajnos nemtudom hogy minek is kéne történnie a a gomb megnyomásakor, mert most nemcsinál semmit:/
Vagy be is kell állítani hogy működjön?
Illetve, nemtudom mennyire külömbözik az autocad és a F360, de nemnagyon van lelkierőm átállni rá, de azért köszi:)
De sajnos nemtudom hogy minek is kéne történnie a a gomb megnyomásakor, mert most nemcsinál semmit:/
Vagy be is kell állítani hogy működjön?
Illetve, nemtudom mennyire külömbözik az autocad és a F360, de nemnagyon van lelkierőm átállni rá, de azért köszi:)
Cím: Re:UCCNC vezérlő program
Írta: b7gwr90m6 Dátum 2019 december 25, 21:32
Írta: b7gwr90m6 Dátum 2019 december 25, 21:32
Ennyire még nem merültem bele hogy tudjam hogyan lehet azoftveresen beállítani:)
Most annak örülnék ha látnám mozogni:) lassan 2 éve hogy dolgozok azon hogy készlegyen:)
Most annak örülnék ha látnám mozogni:) lassan 2 éve hogy dolgozok azon hogy készlegyen:)
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2019 december 25, 21:50
Írta: gaben Dátum 2019 december 25, 21:50
Az override limits pont arra való, hogy ha rá vagy túlfutsz a végálláson, akkor benyomod a gombot, a resetet ilyenkor ki tudod kapcsolni és máris le tudsz mozogni róla.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 december 25, 22:44
Írta: dezsoe Dátum 2019 december 25, 22:44
Szia!
Országszerte karácsony van. Január 6. az első munkanapunk, akkor megnézzük, hogy tényleg hiba-e egyáltalán. Ha igen, akkor lesz előbb-utóbb javítás is. Majd addigra kérünk egy hibásnak tekintendő g-kódot, a profilodat, és azt, hogy melyik verzió az, amelyiknél még nem volt ilyen problémád.
Országszerte karácsony van. Január 6. az első munkanapunk, akkor megnézzük, hogy tényleg hiba-e egyáltalán. Ha igen, akkor lesz előbb-utóbb javítás is. Majd addigra kérünk egy hibásnak tekintendő g-kódot, a profilodat, és azt, hogy melyik verzió az, amelyiknél még nem volt ilyen problémád.
Cím: Re:UCCNC vezérlő program
Írta: b7gwr90m6 Dátum 2019 december 26, 08:24
Írta: b7gwr90m6 Dátum 2019 december 26, 08:24
Hmm nekem így sajnos nem működik :/
Vagyis úgyértem, ha végálláson vagyok akkor a limit gomb nem akar működni, nem reagál.
Holnap megnézem ma nemlesz időm.
Köszi
Vagyis úgyértem, ha végálláson vagyok akkor a limit gomb nem akar működni, nem reagál.
Holnap megnézem ma nemlesz időm.
Köszi
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2019 december 26, 08:32
Írta: zt2c4wh9 Dátum 2019 december 26, 08:32
Én nem kérdőjeleztem meg azt hogy a Fanuc-ban hogyan működik. Mi nem a Fanuc-ot, hanem az RS274NGC szabványt követjük. Alapvetően a Fanuc is egyébként ezt a szabványt követi néhány eltéréssel, mint például ez is egy olyan dolog ahol eltértek a szabványtól. Gondolom valami miatt ők ezt látták jobb megoldásnak. Amúgy nagyjából ők is követik az RS274NGC szabványt.
Az, hogy nem találkoztál vele, az azért lehet, mert csak Fanuc-al dolgoztál eddig. :)
Az, hogy nem találkoztál vele, az azért lehet, mert csak Fanuc-al dolgoztál eddig. :)
Cím: Re:UCCNC vezérlő program
Írta: svager Dátum 2019 december 26, 09:33
Írta: svager Dátum 2019 december 26, 09:33
OVERRIDE LIMITS után meg kell nyomni a RESET gombot,csak utána működik
Cím: Re:UCCNC vezérlő program
Írta: fzk52dfme Dátum 2019 december 26, 09:50
Írta: fzk52dfme Dátum 2019 december 26, 09:50
Abban igazad van, hogy ragaszkodom dolgokhoz :). Mert lusta mérnök vagyok, és nem szeretem ha egy egyszerűbben használható dologról át kell állni egy kevésbé felhasználóbarát dologra. (pl. manuális szerszámbemérésnél ugráljak az ablakok között és jegyezzem meg az eltérést amit majd be kell gépelnem). Ha ezt el akarom kerülni, akkor marad a külső bemérés mint fórumtársunk javasolta, vagy szerkesztem magamnak a screenset-et. Nem vagyok ellene az automata szerszámbemérésnek, kis gépeken, routereken tök jó dolog mert nincs külön szerszámbefogó, de a szoftver ezt a módszert támogatja elsősorban.
De hogy jó dolgokat is említsek, a nyomógombokra, előtolásszabályzásra való azonnali reagálás, vagy az mpg kerékkel való mozgás simasága például tetszik.
Nem mondanám hogy olyan régóta vagyok a szakmában, 5 éve programozok gépeket (Deckel, Hurco, Haas, Fanuc, DMG) egyedi gyártásban.
UC300-ból usb-s verzióm van. Miért kérdezed?
De hogy jó dolgokat is említsek, a nyomógombokra, előtolásszabályzásra való azonnali reagálás, vagy az mpg kerékkel való mozgás simasága például tetszik.
Nem mondanám hogy olyan régóta vagyok a szakmában, 5 éve programozok gépeket (Deckel, Hurco, Haas, Fanuc, DMG) egyedi gyártásban.
UC300-ból usb-s verzióm van. Miért kérdezed?
Cím: Re:UCCNC vezérlő program
Írta: fzk52dfme Dátum 2019 december 26, 10:27
Írta: fzk52dfme Dátum 2019 december 26, 10:27
Illetve még egy-két pozitívum:
Míg lentebb a kolléga nem említette az újabb verziót, nem is tudtam a létezéséről (honlapról még az előző verzió jön a linkre kattintva) megnéztem az újabb verziót (1.2112), végre látszanak a tengelykoordináták szerszámtár nézetben, az átírható fordulat előtolás is egy jó dolog(nem kell mdi-be gépelgetni), nem is beszélve az új kinézetről, így már nem olyan színes mintha legóból lenne kirakva a képernyő (ez mach3-nál sem tetszett).
Míg lentebb a kolléga nem említette az újabb verziót, nem is tudtam a létezéséről (honlapról még az előző verzió jön a linkre kattintva) megnéztem az újabb verziót (1.2112), végre látszanak a tengelykoordináták szerszámtár nézetben, az átírható fordulat előtolás is egy jó dolog(nem kell mdi-be gépelgetni), nem is beszélve az új kinézetről, így már nem olyan színes mintha legóból lenne kirakva a képernyő (ez mach3-nál sem tetszett).
Cím: Re:UCCNC vezérlő program
Írta: 08se8ck7 Dátum 2019 december 26, 13:38
Írta: 08se8ck7 Dátum 2019 december 26, 13:38
5-6 vezérlőtípussal dolgoztam eddig aktívan, konkrét fanucal csak futólag találkoztam, de a vezérlők többsége azt vettem észre a fanucot veszi alapul, van ahol rengeteg hasznos eltéréssel ami könnyíti a melót. Csak azért szóltam hozzá az egészhez, mert láttam, hogy a kolléga min akadt fent, mert az elterjedtebb fanuc szerű működéshez van hozzászokva, mondjuk őszintén, ahogy itt működik a G28 annak sok értelmét én nem is látom, hisz minek is akarná az ember minden tengelyen elküldeni a nullpontra a gépet pláne egyszerre, ami eléggé ütközésveszélyes is lehet (mondjuk dolgozok olyan gépen is, ahol egy másodlagos home pozíció is van amit a felhasználó állíthat be, és G28-ra arra a pozícióra fog elfutni a gép, így már rettentő hasznos tud lenni a dolog, de ennél is csak a megadott tengelyek mentén mozog).
De szerintem túltárgyaltuk. Ugorgyunk.[#kacsint]
De szerintem túltárgyaltuk. Ugorgyunk.[#kacsint]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 december 26, 19:02
Írta: svejk Dátum 2019 december 26, 19:02
Majd ha teheted cseréld le Ethernetes vezérlőre.
Semmivel sem tud többet, de úgy vettük észre az USB-nél sokkal jobban oda kell figyelni a zavarvédelemre.
Az USB ugye nem igazán ipari környezetre készült.
Semmivel sem tud többet, de úgy vettük észre az USB-nél sokkal jobban oda kell figyelni a zavarvédelemre.
Az USB ugye nem igazán ipari környezetre készült.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 december 26, 19:05
Írta: svejk Dátum 2019 december 26, 19:05
Épp akartam írni, hogy a legújabb felületnél már kevesebbet kell kattintgatni.
De ha minden igaz akkor még az is fog módosulni jobbra.
Színes?... Hátha láttad volna még a legelső verziót! :)
De azt gyorsan leszavaztuk anno.
De ha minden igaz akkor még az is fog módosulni jobbra.
Színes?... Hátha láttad volna még a legelső verziót! :)
De azt gyorsan leszavaztuk anno.
Cím: Re:UCCNC vezérlő program
Írta: b7gwr90m6 Dátum 2019 december 26, 19:19
Írta: b7gwr90m6 Dátum 2019 december 26, 19:19
Hiába nyomom meg az O.limits gombot, majd a restartot! Ugyan az a hibaüzenet jelenik meg mindha , csak simán a resetet nyomnám meg limits gomb nélkül!
(https://hobbicncforum.hu/uploaded_images/2019/12/tn_2xhzn4496tm6ez28ifcm_4831.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/2xhzn4496tm6ez28ifcm_4831.jpg)
(https://hobbicncforum.hu/uploaded_images/2019/12/tn_2xhzn4496tm6ez28ifcm_4831.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/2xhzn4496tm6ez28ifcm_4831.jpg)
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2019 december 26, 19:35
Írta: TBS-TEAM Dátum 2019 december 26, 19:35
Az O.limit alján világítani kell a piros csíknak akkor van bekapcsolva. [#nyes]
Demo módban nem működik!
Demo módban nem működik!
Cím: Re:UCCNC vezérlő program
Írta: b7gwr90m6 Dátum 2019 december 26, 19:45
Írta: b7gwr90m6 Dátum 2019 december 26, 19:45
Hát nekem ha a kattintások száma meghaladja a 1000/sec akkor felvillanik 0.1sec -re a puros csik de semmi többet!
Megvettem az axbbe-t ahhoz volt uccnc kulcs is, nem demóba megy!
Megvettem az axbbe-t ahhoz volt uccnc kulcs is, nem demóba megy!
Cím: Re:UCCNC vezérlő program
Írta: fzk52dfme Dátum 2019 december 28, 09:10
Írta: fzk52dfme Dátum 2019 december 28, 09:10
Rendben, köszi a tippet! Szerencsére eddig nem volt még ilyen jellegű problémám.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 december 28, 12:46
Írta: dezsoe Dátum 2019 december 28, 12:46
Azért ezt nem mondanám. Amivel többet tud az ethernetes:
- tudja a 200 és 400 kHz-es kernel frekvenciát,
- fogad 6 enkódert,
- van 10 szinkron kimenete,
- állítható az Enable jel késleltetése,
- tengelyenként lehet megadni a Current Hi/Low kimenetet,
- a bemeneteken van debounce beállítás.
- tudja a 200 és 400 kHz-es kernel frekvenciát,
- fogad 6 enkódert,
- van 10 szinkron kimenete,
- állítható az Enable jel késleltetése,
- tengelyenként lehet megadni a Current Hi/Low kimenetet,
- a bemeneteken van debounce beállítás.
Cím: Re:UCCNC vezérlő program
Írta: mazso1988 Dátum 2019 december 28, 13:18
Írta: mazso1988 Dátum 2019 december 28, 13:18
Sziasztok
Enkóderes léptetőmotort ha használok,akkor az enkóder paramétereit az AUX Encoder setting menüpontnál kell megadni?
Illetve így pozíció visszacsatolásra lehet használni?
Enkóderes léptetőmotort ha használok,akkor az enkóder paramétereit az AUX Encoder setting menüpontnál kell megadni?
Illetve így pozíció visszacsatolásra lehet használni?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 december 28, 13:50
Írta: dezsoe Dátum 2019 december 28, 13:50
Szia!
Nem, az UCCNC nem zárthurkú vezérlő. Lehet rá enkódereket kötni, de nem fog a vezérlésbe beleszólni, neked kell mögé valamit programozni.
Nem, az UCCNC nem zárthurkú vezérlő. Lehet rá enkódereket kötni, de nem fog a vezérlésbe beleszólni, neked kell mögé valamit programozni.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2019 december 28, 15:35
Írta: svejk Dátum 2019 december 28, 15:35
Ha Te mondod... [#worship]
Én ebből még max. csak a 400 kHz-et használom, de azt olyan természetességgel mintha mindig is tudta volna. :)
Én ebből még max. csak a 400 kHz-et használom, de azt olyan természetességgel mintha mindig is tudta volna. :)
Cím: Re:UCCNC vezérlő program
Írta: b7gwr90m6 Dátum 2019 december 28, 19:40
Írta: b7gwr90m6 Dátum 2019 december 28, 19:40
Valaki esetleg? :/
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2019 december 28, 20:48
Írta: dezsoe Dátum 2019 december 28, 20:48
Nem hiszem, hogy bárki tudna mást, mert a megoldást már többen megírták.
1. Override limits bekapcsolása
2. Reset oldása
3. lejössz az érzékelőről
Ha ez így nem megy, akkor nem csak a limit aktív, hanem az e-stop is. Csinálj képet a diagnosztika ablakról.
1. Override limits bekapcsolása
2. Reset oldása
3. lejössz az érzékelőről
Ha ez így nem megy, akkor nem csak a limit aktív, hanem az e-stop is. Csinálj képet a diagnosztika ablakról.
Cím: Re:UCCNC vezérlő program
Írta: remrendes Dátum 2020 január 05, 21:26
Írta: remrendes Dátum 2020 január 05, 21:26
Sokáig nem is volt UCCNC-hez posztprocesszor egyik CAM programban sem, a Mach3-ast lehetett használni, csak tudni kellett, hogy mit kell kiszedni vagy módosítani benne.
Erre van valami leírás hozzá nem értőknek?
Erre van valami leírás hozzá nem értőknek?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 január 06, 07:12
Írta: dezsoe Dátum 2020 január 06, 07:12
Nem tudok róla. Az igazság az, hogy ismerni kell hozzá a g-kód nyelvezetét, meg a géped felépítését, beállításait. Ki kell tudni szúrni, hogy mi nem odavaló. Ahogy az idézett hozzászólásban is írtam, általában a kód eleje és/vagy vége szorul kozmetikázásra, úgyhogy legalább nem kell egy szép hosszú kódot végigolvasni.
Egyébként akkor sem fenékig tejfel, ha már megírták a megfelelő postprocessort. Jó példa erre a Fusion360: volt mit bütykölni rajta, hogy használható legyen nekem is. Nem azért, mert az eredeti nem jó, hanem azért, mert nem illeszkedik az én gépemhez és a szokásaimhoz.
Egyébként akkor sem fenékig tejfel, ha már megírták a megfelelő postprocessort. Jó példa erre a Fusion360: volt mit bütykölni rajta, hogy használható legyen nekem is. Nem azért, mert az eredeti nem jó, hanem azért, mert nem illeszkedik az én gépemhez és a szokásaimhoz.
Cím: Re:UCCNC vezérlő program
Írta: remrendes Dátum 2020 január 06, 12:05
Írta: remrendes Dátum 2020 január 06, 12:05
Amikor a Mach 1300 soros posztprociját megnyitottam, sejtettem, hogy ez lesz a vége :)
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2020 január 11, 11:49
Írta: istvan58 Dátum 2020 január 11, 11:49
Sziasztok,
Ma reggel szerettem volna marni valamit és ezt látom:
(https://hobbicncforum.hu/uploaded_images/2020/01/tn_mbpf20vk3zjzuvc0wg0z_2723.jpg) (https://hobbicncforum.hu/uploaded_images/2020/01/mbpf20vk3zjzuvc0wg0z_2723.jpg)
Ma reggel szerettem volna marni valamit és ezt látom:
(https://hobbicncforum.hu/uploaded_images/2020/01/tn_mbpf20vk3zjzuvc0wg0z_2723.jpg) (https://hobbicncforum.hu/uploaded_images/2020/01/mbpf20vk3zjzuvc0wg0z_2723.jpg)
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2020 január 11, 11:50
Írta: istvan58 Dátum 2020 január 11, 11:50
Ez miért van, minden screen file a helyén van.
Nincs kedvem újra telepíteni, konfigolni....
Nincs kedvem újra telepíteni, konfigolni....
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 január 11, 16:33
Írta: dezsoe Dátum 2020 január 11, 16:33
Szia!
Nem nagyon vagyok gép körül, de küldd át emilben a profilod. Lehet, hogy sérült, belenézek.
Nem nagyon vagyok gép körül, de küldd át emilben a profilod. Lehet, hogy sérült, belenézek.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2020 január 11, 16:42
Írta: istvan58 Dátum 2020 január 11, 16:42
Szia,
Default profil file látszólag mérete ok,38k, de ha megnyitom üresnek látom.
Nem tudom mi történt, úgy hogy újra telepítés... és legközelebb biztonsági mentes a profilrol. :)
Default profil file látszólag mérete ok,38k, de ha megnyitom üresnek látom.
Nem tudom mi történt, úgy hogy újra telepítés... és legközelebb biztonsági mentes a profilrol. :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 január 11, 17:45
Írta: dezsoe Dátum 2020 január 11, 17:45
Aha, ilyet láttam már, Windows ajándék... :( Ha újra megcsinálod, akkor ajánlom figyelmedbe az AutoBackupProfile nevű plugin-t, az minden induláskor készít egy másolatot az aktuális profilról. Az 1.2111-es verziótól érhető el.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2020 január 11, 20:18
Írta: zt2c4wh9 Dátum 2020 január 11, 20:18
Ez a probléma akkor történhet meg, ha a profil fájl írása megszakad, nem fejeződik be és emiatt a profil fájl sérült lesz. Mondjuk ha a számítógépet a fájl írása közben kikapcsolod/áramtalanítod stb.
Ahogy Dezsoe írta, az Autobackupprofile plugin másolatokat készít a profilról, ami visszamásolható ha ilyen probléma előfordul.
Illetve érdemes előbb bezárni az UCCNC-t és utána kikapcsolni a számítógépet, de semmi esetre se kapcsold ki a számítógépet miközben az UCCNC éppen adatokat ment a profilba.
Ahogy Dezsoe írta, az Autobackupprofile plugin másolatokat készít a profilról, ami visszamásolható ha ilyen probléma előfordul.
Illetve érdemes előbb bezárni az UCCNC-t és utána kikapcsolni a számítógépet, de semmi esetre se kapcsold ki a számítógépet miközben az UCCNC éppen adatokat ment a profilba.
Cím: Re:UCCNC vezérlő program
Írta: dtb Dátum 2020 január 11, 21:41
Írta: dtb Dátum 2020 január 11, 21:41
"Windows ajándék..." Biztos vagy te ebben? [#nemtudom] ...vagy csak egyszerűbb ráfogni az op.rendszerre? [#nyes]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 január 11, 23:10
Írta: dezsoe Dátum 2020 január 11, 23:10
Egészen biztos vagyok benne. Az ini file kezelését a Windows API végzi.
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2020 január 11, 23:27
Írta: TBS-TEAM Dátum 2020 január 11, 23:27
Én a következőket nem értem:
Adott a CNC program.
Beállítjuk a paramétereket.
Mindig ezeket a beállított értékekel szeretnénk működtetni a CNC rendszert.
Akkor miért kell minden bekapcsolásnál és menet közben majd kikapcsolásnál ezeket a paramétereket csesztetni.
Akkor kellene csak hozzányúlni ha változtat a felhasználó.
Adott a CNC program.
Beállítjuk a paramétereket.
Mindig ezeket a beállított értékekel szeretnénk működtetni a CNC rendszert.
Akkor miért kell minden bekapcsolásnál és menet közben majd kikapcsolásnál ezeket a paramétereket csesztetni.
Akkor kellene csak hozzányúlni ha változtat a felhasználó.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 január 11, 23:45
Írta: dezsoe Dátum 2020 január 11, 23:45
Pedig egyszerű. Kilépéskor van jó pár adat, ami bekerül a profilba: aktuális koordináták, fixture ofszetek, statisztika, szerszámtábla stb.
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2020 január 12, 00:21
Írta: TBS-TEAM Dátum 2020 január 12, 00:21
A kordináta minek?
Nincs zárt hurok és abszult encoder.
Fogalma sincs mi hol áll?
Statisztika?
Miért ide kerül?
Minek?
Szerszámtábla.
Ha változik írja átt rögtön utánna ne baz...sa.
Persze ez csak az én véleményem.
Nincs zárt hurok és abszult encoder.
Fogalma sincs mi hol áll?
Statisztika?
Miért ide kerül?
Minek?
Szerszámtábla.
Ha változik írja átt rögtön utánna ne baz...sa.
Persze ez csak az én véleményem.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2020 január 12, 06:23
Írta: zt2c4wh9 Dátum 2020 január 12, 06:23
A paramétereket csesztetni nem kell, viszont a koordinátákat, offset-eket stb. el kell menteni szoftver bezáráskor. Ezek is a profil fájlba kerülnek a mentéskor hogy minden egy fájlban legyen tárolva.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2020 január 12, 06:26
Írta: zt2c4wh9 Dátum 2020 január 12, 06:26
Részben OP rendszer probléma, mert működhetne úgy is a Windows fájl írása, hogy a háttérben megír egy külön fájlt és aztán azt átmásolja felülírva az eredetit, akkor csak egy nagyon rövid idő lenne amíg a fájl megsérülhet (a másolás ideje). Viszont a Windows fájl írása nem így működik, a fájlt folyamatában írja, ami viszonylag hosszabb idő is lehet, így nagyobb az esélye a fájl megsérülésének, mivel több ideig nem szabad megszakadnia a folyamatnak.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2020 január 12, 06:30
Írta: zt2c4wh9 Dátum 2020 január 12, 06:30
Nem, nincs zárt hurok, nincs abszolút encoder. Fogalma sincs hogy hol áll. Ne felejtsd el, hogy egy pár tíz ezer forintos rendszerről beszélgetünk, nem egy 10 Milliós Fanuc-ról aminél egy encoder vezeték vagy egy motor csatlakozó többe kerül mint az egész UCCNC mozgásvezérlő plusz szoftver. :)
Azért kerül minden egy fájlba, hogy egy helyen kelljen csak keresgélni, illetve könnyen átmozgatható legyen.
Azért kerül minden egy fájlba, hogy egy helyen kelljen csak keresgélni, illetve könnyen átmozgatható legyen.
Cím: Re:UCCNC vezérlő program
Írta: ebalint Dátum 2020 január 12, 08:11
Írta: ebalint Dátum 2020 január 12, 08:11
" A kordináta minek?
Nincs zárt hurok és abszult encoder.
Fogalma sincs mi hol áll? "
A kordinátákat még a turbocnc is elmenti.
Jól jön félbehagyott munkánál.
Nincs zárt hurok és abszult encoder.
Fogalma sincs mi hol áll? "
A kordinátákat még a turbocnc is elmenti.
Jól jön félbehagyott munkánál.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 január 12, 08:45
Írta: dezsoe Dátum 2020 január 12, 08:45
Ha zárt hurok és főleg abszolút enkóder lenne: na, akkor nem kéne elmenteni a koordinátákat, hiszen úgyis tudná.
A többi adatra is szükség van. Lehet, hogy neked nem, de attól még másoknak igen.
A többi adatra is szükség van. Lehet, hogy neked nem, de attól még másoknak igen.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2020 január 12, 08:50
Írta: 000000000 Dátum 2020 január 12, 08:50
"Jól jön félbehagyott munkánál."
Ebbe azért ne bízzál nagyon.
A léptetőmotoros hajtások többsége ugyanis olyan, hogy bekapcsoláskor a transzlátor logika mindig felvesz egy kezdő null fázisszög állapotot, az úgynevezett home pozíciót. Azaz a tipikus kétfázisú motorok bemozdulhatnak, akár 3.6 fokot is ugorhatnak ilyenkor az utolsó pozíciójukhoz képest. Erről a hobby CNC vezérlőnek fogalma sincs, nem is lehet.
Így aztán sajnos kicsi az esélye, hogy a valóságos koordináta éppen azonos az utolsó lementettel, azaz nem sok értelme van mentegetni sem, hiszen nem lehet rá biztosan alapozni semmit.
Persze mint tudjuk, a virtualitás, a műszaki hazugságok, elvi hibák sokakat nem zavarnak, és ezektől függetlenül boldogan élnek.[#csodalk]
Ebbe azért ne bízzál nagyon.
A léptetőmotoros hajtások többsége ugyanis olyan, hogy bekapcsoláskor a transzlátor logika mindig felvesz egy kezdő null fázisszög állapotot, az úgynevezett home pozíciót. Azaz a tipikus kétfázisú motorok bemozdulhatnak, akár 3.6 fokot is ugorhatnak ilyenkor az utolsó pozíciójukhoz képest. Erről a hobby CNC vezérlőnek fogalma sincs, nem is lehet.
Így aztán sajnos kicsi az esélye, hogy a valóságos koordináta éppen azonos az utolsó lementettel, azaz nem sok értelme van mentegetni sem, hiszen nem lehet rá biztosan alapozni semmit.
Persze mint tudjuk, a virtualitás, a műszaki hazugságok, elvi hibák sokakat nem zavarnak, és ezektől függetlenül boldogan élnek.[#csodalk]
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2020 január 12, 09:17
Írta: zt2c4wh9 Dátum 2020 január 12, 09:17
Köszönjük az oktatást mester. :)
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2020 január 12, 09:19
Írta: TBS-TEAM Dátum 2020 január 12, 09:19
A lényege a mondamdómnak, hogy a felhasználói profilba beállított kezelői felszin be-kimenetek, Motor paraméterek....
Egy könyvtárba mert ezek nem változnak ez a géphez van rögzítve. Ezeket soha ne írja win.. magától.
A gép gyártója (akár a hobbista főleg ő )megküzdött vele.
1 könyvtárral több elfér
A többi ha irja ha nem megsérül mi baj lehet.
Max újra ref. pontra küldöd a gépet stb...pár másodperc.
De újraállítgatni paraméterezni akár több nap. Fejvakarás stb..
Mint a PLC programnál, megírom tesztelem (szopoklész )végén OK.
Lehet menet közben áramszünet akármi az alap adatok mindig megvannak az újraindításnál működik tudja a bemeneteit kimeneteit minek vannak és mit kell végrehalytani.
HMI felület nem változik.
A benne lévő mért adatok elvesznek nagyügy.
Kezdésnél ugyis ref pontra megy és már biztos, hogy minden rendbe.
Egy könyvtárba mert ezek nem változnak ez a géphez van rögzítve. Ezeket soha ne írja win.. magától.
A gép gyártója (akár a hobbista főleg ő )megküzdött vele.
1 könyvtárral több elfér
A többi ha irja ha nem megsérül mi baj lehet.
Max újra ref. pontra küldöd a gépet stb...pár másodperc.
De újraállítgatni paraméterezni akár több nap. Fejvakarás stb..
Mint a PLC programnál, megírom tesztelem (szopoklész )végén OK.
Lehet menet közben áramszünet akármi az alap adatok mindig megvannak az újraindításnál működik tudja a bemeneteit kimeneteit minek vannak és mit kell végrehalytani.
HMI felület nem változik.
A benne lévő mért adatok elvesznek nagyügy.
Kezdésnél ugyis ref pontra megy és már biztos, hogy minden rendbe.
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2020 január 12, 09:45
Írta: TBS-TEAM Dátum 2020 január 12, 09:45
Minden tiszteletem az UCCNC csapatnak a munkájáért.
Óriási munka van a Program háta mögött.
+ a korrekt ár érték arány.
Ami legkissebbek számára is elérhető.
Óriási munka van a Program háta mögött.
+ a korrekt ár érték arány.
Ami legkissebbek számára is elérhető.
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2020 január 12, 10:06
Írta: wv07scd6x Dátum 2020 január 12, 10:06
Sziasztok!
Mikorra várható az autoleveler -es probléma javítása? Izgatottan várom. :)
Mikorra várható az autoleveler -es probléma javítása? Izgatottan várom. :)
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2020 január 12, 10:29
Írta: frob Dátum 2020 január 12, 10:29
sajna win nél ez nem midig evidens, amit írsz az egy szép dolog, talán úgy tudná kivédani a csapat, hogy azokat a fájlokat, csak olvasására nyitja meg, mindaddig míg a beállító oldalon a save gombra nem kattintasz, akkor plusz 2-3 utasításból bezárja majd ujranyitja írásra, stb...
persze lehet hogy pontosan ezt csinálják, és még ennek ellenére is szórakozik a win
pl pár hónapja, egyszer csak nem indult az addig minden nap induló rendszerem, nem kevés tökölés után indult, de teljesen más beállítások jelentek meg, és ez csak a win kezelőfelület volt, amiröl őmagácska már csak tudja( ezek szerint nem) hogy is kellene állnia , hiszen csak egy sima ki be kapcsolás történt, még csak firssítés sem futott le....
szóval igen, nem egyszerű, onnantól hogy win, bármi megtörténhet, nézd csak meg milyen bughalmaz frissítéséket dobálnak ki, rendszegazda ismerősöm, 2-3-4 hónapnyi késéssel tesz fel mindent, mert ha egy pár 100 gépes rendszernél a hibajavítás hoz ezer más hibát, az igen csak gond lenne :D
szóval , marad a mentés mentés mentés
robocopy ami a win része pl nagyon jó szolgálatot tud tenni, bat file ből indítod a programot, akkor csinálhat egy mentést az előtte és az utáni állapotról is, más más könyvtárba, akár dátum szerint is, akár inkrementálisan is... jól paraméterezhető
persze lehet hogy pontosan ezt csinálják, és még ennek ellenére is szórakozik a win
pl pár hónapja, egyszer csak nem indult az addig minden nap induló rendszerem, nem kevés tökölés után indult, de teljesen más beállítások jelentek meg, és ez csak a win kezelőfelület volt, amiröl őmagácska már csak tudja( ezek szerint nem) hogy is kellene állnia , hiszen csak egy sima ki be kapcsolás történt, még csak firssítés sem futott le....
szóval igen, nem egyszerű, onnantól hogy win, bármi megtörténhet, nézd csak meg milyen bughalmaz frissítéséket dobálnak ki, rendszegazda ismerősöm, 2-3-4 hónapnyi késéssel tesz fel mindent, mert ha egy pár 100 gépes rendszernél a hibajavítás hoz ezer más hibát, az igen csak gond lenne :D
szóval , marad a mentés mentés mentés
robocopy ami a win része pl nagyon jó szolgálatot tud tenni, bat file ből indítod a programot, akkor csinálhat egy mentést az előtte és az utáni állapotról is, más más könyvtárba, akár dátum szerint is, akár inkrementálisan is... jól paraméterezhető
Cím: Re:UCCNC vezérlő program
Írta: remrendes Dátum 2020 január 12, 11:12
Írta: remrendes Dátum 2020 január 12, 11:12
Mondjuk ez egy jogos felvetés. Néhány gyári gépen is van jó pár config fájl.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 január 12, 11:40
Írta: dezsoe Dátum 2020 január 12, 11:40
[#t218p7424#]. Nem küldtél semmit. [#nemtudom]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 január 12, 11:43
Írta: dezsoe Dátum 2020 január 12, 11:43
Az a jó ezekben a felvetésekben, hogy ha úgy működne, akkor egy másik csapat felhasználó azért panaszkodna, hogy miért nem egy file-ban van az egész. Így is sokaknak bonyolult egy verzió frissítés vagy egy át- vagy újratelepítés.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 január 12, 11:52
Írta: dezsoe Dátum 2020 január 12, 11:52
Nincs külön írásra vagy olvasásra nyitás. A profil file (ami technikailag egy ini file) kezelését a kernel32.dll végzi. Úgy, ahogy sikerül neki.
Hozzá kell tennem, hogy normális gépen, ami nincs tele hulladék Avast/AVG/Symantec/NOD/Kaspersky és társai "vírusirtó"-val, valamint csoda Ubit és egyebek optimalizáló/driver-ező, a gépet az agyhalálig lassító szeméttel, továbbá a gép ebben az évezredben készült, akkor nem szokott ilyen probléma előfordulni. Nálam pl. még egyik gépemen sem volt ilyen, pedig azt hiszem, kijelenthetem, hogy aránylag sokszor indítom és állítom le az UCCNC-t az átlag felhasználóhoz képest.
Hozzá kell tennem, hogy normális gépen, ami nincs tele hulladék Avast/AVG/Symantec/NOD/Kaspersky és társai "vírusirtó"-val, valamint csoda Ubit és egyebek optimalizáló/driver-ező, a gépet az agyhalálig lassító szeméttel, továbbá a gép ebben az évezredben készült, akkor nem szokott ilyen probléma előfordulni. Nálam pl. még egyik gépemen sem volt ilyen, pedig azt hiszem, kijelenthetem, hogy aránylag sokszor indítom és állítom le az UCCNC-t az átlag felhasználóhoz képest.
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2020 január 12, 12:00
Írta: TBS-TEAM Dátum 2020 január 12, 12:00
Az biztos, hogy nagyon enhéz megtalálni az arany közép utat.
Fejlődni a hibák felismeréséből és megismeréséből lehet.
A felhasználó mindig másképp látja a helyzetet mint egy program fejlesztő.
Ami a fejlesztőnek természetes az a felhasználónak kínai.
Fejlődni a hibák felismeréséből és megismeréséből lehet.
A felhasználó mindig másképp látja a helyzetet mint egy program fejlesztő.
Ami a fejlesztőnek természetes az a felhasználónak kínai.
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2020 január 12, 12:06
Írta: TBS-TEAM Dátum 2020 január 12, 12:06
Ezzel teljesen egyetértek.
A CNC gép számítógépe csak arra szolgáljon és semmi másra.
Mindentől szeméttől mentesen.
A CNC gép számítógépe csak arra szolgáljon és semmi másra.
Mindentől szeméttől mentesen.
Cím: Re:UCCNC vezérlő program
Írta: ebalint Dátum 2020 január 12, 15:11
Írta: ebalint Dátum 2020 január 12, 15:11
Elfogadva amit írsz, nekem eddig szerencsém volt.
/ nem túl gyakran hagyom félbe a munkát
Mivel egy darabig félkezű vagyok, lehet kipróbálom, hogy mekkora eltérések vannak.
/ nem túl gyakran hagyom félbe a munkát
Mivel egy darabig félkezű vagyok, lehet kipróbálom, hogy mekkora eltérések vannak.
Cím: Re:UCCNC vezérlő program
Írta: s69skz0ve Dátum 2020 január 12, 15:37
Írta: s69skz0ve Dátum 2020 január 12, 15:37
Sziasztok! Még tavaly rendeletem meg az UCCNC szofvtert amit ma fel istelepítettem egy TOSHIBA Satellite c660 1ME tipusú laptopra amin windows 10 operációs rendszer található! A következő akadályba ütköztem amikor is a mach3 xml fájlt szerettem volna iportálni mégpedig hogy nem történik semmi a load profil ablakban tehát nem tölti be nálam az xml fájlokat! :( Segítségeteket előre is köszönöm! Az esetről egy videót is feltöltöttem!
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2020 január 12, 15:38
Írta: svejk Dátum 2020 január 12, 15:38
5-ös orsó direkthajtással legrosszabb esetben 0,05 mm.
No de ezért is kell MINDIG homolni induláskor.
No de ezért is kell MINDIG homolni induláskor.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2020 január 12, 18:46
Írta: frob Dátum 2020 január 12, 18:46
dezsoe, ez azért nem így van hogy a kernel32.dll majd csinál vele valamit...
a programozó megmondhatja hogy nyitja meg az adott fájlt, persze van pár olyan amit a win kezel, de ha nem a registry -be írkálsz akkor biza pontosan tudnod kell hogy milyen céllal nyitod meg
természetesen a legegyszerűbb ha teljes eléréssel teszem, mert akkor nem kell többet rosszolni, mert akkor minden mehet, cserébe egy rendszer összeomlásnál mehet a levesbe, mert még a win nem tudott valamivel végezni, stb
én ha ilyesmit csinálok ( már mint nem cnc vezérlőt, mert azt még nem írtam :) ) akkor foglalkozom ezzel a kérdéssel, és csak olvasásra nyitom meg ha csak olvasni kell... stb
és nem kell mindent a vírusirtókra fogni, nem mondom hogy mind fasza, de a win sem az, meg hát az uccnc is folyamatos javítás fejlesztés alatt áll :)
hibák becsúszhatnak, csak sokszor nehéz elismerni őket :)
ettől függetlenül le nem cserélném egyenlőre másra, mert tök jó sw!
a programozó megmondhatja hogy nyitja meg az adott fájlt, persze van pár olyan amit a win kezel, de ha nem a registry -be írkálsz akkor biza pontosan tudnod kell hogy milyen céllal nyitod meg
természetesen a legegyszerűbb ha teljes eléréssel teszem, mert akkor nem kell többet rosszolni, mert akkor minden mehet, cserébe egy rendszer összeomlásnál mehet a levesbe, mert még a win nem tudott valamivel végezni, stb
én ha ilyesmit csinálok ( már mint nem cnc vezérlőt, mert azt még nem írtam :) ) akkor foglalkozom ezzel a kérdéssel, és csak olvasásra nyitom meg ha csak olvasni kell... stb
és nem kell mindent a vírusirtókra fogni, nem mondom hogy mind fasza, de a win sem az, meg hát az uccnc is folyamatos javítás fejlesztés alatt áll :)
hibák becsúszhatnak, csak sokszor nehéz elismerni őket :)
ettől függetlenül le nem cserélném egyenlőre másra, mert tök jó sw!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 január 12, 20:38
Írta: dezsoe Dátum 2020 január 12, 20:38
1. De, ez így van. Elmondom még egyszer. A profil file-t a kernel32.dll kezeli. Pont. Nem mondhatod meg neki, hogy hogyan csinálja, írásra vagy olvasásra nyissa stb. Azt tudod neki megmondani, hogy ebből a file-ból kérem ezt az értéket, vagy abba a file-ba írja be azt az értéket. Ennyi.
A programozó akkor döntheti el, hogy hogyan nyit meg egy file-t, ha ő nyitja meg. Lásd fentebb: ez most nem az az eset.
2. Semmit nem fogtam a vírusirtókra, csak a nem elhanyagolható mennyiségű tapasztalat az, hogy minél csicsásabb egy vírusirtó, annál kevésbé hatékony, viszont cserébe rohadt lassú, amivel fogja a gépet is. A vírusirtókra igenis szükség van, bárki bármit állít. (Most tekintsünk el egy soha netet és másik gépet nem látó szigettől.) Csak az nem mindegy, hogy melyik csodát teszed fel. Ja, meg hányat. Mert ilyen gépekkel is találkozom rendszeresen...
OFF, de kicsit mégsem: elmondom, hogy mire gondoltam. Valaki, aki tényleg ért is hozzá (tehát nem olyan, aki mindenhez is ért...), magyarázza meg nekem, hogy miért kell egy Win10-es gépre felrakni pl. egy Avast-ot (mindegy melyiket, de ez a leggyakoribb). Ugye, a Win10-ben ott a Defender. Persze, ezt illik szidni, elvégre Microsoft termék, csak egy szemét lehet, a tényekkel nem foglalkozunk. Igen ám, de egy-két óra (max. nap) eltéréssel lényegében mindegyik vírusirtó ugyanazt a kártevő-adatbázist használja. Akkor miért is kell egy olyan hulladékot feltenni, ami csak fogja a gépet? Na, ha már ilyen lassú lett a gép, akkor tegyünk fel egy valamilyen optimizer programot is, az majd jól rendbehozza. Persze. Bár rengeteg dolgot felsorol, hogy mivel lehet probléma, valahogy mindet csak akkor tudja javítani, ha megvesszük a fizetős változatot. Addig meg szépen beáll a gépet lassító programok közé, elvégre neki folyamatosan ultra HD felbontásban animálva kell jelezni, hogy mekkora bajok vannak a géppel. Biztos valamelyik illesztőprogram miatt ilyen nyomorult lassú a gép: tegyünk fel egy valamilyen driver booster szemetet is. Pont ugyanúgy működik, mint az optimizer-ek, de legalább már az is lassítja a gépet. Sokszor semmi mást nem kell tenni, mint az összes ilyen szemetet levakarni, a gép gazdája meg úgy érzi, hogy új gépe van...
A programozó akkor döntheti el, hogy hogyan nyit meg egy file-t, ha ő nyitja meg. Lásd fentebb: ez most nem az az eset.
2. Semmit nem fogtam a vírusirtókra, csak a nem elhanyagolható mennyiségű tapasztalat az, hogy minél csicsásabb egy vírusirtó, annál kevésbé hatékony, viszont cserébe rohadt lassú, amivel fogja a gépet is. A vírusirtókra igenis szükség van, bárki bármit állít. (Most tekintsünk el egy soha netet és másik gépet nem látó szigettől.) Csak az nem mindegy, hogy melyik csodát teszed fel. Ja, meg hányat. Mert ilyen gépekkel is találkozom rendszeresen...
OFF, de kicsit mégsem: elmondom, hogy mire gondoltam. Valaki, aki tényleg ért is hozzá (tehát nem olyan, aki mindenhez is ért...), magyarázza meg nekem, hogy miért kell egy Win10-es gépre felrakni pl. egy Avast-ot (mindegy melyiket, de ez a leggyakoribb). Ugye, a Win10-ben ott a Defender. Persze, ezt illik szidni, elvégre Microsoft termék, csak egy szemét lehet, a tényekkel nem foglalkozunk. Igen ám, de egy-két óra (max. nap) eltéréssel lényegében mindegyik vírusirtó ugyanazt a kártevő-adatbázist használja. Akkor miért is kell egy olyan hulladékot feltenni, ami csak fogja a gépet? Na, ha már ilyen lassú lett a gép, akkor tegyünk fel egy valamilyen optimizer programot is, az majd jól rendbehozza. Persze. Bár rengeteg dolgot felsorol, hogy mivel lehet probléma, valahogy mindet csak akkor tudja javítani, ha megvesszük a fizetős változatot. Addig meg szépen beáll a gépet lassító programok közé, elvégre neki folyamatosan ultra HD felbontásban animálva kell jelezni, hogy mekkora bajok vannak a géppel. Biztos valamelyik illesztőprogram miatt ilyen nyomorult lassú a gép: tegyünk fel egy valamilyen driver booster szemetet is. Pont ugyanúgy működik, mint az optimizer-ek, de legalább már az is lassítja a gépet. Sokszor semmi mást nem kell tenni, mint az összes ilyen szemetet levakarni, a gép gazdája meg úgy érzi, hogy új gépe van...
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 január 12, 21:34
Írta: dezsoe Dátum 2020 január 12, 21:34
Szia!
Igen, nagyon úgy tűnik, hogy nem történik semmi. Ez persze probléma, ha írsz UCCNC verziószámot és elküldöd e-mail-ben az xml-t, akkor utánanézek, hogy mi lehet a baj vele. Ugyanakkor kb. 3 perc alatt be lehet kézzel is állítani és akkor biztos, hogy jó lesz, nem jön semmi hibás beállítás a Mach-ból.
Igen, nagyon úgy tűnik, hogy nem történik semmi. Ez persze probléma, ha írsz UCCNC verziószámot és elküldöd e-mail-ben az xml-t, akkor utánanézek, hogy mi lehet a baj vele. Ugyanakkor kb. 3 perc alatt be lehet kézzel is állítani és akkor biztos, hogy jó lesz, nem jön semmi hibás beállítás a Mach-ból.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2020 január 13, 13:53
Írta: frob Dátum 2020 január 13, 13:53
tehát le kell szokni a kernel32.dll használatáról mert, ez is egy probléma forrása, de ezt ne én magyarázzam aki csak szegről végről ír pc-s programokat...
egyébként meg igazad van, hogy felesleges a virusírtó win 10 re, de hozzátenném hogy ez a felállás max 1 éve igaz, azelőtt azért ez nem volt evidens, persze ettől még a csicsa rosszok akkor is rosszak voltak, meg hát most is
és hogy miért rakjék fel az emberek, ehhez nem kell még csak számítógép kezeléshez sem érteni : megszokták, meg kell az...
egyébként meg igazad van, hogy felesleges a virusírtó win 10 re, de hozzátenném hogy ez a felállás max 1 éve igaz, azelőtt azért ez nem volt evidens, persze ettől még a csicsa rosszok akkor is rosszak voltak, meg hát most is
és hogy miért rakjék fel az emberek, ehhez nem kell még csak számítógép kezeléshez sem érteni : megszokták, meg kell az...
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 január 13, 14:05
Írta: dezsoe Dátum 2020 január 13, 14:05
Azért az egy év egy kicsit több: 2016 óta van Win10, de már a 8-ban is alapból benne volt. :)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2020 január 13, 14:55
Írta: 000000000 Dátum 2020 január 13, 14:55
Én már három éve mást nem használok. A PC-m sokkal jobb, gyorsabb lett amikor letöröltem róla vírusirtót. [#taps]
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2020 január 13, 17:09
Írta: frob Dátum 2020 január 13, 17:09
nem mondtam hogy nem volt benne, inkább arra utaltam hogy rossz volt :D
de mostanában már tényleg nincs vele gond
de mostanában már tényleg nincs vele gond
Cím: Re:UCCNC vezérlő program
Írta: s69skz0ve Dátum 2020 január 16, 04:43
Írta: s69skz0ve Dátum 2020 január 16, 04:43
Köszönöm a segítségedet élni fogok vele ámde én a manuális beállítás terén hiányosságokkal küzdök ezért is érdeklődnék hogy mi alapján lehet beállítani manuális módszerrel?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 január 16, 08:52
Írta: dezsoe Dátum 2020 január 16, 08:52
Klasszikus papír-ceruza módszerrel. :) Elindítod a Mach3-at és kijegyzeteled a beállításait: kimenetek, bemenetek, motor tuning, főorsó beállítások. Aztán ezeket az UCCNC-ben berögzíted. Sajnos nem ritka, hogy az xml sérült, különösen a tört Mach3-ak esetében.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2020 január 18, 21:36
Írta: istvan58 Dátum 2020 január 18, 21:36
Helló,
UCCNC és UCR201 kérdés:
Hogy tudnám azt megcsinálni hogy amikor UCR201 en bekapcsolom az MPG-t ne legyen "MPG velocity" mód csak "step" mód.
Van amikor benézem és belemegyek az anyagba véletlenül amikor a null pontot akarom beállítani.
UCCNC és UCR201 kérdés:
Hogy tudnám azt megcsinálni hogy amikor UCR201 en bekapcsolom az MPG-t ne legyen "MPG velocity" mód csak "step" mód.
Van amikor benézem és belemegyek az anyagba véletlenül amikor a null pontot akarom beállítani.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 január 19, 13:17
Írta: dezsoe Dátum 2020 január 19, 13:17
Szia!
Legfeljebb úgy, hogy macroloop-ból figyeled a kiválasztott módot. Ha nem kívánt módra vált, akkor tovább lépteted.
Legfeljebb úgy, hogy macroloop-ból figyeled a kiválasztott módot. Ha nem kívánt módra vált, akkor tovább lépteted.
Cím: Re:UCCNC vezérlő program
Írta: dtb Dátum 2020 január 19, 16:59
Írta: dtb Dátum 2020 január 19, 16:59
Csak egy ötlet. Arra nem gondoltatok, hogy az UCCNC honlapján csináltok egy online mach3<->Uccnc konfig konvertert? A juser egy lenyíló selectből kiválasztja a használt verziókat, feltölti az xml-t, és ahol konvertálásnál hiányos adat van, oda a Default érték kerül. Esetleg figyeli a Pin értékeket, hogy nincs e ütközés, vagy nem e hiányzik valami, ekkor kiírná, hogy sérült a file. Az így feltöltött configok statisztika szempontjából nektek is jól jönne (sose lehet tudni) másrészről meg a kiírt hibaüzenet alapján a helpdesk is könnyebb lenne...
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2020 január 19, 17:48
Írta: svejk Dátum 2020 január 19, 17:48
Minek, hülyíteni a népet még jobban?
Legyen már tisztában egy hobby felhasználó a saját gépének a tulajdonságaival.
Legyen már tisztában egy hobby felhasználó a saját gépének a tulajdonságaival.
Cím: Re:UCCNC vezérlő program
Írta: dtb Dátum 2020 január 19, 18:30
Írta: dtb Dátum 2020 január 19, 18:30
Ezt mondjuk most nem értem... Alap, hogy az ÉN szoftverem tudja kezelni a konkurencia adatait... Minél több helyen, minél több formában, annál jobb vagyok TŐLE...
Azt meg, hogy a juser mit tud a saját konfigjáról..., inkább nem firtatnám... :-)
Azt meg, hogy a juser mit tud a saját konfigjáról..., inkább nem firtatnám... :-)
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2020 január 20, 11:58
Írta: frob Dátum 2020 január 20, 11:58
bizony, nem hiába egyre több formátumot ismer a fusion 360 is, mert úgy sokkal használhatóbb
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2020 január 21, 22:31
Írta: svejk Dátum 2020 január 21, 22:31
Márpedig a kompatibilitás a fejlődés egyik gátja szokott lenni.
Cím: Re:UCCNC vezérlő program
Írta: dtb Dátum 2020 január 21, 22:42
Írta: dtb Dátum 2020 január 21, 22:42
Én inkább azt mondanám, hogy plusz költség... semmiképp nem nevezném gátnak azt, hogy a juser a megszokott, vagy ismert dolgait tudja használni modernebb környezetben.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2020 január 22, 07:32
Írta: frob Dátum 2020 január 22, 07:32
Ott a pont, azért gát mert jól kell megcsinálni, ami pedig idő és pénz, de szükséges plusz
Erre a közbenső megoldás az szok lenni, hogy van egy konvertaló, ami külön fejĺődhet a fő progiól...
Na de mindegy is, partszelrol barmit benyoghetunk :)
Erre a közbenső megoldás az szok lenni, hogy van egy konvertaló, ami külön fejĺődhet a fő progiól...
Na de mindegy is, partszelrol barmit benyoghetunk :)
Cím: Re:UCCNC vezérlő program
Írta: TomDog Dátum 2020 január 22, 07:45
Írta: TomDog Dátum 2020 január 22, 07:45
Szia
Mostpróbálom átalakítani az elektronikát a tőled vásárolt gépen(ami nagyon jól működik egyébként)hogyUccnc progival tudjam hajtani.Ha esetleg felmerűl kérdés zavarhatlak?
Üdv
Mostpróbálom átalakítani az elektronikát a tőled vásárolt gépen(ami nagyon jól működik egyébként)hogyUccnc progival tudjam hajtani.Ha esetleg felmerűl kérdés zavarhatlak?
Üdv
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2020 január 22, 08:59
Írta: frob Dátum 2020 január 22, 08:59
szia
persze, de megánba sztem ne ide, bár ha közvetlen uccnc vel van kérdés akkor inkább ide, mert én is felhasználója vagyok, de nagyon sok mindent tud és ügye keveset használok belőle
R.
persze, de megánba sztem ne ide, bár ha közvetlen uccnc vel van kérdés akkor inkább ide, mert én is felhasználója vagyok, de nagyon sok mindent tud és ügye keveset használok belőle
R.
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2020 január 23, 19:22
Írta: wv07scd6x Dátum 2020 január 23, 19:22
Sziasztok!
Az "autoleveler" használatakor nem csak a korábban jelzett rángatózó mozgással van gondom, hanem van még egy olyan problémám is emellett, hogy a letapogatott íves felület kimarását nem tudom, hogy tudom elvégezni két szerszámmal, két lépcsőben, egy ugyanazon magassági szintkorrekció alkalmazása mellett. Ugyanis azt szeretném, hogy első körben megmunkálnám egy olyan szerszámmal a munkadarabot ami sok anyagot távolít el, majd azokon a sarkos területeken ahol az elsző szerszám nagyobb méretéből adódóan nem tud több anyagot eltávolítani, ott egy kiesebb szerszámmal befejező marást végeznék.
Az "autoleveler" használatakor nem csak a korábban jelzett rángatózó mozgással van gondom, hanem van még egy olyan problémám is emellett, hogy a letapogatott íves felület kimarását nem tudom, hogy tudom elvégezni két szerszámmal, két lépcsőben, egy ugyanazon magassági szintkorrekció alkalmazása mellett. Ugyanis azt szeretném, hogy első körben megmunkálnám egy olyan szerszámmal a munkadarabot ami sok anyagot távolít el, majd azokon a sarkos területeken ahol az elsző szerszám nagyobb méretéből adódóan nem tud több anyagot eltávolítani, ott egy kiesebb szerszámmal befejező marást végeznék.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2020 január 23, 21:55
Írta: ium8w94xp Dátum 2020 január 23, 21:55
Azért az autoleveler alapjában nyák maráshoz lett kitalálva. Tized, század eltérések miatt. Nem tudom te mire szeretnéd használni. Amúgy elvileg m6 makrók vannak szerszám csere és újra bemérés kapcsán. Biztos van, aki itt okosabbat is tud mondani "írni".
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2020 január 24, 08:07
Írta: svejk Dátum 2020 január 24, 08:07
Ehhez nem "autoleveler" kell hanem CAM progi.
Vagy qrva jó térlátás és profi/gyors G-kód írás :)
Vagy qrva jó térlátás és profi/gyors G-kód írás :)
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2020 január 24, 08:17
Írta: gaben Dátum 2020 január 24, 08:17
Pontosan, ahogy svejk mondja. [#eljen]
Fusion360-ban megrajzolod és már mehet is a marógép alá. [#awink]
Itt tudsz beállítani nagyolást, illetve, hogy mennyit hagyjon rá az adott szerszámnál, amit aztán a következővel lemunkálsz kész méretre.
Fusion360-ban megrajzolod és már mehet is a marógép alá. [#awink]
Itt tudsz beállítani nagyolást, illetve, hogy mennyit hagyjon rá az adott szerszámnál, amit aztán a következővel lemunkálsz kész méretre.
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2020 január 24, 17:33
Írta: wv07scd6x Dátum 2020 január 24, 17:33
Sziasztok!
A lényeg, hogy van egy motor dekni fedelem ami egy íves felület, és erre kéne a felület görbületéhez képes egyenletes mélységben egy szöveges belemarni, és mindezt csupán csak egy gravírtűvel a szöveg mérete és mélysége miatt ez elég hosszadalmas folyamat. Ezért szerettem volna két lépcsőben elvégezni a műveletet.
A lényeg, hogy van egy motor dekni fedelem ami egy íves felület, és erre kéne a felület görbületéhez képes egyenletes mélységben egy szöveges belemarni, és mindezt csupán csak egy gravírtűvel a szöveg mérete és mélysége miatt ez elég hosszadalmas folyamat. Ezért szerettem volna két lépcsőben elvégezni a műveletet.
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2020 január 24, 18:01
Írta: gaben Dátum 2020 január 24, 18:01
Szia,
értjük a problémát, de csak ugyanazt tudom írni amit előtte.
A dekniről tudsz olyan modellt készíteni a Fusion360-ban, ami garantáltan megegyezik a valósággal?
Amennyiben ez nem megoldható, akkor én azt csinálnám, hogy a lehető legpontosabban lemodellezném az ívet/deknit és ezután picit ledolgoznám egy rádiusz maróval és utána lenne egy referenciafelületed, amire ráengedhetnéd bátran a gravírmarót.
Íves felületre még nem gravíroztam, de biztos vagyok benne, hogy ezzel a módszerrel sikerülne.
Üdv, Gábor
ui: de ez már nem a topikhoz tartozik
értjük a problémát, de csak ugyanazt tudom írni amit előtte.
A dekniről tudsz olyan modellt készíteni a Fusion360-ban, ami garantáltan megegyezik a valósággal?
Amennyiben ez nem megoldható, akkor én azt csinálnám, hogy a lehető legpontosabban lemodellezném az ívet/deknit és ezután picit ledolgoznám egy rádiusz maróval és utána lenne egy referenciafelületed, amire ráengedhetnéd bátran a gravírmarót.
Íves felületre még nem gravíroztam, de biztos vagyok benne, hogy ezzel a módszerrel sikerülne.
Üdv, Gábor
ui: de ez már nem a topikhoz tartozik
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2020 január 24, 21:09
Írta: wv07scd6x Dátum 2020 január 24, 21:09
Ezek a műveletek így eléggé komplikáltan hangzanak. Ráadásul úgy tűnik nekem, hogy nem igazán tudnák vele időt spórolni, ami pont az elsődleges célom lenne, mivel, hogy nem is egy ilyet kellene készíteni, és az öntési pontatlanság miatt egyik sem egyforma, hogy egy digitalizált model alapján ez a művelet többször megismételhető legyen.
Rendkívül kényelmes lenne viszont számomra az, amikor egy munkadarab be van fogva, első körben megtörténik a felület letapogatása, majd végbemegy az első szerszám, aztán kicserélem a szerszámot, bemérem a szerszám hosszát, és a következő műveletsort már egy másik szerszámmal végzem ugyanazzal a magassági korrekciós térképpel. Ez így nagyban megsegítené a dolgom, mert már nem az első eset, hogy ilyen problémába ütközök.
Fusion360 -at valamikor sikerült törve feltennem, de valahogy, gondolom az interneten keresztül észrevette magát, és így nem sokáig tudtam használni. :) Hozzáteszem tetszett a program.
Rendkívül kényelmes lenne viszont számomra az, amikor egy munkadarab be van fogva, első körben megtörténik a felület letapogatása, majd végbemegy az első szerszám, aztán kicserélem a szerszámot, bemérem a szerszám hosszát, és a következő műveletsort már egy másik szerszámmal végzem ugyanazzal a magassági korrekciós térképpel. Ez így nagyban megsegítené a dolgom, mert már nem az első eset, hogy ilyen problémába ütközök.
Fusion360 -at valamikor sikerült törve feltennem, de valahogy, gondolom az interneten keresztül észrevette magát, és így nem sokáig tudtam használni. :) Hozzáteszem tetszett a program.
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2020 január 24, 21:20
Írta: wv07scd6x Dátum 2020 január 24, 21:20
Az autoleveler -t már legalább ismerem, és gyakran használtam, és nekem nagyon jó szolgálatot tett eddig is, és ezért szeretném ha jól működne ebben a programban. Számomra ez az általa nyújtott lehetőség volt az ami miatt arra jutottam, hogy nekem ez az uccnc program az amire szükségem van. Ezért vettem egy ETH400 -at, és nem valami egyéb ingyenes verzióval próbálkozok. Kényelmessé teszi nekem a dolgokat ezzel a plugin -al.
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2020 január 24, 21:26
Írta: wv07scd6x Dátum 2020 január 24, 21:26
Természetesen ha van még ennél is gyorsabb, jobb módszer, akkor hajlandó lennék átszokni valami másra. :)
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2020 január 24, 22:10
Írta: gaben Dátum 2020 január 24, 22:10
Egyáltalán nem bonyolult, viszont amit mondasz, hogy nincs 2 egyforma késztermék, hááát, erre nem tudok jó megoldást.
Illetve ha belefér a tűrésbe, akkor mindegyiket egyformára tudja marni a gépezet.
Nincs olyan, hogy tört Fusion360. ;)
Letöltheted az autodesk honlapjáról és választhatsz, hogy megveszed a teljes verziót, vagy ha kevesebb bevételed van, mint 100.000$ akkor ingyenes a szoftver.
Illetve ha belefér a tűrésbe, akkor mindegyiket egyformára tudja marni a gépezet.
Nincs olyan, hogy tört Fusion360. ;)
Letöltheted az autodesk honlapjáról és választhatsz, hogy megveszed a teljes verziót, vagy ha kevesebb bevételed van, mint 100.000$ akkor ingyenes a szoftver.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 január 24, 22:21
Írta: dezsoe Dátum 2020 január 24, 22:21
Az Autoleveler és a Probe képernyő tud együtt is működni. Ha sima kontaktos módszerrel mérsz és a kezdő koordinátát is lefaragod, akkor a következőket tedd:
1. Gondolom, kézzel cserélsz szerszámot. A general beállításoknál pipáld be a "Stop spindle and wait for cycle start" opciót a szerszámcseréhez. Ez azt jelenti, hogy a g-kód meg fog állni, amikor szerszámcsere van és csak a Start-tal fog tovább menni. Mindenképpen nézd meg, hogy a g-kódban van-e az M6 után M3! Ha nincs, akkor majd neked kell bekapcsolni a főorsót, mielőtt újra elindítod a futást!
2. Probe képernyőn Probe tool, majd Mobile probe. P1-be -30 (max. ennyit fog mozogni a méréskor), Fine distance 1, Fast feed 100-150, Fine feed 25, összes kapcsoló ki, kivéve a Zero probed axes-t.
3. Keress egy olyan helyet a munkadarabon, ahol tud érintkezni, de nem fogod lemarni. Állj fölé olyan magasra, hogy a leghosszabb szerszámod is elférjen, de a legrövidebb se legyen messzebb, mint a beállított P1. Ha nem megoldható, akkor írj nagyobb negatív értéket P1-be. Nyomd meg a Set as mobile probe pos. gombot. Rákérdez, hogy jó-e, nyomd meg a Start probing-ot, ha igen. (Stop, ha mégsem.) Ezzel elmented a mobil probe pozíciót, majd itt fogja a szerszámokat mérni.
4. Állj be a 0,0 pontra (vagy ahol az Autoleveler elkezd mérni). Csipeszeld fel a szerszámot és nyomd meg a Reference probe as workpiece gombot. Ekkor ott helyben fog egyet mérni, majd rákérdezés után (Start probing) elmegy az elmentett pozícióba és ott is mér egyet. A különbséget eltárolja a későbbi szerszámmérésekhez. Visszamegy oda, ahol voltál.
5. Elindítod az Autoleveler által generált kódot. Az végigméri a felületet, majd elkezdi megmunkálni.
6. Szerszámcserénél kicseréled a szerszámot, felcsipeszeled, majd megnyomod a Start probing gombot. Ekkor elmegy az elmentett pozícióba, megméri a szerszámot, a kapott eredményt módosítja az elmentett különbséggel, tehát az eredeti kezdőpontban pont nulla lesz. Leveszed a csipeszt. Ha kell, elindítod a főorsót. Ezután a ciklus starttal tovább engeded a g-kódot. További szerszámcsere ugyanígy a 6. pont alapján.
1. Gondolom, kézzel cserélsz szerszámot. A general beállításoknál pipáld be a "Stop spindle and wait for cycle start" opciót a szerszámcseréhez. Ez azt jelenti, hogy a g-kód meg fog állni, amikor szerszámcsere van és csak a Start-tal fog tovább menni. Mindenképpen nézd meg, hogy a g-kódban van-e az M6 után M3! Ha nincs, akkor majd neked kell bekapcsolni a főorsót, mielőtt újra elindítod a futást!
2. Probe képernyőn Probe tool, majd Mobile probe. P1-be -30 (max. ennyit fog mozogni a méréskor), Fine distance 1, Fast feed 100-150, Fine feed 25, összes kapcsoló ki, kivéve a Zero probed axes-t.
3. Keress egy olyan helyet a munkadarabon, ahol tud érintkezni, de nem fogod lemarni. Állj fölé olyan magasra, hogy a leghosszabb szerszámod is elférjen, de a legrövidebb se legyen messzebb, mint a beállított P1. Ha nem megoldható, akkor írj nagyobb negatív értéket P1-be. Nyomd meg a Set as mobile probe pos. gombot. Rákérdez, hogy jó-e, nyomd meg a Start probing-ot, ha igen. (Stop, ha mégsem.) Ezzel elmented a mobil probe pozíciót, majd itt fogja a szerszámokat mérni.
4. Állj be a 0,0 pontra (vagy ahol az Autoleveler elkezd mérni). Csipeszeld fel a szerszámot és nyomd meg a Reference probe as workpiece gombot. Ekkor ott helyben fog egyet mérni, majd rákérdezés után (Start probing) elmegy az elmentett pozícióba és ott is mér egyet. A különbséget eltárolja a későbbi szerszámmérésekhez. Visszamegy oda, ahol voltál.
5. Elindítod az Autoleveler által generált kódot. Az végigméri a felületet, majd elkezdi megmunkálni.
6. Szerszámcserénél kicseréled a szerszámot, felcsipeszeled, majd megnyomod a Start probing gombot. Ekkor elmegy az elmentett pozícióba, megméri a szerszámot, a kapott eredményt módosítja az elmentett különbséggel, tehát az eredeti kezdőpontban pont nulla lesz. Leveszed a csipeszt. Ha kell, elindítod a főorsót. Ezután a ciklus starttal tovább engeded a g-kódot. További szerszámcsere ugyanígy a 6. pont alapján.
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2020 január 24, 22:48
Írta: wv07scd6x Dátum 2020 január 24, 22:48
dezsole! Így első olvasásra ez is komplikáltnak tűnik :), de azt hiszem valami ilyesmire van szükségem amit leírtál. Lehet érdemes lenne beszereznem majd egy tapintót is.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 január 24, 22:57
Írta: dezsoe Dátum 2020 január 24, 22:57
Első olvasásra. Aztán a beállításokkal már nem kell vesződni, mert megjegyzi. Ha valahova fel tudsz rakni egy fix érintkezőt, akkor a 3. pontot is csak egyszer kell elvégezni, mert beállítható, hogy mentse a probe pozíciót. :) Innentől már csak kezdéskor felveszed a nullapontot és cserélgeted a szerszámot.
Cím: Re:UCCNC vezérlő program
Írta: s5f8tmfv3 Dátum 2020 január 25, 16:54
Írta: s5f8tmfv3 Dátum 2020 január 25, 16:54
Sziasztok! Új oprendszer és UCCNC telepítés után hiába másolom be és írom felül a régi license-t, mindig demo módban akar indulni. Mit csinálok rosszul?
Cím: Re:UCCNC vezérlő program
Írta: s5f8tmfv3 Dátum 2020 január 25, 17:05
Írta: s5f8tmfv3 Dátum 2020 január 25, 17:05
OK, megoldódott. Telepíteni kellett az USB-t.
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2020 január 25, 17:14
Írta: wv07scd6x Dátum 2020 január 25, 17:14
Aknai Gábor!
Nézelődtem a Fusion360 oldalán, és nem találtam ingyenesen használatra vonatkozó lehetőséget. Ingyenesen csak időkorlátos formában találtam meg.
Nézelődtem a Fusion360 oldalán, és nem találtam ingyenesen használatra vonatkozó lehetőséget. Ingyenesen csak időkorlátos formában találtam meg.
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2020 január 25, 17:58
Írta: TBS-TEAM Dátum 2020 január 25, 17:58
Letöltöd.
Telepíted és regisztrálsz ott majd feltesz pár kérdést.
És már használhatod is nincs időkorlát.
[#nyes]
Telepíted és regisztrálsz ott majd feltesz pár kérdést.
És már használhatod is nincs időkorlát.
[#nyes]
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2020 január 25, 18:10
Írta: gaben Dátum 2020 január 25, 18:10
Pedig van és nem is egy féle. ;)
Alapból autodesk account-al kell rendelkezned, illetve csinálnod kell egy regisztrációt magadnak az Autodesk-nél, ha ez nincs, el sem tudod indítani.
Az alábbi linken található magyarázattal talán jobban boldogulsz, mint a többivel.
Fusion360 előfizetések (https://www.cnc.hu/2019/10/uj-ingyenes-fusion-360-elofizetes-tipusok/)
Alapból autodesk account-al kell rendelkezned, illetve csinálnod kell egy regisztrációt magadnak az Autodesk-nél, ha ez nincs, el sem tudod indítani.
Az alábbi linken található magyarázattal talán jobban boldogulsz, mint a többivel.
Fusion360 előfizetések (https://www.cnc.hu/2019/10/uj-ingyenes-fusion-360-elofizetes-tipusok/)
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2020 január 25, 18:11
Írta: ANTAL GÁBOR Dátum 2020 január 25, 18:11
Nézegetem az UCCNC 2111 es verzióját Gondolom már más is kérdezte de nem találom a választ . Mekkora határfrekivel lehet 3 db encodert ( mérőlécet ) lekezelni UC400ETH val ?
Olyan léceim vannak amelyeket egyébként is interpolátorral használnék , tehát a felbontást tudom változtatni az interpolációs faktorral .A gyorsjáratot is kordában tudom tartani
Olyan léceim vannak amelyeket egyébként is interpolátorral használnék , tehát a felbontást tudom változtatni az interpolációs faktorral .A gyorsjáratot is kordában tudom tartani
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 január 25, 19:43
Írta: dezsoe Dátum 2020 január 25, 19:43
Kb. 50kHz megy át. A bemeneteken szűrő van, ez erősen korlátozza a maximális sebességet. Részletes leírás Balázstól angolul itt. (http://www.forum.cncdrive.com/viewtopic.php?f=19&t=299&p=1933&hilit=encoder+spindle+kernel#p1933)
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2020 január 25, 20:27
Írta: istvan58 Dátum 2020 január 25, 20:27
Szia,
Erről egy kicsit bővebben lehetne?
Ma is sikeresen eltörtem egy marót amikor fel akartam venni a nulpontott!
Legjobb az lenne ha az UCR 201 firmware-re ugy lenne megírva hogy lehessen szerkeszteni milyen funkciót léptesen.
Erről egy kicsit bővebben lehetne?
Ma is sikeresen eltörtem egy marót amikor fel akartam venni a nulpontott!
Legjobb az lenne ha az UCR 201 firmware-re ugy lenne megírva hogy lehessen szerkeszteni milyen funkciót léptesen.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2020 január 25, 20:53
Írta: ANTAL GÁBOR Dátum 2020 január 25, 20:53
Balázs Spindle encoderről beszél oda 100CPR t javasol
Én azt szeretném tudni hogy az aux encoderek ( mérőlécek ) ( egyszerre 3 db !!) milyen jelfeldolgozásra képesek . Pl 40 mikronos léc 4 éllel kiértékelve 100db impulzus / mm
Ha a sebesség pl 20 mm /s akkor 2 kHz a jel frekije Gondolom ennek a többszöröse is mehetne .
Hogyan kell figyelembe venni azt hogy egyszerre 3 léc ad ?
Én azt szeretném tudni hogy az aux encoderek ( mérőlécek ) ( egyszerre 3 db !!) milyen jelfeldolgozásra képesek . Pl 40 mikronos léc 4 éllel kiértékelve 100db impulzus / mm
Ha a sebesség pl 20 mm /s akkor 2 kHz a jel frekije Gondolom ennek a többszöröse is mehetne .
Hogyan kell figyelembe venni azt hogy egyszerre 3 léc ad ?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 január 25, 20:57
Írta: dezsoe Dátum 2020 január 25, 20:57
Tudom, hogy arról beszél, de a bemenetek maximális sebességéről van szó. Az, hogy azt a program mire használja, nem befolyásolja a sebességet.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 január 25, 21:01
Írta: dezsoe Dátum 2020 január 25, 21:01
Milyen módokat szeretnél engedélyezni? A többit akkor át kell lépni. Most nem vállalom, mert csak néha nézek a gépre, de pár napon belül meg tudom csinálni, csak válaszolj a kérdésre.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2020 január 25, 21:02
Írta: ANTAL GÁBOR Dátum 2020 január 25, 21:02
És egyszerre mehetnek a lécek ? Vagy a darabszámmal osztani kell a frekit?
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2020 január 25, 21:11
Írta: zt2c4wh9 Dátum 2020 január 25, 21:11
Szia Gábor,
A limit a bemeneteken lévő RC tag, ami zajszűrőként funkcionál és egyúttal levágja a frekit kb. 50kHz-nél.
Emiatt a mintavételezés se történik gyorsabban, mert felesleges lenne.
Mindegyik encoder, AUX encoderek, spindle encoder önállóan tudja a kb.50kHz-et. Ha többet használsz akkor nem kell leosztani a frekit.
A limit a bemeneteken lévő RC tag, ami zajszűrőként funkcionál és egyúttal levágja a frekit kb. 50kHz-nél.
Emiatt a mintavételezés se történik gyorsabban, mert felesleges lenne.
Mindegyik encoder, AUX encoderek, spindle encoder önállóan tudja a kb.50kHz-et. Ha többet használsz akkor nem kell leosztani a frekit.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2020 január 25, 21:17
Írta: ANTAL GÁBOR Dátum 2020 január 25, 21:17
Szia Balázs ! Ez a beszéd ! holnap feltelepítem a 2111 est és ráteszek egy mérőlécet . Mint említettem az interpolációs faktorral tudom szabályozni a frekit Szerintem menni fog
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2020 január 25, 21:23
Írta: istvan58 Dátum 2020 január 25, 21:23
Szia,
Ugye most van 3 mód:
- Mpg off
- Mpg velocity mode
- Mpg step mode.
A velocity módot szeretném kihagyni.
Csak off es step mode legyen.
Ugye most van 3 mód:
- Mpg off
- Mpg velocity mode
- Mpg step mode.
A velocity módot szeretném kihagyni.
Csak off es step mode legyen.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 január 25, 21:28
Írta: dezsoe Dátum 2020 január 25, 21:28
Szia!
Oké, később meg fogom csinálni. Majd jelentkezem itt.
Oké, később meg fogom csinálni. Majd jelentkezem itt.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2020 január 27, 19:03
Írta: istvan58 Dátum 2020 január 27, 19:03
Olyan történt hogy jogolas közben x tengely felénél megállt mert elérte a soft limitett ami 0 volt.
És tényleg machine coordinate nula volt de nem értem mitől lett, mert volt előte homingolas, és reset nem volt közben.
Újabb homming aztán most OK. [#fejvakaras]
És tényleg machine coordinate nula volt de nem értem mitől lett, mert volt előte homingolas, és reset nem volt közben.
Újabb homming aztán most OK. [#fejvakaras]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2020 január 27, 19:40
Írta: svejk Dátum 2020 január 27, 19:40
Ez bizony bosszantó dolog, de szerintem nem szoftverhiba volt.
Gondolom ezt abból, hogy épp most két éve megy egy UCCNC-UC300ETH páros ipari környezetben -hegesztőgép- 7 tengelyt vezérelve és még sosem hibázott.
Csak bekapcsoláskor van referenciavétel.
Gondolom ezt abból, hogy épp most két éve megy egy UCCNC-UC300ETH páros ipari környezetben -hegesztőgép- 7 tengelyt vezérelve és még sosem hibázott.
Csak bekapcsoláskor van referenciavétel.
Cím: Re:UCCNC vezérlő program
Írta: v33um54ki Dátum 2020 január 28, 10:15
Írta: v33um54ki Dátum 2020 január 28, 10:15
Sziasztok!
UCCNC-t használunk mi is. Volt is egy kérdéscsokrunk amit elküldtünk az oldalukon található email címre, 10napra rá küldtünk egy reminder emailt is... de nem igazán kaptunk választ azóta sem... mások is jártak így?
UCCNC-t használunk mi is. Volt is egy kérdéscsokrunk amit elküldtünk az oldalukon található email címre, 10napra rá küldtünk egy reminder emailt is... de nem igazán kaptunk választ azóta sem... mások is jártak így?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 január 28, 11:47
Írta: dezsoe Dátum 2020 január 28, 11:47
Írtam privátban.
Cím: Re:UCCNC vezérlő program
Írta: v33um54ki Dátum 2020 január 28, 12:47
Írta: v33um54ki Dátum 2020 január 28, 12:47
Köszönöm a segítésget!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 január 28, 12:53
Írta: dezsoe Dátum 2020 január 28, 12:53
Amíg összeszedem a válaszokat, addig is egy kis olvasnivaló: [#t218p3928#]. Ebből megtudod, hogy hogyan kell frissíteni és adott profilra mutató parancsikont létrehozni.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2020 január 28, 13:29
Írta: istvan58 Dátum 2020 január 28, 13:29
Köszi,
de szerintem jobb lenne az UCR201 firmware-ét ugy átirni hogy konfigurálható legyen.
de szerintem jobb lenne az UCR201 firmware-ét ugy átirni hogy konfigurálható legyen.
Cím: Re:UCCNC vezérlő program
Írta: bknwvypfx Dátum 2020 február 13, 15:31
Írta: bknwvypfx Dátum 2020 február 13, 15:31
Tisztelt Dezsoe!
A Segítségét szeretném kérni!
A plazmavágó asztalom pílót gyujtása 20 ból egyszer nem alakul ki, de a programom üresen lefut. Azt szeretném elérni egy makróval, hogy a fő orsó kimenet ki be kapcsolgasson amíg a thc oké jele meg nem jön, és csak ez után engedje tovább menni a programot!
Azaz ha kialakult az ívem akkor indulhasson a program!
Ebben kérném a segítségét!
A Segítségét szeretném kérni!
A plazmavágó asztalom pílót gyujtása 20 ból egyszer nem alakul ki, de a programom üresen lefut. Azt szeretném elérni egy makróval, hogy a fő orsó kimenet ki be kapcsolgasson amíg a thc oké jele meg nem jön, és csak ez után engedje tovább menni a programot!
Azaz ha kialakult az ívem akkor indulhasson a program!
Ebben kérném a segítségét!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 február 13, 22:05
Írta: dezsoe Dátum 2020 február 13, 22:05
Bátran kijelenthetem, hogy egyáltalán nem értek a plazmához, úgyhogy kérek egy kis időt gyorstalpalásra. Aztán kiderül, hogy mit lehet tenni.
Cím: Re:UCCNC vezérlő program
Írta: D.Laci Dátum 2020 február 14, 08:08
Írta: D.Laci Dátum 2020 február 14, 08:08
Én sem értek sem a plazmához sem az UCCNC, ha a program ismeri az M1 kódot akkor azzal megoldható.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 február 14, 08:50
Írta: dezsoe Dátum 2020 február 14, 08:50
Az M1 az a feltételes megállás. Az miért oldja meg az automatikus újragyújtást? [#nemtudom]
Cím: Re:UCCNC vezérlő program
Írta: D.Laci Dátum 2020 február 14, 09:36
Írta: D.Laci Dátum 2020 február 14, 09:36
Gondoltam addig vár ameddig újragyújtás meg nem történik.
Az hogy újra gyújtogasson azt hardveresen oldanám meg.
Ha macróval könnyű lenne azt már rég megírtad volna... :)
Az hogy újra gyújtogasson azt hardveresen oldanám meg.
Ha macróval könnyű lenne azt már rég megírtad volna... :)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2020 február 14, 09:41
Írta: 000000000 Dátum 2020 február 14, 09:41
Legelőször azt kell tisztázni, hogy van-e valamilyen szenzor kimeneti jeled a vágóív kialakulásának érzékelésére?
Mert ameddig ilyen jel nem áll rendelkezésre, addig semmilyen vezérlőprogram se tudja az óhajodat megvalósítani.
Mert ameddig ilyen jel nem áll rendelkezésre, addig semmilyen vezérlőprogram se tudja az óhajodat megvalósítani.
Cím: Re:UCCNC vezérlő program
Írta: kaqkk007 Dátum 2020 február 14, 13:44
Írta: kaqkk007 Dátum 2020 február 14, 13:44
Írta hogy a THC figyeli az ív kialakulását ,Akkor szeretné indítani a vágást ha az ARC OK jel megjön
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2020 február 14, 15:31
Írta: 000000000 Dátum 2020 február 14, 15:31
Igen azt olvastam, de én egy igazi, valós szenzor jelre gondoltam, mert ezek szerint a mostani "becsapja" a vezérlőt (vagy a vezérlő nem is veszi figyelembe), hiszen másként hogyan indulhat el a vágási folyamat hiba visszajelzés alatt?
Cím: Re:UCCNC vezérlő program
Írta: kaqkk007 Dátum 2020 február 14, 16:05
Írta: kaqkk007 Dátum 2020 február 14, 16:05
A THC csak a z tengely magasságát szabályozza hogy állandó legyen a vágási feszültség (ezáltal a lemez feletti magasság) ha a lemez nem teljesen egyenes . A program futásába nem szól bele , 3 relé van benne az up-a dovn és az ok . És éppen ezt az ok jelet szeretné az ív kialakulásának figyelésére használni .
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2020 február 14, 16:19
Írta: 000000000 Dátum 2020 február 14, 16:19
Nagyszerű, akkor most végre megértetted az első hozzászólásomat.
Cím: Re:UCCNC vezérlő program
Írta: kaqkk007 Dátum 2020 február 14, 17:33
Írta: kaqkk007 Dátum 2020 február 14, 17:33
Az első válaszodra írtam
IdézÍrta hogy a THC figyeli az ív kialakulását ,Akkor szeretné indítani a vágást ha az ARC OK jel megjönÉn "megfejtettem "rögtön hogy te mit írtál csak te nem hiszed el hogy más értheti amit írsz ...
Cím: Re:UCCNC vezérlő program
Írta: kaqkk007 Dátum 2020 február 14, 17:41
Írta: kaqkk007 Dátum 2020 február 14, 17:41
Nincs hiba jelzés aTHC-t arra találták ki hogy a Z tengely mozgását vezérelje amit tökéletesen meg is csinál a vezérlővel karöltve . Itt az a probléma hogy a plazmavágó indításkor egy egyszerű rövidzárat kap (a főorsó relé behúz)
És elindul a program . A plazmavágó pedig nem minden kapcsolásra gyújt sikeresen ,ha minden gyújtás sikerülne nem merült volna fel a kérdés . Ez nem a vezérlő hibája. És azért gondolt a THC ok jel figyelésére mert ez a legegyszerűbb és leg kézenfekvőbb visszajelzési lehetőség
És elindul a program . A plazmavágó pedig nem minden kapcsolásra gyújt sikeresen ,ha minden gyújtás sikerülne nem merült volna fel a kérdés . Ez nem a vezérlő hibája. És azért gondolt a THC ok jel figyelésére mert ez a legegyszerűbb és leg kézenfekvőbb visszajelzési lehetőség
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2020 február 14, 20:27
Írta: zt2c4wh9 Dátum 2020 február 14, 20:27
Egyrészt az ArcOK jelre várás a mozgás indítással opcionális az UCCNC-ben, egy checkbox pipálással ki/be lehet kapcsolni, hogy várjon-e a vezérlő vagy sem.
Másrészt az egyszerűbb THC vezérlők már a gyújtás pillanatában kiadják az ArcOK jelet, mert csak annyit érzékelnek, hogy áram folyik át a plazma kábelen. Emiatt megindulhat a vágás miközben a plazma lehet még át sem lőtt és emiatt ki is alszik azonnal.
UCCNC-ben egyébként be lehet állítani THC delay (késleltetés) paramétert is, hogy átlövés közben ha be is van kapcsolva a THC és meg van az ARC OK jel, akkor addig hagyja figyelmen kívül a THC fel/le jeleket, mert ilyenkor lefelé nyomná a vágófejet. Emiatt is kialudhat azt ív még mielőtt átlőné az anyagot, ha nincs beállítva egyáltalán THC késleltetés és ha a THC vezérlő sem késleltet.
Másrészt az egyszerűbb THC vezérlők már a gyújtás pillanatában kiadják az ArcOK jelet, mert csak annyit érzékelnek, hogy áram folyik át a plazma kábelen. Emiatt megindulhat a vágás miközben a plazma lehet még át sem lőtt és emiatt ki is alszik azonnal.
UCCNC-ben egyébként be lehet állítani THC delay (késleltetés) paramétert is, hogy átlövés közben ha be is van kapcsolva a THC és meg van az ARC OK jel, akkor addig hagyja figyelmen kívül a THC fel/le jeleket, mert ilyenkor lefelé nyomná a vágófejet. Emiatt is kialudhat azt ív még mielőtt átlőné az anyagot, ha nincs beállítva egyáltalán THC késleltetés és ha a THC vezérlő sem késleltet.
Cím: Re:UCCNC vezérlő program
Írta: kaqkk007 Dátum 2020 február 15, 08:53
Írta: kaqkk007 Dátum 2020 február 15, 08:53
Köszönjük a választ , értékes segítséget kaptunk , ez megoldja a probléma 95% át .
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2020 február 16, 11:18
Írta: svejk Dátum 2020 február 16, 11:18
Egy kérés, vagy csak inkább ötlet.
A "softlimit area" bekeretezésének lehetősége nagyon hasznos funkció, de nem lehetni inkább az alap fekete toolpath képernyő mellett a teljes területet mondjuk kiszürkíteni kissé?
Vannak olyan esetek amikor az alapból zöld színű szoftlimit keretből csak egy vonalat látok és hirtelen nem tudom eldönteni, hogy melyik oldalán is kellene lenni a munkadarab ábrájának.
A teljes terület kiszínezése egyértelműsítené a dolgot.
A "softlimit area" bekeretezésének lehetősége nagyon hasznos funkció, de nem lehetni inkább az alap fekete toolpath képernyő mellett a teljes területet mondjuk kiszürkíteni kissé?
Vannak olyan esetek amikor az alapból zöld színű szoftlimit keretből csak egy vonalat látok és hirtelen nem tudom eldönteni, hogy melyik oldalán is kellene lenni a munkadarab ábrájának.
A teljes terület kiszínezése egyértelműsítené a dolgot.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2020 február 16, 15:54
Írta: frob Dátum 2020 február 16, 15:54
uccnc felületét szeretném átszabni, úgy rendesen kikönnyítve, hozzáigazítva az adott feladathoz...
Van erről valami jó kis leírás hogy is kellene nekiesni?
Van erről valami jó kis leírás hogy is kellene nekiesni?
Cím: Re:UCCNC vezérlő program
Írta: s69skz0ve Dátum 2020 február 16, 16:46
Írta: s69skz0ve Dátum 2020 február 16, 16:46
Sziasztok! Az XP változathoz az UCCNC setup 1.0030-s verziót még fel lehet valahonnan kutatni?? Gyors és hatékony válaszotokat előre is köszönöm! :)
Cím: Re:UCCNC vezérlő program
Írta: s69skz0ve Dátum 2020 február 16, 17:02
Írta: s69skz0ve Dátum 2020 február 16, 17:02
A problémánk a mi esetünkben az hogy az UCCNC szoftver leírásában a Windows XP-re való telepítésnél az szerepel hogy elötte telepítsük fel a NET 2.0 frame keretrendszert és mi ezt megtettük ámde az oldalon csak az UCCNC setup 1.2111-es verzió érhető el amit szintén kipróbáltunk Windows XP-re telepíteni de ott már a NET frame 4.0-át kérte hogy telepítsük amikor a telepítőt elindítottuk! Akkor most ebben az esetben mi a teendőnk? Hol találjuk meg a videó tutorial szerint amit az illető telepít ami az ő esetében az UCCNC setup 1.0030-s verzió????
Videó tutoriálban szereplő verzó:
https://youtu.be/xq1cHkZizFI?list=UUNL4czzJlxz2WATQ8bg558w
Úgygondolom ez a verzió lenne jó Windows XP-re!
Videó tutoriálban szereplő verzó:
https://youtu.be/xq1cHkZizFI?list=UUNL4czzJlxz2WATQ8bg558w
Úgygondolom ez a verzió lenne jó Windows XP-re!
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2020 február 16, 17:27
Írta: gaben Dátum 2020 február 16, 17:27
Szia,
az UCCNC kiadott progik között kell keresni: ]UCCNC 1.0030 (http://[#t218p890#)
az UCCNC kiadott progik között kell keresni: ]UCCNC 1.0030 (http://[#t218p890#)
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2020 február 16, 17:30
Írta: gaben Dátum 2020 február 16, 17:30
[#t218p890#]
Cím: Re:UCCNC vezérlő program
Írta: Sanyi Bá Dátum 2020 február 16, 17:40
Írta: Sanyi Bá Dátum 2020 február 16, 17:40
Sajnos nem jó már az is 1.2111 verziót tölti le.Én segítek a fiamnak (vak vezet világtalant).
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2020 február 16, 19:41
Írta: svejk Dátum 2020 február 16, 19:41
de miért a régi verziót keresitek miért nem a netframework 4-et? [#nemtudom]
ha nem megy hozzátook el és megcsinálom valamelyik délelőtt.
ha nem megy hozzátook el és megcsinálom valamelyik délelőtt.
Cím: Re:UCCNC vezérlő program
Írta: Sanyi Bá Dátum 2020 február 16, 19:45
Írta: Sanyi Bá Dátum 2020 február 16, 19:45
Mert XP-re akartuk feltenni amin mar fent van a Mach3 is.
Cím: Re:UCCNC vezérlő program
Írta: Sanyi Bá Dátum 2020 február 16, 19:53
Írta: Sanyi Bá Dátum 2020 február 16, 19:53
A netframework 4-et fellehet tenni az XP-re.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2020 február 16, 20:04
Írta: svejk Dátum 2020 február 16, 20:04
igen
Cím: Re:UCCNC vezérlő program
Írta: Sanyi Bá Dátum 2020 február 16, 20:07
Írta: Sanyi Bá Dátum 2020 február 16, 20:07
Köszi ha nem sikerül jövő héten telefonálok és megbeszéljük.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 február 16, 22:09
Írta: dezsoe Dátum 2020 február 16, 22:09
Hát, ez váratlanul ért. :) A legrégebbi, ami a gyűjteményemben szerepel, az 1.0031-es. Azt azért tudod, hogy az 1.0030 még csak az UC100-at ismeri? Öt és fél éves...
Cím: Re:UCCNC vezérlő program
Írta: s69skz0ve Dátum 2020 február 16, 22:21
Írta: s69skz0ve Dátum 2020 február 16, 22:21
Nemtudtam ezért is köszönöm ezt az információdat! :)
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2020 február 17, 06:46
Írta: frob Dátum 2020 február 17, 06:46
Úgy látom igazuk van azoknak akik azt mondják hogy a .net 4 még felmegy itt google majdnem első találata (https://docs.microsoft.com/hu-hu/dotnet/framework/install/on-windows-xp)
és itt azt mondja hogy a 4.0.3 az utolsó winxp-s verzió
ezt asszem ki is fogom próbálni, kellene nekem is egy gyorsan induló nem frissítéseket kereső szerszámgép oprendszer :)
viszont továbbra is érdekelne a tutorial hogy is kell átvariálni a kezelőfelületet
és itt azt mondja hogy a 4.0.3 az utolsó winxp-s verzió
ezt asszem ki is fogom próbálni, kellene nekem is egy gyorsan induló nem frissítéseket kereső szerszámgép oprendszer :)
viszont továbbra is érdekelne a tutorial hogy is kell átvariálni a kezelőfelületet
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 február 17, 09:10
Írta: dezsoe Dátum 2020 február 17, 09:10
Nem véletlenül .Net4: szempont volt, hogy még az XP-s gépeken is elmenjen. A képernyőszerkesztő leírása benne van a kézikönyvben.
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2020 február 17, 15:29
Írta: Autotec1 Dátum 2020 február 17, 15:29
Üdvözletem
Esztergán használ valaki uccnc- t?
Milyen enkódert használ a főorsóhoz?
Esztergán használ valaki uccnc- t?
Milyen enkódert használ a főorsóhoz?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2020 február 17, 15:40
Írta: svejk Dátum 2020 február 17, 15:40
Mi 360-ast épp olyan volt kéznél.
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2020 február 17, 21:16
Írta: wv07scd6x Dátum 2020 február 17, 21:16
Sziasztok!
Jelenleg a 1.2113 verziót használom, és a tapasztalatom az, hogy az előző verzióhoz kép az "autoleveler" -el generált kód még mindig durva rángatózó mozgás eredményez nagyobb szintkülönbség mellett, és emellett az "aspire" program által generált kódban egy ugyanazon körív bizonyos szakaszain gyorsan, bizonyos szakaszain meg lassan halad végig. Ez utóbbi sem új keletű felfedezésem. Most akkor az Aspire program tehet mindenről? Változott valami az ívek feldolgozásában valamikor a múltban ami az utóbbi verzióknál ezt eredményezheti? A másik érdekesség, hogy demó módban futtatva a vizuális megjelenítésben ebből a gyorsulásból lassulásból nem igazán tapasztalok semmit, csak ha csatlakoztatva van a vezérlőhöz. Talán egy picit viszont mintha demó módban pont ott látszódik lassabbnak a tempó, ahol a vezérlőre csatlakoztatva éppen hogy gyorsabb.
Egy része a kódnak:
Jelenleg a 1.2113 verziót használom, és a tapasztalatom az, hogy az előző verzióhoz kép az "autoleveler" -el generált kód még mindig durva rángatózó mozgás eredményez nagyobb szintkülönbség mellett, és emellett az "aspire" program által generált kódban egy ugyanazon körív bizonyos szakaszain gyorsan, bizonyos szakaszain meg lassan halad végig. Ez utóbbi sem új keletű felfedezésem. Most akkor az Aspire program tehet mindenről? Változott valami az ívek feldolgozásában valamikor a múltban ami az utóbbi verzióknál ezt eredményezheti? A másik érdekesség, hogy demó módban futtatva a vizuális megjelenítésben ebből a gyorsulásból lassulásból nem igazán tapasztalok semmit, csak ha csatlakoztatva van a vezérlőhöz. Talán egy picit viszont mintha demó módban pont ott látszódik lassabbnak a tempó, ahol a vezérlőre csatlakoztatva éppen hogy gyorsabb.
Egy része a kódnak:
Kód Kijelölés
( laser_mount )
( File created: Sunday February 16 2020 - 07:16 PM)
( for Mach2/3 from Vectric )
( Material Size)
( X= 100.000, Y= 100.000 ,Z= 10.000)
()
(Toolpaths used in this file:)
(Profile 1)
(Tools used in this file: )
(1 = End Mill {2 mm})
N100G00G21G17G90G40G49G80
N110G71G91.1
N120T1M06
N130 (End Mill {2 mm})
N140G00G43Z20.000H1
N150S12000M03
N160(Toolpath:- Profile 1)
N170()
N180G94
N190X0.000Y0.000F3600.0
N200G00X-19.374Y-17.806Z5.000
N210G1X-19.374Y-17.806Z-0.550F1200.0
N220G2X-19.001Y-18.585I-0.626J-0.780F3600.0
N230G1X-19.000Y-22.003Z-0.550
N240G2X-20.000Y-23.003I-1.000J0.000
N250G1X-40.000Y-23.000Z-0.550
N260G2X-41.000Y-22.000I0.000J1.000
N270G1X-41.000Y40.000Z-0.550
N280G2X-35.000Y46.000I6.000J0.000
N290G1X35.000Y46.000Z-0.550
N300G2X41.000Y40.000I0.000J-6.000
N310G1X41.000Y-22.000Z-0.550
N320G2X40.000Y-23.000I-1.000J0.000
N330G1X20.000Y-23.003Z-0.550
N340G2X19.000Y-22.003I0.000J1.000
N350G1X19.000Y-18.586Z-0.550
N360G2X19.374Y-17.807I1.000J0.000
N370G1X20.084Y-17.236Z-0.550
N380G1X20.765Y-16.656Z-0.550
N390G1X21.428Y-16.058Z-0.550
N400G1X22.073Y-15.443Z-0.550
N410G1X22.699Y-14.810Z-0.550
N420G1X23.306Y-14.161Z-0.550
N430G1X23.894Y-13.496Z-0.550
N440G1X24.462Y-12.815Z-0.550
N450G1X25.011Y-12.119Z-0.550
N460G1X25.540Y-11.408Z-0.550
N470G1X26.048Y-10.682Z-0.550
N480G1X26.535Y-9.943Z-0.550
N490G1X27.002Y-9.191Z-0.550
N500G1X27.447Y-8.425Z-0.550
N510G1X27.871Y-7.648Z-0.550
N520G1X28.273Y-6.858Z-0.550
N530G1X28.653Y-6.057Z-0.550
N540G1X29.010Y-5.244Z-0.550
N550G1X29.345Y-4.421Z-0.550
N560G1X29.657Y-3.588Z-0.550
N570G1X29.946Y-2.746Z-0.550
N580G1X30.210Y-1.894Z-0.550
N590G1X30.452Y-1.033Z-0.550
N600G1X30.668Y-0.164Z-0.550
N610G1X30.861Y0.712Z-0.550
N620G1X31.029Y1.596Z-0.550
N630G1X31.171Y2.487Z-0.550
N640G1X31.289Y3.385Z-0.550
N650G1X31.381Y4.288Z-0.550
N660G1X31.447Y5.197Z-0.550
N670G1X31.487Y6.112Z-0.550
N680G1X31.500Y7.038Z-0.550
N690G3X0.000Y38.530I-31.500J-0.007
N700G3X-31.500Y7.038I0.000J-31.500
N710G1X-31.487Y6.112Z-0.550
N720G1X-31.447Y5.197Z-0.550
N730G1X-31.381Y4.288Z-0.550
N740G1X-31.289Y3.385Z-0.550
N750G1X-31.171Y2.487Z-0.550
N760G1X-31.029Y1.597Z-0.550
N770G1X-30.861Y0.712Z-0.550
N780G1X-30.668Y-0.164Z-0.550
N790G1X-30.452Y-1.033Z-0.550
N800G1X-30.210Y-1.894Z-0.550
N810G1X-29.946Y-2.746Z-0.550
N820G1X-29.657Y-3.588Z-0.550
N830G1X-29.345Y-4.421Z-0.550
N840G1X-29.011Y-5.244Z-0.550
N850G1X-28.653Y-6.056Z-0.550
N860G1X-28.273Y-6.858Z-0.550
N870G1X-27.871Y-7.647Z-0.550
N880G1X-27.447Y-8.425Z-0.550
N890G1X-27.002Y-9.190Z-0.550
N900G1X-26.536Y-9.943Z-0.550
N910G1X-26.048Y-10.682Z-0.550
N920G1X-25.540Y-11.407Z-0.550
N930G1X-25.011Y-12.118Z-0.550
N940G1X-24.463Y-12.814Z-0.550
N950G1X-23.894Y-13.495Z-0.550
N960G1X-23.306Y-14.160Z-0.550
N970G1X-22.699Y-14.809Z-0.550
N980G1X-22.073Y-15.442Z-0.550
N990G1X-21.428Y-16.057Z-0.550
N1000G1X-20.765Y-16.655Z-0.550
N1010G1X-20.084Y-17.235Z-0.550
N1020G1X-19.374Y-17.806Z-0.550
N1030G1X-19.374Y-17.806Z-1.100F1200.0
N1040G2X-19.001Y-18.585I-0.626J-0.780F3600.0
N1050G1X-19.000Y-22.003Z-1.100
N1060G2X-20.000Y-23.003I-1.000J0.000
N1070G1X-40.000Y-23.000Z-1.100
N1080G2X-41.000Y-22.000I0.000J1.000
N1090G1X-41.000Y40.000Z-1.100
N1100G2X-35.000Y46.000I6.000J0.000
N1110G1X35.000Y46.000Z-1.100
N1120G2X41.000Y40.000I0.000J-6.000
N1130G1X41.000Y-22.000Z-1.100
N1140G2X40.000Y-23.000I-1.000J0.000
N1150G1X20.000Y-23.003Z-1.100
N1160G2X19.000Y-22.003I0.000J1.000
N1170G1X19.000Y-18.586Z-1.100
N1180G2X19.374Y-17.807I1.000J0.000
N1190G1X20.084Y-17.236Z-1.100
N1200G1X20.765Y-16.656Z-1.100
N1210G1X21.428Y-16.058Z-1.100
N1220G1X22.073Y-15.443Z-1.100
N1230G1X22.699Y-14.810Z-1.100
N1240G1X23.306Y-14.161Z-1.100
N1250G1X23.894Y-13.496Z-1.100
N1260G1X24.462Y-12.815Z-1.100
N1270G1X25.011Y-12.119Z-1.100
N1280G1X25.540Y-11.408Z-1.100
N1290G1X26.048Y-10.682Z-1.100
N1300G1X26.535Y-9.943Z-1.100
N1310G1X27.002Y-9.191Z-1.100
N1320G1X27.447Y-8.425Z-1.100
N1330G1X27.871Y-7.648Z-1.100
N1340G1X28.273Y-6.858Z-1.100
N1350G1X28.653Y-6.057Z-1.100
N1360G1X29.010Y-5.244Z-1.100
N1370G1X29.345Y-4.421Z-1.100
N1380G1X29.657Y-3.588Z-1.100
N1390G1X29.946Y-2.746Z-1.100
N1400G1X30.210Y-1.894Z-1.100
N1410G1X30.452Y-1.033Z-1.100
N1420G1X30.668Y-0.164Z-1.100
N1430G1X30.861Y0.712Z-1.100
N1440G1X31.029Y1.596Z-1.100
N1450G1X31.171Y2.487Z-1.100
N1460G1X31.289Y3.385Z-1.100
N1470G1X31.381Y4.288Z-1.100
N1480G1X31.447Y5.197Z-1.100
N1490G1X31.487Y6.112Z-1.100
N1500G1X31.500Y7.038Z-1.100
N1510G3X0.000Y38.530I-31.500J-0.007
N1520G3X-31.500Y7.038I0.000J-31.500
N1530G1X-31.487Y6.112Z-1.100
N1540G1X-31.447Y5.197Z-1.100
N1550G1X-31.381Y4.288Z-1.100
N1560G1X-31.289Y3.385Z-1.100
N1570G1X-31.171Y2.487Z-1.100
N1580G1X-31.029Y1.597Z-1.100
N1590G1X-30.861Y0.712Z-1.100
N1600G1X-30.668Y-0.164Z-1.100
N1610G1X-30.452Y-1.033Z-1.100
N1620G1X-30.210Y-1.894Z-1.100
N1630G1X-29.946Y-2.746Z-1.100
N1640G1X-29.657Y-3.588Z-1.100
N1650G1X-29.345Y-4.421Z-1.100
N1660G1X-29.011Y-5.244Z-1.100
N1670G1X-28.653Y-6.056Z-1.100
N1680G1X-28.273Y-6.858Z-1.100
N1690G1X-27.871Y-7.647Z-1.100
N1700G1X-27.447Y-8.425Z-1.100
N1710G1X-27.002Y-9.190Z-1.100
N1720G1X-26.536Y-9.943Z-1.100
N1730G1X-26.048Y-10.682Z-1.100
N1740G1X-25.540Y-11.407Z-1.100
N1750G1X-25.011Y-12.118Z-1.100
N1760G1X-24.463Y-12.814Z-1.100
N1770G1X-23.894Y-13.495Z-1.100
N1780G1X-23.306Y-14.160Z-1.100
N1790G1X-22.699Y-14.809Z-1.100
N1800G1X-22.073Y-15.442Z-1.100
N1810G1X-21.428Y-16.057Z-1.100
N1820G1X-20.765Y-16.655Z-1.100
N1830G1X-20.084Y-17.235Z-1.100
N1840G1X-19.374Y-17.806Z-1.100
N1850G1X-19.374Y-17.806Z-1.650F1200.0
N1860G2X-19.001Y-18.585I-0.626J-0.780F3600.0
N1870G1X-19.000Y-22.003Z-1.650
N1880G2X-20.000Y-23.003I-1.000J0.000
N1890G1X-40.000Y-23.000Z-1.650
N1900G2X-41.000Y-22.000I0.000J1.000
N1910G1X-41.000Y40.000Z-1.650
N1920G2X-35.000Y46.000I6.000J0.000
N1930G1X35.000Y46.000Z-1.650
N1940G2X41.000Y40.000I0.000J-6.000
N1950G1X41.000Y-22.000Z-1.650
N1960G2X40.000Y-23.000I-1.000J0.000
N1970G1X20.000Y-23.003Z-1.650
N1980G2X19.000Y-22.003I0.000J1.000
N1990G1X19.000Y-18.586Z-1.650
N2000G2X19.374Y-17.807I1.000J0.000
N2010G1X20.084Y-17.236Z-1.650
N2020G1X20.765Y-16.656Z-1.650
N2030G1X21.428Y-16.058Z-1.650
N2040G1X22.073Y-15.443Z-1.650
N2050G1X22.699Y-14.810Z-1.650
N2060G1X23.306Y-14.161Z-1.650
N2070G1X23.894Y-13.496Z-1.650
N2080G1X24.462Y-12.815Z-1.650
N2090G1X25.011Y-12.119Z-1.650
N2100G1X25.540Y-11.408Z-1.650
N2110G1X26.048Y-10.682Z-1.650
N2120G1X26.535Y-9.943Z-1.650
N2130G1X27.002Y-9.191Z-1.650
N2140G1X27.447Y-8.425Z-1.650
N2150G1X27.871Y-7.648Z-1.650
N2160G1X28.273Y-6.858Z-1.650
N2170G1X28.653Y-6.057Z-1.650
N2180G1X29.010Y-5.244Z-1.650
N2190G1X29.345Y-4.421Z-1.650
N2200G1X29.657Y-3.588Z-1.650
N2210G1X29.946Y-2.746Z-1.650
N2220G1X30.210Y-1.894Z-1.650
N2230G1X30.452Y-1.033Z-1.650
N2240G1X30.668Y-0.164Z-1.650
N2250G1X30.861Y0.712Z-1.650
N2260G1X31.029Y1.596Z-1.650
N2270G1X31.171Y2.487Z-1.650
N2280G1X31.289Y3.385Z-1.650
N2290G1X31.381Y4.288Z-1.650
N2300G1X31.447Y5.197Z-1.650
N2310G1X31.487Y6.112Z-1.650
N2320G1X31.500Y7.038Z-1.650
N2330G3X0.000Y38.530I-31.500J-0.007
N2340G3X-31.500Y7.038I0.000J-31.500
N2350G1X-31.487Y6.112Z-1.650
N2360G1X-31.447Y5.197Z-1.650
N2370G1X-31.381Y4.288Z-1.650
N2380G1X-31.289Y3.385Z-1.650
N2390G1X-31.171Y2.487Z-1.650
N2400G1X-31.029Y1.597Z-1.650
N2410G1X-30.861Y0.712Z-1.650
N2420G1X-30.668Y-0.164Z-1.650
N2430G1X-30.452Y-1.033Z-1.650
N2440G1X-30.210Y-1.894Z-1.650
N2450G1X-29.946Y-2.746Z-1.650
N2460G1X-29.657Y-3.588Z-1.650
N2470G1X-29.345Y-4.421Z-1.650
N2480G1X-29.011Y-5.244Z-1.650
N2490G1X-28.653Y-6.056Z-1.650
N2500G1X-28.273Y-6.858Z-1.650
N2510G1X-27.871Y-7.647Z-1.650
N2520G1X-27.447Y-8.425Z-1.650
N2530G1X-27.002Y-9.190Z-1.650
N2540G1X-26.536Y-9.943Z-1.650
N2550G1X-26.048Y-10.682Z-1.650
N2560G1X-25.540Y-11.407Z-1.650
N2570G1X-25.011Y-12.118Z-1.650
N2580G1X-24.463Y-12.814Z-1.650
N2590G1X-23.894Y-13.495Z-1.650
N2600G1X-23.306Y-14.160Z-1.650
N2610G1X-22.699Y-14.809Z-1.650
N2620G1X-22.073Y-15.442Z-1.650
N2630G1X-21.428Y-16.057Z-1.650
N2640G1X-20.765Y-16.655Z-1.650
N2650G1X-20.084Y-17.235Z-1.650
N2660G1X-19.374Y-17.806Z-1.650
N2670G1X-19.374Y-17.806Z-2.200F1200.0
N2680G2X-19.001Y-18.585I-0.626J-0.780F3600.0
N2690G1X-19.000Y-22.003Z-2.200
N2700G2X-20.000Y-23.003I-1.000J0.000
N2710G1X-40.000Y-23.000Z-2.200
N2720G2X-41.000Y-22.000I0.000J1.000
N2730G1X-41.000Y40.000Z-2.200
N2740G2X-35.000Y46.000I6.000J0.000
N2750G1X35.000Y46.000Z-2.200
N2760G2X41.000Y40.000I0.000J-6.000
N2770G1X41.000Y-22.000Z-2.200
N2780G2X40.000Y-23.000I-1.000J0.000
N2790G1X20.000Y-23.003Z-2.200
N2800G2X19.000Y-22.003I0.000J1.000
N2810G1X19.000Y-18.586Z-2.200
N2820G2X19.374Y-17.807I1.000J0.000
N2830G1X20.084Y-17.236Z-2.200
N2840G1X20.765Y-16.656Z-2.200
N2850G1X21.428Y-16.058Z-2.200
N2860G1X22.073Y-15.443Z-2.200
N2870G1X22.699Y-14.810Z-2.200
N2880G1X23.306Y-14.161Z-2.200
N2890G1X23.894Y-13.496Z-2.200
N2900G1X24.462Y-12.815Z-2.200
N2910G1X25.011Y-12.119Z-2.200
N2920G1X25.540Y-11.408Z-2.200
N2930G1X26.048Y-10.682Z-2.200
N2940G1X26.535Y-9.943Z-2.200
N2950G1X27.002Y-9.191Z-2.200
N2960G1X27.447Y-8.425Z-2.200
N2970G1X27.871Y-7.648Z-2.200
N2980G1X28.273Y-6.858Z-2.200
N2990G1X28.653Y-6.057Z-2.200
N3000G1X29.010Y-5.244Z-2.200
N3010G1X29.345Y-4.421Z-2.200
N3020G1X29.657Y-3.588Z-2.200
N3030G1X29.946Y-2.746Z-2.200
N3040G1X30.210Y-1.894Z-2.200
N3050G1X30.452Y-1.033Z-2.200
N3060G1X30.668Y-0.164Z-2.200
N3070G1X30.861Y0.712Z-2.200
N3080G1X31.029Y1.596Z-2.200
N3090G1X31.171Y2.487Z-2.200
N3100G1X31.289Y3.385Z-2.200
N3110G1X31.381Y4.288Z-2.200
N3120G1X31.447Y5.197Z-2.200
N3130G1X31.487Y6.112Z-2.200
N3140G1X31.500Y7.038Z-2.200
N3150G3X0.000Y38.530I-31.500J-0.007
N3160G3X-31.500Y7.038I0.000J-31.500
N3170G1X-31.487Y6.112Z-2.200
N3180G1X-31.447Y5.197Z-2.200
N3190G1X-31.381Y4.288Z-2.200
N3200G1X-31.289Y3.385Z-2.200
N3210G1X-31.171Y2.487Z-2.200
N3220G1X-31.029Y1.597Z-2.200
N3230G1X-30.861Y0.712Z-2.200
N3240G1X-30.668Y-0.164Z-2.200
N3250G1X-30.452Y-1.033Z-2.200
N3260G1X-30.210Y-1.894Z-2.200
N3270G1X-29.946Y-2.746Z-2.200
N3280G1X-29.657Y-3.588Z-2.200
N3290G1X-29.345Y-4.421Z-2.200
N3300G1X-29.011Y-5.244Z-2.200
N3310G1X-28.653Y-6.056Z-2.200
N3320G1X-28.273Y-6.858Z-2.200
N3330G1X-27.871Y-7.647Z-2.200
N3340G1X-27.447Y-8.425Z-2.200
N3350G1X-27.002Y-9.190Z-2.200
N3360G1X-26.536Y-9.943Z-2.200
N3370G1X-26.048Y-10.682Z-2.200
N3380G1X-25.540Y-11.407Z-2.200
N3390G1X-25.011Y-12.118Z-2.200
N3400G1X-24.463Y-12.814Z-2.200
N3410G1X-23.894Y-13.495Z-2.200
N3420G1X-23.306Y-14.160Z-2.200
N3430G1X-22.699Y-14.809Z-2.200
N3440G1X-22.073Y-15.442Z-2.200
N3450G1X-21.428Y-16.057Z-2.200
N3460G1X-20.765Y-16.655Z-2.200
N3470G1X-20.084Y-17.235Z-2.200
N3480G1X-19.374Y-17.806Z-2.200
N3490G1X-19.374Y-17.806Z-2.750F1200.0
N3500G2X-19.001Y-18.585I-0.626J-0.780F3600.0
N3510G1X-19.000Y-22.003Z-2.750
N3520G2X-20.000Y-23.003I-1.000J0.000
N3530G1X-40.000Y-23.000Z-2.750
N3540G2X-41.000Y-22.000I0.000J1.000
N3550G1X-41.000Y40.000Z-2.750
N3560G2X-35.000Y46.000I6.000J0.000
N3570G1X35.000Y46.000Z-2.750
N3580G2X41.000Y40.000I0.000J-6.000
N3590G1X41.000Y-22.000Z-2.750
N3600G2X40.000Y-23.000I-1.000J0.000
N3610G1X20.000Y-23.003Z-2.750
N3620G2X19.000Y-22.003I0.000J1.000
N3630G1X19.000Y-18.586Z-2.750
N3640G2X19.374Y-17.807I1.000J0.000
N3650G1X20.084Y-17.236Z-2.750
N3660G1X20.765Y-16.656Z-2.750
N3670G1X21.428Y-16.058Z-2.750
N3680G1X22.073Y-15.443Z-2.750
N3690G1X22.699Y-14.810Z-2.750
N3700G1X23.306Y-14.161Z-2.750
N3710G1X23.894Y-13.496Z-2.750
N3720G1X24.462Y-12.815Z-2.750
N3730G1X25.011Y-12.119Z-2.750
N3740G1X25.540Y-11.408Z-2.750
N3750G1X26.048Y-10.682Z-2.750
N3760G1X26.535Y-9.943Z-2.750
N3770G1X27.002Y-9.191Z-2.750
N3780G1X27.447Y-8.425Z-2.750
N3790G1X27.871Y-7.648Z-2.750
N3800G1X28.273Y-6.858Z-2.750
N3810G1X28.653Y-6.057Z-2.750
N3820G1X29.010Y-5.244Z-2.750
N3830G1X29.345Y-4.421Z-2.750
N3840G1X29.657Y-3.588Z-2.750
N3850G1X29.946Y-2.746Z-2.750
N3860G1X30.210Y-1.894Z-2.750
N3870G1X30.452Y-1.033Z-2.750
N3880G1X30.668Y-0.164Z-2.750
N3890G1X30.861Y0.712Z-2.750
N3900G1X31.029Y1.596Z-2.750
N3910G1X31.171Y2.487Z-2.750
N3920G1X31.289Y3.385Z-2.750
N3930G1X31.381Y4.288Z-2.750
N3940G1X31.447Y5.197Z-2.750
N3950G1X31.487Y6.112Z-2.750
N3960G1X31.500Y7.038Z-2.750
N3970G3X0.000Y38.530I-31.500J-0.007
N3980G3X-31.500Y7.038I0.000J-31.500
N3990G1X-31.487Y6.112Z-2.750
N4000G1X-31.447Y5.197Z-2.750
N4010G1X-31.381Y4.288Z-2.750
N4020G1X-31.289Y3.385Z-2.750
N4030G1X-31.171Y2.487Z-2.750
N4040G1X-31.029Y1.597Z-2.750
N4050G1X-30.861Y0.712Z-2.750
N4060G1X-30.668Y-0.164Z-2.750
N4070G1X-30.452Y-1.033Z-2.750
N4080G1X-30.210Y-1.894Z-2.750
N4090G1X-29.946Y-2.746Z-2.750
N4100G1X-29.657Y-3.588Z-2.750
N4110G1X-29.345Y-4.421Z-2.750
N4120G1X-29.011Y-5.244Z-2.750
N4130G1X-28.653Y-6.056Z-2.750
N4140G1X-28.273Y-6.858Z-2.750
N4150G1X-27.871Y-7.647Z-2.750
N4160G1X-27.447Y-8.425Z-2.750
N4170G1X-27.002Y-9.190Z-2.750
N4180G1X-26.536Y-9.943Z-2.750
N4190G1X-26.048Y-10.682Z-2.750
N4200G1X-25.540Y-11.407Z-2.750
N4210G1X-25.011Y-12.118Z-2.750
N4220G1X-24.463Y-12.814Z-2.750
N4230G1X-23.894Y-13.495Z-2.750
N4240G1X-23.306Y-14.160Z-2.750
N4250G1X-22.699Y-14.809Z-2.750
N4260G1X-22.073Y-15.442Z-2.750
N4270G1X-21.428Y-16.057Z-2.750
N4280G1X-20.765Y-16.655Z-2.750
N4290G1X-20.084Y-17.235Z-2.750
N4300G1X-19.374Y-17.806Z-2.750
N4310G1X-19.374Y-17.806Z-3.300F1200.0
N4320G2X-19.001Y-18.585I-0.626J-0.780F3600.0
N4330G1X-19.000Y-22.003Z-3.300
N4340G2X-20.000Y-23.003I-1.000J0.000
N4350G1X-40.000Y-23.000Z-3.300
N4360G2X-41.000Y-22.000I0.000J1.000
N4370G1X-41.000Y40.000Z-3.300
N4380G2X-35.000Y46.000I6.000J0.000
N4390G1X35.000Y46.000Z-3.300
N4400G2X41.000Y40.000I0.000J-6.000
N4410G1X41.000Y-22.000Z-3.300
N4420G2X40.000Y-23.000I-1.000J0.000
N4430G1X20.000Y-23.003Z-3.300
N4440G2X19.000Y-22.003I0.000J1.000
N4450G1X19.000Y-18.586Z-3.300
N4460G2X19.374Y-17.807I1.000J0.000
N4470G1X20.084Y-17.236Z-3.300
N4480G1X20.765Y-16.656Z-3.300
N4490G1X21.428Y-16.058Z-3.300
N4500G1X22.073Y-15.443Z-3.300
N4510G1X22.699Y-14.810Z-3.300
N4520G1X23.306Y-14.161Z-3.300
N4530G1X23.894Y-13.496Z-3.300
N4540G1X24.462Y-12.815Z-3.300
N4550G1X25.011Y-12.119Z-3.300
N4560G1X25.540Y-11.408Z-3.300
N4570G1X26.048Y-10.682Z-3.300
N4580G1X26.535Y-9.943Z-3.300
N4590G1X27.002Y-9.191Z-3.300
N4600G1X27.447Y-8.425Z-3.300
N4610G1X27.871Y-7.648Z-3.300
N4620G1X28.273Y-6.858Z-3.300
N4630G1X28.653Y-6.057Z-3.300
N4640G1X29.010Y-5.244Z-3.300
N4650G1X29.345Y-4.421Z-3.300
N4660G1X29.657Y-3.588Z-3.300
N4670G1X29.946Y-2.746Z-3.300
N4680G1X30.210Y-1.894Z-3.300
N4690G1X30.452Y-1.033Z-3.300
N4700G1X30.668Y-0.164Z-3.300
N4710G1X30.861Y0.712Z-3.300
N4720G1X31.029Y1.596Z-3.300
N4730G1X31.171Y2.487Z-3.300
N4740G1X31.289Y3.385Z-3.300
N4750G1X31.381Y4.288Z-3.300
N4760G1X31.447Y5.197Z-3.300
N4770G1X31.487Y6.112Z-3.300
N4780G1X31.500Y7.038Z-3.300
N4790G3X0.000Y38.530I-31.500J-0.007
N4800G3X-31.500Y7.038I0.000J-31.500
N4810G1X-31.487Y6.112Z-3.300
N4820G1X-31.447Y5.197Z-3.300
N4830G1X-31.381Y4.288Z-3.300
N4840G1X-31.289Y3.385Z-3.300
N4850G1X-31.171Y2.487Z-3.300
N4860G1X-31.029Y1.597Z-3.300
N4870G1X-30.861Y0.712Z-3.300
N4880G1X-30.668Y-0.164Z-3.300
N4890G1X-30.452Y-1.033Z-3.300
N4900G1X-30.210Y-1.894Z-3.300
N4910G1X-29.946Y-2.746Z-3.300
N4920G1X-29.657Y-3.588Z-3.300
N4930G1X-29.345Y-4.421Z-3.300
N4940G1X-29.011Y-5.244Z-3.300
N4950G1X-28.653Y-6.056Z-3.300
N4960G1X-28.273Y-6.858Z-3.300
N4970G1X-27.871Y-7.647Z-3.300
N4980G1X-27.447Y-8.425Z-3.300
N4990G1X-27.002Y-9.190Z-3.300
N5000G1X-26.536Y-9.943Z-3.300
N5010G1X-26.048Y-10.682Z-3.300
N5020G1X-25.540Y-11.407Z-3.300
N5030G1X-25.011Y-12.118Z-3.300
N5040G1X-24.463Y-12.814Z-3.300
N5050G1X-23.894Y-13.495Z-3.300
N5060G1X-23.306Y-14.160Z-3.300
N5070G1X-22.699Y-14.809Z-3.300
N5080G1X-22.073Y-15.442Z-3.300
N5090G1X-21.428Y-16.057Z-3.300
N5100G1X-20.765Y-16.655Z-3.300
N5110G1X-20.084Y-17.235Z-3.300
N5120G1X-19.374Y-17.806Z-3.300
N5130G1X-19.374Y-17.806Z-3.850F1200.0
N5140G2X-19.001Y-18.585I-0.626J-0.780F3600.0
N5150G1X-19.000Y-22.003Z-3.850
N5160G2X-20.000Y-23.003I-1.000J0.000
N5170G1X-40.000Y-23.000Z-3.850
N5180G2X-41.000Y-22.000I0.000J1.000
N5190G1X-41.000Y40.000Z-3.850
N5200G2X-35.000Y46.000I6.000J0.000
N5210G1X35.000Y46.000Z-3.850
N5220G2X41.000Y40.000I0.000J-6.000
N5230G1X41.000Y-22.000Z-3.850
N5240G2X40.000Y-23.000I-1.000J0.000
N5250G1X20.000Y-23.003Z-3.850
N5260G2X19.000Y-22.003I0.000J1.000
N5270G1X19.000Y-18.586Z-3.850
N5280G2X19.374Y-17.807I1.000J0.000
N5290G1X20.084Y-17.236Z-3.850
N5300G1X20.765Y-16.656Z-3.850
N5310G1X21.428Y-16.058Z-3.850
N5320G1X22.073Y-15.443Z-3.850
N5330G1X22.699Y-14.810Z-3.850
N5340G1X23.306Y-14.161Z-3.850
N5350G1X23.894Y-13.496Z-3.850
N5360G1X24.462Y-12.815Z-3.850
N5370G1X25.011Y-12.119Z-3.850
N5380G1X25.540Y-11.408Z-3.850
N5390G1X26.048Y-10.682Z-3.850
N5400G1X26.535Y-9.943Z-3.850
N5410G1X27.002Y-9.191Z-3.850
N5420G1X27.447Y-8.425Z-3.850
N5430G1X27.871Y-7.648Z-3.850
N5440G1X28.273Y-6.858Z-3.850
N5450G1X28.653Y-6.057Z-3.850
N5460G1X29.010Y-5.244Z-3.850
N5470G1X29.345Y-4.421Z-3.850
N5480G1X29.657Y-3.588Z-3.850
N5490G1X29.946Y-2.746Z-3.850
N5500G1X30.210Y-1.894Z-3.850
N5510G1X30.452Y-1.033Z-3.850
N5520G1X30.668Y-0.164Z-3.850
N5530G1X30.861Y0.712Z-3.850
N5540G1X31.029Y1.596Z-3.850
N5550G1X31.171Y2.487Z-3.850
N5560G1X31.289Y3.385Z-3.850
N5570G1X31.381Y4.288Z-3.850
N5580G1X31.447Y5.197Z-3.850
N5590G1X31.487Y6.112Z-3.850
N5600G1X31.500Y7.038Z-3.850
N5610G3X0.000Y38.530I-31.500J-0.007
N5620G3X-31.500Y7.038I0.000J-31.500
N5630G1X-31.487Y6.112Z-3.850
N5640G1X-31.447Y5.197Z-3.850
N5650G1X-31.381Y4.288Z-3.850
N5660G1X-31.289Y3.385Z-3.850
N5670G1X-31.171Y2.487Z-3.850
N5680G1X-31.029Y1.597Z-3.850
N5690G1X-30.861Y0.712Z-3.850
N5700G1X-30.668Y-0.164Z-3.850
N5710G1X-30.452Y-1.033Z-3.850
N5720G1X-30.210Y-1.894Z-3.850
N5730G1X-29.946Y-2.746Z-3.850
N5740G1X-29.657Y-3.588Z-3.850
N5750G1X-29.345Y-4.421Z-3.850
N5760G1X-29.011Y-5.244Z-3.850
N5770G1X-28.653Y-6.056Z-3.850
N5780G1X-28.273Y-6.858Z-3.850
N5790G1X-27.871Y-7.647Z-3.850
N5800G1X-27.447Y-8.425Z-3.850
N5810G1X-27.002Y-9.190Z-3.850
N5820G1X-26.536Y-9.943Z-3.850
N5830G1X-26.048Y-10.682Z-3.850
N5840G1X-25.540Y-11.407Z-3.850
N5850G1X-25.011Y-12.118Z-3.850
N5860G1X-24.463Y-12.814Z-3.850
N5870G1X-23.894Y-13.495Z-3.850
N5880G1X-23.306Y-14.160Z-3.850
N5890G1X-22.699Y-14.809Z-3.850
N5900G1X-22.073Y-15.442Z-3.850
N5910G1X-21.428Y-16.057Z-3.850
N5920G1X-20.765Y-16.655Z-3.850
N5930G1X-20.084Y-17.235Z-3.850
N5940G1X-19.374Y-17.806Z-3.850
N5950G1X-19.374Y-17.806Z-4.400F1200.0
N5960G2X-19.001Y-18.585I-0.626J-0.780F3600.0
N5970G1X-19.000Y-22.003Z-4.400
N5980G2X-20.000Y-23.003I-1.000J0.000
N5990G1X-40.000Y-23.000Z-4.400
N6000G2X-41.000Y-22.000I0.000J1.000
N6010G1X-41.000Y40.000Z-4.400
N6020G2X-35.000Y46.000I6.000J0.000
N6030G1X35.000Y46.000Z-4.400
N6040G2X41.000Y40.000I0.000J-6.000
N6050G1X41.000Y-22.000Z-4.400
N6060G2X40.000Y-23.000I-1.000J0.000
N6070G1X20.000Y-23.003Z-4.400
N6080G2X19.000Y-22.003I0.000J1.000
N6090G1X19.000Y-18.586Z-4.400
N6100G2X19.374Y-17.807I1.000J0.000
N6110G1X20.084Y-17.236Z-4.400
N6120G1X20.765Y-16.656Z-4.400
N6130G1X21.428Y-16.058Z-4.400
N6140G1X22.073Y-15.443Z-4.400
N6150G1X22.699Y-14.810Z-4.400
N6160G1X23.306Y-14.161Z-4.400
N6170G1X23.894Y-13.496Z-4.400
N6180G1X24.462Y-12.815Z-4.400
N6190G1X25.011Y-12.119Z-4.400
N6200G1X25.540Y-11.408Z-4.400
N6210G1X26.048Y-10.682Z-4.400
N6220G1X26.535Y-9.943Z-4.400
N6230G1X27.002Y-9.191Z-4.400
N6240G1X27.447Y-8.425Z-4.400
N6250G1X27.871Y-7.648Z-4.400
N6260G1X28.273Y-6.858Z-4.400
N6270G1X28.653Y-6.057Z-4.400
N6280G1X29.010Y-5.244Z-4.400
N6290G1X29.345Y-4.421Z-4.400
N6300G1X29.657Y-3.588Z-4.400
N6310G1X29.946Y-2.746Z-4.400
N6320G1X30.210Y-1.894Z-4.400
N6330G1X30.452Y-1.033Z-4.400
N6340G1X30.668Y-0.164Z-4.400
N6350G1X30.861Y0.712Z-4.400
N6360G1X31.029Y1.596Z-4.400
N6370G1X31.171Y2.487Z-4.400
N6380G1X31.289Y3.385Z-4.400
N6390G1X31.381Y4.288Z-4.400
N6400G1X31.447Y5.197Z-4.400
N6410G1X31.487Y6.112Z-4.400
N6420G1X31.500Y7.038Z-4.400
N6430G3X0.000Y38.530I-31.500J-0.007
N6440G3X-31.500Y7.038I0.000J-31.500
Cím: Re:UCCNC vezérlő program
Írta: svager Dátum 2020 február 17, 22:06
Írta: svager Dátum 2020 február 17, 22:06
Szerintem kezd az alapokkal.
Pl. írj egy néhány soros G kódot és nézd, meg hogy a géped egyáltalán képes végrehajtani az adott feladatot.
Ha pl.az egyik tengelyed eleve nem képes a megfelelő sebeségre egy adott szakaszon ,nyilván a másik sem fog gyorsabban menni.
Pl. írj egy néhány soros G kódot és nézd, meg hogy a géped egyáltalán képes végrehajtani az adott feladatot.
Ha pl.az egyik tengelyed eleve nem képes a megfelelő sebeségre egy adott szakaszon ,nyilván a másik sem fog gyorsabban menni.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2020 február 17, 23:14
Írta: ium8w94xp Dátum 2020 február 17, 23:14
Nem is értelek mi az, hogy durva mozgás? Az autoleveler létrehoz egy pontfelhőt a tárgyadról...az alapján, ahogy te beállítod. A program meg végig megy rajta az alapján, ahogy a géped be van állítva. Határozzd meg, hogy mi neked a nem jó!!
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2020 február 17, 23:40
Írta: wv07scd6x Dátum 2020 február 17, 23:40
Munka közbeni előtolás sebessége messze nem közelíti meg a gép valós maximális sebességét, még terhelve sem, szóval azt nem tartom valószínűnek, hogy a gépem sebességében keresendő a probléma, ráadásul úgy, hogyha az emlékeim nem csalnak, akkor voltak a programnak olyan verziói, aminél ilyen tapasztalataim nem voltak. Sem az ív követéssel, sem pedig az "autólevélérrel". Én au UC400ETH-t használom. Lehet csak ez a vezérlőtípus produkálja ezeket. Ezt nem tudhatom. Még nem tettem meg, de valószínűleg próba gyanánt felteszek egy régebbi verziót. Jártam már úgy is egy korábbi verzióval, hogy négy sarok rádiusz közül úgy döntött a program, akár hányszor is futtattam az elejétől a végéig a G kódot, ő az ív kezdetétől a végpontjáig egyenes vonalban haladt. Ha demóban futtattam a programot, akkor a képernyőn megrajzolt pályavonal szerint ment a szerszám, de mikor csatlakoztatva volt a vezérlő, akkor a pályavonalról letért a magjelenítésben is jól láthatóan. Ezt én akkor is jeleztem. Majd aztán jött egy újabb verzió, amiben állítólag semmi olyan változás nem történt ami hatással lehet a dologra, ez a jelenség eltűnt, és amit eddig akárhányszor is futtattam hibásan futott, csak úgy magától megjavult. Az én megérzésem az, hogy valami valamiféle változás történhetett az újabb verziókban mert amikor megvásároltam az eszközt nem emlékszem ilyesmikre. Ha valamikor lesz rá idő, energiám, és a win10 is úgy akarja, akkor megpróbálkozom a korábbi verziókkal.
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2020 február 18, 21:34
Írta: wv07scd6x Dátum 2020 február 18, 21:34
Ma egy kicsit rászántam magam, és elkezdtem próbálgatni, és figyelgetni a gépem azzal a kóddal aminek egy részletét be is illesztettem a tegnapi bejegyzésemben. Azt fontolgatom, lehet videót is készítek a gép viselkedéséről "autoleveler" használata nélkül, és használata mellett, mert a jelenség elég vicces. Megpróbálom azért részletekbe menően szavakba önteni a tapasztalataimat. Első körben leírom az "autoleveler" nélküli tapasztalatomat. Ebben az esetben az egyenes vonalú mozgásoknál tökéletesen rángatás mentesen halad a szerszám szemmel, és a léptetőmotorok hangjából megítélve. Amikor viszont rátér az ívre, akkor az ív egy kezdeti szakaszán lassabb tempóban halad a szerszám, aztán begyorsít, majd a befejező szakaszán visszalassul olyan tempóra mint ahogyan a kezdeti szakaszán haladt. Tehát egészen biztos, hogy az előtolás sebessége nem egyforma ebben az esetben sem. Térjünk viszont akkor át kicsit arra az esetre, amikor az "autoleveler" is alkalmazásra kerül. Én jelen esetben csupán csak a munkaterület 4 sarokpontján mértem be a magasságot. Itt viszont ami rögön szembetűnik, hogy az ív kezdeti, és befejező szakasza az, amikor arányaiban véve gyorsabban halad a szerszám mint az ív középső szakaszán, ami az "autoleveler" használata nélkül helyzetnek arányaiban véve a fordítottja. Az egyenes vonalú szakaszoknál amikor a gép az "Y" tengelyen halad akkor durvább rángatózó mozgás mutatkozik, amikor az "X" tengelyen mozog, akkor inkább csak a motor hangján hallani, hogy ne egyenletes a futás. Természetesen más más szintkülönbségek esetén másképp viselkednek a tengelyek. Volt olyan eset amikor az "Y" tengely nem produkált ilyen jelenséget. A bemérést megismételve más szintkülönbségekkel ismételten előjött a dolog. Itt is megfigyelhető az, hogy a tesztek alkalmával, a két tengely viselkedése egymáshoz képest más, mert a rángatás ciklusai az "Y" tengejen jellemzőn sokkal hosszabbak mint az "X" tengelyen. Az én tengelyeim felbontása 400 step/mm .
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2020 február 18, 23:11
Írta: svejk Dátum 2020 február 18, 23:11
"Amikor viszont rátér az ívre, akkor az ív egy kezdeti szakaszán lassabb tempóban halad a szerszám, aztán begyorsít, majd a befejező szakaszán visszalassul olyan tempóra mint ahogyan a kezdeti szakaszán haladt."
Csak ennek a résznek a kódját és ugye az inicializáló kódokat másold be ide.
Meg persze jöhet a videó is.
Van ott a közeledben egy fórumtárs miért nem kéred meg, hogy nézzen rá a gépedre.
Csak ennek a résznek a kódját és ugye az inicializáló kódokat másold be ide.
Meg persze jöhet a videó is.
Van ott a közeledben egy fórumtárs miért nem kéred meg, hogy nézzen rá a gépedre.
Cím: Re:UCCNC vezérlő program
Írta: nagysam Dátum 2020 február 19, 08:01
Írta: nagysam Dátum 2020 február 19, 08:01
Én most küzdök, a Mach3-ról az UCCNC-re átállással.
A beállításokat a manual alapján pontról pontra igyekszem megérteni. Az általános beállítások "Exact stop mode"
beállítás működését pont így képzeltem el, ahogy a tied működik.
A beállításokat a manual alapján pontról pontra igyekszem megérteni. Az általános beállítások "Exact stop mode"
beállítás működését pont így képzeltem el, ahogy a tied működik.
Cím: Re:UCCNC vezérlő program
Írta: 2am4nwzib Dátum 2020 február 19, 10:42
Írta: 2am4nwzib Dátum 2020 február 19, 10:42
N1020G1X-19.374Y-17.806Z-0.550
N1030G1X-19.374Y-17.806Z-1.100F1200.0
N1040G2X-19.001Y-18.585I-0.626J-0.780F3600.0
N1050G1X-19.000Y-22.003Z-1.100
N1060G2X-20.000Y-23.003I-1.000J0.000
F1200-rol F3600-ra , még jó hogy .........
N1030G1X-19.374Y-17.806Z-1.100F1200.0
N1040G2X-19.001Y-18.585I-0.626J-0.780F3600.0
N1050G1X-19.000Y-22.003Z-1.100
N1060G2X-20.000Y-23.003I-1.000J0.000
F1200-rol F3600-ra , még jó hogy .........
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2020 február 20, 18:39
Írta: wv07scd6x Dátum 2020 február 20, 18:39
Készítettem egy videót a problémáimról.
https://www.youtube.com/watch?v=0r3GxHesm9M
https://www.youtube.com/watch?v=0r3GxHesm9M
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2020 február 20, 18:44
Írta: zt2c4wh9 Dátum 2020 február 20, 18:44
A g-kód részletedből látszik, hogy a probléma a g-kódodban van.
Az egyenes szakasz az ív előtt F1200-as előtolásra van programozva. Az ív és az utána következő szakasz(ok) pedig F3600-ra vannak programozva.
Az egyenes szakasz az ív előtt F1200-as előtolásra van programozva. Az ív és az utána következő szakasz(ok) pedig F3600-ra vannak programozva.
Cím: Re:UCCNC vezérlő program
Írta: 2am4nwzib Dátum 2020 február 20, 19:07
Írta: 2am4nwzib Dátum 2020 február 20, 19:07
A N110G71G91.1 megváltoztatni N110G71G90 re , a képeken látható különbség .
(https://hobbicncforum.hu/uploaded_images/2020/02/tn_0npczanfxdez6h3sk7ece_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/0npczanfxdez6h3sk7ece_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/tn_mxfj9zp9cw7690efcwqn4_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/mxfj9zp9cw7690efcwqn4_5949.jpg)
(https://hobbicncforum.hu/uploaded_images/2020/02/tn_0npczanfxdez6h3sk7ece_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/0npczanfxdez6h3sk7ece_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/tn_mxfj9zp9cw7690efcwqn4_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/mxfj9zp9cw7690efcwqn4_5949.jpg)
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2020 február 20, 19:16
Írta: wv07scd6x Dátum 2020 február 20, 19:16
Ezt a G kódot Aspire 9.0 generálta nekem a megszerkesztett rajz alapján. És amint említettem, hogy régen volt egy olyan esetem, hogy egy rádiuszt kifelejtett egy korábbi verzió, és egy frissebb verzióban futtatva ugyanazt a G kódot már megcsinálta azt a rádiuszt is rendesen, annak ellenére, hogy állítólag erre nem volt hatással a frissítés. Azt akkor nem nagyon értettem. Természetesen jelen esetben megvallom őszintén, hogy nem értek a G kódhoz, és elhiszem, hogy a generált kódban van a hiba. Ezt nem vonom kétségbe, de a korábbi eset miatt kissé bizalmatlanabb vagyok. Egyébként megjegyzem, ismerkedem már a Fusion 360 -al, és ha szükségessé válik áttérek rá. Hozzáteszem, sokkal profibb a dolog. Viszont arra még részemre nincs magyarázat, hogy "autolevelerrel" , és nélküle miért cserélődik fel az ívek előtolássebessége, a videón látható módon, hogy egyik esetben ott gyors ahol a másik esetben lassú volt, és ez a rángatózó mozgás sem volt a korábbi verzióknál jelen. Örülnék neki, ha a Fusion 360 -ra történő váltás minden problémámat megoldaná.
(Természetesen a feltöltött videót nem kívánom fennhagyni. Nem akarok negatív reklámot kelteni, és ezért is nem szerepel a program neve a videó elnevezésében.)
(Természetesen a feltöltött videót nem kívánom fennhagyni. Nem akarok negatív reklámot kelteni, és ezért is nem szerepel a program neve a videó elnevezésében.)
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2020 február 20, 19:26
Írta: zt2c4wh9 Dátum 2020 február 20, 19:26
OK, hogy az Aspire generálta a kódot, de ettől függetlenül azt generálta, hogy egyszer 1200-as előtolással menjen egyszer meg hogy 3600-asal. Ez pontosan 3x-os sebesség, szóval persze hogy látszik a mozgáson a sebességkülönbség.
Az is biztos, hogy valahol be van állítva az Aspire-ben hogy ezeket a sebességeket rakja bele a kódba, mert magától nem fogja kitalálni, hogy belerakjon különböző előtolás kódokat. Főleg nem pont 3x-os értéket.
Az hogy az autoleveler mit csinál azt nem tudom, azt a plugin szerzőjétől (Cahit Ates) tudod megkérdezni.
Persze g-kód részlet neki is kelleni fog, mert anélkül elég nehéz bármit is mondani.
Mindenesetre az autoleveler módosítja a kódot és hogy jól csinálja-e minden esetben azt nem tudom.
Az is biztos, hogy valahol be van állítva az Aspire-ben hogy ezeket a sebességeket rakja bele a kódba, mert magától nem fogja kitalálni, hogy belerakjon különböző előtolás kódokat. Főleg nem pont 3x-os értéket.
Az hogy az autoleveler mit csinál azt nem tudom, azt a plugin szerzőjétől (Cahit Ates) tudod megkérdezni.
Persze g-kód részlet neki is kelleni fog, mert anélkül elég nehéz bármit is mondani.
Mindenesetre az autoleveler módosítja a kódot és hogy jól csinálja-e minden esetben azt nem tudom.
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2020 február 20, 19:30
Írta: gaben Dátum 2020 február 20, 19:30
Nem akarlak elkeseríteni, de a Fusion is csinált már olyat a G kód készítésekor, hogy egyszer csak begyorsult, aztán megint visszaállt normál tempóra.
Ezt egyébként pillanatok alatt lehet orvosolni a Fusion-ben.
Amikor a posztprocesszor elkészítette a G kódot, megnyílik a Brackets vagy valamilyen szövegszerkesztő és ott kicseréled az F3600-at F1200-ra, vagy amire akarod.
(https://hobbicncforum.hu/uploaded_images/2020/02/tn_vd4kv584209ayvgn4hw0d_4447.png) (https://hobbicncforum.hu/uploaded_images/2020/02/vd4kv584209ayvgn4hw0d_4447.png)
Ezt egyébként pillanatok alatt lehet orvosolni a Fusion-ben.
Amikor a posztprocesszor elkészítette a G kódot, megnyílik a Brackets vagy valamilyen szövegszerkesztő és ott kicseréled az F3600-at F1200-ra, vagy amire akarod.
(https://hobbicncforum.hu/uploaded_images/2020/02/tn_vd4kv584209ayvgn4hw0d_4447.png) (https://hobbicncforum.hu/uploaded_images/2020/02/vd4kv584209ayvgn4hw0d_4447.png)
Cím: Re:UCCNC vezérlő program
Írta: 0a8msa7ip Dátum 2020 február 20, 19:37
Írta: 0a8msa7ip Dátum 2020 február 20, 19:37
Szervusztok, segítséget kérnék: lézer modult szeretnék vezérelni g-kóddal az UCCNC-vel. A lézer működik a plugin-nel, képet tudtam gravírozni, viszont az M10 P255 kódra nem indul el MDI-ből se, és megírt g-kódba beillesztve se. Mit kell még configurálnom?
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2020 február 20, 19:38
Írta: wv07scd6x Dátum 2020 február 20, 19:38
Az Aspire beállításába én magam egészen biztosan nem nyúltam bele. Csak feltelepítettem kiválasztottam, hogy milyen gépre, milyen szerszámra szeretnék szerszámpályát, a többit meg rábíztam az alapbeállításokra. Semmi sem indokolta, hogy mélyebben belenyúljak a dologba.
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2020 február 20, 19:46
Írta: gaben Dátum 2020 február 20, 19:46
Próbáld ki M10 Q255-el ;)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2020 február 20, 20:03
Írta: svejk Dátum 2020 február 20, 20:03
Az M10 előtt ki kell adni az M3 parancsot is.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2020 február 20, 20:04
Írta: zt2c4wh9 Dátum 2020 február 20, 20:04
Ha neked így megfelel, hogy az ívekre 3x-os sebességű kódot generál akkor nem is kell belenyúlnod az Aspire-be.
Ha viszont ez zavar (úgy látom hogy igen, különben gondolom nem írtál volna ide) akkor meg ahogy már mondtam érdemes volna megkeresned, hogy melyik beállítás csinálja és átállítani.
Ha viszont ez zavar (úgy látom hogy igen, különben gondolom nem írtál volna ide) akkor meg ahogy már mondtam érdemes volna megkeresned, hogy melyik beállítás csinálja és átállítani.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2020 február 20, 20:04
Írta: zt2c4wh9 Dátum 2020 február 20, 20:04
M3-at be kell kapcsolni ahhoz hogy az M10 működjön.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2020 február 20, 20:04
Írta: zt2c4wh9 Dátum 2020 február 20, 20:04
Látom Svejk gyorsabb volt, megelőzött a válasszal. :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2020 február 20, 20:05
Írta: svejk Dátum 2020 február 20, 20:05
"A Q paraméter elhagyása esetén a maximum 255 érték kerül jóváírásra."
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2020 február 20, 20:06
Írta: svejk Dátum 2020 február 20, 20:06
Egyébként úgy emlékszem ez hiányzik a manuálból.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2020 február 20, 20:12
Írta: zt2c4wh9 Dátum 2020 február 20, 20:12
Igen, az előfordulhat, feljegyzem magamnak, hogy a következő kiadásban benne legyen.
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2020 február 20, 20:24
Írta: gaben Dátum 2020 február 20, 20:24
Ezt nem tudtam, de gondolom nem csak a maximumon szeretné használni. ;)
Egyébként működik "P" előtaggal is?
Egyébként működik "P" előtaggal is?
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2020 február 20, 20:30
Írta: wv07scd6x Dátum 2020 február 20, 20:30
Közben rábukkantam erre fórumra:
http://www.forum.cncdrive.com/viewtopic.php?f=14&t=371&start=60
Innen töltögettem le pár 3-mas verziójú "autolevellert" -t
De ha elindítóm az általa formázott G kódott, akkor iszonyú lassú tempóban kezd elindulni a folyamat.
http://www.forum.cncdrive.com/viewtopic.php?f=14&t=371&start=60
Innen töltögettem le pár 3-mas verziójú "autolevellert" -t
De ha elindítóm az általa formázott G kódott, akkor iszonyú lassú tempóban kezd elindulni a folyamat.
Cím: Re:UCCNC vezérlő program
Írta: Béni Dátum 2020 február 20, 20:30
Írta: Béni Dátum 2020 február 20, 20:30
Az előtolások azért eltérőek, mert két mód váltakozik. Az adott síkon 2D-s mozgás (F3600) és fogásvétel (F1200). Nincs semmi hiba, csak egy rettenetes posztprocesszort használtál és így nem könnyen átlátható kódot kaptál.
Próbáld ki ezt:
https://cnctar.hobbycnc.hu/UCCNC/Vectric_Post/UCCNC_ATC_MM.pp
Próbáld ki ezt:
https://cnctar.hobbycnc.hu/UCCNC/Vectric_Post/UCCNC_ATC_MM.pp
Cím: Re:UCCNC vezérlő program
Írta: 2am4nwzib Dátum 2020 február 20, 20:39
Írta: 2am4nwzib Dátum 2020 február 20, 20:39
Igen ez a posztproceszor "G90" , az övé G91.1
Cím: Re:UCCNC vezérlő program
Írta: 0a8msa7ip Dátum 2020 február 20, 20:45
Írta: 0a8msa7ip Dátum 2020 február 20, 20:45
Köszönöm, igen az M3 előtaggal működik.
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2020 február 20, 20:47
Írta: wv07scd6x Dátum 2020 február 20, 20:47
Letöltöttem, beimportáltam, és az eredmény ugyanaz lett. :(
Cím: Re:UCCNC vezérlő program
Írta: 0a8msa7ip Dátum 2020 február 20, 20:52
Írta: 0a8msa7ip Dátum 2020 február 20, 20:52
Nyák készítéshez szeretném használni a lézert, oly módon, hogy a Positiv 20-szal lefújt nyákra fóliarajz+UV helyett lézerrel rajzoljam rá a maratandó körberajzolt vonalat. Vajon q értékét mekkorára kell állítanom? Van-e valakinek ebben tapasztalata?
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2020 február 20, 20:53
Írta: wv07scd6x Dátum 2020 február 20, 20:53
Ezt kaptam.
Kód Kijelölés
( teszt_g code )
( ANYAG MERETE:)
( X= 100.000, Y= 100.000, Z= 10.000)
( SZERSZAMOK: )
(1 = End Mill {2 mm})
G17 G40 G54 G90
(End Mill {2 mm})
T1 M06
G00 G43 H1 Z20.000
S12000 M03
(PÁLYA:- Profile 1)
G0 X-19.374 Y-17.806 Z5.000
G1 Z-0.550 F1200.0
G2 X-19.001 Y-18.585 I-0.626 J-0.780 F3600.0
G1 X-19.000 Y-22.003
G2 X-20.000 Y-23.003 I-1.000 J0.000
G1 X-40.000 Y-23.000
G2 X-41.000 Y-22.000 I0.000 J1.000
G1 Y40.000
G2 X-35.000 Y46.000 I6.000 J0.000
G1 X35.000
G2 X41.000 Y40.000 I0.000 J-6.000
G1 Y-22.000
G2 X40.000 Y-23.000 I-1.000 J0.000
G1 X20.000 Y-23.003
G2 X19.000 Y-22.003 I0.000 J1.000
G1 X19.000 Y-18.586
G2 X19.374 Y-17.807 I1.000 J0.000
G1 X20.084 Y-17.236
X20.765 Y-16.656
X21.428 Y-16.058
X22.073 Y-15.443
X22.699 Y-14.810
X23.306 Y-14.161
X23.894 Y-13.496
X24.462 Y-12.815
X25.011 Y-12.119
X25.540 Y-11.408
X26.048 Y-10.682
X26.535 Y-9.943
X27.002 Y-9.191
X27.447 Y-8.425
X27.871 Y-7.648
X28.273 Y-6.858
X28.653 Y-6.057
X29.010 Y-5.244
X29.345 Y-4.421
X29.657 Y-3.588
X29.946 Y-2.746
X30.210 Y-1.894
X30.452 Y-1.033
X30.668 Y-0.164
X30.861 Y0.712
X31.029 Y1.596
X31.171 Y2.487
X31.289 Y3.385
X31.381 Y4.288
X31.447 Y5.197
X31.487 Y6.112
X31.500 Y7.038
G3 X0.000 Y38.530 I-31.500 J-0.007
G3 X-31.500 Y7.038 I0.000 J-31.500
G1 X-31.487 Y6.112
X-31.447 Y5.197
X-31.381 Y4.288
X-31.289 Y3.385
X-31.171 Y2.487
X-31.029 Y1.597
X-30.861 Y0.712
X-30.668 Y-0.164
X-30.452 Y-1.033
X-30.210 Y-1.894
X-29.946 Y-2.746
X-29.657 Y-3.588
X-29.345 Y-4.421
X-29.011 Y-5.244
X-28.653 Y-6.056
X-28.273 Y-6.858
X-27.871 Y-7.647
X-27.447 Y-8.425
X-27.002 Y-9.190
X-26.536 Y-9.943
X-26.048 Y-10.682
X-25.540 Y-11.407
X-25.011 Y-12.118
X-24.463 Y-12.814
X-23.894 Y-13.495
X-23.306 Y-14.160
X-22.699 Y-14.809
X-22.073 Y-15.442
X-21.428 Y-16.057
X-20.765 Y-16.655
X-20.084 Y-17.235
X-19.374 Y-17.806
G1 Z-1.100 F1200.0
G2 X-19.001 Y-18.585 I-0.626 J-0.780 F3600.0
G1 X-19.000 Y-22.003
G2 X-20.000 Y-23.003 I-1.000 J0.000
G1 X-40.000 Y-23.000
G2 X-41.000 Y-22.000 I0.000 J1.000
G1 Y40.000
G2 X-35.000 Y46.000 I6.000 J0.000
G1 X35.000
G2 X41.000 Y40.000 I0.000 J-6.000
G1 Y-22.000
G2 X40.000 Y-23.000 I-1.000 J0.000
G1 X20.000 Y-23.003
G2 X19.000 Y-22.003 I0.000 J1.000
G1 X19.000 Y-18.586
G2 X19.374 Y-17.807 I1.000 J0.000
G1 X20.084 Y-17.236
X20.765 Y-16.656
X21.428 Y-16.058
X22.073 Y-15.443
X22.699 Y-14.810
X23.306 Y-14.161
X23.894 Y-13.496
X24.462 Y-12.815
X25.011 Y-12.119
X25.540 Y-11.408
X26.048 Y-10.682
X26.535 Y-9.943
X27.002 Y-9.191
X27.447 Y-8.425
X27.871 Y-7.648
X28.273 Y-6.858
X28.653 Y-6.057
X29.010 Y-5.244
X29.345 Y-4.421
X29.657 Y-3.588
X29.946 Y-2.746
X30.210 Y-1.894
X30.452 Y-1.033
X30.668 Y-0.164
X30.861 Y0.712
X31.029 Y1.596
X31.171 Y2.487
X31.289 Y3.385
X31.381 Y4.288
X31.447 Y5.197
X31.487 Y6.112
X31.500 Y7.038
G3 X0.000 Y38.530 I-31.500 J-0.007
G3 X-31.500 Y7.038 I0.000 J-31.500
G1 X-31.487 Y6.112
X-31.447 Y5.197
X-31.381 Y4.288
X-31.289 Y3.385
X-31.171 Y2.487
X-31.029 Y1.597
X-30.861 Y0.712
X-30.668 Y-0.164
X-30.452 Y-1.033
X-30.210 Y-1.894
X-29.946 Y-2.746
X-29.657 Y-3.588
X-29.345 Y-4.421
X-29.011 Y-5.244
X-28.653 Y-6.056
X-28.273 Y-6.858
X-27.871 Y-7.647
X-27.447 Y-8.425
X-27.002 Y-9.190
X-26.536 Y-9.943
X-26.048 Y-10.682
X-25.540 Y-11.407
X-25.011 Y-12.118
X-24.463 Y-12.814
X-23.894 Y-13.495
X-23.306 Y-14.160
X-22.699 Y-14.809
X-22.073 Y-15.442
X-21.428 Y-16.057
X-20.765 Y-16.655
X-20.084 Y-17.235
X-19.374 Y-17.806
G1 Z-1.650 F1200.0
G2 X-19.001 Y-18.585 I-0.626 J-0.780 F3600.0
G1 X-19.000 Y-22.003
G2 X-20.000 Y-23.003 I-1.000 J0.000
G1 X-40.000 Y-23.000
G2 X-41.000 Y-22.000 I0.000 J1.000
G1 Y40.000
G2 X-35.000 Y46.000 I6.000 J0.000
G1 X35.000
G2 X41.000 Y40.000 I0.000 J-6.000
G1 Y-22.000
G2 X40.000 Y-23.000 I-1.000 J0.000
G1 X20.000 Y-23.003
G2 X19.000 Y-22.003 I0.000 J1.000
G1 X19.000 Y-18.586
G2 X19.374 Y-17.807 I1.000 J0.000
G1 X20.084 Y-17.236
X20.765 Y-16.656
X21.428 Y-16.058
X22.073 Y-15.443
X22.699 Y-14.810
X23.306 Y-14.161
X23.894 Y-13.496
X24.462 Y-12.815
X25.011 Y-12.119
X25.540 Y-11.408
X26.048 Y-10.682
X26.535 Y-9.943
X27.002 Y-9.191
X27.447 Y-8.425
X27.871 Y-7.648
X28.273 Y-6.858
X28.653 Y-6.057
X29.010 Y-5.244
X29.345 Y-4.421
X29.657 Y-3.588
X29.946 Y-2.746
X30.210 Y-1.894
X30.452 Y-1.033
X30.668 Y-0.164
X30.861 Y0.712
X31.029 Y1.596
X31.171 Y2.487
X31.289 Y3.385
X31.381 Y4.288
X31.447 Y5.197
X31.487 Y6.112
X31.500 Y7.038
G3 X0.000 Y38.530 I-31.500 J-0.007
G3 X-31.500 Y7.038 I0.000 J-31.500
G1 X-31.487 Y6.112
X-31.447 Y5.197
X-31.381 Y4.288
X-31.289 Y3.385
X-31.171 Y2.487
X-31.029 Y1.597
X-30.861 Y0.712
Cím: Re:UCCNC vezérlő program
Írta: 2am4nwzib Dátum 2020 február 20, 20:57
Írta: 2am4nwzib Dátum 2020 február 20, 20:57
Hali
Használj egy szövegszerkesztőt pl Notepad , átírod a F3600at F1200ra .
(https://hobbicncforum.hu/uploaded_images/2020/02/tn_n7x4xessv7ixy0edyihhy_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/n7x4xessv7ixy0edyihhy_5949.jpg)
Használj egy szövegszerkesztőt pl Notepad , átírod a F3600at F1200ra .
(https://hobbicncforum.hu/uploaded_images/2020/02/tn_n7x4xessv7ixy0edyihhy_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/n7x4xessv7ixy0edyihhy_5949.jpg)
Cím: Re:UCCNC vezérlő program
Írta: kaqkk007 Dátum 2020 február 20, 21:10
Írta: kaqkk007 Dátum 2020 február 20, 21:10
Van UV lézered ? Ha nincs akkor sima matt fekete festéket használj és a maratandó felületeket égesd le vele ...
Cím: Re:UCCNC vezérlő program
Írta: 0a8msa7ip Dátum 2020 február 20, 21:13
Írta: 0a8msa7ip Dátum 2020 február 20, 21:13
UV lézerem nincs, kék lézerem van, ezek szerint ezzel nem fog működni.
Cím: Re:UCCNC vezérlő program
Írta: 0a8msa7ip Dátum 2020 február 20, 21:16
Írta: 0a8msa7ip Dátum 2020 február 20, 21:16
A Q helyett P -vel is működik. Köszönöm.
Cím: Re:UCCNC vezérlő program
Írta: Béni Dátum 2020 február 20, 21:18
Írta: Béni Dátum 2020 február 20, 21:18
Dehogy lett ugyanaz. Ez egy tagolt, jól olvasható kód, ahol az öröklődő adatok nem ismétlődnek. Hasonlítsd össze a két kód méretét!
A szerszám adatainál a Plunge Rate:1200, a Feed Rate 3600. Ha ez nem megfelelő, módosítsd!
(A szövegszerkesztős bohóckodást hagyd meg az amatőröknek! [#csodalk] )
(https://hobbicncforum.hu/uploaded_images/2020/02/tn_e0txmx446i7dz0tq803h_1896.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/e0txmx446i7dz0tq803h_1896.jpg)
A szerszám adatainál a Plunge Rate:1200, a Feed Rate 3600. Ha ez nem megfelelő, módosítsd!
(A szövegszerkesztős bohóckodást hagyd meg az amatőröknek! [#csodalk] )
(https://hobbicncforum.hu/uploaded_images/2020/02/tn_e0txmx446i7dz0tq803h_1896.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/e0txmx446i7dz0tq803h_1896.jpg)
Cím: Re:UCCNC vezérlő program
Írta: kaqkk007 Dátum 2020 február 20, 21:41
Írta: kaqkk007 Dátum 2020 február 20, 21:41
DE fog működni csak nem P20 hanem fekete festék kell
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2020 február 20, 22:00
Írta: wv07scd6x Dátum 2020 február 20, 22:00
Talán majd holnap ránézek.
Cím: Re:UCCNC vezérlő program
Írta: 0a8msa7ip Dátum 2020 február 20, 22:22
Írta: 0a8msa7ip Dátum 2020 február 20, 22:22
Köszönöm, gondolom célszerű vízben lemosható fekete festéket használni, amit talán a hidrogén klorid+sósav nem old, vagy olyan matt fekete spayt, amit nitró higítóval le lehet mosni.
Cím: Re:UCCNC vezérlő program
Írta: kaqkk007 Dátum 2020 február 21, 07:39
Írta: kaqkk007 Dátum 2020 február 21, 07:39
Olyan vízben lemosható festék amit nem old a sósav nem létezik , a sósav egy vízben oldott gáz . Tehát csak olyan festék jó amit nem old a víz .
Cím: Re:UCCNC vezérlő program
Írta: 2am4nwzib Dátum 2020 február 21, 08:46
Írta: 2am4nwzib Dátum 2020 február 21, 08:46
cimco , NC Viewer ,....stb Minden CNC programozó és gépbeállító munkájához nélkülözhetetlen programszerkesztő eszköz , módosításához és ellenőrzéséhez
te profi[#kacsint]
(https://hobbicncforum.hu/uploaded_images/2020/02/tn_dehsw0ytp9mvhmmf06dc_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/dehsw0ytp9mvhmmf06dc_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/tn_q530zy8p262athy6hg4hz_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/q530zy8p262athy6hg4hz_5949.jpg)
te profi[#kacsint]
(https://hobbicncforum.hu/uploaded_images/2020/02/tn_dehsw0ytp9mvhmmf06dc_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/dehsw0ytp9mvhmmf06dc_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/tn_q530zy8p262athy6hg4hz_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/q530zy8p262athy6hg4hz_5949.jpg)
Cím: Re:UCCNC vezérlő program
Írta: Jordan Gabor Dátum 2020 február 21, 15:30
Írta: Jordan Gabor Dátum 2020 február 21, 15:30
Üdvözletem,
Stepcraft300 kis géphez most rendeltem egy kék lézert. Szeretném a teljesítményét PWM szabályozni, ugyanakkor a programnak is kellene ugye ki/be kapcsolni. A kérdésem az lenne, az UCCNC tudja-e azt, hogy PWM szabályozza a teljesítményét valahol beállítottra és a gkódnak megfelelően ezt kapcsolgatja is? Tehát mondjuk ha 25% teljesítményt akarok, akkor amikor bekapcsolja a lézert, akkor 25% PWM-et tol ki?
Ha nem, akkor kellene vennem/csinálnom egy pwm modult és össze ÉS-elni a kettőt.
Köszönöm,
JG
Stepcraft300 kis géphez most rendeltem egy kék lézert. Szeretném a teljesítményét PWM szabályozni, ugyanakkor a programnak is kellene ugye ki/be kapcsolni. A kérdésem az lenne, az UCCNC tudja-e azt, hogy PWM szabályozza a teljesítményét valahol beállítottra és a gkódnak megfelelően ezt kapcsolgatja is? Tehát mondjuk ha 25% teljesítményt akarok, akkor amikor bekapcsolja a lézert, akkor 25% PWM-et tol ki?
Ha nem, akkor kellene vennem/csinálnom egy pwm modult és össze ÉS-elni a kettőt.
Köszönöm,
JG
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 február 21, 16:01
Írta: dezsoe Dátum 2020 február 21, 16:01
Ezt így nem tudja, de áthidalható. A lézer teljesítményt M10 Qnn kóddal lehet állítani, ahol nn=0-255. Ha a kód elejére beírsz pl. #1=64 sort (ez kb. 25%), majd a lézer bekapcsolását mindig M10 Q#1-gyel végzed, akkor csak egyszer kell megadni az értéket.
Cím: Re:UCCNC vezérlő program
Írta: Jordan Gabor Dátum 2020 február 22, 17:04
Írta: Jordan Gabor Dátum 2020 február 22, 17:04
Köszönöm. Ezek szerint tudja, csak g kóddal kell állítani. Az is jó.
Kösz,
JG
Kösz,
JG
Cím: Re:UCCNC vezérlő program
Írta: f7pbhicb Dátum 2020 február 23, 08:01
Írta: f7pbhicb Dátum 2020 február 23, 08:01
Sziasztok segítséget szeretnék kérni. Adott eggy uc300-5LPT Ethernet kártya hozzá egy ucbb dupla portos jel elosztó panel, port kiosztásnál bármit írok be az uotputs 01 reagál csak.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 február 23, 10:00
Írta: dezsoe Dátum 2020 február 23, 10:00
Szia!
Az UC300 1-es, 4-es és 5-ös portján csak az 1-es, 14-es, 16-os és 17-es lábak kimenetek, a többi bemenet, ezért nem tudod kiválasztani kimenetnek. A 2-es és 3-as port a printer portoknál megszokott kiosztású (1-9, 14, 16-17 kimenet, 10-13, 15 bemenet). (Lásd UC300 kézikönyv. [#circling])
Az UC300 1-es, 4-es és 5-ös portján csak az 1-es, 14-es, 16-os és 17-es lábak kimenetek, a többi bemenet, ezért nem tudod kiválasztani kimenetnek. A 2-es és 3-as port a printer portoknál megszokott kiosztású (1-9, 14, 16-17 kimenet, 10-13, 15 bemenet). (Lásd UC300 kézikönyv. [#circling])
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2020 március 02, 18:49
Írta: istvan58 Dátum 2020 március 02, 18:49
Sziasztok,
Nyákot furtam és 3 méretű fúrót használtam.
Altium drill file exellon formátum-bol konvertaltam G- kodra.
Eddig Ok de:
Bepipalva a setting-be a M6 ra: "stop spindle and wait for cycle start." Ekkor elmentem P2 parkolóra, fúró csere majd szerszám magasság bemérés és beállítás. De amikor a kezikereket állítottam azonnal a G kód elejére ugrott.
Hogy lehet ezt kivédeni?
Nyákot furtam és 3 méretű fúrót használtam.
Altium drill file exellon formátum-bol konvertaltam G- kodra.
Eddig Ok de:
Bepipalva a setting-be a M6 ra: "stop spindle and wait for cycle start." Ekkor elmentem P2 parkolóra, fúró csere majd szerszám magasság bemérés és beállítás. De amikor a kezikereket állítottam azonnal a G kód elejére ugrott.
Hogy lehet ezt kivédeni?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 március 02, 19:01
Írta: dezsoe Dátum 2020 március 02, 19:01
Szia!
Milyen kézikereked van? Mit jelent, hogy a kód elejére ugrott? Rewind gombnak megfelelően? El is indult?
Milyen kézikereked van? Mit jelent, hogy a kód elejére ugrott? Rewind gombnak megfelelően? El is indult?
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2020 március 02, 19:05
Írta: istvan58 Dátum 2020 március 02, 19:05
UCR 201,
Igen rewind.
Igen rewind.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2020 március 02, 19:07
Írta: istvan58 Dátum 2020 március 02, 19:07
Nem indult el, azután megkeresem hol tartottam és "run from here"
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 március 02, 19:11
Írta: dezsoe Dátum 2020 március 02, 19:11
Aha. Akkor csinál visszatekerést, ha álló helyzetben megnyomod a stopot. Rajta van a listán, hogy ez tiltható legyen (vagy valahogy konfigurálható).
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2020 március 02, 19:17
Írta: istvan58 Dátum 2020 március 02, 19:17
Na megyek kipróbálom
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2020 március 02, 19:50
Írta: istvan58 Dátum 2020 március 02, 19:50
Na szóval,
G kód futása közben bármikor megállítom, elmegyek P2 re, szerszamcsere, de csak billentyűzetet használom semmi gond, folytatja ahol megállt, de ha MPG re kapcsolok, bermelyik tengelyre, ahogy a kezikereket megtekerem azonnal a kód elejére ugrk.
G kód futása közben bármikor megállítom, elmegyek P2 re, szerszamcsere, de csak billentyűzetet használom semmi gond, folytatja ahol megállt, de ha MPG re kapcsolok, bermelyik tengelyre, ahogy a kezikereket megtekerem azonnal a kód elejére ugrk.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2020 március 02, 19:53
Írta: istvan58 Dátum 2020 március 02, 19:53
Nem is kell M6, csak bármikor stop, majd MPG mód be, kerék megteker és máris a kód elején vagyok.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2020 március 02, 19:59
Írta: ium8w94xp Dátum 2020 március 02, 19:59
Nekem úgy van beállítva, hogy csak akkor él a tekerő, ha a bal oldali gombot is nyomva tartom. Pont azért, hátha véletlenül megtekerem.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2020 március 02, 20:17
Írta: istvan58 Dátum 2020 március 02, 20:17
az OK, de szerszám cserénél használni akarom.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2020 március 02, 20:26
Írta: ium8w94xp Dátum 2020 március 02, 20:26
Akkor nem szóltam...azt is csak halkan :D
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 március 02, 20:29
Írta: dezsoe Dátum 2020 március 02, 20:29
Hoppácska. Ez baj. Írj nekem, légy szíves, UCCNC és UCR201 plugin verziószámot. (A plugin-ét a Configure plugins gomb alatt találod.) Az adatlapom legutolsó sorában levő emilre pedig küldd el a profil (.pro) file-odat. Valami nagyon nem kerek, megnézném. Köszi!
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2020 március 02, 20:58
Írta: istvan58 Dátum 2020 március 02, 20:58
elküldve,
és mint írtam csak MPG step módban csinálja.
és mint írtam csak MPG step módban csinálja.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 március 02, 21:07
Írta: dezsoe Dátum 2020 március 02, 21:07
Megjött, köszi, majd átnézem. Szólok, ha találtam valamit.
Cím: Re:UCCNC vezérlő program
Írta: sastas Dátum 2020 március 03, 22:18
Írta: sastas Dátum 2020 március 03, 22:18
Sziasztok!
Kb 1-1,5 órája kezdtem neki egy UC300 ETH maggal rendelkező 5441M panellel valamint az UCCNC-vel való megbarátkozásnak. Jópár agyérgörcsöt és sok-sok olvasást/topikban keresést elvégezve a legtöbb dolgot megoldottam, bár egyik-másiktól a hajamat téptem(például sehol sem találtam leirva a doksikban, hogy esetemben a portkonfig-nál a 2-est kell beadni, ha kimenett akarok megadni a step/dir részen, na meg hogy a beirás után entert kell nyomni hogy az adatot befogadja. Ez a kettő itt a topikban megvan, de a weboldalon fentlévő doksikban nincs benne!) Ez előtt meg mégegy kb fél órát szívtam mire beleheltem a hálózati kapcsolatot a telekomos routeren keresztül. A a cncdrive-on fentlévő win7-es utasítás "kicsit" elavult
De ami miatt tényleg megakadtam: X tengelyt konfigolom:
Step Pin 1, port 2,
Dir Pin 2, port 2,
Apply, save.
Semmi életjel a motorvezérlőtől. A diagnostics-nál ha active low-ra teszem, akkor szépen pirosan világit az O1-nél a "LED", de nincs kint feszültség az adott tüskén a panelen. Ennek értelmében természetesen nincs is mozgás. Mit rontok el?
Kb 1-1,5 órája kezdtem neki egy UC300 ETH maggal rendelkező 5441M panellel valamint az UCCNC-vel való megbarátkozásnak. Jópár agyérgörcsöt és sok-sok olvasást/topikban keresést elvégezve a legtöbb dolgot megoldottam, bár egyik-másiktól a hajamat téptem(például sehol sem találtam leirva a doksikban, hogy esetemben a portkonfig-nál a 2-est kell beadni, ha kimenett akarok megadni a step/dir részen, na meg hogy a beirás után entert kell nyomni hogy az adatot befogadja. Ez a kettő itt a topikban megvan, de a weboldalon fentlévő doksikban nincs benne!) Ez előtt meg mégegy kb fél órát szívtam mire beleheltem a hálózati kapcsolatot a telekomos routeren keresztül. A a cncdrive-on fentlévő win7-es utasítás "kicsit" elavult
De ami miatt tényleg megakadtam: X tengelyt konfigolom:
Step Pin 1, port 2,
Dir Pin 2, port 2,
Apply, save.
Semmi életjel a motorvezérlőtől. A diagnostics-nál ha active low-ra teszem, akkor szépen pirosan világit az O1-nél a "LED", de nincs kint feszültség az adott tüskén a panelen. Ennek értelmében természetesen nincs is mozgás. Mit rontok el?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 március 03, 22:42
Írta: dezsoe Dátum 2020 március 03, 22:42
Szia!
Valóban, nincs benne az 5441M doksijában (és ahogy a fotókat elnézem, a panelen sem), hogy az 1-es port mind bemenet, a 2-es mind kimenet. Legalább az UCCNC-ben a diagnosztika ablakban ott van.
Az UCCNC kézikönyvében benne van, hogy enter-t kell nyomni, de erre biztosan sok találatod volt, mert más sem a kézikönyvvel kezdi. :)
A hálózat beállítása tételesen le van írva az UC300ETH kézikönyvében. Igaz, hogy Win7-es képernyőképekkel, de az ablak keretétől eltekintve ugyanúgy néz ki Win10-en is. A router mit tudott bonyolítani? Semmi köze a forgalomhoz.
Az 5441M kézikönyvében le van írva, hogy az e-stoppal is foglalkozni kell és a charge pump áramkörrel is. (5. fejezet) Ha nem állítasz be charge pump-ot és nincs zárva az e-stop bemenet, akkor nem ad kimenetet.
Valóban, nincs benne az 5441M doksijában (és ahogy a fotókat elnézem, a panelen sem), hogy az 1-es port mind bemenet, a 2-es mind kimenet. Legalább az UCCNC-ben a diagnosztika ablakban ott van.
Az UCCNC kézikönyvében benne van, hogy enter-t kell nyomni, de erre biztosan sok találatod volt, mert más sem a kézikönyvvel kezdi. :)
A hálózat beállítása tételesen le van írva az UC300ETH kézikönyvében. Igaz, hogy Win7-es képernyőképekkel, de az ablak keretétől eltekintve ugyanúgy néz ki Win10-en is. A router mit tudott bonyolítani? Semmi köze a forgalomhoz.
Az 5441M kézikönyvében le van írva, hogy az e-stoppal is foglalkozni kell és a charge pump áramkörrel is. (5. fejezet) Ha nem állítasz be charge pump-ot és nincs zárva az e-stop bemenet, akkor nem ad kimenetet.
Cím: Re:UCCNC vezérlő program
Írta: sastas Dátum 2020 március 03, 23:10
Írta: sastas Dátum 2020 március 03, 23:10
Köszönet[#worship]
Igen, miután kitotóztam(csak ezt fogadta el), énis megláttam :)
Nem, nincs ott. Az entert egy helyen említi, ahol a funkciót ki lehet kapcsolni. Javasolnám a "szoftver beállítása" rész elejére egy megjegyzésbe kiemelni, hogy alapból entert kell nyomni, sok kezdő agyvérzését megspórolván :) Hiszen énis konfigoltam már dolgokat(pl 3d nyomtatót), tehát sokminden kvázi egyértelmű, nem minden paramétert olvasok át. Ráadásul kerestem a "bevitel"-szóra a pdf-ben de nem volt megfelelő találat. Utána itt megtaláltam [#eljen]
Igen és nem. Rádugtam a routerre(konkrétan telekomos kombó), és ahálózati megosztási központban nem találtam. De a router látta, hogy van a 3-as porton valami, párszáz kb adatot forgalmaztak is. Aztán jópár perc agyalás után, átgörgettem a "setup" részt, és alatta a UCxxx utility-t elindítva látta az eszközt. De simán a megosztási központban nincs semmi még mindig, pedig már az eszköz megy szépen. [#nemtudom]
És elérkeztünk a "mit rontottam el" kérdésemhez, valóban azt, hogy nem gondoltam, hogy a panelnek van külön UM-ja(pedig miért is ne lenne...) az Estoppot teljesen értem, a CP-t még nem igazán, de belevetem majd magam.
Ha már ittvagyok még egy javaslat: Ha mondjuk az x tengely konfignál a port 0 v 1, bármekkorára írom a pin numbert, apply-nál vagy save-nél visszaugrik 0, 0 ra. Itt jól jönne kezdőknek egy hibaüzenet(aminek van bepipálható "ne jelenjen meg ujra" funkciója), hogy drága barátom, ne akarjál már kimeneti funkcióhoz bemeneti portokat megadni. Aztán ez lehet más miatt van így, és én értelmezek valamit rosszul.
Igen, miután kitotóztam(csak ezt fogadta el), énis megláttam :)
Nem, nincs ott. Az entert egy helyen említi, ahol a funkciót ki lehet kapcsolni. Javasolnám a "szoftver beállítása" rész elejére egy megjegyzésbe kiemelni, hogy alapból entert kell nyomni, sok kezdő agyvérzését megspórolván :) Hiszen énis konfigoltam már dolgokat(pl 3d nyomtatót), tehát sokminden kvázi egyértelmű, nem minden paramétert olvasok át. Ráadásul kerestem a "bevitel"-szóra a pdf-ben de nem volt megfelelő találat. Utána itt megtaláltam [#eljen]
Igen és nem. Rádugtam a routerre(konkrétan telekomos kombó), és ahálózati megosztási központban nem találtam. De a router látta, hogy van a 3-as porton valami, párszáz kb adatot forgalmaztak is. Aztán jópár perc agyalás után, átgörgettem a "setup" részt, és alatta a UCxxx utility-t elindítva látta az eszközt. De simán a megosztási központban nincs semmi még mindig, pedig már az eszköz megy szépen. [#nemtudom]
És elérkeztünk a "mit rontottam el" kérdésemhez, valóban azt, hogy nem gondoltam, hogy a panelnek van külön UM-ja(pedig miért is ne lenne...) az Estoppot teljesen értem, a CP-t még nem igazán, de belevetem majd magam.
Ha már ittvagyok még egy javaslat: Ha mondjuk az x tengely konfignál a port 0 v 1, bármekkorára írom a pin numbert, apply-nál vagy save-nél visszaugrik 0, 0 ra. Itt jól jönne kezdőknek egy hibaüzenet(aminek van bepipálható "ne jelenjen meg ujra" funkciója), hogy drága barátom, ne akarjál már kimeneti funkcióhoz bemeneti portokat megadni. Aztán ez lehet más miatt van így, és én értelmezek valamit rosszul.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 március 03, 23:30
Írta: dezsoe Dátum 2020 március 03, 23:30
Nem is fogod látni, mint hálózati eszközt, mert a Windows nem tud vele mit kezdeni. (Meg te sem, csak a hozzá írt programok.)
A CP az egyik leghasznosabb biztonsági cucc. Ha nem kap folyamatos négyszögjelet, akkor lekapcsol. Mindegy, hogy a PC döglött meg vagy a mozgásvezérlő, esetleg a kábel: ha a kapcsolat megszakad, akkor mindent lekapcsol, amit rákötsz. Jelen esetben a kimeneteket is.
Ha beírsz valamit és visszaáll nullára, akkor a beírt adat érvénytelen.
A CP az egyik leghasznosabb biztonsági cucc. Ha nem kap folyamatos négyszögjelet, akkor lekapcsol. Mindegy, hogy a PC döglött meg vagy a mozgásvezérlő, esetleg a kábel: ha a kapcsolat megszakad, akkor mindent lekapcsol, amit rákötsz. Jelen esetben a kimeneteket is.
Ha beírsz valamit és visszaáll nullára, akkor a beírt adat érvénytelen.
Cím: Re:UCCNC vezérlő program
Írta: sastas Dátum 2020 március 03, 23:36
Írta: sastas Dátum 2020 március 03, 23:36
Na jó, de akkor meg nem értem/rosszul értelmezem a leírt dolgokat, mert ott a hálózati központban mintha rendes hálózati eszközként látná az UC300-at. Ezért nem értettem. Amit itt írsz az tisztasor.
Ez érdekesen hangzik, még emésztgetem.
És ez hol van leírva [#gun][#violent][#nemtudom]
Ez érdekesen hangzik, még emésztgetem.
És ez hol van leírva [#gun][#violent][#nemtudom]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 március 03, 23:45
Írta: dezsoe Dátum 2020 március 03, 23:45
Az élet nagy könyvében az apróbetűs rész végén zárójelben... [#nezze] Na, jó, listára tesztem. :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2020 március 04, 08:44
Írta: svejk Dátum 2020 március 04, 08:44
Csak 1-1,5 órát töltöttél el vele és már aggódsz? [#wow1]
Cím: Re:UCCNC vezérlő program
Írta: sastas Dátum 2020 március 04, 17:07
Írta: sastas Dátum 2020 március 04, 17:07
Nem az eltöltés a probléma. Az időmet erre szánom, mert érdekel. A baj az, hogyha valami nincs egyértelműen és jól dokumentálva vagy a doksi hosszú, de nehezen kereshető.
Anno a 3D nyomtatánál sem zavart, hogy 12-16 órát elszöszöltem az első konfigolással és kb ugyan ennyit a további konfigokkal. Egyébként ez alapján már be tudtam lőni ezt a részt, a végálláskapcsolók úgy gondolom egyértelműek lesznek, a léptetőotorokkal már megbarátkoztam(az, hogy a microstep-et dipswitch-el vagy konfigfileal variálom, nem számít túl sokat.
A CAM részt kell még megtanulni, de azt majd akkor amikor már megy a gép(minimális tanulmányok már vannak).
Most megnyugodtan hogy ez megy, megyek vissza motortartókat meg hajtásláncot tervezni ..
De ez már nem ez a topik :)
Anno a 3D nyomtatánál sem zavart, hogy 12-16 órát elszöszöltem az első konfigolással és kb ugyan ennyit a további konfigokkal. Egyébként ez alapján már be tudtam lőni ezt a részt, a végálláskapcsolók úgy gondolom egyértelműek lesznek, a léptetőotorokkal már megbarátkoztam(az, hogy a microstep-et dipswitch-el vagy konfigfileal variálom, nem számít túl sokat.
A CAM részt kell még megtanulni, de azt majd akkor amikor már megy a gép(minimális tanulmányok már vannak).
Most megnyugodtan hogy ez megy, megyek vissza motortartókat meg hajtásláncot tervezni ..
De ez már nem ez a topik :)
Cím: Re:UCCNC vezérlő program
Írta: yy2yggmv7 Dátum 2020 március 04, 17:42
Írta: yy2yggmv7 Dátum 2020 március 04, 17:42
Üdvözlet!
Az lenne a kérésem, hogyha Corell-ből Exportálok DXF fájlt,
akkor melyik DXF formátumot válasszam,vagy mindegyiket be tudja importálni az UCCNC ? A régi Mach 3-asom, csak az R2.5-öst fogadja el.
Az lenne a kérésem, hogyha Corell-ből Exportálok DXF fájlt,
akkor melyik DXF formátumot válasszam,vagy mindegyiket be tudja importálni az UCCNC ? A régi Mach 3-asom, csak az R2.5-öst fogadja el.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 március 05, 18:27
Írta: dezsoe Dátum 2020 március 05, 18:27
Nem tartom valószínűnek, hogy a Corel-es dxf-et megegye. Ha jól emlékszem, akkor vagy a FreeCAD vagy a LibreCAD dxf-éhez írta meg Balázs az importálót. Vannak tartalmi korlátai is, a leírásában megtalálható.
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2020 március 05, 20:49
Írta: eduard Dátum 2020 március 05, 20:49
Yaskawa (Omron) VFD, Modbus
Valaki használja a fenti VFD-t UCCNC-vel? Mi a trükkje az elindításának?
A VFD be van állítva, a Modbus pluginnal próbálom, RS485-USB átalakítóval.
Valaki használja a fenti VFD-t UCCNC-vel? Mi a trükkje az elindításának?
A VFD be van állítva, a Modbus pluginnal próbálom, RS485-USB átalakítóval.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 március 05, 22:22
Írta: dezsoe Dátum 2020 március 05, 22:22
Próbáld ki Dan911 programját, a ModbusEZ (https://cnctar.hobbycnc.hu/dezsoe/ModbusEZ/) plugin-t, a doksiban van példa Yaskawa-ra. Megspórolod a makró/plugin írást. :)
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2020 március 05, 22:29
Írta: eduard Dátum 2020 március 05, 22:29
Köszi, megnézem.
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2020 március 05, 23:56
Írta: eduard Dátum 2020 március 05, 23:56
Remek, működik. A VFD-n minden error checket kikapcsolva megy csak. A ModbusEZ nem tart fennt kommunikációt a VFD-vel? Vagy a charge-pumpal ez redundáns lenne?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 március 06, 00:09
Írta: dezsoe Dátum 2020 március 06, 00:09
[#nemtudom] Nem én írtam, nem tudom. Csak azt tudom róla, hogy másoknak bevált. :)
Cím: Re:UCCNC vezérlő program
Írta: yy2yggmv7 Dátum 2020 március 06, 10:24
Írta: yy2yggmv7 Dátum 2020 március 06, 10:24
Köszönöm a választ, hát megnéztem a használatiját, a CAM.ról semmit nem találtam.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 március 06, 10:37
Írta: dezsoe Dátum 2020 március 06, 10:37
Ott van az UCCNC\Documentation mappában az UCCAM_hasznalati_utasitas.pdf.
Cím: Re:UCCNC vezérlő program
Írta: yy2yggmv7 Dátum 2020 március 07, 17:08
Írta: yy2yggmv7 Dátum 2020 március 07, 17:08
Üdv!
Igen megtaláltam, hasznos infók vannak benne, köszi!
Igen megtaláltam, hasznos infók vannak benne, köszi!
Cím: Re:UCCNC vezérlő program
Írta: istvan3 Dátum 2020 március 07, 21:51
Írta: istvan3 Dátum 2020 március 07, 21:51
Sziasztok!
Lenne egy problémám az UCCNC-vel kapcsolatban.
AXBB-E mozgásvezérlővel használom a szoftvert, Win10 alatt.
Olyan érdekességet csinál, hogyha be van kapcsolva az alap beállításoknál az M6 szerszámcsere makró, akkor a gépvezérlés mintha átváltana relatív mozgásra. Szépen kimászik a gép a munkaterületről...
(Ha beleírom az M06 makró végére, hogy váltson g90-re akkor se működik a rendszer.)
Az UCCNC-t újraindítva előfordul, hogy működik rendesen.
Aztán gondol egyet és kezdi újra.
Még egy észrevétel:
Ha a maró fájlokat szerszámonként külön generálom, és "ignore M6" beállítással megyek, majd a program végén, visszakapcsolom az M6-ot, és pl. M6T3-al kicserélem a követekező szerszámot, majd istmét "ignore M06"-ra állítom a szoftvert, hibátlanul működik. De ha M6 használatra pipálva felejtem megint kezdi a hibát.
A program amúgy minden kikapcsolásnál, "Windows hibát észlelet üzenettel" áll le.
Valami ötlet?
Köszönöm!
Lenne egy problémám az UCCNC-vel kapcsolatban.
AXBB-E mozgásvezérlővel használom a szoftvert, Win10 alatt.
Olyan érdekességet csinál, hogyha be van kapcsolva az alap beállításoknál az M6 szerszámcsere makró, akkor a gépvezérlés mintha átváltana relatív mozgásra. Szépen kimászik a gép a munkaterületről...
(Ha beleírom az M06 makró végére, hogy váltson g90-re akkor se működik a rendszer.)
Az UCCNC-t újraindítva előfordul, hogy működik rendesen.
Aztán gondol egyet és kezdi újra.
Még egy észrevétel:
Ha a maró fájlokat szerszámonként külön generálom, és "ignore M6" beállítással megyek, majd a program végén, visszakapcsolom az M6-ot, és pl. M6T3-al kicserélem a követekező szerszámot, majd istmét "ignore M06"-ra állítom a szoftvert, hibátlanul működik. De ha M6 használatra pipálva felejtem megint kezdi a hibát.
A program amúgy minden kikapcsolásnál, "Windows hibát észlelet üzenettel" áll le.
Valami ötlet?
Köszönöm!
Cím: Re:UCCNC vezérlő program
Írta: dtb Dátum 2020 március 08, 10:35
Írta: dtb Dátum 2020 március 08, 10:35
Csak ötletelés szintjén nekem két dolog jutott eszembe. Egyrészt, mi generálja a G kódot, nem esetleg abban van a hiba forrása? A másik meg, hogy milyen Op. rendszeren futtatod az UCCNC-t? Win7/Win tiz esetében rendszergazdai jogosultsággal futtatod? Nem biztos, hogy az UCCNC-nek vannak írás-jogosultságai a mappákban, ha sima "juserként" futtatod. Az se lenne egy hátrány, ha lenne mihez köthető, hogy mikortól jött elő ez a probléma. Win frissítés? Uccnc verzió frissítés, vagy bármi?
Cím: Re:UCCNC vezérlő program
Írta: istvan3 Dátum 2020 március 08, 11:09
Írta: istvan3 Dátum 2020 március 08, 11:09
A kódot Aspire illetve Fusion360-al is generáltam.
Ha valami a kóddal lenne, akkor nem hiszem, hogy annyi változtatás, hogy az UCCNC ne vegye figyelbe az M06 sort megoldja a gondot.
Ez egy új cnc gép, friss Windowssal. Már a kezdetektől rosszalkodik.
Az UCCNC verzót ami telepítve van, sajnos elfelejtettem megnézni, a héten valamelyik nap ha műhely közelben leszek megnézem.
De több verziót is telepítettem, mert vagy lefagyott indításnál, vagy nem ismerte fel a licenszel vásárolt AXBB-E-t. Csak demoban volt hajlandó futni.
Jelenleg is 2-3x-i indításra hajlandó csak felismerni az eszközt.
Ha valami a kóddal lenne, akkor nem hiszem, hogy annyi változtatás, hogy az UCCNC ne vegye figyelbe az M06 sort megoldja a gondot.
Ez egy új cnc gép, friss Windowssal. Már a kezdetektől rosszalkodik.
Az UCCNC verzót ami telepítve van, sajnos elfelejtettem megnézni, a héten valamelyik nap ha műhely közelben leszek megnézem.
De több verziót is telepítettem, mert vagy lefagyott indításnál, vagy nem ismerte fel a licenszel vásárolt AXBB-E-t. Csak demoban volt hajlandó futni.
Jelenleg is 2-3x-i indításra hajlandó csak felismerni az eszközt.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 március 08, 13:15
Írta: dezsoe Dátum 2020 március 08, 13:15
Szia!
Gyanús, hogy a gép a minimum követelmény határán mozog. Feltehetőleg videó probléma lesz, de jövő héten meg tudom nézni.
Az sem kizárt, amit dtb írt, próbáld meg rendszergazdaként futtatni. Ha úgy jó, akkor be kell állítani az UCCNC mappára, hogy a felhasználók is írhassák.
Az AXBB-t nem meglepő, hogy egy csomó verzió nem ismeri: aránylag új a kártya, a régi verziók pedig nem látnak a jövőbe. :) A 2105 volt az első, ami felismerte.
Ha többször kell elindítani, hogy lássa az eszközt, akkor hálózati hiba van. Ugye, nem wifin keresztül akarsz vele kommunikálni?
Gyanús, hogy a gép a minimum követelmény határán mozog. Feltehetőleg videó probléma lesz, de jövő héten meg tudom nézni.
Az sem kizárt, amit dtb írt, próbáld meg rendszergazdaként futtatni. Ha úgy jó, akkor be kell állítani az UCCNC mappára, hogy a felhasználók is írhassák.
Az AXBB-t nem meglepő, hogy egy csomó verzió nem ismeri: aránylag új a kártya, a régi verziók pedig nem látnak a jövőbe. :) A 2105 volt az első, ami felismerte.
Ha többször kell elindítani, hogy lássa az eszközt, akkor hálózati hiba van. Ugye, nem wifin keresztül akarsz vele kommunikálni?
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2020 március 09, 10:59
Írta: 2dbfy8y Dátum 2020 március 09, 10:59
Sziasztok.
Uc100 vezérlő, uccn progi, laser üzemmódban, olyan hibába ütközök kb 1 hete, hogy gépbleáll Ext.e-stop triggered hibával. Mi okozhatja ezt, eddig nem volt ilyen gondom.? E-stop gombom nincs aktiválva se progiban. Van valakinek ötlete?
Uc100 vezérlő, uccn progi, laser üzemmódban, olyan hibába ütközök kb 1 hete, hogy gépbleáll Ext.e-stop triggered hibával. Mi okozhatja ezt, eddig nem volt ilyen gondom.? E-stop gombom nincs aktiválva se progiban. Van valakinek ötlete?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 március 09, 11:15
Írta: dezsoe Dátum 2020 március 09, 11:15
Szia!
Küldtem mail-t.
Küldtem mail-t.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2020 március 09, 12:38
Írta: istvan58 Dátum 2020 március 09, 12:38
Szia,
sikerült erre ránézned?
sikerült erre ránézned?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 március 09, 12:59
Írta: dezsoe Dátum 2020 március 09, 12:59
Szia!
Igen. Valóban hibás, keressük az okát. Szólok, ha sikerült megtalálni.
Igen. Valóban hibás, keressük az okát. Szólok, ha sikerült megtalálni.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2020 március 09, 13:39
Írta: istvan58 Dátum 2020 március 09, 13:39
Köszi,
akkor legalább tudom hogy nem az én készülékembe van a hiba. [#nevetes1]
akkor legalább tudom hogy nem az én készülékembe van a hiba. [#nevetes1]
Cím: Re:UCCNC vezérlő program
Írta: istvan3 Dátum 2020 március 09, 21:21
Írta: istvan3 Dátum 2020 március 09, 21:21
Helló!
A gép egy lenovo laptop.
(T6670 Core2 Duo, 4GB rammal)
A rendszert elírtam. 64 bites Win7 van rajta.
Az UCCNC verzió 1.2111
Firmware: 1.030
Hardware: 1.0000
Természetesen nem wifiről megy, hanem közvetlen UTP kábellel.
Újratelepítettem a szoftvert de nem javult a dolog.
Az 1.2112 verzió pedig el sem indul, azonnal lefagy.
Rendszergazdaként sem javult meg a dolog.
Amit még észrevettem:
Ugye a gép átvált "relatív" szerű mozgásba, és sokszor indokolatlanul is kiáll szoftveres munkaterület limit hibára, de úgy, hogy a munkaterület széle még igen messze van.
Ezen kívül előfordult olyan is, hogy kimenet magasra állítás esetén (munkahenger vezérlés) nagyon gyorsan ki be kapcsoltra a rendszer a kimenetet.
UCCNC újraindítás után ez megszűnt.
A gép egy lenovo laptop.
(T6670 Core2 Duo, 4GB rammal)
A rendszert elírtam. 64 bites Win7 van rajta.
Az UCCNC verzió 1.2111
Firmware: 1.030
Hardware: 1.0000
Természetesen nem wifiről megy, hanem közvetlen UTP kábellel.
Újratelepítettem a szoftvert de nem javult a dolog.
Az 1.2112 verzió pedig el sem indul, azonnal lefagy.
Rendszergazdaként sem javult meg a dolog.
Amit még észrevettem:
Ugye a gép átvált "relatív" szerű mozgásba, és sokszor indokolatlanul is kiáll szoftveres munkaterület limit hibára, de úgy, hogy a munkaterület széle még igen messze van.
Ezen kívül előfordult olyan is, hogy kimenet magasra állítás esetén (munkahenger vezérlés) nagyon gyorsan ki be kapcsoltra a rendszer a kimenetet.
UCCNC újraindítás után ez megszűnt.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 március 09, 23:07
Írta: dezsoe Dátum 2020 március 09, 23:07
Szia!
Az 1.2113-ban van egy javítás, ami bizonyos videókártyák hibáját kikerüli. Esetleg próbáld ki.
4GB memóriához én biztos, hogy 32 bites rendszert telepítenék. Esetleg egy próbát megér, ha van pl. egy tartalék merevlemezed. (Hogy ne kelljen elölről kezdeni, ha nem válik be.)
Hálózat hogy van beállítva?
Az 1.2113-ban van egy javítás, ami bizonyos videókártyák hibáját kikerüli. Esetleg próbáld ki.
4GB memóriához én biztos, hogy 32 bites rendszert telepítenék. Esetleg egy próbát megér, ha van pl. egy tartalék merevlemezed. (Hogy ne kelljen elölről kezdeni, ha nem válik be.)
Hálózat hogy van beállítva?
Cím: Re:UCCNC vezérlő program
Írta: istvan3 Dátum 2020 március 09, 23:43
Írta: istvan3 Dátum 2020 március 09, 23:43
Köszi az infót!
Tervben van lecserélni ezt a műhely gépet egy jóval komolyabbra amin a Fusiron 360 és az Inventor is jól fut.
Ezt a héten meg is teszem, kipróbálom majd az új géppel, és jelzek, hogy mi újság.
Az "Épül és készül a..." topikba tettem fel egy videót a szerszámcsere működéséről.
A megmunkálás közben ki volt kapcsolva az M6 figyelés, majd a szerszámcserére manuálisan bekapcsoltam, majd újra ki.
Így megy a dolog.
Tervben van lecserélni ezt a műhely gépet egy jóval komolyabbra amin a Fusiron 360 és az Inventor is jól fut.
Ezt a héten meg is teszem, kipróbálom majd az új géppel, és jelzek, hogy mi újság.
Az "Épül és készül a..." topikba tettem fel egy videót a szerszámcsere működéséről.
A megmunkálás közben ki volt kapcsolva az M6 figyelés, majd a szerszámcserére manuálisan bekapcsoltam, majd újra ki.
Így megy a dolog.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2020 március 10, 07:29
Írta: frob Dátum 2020 március 10, 07:29
és ha véletlen memóriát akar bővíteni akkor meg csak pislog hogy rossz van a palacsintában, és a 32bites rendszer még a 4GB sem tudja rendesen kihasználni
szóval nem ajánlom senkinek sem hogy azt tegyen fel, ha csak nem valami program különlegesen azt igényli!
szóval nem ajánlom senkinek sem hogy azt tegyen fel, ha csak nem valami program különlegesen azt igényli!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 március 10, 08:08
Írta: dezsoe Dátum 2020 március 10, 08:08
Akkor bele kell tenni most. Ilyen egyszerű. :)
Cím: Re:UCCNC vezérlő program
Írta: istvan3 Dátum 2020 március 17, 12:18
Írta: istvan3 Dátum 2020 március 17, 12:18
Sajnos egyenlőre nem tudtam kipróbálni, és egy ideig nem is fogom tudni.
Egy egyetemen bérlem a műhelyem, amit a helyzetre való tekintettel komplett bezártak, úgyhogy visszatérünk majd a dologhoz ha újra tudok dolgozni.
Egy egyetemen bérlem a műhelyem, amit a helyzetre való tekintettel komplett bezártak, úgyhogy visszatérünk majd a dologhoz ha újra tudok dolgozni.
Cím: Re:UCCNC vezérlő program
Írta: c2hx7aev8 Dátum 2020 március 19, 21:44
Írta: c2hx7aev8 Dátum 2020 március 19, 21:44
Üdvözlök Mindenkit!
Előszőr a mach 3 topikba írtam,de ketten jelezték,hogy inkább ide,szóval teszek egy próbát itt is:
(UCCNC guruk figyelmét kérném elsősorban)
Van egy fémipari cnc megmunkáló központom.Mivel van faipari végzetségem és a családban van egy nagyon jó asztalos vállalkozás,ezért vettem egy faipari cnc portálmarót.
SCM Pratix N12 a tipusa.Minden komponense külön-külön is eléggé minőségi,de egyben ez egy nagyon erős csomag.
Viszont a vezérlőjével nem vagyok kibékülve(xilog plus).Az a bajom vele,hogy beépített null pontok vannak benne-8 db,amit a plc-ben kell kiválasztani,hogy melyiket szeretnéd használni.(az asztal 4 sarka,illetve lentről felfele vagy fentről lefele számoljon).Az a bajom vele,hogy ha pl Z0-nál síkol,akkor a kijelzőn nem Z0-t mutat,hanem tök mást.Következetesen mutatja a helytelen adatokat mindhárom tengelyen,miközben mérethelyesen legyártja az alkatrészt.
Szeretném lecserélni UCCNC-ra ,ehhez keresek szakembert.A gép a Törökbálinti Mechanikai Művekben van.Egy eléggé képzett fémipari szervízessel beszéltem erről a dologról(Ő sajnos nem vállalt,mert a UCCNC -hez nem ért),és szerinte -mivel jó komponensekből áll a gép,szerinte csak illeszteni kell és egy hajtáskártyára lenne szükség,de valószínűsitjük,hogy ennél kicsit összetetteb lesz a dolog
CSatolok pár képet,privátban tudok küldeni többet is.
Ha valaki úgy érzi,hogy képes a gépet UCCNC-al működésre bírni,az kérem írjon rám vagy hívjon.
Szép napot Mindenkinek!
(https://hobbicncforum.hu/uploaded_images/2020/03/tn_j36yik0tjiph2midvwsxg_7146.jpg) (https://hobbicncforum.hu/uploaded_images/2020/03/j36yik0tjiph2midvwsxg_7146.jpg) (https://hobbicncforum.hu/uploaded_images/2020/03/tn_44ayq25ujcetn3jw28gq0_7146.jpg) (https://hobbicncforum.hu/uploaded_images/2020/03/44ayq25ujcetn3jw28gq0_7146.jpg) (https://hobbicncforum.hu/uploaded_images/2020/03/tn_kws8fb0baf8cj6quptw8u_7146.jpg) (https://hobbicncforum.hu/uploaded_images/2020/03/kws8fb0baf8cj6quptw8u_7146.jpg) (https://hobbicncforum.hu/uploaded_images/2020/03/tn_98z9iyvwnayyumkqxk8xe_7146.jpg) (https://hobbicncforum.hu/uploaded_images/2020/03/98z9iyvwnayyumkqxk8xe_7146.jpg) (https://hobbicncforum.hu/uploaded_images/2020/03/tn_n3xnptjzxsganf37y3ns_7146.jpg) (https://hobbicncforum.hu/uploaded_images/2020/03/n3xnptjzxsganf37y3ns_7146.jpg)
Előszőr a mach 3 topikba írtam,de ketten jelezték,hogy inkább ide,szóval teszek egy próbát itt is:
(UCCNC guruk figyelmét kérném elsősorban)
Van egy fémipari cnc megmunkáló központom.Mivel van faipari végzetségem és a családban van egy nagyon jó asztalos vállalkozás,ezért vettem egy faipari cnc portálmarót.
SCM Pratix N12 a tipusa.Minden komponense külön-külön is eléggé minőségi,de egyben ez egy nagyon erős csomag.
Viszont a vezérlőjével nem vagyok kibékülve(xilog plus).Az a bajom vele,hogy beépített null pontok vannak benne-8 db,amit a plc-ben kell kiválasztani,hogy melyiket szeretnéd használni.(az asztal 4 sarka,illetve lentről felfele vagy fentről lefele számoljon).Az a bajom vele,hogy ha pl Z0-nál síkol,akkor a kijelzőn nem Z0-t mutat,hanem tök mást.Következetesen mutatja a helytelen adatokat mindhárom tengelyen,miközben mérethelyesen legyártja az alkatrészt.
Szeretném lecserélni UCCNC-ra ,ehhez keresek szakembert.A gép a Törökbálinti Mechanikai Művekben van.Egy eléggé képzett fémipari szervízessel beszéltem erről a dologról(Ő sajnos nem vállalt,mert a UCCNC -hez nem ért),és szerinte -mivel jó komponensekből áll a gép,szerinte csak illeszteni kell és egy hajtáskártyára lenne szükség,de valószínűsitjük,hogy ennél kicsit összetetteb lesz a dolog
CSatolok pár képet,privátban tudok küldeni többet is.
Ha valaki úgy érzi,hogy képes a gépet UCCNC-al működésre bírni,az kérem írjon rám vagy hívjon.
Szép napot Mindenkinek!
(https://hobbicncforum.hu/uploaded_images/2020/03/tn_j36yik0tjiph2midvwsxg_7146.jpg) (https://hobbicncforum.hu/uploaded_images/2020/03/j36yik0tjiph2midvwsxg_7146.jpg) (https://hobbicncforum.hu/uploaded_images/2020/03/tn_44ayq25ujcetn3jw28gq0_7146.jpg) (https://hobbicncforum.hu/uploaded_images/2020/03/44ayq25ujcetn3jw28gq0_7146.jpg) (https://hobbicncforum.hu/uploaded_images/2020/03/tn_kws8fb0baf8cj6quptw8u_7146.jpg) (https://hobbicncforum.hu/uploaded_images/2020/03/kws8fb0baf8cj6quptw8u_7146.jpg) (https://hobbicncforum.hu/uploaded_images/2020/03/tn_98z9iyvwnayyumkqxk8xe_7146.jpg) (https://hobbicncforum.hu/uploaded_images/2020/03/98z9iyvwnayyumkqxk8xe_7146.jpg) (https://hobbicncforum.hu/uploaded_images/2020/03/tn_n3xnptjzxsganf37y3ns_7146.jpg) (https://hobbicncforum.hu/uploaded_images/2020/03/n3xnptjzxsganf37y3ns_7146.jpg)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2020 március 20, 08:24
Írta: svejk Dátum 2020 március 20, 08:24
Ha most működőképes a gép ne nyúlj hozzá!!
Ha végképp makacskodsz, akkor pedig szépen válaszd le a vezérlést a mechanikáról és tedd félre , hogy bármikor vissza lehessen alakítani.
Az UCCNC úgy sem tud mit kezdeni azokkal a hajtásokkal, csak a mechanika és a motorok maradhatnának illetve a frekiváltó.
Tehát kellene egy új:
- vezérlőszekrény benne sok aprósággal
- sigma II-es szervohajtások
- PC+UCCNC+UCxxx mozgásvezérlő
- a szerszámcserélőhőz makro írás
- qrva sok munkaóra munkaóra
Ha nem magadnak csinálod, aligha lesz rentábilis, vagy esetleg valaki összekókányolja és ha szerencséd van még működni is fog.
Tapasztalataim szerint egyetlen érv van az átalakítás mellett, miszerint az SCM terméktámogatása kb. nulla a szerviz megfizethetetlen.
Ha végképp makacskodsz, akkor pedig szépen válaszd le a vezérlést a mechanikáról és tedd félre , hogy bármikor vissza lehessen alakítani.
Az UCCNC úgy sem tud mit kezdeni azokkal a hajtásokkal, csak a mechanika és a motorok maradhatnának illetve a frekiváltó.
Tehát kellene egy új:
- vezérlőszekrény benne sok aprósággal
- sigma II-es szervohajtások
- PC+UCCNC+UCxxx mozgásvezérlő
- a szerszámcserélőhőz makro írás
- qrva sok munkaóra munkaóra
Ha nem magadnak csinálod, aligha lesz rentábilis, vagy esetleg valaki összekókányolja és ha szerencséd van még működni is fog.
Tapasztalataim szerint egyetlen érv van az átalakítás mellett, miszerint az SCM terméktámogatása kb. nulla a szerviz megfizethetetlen.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2020 március 20, 08:34
Írta: frob Dátum 2020 március 20, 08:34
ne beszéld le róla, gondolom a költségekkel ha vett egy ilyen gépet tisztában van, és sajnos amit írtál igen erőteljesen igaz
" Tapasztalataim szerint egyetlen érv van az átalakítás mellett, miszerint az SCM terméktámogatása kb. nulla a szerviz megfizethetetlen. "
nekem is ez a tapasztalatom... ezért is próbálok minden megoldani a közelembe lévő gépen, mert simán a bekerülési költség( eredeti) 2-3x rá lehet költeni a gépre ha a MO-i szervizt kéred meg..
és többnyire nem mechanikusan, hanem elektronikusan döglik
" Tapasztalataim szerint egyetlen érv van az átalakítás mellett, miszerint az SCM terméktámogatása kb. nulla a szerviz megfizethetetlen. "
nekem is ez a tapasztalatom... ezért is próbálok minden megoldani a közelembe lévő gépen, mert simán a bekerülési költség( eredeti) 2-3x rá lehet költeni a gépre ha a MO-i szervizt kéred meg..
és többnyire nem mechanikusan, hanem elektronikusan döglik
Cím: Re:UCCNC vezérlő program
Írta: c2hx7aev8 Dátum 2020 március 20, 11:45
Írta: c2hx7aev8 Dátum 2020 március 20, 11:45
Hát igen,az Anest a Mo-i szervizes,de igyekeznek csak kereskedni(értsd:lerossznak).
Egyre inkább esélyes,hogy marad így.
Köszönöm a segítséget!
Egyre inkább esélyes,hogy marad így.
Köszönöm a segítséget!
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2020 március 20, 11:57
Írta: svejk Dátum 2020 március 20, 11:57
Egyébként ha leginkább a valós koordináta értékek hiánya zavar akkor megoldás lehet esetleg egy külső DRO egység.
A motorokról közvetlen nem, de a szervoerősítőkből valószínűleg ki lehet csatolni a tengelyek inkrementális jelét.
Aztán ezt a külső DRO-t bárhol nullázhatod.
A motorokról közvetlen nem, de a szervoerősítőkből valószínűleg ki lehet csatolni a tengelyek inkrementális jelét.
Aztán ezt a külső DRO-t bárhol nullázhatod.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2020 március 20, 11:59
Írta: svejk Dátum 2020 március 20, 11:59
A lényeg, hogy így nem kellene külső mérőléceket felszerelni.
Cím: Re:UCCNC vezérlő program
Írta: c2hx7aev8 Dátum 2020 március 20, 17:07
Írta: c2hx7aev8 Dátum 2020 március 20, 17:07
Igen,ez is felmerült.
Köszönöm
Köszönöm
Cím: Re:UCCNC vezérlő program
Írta: wxzsfdacp Dátum 2020 március 29, 10:23
Írta: wxzsfdacp Dátum 2020 március 29, 10:23
Szia Zotya!
Hasonló cipőben járok, mint te azzal a külömbséggel, hogy nekem a plc tápja a vezérlés egy részét hazavágta. Egyenlőre ott tartok, hogy a tengelyek mozognak a főorsóban kicsit bizonytalan vagyok ugyanis, ha a feltételek teljesülnek a főorsó negatív irányban elindul 10 f/s. Az analóg bemeneten nincs feszültség, ha a restart relét bekapcsolom a főorsó megáll. Kérdésem az volna, ha van dokumentációd meg tudnád nézni, ha bekapcsolod a főorsót ez a relé kikapcsol vagy sem.
Nekem scm record 120 am van amit keb f4 főorsó vezérlő hajt.
Köszi Attila
Hasonló cipőben járok, mint te azzal a külömbséggel, hogy nekem a plc tápja a vezérlés egy részét hazavágta. Egyenlőre ott tartok, hogy a tengelyek mozognak a főorsóban kicsit bizonytalan vagyok ugyanis, ha a feltételek teljesülnek a főorsó negatív irányban elindul 10 f/s. Az analóg bemeneten nincs feszültség, ha a restart relét bekapcsolom a főorsó megáll. Kérdésem az volna, ha van dokumentációd meg tudnád nézni, ha bekapcsolod a főorsót ez a relé kikapcsol vagy sem.
Nekem scm record 120 am van amit keb f4 főorsó vezérlő hajt.
Köszi Attila
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2020 április 02, 12:19
Írta: Autotec1 Dátum 2020 április 02, 12:19
Sziasztok
Vezérlő vásárlása előtt állok.
Valaki tudja az okosságot, hogy ebben mi az engedmény?
Ha darabonként megveszem akkor 94615.-
A leírás szerint a csatit és a kábelt külön kell megvenni
(https://hobbicncforum.hu/uploaded_images/2020/04/tn_35y74z77w35savdp9k0x_5332.png) (https://hobbicncforum.hu/uploaded_images/2020/04/35y74z77w35savdp9k0x_5332.png)
Vezérlő vásárlása előtt állok.
Valaki tudja az okosságot, hogy ebben mi az engedmény?
Ha darabonként megveszem akkor 94615.-
A leírás szerint a csatit és a kábelt külön kell megvenni
(https://hobbicncforum.hu/uploaded_images/2020/04/tn_35y74z77w35savdp9k0x_5332.png) (https://hobbicncforum.hu/uploaded_images/2020/04/35y74z77w35savdp9k0x_5332.png)
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2020 április 02, 12:27
Írta: TBS-TEAM Dátum 2020 április 02, 12:27
Nem kell külön külön a kosárba raknod [#mf1]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 április 02, 12:39
Írta: dezsoe Dátum 2020 április 02, 12:39
Az UCCNC licencet írja ajándéknak. Azt is beleszámoltad?
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2020 április 02, 12:41
Írta: Autotec1 Dátum 2020 április 02, 12:41
Uc300 47625
Ucbb 26670
Uccnc 20320
Ucbb 26670
Uccnc 20320
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 április 02, 12:51
Írta: dezsoe Dátum 2020 április 02, 12:51
Akkor passz. Hívd fel az oldalon levő számot és kérdezd meg. :)
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2020 április 02, 12:52
Írta: TBS-TEAM Dátum 2020 április 02, 12:52
Ha hozzá adod a kábeleket 1400.-
Rögtön megtakarítottál 511.-Ft-ot.[#csodalk] nem egy szoftware ára az biztos.
A Combo 2 még roszabb a helyzet ott buksz 189.-Ft-ot.[#conf]
Rögtön megtakarítottál 511.-Ft-ot.[#csodalk] nem egy szoftware ára az biztos.
A Combo 2 még roszabb a helyzet ott buksz 189.-Ft-ot.[#conf]
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2020 április 02, 12:54
Írta: Autotec1 Dátum 2020 április 02, 12:54
Nem meri felvenni
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2020 április 02, 13:04
Írta: TBS-TEAM Dátum 2020 április 02, 13:04
Nem jól értelmezzük + ajándék software.
Kapsz ajándékba valamilyen meglepi software-t.[#eplus2]
Kapsz ajándékba valamilyen meglepi software-t.[#eplus2]
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2020 április 02, 13:07
Írta: Autotec1 Dátum 2020 április 02, 13:07
Meglepinek egy mach 3 50 ért
Úgy jó
Úgy jó
Cím: Re:UCCNC vezérlő program
Írta: kaqkk007 Dátum 2020 április 02, 16:38
Írta: kaqkk007 Dátum 2020 április 02, 16:38
Tényleg nem jól értelmezitek ! Az uc300-400 egy hardver amit megveszel ehhez van saját szoftver (UCCNC néven amit ajándékba adnak hozzá (a mach3 csak- használható a vezérlőhöz ami nem sok vezérlőről mondható el hogy a saját szoftverén kivűl még másik programmal is működne)
Cím: Re:UCCNC vezérlő program
Írta: kaqkk007 Dátum 2020 április 02, 17:10
Írta: kaqkk007 Dátum 2020 április 02, 17:10
Az ajándék szoftver kezdőképernyője ott van a képen amit betettél (és sajnos csak egy 20 as-t spórolsz ha így vásárolod meg) https://shop.cncdrive.hu/termek/80-mach3-szoftver-lisence2
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 április 02, 17:48
Írta: dezsoe Dátum 2020 április 02, 17:48
Szó nincs semmilyen Mach3-ról, az csak egy tréfa volt pár hozzászólással hamarabb. Ha jól emlékszem, akkor az ősszel volt egy ilyen akció, aztán amikor az lejárt, az ára ki lett javítva, csak a megnevezése nem, azért félreérthető.
Cím: Re:UCCNC vezérlő program
Írta: kaqkk007 Dátum 2020 április 02, 18:19
Írta: kaqkk007 Dátum 2020 április 02, 18:19
Én csak a vezérlőt vettem meg és két kifejtőkártyát + a szoftvert. Ez a jel elosztó szerintem felesleges (ha jól sejtem ennek a lényege hogy minden ki bemenetet galvanikusan leválaszt a motormeghajtókról végálláskapcsolókról) De a legtöbb motormeghajtóban benne van a leválasztás (optocsatoló) A végálláskapcsolók meg nem lőhetnek nagyobb feszt a vezérlőre mint 5volt ha a vezérlő tápjára kötöd őket .tehát oda is felesleges a leválasztás . De majd aki jobban ért hozzá majd elmondja hogy miért jó. (Haverom már 3 éve használja a vezérlőt plazmavágón ilyen konfigurációban ahogy leírtam )
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2020 április 02, 20:11
Írta: TBS-TEAM Dátum 2020 április 02, 20:11
Légy szíves nézd meg a képet:
UC300-ETH combo1 mozgásvezérlő + ingyen szoftver.
Majd egyenként a képen látható alkatrészek árát add össze a kapott összeget hasonlítsd össze a képen látható 95504.-Ft-tal.
Mennyibe is kerűl az ingyen szoftware ??? [#nemtudom]
UC300-ETH combo1 mozgásvezérlő + ingyen szoftver.
Majd egyenként a képen látható alkatrészek árát add össze a kapott összeget hasonlítsd össze a képen látható 95504.-Ft-tal.
Mennyibe is kerűl az ingyen szoftware ??? [#nemtudom]
Cím: Re:UCCNC vezérlő program
Írta: kaqkk007 Dátum 2020 április 02, 20:40
Írta: kaqkk007 Dátum 2020 április 02, 20:40
Mint Dezsoe írta elírás van a hirdetésben , nem olvasod el amit válaszolnak ? Vagy csak ami éppen felül van ? Írj emilkét és kérdezz rá ... Amikor én vettem a vezérlőt korrekten egy jobb verziót-ajánlottak olcsóbban mint amit rendelni akartam , (usb-t rendeltem és akkor az drágább volt mint az újabb eternetes és erre felhívták a figyelmemet ) Hogy a telefont nem vették fel ? Erre való a mail ...
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2020 április 02, 21:07
Írta: TBS-TEAM Dátum 2020 április 02, 21:07
Ez is egy jó vicc volt [#taps]
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2020 április 02, 21:49
Írta: Autotec1 Dátum 2020 április 02, 21:49
Ne legyen elírás egy weboldalon, mert ez félrevezetés
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 április 02, 21:57
Írta: dezsoe Dátum 2020 április 02, 21:57
Nem lehet mindenki tévedhetetlen, bizony, vannak, akik hibáznak néha. Mindazonáltal ez a 17. bejegyzés, amiben a semmin rugózunk. Holnap megkérdezem, hogy mi a pontos helyzet, és megírom.
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2020 április 02, 22:18
Írta: Autotec1 Dátum 2020 április 02, 22:18
Remélem a hiba felfedezője megkapja nettóba a vezérlőt
Cím: Re:UCCNC vezérlő program
Írta: kaqkk007 Dátum 2020 április 03, 05:41
Írta: kaqkk007 Dátum 2020 április 03, 05:41
Mit tartasz viccesnek a hozzászólásomban ?
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2020 április 03, 09:50
Írta: Autotec1 Dátum 2020 április 03, 09:50
Kijavították az árat
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2020 április 03, 14:18
Írta: TBS-TEAM Dátum 2020 április 03, 14:18
Megnyerted a software-t. [#taps]
Cím: Re:UCCNC vezérlő program
Írta: xs55942m6 Dátum 2020 április 08, 19:34
Írta: xs55942m6 Dátum 2020 április 08, 19:34
hali! kövezzetek meg, ássatok el vagy nem tudom, most töltöttem le az uccnc új változatát de nem akar elindulni a motor a beméréskor de még az automata üzemmódban sem [#wilting] ( nagyon új nekem)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 április 08, 19:44
Írta: dezsoe Dátum 2020 április 08, 19:44
Szia!
Kicsit elmerülhetnél a részletekben... Mit jelent az új verzió (konkrét verziószám)? Mit jelent, hogy nem akar elindulni a motor? Melyik motor nem akar elindulni? Mi az automata üzemmód? Mi hogy van bekötve? Hogyan állítottad be a programot? [#nemtudom]
Kicsit elmerülhetnél a részletekben... Mit jelent az új verzió (konkrét verziószám)? Mit jelent, hogy nem akar elindulni a motor? Melyik motor nem akar elindulni? Mi az automata üzemmód? Mi hogy van bekötve? Hogyan állítottad be a programot? [#nemtudom]
Cím: Re:UCCNC vezérlő program
Írta: xs55942m6 Dátum 2020 április 08, 20:05
Írta: xs55942m6 Dátum 2020 április 08, 20:05
bocsánat! 1.2112-es verzió van most fent! a x, y, z tengely meg sem mozdul a program betöltése és a start gomb lenyomása után. nincs szerszám csere. ugyan akkor MPGvel meg tudom mozgatni a tengelyeket. Az új szerszám bemérő ablaknál mindent beállítottam a START PROBING gomb megnyomása után sem mozdulnak a tengelyek
Cím: Re:UCCNC vezérlő program
Írta: xs55942m6 Dátum 2020 április 08, 20:29
Írta: xs55942m6 Dátum 2020 április 08, 20:29
okés! nem tudom mi volt! de jó lett!!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 április 08, 20:55
Írta: dezsoe Dátum 2020 április 08, 20:55
[#eljen]
Azért, ha rájössz, hogy mi volt a baj, akkor meséld el mások okulására. :)
Azért, ha rájössz, hogy mi volt a baj, akkor meséld el mások okulására. :)
Cím: Re:UCCNC vezérlő program
Írta: xs55942m6 Dátum 2020 április 10, 12:45
Írta: xs55942m6 Dátum 2020 április 10, 12:45
Azért még egy kérdésem lenne! jó pár wizard nem hajlandó elindulni pipálásor, újraindítások után sem[#nemtudom]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 április 10, 15:40
Írta: dezsoe Dátum 2020 április 10, 15:40
Milyen wizard, milyen pipálás? Az UCCNC-ben nincs egy wizard sem. [#nemtudom]
Cím: Re:UCCNC vezérlő program
Írta: gabi Dátum 2020 április 11, 07:16
Írta: gabi Dátum 2020 április 11, 07:16
Szerintem a plugin-re gondolt[#kacsint]
Cím: Re:UCCNC vezérlő program
Írta: xs55942m6 Dátum 2020 április 12, 18:19
Írta: xs55942m6 Dátum 2020 április 12, 18:19
elnézést, igen a plugin-re gondoltam!
Cím: Re:UCCNC vezérlő program
Írta: gabi Dátum 2020 április 12, 19:23
Írta: gabi Dátum 2020 április 12, 19:23
Ha indításkor akarod futtatni pipáld ki a"Call startup"-ot is vagy Setting-Configure plugins- show.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 április 12, 20:02
Írta: dezsoe Dátum 2020 április 12, 20:02
Oké, akkor már tudjuk, hogy plugin-ról van szó. Még azt is írd le, hogy melyik plugin mit nem csinál. Hidd el, nem kötekszem, de csak akkor tudok segíteni, ha tudom, hogy miben kell segíteni.
Cím: Re:UCCNC vezérlő program
Írta: wxzsfdacp Dátum 2020 április 14, 11:31
Írta: wxzsfdacp Dátum 2020 április 14, 11:31
Sziasztok!
Tud nekem valaki segíteni macro programozásban köszi
Attila[#conf]
Tud nekem valaki segíteni macro programozásban köszi
Attila[#conf]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 április 14, 11:35
Írta: dezsoe Dátum 2020 április 14, 11:35
Szia!
Mi a kérdés? :)
Mi a kérdés? :)
Cím: Re:UCCNC vezérlő program
Írta: wxzsfdacp Dátum 2020 április 14, 20:26
Írta: wxzsfdacp Dátum 2020 április 14, 20:26
Szia
Van egy scm recordom a mi át lett építve mivel a régi vezérlés kuka lett próbáltam rá ajánlatot kérni a gép ára volt 2-3 millió. Szerencsére a szervóvezérlők step dir-t kezelik viszont számtalan biztonsági relén keresztül tudom csak működtetni. Ezeket a reléket kellen kapcsolgatnom bizonyos funkciókhoz, pl Z tengely fékének felodását engedélyező jellel próbáltam de nem megy a főorsó két relével működik egy egy 10 1/min ről indítja 18000 ig majd a fordultszám visszavétele után a szervóvezérlő egy fékje állítja meg ezek csak a legszükségesebb .... természetesen szerszámcserélő. stb.
A gépbe lévő makrókat nézegetteem, de nem értem ezek hogyan tudnak kimeneteket kapcsolni illetve bemeneteket érzékelni.
üdv Attila
Van egy scm recordom a mi át lett építve mivel a régi vezérlés kuka lett próbáltam rá ajánlatot kérni a gép ára volt 2-3 millió. Szerencsére a szervóvezérlők step dir-t kezelik viszont számtalan biztonsági relén keresztül tudom csak működtetni. Ezeket a reléket kellen kapcsolgatnom bizonyos funkciókhoz, pl Z tengely fékének felodását engedélyező jellel próbáltam de nem megy a főorsó két relével működik egy egy 10 1/min ről indítja 18000 ig majd a fordultszám visszavétele után a szervóvezérlő egy fékje állítja meg ezek csak a legszükségesebb .... természetesen szerszámcserélő. stb.
A gépbe lévő makrókat nézegetteem, de nem értem ezek hogyan tudnak kimeneteket kapcsolni illetve bemeneteket érzékelni.
üdv Attila
Cím: Re:UCCNC vezérlő program
Írta: xs55942m6 Dátum 2020 április 15, 15:28
Írta: xs55942m6 Dátum 2020 április 15, 15:28
hali! az is megoldódott.
következő:
A szerszámbeméréssel kínlódok.
minden bevan állítva. tök jól csinálja a dolgát. de mikor elindítok egy programot, a Z tengely elkezd felfele menni mint a barom és fogalmam sincs, hogy hol akar megállni. már a szán is lefutott egyszer mikor elsőnek indítottam [#wilting] gondolom most a szerszámcserélő pozícióra akar menni. de én azt nem adtam meg neki sehol. most mókoljam az M6 makrót? Vagy mire fog megállni? (ref. szenzorok vannak)
(https://hobbicncforum.hu/uploaded_images/2020/04/tn_ys9v585pipxksjcvd72w_5296.jpg) (https://hobbicncforum.hu/uploaded_images/2020/04/ys9v585pipxksjcvd72w_5296.jpg)
következő:
A szerszámbeméréssel kínlódok.
minden bevan állítva. tök jól csinálja a dolgát. de mikor elindítok egy programot, a Z tengely elkezd felfele menni mint a barom és fogalmam sincs, hogy hol akar megállni. már a szán is lefutott egyszer mikor elsőnek indítottam [#wilting] gondolom most a szerszámcserélő pozícióra akar menni. de én azt nem adtam meg neki sehol. most mókoljam az M6 makrót? Vagy mire fog megállni? (ref. szenzorok vannak)
(https://hobbicncforum.hu/uploaded_images/2020/04/tn_ys9v585pipxksjcvd72w_5296.jpg) (https://hobbicncforum.hu/uploaded_images/2020/04/ys9v585pipxksjcvd72w_5296.jpg)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 április 15, 17:11
Írta: dezsoe Dátum 2020 április 15, 17:11
Szia!
Igen, a telepítőben van egy minta M6 makró, ami a benne rögzített koordinátákra mozog. (Automata szerszámcserélőre van benne példa kód.) A General fülön beállítható SafeZ koordinátára mozog, gépi koordinátában.
Igen, a telepítőben van egy minta M6 makró, ami a benne rögzített koordinátákra mozog. (Automata szerszámcserélőre van benne példa kód.) A General fülön beállítható SafeZ koordinátára mozog, gépi koordinátában.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 április 15, 17:18
Írta: dezsoe Dátum 2020 április 15, 17:18
Szia!
A makrók C# nyelven írandók, ill. van lehetőség Visual Basic használatára is. A bemeneteket az adott LED lekérdezésével tudod vizsgálni, szabad (a programban semmihez nem rendelt) kimeneteket az exec.Setoutpin és exec.Clroutpin függvényekkel lehet kapcsolni.
(Próbálok az emilekre is válaszolni.)
A makrók C# nyelven írandók, ill. van lehetőség Visual Basic használatára is. A bemeneteket az adott LED lekérdezésével tudod vizsgálni, szabad (a programban semmihez nem rendelt) kimeneteket az exec.Setoutpin és exec.Clroutpin függvényekkel lehet kapcsolni.
(Próbálok az emilekre is válaszolni.)
Cím: Re:UCCNC vezérlő program
Írta: xs55942m6 Dátum 2020 április 15, 19:28
Írta: xs55942m6 Dátum 2020 április 15, 19:28
[#csodalk] Dezsoe!
kérlek segíts! letudnád írni a pontos menetet, mit, mikor nyomjak, mérjek mert kezdem feladni.
a Z biztonságit átírtam, jó lett!
élesbe elindítottam egy G kódot
- nagyolás marás megvolt
-megállt a főorsó
-kicseréltem a simító maróra
- aláraktam a szondát (gondoltam végre megoldódott a több éves kínlódásom)
-majd mérés nélkül becsavarta a pics@ba a szondakábelét
-agyvérzés
- haza jön, sört nyit [#wilting]
- makróhoz nem értek, buta vagyok, kérlek segíts!
kérlek segíts! letudnád írni a pontos menetet, mit, mikor nyomjak, mérjek mert kezdem feladni.
a Z biztonságit átírtam, jó lett!
élesbe elindítottam egy G kódot
- nagyolás marás megvolt
-megállt a főorsó
-kicseréltem a simító maróra
- aláraktam a szondát (gondoltam végre megoldódott a több éves kínlódásom)
-majd mérés nélkül becsavarta a pics@ba a szondakábelét
-agyvérzés
- haza jön, sört nyit [#wilting]
- makróhoz nem értek, buta vagyok, kérlek segíts!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 április 15, 20:34
Írta: dezsoe Dátum 2020 április 15, 20:34
Próbállak követni. :) Tehát van egy M6 makród, ami mostmár jó helyre megy, ott kicseréled a szerszámot, majd azt be kéne mérni, hogy folytathasd a munkát?
Cím: Re:UCCNC vezérlő program
Írta: xs55942m6 Dátum 2020 április 15, 20:44
Írta: xs55942m6 Dátum 2020 április 15, 20:44
igen, igen! [#rolleyes]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 április 15, 21:07
Írta: dezsoe Dátum 2020 április 15, 21:07
Oké, akkor két file-ra lenne szükségem. Az M6.txt makróra és az aktuális profil file-ra. Ezeket küldd el a support kukac cncdrive pont com-ra és megnézem.
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2020 április 15, 21:18
Írta: eduard Dátum 2020 április 15, 21:18
@dezsoe, ha adott egy XYZ portal maro, ahol Y-t ket parhuzamos motor hajtja (Y,B) ahol B a slave, hogy tudom bellaitani, hogy kulon-kulon homoljanak?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 április 15, 22:47
Írta: dezsoe Dátum 2020 április 15, 22:47
Külön home érzékelőt kell felszerelni és beállítani a mester és a szolga tengelyen.
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2020 április 16, 04:42
Írta: eduard Dátum 2020 április 16, 04:42
Koszonom @dezsoe
Cím: Re:UCCNC vezérlő program
Írta: ORCA17 Dátum 2020 április 16, 12:23
Írta: ORCA17 Dátum 2020 április 16, 12:23
Ha valakit érdekel, van egy VISUAL BASIC 6 programozási könyvem CD-vel együtt. Magyar nyelvű, 723 oldal.
Szívesen odadom annak aki ilyesmivel foglalkozik.
Nem feltétlen eladni akarom, esetleg valamire elcserélem[#kacsint]
Szívesen odadom annak aki ilyesmivel foglalkozik.
Nem feltétlen eladni akarom, esetleg valamire elcserélem[#kacsint]
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2020 április 16, 20:14
Írta: istvan58 Dátum 2020 április 16, 20:14
Szia,
Sikerült ez ügyben valamit találnotok?
Sikerült ez ügyben valamit találnotok?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 április 16, 22:15
Írta: dezsoe Dátum 2020 április 16, 22:15
Szia!
Nem, még nincs kijavítva.
Nem, még nincs kijavítva.
Cím: Re:UCCNC vezérlő program
Írta: wxzsfdacp Dátum 2020 április 19, 01:01
Írta: wxzsfdacp Dátum 2020 április 19, 01:01
Szia!
Ilyenkor az input triggert nem is hasznéljuk? Csak egyszerűen a makroba hivatkozunk rá? Ott hogy adom meg a portot és a pint. Néztem a plugint is, de ott sem találtam kezelhető felületet, csak amit te írtál, de abba nem találtam lehetőséget erre.
Kösz Attila
Ilyenkor az input triggert nem is hasznéljuk? Csak egyszerűen a makroba hivatkozunk rá? Ott hogy adom meg a portot és a pint. Néztem a plugint is, de ott sem találtam kezelhető felületet, csak amit te írtál, de abba nem találtam lehetőséget erre.
Kösz Attila
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2020 április 19, 08:59
Írta: Autotec1 Dátum 2020 április 19, 08:59
Ezt a kézi vezérlőt használja valaki uccnc-hez?
https://www.aliexpress.com/item/32951439630.html?spm=a2g0o.detail.0.0.536d3a0cPs7Ijt&gps-id=pcDetailCartBuyAlsoBuy&scm=1007.12908.140317.0&scm_id=1007.12908.140317.0&scm-url=1007.12908.140317.0&pvid=3fc3d28b-2d45-4258-8a65-5f09f3a374db&_t=gps-id:pcDetailCartBuyAlsoBuy,scm-url:1007.12908.140317.0,pvid:3fc3d28b-2d45-4258-8a65-5f09f3a374db,tpp_buckets:668%230%23131923%2320_668%23808%234094%23181_668%23888%233325%233_668%232717%237565%23739
https://www.aliexpress.com/item/32951439630.html?spm=a2g0o.detail.0.0.536d3a0cPs7Ijt&gps-id=pcDetailCartBuyAlsoBuy&scm=1007.12908.140317.0&scm_id=1007.12908.140317.0&scm-url=1007.12908.140317.0&pvid=3fc3d28b-2d45-4258-8a65-5f09f3a374db&_t=gps-id:pcDetailCartBuyAlsoBuy,scm-url:1007.12908.140317.0,pvid:3fc3d28b-2d45-4258-8a65-5f09f3a374db,tpp_buckets:668%230%23131923%2320_668%23808%234094%23181_668%23888%233325%233_668%232717%237565%23739
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2020 április 19, 09:00
Írta: Autotec1 Dátum 2020 április 19, 09:00
Kép lemaradt
(https://hobbicncforum.hu/uploaded_images/2020/04/tn_n92850775xk0h2zf9cwqq_5332.png) (https://hobbicncforum.hu/uploaded_images/2020/04/n92850775xk0h2zf9cwqq_5332.png)
(https://hobbicncforum.hu/uploaded_images/2020/04/tn_n92850775xk0h2zf9cwqq_5332.png) (https://hobbicncforum.hu/uploaded_images/2020/04/n92850775xk0h2zf9cwqq_5332.png)
Cím: Re:UCCNC vezérlő program
Írta: wxzsfdacp Dátum 2020 április 19, 11:16
Írta: wxzsfdacp Dátum 2020 április 19, 11:16
Egy ismerősöm csinált ilyet ők ékszereket martak marnak vele, akkor kell ha a bázisfelvétele messze van a géptől. Ha kész lesz a vezérlésem nekem is kell ilyet csinálnom ha valakivel csináltatod nem hiszem hogy olcsóbb lesz, de ha elromlik meg tudod javítani.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2020 április 19, 12:41
Írta: frob Dátum 2020 április 19, 12:41
ennek az elődjét használom, kifogástalanul megy
ahogy elnézem csak a külcsíny változott, a belbecs ugyan az lehet...
ahogy elnézem csak a külcsíny változott, a belbecs ugyan az lehet...
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2020 április 19, 13:09
Írta: svejk Dátum 2020 április 19, 13:09
UCCNC-vel?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 április 19, 15:30
Írta: dezsoe Dátum 2020 április 19, 15:30
Az input trigger arra való, hogy egy bemenet jelszint változásakor megnyomjon egy gombot. Lényeges a változás, a gomb pedig akármiben végződhet, tehát lehet már meglévő gomb a képernyőn (vagy nem megjelenített, de beépített), lehet egy saját makrót indító gomb és lehet egy plugin-ból kezelt gomb is. Amikor egy bemenet pillanatnyi állapotát akarod tudni, akkor azt LED-ek lekérdezésével tudod megtenni.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 április 19, 15:36
Írta: dezsoe Dátum 2020 április 19, 15:36
Amit linkeltél az valószínűleg valami hamisítvány, mert igazából csak a képeken látszik valami XHC felirat, a termék nevébe nem merték odaírni. Nekem ez gyanús.
Az UCCNC-ben van XHC-HB04-hez plugin, ez a régi, vezetékes verzió. A WHB04B-hez írt Andrej egy plugin-t, azt ebben a topikban (http://www.forum.cncdrive.com/viewtopic.php?f=14&t=2449&sid=8d3c0b71b1bf282adae0a08b58fe9c78) találod meg, keresd a legfrissebbet a vége felé.
Az UCCNC-ben van XHC-HB04-hez plugin, ez a régi, vezetékes verzió. A WHB04B-hez írt Andrej egy plugin-t, azt ebben a topikban (http://www.forum.cncdrive.com/viewtopic.php?f=14&t=2449&sid=8d3c0b71b1bf282adae0a08b58fe9c78) találod meg, keresd a legfrissebbet a vége felé.
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2020 április 19, 19:02
Írta: Autotec1 Dátum 2020 április 19, 19:02
Köszönöm a tanácsokat
Cím: Re:UCCNC vezérlő program
Írta: dtb Dátum 2020 április 19, 19:48
Írta: dtb Dátum 2020 április 19, 19:48
Egyébként van valami központilag karbantartott lista az összes elérhető plugin-ről? Főleg olyanokat hiányolok, amik a Mach3-ban is voltak. Nem eszközkezelők, hanem ilyen-olyan segéd programok, egy-egy gyakori művelettel.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 április 19, 20:12
Írta: dezsoe Dátum 2020 április 19, 20:12
Nem igazán. Bárki bármit írhat. Ha alapos a szerző, akkor az angol fórumon a Plugins témába felteszi. Az a baj a plugin-okkal, hogy a készítőnek illene foglalkozni a támogatásával, ami ott a fórumon meg is történik jobb esetben.
Ha elkezdenénk összegyűjteni, netán betenni a telepítőbe, akkor úgy járnánk, mint az Autoloveler plugin-nal: semmi közünk hozzá, nincs is meg a forrása, de minket csesztetnek vele. [#zavart2]
Ha elkezdenénk összegyűjteni, netán betenni a telepítőbe, akkor úgy járnánk, mint az Autoloveler plugin-nal: semmi közünk hozzá, nincs is meg a forrása, de minket csesztetnek vele. [#zavart2]
Cím: Re:UCCNC vezérlő program
Írta: wxzsfdacp Dátum 2020 április 19, 21:30
Írta: wxzsfdacp Dátum 2020 április 19, 21:30
Szia
Ezt értem, de az a bajom hogy csak a Funkciok számát adhtom csak meg (100-tól 782-ig), vagy a belső gombokat nem a bemeneti portokat és pineket amire nekem szükségem volna ahhoz feltételeket tudjak létrehozni a makróban. Biztos vagyo hogy meg lehet oldani.
Köszi
Attila
Ezt értem, de az a bajom hogy csak a Funkciok számát adhtom csak meg (100-tól 782-ig), vagy a belső gombokat nem a bemeneti portokat és pineket amire nekem szükségem volna ahhoz feltételeket tudjak létrehozni a makróban. Biztos vagyo hogy meg lehet oldani.
Köszi
Attila
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 április 19, 23:11
Írta: dezsoe Dátum 2020 április 19, 23:11
Szia!
Ez nem egészen így van. 100-782-ig a beépített gombok vannak (illetve voltak az 1.2049-ben, rég 800 felett vagyunk), de beírni akármennyit lehet. Ha van egy makród, ami 20000-21999-ig kapott sorszámot, akkor azt el tudod indítani egy input triggerrel, plugin-ban pedig akárhányas gombot tudsz figyelni. Ezt azért írtam le, mert azt kérdezted, hogy "Ilyenkor az input triggert nem is hasznéljuk?"
Bemenetek figyelését - ahogy már írtam - közvetlenül az állapotjelző LED-ek lekérdezésével lehet megoldani, exec.GetLED függvénnyel. Pl:
Ezt futtathatod önálló makróként is, de beállíthatod macroloop-nak is. Utóbbi esetben másodpercenként 20-szor fogja kiírni a 6-os bemenet állapotát.
Ez nem egészen így van. 100-782-ig a beépített gombok vannak (illetve voltak az 1.2049-ben, rég 800 felett vagyunk), de beírni akármennyit lehet. Ha van egy makród, ami 20000-21999-ig kapott sorszámot, akkor azt el tudod indítani egy input triggerrel, plugin-ban pedig akárhányas gombot tudsz figyelni. Ezt azért írtam le, mert azt kérdezted, hogy "Ilyenkor az input triggert nem is hasznéljuk?"
Bemenetek figyelését - ahogy már írtam - közvetlenül az állapotjelző LED-ek lekérdezésével lehet megoldani, exec.GetLED függvénnyel. Pl:
Kód Kijelölés
if (exec.GetLED(6))
exec.AddStatusmessage("6-os be");
else
exec.AddStatusmessage("6-os ki");
Ezt futtathatod önálló makróként is, de beállíthatod macroloop-nak is. Utóbbi esetben másodpercenként 20-szor fogja kiírni a 6-os bemenet állapotát.
Cím: Re:UCCNC vezérlő program
Írta: wxzsfdacp Dátum 2020 április 19, 23:43
Írta: wxzsfdacp Dátum 2020 április 19, 23:43
Tehát a GetLed az nem a kimenet állapotát kérdezi le? A 20000-21999i az a makrók száma vagy a szerszámé? Ez a Funkció listában meg fog jelenni vagy nem? Bocsánat csak már nagyon rágják a fülemet a munkákkal.
Köszönöm
Attila
Köszönöm
Attila
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 április 20, 00:26
Írta: dezsoe Dátum 2020 április 20, 00:26
A GetLED függvénnyel LED-ek állapotát lehet lekérdezni. Minden kimenethez és bemenethez tartozik egy LED. (Meg még sok máshoz, de most nem ez volt a kérdés.) Szerszám 1-96-ig lehet, makró nagyon sok (M0-M2^31-1-ig). Ebből a nagyon sok makróból speciális a 20000-21999-ig terjedő rész, mert ugyanilyen számú nyomógombbal meghívhatóak. Tehát, ha van egy M20000.txt-ben található M20000 makród, akkor azt meghívhatod M20000 szóval, a 20000-es nyomógombbal a képernyőről, exec.Callbutton(20000) hívással makróból, plugin-ból UC.Callbutton(20000)-nal, input triggerrel 20000-es funkcióval. Remélem, nem hagytam ki semmit. Ha a triggereknél a Set gombra feljövő listára gondolsz, akkor ott nem fog feljönni, mert a program nem tudhatja, hogy milyen makrót írtál, csak a beépített funkciókat listázza.
Cím: Re:UCCNC vezérlő program
Írta: wxzsfdacp Dátum 2020 április 20, 01:23
Írta: wxzsfdacp Dátum 2020 április 20, 01:23
Hogyan tudom a ki és a bemeneti LEDeket megkülönböztetni vagy az a parancsból fog adódni getled input, setoutput pin output?
A plugin programozása visual sudioból kell programozni vagy van valami amatőröknek való felület.
Köszi
Attila
A plugin programozása visual sudioból kell programozni vagy van valami amatőröknek való felület.
Köszi
Attila
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 április 20, 06:36
Írta: dezsoe Dátum 2020 április 20, 06:36
Nincs különbség a LED-ek között, neked kell tudni, hogy melyik melyik. Az sem segít, hogy 4 kupacban vannak, történelmi okokból. (Kezdetben vala az UC100, aztán UC300-5LPT (+ 4x17 láb), majd UC300-M44 (+ 8 láb) és végül az UC300-5441 (+ 2 láb), ami neked is van.)
Igen, plugin-t Visual Studio-val lehet programozni. Lényegében bármelyik .Net nyelven, C#-hoz és Visual Basic-hez van template. Lehet, hogy elsőre bonyolult, de - szerintem - semmivel nem bonyolultabb, mint egy makrót megírni. Érdemes minél régebbi Visual Studio-t használni: gyorsabbak és használhatóbbak, mint a mostani csicsavilágosak. Én pl. 2010-es verziót használok. Próbáltam újabbat, azóta sincs sok hajam... [#zavart2]
Igen, plugin-t Visual Studio-val lehet programozni. Lényegében bármelyik .Net nyelven, C#-hoz és Visual Basic-hez van template. Lehet, hogy elsőre bonyolult, de - szerintem - semmivel nem bonyolultabb, mint egy makrót megírni. Érdemes minél régebbi Visual Studio-t használni: gyorsabbak és használhatóbbak, mint a mostani csicsavilágosak. Én pl. 2010-es verziót használok. Próbáltam újabbat, azóta sincs sok hajam... [#zavart2]
Cím: Re:UCCNC vezérlő program
Írta: wxzsfdacp Dátum 2020 április 20, 08:48
Írta: wxzsfdacp Dátum 2020 április 20, 08:48
Most már tényleg csak egy kérdés a Ledekt amikor bekérem honnan tudja, hogy az I6 O6-ot kérem be amikor azt írtad, hogy GetLed(6)? Sajnos belefutottam letöltöttem a 19-es verziót 3óra ja és nem tudtam megnyitni vele a megnyitni semmit a 2010-es verzió kb 20 perc és minden működött.
Köszönöm
Attila
Köszönöm
Attila
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2020 április 20, 13:00
Írta: svejk Dátum 2020 április 20, 13:00
Az UCCNC gyökérben van egy Dokumentation könyvtár abban egy LEDs_ by_nuber.HTM file, ott olvashatod mihez mi tartozik.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 április 20, 13:16
Írta: dezsoe Dátum 2020 április 20, 13:16
Az 5441-nél azért nem olyan egyszerű kitalálni. :) Közben telefonon megoldottuk. A legegyszerűbb képernyőszerkesztővel megnézni a diagnosztika ablakban a LED sorszámát.
Cím: Re:UCCNC vezérlő program
Írta: wxzsfdacp Dátum 2020 április 20, 16:30
Írta: wxzsfdacp Dátum 2020 április 20, 16:30
Íme két próbálokozás
Az első a z tengely feloldása 10es Leden ha jel van a kkor a tengelek aktívík tehát a fék felodhetó
//M310 macro
bool GetLED ( int10)
ifbool GetLED (10) == false //tengely áram alatt van ez lehet hogy fordítva van de a program szempontjából mindegy
{
MessageBox.Show("a fék rögzíti a tengelyt");
exec.StopWithDeccel (x y z s);
while(GetLED (10) == true);
exec.Wait (1000);
exec.Setoutpin (2, 20);
exec.IsMoving ()
}
Az első a z tengely feloldása 10es Leden ha jel van a kkor a tengelek aktívík tehát a fék felodhetó
//M310 macro
bool GetLED ( int10)
ifbool GetLED (10) == false //tengely áram alatt van ez lehet hogy fordítva van de a program szempontjából mindegy
{
MessageBox.Show("a fék rögzíti a tengelyt");
exec.StopWithDeccel (x y z s);
while(GetLED (10) == true);
exec.Wait (1000);
exec.Setoutpin (2, 20);
exec.IsMoving ()
}
Cím: Re:UCCNC vezérlő program
Írta: wxzsfdacp Dátum 2020 április 20, 16:44
Írta: wxzsfdacp Dátum 2020 április 20, 16:44
A másik egy kézi késcsere led 90 váltás a kézi funkcióra, a led 9 egy biztonsági ajtó végül a led 91 egy gomb a gépen ami a szerszámot nyitja és zárja természetesen ezt a gombot nem akarom működtetni mozgás közben, ezért és nyilván a kezembe se pördüljön meg a szerszám mert 7,5 paripát nekem nem biztos hogy sikerül megfognom ez a másik ok amiért tiltattam ezt le.
2. port 22 pin nyitja pnematikusan a zárszerkezetet 21. pin pedig zárja.
Kérdésként merült fel bennünk, a makrókat lehet esemény irányításba kapcsolni hiszen csak akkor kell ezt a makrót működtetni, ha a 90es led aktív egyébként feleslegez ezeken a sorokon a gépnek legelészni marás közben. nyilván a autómata szerszámcsere esetén kell, de az a következő [#wilting][#wilting]
Köszönöm a segítséget Svejknek is
2. port 22 pin nyitja pnematikusan a zárszerkezetet 21. pin pedig zárja.
Kód Kijelölés
//M311 macro
bool GetLED ( int90)
bool GetLED ( int9)
bool GetLED ( int91)
if GetLED (90)&&GetLED (9)&& == true //Szerszámcserélő funkcio kézi90 , kinyitom a biztonsági kaput
{
MessageBox.Show("cserszámcsere funkció");
exec.StopWithDeccel (x y z s);
if GetLed (91)== true
exec.Setoutpin (2, 22);
wheil getled(91)== falce
exec.Wait (2000);
if GetLed (91)== true
exec.Setoutpin (2, 21);// ez szerintem így nem lesz jó mert ha nem találom el mikor nyomom meg újr a gombot akkor megint kinyitja a kinyitott
//állapotában át kellen ugraia az előző feltételeket
wheil getled(91)== falce
while(GetLED (90)&& GetLed (9) == false);
exec.IsMoving ()
}
Kérdésként merült fel bennünk, a makrókat lehet esemény irányításba kapcsolni hiszen csak akkor kell ezt a makrót működtetni, ha a 90es led aktív egyébként feleslegez ezeken a sorokon a gépnek legelészni marás közben. nyilván a autómata szerszámcsere esetén kell, de az a következő [#wilting][#wilting]
Köszönöm a segítséget Svejknek is
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 április 21, 14:05
Írta: dezsoe Dátum 2020 április 21, 14:05
Szia!
Az M310 helyesen:
Ne feledd, hogy macroloop-nak kell beállítanod!
Az M310 helyesen:
Kód Kijelölés
//M310 macroloop
bool state = exec.GetLED(10);
if (firstRun)
{
// Ha első futás, akkor mindenképpen kapcsolni kell
lastState = !state;
firstRun = false;
}
if (state != lastState)
{
// Csak akkor foglalkozunk vele, ha változott az állapota
if (state)
{
// Tengely áram alatt -> fék kioldása
exec.Setoutpin(2, 20);
exec.AddStatusmessage("Fék kioldva");
}
else
{
// Tengely nincs áram alatt -> fékezés
exec.Clroutpin(2, 20);
exec.AddStatusmessage("A fék rögzíti a tengelyt");
}
lastState = state;
}
#Events
bool firstRun = true;
bool lastState = false;
Ne feledd, hogy macroloop-nak kell beállítanod!
Cím: Re:UCCNC vezérlő program
Írta: wxzsfdacp Dátum 2020 április 21, 20:06
Írta: wxzsfdacp Dátum 2020 április 21, 20:06
Köszönöm KEDVES URAM!!
Cím: Re:UCCNC vezérlő program
Írta: wxzsfdacp Dátum 2020 április 21, 20:17
Írta: wxzsfdacp Dátum 2020 április 21, 20:17
Bocsánat egy észrevétel a tengelyek mozgása a fék rögzítésekor most le van tiltva vagy nincs, mert az a gondom megszűnne, az a poblémám, hogy a számló mozog miközben valós mozgás nincs. Mondtad hogy az amit írtam az nem jó mert az a mozgást állítja le nem a mozásokat tiltja le, ezt nem látom, de ha benne van melyik parancsok azok mert késöbb is szükségem lesz rá.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2020 április 23, 10:56
Írta: istvan58 Dátum 2020 április 23, 10:56
Egy ideje használom a "quickview" plugint ami nekem főleg hasznos mert 2 Z tengelyem lévén az egyiket "B" nek neveztem el, és mint tudjuk az UCCNC csak az X, X,Z mozgás tartományt jelzi. Ez neha nem jó.
Nos a QuickView al az lett a gondom hogy ha eddig kivalasztottam egy g kódot egy adott mappaból aztán ha újra kellett valami alapból ez a mappa nyílt meg. De tegnap óta ahányszor megnyitom a QuickView-t mindég alap az UCCNC mappa. Ez nem igazán jó mert mindég meg kell keresni az adott mappát.
Mi lehet an gond?
Nos a QuickView al az lett a gondom hogy ha eddig kivalasztottam egy g kódot egy adott mappaból aztán ha újra kellett valami alapból ez a mappa nyílt meg. De tegnap óta ahányszor megnyitom a QuickView-t mindég alap az UCCNC mappa. Ez nem igazán jó mert mindég meg kell keresni az adott mappát.
Mi lehet an gond?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2020 április 23, 10:59
Írta: svejk Dátum 2020 április 23, 10:59
Mire is való pontosan és hol található ez a "quickview" plugin?
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2020 április 23, 11:13
Írta: istvan58 Dátum 2020 április 23, 11:13
Dezsoe honlapján van erre bővebb leírás, de röviden:
Megjeleníti minden tengely mozgás határait. Ha csak x,y,z van akkor nem igazán fontos, de nekem ugye van az X,Y,Z és B.
Nem is értem hogy ha az UCCNC 6 tengelyre képes miért nem jeleníti meg a "job properties" ben minden tengely min-max ját. Erre már többször rákérdeztem és akkor ajánlotta dezsoe a QuickView plugint.
Amugy az előbbi hiba megoldva, valami Windows hülyeség lehetett mert ha a mappa nevében nincs ékezetes karakter akkor Ok.
Megjeleníti minden tengely mozgás határait. Ha csak x,y,z van akkor nem igazán fontos, de nekem ugye van az X,Y,Z és B.
Nem is értem hogy ha az UCCNC 6 tengelyre képes miért nem jeleníti meg a "job properties" ben minden tengely min-max ját. Erre már többször rákérdeztem és akkor ajánlotta dezsoe a QuickView plugint.
Amugy az előbbi hiba megoldva, valami Windows hülyeség lehetett mert ha a mappa nevében nincs ékezetes karakter akkor Ok.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2020 április 23, 11:29
Írta: svejk Dátum 2020 április 23, 11:29
Jaaa... tudom már! [#falbav]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 április 23, 11:52
Írta: dezsoe Dátum 2020 április 23, 11:52
Igen, a probléma az, hogy az ékezetes adatokat codepage beállítások miatt nem jól tárolja a profilban. Nem foglalkoztam még a kérdéssel, egyelőre inkább ne használj ékezetet a nevekben. (Amúgy is jobb nem használni, mert sok program hibásan kezeli, nem csak az enyém...)
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2020 április 23, 12:11
Írta: istvan58 Dátum 2020 április 23, 12:11
Ja, ez nem gond csak nem tudtam hirtelen mi a baj.
Cím: Re:UCCNC vezérlő program
Írta: wxzsfdacp Dátum 2020 április 25, 01:14
Írta: wxzsfdacp Dátum 2020 április 25, 01:14
Szia végre oda jutottam hogy kipróbáljam induláskor szépen kiemel megcsiál egy változást azután szépen letekeredik (a fék nem zár vissza resetre sem)....miért[#nemtudom] ha valakinek ötlete van köszönöm
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2020 április 27, 09:48
Írta: frob Dátum 2020 április 27, 09:48
Sziasztok
Van egy kis gondom hátha valaki(Dezsoe?) rogton tudja...
Képen látazik hogy mit ir ki, ha rendesen osszenyomom közli hogy ne erintsem ossze, vviszont ha már egyszer mértem csak ezt dobja fel
Nemertem miert nemlehetne tobbszor ramerni?
(https://hobbicncforum.hu/uploaded_images/2020/04/tn_t7i4e853qp5ec7jx3g5_902.jpg) (https://hobbicncforum.hu/uploaded_images/2020/04/t7i4e853qp5ec7jx3g5_902.jpg)
Van egy kis gondom hátha valaki(Dezsoe?) rogton tudja...
Képen látazik hogy mit ir ki, ha rendesen osszenyomom közli hogy ne erintsem ossze, vviszont ha már egyszer mértem csak ezt dobja fel
Nemertem miert nemlehetne tobbszor ramerni?
(https://hobbicncforum.hu/uploaded_images/2020/04/tn_t7i4e853qp5ec7jx3g5_902.jpg) (https://hobbicncforum.hu/uploaded_images/2020/04/t7i4e853qp5ec7jx3g5_902.jpg)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2020 április 27, 10:35
Írta: ium8w94xp Dátum 2020 április 27, 10:35
Nekem akkor írja ki, ha mérés előtt összeér és úgy nyomok rá a mérésre.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2020 április 27, 13:03
Írta: frob Dátum 2020 április 27, 13:03
sikerült letudni a problémát, de nem úgy ahogy szerettem volna, a megoldás hirtelen az lett hogy a legfrissebb hivatalos uccnc-t telepítettem amiben a bemérés már nem hozta ezt a hibát, hanem tökéletesen lefutott, ez a 1.2111 verzió lett végül
úgy hogy köszi, letudva
úgy hogy köszi, letudva
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 április 27, 13:21
Írta: dezsoe Dátum 2020 április 27, 13:21
Szia!
Te voltál a gyorsabb. :) Valamelyik teszt verzióban volt valami probe hiba, lehet, hogy az volt fent nálad, de ez már aránylag régebbi volt. Én a 2113-at használom, azzal nem tapasztaltam ilyen hibát.
Te voltál a gyorsabb. :) Valamelyik teszt verzióban volt valami probe hiba, lehet, hogy az volt fent nálad, de ez már aránylag régebbi volt. Én a 2113-at használom, azzal nem tapasztaltam ilyen hibát.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2020 április 27, 13:55
Írta: frob Dátum 2020 április 27, 13:55
Az az akkori hivatalos verzió volt, csak azokat rakom fel, de akkor jó tudni hogy nem én voltam a hülye :D
Köszi a megerősítést!
R.
Köszi a megerősítést!
R.
Cím: Re:UCCNC vezérlő program
Írta: wxzsfdacp Dátum 2020 április 29, 22:56
Írta: wxzsfdacp Dátum 2020 április 29, 22:56
Szia Dezsoe!
Sajna kiderült, hogy én vagyok a gyenge láncszem, ugyanis nem a programba van a hiba, hanem a gép a bekapcsolás után kb 4 s alatt áll fel ez idő alatt, azonban letekededik a Z tengely végállásra ezért nem derült ki mi volt a hiba. A kérdés csak az volna a késleltetést mivel tegyem "exec.Wait(5000);" ezt probáltam kis betűvel hibát írt nagy betűvel Setoutpin elé de ott nem várt hanem rögtön nyitott.[#zavart2][#conf]
köszi Attila
Sajna kiderült, hogy én vagyok a gyenge láncszem, ugyanis nem a programba van a hiba, hanem a gép a bekapcsolás után kb 4 s alatt áll fel ez idő alatt, azonban letekededik a Z tengely végállásra ezért nem derült ki mi volt a hiba. A kérdés csak az volna a késleltetést mivel tegyem "exec.Wait(5000);" ezt probáltam kis betűvel hibát írt nagy betűvel Setoutpin elé de ott nem várt hanem rögtön nyitott.[#zavart2][#conf]
köszi Attila
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2020 május 02, 14:52
Írta: frob Dátum 2020 május 02, 14:52
Leszedtem az új verziót....
pár kérdés fogalmazódott bennem meg :)
- lehet e valami egyszerű módival a 1.2113 verzió alá tenni a régebbi verziók profiljában beállítottakat, úgy hogy az ebben (1.2113) verzióban használt képernyőt használhassam?
főleg az io és a tengelyek beállításának átvitele érdekelne
- van e esetleg valakinek kifejezetten 3 tengelyes ( esetleg +forgató) tapi képernyőhöz rajzolt felülete, amit megosztana
- a touch probe oldal, elegánsan el van intézve 2 képpel a manualban... lehet erről valamicskét többet megtudni?
lehet állítani pl bemérő vastagságot, vagy azt még mindig makró írásával csak?
Előre is köszi!
pár kérdés fogalmazódott bennem meg :)
- lehet e valami egyszerű módival a 1.2113 verzió alá tenni a régebbi verziók profiljában beállítottakat, úgy hogy az ebben (1.2113) verzióban használt képernyőt használhassam?
főleg az io és a tengelyek beállításának átvitele érdekelne
- van e esetleg valakinek kifejezetten 3 tengelyes ( esetleg +forgató) tapi képernyőhöz rajzolt felülete, amit megosztana
- a touch probe oldal, elegánsan el van intézve 2 képpel a manualban... lehet erről valamicskét többet megtudni?
lehet állítani pl bemérő vastagságot, vagy azt még mindig makró írásával csak?
Előre is köszi!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 május 02, 16:39
Írta: dezsoe Dátum 2020 május 02, 16:39
Szia!
A profiles beállítás oldalon ott a select screenset gomb, azzal át tudsz az új képernyőre váltani, a beállításaid megtartásával.
Nem értem, mire gondolsz a tapi képernyővel.
A probe oldallal kapcsolatban kérdezz bátran, segítek. A bemérő képernyő nem használ semmilyen makrót, mindent a felületen kell állítani.
A profiles beállítás oldalon ott a select screenset gomb, azzal át tudsz az új képernyőre váltani, a beállításaid megtartásával.
Nem értem, mire gondolsz a tapi képernyővel.
A probe oldallal kapcsolatban kérdezz bátran, segítek. A bemérő képernyő nem használ semmilyen makrót, mindent a felületen kell állítani.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2020 május 03, 14:32
Írta: frob Dátum 2020 május 03, 14:32
A profiles beállítások képernyő választást köszönöm!
Tapi képernyővel kapcsolatban arra gondolok, hogy egy olyan előre szekresztett screenset érdekelne, amit kifejezetten tapi képernyőhöz optimális, nagyobb gombok, stb...
Mint pl ez a képernyő (https://donstechnologyblog.files.wordpress.com/2015/12/donsmach3screens.jpg?w=648)
persze ez eléggé lebutított, ennél azért több infóval...
probe oldallal kapcsolatban a legfontosabb kérdés, hol lehet beállítani a mérő lemez vastagságát, , egyenlőre sima mezei nyákos csíptetős bemérés megy nálam, itt meg kell adni a nyák vastagságát, gombnyomi, lemegy 2x, másodjára lassabban, majd kinullázza a bemért adatok alapján a dro-t és így megvan a nulla felület
na most látom hogy oldalsó mérést is tud, akkor ugyan ez jó lenne oldal irányban is, mondjuk úgy hogy megadom a szerszám átmérőt és azzal számol...
előre is köszi!
Tapi képernyővel kapcsolatban arra gondolok, hogy egy olyan előre szekresztett screenset érdekelne, amit kifejezetten tapi képernyőhöz optimális, nagyobb gombok, stb...
Mint pl ez a képernyő (https://donstechnologyblog.files.wordpress.com/2015/12/donsmach3screens.jpg?w=648)
persze ez eléggé lebutított, ennél azért több infóval...
probe oldallal kapcsolatban a legfontosabb kérdés, hol lehet beállítani a mérő lemez vastagságát, , egyenlőre sima mezei nyákos csíptetős bemérés megy nálam, itt meg kell adni a nyák vastagságát, gombnyomi, lemegy 2x, másodjára lassabban, majd kinullázza a bemért adatok alapján a dro-t és így megvan a nulla felület
na most látom hogy oldalsó mérést is tud, akkor ugyan ez jó lenne oldal irányban is, mondjuk úgy hogy megadom a szerszám átmérőt és azzal számol...
előre is köszi!
Cím: Re:UCCNC vezérlő program
Írta: 560f5bvpd Dátum 2020 május 03, 19:16
Írta: 560f5bvpd Dátum 2020 május 03, 19:16
Udv Mindenkinek!
Epitettem egy forgo tengelyt a cncm-hez,segitene valaki nekem kiszamolni a step per unit erteket az UCCNC-hez? A motoron levo bordaskerek fogszama 20,a masik bordaskerek fogszama 72,a fogak kozti tavolsag 5mm,a vezerlo fel lepesre van allitva.
A segitseget elore is koszonom!
Epitettem egy forgo tengelyt a cncm-hez,segitene valaki nekem kiszamolni a step per unit erteket az UCCNC-hez? A motoron levo bordaskerek fogszama 20,a masik bordaskerek fogszama 72,a fogak kozti tavolsag 5mm,a vezerlo fel lepesre van allitva.
A segitseget elore is koszonom!
Cím: Re:UCCNC vezérlő program
Írta: dtb Dátum 2020 május 03, 19:59
Írta: dtb Dátum 2020 május 03, 19:59
Forgó tengelynél fokot számolsz, nem millimétert, mert a sugár akármennyi lehet. Ha fél lépésre van állítva a motorod, akkor nem 200, hanem 400 lépés egy teljes kör, vagyis 360° Tehát alap esetben 360/400 lenne egy lépésed. Mivel neked van egy 3,6-os áttétel, nem 400 lépés kell hozzá, hanem? Ezt már csak ki tudod számolni! :-)
Cím: Re:UCCNC vezérlő program
Írta: 560f5bvpd Dátum 2020 május 03, 21:31
Írta: 560f5bvpd Dátum 2020 május 03, 21:31
1440?,tehat 360/1440=0.25 Ezzel az A tengelyel bajba vagyok,meg mar tul faradt is,ma ez egesz napom ra ment.Azt jol gondolom,hogy ha beirom a G0A360 parancsot,akkor a tengely egy teljes kort kell forduljon? Esetleg kell meg mast is beallitani a forgo(A)tengelyhez?
Cím: Re:UCCNC vezérlő program
Írta: dtb Dátum 2020 május 03, 22:45
Írta: dtb Dátum 2020 május 03, 22:45
A tengely beállításoknál tudatni kell az UC-vel, hogy ez egy forgató, ezt az "Axis is rotary" tudod megtenni az A tengely beállításainál. Van még egy lehetőség, de ez a generált g-kódtól is függ, hogy ha bejelölöd a "Roll over on 360°, akkor a fordulatokat 360°-onként kezeli, Nézd meg a forgatást bekapcsolt, és kikapcsolt állapotban, forgasd a tengelyt bármilyen, 360°-tól nagyobb lépéssel, mert akkor rögtön látod, mi a különbség.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 május 04, 10:57
Írta: dezsoe Dátum 2020 május 04, 10:57
Bocs, tegnap offline voltam.
Ilyen nagyított képernyő nincs, de elkészíthető, mert a képernyők szabadon szerkeszthetők. (Ajánlott nem az eredetit módosítani, hanem előbb egy másolatot készíteni róla és azt zaklatni, mert a frissítés fejbe nyomja.)
A lemez vastagságát a Gage height mezőben tudod állítani, alatta vannak az Axis 1/2 count gage kapcsolók, amivel be lehet kapcsolni, hogy az adott tengelyen számoljon-e vele. Az átmérővel is számol a képernyő. Az átmérőt vagy az aktív szerszám szerszámtárbeli átmérőjéből veszi, vagy a Setup oldalon ezt felülbírálhatod az Override probe dia bepipálásával a mellé írt átmérővel. Itt is be kell kapcsolnod az Axis 1/2 count dia kapcsolókat az igényeknek megfelelően.
Ilyen nagyított képernyő nincs, de elkészíthető, mert a képernyők szabadon szerkeszthetők. (Ajánlott nem az eredetit módosítani, hanem előbb egy másolatot készíteni róla és azt zaklatni, mert a frissítés fejbe nyomja.)
A lemez vastagságát a Gage height mezőben tudod állítani, alatta vannak az Axis 1/2 count gage kapcsolók, amivel be lehet kapcsolni, hogy az adott tengelyen számoljon-e vele. Az átmérővel is számol a képernyő. Az átmérőt vagy az aktív szerszám szerszámtárbeli átmérőjéből veszi, vagy a Setup oldalon ezt felülbírálhatod az Override probe dia bepipálásával a mellé írt átmérővel. Itt is be kell kapcsolnod az Axis 1/2 count dia kapcsolókat az igényeknek megfelelően.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2020 május 04, 11:04
Írta: frob Dátum 2020 május 04, 11:04
Köszönöm!
Cím: Re:UCCNC vezérlő program
Írta: GPeti1977 Dátum 2020 május 04, 13:14
Írta: GPeti1977 Dátum 2020 május 04, 13:14
Az UCNC tud úgy gravírozni raszter módban, hogy mikor a lézer kapcsolgat ki be akkor a fej sebessége állandó marad, és a rajzolt képen kívül gyorsít lassít?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 május 04, 13:53
Írta: dezsoe Dátum 2020 május 04, 13:53
Tud, a Laserengrave plugin-nal.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2020 május 04, 16:21
Írta: frob Dátum 2020 május 04, 16:21
Dezsoe
közben nézegetek ezt azt, próbálok okosodni, és szembe jött egy probléma ami úgy gondolom simán letudható az uccnc vel csak nem tudom hogy
szóval
bemérem a munkadarabot, az említett nyákos megoldással, ekkor a benne lévő szerszám tudni fogja hol a helye, na de gondoltam itt hirtelen arra hogy szerszámot kellene cserélnem, akkor meg jó lenne egy fix hely ahol bemérem a szerszámot, akár a nyákos módival a felfogó asztalra, vagy külön bemeneten amihez hozzá van rendelve a fix bemérő
erről mesélj légyszi hogy is szokták ezt megvalósítani?
gondolom normális esetben először bemérem a szerszámot , majd azzal a munkadarabot, utána a munkadarabot már nem méricskélem, hiszen fogy ahogy forgácsolom, utána már csak a szerszámokat kell, hogy tudjak tovább melózni
na de ennek mi is a menete?
kösz!
közben nézegetek ezt azt, próbálok okosodni, és szembe jött egy probléma ami úgy gondolom simán letudható az uccnc vel csak nem tudom hogy
szóval
bemérem a munkadarabot, az említett nyákos megoldással, ekkor a benne lévő szerszám tudni fogja hol a helye, na de gondoltam itt hirtelen arra hogy szerszámot kellene cserélnem, akkor meg jó lenne egy fix hely ahol bemérem a szerszámot, akár a nyákos módival a felfogó asztalra, vagy külön bemeneten amihez hozzá van rendelve a fix bemérő
erről mesélj légyszi hogy is szokták ezt megvalósítani?
gondolom normális esetben először bemérem a szerszámot , majd azzal a munkadarabot, utána a munkadarabot már nem méricskélem, hiszen fogy ahogy forgácsolom, utána már csak a szerszámokat kell, hogy tudjak tovább melózni
na de ennek mi is a menete?
kösz!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 május 04, 16:58
Írta: dezsoe Dátum 2020 május 04, 16:58
Ilyenkor átkapcsolsz Probe tool, azon belül pedig Mobile probe módba. Keresel egy helyet, ahol később is fogsz tudni mérni (nem a munkadarabon, hanem az asztalon) és vissza tudod ide rakni az érzékelőt. Beállsz fölé olyan magasra, hogy a hosszabb szerszám is elférjen, majd megnyomod a Set as mobile probe pos gombot. Ezzel elmentetted a pozícióját. (Ha máskor is ugyanitt szeretnél mérni, akkor a Setup oldalon pipáld be a Save mobile probe pos on exit-et, hogy ezt későbbre is megjegyezze.)
Innentől úgy kezded a munkát, hogy beállsz a munkadarab Z0 pontja fölé, és megnyomod a Reference probe as workpiece gombot. Megméri a Z-t helyben, aztán hagy időt, hogy áthelyezd az érzékelőt, majd mér a mobil pozícióban is. Szerszámcsere után már csak a Start probing gombot kell megnyomnod, akkor elmegy a mérőpontra és ott mér.
Arra figyelj, hogy mindez csak rendesen home-olt gépen fog működni, mert a koordinátákat gépi koordinátában méri. Legyen beállítva a Setup képen a Safe Z szintén gépi koordinátában és legyen bepipálva a Greater Z is safer in G17. (A mérőpontra Safe Z magasságban mozog, a pipa pedig azt tudatja a programmal, hogy minél magasabb Z koordinátán mozogjon.) A gyors mozgások sebességét vissza tudod venni a Limit traverse speed pipával és a mellé beírt sebességgel.
Innentől úgy kezded a munkát, hogy beállsz a munkadarab Z0 pontja fölé, és megnyomod a Reference probe as workpiece gombot. Megméri a Z-t helyben, aztán hagy időt, hogy áthelyezd az érzékelőt, majd mér a mobil pozícióban is. Szerszámcsere után már csak a Start probing gombot kell megnyomnod, akkor elmegy a mérőpontra és ott mér.
Arra figyelj, hogy mindez csak rendesen home-olt gépen fog működni, mert a koordinátákat gépi koordinátában méri. Legyen beállítva a Setup képen a Safe Z szintén gépi koordinátában és legyen bepipálva a Greater Z is safer in G17. (A mérőpontra Safe Z magasságban mozog, a pipa pedig azt tudatja a programmal, hogy minél magasabb Z koordinátán mozogjon.) A gyors mozgások sebességét vissza tudod venni a Limit traverse speed pipával és a mellé beírt sebességgel.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2020 május 04, 19:39
Írta: frob Dátum 2020 május 04, 19:39
huh, először is köszi, gondoltam hogy megoldható
másodszor meg, neki kell rugaszkodnom párszor hogy megértsem, és hogy kimerjem próbálni :D
másodszor meg, neki kell rugaszkodnom párszor hogy megértsem, és hogy kimerjem próbálni :D
Cím: Re:UCCNC vezérlő program
Írta: 5ktij6imw Dátum 2020 május 06, 16:01
Írta: 5ktij6imw Dátum 2020 május 06, 16:01
UCCNC kapcsán egy megállapítás: a MACH BRIAN Editor funkciója, és gyorsan használható USER Interface, fényévekkel fejletebb az UCCNC nevű termékhez képest.
UCCNC-sek nem értik, hogy mi az hogy UX interface, és miért szükséges a rapid PLC programozást UX interface-re kihozni (http://www.herendy.hu/)
Megpróbáltam hazai terméket integrálni egy nagyobb projktsorozba, de lehetetlen volt ezt megvalósítani (a hazai UC fejlesztőkkel beszéltem, és megdöbbenésemre az API-juk olyan kezdetleges, hogy azt csak több napos rafordítással lehet "rapid PLC programozásra" átalakítani)
UCCNC-ben napokig kell programozni egy API-t, hogy a kívánt logikai folyamat létre jöjjön, ezzel szemben a MACH3 UX szintű User Interfacet kínál, rapid PLC programozási funkciókkal, amik teljes mértékben hiányoznak az UCCNC-ből.
Konklúzió: az UCCNC -nek pótolnia kell ezt a hiányosságát, különben komoly piaci hátrányt fognek elszenvedni, mert az UX interfacek adják meg a használhatóságot. Ha az emberek elkezdenek rájönni, hogy a MACH BRAIN editor rapid PLC-nek tökéletesen megfelel, a hazai fejlesztésű UCCNC gazdasági hátrányba kerül.
Tehát a feladat: a hazai UCCNC -t valahogy arra ösztönözni, hogy az UX interfacek kialakítására áldozzon sok nagyságrenddel többet, hozzon létre oktató anyagokat laikusoknak, különben a hazai "csináld magad" PLC és CNC tudás és képesség fejlődése nem fog jól gyorsulni.
(iskolások számára kompatibilis Brian Editor-t kell létrehozni az UCCNC-ben, és akkor a gimnáziumok nem külföldi alkalmazásokkal fogják tanítani a hazai diákok robotvezérléseit, hanem hazai software-el)
félre ne értés ne essen, én támogatom a hazait, de jelen poszt arról szól, hogy az UCCNC sérülékenységét nyilvánosságra hozzam, melyet vagy fog / vagy nem javítás (javulás követni) itt a latencia az ami fontos. HA egy hazai alkalmazás gyorsan tud változni, akkor az a multikat be tudja előzni. A gyors változást támogatni, és gerjeszteni kell.
(https://hobbicncforum.hu/uploaded_images/2020/05/tn_6bq2hvdgyunhkgkczzxwp_7244.jpg) (https://hobbicncforum.hu/uploaded_images/2020/05/6bq2hvdgyunhkgkczzxwp_7244.jpg)
UCCNC-sek nem értik, hogy mi az hogy UX interface, és miért szükséges a rapid PLC programozást UX interface-re kihozni (http://www.herendy.hu/)
Megpróbáltam hazai terméket integrálni egy nagyobb projktsorozba, de lehetetlen volt ezt megvalósítani (a hazai UC fejlesztőkkel beszéltem, és megdöbbenésemre az API-juk olyan kezdetleges, hogy azt csak több napos rafordítással lehet "rapid PLC programozásra" átalakítani)
UCCNC-ben napokig kell programozni egy API-t, hogy a kívánt logikai folyamat létre jöjjön, ezzel szemben a MACH3 UX szintű User Interfacet kínál, rapid PLC programozási funkciókkal, amik teljes mértékben hiányoznak az UCCNC-ből.
Konklúzió: az UCCNC -nek pótolnia kell ezt a hiányosságát, különben komoly piaci hátrányt fognek elszenvedni, mert az UX interfacek adják meg a használhatóságot. Ha az emberek elkezdenek rájönni, hogy a MACH BRAIN editor rapid PLC-nek tökéletesen megfelel, a hazai fejlesztésű UCCNC gazdasági hátrányba kerül.
Tehát a feladat: a hazai UCCNC -t valahogy arra ösztönözni, hogy az UX interfacek kialakítására áldozzon sok nagyságrenddel többet, hozzon létre oktató anyagokat laikusoknak, különben a hazai "csináld magad" PLC és CNC tudás és képesség fejlődése nem fog jól gyorsulni.
(iskolások számára kompatibilis Brian Editor-t kell létrehozni az UCCNC-ben, és akkor a gimnáziumok nem külföldi alkalmazásokkal fogják tanítani a hazai diákok robotvezérléseit, hanem hazai software-el)
félre ne értés ne essen, én támogatom a hazait, de jelen poszt arról szól, hogy az UCCNC sérülékenységét nyilvánosságra hozzam, melyet vagy fog / vagy nem javítás (javulás követni) itt a latencia az ami fontos. HA egy hazai alkalmazás gyorsan tud változni, akkor az a multikat be tudja előzni. A gyors változást támogatni, és gerjeszteni kell.
(https://hobbicncforum.hu/uploaded_images/2020/05/tn_6bq2hvdgyunhkgkczzxwp_7244.jpg) (https://hobbicncforum.hu/uploaded_images/2020/05/6bq2hvdgyunhkgkczzxwp_7244.jpg)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 május 06, 17:15
Írta: dezsoe Dátum 2020 május 06, 17:15
Mi is sok szeretettel köszöntünk! [#integet2]
A Mach3-as brain editor-nak nem nagy kihívás fejlettebbnek lenni valaminél, ami nincs, lássuk be. Ugyanakkor érdemes figyelembe venni, hogy az UCCNC egy CNC vezérlő program, nem pedig PLC vezérlő. Talán ez lehet az oka, hogy nem központi kérdés, hogy egy CNC vezérlésre való program nem működik PLC-ként. Továbbá nem működik pl. szövegszerkesztőként, webböngészőként és még hosszasan sorolhatnám, hogy miként sem.
A fejlesztők mindig szívesen olvassák, hogy mihez nem értenek, mit csinálnak rosszul, a nevükben is köszönöm az építő hozzászólást. (Ha már felület: a hivatkozott magyar oldal nem beszélni magyar...)
Csak szólok, hogy a "Brian" egy keresztnév, amire gondolsz, az "brain". Továbbá a "sérülékenység" nem rokonértelmű a "hiány"-nyal. (Gy.k.: az, hogy valami - szerinted - hiányzik, az nem sérülékenység.)
Azt meg tényleg csak érintőlegesen említem, hogy ez itt a magyar támogató fórum és van angol nyelvű is: http://forum.cncdrive.com/. Ezt nem itt hiányoltad, hanem szóban és/vagy e-mail-ben. Eddig hármunkkal beszéltél, határozottan férfi hangon.
Ilyenkor mitévő legyen az ember? [#nemtudom] [#zavart2]
A Mach3-as brain editor-nak nem nagy kihívás fejlettebbnek lenni valaminél, ami nincs, lássuk be. Ugyanakkor érdemes figyelembe venni, hogy az UCCNC egy CNC vezérlő program, nem pedig PLC vezérlő. Talán ez lehet az oka, hogy nem központi kérdés, hogy egy CNC vezérlésre való program nem működik PLC-ként. Továbbá nem működik pl. szövegszerkesztőként, webböngészőként és még hosszasan sorolhatnám, hogy miként sem.
A fejlesztők mindig szívesen olvassák, hogy mihez nem értenek, mit csinálnak rosszul, a nevükben is köszönöm az építő hozzászólást. (Ha már felület: a hivatkozott magyar oldal nem beszélni magyar...)
Csak szólok, hogy a "Brian" egy keresztnév, amire gondolsz, az "brain". Továbbá a "sérülékenység" nem rokonértelmű a "hiány"-nyal. (Gy.k.: az, hogy valami - szerinted - hiányzik, az nem sérülékenység.)
Azt meg tényleg csak érintőlegesen említem, hogy ez itt a magyar támogató fórum és van angol nyelvű is: http://forum.cncdrive.com/. Ezt nem itt hiányoltad, hanem szóban és/vagy e-mail-ben. Eddig hármunkkal beszéltél, határozottan férfi hangon.
Ilyenkor mitévő legyen az ember? [#nemtudom] [#zavart2]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2020 május 06, 18:37
Írta: svejk Dátum 2020 május 06, 18:37
"Ilyenkor mitévő legyen az ember? "
Vegyél Heinz ketchup-ot. :)
Vegyél Heinz ketchup-ot. :)
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2020 május 06, 18:55
Írta: zt2c4wh9 Dátum 2020 május 06, 18:55
Az UCCNC/Documentation mappában vannak dokumentumok, amiket ha elolvasol, akkor jobban fogod érteni a macro-k programozását.
Igen, macro-t írtam, mert te tévesen API-t írtál, de az API teljesen más, az egy az UCCNC-től független saját mozgásvezérlő programok fejlesztésére használható programozói könyvtár (library). Az API az UCCNC alapja is.
Valóban a Mach3 brain editorja grafikus és emiatt kényelmes, de általában az emberek egyszerű feladatokat hoznak létre benne, amit UCCNC macro-ban is pillanatok alatt le lehet programozni.
Bonyolultabb feladatoknál pedig inkább hátrány a grafikus felület, nem véletlenül szoktak PLC-knél is szöveges macro-zhatóság lehetőségét megadni. Vagy például FPGA programozásnál is van ugyan grafikus fejlesztési lehetőség, mégis általában inkább a szöveges VHDL és Verilog programozási nyelveken szoktak fejleszteni, mert a nagy méretű grafikus ábrák átláthatatlanok, illetve el lehet jutni olyan bonyolultsági fokra, ahol grafikusan megvalósíthatatlan a feladat.
Persze minden programnak vannak hiányosságai, egy szóval sem mondom hogy az UCCNC tökéletes, de ha többet foglalkoztál volna a programmal, akkor látnád az előnyeit is a Mach3-hoz képest.
Köszönjük hogy támogatod a hazait és csak halkan jegyzem meg, hogy az UCCNC-t oktatják külföldi iskolákban Németországban, Angliában, Olaszországban, Egyesült Államokban, illetve használják olyan cégek, mint a NASA, a CERN kutatólabor stb., amire büszkék vagyunk.
Igen, macro-t írtam, mert te tévesen API-t írtál, de az API teljesen más, az egy az UCCNC-től független saját mozgásvezérlő programok fejlesztésére használható programozói könyvtár (library). Az API az UCCNC alapja is.
Valóban a Mach3 brain editorja grafikus és emiatt kényelmes, de általában az emberek egyszerű feladatokat hoznak létre benne, amit UCCNC macro-ban is pillanatok alatt le lehet programozni.
Bonyolultabb feladatoknál pedig inkább hátrány a grafikus felület, nem véletlenül szoktak PLC-knél is szöveges macro-zhatóság lehetőségét megadni. Vagy például FPGA programozásnál is van ugyan grafikus fejlesztési lehetőség, mégis általában inkább a szöveges VHDL és Verilog programozási nyelveken szoktak fejleszteni, mert a nagy méretű grafikus ábrák átláthatatlanok, illetve el lehet jutni olyan bonyolultsági fokra, ahol grafikusan megvalósíthatatlan a feladat.
Persze minden programnak vannak hiányosságai, egy szóval sem mondom hogy az UCCNC tökéletes, de ha többet foglalkoztál volna a programmal, akkor látnád az előnyeit is a Mach3-hoz képest.
Köszönjük hogy támogatod a hazait és csak halkan jegyzem meg, hogy az UCCNC-t oktatják külföldi iskolákban Németországban, Angliában, Olaszországban, Egyesült Államokban, illetve használják olyan cégek, mint a NASA, a CERN kutatólabor stb., amire büszkék vagyunk.
Cím: Re:UCCNC vezérlő program
Írta: nagysam Dátum 2020 május 06, 20:25
Írta: nagysam Dátum 2020 május 06, 20:25
Mivel úgy néz ki mintha dezsoe-nek válaszoltál volna, nagyon tetszett a " de ha többet foglalkoztál volna a programmal "
szövegrészlet.[#nyes]
szövegrészlet.[#nyes]
Cím: Re:UCCNC vezérlő program
Írta: wxzsfdacp Dátum 2020 május 06, 21:11
Írta: wxzsfdacp Dátum 2020 május 06, 21:11
Sziasztok!
Abban kérném a segítségeteket, hogy nem kommentálnám be az olasznemzet fiai úgy találták kis agépet hogy a szerszácseréhez a home poticióba kell menni viszont ilyenkor a vezérlő magállítja a mozgást mondván kiléptél a mozgási tartományból. Az volna a feladat, hogy ha autómata szerzámcserélés van ne vegye figyelembe az "y" home pozicióját. Köszi a segítséget.
Még egy dolog a home pozició után a végállás le tudja állítani a mozgást, tehát nics vész ha valamit elszúrok a programozásnál.
Attila[#conf][#conf]
Abban kérném a segítségeteket, hogy nem kommentálnám be az olasznemzet fiai úgy találták kis agépet hogy a szerszácseréhez a home poticióba kell menni viszont ilyenkor a vezérlő magállítja a mozgást mondván kiléptél a mozgási tartományból. Az volna a feladat, hogy ha autómata szerzámcserélés van ne vegye figyelembe az "y" home pozicióját. Köszi a segítséget.
Még egy dolog a home pozició után a végállás le tudja állítani a mozgást, tehát nics vész ha valamit elszúrok a programozásnál.
Attila[#conf][#conf]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2020 május 06, 21:41
Írta: svejk Dátum 2020 május 06, 21:41
Akkor ott valami nem kerek a szoftlimit beállításánál.
Rendes esetben program futása közben is kiadható a G28 .... parancs hogy menjen Home pozícióba.
Rendes esetben program futása közben is kiadható a G28 .... parancs hogy menjen Home pozícióba.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 május 06, 21:52
Írta: dezsoe Dátum 2020 május 06, 21:52
Szia!
A home pozícióval semmi baj nincs, az nem állítja meg. Valószínűleg, ahogy svejk is írja, a soft limit fogja meg, de kéne tudni a pontos üzenetet, amivel megáll, mert azt nem írtad. Ha a soft limit fogja meg, akkor azt meg lehet oldani a szerszámcsere makróban, hogy addig kapcsolja ki, amíg a pályát el kell hagynia.
A home pozícióval semmi baj nincs, az nem állítja meg. Valószínűleg, ahogy svejk is írja, a soft limit fogja meg, de kéne tudni a pontos üzenetet, amivel megáll, mert azt nem írtad. Ha a soft limit fogja meg, akkor azt meg lehet oldani a szerszámcsere makróban, hogy addig kapcsolja ki, amíg a pályát el kell hagynia.
Cím: Re:UCCNC vezérlő program
Írta: 5ktij6imw Dátum 2020 május 08, 02:21
Írta: 5ktij6imw Dátum 2020 május 08, 02:21
én támogatom a hazait, de jelen poszt arról szól, hogy az UCCNC sérülékenységét (alkalmazás integritásának hiányát) nyilvánosságra hozzam, tehát nem sikerült jól (nem teljes) a MACH3 másolata. Az UCCNC sérülékenységének koordinált nyilvánosságra hozását vagy fog / vagy nem javítás (javulás követni) itt a latencia az ami fontos. HA egy hazai alkalmazás gyorsan tud változni (belekerül egy ugyanolyan vagy jobb modul mint a MACH3 ban brian editor) akkor az a multikat be tudja előzni. A gyors változást támogatni, és gerjeszteni kell. Ha nincs változás, nincs fejlesztés létre kell hozni az UCCNC hazai konkurenciáját, UX alapú User Interfacekkel: OPEN SOURCE alapon, Github szinten. (a hazai CNC-nek fejlődnie kell, ha nincs PLC felé integráció, lásd MACH3-ban már rég benne van az a funkció UX interface alapon, de az UCCNC-ben nincs)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2020 május 08, 04:26
Írta: ium8w94xp Dátum 2020 május 08, 04:26
Tényleg nem értem miért kéne plc integráció egy cnc programba. Eleve cél hardverek vannak erre a célra. Szoktam programozni Carel és Johnson Controls plc-ket. Azok eleve arra vannak és még sok társuk. Ahogy korábban írták makróban is meglehet csinálni szinte mindent, ráadásul az uc-nek nagyon jó itt a supportja. Nem feltétlen kell majmolni a konkurenciát. Én is sok mindent eltudnék képzelni az uc-vel, de nem arra való és nem is arra tervezték. Azért kiváncsi lennék mit szeretnél kihozni a dologból, mire használnád?
Cím: Re:UCCNC vezérlő program
Írta: kaqkk007 Dátum 2020 május 08, 06:27
Írta: kaqkk007 Dátum 2020 május 08, 06:27
IdézMach Brain editor-hoz értő szakit keresnék, kisebb projektek végrehajtása céljából.
https://www.cncpart.hu/brain
email: drasidesign@gmail.com
Én meg ezt nem értem , ha nem ismered miért hasonlítod össze egy másik programmal amit valószínűleg szintén nem ismersz ?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 május 08, 07:48
Írta: dezsoe Dátum 2020 május 08, 07:48
Tanuld már meg a szavak jelentését, mert félrevezető hülyeségeket írsz!
A sérülékenység, amit nyilvánosságra szoktak hozni, az egy programhiba, ami miatt például egy védelmet fel lehet törni. No, ilyen nincs a programban.
Az, hogy valami hiányzik, az nem sérülékenység, hanem esetleges hiány. Nem túl nagy durranás nyilvánosságra hozni, pláne ezen a fórumon, hiszen akik itt olvasnak, szinte mindannyian használják is a programot, így nem fognak (mai divatos szóval élve) megdöbbenni azon, amit írsz. Pontosan tudják, tudjuk. Jónéhány éve létezik az UCCNC, de valószínűleg elég a két kezem, hogy megszámoljuk, kinek hiányzik.
A sérülékenység, amit nyilvánosságra szoktak hozni, az egy programhiba, ami miatt például egy védelmet fel lehet törni. No, ilyen nincs a programban.
Az, hogy valami hiányzik, az nem sérülékenység, hanem esetleges hiány. Nem túl nagy durranás nyilvánosságra hozni, pláne ezen a fórumon, hiszen akik itt olvasnak, szinte mindannyian használják is a programot, így nem fognak (mai divatos szóval élve) megdöbbenni azon, amit írsz. Pontosan tudják, tudjuk. Jónéhány éve létezik az UCCNC, de valószínűleg elég a két kezem, hogy megszámoljuk, kinek hiányzik.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2020 május 08, 08:54
Írta: frob Dátum 2020 május 08, 08:54
Ahogy írsz tisztára olyan mintha google fordítaná valamelyik más nyelvről, ordít a magyar nyelv ismeretlensége róla...
egyébként az uccnc nem a mach3 koppintása, ha csak nem annak veszünk pl egy audit és egy mercit, végül is mind a kettő autó baszki...
az uccnc és a mach3 is egy cnc vezérlő szoftver, és mint ilyen szoftver szerszámgépen fut(na) amin nem kellene hogy bármi más is menjen, mert a szerszám és a gép is drága!
és egyébként is, mach3 lefutott téma, évek óta nem frissítik, van helyette mach4 mindenféle jósággal, ha meg hiányzik belőle ami neked kell használd ami tetszik...
egyébként az uccnc nem a mach3 koppintása, ha csak nem annak veszünk pl egy audit és egy mercit, végül is mind a kettő autó baszki...
az uccnc és a mach3 is egy cnc vezérlő szoftver, és mint ilyen szoftver szerszámgépen fut(na) amin nem kellene hogy bármi más is menjen, mert a szerszám és a gép is drága!
és egyébként is, mach3 lefutott téma, évek óta nem frissítik, van helyette mach4 mindenféle jósággal, ha meg hiányzik belőle ami neked kell használd ami tetszik...
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2020 május 08, 10:46
Írta: zt2c4wh9 Dátum 2020 május 08, 10:46
Nem gondolom, hogy valami attól "sérülékeny", hogy nem grafikus.
Egyébként az UCCNC-nek semmi köze a mach3-hoz, nem annak a másolata.
Én biztatlak, hogy hozz létre egy konkurenciát az UCCNC-nek. Gyorsan megvan, persze néhány kávét biztosan elfogsz fogyasztani mire elkészül, de hajrá. :)
Egyébként van hazai konkurenciája az UCCNC-nek, lásd NCT, Robsy. Javaslom őket is keresd meg és légy velük is olyan kedves mint ahogy velünk vagy, biztosan értékelni fogják.
Ja és van Opensource CNC szoftver is, LinuxCNC-nek hívják, ingyen letölthető és használható. Csak javasolni tudom neked a használatát.
Egyébként az UCCNC-nek semmi köze a mach3-hoz, nem annak a másolata.
Én biztatlak, hogy hozz létre egy konkurenciát az UCCNC-nek. Gyorsan megvan, persze néhány kávét biztosan elfogsz fogyasztani mire elkészül, de hajrá. :)
Egyébként van hazai konkurenciája az UCCNC-nek, lásd NCT, Robsy. Javaslom őket is keresd meg és légy velük is olyan kedves mint ahogy velünk vagy, biztosan értékelni fogják.
Ja és van Opensource CNC szoftver is, LinuxCNC-nek hívják, ingyen letölthető és használható. Csak javasolni tudom neked a használatát.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2020 május 08, 16:07
Írta: ANTAL GÁBOR Dátum 2020 május 08, 16:07
Tuti hogy nem magyar . Olvassátok el figyelmesen az első levelét . Lehet egy multinál dolgozik és már elfelejtett magyarul .
Cím: Re:UCCNC vezérlő program
Írta: wxzsfdacp Dátum 2020 május 08, 22:49
Írta: wxzsfdacp Dátum 2020 május 08, 22:49
Köszönöm, de milyen paracsal tudom ezt kikapcsolni. mert nem a home pozicióban hanem attól 40mm re pozitív irányba. melléklet
köszi a választ Attila[#csodalk]
(https://hobbicncforum.hu/uploaded_images/2020/05/tn_am87tuh3ycz4nzzjwumd_6834.jpg) (https://hobbicncforum.hu/uploaded_images/2020/05/am87tuh3ycz4nzzjwumd_6834.jpg)
köszi a választ Attila[#csodalk]
(https://hobbicncforum.hu/uploaded_images/2020/05/tn_am87tuh3ycz4nzzjwumd_6834.jpg) (https://hobbicncforum.hu/uploaded_images/2020/05/am87tuh3ycz4nzzjwumd_6834.jpg)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 május 08, 23:34
Írta: dezsoe Dátum 2020 május 08, 23:34
A Buttons_by_number.htm a barátod:
- 204-es gomb: soft limit ki/be
- 518-as: soft limit be
- 519-es: soft limit ki
Makróból pl. exec.Callbutton(204); sorral tudsz gombot nyomni, azaz funkciót kapcsolni. Nem minden gombot nyomogathatsz program futás közben, de a soft limit pont olyan, amit lehet.
- 204-es gomb: soft limit ki/be
- 518-as: soft limit be
- 519-es: soft limit ki
Makróból pl. exec.Callbutton(204); sorral tudsz gombot nyomni, azaz funkciót kapcsolni. Nem minden gombot nyomogathatsz program futás közben, de a soft limit pont olyan, amit lehet.
Cím: Re:UCCNC vezérlő program
Írta: őrülT-Tudós Dátum 2020 május 09, 17:19
Írta: őrülT-Tudós Dátum 2020 május 09, 17:19
Üdv mindenkinek, egy kis segítségre lenne szükségem. [#help] 4. tengely beállításánál ütköztem a következő problémába. Az UCCNC szoftver az impulzususok számára kíváncsi 1 egység elmozduláshoz.
A problémám, hogy végtelen tizedestört ez az eredmény. (Bármilyen microsteppel számolva)
Motor: 200 step per rot.
Teszt vezérlő: 16 microstepen (3200imp/ford)
Áttétel: 6x (19200imp/ford)
végül egy fokhoz szükséges 53,333....
Órával, ellenőriztem és nem pontos a 360fokos fordulás.
Mit lehet tenni ilyenkor? Előre is köszönöm a segítséget.
Mindenkinek kellemes hétvégét!
(https://hobbicncforum.hu/uploaded_images/2020/05/tn_bf9zhqzmwubc4cj2kvwu_5292.jpg) (https://hobbicncforum.hu/uploaded_images/2020/05/bf9zhqzmwubc4cj2kvwu_5292.jpg)
A problémám, hogy végtelen tizedestört ez az eredmény. (Bármilyen microsteppel számolva)
Motor: 200 step per rot.
Teszt vezérlő: 16 microstepen (3200imp/ford)
Áttétel: 6x (19200imp/ford)
végül egy fokhoz szükséges 53,333....
Órával, ellenőriztem és nem pontos a 360fokos fordulás.
Mit lehet tenni ilyenkor? Előre is köszönöm a segítséget.
Mindenkinek kellemes hétvégét!
(https://hobbicncforum.hu/uploaded_images/2020/05/tn_bf9zhqzmwubc4cj2kvwu_5292.jpg) (https://hobbicncforum.hu/uploaded_images/2020/05/bf9zhqzmwubc4cj2kvwu_5292.jpg)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 május 09, 17:36
Írta: dezsoe Dátum 2020 május 09, 17:36
Hogyan ellenőrizted? Mennyit léptél? Elvileg max. 1 lépésnyi eltérés lehet, ami nagyjából 0,02°, azt elég megmérni.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2020 május 09, 18:15
Írta: ANTAL GÁBOR Dátum 2020 május 09, 18:15
Változtasd meg az áttételt Pl 27/4 re akkor 60 step lesz egy fok .Ha szíjas az áttétel akkor természetesen ennek az egész számú többszörösével is lehet operálni . 54/16 os kerekek kaphatók . Ehhez 6400 as mikrolépést kellene beállítani a 60 step / fokhoz
Cím: Re:UCCNC vezérlő program
Írta: őrülT-Tudós Dátum 2020 május 09, 21:47
Írta: őrülT-Tudós Dátum 2020 május 09, 21:47
Indikátor órával mértem, 10cm-es átmérőn, 0,2mm volt egy fordulat alatt, ha jól számolom az kicsivel több mint 0,2°.
Cím: Re:UCCNC vezérlő program
Írta: őrülT-Tudós Dátum 2020 május 09, 21:58
Írta: őrülT-Tudós Dátum 2020 május 09, 21:58
A gond az, hogy már teljesen kész az egység, festve felület kezelve van, illetve kimondottan ehhez az áttételhez lett kialakítva. Kicsit bosszantó, hogy egy arduinoval pontosan körbe tudtam forgatni, így szoftverből pedig nincs lehetőségem. Pedig, Ebay-Ali, stb helyeken is találtam 4. tengelyt pont ilyen áttétellel..
(https://hobbicncforum.hu/uploaded_images/2020/05/tn_m926vky5c768j5z42j3s9_5292.jpg) (https://hobbicncforum.hu/uploaded_images/2020/05/m926vky5c768j5z42j3s9_5292.jpg)
(https://hobbicncforum.hu/uploaded_images/2020/05/tn_m926vky5c768j5z42j3s9_5292.jpg) (https://hobbicncforum.hu/uploaded_images/2020/05/m926vky5c768j5z42j3s9_5292.jpg)
Cím: Re:UCCNC vezérlő program
Írta: dosalaszlo Dátum 2020 május 09, 22:03
Írta: dosalaszlo Dátum 2020 május 09, 22:03
Tiszteletem
Nálam az encoder és az áttétel szorzata 204800 imp/fordulatra jön ki.
Na ez se adott ki még egész számot az életbe se.
Próbáld meg beírni annyi tizedes jegyig amennyit csak enged.
Ha jól láttam neked csak 3 tizedesig van beírva!
Kb 10 számjegyig megy és az már olyan kis tévedést eredményez ami szerintem elhenyagolható,
hacsak nem milliókat fordul egy programba egy irányba.
Nekem bejött gondoltam hátha!
Üdv
László
Nálam az encoder és az áttétel szorzata 204800 imp/fordulatra jön ki.
Na ez se adott ki még egész számot az életbe se.
Próbáld meg beírni annyi tizedes jegyig amennyit csak enged.
Ha jól láttam neked csak 3 tizedesig van beírva!
Kb 10 számjegyig megy és az már olyan kis tévedést eredményez ami szerintem elhenyagolható,
hacsak nem milliókat fordul egy programba egy irányba.
Nekem bejött gondoltam hátha!
Üdv
László
Cím: Re:UCCNC vezérlő program
Írta: őrülT-Tudós Dátum 2020 május 09, 22:39
Írta: őrülT-Tudós Dátum 2020 május 09, 22:39
Üdv! Nem próbáltam mennyi tizedesig enged beírni, de ha lehet is sokat közel sem biztos, hogy azzal is számol majd.. Holnap letesztelem majd többel.. [#vigyor2]
Nyilván ilyen kicsi eltérés nem okoz nagy gondot, de azért a lehetőségekhez képest szeretném kihozni a maximumot a dologból... [#wink]
Nyilván ilyen kicsi eltérés nem okoz nagy gondot, de azért a lehetőségekhez képest szeretném kihozni a maximumot a dologból... [#wink]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2020 május 09, 23:11
Írta: svejk Dátum 2020 május 09, 23:11
Nem lehet mérési bizonytalanság?
Adj neki G0 A3600 vagy akár G0 A36000 parancsot, akkor már szemre is jobban látod, van-e eltérés.
Adj neki G0 A3600 vagy akár G0 A36000 parancsot, akkor már szemre is jobban látod, van-e eltérés.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 május 09, 23:23
Írta: dezsoe Dátum 2020 május 09, 23:23
Igaza van Lászlónak, ne spórolj a tizedesekkel. Belül kellő pontossággal számol. Ezért nem is értettem, hogy hogyan jöhet ki komolyabb eltérés, de nem esett le, hogy a képen csak 3 tizedesig van. Mivel a program mindig a koordinátából számolja vissza a lépésszámot, nem adódnak össze a kerekítési hibák, így nem szokott egynél több lépés kerekítési hibát okozni.
Cím: Re:UCCNC vezérlő program
Írta: D.Laci Dátum 2020 május 10, 08:33
Írta: D.Laci Dátum 2020 május 10, 08:33
Elspóroltál fordulatonként ~5 lépést.
Ahogyan a többiek is javasolták írd be a lépésszámot ameddig engedi.
Kicsi lesz az az áttétel! ~115mm-es átmérőn majdnem 0.2mm egylépes...
Indexelt megmunkáláshoz jó lesz.
Ahogyan a többiek is javasolták írd be a lépésszámot ameddig engedi.
Kicsi lesz az az áttétel! ~115mm-es átmérőn majdnem 0.2mm egylépes...
Indexelt megmunkáláshoz jó lesz.
Cím: Re:UCCNC vezérlő program
Írta: 2am4nwzib Dátum 2020 május 10, 11:51
Írta: 2am4nwzib Dátum 2020 május 10, 11:51
Na meg , 4 tengelyes spirális megmunkálás sem igen ajánlott.
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2020 május 10, 12:30
Írta: TBS-TEAM Dátum 2020 május 10, 12:30
Nem kompromisszumokat kell kötni hanem számolni és megváltoztatni az áttételt ahogy Gábor is írta.
Építettél egy gépet, beleöltél sok idöt energiát pénzt, nehogy egy pár ezer forintos bordáskereken meg egy kis vas reszelésén és festéken múljon a pontosság.
Mindig ott fog lebegni a szemed előtt, hogy csal x fokpecet.
A kép alapján szép munka.
Gratulálok.
Építettél egy gépet, beleöltél sok idöt energiát pénzt, nehogy egy pár ezer forintos bordáskereken meg egy kis vas reszelésén és festéken múljon a pontosság.
Mindig ott fog lebegni a szemed előtt, hogy csal x fokpecet.
A kép alapján szép munka.
Gratulálok.
Cím: Re:UCCNC vezérlő program
Írta: őrülT-Tudós Dátum 2020 május 10, 21:22
Írta: őrülT-Tudós Dátum 2020 május 10, 21:22
Üdv, sikerült ma egy kis időt szakítanom rá és letesztelni, 10 tizedesig adtam meg az értéket. Érdekes módon 1 fordulat alatt ugyan ezt az eredményt kaptam. Mérési hibát kizárnám mert többször is oda-vissza forgattam és mindig ugyan azokat az értékeket kaptam. Viszont ahogy tanácsolták megnéztem 3600 foknál is, ott sem lett több a hiba 0,3°-nál. Az egységet egyenlőre nem fogom módosítani, szerintem ez is egész pontos megmunkálást tesz lehetővé, talán majd ha egyszer indokolt lesz, de addig hátha az UCCNC fejlesztő(k) is módosítanak az érték megadásán..[#vigyor2]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 május 10, 21:40
Írta: dezsoe Dátum 2020 május 10, 21:40
Milyen módosításra gondolsz?
Cím: Re:UCCNC vezérlő program
Írta: B.Zoltán Dátum 2020 május 10, 21:48
Írta: B.Zoltán Dátum 2020 május 10, 21:48
Lehet, hogy ne végtelen tizedes törtbe keljen beírni.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 május 10, 22:16
Írta: dezsoe Dátum 2020 május 10, 22:16
Nem tudod elkerülni. Mifelénk menetemelkedés van, odaát menet/hüvelyk. Valamelyik oldalon biztos, hogy osztani kell, akkor pedig lehet végtelen is.
Cím: Re:UCCNC vezérlő program
Írta: B.Zoltán Dátum 2020 május 10, 23:05
Írta: B.Zoltán Dátum 2020 május 10, 23:05
Igen, ez elég komoly probléma, ezzel mi is szembesültünk a menetvágónál. Ha valakinek 3mm-es a vezérorsó menetemelkedése, máris végtelen tizedestört az 1mm-re eső lépésszám.
Mi úgy oldottuk meg, hogy nem a mm-re eső lépésszámot kérjük megadni, hanem a vezérorsó menetemelkedését (pl.3mm) és a léptetőmotor felbontását egy fordulatra (pl.1600). A rendszer nem tizedestörtben számol, hanem törtes alakban. Így az inches menetek is kezelhetők teljes pontossággal.
A forgató esetében jobb lenne, ha egy teljes körülfordulásra kérnétek a lépésszámot, és a program ebből számolná ki a kívánt elmozdulásra adódó lépést. De nem biztos, hogy megéri a működő programot bolygatni.
Mi úgy oldottuk meg, hogy nem a mm-re eső lépésszámot kérjük megadni, hanem a vezérorsó menetemelkedését (pl.3mm) és a léptetőmotor felbontását egy fordulatra (pl.1600). A rendszer nem tizedestörtben számol, hanem törtes alakban. Így az inches menetek is kezelhetők teljes pontossággal.
A forgató esetében jobb lenne, ha egy teljes körülfordulásra kérnétek a lépésszámot, és a program ebből számolná ki a kívánt elmozdulásra adódó lépést. De nem biztos, hogy megéri a működő programot bolygatni.
Cím: Re:UCCNC vezérlő program
Írta: B.Zoltán Dátum 2020 május 10, 23:23
Írta: B.Zoltán Dátum 2020 május 10, 23:23
Ez a hiba számunkra is érthetetlen. Hogy ha már 10 tizedesjegyig megadja, ennek a hibának 1 lépés környékén kellene lenni, század mm tartományban.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2020 május 11, 00:37
Írta: zt2c4wh9 Dátum 2020 május 11, 00:37
Ha 360 foknál és 3600 foknál is ugyanannyi a hiba akkor az biztos, hogy nem steps/per értékből származó pontatlanság.
Ha az lenne akkor a hiba arányosan nőne fordulatonként.
Én mechanikai problémára, kottyanás gondolok.
Ha az lenne akkor a hiba arányosan nőne fordulatonként.
Én mechanikai problémára, kottyanás gondolok.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2020 május 11, 07:12
Írta: ANTAL GÁBOR Dátum 2020 május 11, 07:12
A szíjhajtás eleve kottyan . A Powerbelt ajánlása szerint ilyen esetben az"AT" rendszert érdemes alkalmazni .
Szinte biztosan tippelem hogy te nem azt választottad . (Ennél csak az lenne a jobb ha egyedi tárcsák készülnének )
A mérésről : én elléptetném pár fokot , ott nulláznék és utána ugyanolyan irányban továbblépnék 360 fokot ( primitív kottyanás kivétel )
Az alkalmazott léptetőmotor is vihet hibát a rendszerbe ( gyári adatlap megtekintése tájékoztat ) Érdekes lehetne megnézni hogy hogyan alakul a hiba kisebb mikrolépés beállítással ( a step / unitot természetesen a legnagyobb tizedesszámmal írnám be ezekben az esetekben is )
Szinte biztosan tippelem hogy te nem azt választottad . (Ennél csak az lenne a jobb ha egyedi tárcsák készülnének )
A mérésről : én elléptetném pár fokot , ott nulláznék és utána ugyanolyan irányban továbblépnék 360 fokot ( primitív kottyanás kivétel )
Az alkalmazott léptetőmotor is vihet hibát a rendszerbe ( gyári adatlap megtekintése tájékoztat ) Érdekes lehetne megnézni hogy hogyan alakul a hiba kisebb mikrolépés beállítással ( a step / unitot természetesen a legnagyobb tizedesszámmal írnám be ezekben az esetekben is )
Cím: Re:UCCNC vezérlő program
Írta: őrülT-Tudós Dátum 2020 május 11, 07:42
Írta: őrülT-Tudós Dátum 2020 május 11, 07:42
Üdv, megpróbálom ugyan ezeket a teszteket egy arduinoval vezérelve, akkor talán kizárható a hibák egyik fele.
ANTAL GÁBOR kérdésére a válasz pedig: htd 5m rendszer a szíj hajtás.
dezsoe: ahogy B.Zoltán írta a teljes fordulás értékének megadása sok esetben szerencsésebb lehet. Több hasonló gyári egységek is rendelkeznek pontosan ezzel az áttétellel.
ANTAL GÁBOR kérdésére a válasz pedig: htd 5m rendszer a szíj hajtás.
dezsoe: ahogy B.Zoltán írta a teljes fordulás értékének megadása sok esetben szerencsésebb lehet. Több hasonló gyári egységek is rendelkeznek pontosan ezzel az áttétellel.
Cím: Re:UCCNC vezérlő program
Írta: őrülT-Tudós Dátum 2020 május 11, 09:22
Írta: őrülT-Tudós Dátum 2020 május 11, 09:22
Meg is történ a teszt, arduinoval max 0,02 század (80mm-en mérve) többszöri körbeforgatás után is. Ez a hiba szerintem már a mérésem pontatlanságából is fakad. Szerintem a szíj, és a mechanika elhanyagolható hibákkal működik.
Cím: Re:UCCNC vezérlő program
Írta: őrülT-Tudós Dátum 2020 május 11, 13:32
Írta: őrülT-Tudós Dátum 2020 május 11, 13:32
Gondoltam összedobok egy videot a mérésekről. Az arduionos, és a UCCNC-s teszt is 0,01 körüli hibával zárult (80mm átmérőn). Tegnap valószínűleg a lépésmegadás után nem fogadtam el és használtam a beállításokat. (elég rohanós vasárnapom volt..[#vigyor2]) Tehát a 10 tizedes értékmegadással úgy néz ki tökéletesen teszi a dolgát! Köszönöm mindenkinek a hozzászólást! További szép napot! [#wink]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 május 11, 15:03
Írta: dezsoe Dátum 2020 május 11, 15:03
[#eljen]
Csodálkoztam volna, ha nem ez jön ki a végén. :) Már elég régen panaszkodtak volna.
Csodálkoztam volna, ha nem ez jön ki a végén. :) Már elég régen panaszkodtak volna.
Cím: Re:UCCNC vezérlő program
Írta: sanyi84 Dátum 2020 május 17, 09:42
Írta: sanyi84 Dátum 2020 május 17, 09:42
Gyakorlati példa az összekrehányolt screen meg a totálisan ismeretlen makró és egyéb nyalnkság környezet a mach3 alatt. Rádugtam egy axbbe t a barátom plazmájára. Szépen megy pár szívás után amit a totálisan dokumentálatlan gép okoz...
De még ugye az én axbbe m volt tehát nem hagytam ott. Rendelt is pár dolgot a haverom.
Mach3 ra visszadugva "pisztolytávnál" 2 probe mérés van. Az első bekapcsoláskor megbolondult és második mérésnél elkezdi rángatni az összes tengelyt az oly nagyra dícsért mach3. Újraindítva jó.
Nem kell grafikus biszbasz inkább. Főleg hogy olyat produkál ami khmmm vicc kategória. A tengelybeállitási lap is ésszerűbb uc alatt. Uc alatt 1 óra volt a nyers konfig. Mach3 alatt eddig eljutni... Pfff hát nem is tudom.
Ám hogy kell Z hez bemérés után automatikus értéket beírni uccnc ben?
Ez a topichoz szól. Külön postba nem teszem fel.
De még ugye az én axbbe m volt tehát nem hagytam ott. Rendelt is pár dolgot a haverom.
Mach3 ra visszadugva "pisztolytávnál" 2 probe mérés van. Az első bekapcsoláskor megbolondult és második mérésnél elkezdi rángatni az összes tengelyt az oly nagyra dícsért mach3. Újraindítva jó.
Nem kell grafikus biszbasz inkább. Főleg hogy olyat produkál ami khmmm vicc kategória. A tengelybeállitási lap is ésszerűbb uc alatt. Uc alatt 1 óra volt a nyers konfig. Mach3 alatt eddig eljutni... Pfff hát nem is tudom.
Ám hogy kell Z hez bemérés után automatikus értéket beírni uccnc ben?
Ez a topichoz szól. Külön postba nem teszem fel.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 május 17, 10:18
Írta: dezsoe Dátum 2020 május 17, 10:18
"Ám hogy kell Z hez bemérés után automatikus értéket beírni uccnc ben?"
Ezt egy kicsit bővebben is kifejthetnéd. Program verzió, mihez használod (az előbb plazmát emlegettél, de nem derül ki, hogy a kérdés is arra vonatkozik-e), hogyan mérsz (G28.1 vagy G31) stb.
Ezt egy kicsit bővebben is kifejthetnéd. Program verzió, mihez használod (az előbb plazmát emlegettél, de nem derül ki, hogy a kérdés is arra vonatkozik-e), hogyan mérsz (G28.1 vagy G31) stb.
Cím: Re:UCCNC vezérlő program
Írta: sanyi84 Dátum 2020 május 17, 12:17
Írta: sanyi84 Dátum 2020 május 17, 12:17
Program verzió legújabb lesz - beszerzés alatt az axbbe-urc201-sheetcam , illetve szűz win7 et kap a gép. A plasma screen bemérési gombját használják majd a géphez. Megy,csak be kell írni az értéket, nos ezt szeretném automatizálni. Később probe2 is felkerül. Ez az anyag beméréshez kell, valószínű "csak" egy pálca lesz. Ez a fogósabb kérdés mert a pisztolytól ahogy esik helyre lesz helyezve XY beméréshez.
Cél a minél egyszerűbb használat felhasználói oldalról.
Olyan az uc nagyvonalakban mint a régebbi fagor vezérlő, egyszerű. Az újabba van plc. Hát 3 hét és sok kávé után jött össze a használható plc program. Nem fikázás csak mach3 al ellentétben ez legalább nem csinál értetlenségeket - bemérés közben rázkódás. És persze dicséret a több ki és bemenet meg persze a sebesség és a fejlesztés. Illetve a support...
Cél a minél egyszerűbb használat felhasználói oldalról.
Olyan az uc nagyvonalakban mint a régebbi fagor vezérlő, egyszerű. Az újabba van plc. Hát 3 hét és sok kávé után jött össze a használható plc program. Nem fikázás csak mach3 al ellentétben ez legalább nem csinál értetlenségeket - bemérés közben rázkódás. És persze dicséret a több ki és bemenet meg persze a sebesség és a fejlesztés. Illetve a support...
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 május 18, 12:57
Írta: dezsoe Dátum 2020 május 18, 12:57
Nincs baj az "ahogy esik"-kel, mert le lehet azt mérni, aztán beméréskor oda lehet mozogni, utána meg vissza. Ha már tiszta, hogy mit kell csinálni, mi a mérőpont offszetje, akkor segítek a makró megírásában, ha szólsz.
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2020 május 18, 19:47
Írta: Autotec1 Dátum 2020 május 18, 19:47
Lassan kész mechanikailag a gépem.
Keresek Miskolcon uccnc-hez értő szakembert a kezdő beállításokhoz, vezetékeléshez.
Tcfm 100 minihorizont
Panasonic Ac szervó.
(https://hobbicncforum.hu/uploaded_images/2020/05/tn_3xtnkqw8zzuf95jjjiz_5332.png) (https://hobbicncforum.hu/uploaded_images/2020/05/3xtnkqw8zzuf95jjjiz_5332.png) (https://hobbicncforum.hu/uploaded_images/2020/05/tn_4h3tgmivk0j8ykq828uca_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/05/4h3tgmivk0j8ykq828uca_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/05/tn_9c5gw6x9t9gwdtif3tcfm_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/05/9c5gw6x9t9gwdtif3tcfm_5332.jpeg)
Keresek Miskolcon uccnc-hez értő szakembert a kezdő beállításokhoz, vezetékeléshez.
Tcfm 100 minihorizont
Panasonic Ac szervó.
(https://hobbicncforum.hu/uploaded_images/2020/05/tn_3xtnkqw8zzuf95jjjiz_5332.png) (https://hobbicncforum.hu/uploaded_images/2020/05/3xtnkqw8zzuf95jjjiz_5332.png) (https://hobbicncforum.hu/uploaded_images/2020/05/tn_4h3tgmivk0j8ykq828uca_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/05/4h3tgmivk0j8ykq828uca_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/05/tn_9c5gw6x9t9gwdtif3tcfm_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/05/9c5gw6x9t9gwdtif3tcfm_5332.jpeg)
Cím: Re:UCCNC vezérlő program
Írta: wxzsfdacp Dátum 2020 május 21, 22:26
Írta: wxzsfdacp Dátum 2020 május 21, 22:26
Szia
Kicsit elvesztem mert újra kellet építenem a nyákot, mert ez első verzióban nem volt átgondolva így a végén belezavarodtam a illetve volt egy két forrasztási hiba amit nem találtam, azután úgy döntöttem újra.... megérte. A kérddés: a fékem még így sem akar működni illetve a késlaltetése. A 3. if után szúrtam be a késleltetést így jó vagy ez fordított ezért máshvá kellen tennem?
Köszönöm: Attila
A program:
Kicsit elvesztem mert újra kellet építenem a nyákot, mert ez első verzióban nem volt átgondolva így a végén belezavarodtam a illetve volt egy két forrasztási hiba amit nem találtam, azután úgy döntöttem újra.... megérte. A kérddés: a fékem még így sem akar működni illetve a késlaltetése. A 3. if után szúrtam be a késleltetést így jó vagy ez fordított ezért máshvá kellen tennem?
Köszönöm: Attila
A program:
Kód Kijelölés
//M310 macroloop
bool state = exec.GetLED(10);
if (firstRun)
{
// Ha első futás, akkor mindenképpen kapcsolni kell
lastState = !state;
firstRun = false;
}
if (state != lastState)
{
// Csak akkor foglalkozunk vele, ha változott az állapota
if (state)
{
// Tengely áram alatt -> fék kioldása
exec.Wait(10000);
exec.Setoutpin(2, 20);
exec.AddStatusmessage("Fék kioldva");
}
else
{
// Tengely nincs áram alatt -> fékezés
exec.Clroutpin(2, 20);
exec.AddStatusmessage("A fék rögzíti a tengelyt");
}
lastState = state;
}
#Events
bool firstRun = true;
bool lastState = false;
Cím: Re:UCCNC vezérlő program
Írta: dtb Dátum 2020 május 21, 22:58
Írta: dtb Dátum 2020 május 21, 22:58
A korábbi home-olási problémából nem egészen értem, hogy keverdtél a fékhez, de az én logikám az lenne, hogy először megváltoztatom a Setoutputpin-nel az értéket, (ennek hatására fog oldani/fogni a fék) és utána várok, hogy legyen ideje a mechanikának dolgozni.
Cím: Re:UCCNC vezérlő program
Írta: wxzsfdacp Dátum 2020 május 21, 23:23
Írta: wxzsfdacp Dátum 2020 május 21, 23:23
Szia!
valóban igazad van egy koábbi levélről kellet volna írnom.
A problémámeg röviden servo nem tudom miért, de bekapcsoláskor nem tudja a nyomatékot felvenni, mint ahogy azt a fék miatt szükségs volna így végállásra megy és dicsérem az olaszok felmenőit, mert a fék levegőjét ki kell oldanom és kézzel kell leemelnem a végállásról (egy 7,5 kw-os motor és a fúróaparát), majd kitámasztom és talán működik. A késleltetés azért kell, hogy a servo álljon fel és utánna emelje le róla a féket.
ha így érthető a logikáját szeretném megérteni.
Kösz Attila
valóban igazad van egy koábbi levélről kellet volna írnom.
A problémámeg röviden servo nem tudom miért, de bekapcsoláskor nem tudja a nyomatékot felvenni, mint ahogy azt a fék miatt szükségs volna így végállásra megy és dicsérem az olaszok felmenőit, mert a fék levegőjét ki kell oldanom és kézzel kell leemelnem a végállásról (egy 7,5 kw-os motor és a fúróaparát), majd kitámasztom és talán működik. A késleltetés azért kell, hogy a servo álljon fel és utánna emelje le róla a féket.
ha így érthető a logikáját szeretném megérteni.
Kösz Attila
Cím: Re:UCCNC vezérlő program
Írta: wxzsfdacp Dátum 2020 május 21, 23:27
Írta: wxzsfdacp Dátum 2020 május 21, 23:27
Azért nem értem, mert a GetLed beolvassa, ha igaz vár addigra feláll a servo, majd exec.Setoutpin(2, 20); a 20as pin leemeli a féket....[#conf][#conf][#conf][#conf]
Cím: Re:UCCNC vezérlő program
Írta: dtb Dátum 2020 május 21, 23:43
Írta: dtb Dátum 2020 május 21, 23:43
Így már értem, te nem a fékre vársz (én azt hittem) hanem a szervóra... Ezek szerint lemaradtunk egy levélről:-)
Cím: Re:UCCNC vezérlő program
Írta: dtb Dátum 2020 május 21, 23:52
Írta: dtb Dátum 2020 május 21, 23:52
Azt gondolom, csak tudod, hogy mit vezérel a 2-es port 20-as pinje? Nem az a fék?
Egyébbként az exec.Wait(10000); utasíást szerintem nyugodtan kipróbálhatod úgy is, hogy előtte is vársz, és utána is. Próbálgatni kell...
Egyébbként az exec.Wait(10000); utasíást szerintem nyugodtan kipróbálhatod úgy is, hogy előtte is vársz, és utána is. Próbálgatni kell...
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 május 21, 23:59
Írta: dezsoe Dátum 2020 május 21, 23:59
Szia!
Technikailag jó, amit beírtál, próbáld ki. Annyi mellékhatása van, hogy mindenképpen vár, tehát ha újra fékezni kell, akkor az is késni fog, mert megfogod vele az egész vizsgálatot. (Viszont gondolom, hogy nem kapcsolgatod ki-be a tengelyt, úgyhogy elvileg nem probléma.)
Technikailag jó, amit beírtál, próbáld ki. Annyi mellékhatása van, hogy mindenképpen vár, tehát ha újra fékezni kell, akkor az is késni fog, mert megfogod vele az egész vizsgálatot. (Viszont gondolom, hogy nem kapcsolgatod ki-be a tengelyt, úgyhogy elvileg nem probléma.)
Cím: Re:UCCNC vezérlő program
Írta: wxzsfdacp Dátum 2020 május 22, 14:59
Írta: wxzsfdacp Dátum 2020 május 22, 14:59
A pinek (20) helye biztos ki próbáltam de azért írtam hátha kiszúrtok valami hibát, akkor marad a próbálgatás. Köszönöm majd beszámolok
üdv Attila
üdv Attila
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2020 május 28, 09:36
Írta: istvan58 Dátum 2020 május 28, 09:36
hello,
közeljövőben várható e ennek a hibának a javítása?
közeljövőben várható e ennek a hibának a javítása?
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2020 június 01, 13:20
Írta: frob Dátum 2020 június 01, 13:20
sziasztok
félig meddig ucccnc...
Lassan eljutnék odáig hogy fusionnal és uccnc-s gépemmel marnék valami szépet...
no de hogy is mint is kellene beállítgatni a fusiont ehhez a művelethez.
berántottam egy alap gépet, megmutattam neki az uccnc post fájlt, beírtam a gép méreteket és munkaterületet...
még egy csomó minden kellene, van rá szükség, vagy ha nullán hagyok mindent akkor csak figyelek hogy milyen előtolásokat állítok és annyi?
És jó lesz a g kód?
félig meddig ucccnc...
Lassan eljutnék odáig hogy fusionnal és uccnc-s gépemmel marnék valami szépet...
no de hogy is mint is kellene beállítgatni a fusiont ehhez a művelethez.
berántottam egy alap gépet, megmutattam neki az uccnc post fájlt, beírtam a gép méreteket és munkaterületet...
még egy csomó minden kellene, van rá szükség, vagy ha nullán hagyok mindent akkor csak figyelek hogy milyen előtolásokat állítok és annyi?
És jó lesz a g kód?
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2020 június 01, 15:13
Írta: gaben Dátum 2020 június 01, 15:13
Szia,
én amikor először csináltam, egy Hungarocell darabba martam az első "munkadarabomat".
Amúgy semmi extra nincs a Fusion-ben, könnyen be lehet állítani rajta mindent, aztán mehet az UCCNC-be. ;)
Tehát, csinálsz egy egyszerű testet, mondjuk egy négyzetet és annak szeretnéd a négy oldalát és a tetejét méretre marni.
Oldalakra a Contour való, a tetejére pedig a Face, de ha van zseb, akkor a Pocket.
Kiválasztod a megfelelő szerszámot amivel dolgozni szeretnél, megadod a tárban a paramétereit (átmérő, hosszúság, élhossz, élek száma, carbid vagy HSS, stb., valamint a szükséges fordulatszám és az előtolás értékek, levegő, ködpermet), de ha egyszerűsíteni szeretnéd az életedet, akkor először jó választás lehet bepipálni a Feed optimization-t, és alapbeállításokon hagyni. Ezzel elkerülhető (elvileg) a szerszámtörés ill. ezen értékektől aztán el lehet térni a későbbiekben lefelé-fölfelé, ahogy tetszik.
Még mielőtt UCCNC-be töltöm én mindig ellenőrzöm a teljes marási folyamatot a Simulate-el, és bekapcsolom a "stop on collision" gombot is, hátha ütközés van a rendszerben.
Aztán ha már UCCNC-t használsz én a posztprocesszornak is őt választanám, mert nekem eddig bevált.
Az Autodesk post library-ről letölthető (https://cam.autodesk.com/hsmposts?) és bemásolható a posztprocis mappába.
Na most jöhet a G-kód generálás, amennyiben sikerült hibátlanul marópályát készíteni a Fusion-ben.
Az elkészült G-kódot az UCCNC-be töltöd, a tengelyeket nullázod a Fusion-ben készült és beállított Stock szerint és mehet a Start gomb. ;)
Élőben vagy videón ez mondjuk sokkal érthetőbb és egyszerűbb, mint itt minden apró lépést leírni.
üdv, Gábor
én amikor először csináltam, egy Hungarocell darabba martam az első "munkadarabomat".
Amúgy semmi extra nincs a Fusion-ben, könnyen be lehet állítani rajta mindent, aztán mehet az UCCNC-be. ;)
Tehát, csinálsz egy egyszerű testet, mondjuk egy négyzetet és annak szeretnéd a négy oldalát és a tetejét méretre marni.
Oldalakra a Contour való, a tetejére pedig a Face, de ha van zseb, akkor a Pocket.
Kiválasztod a megfelelő szerszámot amivel dolgozni szeretnél, megadod a tárban a paramétereit (átmérő, hosszúság, élhossz, élek száma, carbid vagy HSS, stb., valamint a szükséges fordulatszám és az előtolás értékek, levegő, ködpermet), de ha egyszerűsíteni szeretnéd az életedet, akkor először jó választás lehet bepipálni a Feed optimization-t, és alapbeállításokon hagyni. Ezzel elkerülhető (elvileg) a szerszámtörés ill. ezen értékektől aztán el lehet térni a későbbiekben lefelé-fölfelé, ahogy tetszik.
Még mielőtt UCCNC-be töltöm én mindig ellenőrzöm a teljes marási folyamatot a Simulate-el, és bekapcsolom a "stop on collision" gombot is, hátha ütközés van a rendszerben.
Aztán ha már UCCNC-t használsz én a posztprocesszornak is őt választanám, mert nekem eddig bevált.
Az Autodesk post library-ről letölthető (https://cam.autodesk.com/hsmposts?) és bemásolható a posztprocis mappába.
Na most jöhet a G-kód generálás, amennyiben sikerült hibátlanul marópályát készíteni a Fusion-ben.
Az elkészült G-kódot az UCCNC-be töltöd, a tengelyeket nullázod a Fusion-ben készült és beállított Stock szerint és mehet a Start gomb. ;)
Élőben vagy videón ez mondjuk sokkal érthetőbb és egyszerűbb, mint itt minden apró lépést leírni.
üdv, Gábor
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2020 június 01, 16:03
Írta: frob Dátum 2020 június 01, 16:03
Hálásan köszönöm ezt a leírást is!!
a post proc letöltve, az első szerszámot befaragtam alá, sőt találtam olyan olyan helyet ahonnan le tudtam szedni
ER11 befogót is :) (https://tormach.zendesk.com/hc/en-us/articles/360041129054-Where-can-I-find-the-Autodesk-Fusion-360-tool-library-and-machine-definition-files-for-the-xsTECH-Router-)
(hátha valakinek jól jön)
most épp a Datron katalógust bújom (https://www.datron.com/Content/DATRON_Tool_Catalog.pdf), milyen beállításokat bír a maró, ha valakit érdekel, a 106. oldalon van a képlet hozzá..
én is gondoltam hogy fába marok először, de lehet jobb ötlet habba, az talán nem töri el a szerszámot :D
még 1x köszi!
a post proc letöltve, az első szerszámot befaragtam alá, sőt találtam olyan olyan helyet ahonnan le tudtam szedni
ER11 befogót is :) (https://tormach.zendesk.com/hc/en-us/articles/360041129054-Where-can-I-find-the-Autodesk-Fusion-360-tool-library-and-machine-definition-files-for-the-xsTECH-Router-)
(hátha valakinek jól jön)
most épp a Datron katalógust bújom (https://www.datron.com/Content/DATRON_Tool_Catalog.pdf), milyen beállításokat bír a maró, ha valakit érdekel, a 106. oldalon van a képlet hozzá..
én is gondoltam hogy fába marok először, de lehet jobb ötlet habba, az talán nem töri el a szerszámot :D
még 1x köszi!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 június 02, 15:40
Írta: dezsoe Dátum 2020 június 02, 15:40
Szia!
Egyelőre nem tudok róla, de jelezni fogom, ahogy ígértem.
Egyelőre nem tudok róla, de jelezni fogom, ahogy ígértem.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2020 június 03, 07:12
Írta: istvan58 Dátum 2020 június 03, 07:12
Ok,
Érdekes hogy más UCR201 tulajdonos nem jelezte ezt a hibát.
Érdekes hogy más UCR201 tulajdonos nem jelezte ezt a hibát.
Cím: Re:UCCNC vezérlő program
Írta: TyuTyu68 Dátum 2020 június 03, 11:17
Írta: TyuTyu68 Dátum 2020 június 03, 11:17
Amator problemam....
Allapot:
Probe macronal beall a probe fole 10mm tavolsagra.
A "merolap" amit a munkadarabra rakok 20mm vastag.
(-> ergo a munkafelulet felett 30mm a Z aktualis erteke)
Kerdes:
Hogyan tudom ezt automatikusan beirni az aktualis pozicioba ?
(eddig kezzel a makro futasa utan beirtam, de van/volt mikor elmaradt...)
Koszi elore...
Allapot:
Probe macronal beall a probe fole 10mm tavolsagra.
A "merolap" amit a munkadarabra rakok 20mm vastag.
(-> ergo a munkafelulet felett 30mm a Z aktualis erteke)
Kerdes:
Hogyan tudom ezt automatikusan beirni az aktualis pozicioba ?
(eddig kezzel a makro futasa utan beirtam, de van/volt mikor elmaradt...)
Koszi elore...
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 június 03, 12:23
Írta: dezsoe Dátum 2020 június 03, 12:23
Milyen program verziót használsz? Az 1.2108-tól van benne mérő képernyő, ott egyszerűen csak be kell állítani, hogy mit akarsz mérni. Ha a régi makrós módszert használod (M31), akkor látni kéne a makró tartalmát ahhoz, hogy ki lehessen találni, hogy mit kell benne módosítani.
Cím: Re:UCCNC vezérlő program
Írta: TyuTyu68 Dátum 2020 június 03, 16:46
Írta: TyuTyu68 Dátum 2020 június 03, 16:46
Szia,
1.2113 amit hasznalok (ill. ismerkedunk)
A probe screen nem megy, meg a tengelyeket sem mozgatja (szamomra kicsit nehezen ertelmezheto, bar cel lenne megerteni a jovoben).
A regi M31 makro pedig "gyari" ami a telepiteskor ment fel.
(ez mukodik)
Koszi,
TyuTyu
1.2113 amit hasznalok (ill. ismerkedunk)
A probe screen nem megy, meg a tengelyeket sem mozgatja (szamomra kicsit nehezen ertelmezheto, bar cel lenne megerteni a jovoben).
A regi M31 makro pedig "gyari" ami a telepiteskor ment fel.
(ez mukodik)
Koszi,
TyuTyu
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 június 03, 17:56
Írta: dezsoe Dátum 2020 június 03, 17:56
Szia!
Az mit jelent, hogy nem megy a probe képernyő? Ha a mellékelt képet látod, akkor engedélyezni kell a probing plugin-t a Settings / Gen. setup / Configure plugins alatt, majd újraindítani az UCCNC-t. (Elég az Enabled, nem kell a Call startup.)
(https://hobbicncforum.hu/uploaded_images/2020/06/tn_i593h3gkz4n59pqxis49b_3977.png) (https://hobbicncforum.hu/uploaded_images/2020/06/i593h3gkz4n59pqxis49b_3977.png) (https://hobbicncforum.hu/uploaded_images/2020/06/tn_whfj5t2vxb0v0jinvvn_3977.png) (https://hobbicncforum.hu/uploaded_images/2020/06/whfj5t2vxb0v0jinvvn_3977.png)
Az mit jelent, hogy nem megy a probe képernyő? Ha a mellékelt képet látod, akkor engedélyezni kell a probing plugin-t a Settings / Gen. setup / Configure plugins alatt, majd újraindítani az UCCNC-t. (Elég az Enabled, nem kell a Call startup.)
(https://hobbicncforum.hu/uploaded_images/2020/06/tn_i593h3gkz4n59pqxis49b_3977.png) (https://hobbicncforum.hu/uploaded_images/2020/06/i593h3gkz4n59pqxis49b_3977.png) (https://hobbicncforum.hu/uploaded_images/2020/06/tn_whfj5t2vxb0v0jinvvn_3977.png) (https://hobbicncforum.hu/uploaded_images/2020/06/whfj5t2vxb0v0jinvvn_3977.png)
Cím: Re:UCCNC vezérlő program
Írta: TyuTyu68 Dátum 2020 június 03, 18:16
Írta: TyuTyu68 Dátum 2020 június 03, 18:16
Szia,
Az engedelyt beraktam, de mas is volt..
A problema megoldodni latszik: a fast es fine feed valamiert az install utan 0.001 volt. Ezt felvettem 150/20 ra es elindultak.
Megprobalom egy masik gepre felrakni (szuz install), mert ha a default ertek alacsony, akkor mas zoldfulu is szivhat, nem csak en.
Koszi, problemaim (jelenleg) megoldodtak, de nem tudom garantalni hogy nem lesznek a tovabbiakban. :-)
Hiaba a tanulasi folyamat hossszuuuu
TyuTyu
Az engedelyt beraktam, de mas is volt..
A problema megoldodni latszik: a fast es fine feed valamiert az install utan 0.001 volt. Ezt felvettem 150/20 ra es elindultak.
Megprobalom egy masik gepre felrakni (szuz install), mert ha a default ertek alacsony, akkor mas zoldfulu is szivhat, nem csak en.
Koszi, problemaim (jelenleg) megoldodtak, de nem tudom garantalni hogy nem lesznek a tovabbiakban. :-)
Hiaba a tanulasi folyamat hossszuuuu
TyuTyu
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 június 03, 18:49
Írta: dezsoe Dátum 2020 június 03, 18:49
Akkor rendben van. Írjál nyugodtan, ha van kérdés. Pár dolog még van itt is: [#t218p7768#], az előzményeit is olvasd el.
Cím: Re:UCCNC vezérlő program
Írta: Jordan Gabor Dátum 2020 június 04, 23:20
Írta: Jordan Gabor Dátum 2020 június 04, 23:20
Hello,
Nos, megjött a lézer, nem kapkodta el, de egy kis segítség még kellene nekem, hogy képzeljem ez UCCNC-vel a vezérlését.
Plazma módban menjen az UCCNC? Vagy normál módban?
Azt tudom, hogy raszteres képhez van modul, de vektoros rajzot milyen programmal tudok lézer programmá forgatni?
Köszönöm,
ÜDV JG
Nos, megjött a lézer, nem kapkodta el, de egy kis segítség még kellene nekem, hogy képzeljem ez UCCNC-vel a vezérlését.
Plazma módban menjen az UCCNC? Vagy normál módban?
Azt tudom, hogy raszteres képhez van modul, de vektoros rajzot milyen programmal tudok lézer programmá forgatni?
Köszönöm,
ÜDV JG
Cím: Re:UCCNC vezérlő program
Írta: 4h4344ty Dátum 2020 június 06, 23:10
Írta: 4h4344ty Dátum 2020 június 06, 23:10
Sziasztok!
Van egy CNC gépem, amit egy J1900-as gépről vezérlek LPT porton keresztül LinuxCNC-vel. Sajnos a latencia elég nagy,
így valami más megoldásban gondolkodok. A UC100 a UCCNC-vel beleférne a keretbe, de nem tudom, hogy az USB összekötésnek milyen hátrányai vannak. Ezért a pénzért megkapom a legkisebb
MESA kártyát, és akkor nem kellene szoftvert váltanom. Az UC400 már drágább lenne.
A UCCNC-nek milyen előnyei vannak a LinuxCNC-hez képest?
Köszönök minden segítséget!
Van egy CNC gépem, amit egy J1900-as gépről vezérlek LPT porton keresztül LinuxCNC-vel. Sajnos a latencia elég nagy,
így valami más megoldásban gondolkodok. A UC100 a UCCNC-vel beleférne a keretbe, de nem tudom, hogy az USB összekötésnek milyen hátrányai vannak. Ezért a pénzért megkapom a legkisebb
MESA kártyát, és akkor nem kellene szoftvert váltanom. Az UC400 már drágább lenne.
A UCCNC-nek milyen előnyei vannak a LinuxCNC-hez képest?
Köszönök minden segítséget!
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2020 június 07, 02:13
Írta: zt2c4wh9 Dátum 2020 június 07, 02:13
A kérdésedre nem hiszem, hogy túl sokan tudnának választ adni. Szerintem nagyon kevés olyan ember van aki mindkét szoftvert használja/használta.
Biztosan mindkettőnek megvan az előnye/hátránya a másikhoz képest.
Igazából a kérdés az, hogy megfelel-e arra a szoftver amire te szeretnéd használni. Ezt demo módban vásárlás nélkül is meg tudod nézni. Szoftver adatlap is rendelkezésre áll, lehet azt is tanulmányozni.
És ha üzemszerűen szeretnél termelni a géppel, nem csak hobbizás, akkor én az ethernetes vezérlőket javaslom, az USB inkább hobbi kategória.
Biztosan mindkettőnek megvan az előnye/hátránya a másikhoz képest.
Igazából a kérdés az, hogy megfelel-e arra a szoftver amire te szeretnéd használni. Ezt demo módban vásárlás nélkül is meg tudod nézni. Szoftver adatlap is rendelkezésre áll, lehet azt is tanulmányozni.
És ha üzemszerűen szeretnél termelni a géppel, nem csak hobbizás, akkor én az ethernetes vezérlőket javaslom, az USB inkább hobbi kategória.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2020 június 07, 16:57
Írta: frob Dátum 2020 június 07, 16:57
szerintem , az a gép kevés lesz uccnc-nek, és minden bizonynal linuxcnc-nek is elégé határon van, ezért a késlekedés, egyébként meg ha ismered a programot, inkább maradnék annál, bármennyire is szuper az uccnc, újra megszokni valamit az mindig nagy időveszteség
Szerintem előbb egy erőteljesebb gépbe ruházz be, pl innen
https://pcarena.hu/
Találsz méretben kisebbeket is, de jóval erősebbeket
Persze azért előtte nézz egy tesztet, mekkora procidőt foglal a géppedből csak hogy kiderüljön pár dolog, mielőtt beruházol bármibe is
Szerintem előbb egy erőteljesebb gépbe ruházz be, pl innen
https://pcarena.hu/
Találsz méretben kisebbeket is, de jóval erősebbeket
Persze azért előtte nézz egy tesztet, mekkora procidőt foglal a géppedből csak hogy kiderüljön pár dolog, mielőtt beruházol bármibe is
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2020 június 07, 17:10
Írta: svejk Dátum 2020 június 07, 17:10
J1900 - UC300ETH - UCCNC trió kipróbáltan jól működik egy barátomnál.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2020 június 07, 17:17
Írta: svejk Dátum 2020 június 07, 17:17
Bár amiről (https://www.hestore.hu/prod_10037932.html) én beszélek azon nincs is LPT port. [#nemtudom]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 június 07, 19:03
Írta: dezsoe Dátum 2020 június 07, 19:03
Szia!
Nem kell hozzá plazma mód. A lézernek van dedikált kimenete, amit M10-zel be, M11-gyel ki tudsz kapcsolni. M10 Qn-nel tudod a teljesítményét is szabályozni, ahol az n 0-255 lehet.
Hogy mivel generálj kódot, arra majd valaki válaszol, aki használ ilyen programot. Tulajdonképpen bármilyen program megfelel, aminek lehet a posztprocesszorát szerkeszteni, ha nem lenne hozzá már kész.
Nem kell hozzá plazma mód. A lézernek van dedikált kimenete, amit M10-zel be, M11-gyel ki tudsz kapcsolni. M10 Qn-nel tudod a teljesítményét is szabályozni, ahol az n 0-255 lehet.
Hogy mivel generálj kódot, arra majd valaki válaszol, aki használ ilyen programot. Tulajdonképpen bármilyen program megfelel, aminek lehet a posztprocesszorát szerkeszteni, ha nem lenne hozzá már kész.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 június 07, 19:05
Írta: dezsoe Dátum 2020 június 07, 19:05
Még valami. Az M10 használatához először be kell kapcsolni az M3-at vagy M4-et, ez fogja engedélyezni az M10-et. (Biztonság miatt.)
Cím: Re:UCCNC vezérlő program
Írta: 4h4344ty Dátum 2020 június 07, 19:13
Írta: 4h4344ty Dátum 2020 június 07, 19:13
Hosszabb távon mindenféleképp cserélnék gépet is, de úgy érzem, hogy egy ethernetes mozgásvezérlő a szóba jöhető gépek körét is bővítené (pl. notebook). Másrészt az ősöreg monitorom csak DVI-t fogad, a gépválasztás sem egyszerű. Olyan gépet vennék később, amin CAD is mehet, ha valamit helyben kellene módosítani.
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2020 június 07, 19:57
Írta: TBS-TEAM Dátum 2020 június 07, 19:57
Létezik olyan fordító vagy komplett kábel ami HDMI-t fordítja DVI-re ezzel nem kell törődnöd gép választásakor.
Cím: Re:UCCNC vezérlő program
Írta: Béni Dátum 2020 június 07, 20:21
Írta: Béni Dátum 2020 június 07, 20:21
Ha Windows párti vagy és egyelőre nem akarsz komolyabb mellékfunkciókat megvalósítani, akkor egyértelműen az UCCNC való neked (szerintem). A beállítása egyszerűbb, alap képernyővel is "cncsebb" kinézetű, mint a LinuxCNC.
Mindkét vezérlőprogramnak van olyan hasznos funkciója, ami a másiknál nincs meg, így a felhasználás módja is beleszólhat a választásba.
Ha az UCCNC fejlesztése töretlen marad, akkor eljöhet az az idő, hogy nem lesz értelme feltenni a kérdést: UCCNC vagy LinuxCNC?
(Gondolok itt elsősorban PLC szerű funkciók és az eszterga mód megvalósítására.)
Mindkét vezérlőprogramnak van olyan hasznos funkciója, ami a másiknál nincs meg, így a felhasználás módja is beleszólhat a választásba.
Ha az UCCNC fejlesztése töretlen marad, akkor eljöhet az az idő, hogy nem lesz értelme feltenni a kérdést: UCCNC vagy LinuxCNC?
(Gondolok itt elsősorban PLC szerű funkciók és az eszterga mód megvalósítására.)
Cím: Re:UCCNC vezérlő program
Írta: 4h4344ty Dátum 2020 június 08, 00:06
Írta: 4h4344ty Dátum 2020 június 08, 00:06
Igazából a 3 tengelyen kívül egy forgató tengelyt szeretnék majd építeni. Azt korrekten kezeli a UCCNC?
A Windowst alapvetően preferálnám. Az 50ms-os pufferelésnek van bármi hátránya?
A Windowst alapvetően preferálnám. Az 50ms-os pufferelésnek van bármi hátránya?
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2020 június 08, 09:19
Írta: Miki2 Dátum 2020 június 08, 09:19
"(Gondolok itt elsősorban PLC szerű funkciók és az eszterga mód megvalósítására.)"
Talán elgondolkodnak azon, hogy ezek a funkciók is fontosak a lézer és a plazma melett.
Talán elgondolkodnak azon, hogy ezek a funkciók is fontosak a lézer és a plazma melett.
Cím: Re:UCCNC vezérlő program
Írta: Béni Dátum 2020 június 08, 09:20
Írta: Béni Dátum 2020 június 08, 09:20
A forgó tengelyeket is jól kezeli az UCCNC, nem lesz vele gondod.
A pufferelés USB csatlakozású külső mozgásvezérlőknél elkerülhetetlen. Gyakorlatilag hátránya nincs.
A pufferelés USB csatlakozású külső mozgásvezérlőknél elkerülhetetlen. Gyakorlatilag hátránya nincs.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2020 június 08, 18:20
Írta: frob Dátum 2020 június 08, 18:20
ethernetessel még egy komoly dolgot tudhatsz le, még pedig a leválasztást, mivel az ethernet mindkét oldalon trafókban végződik( kezdődik)
tehát az esetleges fesz tüskékre érzékeny usb után hihetetlen nagy szabadság, nem beszélve arról hogy akár 10m re is leht a pc a géptől, ami ügye hülyeség ha jól meggondoljuk :)
viszont nyugodtan kábelezhetsz pl egy laptophoz a gépet körbekanyarítva ha éppen úgy jön ki....
szóval ha van rá akku uc400eth a nyerő és rögtön kapsz két "lpt"-t
tehát az esetleges fesz tüskékre érzékeny usb után hihetetlen nagy szabadság, nem beszélve arról hogy akár 10m re is leht a pc a géptől, ami ügye hülyeség ha jól meggondoljuk :)
viszont nyugodtan kábelezhetsz pl egy laptophoz a gépet körbekanyarítva ha éppen úgy jön ki....
szóval ha van rá akku uc400eth a nyerő és rögtön kapsz két "lpt"-t
Cím: Re:UCCNC vezérlő program
Írta: 4h4344ty Dátum 2020 június 08, 19:26
Írta: 4h4344ty Dátum 2020 június 08, 19:26
Ez is jó érv! Már csak a szoftveren gondolkodom. Mennyi idő alatt lehet átállni UCCNC-re nem túl gyakorlott emberként?
LinuxCNC-re pl. saját touch off makrókat írtam, a UCCNC-nél meg be van építve, ha jól láttam. Ezek a beépített makrók paraméterezhetők (pl. két sebességes touch off)?
Mesa kártyáknál 10MHz a max. frekvencia, Uc400-nál 400kHz. 8x microstepping esetén ennek van jelentősége?
LinuxCNC-re pl. saját touch off makrókat írtam, a UCCNC-nél meg be van építve, ha jól láttam. Ezek a beépített makrók paraméterezhetők (pl. két sebességes touch off)?
Mesa kártyáknál 10MHz a max. frekvencia, Uc400-nál 400kHz. 8x microstepping esetén ennek van jelentősége?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2020 június 08, 20:38
Írta: svejk Dátum 2020 június 08, 20:38
Ha használtál valaha mach3-at vagy kicsit is ismered a G-kódok szintaktikáját akkor nem lesz gond.
Nem tudom mi az a "touch off" de van itt a fórumon makro programozásban egy nagyon segítőkész emberke Dezsoe néven.
A 10 MHz és a 400 Khz-ről csak annyit hogy a kínai microsteppes vezérlők talán kivétel nélkül csak 200 KHz-et tudnak.
AC szervóknál van jelentősége a magasabb step-jelnek.
Egyébként anno mi vezetett a Linuxos program felé?
Nem tudom mi az a "touch off" de van itt a fórumon makro programozásban egy nagyon segítőkész emberke Dezsoe néven.
A 10 MHz és a 400 Khz-ről csak annyit hogy a kínai microsteppes vezérlők talán kivétel nélkül csak 200 KHz-et tudnak.
AC szervóknál van jelentősége a magasabb step-jelnek.
Egyébként anno mi vezetett a Linuxos program felé?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 június 08, 20:54
Írta: dezsoe Dátum 2020 június 08, 20:54
El ne kezdj makrókkal vacakolni, mikor ott van a teljesen paraméterezhető mérő képernyő. Természetesen tud kétsebességgel (is) mérni. (Egyébként a mérő képernyő nem tartalmaz makrót, minden egy plugin-ban van leprogramozva.)
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2020 június 09, 08:27
Írta: frob Dátum 2020 június 09, 08:27
az enyém asszem 100kHz en mehet, mert a régi szervó vezérlő nem képes fogadni ennél gyorsabb jelet, és így is bőven elég
El nem tudom képzelni milyen vezérlő az ami 10MHz es jelet kér?!
Az már inkább kvarc frekvencia :D
Szerintem az arra vonatkozik hogy a kártya milyen sebességgel tud kommunikálni a pc-vel, vagy is a csatoló felület milyen sebességen megy, de kétlem hogy pár 100khz-nél nagyobb jel jönne ki belőle, de van itt is egy két linuxcnc-s ember ( van ilyen topik is) ott többet megtudhatsz
Mondjuk a szervóimat még az arduino-s grbl is ki tudta szolgálni :D
tehát ( bár semmiképp nem lebeszélni akarlak) UCCNC helyett akár a grbl el is foglalkozhatsz, bár ott találni normális programot... ami normális ott is fizetős, de legalább a hw "ingyenes"
El nem tudom képzelni milyen vezérlő az ami 10MHz es jelet kér?!
Az már inkább kvarc frekvencia :D
Szerintem az arra vonatkozik hogy a kártya milyen sebességgel tud kommunikálni a pc-vel, vagy is a csatoló felület milyen sebességen megy, de kétlem hogy pár 100khz-nél nagyobb jel jönne ki belőle, de van itt is egy két linuxcnc-s ember ( van ilyen topik is) ott többet megtudhatsz
Mondjuk a szervóimat még az arduino-s grbl is ki tudta szolgálni :D
tehát ( bár semmiképp nem lebeszélni akarlak) UCCNC helyett akár a grbl el is foglalkozhatsz, bár ott találni normális programot... ami normális ott is fizetős, de legalább a hw "ingyenes"
Cím: Re:UCCNC vezérlő program
Írta: Jordan Gabor Dátum 2020 június 09, 21:25
Írta: Jordan Gabor Dátum 2020 június 09, 21:25
Köszönöm!
ÜDV JG
ÜDV JG
Cím: Re:UCCNC vezérlő program
Írta: 4h4344ty Dátum 2020 június 09, 22:45
Írta: 4h4344ty Dátum 2020 június 09, 22:45
Ez volt a legolcsóbb megoldás.
Cím: Re:UCCNC vezérlő program
Írta: 4h4344ty Dátum 2020 június 09, 22:47
Írta: 4h4344ty Dátum 2020 június 09, 22:47
Elvileg egy FPGA-nak ez nem probléma. Az más kérdés, hogy van-e értelme. Gondolom szervóhoz kell a nagy sebesség.
Cím: Re:UCCNC vezérlő program
Írta: 4h4344ty Dátum 2020 június 09, 22:48
Írta: 4h4344ty Dátum 2020 június 09, 22:48
Milyen használható CNC vezérlő szoftverek vannak GRBL-re?
Cím: Re:UCCNC vezérlő program
Írta: 4h4344ty Dátum 2020 június 09, 22:53
Írta: 4h4344ty Dátum 2020 június 09, 22:53
A UCCNC stabilan működik? Kipróbáltam a demót (64 bites Win10 alatt), és a CAM résznél, a toolpath számításánál visszalépett a windowsba. Újraindítva már végigcsinálta.
Az UC400ETH bírja, ha egy switchen keresztül kötöm a gépre?
Az UC400ETH bírja, ha egy switchen keresztül kötöm a gépre?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 június 10, 00:11
Írta: dezsoe Dátum 2020 június 10, 00:11
A switch-et bírja, akár többet is, csak végig kábelen menjen, mert a wifi már lassú hozzá. A CAM nem az erőssége a programnak, inkább g-kóddal kell etetni.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2020 június 10, 02:34
Írta: zt2c4wh9 Dátum 2020 június 10, 02:34
Az "olcsóság" relatív kérdés.
Ha hobbi, akkor persze ez lehet a legolcsóbb, de ha a munkadarabjaid mondjuk 100 ezer Forintot érnek és az "olcsó" megoldás az olcsósága miatt elront azokból sokat, akkor az olcsóból lehet a legdrágább megoldás lesz, mintha az amúgy drágább nagyipari megoldást választanád.
Szóval az, hogy "olcsó" az egy elég fura fogalom CNC-s témában, nézőpont kérdése. :)
Ha hobbi, akkor persze ez lehet a legolcsóbb, de ha a munkadarabjaid mondjuk 100 ezer Forintot érnek és az "olcsó" megoldás az olcsósága miatt elront azokból sokat, akkor az olcsóból lehet a legdrágább megoldás lesz, mintha az amúgy drágább nagyipari megoldást választanád.
Szóval az, hogy "olcsó" az egy elég fura fogalom CNC-s témában, nézőpont kérdése. :)
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2020 június 10, 02:35
Írta: zt2c4wh9 Dátum 2020 június 10, 02:35
Szerintem GRBL és LinuxCNC témában menj át másik fórum topikba, ez az UCCNC topik, kérlek ne romboljuk szét. Köszönöm.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2020 június 10, 10:50
Írta: frob Dátum 2020 június 10, 10:50
Igen stabilan működik, ha valamiért kilépett az más miatt jöhetett létre, eddig több órás futtatott programok közben sem állt meg!!
switchen? most viccelsz? ez egy hálózati eszköz, a világ másik végéről is kapcsolatot teremthetsz vele ha összehozod pl vpn el, szóval igen, ha tudja a megfelelő sebességet simán... de nem valami ősrégi 10mbit es legyen!
grbl-> arduino topic
linuxcnc -> 3 topic is van!
switchen? most viccelsz? ez egy hálózati eszköz, a világ másik végéről is kapcsolatot teremthetsz vele ha összehozod pl vpn el, szóval igen, ha tudja a megfelelő sebességet simán... de nem valami ősrégi 10mbit es legyen!
grbl-> arduino topic
linuxcnc -> 3 topic is van!
Cím: Re:UCCNC vezérlő program
Írta: 4h4344ty Dátum 2020 június 10, 10:54
Írta: 4h4344ty Dátum 2020 június 10, 10:54
Elnézést, egyszerűbbnek véltem itt feltenni a kérdést.
Cím: Re:UCCNC vezérlő program
Írta: 4h4344ty Dátum 2020 június 10, 10:59
Írta: 4h4344ty Dátum 2020 június 10, 10:59
Ezt én is így tapasztaltam. Sajnos az anyagi erőforrások időnként korlátozottak, el kellett valamivel indulni. Szerencsére viaszból készítek öntőformákat, így az ipari megoldások nem annyira lényegesek.
Elsőre kicsit bonyolultnak tűnik nekem a LinuxCNC-hez képest a szoftver, de alapból sokat tud, az látszik. Ami nekem a legfontosabb a stabil működés, mind hardver, mind szoftver szinten.
Elsőre kicsit bonyolultnak tűnik nekem a LinuxCNC-hez képest a szoftver, de alapból sokat tud, az látszik. Ami nekem a legfontosabb a stabil működés, mind hardver, mind szoftver szinten.
Cím: Re:UCCNC vezérlő program
Írta: 2vkx6unz Dátum 2020 június 10, 11:06
Írta: 2vkx6unz Dátum 2020 június 10, 11:06
Azért ez nagyban függ a terheléstől mivel Ethernetről beszélünk. Itt gondolom időzítésben kirtikusabb a dolog mint böngészésnél vagyis ha eldob néhány csomagot akkor az fájhat. Elég egy hurkot adni valamelyik két port között és már kis is feküdt az eszköz, vagy nagy forgalmat generáló vagy hibás porttal rendelkező számítógép is tud csúnya dolgoka tművelni. A kábelek szerelésének minőségéről nem is beszélve.
Érdemes menedzselhető eszközt venni, QOS képességekkel, lehetőleg GE portokkal.
Érdemes menedzselhető eszközt venni, QOS képességekkel, lehetőleg GE portokkal.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2020 június 10, 15:59
Írta: zt2c4wh9 Dátum 2020 június 10, 15:59
Igen, stabilan működik. Ha nem így lenne, akkor a felhasználók panaszkodnának, de nem teszik.
20000 feletti kiadott license-nél járunk. :)
20000 feletti kiadott license-nél járunk. :)
Cím: Re:UCCNC vezérlő program
Írta: Jordan Gabor Dátum 2020 június 10, 16:22
Írta: Jordan Gabor Dátum 2020 június 10, 16:22
Mégis visszatérnék ide két kérdéssel.
Ahogy nyomozom, azt látom többen úgy oldják meg a lézer ki/be kapcsolást, hogy pl. c tengely irányával operálnak.
Az UCCNC-ben van dedikált kimenet, ami nagyon jó hír, értem, de kérdésem miért pont M10 / M11 ? Ha ez mondjuk industry standard, akkor kell legyen valami program vagy post processor ami tudja ezt. Vagy, ha ez újdonság, akkor is biztos van amihez illeszkedik. Nem így van? Szóval a lényeg, lézer program létrehozásához tudok ajánlani mégis alkalmazást?
Másik dolog, tudok valahogy gombot kitenni ki/be kapcsolásra, pwm kijelzésre és állításra?
Köszönöm,
ÜDV JG
Ahogy nyomozom, azt látom többen úgy oldják meg a lézer ki/be kapcsolást, hogy pl. c tengely irányával operálnak.
Az UCCNC-ben van dedikált kimenet, ami nagyon jó hír, értem, de kérdésem miért pont M10 / M11 ? Ha ez mondjuk industry standard, akkor kell legyen valami program vagy post processor ami tudja ezt. Vagy, ha ez újdonság, akkor is biztos van amihez illeszkedik. Nem így van? Szóval a lényeg, lézer program létrehozásához tudok ajánlani mégis alkalmazást?
Másik dolog, tudok valahogy gombot kitenni ki/be kapcsolásra, pwm kijelzésre és állításra?
Köszönöm,
ÜDV JG
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 június 10, 18:40
Írta: dezsoe Dátum 2020 június 10, 18:40
A követett ipari szabvány az RS274, de az még nem tartalmaz ilyen utasításokat (szavakat). Ha jól látom/sejtem, akkor a Mach-ból jött az M10/M11, bár teljesen lényegtelen az eredete, mivel a szabványokban fel nem sorolt funkciókat mindenki a saját elképzelése szerint oldja meg, ezért van annyi nyelvjárása a g-kódnak, ahány gyártó készíti. (Sokszor még gyártónként is verziófüggő.)
Épp most láttam egy videóban, hogy pl. az Inkscape programhoz van valami lézeres g-kód generáló plugin, ahol a megnyíló ablakban beírhatod a lézer be- és kikapcsolásához használt kódot. A Fusion 360 honlapján (https://cam.autodesk.com/hsmposts) szintén ott a lézeres posztprocesszor. Biztos vagyok benne, hogy az összes lényeges CAM programhoz megcsinálta már valaki, csak meg kell keresni.
Épp most láttam egy videóban, hogy pl. az Inkscape programhoz van valami lézeres g-kód generáló plugin, ahol a megnyíló ablakban beírhatod a lézer be- és kikapcsolásához használt kódot. A Fusion 360 honlapján (https://cam.autodesk.com/hsmposts) szintén ott a lézeres posztprocesszor. Biztos vagyok benne, hogy az összes lényeges CAM programhoz megcsinálta már valaki, csak meg kell keresni.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 június 10, 18:48
Írta: dezsoe Dátum 2020 június 10, 18:48
Még ami eszembe jutott, hogy a Stepcraft gépeken emlékeim szerint van valami huncutság, hogy nem mindig engedélyezett a lézer, csak ha mozog a gép. Talán a 420-assal volt ilyen mizéria, de már nem emlékszem pontosan. Tudni kéne, hogy a 300-asodon is így van-e megoldva, illetve, hogy frissítettél-e UCCNC-t rajta, mert ha mindkettő igen, akkor alapból nem fog menni, át kell állítani pár dolgot.
Másik kérdésedre: a képernyő szabadon szerkeszthető. A nem gyári gombok mögé kell és lehet makrót vagy plugin-t írni. Az aktuális PWM érték (még?) nem kérdezhető le. Az állítása viszont megoldható.
Másik kérdésedre: a képernyő szabadon szerkeszthető. A nem gyári gombok mögé kell és lehet makrót vagy plugin-t írni. Az aktuális PWM érték (még?) nem kérdezhető le. Az állítása viszont megoldható.
Cím: Re:UCCNC vezérlő program
Írta: sanyi84 Dátum 2020 június 10, 20:54
Írta: sanyi84 Dátum 2020 június 10, 20:54
Probe kérdés. A plazma screen alatt nincs probe fül, vagyis van de az a digitize menüjét tartalmazza. Egyedül csak az M31 be nyúltam bele. Hw. AXBB-E , SW 1.2111
Ha engedélyezem a probe plugint akkor sincs.
(https://hobbicncforum.hu/uploaded_images/2020/06/tn_jupi8kinp4j6civp6hche_1300.jpg) (https://hobbicncforum.hu/uploaded_images/2020/06/jupi8kinp4j6civp6hche_1300.jpg)
Ha engedélyezem a probe plugint akkor sincs.
(https://hobbicncforum.hu/uploaded_images/2020/06/tn_jupi8kinp4j6civp6hche_1300.jpg) (https://hobbicncforum.hu/uploaded_images/2020/06/jupi8kinp4j6civp6hche_1300.jpg)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 június 10, 22:38
Írta: dezsoe Dátum 2020 június 10, 22:38
Nem derült ki, hogy mi a kérdés, de tényleg így van, a plazmába nem raktuk bele, mert nem láttuk értelmét. (Az 1.2112-ben megjelent új képernyőkészletben pont fordítva van: a normálból lett plazma, így ott már a plazmás képernyő is tartalmazza a probe-ot, mert nem szedtük ki belőle.)
Cím: Re:UCCNC vezérlő program
Írta: sanyi84 Dátum 2020 június 11, 05:20
Írta: sanyi84 Dátum 2020 június 11, 05:20
Csak az lett volna miért nincs benne? A digitize oda értelmetlennek tűnik, de helyet nem foglal. Szóval a probe jó dolog a plazmához egy sorozatvágásos feladatra.
Ám magába a plazma screenbe "halandó" ha úgy van vissza tudja "pakolni" ?
Ilyen hiba volt:
Y tengely 2 motoros, A tengely a szolga, fizikai összekötés nincs.
MSDE 8.2 a vezérlő hdbb2 leválasztó. Csak az Y tengelyen van home kapcsoló, azaz egy oldalt.
Homeolásnál keresztbe vágta magát a híd mert a szolga nem indult el. Step dir összekötve... Most 17 Khz körül megy. Sajnos a HDBB2 leírásában max frekvencia nincs említve.
Tudom mi a baj a használati utasítások részletességével is, "mindenre nincs idő" . 72 Khz t kell majd átvinnie. Max ráakasztom a szkópot megnézni mit csinál.
Az 1.2112 ben hiányoznak a plazmagombok (verziókövetési topicból merítve, az 1.2113 hibalistába van írva) szóval melyiket tegyem fel amibe van minden?
Tudom nem stabil az 1.2112 sem és az 1.2113 sem. De ha az 1.2113 ba van plazmagomb+ probe akkor az, ha 1.2112 ben ezek megvannak akkor az is jó lehet.
Melyiket tegyem fel?
Ám magába a plazma screenbe "halandó" ha úgy van vissza tudja "pakolni" ?
Ilyen hiba volt:
Y tengely 2 motoros, A tengely a szolga, fizikai összekötés nincs.
MSDE 8.2 a vezérlő hdbb2 leválasztó. Csak az Y tengelyen van home kapcsoló, azaz egy oldalt.
Homeolásnál keresztbe vágta magát a híd mert a szolga nem indult el. Step dir összekötve... Most 17 Khz körül megy. Sajnos a HDBB2 leírásában max frekvencia nincs említve.
Tudom mi a baj a használati utasítások részletességével is, "mindenre nincs idő" . 72 Khz t kell majd átvinnie. Max ráakasztom a szkópot megnézni mit csinál.
Az 1.2112 ben hiányoznak a plazmagombok (verziókövetési topicból merítve, az 1.2113 hibalistába van írva) szóval melyiket tegyem fel amibe van minden?
Tudom nem stabil az 1.2112 sem és az 1.2113 sem. De ha az 1.2113 ba van plazmagomb+ probe akkor az, ha 1.2112 ben ezek megvannak akkor az is jó lehet.
Melyiket tegyem fel?
Cím: Re:UCCNC vezérlő program
Írta: 5wxm88k0c Dátum 2020 június 11, 07:32
Írta: 5wxm88k0c Dátum 2020 június 11, 07:32
Nálam az AXBB-t és egy LCDA257S vezérlőt sikerült 100kHz helyett 200kHz-en üzemeltetnem úgy, hogy a step jelet invertáltam, "active low"-ba raktam. Enélkül nem érzékelte 200kHz-es step jelet, túl rövid volt az impulzus.
Cím: Re:UCCNC vezérlő program
Írta: sanyi84 Dátum 2020 június 11, 15:46
Írta: sanyi84 Dátum 2020 június 11, 15:46
Port 3 ra tettem a hdbb2 kártyát. De a doksiba nincs feltüntetve mit visz át a kártya. Simán kinézem a 100 Khz t, de mondjuk adok majd neki úgy 75 Khz t és meglátjuk. Nincs kedvem még pluszba kábelezni. Ebbe az AT* gépbe mindig van valami "akna", a mach3 is "furcsán működött" . Pedig minőségi cuccokból lenne.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 június 11, 16:16
Írta: dezsoe Dátum 2020 június 11, 16:16
Mindkét plazma képernyő a maróstól származik (amiben a származáskor már benne volt a digitize oldal). Amikor a régi fajta plazma képernyő készült, akkor még halovány elképzelés sem volt a probe képernyő. Évekkel később, amikor megcsináltam, akkor abban maradtunk Balázsékkal, hogy plazmával nem fog senki méregetni. Nem is kereste senki az elmúlt másfél évben, mióta megjelent a probe képernyő. Az új képernyő már eleve a probe-bal együtt készült, így az ebből származtatott plazma képernyőben is benne van, mert külön nem szedtük ki. Egyébként bárki bele tudja pakolni, akinek rengeteg szabadideje van, mert nem egy ötperces feladat, bátran számolj több nappal.
Hogy a szolga miért nem indult el, azt ennyi információ alapján nem tudom megtippelni sem. A HDBB2 kézikönyvében azért nincs maximális sebesség írva, mert nincs, ami korlátozza: közvetlenül van kivezetve, tehát annyit tud, amennyit a mozgásvezérlő kimenete.
Már az 1.2113-ban is találtunk hiányzó vagy rosszul beállított mezőket, de csak az új képernyőkészletben. Nagy valószínűség szerint nem lesz vele bajod, mert az UB1-es kártya képernyőjén hibásak a diagnosztika LED-ek.
Mindenből a legfrissebbet érdemes, tehát ha stabil, akkor most az 1.2111, ha fejlesztői, akkor 1.2113.
Hogy a szolga miért nem indult el, azt ennyi információ alapján nem tudom megtippelni sem. A HDBB2 kézikönyvében azért nincs maximális sebesség írva, mert nincs, ami korlátozza: közvetlenül van kivezetve, tehát annyit tud, amennyit a mozgásvezérlő kimenete.
Már az 1.2113-ban is találtunk hiányzó vagy rosszul beállított mezőket, de csak az új képernyőkészletben. Nagy valószínűség szerint nem lesz vele bajod, mert az UB1-es kártya képernyőjén hibásak a diagnosztika LED-ek.
Mindenből a legfrissebbet érdemes, tehát ha stabil, akkor most az 1.2111, ha fejlesztői, akkor 1.2113.
Cím: Re:UCCNC vezérlő program
Írta: sanyi84 Dátum 2020 június 11, 16:42
Írta: sanyi84 Dátum 2020 június 11, 16:42
Köszönöm a kimerítő választ. Kell mert egyszerre sok különálló alkatrészt vág a gép, azaz jelenlegi készülékkel 15 darabot. (20 at tud csak hiányzik pár ütköző)
Spóroltál egy hozzászólással nekem bő háromnegyed órát, nem szkópozok. Köszönöm.
Felteszem valamelyik fejlesztőit, legfrissebbet.
Bár a probe még nincs kész de utána olvastam és prellmentesített jelet adok a probe bemenetre. Még gondolkodom a mechanikus maradjon-e, a fémérzékelős vicces mert vastagabb anyagnál más magasságot érzékel, nyilván ez helyesen működik .
Köszönöm, a probe képernyőt meg megtanulom és megtanítom a kezelőknek.
Spóroltál egy hozzászólással nekem bő háromnegyed órát, nem szkópozok. Köszönöm.
Felteszem valamelyik fejlesztőit, legfrissebbet.
Bár a probe még nincs kész de utána olvastam és prellmentesített jelet adok a probe bemenetre. Még gondolkodom a mechanikus maradjon-e, a fémérzékelős vicces mert vastagabb anyagnál más magasságot érzékel, nyilván ez helyesen működik .
Köszönöm, a probe képernyőt meg megtanulom és megtanítom a kezelőknek.
Cím: Re:UCCNC vezérlő program
Írta: wxzsfdacp Dátum 2020 június 11, 23:27
Írta: wxzsfdacp Dátum 2020 június 11, 23:27
Szia
Letöltöttem a demo verziót ott működik a gépen nem akar késleltetni.
Ami viszont fejlemény rájöttem hogyan működik a szerszámcserélő tárcsája a lényeg elindul a tárcsa és nem lépéseket számlál hanem az érzékeelőket számololja majd az utolsó elött az engedélyező jelet elveszi és a következő érzékelőnél megáll. A makrókban a számláló megtaláltam a szerszámcserélő makróban viszont ott poziciója x tengelyel adja meg ittviszont az elforgatás mértékét kellen emegadnom. Ott ciklust kellene magadni amit számol vagy hogyan lehetne.
Köszönöm a segítséget üdv Attila
Letöltöttem a demo verziót ott működik a gépen nem akar késleltetni.
Ami viszont fejlemény rájöttem hogyan működik a szerszámcserélő tárcsája a lényeg elindul a tárcsa és nem lépéseket számlál hanem az érzékeelőket számololja majd az utolsó elött az engedélyező jelet elveszi és a következő érzékelőnél megáll. A makrókban a számláló megtaláltam a szerszámcserélő makróban viszont ott poziciója x tengelyel adja meg ittviszont az elforgatás mértékét kellen emegadnom. Ott ciklust kellene magadni amit számol vagy hogyan lehetne.
Köszönöm a segítséget üdv Attila
Cím: Re:UCCNC vezérlő program
Írta: Jordan Gabor Dátum 2020 június 12, 08:44
Írta: Jordan Gabor Dátum 2020 június 12, 08:44
Köszönöm,
Jelenleg csak ott tartok, hogy a gép maga amit kap az LPT17-es lábán az át van "drótozva" egy általam eddig nem használt csatlakozó lábára. Ide kötöttem a lézer bemenetét és megy is frankón.
Most spindle pwm alatt van megadva az LPT17-es láb az UCCNC-ben és megy is. A spindle gombokkal tudom ki/be kapcsolni.
Azt még nem találtam meg hova kell konfigolni a portot, hogy az M10/M11 kapcsolgassa.
Köszönöm,
JG
Jelenleg csak ott tartok, hogy a gép maga amit kap az LPT17-es lábán az át van "drótozva" egy általam eddig nem használt csatlakozó lábára. Ide kötöttem a lézer bemenetét és megy is frankón.
Most spindle pwm alatt van megadva az LPT17-es láb az UCCNC-ben és megy is. A spindle gombokkal tudom ki/be kapcsolni.
Azt még nem találtam meg hova kell konfigolni a portot, hogy az M10/M11 kapcsolgassa.
Köszönöm,
JG
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 június 12, 12:48
Írta: dezsoe Dátum 2020 június 12, 12:48
Szia!
Ha nem várakozik, akkor valószínűleg stop állapotban van a gép, ilyenkor az exec.Wait nem várakozik. Használj helyette "Tread.Sleep(10000);"-et.
Ha nem várakozik, akkor valószínűleg stop állapotban van a gép, ilyenkor az exec.Wait nem várakozik. Használj helyette "Tread.Sleep(10000);"-et.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 június 12, 12:52
Írta: dezsoe Dátum 2020 június 12, 12:52
Szia!
Ha nincs lézer beállításod, akkor valószínűleg egy elég régi program verzió van felrakva. (Stepcraft-nál előfordul.) Nézd meg a verziószámot a Help / About alatt. Ha frissíteni kell, akkor azt nagyon körültekintően kell, mert nem a standard képernyőt használja a Stepcraft, mókolni kell vele rendesen. Állítólag valahol van hozzá új verzióhoz való felület, de még nem kerestem. Mielőtt bármit csinálsz vele, készíts egy teljes másolatot az UCCNC mappáról, legyen mit előszedni, ha valami nem stimmel.
Ha nincs lézer beállításod, akkor valószínűleg egy elég régi program verzió van felrakva. (Stepcraft-nál előfordul.) Nézd meg a verziószámot a Help / About alatt. Ha frissíteni kell, akkor azt nagyon körültekintően kell, mert nem a standard képernyőt használja a Stepcraft, mókolni kell vele rendesen. Állítólag valahol van hozzá új verzióhoz való felület, de még nem kerestem. Mielőtt bármit csinálsz vele, készíts egy teljes másolatot az UCCNC mappáról, legyen mit előszedni, ha valami nem stimmel.
Cím: Re:UCCNC vezérlő program
Írta: Béni Dátum 2020 június 12, 15:21
Írta: Béni Dátum 2020 június 12, 15:21
A exec.Wait() említett tulajdonsága, illetve Thread.Sleep() a Macro Loop példán kívül szerepel a dokumentációkban valahol?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 június 12, 15:46
Írta: dezsoe Dátum 2020 június 12, 15:46
Ezt most így fejből nem tudom megmondani. A Thread osztály a C# (illetve a .Net) része, nem UCCNC specifikus.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2020 június 13, 10:13
Írta: svejk Dátum 2020 június 13, 10:13
Szép napos nyári szombat délelőtt van...
Pont alkalmas arra, hogy mindenki mentse le az UCCNC profile fájlját, vagy az újabb verzióknál legalább aktiválja az AutoBackupProfile plugint. [#felkialtas].
(de legjobb ha az egész UCCNC könyvtár mentve van)
Pont alkalmas arra, hogy mindenki mentse le az UCCNC profile fájlját, vagy az újabb verzióknál legalább aktiválja az AutoBackupProfile plugint. [#felkialtas].
(de legjobb ha az egész UCCNC könyvtár mentve van)
Cím: Re:UCCNC vezérlő program
Írta: Jordan Gabor Dátum 2020 június 15, 10:21
Írta: Jordan Gabor Dátum 2020 június 15, 10:21
Hello,
Érdekes, 1.21111 , de nincs laser pin a configuration / I/O setup alatt. Ill. nem volt, mert átkopiztam a beállításokat egy új installba, megy is minden, kivéve a lézert. Beállítottam pin17-re, de az M10 Q255 (vagy más érték) nem kapcsolja be. Ha átnyomom active low-ra, azonnal bekapcsol teljes teljesítményen. Vagy, ha a spindle pwm kimenetnek állítom a 17-es lábat, a spindle bekapcsra is megy. Viszont laser pin-re, M10-re nem :-(
Van valami tipped?
Köszönöm,
JG
Érdekes, 1.21111 , de nincs laser pin a configuration / I/O setup alatt. Ill. nem volt, mert átkopiztam a beállításokat egy új installba, megy is minden, kivéve a lézert. Beállítottam pin17-re, de az M10 Q255 (vagy más érték) nem kapcsolja be. Ha átnyomom active low-ra, azonnal bekapcsol teljes teljesítményen. Vagy, ha a spindle pwm kimenetnek állítom a 17-es lábat, a spindle bekapcsra is megy. Viszont laser pin-re, M10-re nem :-(
Van valami tipped?
Köszönöm,
JG
Cím: Re:UCCNC vezérlő program
Írta: Jordan Gabor Dátum 2020 június 15, 10:30
Írta: Jordan Gabor Dátum 2020 június 15, 10:30
Megvan, M3.
JG
JG
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 június 15, 10:42
Írta: dezsoe Dátum 2020 június 15, 10:42
Szia!
Akkor most beállítottad főorsónak a lézert. Körvonalat tudsz vele vágni, másra így nem jó.
A beállítást azért nem találod, mert a Stepcraft nem a standard képernyőt használja, ahogy már írtam. A program viszont már frissebb, mint amihez a képernyőkészlet készült. Ha frissíted a programot, akkor csak a "gyári" file-ok frissülnek, minden más nem. Így a Stepcraft-os cuccok sem: ezért tudod egyáltalán használni a gépet, viszont - mivel nem változott a képernyőkészlet - nem tudod beállítani a lézer kimenetet, mert nem szerepel a képernyőkészletben.
(Most egy darabig nem leszek gép körül, de később megnézem, hogy le lehet-e tölteni valami újabb cuccot.)
Akkor most beállítottad főorsónak a lézert. Körvonalat tudsz vele vágni, másra így nem jó.
A beállítást azért nem találod, mert a Stepcraft nem a standard képernyőt használja, ahogy már írtam. A program viszont már frissebb, mint amihez a képernyőkészlet készült. Ha frissíted a programot, akkor csak a "gyári" file-ok frissülnek, minden más nem. Így a Stepcraft-os cuccok sem: ezért tudod egyáltalán használni a gépet, viszont - mivel nem változott a képernyőkészlet - nem tudod beállítani a lézer kimenetet, mert nem szerepel a képernyőkészletben.
(Most egy darabig nem leszek gép körül, de később megnézem, hogy le lehet-e tölteni valami újabb cuccot.)
Cím: Re:UCCNC vezérlő program
Írta: Jordan Gabor Dátum 2020 június 15, 13:09
Írta: Jordan Gabor Dátum 2020 június 15, 13:09
Szia!
Köszönöm, de elvileg nem kell. Átmásoltam a beállításokat, majd a probe makrót és a P1, P2, -t amit beállítottam és jó ez így. Az, hogy nincs stepcraft logo, az végképp nem izgat.
Már csak program kell, ami megfelelő g kódot generál. Letöltöttem egy valami mintánek feltöltött lézeres g kódot és csinálja szépen.
Már csak azt böngészem, kellene egy gomb, fókusz állításhoz egy kis teljesítményű bekapcs/kikapcs. Olvasom a manual-t, gombot feltenni tudok, csak funkciót hozzárendelni nem. M20000-es gombot kellne letegyek és ehhez makro file-t lementeni?
Köszönöm,
JG
Köszönöm, de elvileg nem kell. Átmásoltam a beállításokat, majd a probe makrót és a P1, P2, -t amit beállítottam és jó ez így. Az, hogy nincs stepcraft logo, az végképp nem izgat.
Már csak program kell, ami megfelelő g kódot generál. Letöltöttem egy valami mintánek feltöltött lézeres g kódot és csinálja szépen.
Már csak azt böngészem, kellene egy gomb, fókusz állításhoz egy kis teljesítményű bekapcs/kikapcs. Olvasom a manual-t, gombot feltenni tudok, csak funkciót hozzárendelni nem. M20000-es gombot kellne letegyek és ehhez makro file-t lementeni?
Köszönöm,
JG
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 június 15, 14:20
Írta: dezsoe Dátum 2020 június 15, 14:20
Ha M3-mal tudod kapcsolni és PWM főorsónak állítottad be, akkor az S paranccsal tudod az erősségét állítani. (A spindle oldalon megadott min. és max. fordulatszám tartományt vetíti a min. PWM és max. PWM közötti értékre.) Így nem is kell külön gomb, beírsz egy S értéket és megnyomod az M3, főorsó gombot. Ugyanezzel ki is tudod kapcsolni.
Cím: Re:UCCNC vezérlő program
Írta: Jordan Gabor Dátum 2020 június 15, 17:55
Írta: Jordan Gabor Dátum 2020 június 15, 17:55
Hello, az csak egy kísérlet volt. Már meg a "laser pin"-en jól. Kellene még egy gomb ki/be kapcsolni a lézert fokuszáláshoz kis teljesítményen (meg kell egy megfelelő g-code kimeneti processzor is, mert még azt sem találtam).
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 június 15, 18:37
Írta: dezsoe Dátum 2020 június 15, 18:37
Csinálj egy gombot, aminek a buttonnumber tulajdonsága 20000-21999. A makrós könyvtárban csinálj egy új szöveges file-t Mxxxxx.txt néven, ahol az xxxxx az előbb választott sorszám. Másold bele ezt:
Az M3 állapotát nézi: ha ki van kapcsolva, akkor bekapcsolja, majd a lézert is, ha be van kapcsolva, akkor előbb a lézert, majd a főorsót is kikapcsolja. Az "M10 Q17" sorban a 17 helyett írj olyan értéket, amivel már világít a lézer, de még csak finoman.
Kód Kijelölés
if (exec.GetLED(50))
{
exec.Code("M11");
while (exec.IsMoving());
exec.Code("M5");
while (exec.IsMoving());
}
else
{
exec.Code("M3");
while (exec.IsMoving());
exec.Code("M10 Q17");
while (exec.IsMoving());
}
Az M3 állapotát nézi: ha ki van kapcsolva, akkor bekapcsolja, majd a lézert is, ha be van kapcsolva, akkor előbb a lézert, majd a főorsót is kikapcsolja. Az "M10 Q17" sorban a 17 helyett írj olyan értéket, amivel már világít a lézer, de még csak finoman.
Cím: Re:UCCNC vezérlő program
Írta: Jordan Gabor Dátum 2020 június 16, 13:52
Írta: Jordan Gabor Dátum 2020 június 16, 13:52
Köszönöm, szóval a buttonnumber rendeli össze.
Meg kösz a makrót is, én két gombbal tudtam volna megcsinálni csak.
Most a LightBurn nevű programot próbálgatom, M3-al kapcsol be, M5-el ki, arra még nem sikerült rávennem, hogy az M10 Qxx -et beletegye, csak replace all-al teszem bele utófeldolgozással, de többé kevésbé működik.
A legnagyobb gond, hogy a sarkokban túléget. Nem kapcsol ki az irányváltásnál.
ÜDV JG
Meg kösz a makrót is, én két gombbal tudtam volna megcsinálni csak.
Most a LightBurn nevű programot próbálgatom, M3-al kapcsol be, M5-el ki, arra még nem sikerült rávennem, hogy az M10 Qxx -et beletegye, csak replace all-al teszem bele utófeldolgozással, de többé kevésbé működik.
A legnagyobb gond, hogy a sarkokban túléget. Nem kapcsol ki az irányváltásnál.
ÜDV JG
Cím: Re:UCCNC vezérlő program
Írta: Jordan Gabor Dátum 2020 június 16, 14:04
Írta: Jordan Gabor Dátum 2020 június 16, 14:04
ja, és mégvalami, ezt a sort az UCCNC végrehajtja, ki kell szednem ezt is külön.
Ki lehet kapcsolni, hogy ami ; után van azt ne hajtsa végre?
; GRBL-M3 M10 Q50 (1.1e or earlier) device profile, absolute coords
Köszönöm,
JG
Ki lehet kapcsolni, hogy ami ; után van azt ne hajtsa végre?
; GRBL-M3 M10 Q50 (1.1e or earlier) device profile, absolute coords
Köszönöm,
JG
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 június 16, 15:25
Írta: dezsoe Dátum 2020 június 16, 15:25
A sarkokban (gondolom) azért éget túl, mert alacsony a gyorsulás, sokáig vacakol, mire bekanyarodik. A pontosvessző nem szabványos g-kód elem, ezért az UCCNC nem foglalkozik vele. (Bár elég elterjedt.)
Cím: Re:UCCNC vezérlő program
Írta: Jordan Gabor Dátum 2020 június 17, 10:05
Írta: Jordan Gabor Dátum 2020 június 17, 10:05
Azt hiszem itt adom fel a stepcraft+UCCNC lérezgravírt. Azt írja a LightBurn fejlesztője, a cnc kontroller nem lesz jó soha. A lézer kontroller állítólag a kontrollerben igazítja folyamatosan a lézer teljesítményét a sebességhez.
Még ha a sarokban pl ki is kapcsolnánk egy pillanatra, olyan nem lesz mint amit a lézer kontroller tud :-(
ÜDV JG
Még ha a sarokban pl ki is kapcsolnánk egy pillanatra, olyan nem lesz mint amit a lézer kontroller tud :-(
ÜDV JG
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 június 17, 10:28
Írta: dezsoe Dátum 2020 június 17, 10:28
Megfelelő g-kóddal a sarki égetés is megoldható: akkor kell kapcsolni a lézert, amikor a tengely a kért sebességgel halad. (Tehát a gyorsítás és lassítás kikapcsolt lézerrel, túlfutásban történik.) A LaserEngrave plugin pl. pont így csinálja. Pontosan az ilyen szinkron kapcsolás miatt kapott külön lábat (és M10-M11-et) a lézer, mert az M3 az nem szinkronban történik, nem erre való.
A LightBurn-ös ember nagyon okos, de akár fel is sorolhatná, hogy hány lézervezérlő szabályozza a teljesítményt sebességfüggően. Valószínű, hogy egy-két (hobbi célra megfizethetetlen) ipari csoda után abba maradna a felsorolás. Egyetlen olyan vezérlőről sem hallottam, ami ezt tudná. (No, persze, az is lehet, hogy teljesen tájékozatlan vagyok. De nekem valami azt súgja, hogy ha valamelyik vezérlő tudna ilyen okosságot, akkor azt óriásplakáton hirdetné magáról.)
A LightBurn-ös ember nagyon okos, de akár fel is sorolhatná, hogy hány lézervezérlő szabályozza a teljesítményt sebességfüggően. Valószínű, hogy egy-két (hobbi célra megfizethetetlen) ipari csoda után abba maradna a felsorolás. Egyetlen olyan vezérlőről sem hallottam, ami ezt tudná. (No, persze, az is lehet, hogy teljesen tájékozatlan vagyok. De nekem valami azt súgja, hogy ha valamelyik vezérlő tudna ilyen okosságot, akkor azt óriásplakáton hirdetné magáról.)
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2020 június 17, 23:46
Írta: ium8w94xp Dátum 2020 június 17, 23:46
Nem tudom milyen mechanikád van, de ha te kimondottan lézert használsz, akkor fogasszíj és minél könnyebb szerkezetűnek kell lennie. Ugyanis, ahogy dezsoe is írta a te beállításaidban a tengely irányváltásánál lassul a géped. A 3d nyomtatók is könnyű mechanikát mozgatnak szíj hajtással. Szinte ugyanazon sebességgel tud ellenkező irányba menni egy váltásnál. A te gépedet úgy kell beállítani, hogy a mechanika által elérhető lehető legalacsonyabb gyorsulási idő legyen megadva. Én is küzdöttem ezzel. Azért erre kimondottan olyan szerkezetet is kell kialakítani. Volt, hogy a léptetőmotor körül forgott a mágneses tér, de a tengely nem mozdult egy hirtelen irányváltáskor. Az én gépem inkább marásra van. Tehát próbálj a gépednek beállítani olyan adatokat, amit még végre tud hajtani. A g kód tartalmazza a sebességet és a lézer erejét. Mivel minden gépen más lehet a gyorsulás és egyéb paraméterek, ezért honnan kéne tudnia mennyivel vegye vissza az erőt? Nem hallottam még ilyet (ez nem jelenti azt, hogy nincs). Szóval tedd a gyorsulásod a leggyorsabbra, amit még elbír a cuccod.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2020 június 19, 13:14
Írta: frob Dátum 2020 június 19, 13:14
sziasztok
valaki tudja esetleg ( Dezsoe?) hogy a fusion 360 oldaláról leszedhető postprocesszor tudja mind a 6 tengelyt kezelni?
eltöprengtem olyan plazmavágón ami esetlegesen tudna ferde vágást is...
és jópofa lenne hogy már megismert szoftverrel megvalósítható lenne...
kösz!
R.
valaki tudja esetleg ( Dezsoe?) hogy a fusion 360 oldaláról leszedhető postprocesszor tudja mind a 6 tengelyt kezelni?
eltöprengtem olyan plazmavágón ami esetlegesen tudna ferde vágást is...
és jópofa lenne hogy már megismert szoftverrel megvalósítható lenne...
kösz!
R.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 június 19, 15:34
Írta: dezsoe Dátum 2020 június 19, 15:34
Szia! Én passzolom a kérdést. [#nemtudom]
Cím: Re:UCCNC vezérlő program
Írta: D.Laci Dátum 2020 június 21, 10:22
Írta: D.Laci Dátum 2020 június 21, 10:22
A CAM szoftverek általában 5 tengelyt kezelnek, ha az kevés Indexelt megmunkálást kel alkalmazni, vagy Robotnak kel tekinteni, azokra külön szoftverek vannak.
Nehezen tudom elképzelni, hogy mire kel 6 tengely plazmavágóra?
A posztprocesszornak semmi köze a szerszámpálya készítéshez.
Nehezen tudom elképzelni, hogy mire kel 6 tengely plazmavágóra?
A posztprocesszornak semmi köze a szerszámpálya készítéshez.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2020 június 21, 15:42
Írta: frob Dátum 2020 június 21, 15:42
Megnézve az uccnc postprocesszorát, tudja mind a 6 tengelyt, az hogy mire használod és hogy állítod be, ez már a te döntésed lehet a fusion 360 ban, de ennyire még nem vagyok spíler a cam részében hogy ilyet tudjak...
hogy mire kell 6 tengely
mivel a uccn posprocesszora ahogy írtam xyz mm-ben abc-t pedig fokban
ha az asztalod olyan ami elve síklemezt is fogad akkor, már is használod a hármat (xyz)
kettőt a fej szögbe állításához, egyet meg akár a cső forgatásához...
még síklemeznél is elkélhet az 5 tengely :)
de nem mélyedtem még bele, egyenlőre csak örülök hogy ha netán kellene tudhatja :)
persze az más kérdés, mennyire bonyolult egy pályát ilyen módon elkészíteni fusionban? :)
hogy mire kell 6 tengely
mivel a uccn posprocesszora ahogy írtam xyz mm-ben abc-t pedig fokban
ha az asztalod olyan ami elve síklemezt is fogad akkor, már is használod a hármat (xyz)
kettőt a fej szögbe állításához, egyet meg akár a cső forgatásához...
még síklemeznél is elkélhet az 5 tengely :)
de nem mélyedtem még bele, egyenlőre csak örülök hogy ha netán kellene tudhatja :)
persze az más kérdés, mennyire bonyolult egy pályát ilyen módon elkészíteni fusionban? :)
Cím: Re:UCCNC vezérlő program
Írta: Hanks Dátum 2020 július 11, 12:45
Írta: Hanks Dátum 2020 július 11, 12:45
Sziasztok! Aspire UCCNC post processor-t keresek forgatóhoz A tengelyre. Ha tud ilyet valaki azt megköszönném!
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2020 július 16, 18:00
Írta: svejk Dátum 2020 július 16, 18:00
Hogy is van ez?
Ha az Y irányt két orsó mozgatja és az Y-hoz szolga tengelyként van rendelve egy másik -mondjuk B tengely-, akkor feltétlen kell mindkettőhöz referencia kapcsoló és külön kell, hogy megkeressék azt?
Bízom benne, hogy nem és egy kapcsolóra konfigurálhatom mindkét tengelyt...
Ha az Y irányt két orsó mozgatja és az Y-hoz szolga tengelyként van rendelve egy másik -mondjuk B tengely-, akkor feltétlen kell mindkettőhöz referencia kapcsoló és külön kell, hogy megkeressék azt?
Bízom benne, hogy nem és egy kapcsolóra konfigurálhatom mindkét tengelyt...
Cím: Re:UCCNC vezérlő program
Írta: 2am4nwzib Dátum 2020 július 16, 18:15
Írta: 2am4nwzib Dátum 2020 július 16, 18:15
Mach2/3-WrapX2A ATC -------- X+A párosítás
Mach2/3-WrapY2A ATC -------- Y+A párosítás.
Mach2/3-WrapY2A ATC -------- Y+A párosítás.
Cím: Re:UCCNC vezérlő program
Írta: Hanks Dátum 2020 július 16, 22:42
Írta: Hanks Dátum 2020 július 16, 22:42
Köszönöm, ezeket próbáltam, de az A tengelyen a DRO számol, de valósan nem mozog az A tengely. Más wrap post processzornál nincs ez a probléma. Elméletileg tudja az UCCNC is a wrap-ot makró-ból, de nem tudom hogyan. Abban bíztam, hogy valaki írt már X2A, vagy Y2A aspire post processzort UCCNC-hez.
Cím: Re:UCCNC vezérlő program
Írta: dtb Dátum 2020 július 17, 09:18
Írta: dtb Dátum 2020 július 17, 09:18
Az működik, én is azt használom. valamit szerintem benéztél...
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 július 17, 10:25
Írta: dezsoe Dátum 2020 július 17, 10:25
Az Y-hoz be kell állítani a home-ot, így lesz egy érzékelőd. Ha másik bemenetet állítasz be a szolgának, akkor mindkettőt használja.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2020 július 17, 12:30
Írta: svejk Dátum 2020 július 17, 12:30
Szupi!
Cím: Re:UCCNC vezérlő program
Írta: gvox Dátum 2020 augusztus 06, 13:42
Írta: gvox Dátum 2020 augusztus 06, 13:42
Tisztelt Urak!Segítséget kérnék, UC300ETH-5LPT + UCCNC 2.113verzió esetén a P1-P4-P5 portok 15. pinje sem kimenetnek sem bemenetnek nem konfigurálható, mi a teendő?
Köszi: gvox
Köszi: gvox
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 augusztus 06, 14:27
Írta: dezsoe Dátum 2020 augusztus 06, 14:27
Első ránézésre nálam megy. Melyik képernyőkészletet használod?
Cím: Re:UCCNC vezérlő program
Írta: gvox Dátum 2020 augusztus 06, 14:55
Írta: gvox Dátum 2020 augusztus 06, 14:55
Firmware 1.00 API ver 2.182o
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 augusztus 06, 15:03
Írta: dezsoe Dátum 2020 augusztus 06, 15:03
Ezt tudom, de melyik képernyőkészletet használod. Az új szélesvásznút, a régi 4:3-ast, ezek közül a normál vagy a plazmás készletet?
Cím: Re:UCCNC vezérlő program
Írta: gvox Dátum 2020 augusztus 06, 15:08
Írta: gvox Dátum 2020 augusztus 06, 15:08
az új szélesvásznut
Cím: Re:UCCNC vezérlő program
Írta: gvox Dátum 2020 augusztus 06, 15:10
Írta: gvox Dátum 2020 augusztus 06, 15:10
THC-s
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 augusztus 06, 15:39
Írta: dezsoe Dátum 2020 augusztus 06, 15:39
Oké, tehát plazma, új képernyőkészlettel. Már csak az a kérdésem, hogy hova szeretted volna beállítani, ahol nem fogadja el? (Az új plazmás képernyőben vannak hibák, lehet, hogy ez még nincs kijavítva.)
Cím: Re:UCCNC vezérlő program
Írta: gvox Dátum 2020 augusztus 06, 15:51
Írta: gvox Dátum 2020 augusztus 06, 15:51
Csináltam egy vezérlő pultot ahol a P3 kivételével minden pin kellene (nem akartam a P3-at kifejteni) ha megnézed az új képernyőt a P1-P4-P5 diag nézeten nem I 15 hanem Q15 van ezért bizonytalanodtam el, majd kiderült ,hogy kimenetként nem is enged beírni semmit (piros),bemenetkén elfogadja a beirtakat csak nem hajtja végre, piros marad semmi változás
Cím: Re:UCCNC vezérlő program
Írta: gvox Dátum 2020 augusztus 06, 16:20
Írta: gvox Dátum 2020 augusztus 06, 16:20
ez lenne
(https://hobbicncforum.hu/uploaded_images/2020/08/tn_ey89etdndwuaqem2yqxw_410.jpg) (https://hobbicncforum.hu/uploaded_images/2020/08/ey89etdndwuaqem2yqxw_410.jpg)
(https://hobbicncforum.hu/uploaded_images/2020/08/tn_ey89etdndwuaqem2yqxw_410.jpg) (https://hobbicncforum.hu/uploaded_images/2020/08/ey89etdndwuaqem2yqxw_410.jpg)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 augusztus 06, 16:23
Írta: dezsoe Dátum 2020 augusztus 06, 16:23
Aha, igen, ott vannak gondok. A LED-ek helyesen világítanak, csak nem jó színnel és nem jó a felirat. Ráadásul a normál képernyőn is hibás, nem csak a plazmán. Jegyeztem, köszi!
Viszont a 15-ös láb az mindegyik porton bemenet, és működik is. Mit jelent nálad a "nem hajtja végre"? Ha nem változik a LED, akkor a bemenet sem.
Viszont a 15-ös láb az mindegyik porton bemenet, és működik is. Mit jelent nálad a "nem hajtja végre"? Ha nem változik a LED, akkor a bemenet sem.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 augusztus 06, 16:24
Írta: dezsoe Dátum 2020 augusztus 06, 16:24
[#eljen]
Cím: Re:UCCNC vezérlő program
Írta: gvox Dátum 2020 augusztus 06, 16:30
Írta: gvox Dátum 2020 augusztus 06, 16:30
nem változik a led, a bemenet nem vezérelhető
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 augusztus 06, 16:40
Írta: dezsoe Dátum 2020 augusztus 06, 16:40
Akkor elektronikai problémád lesz, mert most próbáltam ki és működik mind az 5 porton a 15-ös láb bemenetként. Igaz, hogy rossz színű LED-del, de jelzi a diagnosztika oldalon.
Cím: Re:UCCNC vezérlő program
Írta: gvox Dátum 2020 augusztus 06, 16:53
Írta: gvox Dátum 2020 augusztus 06, 16:53
Köszi a segítséget,felteszek 4/3 as képernyőt,és megnézem, hogy szűzen mit produkál az eth Üdv Attila
Cím: Re:UCCNC vezérlő program
Írta: n6xdwssa Dátum 2020 augusztus 08, 11:57
Írta: n6xdwssa Dátum 2020 augusztus 08, 11:57
Sziasztok!
Segítséget szeretnék kérni.
Nemrég kezdtem el az uccnc-vel foglalkozni és most, -már az elején- felakadtam.
Összeállítottam a képeken látható próba egységet és szeretnék a motort forgatni, de nem megy ki a step-dir jel, -úgy gondolom- mert a motor semmit nem tesz.
Nagyon örülnék egy kis lökésnek, magyarázatnak, hogy mit és hogyan kell tennem, mit, hogyan b...tam el.
Előre is köszönöm a segítségeteket.
(https://hobbicncforum.hu/uploaded_images/2020/08/tn_72qhkte69y7dfuf6day9_6672.jpg) (https://hobbicncforum.hu/uploaded_images/2020/08/72qhkte69y7dfuf6day9_6672.jpg) (https://hobbicncforum.hu/uploaded_images/2020/08/tn_vguvsfhwjyv8vfc3b0j6x_6672.jpg) (https://hobbicncforum.hu/uploaded_images/2020/08/vguvsfhwjyv8vfc3b0j6x_6672.jpg)
Segítséget szeretnék kérni.
Nemrég kezdtem el az uccnc-vel foglalkozni és most, -már az elején- felakadtam.
Összeállítottam a képeken látható próba egységet és szeretnék a motort forgatni, de nem megy ki a step-dir jel, -úgy gondolom- mert a motor semmit nem tesz.
Nagyon örülnék egy kis lökésnek, magyarázatnak, hogy mit és hogyan kell tennem, mit, hogyan b...tam el.
Előre is köszönöm a segítségeteket.
(https://hobbicncforum.hu/uploaded_images/2020/08/tn_72qhkte69y7dfuf6day9_6672.jpg) (https://hobbicncforum.hu/uploaded_images/2020/08/72qhkte69y7dfuf6day9_6672.jpg) (https://hobbicncforum.hu/uploaded_images/2020/08/tn_vguvsfhwjyv8vfc3b0j6x_6672.jpg) (https://hobbicncforum.hu/uploaded_images/2020/08/vguvsfhwjyv8vfc3b0j6x_6672.jpg)
Cím: Re:UCCNC vezérlő program
Írta: n6xdwssa Dátum 2020 augusztus 08, 12:05
Írta: n6xdwssa Dátum 2020 augusztus 08, 12:05
Még annyit szeretnék hozzáfűzni, hogy a mikrókapcsolókat "Home pin"-nek állítottam be és azt érzékeli a program.
(https://hobbicncforum.hu/uploaded_images/2020/08/tn_yupi3h0ydxitsvhgsxcud_6672.jpg) (https://hobbicncforum.hu/uploaded_images/2020/08/yupi3h0ydxitsvhgsxcud_6672.jpg)
(https://hobbicncforum.hu/uploaded_images/2020/08/tn_yupi3h0ydxitsvhgsxcud_6672.jpg) (https://hobbicncforum.hu/uploaded_images/2020/08/yupi3h0ydxitsvhgsxcud_6672.jpg)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 augusztus 08, 12:07
Írta: dezsoe Dátum 2020 augusztus 08, 12:07
Szia!
A fényképből nem sok látszik, valami skiccet csinálj, légy szíves, hogy hogy kötötted be. Milyen kártyát használsz, esetleg egy linket írhatnál, hogy le lehessen tölteni a leírását (a bekötése miatt). Gondolom, hogy a UCCNC-ben beállítottad a kimeneteket és nyomtál Apply-t vagy Save-et. Esetleg azt is írd le, hogy mit állítottál be, mert így azért nehéz okosat mondani. :)
A fényképből nem sok látszik, valami skiccet csinálj, légy szíves, hogy hogy kötötted be. Milyen kártyát használsz, esetleg egy linket írhatnál, hogy le lehessen tölteni a leírását (a bekötése miatt). Gondolom, hogy a UCCNC-ben beállítottad a kimeneteket és nyomtál Apply-t vagy Save-et. Esetleg azt is írd le, hogy mit állítottál be, mert így azért nehéz okosat mondani. :)
Cím: Re:UCCNC vezérlő program
Írta: n6xdwssa Dátum 2020 augusztus 08, 12:55
Írta: n6xdwssa Dátum 2020 augusztus 08, 12:55
Még nagyon kezdő vagyok az uccnc-ben.
(https://hobbicncforum.hu/uploaded_images/2020/08/tn_ux97d5dgm8b0xwhpwa82k_6672.jpg) (https://hobbicncforum.hu/uploaded_images/2020/08/ux97d5dgm8b0xwhpwa82k_6672.jpg) (https://hobbicncforum.hu/uploaded_images/2020/08/tn_jm9c5d82kczymza82wc5t_6672.jpg) (https://hobbicncforum.hu/uploaded_images/2020/08/jm9c5d82kczymza82wc5t_6672.jpg)
(https://hobbicncforum.hu/uploaded_images/2020/08/tn_ux97d5dgm8b0xwhpwa82k_6672.jpg) (https://hobbicncforum.hu/uploaded_images/2020/08/ux97d5dgm8b0xwhpwa82k_6672.jpg) (https://hobbicncforum.hu/uploaded_images/2020/08/tn_jm9c5d82kczymza82wc5t_6672.jpg) (https://hobbicncforum.hu/uploaded_images/2020/08/jm9c5d82kczymza82wc5t_6672.jpg)
Cím: Re:UCCNC vezérlő program
Írta: n6xdwssa Dátum 2020 augusztus 08, 12:58
Írta: n6xdwssa Dátum 2020 augusztus 08, 12:58
https://www.steppermotorcanada.ca/db25-1205f.pdf
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 augusztus 08, 13:01
Írta: dezsoe Dátum 2020 augusztus 08, 13:01
Köszi! Ezt a fekete kártyát nem ismerem, így nem tudom, hogy a kimeneten milyen jelet ad. Próbáld meg úgy, hogy a kimeneteknél levő GND-t viszed a DIR- és PUL- lábakra, és a P2-P3-at a DIR+ és PUL+ lábakra. Valószínűleg ez lesz a megoldás, de többet tudnék, ha tudnám a kártya adatait.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 augusztus 08, 13:03
Írta: dezsoe Dátum 2020 augusztus 08, 13:03
OK, közben megjött a link. Úgy lesz az, ahogy írtam, a P17 melletti GND-t használd.
Cím: Re:UCCNC vezérlő program
Írta: n6xdwssa Dátum 2020 augusztus 08, 13:21
Írta: n6xdwssa Dátum 2020 augusztus 08, 13:21
Semmi változás.
Úgy tettem ahogy mondtad.
Úgy tettem ahogy mondtad.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 augusztus 08, 13:29
Írta: dezsoe Dátum 2020 augusztus 08, 13:29
Próbálom értelmezni a PDF-et, de elég zagyva...
A jumperek rajta vannak? Van 3 jumper, JN1, JN2 és J4 a doksi szerint. Ha ezek rajta vannak, akkor elég az a táp bekötés, amit csináltál. Ha nincsenek rajta, akkor kell egy külön táp a leválasztott oldalnak is. Legalábbis ezt tudom kiolvasni a doksiból...
A jumperek rajta vannak? Van 3 jumper, JN1, JN2 és J4 a doksi szerint. Ha ezek rajta vannak, akkor elég az a táp bekötés, amit csináltál. Ha nincsenek rajta, akkor kell egy külön táp a leválasztott oldalnak is. Legalábbis ezt tudom kiolvasni a doksiból...
Cím: Re:UCCNC vezérlő program
Írta: n6xdwssa Dátum 2020 augusztus 08, 13:47
Írta: n6xdwssa Dátum 2020 augusztus 08, 13:47
Pontosan úgy van, ahogy a doksiban van.
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2020 augusztus 08, 13:48
Írta: TBS-TEAM Dátum 2020 augusztus 08, 13:48
Vedd le az 5V+ az ENBL+ ról a motor meghajtóról.
Cím: Re:UCCNC vezérlő program
Írta: n6xdwssa Dátum 2020 augusztus 08, 13:54
Írta: n6xdwssa Dátum 2020 augusztus 08, 13:54
Az a furcsa, hogy nem zöldülnek ki a diagnosztika panelon a portok úgy mint a mikrokapcsolóknál.
Most pl. a 03-as led piros.
(https://hobbicncforum.hu/uploaded_images/2020/08/tn_cg4gxdua2ni2tvp9jfais_6672.jpg) (https://hobbicncforum.hu/uploaded_images/2020/08/cg4gxdua2ni2tvp9jfais_6672.jpg)
Most pl. a 03-as led piros.
(https://hobbicncforum.hu/uploaded_images/2020/08/tn_cg4gxdua2ni2tvp9jfais_6672.jpg) (https://hobbicncforum.hu/uploaded_images/2020/08/cg4gxdua2ni2tvp9jfais_6672.jpg)
Cím: Re:UCCNC vezérlő program
Írta: n6xdwssa Dátum 2020 augusztus 08, 13:57
Írta: n6xdwssa Dátum 2020 augusztus 08, 13:57
Az imént átcseréltem a + - nem volt jó
Most kihíztam az enable csatlakozót így sem változott semmi.
(https://hobbicncforum.hu/uploaded_images/2020/08/tn_snpuzn0xcsvca95d97dxm_6672.jpg) (https://hobbicncforum.hu/uploaded_images/2020/08/snpuzn0xcsvca95d97dxm_6672.jpg)
Most kihíztam az enable csatlakozót így sem változott semmi.
(https://hobbicncforum.hu/uploaded_images/2020/08/tn_snpuzn0xcsvca95d97dxm_6672.jpg) (https://hobbicncforum.hu/uploaded_images/2020/08/snpuzn0xcsvca95d97dxm_6672.jpg)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 augusztus 08, 14:16
Írta: dezsoe Dátum 2020 augusztus 08, 14:16
A szín nem hibaállapotot jelöl, hanem a kimenetek pirosak, a bemenetek zöldek. Ha a 3-as piros, akkor az a kimenet aktív.
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2020 augusztus 08, 14:16
Írta: TBS-TEAM Dátum 2020 augusztus 08, 14:16
Az az irány (jelenleg neked DIR) mindig az utolsó iránypozicióban marad.
Cím: Re:UCCNC vezérlő program
Írta: gabi Dátum 2020 augusztus 08, 14:26
Írta: gabi Dátum 2020 augusztus 08, 14:26
Szia
A bemenetek zöldek a kimenetek ha "aktív magas" akkor piros
A tengelyek PIN beállításai?
(https://hobbicncforum.hu/uploaded_images/2020/08/tn_pu2th79egx8ks7zs5bbk_2758.jpg) (https://hobbicncforum.hu/uploaded_images/2020/08/pu2th79egx8ks7zs5bbk_2758.jpg)
A bemenetek zöldek a kimenetek ha "aktív magas" akkor piros
A tengelyek PIN beállításai?
(https://hobbicncforum.hu/uploaded_images/2020/08/tn_pu2th79egx8ks7zs5bbk_2758.jpg) (https://hobbicncforum.hu/uploaded_images/2020/08/pu2th79egx8ks7zs5bbk_2758.jpg)
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2020 augusztus 08, 14:41
Írta: TBS-TEAM Dátum 2020 augusztus 08, 14:41
A bekötési rajzod szerint a J1 J2 jumper rajta kell lenni mert csak úgy aktív 1db +5V tápról a kimenet.
Cím: Re:UCCNC vezérlő program
Írta: n6xdwssa Dátum 2020 augusztus 08, 14:42
Írta: n6xdwssa Dátum 2020 augusztus 08, 14:42
Step pin: 2 port: 1
Dir pin: 3 port: 1
Home pin: 10 port: 1
Dir pin: 3 port: 1
Home pin: 10 port: 1
Cím: Re:UCCNC vezérlő program
Írta: n6xdwssa Dátum 2020 augusztus 08, 14:43
Írta: n6xdwssa Dátum 2020 augusztus 08, 14:43
Rajta van
Cím: Re:UCCNC vezérlő program
Írta: n6xdwssa Dátum 2020 augusztus 08, 14:48
Írta: n6xdwssa Dátum 2020 augusztus 08, 14:48
Most cseréltem kártyát, hátha ott a gond, de nem változott semmi.
Egy kérdés, az usb porton keresztül van bemenet a pc felé, akkor onnét a kimenet is zavartalan?
A pc irányba van jel hiszen működnek a home kapcsolók.
(https://hobbicncforum.hu/uploaded_images/2020/08/tn_atjfu0zv0cd6bivdcvgp_6672.jpg) (https://hobbicncforum.hu/uploaded_images/2020/08/atjfu0zv0cd6bivdcvgp_6672.jpg)
Egy kérdés, az usb porton keresztül van bemenet a pc felé, akkor onnét a kimenet is zavartalan?
A pc irányba van jel hiszen működnek a home kapcsolók.
(https://hobbicncforum.hu/uploaded_images/2020/08/tn_atjfu0zv0cd6bivdcvgp_6672.jpg) (https://hobbicncforum.hu/uploaded_images/2020/08/atjfu0zv0cd6bivdcvgp_6672.jpg)
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2020 augusztus 08, 14:51
Írta: TBS-TEAM Dátum 2020 augusztus 08, 14:51
17 láb meletti GND kösd be az 5V táp GND-vel.
Cím: Re:UCCNC vezérlő program
Írta: n6xdwssa Dátum 2020 augusztus 08, 15:16
Írta: n6xdwssa Dátum 2020 augusztus 08, 15:16
Összekötöttem, de semmi változás.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 augusztus 08, 15:27
Írta: dezsoe Dátum 2020 augusztus 08, 15:27
Anyám, borogass! Találtam rajzot a kártyához (https://forum.linuxcnc.org/media/kunena/attachments/18846/BOB1205schematic.pdf). Azt a JN4-et vedd le, az elvileg egy táp csatlakozó...
Ha levetted és még működik az 5V-os táp, akkor az eredeti rajz szerint rakd össze, csak az ENA lábakat hagyd ki.
Ha levetted és még működik az 5V-os táp, akkor az eredeti rajz szerint rakd össze, csak az ENA lábakat hagyd ki.
Cím: Re:UCCNC vezérlő program
Írta: n6xdwssa Dátum 2020 augusztus 08, 16:44
Írta: n6xdwssa Dátum 2020 augusztus 08, 16:44
Nagyo Ngyon Köszönöm mindenki hathatós segítségét! [#worship]
Megoldódott a probléma, kínaiak kicsik és viccesek.
Külön köszönöm Tóth József (TBS-TEAM) telefonos segítségét. [#worship]
Megoldódott a probléma, kínaiak kicsik és viccesek.
Külön köszönöm Tóth József (TBS-TEAM) telefonos segítségét. [#worship]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 augusztus 08, 16:49
Írta: dezsoe Dátum 2020 augusztus 08, 16:49
[#taps]
Akkor mostmár áruld el a megfejtést, mert kilukad az oldalam! :)
Akkor mostmár áruld el a megfejtést, mert kilukad az oldalam! :)
Cím: Re:UCCNC vezérlő program
Írta: n6xdwssa Dátum 2020 augusztus 08, 17:05
Írta: n6xdwssa Dátum 2020 augusztus 08, 17:05
Az 2-es pin-re kellett rakni a Step-pet, a 3-as pin-re kellett rakni a dir-t így jelent meg a P2 P3 portokon a jel. Ezen felül vissza kellett venni a frekvenciát 25 kHz-re.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 augusztus 08, 18:08
Írta: dezsoe Dátum 2020 augusztus 08, 18:08
Értem. Mondjuk eredetileg is a 2-es és 3-ason voltak. Milyen optocsatoló van azon a kártyán, hogy nem viszi el a 100 kHz-et, de még az 50-et sem?! [#guluszem1]
Cím: Re:UCCNC vezérlő program
Írta: n6xdwssa Dátum 2020 augusztus 08, 19:41
Írta: n6xdwssa Dátum 2020 augusztus 08, 19:41
Próbáltam, még 50-et sem tolerálja, kicsi kínai nem drága :D
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 augusztus 08, 19:49
Írta: dezsoe Dátum 2020 augusztus 08, 19:49
Persze, csak megfogja a sebességet. Érdemes lenne kicserélni rajta az optocsatolókat valami normálisra, aminek ugyanaz a lábkiosztása.
Cím: Re:UCCNC vezérlő program
Írta: n6xdwssa Dátum 2020 augusztus 08, 20:41
Írta: n6xdwssa Dátum 2020 augusztus 08, 20:41
A végleges kommunikációt egy uc300 és ucbb fogja ellátni. Az uc100-at egy másik projekthez vettem, a kártya pedig volt itthon tökéletesek lesznek együtt ott. Most összeépítettem ezt a kombót, hogy tudjak tanulni.
Cím: Re:UCCNC vezérlő program
Írta: gvox Dátum 2020 augusztus 11, 23:29
Írta: gvox Dátum 2020 augusztus 11, 23:29
Üdv. dezsoe! kérlek nézd meg v2.113 nál, hogy a 2 es analóg csatorna vezérli e a PWM-et.Nálam az S az analóg 2-re van téve, a PWM hozzá van rendelve, a képernyőn a kijelző rendben mutatja a potméter változtatását, de a PWM nem változik.A PWM inp. szélességet beírással tudom változtatni. Előre is köszi!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 augusztus 12, 08:32
Írta: dezsoe Dátum 2020 augusztus 12, 08:32
Szia!
Egy kicsit menj bele a részletekbe, mert nem mindent tudok követni. Gondolom, hogy valamelyik UC300(ETH) alapú vezérlőről van szó, de ott elvesztem, hogy akkor most mi vezérel mit? (Potméter bemenetre köthető, fordulatszám vezérlés pedig kimenetre.) Mit értesz PWM alatt? Mi lenne a cél? Írj konkrét beállításokat, mert ha nem tudom, hogy mit állítottál be (pontosan), akkor nem tudok érdemben válaszolni.
Egy kicsit menj bele a részletekbe, mert nem mindent tudok követni. Gondolom, hogy valamelyik UC300(ETH) alapú vezérlőről van szó, de ott elvesztem, hogy akkor most mi vezérel mit? (Potméter bemenetre köthető, fordulatszám vezérlés pedig kimenetre.) Mit értesz PWM alatt? Mi lenne a cél? Írj konkrét beállításokat, mert ha nem tudom, hogy mit állítottál be (pontosan), akkor nem tudok érdemben válaszolni.
Cím: Re:UCCNC vezérlő program
Írta: gvox Dátum 2020 augusztus 12, 09:08
Írta: gvox Dátum 2020 augusztus 12, 09:08
Bocs. UC300ETH +V2.113 Beállítás Analóg 1 bemenetre F potméter rendben működik az előtolás szabályzás, analóg 2 bemenetre S potméter kötve a képernyőn a változtatást mutatja, a 2-es kimeneten dc jel nulla, ezért a 2-est hozzá rendeltem a pwm-hez ,pwm kimenet P4/14 ahol az inp szélesség a min és max érték változtatásával módosítható de a potméterrel nem
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 augusztus 12, 10:47
Írta: dezsoe Dátum 2020 augusztus 12, 10:47
Így már értem, köszi! Este tudom megnézni, most nincs nálam sem 300-as, sem potméter és műszer. :) Majd jelentkezem.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 augusztus 13, 08:27
Írta: dezsoe Dátum 2020 augusztus 13, 08:27
Most akkor én kérek elnézést: nem sikerült zökkenőmentesen elindulni tegnap otthonról (220 km-re vagyok), az UC300-at nem is hoztam magammal. (Meg egy szerszámot sem, amivel dolgoznom kéne...) Vasárnap este vagy hétfő reggel tudom megnézni. [#zavart2]
Cím: Re:UCCNC vezérlő program
Írta: gvox Dátum 2020 augusztus 13, 12:00
Írta: gvox Dátum 2020 augusztus 13, 12:00
Köszönöm hogy foglalkozol vele, a gép még épül (3200x2000-es játékszer) nappal mechanika, éjjel elektronika, és akkor belefutok ilyen hülyeségekbe....
Cím: Re:UCCNC vezérlő program
Írta: PSoft Dátum 2020 augusztus 13, 16:58
Írta: PSoft Dátum 2020 augusztus 13, 16:58
Idéz...az UC300-at nem is hoztam magammal. (Meg egy szerszámot sem, amivel dolgoznom kéne...)
Hát...igen!
Az ötödik x-hez közel...
Az én kedves fiatal kollégáim [#puszis] szerint..."ez már a korral jár". [#kacsint]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 augusztus 13, 18:42
Írta: dezsoe Dátum 2020 augusztus 13, 18:42
Ugye? Csak kicsit bosszantó, mert megígértem. No, mindegy mostmár, majd pótolom.
Cím: Re:UCCNC vezérlő program
Írta: gvox Dátum 2020 augusztus 14, 18:27
Írta: gvox Dátum 2020 augusztus 14, 18:27
Semmi gond, legalább témát váltottam, és már régóta esedékes járdaépítésnek térkövezésnek neki álltam, így lehet, hogy kapok vacsorát....
Cím: Re:UCCNC vezérlő program
Írta: istvan3 Dátum 2020 augusztus 18, 15:19
Írta: istvan3 Dátum 2020 augusztus 18, 15:19
No sikerült újra a gép közelbe kerülni, és rájöttem a hibára.
Kiderült, hogy természetesen én szúrtam el a dolgot.
Az M06 makró az elején g91 (relatív) módban fut. Ha a g kódot elindítva és az orsóban az aktuális szerszám van már betöltve, a makró,
if(Newtool == Currenttool)
return;
feltétellel megáll, és kilép.
Viszont a makró ekkora már g91-be tette a rendszert, ami így is marad, ezért kezdett el relatívban dolgozni...
Utólag már egyértelmű, de elég sok idő volt rájönni.
Köszi dezsoe azért a segítséget! :)
Most már hibátlanul működik a szerszám bemérés, és automatikus csere.
Kiderült, hogy természetesen én szúrtam el a dolgot.
Az M06 makró az elején g91 (relatív) módban fut. Ha a g kódot elindítva és az orsóban az aktuális szerszám van már betöltve, a makró,
if(Newtool == Currenttool)
return;
feltétellel megáll, és kilép.
Viszont a makró ekkora már g91-be tette a rendszert, ami így is marad, ezért kezdett el relatívban dolgozni...
Utólag már egyértelmű, de elég sok idő volt rájönni.
Köszi dezsoe azért a segítséget! :)
Most már hibátlanul működik a szerszám bemérés, és automatikus csere.
Cím: Re:UCCNC vezérlő program
Írta: j3cx5jtk6 Dátum 2020 augusztus 25, 11:24
Írta: j3cx5jtk6 Dátum 2020 augusztus 25, 11:24
Sziasztok!
Nem kèrdès vagy kèrès de ez annyira made my day
Nem kèrdès vagy kèrès de ez annyira made my day
Cím: Re:UCCNC vezérlő program
Írta: j3cx5jtk6 Dátum 2020 augusztus 25, 17:31
Írta: j3cx5jtk6 Dátum 2020 augusztus 25, 17:31
Telórol irtam sok minden lemaradt...
Szóval hálás köszönet a segítségért és a gesztusért is[#taps]
Többek között a kép is lemaradt-- de rég ettem PEZ-t :D[#taps][#taps][#taps]
(https://hobbicncforum.hu/uploaded_images/2020/08/tn_jf7x82q94uyj6ipd29dj_5506.jpg) (https://hobbicncforum.hu/uploaded_images/2020/08/jf7x82q94uyj6ipd29dj_5506.jpg)
Szóval hálás köszönet a segítségért és a gesztusért is[#taps]
Többek között a kép is lemaradt-- de rég ettem PEZ-t :D[#taps][#taps][#taps]
(https://hobbicncforum.hu/uploaded_images/2020/08/tn_jf7x82q94uyj6ipd29dj_5506.jpg) (https://hobbicncforum.hu/uploaded_images/2020/08/jf7x82q94uyj6ipd29dj_5506.jpg)
Cím: Re:UCCNC vezérlő program
Írta: rbf8ifs8m Dátum 2020 augusztus 29, 21:33
Írta: rbf8ifs8m Dátum 2020 augusztus 29, 21:33
Üdvözlök mindenkit a fórumon! Segítséget kérnék UC300ETH-val kapcsolatos problémám megoldásában. Az UC300-at pár napja vásároltam szoftverrel együtt, és tegnap sikerült is beüzemelnem. Egész nap rendben működött, de amikor ma délután újra bekopcsoltam a gépet, pár másodperc után csatlakozási hiba üzenet fogadott. Az UCCNC nem látta az UC300-at, és utána már csak demo módban indult el. A számítógépet újraindítottam, de így sem működött, végül reseteltem az UC300-at, és utána már látta a program, de most viszont nem mozognak a tengelyek a gépen. Az e-stop és a probe bemenetek működnek, viszont a kimenetek közül látszólag egy sem. Tudja valaki esetleg, hogy mi lehet a probléma megoldása? Előre is köszönöm, ha valaki segít!
Cím: Re:UCCNC vezérlő program
Írta: Thowra Dátum 2020 augusztus 30, 00:24
Írta: Thowra Dátum 2020 augusztus 30, 00:24
Üdv!
A charge pump jumper hogy van beállítva?
A charge pump jumper hogy van beállítva?
Cím: Re:UCCNC vezérlő program
Írta: rbf8ifs8m Dátum 2020 augusztus 30, 00:50
Írta: rbf8ifs8m Dátum 2020 augusztus 30, 00:50
Nincs ilyen relé a gépemen, és nem is változtattam meg semmit, csak egy UC300 resetet csináltam. Illetve utána megpróbáltama a 3-as portot használni az UC300-on a 2-es helyett, de azzal sem működnek a tengelyek.
Cím: Re:UCCNC vezérlő program
Írta: rbf8ifs8m Dátum 2020 augusztus 30, 13:41
Írta: rbf8ifs8m Dátum 2020 augusztus 30, 13:41
A probléma megoldódott! Köszönöm szépen annak, aki segíteni próbált!
Cím: Re:UCCNC vezérlő program
Írta: szf Dátum 2020 augusztus 30, 15:35
Írta: szf Dátum 2020 augusztus 30, 15:35
Mi volt a baj?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 augusztus 31, 10:17
Írta: dezsoe Dátum 2020 augusztus 31, 10:17
Szia!
Mi volt a megfejtés? (Nem voltam online akkor: a szombati vihar cirka 26 óra áramszünettel végződött, a beázásokról nem is beszélve...)
Mi volt a megfejtés? (Nem voltam online akkor: a szombati vihar cirka 26 óra áramszünettel végződött, a beázásokról nem is beszélve...)
Cím: Re:UCCNC vezérlő program
Írta: rbf8ifs8m Dátum 2020 szeptember 01, 23:07
Írta: rbf8ifs8m Dátum 2020 szeptember 01, 23:07
Szia! Elnézést, hogy kicsit késve válaszolok, de ritkán olvasom a fórumot. A hibát az UC300 után lévő csatolókártya (breakout board) elhalálozása okozta. Kicseréltem egy újra, és most minden tökéletesen működik. Nem tudom, hogy mi okozta a régi halálát,(évek óta hibátlanul működött) de gyanítom, hogy az UC300-nak köze van hozzá. Remélem ezután már nem lesz vele hasonló gondom.
Cím: Re:UCCNC vezérlő program
Írta: TZoli Dátum 2020 szeptember 02, 17:17
Írta: TZoli Dátum 2020 szeptember 02, 17:17
Sziasztok!
Tudja valaki a megoldást, hogy UCCNC-Vectric a kört ne lapocskákból rakja össze?
Fontos lenne a kimart "furat" tömithetőségének szemponjából.
Köszönöm!
Tudja valaki a megoldást, hogy UCCNC-Vectric a kört ne lapocskákból rakja össze?
Fontos lenne a kimart "furat" tömithetőségének szemponjából.
Köszönöm!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 szeptember 02, 17:41
Írta: dezsoe Dátum 2020 szeptember 02, 17:41
Szia!
Nem tudom, milyen posztprocesszort használsz. A Mach3-asokból pl. van olyan, aminek a nevében benne van az "arcs" szó is: ez az íveket G2/G3-mal csinálja, ha lehet. (Nem értek hozzá, de szerintem illene lennie valamilyen beállításnak a szakaszok hosszára is.)
Nem tudom, milyen posztprocesszort használsz. A Mach3-asokból pl. van olyan, aminek a nevében benne van az "arcs" szó is: ez az íveket G2/G3-mal csinálja, ha lehet. (Nem értek hozzá, de szerintem illene lennie valamilyen beállításnak a szakaszok hosszára is.)
Cím: Re:UCCNC vezérlő program
Írta: Béni Dátum 2020 szeptember 02, 19:02
Írta: Béni Dátum 2020 szeptember 02, 19:02
Próbáld ezzel a posztprocesszorral:
https://cnctar.hobbycnc.hu/UCCNC/Vectric_Post/UCCNC_ATC_MM.pp
A pályák tűrését az opcióknál állíthatod.
(https://hobbicncforum.hu/uploaded_images/2020/09/tn_t4a4f5w8vhqy3jsatqsn_1896.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/t4a4f5w8vhqy3jsatqsn_1896.jpg)
https://cnctar.hobbycnc.hu/UCCNC/Vectric_Post/UCCNC_ATC_MM.pp
A pályák tűrését az opcióknál állíthatod.
(https://hobbicncforum.hu/uploaded_images/2020/09/tn_t4a4f5w8vhqy3jsatqsn_1896.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/t4a4f5w8vhqy3jsatqsn_1896.jpg)
Cím: Re:UCCNC vezérlő program
Írta: gvox Dátum 2020 szeptember 02, 22:40
Írta: gvox Dátum 2020 szeptember 02, 22:40
Üdv, dezsoe! ha időd engedi térjünk vissza az alábbi problémához, eddig én is mással foglalkoztam, UC300ETH +V2.113 Beállítás Analóg 1 bemenetre F potméter rendben működik az előtolás szabályzás, de A1 kimenet dc 0v, analóg 2 bemenetre S potméter kötve a képernyőn a változtatást mutatja, a 2-es kimeneten dc jel nulla, ezért a 2-est hozzá rendeltem a pwm-hez ,pwm kimenet P4/14 ahol az inp szélesség a min és max érték változtatásával módosítható de a potméterrel nem.
Software vagy kártya probléma? köszi Attila
Software vagy kártya probléma? köszi Attila
Cím: Re:UCCNC vezérlő program
Írta: TZoli Dátum 2020 szeptember 02, 23:39
Írta: TZoli Dátum 2020 szeptember 02, 23:39
Köszönöm a választ!
posztprocesszort kipróbáltam többet is, a Mach3 arcs-ot is. másképp generálja a g-kódot de akkor is lapkás lesz sajnos
keresek beállítást, hátha
posztprocesszort kipróbáltam többet is, a Mach3 arcs-ot is. másképp generálja a g-kódot de akkor is lapkás lesz sajnos
keresek beállítást, hátha
Cím: Re:UCCNC vezérlő program
Írta: TZoli Dátum 2020 szeptember 02, 23:47
Írta: TZoli Dátum 2020 szeptember 02, 23:47
Köszönöm, megpróbálom :)
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2020 szeptember 03, 16:27
Írta: frob Dátum 2020 szeptember 03, 16:27
Pontosan mit takar hogy inkrementálisan adja meg a kör középpontokat?
miért jó vagy rossz ez?
első tippre azért ha program középtől akarsz indulni nem lesz jó a soron következő furathely
egyéb ami gondot okozhat?
miért jó vagy rossz ez?
első tippre azért ha program középtől akarsz indulni nem lesz jó a soron következő furathely
egyéb ami gondot okozhat?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 szeptember 03, 16:41
Írta: dezsoe Dátum 2020 szeptember 03, 16:41
G2/G3-at a szabvány szerint úgy írsz, hogy a jelenlegi koordinátáidhoz képest adhatod meg a középpontot (I/J/K, síktól függően, az R mód most lényegtelen). A Mach3 eltér a szabványtól én engedi az abszolút koordinátákat is. Ezt az alapbeállításokban is megadhatod, de válthatod a G90.1/G91.1 párossal kódból is. Az UCCNC a szabványt követi és a koordinátákat relatívként kezeli.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2020 szeptember 03, 19:25
Írta: frob Dátum 2020 szeptember 03, 19:25
Köszönöm!
Gondolom a fusion oldalán lévő és ahhoz való postproci az ezt így is kezeli?
Gondolom a fusion oldalán lévő és ahhoz való postproci az ezt így is kezeli?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 szeptember 03, 20:46
Írta: dezsoe Dátum 2020 szeptember 03, 20:46
Jó szokott lenni, meg amúgy is ez a szabvány. :)
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2020 október 01, 18:54
Írta: eduard Dátum 2020 október 01, 18:54
Kedves mind,
valaki összeírna egy listát azokról a CAM-ekról amikben(amikhez) van UCCNC-t támogató post? (vagy stepcraftot támogató)
Köszönet.
valaki összeírna egy listát azokról a CAM-ekról amikben(amikhez) van UCCNC-t támogató post? (vagy stepcraftot támogató)
Köszönet.
Cím: Re:UCCNC vezérlő program
Írta: 2am4nwzib Dátum 2020 október 01, 19:15
Írta: 2am4nwzib Dátum 2020 október 01, 19:15
Alapból minden CAM támogatja a ,,Fanuc,, posztprocesszort.
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2020 október 01, 19:47
Írta: eduard Dátum 2020 október 01, 19:47
A "Fanuc" a UCCNC lánykori neve? Vagy hogy jön össze az egyezés?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 október 01, 21:31
Írta: dezsoe Dátum 2020 október 01, 21:31
Leginkább sehogy. A Mach3-as kód áll hozzá a legközelebb, kevés kivétellel jó szokott lenni.
Cím: Re:UCCNC vezérlő program
Írta: 2am4nwzib Dátum 2020 október 02, 15:25
Írta: 2am4nwzib Dátum 2020 október 02, 15:25
,,Az UCCNC ugyanazt az iparági szabványos programozási nyelvet (RS274NGC) érti, mint a Mach3, tehát a Mach3 post processoron működnek.
A Generic Fanuc postprocessoron működik, de szükség lehet néhány apró beállításra a mach3 és az uccnc esetében ,,
Link CNCDrive.Forum itt (https://www.forum.cncdrive.com/viewtopic.php?f=16&t=2021&p=16247&hilit=fanuc#p16247)
Gondom azt nem kell felsorolnom hány CAM-ban van Mach2/3/4.postprocesor(kb 5-6, azis ikáb hobby kategoria)
A Generic Fanuc postprocessoron működik, de szükség lehet néhány apró beállításra a mach3 és az uccnc esetében ,,
Link CNCDrive.Forum itt (https://www.forum.cncdrive.com/viewtopic.php?f=16&t=2021&p=16247&hilit=fanuc#p16247)
Gondom azt nem kell felsorolnom hány CAM-ban van Mach2/3/4.postprocesor(kb 5-6, azis ikáb hobby kategoria)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 október 02, 15:46
Írta: dezsoe Dátum 2020 október 02, 15:46
Jeff-nek van némi igazsága, de a szabvány legutóbbi kiadása 2000-es és minden gyártó eltér tőle egy kicsit (vagy nagyon). Gondolok itt azokra az utasításokra, amik nem is szerepelnek ebben a szabványban. Ezen utasítások megvalósítása pedig az esetek nagy részében a Mach3-hoz vagy a LinuxCNC-hez hasonlóan készült el.
Cím: Re:UCCNC vezérlő program
Írta: 3ebj3bk8b Dátum 2020 október 03, 17:57
Írta: 3ebj3bk8b Dátum 2020 október 03, 17:57
Sziasztok!
Hasonló kérdésem van, mint az előbb pár hozzászólás.
UCCNC-t használom és eddig mindig a Fuison 360-al generáltam a szerszámpályákat. Sikerült SOLIDCAM-re váltanom illetve Solidworks-ra. Kell e valamilyen beállítást eszközölni a CAM softweren vagy a gmilling_3X opciót, ha választom, akkor jó lesz a kód az UCCNC-hez.
Vagy van a Solidcam-ban olyan post processor ami még közelebb áll az UCCNC-hez?
Hasonló kérdésem van, mint az előbb pár hozzászólás.
UCCNC-t használom és eddig mindig a Fuison 360-al generáltam a szerszámpályákat. Sikerült SOLIDCAM-re váltanom illetve Solidworks-ra. Kell e valamilyen beállítást eszközölni a CAM softweren vagy a gmilling_3X opciót, ha választom, akkor jó lesz a kód az UCCNC-hez.
Vagy van a Solidcam-ban olyan post processor ami még közelebb áll az UCCNC-hez?
Cím: Re:UCCNC vezérlő program
Írta: 2am4nwzib Dátum 2020 október 03, 19:05
Írta: 2am4nwzib Dátum 2020 október 03, 19:05
A cnczone_forumon Tele ,,Mach3,, postprocesorral SolidCam.
(https://hobbicncforum.hu/uploaded_images/2020/10/tn_ig3p40ui4ygxspu22pdya_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/ig3p40ui4ygxspu22pdya_5949.jpg)
(https://hobbicncforum.hu/uploaded_images/2020/10/tn_ig3p40ui4ygxspu22pdya_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/ig3p40ui4ygxspu22pdya_5949.jpg)
Cím: Re:UCCNC vezérlő program
Írta: xs55942m6 Dátum 2020 október 04, 18:55
Írta: xs55942m6 Dátum 2020 október 04, 18:55
szervusztok!
Lehomoltattam a gépet, beállítottam a limiteket. de beadja folyton ezt a hibát ha + irányba akarok menni. az X tengely jó de az Y, Z nem akarja adni magát. ( a gép nullán áll csak azért van +-500-on a softlimit, hogy mozduljon már meg)
(https://hobbicncforum.hu/uploaded_images/2020/10/tn_s3bdsicvfe7pgi294syet_5296.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/s3bdsicvfe7pgi294syet_5296.jpg)
Lehomoltattam a gépet, beállítottam a limiteket. de beadja folyton ezt a hibát ha + irányba akarok menni. az X tengely jó de az Y, Z nem akarja adni magát. ( a gép nullán áll csak azért van +-500-on a softlimit, hogy mozduljon már meg)
(https://hobbicncforum.hu/uploaded_images/2020/10/tn_s3bdsicvfe7pgi294syet_5296.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/s3bdsicvfe7pgi294syet_5296.jpg)
Cím: Re:UCCNC vezérlő program
Írta: Laci11 Dátum 2020 október 04, 19:48
Írta: Laci11 Dátum 2020 október 04, 19:48
Ha a Softlimt + és Softlimit - is 500, homoláskor a home pozícióba szintén 500 -at írsz be, akkor jogos, hogy nem mozdul. Softlimit - legyen modjuk 0, ha a tengelyed 500 mm elmozdulást tud, és a + végén van a Home kapcsoló.
Cím: Re:UCCNC vezérlő program
Írta: 3ebj3bk8b Dátum 2020 október 04, 20:17
Írta: 3ebj3bk8b Dátum 2020 október 04, 20:17
Köszönöm!
Találtam egyet, felinstalláltam. Ránézésre ok a kód.
Majd még élesben kell kipróbálni.
Találtam egyet, felinstalláltam. Ránézésre ok a kód.
Majd még élesben kell kipróbálni.
Cím: Re:UCCNC vezérlő program
Írta: istvan3 Dátum 2020 október 08, 07:42
Írta: istvan3 Dátum 2020 október 08, 07:42
Jó reggelt!
Mi okozhatja a videón látható problémát?
AXBB-E, UCCNC-vel.
Előfordul, hogy a kimenet kapcsolásra elkezd nagy sebességgel ki-be kapcsolgatni. Programban történő kikapcsolásra nem reagál, csak 3-4x próbálkozásra hagyja abba. (A videón is folyamatosan próbálom a szoftverben kikapcsolni az M7 makrót, de láthatóan nem áll le) Ha sikerül leállítani a következő kapcsolásra újra kezdi. Csak a szoftver újraindítással oldódik meg...
(Step-dir vezérlés gond nélkül működik eddig)
Több kimenettel is előfordult már. Egyaránt makróból vagy képernyőről kapcsolva.
A kimenetek reléket hajtanak. Relét lekötve nem szűnik meg a hiba.
Mi okozhatja a videón látható problémát?
AXBB-E, UCCNC-vel.
Előfordul, hogy a kimenet kapcsolásra elkezd nagy sebességgel ki-be kapcsolgatni. Programban történő kikapcsolásra nem reagál, csak 3-4x próbálkozásra hagyja abba. (A videón is folyamatosan próbálom a szoftverben kikapcsolni az M7 makrót, de láthatóan nem áll le) Ha sikerül leállítani a következő kapcsolásra újra kezdi. Csak a szoftver újraindítással oldódik meg...
(Step-dir vezérlés gond nélkül működik eddig)
Több kimenettel is előfordult már. Egyaránt makróból vagy képernyőről kapcsolva.
A kimenetek reléket hajtanak. Relét lekötve nem szűnik meg a hiba.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2020 október 08, 08:55
Írta: kr97pwss2 Dátum 2020 október 08, 08:55
Szia István.
E-mailen küldd el a pontos leírását a jelenségnek, illetve, az M7 makrót is, ami előidézi, és akkor megvizsgálom az okát.
E-mailen küldd el a pontos leírását a jelenségnek, illetve, az M7 makrót is, ami előidézi, és akkor megvizsgálom az okát.
Cím: Re:UCCNC vezérlő program
Írta: Laci11 Dátum 2020 október 08, 09:05
Írta: Laci11 Dátum 2020 október 08, 09:05
Szia !
Programból mivel akarod kikapcsolni?
Programból mivel akarod kikapcsolni?
Cím: Re:UCCNC vezérlő program
Írta: istvan3 Dátum 2020 október 08, 09:11
Írta: istvan3 Dátum 2020 október 08, 09:11
UCCNC főképernyőn megtalálható az M7 szerszámhűtés makró indítás/leállítás gomb.
Ha pedig szerszámcsere makró közben bolondul meg valamelyik kimenet akkor nem tudok mit tenni. Újra kell indítani az UCCNC-t.
Ha pedig szerszámcsere makró közben bolondul meg valamelyik kimenet akkor nem tudok mit tenni. Újra kell indítani az UCCNC-t.
Cím: Re:UCCNC vezérlő program
Írta: Laci11 Dátum 2020 október 08, 09:14
Írta: Laci11 Dátum 2020 október 08, 09:14
M7 makrót módosítottad?
Cím: Re:UCCNC vezérlő program
Írta: istvan3 Dátum 2020 október 08, 09:19
Írta: istvan3 Dátum 2020 október 08, 09:19
Köszönöm.
Írtam.
Írtam.
Cím: Re:UCCNC vezérlő program
Írta: istvan3 Dátum 2020 október 08, 09:21
Írta: istvan3 Dátum 2020 október 08, 09:21
Nem, az a gyári szoftverhez mellékelt makró.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 október 08, 11:47
Írta: dezsoe Dátum 2020 október 08, 11:47
Szia!
Válaszoltam az emiledre.
Válaszoltam az emiledre.
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2020 október 18, 19:43
Írta: Autotec1 Dátum 2020 október 18, 19:43
Sziasztok
Programfutás ujraindítása után nem indul el a főorsóm
Hiba, vagy ez így működik?
Programfutás ujraindítása után nem indul el a főorsóm
Hiba, vagy ez így működik?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2020 október 18, 20:01
Írta: svejk Dátum 2020 október 18, 20:01
Valakinek esetleg van olyan makrója készen, hogy egy adott bemenet aktiválásakor az üzenetablakba ír egy üzenetet, de a program futásába nem avatkozik be.
Viszont a legközelebbi ciklus startot már nem engedélyezi, csak ha megszűnt a bemenet aktivitása.
(szánkenő kifogyás)
Viszont a legközelebbi ciklus startot már nem engedélyezi, csak ha megszűnt a bemenet aktivitása.
(szánkenő kifogyás)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 október 18, 21:36
Írta: dezsoe Dátum 2020 október 18, 21:36
Szia!
Ez így működik, neked kell elindítani. Egész pontosan a start nem csinál semmit, csak elkezdi végrehajtani a kódot. A stop viszont leállítja a főorsót.
Ez így működik, neked kell elindítani. Egész pontosan a start nem csinál semmit, csak elkezdi végrehajtani a kódot. A stop viszont leállítja a főorsót.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 október 18, 21:38
Írta: dezsoe Dátum 2020 október 18, 21:38
Csak olyan van, ami le is állítja. De itt állíthatsz valamennyi késleltetést, hátha elmúlik a hiba. (Fault signals plugin.)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2020 október 19, 06:47
Írta: svejk Dátum 2020 október 19, 06:47
Köszönöm, megnézem!
Bár itt most akár fél, vagy egy órát is megy egy program.
Bár itt most akár fél, vagy egy órát is megy egy program.
Cím: Re:UCCNC vezérlő program
Írta: istvan3 Dátum 2020 október 19, 09:48
Írta: istvan3 Dátum 2020 október 19, 09:48
Sikerült megoldani a problémát, köszönöm dezsoe kollégának a segítséget!
A munkahengert indító kimenetre más kimenet is rá volt konfigurálva (régebbi beállításokból így maradt) ezért lebegett a kimenet.
A munkahengert indító kimenetre más kimenet is rá volt konfigurálva (régebbi beállításokból így maradt) ezért lebegett a kimenet.
Cím: Re:UCCNC vezérlő program
Írta: j3cx5jtk6 Dátum 2020 október 21, 20:33
Írta: j3cx5jtk6 Dátum 2020 október 21, 20:33
Sziasztok.
Nos lehet fura a kerdes, de lenne egy gèp amelyen nincs se főorsò, sem semmi, hutès es egyèb nyalanksag, ellenben az m3 at egy munkahenger szelepère kotnèm.
Lètezik olyan programfuttatás, vagy egyèb kimenet is lehet?! Marmint nem dedikalt, m3m7m9 csak annyi a lényeg, hogy--inkabb peldat irok,.
Start
x150
M3
Itt várunk egy bemenetet
Es addig nem megy tovabb mig megnem jon az
I1 ahogy megjott
M3 ujra/hatramegy a henger
G4p2
Es ujra x150
Tovabb tovabb
Megprobalom relèkkel megoldani a hidraulikat es tobbit, hogyha homerseklet, hidraulika táp nem oke akkor jon a bemenet a stop ra.
Remelem ertheto vagyok es inkabb remèlem hogy a mach3 tudja. Azert irok ide mert egy 400as ethernetes kartya mukodik itt mach3 pluginnel.
Annyi köszönöm elore is, hogy hajjjaj✌
Nos lehet fura a kerdes, de lenne egy gèp amelyen nincs se főorsò, sem semmi, hutès es egyèb nyalanksag, ellenben az m3 at egy munkahenger szelepère kotnèm.
Lètezik olyan programfuttatás, vagy egyèb kimenet is lehet?! Marmint nem dedikalt, m3m7m9 csak annyi a lényeg, hogy--inkabb peldat irok,.
Start
x150
M3
Itt várunk egy bemenetet
Es addig nem megy tovabb mig megnem jon az
I1 ahogy megjott
M3 ujra/hatramegy a henger
G4p2
Es ujra x150
Tovabb tovabb
Megprobalom relèkkel megoldani a hidraulikat es tobbit, hogyha homerseklet, hidraulika táp nem oke akkor jon a bemenet a stop ra.
Remelem ertheto vagyok es inkabb remèlem hogy a mach3 tudja. Azert irok ide mert egy 400as ethernetes kartya mukodik itt mach3 pluginnel.
Annyi köszönöm elore is, hogy hajjjaj✌
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2020 október 21, 20:45
Írta: TBS-TEAM Dátum 2020 október 21, 20:45
Ha Mach3 használsz akkor Brain editor itt megismerheted (https://www.cncpart.hu/brain)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 október 21, 21:32
Írta: dezsoe Dátum 2020 október 21, 21:32
Szia!
Erre a [#t175#] vagy végső esetben az [#t219#] a megfelelő hely, itt Mach3-ról nem beszélünk. Egyébként valószínűleg az előttem szólónak lesz igaza. Ha már itt, akkor az UCCNC-ben van M66, ami bemenetre vár, de nem tudom, hogy ez létezik-e Mach3-ban.
Erre a [#t175#] vagy végső esetben az [#t219#] a megfelelő hely, itt Mach3-ról nem beszélünk. Egyébként valószínűleg az előttem szólónak lesz igaza. Ha már itt, akkor az UCCNC-ben van M66, ami bemenetre vár, de nem tudom, hogy ez létezik-e Mach3-ban.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2020 október 23, 07:27
Írta: frob Dátum 2020 október 23, 07:27
UCCNC demó módban is megnyaggatja a pc-t maga alatt
érem ez alatt azt, hogy ha demó módban lefuttatok rajta egy g kódot akkor vezérlővel is menni fog?
én úgy gondolom hogy igen, hiszen ugyan azokat a megjelenítési számítási dolgokat műveli a program...
Dezsoe mit mondasz vagy bárki más?
érem ez alatt azt, hogy ha demó módban lefuttatok rajta egy g kódot akkor vezérlővel is menni fog?
én úgy gondolom hogy igen, hiszen ugyan azokat a megjelenítési számítási dolgokat műveli a program...
Dezsoe mit mondasz vagy bárki más?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 október 23, 08:02
Írta: dezsoe Dátum 2020 október 23, 08:02
Maga a g-kód futtatás nem igazán erőforrásigényes, inkább a pálya rajzolása terheli a gépet. Tehát igen, ha demóban bírja a gép, akkor élesben is fogja. Az 1.2111-től kezdve ki is lehet kapcsolni a szerszámpálya megjelenítést.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2020 október 23, 08:23
Írta: frob Dátum 2020 október 23, 08:23
közben kiderült számomra hogy úgy van ahogy leírtad :)
sajna nem bírja az opengl-t a gép, régisége miatt meg már win10 alá nem lehet feltenni ilyesmit...
és mivel a prog opengl hiba miatt nem indul így a megjelenítést sem lehet kikapcsolni :)
no mindegy, ez van
Köszönöm!
sajna nem bírja az opengl-t a gép, régisége miatt meg már win10 alá nem lehet feltenni ilyesmit...
és mivel a prog opengl hiba miatt nem indul így a megjelenítést sem lehet kikapcsolni :)
no mindegy, ez van
Köszönöm!
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2020 október 23, 08:25
Írta: TBS-TEAM Dátum 2020 október 23, 08:25
Probáljál ne határra tervezni készíteni dolgokat.
Főleg egy CNC gép központi egységét, mely meghatározza az egész gép kezelhetőségét működését stabilitását.
Lehet a vas bármilyen stabil, ha enm tudod megbízhatóan üzemeltetni, mert a vezérlő egység a leggyengébb láncszem.[#kacsint]
Főleg egy CNC gép központi egységét, mely meghatározza az egész gép kezelhetőségét működését stabilitását.
Lehet a vas bármilyen stabil, ha enm tudod megbízhatóan üzemeltetni, mert a vezérlő egység a leggyengébb láncszem.[#kacsint]
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2020 október 23, 18:38
Írta: frob Dátum 2020 október 23, 18:38
Spec csak az eladásra szánt pc vel kapcsoltban kérdezték hogy megy e uccnc vel, de sajna nem, így nem lett eladva, de jó helyre került :)
egyébként ha lehet tartalékokkal tervezek ilyesmit :)
egyébként ha lehet tartalékokkal tervezek ilyesmit :)
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2020 október 23, 21:26
Írta: zt2c4wh9 Dátum 2020 október 23, 21:26
Ha OpenGL hiba miatt nem indul a program, akkor az azért van, mert nem telepítetted fel a videókártya drivert. Fel kellene telepíteni és akkor fog menni.
Cím: Re:UCCNC vezérlő program
Írta: ww98f3280 Dátum 2020 október 26, 17:11
Írta: ww98f3280 Dátum 2020 október 26, 17:11
sziasztok.
a következő videóban lévő szoftver, ami 2:29-nél látszik, az uccnc, vagy mach3, vagy más?
köszi a segítséget!
https://www.youtube.com/watch?v=982BZPwCgws
a következő videóban lévő szoftver, ami 2:29-nél látszik, az uccnc, vagy mach3, vagy más?
köszi a segítséget!
https://www.youtube.com/watch?v=982BZPwCgws
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2020 október 26, 18:04
Írta: frob Dátum 2020 október 26, 18:04
az adott gép szoftvere sztem
ettől még lehet uccnc és mach3 is, hiszen mindkettő felülete teljesen átszabható, így használhatja az előre megírt összes dolgot....
ettől még lehet uccnc és mach3 is, hiszen mindkettő felülete teljesen átszabható, így használhatja az előre megírt összes dolgot....
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2020 október 26, 18:05
Írta: frob Dátum 2020 október 26, 18:05
régi gép, win 10 hez nem találtam drivert, a gyártó honlapján sem, de mindegy is... már lett helye...ott ahol ez egyáltalán nem számít :)
Cím: Re:UCCNC vezérlő program
Írta: remrendes Dátum 2020 október 29, 09:00
Írta: remrendes Dátum 2020 október 29, 09:00
Hosszu kihagyas utan ujra sikerult kicsit foglalkoznom a "dolgommal". Bedrotoztam az XYZ mindket oldali vegallaskapcsolokat a Port 2/1-re es a referenciakapcsolokat a 2/2-3-4-re.
A plazma lebego(?) fejnek is lenne egy kapcsoloja, a "floating head"-re rakeresve viszont nem ad semmi iranymutatast a manual. Hol tudok ezzel kapcsolatban valami informaciohoz jutni?
A plazma lebego(?) fejnek is lenne egy kapcsoloja, a "floating head"-re rakeresve viszont nem ad semmi iranymutatast a manual. Hol tudok ezzel kapcsolatban valami informaciohoz jutni?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2020 november 10, 10:46
Írta: svejk Dátum 2020 november 10, 10:46
Az UCCNC 1.2048-nál régebbi verzióival is megy az UCR201?
Elég lehet egy újabb verzióból átmásolni és engedélyezni a DLL-t.
Elég lehet egy újabb verzióból átmásolni és engedélyezni a DLL-t.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 november 10, 10:54
Írta: dezsoe Dátum 2020 november 10, 10:54
Elképzelhető. Nem rémlik, hogy ne menne, de nem írtál verziót, igaz, nem is vagyok gép mellett. Próbáld ki. :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2020 november 10, 11:40
Írta: svejk Dátum 2020 november 10, 11:40
1.2046 ostobán össze-vissza szerkesztett felülettel, tehát a verziócsere sem lenne egyszerű.
(megjegyzem egyébként jól működik, csak most igény támadt egy ilyen kezelőegységre)
"Próbáld ki."
Ha lenne UCR201-em meg is tenném...
(megjegyzem egyébként jól működik, csak most igény támadt egy ilyen kezelőegységre)
"Próbáld ki."
Ha lenne UCR201-em meg is tenném...
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 november 10, 12:02
Írta: dezsoe Dátum 2020 november 10, 12:02
A 2049-ből származó plugin-nal működik, megnéztem. Egyébként frissítheted 2049-ig, mert ott csak javítások voltak, nincs új beállítás, tehát maradhat a képernyőkészlet. Persze, ha az alapértelmezett képernyő van átprüntyölve, akkor kézzel tudod csak frissíteni. (Máshová telepíted az újat és a frissebb exe-t és dll-eket bemásolod a régibe.)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2020 november 10, 12:07
Írta: svejk Dátum 2020 november 10, 12:07
Köszi! [#worship]
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2020 november 30, 18:35
Írta: eduard Dátum 2020 november 30, 18:35
Üdv,
tud valaki segíteni abban, hogy létezik olyan makró vagy plugin UCCNC-hez ami segít, hogy a marószár ne menjen a tárgyasztal alá? Jelen esetben egy vákuumasztalt szeretnék védeni a saját vagy más tévédésétől. Valami olyasmire gondoltam, hogy a szerszámbemérővel lenne összekötve, és lenne egy 0.1-0.5mm mozgástere a tátgyasztal fölött, ez alá soft limitet állít. MIndig a bemér szerszámnak megfelelően.
tud valaki segíteni abban, hogy létezik olyan makró vagy plugin UCCNC-hez ami segít, hogy a marószár ne menjen a tárgyasztal alá? Jelen esetben egy vákuumasztalt szeretnék védeni a saját vagy más tévédésétől. Valami olyasmire gondoltam, hogy a szerszámbemérővel lenne összekötve, és lenne egy 0.1-0.5mm mozgástere a tátgyasztal fölött, ez alá soft limitet állít. MIndig a bemér szerszámnak megfelelően.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 november 30, 19:05
Írta: dezsoe Dátum 2020 november 30, 19:05
Nem tudok ilyenről, de hátha valakinek van. Ha nincs, meg lehet írni. Mi a max. Z sebességed (velocity beállítás)?
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2020 november 30, 19:32
Írta: eduard Dátum 2020 november 30, 19:32
Szia dezsoe, a max Z sebesség 5000mm/min
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 november 30, 20:01
Írta: dezsoe Dátum 2020 november 30, 20:01
Szia! Hümm, ez gyors. Azon elmélkedtem, hogy egy makró hurok húsz alkalommal fut le másodpercenként. Két futás között még mindig 4,17 mm-t tud megtenni a Z, ha teljes sebességgel megy, tehát nem elég egy hurokból ellenőrizni. A probléma az, hogy a softlimit-et futás közben nem lehet átírni, csak álló helyzetben. (Az apply/save nincs jó viszonyban a ciklus futtatással, viszont kell ahhoz, hogy az új értéket elfogadd.) Most hirtelen nincs jobb ötletem, de írok, ha valami eszembe jut. :)
Cím: Re:UCCNC vezérlő program
Írta: istvan3 Dátum 2020 november 30, 20:16
Írta: istvan3 Dátum 2020 november 30, 20:16
Csak egy ötlet:
Ha ismert a vákuumasztal és a szerszámhossz bemérő távolsága, akkor a szerszámhossz bemérés után makróból a Z (-) tengely szoftveres limitet ez alapján lehetne módosítani.
Lehet ilyen makróból??
Ha ismert a vákuumasztal és a szerszámhossz bemérő távolsága, akkor a szerszámhossz bemérés után makróból a Z (-) tengely szoftveres limitet ez alapján lehetne módosítani.
Lehet ilyen makróból??
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 november 30, 21:40
Írta: dezsoe Dátum 2020 november 30, 21:40
Csak eggyel olvass lejjebb: leírtam, hogy miért nem jó a softlimit-es megoldás. [#email]
Cím: Re:UCCNC vezérlő program
Írta: istvan3 Dátum 2020 november 30, 22:39
Írta: istvan3 Dátum 2020 november 30, 22:39
Igen, mikor írtam még nem láttam.
Mire összeszedtem a gondolatom és bepötyögtem és elküldtem a hozzászólást, te közben már írtál :)
Nekem is lenne egy kérdésem, hátha esetleg van ötleted.
Makró hurokban, hogyan lehetne azt megírni, hogy megmunkálás közben X, illetve Y irányú előtolás esetén 1-1 kimenet aktiválódjon?
Minimál hűtésnél szeretnék spórolni az alkohollal, hogy csak X irányú előtolásnál csak az X irányú szelep porlaszt a horonyba, Y esetén pedig csak az Y irányú. Illetve ha mindkét tengely mozog, akkor mindkettő.
Mire összeszedtem a gondolatom és bepötyögtem és elküldtem a hozzászólást, te közben már írtál :)
Nekem is lenne egy kérdésem, hátha esetleg van ötleted.
Makró hurokban, hogyan lehetne azt megírni, hogy megmunkálás közben X, illetve Y irányú előtolás esetén 1-1 kimenet aktiválódjon?
Minimál hűtésnél szeretnék spórolni az alkohollal, hogy csak X irányú előtolásnál csak az X irányú szelep porlaszt a horonyba, Y esetén pedig csak az Y irányú. Illetve ha mindkét tengely mozog, akkor mindkettő.
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2020 november 30, 22:52
Írta: eduard Dátum 2020 november 30, 22:52
Szia, szuper lenne egy megoldás :) A z-t tudom limitálni 3000mm/min-ig.
Álló helyzetnek számít egy szerszámcsere? Bár kódból küldi cserélni.
Álló helyzetnek számít egy szerszámcsere? Bár kódból küldi cserélni.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 november 30, 23:11
Írta: dezsoe Dátum 2020 november 30, 23:11
Amíg a ciklus start gomb világít, addig nem áll a program. Ha szerszámcseréhez megáll és lekapcsol a start, majd csere után neked kell újra startot nyomni, akkor jók vagyunk. :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 november 30, 23:13
Írta: dezsoe Dátum 2020 november 30, 23:13
No, ezt már két különböző verzióban is megírtam. Csak arra nem emlékszem, hogy hol vannak. 50% az esélye, hogy ezen a fórumon, másik 50%, hogy az angol nyelvűn. Kicsit később megkeresem.
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2020 december 01, 13:02
Írta: eduard Dátum 2020 december 01, 13:02
Ez sajnos nem lenne a legjobb. A softlimiten kívül más lehetőség nincs limit beállításra?
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2020 december 01, 13:03
Írta: eduard Dátum 2020 december 01, 13:03
Hello Istvan, dezsoe elkuldte nekem ezt a makrot, de azota sem tudtam ido hijan kiprobalni. Ha futsz vele egy kort, szuper lenne, erdekel engem is a tapasztalatod. Megkeresem es kuldom.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 december 01, 14:45
Írta: dezsoe Dátum 2020 december 01, 14:45
No, kérem, itt van az egyik: [#t218p7319#], a másik pedig nem ezt csinálja, hanem csak a Z alapján egy kimenetet kapcsol. (Ha a Z anyagban van, akkor megy a kimenet, egyébként nem.)
Cím: Re:UCCNC vezérlő program
Írta: istvan3 Dátum 2020 december 01, 21:35
Írta: istvan3 Dátum 2020 december 01, 21:35
Köszönöm szépen! Holnap átnézem.
Kipróbálni már csak jövőre fogom tudni.
Kipróbálni már csak jövőre fogom tudni.
Cím: Re:UCCNC vezérlő program
Írta: j3cx5jtk6 Dátum 2020 december 02, 21:19
Írta: j3cx5jtk6 Dátum 2020 december 02, 21:19
Sziasztok!
Kérdezni szeretném--
épülne egy gép ahol is az Y tengely 2 motoros lenne és lenne egy forgó tengely is tehát 5 motor.
AXBB kártya jo lesz nekem? illetve uccnc megbirkózik a dologgal? Azt néztem hogy valami slave axist kikell pipálnom és kész is az Y nak a 2 kimenet a 2 hajtásnak.
Másik kérdés, hogy plazma is lenne a gépen, ez a THC controll ez a plazmának ad jelet, csak ki be kapcsolgatja, vagy a magassággal is játszadozik? Vagy mit, kell itt belekötögetni a gépbe?!
Meg marni is fog :D
Lehet, hogy inkább az uc300 al álljak neki?![#conf]
Köszönöm előre is a válaszokat!
Kérdezni szeretném--
épülne egy gép ahol is az Y tengely 2 motoros lenne és lenne egy forgó tengely is tehát 5 motor.
AXBB kártya jo lesz nekem? illetve uccnc megbirkózik a dologgal? Azt néztem hogy valami slave axist kikell pipálnom és kész is az Y nak a 2 kimenet a 2 hajtásnak.
Másik kérdés, hogy plazma is lenne a gépen, ez a THC controll ez a plazmának ad jelet, csak ki be kapcsolgatja, vagy a magassággal is játszadozik? Vagy mit, kell itt belekötögetni a gépbe?!
Meg marni is fog :D
Lehet, hogy inkább az uc300 al álljak neki?![#conf]
Köszönöm előre is a válaszokat!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 december 02, 21:33
Írta: dezsoe Dátum 2020 december 02, 21:33
Szia!
Az UCCNC 6 tengelyt tud vezérelni, X, Y, Z-nek lehet egy-egy szolgája, tehát ez megy.
Az AXBB fogja bírni és elég kompakt. Ha elfogynak a lábaid (ami nem valószínű, de lehet), akkor hozzá tudsz kötni a 3. portra egy UCSB kártyát: még 12 kimenet és 5 bemenet.
Plazmát tud vezérelni, THC-t is kezel, de ennél többet majd valamelyik plazmás fórumtárs tud mondani, én nem értek hozzá.
Összegezve: 6, vagy bővítővel 11 bemenetnek elégnek kéne lenni a felsoroltakhoz. Ha UC300-ban gondolkozol, akkor add hozzá még a leválasztó kártyákat is, mert pláne plazmához elengedhetetlen. Ha előbb tervezel és csak utána vásárolsz, akkor sok pénzt meg tudsz spórolni. :)
Az UCCNC 6 tengelyt tud vezérelni, X, Y, Z-nek lehet egy-egy szolgája, tehát ez megy.
Az AXBB fogja bírni és elég kompakt. Ha elfogynak a lábaid (ami nem valószínű, de lehet), akkor hozzá tudsz kötni a 3. portra egy UCSB kártyát: még 12 kimenet és 5 bemenet.
Plazmát tud vezérelni, THC-t is kezel, de ennél többet majd valamelyik plazmás fórumtárs tud mondani, én nem értek hozzá.
Összegezve: 6, vagy bővítővel 11 bemenetnek elégnek kéne lenni a felsoroltakhoz. Ha UC300-ban gondolkozol, akkor add hozzá még a leválasztó kártyákat is, mert pláne plazmához elengedhetetlen. Ha előbb tervezel és csak utána vásárolsz, akkor sok pénzt meg tudsz spórolni. :)
Cím: Re:UCCNC vezérlő program
Írta: remrendes Dátum 2020 december 03, 05:26
Írta: remrendes Dátum 2020 december 03, 05:26
A plazma es a maro egyutt eleg fura parositas.
Ird ossze a ki- es a bemeneteid szamat, aztan meglatod eleg e.
Ird ossze a ki- es a bemeneteid szamat, aztan meglatod eleg e.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2020 december 05, 07:50
Írta: frob Dátum 2020 december 05, 07:50
Ha jól értem ugyan az a vas fogja vinni a marót és a plazma fejet is
csak az egyik tengelyt két motor viszi, és lesz forgató is
azt a tengelyt amelyiket 2 motor visz egy kimenetre is lehet rakni, mert ha jól van méretezve akkor nem lesz gond, ha nincs, akkor úgy is gond lesz ha szoftveresen összekötött tengely van...
a maró motor frekiváltója általában rs485 buszon modbus-al kommunikál, szóval az soros port, az nem visz lábat, az általad választott kártyán meg annyi ki be menet van ( 5LPT) hogy egy komplett megfogós vákuumasztalos szerszámcserélős soktengelyes gépet is röhögve elvisz
mert a thc-nak is 1 láb kell
és ha minden tengelyre is raksz mindkét oldali végállást is marad még, ha netán külön home pozíciókat is, akkor is :)
de persze el lehet lőni azért, mert ha tényleg mindent az uccncre akarsz bízni, pl motor hűtés, hűtővíz, bemérés, stb.... azért gyorsan fogynak a lábak
ahogy írták, tervezd meg! papíron egy skicc a tengelyekről, és írd fel miket szeretnél... lábszámok, pl szervó engedélyezés 1 láb, mindent egyszerre engedsz vagy tiltasz
azért majd ha kész, jöhetnek a képek! :)
csak az egyik tengelyt két motor viszi, és lesz forgató is
azt a tengelyt amelyiket 2 motor visz egy kimenetre is lehet rakni, mert ha jól van méretezve akkor nem lesz gond, ha nincs, akkor úgy is gond lesz ha szoftveresen összekötött tengely van...
a maró motor frekiváltója általában rs485 buszon modbus-al kommunikál, szóval az soros port, az nem visz lábat, az általad választott kártyán meg annyi ki be menet van ( 5LPT) hogy egy komplett megfogós vákuumasztalos szerszámcserélős soktengelyes gépet is röhögve elvisz
mert a thc-nak is 1 láb kell
és ha minden tengelyre is raksz mindkét oldali végállást is marad még, ha netán külön home pozíciókat is, akkor is :)
de persze el lehet lőni azért, mert ha tényleg mindent az uccncre akarsz bízni, pl motor hűtés, hűtővíz, bemérés, stb.... azért gyorsan fogynak a lábak
ahogy írták, tervezd meg! papíron egy skicc a tengelyekről, és írd fel miket szeretnél... lábszámok, pl szervó engedélyezés 1 láb, mindent egyszerre engedsz vagy tiltasz
azért majd ha kész, jöhetnek a képek! :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2020 december 05, 10:18
Írta: svejk Dátum 2020 december 05, 10:18
Az UCCNC szoftver jövőjéről lehetne valamit megtudni?
Ha jól látom épp 10 hónapja nem jött ki újabb verzió.
Ami persze nem feltétlen baj!
Gondolom azt jelenti, hogy a mostani elég stabil, hibáktól mentes.
De azért néha szívesen olvasnék az akár távolabbi tervekről is...
(az eszterga részt vagy a parametrikus programozás szűkös utasításait nem is merem említeni, hiszen sokszor megkaptuk már rájuk a negatív választ [#kuss])
Ha jól látom épp 10 hónapja nem jött ki újabb verzió.
Ami persze nem feltétlen baj!
Gondolom azt jelenti, hogy a mostani elég stabil, hibáktól mentes.
De azért néha szívesen olvasnék az akár távolabbi tervekről is...
(az eszterga részt vagy a parametrikus programozás szűkös utasításait nem is merem említeni, hiszen sokszor megkaptuk már rájuk a negatív választ [#kuss])
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 december 05, 14:06
Írta: dezsoe Dátum 2020 december 05, 14:06
Készül már az újabb verzió, de nem vagyok biztos benne, hogy idén meg is jelenik. :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2020 december 05, 14:14
Írta: svejk Dátum 2020 december 05, 14:14
[#finom]
Nincs valami jó kis pletykád az újdonságokról? :)
Nincs valami jó kis pletykád az újdonságokról? :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 december 05, 16:29
Írta: dezsoe Dátum 2020 december 05, 16:29
Annyit elárulhatok, hogy ez még nem a parametrikusan programozott eszterga lesz. :) [#kuss]
Cím: Re:UCCNC vezérlő program
Írta: dosalaszlo Dátum 2020 december 05, 17:52
Írta: dosalaszlo Dátum 2020 december 05, 17:52
Tiszteletem
Az UCCNC felületén az aktuálisan megynyitott fájl nevét kerestem, hogy hol tudnám megnézni de nem sikerült rálelnem.
Lehet csak az én figyelmem kerülte el vagy valami beállítást kell eszközölnöm?
A profil nevét megtaláltam de az nem segít :-(
Üdv
László
Az UCCNC felületén az aktuálisan megynyitott fájl nevét kerestem, hogy hol tudnám megnézni de nem sikerült rálelnem.
Lehet csak az én figyelmem kerülte el vagy valami beállítást kell eszközölnöm?
A profil nevét megtaláltam de az nem segít :-(
Üdv
László
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2020 december 05, 19:08
Írta: svejk Dátum 2020 december 05, 19:08
"Diagnostics" fül/felület legalsó sora.
Vagy az "Edit G-code" ra kattintasz ott is láthatod az útvonalat
Vagy az "Edit G-code" ra kattintasz ott is láthatod az útvonalat
Cím: Re:UCCNC vezérlő program
Írta: remrendes Dátum 2020 december 05, 20:41
Írta: remrendes Dátum 2020 december 05, 20:41
Az a THC tipusatol fugg.
Cím: Re:UCCNC vezérlő program
Írta: dosalaszlo Dátum 2020 december 05, 20:44
Írta: dosalaszlo Dátum 2020 december 05, 20:44
Köszönöm szépen a gyors segítséged!
László
László
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2020 december 06, 19:38
Írta: frob Dátum 2020 december 06, 19:38
netán futni fog linuxon is?
esetleg rpi4? :D
na jó tudom belelóg a kezem a bilibe .... [#vigyor]
esetleg rpi4? :D
na jó tudom belelóg a kezem a bilibe .... [#vigyor]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2020 december 12, 17:18
Írta: svejk Dátum 2020 december 12, 17:18
Az alábbi hiba mit takarhat?
Naponta 8-10 órákat megy a marás és ma egyszer csak leállt az alábbi hibával.
(https://hobbicncforum.hu/uploaded_images/2020/12/tn_s2z06mpd7fkhbbifahzcx_66.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/s2z06mpd7fkhbbifahzcx_66.jpg)
Naponta 8-10 órákat megy a marás és ma egyszer csak leállt az alábbi hibával.
(https://hobbicncforum.hu/uploaded_images/2020/12/tn_s2z06mpd7fkhbbifahzcx_66.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/s2z06mpd7fkhbbifahzcx_66.jpg)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 december 12, 19:01
Írta: dezsoe Dátum 2020 december 12, 19:01
Na, ebből aztán semmit nem tudsz meg. :(
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2020 december 12, 19:12
Írta: svejk Dátum 2020 december 12, 19:12
No jó, de legalább annyit jó lenne tudni, hogy az UCCNC-nek van a WIN-el baja vagy fordítva?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2020 december 12, 19:14
Írta: svejk Dátum 2020 december 12, 19:14
A hiba riport segített volna?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 december 12, 19:34
Írta: dezsoe Dátum 2020 december 12, 19:34
Semmit. Pont annyi információt tartalmaz, amennyit látsz. Az XP-ből ítélve a gép sem lehet túl fiatal, bármi is lehet: a legvalószínűbb a memória hiba vagy videó hiba. Azért az általában elmondható, hogy ha az UCCNC fut valamilyen hibára, akkor .Net-es hibaüzenetet kapsz. Ez, hogy csak simán összerogyott, inkább géphibára utal.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2020 december 12, 19:50
Írta: svejk Dátum 2020 december 12, 19:50
Értem köszi!
3 egyforma HPxxxx vas van 3 különböző marógépen.
Ez utóbbi 1 hete lett beüzemelve.
Mivel a másik két gép stabil évek óta, így erre is ez került.
Újraindítás után végigdolgozta a mai délutánt.
3 egyforma HPxxxx vas van 3 különböző marógépen.
Ez utóbbi 1 hete lett beüzemelve.
Mivel a másik két gép stabil évek óta, így erre is ez került.
Újraindítás után végigdolgozta a mai délutánt.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 december 12, 20:07
Írta: dezsoe Dátum 2020 december 12, 20:07
Lehetett az bármi környezeti zaj is. [#nemtudom]
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2020 december 25, 11:35
Írta: eduard Dátum 2020 december 25, 11:35
Uccnc-vel lehet olyat, hogy a dro-val felmappelem az xyz mozgást, elmentem egy fileba és a munka során használja az orsók kompenzálására? Kvázi mint egy enkódert.
Mintha z mapping lenne... csak x-y-on is.
Mintha z mapping lenne... csak x-y-on is.
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2020 december 28, 16:11
Írta: Miki2 Dátum 2020 december 28, 16:11
Szervusztok!
Szeretném megkérdezni, hogy mekkora az a minimális fordulatszám, amivel még biztonságosan lehet menetet fúrni.
Van-e a főorsó szinkronnak alsó fordulatszám határa?
A Mach3-ban emlékeim szerint 96 ford/perc alatt a kijelzés sem működik, szinkron pedig nincs.
Szeretném megkérdezni, hogy mekkora az a minimális fordulatszám, amivel még biztonságosan lehet menetet fúrni.
Van-e a főorsó szinkronnak alsó fordulatszám határa?
A Mach3-ban emlékeim szerint 96 ford/perc alatt a kijelzés sem működik, szinkron pedig nincs.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 december 28, 19:19
Írta: dezsoe Dátum 2020 december 28, 19:19
Szia!
Amíg az enkódered értelmezhető adatot ad, addig megy. A Mach-nál kellett egy alsó határ, mert csak az indexet figyeli, az UCCNC-nek viszont kell az A és B is, pont ezért. Ha kézzel tekered szép darabosan, akkor is menni fog.
Amíg az enkódered értelmezhető adatot ad, addig megy. A Mach-nál kellett egy alsó határ, mert csak az indexet figyeli, az UCCNC-nek viszont kell az A és B is, pont ezért. Ha kézzel tekered szép darabosan, akkor is menni fog.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 december 28, 19:20
Írta: dezsoe Dátum 2020 december 28, 19:20
Nincs benne ilyen.
Cím: Re:UCCNC vezérlő program
Írta: j3cx5jtk6 Dátum 2020 december 29, 17:34
Írta: j3cx5jtk6 Dátum 2020 december 29, 17:34
Sziasztok!
Kérdezném, hogy a képen látható screenset az megvásárolós vagy van kulon plazmás screen uccnc-hez?
Külön eszköz kell a THC hez? ez a neuron THC képes csak erre? Vagy ne gondoljam ezt annyira túl, jo nekem ez a proma?
Igazaból az tetszene, hogy ha beállítom úgy mint a fóorsót- S1750 az valamilyen analog érték és azzal megy a plazmavágó?
Ebben ki tudna segíteni?![#zavart2]
Köszöntem előre is szépen!
(https://hobbicncforum.hu/uploaded_images/2020/12/tn_9a8aigyc8g2yqib35hx64_5506.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/9a8aigyc8g2yqib35hx64_5506.jpg)
Kérdezném, hogy a képen látható screenset az megvásárolós vagy van kulon plazmás screen uccnc-hez?
Külön eszköz kell a THC hez? ez a neuron THC képes csak erre? Vagy ne gondoljam ezt annyira túl, jo nekem ez a proma?
Igazaból az tetszene, hogy ha beállítom úgy mint a fóorsót- S1750 az valamilyen analog érték és azzal megy a plazmavágó?
Ebben ki tudna segíteni?![#zavart2]
Köszöntem előre is szépen!
(https://hobbicncforum.hu/uploaded_images/2020/12/tn_9a8aigyc8g2yqib35hx64_5506.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/9a8aigyc8g2yqib35hx64_5506.jpg)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 december 30, 00:05
Írta: dezsoe Dátum 2020 december 30, 00:05
Van plazmás képernyőkészlet: benne van a telepítőben. Ikont is kapsz hozzá az asztalra.
A képrészlet a Neuronhoz való. A Neuron egy kicsit több, mint egyszerű THC, így a képernyőkészletnek nem sok értelme van a hardver nélkül.
Technikailag megoldható, hogy az S-sel vezéreld a plazmavágót, de nem hallottam még róla, hogy így használnák. Ez persze semmit nem jelent, mert plazmához lényegében egyáltalán nem értek, úgyhogy akár lehet ez általános is... :)
A képrészlet a Neuronhoz való. A Neuron egy kicsit több, mint egyszerű THC, így a képernyőkészletnek nem sok értelme van a hardver nélkül.
Technikailag megoldható, hogy az S-sel vezéreld a plazmavágót, de nem hallottam még róla, hogy így használnák. Ez persze semmit nem jelent, mert plazmához lényegében egyáltalán nem értek, úgyhogy akár lehet ez általános is... :)
Cím: Re:UCCNC vezérlő program
Írta: remrendes Dátum 2020 december 30, 09:19
Írta: remrendes Dátum 2020 december 30, 09:19
Ez valoszinuleg az aramforrason mulik. Hyperthermbol van RS485-tel szerelt gep, azzal megoldhato.
Cím: Re:UCCNC vezérlő program
Írta: j3cx5jtk6 Dátum 2020 december 30, 10:20
Írta: j3cx5jtk6 Dátum 2020 december 30, 10:20
Nagyon köszönöm a válaszod!
Akkor tehát van hozzá screen set- és gondolom profilt is létrehozok hozzá külön majd gyors inditóból.
Annyi még kérlek segíts.
.
THC- jól sejtem inkább olyan vezérlő kéne ami a mozgásvezérlőnek ad jelet, mert akkor az adott gyorsulásokkal- lassulásokkal fog menni a Z motor amit uccnc ad. Néztem ilyen olyan thc vezérlőket- igazából azt vallom, hogy ha valaki azt mondja hogy ez a neuron jó de drágább nem érdekell, nem szívni akarok, működtetni kényelmesen.
Simán bemenetekre adom ezt az OK-up-down jelet- és az --
M205 - eng
M207 - delay
M209- dive
M211 - down
Ezen M kódókat bepötyögöm a header-be a G kód elé? postprocessorra gondolok és uccnc már tudja is mi tévő legyen.
[#rolleyes]
Köszi mégegyszer!
Akkor tehát van hozzá screen set- és gondolom profilt is létrehozok hozzá külön majd gyors inditóból.
Annyi még kérlek segíts.
.
THC- jól sejtem inkább olyan vezérlő kéne ami a mozgásvezérlőnek ad jelet, mert akkor az adott gyorsulásokkal- lassulásokkal fog menni a Z motor amit uccnc ad. Néztem ilyen olyan thc vezérlőket- igazából azt vallom, hogy ha valaki azt mondja hogy ez a neuron jó de drágább nem érdekell, nem szívni akarok, működtetni kényelmesen.
Simán bemenetekre adom ezt az OK-up-down jelet- és az --
M205 - eng
M207 - delay
M209- dive
M211 - down
Ezen M kódókat bepötyögöm a header-be a G kód elé? postprocessorra gondolok és uccnc már tudja is mi tévő legyen.
[#rolleyes]
Köszi mégegyszer!
Cím: Re:UCCNC vezérlő program
Írta: j3cx5jtk6 Dátum 2020 december 30, 10:25
Írta: j3cx5jtk6 Dátum 2020 december 30, 10:25
Szia!
Igen közben azért kialakult a kép valamennyire, hogy ez le is kéne kommunikálni a gépfelé ..
"Sajnos" csak egy 500,000 es gépre futotta- de értem mit akarsz mondani és köszönöm a válaszokat, hozzá szólásokat!
ez az iweld pilot cut80 nem tud ilyet.
Csak ezt a kis ív, nagy ív- fesz. osztó és a pisztoly kapcsoló.
Igen közben azért kialakult a kép valamennyire, hogy ez le is kéne kommunikálni a gépfelé ..
"Sajnos" csak egy 500,000 es gépre futotta- de értem mit akarsz mondani és köszönöm a válaszokat, hozzá szólásokat!
ez az iweld pilot cut80 nem tud ilyet.
Csak ezt a kis ív, nagy ív- fesz. osztó és a pisztoly kapcsoló.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2020 december 30, 13:46
Írta: dezsoe Dátum 2020 december 30, 13:46
Van az alap beépített plazmás profil, de csinálj újat, mert az alapértelmezett profilokat a telepítő fejbevágja. (Hacsak nem tiltod.) Jobb a békesség: mindig saját profilt használj.
THC választásban - mint már mondtam - nem én fogok segíteni. A Neuronról annyit tudok, hogy Andrej segítőkész, ha elakadsz vele.
Neked nem igazán kell semmit beleírkálni: egy rendes posztprocesszornak az a dolga, hogy megírja a kódot helyetted, neked csak futtatni kelljen.
THC választásban - mint már mondtam - nem én fogok segíteni. A Neuronról annyit tudok, hogy Andrej segítőkész, ha elakadsz vele.
Neked nem igazán kell semmit beleírkálni: egy rendes posztprocesszornak az a dolga, hogy megírja a kódot helyetted, neked csak futtatni kelljen.
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2021 január 02, 12:57
Írta: 2dbfy8y Dátum 2021 január 02, 12:57
Boldog Újévet mindenkinek!
Valaki már próbálkozott ucccnc-n
3színű jelző oszlopot beüzemelni?
Vagy hogyan lehet beállítani?
Program futás zöld. Program vég sárga.
Hibára mondjuk piros villogjon vagy világítson. Gondolom szilárdtest reléket kellene megtáplálni?
Valaki már próbálkozott ucccnc-n
3színű jelző oszlopot beüzemelni?
Vagy hogyan lehet beállítani?
Program futás zöld. Program vég sárga.
Hibára mondjuk piros villogjon vagy világítson. Gondolom szilárdtest reléket kellene megtáplálni?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 január 02, 16:30
Írta: dezsoe Dátum 2021 január 02, 16:30
Tedd be macroloop-ba:
Kód Kijelölés
// Hiba -> reset
// Futás -> cycle start vagy szerszámcsere vagy bemérés fut a probe képernyőn
// Pihen -> nem Hiba és nem Futás
int State = 2;
if (exec.GetLED(25))
State = 0; // Hiba
else if (exec.GetLED(54) || exec.GetLED(28) || AS3.Getbuttonstate(821))
State = 1; // Futás
if (State != LastState)
{
switch (State)
{
case 0:
exec.Setoutpin(Port0, Pin0);
exec.Clroutpin(Port1, Pin1);
exec.Clroutpin(Port2, Pin2);
exec.AddStatusmessage("Hiba");
break;
case 1:
exec.Clroutpin(Port0, Pin0);
exec.Setoutpin(Port1, Pin1);
exec.Clroutpin(Port2, Pin2);
exec.AddStatusmessage("Futas");
break;
case 2:
exec.Clroutpin(Port0, Pin0);
exec.Clroutpin(Port1, Pin1);
exec.Setoutpin(Port2, Pin2);
exec.AddStatusmessage("Pihen");
break;
}
LastState = State;
}
#Events
static int LastState = -1;
const int Port0 = 1; // Hiba kimenet
const int Pin0 = 1;
const int Port1 = 1; // Futás kimenet
const int Pin1 = 8;
const int Port2 = 1; // Pihen kimenet
const int Pin2 = 9;
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2021 január 02, 16:52
Írta: 2dbfy8y Dátum 2021 január 02, 16:52
Okés.
Akkor ezt bemásolom addig ok.
1, 8, és 9 lábra meg rakom amit vezérlek vele, pl egy szilárdtest relét?
Máshol valamit kell beállítani?
Ha jól értelmezem.
Akkor ezt bemásolom addig ok.
1, 8, és 9 lábra meg rakom amit vezérlek vele, pl egy szilárdtest relét?
Máshol valamit kell beállítani?
Ha jól értelmezem.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 január 02, 17:09
Írta: dezsoe Dátum 2021 január 02, 17:09
A három állapotnak megfelelően az egyik kimenetet bekapcsolja. Onnantól már rajtad múlik, hogy mit kapcsol, lehet az akár szilárdtest relé is. Lemented Mxxxx.txt néven, ahol xxxx egy szám. Ezt beállítod a Configure macroloops ablakban, bepipálod az automatikus futtatást és mented az ablak alján levő gombbal. Ennyi.
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2021 január 02, 17:28
Írta: 2dbfy8y Dátum 2021 január 02, 17:28
Nagyon király.
Tényleg működik faszán.
Ha másik kimenetre akarom rakni akkor meg csak a macroba átírom.
Köszi.[#worship]
Tényleg működik faszán.
Ha másik kimenetre akarom rakni akkor meg csak a macroba átírom.
Köszi.[#worship]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 január 02, 17:50
Írta: dezsoe Dátum 2021 január 02, 17:50
Így van. Az exec.AddStatusmessage... sorokat akár ki is törölheted, ha nem kell üzenet a státuszba, csak benne felejtettem. :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2021 január 02, 19:34
Írta: svejk Dátum 2021 január 02, 19:34
[#eljen][#worship]
Nagyon szeretem ezeket a mintapéldákat, ezekből mindig lehet picit tanulni.
Nagyon szeretem ezeket a mintapéldákat, ezekből mindig lehet picit tanulni.
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2021 január 04, 14:50
Írta: 2dbfy8y Dátum 2021 január 04, 14:50
És még egy olyan kérdés.
Ezzel a leddel az is kivitelezhető, hogy villogjon? Vagy akkor mondjuk egy index relé kellene, ami ezt csinálja?
Ezzel a leddel az is kivitelezhető, hogy villogjon? Vagy akkor mondjuk egy index relé kellene, ami ezt csinálja?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 január 04, 14:55
Írta: dezsoe Dátum 2021 január 04, 14:55
Lehet villogtatni. Melyiket, mikor? :)
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2021 január 04, 16:32
Írta: 2dbfy8y Dátum 2021 január 04, 16:32
Pl hogy mindig villogjon, sárga zöld, de pirosnál se gond.
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2021 január 04, 16:38
Írta: 2dbfy8y Dátum 2021 január 04, 16:38
Vagyis lehet hülyén írtam le, világítás helyett az adott led villogjon, arra gondoltam.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 január 04, 17:38
Írta: dezsoe Dátum 2021 január 04, 17:38
Oké, megnézem.
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2021 január 05, 14:44
Írta: Miki2 Dátum 2021 január 05, 14:44
Szervusztok!
Szeretném megkérdezni a következőt:
Van-e lehetőség arra, hogy a "Z" tengely helyett valamelyik másik legyen a főorsóhoz szinkronizált tengely.
Köszönöm a választ.
Szeretném megkérdezni a következőt:
Van-e lehetőség arra, hogy a "Z" tengely helyett valamelyik másik legyen a főorsóhoz szinkronizált tengely.
Köszönöm a választ.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 január 05, 15:45
Írta: dezsoe Dátum 2021 január 05, 15:45
Szia!
Nem próbáltam ki, csak a doksi alapján a G33-nak nem muszáj Z-t is megadni, adhatsz csak X-et és azt fogja szinkronizálni. Ha van kéznél enkóderes géped, akkor próbáld ki, ha nincs, akkor szólj, összerakok egy tesztet.
Nem próbáltam ki, csak a doksi alapján a G33-nak nem muszáj Z-t is megadni, adhatsz csak X-et és azt fogja szinkronizálni. Ha van kéznél enkóderes géped, akkor próbáld ki, ha nincs, akkor szólj, összerakok egy tesztet.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 január 05, 15:57
Írta: dezsoe Dátum 2021 január 05, 15:57
Itt a villogós verzió:
Kód Kijelölés
// Hiba -> reset
// Futás -> cycle start vagy szerszámcsere vagy MDI vagy bemérés fut a probe képernyőn
// Pihen -> nem Hiba és nem Futás
int State = 2;
if (exec.GetLED(25))
State = 0; // Hiba
else if (exec.GetLED(54) || exec.GetLED(28) || exec.GetLED(216) || AS3.Getbuttonstate(821))
State = 1; // Futás
if (State != LastState)
{
// Állapotváltozáskor azonnal jelezzük
Counter = 1;
Light = false;
LastState = State;
}
if (--Counter == 0)
{
Light = !Light;
Counter = SetTimer;
}
if (Light != LastLight)
{
if (Light)
switch (State)
{
case 0:
exec.Setoutpin(Port0, Pin0);
exec.Clroutpin(Port1, Pin1);
exec.Clroutpin(Port2, Pin2);
break;
case 1:
exec.Clroutpin(Port0, Pin0);
exec.Setoutpin(Port1, Pin1);
exec.Clroutpin(Port2, Pin2);
break;
case 2:
exec.Clroutpin(Port0, Pin0);
exec.Clroutpin(Port1, Pin1);
exec.Setoutpin(Port2, Pin2);
break;
}
else
{
exec.Clroutpin(Port0, Pin0);
exec.Clroutpin(Port1, Pin1);
exec.Clroutpin(Port2, Pin2);
}
LastLight = Light;
}
#Events
const int SetTimer = 10; // SetTimer/20 s
static int LastState = -1;
static int Counter = 1;
static bool Light = false;
static bool LastLight = false;
const int Port0 = 1; // Hiba kimenet
const int Pin0 = 1;
const int Port1 = 1; // Futás kimenet
const int Pin1 = 8;
const int Port2 = 1; // Pihen kimenet
const int Pin2 = 9;
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2021 január 05, 16:03
Írta: Miki2 Dátum 2021 január 05, 16:03
Szervusz Dezső!
Én igazából a "A" forgó tengelyt szeretném szinkronizálni.
Mellette működnie kellene az "X" és a "Z" tengelyeknek is.
Tehát a gép maradna 3 tengelyes. Kettő lineáris és egy forgó tengely.
Én igazából a "A" forgó tengelyt szeretném szinkronizálni.
Mellette működnie kellene az "X" és a "Z" tengelyeknek is.
Tehát a gép maradna 3 tengelyes. Kettő lineáris és egy forgó tengely.
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2021 január 05, 16:06
Írta: Miki2 Dátum 2021 január 05, 16:06
Még egy apróság: A G33 sor az "A" tengelyre kell vonatkozzon.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 január 05, 16:08
Írta: dezsoe Dátum 2021 január 05, 16:08
Akkor viszont nem megy: csak az X és Z lehet jelenleg. Nem kevés dolgot kellene hozzá módosítani.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 január 05, 16:11
Írta: dezsoe Dátum 2021 január 05, 16:11
Ezt most nem értem. Az A forgásához kéne szinkronizálni az X-et és Z-t?
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2021 január 05, 16:14
Írta: Miki2 Dátum 2021 január 05, 16:14
Bocsánat, hogy elaprózom. Ilyen programsorra gondolok:
#1=[1/6]
G33 K#1 Z-50
Ez a jelentése:
Az "A" tengely 1/6 fordulatot tesz meg a főorsó 1 fordulata alatt.
A bordás rész marása 50 mm hosszan történik.
Az X tengely a fogásmélység beállításához szükséges.
#1=[1/6]
G33 K#1 Z-50
Ez a jelentése:
Az "A" tengely 1/6 fordulatot tesz meg a főorsó 1 fordulata alatt.
A bordás rész marása 50 mm hosszan történik.
Az X tengely a fogásmélység beállításához szükséges.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 január 05, 16:26
Írta: dezsoe Dátum 2021 január 05, 16:26
Így már értem, de jelenleg az A nem szinkronizálható.
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2021 január 05, 16:36
Írta: 2dbfy8y Dátum 2021 január 05, 16:36
Köszönöm.
Kipróbálom!
Kipróbálom!
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2021 január 05, 17:13
Írta: Miki2 Dátum 2021 január 05, 17:13
Végül is az lenne a cél, hogy ha csak a "Z" tengely lehet szinkronban, akkor ez a szinkron fenntartható legyen, amíg az
előtolást végző "X" tengely el nem éri a kívánt értéket.
Az már csak számolás és beállítás kérdése, hogy a megfelelő osztás adódjék. Persze egyszerűbb lenne a "Z" tengelyt forgó tengelyként kezelni.
Az előbbi példával élve:
#1=[1/6]
S500 M3
G0 Y1
G1 Y-5
G33 K#1 (Itt elindulna a "Z" tengely, és menne míg a
főorsót le nem állítom)
G1 X-50 F100
G0 Y10
M5
Az Y tengely maradna a fogásmélység beállítására.
Végül is mindegy, minek nevezzük a tengelyt.
A lényeg az lenne, ha a főorsó beindul, a "Z" tengely is kezdjen a beállított szinkron értékkel menni. Függetlenül attól, hogy bármely másik tengelyt mozgásba hozná.
A többi tengely mozgatását program szerint végezné a gép.
előtolást végző "X" tengely el nem éri a kívánt értéket.
Az már csak számolás és beállítás kérdése, hogy a megfelelő osztás adódjék. Persze egyszerűbb lenne a "Z" tengelyt forgó tengelyként kezelni.
Az előbbi példával élve:
#1=[1/6]
S500 M3
G0 Y1
G1 Y-5
G33 K#1 (Itt elindulna a "Z" tengely, és menne míg a
főorsót le nem állítom)
G1 X-50 F100
G0 Y10
M5
Az Y tengely maradna a fogásmélység beállítására.
Végül is mindegy, minek nevezzük a tengelyt.
A lényeg az lenne, ha a főorsó beindul, a "Z" tengely is kezdjen a beállított szinkron értékkel menni. Függetlenül attól, hogy bármely másik tengelyt mozgásba hozná.
A többi tengely mozgatását program szerint végezné a gép.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 január 05, 18:15
Írta: dezsoe Dátum 2021 január 05, 18:15
Szerintem tudsz lefejtő marást csinálni, csak kicsit össze kell keverni a tengelyeket. A G33 az X-et és a Z-t együtt mozgatja szinkronban, a nagyobb elmozdulásra szinkronizálva. Ha tehát a munkadarabot forgató tengelyt Z-nek hívjuk és fokban adjuk meg a mozgását, akkor a Z-t fogja a főorsóhoz szinkronizálni K arányban, mert (csak hasra) ha a Z-nek kell 30-at fordulni, az 30*360, ami jóval több, mint a X-re jutó (szintén hasra) 5 mm. Ezzel meg tudod oldani, hogy a főorsóval szinkronban amíg a Z 30-at fordul, addig az X szépen közelít 5 mm-t. A Z 30*360, az X pedig 5 lesz, a K-t kell kiszámolni.
Cím: Re:UCCNC vezérlő program
Írta: szf Dátum 2021 január 05, 22:16
Írta: szf Dátum 2021 január 05, 22:16
Ezt (https://www.cncpart.hu/elektronika/kiegeszito_elektronika/keyboard-small) hozzá lehet illeszteni az UCCNC-hez ? Vagy van valami hasonló megoldás?
Cím: Re:UCCNC vezérlő program
Írta: PSoft Dátum 2021 január 05, 22:28
Írta: PSoft Dátum 2021 január 05, 22:28
Nem tudom, de van ilyened?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2021 január 05, 22:35
Írta: svejk Dátum 2021 január 05, 22:35
Igen, ez egy előre beprogramozott billentyűzetemulátor.
Az UCCNC Hotkeys menüjében ugyanezeket kell beállítani.
Szerintem nem túl szerencsés megoldás, mert ha rátenyerelsz a normál billentyűzetre, akkor érhetnek meglepetések.
Van ott egy komolyabb verzió, az már szabadabban konfigurálható és funkciógombos billentyűket is emulál.
Kérdezz rá Dezsoe-re is, úgy tudom van neki is ilyen billentyúzet fejlesztése.
Az UCCNC Hotkeys menüjében ugyanezeket kell beállítani.
Szerintem nem túl szerencsés megoldás, mert ha rátenyerelsz a normál billentyűzetre, akkor érhetnek meglepetések.
Van ott egy komolyabb verzió, az már szabadabban konfigurálható és funkciógombos billentyűket is emulál.
Kérdezz rá Dezsoe-re is, úgy tudom van neki is ilyen billentyúzet fejlesztése.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 január 05, 22:48
Írta: dezsoe Dátum 2021 január 05, 22:48
Van, csak máig nem csináltam meg 64 bitesre, úgyhogy nálam is csak porosodik. 1-2 havonta meglátom, akkor eldöntöm, hogy na, most nekifogok. Aztán mindig van sürgősebb... :)
Egyébként úgy van, ahogy írtad: olyan billentyűket kell beállítani, ami nincs a billentyűzeten, de legalábbis kombináció, tehát nem lehet véletlenül megnyomni.
Egyébként úgy van, ahogy írtad: olyan billentyűket kell beállítani, ami nincs a billentyűzeten, de legalábbis kombináció, tehát nem lehet véletlenül megnyomni.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2021 január 05, 22:50
Írta: svejk Dátum 2021 január 05, 22:50
Pedig a demo verzió jól működött!
( azért a múltidő mert ott meg maga gép nem lett befejezve :( )
( azért a múltidő mert ott meg maga gép nem lett befejezve :( )
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 január 05, 23:14
Írta: dezsoe Dátum 2021 január 05, 23:14
Nem csak demó, teljesen kész van, de csak 32 biten működik. Használtam is nagyon sokáig, csak mióta megjelent a 64 bites verzió, azóta pihen. Viszont megfelel az előzőekben írtaknak, mert semmi köze a billentyűzethez, nem billentyű lenyomást emulál, hanem függetlenül kommunikál. Jó régen volt...
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2021 január 06, 09:28
Írta: svejk Dátum 2021 január 06, 09:28
Milyen típusúak azok a világítós nyomógombok?
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2021 január 06, 09:37
Írta: Miki2 Dátum 2021 január 06, 09:37
Köszönöm, próbálkozom.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 január 06, 10:02
Írta: dezsoe Dátum 2021 január 06, 10:02
KS01-BV sorozat.
Cím: Re:UCCNC vezérlő program
Írta: szf Dátum 2021 január 06, 14:48
Írta: szf Dátum 2021 január 06, 14:48
Van ilyenem. Miért?
Cím: Re:UCCNC vezérlő program
Írta: PSoft Dátum 2021 január 06, 14:49
Írta: PSoft Dátum 2021 január 06, 14:49
Mert ha esetleg nem lenne...adtam volna egyet. [#kacsint]
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2021 január 07, 16:40
Írta: eduard Dátum 2021 január 07, 16:40
[#3977@dezsoe] probalom életre kelteni a három színű jelzőfény makrót, de nem értek hozzá. Csak az általad megadott portokon hajlandó elindulni, ha beállítok neki más outputot, hibát mond a makróban. Csatolom a kódot, amivel kísérletezek. Meg tudnád nézni?
Kód Kijelölés
//Háromszínű jelzőfény makró
//A három állapotnak megfelelően az egyik kimenetet bekapcsolja.
// Hiba -> reset
// Futás -> cycle start vagy szerszámcsere vagy bemérés fut a probe képernyőn
// Pihen -> nem Hiba és nem Futás
int State = 2;
if (exec.GetLED(25))
State = 0; // Hiba
else if (exec.GetLED(54) || exec.GetLED(28) || AS3.Getbuttonstate(821))
State = 1; // Futás
if (State != LastState)
{
switch (State)
{
case 0:
exec.Setoutpin(Port3, Pin1);
exec.Clroutpin(Port3, Pin2);
exec.Clroutpin(Port3, Pin3);
exec.AddStatusmessage("Hiba");
break;
case 1:
exec.Clroutpin(Port3, Pin1);
exec.Setoutpin(Port3, Pin2);
exec.Clroutpin(Port3, Pin3);
exec.AddStatusmessage("Futas");
break;
case 2:
exec.Clroutpin(Port3, Pin1);
exec.Clroutpin(Port3, Pin2);
exec.Setoutpin(Port3, Pin3);
exec.AddStatusmessage("Pihen");
break;
}
LastState = State;
}
#Events
static int LastState = -1;
const int Port0 = 1; // Hiba kimenet
const int Pin0 = 1;
const int Port1 = 1; // Futás kimenet
const int Pin1 = 8;
const int Port2 = 1; // Pihen kimenet
const int Pin2 = 9;
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 január 07, 16:56
Írta: dezsoe Dátum 2021 január 07, 16:56
Ott rontottad el, hogy nem jó helyen írtad át. Vedd elő újra az eredetit és csak ezeket a sorokat módosítsd:
Nem a konstans nevét kell átírni, hanem az értékét, tehát az "="-től jobbra.
Kód Kijelölés
#Events
static int LastState = -1;
const int Port0 = 1; // Hiba kimenet
const int Pin0 = 1;
const int Port1 = 1; // Futás kimenet
const int Pin1 = 8;
const int Port2 = 1; // Pihen kimenet
const int Pin2 = 9;
Nem a konstans nevét kell átírni, hanem az értékét, tehát az "="-től jobbra.
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2021 január 07, 17:17
Írta: eduard Dátum 2021 január 07, 17:17
Köszönöm [#3977@dezsoe] működik. A kód elejére tehetem a pin setupot?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 január 07, 17:22
Írta: dezsoe Dátum 2021 január 07, 17:22
Igen, de csak azt a 6 sort, a maradék maradjon az #Events után.
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2021 január 09, 00:10
Írta: 2dbfy8y Dátum 2021 január 09, 00:10
Köszönöm.
Ez így nagyon király lett csütörtök este életre keltettem.
Teszi a dolgát ahogy kell. [#worship]
Ez így nagyon király lett csütörtök este életre keltettem.
Teszi a dolgát ahogy kell. [#worship]
Cím: Re:UCCNC vezérlő program
Írta: Barna Tamás Dátum 2021 január 11, 17:01
Írta: Barna Tamás Dátum 2021 január 11, 17:01
Sziasztok !
Segítséget szeretnék kérni, UCCNC-t használok marógépen már régóta , a kérdésem hogy tudna valaki segíteni UCCNC esztergavezérlő szoftwerben ?
Elöre is köszönöm BT
Segítséget szeretnék kérni, UCCNC-t használok marógépen már régóta , a kérdésem hogy tudna valaki segíteni UCCNC esztergavezérlő szoftwerben ?
Elöre is köszönöm BT
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 január 11, 17:16
Írta: dezsoe Dátum 2021 január 11, 17:16
Szia!
Írj kérdés(eke)t: konkrét kérdésre lehet rendesen válaszolni. Az eszterga vezérlése nem teljesen zökkenőmentes, de sokan sok dolgot megoldottak már.
Írj kérdés(eke)t: konkrét kérdésre lehet rendesen válaszolni. Az eszterga vezérlése nem teljesen zökkenőmentes, de sokan sok dolgot megoldottak már.
Cím: Re:UCCNC vezérlő program
Írta: Barna Tamás Dátum 2021 január 11, 20:23
Írta: Barna Tamás Dátum 2021 január 11, 20:23
Ez nem tudom jó lesz e kérdésnek :
Hogyan tudom az uccnc-met esztergálásra használni , ebben kellene segítség . Valakinek van mûködô esztergája uccnc-vel , mert nem találok túl sok infót . Hogyan lehet felokosítani az uccnc-t és melyik verziószám kellene hozzá. BT
Hogyan tudom az uccnc-met esztergálásra használni , ebben kellene segítség . Valakinek van mûködô esztergája uccnc-vel , mert nem találok túl sok infót . Hogyan lehet felokosítani az uccnc-t és melyik verziószám kellene hozzá. BT
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2021 január 12, 07:10
Írta: frob Dátum 2021 január 12, 07:10
jó lenne pár mellék infó is sztem
pl a főorsót csak indítani megállítani akarod vele, a sebességeket te választod?
menetvágást akarsz? ( összefügg az első kérdéssel)
gondold végig mit szeretnél vele kanyarítani és egyszerűen írd le, hogy az adott feladathoz mit ajánlanak a többiek (nekem is csak maró van...)
pl a főorsót csak indítani megállítani akarod vele, a sebességeket te választod?
menetvágást akarsz? ( összefügg az első kérdéssel)
gondold végig mit szeretnél vele kanyarítani és egyszerűen írd le, hogy az adott feladathoz mit ajánlanak a többiek (nekem is csak maró van...)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 január 12, 09:25
Írta: dezsoe Dátum 2021 január 12, 09:25
Sokkal nem lett célzottabb a kérdés, úgyhogy megpróbálok általánosan válaszolni. Igen, az UCCNC alkalmas eszterga vezérlésére, de van egy-két megkötés. Nem tud átmérő módban dolgozni, de ez megkerülhető az X megfelelő konfigurálásával. Nem tud állandó felületi sebességet: g-kódból kell gondoskodni róla. Nincs igazán esztergához optimalizált szerszámpálya nézet, de azért követhető, hogy mi történik. Egyébként működik, többen is használják, akár itt a fórumon is.
Cím: Re:UCCNC vezérlő program
Írta: Béni Dátum 2021 január 12, 20:45
Írta: Béni Dátum 2021 január 12, 20:45
A marógép független, az eszterga függő mellékhajtással rendelkezik. Ez a legfontosabb különbség.
Ha jól tudom, a G95 (vagy annak megfelelő) előtolási mód még nincs megvalósítva az UCCNC-ben. Tehát ez és a már említett átmérő mód hiánya a leglényegesebb, amiben eltér egy régebbi ipari vezérlőtől. (Amelyeknek alapesetben nem volt grafikus megjelenítési képességük.)
Ha jól tudom, a G95 (vagy annak megfelelő) előtolási mód még nincs megvalósítva az UCCNC-ben. Tehát ez és a már említett átmérő mód hiánya a leglényegesebb, amiben eltér egy régebbi ipari vezérlőtől. (Amelyeknek alapesetben nem volt grafikus megjelenítési képességük.)
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2021 január 12, 21:23
Írta: ANTAL GÁBOR Dátum 2021 január 12, 21:23
De mint azt már Dezsoe korábban írta egy kis trükkel ( az X tengely step/unit értékének átállításával ) az átmérő üzem könnyedén megvalósítható Én évek óta így használom az esztergámat .
Cím: Re:UCCNC vezérlő program
Írta: Béni Dátum 2021 január 13, 10:08
Írta: Béni Dátum 2021 január 13, 10:08
Ezzel a módszerrel hogy néz ki például egy 20-as átmérőjű félgömb simítására írt program?
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2021 január 13, 11:22
Írta: ANTAL GÁBOR Dátum 2021 január 13, 11:22
Ebben igazad van . Csináltam már gömböt . Akkor (ideiglenesen )visszaálltam rádius üzemre . 8 év alatt kb háromszor volt rá szükségem .
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2021 január 14, 22:35
Írta: 2dbfy8y Dátum 2021 január 14, 22:35
Uccncnél, ha rá szeretnék keresni egy adott mondatra, z biztonsági magasságnál hogyan lehet átírni a Z25 értéket?
Valamiért nálam nem működik. Nem engedi átírni pedig kurzor villog, tötölni se lehet.
Valamiért nálam nem működik. Nem engedi átírni pedig kurzor villog, tötölni se lehet.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 január 14, 22:51
Írta: dezsoe Dátum 2021 január 14, 22:51
Nem értem a kérdést. Mit szeretnél hol átírni, hogy mi történjen? Hol nem enged módosítani? Leginkább: mi a cél?
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2021 január 14, 23:27
Írta: 2dbfy8y Dátum 2021 január 14, 23:27
Rákerestem adott mondatra. Nyomtam neki ciklus startot. Kiírja az elötte lévő koordinátát, rá is megy de a Z minden áron fel akar menni Z25 re. Nekem anyag felett max 10re emelkedhetne fel. 25el már végállásra fut. De nem engedi átírni valamiért.
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2021 január 14, 23:41
Írta: 2dbfy8y Dátum 2021 január 14, 23:41
Közben rátaláltam, itt lehet átírni.
(https://hobbicncforum.hu/uploaded_images/2021/01/tn_4f2zi0b0i29q8q8acn5m_1776.jpg) (https://hobbicncforum.hu/uploaded_images/2021/01/4f2zi0b0i29q8q8acn5m_1776.jpg)
(https://hobbicncforum.hu/uploaded_images/2021/01/tn_4f2zi0b0i29q8q8acn5m_1776.jpg) (https://hobbicncforum.hu/uploaded_images/2021/01/4f2zi0b0i29q8q8acn5m_1776.jpg)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 január 14, 23:53
Írta: dezsoe Dátum 2021 január 14, 23:53
Akkor így már jó?
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2021 január 14, 23:57
Írta: 2dbfy8y Dátum 2021 január 14, 23:57
Tökéletes.
Csak meglepődtem, hogy ami felugrik párbeszéd ablak, ott nem engedi átírni, ott csak az előtolás értéke írható át.
Csak meglepődtem, hogy ami felugrik párbeszéd ablak, ott nem engedi átírni, ott csak az előtolás értéke írható át.
Cím: Re:UCCNC vezérlő program
Írta: jnsx74344 Dátum 2021 január 19, 15:52
Írta: jnsx74344 Dátum 2021 január 19, 15:52
Hali! Van egy 3d próbám és félautomata módban használnám szerszám cserénél. Uccnc v1.2113 próbáltam mobil próba funcióval + egy fix próbával az asztalon. Nem sikerült bemérni vele a marókés offsetjét. A 3d próba pontosan beáll, a mérés után sem tudom összehozni a marókés offsetjével. A másik dolog, hogy nem a főorsóba csatoltam a 3d próbát, hanem mellé és igy x-en és y-on is keletkezett egy offset. (csatoltam képet a setupom-ról). Nem tudom hol kell módositani az M6 macroban vagy az M31 ben, hogy működjön. Hátha tud valaki segiteni. Előre is köszi!
(https://hobbicncforum.hu/uploaded_images/2021/01/tn_7sg0kquqmvnn5qaydweb9_7799.jpg) (https://hobbicncforum.hu/uploaded_images/2021/01/7sg0kquqmvnn5qaydweb9_7799.jpg) (https://hobbicncforum.hu/uploaded_images/2021/01/tn_aynz6663vamqfzqwkdpx_7799.jpg) (https://hobbicncforum.hu/uploaded_images/2021/01/aynz6663vamqfzqwkdpx_7799.jpg)
(https://hobbicncforum.hu/uploaded_images/2021/01/tn_7sg0kquqmvnn5qaydweb9_7799.jpg) (https://hobbicncforum.hu/uploaded_images/2021/01/7sg0kquqmvnn5qaydweb9_7799.jpg) (https://hobbicncforum.hu/uploaded_images/2021/01/tn_aynz6663vamqfzqwkdpx_7799.jpg) (https://hobbicncforum.hu/uploaded_images/2021/01/aynz6663vamqfzqwkdpx_7799.jpg)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 január 19, 19:08
Írta: dezsoe Dátum 2021 január 19, 19:08
Szia!
Írd le pontosan, lépésről lépésre, hogy mit szeretnél csinálni szerszámcserekor. Ha minden igaz, akkor van rá egy kész M6-om.
Ez az ofszetes bemérő érdekes. Két és fél év alatt senkinek nem hiányzott és nem jutott eszébe. (Vagy csak nem tudok róla.) Pedig teljesen logikus. Gondolom, felhajtható, hogy ne legyen útban. Tetszik!
Az M31-et kedvedre módosíthatod, de a bemérő képernyő nem használja, csak a főképernyőn levő probe nyomógomb. Elmélkedek rajta egy kicsit, hogy hogy is lehet megoldani. Technikailag nem nagy kihívás, inkább az az érdekes, hogy hova lehet még odapasszírozni a szükséges beállításokat. (Az egyszerűség kedvéért a régi és az új képernyőn is.)
Írd le pontosan, lépésről lépésre, hogy mit szeretnél csinálni szerszámcserekor. Ha minden igaz, akkor van rá egy kész M6-om.
Ez az ofszetes bemérő érdekes. Két és fél év alatt senkinek nem hiányzott és nem jutott eszébe. (Vagy csak nem tudok róla.) Pedig teljesen logikus. Gondolom, felhajtható, hogy ne legyen útban. Tetszik!
Az M31-et kedvedre módosíthatod, de a bemérő képernyő nem használja, csak a főképernyőn levő probe nyomógomb. Elmélkedek rajta egy kicsit, hogy hogy is lehet megoldani. Technikailag nem nagy kihívás, inkább az az érdekes, hogy hova lehet még odapasszírozni a szükséges beállításokat. (Az egyszerűség kedvéért a régi és az új képernyőn is.)
Cím: Re:UCCNC vezérlő program
Írta: jnsx74344 Dátum 2021 január 19, 20:42
Írta: jnsx74344 Dátum 2021 január 19, 20:42
Szia. Felelek a kérdésedre. Igen felhajtható. Az ötlet a Darton marógéptől jött( https://www.youtube.com/watch?v=xW1jOLv_F38) én leegyszerűsitettem. A szerszámok hosszát bemérni a 3d próbával. Hogy hozzáadja a szerszám különbségét X és Y tengelyeken a 3d próbához képest.
1. 3d próba méri az anyag tetejét, nem a marókés
2. elmegy és leméri az asztalon lévő fix próbán a marókés hosszát
3. visszatér a marókés az anyag fölé
Ezt nevezi az Uccnc Mobile Probe nak de ott a maró kés érinti az anyagot, nem a 3d próba.
(https://hobbicncforum.hu/uploaded_images/2021/01/tn_mudbazzzzv7u4yg57vz9t_7799.jpg) (https://hobbicncforum.hu/uploaded_images/2021/01/mudbazzzzv7u4yg57vz9t_7799.jpg) (https://hobbicncforum.hu/uploaded_images/2021/01/tn_aikyvyqyykvdfjfgwq2_7799.jpg) (https://hobbicncforum.hu/uploaded_images/2021/01/aikyvyqyykvdfjfgwq2_7799.jpg)
1. 3d próba méri az anyag tetejét, nem a marókés
2. elmegy és leméri az asztalon lévő fix próbán a marókés hosszát
3. visszatér a marókés az anyag fölé
Ezt nevezi az Uccnc Mobile Probe nak de ott a maró kés érinti az anyagot, nem a 3d próba.
(https://hobbicncforum.hu/uploaded_images/2021/01/tn_mudbazzzzv7u4yg57vz9t_7799.jpg) (https://hobbicncforum.hu/uploaded_images/2021/01/mudbazzzzv7u4yg57vz9t_7799.jpg) (https://hobbicncforum.hu/uploaded_images/2021/01/tn_aikyvyqyykvdfjfgwq2_7799.jpg) (https://hobbicncforum.hu/uploaded_images/2021/01/aikyvyqyykvdfjfgwq2_7799.jpg)
Cím: Re:UCCNC vezérlő program
Írta: jnsx74344 Dátum 2021 január 19, 21:15
Írta: jnsx74344 Dátum 2021 január 19, 21:15
Megvan it latszik jol a muvelet, de nekem nincs atc motrom tehat marad a kézi szerszám csere
https://www.youtube.com/watch?v=3YzAl29Ag78
https://www.youtube.com/watch?v=3YzAl29Ag78
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2021 január 19, 23:15
Írta: eduard Dátum 2021 január 19, 23:15
Hat ez szuper! Pont ilyen keszul a gepre egy renishaw tapintoval. Engem is erdekel a beallitasa. Illetve hogy lehet automatikusan lehajtani a probat (pneumatikus lesz) [#3977@dezsoe] ?
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2021 január 19, 23:47
Írta: 2dbfy8y Dátum 2021 január 19, 23:47
Szia!
Ucccnc-n a végállás, vagy ref kapcsolóknál mit kell beállítani?
Simán csak a mikrokapcsoló rá van kötve az illesztő kártyára.
Pint beálítottam adott lábra, kapcsoló benyomáskor zár.
De valamiért nem működik.
Van valami beállítás még amit a tengely beállításokon kívül be kell állítani hogy működjön?
Ucccnc-n a végállás, vagy ref kapcsolóknál mit kell beállítani?
Simán csak a mikrokapcsoló rá van kötve az illesztő kártyára.
Pint beálítottam adott lábra, kapcsoló benyomáskor zár.
De valamiért nem működik.
Van valami beállítás még amit a tengely beállításokon kívül be kell állítani hogy működjön?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 január 19, 23:57
Írta: dezsoe Dátum 2021 január 19, 23:57
Jelenleg úgy tudod lehajtani, hogy vagy makróból Setoutpin/Clroutpin-nel kapcsolgatsz egy kimenetet, vagy ha ethernetes vezérlőd van, akkor valamelyik M10.x kimenetet állítod be és M10.x/M11.x hívással nyitod/csukod. Ettől nem lesz automatikus, de csinálhatsz neki nyomógombot.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 január 19, 23:59
Írta: dezsoe Dátum 2021 január 19, 23:59
Azt a bemenetet kell beállítani, ahova az érzékelőt kötötted. A diagnosztika ablak a barátod: először ott lásd, ahogy a bemenet változik. Ha ez már működik, akkor a tengelyeknél is fog.
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2021 január 20, 00:04
Írta: 2dbfy8y Dátum 2021 január 20, 00:04
Csatolomaz illesztőkártya képét.
Talán lényeg látható rajta.
Kapcsoló egyik lába a 12,13,15 lábra kötve, másik lába mellettelévő gnd-re van kötve.
Vagy bekötést csesztem el?
(https://hobbicncforum.hu/uploaded_images/2021/01/tn_basnhusw706nau4jmha28_1776.jpg) (https://hobbicncforum.hu/uploaded_images/2021/01/basnhusw706nau4jmha28_1776.jpg)
Talán lényeg látható rajta.
Kapcsoló egyik lába a 12,13,15 lábra kötve, másik lába mellettelévő gnd-re van kötve.
Vagy bekötést csesztem el?
(https://hobbicncforum.hu/uploaded_images/2021/01/tn_basnhusw706nau4jmha28_1776.jpg) (https://hobbicncforum.hu/uploaded_images/2021/01/basnhusw706nau4jmha28_1776.jpg)
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2021 január 20, 00:06
Írta: 2dbfy8y Dátum 2021 január 20, 00:06
Csatoltam a kárya képét.
diagnosztika fülön se jó, abból gondolom, lehet bekötés gond van.
diagnosztika fülön se jó, abból gondolom, lehet bekötés gond van.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 január 20, 00:25
Írta: dezsoe Dátum 2021 január 20, 00:25
Elvileg így kéne lennie. A bemenetek melletti LED pilácsol? Mert ha nem, akkor nem kap a panel 12-24V-ot és enélkül nem fogja a bemenetet fogadni.
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2021 január 20, 00:37
Írta: 2dbfy8y Dátum 2021 január 20, 00:37
Panel működik.Moorok szépen működnek.
De azt nézem lehet alapból zárt kapcsolót kérne.
Ha activ low pipálva van, csak akkor enged resetet törölni.
Ha nincs pipálva, ezt írja ki
(https://hobbicncforum.hu/uploaded_images/2021/01/tn_d5950zhbx8w3cy03fvy2d_1776.jpg) (https://hobbicncforum.hu/uploaded_images/2021/01/d5950zhbx8w3cy03fvy2d_1776.jpg)
De azt nézem lehet alapból zárt kapcsolót kérne.
Ha activ low pipálva van, csak akkor enged resetet törölni.
Ha nincs pipálva, ezt írja ki
(https://hobbicncforum.hu/uploaded_images/2021/01/tn_d5950zhbx8w3cy03fvy2d_1776.jpg) (https://hobbicncforum.hu/uploaded_images/2021/01/d5950zhbx8w3cy03fvy2d_1776.jpg)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 január 20, 00:50
Írta: dezsoe Dátum 2021 január 20, 00:50
Ez a panel nem használja az említett tápot a motor kimenetekhez, csak az oldalsó bemenetekhez. Tehát a kérdés továbbra is az, hogy ég-e a pilács, megvan-e a 12-24V-os táp? Azért nem engedi oldani a reset-et, mert az e-stop és/vagy valamelyik limit jel aktív.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 január 20, 00:52
Írta: dezsoe Dátum 2021 január 20, 00:52
Illetőleg még ebből a tápból csinál 0-10V-os kimenetet frekiváltónak.
(https://hobbicncforum.hu/uploaded_images/2021/01/tn_ae03vy4hhe4gbnk7b3xyh_3977.jpg) (https://hobbicncforum.hu/uploaded_images/2021/01/ae03vy4hhe4gbnk7b3xyh_3977.jpg)
(https://hobbicncforum.hu/uploaded_images/2021/01/tn_ae03vy4hhe4gbnk7b3xyh_3977.jpg) (https://hobbicncforum.hu/uploaded_images/2021/01/ae03vy4hhe4gbnk7b3xyh_3977.jpg)
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2021 január 20, 00:56
Írta: 2dbfy8y Dátum 2021 január 20, 00:56
Ha jól emlékszek rá,csak usb bemenet van rá dugva 12v-ot nem adtam neki külön. Holnap megnézem. Az activ low pipálva legyen?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 január 20, 01:11
Írta: dezsoe Dátum 2021 január 20, 01:11
Amennyire még tudok gondolkozni, igen. De úgyis meglátod, ha megkapja a tápot. Majd írj az eredményről, én most ledőlök.
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2021 január 20, 01:18
Írta: 2dbfy8y Dátum 2021 január 20, 01:18
Köszi.
Én is.
Mindjárt kelek, megyek melózni. [#nevetes1]
Én is.
Mindjárt kelek, megyek melózni. [#nevetes1]
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2021 január 20, 07:51
Írta: 2dbfy8y Dátum 2021 január 20, 07:51
Reggel volt 2 percem ránézni.
Tényleg nem adtam neki 12-24 tápot.
Délután kipróbálom.
Tényleg nem adtam neki 12-24 tápot.
Délután kipróbálom.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 január 20, 10:14
Írta: dezsoe Dátum 2021 január 20, 10:14
[#eljen]
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2021 január 20, 15:22
Írta: 2dbfy8y Dátum 2021 január 20, 15:22
Köszi.
Tényleg igazad lett, kapott 12v-ot és működik is.
Csak egy végállás kapcsolóba került.
Lejárásnak a -5 helyett simán ötöt írtam.
Tényleg igazad lett, kapott 12v-ot és működik is.
Csak egy végállás kapcsolóba került.
Lejárásnak a -5 helyett simán ötöt írtam.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 január 20, 16:04
Írta: dezsoe Dátum 2021 január 20, 16:04
Gondoltam. :) Messze volt a reset gomb? :)
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2021 január 20, 19:40
Írta: 2dbfy8y Dátum 2021 január 20, 19:40
Nem volt időm megijedni.
Csak azt hallottam, rotyog a kapcsoló.
Én meg vártam, hogy vissza jár. [#nevetes1]
Van ilyen. De jó lett, az a lényeg.
Csak azt hallottam, rotyog a kapcsoló.
Én meg vártam, hogy vissza jár. [#nevetes1]
Van ilyen. De jó lett, az a lényeg.
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2021 január 20, 23:25
Írta: eduard Dátum 2021 január 20, 23:25
Köszönöm, kipróbálom.
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2021 január 25, 22:20
Írta: 2dbfy8y Dátum 2021 január 25, 22:20
Szia!
Arra létezi megoldás, hogy az előtolást mondjuk egy potival lehessen szabályozni?
Arra létezi megoldás, hogy az előtolást mondjuk egy potival lehessen szabályozni?
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2021 január 25, 22:45
Írta: TBS-TEAM Dátum 2021 január 25, 22:45
UCCNC kezelési leírás 25-26 oldal. Igen.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 január 25, 23:08
Írta: dezsoe Dátum 2021 január 25, 23:08
Mondjuk az sem baj, ha a mozgásvezérlőn van analóg bemenet. Most hirtelen nem találtam utalást, hogy milyen is van neki. :)
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2021 január 25, 23:08
Írta: 2dbfy8y Dátum 2021 január 25, 23:08
Ahogy nézem ez a főorsó pwm szabályzása.
Én az overide előtolás szabályzására gondolok.
Billentyűzeten be tudtam állítani gombokra, de potival lenne az igazi. Az ember már hozzá szokott az ipari gépeknél. [#nevetes1]
Én az overide előtolás szabályzására gondolok.
Billentyűzeten be tudtam állítani gombokra, de potival lenne az igazi. Az ember már hozzá szokott az ipari gépeknél. [#nevetes1]
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2021 január 25, 23:09
Írta: 2dbfy8y Dátum 2021 január 25, 23:09
Az enyém uc100-as
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2021 január 25, 23:14
Írta: TBS-TEAM Dátum 2021 január 25, 23:14
FRO 26 oldal alja. Előtolás.
Persze analóg bemenetnek lenni kell a kártyán.
Persze analóg bemenetnek lenni kell a kártyán.
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2021 január 25, 23:16
Írta: TBS-TEAM Dátum 2021 január 25, 23:16
UC100 nincs analóg be.
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2021 január 25, 23:35
Írta: 2dbfy8y Dátum 2021 január 25, 23:35
Értem.
Akkor vagyis uc100-nál lehetetlen.
Akkor vagyis uc100-nál lehetetlen.
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2021 január 25, 23:42
Írta: TBS-TEAM Dátum 2021 január 25, 23:42
Ha van két szabad bemeneted akkor nem potival hanem forgó kapcsolóval ua. megoldható mint billentyűn.
(https://hobbicncforum.hu/uploaded_images/2021/01/tn_fkbmipfj374avpj6udwj_3344.png) (https://hobbicncforum.hu/uploaded_images/2021/01/fkbmipfj374avpj6udwj_3344.png)
(https://hobbicncforum.hu/uploaded_images/2021/01/tn_fkbmipfj374avpj6udwj_3344.png) (https://hobbicncforum.hu/uploaded_images/2021/01/fkbmipfj374avpj6udwj_3344.png)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 január 25, 23:44
Írta: dezsoe Dátum 2021 január 25, 23:44
Nem lehetetlen, csak nem az UC100 fogja csinálni. Fillérekért veszel egy USB-s Arduinot és onnan már sima ügy. Ha csicsázni akarod, akkor kezelheted Modbus-on keresztül is, de akár közvetlenül, soros portként is. Ha már úgyis van egy csomó lába, akkor tehetsz még rá kapcsolókat, visszajelzőket is.
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2021 január 25, 23:52
Írta: 2dbfy8y Dátum 2021 január 25, 23:52
Két bemenetem van még szerintem.
És ezt hogyan kell bekonfigolni?
Vagy mit hova kell kötni?
És ezt hogyan kell bekonfigolni?
Vagy mit hova kell kötni?
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2021 január 25, 23:53
Írta: TBS-TEAM Dátum 2021 január 25, 23:53
Ez nem müködik csak első gondolat volt [#zavart2]
Modbus a megoldás.
Modbus a megoldás.
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2021 január 25, 23:54
Írta: 2dbfy8y Dátum 2021 január 25, 23:54
Őszintén megmondva, több csicsára nem vágyok. Még ez az egy dolog hiányzik.
Többi így számomra megfelelő.
Többi így számomra megfelelő.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 január 25, 23:57
Írta: dezsoe Dátum 2021 január 25, 23:57
Igen, ahhoz is ethernetes kéne.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 január 25, 23:58
Írta: dezsoe Dátum 2021 január 25, 23:58
Holnap előkeresem, egyszer már megcsináltam kompletten pár éve.
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2021 január 26, 00:00
Írta: 2dbfy8y Dátum 2021 január 26, 00:00
Eladó nincs véletlen? [#nevetes1]
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2021 január 26, 00:02
Írta: TBS-TEAM Dátum 2021 január 26, 00:02
Fel le gobbal működik mint a billentyűn ha nem akarsz több cullongot.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 január 26, 00:08
Írta: dezsoe Dátum 2021 január 26, 00:08
Többe kerül a posta, az időről már nem is beszélve...
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2021 január 26, 00:11
Írta: 2dbfy8y Dátum 2021 január 26, 00:11
Akkor várom, miről is van szó..
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2021 január 26, 00:12
Írta: 2dbfy8y Dátum 2021 január 26, 00:12
Ezt tudom, így már beállítottam, csak közben rossz gombot nyom az ember. [#nevetes1]
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2021 január 26, 00:16
Írta: TBS-TEAM Dátum 2021 január 26, 00:16
Még sokszor elő fog fordulni [#eplus2]
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2021 január 26, 22:51
Írta: 2dbfy8y Dátum 2021 január 26, 22:51
Sza!
Erre a gondra nem lehetne rákérdezni a Balázsktól, hogy hogyan lehetne ezt megszüntetni. Kb 2m hosszú usb kábel kell a laptop meg a gép között. Egy relief marásnál elég rossz, ha így megáll. Most mióta van ref kapcsolóm, azóta kicsit jobb a helyzet.
(https://hobbicncforum.hu/uploaded_images/2021/01/tn_avfnw3nn2tn244nqaz5yi_1776.jpg) (https://hobbicncforum.hu/uploaded_images/2021/01/avfnw3nn2tn244nqaz5yi_1776.jpg)
Erre a gondra nem lehetne rákérdezni a Balázsktól, hogy hogyan lehetne ezt megszüntetni. Kb 2m hosszú usb kábel kell a laptop meg a gép között. Egy relief marásnál elég rossz, ha így megáll. Most mióta van ref kapcsolóm, azóta kicsit jobb a helyzet.
(https://hobbicncforum.hu/uploaded_images/2021/01/tn_avfnw3nn2tn244nqaz5yi_1776.jpg) (https://hobbicncforum.hu/uploaded_images/2021/01/avfnw3nn2tn244nqaz5yi_1776.jpg)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 január 26, 23:12
Írta: dezsoe Dátum 2021 január 26, 23:12
Rá lehet kérdezni, de nem ők találták fel sem az USB szabványt, sem az ultragagyi kínai kábelt. Sajnos az USB ilyen, pláne ha hosszú a kábele. Sokat ront a helyzeten, hogy 10-ből minimum 9 kábel nem felel meg a szabványnak: ha szétbontod, akkor azt találod, hogy az adatvezetékek nincsenek sodorva. Kösd egészen rövid USB kábelre az UC100-at és a másik oldalát hosszabbítsd, ha már mindenképpen hosszabbítani kell.
(Én az UC100-at a hozzá adott, aránylag hosszú kábellel használom és még soha egyetlen egyszer sem szakadt le. Az is igaz, hogy normális leválasztó kártyám van, amiben nincs összekötve a leválasztott oldal földje az USB földjével.)
(Én az UC100-at a hozzá adott, aránylag hosszú kábellel használom és még soha egyetlen egyszer sem szakadt le. Az is igaz, hogy normális leválasztó kártyám van, amiben nincs összekötve a leválasztott oldal földje az USB földjével.)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 január 26, 23:22
Írta: dezsoe Dátum 2021 január 26, 23:22
Felraktam a hozzávalókat a könyvtáramba (https://cnctar.hobbycnc.hu/dezsoe/Arduino-poti/). A zip-et az Arduino libraries mappájába kell kicsomagolni (csinálja meg a saját mappáját). Van pár kép a Modbus beállításáról és van egy makró, amit be kell állítani macroloop-nak. A makróban úgy van beállítva, hogy 0-150%-ig tudod a potival szabályozni 5%-os lépéssel. (Ja: poti csúszka az A0-ra, egyik vége GND, másik +5V.) Az 5%-os lépésre szükség van, hogy ne ingadozzon a sebesség.
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2021 január 26, 23:27
Írta: 2dbfy8y Dátum 2021 január 26, 23:27
Akkor ehhez modbus kell?
Vagy egy arduino?
Úgy érzem erre párat kell aludnom. [#nevetes1]
Vagy egy arduino?
Úgy érzem erre párat kell aludnom. [#nevetes1]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 január 26, 23:35
Írta: dezsoe Dátum 2021 január 26, 23:35
[#taps]
Kell egy Arduino eszköz (UNO vagy Nano), amire feltöltöd a programot, amihez kell a zip-ben levő könyvtár. A Modbus egy kommunikációs szabvány és ezen a nyelven fog az UCCNC beszélgetni az Arduinoval. Tehát, engedélyezned kell a Modbus master plugin-t, majd a képek alapján beállítani. A soros port száma el fog térni, az Arduino portját kell kiválasztani.
Kell egy Arduino eszköz (UNO vagy Nano), amire feltöltöd a programot, amihez kell a zip-ben levő könyvtár. A Modbus egy kommunikációs szabvány és ezen a nyelven fog az UCCNC beszélgetni az Arduinoval. Tehát, engedélyezned kell a Modbus master plugin-t, majd a képek alapján beállítani. A soros port száma el fog térni, az Arduino portját kell kiválasztani.
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2021 január 27, 00:12
Írta: 2dbfy8y Dátum 2021 január 27, 00:12
Viszonylag értem az utolsó mondat nem tiszta csak teljesen.
Esetkeg a bekötésről majd nem tudnál nekem egy kézi rajzot rajzolni? Akkor jobban érteném a poti bekötését. Meg azt nem értem, az arduinot be kell kötnöm a leválasztó kártyámra, vagy csak usb-n kell csatlakoztatnom a laptophoz? Arduinora meg potit rákötni?
Esetkeg a bekötésről majd nem tudnál nekem egy kézi rajzot rajzolni? Akkor jobban érteném a poti bekötését. Meg azt nem értem, az arduinot be kell kötnöm a leválasztó kártyámra, vagy csak usb-n kell csatlakoztatnom a laptophoz? Arduinora meg potit rákötni?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 január 27, 00:48
Írta: dezsoe Dátum 2021 január 27, 00:48
A második: az Arduino-t a laptophoz kötöd. Amikor csatlakoznak, akkor kap egy soros portot, amit az eszközkezelőben tudsz megnézni és ezt kell beállítani a Modbus plugin-ban.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2021 január 27, 10:44
Írta: istvan58 Dátum 2021 január 27, 10:44
Hello,
uj UCCNC kiadás mikorra várható?
uj UCCNC kiadás mikorra várható?
Cím: Re:UCCNC vezérlő program
Írta: jnsx74344 Dátum 2021 január 27, 20:17
Írta: jnsx74344 Dátum 2021 január 27, 20:17
Sziastok! van e valakinek mukodo g68 macro. Szeretnek egy save gombot csinalni a probe fulben ,hogy le mentsem a szog compenzalast meres utan (Szog proba) ha van barimilyen otletetek elore is koszi
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 január 27, 21:48
Írta: dezsoe Dátum 2021 január 27, 21:48
Jól értelmezem, hogy a mérésnek megfelelően el szeretnéd forgatni a munkaterületet? Vagy mit is szeretnél?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 január 27, 21:50
Írta: dezsoe Dátum 2021 január 27, 21:50
Munkálatok folynak, de időpontot nem tudok jósolni. Itt, ezen a fórumon, az [#t255#]-ban is ki lesz írva, ha megjelenik.
Cím: Re:UCCNC vezérlő program
Írta: jnsx74344 Dátum 2021 január 28, 06:29
Írta: jnsx74344 Dátum 2021 január 28, 06:29
Igen pontosan talatam egy makrot de szerintem hibas mert az uccnc azst irja nem lehet elinditani
/ Save Probe Angle
{
double angle = AS3.Getfielddouble(2715); // Angle probe result from probe screen ( i now understand the label number is also the variable location ? (2715)
exec.AddStatusmessage("Rotate: G68 A0 B0 R" + angle.ToString("F6")); // this writes the message to the screen
exec.Code("G68 A0 B0 R" + angle.ToString("F6")); // Rotate at 0,0 with angle degrees
while (exec.IsMoving());
}
/ Save Probe Angle
{
double angle = AS3.Getfielddouble(2715); // Angle probe result from probe screen ( i now understand the label number is also the variable location ? (2715)
exec.AddStatusmessage("Rotate: G68 A0 B0 R" + angle.ToString("F6")); // this writes the message to the screen
exec.Code("G68 A0 B0 R" + angle.ToString("F6")); // Rotate at 0,0 with angle degrees
while (exec.IsMoving());
}
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 január 28, 08:49
Írta: dezsoe Dátum 2021 január 28, 08:49
Tessék, itt az eredeti:
Kód Kijelölés
double angle = AS3.Getfielddouble(2715); // Angle probe result from probe screen
exec.AddStatusmessage("Rotate: G68 A0 B0 R" + angle.ToString("F6"));
exec.Code("G68 A0 B0 R" + angle.ToString("F6")); // Rotate at 0,0 with angle degrees
while (exec.IsMoving());
Cím: Re:UCCNC vezérlő program
Írta: jnsx74344 Dátum 2021 január 28, 09:49
Írta: jnsx74344 Dátum 2021 január 28, 09:49
Koszi szepen a segitszeget!!!
Cím: Re:UCCNC vezérlő program
Írta: jnsx74344 Dátum 2021 január 28, 09:51
Írta: jnsx74344 Dátum 2021 január 28, 09:51
Van lehetoseg fajlok feltoltese a forumra mert meg akor veletek osztani egy post procesort es nem lehet csak fotot
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 január 28, 11:52
Írta: dezsoe Dátum 2021 január 28, 11:52
Valahova fel kell töltened, ami elérhető másoknak is, pl. GoogleDrive, OneDrive, Dropbox stb. A megosztásra kell figyelni, hogy másnak is legyen jogosultsága, mert egyébként csak te látod.
Cím: Re:UCCNC vezérlő program
Írta: PSoft Dátum 2021 január 28, 14:36
Írta: PSoft Dátum 2021 január 28, 14:36
Mondjuk IDE (https://cnctar.hobbycnc.hu/)? Hisz...nekünk van, azért van. :)
Cím: Re:UCCNC vezérlő program
Írta: jnsx74344 Dátum 2021 január 28, 14:41
Írta: jnsx74344 Dátum 2021 január 28, 14:41
En modositotam es tob mint egyeve hasznalom inventoron es fusion 360 hoz Uccnc post procesor
https://drive.google.com/file/d/1PVNlBgWUBXDpfB_yvBiVpCoAXKQcd4KP/view?usp=sharing
https://drive.google.com/file/d/1PVNlBgWUBXDpfB_yvBiVpCoAXKQcd4KP/view?usp=sharing
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2021 január 30, 20:07
Írta: eduard Dátum 2021 január 30, 20:07
Mit kell róla tudni?
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2021 január 30, 20:08
Írta: eduard Dátum 2021 január 30, 20:08
Funkciók, módosítások publikusak?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 január 30, 23:11
Írta: dezsoe Dátum 2021 január 30, 23:11
Persze, ugyanúgy fel fogom sorolni, ahogy a többi verziónál is, amikor megjelenik.
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2021 január 31, 21:35
Írta: eduard Dátum 2021 január 31, 21:35
Haha, ebben biztos vagyok. Elore akkor semmit sem lehet tudni? Eldontott, mar fejlesztesben levo fobb funkciokat.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 február 01, 08:11
Írta: dezsoe Dátum 2021 február 01, 08:11
Főleg a megtalált hibák javítása lesz benne.
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2021 február 06, 00:26
Írta: eduard Dátum 2021 február 06, 00:26
[#3977@dezsoe] van rá mód, hogy az UC300lpt5 boardon még egy analóg bemenetet hozzak létre? A jog potinak kellene és nem kötném össze a feed vagy rpm-el. Multiplexálni tudom a bemenetet, ha másképp nem megoldható?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 február 06, 00:54
Írta: dezsoe Dátum 2021 február 06, 00:54
Analóg bemenet kettő van, ezen nem tudsz változtatni, ilyen a hardver. Ha kell több, akkor azt máshogy kell megoldani. Olvass visszább, pont nemrég volt téma. Nagyjából itt: [#t218p8173#].
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2021 február 06, 11:44
Írta: eduard Dátum 2021 február 06, 11:44
Koszonom, nezem.
Cím: Re:UCCNC vezérlő program
Írta: j3cx5jtk6 Dátum 2021 február 08, 06:26
Írta: j3cx5jtk6 Dátum 2021 február 08, 06:26
Sziasztok!
Kérdezni szeretném--
Megoldható az, hogy egy adott bemenetre, ha jön jel, akkor akárhogy áll a jog és feed az leredukálja mondjuk 10 re- és ha az nem aktív akkor visszamegy az eredetire vagy 100 ra.
Vész végállásra futás utáni megoldás kezelés...
Dupla kontaktoros gomb megoldás lenne-az egyik a vész jelét zárja a másik pedig ezt.
[#conf]
Köszönöm szépen előre is!
Kérdezni szeretném--
Megoldható az, hogy egy adott bemenetre, ha jön jel, akkor akárhogy áll a jog és feed az leredukálja mondjuk 10 re- és ha az nem aktív akkor visszamegy az eredetire vagy 100 ra.
Vész végállásra futás utáni megoldás kezelés...
Dupla kontaktoros gomb megoldás lenne-az egyik a vész jelét zárja a másik pedig ezt.
[#conf]
Köszönöm szépen előre is!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 február 08, 07:52
Írta: dezsoe Dátum 2021 február 08, 07:52
Szia!
Igen, megoldható, pár éve már meg is csináltam. Kicsit ki kell pofozni, este felé majd felrakom.
Igen, megoldható, pár éve már meg is csináltam. Kicsit ki kell pofozni, este felé majd felrakom.
Cím: Re:UCCNC vezérlő program
Írta: n5g6j7ji Dátum 2021 február 08, 10:47
Írta: n5g6j7ji Dátum 2021 február 08, 10:47
Feltelepítettem az új UCCNC-t.
Indításkor: Firmware update DONE! (fura, hogy minden indításkor lefut)
Majd bejön a kezelő felület és "Communication error: The application lost the connection with the motion controller device... Save offsets? Igen, Nem"
Majd kilép a progiból.
UC400-am van. A régebbi verzióval ment, de most már azzal sem. Gondolom a firmware update miatt.
Mi a megoldás?
Indításkor: Firmware update DONE! (fura, hogy minden indításkor lefut)
Majd bejön a kezelő felület és "Communication error: The application lost the connection with the motion controller device... Save offsets? Igen, Nem"
Majd kilép a progiból.
UC400-am van. A régebbi verzióval ment, de most már azzal sem. Gondolom a firmware update miatt.
Mi a megoldás?
Cím: Re:UCCNC vezérlő program
Írta: n5g6j7ji Dátum 2021 február 08, 10:57
Írta: n5g6j7ji Dátum 2021 február 08, 10:57
amúgy az ucxxx_utility megtalálja a vezérlőt.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 február 08, 11:21
Írta: dezsoe Dátum 2021 február 08, 11:21
Melyik verziót telepítetted? Néha előfordul (nagyon ritkán), hogy a frissítésbe belezavarodik. Az UC400 kézikönyvben leírtak szerint le kéne resetelned az UC400-at, újra beállítani a hálózatot az UCxxx_utility-vel, utána mennie kell.
Cím: Re:UCCNC vezérlő program
Írta: n5g6j7ji Dátum 2021 február 08, 11:32
Írta: n5g6j7ji Dátum 2021 február 08, 11:32
1.2113-at
nézem,köszi
nézem,köszi
Cím: Re:UCCNC vezérlő program
Írta: n5g6j7ji Dátum 2021 február 08, 11:43
Írta: n5g6j7ji Dátum 2021 február 08, 11:43
szia
reseteltem, újra beállitottam, de ugyanazt irja ki
reseteltem, újra beállitottam, de ugyanazt irja ki
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 február 08, 12:53
Írta: dezsoe Dátum 2021 február 08, 12:53
Akkor valami hálózati hibád lesz. Kábelt próbáltál már cserélni? Ja, még valami. A tápját ellenőrizd, hogy jó legyen, mert még az tudja meghülyíteni.
Cím: Re:UCCNC vezérlő program
Írta: n5g6j7ji Dátum 2021 február 08, 12:57
Írta: n5g6j7ji Dátum 2021 február 08, 12:57
Hálózati hiba mi lehet?
Mert én tényleg csak annyit csináltam, hogy feltettem a frissítést. Előtte még dolgoztam vele.
Mert én tényleg csak annyit csináltam, hogy feltettem a frissítést. Előtte még dolgoztam vele.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 február 08, 13:06
Írta: dezsoe Dátum 2021 február 08, 13:06
Nem vagyok látnok, csak tippelni tudok a hibajelenség alapján. Nálam hibátlanul működik ez a verzió, régebb óta használom, mint ahogy megjelent, tehát nem a programmal van a baj. Tápot nézted? Hány voltról megy? Stabil a táp?
Cím: Re:UCCNC vezérlő program
Írta: n5g6j7ji Dátum 2021 február 08, 13:39
Írta: n5g6j7ji Dátum 2021 február 08, 13:39
stabil 12.5V
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 február 08, 13:50
Írta: dezsoe Dátum 2021 február 08, 13:50
Oké. Hálózat működik? Közvetlenül van összekötve?
Cím: Re:UCCNC vezérlő program
Írta: n5g6j7ji Dátum 2021 február 08, 13:55
Írta: n5g6j7ji Dátum 2021 február 08, 13:55
pingelni tudom a 10.10.10.11et es a 10.10.10.10et is
ucxxx ben jó a test connection. kozvetlenul van osszekotve
ucxxx ben jó a test connection. kozvetlenul van osszekotve
Cím: Re:UCCNC vezérlő program
Írta: n5g6j7ji Dátum 2021 február 08, 13:57
Írta: n5g6j7ji Dátum 2021 február 08, 13:57
mar utp kabelt is csereltem, de semmi
Cím: Re:UCCNC vezérlő program
Írta: n5g6j7ji Dátum 2021 február 08, 14:03
Írta: n5g6j7ji Dátum 2021 február 08, 14:03
és oálááá....mukodik
rebootoltam a pct :D
bocsi ez hamarabb is eszembe juthatott volna, és koszonom a segito szandekot
rebootoltam a pct :D
bocsi ez hamarabb is eszembe juthatott volna, és koszonom a segito szandekot
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 február 08, 14:10
Írta: dezsoe Dátum 2021 február 08, 14:10
Ezt meg sem kérdeztem... :)
Cím: Re:UCCNC vezérlő program
Írta: j3cx5jtk6 Dátum 2021 február 08, 15:46
Írta: j3cx5jtk6 Dátum 2021 február 08, 15:46
Annyira köszi![#taps]
Cím: Re:UCCNC vezérlő program
Írta: n5g6j7ji Dátum 2021 február 08, 16:17
Írta: n5g6j7ji Dátum 2021 február 08, 16:17
Olvastam, hogy volt akinek rángatott a gépe, és ott az Autoleveler volt a probléma.
Az enyém is rángat, de nekem nincs autoleveler-em.
Olyan, mint ha rosszul kapna jelet. Gyorsít lassít. Túl megy a ponton, persze aztán visszaáll.
Tuti valami beállítási érték. Tud valaki segíteni abban, hogy mi lehet?
Csak akkor csinálja, hogy ha valamilyen g-code-ot futtatok vagy mondjuk elküldöm valahova parancssorral (pl. Y1000).
A Feed ugrál. Ha 3000-re van beállítva, akkor 2800-3800 között kb.
Ha billentyűvel vezérlem, akkor nem csinál ilyet.
Az enyém is rángat, de nekem nincs autoleveler-em.
Olyan, mint ha rosszul kapna jelet. Gyorsít lassít. Túl megy a ponton, persze aztán visszaáll.
Tuti valami beállítási érték. Tud valaki segíteni abban, hogy mi lehet?
Csak akkor csinálja, hogy ha valamilyen g-code-ot futtatok vagy mondjuk elküldöm valahova parancssorral (pl. Y1000).
A Feed ugrál. Ha 3000-re van beállítva, akkor 2800-3800 között kb.
Ha billentyűvel vezérlem, akkor nem csinál ilyet.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 február 08, 16:56
Írta: dezsoe Dátum 2021 február 08, 16:56
Ha csak egy Y1000-et adsz neki, akkor felgyorsul, megy, lelassul. Közben nem ingadozik. Esetleg a végén mozog egy picit visszafelé, ha van beállítva backlash.
Gyorsjáratnál láthatsz olyat, hogy a maximálisnál nagyobb sebességgel megy: de csak akkor, ha egyszerre több tengely mozog. Ilyenkor az egyik tengely teljes sebességgel megy, a másik hozzá illeszkedően, hogy eljusson a célba, viszont a két tengely együttes mozgásából adódó vektoron a sebesség nagyobb lesz, mint a beállított max. sebesség.
Gyorsjáratnál láthatsz olyat, hogy a maximálisnál nagyobb sebességgel megy: de csak akkor, ha egyszerre több tengely mozog. Ilyenkor az egyik tengely teljes sebességgel megy, a másik hozzá illeszkedően, hogy eljusson a célba, viszont a két tengely együttes mozgásából adódó vektoron a sebesség nagyobb lesz, mint a beállított max. sebesség.
Cím: Re:UCCNC vezérlő program
Írta: j3cx5jtk6 Dátum 2021 február 08, 17:24
Írta: j3cx5jtk6 Dátum 2021 február 08, 17:24
Nincs hozzá beállított analóg jeled? potid és az cibálja a feed overridot?! még ez lenne ésszerű magyarazat talán[#csodalk][#conf]
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2021 február 08, 17:35
Írta: 2dbfy8y Dátum 2021 február 08, 17:35
Szia!
Én is jönnék egy kérdéssel, gondolam beírom ide, hátha mailt kevesebbet olvasol.
Artcam progival lett generálva egy relief nagyolás, simítása.
Kód jópár sorból ál,
Lassan de betölti a gép, de tiszta lomha lesz kézi mozgatásra, meg maráskor is ugrál.
Erre létezik valami megoldás?
Vagy szét kell szedni a progit több részre?
Én is jönnék egy kérdéssel, gondolam beírom ide, hátha mailt kevesebbet olvasol.
Artcam progival lett generálva egy relief nagyolás, simítása.
Kód jópár sorból ál,
Lassan de betölti a gép, de tiszta lomha lesz kézi mozgatásra, meg maráskor is ugrál.
Erre létezik valami megoldás?
Vagy szét kell szedni a progit több részre?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 február 08, 17:45
Írta: dezsoe Dátum 2021 február 08, 17:45
Nem értettem, hogy miért kérdezed meg itt is, mikor már válaszoltam emilben. Hát, ma annyira csúcsformában vagyok, hogy magamnak válaszoltam... [#falbav]
A file mérete teljesen mindegy, nem attól lassul le. A relief heves Z mozgással jár és ha a CV paraméterek szigorúak és a Z gyorsulás alacsony, akkor muszáj neki lassítani, hogy tudja követni az előírt útvonalat. Két dolgot csinálhatsz: ha bírja a Z, akkor vedd feljebb a gyorsulását és/vagy a CV paramétereket vedd lazábbra. (General oldalon.)
A file mérete teljesen mindegy, nem attól lassul le. A relief heves Z mozgással jár és ha a CV paraméterek szigorúak és a Z gyorsulás alacsony, akkor muszáj neki lassítani, hogy tudja követni az előírt útvonalat. Két dolgot csinálhatsz: ha bírja a Z, akkor vedd feljebb a gyorsulását és/vagy a CV paramétereket vedd lazábbra. (General oldalon.)
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2021 február 08, 17:49
Írta: 2dbfy8y Dátum 2021 február 08, 17:49
Kissebb terjedelmű proginál nem volt semmi gond.
De csak az x-y tengely mozgott akkor is rángatott.
Cv paraméterre melyikre is gondolsz?
De csak az x-y tengely mozgott akkor is rángatott.
Cv paraméterre melyikre is gondolsz?
Cím: Re:UCCNC vezérlő program
Írta: n5g6j7ji Dátum 2021 február 08, 17:53
Írta: n5g6j7ji Dátum 2021 február 08, 17:53
Nincs analóg jel rajta. Mindjárt rakok fel egy videót valahova, hogy hogy néz ki. Lehet, hogy Pablo is ebben szenved.
Cím: Re:UCCNC vezérlő program
Írta: n5g6j7ji Dátum 2021 február 08, 18:02
Írta: n5g6j7ji Dátum 2021 február 08, 18:02
https://photos.app.goo.gl/cbuZxGqeiBXZ2qYt5
Itt van egy pár video és fotó. Látszik, hogy a feed érték ugrál illetve olyan, mintha lecsapná a kanyarokat. Pedig a szerszám pálya csak x VAGY y iranyokbol áll.
Itt van egy pár video és fotó. Látszik, hogy a feed érték ugrál illetve olyan, mintha lecsapná a kanyarokat. Pedig a szerszám pálya csak x VAGY y iranyokbol áll.
Cím: Re:UCCNC vezérlő program
Írta: j3cx5jtk6 Dátum 2021 február 09, 16:20
Írta: j3cx5jtk6 Dátum 2021 február 09, 16:20
Szia!
Tudsz segîteni ebbe a jog/feed redukalos makroban akkor?!
Kozben eleg sok komment lett..
Köszönöm szépen!!
Üdv
Tudsz segîteni ebbe a jog/feed redukalos makroban akkor?!
Kozben eleg sok komment lett..
Köszönöm szépen!!
Üdv
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 február 09, 17:11
Írta: dezsoe Dátum 2021 február 09, 17:11
Jaj, bocsánat, elfelejtettem...
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2021 február 10, 13:05
Írta: istvan58 Dátum 2021 február 10, 13:05
Sziasztok,
Tegnap valami fa anyagot martam és kicsit akartam emelni az előtoláson munka közben de nem akart 100% nál fennebb menni, máskor ez ment. Lefele ok de felfele max 100% ig ment. Mitől lehet ez?
Tegnap valami fa anyagot martam és kicsit akartam emelni az előtoláson munka közben de nem akart 100% nál fennebb menni, máskor ez ment. Lefele ok de felfele max 100% ig ment. Mitől lehet ez?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 február 10, 15:30
Írta: dezsoe Dátum 2021 február 10, 15:30
Megcsináltam. Innen tudod letölteni. (http://www.szentkereszty.net/plugins/SafeSlowDown.zip) A profilodba az alábbiakat kell felvenni:
UnsafeLED: a bemenethez tartozó LED száma.
NegateUnsafe: ha a bemenet aktív magas, akkor false, egyébként true.
UnsafeStateLED: visszajelző LED a képernyőn. Ha nem kell, akkor -1.
NegateUnsafeState: visszajelző LED negálása (true/false).
FROmax: lassított módban max. FRO (és JRO).
SROmax: lassított módban max. SRO.
Kód Kijelölés
[SafeSlowDown]
UnsafeLED=470
NegateUnsafe=false
UnsafeStateLED=450
NegateUnsafeState=false
FROmax=25
SROmax=30
UnsafeLED: a bemenethez tartozó LED száma.
NegateUnsafe: ha a bemenet aktív magas, akkor false, egyébként true.
UnsafeStateLED: visszajelző LED a képernyőn. Ha nem kell, akkor -1.
NegateUnsafeState: visszajelző LED negálása (true/false).
FROmax: lassított módban max. FRO (és JRO).
SROmax: lassított módban max. SRO.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 február 10, 15:33
Írta: dezsoe Dátum 2021 február 10, 15:33
Erre nincs ötletem. Lehet tiltani az FRO és/vagy SRO állítását, de akkor lefelé sem tudod állítani. Nem emlékszel, hogy hogy állt elő ez a helyzet?
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2021 február 11, 08:33
Írta: istvan58 Dátum 2021 február 11, 08:33
Szia,
több egyforma darabot kellet csinálnom, a 4.ik nél ált elő a leírt jelenség, FRO le-fel, FRO reset működött de csak max 100% ig.
Tegnap azonos G kódot futtatva 10 darabon nem jött ellő a leírt jelenség.
[#nemtudom]
több egyforma darabot kellet csinálnom, a 4.ik nél ált elő a leírt jelenség, FRO le-fel, FRO reset működött de csak max 100% ig.
Tegnap azonos G kódot futtatva 10 darabon nem jött ellő a leírt jelenség.
[#nemtudom]
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2021 február 11, 21:45
Írta: 2dbfy8y Dátum 2021 február 11, 21:45
Amit múltkor írtam, hogy relief g kódjánál gép belassul, elég sok a reakcióideje pl ciklus start gomb lenyomása után.
Erre létezk valami megoldás?
Vagy az UCCNC ennyit tud?
Ha raszteres léptetésbe írom a progit akkor valamennyivel jobb, de ha offsetben írom, jóval több mondat lesz, akkor van hogy program, ki is dob, be se tölti a szerszámpályát.
Erre létezk valami megoldás?
Vagy az UCCNC ennyit tud?
Ha raszteres léptetésbe írom a progit akkor valamennyivel jobb, de ha offsetben írom, jóval több mondat lesz, akkor van hogy program, ki is dob, be se tölti a szerszámpályát.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 február 11, 21:53
Írta: dezsoe Dátum 2021 február 11, 21:53
Küldd el (mail-ben) a profilodat és egy ilyen g-kódot, légy szíves, hogy megnézzem.
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2021 február 11, 22:03
Írta: 2dbfy8y Dátum 2021 február 11, 22:03
Kód ment.
Profilt csak holnap tudom átküldeni.
De próbáltam a laserem laptopján is, az erősebb gép, az is így reagált rá.
Profilt csak holnap tudom átküldeni.
De próbáltam a laserem laptopján is, az erősebb gép, az is így reagált rá.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 február 11, 22:07
Írta: dezsoe Dátum 2021 február 11, 22:07
Oké, köszi, megjött.
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2021 február 12, 21:04
Írta: 2dbfy8y Dátum 2021 február 12, 21:04
Szia!
Meent privátban a profil, meg a kód.
Kíváncsi leszek, mire jutsz.
Meent privátban a profil, meg a kód.
Kíváncsi leszek, mire jutsz.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 február 13, 10:36
Írta: dezsoe Dátum 2021 február 13, 10:36
Nem tudom, hogy milyen gépeken futtatod, mert nem találtam itthon olyan lassú gépet, amivel ne menne tökéletesen. A leggyengébb egy Dell Venue tablet 1,6 GHz-es Atom processzorral, 2 GB RAM-mal, de azon is azonnal reagál mindenre. (A gép sebességéről: 30 mp betölteni az UCCNC-t, további 25 mp betölteni a vaddisznós kódot.)
Az "ennyit tudás"-tól nagyon messze vagyunk, a programmal nincs semmi baj. Én inkább arra tippelnék, hogy nincs rendes videokártya a gépben, vagy ha van, akkor nincs saját illesztőprogramja telepítve, csak amit a Windows felrak. Ja, nálam minden gépen Windows 10 64 bit fut.
Az "ennyit tudás"-tól nagyon messze vagyunk, a programmal nincs semmi baj. Én inkább arra tippelnék, hogy nincs rendes videokártya a gépben, vagy ha van, akkor nincs saját illesztőprogramja telepítve, csak amit a Windows felrak. Ja, nálam minden gépen Windows 10 64 bit fut.
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2021 február 13, 16:37
Írta: 2dbfy8y Dátum 2021 február 13, 16:37
Videó kártyát tuti csak a Windows rakta fel.
Megpróbálom felrakni ha találok hozzá.
Nem egy mai gép az biztos.
Lehet megpróbálom egy másik laptoppal.
Vagy arra gondoltam nem e a vinyója rossz. Lehet rakok bele egy ki ssd-t.
Azzal minden gép begyorsul.
Megpróbálom felrakni ha találok hozzá.
Nem egy mai gép az biztos.
Lehet megpróbálom egy másik laptoppal.
Vagy arra gondoltam nem e a vinyója rossz. Lehet rakok bele egy ki ssd-t.
Azzal minden gép begyorsul.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 február 13, 16:57
Írta: dezsoe Dátum 2021 február 13, 16:57
Az SSD legfeljebb az elinduláson segít. Koncentrálj a videokártyára, az az egy, aminek jónak kell lenni. (Kb. 15 évvel ezelőtti elvárásokat kell teljesítenie...)
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2021 február 13, 18:49
Írta: 2dbfy8y Dátum 2021 február 13, 18:49
Megpróbálom.
A buffer 0.1-et felraktam 0.5re így mintha kisimúlt volna a járása a motornak, úgy tűnik.
Meg kis módosításokaat végeztem a programon, lényegesen jobb lett, a betöltés és reakció idő is.
A buffer 0.1-et felraktam 0.5re így mintha kisimúlt volna a járása a motornak, úgy tűnik.
Meg kis módosításokaat végeztem a programon, lényegesen jobb lett, a betöltés és reakció idő is.
Cím: Re:UCCNC vezérlő program
Írta: nyiszi Dátum 2021 február 26, 16:34
Írta: nyiszi Dátum 2021 február 26, 16:34
Sziasztok,
Használja valaki sikerrel az Autoleveler 3.031 verziót?
Használja valaki sikerrel az Autoleveler 3.031 verziót?
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2021 március 02, 21:32
Írta: 2dbfy8y Dátum 2021 március 02, 21:32
Szia.
Ismét találkoztam egy gondal.
Uccnc laser plugin mindig x0, y0 kinullázom képet betöltöm, rányomok a laserezésre.
Első indításnál semmi gond nincs.
De viszont, ha akarok még egy képet csinálni, akkor olyan jelenség jön elő, hogy x tengely el megy odébb kb kép felével. Ha sarokponton nulla, rajta állok, akkor is.
Mechanikai gond nincs.
Próbáltam g kóddal ezt előidézni, akkor nem jön elő. De ha újra indítom progit, első megint jó.
Eddig nem volt ilyen gond.
De ha ilyenkor vissza küldöm nullára, x egészen mellé áll a mentett nullának.
Ilyennel találkoztál?
Megoldás szerinted, program újratelepítése lesz?
Ismét találkoztam egy gondal.
Uccnc laser plugin mindig x0, y0 kinullázom képet betöltöm, rányomok a laserezésre.
Első indításnál semmi gond nincs.
De viszont, ha akarok még egy képet csinálni, akkor olyan jelenség jön elő, hogy x tengely el megy odébb kb kép felével. Ha sarokponton nulla, rajta állok, akkor is.
Mechanikai gond nincs.
Próbáltam g kóddal ezt előidézni, akkor nem jön elő. De ha újra indítom progit, első megint jó.
Eddig nem volt ilyen gond.
De ha ilyenkor vissza küldöm nullára, x egészen mellé áll a mentett nullának.
Ilyennel találkoztál?
Megoldás szerinted, program újratelepítése lesz?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 március 03, 20:32
Írta: dezsoe Dátum 2021 március 03, 20:32
Szia!
Meg fogom nézni. Nem használom a lézer plugin-t, úgyhogy nincs ilyen tapasztalatom. Az újratelepítés semmit nem változtat meg, pláne, ha nem a default profilt használod. (Remélem, nem azt használod.)
Meg fogom nézni. Nem használom a lézer plugin-t, úgyhogy nincs ilyen tapasztalatom. Az újratelepítés semmit nem változtat meg, pláne, ha nem a default profilt használod. (Remélem, nem azt használod.)
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2021 március 03, 21:51
Írta: 2dbfy8y Dátum 2021 március 03, 21:51
Most nem tudom melyik van épp használatban, de azt a pár beállítást beállítom kézzel, akkor tuti nem kerül bele olyan ami nem kéne.
Igazából annyi változott a napokban, hogy az áttételezést auto calibrációval beállítottam. Más nem módosult.
És eddig nem volt vele ilyen gond.
De olyant csinál mikor elkezdi az égetést, legelső sornál kb kétszer megtorpan, utána már odébb kb kép felével szépen folytatja csuszás nélkül.
Igazából annyi változott a napokban, hogy az áttételezést auto calibrációval beállítottam. Más nem módosult.
És eddig nem volt vele ilyen gond.
De olyant csinál mikor elkezdi az égetést, legelső sornál kb kétszer megtorpan, utána már odébb kb kép felével szépen folytatja csuszás nélkül.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2021 március 19, 14:55
Írta: istvan58 Dátum 2021 március 19, 14:55
Sziasztok,
Ha már Karácsonyra nem lett meg legalább Húsvétra kijöhetne az új verzió.
Ha már Karácsonyra nem lett meg legalább Húsvétra kijöhetne az új verzió.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2021 március 20, 07:27
Írta: frob Dátum 2021 március 20, 07:27
biztos a linuxos verzió miatt késik :D
( na jó tuti nem lesz linuxos , bár de jó lenne )
( na jó tuti nem lesz linuxos , bár de jó lenne )
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2021 március 20, 07:46
Írta: TBS-TEAM Dátum 2021 március 20, 07:46
Nem késik karácsonyra meglesz.
Az nem volt megadva melyik karácsonyra, de hidd el meg lesz. [#nevetes1][#nevetes1][#nevetes1]
Az nem volt megadva melyik karácsonyra, de hidd el meg lesz. [#nevetes1][#nevetes1][#nevetes1]
Cím: Re:UCCNC vezérlő program
Írta: őrülT-Tudós Dátum 2021 március 27, 14:10
Írta: őrülT-Tudós Dátum 2021 március 27, 14:10
Üdv, gépfejlesztgetés közben a következő jelenséggel találtam szemben magam. Hómolás ismétlésében elég nagy a szórás (1mm felett) Hátha más is járt így és tudna segíteni. Alany: AXBB-e, Uccnc. Szenzorok pc tápról vannak hajtva (12v-ról). Ilyen típusú kapcsoló (https://www.hestore.hu/prod_10023360.html) A kapcsolót külön teszteltem multiméterre, indikátor órával, maximum pár század mm hibával ugyanúgy kapcsol. Alaphelyzetben zártra van kötve. Próbáltam lassabb hómolási sebességgel, az sem oldotta meg a hibát. Tippeket szívesen fogadom. Szép napot!
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2021 március 27, 14:23
Írta: Miki2 Dátum 2021 március 27, 14:23
Én a kapcsolóban látom a hiba elsődlege okát.
Nem kellene karos kapcsolót használni.
Nem kellene karos kapcsolót használni.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 március 27, 14:50
Írta: dezsoe Dátum 2021 március 27, 14:50
A home speed down sebességet jelentősen lejjebb venném, max. kb. 25-re. Ami nem látszik a videón, hogy hogy nyomod meg a kapcsolót. Felvehetnéd a túloldalról is.
Elvileg a mikrokapcsolók meglepően pontosak, de nagyon nem mindegy, hogy milyen irányból közelíted meg.
Elvileg a mikrokapcsolók meglepően pontosak, de nagyon nem mindegy, hogy milyen irányból közelíted meg.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 március 27, 15:00
Írta: dezsoe Dátum 2021 március 27, 15:00
És a legfontosabb: mennyit kottyan a mechanika? Mert az irányváltás miatt nagyon meg tudja kavarni a referencia felvételét.
Cím: Re:UCCNC vezérlő program
Írta: őrülT-Tudós Dátum 2021 március 27, 15:27
Írta: őrülT-Tudós Dátum 2021 március 27, 15:27
Sajnos már nem vagyok a gép közelében. De van a félkész állapotról egy videóm, a lényeg látszódik rajta.
Kottyanás pár százados nagyságrendű. Az érdekes az, hogy 10 home felvételből 7szer kb azonos pozícióba áll be, a maradék 3 pedig +/- 1-1,5mm. 800mm hosszon nem szeretnék 25ös U/m el homolni.
Kottyanás pár százados nagyságrendű. Az érdekes az, hogy 10 home felvételből 7szer kb azonos pozícióba áll be, a maradék 3 pedig +/- 1-1,5mm. 800mm hosszon nem szeretnék 25ös U/m el homolni.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 március 27, 15:39
Írta: dezsoe Dátum 2021 március 27, 15:39
Szerintem a kapcsolók jól vannak.
Akkor fussunk neki mégegyszer. :) Homing speed down. Ez az a sebesség, amivel lejön az érzékelőről, nem az, amivel keresi. Tehát tetszőleges sebességgel (homing speed up) megkeresi az érzékelőt, megáll, majd a homing speed down sebességgel lejön róla. Ekkor fogja felvenni a referencia pozíciót. Ez minél lassabb, annál pontosabb lesz a mérés, főleg így, hogy 45°-ban kijössz a kapcsoló alól. Még akár indokolt lehet 10-ig is lemenni, de majd meglátod.
(Én optikai érzékelőt használok. Homing speed up: 1000 mm/perc, homing speed down 25 mm/perc. Tökéletes.)
Akkor fussunk neki mégegyszer. :) Homing speed down. Ez az a sebesség, amivel lejön az érzékelőről, nem az, amivel keresi. Tehát tetszőleges sebességgel (homing speed up) megkeresi az érzékelőt, megáll, majd a homing speed down sebességgel lejön róla. Ekkor fogja felvenni a referencia pozíciót. Ez minél lassabb, annál pontosabb lesz a mérés, főleg így, hogy 45°-ban kijössz a kapcsoló alól. Még akár indokolt lehet 10-ig is lemenni, de majd meglátod.
(Én optikai érzékelőt használok. Homing speed up: 1000 mm/perc, homing speed down 25 mm/perc. Tökéletes.)
Cím: Re:UCCNC vezérlő program
Írta: őrülT-Tudós Dátum 2021 március 27, 17:06
Írta: őrülT-Tudós Dátum 2021 március 27, 17:06
Köszönöm, ez is kérdés lett volna, hogy melyik pillanatban veszi fel a ref pontot. Így akkor nem is a benyomás hanem a ki kattanás lesz a mérvadó. Következő nekifutásra megpróbálom fordítva bekötni jobb lesz e az eredmény. A lefutást is csökkentettem próba képen de nem ennyire. Akkor sem sokat javult. De majd tesztelem ezt is! Köszönöm a segítséget!
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2021 március 27, 19:34
Írta: TBS-TEAM Dátum 2021 március 27, 19:34
Bármilyen végállás vagy Home kapcsolót nem szerelünk szembe a mozgó tengelyekkel.
A kapcsoló meghibásodásához vezethet.
30° fok körüli lefutással nagyon jó Homolási ismétlési pontosság érhető el.
(https://hobbicncforum.hu/uploaded_images/2021/03/tn_4fnhue9q5h55b28jfcsza_3344.png) (https://hobbicncforum.hu/uploaded_images/2021/03/4fnhue9q5h55b28jfcsza_3344.png)
A kapcsoló meghibásodásához vezethet.
30° fok körüli lefutással nagyon jó Homolási ismétlési pontosság érhető el.
(https://hobbicncforum.hu/uploaded_images/2021/03/tn_4fnhue9q5h55b28jfcsza_3344.png) (https://hobbicncforum.hu/uploaded_images/2021/03/4fnhue9q5h55b28jfcsza_3344.png)
Cím: Re:UCCNC vezérlő program
Írta: nagysam Dátum 2021 március 27, 21:30
Írta: nagysam Dátum 2021 március 27, 21:30
Én a helyesen alkalmazott kapcsolót is fordítva tenném, hogy a szár forgáspontja felől találkozzon a lejtővel. Úgy sosem fordulhat elő, hogy egy kis meglógás esetén szembe jön a fal.
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2021 március 28, 08:10
Írta: TBS-TEAM Dátum 2021 március 28, 08:10
Azt nem akartam írni, hogy görgős nagy ismétlési pontosságú mikrokapcsolót kellene használni Home pozició-hoz.
(https://hobbicncforum.hu/uploaded_images/2021/03/tn_8cds8j04jc35ig0hsa8fc_3344.png) (https://hobbicncforum.hu/uploaded_images/2021/03/8cds8j04jc35ig0hsa8fc_3344.png)
(https://hobbicncforum.hu/uploaded_images/2021/03/tn_8cds8j04jc35ig0hsa8fc_3344.png) (https://hobbicncforum.hu/uploaded_images/2021/03/8cds8j04jc35ig0hsa8fc_3344.png)
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2021 március 28, 09:02
Írta: frob Dátum 2021 március 28, 09:02
én ilyesmi optokaput (https://www.aliexpress.com/item/4000301976485.html) használok
védett helyen van a mechanikában, egy fémlemezke fut bele...
védett helyen van a mechanikában, egy fémlemezke fut bele...
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2021 március 29, 10:10
Írta: istvan58 Dátum 2021 március 29, 10:10
Sziasztok,
Én a gépemen ugy csináltam meg a Home-olást hogy minden tengelyen van 2 mágneses érzékelő, egyik a lineáris poziciót figyeli, másik a tengely szög fordulást, ezeket összekapuztam és a homoláshoz két feltétel kell: 1. megfelelő lineáris pozició, 2. megfelelő golyós orsó szög pozició.
Igy elértem hogy a Home-pozició minden esetben +/- 0.01mm el történik.
Én a gépemen ugy csináltam meg a Home-olást hogy minden tengelyen van 2 mágneses érzékelő, egyik a lineáris poziciót figyeli, másik a tengely szög fordulást, ezeket összekapuztam és a homoláshoz két feltétel kell: 1. megfelelő lineáris pozició, 2. megfelelő golyós orsó szög pozició.
Igy elértem hogy a Home-pozició minden esetben +/- 0.01mm el történik.
Cím: Re:UCCNC vezérlő program
Írta: őrülT-Tudós Dátum 2021 március 29, 13:35
Írta: őrülT-Tudós Dátum 2021 március 29, 13:35
Csökkentettem a homing speed down értékét egészen 10-ig. Sajnos mondhatni semmit nem változott a pontosságot illetően.
Viszont! Homing speed up csökkentésével az drasztikusan csökkent a hiba +/- 0,05. Arra tudok gondolni, hogy benyomott állapotban, valamiért befuthat egy fals impulzus. Magasabb homing speed up érték és alacsony down értéknél azt figyeltem, meg hogy valamikor 1-2 sec még lejön nagyon lassan, valamikor pedig a sec tört része alatt a up sebességre vált. Van itthon optokapum is, de még régebben csináltam hasonló végállás szenzorral bemérőt és hozta a +/-0,01 pontosságot.
istvan58;
Nagyon jó ötlet! Épülőben van egy méretes 4. tengelyem. Hasonló megoldáson töröm a fejem. Esetleg a kivitelezésről tudna feltölteni képet?
Viszont! Homing speed up csökkentésével az drasztikusan csökkent a hiba +/- 0,05. Arra tudok gondolni, hogy benyomott állapotban, valamiért befuthat egy fals impulzus. Magasabb homing speed up érték és alacsony down értéknél azt figyeltem, meg hogy valamikor 1-2 sec még lejön nagyon lassan, valamikor pedig a sec tört része alatt a up sebességre vált. Van itthon optokapum is, de még régebben csináltam hasonló végállás szenzorral bemérőt és hozta a +/-0,01 pontosságot.
istvan58;
Nagyon jó ötlet! Épülőben van egy méretes 4. tengelyem. Hasonló megoldáson töröm a fejem. Esetleg a kivitelezésről tudna feltölteni képet?
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2021 március 29, 14:02
Írta: istvan58 Dátum 2021 március 29, 14:02
Szia,
Majd teszek fel képet, de addig is:
valami ilyen szenzorom van:
https://www.panasonic-electric-works.com/at/induktivsensor-gx-f-h.htm
open colector kimenet, normal close verzió.
A két kimenet egybe drótozva, közös felhúzó ellenálásra dolgoznak. Mindkető meg kell szakadjon hogy a kimenet magas legyen.
Majd teszek fel képet, de addig is:
valami ilyen szenzorom van:
https://www.panasonic-electric-works.com/at/induktivsensor-gx-f-h.htm
open colector kimenet, normal close verzió.
A két kimenet egybe drótozva, közös felhúzó ellenálásra dolgoznak. Mindkető meg kell szakadjon hogy a kimenet magas legyen.
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2021 március 29, 14:21
Írta: Miki2 Dátum 2021 március 29, 14:21
Szervusz István!
Az összekapuzást hogyan, mivel oldottad meg?
Most alakítom át a kis marógépemet. Én az enkóder Z kimenetét gondoltam használni erre a célra.
Persze jobban bele gondolva jobb a pontos jelet közvetlenül az orsóról levenni.
Köszönöm a választ.
Az összekapuzást hogyan, mivel oldottad meg?
Most alakítom át a kis marógépemet. Én az enkóder Z kimenetét gondoltam használni erre a célra.
Persze jobban bele gondolva jobb a pontos jelet közvetlenül az orsóról levenni.
Köszönöm a választ.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2021 március 29, 14:38
Írta: istvan58 Dátum 2021 március 29, 14:38
Szia,
mivel nekem sima léptetős a gépem, nincs enkóder.
Egyszerüen a két érzékelő kimenetét összekötöttem, ugyanis nyilt kollektoros és igy közös kollektor ellenálásra kötöttem őket.
Mindketőnek nyitnia kell hogy a kimenetel magas legyen.
mivel nekem sima léptetős a gépem, nincs enkóder.
Egyszerüen a két érzékelő kimenetét összekötöttem, ugyanis nyilt kollektoros és igy közös kollektor ellenálásra kötöttem őket.
Mindketőnek nyitnia kell hogy a kimenetel magas legyen.
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2021 március 29, 14:52
Írta: Miki2 Dátum 2021 március 29, 14:52
Én a 7408 IC két bemenetére kötött jeleket gondoltam összegezni.
Ennek a kimenete akkor lesz magas, ha mindkét bemenete magas szinten van.
Ennek a kimenete akkor lesz magas, ha mindkét bemenete magas szinten van.
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2021 március 29, 15:25
Írta: TBS-TEAM Dátum 2021 március 29, 15:25
A video alapján nagyon gyorsan jön le a Home kapcsolóról.
A mostani sebesség talán 5-10-e kellene.
A mostani sebesség talán 5-10-e kellene.
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2021 március 29, 15:27
Írta: TBS-TEAM Dátum 2021 március 29, 15:27
Felesleges a két érzékelő mivel az utolsó adja a Home poziciót. Az első mintha ott sem lenne. [#eplus2]
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2021 március 29, 15:59
Írta: istvan58 Dátum 2021 március 29, 15:59
Szia,
nos nem egészen igy van, gondolj bele:
a tengelyen lévő minden körben ad jelet, ha ezt használnám akor minden körben megálna.
A hoszérzékelő meg csak a végén de ez magába nem elég pontos.
Most amikor eléri az x,y vagy Z a végállást még mozog annyit hogy a tengely érzékelő is nyisson. Tehát csak akkor van jel ha mindkét érzékelő egyidőben aktiv.
nos nem egészen igy van, gondolj bele:
a tengelyen lévő minden körben ad jelet, ha ezt használnám akor minden körben megálna.
A hoszérzékelő meg csak a végén de ez magába nem elég pontos.
Most amikor eléri az x,y vagy Z a végállást még mozog annyit hogy a tengely érzékelő is nyisson. Tehát csak akkor van jel ha mindkét érzékelő egyidőben aktiv.
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2021 március 29, 16:01
Írta: Miki2 Dátum 2021 március 29, 16:01
Szerintem az első tényleg csak arra való, hogy a szán elérje a homolás tartományát, és a második adja a tényleges pozíziót.
Ha az enkóder Z kimenete, vagy a golyós orsóra szerelt jeladó a "második" érzékelő, minden fordulatnál adna egy jelet.
Tehát szükség van az "első" érzékelőre, hogy mindig azonos pozícióba érkezzen a hom jel.
Ha az enkóder Z kimenete, vagy a golyós orsóra szerelt jeladó a "második" érzékelő, minden fordulatnál adna egy jelet.
Tehát szükség van az "első" érzékelőre, hogy mindig azonos pozícióba érkezzen a hom jel.
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2021 március 29, 16:03
Írta: Miki2 Dátum 2021 március 29, 16:03
Bocsánat, István gyorsabb volt.
De hasonlóan gondoljuk.
De hasonlóan gondoljuk.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2021 március 29, 16:10
Írta: istvan58 Dátum 2021 március 29, 16:10
igen, ez pontosan igy van.
Nyilván oda kell figyelni a pozicionálásra.
Nyilván oda kell figyelni a pozicionálásra.
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2021 március 29, 16:48
Írta: TBS-TEAM Dátum 2021 március 29, 16:48
Azt írtad a kettővel tudtál +-0,01 pontosságot elérni.
De az egyikkel csak a helyet adod meg.
A második érzékelő pontossága határozza meg, a másik mintha ott sem lenne pontosság szempontjából. [#kacsint]
De az egyikkel csak a helyet adod meg.
A második érzékelő pontossága határozza meg, a másik mintha ott sem lenne pontosság szempontjából. [#kacsint]
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2021 március 29, 17:34
Írta: istvan58 Dátum 2021 március 29, 17:34
ez igy van, de a második minden körben ad jelet, tehát magában nem használható.
De gondolj bele, egy ilyen érzékelő amit használok tudja a kb 0,1mm pontosságot. Nos ha ez egy 30mm átmérőjü körön van és az orsó 5mm emelkedésü ebből kijön a szán elmozdulása. Ami kb 0.005.....0.01mm
1 százados mérő órával nem mérek hibát. Mindég abszolút nullára áll be.
De gondolj bele, egy ilyen érzékelő amit használok tudja a kb 0,1mm pontosságot. Nos ha ez egy 30mm átmérőjü körön van és az orsó 5mm emelkedésü ebből kijön a szán elmozdulása. Ami kb 0.005.....0.01mm
1 százados mérő órával nem mérek hibát. Mindég abszolút nullára áll be.
Cím: Re:UCCNC vezérlő program
Írta: mex Dátum 2021 március 29, 17:46
Írta: mex Dátum 2021 március 29, 17:46
Ha nem használod az orsón lévő jeladót, akkor a jelzett 0.1mm potossággal homol csak a gép?
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2021 március 29, 17:50
Írta: istvan58 Dátum 2021 március 29, 17:50
nos már nem tudom de kipróbálom majd. Könyü kikötni az egyiket (külön csati van).
Tulajdonképen én egyből ilyenre terveztem.
Ma később kipróbálom, csinálok 1...2 videót , én is kiváncsi lettem.
Tulajdonképen én egyből ilyenre terveztem.
Ma később kipróbálom, csinálok 1...2 videót , én is kiváncsi lettem.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2021 március 29, 20:37
Írta: istvan58 Dátum 2021 március 29, 20:37
kivancsiságom kielégitettem,
1 érzékelővel max 0.03mm ert mértem 20 hommingolásnál
2 érzékelővel "0" eltérés 20 hommingolásnál
1 érzékelővel azért lassan elmászhat kicsit még.
ime néhány rövid videó, (bocsi, kicsit homályos mert bal kézbe volt a teló)
1 érzékelővel:
https://www.youtube.com/watch?v=iQG2MlKvHSA
2 érzékelővel:
https://www.youtube.com/watch?v=f0mVlVtuJAA
az orsó pozició érzékelő:
https://www.youtube.com/watch?v=WV3VwuCjgek
és egy kis géptánc [#wave] :
https://www.youtube.com/watch?v=j6t7jyHGtKI&t=13s
1 érzékelővel max 0.03mm ert mértem 20 hommingolásnál
2 érzékelővel "0" eltérés 20 hommingolásnál
1 érzékelővel azért lassan elmászhat kicsit még.
ime néhány rövid videó, (bocsi, kicsit homályos mert bal kézbe volt a teló)
1 érzékelővel:
https://www.youtube.com/watch?v=iQG2MlKvHSA
2 érzékelővel:
https://www.youtube.com/watch?v=f0mVlVtuJAA
az orsó pozició érzékelő:
https://www.youtube.com/watch?v=WV3VwuCjgek
és egy kis géptánc [#wave] :
https://www.youtube.com/watch?v=j6t7jyHGtKI&t=13s
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 március 29, 20:52
Írta: dezsoe Dátum 2021 március 29, 20:52
Na, egyszer nem vagyok gépközelben, erre minden is történik... :)
Ha ennyire nem ismételhető a referencia, akkor ott a kapcsolóval lesz a baj. Nem kizárt, hogy a hosszú és rugalmas kar rontja az eredményeket.
Ha ennyire nem ismételhető a referencia, akkor ott a kapcsolóval lesz a baj. Nem kizárt, hogy a hosszú és rugalmas kar rontja az eredményeket.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2021 március 29, 20:55
Írta: svejk Dátum 2021 március 29, 20:55
"Nyilván oda kell figyelni a pozicionálásra."
Oda ám!
Mert könnyen lehet hogy egy orsóemelkedésnyivel arrébb veszi fel a referenciát. :) No de ezt csak egyszer kell beállítani.
Oda ám!
Mert könnyen lehet hogy egy orsóemelkedésnyivel arrébb veszi fel a referenciát. :) No de ezt csak egyszer kell beállítani.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 március 29, 20:56
Írta: dezsoe Dátum 2021 március 29, 20:56
Lehet, hogy innen a fórumról származik, már nem emlékszem, de nekem ez a kedvencem. Odafelé azonnal érzékeli a limitet, lefelé viszont csak az index jelre oldja:
(https://hobbicncforum.hu/uploaded_images/2021/03/tn_gtpeiqmvs7d0fp48nuznj_3977.png) (https://hobbicncforum.hu/uploaded_images/2021/03/gtpeiqmvs7d0fp48nuznj_3977.png)
(https://hobbicncforum.hu/uploaded_images/2021/03/tn_gtpeiqmvs7d0fp48nuznj_3977.png) (https://hobbicncforum.hu/uploaded_images/2021/03/gtpeiqmvs7d0fp48nuznj_3977.png)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2021 március 29, 21:02
Írta: svejk Dátum 2021 március 29, 21:02
Én is tárolóval szoktam megoldani, igaz szervo indexjellel.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 március 29, 21:09
Írta: dezsoe Dátum 2021 március 29, 21:09
Zombi vagyok a gondolkozáshoz. [#zavart2] Van rajzod kéznél?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2021 március 29, 21:33
Írta: svejk Dátum 2021 március 29, 21:33
Ugyan ez.
Hagyományos Home kapcsoló a Data-ra, az encoder indexjele meg adja a Clock-ot.
Hagyományos Home kapcsoló a Data-ra, az encoder indexjele meg adja a Clock-ot.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2021 március 29, 21:51
Írta: istvan58 Dátum 2021 március 29, 21:51
ez tetszik :)
nekem mivel nincs index jelem, sima léptetős gép csak.
Egyszerü volt párhuzamosan kapcsolni a két szenzort.
És valóban ahogy Svejk mondja "egyszer kell beállitani"
nekem mivel nincs index jelem, sima léptetős gép csak.
Egyszerü volt párhuzamosan kapcsolni a két szenzort.
És valóban ahogy Svejk mondja "egyszer kell beállitani"
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 március 29, 21:56
Írta: dezsoe Dátum 2021 március 29, 21:56
Hogyne lenne index jeled: te magad csináltad, rajta van a videón. :) Csak a polaritása nem jó: a 4013 felfutó élre vár.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2021 március 29, 21:59
Írta: istvan58 Dátum 2021 március 29, 21:59
ez igaz,
de ahogy most van nem kellet külön áramkör.
Csak egybehuzalozni a két kimenetet :)
de ahogy most van nem kellet külön áramkör.
Csak egybehuzalozni a két kimenetet :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 március 29, 22:24
Írta: dezsoe Dátum 2021 március 29, 22:24
Egy apró különbség van: a tiéd akkor fog végállást jelezni, ha mindkét érzékelő aktív. Ez jó referenciához, de izgalmas lehet limithez, pláne teljes sebességnél. A 4013-as azonnal átengedi a limitet, ha ráfutsz, de csak akkor oldja, ha ha már nem aktív a limit és megjön az index is.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2021 március 29, 22:45
Írta: istvan58 Dátum 2021 március 29, 22:45
ja ez elképzelhető...eddig nem zavart
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2021 március 30, 11:11
Írta: istvan58 Dátum 2021 március 30, 11:11
Még mindég jobban zavar az hogy a G-kód elejére ugrik amikor tekerem az UCR 201 kereket [#pardon1]
Cím: Re:UCCNC vezérlő program
Írta: szf Dátum 2021 április 05, 18:24
Írta: szf Dátum 2021 április 05, 18:24
Ez [#t19p138438#] alkalmas Uccnc-re?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 április 05, 18:44
Írta: dezsoe Dátum 2021 április 05, 18:44
Határeset, de inkább nem tudom. Az Atom processzorral az a baj, hogy 2GB felé nem tudsz menni memóriával, a videó pedig elég kis teljesítményű. Ha el is indul rajta, akkor is nagyon lassú lesz, szerintem. Kérd meg az eladót, hogy telepítse fel, ha elindul, akkor látható lesz a sebessége. Nem kell licenc, demó módban is kiderül, hogy jó-e.
Cím: Re:UCCNC vezérlő program
Írta: szf Dátum 2021 április 05, 18:47
Írta: szf Dátum 2021 április 05, 18:47
Nem telepíti fel. Nem ismeri, nincs rá ideje.
Ez van benne: atom (https://ark.intel.com/content/www/us/en/ark/products/59683/intel-atom-processor-d2700-1m-cache-2-13-ghz.html)
Ez van benne: atom (https://ark.intel.com/content/www/us/en/ark/products/59683/intel-atom-processor-d2700-1m-cache-2-13-ghz.html)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 április 05, 19:36
Írta: dezsoe Dátum 2021 április 05, 19:36
Nem kommentálom... Annyi legalább kiderült a leírásból, hogy 4 GB-ig bővíthető a memória, elvileg. Az, hogy az UCCNC elindul-e, a videókártyától függ. Heves guglizás után azt feltételezem, hogy ez az alaplap (https://www.ravirajtech.com/intel-atom-dual-core-d2700.html) van benne. Biztosat nem tudok mondani, de valószínűleg jó lesz.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2021 április 06, 11:44
Írta: istvan58 Dátum 2021 április 06, 11:44
én egy ilyennel használom....nincs vele gond.
Igaz hosszú G kódokal még nem próbáltam.
https://hu.banggood.com/Beelink-Z83-V-Intel-Atom-x5-Z8350-2GB-DDR3-RAM-32GB-ROM-1000M-LAN-5G-WIFI-bluetooth-4_0-Mini-PC-Support-Windows-10-p-1681972.html?gmcCountry=HU¤cy=HUF&cur_warehouse=HK&createTmp=1&ID=47757&utm_source=googleshopping&utm_medium=cpc_bgcs&utm_content=sxxx&utm_campaign=sxxx-ssc-hug-hu-all-0201&ad_id=495703589178&gclid=CjwKCAjwjbCDBhAwEiwAiudBy9Z-om1jyt-9AtZaenK3M4zSielFTFwRrtMAKdqwlrjT8mRwdRkAfRoCbBUQAvD_BwE
Igaz hosszú G kódokal még nem próbáltam.
https://hu.banggood.com/Beelink-Z83-V-Intel-Atom-x5-Z8350-2GB-DDR3-RAM-32GB-ROM-1000M-LAN-5G-WIFI-bluetooth-4_0-Mini-PC-Support-Windows-10-p-1681972.html?gmcCountry=HU¤cy=HUF&cur_warehouse=HK&createTmp=1&ID=47757&utm_source=googleshopping&utm_medium=cpc_bgcs&utm_content=sxxx&utm_campaign=sxxx-ssc-hug-hu-all-0201&ad_id=495703589178&gclid=CjwKCAjwjbCDBhAwEiwAiudBy9Z-om1jyt-9AtZaenK3M4zSielFTFwRrtMAKdqwlrjT8mRwdRkAfRoCbBUQAvD_BwE
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2021 április 06, 18:56
Írta: frob Dátum 2021 április 06, 18:56
akkor minden bizonnyal nem fut rajta, azért nem teszi fel...
volt nekem is hasonló, én kipróbáltam, az lett a vége, hogy odaadtam egy ismerősnek aki böngészésre használja mert az uccnc nem futott rajta
egyébként is karcsú vas. tény és való hogy olcsó is, de ennyit is ér...
volt nekem is hasonló, én kipróbáltam, az lett a vége, hogy odaadtam egy ismerősnek aki böngészésre használja mert az uccnc nem futott rajta
egyébként is karcsú vas. tény és való hogy olcsó is, de ennyit is ér...
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2021 április 06, 19:02
Írta: frob Dátum 2021 április 06, 19:02
közben megkerestem anno az enyémet
[#t19p129398#]
ezen nem futott
[#t19p129398#]
ezen nem futott
Cím: Re:UCCNC vezérlő program
Írta: szf Dátum 2021 április 06, 20:51
Írta: szf Dátum 2021 április 06, 20:51
Megoldódott minden. Ezt nem vettem meg. Közben az egyik fórumtársunk látván kínlódásomat hozott egy gépet baráti nexusból amit ez úton is köszönöm neki. [#eljen]
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2021 április 09, 20:13
Írta: frob Dátum 2021 április 09, 20:13
Még nem használtam tehát kérdezek...
Forgató, van e valami ami érdekes lehet a beállításánál, valószínű léptetőmotoros lesz
Ami még kérdés mert ezt sem tudom a fusion post ami letölthető kezeli a forgatót?
Köszi!
Forgató, van e valami ami érdekes lehet a beállításánál, valószínű léptetőmotoros lesz
Ami még kérdés mert ezt sem tudom a fusion post ami letölthető kezeli a forgatót?
Köszi!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 április 09, 22:42
Írta: dezsoe Dátum 2021 április 09, 22:42
Ha forgatónak állítod be, akkor forgat. :) A Fusion-ról viszont nem tudok semmit mondani, már rég leírtam magamban, mint megbízhatatlant.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2021 április 10, 07:08
Írta: frob Dátum 2021 április 10, 07:08
kösz
Azt esetleg tudod, hogy a fusion post-ot ti, már int az uccnc-s brigád frissíti, vagy valami külsős?
Ha ti akkor legalább az aki csinálja tud róla nyilatkozni mi érhető el vele?
Azt esetleg tudod, hogy a fusion post-ot ti, már int az uccnc-s brigád frissíti, vagy valami külsős?
Ha ti akkor legalább az aki csinálja tud róla nyilatkozni mi érhető el vele?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 április 10, 08:46
Írta: dezsoe Dátum 2021 április 10, 08:46
A gyártó frissíti, de érdemes kicsit utánanézni (gugli), mert lelkes felhasználók is szokták módosítani, javítgatni. (Aztán sokszor ezek a javított változatok kerülnek be a gyári csomagba.)
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2021 április 10, 09:00
Írta: gaben Dátum 2021 április 10, 09:00
Ez csak egy sima forgató? Mert akkor csak be kell pipálni a 4. tengelyhez tartozó rotary axis fület és működnie kell az UCCNC postprocival.
Amihez persze úgy tudom semmi közük nincs az UCCNC-s csapatnak, de én is ezt használom és nincs vele gondom.
A forgatóm még nincs készen sajnos, régóta húzódik, de most már neki kell állnom és össze kell raknom, mert én is kíváncsi vagyok rá.
A szimuláció szerint amúgy működik vagy még nem tesztelted?
Amihez persze úgy tudom semmi közük nincs az UCCNC-s csapatnak, de én is ezt használom és nincs vele gondom.
A forgatóm még nincs készen sajnos, régóta húzódik, de most már neki kell állnom és össze kell raknom, mert én is kíváncsi vagyok rá.
A szimuláció szerint amúgy működik vagy még nem tesztelted?
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2021 április 12, 09:20
Írta: frob Dátum 2021 április 12, 09:20
még nem teszteltem
pont úgy vagyok vele ahogy te, vagy legalább is majdnem, nekem még csak gondolatban van :D
de kellene
egyébként ezt a postprocit használom, egyéb dolgokra eddig tökéletes volt, csak egy lépcsőfokot megint meg kell mászni
pont úgy vagyok vele ahogy te, vagy legalább is majdnem, nekem még csak gondolatban van :D
de kellene
egyébként ezt a postprocit használom, egyéb dolgokra eddig tökéletes volt, csak egy lépcsőfokot megint meg kell mászni
Cím: Re:UCCNC vezérlő program
Írta: fvmbs7r7e Dátum 2021 április 12, 11:32
Írta: fvmbs7r7e Dátum 2021 április 12, 11:32
Sziasztok !
Tudna segíteni valaki 3 tngelyes cnc gépnél ha az uccnc hasznalom az íveknél lelasítja a folyamatot és nem túl szép az ív amit vág a mach3 az marad a sebeseégél és egyenletes szép felületet vág, hol tudom kikapcsolni az uccnc ben ezt a lassítást?
Köszi előlre is a segítséget..
Tudna segíteni valaki 3 tngelyes cnc gépnél ha az uccnc hasznalom az íveknél lelasítja a folyamatot és nem túl szép az ív amit vág a mach3 az marad a sebeseégél és egyenletes szép felületet vág, hol tudom kikapcsolni az uccnc ben ezt a lassítást?
Köszi előlre is a segítséget..
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 április 12, 11:51
Írta: dezsoe Dátum 2021 április 12, 11:51
Szia!
A tengelyek gyorsulása és a General settings-ben levő beállítások határozzák meg a mozgást. A kézikönyv 3.6 fejezete részletesen leírja, hogy melyik beállítás mit csinál. (A Mach3 marad a sebességnél, de nem pontos a pálya. A pontos pályának a szükséges helyen lassítás az ára.)
A tengelyek gyorsulása és a General settings-ben levő beállítások határozzák meg a mozgást. A kézikönyv 3.6 fejezete részletesen leírja, hogy melyik beállítás mit csinál. (A Mach3 marad a sebességnél, de nem pontos a pálya. A pontos pályának a szükséges helyen lassítás az ára.)
Cím: Re:UCCNC vezérlő program
Írta: fvmbs7r7e Dátum 2021 április 14, 21:36
Írta: fvmbs7r7e Dátum 2021 április 14, 21:36
Köszi a segítséget ,de valahogy nem az igazi a sok gyorsulástól az ív, ha egyenletesen halad mint a mach 3 szebb a felület, de szívesebben használnam az uccncnt....
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2021 április 15, 13:20
Írta: svejk Dátum 2021 április 15, 13:20
A kódban a G61-G64 hogy áll?
Cím: Re:UCCNC vezérlő program
Írta: fvmbs7r7e Dátum 2021 április 15, 15:23
Írta: fvmbs7r7e Dátum 2021 április 15, 15:23
Vertic aspireben írom általaban ha ez számit mach2/3 mentésben
Cím: Re:UCCNC vezérlő program
Írta: szf Dátum 2021 április 29, 14:05
Írta: szf Dátum 2021 április 29, 14:05
Tengelyenkénti alapbeállításba szeretném a sebességet feljebb vinni, de nem engedi, hogy átírjam.
Mi lehet a probléma?
Mi lehet a probléma?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 április 29, 14:12
Írta: dezsoe Dátum 2021 április 29, 14:12
Számold ki, hogy belefér-e a kernelfrekvenciába. Akkor szokta visszavenni, ha több lépés jönne ki másodpercenként, mint amennyi a kernel beállítása. (Onnan is látszik, hogy nem valami kerek számot ír be, hanem azt, ami maximum belefér.)
Cím: Re:UCCNC vezérlő program
Írta: szf Dátum 2021 április 29, 14:18
Írta: szf Dátum 2021 április 29, 14:18
100kHz van a kernel. Steps per unit 200
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 április 29, 14:31
Írta: dezsoe Dátum 2021 április 29, 14:31
Na, az bőven belefér. Beírod az új értéket és nyomsz rá entert is? Mikor ugrik vissza? Beíráskor vagy Apply/Save-re?
Cím: Re:UCCNC vezérlő program
Írta: szf Dátum 2021 április 29, 15:38
Írta: szf Dátum 2021 április 29, 15:38
Hiányzott az enter.[#falbav]
Köszi!
Köszi!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 április 29, 16:30
Írta: dezsoe Dátum 2021 április 29, 16:30
[#eljen] :)
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2021 május 05, 21:44
Írta: frob Dátum 2021 május 05, 21:44
Sziasztok
hogy lehet összehozni -+ 0-10V os szervót uccnc-vel?
egyenlőre tapogatózom...
mert még nincs nálam a masina, de a cél az lenne hogy menjen uccnc-vel
hogy lehet összehozni -+ 0-10V os szervót uccnc-vel?
egyenlőre tapogatózom...
mert még nincs nálam a masina, de a cél az lenne hogy menjen uccnc-vel
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 május 05, 22:08
Írta: dezsoe Dátum 2021 május 05, 22:08
Szia!
Elvileg sehogy, mert az UCCNC step/dir-es vezérlő, nem erre való, hacsak nincs valami elektronikád, ami átalakítja, lásd: gugli (https://www.google.hu/search?q=step-dir+to+analog+%2B-+10v). A második találat rögtön erről a fórumról van.
Elvileg sehogy, mert az UCCNC step/dir-es vezérlő, nem erre való, hacsak nincs valami elektronikád, ami átalakítja, lásd: gugli (https://www.google.hu/search?q=step-dir+to+analog+%2B-+10v). A második találat rögtön erről a fórumról van.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2021 május 06, 07:05
Írta: frob Dátum 2021 május 06, 07:05
Köszi
még majd nézegetem, vagy is nézegetném, de sajna nem elérhető a tár, a fórum hibabejelentőbe meg írni nem lehet :D
gondolom majd szól a gazdinak valaki közelebb hozzá álló, hogy van egy kis bibi
addig is kotrok, milyen egyéb lehetőségek vannak
elvileg enkódert azt tud fogadni ügye?
vagy azt is úgy kellene hogy a szervó intéz mindent?
egyenlőre még elégképlékeny a dolog, de tuti át kell alakítani...
csak még a motorokat sem tudom mekkorák rajta...
még majd nézegetem, vagy is nézegetném, de sajna nem elérhető a tár, a fórum hibabejelentőbe meg írni nem lehet :D
gondolom majd szól a gazdinak valaki közelebb hozzá álló, hogy van egy kis bibi
addig is kotrok, milyen egyéb lehetőségek vannak
elvileg enkódert azt tud fogadni ügye?
vagy azt is úgy kellene hogy a szervó intéz mindent?
egyenlőre még elégképlékeny a dolog, de tuti át kell alakítani...
csak még a motorokat sem tudom mekkorák rajta...
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2021 május 06, 07:10
Írta: svejk Dátum 2021 május 06, 07:10
Pedig elérhető...
De itt egy direkt link (https://cnctar.hobbycnc.hu/horcsab/SDA/stepdir.pdf)
De itt egy direkt link (https://cnctar.hobbycnc.hu/horcsab/SDA/stepdir.pdf)
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2021 május 06, 07:13
Írta: frob Dátum 2021 május 06, 07:13
akkor nálam van a probléma, egyik link sem megy, sem az oldal tetején lévő sem amit beraktatok...
Svejk neked van tapasztalatod ilyen átalakítással ami rendesen működött is?
R.
Svejk neked van tapasztalatod ilyen átalakítással ami rendesen működött is?
R.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2021 május 06, 07:16
Írta: frob Dátum 2021 május 06, 07:16
na érdekes, telóról elérhető, de a pcről nem :(
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2021 május 06, 08:12
Írta: TBS-TEAM Dátum 2021 május 06, 08:12
CSMIO/IP6 vezérlő (https://en.cs-lab.eu/product/csmioip-a-ethernet-motion-controller-10v-6-axis-with-connectors/)
Elméletileg a Klavio Kft. forgalmazza.
Mach3-4 plugin van hozzá az bitos. [#vigyor0]
Elméletileg a Klavio Kft. forgalmazza.
Mach3-4 plugin van hozzá az bitos. [#vigyor0]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 május 06, 08:28
Írta: dezsoe Dátum 2021 május 06, 08:28
Komolyan ebben a topikban reklámozod?! Gratulálok.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2021 május 06, 08:28
Írta: frob Dátum 2021 május 06, 08:28
megvan a hiba, ami nálam volt :(
köszi a linkeket!
köszi a linkeket!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 május 06, 08:32
Írta: dezsoe Dátum 2021 május 06, 08:32
Bármerről közelítjük is meg a kérdést, nem lesz zárt hurkú az UCCNC. Tehát, bár tudsz rá enkódert kötni, ettől még nem fogja a motor vezérlésére használni. Összefoglalva: az UCCNC kiadja a step és dir jeleket, de nem tud róla, hogy ténylegesen megtörténik-e a mozgás.
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2021 május 06, 12:11
Írta: TBS-TEAM Dátum 2021 május 06, 12:11
Nem szántam reklámnak csak egy megoldás. [#conf]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 május 06, 13:24
Írta: dezsoe Dátum 2021 május 06, 13:24
Bocsi, az első kávém előtt még alukált a humorérzékem... [#integet2]
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2021 május 14, 14:37
Írta: istvan58 Dátum 2021 május 14, 14:37
Hali,
most már igazán várom az uj verziót, a jelzett hibák javításával [#wave]
most már igazán várom az uj verziót, a jelzett hibák javításával [#wave]
Cím: Re:UCCNC vezérlő program
Írta: koferi Dátum 2021 május 18, 17:43
Írta: koferi Dátum 2021 május 18, 17:43
Ha szeretnék beszerezni egy UC300ETH-5LPT mozgásvezérlőt Budapesten mi lenne a leggyorsabb megoldás szerintetek?
Cím: Re:UCCNC vezérlő program
Írta: kaqkk007 Dátum 2021 május 18, 17:49
Írta: kaqkk007 Dátum 2021 május 18, 17:49
https://shop.cncdrive.hu/termekek/mozgasvezerlo-kartyak
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 május 18, 18:06
Írta: dezsoe Dátum 2021 május 18, 18:06
Ha azért Budapest, mert személyesen vennéd át, akkor elsőre a Variometrum jutott eszembe. Ettől még lehet, hogy más is árul.
Cím: Re:UCCNC vezérlő program
Írta: koferi Dátum 2021 május 18, 18:41
Írta: koferi Dátum 2021 május 18, 18:41
Még a héten szükségem volna rá és félek, hogy csomagként nem érkezik meg.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 május 18, 18:54
Írta: dezsoe Dátum 2021 május 18, 18:54
Meg kell érkezzen. GLS szállítja: ha délelőtt megrendeled és aznap fel is adják, akkor reggel nálad van. Van raktáron, mert rendelhető (https://shop.cncdrive.hu/termek/cncdrive-1-uc100-mozgasvezerlo222).
Cím: Re:UCCNC vezérlő program
Írta: nyiszi Dátum 2021 május 25, 20:36
Írta: nyiszi Dátum 2021 május 25, 20:36
Van valakinek tapasztalata, hogy lehet e IP kamerát használni a webcan pluginnal?
Cím: Re:UCCNC vezérlő program
Írta: dtb Dátum 2021 május 26, 07:14
Írta: dtb Dátum 2021 május 26, 07:14
Talán ezt meg lehetne próbálni: IP Camera To Virtual USB Port Solution (https://www.youtube.com/watch?v=5OjWkgcLacQ)
Cím: Re:UCCNC vezérlő program
Írta: nyiszi Dátum 2021 május 27, 14:34
Írta: nyiszi Dátum 2021 május 27, 14:34
Köszönöm, remélem jó lesz.
Cím: Re:UCCNC vezérlő program
Írta: őrülT-Tudós Dátum 2021 május 29, 14:00
Írta: őrülT-Tudós Dátum 2021 május 29, 14:00
Üdv, egy kis segítséget szeretnék kérni programozással kapcsolatban. Axbb-e + Uccnc az alany. Hobbi gépemhez beszereztem egy forgó asztalt (4.tengely) Szeretném kör interpolációval egy időben forgatni az asztalt. De a G02/G03 mellett nem fogad el A/B/C paramétert. Meg lehet ezt oldani valahogy? Köszönöm előre is!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 május 30, 20:56
Írta: dezsoe Dátum 2021 május 30, 20:56
A G2/G3-at ki kell fejteni G1-ekre és akkor hozzá lehet tenni a többi tengely mozgatását is. A g-kódot írod vagy generálja valamilyen program?
Cím: Re:UCCNC vezérlő program
Írta: őrülT-Tudós Dátum 2021 május 30, 22:21
Írta: őrülT-Tudós Dátum 2021 május 30, 22:21
Fusiont használok, de csak personal licencel. Sajnos ezzel a licencel már nem elérhető rotary megmunkálás, így kézzel szerettem volna próbálkozni.
Elméleti síkon más vezérlőn le lehet futtatni ez kódot?
G1 G18 Z0 X0 Y0 A0
G3 X-65 Z-65 R65 A270
Ha berakok egy Y paramétert például, azt lekezeli egyenes vonalú mozgásként.
Elméleti síkon más vezérlőn le lehet futtatni ez kódot?
G1 G18 Z0 X0 Y0 A0
G3 X-65 Z-65 R65 A270
Ha berakok egy Y paramétert például, azt lekezeli egyenes vonalú mozgásként.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 május 30, 23:55
Írta: dezsoe Dátum 2021 május 30, 23:55
Más vezérlőket nem ismerek, de tény, hogy a szabvány szerint az összes tengelyt kéne kezelnie. A kiválasztott sík meghatározza, hogy melyik két tengely írja le az ívet, míg az összes többinek ugyanúgy kéne működni.
Cím: Re:UCCNC vezérlő program
Írta: fvmbs7r7e Dátum 2021 június 02, 13:56
Írta: fvmbs7r7e Dátum 2021 június 02, 13:56
Sziasztok!
Sajna berosszt a szamítógép ami van a cnc-ben próblom életre kelteni egy laptopról amin win 7 van illetve probáltam a win 10-el is,de nem megy..Nem ismeri fel UC300-5441 300eth van a gépben nem akar sehogy a halozat működni...
Köszi
Sajna berosszt a szamítógép ami van a cnc-ben próblom életre kelteni egy laptopról amin win 7 van illetve probáltam a win 10-el is,de nem megy..Nem ismeri fel UC300-5441 300eth van a gépben nem akar sehogy a halozat működni...
Köszi
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 június 02, 14:11
Írta: dezsoe Dátum 2021 június 02, 14:11
Közvetlenül van összekötve? Link van? UCxxx_utility látja?
Cím: Re:UCCNC vezérlő program
Írta: fvmbs7r7e Dátum 2021 június 02, 14:16
Írta: fvmbs7r7e Dátum 2021 június 02, 14:16
Közvetlenül
UCxxx_utilit nem tudtam letölteni.
UCxxx_utilit nem tudtam letölteni.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 június 02, 14:50
Írta: dezsoe Dátum 2021 június 02, 14:50
Oké. Nem kell letölteni, benne van az UCCNC\Util mappában. Scan gombot meg kell nyomni, mert csak az USB-s eszközöket keresi magától.
Cím: Re:UCCNC vezérlő program
Írta: fvmbs7r7e Dátum 2021 június 02, 17:19
Írta: fvmbs7r7e Dátum 2021 június 02, 17:19
Ezt a hibaát kaptam win 10 alatt...
Win hétnél nincs semmi kapcsolat.
(https://hobbicncforum.hu/uploaded_images/2021/06/tn_0w96ca2wqw9yq3kjyv5jk_5202.png) (https://hobbicncforum.hu/uploaded_images/2021/06/0w96ca2wqw9yq3kjyv5jk_5202.png)
Win hétnél nincs semmi kapcsolat.
(https://hobbicncforum.hu/uploaded_images/2021/06/tn_0w96ca2wqw9yq3kjyv5jk_5202.png) (https://hobbicncforum.hu/uploaded_images/2021/06/0w96ca2wqw9yq3kjyv5jk_5202.png)
Cím: Re:UCCNC vezérlő program
Írta: fvmbs7r7e Dátum 2021 június 02, 17:23
Írta: fvmbs7r7e Dátum 2021 június 02, 17:23
Itt kell baállítani?[#conf]
(https://hobbicncforum.hu/uploaded_images/2021/06/tn_7nm46w540q6pe42bwi4_5202.png) (https://hobbicncforum.hu/uploaded_images/2021/06/7nm46w540q6pe42bwi4_5202.png)
(https://hobbicncforum.hu/uploaded_images/2021/06/tn_7nm46w540q6pe42bwi4_5202.png) (https://hobbicncforum.hu/uploaded_images/2021/06/7nm46w540q6pe42bwi4_5202.png)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 június 02, 17:45
Írta: dezsoe Dátum 2021 június 02, 17:45
Van egy wifid, amivel eléred a netet és van egy hálókártyád, ami megy az UC300-hoz? Ha igen, akkor a hálókártyádat be kell állítani pl. IP 10.10.10.10 / maszk 255.255.255.0 címre és menni fog.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 június 02, 17:46
Írta: dezsoe Dátum 2021 június 02, 17:46
Csak arra figyelj, hogy melyik kártyát állítod: a wifit hagyd békén, a vezetékest állítsd.
Cím: Re:UCCNC vezérlő program
Írta: fvmbs7r7e Dátum 2021 június 02, 17:57
Írta: fvmbs7r7e Dátum 2021 június 02, 17:57
Én csak ezeket abeállításokat talaltam amit a képen küldtem de oda még kell pár dolog nem elég az ip meg a maszk
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 június 02, 18:46
Írta: dezsoe Dátum 2021 június 02, 18:46
Igen, ebben a fos gépházban csak kretén beállítások vannak. Hálózat / Ethernet oldalon jobbra (vagy lent) adapterbeállítások módosítása, kiválasztod a kártyát (talán helyi hálózat), tulajdonságok, IPv4, tulajdonságok.
(https://hobbicncforum.hu/uploaded_images/2021/06/tn_p4dxyimmpkzsa5szcjpy7_3977.png) (https://hobbicncforum.hu/uploaded_images/2021/06/p4dxyimmpkzsa5szcjpy7_3977.png)
(https://hobbicncforum.hu/uploaded_images/2021/06/tn_p4dxyimmpkzsa5szcjpy7_3977.png) (https://hobbicncforum.hu/uploaded_images/2021/06/p4dxyimmpkzsa5szcjpy7_3977.png)
Cím: Re:UCCNC vezérlő program
Írta: fvmbs7r7e Dátum 2021 június 03, 10:39
Írta: fvmbs7r7e Dátum 2021 június 03, 10:39
Köszönöm!
Nagy nehezzen jó lett a win 10 most már csak azt kellen kitalalni hogy mi legyen az új gépen win 7 vagy 10..
az xp az már nem az igazi mai világban...
Nagy nehezzen jó lett a win 10 most már csak azt kellen kitalalni hogy mi legyen az új gépen win 7 vagy 10..
az xp az már nem az igazi mai világban...
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 június 03, 11:17
Írta: dezsoe Dátum 2021 június 03, 11:17
Egyszerű: ha lát netet, akkor Win10, mert a 7 is lejárt már, ha nem, akkor lehet 7 is.
Cím: Re:UCCNC vezérlő program
Írta: fvmbs7r7e Dátum 2021 június 03, 13:44
Írta: fvmbs7r7e Dátum 2021 június 03, 13:44
Na raktam rá 10-et erre ezt nyomja nekem !![#wilting]
(https://hobbicncforum.hu/uploaded_images/2021/06/tn_q2ztuntegewg6ttt4bk7b_5202.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/q2ztuntegewg6ttt4bk7b_5202.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/tn_g7vab42xwsqvjxcy38fe0_5202.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/g7vab42xwsqvjxcy38fe0_5202.jpg)
(https://hobbicncforum.hu/uploaded_images/2021/06/tn_q2ztuntegewg6ttt4bk7b_5202.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/q2ztuntegewg6ttt4bk7b_5202.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/tn_g7vab42xwsqvjxcy38fe0_5202.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/g7vab42xwsqvjxcy38fe0_5202.jpg)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 június 03, 14:53
Írta: dezsoe Dátum 2021 június 03, 14:53
Telepíts rendes videókártya illesztőprogramot, mert anélkül nem fog menni. (Rendes alatt értem, hogy a gyártótól letöltött, hozzávaló cuccot, nem azt, amit a Windows telepít.)
Cím: Re:UCCNC vezérlő program
Írta: fvmbs7r7e Dátum 2021 június 03, 16:34
Írta: fvmbs7r7e Dátum 2021 június 03, 16:34
Videókártya az integralt intel 82945g express,ez egy kis gyagyi gép, az baj hogy ez fér csak el a cnc gép hazaba nincs is bővítőhely az alaplapon a videókártyának.De ilyen baja nem volt az xp alatt,,,
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 június 03, 16:37
Írta: dezsoe Dátum 2021 június 03, 16:37
Attól még, hogy integrált, szokott hozzá illesztőprogram létezni. Nézd meg az alaplap gyártó honlapján. A Windows driver csak arra jó általában, hogy a Windows megjelenjen és elinduljon. Az UCCNC használja a videókártya teljesítményét, de ahhoz el is kell tudnia érni.
Cím: Re:UCCNC vezérlő program
Írta: fvmbs7r7e Dátum 2021 június 03, 17:10
Írta: fvmbs7r7e Dátum 2021 június 03, 17:10
Köszönöm a segítseget egy win 7 re való driver segített neki
edddig jó már csak a beégett motorvezérlőt kell cserélni..
edddig jó már csak a beégett motorvezérlőt kell cserélni..
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 június 03, 17:14
Írta: dezsoe Dátum 2021 június 03, 17:14
[#eljen]
Cím: Re:UCCNC vezérlő program
Írta: gcu93g9if Dátum 2021 június 09, 09:28
Írta: gcu93g9if Dátum 2021 június 09, 09:28
üdv
Most cserélem épp le a kínai STB4100 kínai mozgásvezérlőt uc300-ra. Már csak a főorsó behangolásával bajlódok. USB RS485 adapterrel kötöttem be a frekiváltót, kínai 2.2kw.
A probléma, hogy a főorsó pont fordítva forog. M3 és M4 is pont ellenkezőleg forog. Tud valaki ebben segíteni?
Most cserélem épp le a kínai STB4100 kínai mozgásvezérlőt uc300-ra. Már csak a főorsó behangolásával bajlódok. USB RS485 adapterrel kötöttem be a frekiváltót, kínai 2.2kw.
A probléma, hogy a főorsó pont fordítva forog. M3 és M4 is pont ellenkezőleg forog. Tud valaki ebben segíteni?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 június 09, 09:53
Írta: dezsoe Dátum 2021 június 09, 09:53
Nem mélyedtél el nagyon a részletekben... :)
Hogy van összekötve az UC300 a frekiváltóval? A vezérlésből mennyi folyik a soros porton? Mivel hajtod a soros portot (makró vagy plugin, ha plugin, akkor melyik plugin, hogyan beállítva)? Satöbbi.
Hogy van összekötve az UC300 a frekiváltóval? A vezérlésből mennyi folyik a soros porton? Mivel hajtod a soros portot (makró vagy plugin, ha plugin, akkor melyik plugin, hogyan beállítva)? Satöbbi.
Cím: Re:UCCNC vezérlő program
Írta: gcu93g9if Dátum 2021 június 09, 10:14
Írta: gcu93g9if Dátum 2021 június 09, 10:14
Próbálkoztam, de eddig sikertelenül :D
Az UC300 sehogy sincs összekötve a frekviáltóval. Egy ilyen USB kütyüvel van összekötve a frekviáltó a számítógéppel. RS- és RS+ helyre a frekiváltón.
(https://www.elektrobot.hu/termek.php?filename=USB_RS485_converter.html&i=1524)
Hyplugin 14-et használok.
Bocsi kezdő vagyok még a témában :(
(https://hobbicncforum.hu/uploaded_images/2021/06/tn_g2cii3ksaugyd6aq278sx_7443.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/g2cii3ksaugyd6aq278sx_7443.jpg)
Az UC300 sehogy sincs összekötve a frekviáltóval. Egy ilyen USB kütyüvel van összekötve a frekviáltó a számítógéppel. RS- és RS+ helyre a frekiváltón.
(https://www.elektrobot.hu/termek.php?filename=USB_RS485_converter.html&i=1524)
Hyplugin 14-et használok.
Bocsi kezdő vagyok még a témában :(
(https://hobbicncforum.hu/uploaded_images/2021/06/tn_g2cii3ksaugyd6aq278sx_7443.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/g2cii3ksaugyd6aq278sx_7443.jpg)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 június 09, 11:02
Írta: dezsoe Dátum 2021 június 09, 11:02
A HyPlugin-hoz nem értek, de ha minden jó, csak a másik irányba forog, akkor a cserélj fel két vezetéket a motorhoz menőkből, ezzel megfordítod a forgásirányt.
Cím: Re:UCCNC vezérlő program
Írta: gcu93g9if Dátum 2021 június 09, 11:11
Írta: gcu93g9if Dátum 2021 június 09, 11:11
köszi, jólett [#vigyor] tudtam én, hogy ide kell írni [#nyes]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 június 09, 11:20
Írta: dezsoe Dátum 2021 június 09, 11:20
[#eljen]
Cím: Re:UCCNC vezérlő program
Írta: gcu93g9if Dátum 2021 június 09, 12:25
Írta: gcu93g9if Dátum 2021 június 09, 12:25
Egy kérdés azért még lenne.
A z tengelyem bekötés után fordítva mozgott, én a az axis beálításoknál a "Dir"-nél kiválasztottam az Active low-ot, így jó irányba mozgott. Viszont most a szerszám magasság szondázásánál ha elindítom az érintő próbát akkor fordítva mozog. Lehetséges hogy itt is valami fordítva van bekötve a motornál?
HBS57 hybrid servo driver van a Z tengelynél. Nem én kötöttem be a motor részét, az már megvolt.
(https://hobbicncforum.hu/uploaded_images/2021/06/tn_qedp64fzp4bkjskivzezi_7443.png) (https://hobbicncforum.hu/uploaded_images/2021/06/qedp64fzp4bkjskivzezi_7443.png)
A z tengelyem bekötés után fordítva mozgott, én a az axis beálításoknál a "Dir"-nél kiválasztottam az Active low-ot, így jó irányba mozgott. Viszont most a szerszám magasság szondázásánál ha elindítom az érintő próbát akkor fordítva mozog. Lehetséges hogy itt is valami fordítva van bekötve a motornál?
HBS57 hybrid servo driver van a Z tengelynél. Nem én kötöttem be a motor részét, az már megvolt.
(https://hobbicncforum.hu/uploaded_images/2021/06/tn_qedp64fzp4bkjskivzezi_7443.png) (https://hobbicncforum.hu/uploaded_images/2021/06/qedp64fzp4bkjskivzezi_7443.png)
Cím: Re:UCCNC vezérlő program
Írta: gcu93g9if Dátum 2021 június 09, 12:28
Írta: gcu93g9if Dátum 2021 június 09, 12:28
ilyen, elöző rossz kép
(https://hobbicncforum.hu/uploaded_images/2021/06/tn_sjzkiejq6kamjjpaxm5x4_7443.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/sjzkiejq6kamjjpaxm5x4_7443.jpg)
(https://hobbicncforum.hu/uploaded_images/2021/06/tn_sjzkiejq6kamjjpaxm5x4_7443.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/sjzkiejq6kamjjpaxm5x4_7443.jpg)
Cím: Re:UCCNC vezérlő program
Írta: gcu93g9if Dátum 2021 június 09, 12:40
Írta: gcu93g9if Dátum 2021 június 09, 12:40
meglett a probléma. "P" értékét kellet átírni minuszra a probe beállításoknál.
Cím: Re:UCCNC vezérlő program
Írta: dtb Dátum 2021 június 09, 13:03
Írta: dtb Dátum 2021 június 09, 13:03
...de egyébként ott a felirat a vezérlő dobozán: SW2 MOTORDIR
Cím: Re:UCCNC vezérlő program
Írta: fvmbs7r7e Dátum 2021 június 10, 16:10
Írta: fvmbs7r7e Dátum 2021 június 10, 16:10
Üdvözlet!
Uccnc-ben nem hajlandó a spindel 15000 forulat alatt elindulni valakinek volt hasonló problémája ?Mach 3 ban megy szépen kis fordulaton is...
Uccnc-ben nem hajlandó a spindel 15000 forulat alatt elindulni valakinek volt hasonló problémája ?Mach 3 ban megy szépen kis fordulaton is...
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 június 10, 16:26
Írta: dezsoe Dátum 2021 június 10, 16:26
Úgy indul el, ahogy beállítod, akár 1/perccel is. Neked is ugyanazt tudom írni: nulla információ alapján nem sokat lehet tanácsolni. :) Verziószám, milyen főorsó, hogy van összekötve, melyik képernyőn mit állítottál be, analóg vagy PWM, esetleg plugin stb.
Cím: Re:UCCNC vezérlő program
Írta: fvmbs7r7e Dátum 2021 június 10, 20:31
Írta: fvmbs7r7e Dátum 2021 június 10, 20:31
Ezek alapján valamikiderül?
(https://hobbicncforum.hu/uploaded_images/2021/06/tn_0yua37wfvsz5ktiqaaubg_5202.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/0yua37wfvsz5ktiqaaubg_5202.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/tn_tknxmkbkvy88btq5373vs_5202.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/tknxmkbkvy88btq5373vs_5202.jpg)
(https://hobbicncforum.hu/uploaded_images/2021/06/tn_0yua37wfvsz5ktiqaaubg_5202.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/0yua37wfvsz5ktiqaaubg_5202.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/tn_tknxmkbkvy88btq5373vs_5202.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/tknxmkbkvy88btq5373vs_5202.jpg)
Cím: Re:UCCNC vezérlő program
Írta: fvmbs7r7e Dátum 2021 június 10, 20:42
Írta: fvmbs7r7e Dátum 2021 június 10, 20:42
Klasszikus 2,2 kw os vízhűtéses siemens frekiváltóval
(https://hobbicncforum.hu/uploaded_images/2021/06/tn_mn53qx3xi83fq2cikj_5202.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/mn53qx3xi83fq2cikj_5202.jpg)
(https://hobbicncforum.hu/uploaded_images/2021/06/tn_mn53qx3xi83fq2cikj_5202.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/mn53qx3xi83fq2cikj_5202.jpg)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 június 10, 21:12
Írta: dezsoe Dátum 2021 június 10, 21:12
Határeset. :) Még kéne az I/O setup oldal is, meg a frekiváltó típusa. Igazából a hibajelenséget is leírhatnád bővebben, mert nem egyértelmű. 15000 a legkisebb fordulat, amin megy? 15000 a legkisebb fordulat, amin elindul, de utána lejjebb tud menni? [#nemtudom]
Cím: Re:UCCNC vezérlő program
Írta: gcu93g9if Dátum 2021 június 10, 21:21
Írta: gcu93g9if Dátum 2021 június 10, 21:21
Olyan kérdésem lenne, hogy:
Ha rámegyek, hogy "Home ALL" rendben lezajlik a folyamat, X Y Z tengelynél zöldre is vált a kis ikon. Viszont az A tengelynél(Y szolga tengelye) nem lesz zöld a kis ikon(csak ha rákattintok kézzel miután beállt a home pozicióba)
Ugye ez azért gond mert ha mind a 4 tengely "zöld" akkor fog működni a "probe".
Van erre valami trükk, hogy automatikusan menjen a dolog?
Ha rámegyek, hogy "Home ALL" rendben lezajlik a folyamat, X Y Z tengelynél zöldre is vált a kis ikon. Viszont az A tengelynél(Y szolga tengelye) nem lesz zöld a kis ikon(csak ha rákattintok kézzel miután beállt a home pozicióba)
Ugye ez azért gond mert ha mind a 4 tengely "zöld" akkor fog működni a "probe".
Van erre valami trükk, hogy automatikusan menjen a dolog?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 június 10, 22:08
Írta: dezsoe Dátum 2021 június 10, 22:08
A general settings oldalon ott van a home sequence, ami a tengelyek home-olási sorrendjét határozza meg. (Lásd kézikönyv, 3.6 Általános beállítások. [#nezze] [#vigyor2])
Cím: Re:UCCNC vezérlő program
Írta: gcu93g9if Dátum 2021 június 10, 22:39
Írta: gcu93g9if Dátum 2021 június 10, 22:39
de a sorrend jó, csak az "A" szolga(slave) tengelynél az ott nem lesz zöld. Pedig az "A" tengely is beáll "home" pozícióba helyesen.
(https://hobbicncforum.hu/uploaded_images/2021/06/tn_b0zzvknkdj56uj4cvtcyn_7443.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/b0zzvknkdj56uj4cvtcyn_7443.jpg)
(https://hobbicncforum.hu/uploaded_images/2021/06/tn_b0zzvknkdj56uj4cvtcyn_7443.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/b0zzvknkdj56uj4cvtcyn_7443.jpg)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 június 10, 22:58
Írta: dezsoe Dátum 2021 június 10, 22:58
"Gyárilag" csak a Z, X, Y van beállítva. Vedd fel negyediknek az A-t.
(https://hobbicncforum.hu/uploaded_images/2021/06/tn_w85tmvycpx4k74byb8npt_3977.png) (https://hobbicncforum.hu/uploaded_images/2021/06/w85tmvycpx4k74byb8npt_3977.png)
(https://hobbicncforum.hu/uploaded_images/2021/06/tn_w85tmvycpx4k74byb8npt_3977.png) (https://hobbicncforum.hu/uploaded_images/2021/06/w85tmvycpx4k74byb8npt_3977.png)
Cím: Re:UCCNC vezérlő program
Írta: gcu93g9if Dátum 2021 június 10, 23:27
Írta: gcu93g9if Dátum 2021 június 10, 23:27
köszönöm. holnap kipróbálom :)
Cím: Re:UCCNC vezérlő program
Írta: fvmbs7r7e Dátum 2021 június 11, 10:14
Írta: fvmbs7r7e Dátum 2021 június 11, 10:14
Helló !
Írtam emailt..
Írtam emailt..
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 június 11, 11:59
Írta: dezsoe Dátum 2021 június 11, 11:59
Szia!
Megjött, de még csak most jutottam géphez. Nemsoká jelentkezem.
Megjött, de még csak most jutottam géphez. Nemsoká jelentkezem.
Cím: Re:UCCNC vezérlő program
Írta: wv07scd6x Dátum 2021 június 13, 19:23
Írta: wv07scd6x Dátum 2021 június 13, 19:23
Sziasztok!
Igen régen jártam erre, mivel a gép is most egy jó ideje pihen. Viszont azt látom, hogy a megszokotthoz képest a program is már elég régen nem frissült. Van valami különösebb oka ennek, vagy ez már tökéletesre sikeredett, vagy beleunt a fejlesztő. :)
Igen régen jártam erre, mivel a gép is most egy jó ideje pihen. Viszont azt látom, hogy a megszokotthoz képest a program is már elég régen nem frissült. Van valami különösebb oka ennek, vagy ez már tökéletesre sikeredett, vagy beleunt a fejlesztő. :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 június 14, 17:05
Írta: dezsoe Dátum 2021 június 14, 17:05
Szia!
Csak semmi pánik! Előbb-utóbb lesz újabb verzió. :)
Csak semmi pánik! Előbb-utóbb lesz újabb verzió. :)
Cím: Re:UCCNC vezérlő program
Írta: Szedlay Pál Dátum 2021 június 20, 22:09
Írta: Szedlay Pál Dátum 2021 június 20, 22:09
Egy kis segítséget szeretnék kérni.
Vettem két hardvert és szoftvert is, gondoltam beüzemelem az egyiket.
Legeneráltam egy marópályát beállítottam a paramétereket és lefuttattam.
Nem értem miért ilyen lassan csinálja meg a pályát.
Na, de, hogy az exakt stop módban ugyan olyan gyorsan fut le mint a borzalmas tűrésekkel beállított konstans velocity ezt végképp nem értem.
Mitől van ez a paradoxon.
A beállításokról készítettem fotókat.
Itt a program file csak kb. 5000 sort futtattam le és vizsgáltam az időt : https://drive.google.com/file/d/1huL3Kx6-dOps271dXOUxw384WzZ49fPu/view?usp=sharing
Hogyan tudnám gyorsítani a megmunkálás sebességét?
Így nagyon lassú
(https://hobbicncforum.hu/uploaded_images/2021/06/tn_757deik8edcuxqa70ek2y_618.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/757deik8edcuxqa70ek2y_618.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/tn_bikenvs52jzgca9eqq20_618.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/bikenvs52jzgca9eqq20_618.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/tn_pfpybz0dzjjimsvgfqm67_618.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/pfpybz0dzjjimsvgfqm67_618.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/tn_fmyfighebbcnig7m7ci3g_618.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/fmyfighebbcnig7m7ci3g_618.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/tn_yjzupahpsbbpiup6k2eug_618.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/yjzupahpsbbpiup6k2eug_618.jpg)
Vettem két hardvert és szoftvert is, gondoltam beüzemelem az egyiket.
Legeneráltam egy marópályát beállítottam a paramétereket és lefuttattam.
Nem értem miért ilyen lassan csinálja meg a pályát.
Na, de, hogy az exakt stop módban ugyan olyan gyorsan fut le mint a borzalmas tűrésekkel beállított konstans velocity ezt végképp nem értem.
Mitől van ez a paradoxon.
A beállításokról készítettem fotókat.
Itt a program file csak kb. 5000 sort futtattam le és vizsgáltam az időt : https://drive.google.com/file/d/1huL3Kx6-dOps271dXOUxw384WzZ49fPu/view?usp=sharing
Hogyan tudnám gyorsítani a megmunkálás sebességét?
Így nagyon lassú
(https://hobbicncforum.hu/uploaded_images/2021/06/tn_757deik8edcuxqa70ek2y_618.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/757deik8edcuxqa70ek2y_618.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/tn_bikenvs52jzgca9eqq20_618.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/bikenvs52jzgca9eqq20_618.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/tn_pfpybz0dzjjimsvgfqm67_618.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/pfpybz0dzjjimsvgfqm67_618.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/tn_fmyfighebbcnig7m7ci3g_618.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/fmyfighebbcnig7m7ci3g_618.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/tn_yjzupahpsbbpiup6k2eug_618.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/yjzupahpsbbpiup6k2eug_618.jpg)
Cím: Re:UCCNC vezérlő program
Írta: Szedlay Pál Dátum 2021 június 20, 22:17
Írta: Szedlay Pál Dátum 2021 június 20, 22:17
Sőt próbaképpen ugyan annál az alakzatnál úgy generáltam le a pályát, hogy 5200 sor helyett 132000 sor legyen.
Fantasztikus, ez nem lassított semmit, ugyan olyan sebességgel csinálta meg ezt a pályát is, lassan. Tehát a sorok száma nem befolyásolja a megmunkálás sebességét.
Fantasztikus, ez nem lassított semmit, ugyan olyan sebességgel csinálta meg ezt a pályát is, lassan. Tehát a sorok száma nem befolyásolja a megmunkálás sebességét.
Cím: Re:UCCNC vezérlő program
Írta: Szedlay Pál Dátum 2021 június 20, 22:31
Írta: Szedlay Pál Dátum 2021 június 20, 22:31
0.01unit/s2 gyorsulással is ugyan az az időeredmény mit 10.000 unit/s2, nem értem, fizikai lehetetlenség.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 június 21, 00:00
Írta: dezsoe Dátum 2021 június 21, 00:00
Nem tudom, hogy mi a megfejtés: vagy nem nyomtál Apply settings-et a változtatások után vagy azért nem változik, mert nincsenek step/dir kimenetek beállítva. Én egy működő profillal próbáltam és ez az eredmény:
- "Gyári" CV beállításokkal kereken 3 perc.
- Exact stop módban 7 perc 10 másodperc.
- Az utolsó képen látható CV beállításokkal 2 perc 27 másodperc.
- "Gyári" CV beállításokkal kereken 3 perc.
- Exact stop módban 7 perc 10 másodperc.
- Az utolsó képen látható CV beállításokkal 2 perc 27 másodperc.
Cím: Re:UCCNC vezérlő program
Írta: Szedlay Pál Dátum 2021 június 21, 13:35
Írta: Szedlay Pál Dátum 2021 június 21, 13:35
Nagyon köszönöm.
Ilyen a tudatlanság.
Megtévesztett, hogy nem elég az adatbevitel, hanem Enterrel meg is kell azt erősíteni, de ezzel nem aktiválódik az érték, hanem kell még plusz megerősítés.
Minden az elvárt módon működik, sőt annál egy kicsit jobban.
Mindegy hány sorban adom meg a marópályát nem függ az elkészülési idő tőle. Míg egy másik programnál ez nem így van. egyenlőe ez egy kellemes csalódás volt.
Köszönöm segítséged.
Ilyen a tudatlanság.
Megtévesztett, hogy nem elég az adatbevitel, hanem Enterrel meg is kell azt erősíteni, de ezzel nem aktiválódik az érték, hanem kell még plusz megerősítés.
Minden az elvárt módon működik, sőt annál egy kicsit jobban.
Mindegy hány sorban adom meg a marópályát nem függ az elkészülési idő tőle. Míg egy másik programnál ez nem így van. egyenlőe ez egy kellemes csalódás volt.
Köszönöm segítséged.
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2021 június 30, 09:37
Írta: Autotec1 Dátum 2021 június 30, 09:37
Sziasztok
Most volt egy pici időm finomítani a beállításokat
Fordulatszám beállítási problémáim vannak
Pwm-jelből 0-10v os átalakítót használok
A fordulat most már hozzávetőlegesen jó, viszont az főorsó jeladóm
A fordulatszám növelésével egyre kisebb fordulatot mutat
Mi lehet a gond?
(https://hobbicncforum.hu/uploaded_images/2021/06/tn_5sy7hctyp6huq433p9d65_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/06/5sy7hctyp6huq433p9d65_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/06/tn_gfxd0h560nb8ywh9gt9i5_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/06/gfxd0h560nb8ywh9gt9i5_5332.jpeg)
Most volt egy pici időm finomítani a beállításokat
Fordulatszám beállítási problémáim vannak
Pwm-jelből 0-10v os átalakítót használok
A fordulat most már hozzávetőlegesen jó, viszont az főorsó jeladóm
A fordulatszám növelésével egyre kisebb fordulatot mutat
Mi lehet a gond?
(https://hobbicncforum.hu/uploaded_images/2021/06/tn_5sy7hctyp6huq433p9d65_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/06/5sy7hctyp6huq433p9d65_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/06/tn_gfxd0h560nb8ywh9gt9i5_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/06/gfxd0h560nb8ywh9gt9i5_5332.jpeg)
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2021 június 30, 09:39
Írta: Autotec1 Dátum 2021 június 30, 09:39
A fordulatszám főorsón mérve szinte tökéletes (külső fordulatszámmérővel)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 június 30, 10:08
Írta: dezsoe Dátum 2021 június 30, 10:08
Szia!
Túl nagy az enkóder felbontása ehhez a fordulatszámhoz. 2000-es fordulatnál az 1024-es enkóderen kb. 34133 impulzus jön másodpercenként, ami több, mint amit a bemenetek tudnak kezelni.
Túl nagy az enkóder felbontása ehhez a fordulatszámhoz. 2000-es fordulatnál az 1024-es enkóderen kb. 34133 impulzus jön másodpercenként, ami több, mint amit a bemenetek tudnak kezelni.
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2021 június 30, 17:27
Írta: Autotec1 Dátum 2021 június 30, 17:27
Köszi
Erre nem gondoltam, pedig pénzt és emberéletet nem sajnálva gyönyörűen felaplikáltam.
(https://hobbicncforum.hu/uploaded_images/2021/06/tn_kh5uk9w0mky6stmy3u0af_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/06/kh5uk9w0mky6stmy3u0af_5332.jpeg)
Erre nem gondoltam, pedig pénzt és emberéletet nem sajnálva gyönyörűen felaplikáltam.
(https://hobbicncforum.hu/uploaded_images/2021/06/tn_kh5uk9w0mky6stmy3u0af_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/06/kh5uk9w0mky6stmy3u0af_5332.jpeg)
Cím: Re:UCCNC vezérlő program
Írta: Szedlay Pál Dátum 2021 június 30, 21:15
Írta: Szedlay Pál Dátum 2021 június 30, 21:15
Szeretném megkérdezni mi a maximális impulzus másodpercenként amit még biztonsággal lekezel?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 június 30, 21:59
Írta: dezsoe Dátum 2021 június 30, 21:59
50 kHz környéke, feltéve, hogy ethernetes vezérlőről van szó, és szép, tiszta, határozott a jel. (És jó a kábel, nem zavarja semmi stb.) Balázs elég korrektül összefoglalta itt (http://www.forum.cncdrive.com/viewtopic.php?f=19&t=299#p1933), igaz, angolul.
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2021 június 30, 22:56
Írta: Autotec1 Dátum 2021 június 30, 22:56
Milyen jó lett volna, ha ezt összefoglalva beleteszik a használati utasításba
Pl : főorsó enkóder max 100, nem sok, de pont elég.
Pl : főorsó enkóder max 100, nem sok, de pont elég.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 június 30, 23:07
Írta: dezsoe Dátum 2021 június 30, 23:07
Jól hangzik, de ez azért nem ilyen egyszerű. Lehet neked 24000-es főorsód is, meg 1500-as is. Más a felhasználási terület, más az enkóder igény.
Cím: Re:UCCNC vezérlő program
Írta: Szedlay Pál Dátum 2021 július 01, 00:23
Írta: Szedlay Pál Dátum 2021 július 01, 00:23
Köszönöm válaszod, elolvastam, korrekt leírás
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2021 július 02, 17:41
Írta: 000000000 Dátum 2021 július 02, 17:41
Nem tudom itt valaki használja-e az én Probe makróimat vagy nem, de ha igen akkor csak azt akarom mondani hogy elkészült a 4. verzió és újra működik az UCCNC 1.2111 verzióval is. Itt a videó mutatja hogy néz ki és hogy kell felrakni az UCCNC programra. A kommentár szöveg meg tovább visz hogy honnan lehet letölteni meg bővebb magyarázatokat ad.
Ha letöltöd akkor van egy használati utasítás is (angolul) ami ki lett próbálva többször, nem csak én hanem egy barátom is kipróbálta, úgyhogy ha követed a használati utasítást akkor fog működni neked is. Én nekem UC300ETH_5LPT van a barátomnak pedig UC100, de a hardvertől független, úgyhogy gondolom mindennel működik. Sajnos nem tudom Magyarra lefordítani, de gondolom ez ma már nem probléma.
Sok szerencsét.
Ha letöltöd akkor van egy használati utasítás is (angolul) ami ki lett próbálva többször, nem csak én hanem egy barátom is kipróbálta, úgyhogy ha követed a használati utasítást akkor fog működni neked is. Én nekem UC300ETH_5LPT van a barátomnak pedig UC100, de a hardvertől független, úgyhogy gondolom mindennel működik. Sajnos nem tudom Magyarra lefordítani, de gondolom ez ma már nem probléma.
Sok szerencsét.
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2021 július 07, 17:18
Írta: Autotec1 Dátum 2021 július 07, 17:18
sziasztok
köszönöm a segítséget egy AMT103-as enkóderrel 100-as felbontással megoldódott részben a probléma
- pontos lett a fordulatszám mindkét sebességfokozatban.
viszont keresek egy vállalkozókedvű és hozzáértő embert Miskolc közelében aki ránézne a gépemre és néhány apró beállítást megejtene, természetesen Nem ingyen
röviden
- indexjel van, de mégsem indul el a menetvágás
- kézi távirányító apróbb beállítások (főorsó forgásirány)UCR201
- fordulatszám PID szabályzás
UCBB jelosztó
UC300-ETH
(https://hobbicncforum.hu/uploaded_images/2021/07/tn_8kp57annza6ig4mnzbv9_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/07/8kp57annza6ig4mnzbv9_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/07/tn_nkv5vfgbqsvvv60sjv7ke_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/07/nkv5vfgbqsvvv60sjv7ke_5332.jpeg)
köszönöm a segítséget egy AMT103-as enkóderrel 100-as felbontással megoldódott részben a probléma
- pontos lett a fordulatszám mindkét sebességfokozatban.
viszont keresek egy vállalkozókedvű és hozzáértő embert Miskolc közelében aki ránézne a gépemre és néhány apró beállítást megejtene, természetesen Nem ingyen
röviden
- indexjel van, de mégsem indul el a menetvágás
- kézi távirányító apróbb beállítások (főorsó forgásirány)UCR201
- fordulatszám PID szabályzás
UCBB jelosztó
UC300-ETH
(https://hobbicncforum.hu/uploaded_images/2021/07/tn_8kp57annza6ig4mnzbv9_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/07/8kp57annza6ig4mnzbv9_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/07/tn_nkv5vfgbqsvvv60sjv7ke_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/07/nkv5vfgbqsvvv60sjv7ke_5332.jpeg)
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2021 július 09, 10:06
Írta: Autotec1 Dátum 2021 július 09, 10:06
Sziasztok
Az index jel bemenetét szeretném alcsonyról magasra ( vagy fordítva)
Átállítani
Poblémám hogy hiába fogadtatom el enterrel
A mentés után törlődik
Mit csinálok rosszul?
(https://hobbicncforum.hu/uploaded_images/2021/07/tn_587wepdietbkswyf57uuc_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/07/587wepdietbkswyf57uuc_5332.jpeg)
Az index jel bemenetét szeretném alcsonyról magasra ( vagy fordítva)
Átállítani
Poblémám hogy hiába fogadtatom el enterrel
A mentés után törlődik
Mit csinálok rosszul?
(https://hobbicncforum.hu/uploaded_images/2021/07/tn_587wepdietbkswyf57uuc_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/07/587wepdietbkswyf57uuc_5332.jpeg)
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2021 július 09, 10:10
Írta: gaben Dátum 2021 július 09, 10:10
Port-ból csak kettő van ha jól tudom: 1 és 2 :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 július 09, 10:25
Írta: dezsoe Dátum 2021 július 09, 10:25
Szia!
Az index jelnek nem lehet polaritást megadni, mert nem lényeges. Az output trigger beállításoknál pedig végképp nem. Az 5-ös port 4-es lába bemenet, ezért nem tudod megadni kimenetként.
Az index jelnek nem lehet polaritást megadni, mert nem lényeges. Az output trigger beállításoknál pedig végképp nem. Az 5-ös port 4-es lába bemenet, ezért nem tudod megadni kimenetként.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 július 09, 10:26
Írta: dezsoe Dátum 2021 július 09, 10:26
Van az 5 is, csak megfelelő mozgásvezérlő kell hozzá: pl. UC300ETH_5LPT. :)
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2021 július 09, 10:59
Írta: Autotec1 Dátum 2021 július 09, 10:59
Az index jel szerintem bejövő jel
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2021 július 09, 11:01
Írta: Autotec1 Dátum 2021 július 09, 11:01
A diagnosztikában látom a bejövő index jele de a menetvágás nem indul csak vár és vár
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2021 július 09, 11:03
Írta: gaben Dátum 2021 július 09, 11:03
Na ezt nem tudtam, nekem csak kettő van. [#wave]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 július 09, 11:16
Írta: dezsoe Dátum 2021 július 09, 11:16
Így van, ezért nem tudod az output (kimenő) trigger oldalon beírni.
Próbáld ki nagyon kis fordulatszámon. Ha megmozdul, akkor rövid az index jel, de ha látod a diag oldalon, akkor ez nem valószínű. Mi a kód, amit futtatsz?
Próbáld ki nagyon kis fordulatszámon. Ha megmozdul, akkor rövid az index jel, de ha látod a diag oldalon, akkor ez nem valószínű. Mi a kód, amit futtatsz?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 július 09, 11:19
Írta: dezsoe Dátum 2021 július 09, 11:19
Igen, ha jól emlékszem, akkor 5441-ed van. Abban is UC300ETH a mag, csak nem 5 portra vannak kivezetve a lábai, hanem csak 2-re, de ott jó sok lábbal (54 és 41, plusz a 4-4 analóg).
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2021 július 09, 11:44
Írta: Autotec1 Dátum 2021 július 09, 11:44
Szia
A bemenet oldalon elfogadta
Igaz itt a felsorolás 100 nál kezdödik
De sajnos így sem vág menetet
Szerintem az index jelnek a diagnosztikában akkor kellene felvillanni amikor oda ér a főorsó.
Most egy pillanatra alszik el ha kézzel tekerem
A legkisebb 100 as fordulaton sem látom hogy villogna
(https://hobbicncforum.hu/uploaded_images/2021/07/tn_09txwadqey520dev4he8_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/07/09txwadqey520dev4he8_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/07/tn_5fxkybs9jyjf5vdp93i8g_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/07/5fxkybs9jyjf5vdp93i8g_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/07/tn_97umj0qkcu852tv2cighw_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/07/97umj0qkcu852tv2cighw_5332.jpeg)
A bemenet oldalon elfogadta
Igaz itt a felsorolás 100 nál kezdödik
De sajnos így sem vág menetet
Szerintem az index jelnek a diagnosztikában akkor kellene felvillanni amikor oda ér a főorsó.
Most egy pillanatra alszik el ha kézzel tekerem
A legkisebb 100 as fordulaton sem látom hogy villogna
(https://hobbicncforum.hu/uploaded_images/2021/07/tn_09txwadqey520dev4he8_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/07/09txwadqey520dev4he8_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/07/tn_5fxkybs9jyjf5vdp93i8g_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/07/5fxkybs9jyjf5vdp93i8g_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/07/tn_97umj0qkcu852tv2cighw_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/07/97umj0qkcu852tv2cighw_5332.jpeg)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 július 09, 12:21
Írta: dezsoe Dátum 2021 július 09, 12:21
Az input triggernél természetes, hogy be tudod állítani. De minek? Az index az pont egy olyan jel, amihez nagyon nem kéne triggert beállítani. Nullázd ki.
Ahogy már írtam, az indexnek teljesen mindegy a polaritása, csak az a lényeg, hogy fordulatonként egyszer jöjjön, a többit a vezérlő megoldja.
Ránézésre jónak tűnik a g-kód. A spindle oldalt fotózd már le nekem, légy szíves, hátha ott van valami rosszul beállítva.
Ahogy már írtam, az indexnek teljesen mindegy a polaritása, csak az a lényeg, hogy fordulatonként egyszer jöjjön, a többit a vezérlő megoldja.
Ránézésre jónak tűnik a g-kód. A spindle oldalt fotózd már le nekem, légy szíves, hátha ott van valami rosszul beállítva.
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2021 július 09, 12:26
Írta: Autotec1 Dátum 2021 július 09, 12:26
Egy állítható
AMT103-v enkóder adja most a jeleket
(https://hobbicncforum.hu/uploaded_images/2021/07/tn_5690gu9bixvvmi5ggh8t_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/07/5690gu9bixvvmi5ggh8t_5332.jpeg)
AMT103-v enkóder adja most a jeleket
(https://hobbicncforum.hu/uploaded_images/2021/07/tn_5690gu9bixvvmi5ggh8t_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/07/5690gu9bixvvmi5ggh8t_5332.jpeg)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 július 09, 12:33
Írta: dezsoe Dátum 2021 július 09, 12:33
Oké. Az enkóder jelek jönnek, gondolom (diag oldalon). Még azt próbáld ki, hogy a reverse enc. dir.-t pipáld be (apply vagy save kell!), mert lehet, hogy másik irányba érzékeli a forgást és amíg nem jó irányba forog a főorsó, addig nem fog elindulni.
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2021 július 09, 12:46
Írta: Autotec1 Dátum 2021 július 09, 12:46
Semmi változás
Nem az lehet a gond hogy az enkóder a referenciaponton elveszi a jelet ?
Mert így most sokjel és egy pillanatra nincs jel
Nem az lehet a gond hogy az enkóder a referenciaponton elveszi a jelet ?
Mert így most sokjel és egy pillanatra nincs jel
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 július 09, 13:19
Írta: dezsoe Dátum 2021 július 09, 13:19
Ha harmadszor is leírom, hogy mindegy, akkor elhiszed? :) (Gondolj bele: ha az indexnél a vezérlő a felfutó élre vár, akkor teljesen mindegy neki, hogy mennyi ideig van alacsony vagy magas állásban, csak az a pillanat érdekli, amikor alacsonyból magasra vált. Az egyetlen probléma az lehet, ha túl gyorsan zajlik le az esemény. Ezért kértem, hogy egészen kis fordulatszámon próbáld ki, aztán ha jó, akkor lehet menni felfelé.)
A délután folyamán kipróbálom és beszámolok az eredményről, de ránézésre mennie kéne. Azt persze tudjuk, hogy az elmélet és a gyakorlat nem mindig jár kéz a kézben...
A délután folyamán kipróbálom és beszámolok az eredményről, de ránézésre mennie kéne. Azt persze tudjuk, hogy az elmélet és a gyakorlat nem mindig jár kéz a kézben...
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2021 július 09, 13:36
Írta: Autotec1 Dátum 2021 július 09, 13:36
Természetesen elhiszem
Megköszönöm a segítséget
Megköszönöm a segítséget
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2021 július 09, 13:39
Írta: Autotec1 Dátum 2021 július 09, 13:39
30- as fordulaton ( ez a legkisebb aminél még forog a 3kw-os főorsómotor)
Már nem látni a diagnosztikában a változást
Már nem látni a diagnosztikában a változást
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 július 09, 13:53
Írta: dezsoe Dátum 2021 július 09, 13:53
Az már elég lassú kéne, hogy legyen. A, B, index, egyik sem látszik? Gyanús...
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2021 július 09, 13:59
Írta: Autotec1 Dátum 2021 július 09, 13:59
A B tökéletes
6000-ig teszteltem
Tökéletesen , pontosan mutatja a tényleges fordulatszámot
6000-ig teszteltem
Tökéletesen , pontosan mutatja a tényleges fordulatszámot
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 július 09, 17:04
Írta: dezsoe Dátum 2021 július 09, 17:04
Kipróbáltam: nálam működik. (Bár a G76 nem a kedvencem, inkább a G33.)
Ha van egy oszcilloszkópod, akkor nézd meg, hogy az index jel normális alakkal érkezik-e. Lehet, hogy nem rendes négyszög és emiatt nem érzékeli a vezérlő.
Ja, és nem kérdeztem, hogy melyik programverzióval használod. Nem tudok ugyan róla, hogy valamelyikkel ilyen gond lenne, de esetleg még megnézem azzal, amit te is használsz.
Ha van egy oszcilloszkópod, akkor nézd meg, hogy az index jel normális alakkal érkezik-e. Lehet, hogy nem rendes négyszög és emiatt nem érzékeli a vezérlő.
Ja, és nem kérdeztem, hogy melyik programverzióval használod. Nem tudok ugyan róla, hogy valamelyikkel ilyen gond lenne, de esetleg még megnézem azzal, amit te is használsz.
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2021 július 09, 18:52
Írta: Autotec1 Dátum 2021 július 09, 18:52
Szia
Sajnos nincs oszcilloszkópom
Holnap felrakok egy másik enkódert amivel jó volt az indexjel de nagy a felbontása
Köszönöm a segítséget
Sajnos nincs oszcilloszkópom
Holnap felrakok egy másik enkódert amivel jó volt az indexjel de nagy a felbontása
Köszönöm a segítséget
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 július 09, 19:05
Írta: dezsoe Dátum 2021 július 09, 19:05
Szia!
Most találtam meg a videót, amit küldtél (elbújt a spam mappában). Minden jeled megvan, nem tudom, hogy miért nem akar menni. Nem írtál még verziószámot (help/about oldalon).
Most találtam meg a videót, amit küldtél (elbújt a spam mappában). Minden jeled megvan, nem tudom, hogy miért nem akar menni. Nem írtál még verziószámot (help/about oldalon).
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2021 július 09, 19:34
Írta: Autotec1 Dátum 2021 július 09, 19:34
Igen ha kézzel forgatom
Az A-B jel kis fordulaton látható ahogy változik
Viszont az index jelet még kézzel forgatva is macerás megtalálni
Az A-B jel kis fordulaton látható ahogy változik
Viszont az index jelet még kézzel forgatva is macerás megtalálni
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2021 július 09, 19:39
Írta: Autotec1 Dátum 2021 július 09, 19:39
A verziószámot holnap megnézem
Nem lehet nagyon elavult (tavaly vettem)
Egy kérdés
Enkóder kimenete függ a bemenet feszültségétől?
Pl ennek:
https://shop.cncdrive.hu/cmproductsdownloader.php?product=520-amt103-inkrementalis-encoder22&field=document1
Az enkóderen lévő felirat 8-24 adatlapon 5-24
Mert a vezérlő 5voltot bír el
Nem lehet nagyon elavult (tavaly vettem)
Egy kérdés
Enkóder kimenete függ a bemenet feszültségétől?
Pl ennek:
https://shop.cncdrive.hu/cmproductsdownloader.php?product=520-amt103-inkrementalis-encoder22&field=document1
Az enkóderen lévő felirat 8-24 adatlapon 5-24
Mert a vezérlő 5voltot bír el
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2021 július 09, 22:30
Írta: Autotec1 Dátum 2021 július 09, 22:30
UCR201 kézi vezérlő F1-2-3 gombját lehetséges az x-y-z tengelyhez rendelni? Hogy ne keljen végiglépkedni az Axis gombal
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 július 09, 22:47
Írta: dezsoe Dátum 2021 július 09, 22:47
Igen, 220, 221, 222 gombokat add meg az F gombokhoz.
A verziószám az UCCNC verziója, amit a help/about oldalon találsz.
A verziószám az UCCNC verziója, amit a help/about oldalon találsz.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 július 09, 23:12
Írta: dezsoe Dátum 2021 július 09, 23:12
Bocs, nem válaszoltam az enkóderes kérdésre. Igen, ennél a típusnál a pdf szerint a táptól függ a kimenet feszültsége. Illesztőkártyával mehet, de közvetlenül nem.
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2021 július 10, 06:56
Írta: Autotec1 Dátum 2021 július 10, 06:56
Kicsit bonyolultabbra gondoltam az F1-2-3 gombok beállítására
Köszönöm
(https://hobbicncforum.hu/uploaded_images/2021/07/tn_cpxaa6qm2qnxckiz6fyv_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/07/cpxaa6qm2qnxckiz6fyv_5332.jpeg)
Köszönöm
(https://hobbicncforum.hu/uploaded_images/2021/07/tn_cpxaa6qm2qnxckiz6fyv_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/07/cpxaa6qm2qnxckiz6fyv_5332.jpeg)
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2021 július 10, 08:19
Írta: Autotec1 Dátum 2021 július 10, 08:19
Megoldódott de nem tudom hogy miért
Összes vezeték újraköt egy másik lábra és megy
Majd visszaköt minden az eredeti helyre és ott is
Igaz a hiányzó eszterga mód miatt az uccnc nek nem barátja a menetvágás
Mikorra várható?
Még fizetnék is érte csak ne keljen a mach3 at használnom
Köszönöm a segítséget
Összes vezeték újraköt egy másik lábra és megy
Majd visszaköt minden az eredeti helyre és ott is
Igaz a hiányzó eszterga mód miatt az uccnc nek nem barátja a menetvágás
Mikorra várható?
Még fizetnék is érte csak ne keljen a mach3 at használnom
Köszönöm a segítséget
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2021 július 10, 08:52
Írta: svejk Dátum 2021 július 10, 08:52
Pedig a menetvágás még csak-csak megy.
(nekem elég volt még mindig a G33)
Viszont valóban a többi esztergályos specifikum nagyon hiányos.
Ma már marni, gravírozni nem nagy kunszt boldog-boldogtalan tud még akár egy nyamvadt Arduinó is.
(nekem elég volt még mindig a G33)
Viszont valóban a többi esztergályos specifikum nagyon hiányos.
Ma már marni, gravírozni nem nagy kunszt boldog-boldogtalan tud még akár egy nyamvadt Arduinó is.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2021 július 10, 10:00
Írta: 000000000 Dátum 2021 július 10, 10:00
"Viszont valóban a többi esztergályos specifikum nagyon hiányos."
Nit értesz ez alatt?
Nit értesz ez alatt?
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2021 július 10, 10:02
Írta: 000000000 Dátum 2021 július 10, 10:02
Bocsi!
Nem Nit, hanem MIT?
Nem Nit, hanem MIT?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 július 10, 10:29
Írta: dezsoe Dátum 2021 július 10, 10:29
Biztos, hogy valami elektromos probléma volt, ami a kábelek elrendezésével megoldódott.
Pont a menetvágással nincs semmi gond, csak a többi funkció hiányzik. A Balázsok nevében én nem ígérgethetek, de felfedezni vélem a hajlandóságot, hogy legyen előrelépés. Csak nehogy elkiabáljam... :)
Pont a menetvágással nincs semmi gond, csak a többi funkció hiányzik. A Balázsok nevében én nem ígérgethetek, de felfedezni vélem a hajlandóságot, hogy legyen előrelépés. Csak nehogy elkiabáljam... :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 július 10, 10:40
Írta: dezsoe Dátum 2021 július 10, 10:40
Most így hirtelen pár fontos dolog jut eszembe: a konstans felületi sebesség (G96), az átmérő mód, egy használható szerszámpálya-nézet, az első/hátsó késtartó kezelése. Biztos van még más is.
(Mellesleg szétröhögtem az agyam: "Ni-t mertek mondani ennek az öregasszonynak?!" (Roger Roger, a rekettyés) [#vigyor3] )
(Mellesleg szétröhögtem az agyam: "Ni-t mertek mondani ennek az öregasszonynak?!" (Roger Roger, a rekettyés) [#vigyor3] )
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2021 július 10, 11:09
Írta: 000000000 Dátum 2021 július 10, 11:09
Köszönöm a választ.
Nekem nincsen gépem és nem is vagyok szakember.
Ezért biztosan kérdezek hülyeségeket.
A menetvágás úgy általában nagyon pontatlan fogalom.
Ha mondjuk lehet vele szakszerűen éles menetet vágni, ugyan azzal a rutinnal biztosan nem lehet lapos menetet készíteni.
A példát nem értettem. Gondolom egy film lehet. Biztosan nem láttam.
Nekem nincsen gépem és nem is vagyok szakember.
Ezért biztosan kérdezek hülyeségeket.
A menetvágás úgy általában nagyon pontatlan fogalom.
Ha mondjuk lehet vele szakszerűen éles menetet vágni, ugyan azzal a rutinnal biztosan nem lehet lapos menetet készíteni.
A példát nem értettem. Gondolom egy film lehet. Biztosan nem láttam.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2021 július 10, 11:11
Írta: 000000000 Dátum 2021 július 10, 11:11
Ha meg lapos menetet nem lehet, akkor trapézt sem.
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2021 július 10, 11:30
Írta: Autotec1 Dátum 2021 július 10, 11:30
Szia
G33.1 és 2 nekem nem veszi figyelembe z mélységet
Nem áll meg nem vált irányt
Mit értenek azon hogy aktiváljam m4 m3 parancsot?
Hogy néz ki helyesen egy g33.1 ciklus?
G33.1 és 2 nekem nem veszi figyelembe z mélységet
Nem áll meg nem vált irányt
Mit értenek azon hogy aktiváljam m4 m3 parancsot?
Hogy néz ki helyesen egy g33.1 ciklus?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 július 10, 11:45
Írta: dezsoe Dátum 2021 július 10, 11:45
A menet az menet. Az, hogy lapos- vagy élesmenet, netán trapéz, jobbos vagy balos, az csak kés és szerszámpálya kérdése, de az alapja mindnek a főorsó és az X-Z tengelyek szinkronban mozgatása, ami meg van oldva és működik rendesen.
(Az idézet a Gyalog galopp c. filmből van.)
(Az idézet a Gyalog galopp c. filmből van.)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 július 10, 11:52
Írta: dezsoe Dátum 2021 július 10, 11:52
Délután megnézem, az este szétszedtem az enkóderes környezetet, újra össze kell rakni. Gondolom, ez a kérdés független a korábbiaktól, mert a G76 helyett G33 (amit svejk és én emlegettünk) az a sima G33, nem a .1/.2 végű.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2021 július 10, 11:54
Írta: 000000000 Dátum 2021 július 10, 11:54
Ez bizony nem így van!
Ha éles menetet vágunk és pláne, ha nagyobb emelkedésű, akkor oldalfogásokat kel venni.
Ha viszont lapos menet, akkor meg nem tehetünk ilyet és nem is kell.
Ha nagyobb emelkedésű trapézt vágunk, akkor lapos menettel kezdünk.
Utána kinagyoljuk a menetprofil egyik, majd másik odalát.
Végük besimítjuk.
Ekkor a kés mindkét oldala egyszerre visz.
Ha éles menetet vágunk és pláne, ha nagyobb emelkedésű, akkor oldalfogásokat kel venni.
Ha viszont lapos menet, akkor meg nem tehetünk ilyet és nem is kell.
Ha nagyobb emelkedésű trapézt vágunk, akkor lapos menettel kezdünk.
Utána kinagyoljuk a menetprofil egyik, majd másik odalát.
Végük besimítjuk.
Ekkor a kés mindkét oldala egyszerre visz.
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2021 július 10, 12:33
Írta: Autotec1 Dátum 2021 július 10, 12:33
Igen most tesztelgetem
A g76 g33 al nincs probléma
A g76 g33 al nincs probléma
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2021 július 10, 12:39
Írta: Autotec1 Dátum 2021 július 10, 12:39
Ezt írta valamikor a könyv 40 éve
Egy cnc-n vagy egy normális merev gépen egy mostani lapkával
Nem nagyon kell bűvészkedni hogy jó menet készüljön
Egy cnc-n vagy egy normális merev gépen egy mostani lapkával
Nem nagyon kell bűvészkedni hogy jó menet készüljön
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 július 10, 12:42
Írta: dezsoe Dátum 2021 július 10, 12:42
Pontosan ezeket a feltételeket szabod meg a generált vagy kézzel írt szerszámpályával. :)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2021 július 10, 12:51
Írta: 000000000 Dátum 2021 július 10, 12:51
Lehet.
Én csak csúcsesztergán próbálkozok néha magam köszörült késekkel.
Én vágtam már menetet. Olyat, hogy az orsóra az anya is ráment, meg fordítva.
Nagyobb emelkedésű trapézmenetet máshogy szerintem nem is lehet vágni, mint ahogy a tankönyv írja.
Én csak csúcsesztergán próbálkozok néha magam köszörült késekkel.
Én vágtam már menetet. Olyat, hogy az orsóra az anya is ráment, meg fordítva.
Nagyobb emelkedésű trapézmenetet máshogy szerintem nem is lehet vágni, mint ahogy a tankönyv írja.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2021 július 10, 12:51
Írta: 000000000 Dátum 2021 július 10, 12:51
Lehet.
Egyáltalán nem ismerem ezt a programot. Na meg a CNC-t se nagyon.
Egyáltalán nem ismerem ezt a programot. Na meg a CNC-t se nagyon.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 július 10, 22:18
Írta: dezsoe Dátum 2021 július 10, 22:18
Most jutottam hozzá, hogy kipróbáljam: működik rendesen ez is. Az alábbi kóddal teszteltem:
Z1-ről indul Z-10-re, amit 3 lépésben fog végrehajtani, mivel Q5 mm-t mehet egyszerre. A menetemelkedés K1.25 mm/fordulat.
Kód Kijelölés
G0 Z5
G0 X0 Y0
G0 Z1
G0 X10 Y10
S200
M3
G33.1 Z-10 K1.25 Q5
G0 Z5
G0 X0 Y0
M5
M30
Z1-ről indul Z-10-re, amit 3 lépésben fog végrehajtani, mivel Q5 mm-t mehet egyszerre. A menetemelkedés K1.25 mm/fordulat.
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2021 július 11, 07:44
Írta: Autotec1 Dátum 2021 július 11, 07:44
Szia
Hasonlót írtam én is
De ezzel el sem indul , vár az indexjelre
Viszon m3-m4 felcserélésével vagy m33.1-2 cserével elindul de nem áll meg z-10 nél
És csak vészstopra áll meg
(https://hobbicncforum.hu/uploaded_images/2021/07/tn_tu9z0m66cpsvzpqqvda6_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/07/tu9z0m66cpsvzpqqvda6_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/07/tn_gh07vd46b29xxbei0kta_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/07/gh07vd46b29xxbei0kta_5332.jpeg)
Hasonlót írtam én is
De ezzel el sem indul , vár az indexjelre
Viszon m3-m4 felcserélésével vagy m33.1-2 cserével elindul de nem áll meg z-10 nél
És csak vészstopra áll meg
(https://hobbicncforum.hu/uploaded_images/2021/07/tn_tu9z0m66cpsvzpqqvda6_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/07/tu9z0m66cpsvzpqqvda6_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/07/tn_gh07vd46b29xxbei0kta_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/07/gh07vd46b29xxbei0kta_5332.jpeg)
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2021 július 11, 07:53
Írta: Autotec1 Dátum 2021 július 11, 07:53
Inexjelem tökéletes
G76- al 2000f/p nél még működik
Főorsó jel pwm - 0-10v átalakítóval megy IRC 2 v0
Fékellenállás van a frekiváltón így az irányváltás is lehetséges
(https://hobbicncforum.hu/uploaded_images/2021/07/tn_dijmx59amayaptx28vc2x_5332.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/dijmx59amayaptx28vc2x_5332.jpg)
G76- al 2000f/p nél még működik
Főorsó jel pwm - 0-10v átalakítóval megy IRC 2 v0
Fékellenállás van a frekiváltón így az irányváltás is lehetséges
(https://hobbicncforum.hu/uploaded_images/2021/07/tn_dijmx59amayaptx28vc2x_5332.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/dijmx59amayaptx28vc2x_5332.jpg)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 július 11, 11:29
Írta: dezsoe Dátum 2021 július 11, 11:29
Szia!
Valóban nem megy az 1.2111-es verzióval. Sőt, az 1.2113-as legutolsó kiadott fejlesztőivel sem. Én már az 1.2114-est tesztelem (hamarosan meg fog jelenni), és ha már úgyis abban lomolok, azzal próbáltam ki és azzal megy is. Úgyhogy egy kis türelmet kérek, jó lesz az. :)
Valóban nem megy az 1.2111-es verzióval. Sőt, az 1.2113-as legutolsó kiadott fejlesztőivel sem. Én már az 1.2114-est tesztelem (hamarosan meg fog jelenni), és ha már úgyis abban lomolok, azzal próbáltam ki és azzal megy is. Úgyhogy egy kis türelmet kérek, jó lesz az. :)
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2021 július 11, 12:25
Írta: Autotec1 Dátum 2021 július 11, 12:25
Köszi akkor nem nálam van a hiba
Mit ne teszteljek még?
Mit ne teszteljek még?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 július 11, 13:05
Írta: dezsoe Dátum 2021 július 11, 13:05
Bármit tesztelhetsz: én csak örülök, ha találsz valamit. A cél az, hogy kiderüljenek a problémák. :)
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2021 július 11, 13:14
Írta: Autotec1 Dátum 2021 július 11, 13:14
Mintha fizetésnél ez benne lett volna a vételárban?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 július 11, 14:23
Írta: dezsoe Dátum 2021 július 11, 14:23
Ez egy bölcs hozzászólás volt... [#falbav]
Többek között azért van ez a topik, hogy ha valaki problémát talál, akkor meg lehessen vitatni. Mindig mindent nem lehet kipróbálni. Gondolom, valamelyik újdonság elkészültekor lett benne hiba, mert régebben elég sokat teszteltük a G33.1-2-t is.
Többek között azért van ez a topik, hogy ha valaki problémát talál, akkor meg lehessen vitatni. Mindig mindent nem lehet kipróbálni. Gondolom, valamelyik újdonság elkészültekor lett benne hiba, mert régebben elég sokat teszteltük a G33.1-2-t is.
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2021 július 11, 16:51
Írta: Autotec1 Dátum 2021 július 11, 16:51
Inkább lényegretörő
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2021 július 11, 17:48
Írta: zt2c4wh9 Dátum 2021 július 11, 17:48
Nem azért nem működik mert nincs benne az árban, hanem azért mert valószínűleg valami bug van a kódban, de Dezsoe most teszteli. Egyébként működnie kellene.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2021 július 11, 19:53
Írta: 000000000 Dátum 2021 július 11, 19:53
Lehet hogy csak én nem találtam, vagy tényleg nincsen magyar nyelvű kezelőfelülettel?
Mert ha jól láttam, magyar fejlesztésről van szó. (nem biztos)
Mert ha jól láttam, magyar fejlesztésről van szó. (nem biztos)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 július 11, 20:08
Írta: dezsoe Dátum 2021 július 11, 20:08
Magyar fejlesztés, de "gyári" magyar felülete nincs. Eddig nagyjából alig néhányan hiányolták. A képernyő képekből áll, tehát teljesen szabadon átszerkeszthető, lefordítható. Itt a fórumon volt valaki, aki lefordította jó pár évvel ezelőtt, de azóta rengeteg változás történt, úgyhogy az a képernyőkészlet elavult.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2021 július 11, 20:21
Írta: 000000000 Dátum 2021 július 11, 20:21
Köszönöm szépen a választ.
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2021 július 12, 07:29
Írta: Autotec1 Dátum 2021 július 12, 07:29
Sziasztok
Mivel egy mini horizontom van ezért nagyon zavaró a szerszámút nézőben, hogy az irányok függőleges z tengelyt mutat
Megváltoztatható hogy vízszintes legyen?
(https://hobbicncforum.hu/uploaded_images/2021/07/tn_85x39py66x4scawt2itf_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/07/85x39py66x4scawt2itf_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/07/tn_jf6tzbc7725wy0d9sdbsi_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/07/jf6tzbc7725wy0d9sdbsi_5332.jpeg)
Mivel egy mini horizontom van ezért nagyon zavaró a szerszámút nézőben, hogy az irányok függőleges z tengelyt mutat
Megváltoztatható hogy vízszintes legyen?
(https://hobbicncforum.hu/uploaded_images/2021/07/tn_85x39py66x4scawt2itf_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/07/85x39py66x4scawt2itf_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/07/tn_jf6tzbc7725wy0d9sdbsi_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/07/jf6tzbc7725wy0d9sdbsi_5332.jpeg)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 július 12, 09:18
Írta: dezsoe Dátum 2021 július 12, 09:18
Szia!
Ez a nézet nem jó?
(https://hobbicncforum.hu/uploaded_images/2021/07/tn_uiv6enp54h3qigmv27uv_3977.png) (https://hobbicncforum.hu/uploaded_images/2021/07/uiv6enp54h3qigmv27uv_3977.png)
Ez a nézet nem jó?
(https://hobbicncforum.hu/uploaded_images/2021/07/tn_uiv6enp54h3qigmv27uv_3977.png) (https://hobbicncforum.hu/uploaded_images/2021/07/uiv6enp54h3qigmv27uv_3977.png)
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2021 július 12, 10:04
Írta: Autotec1 Dátum 2021 július 12, 10:04
Nekem így is a tükörképe( iso felett a második)
Viszont van egy sokkal nagyobb probléma
A letöréseket fordítva csinálja
Tehát nem letörést készít hanem egy szép zárt menetet
A menet kezdőpontján nem a menet magátmérőjére megy le és onnan
Kifele készít egy letörést (az aktuális fogásmélység fügvényében)
Hanem a tényleges menetátmérőtől megy befelé
A képen a helyes szerszámút
(https://hobbicncforum.hu/uploaded_images/2021/07/tn_yp3uue9wczbn7d20kqwt_5332.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/yp3uue9wczbn7d20kqwt_5332.jpg)
Viszont van egy sokkal nagyobb probléma
A letöréseket fordítva csinálja
Tehát nem letörést készít hanem egy szép zárt menetet
A menet kezdőpontján nem a menet magátmérőjére megy le és onnan
Kifele készít egy letörést (az aktuális fogásmélység fügvényében)
Hanem a tényleges menetátmérőtől megy befelé
A képen a helyes szerszámút
(https://hobbicncforum.hu/uploaded_images/2021/07/tn_yp3uue9wczbn7d20kqwt_5332.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/yp3uue9wczbn7d20kqwt_5332.jpg)
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2021 július 12, 10:06
Írta: Autotec1 Dátum 2021 július 12, 10:06
Ilyen a kész menet
Csak nincs sarkalás
És nem megy rá anya
(https://hobbicncforum.hu/uploaded_images/2021/07/tn_54p9baddembhaxjvtpnef_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/07/54p9baddembhaxjvtpnef_5332.jpeg)
Csak nincs sarkalás
És nem megy rá anya
(https://hobbicncforum.hu/uploaded_images/2021/07/tn_54p9baddembhaxjvtpnef_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/07/54p9baddembhaxjvtpnef_5332.jpeg)
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2021 július 12, 10:09
Írta: Autotec1 Dátum 2021 július 12, 10:09
Próbáltam negatív előjeleket de csak az i nél értelmezi
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2021 július 12, 10:20
Írta: zt2c4wh9 Dátum 2021 július 12, 10:20
A külső belső menet az I előjelével állítható.
A Linuxcnc oldala talán jobban elmagyarázza mint a mi dokumentációnk: https://linuxcnc.org/docs/2.6/html/gcode/gcode.html#sec:G76-Threading-Canned
A Linuxcnc oldala talán jobban elmagyarázza mint a mi dokumentációnk: https://linuxcnc.org/docs/2.6/html/gcode/gcode.html#sec:G76-Threading-Canned
Cím: Re:UCCNC vezérlő program
Írta: D.Laci Dátum 2021 július 12, 10:51
Írta: D.Laci Dátum 2021 július 12, 10:51
"Viszont van egy sokkal nagyobb probléma
A letöréseket fordítva csinálja"
A G76 nem készít letöréseket, így nem csinálhatja fordítva sem. Ezt neked kel hozzá adni.
A G76 mondatban megadott szögek menetprofil eltolására szolgál illetve a kilépő oldalon milyen szögben emelje ki a szerszámot. A Kezdő oldalon is meglehet adni általában egy plusz belépési szöget. Nem tudom, hogy az UCCNC ezt ismeri e.
A letöréseket fordítva csinálja"
A G76 nem készít letöréseket, így nem csinálhatja fordítva sem. Ezt neked kel hozzá adni.
A G76 mondatban megadott szögek menetprofil eltolására szolgál illetve a kilépő oldalon milyen szögben emelje ki a szerszámot. A Kezdő oldalon is meglehet adni általában egy plusz belépési szöget. Nem tudom, hogy az UCCNC ezt ismeri e.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2021 július 12, 11:36
Írta: zt2c4wh9 Dátum 2021 július 12, 11:36
Igen, ismeri. Mindent ismer az UCCNC amit a LinuxCNC G76, kivéve az R paramétert ami fogásonként változó fogásmélységet csinál.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2021 július 12, 11:43
Írta: 000000000 Dátum 2021 július 12, 11:43
Ha jól értem, akkor az UCCNC nem is saját fejlesztés, hanem a linuxcnc nyílt forráskódjának felhasználása?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 július 12, 11:49
Írta: dezsoe Dátum 2021 július 12, 11:49
Rosszul érted. Az RS274 szabványban még nem szereplő G-kódok megvalósítása a fejlesztők dolga. Ki lehet találni teljesen saját paraméterezésűt is, de több értelme van olyat megvalósítani, ami már bevált. Így a G76 megvalósításához a LinuxCNC-s leírás volt a kiindulási pont.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2021 július 12, 11:56
Írta: 000000000 Dátum 2021 július 12, 11:56
Értem.
Köszönöm szépen a választ.
Köszönöm szépen a választ.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2021 július 12, 12:02
Írta: 000000000 Dátum 2021 július 12, 12:02
Ha csak az utasítások megismerése a cél, arra egyszerűbb lett volna egy alapfokú CNC programozós könyv is.
Igaz, abból nem tudjuk meg, hogy mások hogyan valósítanak meg egy rutint.
Mert ha jól tippelem, akkor az egész CNC dolog egyenes és kör interpolációra épül. Ha ezek rutinjai megvannak, innen már nem nehéz mondjuk ciklusokat kitalálni.
A menetvágás meg egy speciális eset. Aki még nem próbált mondjuk kivágni egy trapéz menetet, annak nehéz lehet hozzá programot csinálni.
Gondolom a fejlesztőknek nagy gyakorlatuk lehet gépi forgácsolásban is.
Igaz, abból nem tudjuk meg, hogy mások hogyan valósítanak meg egy rutint.
Mert ha jól tippelem, akkor az egész CNC dolog egyenes és kör interpolációra épül. Ha ezek rutinjai megvannak, innen már nem nehéz mondjuk ciklusokat kitalálni.
A menetvágás meg egy speciális eset. Aki még nem próbált mondjuk kivágni egy trapéz menetet, annak nehéz lehet hozzá programot csinálni.
Gondolom a fejlesztőknek nagy gyakorlatuk lehet gépi forgácsolásban is.
Cím: Re:UCCNC vezérlő program
Írta: D.Laci Dátum 2021 július 12, 15:15
Írta: D.Laci Dátum 2021 július 12, 15:15
"Gondolom a fejlesztőknek nagy gyakorlatuk lehet gépi forgácsolásban is."
Szerintem a vezérlő program készítőinek nem sok köze van hozzá hogy milyen menetet csinálsz.
Az ők feladata a G33 G76 mondat értelmezése és végrehajtásának a megoldása.
Trapézmenethez készíthetsz subroutine-t macro-t, vagy CAM programmal elkészíted a G-code -t.
Szerintem a vezérlő program készítőinek nem sok köze van hozzá hogy milyen menetet csinálsz.
Az ők feladata a G33 G76 mondat értelmezése és végrehajtásának a megoldása.
Trapézmenethez készíthetsz subroutine-t macro-t, vagy CAM programmal elkészíted a G-code -t.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2021 július 12, 16:40
Írta: 000000000 Dátum 2021 július 12, 16:40
Szerintem egy parancsértelmező megírása még kevés lehet egy ilyen programhoz.
Az interpoláció, meg csak egy kis matek.
A neheze eztán jönne.
A képernyőre rajzolgatni szintén nem lehet bonyolult.
Nem mintha nekem ez nagyon menne.
A dolog érdekessége és a buktatója éppen ott van, hogy amikor valódi gépet kell vezérelni. Ide pedig gondolom fontos a forgácsolói tapasztalat.
Az interpoláció, meg csak egy kis matek.
A neheze eztán jönne.
A képernyőre rajzolgatni szintén nem lehet bonyolult.
Nem mintha nekem ez nagyon menne.
A dolog érdekessége és a buktatója éppen ott van, hogy amikor valódi gépet kell vezérelni. Ide pedig gondolom fontos a forgácsolói tapasztalat.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2021 július 12, 19:01
Írta: zt2c4wh9 Dátum 2021 július 12, 19:01
Az UCCNC teljesen másképpen van programozástechnikailag megoldva mint a LinuxCNC. A LinuxCNC forráskódjával nem sokra mennénk, hiszen az Unix alapú mi pedig Windows alatt programoztunk. A legfőbb különbség, hogy a LinuxCNC kernelje realtime, ezért a szoftver egyszerűbben megoldható. Az UCCNC Windows alatt fut, a Windows pedig nem realtime, ezért sokkal többmindent kell leprogramozni mint egy realtime Linux alatt ahhoz, hogy a program megfelelően működjön.
Egyébként a G76 esetében kizárólag a szintaktikát vettük a linuxcnc dokumentációjából. Őszintén szólva még soha nem is láttuk a LinuxCNC forráskódját.
Azért vettük a LinuxCNCből a szintaktikát, mert felhasználóktól tudjuk, hogy LinuxCNC-t sokan használnak menetvágásra, esztergálásra. Vehettünk volna alapul egyébként bármely más CNC esztergavezérlőt is.
Egyébként a G76 esetében kizárólag a szintaktikát vettük a linuxcnc dokumentációjából. Őszintén szólva még soha nem is láttuk a LinuxCNC forráskódját.
Azért vettük a LinuxCNCből a szintaktikát, mert felhasználóktól tudjuk, hogy LinuxCNC-t sokan használnak menetvágásra, esztergálásra. Vehettünk volna alapul egyébként bármely más CNC esztergavezérlőt is.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2021 július 12, 19:05
Írta: zt2c4wh9 Dátum 2021 július 12, 19:05
2 embernek 5 évbe telt annyira megírni, hogy egyáltalán meg merjük mutatni másoknak. És nagyjából minden nap dolgoztunk rajta.
Egyébként valóban csak matekolni és rajzolgatni kell, nem bonyolult. Bárki meg tudja csinálni, csak programozói, elektronikai és CNC ismeretek, sok elszántság és idő kell hozzá. :)
Egyébként valóban csak matekolni és rajzolgatni kell, nem bonyolult. Bárki meg tudja csinálni, csak programozói, elektronikai és CNC ismeretek, sok elszántság és idő kell hozzá. :)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2021 július 12, 19:21
Írta: 000000000 Dátum 2021 július 12, 19:21
Bizonyára így van.
Én arra tippeltem, hogy a valós időben futó programrész a mikroprocesszorban fut.
A számítógép csak a rajzolgatást végzi. Ahhoz meg a Windows is elég.
A tippem, hogy a parancsértelmező egyszer fut a számítógépen a rajzolgatáshoz.
És fut egy másik a mikrovezérlőben a tulajdonképpeni szerszám vezérléshez.
De hát ez csak tipp a részemről.
Ne értsed félre, nem lebecsülni akartam a munkátokat. Tényleg komoly teljesítmény egy ilyet összehozni.
Csak elképzeléseim vannak, de biztosan nem tudnám az egészet átlátni és persze megvalósítani.
További sok sikert hozzá.
Én arra tippeltem, hogy a valós időben futó programrész a mikroprocesszorban fut.
A számítógép csak a rajzolgatást végzi. Ahhoz meg a Windows is elég.
A tippem, hogy a parancsértelmező egyszer fut a számítógépen a rajzolgatáshoz.
És fut egy másik a mikrovezérlőben a tulajdonképpeni szerszám vezérléshez.
De hát ez csak tipp a részemről.
Ne értsed félre, nem lebecsülni akartam a munkátokat. Tényleg komoly teljesítmény egy ilyet összehozni.
Csak elképzeléseim vannak, de biztosan nem tudnám az egészet átlátni és persze megvalósítani.
További sok sikert hozzá.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2021 július 12, 19:41
Írta: zt2c4wh9 Dátum 2021 július 12, 19:41
Nem, nem így működik, bár akár így is működhetne. :)
Cím: Re:UCCNC vezérlő program
Írta: gcu93g9if Dátum 2021 július 15, 19:22
Írta: gcu93g9if Dátum 2021 július 15, 19:22
Üdv
UC300-hoz szeretnék bekötni egy potmétert amivel az előtolást tudom szabályozni,tudna valaki segíteni hogy mire kell figyelni, hogy milyen potit vegyek? Esetleg konkrét linket is elfogadok. [#nyes]
UC300-hoz szeretnék bekötni egy potmétert amivel az előtolást tudom szabályozni,tudna valaki segíteni hogy mire kell figyelni, hogy milyen potit vegyek? Esetleg konkrét linket is elfogadok. [#nyes]
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2021 július 15, 19:58
Írta: TBS-TEAM Dátum 2021 július 15, 19:58
22mm furatba szerelhető (https://www.tme.eu/hu/katalog/?s_field=1000011&s_order=desc&search=22mm%20potm%C3%A9ter&visible_params=38%2C2%2C2019%2C186%2C2667%2C32%2C735%2C82%2C193%2C102%2C194%2C2990%2C531%2C191%2C36%2C158%2C214%2C190%2C39%2C2537%2C13%2C42%2C198%2C717%2C718%2C44%2C117%2C45%2C199%2C192%2C201%2C711%2C1605%2C365%2C364&mapped_params=38%3A1436649%2C1436649%2C1460579%3B102%3A1478739%2C1453230%3B)
(https://hobbicncforum.hu/uploaded_images/2021/07/tn_c2vqtqgn4j2e23gpg4xvf_3344.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/c2vqtqgn4j2e23gpg4xvf_3344.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/tn_cdiw5xfsdjt7q6egw9b3_3344.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/cdiw5xfsdjt7q6egw9b3_3344.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/tn_6m2z3j4b5g3waf06x4snq_3344.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/6m2z3j4b5g3waf06x4snq_3344.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/tn_wgncd4psnixz5zfphqgu_3344.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/wgncd4psnixz5zfphqgu_3344.jpg)
(https://hobbicncforum.hu/uploaded_images/2021/07/tn_c2vqtqgn4j2e23gpg4xvf_3344.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/c2vqtqgn4j2e23gpg4xvf_3344.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/tn_cdiw5xfsdjt7q6egw9b3_3344.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/cdiw5xfsdjt7q6egw9b3_3344.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/tn_6m2z3j4b5g3waf06x4snq_3344.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/6m2z3j4b5g3waf06x4snq_3344.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/tn_wgncd4psnixz5zfphqgu_3344.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/wgncd4psnixz5zfphqgu_3344.jpg)
Cím: Re:UCCNC vezérlő program
Írta: gcu93g9if Dátum 2021 július 15, 20:52
Írta: gcu93g9if Dátum 2021 július 15, 20:52
Ez hibátlan, köszönöm szépen már rendelem is [#vigyor]
Cím: Re:UCCNC vezérlő program
Írta: 4ybj8h3c8 Dátum 2021 július 16, 07:50
Írta: 4ybj8h3c8 Dátum 2021 július 16, 07:50
Van egy UCCNC vezérlőm.
Négy gépemből csak egyre sikerült feltelepíteni, videó kártyákkal problémázik, nem elég neki a felbontás. Kérdezném, mi az indoka annak, hogy a video felbontás fel van húzva az egekbe? Min változtat ha a gépen olyan felbontásban látom az útvonal "mórickarajzát" ami totálisan lényegtelen, mert szerintem a marásnak kell pontosnak lenni, nem a monitorképnek. Magyarra lefordítva, ha egy Mach3 vagy 20 éve elballag XGA felbontással, akkor ennek miért kell szinte UHD...
Négy gépemből csak egyre sikerült feltelepíteni, videó kártyákkal problémázik, nem elég neki a felbontás. Kérdezném, mi az indoka annak, hogy a video felbontás fel van húzva az egekbe? Min változtat ha a gépen olyan felbontásban látom az útvonal "mórickarajzát" ami totálisan lényegtelen, mert szerintem a marásnak kell pontosnak lenni, nem a monitorképnek. Magyarra lefordítva, ha egy Mach3 vagy 20 éve elballag XGA felbontással, akkor ennek miért kell szinte UHD...
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2021 július 16, 08:05
Írta: TBS-TEAM Dátum 2021 július 16, 08:05
Az UCCNC szoftver a Microsoft Windows XP, 7, 8, 8.1 és 10. operációs rendszeren x86 vagy x64-
es asztali számítógépen vagy laptopon, tableten futtatható.
A minimális ajánlott hardver követelménye a számítógépnek a következő:
– CPU frekvencia: minimum 1.8 GHz (duo or dual core ajánlott.)
– Videó kártya: OpenGL 1.3 vagy magasabb kompatibilitás.
– RAM: minimum 1GB Windows XP esetén és 2GB az összes többi támogatott OP
rendszerhez.
– Merevlemez kapacitás: minimum 16GB.
es asztali számítógépen vagy laptopon, tableten futtatható.
A minimális ajánlott hardver követelménye a számítógépnek a következő:
– CPU frekvencia: minimum 1.8 GHz (duo or dual core ajánlott.)
– Videó kártya: OpenGL 1.3 vagy magasabb kompatibilitás.
– RAM: minimum 1GB Windows XP esetén és 2GB az összes többi támogatott OP
rendszerhez.
– Merevlemez kapacitás: minimum 16GB.
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2021 július 16, 08:13
Írta: TBS-TEAM Dátum 2021 július 16, 08:13
Videó kártya: OpenGL 1.3 2008 technológia 13 éves [#nevetes1]
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2021 július 16, 09:29
Írta: 000000000 Dátum 2021 július 16, 09:29
Nem kompatibilis OpenGL 1.3 mellett, vagy a driver öreg. Keresni kell frissítéseket. Nem kell UHD, 1024x768 elég neki.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 július 16, 09:46
Írta: dezsoe Dátum 2021 július 16, 09:46
Elmegy az 640x480-on is, csak az a lényeg, hogy a videókártya tudja az elvárt OpenGL szabványt, ugyanis a képernyő kezelése nagyrészt a videókártyára van bízva, nem a processzort terheli. Legalább 10 éve nem gyártottak olyan gépet, ami ne felelne meg, de mindenképpen szükség van a megfelelő illesztőprogramra.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2021 július 18, 10:52
Írta: zt2c4wh9 Dátum 2021 július 18, 10:52
Az OpenGL 1.3 2001 Augusztus kiadású. Az ezután készült videókártyák mind ismerik. Szóval ha 20 évnél fiatalabb a gép akkor nem lehet gond.
Ami probléma lehet, hogy nem telepítik fel a videókártya drivert és anélkül a Windows nem tud OpenGL nyelven beszélgetni a videókártyával. Ilyenkor a videókártya általában azt válaszolja hogy csak az OpenGL 1.1-et isemri, ami nem igaz, csak a videókártya nem tud többet az illesztőprogram (videókártya driver) nélkül.
Ami probléma lehet, hogy nem telepítik fel a videókártya drivert és anélkül a Windows nem tud OpenGL nyelven beszélgetni a videókártyával. Ilyenkor a videókártya általában azt válaszolja hogy csak az OpenGL 1.1-et isemri, ami nem igaz, csak a videókártya nem tud többet az illesztőprogram (videókártya driver) nélkül.
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2021 július 18, 11:40
Írta: TBS-TEAM Dátum 2021 július 18, 11:40
Akkor még öregebb [#nevetes1][#nevetes1][#nevetes1][#nevetes1][#nevetes1] már nagykorú
Cím: Re:UCCNC vezérlő program
Írta: gcu93g9if Dátum 2021 július 26, 13:33
Írta: gcu93g9if Dátum 2021 július 26, 13:33
hello
UC300-hoz szeretném ezt bekötni hogy az előtolás sebességét tudjam vele szabályozni. Tudna valaki segíteni, mit hova? :D
(https://hobbicncforum.hu/uploaded_images/2021/07/tn_t4xu55tfes45jw0za0f0_7443.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/t4xu55tfes45jw0za0f0_7443.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/tn_pghwjjmd9es6xf63gnq2_7443.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/pghwjjmd9es6xf63gnq2_7443.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/tn_jk3msuuyw8mf84fjgeicg_7443.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/jk3msuuyw8mf84fjgeicg_7443.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/tn_aynhthev7iwtwz3wdmef_7443.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/aynhthev7iwtwz3wdmef_7443.jpg)
UC300-hoz szeretném ezt bekötni hogy az előtolás sebességét tudjam vele szabályozni. Tudna valaki segíteni, mit hova? :D
(https://hobbicncforum.hu/uploaded_images/2021/07/tn_t4xu55tfes45jw0za0f0_7443.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/t4xu55tfes45jw0za0f0_7443.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/tn_pghwjjmd9es6xf63gnq2_7443.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/pghwjjmd9es6xf63gnq2_7443.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/tn_jk3msuuyw8mf84fjgeicg_7443.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/jk3msuuyw8mf84fjgeicg_7443.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/tn_aynhthev7iwtwz3wdmef_7443.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/aynhthev7iwtwz3wdmef_7443.jpg)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 július 26, 14:31
Írta: dezsoe Dátum 2021 július 26, 14:31
1 - ground, 2 - analog input, 3 - +12V.
Milyen értékű a potméter?
Milyen értékű a potméter?
Cím: Re:UCCNC vezérlő program
Írta: gcu93g9if Dátum 2021 július 26, 15:17
Írta: gcu93g9if Dátum 2021 július 26, 15:17
bekötöötem, működik.
Annyi hogy a skálán 1,5-től 6,5 között változik az előtolás értéke. 1,5 alatt már 0% és 6,5-nél már 100%
Ellenállása: 1kΩ
Annyi hogy a skálán 1,5-től 6,5 között változik az előtolás értéke. 1,5 alatt már 0% és 6,5-nél már 100%
Ellenállása: 1kΩ
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 július 26, 16:19
Írta: dezsoe Dátum 2021 július 26, 16:19
Az 1k elég határeset, jobb lenne kicsit nagyobb, 2k2 környéke, de ettől még jók kéne szabályozzon. A poti lehet elkopva, ki kéne mérned műszerrel. (Természetesen kikötve az UC300-ról.)
Cím: Re:UCCNC vezérlő program
Írta: gcu93g9if Dátum 2021 július 26, 16:38
Írta: gcu93g9if Dátum 2021 július 26, 16:38
újként már el lenne kopva?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 július 26, 17:04
Írta: dezsoe Dátum 2021 július 26, 17:04
Ezt innen nem tudom megmondani, de azt tudom, hogy jó potival végig lehet szabályozni a csúszka teljes hosszán.
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2021 július 26, 18:27
Írta: TBS-TEAM Dátum 2021 július 26, 18:27
Csak az 1K potméter bekötésével a következőket éred el:
Lineális a potméter amit vettél:
1:1,2V
2:2,4V
3:3,6V
4:4,8V
5:6V
6:7,2V
7:8,4V
8:9,6V Itt már szinte teljesen kimerítetted a 0-10V szabályzást.
9:10,8V Túlcsordult [#eplus2]
10:12V
A mellékelt rajzal viszont 0-10 skáláig 0-10V kapsz a bemeneten. [#integet2]
(https://hobbicncforum.hu/uploaded_images/2021/07/tn_k7iii94pdesc6xtxp2naq_3344.png) (https://hobbicncforum.hu/uploaded_images/2021/07/k7iii94pdesc6xtxp2naq_3344.png)
Lineális a potméter amit vettél:
1:1,2V
2:2,4V
3:3,6V
4:4,8V
5:6V
6:7,2V
7:8,4V
8:9,6V Itt már szinte teljesen kimerítetted a 0-10V szabályzást.
9:10,8V Túlcsordult [#eplus2]
10:12V
A mellékelt rajzal viszont 0-10 skáláig 0-10V kapsz a bemeneten. [#integet2]
(https://hobbicncforum.hu/uploaded_images/2021/07/tn_k7iii94pdesc6xtxp2naq_3344.png) (https://hobbicncforum.hu/uploaded_images/2021/07/k7iii94pdesc6xtxp2naq_3344.png)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2021 július 27, 13:34
Írta: 000000000 Dátum 2021 július 27, 13:34
Ez igaz?
(http://www.mycncuk.com/attachment.php?attachmentid=30302&d=1627380927)
Nem értem miért néz ki így a bemenet?
(http://www.mycncuk.com/attachment.php?attachmentid=30302&d=1627380927)
Nem értem miért néz ki így a bemenet?
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2021 július 27, 15:59
Írta: TBS-TEAM Dátum 2021 július 27, 15:59
Honnan bányásztad ezt a rajzot? [#nemtudom]
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2021 július 27, 16:25
Írta: 000000000 Dátum 2021 július 27, 16:25
Innen, (http://www.mycncuk.com/threads/14718-Need-2nd-opinion-on-Wiring-diagram-proximity-isolation-lpt?p=126125#post126125) egy angol fórumról.
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2021 július 27, 17:10
Írta: TBS-TEAM Dátum 2021 július 27, 17:10
Ez a kapcsolás az 5V / 3.3V belső UC300 illesztő.
Szimulálció képeken. [#vigyor0]
(https://hobbicncforum.hu/uploaded_images/2021/07/tn_qecaf0ddm22xgbxagh9ug_3344.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/qecaf0ddm22xgbxagh9ug_3344.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/tn_0ev5bqdigf2239pg2gw_3344.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/0ev5bqdigf2239pg2gw_3344.jpg)
Szimulálció képeken. [#vigyor0]
(https://hobbicncforum.hu/uploaded_images/2021/07/tn_qecaf0ddm22xgbxagh9ug_3344.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/qecaf0ddm22xgbxagh9ug_3344.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/tn_0ev5bqdigf2239pg2gw_3344.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/0ev5bqdigf2239pg2gw_3344.jpg)
Cím: Re:UCCNC vezérlő program
Írta: őrülT-Tudós Dátum 2021 július 29, 19:28
Írta: őrülT-Tudós Dátum 2021 július 29, 19:28
Üdv, Uccnc/Szerszámhossz beméréssel kapcsolatban szeretnék egy kicsit okosodni. Elkészítettem a héten egy szerszámhossz bemérő készüléket (prototípust). Mivel még sosem használtam ilyet szeretnék némi infót kérni a használatához, illetve a makró alakításához. Jelenleg odáig sikerült eljutnom, hogy fix pozícióba felszereltem a bemérőt, a M31 makróban engedélyeztem az XY mozgást. Beállítottam a XY koordinátákat. Bemérési távokat, sebességeket. Illetve a végén visszaáll a kiindulási pontba. Ez szépen le is fut, ezredes ismétlési pontossággal. A további lépésekben szeretnék kérni egy kis segítséget.
(https://hobbicncforum.hu/uploaded_images/2021/07/tn_62icjfgdc24pt4zzss69_5292.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/62icjfgdc24pt4zzss69_5292.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/tn_20uxc2dq8n6k5uzwjjad_5292.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/20uxc2dq8n6k5uzwjjad_5292.jpg)
(https://hobbicncforum.hu/uploaded_images/2021/07/tn_62icjfgdc24pt4zzss69_5292.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/62icjfgdc24pt4zzss69_5292.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/tn_20uxc2dq8n6k5uzwjjad_5292.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/20uxc2dq8n6k5uzwjjad_5292.jpg)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2021 július 29, 20:40
Írta: svejk Dátum 2021 július 29, 20:40
A golyók és "küllők" rozsdamentes anyagból vannak?
Cím: Re:UCCNC vezérlő program
Írta: őrülT-Tudós Dátum 2021 július 29, 22:06
Írta: őrülT-Tudós Dátum 2021 július 29, 22:06
A küllők sárgarézből készültek. A golyók szerintem nem rozsdamentesek, ilyet találtam itthon hirtelen. Ez a darab tanulási céllal készült. A következő darabot már pormentesen zártra szeretném.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2021 július 30, 08:26
Írta: 000000000 Dátum 2021 július 30, 08:26
Úgy néz ki mintha forrasztva lenne. Rozsdamentest nem lehet forrasztani.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2021 július 30, 08:42
Írta: svejk Dátum 2021 július 30, 08:42
Csak akarni kell...
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2021 július 30, 10:16
Írta: 000000000 Dátum 2021 július 30, 10:16
https://www.ultima.hu/webaruhaz/387-welco-1105c-ezusttartalmu-szupereros-lagyforrasz/2086/welco-1105c-ezusttartalmu-szupereros-lagyforrasz-250g
Ezt találtam hirtelen.
Biztosan van még sok más lehetőség.
Ezt találtam hirtelen.
Biztosan van még sok más lehetőség.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2021 július 30, 12:43
Írta: 000000000 Dátum 2021 július 30, 12:43
OK, köszönöm. [#taps]
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2021 július 30, 14:58
Írta: frob Dátum 2021 július 30, 14:58
Ezzel oldal irányú mérést is tudsz ügye?
Kicsit jobban körbefotóznád?
Köszi!
Kicsit jobban körbefotóznád?
Köszi!
Cím: Re:UCCNC vezérlő program
Írta: őrülT-Tudós Dátum 2021 július 30, 17:49
Írta: őrülT-Tudós Dátum 2021 július 30, 17:49
Igen azt is érzékeli. Bár én azért készítettem ezt a verziót mert kis átalakítással már lehet munkadarab bemérőt is csinálni belőle. Egyébként szinte ugyan az a konstrukció amit szinte mindenki csinál a neten. Egy pici eltérés azért van, én tettem bele 3 hernyó csavart, így elég pontosan be tudtam állítani a tapintó felület síkját.
(https://lh3.googleusercontent.com/proxy/waJ2AsGz4YBXY2Z3a1hJlw9t_x1ZLPYWjel5inf1aVocBW0SXSBYKMP1SXVBcl560mlQTMLsr6tQEOHzz0oUJmkeNwwzGNLplvZlL5cnbHOzbI4)
(https://lh3.googleusercontent.com/proxy/waJ2AsGz4YBXY2Z3a1hJlw9t_x1ZLPYWjel5inf1aVocBW0SXSBYKMP1SXVBcl560mlQTMLsr6tQEOHzz0oUJmkeNwwzGNLplvZlL5cnbHOzbI4)
Cím: Re:UCCNC vezérlő program
Írta: őrülT-Tudós Dátum 2021 július 30, 18:05
Írta: őrülT-Tudós Dátum 2021 július 30, 18:05
Tudna esetleg segíteni valaki a továbblépésben? Megpróbálom leírni hol akadtam el. Sajnos marógép kezelésben is vannak hiányosságaim, eddig csak esztergán és lézervágón sikerült tapasztalatot gyűjteni...
szóval: Uccnc-ben átállítottam az M6 ignorálást.
G43al behívom a szerszámot és a hosszkorrekciót pl: T1 H1
M31-el lefut a bemérés. Innentől van homály... Nem tudom, hogy a szerszámkorrekciós táblázatban, hogy fog bekerülni az új érték... [#nemtudom]
szóval: Uccnc-ben átállítottam az M6 ignorálást.
G43al behívom a szerszámot és a hosszkorrekciót pl: T1 H1
M31-el lefut a bemérés. Innentől van homály... Nem tudom, hogy a szerszámkorrekciós táblázatban, hogy fog bekerülni az új érték... [#nemtudom]
Cím: Re:UCCNC vezérlő program
Írta: gcu93g9if Dátum 2021 augusztus 05, 16:49
Írta: gcu93g9if Dátum 2021 augusztus 05, 16:49
Üdv. Eddig a Fuson360-at csak rajzolásokhoz, tervezésekhez használtam, végüli a G kódot nem onnan generáltam. Pár napja viszont generáltam vele G kódot és furcsán viselkedett a gép.
Miután elindítottam a marást, ott ahol épp volt a gép lement Z0-ra, majd utána ment a 0 pontra. Miután vége lett a marásnak, úgyanúgy a ciklus végén lement Z0-ra, majd onnan ment újra a 0 pontra.
Mivel én az anyag alsó pontját veszem 0-nak, így elég kellemetlen, vectric-el generált kóddal nincs ilyen probléma.
Fusion-ban kód generálásnál ezt a mach3 posztprocesszorral csinálja, ha uccnc-t választom ki amint indítom a programot lemegy z0 alá, belevágja a szerszámot az asztalba...
Kell itt valamit állítani? Vagy mi lehet a gond?
(https://hobbicncforum.hu/uploaded_images/2021/08/tn_wf2ephbfdu8uquhi55jt7_7443.png) (https://hobbicncforum.hu/uploaded_images/2021/08/wf2ephbfdu8uquhi55jt7_7443.png)
Miután elindítottam a marást, ott ahol épp volt a gép lement Z0-ra, majd utána ment a 0 pontra. Miután vége lett a marásnak, úgyanúgy a ciklus végén lement Z0-ra, majd onnan ment újra a 0 pontra.
Mivel én az anyag alsó pontját veszem 0-nak, így elég kellemetlen, vectric-el generált kóddal nincs ilyen probléma.
Fusion-ban kód generálásnál ezt a mach3 posztprocesszorral csinálja, ha uccnc-t választom ki amint indítom a programot lemegy z0 alá, belevágja a szerszámot az asztalba...
Kell itt valamit állítani? Vagy mi lehet a gond?
(https://hobbicncforum.hu/uploaded_images/2021/08/tn_wf2ephbfdu8uquhi55jt7_7443.png) (https://hobbicncforum.hu/uploaded_images/2021/08/wf2ephbfdu8uquhi55jt7_7443.png)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 augusztus 05, 17:35
Írta: dezsoe Dátum 2021 augusztus 05, 17:35
A g-kód eleje-vége hasznosabb lenne, mint a beállító ablak az opciók felével. :) Nem használok Fusion-t, de ami kódot láttam, abban gépi nullára megy a munka elején és végén. (A rendesen home-olt gépeknél a gépi Z0 a felső végállás szokott lenni.) Nézd meg, hogy ki lehet-e kapcsolni ezeket a mozgásokat. Akár lehet, akár nem, egészen biztos, hogy be lehet állítani, hogy hova parkoljon a gép.
Cím: Re:UCCNC vezérlő program
Írta: gcu93g9if Dátum 2021 augusztus 05, 18:02
Írta: gcu93g9if Dátum 2021 augusztus 05, 18:02
eleje:
vége:
Kód Kijelölés
G90 G94 G91.1 G40 G49 G17
G21
G28 G91 Z0.
G90vége:
Kód Kijelölés
M9
G28 G91 Z0.
G90
G28 G91 X0. Y0.
G90
M30
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 augusztus 05, 18:21
Írta: dezsoe Dátum 2021 augusztus 05, 18:21
Ennyire kretén a Fusion sem lehet. Biztos, hogy be lehet állítani, hogy hol kezdje/fejezze be, mert ez még csak nem is gépi koordináta.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 augusztus 05, 18:22
Írta: dezsoe Dátum 2021 augusztus 05, 18:22
Esetleg kérdezd meg a [#t237#]-ban.
Cím: Re:UCCNC vezérlő program
Írta: gcu93g9if Dátum 2021 augusztus 05, 18:54
Írta: gcu93g9if Dátum 2021 augusztus 05, 18:54
Én is úgy gondolom, hogy beállítás kérdése lesz a dolog.
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2021 augusztus 05, 20:44
Írta: Autotec1 Dátum 2021 augusztus 05, 20:44
https://youtu.be/9rKTwLY9Ux0
esztergálás uccnc-vel
kézi program
esztergálás uccnc-vel
kézi program
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 augusztus 05, 21:41
Írta: dezsoe Dátum 2021 augusztus 05, 21:41
[#eljen]
Ötletes a szerszámtár! Azért van a felső fordítva, mert így kevésbé rezonál a torony tetején?
Ötletes a szerszámtár! Azért van a felső fordítva, mert így kevésbé rezonál a torony tetején?
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2021 augusztus 05, 21:59
Írta: Autotec1 Dátum 2021 augusztus 05, 21:59
nem volt ebben a méretben balos késem, érdekes de nem rezonál, teszteltem 4000- fordulaton (a videón 2000) simán vitte, de melegedett az egyik főorsó csapágy
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 augusztus 05, 22:25
Írta: dezsoe Dátum 2021 augusztus 05, 22:25
Ez sem egy elhanyagolható szempont. :)
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2021 augusztus 06, 19:11
Írta: gaben Dátum 2021 augusztus 06, 19:11
Szia,
én az elejétől kezdve a Fusion post library-ból letölthető UCCNC posztprocit használom és eddig még nem volt vele gond.
Illetve a múltkor nekem is ezt csinálta, de újraindítás után már nem volt gond.
én az elejétől kezdve a Fusion post library-ból letölthető UCCNC posztprocit használom és eddig még nem volt vele gond.
Illetve a múltkor nekem is ezt csinálta, de újraindítás után már nem volt gond.
Cím: Re:UCCNC vezérlő program
Írta: gcu93g9if Dátum 2021 augusztus 07, 15:33
Írta: gcu93g9if Dátum 2021 augusztus 07, 15:33
és változtattál valamit a post processor beállításoknál? Vagy mindent hagytál az alap beállításon?
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2021 augusztus 07, 16:38
Írta: gaben Dátum 2021 augusztus 07, 16:38
Semmit, nekem teljesen frankó.
Cím: Re:UCCNC vezérlő program
Írta: j3cx5jtk6 Dátum 2021 augusztus 07, 23:19
Írta: j3cx5jtk6 Dátum 2021 augusztus 07, 23:19
Üdv.
Clearance height? ott a legjobb emlékeim szerint lehet az hogy g53 vagy g28 legyen vagy egyáltalán legyen e.
Aspire jol megcsinálja igen az azonnal megemeli és utána megy ide oda és a végén is folemeli..
Clearance height? ott a legjobb emlékeim szerint lehet az hogy g53 vagy g28 legyen vagy egyáltalán legyen e.
Aspire jol megcsinálja igen az azonnal megemeli és utána megy ide oda és a végén is folemeli..
Cím: Re:UCCNC vezérlő program
Írta: gcu93g9if Dátum 2021 augusztus 08, 08:57
Írta: gcu93g9if Dátum 2021 augusztus 08, 08:57
mach3 post processzornál igen, G53 vagy G28 vagy "Clearance height".
uccnc post processornál G53 illetve "Clearance height" a választható lehetőség.
Szerintem nálam itt volt a probléma, hogy G28 vagy G53 volt kiválasztva amikor próbálgattam, aspire meg szerintem úgy generál mintha itt a "Clearance height" lenne kiválasztva.
Ha jól gondolom akkor a sima "Clearance height" kiválasztása esetén az érték az lesz mint ami meg van adva a setup-ban a "Clearance height"-nál.
(https://hobbicncforum.hu/uploaded_images/2021/08/tn_ws48acfqiywzve2fkhjm_7443.png) (https://hobbicncforum.hu/uploaded_images/2021/08/ws48acfqiywzve2fkhjm_7443.png)
uccnc post processornál G53 illetve "Clearance height" a választható lehetőség.
Szerintem nálam itt volt a probléma, hogy G28 vagy G53 volt kiválasztva amikor próbálgattam, aspire meg szerintem úgy generál mintha itt a "Clearance height" lenne kiválasztva.
Ha jól gondolom akkor a sima "Clearance height" kiválasztása esetén az érték az lesz mint ami meg van adva a setup-ban a "Clearance height"-nál.
(https://hobbicncforum.hu/uploaded_images/2021/08/tn_ws48acfqiywzve2fkhjm_7443.png) (https://hobbicncforum.hu/uploaded_images/2021/08/ws48acfqiywzve2fkhjm_7443.png)
Cím: Re:UCCNC vezérlő program
Írta: j3cx5jtk6 Dátum 2021 augusztus 10, 06:24
Írta: j3cx5jtk6 Dátum 2021 augusztus 10, 06:24
Aummm-őő, ja fejből nem megy annyira, de emlékszem valami volt már nekem is ilyen.
Meg amugy simán probálom általában, de szerintem az elején, végén legyen kiemelés /nekem ütközés bajaim voltak ez miatt, leszórítót telibeverni... /
De simán hozányúltam már többször is postprocesszorhoz, vagyis én élvezem, kiváncsi vagyok, hogy mit muvel ha belepiszkálok.
Meg amugy simán probálom általában, de szerintem az elején, végén legyen kiemelés /nekem ütközés bajaim voltak ez miatt, leszórítót telibeverni... /
De simán hozányúltam már többször is postprocesszorhoz, vagyis én élvezem, kiváncsi vagyok, hogy mit muvel ha belepiszkálok.
Cím: Re:UCCNC vezérlő program
Írta: j3cx5jtk6 Dátum 2021 augusztus 10, 06:28
Írta: j3cx5jtk6 Dátum 2021 augusztus 10, 06:28
Gondolom ezt használod?
(https://hobbicncforum.hu/uploaded_images/2021/08/tn_pkgahpfz6kd8pf38zv863_5506.png) (https://hobbicncforum.hu/uploaded_images/2021/08/pkgahpfz6kd8pf38zv863_5506.png)
(https://hobbicncforum.hu/uploaded_images/2021/08/tn_pkgahpfz6kd8pf38zv863_5506.png) (https://hobbicncforum.hu/uploaded_images/2021/08/pkgahpfz6kd8pf38zv863_5506.png)
Cím: Re:UCCNC vezérlő program
Írta: gcu93g9if Dátum 2021 augusztus 10, 13:26
Írta: gcu93g9if Dátum 2021 augusztus 10, 13:26
igen
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2021 augusztus 14, 18:24
Írta: lari Dátum 2021 augusztus 14, 18:24
Nincs előttem telepített mach3 -meg már régen is volt- de úgy emlékszem, hogy a Mach3-nál volt egy sor, ahol kézzel be lehetett írni pl. egy g-kód sort.
Amikor nyomtam egy entert, ez a sor végrehajtódott.
Ha ugyanebbe a kézi beviteli mezőben nyomtam még egy entert, akkor az utoljára végrehajtott g-kódot újra beírta a sorba.
Van arra lehetőség, hogy ez a funkció működjön az UC-ben ?
Amikor nyomtam egy entert, ez a sor végrehajtódott.
Ha ugyanebbe a kézi beviteli mezőben nyomtam még egy entert, akkor az utoljára végrehajtott g-kódot újra beírta a sorba.
Van arra lehetőség, hogy ez a funkció működjön az UC-ben ?
Cím: Re:UCCNC vezérlő program
Írta: gcu93g9if Dátum 2021 augusztus 14, 21:42
Írta: gcu93g9if Dátum 2021 augusztus 14, 21:42
Mi lehet az oka, hogy ha be van kötve a potméter akkor ezt a hibaüzenetet dobja be akkor amikor a végállás kapcsolóra áll a gép home-oláskor.
Utána csak az UC300 ki-be kapcsolása után hajlandó komunikálni a géppel.
Ha lekötöm a potmétert akkor nem csinálja soha.
(https://hobbicncforum.hu/uploaded_images/2021/08/tn_vj04bt5wakkme3sdiwm96_7443.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/vj04bt5wakkme3sdiwm96_7443.jpg)
Utána csak az UC300 ki-be kapcsolása után hajlandó komunikálni a géppel.
Ha lekötöm a potmétert akkor nem csinálja soha.
(https://hobbicncforum.hu/uploaded_images/2021/08/tn_vj04bt5wakkme3sdiwm96_7443.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/vj04bt5wakkme3sdiwm96_7443.jpg)
Cím: Re:UCCNC vezérlő program
Írta: z4ejygu7v Dátum 2021 augusztus 16, 08:41
Írta: z4ejygu7v Dátum 2021 augusztus 16, 08:41
Tisztelt fórumtársak!
A gondom a következő: Servo vezérlőm van motorral, encoderrlel.
Pc ről szeretném vezérelni UCCNC-vel Milyen közösitő kellene hozzá? A UCBB1 CNC drive megfelel?
A gondom a következő: Servo vezérlőm van motorral, encoderrlel.
Pc ről szeretném vezérelni UCCNC-vel Milyen közösitő kellene hozzá? A UCBB1 CNC drive megfelel?
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2021 augusztus 16, 12:14
Írta: frob Dátum 2021 augusztus 16, 12:14
húúú
szóval ha van szervó meghajtó akkor annak kellene fogadni a motort amin az enkóder is van
ha van külső enkóder pl lineáris útjeladónak akkor ahhoz uccnc tudtommal nem jó
uccnc step dir jeleket adni magából a szervó meghajtónak ez kell fogadnia..., persze leválasztani érdemes, ehhez az ucbb panelek tökéletesen megfelelnek...
szóval ha van szervó meghajtó akkor annak kellene fogadni a motort amin az enkóder is van
ha van külső enkóder pl lineáris útjeladónak akkor ahhoz uccnc tudtommal nem jó
uccnc step dir jeleket adni magából a szervó meghajtónak ez kell fogadnia..., persze leválasztani érdemes, ehhez az ucbb panelek tökéletesen megfelelnek...
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 augusztus 17, 10:26
Írta: dezsoe Dátum 2021 augusztus 17, 10:26
Van. Nyomsz egy entert (vagy belekattintasz az MDI mezőbe) és beírod a g-kódot, enterre végrehajtja. Ha újra belépsz a mezőbe, akkor a fel/le nyilakkal tudod az előző parancsokat visszahozni.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 augusztus 17, 10:28
Írta: dezsoe Dátum 2021 augusztus 17, 10:28
A potméter nem jól van bekötve vagy valamihez hozzáér. Gyakorlatilag lelövöd a tápot az UC300-on, azért szakad le.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 augusztus 17, 10:32
Írta: dezsoe Dátum 2021 augusztus 17, 10:32
A legtöbb szervó vezérlő optikailag leválasztott bemenetekkel rendelkezik, így nem kell leválasztani. Nem írtál pontos típust, így nem lehet válaszolni. Általában 5V-ot várnak a bemeneten, tehát nehogy ráengedj 24V-ot!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 augusztus 17, 10:33
Írta: dezsoe Dátum 2021 augusztus 17, 10:33
Az enkódert a szervó vezérlő fogadja. Ha a vezérlőn van step/dir bemenet, akkor tökéletesen alkalmas az UCCNC a vezérlésre.
Cím: Re:UCCNC vezérlő program
Írta: gcu93g9if Dátum 2021 augusztus 17, 10:49
Írta: gcu93g9if Dátum 2021 augusztus 17, 10:49
én is erre gondoltam, de úgy kötöttem be ahogy írtad. Illetve miért csak akkor szakad meg a kapcsolat amikor végállás kapcsolóra áll?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 augusztus 17, 11:20
Írta: dezsoe Dátum 2021 augusztus 17, 11:20
Valami valahol összeér, aminek nem kéne. Gondolom, hogy amikor a végállás jelez, akkor köti össze azokat, amiket nem kéne. Ezt így messziről nem tudom kitalálni: a helyszínen, műszerrel a kézben lehet megtalálni a hibát.
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2021 augusztus 17, 17:51
Írta: lari Dátum 2021 augusztus 17, 17:51
Megtaláltam, köszönöm!
Cím: Re:UCCNC vezérlő program
Írta: Bocs Dátum 2021 augusztus 20, 20:28
Írta: Bocs Dátum 2021 augusztus 20, 20:28
Sziasztok!
Szeretném újratelepíteni az UCCNC-t új win miatt. Gondoltam, hogy akkor már a legújabb teljes verziót telepítem, de nem működik a letöltés bárhonnan próbálkozom. A linket több helyen megtaláltam, többek közt a CNCDRIVE honlapján, de rákattintva csak egy villanás aztán semmi. Mi lehet az oka?
Üdv.: Laci
Szeretném újratelepíteni az UCCNC-t új win miatt. Gondoltam, hogy akkor már a legújabb teljes verziót telepítem, de nem működik a letöltés bárhonnan próbálkozom. A linket több helyen megtaláltam, többek közt a CNCDRIVE honlapján, de rákattintva csak egy villanás aztán semmi. Mi lehet az oka?
Üdv.: Laci
Cím: Re:UCCNC vezérlő program
Írta: Bocs Dátum 2021 augusztus 20, 20:32
Írta: Bocs Dátum 2021 augusztus 20, 20:32
Na már látom is, valamit még be kell állítanom a böngészőben, mert azzal van probléma, a letöltés meg rendesen működik.[#eljen]
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2021 augusztus 24, 10:51
Írta: istvan58 Dátum 2021 augusztus 24, 10:51
Sziasztok,
Örömmel olvastam ezt:
"Megjelent az UCCNC 1.2114-es tesztverziója."
Kérdés:
Én elégé átfaragtam a képernyőt. Ha csak betöltöm ezt az ujban jó lesz vagy ujra át kell faragjam?
Örömmel olvastam ezt:
"Megjelent az UCCNC 1.2114-es tesztverziója."
Kérdés:
Én elégé átfaragtam a képernyőt. Ha csak betöltöm ezt az ujban jó lesz vagy ujra át kell faragjam?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 augusztus 24, 11:09
Írta: dezsoe Dátum 2021 augusztus 24, 11:09
Szia!
Ha az eredeti ssf file-t módosítottad, akkor felül fogja írni. Ugyanez érvényes a képfile-okra is. Magyarul: mindent felülír, ami a telepítő része. Ezért kell mindent, amit módosítasz külön néven elmenteni, legyen az a profilod, a képernyő, a képernyő képei vagy bármi, ami egy normál telepítés során felkerül.
Ha az eredeti ssf file-t módosítottad, akkor felül fogja írni. Ugyanez érvényes a képfile-okra is. Magyarul: mindent felülír, ami a telepítő része. Ezért kell mindent, amit módosítasz külön néven elmenteni, legyen az a profilod, a képernyő, a képernyő képei vagy bármi, ami egy normál telepítés során felkerül.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2021 augusztus 24, 14:06
Írta: istvan58 Dátum 2021 augusztus 24, 14:06
na akkor röviden:
mit mentsek el mielőt telepítem az új verziót?
az sff fajlt, a képeket tertalmazó mappát, és még?
mit mentsek el mielőt telepítem az új verziót?
az sff fajlt, a képeket tertalmazó mappát, és még?
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2021 augusztus 24, 14:25
Írta: istvan58 Dátum 2021 augusztus 24, 14:25
még annyi hogy ha lementek mindent amit változtattam és azokat töltöm be akkor lehet lemeradnak olyan ujítások, plusz gombok amik be lettek vezetve?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 augusztus 24, 16:31
Írta: dezsoe Dátum 2021 augusztus 24, 16:31
A legegyszerűbb, ha az egész UCCNC mappát elmented, mert akkor bármit elő lehet szedni később. A módosításaidat úgy kéne az új verzióba átvezetni, hogy később már ne kelljen vacakolni vele. Úgy látom, hogy van mappád a cnctárban, ha oda felmásolod egy tömörített file-ban az egész UCCNC mappádat, akkor átbütykölöm neked. (Hamarabb megcsinálom, mint ahogy minden részét elmagyarázom, pláne írásban... [#email])
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2021 augusztus 25, 10:33
Írta: istvan58 Dátum 2021 augusztus 25, 10:33
Köszi,
lehet majd élek a lehetőségel ha nem boldogulok.
lehet majd élek a lehetőségel ha nem boldogulok.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 augusztus 25, 10:48
Írta: dezsoe Dátum 2021 augusztus 25, 10:48
Rendben.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 augusztus 25, 10:54
Írta: dezsoe Dátum 2021 augusztus 25, 10:54
Örömmel jelentem, hogy egy nappal az 1.2114 verzió kiadása után már találtam is egy hibát a LightBurnLoader plugin-ban. Éppen csak a paramétereket nem lehet beállítani, ha még nem volt sikeres mentés. Persze, elmenteni meg nem lehet, amíg nincs sikeres beállítás... [#falbav]
Javítottam, a LightBurnLoader plugin innen letölthető (http://www.szentkereszty.net/plugins/LightBurnLoader.zip).
Kicsomagolás után az UCCNC\Plugins mappában a LightBurnLoader.dll-t kell felülírni a letöltöttel.
Javítottam, a LightBurnLoader plugin innen letölthető (http://www.szentkereszty.net/plugins/LightBurnLoader.zip).
Kicsomagolás után az UCCNC\Plugins mappában a LightBurnLoader.dll-t kell felülírni a letöltöttel.
Cím: Re:UCCNC vezérlő program
Írta: Szabó Zoltán Dátum 2021 szeptember 10, 19:09
Írta: Szabó Zoltán Dátum 2021 szeptember 10, 19:09
Már megvásároltam az UCCNC több vezérlőkártyáját. Meg is vagyo elégedve velük. De a 100-asból szeretnék még venni egyet. Éerdeklődöm most a találkozó kapcsán lenne lehetőség rá mint korábban más találkozókon, hogy ha veszek vezérlőt akkor a szoftvert kapom hzzá. Ha ez lehetséges szeretnék venni ismét! De sajnos Békéscsabáról nem valószínű hogy eljutok oda. postázva szeretném.
Köszönettel: Szabó Zoltán
Köszönettel: Szabó Zoltán
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2021 szeptember 10, 20:01
Írta: svejk Dátum 2021 szeptember 10, 20:01
Én is beneveznék egy ilyen akcióba! [#finom]
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2021 szeptember 13, 09:36
Írta: zt2c4wh9 Dátum 2021 szeptember 13, 09:36
Kedves HobbyCNC találkozó látogatók!
Bárki aki a találkozón bármilyen CNCdrive mozgásvezérlőt (UC100, UC300ETH-5LPT, UC400ETH, AXBB-E) rendel dezsoe (Szentkereszty Csaba) kollégánknál nekik ajándék UCCNC szoftver license kulcsot küldünk.
Az akció kizárólag a találkozó idején személyesen leadott rendelésekre érvényes!
Üdv, A CNCdrive csapata
Bárki aki a találkozón bármilyen CNCdrive mozgásvezérlőt (UC100, UC300ETH-5LPT, UC400ETH, AXBB-E) rendel dezsoe (Szentkereszty Csaba) kollégánknál nekik ajándék UCCNC szoftver license kulcsot küldünk.
Az akció kizárólag a találkozó idején személyesen leadott rendelésekre érvényes!
Üdv, A CNCdrive csapata
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2021 október 04, 15:23
Írta: svejk Dátum 2021 október 04, 15:23
Az I/O setup-ban az "Attach JRO to MPG" pipával mit és érünk el pontosan?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 október 04, 16:15
Írta: dezsoe Dátum 2021 október 04, 16:15
Igen.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2021 október 04, 17:09
Írta: svejk Dátum 2021 október 04, 17:09
Ja, hogy 27...
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 október 04, 17:23
Írta: dezsoe Dátum 2021 október 04, 17:23
Úgy valahogy. :) Nem tudom, nincs benne a doksiban és Balázs sem emlékszik rá, de benne volt már a legkorábbi verziókban is.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2021 október 07, 15:11
Írta: svejk Dátum 2021 október 07, 15:11
Azt szeretném kérdezni, hogy van-e különbség működésbelileg, sebességileg az alábbiak közt:
- I/O setup-ban valamelyik bementet az E-stophoz rendelni
- I/O trigger/ Input trigger ablakban valamelyik bemenetet az 513 ResetOff funkcióhoz rendelni
- I/O setup-ban valamelyik bementet az E-stophoz rendelni
- I/O trigger/ Input trigger ablakban valamelyik bemenetet az 513 ResetOff funkcióhoz rendelni
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2021 október 07, 15:29
Írta: svejk Dátum 2021 október 07, 15:29
513 helyett 512
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 október 07, 15:33
Írta: dezsoe Dátum 2021 október 07, 15:33
Van. Az e-stop láb valamivel gyorsabban reagál. Ne kérdezd, hogy mennyivel, ms-okról van szó. A triggereket az UCCNC olvassa ütemezetten, míg az e-stop bemenetet szerintem maga a mozgásvezérlő, de legrosszabb esetben is az API.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2021 október 07, 15:36
Írta: svejk Dátum 2021 október 07, 15:36
Azt hiszem meg is válaszolom magamnak, az 512 és 513 impulzus bemenet, a statikus szintet nem értelmezi.
Vagyis pl. az 513-mal az 512 feloldható míg az I/O setupban levő kitüntetett E-stop bemenet nem, arra hibaüzenetet ad.
Vagyis pl. az 513-mal az 512 feloldható míg az I/O setupban levő kitüntetett E-stop bemenet nem, arra hibaüzenetet ad.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2021 október 07, 15:37
Írta: svejk Dátum 2021 október 07, 15:37
Köszi, tehát akkor minden félképpen ajánlatos a deklarált bemenetet használni.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 október 07, 16:11
Írta: dezsoe Dátum 2021 október 07, 16:11
Igen, egyszerűbb. :)
Cím: Re:UCCNC vezérlő program
Írta: Barna Tamás Dátum 2021 október 12, 18:36
Írta: Barna Tamás Dátum 2021 október 12, 18:36
Sziasztok !
Nem tudom volt-e már valakinek hasonló problémája, de nekem
a Jog modban ha nyomok shifte a gyors mód után ha az irány billentyűt engedem fel először akkor mozog tovább lassú Jog-ban amig meg nem nyomom megint az irány billentűt, ha a shiftet engedem fel elősször akkor jó. Ezel a hibával a benti gépen is találkoztam, annak a verzió számát nem tudom az itthoni 1.2114.
Üdv BT
Nem tudom volt-e már valakinek hasonló problémája, de nekem
a Jog modban ha nyomok shifte a gyors mód után ha az irány billentyűt engedem fel először akkor mozog tovább lassú Jog-ban amig meg nem nyomom megint az irány billentűt, ha a shiftet engedem fel elősször akkor jó. Ezel a hibával a benti gépen is találkoztam, annak a verzió számát nem tudom az itthoni 1.2114.
Üdv BT
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 október 12, 19:32
Írta: dezsoe Dátum 2021 október 12, 19:32
Szia!
Én most kipróbáltam UC400ETH-val az 1.2114-es verziót és nem tapasztaltam a problémát. Van még valami részlet vagy beállítás, ami fontos lehet? Mit csinálsz előtte? (Nálam Win10, 64 biten fut, program indítás után csak referenciát vettem fel, majd próbáltam a jog-ot.)
Én most kipróbáltam UC400ETH-val az 1.2114-es verziót és nem tapasztaltam a problémát. Van még valami részlet vagy beállítás, ami fontos lehet? Mit csinálsz előtte? (Nálam Win10, 64 biten fut, program indítás után csak referenciát vettem fel, majd próbáltam a jog-ot.)
Cím: Re:UCCNC vezérlő program
Írta: wkbgzy80t Dátum 2021 október 12, 20:23
Írta: wkbgzy80t Dátum 2021 október 12, 20:23
Szép estét!
A következő nehézséggel nézek szembe:
Adott egy sz.gép, fut rajta az uccnc, működik a maróval, minden ok. Ezt a telepítést nem én csináltam. Sajnos ez a gép használhatatlanul lassúnak bizonyult (régi celeron), hoszabb programoknál nagyon akadozik a maró, a szgép szinte alig mozdul, néha le is fagy. 0,5s bufferrel sem megy.
Van egy másik gépem, brand lenovo core2 duo gép. Ezt szerettem volna csatasorba állítani. Sajnos azonban nem tudom elérni, hogy az uccnc lássa a marót és ne demo módban induljon erről a gépről. Fel volt telepítve az uccnc mikor elővettem a gépet, először csak felülírtam az egész könyvtárat a működő másik gépen lévő uccnc könyvtárral eredmény demo. Aztán uninstalláltam, letöröltem mindent, újratelepítettem, bemásoltam újra a licensz filet, elindítottam az usb driver/x86 könyvtárban lévő exe-t is, mindezeket sokszor, különböző kombinációkban...demo
Nem emlékszem a hálókártya pontos típusára, de nem a (szerintem szokásos) realtek. Friss windows 7 32 bites oprendszer. Eszközkezelőben serial port vagy serial controller (nem emlékszem pontosan) felkiáltójeles. Hálókártya nem.
Ha bedugom az uc400 eth dugóját, felvillannak az ethernet csatlakozó lámpái. Ennyit tudok elmondani ami talán lényeges lehet.
Boldoggá tenne ha valaki előre tudna mozdítani egy-egy rövid tanáccsal.
A következő nehézséggel nézek szembe:
Adott egy sz.gép, fut rajta az uccnc, működik a maróval, minden ok. Ezt a telepítést nem én csináltam. Sajnos ez a gép használhatatlanul lassúnak bizonyult (régi celeron), hoszabb programoknál nagyon akadozik a maró, a szgép szinte alig mozdul, néha le is fagy. 0,5s bufferrel sem megy.
Van egy másik gépem, brand lenovo core2 duo gép. Ezt szerettem volna csatasorba állítani. Sajnos azonban nem tudom elérni, hogy az uccnc lássa a marót és ne demo módban induljon erről a gépről. Fel volt telepítve az uccnc mikor elővettem a gépet, először csak felülírtam az egész könyvtárat a működő másik gépen lévő uccnc könyvtárral eredmény demo. Aztán uninstalláltam, letöröltem mindent, újratelepítettem, bemásoltam újra a licensz filet, elindítottam az usb driver/x86 könyvtárban lévő exe-t is, mindezeket sokszor, különböző kombinációkban...demo
Nem emlékszem a hálókártya pontos típusára, de nem a (szerintem szokásos) realtek. Friss windows 7 32 bites oprendszer. Eszközkezelőben serial port vagy serial controller (nem emlékszem pontosan) felkiáltójeles. Hálókártya nem.
Ha bedugom az uc400 eth dugóját, felvillannak az ethernet csatlakozó lámpái. Ennyit tudok elmondani ami talán lényeges lehet.
Boldoggá tenne ha valaki előre tudna mozdítani egy-egy rövid tanáccsal.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 október 12, 20:29
Írta: dezsoe Dátum 2021 október 12, 20:29
Szia!
Az átmásolás jó volt, tedd meg újra, mert meglesznek a beállításaid. Utána viszont be kéne állítanod a hálózatot ahhoz, hogy lássa egymást a program és az UC400. Az UC400 és a gép közvetlenül vannak összekötve vagy egy meglévő hálózatra csatlakoznak?
Az átmásolás jó volt, tedd meg újra, mert meglesznek a beállításaid. Utána viszont be kéne állítanod a hálózatot ahhoz, hogy lássa egymást a program és az UC400. Az UC400 és a gép közvetlenül vannak összekötve vagy egy meglévő hálózatra csatlakoznak?
Cím: Re:UCCNC vezérlő program
Írta: Barna Tamás Dátum 2021 október 12, 22:38
Írta: Barna Tamás Dátum 2021 október 12, 22:38
Szia !
Az otthoni gépem csak az (A) tengelyen csinálja , a bentin nincs (A) tengely annál a Z-nél tapasztaltam , bele is mászott
az anyagba . Itthon újra indítottam, felvettem a refpontokat és úgy is csinálta de csak az (A)-n. Holnap megnézem a bentin hogy csak random csinálja vagy mindig. A régebbi verzióval tuti nem csinálta. Egyébként nekem is Win10 van meg 64bit UC400-al.
Üdv BT
Az otthoni gépem csak az (A) tengelyen csinálja , a bentin nincs (A) tengely annál a Z-nél tapasztaltam , bele is mászott
az anyagba . Itthon újra indítottam, felvettem a refpontokat és úgy is csinálta de csak az (A)-n. Holnap megnézem a bentin hogy csak random csinálja vagy mindig. A régebbi verzióval tuti nem csinálta. Egyébként nekem is Win10 van meg 64bit UC400-al.
Üdv BT
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 október 12, 22:59
Írta: dezsoe Dátum 2021 október 12, 22:59
Hümm. Lesz ott még valami, mert Z-vel is rendesen viselkedik. (Elsőre X-szel próbáltam, most XYZ-vel. Több tengelyem nincs pillanatnyilag, de holnap felrakok még egyet A-nak.)
Cím: Re:UCCNC vezérlő program
Írta: wkbgzy80t Dátum 2021 október 13, 07:41
Írta: wkbgzy80t Dátum 2021 október 13, 07:41
Szia!
Közvetlenül lennének összekötve
Közvetlenül lennének összekötve
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 október 13, 08:10
Írta: dezsoe Dátum 2021 október 13, 08:10
Szia!
Akkor a használati utasítás (http://cncdrive.com/MC/UC400ETH%20datasheet/UC400ETH_hasznalati.pdf) szerint kell beállítani a hálózatot és menni fog.
Akkor a használati utasítás (http://cncdrive.com/MC/UC400ETH%20datasheet/UC400ETH_hasznalati.pdf) szerint kell beállítani a hálózatot és menni fog.
Cím: Re:UCCNC vezérlő program
Írta: wkbgzy80t Dátum 2021 október 13, 12:56
Írta: wkbgzy80t Dátum 2021 október 13, 12:56
Kösz!
Valahogy fel sem merült, hogy van külön leírása, csak a programét néztem.
Valahogy fel sem merült, hogy van külön leírása, csak a programét néztem.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 október 13, 17:29
Írta: dezsoe Dátum 2021 október 13, 17:29
Szia!
Csak nem hagyott nyugodni a probléma. :) Írtam gyorsan egy makrót, ami kilistázza a gyorsbillentyűket. Megnéztem és mindkét profilodban találtam olyan jog hotkey-t, ami a numerikus billentyűket használja. Ez a probléma.
Egy kis elmélet: a billentyűzet úgy működik, hogy amikor lenyomsz vagy felengedsz egy billentyűt, akkor a billentyűzet elküldi a gépnek, hogy melyik billentyűt nyomtad le vagy engedted fel. Minden billentyűnek saját scan-kódja van, így a gép különbséget tud tenni a jobb és bal shift/ctrl/alt között is. Viszont hajdanában nem volt minden billentyű úgy, ahogy ma van, ezért a numerikus billentyűket egy kicsit máshogy kezeli.
Menjünk végig a numerikus 7-esen, ami be van állítva JogZ+ funkcióra. A numerikus billentyűk úgy működnek, hogy a shift vált a számok és a ráírt funkciók között, tehát ha be van kapcsolva a NumLock és megnyomod a 7-est, akkor az 7-es, ha shift+7-et nyomsz, akkor home. Ha elkezdesz mozogni (csak a 7-essel tudsz, shift+7-tel nem indul el!), akkor lenyomtad a 7-est. Ha hozzányomod a shift-et, akkor elkezd gyorsan mozogni. Ha ekkor elengeded a 7-est, akkor tulajdonképpen a home-ot engeded el, mert a shift is nyomva van, tehát a program nem érzékeli, hogy elengedted a 7-est, így mozog tovább. Ha ilyenkor elengeded a shift-et és egy pillanatra megnyomod a 7-est, akkor érzékelni fogja, hogy meg kell állni.
Csak nem hagyott nyugodni a probléma. :) Írtam gyorsan egy makrót, ami kilistázza a gyorsbillentyűket. Megnéztem és mindkét profilodban találtam olyan jog hotkey-t, ami a numerikus billentyűket használja. Ez a probléma.
Egy kis elmélet: a billentyűzet úgy működik, hogy amikor lenyomsz vagy felengedsz egy billentyűt, akkor a billentyűzet elküldi a gépnek, hogy melyik billentyűt nyomtad le vagy engedted fel. Minden billentyűnek saját scan-kódja van, így a gép különbséget tud tenni a jobb és bal shift/ctrl/alt között is. Viszont hajdanában nem volt minden billentyű úgy, ahogy ma van, ezért a numerikus billentyűket egy kicsit máshogy kezeli.
Menjünk végig a numerikus 7-esen, ami be van állítva JogZ+ funkcióra. A numerikus billentyűk úgy működnek, hogy a shift vált a számok és a ráírt funkciók között, tehát ha be van kapcsolva a NumLock és megnyomod a 7-est, akkor az 7-es, ha shift+7-et nyomsz, akkor home. Ha elkezdesz mozogni (csak a 7-essel tudsz, shift+7-tel nem indul el!), akkor lenyomtad a 7-est. Ha hozzányomod a shift-et, akkor elkezd gyorsan mozogni. Ha ekkor elengeded a 7-est, akkor tulajdonképpen a home-ot engeded el, mert a shift is nyomva van, tehát a program nem érzékeli, hogy elengedted a 7-est, így mozog tovább. Ha ilyenkor elengeded a shift-et és egy pillanatra megnyomod a 7-est, akkor érzékelni fogja, hogy meg kell állni.
Cím: Re:UCCNC vezérlő program
Írta: Barna Tamás Dátum 2021 október 13, 17:37
Írta: Barna Tamás Dátum 2021 október 13, 17:37
ÁÁÁ !!! Akkor én a numlock használatával kavartam be. És mit javasolsz sajna így lenne kézreálló , rakjam át a numlock-ról valami betűre ?
Köszi üdv BT
Köszi üdv BT
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 október 13, 17:42
Írta: dezsoe Dátum 2021 október 13, 17:42
Igen, azzal jobban jársz. :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2021 október 13, 20:01
Írta: svejk Dátum 2021 október 13, 20:01
Ha jól emlékszem Lovas Gyula így írta anno:
A billentyűzettel való gepkezeles egyenes út a szerszamtoreshez. :)
Akár egy vezetékes MPG is óriási könnyebbséget és biztonságot nyújt.
A billentyűzettel való gepkezeles egyenes út a szerszamtoreshez. :)
Akár egy vezetékes MPG is óriási könnyebbséget és biztonságot nyújt.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 október 13, 20:12
Írta: dezsoe Dátum 2021 október 13, 20:12
Van benne igazság, tapasztalatból mondom. :) Az öreg fagépemre pl. felkerült ideiglenesen egy ultragagyi rotary encoder valamikor 2014-ben, mert az volt kéznél. Azóta is rajta van és működik. (Az újabbakat már rendes tekertyűvel használom.)
(https://hobbicncforum.hu/uploaded_images/2021/10/tn_4ew0eabn65276mvs6x4b7_3977.jpg) (https://hobbicncforum.hu/uploaded_images/2021/10/4ew0eabn65276mvs6x4b7_3977.jpg)
(https://hobbicncforum.hu/uploaded_images/2021/10/tn_4ew0eabn65276mvs6x4b7_3977.jpg) (https://hobbicncforum.hu/uploaded_images/2021/10/4ew0eabn65276mvs6x4b7_3977.jpg)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 október 13, 20:14
Írta: dezsoe Dátum 2021 október 13, 20:14
Találtam fotót is. Koax hálózat dobozában lakik a vészstop gombbal együtt. :)
(https://hobbicncforum.hu/uploaded_images/2021/10/tn_0zkdpgk4p2bi5q0963q_3977.jpg) (https://hobbicncforum.hu/uploaded_images/2021/10/0zkdpgk4p2bi5q0963q_3977.jpg)
(https://hobbicncforum.hu/uploaded_images/2021/10/tn_0zkdpgk4p2bi5q0963q_3977.jpg) (https://hobbicncforum.hu/uploaded_images/2021/10/0zkdpgk4p2bi5q0963q_3977.jpg)
Cím: Re:UCCNC vezérlő program
Írta: Barna Tamás Dátum 2021 október 13, 20:31
Írta: Barna Tamás Dátum 2021 október 13, 20:31
Svejk te láttad a gépet, 4,5m hosszú csak a rádiós billentyű a nyerő.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2021 október 14, 17:34
Írta: svejk Dátum 2021 október 14, 17:34
Akkor rádiós MPG...
A billentyűt elüti az ember, leragad a gomb a beszorul forgácstól, stb...
Én még marót vagy fúrót nem koptattam el, mindig hamarabb eltörtem. :(
Amióta MPG-t használok nőttek a szerszámok életesélyei.
A billentyűt elüti az ember, leragad a gomb a beszorul forgácstól, stb...
Én még marót vagy fúrót nem koptattam el, mindig hamarabb eltörtem. :(
Amióta MPG-t használok nőttek a szerszámok életesélyei.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2021 október 14, 17:36
Írta: svejk Dátum 2021 október 14, 17:36
Persze láttam.
Ha középről indítod a spirálzsinóros MPG-t simánn elér a két végére.
Ha középről indítod a spirálzsinóros MPG-t simánn elér a két végére.
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2021 október 18, 18:42
Írta: Autotec1 Dátum 2021 október 18, 18:42
pont van egy eladó kézivezérlőm
(https://hobbicncforum.hu/uploaded_images/2021/10/tn_vdusttx7meu9y0xiyvj_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/10/vdusttx7meu9y0xiyvj_5332.jpeg)
(https://hobbicncforum.hu/uploaded_images/2021/10/tn_vdusttx7meu9y0xiyvj_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/10/vdusttx7meu9y0xiyvj_5332.jpeg)
Cím: Re:UCCNC vezérlő program
Írta: Barna Tamás Dátum 2021 október 18, 20:02
Írta: Barna Tamás Dátum 2021 október 18, 20:02
Ez valami drága cuccnak tünik
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2021 október 23, 21:11
Írta: eduard Dátum 2021 október 23, 21:11
Lehet, hogy már volt kérdés, ez esetben elnézést.
UCCNC-ben hogy lehet beállítani:
1. áramszünet vagy gép hiba esetén elmentse az összes nullpontot (G54-59) (WCS). Tehát nem akkor ha kilépek a szoftverből, mert az működik, hanem rögtöm amint felvettem, hogy később ne kelljen csak homolni.
2. folytatni a programot egy tetszőleges pontból. Azaz kiválasztom a megfeleő sort valahol a g kódban, a gép elindítja a főorsót, rááll előbb X majd Y és végül Z-vel, rákérdez és folytatja a kódot.
Köszönöm.
UCCNC-ben hogy lehet beállítani:
1. áramszünet vagy gép hiba esetén elmentse az összes nullpontot (G54-59) (WCS). Tehát nem akkor ha kilépek a szoftverből, mert az működik, hanem rögtöm amint felvettem, hogy később ne kelljen csak homolni.
2. folytatni a programot egy tetszőleges pontból. Azaz kiválasztom a megfeleő sort valahol a g kódban, a gép elindítja a főorsót, rááll előbb X majd Y és végül Z-vel, rákérdez és folytatja a kódot.
Köszönöm.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 október 24, 09:30
Írta: dezsoe Dátum 2021 október 24, 09:30
1. Ha felvetted a koordinátákat, akkor az offsets képernyőn megnyomod a save offsets gombot, a program pedig kiírja a profilba a koordinátákat.
2. Ráállsz a megfelelő sorra, megnyomod a run from here gombot, majd ciklus startra felhoz egy ablakot, ahol beállíthatod, hogy hogyan futtassa onnan a kódot. Ezután megint ciklus start és már megy is.
2. Ráállsz a megfelelő sorra, megnyomod a run from here gombot, majd ciklus startra felhoz egy ablakot, ahol beállíthatod, hogy hogyan futtassa onnan a kódot. Ezután megint ciklus start és már megy is.
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2021 október 26, 01:33
Írta: eduard Dátum 2021 október 26, 01:33
Köszönöm szépen, ki fogom próbálni.
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2021 október 26, 13:14
Írta: Miki2 Dátum 2021 október 26, 13:14
Szervusztok!
Valamiért nem tudom letölteni.
(https://hobbicncforum.hu/uploaded_images/2021/10/tn_ap7w5jcsgc3dk6y7mykg_304.jpg) (https://hobbicncforum.hu/uploaded_images/2021/10/ap7w5jcsgc3dk6y7mykg_304.jpg)
Valamiért nem tudom letölteni.
(https://hobbicncforum.hu/uploaded_images/2021/10/tn_ap7w5jcsgc3dk6y7mykg_304.jpg) (https://hobbicncforum.hu/uploaded_images/2021/10/ap7w5jcsgc3dk6y7mykg_304.jpg)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 október 26, 14:21
Írta: dezsoe Dátum 2021 október 26, 14:21
Szia!
Próbáld meg így. (https://www.cncdrive.com/UCCNC/setup_1.2115.exe)
(A szokásos: biztonságos oldalról nem biztonságos link. Majd legközelebb már jól teszem fel.)
Próbáld meg így. (https://www.cncdrive.com/UCCNC/setup_1.2115.exe)
(A szokásos: biztonságos oldalról nem biztonságos link. Majd legközelebb már jól teszem fel.)
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2021 október 26, 15:29
Írta: Miki2 Dátum 2021 október 26, 15:29
Köszönöm, már rendben letöltődött.
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2021 október 27, 22:25
Írta: eduard Dátum 2021 október 27, 22:25
UCCNC -re lehetséges lenne egy olyan mappinget készíteni, ahol zárthurkú vezérléssel - ezt a szervo megoldja - mappelni a golyósorsót egy ballbar tesztel? Ezt a map filet elkészíteni 3 (5) tengelyre, majd az adott gép minden mozgásutasításkor használja. Ezzel a vacak kínai C7+ -os orsók is hiper precízek lennének. (Eltekintve a körszimmetrikus pontatlanságoktól.)
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2021 október 28, 10:21
Írta: zt2c4wh9 Dátum 2021 október 28, 10:21
Egyelőre nem tud ilyet az UCCNC.
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2021 október 28, 12:22
Írta: eduard Dátum 2021 október 28, 12:22
Ez tiszta, de elvi lehetősége van? Vagy nem megfelelő elképzelés?
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2021 október 28, 20:40
Írta: zt2c4wh9 Dátum 2021 október 28, 20:40
Persze, elvileg megoldható, de a gyakorlatban nem egyszerű.
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2021 október 29, 13:24
Írta: eduard Dátum 2021 október 29, 13:24
Érdeklőnék, hogy az EtherCat vezérlő fejlesztésével hogy haladtok? Van, lesz a közeljövőben tesztelhető verzió? Esetleg BOB az UC300ETH-LPT5-höz? Vagy valamilyen bridge addig?
Köszönet.
Köszönet.
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2021 október 29, 21:43
Írta: Autotec1 Dátum 2021 október 29, 21:43
Használ valaki ilyen kézivezérlőt, lenne néhány kérdésem
(https://hobbicncforum.hu/uploaded_images/2021/10/tn_9km4g3uvbam3jhsx4bdha_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/10/9km4g3uvbam3jhsx4bdha_5332.jpeg)
(https://hobbicncforum.hu/uploaded_images/2021/10/tn_9km4g3uvbam3jhsx4bdha_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/10/9km4g3uvbam3jhsx4bdha_5332.jpeg)
Cím: Re:UCCNC vezérlő program
Írta: István83 Dátum 2021 október 30, 21:07
Írta: István83 Dátum 2021 október 30, 21:07
Sziasztok!
A Cnc drive oldaláról van mind a két kép.Csak nem tudom melyik a helyes bekötés,vagy mindegy?
(https://hobbicncforum.hu/uploaded_images/2021/10/tn_j9bxvex6bstns7v0gmchu_3231.jpg) (https://hobbicncforum.hu/uploaded_images/2021/10/j9bxvex6bstns7v0gmchu_3231.jpg) (https://hobbicncforum.hu/uploaded_images/2021/10/tn_tp9jy9db83vznxpy9twa_3231.jpg) (https://hobbicncforum.hu/uploaded_images/2021/10/tp9jy9db83vznxpy9twa_3231.jpg)
A Cnc drive oldaláról van mind a két kép.Csak nem tudom melyik a helyes bekötés,vagy mindegy?
(https://hobbicncforum.hu/uploaded_images/2021/10/tn_j9bxvex6bstns7v0gmchu_3231.jpg) (https://hobbicncforum.hu/uploaded_images/2021/10/j9bxvex6bstns7v0gmchu_3231.jpg) (https://hobbicncforum.hu/uploaded_images/2021/10/tn_tp9jy9db83vznxpy9twa_3231.jpg) (https://hobbicncforum.hu/uploaded_images/2021/10/tp9jy9db83vznxpy9twa_3231.jpg)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 október 30, 21:27
Írta: dezsoe Dátum 2021 október 30, 21:27
Szia!
Az első kép nem jelöli az index csatornát. A második kép a helyes, szerintem, ha az RJ-45 különbségeire gondolsz. (Egyébként mindegy, mert legfeljebb mindkét jel negálva lesz.)
Az első kép nem jelöli az index csatornát. A második kép a helyes, szerintem, ha az RJ-45 különbségeire gondolsz. (Egyébként mindegy, mert legfeljebb mindkét jel negálva lesz.)
Cím: Re:UCCNC vezérlő program
Írta: István83 Dátum 2021 október 30, 21:31
Írta: István83 Dátum 2021 október 30, 21:31
Köszönöm a gyors választ.
A negált jelek forditott kiosztására gondoltam igen.
A negált jelek forditott kiosztására gondoltam igen.
Cím: Re:UCCNC vezérlő program
Írta: hegedűs györgy Dátum 2021 október 31, 15:06
Írta: hegedűs györgy Dátum 2021 október 31, 15:06
Sziasztok!
Egy változókkal megtűzdelt programocskát szeretnék befejezni,de elakadtam egy kellemetlenségben.
A program betöltése után, szeretném lekérdezni, egy konkrét változó értékét.
Tudom, hogy ezt a " ?#(változó száma) " parancs MDI-be való beütésével érném el...
A bibi az, hogy egy előzőleg futtatott program ugyanolyan számu változójának az értékét írja ki.
Teszi ezt úgy, hogy magát a programot ennek ellenére jól lefuttatja.
Miután a programfutás sikeresen megtörtént, az MDI-ben lekérdezve már az aktuális program változójának az értékét írja ki, ha megkérdem "TŐLE".
Viszont program futtatása előtt lenne szükségem arra az adatra. Van erre vmi megoldás? Azon kívül, hogy "EDIT FILE" és számológéppel összeadom azt az 5~6
adatot amit az ominózus változó automatikusan és főleg hiba nélkül megtenne...
Előre is köszönöm a válaszokat.
Üdv, Gyuri
p.s.: Gondolom az nem lehet a fennakadás oka, hogy demóban erőlködöm. . .
Egy változókkal megtűzdelt programocskát szeretnék befejezni,de elakadtam egy kellemetlenségben.
A program betöltése után, szeretném lekérdezni, egy konkrét változó értékét.
Tudom, hogy ezt a " ?#(változó száma) " parancs MDI-be való beütésével érném el...
A bibi az, hogy egy előzőleg futtatott program ugyanolyan számu változójának az értékét írja ki.
Teszi ezt úgy, hogy magát a programot ennek ellenére jól lefuttatja.
Miután a programfutás sikeresen megtörtént, az MDI-ben lekérdezve már az aktuális program változójának az értékét írja ki, ha megkérdem "TŐLE".
Viszont program futtatása előtt lenne szükségem arra az adatra. Van erre vmi megoldás? Azon kívül, hogy "EDIT FILE" és számológéppel összeadom azt az 5~6
adatot amit az ominózus változó automatikusan és főleg hiba nélkül megtenne...
Előre is köszönöm a válaszokat.
Üdv, Gyuri
p.s.: Gondolom az nem lehet a fennakadás oka, hogy demóban erőlködöm. . .
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 október 31, 15:21
Írta: dezsoe Dátum 2021 október 31, 15:21
Szia!
Attól, hogy betöltesz egy programot, még nem fut le, tehát nem is fogja átírni a változó(k) értékét, ezért látod az előző futás eredményét. (Vagy nullát, ha még semmi nem futott.) A változók értékadása után betehetsz a g-kódba egy M0-t, amire megáll a program futása, így tudod ellenőrizni, majd újabb ciklus starttal továbbengeded. Vagy írhatsz egy makrót, ami kiírja és megkérdezi, hogy futhat-e tovább. A demó módnak ehhez semmi köze.
Attól, hogy betöltesz egy programot, még nem fut le, tehát nem is fogja átírni a változó(k) értékét, ezért látod az előző futás eredményét. (Vagy nullát, ha még semmi nem futott.) A változók értékadása után betehetsz a g-kódba egy M0-t, amire megáll a program futása, így tudod ellenőrizni, majd újabb ciklus starttal továbbengeded. Vagy írhatsz egy makrót, ami kiírja és megkérdezi, hogy futhat-e tovább. A demó módnak ehhez semmi köze.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2021 október 31, 16:19
Írta: zt2c4wh9 Dátum 2021 október 31, 16:19
Az EtherCAT vezérlő egy teljesen különálló mozgásvezérlő lesz, nem kell hozzá UC300ETH. Úgy terveztük, hogy egy kis panel lesz 2db ethernet porttal, az egyik a PC-vel kommunikál (UCCNC-vel), a másik portra lehet majd felfűzni az etherCAT-es motorvezérlő kártyákat.
A mozgásvezérlőn lesz még I/O, amit valószínűleg egy normál és egy bemeneti kiosztású LPT port (IDC26) lesz, hogy lehessen rá csatlakoztatni UCSB vagy UCBB elosztópanelt.
Később lehet majd fejlesztünk EtherCAT-es I/O kártyával való kompatibilitást is.
A project még nagyon az elején jár, viszont egyezkedtünk a Leadshine céggel és első körben az ő motorvezérlőikkel tesszük majd kompatibilissé a mozgásvezérlőt. Vannak nekik léptető és szervó EtherCAT-es motorvezérlőik is.
A mozgásvezérlőn lesz még I/O, amit valószínűleg egy normál és egy bemeneti kiosztású LPT port (IDC26) lesz, hogy lehessen rá csatlakoztatni UCSB vagy UCBB elosztópanelt.
Később lehet majd fejlesztünk EtherCAT-es I/O kártyával való kompatibilitást is.
A project még nagyon az elején jár, viszont egyezkedtünk a Leadshine céggel és első körben az ő motorvezérlőikkel tesszük majd kompatibilissé a mozgásvezérlőt. Vannak nekik léptető és szervó EtherCAT-es motorvezérlőik is.
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2021 október 31, 16:52
Írta: eduard Dátum 2021 október 31, 16:52
Köszönöm a részletes választ. Mikor lehet tesztelni az alfa hardvereket? Szuper lenne, ha EtherCAT-os PLC lenne az IO, az LPT helyett, ezen a szinten az LPT már okafogyottá válik és lassú is.
Itt egy alkalmas minta hw I/O-nak: beckhoff ek1100
Szuper lenne, ha a mozgásvezérlő "csak" bridge lenne a PC és a PLC között.
A Leadshine EtherCAT különbözik valamiben a többi gyártó által használt protokolltól, vagy ez csak egy mondás a kooperáció mentén?
Itt egy alkalmas minta hw I/O-nak: beckhoff ek1100
Szuper lenne, ha a mozgásvezérlő "csak" bridge lenne a PC és a PLC között.
A Leadshine EtherCAT különbözik valamiben a többi gyártó által használt protokolltól, vagy ez csak egy mondás a kooperáció mentén?
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2021 október 31, 17:16
Írta: eduard Dátum 2021 október 31, 17:16
Nem PLC, csatoló.
Cím: Re:UCCNC vezérlő program
Írta: hegedűs györgy Dátum 2021 október 31, 17:54
Írta: hegedűs györgy Dátum 2021 október 31, 17:54
Sziasztok!
Kérdezős kedvemben vagyok.
A "változós" programozást nem lehetne megkönnyíteni betű alakú változó elnevezésekkel a szám alakú helyett?
Átláthatóbbak lehetnének a g-kódok. Vagy az már egy másik programozási nyelvet igényelne? Többek között.
Előre is köszönöm a válaszokat.
Üdv, Gyuri
Kérdezős kedvemben vagyok.
A "változós" programozást nem lehetne megkönnyíteni betű alakú változó elnevezésekkel a szám alakú helyett?
Átláthatóbbak lehetnének a g-kódok. Vagy az már egy másik programozási nyelvet igényelne? Többek között.
Előre is köszönöm a válaszokat.
Üdv, Gyuri
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 október 31, 23:20
Írta: dezsoe Dátum 2021 október 31, 23:20
Szia!
A változók elnevezése (és úgy általában a g-kód szerkezete) az RS274NGC szabványban (https://tsapps.nist.gov/publication/get_pdf.cfm?pub_id=823374) van rögzítve. Tehát lehet, csak azt már nem g-kódnak hívják. :)
A változók elnevezése (és úgy általában a g-kód szerkezete) az RS274NGC szabványban (https://tsapps.nist.gov/publication/get_pdf.cfm?pub_id=823374) van rögzítve. Tehát lehet, csak azt már nem g-kódnak hívják. :)
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2021 november 01, 15:31
Írta: frob Dátum 2021 november 01, 15:31
Ez esetleg út lehet ahhoz hogy pl lineáris útjeladók alapján legyen pontos lépés ?
Tehát megvalósulna a szabályzás, nem csak a mostani vezérlés?
Ha pl a motormeghajtók tudják ezt akkor gondolom biztos, ha nem akkor?
Tehát megvalósulna a szabályzás, nem csak a mostani vezérlés?
Ha pl a motormeghajtók tudják ezt akkor gondolom biztos, ha nem akkor?
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2021 november 01, 16:04
Írta: zt2c4wh9 Dátum 2021 november 01, 16:04
Éppen olyan Beckhoff I/O modult használtunk az EtherCAT protocol fejlesztésnél. Működött. :)
Szóval igen, lehetne I/O modult is felfűzni az EtherCAT-re, de első körben már azzal is meg leszünk elégedve ha motorvezérlőkkel működni fog.
Az EtherCAT csak egy kommunikációs protocol és ebbe van beleágyazva egy másik protocol, COE vagy Profibus szokott lenni. De ez még mindig csak a protocol, a szintaktika.
Az, hogy a vezérlő ezekben az EtherCAT COE vagy Profibus packetokban milyen adatokat vár, hány adatra van szüksége az már vezérlő kérdése. Ezért nehéz általánosítva megcsinálni, hogy több féle vezérlővel is tudjon működni.
Persze meg lehet csinálni többfélére, de akkor minden vezérlőhöz hozzá kell fejlszteni, hogy tudja konfigurálni és vezérelni az UCCNC.
Szóval sajnos nem olyan ez mint a step/dir, hogy egy egyszerű kommunikációs szábvány és könnyű általánosan leprogramozni a kommunikációt.
Szóval igen, lehetne I/O modult is felfűzni az EtherCAT-re, de első körben már azzal is meg leszünk elégedve ha motorvezérlőkkel működni fog.
Az EtherCAT csak egy kommunikációs protocol és ebbe van beleágyazva egy másik protocol, COE vagy Profibus szokott lenni. De ez még mindig csak a protocol, a szintaktika.
Az, hogy a vezérlő ezekben az EtherCAT COE vagy Profibus packetokban milyen adatokat vár, hány adatra van szüksége az már vezérlő kérdése. Ezért nehéz általánosítva megcsinálni, hogy több féle vezérlővel is tudjon működni.
Persze meg lehet csinálni többfélére, de akkor minden vezérlőhöz hozzá kell fejlszteni, hogy tudja konfigurálni és vezérelni az UCCNC.
Szóval sajnos nem olyan ez mint a step/dir, hogy egy egyszerű kommunikációs szábvány és könnyű általánosan leprogramozni a kommunikációt.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2021 november 01, 16:06
Írta: zt2c4wh9 Dátum 2021 november 01, 16:06
Ebben még nem gondolkodtunk, hogy az EtherCAT fejlesztés ebbe az irányba mutatna. De akár még ez is lehet. Főleg ha a jeladó (útmérő) is etherCAT-et.
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2021 november 01, 17:12
Írta: eduard Dátum 2021 november 01, 17:12
A dedikált vezérlőt teljes egészében ki lehet hagyni. Elég a PC és az EtherCAT IO a kifejtőn. Így teljesen ipari alkatrészekre támaszkodva szoftveres lenne kizárólag az UCCNC és jelentősen megnőne a diverzitása. Elmúlik a step/dir korszak és tetszőleges fieldbuszokat lehet majd használni. Végtelen IO, API-k, és computer vision feedback, munkaközi minőségellenőrzés és még sorolhatnám :) Ja és a hobbistáknak is egy nagy lépés lenne tudásban. Szerintem...
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2021 november 01, 17:13
Írta: eduard Dátum 2021 november 01, 17:13
Mi a baj az abszolút enkóderekkel?
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2021 november 01, 19:19
Írta: Autotec1 Dátum 2021 november 01, 19:19
G33 -menetfúrást sikerült megjavítani?
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2021 november 01, 20:05
Írta: frob Dátum 2021 november 01, 20:05
Pedig, ezzel lépnétek igazán szintet!
Mert ha csak marad a ún vezérlés... az nem jelent akkora előrelépést. Persze értem hogy madzagolás, szervók használata...stb
És inkább ha vezérlős vagy valami is kellene, akkor arra hogy a sztenderd inkrementális, netán abszolút jeladókat lehessen használni pozícionálásra ethercat-el
Biztos nem kicsi fejlesztés, de az ipar profi területére törnétek be vele....
És persze hajrá!!! :)
Mert ha csak marad a ún vezérlés... az nem jelent akkora előrelépést. Persze értem hogy madzagolás, szervók használata...stb
És inkább ha vezérlős vagy valami is kellene, akkor arra hogy a sztenderd inkrementális, netán abszolút jeladókat lehessen használni pozícionálásra ethercat-el
Biztos nem kicsi fejlesztés, de az ipar profi területére törnétek be vele....
És persze hajrá!!! :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 november 01, 20:10
Írta: dezsoe Dátum 2021 november 01, 20:10
Jó pár oldalt kellett visszalapozni, de megtaláltam: [#t218p8442#]. Most megnéztem és az 1.2115-tel is jól működik.
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2021 november 01, 21:57
Írta: eduard Dátum 2021 november 01, 21:57
Tulajdonképpen minden megvan már hozzá "csak" a adaptálni kell egy fieldbust az LPT helyett (úgy látom EtherCAT-ra esett a választás) és kezdetnek elég is, mert a logika már stabilan működik a szoftverben. Van itt bőven vállalkozó kedvü ember, aki örömmel tesztelne, ha közben megtanulhatja az fieldbus modulok kezelését.
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2021 november 01, 22:04
Írta: eduard Dátum 2021 november 01, 22:04
Itt egy példa a dedikált vezérlő néküli megoldásra: https://www.datron.de/en_gb/datron-cnc-machines/datron-next.html
Modern alapokon, normális GUI és nincs tervük a kidásra, mert a saját gépeiket etetik vele. Na ide kellene pozicionálni az UCCNC-t.
Modern alapokon, normális GUI és nincs tervük a kidásra, mert a saját gépeiket etetik vele. Na ide kellene pozicionálni az UCCNC-t.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2021 november 02, 09:08
Írta: svejk Dátum 2021 november 02, 09:08
Kíváncsivá tettél!
írhatnál magadról pár sort...
írhatnál magadról pár sort...
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2021 november 02, 14:40
Írta: zt2c4wh9 Dátum 2021 november 02, 14:40
Semmi baj az abszolút encoderrel, de ha etherCAT-en kommunikál, akkor egyszerű illeszteni egy EtherCAT rendszerbe.
Cím: Re:UCCNC vezérlő program
Írta: Bocs Dátum 2021 november 02, 23:22
Írta: Bocs Dátum 2021 november 02, 23:22
Üdvözlök Mindenkit!
Telepítettem az UCCNC 1.2049-et mert az 1.2047 elkezdte magát felfalni. Hol a kézikerék plugint törölte, hol a képernyő egy-egy gombját. Lehet, hogy windows hiba, lehet más, nem fontos, mert annyira egyszerű a telepítés, hogy nem vacakoltam a hibakereséssel.
A régi verzió is tetszett, de az újért teljesen oda-vissza vagyok.[#taps] Ezer köszönet érte!
Néhány dolgot nem találok a leírásában. Örömmel használnám a 2 ingyenes parkolóhelyet (GOTO PARK 1, GOTO PARK 2), de nem találom, hogy hol kell beállítani a helyét és ha van, a mozgásokat, stb. Itt a fórumon se találok róla semmit. Pedig szívesen készítenék külső gombot is hozzá.
Telepítettem az UCCNC 1.2049-et mert az 1.2047 elkezdte magát felfalni. Hol a kézikerék plugint törölte, hol a képernyő egy-egy gombját. Lehet, hogy windows hiba, lehet más, nem fontos, mert annyira egyszerű a telepítés, hogy nem vacakoltam a hibakereséssel.
A régi verzió is tetszett, de az újért teljesen oda-vissza vagyok.[#taps] Ezer köszönet érte!
Néhány dolgot nem találok a leírásában. Örömmel használnám a 2 ingyenes parkolóhelyet (GOTO PARK 1, GOTO PARK 2), de nem találom, hogy hol kell beállítani a helyét és ha van, a mozgásokat, stb. Itt a fórumon se találok róla semmit. Pedig szívesen készítenék külső gombot is hozzá.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 november 03, 01:19
Írta: dezsoe Dátum 2021 november 03, 01:19
Szia!
Az M200-as makró a park1, az M201 a park2.
Az M200-as makró a park1, az M201 a park2.
Cím: Re:UCCNC vezérlő program
Írta: Bocs Dátum 2021 november 03, 09:20
Írta: Bocs Dátum 2021 november 03, 09:20
Köszönöm a válaszod!
Még nem írtam, szerkesztettem makrot. Ezt hol kezdjem? Hol férek hozzá az UCCNC-ben?
Nem ijedek meg a tanulástól és a kihívásoktól.
Még nem írtam, szerkesztettem makrot. Ezt hol kezdjem? Hol férek hozzá az UCCNC-ben?
Nem ijedek meg a tanulástól és a kihívásoktól.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 november 03, 09:32
Írta: dezsoe Dátum 2021 november 03, 09:32
Az UCCNC\Profiles\Macro_profilodneve könyvtárban találod, jegyzettömbbel is szerkeszthető. (A "profilodneve" a program főképernyőjén látható.)
Cím: Re:UCCNC vezérlő program
Írta: Bocs Dátum 2021 november 03, 09:43
Írta: Bocs Dátum 2021 november 03, 09:43
Nagyon köszönöm! Sokadszorra segítettél. Így már azt hiszem menni fog.
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2021 november 03, 23:19
Írta: eduard Dátum 2021 november 03, 23:19
Segitseget szeretnek kerni a fusion post modositasahoz. Arra van szuksegem, hogy coolantnak beallithassak levegot es elszivast is. Ezekre nincs kesz makro ahogy latom, ezekben is kernek segitseget.
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2021 november 04, 09:26
Írta: eduard Dátum 2021 november 04, 09:26
Sikerült módosítanom a postot, működik is. Eljutottam oda, hogy hozzáadtam egy levegő és elszívás makrót, M70 és M71 néven. Az M70 exec.Airon() és az M71 exec.Suctionon() lett. A következő akadály, hogy ezeket a futtatható állományokat vagy hivatkozásokat hogy rendelem hozzá portokhoz? Gombokhoz is szeretném, de az menni fog.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 november 04, 09:38
Írta: dezsoe Dátum 2021 november 04, 09:38
Így sehogy. Az exec osztály nem tartalmazza ezeket a függvényeket.
Tudsz kimenetet kapcsolgatni exec.Setoutpin(<port>, <pin>) és exec.Clroutpin(<port>, <pin>) hívásokkal, de ez még így kevés, mert tudnod kell a kimenet aktuális állapotát is, resetre vagy stopre ki is kéne kapcsolnod stb. Az M7-M8 miért nem jó? Már elhasználtad másra?
Tudsz kimenetet kapcsolgatni exec.Setoutpin(<port>, <pin>) és exec.Clroutpin(<port>, <pin>) hívásokkal, de ez még így kevés, mert tudnod kell a kimenet aktuális állapotát is, resetre vagy stopre ki is kéne kapcsolnod stb. Az M7-M8 miért nem jó? Már elhasználtad másra?
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2021 november 04, 13:56
Írta: eduard Dátum 2021 november 04, 13:56
Koszonom a valaszt. Az M7, M8 a mist es a flood. A misthez kell levego is es kulon-kulon szeretnem kapcsolni, hogy a levego opcio kulon is elerheto legyen es meghivhato a CAM-bol. Az elszivas meg mehet M8-ra, az nem gond, de jo lenne ha sajat neven futna. Szoval nem is tudom boviteni a CAM-bol elerheto makrokat?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 november 04, 14:53
Írta: dezsoe Dátum 2021 november 04, 14:53
Hogy az F360-ban mit lehet beállítani, azt nem tudom, nagyon nem is izgat. Nálam elásta magát a beetetős, majd minden fontosat kivevős üzletpolitikájával. Szerencsére nem öltem bele sok időt, azt a pár napot sem kellett volna. :)
UCCNC-ben viszont megfelelő makrókkal meg lehet csinálni, hogy legyenek további kimeneteid. Vagy ha túl sok a makró, akkor össze lehet hozni egy plugin-ba az egészet. Meg kell néznem, mert ugyan írtam már ilyen plugin-t, csak abban volt valami spéci dolog, mert egy bizonyos géphez készült. (És, persze, nem is nagyon emlékszem a részletekre így kb. 2 év után.)
UCCNC-ben viszont megfelelő makrókkal meg lehet csinálni, hogy legyenek további kimeneteid. Vagy ha túl sok a makró, akkor össze lehet hozni egy plugin-ba az egészet. Meg kell néznem, mert ugyan írtam már ilyen plugin-t, csak abban volt valami spéci dolog, mert egy bizonyos géphez készült. (És, persze, nem is nagyon emlékszem a részletekre így kb. 2 év után.)
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2021 november 04, 15:13
Írta: frob Dátum 2021 november 04, 15:13
Kicsit mellék ág de mit használsz helyette, már mint fusion helyett?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 november 04, 15:29
Írta: dezsoe Dátum 2021 november 04, 15:29
A FreeCAD-et és az OpenSCAD-et tanulgatom, amikor épp van időm foglalkozni vele. Leginkább 3D nyomtatáshoz kell. UCCNC-vel leginkább NyÁK-ot marok, ahhoz Eagle-lel tervezek és pcb-gcode-dal generálok.
Cím: Re:UCCNC vezérlő program
Írta: jnsx74344 Dátum 2021 november 04, 19:08
Írta: jnsx74344 Dátum 2021 november 04, 19:08
Segítséget kérek tőletek. Egy makro parancsra volna szükségem, amivel X és Y-ban lehessen elmozdítani a maró motrot, szeretném egy gombbal ezt megoldani, hogy ne legyen szükség minden alkalommal MDI-ben megírni.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 november 04, 19:15
Írta: dezsoe Dátum 2021 november 04, 19:15
Park1, park2-t nézted már? Pont erre valók.
Cím: Re:UCCNC vezérlő program
Írta: jnsx74344 Dátum 2021 november 04, 19:44
Írta: jnsx74344 Dátum 2021 november 04, 19:44
Koszi
Cím: Re:UCCNC vezérlő program
Írta: jnsx74344 Dátum 2021 november 04, 19:52
Írta: jnsx74344 Dátum 2021 november 04, 19:52
A park 1 és park kettő az asztal abszolut Koordinátára áll be, én a beállított null ponthoz képest akarom elmozditani X Y-ba.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 november 04, 20:09
Írta: dezsoe Dátum 2021 november 04, 20:09
Akkor egy ilyen makróra van szükséged:
Kód Kijelölés
List<string> codelist = new List<string>();
codelist.Add("G91");
codelist.Add("G0 X10 Y10");
codelist.Add("G90");
exec.Codelist(codelist);
while (exec.IsMoving()) ;
Cím: Re:UCCNC vezérlő program
Írta: jnsx74344 Dátum 2021 november 04, 20:56
Írta: jnsx74344 Dátum 2021 november 04, 20:56
Koszonom
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2021 november 04, 22:50
Írta: eduard Dátum 2021 november 04, 22:50
"UCCNC-ben viszont megfelelő makrókkal meg lehet csinálni, hogy legyenek további kimeneteid." ezt kifejted kérlek?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 november 05, 00:15
Írta: dezsoe Dátum 2021 november 05, 00:15
Persze. A feladat elsőre rém egyszerű: legyen M70 a bekapcsolás, M90 a kikapcsolás. Legyen a kimeneted a port 2, pin 17.
M70:
M90:
Eddig oké, de most megbonyolítom egy kicsit. Biztos szeretnél a képernyőre egy nyomógombot, amivel egyrészt be és ki tudod kapcsolni, másrészt visszajelzi a kimenet állapotát. Mivel a képernyő gombjai közvetlenül csak a 20000-21999-es makrókat tudják hívni, kell még egy makró. Legyen pl. M20000:
És természetesen az M70 és M90 is változik.
M70:
M90:
Ekkor már három makród van, ahol be kell állítani a kimenet adatait, amit már simán el lehet téveszteni. Érdemes tehát mindháromban fix érték helyett a profilból felolvasni a port/pin értéket. Ezt rögtön meg is kavarhatjuk azzal, ha a kimenet "active low" típusú, mert akkor a Setoutpin és Clroutpin hívásokat fel kell cserélni. Ehhez jön még további pár apróság:
- Program indulásakor alaphelyzetbe kéne állni. Ez különösen akkor érdekes, ha alacsony aktív jelről van szó. Így már az M99998 makróban is ott lesz a port/pin (és active low) beállítás. A nyomógomb sorszáma nem kell, mert úgyis kikapcsolt állapotból indulunk.
- Stop vagy reset esetén a kimenetet illene kikapcsolni. Ehhez kell még egy makró, ami hurokban fut. Ide is kellenek a kimenet adatai és a nyomógomb sorszáma.
- Ha esetleg az M7/M8/M9 mintájára szeretnél két kimenetet (tehát az M9 mindkettőt kikapcsolja), akkor mindkét kimenet állapotát követni kell, ráadásul két nyomógombra lesz szükséged.
- Ha a kimenetek kapcsolásakor várakozásra is szükség van, akkor azt is bele kell írni a makrókba.
És még lehet, hogy nem is jutott eszembe minden szempont. Viszont ennyi minden már bőven elég ahhoz, hogy ne makrókban gondolkozzunk, hanem öntsük egybe az egészet egy plugin-ba. :)
M70:
Kód Kijelölés
exec.Setoutpin(2, 17);
M90:
Kód Kijelölés
exec.Clroutpin(2, 17);
Eddig oké, de most megbonyolítom egy kicsit. Biztos szeretnél a képernyőre egy nyomógombot, amivel egyrészt be és ki tudod kapcsolni, másrészt visszajelzi a kimenet állapotát. Mivel a képernyő gombjai közvetlenül csak a 20000-21999-es makrókat tudják hívni, kell még egy makró. Legyen pl. M20000:
Kód Kijelölés
if (AS3.Getbuttonstate(20000))
{
exec.Clroutpin(2, 17);
AS3.Switchbutton(false, 20000);
}
else
{
exec.Setoutpin(2, 17);
AS3.Switchbutton(true, 20000);
}
És természetesen az M70 és M90 is változik.
M70:
Kód Kijelölés
exec.Setoutpin(2, 17);
AS3.Switchbutton(true, 20000);
M90:
Kód Kijelölés
exec.Clroutpin(2, 17);
AS3.Switchbutton(false, 20000);
Ekkor már három makród van, ahol be kell állítani a kimenet adatait, amit már simán el lehet téveszteni. Érdemes tehát mindháromban fix érték helyett a profilból felolvasni a port/pin értéket. Ezt rögtön meg is kavarhatjuk azzal, ha a kimenet "active low" típusú, mert akkor a Setoutpin és Clroutpin hívásokat fel kell cserélni. Ehhez jön még további pár apróság:
- Program indulásakor alaphelyzetbe kéne állni. Ez különösen akkor érdekes, ha alacsony aktív jelről van szó. Így már az M99998 makróban is ott lesz a port/pin (és active low) beállítás. A nyomógomb sorszáma nem kell, mert úgyis kikapcsolt állapotból indulunk.
- Stop vagy reset esetén a kimenetet illene kikapcsolni. Ehhez kell még egy makró, ami hurokban fut. Ide is kellenek a kimenet adatai és a nyomógomb sorszáma.
- Ha esetleg az M7/M8/M9 mintájára szeretnél két kimenetet (tehát az M9 mindkettőt kikapcsolja), akkor mindkét kimenet állapotát követni kell, ráadásul két nyomógombra lesz szükséged.
- Ha a kimenetek kapcsolásakor várakozásra is szükség van, akkor azt is bele kell írni a makrókba.
És még lehet, hogy nem is jutott eszembe minden szempont. Viszont ennyi minden már bőven elég ahhoz, hogy ne makrókban gondolkozzunk, hanem öntsük egybe az egészet egy plugin-ba. :)
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2021 november 05, 00:26
Írta: eduard Dátum 2021 november 05, 00:26
Hoppá! Köszönöm a részletes választ. Nem számítottam rá, hogy ez ilyen összetett lesz. Maradok az M7 - M8 -nál.
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2021 november 05, 07:02
Írta: TBS-TEAM Dátum 2021 november 05, 07:02
Nem lenne egyszerübb az M200-201-ben a G53 átirni G9x és akkor nem az apszult gépi kordinátában megy park pozicióba. [#kacsint]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 november 05, 08:57
Írta: dezsoe Dátum 2021 november 05, 08:57
De, úgy is lehet, sőt, még további legalább ötféleképpen. :) Miután a két kérdésből összesen annyi derült ki, hogy relatív mozgás kell, én ennyit írtam.
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2021 november 06, 20:30
Írta: eduard Dátum 2021 november 06, 20:30
Szerszam bemero segitseg.
Lehetseges betenni egy limitert a szerszam bemero fole, ahol lelassit a meres elott? Hogy ne a teljes tavot kelljen neki lassan megtennie? Ez egy lezer kapu lenne.
Lehetseges betenni egy limitert a szerszam bemero fole, ahol lelassit a meres elott? Hogy ne a teljes tavot kelljen neki lassan megtennie? Ez egy lezer kapu lenne.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 november 06, 20:37
Írta: dezsoe Dátum 2021 november 06, 20:37
Régi álmom, de jelenleg még nem. Illetve igen, ha trükközöl: egy kimenetet fel lehet használni arra, hogy átkapcsolja a bemérő bemenetét mondjuk egy fénykapu és a tényleges bemérő között. Így gyors méréssel elmehetsz a kapuig, majd utána indítod a rendes mérést. Egyébként, ha jófajta a bemérőd (hosszan le lehet nyomni azután, hogy bejelzett) és nem milliméter alatti a szerszám, akkor az első mérés lehet gyors és csak a második a pontos. De nem tudom, hogy milyen géped és milyen bemérőd van.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2021 november 06, 20:53
Írta: svejk Dátum 2021 november 06, 20:53
Az ipari gyakorlatban kézzel megközelítik a bemérőt majd ezután engedik rá az automatát.
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2021 november 06, 21:12
Írta: eduard Dátum 2021 november 06, 21:12
Ez az atkapcsolas otletes, teszek ra egy kiserletet. Arra gondolsz, hogy ket meresre allitom, az elso "visszapattan" a fenykapurol, atkapcsolja a bemerore es a masodik mar a bemeron tortenik?
A gyorsmenet azert nem jo, mert a karbid bemero feje megsertheti a vagoelt.
A gyorsmenet azert nem jo, mert a karbid bemero feje megsertheti a vagoelt.
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2021 november 06, 21:14
Írta: eduard Dátum 2021 november 06, 21:14
Automatizalt a bemeres, a kezi mozgatas most nem opcio.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 november 06, 21:32
Írta: dezsoe Dátum 2021 november 06, 21:32
Igen.
Cím: Re:UCCNC vezérlő program
Írta: hegedűs györgy Dátum 2021 november 16, 10:06
Írta: hegedűs györgy Dátum 2021 november 16, 10:06
Üdv, harcostársak!
Talán Csabához szól leginkább ez az észrevételem...
A mach3-ban ha változókat szeretnék használni a programozáshoz, akkor akár tízezer valahányszáz változót is meghatározhatok (definiálhatok). Az UCCNC-ben csak 999-et. Ezen nagy gond lenne változtatni? Egy asztalos számára, azért lenne ez átláthatósági szempontból könnyítés, mert egy mérethez (mondjuk szekrény szélesség...) csak valamilyen ezerig terjedő változónév rendelhető hozzá. Ebben az a bibi, hogy az ezerig terjedő számok rengeteg esetben takarnak valós bútor méretet, ami a program ellenőrzésénél, készítésénél,méret megadásnál nagyon zavaró tud lenni.
Pl: UCCNC #888=888 (mm__szekrény szélesség )
MACH3 #8888=888(mm__szekrény szélesség )
Ha simán 5000 feletti változó "neveket" használok, nem zavar be egy 4 jegyű szám, mert nagyon ritkán készül 5m-es bútor darab [#zavart2]. Sokkal egyszerűbb átlátni a programot. Tudom, nem sok asztalos programoz parametrikusan, viszont van az a "termék", aminek a legyártásához egy g-kód 1000x jobb, mint egy cad program. A g-kódban van 3 sorom egy-egy értékkel, amin változtatni kell, becsukom a szerkesztőt (g-kód editort) és már aprítom is az anyagot. Nem kell ide-oda menteni meg a többi nyavalya. Előre is köszönöm a választ.
Gyuri
ui: bocsika a hosszú mondatokért . . .
Talán Csabához szól leginkább ez az észrevételem...
A mach3-ban ha változókat szeretnék használni a programozáshoz, akkor akár tízezer valahányszáz változót is meghatározhatok (definiálhatok). Az UCCNC-ben csak 999-et. Ezen nagy gond lenne változtatni? Egy asztalos számára, azért lenne ez átláthatósági szempontból könnyítés, mert egy mérethez (mondjuk szekrény szélesség...) csak valamilyen ezerig terjedő változónév rendelhető hozzá. Ebben az a bibi, hogy az ezerig terjedő számok rengeteg esetben takarnak valós bútor méretet, ami a program ellenőrzésénél, készítésénél,méret megadásnál nagyon zavaró tud lenni.
Pl: UCCNC #888=888 (mm__szekrény szélesség )
MACH3 #8888=888(mm__szekrény szélesség )
Ha simán 5000 feletti változó "neveket" használok, nem zavar be egy 4 jegyű szám, mert nagyon ritkán készül 5m-es bútor darab [#zavart2]. Sokkal egyszerűbb átlátni a programot. Tudom, nem sok asztalos programoz parametrikusan, viszont van az a "termék", aminek a legyártásához egy g-kód 1000x jobb, mint egy cad program. A g-kódban van 3 sorom egy-egy értékkel, amin változtatni kell, becsukom a szerkesztőt (g-kód editort) és már aprítom is az anyagot. Nem kell ide-oda menteni meg a többi nyavalya. Előre is köszönöm a választ.
Gyuri
ui: bocsika a hosszú mondatokért . . .
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 november 16, 10:15
Írta: dezsoe Dátum 2021 november 16, 10:15
Szia!
A legnagyobb használható #változó #5999. Ebből foglaltak: #5060-#5066 és #5399. Úgy látom, hogy a kézikönyv még 999-et említ, majd javítjuk.
A legnagyobb használható #változó #5999. Ebből foglaltak: #5060-#5066 és #5399. Úgy látom, hogy a kézikönyv még 999-et említ, majd javítjuk.
Cím: Re:UCCNC vezérlő program
Írta: fvmbs7r7e Dátum 2021 november 20, 11:52
Írta: fvmbs7r7e Dátum 2021 november 20, 11:52
Sziasztok!
Screen not found és nem indul az uccnc![#wilting]
Screen not found és nem indul az uccnc![#wilting]
Cím: Re:UCCNC vezérlő program
Írta: fvmbs7r7e Dátum 2021 november 20, 13:36
Írta: fvmbs7r7e Dátum 2021 november 20, 13:36
Nagyon kellene a beállítás a profilból ami most nem hajlandó elindulni masik profil betölt rendesen ki lehet valahogy szedni ?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 november 21, 08:45
Írta: dezsoe Dátum 2021 november 21, 08:45
Szia!
Igen, a működő profilt rámásolod a nem működőre. Egyúttal engedélyezd az AutoBackupProfile plugin-t, mert az minden induláskor készít egy másolatot a profilodról.
Csinálj egy mappát az UCCNC-n belül, pl. Mentes. (Lehetőleg ékezet nélkül.) Mindkét profilban engedélyezed a plugin-t, újraindítod az UCCNC-t. Rá fog kérdezni a beállításokra. Kitallózod a mentésre szánt mappát, bepipálod, hogy relatív útvonal legyen. Érdemes még bepipálni, hogy csak 20 mentést tároljon, az biztos, hogy elég lesz. Következő induláskor már készít mentést.
Igen, a működő profilt rámásolod a nem működőre. Egyúttal engedélyezd az AutoBackupProfile plugin-t, mert az minden induláskor készít egy másolatot a profilodról.
Csinálj egy mappát az UCCNC-n belül, pl. Mentes. (Lehetőleg ékezet nélkül.) Mindkét profilban engedélyezed a plugin-t, újraindítod az UCCNC-t. Rá fog kérdezni a beállításokra. Kitallózod a mentésre szánt mappát, bepipálod, hogy relatív útvonal legyen. Érdemes még bepipálni, hogy csak 20 mentést tároljon, az biztos, hogy elég lesz. Következő induláskor már készít mentést.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2021 november 21, 16:01
Írta: svejk Dátum 2021 november 21, 16:01
Idézet a manuálból:
" Program stop: M0, M1, M60
Az M0, M1 és M60 kódok mindegyike megállítja a program futását. Újabb ciklus indításával a
program futtatás folytatható.
Az M0, M1 és M60 kódok funkcionálisan ugyanúgy működnek, viszont a kódok különböző
virtulális LED-eket aktiválnak, így a felhasználó, valamint a különböző pluginok és makrók
számára megkülönböztethető, hogy melyik kód aktiválódott. "
Az M60-al van/volt valami cél?
A szabvány szerint ez ugye az APC (automatikus palettacserélés) kódja.
Egy gépen használni kellene a palettacserét mit tegyek? Deklaráljak magamnak inkább új M kódot a palettacseréhez?
" Program stop: M0, M1, M60
Az M0, M1 és M60 kódok mindegyike megállítja a program futását. Újabb ciklus indításával a
program futtatás folytatható.
Az M0, M1 és M60 kódok funkcionálisan ugyanúgy működnek, viszont a kódok különböző
virtulális LED-eket aktiválnak, így a felhasználó, valamint a különböző pluginok és makrók
számára megkülönböztethető, hogy melyik kód aktiválódott. "
Az M60-al van/volt valami cél?
A szabvány szerint ez ugye az APC (automatikus palettacserélés) kódja.
Egy gépen használni kellene a palettacserét mit tegyek? Deklaráljak magamnak inkább új M kódot a palettacseréhez?
Cím: Re:UCCNC vezérlő program
Írta: Béni Dátum 2021 november 21, 17:38
Írta: Béni Dátum 2021 november 21, 17:38
Ne aggasszon a dolog túlságosan. Szokás van, szabvány nincs.
Persze a szokásnak is megvan a maga előnye és hatalma, ezért a legtöbb CNC nyelv az M kódokat M00-M09-ig és ez M30-at azonosan értelmezi. (M07 esetén van egy kicsi kilengés.)
Még a Heidenhain Klartext is, amely a G (Gerber) kód misztikumát elvetette. Szerintem üdvözlendően.
Persze a szokásnak is megvan a maga előnye és hatalma, ezért a legtöbb CNC nyelv az M kódokat M00-M09-ig és ez M30-at azonosan értelmezi. (M07 esetén van egy kicsi kilengés.)
Még a Heidenhain Klartext is, amely a G (Gerber) kód misztikumát elvetette. Szerintem üdvözlendően.
Cím: Re:UCCNC vezérlő program
Írta: Szerelő Dátum 2021 november 21, 18:54
Írta: Szerelő Dátum 2021 november 21, 18:54
A szabvány a DIN 66025.2
Az ebben nem szereplő M-kódok álltalában a gépgyártó által definiáltak.
És igen, majd minden gépgyártó az M60-at paletta cseréhez használja.
Amit legutóbb láttam M-kód listát az M1255-ig volt használva
(https://hobbicncforum.hu/uploaded_images/2021/11/tn_wa7tpv5b5t8vsb5va32e_5697.jpg) (https://hobbicncforum.hu/uploaded_images/2021/11/wa7tpv5b5t8vsb5va32e_5697.jpg)
Az ebben nem szereplő M-kódok álltalában a gépgyártó által definiáltak.
És igen, majd minden gépgyártó az M60-at paletta cseréhez használja.
Amit legutóbb láttam M-kód listát az M1255-ig volt használva
(https://hobbicncforum.hu/uploaded_images/2021/11/tn_wa7tpv5b5t8vsb5va32e_5697.jpg) (https://hobbicncforum.hu/uploaded_images/2021/11/wa7tpv5b5t8vsb5va32e_5697.jpg)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 november 21, 19:13
Írta: dezsoe Dátum 2021 november 21, 19:13
Bár az M60 stimmel, ez nem A szabvány, csak egy szabvány. Az UCCNC az RS274NGC (https://tsapps.nist.gov/publication/get_pdf.cfm?pub_id=823374) szabványra támaszkodik, ahogy az a kézikönyvében le is van írva.
Cím: Re:UCCNC vezérlő program
Írta: Szerelő Dátum 2021 november 21, 19:53
Írta: Szerelő Dátum 2021 november 21, 19:53
Kedves dezsoe teljesen igazad van!
Az általad említett RS274NGC a National Institute of Standards and Technology közreműködésével lett kialakítva. Ami talán ha jólemlékszem az Amerikai Nemzeti Szabványügyi és Technológiai Intézet.
De gondolom ezt te is tudod.
De így talán érthető hogy itt Európában inkább az ISO DIN szabványokat ismerik és alkalmazzák.
Talán ezért van, hogy egy kicsit zavaró a számukra a két szabvány közti eltérés.
A mondat elején a nagy "A" betű nem a tartalom kizárólagosságára vonatkozott.
Egyszerűen a mondat első betűje. Elnézést ha félreérthető volt.
Az általad említett RS274NGC a National Institute of Standards and Technology közreműködésével lett kialakítva. Ami talán ha jólemlékszem az Amerikai Nemzeti Szabványügyi és Technológiai Intézet.
De gondolom ezt te is tudod.
De így talán érthető hogy itt Európában inkább az ISO DIN szabványokat ismerik és alkalmazzák.
Talán ezért van, hogy egy kicsit zavaró a számukra a két szabvány közti eltérés.
A mondat elején a nagy "A" betű nem a tartalom kizárólagosságára vonatkozott.
Egyszerűen a mondat első betűje. Elnézést ha félreérthető volt.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2021 november 21, 21:16
Írta: svejk Dátum 2021 november 21, 21:16
Oké, nem szabvány.
A Fanuc-ot és a g- kódot lehet szeretni/ nem szeretni, de még elmenni nem lehet mellette.
S bármely hihetetlen de ismerek több olyan embert akik evtizedes ipari tapasztalat mellett használnak hobby vezérlőt is. Így csak előny lenne ha a megszokottat lehetne használni.
A Fanuc-ot és a g- kódot lehet szeretni/ nem szeretni, de még elmenni nem lehet mellette.
S bármely hihetetlen de ismerek több olyan embert akik evtizedes ipari tapasztalat mellett használnak hobby vezérlőt is. Így csak előny lenne ha a megszokottat lehetne használni.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2021 november 21, 21:22
Írta: svejk Dátum 2021 november 21, 21:22
No de a linkedben is a palettahoz kapcsolódik az M60.
A kérdésem arra irányult, hogy vajon most ez az UCCNC-ben egy befejezetlen dolog, vagy nyugodtan használható/bővíthető?
A kérdésem arra irányult, hogy vajon most ez az UCCNC-ben egy befejezetlen dolog, vagy nyugodtan használható/bővíthető?
Cím: Re:UCCNC vezérlő program
Írta: fvmbs7r7e Dátum 2021 november 21, 21:44
Írta: fvmbs7r7e Dátum 2021 november 21, 21:44
Köszi a gyors választ!
Cím: Re:UCCNC vezérlő program
Írta: Szerelő Dátum 2021 november 21, 21:55
Írta: Szerelő Dátum 2021 november 21, 21:55
Az UCCNC-ben is paletta csere és program stop az M60
A 37.oldal 7-es táblázat az RS274NGC leírásból.
M0 program stop
M1 optional program stop
M2 program end
M3 turn spindle clockwise
M4 turn spindle counterclockwise
M5 stop spindle turning
M6 tool change
M7 mist coolant on
M8 flood coolant on
M9 mist and flood coolant off
M30 program end, pallet shuttle, and reset
M48 enable speed and feed overrides
M49 disable speed and feed overrides
M60 pallet shuttle and program stop
A 37.oldal 7-es táblázat az RS274NGC leírásból.
M0 program stop
M1 optional program stop
M2 program end
M3 turn spindle clockwise
M4 turn spindle counterclockwise
M5 stop spindle turning
M6 tool change
M7 mist coolant on
M8 flood coolant on
M9 mist and flood coolant off
M30 program end, pallet shuttle, and reset
M48 enable speed and feed overrides
M49 disable speed and feed overrides
M60 pallet shuttle and program stop
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 november 21, 22:50
Írta: dezsoe Dátum 2021 november 21, 22:50
Elolvastam a szabvány vonatkozó részét és egy gyors gugli keretein belül megnéztem egy Fanuc-os videót. Azt mondanám, hogy nincs mit befejezni rajta, kész van, annyi a dolga, hogy álljon meg a program és lehessen tudni, hogy M60 miatt állt meg. Nem láttam arra utalást, hogy a paletta csere automatikus lenne, hanem van egy gombod, ami elindítja a cserélő műveletet (mindegy, hogy makró vagy plugin). Ennek azzal illik kezdeni, hogy megnézi, hogy M60 módban van-e a gép. Ha nem, akkor nem csinál semmit, ha igen, akkor teszi a dolgát. Ha kész, akkor a kezelő ciklus startot nyom és megy tovább a program.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 november 21, 22:51
Írta: dezsoe Dátum 2021 november 21, 22:51
Hát, túl gyorsnak nem nevezném, de a hétvégén nem nőttem össze a számítógéppel... :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2021 november 22, 07:54
Írta: svejk Dátum 2021 november 22, 07:54
Szuper!
Akkor erre építhetünk.
Akkor erre építhetünk.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2021 november 22, 19:42
Írta: svejk Dátum 2021 november 22, 19:42
No igen, ott is van a manuálban [#falbav]:
"Az M0, M1 és M60 kódok funkcionálisan ugyanúgy működnek, viszont a kódok különböző
virtulális LED-eket aktiválnak"
Megtalálni sem volt nehéz, hiszen az is benne a van a doksiban [#heureka], - 231-es LED.
Így még az is lehet, hogy meg tudom írni külső PLC-be -még lehet létrában is-, ahhoz valamennyire konyítok.
"Csak" 16 végálláskapcsolót és 14 szelepet kell lekezelni. :)
"Az M0, M1 és M60 kódok funkcionálisan ugyanúgy működnek, viszont a kódok különböző
virtulális LED-eket aktiválnak"
Megtalálni sem volt nehéz, hiszen az is benne a van a doksiban [#heureka], - 231-es LED.
Így még az is lehet, hogy meg tudom írni külső PLC-be -még lehet létrában is-, ahhoz valamennyire konyítok.
"Csak" 16 végálláskapcsolót és 14 szelepet kell lekezelni. :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 november 22, 23:06
Írta: dezsoe Dátum 2021 november 22, 23:06
Majd lássunk ám videót a működésről! :)
Cím: Re:UCCNC vezérlő program
Írta: fvmbs7r7e Dátum 2021 november 23, 10:33
Írta: fvmbs7r7e Dátum 2021 november 23, 10:33
Sziasztok!
Ehhez mit szóltok? nem egyszeri eset mindig ez van.
Ehhez mit szóltok? nem egyszeri eset mindig ez van.
Cím: Re:UCCNC vezérlő program
Írta: fvmbs7r7e Dátum 2021 november 23, 10:39
Írta: fvmbs7r7e Dátum 2021 november 23, 10:39
Sajnos most jöttem rá hogy videót nem lehet ide csatolni vagy nem tudom hogy kell..a legujabb uccnc felraktam es azóta ha toolpathban rá kattintok a reloadra akkor az uccnc működése leáll...:((
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2021 november 23, 10:43
Írta: svejk Dátum 2021 november 23, 10:43
Ez nekem valami PC problémának tűnik főleg annak tükrében, hogy a minap a profil file-od is megsérült.
Ha teheted próbáld ki másik PC-n.
Ha teheted próbáld ki másik PC-n.
Cím: Re:UCCNC vezérlő program
Írta: fvmbs7r7e Dátum 2021 november 23, 11:22
Írta: fvmbs7r7e Dátum 2021 november 23, 11:22
Köszi !!A kkor más nem tapasztalt ilyet,, sajnos mióta win 10 van fenn azon kis gagyi pc-n ami van a cnchez azóta elég siralmassan is indul egy öröké valóság pedig ssd van hozzá.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 november 23, 11:46
Írta: dezsoe Dátum 2021 november 23, 11:46
Ahogy svejk is mondta, PC nyűg lesz. A beállításokat akkor szokta kiütni, ha nagyon gyenge a gép vagy szabálytalanul lett leállítva. (A beállítások töltését/mentését a Windows végzi.) Én sűrűn használom az újratöltést, ha baja lenne, már előjött volna.
Cím: Re:UCCNC vezérlő program
Írta: Barna Tamás Dátum 2021 november 28, 11:59
Írta: Barna Tamás Dátum 2021 november 28, 11:59
Sziasztok !
Segítsèget szeretnèk kèrni , mûködnek a tengelyek az esztergàn amit èpítek , de az AMT102 encodert nem tudom illeszteni az UC400-hoz . A 2-es port 10 11 12-es bemenetet hasznàlom direktbe meg az 5v-os tàpjàt .
Nem csinàl semmit .
Akinek esetleg van mûködô uccnc-je fôorsó encoderrel , irjon hogy mi a megoldàs . Elôre is köszi .
(https://hobbicncforum.hu/uploaded_images/2021/11/tn_ixqycbx93v6499cmum5q_4898.png) (https://hobbicncforum.hu/uploaded_images/2021/11/ixqycbx93v6499cmum5q_4898.png) (https://hobbicncforum.hu/uploaded_images/2021/11/tn_w3y76j5kgm6a6xte7nc9k_4898.png) (https://hobbicncforum.hu/uploaded_images/2021/11/w3y76j5kgm6a6xte7nc9k_4898.png)
Segítsèget szeretnèk kèrni , mûködnek a tengelyek az esztergàn amit èpítek , de az AMT102 encodert nem tudom illeszteni az UC400-hoz . A 2-es port 10 11 12-es bemenetet hasznàlom direktbe meg az 5v-os tàpjàt .
Nem csinàl semmit .
Akinek esetleg van mûködô uccnc-je fôorsó encoderrel , irjon hogy mi a megoldàs . Elôre is köszi .
(https://hobbicncforum.hu/uploaded_images/2021/11/tn_ixqycbx93v6499cmum5q_4898.png) (https://hobbicncforum.hu/uploaded_images/2021/11/ixqycbx93v6499cmum5q_4898.png) (https://hobbicncforum.hu/uploaded_images/2021/11/tn_w3y76j5kgm6a6xte7nc9k_4898.png) (https://hobbicncforum.hu/uploaded_images/2021/11/w3y76j5kgm6a6xte7nc9k_4898.png)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 november 28, 16:46
Írta: dezsoe Dátum 2021 november 28, 16:46
Szia!
Ha a legkisebb felbontásra állítod az enkódert és finoman forgatod kézzel, akkor milyen feszültségszinteket tudsz mérni az A vagy B jeleken, miközben az UC400-ra is rá van kötve?
Ha a legkisebb felbontásra állítod az enkódert és finoman forgatod kézzel, akkor milyen feszültségszinteket tudsz mérni az A vagy B jeleken, miközben az UC400-ra is rá van kötve?
Cím: Re:UCCNC vezérlő program
Írta: Barna Tamás Dátum 2021 november 28, 17:27
Írta: Barna Tamás Dátum 2021 november 28, 17:27
Működik én ..sztam el, a groun egyel arréb volt.
Csinálja köszi [#nevetes1]
Csinálja köszi [#nevetes1]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 november 28, 17:30
Írta: dezsoe Dátum 2021 november 28, 17:30
Oké, előfordul. Vannak tapasztalataim... :D
Cím: Re:UCCNC vezérlő program
Írta: Bocs Dátum 2021 december 05, 22:39
Írta: Bocs Dátum 2021 december 05, 22:39
Sziasztok!
Van egy kis problémám. Teszteltem a frekiváltó működését programból. Újra telepített UCCNC 1.2113, kézzel beállítgatva. Az MDI alatti ablakban az előtolás sorban van egy villogó R. Nem találtam az okát.
Beírtam az MDI-be:
M3 S42 G1 X800 F200
Enter
A forgás elindult, de a mozgás nem.
Írtam egy rövid progit, csak mozogjon valamit:
O300
G0 Z-100
M3 S4200
G1 X800 F200
M5
G1 Y600
M30
Az M3-ig mozgott, az M3 elindult, de abban a sorban meg is torpant. Csak forog a főorsó amig ciklus stoppal le nem állítom. Amúgy a frekiváltó programból indul,leáll, szabályozható kóddal és csúszkával is.
Van valami ötletetek, hogy mi a hiba oka?
Van egy kis problémám. Teszteltem a frekiváltó működését programból. Újra telepített UCCNC 1.2113, kézzel beállítgatva. Az MDI alatti ablakban az előtolás sorban van egy villogó R. Nem találtam az okát.
Beírtam az MDI-be:
M3 S42 G1 X800 F200
Enter
A forgás elindult, de a mozgás nem.
Írtam egy rövid progit, csak mozogjon valamit:
O300
G0 Z-100
M3 S4200
G1 X800 F200
M5
G1 Y600
M30
Az M3-ig mozgott, az M3 elindult, de abban a sorban meg is torpant. Csak forog a főorsó amig ciklus stoppal le nem állítom. Amúgy a frekiváltó programból indul,leáll, szabályozható kóddal és csúszkával is.
Van valami ötletetek, hogy mi a hiba oka?
Cím: Re:UCCNC vezérlő program
Írta: Bocs Dátum 2021 december 05, 22:42
Írta: Bocs Dátum 2021 december 05, 22:42
Ja és ha az MDI-be írom, hogy
G1 X800 F200, azt szépen végrehajtja.
G1 X800 F200, azt szépen végrehajtja.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 december 05, 22:55
Írta: dezsoe Dátum 2021 december 05, 22:55
Szia!
A piros R azt jelenti, hogy gyors (rapid), azaz G0 módban van a program. Csak egy figyelmeztetés, hogy ha csak koordinátát írsz, akkor sietni fog.
Ha M3-ra csak áll és néz ki a fejéből, akkor az M3 delay after on valami komolyabb értékre van állítva és közben be van kapcsolva, hogy a késleltetéseket másodpercben mérje (measure dwell in seconds instead of msec). Például 1500 másodpercig akar várni 1,5 másodperc helyett.
A piros R azt jelenti, hogy gyors (rapid), azaz G0 módban van a program. Csak egy figyelmeztetés, hogy ha csak koordinátát írsz, akkor sietni fog.
Ha M3-ra csak áll és néz ki a fejéből, akkor az M3 delay after on valami komolyabb értékre van állítva és közben be van kapcsolva, hogy a késleltetéseket másodpercben mérje (measure dwell in seconds instead of msec). Például 1500 másodpercig akar várni 1,5 másodperc helyett.
Cím: Re:UCCNC vezérlő program
Írta: Bocs Dátum 2021 december 05, 22:59
Írta: Bocs Dátum 2021 december 05, 22:59
Köszi szépen!
Tetszik a figyelmeztetés[#eljen].
Megnézem, ez könnyen előfordulhat.
Tetszik a figyelmeztetés[#eljen].
Megnézem, ez könnyen előfordulhat.
Cím: Re:UCCNC vezérlő program
Írta: Bocs Dátum 2021 december 05, 23:31
Írta: Bocs Dátum 2021 december 05, 23:31
Csak türelmetlen voltam.
1000 másodperc alig több, mint negyed óra[#nyes]. Kivárhattam volna.
De jó, hogy így csípőből vágod! Remekül működik. 1000 sec helyett 1000 köszönet!
1000 másodperc alig több, mint negyed óra[#nyes]. Kivárhattam volna.
De jó, hogy így csípőből vágod! Remekül működik. 1000 sec helyett 1000 köszönet!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 december 05, 23:35
Írta: dezsoe Dátum 2021 december 05, 23:35
Lehet, hogy én is megpróbáltam már kivárni és ezért emlékszem? [#zavart2] [#nevetes1]
Cím: Re:UCCNC vezérlő program
Írta: Bocs Dátum 2021 december 05, 23:43
Írta: Bocs Dátum 2021 december 05, 23:43
[#eljen]
Cím: Re:UCCNC vezérlő program
Írta: s5f8tmfv3 Dátum 2021 december 06, 10:43
Írta: s5f8tmfv3 Dátum 2021 december 06, 10:43
Sziasztok!
Van valakinek tippje hogy a Cncdrive-os fiúkat hogyan lehet elérni?
A telefon nem kapcsolható.
Köszi!
Van valakinek tippje hogy a Cncdrive-os fiúkat hogyan lehet elérni?
A telefon nem kapcsolható.
Köszi!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 december 06, 10:48
Írta: dezsoe Dátum 2021 december 06, 10:48
Mi a kérdés? :)
Cím: Re:UCCNC vezérlő program
Írta: s5f8tmfv3 Dátum 2021 december 06, 10:52
Írta: s5f8tmfv3 Dátum 2021 december 06, 10:52
Szia!
1. Adott egy UC100 és UCCNC páros. Az UC100-at eladnám.
A vevőnek szüksége lesz valami licenszre vagy elég a letölthető driver?
2. Ha vennék UC400ETH-t ahhoz újra kell UCCNC licenszet vennem vagy működni fog a régivel? Jól látom hogy a webshopban jár hozzá Dsub kábel? Ethernet kábelt miért nem találok ott?
1. Adott egy UC100 és UCCNC páros. Az UC100-at eladnám.
A vevőnek szüksége lesz valami licenszre vagy elég a letölthető driver?
2. Ha vennék UC400ETH-t ahhoz újra kell UCCNC licenszet vennem vagy működni fog a régivel? Jól látom hogy a webshopban jár hozzá Dsub kábel? Ethernet kábelt miért nem találok ott?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 december 06, 11:07
Írta: dezsoe Dátum 2021 december 06, 11:07
1. A licenc a mozgásvezérlőhöz van kötve, tehát ha eladod az UC100-at, akkor semmit nem tudsz csinálni a licenccel. Akkor már érdemes eladni az UC100-zal együtt.
2. Az előzőekből következik, hogy igen, venned kell hozzá licencet. Ha a CNCdrive-nál veszed az UC400-at, akkor tudtommal jár hozzá a kábel is. Ehternet kábelt bárhol kaphatsz és rengeteg hosszban árulják, kár lenne külön készletet tartani belőle (szerintem).
2. Az előzőekből következik, hogy igen, venned kell hozzá licencet. Ha a CNCdrive-nál veszed az UC400-at, akkor tudtommal jár hozzá a kábel is. Ehternet kábelt bárhol kaphatsz és rengeteg hosszban árulják, kár lenne külön készletet tartani belőle (szerintem).
Cím: Re:UCCNC vezérlő program
Írta: s5f8tmfv3 Dátum 2021 december 06, 11:24
Írta: s5f8tmfv3 Dátum 2021 december 06, 11:24
Úgy érted az UC100-at az UCCNC-vel együtt?
Cím: Re:UCCNC vezérlő program
Írta: s5f8tmfv3 Dátum 2021 december 06, 11:24
Írta: s5f8tmfv3 Dátum 2021 december 06, 11:24
Az UC100 nem használható Mach3-al és driverrel?
Cím: Re:UCCNC vezérlő program
Írta: Devecz Miklós Dátum 2021 december 06, 11:47
Írta: Devecz Miklós Dátum 2021 december 06, 11:47
Dehogynem, én is így használom.
UC100+driver+Mach3.
UC100+driver+Mach3.
Cím: Re:UCCNC vezérlő program
Írta: s5f8tmfv3 Dátum 2021 december 06, 11:56
Írta: s5f8tmfv3 Dátum 2021 december 06, 11:56
OK, szuper.
Ha viszont vennék egy uc400ETH-t akkor a jelenlegi UCCNC-m nem fog működni vele csak ha veszek újat?
Ha viszont vennék egy uc400ETH-t akkor a jelenlegi UCCNC-m nem fog működni vele csak ha veszek újat?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 december 06, 12:22
Írta: dezsoe Dátum 2021 december 06, 12:22
Az UCCNC licenc a mozgásvezérlő gyáriszámához van kötve. Tehát, ha eladod az UC100-at, akkor az UC100 nélkül semmit nem tudsz csinálni a licenceddel, míg az eladott UC100-hoz a vevő vehet új licencet, ha UCCNC-vel akarja használni. Ezért írtam, hogy érdemes egyben eladni.
Az UC400, mivel más a gyáriszáma, nem fog működni az UC100-hoz való licenceddel, így ahhoz venned kell egy licencet.
Van tehát egy plusz licenced és venned kell egy másikat.
Az UC400, mivel más a gyáriszáma, nem fog működni az UC100-hoz való licenceddel, így ahhoz venned kell egy licencet.
Van tehát egy plusz licenced és venned kell egy másikat.
Cím: Re:UCCNC vezérlő program
Írta: Devecz Miklós Dátum 2021 december 06, 12:27
Írta: Devecz Miklós Dátum 2021 december 06, 12:27
Ez viszont tényleg így van.
A licenc az UC100-hoz van kötve.
Ha a későbbiekben UCCNC licencet akarsz használni, akkor újra meg kell venned, ha nem, akkor van egy felesleges licenced.
A licenc az UC100-hoz van kötve.
Ha a későbbiekben UCCNC licencet akarsz használni, akkor újra meg kell venned, ha nem, akkor van egy felesleges licenced.
Cím: Re:UCCNC vezérlő program
Írta: Devecz Miklós Dátum 2021 december 06, 12:27
Írta: Devecz Miklós Dátum 2021 december 06, 12:27
Amatőrnek szántam. [#wave]
Cím: Re:UCCNC vezérlő program
Írta: s5f8tmfv3 Dátum 2021 december 06, 12:42
Írta: s5f8tmfv3 Dátum 2021 december 06, 12:42
Oh, ez így felettébb kellemetlen szitu.
Cím: Re:UCCNC vezérlő program
Írta: s5f8tmfv3 Dátum 2021 december 06, 12:43
Írta: s5f8tmfv3 Dátum 2021 december 06, 12:43
Köszi, világos. Azt hittem ha már van UCCNC licenszem akkor bármelyik mozgásvezérlőhöz jó, de nem.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 december 06, 12:49
Írta: dezsoe Dátum 2021 december 06, 12:49
Miért kellemetlen? Ha eladod a licencet és ugyanannyiért veszel egy újat az UC400-hoz, akkor nullára jössz ki. :)
Cím: Re:UCCNC vezérlő program
Írta: s5f8tmfv3 Dátum 2021 december 06, 13:12
Írta: s5f8tmfv3 Dátum 2021 december 06, 13:12
Azért mert a vevőmnek csak az UC100 kell, Mach3-al használná.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 december 06, 13:40
Írta: dezsoe Dátum 2021 december 06, 13:40
Így valóban kellemetlen.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2021 december 06, 13:54
Írta: svejk Dátum 2021 december 06, 13:54
Rendezni kell egy hobbyCNC találkozót, hátha megint akcióban adják mellé a licence-t. :)
Cím: Re:UCCNC vezérlő program
Írta: s5f8tmfv3 Dátum 2021 december 06, 14:30
Írta: s5f8tmfv3 Dátum 2021 december 06, 14:30
Vagy egy karácsonyi akciót, akkor befizetek egy UC400-ra [#finom]
Cím: Re:UCCNC vezérlő program
Írta: wkbgzy80t Dátum 2021 december 07, 07:24
Írta: wkbgzy80t Dátum 2021 december 07, 07:24
Sziasztok,
Érdekelne, hogy tapasztalt-e valaki hasonlót?
Tegnap egy nagyon aggasztó dolog történt:
Egy kb. 3 mb méretű program futott a gépen, ott volt hagyva.
Hallom, hogy egyszer csak nem mar, de jár az orsó, rohanok vissza.
Mire odaértem, a maró messze járt a munkadarabtól, előtolási sebességgel egynes vonalban ment egy látszólag véletlenszerű irányba, x-y síkban.
A pályát mutató ablakban kb. a fele volt sárga (megtett) a pályának, és szépen mutatta, hogy a marófej valahol jócskán kívűl jár. Nem vezetett oda kód, csak ment a semmibe, épp hogy a végálás elérése előtt értem oda.
Amikor újrakezdtem pár sorral előbbről, nem ismétlődött meg az esemény. Kb. 3 óra járás után csinálta.
A szgép elég gatya, vmi régi celeron, buffer 0,5s-ra van állítva, mást én nem állítottam az egészen.
Ez nagyon nagy baj, mert nem tudom, hogy csak mázli volt-e, hogy nem a darabon keresztül akart-e elmenni, illetve nem lehet így otthagyni.
Amúgy kb. két hónapja megy az egész, eddig semmi gond nem volt. 4 fok volt a gép körül.
Érdekelne, hogy tapasztalt-e valaki hasonlót?
Tegnap egy nagyon aggasztó dolog történt:
Egy kb. 3 mb méretű program futott a gépen, ott volt hagyva.
Hallom, hogy egyszer csak nem mar, de jár az orsó, rohanok vissza.
Mire odaértem, a maró messze járt a munkadarabtól, előtolási sebességgel egynes vonalban ment egy látszólag véletlenszerű irányba, x-y síkban.
A pályát mutató ablakban kb. a fele volt sárga (megtett) a pályának, és szépen mutatta, hogy a marófej valahol jócskán kívűl jár. Nem vezetett oda kód, csak ment a semmibe, épp hogy a végálás elérése előtt értem oda.
Amikor újrakezdtem pár sorral előbbről, nem ismétlődött meg az esemény. Kb. 3 óra járás után csinálta.
A szgép elég gatya, vmi régi celeron, buffer 0,5s-ra van állítva, mást én nem állítottam az egészen.
Ez nagyon nagy baj, mert nem tudom, hogy csak mázli volt-e, hogy nem a darabon keresztül akart-e elmenni, illetve nem lehet így otthagyni.
Amúgy kb. két hónapja megy az egész, eddig semmi gond nem volt. 4 fok volt a gép körül.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 december 07, 08:10
Írta: dezsoe Dátum 2021 december 07, 08:10
Szia!
Nem rémlik, hogy bárkinél lett volna ilyen, de nem egészséges, az biztos. Egy pár adatot küldj át elemzésre, légy szíves. Írtam privátban.
Nem rémlik, hogy bárkinél lett volna ilyen, de nem egészséges, az biztos. Egy pár adatot küldj át elemzésre, légy szíves. Írtam privátban.
Cím: Re:UCCNC vezérlő program
Írta: 2am4nwzib Dátum 2021 december 07, 19:41
Írta: 2am4nwzib Dátum 2021 december 07, 19:41
,,4 fok volt a gép körül,,
mármint +4 , nem gondolod hogy az elég kevés(számítógépnek)?
mármint +4 , nem gondolod hogy az elég kevés(számítógépnek)?
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2021 december 07, 19:50
Írta: TBS-TEAM Dátum 2021 december 07, 19:50
Minnél alacsonyabb hőmérsékleten jár annál gyorsabb [#eplus2]
Sebességcsúcsokat -200° körül érik el. [#eplus2][#eplus2][#eplus2]
Sebességcsúcsokat -200° körül érik el. [#eplus2][#eplus2][#eplus2]
Cím: Re:UCCNC vezérlő program
Írta: wkbgzy80t Dátum 2021 december 08, 11:09
Írta: wkbgzy80t Dátum 2021 december 08, 11:09
Az egész setup hidegben van, nem tudom egyelőre befűteni, amúgy nem gondolnám, hogy gond, de sok meglepetés ért már... más releváns környezeti tényezők nem jutottak eszembe gondoltam hátha számít vminek...
Cím: Re:UCCNC vezérlő program
Írta: Bocs Dátum 2021 december 20, 11:04
Írta: Bocs Dátum 2021 december 20, 11:04
Sziasztok!
Egyre jobban szeretek dolgozni a gépemmel, nagyon bejöttek a legutóbbi fejlesztések. A parkoló helyek órákat takarítanak meg, nagy kedvenceim, és bejött a joystik és a külső gombok használata is.
Lenne ismét kérdésem. Tudom, hogy le van írva a használatiban, de nem vagyok biztos, hogy értem-e. Elipszis zsebeket marok generált G kóddal. 200x100mm, 80mm mélyen ami íves, azaz egyre kisebb elipszis pályák vannak. Ugye G1-ekből rakja össze a Postproci az elipszist, és az irányváltások elég döcögősen történnek. Felesleges erős lassulásokat tapasztalok, ami hosszú távon nem tesz jót a gépnek és a megmunkálás idejét is növeli.
Ha én írok G kódot, G2-3-nál simán, szépen megy.
A G kódban nincs sebesség váltás, tehát valamit az UCCNC-ben kell állítanom. Viszont nem tudom, hogy mit és mekkora a szükséges nagyságrend. Jelen esetben a nagyolásban vannak 20-30 mm körüli szakaszok, ami közt szinte megáll a gép.
Egy másik kérdés. HSMWorks-be hol találok UCCNC postprocit? Az egyik gépre egy ismerősöm rakott, és csak ki kell választani a Fanuc, Haas stb gép közül, de én az erősebb gépre telepítve nem tudom megoldani.
Üdv.: Laci
Egyre jobban szeretek dolgozni a gépemmel, nagyon bejöttek a legutóbbi fejlesztések. A parkoló helyek órákat takarítanak meg, nagy kedvenceim, és bejött a joystik és a külső gombok használata is.
Lenne ismét kérdésem. Tudom, hogy le van írva a használatiban, de nem vagyok biztos, hogy értem-e. Elipszis zsebeket marok generált G kóddal. 200x100mm, 80mm mélyen ami íves, azaz egyre kisebb elipszis pályák vannak. Ugye G1-ekből rakja össze a Postproci az elipszist, és az irányváltások elég döcögősen történnek. Felesleges erős lassulásokat tapasztalok, ami hosszú távon nem tesz jót a gépnek és a megmunkálás idejét is növeli.
Ha én írok G kódot, G2-3-nál simán, szépen megy.
A G kódban nincs sebesség váltás, tehát valamit az UCCNC-ben kell állítanom. Viszont nem tudom, hogy mit és mekkora a szükséges nagyságrend. Jelen esetben a nagyolásban vannak 20-30 mm körüli szakaszok, ami közt szinte megáll a gép.
Egy másik kérdés. HSMWorks-be hol találok UCCNC postprocit? Az egyik gépre egy ismerősöm rakott, és csak ki kell választani a Fanuc, Haas stb gép közül, de én az erősebb gépre telepítve nem tudom megoldani.
Üdv.: Laci
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2021 december 20, 17:01
Írta: svejk Dátum 2021 december 20, 17:01
Ugye nincs G61 a generált kódban?
Cím: Re:UCCNC vezérlő program
Írta: Bocs Dátum 2021 december 20, 19:38
Írta: Bocs Dátum 2021 december 20, 19:38
Nincs benne. A kód generálás után átnéztem, hogy a kódok közt van-e olyan, ami nem megfelelő. De azért erre most külön rákerestem, és a kódnéző sem talált.
Cím: Re:UCCNC vezérlő program
Írta: j3cx5jtk6 Dátum 2021 december 20, 21:33
Írta: j3cx5jtk6 Dátum 2021 december 20, 21:33
Sziasztok!
Amit Bocs ír nemtudom, hogy néz ki a kódja de felteszek én is egyet ami fura számomra- valoszinu a gépi gyorsulás lassulás okozza ezt -- nem tudom.
De ha elinditod az első "kört" akadozva csinálja meg utána már jó és nem ugrál a feedrate.
F360 miért így rakja össze az első kört elképzelni nem tudom [#conf]
Amit Bocs ír nemtudom, hogy néz ki a kódja de felteszek én is egyet ami fura számomra- valoszinu a gépi gyorsulás lassulás okozza ezt -- nem tudom.
De ha elinditod az első "kört" akadozva csinálja meg utána már jó és nem ugrál a feedrate.
F360 miért így rakja össze az első kört elképzelni nem tudom [#conf]
Kód Kijelölés
(T1 D=6. CR=0. - ZMIN=-2.8 - flat end mill)
G90
(2D Pocket3)
T1 M6 (flat end mill D=6. 6 os negyelu)
S7000 M3
G64
G54
G43 H1
G0 X-112.15 Y-204.321
Z10.
Z5.
G1 Z1. F2000
Z-0.8
X-112.144 Y-204.317 Z-0.974
X-112.124 Y-204.305 Z-1.147
X-112.093 Y-204.284 Z-1.318
X-112.048 Y-204.256 Z-1.484
X-111.992 Y-204.22 Z-1.645
X-111.925 Y-204.176 Z-1.8
X-111.846 Y-204.126 Z-1.947
X-111.756 Y-204.068 Z-2.086
X-111.657 Y-204.004 Z-2.214
X-111.549 Y-203.935 Z-2.332
X-111.433 Y-203.86 Z-2.438
X-111.309 Y-203.78 Z-2.532
X-111.179 Y-203.696 Z-2.613
X-111.043 Y-203.609 Z-2.679
X-110.903 Y-203.519 Z-2.732
X-110.76 Y-203.427 Z-2.77
X-110.614 Y-203.334 Z-2.792
X-110.468 Y-203.239 Z-2.8
G3 X-109.61 Y-200.389 I-1.24 J1.927
G1 X-130.571 Y-152.751
G2 Y-152.249 I0.571 J0.251
G1 X-83.861 Y-46.091
G2 X-83.649 Y-45.833 I0.571 J-0.251
G1 X-77.735 Y-41.662
X-77.707 Y-41.643
X-71.573 Y-37.801
X-71.544 Y-37.784
X-65.21 Y-34.283
X-65.18 Y-34.268
X-58.665 Y-31.118
X-58.634 Y-31.104
X-51.956 Y-28.314
X-51.924 Y-28.302
X-45.104 Y-25.881
X-45.072 Y-25.87
X-38.13 Y-23.826
X-38.097 Y-23.817
X-31.053 Y-22.154
X-31.02 Y-22.147
X-23.896 Y-20.871
X-23.863 Y-20.866
X-16.68 Y-19.981
X-16.646 Y-19.978
X-9.426 Y-19.487
X-9.392 Y-19.485
X-2.156 Y-19.389
X-2.122 Y-19.39
X5.109 Y-19.688
X5.143 Y-19.691
X12.347 Y-20.384
X12.381 Y-20.388
X19.536 Y-21.473
X19.569 Y-21.479
X26.654 Y-22.954
X26.688 Y-22.962
X33.682 Y-24.821
X33.714 Y-24.83
X40.596 Y-27.068
X40.629 Y-27.08
X47.378 Y-29.69
X47.41 Y-29.703
X54.007 Y-32.679
X54.037 Y-32.694
X60.462 Y-36.024
X60.492 Y-36.041
X66.725 Y-39.718
X66.754 Y-39.736
X72.778 Y-43.747
X72.805 Y-43.767
X78.601 Y-48.101
X78.627 Y-48.123
X84.177 Y-52.767
X84.203 Y-52.79
X89.491 Y-57.73
X89.515 Y-57.754
X94.526 Y-62.976
X94.549 Y-63.001
X99.267 Y-68.489
X99.288 Y-68.515
X103.7 Y-74.252
X103.72 Y-74.28
X107.811 Y-80.249
X107.829 Y-80.278
X111.589 Y-86.461
X111.606 Y-86.491
X115.022 Y-92.871
X115.037 Y-92.901
X118.1 Y-99.458
X118.114 Y-99.489
X120.814 Y-106.203
X120.826 Y-106.235
X123.156 Y-113.087
X123.166 Y-113.12
X125.118 Y-120.089
X125.126 Y-120.122
X126.695 Y-127.187
X126.702 Y-127.22
X127.882 Y-134.36
X127.886 Y-134.394
X128.675 Y-141.587
X128.678 Y-141.621
X129.074 Y-148.848
X129.075 Y-148.882
Y-156.118
X129.074 Y-156.152
X128.678 Y-163.379
X128.675 Y-163.413
X127.886 Y-170.606
X127.882 Y-170.64
X126.702 Y-177.78
X126.695 Y-177.813
X125.126 Y-184.878
X125.118 Y-184.911
X123.166 Y-191.88
X123.156 Y-191.913
X120.826 Y-198.765
X120.814 Y-198.797
X118.114 Y-205.511
X118.1 Y-205.542
X115.037 Y-212.099
X115.022 Y-212.13
X111.606 Y-218.509
X111.589 Y-218.538
X107.829 Y-224.722
X107.811 Y-224.751
X103.72 Y-230.721
X103.7 Y-230.748
X99.288 Y-236.485
X99.267 Y-236.512
X94.549 Y-241.999
X94.526 Y-242.024
X89.515 Y-247.246
X89.491 Y-247.27
X84.203 Y-252.21
X84.177 Y-252.233
X78.627 Y-256.878
X78.601 Y-256.899
X72.805 Y-261.233
X72.778 Y-261.252
X66.754 Y-265.264
X66.725 Y-265.282
X60.492 Y-268.959
X60.462 Y-268.976
X54.037 Y-272.307
X54.007 Y-272.322
X47.41 Y-275.297
X47.378 Y-275.31
X40.629 Y-277.92
X40.596 Y-277.931
X33.714 Y-280.169
X33.682 Y-280.179
X26.688 Y-282.038
X26.654 Y-282.046
X19.569 Y-283.521
X19.536 Y-283.527
X12.381 Y-284.612
X12.347 Y-284.616
X5.143 Y-285.309
X5.109 Y-285.311
X-2.122 Y-285.61
X-2.156 Y-285.611
X-9.392 Y-285.515
X-9.426 Y-285.514
X-16.646 Y-285.022
X-16.68 Y-285.018
X-23.863 Y-284.133
X-23.896 Y-284.128
X-31.02 Y-282.853
X-31.053 Y-282.846
X-38.097 Y-281.183
X-38.13 Y-281.175
X-45.072 Y-279.13
X-45.104 Y-279.119
X-51.924 Y-276.698
X-51.956 Y-276.686
X-58.634 Y-273.897
X-58.665 Y-273.883
X-65.18 Y-270.733
X-65.21 Y-270.717
X-71.544 Y-267.216
X-71.573 Y-267.199
X-77.707 Y-263.357
X-77.735 Y-263.338
X-83.649 Y-259.167
G2 X-83.861 Y-258.908 I0.36 J0.51
G1 X-109.61 Y-200.389
G2 X-109.01 Y-196.966 I2.867 J1.261
G3 X-108.41 Y-193.544 I-2.267 J2.161
G1 X-126.272 Y-152.95
G2 Y-152.05 I1.022 J0.45
G1 X-80.984 Y-49.126
G2 X-80.104 Y-48.05 I2.377 J-1.046
X-74.912 Y-44.494 I132.118 J-187.349
X-69.579 Y-41.154 I63.939 J-96.167
X-63.402 Y-37.74 I65.595 J-111.378
X-57.048 Y-34.668 I59.391 J-114.736
X-50.535 Y-31.947 I53.055 J-117.851
X-43.884 Y-29.586 I46.529 J-120.534
X-37.114 Y-27.592 I39.892 J-122.944
X-30.244 Y-25.97 I33.109 J-124.885
X-23.297 Y-24.726 I26.246 J-126.542
X-16.292 Y-23.863 I19.296 J-127.766
X-9.25 Y-23.384 I12.291 J-128.616
X-2.193 Y-23.29 I5.25 J-129.159
X4.859 Y-23.581 I-1.805 J-129.191
X11.884 Y-24.257 I-8.857 J-128.905
X18.862 Y-25.316 I-15.887 J-128.26
X25.772 Y-26.754 I-22.862 J-127.186
X32.593 Y-28.567 I-29.766 J-125.723
X39.305 Y-30.75 I-36.6 J-123.953
X45.888 Y-33.295 I-43.301 J-121.739
X52.322 Y-36.197 I-49.893 J-119.215
X58.588 Y-39.446 I-56.319 J-116.298
X64.667 Y-43.031 I-62.592 J-113.061
X70.541 Y-46.944 I-68.669 J-109.473
X76.193 Y-51.171 I-74.531 J-105.544
X81.606 Y-55.7 I-80.185 J-101.319
X86.763 Y-60.519 I-85.635 J-96.829
X91.65 Y-65.611 I-90.737 J-91.958
X96.251 Y-70.963 I-95.664 J-86.9
X100.553 Y-76.558 I-100.14 J-81.452
X104.543 Y-82.38 I-104.783 J-76.09
X108.21 Y-88.411 I-108.364 J-70.02
X111.542 Y-94.633 I-112.317 J-64.142
X114.529 Y-101.028 I-115.47 J-57.837
X117.162 Y-107.575 I-118.611 J-51.504
X119.435 Y-114.258 I-121.042 J-44.888
X121.338 Y-121.055 I-123.577 J-38.279
X122.868 Y-127.945 I-125.055 J-31.387
X124.019 Y-134.908 I-127.085 J-24.58
X124.789 Y-141.923 I-128.275 J-17.62
X125.175 Y-148.972 I-128.534 J-10.578
Y-156.028 I-128.88 J-3.528
X124.789 Y-163.077 I-129.455 J3.559
X124.019 Y-170.092 I-128.999 J10.6
X122.868 Y-177.055 I-127.732 J17.533
X121.338 Y-183.945 I-127.008 J24.591
X119.435 Y-190.742 I-125.217 J31.408
X117.162 Y-197.425 I-123.556 J38.287
X114.529 Y-203.973 I-121.087 J44.891
X111.542 Y-210.367 I-118.505 J51.463
X108.21 Y-216.589 I-115.478 J57.837
X104.543 Y-222.62 I-112.536 J64.294
X100.553 Y-228.442 I-108.318 J69.948
X96.251 Y-234.037 I-104.479 J75.886
X91.65 Y-239.388 I-100.345 J81.626
X86.763 Y-244.481 I-95.564 J86.805
X81.606 Y-249.299 I-90.932 J92.17
X76.193 Y-253.829 I-85.444 J96.592
X70.541 Y-258.056 I-80.315 J101.503
X64.667 Y-261.969 I-74.542 J105.547
X58.588 Y-265.555 I-68.64 J109.414
X52.322 Y-268.803 I-62.553 J112.984
X45.888 Y-271.705 I-56.275 J116.207
X39.305 Y-274.25 I-49.918 J119.306
X32.593 Y-276.433 I-43.316 J121.791
X25.772 Y-278.246 I-36.643 J124.122
X18.862 Y-279.684 I-29.721 J125.45
X11.884 Y-280.743 I-22.868 J127.262
X4.859 Y-281.418 I-15.893 J128.357
X-2.193 Y-281.71 I-8.866 J128.996
X-9.25 Y-281.616 I-1.82 J128.861
X-16.292 Y-281.137 I5.272 J129.269
X-23.297 Y-280.273 I12.328 J128.911
X-30.245 Y-279.03 I19.229 J127.466
X-37.113 Y-277.408 I26.255 J126.556
X-43.884 Y-275.414 I33.112 J124.892
X-50.535 Y-273.053 I39.966 J123.135
X-57.048 Y-270.333 I46.458 J120.39
X-63.402 Y-267.261 I53.051 J117.838
X-69.579 Y-263.846 I59.354 J114.673
X-75.56 Y-260.099 I65.596 J111.362
X-78.279 Y-258.237 I66.839 J100.491
G1 X-80.104 Y-256.95
G2 X-80.984 Y-255.873 I1.497 J2.123
G1 X-108.41 Y-193.544
X-114.771 Y-169.405
X-122.011 Y-152.95
G2 Y-152.05 I1.022 J0.45
G1 X-114.775 Y-135.605
G2 X-114.38 Y-135.451 I0.275 J-0.121
X-114.201 Y-135.743 I-0.121 J-0.275
G1 X-115.395 Y-156.895
G2 X-115.711 Y-157.178 I-0.3 J0.017
X-115.969 Y-156.999 I0.017 J0.3
G1 X-117.75 Y-152.95
G2 Y-152.05 I1.022 J0.45
G1 X-115.972 Y-148.008
X-115.962 Y-147.986
X-115.892 Y-147.827 Z-2.792
X-115.822 Y-147.668 Z-2.77
X-115.754 Y-147.512 Z-2.732
X-115.687 Y-147.36 Z-2.679
X-115.622 Y-147.212 Z-2.613
X-115.559 Y-147.071 Z-2.532
X-115.5 Y-146.936 Z-2.438
X-115.444 Y-146.809 Z-2.332
X-115.393 Y-146.692 Z-2.214
X-115.345 Y-146.584 Z-2.086
X-115.302 Y-146.487 Z-1.947
X-115.265 Y-146.401 Z-1.8
X-115.232 Y-146.327 Z-1.645
X-115.205 Y-146.266 Z-1.484
X-115.184 Y-146.218 Z-1.318
X-115.169 Y-146.183 Z-1.147
X-115.16 Y-146.162 Z-0.974
X-115.157 Y-146.156 Z-0.8
G0 Z5.
X-92.843 Y-85.761
G1 Z-0.8 F2000
X-92.84 Y-85.754 Z-0.974
X-92.831 Y-85.733 Z-1.147
X-92.816 Y-85.698 Z-1.318
X-92.795 Y-85.65 Z-1.484
X-92.768 Y-85.589 Z-1.645
X-92.735 Y-85.515 Z-1.8
X-92.698 Y-85.43 Z-1.947
X-92.655 Y-85.332 Z-2.086
X-92.607 Y-85.224 Z-2.214
X-92.555 Y-85.107 Z-2.332
X-92.5 Y-84.98 Z-2.438
X-92.44 Y-84.845 Z-2.532
X-92.378 Y-84.704 Z-2.613
X-92.313 Y-84.556 Z-2.679
X-92.246 Y-84.404 Z-2.732
X-92.178 Y-84.248 Z-2.77
X-92.108 Y-84.09 Z-2.792
X-92.038 Y-83.93 Z-2.8
X-91.293 Y-82.238
X-78.465 Y-53.083
X-78.434 Y-53.029
X-78.393 Y-52.983
X-72.489 Y-47.561
X-72.347 Y-47.468
G2 X-67.599 Y-44.516 I63.878 J-97.444
X-61.609 Y-41.205 I63.615 J-108.016
X-55.446 Y-38.225 I57.598 J-111.272
X-49.13 Y-35.587 I51.453 J-114.292
X-42.68 Y-33.297 I45.124 J-116.895
X-36.114 Y-31.363 I38.688 J-119.232
X-29.452 Y-29.79 I32.109 J-121.114
X-22.714 Y-28.584 I25.454 J-122.722
X-15.921 Y-27.747 I18.714 J-123.908
X-9.092 Y-27.282 I11.92 J-124.733
X-2.248 Y-27.191 I5.091 J-125.259
X4.591 Y-27.473 I-1.75 J-125.291
X11.405 Y-28.129 I-8.59 J-125.013
X18.172 Y-29.156 I-15.408 J-124.387
X24.5 Y-30.462 I-22.172 J-123.347
G1 X32.351 Y-32.566
G2 X37.998 Y-34.425 I-36.358 J-119.953
X44.382 Y-36.894 I-41.993 J-118.064
X50.621 Y-39.708 I-48.387 J-115.616
X56.698 Y-42.859 I-54.619 J-112.787
X62.594 Y-46.336 I-60.702 J-109.648
X68.291 Y-50.131 I-66.596 J-106.168
X73.772 Y-54.23 I-72.281 J-102.357
X79.021 Y-58.623 I-77.764 J-98.259
X84.023 Y-63.296 I-83.05 J-93.906
X88.762 Y-68.235 I-87.997 J-89.181
X93.224 Y-73.425 I-92.775 J-84.276
X97.397 Y-78.851 I-97.115 J-78.992
X101.266 Y-84.497 I-101.621 J-73.794
X104.822 Y-90.346 I-105.093 J-67.906
X107.807 Y-95.891 I-108.925 J-62.205
G1 X111.235 Y-103.243
G2 X113.504 Y-108.932 I-115.315 J-49.287
Cím: Re:UCCNC vezérlő program
Írta: j3cx5jtk6 Dátum 2021 december 20, 21:46
Írta: j3cx5jtk6 Dátum 2021 december 20, 21:46
Szia! nekem 3 éve volt ilyesmi- azóta sose csinálta, képeket nézd.
[#wow1]
exupnak még jót is tett[#guluszem1]
(https://hobbicncforum.hu/uploaded_images/2021/12/tn_a7bitqceeit4meq9tpwuc_5506.jpg) (https://hobbicncforum.hu/uploaded_images/2021/12/a7bitqceeit4meq9tpwuc_5506.jpg) (https://hobbicncforum.hu/uploaded_images/2021/12/tn_k6cw5k95tnxfpaqe7s2s_5506.jpg) (https://hobbicncforum.hu/uploaded_images/2021/12/k6cw5k95tnxfpaqe7s2s_5506.jpg)
[#wow1]
exupnak még jót is tett[#guluszem1]
(https://hobbicncforum.hu/uploaded_images/2021/12/tn_a7bitqceeit4meq9tpwuc_5506.jpg) (https://hobbicncforum.hu/uploaded_images/2021/12/a7bitqceeit4meq9tpwuc_5506.jpg) (https://hobbicncforum.hu/uploaded_images/2021/12/tn_k6cw5k95tnxfpaqe7s2s_5506.jpg) (https://hobbicncforum.hu/uploaded_images/2021/12/k6cw5k95tnxfpaqe7s2s_5506.jpg)
Cím: Re:UCCNC vezérlő program
Írta: Bocs Dátum 2021 december 20, 22:14
Írta: Bocs Dátum 2021 december 20, 22:14
Hogyan tett jót? Mindjárt megkeresem az eredeti helyen.
Egyébként pontosan ezt csinálja nekem is. Ahogy halad mélyebbre, 21 4mm-es réteget mar (84mm mély zseb). Az első réteget kívülről csinálja befelé, és a kontúrban szaggat, aztán kisimul, a többi réteget belül kezdi, és a kontúrban szaggat ismét. Lerázott egy marófejet a máfél tonnás gépről.[#nyes]
A Te kódodban legalább vannak ívek, az enyémben csak szakaszok vannak. Bár kb 68000 sor a simítással, lehet, hogy csak nem vettem észre.
Egyébként pontosan ezt csinálja nekem is. Ahogy halad mélyebbre, 21 4mm-es réteget mar (84mm mély zseb). Az első réteget kívülről csinálja befelé, és a kontúrban szaggat, aztán kisimul, a többi réteget belül kezdi, és a kontúrban szaggat ismét. Lerázott egy marófejet a máfél tonnás gépről.[#nyes]
A Te kódodban legalább vannak ívek, az enyémben csak szakaszok vannak. Bár kb 68000 sor a simítással, lehet, hogy csak nem vettem észre.
Cím: Re:UCCNC vezérlő program
Írta: Bocs Dátum 2021 december 20, 22:29
Írta: Bocs Dátum 2021 december 20, 22:29
[#t218p5755#]
Ez zseniális! [#taps] Jót röhögtem[#nyes].
Bemásolom, hogy belépés nélkül is lássák:
exup:
"Az jó volt. Én is benyaltam, de nem hittem a szemnek. Arra jó volt, hogy megtudtam megy ez nagyobb fogásmélységgel és nagyobb előtolással is. Azóta gyorsabban marom az alut "
Nekem az 1.2113 fut (Win 7-en), ha jól tudom teljes verzió.
Ez zseniális! [#taps] Jót röhögtem[#nyes].
Bemásolom, hogy belépés nélkül is lássák:
exup:
"Az jó volt. Én is benyaltam, de nem hittem a szemnek. Arra jó volt, hogy megtudtam megy ez nagyobb fogásmélységgel és nagyobb előtolással is. Azóta gyorsabban marom az alut "
Nekem az 1.2113 fut (Win 7-en), ha jól tudom teljes verzió.
Cím: Re:UCCNC vezérlő program
Írta: Bocs Dátum 2021 december 20, 22:49
Írta: Bocs Dátum 2021 december 20, 22:49
Ez a program még demo módban is rázza a gépet. Nálam legalábbis szemmel látható, hogy a rövid szakaszok közt megáll a főorsó. Pont mint nálam. Van erre valami gyógyszer?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 december 20, 23:22
Írta: dezsoe Dátum 2021 december 20, 23:22
Szia!
Küldd el, légy szíves, a support-ra a profilodat és a szaggató g-kódot. Megnézem, hátha látok benne valamit.
Küldd el, légy szíves, a support-ra a profilodat és a szaggató g-kódot. Megnézem, hátha látok benne valamit.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 december 21, 11:24
Írta: dezsoe Dátum 2021 december 21, 11:24
Szia!
Megnéztem és a beállításoknak megfelelően működik. 300-as gyorsulás van beállítva az X és Y tengelyen és ahhoz, hogy ezt tartani tudja, muszáj lelassítania. 600-as gyorsulással már egész egyenletesen jár, minimális ingadozással az irányváltásoknál. Ha bírja a géped, akkor vedd feljebb a gyorsulást az X és Y tengelyen.
Megnéztem és a beállításoknak megfelelően működik. 300-as gyorsulás van beállítva az X és Y tengelyen és ahhoz, hogy ezt tartani tudja, muszáj lelassítania. 600-as gyorsulással már egész egyenletesen jár, minimális ingadozással az irányváltásoknál. Ha bírja a géped, akkor vedd feljebb a gyorsulást az X és Y tengelyen.
Cím: Re:UCCNC vezérlő program
Írta: Bocs Dátum 2021 december 21, 20:39
Írta: Bocs Dátum 2021 december 21, 20:39
Szia Csaba!
Ez meglepett. Természetesen nem kételkedem, csak meglepődtem, mert pont fordítva gondoltam volna, azaz a kisebb gyorsulás/lassulás miatt kevésbé rángat. Akkor "száraz futással" elindítom a programot újabb és újabb gyorsítás emeléssel addig tesztelem, amíg összehangolom a gép teljesítő képességét az egyenletes járással. Tetszik, mert van még tartalék.
Na ez egy újabb tanulni való. Köszönöm a segítséged!
Ez meglepett. Természetesen nem kételkedem, csak meglepődtem, mert pont fordítva gondoltam volna, azaz a kisebb gyorsulás/lassulás miatt kevésbé rángat. Akkor "száraz futással" elindítom a programot újabb és újabb gyorsítás emeléssel addig tesztelem, amíg összehangolom a gép teljesítő képességét az egyenletes járással. Tetszik, mert van még tartalék.
Na ez egy újabb tanulni való. Köszönöm a segítséged!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 december 21, 20:44
Írta: dezsoe Dátum 2021 december 21, 20:44
Logikus, amit írsz, de két külön dologról van szó. A nagy gyorsulás valóban megrántja a gépet, viszont itt arról van szó, hogy nem engeded meg a gépnek, hogy gyorsan változtasson irányt, tehát ahogy eltér az egyenes mozgástól, le kell lassítania, hogy be tudja venni a kanyart az előírt maximális gyorsulással. Ezért fog akadozni, ha nincs neki megengedve, hogy gyorsan váltson irányt.
Cím: Re:UCCNC vezérlő program
Írta: Bocs Dátum 2021 december 21, 21:35
Írta: Bocs Dátum 2021 december 21, 21:35
Amit Te írsz, az még logikusabb. Csak bámulok, hogy milyen összefüggések vannak. Az egyik rally-s ismerősöm magyarázott ilyesmit úgy 30 éve. Remélem ezt sokan fogják olvasni, mert nagyon tanulságos.
Cím: Re:UCCNC vezérlő program
Írta: Bocs Dátum 2021 december 23, 02:30
Írta: Bocs Dátum 2021 december 23, 02:30
Sziasztok!
Újabb kérdésem lenne. Ezidáig úgy használtam marókat, hogy minden szerszám cseréné bemértem a munkadarab Z0-t, tehát a szerszámtár mindig nullán volt. Most a csekélyebb pontosságot igénylő munkadaraboknál ütközővel állítanám be a szerszámokat bemérés helyett. Így egyszer bemérem és némi megengedhető pontatlansággal legközelebb ugyanakkora kiállással tudom rögzíteni. ER 20 befogó van a maróorsón, tehát állandóan szerelni kell.
Úgy gondoltam, hogy ha meghívok egy szerszámot (M6 T1 H1 D1) és elküldöm egy adott pontba (Z50) akkor a gépi koordinátán látszani fog, hogy mondjuk 40 mm-el feljebb áll meg, mint a 0 szerszám hossznál. De nem mutat ilyen különbséget, mindenféle hosszúságú szerszámmal vagy szerszám nélkül is azonos ponton áll meg a gép. Próbáltam a "Stop spindle and wait for Ciclus Start" és a "Run the tool change macro" beállítással is, ahol átírtam a mozgást biztonságosra, mielőtt belemélyedek.
Minden esetben azonos az eredmény, figyelmen kívül hagyja a szerszámtárba írt (enter, mentés) hossz értékeket.
Fiktív szerszámokkal kísérleteztem 50, 60, 70, 80, 90 hosszal. Pedig még buzdít is a gép, hogy ne adjam fel[#nyes]!
(https://hobbicncforum.hu/uploaded_images/2021/12/tn_qfjud8mi9gcdq36wix9w7_6132.jpg) (https://hobbicncforum.hu/uploaded_images/2021/12/qfjud8mi9gcdq36wix9w7_6132.jpg)
Újabb kérdésem lenne. Ezidáig úgy használtam marókat, hogy minden szerszám cseréné bemértem a munkadarab Z0-t, tehát a szerszámtár mindig nullán volt. Most a csekélyebb pontosságot igénylő munkadaraboknál ütközővel állítanám be a szerszámokat bemérés helyett. Így egyszer bemérem és némi megengedhető pontatlansággal legközelebb ugyanakkora kiállással tudom rögzíteni. ER 20 befogó van a maróorsón, tehát állandóan szerelni kell.
Úgy gondoltam, hogy ha meghívok egy szerszámot (M6 T1 H1 D1) és elküldöm egy adott pontba (Z50) akkor a gépi koordinátán látszani fog, hogy mondjuk 40 mm-el feljebb áll meg, mint a 0 szerszám hossznál. De nem mutat ilyen különbséget, mindenféle hosszúságú szerszámmal vagy szerszám nélkül is azonos ponton áll meg a gép. Próbáltam a "Stop spindle and wait for Ciclus Start" és a "Run the tool change macro" beállítással is, ahol átírtam a mozgást biztonságosra, mielőtt belemélyedek.
Minden esetben azonos az eredmény, figyelmen kívül hagyja a szerszámtárba írt (enter, mentés) hossz értékeket.
Fiktív szerszámokkal kísérleteztem 50, 60, 70, 80, 90 hosszal. Pedig még buzdít is a gép, hogy ne adjam fel[#nyes]!
(https://hobbicncforum.hu/uploaded_images/2021/12/tn_qfjud8mi9gcdq36wix9w7_6132.jpg) (https://hobbicncforum.hu/uploaded_images/2021/12/qfjud8mi9gcdq36wix9w7_6132.jpg)
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2021 december 23, 11:07
Írta: 2dbfy8y Dátum 2021 december 23, 11:07
Szia a helyes meghívás G43 G0 H1 D1 z10
Így az egyes szerszám 10mmre áll meg az anyag felett.
Ipari gépeken így működik, nem tudom uccnc is így kezeli e.
És a különbség a gépi kordináta rendszerben lesz látható. Az aktuális z10et fog mindig mutatni
Így az egyes szerszám 10mmre áll meg az anyag felett.
Ipari gépeken így működik, nem tudom uccnc is így kezeli e.
És a különbség a gépi kordináta rendszerben lesz látható. Az aktuális z10et fog mindig mutatni
Cím: Re:UCCNC vezérlő program
Írta: Bocs Dátum 2021 december 23, 11:44
Írta: Bocs Dátum 2021 december 23, 11:44
Szia Pabló!
Fene megette az ostoba fejemet. Olyan régen nem használtam, hogy teljesen megfeledkeztem róla. Ez ciki.
Köszönöm!
Békés Boldog Karácsonyt kívánok minden Kedves Fórumtársnak és a kedves Caládotoknak!
(https://hobbicncforum.hu/uploaded_images/2021/12/tn_h20pw6jp7gjn4sqvufi_6132.jpg) (https://hobbicncforum.hu/uploaded_images/2021/12/h20pw6jp7gjn4sqvufi_6132.jpg)
Fene megette az ostoba fejemet. Olyan régen nem használtam, hogy teljesen megfeledkeztem róla. Ez ciki.
Köszönöm!
Békés Boldog Karácsonyt kívánok minden Kedves Fórumtársnak és a kedves Caládotoknak!
(https://hobbicncforum.hu/uploaded_images/2021/12/tn_h20pw6jp7gjn4sqvufi_6132.jpg) (https://hobbicncforum.hu/uploaded_images/2021/12/h20pw6jp7gjn4sqvufi_6132.jpg)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 december 23, 19:56
Írta: dezsoe Dátum 2021 december 23, 19:56
Ennél már csak egy biztosabb van: G43 H1 és új sorba a G0 Z10, mert így biztos, hogy jó sorrendben hajtódik végre. A D-t ki lehet hagyni, az UCCNC nem használja.
(Gusztus dolga, de én nagyon nem szeretem, amikor egymásra vannak öntve az utasítások. Különösen nem, ha még a paramétereik is össze vannak kutyulva. Pl.: "Menjél vegyél olvass boltba regényt tojást." Ki lehet boncolni, hogy mi van odaírva, de mennyivel olvashatóbban is le lehetne ezt írni.)
(Gusztus dolga, de én nagyon nem szeretem, amikor egymásra vannak öntve az utasítások. Különösen nem, ha még a paramétereik is össze vannak kutyulva. Pl.: "Menjél vegyél olvass boltba regényt tojást." Ki lehet boncolni, hogy mi van odaírva, de mennyivel olvashatóbban is le lehetne ezt írni.)
Cím: Re:UCCNC vezérlő program
Írta: 2dbfy8y Dátum 2021 december 24, 11:26
Írta: 2dbfy8y Dátum 2021 december 24, 11:26
Az ipari vezérlők, pl fanuc tökéletesen lekezeli ezt.
Én meg azt utálom pl mint a dosan vezérlő nem fogadja azt se el, ha több M kódot akarok írni egy mobdatba.
Pl M3 M8 mért ne mehetne egy mondatba?
De fanuc ezt frappánsan megoldotta, pl van M13 is ami az M3 M8 at egyben végre hajtja.
Szóval ezzel nem értek egyet.
Ha valaki tudja mit akar, vagy ismeri a G kódos programozást, az átlátja.
Aki nem tudja, annak lehet minden külön mondatba, na meg a program egymillió mondatból fog állni.
Ne értsd félre, nem kötekedésként írtam.
Csak másként gondolja aki ezt napi szinten csinálja.
Én meg azt utálom pl mint a dosan vezérlő nem fogadja azt se el, ha több M kódot akarok írni egy mobdatba.
Pl M3 M8 mért ne mehetne egy mondatba?
De fanuc ezt frappánsan megoldotta, pl van M13 is ami az M3 M8 at egyben végre hajtja.
Szóval ezzel nem értek egyet.
Ha valaki tudja mit akar, vagy ismeri a G kódos programozást, az átlátja.
Aki nem tudja, annak lehet minden külön mondatba, na meg a program egymillió mondatból fog állni.
Ne értsd félre, nem kötekedésként írtam.
Csak másként gondolja aki ezt napi szinten csinálja.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2021 december 24, 11:26
Írta: svejk Dátum 2021 december 24, 11:26
Úgy látom a park pozícióknak (M200-M202) nincsenek LED-jei.
De egy külső egységemnnek tudnia kellene, hogy ott van-e a gép az adott parkoló pozícióban.
Az M20x makrókba beírva az "exec.Setoutpin(x, x);" sort megkapom a kimeneten a jelet, de hogy is kellene ezt törölni, hogy ha lejön a pozícióról?
De egy külső egységemnnek tudnia kellene, hogy ott van-e a gép az adott parkoló pozícióban.
Az M20x makrókba beírva az "exec.Setoutpin(x, x);" sort megkapom a kimeneten a jelet, de hogy is kellene ezt törölni, hogy ha lejön a pozícióról?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 december 24, 12:23
Írta: dezsoe Dátum 2021 december 24, 12:23
Macroloop-ban figyeld a koordinátákat. Hagyjál rá tűrést, mert a steps/unit miatt nem mindig kerek az érték. Pl. a
vizsgálat igaz, ha az X 123,5 +/- kevesebb, mint 0,1 mm.
Kód Kijelölés
Math.Abs(exec.GetXpos() - 123.5) < 0.1vizsgálat igaz, ha az X 123,5 +/- kevesebb, mint 0,1 mm.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 december 24, 12:25
Írta: dezsoe Dátum 2021 december 24, 12:25
Ezért írtam, hogy gusztus dolga. :) Ettől függetlenül tény, hogy az UCCNC nem minden esetben kezeli jól a soron belüli végrehajtási sorrendet, tehát ha biztosra akarsz menni (és lényeges a sorrend), akkor írd külön sorba.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2021 december 24, 12:30
Írta: svejk Dátum 2021 december 24, 12:30
Legyen még egy huszonezres macro a M200 mellé?
Hogy fogom én ezt átlátni holnapután? [#nemtudom]
Hogy fogom én ezt átlátni holnapután? [#nemtudom]
Cím: Re:UCCNC vezérlő program
Írta: MoparMan Dátum 2021 december 24, 14:06
Írta: MoparMan Dátum 2021 december 24, 14:06
a programozó barátja a komment [#kacsint]
legalábbis az okos programozóé [#vigyor]
legalábbis az okos programozóé [#vigyor]
Cím: Re:UCCNC vezérlő program
Írta: Béni Dátum 2021 december 25, 20:04
Írta: Béni Dátum 2021 december 25, 20:04
Ha az UCCNC esetében a G43 Hx blokk semmilyen esetben nem vált ki szerszámtengely irányú mozgást, akkor igazad van.
Viszont az iparban elterjedt vezérlők ennek végrehajtása esetén a beváltott szerszámot a megadott hosszkorrekció figyelembevételével a szerszámváltás előtti pozícióra mozgatja. Ezt a pozíciót tudod felülírni, ha a G43 Hx blokkba beírod pl. a Z10-et. Így erre a pozícióra fog menni.
Viszont az iparban elterjedt vezérlők ennek végrehajtása esetén a beváltott szerszámot a megadott hosszkorrekció figyelembevételével a szerszámváltás előtti pozícióra mozgatja. Ezt a pozíciót tudod felülírni, ha a G43 Hx blokkba beírod pl. a Z10-et. Így erre a pozícióra fog menni.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 december 25, 21:11
Írta: dezsoe Dátum 2021 december 25, 21:11
Felhasználói élmény szempontjából igazad van, de a háttérben azért ez nem ilyen egyszerű.
A szabvány szerint a G43-nak csak H paramétere van, amivel kiválasztod, hogy melyik szerszám hosszával kompenzáljon. A mögé (vagy helyes sorrendben dolgozó gépeknél bárhova) beírt Z0 azért fog jó helyre mozogni, mert a megfelelő modal csoport (group 1) ezt írja elő. A G43 a 14. a végrehajtási sorrendben, míg a G0-G3 és a fúróciklusok a 20. helyen vannak, így először végrehajtja a G43-at, majd a Z0-t. Jó esetben (és szerszámcserénél szerencsére szinte mindig) G0 vagy G1 az aktív mozgási mód, ezért helyesen fog mozogni. Ezért szokták még a meglepetések elkerülése végett a G0-t is beleírni a sorba.
A szabvány alapján ugyanakkor elég meglepő számomra, hogy a gép bármilyen mozgást végez G43 hatására, hiszen ennek csak a kompenzációt kéne beállítani. Ettől, persze, nem kételkedek a szavaidban, nem is lenne rá alapom, mert nem ismerem az ipari gépeket. Simán el tudom képzelni, hogy tesznek a szabványra. :) (Csak próbaképpen megnéztem a Fanuc G43 leírását (http://www.helmancnc.com/fanuc-g43-g44-g49-tool-length-compensation/), és azt írja, hogy a G43-at követő, G17-es síkon végzett mozgásokat fogja majd módosítani. Tehát a G43 náluk még nem mozog.)
Sajnos, az UCCNC nem minden esetben kezeli helyesen az egy sorba beírt utasítások sorrendjét, így érdemes biztosra menni és az elvárt sorrendben, a biztonság kedvéért több sorba beírni ezeket.
A szabvány szerint a G43-nak csak H paramétere van, amivel kiválasztod, hogy melyik szerszám hosszával kompenzáljon. A mögé (vagy helyes sorrendben dolgozó gépeknél bárhova) beírt Z0 azért fog jó helyre mozogni, mert a megfelelő modal csoport (group 1) ezt írja elő. A G43 a 14. a végrehajtási sorrendben, míg a G0-G3 és a fúróciklusok a 20. helyen vannak, így először végrehajtja a G43-at, majd a Z0-t. Jó esetben (és szerszámcserénél szerencsére szinte mindig) G0 vagy G1 az aktív mozgási mód, ezért helyesen fog mozogni. Ezért szokták még a meglepetések elkerülése végett a G0-t is beleírni a sorba.
A szabvány alapján ugyanakkor elég meglepő számomra, hogy a gép bármilyen mozgást végez G43 hatására, hiszen ennek csak a kompenzációt kéne beállítani. Ettől, persze, nem kételkedek a szavaidban, nem is lenne rá alapom, mert nem ismerem az ipari gépeket. Simán el tudom képzelni, hogy tesznek a szabványra. :) (Csak próbaképpen megnéztem a Fanuc G43 leírását (http://www.helmancnc.com/fanuc-g43-g44-g49-tool-length-compensation/), és azt írja, hogy a G43-at követő, G17-es síkon végzett mozgásokat fogja majd módosítani. Tehát a G43 náluk még nem mozog.)
Sajnos, az UCCNC nem minden esetben kezeli helyesen az egy sorba beírt utasítások sorrendjét, így érdemes biztosra menni és az elvárt sorrendben, a biztonság kedvéért több sorba beírni ezeket.
Cím: Re:UCCNC vezérlő program
Írta: Bocs Dátum 2021 december 25, 22:05
Írta: Bocs Dátum 2021 december 25, 22:05
Sziasztok!
Sok éve Cad-Cam-et tanultam, és Fanuc-on gyakoroltunk, sajnos keveset. Az egyik tanárunk gyakori mondata volt a tervezésnél, hogy "Most adjunk hozzá technológiát!" Itt szóba került, hogy a G43 H...-valamennyit érdemes egy mondatba írni mozgással, mert így a mozgás befejező pontját már a korrekciózott módon éri el, és innentől ellenőrizhetőbb a mozgás.
Persze ez jószándékú javaslat volt. Arra viszont konkrét számot mondott, hogy egy mondatba hány szó lehet maximum, fejből nem tudom.
Gyakran kellett ellenőriznünk a programok helyességét, illetve javítanunk a generált programokat, és emiatt is jól jött ez a módszer, könnyebb volt eligazodni. Viszont azt is a fejünkbe verték, hogy sajnos nincs egységes rendszer, ezért igyekezzünk megérteni, hogy a tapasztalt szakik mit miért mondanak és csinálnak.
Én egyébként a G90, G91-et nem szeretem mozgással egy mondatba írni, de ez csak ösztönös. (Azt viszont már megtanultam, hogy a program megszakítása után mindig írjak egy G90-et az MDI-be.[#falbav])
Sok éve Cad-Cam-et tanultam, és Fanuc-on gyakoroltunk, sajnos keveset. Az egyik tanárunk gyakori mondata volt a tervezésnél, hogy "Most adjunk hozzá technológiát!" Itt szóba került, hogy a G43 H...-valamennyit érdemes egy mondatba írni mozgással, mert így a mozgás befejező pontját már a korrekciózott módon éri el, és innentől ellenőrizhetőbb a mozgás.
Persze ez jószándékú javaslat volt. Arra viszont konkrét számot mondott, hogy egy mondatba hány szó lehet maximum, fejből nem tudom.
Gyakran kellett ellenőriznünk a programok helyességét, illetve javítanunk a generált programokat, és emiatt is jól jött ez a módszer, könnyebb volt eligazodni. Viszont azt is a fejünkbe verték, hogy sajnos nincs egységes rendszer, ezért igyekezzünk megérteni, hogy a tapasztalt szakik mit miért mondanak és csinálnak.
Én egyébként a G90, G91-et nem szeretem mozgással egy mondatba írni, de ez csak ösztönös. (Azt viszont már megtanultam, hogy a program megszakítása után mindig írjak egy G90-et az MDI-be.[#falbav])
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 december 25, 22:33
Írta: dezsoe Dátum 2021 december 25, 22:33
Szia!
Nem a darabszám van korlátozva, hanem az, hogy egy mondatban egy modal csoportból csak egyet lehet írni. Ahány modal csoportot kezel a vezérlő, annyit írhatsz egy mondatba. Ezeknek a szavaknak a végrehajtási sorrendje is adott (elvileg) és a mozgások végrehajtása az utolsó előtti lépés a sorban.
Nem a darabszám van korlátozva, hanem az, hogy egy mondatban egy modal csoportból csak egyet lehet írni. Ahány modal csoportot kezel a vezérlő, annyit írhatsz egy mondatba. Ezeknek a szavaknak a végrehajtási sorrendje is adott (elvileg) és a mozgások végrehajtása az utolsó előtti lépés a sorban.
Cím: Re:UCCNC vezérlő program
Írta: tibs Dátum 2021 december 26, 09:31
Írta: tibs Dátum 2021 december 26, 09:31
Azt gép PLC paraméterében tudod megadni hogy lépjen vagy ne lépjen a G43 végrehejtásakor.
Cím: Re:UCCNC vezérlő program
Írta: Béni Dátum 2021 december 26, 11:17
Írta: Béni Dátum 2021 december 26, 11:17
A Fanuc dokumentációi könnyen elérhetőek, bár nem mondhatók minden esetben "szájbarágósnak". Inkább ezek használatát javaslom, mint a linkelt oldalét.
http://cncmanual.com/fanuc/
Idézet a 18i leírásából:
"When a positive value is specified for tool length offset with G43, the tool is moved accordingly in the positive direction. When a positive value is specified with G44, the tool is moved accordingly in the negative direction."
Gyenge fordítása:
"Amikor pozitív szerszámhossz-korrekció G43-mal van megadva, a szerszám elmozdul pozitív irányba. Ha pozitív érték van megadva G44-gyel a szerszám negatív irányba mozog."
(Feltételezve, hogy az előző szerszám hosszkorrekciós értéke 0 volt.)
Ahogy tibs írta, ezt a működést meg lehet változtatni paraméter(ek) módosításával, de a ez az alapbeállítás és nem sokan állítják át.
http://cncmanual.com/fanuc/
Idézet a 18i leírásából:
"When a positive value is specified for tool length offset with G43, the tool is moved accordingly in the positive direction. When a positive value is specified with G44, the tool is moved accordingly in the negative direction."
Gyenge fordítása:
"Amikor pozitív szerszámhossz-korrekció G43-mal van megadva, a szerszám elmozdul pozitív irányba. Ha pozitív érték van megadva G44-gyel a szerszám negatív irányba mozog."
(Feltételezve, hogy az előző szerszám hosszkorrekciós értéke 0 volt.)
Ahogy tibs írta, ezt a működést meg lehet változtatni paraméter(ek) módosításával, de a ez az alapbeállítás és nem sokan állítják át.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2021 december 26, 12:13
Írta: dezsoe Dátum 2021 december 26, 12:13
Oké, ahogy mondtam, nem kételkedek, mert nem ismerem. A gugli első találatnál megálltam. A szabványt viszont ismerem, és meg is néztem, mielőtt hülyeséget írtam volna emlékezetből. Ezek szerint nem lőttem mellé azzal sem, hogy a Fanuc (és a többiek) a szabványt csak tájokoztató jellegűnek tekintik. :) Ezzel szemben az UCCNC lehetőség szerint a szabványt követi, ahol lehet, de az elég régi ahhoz, hogy legyen pár funkció, amit az UCCNC tud, de a szabványban még szó sincs róla.
Cím: Re:UCCNC vezérlő program
Írta: Bocs Dátum 2021 december 27, 13:50
Írta: Bocs Dátum 2021 december 27, 13:50
Sziasztok!
Nem akartam az ünnep alatt ezzel zavarni, sajnos még mindig nagyon rángat a gépem.
Beállítottam 600-ra a gyorsulást, aztán 1000-ig felhúztam. Gyorsabb lett a gép, de a rángatás érezhetően nem csökkent. Aztán a megengedhető pontatlanságot állítottam feljebb, a végén mindkettőt 1mm-re. Ettől érezhetően csökkent a rángatás, de nem eléggé. Minden vektor végén fékez egy nagyot, aztán meg gyorsít. A General setup oldalon a Stop at angle degrees-t felhúztam 180-ra -a Constant velocity mode eddig is ki volt pipálva-, de nem éreztem javulást. 2-3 fokos irányváltásnál is fékez egy nagyot.
Azért, hogy tanuljak belőle, a Stop at angle degress-t levittem 0-ra. Na itt mintha törött fogaskerekekkel hajtottam volna. Rögtön vissza is állítottam 180-ra.
Mire kimartam ennek a tárgynak a külsejét, még a motorok is felforrósodtak, pedig még mindig van tartalék. Ráadásul a programozott 5000mm/s-hoz képest 1500mm/s-mal ment. Ennek a többszörösét tudja a tapasztalatom szerint, gondolom az állandó lassítás okozza.
Kellene még valami, ami csökkenti ezeket a fékezéseket. Azt tudom, hogy szükség van rá, de ilyesmi megmunkálásnál ez állandó probléma lesz.
(https://hobbicncforum.hu/uploaded_images/2021/12/tn_08jvc7jgvd4j4aygdujax_6132.jpg) (https://hobbicncforum.hu/uploaded_images/2021/12/08jvc7jgvd4j4aygdujax_6132.jpg)
Nem akartam az ünnep alatt ezzel zavarni, sajnos még mindig nagyon rángat a gépem.
Beállítottam 600-ra a gyorsulást, aztán 1000-ig felhúztam. Gyorsabb lett a gép, de a rángatás érezhetően nem csökkent. Aztán a megengedhető pontatlanságot állítottam feljebb, a végén mindkettőt 1mm-re. Ettől érezhetően csökkent a rángatás, de nem eléggé. Minden vektor végén fékez egy nagyot, aztán meg gyorsít. A General setup oldalon a Stop at angle degrees-t felhúztam 180-ra -a Constant velocity mode eddig is ki volt pipálva-, de nem éreztem javulást. 2-3 fokos irányváltásnál is fékez egy nagyot.
Azért, hogy tanuljak belőle, a Stop at angle degress-t levittem 0-ra. Na itt mintha törött fogaskerekekkel hajtottam volna. Rögtön vissza is állítottam 180-ra.
Mire kimartam ennek a tárgynak a külsejét, még a motorok is felforrósodtak, pedig még mindig van tartalék. Ráadásul a programozott 5000mm/s-hoz képest 1500mm/s-mal ment. Ennek a többszörösét tudja a tapasztalatom szerint, gondolom az állandó lassítás okozza.
Kellene még valami, ami csökkenti ezeket a fékezéseket. Azt tudom, hogy szükség van rá, de ilyesmi megmunkálásnál ez állandó probléma lesz.
(https://hobbicncforum.hu/uploaded_images/2021/12/tn_08jvc7jgvd4j4aygdujax_6132.jpg) (https://hobbicncforum.hu/uploaded_images/2021/12/08jvc7jgvd4j4aygdujax_6132.jpg)
Cím: Re:UCCNC vezérlő program
Írta: D.Laci Dátum 2021 december 27, 16:49
Írta: D.Laci Dátum 2021 december 27, 16:49
"1500mm/s" nem volt az egy kicsit sok? Lentebb veszed ~40 - 60mm/s környékére.
Cím: Re:UCCNC vezérlő program
Írta: Béni Dátum 2021 december 27, 19:13
Írta: Béni Dátum 2021 december 27, 19:13
Jellemzően ilyen jellegű (ellipszis metszetű) darabokat akarsz gyártani?
Fontos, hogy a technológia a lehető legoptimálisabb legyen?
Ha a válaszod igen, nem, akkor tudok jó megoldást.
Fontos, hogy a technológia a lehető legoptimálisabb legyen?
Ha a válaszod igen, nem, akkor tudok jó megoldást.
Cím: Re:UCCNC vezérlő program
Írta: Bocs Dátum 2021 december 27, 19:34
Írta: Bocs Dátum 2021 december 27, 19:34
Ja igen, ennyire azért nem profi a gépem. mm/min a mértékegység, rendesen elírtam.
Cím: Re:UCCNC vezérlő program
Írta: Bocs Dátum 2021 december 27, 19:50
Írta: Bocs Dátum 2021 december 27, 19:50
Erre nem tudok válaszolni, valószínűleg, remélhetőleg ez csak egy a sok közül, de persze ezt az ilyen körülmények is befolyásolják. Most az lenne a fontos, hogy a nem részletes de Cam-elt munkadarabokat ne ekkora "erőfeszítéssel" hozza létre. Szerintem nincsenek akkora irányváltások, amihez szükség van ilyen lassulásokra. G2-t G3-at úgy csinálja, hogy "farol a kanyarban". Jó, persze ez is szándékos túlzás, és nem is elvárás az a tempó, de ez meg problémás.
Cím: Re:UCCNC vezérlő program
Írta: hunfzwse Dátum 2021 december 28, 14:02
Írta: hunfzwse Dátum 2021 december 28, 14:02
Jó napot t. fórumozók.
Segítséget kérnék, PC-t cseréltem, egy win10-es op-al egy jobb gépet kapott az UCCNC vezérlőm. Sikerült is nagyjából, el is indul de csak demo módban. Profilt is átmentettem, az is rendben, csak nem látja az UC300-at. Licence is a helyén, de csak nem akar rendesen menni. A kék led nem világít a panelen. Próbáltam cserélni usb portot is. A telepítő azt mondja, hogy kérni fogja a mozgásvezérlőt, és automatikusan telepíti a drivert. De nem kéri. Már újra is kezdtem a telepítést, és semmi.
Köszönöm a segítséget előre is.
Segítséget kérnék, PC-t cseréltem, egy win10-es op-al egy jobb gépet kapott az UCCNC vezérlőm. Sikerült is nagyjából, el is indul de csak demo módban. Profilt is átmentettem, az is rendben, csak nem látja az UC300-at. Licence is a helyén, de csak nem akar rendesen menni. A kék led nem világít a panelen. Próbáltam cserélni usb portot is. A telepítő azt mondja, hogy kérni fogja a mozgásvezérlőt, és automatikusan telepíti a drivert. De nem kéri. Már újra is kezdtem a telepítést, és semmi.
Köszönöm a segítséget előre is.
Cím: Re:UCCNC vezérlő program
Írta: designr Dátum 2021 december 28, 14:27
Írta: designr Dátum 2021 december 28, 14:27
Az új gép ill a vezeték megfelelő..? Tudja az auto cross-t?
Cím: Re:UCCNC vezérlő program
Írta: hunfzwse Dátum 2021 december 28, 14:38
Írta: hunfzwse Dátum 2021 december 28, 14:38
Hát ez most új nekem. Az az USB vezeték van ami a másik gépen volt. Minden más USB kütyü működik, az UC100 és az UC300 az nem, minkettőt próbáltam. Az auto cross-ról még nem hallottam.
Cím: Re:UCCNC vezérlő program
Írta: designr Dátum 2021 december 28, 16:41
Írta: designr Dátum 2021 december 28, 16:41
Nem irtad hogy usb-s..azt hittem ethernetes..ott van hogy válogat a gép..nem mindegy a lan vezeték tipusa..
Cím: Re:UCCNC vezérlő program
Írta: dtb Dátum 2021 december 28, 16:47
Írta: dtb Dátum 2021 december 28, 16:47
A mai gépeken már az ethernet port nagy része auto detect móddal ellenőrzi, és beállítja a vezeték típusát, ugyanez igaz a routerek/switchek nagy többségére is.
Cím: Re:UCCNC vezérlő program
Írta: hunfzwse Dátum 2021 december 28, 16:53
Írta: hunfzwse Dátum 2021 december 28, 16:53
Ja, azt nem írtam. Azóta elég sokat szenvedtem vele, nem megy. Amikor rádugom az USB-t, jelzi, hogy észrevette. Próbáltam a drivert újra ráereszteni, kiírja, hogy ok. Elvittem a laptopomhoz az UC100-at, azon megy . Leírásban nem találok semmit ami hasznos lenne. Legfeljebb visrosszakom a régi PC-t aztán hátha megoldódik...
Cím: Re:UCCNC vezérlő program
Írta: hunfzwse Dátum 2021 december 29, 08:41
Írta: hunfzwse Dátum 2021 december 29, 08:41
Jó reggelt!
Ma megpróbáltam az egyik laptopomra feltelepíteni az UCCNC-t és ott is ugyanez az eredmény. Ezen Win7 64 bit van, és UC100-al próbáltam. Egy másik laptopomon Win7 32 bit van, ott fut, igaz egy régebbi, 1,5 éves telepítés van.
Ma megpróbáltam az egyik laptopomra feltelepíteni az UCCNC-t és ott is ugyanez az eredmény. Ezen Win7 64 bit van, és UC100-al próbáltam. Egy másik laptopomon Win7 32 bit van, ott fut, igaz egy régebbi, 1,5 éves telepítés van.
Cím: Re:UCCNC vezérlő program
Írta: hunfzwse Dátum 2021 december 29, 10:17
Írta: hunfzwse Dátum 2021 december 29, 10:17
Köszönöm, megoldódott.
Cím: Re:UCCNC vezérlő program
Írta: nagysam Dátum 2021 december 29, 15:52
Írta: nagysam Dátum 2021 december 29, 15:52
Esetleg elárulnád, hogy mi volt a megfejtés?
Cím: Re:UCCNC vezérlő program
Írta: j3cx5jtk6 Dátum 2022 január 09, 12:35
Írta: j3cx5jtk6 Dátum 2022 január 09, 12:35
Sziasztok!
Kérdés, szerintetek tudom vadul hangzik- de uc analog bemenetre lehetne kötigélni plazmavágó fesz osztó utáni kimenetet- mármint ami illeszkedik hozzá értelemszerüen.
//Elvileg nem zajos//
THC kiváltás a cél, ha a gép tudja, meg ugye uc5441 et használnék uccnc vel- vagyis az már rég megvan, akkor nem vásárolgatnék ilyen-olyan külső eszközöket. /proma meg társai/
Vagy inkább csak a kis / nagy ív jelet adagoljam bemenet szinten és kész?![#conf]
Annyira köszi a válaszokat előre is![#worship]
(https://hobbicncforum.hu/uploaded_images/2022/01/tn_iytc7i3sss0m9jfasaqh9_5506.jpg) (https://hobbicncforum.hu/uploaded_images/2022/01/iytc7i3sss0m9jfasaqh9_5506.jpg)
Kérdés, szerintetek tudom vadul hangzik- de uc analog bemenetre lehetne kötigélni plazmavágó fesz osztó utáni kimenetet- mármint ami illeszkedik hozzá értelemszerüen.
//Elvileg nem zajos//
THC kiváltás a cél, ha a gép tudja, meg ugye uc5441 et használnék uccnc vel- vagyis az már rég megvan, akkor nem vásárolgatnék ilyen-olyan külső eszközöket. /proma meg társai/
Vagy inkább csak a kis / nagy ív jelet adagoljam bemenet szinten és kész?![#conf]
Annyira köszi a válaszokat előre is![#worship]
(https://hobbicncforum.hu/uploaded_images/2022/01/tn_iytc7i3sss0m9jfasaqh9_5506.jpg) (https://hobbicncforum.hu/uploaded_images/2022/01/iytc7i3sss0m9jfasaqh9_5506.jpg)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 január 09, 12:46
Írta: dezsoe Dátum 2022 január 09, 12:46
Szia!
Elég egyéni a magyar fordítás... [#falbav] Ha jól értelmezem, akkor benne van egy THC, csak rá kell kötni az 5441 bemeneteire. Van egy eredeti linked, hogy ne kelljen keresgetni? Elolvasnám a nem lefordított szöveget.
Elég egyéni a magyar fordítás... [#falbav] Ha jól értelmezem, akkor benne van egy THC, csak rá kell kötni az 5441 bemeneteire. Van egy eredeti linked, hogy ne kelljen keresgetni? Elolvasnám a nem lefordított szöveget.
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2022 január 09, 13:54
Írta: TBS-TEAM Dátum 2022 január 09, 13:54
Egy feszültség osztó van benne mely 1:20, 1:30, 1:40, 1:50 osztást lehet kiválsztani.
Max: analóg kimenet 18V (1:20=360V)
Nincs beépített THC.
Max: analóg kimenet 18V (1:20=360V)
Nincs beépített THC.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 január 09, 15:05
Írta: dezsoe Dátum 2022 január 09, 15:05
De akkor mi a 10-11 és a 13-14 láb?
Cím: Re:UCCNC vezérlő program
Írta: j3cx5jtk6 Dátum 2022 január 09, 15:18
Írta: j3cx5jtk6 Dátum 2022 január 09, 15:18
Neked van szerintem is igazad dezsoe.
http://www.iweld.hu/index.php?p=termekreszlet&id=6280
Csak inkább kérdezek, hátha láttatok hasonlót.
Ott a használati utasitásra katt. nekem is az jön le, hogy 1:20 a gyári DIP kapcs és akkor max 18V de nem tom most mi.[#conf]
http://www.iweld.hu/index.php?p=termekreszlet&id=6280
Csak inkább kérdezek, hátha láttatok hasonlót.
Ott a használati utasitásra katt. nekem is az jön le, hogy 1:20 a gyári DIP kapcs és akkor max 18V de nem tom most mi.[#conf]
Cím: Re:UCCNC vezérlő program
Írta: j3cx5jtk6 Dátum 2022 január 09, 15:18
Írta: j3cx5jtk6 Dátum 2022 január 09, 15:18
Bocsi inkább így.
http://www.iweld.hu/public/termek_pdf/hu/6280_2.pdf
http://www.iweld.hu/public/termek_pdf/hu/6280_2.pdf
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 január 09, 16:30
Írta: dezsoe Dátum 2022 január 09, 16:30
Köszi. Bíztam benne, hogy csak a magyar fordítás használhatatlan, de az angol is ugyanaz. Van tehát egy ábra a csatlakozóról, meg alatta egy táblázat a lábkiosztással. A kettő egyáltalán nem egyezik meg. Ez alapján én azt tudom mondani, hogy gőzöm sincs, hogy mit tud a gép. (Az ábra alapján van THC fel és le jeled, míg a táblázat szerint van ARC OK jeled. Igazából mindhárom kéne, de hogy mi lehet a csatlakozóban... [#nemtudom])
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2022 január 09, 17:02
Írta: TBS-TEAM Dátum 2022 január 09, 17:02
A kis ív a pilot. Gyújtás visszajelzés elég ritka az a THC aminek kell ez a jel 10-11
Nagy ív: ARC 13-14
A dip kapcsolókkal beállíthatod a fesz osztó kimenetét. 6-7
Plazma start 8-9
Nagy ív: ARC 13-14
A dip kapcsolókkal beállíthatod a fesz osztó kimenetét. 6-7
Plazma start 8-9
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 január 09, 17:34
Írta: dezsoe Dátum 2022 január 09, 17:34
Ez nem jó hír Ádámnak...
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2022 január 09, 22:16
Írta: TBS-TEAM Dátum 2022 január 09, 22:16
Igen mivel nincs az UCCNC-nek Belső THC programja. [#eplus2]
Cím: Re:UCCNC vezérlő program
Írta: j3cx5jtk6 Dátum 2022 január 10, 06:06
Írta: j3cx5jtk6 Dátum 2022 január 10, 06:06
Nos, én is hasonló kis kaoszban vagyok, àm biztos vagyok benne, hogy a dolog nem annyira borzasztó.
Mivel nincs elég jel,a gepen de van egy analóg érték, tegyük fel
Analog in read- ezt ki skalazza az uccnc szerintem erre tuti kepes.
Utana meg
If analog read> x = Z move up
If analog read< x = z move down
Valami ilyesmire szerintem az uccnc hadra fogható, abban meg biztos vagyok, hogy dezsoe kepes ezt a kódot leîrni nem ilyen balfaszul mint èn.
Vagy egy nano ra ugyan ezt megírni es digitalis jeleket visszaadni a kártyának.
Tényleg az uccnc csak egy helyről kaphatja a mozgasi jeleket?
Azt látom, hogy csak 1 step es 1 dir van, beirom a port/pin adatokat.
De masik bemenet is lehet mozgas?!
Vagy na értitek amit akarok?!
Mivel nincs elég jel,a gepen de van egy analóg érték, tegyük fel
Analog in read- ezt ki skalazza az uccnc szerintem erre tuti kepes.
Utana meg
If analog read> x = Z move up
If analog read< x = z move down
Valami ilyesmire szerintem az uccnc hadra fogható, abban meg biztos vagyok, hogy dezsoe kepes ezt a kódot leîrni nem ilyen balfaszul mint èn.
Vagy egy nano ra ugyan ezt megírni es digitalis jeleket visszaadni a kártyának.
Tényleg az uccnc csak egy helyről kaphatja a mozgasi jeleket?
Azt látom, hogy csak 1 step es 1 dir van, beirom a port/pin adatokat.
De masik bemenet is lehet mozgas?!
Vagy na értitek amit akarok?!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 január 10, 07:31
Írta: dezsoe Dátum 2022 január 10, 07:31
Az analóg jel beolvasása, skálázása stb. mind megoldható, de a magasság szabályos állításához nem használható, mert nem így van kitalálva a működése.
Viszont a Nano nem rossz ötlet! Ha bírja a környezetet (elektromos zajt), akkor alkalmas lehet a feladatra.
Viszont a Nano nem rossz ötlet! Ha bírja a környezetet (elektromos zajt), akkor alkalmas lehet a feladatra.
Cím: Re:UCCNC vezérlő program
Írta: j3cx5jtk6 Dátum 2022 január 10, 08:38
Írta: j3cx5jtk6 Dátum 2022 január 10, 08:38
Oksi, tegyük fel megoldom az analogbol a jeleket.
Kell 3 jel? Kicsi, nagy , îv ok.
Es abból mar tudja az uccnc hogy mozgassa a Z motort?!
Mert ez sokkal szimpatikusabb számomra. Latni, hogy mit művel, nem pedig egy kulso eszköz piszkalja a Z iranyt...
Kell 3 jel? Kicsi, nagy , îv ok.
Es abból mar tudja az uccnc hogy mozgassa a Z motort?!
Mert ez sokkal szimpatikusabb számomra. Latni, hogy mit művel, nem pedig egy kulso eszköz piszkalja a Z iranyt...
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 január 10, 08:47
Írta: dezsoe Dátum 2022 január 10, 08:47
Így van, pont ez a dolga. :)
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2022 január 10, 09:12
Írta: TBS-TEAM Dátum 2022 január 10, 09:12
Ez máris külső THC vezérlés, mert az UCCNC-nek csak a fel le ARC OK adod.
Cím: Re:UCCNC vezérlő program
Írta: f7pbhicb Dátum 2022 január 10, 11:06
Írta: f7pbhicb Dátum 2022 január 10, 11:06
Sziasztok ,tudna nekem valaki segiteni M6 makróirásba?
Cím: Re:UCCNC vezérlő program
Írta: remrendes Dátum 2022 január 10, 17:32
Írta: remrendes Dátum 2022 január 10, 17:32
En egy kicsit azt nem ertem, hogy ez szemmel lathatolag nem egy hobbi gep. Egy kb 1 millios gep es egy 150-200 ezres munkakabel mellett egy 60 ezer Ft-os THC nem fer bele?
Cím: Re:UCCNC vezérlő program
Írta: j3cx5jtk6 Dátum 2022 január 10, 17:45
Írta: j3cx5jtk6 Dátum 2022 január 10, 17:45
De beleférne, de ez itt számomra elvi kérdés lenne, illetve, hogy az uccnc képes-e rá?! /mármint az analog érték lett volna érdekes/
Megszeretném érteni ennyi.[#crazya]
Megszeretném érteni ennyi.[#crazya]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2022 január 16, 10:01
Írta: svejk Dátum 2022 január 16, 10:01
Ha jól rémlik már egyszer szóba hoztam az alábbit, csak nem emlékszem mi lett a végkifejlet.
UC300ETH-5LPT esetében valami varázslattal meg kellene oldani, hogy az egyik analóg bemenettel -vagy csak akár kapcsolóval 3-4 állásban- lehessen a gyorsjáratot is override-olni.
Vagy legalább összekapcsolni az FRO-val mint ahogy a Mach3-ban is van rá lehetőség.
Komoly gépezet 20 m-es gyorsjárattal.
Beálláskor soronkénti futtatásnál nagy biztonságot jelentene.
Az ipari gépeknél is van rá lehetőség.
UC300ETH-5LPT esetében valami varázslattal meg kellene oldani, hogy az egyik analóg bemenettel -vagy csak akár kapcsolóval 3-4 állásban- lehessen a gyorsjáratot is override-olni.
Vagy legalább összekapcsolni az FRO-val mint ahogy a Mach3-ban is van rá lehetőség.
Komoly gépezet 20 m-es gyorsjárattal.
Beálláskor soronkénti futtatásnál nagy biztonságot jelentene.
Az ipari gépeknél is van rá lehetőség.
Cím: Re:UCCNC vezérlő program
Írta: Bocs Dátum 2022 január 16, 16:23
Írta: Bocs Dátum 2022 január 16, 16:23
Sziasztok!
Nemsoká egy kicsi cnc eszterga építésébe fogok. Balázséktól fog jönni egy adag cucc. Lenne pár kérdésem.
Használta már valaki az UCCNC-t esztergálásra?
Biztos vagyok benne, hogy használható rá, de jól jönne pár olyan hozzászólás, ami mögött van ilyen tapasztalat vagy tudás.
G18 síkon szépen ábrázolja a szerszámutat, de például a nagyolás megoldásaiban mik a megoldások? Én vagy a G73-hoz hasonló megoldásként arra gondoltam, hogy G52-vel járatnám le a kontúrt többször, egyre közelebb az X0 felé amíg eléri a kész átmérőt.
Másik megoldás, hogy kézzel megírom a nagyolást, de az elég melós.
Harmadik megoldás a CAM-elés.
Sajnos ugye az UCCNC nem jeleníti meg a G52-t, pedig itt is nagy haszna lenne, ha látnám az eltolásokat.
Nemsoká egy kicsi cnc eszterga építésébe fogok. Balázséktól fog jönni egy adag cucc. Lenne pár kérdésem.
Használta már valaki az UCCNC-t esztergálásra?
Biztos vagyok benne, hogy használható rá, de jól jönne pár olyan hozzászólás, ami mögött van ilyen tapasztalat vagy tudás.
G18 síkon szépen ábrázolja a szerszámutat, de például a nagyolás megoldásaiban mik a megoldások? Én vagy a G73-hoz hasonló megoldásként arra gondoltam, hogy G52-vel járatnám le a kontúrt többször, egyre közelebb az X0 felé amíg eléri a kész átmérőt.
Másik megoldás, hogy kézzel megírom a nagyolást, de az elég melós.
Harmadik megoldás a CAM-elés.
Sajnos ugye az UCCNC nem jeleníti meg a G52-t, pedig itt is nagy haszna lenne, ha látnám az eltolásokat.
Cím: Re:UCCNC vezérlő program
Írta: Bocs Dátum 2022 január 16, 16:26
Írta: Bocs Dátum 2022 január 16, 16:26
Bocs a béna szóismétlésekért!
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2022 január 16, 16:37
Írta: Miki2 Dátum 2022 január 16, 16:37
Szerintem az UCCNC esztergára még alkalmatlan.
Sok nélkülözhetetlen funkció hiányzik belőle, amik nélkül az esztergálás csak sok kompromisszum árán valósítható meg.
Ezek közül talán a legfontosabb a szerszám kompenzáció.
E nélkül csak egy szerszámmal lehet dolgozni, vagy minden művelet előtt be kell mérni az újonnan használt szerszám pozícióját.
Az eszterga vezérlő részén már dolgozik a CNCDrawe csapata.
Sok nélkülözhetetlen funkció hiányzik belőle, amik nélkül az esztergálás csak sok kompromisszum árán valósítható meg.
Ezek közül talán a legfontosabb a szerszám kompenzáció.
E nélkül csak egy szerszámmal lehet dolgozni, vagy minden művelet előtt be kell mérni az újonnan használt szerszám pozícióját.
Az eszterga vezérlő részén már dolgozik a CNCDrawe csapata.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2022 január 16, 17:22
Írta: svejk Dátum 2022 január 16, 17:22
"Ezek közül talán a legfontosabb a szerszám kompenzáció.
E nélkül csak egy szerszámmal lehet dolgozni, vagy minden művelet előtt be kell mérni az újonnan használt szerszám pozícióját."
Ez így nem igaz, szerszám lehet több is mindegyiket be lehet mérni X-ben és Z-ben
Egy barátom -igaz egy speciális gépen TCFM1000-en-
6 esztergakéssel és 6 db fúróval dolgozik.
Igaz nem egy hagyományos CNC eszterga a programozása.
Nem lehet, hogy Te a szerszámsugár kompenzációra gondoltál?
E nélkül csak egy szerszámmal lehet dolgozni, vagy minden művelet előtt be kell mérni az újonnan használt szerszám pozícióját."
Ez így nem igaz, szerszám lehet több is mindegyiket be lehet mérni X-ben és Z-ben
Egy barátom -igaz egy speciális gépen TCFM1000-en-
6 esztergakéssel és 6 db fúróval dolgozik.
Igaz nem egy hagyományos CNC eszterga a programozása.
Nem lehet, hogy Te a szerszámsugár kompenzációra gondoltál?
Cím: Re:UCCNC vezérlő program
Írta: Bocs Dátum 2022 január 17, 00:27
Írta: Bocs Dátum 2022 január 17, 00:27
Akkor kísérletezésbe fogok. Az UCCNC tetszik annyira, hogy belefogjak. A szerszám kompenzáció történet ugyanaz, mint a marásnál ha jól gondolom. Ha így van, talán ugyanúgy kezelendő.
Lesz egy (második) UC300ETH 5 tengelyes vezérlőm UCCNC-vel. Ezt a vezérlőt tudom esetleg Mach3-mal vagy egyéb progival használni, vagy kizárólagos hozzá az UCCNC? Jó lenne, ha több progit is ki tudnék próbálni.
Lesz egy (második) UC300ETH 5 tengelyes vezérlőm UCCNC-vel. Ezt a vezérlőt tudom esetleg Mach3-mal vagy egyéb progival használni, vagy kizárólagos hozzá az UCCNC? Jó lenne, ha több progit is ki tudnék próbálni.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2022 január 17, 08:09
Írta: svejk Dátum 2022 január 17, 08:09
Mint olvashatod működik az általad említett szoftverrel is. (http://www.cncdrive.hu/UC300ETH.html)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2022 január 17, 08:18
Írta: svejk Dátum 2022 január 17, 08:18
Van ennek saját topicja is.
[#t219p1422#]
[#t219p1422#]
Cím: Re:UCCNC vezérlő program
Írta: Bocs Dátum 2022 január 17, 10:03
Írta: Bocs Dátum 2022 január 17, 10:03
Szia svejk!
Azt tudom, hogy alapvetően működhet vele, azt nem tudom, hogy a hozzá vásárolt UCCNC korlátozza-e az egyéb felhasználást. Ha csak az UCCNC-ben van integrálva a megvásárolt kód, akkor a vezérlő elvileg szabad, és kedvem szerint használhatom UCCNC-vel vagy Mach3-mal. Ha azonban a vezérlőben is van egy ilyen kód, akkor elválaszthatatlanok, csak UCCNC-vel fog működni.
Azt tudom, hogy alapvetően működhet vele, azt nem tudom, hogy a hozzá vásárolt UCCNC korlátozza-e az egyéb felhasználást. Ha csak az UCCNC-ben van integrálva a megvásárolt kód, akkor a vezérlő elvileg szabad, és kedvem szerint használhatom UCCNC-vel vagy Mach3-mal. Ha azonban a vezérlőben is van egy ilyen kód, akkor elválaszthatatlanok, csak UCCNC-vel fog működni.
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2022 január 17, 10:20
Írta: Miki2 Dátum 2022 január 17, 10:20
Nem, nem a szerszám sugár kompenzációra gondoltam.
A szerszámok pozícióinak beállítása egy vezér szerszámhoz,
vagy ey, a gépen megtalálható fix ponthoz viszonyítva.
Ilyen lehet pl a Z tengelyen a föorsó homlok felülete, illetve a gépi nulpont, X irányban pedig a gépi nulpont.
Én a vezérszerszám szerinti beállítással dolgozom a Mach3 programmal.
Így ha új munkába fogok, elég az új darab homlok felületére ráállni a vezér szerszámmal (ez nálam jellemzően az 1-es szerszám), ott az Z tengelyt 0-ra állítani, és a munka folytatható.
Mivel az X irányú pozíciók a gépi nul ponthoz vannak beállítva, az átmérők nem változnak.
A szerszámok pozícióinak beállítása egy vezér szerszámhoz,
vagy ey, a gépen megtalálható fix ponthoz viszonyítva.
Ilyen lehet pl a Z tengelyen a föorsó homlok felülete, illetve a gépi nulpont, X irányban pedig a gépi nulpont.
Én a vezérszerszám szerinti beállítással dolgozom a Mach3 programmal.
Így ha új munkába fogok, elég az új darab homlok felületére ráállni a vezér szerszámmal (ez nálam jellemzően az 1-es szerszám), ott az Z tengelyt 0-ra állítani, és a munka folytatható.
Mivel az X irányú pozíciók a gépi nul ponthoz vannak beállítva, az átmérők nem változnak.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 január 17, 10:57
Írta: dezsoe Dátum 2022 január 17, 10:57
Amíg nem készül el az esztergás verzió, addig G52/G92-vel meg lehet oldani M6 makróból. Azért vannak páran, akik sikerrel használják esztergához az UCCNC-t. Tény, hogy vannak hiányosságok, de talán egyszer végre azok is bekerülnek.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 január 17, 10:58
Írta: dezsoe Dátum 2022 január 17, 10:58
Nyugodtan használhatod felváltva. Ne lepődj meg, ha mindig firmware-t fog frissíteni, ez normális, mert más program fut a vezérlőn Mach3-hoz és más UCCNC-hez. A kulcs csak az UCCNC-hez kell.
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2022 január 17, 11:22
Írta: Miki2 Dátum 2022 január 17, 11:22
Igen, tisztában vagyok azzal, hogy kerülő úton sok minden megoldható.
Én az eszterga mellett esztergályosként gondolkodom.
Az előtolás értékét csak mm/fordulat dimenzióban adom meg.
Igy ha a forgácskép változtatása miatt változtatni kell a vágósebességen, nem kell az összes előtolás értéket átírni a végrehajtó programban.
Ez csak egyetlen kiragadott példa arra, miért kell másként gondolkodni egy eszterga mellett, mint marásnál.
Én az eszterga mellett esztergályosként gondolkodom.
Az előtolás értékét csak mm/fordulat dimenzióban adom meg.
Igy ha a forgácskép változtatása miatt változtatni kell a vágósebességen, nem kell az összes előtolás értéket átírni a végrehajtó programban.
Ez csak egyetlen kiragadott példa arra, miért kell másként gondolkodni egy eszterga mellett, mint marásnál.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 január 17, 12:12
Írta: dezsoe Dátum 2022 január 17, 12:12
Én ugyan nem vagyok esztergályos, de pontosan értem, hogy mit hiányolsz. A kérdés viszont az volt, hogy lehet-e használni esztergálásra az UCCNC-t, amire a válasz az, hogy igen, fenntartásokkal. Én nagyon bízom benne, hogy egyszer tényleg sorrakerül az eszterga-csomag is.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2022 január 30, 21:40
Írta: svejk Dátum 2022 január 30, 21:40
A napokban találtam rá az M66 -várakozás egy bemenetre- M kódra.
Ez egy hiánypótló mű, de jó lenne tudni mi volt a költő szándéka. :)
Egyszerű felhasználóként nem értem ennek a gyakorlati hasznát. :(
Miért kell egy bemenetre várni, ha L0 paraméternél nem is vár vagy a Q paraméter által megadott idő eltelte után tovább fut a G-kód, akkor is ha nem jött meg a bemenet. [#nemtudom]
Valami speckó alkalmazásban tudom csak elképzelni.
(látom belső regisztert is ír)
Nagyobb hasznát látnám ha a megadott idő után mondjuk leállítaná a G kód futását ha nem teljesül a feltétel.
Ez egy hiánypótló mű, de jó lenne tudni mi volt a költő szándéka. :)
Egyszerű felhasználóként nem értem ennek a gyakorlati hasznát. :(
Miért kell egy bemenetre várni, ha L0 paraméternél nem is vár vagy a Q paraméter által megadott idő eltelte után tovább fut a G-kód, akkor is ha nem jött meg a bemenet. [#nemtudom]
Valami speckó alkalmazásban tudom csak elképzelni.
(látom belső regisztert is ír)
Nagyobb hasznát látnám ha a megadott idő után mondjuk leállítaná a G kód futását ha nem teljesül a feltétel.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2022 február 04, 12:02
Írta: zt2c4wh9 Dátum 2022 február 04, 12:02
A LinuxCNC-ből vettük az M66-ot. Ugyanúgy implementáltuk mint ahogy ott is van. Hogy mire lehet használni a gyakorlatban az egy jó kérdés. :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2022 február 04, 12:50
Írta: svejk Dátum 2022 február 04, 12:50
Köszi! Akkor így élek vele tovább.
De ha már itt vagy ránézhetnél a [#t218p8756#]-re.
Ez egyre fontosabb lenne!
De ha már itt vagy ránézhetnél a [#t218p8756#]-re.
Ez egyre fontosabb lenne!
Cím: Re:UCCNC vezérlő program
Írta: VViktor Dátum 2022 február 04, 16:27
Írta: VViktor Dátum 2022 február 04, 16:27
Szia. Pl Varrógépből hímzőgépet csinálni,és a tű érkezését figyelni vele. Ha a tű áthaladt egy szenzoron léphet tovább a gép.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2022 február 04, 17:05
Írta: zt2c4wh9 Dátum 2022 február 04, 17:05
Ez a G0 sebesség override olyan dolog amit a mozgásvezérlő API-ban kellene megoldani. Ezt Polgárdi Balázs tudná megcsinálni. A FRO-t az API kezeli teljes egészében.
Az egyébként megfelelő lenne, ha lenne egy pipa a beállításoknál, hogy az FRO felülbírálja-e a G0 sebességet.
És ha az be lenne pipálva, akkor a mostani FRO % vezérelné a G0 sebességet is. Például ha egy mozgásnál a G0 gyorsjáratot 10000mm/perccel tudná végrehajtani és az FRO 50%-on van akkor az a mozgás 5000mm/perccel hajtódna végre.
Az egyébként megfelelő lenne, ha lenne egy pipa a beállításoknál, hogy az FRO felülbírálja-e a G0 sebességet.
És ha az be lenne pipálva, akkor a mostani FRO % vezérelné a G0 sebességet is. Például ha egy mozgásnál a G0 gyorsjáratot 10000mm/perccel tudná végrehajtani és az FRO 50%-on van akkor az a mozgás 5000mm/perccel hajtódna végre.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2022 február 04, 18:36
Írta: svejk Dátum 2022 február 04, 18:36
Akkor nyújtsunk be neki közösen petíciót :)
A semminél több lenne az is amit írsz, bár a fémiparban általában nagyobb a G1-G0 aránya 10-nél, tehát még így is gyors lenne.
Vagy talán ha a Single Line be van kapcsolva akkor automatikusan lejjebb vehetné a G0-t a töredékére.
A készülő eszterga /felületnél/vezérlőnél is nagy szükség lesz majd erre a funkcióra. Ugye?? [#papakacsint]
A semminél több lenne az is amit írsz, bár a fémiparban általában nagyobb a G1-G0 aránya 10-nél, tehát még így is gyors lenne.
Vagy talán ha a Single Line be van kapcsolva akkor automatikusan lejjebb vehetné a G0-t a töredékére.
A készülő eszterga /felületnél/vezérlőnél is nagy szükség lesz majd erre a funkcióra. Ugye?? [#papakacsint]
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2022 február 10, 20:50
Írta: Autotec1 Dátum 2022 február 10, 20:50
Lehet vele esztergálni, de egy kínszenvedés
https://youtu.be/9rKTwLY9Ux0
https://youtu.be/9rKTwLY9Ux0
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 február 10, 23:14
Írta: dezsoe Dátum 2022 február 10, 23:14
Nem érzem a kínt a videón. Vagy valami felett elsiklottam. [#nemtudom]
Cím: Re:UCCNC vezérlő program
Írta: hegedűs györgy Dátum 2022 február 11, 13:16
Írta: hegedűs györgy Dátum 2022 február 11, 13:16
[#eljen]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2022 február 11, 17:41
Írta: svejk Dátum 2022 február 11, 17:41
Nem azt mondom hogy ujjgyakorlat, de ha én meg tudtam rá írni egy-két külső-belső menetes munkadarab progit ugyanilyen TCFM 100-as gépen ráadásul első-hátsó késtartót használva akkor nem lehet ez olyan nagy dolog.
Gyakorolni, gyakorolni, gyakorolni.. :)
Mi lent a fúrókat gépi koordinátában programoztuk a 6 késhez meg G54-G59-et rendeltünk.
Gyakorolni, gyakorolni, gyakorolni.. :)
Mi lent a fúrókat gépi koordinátában programoztuk a 6 késhez meg G54-G59-et rendeltünk.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2022 február 11, 17:46
Írta: svejk Dátum 2022 február 11, 17:46
Persze volt segítségem, a gép lekezeléséhez a makrókat jól ismert fórumtársunk írta.
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2022 február 11, 21:52
Írta: Autotec1 Dátum 2022 február 11, 21:52
Itt is így van , de egy makró sincs zavaró, hogy a x tengelyt felezni kell
De már megvan a vezérlő utódja , elhagyom a hobby kategóriát
De már megvan a vezérlő utódja , elhagyom a hobby kategóriát
Cím: Re:UCCNC vezérlő program
Írta: hegedűs györgy Dátum 2022 február 12, 13:30
Írta: hegedűs györgy Dátum 2022 február 12, 13:30
Szeva "Svejk"!
A "jól ismert fórumtársunk", ki is valójában? Ha publikus az infó . . . [#kacsint]
A "jól ismert fórumtársunk", ki is valójában? Ha publikus az infó . . . [#kacsint]
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2022 február 13, 22:51
Írta: eduard Dátum 2022 február 13, 22:51
UCCNC funkció?
Egy ilyet találtam egy külföldi fórumban és nagy segítség lenne sokszor. Lehetne implementálni?
"MPG sim ! In this mode, you control program speed with the MPG, don't move and the spindle stay still, rotate the MPG slowly and the program goes forward at low speed, the more you speed up the MPG the faster the program goes on (up to 100% speed), you can even go "back in time" going in reverse direction on the MPG. I find it the most safe way to prove a new program, because I can control speed and in case something goes wrong, your brain is a lot faster at stopping movement than pressing a button or turning a FRO knob."
Mit gondoltok?
Egy ilyet találtam egy külföldi fórumban és nagy segítség lenne sokszor. Lehetne implementálni?
"MPG sim ! In this mode, you control program speed with the MPG, don't move and the spindle stay still, rotate the MPG slowly and the program goes forward at low speed, the more you speed up the MPG the faster the program goes on (up to 100% speed), you can even go "back in time" going in reverse direction on the MPG. I find it the most safe way to prove a new program, because I can control speed and in case something goes wrong, your brain is a lot faster at stopping movement than pressing a button or turning a FRO knob."
Mit gondoltok?
Cím: Re:UCCNC vezérlő program
Írta: hunfzwse Dátum 2022 február 23, 16:14
Írta: hunfzwse Dátum 2022 február 23, 16:14
Üdvözletem.
Segítséget kérnék. Van egy WHB04B kézikerekem, és nem tudom összehozni az UCCNC-vel. Egyedül egy ShuttlePro.dll fájlt találtam, amit bemásoltam a Plugin könyvtárba, de nem kommunikál. Plugint engedélyeztem. Kihagytam valamit? Youtube on van kis video, abban rendesen kommunikálnak együtt.
Ez egy vezetékes USB -s kézikerék.
Köszönöm.
(https://hobbicncforum.hu/uploaded_images/2022/02/tn_bq4vuwfzekwn7w2mb0y_5607.png) (https://hobbicncforum.hu/uploaded_images/2022/02/bq4vuwfzekwn7w2mb0y_5607.png)
Segítséget kérnék. Van egy WHB04B kézikerekem, és nem tudom összehozni az UCCNC-vel. Egyedül egy ShuttlePro.dll fájlt találtam, amit bemásoltam a Plugin könyvtárba, de nem kommunikál. Plugint engedélyeztem. Kihagytam valamit? Youtube on van kis video, abban rendesen kommunikálnak együtt.
Ez egy vezetékes USB -s kézikerék.
Köszönöm.
(https://hobbicncforum.hu/uploaded_images/2022/02/tn_bq4vuwfzekwn7w2mb0y_5607.png) (https://hobbicncforum.hu/uploaded_images/2022/02/bq4vuwfzekwn7w2mb0y_5607.png)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 február 23, 18:55
Írta: dezsoe Dátum 2022 február 23, 18:55
A Shuttle Pro az nem WHB04, mint ahogy a képen látható LHB04 sem. Az angol fórumon (http://www.forum.cncdrive.com/viewtopic.php?f=14&t=2449&sid=c8f7e5e8c989b9071fd67c7af4323774) találsz WHB04-hez plugin-t, ami szokott működni, de amennyire tudom, csak a WHB-vel.
Cím: Re:UCCNC vezérlő program
Írta: hunfzwse Dátum 2022 február 23, 19:56
Írta: hunfzwse Dátum 2022 február 23, 19:56
Köszi, megpróbálom. Egyébként Whb van a készüléken, nem LHB.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 február 23, 20:06
Írta: dezsoe Dátum 2022 február 23, 20:06
Az jó. Csak a csatolt képen LHB van, ezért gondoltam, hogy gond lehet. :)
Cím: Re:UCCNC vezérlő program
Írta: hunfzwse Dátum 2022 február 23, 20:17
Írta: hunfzwse Dátum 2022 február 23, 20:17
Igazad van, a hátulján meg LHB van. Persze nem is jó. Azért köszi. Akkor most eszerint kuka...
Kösz.
Kösz.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 február 23, 20:59
Írta: dezsoe Dátum 2022 február 23, 20:59
Ha beszélsz angolul, akkor kérdezd meg ott Eric-től, hogy találkozott-e már ilyennel és ha igen, akkor meg tudja-e csinálni, hogy működjön. (Eric írta a plugin-t.)
Cím: Re:UCCNC vezérlő program
Írta: hunfzwse Dátum 2022 február 24, 08:00
Írta: hunfzwse Dátum 2022 február 24, 08:00
Kösz, megpróbálom. Hátha.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 március 03, 16:47
Írta: dezsoe Dátum 2022 március 03, 16:47
Szeretnék egy kis közvéleményt kutatni. Többen jelezték, hogy a probe képernyőn a Start probing gomb nagyon közel van a ciklus starthoz, különösen érintőképernyős használatkor könnyű mellényomni. Az lenne a kérdésem, hogy megcseréljem-e a mérési eredményekkel a gombcsoportot? (Első kép: jelenlegi állapot, második kép: ahogy megcserélném.)
(https://hobbicncforum.hu/uploaded_images/2022/03/tn_svb4a40q0dpkttadhu0sq_3977.png) (https://hobbicncforum.hu/uploaded_images/2022/03/svb4a40q0dpkttadhu0sq_3977.png) (https://hobbicncforum.hu/uploaded_images/2022/03/tn_ktn5u0dzfyackwzakvf5_3977.png) (https://hobbicncforum.hu/uploaded_images/2022/03/ktn5u0dzfyackwzakvf5_3977.png)
(https://hobbicncforum.hu/uploaded_images/2022/03/tn_svb4a40q0dpkttadhu0sq_3977.png) (https://hobbicncforum.hu/uploaded_images/2022/03/svb4a40q0dpkttadhu0sq_3977.png) (https://hobbicncforum.hu/uploaded_images/2022/03/tn_ktn5u0dzfyackwzakvf5_3977.png) (https://hobbicncforum.hu/uploaded_images/2022/03/ktn5u0dzfyackwzakvf5_3977.png)
Cím: Re:UCCNC vezérlő program
Írta: Messer Dátum 2022 március 06, 11:42
Írta: Messer Dátum 2022 március 06, 11:42
1 szavazat a cserére.
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2022 március 06, 12:01
Írta: TBS-TEAM Dátum 2022 március 06, 12:01
A csere praktikusabb és biztonságosabb kezelést biztosít.
+1 szavazat.
+1 szavazat.
Cím: Re:UCCNC vezérlő program
Írta: nyiszi Dátum 2022 március 06, 12:06
Írta: nyiszi Dátum 2022 március 06, 12:06
Igen, szerintem is jobb lenne.
Cím: Re:UCCNC vezérlő program
Írta: dtb Dátum 2022 március 06, 14:21
Írta: dtb Dátum 2022 március 06, 14:21
Nekem csak egy észrevételem lenne. Ha van lehetőség több oldal (page1, page2,...) létrehozására, akkor miért kell ennyire átláthatatlanul összezsúfolni mindent?
Óhhhh, ott még van 2cm2, oda még befér egy mérés? :-)
Mind áttekinthetőség szempontjából, mind a help szempontjából egyértelműbb felület lehetne, ha nem lenne ennyire telezsúfolva. Szerintem.
Óhhhh, ott még van 2cm2, oda még befér egy mérés? :-)
Mind áttekinthetőség szempontjából, mind a help szempontjából egyértelműbb felület lehetne, ha nem lenne ennyire telezsúfolva. Szerintem.
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2022 március 06, 14:33
Írta: Miki2 Dátum 2022 március 06, 14:33
Szerintem is.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2022 március 06, 15:48
Írta: frob Dátum 2022 március 06, 15:48
Tulajdonképen már kellene egy második érintő monitor amire csak a gombok mennek
mert lassan sikerül a teljes átláthatatlanságig bonyolítani a képernyőket
vagy mivel nem mindenki vérprofi ( meg idős sincs rá hogy elszórakozzam vele napokat) , lehetne szép letisztult felület 3 tengelyre... stb
mert pl én még mindig használom inkább a régi felületet ahol még méretes gombok vannak az adott feladatra...
mert lassan sikerül a teljes átláthatatlanságig bonyolítani a képernyőket
vagy mivel nem mindenki vérprofi ( meg idős sincs rá hogy elszórakozzam vele napokat) , lehetne szép letisztult felület 3 tengelyre... stb
mert pl én még mindig használom inkább a régi felületet ahol még méretes gombok vannak az adott feladatra...
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 március 06, 17:20
Írta: dezsoe Dátum 2022 március 06, 17:20
Mindenkinek válaszolok egyszerre. Előszöris, köszönöm a hozzászólásokat!
A lapok csak a mérési módok között váltanak. Hiába van több lap, az alsó rész, amiről beszélünk, az minden oldalon ugyanaz, hiszen mindegyikre vonatkozik. (Ettől még gondolkozni fogok rajta, hogy hogyan lehet kicsit fellazítani.)
A gombok sűrűsége erősen függ a képernyő méretétől. A 10"-os tabletemen én sem találok el semmit. :) Rendes méretű érintőképernyőn azért nem olyan gáz a helyzet.
Egyelőre úgy tűnik, hogy csak a csere mellett volt szavazat, de még várok egy kicsit.
Addig is köszönök minden építő ötletet. :)
A lapok csak a mérési módok között váltanak. Hiába van több lap, az alsó rész, amiről beszélünk, az minden oldalon ugyanaz, hiszen mindegyikre vonatkozik. (Ettől még gondolkozni fogok rajta, hogy hogyan lehet kicsit fellazítani.)
A gombok sűrűsége erősen függ a képernyő méretétől. A 10"-os tabletemen én sem találok el semmit. :) Rendes méretű érintőképernyőn azért nem olyan gáz a helyzet.
Egyelőre úgy tűnik, hogy csak a csere mellett volt szavazat, de még várok egy kicsit.
Addig is köszönök minden építő ötletet. :)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2022 március 06, 20:39
Írta: svejk Dátum 2022 március 06, 20:39
Én is a cserére szavazok, bár nem használom ezt a funkciót.
Igazából a 2019-es képernyő eleve nem valami jó ilyen szempontból, a gombok közt alig van inaktív felület.
Régi fajta touch-os képernyőkkel szinte használhatatlan, az újabb lézeresekkel meg más a probléma, ott ugye hozzá sem kell érni a képernyőhöz.
Egérrel persze jó és szeretik is az emberek a plusz információk miatt.
A gombok méretét csökkenteni kellene -nem kell hogy ki legyen írva minden, elég jó piktogrammokat vagy rövidítéseket használnak az iparban is- így kisebb lenne a tévesztés esélye.
Inkább koppintson kétszer az ember ha nem találja el, minthogy a szomszéd gombot aktiválja.
A zsúfoltság elkerülése miatt az iparban is a képernyők oldalán, alján elhelyezett un. softkey gombokat használják, amik dinamikusan változtatják a funkciójukat.
De ha már itt tartok akkor van pár gomb ami inkább bosszúságot okoz mint hasznot.
Pl. a referencia és a zero gombokhoz lehet nem ártana egy megerősítő kérdés, vagy a zero-khoz egy visszavonás gomb.
A referencia gombokra normál esetben csak a gép bekapcsolásakor van szükség utána már feleslegesen van kint.
Vagy csak én vagyok ilyen béna hogy néha mellényúlok?
Igazából a 2019-es képernyő eleve nem valami jó ilyen szempontból, a gombok közt alig van inaktív felület.
Régi fajta touch-os képernyőkkel szinte használhatatlan, az újabb lézeresekkel meg más a probléma, ott ugye hozzá sem kell érni a képernyőhöz.
Egérrel persze jó és szeretik is az emberek a plusz információk miatt.
A gombok méretét csökkenteni kellene -nem kell hogy ki legyen írva minden, elég jó piktogrammokat vagy rövidítéseket használnak az iparban is- így kisebb lenne a tévesztés esélye.
Inkább koppintson kétszer az ember ha nem találja el, minthogy a szomszéd gombot aktiválja.
A zsúfoltság elkerülése miatt az iparban is a képernyők oldalán, alján elhelyezett un. softkey gombokat használják, amik dinamikusan változtatják a funkciójukat.
De ha már itt tartok akkor van pár gomb ami inkább bosszúságot okoz mint hasznot.
Pl. a referencia és a zero gombokhoz lehet nem ártana egy megerősítő kérdés, vagy a zero-khoz egy visszavonás gomb.
A referencia gombokra normál esetben csak a gép bekapcsolásakor van szükség utána már feleslegesen van kint.
Vagy csak én vagyok ilyen béna hogy néha mellényúlok?
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2022 március 06, 20:39
Írta: gaben Dátum 2022 március 06, 20:39
Nekem pl. így jó, ahogy van.
Durván 5 éve használom laptoppal és megszoktam már az új kezelőfelületet is.
[#eljen]
Durván 5 éve használom laptoppal és megszoktam már az új kezelőfelületet is.
[#eljen]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 március 06, 21:08
Írta: dezsoe Dátum 2022 március 06, 21:08
Olyan is van már, csak még nem publikáltam, mert olyat használ, ami még nagyon béta állapotú. De egyszer ez is eljön. :)
(https://hobbicncforum.hu/uploaded_images/2022/03/tn_yxvausqdj3z3p7ee5qvga_3977.png) (https://hobbicncforum.hu/uploaded_images/2022/03/yxvausqdj3z3p7ee5qvga_3977.png)
(https://hobbicncforum.hu/uploaded_images/2022/03/tn_yxvausqdj3z3p7ee5qvga_3977.png) (https://hobbicncforum.hu/uploaded_images/2022/03/yxvausqdj3z3p7ee5qvga_3977.png)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 március 06, 21:15
Írta: dezsoe Dátum 2022 március 06, 21:15
Egyébként jó ötletet adtatok a gombok átrendezésével. Megpróbálok valamilyen érintőképernyő-barát megoldást kitalálni.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2022 március 06, 21:15
Írta: svejk Dátum 2022 március 06, 21:15
Hoppá!? [#buck]
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2022 március 07, 09:10
Írta: Miki2 Dátum 2022 március 07, 09:10
Ha már képernyő fejlesztés és magyar fejlesztő csapsttól:
Nem lehetne ezzel párhuzamosan magyar nyelven is beírni a feliratokat?
Esetleg választható módon.
Nem lehetne ezzel párhuzamosan magyar nyelven is beírni a feliratokat?
Esetleg választható módon.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2022 március 07, 09:19
Írta: 000000000 Dátum 2022 március 07, 09:19
Szia!
Szerintem a jobboldali Cycle start, Single line, Feed hold, Run from here, Override limits és Cycle stop gombok jobb lenne ha legalább akkorák lennének mint a Reset gomb. Egérrel is, és újjal is gyorsabban lehetne megtalálni és nyomni ha nagyobbak lennének. Azok szerintem úgy lennének nagyon jók ha magasságuk annyi lenne mint jelenleg a Reset + Cycle stop magassága együtt.
Szerintem a jobboldali Cycle start, Single line, Feed hold, Run from here, Override limits és Cycle stop gombok jobb lenne ha legalább akkorák lennének mint a Reset gomb. Egérrel is, és újjal is gyorsabban lehetne megtalálni és nyomni ha nagyobbak lennének. Azok szerintem úgy lennének nagyon jók ha magasságuk annyi lenne mint jelenleg a Reset + Cycle stop magassága együtt.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 március 07, 10:35
Írta: dezsoe Dátum 2022 március 07, 10:35
Nem először kerül elő és nem is először válaszolok. :) Technikailag semmi akadálya, viszont elég sok munkával jár. (Az összes olyan képet meg kell módosítani, amin szöveg van. A képernyőleírókban át kell írni a szövegeket. A makrókban át kell írni a szövegeket. Az elérhető forrású plugin-okban át kell írni a szövegeket.) Eddig nagyjából öten hiányolták, de biztos, hogy 10-nél kevesebben. Egyszer valaki elkezdte lefordítani (ha jól emlékszem, akkor még a régi képernyőkészletet), de nem rémlik, hogy azóta írt volna erre a fórumra. Én nem érzem a valós igényt. De, hangsúlyozom, ez csak az én privát véleményem.
(Megjegyzem, minél több képernyőkészletet kell kezelni, annál több a hibalehetőség. Jelenleg, ugye, négy "gyári" van: marós és plazma, mindkettőből régi és új. Bármilyen módosítást mindegyiken végig kell vezetni. A nemsoká megjelenő 2116-os verzióban még mindig lesz olyan javítás, ami a régifajta plazmás képernyőben javít egy évek óta ott figyelő hibát. Akkor most duplázzuk meg a képernyőkészletek számát?)
(Megjegyzem, minél több képernyőkészletet kell kezelni, annál több a hibalehetőség. Jelenleg, ugye, négy "gyári" van: marós és plazma, mindkettőből régi és új. Bármilyen módosítást mindegyiken végig kell vezetni. A nemsoká megjelenő 2116-os verzióban még mindig lesz olyan javítás, ami a régifajta plazmás képernyőben javít egy évek óta ott figyelő hibát. Akkor most duplázzuk meg a képernyőkészletek számát?)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 március 07, 10:40
Írta: dezsoe Dátum 2022 március 07, 10:40
Persze, minél nagyobb, annál biztosabban lehet eltalálni. Csak az a baj, hogy nem fér el, mert akkor a többit kell még kisebbre venni.
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2022 március 07, 15:13
Írta: Miki2 Dátum 2022 március 07, 15:13
Én nem ennyire átfogó dologra gondoltam.
Elég lenne a kezelő felületen megjelenő feliratokat magyar nyelven elérhetővé tenni.
Én ezt a Mac3 eszterga felületén íg oldottam meg:
Megváltoztattam az ikonok feliratait és egyéb feliratokat.
(https://hobbicncforum.hu/uploaded_images/2022/03/tn_ksw9h2bgbnq54usj94b27_304.jpg) (https://hobbicncforum.hu/uploaded_images/2022/03/ksw9h2bgbnq54usj94b27_304.jpg) (https://hobbicncforum.hu/uploaded_images/2022/03/tn_7fd7g4gdg9ybpgxp6ku9e_304.jpg) (https://hobbicncforum.hu/uploaded_images/2022/03/7fd7g4gdg9ybpgxp6ku9e_304.jpg)
Elég lenne a kezelő felületen megjelenő feliratokat magyar nyelven elérhetővé tenni.
Én ezt a Mac3 eszterga felületén íg oldottam meg:
Megváltoztattam az ikonok feliratait és egyéb feliratokat.
(https://hobbicncforum.hu/uploaded_images/2022/03/tn_ksw9h2bgbnq54usj94b27_304.jpg) (https://hobbicncforum.hu/uploaded_images/2022/03/ksw9h2bgbnq54usj94b27_304.jpg) (https://hobbicncforum.hu/uploaded_images/2022/03/tn_7fd7g4gdg9ybpgxp6ku9e_304.jpg) (https://hobbicncforum.hu/uploaded_images/2022/03/7fd7g4gdg9ybpgxp6ku9e_304.jpg)
Cím: Re:UCCNC vezérlő program
Írta: dtb Dátum 2022 március 07, 17:06
Írta: dtb Dátum 2022 március 07, 17:06
Isten bizony, nem a "kíbicnek semmi se drága" beszél belőlem, de többnyelvű programoknál alap, hogy nem a tényleges szöveget drótozzák bele a programba, hanem csak egy referenciát, amit utána egy megfelelő szöveges file-ból bárki kénye kedve szerint saját nyelvére cserélheti, -ha van megfelelő translate file. Jó néhány olyan oldal is van, ahol az ilyen fordításokat közösségek csinálják (pl. WordPress, DRUPAL, stb...) Ha az UCCNC nem ilyen, akkor talán ideje lenne váltani...
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 március 07, 17:16
Írta: dezsoe Dátum 2022 március 07, 17:16
A plugin-ok kivételével minden így működik. A szövegek benne vannak a profilban. (Jelenleg nagy részük, talán a következő kiadásban már mind, mert dolgozunk rajta.) A többi szöveg a képernyőleíróban és a képeken van. Tehát bárki tudja módosítani. :)
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2022 március 07, 18:48
Írta: 000000000 Dátum 2022 március 07, 18:48
Természetesen azt tudom. Viszont szerintem semmi probléma nem lenne ha azok a nagy széles fekete ablakok kisebbek lennének. Nem tudom azokat ki hogy használja, én csak indulás előtt szoktam átnézni hogy minden rendbe van, amikor elindult akkor a G-kód olyan gyorsan fut hogy úgysem lehet látni hol van. Újra akkor nézek rá ha megállt a futás. Szerintem fontosabb hogy azokat a gombokat könnyen lehet megnyomni.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2022 március 07, 18:54
Írta: frob Dátum 2022 március 07, 18:54
ez már elég letisztult
Lényeg, szerintem, hogy átlag felhasználáshoz mi kell
ha már be van állítva a gép jóformán start stop, na jó persze pár apróság még
bemérés külön képernyő ahogy most is, de ott is kicsit szűkösebben, és utána meg el lehet ereszteni a gomb káoszt a többi lapon
átlagosan, mivel minden be van állítva, talán 3-4 gombot nyomogatok , néha ha eltolom az előtolást és a fordulatszámot azt állítom, home és a nullázás, , program betöltés, és start stop
többi ott van és foglalja a helyet :)
Lényeg, szerintem, hogy átlag felhasználáshoz mi kell
ha már be van állítva a gép jóformán start stop, na jó persze pár apróság még
bemérés külön képernyő ahogy most is, de ott is kicsit szűkösebben, és utána meg el lehet ereszteni a gomb káoszt a többi lapon
átlagosan, mivel minden be van állítva, talán 3-4 gombot nyomogatok , néha ha eltolom az előtolást és a fordulatszámot azt állítom, home és a nullázás, , program betöltés, és start stop
többi ott van és foglalja a helyet :)
Cím: Re:UCCNC vezérlő program
Írta: Tibcsi Dátum 2022 március 08, 19:27
Írta: Tibcsi Dátum 2022 március 08, 19:27
Én kerestelek meg a fordítással, és neki is álltam, de, iszonyatos munka, és nem beszélve arról, ha valamit újítanak, variálhatod át.... A gomboknál, egy pixelt elszínez az ember, rögtön furán néz ki a képernyőn. Sajna a fordítás is nehézkes, mert van hogy, nem fér bele az adott gombba, változtatod a betű méretet, de akkor olyan butus az egész. Szóval nem egyszerű... Megcsináltam a régi fő képernyőt, de mikor kijött az új verzió, akkor adtam fel... Persze nem vagyok programozó, biztos vannak hatékonyabb progik, én Photoshop-ban mókoltam a gombokat egyesével.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 március 08, 19:42
Írta: dezsoe Dátum 2022 március 08, 19:42
Mi sem csináljuk máshogy, és igen, pont erre céloztam, hogy iszonyat nagy munka és lehet minden változásnál átvezetni az összes képernyőn. Nem beszélve arról, amit írsz, hogy milyen nehéz értelmes magyar feliratot kitalálni, ami oda is fér és azt is jelenti. :)
Cím: Re:UCCNC vezérlő program
Írta: j3cx5jtk6 Dátum 2022 március 10, 02:26
Írta: j3cx5jtk6 Dátum 2022 március 10, 02:26
Sziasztok!
Kérdőjel, ha az összes tengelyem be van allitva limit +, - vegallasra, szoval nem reset hanem mind a 6 bemenet dedikalt, van ra mod hogy ne resetbe fusson? Elerte a vegallas, jo oké stop, de attol mozgatni szeretnem a masik iranyba..[#nemtudom]
Köszönöm a válaszokat.
Ui./en meg mindig a 19 es képernyőn nyomom[#rolleyes]
Kérdőjel, ha az összes tengelyem be van allitva limit +, - vegallasra, szoval nem reset hanem mind a 6 bemenet dedikalt, van ra mod hogy ne resetbe fusson? Elerte a vegallas, jo oké stop, de attol mozgatni szeretnem a masik iranyba..[#nemtudom]
Köszönöm a válaszokat.
Ui./en meg mindig a 19 es képernyőn nyomom[#rolleyes]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2022 március 10, 07:04
Írta: svejk Dátum 2022 március 10, 07:04
Erre való a soft. limit funkció.
Persze ehhez kell bekapcsolás után referencia felvétel is.
A végállás egy biztonsági dolog a gép védelmében, ezt normál esetben sosem szabad aktiválnia a gépnek.
Ott lett elcseszve a dolog amikor anno a Mach progi és társai ezeket nem követelték meg.
Sajnos a hobbisták jelentős része nem tulajdonít ezeknek jelentőséget, nem is értik, nem használják.
A szűk környezetemben is úgy kell az ismerősökre ráerőszakolni ezeket a funkciókat.
Persze ehhez kell bekapcsolás után referencia felvétel is.
A végállás egy biztonsági dolog a gép védelmében, ezt normál esetben sosem szabad aktiválnia a gépnek.
Ott lett elcseszve a dolog amikor anno a Mach progi és társai ezeket nem követelték meg.
Sajnos a hobbisták jelentős része nem tulajdonít ezeknek jelentőséget, nem is értik, nem használják.
A szűk környezetemben is úgy kell az ismerősökre ráerőszakolni ezeket a funkciókat.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2022 március 10, 07:07
Írta: svejk Dátum 2022 március 10, 07:07
Ráadásul az UCCNC-ben frappánsan meg vannak ezek a dolgok oldva plusz kapcsolókat sem kell felszerelni, gyakorlatilag 1 db bemenet felhasználásával minden megoldható.
Cím: Re:UCCNC vezérlő program
Írta: j3cx5jtk6 Dátum 2022 március 10, 07:25
Írta: j3cx5jtk6 Dátum 2022 március 10, 07:25
Ebben igazad van nem is vitatom.
Softlimittel jatszok majd, de ugy ertem hogy a gepeken is van Admin meg operator esetleges bejelentkezès..
Amugy a gépeken amikkel talalkoztam siman ez van elèri a vegallast es lelèphet a masik iranyba. Nyomjon resetet en akarok tudni rola csak kenyelmesebb lenne.
Na softlimit ..nezem
Softlimittel jatszok majd, de ugy ertem hogy a gepeken is van Admin meg operator esetleges bejelentkezès..
Amugy a gépeken amikkel talalkoztam siman ez van elèri a vegallast es lelèphet a masik iranyba. Nyomjon resetet en akarok tudni rola csak kenyelmesebb lenne.
Na softlimit ..nezem
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2022 március 10, 08:47
Írta: svejk Dátum 2022 március 10, 08:47
Mert az ipari gépeken is mindig softlimitet érsz el.
A hardlimitről a dolgozónak szinte tudomása sincs.
Ha még is ráfut akkor, kulcsos kapcsolóval vagy szekrényben dedikált nyomógomb megnyomásával, esetleg paraméter átírásával tud lejönni róla.
Az UCCNC-ben is ott a lehetőség erre való a Limit Override gomb.
A hardlimitről a dolgozónak szinte tudomása sincs.
Ha még is ráfut akkor, kulcsos kapcsolóval vagy szekrényben dedikált nyomógomb megnyomásával, esetleg paraméter átírásával tud lejönni róla.
Az UCCNC-ben is ott a lehetőség erre való a Limit Override gomb.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 március 10, 10:34
Írta: dezsoe Dátum 2022 március 10, 10:34
Azt hiszem, hogy svejk mindent szépen leírt. (Kicsit olyan az ötleted, mint ha azt írnád, hogy a reset bemenet ne reset-eljen. A limit bemeneteknek alapvetően az a célja és feladata, hogy ráfutáskor reset-elje a rendszert, hiszen ez egy olyan vészhelyzet, aminek normál körülmények között nem szabad bekövetkezni.)
Cím: Re:UCCNC vezérlő program
Írta: Bocs Dátum 2022 március 11, 22:57
Írta: Bocs Dátum 2022 március 11, 22:57
Sziasztok!
Egy csomó festősablont kellene készítenem. Pumukli viszont átveszi az irányítást az UCCNC-től. De ha elkapom!!![#nyes]
Miért nem azt csinálja, amit megjelenít? A képernyőn látszik, hogy miközben anyagban van és előtolással dolgozik, nem ott van, ahol ő is gondolja. Az eredmény magáért beszél.
Újraindítottam a számítógépet, a marógépet, refpont felvétel és az eredmény változatlanul rossz. Ráadásul amikor a G betűt marja, tesz egy hirtelen mozdulatot az anyagban, gyakorlatilag gyorsjárattal. Utána visszaáll a normál sebességre. Átnéztem a progit, egyetlen F van benne az elején, a többit kigyomláltam, mert nem tetszettek.
Aztán kutattam a hibát. Mentem sorrol sorra, és a megjelenítőn a fehér út jelzés némelyik sornál eltűnt, majd a következő sort ismét jelezte. Nagyon apró mozgások közben van ez, lehet, hogy normális.
(https://hobbicncforum.hu/uploaded_images/2022/03/tn_ij3x6fgp8n9zppw6u_6132.jpg) (https://hobbicncforum.hu/uploaded_images/2022/03/ij3x6fgp8n9zppw6u_6132.jpg) (https://hobbicncforum.hu/uploaded_images/2022/03/tn_apffg2fdi00n7x9pim6u_6132.jpg) (https://hobbicncforum.hu/uploaded_images/2022/03/apffg2fdi00n7x9pim6u_6132.jpg) (https://hobbicncforum.hu/uploaded_images/2022/03/tn_wszhpk7hbcgakcasig4xh_6132.jpg) (https://hobbicncforum.hu/uploaded_images/2022/03/wszhpk7hbcgakcasig4xh_6132.jpg)
Egy csomó festősablont kellene készítenem. Pumukli viszont átveszi az irányítást az UCCNC-től. De ha elkapom!!![#nyes]
Miért nem azt csinálja, amit megjelenít? A képernyőn látszik, hogy miközben anyagban van és előtolással dolgozik, nem ott van, ahol ő is gondolja. Az eredmény magáért beszél.
Újraindítottam a számítógépet, a marógépet, refpont felvétel és az eredmény változatlanul rossz. Ráadásul amikor a G betűt marja, tesz egy hirtelen mozdulatot az anyagban, gyakorlatilag gyorsjárattal. Utána visszaáll a normál sebességre. Átnéztem a progit, egyetlen F van benne az elején, a többit kigyomláltam, mert nem tetszettek.
Aztán kutattam a hibát. Mentem sorrol sorra, és a megjelenítőn a fehér út jelzés némelyik sornál eltűnt, majd a következő sort ismét jelezte. Nagyon apró mozgások közben van ez, lehet, hogy normális.
(https://hobbicncforum.hu/uploaded_images/2022/03/tn_ij3x6fgp8n9zppw6u_6132.jpg) (https://hobbicncforum.hu/uploaded_images/2022/03/ij3x6fgp8n9zppw6u_6132.jpg) (https://hobbicncforum.hu/uploaded_images/2022/03/tn_apffg2fdi00n7x9pim6u_6132.jpg) (https://hobbicncforum.hu/uploaded_images/2022/03/apffg2fdi00n7x9pim6u_6132.jpg) (https://hobbicncforum.hu/uploaded_images/2022/03/tn_wszhpk7hbcgakcasig4xh_6132.jpg) (https://hobbicncforum.hu/uploaded_images/2022/03/wszhpk7hbcgakcasig4xh_6132.jpg)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 március 11, 23:20
Írta: dezsoe Dátum 2022 március 11, 23:20
Szia!
Küldd el a g-kódot, belenézek. Az ívekkel (G2/G3) lesz a probléma.
Küldd el a g-kódot, belenézek. Az ívekkel (G2/G3) lesz a probléma.
Cím: Re:UCCNC vezérlő program
Írta: Bocs Dátum 2022 március 12, 00:07
Írta: Bocs Dátum 2022 március 12, 00:07
Szia!
Elküldtem e-levélven.
Elküldtem e-levélven.
Cím: Re:UCCNC vezérlő program
Írta: Bocs Dátum 2022 március 12, 01:26
Írta: Bocs Dátum 2022 március 12, 01:26
Nagyon Köszönöm a rendkívül gyors segítséged!
Reggel elkapom Pumuklit és ellátom a baját.[#taps]
Reggel elkapom Pumuklit és ellátom a baját.[#taps]
Cím: Re:UCCNC vezérlő program
Írta: hegedűs györgy Dátum 2022 március 12, 14:43
Írta: hegedűs györgy Dátum 2022 március 12, 14:43
Szevasztok ,,harcostársak"!
Egy kéréssel fordulok hozzátok.
Van egy UCCNC + UC300ETH-5LPT + UCBB kombóm.
Ehhez szeretnék csatlakoztatni egy 800W-os marómotort
egy HY01D523B típusú VFD-vel hajtva.
A problémám az, hogy külső potival és g-kóddal, programból
Is szeretném a fordulatot vezérelni.
A váltó be van állítva úgy, hogy M-kóddal ki-be kapcs , CW-CCW üzemmódban működik, viszont a PWM-es vezérléssel nem akarok valamit elsütni. A neten ilyen UCCNC-s bekötést nem találtam, csak gekko, novosun stb.
A kifejtő panel dokujában sajnos erre nem térnek ki úgy, hogy az ilyen ,,elektroműszerész-zseni", mint jómagam, ne legyen térden lőve. Segítő válaszotokat előre is köszönöm, üdvözlettel
Gyuri
(https://hobbicncforum.hu/uploaded_images/2022/03/tn_x6ji2395f4s5y23j5z8ht_3679.jpg) (https://hobbicncforum.hu/uploaded_images/2022/03/x6ji2395f4s5y23j5z8ht_3679.jpg)
Egy kéréssel fordulok hozzátok.
Van egy UCCNC + UC300ETH-5LPT + UCBB kombóm.
Ehhez szeretnék csatlakoztatni egy 800W-os marómotort
egy HY01D523B típusú VFD-vel hajtva.
A problémám az, hogy külső potival és g-kóddal, programból
Is szeretném a fordulatot vezérelni.
A váltó be van állítva úgy, hogy M-kóddal ki-be kapcs , CW-CCW üzemmódban működik, viszont a PWM-es vezérléssel nem akarok valamit elsütni. A neten ilyen UCCNC-s bekötést nem találtam, csak gekko, novosun stb.
A kifejtő panel dokujában sajnos erre nem térnek ki úgy, hogy az ilyen ,,elektroműszerész-zseni", mint jómagam, ne legyen térden lőve. Segítő válaszotokat előre is köszönöm, üdvözlettel
Gyuri
(https://hobbicncforum.hu/uploaded_images/2022/03/tn_x6ji2395f4s5y23j5z8ht_3679.jpg) (https://hobbicncforum.hu/uploaded_images/2022/03/x6ji2395f4s5y23j5z8ht_3679.jpg)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 március 12, 15:47
Írta: dezsoe Dátum 2022 március 12, 15:47
Szia!
Potival és programmal egyszerre nem fog menni: vagy egyik, vagy másik.
Az 5LPT panelre elvileg rá lehet kötni a frekiváltó analóg bemenetét. Innentől átmegy vallási kérdésbe, ugyanis én speciel nem bízom a frekiváltókban, nem vagyok hajlandó semmivel összeföldelni a jeleit, tehát relével kapcsolom és leválasztott pwm-10V átalakítóval adom az analóg jelet. (Ha jól emlékszem a nevére, akkor PicoPWM-et használok, de az most nincs a CNCPart-nál, van helyette IRC 2v0, Frekvencia váltó vezérlő (https://www.cncpart.hu/irc-frekvencia-valto-vezerlo), ami a CW/CCW jeleket is kapcsolja, mindezt leválasztva.)
Potival és programmal egyszerre nem fog menni: vagy egyik, vagy másik.
Az 5LPT panelre elvileg rá lehet kötni a frekiváltó analóg bemenetét. Innentől átmegy vallási kérdésbe, ugyanis én speciel nem bízom a frekiváltókban, nem vagyok hajlandó semmivel összeföldelni a jeleit, tehát relével kapcsolom és leválasztott pwm-10V átalakítóval adom az analóg jelet. (Ha jól emlékszem a nevére, akkor PicoPWM-et használok, de az most nincs a CNCPart-nál, van helyette IRC 2v0, Frekvencia váltó vezérlő (https://www.cncpart.hu/irc-frekvencia-valto-vezerlo), ami a CW/CCW jeleket is kapcsolja, mindezt leválasztva.)
Cím: Re:UCCNC vezérlő program
Írta: dtb Dátum 2022 március 12, 17:07
Írta: dtb Dátum 2022 március 12, 17:07
Nem bele vau-vau, de a linkelt eszköznél véletlenül megláttam ezt: Frekvenciaváltó vezérlő áramkör (0-10V analóg jel) (https://www.cncpart.hu/frekvenciavalto-vezerlo-aramkor) , A frekiváltót ha potméterre állítja, akkor ezek keresztül is vezérelheti, meg a potin keresztül is, csak egyszerre nem keverheti... Vagy rosszul gondolom?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 március 12, 17:35
Írta: dezsoe Dátum 2022 március 12, 17:35
Na, ezért nem szabad kép alapján keresni... :) Ez az utódja annak, amit használok.
Cím: Re:UCCNC vezérlő program
Írta: dtb Dátum 2022 március 12, 17:56
Írta: dtb Dátum 2022 március 12, 17:56
:-)
...de nem ez volt a kérdés :-)
Ez ugye egy digitális potméterként funkcionál. ...vagyis ha beállítja a frekiváltót potméterre, és beköti a frekiváltón a potit (mondjuk ez az "A"), meg beköti ezt is (mondjuk ez a "B"), akkor -elvileg- mindkettőt használhatja, csak arra kell figyelnie, hogy ha át akar váltani A-ból B-be, akkor nulla fordulatra kell állitsa a váltás előtt.Nem jól gondolom? (diódával még egymástól is leválaszthatja az eszközöket, de ez már nm az én asztalom... :-))
...de nem ez volt a kérdés :-)
Ez ugye egy digitális potméterként funkcionál. ...vagyis ha beállítja a frekiváltót potméterre, és beköti a frekiváltón a potit (mondjuk ez az "A"), meg beköti ezt is (mondjuk ez a "B"), akkor -elvileg- mindkettőt használhatja, csak arra kell figyelnie, hogy ha át akar váltani A-ból B-be, akkor nulla fordulatra kell állitsa a váltás előtt.Nem jól gondolom? (diódával még egymástól is leválaszthatja az eszközöket, de ez már nm az én asztalom... :-))
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 március 12, 22:50
Írta: dezsoe Dátum 2022 március 12, 22:50
Kapcsolóval lehet megoldani, hogy melyik vezérelje és nem kell leállni hozzá, hiszen kap egy új értéket és arra fog beállni. Nem potméterként működik, elég két vezeték. A kapott PWM kitöltésével arányosan ad ki 0-10 voltot.
Cím: Re:UCCNC vezérlő program
Írta: Bocs Dátum 2022 március 13, 00:03
Írta: Bocs Dátum 2022 március 13, 00:03
Tisztelettel jelentem: Pumukli megvan.
Az ellipszissel kapcsolatos kísérletezgetésem után elfelejtettem normalizálni a beállításokat. Dezsoe utasítása alapján az ívekkel kapcsolatos beállításokat visszaállítottam a telepítéskori értékekre, és nagyon szép betűket martam.
Egyébként lehet haszna ezeknek az értékeknek az állítgatásán? Nem hasraütve állítgattam, hanem a doksi olvasása mellett. Néhány dolgot azért állítottam kirívóan nagy eltérésre, hogy határozott eredményt lássak, még ha rosszat is. Gondoltam, hogy megtapasztalva a változást jobban megértem a leírtakat. Azonban egyrészt ettől jóval bonyolultabb lehet a dolog, minthogy egyértelmű eredményt lássak, hiszen egyes matematikai műveletek csak bizonyos körülmények mellett lehetnek aktívak, másrészt tudni kellene az átállítások hasznos léptékét. Ezek hiányában kezdtem kísérletezésbe Karácsony előtt.
(https://hobbicncforum.hu/uploaded_images/2022/03/tn_3qswj34e94dquxeh9m4_6132.jpg) (https://hobbicncforum.hu/uploaded_images/2022/03/3qswj34e94dquxeh9m4_6132.jpg)
Az ellipszissel kapcsolatos kísérletezgetésem után elfelejtettem normalizálni a beállításokat. Dezsoe utasítása alapján az ívekkel kapcsolatos beállításokat visszaállítottam a telepítéskori értékekre, és nagyon szép betűket martam.
Egyébként lehet haszna ezeknek az értékeknek az állítgatásán? Nem hasraütve állítgattam, hanem a doksi olvasása mellett. Néhány dolgot azért állítottam kirívóan nagy eltérésre, hogy határozott eredményt lássak, még ha rosszat is. Gondoltam, hogy megtapasztalva a változást jobban megértem a leírtakat. Azonban egyrészt ettől jóval bonyolultabb lehet a dolog, minthogy egyértelmű eredményt lássak, hiszen egyes matematikai műveletek csak bizonyos körülmények mellett lehetnek aktívak, másrészt tudni kellene az átállítások hasznos léptékét. Ezek hiányában kezdtem kísérletezésbe Karácsony előtt.
(https://hobbicncforum.hu/uploaded_images/2022/03/tn_3qswj34e94dquxeh9m4_6132.jpg) (https://hobbicncforum.hu/uploaded_images/2022/03/3qswj34e94dquxeh9m4_6132.jpg)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 március 13, 00:27
Írta: dezsoe Dátum 2022 március 13, 00:27
Ha áldozol a pontosságból, akkor sebességet nyersz. Ha nem milliméter az alapegység, akkor is át kell állítani a tűréseket.
Cím: Re:UCCNC vezérlő program
Írta: hegedűs györgy Dátum 2022 március 13, 20:49
Írta: hegedűs györgy Dátum 2022 március 13, 20:49
Ha jól értem, akkor valami billenő kapcsoló (akár relék közbeiktatásával) segítségével tudnék választani a poti, meg az "S-kód" mód között...
Ha a cncpart-os frekvencia váltó áramkört (alias ,,picospeed_#2") vetném be, akkor simán a PWM pin meg a port megjelölésével ( a SPINDLE fülön) kipipálnék egy kimenetet, amit összekötnék a ,,picospeed_#2" PWM bemenetével? A ,,picospeed_#2" bemenetén a GND-t az UCBB 5V-os kimenetének a 0 pólusára kellene kötni?
A ,,picospeed_#2" kimenetét az én freki váltómon szerinted hova lenne célszerű kötni?
A VFD-m sorkapcsai a mellékelt ábrán láthatók(#8825-ös komment). A kék és narancssárga huzalokat képzeld le a képről...
Esetleg egy ,,macskarajz" segítene. . .
Előre is köszi. Üdvözlettel, Gyuri
Ha a cncpart-os frekvencia váltó áramkört (alias ,,picospeed_#2") vetném be, akkor simán a PWM pin meg a port megjelölésével ( a SPINDLE fülön) kipipálnék egy kimenetet, amit összekötnék a ,,picospeed_#2" PWM bemenetével? A ,,picospeed_#2" bemenetén a GND-t az UCBB 5V-os kimenetének a 0 pólusára kellene kötni?
A ,,picospeed_#2" kimenetét az én freki váltómon szerinted hova lenne célszerű kötni?
A VFD-m sorkapcsai a mellékelt ábrán láthatók(#8825-ös komment). A kék és narancssárga huzalokat képzeld le a képről...
Esetleg egy ,,macskarajz" segítene. . .
Előre is köszi. Üdvözlettel, Gyuri
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 március 14, 00:54
Írta: dezsoe Dátum 2022 március 14, 00:54
A PicoSpeed hárompólusú csatlakozóján a 12V egy máshol nem használt 12V-os táp pozitív ága, Com a táp negatív ága + frekiváltó ACM, az Out a frekiváltó VI lába.
Ha potmétert is szeretnél, akkor poti egyik vége ACM, másik vége 10V, a csúszka kapcsolón keresztül VI, tehát a kapcsolót úgy kötöd be, hogy vagy a PicoSpeed Out lábát, vagy a poti csúszkáját kösse a VI bemenetre a frekiváltón. Nem kell relézni, felesleges, de nem baj, ha nem túl hosszúak a kábelek.
A PicoSpeed bemenete leválasztott, ezért én nem használnék el egy kimenetet az UCBB-n, hanem bármelyik fel nem használt portról egy GND és egy kimenet mehet a kétérintkezős csatlakozó GND és PWM lábára.
Igen, PWM spindle beállítás kell és a kimenetet be kell állítani. Ne feledd a min. és max. fordulatszámot, mert a PWM min-max-ot a megadott fordulatszám min-max-hoz fogja skálázni.
Ha potmétert is szeretnél, akkor poti egyik vége ACM, másik vége 10V, a csúszka kapcsolón keresztül VI, tehát a kapcsolót úgy kötöd be, hogy vagy a PicoSpeed Out lábát, vagy a poti csúszkáját kösse a VI bemenetre a frekiváltón. Nem kell relézni, felesleges, de nem baj, ha nem túl hosszúak a kábelek.
A PicoSpeed bemenete leválasztott, ezért én nem használnék el egy kimenetet az UCBB-n, hanem bármelyik fel nem használt portról egy GND és egy kimenet mehet a kétérintkezős csatlakozó GND és PWM lábára.
Igen, PWM spindle beállítás kell és a kimenetet be kell állítani. Ne feledd a min. és max. fordulatszámot, mert a PWM min-max-ot a megadott fordulatszám min-max-hoz fogja skálázni.
Cím: Re:UCCNC vezérlő program
Írta: hegedűs györgy Dátum 2022 március 14, 07:52
Írta: hegedűs györgy Dátum 2022 március 14, 07:52
Csaba [#taps]!
Ha lenne olyan kalapom, mint amilyen Neked van a profil fotón, akkor Aramist másolva, félig térdre ereszkedve lengetném meg előtted. Köszönöm a válaszokat, remélem a segítségetekkel (Béláéval is) meg tudom oldani a feladatot.
Üdvözlettel,
Gyuri
Ha lenne olyan kalapom, mint amilyen Neked van a profil fotón, akkor Aramist másolva, félig térdre ereszkedve lengetném meg előtted. Köszönöm a válaszokat, remélem a segítségetekkel (Béláéval is) meg tudom oldani a feladatot.
Üdvözlettel,
Gyuri
Cím: Re:UCCNC vezérlő program
Írta: ifarkas Dátum 2022 március 14, 15:09
Írta: ifarkas Dátum 2022 március 14, 15:09
Sziasztok!
Az alábbi kérdésem lenne: megoldható-e, hogy a FeedHold a főorsót(nálam most egy levegős szelepet kell működtetni) is ki- kapcsolja, majd amikor ismét megnyomom bekapcsolja, és/vagy két bemenetet (két szenzorral szint érzékelés) figyelve, kapcsolna.
Találtam egy régebbi választ, ami ez utóbbira lehet, hogy jó lenne:
(dezsoe válasza svejk-nek)
,,Mondok más megoldást. Ha van két bemeneted, akkor az egyikre tedd a Feedholdon (523) funkciót, a másikra pedig a Feedholdoff (524)-et."
Az alábbi kérdésem lenne: megoldható-e, hogy a FeedHold a főorsót(nálam most egy levegős szelepet kell működtetni) is ki- kapcsolja, majd amikor ismét megnyomom bekapcsolja, és/vagy két bemenetet (két szenzorral szint érzékelés) figyelve, kapcsolna.
Találtam egy régebbi választ, ami ez utóbbira lehet, hogy jó lenne:
(dezsoe válasza svejk-nek)
,,Mondok más megoldást. Ha van két bemeneted, akkor az egyikre tedd a Feedholdon (523) funkciót, a másikra pedig a Feedholdoff (524)-et."
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 március 15, 08:01
Írta: dezsoe Dátum 2022 március 15, 08:01
Szia!
Egy kicsit pontosabban írd le, hogy mi a feladat, mert elvesztettem a fonalat. :) Azért megpróbálom összefoglalni:
- a főorsót egy kimenet kapcsolja
- feed hold-ra le kell állítani
De mit is csinálnának a szintérzékelők? A főorsót kapcsolják vagy a feed hold-ot?
Egy kicsit pontosabban írd le, hogy mi a feladat, mert elvesztettem a fonalat. :) Azért megpróbálom összefoglalni:
- a főorsót egy kimenet kapcsolja
- feed hold-ra le kell állítani
De mit is csinálnának a szintérzékelők? A főorsót kapcsolják vagy a feed hold-ot?
Cím: Re:UCCNC vezérlő program
Írta: ifarkas Dátum 2022 március 15, 09:42
Írta: ifarkas Dátum 2022 március 15, 09:42
Elnézést kérek, visszaolvasva tényleg eléggé zavaros[#zavart2]
A lényeg, ha megállítom(Feed Hold) a program futást álljon meg a (M5)fő orsó is, ha (Feed Hold)elindítom induljon a fő orsó(M3) is.
A lényeg, ha megállítom(Feed Hold) a program futást álljon meg a (M5)fő orsó is, ha (Feed Hold)elindítom induljon a fő orsó(M3) is.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 március 16, 10:20
Írta: dezsoe Dátum 2022 március 16, 10:20
Most tudok csak válaszolni, bocs. Futás közben nem lehet más g-kódot kiadni, és feed hold-ot, ugye, futás közben nyomsz. Ebből következik, hogy úgy kell megállítani a főorsót, hogy nem használunk közben g-kódot. Ha a főorsó step/dir-es, akkor gond van, ha viszont egy kimenet kapcsolja, akkor egy másik kimenetet (amit a feed hold vezérel egy output triggerrel) fel lehet használni, hogy ebbe beleszóljon. Például ez a kimenet vezérelhet egy relét, ami megszakítja a főorsó kimenetét.
Cím: Re:UCCNC vezérlő program
Írta: ifarkas Dátum 2022 március 16, 11:23
Írta: ifarkas Dátum 2022 március 16, 11:23
Nagyon köszönöm a választ, átgondolom és valamikor este tudom kipróbálni.
Csak egy kimenetet, relét kell kapcsolni.
Csak egy kimenetet, relét kell kapcsolni.
Cím: Re:UCCNC vezérlő program
Írta: up38bybny Dátum 2022 március 16, 12:46
Írta: up38bybny Dátum 2022 március 16, 12:46
Sziasztok!
Elkészült a CNC plazmavágóm, (legalább is majdnem) szóval most futom a beállítás és teszt köröket.
Filctollal már kiválóan rajzolt, el is bíztam magam de korai volt.
A parancssort a SheetCam készíti, amiből eddig kivettem az "M31" parancsot, mert a filctollas teszteléshez nem kellett.
Most viszont szeretném működésre bírni a vágás előtti nullpont/próba opciót. Aktiváltam az UCCNC I/0 setup Probe 1 bemenetet, ami kezeli is a jelet.
A gondom az, hogy bár a funkció működik, a második "M31" után lelassul a gép és az eredeti 6000mm/min ről 100mm/min re áll át.
Azért a második után, mert valamiért az első "M31"-et követő "G01" még megkapja a sebesség adatot. "G01.....F6000"
Ha a többi mögé bepötyögöm kézzel, akkor ok, de gondolom nem ez a módja...
Illetve, ha törlöm az összes "M31"-et, akkor nem lassul be.
Lehet, hogy ezt az egész nullpont felvétel rossz irányból közelítem meg...?
Vagy a Probe oldalon van valami elállítva...?
Nagyon megköszönném, ha valaki segíteni tudna!
Elkészült a CNC plazmavágóm, (legalább is majdnem) szóval most futom a beállítás és teszt köröket.
Filctollal már kiválóan rajzolt, el is bíztam magam de korai volt.
A parancssort a SheetCam készíti, amiből eddig kivettem az "M31" parancsot, mert a filctollas teszteléshez nem kellett.
Most viszont szeretném működésre bírni a vágás előtti nullpont/próba opciót. Aktiváltam az UCCNC I/0 setup Probe 1 bemenetet, ami kezeli is a jelet.
A gondom az, hogy bár a funkció működik, a második "M31" után lelassul a gép és az eredeti 6000mm/min ről 100mm/min re áll át.
Azért a második után, mert valamiért az első "M31"-et követő "G01" még megkapja a sebesség adatot. "G01.....F6000"
Ha a többi mögé bepötyögöm kézzel, akkor ok, de gondolom nem ez a módja...
Illetve, ha törlöm az összes "M31"-et, akkor nem lassul be.
Lehet, hogy ezt az egész nullpont felvétel rossz irányból közelítem meg...?
Vagy a Probe oldalon van valami elállítva...?
Nagyon megköszönném, ha valaki segíteni tudna!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 március 16, 12:56
Írta: dezsoe Dátum 2022 március 16, 12:56
Szia!
A gép azt csinálja, ami le van neki írva, tehát a kérdés az, hogy mi van az M31 makródban. A "gyári" példaprogram, valami valahonnan vagy már szerkesztetted?
A gép azt csinálja, ami le van neki írva, tehát a kérdés az, hogy mi van az M31 makródban. A "gyári" példaprogram, valami valahonnan vagy már szerkesztetted?
Cím: Re:UCCNC vezérlő program
Írta: up38bybny Dátum 2022 március 16, 13:53
Írta: up38bybny Dátum 2022 március 16, 13:53
Szia!
Semmit nem írtam át és nem is töltötem le. Kellene...?
Semmit nem írtam át és nem is töltötem le. Kellene...?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 március 16, 16:55
Írta: dezsoe Dátum 2022 március 16, 16:55
Nem, csak úgy könnyebb segíteni, ha tudom, hogy mi a kiinduló állapot. :) Egy pár sort bemásolhatnál ide a generált kódból, ahol az M31 van. (Előtte-utána néhány sorral, hogy lássam, mit vár a generátor.)
Cím: Re:UCCNC vezérlő program
Írta: up38bybny Dátum 2022 március 16, 17:58
Írta: up38bybny Dátum 2022 március 16, 17:58
Az elsőnél még tartja a sebességet, a második után már belassul...
(https://hobbicncforum.hu/uploaded_images/2022/03/tn_2b00ma7z74sd4xsbxuq4_8589.jpg) (https://hobbicncforum.hu/uploaded_images/2022/03/2b00ma7z74sd4xsbxuq4_8589.jpg) (https://hobbicncforum.hu/uploaded_images/2022/03/tn_texvk2e9tawtcnyuh0i8_8589.jpg) (https://hobbicncforum.hu/uploaded_images/2022/03/texvk2e9tawtcnyuh0i8_8589.jpg)
(https://hobbicncforum.hu/uploaded_images/2022/03/tn_2b00ma7z74sd4xsbxuq4_8589.jpg) (https://hobbicncforum.hu/uploaded_images/2022/03/2b00ma7z74sd4xsbxuq4_8589.jpg) (https://hobbicncforum.hu/uploaded_images/2022/03/tn_texvk2e9tawtcnyuh0i8_8589.jpg) (https://hobbicncforum.hu/uploaded_images/2022/03/texvk2e9tawtcnyuh0i8_8589.jpg)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 március 16, 19:33
Írta: dezsoe Dátum 2022 március 16, 19:33
Próbáld ki ezt (M31 makró):
Kód Kijelölés
List<string> codelist = new List<string>();
codelist.Add("G91");
codelist.Add("G31 Z-50 F100");
codelist.Add("G92 Z0.0");
codelist.Add("G00 Z" + AS3.Getfielddouble(2010).ToString());
codelist.Add("G92 Z0.0");
codelist.Add("G" + exec.actualdistmode.ToString());
codelist.Add("G" + exec.actualdistmode.ToString());
codelist.Add("F " + exec.getcurrentfeedrate().ToString());
exec.Codelist(codelist);
while (exec.IsMoving());
Cím: Re:UCCNC vezérlő program
Írta: up38bybny Dátum 2022 március 16, 20:08
Írta: up38bybny Dátum 2022 március 16, 20:08
Nagyon köszönöm! Holnap tesztelek!
Cím: Re:UCCNC vezérlő program
Írta: ifarkas Dátum 2022 március 17, 16:35
Írta: ifarkas Dátum 2022 március 17, 16:35
Szia!
Köszönöm még egyszer a választ, a relés megoldás tökéletesen működik.
Lehet, hogy máshol is tudom használni, például plazmavágónál, de ott indítási késleltetést is meg kellene adni.
Köszönöm még egyszer a választ, a relés megoldás tökéletesen működik.
Lehet, hogy máshol is tudom használni, például plazmavágónál, de ott indítási késleltetést is meg kellene adni.
Cím: Re:UCCNC vezérlő program
Írta: v33um54ki Dátum 2022 március 17, 17:33
Írta: v33um54ki Dátum 2022 március 17, 17:33
Hello!
Nemrég kicsit elszállt a controllerünk (Xbox verzió) És azt hittük a controller pluginnal történt valami, felratkam az új verziót. Közben kiderült, hogy a controllerbe annyi por van, hogy amiatt nem is működik, ki lett takarítva, le teszteltem egy másik PC-n szépen működik. Viszont a CNC marós gépen azóta fura dolgok történnek, pl:
-mozgatás közben hirtelen ablakot vált, a CNC mozog tovább aztán át kell váltani a UCCNC ablakára akkor már meg lehet állítani
-vagy volt olyan hogy elindult elengedtem a joysticket de nem ált meg, csak akkor amikor elhúztam a haladással ellenkező irányban.
Gondolom valamiféle inkompatibilitási probléma lesz.
A legutolsó UCCNC-hez most melyik és hányas verziójú Xbox controller plugin ajánlott?
vagy ha nem ez, akkor hol keressem a hibát?
Nemrég kicsit elszállt a controllerünk (Xbox verzió) És azt hittük a controller pluginnal történt valami, felratkam az új verziót. Közben kiderült, hogy a controllerbe annyi por van, hogy amiatt nem is működik, ki lett takarítva, le teszteltem egy másik PC-n szépen működik. Viszont a CNC marós gépen azóta fura dolgok történnek, pl:
-mozgatás közben hirtelen ablakot vált, a CNC mozog tovább aztán át kell váltani a UCCNC ablakára akkor már meg lehet állítani
-vagy volt olyan hogy elindult elengedtem a joysticket de nem ált meg, csak akkor amikor elhúztam a haladással ellenkező irányban.
Gondolom valamiféle inkompatibilitási probléma lesz.
A legutolsó UCCNC-hez most melyik és hányas verziójú Xbox controller plugin ajánlott?
vagy ha nem ez, akkor hol keressem a hibát?
Cím: Re:UCCNC vezérlő program
Írta: j3cx5jtk6 Dátum 2022 március 18, 08:13
Írta: j3cx5jtk6 Dátum 2022 március 18, 08:13
Sziasztok!
Én is köszönöm a makrót- fain!
Csak annyit tennék én hozzá lehet másnak is jól jön
hogy a g92 után én beraktam még egy sor ez a saját kis nyugalmam miatt van.
Én is köszönöm a makrót- fain!
Csak annyit tennék én hozzá lehet másnak is jól jön
hogy a g92 után én beraktam még egy sor ez a saját kis nyugalmam miatt van.
Kód Kijelölés
List<string> codelist = new List<string>();
codelist.Add("G91");
codelist.Add("G31 Z-50 F100");
codelist.Add("G92 Z0.0");
codelist.Add("G00 Z" + AS3.Getfielddouble(2010).ToString());
codelist.Add("G92 Z0.0");
codelist.Add("G0 Z20.0"); //kiemel 20ra//
codelist.Add("G" + exec.actualdistmode.ToString());
codelist.Add("G" + exec.actualdistmode.ToString());
codelist.Add("F " + exec.getcurrentfeedrate().ToString());
exec.Codelist(codelist);
while (exec.IsMoving());
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 március 18, 09:48
Írta: dezsoe Dátum 2022 március 18, 09:48
De jó, hogy írtál! Néztem, hogy mi a bánatért van egy sor kétszer: persze, hogy elrontottam.
helyett
lenne helyesen, hogy mindent visszaállítson a hívás előtti állapotba.
Kód Kijelölés
codelist.Add("G" + exec.actualdistmode.ToString());
codelist.Add("G" + exec.actualdistmode.ToString());
helyett
Kód Kijelölés
codelist.Add("G" + exec.actualdistmode.ToString());
codelist.Add("G" + exec.actualmodal.ToString());
lenne helyesen, hogy mindent visszaállítson a hívás előtti állapotba.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 március 18, 10:00
Írta: dezsoe Dátum 2022 március 18, 10:00
Milyen verzióról frissítettél milyen verzióra? A telepítőben egyébként mindig az ahhoz a verzióhoz megfelelő plugin-ok vannak, tehát ha nem variáltad át a dll-eket, akkor annak mennie kell.
Cím: Re:UCCNC vezérlő program
Írta: v33um54ki Dátum 2022 március 18, 11:44
Írta: v33um54ki Dátum 2022 március 18, 11:44
Verziók:
UCCNC - 1.2111
Xbox360-Velocity Control V2.060 (Crafty CNC)
UCCNC - 1.2111
Xbox360-Velocity Control V2.060 (Crafty CNC)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 március 18, 12:06
Írta: dezsoe Dátum 2022 március 18, 12:06
Értem. Mivel nem az UCCNC-s plugin-t használod, így nem igazán tudok okosat mondani, meg kell kérdezni a készítőt az angol fórumon (http://www.forum.cncdrive.com/viewtopic.php?f=14&t=394&sid=a4f7a636583592463993e73318dc8039). Jó fej srác, szokott válaszolni, segíteni. :)
Cím: Re:UCCNC vezérlő program
Írta: v33um54ki Dátum 2022 március 18, 13:56
Írta: v33um54ki Dátum 2022 március 18, 13:56
Ha jól emlékszem, anno pont ti ajánlottátok ezt. Mert a másik nem úgy működött mint kéne, de ok...
( vagy elvesztette a beállításokat, vagy mindig külön be kellett kapcsolni, már nem emlékszem pontosan )
( vagy elvesztette a beállításokat, vagy mindig külön be kellett kapcsolni, már nem emlékszem pontosan )
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 március 18, 14:30
Írta: dezsoe Dátum 2022 március 18, 14:30
Ez könnyen lehet, már nem emlékszem. De mivel nem mi írtuk, nem tudjuk megmondani, hogy mi lehet a probléma vele. Ettől még meg vagyok róla győződve, hogy jó a plugin, mert rengetegen használják és jó véleményeket lehet róla olvasni. Viszont közelebbit nem tudok mondani, mert nincs ilyen kontrollerem, így én magam sosem próbáltam.
Cím: Re:UCCNC vezérlő program
Írta: v33um54ki Dátum 2022 március 18, 14:42
Írta: v33um54ki Dátum 2022 március 18, 14:42
OK, akkor hétvégén frissítem az UCCNC-t és megnézem működik-e már rendesen a beépített plugin. Ha nem akkor valahogy oldanom kell a problémát, mert a kontroller rengeteget könnyít és gyorsít a munkán.
Cím: Re:UCCNC vezérlő program
Írta: up38bybny Dátum 2022 március 18, 18:37
Írta: up38bybny Dátum 2022 március 18, 18:37
Egy kicsit megkésve, de ismét nagyon köszönöm az M31 makrót. A makro kiváló, de nem ez volt a baj!
A postp. írtam át, a SheetCam-ban, így rendeződtek a bajok.
Több lépés kellett a megoldáshoz (nálam... :-))
Az angol nyelvű fórumon arról értekeztek, hogy plazmához nem is igazán az M31 kellene, hanem az M203. Ezt átírtam és tisztább lett az addig szerintem fölöslegesen sok Z tengely mozgás. De a sebesség még ekkor is belassult az első kör után. Mivel a SheetCam UCCNC plasma postp.-a eleve Mach3 alapú, gondoltam, kipróbálom azokat is. Részeredmény lett, mert a Mach4 postp. már MAJDNEM (???) mindenhol megtartotta az eredeti sebességet. Annyit csináltam, hogy beleillesztettem a jól működö M203 kódrészt és a a Feedrate sorok eleje kapott egy Non kiegészítést, (NonModalNumber...) és így most jó!
Szinte biztos, hogy valami rettentő módon írtam át az egészet, (annak ellenére, hogy szuperül működik) mert az eddigiekkel ellentétben minden sor végén ott szerepel a sebesség adat...[#nyes]
Az is nagyon valószínű, hogy az eredeti postproc. is jó kellene, hogy legyen, de valamiért a bitek ördögei az én gépemen és installációmban összezavarodtak.
Nagy hála minden segítségért!!!
A postp. írtam át, a SheetCam-ban, így rendeződtek a bajok.
Több lépés kellett a megoldáshoz (nálam... :-))
Az angol nyelvű fórumon arról értekeztek, hogy plazmához nem is igazán az M31 kellene, hanem az M203. Ezt átírtam és tisztább lett az addig szerintem fölöslegesen sok Z tengely mozgás. De a sebesség még ekkor is belassult az első kör után. Mivel a SheetCam UCCNC plasma postp.-a eleve Mach3 alapú, gondoltam, kipróbálom azokat is. Részeredmény lett, mert a Mach4 postp. már MAJDNEM (???) mindenhol megtartotta az eredeti sebességet. Annyit csináltam, hogy beleillesztettem a jól működö M203 kódrészt és a a Feedrate sorok eleje kapott egy Non kiegészítést, (NonModalNumber...) és így most jó!
Szinte biztos, hogy valami rettentő módon írtam át az egészet, (annak ellenére, hogy szuperül működik) mert az eddigiekkel ellentétben minden sor végén ott szerepel a sebesség adat...[#nyes]
Az is nagyon valószínű, hogy az eredeti postproc. is jó kellene, hogy legyen, de valamiért a bitek ördögei az én gépemen és installációmban összezavarodtak.
Nagy hála minden segítségért!!!
Cím: Re:UCCNC vezérlő program
Írta: j3cx5jtk6 Dátum 2022 március 19, 18:12
Írta: j3cx5jtk6 Dátum 2022 március 19, 18:12
Sziasztok!
Probáld ki ha tudod ezeket a post procikat / vagy aki akarja/
Sheetcam-uccnc kicsit kipofozva/magyarositva-kommentezi a kodot ilyenek
https://drive.google.com/drive/folders/1fVXlOrf8fd7uXaxukDnqxIiROhXiE68T?usp=sharing
[#rolleyes]
Probáld ki ha tudod ezeket a post procikat / vagy aki akarja/
Sheetcam-uccnc kicsit kipofozva/magyarositva-kommentezi a kodot ilyenek
https://drive.google.com/drive/folders/1fVXlOrf8fd7uXaxukDnqxIiROhXiE68T?usp=sharing
[#rolleyes]
Cím: Re:UCCNC vezérlő program
Írta: up38bybny Dátum 2022 március 19, 21:35
Írta: up38bybny Dátum 2022 március 19, 21:35
Mindenképpen kipróbálom!
Nagyon köszi!
Nagyon köszi!
Cím: Re:UCCNC vezérlő program
Írta: v33um54ki Dátum 2022 március 21, 11:33
Írta: v33um54ki Dátum 2022 március 21, 11:33
Felraktam az új verziót, újfent nem ismeri fel a licencefilet. írtam nektek a supportra.
SAJNOS a beépített plugin úgy nézem még mindig ugyanazokkal a gyerekbetegségekkel küzd, mint eddig (nem ismeri fel a szabány Xbox controllerek inputjainak legalább a felét, az analog inputot sem ismeri, stb)
SAJNOS a beépített plugin úgy nézem még mindig ugyanazokkal a gyerekbetegségekkel küzd, mint eddig (nem ismeri fel a szabány Xbox controllerek inputjainak legalább a felét, az analog inputot sem ismeri, stb)
Cím: Re:UCCNC vezérlő program
Írta: dtb Dátum 2022 március 31, 20:03
Írta: dtb Dátum 2022 március 31, 20:03
Van ez a nemrég linkelt (https://topcom.cz/products/dig3d/dig3dlpc/) szimpatikus kis 3Dtapintó... Az UCCNC szempontjából (UcEth400) melyik a jó választás? NO vagy NC? ...és NPN vagy PNP? Első blikkre azt gondolnám, hogy tök mindegy, de sose lehet tudni...
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2022 március 31, 20:36
Írta: TBS-TEAM Dátum 2022 március 31, 20:36
NC a jó választás.
A PNP vagy NPN az mindegy.
A PNP vagy NPN az mindegy.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2022 március 31, 20:38
Írta: 000000000 Dátum 2022 március 31, 20:38
Én NPN típust használok.
Nagyon jól működik a makroimmal.
Nagyon jól működik a makroimmal.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 március 31, 20:43
Írta: dezsoe Dátum 2022 március 31, 20:43
Fontos jeleknél (ilyen a probe is) mindig NC, mert ha megszakad véletlenül, akkor jelezzen. A probe pl. el sem indul, ha már aktív a jel, hanem megáll hibával, így nem nyomja szét az érzékelőt.
Cím: Re:UCCNC vezérlő program
Írta: dtb Dátum 2022 március 31, 20:57
Írta: dtb Dátum 2022 március 31, 20:57
Köszönöm a válaszokat, az npn/pnp-ben nem voltam biztos, mert a beállításoknál mindkettőt kezeli az uceth400.
Cím: Re:UCCNC vezérlő program
Írta: 000000000 Dátum 2022 április 01, 08:47
Írta: 000000000 Dátum 2022 április 01, 08:47
Így is szétnyomhatja, mert attól függ mi a probléma.
Ha a szignál drót szakad meg akkor a NC nem indul, de ha a kimenet tranzisztor romlik el, vagy valami más belső hibája lesz, akkor nem lehet tudni hogyan reagál, mert a kimeneti tranzisztor úgy is romolhat hogy a kimenet zárva, tehát a probe elindul és szét lesz nyomva. Ha viszont a + vagy a - szakad el akkor van jel, mert nem fog világítani.
Én indítás előtt megérintem ujjammal és ellenőrzöm hogy működik. Bár ez sem 100% biztonság, mert el romolhat indulás után is, de szerintem 99.5% az pedig nekem elég.
De általánosan igazad van, legalább is mechanikai kapcsolókra, mert azok vagy működnek, vagy nem. Ha nem működnek, vagy meg van szakadva a vezeték, akkor garantálva van a vezeték szakadása.
Ha a szignál drót szakad meg akkor a NC nem indul, de ha a kimenet tranzisztor romlik el, vagy valami más belső hibája lesz, akkor nem lehet tudni hogyan reagál, mert a kimeneti tranzisztor úgy is romolhat hogy a kimenet zárva, tehát a probe elindul és szét lesz nyomva. Ha viszont a + vagy a - szakad el akkor van jel, mert nem fog világítani.
Én indítás előtt megérintem ujjammal és ellenőrzöm hogy működik. Bár ez sem 100% biztonság, mert el romolhat indulás után is, de szerintem 99.5% az pedig nekem elég.
De általánosan igazad van, legalább is mechanikai kapcsolókra, mert azok vagy működnek, vagy nem. Ha nem működnek, vagy meg van szakadva a vezeték, akkor garantálva van a vezeték szakadása.
Cím: Re:UCCNC vezérlő program
Írta: j3cx5jtk6 Dátum 2022 április 07, 10:15
Írta: j3cx5jtk6 Dátum 2022 április 07, 10:15
Sziasztok!
Ehez a tapointohoz másik screeset kell? vagy hogy cserélek screenset et?! vagy hogy van ez?! köszi!![#taps]
Ehez a tapointohoz másik screeset kell? vagy hogy cserélek screenset et?! vagy hogy van ez?! köszi!![#taps]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 április 07, 10:51
Írta: dezsoe Dátum 2022 április 07, 10:51
Szia!
Melyik tapintóhoz, melyik screenset helyett? Mi a feladat? Egy kicsit menj bele a részletekbe, úgy könnyebb válaszolni... :)
Melyik tapintóhoz, melyik screenset helyett? Mi a feladat? Egy kicsit menj bele a részletekbe, úgy könnyebb válaszolni... :)
Cím: Re:UCCNC vezérlő program
Írta: j3cx5jtk6 Dátum 2022 április 08, 12:06
Írta: j3cx5jtk6 Dátum 2022 április 08, 12:06
Szia!
Hát amit itt elöttünk irnak.
Ehez külön valamit fel kell telepiteni? vagy hogy fog elojonni az a probe fül ahol x-y vagy ilyeneket mérek be?!
köszi
Hát amit itt elöttünk irnak.
Ehez külön valamit fel kell telepiteni? vagy hogy fog elojonni az a probe fül ahol x-y vagy ilyeneket mérek be?!
köszi
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 április 08, 12:58
Írta: dezsoe Dátum 2022 április 08, 12:58
Szia!
Ha jól emlékszem, akkor az 1.2108-ban jelent meg a bemérő képernyő. A régi képernyőkészletben a Tools alatt Probe, az újban a főképernyőn Probe fül. Be kell állítani a paramétereket és már használhatod is.
Ha jól emlékszem, akkor az 1.2108-ban jelent meg a bemérő képernyő. A régi képernyőkészletben a Tools alatt Probe, az újban a főképernyőn Probe fül. Be kell állítani a paramétereket és már használhatod is.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2022 április 14, 18:39
Írta: svejk Dátum 2022 április 14, 18:39
Az előzőhöz kapcsolódóan megint felmerült egy ötlet/lehetőség a fejünkben amit érdemes lehetne átgondolni.
Van ugye az az Offline gomb.
Ezt bekapcsolva kimenő vezérlőjel nélkül le lehet futtatni a programot, figyelve a Toolpath-ot.
Én nem használtam a gombot eddig, hanem egyszerűen nem kapcsolom be a hajtást, a feddrate-t meg a maximumra veszem.
De ha már van ez a gomb érdemes lenne a funkcióját ahhoz hasonlóan kialakítani mint ahogy az ipari gépeken a "Dryrun" van, azaz ebben az állapotban a G1 sebességet felülírja és sokkal gyorsabban le lehetne futtatni a tesztet.
Van ugye az az Offline gomb.
Ezt bekapcsolva kimenő vezérlőjel nélkül le lehet futtatni a programot, figyelve a Toolpath-ot.
Én nem használtam a gombot eddig, hanem egyszerűen nem kapcsolom be a hajtást, a feddrate-t meg a maximumra veszem.
De ha már van ez a gomb érdemes lenne a funkcióját ahhoz hasonlóan kialakítani mint ahogy az ipari gépeken a "Dryrun" van, azaz ebben az állapotban a G1 sebességet felülírja és sokkal gyorsabban le lehetne futtatni a tesztet.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2022 április 15, 13:51
Írta: svejk Dátum 2022 április 15, 13:51
Megint Offline gomb.
Ha átkapcsolok Offline módba és véletlen vagy direkt elmászok a Jog gombokkal vagy az MPG-vel akkor ugye a gép koordinátarendszerének almás, visszakapcsoláskor eltéved.
Ilyen esetek elkerülése végett szerintem fontos lenne hogy az Offline módba való átkapcsolás is törölje a referenciát azaz aludjanak csak ki a Home LED-ek.
Normál eseteben ezek ugye evidens dolgok de az ilyen kezelési bakikat egy kezdő vagy hozzá nem értő minusz idő alatt elő tudja varázsolni.
Ha átkapcsolok Offline módba és véletlen vagy direkt elmászok a Jog gombokkal vagy az MPG-vel akkor ugye a gép koordinátarendszerének almás, visszakapcsoláskor eltéved.
Ilyen esetek elkerülése végett szerintem fontos lenne hogy az Offline módba való átkapcsolás is törölje a referenciát azaz aludjanak csak ki a Home LED-ek.
Normál eseteben ezek ugye evidens dolgok de az ilyen kezelési bakikat egy kezdő vagy hozzá nem értő minusz idő alatt elő tudja varázsolni.
Cím: Re:UCCNC vezérlő program
Írta: A.Andras Dátum 2022 április 26, 15:58
Írta: A.Andras Dátum 2022 április 26, 15:58
Sziasztók!
UCCNC-hez keresek furatközpont kereső makrót, ami hasonló a Mach3-ban lévőhőz, 3 pont felvétele, majd kiszámolja a központot és rá is áll a központra! A bemérés funkcióját néztem már, de egyenlőre nem jutottam előrébb. Gyorsan kellene egy megoldás, mert nincs időm nagyon játszani vele és a számolós módszerrel elég körülményes, mert sok furatot kellene bemérnem külön-külön.
Ki hogyan oldja meg UCCNC-ben ezt?
Mach3-ban félperc volt egy központ keresés...
Köszönettel,
András
UCCNC-hez keresek furatközpont kereső makrót, ami hasonló a Mach3-ban lévőhőz, 3 pont felvétele, majd kiszámolja a központot és rá is áll a központra! A bemérés funkcióját néztem már, de egyenlőre nem jutottam előrébb. Gyorsan kellene egy megoldás, mert nincs időm nagyon játszani vele és a számolós módszerrel elég körülményes, mert sok furatot kellene bemérnem külön-külön.
Ki hogyan oldja meg UCCNC-ben ezt?
Mach3-ban félperc volt egy központ keresés...
Köszönettel,
András
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 április 26, 16:21
Írta: dezsoe Dátum 2022 április 26, 16:21
Szia!
A bemérő képernyőnél nincs gyorsabb. Egyszer kell beparaméterezni, megjegyzi és kész.
- Setup oldalon Safe Z értéke gépi koordinátában, pipa a Greater Z is safer in G17 mellé. Ha kell, megadhatod a bemérő átmérőjét az Override probe dia sorban. (Ha nem adod meg, akkor a betöltött szerszám átmérőjét használja.) Központkereséshez egyébként nem kell sem a Safe Z, sem az átmérő, de jó, ha be van állítva.
- Beállítod a mérési paramétereket: Fine distance: 1, Fast feed 150, Fine feed:25. Kapcsolók: Zero probed axes, ha nullázni is akarsz, a többi kikapcsolva.
- Kiválasztod a Circle inner módot és megadod a P1 és P2 értékét, ami a maximális keresési elmozdulás. Ha ebben a távolságban nincs találat, akkor megáll hibával. Kiválasztod az X és Y tengelyt.
- Beállsz a furatba, Start probing, kész.
A bemérő képernyőnél nincs gyorsabb. Egyszer kell beparaméterezni, megjegyzi és kész.
- Setup oldalon Safe Z értéke gépi koordinátában, pipa a Greater Z is safer in G17 mellé. Ha kell, megadhatod a bemérő átmérőjét az Override probe dia sorban. (Ha nem adod meg, akkor a betöltött szerszám átmérőjét használja.) Központkereséshez egyébként nem kell sem a Safe Z, sem az átmérő, de jó, ha be van állítva.
- Beállítod a mérési paramétereket: Fine distance: 1, Fast feed 150, Fine feed:25. Kapcsolók: Zero probed axes, ha nullázni is akarsz, a többi kikapcsolva.
- Kiválasztod a Circle inner módot és megadod a P1 és P2 értékét, ami a maximális keresési elmozdulás. Ha ebben a távolságban nincs találat, akkor megáll hibával. Kiválasztod az X és Y tengelyt.
- Beállsz a furatba, Start probing, kész.
Cím: Re:UCCNC vezérlő program
Írta: A.Andras Dátum 2022 április 26, 17:06
Írta: A.Andras Dátum 2022 április 26, 17:06
Köszönöm a gyors választ!
De, ha ezt manuális mérővel akarom bemérni, akkor mi a teendő? Nem találtam még a pont felvételre funkciót.
De, ha ezt manuális mérővel akarom bemérni, akkor mi a teendő? Nem találtam még a pont felvételre funkciót.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 április 26, 18:16
Írta: dezsoe Dátum 2022 április 26, 18:16
Ha nincs elektronikus probe bemeneted, akkor be kell kapcsolni a Manual probe mode kapcsolót. Minden más ugyanaz, mint ahogy leírtam. Ilyenkor kézzel (tekerővel, akármivel) oda kell menned a mérendő pontra és újra megnyomni a Start probing gombot. (Villog, várja, hogy megnyomd.) Azt, hogy melyik tengellyel és melyik irányban kell menned, azt kiírja (villogó felirat).
Cím: Re:UCCNC vezérlő program
Írta: A.Andras Dátum 2022 április 26, 19:44
Írta: A.Andras Dátum 2022 április 26, 19:44
Hol tudom beállítani a manual probe mode-ot? Nem találom se a képernyőn se a leírásban.
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2022 április 26, 19:52
Írta: TBS-TEAM Dátum 2022 április 26, 19:52
Itt található
(https://hobbicncforum.hu/uploaded_images/2022/04/tn_jd5zz477u02ycwjyu7sb_3344.png) (https://hobbicncforum.hu/uploaded_images/2022/04/jd5zz477u02ycwjyu7sb_3344.png)
(https://hobbicncforum.hu/uploaded_images/2022/04/tn_jd5zz477u02ycwjyu7sb_3344.png) (https://hobbicncforum.hu/uploaded_images/2022/04/jd5zz477u02ycwjyu7sb_3344.png)
Cím: Re:UCCNC vezérlő program
Írta: A.Andras Dátum 2022 április 26, 20:01
Írta: A.Andras Dátum 2022 április 26, 20:01
Köszi, akkor meg van, hogy miért nem találtam, más a képernyőm, vagy ez már az újabb verzió. Ez az alapképernyő? Mikori verzió?
Nekem 1.2111 van fent jelenleg és az alapképernyő.
Nekem 1.2111 van fent jelenleg és az alapképernyő.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 április 26, 20:29
Írta: dezsoe Dátum 2022 április 26, 20:29
Elég régen benne van már: [#t255p24#].
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2022 április 26, 20:40
Írta: TBS-TEAM Dátum 2022 április 26, 20:40
1.2115 a fotó
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2022 május 01, 18:22
Írta: Autotec1 Dátum 2022 május 01, 18:22
Sziasztok
Nektek nincs problémátok a G54 -G 59 átváltásakor?
Nekem nem vette figyelembe az átállást
Nektek nincs problémátok a G54 -G 59 átváltásakor?
Nekem nem vette figyelembe az átállást
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2022 május 01, 18:24
Írta: Autotec1 Dátum 2022 május 01, 18:24
Van valami hír eszterga funkcióról?
Van mos 2 gépem amire vezérlőt keresek
Ne kelljen kínait vennem.
(https://hobbicncforum.hu/uploaded_images/2022/05/tn_vh5z3te66xynvty929cp2_5332.png) (https://hobbicncforum.hu/uploaded_images/2022/05/vh5z3te66xynvty929cp2_5332.png)
Van mos 2 gépem amire vezérlőt keresek
Ne kelljen kínait vennem.
(https://hobbicncforum.hu/uploaded_images/2022/05/tn_vh5z3te66xynvty929cp2_5332.png) (https://hobbicncforum.hu/uploaded_images/2022/05/vh5z3te66xynvty929cp2_5332.png)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 május 01, 18:35
Írta: dezsoe Dátum 2022 május 01, 18:35
Szia!
Ha bármi probléma lenne vele, akkor már elég sokan jelezték volna az elmúlt igen sok év alatt. Bátran kijelenthetem, hogy olyan nincs, hogy nem veszi figyelembe. Olyan viszont szokott lenni, hogy a nagyon okos CAM program beírja a kódba, és hiába váltasz át indulás előtt, a kód visszakapcsolja. :)
Ha bármi probléma lenne vele, akkor már elég sokan jelezték volna az elmúlt igen sok év alatt. Bátran kijelenthetem, hogy olyan nincs, hogy nem veszi figyelembe. Olyan viszont szokott lenni, hogy a nagyon okos CAM program beírja a kódba, és hiába váltasz át indulás előtt, a kód visszakapcsolja. :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 május 01, 18:37
Írta: dezsoe Dátum 2022 május 01, 18:37
Konkrét hír nincs, de készül. Időpontot viszont még saccolni sem nagyon lehet.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2022 május 02, 12:10
Írta: svejk Dátum 2022 május 02, 12:10
Gondolom elírtad, elnézted...
Sajnos amikor a főképernyőn kézzel átváltasz akkor az offsets képernyőn nem áll át arra fülre, ott is át kell váltani.
Én már sokszor megszívtam. :(
Pedig talán nem is lenne bonyolult megoldani a fejlesztőknek.
Sajnos amikor a főképernyőn kézzel átváltasz akkor az offsets képernyőn nem áll át arra fülre, ott is át kell váltani.
Én már sokszor megszívtam. :(
Pedig talán nem is lenne bonyolult megoldani a fejlesztőknek.
Cím: Re:UCCNC vezérlő program
Írta: Béni Dátum 2022 május 02, 12:20
Írta: Béni Dátum 2022 május 02, 12:20
"... a nagyon okos CAM program beírja a kódba ..."
Meg a kicsit okos felhasználó is.
A többiek pedig meglepődnek időnként ...
Meg a kicsit okos felhasználó is.
A többiek pedig meglepődnek időnként ...
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 május 02, 12:53
Írta: dezsoe Dátum 2022 május 02, 12:53
Volt rá példa... [#falbav] [#csodalk]
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2022 május 04, 21:26
Írta: Autotec1 Dátum 2022 május 04, 21:26
Köszi a felvilágosítást.
Lényegretörő és építő volt
................................
Lényegretörő és építő volt
................................
Cím: Re:UCCNC vezérlő program
Írta: Balli001 Dátum 2022 május 06, 06:00
Írta: Balli001 Dátum 2022 május 06, 06:00
Sziasztok!
Használ valaki Inventor CAM (2021)-et? Program postolásnál a képen látható hibát írja ki.
Elvileg a legfrissebb elérhető post processor van letöltve UCCNC-hez innen:
https://cam.autodesk.com/hsmposts?
Tudom hogy a Fusion 360 elvileg ugyanez és ingyenes is, viszont Inventorban lényegesen gyorsabban fut le minden és stabilabbnak tűnik, örülnék ha ebben tudnék CAM-ezni.
Előre is köszönöm ha van valakinek ötlete!
(https://hobbicncforum.hu/uploaded_images/2022/05/tn_a26jk3v473cs26xeeq2g3_8177.jpg) (https://hobbicncforum.hu/uploaded_images/2022/05/a26jk3v473cs26xeeq2g3_8177.jpg)
Használ valaki Inventor CAM (2021)-et? Program postolásnál a képen látható hibát írja ki.
Elvileg a legfrissebb elérhető post processor van letöltve UCCNC-hez innen:
https://cam.autodesk.com/hsmposts?
Tudom hogy a Fusion 360 elvileg ugyanez és ingyenes is, viszont Inventorban lényegesen gyorsabban fut le minden és stabilabbnak tűnik, örülnék ha ebben tudnék CAM-ezni.
Előre is köszönöm ha van valakinek ötlete!
(https://hobbicncforum.hu/uploaded_images/2022/05/tn_a26jk3v473cs26xeeq2g3_8177.jpg) (https://hobbicncforum.hu/uploaded_images/2022/05/a26jk3v473cs26xeeq2g3_8177.jpg)
Cím: Re:UCCNC vezérlő program
Írta: A.Andras Dátum 2022 május 06, 07:35
Írta: A.Andras Dátum 2022 május 06, 07:35
Elvileg innen leszedve működnie kell valamelyiknek: https://cam.autodesk.com/hsmposts
Cím: Re:UCCNC vezérlő program
Írta: A.Andras Dátum 2022 május 06, 07:38
Írta: A.Andras Dátum 2022 május 06, 07:38
Ja bocsi nem olvastam végig. HSM-hez nekem működik a Fusion postja és, ha jól emlékszem, akkor próbálgattam a verziókat, mert nem mindegyikkel működött.
Cím: Re:UCCNC vezérlő program
Írta: Béni Dátum 2022 május 06, 10:02
Írta: Béni Dátum 2022 május 06, 10:02
Nincs miért, mert nem neked írtam.
[#wave]
[#wave]
Cím: Re:UCCNC vezérlő program
Írta: 2am4nwzib Dátum 2022 május 06, 20:41
Írta: 2am4nwzib Dátum 2022 május 06, 20:41
Helló
Próbáld ki a Mach3Mill posztprocesort .
Próbáld ki a Mach3Mill posztprocesort .
Cím: Re:UCCNC vezérlő program
Írta: Balli001 Dátum 2022 május 07, 20:15
Írta: Balli001 Dátum 2022 május 07, 20:15
Szia,
Azt kiposztolja, kipróbálom majd UCCNC-vel hátha megeszi, bár gondolom ezért tanácsoltad. Köszönöm
Azt kiposztolja, kipróbálom majd UCCNC-vel hátha megeszi, bár gondolom ezért tanácsoltad. Köszönöm
Cím: Re:UCCNC vezérlő program
Írta: Meoman Dátum 2022 május 12, 21:05
Írta: Meoman Dátum 2022 május 12, 21:05
Sziasztok! UCCNC-nél is késik egy puffernyivel a feed poti? (Mach3 UC100-al igen és elég zavaró). Köszönöm!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 május 12, 22:54
Írta: dezsoe Dátum 2022 május 12, 22:54
Szia!
Nem tudom, hogy a Mach3 mennyit vacakol, az UCCNC azonnal reagál. Az "azonnal" természetesen úgy értendő, hogy azért a poti értékét be is kell olvasni és fel is kell dolgozni, de a technikai határok figyelembevételével gyorsan reagál.
Nem tudom, hogy a Mach3 mennyit vacakol, az UCCNC azonnal reagál. Az "azonnal" természetesen úgy értendő, hogy azért a poti értékét be is kell olvasni és fel is kell dolgozni, de a technikai határok figyelembevételével gyorsan reagál.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2022 május 13, 10:29
Írta: kr97pwss2 Dátum 2022 május 13, 10:29
A Mach3-nál a működéséből adódóan nem lehetett a buffert 1sec-nál kisebbre venni. Ezért ott kb. 1sec késik a reakció a Feed állításnál.
UCCNC-nél másképp működik, ott a "Gen. Setup"-ban állítható az előpufferelés ideje, mely alapbeállításnál 0.1sec. De ha kell, egészen 0.05sec le lehet menni vele. A tapasztalatok szerint a 0.1sec beállítás is már azonnali reakciónak érzékelhető.
UCCNC-nél másképp működik, ott a "Gen. Setup"-ban állítható az előpufferelés ideje, mely alapbeállításnál 0.1sec. De ha kell, egészen 0.05sec le lehet menni vele. A tapasztalatok szerint a 0.1sec beállítás is már azonnali reakciónak érzékelhető.
Cím: Re:UCCNC vezérlő program
Írta: Meoman Dátum 2022 május 13, 17:09
Írta: Meoman Dátum 2022 május 13, 17:09
Köszönöm a válaszokat, hasznos volt!
Cím: Re:UCCNC vezérlő program
Írta: Barna Tamás Dátum 2022 május 26, 10:46
Írta: Barna Tamás Dátum 2022 május 26, 10:46
Szia !
Nekem 2019 és 2022 is van fent és megy mind a kettő, és én is onnan töltöttem le. Lehet csak valami beálítási orobláma.
(https://hobbicncforum.hu/uploaded_images/2022/05/tn_jqdswuvufadyzcuidn2_4898.png) (https://hobbicncforum.hu/uploaded_images/2022/05/jqdswuvufadyzcuidn2_4898.png)
Nekem 2019 és 2022 is van fent és megy mind a kettő, és én is onnan töltöttem le. Lehet csak valami beálítási orobláma.
(https://hobbicncforum.hu/uploaded_images/2022/05/tn_jqdswuvufadyzcuidn2_4898.png) (https://hobbicncforum.hu/uploaded_images/2022/05/jqdswuvufadyzcuidn2_4898.png)
Cím: Re:UCCNC vezérlő program
Írta: Barna Tamás Dátum 2022 május 26, 10:54
Írta: Barna Tamás Dátum 2022 május 26, 10:54
Szia !
Nekem 2019 és 2022 is van fent és megy mind a kettő, és én is onnan töltöttem le. Lehet csak valami beálítási orobláma.
(https://hobbicncforum.hu/uploaded_images/2022/05/tn_hcm7hh7t8zgwxe8sfpauz_4898.png) (https://hobbicncforum.hu/uploaded_images/2022/05/hcm7hh7t8zgwxe8sfpauz_4898.png)
Nekem 2019 és 2022 is van fent és megy mind a kettő, és én is onnan töltöttem le. Lehet csak valami beálítási orobláma.
(https://hobbicncforum.hu/uploaded_images/2022/05/tn_hcm7hh7t8zgwxe8sfpauz_4898.png) (https://hobbicncforum.hu/uploaded_images/2022/05/hcm7hh7t8zgwxe8sfpauz_4898.png)
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2022 június 01, 08:42
Írta: Autotec1 Dátum 2022 június 01, 08:42
sziasztok
az új verzió feltelepítése után most szerettem volna mentet vágni, de nem indul
indexjel van
tippek, ötletek?
az új verzió feltelepítése után most szerettem volna mentet vágni, de nem indul
indexjel van
tippek, ötletek?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 június 01, 09:45
Írta: dezsoe Dátum 2022 június 01, 09:45
Szia!
Ez így nagyon kevés információ. Az új verzió telepítése: miről mire frissítettél? Hogyan frissítettél? Ugyanazt a profilt használod, vagy újra beállítottad?
Nem indul, indexjel van: az UCCNC-nek az index kevés, meg kell lenni az A és B jelnek is, ráadásul megfelelő sorrendben. Ha mindhárom be van állítva, akkor próbáld a Reverse enc. dir kapcsolót átkapcsolni.
Ez így nagyon kevés információ. Az új verzió telepítése: miről mire frissítettél? Hogyan frissítettél? Ugyanazt a profilt használod, vagy újra beállítottad?
Nem indul, indexjel van: az UCCNC-nek az index kevés, meg kell lenni az A és B jelnek is, ráadásul megfelelő sorrendben. Ha mindhárom be van állítva, akkor próbáld a Reverse enc. dir kapcsolót átkapcsolni.
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2022 június 01, 09:46
Írta: Autotec1 Dátum 2022 június 01, 09:46
1.2115
1.0370
1.0370
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2022 június 01, 09:47
Írta: Autotec1 Dátum 2022 június 01, 09:47
A-B jel is van
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2022 június 01, 09:51
Írta: Autotec1 Dátum 2022 június 01, 09:51
Megoldódott
hogy mitől, az kérdéses, de megy
hogy mitől, az kérdéses, de megy
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 június 01, 10:32
Írta: dezsoe Dátum 2022 június 01, 10:32
[#eljen]
Cím: Re:UCCNC vezérlő program
Írta: j3cx5jtk6 Dátum 2022 június 08, 12:38
Írta: j3cx5jtk6 Dátum 2022 június 08, 12:38
Sziasztok!
Tudom láma kérdés, de inkább felteszem.
Jelenleg ez van nekem a gépemen
SW:1.2105
Ha frissiteni akarom, mit tegyek? jelszo? beallitások?
Mi a pontos menete, hogy utána ne a kinlodás legyen.
Előre is köszönöm[#taps]
Tudom láma kérdés, de inkább felteszem.
Jelenleg ez van nekem a gépemen
SW:1.2105
Ha frissiteni akarom, mit tegyek? jelszo? beallitások?
Mi a pontos menete, hogy utána ne a kinlodás legyen.
Előre is köszönöm[#taps]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 június 08, 12:59
Írta: dezsoe Dátum 2022 június 08, 12:59
Szia!
Hú, de régen írtam: [#t218p3928#] :)
Hú, de régen írtam: [#t218p3928#] :)
Cím: Re:UCCNC vezérlő program
Írta: dtb Dátum 2022 június 12, 16:45
Írta: dtb Dátum 2022 június 12, 16:45
Ezt le tudná valaki tölteni, és megosztani a t. publikummal? (https://www.scribd.com/document/348516858/Uccnc-Macros-1-2022)
Cím: Re:UCCNC vezérlő program
Írta: dtb Dátum 2022 június 12, 16:51
Írta: dtb Dátum 2022 június 12, 16:51
Már nem aktuális, közben megtaláltam más helyen...
Cím: Re:UCCNC vezérlő program
Írta: j3cx5jtk6 Dátum 2022 június 13, 05:52
Írta: j3cx5jtk6 Dátum 2022 június 13, 05:52
Szerbusztok.
Nos frissitve lett a gèpe erre.
En a macrot meghagytam meg a parancsikont is.
Szepen el is indult, jo verziot ír, csak kezibe megmozgattam mind a 3 iranyt, működik, mentem tovabb.
Ma megyek vissza, mert automatàban rángatta a gépet, csak ennyi infom van eddig.. tipp ötlet? Van backup, de ez fura nekem. Eddig sosem frissitgettem, megkertek rà. Ez mar az 5. Gèpem amit osszekalapaltam, de ilyet sose tapasztaltam.
[#wow1]
Nos frissitve lett a gèpe erre.
En a macrot meghagytam meg a parancsikont is.
Szepen el is indult, jo verziot ír, csak kezibe megmozgattam mind a 3 iranyt, működik, mentem tovabb.
Ma megyek vissza, mert automatàban rángatta a gépet, csak ennyi infom van eddig.. tipp ötlet? Van backup, de ez fura nekem. Eddig sosem frissitgettem, megkertek rà. Ez mar az 5. Gèpem amit osszekalapaltam, de ilyet sose tapasztaltam.
[#wow1]
Cím: Re:UCCNC vezérlő program
Írta: j3cx5jtk6 Dátum 2022 június 13, 08:16
Írta: j3cx5jtk6 Dátum 2022 június 13, 08:16
Vid
Vid2
Vid2
Cím: Re:UCCNC vezérlő program
Írta: dtb Dátum 2022 június 13, 09:54
Írta: dtb Dátum 2022 június 13, 09:54
A general settings-ben nincs véletlenül bekapcsolva az "exact stop mode"?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 június 13, 10:14
Írta: dezsoe Dátum 2022 június 13, 10:14
Szia!
Küldd el, légy szíves, a profilodat és a második videón látható g-kódot a support kukuc cncdrive pont com-ra, megnézem.
Küldd el, légy szíves, a profilodat és a második videón látható g-kódot a support kukuc cncdrive pont com-ra, megnézem.
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2022 június 13, 23:14
Írta: eduard Dátum 2022 június 13, 23:14
UCCNC-vel tudok valahogy abszolut enkoderes szervot hasznalni? Szeretnem meguszni a homolast es egyben mar normalis, uj szervokat beszerezni.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 június 14, 00:03
Írta: dezsoe Dátum 2022 június 14, 00:03
Ha be tudod juttatni az enkóder értékeket a gépbe, akkor igen.
Cím: Re:UCCNC vezérlő program
Írta: j3cx5jtk6 Dátum 2022 június 14, 07:35
Írta: j3cx5jtk6 Dátum 2022 június 14, 07:35
Nincs-- a continous van kipipálva.
Cím: Re:UCCNC vezérlő program
Írta: j3cx5jtk6 Dátum 2022 június 14, 07:35
Írta: j3cx5jtk6 Dátum 2022 június 14, 07:35
Ment mail
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2022 június 16, 22:51
Írta: eduard Dátum 2022 június 16, 22:51
Hogy kell ezt elképzelni? Tegyuk fel, hogy a szervo vezerlonek van enkoder kimenete, amit megetetek az UC300ETH-5LPT vezérlővel. Utána hogyan tovább?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 június 17, 08:57
Írta: dezsoe Dátum 2022 június 17, 08:57
Az UC300-on keresztül nem nagyon fogsz abszolút enkódert olvasni, az valamilyen soros és/vagy Modbus kommunikáció lesz. Ha megvannak a koordináták, akkor több módja is van, hogy felhasználd. A legegyszerűbb, ha egy makró beírja az adott tengely "Write offset on homing" mezőjébe a tényleges koordinátát, meghívja az "Apply settings", majd a megfelelő referencia gombot. (Ilyenkor nem adsz meg referencia bemenetet.) A gép mozgás nélkül elvégzi a referenciafelvételt és beírja az adott tengelyhez a tényleges koordinátát.
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2022 június 22, 20:51
Írta: eduard Dátum 2022 június 22, 20:51
[#3977@dezsoe] Kérhetem a segítséged a szerszámbemérő beállításában? Úgy tűnik hogy minden doksit, fórumbejegyzést, még a stepcraft doksiit is elolvastam, de elakadok.
Itt (https://www.forum.cncdrive.com/viewtopic.php?f=4&t=2306#p18236) részletesen leírod, hogy mit hogy kell, de más az első lépés sem valósul meg, mert homing után közvetlenül azt mondja, nem volt homolva a gép.
Itt (https://www.forum.cncdrive.com/viewtopic.php?f=4&t=2306#p18236) részletesen leírod, hogy mit hogy kell, de más az első lépés sem valósul meg, mert homing után közvetlenül azt mondja, nem volt homolva a gép.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 június 22, 21:01
Írta: dezsoe Dátum 2022 június 22, 21:01
Szia!
Milyen UCCNC verziót használsz és van-e szolgatengelyed? Mert volt egy hiba, hogy a szolgatengelyt nem jól kezelte a mérő képernyő.
Milyen UCCNC verziót használsz és van-e szolgatengelyed? Mert volt egy hiba, hogy a szolgatengelyt nem jól kezelte a mérő képernyő.
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2022 június 22, 22:27
Írta: eduard Dátum 2022 június 22, 22:27
A verzió 1.2113 és van az Y-hoz társítva a B.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 június 23, 09:56
Írta: dezsoe Dátum 2022 június 23, 09:56
Hümm. Az érdekes, mert abban már ez a hiba elvileg ki van javítva. [#nemtudom]
Még az lehet, hogy van egy engedélyezett tengelyed, amit nem home-olsz.
Mindegy, itt egy frissebb változat (http://www.szentkereszty.net/plugins/Probing.zip). Ha ezzel sem jó, akkor megvizsgáljuk alaposabban, mert biztos valami egyszerű dolog lesz, ami most nem jut eszembe. :)
Még az lehet, hogy van egy engedélyezett tengelyed, amit nem home-olsz.
Mindegy, itt egy frissebb változat (http://www.szentkereszty.net/plugins/Probing.zip). Ha ezzel sem jó, akkor megvizsgáljuk alaposabban, mert biztos valami egyszerű dolog lesz, ami most nem jut eszembe. :)
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2022 június 23, 23:52
Írta: eduard Dátum 2022 június 23, 23:52
Ez így van, mert A-n van egy rotary amihez nincs home szenzor, de ki van kötve, csak a tengely engedélyezett.
KIpróáltam most és már engedélyezi a mobil próba beállítását. Köszi a megoldást! Haladok tovább vele és meglátjuk meddig jutok. Addig tudsz esetleg olyan M31 makrót adni, amiben a próba helyét be tudom állítani, és csak a szerszám offszetet írja vissza cserekor?
KIpróáltam most és már engedélyezi a mobil próba beállítását. Köszi a megoldást! Haladok tovább vele és meglátjuk meddig jutok. Addig tudsz esetleg olyan M31 makrót adni, amiben a próba helyét be tudom állítani, és csak a szerszám offszetet írja vissza cserekor?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 június 24, 11:48
Írta: dezsoe Dátum 2022 június 24, 11:48
Pontosan mit akarsz vele csináltatni? Kevés dolog van, amit a probe képernyő ne csinálna meg, felesleges munkára meg elég kevés az idő... :)
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2022 június 24, 15:34
Írta: eduard Dátum 2022 június 24, 15:34
Rendben, akkor valószínűleg én csinálok valamit rosszul.
Addig megvagyok,hogy definiáltam a mobil próba helyét és a PROBE POS gombbal elmegy a szerszám a próba fölé a kívánt sebességgel. Ekkor ha megnyomom a PROBE gombot alul a COOLANT alatt (ami tudtommal az M31-et használja) akkor leméri a szerszámot. De hogy mit mér, és mi történik, az elég ködös még. Nem sikerült a probe képernyővel szerszámhosszt mérnem és doksit sem találtam hozzá. Az info gombot megnyomva a probe képernyőn, fura angolsággal leírt, nehezen követhető funkciók vannak.
Hogy lépjek tovább, mit csináljak másképp? Amire szükségem van, hogy a CAM-ben megadok egy toolchange parancsot, ekkor meghívja az M6-ot, beáll egy szerszámcsere pozícióba, ott kicserélem a szerszámot, mér és beállít egy offsetet, majd dolgozik tovább a következő szerszámpályán.
Addig megvagyok,hogy definiáltam a mobil próba helyét és a PROBE POS gombbal elmegy a szerszám a próba fölé a kívánt sebességgel. Ekkor ha megnyomom a PROBE gombot alul a COOLANT alatt (ami tudtommal az M31-et használja) akkor leméri a szerszámot. De hogy mit mér, és mi történik, az elég ködös még. Nem sikerült a probe képernyővel szerszámhosszt mérnem és doksit sem találtam hozzá. Az info gombot megnyomva a probe képernyőn, fura angolsággal leírt, nehezen követhető funkciók vannak.
Hogy lépjek tovább, mit csináljak másképp? Amire szükségem van, hogy a CAM-ben megadok egy toolchange parancsot, ekkor meghívja az M6-ot, beáll egy szerszámcsere pozícióba, ott kicserélem a szerszámot, mér és beállít egy offsetet, majd dolgozik tovább a következő szerszámpályán.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 június 24, 17:29
Írta: dezsoe Dátum 2022 június 24, 17:29
Ez így egészen más. Az alul levő, M31-et hívó probe gomb az teljesen független a probe képernyőtől, azt csinálja, ami az M31-ben van.
A többit már majdnem jól csinálod. :) Hogyan kezdődik a munkafolyamat? Hol és hogy veszed fel az első nulla pontot?
A többit már majdnem jól csinálod. :) Hogyan kezdődik a munkafolyamat? Hol és hogy veszed fel az első nulla pontot?
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2022 június 24, 18:21
Írta: eduard Dátum 2022 június 24, 18:21
A legtöbb munkához vákuum asztalt használok datron papírral, ezért a munkapontot legtöbbször a papír felszínén veszem fel egy gage blockal. Ezt szeretném kiváltani a beépített taszterrel, amivel felvenném a papír felszínét, majd az első szerszámot bemérve a taster és a szerszám offszetével nullázná. Innen minden szerszámcserekor az offszetet írná vissza a Z-be.
Ugyanez lenne a process befogóval (direk nem írok satut, mert sokféle befogást használok), hogy az anyag alját mérem be Z0-nak.
Ugyanez lenne a process befogóval (direk nem írok satut, mert sokféle befogást használok), hogy az anyag alját mérem be Z0-nak.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 június 24, 20:09
Írta: dezsoe Dátum 2022 június 24, 20:09
Oké, tisztul a kép. :) Kézzel cserélsz szerszámot?
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2022 június 24, 20:25
Írta: eduard Dátum 2022 június 24, 20:25
Igen.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 június 24, 20:48
Írta: dezsoe Dátum 2022 június 24, 20:48
Jó lesz ez, ehhez van makróm. A "beépített taszter"-ről írj még pár szót, mert nem látom magam előtt, hogy hogy is van.
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2022 június 24, 22:41
Írta: eduard Dátum 2022 június 24, 22:41
Jol hangzik!
A taster pneumatikusan leengedheto, fix xy ofszettel rendelkezik. A Z ugye fugg...
A taster pneumatikusan leengedheto, fix xy ofszettel rendelkezik. A Z ugye fugg...
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2022 június 30, 14:01
Írta: eduard Dátum 2022 június 30, 14:01
[#3977@dezsoe] esetleg sikerült ránézned?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 július 04, 11:08
Írta: dezsoe Dátum 2022 július 04, 11:08
Igyekszem. Ha oda jutok végre, akkor kereslek.
Cím: Re:UCCNC vezérlő program
Írta: hegedűs györgy Dátum 2022 július 04, 13:54
Írta: hegedűs györgy Dátum 2022 július 04, 13:54
Üdv mindenkinek!
Az a kérdésem, hogy beiktatható-e egy olyan funkció a 3D-s szerszámpálya megjelenítőbe,
amely mutatná a kurzor koordinátáit valahol a képernyő sarkában, vagy a kurzor mellett közvetlenül?
Az aktuális G54-G59 koordinátára gondolok, valamelyik rögzített irányból... (felülnézet, oldalnézet stb. Természetesen az "ISO"-ban nem.)
A lényege az lenne, hogy a munkadarab leszorításához használatos szívókorongokat (vagy csavaros leszorítókat) egyszerűen lehetne betájolni a szétmarás elkerülése végett.
A beolvasott szerszámpályára "bökve", akár kinagyítva, ismerve a szerszám átmérőjét és a "szorító" méreteit, egy nagy segítség lehetne olyannak, mint én.
Ha csak a felülnézeti pozícióban működne, nekem már az is nagy segítség lenne, de el tudom képzelni azt az esetet is, amikor valamelyik oldalsó nézet a kívánatosabb.
Azt gondolom, hogy már más felhasználó is beleütközött ebbe a gondba, problémába.
Van megoldásom arra, hogy egy lézer pöttyel rámutatok, akár körbe is rajzolok, marás által elkerülendő, gépelemeket, de ezt csak időigényesen, egy segédprogram segítségével tudom megoldani, ami minden cikis darabnál percekbe kerül.
Ez a kurzor koordinátás megoldás jól jönne, mert másodpercek alatt működne. Egy Homag gépen volt módomban hasznát venni ennek funkciónak, annak ellenére, hogy ott lézer projektor vetítette a "szívópapucsok" kontúrját az asztalra. . . Tudom, más árkategória. . .
Válaszotokat előre is köszönöm, tisztelettel,
Gyuri
ui: bocsika a szófosásért. . .[#vigyor]
Az a kérdésem, hogy beiktatható-e egy olyan funkció a 3D-s szerszámpálya megjelenítőbe,
amely mutatná a kurzor koordinátáit valahol a képernyő sarkában, vagy a kurzor mellett közvetlenül?
Az aktuális G54-G59 koordinátára gondolok, valamelyik rögzített irányból... (felülnézet, oldalnézet stb. Természetesen az "ISO"-ban nem.)
A lényege az lenne, hogy a munkadarab leszorításához használatos szívókorongokat (vagy csavaros leszorítókat) egyszerűen lehetne betájolni a szétmarás elkerülése végett.
A beolvasott szerszámpályára "bökve", akár kinagyítva, ismerve a szerszám átmérőjét és a "szorító" méreteit, egy nagy segítség lehetne olyannak, mint én.
Ha csak a felülnézeti pozícióban működne, nekem már az is nagy segítség lenne, de el tudom képzelni azt az esetet is, amikor valamelyik oldalsó nézet a kívánatosabb.
Azt gondolom, hogy már más felhasználó is beleütközött ebbe a gondba, problémába.
Van megoldásom arra, hogy egy lézer pöttyel rámutatok, akár körbe is rajzolok, marás által elkerülendő, gépelemeket, de ezt csak időigényesen, egy segédprogram segítségével tudom megoldani, ami minden cikis darabnál percekbe kerül.
Ez a kurzor koordinátás megoldás jól jönne, mert másodpercek alatt működne. Egy Homag gépen volt módomban hasznát venni ennek funkciónak, annak ellenére, hogy ott lézer projektor vetítette a "szívópapucsok" kontúrját az asztalra. . . Tudom, más árkategória. . .
Válaszotokat előre is köszönöm, tisztelettel,
Gyuri
ui: bocsika a szófosásért. . .[#vigyor]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 július 04, 16:19
Írta: dezsoe Dátum 2022 július 04, 16:19
Szia!
Mivel az alapjai benne vannak a programban igazi párperces ujjgyakorlat volt. :)
Plugin letöltés (http://www.szentkereszty.net/plugins/TPCoord.zip)
A fenti linkről letöltöd és kicsomagolod: egy TPCoord.dll van benne. Ezt a Plugins könyvtárba kell bemásolni, majd az UCCNC-ben engedélyezni kell a TPCoord plugin-t. A képernyőre tegyél két mezőt, az 5000-es lesz az X, az 5001-es az Y koordináta. A látvány kedvéért jobbra kell igazítani. Kész, kattinthatsz.
Mivel az alapjai benne vannak a programban igazi párperces ujjgyakorlat volt. :)
Plugin letöltés (http://www.szentkereszty.net/plugins/TPCoord.zip)
A fenti linkről letöltöd és kicsomagolod: egy TPCoord.dll van benne. Ezt a Plugins könyvtárba kell bemásolni, majd az UCCNC-ben engedélyezni kell a TPCoord plugin-t. A képernyőre tegyél két mezőt, az 5000-es lesz az X, az 5001-es az Y koordináta. A látvány kedvéért jobbra kell igazítani. Kész, kattinthatsz.
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2022 július 04, 17:12
Írta: eduard Dátum 2022 július 04, 17:12
Töltöm, próbálom. Nagyon köszönöm! Írok, hogy hogy ment.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 július 04, 17:25
Írta: dezsoe Dátum 2022 július 04, 17:25
De azt tudod, hogy ez nem neked készült? :) Te is sorra fogsz kerülni, csak ez egy gyors feladat volt.
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2022 július 04, 18:11
Írta: eduard Dátum 2022 július 04, 18:11
Hopsz, nem figyeltem, ezt nem nekem írtad. Azt gondoltam összepattintottál egy plugint a szerszámbemérőre :D
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2022 július 04, 18:11
Írta: svejk Dátum 2022 július 04, 18:11
Milyen az a "datron papír"?
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2022 július 04, 20:37
Írta: eduard Dátum 2022 július 04, 20:37
Egy sima kartonpapír, ami jó légáteresztéssel rendelkezik. Egyik fele fényes, másik matt és a datron vákuumasztalra megy, a munkadarab alá "feláldozható" rétegnek. 0,7mm vastag és a segítségével tetszőlege kontúrt, alámarást, furatolást és kész, sorja mentes alkatrészt lehet marni. Vagy akár alsó letörést marni körbe, ha nem haladja meg a szerszám a 0.7 vastagságot.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2022 július 04, 20:41
Írta: svejk Dátum 2022 július 04, 20:41
Aha, köszi!
Cím: Re:UCCNC vezérlő program
Írta: Szedlay Pál Dátum 2022 július 04, 22:09
Írta: Szedlay Pál Dátum 2022 július 04, 22:09
https://www.datron.com/shop-cnc-tools//product/vacuum-cards/
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2022 július 06, 15:47
Írta: eduard Dátum 2022 július 06, 15:47
Felmerül valakinél annak az igénye, hogy a gép ne menjen egy adott magasság alá, vagy egy adott koordáta által határolt területre? Kb mint a softlimit de egy kicsit komplexebb módon. Meg lehet ezt oldani plusz fejlesztés nélkül?
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2022 július 07, 00:35
Írta: eduard Dátum 2022 július 07, 00:35
Próbálok szerszám törés detektálást készíteni és úgy látom mások a G65 makro hívóval oldják meg, ami nincs az UCCNC-ben. Futás közben, a gkódba tenném, van valakinek saját megoldása, vagy jó workaround?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 július 07, 01:00
Írta: dezsoe Dátum 2022 július 07, 01:00
Elárulhatnád, hogy pontosan (nem csak általánosságban) mit szeretnél csinálni. :) Az, hogy G65 nincs az UCCNC-ben nem jelenti azt, hogy a funkciója sincs, lásd M98/M99. Csak az nem derül ki, hogy a bárhogyan is meghívott alprogramnak mi a lényege.
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2022 július 07, 13:14
Írta: eduard Dátum 2022 július 07, 13:14
Fusiont használom CAM-nek és kis átmérőjű szerszámmal kell marjak sokat. Egy manual nc kóddal megadom neki, hogy végezzen adott műveletek után szerszámbemérést és nézze meg, hogy a szerszámhossz egyezik e a munka elején felvett hosszal. Ha nem álljon le, ha igen, folytassa. Ezt G65-el láttam másoknál egy makró meghívásával, de itt nem tudom mi a jó megoldás. Mit gondolsz, hogy lehetne kivitelezni?
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2022 július 08, 16:14
Írta: eduard Dátum 2022 július 08, 16:14
Valaki látott már ilyet?
Próba helyett ezt írja ki: "Invalid fixture number: -1"
Folyamatos munka közben, semmi sem lett átállítva. Homing megvolt. Nincs ötletem.
Próba helyett ezt írja ki: "Invalid fixture number: -1"
Folyamatos munka közben, semmi sem lett átállítva. Homing megvolt. Nincs ötletem.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 július 08, 23:01
Írta: dezsoe Dátum 2022 július 08, 23:01
Hümm. A nullát még érteném, de a -1 az érdekes. Elő tudod idézni újra?
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2022 július 19, 11:14
Írta: eduard Dátum 2022 július 19, 11:14
Szia, újraindítás után működött rendesen. Nem sikerült ezt a hibaüzenetet előcsalogatni újra.
Cím: Re:UCCNC vezérlő program
Írta: t3ngeetiw Dátum 2022 július 24, 12:10
Írta: t3ngeetiw Dátum 2022 július 24, 12:10
Üdvözletem Mindenkinek!
A kérdésemet lehet,hogy inkább a nyomtató topikban kellene
feltennem,de talán ide is éppen úgy "illik".
Tinkercad-ot használva csináltam egy kockát(STL)
Cura-ban szeleteltem,aztán a plugint használva UCcnc-ben
Futtattam a kapott g kódot.
X,Y,Z és az extrudernek beállított A tengely működik.
Lehetne netán valami kimenetet találni a fűthető asztal és fej számára?
Próbált már esetleg ilyesmit valaki?
A kérdésemet lehet,hogy inkább a nyomtató topikban kellene
feltennem,de talán ide is éppen úgy "illik".
Tinkercad-ot használva csináltam egy kockát(STL)
Cura-ban szeleteltem,aztán a plugint használva UCcnc-ben
Futtattam a kapott g kódot.
X,Y,Z és az extrudernek beállított A tengely működik.
Lehetne netán valami kimenetet találni a fűthető asztal és fej számára?
Próbált már esetleg ilyesmit valaki?
Cím: Re:UCCNC vezérlő program
Írta: Meoman Dátum 2022 július 31, 09:44
Írta: Meoman Dátum 2022 július 31, 09:44
Sziasztok! Tudja esetleg valaki, hogy modbus bemeneten használható e kézikerék?
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2022 augusztus 18, 12:43
Írta: Autotec1 Dátum 2022 augusztus 18, 12:43
sziasztok
egy olyan problémába ütköztem amire nem nagyon találok magyarázatot
nullpont felvéve
program indít, és a nullpont csak a Z tengelyen elmászik 10mm szerencsére pozitív irányba
természetesen a maró nem visz semmit
új nullpontfelvétel
és minden rendben működik
program futás közben nem mászik el
van valakinek valami ötlete?
10-ből 8 esetben ez történik
egy olyan problémába ütköztem amire nem nagyon találok magyarázatot
nullpont felvéve
program indít, és a nullpont csak a Z tengelyen elmászik 10mm szerencsére pozitív irányba
természetesen a maró nem visz semmit
új nullpontfelvétel
és minden rendben működik
program futás közben nem mászik el
van valakinek valami ötlete?
10-ből 8 esetben ez történik
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 augusztus 18, 13:16
Írta: dezsoe Dátum 2022 augusztus 18, 13:16
Szia!
Én a szerszámtárban néznék szét, hogy van-e megadva az adott szerszámhoz Z ofszet. Ha a g-kód bekapcsolja (G43), akkor az itt megadott ofszet lép érvénybe. Ha elmászott a Z, akkor az Offsets lapon a Tool offset oszlopban láthatod az érvényben levő G43 eltolást.
Én a szerszámtárban néznék szét, hogy van-e megadva az adott szerszámhoz Z ofszet. Ha a g-kód bekapcsolja (G43), akkor az itt megadott ofszet lép érvénybe. Ha elmászott a Z, akkor az Offsets lapon a Tool offset oszlopban láthatod az érvényben levő G43 eltolást.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 augusztus 18, 15:02
Írta: dezsoe Dátum 2022 augusztus 18, 15:02
Szia!
Elvben nem, gyakorlatban igen, csak be kéne fejeznem a hozzá való plugin-t. Majd igyekszem, mert már másnak is ígértem. Kell hozzá egy Arduino Nano vagy Uno, az kommunikál Modbus-szal, a másik oldalra kell a plugin.
Elvben nem, gyakorlatban igen, csak be kéne fejeznem a hozzá való plugin-t. Majd igyekszem, mert már másnak is ígértem. Kell hozzá egy Arduino Nano vagy Uno, az kommunikál Modbus-szal, a másik oldalra kell a plugin.
Cím: Re:UCCNC vezérlő program
Írta: Meoman Dátum 2022 augusztus 19, 11:50
Írta: Meoman Dátum 2022 augusztus 19, 11:50
Szia! Szurkolok, hogy legyen szabadidőd! Egyenlőre feláldoztam a maradék 2 bemenetem a cél érdekében (UC100). Még egy analog bemenet is jól jönne a feed-nek ha már úgy is benne vagy. Előre is Köszönjük hozzáértő munkádat! [#worship][#worship]
Cím: Re:UCCNC vezérlő program
Írta: nwmewgze Dátum 2022 augusztus 19, 14:23
Írta: nwmewgze Dátum 2022 augusztus 19, 14:23
Sziasztok!
A G43 után kell lennie Pl: T1 H1 paramèternek is ahhoz, hogy a szerszámlistában talàlható hosszt eltolja nem?
Ha jól tudom a G43 sugàrkorrekció tehát átmèrőt vesz figyelembe, ès öröklődő paraméter.
A H paraméter adja meg a nullponthoz képest + - irányban Z magasságot.
Valamint ha programozva lettek egy program inditás alatt és nincs G93 (Offset) oldalon jobb oldalon talàlható, akkor minden futtatott kulonálló programnál hasznàlja (örökli ) a tàblàzatban megadott értèkeket.
Javítsatok ki ha tévedek, most így fejből ennyire futotta.
Nekem ami bosszantó jelensèg volt.
A fúrótokmányaim (BT30 orsó) mind messze hosszabbak mint a patronos befogóim, és ha maró program úgy végez hogy alacsonyabban marad a Z. Nem fogja tudni korrekciózni következő startnàl a fúró hosszát mivel eleve alacsonyabb magasságról indulna.így könnyen lehet rotty...
Remélem tudtam segíteni!
A G43 után kell lennie Pl: T1 H1 paramèternek is ahhoz, hogy a szerszámlistában talàlható hosszt eltolja nem?
Ha jól tudom a G43 sugàrkorrekció tehát átmèrőt vesz figyelembe, ès öröklődő paraméter.
A H paraméter adja meg a nullponthoz képest + - irányban Z magasságot.
Valamint ha programozva lettek egy program inditás alatt és nincs G93 (Offset) oldalon jobb oldalon talàlható, akkor minden futtatott kulonálló programnál hasznàlja (örökli ) a tàblàzatban megadott értèkeket.
Javítsatok ki ha tévedek, most így fejből ennyire futotta.
Nekem ami bosszantó jelensèg volt.
A fúrótokmányaim (BT30 orsó) mind messze hosszabbak mint a patronos befogóim, és ha maró program úgy végez hogy alacsonyabban marad a Z. Nem fogja tudni korrekciózni következő startnàl a fúró hosszát mivel eleve alacsonyabb magasságról indulna.így könnyen lehet rotty...
Remélem tudtam segíteni!
Cím: Re:UCCNC vezérlő program
Írta: József Z. Dátum 2022 augusztus 19, 15:07
Írta: József Z. Dátum 2022 augusztus 19, 15:07
A G43 a hosszkorrekció hívása,valóban a T1 H1 paraméter is kell,hogy a munkadarab megmunkálásakor figyelembe vegye a szerszám hosszát.Gyakorlatilag a nullpont hosszát csökkenti a szerszámhosszal a munkadarab megközelítése során.A sugárkorrekció hívása az a G41-G42 és a D paraméterrel lehet lehívni az aktuális szerszám átmérőjét amit a szerszámlistában tudunk megadni.A G40 pedig a sugárkorrekció törlése a programban.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 augusztus 19, 15:27
Írta: dezsoe Dátum 2022 augusztus 19, 15:27
Szia!
Röviden: nem, nem, igen, nem, nem, igen.
- Nem, a G43 után csak a H kell, ami egy szerszámot jelöl, aminek a Z ofszetjét fogja figyelembe venni. Ennek nem kell megegyezni az éppen betöltött szerszámmal. Nem biztos, hogy van értelme, de a szabvány ezt írja elő, tehát használhatod az 1-es szerszámot a 2-es eltolásával. Normális esetben M6 Tx után G43 Hx jön, ahol az x mindkét esetben az új szerszám száma.
- Nem, a G43 nem sugár-, hanem hosszkompenzáció, viszont igen, úgy marad, amíg mást nem állítasz be. (Nem öröklődik, hanem abban az állapotban marad.)
- Nem, a H paraméter a szerszám sorszáma, ahonnan a Z eltolást veszi.
- Nem, a G43/G44-et a G49 kapcsolja ki (vagy a G43/G44 H0), és igen, addig úgy marad, amíg nem változtatsz rajta.
Kezdd a g-kódot G49-cel, majd csak utána mozogj Z-ben egy biztonságos magasságba. A program végére is érdemes betenni, hogy ne maradjon érvényben eltolás.
Röviden: nem, nem, igen, nem, nem, igen.
- Nem, a G43 után csak a H kell, ami egy szerszámot jelöl, aminek a Z ofszetjét fogja figyelembe venni. Ennek nem kell megegyezni az éppen betöltött szerszámmal. Nem biztos, hogy van értelme, de a szabvány ezt írja elő, tehát használhatod az 1-es szerszámot a 2-es eltolásával. Normális esetben M6 Tx után G43 Hx jön, ahol az x mindkét esetben az új szerszám száma.
- Nem, a G43 nem sugár-, hanem hosszkompenzáció, viszont igen, úgy marad, amíg mást nem állítasz be. (Nem öröklődik, hanem abban az állapotban marad.)
- Nem, a H paraméter a szerszám sorszáma, ahonnan a Z eltolást veszi.
- Nem, a G43/G44-et a G49 kapcsolja ki (vagy a G43/G44 H0), és igen, addig úgy marad, amíg nem változtatsz rajta.
Kezdd a g-kódot G49-cel, majd csak utána mozogj Z-ben egy biztonságos magasságba. A program végére is érdemes betenni, hogy ne maradjon érvényben eltolás.
Cím: Re:UCCNC vezérlő program
Írta: őrülT-Tudós Dátum 2022 szeptember 07, 22:25
Írta: őrülT-Tudós Dátum 2022 szeptember 07, 22:25
Üdv,
lenne egy valószínűleg elég buta kérdésem. De mivel eddig nem használtam ezt a funkciót, illetve konkrétan választ sem találtam itt a kérdésemre ezért feltenném...
Annyi lenne a kérdésem, hogy soft limit használata esetén, a végállásra futás a beállított gyorsulás/lassulással fut véghez? Köszönöm előre is! [#worship]
lenne egy valószínűleg elég buta kérdésem. De mivel eddig nem használtam ezt a funkciót, illetve konkrétan választ sem találtam itt a kérdésemre ezért feltenném...
Annyi lenne a kérdésem, hogy soft limit használata esetén, a végállásra futás a beállított gyorsulás/lassulással fut véghez? Köszönöm előre is! [#worship]
Cím: Re:UCCNC vezérlő program
Írta: D.Laci Dátum 2022 szeptember 08, 10:18
Írta: D.Laci Dátum 2022 szeptember 08, 10:18
A UCCNC vezérlő programot behatóbban nem ismerem, de van egy gyanúm, hogy a végállás kapcsoló futás esetén nincs gyorsulás lassulás, mivel nem ismert a helyzete így nem lassulhat, különben nem futna végállásra.
Ha referenciakapcsoló van és a szoftveres limit bevan állítva, ill. bekapcsolva akkor nem fog végállásra futni.
Ha referenciakapcsoló van és a szoftveres limit bevan állítva, ill. bekapcsolva akkor nem fog végállásra futni.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 szeptember 08, 10:25
Írta: dezsoe Dátum 2022 szeptember 08, 10:25
Szia!
A soft limit szabályosan áll meg, lassítással. A végálláskapcsoló azonnal, reset-tel.
A soft limit szabályosan áll meg, lassítással. A végálláskapcsoló azonnal, reset-tel.
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2022 szeptember 09, 16:42
Írta: Autotec1 Dátum 2022 szeptember 09, 16:42
Eszterga mód várható valamikor?
Most építek át egy gépet, szívesen tesztelném, ha lenne
(https://hobbicncforum.hu/uploaded_images/2022/09/tn_vzd3vfixgvg4knw96udan_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2022/09/vzd3vfixgvg4knw96udan_5332.jpeg)
Most építek át egy gépet, szívesen tesztelném, ha lenne
(https://hobbicncforum.hu/uploaded_images/2022/09/tn_vzd3vfixgvg4knw96udan_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2022/09/vzd3vfixgvg4knw96udan_5332.jpeg)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 szeptember 09, 21:28
Írta: dezsoe Dátum 2022 szeptember 09, 21:28
A következő tesztkiadás (1.2116) fő újdonsága pont az eszterga támogatás lesz.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2022 szeptember 09, 21:55
Írta: svejk Dátum 2022 szeptember 09, 21:55
[#wow1]
El tudnám képzelni a fehérvári talin a bemutatóját. [#kuss]
El tudnám képzelni a fehérvári talin a bemutatóját. [#kuss]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 szeptember 09, 22:37
Írta: dezsoe Dátum 2022 szeptember 09, 22:37
Csak egy eszterga hiányzik hozzá... [#csodalk]
Cím: Re:UCCNC vezérlő program
Írta: Balli001 Dátum 2022 szeptember 10, 16:30
Írta: Balli001 Dátum 2022 szeptember 10, 16:30
Sziasztok,
Adott egy YASKAWA SGDB vezérlő, aminek van egy POT / NOT limit switch érzékelése. Alaphelyzetben zárt ( NC contact) véghelyzet kapcsolója folyamatosan adja neki a "0 V"-ot (a servo vezérlőnek). Ha egyik végállásnál megszakad, csak a második irányba engedélyezi a mozgást. Ezt maga a vezérlő le is kezeli, viszont szeretném UCCNC-ben is lekövetni ezt (UCBB boardal használva)
Ha bekötöttem hibaüzenet fogad. Próbáltam már többféleképpen, jelenleg a véghelyzetkapcsoló NC "0V"-jét kötöttem pl a I11- ágra és így a I11+ kapja a "24V"-ot fixen.
Viszont ha megszakad a kapcsolat a végálláskapcsoló benyomására, a servo drive felöl megjelenik egy "24V" feszültség, gondolom ezért jelentkezik a hiba UCCNC-ben.
Egy köztes relé beiktatásával meg tudnám szüntetni ezt a problémát azt hiszem, de nincs erre esetleg egy másik megoldás? Nincs az UCCNC-n belül valami beállítási lehetőség?
Előre is köszönöm!
(https://hobbicncforum.hu/uploaded_images/2022/09/tn_sipg22tj6t74hmixgqsnu_8177.png) (https://hobbicncforum.hu/uploaded_images/2022/09/sipg22tj6t74hmixgqsnu_8177.png) (https://hobbicncforum.hu/uploaded_images/2022/09/tn_vvssuufz7zn9b7xzn2x7_8177.png) (https://hobbicncforum.hu/uploaded_images/2022/09/vvssuufz7zn9b7xzn2x7_8177.png)
Adott egy YASKAWA SGDB vezérlő, aminek van egy POT / NOT limit switch érzékelése. Alaphelyzetben zárt ( NC contact) véghelyzet kapcsolója folyamatosan adja neki a "0 V"-ot (a servo vezérlőnek). Ha egyik végállásnál megszakad, csak a második irányba engedélyezi a mozgást. Ezt maga a vezérlő le is kezeli, viszont szeretném UCCNC-ben is lekövetni ezt (UCBB boardal használva)
Ha bekötöttem hibaüzenet fogad. Próbáltam már többféleképpen, jelenleg a véghelyzetkapcsoló NC "0V"-jét kötöttem pl a I11- ágra és így a I11+ kapja a "24V"-ot fixen.
Viszont ha megszakad a kapcsolat a végálláskapcsoló benyomására, a servo drive felöl megjelenik egy "24V" feszültség, gondolom ezért jelentkezik a hiba UCCNC-ben.
Egy köztes relé beiktatásával meg tudnám szüntetni ezt a problémát azt hiszem, de nincs erre esetleg egy másik megoldás? Nincs az UCCNC-n belül valami beállítási lehetőség?
Előre is köszönöm!
(https://hobbicncforum.hu/uploaded_images/2022/09/tn_sipg22tj6t74hmixgqsnu_8177.png) (https://hobbicncforum.hu/uploaded_images/2022/09/sipg22tj6t74hmixgqsnu_8177.png) (https://hobbicncforum.hu/uploaded_images/2022/09/tn_vvssuufz7zn9b7xzn2x7_8177.png) (https://hobbicncforum.hu/uploaded_images/2022/09/vvssuufz7zn9b7xzn2x7_8177.png)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 szeptember 10, 17:18
Írta: dezsoe Dátum 2022 szeptember 10, 17:18
Szia!
Ha jól értelmezem a kérdést, akkor le szeretnél jönni a végállásról. Erre való az Override limits gomb.
(https://hobbicncforum.hu/uploaded_images/2022/09/tn_cyi4j2jeiftntqik4p9xn_3977.png) (https://hobbicncforum.hu/uploaded_images/2022/09/cyi4j2jeiftntqik4p9xn_3977.png)
Ha jól értelmezem a kérdést, akkor le szeretnél jönni a végállásról. Erre való az Override limits gomb.
(https://hobbicncforum.hu/uploaded_images/2022/09/tn_cyi4j2jeiftntqik4p9xn_3977.png) (https://hobbicncforum.hu/uploaded_images/2022/09/cyi4j2jeiftntqik4p9xn_3977.png)
Cím: Re:UCCNC vezérlő program
Írta: Balli001 Dátum 2022 szeptember 10, 17:43
Írta: Balli001 Dátum 2022 szeptember 10, 17:43
Szia!
Köszönöm a választ! Sajnos odáig még el se jutottam hogy azzal a gombbal tudjak machinálni.
A problémám az ha bekötöm a servo drive NC véghelyzet érzékelőjét az UCBB boardba, akkor azon sajnos alapállatbon jön a nulla, a kapcsoló lenyomására ez megszakad, viszont akkor meg 24 voltot mérek rajta.
Mivel ez egy precíziós véghelyzet kapcsoló (RGBF03R12-508-M) örülnék ha valahogy nem csak a servo drive-hoz tudnám használni hanem ezzel tudnám megoldani a UCCNC-be is a limitet és ami a legfontosabb a home szenzort is.
Köztes relével valószínű ki tudnám ezt védeni, csak nem szeretnék feltétlenül még egy hibaforrást belevinni a rendszerbe
UCCNC honnan tudja hogy a nyitott vagy zárt kört kell alapértelmezettnek vennie?
Köszönöm a választ! Sajnos odáig még el se jutottam hogy azzal a gombbal tudjak machinálni.
A problémám az ha bekötöm a servo drive NC véghelyzet érzékelőjét az UCBB boardba, akkor azon sajnos alapállatbon jön a nulla, a kapcsoló lenyomására ez megszakad, viszont akkor meg 24 voltot mérek rajta.
Mivel ez egy precíziós véghelyzet kapcsoló (RGBF03R12-508-M) örülnék ha valahogy nem csak a servo drive-hoz tudnám használni hanem ezzel tudnám megoldani a UCCNC-be is a limitet és ami a legfontosabb a home szenzort is.
Köztes relével valószínű ki tudnám ezt védeni, csak nem szeretnék feltétlenül még egy hibaforrást belevinni a rendszerbe
UCCNC honnan tudja hogy a nyitott vagy zárt kört kell alapértelmezettnek vennie?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2022 szeptember 10, 18:12
Írta: svejk Dátum 2022 szeptember 10, 18:12
"Mivel ez egy precíziós véghelyzet kapcsoló (RGBF03R12-508-M)"
- Inkább ipari, robosztus, vízálló, stb. mint precíziós, de nem is kell hogy az legyen egy végálláskapcsoló.
"Köztes relével valószínű ki tudnám ezt védeni, csak nem szeretnék feltétlenül még egy hibaforrást belevinni a rendszerbe"
- használj optocsatolókat, azok is vannak DIN sínre szerelhető 5 mm-es kivitelben.
"UCCNC honnan tudja hogy a nyitott vagy zárt kört kell alapértelmezettnek vennie?"
- mindegyik I/O-nál van egy "Activ Low" pipa lehetőség, ezzel tudod negálni a jeleket.
- Inkább ipari, robosztus, vízálló, stb. mint precíziós, de nem is kell hogy az legyen egy végálláskapcsoló.
"Köztes relével valószínű ki tudnám ezt védeni, csak nem szeretnék feltétlenül még egy hibaforrást belevinni a rendszerbe"
- használj optocsatolókat, azok is vannak DIN sínre szerelhető 5 mm-es kivitelben.
"UCCNC honnan tudja hogy a nyitott vagy zárt kört kell alapértelmezettnek vennie?"
- mindegyik I/O-nál van egy "Activ Low" pipa lehetőség, ezzel tudod negálni a jeleket.
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2022 szeptember 10, 18:16
Írta: Autotec1 Dátum 2022 szeptember 10, 18:16
Végre!!
Lehet tudni valamit róla?
Lehet tudni valamit róla?
Cím: Re:UCCNC vezérlő program
Írta: Balli001 Dátum 2022 szeptember 10, 18:56
Írta: Balli001 Dátum 2022 szeptember 10, 18:56
Köszönöm svejk!
Akkor már csak egy nyitott kérdésem maradt, de az már inkább a yaskawa sajátossága. Ha a Z tengely végállásra áll akkor a szervó ne hibára álljon ki és ne húzza be a féket hanem onnan vissza tudjam valahogy mozgatni
Akkor már csak egy nyitott kérdésem maradt, de az már inkább a yaskawa sajátossága. Ha a Z tengely végállásra áll akkor a szervó ne hibára álljon ki és ne húzza be a féket hanem onnan vissza tudjam valahogy mozgatni
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 szeptember 10, 19:16
Írta: dezsoe Dátum 2022 szeptember 10, 19:16
Éreztem, hogy nem értem tökéletesen a kérdést... :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 szeptember 10, 19:23
Írta: dezsoe Dátum 2022 szeptember 10, 19:23
Ööö. Úgy látom, ma gyenge vagyok a kérdések értelmezésében. [#zavart2] Azt lehet róla tudni, hogy lesz benne eszterga támogatás. Meg azt, hogy mivel ez lesz az első ilyen verzió, örülnénk a lelkes tesztelőknek.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2022 szeptember 10, 19:23
Írta: svejk Dátum 2022 szeptember 10, 19:23
Ez így természetes így jó, ha végállásra jár akkor igenis fékezzen be a Z, mert különben lezuhanna ha nincs kiegyenlítője.
Normál működés közben a végálláskapcsolók sosem működnek, mert a soft. limit előtte megállítja, tehát nem lesz gondod vele.
(egyébként pont pont az ilyen típusú -általad linkelt- végállás kapcsolók szokták szívatni a felhasználót ha kézzézzel rátekeri a szánt, vagy valami drasztikus hiba miatt mégis aktiválódik a kapcsoló, akkor nagy bizonysággal be is ragad mert évekig, évtizedekig előtte nem volt működtetve)
Normál működés közben a végálláskapcsolók sosem működnek, mert a soft. limit előtte megállítja, tehát nem lesz gondod vele.
(egyébként pont pont az ilyen típusú -általad linkelt- végállás kapcsolók szokták szívatni a felhasználót ha kézzézzel rátekeri a szánt, vagy valami drasztikus hiba miatt mégis aktiválódik a kapcsoló, akkor nagy bizonysággal be is ragad mert évekig, évtizedekig előtte nem volt működtetve)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2022 szeptember 10, 19:26
Írta: svejk Dátum 2022 szeptember 10, 19:26
Egy kitérő kérdés, ugye Te csak hozzájutottál ehhez a géphez és nincs tapasztalatod a CNC gépek területén?
Ami persze nem baj, tanulni sosem késő, de azért szerencsés vagy a géppel.
Ami persze nem baj, tanulni sosem késő, de azért szerencsés vagy a géppel.
Cím: Re:UCCNC vezérlő program
Írta: Balli001 Dátum 2022 szeptember 10, 20:58
Írta: Balli001 Dátum 2022 szeptember 10, 20:58
Dolgoztam egyedi gyártásban Heidenhain és Siemens vezérlős gépeken 1-2 évet egyedi gyártásban. Azok üvegléces útmérővel rendelkeztek vagy absolut encoderesek voltak. Gyártási tapasztalat tehát akad. Topsolid-ban cam-eztem de ahhoz sajnos nincs post processorom amit az UCCNC szeret.
Géptervezésben is van tapasztalat, de eddig a villamos részét elektromos tervező és villamosmérnök/programozó csinálta. Ami nekem nagy újdonság az a szervo élesztések, bekötések, kommunikációk, kapcsolási rajz olvasás stb. De lényegében pont emiatt kezdtem bele ebbe hogy kicsit beletanuljak. Tudom hogy amatőr és rosszul megfogalmazott kérdéseim vannak és tényleg csak akkor kérdezek ha a google és az összes CNC fórumon nem találok megfelelő választ jópár órás keresgélés után.
Azért szerencsénél kicsit több kellett hogy hozzájussak ehhez a géphez, fél évig hajtottam, de így is lényegesen jobban jártam vele és kevesebb energiába és költségben lett így gépem mintha elkezdtem volna felépíteni amit már megterveztem Inventorban. Viszont lesz majd egy halom eladó cuccom mert azért szereztem már be ezt-azt hozzá.
" Ez így természetes így jó, ha végállásra jár akkor igenis fékezzen be a Z, mert különben lezuhanna ha nincs kiegyenlítője."
Normál működés közben a végálláskapcsolók sosem működnek, mert a soft. limit előtte megállítja, tehát nem lesz gondod vele."
Ez így rendben van, de mint említettem ezt akartam home szenzornak is használni, így meg be kell iktatnom egy plusz érzékelőt valószínű. Pedig előtte olvasgatva azt láttam hogy maga a UCCNC figyelmen kívül tudja hagyni a limit szenzort amíg lehome-olná magát, csak arra nem számítottam hogy a yaskawa vezérlővel nem tudom majd ezt megértetni. Ki lehetne kapcsolni hogy utána is engedje forgatni, csak olyan nincs hogy ideiglenes hagyja figyelmen kívül, de nem akarom összetörni a gépet idő előtt.
A kiegyenlítő lesz az első amit megmarok majd vele amúgy kb elsőnek. Lánckerék, lánc, ellensúlyok és egyéb dolgok már beszerezve hozzá. Környéken meg is néztem egy hasonló gépet amin ez ki van alakítva és így kisebb motorral működik. De ez inkább csak biztonság miatt
"(egyébként pont pont az ilyen típusú -általad linkelt- végállás kapcsolók szokták szívatni a felhasználót ha kézzézzel rátekeri a szánt, vagy valami drasztikus hiba miatt mégis aktiválódik a kapcsoló, akkor nagy bizonysággal be is ragad mert évekig, évtizedekig előtte nem volt működtetve)"
Szerencsére nekem mindegyik működik rendesen, leteszteltem mindegyiket. X-nél és Y-nál szerintem fel is tudom őket használni ahogy előre terveztem.
Géptervezésben is van tapasztalat, de eddig a villamos részét elektromos tervező és villamosmérnök/programozó csinálta. Ami nekem nagy újdonság az a szervo élesztések, bekötések, kommunikációk, kapcsolási rajz olvasás stb. De lényegében pont emiatt kezdtem bele ebbe hogy kicsit beletanuljak. Tudom hogy amatőr és rosszul megfogalmazott kérdéseim vannak és tényleg csak akkor kérdezek ha a google és az összes CNC fórumon nem találok megfelelő választ jópár órás keresgélés után.
Azért szerencsénél kicsit több kellett hogy hozzájussak ehhez a géphez, fél évig hajtottam, de így is lényegesen jobban jártam vele és kevesebb energiába és költségben lett így gépem mintha elkezdtem volna felépíteni amit már megterveztem Inventorban. Viszont lesz majd egy halom eladó cuccom mert azért szereztem már be ezt-azt hozzá.
" Ez így természetes így jó, ha végállásra jár akkor igenis fékezzen be a Z, mert különben lezuhanna ha nincs kiegyenlítője."
Normál működés közben a végálláskapcsolók sosem működnek, mert a soft. limit előtte megállítja, tehát nem lesz gondod vele."
Ez így rendben van, de mint említettem ezt akartam home szenzornak is használni, így meg be kell iktatnom egy plusz érzékelőt valószínű. Pedig előtte olvasgatva azt láttam hogy maga a UCCNC figyelmen kívül tudja hagyni a limit szenzort amíg lehome-olná magát, csak arra nem számítottam hogy a yaskawa vezérlővel nem tudom majd ezt megértetni. Ki lehetne kapcsolni hogy utána is engedje forgatni, csak olyan nincs hogy ideiglenes hagyja figyelmen kívül, de nem akarom összetörni a gépet idő előtt.
A kiegyenlítő lesz az első amit megmarok majd vele amúgy kb elsőnek. Lánckerék, lánc, ellensúlyok és egyéb dolgok már beszerezve hozzá. Környéken meg is néztem egy hasonló gépet amin ez ki van alakítva és így kisebb motorral működik. De ez inkább csak biztonság miatt
"(egyébként pont pont az ilyen típusú -általad linkelt- végállás kapcsolók szokták szívatni a felhasználót ha kézzézzel rátekeri a szánt, vagy valami drasztikus hiba miatt mégis aktiválódik a kapcsoló, akkor nagy bizonysággal be is ragad mert évekig, évtizedekig előtte nem volt működtetve)"
Szerencsére nekem mindegyik működik rendesen, leteszteltem mindegyiket. X-nél és Y-nál szerintem fel is tudom őket használni ahogy előre terveztem.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2022 szeptember 10, 22:40
Írta: svejk Dátum 2022 szeptember 10, 22:40
Oke, akkor jobb a helyzet mint gondoltam.
Az uccnc korrekten lekezeli a közös home- vegallás kapcsolót, de a gépeden úgy is külön van a 3 lovas én azokat meghagynam eredeti állapotban.
A vegallasokat kezeljék csak a servok, normál esetben úgy sem dolgoznak.
Lehetne bonyolitani de a gyakorlat
általában nem kívánja meg.
Az uccnc korrekten lekezeli a közös home- vegallás kapcsolót, de a gépeden úgy is külön van a 3 lovas én azokat meghagynam eredeti állapotban.
A vegallasokat kezeljék csak a servok, normál esetben úgy sem dolgoznak.
Lehetne bonyolitani de a gyakorlat
általában nem kívánja meg.
Cím: Re:UCCNC vezérlő program
Írta: Barna Tamás Dátum 2022 szeptember 12, 19:37
Írta: Barna Tamás Dátum 2022 szeptember 12, 19:37
Nekem, van esztergám , meg revolver vejem is hozzá, én már nagyon várom, főleg a szerszámkorrekciós felületet.[#nyes][#nyes][#nyes]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2022 szeptember 12, 20:21
Írta: svejk Dátum 2022 szeptember 12, 20:21
Milyen is a Tiéd?
Tudom-tudom voltam már ott de elfelejtettem. :(
Tudom-tudom voltam már ott de elfelejtettem. :(
Cím: Re:UCCNC vezérlő program
Írta: Barna Tamás Dátum 2022 szeptember 13, 08:29
Írta: Barna Tamás Dátum 2022 szeptember 13, 08:29
Szia!
Egy jó fél éve küldtem emailt, egyébként egy E2N-t alakítottam át, de kész a rvolver fej is mechanikailag. Várom a makrot a vezérléséhez.
(https://hobbicncforum.hu/uploaded_images/2022/09/tn_gm6apjdi4sjx0fhmt43b_4898.jpg) (https://hobbicncforum.hu/uploaded_images/2022/09/gm6apjdi4sjx0fhmt43b_4898.jpg)
Egy jó fél éve küldtem emailt, egyébként egy E2N-t alakítottam át, de kész a rvolver fej is mechanikailag. Várom a makrot a vezérléséhez.
(https://hobbicncforum.hu/uploaded_images/2022/09/tn_gm6apjdi4sjx0fhmt43b_4898.jpg) (https://hobbicncforum.hu/uploaded_images/2022/09/gm6apjdi4sjx0fhmt43b_4898.jpg)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2022 szeptember 13, 09:51
Írta: svejk Dátum 2022 szeptember 13, 09:51
Őööö... akkor ez most milyen rendszerű is?
Cím: Re:UCCNC vezérlő program
Írta: Barna Tamás Dátum 2022 szeptember 13, 11:20
Írta: Barna Tamás Dátum 2022 szeptember 13, 11:20
Nem értem a kérdést[#conf]. 8 szerszámos revolver amit egy 200w-os dc szervo állít pozícioba . Váltáskor levegő kinyomja , fordít aztán rugók huzzák be a fészekbe.[#kacsint]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2022 szeptember 13, 11:22
Írta: svejk Dátum 2022 szeptember 13, 11:22
Csak értetted. :)
Saját tervezés?
Saját tervezés?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2022 szeptember 13, 11:26
Írta: svejk Dátum 2022 szeptember 13, 11:26
Hopsz, most látom nem is igazán jó topicba vagyunk, jobb lenne az Eszterga építő topicban kivesézni.
Már ha egyáltalán publikus.
Már ha egyáltalán publikus.
Cím: Re:UCCNC vezérlő program
Írta: Barna Tamás Dátum 2022 szeptember 13, 13:29
Írta: Barna Tamás Dátum 2022 szeptember 13, 13:29
Szerintem jó topik, mert ezt már nagyon sokan várják, hogy lehessen szerszámotcserélni esztergán , ugyhogy hajrá [#nevetes1] Egyébként publikus
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2022 szeptember 13, 18:32
Írta: Autotec1 Dátum 2022 szeptember 13, 18:32
Hogyan lehetne 2 kézikereket csatlakoztatni x-z tengely hez, hogy egyszerre is lehessen mozgatni
(https://hobbicncforum.hu/uploaded_images/2022/09/tn_eu7u3my9beagug9yn7jv_5332.png) (https://hobbicncforum.hu/uploaded_images/2022/09/eu7u3my9beagug9yn7jv_5332.png)
(https://hobbicncforum.hu/uploaded_images/2022/09/tn_eu7u3my9beagug9yn7jv_5332.png) (https://hobbicncforum.hu/uploaded_images/2022/09/eu7u3my9beagug9yn7jv_5332.png)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 szeptember 16, 16:00
Írta: dezsoe Dátum 2022 szeptember 16, 16:00
Sziasztok!
A [#t282#] ideje alatt a következő kedvezmények lesznek:
- HDBB2, UCBB, UCSB és UCR201: 10% kedvezmény
- UCxxx mozgásvezérlőkhöz ajándék UCCNC licenc vagy 10% kedvezmény a mozgásvezérlő árából
A termékeket most is a szokott módon a webshop-ban kell megvásárolni. A találkozón felírjuk, hogy ki milyen terméket fog megrendelni, milyen néven és címen, és ezekre a rendelésekre lesz érvényes a kedvezmény.
Az akció kizárólag a találkozó idején személyesen leadott adatok esetében érvényes!
A [#t282#] ideje alatt a következő kedvezmények lesznek:
- HDBB2, UCBB, UCSB és UCR201: 10% kedvezmény
- UCxxx mozgásvezérlőkhöz ajándék UCCNC licenc vagy 10% kedvezmény a mozgásvezérlő árából
A termékeket most is a szokott módon a webshop-ban kell megvásárolni. A találkozón felírjuk, hogy ki milyen terméket fog megrendelni, milyen néven és címen, és ezekre a rendelésekre lesz érvényes a kedvezmény.
Az akció kizárólag a találkozó idején személyesen leadott adatok esetében érvényes!
Cím: Re:UCCNC vezérlő program
Írta: s5f8tmfv3 Dátum 2022 szeptember 16, 22:32
Írta: s5f8tmfv3 Dátum 2022 szeptember 16, 22:32
Sziasztok!
Kis segítség kellene a laserengrave pluginnel: ha 1bites fekete-fehér képet gravíroznék és azt szeretném hogy minden pixel megmaradjon akkor melyik módot használjam? 1-2-3? Hogy állítsam a méretet és a szkennelést hogy passzoljon a dpi-hez?
Köszi!
Kis segítség kellene a laserengrave pluginnel: ha 1bites fekete-fehér képet gravíroznék és azt szeretném hogy minden pixel megmaradjon akkor melyik módot használjam? 1-2-3? Hogy állítsam a méretet és a szkennelést hogy passzoljon a dpi-hez?
Köszi!
Cím: Re:UCCNC vezérlő program
Írta: s5f8tmfv3 Dátum 2022 szeptember 20, 13:32
Írta: s5f8tmfv3 Dátum 2022 szeptember 20, 13:32
Valami útbaigazítás, tipp?
Cím: Re:UCCNC vezérlő program
Írta: Bozso777 Dátum 2022 szeptember 21, 08:19
Írta: Bozso777 Dátum 2022 szeptember 21, 08:19
Szia. Általában 1 bitesre alakított képből égetem a képeimet. Ha mondjuk kb 0.1 a lézer által égetett pont, akkor a sorokat 0.1 re állítom a sor ugrást...a képet megfelelő méretűre alakítom pl ha 200mm széles a kép, akkor felszozom a képponttal 200x0.1=2000 pixel lesz a szélessége...magasságot a kép aránya adja, de számomra nincs jelentősége, mert a soronkénti lépést úgyis megadtam 0.1mm-nek. Égetési mód a 3. Black & white hiszem már 1 bites képből indulok.Alapból 50% nál áll a csúszka, ezt kb 75% ra tolom fel, ezzel lehet játszani, de pl 100%nál már túl zajos lesz a legtöbb képnél. Aztán persze a sebességgel lehet még játszani, pl ha megcsiszolom a fát, vagy sem máris más a sebesség...ezt ki kell tapasztalni. Érdemes ugyanazt a képet megcsinálni így 0.1 aztán 0.11 aztán 0.12mm és látni fogod mi a jó. Pl most neje 10w optikai teljesítményű lézerem van...elvileg 0.06 lenne a képpont, gyakorlatilag a jó eredmény kb 0.11-re állítás.
Cím: Re:UCCNC vezérlő program
Írta: s5f8tmfv3 Dátum 2022 szeptember 21, 17:14
Írta: s5f8tmfv3 Dátum 2022 szeptember 21, 17:14
Nagyon köszi, kipróbálom.
Cím: Re:UCCNC vezérlő program
Írta: PSoft Dátum 2022 szeptember 21, 17:22
Írta: PSoft Dátum 2022 szeptember 21, 17:22
Hátha ez a "régi" táblázat is segít a felbontás/lépés beállításában.
(https://hobbicncforum.hu/uploaded_images/2022/09/tn_w3i7gqu3icz0uhk94s_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2022/09/w3i7gqu3icz0uhk94s_1068.jpg)
(https://hobbicncforum.hu/uploaded_images/2022/09/tn_w3i7gqu3icz0uhk94s_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2022/09/w3i7gqu3icz0uhk94s_1068.jpg)
Cím: Re:UCCNC vezérlő program
Írta: s5f8tmfv3 Dátum 2022 szeptember 21, 22:40
Írta: s5f8tmfv3 Dátum 2022 szeptember 21, 22:40
Köszi!
Cím: Re:UCCNC vezérlő program
Írta: GPeti1977 Dátum 2022 szeptember 22, 11:16
Írta: GPeti1977 Dátum 2022 szeptember 22, 11:16
Az UCCCNC tudja azt hogy egy forgó tengely arra fordul mint a marás / vágás iránya?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 szeptember 22, 11:56
Írta: dezsoe Dátum 2022 szeptember 22, 11:56
Igen, az A tengelyen bekapcsolható.
Cím: Re:UCCNC vezérlő program
Írta: hegedűs györgy Dátum 2022 szeptember 29, 07:52
Írta: hegedűs györgy Dátum 2022 szeptember 29, 07:52
Famegmunkáló cnc gépeken (Homag,Biesse,SCM...)a "Z" tengely tengelye körül elforduló tengely a "C" tengely. Az UCCNC-nél ez mi okból az "A" tengely? Köszi a választ és szép napot...
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2022 szeptember 29, 08:05
Írta: svejk Dátum 2022 szeptember 29, 08:05
Attól függ melyik lineáris tengellyel párhuzamos a forgástengelye a forgatónak.
A szabály az alábbi:
X-hez A tartozik
Y-hoz B
Z-hez C
Az UCCNC-nél is kiválaszthatod az A, B vagy C tengelyt forgatónak.
A szabály az alábbi:
X-hez A tartozik
Y-hoz B
Z-hez C
Az UCCNC-nél is kiválaszthatod az A, B vagy C tengelyt forgatónak.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2022 szeptember 29, 08:11
Írta: svejk Dátum 2022 szeptember 29, 08:11
Hopsz, lehet nem olvastam vissza eleget, így nem ezt a választ vártad. :(
Cím: Re:UCCNC vezérlő program
Írta: D.Laci Dátum 2022 szeptember 29, 10:15
Írta: D.Laci Dátum 2022 szeptember 29, 10:15
Ha jól értem
Cím: Re:UCCNC vezérlő program
Írta: D.Laci Dátum 2022 szeptember 29, 10:21
Írta: D.Laci Dátum 2022 szeptember 29, 10:21
Ha jól értem [#3977@dezsoe] vállaszát akkor csak az A tengelyen lehet bekapcsolni a tangenciális mozgást.
Én úgy trüköznék ez esetben, ha nem jó az A tengely akkor a C tengelyt állítanám be Master tengelynek és az A tengelyt Slave-nek a C tengelyt fizikálisan nem használnám.
Szerintem egyszerűbb a postprocessorban átírni... :)
Én úgy trüköznék ez esetben, ha nem jó az A tengely akkor a C tengelyt állítanám be Master tengelynek és az A tengelyt Slave-nek a C tengelyt fizikálisan nem használnám.
Szerintem egyszerűbb a postprocessorban átírni... :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 szeptember 29, 10:21
Írta: dezsoe Dátum 2022 szeptember 29, 10:21
Teljesen jogos a kérdés. Szerintem erre senki sem gondolt. Kellett egy tengely fóliavágó késének a forgatásához és az A volt az első "szabad". :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 szeptember 29, 10:24
Írta: dezsoe Dátum 2022 szeptember 29, 10:24
Nincs itt master-slave kapcsolat. A tangenciális kés mozgását az X és Y mozgása határozza meg. Mindig úgy fordul, hogy a kés egyenesen vágjon. Ilyenkor az A-t nem kell és nem is igazán lehet programozni.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2022 szeptember 29, 10:46
Írta: svejk Dátum 2022 szeptember 29, 10:46
Igazából eddig a [#t218p8998#] kérdést sem értettem. :(
"Ilyenkor az A-t nem kell és nem is igazán lehet programozni."
No akkor ragozzuk.
Mi van ha egy hengerpalástra feszített/ragasztott fóliát akarok vágni?
"Ilyenkor az A-t nem kell és nem is igazán lehet programozni."
No akkor ragozzuk.
Mi van ha egy hengerpalástra feszített/ragasztott fóliát akarok vágni?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 szeptember 29, 10:58
Írta: dezsoe Dátum 2022 szeptember 29, 10:58
Akkor a hengert biztosan nem az A-val fogod forgatni. :)
Komolyra fordítva a szót: tényleg jogos, hogy miért nem a C forog, de meglátásom szerint ez eddig senkinek nem tűnt fel.
Komolyra fordítva a szót: tényleg jogos, hogy miért nem a C forog, de meglátásom szerint ez eddig senkinek nem tűnt fel.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 szeptember 29, 11:04
Írta: dezsoe Dátum 2022 szeptember 29, 11:04
Gondolom, hogy megfelelő CAM programmal a kés vezérlése is megoldható. Az UCCNC-be beépített késforgatás arról szól, hogy ha van egy X-Y pályád, akkor minden hókuszpókusz nélkül ki tudod vágni egy forgatható késsel. A Stepcraft-nak van ilyen kése (https://shop.stepcraft-systems.com/Oscillating-Tangential-Knife-OTK-3-for-D-Series-and-M-Series) például, amit befoghatsz a főorsó helyére.
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2022 szeptember 29, 14:35
Írta: Autotec1 Dátum 2022 szeptember 29, 14:35
sziasztok
Mikorra várható az eszterga funkció?
Mikorra várható az eszterga funkció?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 szeptember 29, 14:50
Írta: dezsoe Dátum 2022 szeptember 29, 14:50
Szia!
Nem tudok jósolni. Van még hátra belőle pár dolog, de igyekszünk. Fontos, hogy ez egy fejlesztői változat lesz (teszt verzió, ha így jobban tetszik): rengeteg dolog változott, így szinte mindent végig kell tesztelni.
Nem tudok jósolni. Van még hátra belőle pár dolog, de igyekszünk. Fontos, hogy ez egy fejlesztői változat lesz (teszt verzió, ha így jobban tetszik): rengeteg dolog változott, így szinte mindent végig kell tesztelni.
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2022 szeptember 29, 16:09
Írta: Autotec1 Dátum 2022 szeptember 29, 16:09
várjuk nagyon
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2022 szeptember 29, 16:15
Írta: Autotec1 Dátum 2022 szeptember 29, 16:15
a két kézikerék egyidejű működését beletehetnétek.
Cím: Re:UCCNC vezérlő program
Írta: hegedűs györgy Dátum 2022 szeptember 29, 21:24
Írta: hegedűs györgy Dátum 2022 szeptember 29, 21:24
Lehet, hogy egy kusza gondolat után vmi hengerpaláston fogsz akarni fóliát vágni, de a gyakorlatban valószínűbb, hogy vagy az XY síkon fogsz futkározni a késsel, vagy a kés csak ± X irányban mozog, a fólia meg ± Y irányban a kés alatt. A hengerpalástra csak a kivágás után ragasztanám a fóliát. A hengerpaláston nagyon macerás lenne a "nullát felvenni", még akkor is, ha valami nagyon spéci felszín kopírozó készséget használsz. Egy kis hiba és a hengerpalástba is belevágsz (késtompulás,késtörés stb.). Ha meg nem vágod át teljesen, akkor meg ott a galiba...Ha a fólia alatt még ott a papír, sokkal könnyebb dolgod van... A tengely beállítás fülön (az "A" tengelynél) beállíthatod, hogy hány fokos elfordulásnál emelje ki és milyen magasra a kést az anyagból az UCCNC. Majd miután befordult az ,,A" tengely, a gép visszaszúrja ,,Z-ben" a kést és indul tovább az XY síkon. (Ez vastagabb anyagok vágásánál hasznos, ahol kitűrné az anyagot a kés, vagy a penge el is törne egy hegyesebb szögű irányváltásnál.) Ezt a mozgást nem kell programoznod, mert automatikusan( ha elmentetted a fülön a beállítást) a vezérlés elvégzi helyetted. Természetesen, ha a kritikus irányváltási szöget nem éri el a mozgás, akkor az ,,A" tengely folyamatosan a ,,Z" tengely közbeavatkozása nélkül fordul rá a ,,kanyarra" (érintőlegesen az ívre). Remélem segítettem. Azért, Csabát szeretném megkérni, hogy lektorálja a szófosásomat.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2022 szeptember 29, 21:29
Írta: svejk Dátum 2022 szeptember 29, 21:29
Tiszta sor, csak mint elméleti hiányosságot említettem meg.
más:
Ha kérhetünk használj a mondatok, bekezdések után Entert, mert így nagyon rossz olvasni az írásod.
Köszi!
más:
Ha kérhetünk használj a mondatok, bekezdések után Entert, mert így nagyon rossz olvasni az írásod.
Köszi!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 szeptember 29, 21:58
Írta: dezsoe Dátum 2022 szeptember 29, 21:58
Ehhez már nincs mit hozzátenni. :)
Cím: Re:UCCNC vezérlő program
Írta: hegedűs györgy Dátum 2022 szeptember 30, 07:19
Írta: hegedűs györgy Dátum 2022 szeptember 30, 07:19
Ígérem, a jövőben majd így teszek... [#kacsint]
ui: Az ENTER nélküli írás oka,
hogy az "üzenő ablak" automatikusan
sokkal rövidebb sorokat generál,
így ott nem tűnik fel ez a gubanc.
Oda figyelek majd erre...
ui: Az ENTER nélküli írás oka,
hogy az "üzenő ablak" automatikusan
sokkal rövidebb sorokat generál,
így ott nem tűnik fel ez a gubanc.
Oda figyelek majd erre...
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2022 szeptember 30, 07:53
Írta: svejk Dátum 2022 szeptember 30, 07:53
Az üzenő ablak bal felső sarka felett van egy "Előnézet" gomb amit célszerű használni.
Ha arra kattintasz akkor megmutatja hogy fog a fórumon kinézni az írásod.
Ha arra kattintasz akkor megmutatja hogy fog a fórumon kinézni az írásod.
Cím: Re:UCCNC vezérlő program
Írta: D.Laci Dátum 2022 október 07, 10:22
Írta: D.Laci Dátum 2022 október 07, 10:22
UCCNC program készít biztonsági mentést?
Korábbi időpontra vissza lehet állítani?
Esetleg, ha a rendszert visszaállítjuk azzal az UCCNC beállításai is visszaállnak egy korábbi beállításra?
Korábbi időpontra vissza lehet állítani?
Esetleg, ha a rendszert visszaállítjuk azzal az UCCNC beállításai is visszaállnak egy korábbi beállításra?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 október 07, 10:56
Írta: dezsoe Dátum 2022 október 07, 10:56
Alapból nem csinál, de van benne egy Auto backup profile nevű plugin, amivel minden induláskor tudsz egy mentést készíteni. Nálam az utolsó 20 változatot tárolja az UCCNC\ProfileBackups könyvtárban, lásd a képet. A rendszervisszaállításnak elvileg nem kéne adatokhoz nyúlnia, így nem hiszem, hogy segítene.
(https://hobbicncforum.hu/uploaded_images/2022/10/tn_bp3twkz4whs42mfnjyzwq_3977.png) (https://hobbicncforum.hu/uploaded_images/2022/10/bp3twkz4whs42mfnjyzwq_3977.png)
(https://hobbicncforum.hu/uploaded_images/2022/10/tn_bp3twkz4whs42mfnjyzwq_3977.png) (https://hobbicncforum.hu/uploaded_images/2022/10/bp3twkz4whs42mfnjyzwq_3977.png)
Cím: Re:UCCNC vezérlő program
Írta: D.Laci Dátum 2022 október 07, 11:08
Írta: D.Laci Dátum 2022 október 07, 11:08
Köszi!
Továbbítom az illetékesnek. Sakkozák ki, hogy mit állitotak el.
Még egy kérdés...
Olyannal találkozott e már valaki, hogy Mach3 UC300ETH esetén X-Z Vagy Y-Z tengely mozgás esetén darabos a mozgás.
Ill. UCCNC program UC300ETH esetén X-Y-Z tengely mozgás esetén darabos a mozgás.
Továbbítom az illetékesnek. Sakkozák ki, hogy mit állitotak el.
Még egy kérdés...
Olyannal találkozott e már valaki, hogy Mach3 UC300ETH esetén X-Z Vagy Y-Z tengely mozgás esetén darabos a mozgás.
Ill. UCCNC program UC300ETH esetén X-Y-Z tengely mozgás esetén darabos a mozgás.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 október 07, 11:44
Írta: dezsoe Dátum 2022 október 07, 11:44
Mach3-ról nem tudok nyilatkozni, nem használom. UCCNC-ben két lehetőség van.
Az egyik, hogy egy muzeális kiadást használnak. Valamikor sok évvel ezelőtt volt olyan verzió (1.20xx, nem emlékszem melyik), amelyik darabosan mozgott. Ez régen ki lett javítva.
A másik lehetőség, hogy több tengely egyszerre mozog és legalább egynek túl alacsony gyorsulás van beállítva. Ilyenkor a lomhább tengely megfogja a többit is, mivel az UCCNC szigorúan betartja a beállított gyorsulást, tehát ha valamelyik tengely nem tud elég gyorsan reagálni, akkor a többit is vissza kell fognia, hogy az előírt pontosságon belül maradjon.
Az egyik, hogy egy muzeális kiadást használnak. Valamikor sok évvel ezelőtt volt olyan verzió (1.20xx, nem emlékszem melyik), amelyik darabosan mozgott. Ez régen ki lett javítva.
A másik lehetőség, hogy több tengely egyszerre mozog és legalább egynek túl alacsony gyorsulás van beállítva. Ilyenkor a lomhább tengely megfogja a többit is, mivel az UCCNC szigorúan betartja a beállított gyorsulást, tehát ha valamelyik tengely nem tud elég gyorsan reagálni, akkor a többit is vissza kell fognia, hogy az előírt pontosságon belül maradjon.
Cím: Re:UCCNC vezérlő program
Írta: xabi Dátum 2022 október 07, 19:10
Írta: xabi Dátum 2022 október 07, 19:10
T. Dezsoe,
írtam egy UCCNC plugint ahol programon belül tudom ki-be és időzítve kapcsolni a plazma légelszívót (az egyik kimeneten). Viszont ha végig fut egy program vagy ütközik a gép és reset-tel akkor logikus(?) módon az összes kimeneti portot lekapcsolja az UCCNC és leáll az elszívás. Hogyan lehetne ezt bizonyos portoknál elkerülni? Kérlek adj iránymutatást. Köszi.
írtam egy UCCNC plugint ahol programon belül tudom ki-be és időzítve kapcsolni a plazma légelszívót (az egyik kimeneten). Viszont ha végig fut egy program vagy ütközik a gép és reset-tel akkor logikus(?) módon az összes kimeneti portot lekapcsolja az UCCNC és leáll az elszívás. Hogyan lehetne ezt bizonyos portoknál elkerülni? Kérlek adj iránymutatást. Köszi.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 október 10, 10:53
Írta: dezsoe Dátum 2022 október 10, 10:53
Szia!
Ez attól függ, hogyan kapcsolod a kimenetet. Ha Setoutpin/Clroutpin hívással, akkor azt a reset nem bántja. Ha valamelyik beépített kimenetet használod, pl. M7, akkor az stopra és resetre is kikapcsol. Lehet még elektromos probléma is, ha használsz charge pump-ot és reset-kor elveszed az áramot az egyébként jól működő kimenettől.
(Néztem nagyon a videódban, hogy milyen plugin fut a képernyőn, de ezek szerint saját fejlesztés, ezért nem volt ismerős.)
Ez attól függ, hogyan kapcsolod a kimenetet. Ha Setoutpin/Clroutpin hívással, akkor azt a reset nem bántja. Ha valamelyik beépített kimenetet használod, pl. M7, akkor az stopra és resetre is kikapcsol. Lehet még elektromos probléma is, ha használsz charge pump-ot és reset-kor elveszed az áramot az egyébként jól működő kimenettől.
(Néztem nagyon a videódban, hogy milyen plugin fut a képernyőn, de ezek szerint saját fejlesztés, ezért nem volt ismerős.)
Cím: Re:UCCNC vezérlő program
Írta: xabi Dátum 2022 október 10, 14:03
Írta: xabi Dátum 2022 október 10, 14:03
Szia,
Setoutpin/Clroutpin-el kapcsolom, de valamiért a program vége vagy reset kikapcsolja.
Küldöm az általam írt plugint, a forráskódot is átküldöm ha érdekes csak az otthon van...
Kevés időm volt tesztelni lehet hogy én hibázom.
Plasma_THC_plugin letöltés (https://drive.google.com/file/d/12rU0l2Il4EXwdyGJ_y4Eq9FILBrFgIec/view?usp=sharing)
Setoutpin/Clroutpin-el kapcsolom, de valamiért a program vége vagy reset kikapcsolja.
Küldöm az általam írt plugint, a forráskódot is átküldöm ha érdekes csak az otthon van...
Kevés időm volt tesztelni lehet hogy én hibázom.
Plasma_THC_plugin letöltés (https://drive.google.com/file/d/12rU0l2Il4EXwdyGJ_y4Eq9FILBrFgIec/view?usp=sharing)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 október 10, 14:35
Írta: dezsoe Dátum 2022 október 10, 14:35
Nem biztos, hogy kell hozzá a forrás. Azt nézd meg, hogy azt a lábat, amit kapcsolsz, nem állítottad-e be valamilyen funkcióra, mert az UCCNC csak azokat a lábakat állítja alaphelyzetbe, amelyeket (elvileg) használ. A pin mapping plugin-ban meg tudod nézni, hogy mi van beállítva.
Cím: Re:UCCNC vezérlő program
Írta: Zozi Dátum 2022 október 22, 22:25
Írta: Zozi Dátum 2022 október 22, 22:25
Sziasztok,
Nekem egy olyan kérdésem lenne, miként lehet ellenőrizni a tapintót? A kapcsolási hibát szeretném kimérni. Nagyon egyszerűnek tűnt, fogok egy csapágyat körbemérem és látom ha valamelyik irányban kevésbé, vagy túlságosan érzékeny a kapcsolási pont. De... G31 csak egy tengelyen megy, így max 4 irányból tudok tapintani. Gondoltam elforgatom akkor a koordináta rendszert, de az sem jó mert ha a G68 aktív akkor nem is indul el a G31... Mit kellene még kipróbálni?
Valami ilyesmit szeretnék kivitelezni:(azzal a különbséggel, hogy nem csak x tengelyen mozog a G31.
Nekem egy olyan kérdésem lenne, miként lehet ellenőrizni a tapintót? A kapcsolási hibát szeretném kimérni. Nagyon egyszerűnek tűnt, fogok egy csapágyat körbemérem és látom ha valamelyik irányban kevésbé, vagy túlságosan érzékeny a kapcsolási pont. De... G31 csak egy tengelyen megy, így max 4 irányból tudok tapintani. Gondoltam elforgatom akkor a koordináta rendszert, de az sem jó mert ha a G68 aktív akkor nem is indul el a G31... Mit kellene még kipróbálni?
Valami ilyesmit szeretnék kivitelezni:(azzal a különbséggel, hogy nem csak x tengelyen mozog a G31.
Kód Kijelölés
#1 = 15 (sugár)
#2 = 0 (szög)
F100
G00 Z1
M40
M98 P0002 L10
M41
O0002 (SUB PROGRAM)
#3 = [#1 * cos[ #2 ]]
#4 = [#1 * sin[ #2 ]]
G01 Y#4 X#3 F150
G31 Y0 X0 F25
G01 Y#4 X#3 F150
#2 = #2 + 36
M99 (return to main)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 október 23, 00:10
Írta: dezsoe Dátum 2022 október 23, 00:10
Szia!
A hivatalos válasz az, hogy nem lehet megcsinálni, mert jelenleg egyszerre csak egy tengely mentén lehet mérni és nem lehet elforgatni a mérést.
Ugyanakkor egy Eric Brust nevű lelkes felhasználó rájött, hogy mégiscsak lehet, de makróból vagy plugin-ból kell API hívásokkal megoldani. Létezik ugyanis a JSP (jog safe probe) mód, amit ha bekapcsolsz, majd API hívásokkal egyszerre több tengely mentén elkezdesz jog-olni, akkor tetszőleges irányban tudsz mérni. Kell hozzá némi matematikai körítés, hogy kiszámold az irányokat és az irányonkénti sebességet, majd pedig az eredményből a megtett távolságot, de - mint látható - megoldható. További részleteket itt olvashatsz (http://www.forum.cncdrive.com/viewtopic.php?f=14&t=2385).
A hivatalos válasz az, hogy nem lehet megcsinálni, mert jelenleg egyszerre csak egy tengely mentén lehet mérni és nem lehet elforgatni a mérést.
Ugyanakkor egy Eric Brust nevű lelkes felhasználó rájött, hogy mégiscsak lehet, de makróból vagy plugin-ból kell API hívásokkal megoldani. Létezik ugyanis a JSP (jog safe probe) mód, amit ha bekapcsolsz, majd API hívásokkal egyszerre több tengely mentén elkezdesz jog-olni, akkor tetszőleges irányban tudsz mérni. Kell hozzá némi matematikai körítés, hogy kiszámold az irányokat és az irányonkénti sebességet, majd pedig az eredményből a megtett távolságot, de - mint látható - megoldható. További részleteket itt olvashatsz (http://www.forum.cncdrive.com/viewtopic.php?f=14&t=2385).
Cím: Re:UCCNC vezérlő program
Írta: Zozi Dátum 2022 október 23, 07:46
Írta: Zozi Dátum 2022 október 23, 07:46
Szia,
Ezt a plugint én is láttam. Azért is feltételeztem, hogy megoldható. Mindenesetre az én problémám is egyszerűen orvosolható G kódban, csak a konfiguráción kell csiszolni. 4. Tengelybe fogva és ott forgatva már körbe tudom tapogattatni a kis gömböt.
Ezt a plugint én is láttam. Azért is feltételeztem, hogy megoldható. Mindenesetre az én problémám is egyszerűen orvosolható G kódban, csak a konfiguráción kell csiszolni. 4. Tengelybe fogva és ott forgatva már körbe tudom tapogattatni a kis gömböt.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2022 november 20, 09:12
Írta: ANTAL GÁBOR Dátum 2022 november 20, 09:12
Tisztelt hozzáérők. !
UCBB panellal szeretnék szabványos ( 5V kimenetű) mérőlécetet kezelni . Döbbeneten olvasom :
"2.5 Bemenetek
Az UCBB panel összesen 18 darab optikailag leválasztott bemenetet tartalmaz.
Az összes bemenet optikailag leválasztott nagysebességű 10Mbit/sec optocsatolókkal.
A bemenetek úgy lettek tervezve, hogy a 12-től a 24V feszültségtartományban megbízhatóan
működjenek, ehhez 2.2kOhm értékű soros ellenállás van beépítve a bemenettel sorban."
Vagyis a panel úgy lett megtervezve hogy TTL jelszinttel csak akkor lehet meghajtani ha kicserélem az optó áramkorlátozó ( 2.2K ) ellenállását. ( pl 470 ohmra). Nem értem a tervezőket..
Nem is enyém a panel és rögtön drimbolással kell kezdeni . Vagy építsen a felhasználó egy külön szinteltoló fokozatot ???[#conf]
Én alapból a kisebbet építettem volna a panelba és aki 12-24 V ot akar használni az alkalmazzon pót előtét ellenállást amit a csatinál kényelmesen elhelyezhet
UCBB panellal szeretnék szabványos ( 5V kimenetű) mérőlécetet kezelni . Döbbeneten olvasom :
"2.5 Bemenetek
Az UCBB panel összesen 18 darab optikailag leválasztott bemenetet tartalmaz.
Az összes bemenet optikailag leválasztott nagysebességű 10Mbit/sec optocsatolókkal.
A bemenetek úgy lettek tervezve, hogy a 12-től a 24V feszültségtartományban megbízhatóan
működjenek, ehhez 2.2kOhm értékű soros ellenállás van beépítve a bemenettel sorban."
Vagyis a panel úgy lett megtervezve hogy TTL jelszinttel csak akkor lehet meghajtani ha kicserélem az optó áramkorlátozó ( 2.2K ) ellenállását. ( pl 470 ohmra). Nem értem a tervezőket..
Nem is enyém a panel és rögtön drimbolással kell kezdeni . Vagy építsen a felhasználó egy külön szinteltoló fokozatot ???[#conf]
Én alapból a kisebbet építettem volna a panelba és aki 12-24 V ot akar használni az alkalmazzon pót előtét ellenállást amit a csatinál kényelmesen elhelyezhet
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2022 november 20, 09:42
Írta: TBS-TEAM Dátum 2022 november 20, 09:42
Sokkal biztonságosabb ha alapból 24V-ra tervezett bemenet.
Kisebb az esély, hogy a felhasználó tönkreteszi a bemenetet.
+ macera külső ellenállások csatlakoztatása, hogy az biztonságos és jó is legyen.
Persze minden igénynek megfelelni nem lehet. [#eplus2]
Én alapból 100nF 50V SMD kondikat forrasztok a
bemenetekhez alap zavarszűrés mekkoldva. [#eplus2]
(https://hobbicncforum.hu/uploaded_images/2022/11/tn_u5wda34x4nqp4fmmbsd_3344.jpg) (https://hobbicncforum.hu/uploaded_images/2022/11/u5wda34x4nqp4fmmbsd_3344.jpg)
Kisebb az esély, hogy a felhasználó tönkreteszi a bemenetet.
+ macera külső ellenállások csatlakoztatása, hogy az biztonságos és jó is legyen.
Persze minden igénynek megfelelni nem lehet. [#eplus2]
Én alapból 100nF 50V SMD kondikat forrasztok a
bemenetekhez alap zavarszűrés mekkoldva. [#eplus2]
(https://hobbicncforum.hu/uploaded_images/2022/11/tn_u5wda34x4nqp4fmmbsd_3344.jpg) (https://hobbicncforum.hu/uploaded_images/2022/11/u5wda34x4nqp4fmmbsd_3344.jpg)
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2022 november 20, 09:51
Írta: ANTAL GÁBOR Dátum 2022 november 20, 09:51
Ok . Utánanéztem , nincs itthon 470 ohmos SMD ellenállásom ( és amiket én használok az biztosan nagyobb mint ami a panelon van )
Marad a kiforrasztás és rövidzár majd a külső előtét ...
Marad a kiforrasztás és rövidzár majd a külső előtét ...
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2022 november 20, 09:59
Írta: TBS-TEAM Dátum 2022 november 20, 09:59
Lehet rendelni, hamar meg is érkezik 1-2 nap. [#kacsint]
Egy kicsit több a postaköltség mint az anyag.
Nem akarlak rábeszélni, de külső ellenállással
csak a kinlódás van meg macera. [#integet2]
Egy kicsit több a postaköltség mint az anyag.
Nem akarlak rábeszélni, de külső ellenállással
csak a kinlódás van meg macera. [#integet2]
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2022 november 20, 10:02
Írta: TBS-TEAM Dátum 2022 november 20, 10:02
A SOS Elektronik Miskolcon van nekik biztos van hegyekben. [#kacsint]
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2022 november 20, 15:49
Írta: ANTAL GÁBOR Dátum 2022 november 20, 15:49
Tüzetesen végigolvastam az UCBB magyar nyelvű leírását . Közkinccsé teszem az általam talált hibákat :
4. oldal alja : CN1 helyett CN2 a helyes
10. oldal teteje : UCBB kimenetére helyett a bemenetére a helyes
10. oldal közepe : UCBB kimenetére helyett a bemenetére a helyes
Tudom hogy egy PDF filét utólag macerás javítani , de ha meg van a doc akkor célszerű lenne átírni és úgy feltenni a netre
4. oldal alja : CN1 helyett CN2 a helyes
10. oldal teteje : UCBB kimenetére helyett a bemenetére a helyes
10. oldal közepe : UCBB kimenetére helyett a bemenetére a helyes
Tudom hogy egy PDF filét utólag macerás javítani , de ha meg van a doc akkor célszerű lenne átírni és úgy feltenni a netre
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2022 november 21, 11:13
Írta: svejk Dátum 2022 november 21, 11:13
Az UCBB az UC300-hoz lett kifejlesztve.
Még ha 2 db UCBB-t is használsz az UC300-hoz akkor is marad még egy szabad bemenetekkel teli "LPT" portod, ahova kényelmesen lehet kötni pl. egy TTL MPG kereket, vagy pl. az említett a mérőlécedet.
Ja, hogy ez így nincs optoval leválasztva, de minek is kellene?
(nem tudom mire akarod használni a mérőlécet, de nem hinném hogy éppen mondjuk plazmával akarsz mellett vágni, mert a mérőléced hamarabb bekrepálna mint az UC300 bemenete.)
Még ha 2 db UCBB-t is használsz az UC300-hoz akkor is marad még egy szabad bemenetekkel teli "LPT" portod, ahova kényelmesen lehet kötni pl. egy TTL MPG kereket, vagy pl. az említett a mérőlécedet.
Ja, hogy ez így nincs optoval leválasztva, de minek is kellene?
(nem tudom mire akarod használni a mérőlécet, de nem hinném hogy éppen mondjuk plazmával akarsz mellett vágni, mert a mérőléced hamarabb bekrepálna mint az UC300 bemenete.)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 november 21, 13:04
Írta: dezsoe Dátum 2022 november 21, 13:04
Köszönöm, jegyeztem. (Az aktuálisan letölthető doksiban az 5. és 11. oldalon vannak a jelzett hibák, de ott vannak.)
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2022 november 21, 18:14
Írta: ANTAL GÁBOR Dátum 2022 november 21, 18:14
Igazad van . Ha az enyém lenne sok megoldásból választhatnék. Holnap jönnek a marógépért és aki megvette az UC300ETH5LP t vett és az említett boardot hozzá. Ki akarja próbálni a léceket a marógépen . Kellett volna még egy egyszerű kifejtő ami a szabad LPT portot kifejti , de olyannal nem készült
A megoldások : SMD ellenállás csere ( ezt nem preferálom mert az itthon lévők között nincs kb 470 ohmos SMD
Ellenállás kiforraszt , helyette rövidzár és külső ellenállással előtétezni Ezt elvetettem mert majd elfelejtődik és később kinyírja a bemenetet
És a legkomplikáltabb készült el . Egy DSUB15 be beleszuszakoltam 2 tranzisztort és a bázisellenállásaikat . A léc meghajtja a tranyótat amik a 24 V os bemeneten dolgoznak . Mehet minden a terv szerint . A léc kimenete egyébként is DSUB15
A megoldások : SMD ellenállás csere ( ezt nem preferálom mert az itthon lévők között nincs kb 470 ohmos SMD
Ellenállás kiforraszt , helyette rövidzár és külső ellenállással előtétezni Ezt elvetettem mert majd elfelejtődik és később kinyírja a bemenetet
És a legkomplikáltabb készült el . Egy DSUB15 be beleszuszakoltam 2 tranzisztort és a bázisellenállásaikat . A léc meghajtja a tranyótat amik a 24 V os bemeneten dolgoznak . Mehet minden a terv szerint . A léc kimenete egyébként is DSUB15
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2022 november 21, 20:50
Írta: TBS-TEAM Dátum 2022 november 21, 20:50
A legbiztonságosabb megoldást választottad az összeépítés és üzemeltetés terén. [#eljen]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2022 november 22, 09:19
Írta: svejk Dátum 2022 november 22, 09:19
Ha korrekt lett a jelátvitel akkor tökéletes, örök élet meg egy nap.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2022 november 22, 19:38
Írta: zt2c4wh9 Dátum 2022 november 22, 19:38
Gábor,
Valóban az UCBB-nek eredetileg 12..24V feszültségszintekre terveztük a bemeneteit, de 5Volttal is működik, az még éppen benne van az optocsatoló minimális bemeneti áramának határán belül.
Sőt, 5Volttal is tesztelünk minden panelen minden bemenetet.
Valóban az UCBB-nek eredetileg 12..24V feszültségszintekre terveztük a bemeneteit, de 5Volttal is működik, az még éppen benne van az optocsatoló minimális bemeneti áramának határán belül.
Sőt, 5Volttal is tesztelünk minden panelen minden bemenetet.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2022 november 22, 21:39
Írta: ANTAL GÁBOR Dátum 2022 november 22, 21:39
Köszönöm a választ . Én is kacérkodtam hogy kipróbálom 5 volttal ( vonalmeghajtós a léc kimenete ) . Meg is néztem az optocsatoló adatlapját de nem mertem kipróbálni mert biztosra akartam menni . Ma kipróbáltuk , szépen működik . Beleültetted a bogarat a fülembe , még egyszer letöltöm az optocsatoló adatlapját. ( Még két egységet kell csinálni és a DSUB15 be elég nagy művészet beleszuszakolni a két tranyót és a bázisellenállásokat és 4 vezetéket .
Persze ha smd tranyót alkalmaznék smd ellenállásokkal akkor egy beforrasztható lábú DSUB 15 be akár egy kis panelt is beletehetnék.. Ennek a kivitelezése már nekem elég macerás
Persze ha smd tranyót alkalmaznék smd ellenállásokkal akkor egy beforrasztható lábú DSUB 15 be akár egy kis panelt is beletehetnék.. Ennek a kivitelezése már nekem elég macerás
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2022 november 22, 22:15
Írta: TBS-TEAM Dátum 2022 november 22, 22:15
Nagy esély az van az adatvesztésre, főleg nagy sebességű mozgásnál,meg egy átlag 5m kábellel, mert a TTL H nem pon 5 volt.
Szerintem csak időpazarlás lesz.
Szerintem csak időpazarlás lesz.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2022 november 22, 22:24
Írta: ANTAL GÁBOR Dátum 2022 november 22, 22:24
Újra letöltöttem az optocsatoló adatlapját (Onsemi) . A fig 3 ból megállapítható hogy a led nyitófeszültsége min 1.3 V
(1 mA nél néztem ami nél biztosan nagyobb áram lesz , de ez egy interpoláció nélküli biztos adat )
A fig 7 szerint min 2 mA kell hogy a kimenet low legyen ( Rl=4kohm ) . A meghajtás tranzisztorának a szaturációs feszültségét 0 nak tekintem ( pedig bipoláris tranyó és nem fet )
I = (5-1.3)/2200= 0.0168 vagyis 1.68mA .. Hát ??? igen csak csodálkozom hogy megy .
Rl=4 kohmos terhelésnél ez a fig 7 szerint kb 2.5 V-os low szint .. Vagy az azt követő Schmitt trigger ezt még low nak veszi ??.. A Schmitt trigger típusát persze nem ismerem. Persze az is lehet hogy még nagyobb Rl értéket alkalmaztok . Félek hogy nagyon a határon mozog a dolog 5 volttal .
Ha lenne egy kártyám (itthon) akkor megnézném az alkalmazott ellenállás értékét és megnézném a Schmitt trigger típusát
(1 mA nél néztem ami nél biztosan nagyobb áram lesz , de ez egy interpoláció nélküli biztos adat )
A fig 7 szerint min 2 mA kell hogy a kimenet low legyen ( Rl=4kohm ) . A meghajtás tranzisztorának a szaturációs feszültségét 0 nak tekintem ( pedig bipoláris tranyó és nem fet )
I = (5-1.3)/2200= 0.0168 vagyis 1.68mA .. Hát ??? igen csak csodálkozom hogy megy .
Rl=4 kohmos terhelésnél ez a fig 7 szerint kb 2.5 V-os low szint .. Vagy az azt követő Schmitt trigger ezt még low nak veszi ??.. A Schmitt trigger típusát persze nem ismerem. Persze az is lehet hogy még nagyobb Rl értéket alkalmaztok . Félek hogy nagyon a határon mozog a dolog 5 volttal .
Ha lenne egy kártyám (itthon) akkor megnézném az alkalmazott ellenállás értékét és megnézném a Schmitt trigger típusát
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2022 november 23, 04:25
Írta: zt2c4wh9 Dátum 2022 november 23, 04:25
Gábor,
Néhány ezer AXBB-E, UCBB és UCSB panelt már teszteltünk, mindegyiknek minden bemenete ugyanilyen és 5 Volttal is tesztelve van minden bemenet.
Automata tesztert építettünk mindegyikhez, ami billegteti a kimeneteket és visszaolvassa a bemeneteken.
Eddig mindegyik működött gond nélkül, ezért mertem leírni neked, hogy nem lesz vele gond.
Néhány ezer AXBB-E, UCBB és UCSB panelt már teszteltünk, mindegyiknek minden bemenete ugyanilyen és 5 Volttal is tesztelve van minden bemenet.
Automata tesztert építettünk mindegyikhez, ami billegteti a kimeneteket és visszaolvassa a bemeneteken.
Eddig mindegyik működött gond nélkül, ezért mertem leírni neked, hogy nem lesz vele gond.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2022 november 23, 04:50
Írta: ANTAL GÁBOR Dátum 2022 november 23, 04:50
Te is korán kelő vagy ?
Köszönöm a gyors válasz , akkor az Rl érték bizonyára nagyobb mint 4K ohm ( én 10k ra tippelem ) és a Schmitt trigger is olyan hogy a kialakuló feszültséget még low nak veszi . Meggyőztél , kipróbálom . Kár hogy a doksiban ( legalább opcionálisan ) ez nem szerepeltetitek
És még egy kérdés : az 5V os kimenetű step up converter hány mA -ral terhelhető ? ( vagy elkerülte a figyelmemet az adat ? )
Köszönöm a gyors válasz , akkor az Rl érték bizonyára nagyobb mint 4K ohm ( én 10k ra tippelem ) és a Schmitt trigger is olyan hogy a kialakuló feszültséget még low nak veszi . Meggyőztél , kipróbálom . Kár hogy a doksiban ( legalább opcionálisan ) ez nem szerepeltetitek
És még egy kérdés : az 5V os kimenetű step up converter hány mA -ral terhelhető ? ( vagy elkerülte a figyelmemet az adat ? )
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2022 november 23, 04:54
Írta: ANTAL GÁBOR Dátum 2022 november 23, 04:54
step down -ot akartam írni , csak valami motoszkál a fejemben amit pont egy up converterrel lehetne megcsinálni
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2022 november 23, 08:18
Írta: TBS-TEAM Dátum 2022 november 23, 08:18
Rámértem kiváncsacsiságból 4.0V 1195uA már stabilan billen minden bemenet.
Igy biztosan használható 5V-tal is.
Szuper.
Igy biztosan használható 5V-tal is.
Szuper.
Cím: Re:UCCNC vezérlő program
Írta: xabi Dátum 2022 november 23, 18:59
Írta: xabi Dátum 2022 november 23, 18:59
Jó estét, szeretném kérdezni:
UCCNC C# plugin-ba hogyan lehet a G-kódban futó mondjuk #800 változó értékét írni olvasni?
UCCNC C# plugin-ba hogyan lehet a G-kódban futó mondjuk #800 változó értékét írni olvasni?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 november 23, 21:08
Írta: dezsoe Dátum 2022 november 23, 21:08
Szia!
UC.Getvar(int varnum) és UC.Setvar(double value, int varnum) a barátod. :)
UC.Getvar(int varnum) és UC.Setvar(double value, int varnum) a barátod. :)
Cím: Re:UCCNC vezérlő program
Írta: xabi Dátum 2022 november 25, 18:53
Írta: xabi Dátum 2022 november 25, 18:53
Köszi, működik.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2022 november 26, 09:08
Írta: ANTAL GÁBOR Dátum 2022 november 26, 09:08
Balázsok !
Még mindig várom a kérdésemre a választ . Mekkora árammal terhelhető az UCBB-ben a step down metodikával előállított
5 V os egység ?
( Figyelmesen végigolvastam az angol nyelvű manuált is , de ott sem találom ... )
Még mindig várom a kérdésemre a választ . Mekkora árammal terhelhető az UCBB-ben a step down metodikával előállított
5 V os egység ?
( Figyelmesen végigolvastam az angol nyelvű manuált is , de ott sem találom ... )
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2022 november 26, 09:23
Írta: TBS-TEAM Dátum 2022 november 26, 09:23
TS34063 (https://pdf1.alldatasheet.com/datasheet-pdf/view/46062/SLS/34063AP1.html) IC van a panelon.
1,5A tud adattábla szerint. [#integet2]
1,5A tud adattábla szerint. [#integet2]
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2022 november 26, 09:30
Írta: TBS-TEAM Dátum 2022 november 26, 09:30
A TS34063 előtt van egy SS16 diófa az 1A tud folyamatos [#integet2]max.
(https://hobbicncforum.hu/uploaded_images/2022/11/tn_w7dnhf58n5zqztck6xt47_3344.jpg) (https://hobbicncforum.hu/uploaded_images/2022/11/w7dnhf58n5zqztck6xt47_3344.jpg)
(https://hobbicncforum.hu/uploaded_images/2022/11/tn_w7dnhf58n5zqztck6xt47_3344.jpg) (https://hobbicncforum.hu/uploaded_images/2022/11/w7dnhf58n5zqztck6xt47_3344.jpg)
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2022 november 26, 09:51
Írta: ANTAL GÁBOR Dátum 2022 november 26, 09:51
Ok de tudja az 1 ampert ? Mert a diódát bőven túl is méretezhették vagy ami kapható alapon építhették be a panelra.
Lehet olyan kialakítás is hogy az 1 amperes dióda után csak 400 mA az egység terhelhetősége . Nincs itthon a panel ezért a step down Ic számát nem tudom leolvasni . A fotón is elég homályos . ( megírhatnád a típust )
Annak az adatlapját tanulmányozva választ kaphatnék a kérdésemre, de szerintem egy gyártónak ildomos lenne az adatot szolgáltatni a manuálban
( ezerszám készül a panel, és külföldön is keresik, csodálkozom hogy még nem került terítékre )
Lehet olyan kialakítás is hogy az 1 amperes dióda után csak 400 mA az egység terhelhetősége . Nincs itthon a panel ezért a step down Ic számát nem tudom leolvasni . A fotón is elég homályos . ( megírhatnád a típust )
Annak az adatlapját tanulmányozva választ kaphatnék a kérdésemre, de szerintem egy gyártónak ildomos lenne az adatot szolgáltatni a manuálban
( ezerszám készül a panel, és külföldön is keresik, csodálkozom hogy még nem került terítékre )
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2022 november 26, 09:59
Írta: ANTAL GÁBOR Dátum 2022 november 26, 09:59
Ok TS34063 a típus . keresem az adatlapot
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2022 november 26, 10:11
Írta: ANTAL GÁBOR Dátum 2022 november 26, 10:11
Megvan az adatlap Ok . A következő kérdés az hogy van e külső tranzisztor ? Ha nincs akkor 500 mA a terhelhetőség .
Vagy van ? Én nem tudom .
Van egy finn fickó , akar egy ilyen boardot venni de tervezés fázisában szeretne tájékozódni... Hát nem tud mert nem látja az IC számát és nincs a kezében a panel hogy nagyítóval végigböngéssze hogy van e külső kapcsolótranzisztor az ismeretlen számú IC környezetében .
Vagy van ? Én nem tudom .
Van egy finn fickó , akar egy ilyen boardot venni de tervezés fázisában szeretne tájékozódni... Hát nem tud mert nem látja az IC számát és nincs a kezében a panel hogy nagyítóval végigböngéssze hogy van e külső kapcsolótranzisztor az ismeretlen számú IC környezetében .
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2022 november 26, 10:54
Írta: TBS-TEAM Dátum 2022 november 26, 10:54
Közvetlen az IC 2 lábáról megy a kimeneti +5V sorkapocsra.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2022 november 26, 11:07
Írta: ANTAL GÁBOR Dátum 2022 november 26, 11:07
Ok ez megegyezik a gyári step down alapkapcsolással . Annak a terhelhetősége 500 mA . De hol van a 220uH is fojtó? mert azt sem találom .
Azt hogy a kínaiak előszeretettel használják a reverse engineering -et azt már megszokhattuk , de lassan Magyarországon is ez lesz a módi ha valaki valami alapadathoz akar jutni ? ( vedd meg! szedd szét! , tájékozódj! azután használd !)
Azt hogy a kínaiak előszeretettel használják a reverse engineering -et azt már megszokhattuk , de lassan Magyarországon is ez lesz a módi ha valaki valami alapadathoz akar jutni ? ( vedd meg! szedd szét! , tájékozódj! azután használd !)
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2022 november 26, 11:27
Írta: TBS-TEAM Dátum 2022 november 26, 11:27
Alap kapcsolás majdnem.
A piros hiányzik. [#integet2]
(https://hobbicncforum.hu/uploaded_images/2022/11/tn_v22jgh9ih6bsmpnukhmp5_3344.png) (https://hobbicncforum.hu/uploaded_images/2022/11/v22jgh9ih6bsmpnukhmp5_3344.png)
A piros hiányzik. [#integet2]
(https://hobbicncforum.hu/uploaded_images/2022/11/tn_v22jgh9ih6bsmpnukhmp5_3344.png) (https://hobbicncforum.hu/uploaded_images/2022/11/v22jgh9ih6bsmpnukhmp5_3344.png)
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2022 november 26, 11:37
Írta: TBS-TEAM Dátum 2022 november 26, 11:37
Helyesbítem:
(https://hobbicncforum.hu/uploaded_images/2022/11/tn_hx92ne3bvpsiqwu2jtcmk_3344.png) (https://hobbicncforum.hu/uploaded_images/2022/11/hx92ne3bvpsiqwu2jtcmk_3344.png)
(https://hobbicncforum.hu/uploaded_images/2022/11/tn_hx92ne3bvpsiqwu2jtcmk_3344.png) (https://hobbicncforum.hu/uploaded_images/2022/11/hx92ne3bvpsiqwu2jtcmk_3344.png)
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2022 november 26, 12:09
Írta: ANTAL GÁBOR Dátum 2022 november 26, 12:09
A kimeneti járulékos szűrés hiánya az Ok . De a kimeneti puffer az kell. Az O1 O3 magasságában van két kondi . Az egyik lesz ( én az UCBB doksijának első lapján lévő fotót tudom nézni.) A komparátor nem kaphat szűretlen feszültséget
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2022 november 26, 12:17
Írta: TBS-TEAM Dátum 2022 november 26, 12:17
Az alap kapcsrajz szerint kerestem. [#eplus2]
Ott 470uF van, itt 220uF/10V.
A kimeneti Zéner helyett meg dióda.
(https://hobbicncforum.hu/uploaded_images/2022/11/tn_yn5qdnyxw8e00vn8k0vx7_3344.png) (https://hobbicncforum.hu/uploaded_images/2022/11/yn5qdnyxw8e00vn8k0vx7_3344.png)
Ott 470uF van, itt 220uF/10V.
A kimeneti Zéner helyett meg dióda.
(https://hobbicncforum.hu/uploaded_images/2022/11/tn_yn5qdnyxw8e00vn8k0vx7_3344.png) (https://hobbicncforum.hu/uploaded_images/2022/11/yn5qdnyxw8e00vn8k0vx7_3344.png)
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2022 november 26, 12:20
Írta: ANTAL GÁBOR Dátum 2022 november 26, 12:20
Magánban leírtam hogy miért dióda ( szabadonfutó dióda ) és nem zéner
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2022 november 26, 12:31
Írta: TBS-TEAM Dátum 2022 november 26, 12:31
Ok [#eljen]
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2022 december 01, 08:27
Írta: kr97pwss2 Dátum 2022 december 01, 08:27
Szia Gábor!
Az UCBB-ben az 5V-os DC kimenetnek ~1A az áramkorlátja, amit a tápegység IC 6-7 lába közt található áramfigyelő ellenállás határoz meg. A segéd 5V az UCBB panelen az 5V-os jelekhez lett kitalálva (pl. Step/Dir jelek motormeghajtóknak)
(https://hobbicncforum.hu/uploaded_images/2022/12/tn_xq3qpyhxsnuyfkexv8su_1037.png) (https://hobbicncforum.hu/uploaded_images/2022/12/xq3qpyhxsnuyfkexv8su_1037.png) (https://hobbicncforum.hu/uploaded_images/2022/12/tn_hdhcfb4736tv32y9td2z9_1037.png) (https://hobbicncforum.hu/uploaded_images/2022/12/hdhcfb4736tv32y9td2z9_1037.png)
Az UCBB-ben az 5V-os DC kimenetnek ~1A az áramkorlátja, amit a tápegység IC 6-7 lába közt található áramfigyelő ellenállás határoz meg. A segéd 5V az UCBB panelen az 5V-os jelekhez lett kitalálva (pl. Step/Dir jelek motormeghajtóknak)
(https://hobbicncforum.hu/uploaded_images/2022/12/tn_xq3qpyhxsnuyfkexv8su_1037.png) (https://hobbicncforum.hu/uploaded_images/2022/12/xq3qpyhxsnuyfkexv8su_1037.png) (https://hobbicncforum.hu/uploaded_images/2022/12/tn_hdhcfb4736tv32y9td2z9_1037.png) (https://hobbicncforum.hu/uploaded_images/2022/12/hdhcfb4736tv32y9td2z9_1037.png)
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2022 december 01, 09:03
Írta: ANTAL GÁBOR Dátum 2022 december 01, 09:03
Szia !
Köszönöm , ez korrekt ( ha az UCBB doksit javítjátok ,- szerkesztitek akkor jó lenne beletenni )
Mi sem akarjuk másra használni . De 3 mérőléc lámpa árama is terhelné - nem tévedek , egy gépen van 3 régi Heidenhain léc ami nem infra ledes, hanem lámpás ( 120mA kell egy lécnek )
Köszönöm , ez korrekt ( ha az UCBB doksit javítjátok ,- szerkesztitek akkor jó lenne beletenni )
Mi sem akarjuk másra használni . De 3 mérőléc lámpa árama is terhelné - nem tévedek , egy gépen van 3 régi Heidenhain léc ami nem infra ledes, hanem lámpás ( 120mA kell egy lécnek )
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2022 december 05, 11:00
Írta: Autotec1 Dátum 2022 december 05, 11:00
Tapasztalt már valaki ilyen hibát?
Uc300 ETH és UCBB jelosztó
IRC 2v0 frekvencia váltó vezérlő
Néhány napja az M7-re kötött oljaszivattúm megolajozta a szánokat kb 2 liter szánkenővel. (néha programfutás közben kapcsolom, egy kis kenésért)
Gondoltam beégett a kapcsolórelé, ezért kivettem.
Egy komplett hűtővízcsere után kiderült, hogy a UCBB panelon állandó feszültség van az olajzó portján.
Másik port beállít, hibátlanul működik.
Ma a főorsóm kelt önálló életre elindul, kicsit forog megáll újra elindul.
Ha én indítom, akkor megy, viszont, ha egy kis plussz fordulatot adok rá, akkor ő is elkezdi növelni, kis apró lépésekben , ha csökkentem akkor Ő is csökkenti megállásig (közvetlenül az uc300-ra kötve
Uc300 ETH és UCBB jelosztó
IRC 2v0 frekvencia váltó vezérlő
Néhány napja az M7-re kötött oljaszivattúm megolajozta a szánokat kb 2 liter szánkenővel. (néha programfutás közben kapcsolom, egy kis kenésért)
Gondoltam beégett a kapcsolórelé, ezért kivettem.
Egy komplett hűtővízcsere után kiderült, hogy a UCBB panelon állandó feszültség van az olajzó portján.
Másik port beállít, hibátlanul működik.
Ma a főorsóm kelt önálló életre elindul, kicsit forog megáll újra elindul.
Ha én indítom, akkor megy, viszont, ha egy kis plussz fordulatot adok rá, akkor ő is elkezdi növelni, kis apró lépésekben , ha csökkentem akkor Ő is csökkenti megállásig (közvetlenül az uc300-ra kötve
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2022 december 05, 14:36
Írta: TBS-TEAM Dátum 2022 december 05, 14:36
Első nekifutásnak:
1:Számítógép tápegység ellenörzése.
2:HDD ellenörzése. szektorhibák, gyenge szektorok.
3:Virusírtó futtatása.
4:OP. rendszer ellenörzése.
5:CNC program beállítások mentése, újratelepítése.
6:OP+CNC program Újratelepítés.
1:Számítógép tápegység ellenörzése.
2:HDD ellenörzése. szektorhibák, gyenge szektorok.
3:Virusírtó futtatása.
4:OP. rendszer ellenörzése.
5:CNC program beállítások mentése, újratelepítése.
6:OP+CNC program Újratelepítés.
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2022 december 05, 15:22
Írta: Autotec1 Dátum 2022 december 05, 15:22
köszi
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2022 december 05, 15:30
Írta: dezsoe Dátum 2022 december 05, 15:30
Mielőtt nekiállsz az említett hat pontnak, érdemes tudni, hogy egyik sem fog semmit befolyásolni. Az UCCNC semmit nem tárol az oprendszerben. Vagy van kapcsolat a mozgásvezérlővel vagy nincs, átmenet nincs a kettő között. Küldd el a beállításaidat (.pro) emilben és megnézem. Biztos, hogy valami hardver probléma lesz egyébként a háttérben. A másik dolog (szánkenés), hogy használj charge pump rendszert, hogy ne tudjon semmi bekapcsolódni, ha nem fut a program.
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2022 december 06, 20:04
Írta: Autotec1 Dátum 2022 december 06, 20:04
Megoldódott
Portörlés, és ablaktisztítós lemosás segített!!!
A beépített billentyűzet egérpadja, amit szinte sohasem használok volt a ludas
(https://hobbicncforum.hu/uploaded_images/2022/12/tn_n255w70auqwx3x3hvfvw_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2022/12/n255w70auqwx3x3hvfvw_5332.jpeg)
Portörlés, és ablaktisztítós lemosás segített!!!
A beépített billentyűzet egérpadja, amit szinte sohasem használok volt a ludas
(https://hobbicncforum.hu/uploaded_images/2022/12/tn_n255w70auqwx3x3hvfvw_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2022/12/n255w70auqwx3x3hvfvw_5332.jpeg)
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2023 január 13, 19:27
Írta: Autotec1 Dátum 2023 január 13, 19:27
Van valami jó hír az eszterga funkcióval?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2023 január 14, 17:29
Írta: dezsoe Dátum 2023 január 14, 17:29
A jó hír az, hogy az eszterga funkciók remekül működnek. A járulékos módosításoknak és a hibajavításoknak viszont még mindig nem értünk a végére, pedig nagyon igyekszünk. Időpontot nem tudok mondani, már így is kaptunk a pofánkra ebben a kedves hozzászólásban: [#t27p1377#].
Cím: Re:UCCNC vezérlő program
Írta: dtb Dátum 2023 január 14, 17:47
Írta: dtb Dátum 2023 január 14, 17:47
Ne vedd magadra, egyáltalán nem ellened szól, sőt!
Bár mindenhol ennyire segítőkész emberek lennének, mint Te!!!
...de ettől még az évek múlnak. :-)
Bár mindenhol ennyire segítőkész emberek lennének, mint Te!!!
...de ettől még az évek múlnak. :-)
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2023 január 15, 11:28
Írta: Autotec1 Dátum 2023 január 15, 11:28
Kedvcsinálónak tehetnél fel néhány képet a kezelőfelületről, hogy jobban teljen a várakozás
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2023 január 18, 06:42
Írta: zt2c4wh9 Dátum 2023 január 18, 06:42
Valóban az évek múlnak, viszont mi soha nem ígértük, hogy az UCCNC fog tudni esztergát kezelni. Sőt régebben nyíltan ki is jelentettük, hogy az UCCNC-nek nagy valószínűséggel nem lesz soha eszterga üzemmódja, persze ez annó nagy felháborodásokat is szült.
Viszont később kb. 1 éve elkezdtük fejleszteni az eszterga funkciókat amiről addig nem is szóltunk senkinek, amíg ki nem fejlesztettük a fő funkciókat. Éppen ezért nem szóltunk, hogy ne az legyen, hogy ha esetleg nem sikerül, vagy ha lassan megy a fejlesztés akkor ránk fogják, hogy mi csak hitegetünk meg lustálkodunk. :)
Az eszterga mód egyébként hamarosan kiadásra fog kerülni, ezt most már ki merem jelenteni, hiszen már csak a végső tesztelések vannak vissza, gyakorlatilag minden funkció működik. Viszont hogy ez mikor lesz készen azt nem tudom és nem is merek semmit ígérni, ahogy eddig sem.
Szóval az, hogy az "ígéret földje" lenne, ez a kijelentés egyáltalán nem helytálló és sértőnek gondolom, hiszen mi soha nem ígérgettünk, mivel mi fejlesztők vagyunk nem prédikátorok. :)
Viszont később kb. 1 éve elkezdtük fejleszteni az eszterga funkciókat amiről addig nem is szóltunk senkinek, amíg ki nem fejlesztettük a fő funkciókat. Éppen ezért nem szóltunk, hogy ne az legyen, hogy ha esetleg nem sikerül, vagy ha lassan megy a fejlesztés akkor ránk fogják, hogy mi csak hitegetünk meg lustálkodunk. :)
Az eszterga mód egyébként hamarosan kiadásra fog kerülni, ezt most már ki merem jelenteni, hiszen már csak a végső tesztelések vannak vissza, gyakorlatilag minden funkció működik. Viszont hogy ez mikor lesz készen azt nem tudom és nem is merek semmit ígérni, ahogy eddig sem.
Szóval az, hogy az "ígéret földje" lenne, ez a kijelentés egyáltalán nem helytálló és sértőnek gondolom, hiszen mi soha nem ígérgettünk, mivel mi fejlesztők vagyunk nem prédikátorok. :)
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2023 január 23, 15:03
Írta: Autotec1 Dátum 2023 január 23, 15:03
korrekt!!!!
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2023 január 23, 15:09
Írta: Autotec1 Dátum 2023 január 23, 15:09
Én már megvárom
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2023 január 25, 07:28
Írta: ANTAL GÁBOR Dátum 2023 január 25, 07:28
2048 step/mm beállítással akartam 3000 mm/min- es sebességet elérni . Nem engedte elmenteni csak a 2783.2 mm/ min-t
Utána számolva ez 95 kHz-es stepfrekvenciának felel meg .
Hová veszett el az 5 khz? UC400 eth +1.2113 as verzió
Utána számolva ez 95 kHz-es stepfrekvenciának felel meg .
Hová veszett el az 5 khz? UC400 eth +1.2113 as verzió
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2023 január 25, 07:52
Írta: svejk Dátum 2023 január 25, 07:52
A határokat sehol sem illik feszegetni, abból jó sosem származik.[#ejnye1]
Állítsd a kernelfrekit 200 kHz-re a General Settingsben!
Állítsd a kernelfrekit 200 kHz-re a General Settingsben!
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2023 január 25, 08:27
Írta: ANTAL GÁBOR Dátum 2023 január 25, 08:27
Magam is hasonlóan gondolkodom . Nem szoktam a határra tervezni DE : a mai világ lassan erről szól . Szerintem a kínaiak kezdték . Ráírják a kondira hogy 20000 üzemórás aztán 2000 nél tönkremegy De már nálunk is dívik? A minap egy frissen megvett 70 dekás kenyeret megmértem .62deka volt ....
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2023 január 25, 09:33
Írta: svejk Dátum 2023 január 25, 09:33
Egyébként az UCxxx topicban már többször volt róla szó, hogy nem tudja a max. beírtat, valamennyivel alatta teljesít.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2023 január 25, 09:34
Írta: svejk Dátum 2023 január 25, 09:34
Lassú vagy, megszáradt míg hazaértél. :)
Cím: Re:UCCNC vezérlő program
Írta: D.Laci Dátum 2023 január 25, 09:41
Írta: D.Laci Dátum 2023 január 25, 09:41
" A minap egy frissen megvett 70 dekás kenyeret megmértem .62deka volt ...."
Deriváltam majd integráltam, ha helyesek a számitásaim pont 8 dkg vízzel tudod pótolni a tömeg különbözettet. :)
De az újabb anyagi veszteséggel jár. :(
Deriváltam majd integráltam, ha helyesek a számitásaim pont 8 dkg vízzel tudod pótolni a tömeg különbözettet. :)
De az újabb anyagi veszteséggel jár. :(
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2023 január 25, 10:37
Írta: TBS-TEAM Dátum 2023 január 25, 10:37
A steak amit megsütnek neked az étteremben azt nyersen mérik le.[#eplus2]
A kenyérnél meg kellene lenni a ráírt tömegnek, mert adagolásnál
rá van számolva a víz vesztesége normális helyeken
(ahova járunk szervizelni ott biztos [#nevetes1] )
A kenyérnél meg kellene lenni a ráírt tömegnek, mert adagolásnál
rá van számolva a víz vesztesége normális helyeken
(ahova járunk szervizelni ott biztos [#nevetes1] )
Cím: Re:UCCNC vezérlő program
Írta: sarktibsi Dátum 2023 január 25, 21:26
Írta: sarktibsi Dátum 2023 január 25, 21:26
Nekem vörös proletárom is van , ( 10 kw ) még jó , hogy tudtam szerezni rá frekiváltót egy danfoss 2800 ( 18.kw ) mikor mérgesen megrántom a kart 35 amper fölé ugrik a kijelző. De legalább birja.
Cím: Re:UCCNC vezérlő program
Írta: Etib Dátum 2023 január 25, 21:50
Írta: Etib Dátum 2023 január 25, 21:50
Egy kis beállítási segítséget kérnék. UC300-ACS606vezérlő-szettben hozzávett 180W-os DC szervo motor (1000-es enkóder). A tuningot régi laptopról simán meg lehet csinálni csendesen pörög minden irányban, viszont UCCNC-n egy fordulat után enkóder hibával lelilt a vezérlő. Már mindent próbáltam állítani, de nem lett jobb. Ha van valakinek tapasztalata , szívesen venném.
Köszönöm!
Köszönöm!
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2023 január 25, 22:14
Írta: TBS-TEAM Dátum 2023 január 25, 22:14
A felfutás és a lefutás meredekségét csökkentsd az UCCNC-ben.
Settings / Axes setup (Acceleration)
Minnél kisebb az érték annál meredekebb a felfutás.
Settings / Axes setup (Acceleration)
Minnél kisebb az érték annál meredekebb a felfutás.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2023 január 26, 00:17
Írta: dezsoe Dátum 2023 január 26, 00:17
Pontosabban: minél kisebb az érték annál laposabb a fel- és lefutás.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2023 január 29, 10:55
Írta: kr97pwss2 Dátum 2023 január 29, 10:55
Ez nem azért van, mert csalunk, hanem prózaibb matematikai okokból. Ez az 5% ráhagyás azért került bele, mert ha kottyanás kompenzáció be van állítva vagy szinkron menetvágás van egy tengelyen, akkor max. sebesség közeli mozgásoknál nem tudná (vagy nem az elvártak szerint) kikompenzálni a kottyanást vagy követni a szinkron mozgásokat. A megoldás rá, nagyobb kernel frekvenciára kell állítani (ha a motormeghajtó tudja fogadni), és akkor feljebb tolódik az elérhető sebesség.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2023 január 29, 12:55
Írta: ANTAL GÁBOR Dátum 2023 január 29, 12:55
Köszönöm , és sem tervezek semmit a határokra . De sokkal szebb lenne az optikája ha alapból 105 kHz lenne de erről nem tudna a felhasználó ( a doksiban 100khz szerepelne ) és a tartalék nálatok képződne ( hogy működjön a kottyanás kompenzáció vagy az említett menetvágás
A kecske is jóllakik és a káposzta is megmarad
A kecske is jóllakik és a káposzta is megmarad
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2023 január 29, 15:39
Írta: dezsoe Dátum 2023 január 29, 15:39
Aztán jön a következő szkópos ember, hogy mi ez a vacak, ami 100 kHz-en 105-öt ad ki... Mondjuk, nem is baj, hogy lefelé kerekedik, mert a kici-ócó 200 kHz-es meghajtók egy része már instabil 200-on.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2023 január 29, 17:13
Írta: ANTAL GÁBOR Dátum 2023 január 29, 17:13
Nem adna ki csak 100 at ,azt látná a szkópos ember. A 105 ből 5 a tartalék, az lenne felhasználva arra ami a biztonságos működéshez kell
Cím: Re:UCCNC vezérlő program
Írta: PSoft Dátum 2023 január 29, 18:22
Írta: PSoft Dátum 2023 január 29, 18:22
Már...nincs velünk az a "szkópos ember". [#vigyor2]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2023 január 29, 18:24
Írta: svejk Dátum 2023 január 29, 18:24
Itt vagyok!
Én mindent is' meg szoktam mérni.
Én mindent is' meg szoktam mérni.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2023 február 02, 09:32
Írta: istvan58 Dátum 2023 február 02, 09:32
Sziasztok,
UCR201 bug.
Valakinek van e még ilyen gondja?
Már jeleztem egy idelye de Dezsoe sajnos nem tudta reprodukálni,
Röviden leírom és csatolok 2 videót,
videó 1 az nyomógombal, videó 2 az UCR használata.
- G kód megy G01-el Y pozitiv irányban.
- Stop majd mondjuk Z eltova kicsit nyomógombal lefelé majd start.
- minden OK megy tovább Y irányban az eltolt Z vel.
- Ha ezt megismétlem de ugy hogy a Z-t az UCR201 el tolom el akkor 2...3 sorral megy előre G00-val a G kód.
Ez igy nagyon zavaró....
https://www.youtube.com/shorts/Ui1niZddFZA
https://www.youtube.com/shorts/wlJSOVXXKc8
UCR201 bug.
Valakinek van e még ilyen gondja?
Már jeleztem egy idelye de Dezsoe sajnos nem tudta reprodukálni,
Röviden leírom és csatolok 2 videót,
videó 1 az nyomógombal, videó 2 az UCR használata.
- G kód megy G01-el Y pozitiv irányban.
- Stop majd mondjuk Z eltova kicsit nyomógombal lefelé majd start.
- minden OK megy tovább Y irányban az eltolt Z vel.
- Ha ezt megismétlem de ugy hogy a Z-t az UCR201 el tolom el akkor 2...3 sorral megy előre G00-val a G kód.
Ez igy nagyon zavaró....
https://www.youtube.com/shorts/Ui1niZddFZA
https://www.youtube.com/shorts/wlJSOVXXKc8
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2023 február 15, 00:53
Írta: eduard Dátum 2023 február 15, 00:53
Kedves [#3977@dezsoe], szeretném optimalizálni a gép gyors mozgásait és eg korábbi fórumbejegyzésben láttam, hogy leprogramozzástok az s-curve mozgásprofilt. Esetleg elérhető?
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2023 február 15, 00:59
Írta: zt2c4wh9 Dátum 2023 február 15, 00:59
Nem, nem lett még megcsinálva az S görbés gyorsítás, viszont arra ne számíts, hogy a géped gyorsjárata attól gyorsabb lesz.
S görbés gyorsítástól csak lassabb lesz, mivel a trapézos gyorsításhoz képest laposabban indul és végződik a görbe.
S görbés gyorsításnak egyetlen előnye, hogy a gyorsítás nem ugrásszerűen indul, hanem először lassabban gyorsul fel a tengely majd lassabban lassít le, ettől egyenletesebb, szebb rázkódásmentesebb lesz a futás.
Sajnos még nem volt időnk megvalósítani, más fejlesztéseken dolgoztunk, dolgozunk, de terve van véve.
S görbés gyorsítástól csak lassabb lesz, mivel a trapézos gyorsításhoz képest laposabban indul és végződik a görbe.
S görbés gyorsításnak egyetlen előnye, hogy a gyorsítás nem ugrásszerűen indul, hanem először lassabban gyorsul fel a tengely majd lassabban lassít le, ettől egyenletesebb, szebb rázkódásmentesebb lesz a futás.
Sajnos még nem volt időnk megvalósítani, más fejlesztéseken dolgoztunk, dolgozunk, de terve van véve.
Cím: Re:UCCNC vezérlő program
Írta: hegedűs györgy Dátum 2023 február 15, 08:34
Írta: hegedűs györgy Dátum 2023 február 15, 08:34
Ezt a fajta (S-görbés) gyorsítást
volt alakalmam kitapasztalni egy
Homag cnc-n.
A trapéz görbéset, meg egy Holzher cnc-n.
A trapéz görbés gyorsítás hamarabb kinyírja
a bolygóműveket és látványra, hangra
is egy műszaki ember számára hajmeresztő.
Persze az nem hobbi kategória volt...
Azoknál a gépeknél a 7-800 kilós,"X" irányú,
mozgó tömeg 1 másodpercen belül gyorsult fel,
70-80 m/perc-es sebességre...
Ennek ellenére örülök, hogy foglalkoztok
a témával. Egy épített gépnél sem mindegy,
hogy mennyit bír ki adott teljesítménynél.
Hajrá!
volt alakalmam kitapasztalni egy
Homag cnc-n.
A trapéz görbéset, meg egy Holzher cnc-n.
A trapéz görbés gyorsítás hamarabb kinyírja
a bolygóműveket és látványra, hangra
is egy műszaki ember számára hajmeresztő.
Persze az nem hobbi kategória volt...
Azoknál a gépeknél a 7-800 kilós,"X" irányú,
mozgó tömeg 1 másodpercen belül gyorsult fel,
70-80 m/perc-es sebességre...
Ennek ellenére örülök, hogy foglalkoztok
a témával. Egy épített gépnél sem mindegy,
hogy mennyit bír ki adott teljesítménynél.
Hajrá!
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2023 február 15, 11:22
Írta: eduard Dátum 2023 február 15, 11:22
Köszi
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2023 február 15, 11:23
Írta: eduard Dátum 2023 február 15, 11:23
Szóval Köszi a részletes választ, így értettem az optimalizálást ahogy írod, mert összességében gyorsít és jelentősen javít a felület minőségén. (A fórum enterre küld, ezen is lehetne finomítani)
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2023 február 18, 22:46
Írta: eduard Dátum 2023 február 18, 22:46
Kedves fórumtársak, egy (számomra) összetett feladatnak fogtam neki, kérném a segítségetek a megoldásában, mert úgy tűnik elakadtam már az alapoknál.
A szerszámbemérést, szerszámcserét és automata próbát igyekszem megoldani.
Ez lenne a kívánt workflow:
A gépre felkerül az anyag, amin felveszem a munkapontot úgy, hogy a próbával a kívánt sarok fölé állok és felveszem az XYZ pontokat, majad az elforgatást x vagy y-on G68ba automatikusan beírja. Utána elmegy a gép szerszámcserére (ez most még manuális) majd a szerszámot beméri a fix helyen lévő bemérővel és elkezd dolgozni. Az újabb M6 után automatikusan kiméri a szerszámot újra és ha ugyanaz a hossz, kiáll újabb cserére. Ha a hossz megváltozott dob egy szerszámtörés hibát.
Ezt újra csinálja ciklusban amíg a munkapálya végére nem ér.
Itt tartok ebben a folyamatban:
Van egy M6 és M31-em amit nem értek, de elvileg megcsinálja valahogy ennek egy részét. A gép készen áll, miden bekötve. Meg én is :)))
Itt az említett két makró:
M6: https://www.dropbox.com/s/i9k9wz4w03n7cx0/M6.txt?dl=1
M31: https://www.dropbox.com/s/ug6k1omaycq5rix/M31.txt?dl=1
Amit jelenleg csinál az M6: kiáll szerszámcserére, majd beméri a szerszámot és (számomra) random Z helyre visszaáll. Szerintem az előző szerszám magasságára kellene, de lehet hogy én nem értem.
M31: tasztert leengedem manuálisan, beméri a munkadarabot Z-ben, majd minden Z emelkedés nélkül elindul bemérni a szerszámot, amikor is lelövöm.
Hát ez nem sok a fenti kívánságkosárhoz képest :)
A szerszámbemérést, szerszámcserét és automata próbát igyekszem megoldani.
Ez lenne a kívánt workflow:
A gépre felkerül az anyag, amin felveszem a munkapontot úgy, hogy a próbával a kívánt sarok fölé állok és felveszem az XYZ pontokat, majad az elforgatást x vagy y-on G68ba automatikusan beírja. Utána elmegy a gép szerszámcserére (ez most még manuális) majd a szerszámot beméri a fix helyen lévő bemérővel és elkezd dolgozni. Az újabb M6 után automatikusan kiméri a szerszámot újra és ha ugyanaz a hossz, kiáll újabb cserére. Ha a hossz megváltozott dob egy szerszámtörés hibát.
Ezt újra csinálja ciklusban amíg a munkapálya végére nem ér.
Itt tartok ebben a folyamatban:
Van egy M6 és M31-em amit nem értek, de elvileg megcsinálja valahogy ennek egy részét. A gép készen áll, miden bekötve. Meg én is :)))
Itt az említett két makró:
M6: https://www.dropbox.com/s/i9k9wz4w03n7cx0/M6.txt?dl=1
M31: https://www.dropbox.com/s/ug6k1omaycq5rix/M31.txt?dl=1
Amit jelenleg csinál az M6: kiáll szerszámcserére, majd beméri a szerszámot és (számomra) random Z helyre visszaáll. Szerintem az előző szerszám magasságára kellene, de lehet hogy én nem értem.
M31: tasztert leengedem manuálisan, beméri a munkadarabot Z-ben, majd minden Z emelkedés nélkül elindul bemérni a szerszámot, amikor is lelövöm.
Hát ez nem sok a fenti kívánságkosárhoz képest :)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2023 február 20, 17:27
Írta: dezsoe Dátum 2023 február 20, 17:27
Az M31-gyel az a gond, hogy egy sor el van írva benne. Cseréld ki az alábbi sort:
Erre:
Az M6-ot még át kell néznem.
Kód Kijelölés
exec.Code("G00 Z" + ZRetractHeight); //Retracts Z for move to plate
Erre:
Kód Kijelölés
exec.Code("G00 G53 Z" + SafeZ); //Retracts Z for move to plate
Az M6-ot még át kell néznem.
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2023 február 21, 11:29
Írta: Autotec1 Dátum 2023 február 21, 11:29
Sziasztok. Nincs valakinek teljesen véletlenül egy magyar nyelvű használatija a bemérés funkcióhoz? Probe
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2023 február 21, 12:17
Írta: dezsoe Dátum 2023 február 21, 12:17
Szia!
Nem valószínű, mert nem írtam meg magyarul, az angol is kb. fél nap alatt készült el, mert sürgős volt. Azóta sem nyúltam hozzá. :) Kérdezz, segítek.
Nem valószínű, mert nem írtam meg magyarul, az angol is kb. fél nap alatt készült el, mert sürgős volt. Azóta sem nyúltam hozzá. :) Kérdezz, segítek.
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2023 február 21, 15:18
Írta: Autotec1 Dátum 2023 február 21, 15:18
lefordítom, csak reménykedtem
Cím: Re:UCCNC vezérlő program
Írta: 3ebj3bk8b Dátum 2023 március 06, 18:17
Írta: 3ebj3bk8b Dátum 2023 március 06, 18:17
Sziasztok!
Szeretném megkérdezni, hogy az UCCNC melyik verziótól tudja kezelni az AXBB-E mozgásvezérlőt?
Szeretném megkérdezni, hogy az UCCNC melyik verziótól tudja kezelni az AXBB-E mozgásvezérlőt?
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2023 március 06, 18:36
Írta: TBS-TEAM Dátum 2023 március 06, 18:36
A PDF szerint: 1.2105-től---->
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2023 március 06, 18:46
Írta: dezsoe Dátum 2023 március 06, 18:46
Így van, és az 1.2110-ben volt az utolsó kifejezetten hozzá készült javítás. Használd az 1.2113-at, ami a hivatalos stabil verzió.
Cím: Re:UCCNC vezérlő program
Írta: 3ebj3bk8b Dátum 2023 március 06, 18:56
Írta: 3ebj3bk8b Dátum 2023 március 06, 18:56
Köszönöm!
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2023 március 08, 15:23
Írta: eduard Dátum 2023 március 08, 15:23
Köszönöm! Sikerült megnézni az M6-ot esetleg?
Cím: Re:UCCNC vezérlő program
Írta: D.Laci Dátum 2023 március 09, 08:12
Írta: D.Laci Dátum 2023 március 09, 08:12
Nem tudom milyen Uc kártyát használsz, de ha Mach3 kompatibilis akkor kitudod próbálni az S görbés rámpát.
Itt nézelődj: https://www.machsupport.com/forum/index.php?topic=12042.30
Itt nézelődj: https://www.machsupport.com/forum/index.php?topic=12042.30
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2023 március 09, 11:40
Írta: dezsoe Dátum 2023 március 09, 11:40
Szia!
Az M6-od az nagyon nem hasonlít arra, amire szeretnéd használni. Az M31 a javítással együtt is csak egy bemérésre van megírva. Szerintem jobban jársz egy nulláról megírt makróval.
Írtad, hogy leengeded a mérőkét. Ez valahol a főorsón van és tudod a pontos eltolását? A szerszám ellenőrzése a szerszám újbóli betöltésekor vagy kiadáskor esedékes? Gondolom, kiadáskor, hogy a következő szerszámmal csak akkor kezdjen dolgozni, ha nem volt törés.
Az M6-od az nagyon nem hasonlít arra, amire szeretnéd használni. Az M31 a javítással együtt is csak egy bemérésre van megírva. Szerintem jobban jársz egy nulláról megírt makróval.
Írtad, hogy leengeded a mérőkét. Ez valahol a főorsón van és tudod a pontos eltolását? A szerszám ellenőrzése a szerszám újbóli betöltésekor vagy kiadáskor esedékes? Gondolom, kiadáskor, hogy a következő szerszámmal csak akkor kezdjen dolgozni, ha nem volt törés.
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2023 március 09, 14:20
Írta: eduard Dátum 2023 március 09, 14:20
Aha, sejtettem így a sok tesztelés után, hogy valami nagyon nem ok, de köszönöm, hogy ránéztél. Hogy csináljuk? Felbontsam a problémámat kisebb darabokra, vagy egyben írjam le az egészet?
A kérdésedre válaszolva a tapintó a főorsón van, leengedhető. jelenleg a coolant makróra van kötve, mert csak ködöt használok, de szuper lenne neki egy saját kimenet. (fel-le).
A szerszám és nullpont bemérésnél az alábbi workflowt szeretném használni. Mivel ezt a részt nem találtam meg ledokumentálva az UCCNC-ben, így leírom:
WCP felvétel: home után a tapintót leengedve a munkadarbon felveszem az XY pontot, majd a hozzáadom az offszetet amivel a tapintó el van tolva a szerszámhoz képest. (ez egyedi a gépem miatt) A tapintót (egyszer) bemérem a szerszámbemérővel, majd a munkadarab tetjén felveszem a Z nullpontot.
TCP felvétel: A szerszámot bemérem a szerszámbemérővel, majd az offsetet az UCCNC kiszámolja a tapintó és szerszám eltolásból.
Ez lenne az alapja majd a workflownak, amit szeretnék automatizálni jobban.
Mit gondolsz?
A kérdésedre válaszolva a tapintó a főorsón van, leengedhető. jelenleg a coolant makróra van kötve, mert csak ködöt használok, de szuper lenne neki egy saját kimenet. (fel-le).
A szerszám és nullpont bemérésnél az alábbi workflowt szeretném használni. Mivel ezt a részt nem találtam meg ledokumentálva az UCCNC-ben, így leírom:
WCP felvétel: home után a tapintót leengedve a munkadarbon felveszem az XY pontot, majd a hozzáadom az offszetet amivel a tapintó el van tolva a szerszámhoz képest. (ez egyedi a gépem miatt) A tapintót (egyszer) bemérem a szerszámbemérővel, majd a munkadarab tetjén felveszem a Z nullpontot.
TCP felvétel: A szerszámot bemérem a szerszámbemérővel, majd az offsetet az UCCNC kiszámolja a tapintó és szerszám eltolásból.
Ez lenne az alapja majd a workflownak, amit szeretnék automatizálni jobban.
Mit gondolsz?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2023 március 09, 17:23
Írta: dezsoe Dátum 2023 március 09, 17:23
Csurran-cseppen az információ. :) Egy bizonyos szintnél nincs értelme tovább bontani. Szerintem elég egy kalibráció, amivel a tapintó és a szerszám bemérő helyzetét el lehet tárolni. Minden más már a szerszámcsere része.
Egy részletkérdés. Milyen verziójú UCCNC-t használsz? (Mindegy, csak tudjam, mert úgy tudok képernyőt és egyebeket látni, módosítani stb.)
Egy részletkérdés. Milyen verziójú UCCNC-t használsz? (Mindegy, csak tudjam, mert úgy tudok képernyőt és egyebeket látni, módosítani stb.)
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2023 március 09, 19:36
Írta: eduard Dátum 2023 március 09, 19:36
A végén, amikor elkészülünk, úgy lenne jó, ha a teljes szerszámbemérés, munkapont felvétel automatizálható lenne. Az teljesen jó, ha a próba képernyőről, azt úgy is megszoktam már.
A legfrissebb verziót használom.
A legfrissebb verziót használom.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2023 március 09, 19:57
Írta: dezsoe Dátum 2023 március 09, 19:57
IdézA legfrissebb verziót használom.Ettől a választól féltem. :) Van a legfrissebb stabil változat: 1.2113, van a legfrissebb fejlesztői változat: 1.2115 (ebből most ráadásul kettő is van) és van egy még frissebb, amit mi használunk fejlesztés közben. Az utóbbit kizárhatjuk, de a másik kettő közül melyik van nálad?
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2023 március 09, 21:56
Írta: eduard Dátum 2023 március 09, 21:56
1.2115 :)
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2023 március 14, 01:01
Írta: eduard Dátum 2023 március 14, 01:01
Tudja valaki, hogy az UCCNC miért "rángat" ha 3D rádiuszt kell mozognia? 2D esetén simán megy az íven, amint 3D megmunkálást csinálok, elkezdi szakaszolni az íveket és rángat. Nem találok megoldást rás a fórumokon sem.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2023 március 14, 08:55
Írta: dezsoe Dátum 2023 március 14, 08:55
Ha a harmadik (feltehetően a Z) tengelynek nem elég nagy a gyorsulása, akkor a másik kettőnek meg kell várnia, amikor együtt kell mozogniuk, ezért lelassulnak. Vagy kisebb F sebességgel vagy nagyobb gyorsulással próbáld ki.
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2023 március 14, 16:14
Írta: eduard Dátum 2023 március 14, 16:14
Köszi, közben kiderült, hogy nem az UCCNC-ben van "hiba", hanem a fusion postban valahol. A z nem mozog a pálya közben, az egyik pályán szépen mozog, a mellette futó pálya meg rángat, majd ez ismétlődik. Sanos nem találom a fusionben a hibát, de majd meglesz.
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2023 március 25, 19:56
Írta: eduard Dátum 2023 március 25, 19:56
Sikerült megnézni az M6-ot? Illetve nagyon boldog lennék, ha egy tapintó kalibrálót össze tudnál rakni, ami egy gömböt kimér és beállítja a tapintó eltéréseit. Mit gondolsz tudsz ilyet?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2023 március 26, 11:14
Írta: dezsoe Dátum 2023 március 26, 11:14
Az M6-ot nem piszkáltam, mert nagyon mást csinál, mint amire szükséged van. A probe képernyő mögött dolgozó plugin-ba kellett belepiszkálni, hogy a leereszthető tapintót lehessen automatizálni, ne kelljen hozzá egy egyébként másra tervezett kimenetet elhasználni.
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2023 március 31, 19:43
Írta: Autotec1 Dátum 2023 március 31, 19:43
Hogy áll az eszterga funkció?
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2023 április 03, 05:30
Írta: zt2c4wh9 Dátum 2023 április 03, 05:30
Elkészült, tesztelés alatt van.
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2023 április 03, 15:58
Írta: Miki2 Dátum 2023 április 03, 15:58
Ezt én is szivesen ki fogom próbálni.
Cím: Re:UCCNC vezérlő program
Írta: Nemes Mihály Dátum 2023 április 04, 10:03
Írta: Nemes Mihály Dátum 2023 április 04, 10:03
Szia.
Nem tudnátok feltenni egy kis videót, kedvcsinálónak?
Hogy is fog kinézni, milyen funkciók lesznek benne?
Előre is köszönöm.
Nem tudnátok feltenni egy kis videót, kedvcsinálónak?
Hogy is fog kinézni, milyen funkciók lesznek benne?
Előre is köszönöm.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2023 április 04, 10:40
Írta: frob Dátum 2023 április 04, 10:40
Láma kérdés... Karc tű jellegű dolgot hajtanék meg amit állandó magasságon kell tartani, tehát egy adott magassága lemegy, majd ott megy végig a felületen, a fel le emelést meg csak 1 kimenettel kellene megoldani...
Hogy tudom én ezt úgy megoldani, hogy külön szerszámként definiálom esetleg, persze az sem baj ha valamit át kell kapcsolni...
Lényeg az lenne hogy pl rajzol valamit, ún folyamatos vonallal, majd a kimenet kikapcsol, akkor arrébb megy majd újra be és megint rajzol, várakozási idő nélkül.
uccnc és eth400 mozgásvezérlő az áldozat
Előre is köszi!
Hogy tudom én ezt úgy megoldani, hogy külön szerszámként definiálom esetleg, persze az sem baj ha valamit át kell kapcsolni...
Lényeg az lenne hogy pl rajzol valamit, ún folyamatos vonallal, majd a kimenet kikapcsol, akkor arrébb megy majd újra be és megint rajzol, várakozási idő nélkül.
uccnc és eth400 mozgásvezérlő az áldozat
Előre is köszi!
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2023 április 04, 12:45
Írta: svejk Dátum 2023 április 04, 12:45
Bízzunk a debreceni taliban!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2023 április 04, 16:05
Írta: dezsoe Dátum 2023 április 04, 16:05
A klasszikus dir lábas megoldás nem jó? Ha nem, akkor ethernetes vezérlőknél ott vannak az M10.x kimenetek, amiket pl. M10.1-gyel be-, M11.1-gyel pedig ki lehet kapcsolni g-kódból.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2023 április 04, 16:41
Írta: frob Dátum 2023 április 04, 16:41
Jó lehet, de pontosíts légyszives, ez most a maró motor dir, vagy mi lenne?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2023 április 04, 17:03
Írta: dezsoe Dátum 2023 április 04, 17:03
Azt írtad, hogy egy kimenet kell neki. Régen a lézert vezérelték sokan a Z tengely dir lábával, így lényegében bármivel lehetett g-kódot generálni, mert ha lement a Z, akkor bekapcsolt, ha fel, akkor ki.
Ha a Z-t használod, akkor ez nem jó, akkor marad az M10.1-M10.10-ig az egyik kimenet, de ezt bele kell generálnod a g-kódba.
Ha a Z-t használod, akkor ez nem jó, akkor marad az M10.1-M10.10-ig az egyik kimenet, de ezt bele kell generálnod a g-kódba.
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2023 április 04, 17:19
Írta: Autotec1 Dátum 2023 április 04, 17:19
Valami nagyon jónak kell lennie, ha ennyit vártunk rá.
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2023 április 04, 17:59
Írta: TBS-TEAM Dátum 2023 április 04, 17:59
Használhatod az M7 vagy M8 Be M9 ki az időzítést 0-ra
állítva nem vár a program.
állítva nem vár a program.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2023 április 04, 18:15
Írta: dezsoe Dátum 2023 április 04, 18:15
Ez nem így van. Az M7-M8-M9 (és az M3-M4-M5 is) nem szinkronban fut, tehát a mozgások megállnak, amikor ezeket végrehajtja. Pontosan ezért van az M10-M11 a lézerhez és az M10.x-M11.x bármi más kapcsolásához, mert ezek mind szinkronban, a mozgás megszakítása nélkül a megfelelő pillanatában kapcsolnak.
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2023 április 04, 18:29
Írta: TBS-TEAM Dátum 2023 április 04, 18:29
"Az M7-M8-M9 (és az M3-M4-M5 is) nem szinkronban fut, tehát a mozgások megállnak,
amikor ezeket végrehajtja."
Szuper és ez az infó miért nincs benne az UCCNC leírásban?
amikor ezeket végrehajtja."
Szuper és ez az infó miért nincs benne az UCCNC leírásban?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2023 április 04, 18:41
Írta: dezsoe Dátum 2023 április 04, 18:41
Közvetetten, de benne van. Az M10-M11 leírásánál olvashatod, hogy mitől szinkron. A makrók nem futhatnak szinkronban, mert a program nem tudhatja, hogy mit írtál a makródba. Amikor egy makrót futtat a program, akkor előtte minden mozgást befejez, minden értéket (koordináták, #változók stb.) egyeztet a mozgásvezérlővel, majd csak ezután indítja el a makrót. Mivel az M3-4-5-7-8-9 makróknak van szöveges, általad szerkeszthető file-ja, ezért nem futhatnak szinkronban a fentiek miatt.
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2023 április 04, 19:04
Írta: TBS-TEAM Dátum 2023 április 04, 19:04
Precompile all macros on startup: Ha ez az opció be van jelölve, akkor a profiles mappában
található összes szöveges makró lefordításra kerül amikor a szoftver elindul.
Az előnye a makrók előfordításának, hogy a szöveges makrók fordítása számítógéptől függően
általában 50-200msec időt vesz igénybe, ami a makró meghívása és a makró kód futtatása között
jelentkezik. Ha a makró előre le van fordítva, akkor a meghíváskor a makró már eleve futtatható
állapotban van és ilyenkor nem jelentkezik az említett késés.
Én másképp értelmeztem ezt a leírást.
található összes szöveges makró lefordításra kerül amikor a szoftver elindul.
Az előnye a makrók előfordításának, hogy a szöveges makrók fordítása számítógéptől függően
általában 50-200msec időt vesz igénybe, ami a makró meghívása és a makró kód futtatása között
jelentkezik. Ha a makró előre le van fordítva, akkor a meghíváskor a makró már eleve futtatható
állapotban van és ilyenkor nem jelentkezik az említett késés.
Én másképp értelmeztem ezt a leírást.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2023 április 04, 20:09
Írta: dezsoe Dátum 2023 április 04, 20:09
El lehet erről reggelig vitatkozni, csak éppen értelme nincs. A fordítási idő az egy teljesen más történet és semmi köze ahhoz, amit leírtam.
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2023 április 04, 20:21
Írta: TBS-TEAM Dátum 2023 április 04, 20:21
A lényeg ez az infó is megvan. [#law]
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2023 április 05, 13:46
Írta: frob Dátum 2023 április 05, 13:46
köszi
z láb éppen hatásos lehet, bár asszem az emlegetett M10.1 az igazi inkább
viszont ahhoz a postprocessort kell átírni.. no kénytelen leszek vele foglalkozni...
z láb éppen hatásos lehet, bár asszem az emlegetett M10.1 az igazi inkább
viszont ahhoz a postprocessort kell átírni.. no kénytelen leszek vele foglalkozni...
Cím: Re:UCCNC vezérlő program
Írta: sarktibsi Dátum 2023 április 05, 20:53
Írta: sarktibsi Dátum 2023 április 05, 20:53
Seretnék egy nem szokványos fémipari cnc marógépet épiteni , szükségem lenne az összes M kódra ( M 10.1-10.10-ig ) plusz a többi szokványo M kód.
Az M 10.1-10.10 kimenetet összekötném egy PLC-vel ( 24 vdc ) Mindkét vezérlővel szeretném vezérelni a gépet , ez egy sorozat gyártó gép lenne.
Kérdésem. Milyen kártya kell hozzá?
Az M 10.1-10.10 kimenetet összekötném egy PLC-vel ( 24 vdc ) Mindkét vezérlővel szeretném vezérelni a gépet , ez egy sorozat gyártó gép lenne.
Kérdésem. Milyen kártya kell hozzá?
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2023 április 05, 21:19
Írta: TBS-TEAM Dátum 2023 április 05, 21:19
Kezdésnek össze kell számolni a be és kimenetek számát,
annak megfelelően kell választani.
UC400ETH:24Kimenet-10Bemenet.
UC300ETH:49db digitális bemenet-36db digitális kimenet-2db analog kimenettel és 2db analog bemenet.
UCBB kártya 24V be-kimenetek.(kimenet NPN).(Bemenet NPN-PNP választható).
UCSB kártya 24V-be-kimenet.(kimenet NPN).(Bemenet NPN-PNP választható).
annak megfelelően kell választani.
UC400ETH:24Kimenet-10Bemenet.
UC300ETH:49db digitális bemenet-36db digitális kimenet-2db analog kimenettel és 2db analog bemenet.
UCBB kártya 24V be-kimenetek.(kimenet NPN).(Bemenet NPN-PNP választható).
UCSB kártya 24V-be-kimenet.(kimenet NPN).(Bemenet NPN-PNP választható).
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2023 április 05, 21:40
Írta: dezsoe Dátum 2023 április 05, 21:40
Ha a PLC-d beszél Modbus-ul, márpedig illene neki, akkor jóval egyszerűbb a helyzet: a ModbusMaster plugin-on keresztül akárhány be-/kimeneted lehet. (Na, jó, nem akármennyi, csak összesen 1600000.)
Cím: Re:UCCNC vezérlő program
Írta: szf Dátum 2023 április 07, 09:45
Írta: szf Dátum 2023 április 07, 09:45
Mi lehet a hiba? Miért nem nyitja meg a fájlokat?
(https://hobbicncforum.hu/uploaded_images/2023/04/tn_czkudjuhft379am00bxq_3460.jpg) (https://hobbicncforum.hu/uploaded_images/2023/04/czkudjuhft379am00bxq_3460.jpg)
(https://hobbicncforum.hu/uploaded_images/2023/04/tn_czkudjuhft379am00bxq_3460.jpg) (https://hobbicncforum.hu/uploaded_images/2023/04/czkudjuhft379am00bxq_3460.jpg)
Cím: Re:UCCNC vezérlő program
Írta: gabi Dátum 2023 április 07, 17:51
Írta: gabi Dátum 2023 április 07, 17:51
Szia
Szerintem ki kell választani a layert .
Szerintem ki kell választani a layert .
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2023 április 07, 18:00
Írta: dezsoe Dátum 2023 április 07, 18:00
DXF olvasáskor elég válogatós. Anno ki lett próbálva valamelyik program által írt DXF-fel, csak azóta némiképp megváltozott a DXF-ek szerkezete. Az ősszel valamit bütykölt rajta Balázs, de már nem emlékszem, hogy mire jutott vele. Nekem nincs tapasztalatom, még sosem használtam, mert jobban szeretem g-kóddal etetni.
Cím: Re:UCCNC vezérlő program
Írta: szf Dátum 2023 április 07, 18:23
Írta: szf Dátum 2023 április 07, 18:23
Mivel nem nyitja meg a fájlokat ezért layert sem tudok kiválasztani. Nem is aktív a fül.
Cím: Re:UCCNC vezérlő program
Írta: szf Dátum 2023 április 07, 18:24
Írta: szf Dátum 2023 április 07, 18:24
Sajnálom, hogy nem megy. Egyszerűnek tűnt a használata. Akkor keresek valamit ami nem Estlcam. Köszi!
Cím: Re:UCCNC vezérlő program
Írta: sarktibsi Dátum 2023 április 07, 20:26
Írta: sarktibsi Dátum 2023 április 07, 20:26
Tehát , hogy én is értsem kell 1db UC300 ETH mozgásvezérlő kártya. 1db ( vagy 2db ) UCBB elosztó panel , plusz szalagkábelek tápegységek. Ebben a formában minden 24vdc-röl müködhetne? ( gondolom 24vdc-én biztonságosabb a step-dir jeleket vezetni )
A Modbust inkább elvetném , nem azért mert nem lenne jó , hanem mert nem ismerem. Se gyakorlatom se tapasztalatom nincs vele kapcsolatban , inkább maradnék a klasszikus bekötésnél az UCBB kimeneteit egyszerüen összekötném a PLC bemeneteivel , van sok modulom igy nem okoz gondot.
A Modbust inkább elvetném , nem azért mert nem lenne jó , hanem mert nem ismerem. Se gyakorlatom se tapasztalatom nincs vele kapcsolatban , inkább maradnék a klasszikus bekötésnél az UCBB kimeneteit egyszerüen összekötném a PLC bemeneteivel , van sok modulom igy nem okoz gondot.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2023 április 07, 20:53
Írta: dezsoe Dátum 2023 április 07, 20:53
A step/dir jeleket nem nagyon van értelme 24V-on vinni, de technikailag semmi akadálya. Gondolom, hogy a mozgásvezérlő nem hat méterre lesz a motormeghajtóktól.
A Modbus egyszerű, mint a faék és csak egy hibalehetőség: vagy megy, vagy nem. Ha egyesével kötöd össze, akkor az annyi hibalehetőség, ahány vezeték, igaz, ki lehet sípolni.
Ha mégis a kábeldzsungel mellett döntesz, akkor lehet, hogy jobban jársz egy 5441-es kártyával (https://www.cncpart.hu/elektronika/illeszto/uc300-5441), ami ugyanúgy UC300ETH magot fogad, de rögtön rajta is van az illesztés. Nem számoltam utána, de valószínűleg olcsóbb, mint egy 5LPT + 2 UCBB + még egy kártya az 5. portnak.
A Modbus egyszerű, mint a faék és csak egy hibalehetőség: vagy megy, vagy nem. Ha egyesével kötöd össze, akkor az annyi hibalehetőség, ahány vezeték, igaz, ki lehet sípolni.
Ha mégis a kábeldzsungel mellett döntesz, akkor lehet, hogy jobban jársz egy 5441-es kártyával (https://www.cncpart.hu/elektronika/illeszto/uc300-5441), ami ugyanúgy UC300ETH magot fogad, de rögtön rajta is van az illesztés. Nem számoltam utána, de valószínűleg olcsóbb, mint egy 5LPT + 2 UCBB + még egy kártya az 5. portnak.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2023 április 07, 21:00
Írta: dezsoe Dátum 2023 április 07, 21:00
Kicsit sem vagyok otthon PLC-kben, úgyhogy annak nézz utána, hogy fogad-e PNP jelet a PLC-d, mert az 5441-nek PNP kimenetei vannak.
Cím: Re:UCCNC vezérlő program
Írta: sarktibsi Dátum 2023 április 12, 10:10
Írta: sarktibsi Dátum 2023 április 12, 10:10
Megnéztem a PLC bemeneti modulja túd fogadni PNP-jeleket.
Ha jól látom az 5441-es kártyának van ethernetes maggal szerelt változata is?
Ebben az esetben csak ere az 1db kártyára van szükségem?
Nem találtam magyar leirást. ( bekötési rajz )
Ha jól látom az 5441-es kártyának van ethernetes maggal szerelt változata is?
Ebben az esetben csak ere az 1db kártyára van szükségem?
Nem találtam magyar leirást. ( bekötési rajz )
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2023 április 12, 10:45
Írta: dezsoe Dátum 2023 április 12, 10:45
Itt van részletes leírás (https://www.cncpart.hu/5441). USB-s UC300-at már évek óta nem lehet kapni, csak az etherneteset. Szerintem ezzel az egy kártyával menni fog minden. Mondjuk könnyebben jelenthetném ki, ha tudnám, hogy a PLC-n kívül még mit akarsz rákötni, de csodálkoznék, ha másra is szükség lenne.
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2023 április 12, 11:16
Írta: Miki2 Dátum 2023 április 12, 11:16
Szervusztok!
Kérdezném, hogy a CNCDRIWE eljön a debreceni talira?
Kíváncsi lennék az eszterga vezérlő programra.
Kérdezném, hogy a CNCDRIWE eljön a debreceni talira?
Kíváncsi lennék az eszterga vezérlő programra.
Cím: Re:UCCNC vezérlő program
Írta: sarktibsi Dátum 2023 április 13, 11:25
Írta: sarktibsi Dátum 2023 április 13, 11:25
Köszönöm az információt. Hogy , mit fogok rákötni egy kártyára az a jövő zenélye. Ha kell akkor egy másik gépet , ha robot kell rá akkor azt.
Az én PLC-ém max 6-tengelyt tud vezérelni step-dir üzemmódban , ebböl 2-öt vissza tudok csatolni , ha a másik 4-tengely visszacsatolásához vennem kellene egy encoder kártyát , ami nem 1-2 forint.
Az én PLC-ém max 6-tengelyt tud vezérelni step-dir üzemmódban , ebböl 2-öt vissza tudok csatolni , ha a másik 4-tengely visszacsatolásához vennem kellene egy encoder kártyát , ami nem 1-2 forint.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2023 április 13, 12:25
Írta: dezsoe Dátum 2023 április 13, 12:25
Szia!
Igen, ott leszünk.
Igen, ott leszünk.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2023 április 13, 12:28
Írta: dezsoe Dátum 2023 április 13, 12:28
Sziasztok!
A debreceni találkozó ideje alatt a következő kedvezmények lesznek:
- HDBB2, UCBB, UCSB és UCR201: 10% kedvezmény
- UCxxx mozgásvezérlőkhöz ajándék UCCNC licenc vagy 10% kedvezmény a mozgásvezérlő árából
A termékeket most is a szokott módon a webshop-ban kell megvásárolni. A találkozón felírjuk, hogy ki milyen terméket fog megrendelni, milyen néven és címen, és ezekre a rendelésekre lesz érvényes a kedvezmény.
Az akció kizárólag a találkozó idején személyesen leadott adatok esetében érvényes!
A debreceni találkozó ideje alatt a következő kedvezmények lesznek:
- HDBB2, UCBB, UCSB és UCR201: 10% kedvezmény
- UCxxx mozgásvezérlőkhöz ajándék UCCNC licenc vagy 10% kedvezmény a mozgásvezérlő árából
A termékeket most is a szokott módon a webshop-ban kell megvásárolni. A találkozón felírjuk, hogy ki milyen terméket fog megrendelni, milyen néven és címen, és ezekre a rendelésekre lesz érvényes a kedvezmény.
Az akció kizárólag a találkozó idején személyesen leadott adatok esetében érvényes!
Cím: Re:UCCNC vezérlő program
Írta: KucseraP Dátum 2023 április 13, 19:12
Írta: KucseraP Dátum 2023 április 13, 19:12
Kedves UCCNC használó fórumtársak. Egy kis cnc esztergát építettem át (főorsó hajtás, vezérlés: UCCNC szoftver + UC400ETH).
Első szomorú tapasztalatom, hogy nincs az UCCNC-hez eszterga modul... azt hittem, hogy kb két katt és nem maró, hanem eszterga...
Kérdéseim:
- Nincs valami plugin, vagy valami ami kicsit esztergásítja legalább a kezelő képernyőt?
- Át lehet valahogy állítani, hogy a régi fehér kinézetű képernyő legyen? Azt már megszoktam a marógépemen, nekem kb pont jó volt.
- Ha a főorsóm step-dir-es szervó, akkor is kell encoder a menetvágáshoz?
Előre is köszönöm a válaszokat!
Ilyen a kis gép:
Első szomorú tapasztalatom, hogy nincs az UCCNC-hez eszterga modul... azt hittem, hogy kb két katt és nem maró, hanem eszterga...
Kérdéseim:
- Nincs valami plugin, vagy valami ami kicsit esztergásítja legalább a kezelő képernyőt?
- Át lehet valahogy állítani, hogy a régi fehér kinézetű képernyő legyen? Azt már megszoktam a marógépemen, nekem kb pont jó volt.
- Ha a főorsóm step-dir-es szervó, akkor is kell encoder a menetvágáshoz?
Előre is köszönöm a válaszokat!
Ilyen a kis gép:
Cím: Re:UCCNC vezérlő program
Írta: KucseraP Dátum 2023 április 13, 20:33
Írta: KucseraP Dátum 2023 április 13, 20:33
Közben segítséggel megtaláltam, hogy hogyan kell default képernyőt állítani, arra is rájöttem, hogy kell elforgatni és áthelyezgetni a kezelőgombokat. Alakul a dolog. Köszönöm Antal Gábornak a segítséget:)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2023 április 13, 20:49
Írta: dezsoe Dátum 2023 április 13, 20:49
Az esztergás verzió bármelyik pillanatban megjelenhet, az utolsó simításokat végezzük rajta. A marógépeden még hagyján a régi képernyőkészlet, annak legalább 4:3-as a képernyője, viszont első körben szinte biztos, hogy nem lesz esztergás régi képernyőkészlet, csak a 16:9-es új. Ha szerkeszted a képernyőt, akkor mindenképpen készíts róla előbb egy másolatot új néven, az új vagy módosított képeket pedig tedd külön könyvtárba és onnan töltsd be, mert a program frissítéskor a saját cuccait felülírja. A szinkron mozgásokhoz (pl. menetvágás is) kell az enkóder, mert az adja vissza a tényleges pozíciót.
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2023 április 16, 22:19
Írta: Autotec1 Dátum 2023 április 16, 22:19
Azt a pillanatot várjuk
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2023 április 17, 13:18
Írta: ANTAL GÁBOR Dátum 2023 április 17, 13:18
Van egy tippem : Debrecenben elő fognak rukkolni vele ( nincs semmi infóm ez csak egy megérzés )
Cím: Re:UCCNC vezérlő program
Írta: sarktibsi Dátum 2023 április 18, 08:39
Írta: sarktibsi Dátum 2023 április 18, 08:39
Nekem is van egy gyári cnc esztergám ( vezérlöhibás ) ara vár , hogy történjen valami remélem az idén már dolgozni fogok rajta.
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2023 április 18, 16:17
Írta: Autotec1 Dátum 2023 április 18, 16:17
Ha mégsem, akkor veszek egy kínait (ugyanitt vezérlő eladó türelmeseknek)
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2023 április 19, 12:42
Írta: kr97pwss2 Dátum 2023 április 19, 12:42
Sziasztok, a hétvégi találkozón szeretnénk bemutatni működés közben az UCCNC eszterga vezérlőjét. Az alábbi videóban egy kis ízelítő a működéséről:
Eszterga (https://cncdrive.com/video/Chess.mp4)
Nagy szeretettel várunk a találkozón minden kedves érdeklődőt!
(https://hobbicncforum.hu/uploaded_images/2023/04/tn_305jph5pe067m72n5ekyj_1037.jpg) (https://hobbicncforum.hu/uploaded_images/2023/04/305jph5pe067m72n5ekyj_1037.jpg)
Eszterga (https://cncdrive.com/video/Chess.mp4)
Nagy szeretettel várunk a találkozón minden kedves érdeklődőt!
(https://hobbicncforum.hu/uploaded_images/2023/04/tn_305jph5pe067m72n5ekyj_1037.jpg) (https://hobbicncforum.hu/uploaded_images/2023/04/305jph5pe067m72n5ekyj_1037.jpg)
Cím: Re:UCCNC vezérlő program
Írta: sarktibsi Dátum 2023 április 19, 14:06
Írta: sarktibsi Dátum 2023 április 19, 14:06
Gratula. Nekem nagyon tetszik elég gyorsnak tűnik.
Lesz benne sok-sok M-kód rengeteg sok mindent kellene ki-be kapcsalgatni.
Lesz benne sok-sok M-kód rengeteg sok mindent kellene ki-be kapcsalgatni.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2023 április 19, 16:41
Írta: frob Dátum 2023 április 19, 16:41
már látom a következő két évben mindenki sakkbábukat fog gyártani :)
nagyon szuper lett!!!
Jöhet a funkció lista! :)
nagyon szuper lett!!!
Jöhet a funkció lista! :)
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2023 április 19, 18:06
Írta: Autotec1 Dátum 2023 április 19, 18:06
remélem szombatra összeraktok valami ütősebben, mert ez siralmas, kár volt a filmért
Cím: Re:UCCNC vezérlő program
Írta: Barna Tamás Dátum 2023 április 19, 18:32
Írta: Barna Tamás Dátum 2023 április 19, 18:32
[#taps][#taps][#taps][#taps][#taps][#taps][#taps][#taps][#taps][#taps][#taps][#taps][#taps][#taps][#taps][#taps]
Mikor rakjátok fel ?
Sajna nem leszek itthon, nem tudok elmenni Debrecenbe a találkozóra ,de ha lesz bemutató ott utánna tesztelhetünk mi is ?
Addig is megosztom veletek én hol tartok az esztergával:https://youtu.be/LokKLFXhEPI
Mikor rakjátok fel ?
Sajna nem leszek itthon, nem tudok elmenni Debrecenbe a találkozóra ,de ha lesz bemutató ott utánna tesztelhetünk mi is ?
Addig is megosztom veletek én hol tartok az esztergával:https://youtu.be/LokKLFXhEPI
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2023 április 19, 18:52
Írta: Autotec1 Dátum 2023 április 19, 18:52
valami ilyesmire gondoltam
https://youtu.be/9rKTwLY9Ux0
https://youtu.be/9rKTwLY9Ux0
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2023 április 19, 19:08
Írta: dezsoe Dátum 2023 április 19, 19:08
Mindig öröm látni a sugárzó pozitív hozzáállást! Hegedülnie kéne? Vagy mi lenne ütősebb? Mit szűrtél le a videóból, ami ilyen lelkes fikázásra késztet anélkül, hogy tudnád mi történik a felvételen? Tényleg kíváncsi vagyok. [#nemtudom]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2023 április 19, 19:45
Írta: svejk Dátum 2023 április 19, 19:45
Én meg viszek szombaton pár Hirth fogazású tárcsát, hátha kedvet kap valaki mini revolverfej gyártására. :)
Ugye a rev. fejnek ez a lelke.
(https://cnctar.hobbycnc.hu/Svejk/HIRTH/1681926127774.jpg)
Ugye a rev. fejnek ez a lelke.
(https://cnctar.hobbycnc.hu/Svejk/HIRTH/1681926127774.jpg)
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2023 április 19, 20:24
Írta: Autotec1 Dátum 2023 április 19, 20:24
Alap egy menetvágás, egy szerszámcsere, egy fúrás, egy rádiusz, de nem egy éles késsel hanem egy szép nagy rádiusszal, hogy látszódjon a kompenzáció, ha van.
Cím: Re:UCCNC vezérlő program
Írta: KoLa Dátum 2023 április 19, 20:26
Írta: KoLa Dátum 2023 április 19, 20:26
Gratulálok! [#eljen]
Az eszterga vezérlő felületről egy képet megnéznék!
A videón sajnos elsiklik a kamera a lényegről!
Az eszterga vezérlő felületről egy képet megnéznék!
A videón sajnos elsiklik a kamera a lényegről!
Cím: Re:UCCNC vezérlő program
Írta: KoLa Dátum 2023 április 19, 20:34
Írta: KoLa Dátum 2023 április 19, 20:34
Dugulj már el!
Nem kell most azt ráhúzni amit minden cnc esztergályos tud!
Itt arról van szó hogy a programozók majd szombaton bemutatják az új cnc eszterga vezérlő programjukat!
Majd ott a helyszínen kérdezhetsz!
Nem kell most azt ráhúzni amit minden cnc esztergályos tud!
Itt arról van szó hogy a programozók majd szombaton bemutatják az új cnc eszterga vezérlő programjukat!
Majd ott a helyszínen kérdezhetsz!
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2023 április 19, 21:19
Írta: Autotec1 Dátum 2023 április 19, 21:19
Véleményt formáltam, szabad? De ahogy látom belőled, meg kiszabadult a kultúra, amit csak képeken láttál a kisegítőben.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2023 április 19, 21:55
Írta: dezsoe Dátum 2023 április 19, 21:55
Mivel a videón is látszik, nem árulok el nagy titkot. Valószínűleg még fog változni.
(https://hobbicncforum.hu/uploaded_images/2023/04/tn_mxct4c6tzak4qh00jmuc7_3977.png) (https://hobbicncforum.hu/uploaded_images/2023/04/mxct4c6tzak4qh00jmuc7_3977.png)
(https://hobbicncforum.hu/uploaded_images/2023/04/tn_mxct4c6tzak4qh00jmuc7_3977.png) (https://hobbicncforum.hu/uploaded_images/2023/04/mxct4c6tzak4qh00jmuc7_3977.png)
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2023 április 19, 22:00
Írta: Autotec1 Dátum 2023 április 19, 22:00
[#eljen][#taps]
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2023 április 19, 22:03
Írta: Autotec1 Dátum 2023 április 19, 22:03
Mikor lehet letölteni?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2023 április 19, 22:04
Írta: svejk Dátum 2023 április 19, 22:04
Ez az eszterga nézet már nagyon hiányzott! [#eljen]
Cím: Re:UCCNC vezérlő program
Írta: PSoft Dátum 2023 április 19, 22:20
Írta: PSoft Dátum 2023 április 19, 22:20
Ezek után?...
[#t218p9170#]
[#t218p9170#]
Cím: Re:UCCNC vezérlő program
Írta: sufnituning Dátum 2023 április 19, 22:34
Írta: sufnituning Dátum 2023 április 19, 22:34
Szép, de azért egy anyagleszúrást szerettem volna látni.[#conf][#kuss]
Cím: Re:UCCNC vezérlő program
Írta: Barna Tamás Dátum 2023 április 19, 22:34
Írta: Barna Tamás Dátum 2023 április 19, 22:34
Dezsoe ! A szerszám bemérés is működik ?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2023 április 19, 22:50
Írta: dezsoe Dátum 2023 április 19, 22:50
Miért ne működne? Az M31-et mindenki kedvére alakíthatja, a probe képernyő pedig eleve úgy készült, hogy nem csak G17-ben működik. Mondjuk, egy szerszám beméréséhez azért kell trükközni, mert szerintem legalább két érzékelőt igényel.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2023 április 19, 22:54
Írta: dezsoe Dátum 2023 április 19, 22:54
Fogok írni az [#t255#]-ba, amikor le lehet tölteni. Még mindig van egy pár dolog, amit meg kell csinálni, de igyekszünk, mert már nagyon időszerű lenne.
Cím: Re:UCCNC vezérlő program
Írta: Barna Tamás Dátum 2023 április 20, 06:08
Írta: Barna Tamás Dátum 2023 április 20, 06:08
A szerszám bemérés alatt , a korekcios táblára gondoltam hogy az X értékhez átmérőt lehet írni ? Mert én azzal szívtam .
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2023 április 20, 06:42
Írta: svejk Dátum 2023 április 20, 06:42
Esztergáknál általában az érzékelő a szokásos háromágú villa-golyók elven működik, csak nem gömb van a végén hanem egy négyzet alakú keményfém lapka, így X és Z irányból is működik, illetve könnyű eltalálni.
Persze itt is vannak végletek, régen optikai bemérőkar volt a divat ma meg már lézeres a bemérés.
Persze itt is vannak végletek, régen optikai bemérőkar volt a divat ma meg már lézeres a bemérés.
Cím: Re:UCCNC vezérlő program
Írta: sarktibsi Dátum 2023 április 20, 11:41
Írta: sarktibsi Dátum 2023 április 20, 11:41
Nekem is tervbe van 1-2 revolver fej legyártása , de én valahogy másképp képzelem el. Kérdés , hogy lehet az UCCNC-vel lekezelni.
Valakinek ötlete van?
(https://hobbicncforum.hu/uploaded_images/2023/04/tn_tapest5n4vf9q2gbwaf_8178.jpg) (https://hobbicncforum.hu/uploaded_images/2023/04/tapest5n4vf9q2gbwaf_8178.jpg)
Valakinek ötlete van?
(https://hobbicncforum.hu/uploaded_images/2023/04/tn_tapest5n4vf9q2gbwaf_8178.jpg) (https://hobbicncforum.hu/uploaded_images/2023/04/tapest5n4vf9q2gbwaf_8178.jpg)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2023 április 20, 12:35
Írta: dezsoe Dátum 2023 április 20, 12:35
Persze, hogy lehet, csináltunk már ennél sokkal bonyolultabb szerszámcserélőt is. (Pl. láncos tár, vándorló szerszámok, enkóder a láncon, átmeneti, szerszám előválasztással stb.)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2023 április 20, 12:43
Írta: dezsoe Dátum 2023 április 20, 12:43
A CNCdrive és a Polgárdi Design közösen felajánl a debreceni találkozón tombolára egy AXBB-E mozgásvezérlőt a hozzá tartozó UCCNC licenccel.
(https://hobbicncforum.hu/uploaded_images/2023/04/tn_bqyw03zwamgj3c0nmibcu_3977.jpg) (https://hobbicncforum.hu/uploaded_images/2023/04/bqyw03zwamgj3c0nmibcu_3977.jpg) (https://hobbicncforum.hu/uploaded_images/2023/04/tn_wunmkwpfx0hmcq6jvweg_3977.png) (https://hobbicncforum.hu/uploaded_images/2023/04/wunmkwpfx0hmcq6jvweg_3977.png)
(https://hobbicncforum.hu/uploaded_images/2023/04/tn_bqyw03zwamgj3c0nmibcu_3977.jpg) (https://hobbicncforum.hu/uploaded_images/2023/04/bqyw03zwamgj3c0nmibcu_3977.jpg) (https://hobbicncforum.hu/uploaded_images/2023/04/tn_wunmkwpfx0hmcq6jvweg_3977.png) (https://hobbicncforum.hu/uploaded_images/2023/04/wunmkwpfx0hmcq6jvweg_3977.png)
Cím: Re:UCCNC vezérlő program
Írta: sarktibsi Dátum 2023 április 20, 20:28
Írta: sarktibsi Dátum 2023 április 20, 20:28
Leirnád kb. hogy is van ez. Másokat is érdekelhet a léptető vagy szervo motoros revolverfej. Lehetne mondjuk A-tengelynek definiálni? 1-fokonként mozgatni 6x60=360 8x45=360 fok.
( Nem vagyok elektromos szaki , inkább csak esztergálni szeretek )
( Nem vagyok elektromos szaki , inkább csak esztergálni szeretek )
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2023 április 20, 21:19
Írta: dezsoe Dátum 2023 április 20, 21:19
Általában pneumatika emeli ki a rögzített állapotból, ez egy kimenettel kapcsolható, van még egy referencia érzékelő, hogy tudja, hol tart. Első induláskor fék oldás, referencia felvétel, beállás vagy az első, vagy a legutóbb használt szerszámra, fék visszazárás. További szerszámváltásnál ugyanez, csak nincs referencia felvétel.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2023 április 20, 21:20
Írta: dezsoe Dátum 2023 április 20, 21:20
A szerszám sorszámából szorzással számolható a fok.
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2023 április 20, 21:51
Írta: TBS-TEAM Dátum 2023 április 20, 21:51
//Angle at which each tool is.
ToolB[1] = 45*(1-1); // Tool1 B position
ToolB[2] = 45*(2-1); // Tool2 B position
ToolB[3] = 45*(3-1); // Tool3 B position
ToolB[4] = 45*(4-1); // Tool4 B position
ToolB[5] = 45*(5-1); // Tool5 B position
ToolB[6] = 45*(6-1); // Tool6 B position
ToolB[7] = 45*(7-1); // Tool7 B position
ToolB[8] = 45*(8-1); // Tool8 B position
ToolB[1] = 45*(1-1); // Tool1 B position
ToolB[2] = 45*(2-1); // Tool2 B position
ToolB[3] = 45*(3-1); // Tool3 B position
ToolB[4] = 45*(4-1); // Tool4 B position
ToolB[5] = 45*(5-1); // Tool5 B position
ToolB[6] = 45*(6-1); // Tool6 B position
ToolB[7] = 45*(7-1); // Tool7 B position
ToolB[8] = 45*(8-1); // Tool8 B position
Cím: Re:UCCNC vezérlő program
Írta: Barna Tamás Dátum 2023 április 20, 22:07
Írta: Barna Tamás Dátum 2023 április 20, 22:07
Ez az a revolver szerszámcserélő amiről polemizàltok :https://youtu.be/LokKLFXhEPI
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2023 április 21, 09:18
Írta: svejk Dátum 2023 április 21, 09:18
Szerintem még vita nem volt.
A belseje/működése szerintem jobban érdekelné a fórumtársakat.
A belseje/működése szerintem jobban érdekelné a fórumtársakat.
Cím: Re:UCCNC vezérlő program
Írta: Barna Tamás Dátum 2023 április 21, 09:38
Írta: Barna Tamás Dátum 2023 április 21, 09:38
Lesz egy kis időm dobok fel pár képet , de amit viszel fogastárcsát a találkozóra, az tényleg segítség lesz annak aki ilyen revolvert akar csinálni . Egy szett lehet engem is érdekelne .
Cím: Re:UCCNC vezérlő program
Írta: sarktibsi Dátum 2023 április 21, 09:58
Írta: sarktibsi Dátum 2023 április 21, 09:58
svejk: A mechanikát megoldom elvégre gélakatos gépszerelő vagyok , van egyetemes esztergám plusz marógépem ez a része megoldva. Van egy CTAHKOV revolver esztergám amin már 25 éve dolgozom ( modernizálva van ) annak a revolver fejét szeretném lemásolni , ez olyan hogy ,kiemelés nélkül fordit. ( jó gyors )
dezsoe: Én ara gondoltam , a revolver fej miatt teszek fel egy OMRON PLC-ét azzal lekezelném léptetőt , a nullpontkeresést , az 5/2 szelepet , az induktiv érzékelőt , a reed relét. ( vdi 20 , belső hütés is kell min: 10-15 bár )
Csak valahogy a kommunikációt kellene megoldani.
DE ha ott lesztek Debrecenbe , kitárgyalhatjuk ha lesz rá idő.
dezsoe: Én ara gondoltam , a revolver fej miatt teszek fel egy OMRON PLC-ét azzal lekezelném léptetőt , a nullpontkeresést , az 5/2 szelepet , az induktiv érzékelőt , a reed relét. ( vdi 20 , belső hütés is kell min: 10-15 bár )
Csak valahogy a kommunikációt kellene megoldani.
DE ha ott lesztek Debrecenbe , kitárgyalhatjuk ha lesz rá idő.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2023 április 21, 10:08
Írta: dezsoe Dátum 2023 április 21, 10:08
Ott leszünk, keress bátran. Én már most csomagolok és indulok Debrecenbe. :)
Cím: Re:UCCNC vezérlő program
Írta: Barna Tamás Dátum 2023 április 21, 10:41
Írta: Barna Tamás Dátum 2023 április 21, 10:41
Pár kép :
(https://hobbicncforum.hu/uploaded_images/2023/04/tn_g8z050pqus6v7qtkhi69u_4898.png) (https://hobbicncforum.hu/uploaded_images/2023/04/g8z050pqus6v7qtkhi69u_4898.png) (https://hobbicncforum.hu/uploaded_images/2023/04/tn_pygetuakia79c0axj47b3_4898.jpg) (https://hobbicncforum.hu/uploaded_images/2023/04/pygetuakia79c0axj47b3_4898.jpg) (https://hobbicncforum.hu/uploaded_images/2023/04/tn_v8xv5zymyk7mdyvzmnh7a_4898.jpg) (https://hobbicncforum.hu/uploaded_images/2023/04/v8xv5zymyk7mdyvzmnh7a_4898.jpg)
(https://hobbicncforum.hu/uploaded_images/2023/04/tn_g8z050pqus6v7qtkhi69u_4898.png) (https://hobbicncforum.hu/uploaded_images/2023/04/g8z050pqus6v7qtkhi69u_4898.png) (https://hobbicncforum.hu/uploaded_images/2023/04/tn_pygetuakia79c0axj47b3_4898.jpg) (https://hobbicncforum.hu/uploaded_images/2023/04/pygetuakia79c0axj47b3_4898.jpg) (https://hobbicncforum.hu/uploaded_images/2023/04/tn_v8xv5zymyk7mdyvzmnh7a_4898.jpg) (https://hobbicncforum.hu/uploaded_images/2023/04/v8xv5zymyk7mdyvzmnh7a_4898.jpg)
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2023 április 21, 11:17
Írta: Miki2 Dátum 2023 április 21, 11:17
Én kérek ebből 2 párat.
Ha tudod, tedd félre légyszíves.
Köszönöm.
Ha tudod, tedd félre légyszíves.
Köszönöm.
Cím: Re:UCCNC vezérlő program
Írta: Szedlay Pál Dátum 2023 április 24, 22:32
Írta: Szedlay Pál Dátum 2023 április 24, 22:32
Szeretném megkérdezni, a találkozón bemutatták az eszterga verziót, sajnos nem tudtam ott lenni.
Már elérhető, letölthető?
Már elérhető, letölthető?
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2023 április 25, 02:30
Írta: zt2c4wh9 Dátum 2023 április 25, 02:30
Igen, bemutattuk a találkozón, de még nem elérhető, nem letölthető.
Van még vissza pár apróság, tesztelni és fejleszteni való ahhoz, hogy ki tudjuk majd adni az új verziót.
Van még vissza pár apróság, tesztelni és fejleszteni való ahhoz, hogy ki tudjuk majd adni az új verziót.
Cím: Re:UCCNC vezérlő program
Írta: sarktibsi Dátum 2023 április 25, 08:32
Írta: sarktibsi Dátum 2023 április 25, 08:32
Az lenne a kérdésem. lesz-e programból vezérelhető hűtőviz nyomás állitási letőség? Szeretnék felrakni egy centrifugál szivattyút , frekiváltóval szabályoznám , felszerelnék még legalább 3 db 2/2 szelepet , a viz útját terelném vele. Felhasználsi helytől fűggően.
Az M 8-9 is kell , lényegében 2 db szivattyú menne fel ( 1db 0-1 bár 1db 5-15 bár )
Az M 8-9 is kell , lényegében 2 db szivattyú menne fel ( 1db 0-1 bár 1db 5-15 bár )
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2023 április 25, 09:08
Írta: dezsoe Dátum 2023 április 25, 09:08
Így külön nevesítve nem. Viszont az 5441-et javasoltam korábban is, aminek 4 analóg kimenete van, tehát akár 4 frekvenciaváltót is elláthatsz analóg jellel. Az analóg kimenetek makróból állíthatók, tehát akár képernyőről, akár g-kódból vezérelheted.
Cím: Re:UCCNC vezérlő program
Írta: sarktibsi Dátum 2023 április 25, 12:55
Írta: sarktibsi Dátum 2023 április 25, 12:55
Ez jó hir. köszönöm.
Cím: Re:UCCNC vezérlő program
Írta: István83 Dátum 2023 április 25, 22:28
Írta: István83 Dátum 2023 április 25, 22:28
Én arra lennék kíváncsi, hogy két kézi kérek bemenet lesz-e hozzá.Amit akár egyszerre tekerve is lehet használni.Ciklus eszterga funkcióra gondolok.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2023 április 25, 23:08
Írta: dezsoe Dátum 2023 április 25, 23:08
Az 1.2116-ban még biztos, hogy nem, de rajta van a listán.
Cím: Re:UCCNC vezérlő program
Írta: István83 Dátum 2023 április 26, 08:15
Írta: István83 Dátum 2023 április 26, 08:15
Köszönöm a választ.
Cím: Re:UCCNC vezérlő program
Írta: sarktibsi Dátum 2023 április 26, 13:21
Írta: sarktibsi Dátum 2023 április 26, 13:21
Valaki megtudná mondani , hogy a képen látható érzékelő alkalmas-e HOME kapcsolónak?
Nem szivesen vennék másik tipust ( ebböl van sok )
Ara gondolok , hogy pontosan működne vele?
(https://hobbicncforum.hu/uploaded_images/2023/04/tn_mts3nc7wpwmn80cqm93i_8178.jpg) (https://hobbicncforum.hu/uploaded_images/2023/04/mts3nc7wpwmn80cqm93i_8178.jpg) (https://hobbicncforum.hu/uploaded_images/2023/04/tn_sci3yjpyyads4e8g22aq_8178.jpg) (https://hobbicncforum.hu/uploaded_images/2023/04/sci3yjpyyads4e8g22aq_8178.jpg)
Nem szivesen vennék másik tipust ( ebböl van sok )
Ara gondolok , hogy pontosan működne vele?
(https://hobbicncforum.hu/uploaded_images/2023/04/tn_mts3nc7wpwmn80cqm93i_8178.jpg) (https://hobbicncforum.hu/uploaded_images/2023/04/mts3nc7wpwmn80cqm93i_8178.jpg) (https://hobbicncforum.hu/uploaded_images/2023/04/tn_sci3yjpyyads4e8g22aq_8178.jpg) (https://hobbicncforum.hu/uploaded_images/2023/04/sci3yjpyyads4e8g22aq_8178.jpg)
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2023 április 26, 14:15
Írta: frob Dátum 2023 április 26, 14:15
sztem teljesen jó lesz, nem rosszabb mint egy mikrokapcsoló, megfelelő méretű vasdarabot kell előtt mozgatni ( darab lemez) pontosan, mivel csak 2mm a táv amin érzékel
Cím: Re:UCCNC vezérlő program
Írta: Zozi Dátum 2023 április 29, 16:26
Írta: Zozi Dátum 2023 április 29, 16:26
Teljesen jó, ha meg tudod védeni a forgácstól. Nekem minden tengelyen hasonloak vannak, M5, M8, M12, és teljesen jó a visszaállás. A mozgó asztal alatt egy szelektív verzió van ami csak feromágneses anyagra reagál. Tervben volt, hogy rákötöm az enkóder jelet is, hogy teljesenn pontos legyen, de nem volt rá szükség. 0,4 keményfém fúró visszatalál a furatba és nem törik el vészstopp, elmozgatás kézzel (orsótekergetés) és home után.
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2023 április 30, 14:11
Írta: Autotec1 Dátum 2023 április 30, 14:11
csak óvatosan bátorkodok megkérdezni, hogy a bemutató után kitűztetek-e egy időpontot az eszterga mód megjelenésére?
Cím: Re:UCCNC vezérlő program
Írta: sarktibsi Dátum 2023 április 30, 15:28
Írta: sarktibsi Dátum 2023 április 30, 15:28
Zozi , frob , köszönöm a válaszokat akkor az érzékelő az pipa.
Van 4 db encoderem , az UCCNC-le tudja kezelni? Dro-nak használnám.
Voltage: 5
Pulses: 1000
Van egy cnc marógépem arra szeretném felrakni 5 mm-es golyósorsók 5.000 mm/perces gyorsjárat.
(https://hobbicncforum.hu/uploaded_images/2023/04/tn_w6upaymydfx5f7qcdz8gq_8178.jpg) (https://hobbicncforum.hu/uploaded_images/2023/04/w6upaymydfx5f7qcdz8gq_8178.jpg)
Van 4 db encoderem , az UCCNC-le tudja kezelni? Dro-nak használnám.
Voltage: 5
Pulses: 1000
Van egy cnc marógépem arra szeretném felrakni 5 mm-es golyósorsók 5.000 mm/perces gyorsjárat.
(https://hobbicncforum.hu/uploaded_images/2023/04/tn_w6upaymydfx5f7qcdz8gq_8178.jpg) (https://hobbicncforum.hu/uploaded_images/2023/04/w6upaymydfx5f7qcdz8gq_8178.jpg)
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2023 április 30, 16:08
Írta: ANTAL GÁBOR Dátum 2023 április 30, 16:08
Elolvastam az UCCNC manuálját és rákerestem a "frekvencia "szóra ( annak reményében hogy megtudom hogy a segéd encoderek jelfeldolgozási sebességének maximumát ) sajnos nincs ilyen leírva
A segéd encoderek fejezetben sem találtam utalást
A te eseted ( 4 él feldolgozást feltételezve ) kb 67 kHz jelfrekvencia . Remélem Balázsék ( Dezsoe ) is olvassák és választ kapunk . Szerintem necces
A segéd encoderek fejezetben sem találtam utalást
A te eseted ( 4 él feldolgozást feltételezve ) kb 67 kHz jelfrekvencia . Remélem Balázsék ( Dezsoe ) is olvassák és választ kapunk . Szerintem necces
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2023 május 01, 16:29
Írta: frob Dátum 2023 május 01, 16:29
Én úgy tudom hogy ilyesmire nem képes uccnc...
Pontosan ezért váratott magára olyan sokat az eszterga funkció is.
Ez egy step dir es cucc, dro-ként úgy használhatod, ha teljesen elektronikusan hajtod, tehát kézikerék az uccnc -hez kapcsolódik, és a motorok viszik a tengelyeket...
egyéb esethez kéretik sima dro-t beszerezni... :)
Pontosan ezért váratott magára olyan sokat az eszterga funkció is.
Ez egy step dir es cucc, dro-ként úgy használhatod, ha teljesen elektronikusan hajtod, tehát kézikerék az uccnc -hez kapcsolódik, és a motorok viszik a tengelyeket...
egyéb esethez kéretik sima dro-t beszerezni... :)
Cím: Re:UCCNC vezérlő program
Írta: Szedlay Pál Dátum 2023 május 01, 17:00
Írta: Szedlay Pál Dátum 2023 május 01, 17:00
https://forum.cncdrive.com/viewtopic.php?f=4&t=840
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2023 május 01, 17:43
Írta: ANTAL GÁBOR Dátum 2023 május 01, 17:43
Köszönöm Ezek szerint :
About 50kHz is the max. processed encoder signal frequency by the UC300ETH microcontroller.
nem bánom ha angolul de a manuálba nem kellene ezt szerepeltetni ? A kérdező sem nyaggatta volna, ha egy publikus felületen megtalálja ( mellesleg Balázséknak is kevesebb dolguk lenne mert kevesebben kérdeznének )
About 50kHz is the max. processed encoder signal frequency by the UC300ETH microcontroller.
nem bánom ha angolul de a manuálba nem kellene ezt szerepeltetni ? A kérdező sem nyaggatta volna, ha egy publikus felületen megtalálja ( mellesleg Balázséknak is kevesebb dolguk lenne mert kevesebben kérdeznének )
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2023 május 01, 19:05
Írta: svejk Dátum 2023 május 01, 19:05
Pedig már 3 éve is kérdezted és kaptál is rá választ. [#kuss]
[#t218p7518#]
[#t218p7518#]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2023 május 01, 19:06
Írta: svejk Dátum 2023 május 01, 19:06
Az akkor válasz:
[#t218p7522#]
[#t218p7522#]
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2023 május 01, 20:32
Írta: ANTAL GÁBOR Dátum 2023 május 01, 20:32
Emlékeztem az 50Khz re ( ezt Sarktibi is megerősítheti akinek mondtam telefonban ) de rá akartam keresni a doksiban hogy ellenőrizzem magamat . Igazad van nem a doksiban kellett volna keresgélni hanem a topikban és a keresőszó az encoder ( ki is próbálom )
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2023 május 01, 20:35
Írta: ANTAL GÁBOR Dátum 2023 május 01, 20:35
secc perc alatt megtaláltam [#eljen]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2023 május 01, 22:33
Írta: dezsoe Dátum 2023 május 01, 22:33
Itt is van pár gondolat (https://www.forum.cncdrive.com/viewtopic.php?f=19&t=299#p1933) szintén az angol fórumon a főorsó enkóderrel kapcsolatban.
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2023 május 16, 17:16
Írta: Autotec1 Dátum 2023 május 16, 17:16
Lassan eltelt egy hónap, hogy szalad az idő
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2023 június 07, 19:21
Írta: Autotec1 Dátum 2023 június 07, 19:21
Lassan még 1 hónap
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2023 június 07, 22:40
Írta: ium8w94xp Dátum 2023 június 07, 22:40
Azt hittem valami okosat fogok olvasni az új bejegyzésben. Akkor a naptáramat kidobjam?
Cím: Re:UCCNC vezérlő program
Írta: Barna Tamás Dátum 2023 június 08, 09:06
Írta: Barna Tamás Dátum 2023 június 08, 09:06
UCCNC eszterga G76 770 1/min fordulaton:
Poliamid
https://youtu.be/uNd9YQ-Elhk
Poliamid
https://youtu.be/uNd9YQ-Elhk
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2023 június 08, 13:06
Írta: svejk Dátum 2023 június 08, 13:06
[#eljen]
Cím: Re:UCCNC vezérlő program
Írta: vadember Dátum 2023 június 08, 15:31
Írta: vadember Dátum 2023 június 08, 15:31
[#eljen] Az ilyen műanyag mdb átmérőzését, bentről kifelé szoktam esztergálni. Többnyire letolja a végén a forgácsot, nem gyűlik össze a mdb-on.
Cím: Re:UCCNC vezérlő program
Írta: TROMF22 Dátum 2023 június 08, 15:44
Írta: TROMF22 Dátum 2023 június 08, 15:44
Folyamatosan szurkoltam annak a kiálló fúrónak. Aztán közben rájöttem, hogy az a "közbetét" pót tokmány - kisebb átmérőjével - valószínűleg csak az ő megmenekítését szolgálja.
Cím: Re:UCCNC vezérlő program
Írta: Barna Tamás Dátum 2023 június 08, 16:08
Írta: Barna Tamás Dátum 2023 június 08, 16:08
Igazábol nem a fúró megmentése végett hanem mert az E2N főorsólya 25-ös az anyag meg 25,5-ös kellet hogy egy kicsit nagyobb legyen az előgyártmány hossza . Arréb is rakhattam volna a fúrót de így is pont elfét.
Cím: Re:UCCNC vezérlő program
Írta: Barna Tamás Dátum 2023 június 08, 16:10
Írta: Barna Tamás Dátum 2023 június 08, 16:10
Az sem hülyeség , én a visszahúzást választottam így nem volt folyóforgács amit fel tudott volna csavarni érdemben.
Legközelebb kipróbálom .
Legközelebb kipróbálom .
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2023 június 26, 20:53
Írta: dezsoe Dátum 2023 június 26, 20:53
Kedves UCCNC-használók!
Ha tetszik a szerkezet, akkor egy pár szavazattal támogassátok meg Varga István alkotását! Szerda délig lehet szavazni ezen a linken (https://fotoverseny.promonkey.hu/kep/?cid=49W6VEAY5F6MLDWLZWR7FYAOFXKOMETVLBOP8818&id=926&socialupdate=yes). A gépet Debrecenben láthatta, aki ott volt tavasszal:
A felhasználói felületről egy kép:
(https://hobbicncforum.hu/uploaded_images/2023/06/tn_gjt5ym02dh0p2efzfi9mk_3977.png) (https://hobbicncforum.hu/uploaded_images/2023/06/gjt5ym02dh0p2efzfi9mk_3977.png)
Ha tetszik a szerkezet, akkor egy pár szavazattal támogassátok meg Varga István alkotását! Szerda délig lehet szavazni ezen a linken (https://fotoverseny.promonkey.hu/kep/?cid=49W6VEAY5F6MLDWLZWR7FYAOFXKOMETVLBOP8818&id=926&socialupdate=yes). A gépet Debrecenben láthatta, aki ott volt tavasszal:
A felhasználói felületről egy kép:
(https://hobbicncforum.hu/uploaded_images/2023/06/tn_gjt5ym02dh0p2efzfi9mk_3977.png) (https://hobbicncforum.hu/uploaded_images/2023/06/gjt5ym02dh0p2efzfi9mk_3977.png)
Cím: Re:UCCNC vezérlő program
Írta: Steelman Dátum 2023 július 16, 07:18
Írta: Steelman Dátum 2023 július 16, 07:18
Megszűnt az uccnc?
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2023 július 16, 09:32
Írta: Autotec1 Dátum 2023 július 16, 09:32
nálam még fut
Cím: Re:UCCNC vezérlő program
Írta: iroti Dátum 2023 augusztus 12, 22:33
Írta: iroti Dátum 2023 augusztus 12, 22:33
Sziasztok,
Edgecamhez működő UCCNC Post Processort tud valaki? Mindenféle Mach3 PP vel próbálkoztam, de eddig nem sok sikerrel, hibás és ismeretlen kódokat generál.
Edgecamhez működő UCCNC Post Processort tud valaki? Mindenféle Mach3 PP vel próbálkoztam, de eddig nem sok sikerrel, hibás és ismeretlen kódokat generál.
Cím: Re:UCCNC vezérlő program
Írta: 2am4nwzib Dátum 2023 augusztus 13, 11:50
Írta: 2am4nwzib Dátum 2023 augusztus 13, 11:50
Helló
Nem hibás kód csak ,,K,, tartalmaz , CodeWizard a megoldás
találsz a YouTubon tutoriált a postproceszorhoz.
Nem hibás kód csak ,,K,, tartalmaz , CodeWizard a megoldás
találsz a YouTubon tutoriált a postproceszorhoz.
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2023 augusztus 25, 17:05
Írta: eduard Dátum 2023 augusztus 25, 17:05
Lehet hogy volt már, de mi okozza hogy az MDI nem működik? Bármit írok be (G kód) azt nem hajtja végre. Volt már ilyen többször, de most munka közben rosszakodik. Én nézek el valamit? A probe után csinálja épp.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2023 augusztus 25, 17:34
Írta: dezsoe Dátum 2023 augusztus 25, 17:34
Egy pár példát írjál, hogy mi az a bármi. (Én még ilyet soha nem tapasztaltam.) És ami még fontos: UCCNC verziószáma, amelyikben próbálod. Esetleg azt is írd le (fotózd be), hogy mi az aktuális modal állapot. (Ott van az MDI alatt/felett.)
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2023 augusztus 25, 17:44
Írta: eduard Dátum 2023 augusztus 25, 17:44
Szia @dezsoe, köszi a gyors választ. A bármi jelen esetben a mozgás vezérlés G0-al vagy nélküle, pl X0 Y0, vagy G0 X0 F1000
Ezekre semmi rekció, se hibajel, se semmi. Egy perce még működött, aztán szerszámbemérés, majd nem megy. Ez többször fordult már elő, a szoftver újraindításával megoldódik.
A verzió: 1.2115
Ezekre semmi rekció, se hibajel, se semmi. Egy perce még működött, aztán szerszámbemérés, majd nem megy. Ez többször fordult már elő, a szoftver újraindításával megoldódik.
A verzió: 1.2115
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2023 augusztus 25, 18:58
Írta: dezsoe Dátum 2023 augusztus 25, 18:58
Értem. Még két kérdés. A probe-ot mivel csinálod? (Probe képernyő vagy M31 makró?) Mi az UCCNC.exe dátuma? (Kettő van 2115-ös, dátum alapján tudom megkülönböztetni.)
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2023 augusztus 25, 22:34
Írta: eduard Dátum 2023 augusztus 25, 22:34
Szia, a bemérést a probe képernyővel csinálom. Holnap tudom megmondani az exe dátumát, de gyanítom a letölés dátuma lesz az.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2023 augusztus 25, 22:50
Írta: dezsoe Dátum 2023 augusztus 25, 22:50
Szia!
Elvileg nem, de ha még az UC100.dll dátumát is megnézed (API\DLL könyvtárban), akkor biztos, hogy egyértelmű lesz.
Elvileg nem, de ha még az UC100.dll dátumát is megnézed (API\DLL könyvtárban), akkor biztos, hogy egyértelmű lesz.
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2023 augusztus 28, 01:24
Írta: eduard Dátum 2023 augusztus 28, 01:24
Szia,
az UCCNC.exe 2022.03.14
a UD100.dll 2022.02.10
Remélem segít.
az UCCNC.exe 2022.03.14
a UD100.dll 2022.02.10
Remélem segít.
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2023 augusztus 28, 01:28
Írta: eduard Dátum 2023 augusztus 28, 01:28
Egy elméleti kérdés: Van két 10mikron pontosságú mérőlécem, amit fel tudok tenni az X és Y pályára. Olyat lehetne, hogy lemappelem vele a golyósorsó pontatlanságát és egy korrekciós mátrixot csinálni, ami alapján az UCCNC korrigálja az utat? Tehát nem enkóderként használni, hanem fix adatmátrixnak, pont mint ahogy Z-ben korrigál. Ezzel egészen megnőne a kínai golyósorsók pontossága.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2023 augusztus 28, 08:03
Írta: dezsoe Dátum 2023 augusztus 28, 08:03
Szia!
Ez egyelőre nincs a rendszerben és nem tudok róla, hogy tervben lenne a megvalósítása.
A verziót köszönöm, ez a "probe fix" nevű, javított 2115. Meg kell néznem, hogy nálam mit művel.
Ez egyelőre nincs a rendszerben és nem tudok róla, hogy tervben lenne a megvalósítása.
A verziót köszönöm, ez a "probe fix" nevű, javított 2115. Meg kell néznem, hogy nálam mit művel.
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2023 szeptember 06, 20:06
Írta: Autotec1 Dátum 2023 szeptember 06, 20:06
Van valami jó hír az eszterga funkcióról?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2023 szeptember 07, 07:36
Írta: dezsoe Dátum 2023 szeptember 07, 07:36
Én már nem írok semmi időpontot... [#rinya]
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2023 szeptember 07, 09:30
Írta: ium8w94xp Dátum 2023 szeptember 07, 09:30
Felesleges is. Majd felkerül, ha elkészül.
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2023 szeptember 08, 16:23
Írta: eduard Dátum 2023 szeptember 08, 16:23
A kutyafáját az ETH6 + UCCNC nek mostmár!
Egy kicsit egzaktabb hiba leírás: rendszeresítette, hogy bekapcsoláskor mindig valami új meglepetést tartogat, de csak ha sürgős munka miatt kapcsolom be a gépet.
Most épp az UCCNC betölti a default profilt ami nincs beállítva, kézzel próbálok átváltani a mentett és baállított profilra, mondja, hogy ok, akkor ő újraindítja a programot. Majd ujrainduláskor közli, hogy a megadott szériaszámon nincs mozgásvezérlő a rendszerben. De a default azért betöltődik és mozgatja a gépet (rossz irányokba és paraméterekkel). Tegnap használtam egy egész napon át, a mai bekapcsolásnak ez a meglepetése. És ezt tudja cifrázni is, van hogy nem jövök rá mit nem csinál jól, csak kiszáll-beszáll után jön helyre. Ha rendszeres munka van, inkább nem kapcsolom le a gépet egy hétig.
Valahol még nagyon bogaras a rendszer.
Itt a kép hozzá:
(https://hobbicncforum.hu/uploaded_images/2023/09/tn_6p0bug7ihnxpdg32ua56_5195.jpg) (https://hobbicncforum.hu/uploaded_images/2023/09/6p0bug7ihnxpdg32ua56_5195.jpg)
Egy kicsit egzaktabb hiba leírás: rendszeresítette, hogy bekapcsoláskor mindig valami új meglepetést tartogat, de csak ha sürgős munka miatt kapcsolom be a gépet.
Most épp az UCCNC betölti a default profilt ami nincs beállítva, kézzel próbálok átváltani a mentett és baállított profilra, mondja, hogy ok, akkor ő újraindítja a programot. Majd ujrainduláskor közli, hogy a megadott szériaszámon nincs mozgásvezérlő a rendszerben. De a default azért betöltődik és mozgatja a gépet (rossz irányokba és paraméterekkel). Tegnap használtam egy egész napon át, a mai bekapcsolásnak ez a meglepetése. És ezt tudja cifrázni is, van hogy nem jövök rá mit nem csinál jól, csak kiszáll-beszáll után jön helyre. Ha rendszeres munka van, inkább nem kapcsolom le a gépet egy hétig.
Valahol még nagyon bogaras a rendszer.
Itt a kép hozzá:
(https://hobbicncforum.hu/uploaded_images/2023/09/tn_6p0bug7ihnxpdg32ua56_5195.jpg) (https://hobbicncforum.hu/uploaded_images/2023/09/6p0bug7ihnxpdg32ua56_5195.jpg)
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2023 szeptember 08, 20:59
Írta: eduard Dátum 2023 szeptember 08, 20:59
Próbálom helyreállítani az elveszett paramétereket az UCCNC-ben, mert a működő profilt nem tudja betölteni / értelmezni. Azonban azt kapom, hogy (a gép Y tengelyét két motor, az Y és B tengely hajtja) hogy külön külön működnek és homolhatók a tengelyek, de amint az Y-al összelinkelem a B-t slave módban csak az Y mozog. Csak az Y home-ot nyomom, nem a home all-t mert a többi tengely még össze vissza van.
Valakinek van ötlete, hogy ez mi lehet?
Valakinek van ötlete, hogy ez mi lehet?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2023 szeptember 08, 22:43
Írta: dezsoe Dátum 2023 szeptember 08, 22:43
Nem értem az egész problémahalmazt. Miért kell profilt váltogatni? Miért nincs saját parancsikonja? Be van-e állítva az automatikus profil mentés? Ha igen, akkor ott van, csak vissza kell másolni, ha nem, akkor miért nem? Ja, és mi az az ETH6?
Küldd el nekem mail-ben a használni kívánt profilt, belenézek.
Küldd el nekem mail-ben a használni kívánt profilt, belenézek.
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2023 szeptember 09, 10:00
Írta: eduard Dátum 2023 szeptember 09, 10:00
Szia, nem váltogatnék profilt, és van parancsikonja is, azzal indul a géppel együtt. De elállítodott minden paraméter egy bekapcsoláskor teljesen magától (volt már ilyen többször) és most még visszaállítani sem tudom, mert nem értem a jelenlegi működését. Kitöröltem minden más profilt, de ugyanazokat az értékeket kapom vissza így is, ezért valószínűleg átírta a jó profilt.
Automatikus profil mentés létezéséről nem tudok. A profil beállíátsok alatt ilyet nem látok.
Automatikus profil mentés létezéséről nem tudok. A profil beállíátsok alatt ilyet nem látok.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2023 szeptember 09, 12:39
Írta: dezsoe Dátum 2023 szeptember 09, 12:39
Az automatikus mentésről itt írtam: [#t218p9020#]. Ne tévesszen meg, hogy nálam nem a szokásos helyen van az UCCNC. Az UCCNC mappában csinálj egy könyvtárat (Mentes, ProfileBackups, ami tetszik, de lehetőleg ne legyen benne ékezet). Engedélyezd az AutoBackupProfile plugint, majd újraindítás. Ekkor fel fogja hozni a plugin beállítás képernyőjét, ahol kitallózod az új mappát, majd bepipálod a Set as relative path opciót. Ha korlátozni akarod, hogy hány mentés legyen, akkor alatta is pipa és megadod a mentések számát. Annyira nem nagy a profil, hogy korlátozni kelljen, tehát akár hagyhatod is, ahogy van. Innentől minden induláskor készül egy mentés a profilról. (4 éve, az 1.2111 óta van ilyen plugin, lásd [#t255p23#].)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2023 szeptember 28, 09:30
Írta: svejk Dátum 2023 szeptember 28, 09:30
Várható valami akció a találkozó alkalmából?
Már úgy hozzászoktunk... [#kuss]
Már úgy hozzászoktunk... [#kuss]
Cím: Re:UCCNC vezérlő program
Írta: A.Andras Dátum 2023 szeptember 28, 23:16
Írta: A.Andras Dátum 2023 szeptember 28, 23:16
Sziasztok!
UCCNC-vel valaki oldott már meg bonyolultabb szerszámcserélőt maróhoz? Revolver szerszámtár (szervóval mozgatott) és a benyúló kart 3 hidraulika szelep vezérli plusz ehhez még egy ajtó is tartózik, amit egy pneu dugattyú mozgat.
Mik a lehetőségek?
Egyenlőre még próbáljuk teljes életre kelteni ezt a régi gépet az eredeti vezérléssel, de ha nem lesz stabil, akkor mindenképpen vezérlőt cserélünk! LinuxCNC-vel van már tapasztalatunk a szerszámcsere programozásra egy revolver fejes cnc esztergán, de UCCNC-vel is építettünk már 2 marót, ahol nincs szerszámcserélő.
Köszi,
András
UCCNC-vel valaki oldott már meg bonyolultabb szerszámcserélőt maróhoz? Revolver szerszámtár (szervóval mozgatott) és a benyúló kart 3 hidraulika szelep vezérli plusz ehhez még egy ajtó is tartózik, amit egy pneu dugattyú mozgat.
Mik a lehetőségek?
Egyenlőre még próbáljuk teljes életre kelteni ezt a régi gépet az eredeti vezérléssel, de ha nem lesz stabil, akkor mindenképpen vezérlőt cserélünk! LinuxCNC-vel van már tapasztalatunk a szerszámcsere programozásra egy revolver fejes cnc esztergán, de UCCNC-vel is építettünk már 2 marót, ahol nincs szerszámcserélő.
Köszi,
András
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2023 szeptember 29, 10:45
Írta: dezsoe Dátum 2023 szeptember 29, 10:45
Mit jelent a bonyolult? Tavalyi termés az alábbi M300-as gép láncos szerszámcserélője. A szerszámok vándorolnak, van előtöltés, teljesen a háttérben fut. Érzékelő van egy pár:
- a láncon van abszolút enkóder,
- pozíció jeladóból három (egész-, fél- és helyes pozíció),
- szerszámtartó érzékelőből kettő (tartó a láncban vagy az átmeneti tárban),
- szerszámtartó mozgató kint és bent,
- rögzítő zárva,
- egyéb állapotok: ajtó zárva, kézi mód, referencia mód, M19 (főorsó pozícióban), forgó kampó alaphelyzetben, szerszámcserélő rendben.
Az első videón a lánc, a szerszámtartók, a rögzítő és a szerszámtartó mozgató látható. A másodikon egy teszt fut, balra fent látszik az előtöltés. A képeken a főképernyő és a "piszkálós"/diagnosztikai oldal.
(https://hobbicncforum.hu/uploaded_images/2023/09/tn_jquwmxxaun08vmxk3tmux_3977.png) (https://hobbicncforum.hu/uploaded_images/2023/09/jquwmxxaun08vmxk3tmux_3977.png) (https://hobbicncforum.hu/uploaded_images/2023/09/tn_zt65fhyfis3b8760yq3zg_3977.png) (https://hobbicncforum.hu/uploaded_images/2023/09/zt65fhyfis3b8760yq3zg_3977.png)
- a láncon van abszolút enkóder,
- pozíció jeladóból három (egész-, fél- és helyes pozíció),
- szerszámtartó érzékelőből kettő (tartó a láncban vagy az átmeneti tárban),
- szerszámtartó mozgató kint és bent,
- rögzítő zárva,
- egyéb állapotok: ajtó zárva, kézi mód, referencia mód, M19 (főorsó pozícióban), forgó kampó alaphelyzetben, szerszámcserélő rendben.
Az első videón a lánc, a szerszámtartók, a rögzítő és a szerszámtartó mozgató látható. A másodikon egy teszt fut, balra fent látszik az előtöltés. A képeken a főképernyő és a "piszkálós"/diagnosztikai oldal.
(https://hobbicncforum.hu/uploaded_images/2023/09/tn_jquwmxxaun08vmxk3tmux_3977.png) (https://hobbicncforum.hu/uploaded_images/2023/09/jquwmxxaun08vmxk3tmux_3977.png) (https://hobbicncforum.hu/uploaded_images/2023/09/tn_zt65fhyfis3b8760yq3zg_3977.png) (https://hobbicncforum.hu/uploaded_images/2023/09/zt65fhyfis3b8760yq3zg_3977.png)
Cím: Re:UCCNC vezérlő program
Írta: A.Andras Dátum 2023 szeptember 30, 09:18
Írta: A.Andras Dátum 2023 szeptember 30, 09:18
Köszi a választ!
Körülbelül hasonló bonyolultság lehet, mint amit linkeltél.
Erről a gépről lenne szó:
https://www.youtube.com/watch?v=vJ42VSERUJo&t=1s
- 20 férőhelyes szerszámtároló dob (szervóval pozíciónál)
- van szerszám várakozó pozíció (tool wait)
- 3 hidraulika szeleppel vezérelt a kar
- ajtó pedig pneu dugattyúval mozgatott
- nyilván 4-5 végállással fűszerezve
Egyenlőre csak infókat gyűjtök, mert haladunk az eredeti vezérlővel, de ha nem lesz stabil, akkor szét kell kapnunk a vezérlést.
Mennyire tudjuk mi ennek a programozását, beállítását mi megcsinálni, vagy mindenképpen a ti segítségetekre lenne szükségünk?
Megmondom őszintén, hogy még nem végeztünk, nagy kutató munkát ebben. Linux-al meg tudjuk oldani valószínűleg, de jobban örülnénk az UCCNC-nek:) Linux fórumon sok szerszámcserélő macro prog van fent, ami jó kiindulás.
Körülbelül hasonló bonyolultság lehet, mint amit linkeltél.
Erről a gépről lenne szó:
https://www.youtube.com/watch?v=vJ42VSERUJo&t=1s
- 20 férőhelyes szerszámtároló dob (szervóval pozíciónál)
- van szerszám várakozó pozíció (tool wait)
- 3 hidraulika szeleppel vezérelt a kar
- ajtó pedig pneu dugattyúval mozgatott
- nyilván 4-5 végállással fűszerezve
Egyenlőre csak infókat gyűjtök, mert haladunk az eredeti vezérlővel, de ha nem lesz stabil, akkor szét kell kapnunk a vezérlést.
Mennyire tudjuk mi ennek a programozását, beállítását mi megcsinálni, vagy mindenképpen a ti segítségetekre lenne szükségünk?
Megmondom őszintén, hogy még nem végeztünk, nagy kutató munkát ebben. Linux-al meg tudjuk oldani valószínűleg, de jobban örülnénk az UCCNC-nek:) Linux fórumon sok szerszámcserélő macro prog van fent, ami jó kiindulás.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2023 szeptember 30, 09:48
Írta: dezsoe Dátum 2023 szeptember 30, 09:48
Hogy mennyire tudjátok leprogramozni, azt nem tudom megmondani. Az UCCNC-ben minden lehetőség adott hozzá, azon múlik, hogy mennyire vagytok otthon C# programozásban. Bár technikailag megoldható makró(k)ból is, én nem szeretem, mert a felhasználó bele tud nyúlni. Egy rendesen megírt plugin összefogja az egész feladatot, nem kell küzdeni az információ átadásával, hiszen egy modulban van minden és nem lehet belepiszkálni.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2023 szeptember 30, 12:20
Írta: svejk Dátum 2023 szeptember 30, 12:20
"Linux-al meg tudjuk oldani valószínűleg, de jobban örülnénk az UCCNC-nek:)"
Ennek mi az oka?
Ennek mi az oka?
Cím: Re:UCCNC vezérlő program
Írta: A.Andras Dátum 2023 október 05, 17:20
Írta: A.Andras Dátum 2023 október 05, 17:20
Jobb lenne, ha egy felület lenne mindegyik maróhoz.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2023 október 09, 10:29
Írta: dezsoe Dátum 2023 október 09, 10:29
Sziasztok!
A [#t285#] ideje alatt a következő kedvezmények lesznek:
- HDBB2, UCBB, UCSB és UCR201: 10% kedvezmény
- UCxxx mozgásvezérlőkhöz ajándék UCCNC licenc vagy 10% kedvezmény a mozgásvezérlő árából
A termékeket most is a szokott módon a webshop-ban kell megvásárolni. A találkozón felírom, hogy ki milyen terméket fog megrendelni, milyen néven és címen, és ezekre a rendelésekre lesz érvényes a kedvezmény.
Az akció kizárólag a találkozó idején személyesen leadott adatok esetében érvényes!
A [#t285#] ideje alatt a következő kedvezmények lesznek:
- HDBB2, UCBB, UCSB és UCR201: 10% kedvezmény
- UCxxx mozgásvezérlőkhöz ajándék UCCNC licenc vagy 10% kedvezmény a mozgásvezérlő árából
A termékeket most is a szokott módon a webshop-ban kell megvásárolni. A találkozón felírom, hogy ki milyen terméket fog megrendelni, milyen néven és címen, és ezekre a rendelésekre lesz érvényes a kedvezmény.
Az akció kizárólag a találkozó idején személyesen leadott adatok esetében érvényes!
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2023 október 09, 12:15
Írta: svejk Dátum 2023 október 09, 12:15
[#finom]
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2023 október 31, 17:30
Írta: frob Dátum 2023 október 31, 17:30
Sziasztok
Puszta véletlen, valaki, esetleg a gyártó, csinált e olyan felületet ahol szuper minimalista módon használható az uccnc
fájl betöltés, nullára állás, a betöltött fájl nézette
és csak sima 2D -s megmunkálás, vágás lenne a cél, egyetlen extra de azt talán már én is valahogy megoldom ha megmondjátok mit kell keresnem, hogy egy ad lábon az előtolást potival változtatni lehessen
Azért a minimalista stílus mert nem merek többet odaadni embernek, örülök, hogy az pendrive-t nem kalapáccsal veri be ha nem megy...
Előre is köszi!
Puszta véletlen, valaki, esetleg a gyártó, csinált e olyan felületet ahol szuper minimalista módon használható az uccnc
fájl betöltés, nullára állás, a betöltött fájl nézette
és csak sima 2D -s megmunkálás, vágás lenne a cél, egyetlen extra de azt talán már én is valahogy megoldom ha megmondjátok mit kell keresnem, hogy egy ad lábon az előtolást potival változtatni lehessen
Azért a minimalista stílus mert nem merek többet odaadni embernek, örülök, hogy az pendrive-t nem kalapáccsal veri be ha nem megy...
Előre is köszi!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2023 október 31, 17:41
Írta: dezsoe Dátum 2023 október 31, 17:41
Szia!
Poti: a megoldás attól függ, milyen mozgásvezérlőd van.
Felület: mi kell rá? Pontosan, tételesen, netán egy skicc az elrendezésről segíthet.
Poti: a megoldás attól függ, milyen mozgásvezérlőd van.
Felület: mi kell rá? Pontosan, tételesen, netán egy skicc az elrendezésről segíthet.
Cím: Re:UCCNC vezérlő program
Írta: OlyFlyer Dátum 2023 november 01, 09:02
Írta: OlyFlyer Dátum 2023 november 01, 09:02
Potival soha nem tudod megoldani mert azzal a mozgások soha nem lesznek pontosak. Legalább ez (vagy hasonló) kell pontosságra:
(https://g1.img-dpreview.com/6E5333928228418D9C36DBAAB01DFEA2.jpg)
De a probléma az hogy egyszerre csak egy tengelyt tud hajtani. Szerintem "minimálisan" nem jó az UCCNC ha mind a három motort akarod irányítani kézzel. Gondolom az a célod.
(https://g1.img-dpreview.com/6E5333928228418D9C36DBAAB01DFEA2.jpg)
De a probléma az hogy egyszerre csak egy tengelyt tud hajtani. Szerintem "minimálisan" nem jó az UCCNC ha mind a három motort akarod irányítani kézzel. Gondolom az a célod.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2023 november 01, 09:03
Írta: svejk Dátum 2023 november 01, 09:03
Szerintem nem értetted meg a kérdést.
Cím: Re:UCCNC vezérlő program
Írta: OlyFlyer Dátum 2023 november 01, 11:00
Írta: OlyFlyer Dátum 2023 november 01, 11:00
Félreértettem? Lehet, de segíteni akartam...
Te pedig nem. Se neki, se nekem. [#taps]
Te pedig nem. Se neki, se nekem. [#taps]
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2023 november 01, 11:26
Írta: frob Dátum 2023 november 01, 11:26
Köszönöm
hogy írtatok
Dezsoe, összeszedem mi kellene... hátha...
Nagyon jópofa ez a tekerentyű, attól félek nem élné meg a másnapot, de egy próbát megérne, az biztos hogy nagyon tömített vlaaminek kell lennie, mert ezek a kis on off kapcsolók tényleg nagyon rövid idő alatt mennének tönkre
Régebben találtam olyan pc billt, ami kis sapka jelleggel fedi az alatta lévő részt így kicsi az esélye hogy bemenjen a kosz, na az még működik de felirat már nincs a gombokon, mondjuk pár hónap alatt kopott le róla :)
Potis dolog onnan indul hogy van egy régi vezérlő, sajna ok okozat ezt már nem akarnám felújítani.
Lényeg ezen úgy van kitalálva, hogy az ember potit letekeri nullára, megnyomja az irány gombot, és elkezdi feltekerni a potit, addig megy míg a potit ( előtolást) megint nullára nem állítja, majd nyom egy stoppot és a vezérlő ott megáll.
Másik funkciója a potinak, hogy ott nullától maxig lehet állítani ( már mint ami a vezérlőbe be van állítva ) sebességet, és menet közben tud még korrigálni .
még egyszer kösz!
R.
hogy írtatok
Dezsoe, összeszedem mi kellene... hátha...
Nagyon jópofa ez a tekerentyű, attól félek nem élné meg a másnapot, de egy próbát megérne, az biztos hogy nagyon tömített vlaaminek kell lennie, mert ezek a kis on off kapcsolók tényleg nagyon rövid idő alatt mennének tönkre
Régebben találtam olyan pc billt, ami kis sapka jelleggel fedi az alatta lévő részt így kicsi az esélye hogy bemenjen a kosz, na az még működik de felirat már nincs a gombokon, mondjuk pár hónap alatt kopott le róla :)
Potis dolog onnan indul hogy van egy régi vezérlő, sajna ok okozat ezt már nem akarnám felújítani.
Lényeg ezen úgy van kitalálva, hogy az ember potit letekeri nullára, megnyomja az irány gombot, és elkezdi feltekerni a potit, addig megy míg a potit ( előtolást) megint nullára nem állítja, majd nyom egy stoppot és a vezérlő ott megáll.
Másik funkciója a potinak, hogy ott nullától maxig lehet állítani ( már mint ami a vezérlőbe be van állítva ) sebességet, és menet közben tud még korrigálni .
még egyszer kösz!
R.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2023 november 02, 06:38
Írta: svejk Dátum 2023 november 02, 06:38
Basszus, hogy elszaladt ez a két év!
[#t255p28#]
No, fel kell kötni a gatyaszárat ha valaki minden újítást ki akar próbálni. :)
(meglehet nagyobb ugrást is elviselt volna verzioszámban)
[#t255p28#]
No, fel kell kötni a gatyaszárat ha valaki minden újítást ki akar próbálni. :)
(meglehet nagyobb ugrást is elviselt volna verzioszámban)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2023 november 02, 08:10
Írta: svejk Dátum 2023 november 02, 08:10
Az eszterga felületen mit molyol cirka 15 másodpercig a szerszámpálya generálással -zöld csík- az alábbi nyúlfarknyi kódon?
s2000 m3
g0 x0 y0
g1 x-3
g1 z-5
m5
m30
A mill felületen bevágja pár tized másodperc alatt.
s2000 m3
g0 x0 y0
g1 x-3
g1 z-5
m5
m30
A mill felületen bevágja pár tized másodperc alatt.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2023 november 02, 08:11
Írta: svejk Dátum 2023 november 02, 08:11
Ugye van lehetőség hátsó késtartós máködésre váltani, csak én nem találom?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2023 november 02, 09:08
Írta: dezsoe Dátum 2023 november 02, 09:08
Nem tudom, milyen géped van, de biztos keresik már a múzeumban... :) Viccet félre téve, nálam úgy szemre kb. 200-250 ms a csík. A kontúr kiszámolása zajlik ilyenkor, aminek a hossza nem a g-kód méretétől függ, hanem a Z minimum és maximum között meg kell találnia a legnagyobb X értékeket. Ha kikapcsolod a kontúrt, akkor ugyanolyan gyorsan tölt be, mint a másik két profillal, mert azokban nincs bekapcsolva a kontúr.
Hátsó késtartó majd lesz, valami hagyni kell a következő verzióknak is. Tehát jelenleg nincs, de rajta van a listán.
Hátsó késtartó majd lesz, valami hagyni kell a következő verzióknak is. Tehát jelenleg nincs, de rajta van a listán.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2023 november 02, 09:17
Írta: svejk Dátum 2023 november 02, 09:17
Nem mai gyerek, de most még nem ér sokat, várok a múzeummal.
(https://hobbicncforum.hu/uploaded_images/2023/11/tn_demak6wtqh0kfqzp2shs4_66.jpg) (https://hobbicncforum.hu/uploaded_images/2023/11/demak6wtqh0kfqzp2shs4_66.jpg)
(https://hobbicncforum.hu/uploaded_images/2023/11/tn_demak6wtqh0kfqzp2shs4_66.jpg) (https://hobbicncforum.hu/uploaded_images/2023/11/demak6wtqh0kfqzp2shs4_66.jpg)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2023 november 02, 09:45
Írta: dezsoe Dátum 2023 november 02, 09:45
Hümm. Gyorsan körbementem minden gépemen. A két leglassabb gép egy Fujitsu és a tőled beszerzett Dell tablet. Mindkettőn kb. 2-2,5 mp a kontúr rajzolása. No, innentől nem tudom, hogy min elmélkedik a géped.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2023 november 02, 10:09
Írta: svejk Dátum 2023 november 02, 10:09
Ez a lakásban levő levelezésre használt notebook.
Hirtelen ez akadt a kezembe, holnap tudok rendes gépen próbálni.
Hirtelen ez akadt a kezembe, holnap tudok rendes gépen próbálni.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2023 november 03, 16:20
Írta: svejk Dátum 2023 november 03, 16:20
Már biztos [#5332@Autotec1] is teszteli ezerrel az eszterga funkciókat, hiszen nagyon hiányolta.
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2023 november 03, 16:28
Írta: Autotec1 Dátum 2023 november 03, 16:28
Már a 1.2118 at is
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2023 november 03, 16:43
Írta: frob Dátum 2023 november 03, 16:43
Hogy kellene megoldani uccnc-vel a következőt:
Adott a jó kis cnc gép, de az orsó mellé ideiglenesen feltennék egy levegős tollat, karctű... vágóél.. szóval ilyesmi, beállítom a magasságot, nullpont..stb, majd program indít, és kb mint lézer, ún vágás indításakor csak egy mágnesszelepet akarok indítani, majd a végén leállítani, ügye alakzatonként.
Azért is emlegetem a lézert.
Érdemes ennek egy új felületet nyitni, és abban beállítani azt azt valamit mivel majd így tesz, hogy kell generálni rá kódot, lézermód?
Előre is köszi!
R.
Adott a jó kis cnc gép, de az orsó mellé ideiglenesen feltennék egy levegős tollat, karctű... vágóél.. szóval ilyesmi, beállítom a magasságot, nullpont..stb, majd program indít, és kb mint lézer, ún vágás indításakor csak egy mágnesszelepet akarok indítani, majd a végén leállítani, ügye alakzatonként.
Azért is emlegetem a lézert.
Érdemes ennek egy új felületet nyitni, és abban beállítani azt azt valamit mivel majd így tesz, hogy kell generálni rá kódot, lézermód?
Előre is köszi!
R.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2023 november 03, 16:44
Írta: svejk Dátum 2023 november 03, 16:44
[#taps][#eljen]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2023 november 03, 16:47
Írta: svejk Dátum 2023 november 03, 16:47
Ja, a kedvenc gépvezérlő PC-men cirka fél másodperc! [#wink]
Lehet a videokártyája gyenge annak a notinak?
(valami Workstation a HP-től)
Csak úgy megijedtem akkor reggel félálomban.
Lehet a videokártyája gyenge annak a notinak?
(valami Workstation a HP-től)
Csak úgy megijedtem akkor reggel félálomban.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2023 november 03, 16:50
Írta: svejk Dátum 2023 november 03, 16:50
Bízunk benne, hogy [#304@Miki2] is hozzászól majd, Ő is nagyon várta már.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2023 november 03, 16:53
Írta: svejk Dátum 2023 november 03, 16:53
Ja, a /-es funkcióért két nem fórumos kollégám is köszönetét fejezi ki felétek!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2023 november 03, 18:42
Írta: dezsoe Dátum 2023 november 03, 18:42
Nem kell azt túlbonyolítani: főorsó relé kimenet és kész. Ha használod a főorsót is, akkor rá lehet tenni az M4 (főorsó visszafelé), M7 vagy M8 kimenetre is. A lézert nem javaslom, mert ott nem lehet várakozást beállítani, míg a felsoroltaknál igen.
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2023 november 03, 18:44
Írta: gaben Dátum 2023 november 03, 18:44
Gyorsan leteszteltem én is az UCR201-es kézivezérlőt.
Miután frissítettem az új verzióra, azóta nem megy az "X" tengelyemből a slave. [#nemtudom]
UCR201-el ugyanez van, csak az "Y" és a "Z" tengely működik rendesen, a szolga "X" tengely állva marad.
Viszont Home-ba küldve a gépet működik mindkét "X" tengely.
Azt hiszem visszatérek a régebbi verzióra....
Miután frissítettem az új verzióra, azóta nem megy az "X" tengelyemből a slave. [#nemtudom]
UCR201-el ugyanez van, csak az "Y" és a "Z" tengely működik rendesen, a szolga "X" tengely állva marad.
Viszont Home-ba küldve a gépet működik mindkét "X" tengely.
Azt hiszem visszatérek a régebbi verzióra....
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2023 november 03, 18:48
Írta: dezsoe Dátum 2023 november 03, 18:48
Hoppá, ez érdekes. Küldd el, légy szíves, a profilodat, hadd nézzek bele. Köszi!
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2023 november 03, 18:58
Írta: frob Dátum 2023 november 03, 18:58
pont nem kell időzítés...
Na megnézem jobban, mert nekem a frekiváltó modbuszon kapja amit kap, jó pár éve már hogy összeraktam, most hozzá kell nyúlni, azt se tudom mi hogy....
Na megnézem jobban, mert nekem a frekiváltó modbuszon kapja amit kap, jó pár éve már hogy összeraktam, most hozzá kell nyúlni, azt se tudom mi hogy....
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2023 november 03, 19:02
Írta: gaben Dátum 2023 november 03, 19:02
Elküldtem, de azt ami működik. Ha kell, akkor visszateszem az újat, hátha kiderül valami turpisság. [#wave]
Cím: Re:UCCNC vezérlő program
Írta: Miki2 Dátum 2023 november 10, 16:27
Írta: Miki2 Dátum 2023 november 10, 16:27
Már nézegetem, lesznek kérdéseim.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2023 november 10, 18:43
Írta: svejk Dátum 2023 november 10, 18:43
[#eljen]
Nekem sajnos most nem jut rá idő.
Pedig képben van két gyári gép is amire fel lehetne tenni, de ugye ezek hátsó késtartósak, vagyis revolverfejesek.
Nekem sajnos most nem jut rá idő.
Pedig képben van két gyári gép is amire fel lehetne tenni, de ugye ezek hátsó késtartósak, vagyis revolverfejesek.
Cím: Re:UCCNC vezérlő program
Írta: guliver83 Dátum 2023 november 12, 10:43
Írta: guliver83 Dátum 2023 november 12, 10:43
Videót lehet valahol látni róla?
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2023 november 19, 16:26
Írta: Autotec1 Dátum 2023 november 19, 16:26
Sziasztok
Használ valaki ilyen kézivezérlőt Vista CNC P2-S
https://www.youtube.com/watch?v=1DIsrBARtew
Van egy apró problémám vele: néha , teljesen váratlan pillanatokban kilép, csak akkor, ha nem használom, működés közben mindig stabil, de programfutás közben az állványán pihenve néha elalszik.
(https://hobbicncforum.hu/uploaded_images/2023/11/tn_4i8yievcai2u2zv90n8jb_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2023/11/4i8yievcai2u2zv90n8jb_5332.jpeg)
Használ valaki ilyen kézivezérlőt Vista CNC P2-S
https://www.youtube.com/watch?v=1DIsrBARtew
Van egy apró problémám vele: néha , teljesen váratlan pillanatokban kilép, csak akkor, ha nem használom, működés közben mindig stabil, de programfutás közben az állványán pihenve néha elalszik.
(https://hobbicncforum.hu/uploaded_images/2023/11/tn_4i8yievcai2u2zv90n8jb_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2023/11/4i8yievcai2u2zv90n8jb_5332.jpeg)
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2023 november 19, 16:48
Írta: TBS-TEAM Dátum 2023 november 19, 16:48
Eszközkezelöben nézd meg az USB-t az energiagazdálkodás
fül (a gép kikapcsolhatja ezt az eszközt) pipát vedd ki.
fül (a gép kikapcsolhatja ezt az eszközt) pipát vedd ki.
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2023 november 20, 17:10
Írta: Autotec1 Dátum 2023 november 20, 17:10
Köszönöm, megnézem
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2023 december 04, 21:56
Írta: ium8w94xp Dátum 2023 december 04, 21:56
Sziasztok.
Van itt esetleg olyan, aki uccnc-t fiberlézervágóval használ?
Van itt esetleg olyan, aki uccnc-t fiberlézervágóval használ?
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2023 december 12, 17:44
Írta: Autotec1 Dátum 2023 december 12, 17:44
Tud valaki UCCNC eszterga módhoz post processzort ?
Ha nem akkor ki szeretne anyagilag beszállni a megírásába?
Költsége 50-100e Ft "felszereltségtől függően"(hivatalos Fusion 360 szakértőt kérnénk fel a munkára)
A post processzor a mi tulajdonunk lenne, nem kerülne fel az ingyenesen letölthető listára.
Ha nem akkor ki szeretne anyagilag beszállni a megírásába?
Költsége 50-100e Ft "felszereltségtől függően"(hivatalos Fusion 360 szakértőt kérnénk fel a munkára)
A post processzor a mi tulajdonunk lenne, nem kerülne fel az ingyenesen letölthető listára.
Cím: Re:UCCNC vezérlő program
Írta: Steelman Dátum 2023 december 12, 18:05
Írta: Steelman Dátum 2023 december 12, 18:05
Szia!
Ez egy jó ötlet! És a gyakorlatban mit tudna ez a postprocesor?
Ez egy jó ötlet! És a gyakorlatban mit tudna ez a postprocesor?
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2023 december 12, 18:19
Írta: Autotec1 Dátum 2023 december 12, 18:19
fusion 360-ban megtervezett szerszámpályát tudod uccnc vezérlőre átvinni
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2023 december 13, 16:25
Írta: svejk Dátum 2023 december 13, 16:25
No de még az eszterga rész gyerekcipőben jár, szerintem amíg nincs kiforrva kár a postprocesszorral foglalkozni.
Cím: Re:UCCNC vezérlő program
Írta: Steelman Dátum 2023 december 13, 17:15
Írta: Steelman Dátum 2023 december 13, 17:15
Uccnc fogja tudni kezelni a nagyoló ciklust?
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2023 december 13, 17:35
Írta: Autotec1 Dátum 2023 december 13, 17:35
ez igaz.
Cím: Re:UCCNC vezérlő program
Írta: hegedűs györgy Dátum 2023 december 15, 19:00
Írta: hegedűs györgy Dátum 2023 december 15, 19:00
Tegnap egy hosszú ( 6! órás) programot futtattam az UCCNC-vel szerelt gépemen,
de meghűlt bennem a vér, mikor vagy 3 órányi munka után leállt a gép.
Azt írta, megszakadt a kapcsolat a PC meg az UC300ETH-5LPT között és kívánom-e menteni
a beállításokat... Leizzadás, mentés, kikapcs és bekapcs után sikerült ott folytatnia,
ahol abbahagyta. Vége előtt 10 perccel még egyszer eljátszotta ezt velem, de minden jó
lett aztán. Miért tett ilyet, tudna valamelyikőtök tanácsot adni?
Előre is köszönöm a segítséget,
üdv, Gyuri
de meghűlt bennem a vér, mikor vagy 3 órányi munka után leállt a gép.
Azt írta, megszakadt a kapcsolat a PC meg az UC300ETH-5LPT között és kívánom-e menteni
a beállításokat... Leizzadás, mentés, kikapcs és bekapcs után sikerült ott folytatnia,
ahol abbahagyta. Vége előtt 10 perccel még egyszer eljátszotta ezt velem, de minden jó
lett aztán. Miért tett ilyet, tudna valamelyikőtök tanácsot adni?
Előre is köszönöm a segítséget,
üdv, Gyuri
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2023 december 15, 20:58
Írta: TBS-TEAM Dátum 2023 december 15, 20:58
Hálózat beállításánál ki kell kapcsolni az energiamegtakarítási funkciót.
(https://hobbicncforum.hu/uploaded_images/2023/12/tn_2ppcbtyve585p025zu6ix_3344.png) (https://hobbicncforum.hu/uploaded_images/2023/12/2ppcbtyve585p025zu6ix_3344.png)
(https://hobbicncforum.hu/uploaded_images/2023/12/tn_2ppcbtyve585p025zu6ix_3344.png) (https://hobbicncforum.hu/uploaded_images/2023/12/2ppcbtyve585p025zu6ix_3344.png)
Cím: Re:UCCNC vezérlő program
Írta: hegedűs györgy Dátum 2023 december 16, 07:02
Írta: hegedűs györgy Dátum 2023 december 16, 07:02
Köszönom a választ, megteszem vele a lentebb írtakat.
Valószínűleg ez lesz az oka a leállásnak,
mert így visszagondolva a dolgokat,
úgy tűnik, hogy ugyanakkora "út" megtétele után lett elege
a PC-nek és állította le a vezérlőt.
Üdv,
Gyuri
Valószínűleg ez lesz az oka a leállásnak,
mert így visszagondolva a dolgokat,
úgy tűnik, hogy ugyanakkora "út" megtétele után lett elege
a PC-nek és állította le a vezérlőt.
Üdv,
Gyuri
Cím: Re:UCCNC vezérlő program
Írta: Szedlay Pál Dátum 2023 december 17, 20:28
Írta: Szedlay Pál Dátum 2023 december 17, 20:28
Szeretném megkérdezni attól aki tudja.
Az UCCNC szoftverben van a gyorsulásnak beálltható felső korlátja, vagy egy idő után a beálltott értéket már nem veszi figyelembe a szoftver.
Egy alakos marópályát viszonylag nagy sebességnél F:5000 ugyanannyi idő alatt teszi meg 10m/s2 és 50m/s2 gyorsulás esetén, sőt 5g esetén még egy másodperccel tovább is tart.
Ez elég életszerűtlen, mert minél nagyobb a gyorsulás annál rövidebb kellene legyen a megmunkálási idő, főleg ilyen nagy sebességnél.
Mi lehet erre a reális magyarázat?
Az UCCNC szoftverben van a gyorsulásnak beálltható felső korlátja, vagy egy idő után a beálltott értéket már nem veszi figyelembe a szoftver.
Egy alakos marópályát viszonylag nagy sebességnél F:5000 ugyanannyi idő alatt teszi meg 10m/s2 és 50m/s2 gyorsulás esetén, sőt 5g esetén még egy másodperccel tovább is tart.
Ez elég életszerűtlen, mert minél nagyobb a gyorsulás annál rövidebb kellene legyen a megmunkálási idő, főleg ilyen nagy sebességnél.
Mi lehet erre a reális magyarázat?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2023 december 17, 21:02
Írta: dezsoe Dátum 2023 december 17, 21:02
A válasz teljesen egyszerű. A steps/unit beállításból kiszámítható, hogy milyen sűrűn kell step jeleket kiadni az 5000 mm/perces sebességhez. Ahogy növeled a gyorsulást, egyszer el fogod érni, hogy a gyorsulás ideje rövidebb legyen, mint a step jelek közötti idő. (Ilyenkor már nincs gyorsulás, hanem azonnal teljes sebességgel adja a lépésjelet.) Innentől növelheted a gyorsulást csillagos égig, semmi nem fog változni.
Cím: Re:UCCNC vezérlő program
Írta: Etib Dátum 2024 január 05, 21:45
Írta: Etib Dátum 2024 január 05, 21:45
Kettő kérdésem lenne a szakértőkhöz:
UC300-at használok még az USB-s kivitel.
1. Főorsóként AC szervót használok stepdir módban. A maximális fordulatszámot nem tudom kb 1500 fölé vinni akárhogy állítom a fordulatonkénti stepjel számot. A szervó vezérlő saját szoftverével simán fel tudom pörgetni. Hol van még állítási lehetőség?
2.Az UCCNC működés közben többször "connection lost" habüzenettel leáll. LEkapcsolódik az adatforgalmazó kék led is. A működés leáll, megmunkálás közben nem túl kellemes. WIN7 az op rendszer. Nincs más a gépen. Net sem. Valakinek ötlete merre induljak?
Előre is köszönöm a segítséget!
UC300-at használok még az USB-s kivitel.
1. Főorsóként AC szervót használok stepdir módban. A maximális fordulatszámot nem tudom kb 1500 fölé vinni akárhogy állítom a fordulatonkénti stepjel számot. A szervó vezérlő saját szoftverével simán fel tudom pörgetni. Hol van még állítási lehetőség?
2.Az UCCNC működés közben többször "connection lost" habüzenettel leáll. LEkapcsolódik az adatforgalmazó kék led is. A működés leáll, megmunkálás közben nem túl kellemes. WIN7 az op rendszer. Nincs más a gépen. Net sem. Valakinek ötlete merre induljak?
Előre is köszönöm a segítséget!
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2024 január 05, 22:25
Írta: TBS-TEAM Dátum 2024 január 05, 22:25
Elsőnek az eszközkezelőben az USB beállításoknál
az energiagazdálkodás fülön vedd ki a pipát, hogy a gép
kikapcsolhatja az eszközt.
az energiagazdálkodás fülön vedd ki a pipát, hogy a gép
kikapcsolhatja az eszközt.
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2024 január 05, 22:28
Írta: TBS-TEAM Dátum 2024 január 05, 22:28
A szervo vezérlőben csökkenteni kell az egy fordulatra eső impulzusok számát.
Cím: Re:UCCNC vezérlő program
Írta: Etib Dátum 2024 január 06, 08:58
Írta: Etib Dátum 2024 január 06, 08:58
Nagyon köszönöm!
Cím: Re:UCCNC vezérlő program
Írta: sarktibsi Dátum 2024 január 06, 09:59
Írta: sarktibsi Dátum 2024 január 06, 09:59
Én még csak egy-két szervó tipúst programoztam amit egy fordulatszám mérővel ellenőriztem.
A végeredmény: 3000-es névleges fordualtú motornál 5000 1/min
6000-es névleges fordulatú motornál 6500 1/min
Ha jól emlékszem a felbontást alacsonyra volt állitva a kimenő frekvencia nálam max:100 Khz
De ha valakinek van 4-500 Khz-es elektronikálya ott már kicsit más a helyzet.
A végeredmény: 3000-es névleges fordualtú motornál 5000 1/min
6000-es névleges fordulatú motornál 6500 1/min
Ha jól emlékszem a felbontást alacsonyra volt állitva a kimenő frekvencia nálam max:100 Khz
De ha valakinek van 4-500 Khz-es elektronikálya ott már kicsit más a helyzet.
Cím: Re:UCCNC vezérlő program
Írta: xs55942m6 Dátum 2024 január 07, 16:42
Írta: xs55942m6 Dátum 2024 január 07, 16:42
Szervusztok! Még mindig gondba vagyok ezzel a szerszámbeméréssel.(manuális szerszámcserélés)
Mi a pontos menete ennek!? Logikusan itt nyomkodom de vagy minuszos vagy plusszos a szerszámhossz korrekciója.
Ide megy-oda megy csak kapkodva dobálom a szondát az asztalon.[#zavart2]
Mi a pontos menete ennek!? Logikusan itt nyomkodom de vagy minuszos vagy plusszos a szerszámhossz korrekciója.
Ide megy-oda megy csak kapkodva dobálom a szondát az asztalon.[#zavart2]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2024 január 08, 07:21
Írta: dezsoe Dátum 2024 január 08, 07:21
Szia!
Kicsit több részletet is írhatnál. Mit szeretnél csinálni pontosan? Hogyan próbáltad? Indokolatlanul nem szokott mászkálni: ha több helyen kell mérni, akkor megáll és gombnyomásra vár.
Kicsit több részletet is írhatnál. Mit szeretnél csinálni pontosan? Hogyan próbáltad? Indokolatlanul nem szokott mászkálni: ha több helyen kell mérni, akkor megáll és gombnyomásra vár.
Cím: Re:UCCNC vezérlő program
Írta: xs55942m6 Dátum 2024 január 08, 08:39
Írta: xs55942m6 Dátum 2024 január 08, 08:39
Szervusz! A munkadarabon felszeretnék venni egy null pontot ( ez működik)
Majd egy külső szondán leadni a referencia értéket
És minden szerszámcserénél menjen ki a külső szondához és offsetelje a szerszámhosszakat.
Tudom, ez egy álltalános művelet de nekem nem tiszta a gombok sorrendje. Inkább segítséget kérek itt mint, hogy valamit elálítsak és szerszámot törjek megint.
Majd egy külső szondán leadni a referencia értéket
És minden szerszámcserénél menjen ki a külső szondához és offsetelje a szerszámhosszakat.
Tudom, ez egy álltalános művelet de nekem nem tiszta a gombok sorrendje. Inkább segítséget kérek itt mint, hogy valamit elálítsak és szerszámot törjek megint.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2024 január 08, 10:20
Írta: dezsoe Dátum 2024 január 08, 10:20
Én is leírtam már korábban ([#t218p7768#]), de [#6441@dobosi] fórumtárs írt nemrég egy összefoglalót. Ő a munkadarabot 3D tapintóval méri be, de ugyanez a feladat más mérőeszközzel is. Ha valami nem tiszta, kérdezz nyugodtan.
UCCNC szerszámcsere beméréssel manuálisan
A munkaasztalon elhelyezzük a szerszám bemérőt, a tokmányban 3D probe-t. Érdemes arra figyelni hogy a szerszámbemérő ne legyen "útban" amikor a munkadarab 0 pontjából "home" pozícióba megyünk a szerszámmal!
A "Probe" menü "Setup" fülön a "Safe Z" mezőbe pl. -2 , ha a "Z" home pozíciót a végálláskapcsolóval vettük fel így a "Z" a végállás előtt 2mm távolságban megáll.
A "Probe" menü "Page 1, Probe tool" fülön a P1 értéket vegyük pl. -100-ra. ez lesz a szerszámbemérés "hatótávja".
- Első lépésként felvesszük a gép home pozícióját - x0y0z0, akár a tengelyek végállásainál, akár egy általunk kijelölt pozícióban. A "Z0" magasabban legyen mint a "Mobile probe" pozíció.
- A szerszámbemérő fölé állunk olyan pozícióba hogy a leghosszabb használni kívánt szerszámunk is beférjen majd méréskor. A Probe tool menüben "Mobile probe" módot kiválasztva mentjük a pozíciót a "Set as mobil probe pos" gomb megnyomásával. A jóváhagyást a villogó "Start Probing" megnyomásával erősítjük meg.
Ha később is itt szeretnénk mérni a "Probe setup" oldalon bejelöljük a "Save mobile probe pos on exit"-et.
Álljunk a munkadarab fölé ahová a Z0 pontját szeretnénk kijelölni. Nyomjuk meg a "Reference probe as workpiece" gombot. Ekkor elindul a Z0 bemérése - miután megtörtént villog a "Start Probe". Megnyomása után a szerszám magasság bemérő fölött mér egyet a gépünk, ezzel megtörténik a szerszám bemérés is.
Ezután a gép a munkadarab fölé áll. Vegyük fel a munkadarab X0Y0 pontjait is, akár kézzel akár a szoftverből (Outer Corner).
A munkadarab 0 pontját is menthetjük ha szükséges a "Save Workp. referenes on exit" megnyomásával. Nyilván másik munkadarabnál újra fel kell vennünk a munkadarab XYZ koordinátáit.
A "Probe Pos" gomb megnyomásával menjünk a szerszámcsere pozícióba, vegyük ki a tokmányból 3D probe-t, tegyük be az első használni kívánt szerszámot, majd a "Start Probing" megnyomásával megtörténik a szerszám bemérése. A további szerszámcserék alkalmával ugyanígy járjunk el.
UCCNC szerszámcsere beméréssel manuálisan
A munkaasztalon elhelyezzük a szerszám bemérőt, a tokmányban 3D probe-t. Érdemes arra figyelni hogy a szerszámbemérő ne legyen "útban" amikor a munkadarab 0 pontjából "home" pozícióba megyünk a szerszámmal!
A "Probe" menü "Setup" fülön a "Safe Z" mezőbe pl. -2 , ha a "Z" home pozíciót a végálláskapcsolóval vettük fel így a "Z" a végállás előtt 2mm távolságban megáll.
A "Probe" menü "Page 1, Probe tool" fülön a P1 értéket vegyük pl. -100-ra. ez lesz a szerszámbemérés "hatótávja".
- Első lépésként felvesszük a gép home pozícióját - x0y0z0, akár a tengelyek végállásainál, akár egy általunk kijelölt pozícióban. A "Z0" magasabban legyen mint a "Mobile probe" pozíció.
- A szerszámbemérő fölé állunk olyan pozícióba hogy a leghosszabb használni kívánt szerszámunk is beférjen majd méréskor. A Probe tool menüben "Mobile probe" módot kiválasztva mentjük a pozíciót a "Set as mobil probe pos" gomb megnyomásával. A jóváhagyást a villogó "Start Probing" megnyomásával erősítjük meg.
Ha később is itt szeretnénk mérni a "Probe setup" oldalon bejelöljük a "Save mobile probe pos on exit"-et.
Álljunk a munkadarab fölé ahová a Z0 pontját szeretnénk kijelölni. Nyomjuk meg a "Reference probe as workpiece" gombot. Ekkor elindul a Z0 bemérése - miután megtörtént villog a "Start Probe". Megnyomása után a szerszám magasság bemérő fölött mér egyet a gépünk, ezzel megtörténik a szerszám bemérés is.
Ezután a gép a munkadarab fölé áll. Vegyük fel a munkadarab X0Y0 pontjait is, akár kézzel akár a szoftverből (Outer Corner).
A munkadarab 0 pontját is menthetjük ha szükséges a "Save Workp. referenes on exit" megnyomásával. Nyilván másik munkadarabnál újra fel kell vennünk a munkadarab XYZ koordinátáit.
A "Probe Pos" gomb megnyomásával menjünk a szerszámcsere pozícióba, vegyük ki a tokmányból 3D probe-t, tegyük be az első használni kívánt szerszámot, majd a "Start Probing" megnyomásával megtörténik a szerszám bemérése. A további szerszámcserék alkalmával ugyanígy járjunk el.
Cím: Re:UCCNC vezérlő program
Írta: xs55942m6 Dátum 2024 január 08, 18:36
Írta: xs55942m6 Dátum 2024 január 08, 18:36
Istenkirály!
Tökéletesen működik!
Tökéletesen működik!
Cím: Re:UCCNC vezérlő program
Írta: xs55942m6 Dátum 2024 január 08, 19:56
Írta: xs55942m6 Dátum 2024 január 08, 19:56
Még egy kérdés! Ha 3D tapintóval méred a munkadarabot és az ugye NC kontaktal rendelkezik és a fix szondád meg NO kontaktos. Azt hogy oldanád meg? És még ugye ott van, hogy ha a fix NO kontaktos szondádban van egy rugós holtjátékod, hogy de "koppanjon" minden egyes szerszám.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2024 január 08, 21:15
Írta: dezsoe Dátum 2024 január 08, 21:15
Nem tudom, milyen mozgásvezérlőd van. Az ethernetes vezérlőknél két probe bemenet van, így lehet különböző beállításuk.
Egyszer ki kell kísérletezni, hogy mennyi az eltérés. Ha a tapintót felveszed szerszámként, akkor a hosszkompenzációval ki tudod egyenlíteni. Ha jó a szerszám bemérő, akkor nem kéne századosnál nagyobb hibának lenni.
Egyszer ki kell kísérletezni, hogy mennyi az eltérés. Ha a tapintót felveszed szerszámként, akkor a hosszkompenzációval ki tudod egyenlíteni. Ha jó a szerszám bemérő, akkor nem kéne századosnál nagyobb hibának lenni.
Cím: Re:UCCNC vezérlő program
Írta: dobosi Dátum 2024 január 08, 22:23
Írta: dobosi Dátum 2024 január 08, 22:23
Mindkét szondám saját készítésű NC típus kb. 0.02 mm pontos.
Mivel csak 1 bemenetem van erre a célra fizikai kapcsolóval váltok közöttük.
Üdv,
István
Mivel csak 1 bemenetem van erre a célra fizikai kapcsolóval váltok közöttük.
Üdv,
István
Cím: Re:UCCNC vezérlő program
Írta: xs55942m6 Dátum 2024 január 09, 08:50
Írta: xs55942m6 Dátum 2024 január 09, 08:50
Akkor én is ezt az utat járom, nem bonyolítom az életemet[#eljen]
Viszont a makrózásban is szeretnék egy kis segítséget kérni (uccnc) valami példa program nagy segítség lenne
Gondolok arra, hogy bemenetet hogy hívok meg, kimenetet hogy vezérlek.
Normális oktató anyagot nem találtam sanjon :(
Viszont a makrózásban is szeretnék egy kis segítséget kérni (uccnc) valami példa program nagy segítség lenne
Gondolok arra, hogy bemenetet hogy hívok meg, kimenetet hogy vezérlek.
Normális oktató anyagot nem találtam sanjon :(
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2024 január 09, 09:12
Írta: dezsoe Dátum 2024 január 09, 09:12
Megint csak azt tudom írni, mint tegnap: kicsit fogalmazz konkrétabban. Ha (legalább nagy vonalakban) leírod, hogy mit akarsz megoldani, akkor könnyebb segíteni.
Cím: Re:UCCNC vezérlő program
Írta: xs55942m6 Dátum 2024 január 09, 11:02
Írta: xs55942m6 Dátum 2024 január 09, 11:02
Vannak nyomógombok amik visszajelzősek,
Szeretném kirakni a gép oldalára a funkciókat (start,stop,probe,világítás,ködölő..stb), hogy ne dzsuvázzam össze a PC-t a kezemmel. Vannak funkciók amiket betudok állítani de egy sima pillanatkapcsolással egy orsóvilágítást és egy gomb visszajelzést már nem tudok csinálni makro nélkül sajnos.
A 3D tapintót is szelepvezérléssel szeretném kiemelni. (Ezek már mechanikusan megvannak) egy szenzorral, hogy vissza ment alaphelyzetbe.
Ilyenekre gondolok.
Szeretném kirakni a gép oldalára a funkciókat (start,stop,probe,világítás,ködölő..stb), hogy ne dzsuvázzam össze a PC-t a kezemmel. Vannak funkciók amiket betudok állítani de egy sima pillanatkapcsolással egy orsóvilágítást és egy gomb visszajelzést már nem tudok csinálni makro nélkül sajnos.
A 3D tapintót is szelepvezérléssel szeretném kiemelni. (Ezek már mechanikusan megvannak) egy szenzorral, hogy vissza ment alaphelyzetbe.
Ilyenekre gondolok.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2024 január 09, 14:39
Írta: dezsoe Dátum 2024 január 09, 14:39
A nyomógombokat input triggernek tudod beállítani. Kiválasztod a bemenetet és hozzárendelsz egy gomb sorszámot, amit listából is ki tudsz választani. Természetesen, itt csak a beépített funkciókat éred el. A visszajelzőket is ki tudod választani a LED-ek közül, szintén beépített funkciók esetén. Pl. Start gomb 128, a visszajelzője az 54-es LED.
A nem beépített funkcióknak makrót vagy plugin-t kell írni. A makró az egyszerűbb, viszont csak akkor fog működni, amikor a legtöbb gomb, azaz reset kioldva és nem fut ciklus. Ha olyan dolgot akarsz kapcsolgatni, amit reset állapotban és/vagy ciklus futás közben is kell, akkor muszáj plugin-t írni.
A fenti példa a 3-as port 17-es lábát kapcsolgatja. El kell menteni Mxxxxx.txt néven, ahol az xxxxx 20000-21999 tartományba essen. Ezt a számot kell beírnod az input triggernél ahhoz, hogy külső gombbal kapcsoljon.
A nem beépített funkcióknak makrót vagy plugin-t kell írni. A makró az egyszerűbb, viszont csak akkor fog működni, amikor a legtöbb gomb, azaz reset kioldva és nem fut ciklus. Ha olyan dolgot akarsz kapcsolgatni, amit reset állapotban és/vagy ciklus futás közben is kell, akkor muszáj plugin-t írni.
Kód Kijelölés
state = !state;
if (state ^ ActiveLow)
exec.Setoutpin(Port, Pin);
else
exec.Clroutpin(Port, Pin);
#Events
const int Port = 3;
const int Pin = 17;
const bool ActiveLow = false;
static bool state = false;
A fenti példa a 3-as port 17-es lábát kapcsolgatja. El kell menteni Mxxxxx.txt néven, ahol az xxxxx 20000-21999 tartományba essen. Ezt a számot kell beírnod az input triggernél ahhoz, hogy külső gombbal kapcsoljon.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2024 január 23, 07:24
Írta: svejk Dátum 2024 január 23, 07:24
Milyen varázslatot kellene elkövetni ahhoz, hogy a Reset kikapcsolja, az M10.x -el aktivált kimeneteket?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2024 január 23, 08:31
Írta: svejk Dátum 2024 január 23, 08:31
Hopsz, még kikapcsoláskor is elmenti az állapotot?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2024 január 23, 08:34
Írta: svejk Dátum 2024 január 23, 08:34
Talán meg is találtam a választ. (https://www.forum.cncdrive.com/viewtopic.php?f=16&t=1101&start=20#p10995) :)
Cím: Re:UCCNC vezérlő program
Írta: Robsy1 Dátum 2024 január 23, 08:42
Írta: Robsy1 Dátum 2024 január 23, 08:42
SW varázslattól független HW megoldás lehet, ha egy charge pump kimenettel összekapuzod a kimenete(i)det "ÉS" kapcsolattal.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2024 január 23, 08:43
Írta: svejk Dátum 2024 január 23, 08:43
Aúú... ez mégse jó, hiszen reset-nél nem fut a makrohurok. :(
De legalább Stopnál és a ciklus végén kikapcsolja.
De legalább Stopnál és a ciklus végén kikapcsolja.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2024 január 23, 08:56
Írta: svejk Dátum 2024 január 23, 08:56
Az eddig is meg van, de mivel elmenti az állapotot, a következő indításkor újra aktív lesz.
Cím: Re:UCCNC vezérlő program
Írta: Robsy1 Dátum 2024 január 23, 09:50
Írta: Robsy1 Dátum 2024 január 23, 09:50
Huhhh! Akkor szerintem sajnos az a vezérlő hibás e tekintetben, ami Reset vagy újraindítás után alapból is nem rendezi normális állapotba hozással az összes kimenetet.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2024 január 23, 10:32
Írta: svejk Dátum 2024 január 23, 10:32
Nem hinném, hogy hibás lenne, valószínűleg meg van az oka miért így csinálták meg.
Cím: Re:UCCNC vezérlő program
Írta: Robsy1 Dátum 2024 január 23, 10:44
Írta: Robsy1 Dátum 2024 január 23, 10:44
Kiváncsivá tettél, mi lesz az a műszaki ok. Mert én még úgy tanultam, és ehhez tartom is magamat, hogy Reset után illik minden vezérelt be/kimenetet alaphelyzetbe hozni, rendezni, és onnan folytatni.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2024 január 23, 11:10
Írta: svejk Dátum 2024 január 23, 11:10
A semlegesbe válaszoltam. [#t201p11225#]
Ezt a topicot illik nem szét cseszni, hagyjuk meg kérdés-feleleteknek, segítségeknek és nem fikázásnak!
Ezt a topicot illik nem szét cseszni, hagyjuk meg kérdés-feleleteknek, segítségeknek és nem fikázásnak!
Cím: Re:UCCNC vezérlő program
Írta: xs55942m6 Dátum 2024 január 28, 15:18
Írta: xs55942m6 Dátum 2024 január 28, 15:18
Szervusztok!
Megakadtam, picit.
az anyag bemérése után kimegy a képem külsőszondához mérés miatt de nekem egy munkahengerem van amit akarok vezérelni, hogy kijöjjön. Rosszúl tudom, hogy az M31-es makróba kéne bele írnom?[#nemtudom][#conf]
double probeX = 200;
double probeY = 300;
double Zmin = -100;
double FeedrateFast = 300;
double FeedrateSlow = 100;
double SafeZ = 100;
double retractheight = 10;
double retractforsecondmeasurement = 1;
bool domoveXY = false; //Enable XY movement
bool dodualcycle = true; //Do probing from 2 cycles, first with Fast and second with Slow feedrates
// Vezérléshez szükséges változók
int chuckPort = 3;
int chuckPin = 7;
bool chuckState = false;
// Kimenet kivezérlése
exec.Clroutpin(chuckPort, chuckPin);
if(!exec.GetLED(56)||!exec.GetLED(57)||!exec.GetLED(58)) // If machine was not homed then it is unsafe to move in machine coordinates, stop here...
{
MessageBox.Show("The machine was not yet homed, home the machine before probing!");
exec.Stop();
return;
}
while(exec.IsMoving()){}
double Xoriginalpos = exec.GetXmachpos(); // Get the current machine coordinates
double Yoriginalpos = exec.GetYmachpos(); // Get the current machine coordinates
if(domoveXY) // Make XY movement only if enabled
{
exec.Code("G00 G53 Z" + SafeZ); // Move Z up first
while(exec.IsMoving()){}
exec.Code("G00 G53 X" + probeX +" Y" + probeY); // Move to the probe sensor position in XY
while(exec.IsMoving()){}
}
if(dodualcycle)
{
exec.Code("G31 Z" + Zmin + "F" + FeedrateFast); // Do the Z probing with Fast feedrate first
while(exec.IsMoving()){}
exec.Code("G91 G0 Z" + retractforsecondmeasurement);
exec.Code("G90");
}
while(exec.IsMoving()){}
exec.Code("G31 Z" + Zmin + "F" + FeedrateSlow); // Do the Z probing again with Slow Feedrate to get a more accurate reading
while(exec.IsMoving()){}
// Kimeneten kivezérlés feloldása
exec.Setoutpin(chuckPort, chuckPin);
if(!exec.Ismacrostopped()) // If tool change was not interrupted with a stop only then validate new tool number
{
exec.Code("G44 H1"); // Load tool offset one, note the tool lenght is defined in the tools menu
while(exec.IsMoving()){}
exec.Wait(200);
double Zup = exec.GetZmachpos() + retractheight;
if(Zup > SafeZ)
{
Zup = SafeZ;
}
Megakadtam, picit.
az anyag bemérése után kimegy a képem külsőszondához mérés miatt de nekem egy munkahengerem van amit akarok vezérelni, hogy kijöjjön. Rosszúl tudom, hogy az M31-es makróba kéne bele írnom?[#nemtudom][#conf]
double probeX = 200;
double probeY = 300;
double Zmin = -100;
double FeedrateFast = 300;
double FeedrateSlow = 100;
double SafeZ = 100;
double retractheight = 10;
double retractforsecondmeasurement = 1;
bool domoveXY = false; //Enable XY movement
bool dodualcycle = true; //Do probing from 2 cycles, first with Fast and second with Slow feedrates
// Vezérléshez szükséges változók
int chuckPort = 3;
int chuckPin = 7;
bool chuckState = false;
// Kimenet kivezérlése
exec.Clroutpin(chuckPort, chuckPin);
if(!exec.GetLED(56)||!exec.GetLED(57)||!exec.GetLED(58)) // If machine was not homed then it is unsafe to move in machine coordinates, stop here...
{
MessageBox.Show("The machine was not yet homed, home the machine before probing!");
exec.Stop();
return;
}
while(exec.IsMoving()){}
double Xoriginalpos = exec.GetXmachpos(); // Get the current machine coordinates
double Yoriginalpos = exec.GetYmachpos(); // Get the current machine coordinates
if(domoveXY) // Make XY movement only if enabled
{
exec.Code("G00 G53 Z" + SafeZ); // Move Z up first
while(exec.IsMoving()){}
exec.Code("G00 G53 X" + probeX +" Y" + probeY); // Move to the probe sensor position in XY
while(exec.IsMoving()){}
}
if(dodualcycle)
{
exec.Code("G31 Z" + Zmin + "F" + FeedrateFast); // Do the Z probing with Fast feedrate first
while(exec.IsMoving()){}
exec.Code("G91 G0 Z" + retractforsecondmeasurement);
exec.Code("G90");
}
while(exec.IsMoving()){}
exec.Code("G31 Z" + Zmin + "F" + FeedrateSlow); // Do the Z probing again with Slow Feedrate to get a more accurate reading
while(exec.IsMoving()){}
// Kimeneten kivezérlés feloldása
exec.Setoutpin(chuckPort, chuckPin);
if(!exec.Ismacrostopped()) // If tool change was not interrupted with a stop only then validate new tool number
{
exec.Code("G44 H1"); // Load tool offset one, note the tool lenght is defined in the tools menu
while(exec.IsMoving()){}
exec.Wait(200);
double Zup = exec.GetZmachpos() + retractheight;
if(Zup > SafeZ)
{
Zup = SafeZ;
}
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2024 január 28, 15:32
Írta: dezsoe Dátum 2024 január 28, 15:32
Szia!
Attól függ, hogy mivel mérsz. Probe gomb alul vagy a bemérő képernyő (Start probing / reference probe as workpiece gomb). Az első az M31-et hívja, a második a probing plugin-ban dolgozik. Emlékeim szerint az utóbbi, de ott is meg lehet oldani. Kérek egy UCCNC és egy probe plugin verziószámot. (Help / About és General settins / Config plugins alatt találod meg.)
Attól függ, hogy mivel mérsz. Probe gomb alul vagy a bemérő képernyő (Start probing / reference probe as workpiece gomb). Az első az M31-et hívja, a második a probing plugin-ban dolgozik. Emlékeim szerint az utóbbi, de ott is meg lehet oldani. Kérek egy UCCNC és egy probe plugin verziószámot. (Help / About és General settins / Config plugins alatt találod meg.)
Cím: Re:UCCNC vezérlő program
Írta: xs55942m6 Dátum 2024 január 28, 15:45
Írta: xs55942m6 Dátum 2024 január 28, 15:45
szervusz!
1.3.5
1.3.5
Cím: Re:UCCNC vezérlő program
Írta: xs55942m6 Dátum 2024 január 28, 15:46
Írta: xs55942m6 Dátum 2024 január 28, 15:46
Start probing / reference probe as workpiece gomb -ot használom
Cím: Re:UCCNC vezérlő program
Írta: xs55942m6 Dátum 2024 január 28, 16:54
Írta: xs55942m6 Dátum 2024 január 28, 16:54
1.2116 az uccnc
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2024 január 28, 17:55
Írta: dezsoe Dátum 2024 január 28, 17:55
Köszi! Tehát a mérőponton méréshez kell egy kimenetet bekapcsolni, a mérés után pedig ki, ha jól értelmezem. Van már erre kapcsolgatós makród? Ha igen, akkor másold be ide. (Nyomj PRG gombot az üzenetablak felett jobbra és a két megjelenő sor közé másold.)
Cím: Re:UCCNC vezérlő program
Írta: xs55942m6 Dátum 2024 január 28, 19:33
Írta: xs55942m6 Dátum 2024 január 28, 19:33
Munkadarab felület bemérés, Z felmegy, kimenet (szonda kar) bekapcsol, x-y pozícióra megy, külső szonda bemérés, Z biztonsági magasságra állás, kimenet kikapcsolása, x-y null pontra vissza, . Ezt szeretném elérni :( .
Csak ezt a kimenetet szeretném beiktatni
Csak ezt a kimenetet szeretném beiktatni
Cím: Re:UCCNC vezérlő program
Írta: xs55942m6 Dátum 2024 január 28, 19:35
Írta: xs55942m6 Dátum 2024 január 28, 19:35
De vegyük úgy, hogy nincs macro.
Cím: Re:UCCNC vezérlő program
Írta: xs55942m6 Dátum 2024 január 28, 19:38
Írta: xs55942m6 Dátum 2024 január 28, 19:38
Ezt csináltam most a hétvégén és ezt szeretném vezérelni
(https://hobbicncforum.hu/uploaded_images/2024/01/tn_diasvf9s3s5uuw53f9d9j_5296.jpg) (https://hobbicncforum.hu/uploaded_images/2024/01/diasvf9s3s5uuw53f9d9j_5296.jpg) (https://hobbicncforum.hu/uploaded_images/2024/01/tn_ua09y6km82fhpxsp7eqgn_5296.jpg) (https://hobbicncforum.hu/uploaded_images/2024/01/ua09y6km82fhpxsp7eqgn_5296.jpg) (https://hobbicncforum.hu/uploaded_images/2024/01/tn_ni4dhd9jn65ta3jw0d0kv_5296.jpg) (https://hobbicncforum.hu/uploaded_images/2024/01/ni4dhd9jn65ta3jw0d0kv_5296.jpg)
(https://hobbicncforum.hu/uploaded_images/2024/01/tn_diasvf9s3s5uuw53f9d9j_5296.jpg) (https://hobbicncforum.hu/uploaded_images/2024/01/diasvf9s3s5uuw53f9d9j_5296.jpg) (https://hobbicncforum.hu/uploaded_images/2024/01/tn_ua09y6km82fhpxsp7eqgn_5296.jpg) (https://hobbicncforum.hu/uploaded_images/2024/01/ua09y6km82fhpxsp7eqgn_5296.jpg) (https://hobbicncforum.hu/uploaded_images/2024/01/tn_ni4dhd9jn65ta3jw0d0kv_5296.jpg) (https://hobbicncforum.hu/uploaded_images/2024/01/ni4dhd9jn65ta3jw0d0kv_5296.jpg)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2024 január 30, 16:45
Írta: dezsoe Dátum 2024 január 30, 16:45
Csináltam egy új verziót a probing plugin-ból, ami meg tud hívni egy makrót, amikor elmegy mérni. Innen letöltheted. (http://www.szentkereszty.net/plugins/Probing.zip) Az M99998 makróba tedd be az alábbi két sort:
Aztán az alábbi kódot mentsd el M11031.txt néven a makrók közé:
A Port, Pin és ActiveLow értékeket írd át a kimenetednek megfelelően.
Kód Kijelölés
exec.Informplugin("Probing.dll", "SetAuxMacro: M11031");
exec.Informplugin("Probing.dll", "EnableAuxMacro: ON");
Aztán az alábbi kódot mentsd el M11031.txt néven a makrók közé:
Kód Kijelölés
// ================================================================================================
// Probe screen Aux Macro
// ================================================================================================
int Eint = Convert.ToInt32(Evar);
switch (Eint)
{
case 1: // MobileProbeTool: before GotoMobileProbePosition
case 5: // Reference * as workpiece: before GotoMobileProbePosition
Turn(true);
break;
case 3: // MobileProbeTool: before return to original position
case 7: // Reference * as workpiece: before return to original position
Turn(false);
break;
}
// ================================================================================================
#Events
// ================================================================================================
const int Port = 3;
const int Pin = 17;
const bool ActiveLow = false;
void Turn(bool state)
{
if (state ^ ActiveLow)
exec.Setoutpin(Port, Pin);
else
exec.Clroutpin(Port, Pin);
}
// ================================================================================================
A Port, Pin és ActiveLow értékeket írd át a kimenetednek megfelelően.
Cím: Re:UCCNC vezérlő program
Írta: xs55942m6 Dátum 2024 január 31, 08:30
Írta: xs55942m6 Dátum 2024 január 31, 08:30
Isten, király vagy! Délután ki is próbálom![#taps]
Cím: Re:UCCNC vezérlő program
Írta: xs55942m6 Dátum 2024 január 31, 17:01
Írta: xs55942m6 Dátum 2024 január 31, 17:01
jelentem, tökéletesen működik!!!![#taps]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2024 január 31, 17:37
Írta: dezsoe Dátum 2024 január 31, 17:37
Nagyszerű! Nem csinálsz róla egy videót?
Cím: Re:UCCNC vezérlő program
Írta: xs55942m6 Dátum 2024 február 01, 11:00
Írta: xs55942m6 Dátum 2024 február 01, 11:00
Lenne még egy kérdésem. A sötét stílusú uccnc mennyire tud megbarátkozni a 4:3 képernyő aránnyal?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2024 február 01, 11:41
Írta: dezsoe Dátum 2024 február 01, 11:41
Megy rajta, csak igen randa, mivel össze van préselve. Ugyanez fordítva is igaz: a régi 4:3-as is megy szélesen, csak ki van nyújtva.
Cím: Re:UCCNC vezérlő program
Írta: xs55942m6 Dátum 2024 február 07, 17:46
Írta: xs55942m6 Dátum 2024 február 07, 17:46
megint egy problémába ütköztem :(
intéztem egy új PC a cnchez win10 fut rajt és az UC300usb vezérlőt nem tudom illeszteni mert rosz a driverje :(
kutatom a netet és ahol találok valami letöltő linket, az már nem él. tud nekem küldeni valaki egy működőt? vamosiak@gmail.com -ra?
[#zavart2]
intéztem egy új PC a cnchez win10 fut rajt és az UC300usb vezérlőt nem tudom illeszteni mert rosz a driverje :(
kutatom a netet és ahol találok valami letöltő linket, az már nem él. tud nekem küldeni valaki egy működőt? vamosiak@gmail.com -ra?
[#zavart2]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2024 február 07, 18:21
Írta: dezsoe Dátum 2024 február 07, 18:21
Itt a leírás (http://www.szentkereszty.net/uc100/), igaz, angolul. UC100-ról szól, de ugyanaz vonatkozik az UC300-ra is. (Ugyanaz a driver kell hozzá.)
Cím: Re:UCCNC vezérlő program
Írta: Szedlay Pál Dátum 2024 február 07, 18:21
Írta: Szedlay Pál Dátum 2024 február 07, 18:21
Ezekkel sem működik?
Ez lenne a hivatalos letöltő oldal.
https://www.polgardidesign.hu/index.php?option=com_content&view=article&id=3&Itemid=5&lang=en
Ez lenne a hivatalos letöltő oldal.
https://www.polgardidesign.hu/index.php?option=com_content&view=article&id=3&Itemid=5&lang=en
Cím: Re:UCCNC vezérlő program
Írta: xs55942m6 Dátum 2024 február 08, 19:37
Írta: xs55942m6 Dátum 2024 február 08, 19:37
köszönöm a segítséget! :) meglett oldva minden![#taps]
Mindent letöltöttem, dokumentáltam, ha kell majd én is tudok sígíteni, hátha megmentek mást egy agyvérzéstől.[#nyes]
Mindent letöltöttem, dokumentáltam, ha kell majd én is tudok sígíteni, hátha megmentek mást egy agyvérzéstől.[#nyes]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2024 február 10, 14:37
Írta: svejk Dátum 2024 február 10, 14:37
Régebbi téma, de a napokban pont le volt véve a burkolat.
"a láncon van abszolút enkóder"
(https://hobbicncforum.hu/uploaded_images/2024/02/tn_efcjkfubkz5azy5uhf50_66.jpg) (https://hobbicncforum.hu/uploaded_images/2024/02/efcjkfubkz5azy5uhf50_66.jpg)
"a láncon van abszolút enkóder"
(https://hobbicncforum.hu/uploaded_images/2024/02/tn_efcjkfubkz5azy5uhf50_66.jpg) (https://hobbicncforum.hu/uploaded_images/2024/02/efcjkfubkz5azy5uhf50_66.jpg)
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2024 február 11, 08:29
Írta: TBS-TEAM Dátum 2024 február 11, 08:29
Szuper érdeks egyszerű megoldás [#eljen]
Működési elve a képen.
Ez a kialakítás 360 fokot 64 részre osztja.
(https://hobbicncforum.hu/uploaded_images/2024/02/tn_wtf03b56baxxs2kfejgf_3344.png) (https://hobbicncforum.hu/uploaded_images/2024/02/wtf03b56baxxs2kfejgf_3344.png)
Működési elve a képen.
Ez a kialakítás 360 fokot 64 részre osztja.
(https://hobbicncforum.hu/uploaded_images/2024/02/tn_wtf03b56baxxs2kfejgf_3344.png) (https://hobbicncforum.hu/uploaded_images/2024/02/wtf03b56baxxs2kfejgf_3344.png)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2024 február 11, 09:43
Írta: svejk Dátum 2024 február 11, 09:43
Nálam csak 5 bit van, a felső induktív a Strobe jelet adja.
(látható, hogy ott kisebbek a furatátmérők, így biztosithato, hogy ne legyen téves olvasás)
(látható, hogy ott kisebbek a furatátmérők, így biztosithato, hogy ne legyen téves olvasás)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2024 február 11, 11:27
Írta: dezsoe Dátum 2024 február 11, 11:27
És hogy szép kerek szám jöjjön ki az osztáshoz, csak 31 tárhely van a láncban. :)
Cím: Re:UCCNC vezérlő program
Írta: jr3zkwveg Dátum 2024 február 14, 15:40
Írta: jr3zkwveg Dátum 2024 február 14, 15:40
Szép napot
Segítséget szeretnék kérni.
Számító gépet cseréltem ami erősebb mint a régi volt és ezt a hibaüzenetet kapom.
(https://hobbicncforum.hu/uploaded_images/2024/02/tn_i825hz2u74up2pzs4dg3w_4595.jpg) (https://hobbicncforum.hu/uploaded_images/2024/02/i825hz2u74up2pzs4dg3w_4595.jpg)
Segítséget szeretnék kérni.
Számító gépet cseréltem ami erősebb mint a régi volt és ezt a hibaüzenetet kapom.
(https://hobbicncforum.hu/uploaded_images/2024/02/tn_i825hz2u74up2pzs4dg3w_4595.jpg) (https://hobbicncforum.hu/uploaded_images/2024/02/i825hz2u74up2pzs4dg3w_4595.jpg)
Cím: Re:UCCNC vezérlő program
Írta: jr3zkwveg Dátum 2024 február 14, 15:44
Írta: jr3zkwveg Dátum 2024 február 14, 15:44
A mostani gépem paramétereit képen küldöm .
Köszönöm a segítséget.
(https://hobbicncforum.hu/uploaded_images/2024/02/tn_vimhc2b676mcwvtpkwq7_4595.jpg) (https://hobbicncforum.hu/uploaded_images/2024/02/vimhc2b676mcwvtpkwq7_4595.jpg)
Köszönöm a segítséget.
(https://hobbicncforum.hu/uploaded_images/2024/02/tn_vimhc2b676mcwvtpkwq7_4595.jpg) (https://hobbicncforum.hu/uploaded_images/2024/02/vimhc2b676mcwvtpkwq7_4595.jpg)
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2024 február 14, 15:49
Írta: TBS-TEAM Dátum 2024 február 14, 15:49
A számítógépben lévő videokártyához telepíteni kell a legújabb drivert.
Valószínű a Win csak alap video drivert telepített.
Minimum OpenGL 1.3
Valószínű a Win csak alap video drivert telepített.
Minimum OpenGL 1.3
Cím: Re:UCCNC vezérlő program
Írta: jr3zkwveg Dátum 2024 február 14, 15:55
Írta: jr3zkwveg Dátum 2024 február 14, 15:55
köszönöm a gyors választ
Cím: Re:UCCNC vezérlő program
Írta: xs55942m6 Dátum 2024 február 25, 18:26
Írta: xs55942m6 Dátum 2024 február 25, 18:26
Szervusztok! Most megint előjött egy olyan hiba, hogy ha ismétlő munkát végzek akkor a tengelyek felgyerélődnek, megbolondulnak. Z-be szépen megy le helikopterbe.. de a következő munkadarabnál már eglz a kelikopterezés már nem xy mozgással halad lefele hanem yZ.. tehát egy íves jobbra-ballra fel-le mozgást művel. Amint újra hívom a programot, jó lesz megint.[#csodalk]
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2024 február 25, 18:40
Írta: dezsoe Dátum 2024 február 25, 18:40
Szia! Kéne látni a g-kódot, amivel ezt csinálja. Továbbra is 1.2116-ot használsz?
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2024 február 28, 15:45
Írta: frob Dátum 2024 február 28, 15:45
Sziasztok
Régebben már emlegettem, most vége fele haladok a felszerelésnek, kapott a maró egy levegős gravír hegyet.
Akit érdekelne erről van szó https://vi.aliexpress.com/item/1005004683192532.html
Következőt lenne jó elkövetni, fusion vagy éppen aspire, mindegy, generálja a g kódot, itt is van probléma mert nem kell kiemelni, mivel a berendezés olyan ha nem kap levegőt akkor fentebb megy vagy 5-10mm el a hegy, és kapcsolgatni kell az alakzatoknál a mágnesszelepet, mert ha folyamatosan megy akkor szétveri magát.
Nullára állni ha kell kézzel megteszem, csak onnan menjen tovább a folyamat.
Szóval 1 relét kell várakozás kapcsolni, és várakozás nélkül már is húzni a vonalat, mint egy karctűvel, csak nem kell utána elemelni, hanem tovább állni a következő alakzat elejéhez.
Ebben a beállításban kérném a segítséget.
Előre is köszönöm!!
R.
Régebben már emlegettem, most vége fele haladok a felszerelésnek, kapott a maró egy levegős gravír hegyet.
Akit érdekelne erről van szó https://vi.aliexpress.com/item/1005004683192532.html
Következőt lenne jó elkövetni, fusion vagy éppen aspire, mindegy, generálja a g kódot, itt is van probléma mert nem kell kiemelni, mivel a berendezés olyan ha nem kap levegőt akkor fentebb megy vagy 5-10mm el a hegy, és kapcsolgatni kell az alakzatoknál a mágnesszelepet, mert ha folyamatosan megy akkor szétveri magát.
Nullára állni ha kell kézzel megteszem, csak onnan menjen tovább a folyamat.
Szóval 1 relét kell várakozás kapcsolni, és várakozás nélkül már is húzni a vonalat, mint egy karctűvel, csak nem kell utána elemelni, hanem tovább állni a következő alakzat elejéhez.
Ebben a beállításban kérném a segítséget.
Előre is köszönöm!!
R.
Cím: Re:UCCNC vezérlő program
Írta: dtb Dátum 2024 február 28, 17:33
Írta: dtb Dátum 2024 február 28, 17:33
Létezik lézerhez (Aspire) post process, én első körben azt próbálnám meg.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2024 február 29, 07:13
Írta: frob Dátum 2024 február 29, 07:13
Ez nagyon jó ötlet, köszönöm!
esetleg ha neked megvan el tudnád küldeni, vagy a mach3 laser is jó hozzá gondolom... nem tudom az benne van e
régi 8.5 van meg belőle...
Előre is kösz!
R.
esetleg ha neked megvan el tudnád küldeni, vagy a mach3 laser is jó hozzá gondolom... nem tudom az benne van e
régi 8.5 van meg belőle...
Előre is kösz!
R.
Cím: Re:UCCNC vezérlő program
Írta: dtb Dátum 2024 február 29, 19:32
Írta: dtb Dátum 2024 február 29, 19:32
Szia, Lényeges, hogy milyen szoftvert, és vezérlőt használsz, a szerint kell kiválasztani a postprocest. Egyszerűen rákeresel a kívánt típus szerint:
"aspire laser postprocess", vagy pl. "uccnc laser postprocess"
"aspire laser postprocess", vagy pl. "uccnc laser postprocess"
Cím: Re:UCCNC vezérlő program
Írta: Steelman Dátum 2024 február 29, 19:42
Írta: Steelman Dátum 2024 február 29, 19:42
Sziasztok!
Az alábbi linken található és letölthető plazma módosításokat szeretném használni, elvben minden működik de feldob egy hibaüzenet és a screen felület sem tökéletes. Van valakinek ötlete, hogy mi lehet a gond?
https://cnc4pc.com/blog/post/plasma-touch-sensor-configuration-for-uccnc-with-macro
(https://hobbicncforum.hu/uploaded_images/2024/02/tn_dadvcbdwhfec7wx25u9ux_8292.jpg) (https://hobbicncforum.hu/uploaded_images/2024/02/dadvcbdwhfec7wx25u9ux_8292.jpg) (https://hobbicncforum.hu/uploaded_images/2024/02/tn_8s5n7254is4p2eui3tpm_8292.jpg) (https://hobbicncforum.hu/uploaded_images/2024/02/8s5n7254is4p2eui3tpm_8292.jpg)
Az alábbi linken található és letölthető plazma módosításokat szeretném használni, elvben minden működik de feldob egy hibaüzenet és a screen felület sem tökéletes. Van valakinek ötlete, hogy mi lehet a gond?
https://cnc4pc.com/blog/post/plasma-touch-sensor-configuration-for-uccnc-with-macro
(https://hobbicncforum.hu/uploaded_images/2024/02/tn_dadvcbdwhfec7wx25u9ux_8292.jpg) (https://hobbicncforum.hu/uploaded_images/2024/02/dadvcbdwhfec7wx25u9ux_8292.jpg) (https://hobbicncforum.hu/uploaded_images/2024/02/tn_8s5n7254is4p2eui3tpm_8292.jpg) (https://hobbicncforum.hu/uploaded_images/2024/02/8s5n7254is4p2eui3tpm_8292.jpg)
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2024 február 29, 21:05
Írta: frob Dátum 2024 február 29, 21:05
Szia
uc400eth amit használok... miindent köszi meglesem....
uc400eth amit használok... miindent köszi meglesem....
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2024 február 29, 23:11
Írta: dezsoe Dátum 2024 február 29, 23:11
A CNC4PC nem volt csúcsformában, amikor a mellékelt makrókat alkotta. Az M99998 javítva:
(Az alapértelmezett értékek helyett a mező neve volt beírva. A neveket viszont elég macerás számmá alakítani...)
Kód Kijelölés
//This is the Constructor macro which executes once when the application gets loaded
//***************************** CNC4PC block *****************************
//***************** rem Modified Nov/30/2022 by CNC4PC *******************
string Z_Top = exec.Readkey("UserTextfields", "20001", "0.0"); // Z_Top
double Z_Top_d = double.Parse(Z_Top);
AS3.Setfield(Z_Top_d, 20001);
string Z_min_height = exec.Readkey("UserTextfields", "20002", "0.0"); // Z_min_height
double Z_min_height_d = double.Parse(Z_min_height);
AS3.Setfield(Z_min_height_d, 20002);
string Offset_Z = exec.Readkey("UserTextfields", "20003", "0.0"); // Offset_Z
double Offset_Z_d = double.Parse(Offset_Z);
AS3.Setfield(Offset_Z_d, 20003);
//*************************** End CNC4PC block ****************************
(Az alapértelmezett értékek helyett a mező neve volt beírva. A neveket viszont elég macerás számmá alakítani...)
Cím: Re:UCCNC vezérlő program
Írta: Steelman Dátum 2024 március 01, 07:45
Írta: Steelman Dátum 2024 március 01, 07:45
Köszönöm szépen! Remélem másnak is jol fog jönni.
Cím: Re:UCCNC vezérlő program
Írta: jnsx74344 Dátum 2024 március 05, 17:18
Írta: jnsx74344 Dátum 2024 március 05, 17:18
Hello!
Egy tanácsra lenne szükségem. UC300ETH használok a legújabb UCCNC próbaverziójával. Egy 100x100 mm-es belső kontúrt marok akkor pontos lesz, és külső marás esetén mindig 2 tizeddel több. Használtam Fusion 360, Inventor és Aspirt is. Mindnél ugyanaz a probléma. Ha tudtok segiteni mi lehet a gond, nagyon megköszönném.
Egy tanácsra lenne szükségem. UC300ETH használok a legújabb UCCNC próbaverziójával. Egy 100x100 mm-es belső kontúrt marok akkor pontos lesz, és külső marás esetén mindig 2 tizeddel több. Használtam Fusion 360, Inventor és Aspirt is. Mindnél ugyanaz a probléma. Ha tudtok segiteni mi lehet a gond, nagyon megköszönném.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2024 március 05, 23:33
Írta: dezsoe Dátum 2024 március 05, 23:33
Ha ugyanazzal a szerszámmal marod, akkor a g-kód lehet a ludas, ha nem, akkor lehet a szerszám is pontatlan. A g-kódok és a szerszám(ok) pontos mérete nélkül nem lehet értelmes és megalapozott választ adni. (A szerszám(ok) mérete alatt nem azt értem, ami rá van írva, hanem a rendes mérőeszközzel mért valós méretet.)
Cím: Re:UCCNC vezérlő program
Írta: drw6xczyc Dátum 2024 március 11, 12:04
Írta: drw6xczyc Dátum 2024 március 11, 12:04
Sziasztok! Létezik olyan posztprocesszor UCCNC-hez ami kompatibilis a Fusion 360-al? A beépített posztja nemtudja kezelni a vezérlőn belüli szerszámátmérő hívást. Találtam nehezen 1db-ot az interneten amivel a kontúrmegmunkálás jó de a ráállásokat elrontja.
Jó lenne ha meglehetne oldalni ne kelljen minden egyes korrekció miatt újra generálni az egész programot. Köszönöm ha tudtok segíteni. Üdv.
Jó lenne ha meglehetne oldalni ne kelljen minden egyes korrekció miatt újra generálni az egész programot. Köszönöm ha tudtok segíteni. Üdv.
Cím: Re:UCCNC vezérlő program
Írta: szabo janko Dátum 2024 március 11, 15:38
Írta: szabo janko Dátum 2024 március 11, 15:38
Biztos úgyjártál mint én amikor tanultam kézzel programmot írni. A ráállásnak a szerszám sugárnál nagyobbnak kell lenni küll
önben nem tud ráállni a kezdésre .
önben nem tud ráállni a kezdésre .
Cím: Re:UCCNC vezérlő program
Írta: Etib Dátum 2024 március 29, 11:50
Írta: Etib Dátum 2024 március 29, 11:50
Frekveniaváltót szeretnék működtetni UC300USB analóg portján. Az UCCNC-ben milyen port és pin számot kell megadni a PWM menüben? A leírásban pin számok vannak megadva de a kifejtő modulon csak Analog out 1, 2, GNd és 12V szerepel. Port szám sincs a leírásban hozzárendelve az analóg porthoz.
Köszönöm a segítséget!
Köszönöm a segítséget!
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2024 március 29, 17:47
Írta: dezsoe Dátum 2024 március 29, 17:47
Semmilyet (pin 0, port 0). Az I/O oldalon kiválasztod a felhasznált analóg csatorna számát a "Spindle PWM -> analog ch." sorban.
Cím: Re:UCCNC vezérlő program
Írta: scz6dxan3 Dátum 2024 március 31, 16:05
Írta: scz6dxan3 Dátum 2024 március 31, 16:05
Sziasztok!
Az alábbi problémával fordulok hozzátok, hátha van valami ötlet a megoldásra.
Adott egy vágógép, ahol:
- Program bemenetként abszolút koordinátákkal ellátott g-kódot kap a rendszer
- A gépkezelő a vágófejet a plazmavágáshoz használt THC bemeneteken tudja manuálisan – gombok segítségével – vágás közben is Z-ben mozgatni.
- Mérőszenzor, stb. nincs beépítve a rendszerbe, tehát a Z0-át a kezelő adja meg a vágófej magasságának kézi beállításakor
- Az egyes vágott objektumok közötti átálláskor a gép G0 Z50, G0 Z0 utasításokkal kiemeli a vágófejet az átpozícionáláskor.
A probléma az, hogy a gépkezelő a vágás során manuálisan mozgatja a Z tengelyt azért, hogy a nem vízszintes anyagba ne ütközzön bele a vágófej.
Tehát ha a vágás során a kezelő pl. 5 mm-t emel a fejen, az eredeti Z 0 koordináta helyett Z=5 koordinátát kapunk.
Ez idáig jó, de a probléma az új objektumra való átálláskor történik, mert a fej kiemelkedik Z=50-re, majd az új X/Y koordinátákon a rendszer visszaviszi Z=0-ra, ami az anyagba való ütközést okozza...
Van valami ötletetek arra, hogy miképp oldjam meg ezt a problémát? Az lenne a cél, hogy amikor az új objektumnál elméletileg Z=0-ba megy vissza a gép, akkor az a koordináta a gépkezelő által már 5 mm-el megemelt szinten legyen.
Tehát valahogy menet közben át kellene állítani az objektumok végén a Z tengelyem nullpontját az új, ,,manuálisan megemelt" koordinátára.
Köszönöm a segítséget!
Az alábbi problémával fordulok hozzátok, hátha van valami ötlet a megoldásra.
Adott egy vágógép, ahol:
- Program bemenetként abszolút koordinátákkal ellátott g-kódot kap a rendszer
- A gépkezelő a vágófejet a plazmavágáshoz használt THC bemeneteken tudja manuálisan – gombok segítségével – vágás közben is Z-ben mozgatni.
- Mérőszenzor, stb. nincs beépítve a rendszerbe, tehát a Z0-át a kezelő adja meg a vágófej magasságának kézi beállításakor
- Az egyes vágott objektumok közötti átálláskor a gép G0 Z50, G0 Z0 utasításokkal kiemeli a vágófejet az átpozícionáláskor.
A probléma az, hogy a gépkezelő a vágás során manuálisan mozgatja a Z tengelyt azért, hogy a nem vízszintes anyagba ne ütközzön bele a vágófej.
Tehát ha a vágás során a kezelő pl. 5 mm-t emel a fejen, az eredeti Z 0 koordináta helyett Z=5 koordinátát kapunk.
Ez idáig jó, de a probléma az új objektumra való átálláskor történik, mert a fej kiemelkedik Z=50-re, majd az új X/Y koordinátákon a rendszer visszaviszi Z=0-ra, ami az anyagba való ütközést okozza...
Van valami ötletetek arra, hogy miképp oldjam meg ezt a problémát? Az lenne a cél, hogy amikor az új objektumnál elméletileg Z=0-ba megy vissza a gép, akkor az a koordináta a gépkezelő által már 5 mm-el megemelt szinten legyen.
Tehát valahogy menet közben át kellene állítani az objektumok végén a Z tengelyem nullpontját az új, ,,manuálisan megemelt" koordinátára.
Köszönöm a segítséget!
Cím: Re:UCCNC vezérlő program
Írta: Arany János Dátum 2024 április 01, 09:56
Írta: Arany János Dátum 2024 április 01, 09:56
Tudom, hogy "kőbaltás" megoldás:
A gépi vágófej szára beleillik egy MZ első teleszkóp alu hüvelyébe. A fej kapott egy csapágy külsőből készült karikát.
A karika csúszik a lemezen és emelgeti a teleszkóphüvelyben a vágófejet, a gravitáció pedig megoldja a felület követését.
Két bilinccsel megoldható a határolás.
Csak egy próba miatt készült még 2016-ban és hát "úgymaradt"!
Abból született, amit éppen találtam itthon. 0 forint!
Hátránya, hogy kopik az alu!
Néha a cunder útban van!
Használok "cseppoldót" a hegesztőktől, lemezre-fejre!
Ritkán kell elővennem, de akkor két-három napig megy.
Azért illik a kezelőnek figyelni!!!
Remélem, hogy ad ötletet!
Mondjuk nálam nem nagy gond egy kis ütközés!
A fej el tud fordulni jobbra-balra, előre-hátra, ha nincsenek agyonhúzva a rögzítő csavarok.
A gépi vágófej szára beleillik egy MZ első teleszkóp alu hüvelyébe. A fej kapott egy csapágy külsőből készült karikát.
A karika csúszik a lemezen és emelgeti a teleszkóphüvelyben a vágófejet, a gravitáció pedig megoldja a felület követését.
Két bilinccsel megoldható a határolás.
Csak egy próba miatt készült még 2016-ban és hát "úgymaradt"!
Abból született, amit éppen találtam itthon. 0 forint!
Hátránya, hogy kopik az alu!
Néha a cunder útban van!
Használok "cseppoldót" a hegesztőktől, lemezre-fejre!
Ritkán kell elővennem, de akkor két-három napig megy.
Azért illik a kezelőnek figyelni!!!
Remélem, hogy ad ötletet!
Mondjuk nálam nem nagy gond egy kis ütközés!
A fej el tud fordulni jobbra-balra, előre-hátra, ha nincsenek agyonhúzva a rögzítő csavarok.
Cím: Re:UCCNC vezérlő program
Írta: Etib Dátum 2024 április 02, 08:59
Írta: Etib Dátum 2024 április 02, 08:59
Köszönöm!
Cím: Re:UCCNC vezérlő program
Írta: scz6dxan3 Dátum 2024 április 02, 12:04
Írta: scz6dxan3 Dátum 2024 április 02, 12:04
Köszi, időközben megoldottam szoftveresen a problémát (saját M kód, ahol a nullpont korrigálásra kerül)
Cím: Re:UCCNC vezérlő program
Írta: Arany János Dátum 2024 április 02, 17:24
Írta: Arany János Dátum 2024 április 02, 17:24
Szia!
Hát így egy kicsit kényelmesebb lehet!!![#taps]
Publikus? Nem publikus?
Hát így egy kicsit kényelmesebb lehet!!![#taps]
Publikus? Nem publikus?
Cím: Re:UCCNC vezérlő program
Írta: scz6dxan3 Dátum 2024 április 03, 12:36
Írta: scz6dxan3 Dátum 2024 április 03, 12:36
Ez lett belőle (szándékosan csak G54 alatt üzemel):
M32.txt
// ------------------ Z nullpont korrigalasa a vagas kikapcsolasa utan, hogy a fej ne utkozzon a lemeznek
double ActualMachinePosition_Z = 0;
double ActualWorkingPosition_Z = 0;
bool IsActiveG54 = false;
IsActiveG54 = AS3.Getbuttonstate(118); // G54 button
if (IsActiveG54) {
ActualWorkingPosition_Z = exec.GetZpos();
// Ha az aktualis munkadarab koordinata nagyobb 0-nal - tehat magasabban van a gep az eredeti pozicional
// akkor a Z tengely nullpontjat korrigalni kell az aktualis gepi Z pontra
if (ActualWorkingPosition_Z > 0) {
ActualMachinePosition_Z = exec.GetZmachpos();
exec.Code("G10 L2 P1 Z" + ActualMachinePosition_Z);
exec.Wait(200);
}
}
M32.txt
// ------------------ Z nullpont korrigalasa a vagas kikapcsolasa utan, hogy a fej ne utkozzon a lemeznek
double ActualMachinePosition_Z = 0;
double ActualWorkingPosition_Z = 0;
bool IsActiveG54 = false;
IsActiveG54 = AS3.Getbuttonstate(118); // G54 button
if (IsActiveG54) {
ActualWorkingPosition_Z = exec.GetZpos();
// Ha az aktualis munkadarab koordinata nagyobb 0-nal - tehat magasabban van a gep az eredeti pozicional
// akkor a Z tengely nullpontjat korrigalni kell az aktualis gepi Z pontra
if (ActualWorkingPosition_Z > 0) {
ActualMachinePosition_Z = exec.GetZmachpos();
exec.Code("G10 L2 P1 Z" + ActualMachinePosition_Z);
exec.Wait(200);
}
}
Cím: Re:UCCNC vezérlő program
Írta: Arany János Dátum 2024 április 04, 05:15
Írta: Arany János Dátum 2024 április 04, 05:15
Köszönöm!!!
Cím: Re:UCCNC vezérlő program
Írta: jnsx74344 Dátum 2024 április 15, 11:58
Írta: jnsx74344 Dátum 2024 április 15, 11:58
Hello, egy kis gonddal küszködöm. Van egy freqiváltóm aminek ki kellene m5 stop jelet küldenem egy porton. Ezt hogyan tehetem meg, mert nincs az m5 a kimeneteknél, csak m3 és m4 van.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2024 április 15, 12:12
Írta: dezsoe Dátum 2024 április 15, 12:12
Szia! Használod az M4-et is?
Cím: Re:UCCNC vezérlő program
Írta: jnsx74344 Dátum 2024 április 15, 14:27
Írta: jnsx74344 Dátum 2024 április 15, 14:27
nem
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2024 április 15, 14:42
Írta: dezsoe Dátum 2024 április 15, 14:42
Akkor csinálj egy output triggert a kívánt kimenethez, aminek a forrása az M3 LED (50), az active low-val pedig be tudod állítani, hogy pont fordítva működjön, mint az M3 kimenet.
Cím: Re:UCCNC vezérlő program
Írta: KucseraP Dátum 2024 április 22, 12:10
Írta: KucseraP Dátum 2024 április 22, 12:10
Üdv, Egy problémával kapcsolatban kérnék tanácsot: UCCNC-t használok esztergához. A főorsón van egy 360imp/r-es ennkóder 1:2-es gyorsító áttétellel. Mivel a fel és lefutó éleket is figyeli, be van állítva encoder felbontásnak 2880 imp/r. , de mivel van egy 1:2-es gyorsító áttétel az index prescaler-hez beállítottam 2-őt, hogy ossza le az index jelet kettővel. Menetvágásnál néha elrontja a bekezdést. Olyan mintha nem venné figyelembe a 2-es osztást és véletlenszerűen indul el, egyik vagy másik encoder indexre. Járt valaki így? Van esetleg megoldás a problémára? Előre is köszönöm a segítséget!
(https://hobbicncforum.hu/uploaded_images/2024/04/tn_ikwqdjehhcpbbsv38j4w_1875.jpg) (https://hobbicncforum.hu/uploaded_images/2024/04/ikwqdjehhcpbbsv38j4w_1875.jpg)
(https://hobbicncforum.hu/uploaded_images/2024/04/tn_ikwqdjehhcpbbsv38j4w_1875.jpg) (https://hobbicncforum.hu/uploaded_images/2024/04/ikwqdjehhcpbbsv38j4w_1875.jpg)
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2024 április 22, 12:23
Írta: dezsoe Dátum 2024 április 22, 12:23
A két index jelről nem tudja megállapítani, hogy az melyik éppen, ez érthető. Próbálj egy olyan index jeladót felszerelni, ami tényleg csak egy jelet ad fordulatonként. A jel hossza mindegy (akár lehet egy fél tárcsa is), csak az egyik átmenetet fogja figyelni.
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2024 április 22, 12:28
Írta: Autotec1 Dátum 2024 április 22, 12:28
sziasztok
iMach PS-2 es kézikerék nem megy az új UCCNC programmal, van valami ötletetek?
iMach PS-2 es kézikerék nem megy az új UCCNC programmal, van valami ötletetek?
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2024 április 22, 12:52
Írta: dezsoe Dátum 2024 április 22, 12:52
Ha a PS-2 az P2-S, akkor a letöltés oldalon (https://www.vistacnc.com/a03_download/download.htm) van UCCNC-hez plugin.
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2024 április 22, 17:48
Írta: Autotec1 Dátum 2024 április 22, 17:48
sikerült 3-ik kísérletre, most kíváncsi leszek, hogy így is lefagyogat néhanapján
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2024 április 23, 10:04
Írta: Autotec1 Dátum 2024 április 23, 10:04
Sajnos csak fél siker a számlálót mozgatja , saját kijelzője semmit nem mutat csak a vészstoppos és pár másodperc után kilép. A szánokat nem mozgatja
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2024 április 23, 10:15
Írta: dezsoe Dátum 2024 április 23, 10:15
Melyik verzióval próbálod? (1.2116 vagy korábbi?) És ha 1.2116, akkor korábbival próbáltad-e és működik-e?
Ha 1.2116: az 1.2116-ban rengeteg dolog változott, ami hatással lehet erre a plugin-ra is. Nem szükségszerű, de lehet. Ha csak ezzel a verzióval nem jó, akkor meg lehet keresni a gyártót és kitalálni, hogy mi változott. De mivel nekem nincs ilyen tekertyűm, ebben te tudsz segíteni.
Ha 1.2116: az 1.2116-ban rengeteg dolog változott, ami hatással lehet erre a plugin-ra is. Nem szükségszerű, de lehet. Ha csak ezzel a verzióval nem jó, akkor meg lehet keresni a gyártót és kitalálni, hogy mi változott. De mivel nekem nincs ilyen tekertyűm, ebben te tudsz segíteni.
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2024 április 23, 11:48
Írta: Autotec1 Dátum 2024 április 23, 11:48
korábbival működik
elküldöm a gyártónak
Köszi
elküldöm a gyártónak
Köszi
Cím: Re:UCCNC vezérlő program
Írta: wfkhe34fc Dátum 2024 június 05, 15:20
Írta: wfkhe34fc Dátum 2024 június 05, 15:20
Sziasztok!
Más is járt úgy, hogy nem kap licenset? Már több mint egy hónapja várom, de képtelenek generálni.
Más is járt úgy, hogy nem kap licenset? Már több mint egy hónapja várom, de képtelenek generálni.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2024 június 05, 16:50
Írta: svejk Dátum 2024 június 05, 16:50
Szerintem nem, mert arról bizonyára tudnánk itt a fórumon.
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2024 július 04, 21:10
Írta: eduard Dátum 2024 július 04, 21:10
Egy kis segítséget kérnék egy hiba diagnosztizálásában.
Az UCCNC ethernetes vezérlője már a sokadik alkalommal kelt önálló életre és bekapcsoláskor random átírja a portokat és tengelyértékeket. Már rutins vagyok és lementettem mindent, így elég csak visszaírnom. De, nem kel életre egyelőre két port, az egyes és hármas. A többit még nem teszteltem.
A gép működik, de ezeken a portokon minden kimenetn magas jelem van, a feszültség pinenként változik 3,7V és 4,4V között. Nem tudom őket vezérelni, az IOtrigger O 0-48 menüből beállítom az értékeket, a diag lapon nézem, szépen kapcsolgat a led, de valójában mindig magas a pin. A 2-es kimenet működni látszik. A gép mozog.
Mi lehet a pinek gondja? (Az időleges átírásba ne menjünk bele, azon túltettem magam, ez ilyen, ezt tudja. )
Az UCCNC ethernetes vezérlője már a sokadik alkalommal kelt önálló életre és bekapcsoláskor random átírja a portokat és tengelyértékeket. Már rutins vagyok és lementettem mindent, így elég csak visszaírnom. De, nem kel életre egyelőre két port, az egyes és hármas. A többit még nem teszteltem.
A gép működik, de ezeken a portokon minden kimenetn magas jelem van, a feszültség pinenként változik 3,7V és 4,4V között. Nem tudom őket vezérelni, az IOtrigger O 0-48 menüből beállítom az értékeket, a diag lapon nézem, szépen kapcsolgat a led, de valójában mindig magas a pin. A 2-es kimenet működni látszik. A gép mozog.
Mi lehet a pinek gondja? (Az időleges átírásba ne menjünk bele, azon túltettem magam, ez ilyen, ezt tudja. )
Cím: Re:UCCNC vezérlő program
Írta: dtb Dátum 2024 július 04, 21:46
Írta: dtb Dátum 2024 július 04, 21:46
Én megpróbálnék egy firmware frissítést, visrosszakni egy régit, majd vissza az újat. Csak egy tipp.
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2024 július 04, 22:01
Írta: eduard Dátum 2024 július 04, 22:01
Ötletnek jó, de ezzel nagyon megégettem magam legutóbb. Mindenféle olyan hiba jött elő, amit nem láttam addig. Verziót és fw-t akkor fogok frissíteni ha eladom, mert nagyon bugos a rendszer. A gépet napi szinten használom és kitapasztaltam már a szoftverhibákat. Kár, hogy egyre újabbakat kapok.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2024 július 04, 23:09
Írta: dezsoe Dátum 2024 július 04, 23:09
Próbáljunk meg végigmenni rajta.
- "Az UCCNC ethernetes vezérlője": mi az UCCNC verziószáma és melyik ethernetes vezérlőt (UC400ETH, UC300ETH-5LPT, UC300ETH-5441, AXBB, egyéb) használod?
- A vezérlő nem tud átírni semmit, mert nem tárol semmilyen beállítást. A beállításokat az UCCNC tárolja és induláskor letölti a vezérlőbe.
- Az UCCNC akkor szokott megváltoztatni portokat, ha olyan vezérlővel indítod el, aminek nincsenek a profilban felsorolt lábai. Pl. van egy profilod UC300ETH-5LPT-hez való beállításokkal, majd elindítod a programot UC100 demó módban. Ilyenkor a nemlétező (vagy nem jó irányú) lábakat ki fogja nullázni. Ha ilyenkor elmented a beállításokat, akkor legközelebb az eredeti mozgásvezérlővel nem fog megfelelően működni.
- Olyan szokott még előfordulni, hogy az UCCNC még nem lépett ki teljesen, de leállítod a gépet. Ilyenkor hajlamos a Windows teljesen kinullázni a profilt, de ha ez történik, akkor már eleve úgy indul, hogy nem találja a képernyő file-t.
- Feszültséget - gondolom - úgy mérsz, hogy nincs rákötve semmi a kimenetre. Ha nem, akkor először úgy tedd meg, hogy lásd, a kimenet jó-e. (Melyik mozgásvezérlő, melyik port, melyik pin?)
- Firmware-t lehet frissítgetni, de a világon semmi értelme. Ha a firmware sérült, akkor a mozgásvezérlő nem indul el, a hibát a kézikönyvben leírt LED megfelelő villogásával jelzi és lehetőség szerint az UCCNC indulásakor újratölti a firmware-t.
- Ha mégis szeretnél firmware-t frissíteni, akkor egy másik(!) könyvtárba telepíts egy másik UCCNC verziót. Semmiképpen ne a működőt írd felül! Másold át a licensz file-t a friss telepítésbe, futtasd az UCCNC-t. Ha a felrakott másik verzió más firmware-t igényel (előfordulhat, hogy nem), akkor lecseréli. Ezután elindítod a szokásos verziót, ami majd visszaírja a neki szükséges firmware-t.
- "Az UCCNC ethernetes vezérlője": mi az UCCNC verziószáma és melyik ethernetes vezérlőt (UC400ETH, UC300ETH-5LPT, UC300ETH-5441, AXBB, egyéb) használod?
- A vezérlő nem tud átírni semmit, mert nem tárol semmilyen beállítást. A beállításokat az UCCNC tárolja és induláskor letölti a vezérlőbe.
- Az UCCNC akkor szokott megváltoztatni portokat, ha olyan vezérlővel indítod el, aminek nincsenek a profilban felsorolt lábai. Pl. van egy profilod UC300ETH-5LPT-hez való beállításokkal, majd elindítod a programot UC100 demó módban. Ilyenkor a nemlétező (vagy nem jó irányú) lábakat ki fogja nullázni. Ha ilyenkor elmented a beállításokat, akkor legközelebb az eredeti mozgásvezérlővel nem fog megfelelően működni.
- Olyan szokott még előfordulni, hogy az UCCNC még nem lépett ki teljesen, de leállítod a gépet. Ilyenkor hajlamos a Windows teljesen kinullázni a profilt, de ha ez történik, akkor már eleve úgy indul, hogy nem találja a képernyő file-t.
- Feszültséget - gondolom - úgy mérsz, hogy nincs rákötve semmi a kimenetre. Ha nem, akkor először úgy tedd meg, hogy lásd, a kimenet jó-e. (Melyik mozgásvezérlő, melyik port, melyik pin?)
- Firmware-t lehet frissítgetni, de a világon semmi értelme. Ha a firmware sérült, akkor a mozgásvezérlő nem indul el, a hibát a kézikönyvben leírt LED megfelelő villogásával jelzi és lehetőség szerint az UCCNC indulásakor újratölti a firmware-t.
- Ha mégis szeretnél firmware-t frissíteni, akkor egy másik(!) könyvtárba telepíts egy másik UCCNC verziót. Semmiképpen ne a működőt írd felül! Másold át a licensz file-t a friss telepítésbe, futtasd az UCCNC-t. Ha a felrakott másik verzió más firmware-t igényel (előfordulhat, hogy nem), akkor lecseréli. Ezután elindítod a szokásos verziót, ami majd visszaírja a neki szükséges firmware-t.
Cím: Re:UCCNC vezérlő program
Írta: eduard Dátum 2024 július 05, 00:06
Írta: eduard Dátum 2024 július 05, 00:06
Uccnc verziószáma: 1.2115
UC300ETH-5LPT Fw: 1.0380
"A beállításokat az UCCNC tárolja és induláskor letölti a vezérlőbe." Akkor így történik meg. De a lényeg, hogy már kb 10-edik ugyanolyan, de mindig más adatokkal lesz tele. Most portokat írt össze.
Tegnap kikapcsoltam a gépet, minden ment rajta. Ma reggel a köd port "átmászott" a 3-as port 17-es pinjéről a 3-as port 14-es pinjére. Persze oda nincs bekötve, így nem is működött. Visszakötöm az UCCNC-ben, és nem működik. Magasat mérek a pinen. Na mondom, akkor ezzel nem játszom tovább, átkotom az egyes port 17-es pinjére. Az is magas. Na mondom nekem ez magas, megnézem a flood szelepet mert az működik a 2-es port 17-es pinjén. Voálá, ott működik a szelep, mérek magasat, alacsonyat, ahogy kell. Na igenám, de sehol máshol nem megy. Most vagy én vagyok alvajáró, vagy a macskák táltosodtak meg, vagy itt valami gebasz van.
"Olyan szokott még előfordulni, hogy az UCCNC még nem lépett ki teljesen, de leállítod a gépet." A leállítási ciklusom: kilpek az uccnc-ből, hogy megjegyezze a koordinátákat, majd leállítom a windowst.
"Feszültséget - gondolom - úgy mérsz, hogy nincs rákötve semmi a kimenetre." Igen.
UC300ETH-5LPT Fw: 1.0380
"A beállításokat az UCCNC tárolja és induláskor letölti a vezérlőbe." Akkor így történik meg. De a lényeg, hogy már kb 10-edik ugyanolyan, de mindig más adatokkal lesz tele. Most portokat írt össze.
Tegnap kikapcsoltam a gépet, minden ment rajta. Ma reggel a köd port "átmászott" a 3-as port 17-es pinjéről a 3-as port 14-es pinjére. Persze oda nincs bekötve, így nem is működött. Visszakötöm az UCCNC-ben, és nem működik. Magasat mérek a pinen. Na mondom, akkor ezzel nem játszom tovább, átkotom az egyes port 17-es pinjére. Az is magas. Na mondom nekem ez magas, megnézem a flood szelepet mert az működik a 2-es port 17-es pinjén. Voálá, ott működik a szelep, mérek magasat, alacsonyat, ahogy kell. Na igenám, de sehol máshol nem megy. Most vagy én vagyok alvajáró, vagy a macskák táltosodtak meg, vagy itt valami gebasz van.
"Olyan szokott még előfordulni, hogy az UCCNC még nem lépett ki teljesen, de leállítod a gépet." A leállítási ciklusom: kilpek az uccnc-ből, hogy megjegyezze a koordinátákat, majd leállítom a windowst.
"Feszültséget - gondolom - úgy mérsz, hogy nincs rákötve semmi a kimenetre." Igen.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2024 július 05, 22:49
Írta: dezsoe Dátum 2024 július 05, 22:49
Nem tudom, hogy milyen katyvasz van nálad, de ilyet nem csinál az UCCNC. Ha csak úgy átírogatna port/pin értékeket, már rég elsodorta volna a népharag. Azt tudom elképzelni, hogy beállítod, alkalmazod (apply), de nem mented a beállításokat. Extrém esetben még az is lehet, hogy M99999-ben, macroloop-ban vagy plugin-ban valami piszkálja a beállításokat, de ez sem valószínű. Megnézném a profilod tartalmát, hátha abból kiderül valami. Küldd el mail-ben.
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2024 július 05, 23:07
Írta: TBS-TEAM Dátum 2024 július 05, 23:07
Egy teljesen tiszta telepítés.
HDD formázás Win telepítés.
UCCNC telepítés beállítás-Mentés.
HDD formázás Win telepítés.
UCCNC telepítés beállítás-Mentés.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2024 július 06, 00:09
Írta: dezsoe Dátum 2024 július 06, 00:09
Nagyon jól hangzik, de csak időtöltésnek jó. Ha UCCNC-ben "tiszta telepítést" akarsz, akkor hozz létre egy új profilt és kézzel állítsd be. Ennyi.
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2024 július 06, 17:07
Írta: TBS-TEAM Dátum 2024 július 06, 17:07
A Win és a virusok igazán jó párost alkotnak a káosz létrehozásához.
Még tesztelném a memoriát, processzort,monitorvezérlőt is, mert valami gethes.
Még tesztelném a memoriát, processzort,monitorvezérlőt is, mert valami gethes.
Cím: Re:UCCNC vezérlő program
Írta: Szedlay Pál Dátum 2024 július 28, 16:49
Írta: Szedlay Pál Dátum 2024 július 28, 16:49
Az UCCNC nem tudja a golyósorsó hibákat szoftveresen korrigálni, semmi baj ez egy tulajdonság.
Gondoltam akkor a G kódot írjuk át úgy, hogy a hibákat a szkript modosítja a bevitt hibaértékeknek megfelelően.
Ez még nagyon gyerekcipőben jár és tulajdonképpen magamnak csináltam, de hátha valaki más is szeretné használni, ezért megosztom. Megosztom a CVS formátumot is, mert az fontos hogy ilyen legyen. ez most csak 3 tengelyt korrigál de nyilván az 5-öt is tudja.
Ez a szkript az alapja
https://drive.google.com/file/d/1Oox-pi-UBoII2phNGaxqQiKDSVn4rmq0/view?usp=sharing
https://drive.google.com/file/d/1XckAU18Zh_iu1cRDmP9peyX7uGjADB0m/view?usp=sharing
Gondoltam akkor a G kódot írjuk át úgy, hogy a hibákat a szkript modosítja a bevitt hibaértékeknek megfelelően.
Ez még nagyon gyerekcipőben jár és tulajdonképpen magamnak csináltam, de hátha valaki más is szeretné használni, ezért megosztom. Megosztom a CVS formátumot is, mert az fontos hogy ilyen legyen. ez most csak 3 tengelyt korrigál de nyilván az 5-öt is tudja.
Ez a szkript az alapja
Kód Kijelölés
import pandas as pd
import numpy as np
import re
import tkinter as tk
from tkinter import filedialog, messagebox
# Hibák betöltésére szolgáló függvény
def load_errors(error_file):
# Hibák betöltése a CSV fájlból pontosvessző elválasztóval
error_df = pd.read_csv(error_file, delimiter=';', encoding='utf-8')
return error_df
# Lineáris interpoláció a hibákhoz
def interpolate_error(coord, coord_name, errors):
if coord < errors[coord_name].min() or coord > errors[coord_name].max():
print(f"{coord_name} koordináta ({coord}) kívül esik a táblázat értékein.") # Debug
return 0 # Ha a koordináta kívül esik a táblázat értékein, nem alkalmazunk hibát
lower_bound = errors[errors[coord_name] <= coord].iloc[-1]
upper_bound = errors[errors[coord_name] >= coord].iloc[0]
if lower_bound[coord_name] == upper_bound[coord_name]:
print(f"Pontos találat {coord_name} tengelyen: {lower_bound[coord_name]}") # Debug
return lower_bound[f'error_{coord_name.lower()}'] # Ha pontosan egy adatponttal egyezik
c1, e1 = lower_bound[coord_name], lower_bound[f'error_{coord_name.lower()}']
c2, e2 = upper_bound[coord_name], upper_bound[f'error_{coord_name.lower()}']
# Lineáris interpoláció
interpolated_error = e1 + (coord - c1) * (e2 - e1) / (c2 - c1)
return interpolated_error
# G-kód javító függvény, amely X, Y és Z tengelyek hibáit korrigálja
def correct_gcode(input_file, output_file, errors):
try:
with open(input_file, 'r', encoding='utf-8') as file:
lines = file.readlines()
with open(output_file, 'w', encoding='utf-8') as file:
for line in lines:
# Regex a koordináták beolvasásához (formátum: Y29.702Z-9.727 vagy X-4.375Y31.695Z1.)
matches = re.findall(r'[XYZ]-?\d+\.\d*', line)
coords = {match[0]: float(match[1:]) for match in matches}
x_corrected = y_corrected = z_corrected = None # Kezdetben None-ra állítjuk
if 'X' in coords or 'Y' in coords or 'Z' in coords:
if 'X' in coords:
x = coords['X']
error_x = interpolate_error(x, 'X', errors)
x_corrected = x + error_x
if 'Y' in coords:
y = coords['Y']
error_y = interpolate_error(y, 'Y', errors)
y_corrected = y + error_y
if 'Z' in coords:
z = coords['Z']
error_z = interpolate_error(z, 'Z', errors)
z_corrected = z + error_z
# Új sor összeállítása a javított koordinátákkal
corrected_line_parts = []
for part in re.finditer(r'([XYZ]-?\d+\.\d*)', line):
prefix = part.group()[0]
value = part.group()[1:]
corrected_value = float(value)
if prefix == 'X' and x_corrected is not None:
corrected_value = x_corrected
elif prefix == 'Y' and y_corrected is not None:
corrected_value = y_corrected
elif prefix == 'Z' and z_corrected is not None:
corrected_value = z_corrected
corrected_line_parts.append(f"{prefix}{corrected_value:.4f}")
corrected_line = ' '.join(corrected_line_parts) + '\n'
file.write(corrected_line)
else:
file.write(line)
except FileNotFoundError:
print(f"A fájl nem található: {input_file}")
except Exception as e:
print(f"Hiba történt: {e}")
# GUI funkció
def process_files():
input_file = filedialog.askopenfilename(title="Válassza ki a bemeneti G-kód fájlt", filetypes=[("G-kód fájlok", "*.tap")])
error_file = filedialog.askopenfilename(title="Válassza ki a hibafájlt", filetypes=[("CSV fájlok", "*.csv")])
output_file = filedialog.asksaveasfilename(title="Mentse a kimeneti G-kód fájlt", defaultextension=".nc", filetypes=[("G-kód fájlok", "*.nc")])
# Ellenőrizd, hogy a fájlok kiválasztásra kerültek
if input_file and error_file and output_file:
errors = load_errors(error_file)
correct_gcode(input_file, output_file, errors)
messagebox.showinfo("Kész", "A G-kód javítása befejeződött!")
# Ablak létrehozása
root = tk.Tk()
root.title("G-Kód Hibakorrekciós Program")
process_button = tk.Button(root, text="Fájlok feldolgozása", command=process_files)
process_button.pack(pady=20)
root.mainloop()
https://drive.google.com/file/d/1Oox-pi-UBoII2phNGaxqQiKDSVn4rmq0/view?usp=sharing
https://drive.google.com/file/d/1XckAU18Zh_iu1cRDmP9peyX7uGjADB0m/view?usp=sharing
Cím: Re:UCCNC vezérlő program
Írta: Szedlay Pál Dátum 2024 július 28, 17:07
Írta: Szedlay Pál Dátum 2024 július 28, 17:07
Nincs benne vírus, rá lehet engedni a vírusirtókat, csak én nem tudom digitálisan aláírni, nem tudom hogyan kell.
Cím: Re:UCCNC vezérlő program
Írta: Hanks Dátum 2024 augusztus 03, 08:03
Írta: Hanks Dátum 2024 augusztus 03, 08:03
Sziasztok! UCCNC eszterga szerszámcserélő makrónál valamilyen módon meg lehet határozni automatikusan a betöltött G-kódból a munkadarab legnagyobb Z és X méretét? Ezzel az lenne a cél hogy egy biztonságos pozícióban hajtsa végre a szerszámcserét az aktuális munkadarabhoz képest. Esetleg milyen alternatív megoldások lehetnek, kérlek segítsetek.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2024 augusztus 03, 09:10
Írta: dezsoe Dátum 2024 augusztus 03, 09:10
Szia! A job properties oldalon ott vannak az általad kért adatok. A mezők értéke lekérdezhető.
Cím: Re:UCCNC vezérlő program
Írta: Hanks Dátum 2024 augusztus 03, 15:00
Írta: Hanks Dátum 2024 augusztus 03, 15:00
Köszönöm szépen!
Cím: Re:UCCNC vezérlő program
Írta: Hanks Dátum 2024 augusztus 03, 15:20
Írta: Hanks Dátum 2024 augusztus 03, 15:20
888 Diagnostics_maxX
890 Diagnostics_maxZ
885 Diagnostics_minX
886 Diagnostics_minY
887 Diagnostics_minZ
891 Diagnostics_sizeX
893 Diagnostics_sizeZ
Ezekre gondoltál? Még nem kezdtem írni a makrót. Bármilyen segítség jól jönne. Esetleg valami leírást a makrókhoz tudsz ide belinkelni?
890 Diagnostics_maxZ
885 Diagnostics_minX
886 Diagnostics_minY
887 Diagnostics_minZ
891 Diagnostics_sizeX
893 Diagnostics_sizeZ
Ezekre gondoltál? Még nem kezdtem írni a makrót. Bármilyen segítség jól jönne. Esetleg valami leírást a makrókhoz tudsz ide belinkelni?
Cím: Re:UCCNC vezérlő program
Írta: Hanks Dátum 2024 augusztus 03, 16:11
Írta: Hanks Dátum 2024 augusztus 03, 16:11
Demo módban figyelmen kívül hagyja az M6.txt makrót? Bármit írok azt írja ki, hogy: tool changed,cycle stop at and....
Másik gépen írnám a makrót, mert a CNC-nél eléggé kényelmetlen. Egyébként megtaláltam a leírásokat a Documentation mappában.
Másik gépen írnám a makrót, mert a CNC-nél eléggé kényelmetlen. Egyébként megtaláltam a leírásokat a Documentation mappában.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2024 augusztus 03, 16:15
Írta: svejk Dátum 2024 augusztus 03, 16:15
A Settings/general setup-ban emgedélyezd az M6-ot
Cím: Re:UCCNC vezérlő program
Írta: Hanks Dátum 2024 augusztus 03, 18:33
Írta: Hanks Dátum 2024 augusztus 03, 18:33
Köszönöm szépen! Arra figyeltem, hogy be legyen állítva.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2024 augusztus 03, 20:33
Írta: dezsoe Dátum 2024 augusztus 03, 20:33
Miután beállítottad, nyomtál apply vagy save settings gombot? Mert a beállításokat el is kell fogadni.
Cím: Re:UCCNC vezérlő program
Írta: Hanks Dátum 2024 augusztus 04, 11:05
Írta: Hanks Dátum 2024 augusztus 04, 11:05
Igen természetesen, de nem értem az okát, pedig jó profilban csináltam (Lathe).
UCCNC 1.2117 a legújabb verzióban próbáltam. Próba képpen a többi profilban is csináltam M6.txt módosítást, de nincs semmi változás. Mindig jön az üzenet a sikeres szerszámcseréről.
UCCNC 1.2117 a legújabb verzióban próbáltam. Próba képpen a többi profilban is csináltam M6.txt módosítást, de nincs semmi változás. Mindig jön az üzenet a sikeres szerszámcseréről.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2024 augusztus 04, 13:02
Írta: dezsoe Dátum 2024 augusztus 04, 13:02
Csak nem hagyott nyugodni, végignéztem mindhárom opciót. Az általad írt szöveg a második beállításra jön, de neked a harmadik kell, hogy futtassa az M6 makrót. Még arra figyelj, hogy az M6.txt-t abban a könyvtárban módosítsd, amelyik profilt futtatod.
(https://hobbicncforum.hu/uploaded_images/2024/08/tn_0cd22ykvcq7hx0vs2smkc_3977.png) (https://hobbicncforum.hu/uploaded_images/2024/08/0cd22ykvcq7hx0vs2smkc_3977.png)
(https://hobbicncforum.hu/uploaded_images/2024/08/tn_0cd22ykvcq7hx0vs2smkc_3977.png) (https://hobbicncforum.hu/uploaded_images/2024/08/0cd22ykvcq7hx0vs2smkc_3977.png)
Cím: Re:UCCNC vezérlő program
Írta: Hanks Dátum 2024 augusztus 11, 10:14
Írta: Hanks Dátum 2024 augusztus 11, 10:14
Köszönöm szépen, hogy foglalkoztál vele, jövő héten tudom kipróbálni.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2024 augusztus 15, 11:32
Írta: ium8w94xp Dátum 2024 augusztus 15, 11:32
Sziasztok.
Az új teszt verzióban(2117) lézerrel égetés közben M10 parancsnál elkezd égetni mondjuk egy kört és még a negyede előtt megszűnik a kimenetelén a fesz és a lézer kialszik, de a kör mozgás megy tovább. Korábbi verzióval jól működik.
Az új teszt verzióban(2117) lézerrel égetés közben M10 parancsnál elkezd égetni mondjuk egy kört és még a negyede előtt megszűnik a kimenetelén a fesz és a lézer kialszik, de a kör mozgás megy tovább. Korábbi verzióval jól működik.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2024 augusztus 16, 11:10
Írta: dezsoe Dátum 2024 augusztus 16, 11:10
Szia!
El tudod küldeni a profilod és egy teszt g-kódot?
El tudod küldeni a profilod és egy teszt g-kódot?
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2024 augusztus 17, 13:44
Írta: ium8w94xp Dátum 2024 augusztus 17, 13:44
Szia.
Elküldtem. Még annyi, hogy én a 2113-as végleges verziót használom amúgy. Kíváncsiságból a 2116 teszt verzión is próbáltam, de azon se megy nekem végig a fény.
Elküldtem. Még annyi, hogy én a 2113-as végleges verziót használom amúgy. Kíváncsiságból a 2116 teszt verzión is próbáltam, de azon se megy nekem végig a fény.
Cím: Re:UCCNC vezérlő program
Írta: dezsoe Dátum 2024 augusztus 17, 14:17
Írta: dezsoe Dátum 2024 augusztus 17, 14:17
Szia! Köszi, rá fogok nézni, majd jelentkezem.
Cím: Re:UCCNC vezérlő program
Írta: Hanks Dátum 2024 augusztus 21, 19:53
Írta: Hanks Dátum 2024 augusztus 21, 19:53
Sziasztok!
Uccnc eszterga szerszámcserélőnél az X és Z offszet beállításokkal gyűlt meg a bajom, részben működik csak egyenlőre. Szerszámcserénél a Z offszet gond nélkül beáll az offszet listában megadott gépi kordinátára, viszont az X kordináták sehogyan sem akarnak passzolni. Sokat keresgéltem, hogy mit csinálok rosszul, de nem találtam megoldást. Nincs leírás az eszterga módról semmi csak a maró módról, vagy csak nem találtam. A legújabb verzió van feltelepítve, UC300ETH legújabb firmware, eszterga mód, makróval működik a szerszámcsere. Ha tudtok használható leírást, vagy segítséget nyújtani az nagyon jó lenne. Esetleg ha valaki csinálna egy videót a procedúráról az lenne a legjobb. Nem egyértelmű a Set X Diameter funkció használata sem számomra, ott átmérő módban beírná az X offszetet, de nem tudom használni. Kérlek segítsetek. Telefonos, vagy bármilyen online pl. Teamviewer-es segítség meggyorsítaná a hibakeresést. [#help]
Uccnc eszterga szerszámcserélőnél az X és Z offszet beállításokkal gyűlt meg a bajom, részben működik csak egyenlőre. Szerszámcserénél a Z offszet gond nélkül beáll az offszet listában megadott gépi kordinátára, viszont az X kordináták sehogyan sem akarnak passzolni. Sokat keresgéltem, hogy mit csinálok rosszul, de nem találtam megoldást. Nincs leírás az eszterga módról semmi csak a maró módról, vagy csak nem találtam. A legújabb verzió van feltelepítve, UC300ETH legújabb firmware, eszterga mód, makróval működik a szerszámcsere. Ha tudtok használható leírást, vagy segítséget nyújtani az nagyon jó lenne. Esetleg ha valaki csinálna egy videót a procedúráról az lenne a legjobb. Nem egyértelmű a Set X Diameter funkció használata sem számomra, ott átmérő módban beírná az X offszetet, de nem tudom használni. Kérlek segítsetek. Telefonos, vagy bármilyen online pl. Teamviewer-es segítség meggyorsítaná a hibakeresést. [#help]
Cím: Re:UCCNC vezérlő program
Írta: Hanks Dátum 2024 szeptember 01, 15:43
Írta: Hanks Dátum 2024 szeptember 01, 15:43
Nos mivel túl sok válasz nem érkezett, és közben magamtól rájöttem a problémára: Az X tengely ha nem a munka kordináta 0 ponton van, hanem az én esetemben, makróból elmegyek szerszám cserére X70 Z200-ra akkor ha G43-al beállítom az új szerszám offszetet, akkor az X70-hez képest írja be a szerszám offszetet. Z200 X70-en vissza kell mennem X0-ra és utánna jöhet a G43, és minden jó. Viszont ennek nem így kellene működnie. A Z tengelyen nincs ilyen probléma. Makróból sem tudtam korrigálni a problémát.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2024 szeptember 13, 18:51
Írta: ANTAL GÁBOR Dátum 2024 szeptember 13, 18:51
Egy érdekes alakzatnak ( 6 db logaritmikus spirális alkot egy zárt körhöz hasonló formát ) szerettem volna (itthon ) elkészíteni a G kód listáját
Az artcam-mal megcsináltam de biztosan hibás. Gondoltam kipróbálom az UCCNC CAM es részét . Itthon csak demó verzióm van Azzal nem sikerült ( ez volt az első próbálkozásom )
Az a kérdésem hogy a demóban megy a CAM ?
Az artcam-mal megcsináltam de biztosan hibás. Gondoltam kipróbálom az UCCNC CAM es részét . Itthon csak demó verzióm van Azzal nem sikerült ( ez volt az első próbálkozásom )
Az a kérdésem hogy a demóban megy a CAM ?
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2024 szeptember 14, 13:16
Írta: ANTAL GÁBOR Dátum 2024 szeptember 14, 13:16
Kipróbáltam egy nem demós változatot ( egy egyszerű kör belső kontúr marás ) A DXF et behívja , a pályagenerálásra ready-t ír de nem csinál semmit , azután a G kód generálásnál csak egy pár soros alapbeállítás jelenik meg . Lehet hogy a verzióm túl korai és a készítők abban az időben még nem fejezték be a fejlesztést?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2024 szeptember 14, 16:35
Írta: svejk Dátum 2024 szeptember 14, 16:35
A CAM rész szerintem már rég holtvágányra futott.
Eleinte is csak a régebbi dxf-eket dtte meg.
Eleinte is csak a régebbi dxf-eket dtte meg.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2024 szeptember 16, 15:39
Írta: frob Dátum 2024 szeptember 16, 15:39
Sziasztok
Lángvágóhoz szeretném használni az uccnc-t
ami realtime kellene állítani ott a gépen előtolás sebességet, beszúrás idejét
Ezek a mostani gépen potméterek, de ha jól látom az uc400eth-en nincs analóg bemenet.
Jó nekem persze encoder is, az a sima kis potméter szerű cucc.
Ilyen valahogy illeszthető?
Z tengely nullpontját menet közben is tudni kellene állítani, mert ügye a kezelő látja hogy áll, igazít rajta ha épp nem olyan amilyen....
Ezek megvalósíthatóak vele?
Előre is köszi!
R.
Lángvágóhoz szeretném használni az uccnc-t
ami realtime kellene állítani ott a gépen előtolás sebességet, beszúrás idejét
Ezek a mostani gépen potméterek, de ha jól látom az uc400eth-en nincs analóg bemenet.
Jó nekem persze encoder is, az a sima kis potméter szerű cucc.
Ilyen valahogy illeszthető?
Z tengely nullpontját menet közben is tudni kellene állítani, mert ügye a kezelő látja hogy áll, igazít rajta ha épp nem olyan amilyen....
Ezek megvalósíthatóak vele?
Előre is köszi!
R.
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2024 szeptember 16, 17:54
Írta: TBS-TEAM Dátum 2024 szeptember 16, 17:54
UC300 ETH-ban gondolkozz.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2024 szeptember 16, 18:06
Írta: frob Dátum 2024 szeptember 16, 18:06
ágyúval verébre...
6 tengely.. igaz van benne 2 analóg
de elméletileg tudhatja a 400-as is a enkóder fogadást, csak én spec nem tudom hogy, mert bőven van rajta io...
400-as on is van bőven port az is 6 tengelyt tud meg marék bemenetet
na meg a 400-as jobban is tetszik :D
Szóval miért az inkább?
6 tengely.. igaz van benne 2 analóg
de elméletileg tudhatja a 400-as is a enkóder fogadást, csak én spec nem tudom hogy, mert bőven van rajta io...
400-as on is van bőven port az is 6 tengelyt tud meg marék bemenetet
na meg a 400-as jobban is tetszik :D
Szóval miért az inkább?
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2024 szeptember 16, 18:27
Írta: TBS-TEAM Dátum 2024 szeptember 16, 18:27
Most akciósan:
UC400 ETH szett +1db UCSB kártya +UCCNC lic. 120.000.-
UC300 ETH szett +1db UCBB kártya +UCCNC lic. 118.000.-
Az UCBB kártyán dupla be-kimenet.
UC300 Van analog be-ki. stb...
Miért is kellene választani az UC400 ETH-t???????????????????
De ha szinre vagy kinézetre mész akkor mindenképp azt válaszd amelyiket te gondolod.
UC400 ETH szett +1db UCSB kártya +UCCNC lic. 120.000.-
UC300 ETH szett +1db UCBB kártya +UCCNC lic. 118.000.-
Az UCBB kártyán dupla be-kimenet.
UC300 Van analog be-ki. stb...
Miért is kellene választani az UC400 ETH-t???????????????????
De ha szinre vagy kinézetre mész akkor mindenképp azt válaszd amelyiket te gondolod.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2024 szeptember 16, 18:46
Írta: frob Dátum 2024 szeptember 16, 18:46
oké nem kell cinikusnak lenni, stabilabb a uc400 azzal a hajtott lemezzel..
Köszi, hogy jelzed az akciós árakat, meddig tart az akció?
szóval érdekelne, hogy a két analógot akkor az uc300 eth-en egyikkel tudom e előtolás 0-az előre beállított maxig állítani?
másikkal meg minden kezdő pontnál ( belövési pont) az időt állítani?
a Z magasságot menet közben, az ún marási mélységet vagy csak eltolás?
nincs thc, és kézzel kapcsolódna a fákja is ki be.
sheetcam lenne a célszoftver amivel generálnánk a fájlt hozzá, abban találam uccnc plasma thc nélkülit
de nem igazán tudom mit tud ez a postproc...
előre is kösz
Köszi, hogy jelzed az akciós árakat, meddig tart az akció?
szóval érdekelne, hogy a két analógot akkor az uc300 eth-en egyikkel tudom e előtolás 0-az előre beállított maxig állítani?
másikkal meg minden kezdő pontnál ( belövési pont) az időt állítani?
a Z magasságot menet közben, az ún marási mélységet vagy csak eltolás?
nincs thc, és kézzel kapcsolódna a fákja is ki be.
sheetcam lenne a célszoftver amivel generálnánk a fájlt hozzá, abban találam uccnc plasma thc nélkülit
de nem igazán tudom mit tud ez a postproc...
előre is kösz
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2024 szeptember 16, 19:01
Írta: TBS-TEAM Dátum 2024 szeptember 16, 19:01
Nem én vagyok a forgalmazó így nem tudom meddig tart az aukció.
Kérdés: Ha SheetCam-el generálod le a programot akkor miért akarod minden lyukasztásnál állítani az átlövési időt?
A tábla vastagság meghatározza az átlövési időt.
Egyik analoggal az előtolást, a másikkal a Z magasságot kellene állítanod.
Kapacitív THC beépítésében el kellene gondolkoznod.
Kérdés: Ha SheetCam-el generálod le a programot akkor miért akarod minden lyukasztásnál állítani az átlövési időt?
A tábla vastagság meghatározza az átlövési időt.
Egyik analoggal az előtolást, a másikkal a Z magasságot kellene állítanod.
Kapacitív THC beépítésében el kellene gondolkoznod.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2024 szeptember 16, 19:07
Írta: frob Dátum 2024 szeptember 16, 19:07
ok, hátha Dezsoe tudja többek között azt is
akarja a fene mindig állítani, de mivel a kezelő az első párnál be állítja anyagvastagság szerint, ami egyébként sztem is belőhető lenne egy táblázatba.. de most így van így is akarják
kapacitív thc, volt a gépen, a felfröccsenések miatt és a kidőlő alkatrészek miatt is használhatatlan, miután jó párszor leverte a fúvókát, meg az egész pisztolyt is vagy épp túl magasra emelte a fúvókát leszoktak róla, csak kézibe mennek...
akarja a fene mindig állítani, de mivel a kezelő az első párnál be állítja anyagvastagság szerint, ami egyébként sztem is belőhető lenne egy táblázatba.. de most így van így is akarják
kapacitív thc, volt a gépen, a felfröccsenések miatt és a kidőlő alkatrészek miatt is használhatatlan, miután jó párszor leverte a fúvókát, meg az egész pisztolyt is vagy épp túl magasra emelte a fúvókát leszoktak róla, csak kézibe mennek...
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2024 szeptember 16, 19:23
Írta: TBS-TEAM Dátum 2024 szeptember 16, 19:23
Tapasztalat alapján a gépkezelők ba..nak az alátámasztás sürüségének állítására ha kisebb alkatrészeket vágnak és azért fordulnak ki a kivágott alkatrészek.
A lánghoz meg nagy átméröjű kapacitív korong kell.
A Cam progiba meg tiltani a THC-t lyukaszás és kis átmérők 50mm alatti vágásokkor.
A lánghoz meg nagy átméröjű kapacitív korong kell.
A Cam progiba meg tiltani a THC-t lyukaszás és kis átmérők 50mm alatti vágásokkor.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2024 szeptember 16, 19:34
Írta: frob Dátum 2024 szeptember 16, 19:34
minden szavaddal egyet értek!
ha látnád a gépet, sztem még el is sírnád magad...
ez van ebből kell főzni, örülök hogy belementek a vezérlés cserébe, de valahogy keresztül kell rágnom az említett dolgokon, hogy lehessen...
ha látnád a gépet, sztem még el is sírnád magad...
ez van ebből kell főzni, örülök hogy belementek a vezérlés cserébe, de valahogy keresztül kell rágnom az említett dolgokon, hogy lehessen...
Cím: Re:UCCNC vezérlő program
Írta: jnsx74344 Dátum 2024 szeptember 24, 20:40
Írta: jnsx74344 Dátum 2024 szeptember 24, 20:40
Hali fel telepittem 1.2117 verziot es inditáskor homoás után 2-3 szor kell megagyam a null pontot, be load olon a g kodot es elfelejti a nulpontot
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2024 szeptember 29, 18:25
Írta: Autotec1 Dátum 2024 szeptember 29, 18:25
Vettem egy Nikken 100 CNC osztófejet, ami fékes (levegős) valaki használ hasonlót? Cél egy igazi 4. tengely megmunkálás közbeni mozgáshoz is. Ötleteket tippeket , valamint egy vállalkozó kedvű Urat, vagy Hölgyet keresek makrók megírásához (természetesen fáradozásait honorálom) Jelenleg egy teljes felújítást kap motorcsere, olajcsere, szimeringek.
(https://hobbicncforum.hu/uploaded_images/2024/09/tn_q2q9vnx2fc6ypa8sgxn9q_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/09/q2q9vnx2fc6ypa8sgxn9q_5332.jpeg)
(https://hobbicncforum.hu/uploaded_images/2024/09/tn_q2q9vnx2fc6ypa8sgxn9q_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/09/q2q9vnx2fc6ypa8sgxn9q_5332.jpeg)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2024 szeptember 29, 18:39
Írta: svejk Dátum 2024 szeptember 29, 18:39
Mihez kell a makró?
Mindegyik hobby software lekezeli a 4. tengelyt.
Mindegyik hobby software lekezeli a 4. tengelyt.
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2024 szeptember 29, 19:44
Írta: Autotec1 Dátum 2024 szeptember 29, 19:44
levegős fék
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2024 szeptember 29, 19:45
Írta: Autotec1 Dátum 2024 szeptember 29, 19:45
van épített 0 pontja, lehet hogy jó lenne valamire
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2024 szeptember 29, 19:47
Írta: svejk Dátum 2024 szeptember 29, 19:47
No de azt írtad folyamatos megmunkálás a cél.
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2024 szeptember 29, 20:02
Írta: Autotec1 Dátum 2024 szeptember 29, 20:02
igen, de néha jó ha fékezve lenne
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2024 október 08, 11:48
Írta: istvan58 Dátum 2024 október 08, 11:48
Sziasztok,
valaki járt máe ugy hogy UCR201 et használva a mozgatás közben megugrik az adott tengelyen a mozgás és hatalmas károkat tud okozni munkadarabba, gépben stb. Már jó néhányszor jártam igy. Most jeleztem Dezsoe-nak is.
CncDrive.com fórumon láttom már régen sokan küzdenek ezzel.
https://cncdrive.com/forum/viewtopic.php?f=2&t=3647
Van e vagy lesz e erre megoldás valamikor mert ez igy elfogadhatatlan.
szép napot,
István
valaki járt máe ugy hogy UCR201 et használva a mozgatás közben megugrik az adott tengelyen a mozgás és hatalmas károkat tud okozni munkadarabba, gépben stb. Már jó néhányszor jártam igy. Most jeleztem Dezsoe-nak is.
CncDrive.com fórumon láttom már régen sokan küzdenek ezzel.
https://cncdrive.com/forum/viewtopic.php?f=2&t=3647
Van e vagy lesz e erre megoldás valamikor mert ez igy elfogadhatatlan.
szép napot,
István
Cím: Re:UCCNC vezérlő program
Írta: OlyFlyer Dátum 2024 október 08, 18:12
Írta: OlyFlyer Dátum 2024 október 08, 18:12
Szerintem nem megoldható a probléma, mert ha három év után sem lett megoldva az nekem azt jelenti hogy nem is tudják mi a hiba. Én nem bízok drót nélkülivel, mert azokkal mindig probléma lehet. Csak azt nem értem miért árulják tovább ha nem megbízható a működése... [#conf]
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2024 október 08, 18:47
Írta: Autotec1 Dátum 2024 október 08, 18:47
nekem is volt ilyen de szerencsére lecseréltem egy profira
https://youtu.be/1DIsrBARtew?si=WNdd8LxEGjGXo52-
https://youtu.be/1DIsrBARtew?si=WNdd8LxEGjGXo52-
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2024 október 08, 18:54
Írta: istvan58 Dátum 2024 október 08, 18:54
igen ez jó kérdés, és azért nem is olcsó.
Nincs kedvem az egész gépet most átallakitani drótosra meg lehet nincs is szabad bemenetem már.
Amúgy várnánk egy választ a fejlesztőktől is.
A CncDrive.com on olvastam hogy gép is ment tönkre miatta.
Eddig nekem néhány marró de sokszor meg a majdnem kész munka.
Na ennek nem örültem.
Nincs kedvem az egész gépet most átallakitani drótosra meg lehet nincs is szabad bemenetem már.
Amúgy várnánk egy választ a fejlesztőktől is.
A CncDrive.com on olvastam hogy gép is ment tönkre miatta.
Eddig nekem néhány marró de sokszor meg a majdnem kész munka.
Na ennek nem örültem.
Cím: Re:UCCNC vezérlő program
Írta: OlyFlyer Dátum 2024 október 08, 19:02
Írta: OlyFlyer Dátum 2024 október 08, 19:02
Én meg inkább csináltam magamnak saját tervezésűt.
(https://g2.img-dpreview.com/6666EB6B56EC495B9D2B30F29F2E7E2D.jpg)
De drótos, mert abba jobban bízok.
(https://g2.img-dpreview.com/6666EB6B56EC495B9D2B30F29F2E7E2D.jpg)
De drótos, mert abba jobban bízok.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2024 október 08, 19:07
Írta: istvan58 Dátum 2024 október 08, 19:07
Én is elkezdtem, volt is már kerekem aztán valahogy lustasáőgból elmeradt.Meg talán bemenet hiány is volt a végén.
Biztam az UCR201-ben. Remélem csak megoldják. A világban sokkan panaszkodnak rá.
Biztam az UCR201-ben. Remélem csak megoldják. A világban sokkan panaszkodnak rá.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2024 október 08, 19:13
Írta: istvan58 Dátum 2024 október 08, 19:13
Van olyan hogy amikor sleep be megy és 1..2mp en belül ébresztem akkor visszaugrik, de ezzel együt lehet élni. Igyekszem ügyelni erre hogy ne ébresszem azonnal.
A nagy baj amikor eritő fogást akarok venni null pont beállitásra és akor meglódul törve zuzva mindent. Maró, munkadarab.
A nagy baj amikor eritő fogást akarok venni null pont beállitásra és akor meglódul törve zuzva mindent. Maró, munkadarab.
Cím: Re:UCCNC vezérlő program
Írta: OlyFlyer Dátum 2024 október 08, 19:25
Írta: OlyFlyer Dátum 2024 október 08, 19:25
Nekem is volt meg minden alkatrész több évig, de nem került rá idő, tehát sokáig várt elkészítése. Tavaly novemberben rászántam magam és megcsináltam. Nagyon jól működik, meg vagyok vele elégedve.
Remélem valami megoldást találnak a tiedre is mert nagyon drága kidobni. Sok remény viszont nem lehet hamarosan megoldásra ha ennyi év után sem tudták javítani. Igen nagyon sokan panaszkodnak rá, tehát nem új a probléma.
Remélem valami megoldást találnak a tiedre is mert nagyon drága kidobni. Sok remény viszont nem lehet hamarosan megoldásra ha ennyi év után sem tudták javítani. Igen nagyon sokan panaszkodnak rá, tehát nem új a probléma.
Cím: Re:UCCNC vezérlő program
Írta: ium8w94xp Dátum 2024 október 08, 22:49
Írta: ium8w94xp Dátum 2024 október 08, 22:49
Érdekes, nekem soha semmi gondom nem volt vele. Nekem mondjuk úgy van beállítva, hogy az oldalán kell nyomni a gombot, csak akkor él a kerék.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2024 október 08, 23:10
Írta: istvan58 Dátum 2024 október 08, 23:10
Szerencsés vagy!
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2024 október 08, 23:58
Írta: istvan58 Dátum 2024 október 08, 23:58
Azárt várom a fejlesztők válaszát mi legyen:
meg lesz oldva vagy dobjam ki és alakitsam át a gépet drótosra?
meg lesz oldva vagy dobjam ki és alakitsam át a gépet drótosra?
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2024 október 09, 06:25
Írta: gaben Dátum 2024 október 09, 06:25
Az enyém is működik rendesen, illetve majdnem.
Sajnos a beméréseket teljesen összekavarja, így gyakorlatilag nem használom, mert túl sok problémát okoz ha be van dugva az USB stick.
Sajnos a beméréseket teljesen összekavarja, így gyakorlatilag nem használom, mert túl sok problémát okoz ha be van dugva az USB stick.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2024 október 10, 14:03
Írta: istvan58 Dátum 2024 október 10, 14:03
Mivel az egész világon vannak ezzel külömböző gondok legalább egy hozzászólást, tanácsot várnánk a fejlesztőktől.
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2024 október 10, 15:40
Írta: gaben Dátum 2024 október 10, 15:40
Dezsoe kollégával rengeteget beszéltünk erről korábban és tett is rá javaslatokat a megoldására, de aztán nem sikerült.
Az is lehet, hogy nálam van valami olyan bibi, amire még nem jöttem rá.....
Az is lehet, hogy nálam van valami olyan bibi, amire még nem jöttem rá.....
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2024 október 11, 09:40
Írta: istvan58 Dátum 2024 október 11, 09:40
És akkor most drága pénzen vásárolt cucott dobjam ki? És alakitsam át a gépet? Ez nen ferr!
És nem egyedül küzdök ezzel. Cncdrive angol fórumon volt olyan is akinek a szerszámcserélője tört miatta.
És nem egyedül küzdök ezzel. Cncdrive angol fórumon volt olyan is akinek a szerszámcserélője tört miatta.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2024 október 11, 10:03
Írta: istvan58 Dátum 2024 október 11, 10:03
Egy idézet a CncDrive forumról:
" when using the UR201 wireless pendant I sometimes notice a unexpected movement of the axis.
When it happens it's always the axis which is active/selected on the UR201.
My last issue was with:
- the X-axis selected
- MPG mode on Velocity 1%
I was jogging the X-axis in position. Suddenly the axis moved a big (~5m) distance with medium speed.
I am certain I was not moving the dial.
The speed of the axis was apporximately max speed of 1% movement.
The axis jumped to apporximately +5mm and then back to it's original position.
Fortunately the mill was above my workpiece.
But this same issue has also happend several times while I was probing the Z-axis, and damaged my workpiece and tool."
" when using the UR201 wireless pendant I sometimes notice a unexpected movement of the axis.
When it happens it's always the axis which is active/selected on the UR201.
My last issue was with:
- the X-axis selected
- MPG mode on Velocity 1%
I was jogging the X-axis in position. Suddenly the axis moved a big (~5m) distance with medium speed.
I am certain I was not moving the dial.
The speed of the axis was apporximately max speed of 1% movement.
The axis jumped to apporximately +5mm and then back to it's original position.
Fortunately the mill was above my workpiece.
But this same issue has also happend several times while I was probing the Z-axis, and damaged my workpiece and tool."
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2024 október 11, 10:48
Írta: TBS-TEAM Dátum 2024 október 11, 10:48
Légy szíves ellenőrizd le, hogy az USB portok (összesen egyessével) a Win.ben
az energiamegtakarítás ki legyen kapcsolva.
A Win alapból a pipát benne hagyja és random képes kikapcsolni
az USB portot.
(https://hobbicncforum.hu/uploaded_images/2024/10/tn_ninvt33h3dqfy6uzcdukb_3344.png) (https://hobbicncforum.hu/uploaded_images/2024/10/ninvt33h3dqfy6uzcdukb_3344.png)
az energiamegtakarítás ki legyen kapcsolva.
A Win alapból a pipát benne hagyja és random képes kikapcsolni
az USB portot.
(https://hobbicncforum.hu/uploaded_images/2024/10/tn_ninvt33h3dqfy6uzcdukb_3344.png) (https://hobbicncforum.hu/uploaded_images/2024/10/ninvt33h3dqfy6uzcdukb_3344.png)
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2024 október 11, 11:27
Írta: istvan58 Dátum 2024 október 11, 11:27
Ok, köszi de nincs olyan gondom hogy kikapcsol.
Amint irtam az van hogy hrtelen megindul max sebessegel az adott tengely amit épen mozgatok vele és törik minden.
Amint irtam az van hogy hrtelen megindul max sebessegel az adott tengely amit épen mozgatok vele és törik minden.
Cím: Re:UCCNC vezérlő program
Írta: kr97pwss2 Dátum 2024 október 11, 11:44
Írta: kr97pwss2 Dátum 2024 október 11, 11:44
Szervusz István. írtam Emailt.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2024 október 11, 12:14
Írta: istvan58 Dátum 2024 október 11, 12:14
Köszi, megy a válasz hamarosan.
Szép napot.
Szép napot.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2024 október 25, 17:24
Írta: ANTAL GÁBOR Dátum 2024 október 25, 17:24
Furat tapintással kapcsolatban lenne egy kérdésem.
Éveken keresztül használtam egy "renishaw"rendszerű tapintót központ keresésre . Emlékeim szerint a Mach hoz rendszeresített "kék" screen nel . Már nem dolgozom Mach- hal mert nekem bevált az UCCNC .
Ma ( két évkényszerű kihagyás után ) megint központot kellett keresnem
A gyalog módszerrel sikerült is de nagyon időrabló .Rémlik hogy korábban használtam az UCCNC hez rendszeresített központkeresést de ma már nem emlékszem a szintaktikára .
( valahol meg kellett adni a ráfutási sebességet , a visszamozgás sebességét és az ismételt lassú megközelítés sebességét , a tartomány nagyságát stb ) Azután mindent automatán megcsinált. A Z t nem mozgatta ( tisztán furatot tapintanék )
Tud valaki segíteni hogy mit csináljak ? Ps: régi verziójú az UCCNC-m és ha lehet nem abajgatnám . A régi screent ( türkisz szinek a program a screen bal felén fut ) szeretném használni . De ha mindenképpen kell az új (szürkés színű ) screen akkor ráfanyalodom
Éveken keresztül használtam egy "renishaw"rendszerű tapintót központ keresésre . Emlékeim szerint a Mach hoz rendszeresített "kék" screen nel . Már nem dolgozom Mach- hal mert nekem bevált az UCCNC .
Ma ( két évkényszerű kihagyás után ) megint központot kellett keresnem
A gyalog módszerrel sikerült is de nagyon időrabló .Rémlik hogy korábban használtam az UCCNC hez rendszeresített központkeresést de ma már nem emlékszem a szintaktikára .
( valahol meg kellett adni a ráfutási sebességet , a visszamozgás sebességét és az ismételt lassú megközelítés sebességét , a tartomány nagyságát stb ) Azután mindent automatán megcsinált. A Z t nem mozgatta ( tisztán furatot tapintanék )
Tud valaki segíteni hogy mit csináljak ? Ps: régi verziójú az UCCNC-m és ha lehet nem abajgatnám . A régi screent ( türkisz szinek a program a screen bal felén fut ) szeretném használni . De ha mindenképpen kell az új (szürkés színű ) screen akkor ráfanyalodom
Cím: Re:UCCNC vezérlő program
Írta: Szedlay Pál Dátum 2024 október 25, 18:29
Írta: Szedlay Pál Dátum 2024 október 25, 18:29
Én nem próbáltam, de egy próbát megér
Probelt for UCCNC (https://www.craftycnc.com/probeit-for-uccnc/)
Probelt for UCCNC (https://www.craftycnc.com/probeit-for-uccnc/)
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2024 október 25, 18:43
Írta: ANTAL GÁBOR Dátum 2024 október 25, 18:43
Beleolvastam . Nem az én világom . Kihoztak egy verziót azután hosszú listában ecsetelik a "bug" ok javítását . Nekem valami atombiztos szisztéma kellene Gyors megközelítés , nekimegy megáll ,lejön lassan visszamegy nulláz , elmegy a másik irányba végigcsinálja az előbbiket , majd a leolvasott érték felére beáll újra nulláz és kezdi a másik tengelyt. A végén a tapintó fizikailag az origóban van és a DRO X=0 Y =0
Szerintem készült erre valami egyszerű makró de nem tudom hogy hogyan kell indítani ...
Szerintem készült erre valami egyszerű makró de nem tudom hogy hogyan kell indítani ...
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2024 október 25, 19:48
Írta: TBS-TEAM Dátum 2024 október 25, 19:48
UCCNC könyvtárban van a leírás, hogyan kell használni.
Alap telepítés esetén:
UCCNC\documentation\Probe_help.pdf
Alap telepítés esetén:
UCCNC\documentation\Probe_help.pdf
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2024 október 25, 20:07
Írta: TBS-TEAM Dátum 2024 október 25, 20:07
A régi verzióban nincs benne.
Cím: Re:UCCNC vezérlő program
Írta: ANTAL GÁBOR Dátum 2024 október 26, 08:26
Írta: ANTAL GÁBOR Dátum 2024 október 26, 08:26
Megoldódni látszik a problémám Dezsoe segített. (2018 ban küldött nekem egy makrót amit megismételt ) Ha eljutok a műhelybe azonnal kipróbálom . Talán holnap ... Ma nagyon nem jól érzem magamat
Cím: Re:UCCNC vezérlő program
Írta: őrülT-Tudós Dátum 2024 november 04, 20:46
Írta: őrülT-Tudós Dátum 2024 november 04, 20:46
Üdv mindenkinek aki erre téved. Segítséget szeretnék kérni egy általam még fel nem térképezett főorsó vezérlés kérdésében. Hamarosan belekezdek egy kiégett kapcsolószekrényű ipari gép felélesztésébe. A kérdés az lenne, hogy Uccnc alatt milyen megoldások léteznek hosszkiegyenlítő nélküli menetfúráshoz? Nyilván Ac szervóval működik a dolog, de ezt elég ritkán látni 3kW felett. Milyen megoldások jöhetnek még szóba? Előre is hálás köszönet!
Cím: Re:UCCNC vezérlő program
Írta: Nagy Csaba Dátum 2024 november 05, 17:32
Írta: Nagy Csaba Dátum 2024 november 05, 17:32
Sziasztok ! Segítsetek egy kicsit, adott egy Uccnc vezerlés újonan beállítva, Pc tönkrement sajnos Z tengelyen motorvezérlő és szervó csere is volt mindent friss, marok egy tárgyat 1 mm fogással 4 mm maróval 130 fokban oda - vissza és 2x martam ki és az alábbi csíkos hibám van , fusion 360 postprocesz a mach3 é ez nem lenne jó vagy? Mi lehet a hiba oka? Nem mechanikai eredetű azt látom hisz kétszer teljesen egyforma marást produkált :( ötleteket nagyon köszönöm.
(https://hobbicncforum.hu/uploaded_images/2024/11/tn_5b2iai4kpxw5w7gcktb3f_4697.jpg) (https://hobbicncforum.hu/uploaded_images/2024/11/5b2iai4kpxw5w7gcktb3f_4697.jpg) (https://hobbicncforum.hu/uploaded_images/2024/11/tn_n0nkns7k9gq9a5zjjx9tm_4697.jpg) (https://hobbicncforum.hu/uploaded_images/2024/11/n0nkns7k9gq9a5zjjx9tm_4697.jpg)
(https://hobbicncforum.hu/uploaded_images/2024/11/tn_5b2iai4kpxw5w7gcktb3f_4697.jpg) (https://hobbicncforum.hu/uploaded_images/2024/11/5b2iai4kpxw5w7gcktb3f_4697.jpg) (https://hobbicncforum.hu/uploaded_images/2024/11/tn_n0nkns7k9gq9a5zjjx9tm_4697.jpg) (https://hobbicncforum.hu/uploaded_images/2024/11/n0nkns7k9gq9a5zjjx9tm_4697.jpg)
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2024 november 05, 19:58
Írta: gaben Dátum 2024 november 05, 19:58
Szia,
ha UCCNC-d van, akkor miért nem UCCNC posztprocit használsz?
ha UCCNC-d van, akkor miért nem UCCNC posztprocit használsz?
Cím: Re:UCCNC vezérlő program
Írta: Nagy Csaba Dátum 2024 november 05, 20:08
Írta: Nagy Csaba Dátum 2024 november 05, 20:08
2 hónapos a vezérlőm azt olvastam hogy a mach3 postprocesz jó hozzá , Van egy ilyen a fusionban hogy stepcraft uccnc nem tudom hogy ez jó e nekem.
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2024 november 05, 20:14
Írta: gaben Dátum 2024 november 05, 20:14
Azt nem ismerem, illetve nem használom.
Ami nekem van 7 éve, az a CNCdrive (https://cam.autodesk.com/hsmposts) UCCNC posztproci (persze a CNCdrive-nak semmi köze hozzá)
Ezzel hibátlanul fut minden, szóval ajánlom. [#wave]
Ami nekem van 7 éve, az a CNCdrive (https://cam.autodesk.com/hsmposts) UCCNC posztproci (persze a CNCdrive-nak semmi köze hozzá)
Ezzel hibátlanul fut minden, szóval ajánlom. [#wave]
Cím: Re:UCCNC vezérlő program
Írta: Nagy Csaba Dátum 2024 november 05, 20:18
Írta: Nagy Csaba Dátum 2024 november 05, 20:18
jajj de jó remek máris egy hiba kiiktatva. köszönöm holnap kipróbálom lesz e változás
Cím: Re:UCCNC vezérlő program
Írta: Nagy Csaba Dátum 2024 november 07, 20:13
Írta: Nagy Csaba Dátum 2024 november 07, 20:13
A kép magáért beszél csak a posztproceszt változtattam meg az UCCNC-s re tehát aki azt írja mach3 al jól működik az nem mond igazat :). köszönöm a javaslatot ez bejött !
(https://hobbicncforum.hu/uploaded_images/2024/11/tn_0vnn2uyd0xf0wftifb0k9_4697.jpg) (https://hobbicncforum.hu/uploaded_images/2024/11/0vnn2uyd0xf0wftifb0k9_4697.jpg)
(https://hobbicncforum.hu/uploaded_images/2024/11/tn_0vnn2uyd0xf0wftifb0k9_4697.jpg) (https://hobbicncforum.hu/uploaded_images/2024/11/0vnn2uyd0xf0wftifb0k9_4697.jpg)
Cím: Re:UCCNC vezérlő program
Írta: designr Dátum 2024 november 07, 20:38
Írta: designr Dátum 2024 november 07, 20:38
Az auto tuningot megcsináltad a kész mechanikán?
Cím: Re:UCCNC vezérlő program
Írta: Nagy Csaba Dátum 2024 november 08, 17:54
Írta: Nagy Csaba Dátum 2024 november 08, 17:54
igen most már talán rendben lesz az új posztolással.
Cím: Re:UCCNC vezérlő program
Írta: drw6xczyc Dátum 2024 november 29, 21:41
Írta: drw6xczyc Dátum 2024 november 29, 21:41
Sziasztok. Kézikerek bekötés előtt állok. Vezetékes verziót vettem és interneten végig néztem a bekötéssel kapcsolatos összes dolgot. De szeretnék segítséget kérni a vezérlés uc300eth a kézikönyv szerint az A és B vezetékeknek megvan a helye a beállításokban. De a többit pl tengely váltás azokat a "buttons setting" szerint kell beállítani? Köszönöm a segítséget. Kibonto kártyám az van hozzá azon még van bőven hely
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2024 december 04, 23:03
Írta: zt2c4wh9 Dátum 2024 december 04, 23:03
Kedves fórumtársak, szomorú hírt kaptam.
Tegnapi napon Dezsoe (Szentkereszty Csaba) kollégám és barátunk elvesztette a harcot a rákkal szemben.
Úgy gondolom, hogy sokatoknak nyújtott itt technikai segítséget és sokan megkedveltétek a HobbyCNC találkozókon, ezért közlöm most veletek a szomorú hírt.
Nyugodj békében Dezsoe!
Tegnapi napon Dezsoe (Szentkereszty Csaba) kollégám és barátunk elvesztette a harcot a rákkal szemben.
Úgy gondolom, hogy sokatoknak nyújtott itt technikai segítséget és sokan megkedveltétek a HobbyCNC találkozókon, ezért közlöm most veletek a szomorú hírt.
Nyugodj békében Dezsoe!
Cím: Re:UCCNC vezérlő program
Írta: PITU Dátum 2024 december 05, 10:05
Írta: PITU Dátum 2024 december 05, 10:05
Nyugodj Békében Barátom !
(https://hobbicncforum.hu/uploaded_images/2024/12/tn_46aj4bh8bsjv7gew5f7m_2918.jpg) (https://hobbicncforum.hu/uploaded_images/2024/12/46aj4bh8bsjv7gew5f7m_2918.jpg)
(https://hobbicncforum.hu/uploaded_images/2024/12/tn_46aj4bh8bsjv7gew5f7m_2918.jpg) (https://hobbicncforum.hu/uploaded_images/2024/12/46aj4bh8bsjv7gew5f7m_2918.jpg)
Cím: Re:UCCNC vezérlő program
Írta: Varga István Dátum 2024 december 06, 14:51
Írta: Varga István Dátum 2024 december 06, 14:51
Nyugodj békében Dezsoe!
A búcsúztatása
2024.12.23. 11:00-kor lesz a
Debreceni Nagyerdei Köztemető 2-es számú ravatalozójában.
A búcsúztatása
2024.12.23. 11:00-kor lesz a
Debreceni Nagyerdei Köztemető 2-es számú ravatalozójában.
Cím: Re:UCCNC vezérlő program
Írta: hegedűs györgy Dátum 2024 december 07, 11:01
Írta: hegedűs györgy Dátum 2024 december 07, 11:01
Őszinte részvétem a családnak.
Cím: Re:UCCNC vezérlő program
Írta: dtb Dátum 2024 december 07, 13:45
Írta: dtb Dátum 2024 december 07, 13:45
Őszinte részvétem a családnak!
...valamennyiünknek hiányozni fog![#ijedt]
...valamennyiünknek hiányozni fog![#ijedt]
Cím: Re:UCCNC vezérlő program
Írta: Szasza43 Dátum 2024 december 07, 16:38
Írta: Szasza43 Dátum 2024 december 07, 16:38
Nyugodj békében Dezsoe!
Cím: Re:UCCNC vezérlő program
Írta: 2nbj3n5m Dátum 2024 december 08, 11:10
Írta: 2nbj3n5m Dátum 2024 december 08, 11:10
Részvétem
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2024 december 08, 18:33
Írta: Autotec1 Dátum 2024 december 08, 18:33
Nyugodjon Békében , Őszinte részvétem.
Cím: Re:UCCNC vezérlő program
Írta: Hanks Dátum 2024 december 09, 08:31
Írta: Hanks Dátum 2024 december 09, 08:31
Részvétem!
(https://hobbicncforum.hu/uploaded_images/2024/12/tn_m4q8jzn6n39c0nd7k8gz9_4922.jpg) (https://hobbicncforum.hu/uploaded_images/2024/12/m4q8jzn6n39c0nd7k8gz9_4922.jpg)
(https://hobbicncforum.hu/uploaded_images/2024/12/tn_m4q8jzn6n39c0nd7k8gz9_4922.jpg) (https://hobbicncforum.hu/uploaded_images/2024/12/m4q8jzn6n39c0nd7k8gz9_4922.jpg)
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2024 december 09, 13:10
Írta: istvan58 Dátum 2024 december 09, 13:10
Nyugodjon Békében.
Cím: Re:UCCNC vezérlő program
Írta: mazso1988 Dátum 2024 december 14, 18:07
Írta: mazso1988 Dátum 2024 december 14, 18:07
Részvétem! [#sir]
Cím: Re:UCCNC vezérlő program
Írta: ftibor Dátum 2024 december 16, 13:53
Írta: ftibor Dátum 2024 december 16, 13:53
Részvétem.
Cím: Re:UCCNC vezérlő program
Írta: Nejkoff István Dátum 2024 december 16, 14:24
Írta: Nejkoff István Dátum 2024 december 16, 14:24
Részvétem.
Cím: Re:UCCNC vezérlő program
Írta: őrülT-Tudós Dátum 2024 december 27, 20:35
Írta: őrülT-Tudós Dátum 2024 december 27, 20:35
Őszinte részvétem a családnak.
Előre is elnézést kérek, az alkalmatlankodásért. Olyan embert keresnék aki használ automata szerszámcserélőt UCCNC-alatt, és tudna nekem segíteni, makró lehetőségekkel kapcsolatban,( az sem baj ha plugin fejlesztési ismeretekkel is rendelkezik). Privát üzenetben ha kérhetem.
Előre is elnézést kérek, az alkalmatlankodásért. Olyan embert keresnék aki használ automata szerszámcserélőt UCCNC-alatt, és tudna nekem segíteni, makró lehetőségekkel kapcsolatban,( az sem baj ha plugin fejlesztési ismeretekkel is rendelkezik). Privát üzenetben ha kérhetem.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2024 december 28, 09:00
Írta: frob Dátum 2024 december 28, 09:00
54 évesen?!
borzasztó :(
Részvétem!
Nehéz lesz pótolni azt a tudást ami magával vitt :(
borzasztó :(
Részvétem!
Nehéz lesz pótolni azt a tudást ami magával vitt :(
Cím: Re:UCCNC vezérlő program
Írta: Barna Tamás Dátum 2025 január 13, 17:24
Írta: Barna Tamás Dátum 2025 január 13, 17:24
Kedves Forumtársak !
Esetleg valaki találkozott már ezzel az eternetse mozgásvezérlővel?
Lehetne ezt futtatni UCCNC-vel?
(https://hobbicncforum.hu/uploaded_images/2025/01/tn_mquybxxxcqmxsnu2t62ky_4898.jpg) (https://hobbicncforum.hu/uploaded_images/2025/01/mquybxxxcqmxsnu2t62ky_4898.jpg)
Esetleg valaki találkozott már ezzel az eternetse mozgásvezérlővel?
Lehetne ezt futtatni UCCNC-vel?
(https://hobbicncforum.hu/uploaded_images/2025/01/tn_mquybxxxcqmxsnu2t62ky_4898.jpg) (https://hobbicncforum.hu/uploaded_images/2025/01/mquybxxxcqmxsnu2t62ky_4898.jpg)
Cím: Re:UCCNC vezérlő program
Írta: ukbt2rss Dátum 2025 január 14, 13:57
Írta: ukbt2rss Dátum 2025 január 14, 13:57
Tisztelt forumtarsak! Tudna valaki segíteni! UCCNC vel hogyan tudnám vezérelni a mini 3018 gravirgepemet.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2025 január 15, 12:23
Írta: zt2c4wh9 Dátum 2025 január 15, 12:23
UCCNC-hez a mi (CNCdrive Kft.) által gyártott mozgásvezérlőre van szükség.
A képen egy kínai mozgásvezérlő látható, ez nem működik Mach3-al. Általában ezek csak a Mach3-al működnek, annak is csak egy feltört verziójával.
A kínai vezérlőt lecserélhetnéd egy AXBB-E ethernetes mozgásvezérlőre.
A képen egy kínai mozgásvezérlő látható, ez nem működik Mach3-al. Általában ezek csak a Mach3-al működnek, annak is csak egy feltört verziójával.
A kínai vezérlőt lecserélhetnéd egy AXBB-E ethernetes mozgásvezérlőre.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2025 január 15, 12:24
Írta: zt2c4wh9 Dátum 2025 január 15, 12:24
Attól függ, hogy milyen vezérlés van benne?
Tudnál a vezérlődoboz belsejéről készíteni egy fényképet?
Tudnál a vezérlődoboz belsejéről készíteni egy fényképet?
Cím: Re:UCCNC vezérlő program
Írta: Barna Tamás Dátum 2025 január 15, 18:25
Írta: Barna Tamás Dátum 2025 január 15, 18:25
Küldöm privát !
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2025 január 16, 18:47
Írta: zt2c4wh9 Dátum 2025 január 16, 18:47
A kép alapján simán lehet helyettesíteni egy AXBB-E ethernetes mozgásvezérlővel és UCCNC-vel.
Cím: Re:UCCNC vezérlő program
Írta: hegedűs györgy Dátum 2025 január 22, 20:50
Írta: hegedűs györgy Dátum 2025 január 22, 20:50
Sziasztok! .
Segítséget szeretnék kérni Tőletek,
g-kód ügyben.
Egyelőre csak a laptopomra telepítettem
az UCCNC 1.2117 verzióját, gyakorlás
céljából. A cnc-gépemen UCCNC 1.2112 fut (egyelőre).
Vátozók segítségével egészen jól
használható parametrikus g-kódokat már
eddig is sikerült készítenem, de az új
UCCNC verzióban az IF, THEN és a GOTO
parancsok, valamint a már ismert #
(változók) használatával elvileg
megoldható lenne egy problémám.
Arról van szó, hogy egy programon belül
feltételhez szeretném kötni valamely
sorok elvégzését, lényegében átugrását.
Az első bökkenő, amin fennakadtam,
hogy pár soros kódot sem tudtam
elfogadhatóvá faragni. Nem ismerte fel
a feltételes függvényeket. . .
Valaki tudna mutatni olyan példa g-kódot,
ami használja valamilyen szinten
a fent említett feltételes parancsokat?
Előre is köszönöm a segítséget.
Üdvözlettel,
Hegedűs Gyuri
Segítséget szeretnék kérni Tőletek,
g-kód ügyben.
Egyelőre csak a laptopomra telepítettem
az UCCNC 1.2117 verzióját, gyakorlás
céljából. A cnc-gépemen UCCNC 1.2112 fut (egyelőre).
Vátozók segítségével egészen jól
használható parametrikus g-kódokat már
eddig is sikerült készítenem, de az új
UCCNC verzióban az IF, THEN és a GOTO
parancsok, valamint a már ismert #
(változók) használatával elvileg
megoldható lenne egy problémám.
Arról van szó, hogy egy programon belül
feltételhez szeretném kötni valamely
sorok elvégzését, lényegében átugrását.
Az első bökkenő, amin fennakadtam,
hogy pár soros kódot sem tudtam
elfogadhatóvá faragni. Nem ismerte fel
a feltételes függvényeket. . .
Valaki tudna mutatni olyan példa g-kódot,
ami használja valamilyen szinten
a fent említett feltételes parancsokat?
Előre is köszönöm a segítséget.
Üdvözlettel,
Hegedűs Gyuri
Cím: Re:UCCNC vezérlő program
Írta: Béni Dátum 2025 január 24, 09:00
Írta: Béni Dátum 2025 január 24, 09:00
Ezekkel talán el tudsz indulni:
Kód Kijelölés
(SZÁMÍTOTT UGRÁS)
(SORONKÉNT FUTTASD!)
#1=7 (1-9)
IF [[#1LT10] AND [#1GT0]]THEN GOTO#1
GOTO10
N1 M0 (MSG:#1=1)
M30
N2 M0 (MSG:#1=2)
M30
N3 M0 (MSG:#1=3)
M30
N4 M0 (MSG:#1=4)
M30
N5 M0 (MSG:#1=5)
M30
N6 M0 (MSG:#1=6)
M30
N7 M0 (MSG:#1=7)
M30
N8 M0 (MSG:#1=8)
M30
N9 M0 (MSG:#1=9)
N10 M30
Kód Kijelölés
(WHILE PÉLDA)
G0 X-10 Y-10 Z10
#1=0
WHILE[#1LE5]DO1
#2=0
WHILE[#2LE3]DO2
#10=#1*13
#11=#2*9
G0 X#10 Y#11
Z1
G1 Z-10 F1500
G0 Z10
#2=#2+1
END2
#1=#1+1
END1
M30
Cím: Re:UCCNC vezérlő program
Írta: hegedűs györgy Dátum 2025 január 26, 14:17
Írta: hegedűs györgy Dátum 2025 január 26, 14:17
Köszönöm szépen a gyors választ, csak most jutottam hozzá...????
Cím: Re:UCCNC vezérlő program
Írta: hegedűs györgy Dátum 2025 január 26, 14:18
Írta: hegedűs györgy Dátum 2025 január 26, 14:18
A kérdőjelekről nem tudok. Eredetileg smile volt. . . [#vigyor4]
Cím: Re:UCCNC vezérlő program
Írta: Barna Tamás Dátum 2025 február 04, 08:06
Írta: Barna Tamás Dátum 2025 február 04, 08:06
NAGYON BOSSZANTÓ !!!!!
Már másodszorra járok így egy másik képpel az elsőnél azt hittem rossz a vinyó , ez egy SSD-s i5-ös etherneten kersztül AXBB-vel. Simán kilépek elmentem , és következő bekapcsolásnál ez fogad . Mit rontok el ???????[#banplz][#banplz][#banplz]
(https://hobbicncforum.hu/uploaded_images/2025/02/tn_6ad4x9y39ckbg72daxnkk_4898.jpg) (https://hobbicncforum.hu/uploaded_images/2025/02/6ad4x9y39ckbg72daxnkk_4898.jpg)
Már másodszorra járok így egy másik képpel az elsőnél azt hittem rossz a vinyó , ez egy SSD-s i5-ös etherneten kersztül AXBB-vel. Simán kilépek elmentem , és következő bekapcsolásnál ez fogad . Mit rontok el ???????[#banplz][#banplz][#banplz]
(https://hobbicncforum.hu/uploaded_images/2025/02/tn_6ad4x9y39ckbg72daxnkk_4898.jpg) (https://hobbicncforum.hu/uploaded_images/2025/02/6ad4x9y39ckbg72daxnkk_4898.jpg)
Cím: Re:UCCNC vezérlő program
Írta: Barna Tamás Dátum 2025 február 04, 08:07
Írta: Barna Tamás Dátum 2025 február 04, 08:07
[#falbav][#falbav][#falbav] ezt akartam
Cím: Re:UCCNC vezérlő program
Írta: Barna Tamás Dátum 2025 február 04, 08:20
Írta: Barna Tamás Dátum 2025 február 04, 08:20
37 kB ír de nincs a mappába semmi , felrobbanok marnom kellene ezerrel .
(https://hobbicncforum.hu/uploaded_images/2025/02/tn_24u5gpvi9anbwvs5g2is_4898.png) (https://hobbicncforum.hu/uploaded_images/2025/02/24u5gpvi9anbwvs5g2is_4898.png) (https://hobbicncforum.hu/uploaded_images/2025/02/tn_mc2pk7hnvcvit4nh7cw0p_4898.png) (https://hobbicncforum.hu/uploaded_images/2025/02/mc2pk7hnvcvit4nh7cw0p_4898.png)
(https://hobbicncforum.hu/uploaded_images/2025/02/tn_24u5gpvi9anbwvs5g2is_4898.png) (https://hobbicncforum.hu/uploaded_images/2025/02/24u5gpvi9anbwvs5g2is_4898.png) (https://hobbicncforum.hu/uploaded_images/2025/02/tn_mc2pk7hnvcvit4nh7cw0p_4898.png) (https://hobbicncforum.hu/uploaded_images/2025/02/mc2pk7hnvcvit4nh7cw0p_4898.png)
Cím: Re:UCCNC vezérlő program
Írta: Barna Tamás Dátum 2025 február 04, 08:29
Írta: Barna Tamás Dátum 2025 február 04, 08:29
Azt sem értem miért nincs ProfileBackup mappa a másik gépemen van .
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2025 február 04, 08:46
Írta: TBS-TEAM Dátum 2025 február 04, 08:46
Legújabb verzió (https://www.cncdrive.com/UCCNC/setup_1.2117.exe)
A legújabbat telepítsd ...114-től már benne van a mentés és hejreállítási funkció.
Auto backup profile 1.3
- Új Informplugin funkció: egy file másolatát elkészíti a "backup:<file>".
- Egy új file (.Restore.ini) a másolat könyvtárban. Majd készül egy automatikus helyreállító program, az fogja használni.
A legújabbat telepítsd ...114-től már benne van a mentés és hejreállítási funkció.
Auto backup profile 1.3
- Új Informplugin funkció: egy file másolatát elkészíti a "backup:<file>".
- Egy új file (.Restore.ini) a másolat könyvtárban. Majd készül egy automatikus helyreállító program, az fogja használni.
Cím: Re:UCCNC vezérlő program
Írta: Barna Tamás Dátum 2025 február 04, 08:51
Írta: Barna Tamás Dátum 2025 február 04, 08:51
Köszönöm!
Arra gondolom esély sincs hogy megtaláljam az előző mentést . Egyébként mi okozza ezt problémát, vagy mi váltja ki ?
Arra gondolom esély sincs hogy megtaláljam az előző mentést . Egyébként mi okozza ezt problémát, vagy mi váltja ki ?
Cím: Re:UCCNC vezérlő program
Írta: Barna Tamás Dátum 2025 február 04, 11:23
Írta: Barna Tamás Dátum 2025 február 04, 11:23
Nem akarok kötegedni de én ebben sem látom azt a mappát:
(https://hobbicncforum.hu/uploaded_images/2025/02/tn_gky3a28x87u4ict5g7pjm_4898.png) (https://hobbicncforum.hu/uploaded_images/2025/02/gky3a28x87u4ict5g7pjm_4898.png)
(https://hobbicncforum.hu/uploaded_images/2025/02/tn_gky3a28x87u4ict5g7pjm_4898.png) (https://hobbicncforum.hu/uploaded_images/2025/02/gky3a28x87u4ict5g7pjm_4898.png)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2025 február 04, 13:11
Írta: svejk Dátum 2025 február 04, 13:11
Az Autobackup funkció már régóta van, csak persze engedélyezni kell a Pluginok közt.
Helytelen leállás, késleltetett file írás okozza a hibát.
Helytelen leállás, késleltetett file írás okozza a hibát.
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2025 február 04, 14:18
Írta: zt2c4wh9 Dátum 2025 február 04, 14:18
Ez a probléma akkor történik ha a profil írása nem tud befejeződni valami miatt.
Save settings vagy ha az UCCNC bezárása közben a számítógépet kikapcsoljuk mielőtt be tudta volna fejezni a mentést.
A legújabb még csak teszt verziókban jelentősen csökkentettük a fájl elérés és profil írás idejét ezért a hiba jóval kisebb eséllyel fordul elő, mert a teljes fájlt egy ciklusban írjuk ami így milliszekundum alatt megtörténik.
Az Autobackup profil használata javasolt, vagy a profil fájlról egy biztonsági másolat készítése.
Save settings vagy ha az UCCNC bezárása közben a számítógépet kikapcsoljuk mielőtt be tudta volna fejezni a mentést.
A legújabb még csak teszt verziókban jelentősen csökkentettük a fájl elérés és profil írás idejét ezért a hiba jóval kisebb eséllyel fordul elő, mert a teljes fájlt egy ciklusban írjuk ami így milliszekundum alatt megtörténik.
Az Autobackup profil használata javasolt, vagy a profil fájlról egy biztonsági másolat készítése.
Cím: Re:UCCNC vezérlő program
Írta: Barna Tamás Dátum 2025 február 04, 16:32
Írta: Barna Tamás Dátum 2025 február 04, 16:32
OK köszi mindenkinek !
Ez a plugin dolog nem volt meg, ezt még kedves dezsoe kollégánk csinálta nekem .
Ez a plugin dolog nem volt meg, ezt még kedves dezsoe kollégánk csinálta nekem .
Cím: Re:UCCNC vezérlő program
Írta: designr Dátum 2025 február 17, 07:33
Írta: designr Dátum 2025 február 17, 07:33
Ez a stílus nem igazán idevaló..
Win 10-ig kompatibilis a leírás szerint.
De küzdj vele..
Win 10-ig kompatibilis a leírás szerint.
De küzdj vele..
Cím: Re:UCCNC vezérlő program
Írta: hegedűs györgy Dátum 2025 február 17, 18:47
Írta: hegedűs györgy Dátum 2025 február 17, 18:47
Próbálj itt a fórumon szert tenni új verzióra az "UCCNC vezérlő program új verziói" topicban.
Káromkodni meg sértegetni tényleg nem lenne muszáj...[#circling]
Káromkodni meg sértegetni tényleg nem lenne muszáj...[#circling]
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2025 március 04, 06:29
Írta: lari Dátum 2025 március 04, 06:29
Miért nem látható az UCCNC-ben az M66-os macro?
A leírásban benne van, de a mappában a macrok között nem található.
A leírásban benne van, de a mappában a macrok között nem található.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2025 március 04, 08:52
Írta: frob Dátum 2025 március 04, 08:52
Nem sok köze van az uccnc-hez vagy talán egy kicsi.
De nem igazán tudtam hova írni a kérdést
szóval g kód, hogy lehetne elérni hogy várakozzon futás közben, gondolok itt arra, hogy ha kézi módban van pl a plazma, akkor kell átszúrási idő, semmiféle thc és hasonlók nincs, csak odaáll és egy beállított ideig vár...
M0 M1 paranccsal meg lehet állítani és indítani, de még is hogy lehetne ezt elérni, úgy hogy akár menet közben is állíthassam az időt?
Előre is kösz!
De nem igazán tudtam hova írni a kérdést
szóval g kód, hogy lehetne elérni hogy várakozzon futás közben, gondolok itt arra, hogy ha kézi módban van pl a plazma, akkor kell átszúrási idő, semmiféle thc és hasonlók nincs, csak odaáll és egy beállított ideig vár...
M0 M1 paranccsal meg lehet állítani és indítani, de még is hogy lehetne ezt elérni, úgy hogy akár menet közben is állíthassam az időt?
Előre is kösz!
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2025 március 04, 11:01
Írta: lari Dátum 2025 március 04, 11:01
P paraméterrel tudsz időzítést adni egy G-kód sorban, ha erre gondolsz...
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2025 március 04, 15:47
Írta: frob Dátum 2025 március 04, 15:47
igen az is jó lenne, ha lehetne ún folyamatosan állítani, de azt nem lehet hanem ha egymás után beírok többet akkor az összeadódik, pontosabban egymás után fog végrehajtódni, ami a kívülállónak összeadásként jelenik meg
Cím: Re:UCCNC vezérlő program
Írta: Robsy1 Dátum 2025 március 04, 15:59
Írta: Robsy1 Dátum 2025 március 04, 15:59
Egy megoldási lehetőség lehet, ha egy Mxx kóddal indítasz egy potméterrel beállítható időzítésű monostabi áramkört, amit a következő G sorban feltételes inputként figyelsz. Ameddig nem telik le az időzítés vár a rendszer.
Így menetközben G kód futáskor bármikor tudsz átszúrási időt korrigálni, állítani.
Így menetközben G kód futáskor bármikor tudsz átszúrási időt korrigálni, állítani.
Cím: Re:UCCNC vezérlő program
Írta: Arany János Dátum 2025 március 04, 17:28
Írta: Arany János Dátum 2025 március 04, 17:28
Nem ismerem az UCCNC-t, de ez a Mach3-as megoldás nem kivitelezhető benne?
[#t175p18690#]
Természetesen kihámozva belőle amire szükséged van!
Igaz, hogy futás közben csak egy "szünet" közbeiktatásával tudod változtatni!
[#t175p18690#]
Természetesen kihámozva belőle amire szükséged van!
Igaz, hogy futás közben csak egy "szünet" közbeiktatásával tudod változtatni!
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2025 március 04, 18:29
Írta: zt2c4wh9 Dátum 2025 március 04, 18:29
De meglehet ugyanezt csinálni ugyanúgy makróval UCCNC-ben is mint ahogy Mach3-ban megcsinálták.
Cím: Re:UCCNC vezérlő program
Írta: frob Dátum 2025 március 05, 13:54
Írta: frob Dátum 2025 március 05, 13:54
Erre gondoltam én is Robsy, köszönöm a megerősítést.
Amint Arany János írt makrót is köszönöm, ott a P paranccsal operál, azt csak úgymoond 1 x lehet kiadni, és menet közben ún kivonni nem lehet belőle, másik esetben meg tudom jeleníteni hol tart a folyamat, és hogy hova tekerte a potit
köszönöm mindkettőtöknek!
Amint Arany János írt makrót is köszönöm, ott a P paranccsal operál, azt csak úgymoond 1 x lehet kiadni, és menet közben ún kivonni nem lehet belőle, másik esetben meg tudom jeleníteni hol tart a folyamat, és hogy hova tekerte a potit
köszönöm mindkettőtöknek!
Cím: Re:UCCNC vezérlő program
Írta: zt2c4wh9 Dátum 2025 március 23, 17:25
Írta: zt2c4wh9 Dátum 2025 március 23, 17:25
UCCNC 1.2118 verzió tesztelésre kész.
Letöltési link:
https://www.cncdrive.com/UCCNC/setup_1.2118.exe
Hibajavítások és változások:
- Opcionális G7 aktív indításkor.
- Indítás utáni reset hiba javítva.
- Alprogramokban lévő hiba javítva.
- G7 módban véletlenszerűen rossz X koordinátára mozgott, hiba javítva.
- Új USB illesztőprogramok a UC100-hoz, amelyek kompatibilisek a Windows 10/11 Core Isolation funkcióval.
- Slave homeolás közben Estop eseménykor szétválasztva marad a slave tengely hiba javítása (AXBB,UC300ETH,UC400ETH FW módosítása)
- Körívek egyesítésénél rosszul kezeli az M10/M11-et hiba javítása
- UCR201-nél Step üzemmódban a mozgás befejezésekor visszaállítja az eredeti Feed-et hiba javításhoz AddLinearMoveRel() függvény módosítása
- UCR201-nél Step üzemmódban, ha lemegy alvó állapotba és 1mp-en belül visszaébresztem, akkor visszamegy a kezdőpontra hiba javítása
- UCR201 USB vevőnél FW frissítés
- UCR201 pluginban az USB kezelés átírása, mert nem mindig ismerte fel a vevőt csatlakoztatáskor.
Letöltési link:
https://www.cncdrive.com/UCCNC/setup_1.2118.exe
Hibajavítások és változások:
- Opcionális G7 aktív indításkor.
- Indítás utáni reset hiba javítva.
- Alprogramokban lévő hiba javítva.
- G7 módban véletlenszerűen rossz X koordinátára mozgott, hiba javítva.
- Új USB illesztőprogramok a UC100-hoz, amelyek kompatibilisek a Windows 10/11 Core Isolation funkcióval.
- Slave homeolás közben Estop eseménykor szétválasztva marad a slave tengely hiba javítása (AXBB,UC300ETH,UC400ETH FW módosítása)
- Körívek egyesítésénél rosszul kezeli az M10/M11-et hiba javítása
- UCR201-nél Step üzemmódban a mozgás befejezésekor visszaállítja az eredeti Feed-et hiba javításhoz AddLinearMoveRel() függvény módosítása
- UCR201-nél Step üzemmódban, ha lemegy alvó állapotba és 1mp-en belül visszaébresztem, akkor visszamegy a kezdőpontra hiba javítása
- UCR201 USB vevőnél FW frissítés
- UCR201 pluginban az USB kezelés átírása, mert nem mindig ismerte fel a vevőt csatlakoztatáskor.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2025 március 23, 18:36
Írta: svejk Dátum 2025 március 23, 18:36
[#worship]
Cím: Re:UCCNC vezérlő program
Írta: designr Dátum 2025 március 23, 18:43
Írta: designr Dátum 2025 március 23, 18:43
Köszönjük.
Reméljük a lézeres szinkron mozgások hibái is megszünnek.
Reméljük a lézeres szinkron mozgások hibái is megszünnek.
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2025 március 27, 08:31
Írta: lari Dátum 2025 március 27, 08:31
Az normális, hogy a Panda nevű vírusirtó megfogja a program telepítését?
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2025 március 27, 12:08
Írta: lari Dátum 2025 március 27, 12:08
Még egy kérdés.
A régebbi usb-s UC300-on is használható a legújabb uccnc?
S ha igen, akkor az eszterga módban is működik minden funkció?
A régebbi usb-s UC300-on is használható a legújabb uccnc?
S ha igen, akkor az eszterga módban is működik minden funkció?
Cím: Re:UCCNC vezérlő program
Írta: Autotec1 Dátum 2025 március 28, 17:57
Írta: Autotec1 Dátum 2025 március 28, 17:57
Vista CNC kézikerék vajon ezen a verzión működik?
http://www.vistacnc.com/index.htm
A kapható egyik legjobb kézivezérlő, kár lenne megfeledkezni róla.
https://www.youtube.com/watch?v=1DIsrBARtew
a régebbi verziókon jól működött.
http://www.vistacnc.com/index.htm
A kapható egyik legjobb kézivezérlő, kár lenne megfeledkezni róla.
https://www.youtube.com/watch?v=1DIsrBARtew
a régebbi verziókon jól működött.
Cím: Re:UCCNC vezérlő program
Írta: 560f5bvpd Dátum 2025 április 03, 21:11
Írta: 560f5bvpd Dátum 2025 április 03, 21:11
Üdv Mindenkinek, segítséget szeretnék kérni az UCCNC vezérlő program beállításához,A STEPS PER UNIT mezőbe írt értéket hogyan tudom kiszámolni? Servo motorról van szó,Mod1.5-ös fogasléc,van egy 10:1-el áttétel és egy 40 fogas fogaskerék.
A segítséget előre is köszönöm.
A segítséget előre is köszönöm.
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2025 április 04, 08:13
Írta: TBS-TEAM Dátum 2025 április 04, 08:13
A szervo vezérlőben az elektronikus áttételt állisd 1:1.
A max szervo fordulatot 1600-ra és akkor ~30m/perc lesz a max elmozdulás.
1,5 modulos 40 fogaskerék DP:60. 1 fordulat~188,4mm.
Szervo tengely 1 fordulat=1:10 áttételed van ~18,84mm.
Ezen adatokkal UCCNC 3.1 leírást tanulmányozd.
A max szervo fordulatot 1600-ra és akkor ~30m/perc lesz a max elmozdulás.
1,5 modulos 40 fogaskerék DP:60. 1 fordulat~188,4mm.
Szervo tengely 1 fordulat=1:10 áttételed van ~18,84mm.
Ezen adatokkal UCCNC 3.1 leírást tanulmányozd.
Cím: Re:UCCNC vezérlő program
Írta: Robsy1 Dátum 2025 április 04, 11:17
Írta: Robsy1 Dátum 2025 április 04, 11:17
Nulladik lépés: Állítsál be a szervódon 1000 step/fordulat felbontást.
Ezt a szervo beállítást pl. úgy tudod leellenőrizni, hogy beállítasz az UCCNC-ben a step / Unit értéknek 1000-t.
Utána pedig ha 1 mm-eket elmozdulsz, a motor tengelynek pontosan 1 fordulatot kell megtenni.
Ha ez ok., majd akkor még segítek, hogyan kell a fogaléces hajtásodra kiszámolni a step/unit értéket.
Ezt a szervo beállítást pl. úgy tudod leellenőrizni, hogy beállítasz az UCCNC-ben a step / Unit értéknek 1000-t.
Utána pedig ha 1 mm-eket elmozdulsz, a motor tengelynek pontosan 1 fordulatot kell megtenni.
Ha ez ok., majd akkor még segítek, hogyan kell a fogaléces hajtásodra kiszámolni a step/unit értéket.
Cím: Re:UCCNC vezérlő program
Írta: 560f5bvpd Dátum 2025 április 04, 17:49
Írta: 560f5bvpd Dátum 2025 április 04, 17:49
Köszönöm a segítséget, megcsináltam ahogy mondtad,1mm-ren egyet fordul a motor.Eddig siker[#kacsint]
Cím: Re:UCCNC vezérlő program
Írta: Robsy1 Dátum 2025 április 04, 18:36
Írta: Robsy1 Dátum 2025 április 04, 18:36
Akkor már csak annyia dolgod, hogy 1:10 lassítás és 40 fogú 1.5 modulos fogaskerék/fogaslés hajtáslánc esetén beírod a step/mm ablakba az 53.0515-öt.
Így ha pl. beírod, hogy 10 mm-t mozdujon el, annyit is fog.
Így ha pl. beírod, hogy 10 mm-t mozdujon el, annyit is fog.
Cím: Re:UCCNC vezérlő program
Írta: PSoft Dátum 2025 április 04, 18:57
Írta: PSoft Dátum 2025 április 04, 18:57
Gonosz legyek kicsit?... [#kacsint]
Nem az volt a kérdés hogy mennyit írjon a step/mm ablakba, hanem az hogy...
Nem az volt a kérdés hogy mennyit írjon a step/mm ablakba, hanem az hogy...
IdézA STEPS PER UNIT mezőbe írt értéket hogyan tudom kiszámolni?
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2025 április 04, 21:54
Írta: TBS-TEAM Dátum 2025 április 04, 21:54
9544 a Macskajaj erdős jelenet jutott eszembe a Nagybajuszos (Jasar Destani) mondása:
Hő de pontos. [#eplus2] Vagy még sem?[#nevetes1]
Hő de pontos. [#eplus2] Vagy még sem?[#nevetes1]
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2025 április 05, 08:11
Írta: svejk Dátum 2025 április 05, 08:11
Milyen szervo?
Szebb a szervo elektronikus áttételébe beírni törtszámként az áttételt mint az UCCNC step/unit ablakába.
Szebb a szervo elektronikus áttételébe beírni törtszámként az áttételt mint az UCCNC step/unit ablakába.
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2025 április 05, 08:42
Írta: TBS-TEAM Dátum 2025 április 05, 08:42
HANPOSE Servo nincs hozzá számitógépes software.
Egyszerü menüje van jól kezelhető.
Egyszerü menüje van jól kezelhető.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2025 április 05, 09:09
Írta: svejk Dátum 2025 április 05, 09:09
PA12/13
Bár a 12 -nél a 0 gyári érték elég érdekes :)
Bár a 12 -nél a 0 gyári érték elég érdekes :)
Cím: Re:UCCNC vezérlő program
Írta: 560f5bvpd Dátum 2025 április 05, 11:14
Írta: 560f5bvpd Dátum 2025 április 05, 11:14
Szia,igen Hanpose,bisztos,hogy egyszerű a menüje és jol kezelhető de nekem még nem. Én még csak most ismerkedek a servo meghajtással,nincs tapasztalatom,nekem elég bonyolultnak tűnik igy elsőre,ezért kérném a segítségeteket hogy milyen képlet alapján tudom kiszámolni a steps per unit értéket amit be kell írnom az uccnc programban,mert például az x tengelyen már 30 fogas a fogaskerék nem olyan mint az y tengelyen(abból építkeztek amim volt). És bármilyen más segítséget szervó beállításában szívesen elfogadok.
Cím: Re:UCCNC vezérlő program
Írta: designr Dátum 2025 április 05, 13:38
Írta: designr Dátum 2025 április 05, 13:38
Néhány szervónál írni szokták hogy a gyári érték 0, és akkor ez azt jelenti hogy 1:1 az electric gear
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2025 április 05, 15:57
Írta: TBS-TEAM Dátum 2025 április 05, 15:57
Hanpose servonál:
Ha P11--0
Akkor a P12-P13 arányokkal lehet elektronikus áttételt varázsolni.
Ha P11--0
Akkor a P12-P13 arányokkal lehet elektronikus áttételt varázsolni.
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2025 április 06, 10:44
Írta: TBS-TEAM Dátum 2025 április 06, 10:44
Számítás:
Fogaskeréknél szükséged van arra az útra amit a fogaskerék megtesz egy fordulat alatt.
Modul és a fogszám megadja az osztókört (Do vagy DP jelölik a legtöbb katalogusban).
Pl: M1,5 40 fog=60mm
M1,5 30 fog=45mm
Fogaskerék adatok kalkulátor (http://invitelweb.hu/fektiforg/zsebkonyv/fogaskerek/fogas.html)
1 fordulat alatt megtett út: Kerület= 2RxPi=DxPi
60x3,1415926535= ~188,49555921mm.
Most már tudjuk elég pontosan 1 fordulat alatt mennyi utat tesz meg 40 fogú fogaskerekünk.
Választol egy febontást pl:1000imp./fordulat.
Ezt beállítod a szervo vezérlőbe PA11-->1000
Ez azt jelenti, hogy a motorod 1000 impulzus alatt fordul 1 fordulatot.
Van egy hajtúműved ami 10:1 (10 fordulat a bemeneten 1 fordulat a kimeneten).
1 szervo fordulatra a fogaskereked ~18,849555921mm tesz meg (ez nem pontos elmozdulás mivel a PI irracionális szám végtelen hosszú nem ismétlődik periodikusan).
Ahhoz hogy megkapd 1mm elmozduláshoz mennyi impulzus kell amit
be kell írnod az UCCNC Step per units ablakba,el kell osztanod a kapott értékel a szervoba beállított pl:1000 impulzust.
1000/18,84555921=52,062898
Ez elég kevés impulzus 1mm-re ezzel ~0,2mm pontosság érhető el ebben az esetben.
Legalább 200imp./fodulat az ideális.
A szervo vezérlőben: PA5-->5000 beállítás már jó eredményt hoz.
Ehhez 5x érték kell az UCCNC-be beállítanod Step per units=265,314493
Ezzel nem vagy kész mert ez nem pontos adat.
Finomítani kell. [#eplus2]
UCCNC van automata kalibrálás. PDF3.1
A kalibráció három lépésből áll:
-1. a szoftver mozgatja a tengelyt a beállított távolságra "Distance to move" a beállított sebességgel
"Feed rate". Megjegyzés: a beállított távolságot érdemes viszonylag nagy, de még mérhető hosszra
beállítani (pl.: 50-200mm).
-2. mérje meg a tényleges fizikai elmozdulást egy pontos mérőeszközzel, majd írja be a "Distance
measured" ablakba.
-3. a szoftver kiszámolja a kiadott lépés impulzusok és a ténylegesen megtett távolságból a
lépés/mm paramétert, melyet a szoftver eltárol. A "Cancel" nyomógombbal tud kilépni a
kalibrációból.
Ezt többször is el kell végezned a legjobb eredmény eléréséhez.
Nagyjából ennyi. [#integet2]
A Szervo vezérlőbe programozható elektronikus áttétel is.
Akkor a PA11-->0 kell állítani.
PA12---PA13 paraméterekkel lehet áttételt varázsolni.
Így akár egész szám is kerülhet az UCCNC Step per units ablakba, mivel a vezérlő nem tud fél negyed stb... impulzust kiadni csak egészet.
Fogaskeréknél szükséged van arra az útra amit a fogaskerék megtesz egy fordulat alatt.
Modul és a fogszám megadja az osztókört (Do vagy DP jelölik a legtöbb katalogusban).
Pl: M1,5 40 fog=60mm
M1,5 30 fog=45mm
Fogaskerék adatok kalkulátor (http://invitelweb.hu/fektiforg/zsebkonyv/fogaskerek/fogas.html)
1 fordulat alatt megtett út: Kerület= 2RxPi=DxPi
60x3,1415926535= ~188,49555921mm.
Most már tudjuk elég pontosan 1 fordulat alatt mennyi utat tesz meg 40 fogú fogaskerekünk.
Választol egy febontást pl:1000imp./fordulat.
Ezt beállítod a szervo vezérlőbe PA11-->1000
Ez azt jelenti, hogy a motorod 1000 impulzus alatt fordul 1 fordulatot.
Van egy hajtúműved ami 10:1 (10 fordulat a bemeneten 1 fordulat a kimeneten).
1 szervo fordulatra a fogaskereked ~18,849555921mm tesz meg (ez nem pontos elmozdulás mivel a PI irracionális szám végtelen hosszú nem ismétlődik periodikusan).
Ahhoz hogy megkapd 1mm elmozduláshoz mennyi impulzus kell amit
be kell írnod az UCCNC Step per units ablakba,el kell osztanod a kapott értékel a szervoba beállított pl:1000 impulzust.
1000/18,84555921=52,062898
Ez elég kevés impulzus 1mm-re ezzel ~0,2mm pontosság érhető el ebben az esetben.
Legalább 200imp./fodulat az ideális.
A szervo vezérlőben: PA5-->5000 beállítás már jó eredményt hoz.
Ehhez 5x érték kell az UCCNC-be beállítanod Step per units=265,314493
Ezzel nem vagy kész mert ez nem pontos adat.
Finomítani kell. [#eplus2]
UCCNC van automata kalibrálás. PDF3.1
A kalibráció három lépésből áll:
-1. a szoftver mozgatja a tengelyt a beállított távolságra "Distance to move" a beállított sebességgel
"Feed rate". Megjegyzés: a beállított távolságot érdemes viszonylag nagy, de még mérhető hosszra
beállítani (pl.: 50-200mm).
-2. mérje meg a tényleges fizikai elmozdulást egy pontos mérőeszközzel, majd írja be a "Distance
measured" ablakba.
-3. a szoftver kiszámolja a kiadott lépés impulzusok és a ténylegesen megtett távolságból a
lépés/mm paramétert, melyet a szoftver eltárol. A "Cancel" nyomógombbal tud kilépni a
kalibrációból.
Ezt többször is el kell végezned a legjobb eredmény eléréséhez.
Nagyjából ennyi. [#integet2]
A Szervo vezérlőbe programozható elektronikus áttétel is.
Akkor a PA11-->0 kell állítani.
PA12---PA13 paraméterekkel lehet áttételt varázsolni.
Így akár egész szám is kerülhet az UCCNC Step per units ablakba, mivel a vezérlő nem tud fél negyed stb... impulzust kiadni csak egészet.
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2025 április 06, 10:49
Írta: TBS-TEAM Dátum 2025 április 06, 10:49
Helyesen:
A szervo vezérlőben: PA11-->5000 beállítás már jó eredményt hoz.
A szervo vezérlőben: PA11-->5000 beállítás már jó eredményt hoz.
Cím: Re:UCCNC vezérlő program
Írta: Robsy1 Dátum 2025 április 06, 11:04
Írta: Robsy1 Dátum 2025 április 06, 11:04
Megint jó sok számítási hibát összehoztál ebben a szösszenetedben.[#nyes]
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2025 április 06, 11:23
Írta: TBS-TEAM Dátum 2025 április 06, 11:23
Ennél nem kell bonyolultabban.
Nem kell belekalkulálni sok-sok matematikai képletet sem
a föld naphoz viszonyitott helyzetét mert nem a holdraszálláshoz kell.
Ui:
A jószándék többet ér mint bármilyen zseni halgatása, vagy rosszindulata. [#integet2]
Nem kell belekalkulálni sok-sok matematikai képletet sem
a föld naphoz viszonyitott helyzetét mert nem a holdraszálláshoz kell.
Ui:
A jószándék többet ér mint bármilyen zseni halgatása, vagy rosszindulata. [#integet2]
Cím: Re:UCCNC vezérlő program
Írta: Robsy1 Dátum 2025 április 06, 12:26
Írta: Robsy1 Dátum 2025 április 06, 12:26
A 9544-ben már 2 napja kiszámoltam, és jószándékúan segítve közöltem, mit kell beírni step/mm adatnak.
Neked ez nem sikerült, sőt elkezdtél nagyképűen engem tévesen kioktatni és olyasmiket mondani rám, amiknek semmi köze a valósághoz![#ejnye1]
Neked ez nem sikerült, sőt elkezdtél nagyképűen engem tévesen kioktatni és olyasmiket mondani rám, amiknek semmi köze a valósághoz![#ejnye1]
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2025 április 06, 12:49
Írta: TBS-TEAM Dátum 2025 április 06, 12:49
9550-ben leírta nem egy számra van szükssége, hanem, hogy jut oda.
Na ezt szerintem te soha a büdös életbe még nem írtad le hogyank kell valamit kiszámolni jól senkinek itt,
de azt igen, hogy mindenki hüje hozzá.
Na ezt szerintem te soha a büdös életbe még nem írtad le hogyank kell valamit kiszámolni jól senkinek itt,
de azt igen, hogy mindenki hüje hozzá.
Cím: Re:UCCNC vezérlő program
Írta: Nagy Csaba Dátum 2025 április 06, 12:53
Írta: Nagy Csaba Dátum 2025 április 06, 12:53
Segítsetek kérlek egy kicsit! Uc300 as ra szeretnék bekötni egy frekiváltót de a bekötésemben sem vagyok biztos a Gnd re kell kössek egy táp negatívot is még? a vezerlö gnd és a frekivalo gnd össze van kötve és 24 V + adtam neki, hogyan kell ezt a portot ezek után bekonfigurálnom az uccnc ben hogy a start stop induljon? Köszönöm a tanácsokat
(https://hobbicncforum.hu/uploaded_images/2025/04/tn_p8tg79bcy3806pa0xup2m_4697.jpg) (https://hobbicncforum.hu/uploaded_images/2025/04/p8tg79bcy3806pa0xup2m_4697.jpg) (https://hobbicncforum.hu/uploaded_images/2025/04/tn_vuyv9qhw98n3y0wqpq25e_4697.jpg) (https://hobbicncforum.hu/uploaded_images/2025/04/vuyv9qhw98n3y0wqpq25e_4697.jpg) (https://hobbicncforum.hu/uploaded_images/2025/04/tn_pt3vmxctdnz5qfq3kqkjy_4697.jpg) (https://hobbicncforum.hu/uploaded_images/2025/04/pt3vmxctdnz5qfq3kqkjy_4697.jpg) (https://hobbicncforum.hu/uploaded_images/2025/04/tn_ithdpzmbdksdzbfhtdv_4697.jpg) (https://hobbicncforum.hu/uploaded_images/2025/04/ithdpzmbdksdzbfhtdv_4697.jpg)
(https://hobbicncforum.hu/uploaded_images/2025/04/tn_p8tg79bcy3806pa0xup2m_4697.jpg) (https://hobbicncforum.hu/uploaded_images/2025/04/p8tg79bcy3806pa0xup2m_4697.jpg) (https://hobbicncforum.hu/uploaded_images/2025/04/tn_vuyv9qhw98n3y0wqpq25e_4697.jpg) (https://hobbicncforum.hu/uploaded_images/2025/04/vuyv9qhw98n3y0wqpq25e_4697.jpg) (https://hobbicncforum.hu/uploaded_images/2025/04/tn_pt3vmxctdnz5qfq3kqkjy_4697.jpg) (https://hobbicncforum.hu/uploaded_images/2025/04/pt3vmxctdnz5qfq3kqkjy_4697.jpg) (https://hobbicncforum.hu/uploaded_images/2025/04/tn_ithdpzmbdksdzbfhtdv_4697.jpg) (https://hobbicncforum.hu/uploaded_images/2025/04/ithdpzmbdksdzbfhtdv_4697.jpg)
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2025 április 06, 13:02
Írta: TBS-TEAM Dátum 2025 április 06, 13:02
Szükséged van még egy start jelre a frekiváltónak
Pl:DI1 bemenetére a start/Stop jel.
Konfigurálni kell a frekiváltót, hogy a DI1 start előre forgatás.
Milyen kimenetek vannak a kártyán?
Pl:DI1 bemenetére a start/Stop jel.
Konfigurálni kell a frekiváltót, hogy a DI1 start előre forgatás.
Milyen kimenetek vannak a kártyán?
Cím: Re:UCCNC vezérlő program
Írta: Nagy Csaba Dátum 2025 április 06, 13:21
Írta: Nagy Csaba Dátum 2025 április 06, 13:21
Szia nekem ez az UC 300 - 5441 es modulom van ez tartalmaz tartalmaz 8 digit kimenetet, 4 analóg ki és be menetet, akkor megpróbálom megkeresni hogyan kell azt a DI1 et a frenvenciavátón beállítani azután jön hogy az UCcnc be mit hol kell mire kapcsolni hogy ezt ki tudjam próblni ( elinditja e a marómotort ) :)
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2025 április 06, 13:24
Írta: TBS-TEAM Dátum 2025 április 06, 13:24
Frekiváltón ezeket kell beállítanod a DI1-hez.
(https://hobbicncforum.hu/uploaded_images/2025/04/tn_kq4htugq98g2dbfipdpc_3344.png) (https://hobbicncforum.hu/uploaded_images/2025/04/kq4htugq98g2dbfipdpc_3344.png)
(https://hobbicncforum.hu/uploaded_images/2025/04/tn_kq4htugq98g2dbfipdpc_3344.png) (https://hobbicncforum.hu/uploaded_images/2025/04/kq4htugq98g2dbfipdpc_3344.png)
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2025 április 06, 13:30
Írta: TBS-TEAM Dátum 2025 április 06, 13:30
Az 5441 kártyán a 8 kimenet csak 5V és 20mA tud ez 4 step/Dir motormeghajtóhoz elegendő.
Ha csak 3 motort akarsz kezelni, akkor marad 2db amiből fel lehet 1 használni de
kell hozzá egy kis panel a 20mA korlát miatt.
pl:Relé modul (https://www.hestore.hu/prod_10041816.html)
Vagy a hozzá való kártya: UC300-5441M Relay-8 Outputs.
Ha csak 3 motort akarsz kezelni, akkor marad 2db amiből fel lehet 1 használni de
kell hozzá egy kis panel a 20mA korlát miatt.
pl:Relé modul (https://www.hestore.hu/prod_10041816.html)
Vagy a hozzá való kártya: UC300-5441M Relay-8 Outputs.
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2025 április 06, 13:47
Írta: gaben Dátum 2025 április 06, 13:47
Szevasz Csabi,
nekem így van bekötve a yaskawa J1000 frekiváltóval.
(https://hobbicncforum.hu/uploaded_images/2025/04/tn_vn74zev2pjcvz0xzs42_4447.jpeg) (https://hobbicncforum.hu/uploaded_images/2025/04/vn74zev2pjcvz0xzs42_4447.jpeg) (https://hobbicncforum.hu/uploaded_images/2025/04/tn_dm6879ab76272bpnh708_4447.jpeg) (https://hobbicncforum.hu/uploaded_images/2025/04/dm6879ab76272bpnh708_4447.jpeg) (https://hobbicncforum.hu/uploaded_images/2025/04/tn_76dx39jnmd8y44ky6iay_4447.jpeg) (https://hobbicncforum.hu/uploaded_images/2025/04/76dx39jnmd8y44ky6iay_4447.jpeg)
nekem így van bekötve a yaskawa J1000 frekiváltóval.
(https://hobbicncforum.hu/uploaded_images/2025/04/tn_vn74zev2pjcvz0xzs42_4447.jpeg) (https://hobbicncforum.hu/uploaded_images/2025/04/vn74zev2pjcvz0xzs42_4447.jpeg) (https://hobbicncforum.hu/uploaded_images/2025/04/tn_dm6879ab76272bpnh708_4447.jpeg) (https://hobbicncforum.hu/uploaded_images/2025/04/dm6879ab76272bpnh708_4447.jpeg) (https://hobbicncforum.hu/uploaded_images/2025/04/tn_76dx39jnmd8y44ky6iay_4447.jpeg) (https://hobbicncforum.hu/uploaded_images/2025/04/76dx39jnmd8y44ky6iay_4447.jpeg)
Cím: Re:UCCNC vezérlő program
Írta: 560f5bvpd Dátum 2025 április 06, 13:50
Írta: 560f5bvpd Dátum 2025 április 06, 13:50
Szia, köszönöm szépen a válaszodat,nagyon sokat segítettél.
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2025 április 06, 13:53
Írta: TBS-TEAM Dátum 2025 április 06, 13:53
UCCNC beállítás:
Setup I/O
Spindle PWM → analog channel.: Ezzel a beállítással a főorsó PWM rendelhető hozzá az analog
kimenethez. A hozzárendeléssel az analog kimeneti csatorna feszültség értéke arányos lesz a főorsó
PWM kitöltési tényezőjével.
Például, ha a főorsó PWM kitöltése 50%, akkor az analog kimeneti feszültség 5 Volt lesz.
Fontos megjegyezni, hogy ez a beállítás felülbírálja az összes többi olyan funkciót, amelyek az
analog csatornának értéket adnak. Vagyis, ha ez a funkció be van kapcsolva, akkor a kiválasztott
analog csatorna mindig a főorsó PWM-ből kapja az értékét.
Setup I/O
Spindle PWM → analog channel.: Ezzel a beállítással a főorsó PWM rendelhető hozzá az analog
kimenethez. A hozzárendeléssel az analog kimeneti csatorna feszültség értéke arányos lesz a főorsó
PWM kitöltési tényezőjével.
Például, ha a főorsó PWM kitöltése 50%, akkor az analog kimeneti feszültség 5 Volt lesz.
Fontos megjegyezni, hogy ez a beállítás felülbírálja az összes többi olyan funkciót, amelyek az
analog csatornának értéket adnak. Vagyis, ha ez a funkció be van kapcsolva, akkor a kiválasztott
analog csatorna mindig a főorsó PWM-ből kapja az értékét.
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2025 április 06, 14:05
Írta: TBS-TEAM Dátum 2025 április 06, 14:05
Neked UC300-5441 van 1 kép amin van 1db relé kimenet és
minden be és kimenet ki van építve.
2 kép. Csabának UC300-5441M a be és kimenetek külön kártyákkal illeszthetők.
(https://hobbicncforum.hu/uploaded_images/2025/04/tn_xmfx60c6992q0ndnx438v_3344.png) (https://hobbicncforum.hu/uploaded_images/2025/04/xmfx60c6992q0ndnx438v_3344.png) (https://hobbicncforum.hu/uploaded_images/2025/04/tn_0guijgu3p9nfc5ep4vc2_3344.png) (https://hobbicncforum.hu/uploaded_images/2025/04/0guijgu3p9nfc5ep4vc2_3344.png)
minden be és kimenet ki van építve.
2 kép. Csabának UC300-5441M a be és kimenetek külön kártyákkal illeszthetők.
(https://hobbicncforum.hu/uploaded_images/2025/04/tn_xmfx60c6992q0ndnx438v_3344.png) (https://hobbicncforum.hu/uploaded_images/2025/04/xmfx60c6992q0ndnx438v_3344.png) (https://hobbicncforum.hu/uploaded_images/2025/04/tn_0guijgu3p9nfc5ep4vc2_3344.png) (https://hobbicncforum.hu/uploaded_images/2025/04/0guijgu3p9nfc5ep4vc2_3344.png)
Cím: Re:UCCNC vezérlő program
Írta: Nagy Csaba Dátum 2025 április 06, 14:13
Írta: Nagy Csaba Dátum 2025 április 06, 14:13
Szia ! Freki váltót beállítottam, uccnc ben Kivalasztottam a portot, és akkor megrendelem a 8 outputos SRR8 relépanelt, ha megérkezik akkor tudjuk folytatni a bekötést, egyenlőre köszönöm a segítségedet, hálás vagyok!
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2025 április 06, 14:22
Írta: TBS-TEAM Dátum 2025 április 06, 14:22
Az SSR relé panel nem jó hozzá.
Amit írtam:
A Jó:UC300-5441M Relay-8 Outputs
Amit írtam:
A Jó:UC300-5441M Relay-8 Outputs
Cím: Re:UCCNC vezérlő program
Írta: Nagy Csaba Dátum 2025 április 06, 14:29
Írta: Nagy Csaba Dátum 2025 április 06, 14:29
Még jó hogy szóltál még a végén rosszat vettem volna! :) sima relés lesz!
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2025 április 06, 15:52
Írta: TBS-TEAM Dátum 2025 április 06, 15:52
Mivel a Frekvenciaváltó +24V kimenetét kell kapcsolni a DI1 bemenetére ezért kell relé így galvanikusan le van választva a vezérléstől.
Elméletileg az analóg jelet is galvanikus leválasztóval kell használni a biztonság érdekében.
Sajnos nagyon kevesen választják le ami nagy biztonsági kockázat.
Elméletileg az analóg jelet is galvanikus leválasztóval kell használni a biztonság érdekében.
Sajnos nagyon kevesen választják le ami nagy biztonsági kockázat.
Cím: Re:UCCNC vezérlő program
Írta: Nagy Csaba Dátum 2025 április 06, 17:40
Írta: Nagy Csaba Dátum 2025 április 06, 17:40
Megrendeltem a helyes panelt és a szalagkábelét, pár nap mire megérkezik és utána folyt köv :P
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2025 április 06, 17:46
Írta: gaben Dátum 2025 április 06, 17:46
Telón fel sem tűnt, de a lényegen nem változtat. [#awink]
Cím: Re:UCCNC vezérlő program
Írta: Nagy Csaba Dátum 2025 április 19, 10:20
Írta: Nagy Csaba Dátum 2025 április 19, 10:20
Megérkezett a relé panel.
Beállítottam a 9 portot az M3 ra és kapcsol is a relé mikor maró programot indítok.
Van itt is egy problémám hogy mikor stopra megyek és folytatom a marást akkor nem kapcsol visza 9 es relé ( lehet hogy ez így normális lenne ? ) nyilván nem kap újra M3 parancsot de akkor hogyan tudok megállni a géppel pl porszívózni és folytatni a marást ha nem fog újraindulni a főorsó :)
A másik akkor hogy kell helyesen bekötni a kebeleket a relé és lenze 510i frekvenciaváltómmal ?
A 24 V ra kötöttem +24 v tápot. Jól értelmezem hogy DI1 és a gnd t kell összekötni a relén keresztül hogy indító jelet kapjon a marómotor vagy hogy kell helyesen bekötni. A 24 V táp GND jét a frekiváltó GND jével össze kell kötnöm és akkor lesz jó ?
Köszönöm szépen a segítséget
(https://hobbicncforum.hu/uploaded_images/2025/04/tn_zfnhsh8mz4s797qdjfh3_4697.jpg) (https://hobbicncforum.hu/uploaded_images/2025/04/zfnhsh8mz4s797qdjfh3_4697.jpg) (https://hobbicncforum.hu/uploaded_images/2025/04/tn_jgfpfshgw8nksk7b4dbut_4697.jpg) (https://hobbicncforum.hu/uploaded_images/2025/04/jgfpfshgw8nksk7b4dbut_4697.jpg)
Beállítottam a 9 portot az M3 ra és kapcsol is a relé mikor maró programot indítok.
Van itt is egy problémám hogy mikor stopra megyek és folytatom a marást akkor nem kapcsol visza 9 es relé ( lehet hogy ez így normális lenne ? ) nyilván nem kap újra M3 parancsot de akkor hogyan tudok megállni a géppel pl porszívózni és folytatni a marást ha nem fog újraindulni a főorsó :)
A másik akkor hogy kell helyesen bekötni a kebeleket a relé és lenze 510i frekvenciaváltómmal ?
A 24 V ra kötöttem +24 v tápot. Jól értelmezem hogy DI1 és a gnd t kell összekötni a relén keresztül hogy indító jelet kapjon a marómotor vagy hogy kell helyesen bekötni. A 24 V táp GND jét a frekiváltó GND jével össze kell kötnöm és akkor lesz jó ?
Köszönöm szépen a segítséget
(https://hobbicncforum.hu/uploaded_images/2025/04/tn_zfnhsh8mz4s797qdjfh3_4697.jpg) (https://hobbicncforum.hu/uploaded_images/2025/04/zfnhsh8mz4s797qdjfh3_4697.jpg) (https://hobbicncforum.hu/uploaded_images/2025/04/tn_jgfpfshgw8nksk7b4dbut_4697.jpg) (https://hobbicncforum.hu/uploaded_images/2025/04/jgfpfshgw8nksk7b4dbut_4697.jpg)
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2025 április 19, 10:51
Írta: TBS-TEAM Dátum 2025 április 19, 10:51
Ennél a frekiváltónál a DI1--->+24V kell összezárni a starthoz.
A frekiváltóba kötött Barna vezetéket át kell rakni a +24V-ra.
Képen a frekiváltó bekötési rajz.
(https://hobbicncforum.hu/uploaded_images/2025/04/tn_wms5jhmzqkhhv52e2jf0b_3344.png) (https://hobbicncforum.hu/uploaded_images/2025/04/wms5jhmzqkhhv52e2jf0b_3344.png)
A frekiváltóba kötött Barna vezetéket át kell rakni a +24V-ra.
Képen a frekiváltó bekötési rajz.
(https://hobbicncforum.hu/uploaded_images/2025/04/tn_wms5jhmzqkhhv52e2jf0b_3344.png) (https://hobbicncforum.hu/uploaded_images/2025/04/wms5jhmzqkhhv52e2jf0b_3344.png)
Cím: Re:UCCNC vezérlő program
Írta: Nagy Csaba Dátum 2025 április 19, 11:34
Írta: Nagy Csaba Dátum 2025 április 19, 11:34
rendben átkötöm és akkor a tápról nem kell hozzak egy GND -t bekötni a frekiváltóba ugyan a bekötésin itt nem lálható de az gondolom kelleni fog oda még :)
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2025 április 19, 14:26
Írta: TBS-TEAM Dátum 2025 április 19, 14:26
Be kell kötnöd az analog fordulatszám vezérléshez:
UC300-5441M i510
Analog GND----> GND
Analog 1 -------> AI1
UC300-5441M i510
Analog GND----> GND
Analog 1 -------> AI1
Cím: Re:UCCNC vezérlő program
Írta: Nagy Csaba Dátum 2025 április 20, 12:55
Írta: Nagy Csaba Dátum 2025 április 20, 12:55
Nos teljes siker!! Vagyis az uccnc vel frankón tudom végre vezérelni indít leállít.
Ha már ilyen jól haladunk :) nincs abban a gépkönyvben hogy kell jól bekonfigurálni egy potméteres fordulatszám szabályozást ? :) a A barnát a Gnd re tettem piros ment az AI1 re és a kék a 10V ra bízom benne így jó a kötés :)
(https://hobbicncforum.hu/uploaded_images/2025/04/tn_g8bh6swwp375dwbgwijt_4697.jpg) (https://hobbicncforum.hu/uploaded_images/2025/04/g8bh6swwp375dwbgwijt_4697.jpg) (https://hobbicncforum.hu/uploaded_images/2025/04/tn_2isfdu0much4pk7437p7_4697.jpg) (https://hobbicncforum.hu/uploaded_images/2025/04/2isfdu0much4pk7437p7_4697.jpg)
Ha már ilyen jól haladunk :) nincs abban a gépkönyvben hogy kell jól bekonfigurálni egy potméteres fordulatszám szabályozást ? :) a A barnát a Gnd re tettem piros ment az AI1 re és a kék a 10V ra bízom benne így jó a kötés :)
(https://hobbicncforum.hu/uploaded_images/2025/04/tn_g8bh6swwp375dwbgwijt_4697.jpg) (https://hobbicncforum.hu/uploaded_images/2025/04/g8bh6swwp375dwbgwijt_4697.jpg) (https://hobbicncforum.hu/uploaded_images/2025/04/tn_2isfdu0much4pk7437p7_4697.jpg) (https://hobbicncforum.hu/uploaded_images/2025/04/2isfdu0much4pk7437p7_4697.jpg)
Cím: Re:UCCNC vezérlő program
Írta: rokonok Dátum 2025 április 20, 18:24
Írta: rokonok Dátum 2025 április 20, 18:24
Szia. Ha jól látom a képen a barna szál a poti csuszkája azt kell az A1-re bekötni, a poti két vége meg a test és a 10 V-ra megy
Cím: Re:UCCNC vezérlő program
Írta: Nagy Csaba Dátum 2025 április 20, 18:38
Írta: Nagy Csaba Dátum 2025 április 20, 18:38
köszönöm az észrevételt!
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2025 április 21, 12:40
Írta: TBS-TEAM Dátum 2025 április 21, 12:40
Potméterek bekötése UC300-5441M
Lenze i510 bekötése.
(https://hobbicncforum.hu/uploaded_images/2025/04/tn_tbvf8i9zm69qi07f6px2_3344.png) (https://hobbicncforum.hu/uploaded_images/2025/04/tbvf8i9zm69qi07f6px2_3344.png)
Lenze i510 bekötése.
(https://hobbicncforum.hu/uploaded_images/2025/04/tn_tbvf8i9zm69qi07f6px2_3344.png) (https://hobbicncforum.hu/uploaded_images/2025/04/tbvf8i9zm69qi07f6px2_3344.png)
Cím: Re:UCCNC vezérlő program
Írta: Nagy Csaba Dátum 2025 április 21, 19:14
Írta: Nagy Csaba Dátum 2025 április 21, 19:14
Ezer köszönet ezért a rajtért !!! egyenlőre bekötöttem manuális potméteres fordulat állításra, de majd kipróbálom ezt is !!
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2025 május 19, 16:26
Írta: istvan58 Dátum 2025 május 19, 16:26
Sziasztok,
Az UCCNC 1.2118 verzióban megoldható lenne hogy működjön a Dezsoe által irt QuickView plugin. Nekem nagyon hiányzik. És sajnos Ő már nem tud segiteni
:(
Üdv,
istvan58
Az UCCNC 1.2118 verzióban megoldható lenne hogy működjön a Dezsoe által irt QuickView plugin. Nekem nagyon hiányzik. És sajnos Ő már nem tud segiteni
:(
Üdv,
istvan58
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2025 június 11, 20:04
Írta: istvan58 Dátum 2025 június 11, 20:04
Sziasztok,
Két kérdésem lenne, nem tudom ki tud válaszolni. Elégé leült ez a topic amint láttom.
Szóval érdekelne:
1. Az UCCNC 1.2118 verzióban megoldható lenne, hogy működjön a Dezsoe által irt QuickView plugin?
2. Azt irja hogy űj FW van az UCR201 receiverre. Ez automatikusan frissül vagy van egy firmware amit frisiteni kell?
Szép napot,
istvan58
Két kérdésem lenne, nem tudom ki tud válaszolni. Elégé leült ez a topic amint láttom.
Szóval érdekelne:
1. Az UCCNC 1.2118 verzióban megoldható lenne, hogy működjön a Dezsoe által irt QuickView plugin?
2. Azt irja hogy űj FW van az UCR201 receiverre. Ez automatikusan frissül vagy van egy firmware amit frisiteni kell?
Szép napot,
istvan58
Cím: Re:UCCNC vezérlő program
Írta: Szedlay Pál Dátum 2025 június 15, 23:23
Írta: Szedlay Pál Dátum 2025 június 15, 23:23
Idézetet írta: istvan58 Dátum 2025 június 11, 20:04Sziasztok,
Két kérdésem lenne, nem tudom ki tud válaszolni. Elégé leült ez a topic amint láttom.
Szóval érdekelne:
1. Az UCCNC 1.2118 verzióban megoldható lenne, hogy működjön a Dezsoe által irt QuickView plugin?
2. Azt irja hogy űj FW van az UCR201 receiverre. Ez automatikusan frissül vagy van egy firmware amit frisiteni kell?
Szép napot,
istvan58
Röviden: jelenleg nem, nem működik a Dezsoe által írt QuickView plugin UCCNC 1.2118 alatt, és nem is lehet egyszerűen működésre bírni.
A QuickView plugint utoljára 2019-ben frissítették, amikor az UCCNC főverzió még 1.2 alatti volt (legtöbb build: 1.202x–1.204x).
Azóta az UCCNC API-jában és pluginrendszerében több visszafelé inkompatibilis változás történt, különösen a képfeldolgozáshoz és szálkezeléshez kapcsolódóan.
A plugin forráskódja nem publikus, csak a lefordított .DLL érhető el, így nincs lehetőség átfordítani új fejlesztőkörnyezettel.
Több felhasználó próbálta már futtatni újabb UCCNC verziókkal, mindenhol crashel vagy egyáltalán nem indul el.
Alternatíva?
Jelenleg nincs ismert alternatíva ugyanarra a célra (G-kód szimuláció, kódrészletek vizuális előnézete, gyors pozíció-ellenőrzés), amely ilyen egyszerűen beilleszthető lenne az UCCNC-be.
Néhány felhasználó külön G-kód előnézeti szoftvert használ (pl. NCViewer, Camotics), de ezek nem UCCNC-be épülnek.
Mi kellene, hogy működjön?
Forráskód (amit csak Dezsoe birtokolt), vagy egy fejlesztő, aki nulláról újraírja modern UCCNC API-ra.
Másik lehetőség: UCCNC fórumon fejlesztői felhívás: hátha valaki átírja/újraalkotja.
Jelen állapotban csak visszaállás egy régi, támogatott UCCNC verzióra oldja meg, de ez nem előremutató és sok szempontból visszalépés lenne.
Összefoglalva:
Jelenleg nem megoldható, hogy a Dezsoe QuickView plugin működjön UCCNC 1.2118 alatt, és nincs aktív fejlesztője.
Ha szükséged van ilyen funkcióra, csak különálló külső előnézeti szoftverekkel tudod helyettesíteni.
Cím: Re:UCCNC vezérlő program
Írta: istvan58 Dátum 2025 június 19, 11:52
Írta: istvan58 Dátum 2025 június 19, 11:52
Köszi a választ,
"A QuickView plugint utoljára 2019-ben frissítették, amikor az UCCNC főverzió még 1.2 alatti volt (legtöbb build: 1.202x–1.204x)."
Nekem a 1.2115 el még működött.
Nem is volna rő szükségem ha a "Jobb properties" ben nem csak az X,Y,Z tengelyeket látnám. Esetembe 2 Z tengelyem van a Z2 az a B . És sokszor használom.
"A QuickView plugint utoljára 2019-ben frissítették, amikor az UCCNC főverzió még 1.2 alatti volt (legtöbb build: 1.202x–1.204x)."
Nekem a 1.2115 el még működött.
Nem is volna rő szükségem ha a "Jobb properties" ben nem csak az X,Y,Z tengelyeket látnám. Esetembe 2 Z tengelyem van a Z2 az a B . És sokszor használom.
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2025 június 20, 11:04
Írta: lari Dátum 2025 június 20, 11:04
Uccnc-hez van megoldás arra, hogy egy DROT a program futása közben lehessen nullázni?
A tengelyt is használok és néha jól jönne, hogy egy mondatba beírva egy kódot nullázódik az éppen kijelzett érték.
Így pl 360 fokról nem kell neki visszaforogni, hogy újra beálljon egy megadott szögbe, hanem rövidebb úton nulláról indulhatna.
Még régen valaki írt nekem egy egysoros macrot Mac3 hoz, amivel tökéletesen működött a dolog, de nem tudom, hogy UC-nél ez hogyan működne...
A tengelyt is használok és néha jól jönne, hogy egy mondatba beírva egy kódot nullázódik az éppen kijelzett érték.
Így pl 360 fokról nem kell neki visszaforogni, hogy újra beálljon egy megadott szögbe, hanem rövidebb úton nulláról indulhatna.
Még régen valaki írt nekem egy egysoros macrot Mac3 hoz, amivel tökéletesen működött a dolog, de nem tudom, hogy UC-nél ez hogyan működne...
Cím: Re:UCCNC vezérlő program
Írta: D.Laci Dátum 2025 június 20, 16:50
Írta: D.Laci Dátum 2025 június 20, 16:50
G92 A0
Enable Rotary Axis in UCCNC:
Go to the axis configuration settings in UCCNC.
Select either the A, B, or C axis as your rotary axis.
Check the "rotary axis" checkbox for that axis.
Consider enabling the "rollover on 360 degrees" option for a 0-360 degree range.
Enable Rotary Axis in UCCNC:
Go to the axis configuration settings in UCCNC.
Select either the A, B, or C axis as your rotary axis.
Check the "rotary axis" checkbox for that axis.
Consider enabling the "rollover on 360 degrees" option for a 0-360 degree range.
Idézetet írta: lari Dátum 2025 június 20, 11:04Uccnc-hez van megoldás arra, hogy egy DROT a program futása közben lehessen nullázni?
A tengelyt is használok és néha jól jönne, hogy egy mondatba beírva egy kódot nullázódik az éppen kijelzett érték.
Így pl 360 fokról nem kell neki visszaforogni, hogy újra beálljon egy megadott szögbe, hanem rövidebb úton nulláról indulhatna.
Még régen valaki írt nekem egy egysoros macrot Mac3 hoz, amivel tökéletesen működött a dolog, de nem tudom, hogy UC-nél ez hogyan működne...
Cím: Re:UCCNC vezérlő program
Írta: lari Dátum 2025 június 21, 08:53
Írta: lari Dátum 2025 június 21, 08:53
Szia! Köszönöm! wave.gif
Idézetet írta: D.Laci Dátum 2025 június 20, 16:50G92 A0
Enable Rotary Axis in UCCNC:
Go to the axis configuration settings in UCCNC.
Select either the A, B, or C axis as your rotary axis.
Check the "rotary axis" checkbox for that axis.
Consider enabling the "rollover on 360 degrees" option for a 0-360 degree range.
Cím: Re:UCCNC vezérlő program
Írta: kgl Dátum 2025 július 14, 15:54
Írta: kgl Dátum 2025 július 14, 15:54
Az UCCNC program egyre jobban tetszik. Viszont a főképernyőn látható JSP gombról nem talál a kereső sem leírást a felhasználói kézikönyvben. Mit csinál ez a gomb?
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2025 július 14, 17:04
Írta: TBS-TEAM Dátum 2025 július 14, 17:04
Idézetet írta: kgl Dátum 2025 július 14, 15:54Az UCCNC program egyre jobban tetszik. Viszont a főképernyőn látható JSP gombról nem talál a kereső sem leírást a felhasználói kézikönyvben. Mit csinál ez a gomb?
Jog Safe Probe mode On / Off.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2025 augusztus 11, 20:41
Írta: svejk Dátum 2025 augusztus 11, 20:41
Az UCCNC szoftverhez szeretnék egy 12 állásos esernyőtáras szerszámváltót illeszteni.
A tár az abszolute pozícióját binárisan 4 biten adja ki.
Van még pár végállás, pár szelep, illetve Z-ben kell mozognia a főorsónak a cseréhez.
Csinált már valaki hasonlót ami publikus és el tudnék indulni?
A makrokhoz vajmi keveset értek, plugin íráshoz semmit.
(megboldogult Dezsoe barátunknak ez ujjgyakorlat lenne :( )
Saját eszemtől talán PLC-ben meg tudnám írni, de ott meg az UCCNC-PLC közötti adatok mozgatása okozna nekem nehézséget.
Bármilyen ötletet, példát szívesen vennék, ami kimozdítana a kezdeti tanácstalanságomból.
A tár az abszolute pozícióját binárisan 4 biten adja ki.
Van még pár végállás, pár szelep, illetve Z-ben kell mozognia a főorsónak a cseréhez.
Csinált már valaki hasonlót ami publikus és el tudnék indulni?
A makrokhoz vajmi keveset értek, plugin íráshoz semmit.
(megboldogult Dezsoe barátunknak ez ujjgyakorlat lenne :( )
Saját eszemtől talán PLC-ben meg tudnám írni, de ott meg az UCCNC-PLC közötti adatok mozgatása okozna nekem nehézséget.
Bármilyen ötletet, példát szívesen vennék, ami kimozdítana a kezdeti tanácstalanságomból.
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2025 augusztus 12, 07:06
Írta: TBS-TEAM Dátum 2025 augusztus 12, 07:06
Idézetet írta: svejk Dátum 2025 augusztus 11, 20:41Az UCCNC szoftverhez szeretnék egy 12 állásos esernyőtáras szerszámváltót illeszteni.
A tár az abszolute pozícióját binárisan 4 biten adja ki.
Van még pár végállás, pár szelep, illetve Z-ben kell mozognia a főorsónak a cseréhez.
Csinált már valaki hasonlót ami publikus és el tudnék indulni?
A makrokhoz vajmi keveset értek, plugin íráshoz semmit.
(megboldogult Dezsoe barátunknak ez ujjgyakorlat lenne :( )
Saját eszemtől talán PLC-ben meg tudnám írni, de ott meg az UCCNC-PLC közötti adatok mozgatása okozna nekem nehézséget.
Bármilyen ötletet, példát szívesen vennék, ami kimozdítana a kezdeti tanácstalanságomból.
Ez egy 8 szerszámot fogadó forgó szerszámtár, még Csaba írta 2023-ban.
Csak a szögeket kell átírni meg a db számokat 12-re elméletileg.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2025 augusztus 12, 08:37
Írta: svejk Dátum 2025 augusztus 12, 08:37
Idézetet írta: TBS-TEAM Dátum 2025 augusztus 12, 07:06Ez egy 8 szerszámot fogadó forgó szerszámtár, még Csaba írta 2023-ban.
Csak a szögeket kell átírni meg a db számokat 12-re elméletileg.
Húú.. ez kiindulásnak jó lesz!
Ugyan ez nem fogad pozíció jelet hanem B tengelyként van definiálva, de legfeljebb módosítok a mechanikán is.
A macroba is bele merek piszkálni azt valamelyest átlátom.
Köszönöm!
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2025 augusztus 12, 22:08
Írta: svejk Dátum 2025 augusztus 12, 22:08
Idézetet írta: svejk Dátum 2025 augusztus 12, 08:37Húú.. ez kiindulásnak jó lesz!
Ugyan ez nem fogad pozíció jelet hanem B tengelyként van definiálva, de legfeljebb módosítok a mechanikán is.
A macroba is bele merek piszkálni azt valamelyest átlátom.
Köszönöm!
Idézetet írta: TBS-TEAM Dátum 2025 augusztus 12, 07:06Ez egy 8 szerszámot fogadó forgó szerszámtár, még Csaba írta 2023-ban.
Csak a szögeket kell átírni meg a db számokat 12-re elméletileg.
Nos, béna vagyok.
Délelőtt kipróbáltam működött, kapcsolta a kimenetet, mozgatta a tengelyeket.
Később elindítva és azóta sem akar működni, mindig a "The Current TOOL # is out of range 1 - 8 , Correct the Value and Restart" hibaüzenetet kapom.
Gondolnám, hogy csak be tudok írni mondjuk egy M6 T4 sort.
Nem értem mi állíthattam el. :(
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2025 augusztus 13, 06:46
Írta: TBS-TEAM Dátum 2025 augusztus 13, 06:46
Ha átírtad 12 szerszámra akkor az ellenörző blokkot is át kell
írnod, hogy ne legyen hibaüzenet.
A gépállandót is:
____________________________
// Ezek a gépállandók. A gép koordinátarendszerében a fizikai dolgok pozíciói.
double SafeZ = -.5;
double Ztoolrelease = 30;
double Ztoolpickup = 28;
int MaxToolNum = 8; //'A váltóban lévő szerszámok maximális száma EZT IS ÁT KELL ÍRNI.
double ToolDown = -5.339; //'A szerszám lekérésének vagy eldobásának Z pozíciója
double ToolUp = -0; //'A szerszámok közötti gyors mozgás Z magassága
double DustCollector = 0.154;
double ToolProbePos = -3.1336;
double YTootChangePos = -7.8;
double YTootPos = -11.6913;
double SpindleSpeed = Convert.ToDouble(AS3.Getfield(870));
int Newtool = exec.Getnewtool();
___________________________________________________________
írnod, hogy ne legyen hibaüzenet.
A gépállandót is:
____________________________
// Ezek a gépállandók. A gép koordinátarendszerében a fizikai dolgok pozíciói.
double SafeZ = -.5;
double Ztoolrelease = 30;
double Ztoolpickup = 28;
int MaxToolNum = 8; //'A váltóban lévő szerszámok maximális száma EZT IS ÁT KELL ÍRNI.
double ToolDown = -5.339; //'A szerszám lekérésének vagy eldobásának Z pozíciója
double ToolUp = -0; //'A szerszámok közötti gyors mozgás Z magassága
double DustCollector = 0.154;
double ToolProbePos = -3.1336;
double YTootChangePos = -7.8;
double YTootPos = -11.6913;
double SpindleSpeed = Convert.ToDouble(AS3.Getfield(870));
int Newtool = exec.Getnewtool();
___________________________________________________________
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2025 augusztus 13, 07:53
Írta: svejk Dátum 2025 augusztus 13, 07:53
Idézetet írta: TBS-TEAM Dátum 2025 augusztus 13, 06:46Ha átírtad 12 szerszámra akkor az ellenörző blokkot is át kell
írnod, hogy ne legyen hibaüzenet.
Ááá.. semmit nem írtam még át egyszerűen bemásoltam M6.txt-ként.
Az M6-ot engedélyeztem a general cofigban és engedélyeztem a B tengelyt.
Demo módban próbálom, tegnap elsőnek lefutott szépen azóta csak ezt az üzenetet kapom.
Már próbáltam másik gépen, friss UCCNC-vel, ott is ez van.
Cím: Re:UCCNC vezérlő program
Írta: Szedlay Pál Dátum 2025 augusztus 13, 12:22
Írta: Szedlay Pál Dátum 2025 augusztus 13, 12:22
Idézetet írta: svejk Dátum 2025 augusztus 13, 07:53Idézetet írta: TBS-TEAM Dátum 2025 augusztus 13, 06:46Ha átírtad 12 szerszámra akkor az ellenörző blokkot is át kell
írnod, hogy ne legyen hibaüzenet.
Ááá.. semmit nem írtam még át egyszerűen bemásoltam M6.txt-ként.
Az M6-ot engedélyeztem a general cofigban és engedélyeztem a B tengelyt.
Demo módban próbálom, tegnap elsőnek lefutott szépen azóta csak ezt az üzenetet kapom.
Már próbáltam másik gépen, friss UCCNC-vel, ott is ez van.
Hátha ez segít próbáld meg, csatoltam
Cím: Re:UCCNC vezérlő program
Írta: Szedlay Pál Dátum 2025 augusztus 13, 12:38
Írta: Szedlay Pál Dátum 2025 augusztus 13, 12:38
Idézetet írta: svejk Dátum 2025 augusztus 13, 07:53Idézetet írta: TBS-TEAM Dátum 2025 augusztus 13, 06:46Ha átírtad 12 szerszámra akkor az ellenörző blokkot is át kellna mégeszer hátha ez jobb, bár lehet ez sem, majd kiderül
írnod, hogy ne legyen hibaüzenet.
Ááá.. semmit nem írtam még át egyszerűen bemásoltam M6.txt-ként.
Az M6-ot engedélyeztem a general cofigban és engedélyeztem a B tengelyt.
Demo módban próbálom, tegnap elsőnek lefutott szépen azóta csak ezt az üzenetet kapom.
Már próbáltam másik gépen, friss UCCNC-vel, ott is ez van.
MELLÉKLET – gépspecifikus értékek, amiket ellenőrizned / kitöltened kell
1) B‐tengely nullpozíció és kiosztás
ToolBOffsetDeg (°): ha a T1 nem pontosan a B=0° helyen áll, add meg az eltolást (pl. +5.0).
B tengely forgásiránya: ha ,,fordítva" megy végig a fészkeken, ToolBOffsetDeg ±180° vagy a motor irányának cseréje szükséges.
2) G53 gépi pozíciók (Z/Y)
SafeZ: biztonságos gépi Z, ahol semmivel nem ütközöl (jelenleg: -0.5).
ToolDown: gépi Z a ledobás/felvétel pozícióhoz (jelenleg: -5.339).
ToolUp: ha használnád köztes emeléshez (jelenleg: 0.0).
YToolChangePos: Y megközelítési pozíció (jelenleg: -7.8).
YToolDockPos: Y dokkoló pozíció (jelenleg: -11.6913).
DustCollectorY: ha használsz porelszívó ,,ütögetést" vagy külön pozíciót (jelenleg: 0.154). (A fenti makróban nem kötelező.)
3) Pneumatika / I/O kiosztás
ToolUnclampPort, ToolUnclampPin: UNCLAMP/Release kimenet (jelenleg: 2/14).
CLAMP = ugyanennek a kimenetnek a kikapcsolása (exec.Clroutpin(...)).
(opcionális) DustCollectorPort, DustCollectorPin: porelszívó kimenet (jelenleg: 2/1).
4) Szokásos használat
Mindig külön sorban add ki: T4 (ENTER), majd M6.
HOME után használd (a makró ellenőrzi a homed LED-eket).
5) (Előremutató) 4 bites abszolút tárkód
A jelen makró nem olvassa a 4 bites abszolút kódot, de készen áll arra, hogy beiktassunk egy ,,hitelesítést" B megállás után:
4 bemenet (bit0..bit3) → 0..15 → map 1..12 fészekre,
ha az olvasott kód ≠ várt fészek: ±1–2° korrekció, újraolvasás, max N próbálkozás → hiba.
Ha megadod a 4 bit bemeneti port/pin-jeit és a kód→fészek táblát, adok kész kódrészt.
Mi változott az eredetidhez képest (tömören)
Kivettem a hibás blokkot, ami CurrentTool==0 esetén megállította a makrót.
Egységes tartomány: 1..12 (MaxToolNum=12), minden ellenőrzés ehhez igazítva.
B‐táblázat automatikus: 30°/fészek + ToolBOffsetDeg.
A ledobás mindig a Currenttool fészek fölött történik, a felvétel az új fészek fölött.
Spindledown várakozás biztonságosabban: addig vár, amíg a 870-es mező ≤ 0.1.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2025 augusztus 13, 20:34
Írta: svejk Dátum 2025 augusztus 13, 20:34
No délután elindult megint egyszer, de nem tudom mitől.
Aztán csak kitököltem, valóban ez a sor szívatott-
if(Currenttool == 0) // If new tool number is -1 means a missing T code, so we need to stop here...
-mint ahogy most olvasom Szedlai Pál javítását.
Mondjuk a miérteket nem értem...
A javítás mesterséges intelligencia műve? [#fejvakaras] [#fejvakaras]
No akárki is csinálta nagyon köszönöm!!!
Aztán csak kitököltem, valóban ez a sor szívatott-
if(Currenttool == 0) // If new tool number is -1 means a missing T code, so we need to stop here...
-mint ahogy most olvasom Szedlai Pál javítását.
Mondjuk a miérteket nem értem...
A javítás mesterséges intelligencia műve? [#fejvakaras] [#fejvakaras]
No akárki is csinálta nagyon köszönöm!!!
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2025 augusztus 13, 21:01
Írta: svejk Dátum 2025 augusztus 13, 21:01
Idézetet írta: Szedlay Pál Dátum 2025 augusztus 13, 12:385) (Előremutató) 4 bites abszolút tárkód
A jelen makró nem olvassa a 4 bites abszolút kódot, de készen áll arra, hogy beiktassunk egy ,,hitelesítést" B megállás után:
4 bemenet (bit0..bit3) → 0..15 → map 1..12 fészekre,
ha az olvasott kód ≠ várt fészek: ±1–2° korrekció, újraolvasás, max N próbálkozás → hiba.
Ha megadod a 4 bit bemeneti port/pin-jeit és a kód→fészek táblát, adok kész kódrészt.
Ha már lúd akkor nézzük.
1 bit = 1 port 2 pin
2 bit = 1 port 3 pin
3 bit = 1 port 4 pin
4 bit = 1 port 5 pin
tool1 0001
tool2 0010
tool3 0011
tool4 0100
tool5 0101
tool6 0110
tool7 0111
tool8 1000
tool9 1001
tool10 1010
tool11 1011
tool12 1100
Nem kell korrekciózás inkább adjon hibaüzenetet ha nem jó helyen van.
Jó lenne ha induláskor automatikusan beolvasná az UCCNC a tényleges szerszámváltó állást.
Jó lenne ha T0 meghívásakor kirakná a szerszámot a főorsóból.
Egyelőre ennyi a kívánság, de lehet lesz még ha ez ilyen jól megy. :)
Cím: Re:UCCNC vezérlő program
Írta: Szedlay Pál Dátum 2025 augusztus 13, 21:14
Írta: Szedlay Pál Dátum 2025 augusztus 13, 21:14
Idézetet írta: svejk Dátum 2025 augusztus 13, 20:34No délután elindult megint egyszer, de nem tudom mitől.
Aztán csak kitököltem, valóban ez a sor szívatott-
if(Currenttool == 0) // If new tool number is -1 means a missing T code, so we need to stop here...
-mint ahogy most olvasom Szedlai Pál javítását.
Mondjuk a miérteket nem értem...
A javítás mesterséges intelligencia műve? [#fejvakaras] [#fejvakaras]
No akárki is csinálta nagyon köszönöm!!!
Igen a mesterséges intelligenciát kértem meg hátaha tud valamit az ügy érdekében hozzászólni.
Mivel én nem értek ehhez , így én nem tudtam csak így segíteni neked.
Őrülök, hogy sikerült megcsinálnod
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2025 augusztus 13, 21:26
Írta: svejk Dátum 2025 augusztus 13, 21:26
Idézetet írta: Szedlay Pál Dátum 2025 augusztus 13, 21:14Igen a mesterséges intelligenciát kértem meg hátaha tud valamit az ügy érdekében hozzászólni.
Mivel én nem értek ehhez , így én nem tudtam csak így segíteni neked.
Őrülök, hogy sikerült megcsinálnod
Félelmetes.... talán jobb is, hogy mi már kifelé megyünk az időből.
Köszönöm még egyszer a segítséget!
Cím: Re:UCCNC vezérlő program
Írta: Szedlay Pál Dátum 2025 augusztus 13, 21:30
Írta: Szedlay Pál Dátum 2025 augusztus 13, 21:30
Idézetet írta: svejk Dátum 2025 augusztus 13, 21:01Ha már lúd akkor nézzük.
1 bit = 1 port 2 pin
2 bit = 1 port 3 pin
3 bit = 1 port 4 pin
4 bit = 1 port 5 pin
tool1 0001
tool2 0010
tool3 0011
tool4 0100
tool5 0101
tool6 0110
tool7 0111
tool8 1000
tool9 1001
tool10 1010
tool11 1011
tool12 1100
Nem kell korrekciózás inkább adjon hibaüzenetet ha nem jó helyen van.
Jó lenne ha induláskor automatikusan beolvasná az UCCNC a tényleges szerszámváltó állást.
Jó lenne ha T0 meghívásakor kirakná a szerszámot a főorsóból.
Egyelőre ennyi a kívánság, de lehet lesz még ha ez ilyen jól megy. :)
Mit állítottam be pontosan (és hol tudsz módosítani)
4 bites bemenetek – a te kiosztásod szerint:
BitPort=1, Bit1Pin=2, Bit2Pin=3, Bit3Pin=4, Bit4Pin=5
(bit1 = LSB, bit4 = MSB)
Kód↔fészek mapping – pont a táblád:
ExpectedCodeForTool(tool) visszaadja tool értékét (1..12), mert a kódok sorban 1..12 decimálisak (0001..1100).
Validáció – nincs korrekció:
Minden B megállás után ValidateCarouselAt(fészek) olvassa a 4 bitet, és hibaüzenettel megállít, ha az olvasott kód ≠ várt kód.
Induláskori állapotolvasás – a makró elején:
CarouselNow = CodeToTool(ReadCarouselCode()) – beolvassa, ha kell (jelenleg csak információ; a ledobás/felvétel úgyis explicit fészekhez indexel és validál).
T0 viselkedés (új):
T0 → csak kirakás, nincs felvétel. A végén Setcurrenttool(0).
API-név megjegyzés:
Ha az input olvasó függvényed nem exec.Getinpinsate, hanem pl. exec.GetInPinState, a In(...) wrapperben cseréld ki a hívás nevét.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2025 augusztus 13, 22:37
Írta: svejk Dátum 2025 augusztus 13, 22:37
Továbbra is csak ámulok-bámulok!
Persze tudtam hogy tud ilyet mert már több barátom mesélte, de hogy még nekem is tud segíteni konkrétumokkal!
Ráadásul el is magyarázza mit miért...
Holnap ki is próbálom.
Majd még lehet lenne egy apróság amit meg lehetne kérdezni, de ne szaladjunk előre.
Persze tudtam hogy tud ilyet mert már több barátom mesélte, de hogy még nekem is tud segíteni konkrétumokkal!
Ráadásul el is magyarázza mit miért...
Holnap ki is próbálom.
Majd még lehet lenne egy apróság amit meg lehetne kérdezni, de ne szaladjunk előre.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2025 augusztus 14, 06:33
Írta: svejk Dátum 2025 augusztus 14, 06:33
Idézetet írta: svejk Dátum 2025 augusztus 13, 22:37Továbbra is csak ámulok-bámulok!
Persze tudtam hogy tud ilyet mert már több barátom mesélte, de hogy még nekem is tud segíteni konkrétumokkal!
Ráadásul el is magyarázza mit miért...
Vajon gépészeti témákban is ennyire nagytudású az AI?
Kérdeztetek már ilyen jellegűeket?
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2025 augusztus 14, 06:53
Írta: TBS-TEAM Dátum 2025 augusztus 14, 06:53
Ez fontos:
Még bele kell rakni, hogy a szerszámcsere előtt olvassuk ki és tároljuk a gép pozícióját, hogy az orsót oda küldhessük, vissza ahol a szerszámcsere meghívásakor volt.
double x = exec.GetXpos(); // GetOEMDRO(83)
double y = exec.GetYpos(); // GetOEMDRO(84)
double z = exec.GetZpos(); // GetOEMDRO(85)
double a = exec.GetApos(); // GetOEMDRO(86)
double b = exec.GetBpos(); // GetOEMDRO(87)
double c = exec.GetCpos(); // GetOEMDRO(88)
Még bele kell rakni, hogy a szerszámcsere előtt olvassuk ki és tároljuk a gép pozícióját, hogy az orsót oda küldhessük, vissza ahol a szerszámcsere meghívásakor volt.
double x = exec.GetXpos(); // GetOEMDRO(83)
double y = exec.GetYpos(); // GetOEMDRO(84)
double z = exec.GetZpos(); // GetOEMDRO(85)
double a = exec.GetApos(); // GetOEMDRO(86)
double b = exec.GetBpos(); // GetOEMDRO(87)
double c = exec.GetCpos(); // GetOEMDRO(88)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2025 augusztus 14, 07:15
Írta: svejk Dátum 2025 augusztus 14, 07:15
Idézetet írta: TBS-TEAM Dátum 2025 augusztus 14, 06:53Ez fontos:
Még bele kell rakni, hogy a szerszámcsere előtt olvassuk ki és tároljuk a gép pozícióját, hogy az orsót oda küldhessük, vissza ahol a szerszámcsere meghívásakor volt.
/quote]
Szerintem ez nem kötelező feltétel mert nem is biztos hogy ott fogja az új szerszámmal folytatni ahol az előzővel abbahagyta.
Nálam ráadásul nem is lesz X, Y mozgás.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2025 augusztus 14, 07:23
Írta: svejk Dátum 2025 augusztus 14, 07:23
Így, hogy már tudom melyik sor volt a ludas az anomáliára is fény derült, hogy miért futott le néha hiba nélkül a TBS-TEAM szerinti makro.
Kínomban ugye már össze vissza próbálgattam és néha az eredeti M6-ot is lefuttattam.
Ilyenkor rendesen beváltott és ez után működött a TBS-TEAM szerinti makro.
Az UCCCNC újraindítása után viszont mindig nullás szerszámmal jelenkezik be, így kaptam a hibaüzeneteket.
Kínomban ugye már össze vissza próbálgattam és néha az eredeti M6-ot is lefuttattam.
Ilyenkor rendesen beváltott és ez után működött a TBS-TEAM szerinti makro.
Az UCCCNC újraindítása után viszont mindig nullás szerszámmal jelenkezik be, így kaptam a hibaüzeneteket.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2025 augusztus 14, 08:03
Írta: svejk Dátum 2025 augusztus 14, 08:03
No, estére kelve elfáradhatott az AI is mert ez az utolsó verzióra dob egy csomó hibát az UCCNC fordítója :)
UCCNC macro compiler error log file
--------------------------------------
Last error dated: 8/14/2025 7:59:08 AM
In macro: M61
--------------------------------------
CS1513 | in line: 57 | error text: Itt ,,}" karakternek kellene szerepelnie.
CS1513 | in line: 122 | error text: Itt ,,}" karakternek kellene szerepelnie.
CS1519 | in line: 127 | error text: Érvénytelen ,,(" lexikális elem az osztály, struktúra vagy illesztőfelület tagjának deklarációjában.
CS1519 | in line: 129 | error text: Érvénytelen ,,+" lexikális elem az osztály, struktúra vagy illesztőfelület tagjának deklarációjában.
CS1520 | in line: 129 | error text: A metódusnak rendelkeznie kell visszatérési típussal.
CS1001 | in line: 129 | error text: Itt azonosítónak kellene szerepelnie.
CS1002 | in line: 129 | error text: Itt pontosvesszőnek ( ; ) kellene szerepelnie.
CS1520 | in line: 130 | error text: A metódusnak rendelkeznie kell visszatérési típussal.
CS1001 | in line: 130 | error text: Itt azonosítónak kellene szerepelnie.
CS1002 | in line: 130 | error text: Itt pontosvesszőnek ( ; ) kellene szerepelnie.
CS1519 | in line: 133 | error text: Érvénytelen ,,(" lexikális elem az osztály, struktúra vagy illesztőfelület tagjának deklarációjában.
CS0116 | in line: 140 | error text: Egy névtér nem tartalmazhat közvetlenül tagokat, például mezőket vagy metódusokat.
CS1518 | in line: 197 | error text: Itt osztálynak, delegáltnak, felsorolásnak, illesztőfelületnek vagy struktúrának kellene szerepelnie.
CS1022 | in line: 215 | error text: Itt típus- vagy névtér-definíciónak, illetve fájlvége jelnek kellene szerepelnie.
--------------------------------------
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2025 augusztus 14, 08:42
Írta: TBS-TEAM Dátum 2025 augusztus 14, 08:42
Idézetet írta: svejk Dátum 2025 augusztus 14, 07:15Idézetet írta: TBS-TEAM Dátum 2025 augusztus 14, 06:53Szerintem ez nem kötelező feltétel mert nem is biztos hogy ott fogja az új szerszámmal folytatni ahol az előzővel abbahagyta.
Nálam ráadásul nem is lesz X, Y mozgás.
Akkor nem lenne egyszerübb egy PLC-vel megoldani, ha csak szerszám váltás kell meg Z mozgás.
Kimaradna a számitógép és a sok lom hozzá.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2025 augusztus 14, 09:50
Írta: svejk Dátum 2025 augusztus 14, 09:50
Idézetet írta: TBS-TEAM Dátum 2025 augusztus 14, 08:42Akkor nem lenne egyszerübb egy PLC-vel megoldani, ha csak szerszám váltás kell meg Z mozgás.
Kimaradna a számitógép és a sok lom hozzá.
Idézetet írta: TBS-TEAM Dátum 2025 augusztus 14, 08:42Akkor nem lenne egyszerübb egy PLC-vel megoldani, ha csak szerszám váltás kell meg Z mozgás.
Kimaradna a számitógép és a sok lom hozzá.
De akkor min futna az UCCNC? :)
Félreértetted csak a szerszámcseréhez nem kell X, Y mozgás.
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2025 augusztus 14, 09:58
Írta: TBS-TEAM Dátum 2025 augusztus 14, 09:58
Idézetet írta: svejk Dátum 2025 augusztus 14, 09:50De akkor min futna az UCCNC? :)
Félreértetted csak a szerszámcseréhez nem kell X, Y mozgás.
Értem akkor csak CNC gép hez kell. :rohog
Cím: Re:UCCNC vezérlő program
Írta: Szedlay Pál Dátum 2025 augusztus 14, 11:16
Írta: Szedlay Pál Dátum 2025 augusztus 14, 11:16
Idézetet írta: svejk Dátum 2025 augusztus 14, 08:03No, estére kelve elfáradhatott az AI is mert ez az utolsó verzióra dob egy csomó hibát az UCCNC fordítója :)
UCCNC macro compiler error log file
--------------------------------------
Last error dated: 8/14/2025 7:59:08 AM
In macro: M61
--------------------------------------
CS1513 | in line: 57 | error text: Itt ,,}" karakternek kellene szerepelnie.
CS1513 | in line: 122 | error text: Itt ,,}" karakternek kellene szerepelnie.
CS1519 | in line: 127 | error text: Érvénytelen ,,(" lexikális elem az osztály, struktúra vagy illesztőfelület tagjának deklarációjában.
CS1519 | in line: 129 | error text: Érvénytelen ,,+" lexikális elem az osztály, struktúra vagy illesztőfelület tagjának deklarációjában.
CS1520 | in line: 129 | error text: A metódusnak rendelkeznie kell visszatérési típussal.
CS1001 | in line: 129 | error text: Itt azonosítónak kellene szerepelnie.
CS1002 | in line: 129 | error text: Itt pontosvesszőnek ( ; ) kellene szerepelnie.
CS1520 | in line: 130 | error text: A metódusnak rendelkeznie kell visszatérési típussal.
CS1001 | in line: 130 | error text: Itt azonosítónak kellene szerepelnie.
CS1002 | in line: 130 | error text: Itt pontosvesszőnek ( ; ) kellene szerepelnie.
CS1519 | in line: 133 | error text: Érvénytelen ,,(" lexikális elem az osztály, struktúra vagy illesztőfelület tagjának deklarációjában.
CS0116 | in line: 140 | error text: Egy névtér nem tartalmazhat közvetlenül tagokat, például mezőket vagy metódusokat.
CS1518 | in line: 197 | error text: Itt osztálynak, delegáltnak, felsorolásnak, illesztőfelületnek vagy struktúrának kellene szerepelnie.
CS1022 | in line: 215 | error text: Itt típus- vagy névtér-definíciónak, illetve fájlvége jelnek kellene szerepelnie.
--------------------------------------
#Events KÖTELEZŐ, ha segédfüggvényeket/"globális" változókat akarsz
A makrószöveg egy metóduson belül fut. Új függvényt vagy "globális" változót csak a fájl VÉGÉN, a #Events sor UTÁN lehet definiálni. Enélkül pontosvessző-/kapcsoszárójel-hibákat kapsz – pont olyat, mint most.
Bemenetek olvasása: nincs "GetInPinState". LED-en keresztül kell
A makró API nem ad közvetlen "read raw input pin" hívást. A dokumentáció szerint LED-ek belső booleán változók, és a LED állapota olvasható makróból (AS3.GetLED(LEDszám)). Tehát a bejövő biteket olyan funkció(k)ra/LED-ekre kell KIOSZTANI, amely(ek) LED kóddal rendelkeznek, és ez(eke)t kell olvasni.
Példák olvasható LED-ekre (csak illusztráció): limit/otthon/THC/probe/estop LED-ek (44–46, 56–61, 63–65, 37, 36 stb.). Ezek létező funkció-LED-ek, nem nyers port/pin.
Kimeneti pinekhez vannak "OutputPTxPNy" LED-ek (1..17, 69..136, stb.), de ezek kimenetek állapotát jelzik, nem bemenetet. Bemenetre ilyen általános LED lista nincs.
→ Következmény: a 4 bites abszolút tárkódot úgy tudjuk olvasni, ha
(A) a négy bemenetedet Input Trigger(ek)re kötöd és azokat User LED-ekhez rendeled (a Screensetben), majd a makró ezeket a User LED kódokat olvassa; vagy
(B) a négy jel valamely létező, LED-del rendelkező funkcióra van kötve (nem ajánlott), és azok LED-jeit olvassuk.
Makró-API, amit stabilan használhatunk az esernyőtáras cseréhez
Mozgás, várakozás: exec.Code("G.."), exec.Wait(ms), exec.IsMoving()
Pozíciók: GetX/Y/Z/A/B/Cpos() és Get...machpos()
Szerszám: Getnewtool(), Getcurrenttool(), Setcurrenttool()
Kimenetek: Setoutpin(port,pin), Clroutpin(port,pin)
LED olvasás: AS3.GetLED(led#) (a LED-lista dokumentált és olvasható)
Demó mód LED: 218 – erre érdemes ránézni, ha Demo módban próbálsz.
Miért dobta a "Current TOOL # is out of range 1–8" hibát, és miért hullott szét később?
A kódodban elágazások 0/-1/határ esetekre több, egymásnak ellentmondó ág is van. Emellett a makróban szintaxis-hibák (hiányzó }) is előidézhetik, hogy a fordító félreérti a blokkhatárokat, és olyan helyen "függvénydefiníciót" lát, ahol nem lehet – pont a mostani hibasorok: "Itt '}' karakternek kellene szerepelnie.", "A metódusnak rendelkeznie kell visszatérési típussal." stb. Ezek tipikusan #Events nélküli segédfüggvény vagy elcsúszott kapcsos következményei.
Mit tudok garantáltan megcsinálni, hibamentesen (és mit kérsz Te hozzá)?
Teljes, leforduló M6 makró C#-ban #Events-szel, pontos zárójelezéssel.
Támogatás 12 állásos tárhoz (B-tengely pozíciótáblával).
T0 → szerszám letét logika (ha T0, akkor kinyit, lerak, Setcurrenttool(0)).
4 bites kód olvasása LED-ekről (bit0..bit3 → bináris → 1..12 térkép; ha nem a várt kód, azonnali hibaüzi, nincs korrekció).
Biztonsági feltételek: homed LED-ek (56–61), orsó tényleges állása (Actspindlespeed = Field 870) ellenőrzés stb.
Ami TŐLED kell a makróba (kitölthető konstansokként fogom megjelölni):
A 4 bit LED kódjai: pl. BIT_LED[0..3] = {led#,...} – ezek lesznek azok a User LED-ek, amikre az Input Triggerjeidet rákötöd. (Ezt a screensetben állítod be; a makró csak olvas.)
A szelep/kimenet port/pin számai (ClampOpen, ClampClose, porelszívó, stb.) – ezeket a Setoutpin/Clroutpin használja.
A gépkoordinátás pozíciók: SafeZ, Ztoolrelease, Ztoolpickup, Y-pozíciók stb.
A B-tengely szerszám-szög táblázat 12 állásra.
Ha megfelel, a következő körben odaadom a javított, leforduló M6 makrót ezekkel:
T0 kezelése (lerakás).
12 szerszám támogatás.
4 bites LED-olvasás (Te csak a LED kódokat írod be).
#Events blokk a segédfüggvényeknek → nincs több CS1513/CS1519/CS1520.
1 Használt függvények - mind szerepel a PDF-ben
Makróban PDF igazolás
exec.Getnewtool() / exec.Getcurrenttool() listázva mint makró-függvény
exec.IsMoving() dokumentálva
exec.Wait() dokumentálva
exec.Code() dokumentálva
exec.Stop() / exec.StopWithDeccel() dokumentálva
exec.Setoutpin() / exec.Clroutpin() dokumentálva
AS3.GetLED() / AS3.Getfield() dokumentálva
exec.Ismacrostopped() dokumentálva
Nincs olyan hívás (pl. AS3.Setfield, AS3.Getanaloginput stb.), ami hiányozna.
2 Potenciális buktatók – de nem szintaxishibák
Téma Miért nem hiba?
Tömb-indexelés – ToolB 1-től 12-ig A tömb mérete MaxToolNum+1, így nem lépsz túl.
AS3.Getfield(870) stringet ad vissza Convert.ToDouble() korrektül konvertálja.
Ismacrostopped() hívása zárójellel A PDF példában ugyan zárójel nélkül is szerepel, de a függvény-forma (void → bool) engedi a ()-t; fordítási hibát nem okoz.
Top-level kód (for-ciklusok, változók) A PDF mintapéldája is globális kódot használ, tehát a fordító elfogadja.
3 Összegzés – futni fog-e?
Fordítás: a C# fordító nem talál szintaxis- vagy típushibát.
Futtatás: az algoritmus pontosan a régi logikát követi; a korábbi elütés miatti compile-error megszűnt, így hibamentesen elindul – feltéve, hogy a gépi koordináták, LED-ID-k és I/O-pin-kiosztások tényleg stimmelnek.
Mit érdemes még tesztelni?
LED-kód olvasás (BIT_LED0-3) – helyes LED-számok a screensetben.
SafeZ, ToolDown, YToolChangePos és társai ne menjenek limit- vagy soft-limit alá.
Porelszívó kimenet (DustCollectorPort/Pin) létezzen, különben a hívás nem csinál semmit, de hibaüzenetet sem ad.
Ha ezek is rendben vannak, a makró kompromisszum nélkül ugyanazt csinálja, csak most már fordítási hiba nélkül.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2025 augusztus 14, 15:02
Írta: svejk Dátum 2025 augusztus 14, 15:02
Köszi, most már lefut hiba nélkül.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2025 augusztus 18, 21:23
Írta: svejk Dátum 2025 augusztus 18, 21:23
Egy kis szösszenet, észrevétel.
Barátaim unszolására csak beregisztráltam a ChatGPT-hez UCCNC makro kapcsán.
Én azt vettem észre, hogy először nagyképű hogy Ő mindent tud.
Aztán később nyomul, minden vackot rám akar tukmálni.
Ha hibát látok és visszakérdezek akkor elkezd magyarázkodni esetleg elterelni a szót.
Végül csak belátja a hibáit és elkezd dicsérni. :)
De végül is hasznos dolgokat is megtudtam tőle.
Érdemes csak részleteket kérdezni, mert összetettebb dolgoknál egyből rájön az agymenés.
Szóval Dezsoe-nek a poros nyomába sem érhet. :(
Barátaim unszolására csak beregisztráltam a ChatGPT-hez UCCNC makro kapcsán.
Én azt vettem észre, hogy először nagyképű hogy Ő mindent tud.
Aztán később nyomul, minden vackot rám akar tukmálni.
Ha hibát látok és visszakérdezek akkor elkezd magyarázkodni esetleg elterelni a szót.
Végül csak belátja a hibáit és elkezd dicsérni. :)
De végül is hasznos dolgokat is megtudtam tőle.
Érdemes csak részleteket kérdezni, mert összetettebb dolgoknál egyből rájön az agymenés.
Szóval Dezsoe-nek a poros nyomába sem érhet. :(
Cím: Re:UCCNC vezérlő program
Írta: nadas Dátum 2025 szeptember 16, 16:22
Írta: nadas Dátum 2025 szeptember 16, 16:22
Sziasztok, tudna valaki segíteni, hogy hogyan lehet egy alap makrót egy bizonyos billentyűhöz hozzárendelni?(Alap órás szerszámbemérés).Makrót már megírtam,M300.txt-ként lementettem. MDI-ben le is fut gond nélkül. Később jó lenne egy Input nyomógombra is rátenni, de egyenlőre marad a billentyű. Most lettem UCCNC felhasználó,korábban mach3 volt, ott simábban működött, de egyenlőre nagyon tetszik a rendszer.Köszönöm a segítésget előre is.
Cím: Re:UCCNC vezérlő program
Írta: kgl Dátum 2025 szeptember 17, 11:56
Írta: kgl Dátum 2025 szeptember 17, 11:56
Idézetet írta: svejk Dátum 2025 augusztus 18, 21:23Egy kis szösszenet, észrevétel.
Érdemes csak részleteket kérdezni, mert összetettebb dolgoknál egyből rájön az agymenés.
Szóval Dezsoe-nek a poros nyomába sem érhet. :(
Én előfizettem a + verzióra, nem drága, viszont így korlátlanul kérdezhetek tőle. Amit már írtam, meg kell tanulni kérdezni tőle, hogy ne legyen szófosása, meg ne kezdjen el agymenést játszani. Először sokat kell gépelni neki konkrét utasításokat, de egy idő múlva (pár nap alatt) elkezdi megtanulni a te stílusodat, és megjegyzi a játékszabályokat ahogy te neked a legjobb. Persze néha figyelmeztetni kell erre.
Én csináltam .md kiterjesztésű filet, amibe pontokba szedtem a játékszabályaimat tömören. Ezt az .md filet néha csak ráhúzom az chatgpt-re és ezzel felfrissítem az emlékezetét ha kezd agymenést játszani.
Én például ha valamit látok valahol és nem értem, akkor csinálok képernyőmentést és azt húzom rá, és megkérem, hogy magyarázza el a képen látható dolgot.
Lényeg az, hogy meg kell tanulni jól kérdezni tőle, ha pongyolán fogalmazol akkor a válasz is olyan lesz.
Cím: Re:UCCNC vezérlő program
Írta: kgl Dátum 2025 szeptember 17, 12:00
Írta: kgl Dátum 2025 szeptember 17, 12:00
Idézetet írta: nadas Dátum 2025 szeptember 16, 16:22Sziasztok, tudna valaki segíteni, hogy hogyan lehet egy alap makrót egy bizonyos billentyűhöz hozzárendelni?(Alap órás szerszámbemérés).Makrót már megírtam,M300.txt-ként lementettem. MDI-ben le is fut gond nélkül. Később jó lenne egy Input nyomógombra is rátenni, de egyenlőre marad a billentyű. Most lettem UCCNC felhasználó,korábban mach3 volt, ott simábban működött, de egyenlőre nagyon tetszik a rendszer.Köszönöm a segítésget előre is.
Csak bedobtam a chatgpt-be a kérdésed és ezt a választ adta. :
Értem 👍 Akkor az UCCNC-ben a már működő makródat (M300.txt) szeretnéd billentyűhöz rendelni.
Lépésről lépésre így tudod megcsinálni:
1. Makró fájl helye
A makróid a UCCNC mappán belül → Profiles → [profil neve] → Macro könyvtárban legyenek.
Pl.:
C:\UCCNC\Profiles\Default\Macro\M300.txt
Fontos: a fájl neve M300.txt, mert az M300 kódhoz van kötve.
2. Makró futtatása billentyűvel
UCCNC-ben menj ide:
Configuration → I/O Setup → Hotkeys fül.
Válaszd ki azt a billentyűt, amelyhez szeretnéd kötni.
A legördülő listában állítsd a funkciót: Run M-code.
Mellette a mezőbe írd be: 300
(mert a makró neve M300).
Mentsd a konfigurációt, majd próbáld ki: a kiválasztott gomb megnyomására lefut az M300.
3. Később Input gombhoz (pl. külső nyomógomb)
Menj: Configuration → I/O Setup → Input pins.
Válassz ki egy szabad bemenetet.
A funkció listában szintén van Run M-code.
Ide is beírhatod a 300 értéket → így a külső gomb ugyanazt a makrót indítja.
👉 Tehát a lényeg:
Makró → Mxxx.txt néven a Macro könyvtárban.
Billentyűhöz vagy bemenethez → Run M-code, majd az xxx értékét beírni.
Szeretnéd, hogy mutassak képernyőképes példát a Hotkeys beállításról?
Cím: Re:UCCNC vezérlő program
Írta: nadas Dátum 2025 szeptember 18, 11:22
Írta: nadas Dátum 2025 szeptember 18, 11:22
Kiprobaltam, de sajnos nincs lehetőség a Hotkeys menüben M-Code futtatásával kapcsolatos tevékenységet kiválasztani.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2025 szeptember 18, 12:30
Írta: svejk Dátum 2025 szeptember 18, 12:30
Idézetet írta: nadas Dátum 2025 szeptember 18, 11:22Kiprobaltam, de sajnos nincs lehetőség a Hotkeys menüben M-Code futtatásával kapcsolatos tevékenységet kiválasztani.
Sajnos a chatgpt felületes :(
Használhatsz makrót a hotkeys-nél is a lényeg, hogy M2xxxx legyen a makro neve.
(bár úgy rémlik csak 20000-21999 között lehet a szám)
A Hotkeysnél a function ablakba pedig csak a 2xxxx számot kell írni az M nélkül.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2025 szeptember 18, 12:33
Írta: svejk Dátum 2025 szeptember 18, 12:33
Idézetet írta: svejk Dátum 2025 szeptember 18, 12:30Használhatsz makrót a hotkeys-nél is a lényeg, hogy M2xxxx legyen a makro neve.
(bár úgy rémlik csak 20000-21999 között lehet a szám)
A Hotkeysnél a function ablakba pedig csak a 2xxxx számot kell írni az M nélkül.
Az input trigger esetében is ez a módszer a járható.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2025 szeptember 18, 12:38
Írta: svejk Dátum 2025 szeptember 18, 12:38
Idézetet írta: svejk Dátum 2025 szeptember 18, 12:33Az input trigger esetében is ez a módszer a járható.
Sőt, ha a képernyőre új funkció gombot szerkesztesz ott is ezt lehet alkalmazni.
Cím: Re:UCCNC vezérlő program
Írta: kgl Dátum 2025 szeptember 18, 19:58
Írta: kgl Dátum 2025 szeptember 18, 19:58
Idézetet írta: nadas Dátum 2025 szeptember 18, 11:22Kiprobaltam, de sajnos nincs lehetőség a Hotkeys menüben M-Code futtatásával kapcsolatos tevékenységet kiválasztani.
A chatgpt-nek több módja van hogy hogyan futtassuk. Alapban a gyors választ adja ami nem mindig pontos, viszont nagyon gyors, pár másodperc alatt válaszol. Most ráengedtem a mélykutatásra hátha mást ad. Ez nem volt gyors, jó negyed órán át tartott neki is. összesen 2 hivatkozást talált ami a témába vág, ebből készítette el ezt a leírást ami teljesen más mint az előző válasza volt.
1. Hotkeys beállítás menüpont helye: Az UCCNC program fő ablakában kattintson a felső menüsorban a Configuration menüre, majd válassza az I/O Trigger menüpontot, és azon belül a Hotkeys (Gyorsbillentyűk) fület
stepcraft-systems.com
. Itt található a billentyűparancsok beállító oldala, ahol a billentyűzet gombjaihoz UCCNC funkciókat rendelhetünk. 2. M300 makró hozzárendelése egy billentyűhöz (például F5): A Hotkeys beállítási lapon látni fog egy táblázatot, ahol minden sor egy konfigurálható billentyűparancs. Az alábbi lépésekkel tud egy konkrét billentyűt (pl. F5) makróhoz rendelni:
Billentyű kiválasztása: Kattintson a Keycode oszlopban egy üres sor melletti Set gombra (Beállítás). Ezután nyomja le a kívánt billentyűt, például F5–öt. Ekkor a program automatikusan beírja a megfelelő kódot az adott sorba (F5 esetén ez a kód 116).
Funkció (makró) hozzárendelése: A sor Function oszlopába írja be annak a makrónak a sorszámát, amit a billentyűvel indítani szeretne. Fontos: Az UCCNC csak a 20000–21999 közötti sorszámú makrókat tudja közvetlenül billentyűhöz rendelni
cnctar.hobbycnc.hu
cncdrive.com
. Ezért egyedi makró esetén készítsen egy másolatot M300.txt-ről úgy, hogy a fájl nevét átírja például M20300.txt-re (így a makró száma 20300 lesz). Ezt a makrót helyezze az UCCNC Profiles<aktuális profil>\Macros mappájába. A Hotkeys táblázatban pedig a kiválasztott sor Function mezőjébe írja be 20300-at. Ezzel azt állítja be, hogy az adott billentyű az M20300 makrót futtassa (ami ugyanazt fogja tenni, mint az eredeti M300).
Beállítások mentése: A módosítások után kattintson a Apply (Alkalmaz) gombra, majd a Save settings (Mentés) gombra, hogy rögzítse az új billentyűparancsot
stepcraft-systems.com
. Ezután az F5 billentyű lenyomásakor a hozzá rendelt M300 makró (M20300 néven) automatikusan elindul, így például lefuttatja a szerszámbemérő rutinját.
3. Példa képernyőkép a Hotkeys menüről: Az alábbi táblázat egy példa a Hotkeys beállításokra a UCCNC-ben
stepcraft-systems.com
. Itt a 90 és 88 kódú billentyűk (a Z és X gombok) a 151 és 152 funkciószámú műveletekhez vannak rendelve – ezek a Z tengely gyors mozgatását (pozitív/negatív irányban) végzik. Hasonló módon a listában beállítható például az F5 billentyű is a kiválasztott makró funkciókódjával.
Keycode (Billentyű) Function (Funkció) Leírás
90 (Z) 151 – Jog Z+ tengelymozgás Z tengely mozgatása felfelé
88 (X) 152 – Jog Z- tengelymozgás Z tengely mozgatása lefelé
stepcraft-systems.com
Fontos tudni, hogy az alapértelmezett profilban bizonyos billentyűk már előre konfigurálva lehetnek. Új parancs hozzáadásakor célszerű üres sort választani, vagy olyan billentyűt, ami még nincs használatban. A beállítás rögzítése után a választott billentyű lenyomásakor mindig a hozzárendelt UCCNC funkció (jelen esetben a makró) fog végrehajtódni.
Idézetek
uccnc Keyboard shortcuts? – Operation – CNC-Fräsen für Gewerbe, Bildung und Hobby Forum
https://www.stepcraft-systems.com/forum/operation/3420-uccnc-keyboard-shortcuts
Nem ellenőriztem le mert ezen a gépemen nincs UCCNC.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2025 szeptember 23, 07:52
Írta: svejk Dátum 2025 szeptember 23, 07:52
Idézetet írta: nadas Dátum 2025 szeptember 16, 16:22Sziasztok, tudna valaki segíteni, hogy hogyan lehet egy alap makrót egy bizonyos billentyűhöz hozzárendelni?(Alap órás szerszámbemérés).Makrót már megírtam,M300.txt-ként lementettem. MDI-ben le is fut gond nélkül. Később jó lenne egy Input nyomógombra is rátenni, de egyenlőre marad a billentyű. Most lettem UCCNC felhasználó,korábban mach3 volt, ott simábban működött, de egyenlőre nagyon tetszik a rendszer.Köszönöm a segítésget előre is.
Sikerült?
Számomra bosszantó, hogy veszi az ember a fáradságot a válaszra/segítségre, aztán a kérdező eltűnik a ködben.
Nem hajbókolásra vágyunk, csak egyszerű visszajelzésre. :(
Cím: Re:UCCNC vezérlő program
Írta: nadas Dátum 2025 szeptember 23, 08:57
Írta: nadas Dátum 2025 szeptember 23, 08:57
Idézetet írta: svejk Dátum 2025 szeptember 23, 07:52Sikerült?
Számomra bosszantó, hogy veszi az ember a fáradságot a válaszra/segítségre, aztán a kérdező eltűnik a ködben.
Nem hajbókolásra vágyunk, csak egyszerű visszajelzésre. :(
Hello Svejk,
Nem tűntem el a ködben, azért nem írtam vissza, mert külföldön tartózkodtam.Még csak billentyűparancsra tudtam kiprobalni, mert este értem haza,de tökéletesen működik! Ezer hála és köszönet a segítésgért.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2025 szeptember 23, 12:50
Írta: svejk Dátum 2025 szeptember 23, 12:50
Idézetet írta: nadas Dátum 2025 szeptember 23, 08:57Hello Svejk,
Nem tűntem el a ködben, azért nem írtam vissza, mert külföldön tartózkodtam.Még csak billentyűparancsra tudtam kiprobalni, mert este értem haza,de tökéletesen működik! Ezer hála és köszönet a segítésgért.
Köszönöm a visszajelzést!
Cím: Re:UCCNC vezérlő program
Írta: Nagy Csaba Dátum 2025 november 01, 19:09
Írta: Nagy Csaba Dátum 2025 november 01, 19:09
Sziasztok ! Nem igazodok el az új fórumban sajnos :( szeretnék kérni tőletek egy olyan M31 makrót az Ucncnc hez amivel a szerszám bemérése után be tudom állítani a bemérő magasságát ( hogy ne kellje állandóan levonnom a 68.73 mm ert ) , sajnos a gyáriból ez hiányzik ( vagy nem találom ) ETH300 am van. ha megtenné valaki hogy elküldi a nagycsaba987x@gmail.com ra is megköszönöm mert nem biztos hogy visszatalálok ide. nagyon hálás lennék érte !
Cím: Re:UCCNC vezérlő program
Írta: kgl Dátum 2025 november 02, 12:53
Írta: kgl Dátum 2025 november 02, 12:53
Idézetet írta: Nagy Csaba Dátum 2025 november 01, 19:09Sziasztok ! Nem igazodok el az új fórumban sajnos :( szeretnék kérni tőletek egy olyan M31 makrót az Ucncnc hez amivel a szerszám bemérése után be tudom állítani a bemérő magasságát ( hogy ne kellje állandóan levonnom a 68.73 mm ert ) , sajnos a gyáriból ez hiányzik ( vagy nem találom ) ETH300 am van. ha megtenné valaki hogy elküldi a nagycsaba987x@gmail.com ra is megköszönöm mert nem biztos hogy visszatalálok ide. nagyon hálás lennék érte !
Ha visszatalálsz ide. nekem egy mozgatható probe van ennek a magassága 19.37 mm, ide kell beírni.
(https://i.postimg.cc/bGgjTL8Q/Screenshot-5.jpg) (https://postimg.cc/bGgjTL8Q)
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2025 december 17, 19:28
Írta: svejk Dátum 2025 december 17, 19:28
Hogy lehetne azt frappánsan megoldani, hogy akár a Spindle CW/CCW gombra, akár az M3/M4 kódra csak akkor induljon el a főorsó ha egy adott bemenet aktív.
Egyéb mozgásoknak viszont menniük kell.
Egyéb mozgásoknak viszont menniük kell.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2025 december 17, 19:30
Írta: svejk Dátum 2025 december 17, 19:30
Idézetet írta: svejk Dátum 2025 december 17, 19:28Hogy lehetne azt frappánsan megoldani, hogy akár a Spindle CW/CCW gombra, akár az M3/M4 kódra csak akkor induljon el a főorsó ha egy adott bemenet aktív.
Egyéb mozgásoknak viszont menniük kell.
Pluginhoz fű vagyok, a macrokkal nagyjából elboldogulok.
Cím: Re:UCCNC vezérlő program
Írta: istvan3 Dátum 2025 december 18, 09:24
Írta: istvan3 Dátum 2025 december 18, 09:24
Idézetet írta: svejk Dátum 2025 december 17, 19:30Pluginhoz fű vagyok, a macrokkal nagyjából elboldogulok.
M3 M4 makrót módosítanám, hogy létrehoznék egy feltételt, hogy az adott bemenet aktív legyen.
Pl:
if GetLED(start_led) == 0 then (az start ledet előtte konfigolni kell)
MessageBox("HIBA",
"A főorsó nem indulhat, a biztonsági bemenet nem aktív!",
0)
return
end
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2025 december 18, 16:37
Írta: svejk Dátum 2025 december 18, 16:37
Idézetet írta: istvan3 Dátum 2025 december 18, 09:24M3 M4 makrót módosítanám, hogy létrehoznék egy feltételt, hogy az adott bemenet aktív legyen.
Pl:
if GetLED(start_led) == 0 then (az start ledet előtte konfigolni kell)
MessageBox("HIBA",
"A főorsó nem indulhat, a biztonsági bemenet nem aktív!",
0)
return
end
Ezt már próbáltam, a képernyő gombnál hatásos is de ha ha G-kódban van az M3 akkor nem működik a feltétel.
De azért köszönöm, hogy foglalkoztál a kérdéssel!
Cím: Re:UCCNC vezérlő program
Írta: Robsy1 Dátum 2025 december 18, 17:54
Írta: Robsy1 Dátum 2025 december 18, 17:54
Megoldásként én ebben az esetben nem alkalmaznék SW megoldást, hanem egy 50Ft-os optocsatolón keresztül vezetném az M3 start kimenetét a főorsóra. A biztonsági jellel pedig értelemszerűen az optokapu dióda részét működtetjük.
Ezzel egy logikai ÉS kapcsolatot hoztunk létre.
Ezzel egy logikai ÉS kapcsolatot hoztunk létre.
Idézetet írta: svejk Dátum 2025 december 18, 16:37Ezt már próbáltam, a képernyő gombnál hatásos is de ha ha G-kódban van az M3 akkor nem működik a feltétel.
De azért köszönöm, hogy foglalkoztál a kérdéssel!
Cím: Re:UCCNC vezérlő program
Írta: istvan3 Dátum 2025 december 18, 20:18
Írta: istvan3 Dátum 2025 december 18, 20:18
Idézetet írta: svejk Dátum 2025 december 18, 16:37Ezt már próbáltam, a képernyő gombnál hatásos is de ha ha G-kódban van az M3 akkor nem működik a feltétel.
De azért köszönöm, hogy foglalkoztál a kérdéssel!
Kíváncsiságból bevetettem a chatGPT. Adott egy talán használható ötletet:
Macro felügyelet, ami nem tiltja az indítást, de ha nincs bemenet leállítja a főorsót.
local input_led = 1000
local spindle_led = 11 -- spindle running LED
if GetLED(spindle_led) == 1 and GetLED(input_led) == 0 then
MessageBox("HIBA",
"Főorsó fut, de a biztonsági bemenet megszűnt!",
0)
Stop()
SpinStop()
end
B opciónak egy egyedi makrót ajánl, amire az M3/M4 sorokat a G kódban ki kell cserélni, így ott már program futása közben is jó lesz a makró.
Cím: Re:UCCNC vezérlő program
Írta: Szedlay Pál Dátum 2025 december 18, 21:14
Írta: Szedlay Pál Dátum 2025 december 18, 21:14
Idézetet írta: svejk Dátum 2025 december 17, 19:28Hogy lehetne azt frappánsan megoldani, hogy akár a Spindle CW/CCW gombra, akár az M3/M4 kódra csak akkor induljon el a főorsó ha egy adott bemenet aktív.
Egyéb mozgásoknak viszont menniük kell.
Megoldás: az M3/M4 makrót felülírod, és a makró csak akkor hívja meg a beépített spindle-indítást, ha a kiválasztott bemenet aktív. Így minden mozgás mehet tovább, csak a főorsó indulása lesz "kapuzva".
1) Válaszd ki, melyik fizikai bemenet legyen az "engedély"
Legyen mondjuk Port = P, Pin = N (pl. port4 pin15).
Ennek a port/pin logikai állapotát UCCNC-ben LED-kóddal kényelmes olvasni: a GetLED() az adott port/pin aktuális szintjét adja.
A port/pin → LED kód számolása (az ismert kiosztás alapján):
ha port = 1: LED = pin
ha port = 2..5: LED = 68 + (port-2)*17 + pin
2) Írd meg az M3.txt makrót (CW) – csak engedély esetén indul
...\UCCNC\Profiles\<profilneved>\macro\M3.txt:
// ====== ÁLLÍTSd BE ======
int port = 4; // <- ide a port
int pin = 15; // <- ide a pin
int enableLed = (port == 1) ? pin : (68 + (port - 2) * 17 + pin);
// ====== KAPUZÁS ======
if (!AS3.GetLED(enableLed))
{
exec.AddStatusmessage("SPINDLE TILTVA: engedely bemenet inaktiv.");
return;
}
// ====== BIZTOS CW INDÍTÁS (beépített gombkód) ======
bool cwOn = AS3.Getbuttonstate(114); // M3 toggle
bool ccwOn = AS3.Getbuttonstate(115); // M4 toggle
if (ccwOn) exec.Callbutton(115); // CCW off
if (!cwOn) exec.Callbutton(114); // CW on
3) Írd meg az M4.txt makrót (CCW) – csak engedély esetén indul
...\UCCNC\Profiles\<profilneved>\macro\M4.txt:
// ====== ÁLLÍTSd BE ======
int port = 4; // <- ide a port
int pin = 15; // <- ide a pin
int enableLed = (port == 1) ? pin : (68 + (port - 2) * 17 + pin);
// ====== KAPUZÁS ======
if (!AS3.GetLED(enableLed))
{
exec.AddStatusmessage("SPINDLE TILTVA: engedely bemenet inaktiv.");
return;
}
// ====== BIZTOS CCW INDÍTÁS ======
bool cwOn = AS3.Getbuttonstate(114); // M3 toggle
bool ccwOn = AS3.Getbuttonstate(115); // M4 toggle
if (cwOn) exec.Callbutton(114); // CW off
if (!ccwOn) exec.Callbutton(115); // CCW on
Ellenőrzés fejben:
Ha az engedély bemenet hamis → a makró azonnal return, tehát a főorsó nem indul.
Ha igaz → a makró a beépített 114/115 gombkódokon keresztül indít, tehát ugyanazt csinálja, mint a gyári Spindle CW/CCW.
4) Hogy a Spindle CW/CCW gomb is ezt kövesse
Két opció van; a biztos módszer:
UCCNC Screen editor: a Spindle CW gomb kódját állítsd pl. 20001-re, a Spindle CCW gombét 20002-re.
Hozd létre:
M20001.txt → ugyanaz a logika, mint az M3, a végén exec.Callbutton(114);
M20002.txt → ugyanaz a logika, mint az M4, a végén exec.Callbutton(115);
Így a gombnyomás makrót futtat, tehát ugyanúgy kapuzott lesz, mint az M3/M4 G-kódból.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2025 december 18, 22:55
Írta: svejk Dátum 2025 december 18, 22:55
Idézetet írta: Robsy1 Dátum 2025 december 18, 17:54Megoldásként én ebben az esetben nem alkalmaznék SW megoldást, hanem egy 50Ft-os optocsatolón keresztül vezetném az M3 start kimenetét a főorsóra. A biztonsági jellel pedig értelemszerűen az optokapu dióda részét működtetjük.
Ezzel egy logikai ÉS kapcsolatot hoztunk létre.
Esetemben biztonságtechnikailag nem jó megoldás, mert így ha szoftver kiadja a főorsó jelet és később jön meg a külső jel akkor is elindul de az itt nem megengedett.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2025 december 18, 22:59
Írta: svejk Dátum 2025 december 18, 22:59
Idézetet írta: Szedlay Pál Dátum 2025 december 18, 21:14Megoldás: az M3/M4 makrót felülírod, és a makró csak akkor hívja meg a beépített spindle-indítást, ha a kiválasztott bemenet aktív. Így minden mozgás mehet tovább, csak a főorsó indulása lesz "kapuzva"......
Lásd:
#9584 hozzászólás
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2025 december 18, 23:02
Írta: svejk Dátum 2025 december 18, 23:02
Idézetet írta: istvan3 Dátum 2025 december 18, 20:18Kíváncsiságból bevetettem a chatGPT. Adott egy talán használható ötletet:
Macro felügyelet, ami nem tiltja az indítást, de ha nincs bemenet leállítja a főorsót.
local input_led = 1000
local spindle_led = 11 -- spindle running LED
if GetLED(spindle_led) == 1 and GetLED(input_led) == 0 then
MessageBox("HIBA",
"Főorsó fut, de a biztonsági bemenet megszűnt!",
0)
Stop()
SpinStop()
end
B opciónak egy egyedi makrót ajánl, amire az M3/M4 sorokat a G kódban ki kell cserélni, így ott már program futása közben is jó lesz a makró.
A B opciót már használtam párszor más esetekben célgépeknél, de ugye ez nem egy frappáns megoldás
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2025 december 18, 23:08
Írta: svejk Dátum 2025 december 18, 23:08
Idézetet írta: istvan3 Dátum 2025 december 18, 20:18Kíváncsiságból bevetettem a chatGPT. Adott egy talán használható ötletet:
Macro felügyelet, ami nem tiltja az indítást, de ha nincs bemenet leállítja a főorsót.
local input_led = 1000
local spindle_led = 11 -- spindle running LED
if GetLED(spindle_led) == 1 and GetLED(input_led) == 0 then
MessageBox("HIBA",
"Főorsó fut, de a biztonsági bemenet megszűnt!",
0)
Stop()
SpinStop()
end
B opciónak egy egyedi makrót ajánl, amire az M3/M4 sorokat a G kódban ki kell cserélni, így ott már program futása közben is jó lesz a makró.
Egy makróval lehetne tiltani a gombokat és egy másikkal hogy addig ne lehessen ciklust indítani de akkor még mindig ott van az MDI mód.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2025 december 19, 00:03
Írta: svejk Dátum 2025 december 19, 00:03
Idézetet írta: Szedlay Pál Dátum 2025 december 18, 21:14Megoldás: az M3/M4 makrót felülírod, és a makró csak akkor hívja meg a beépített spindle-indítást, ha a kiválasztott bemenet aktív. Így minden mozgás mehet tovább, csak a főorsó indulása lesz "kapuzva".
1) Válaszd ki, melyik fizikai bemenet legyen az "engedély"
Legyen mondjuk Port = P, Pin = N (pl. port4 pin15).
Ennek a port/pin logikai állapotát UCCNC-ben LED-kóddal kényelmes olvasni: a GetLED() az adott port/pin aktuális szintjét adja.
A port/pin → LED kód számolása (az ismert kiosztás alapján):
ha port = 1: LED = pin
ha port = 2..5: LED = 68 + (port-2)*17 + pin
2) Írd meg az M3.txt makrót (CW) – csak engedély esetén indul
...\UCCNC\Profiles\<profilneved>\macro\M3.txt:
// ====== ÁLLÍTSd BE ======
int port = 4; // <- ide a port
int pin = 15; // <- ide a pin
int enableLed = (port == 1) ? pin : (68 + (port - 2) * 17 + pin);
// ====== KAPUZÁS ======
if (!AS3.GetLED(enableLed))
{
exec.AddStatusmessage("SPINDLE TILTVA: engedely bemenet inaktiv.");
return;
}
// ====== BIZTOS CW INDÍTÁS (beépített gombkód) ======
bool cwOn = AS3.Getbuttonstate(114); // M3 toggle
bool ccwOn = AS3.Getbuttonstate(115); // M4 toggle
if (ccwOn) exec.Callbutton(115); // CCW off
if (!cwOn) exec.Callbutton(114); // CW on
3) Írd meg az M4.txt makrót (CCW) – csak engedély esetén indul
...\UCCNC\Profiles\<profilneved>\macro\M4.txt:
// ====== ÁLLÍTSd BE ======
int port = 4; // <- ide a port
int pin = 15; // <- ide a pin
int enableLed = (port == 1) ? pin : (68 + (port - 2) * 17 + pin);
// ====== KAPUZÁS ======
if (!AS3.GetLED(enableLed))
{
exec.AddStatusmessage("SPINDLE TILTVA: engedely bemenet inaktiv.");
return;
}
// ====== BIZTOS CCW INDÍTÁS ======
bool cwOn = AS3.Getbuttonstate(114); // M3 toggle
bool ccwOn = AS3.Getbuttonstate(115); // M4 toggle
if (cwOn) exec.Callbutton(114); // CW off
if (!ccwOn) exec.Callbutton(115); // CCW on
Ellenőrzés fejben:
Ha az engedély bemenet hamis → a makró azonnal return, tehát a főorsó nem indul.
Ha igaz → a makró a beépített 114/115 gombkódokon keresztül indít, tehát ugyanazt csinálja, mint a gyári Spindle CW/CCW.
4) Hogy a Spindle CW/CCW gomb is ezt kövesse
Két opció van; a biztos módszer:
UCCNC Screen editor: a Spindle CW gomb kódját állítsd pl. 20001-re, a Spindle CCW gombét 20002-re.
Hozd létre:
M20001.txt → ugyanaz a logika, mint az M3, a végén exec.Callbutton(114);
M20002.txt → ugyanaz a logika, mint az M4, a végén exec.Callbutton(115);
Így a gombnyomás makrót futtat, tehát ugyanúgy kapuzott lesz, mint az M3/M4 G-kódból.
Hopsz, felületes voltam, ez mégis működik, köszönöm!
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2025 december 19, 00:08
Írta: svejk Dátum 2025 december 19, 00:08
Idézetet írta: svejk Dátum 2025 december 18, 23:08Egy makróval lehetne tiltani a gombokat és egy másikkal hogy addig ne lehessen ciklust indítani de akkor még mindig ott van az MDI mód.
[#falbav] Az MDI végül is azt csinálja mintha a G-kódból futtatnám az M3-at tehát ez nem probléma.
Jó lesz ez, persze ahogy beszélünk róla elgondolkodtam, lehet kicsit túl is tolom ezt a dolgot...
Cím: Re:UCCNC vezérlő program
Írta: Vetesi75 Dátum 2025 december 19, 10:09
Írta: Vetesi75 Dátum 2025 december 19, 10:09
Idézetet írta: svejk Dátum 2025 december 19, 00:08[#falbav] Az MDI végül is azt csinálja mintha a G-kódból futtatnám az M3-at tehát ez nem probléma.Üdv!
Jó lesz ez, persze ahogy beszélünk róla elgondolkodtam, lehet kicsit túl is tolom ezt a dolgot...
Kíváncsiságból kérdezném, hogy a feltétel a szárszám váltáshoz kapcsolódik vagy gépi mdb. megfogáshoz vagy is-is?
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2025 december 19, 11:03
Írta: svejk Dátum 2025 december 19, 11:03
Idézetet írta: Vetesi75 Dátum 2025 december 19, 10:09Üdv!
Kíváncsiságból kérdezném, hogy a feltétel a szárszám váltáshoz kapcsolódik vagy gépi mdb. megfogáshoz vagy is-is?
Szerszámváltó...
De lehet a relés logika lesz:
(https://i.postimg.cc/HjYZdysf/1766138442287.jpg) (https://postimg.cc/HjYZdysf)
Cím: Re:UCCNC vezérlő program
Írta: Vetesi75 Dátum 2025 december 19, 14:05
Írta: Vetesi75 Dátum 2025 december 19, 14:05
Idézetet írta: svejk Dátum 2025 december 19, 11:03Szerszámváltó...
De lehet a relés logika lesz:
(https://i.postimg.cc/HjYZdysf/1766138442287.jpg) (https://postimg.cc/HjYZdysf)
Gondolom akkor van engedély, mikor a cserélő alaphelyzetbe kerül és a szerszám be van húzva az orsóba.
Minek kell az öntartás az engedélyhez?
Szerintem érdemes lenne visszafelé logikával is reteszelni, hogyha nincs engedély, de jön vagy van egy M3, akkor csapja le a biztonságirelét.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2025 december 19, 14:50
Írta: svejk Dátum 2025 december 19, 14:50
Idézetet írta: Vetesi75 Dátum 2025 december 19, 14:05Gondolom akkor van engedély, mikor a cserélő alaphelyzetbe kerül és a szerszám be van húzva az orsóba.
Minek kell az öntartás az engedélyhez?
Szerintem érdemes lenne visszafelé logikával is reteszelni, hogyha nincs engedély, de jön vagy van egy M3, akkor csapja le a biztonságirelét.
Úgy van...
Nem az öntartás a lényeg, hanem hogy csak bejövő M3 nélkül tudjon behúzni az engedély relé.
Feleslegesen ne bántsuk a vészköröket, ha előfordul az eset azt kiíratom a képernyőre a további teendőkkel.
Cím: Re:UCCNC vezérlő program
Írta: Vetesi75 Dátum 2025 december 19, 16:23
Írta: Vetesi75 Dátum 2025 december 19, 16:23
Idézetet írta: svejk Dátum 2025 december 19, 14:50Úgy van...Én arra gondoltam, ha engedély nélkül jönne a forgás parancs vagy forgás közben menne el az engedély, akkor ne csak a forgást vegye el, hanem a szánmozgást, programvégrehajtást is szüntesse be. Előbbi egy tiltott kezelés (nyitott behúzással megforgatni), utóbbi egy rendellenes üzemállapot (valamiért elmegy a behúzás vagy elmozdul alaphelyzetről a cserélőkar, stb. forgás közben).
Nem az öntartás a lényeg, hanem hogy csak bejövő M3 nélkül tudjon behúzni az engedély relé.
Feleslegesen ne bántsuk a vészköröket, ha előfordul az eset azt kiíratom a képernyőre a további teendőkkel.
Cím: Re:UCCNC vezérlő program
Írta: svejk Dátum 2025 december 19, 18:36
Írta: svejk Dátum 2025 december 19, 18:36
Idézetet írta: Vetesi75 Dátum 2025 december 19, 16:23Én arra gondoltam, ha engedély nélkül jönne a forgás parancs vagy forgás közben menne el az engedély, akkor ne csak a forgást vegye el, hanem a szánmozgást, programvégrehajtást is szüntesse be. Előbbi egy tiltott kezelés (nyitott behúzással megforgatni), utóbbi egy rendellenes üzemállapot (valamiért elmegy a behúzás vagy elmozdul alaphelyzetről a cserélőkar, stb. forgás közben).
Értem a felvetéseket.
Majd ezek még kiforrják magukat.
Egyelőre megoldásokat keresek.
Cím: Re:UCCNC vezérlő program
Írta: krausz Dátum 2026 március 20, 09:30
Írta: krausz Dátum 2026 március 20, 09:30
Sziasztok!
UC300-5LPT vezérlőt használok és az analog részére be van kötve egy potméter az előtolás állítására. Működik, szépen állítja, nincs vele semmi gond.
Viszont! kb 5-10 perc múlva mindig kidobja a connection error hibát az uccnc vezérlő program és elveszti a a jelet. Akkor is ha fut valami program, de akkor ha simán csak áll a gép. Ha lekötöm a potméter, soha nem csinál ilyet, biztos, hogy az okozza.
Amit még észrevettem, amikor összedugom a vezérlővel a potméter, a vezérlőn lévő visszajelző ledek egy nagyon picit halványabban égnek(nem tudom, hogy ez mennyire normális)
Lehet, hogy rossz potméter vásároltam vagy mi lehet a gond? Bekötésről és a potméterről tettem képet. Kérem aki ért hozzá vagy van tippje ossza meg velem, mert szeretném megoldani a problémát.
(https://i.postimg.cc/7G0JdxKZ/idc.png) (https://postimg.cc/7G0JdxKZ)
(https://i.postimg.cc/GTj83X0g/IMG-0624.jpg) (https://postimg.cc/GTj83X0g)
------------------------------------
közben találtam egy ilyet: ez lehet a gond nálam is, hogy "túlcsordul" a 10v-os tartományon?
Csak az 1K potméter bekötésével a következőket éred el:
Lineális a potméter amit vettél:
1:1,2V
2:2,4V
3:3,6V
4:4,8V
5:6V
6:7,2V
7:8,4V
8:9,6V Itt már szinte teljesen kimerítetted a 0-10V szabályzást.
9:10,8V Túlcsordult [#eplus2]
10:12V
A mellékelt rajzal viszont 0-10 skáláig 0-10V kapsz a bemeneten. [#integet2]
(https://i.postimg.cc/hfrVCSGS/k7iii94pdesc6xtxp2naq-3344.png) (https://postimg.cc/hfrVCSGS)
UC300-5LPT vezérlőt használok és az analog részére be van kötve egy potméter az előtolás állítására. Működik, szépen állítja, nincs vele semmi gond.
Viszont! kb 5-10 perc múlva mindig kidobja a connection error hibát az uccnc vezérlő program és elveszti a a jelet. Akkor is ha fut valami program, de akkor ha simán csak áll a gép. Ha lekötöm a potméter, soha nem csinál ilyet, biztos, hogy az okozza.
Amit még észrevettem, amikor összedugom a vezérlővel a potméter, a vezérlőn lévő visszajelző ledek egy nagyon picit halványabban égnek(nem tudom, hogy ez mennyire normális)
Lehet, hogy rossz potméter vásároltam vagy mi lehet a gond? Bekötésről és a potméterről tettem képet. Kérem aki ért hozzá vagy van tippje ossza meg velem, mert szeretném megoldani a problémát.
(https://i.postimg.cc/7G0JdxKZ/idc.png) (https://postimg.cc/7G0JdxKZ)
(https://i.postimg.cc/GTj83X0g/IMG-0624.jpg) (https://postimg.cc/GTj83X0g)
------------------------------------
közben találtam egy ilyet: ez lehet a gond nálam is, hogy "túlcsordul" a 10v-os tartományon?
Csak az 1K potméter bekötésével a következőket éred el:
Lineális a potméter amit vettél:
1:1,2V
2:2,4V
3:3,6V
4:4,8V
5:6V
6:7,2V
7:8,4V
8:9,6V Itt már szinte teljesen kimerítetted a 0-10V szabályzást.
9:10,8V Túlcsordult [#eplus2]
10:12V
A mellékelt rajzal viszont 0-10 skáláig 0-10V kapsz a bemeneten. [#integet2]
(https://i.postimg.cc/hfrVCSGS/k7iii94pdesc6xtxp2naq-3344.png) (https://postimg.cc/hfrVCSGS)
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2026 március 20, 13:33
Írta: TBS-TEAM Dátum 2026 március 20, 13:33
Idézetet írta: krausz Dátum 2026 március 20, 09:30Sziasztok!
UC300-5LPT vezérlőt használok és az analog részére be van kötve egy potméter az előtolás állítására. Működik, szépen állítja, nincs vele semmi gond.
Viszont! kb 5-10 perc múlva mindig kidobja a connection error hibát az uccnc vezérlő program és elveszti a a jelet. Akkor is ha fut valami program, de akkor ha simán csak áll a gép. Ha lekötöm a potméter, soha nem csinál ilyet, biztos, hogy az okozza.
Amit még észrevettem, amikor összedugom a vezérlővel a potméter, a vezérlőn lévő visszajelző ledek egy nagyon picit halványabban égnek(nem tudom, hogy ez mennyire normális)
Lehet, hogy rossz potméter vásároltam vagy mi lehet a gond? Bekötésről és a potméterről tettem képet. Kérem aki ért hozzá vagy van tippje ossza meg velem, mert szeretném megoldani a problémát.
Mérd meg az 5V UC300ETH tápját.
Nem eshet 4,85V alá.
Az 1K potméterrel nagyon meredek a szabályzás.
5-10K optimálisabb.
Cím: Re:UCCNC vezérlő program
Írta: krausz Dátum 2026 március 20, 18:07
Írta: krausz Dátum 2026 március 20, 18:07
Idézetet írta: TBS-TEAM Dátum 2026 március 20, 13:33Mérd meg az 5V UC300ETH tápját.
Nem eshet 4,85V alá.
Az 1K potméterrel nagyon meredek a szabályzás.
5-10K optimálisabb.
Itt lesz a probléma valóban.
5.0v az ec300 bemenete ameddig nem kapcsolom be az uccnc programot a számitógépen, amint betöltött a program és csatlakozott a vezérlőhöz már csak 4.3 ! és ha még bedugom a potmétert az analog csatlakozóba leesik 3.85-re! 😲😲😲
Az 5v tápot az ucbb-ről kapja, amire meg egy 75 wattos 24 voltos tápról kapja az áramot.
Miért esik le ennyire a feszültség miután rácsatlakozott a program?
Cím: Re:UCCNC vezérlő program
Írta: gaben Dátum 2026 március 20, 19:31
Írta: gaben Dátum 2026 március 20, 19:31
Idézetet írta: krausz Dátum 2026 március 20, 18:07Itt lesz a probléma valóban.
5.0v az ec300 bemenete ameddig nem kapcsolom be az uccnc programot a számitógépen, amint betöltött a program és csatlakozott a vezérlőhöz már csak 4.3 ! és ha még bedugom a potmétert az analog csatlakozóba leesik 3.85-re! 😲😲😲
Az 5v tápot az ucbb-ről kapja, amire meg egy 75 wattos 24 voltos tápról kapja az áramot.
Miért esik le ennyire a feszültség miután rácsatlakozott a program?
Én nem bíztam a stabil 5V kiadását az UC300-5441 panelre, ezért kapott egy toroidos tápot a rendszer, amiben van stabilizált 5V és 12V segédfesz kimenet is.
https://www.cncpart.hu/toroidtap-ktr1 (https://www.cncpart.hu/toroidtap-ktr1)
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2026 március 20, 19:52
Írta: TBS-TEAM Dátum 2026 március 20, 19:52
Idézetet írta: krausz Dátum 2026 március 20, 18:07Itt lesz a probléma valóban.Az UCBB 500mA az 5V része ez pont elég a Step-Dir jelekhez. Nem alkalmas más táplálásra.
5.0v az ec300 bemenete ameddig nem kapcsolom be az uccnc programot a számitógépen, amint betöltött a program és csatlakozott a vezérlőhöz már csak 4.3 ! és ha még bedugom a potmétert az analog csatlakozóba leesik 3.85-re! 😲😲😲
Az 5v tápot az ucbb-ről kapja, amire meg egy 75 wattos 24 voltos tápról kapja az áramot.
Miért esik le ennyire a feszültség miután rácsatlakozott a program?
Ha UCBB-ről táplálod az UC300ETH-t akkor a galvanikus leválasztás is megszünik.
Az UC300ETH külön 5V DC táp kell min. 1A
Én ezt a tápot szoktam tervezni hozzá és használni is.:https://tapegysegaruhaz.hu/Tapegyseg-Mean-Well-HDR-15-5
Cím: Re:UCCNC vezérlő program
Írta: krausz Dátum 2026 március 20, 20:05
Írta: krausz Dátum 2026 március 20, 20:05
Idézetet írta: TBS-TEAM Dátum 2026 március 20, 19:52Az UCBB 500mA az 5V része ez pont elég a Step-Dir jelekhez.
Az UC300ETH külön 5V DC táp kell min. 1A
Én ezt a tápot szoktam tervezni hozzá és használni is.:https://tapegysegaruhaz.hu/Tapegyseg-Mean-Well-HDR-15-5
Köszönöm, már rendelem is. Azért érdekes, hogy pár éve én már így használom 4.3volttal ezek szerint és működött :St ;D
Cím: Re:UCCNC vezérlő program
Írta: TBS-TEAM Dátum 2026 március 20, 20:08
Írta: TBS-TEAM Dátum 2026 március 20, 20:08
Idézetet írta: krausz Dátum 2026 március 20, 20:05Köszönöm, már rendelem is. Azért érdekes, hogy pár éve én már így használom 4.3volttal ezek szerint és működött :St ;D
Tedd össze a kezed, hogy egyáltalán működött, hogy jól az nem biztos.
Ráadásúl a galvanikus leválasztás ezzel a bekötéssel kiiktattad.
Cím: Re:UCCNC vezérlő program
Írta: krausz Dátum 2026 március 25, 12:51
Írta: krausz Dátum 2026 március 25, 12:51
Idézetet írta: TBS-TEAM Dátum 2026 március 20, 20:08Tedd össze a kezed, hogy egyáltalán működött, hogy jól az nem biztos.
Ráadásúl a galvanikus leválasztás ezzel a bekötéssel kiiktattad.
Köszi, tegnap beszereltem az új 5v-os tápot és most működik a potméter, az alacsony feszültség volt a gond.
Nem volt ezek szerint nekem egyértelmű amikor vezetékeztem a gépet, hogy az ucbb-n az az 5v-os kiállás nem arra van hogy ez uc300-at is arról tápláljam [#falbav]
Cím: Re:UCCNC vezérlő program
Írta: kgl Dátum 2026 március 25, 15:09
Írta: kgl Dátum 2026 március 25, 15:09
Idézetet írta: krausz Dátum 2026 március 25, 12:51Köszi, tegnap beszereltem az új 5v-os tápot és most működik a potméter, az alacsony feszültség volt a gond.
Örülök, hogy sikerült megoldanod. Mivel nekem is ugyanilyen vezérlésem van, átnéztem a bekötési rajzokat, de nem találtam hibát. (nálam is külön táp van 5V-ra)
Cím: Re:UCCNC vezérlő program
Írta: fa_kukac Dátum 2026 április 23, 08:46
Írta: fa_kukac Dátum 2026 április 23, 08:46
Sziasztok
Lenne egy kérdésem. UCCNC programban lehet írni "if" függvényt? Úgy értem, hogy egy programrész futása attól függ, hogy egy változó értéke (például #10) az 0 vagy nem 0?
Köszönöm.
Lenne egy kérdésem. UCCNC programban lehet írni "if" függvényt? Úgy értem, hogy egy programrész futása attól függ, hogy egy változó értéke (például #10) az 0 vagy nem 0?
Köszönöm.
Cím: Re:UCCNC vezérlő program
Írta: D.Laci Dátum 2026 április 23, 09:13
Írta: D.Laci Dátum 2026 április 23, 09:13
gcode
IF [#10 EQ 0] GOTO 100
(Ide jön a kód, ha nem 0)
...
GOTO 200 (Átugorjuk a 100-as részt)
N100 (Ide ugrik, ha a feltétel teljesült)
...
N200
Makró
csharp
double var10 = exec.Getvar(10); // A #10 változó értékének beolvasása
if (var10 == 0)
{
// Kód, ha a változó 0
exec.Code("G0 X0 Y0");
}
else
{
// Kód, ha a változó NEM 0
exec.Code("G0 X100 Y100");
}
IF [#10 EQ 0] GOTO 100
(Ide jön a kód, ha nem 0)
...
GOTO 200 (Átugorjuk a 100-as részt)
N100 (Ide ugrik, ha a feltétel teljesült)
...
N200
Makró
csharp
double var10 = exec.Getvar(10); // A #10 változó értékének beolvasása
if (var10 == 0)
{
// Kód, ha a változó 0
exec.Code("G0 X0 Y0");
}
else
{
// Kód, ha a változó NEM 0
exec.Code("G0 X100 Y100");
}
Idézetet írta: fa_kukac Dátum 2026 április 23, 08:46Sziasztok
Lenne egy kérdésem. UCCNC programban lehet írni "if" függvényt? Úgy értem, hogy egy programrész futása attól függ, hogy egy változó értéke (például #10) az 0 vagy nem 0?
Köszönöm.
Cím: Re:UCCNC vezérlő program
Írta: fa_kukac Dátum 2026 május 06, 19:40
Írta: fa_kukac Dátum 2026 május 06, 19:40
Idézetet írta: D.Laci Dátum 2026 április 23, 09:13gcodeKöszönöm!!!
IF [#10 EQ 0] GOTO 100
(Ide jön a kód, ha nem 0)
...
GOTO 200 (Átugorjuk a 100-as részt)
N100 (Ide ugrik, ha a feltétel teljesült)
...
N200
Makró
csharp
double var10 = exec.Getvar(10); // A #10 változó értékének beolvasása
if (var10 == 0)
{
// Kód, ha a változó 0
exec.Code("G0 X0 Y0");
}
else
{
// Kód, ha a változó NEM 0
exec.Code("G0 X100 Y100");
}