Cím: Encoder használata
Írta: gaben Dátum 2024 április 09, 16:29
Írta: gaben Dátum 2024 április 09, 16:29
Korábbi topik folytatása...
Cím: Re:Encoder használata
Írta: Kristály Árpád Dátum 2005 szeptember 23, 10:01
Írta: Kristály Árpád Dátum 2005 szeptember 23, 10:01
Hallihó Mindenkinek!
Kérek mindenkit, akinek birtokában van információ, és azt szívesen megosztja, kére ne kiméljen.
Beszerzés, árlista, link, mükődési elv, fotó stb.
Esetleg csinált-e már valaki saját maga?
Kérek mindenkit, akinek birtokában van információ, és azt szívesen megosztja, kére ne kiméljen.
Beszerzés, árlista, link, mükődési elv, fotó stb.
Esetleg csinált-e már valaki saját maga?
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2005 szeptember 24, 09:50
Írta: 000000000 Dátum 2005 szeptember 24, 09:50
Encoder adatlapokat innét tölthetsz le:
www.maxontacho.com
www.maxontacho.com
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2005 szeptember 24, 09:53
Írta: 000000000 Dátum 2005 szeptember 24, 09:53
Valamint innét:
www.faulhaber-group.com
www.faulhaber-group.com
Cím: Re:Encoder használata
Írta: Kristály Árpád Dátum 2005 szeptember 24, 11:25
Írta: Kristály Árpád Dátum 2005 szeptember 24, 11:25
Köszönöm!
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2005 szeptember 26, 14:44
Írta: 000000000 Dátum 2005 szeptember 26, 14:44
Nekem is van egy jó kis encoderem: a Conrad-nál lehet kapni, "infravörös reflexiós villás fénysorompó szaggató koronggal" kódvén alatt, 4990 Pénz az új katalógus szerint, a rendelési száma 18 50 14-06 .
A conrad.hu honlapon rákeresel erre a rendelési számra, és van leírás is.
Üdv:
Giorgio
A conrad.hu honlapon rákeresel erre a rendelési számra, és van leírás is.
Üdv:
Giorgio
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2005 szeptember 26, 15:08
Írta: 000000000 Dátum 2005 szeptember 26, 15:08
Sajnos nekem nem találja meg!
Tudnál adni linket vagy infót a tárcsáról (felbontás átmérő, tengely méret, stb.)?
Tudnál adni linket vagy infót a tárcsáról (felbontás átmérő, tengely méret, stb.)?
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2005 szeptember 26, 15:11
Írta: 000000000 Dátum 2005 szeptember 26, 15:11
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2005 szeptember 26, 15:18
Írta: 000000000 Dátum 2005 szeptember 26, 15:18
Most látom, hogy ez nem az a számú amit te írtál, de azt nem találom sehol!
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2005 szeptember 27, 08:37
Írta: 000000000 Dátum 2005 szeptember 27, 08:37
Elnézést, tényleg elirtam a számát, amit találtál az az. A katalógus szerint van belőle 60-as és 120-as változat, ez speciel a 120-as.
Üdv: Giorgio
Üdv: Giorgio
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2005 szeptember 27, 08:38
Írta: 000000000 Dátum 2005 szeptember 27, 08:38
Az ára meg nem tudom hogy miért nem egyezik a katalógusbelivel, pedig két hete küldték ezt a 2006-os katalógust.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2005 szeptember 28, 20:06
Írta: 000000000 Dátum 2005 szeptember 28, 20:06
Ehhez mit szóltok :
http://telectronic.hu/elektro/optojel.htm
http://telectronic.hu/elektro/optojel.htm
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2005 október 05, 22:57
Írta: 000000000 Dátum 2005 október 05, 22:57
Akiknek nincs meg a CONRAD ujság de érdekli hogyan is nézki ez a jeladó itt egy kép róla...
Cím: Re:Encoder használata
Írta: Kristály Árpád Dátum 2005 november 02, 22:14
Írta: Kristály Árpád Dátum 2005 november 02, 22:14
Hallihó Mindenkinek!
Megvettük az első darabot, most éppen a ház esztergállása folyik, ahogy készen lelszünk és valós mérések birtokában leszünk, a tapasztalatokkal jelentkezem!
Üdv.: Árpád
Hallihó!
Megvettük az első darabot, most éppen a ház esztergállása folyik, ahogy készen lelszünk és valós mérések birtokában leszünk, a tapasztalatokkal jelentkezem!
Üdv.: Árpád
Hallihó!
Cím: Re:Encoder használata
Írta: f6kuxbs9f Dátum 2005 november 03, 08:27
Írta: f6kuxbs9f Dátum 2005 november 03, 08:27
Sziasztok!
Ha jol latom 60 ill. 120 osztasu tarcsaval kaphato. Ez 200 lepeses motornal megenged lepeshibat.
Udv
Ha jol latom 60 ill. 120 osztasu tarcsaval kaphato. Ez 200 lepeses motornal megenged lepeshibat.
Udv
Cím: Re:Encoder használata
Írta: Kristály Árpád Dátum 2005 november 03, 10:26
Írta: Kristály Árpád Dátum 2005 november 03, 10:26
Hallihó!
Igen 120-osztású tárcsával vettem. nyílvánvaló, hogy ha áttételezed un. bordás szíj megoldásra gondolok, akkor ez a pontosság növelehető.
Persze akkor elveszted azt a lehetőséget mely sok encodernél adott, hogy jelzi az egy fordulat megtételét.
Igen 120-osztású tárcsával vettem. nyílvánvaló, hogy ha áttételezed un. bordás szíj megoldásra gondolok, akkor ez a pontosság növelehető.
Persze akkor elveszted azt a lehetőséget mely sok encodernél adott, hogy jelzi az egy fordulat megtételét.
Cím: Re:Encoder használata
Írta: 9v9rb6gau Dátum 2005 november 09, 06:55
Írta: 9v9rb6gau Dátum 2005 november 09, 06:55
Üdv!
Egyébként ezt az alaposztást elektonikusan egyszerűen meg lehet négyszerezni, és akkor már a 480-as osztás talán elegendő a láptetőmotorhoz.
Egyébként ezt az alaposztást elektonikusan egyszerűen meg lehet négyszerezni, és akkor már a 480-as osztás talán elegendő a láptetőmotorhoz.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2005 november 09, 10:04
Írta: 000000000 Dátum 2005 november 09, 10:04
Na hogy is van ez a négyszerezés? Köszönettel venném, ha a fő csapásirányt egy kicsit részletesebben megadnád.
Cím: Re:Encoder használata
Írta: 9v9rb6gau Dátum 2005 november 11, 06:29
Írta: 9v9rb6gau Dátum 2005 november 11, 06:29
Üdv!
Az útmérőből kijön a kétfázisú négyszögimpulzus
sorozat. Mindkét fázis minden le- és felfutó
élére léptetni kell a helyzetregisztert (2x2=4).
Bár szerintem ez a 120-as(480-as)tárcsaosztás
egy kicsit sántán megy a 200-as
léptetőmotorral. Jó esetben 400 kellene.
Az útmérőből kijön a kétfázisú négyszögimpulzus
sorozat. Mindkét fázis minden le- és felfutó
élére léptetni kell a helyzetregisztert (2x2=4).
Bár szerintem ez a 120-as(480-as)tárcsaosztás
egy kicsit sántán megy a 200-as
léptetőmotorral. Jó esetben 400 kellene.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2005 november 11, 17:19
Írta: 000000000 Dátum 2005 november 11, 17:19
Eddig rendben, de ez így nem ad irányinformációt. Viszont egy LS7084 azt hiszem minden gondot megold. Köszi a kezdőlökést!
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2005 november 15, 20:43
Írta: 000000000 Dátum 2005 november 15, 20:43
Ezt most operáltam, egy kis pucolás után rá sem lehet ismerni:

Motor + osztás fogaskerekekkel, és feszített bordásszíjjal + enkóder. Az enkóder tárcsa a képen is láthatóan 200LPI felbontású (LinePerInch), vagyis 2400 vonal/fordulat. Ez 0,15°-os pontosságú pozicionálást tesz lehetővé, a tárcsa hibája +/- 0,0075%. Az érzékelő: precizen fókuszált piros fényű megvilágítás, kétfázisú érzékelő. Jó alap lesz a szervóhoz, tesztpadra :)
Motor + osztás fogaskerekekkel, és feszített bordásszíjjal + enkóder. Az enkóder tárcsa a képen is láthatóan 200LPI felbontású (LinePerInch), vagyis 2400 vonal/fordulat. Ez 0,15°-os pontosságú pozicionálást tesz lehetővé, a tárcsa hibája +/- 0,0075%. Az érzékelő: precizen fókuszált piros fényű megvilágítás, kétfázisú érzékelő. Jó alap lesz a szervóhoz, tesztpadra :)
Cím: Re:Encoder használata
Írta: vthgizrff Dátum 2005 november 15, 20:46
Írta: vthgizrff Dátum 2005 november 15, 20:46
Sziasztok!
Az encodernek kétségtelenül vannak előnyei, csak azt nem értem ,hogy amit kiad jelet azt a cnc szoftver képes feldolgozni vagy még kell hozzá valami más is? Egy sima digitális tolómérőt is össze lehet kapcsolni a zsámitogéppel. Nálunk a cégnél igy rögzitik a mért adatokat. Ezt nem lehetne encodernek felhasználni? (és rögtön az elmozdulást méri, holtjáték kiküszöbölve)
Az encodernek kétségtelenül vannak előnyei, csak azt nem értem ,hogy amit kiad jelet azt a cnc szoftver képes feldolgozni vagy még kell hozzá valami más is? Egy sima digitális tolómérőt is össze lehet kapcsolni a zsámitogéppel. Nálunk a cégnél igy rögzitik a mért adatokat. Ezt nem lehetne encodernek felhasználni? (és rögtön az elmozdulást méri, holtjáték kiküszöbölve)
Cím: Re:Encoder használata
Írta: f6kuxbs9f Dátum 2005 november 15, 20:54
Írta: f6kuxbs9f Dátum 2005 november 15, 20:54
Sziasztok!
A német hobbycncsek előszeretettel használják ezeket a sublereket. Az ottani Lidl időnként 20 euro alatt akciózza ezeket.
Üdv
A német hobbycncsek előszeretettel használják ezeket a sublereket. Az ottani Lidl időnként 20 euro alatt akciózza ezeket.
Üdv
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2005 november 15, 21:04
Írta: 000000000 Dátum 2005 november 15, 21:04
Vagy lineáris enkóder, mondjuk 1000LPI -s felbontással. Ez megközelítőleg 39,37osztás/mm
A MachX tud fogadni enkóder jeleket, persze nem közvetlenül.
A MachX tud fogadni enkóder jeleket, persze nem közvetlenül.
Cím: Re:Encoder használata
Írta: Kristály Árpád Dátum 2005 november 16, 09:06
Írta: Kristály Árpád Dátum 2005 november 16, 09:06
Hallihó Mindenkinek!
Hogyis van ez? 2x2=4 ez igaz, de ettől még szerintem az encoder nem tud többet, hiszen ha jól értem!? Az egy impuzusból csinál többet, de attól még a felbontás szerintem nem változik!
Hiszen az egy impuzushoz úgyan annyi valós info tartozik. Szerintem megolgás lehet az áttételezés, mert egy kissebb menetemelkedéshez több inpuzust tudunk hozzárendelni s igy precizebb lesz illetve pontosabb!
Hallihó!
Hogyis van ez? 2x2=4 ez igaz, de ettől még szerintem az encoder nem tud többet, hiszen ha jól értem!? Az egy impuzusból csinál többet, de attól még a felbontás szerintem nem változik!
Hiszen az egy impuzushoz úgyan annyi valós info tartozik. Szerintem megolgás lehet az áttételezés, mert egy kissebb menetemelkedéshez több inpuzust tudunk hozzárendelni s igy precizebb lesz illetve pontosabb!
Hallihó!
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2005 november 16, 09:47
Írta: 000000000 Dátum 2005 november 16, 09:47
Mint azt "gépész" barátunk néhány hozzászólással lentebb oly bölcsen mondta - minden impulzus minden le és felfutó élére léptetni kell a helyzetregisztert - igy egy impulzus-párból négy lesz. Ez megoldható szoftverből, vagy az általam javasolt LS7084 quadratura clock converter IC-vel. Ha az adatlapját megnézed rögtön érthetővé válik. A lassító mechanikát csak a szervomotor nyomatékának a növelésére és a léptetőmotorhoz képest magas fordulatszám csökkentésére használd.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2005 november 16, 12:44
Írta: 000000000 Dátum 2005 november 16, 12:44
Szia Árpi!
A könnyebb megértés végett csináltam néhány ábrát, amiből szerintem meg fogod érteni.

Az "A"-val illetve "B"-vel jelölt grafikon az enkóder érzékelőjétől származó két külön fázis. A két fázis egymáshoz képest 90°-os fázisszöget zár be, ami tulajdoképpen megoldja a tárcsa osztás mechanikai többszörözését.
Az ábrán látható időtengely alatt, a,b,c,d betükkel jelöltem az állapotokat. Ezek:
a.) A nem, B igen -> bin:01
b.) A nem, B nem -> bin:00
c.) A igen, B nem -> bin:10
d.) A igen, B igen -> bin:11
Tehát ha a fel és lefutó élekre is léptetünk, akkor 4db állapot különböztethető meg egymástól.
A végeredmény pedig ez lesz:

Így ez a megoldás nem a valós lépték elektronikai szorzásának eredménye, hanem a valós osztás mechanikai (persze elektronikai is) leosztása.
További érzékelők beiktatásával a felbontás tovább növelhető, az egyetlen kitétel, hogy az egyes fázisok fázisszögei egyenlőek legyenek, illetve összegük 360°valahányszorosa legyen. Pl. egy harmadik kapu beiktatásával már 2 a 3-on, vagyis 8×-os felbontás érhető el.
A könnyebb megértés végett csináltam néhány ábrát, amiből szerintem meg fogod érteni.
Az "A"-val illetve "B"-vel jelölt grafikon az enkóder érzékelőjétől származó két külön fázis. A két fázis egymáshoz képest 90°-os fázisszöget zár be, ami tulajdoképpen megoldja a tárcsa osztás mechanikai többszörözését.
Az ábrán látható időtengely alatt, a,b,c,d betükkel jelöltem az állapotokat. Ezek:
a.) A nem, B igen -> bin:01
b.) A nem, B nem -> bin:00
c.) A igen, B nem -> bin:10
d.) A igen, B igen -> bin:11
Tehát ha a fel és lefutó élekre is léptetünk, akkor 4db állapot különböztethető meg egymástól.
A végeredmény pedig ez lesz:
Így ez a megoldás nem a valós lépték elektronikai szorzásának eredménye, hanem a valós osztás mechanikai (persze elektronikai is) leosztása.
További érzékelők beiktatásával a felbontás tovább növelhető, az egyetlen kitétel, hogy az egyes fázisok fázisszögei egyenlőek legyenek, illetve összegük 360°valahányszorosa legyen. Pl. egy harmadik kapu beiktatásával már 2 a 3-on, vagyis 8×-os felbontás érhető el.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2005 november 16, 13:15
Írta: 000000000 Dátum 2005 november 16, 13:15
Szép dolog az encoder felbontásának fokozása, csak ne felejtsétek el, hogy a DC motort pozícióban is kell tartani ilyen finom elmozdulások mellett!!! Fékmágnes nélkül csak rángatózni fog a motor, mágnesfék meg nem minden szervón van és elektronika sem kezeli le mindegyik (ne essetek túlzásokba, ez már megint nem hobbi kategória)!
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2005 november 16, 13:24
Írta: 000000000 Dátum 2005 november 16, 13:24
Üdv István!
Nem túzásokba esésről van szó, csupán az enkóderek témakörébe sorolható dolgok kivesézéséről.
Amúgy nem minden tárcsa tud 200LPI felbontást, vannak ennél jóval kisebbek is, pl 14LPI-s tárcsák aminél jól jöhet ez a módszer!
Jahh és a rángatózás... nem véletlenül van a 200LPI-s tárcsa és a motor között egy 1/15-ös osztás beépítve... minden tárcsafordulat 15 motorfordulat.
HALI!
Nem túzásokba esésről van szó, csupán az enkóderek témakörébe sorolható dolgok kivesézéséről.
Amúgy nem minden tárcsa tud 200LPI felbontást, vannak ennél jóval kisebbek is, pl 14LPI-s tárcsák aminél jól jöhet ez a módszer!
Jahh és a rángatózás... nem véletlenül van a 200LPI-s tárcsa és a motor között egy 1/15-ös osztás beépítve... minden tárcsafordulat 15 motorfordulat.
HALI!
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2005 november 16, 13:28
Írta: 000000000 Dátum 2005 november 16, 13:28
Amúgy nem csak DC szervónál használható enkóder, hanem léptetőmotornál is... a machx is képes enkóder jelek fogadására. Persze ekkor nem szabad az enkóder felbontásával a léptetőmotor lépésszöge alá menni!
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2005 november 16, 15:09
Írta: 000000000 Dátum 2005 november 16, 15:09
Ok, mint lehetőségek, a technika adott...
Cím: Re:Encoder használata
Írta: vthgizrff Dátum 2005 november 17, 10:28
Írta: vthgizrff Dátum 2005 november 17, 10:28
Sziasztok!
Még mindig nem értem! A "Machx tud jelet fogni de persze nem közvetlenül" ha a hogyanra tudna nekem valaki választ adni, azt nagyon megköszönném.
6-7000 ezer körül már nálunk is lehet kapni sublert és szerintem még mindig ez a legegyszerűbb megoldás.
Még mindig nem értem! A "Machx tud jelet fogni de persze nem közvetlenül" ha a hogyanra tudna nekem valaki választ adni, azt nagyon megköszönném.
6-7000 ezer körül már nálunk is lehet kapni sublert és szerintem még mindig ez a legegyszerűbb megoldás.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2005 november 17, 10:58
Írta: 000000000 Dátum 2005 november 17, 10:58
Szia Zoli!
Nos a digitális sublerek belső lelkivilágát nem igazán ismerem, így ahoz nem tudok hozzászólni (a neten biztos van irodalom).
Másrészről, viszont pl. az oldalon is megtalálható, megépíthető I/0 feltétet használva megoldható a visszafelé történő kommunikáció (esetleg egy 2. párhuzamos portot használva is). Az enkódertől származó A és B fázisú négyszögjeleket mondjuk egy LS7084-es IC-n keresztül erre a bemeneti kapura kötheted. a MachX-ben a portbeállításoknál pedig megadod a port (LPT1, LPT2)és a pin (0-7) számát ahova az enkóder jele befut, majd megmondod neki, hogy melyik az a funkció amit mellé társítasz.
Elvileg a sublerből is lehet nyerni ilyen négyszögjelet, ezt egy az egyben lehet vinni a kapura.
Kapcsolás után keresgélj a neten, mert biztos le van írva, hogy pl egy subblerből hol kell levenni ezt a jelet. (Nem annyira bonyolult mint amennyire annak hiszed :))
üdv!
Nos a digitális sublerek belső lelkivilágát nem igazán ismerem, így ahoz nem tudok hozzászólni (a neten biztos van irodalom).
Másrészről, viszont pl. az oldalon is megtalálható, megépíthető I/0 feltétet használva megoldható a visszafelé történő kommunikáció (esetleg egy 2. párhuzamos portot használva is). Az enkódertől származó A és B fázisú négyszögjeleket mondjuk egy LS7084-es IC-n keresztül erre a bemeneti kapura kötheted. a MachX-ben a portbeállításoknál pedig megadod a port (LPT1, LPT2)és a pin (0-7) számát ahova az enkóder jele befut, majd megmondod neki, hogy melyik az a funkció amit mellé társítasz.
Elvileg a sublerből is lehet nyerni ilyen négyszögjelet, ezt egy az egyben lehet vinni a kapura.
Kapcsolás után keresgélj a neten, mert biztos le van írva, hogy pl egy subblerből hol kell levenni ezt a jelet. (Nem annyira bonyolult mint amennyire annak hiszed :))
üdv!
Cím: Re:Encoder használata
Írta: vthgizrff Dátum 2005 november 17, 20:27
Írta: vthgizrff Dátum 2005 november 17, 20:27
Szia Denkiki!
Köszönöm, most már tudom mere induljak el. Ha jutok valamire majd megosztom veletek
Köszönöm, most már tudom mere induljak el. Ha jutok valamire majd megosztom veletek
Cím: Re:Encoder használata
Írta: Kristály Árpád Dátum 2005 november 18, 08:47
Írta: Kristály Árpád Dátum 2005 november 18, 08:47
Hallihó!
Igen, a neten én már olvastam, sőt valahova le is mentettem a digitális "subler"-ről és annak felhasználásáról, kotorászok és ha megtalálom küldöm!
Az encoderről nem győztetek meg! Már napok óta nem alszom! Attól, hogy megnővled az impususok számát a mechanikai adatok
menetemelkedés/fordulat és az ehhez eső valós infot tartalmazó impuzus nem változik!
Hallihó!
Igen, a neten én már olvastam, sőt valahova le is mentettem a digitális "subler"-ről és annak felhasználásáról, kotorászok és ha megtalálom küldöm!
Az encoderről nem győztetek meg! Már napok óta nem alszom! Attól, hogy megnővled az impususok számát a mechanikai adatok
menetemelkedés/fordulat és az ehhez eső valós infot tartalmazó impuzus nem változik!
Hallihó!
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2005 november 18, 09:10
Írta: 000000000 Dátum 2005 november 18, 09:10
Szia Árpi!
Ha jobban belegondolsz rájösz, hogy az impulzusok számának növelése, nem független a VALÓS felbontás nagyságától.
Egy enkóder tárcsán lévő jelzések bizonyos szögben vannak egymástól, ennek a szögfelbontását fokozni tudjuk, ha több érzékelőt egymáshoz képest pl 90°-ként elhelyezünk.
Tudod mit? Lerajzolom! :)
Néha azért aludj is! :)
HALI
Ha jobban belegondolsz rájösz, hogy az impulzusok számának növelése, nem független a VALÓS felbontás nagyságától.
Egy enkóder tárcsán lévő jelzések bizonyos szögben vannak egymástól, ennek a szögfelbontását fokozni tudjuk, ha több érzékelőt egymáshoz képest pl 90°-ként elhelyezünk.
Tudod mit? Lerajzolom! :)
Néha azért aludj is! :)
HALI
Cím: Re:Encoder használata
Írta: u4vhu0en9 Dátum 2005 november 18, 09:36
Írta: u4vhu0en9 Dátum 2005 november 18, 09:36
üdvözlet
Azon nem gondolkozott még senki, hogy fóliára lehetne nyomtatni enkóder tárcsát. Anno a TVK-n csináltunk ilyen fordulatszámmérőt lassú motorokhoz
Bajusz
Azon nem gondolkozott még senki, hogy fóliára lehetne nyomtatni enkóder tárcsát. Anno a TVK-n csináltunk ilyen fordulatszámmérőt lassú motorokhoz
Bajusz
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2005 november 18, 12:44
Írta: 000000000 Dátum 2005 november 18, 12:44
Sziasztok!
Én is gyötrődtem már encóderen. A következőre jutottam, bár még nem valósítottam meg, de jónak látszi ezért közzé teszem.
Egyszerű tárcsát fölfogatok a tengelyre és egy usb-s optikai egeret rakok föl jelfogónak. Úgy tudom nagyon nagy sebességeknél is jól működik.
Ha jó az elgondolásom akkor innen csak matematika a többi (átmérő,dpi felbontás, tengely forgási sebesség). Azért gondolom, mert egy olcsóbb optikai egér mondjuk 1500Ft.A felbontás 400dpi az ugye 0,0635 mm. 5 mm orsó emelkedést feltételezve ha 0.01 mm az elmozdulás akkor egykör 500 osztás igy egy kb 10 mm átmérőjű körre helyezve adja vissza 500 impulzust. ha nagyobb körre helyezem akkor pontosabb lesz az enkóderem. Még az optikai egerek mozgatási sebességéz nem gondoltam át de lehet, hogy azzal sem lesz baj ha USB-s és nem RS232 egeret használunk. Érdekel a véleményetek.
Én is gyötrődtem már encóderen. A következőre jutottam, bár még nem valósítottam meg, de jónak látszi ezért közzé teszem.
Egyszerű tárcsát fölfogatok a tengelyre és egy usb-s optikai egeret rakok föl jelfogónak. Úgy tudom nagyon nagy sebességeknél is jól működik.
Ha jó az elgondolásom akkor innen csak matematika a többi (átmérő,dpi felbontás, tengely forgási sebesség). Azért gondolom, mert egy olcsóbb optikai egér mondjuk 1500Ft.A felbontás 400dpi az ugye 0,0635 mm. 5 mm orsó emelkedést feltételezve ha 0.01 mm az elmozdulás akkor egykör 500 osztás igy egy kb 10 mm átmérőjű körre helyezve adja vissza 500 impulzust. ha nagyobb körre helyezem akkor pontosabb lesz az enkóderem. Még az optikai egerek mozgatási sebességéz nem gondoltam át de lehet, hogy azzal sem lesz baj ha USB-s és nem RS232 egeret használunk. Érdekel a véleményetek.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2005 november 18, 13:06
Írta: 000000000 Dátum 2005 november 18, 13:06
Én úgy döntöttem nem bajlódom az encoderekkel tovább.
54EUR/darab áron gyári kapható 200 400 500 felbontásban.
Üdv : Zoli
54EUR/darab áron gyári kapható 200 400 500 felbontásban.
Üdv : Zoli
Cím: Re:Encoder használata
Írta: D.Laci Dátum 2005 november 18, 13:26
Írta: D.Laci Dátum 2005 november 18, 13:26
T. Kalmus! Hogy oldod meg a tárcsa osztásának a pontoságát? 10mm átmérön 125 osztás (bátor tintanyul vagy) és nem kellene figyelembe venni hogy az egér 2 optikája hogy helyezkedik egymáshoz???
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2005 november 18, 13:35
Írta: 000000000 Dátum 2005 november 18, 13:35
1. Felvonás :)
Sziasztok!
Van egy kis szabadidőm, úgyhogy jön az ígért rajzolgatás:)
A könnyebb megértés miatt, most csak egy olyan optikai enkódert rajzoltam, aminek a fele átlátszó másik fele fedett.

Látható, hogy egy érzékelő esetén csak a 360°-os fordulatokat fogja érzékelni, hiszen csak arra ad impulzust, ha fedésből (piros) átlátszóba (zöld) megy.
Most tegyünk be egy másik érzékelőt, az A érzékelőtől 180°-ra, és jelöljük B-vel.

Most az A érzékelő továbbra is csak minden 360°-os fordulatra ad impulzust, illetve B érzékelő is csak 360°-os fordulat után ad impulzust. Viszont mivel az A érzékelőt 180°-ra helyeztük el a B érzékelőtől, 360°-180°=180°-os lesz az enkóderünk felbontása, pedig maga a tárcsa csak 360°-os felbontású. (A érzékelő akkor ad impulzust, ha fedésből átlátszóba megy, B érzékelőre is ez a feltétel igaz, de A érzékelő és B érzékelőn 180°-os késéssel fog bekövetkezni ez az esemény)Egyszóval feleztük az osztást, mivel mostmár nem csak egész, hanem fél fordulatot is tudunk mérni.
Az ábra szemléltető jellegű, valójában B érzékelő nem létezik. Elektronikával megvalósítani úgy lehet, ha azt is figyeljük amikor átlátszóból fedettbe (lefutó él), illetve azt is amikor fedettből átlátszóba (felfutó él) megy. B érzékelő jelét az A érzékelő lefutó éléből vett impulzusal vesszük. Egyszóval az érzékelő felfutó éle adja az A (jelképes) érzékelő impulzusait, lefutó éle pedig a B (jelképes) érzékelő jelét(lásd. #28-as hozzászólás).
Remélem eddig világos... ha nem akkor tényleg feladom a "meggyőzést", mert neten ez egyike a lehetetlen dolgoknak.
Sziasztok!
Van egy kis szabadidőm, úgyhogy jön az ígért rajzolgatás:)
A könnyebb megértés miatt, most csak egy olyan optikai enkódert rajzoltam, aminek a fele átlátszó másik fele fedett.
Látható, hogy egy érzékelő esetén csak a 360°-os fordulatokat fogja érzékelni, hiszen csak arra ad impulzust, ha fedésből (piros) átlátszóba (zöld) megy.
Most tegyünk be egy másik érzékelőt, az A érzékelőtől 180°-ra, és jelöljük B-vel.
Most az A érzékelő továbbra is csak minden 360°-os fordulatra ad impulzust, illetve B érzékelő is csak 360°-os fordulat után ad impulzust. Viszont mivel az A érzékelőt 180°-ra helyeztük el a B érzékelőtől, 360°-180°=180°-os lesz az enkóderünk felbontása, pedig maga a tárcsa csak 360°-os felbontású. (A érzékelő akkor ad impulzust, ha fedésből átlátszóba megy, B érzékelőre is ez a feltétel igaz, de A érzékelő és B érzékelőn 180°-os késéssel fog bekövetkezni ez az esemény)Egyszóval feleztük az osztást, mivel mostmár nem csak egész, hanem fél fordulatot is tudunk mérni.
Az ábra szemléltető jellegű, valójában B érzékelő nem létezik. Elektronikával megvalósítani úgy lehet, ha azt is figyeljük amikor átlátszóból fedettbe (lefutó él), illetve azt is amikor fedettből átlátszóba (felfutó él) megy. B érzékelő jelét az A érzékelő lefutó éléből vett impulzusal vesszük. Egyszóval az érzékelő felfutó éle adja az A (jelképes) érzékelő impulzusait, lefutó éle pedig a B (jelképes) érzékelő jelét(lásd. #28-as hozzászólás).
Remélem eddig világos... ha nem akkor tényleg feladom a "meggyőzést", mert neten ez egyike a lehetetlen dolgoknak.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2005 november 18, 13:36
Írta: 000000000 Dátum 2005 november 18, 13:36
Szia Laci!
Nem kell a tárcsára osztás szintúgy ahoyg az optaikai egerek alátéte is elég ha nem tükröt használunk egéralátétnek.
Az optikák maradnának az eredeti pozícióban. Kár lenne ezeket elmozdítani hiszen így adják a legjobb felbontást.
Nem kell a tárcsára osztás szintúgy ahoyg az optaikai egerek alátéte is elég ha nem tükröt használunk egéralátétnek.
Az optikák maradnának az eredeti pozícióban. Kár lenne ezeket elmozdítani hiszen így adják a legjobb felbontást.
Cím: Re:Encoder használata
Írta: D.Laci Dátum 2005 november 18, 14:01
Írta: D.Laci Dátum 2005 november 18, 14:01
Bocs Kalmus!!! elnésztem az "optikai" szót!!
de veled még nem fordult elö hogy az opikai egér "önáló" életre kelt?? néha csinál olyat hogy pici elmozdulásra igen nagyot mozdul el!!
szerintem pontatlan ilyen célra.
Denkiki 180° helyet 120° fokban vanak el helyezve egymáshot különben honan tudná az irányt megálapitani! ezel a modszerel csak az elmozdulást érzékeled! és egyszerübb lene akor 4 fele osztani a tárcsát mint 2 érzékelöt használni.
de veled még nem fordult elö hogy az opikai egér "önáló" életre kelt?? néha csinál olyat hogy pici elmozdulásra igen nagyot mozdul el!!
szerintem pontatlan ilyen célra.
Denkiki 180° helyet 120° fokban vanak el helyezve egymáshot különben honan tudná az irányt megálapitani! ezel a modszerel csak az elmozdulást érzékeled! és egyszerübb lene akor 4 fele osztani a tárcsát mint 2 érzékelöt használni.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2005 november 18, 14:09
Írta: 000000000 Dátum 2005 november 18, 14:09
2. Felvonás
Mint ahogy az már az első (#42) "felvonásban" kiderült, (360°-os tárcsa esetén) a 180°-os elfordulást az érzékelő jelének felfutó-lefutó éleiből vettük. Belátható (ha nem akkor is érdemes belátni), hogy az így kapott jel nem pusztán elektronikai jelszorzás, hanem valós értéket ad a tárcsa állapotáról.
Lustaságom miatt nem rajzoltam új ábrát, de itt az A érzékelőről már feltételezzük, hogy a le és felfutó élekre is impulzust ad (180°).
Most vezessük be a második fázist:

Az A2-vel jelölt második érzékelő szintén a lefutó és felfutó élekre is ad impulzust, tehát A2 érzékelő is 180°-ként ad impulzust.
Az A1 érzékelő és az A2 érzékelő között viszont 90°van, így 0°;90°;180°;270°;360°=0°-os fordulatokat tudunk megkülönböztetni. Tehát az eredetileg 360°-os enkódertárcsát, az érzékelőkkel mintegy felnegyedeltük, és egész fordulatok, helyett már negyed fordulatok mérésére használható.
Az érzékelők száma elviekben végtelen lehet, végtelen felbontás. Általában csak két egymástól 90°-ra lévő érzékelőt használnak.
A leírtak ugyanúgy érvényesek a több osztású tárcsákra is, csak a valóságban nem 90°-ra van a két érzékelő, de jelben mindenképp.
Na további jó rágódást!
Mint ahogy az már az első (#42) "felvonásban" kiderült, (360°-os tárcsa esetén) a 180°-os elfordulást az érzékelő jelének felfutó-lefutó éleiből vettük. Belátható (ha nem akkor is érdemes belátni), hogy az így kapott jel nem pusztán elektronikai jelszorzás, hanem valós értéket ad a tárcsa állapotáról.
Lustaságom miatt nem rajzoltam új ábrát, de itt az A érzékelőről már feltételezzük, hogy a le és felfutó élekre is impulzust ad (180°).
Most vezessük be a második fázist:
Az A2-vel jelölt második érzékelő szintén a lefutó és felfutó élekre is ad impulzust, tehát A2 érzékelő is 180°-ként ad impulzust.
Az A1 érzékelő és az A2 érzékelő között viszont 90°van, így 0°;90°;180°;270°;360°=0°-os fordulatokat tudunk megkülönböztetni. Tehát az eredetileg 360°-os enkódertárcsát, az érzékelőkkel mintegy felnegyedeltük, és egész fordulatok, helyett már negyed fordulatok mérésére használható.
Az érzékelők száma elviekben végtelen lehet, végtelen felbontás. Általában csak két egymástól 90°-ra lévő érzékelőt használnak.
A leírtak ugyanúgy érvényesek a több osztású tárcsákra is, csak a valóságban nem 90°-ra van a két érzékelő, de jelben mindenképp.
Na további jó rágódást!
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2005 november 18, 14:13
Írta: 000000000 Dátum 2005 november 18, 14:13
Üdv Laci!
"Denkiki 180° helyet 120° fokban vannak el helyezve egymáshoz különben honan tudná az irányt megálapitani! ezel a modszerel csak az elmozdulást érzékeled! és egyszerübb lenne akkor 4 fele osztani a tárcsát mint 2 érzékelőt használni."
Ha figyeled az eseményeket, akkor látod, hogy az első "felvonás" csak a felfutó-lefutó élek fizikailag megfogható vázolása. A végén ott van, hogy A és B érzékelő nem létezik, hanem azt az érzékelő fel, illetve lefutó éleiből vesszük. Szemléltetés!
Legközelebb olvasd végig figyelmesebben! :)
Egyébként az előző hozzászólásban vázoltakkal, már a forgás iránya is megállapítható.
Mégvalami nem 120°, hanem csak 90°
120°-nál 3 érzékelőt kellene használni. Két érzékelőt egymástól 120°-ra használva a következő szögeket érzékelnénk: 0°;120°;180°;300°;360°=0° (kimarad a 60°és a 240° az osztások nem egyformák)
Persze 3 érzékelővel mint ahogy azt a jelek vizsgálatánál írtam már 6 részre osztjuk a tárcsát.
"Denkiki 180° helyet 120° fokban vannak el helyezve egymáshoz különben honan tudná az irányt megálapitani! ezel a modszerel csak az elmozdulást érzékeled! és egyszerübb lenne akkor 4 fele osztani a tárcsát mint 2 érzékelőt használni."
Ha figyeled az eseményeket, akkor látod, hogy az első "felvonás" csak a felfutó-lefutó élek fizikailag megfogható vázolása. A végén ott van, hogy A és B érzékelő nem létezik, hanem azt az érzékelő fel, illetve lefutó éleiből vesszük. Szemléltetés!
Legközelebb olvasd végig figyelmesebben! :)
Egyébként az előző hozzászólásban vázoltakkal, már a forgás iránya is megállapítható.
Mégvalami nem 120°, hanem csak 90°
120°-nál 3 érzékelőt kellene használni. Két érzékelőt egymástól 120°-ra használva a következő szögeket érzékelnénk: 0°;120°;180°;300°;360°=0° (kimarad a 60°és a 240° az osztások nem egyformák)
Persze 3 érzékelővel mint ahogy azt a jelek vizsgálatánál írtam már 6 részre osztjuk a tárcsát.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2005 november 18, 14:28
Írta: 000000000 Dátum 2005 november 18, 14:28
Laci! szerintem teljesen igazad van az elmozdulást illetően, de én ezt olyanoknak tulajdonítom, hogy alákerült valami, ami a működését megzavarhatja.
Cím: Re:Encoder használata
Írta: D.Laci Dátum 2005 november 18, 14:59
Írta: D.Laci Dátum 2005 november 18, 14:59
Denkiki! igen igazad van 90°! csak megzavar eza fok osztés! szerintem ezért nemérti más sem mint K. Árpád! Egyet szögezünk le (mert ügye vanak lineáris encoderek is ) a két érzékelö helyzete osztás/4 (vagy akár 1 1/4, 2 1/4 stb.)
Kalmus a tárcsának a lapját vagy a palástját akarod használni? és hogyan akarod kalibrálni?
Kalmus a tárcsának a lapját vagy a palástját akarod használni? és hogyan akarod kalibrálni?
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2005 november 18, 15:10
Írta: 000000000 Dátum 2005 november 18, 15:10
Laci!
Mint írtam nem teljesen tisztázott még bennem minden részelet. De szerintem a lapja célszerűbbnek tűnik, mivel ott egyszerűbbnek tünik a homogénabb felület kialakítása.
A kalibrálást pedig a főorsón mért elmozdulás alapján végezném. Azt egy digitális tolomérőval jól lehet mérni.
Mint írtam nem teljesen tisztázott még bennem minden részelet. De szerintem a lapja célszerűbbnek tűnik, mivel ott egyszerűbbnek tünik a homogénabb felület kialakítása.
A kalibrálást pedig a főorsón mért elmozdulás alapján végezném. Azt egy digitális tolomérőval jól lehet mérni.
Cím: Re:Encoder használata
Írta: Kristály Árpád Dátum 2005 november 18, 18:15
Írta: Kristály Árpád Dátum 2005 november 18, 18:15
Hallihó Mindenkinek!
Denkiki Köszönöm a fáradozásod!
Rájöttem, hogy mit nem értettem!!!!
Meg kell, hogy mondjam az útóbbi időben sok encoder megfordult a kezemben, sőt a neten is ezeket böngészem, de még nem találtam olyat melyen plusz érzékelők lettek volna. Mi is a feladat? 1. Tudjuk érzékelni a forgás írányt. 2. A felbontás által biztosított paraméterekkel, hogy mennyi az elmozdulás, és egyes esetekben érzékelhető az egy fordulat megtétele. Továbra is azt állítom, hogy a legegyszerűbb modszer a felbontás növelésére a bordásszílyas áttételezés.
Azért, ha elkészül az első encoderem igaz Konrad alkatrészből jelentkezem!
Mégegyszer Köszönöm!
Hallihó!
Denkiki Köszönöm a fáradozásod!
Rájöttem, hogy mit nem értettem!!!!
Meg kell, hogy mondjam az útóbbi időben sok encoder megfordult a kezemben, sőt a neten is ezeket böngészem, de még nem találtam olyat melyen plusz érzékelők lettek volna. Mi is a feladat? 1. Tudjuk érzékelni a forgás írányt. 2. A felbontás által biztosított paraméterekkel, hogy mennyi az elmozdulás, és egyes esetekben érzékelhető az egy fordulat megtétele. Továbra is azt állítom, hogy a legegyszerűbb modszer a felbontás növelésére a bordásszílyas áttételezés.
Azért, ha elkészül az első encoderem igaz Konrad alkatrészből jelentkezem!
Mégegyszer Köszönöm!
Hallihó!
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2005 november 21, 18:04
Írta: 000000000 Dátum 2005 november 21, 18:04
Szia Árpi!
Ez a működési mód egy alap dolognak számít az enkóderek felhasználását tekintve, mindenhol így használják (az egerekben is). A plusz érzékelőket azért nem látod mert egy tokban vannak, a 90° nem minden esetben az érzékelők valós helyzetére vonatkoznak, hanem az általuk adott két fázis fázisszögére.
Persze ettől függetlenül jó dolog az áttételezés, mondjuk áttételt inkább a motor és az enkóder közé érdemes tenni, főként szervónál.
Ez a működési mód egy alap dolognak számít az enkóderek felhasználását tekintve, mindenhol így használják (az egerekben is). A plusz érzékelőket azért nem látod mert egy tokban vannak, a 90° nem minden esetben az érzékelők valós helyzetére vonatkoznak, hanem az általuk adott két fázis fázisszögére.
Persze ettől függetlenül jó dolog az áttételezés, mondjuk áttételt inkább a motor és az enkóder közé érdemes tenni, főként szervónál.
Cím: Re:Encoder használata
Írta: Kristály Árpád Dátum 2005 november 23, 09:35
Írta: Kristály Árpád Dátum 2005 november 23, 09:35
Hallihó MindenkinekT
Tisztelt Denkiki!
Örülök, hogy segitesz némely problémát megérteni, de valahogy nem egy csónakban evezünk. Azt hiszem csak azt tudon nehezen elviselni, ha nem tekintenek ellenfélnek, mert hát partnernak, nem muszály.
Az encoderes témában ha nem volna két érzékelő és nem volna fázis eltolás akkor nem tudnád megállapítani a forgás írányt! Na nem azt mondom, hogy ecoder támábam nics mit tanulnom, de mint említettem egy pár darab megfordult a kezemben, sőt mint műszaki ember lévén egy-kettőt kiváncsiságból szét is szedtem. Pillatnyilag azon fáradozom, hogy encodert gyártsak akár sorozatban. Ettől fügetlenül minden ötletet és jobbitó szándékot Köszönök!
Üdv.: Árpád
Hallihó Mindenkinek!
Tisztelt Denkiki!
Örülök, hogy segitesz némely problémát megérteni, de valahogy nem egy csónakban evezünk. Azt hiszem csak azt tudon nehezen elviselni, ha nem tekintenek ellenfélnek, mert hát partnernak, nem muszály.
Az encoderes témában ha nem volna két érzékelő és nem volna fázis eltolás akkor nem tudnád megállapítani a forgás írányt! Na nem azt mondom, hogy ecoder támábam nics mit tanulnom, de mint említettem egy pár darab megfordult a kezemben, sőt mint műszaki ember lévén egy-kettőt kiváncsiságból szét is szedtem. Pillatnyilag azon fáradozom, hogy encodert gyártsak akár sorozatban. Ettől fügetlenül minden ötletet és jobbitó szándékot Köszönök!
Üdv.: Árpád
Hallihó Mindenkinek!
Cím: Re:Encoder használata
Írta: jnnhurvx3 Dátum 2005 november 23, 22:44
Írta: jnnhurvx3 Dátum 2005 november 23, 22:44
Sziasztok!
Ezzel a témával már én is sokat foglalkoztam... vázoltam mire is jutottam. A tárcsa kivitelezését is sikerült megoldanom kb 3600 dpi felbontással stabilan, szépen és olcsón. Szerintem menne kisebb mint 0,2 mm résköz, ezzel növelni lehet a felbontást és csökkenteni a méretet. A duplasoros megoldás is emiatt van, az ábrája csak szemléltetés. A 50%-os fáziseltolás precíz beállításáról és a kis méret miatti problémákról a maszk kialakítása gondoskodik. Az 5-ös LED-et a méret érzékeltetése miatt tettem oda, a 90fokos eltolás megoldja a könnyebb "hobby" összeszerelhetőséget. Persze ez lehet pl 30fok+50% vagy bármi. A forgásirány dekodoló "elektronikát", /kb 2 ic :)/ vmelyik régi Rádiótechnikában találtam meg, ha vkit érdekel előkerítem. Engem érdekelne tovább a dolog akár nagyobb mennyiségű előállítása és az illesztés MACHx-hez. Nem lenne gond többé a pontatlanság? :))) Üdv: Zsolt

Ezzel a témával már én is sokat foglalkoztam... vázoltam mire is jutottam. A tárcsa kivitelezését is sikerült megoldanom kb 3600 dpi felbontással stabilan, szépen és olcsón. Szerintem menne kisebb mint 0,2 mm résköz, ezzel növelni lehet a felbontást és csökkenteni a méretet. A duplasoros megoldás is emiatt van, az ábrája csak szemléltetés. A 50%-os fáziseltolás precíz beállításáról és a kis méret miatti problémákról a maszk kialakítása gondoskodik. Az 5-ös LED-et a méret érzékeltetése miatt tettem oda, a 90fokos eltolás megoldja a könnyebb "hobby" összeszerelhetőséget. Persze ez lehet pl 30fok+50% vagy bármi. A forgásirány dekodoló "elektronikát", /kb 2 ic :)/ vmelyik régi Rádiótechnikában találtam meg, ha vkit érdekel előkerítem. Engem érdekelne tovább a dolog akár nagyobb mennyiségű előállítása és az illesztés MACHx-hez. Nem lenne gond többé a pontatlanság? :))) Üdv: Zsolt
Cím: Re:Encoder használata
Írta: D.Laci Dátum 2005 november 24, 07:53
Írta: D.Laci Dátum 2005 november 24, 07:53
Hello! Lenne egy kérdésem. Mindenki azt írja, hogy a Mach-al (encoderal) lehet a távolságot és elmozdulás irányát mérni. Ez eddik oké, mer énis használom. De hogyan kell beállítani, hogy figyelembe is vegye? Tehát értem ez alatt, azt hogy ne a motor lépéseit számolja, hanem az encoder-töl kapott jelek alapján dolgozzon. Mert ugye annak semmi értelme, hogy amit szemmel is látok, hogy eltolódott a 0-pont azt (hig-teck) technikával megmérjem…
Cím: Re:Encoder használata
Írta: Kristály Árpád Dátum 2005 november 24, 09:09
Írta: Kristály Árpád Dátum 2005 november 24, 09:09
Hallihó Mindenkinek!
Talán a héten elkészül az első darab encoder.
Miútán méréseket folytatunk vele, tehát megvannak a pontos paraméterei jelentkezem.
A cél, a sorozatgyártás...
A tárcsa kialakitására is tettem lépéseket, szerintem ezt filmre nyomtatva elő lehet állitani nyomdai utón kellő pontossággal, a film kivágására a szerszám elkészült, csakhát a legnagyobb ellenség azt hiszem mindenkinek az idő......!
Hallihó!
Üdv.: Árpád
Talán a héten elkészül az első darab encoder.
Miútán méréseket folytatunk vele, tehát megvannak a pontos paraméterei jelentkezem.
A cél, a sorozatgyártás...
A tárcsa kialakitására is tettem lépéseket, szerintem ezt filmre nyomtatva elő lehet állitani nyomdai utón kellő pontossággal, a film kivágására a szerszám elkészült, csakhát a legnagyobb ellenség azt hiszem mindenkinek az idő......!
Hallihó!
Üdv.: Árpád
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2005 november 24, 11:37
Írta: 000000000 Dátum 2005 november 24, 11:37
Árpi! Az első széria példányodból egyre máris vevő vagyok![#eljen]
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2005 november 24, 12:53
Írta: 000000000 Dátum 2005 november 24, 12:53
A tárcsát csak próbaként nyomtassátok, mert jó eséllyel hullámos lesz a beégetéskor a kontúrok pedig csak olyanok, mint egy átlagos nyomtatás. 7-800 Ft-ért bárhol levilágítanak egy A4-es filmet, ami pontos kontrasztos és sok tárcsa fér el rajta. Több grafikus program is alkalmas a szerkesztésére, a levilágító megmondja milyen fájlformátumot szeret. Ha a kivágást szerszámmal csinálod, tökéletes lesz. Megvilágításra használd a SEP8506 LED-et érzékelőnek pedig a HLC2705-öt. Mindkettő oldalvilágítós ill. érzékelős és kapható pl. a LOMEX-nél.Az IC négyszerezett pulzust ad és irányinfót.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2005 november 24, 13:00
Írta: 000000000 Dátum 2005 november 24, 13:00
A film lesz még valamilyen hordozóra rögzitve (a merevségére célzok)?
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2005 november 24, 13:19
Írta: 000000000 Dátum 2005 november 24, 13:19
30-40 mm átmérőig általában megáll önállóan, efölött vagy egy hordozótárcsára célszerű rögzíteni, vagy vastagabb ún. gyártófilmre kell világíttatni. Ez nem vetemedik a levegő páratartalmától sem.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2005 november 24, 13:38
Írta: 000000000 Dátum 2005 november 24, 13:38
Az HLC2705 IC-vel az a bajom, hogy nem szabványos A + B csatornás, inkrementáló kimenete van. A majdani Profi3-ashoz csaki is szabványos inkrementálót lehet majd használni.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2005 november 24, 18:31
Írta: 000000000 Dátum 2005 november 24, 18:31
A HLC2701-nek viszont csak ilyen kimenete van. Mechanikailag kb a fele az ablakmérete, ami előny, de ha négyszerezni akarsz, akkor azt szoftverből kell megoldani vagy egy LS7084-el. Negatívum, hogy ennek nem tudok ilyen triviális beszerzési helyet.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2005 november 24, 18:51
Írta: 000000000 Dátum 2005 november 24, 18:51
Bocs' az LS7083 az igazi, mert a ྐ ugyancsak step/dir infót ad négyszerezve.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2005 november 24, 18:55
Írta: 000000000 Dátum 2005 november 24, 18:55
Az én vezérlőmhöz majd sima 90°-os A + B csatorna kell, minden mást majd én megoldok (akár 4×-ezést is)! Tehát csak a jel (A B) hibamentes továbbítását kell megoldani TTL szintekkel (esetleg áramhurkos módszerrel is, de ez már komparátort feltételez a fogadónál).
Cím: Re:Encoder használata
Írta: Kristály Árpád Dátum 2005 november 24, 21:26
Írta: Kristály Árpád Dátum 2005 november 24, 21:26
Hallihó!
Igen, elkövettem egy hibát mert nem nyomtatásra gondoltam, hanem levilágításra, ezt is beszéltem meg egy profi grafikus barátommal aki közel 20-éve vállalkozó. Ő ajált egy vastagabb minőségű filmet. A nálam lévő tipusok többségben ezt alkalmazzák, főleg a nagyobb felbontásúak. Még azt nem tudom, hogy ragasztani, vagy esetleg valamilyen mechanikus megoldással kell rögzitenem. Több esetben a ragasztást láttam.
Üdv.: Árpád
Hallihó!
Igen, elkövettem egy hibát mert nem nyomtatásra gondoltam, hanem levilágításra, ezt is beszéltem meg egy profi grafikus barátommal aki közel 20-éve vállalkozó. Ő ajált egy vastagabb minőségű filmet. A nálam lévő tipusok többségben ezt alkalmazzák, főleg a nagyobb felbontásúak. Még azt nem tudom, hogy ragasztani, vagy esetleg valamilyen mechanikus megoldással kell rögzitenem. Több esetben a ragasztást láttam.
Üdv.: Árpád
Hallihó!
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2005 november 25, 08:53
Írta: 000000000 Dátum 2005 november 25, 08:53
A ragasztás elegendő, csak jó legyen. Pillanatragasztót NE használj, mert biztosan ütni fog a tárcsa. Próbálkozz kétoldalas öntapis ragasztószalaggal, pl. szőnyegszélragasztóból kivágott körgyűrűvel. De azért ez legyen néhány mm széles. A kivágásnál vigyázz a koncentrikusságra, mert különben a 90 fokos fáziseltolás mászkálni fog félfordulatonként. Aztán majd ha már "nagy" leszel gondolkozz el a 0,1 mm-es bronz vagy korrozióálló szalagból fotomaratással készített tárcsákról. Nem bonyolultabb mint a kétoldalas NYÁk készítése házilag, csak egy kicsit jobban oda kell figyelni.
Cím: Re:Encoder használata
Írta: f6kuxbs9f Dátum 2005 november 26, 12:39
Írta: f6kuxbs9f Dátum 2005 november 26, 12:39
Sziasztok!
Hátha érdekel valakit egy Balluf encoder:
encoder
Aki árulja kevéssé van tisztában a dolgokal, mert léptetőmotorként kínálja [#nyes]
Üdv
Hátha érdekel valakit egy Balluf encoder:
encoder
Aki árulja kevéssé van tisztában a dolgokal, mert léptetőmotorként kínálja [#nyes]
Üdv
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2005 december 09, 21:38
Írta: 000000000 Dátum 2005 december 09, 21:38
Haliho, ezeket az enkodereket mire is akarjatok hasznalni? Mert szerintem csak arra lesz jo, hogy a motor lepesteveszteset detektalja egy aramkor, de utmero soha nem lesz, ahhoz mas kacat illik...
Cím: Re:Encoder használata
Írta: bicme92us Dátum 2005 december 10, 21:39
Írta: bicme92us Dátum 2005 december 10, 21:39
Engem érdekelne a kacat!
Cím: Re:Encoder használata
Írta: 3vv2btrhv Dátum 2005 december 12, 18:25
Írta: 3vv2btrhv Dátum 2005 december 12, 18:25
T Árpi
Édesapám hagyatékában van nagyon sok különbözö átméröjü papirfuro , szerintem az öntapados ragasztot avval kéne kifurni , a koncentrikusság igy biztositva lenne.
Tibor
Édesapám hagyatékában van nagyon sok különbözö átméröjü papirfuro , szerintem az öntapados ragasztot avval kéne kifurni , a koncentrikusság igy biztositva lenne.
Tibor
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2005 december 16, 23:37
Írta: 000000000 Dátum 2005 december 16, 23:37
az a kacat ugynevezett LINEARIS enkoder. Na, az affelek tenyleg pontosak tudnak lenni olyan szazadra-ezredre. Viszont ahol ilyet tudnak csinalni ott el is kerik az arat :( gyk. lehet ugyanaz mint a novekmenyes forgo enkoder, csak a linearis az ki van teritve.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2005 december 17, 11:04
Írta: 000000000 Dátum 2005 december 17, 11:04
Megvalami, altalaban uveglapra gozolik fel a finom felbontasu vonalkakat, ezt lesi az optika. Analog a kimenet, tehat a felbontas AD konverterrel+elotetaramkorrel finomithato, persze nem a vegletekig. beosztasok altalanos surusege 20 illetve 10 mikron, ha jol emlekszem.
A vonalak felvitele relative egyszeru eljaras, a gond ott van, hogy mi modon fogjak PONTOSAN felvinni a maszkot a lapra. (interferometeres meres, stb) Az meg mar egy masik vilag :)
A vonalak felvitele relative egyszeru eljaras, a gond ott van, hogy mi modon fogjak PONTOSAN felvinni a maszkot a lapra. (interferometeres meres, stb) Az meg mar egy masik vilag :)
Cím: Re:Encoder használata
Írta: Kristály Árpád Dátum 2005 december 17, 20:29
Írta: Kristály Árpád Dátum 2005 december 17, 20:29
Hallihó Mindenkinek!
Szia Tibor!
Kösz a segítséget, ami mindig jól jön, főleg ha jószándékú!
Tehát mégegyszer köszönöm!
Ha tudsz külgy egy fótot, mert még nem láttam ilyet, nem igazán tudom, hogy mire gondoljak.
Örülök, hogy végre megoldodott a "Bermuda-háromszög" rejtélye!
Várom válaszod!
Üdv.: Árpád
Hallihó!
Szia Tibor!
Kösz a segítséget, ami mindig jól jön, főleg ha jószándékú!
Tehát mégegyszer köszönöm!
Ha tudsz külgy egy fótot, mert még nem láttam ilyet, nem igazán tudom, hogy mire gondoljak.
Örülök, hogy végre megoldodott a "Bermuda-háromszög" rejtélye!
Várom válaszod!
Üdv.: Árpád
Hallihó!
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2005 december 17, 20:57
Írta: 000000000 Dátum 2005 december 17, 20:57
Guglival rakereshetsz, ha megy az angol... pl itt van egy ismereto, hogy mily cucc mennyire kenyes...
http://www.heidenhain.com/ta_linenc_makemore.html
http://www.heidenhain.com/ta_linenc_makemore.html
Cím: Re:Encoder használata
Írta: 3vv2btrhv Dátum 2005 december 19, 16:14
Írta: 3vv2btrhv Dátum 2005 december 19, 16:14
T Árpi
A fotomasinériámat a kutyám megette , igy csak elmondani tudom : hengeres anyag van ugy kifurva , hogy nagyon vékony fal keletkezik , ez a végén élesre van köszörülve . A megfogásnál vastagabb az anyag . furásnál forgatják pontos fordulatszámot nem tudok.
Valami van a gyártástechnologiában mert nemrég találkoztam valakivel aki azt mondta , hogy ez a papirfuro dolog nagyon tartos volt de amit most használnak az nagyon hamar tönkremegy.
Apám három generácios esztergájos familiábol származott, én nem követtem öt.
Tibor
UI a találkozo igy még idöszerüb
A fotomasinériámat a kutyám megette , igy csak elmondani tudom : hengeres anyag van ugy kifurva , hogy nagyon vékony fal keletkezik , ez a végén élesre van köszörülve . A megfogásnál vastagabb az anyag . furásnál forgatják pontos fordulatszámot nem tudok.
Valami van a gyártástechnologiában mert nemrég találkoztam valakivel aki azt mondta , hogy ez a papirfuro dolog nagyon tartos volt de amit most használnak az nagyon hamar tönkremegy.
Apám három generácios esztergájos familiábol származott, én nem követtem öt.
Tibor
UI a találkozo igy még idöszerüb
Cím: Re:Encoder használata
Írta: Kristály Árpád Dátum 2005 december 19, 16:36
Írta: Kristály Árpád Dátum 2005 december 19, 16:36
Köszönöm Válaszod Tibor, most már értem, persze ha megerőltetem volna az agyamat... akkor most nem égnék!
Hallihó!
Hallihó!
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2005 december 21, 19:38
Írta: 000000000 Dátum 2005 december 21, 19:38

[#smile]
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2005 december 23, 11:50
Írta: 000000000 Dátum 2005 december 23, 11:50
baba encoder :) Felbontasra mit tud? Jo suru az osztas.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2005 december 23, 12:03
Írta: 000000000 Dátum 2005 december 23, 12:03
Semmi info róla. A cnczone-ban találtam a képek között.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2005 december 23, 12:09
Írta: 000000000 Dátum 2005 december 23, 12:09
Oh, pedig mar kerdeztem volna, hogy mily technologiaval (gondolom kemiai maratas + foto) gyartottak a reseket :)
Agyaltam lienar enkoderen, de mindig csak oda lyukadok ki, hogy relative nagy felbontasu cuclit nem igazan lehet kisipari korulmenyek kozott legyartani... hacsak nincs valakinek bejarasa komoly helyekre... Mondjuk profi NyAK uzembe, ahol precizios nyakokat fotoznak... ott mar lehetne jo felbontasu cuccot csinaltatni, ha nem is halalpotnosat, de hasznalhatot. Ahol nekem ismerettsegem van/volt az mintha mar nem letezne (VT Circuits Szfvar) es nem tudom, hogy mi lett a cuccokkal/termelessel.
Agyaltam lienar enkoderen, de mindig csak oda lyukadok ki, hogy relative nagy felbontasu cuclit nem igazan lehet kisipari korulmenyek kozott legyartani... hacsak nincs valakinek bejarasa komoly helyekre... Mondjuk profi NyAK uzembe, ahol precizios nyakokat fotoznak... ott mar lehetne jo felbontasu cuccot csinaltatni, ha nem is halalpotnosat, de hasznalhatot. Ahol nekem ismerettsegem van/volt az mintha mar nem letezne (VT Circuits Szfvar) es nem tudom, hogy mi lett a cuccokkal/termelessel.
Cím: Re:Encoder használata
Írta: RogerCo Dátum 2006 február 15, 21:12
Írta: RogerCo Dátum 2006 február 15, 21:12
Sziasztok !
Valakinek sikerült már eredményt elérnie a forgás irány meghatározásában ?
Ma összeraktam egy kis elektronikát, olyan céllal, hogy csinálok egy tekerö gombot ami egy tárcsát fogat ami opto kapu között forog. Igy generálva STEP jelet. Ez már megy is. DE a DIR-t hogyan lehetne házilag kivitelezni ? :)
Köszi: Roger
Valakinek sikerült már eredményt elérnie a forgás irány meghatározásában ?
Ma összeraktam egy kis elektronikát, olyan céllal, hogy csinálok egy tekerö gombot ami egy tárcsát fogat ami opto kapu között forog. Igy generálva STEP jelet. Ez már megy is. DE a DIR-t hogyan lehetne házilag kivitelezni ? :)
Köszi: Roger
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2006 február 15, 22:46
Írta: 000000000 Dátum 2006 február 15, 22:46
mondjuk pic, de vannak cél ic-k is
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2006 február 16, 12:20
Írta: 000000000 Dátum 2006 február 16, 12:20
Hát pl. egy HLC2705 IC-vel. Ebben benne vannak a fotodiódák, a komparátor és az összes többi áramkör, ami kell. 5 V-ról szól és step/dir kimenete van. Ha az adatlapját megnézed, a belső kapcsolási rajza is ott van. Ellendarabja a SEP8506 infraled. Mindkettő kapható a LOMEX-nél.
Cím: Re:Encoder használata
Írta: 3vv2btrhv Dátum 2006 február 16, 16:21
Írta: 3vv2btrhv Dátum 2006 február 16, 16:21
Szia hunserv
Más topicban irtam , hogy ezt a medoldást láttam a szánok mozgatására .
Ha müködni fog vevö leszek rá !!
Tibor
Más topicban irtam , hogy ezt a medoldást láttam a szánok mozgatására .
Ha müködni fog vevö leszek rá !!
Tibor
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2006 május 30, 10:07
Írta: 000000000 Dátum 2006 május 30, 10:07
Helló Géza!
Egérből lehet enkódert készíteni, csak nem az igazi. Kicsi a felbontása, mert csak 32 rés van a tárcsán, tehát új kódtárcsa kell és a sűrűbb osztás miatt maszkolni is szükséges. Az optika elvileg felhasználható, de nem A-B kimenete van, hanem step/dir. István leendő Profi3-as vezérlőjéhez pedig A-B kell. A sebességét nem teszteltem, de lehet, hogy lassú is. Ha fototranzisztor az aktív eleme, az nehezebben viseli el a magasabb fordulatot mint egy fotodióda. Tavaly november közepén Árpi szólt egy olyat, hogy szeretne enkódert gyártani, akár sorozatban is.(lásd #52) Vajon hol tarthat? Kiváncsiságból én is összereszeltem egy 500 lépéseset. Funkcionálisan működik, de még messze nem sorozatérett. Tovább pontosan Árpi bejelentése miatt nem foglalkoztam vele, mert az én diákkoromban a felsőoktatási intézményekben még nem volt manager szak.
Egérből lehet enkódert készíteni, csak nem az igazi. Kicsi a felbontása, mert csak 32 rés van a tárcsán, tehát új kódtárcsa kell és a sűrűbb osztás miatt maszkolni is szükséges. Az optika elvileg felhasználható, de nem A-B kimenete van, hanem step/dir. István leendő Profi3-as vezérlőjéhez pedig A-B kell. A sebességét nem teszteltem, de lehet, hogy lassú is. Ha fototranzisztor az aktív eleme, az nehezebben viseli el a magasabb fordulatot mint egy fotodióda. Tavaly november közepén Árpi szólt egy olyat, hogy szeretne enkódert gyártani, akár sorozatban is.(lásd #52) Vajon hol tarthat? Kiváncsiságból én is összereszeltem egy 500 lépéseset. Funkcionálisan működik, de még messze nem sorozatérett. Tovább pontosan Árpi bejelentése miatt nem foglalkoztam vele, mert az én diákkoromban a felsőoktatási intézményekben még nem volt manager szak.
Cím: Re:Encoder használata
Írta: Kristály Árpád Dátum 2006 május 30, 16:37
Írta: Kristály Árpád Dátum 2006 május 30, 16:37
Hallihó!
A Conrad-nál kapható tárcsa és optokapu is melyenek van A és B kimenete... a kettő együtt ötezer körül van.
Hallihó IMI!
A pálya mindenkinek szabad, én kész vagyok csak a Servom nem mük még... és nem volt módom élesben kipróbálni.
Üdv.: Árpi
A Conrad-nál kapható tárcsa és optokapu is melyenek van A és B kimenete... a kettő együtt ötezer körül van.
Hallihó IMI!
A pálya mindenkinek szabad, én kész vagyok csak a Servom nem mük még... és nem volt módom élesben kipróbálni.
Üdv.: Árpi
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2006 május 31, 18:22
Írta: 000000000 Dátum 2006 május 31, 18:22
Üdv. mindenkinek!
Engem is nagyon izgat ez az enkcoder téma, noha én csak vészmegoldásnak szánnám, a léptetőmotorok esetlegesen fellépő lépésvesztésének korrigálására (tudom, tudom, a szervó sok mindenben jobb, de én már csak hűségből is maradnék a léptecseknél)
A lényegre viszont még senki sem válaszolt!!!
A kérdésem ugyan az, mint D.Lacinak az 54# hozzászólásban:
Hogyan oldható meg, hogy a MATCH "ne a motor lépéseit számolja, hanem az encoder-töl kapott jelek alapján dolgozzon. Mert ugye annak semmi értelme, hogy amit szemmel is látok, hogy eltolódott a 0-pont azt (hig-teck) technikával megmérjem…"
Szóval hogyan is van ez?
Engem is nagyon izgat ez az enkcoder téma, noha én csak vészmegoldásnak szánnám, a léptetőmotorok esetlegesen fellépő lépésvesztésének korrigálására (tudom, tudom, a szervó sok mindenben jobb, de én már csak hűségből is maradnék a léptecseknél)
A lényegre viszont még senki sem válaszolt!!!
A kérdésem ugyan az, mint D.Lacinak az 54# hozzászólásban:
Hogyan oldható meg, hogy a MATCH "ne a motor lépéseit számolja, hanem az encoder-töl kapott jelek alapján dolgozzon. Mert ugye annak semmi értelme, hogy amit szemmel is látok, hogy eltolódott a 0-pont azt (hig-teck) technikával megmérjem…"
Szóval hogyan is van ez?
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2006 június 27, 10:56
Írta: 000000000 Dátum 2006 június 27, 10:56
Kérlek segítsetek!
Az előző kérdésemre sehogy sem találok választ.
A léptecseim nagyon bikák, de ha nem tudom encoderrel korrigálni az esetleges lépésvesztést, kénytelen leszek szervóra állni.
Pedig igazán nem akartam...
Vagy mégis az a jobb?
(100 Kg az X !)
[#nemtudom]
Előre is köszönök bármilyen véleményt!
Áron
Az előző kérdésemre sehogy sem találok választ.
A léptecseim nagyon bikák, de ha nem tudom encoderrel korrigálni az esetleges lépésvesztést, kénytelen leszek szervóra állni.
Pedig igazán nem akartam...
Vagy mégis az a jobb?
(100 Kg az X !)
[#nemtudom]
Előre is köszönök bármilyen véleményt!
Áron
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2006 június 27, 12:26
Írta: 000000000 Dátum 2006 június 27, 12:26
Sziasztok!
A Mach manual-ban nem írják, hogy a Mach korrigálni tudna az encoder alapján. Szerintem encodert csak léptetésre lehet vele használni.
A másik kérdés, hogy ha kétcsatornás encodert használsz, akkor az 3 tengely esetén 6 bemenetet jelent. Egy nyomtatóport 5 bemenettel rendelkezik! Ha tudná is esetleg, akkor is kellene mégegy nyomtató port, de szerintem nem tudja :(
A Mach manual-ban nem írják, hogy a Mach korrigálni tudna az encoder alapján. Szerintem encodert csak léptetésre lehet vele használni.
A másik kérdés, hogy ha kétcsatornás encodert használsz, akkor az 3 tengely esetén 6 bemenetet jelent. Egy nyomtatóport 5 bemenettel rendelkezik! Ha tudná is esetleg, akkor is kellene mégegy nyomtató port, de szerintem nem tudja :(
Cím: Re:Encoder használata
Írta: 3vv2btrhv Dátum 2006 június 27, 16:59
Írta: 3vv2btrhv Dátum 2006 június 27, 16:59
Sziasztok
Régebben irtam erröl ,hogy egy kiállitáson láttam azt a magyar megoldást amikor léptetö motorokat korrigáltak vonalas enkoder jeleivel !! A megoldás szoftveres volt ! Tehát lehetséges csak alapjaiban más .
Tibor
Régebben irtam erröl ,hogy egy kiállitáson láttam azt a magyar megoldást amikor léptetö motorokat korrigáltak vonalas enkoder jeleivel !! A megoldás szoftveres volt ! Tehát lehetséges csak alapjaiban más .
Tibor
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2006 június 27, 17:00
Írta: 000000000 Dátum 2006 június 27, 17:00
Szia Tyutyi!
Kár...
Akkor elmozdulok a szervó felé (legalábbis a nagyobb géppel).
Üdv:
Áron
Kár...
Akkor elmozdulok a szervó felé (legalábbis a nagyobb géppel).
Üdv:
Áron
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2006 június 27, 17:03
Írta: 000000000 Dátum 2006 június 27, 17:03
Szia Tibor!
Tudnál erről pontosabbat írni?
Mármint a szoftverről.
[#wave]
Tudnál erről pontosabbat írni?
Mármint a szoftverről.
[#wave]
Cím: Re:Encoder használata
Írta: 3vv2btrhv Dátum 2006 június 27, 17:28
Írta: 3vv2btrhv Dátum 2006 június 27, 17:28
Szia Szobrász
Csak a céget tudom megkeresni othon !
Tibor
UI : te mivel készited a szobraid tervét ?
Csak a céget tudom megkeresni othon !
Tibor
UI : te mivel készited a szobraid tervét ?
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2006 június 27, 18:30
Írta: 000000000 Dátum 2006 június 27, 18:30
3d max-al. Ez nem egészen erre való, de nekem annak idején a látványterv volt a fontos. Cnc-s ipari alkalmazásra nem ajánlanám, igen bunyolult, mindamellett pontatlan is.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2006 június 27, 18:52
Írta: 000000000 Dátum 2006 június 27, 18:52
Helló Szobrász!
irtam üzit légyszi válaszolj!!
irtam üzit légyszi válaszolj!!
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2006 június 27, 19:34
Írta: 000000000 Dátum 2006 június 27, 19:34
Szia Szobrász!
Én is küldtem kétszer levelet. A megbeszéltek szerint jártam el. Válasz eddig nem érkezett Tőlled!
Én is küldtem kétszer levelet. A megbeszéltek szerint jártam el. Válasz eddig nem érkezett Tőlled!
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2006 június 27, 22:05
Írta: 000000000 Dátum 2006 június 27, 22:05
Szia Molyoló!
Már írtam!
Bocsánat, csak nem volt mit.
Üdv.:
Áron
Már írtam!
Bocsánat, csak nem volt mit.
Üdv.:
Áron
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2006 június 29, 00:28
Írta: 000000000 Dátum 2006 június 29, 00:28
Sziasztok!
Megtaláltam a megoldást [#heureka] !!!
ITT! arra a bizonyos kérdésre, hogy hogyan oldható meg, hogy a szoftver "ne a motor lépéseit számolja, hanem az encoder-től kapott jelek alapján dolgozzon. Mert ugye annak semmi értelme, hogy amit szemmel is látok, hogy eltolódott a 0-pont azt (hig-teck) technikával megmérjem…"
Hatodik oldal, második és harmadik alfejezet.
(A vicc az, hogy nem tudok angolul, de értem mit írnak):
Léptetőmotorok teljesen enkóder visszacsatolásos vezérlése, aminek a következménye tulajdonképpen egy AC szervó, méghozzá mindig maximálisan elérhető nyomaték mellett!
A következő bekezdésben megemlítik, hogy nemigen rezonál, és mindezek felett lehetőségünk nyílik a kézi tekerentyűk használatára is! Sőt digitalizált módon!
István, ez baromi jó!
Meg lehet ezt valósítani majd a Profi2-ben?
[#hamm]
Üdv.:
Áron
Megtaláltam a megoldást [#heureka] !!!
ITT! arra a bizonyos kérdésre, hogy hogyan oldható meg, hogy a szoftver "ne a motor lépéseit számolja, hanem az encoder-től kapott jelek alapján dolgozzon. Mert ugye annak semmi értelme, hogy amit szemmel is látok, hogy eltolódott a 0-pont azt (hig-teck) technikával megmérjem…"
Hatodik oldal, második és harmadik alfejezet.
(A vicc az, hogy nem tudok angolul, de értem mit írnak):
Léptetőmotorok teljesen enkóder visszacsatolásos vezérlése, aminek a következménye tulajdonképpen egy AC szervó, méghozzá mindig maximálisan elérhető nyomaték mellett!
A következő bekezdésben megemlítik, hogy nemigen rezonál, és mindezek felett lehetőségünk nyílik a kézi tekerentyűk használatára is! Sőt digitalizált módon!
István, ez baromi jó!
Meg lehet ezt valósítani majd a Profi2-ben?
[#hamm]
Üdv.:
Áron
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2006 június 29, 01:42
Írta: 000000000 Dátum 2006 június 29, 01:42
Szia Szobrász!
A Mach4 ehhez a rendszerhez készült.
Azért tudja a vezérlő, vagyis így már szabályzó megoldani a lépésvesztést, mert nem step/dir jelekkel megy, hanem pozíciókoordinátákkal.
Így van ideje korrigálni. Azt is írják, hogy ha hibázik a motor, akkor a szabályzó megpróbálja lelassítani, amíg már nincs lépésvesztés. Okos kis cucc, de az ára 208 dolcsi. Ráadásul ez még önmagában nem használható semmire, a használatához még kell egy step/dir vezérlő is. Ez a szerkentyű adja ki a pozíció koordináták és az encoder jelei alapján a step/dir jeleket.
Esetleg használható a P1 -el együtt.
A Mach4 ehhez a rendszerhez készült.
Azért tudja a vezérlő, vagyis így már szabályzó megoldani a lépésvesztést, mert nem step/dir jelekkel megy, hanem pozíciókoordinátákkal.
Így van ideje korrigálni. Azt is írják, hogy ha hibázik a motor, akkor a szabályzó megpróbálja lelassítani, amíg már nincs lépésvesztés. Okos kis cucc, de az ára 208 dolcsi. Ráadásul ez még önmagában nem használható semmire, a használatához még kell egy step/dir vezérlő is. Ez a szerkentyű adja ki a pozíció koordináták és az encoder jelei alapján a step/dir jeleket.
Esetleg használható a P1 -el együtt.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2006 június 29, 06:42
Írta: 000000000 Dátum 2006 június 29, 06:42
Ha legalább 20uS-os a Step jel szélessége akkor használható az összes vezérlőinkkel (P1, H1, P2A), csak az összekábelezést kell megoldani.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2006 június 29, 09:25
Írta: 000000000 Dátum 2006 június 29, 09:25
Pfuuu de jó!!!
Minek is kell pontosan tudnia azt a Step jel szélességet, a vezérlőnek, vagy a küttyünek?
Nagy ügy az az összekábelezés?
Illetve szerintetek lehet ezt (a leírása szerint: 6 tengely) két egyenként 3 tengelyes külön(!) gép szabályozására használni? (természetesen ez két PC és két külön futó G-kód)
Tehát ez már (csakis) Mach4.
Üdv. Tyutyi!
A többi ki/be menet és bigyó mire való? Mit tudhat ez még?
6-axis step and direction outputs
6 quadrature encoder inputs
16 general purpose outputs
22 general purpose inputs
4 analog outpus
4 analog inputs
USB and Ethernet
Azt jól értem, hogy így akár az LPT portos vezérlőnk is Usb-n fog kommunikálni, és noha srep/dir rendszerűek, a kütyüvel ez PC szinten már nem is step/dir? (Ez ügye jó hír, profibb. Vagy tévedek?)
Szép napot nektek!
Áron
[#wave]
Minek is kell pontosan tudnia azt a Step jel szélességet, a vezérlőnek, vagy a küttyünek?
Nagy ügy az az összekábelezés?
Illetve szerintetek lehet ezt (a leírása szerint: 6 tengely) két egyenként 3 tengelyes külön(!) gép szabályozására használni? (természetesen ez két PC és két külön futó G-kód)
Tehát ez már (csakis) Mach4.
Üdv. Tyutyi!
A többi ki/be menet és bigyó mire való? Mit tudhat ez még?
6-axis step and direction outputs
6 quadrature encoder inputs
16 general purpose outputs
22 general purpose inputs
4 analog outpus
4 analog inputs
USB and Ethernet
Azt jól értem, hogy így akár az LPT portos vezérlőnk is Usb-n fog kommunikálni, és noha srep/dir rendszerűek, a kütyüvel ez PC szinten már nem is step/dir? (Ez ügye jó hír, profibb. Vagy tévedek?)
Szép napot nektek!
Áron
[#wave]
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2006 június 29, 09:36
Írta: 000000000 Dátum 2006 június 29, 09:36
És ez ITT mire jó Tyutyi? Miben más? (én sajnos nem értem...)
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2006 június 29, 12:50
Írta: 000000000 Dátum 2006 június 29, 12:50
Sziasztok, szia Szobrász!
Ez is hasonló, mint a G101. Most hirtelen nem látom a különbséget, de majd összehasonlítom a kettőt.
USB vagy Ethernet csatlakozón kapcsolódik a számítógéphez. Ez is coordinátákat fogad a PC-től. A step/dir jeleket a mikrovezérlő állítja elő. Minden tengelyhez tartozik encoder bemenet is, összesen 6 csatornája van. Ezenkívül van benne 16 általános célra használható digitális bemenet(ezekre lehet kötni például a végállás kapcsolókat) és 4 analóg bemenet(például nyúlásmérő bélyeggel lehet akár digitalizálni is :). De ehhez az eszközhöz is kell vezérlő, amit a step/dir kimeneti jelekkel össze kell kötni.
Ez is hasonló, mint a G101. Most hirtelen nem látom a különbséget, de majd összehasonlítom a kettőt.
USB vagy Ethernet csatlakozón kapcsolódik a számítógéphez. Ez is coordinátákat fogad a PC-től. A step/dir jeleket a mikrovezérlő állítja elő. Minden tengelyhez tartozik encoder bemenet is, összesen 6 csatornája van. Ezenkívül van benne 16 általános célra használható digitális bemenet(ezekre lehet kötni például a végállás kapcsolókat) és 4 analóg bemenet(például nyúlásmérő bélyeggel lehet akár digitalizálni is :). De ehhez az eszközhöz is kell vezérlő, amit a step/dir kimeneti jelekkel össze kell kötni.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2006 június 29, 15:11
Írta: 000000000 Dátum 2006 június 29, 15:11
Szia Tyutyi!
Nem lehet, hogy csak a dobozolás a külömbség?
(jó drága doboz...)
Megköszönném ha olvasgatnád a G101 leírását, nagyon örülnék minden technikai részletnek, érdekességnek, mint Pl.: ez a digitalizálás is.
Hogy is van ez, ha ügyes (és elég türelmes)vagyok leveszi az ujjlenyomatomat? [#vigyor3] Mi az, hogy "nyúlásmérő bélyeg" (LSD?)
Nem lehet, hogy csak a dobozolás a külömbség?
(jó drága doboz...)
Megköszönném ha olvasgatnád a G101 leírását, nagyon örülnék minden technikai részletnek, érdekességnek, mint Pl.: ez a digitalizálás is.
Hogy is van ez, ha ügyes (és elég türelmes)vagyok leveszi az ujjlenyomatomat? [#vigyor3] Mi az, hogy "nyúlásmérő bélyeg" (LSD?)
Cím: Re:Encoder használata
Írta: sasi Dátum 2006 június 29, 19:51
Írta: sasi Dátum 2006 június 29, 19:51
Szia Szobrász!
A nyúlásmérő bélyeg egy huzalellenállás (kicsi és bélyegalakú), melyet egy alakváltozásra alkalmas testre ragasztanak, és terhelés közben mérik az ellenállás változását.
Így készítenek erőmérő cellákat (pl. mérleg), nyomatékmérőket, mérik a hidak, épületek nyomástartó edények deformációját stb.
Így néznek ki:
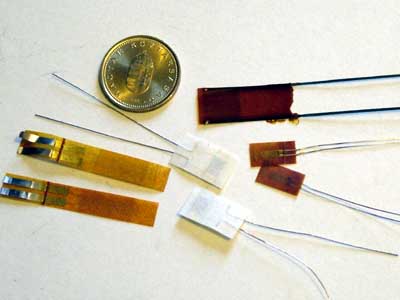
A nyúlásmérő bélyeg egy huzalellenállás (kicsi és bélyegalakú), melyet egy alakváltozásra alkalmas testre ragasztanak, és terhelés közben mérik az ellenállás változását.
Így készítenek erőmérő cellákat (pl. mérleg), nyomatékmérőket, mérik a hidak, épületek nyomástartó edények deformációját stb.
Így néznek ki:
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2006 június 29, 22:13
Írta: 000000000 Dátum 2006 június 29, 22:13
Sziasztok!
Sasi jól mondja. Az adatlapot majd átolvasom.
A nyúlásmérő bélyeg csak egy ötlet volt az analóg bemenetek használatára.
Sasi jól mondja. Az adatlapot majd átolvasom.
A nyúlásmérő bélyeg csak egy ötlet volt az analóg bemenetek használatára.
Cím: Re:Encoder használata
Írta: ifarkas Dátum 2006 június 30, 09:48
Írta: ifarkas Dátum 2006 június 30, 09:48
Sziasztok!
Már egy ideje próbálgatom a G100-at(a G101-eshez kell egy alaplapot gyártani vagy meg kell venni a G100-at) ez egy dobozolt 96LED-el ellátott végfelhasználói készülék.
Elvileg USB-vel és/vagy ethernet -tel kommunikál, nekem egyelőre csak ethernettel múködik.Én sajnos a programozáshoz(meg angolul semsokat)nem értek, ezért Mach3-4-el próbálgatom, ezt még folyamatosan fejlesztik(Art).DC szervomotorral valóban nagy sebességre képes, de a step/dir kimeneteken kívül a többi ki és bemenet kezelése Mach-al nem megoldott.
Már egy ideje próbálgatom a G100-at(a G101-eshez kell egy alaplapot gyártani vagy meg kell venni a G100-at) ez egy dobozolt 96LED-el ellátott végfelhasználói készülék.
Elvileg USB-vel és/vagy ethernet -tel kommunikál, nekem egyelőre csak ethernettel múködik.Én sajnos a programozáshoz(meg angolul semsokat)nem értek, ezért Mach3-4-el próbálgatom, ezt még folyamatosan fejlesztik(Art).DC szervomotorral valóban nagy sebességre képes, de a step/dir kimeneteken kívül a többi ki és bemenet kezelése Mach-al nem megoldott.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2006 június 30, 15:35
Írta: 000000000 Dátum 2006 június 30, 15:35
Szia Ifarkas!
Ezek szerint félre értettem valamit? Ez akkor egy 6 tengelyes dc szervó vezérlő lenne (és ebben az esetben komplett, azaz nem kell hozzá más elektronika Pl.: tengelyenként egy-egy szervó meghajtó)?
A léptető vezérlőkkel való összekapcsolhatóság meg csupán egy lehetséges opció lenne (nem pedig főprofil)?
Nagyon kíváncsi lennék minden tanácsodra és tapasztalatodra a G-rex kártyával kapcsolatban, akár itt, akár magánban!
Előre is köszönöm szépen!:
Áron
Ezek szerint félre értettem valamit? Ez akkor egy 6 tengelyes dc szervó vezérlő lenne (és ebben az esetben komplett, azaz nem kell hozzá más elektronika Pl.: tengelyenként egy-egy szervó meghajtó)?
A léptető vezérlőkkel való összekapcsolhatóság meg csupán egy lehetséges opció lenne (nem pedig főprofil)?
Nagyon kíváncsi lennék minden tanácsodra és tapasztalatodra a G-rex kártyával kapcsolatban, akár itt, akár magánban!
Előre is köszönöm szépen!:
Áron
Cím: Re:Encoder használata
Írta: ifarkas Dátum 2006 június 30, 20:58
Írta: ifarkas Dátum 2006 június 30, 20:58
Szia Szobrász!
Igen, ez félreérthető megfogalmazás volt.
Természetesen kell hozzá szervomotormeghajtó vagy léptetőmotor meghajtó elektronika.
Igen, ez félreérthető megfogalmazás volt.
Természetesen kell hozzá szervomotormeghajtó vagy léptetőmotor meghajtó elektronika.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2006 június 30, 21:19
Írta: 000000000 Dátum 2006 június 30, 21:19
Szia!
Nem látom hirtelen, mi értelme volna szervómeghajtó elektronikával használni, hiszen az eleve szabályoz. Mivel lesz az több a "király" által? Mi rajta a korona?
Üdv.:
Áron
Nem látom hirtelen, mi értelme volna szervómeghajtó elektronikával használni, hiszen az eleve szabályoz. Mivel lesz az több a "király" által? Mi rajta a korona?
Üdv.:
Áron
Cím: Re:Encoder használata
Írta: ybm4ifb Dátum 2006 július 01, 23:11
Írta: ybm4ifb Dátum 2006 július 01, 23:11
Sziasztok
Ha valakit érdekel van egypár Encoderem,és egy 100w-os szervo motorom is..encoderelegybeépitve.
Ha valakit érdekel van egypár Encoderem,és egy 100w-os szervo motorom is..encoderelegybeépitve.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2006 július 02, 00:06
Írta: 000000000 Dátum 2006 július 02, 00:06
Szia Stojka!
Engem érdekelnek, küldj infót!
Üdv:
Áron
Engem érdekelnek, küldj infót!
Üdv:
Áron
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2006 július 06, 11:22
Írta: 000000000 Dátum 2006 július 06, 11:22
Szia Tyutyi!
Mentél már valamire az adatlappal?
Üdv.:
Áron
Mentél már valamire az adatlappal?
Üdv.:
Áron
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2006 július 06, 12:14
Írta: 000000000 Dátum 2006 július 06, 12:14
Szia Szobrász!
Nagyjából átnéztem. A G100 és G101 ugyanazt tudja, csak az egyik dobozolt változat és sorkapcsos csatlakozásai vannak. A másikon tüskesoros csatlakozások vannak és nincs dobozban. Lehet hozzá léptetőmotort is csatlakoztatni encoderrel. Ahogy már írtam a Mach4 -et ehhez készítették.
Szerintem érdemes lenne kipróbálni annak, akinek nagyon fontos a lépésveszteség nélküli működés és ragaszkodik a léptetőmotoros hajtáshoz.
Nagyjából átnéztem. A G100 és G101 ugyanazt tudja, csak az egyik dobozolt változat és sorkapcsos csatlakozásai vannak. A másikon tüskesoros csatlakozások vannak és nincs dobozban. Lehet hozzá léptetőmotort is csatlakoztatni encoderrel. Ahogy már írtam a Mach4 -et ehhez készítették.
Szerintem érdemes lenne kipróbálni annak, akinek nagyon fontos a lépésveszteség nélküli működés és ragaszkodik a léptetőmotoros hajtáshoz.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2006 július 06, 20:13
Írta: 000000000 Dátum 2006 július 06, 20:13
Azaz nekem [#wink].
Köszönöm Tyutyi!
Így egy fordított nyomatékkarakterisztikájú szervóhoz jutunk léptetőmotorokból, ha jól értem, méghozzá az elektronika által mindig maximális sebességen/nyomatékon hajtva, encoderrel szabályozva, lépésvesztés nélkül. + pl. digitalizáló (és egyéb)bemenetek és a digitálisan is számlált kézzi(!) hajtás lehetősége, ami szerszámgépeknél igen nagy előny.
Minél gyorsabb az alap (léptetős) vezérlőnk, annál gyorsabban és pontosabban tud korrigálni a G-rex.
Azt hiszem pont ezt kerestem :-).
Ifarkas!
Te miért használod dc szervóval? Illetve, ha Mach4-el nem használhatóak a plussz ki/be menetek, Te mivel használod/használnád?
Üdv.:
Áron
Köszönöm Tyutyi!
Így egy fordított nyomatékkarakterisztikájú szervóhoz jutunk léptetőmotorokból, ha jól értem, méghozzá az elektronika által mindig maximális sebességen/nyomatékon hajtva, encoderrel szabályozva, lépésvesztés nélkül. + pl. digitalizáló (és egyéb)bemenetek és a digitálisan is számlált kézzi(!) hajtás lehetősége, ami szerszámgépeknél igen nagy előny.
Minél gyorsabb az alap (léptetős) vezérlőnk, annál gyorsabban és pontosabban tud korrigálni a G-rex.
Azt hiszem pont ezt kerestem :-).
Ifarkas!
Te miért használod dc szervóval? Illetve, ha Mach4-el nem használhatóak a plussz ki/be menetek, Te mivel használod/használnád?
Üdv.:
Áron
Cím: Re:Encoder használata
Írta: ifarkas Dátum 2006 július 06, 20:54
Írta: ifarkas Dátum 2006 július 06, 20:54
Szia Szobrász!
Még nem hasznnálom csak tesztelem(próbálgatom), napról-napra több mindenre jövök rá, már csak a kézikerék(MPG) nem működik.
Azért használom szervóval, mert egy régebbi cnc esztergát újítok fel, és ezen szervomotorok vannak.
Még nem hasznnálom csak tesztelem(próbálgatom), napról-napra több mindenre jövök rá, már csak a kézikerék(MPG) nem működik.
Azért használom szervóval, mert egy régebbi cnc esztergát újítok fel, és ezen szervomotorok vannak.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2006 szeptember 26, 22:38
Írta: 000000000 Dátum 2006 szeptember 26, 22:38
Sziasztok! Van egy teljesen ugyanilyen encoderem + hozzá való tárcsa, nem is volt drága, Ebay-ről! A neve HEDS-9100. Megvan hozzá a leírás pdf is, csak nem értek egy dologot benne, kérlek segítsetek. Sehol egy kapcsolási rajz benne, 4 csatlakozó van, VCC, GND, Ch A, CH B - elvileg sima ügy. Viszont két helyen említ pull-up ellenállást, 3.3 kOhm, és 11 kOhm, de a szövegben sehol semmi utalás, hogy hova kéne, meg hogy miért, és melyiket. Tippem: a CH A és CH B-re kellene bekötni. Mellékelem a képeket. István, a te példányodon hova vannak ellenállások bekötve, és mekkorák? Köszönöm szépen minden segítséget, nem szeretném elfüstölni az encodert.





Cím: Re:Encoder használata
Írta: 000000000 Dátum 2006 szeptember 27, 06:55
Írta: 000000000 Dátum 2006 szeptember 27, 06:55
A pullup felhózót jelent (a kimenet és a Vcc közé kell kötni, jellemzően 3k3-ost mert ennek akkora a terhe mint egy szabványos TTL kapu bemenetének)!
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2006 szeptember 27, 08:38
Írta: 000000000 Dátum 2006 szeptember 27, 08:38
Köszönöm szépen István! Akkor valahogy így fog kinézni a bekötésem?

Üdv: Giorgio
Üdv: Giorgio
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2006 szeptember 27, 08:45
Írta: 000000000 Dátum 2006 szeptember 27, 08:45
Hát de hol az ellenállás?!
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2006 szeptember 27, 08:55
Írta: 000000000 Dátum 2006 szeptember 27, 08:55
Hoppá, lemaradtak az ellenállások. Akkor valahogy így?

Az előző post-ot nyugodtan töröld. Mégegyszer köszönöm István!
Üdv: Giorgio
Az előző post-ot nyugodtan töröld. Mégegyszer köszönöm István!
Üdv: Giorgio
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2006 szeptember 27, 11:54
Írta: 000000000 Dátum 2006 szeptember 27, 11:54
Így ok!
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2006 szeptember 27, 11:55
Írta: 000000000 Dátum 2006 szeptember 27, 11:55
Köszönöm.
Cím: Re:Encoder használata
Írta: Riboga Dátum 2006 november 12, 15:08
Írta: Riboga Dátum 2006 november 12, 15:08
Sziasztok
A talin szert tettem egy ilyen encoderre és bekötöttem a Mach3-ba MPG-re. Nekem úgy tűnt, hogy ha az MPG által diktált sebesség magasabb mint a motor tuningban beállított maximum, a program lenyeli a többlet léptetés. Egyszerűbben, ha lassan tekerek tizet, akkor a léptető motor is ennyit teker, de ha gyorsan, akkor már kevesebbet. Más is ezt tapasztalta, vagy csak én rontottam el valamit.
Puszta kíváncsiságból átkonfiguráltam a bemeneteket ENCODER-nak, de ott ezt a fajta impulzus vesztést nem tapasztaltam. Az ENCODER fordulatszámát tovább növelve úgy ~13000 imp/s –tol (2000 fordulat/perc) kezdődött egy a sebesség növelésével fokozatosan emelkedő impulzus vesztés. Ez gondolom a printer port mintavételi sebességének felső határa lehet. 45Khz-es kernelt használok. Ez egy meglehetősen alacsony érték.
Üdv. RR.
A talin szert tettem egy ilyen encoderre és bekötöttem a Mach3-ba MPG-re. Nekem úgy tűnt, hogy ha az MPG által diktált sebesség magasabb mint a motor tuningban beállított maximum, a program lenyeli a többlet léptetés. Egyszerűbben, ha lassan tekerek tizet, akkor a léptető motor is ennyit teker, de ha gyorsan, akkor már kevesebbet. Más is ezt tapasztalta, vagy csak én rontottam el valamit.
Puszta kíváncsiságból átkonfiguráltam a bemeneteket ENCODER-nak, de ott ezt a fajta impulzus vesztést nem tapasztaltam. Az ENCODER fordulatszámát tovább növelve úgy ~13000 imp/s –tol (2000 fordulat/perc) kezdődött egy a sebesség növelésével fokozatosan emelkedő impulzus vesztés. Ez gondolom a printer port mintavételi sebességének felső határa lehet. 45Khz-es kernelt használok. Ez egy meglehetősen alacsony érték.
Üdv. RR.
Cím: Re:Encoder használata
Írta: D.Laci Dátum 2006 november 12, 18:43
Írta: D.Laci Dátum 2006 november 12, 18:43
"A talin szert tettem egy ilyen encoderre"
De milyenre???
Az encoder hány Khz-t bir?
De milyenre???
Az encoder hány Khz-t bir?
Cím: Re:Encoder használata
Írta: Riboga Dátum 2006 november 12, 22:30
Írta: Riboga Dátum 2006 november 12, 22:30
Formára, bekötésre mint lentebb.
HP QEDS-5977 adatlapot nem találtam, de a 100khz-et meg sem közelítttem és az alábbinak ez a határ.
HP QEDS-5977 adatlapot nem találtam, de a 100khz-et meg sem közelítttem és az alábbinak ez a határ.
Cím: Re:Encoder használata
Írta: yuagaci9g Dátum 2006 november 17, 17:58
Írta: yuagaci9g Dátum 2006 november 17, 17:58
Megoldodni latszik az enkoder kerdes
1024 pozicios, tiz bites enkoder
Gyartanak tizenket bitest is es tevezik a tizenhatost.
1024 pozicios, tiz bites enkoder
Gyartanak tizenket bitest is es tevezik a tizenhatost.
Cím: Re:Encoder használata
Írta: e3h0cv4ph Dátum 2006 november 17, 23:09
Írta: e3h0cv4ph Dátum 2006 november 17, 23:09
D.Laci -nak üzenem, hogy írtam neki E-mailt, kérem válaszoljon.
Cím: Re:Encoder használata
Írta: Kristály Árpád Dátum 2006 november 23, 10:01
Írta: Kristály Árpád Dátum 2006 november 23, 10:01
Hallihó!
Elkéne egy kis segítség....
Balluff encoder jutott a birtokomba.
Meglepő. hogy 12...vezeték, ez nem vicc, jön ki belőle.
Kettő A
Kett B
Kett R
Ezekből 3 vezeték vastagabb. Üvegtárcsás, 2500 input.......
Hallihó!
Elkéne egy kis segítség....
Balluff encoder jutott a birtokomba.
Meglepő. hogy 12...vezeték, ez nem vicc, jön ki belőle.
Kettő A
Kett B
Kett R
Ezekből 3 vezeték vastagabb. Üvegtárcsás, 2500 input.......
Hallihó!
Cím: Re:Encoder használata
Írta: dg8n4i8x Dátum 2006 november 24, 22:30
Írta: dg8n4i8x Dátum 2006 november 24, 22:30
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2006 november 24, 23:16
Írta: 000000000 Dátum 2006 november 24, 23:16
Valóban érdekes, de hogyan müxik? Mert nekem nem indul el, a default adatokkal is felteszi a kezét, hogyaszongya: invalid parameter stb. stb. Eddig Autocad-el rajzoltam a kódtárcsákat, csak abból kicsit macerás a levilágító számára használható formátumú és méretű filet készíteni. Ezért próbáltam behergelni, dehát nem hagyja magát a dög!
Cím: Re:Encoder használata
Írta: dg8n4i8x Dátum 2006 november 25, 00:29
Írta: dg8n4i8x Dátum 2006 november 25, 00:29
Sajnos még nem próbáltam, csak ráakadtam és rögtön ide tettem a linket. Majd otthon kipróbálom!
Cím: Re:Encoder használata
Írta: u4vhu0en9 Dátum 2006 november 25, 07:15
Írta: u4vhu0en9 Dátum 2006 november 25, 07:15
üdv
a tizedes pontot ki kell cserélni veszőre
bajusz
a tizedes pontot ki kell cserélni veszőre
bajusz
Cím: Re:Encoder használata
Írta: Kristály Árpád Dátum 2006 november 25, 09:29
Írta: Kristály Árpád Dátum 2006 november 25, 09:29
Szia BALU, légyszíves ted be a linkbe is....
Üdv.: Árpi
Üdv.: Árpi
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2006 november 25, 10:34
Írta: 000000000 Dátum 2006 november 25, 10:34
Bingó! Ezt egyébként természetesen eljátszottam vele mindjárt az elején. A gizdaság az, hogy a nem használt helyeken is ki kell cserélni. Egysoros inkrementálist akartam rajzolni, ezért a "B" és "C" csatornák pipáját kivettem. Ennek ellenére a tizedespontot ott is át kell írni. Hála az okosságodnak. Kössz!
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2006 november 25, 10:37
Írta: 000000000 Dátum 2006 november 25, 10:37
Na meg az is átvert, hogy a mintaképernyőn is tizedespont van.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2006 november 25, 10:55
Írta: 000000000 Dátum 2006 november 25, 10:55

Cím: Re:Encoder használata
Írta: 000000000 Dátum 2006 november 25, 11:04
Írta: 000000000 Dátum 2006 november 25, 11:04
Ez nagyon tetszik! köszi!
A kimenete Printer (tehát MS Publisherrel Mac3-ba importáltatható és marható)![#taps]
A kimenete Printer (tehát MS Publisherrel Mac3-ba importáltatható és marható)![#taps]
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2006 november 25, 11:08
Írta: 000000000 Dátum 2006 november 25, 11:08
És egy ezzel készült házi Encoder:

Cím: Re:Encoder használata
Írta: u4vhu0en9 Dátum 2006 november 25, 12:05
Írta: u4vhu0en9 Dátum 2006 november 25, 12:05
bmp kimenete van
bajusz
bajusz
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2006 november 25, 12:33
Írta: 000000000 Dátum 2006 november 25, 12:33
De nyomtatni bármibe lehet, és ez a lényeg!!!
Cím: Re:Encoder használata
Írta: dg8n4i8x Dátum 2006 november 25, 17:06
Írta: dg8n4i8x Dátum 2006 november 25, 17:06
Sziasztok!
Örülök, hogy ilyen sikert aratott ez a kis program! [#wink] Azért van előnye egy dögunalmas éjszakás műszaknak is![#nevetes1]
Örülök, hogy ilyen sikert aratott ez a kis program! [#wink] Azért van előnye egy dögunalmas éjszakás műszaknak is![#nevetes1]
Cím: Re:Encoder használata
Írta: bxc3pws2n Dátum 2006 december 07, 00:09
Írta: bxc3pws2n Dátum 2006 december 07, 00:09
Van három Db léptető motorom ezek tengelyén tárcsa , a motor mint az adatai közt olvasható 2 fokot tud lépni, 2X 45 rés található a tárcsán.
Igazából a Mach -hoz mint encodert szeretném használni.
1 alkalmaas rá, v. ki kell cserélni a tárcsáját?
2 milyen interface kell a vezérlőig, tudna valaki a kapcs rajzban segíteni?
A képek itt láthatóak:
http://www.travelpicture.net/hobbycnc/Gori/
Igazából a Mach -hoz mint encodert szeretném használni.
1 alkalmaas rá, v. ki kell cserélni a tárcsáját?
2 milyen interface kell a vezérlőig, tudna valaki a kapcs rajzban segíteni?
A képek itt láthatóak:
http://www.travelpicture.net/hobbycnc/Gori/
Cím: Re:Encoder használata
Írta: bxc3pws2n Dátum 2006 december 07, 00:12
Írta: bxc3pws2n Dátum 2006 december 07, 00:12
Előre is köszönöm!
Cím: Re:Encoder használata
Írta: lari Dátum 2006 december 07, 18:47
Írta: lari Dátum 2006 december 07, 18:47
Üdv az uraknak!
Tegyá már világossá valaki nekem legyen szives, hogy ha készítek egy cnc gépet, amelyhez mondjuk van egy H1-es vezérlő, ahhoz lehet használni encodert vagy sem?
Ha igen akkor tulajdonképpen mire jó? Csak számlálásra, vagy esetleg a jelei alapján a léptetőmotor be is tud avatkozni a folyamatba? Tehát úgy mint a szervónál? CSak azért kérdezem mert eddig úgy tudtam, hogy léptetőmotorokhoz nem használnak emcodert.....
További kellemes estét!
Tegyá már világossá valaki nekem legyen szives, hogy ha készítek egy cnc gépet, amelyhez mondjuk van egy H1-es vezérlő, ahhoz lehet használni encodert vagy sem?
Ha igen akkor tulajdonképpen mire jó? Csak számlálásra, vagy esetleg a jelei alapján a léptetőmotor be is tud avatkozni a folyamatba? Tehát úgy mint a szervónál? CSak azért kérdezem mert eddig úgy tudtam, hogy léptetőmotorokhoz nem használnak emcodert.....
További kellemes estét!
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2006 december 07, 19:28
Írta: 000000000 Dátum 2006 december 07, 19:28
Jól tudtad, ez egyenlőre nem járható út...
Cím: Re:Encoder használata
Írta: lari Dátum 2006 december 07, 20:30
Írta: lari Dátum 2006 december 07, 20:30
Köszönöm!
Cím: Re:Encoder használata
Írta: eivmhrm04 Dátum 2006 december 09, 23:41
Írta: eivmhrm04 Dátum 2006 december 09, 23:41
Nekem van egy léptető motrom/5.5kg/és van rajta optikai enkóder.De minek? nem tudom
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2006 december 10, 00:09
Írta: 000000000 Dátum 2006 december 10, 00:09
Létezik olyan vezérlő, ami támogatja az encoderes léptetőmotort, de ez hobbi szinten még nem megoldott.(ezek a vezérlők nem step/dir rendszerűek)
Másrészt teljesen haszontalan dolog step/dir jeles vezérlésnél, mivel nem lehet javítani a lépésvesztést, hiába érzékeli a vezérlő.
A lényeg az, hogy lépésvesztés általában akkor jön létre, ha a motor az adott sebesség mellett nem tudja leadni a megfelelő nyomatékot. Ha mondjuk történik egy lépésvesztés, ezt az encoder alapján érzékelné a vezérlő, akkor ha kiakarná javítani, akkor még gyorsabban kéne mennie, amit értelemszerűen a motor nem tud megtenni, újabb lépésvesztés... még gyorsabban kéne menni, hogy utolérje a pozíciót...
Ezért nem lehetséges ezt step/dir rendszerben megoldani.
Az egyetlen lehetőség az lenne, hogy a mozgás végén javítaná a hibát, de mikor ér véget a mozgás?? ezt se lehet tudni, hiszen a vezérlő előre nem tudja, hogy érkezik-e még step jel vagy sem...
Másrészt teljesen haszontalan dolog step/dir jeles vezérlésnél, mivel nem lehet javítani a lépésvesztést, hiába érzékeli a vezérlő.
A lényeg az, hogy lépésvesztés általában akkor jön létre, ha a motor az adott sebesség mellett nem tudja leadni a megfelelő nyomatékot. Ha mondjuk történik egy lépésvesztés, ezt az encoder alapján érzékelné a vezérlő, akkor ha kiakarná javítani, akkor még gyorsabban kéne mennie, amit értelemszerűen a motor nem tud megtenni, újabb lépésvesztés... még gyorsabban kéne menni, hogy utolérje a pozíciót...
Ezért nem lehetséges ezt step/dir rendszerben megoldani.
Az egyetlen lehetőség az lenne, hogy a mozgás végén javítaná a hibát, de mikor ér véget a mozgás?? ezt se lehet tudni, hiszen a vezérlő előre nem tudja, hogy érkezik-e még step jel vagy sem...
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2006 december 10, 14:24
Írta: 000000000 Dátum 2006 december 10, 14:24
Szervusz Tyutyi!
És ha a vezérlőn PUL/DIR és CW/CCW is választható (cpéci tisztán szinuszos vezérlő), jobbak az esélyek az encoderes léptető felé? Vagy ez semmin sem változtat?
Köszi!
Áron
És ha a vezérlőn PUL/DIR és CW/CCW is választható (cpéci tisztán szinuszos vezérlő), jobbak az esélyek az encoderes léptető felé? Vagy ez semmin sem változtat?
Köszi!
Áron
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2006 december 10, 14:25
Írta: 000000000 Dátum 2006 december 10, 14:25
cpéci=spéci
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2006 december 10, 15:18
Írta: 000000000 Dátum 2006 december 10, 15:18
Szia Szobrász!
Nem tudom pontosan, hogy mire gondolsz.
Olyan léptetőmotoros vezérléseknél lehet megoldani az encoderes visszacsatolást, ahol a vezérlő előre ismeri a mozgás kimenetelét. Pl. ha a vezérlő megkapja a G0 X100,Y100 kódot és a vezérlő saját maga vezérli le a mozgást, akkor tudja, hogy meddig tart majd a mozgás, ezenkívül ismeri a mozgás sebességét és így tudja javítani a lépést.
Láttam már ilyen vezélőt. Ha lépésvesztés történt, akkor megpróbált korrigálni, ha nem sikerült, akkor lejjebb vette a sebességet(vagyis a nyomatékot növelte) egészen addig, amíg a hibát ki tudta javította. Kipróbáltuk a tengely lefogásával és tényleg jól működött, a probléma csak az, hogy Mach-el nem használható :( és nem is hobby áron adják.
Nem tudom pontosan, hogy mire gondolsz.
Olyan léptetőmotoros vezérléseknél lehet megoldani az encoderes visszacsatolást, ahol a vezérlő előre ismeri a mozgás kimenetelét. Pl. ha a vezérlő megkapja a G0 X100,Y100 kódot és a vezérlő saját maga vezérli le a mozgást, akkor tudja, hogy meddig tart majd a mozgás, ezenkívül ismeri a mozgás sebességét és így tudja javítani a lépést.
Láttam már ilyen vezélőt. Ha lépésvesztés történt, akkor megpróbált korrigálni, ha nem sikerült, akkor lejjebb vette a sebességet(vagyis a nyomatékot növelte) egészen addig, amíg a hibát ki tudta javította. Kipróbáltuk a tengely lefogásával és tényleg jól működött, a probléma csak az, hogy Mach-el nem használható :( és nem is hobby áron adják.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2006 december 10, 15:56
Írta: 000000000 Dátum 2006 december 10, 15:56
Szia Szobrász!
Ezek feltalálták a spanyolviaszt, már a 90-es években használták a szinuszos áramszabályozásos technikát, na mind1. Annyi biztos, hogy nem ők találták ki.[#vigyor2]
Egyébként minden microstepping-es vezérlő ezen az elven működik.
A cw/ccw csak annyi, hogy nem lépés iránybitet fogad, hanem az egyik lábon a jel felfutó él jobbra léptet, a másik lábon érkező jel pedig balra léptet, ettől még ugyanúgy nem lehet megoldani az encoder illesztését amiatt, amit már megpróbáltam leírni.
Ezek feltalálták a spanyolviaszt, már a 90-es években használták a szinuszos áramszabályozásos technikát, na mind1. Annyi biztos, hogy nem ők találták ki.[#vigyor2]
Egyébként minden microstepping-es vezérlő ezen az elven működik.
A cw/ccw csak annyi, hogy nem lépés iránybitet fogad, hanem az egyik lábon a jel felfutó él jobbra léptet, a másik lábon érkező jel pedig balra léptet, ettől még ugyanúgy nem lehet megoldani az encoder illesztését amiatt, amit már megpróbáltam leírni.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2006 december 10, 15:58
Írta: 000000000 Dátum 2006 december 10, 15:58
Ezt a vezérlőt egyébként a Kínaiak gyártják, úgyhogy azért túl nagy bizodalmam nem lenne benne.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2006 december 10, 16:03
Írta: 000000000 Dátum 2006 december 10, 16:03
Értem, és köszönöm!
Akkor marad a G-rex (#97) mint alternatív tuninglehetőség az encoder felé.
Akkor marad a G-rex (#97) mint alternatív tuninglehetőség az encoder felé.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 február 13, 13:07
Írta: 000000000 Dátum 2007 február 13, 13:07
Sziasztok!
Kérdésem lenne: mostanság mindenki magának csinál encodert, vagy vásárol valahol, ha igen hol és mennyiért?
Amit Conradnál kapni azt használta már valaki?
Köszi!
Kérdésem lenne: mostanság mindenki magának csinál encodert, vagy vásárol valahol, ha igen hol és mennyiért?
Amit Conradnál kapni azt használta már valaki?
Köszi!
Cím: Re:Encoder használata
Írta: ybm4ifb Dátum 2007 február 13, 14:09
Írta: ybm4ifb Dátum 2007 február 13, 14:09
A vaterán volt 2..3db encoder...
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 február 14, 17:07
Írta: 000000000 Dátum 2007 február 14, 17:07
Köszi Stojka!
Megnézem...
Megnézem...
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 május 11, 11:52
Írta: bmejdz9nu Dátum 2007 május 11, 11:52
Milyen encoder a jó encoder? Hányas osztású a legjobb?
Képek kínai encoderekről... valakinek kellene imortálnia...
Vagy csinálni szériában... mindenkinek... mert nem érdemes 1-1-et csinálni...
Talán lehetne (előszörre) "ormotlanul" nagy? talán akkor könnyebb?




Képek kínai encoderekről... valakinek kellene imortálnia...
Vagy csinálni szériában... mindenkinek... mert nem érdemes 1-1-et csinálni...
Talán lehetne (előszörre) "ormotlanul" nagy? talán akkor könnyebb?
Cím: Re:Encoder használata
Írta: Kristály Árpád Dátum 2007 május 11, 12:33
Írta: Kristály Árpád Dátum 2007 május 11, 12:33
Én már elkeztem.... majd rákellett jönnöm, hogy nincs fizető képes kereslet.....
Én mindenkinek más fajta kel..... Méret, osztását, tengelyátmérő stb......
Ezért bontásból szerzem be van egy fél tucat....
Hallihó!
Én mindenkinek más fajta kel..... Méret, osztását, tengelyátmérő stb......
Ezért bontásból szerzem be van egy fél tucat....
Hallihó!
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 május 21, 23:04
Írta: bmejdz9nu Dátum 2007 május 21, 23:04
Csináljunk Ebay-PayPal topikot?
Te mint moderátor megnyitanád vagy engedélyeznéd?
Te mint moderátor megnyitanád vagy engedélyeznéd?
Cím: Re:Encoder használata
Írta: Kristály Árpád Dátum 2007 május 21, 23:05
Írta: Kristály Árpád Dátum 2007 május 21, 23:05
Én....?
Nem....
Nem....
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 május 21, 23:12
Írta: bmejdz9nu Dátum 2007 május 21, 23:12
Akkor nem.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 május 22, 06:41
Írta: 000000000 Dátum 2007 május 22, 06:41
Pedig ez engem is érdekelne...[#eljen]
Nem győznél meg?....
Nem győznél meg?....
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 május 22, 07:22
Írta: bmejdz9nu Dátum 2007 május 22, 07:22
Topikot nyitni könnyű... az 5 perc... de "gondját viselni" ... :)
De most ehhez nincs időm... Ha a masinám már kész lenne "nyugodtabb" lennék... Persze ha valaki ráérne... jó lenne...
Tehát "részemről" majd később... a téma nem is olyan egyszerű... mint ahogy elsőre látszik...
Ráadásul sem az Ebay sem a PayPal nem elérhető magyar felületen... (és az eladókkal és a vevőkkel sem a magyar a hivatalos nyelv...)
Az Ebay licitálásnak is meg vannak a "fortélyai"... Sőt a PayPal sem olyan egyszerű... mint egy-két forúmtársunknál kiderült... : a "védelmi dolgai miatt"... ami persze valahol megérthető...
Ebben a témakörben egy "sima" osztrák könyvesboltban kb. 10 féle könyvet árulnak... addíg nálunk semmi alap... sajnos.
Persze a "profi" árulás az Ebay-on az a "felsőfok"...
De most ehhez nincs időm... Ha a masinám már kész lenne "nyugodtabb" lennék... Persze ha valaki ráérne... jó lenne...
Tehát "részemről" majd később... a téma nem is olyan egyszerű... mint ahogy elsőre látszik...
Ráadásul sem az Ebay sem a PayPal nem elérhető magyar felületen... (és az eladókkal és a vevőkkel sem a magyar a hivatalos nyelv...)
Az Ebay licitálásnak is meg vannak a "fortélyai"... Sőt a PayPal sem olyan egyszerű... mint egy-két forúmtársunknál kiderült... : a "védelmi dolgai miatt"... ami persze valahol megérthető...
Ebben a témakörben egy "sima" osztrák könyvesboltban kb. 10 féle könyvet árulnak... addíg nálunk semmi alap... sajnos.
Persze a "profi" árulás az Ebay-on az a "felsőfok"...
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 május 22, 07:35
Írta: 000000000 Dátum 2007 május 22, 07:35
Ok, megértem! Pedig már keztem belelkesülni...[#shakehead]
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 május 22, 07:40
Írta: bmejdz9nu Dátum 2007 május 22, 07:40
Meglesz... egyszer ... meg lesz WinPC-NC topik is... azt is szeretnék... De látod, hogy műszakilag le vagyok maradva... és akkor csak finoman fogalmaztam... :)
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 május 22, 07:44
Írta: 000000000 Dátum 2007 május 22, 07:44
Nem baj, megvárunk!
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 május 22, 08:11
Írta: 000000000 Dátum 2007 május 22, 08:11
Ez pedig engem is érdekelne! A PayPal már engem is megizzasztott, de hála ViP-nek, sikeresen kimásztam belole. Nagyon sok pénzt lehet így megtakarítani. A banki átutalásnál 12ez. Ft-ra 4500-at fizettem rá (mert elírtam a címet és nekik kellett kikeresni, de amúgy is 2500,-Ft az átutalás). A PayPal-on keresztul csak 40,-Ft a tranzakció! Ez azért kulombség!
Most csorog a nyálam egy pár motyóra az Ebay-ról, de nem merek hozzáfogni. Úgyhogy igyekezz a gépeddel Péter![#taps]
...elolvasás után kérem torolni, nem ide tartozik...
Most csorog a nyálam egy pár motyóra az Ebay-ról, de nem merek hozzáfogni. Úgyhogy igyekezz a gépeddel Péter![#taps]
...elolvasás után kérem torolni, nem ide tartozik...
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 május 22, 10:54
Írta: bmejdz9nu Dátum 2007 május 22, 10:54
Ki az a VIP? :)
Lehet, hogy egy önző "egyén" aki csak a pénzedet akarta és azért segített? Tehát rabló... :) ne bízz benne...;)
Na majd "felkapott" topik lesz... De más is megcsinálhatja... többen tudják a dolgot...
Lehet, hogy egy önző "egyén" aki csak a pénzedet akarta és azért segített? Tehát rabló... :) ne bízz benne...;)
Na majd "felkapott" topik lesz... De más is megcsinálhatja... többen tudják a dolgot...
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 május 22, 23:20
Írta: 000000000 Dátum 2007 május 22, 23:20
Természetesen, csak valami onzo fazon lehetett, lehet, aki az áruért még pénzt is akar! Ilyen pofátlanság! Kifosztott a pénzembol, pedig csak egy jó pár darab marót akartam tole. Rabló... , de még egy párszor szívesen hagyom magam kifosztani... Nem VIP, hanem ViP - ...stb. , de nehezen kepcsol annak, akinek mindig kapcsol...[#fogmosas]
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 május 22, 23:21
Írta: 000000000 Dátum 2007 május 22, 23:21
...bocs! kapcsol, nem kepcsol...
Cím: Re:Encoder használata
Írta: svejk Dátum 2007 május 23, 18:49
Írta: svejk Dátum 2007 május 23, 18:49
Sziasztok!
A Heidenhain EnDat protokoljáról tud-e valaki magyar nyelvű leírást?
A Heidenhain EnDat protokoljáról tud-e valaki magyar nyelvű leírást?
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 május 28, 14:19
Írta: bmejdz9nu Dátum 2007 május 28, 14:19
Ebből az encoderből tudtam szerezni pár darabot kisérletnek: (és valószínűleg lehet... :)
HEDB-9000-A09 - 500cpr
2-Channel encoder and codewheel, 23.36mm Optical Radius bundled pack
Tengely átmérő: 1/2" azaz 12,7mm.
www.avagotech.co.jp

Adatlap.
Jó ez? szervóhoz? Adatok megfelelelőek?
HEDB-9000-A09 - 500cpr
2-Channel encoder and codewheel, 23.36mm Optical Radius bundled pack
Tengely átmérő: 1/2" azaz 12,7mm.
www.avagotech.co.jp
Adatlap.
Jó ez? szervóhoz? Adatok megfelelelőek?
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 május 28, 18:32
Írta: 000000000 Dátum 2007 május 28, 18:32
Ez ideális...
Már csak egy jó motorra kell szerelni!
Már csak egy jó motorra kell szerelni!
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 május 28, 19:16
Írta: bmejdz9nu Dátum 2007 május 28, 19:16
Na ennek örülök... 8 db-om lesz előszörre..
Ez egy megfizethető encoder...
Ha bevállna, lehetne behozni a gyártótól... persze ott min. 500 db a tétel, de most lesz pár próbának... :)
A jó motor: (Vic)
Arra ébredtem, hogy álmomban egy szervómotorgyárban ragasztom a cimkéket egyfajta "kétes minőségű" motorokra, hogy Norbi bocs akarom írni Tibi ajánlásával... [#nyes]
Ez egy megfizethető encoder...
Ha bevállna, lehetne behozni a gyártótól... persze ott min. 500 db a tétel, de most lesz pár próbának... :)
A jó motor: (Vic)
Arra ébredtem, hogy álmomban egy szervómotorgyárban ragasztom a cimkéket egyfajta "kétes minőségű" motorokra, hogy Norbi bocs akarom írni Tibi ajánlásával... [#nyes]
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 május 28, 19:19
Írta: 000000000 Dátum 2007 május 28, 19:19
Szabad tudni milyen áron adnak ott egy ilyen encoder kittet? vajon 500-as tételnél ez mennyire lesz barátibb ár?
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 május 28, 20:07
Írta: bmejdz9nu Dátum 2007 május 28, 20:07
Ez Ebay-os...
Laci múltkor "felbérelt" ugyanilyen 10 db-os (6mm-es átmérőhöz) szetre de az nem jött össze... ez ugyanaz csak nagyobb tengelyre... és "csak" 8 db...
olcsó volt... szerintem...
Azért tetszett meg mert egyértelműen lehet azonosítani a gyártót... és a fél világon árulják mint a legolcsóbb encodert... ezért is bizalomgerejesztő a dolog...
Hogy 500 db mennyi? még nem tudom... majd ha ok. "gázt adok"..
Ennek a 1/2"-os darabja csak 5 Euro volt... :) szerintem az jó ár.. vagy?
Laci múltkor "felbérelt" ugyanilyen 10 db-os (6mm-es átmérőhöz) szetre de az nem jött össze... ez ugyanaz csak nagyobb tengelyre... és "csak" 8 db...
olcsó volt... szerintem...
Azért tetszett meg mert egyértelműen lehet azonosítani a gyártót... és a fél világon árulják mint a legolcsóbb encodert... ezért is bizalomgerejesztő a dolog...
Hogy 500 db mennyi? még nem tudom... majd ha ok. "gázt adok"..
Ennek a 1/2"-os darabja csak 5 Euro volt... :) szerintem az jó ár.. vagy?
Cím: Re:Encoder használata
Írta: svejk Dátum 2007 május 28, 20:28
Írta: svejk Dátum 2007 május 28, 20:28
Miért nem vetted meg mindet ennyi pénzért?
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 május 28, 20:35
Írta: bmejdz9nu Dátum 2007 május 28, 20:35
Ennyi volt összesen azért... A 4mm-es nem kelett senkinek.... megmaradt az eladónak (3 Euro/db), 512-es sem kellett senkinek sem (3 euro/db)... az 500-as 6mm-es (10db) meg 56 Euro ért ment el... (nekem Lacitól csak kevesebbre volt "felhatalmazásom"... :)
Ez volt az utolsó darabok... de biztos lesz még....
Ennyi a történet... most ezeket a saját szakállamra vettem... persze 80-ra állítottam be a robotot... de jól sikerült...
Azt sem tudom milyet nézzek... nem írjátok le... én meg holt hü..e vagyok hozzá... ez a baj... nade majd belejövök... :)
Ez volt az utolsó darabok... de biztos lesz még....
Ennyi a történet... most ezeket a saját szakállamra vettem... persze 80-ra állítottam be a robotot... de jól sikerült...
Azt sem tudom milyet nézzek... nem írjátok le... én meg holt hü..e vagyok hozzá... ez a baj... nade majd belejövök... :)
Cím: Re:Encoder használata
Írta: svejk Dátum 2007 május 28, 20:42
Írta: svejk Dátum 2007 május 28, 20:42
Az elegáns az az osztású amelyik az orsód menetemelkedésének egésszámú töbszöröse.
De a mach-et elég jól be lehet configurálni a törtrészekre is .
Hát igen az 50 euró a reális ár, mivel nálunk is a heds9000-et ilyen áron lehet beszerezni
De a mach-et elég jól be lehet configurálni a törtrészekre is .
Hát igen az 50 euró a reális ár, mivel nálunk is a heds9000-et ilyen áron lehet beszerezni
Cím: Re:Encoder használata
Írta: svejk Dátum 2007 május 28, 20:48
Írta: svejk Dátum 2007 május 28, 20:48
Kétcsatornás ,inkrementális ,TTL kimenetű legyen, min. 20kHz -es (osztástól függően)
A 100-600-as osztás általában elég, feljebb a mach úgy sem tudja kihasználni.
A 100-600-as osztás általában elég, feljebb a mach úgy sem tudja kihasználni.
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 május 28, 21:04
Írta: bmejdz9nu Dátum 2007 május 28, 21:04
Tehát 500cpr az ideális? ez azt jelenti, hogy 500 "barázdás azaz 500 fekete vonal a tárcsán?" ... és ki-be lépés = 1000 jel... egy fordulatra? Tehát 1000-es lépésfinomságnak felel meg? mintha 1000-es lenne a microstep?
Ha nem osztható az gáz? vagy akkor mi van?
Sok olyat láttam... azok a drágábbak... ami komplett házban van... ennek van jelentősége?
Miaz az a Heads9000 ? Ugyan ez? Azt mennyiért adják?
Most végül is az encoder "hazai" gyártása megoldott? Csak Opto-t vesztek? A tárcsa elkészítés már ok? Vagy komplett-et?
100-as = 200 léptető microlépés léptecs nyelven:)?
200-as = 400 léptető microlépés?
Ha 2000... akkor egy áramkör pl.negyedeli és = 500... tehát hiába és minek kategória?
Mi az, hogy kétcsatornás? A-B kimenet? Mi az a három kimenetű? Akkor mi van? Azért jó vagy dobható a kukába?
Valami egyszerűen: mi az az inkrementális? (váltakozó jelú kimenet?)
Mi az a cpr? Miért agy adják meg? Holott a kimeneti pontosság 2 x cpr?
Ha nem osztható az gáz? vagy akkor mi van?
Sok olyat láttam... azok a drágábbak... ami komplett házban van... ennek van jelentősége?
Miaz az a Heads9000 ? Ugyan ez? Azt mennyiért adják?
Most végül is az encoder "hazai" gyártása megoldott? Csak Opto-t vesztek? A tárcsa elkészítés már ok? Vagy komplett-et?
100-as = 200 léptető microlépés léptecs nyelven:)?
200-as = 400 léptető microlépés?
Ha 2000... akkor egy áramkör pl.negyedeli és = 500... tehát hiába és minek kategória?
Mi az, hogy kétcsatornás? A-B kimenet? Mi az a három kimenetű? Akkor mi van? Azért jó vagy dobható a kukába?
Valami egyszerűen: mi az az inkrementális? (váltakozó jelú kimenet?)
Mi az a cpr? Miért agy adják meg? Holott a kimeneti pontosság 2 x cpr?
Cím: Re:Encoder használata
Írta: svejk Dátum 2007 május 28, 21:20
Írta: svejk Dátum 2007 május 28, 21:20
ennyi kérdés sok nekem...
de az elektronika 4-szerezi tehát 500 vonalas tárcsával 2000 lépést tudsz megkülömböztetni.
a háromkimenetűnél van egy referencia jel ,azt legfeljebb nem használod.
Nem megoldott semmilyen gyártás ,csak barkácsolás szinten.
Az inkrementálisnál a két jel 90 fokban eltolt, forgásiránytól függ hogy melyik késik.
A TTL fontos mert vannak sinus kimenetűek,
A cpr elvileg cod per rotation,
de az elektronika 4-szerezi tehát 500 vonalas tárcsával 2000 lépést tudsz megkülömböztetni.
a háromkimenetűnél van egy referencia jel ,azt legfeljebb nem használod.
Nem megoldott semmilyen gyártás ,csak barkácsolás szinten.
Az inkrementálisnál a két jel 90 fokban eltolt, forgásiránytól függ hogy melyik késik.
A TTL fontos mert vannak sinus kimenetűek,
A cpr elvileg cod per rotation,
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 május 28, 21:32
Írta: bmejdz9nu Dátum 2007 május 28, 21:32
Hát igen :) Sok... 5 perc alatt balekből proit csinálni... az ám a valami!
Ezt hogyan csinálja:
"az elektronika 4-szerezi tehát 500 vonalas tárcsával 2000 lépést tudsz megkülömböztetni."
A többi érthető... azt hiszem...
Ez olyan mint a ferkiváltó :)
Hogy megértesem, kell frekiváltó... áttekerések... :) és sok sz..ás, részemről... is... :)
Ezt hogyan csinálja:
"az elektronika 4-szerezi tehát 500 vonalas tárcsával 2000 lépést tudsz megkülömböztetni."
A többi érthető... azt hiszem...
Ez olyan mint a ferkiváltó :)
Hogy megértesem, kell frekiváltó... áttekerések... :) és sok sz..ás, részemről... is... :)
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 május 28, 21:36
Írta: 000000000 Dátum 2007 május 28, 21:36
Már aki vállalja a sokkkal nagyobb kockázatot,
annak négyszerezi meg. Nem javasolnám
hosszútávon ezt az X4 üzemmódod, csak
profi gyári encodereknél, és extrém gyors, és
biztos jelfeldolgozó speciális encoder
logikával.
annak négyszerezi meg. Nem javasolnám
hosszútávon ezt az X4 üzemmódod, csak
profi gyári encodereknél, és extrém gyors, és
biztos jelfeldolgozó speciális encoder
logikával.
Cím: Re:Encoder használata
Írta: s5f8tmfv3 Dátum 2007 május 28, 21:37
Írta: s5f8tmfv3 Dátum 2007 május 28, 21:37
A komplett házba szerelt nem azért drágább, mert emezt nehéz beállítani?
Cím: Re:Encoder használata
Írta: svejk Dátum 2007 május 28, 21:38
Írta: svejk Dátum 2007 május 28, 21:38
mindkét csatorna le/fel futó élét számolja.
Cím: Re:Encoder használata
Írta: svejk Dátum 2007 május 28, 21:47
Írta: svejk Dátum 2007 május 28, 21:47
Ez miatt(sem) volt még eddig probléma a vezérlőnél.
Régebben egyébb helyeken is alkalmaztam a megoldást ex-or kapukkal kapuzva, számlálókhoz. (kommersz TTL/CMOS ic-k)
Régebben egyébb helyeken is alkalmaztam a megoldást ex-or kapukkal kapuzva, számlálókhoz. (kommersz TTL/CMOS ic-k)
Cím: Re:Encoder használata
Írta: svejk Dátum 2007 május 28, 21:52
Írta: svejk Dátum 2007 május 28, 21:52
természetesen a x4 üzemmódnál fontos a tárcsa 50%-os kitöltési ténnyezője, illetve a pontos 90 fokos eltolás az optonál.
De ez gyári tárcsa-optó esetén nem gond.
De ez gyári tárcsa-optó esetén nem gond.
Cím: Re:Encoder használata
Írta: svejk Dátum 2007 május 28, 21:54
Írta: svejk Dátum 2007 május 28, 21:54
mondjuk nálam is vissza van osztva 4-gyel a vezérlőben a mach miatt.
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 május 28, 21:58
Írta: bmejdz9nu Dátum 2007 május 28, 21:58
Értem... De akkor "piszok" pontosnak kell lennie... De erre talán nincs szükség...?.... mert szerintem hobby szinten 400-1000-es "tengelykontroll" tatálisan elég... mert még ehhez mechanikát csinálni... ember legyen a talpán! Persze elméletben jó játszadozni.. de a "valóságshow" az azért más...
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 május 28, 22:02
Írta: 000000000 Dátum 2007 május 28, 22:02
Ez azért van, mert nem ismered azt a teszt
vizsgálati módszert, ami tévedésbe küldheti
az ilyen "bátor" megoldást.
Egyébként is mi értelme van egy 2000-es felbontásnak hobbynál? Az előző fő problémán
túl még a következő bajok is vannak:
- a Mach 45 kHz-es limitje miatt maximum 1350
1/min-re "butítod" a motort
- semmi értelme 1 mikron körüli elméleti
felbontásnak, amikor a géped tizedet
lehajlik, ha rákönyökölsz.
- a nagy felbontás körerősítési, instabilitási
gondokat okozhat a szervoszabályzóban.
Talán ezek az érvek meggyőznek.
vizsgálati módszert, ami tévedésbe küldheti
az ilyen "bátor" megoldást.
Egyébként is mi értelme van egy 2000-es felbontásnak hobbynál? Az előző fő problémán
túl még a következő bajok is vannak:
- a Mach 45 kHz-es limitje miatt maximum 1350
1/min-re "butítod" a motort
- semmi értelme 1 mikron körüli elméleti
felbontásnak, amikor a géped tizedet
lehajlik, ha rákönyökölsz.
- a nagy felbontás körerősítési, instabilitási
gondokat okozhat a szervoszabályzóban.
Talán ezek az érvek meggyőznek.
Cím: Re:Encoder használata
Írta: svejk Dátum 2007 május 28, 22:05
Írta: svejk Dátum 2007 május 28, 22:05
inkább azért mert a házat ,csapágyazást ,szerelést is fizeted.
A beállítás annyiból áll, hogy az optikai tengelyvonalat a megfelelő rádiuszra állítod(egyébként ezzel lehet csalni ha nem pont 50% a tárcs kitöltése) és a rádiusszal merőleges legyen az opto.
Aztán lehet méregetni, szkópon nézegetni,ha nagyon precíz akarsz lenni, de e nélkül is működöképes
A beállítás annyiból áll, hogy az optikai tengelyvonalat a megfelelő rádiuszra állítod(egyébként ezzel lehet csalni ha nem pont 50% a tárcs kitöltése) és a rádiusszal merőleges legyen az opto.
Aztán lehet méregetni, szkópon nézegetni,ha nagyon precíz akarsz lenni, de e nélkül is működöképes
Cím: Re:Encoder használata
Írta: s5f8tmfv3 Dátum 2007 május 28, 22:09
Írta: s5f8tmfv3 Dátum 2007 május 28, 22:09
OK, köszönöm, azt hittem ez a beállítás egy komoly gépparkot igénylő meló.
Cím: Re:Encoder használata
Írta: svejk Dátum 2007 május 28, 22:11
Írta: svejk Dátum 2007 május 28, 22:11
E így igaz nem ismerem, ezért szívesen venném a vizsgálati módszered leírását, ha publikus.
Természetesen én is csak 500-as felbontást használok az általad írt korlátok miatt.
A x4 jelentősége inkább a 100-200-as tárcsánál van.
Viszont a túl kis felbontás is hasonló problémákat okozhat mint amit az utolsó bekezdésben írtál.
Természetesen én is csak 500-as felbontást használok az általad írt korlátok miatt.
A x4 jelentősége inkább a 100-200-as tárcsánál van.
Viszont a túl kis felbontás is hasonló problémákat okozhat mint amit az utolsó bekezdésben írtál.
Cím: Re:Encoder használata
Írta: svejk Dátum 2007 május 28, 22:16
Írta: svejk Dátum 2007 május 28, 22:16
Megjegyzem halkan, én csak a Varsányi kérdéseire próbáltam érthető,gyakorlatis válaszokat adni, és nem próbáltam meggyőzni senkit hogy mekkora felbontású encódert használjon.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 május 28, 22:18
Írta: 000000000 Dátum 2007 május 28, 22:18
Egy rendszer átviteli függvényéről biztosan
halottál. Állítsál elő erre alkalmas vizsgálati
jelet (step-dir), kínáld meg vele a szervódat,
és a megkapott eredmény Bode diagramjából
minden kiderül.
halottál. Állítsál elő erre alkalmas vizsgálati
jelet (step-dir), kínáld meg vele a szervódat,
és a megkapott eredmény Bode diagramjából
minden kiderül.
Cím: Re:Encoder használata
Írta: svejk Dátum 2007 május 28, 22:27
Írta: svejk Dátum 2007 május 28, 22:27
No ez nem éppen egy gyakorlatias tanács, mint az várható lenne ezen a fórumon.
De nem ezért nem fogom megcsinálni hanem azért mert ugye amit leírtál mindről hallottam ugyan de sajnos nem értek hozzá,még ha oly nevetséges is.
Tudom, akkor miért építek servot?? mert ez a hobby-m és örömet lelek benne.
De nem ezért nem fogom megcsinálni hanem azért mert ugye amit leírtál mindről hallottam ugyan de sajnos nem értek hozzá,még ha oly nevetséges is.
Tudom, akkor miért építek servot?? mert ez a hobby-m és örömet lelek benne.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 május 28, 22:40
Írta: 000000000 Dátum 2007 május 28, 22:40
Bocs, ennél egyszerűbben nem tudtam elmondani.
Egyébként ezt már elmondtam máskor is, talán
egy gépépítőt érdekelt összesen a stephajtását
próbálta megnézni, letesztelni.
Ez a vizsgálati módszer pedig nagyon fontos
lehet nem csak az encoder esetleges hibái miatt,
hanem a motort teszteli le alaposan, mint
általában a leggyengébb láncszemet. Egyből
kiderül, mitől is szervo a motor. Persze ha nem
érdekel, és Te nem így értelmezed, és enélkül
építesz szervót, az más, ez a Te döntésed.
Egyébként ezt már elmondtam máskor is, talán
egy gépépítőt érdekelt összesen a stephajtását
próbálta megnézni, letesztelni.
Ez a vizsgálati módszer pedig nagyon fontos
lehet nem csak az encoder esetleges hibái miatt,
hanem a motort teszteli le alaposan, mint
általában a leggyengébb láncszemet. Egyből
kiderül, mitől is szervo a motor. Persze ha nem
érdekel, és Te nem így értelmezed, és enélkül
építesz szervót, az más, ez a Te döntésed.
Cím: Re:Encoder használata
Írta: svejk Dátum 2007 május 28, 22:48
Írta: svejk Dátum 2007 május 28, 22:48
Hogyne érdekelne, így most már hogy írtad hogy volt róla szó, rémlik valami.
Valami olyat kellen tennem hogy nagyon kis lépésszámmal mnejek oda-vissza, töbszáz ciklusban ugye? Megpróbálom megkeresni az akkori hozzászólásokat, de most két napot nem leszek.
Valami olyat kellen tennem hogy nagyon kis lépésszámmal mnejek oda-vissza, töbszáz ciklusban ugye? Megpróbálom megkeresni az akkori hozzászólásokat, de most két napot nem leszek.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 május 28, 22:52
Írta: 000000000 Dátum 2007 május 28, 22:52
Igen, csak a Mach ehhez lassú, de egy alap kísérlethez elég.
Cím: Re:Encoder használata
Írta: svejk Dátum 2007 május 29, 05:11
Írta: svejk Dátum 2007 május 29, 05:11
Jó, akkor összedobok majd valami impulzusgenerátort.
Cím: Re:Encoder használata
Írta: Kristály Árpád Dátum 2007 május 29, 11:54
Írta: Kristály Árpád Dátum 2007 május 29, 11:54
Hallihó!
Ha lesz tali, márpedig miért nem lenne... beneteket egymásmellé fogunk ültetni, mármint az esti bulin s addig nem nyugszok míg kellemesen be nem rúgtok, s így megegyezésre jussatok.....!
Hallihó!
Ha lesz tali, márpedig miért nem lenne... beneteket egymásmellé fogunk ültetni, mármint az esti bulin s addig nem nyugszok míg kellemesen be nem rúgtok, s így megegyezésre jussatok.....!
Hallihó!
Cím: Re:Encoder használata
Írta: ybm4ifb Dátum 2007 június 07, 19:46
Írta: ybm4ifb Dátum 2007 június 07, 19:46
Sziasztok
Encoder egy 3,5KW-os szervo motorrol!!!
Képek a FILE TÁRban
Encoder egy 3,5KW-os szervo motorrol!!!
Képek a FILE TÁRban
Cím: Re:Encoder használata
Írta: ybm4ifb Dátum 2007 június 08, 20:20
Írta: ybm4ifb Dátum 2007 június 08, 20:20
Szevasztok
Mostmár mindenki csak a Pétertől vásárol Encodert???????
Az én ipari Encoderem meg a nyakamon marad????
Mostmár mindenki csak a Pétertől vásárol Encodert???????
Az én ipari Encoderem meg a nyakamon marad????
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 június 08, 20:38
Írta: bmejdz9nu Dátum 2007 június 08, 20:38
Hűha itt sem vagyok....[#hawaii]
Stojka, linkeld be! Az adok veszekbe! Most néztem, bár nem tudom pontosan melyik... de ha jól sejtem megtaláltam! Ez teljesen profi cucc! Ez tejesen más! Segítek a linkelésben ha gondolod!
Csak írd oda file neveket és én készre megcsinálom neked!
Persze adjál neki árat is... szerintem.
Stojka, linkeld be! Az adok veszekbe! Most néztem, bár nem tudom pontosan melyik... de ha jól sejtem megtaláltam! Ez teljesen profi cucc! Ez tejesen más! Segítek a linkelésben ha gondolod!
Csak írd oda file neveket és én készre megcsinálom neked!
Persze adjál neki árat is... szerintem.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 június 08, 20:56
Írta: 000000000 Dátum 2007 június 08, 20:56
Szia Stojka!
A Te encodered túl komoly, és túl jó.
Ha jól látom, még gombakku is van benne, ami
megőrzi a pozíciót kikapcsoláskor.
Valószínűleg nem sima relatív A, B csatornás, hanem
abszolut valamilyen átviteli protokollal
(nem látom jól a kijövő vezetékek számát a
fotóidon).
Ezért sajna Hobby célokra nem igazán lehet
felhasználni, kevés szervo tud ilyen
profi encodert fogadni, lekezelni.
A Te encodered túl komoly, és túl jó.
Ha jól látom, még gombakku is van benne, ami
megőrzi a pozíciót kikapcsoláskor.
Valószínűleg nem sima relatív A, B csatornás, hanem
abszolut valamilyen átviteli protokollal
(nem látom jól a kijövő vezetékek számát a
fotóidon).
Ezért sajna Hobby célokra nem igazán lehet
felhasználni, kevés szervo tud ilyen
profi encodert fogadni, lekezelni.
Cím: Re:Encoder használata
Írta: svejk Dátum 2007 június 08, 23:37
Írta: svejk Dátum 2007 június 08, 23:37
Helló Tibor45!
Mi a véleményed az 1Vpp sin/cos kimenetű encoder
felhasználásáról úgy , hogy megfelelő jelillesztés és schmitt trigeres kezelés után TTL legyen belőle?
Illetve még mindig érdekelne magyar nyelvű EnDat (Heidenhain) protokol leírás. Tisztán kíváncsiságból, mert tudom hogy úgy sem tudnám felhasználni. :(
Mi a véleményed az 1Vpp sin/cos kimenetű encoder
felhasználásáról úgy , hogy megfelelő jelillesztés és schmitt trigeres kezelés után TTL legyen belőle?
Illetve még mindig érdekelne magyar nyelvű EnDat (Heidenhain) protokol leírás. Tisztán kíváncsiságból, mert tudom hogy úgy sem tudnám felhasználni. :(
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 június 09, 07:10
Írta: 000000000 Dátum 2007 június 09, 07:10
Szia Svejk!
Meg lehet próbálni, anno egy léptetőmotorból is
csináltam ilyen "ecodert". Sajnos alacsony
fordulatnál, és start-stop jelenségeknél
lehetnek gondok, ezért az említett áramkörök
mellett nullátmeneti pontokat is kell figyelni.
Az EnDat-ról nincs infóm (nekem is kellene),
ezért nem írtam eddig róla Neked.
Meg lehet próbálni, anno egy léptetőmotorból is
csináltam ilyen "ecodert". Sajnos alacsony
fordulatnál, és start-stop jelenségeknél
lehetnek gondok, ezért az említett áramkörök
mellett nullátmeneti pontokat is kell figyelni.
Az EnDat-ról nincs infóm (nekem is kellene),
ezért nem írtam eddig róla Neked.
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 június 09, 18:19
Írta: bmejdz9nu Dátum 2007 június 09, 18:19
Nem találok adatlapot a HP HEDS-6310 (Hewlett Packard) encoderről... tudna valaki segíteni? valamit rosszul adok meg a goglinek?
Cím: Re:Encoder használata
Írta: svejk Dátum 2007 június 09, 20:05
Írta: svejk Dátum 2007 június 09, 20:05
Köszi Tibor45, ez biztató!
Mármint hogy egyből nem akarsz lebeszélni róla :)
Meg fogom próbálni. Anno az első szervomnál véletlen egy ilyen kimenetű optika került a kezembe, és a munkapontot beállítva az avr bemenete lekezelte. Hosszabb tesztelés nem volt mert közben lett ttl kimenetű dögivel.
Most ebből a heidenhein-ből van egy jó pár darabom, ugye ez absolut,de szerencsére az endat mellett a sin/cos-t is kivezették.
Ugye jól gondolom hogy ennek az a jelentősége hogy megfelelő jelfogadó elektronikával( dsp ?)szinte korlátlan felbontás elérhető mint a resolverrrel?
Az endat-ot csak azért kérdeztem még egyszer mert hátha valaki elsiklott a kérdés felett.
Mármint hogy egyből nem akarsz lebeszélni róla :)
Meg fogom próbálni. Anno az első szervomnál véletlen egy ilyen kimenetű optika került a kezembe, és a munkapontot beállítva az avr bemenete lekezelte. Hosszabb tesztelés nem volt mert közben lett ttl kimenetű dögivel.
Most ebből a heidenhein-ből van egy jó pár darabom, ugye ez absolut,de szerencsére az endat mellett a sin/cos-t is kivezették.
Ugye jól gondolom hogy ennek az a jelentősége hogy megfelelő jelfogadó elektronikával( dsp ?)szinte korlátlan felbontás elérhető mint a resolverrrel?
Az endat-ot csak azért kérdeztem még egyszer mert hátha valaki elsiklott a kérdés felett.
Cím: Re:Encoder használata
Írta: s5f8tmfv3 Dátum 2007 június 09, 20:39
Írta: s5f8tmfv3 Dátum 2007 június 09, 20:39
Ezek közül valamelyik?
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 június 09, 20:45
Írta: bmejdz9nu Dátum 2007 június 09, 20:45
Valami ilyesmi...tokozás is... mert 10 drót jön ki belőle... meg lapos szallagkábel...
De mindegyik van itt csak az a fránya 6310 nincs... a bekötés biztos kompatibilis... de, hogy hányas osztású?
De mindegyik van itt csak az a fránya 6310 nincs... a bekötés biztos kompatibilis... de, hogy hányas osztású?
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 június 09, 21:17
Írta: 000000000 Dátum 2007 június 09, 21:17
"Ugye jól gondolom hogy ennek az a jelentősége
hogy megfelelő jelfogadó elektronikával( dsp ?)
szinte korlátlan felbontás elérhető mint a
resolverrrel?"
Jól, de azért zaj, linearitás, step alapjel
sebesség korlát, ... stb. határokat szab.
hogy megfelelő jelfogadó elektronikával( dsp ?)
szinte korlátlan felbontás elérhető mint a
resolverrrel?"
Jól, de azért zaj, linearitás, step alapjel
sebesség korlát, ... stb. határokat szab.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 június 09, 21:25
Írta: 000000000 Dátum 2007 június 09, 21:25
DSP= digital signal processzor, ami digitális jelekkel dogozik, ami a nevéből is adódik, szóval a korlát az A/D átalakító felbontása ami általában 12bit-re korlátozódik, ez 2^12=4096. Egyébként jól gondolod, az analóg szinuszos jelből elméletben végtelen felbontás kiolvasható.
Cím: Re:Encoder használata
Írta: svejk Dátum 2007 június 09, 21:48
Írta: svejk Dátum 2007 június 09, 21:48
Tibor45, Tyutyi, köszi a válaszokat!
Valószínű az a szokásos tendencia figyelhető itt is ,hogy olcsóbb legyártani egy nagyon bonyolult,precíz elektronikát mint mondjuk a mérőlécen vagy tárcsán pl. tizszeresére növelni a fizikai osztást. Ezt mondjuk csak pl. nyomtatóknál figyeltem meg nem az iparban.
Bár ennél az ominózus heidenhein-nél is valami ilyesmi lehet mert ugye van 2048-as osztása amit kiad sin/cos. -ban. Vagy lehet csak azért ilyen hogy a resolveres vezérlők is tudják fogadni a jelét?
Valószínű az a szokásos tendencia figyelhető itt is ,hogy olcsóbb legyártani egy nagyon bonyolult,precíz elektronikát mint mondjuk a mérőlécen vagy tárcsán pl. tizszeresére növelni a fizikai osztást. Ezt mondjuk csak pl. nyomtatóknál figyeltem meg nem az iparban.
Bár ennél az ominózus heidenhein-nél is valami ilyesmi lehet mert ugye van 2048-as osztása amit kiad sin/cos. -ban. Vagy lehet csak azért ilyen hogy a resolveres vezérlők is tudják fogadni a jelét?
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 június 09, 21:53
Írta: 000000000 Dátum 2007 június 09, 21:53
"Vagy lehet csak azért ilyen hogy a resolveres vezérlők is tudják fogadni a jelét?"
Persze, így univerzális.
Persze, így univerzális.
Cím: Re:Encoder használata
Írta: e3h0cv4ph Dátum 2007 június 09, 22:38
Írta: e3h0cv4ph Dátum 2007 június 09, 22:38
Sziasztok.
Melyikőtök gyárt 500-as felbontású (vagy -e körüli) encodert?
És mennyiért árulja, és hogy lehet hozzájutni?
Kéne 1,2 darab viszonylag olcsón, tudnátok ebben segíteni?
Kössz:TT
Melyikőtök gyárt 500-as felbontású (vagy -e körüli) encodert?
És mennyiért árulja, és hogy lehet hozzájutni?
Kéne 1,2 darab viszonylag olcsón, tudnátok ebben segíteni?
Kössz:TT
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 június 10, 09:47
Írta: 000000000 Dátum 2007 június 10, 09:47
Nézd meg az "Adok, veszek ..." topic #1623-as hozzászólását.
Cím: Re:Encoder használata
Írta: svejk Dátum 2007 június 16, 11:03
Írta: svejk Dátum 2007 június 16, 11:03
Helló Tibor45!
Kicsit fáziskésésben vagyok,de most tudtam vele foglalkozni, főleg hogy visszaolvastam a léptetőmotor topicot is.
Ezt végeztem el:
G90G80G49
F4800
G1 X0.0000 Y0.0000 Z0.0000 A0.0000
M98 P1234 L1000
G1 X0.0000 Y0.0000 Z0.0000 A0.0000
M5M30
O1234
G1 X0.0000 Y0.0000 Z0.0000 A0.0000
G1 X00.5000 Y00.0000 Z0.0000 A0.0000
M99
a mach2 beállításai: 25kHz kernel speed
sebeség:80mm/s , 200lépés/mm, 1250mm/sec2(eenyit enged)
4mm emelkedésű orsó, 600-as osztású tárcsa, (a szervovezérlőben 3-mal viszaosztva, így jön ki a 800 lépés/fordulat)
A motor fordulata 1200 1/percben limitálva (üresjárati 2700 adatlap szerint)
A tengely mindössze kb. 15kg terhet rángat vízszintesen
A tesztet megismételtem töbször is 0.1 és 1 mm-el is. A 10-50 mm-es teszteket már régebben, építés közben elvégeztem.
Visszaállási pontatlanságot nem tapasztaltam egy esetben sem.
Hogy tovább? Mármint tesztileg. Itt most ugye az encoder tesztelésről volt szó.
Kicsit fáziskésésben vagyok,de most tudtam vele foglalkozni, főleg hogy visszaolvastam a léptetőmotor topicot is.
Ezt végeztem el:
G90G80G49
F4800
G1 X0.0000 Y0.0000 Z0.0000 A0.0000
M98 P1234 L1000
G1 X0.0000 Y0.0000 Z0.0000 A0.0000
M5M30
O1234
G1 X0.0000 Y0.0000 Z0.0000 A0.0000
G1 X00.5000 Y00.0000 Z0.0000 A0.0000
M99
a mach2 beállításai: 25kHz kernel speed
sebeség:80mm/s , 200lépés/mm, 1250mm/sec2(eenyit enged)
4mm emelkedésű orsó, 600-as osztású tárcsa, (a szervovezérlőben 3-mal viszaosztva, így jön ki a 800 lépés/fordulat)
A motor fordulata 1200 1/percben limitálva (üresjárati 2700 adatlap szerint)
A tengely mindössze kb. 15kg terhet rángat vízszintesen
A tesztet megismételtem töbször is 0.1 és 1 mm-el is. A 10-50 mm-es teszteket már régebben, építés közben elvégeztem.
Visszaállási pontatlanságot nem tapasztaltam egy esetben sem.
Hogy tovább? Mármint tesztileg. Itt most ugye az encoder tesztelésről volt szó.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 június 16, 13:55
Írta: 000000000 Dátum 2007 június 16, 13:55
Az encoderedet, és annak jelfeldolgozását
terheletlen (levegőbe lóg a motortengely)
motorrral érdemes elvégezni.
Én erre saját Dos-os bemérő progit használok,
ami végtelen gyorsulásként (egységugrás)
adja ki a step-dir jeleket, és oda-vissza
mozgatja a motort (1-90 fok, 1Hz-10 kHz step)
több száz (ezer) cikluson át.
A mérés célja kettős: megállapítani a teljes
szervo rendszer időállandóját, valamint
leellenőrizni az útmérést (encoder és jelfeldolgozás).
De szerintem ne foglalkozz ezzel többet, ha
elégedett vagy, akkor minden ok.
Majd a legközelebbi talira elviszem ezt a teszt
progit és bárkinek a hajtását, legyen az step
vagy szervo meg lehet egy kicsit "gyötörni"
ezzel. Az én méréseim egyébként azt bizonyították
eddig, hogy komoly szervomotorok is 50-100
Hz fölött amlitudó csökkenésbe mennek át, de
pozíció vesztést még 10 kHz-nél sem tapasztaltam. Nagy tehetelenségű (tehát nem
szervo) motorok sajnos hamar "meghalnak",
20-25 Hz környékén már alig van valós amlitudó
(elmozdulás).
terheletlen (levegőbe lóg a motortengely)
motorrral érdemes elvégezni.
Én erre saját Dos-os bemérő progit használok,
ami végtelen gyorsulásként (egységugrás)
adja ki a step-dir jeleket, és oda-vissza
mozgatja a motort (1-90 fok, 1Hz-10 kHz step)
több száz (ezer) cikluson át.
A mérés célja kettős: megállapítani a teljes
szervo rendszer időállandóját, valamint
leellenőrizni az útmérést (encoder és jelfeldolgozás).
De szerintem ne foglalkozz ezzel többet, ha
elégedett vagy, akkor minden ok.
Majd a legközelebbi talira elviszem ezt a teszt
progit és bárkinek a hajtását, legyen az step
vagy szervo meg lehet egy kicsit "gyötörni"
ezzel. Az én méréseim egyébként azt bizonyították
eddig, hogy komoly szervomotorok is 50-100
Hz fölött amlitudó csökkenésbe mennek át, de
pozíció vesztést még 10 kHz-nél sem tapasztaltam. Nagy tehetelenségű (tehát nem
szervo) motorok sajnos hamar "meghalnak",
20-25 Hz környékén már alig van valós amlitudó
(elmozdulás).
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 június 16, 16:07
Írta: 000000000 Dátum 2007 június 16, 16:07
Szerintem egy Svejk féle ventillátormotor, vagy a Magi úr féle szervó jelzővel illetett motor[#shakehead] azonnal belehalna az első egységugrásba. Lévén, hogy nem erre a célra tervezték... erről szinte meg vagyok győződve, de szívesen megnéznék 1-2 tesztet. :)
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 június 16, 16:09
Írta: 000000000 Dátum 2007 június 16, 16:09
Tibor, miért nem adod oda a teszt-programodat tesztelésre Svejknek? Vagy csak a te vezérlőddel működik?
MACH-el ezt a tesztet nem lehet elvégezni sajnos, mert nem tud végtelen gyorsulást..
MACH-el ezt a tesztet nem lehet elvégezni sajnos, mert nem tud végtelen gyorsulást..
Cím: Re:Encoder használata
Írta: Kristály Árpád Dátum 2007 június 16, 17:19
Írta: Kristály Árpád Dátum 2007 június 16, 17:19
Hallihó!
Ha jól értettem DOS...os....?
Saját készítés?
Üdv.: Árpi
Ha jól értettem DOS...os....?
Saját készítés?
Üdv.: Árpi
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 június 16, 17:25
Írta: 000000000 Dátum 2007 június 16, 17:25
Nem kérte még senki, és ez elsősorban
a motorokat és encodereket teszteli kőkeményen.
Ráadásul DOS-os, és ezt már sokan nem szeretik.
(persze ez legyen annak a baja, aki nem
szereti, én kedvelem..).
Aztán ezen a teszten keresztül én legalábbis sokat
tapasztaltam, tanultam a szervo PID lelkivágát
illetően is, de igazán a motor elektromechanikai
időállandója a döntő. De nem szeretnék megint
oda kilyukdni, mitől szervo egy motor.
Az a lényeg, Mindenki legyen elégedett
a megoldásával, az már "mellékes", hogy ezt
milyen alapon érzi, és gondolja.
a motorokat és encodereket teszteli kőkeményen.
Ráadásul DOS-os, és ezt már sokan nem szeretik.
(persze ez legyen annak a baja, aki nem
szereti, én kedvelem..).
Aztán ezen a teszten keresztül én legalábbis sokat
tapasztaltam, tanultam a szervo PID lelkivágát
illetően is, de igazán a motor elektromechanikai
időállandója a döntő. De nem szeretnék megint
oda kilyukdni, mitől szervo egy motor.
Az a lényeg, Mindenki legyen elégedett
a megoldásával, az már "mellékes", hogy ezt
milyen alapon érzi, és gondolja.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 június 16, 17:30
Írta: 000000000 Dátum 2007 június 16, 17:30
Szia Árpi!
Igen, az. Egyszer kiszaladok egy laptoppal,
és megmutatom Neked, ha ráérsz a közeljövőben.
Majd magánban megbeszéljük a továbbiakat.
Igen, az. Egyszer kiszaladok egy laptoppal,
és megmutatom Neked, ha ráérsz a közeljövőben.
Majd magánban megbeszéljük a továbbiakat.
Cím: Re:Encoder használata
Írta: e3h0cv4ph Dátum 2007 június 16, 21:57
Írta: e3h0cv4ph Dátum 2007 június 16, 21:57
Szia Tibor.
Olvasgatom itt a tesztedet. Tetszik. Majd én is meg fogom csinálni a gépemen mihelyt ollyan állapotba lesz, hogy lehet tesztelni (1-2 hét), és közlöm az eredményeket. Viszont azt egy kicsit konkretizálhatnád, hogy mikortól számít a teszt jónak (ha DC motor hajtja mikortól számít szervónak a DC motor?) ? Mert például a legrosszabb DC motor is képes elmenni 0,5 mm-t jobbra majd ennyit balra, a kérdés csak az, hogy ezt mennyi idő alatt teszi meg, (vagy fordítva 1mp alatt hányszor - lépésvesztés nélkül). Ha kérhetlek ezt számszerű adatokkal támaszd alá, hogy mi számít jónak mi az ami elmegy mi az ami sz*r és mi az ami igen jó. És akkor mindenki be tudja kategorizálni a hajtását.
Köszönöm. (ha ez már korábban megtörtént akkor csak a számát írd meg - lehet, hogy kihagytam)
Üdv:TT
Olvasgatom itt a tesztedet. Tetszik. Majd én is meg fogom csinálni a gépemen mihelyt ollyan állapotba lesz, hogy lehet tesztelni (1-2 hét), és közlöm az eredményeket. Viszont azt egy kicsit konkretizálhatnád, hogy mikortól számít a teszt jónak (ha DC motor hajtja mikortól számít szervónak a DC motor?) ? Mert például a legrosszabb DC motor is képes elmenni 0,5 mm-t jobbra majd ennyit balra, a kérdés csak az, hogy ezt mennyi idő alatt teszi meg, (vagy fordítva 1mp alatt hányszor - lépésvesztés nélkül). Ha kérhetlek ezt számszerű adatokkal támaszd alá, hogy mi számít jónak mi az ami elmegy mi az ami sz*r és mi az ami igen jó. És akkor mindenki be tudja kategorizálni a hajtását.
Köszönöm. (ha ez már korábban megtörtént akkor csak a számát írd meg - lehet, hogy kihagytam)
Üdv:TT
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 június 16, 22:23
Írta: 000000000 Dátum 2007 június 16, 22:23
Szia! Örülük, ha tetszik, érdemes letesztelni
majd Neked is a saját rendszeredet.
Ha megnézel egy DC szervomotor adatlapot, ott
közlik az un. elektromechanikai időállandót.
Minél kisebb, annál jobb. Egy 50-100 W-os
motornál 10-25 ms szokott lenni. Van persze
3-5 ms-os motor is, csak azok 10 W-nál nem
tudnak többet. A dolog ugyanis nagyon
méretfüggő is, hiszen a rotor tehetetlenségi
nyomatéka döntő paraméter (250-300 gcm2 a
határ, efölött én nem tekintek egy motort
szervonak).
Durván azt lehet mondani, hogy 50Hz-el még
70-80 %-os amlitudó csökkenéssel illik
a kiadott egységugrás jeleket követni,
200-300 Hz körül pedig már csak 10-20% marad.
Efölött szép lassan átmegy hangszóróba, de
mechanikai rezgést már alig tud prudukálni
a motor tengelye, gyakorlatilag 0 az átviteli
függvény (amplitudó/frekvecia) görbe.
majd Neked is a saját rendszeredet.
Ha megnézel egy DC szervomotor adatlapot, ott
közlik az un. elektromechanikai időállandót.
Minél kisebb, annál jobb. Egy 50-100 W-os
motornál 10-25 ms szokott lenni. Van persze
3-5 ms-os motor is, csak azok 10 W-nál nem
tudnak többet. A dolog ugyanis nagyon
méretfüggő is, hiszen a rotor tehetetlenségi
nyomatéka döntő paraméter (250-300 gcm2 a
határ, efölött én nem tekintek egy motort
szervonak).
Durván azt lehet mondani, hogy 50Hz-el még
70-80 %-os amlitudó csökkenéssel illik
a kiadott egységugrás jeleket követni,
200-300 Hz körül pedig már csak 10-20% marad.
Efölött szép lassan átmegy hangszóróba, de
mechanikai rezgést már alig tud prudukálni
a motor tengelye, gyakorlatilag 0 az átviteli
függvény (amplitudó/frekvecia) görbe.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 június 16, 22:38
Írta: 000000000 Dátum 2007 június 16, 22:38
Ja és léptetőmotoros hajtásnál ugyanígy lehet
tesztelni. Csak ott amikor a lépéstévesztés
bekövetkezik, vége van a mérésnek, és ez bizony
15-25 Hz-nél már könnyen bekövetkezhet.
tesztelni. Csak ott amikor a lépéstévesztés
bekövetkezik, vége van a mérésnek, és ez bizony
15-25 Hz-nél már könnyen bekövetkezhet.
Cím: Re:Encoder használata
Írta: e3h0cv4ph Dátum 2007 június 16, 23:03
Írta: e3h0cv4ph Dátum 2007 június 16, 23:03
Köszönöm ez nagyon hasznos információ.
Léptetőmotoros hajtásnál (mert egyenlőre ez van) ezt az amlitudó/frekvencia függvényt akkor nem is lehet felrajzolni? Ott csak egy frekvencia adat van, hogy eddig bírta és kész?
Ezt az amlitudó és frekvenciaadatokat hogyan méred? Pusztán az elektromos jellemzőkból vagy mechanikusan is (mérőóra)?
Kösz: TT
Léptetőmotoros hajtásnál (mert egyenlőre ez van) ezt az amlitudó/frekvencia függvényt akkor nem is lehet felrajzolni? Ott csak egy frekvencia adat van, hogy eddig bírta és kész?
Ezt az amlitudó és frekvenciaadatokat hogyan méred? Pusztán az elektromos jellemzőkból vagy mechanikusan is (mérőóra)?
Kösz: TT
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 június 16, 23:27
Írta: 000000000 Dátum 2007 június 16, 23:27
Léptetőnél mivel maradó a hiba, szerintem így
sajna értelmét veszti a további vizsgálat.
Természetesen lehet tovább is, ha valakit nem
izgat néhány mm eltérés gépének működése során.
Egyébként szervonál is az a korrekt, ha kb.
90 %-nál azt mondjuk, hogy ettől jobban majd
a gép működésekor nem hajtjuk. Ugyan maradó
hiba nem lesz a végén, de aki igényes 3D-t
akar marni, nem árt tudnia, mekkora
előtolásssal tud forgácsolni még jelentős
torzulás nélkül, vagy mondhatni jó minőségű
pályakövetéssel.
Az amplitudó mérésére számos mód van,
akár kézzel is érzékelhető első közelítésként,
de mérőóra, grafikus mutató, rajzoló fej,
vagy külön abszolut mérőencoder, jeladó is
alkalmazható, amit egy mérési-adatgyűjtő
rendszer kezel, és regisztrál.
A mérőórával azért vigyázni kell, mert ha nem
orosz, a mechanikája nem fogja kibírni a
másodperceken át történő 25-100 Hz-es
irányváltásokat.:) Igaz, nem is erre tervezték őket.
sajna értelmét veszti a további vizsgálat.
Természetesen lehet tovább is, ha valakit nem
izgat néhány mm eltérés gépének működése során.
Egyébként szervonál is az a korrekt, ha kb.
90 %-nál azt mondjuk, hogy ettől jobban majd
a gép működésekor nem hajtjuk. Ugyan maradó
hiba nem lesz a végén, de aki igényes 3D-t
akar marni, nem árt tudnia, mekkora
előtolásssal tud forgácsolni még jelentős
torzulás nélkül, vagy mondhatni jó minőségű
pályakövetéssel.
Az amplitudó mérésére számos mód van,
akár kézzel is érzékelhető első közelítésként,
de mérőóra, grafikus mutató, rajzoló fej,
vagy külön abszolut mérőencoder, jeladó is
alkalmazható, amit egy mérési-adatgyűjtő
rendszer kezel, és regisztrál.
A mérőórával azért vigyázni kell, mert ha nem
orosz, a mechanikája nem fogja kibírni a
másodperceken át történő 25-100 Hz-es
irányváltásokat.:) Igaz, nem is erre tervezték őket.
Cím: Re:Encoder használata
Írta: svejk Dátum 2007 június 17, 09:38
Írta: svejk Dátum 2007 június 17, 09:38
Helló tibor45!
Végül is elégedett vagyok...
Természetesen az egyértelmű hogy a motort nem lehet gyorsabb pozicióba késztetni mint amennyi a mechanikai időállandója. De a vezérlőben figyelmeztet az error jelzés hogy késés van ,munkára nem alkalmas.
Csak Te a #200-ban azt írtad hogy majd ez a teszt kimutatja, hogy az encodert nem szabad x4-szerező üzemben használni.
Végül is elégedett vagyok...
Természetesen az egyértelmű hogy a motort nem lehet gyorsabb pozicióba késztetni mint amennyi a mechanikai időállandója. De a vezérlőben figyelmeztet az error jelzés hogy késés van ,munkára nem alkalmas.
Csak Te a #200-ban azt írtad hogy majd ez a teszt kimutatja, hogy az encodert nem szabad x4-szerező üzemben használni.
Cím: Re:Encoder használata
Írta: svejk Dátum 2007 június 17, 09:42
Írta: svejk Dátum 2007 június 17, 09:42
Nem hal bele, maximum nem tudja lekövetni és hibajelzéssel leáll a vezérlő.
Cím: Re:Encoder használata
Írta: svejk Dátum 2007 június 17, 09:46
Írta: svejk Dátum 2007 június 17, 09:46
És szerinted melyik géphez kell végtelen gyorsulás??? Olyat csak az ideális motor tudhat.
Cím: Re:Encoder használata
Írta: svejk Dátum 2007 június 17, 09:58
Írta: svejk Dátum 2007 június 17, 09:58
A házigazdának erre való a Profi2S Servo Monitorja... (én nem ismerem, mivel az Ő vezérlőjével működik)
Cím: Re:Encoder használata
Írta: svejk Dátum 2007 június 17, 10:00
Írta: svejk Dátum 2007 június 17, 10:00
Persze előtte, kisebb hibánál figyelmeztet ,hogy pályakövetésre nem alkalmas a művelet. Csak gyorsjáratban megengedett.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 június 17, 11:01
Írta: 000000000 Dátum 2007 június 17, 11:01
Szia Svejk!
Te egyetlen egy mérést csináltál a sokból.
500ms és 0.5 ms periódusidő között még nagyon
sok beállítással lehetne próbálkozni.
A másik probléma, hogy nem egységugrás jeleket
adtál neki, erre a Mach eleve nem alakalmas.
Erre vagy külön jelgenerátort érdemes csinálni,
vagy tesztprogramot készíteni.
Abban meg természetesen egyetértünk, hogy a
valóságban minden motornak van X ms időállandója,
hiszen acél, réz és mágnes forog valamilyen
elv alapján. A szemléletünk között ott van
különbség, hogy attól, hogy egy motor hajlandó
szervoszabályzóval működni, még nem nevezhető
szervomotornak. Annak van lealább 10 fontos
kritériuma, ha szigorúak vagyunk, már egynek
a nem megfelelő értéke kizáró ok lehet.
Szerény véleményem szerint pedig az időállandó
kiemelkedően fontos, mert ettől függ az egész gép dinamikája, technológiai alkalmazhatóságának
határa.
Az egész átviteli függvény téma pedig komoly
szakirodalmom nyugszik, sajnos elég kemény
elméleti is tartozik hozzá, és tudom, itt
sokan nem szeretik ezt, és igazatok is van.
Én pusztán ezzel a témával is csak azt szerettem
volna érzékeltetni, hogy ez egy létező
probléma, legfeljebb nem veszünk róla tudomást.
De hidd el, a Hobby CNC világában is érdemes
a lehető legjobb rendszert megépíteni a
legolcsóbban, ehhez pedig nem árt pár elméleti
kérdés tisztázása.
A lényeg: Mindenki legyen elégedett az általa
kijelölt kritériumok alapján.
Te egyetlen egy mérést csináltál a sokból.
500ms és 0.5 ms periódusidő között még nagyon
sok beállítással lehetne próbálkozni.
A másik probléma, hogy nem egységugrás jeleket
adtál neki, erre a Mach eleve nem alakalmas.
Erre vagy külön jelgenerátort érdemes csinálni,
vagy tesztprogramot készíteni.
Abban meg természetesen egyetértünk, hogy a
valóságban minden motornak van X ms időállandója,
hiszen acél, réz és mágnes forog valamilyen
elv alapján. A szemléletünk között ott van
különbség, hogy attól, hogy egy motor hajlandó
szervoszabályzóval működni, még nem nevezhető
szervomotornak. Annak van lealább 10 fontos
kritériuma, ha szigorúak vagyunk, már egynek
a nem megfelelő értéke kizáró ok lehet.
Szerény véleményem szerint pedig az időállandó
kiemelkedően fontos, mert ettől függ az egész gép dinamikája, technológiai alkalmazhatóságának
határa.
Az egész átviteli függvény téma pedig komoly
szakirodalmom nyugszik, sajnos elég kemény
elméleti is tartozik hozzá, és tudom, itt
sokan nem szeretik ezt, és igazatok is van.
Én pusztán ezzel a témával is csak azt szerettem
volna érzékeltetni, hogy ez egy létező
probléma, legfeljebb nem veszünk róla tudomást.
De hidd el, a Hobby CNC világában is érdemes
a lehető legjobb rendszert megépíteni a
legolcsóbban, ehhez pedig nem árt pár elméleti
kérdés tisztázása.
A lényeg: Mindenki legyen elégedett az általa
kijelölt kritériumok alapján.
Cím: Re:Encoder használata
Írta: svejk Dátum 2007 június 17, 11:39
Írta: svejk Dátum 2007 június 17, 11:39
Igen csak amit írtam azt végeztem el, azért is kérdeztem merre keresgéljek tovább.
Bogarat tettél a fülembe azzal hogy szerinted nem szabad az encodert x4 szeres üzemmódban használni.
Erre az egységugrás tesztelésre majd akkor kiokoskodok valamit, bár nem igazán értem ,hogy a mach-el való tesztelés miért nem elég ha úgy is azzal használom? (bár igaz, pl. az emelőgépeket is a teherbírásuknál nagyobb súllyal tesztelik).
Én soha sem azt akartam bizonyítani hogy a servóm milyen csillagos adatokat tud ,csak azt hogy az adott renszerben jól működik.
Bogarat tettél a fülembe azzal hogy szerinted nem szabad az encodert x4 szeres üzemmódban használni.
Erre az egységugrás tesztelésre majd akkor kiokoskodok valamit, bár nem igazán értem ,hogy a mach-el való tesztelés miért nem elég ha úgy is azzal használom? (bár igaz, pl. az emelőgépeket is a teherbírásuknál nagyobb súllyal tesztelik).
Én soha sem azt akartam bizonyítani hogy a servóm milyen csillagos adatokat tud ,csak azt hogy az adott renszerben jól működik.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 június 17, 12:53
Írta: 000000000 Dátum 2007 június 17, 12:53
A "belehal" alatt pontosan ezt értettem :)
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 június 17, 13:03
Írta: 000000000 Dátum 2007 június 17, 13:03
A helyes beállításnál, beállási görbe megjelenítésére igen előnyös az 1(t) vizsgálójel használata és sok egyéb tanulságot is le lehet szűrni a vizsgálat eredményéből.
4X-es encoder jelnél megnő az encoder pozíció tévesztésének esélye, persze ha nem megfelelően nagyobb az encoder logika sávszélessége a számlálási sebességnél... Svejk, a vezérlődnél mekkora ez a sávszélesség?
4X-es encoder jelnél megnő az encoder pozíció tévesztésének esélye, persze ha nem megfelelően nagyobb az encoder logika sávszélessége a számlálási sebességnél... Svejk, a vezérlődnél mekkora ez a sávszélesség?
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 június 17, 13:16
Írta: 000000000 Dátum 2007 június 17, 13:16
Szia Svejk! Nem azt mondtam, hogy nem szabad
X4-ben egy encodert használni, hanem nem
tanácsos és fölösleges Hobby kategóriánál.
Kihegyezetté válik nagyon a folyamat, és alig
marad hibajavító algoritmusra lehetőség,
mivel minden élfelfutás aktív. Ha belegondolsz
ez nagyon kemény dolog, főleg akkor jöhetnek csőstől a tévedések, ha éppen az encoder egy
szintváltási pontnál kezd el berezonálni.
De Te tudod, mennyire feszíted elő az
útmérőrendszeredet, én ezt vedd úgy hogy
tanácsolom csak Neked műszaki érvekkel alátámasztva.
Egyébként meg tényleg azt mondom, ne foglalkozz
ezzel az egésszel. Fő, hogy soha nem tapasztaltál
eddig akár csak egyetlen inkrementum
elvesztését sem. Már csináltam volna videót
egy ilyen tesztről, de gyakorlatilag nem
látszik semmi, hiszen egy másodperc alatt csak
24 kocka készül, itt meg 240 esemény is akadhat.
X4-ben egy encodert használni, hanem nem
tanácsos és fölösleges Hobby kategóriánál.
Kihegyezetté válik nagyon a folyamat, és alig
marad hibajavító algoritmusra lehetőség,
mivel minden élfelfutás aktív. Ha belegondolsz
ez nagyon kemény dolog, főleg akkor jöhetnek csőstől a tévedések, ha éppen az encoder egy
szintváltási pontnál kezd el berezonálni.
De Te tudod, mennyire feszíted elő az
útmérőrendszeredet, én ezt vedd úgy hogy
tanácsolom csak Neked műszaki érvekkel alátámasztva.
Egyébként meg tényleg azt mondom, ne foglalkozz
ezzel az egésszel. Fő, hogy soha nem tapasztaltál
eddig akár csak egyetlen inkrementum
elvesztését sem. Már csináltam volna videót
egy ilyen tesztről, de gyakorlatilag nem
látszik semmi, hiszen egy másodperc alatt csak
24 kocka készül, itt meg 240 esemény is akadhat.
Cím: Re:Encoder használata
Írta: svejk Dátum 2007 június 17, 19:12
Írta: svejk Dátum 2007 június 17, 19:12
Hali!
Oké, értem!
persze ez a szintváltási berezonálás az egyszeres üzemnél is gondot okozhat ha a számláló nem tudja követni.
Ezeket a tanácsokat megpróbálom megfogadni a jövőben , egyenlőre így marad amig nem okoz kézzel fogható hibát.
Már csak azért is mert ehhez bele kell nyúlni a vezérlőbe, ami nem biztos hogy elsőre sikerülne :(
Nekem az 400-600-as osztás bőven megfelelne, ekkora tárcsát le is tudok gyártani,csak hát a vezérlő helyből a 4 x-es értéket kezeli, és opcióban tudom a visszaosztási értéket megadni.
Eddig nekem ez nem volt furcsa mivel ipari vezérlők leírásánál is mindig találkoztam a x4 üzemmel.
Mégegyszer köszönöm a tanácsokat és a teszteléshez szükséges segítséget!
Oké, értem!
persze ez a szintváltási berezonálás az egyszeres üzemnél is gondot okozhat ha a számláló nem tudja követni.
Ezeket a tanácsokat megpróbálom megfogadni a jövőben , egyenlőre így marad amig nem okoz kézzel fogható hibát.
Már csak azért is mert ehhez bele kell nyúlni a vezérlőbe, ami nem biztos hogy elsőre sikerülne :(
Nekem az 400-600-as osztás bőven megfelelne, ekkora tárcsát le is tudok gyártani,csak hát a vezérlő helyből a 4 x-es értéket kezeli, és opcióban tudom a visszaosztási értéket megadni.
Eddig nekem ez nem volt furcsa mivel ipari vezérlők leírásánál is mindig találkoztam a x4 üzemmel.
Mégegyszer köszönöm a tanácsokat és a teszteléshez szükséges segítséget!
Cím: Re:Encoder használata
Írta: svejk Dátum 2007 június 17, 19:50
Írta: svejk Dátum 2007 június 17, 19:50
Sajnos mérésekre nincs módom csak a több példányban elkészült szerkezetek használat utáni tapasztalatait tudtam leírni.
A beállítás is empirikus uton történik, de nem olyan bonyolut mint először gondoltam.
Hogy mekkora a számláló sávszélessége?... (ezzel mindig bajban vagyok mit is jelent ez a definíció..), ugy hogy csak azt írom hogy a max számlálási frekvencia 104kHz (nem egy nagy durranás, de kb. a Mach súlycsoportja) Vagyis 400-as tárcsával 3900-as fordulat érhető el.
A beállítás is empirikus uton történik, de nem olyan bonyolut mint először gondoltam.
Hogy mekkora a számláló sávszélessége?... (ezzel mindig bajban vagyok mit is jelent ez a definíció..), ugy hogy csak azt írom hogy a max számlálási frekvencia 104kHz (nem egy nagy durranás, de kb. a Mach súlycsoportja) Vagyis 400-as tárcsával 3900-as fordulat érhető el.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 június 17, 21:35
Írta: 000000000 Dátum 2007 június 17, 21:35
A max. számlálási frekvencia = sávszélesség, mivel digitális dologról beszélünk.
A sávszélesség 1/2-ed része, ami már használhatónak számít, de kb. az 1/4-ed frkvencia ami már biztonságosnak tekinthető. A Tibor által írt rezgések miatt... szerintem 25kHz-re állított MACH-el még probléma nélkül használható.
A sávszélesség 1/2-ed része, ami már használhatónak számít, de kb. az 1/4-ed frkvencia ami már biztonságosnak tekinthető. A Tibor által írt rezgések miatt... szerintem 25kHz-re állított MACH-el még probléma nélkül használható.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 június 21, 12:22
Írta: 000000000 Dátum 2007 június 21, 12:22
Szia Péter! Ide írok, mert ide tartozik a
a kérdésed. Impulzus számlálód hiányában
javasolnék egy egyszerű encoder felbontás
tesztet. Vegyél egy CD4040-es IC-t (ez egy 12
fokozatú bináris számláló) és a nullázás
után tekerj a motorodon kézzel egy fordulatot
(minél pontosaban, és inkább plusszba), majd
nézd meg a Q10 (1024), Q9 (512), Q8 (256), ....
IC kimenetek szintjét.
A kettes számrendszer szabályai alapján máris
megállapítható a kiadott impulzusok száma.
a kérdésed. Impulzus számlálód hiányában
javasolnék egy egyszerű encoder felbontás
tesztet. Vegyél egy CD4040-es IC-t (ez egy 12
fokozatú bináris számláló) és a nullázás
után tekerj a motorodon kézzel egy fordulatot
(minél pontosaban, és inkább plusszba), majd
nézd meg a Q10 (1024), Q9 (512), Q8 (256), ....
IC kimenetek szintjét.
A kettes számrendszer szabályai alapján máris
megállapítható a kiadott impulzusok száma.
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 június 21, 13:44
Írta: bmejdz9nu Dátum 2007 június 21, 13:44
Köszi... van frekimérőm... kétsugaras szkópom....
Meg a milyen bolond vagyok rátszek egy Harmonic Drive-ot (áttételnek...csak úgy nagyjából) egy ledet az optóra...és tekerek és számolok ... [#hehe]
Ezzel az encoder 4x jel dologgal valahol nagyon elértettem a dolgot... azt értem, hogyan lesz 4x a jelmennyiség... de azt hittem ezt "külsőleg" is használható...
Meg "álmomban" sem gondoltam volna, hogy a Bautz motorban 4000cpr-es van...
...... talán itt hibáztam... most...
Meg a milyen bolond vagyok rátszek egy Harmonic Drive-ot (áttételnek...csak úgy nagyjából) egy ledet az optóra...és tekerek és számolok ... [#hehe]
Ezzel az encoder 4x jel dologgal valahol nagyon elértettem a dolgot... azt értem, hogyan lesz 4x a jelmennyiség... de azt hittem ezt "külsőleg" is használható...
Meg "álmomban" sem gondoltam volna, hogy a Bautz motorban 4000cpr-es van...
...... talán itt hibáztam... most...
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 június 21, 13:51
Írta: 000000000 Dátum 2007 június 21, 13:51
Bocs, de nem tudom, az eddigiek alapján miért
lenne benne 4000-es encoder?! Szerintem 1000-es
van benne (Hobby-ba már az is túlzás), de majd kiméred. Ne felejtsd el, még lassító áttétel is
illik az ilyen kisebb szervomotor és orsó közé,
ami méginkább nem kívánja a nagy impulzusszámú
encodert.
lenne benne 4000-es encoder?! Szerintem 1000-es
van benne (Hobby-ba már az is túlzás), de majd kiméred. Ne felejtsd el, még lassító áttétel is
illik az ilyen kisebb szervomotor és orsó közé,
ami méginkább nem kívánja a nagy impulzusszámú
encodert.
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 június 21, 14:48
Írta: bmejdz9nu Dátum 2007 június 21, 14:48
A WinPC-NC vezérérlő progi beállításai: (25Khz max...)
4000 lépés /fordulat , 5mm orso emelkedés ekkor megy pontosan... tehát 5mm-es parancsra 1 fordulatat... ekkor max. 375 fordulat/perc... 25KHz-en...
Akkor? Ez 4000-es?
4000 lépés /fordulat , 5mm orso emelkedés ekkor megy pontosan... tehát 5mm-es parancsra 1 fordulatat... ekkor max. 375 fordulat/perc... 25KHz-en...
Akkor? Ez 4000-es?
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 június 21, 16:17
Írta: 000000000 Dátum 2007 június 21, 16:17
Péter! #253-ban írtam, mi egy lehetőség, de ott
a szkópod is, stb. Javasolnám, hogy hagyd ki
a vezérlő programot, és a szervoszabvályzót,
kizárólag az encodert mérjed, mert egyébként
ez így komolytalan.
a szkópod is, stb. Javasolnám, hogy hagyd ki
a vezérlő programot, és a szervoszabvályzót,
kizárólag az encodert mérjed, mert egyébként
ez így komolytalan.
Cím: Re:Encoder használata
Írta: D.Laci Dátum 2007 június 21, 16:37
Írta: D.Laci Dátum 2007 június 21, 16:37
Bekötöd a Mach-ba mint encoder. Tekersz rajta egyet és kiírja hány incrementes....
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 június 21, 17:14
Írta: bmejdz9nu Dátum 2007 június 21, 17:14
Valamit okoskodok..hogy ne maradjak sötét...:)
Csak szeretem bonyolítani a dolgokat... :)
Csak szeretem bonyolítani a dolgokat... :)
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 június 21, 17:15
Írta: bmejdz9nu Dátum 2007 június 21, 17:15
Mach... Mach... Win.. WiPC... WinPC-NC :)
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 június 21, 18:14
Írta: 000000000 Dátum 2007 június 21, 18:14
Neki "csak" WinPC-NC-je van....
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 június 21, 18:16
Írta: bmejdz9nu Dátum 2007 június 21, 18:16
[#rinya]...
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 június 22, 19:47
Írta: 000000000 Dátum 2007 június 22, 19:47
Szia Péter!
Kimérted már az encodered felbontását a Bautz
szervomotorodon?
Kimérted már az encodered felbontását a Bautz
szervomotorodon?
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 június 22, 20:03
Írta: bmejdz9nu Dátum 2007 június 22, 20:03
nem... rákötötem szkópra ... meg akartam számolni (fejbe)... de nem ment...[#nyes]
De legálabb láttam az A és B csatornát... :)
De sok...
Most marok a BF20-on mert berozsdásodik...
Meg kell csinálnom a motor felfoigatást POM-ból... hogy ne vigye át az asztalra a remegést...
Na ja tudom... szervó... és ez sem kellene...:)
De legálabb láttam az A és B csatornát... :)
De sok...
Most marok a BF20-on mert berozsdásodik...
Meg kell csinálnom a motor felfoigatást POM-ból... hogy ne vigye át az asztalra a remegést...
Na ja tudom... szervó... és ez sem kellene...:)
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 június 22, 20:15
Írta: 000000000 Dátum 2007 június 22, 20:15
Ok., értem. Ha beállítottad volna a kezedet
1 fordulat/másodperc fordulatra, a szkópon
az időalapból megállapítható lett volna
nagyjából. De dolgozz csak a BF20-al is,
nehogy megsértődjön, hogy hanyagolod!:)
Ott is gyakorolhatod az 1/s előtolási fordulatszámot
a kézi tekerentyűn!:)
1 fordulat/másodperc fordulatra, a szkópon
az időalapból megállapítható lett volna
nagyjából. De dolgozz csak a BF20-al is,
nehogy megsértődjön, hogy hanyagolod!:)
Ott is gyakorolhatod az 1/s előtolási fordulatszámot
a kézi tekerentyűn!:)
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 június 22, 20:26
Írta: bmejdz9nu Dátum 2007 június 22, 20:26
Csak gyakorlat kérdése... és a mérőhivatalban adnak a kezemről egy certifikácót... :)
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 június 24, 08:07
Írta: bmejdz9nu Dátum 2007 június 24, 08:07
1 x ultra Miniatur increment.Encoder 14400cpr , AEDA
Ha valaki finom felbontásra vágyik...:)

azaz 4x(57600) üzemben ... 0.00625 fok pontos pozicionálás...
Ha valaki finom felbontásra vágyik...:)
azaz 4x(57600) üzemben ... 0.00625 fok pontos pozicionálás...
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 június 24, 08:34
Írta: 000000000 Dátum 2007 június 24, 08:34
Rakéta elháritó rendszerek célzóműve...
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 június 24, 09:06
Írta: bmejdz9nu Dátum 2007 június 24, 09:06
Hát ha valaki igényes... [#smile] akkor csak ilyet vesz...
Melyik motorthoz illene ez? Minek csinálhatnak ekkora felbontást? Hol lehet ennek létjogultsága?
Ráadásul ilyen mini változatban...
Kiváncsi lennek (mikroszkóp alatt), hogy mutat a tárcsa...[#nyes] HighTech lehet a javából...
Melyik motorthoz illene ez? Minek csinálhatnak ekkora felbontást? Hol lehet ennek létjogultsága?
Ráadásul ilyen mini változatban...
Kiváncsi lennek (mikroszkóp alatt), hogy mutat a tárcsa...[#nyes] HighTech lehet a javából...
Cím: Re:Encoder használata
Írta: svejk Dátum 2007 június 29, 20:01
Írta: svejk Dátum 2007 június 29, 20:01
Sziasztok!
Előbb-utóbb a szervot használók belefutnak a nagyfelbontású encoderek problémájába.
Érvekkel alá kellene támasztani melyik a jobb az osztó az encóder után vagy a szórzó áramkör a bemeneten.
A szorzónak ugye gátat szab a vezérlő sebessége. (illetve Tibor45 a múltkor már említett egyéb hátrányokat csak nem találom )
Az egyszerű osztó az A-B kimeneten nem jó mert elvész a 90 fok fáziseltérés.
Van valami egyszerű megoldás házilag? Főleg az osztó érdekelne.
Gyári megoldás van mindkettőre pl. :
http://www.mks-control.com/encoder_divider.html
Előbb-utóbb a szervot használók belefutnak a nagyfelbontású encoderek problémájába.
Érvekkel alá kellene támasztani melyik a jobb az osztó az encóder után vagy a szórzó áramkör a bemeneten.
A szorzónak ugye gátat szab a vezérlő sebessége. (illetve Tibor45 a múltkor már említett egyéb hátrányokat csak nem találom )
Az egyszerű osztó az A-B kimeneten nem jó mert elvész a 90 fok fáziseltérés.
Van valami egyszerű megoldás házilag? Főleg az osztó érdekelne.
Gyári megoldás van mindkettőre pl. :
http://www.mks-control.com/encoder_divider.html
Cím: Re:Encoder használata
Írta: svejk Dátum 2007 június 29, 20:09
Írta: svejk Dátum 2007 június 29, 20:09
Hmm... most olvasom a gyári pdf-jét
http://www.mks-control.com/It251_e.pdf
Itt is elvész osztáskor a 90 fok.
Akkor erre nincs is korrekt megoldás?
http://www.mks-control.com/It251_e.pdf
Itt is elvész osztáskor a 90 fok.
Akkor erre nincs is korrekt megoldás?
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 június 29, 22:12
Írta: 000000000 Dátum 2007 június 29, 22:12
Szia Svejk! Miért ne lenne korrekt megoldás?
Komolyabb szervoszabályzónak ez alapfunkciója,
hogy ilyen osztásokat tudjon végezni.
Szorozni nem tanácsos mert ahogyan Te is írtad
1./ vezérlő program korlátos, 2./ adott encoder
fázis helyzetekben lépéstévesztésbe mehet át.
Komolyabb szervoszabályzónak ez alapfunkciója,
hogy ilyen osztásokat tudjon végezni.
Szorozni nem tanácsos mert ahogyan Te is írtad
1./ vezérlő program korlátos, 2./ adott encoder
fázis helyzetekben lépéstévesztésbe mehet át.
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 június 30, 08:02
Írta: bmejdz9nu Dátum 2007 június 30, 08:02
Na azt hittem már az urak szabira mentek...
Érdekes a téma! Mert egy jó vezérlőnek meg kell bírkoznia ezzel a dologgal! Na de hogyan jobb?
Pl. a Gecko sokszorozza a kimenetet...
Ez az alapvető különbség a 320-as és a 340 között (a 340-esben már van soszorozó)
A G320-as problémáját ők is tudják... ezért árulnak G902-es-nek hívott sokszorozót...
De én sem vagyok meggyőződve a sokszorozás előnyéről...
Elég bonyolultnak néz ki az a "segédáramkor"... és nem is olcsó...
Érdekes a téma! Mert egy jó vezérlőnek meg kell bírkoznia ezzel a dologgal! Na de hogyan jobb?
Pl. a Gecko sokszorozza a kimenetet...
Ez az alapvető különbség a 320-as és a 340 között (a 340-esben már van soszorozó)
A G320-as problémáját ők is tudják... ezért árulnak G902-es-nek hívott sokszorozót...
De én sem vagyok meggyőződve a sokszorozás előnyéről...
Elég bonyolultnak néz ki az a "segédáramkor"... és nem is olcsó...
Cím: Re:Encoder használata
Írta: svejk Dátum 2007 június 30, 10:11
Írta: svejk Dátum 2007 június 30, 10:11
Helló!
Azt hiszem nem jól fogalmaztam...
Olyanokra gondoltam mint a Gecko legkisebbje. Ott nincs semmilyen lehetőség ezért kellene külső egység.
(a vezérlő amit én használok tudja az osztást)
Az osztás korrektségét pedig úgy értem hogy van-e olyan megoldás amelyiknél a leosztás után is megmarad a 90 fokos fáziseltérés az A-B csatorna között.
A 2. pontban írott dolgot kifejthetnéd bővebben.
A szorzáson a lépésimpulzus többszörözést értem, mint ahogy egy-két gyári vezérlőben van.
Azt hiszem nem jól fogalmaztam...
Olyanokra gondoltam mint a Gecko legkisebbje. Ott nincs semmilyen lehetőség ezért kellene külső egység.
(a vezérlő amit én használok tudja az osztást)
Az osztás korrektségét pedig úgy értem hogy van-e olyan megoldás amelyiknél a leosztás után is megmarad a 90 fokos fáziseltérés az A-B csatorna között.
A 2. pontban írott dolgot kifejthetnéd bővebben.
A szorzáson a lépésimpulzus többszörözést értem, mint ahogy egy-két gyári vezérlőben van.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 június 30, 11:03
Írta: 000000000 Dátum 2007 június 30, 11:03
Természetesen a 90 fok megmarad, erre értettem
én is a "korrektséget".
A másik kérdésedre pedig az a válaszom, hogy
amig sokszorozol (ez is idő néhány 10 us
legalább), közben irányváltás is lehet, így
máris baj van, hiszen a valós időben ekkor már
régen nem sokszorozni kellene.
én is a "korrektséget".
A másik kérdésedre pedig az a válaszom, hogy
amig sokszorozol (ez is idő néhány 10 us
legalább), közben irányváltás is lehet, így
máris baj van, hiszen a valós időben ekkor már
régen nem sokszorozni kellene.
Cím: Re:Encoder használata
Írta: 35kpazcgr Dátum 2007 június 30, 11:05
Írta: 35kpazcgr Dátum 2007 június 30, 11:05
Helló svejk!
Lehet, hogy hülyeség, amit javasolok, de profi, komoly szerszámgépeken is láttam ezt a megoldást.
Az encódert nem közvetlenül a hajtott orsóra szerelték, hanem egy 1:2-es bordás-szíj áttételen keresztűl hajtották. Így mechanikusan érték al az impulzusok felezését.
Egy másik gépen ugyanez fogaskerék áttételen (holtjáték mentesített) keresztül oldották meg.
Ezekkel a megoldásokkal akár nem kerek osztások és szorzások(!) is megvalósíthatók.
Üdv:
Tomahawk
Lehet, hogy hülyeség, amit javasolok, de profi, komoly szerszámgépeken is láttam ezt a megoldást.
Az encódert nem közvetlenül a hajtott orsóra szerelték, hanem egy 1:2-es bordás-szíj áttételen keresztűl hajtották. Így mechanikusan érték al az impulzusok felezését.
Egy másik gépen ugyanez fogaskerék áttételen (holtjáték mentesített) keresztül oldották meg.
Ezekkel a megoldásokkal akár nem kerek osztások és szorzások(!) is megvalósíthatók.
Üdv:
Tomahawk
Cím: Re:Encoder használata
Írta: svejk Dátum 2007 június 30, 12:20
Írta: svejk Dátum 2007 június 30, 12:20
Akkor ez az áramköri megoldás engem nagyon érdekelne, lehetne erről az osztási megoldásról többett megtudni?
Nekem nem ugrik be a tökéletes megoldás... :(
sokszorozás: értem, itt meg kellene nézni maximum milyen sűrűn adja a mach az impulzusokat, és a holtidőn belül maradni a sokszorozással, esetleg a mach "direction prechange" értékével is lehetne játszani.
így viszont jó nagy sebességü kell hogy legyen a servovezérlő bemenete.
Egyébként én is az osztás felé hajlanék.
Nekem nem ugrik be a tökéletes megoldás... :(
sokszorozás: értem, itt meg kellene nézni maximum milyen sűrűn adja a mach az impulzusokat, és a holtidőn belül maradni a sokszorozással, esetleg a mach "direction prechange" értékével is lehetne játszani.
így viszont jó nagy sebességü kell hogy legyen a servovezérlő bemenete.
Egyébként én is az osztás felé hajlanék.
Cím: Re:Encoder használata
Írta: svejk Dátum 2007 június 30, 12:28
Írta: svejk Dátum 2007 június 30, 12:28
Biztos nem hülyeség, de nekem nem jött be...
Próbáltam de szinte lehetetlen volt a vezérlőt beállítani a bordásszíj holtjátéka miatt.
Bár én áttételezés után a hajtott orsóra raktam az enkódert, és lehet hogy ha csak az encóder lenne külön meghajtva akkor sokkal kisebb lenne ez a holtjáték, mivel csak minimális nyomatékot kellene így átadni.
No, ezt ki kellen próbálni !!
De azért egy elektronikus osztót egyszerűbb kivitelezni :)
Próbáltam de szinte lehetetlen volt a vezérlőt beállítani a bordásszíj holtjátéka miatt.
Bár én áttételezés után a hajtott orsóra raktam az enkódert, és lehet hogy ha csak az encóder lenne külön meghajtva akkor sokkal kisebb lenne ez a holtjáték, mivel csak minimális nyomatékot kellene így átadni.
No, ezt ki kellen próbálni !!
De azért egy elektronikus osztót egyszerűbb kivitelezni :)
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 június 30, 12:39
Írta: 000000000 Dátum 2007 június 30, 12:39
Miért nem írod meg a mikrovezérlőbe az osztó rutint??
Cím: Re:Encoder használata
Írta: svejk Dátum 2007 június 30, 12:51
Írta: svejk Dátum 2007 június 30, 12:51
Mert a programzást csak kapizsgálom... :)
És ott sem látom át az elvet hogy a 90 fok fáziseltérés megmaradjon a leosztott kimeneten.
És ott sem látom át az elvet hogy a 90 fok fáziseltérés megmaradjon a leosztott kimeneten.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 június 30, 14:57
Írta: 000000000 Dátum 2007 június 30, 14:57
Meg lehet csinálni a 2 többszöröseivel való osztást, javaslom, hogy rajzold le a jeleket és gondold végig, hogy meyl fel és/vagy lefutó éleket kell figyelembe venni.. A lerajzolás sokszor segít ilyen esetekben. Aztán pszeudokód majd program, ez a programozás menete :)
Cím: Re:Encoder használata
Írta: e3h0cv4ph Dátum 2007 június 30, 22:21
Írta: e3h0cv4ph Dátum 2007 június 30, 22:21
Szia.
Én úgy tudtam, hogy a bordásszíjhajtásnak pont az a lényege, hogy holtjátékmentes.
Én úgy tudtam, hogy a bordásszíjhajtásnak pont az a lényege, hogy holtjátékmentes.
Cím: Re:Encoder használata
Írta: svejk Dátum 2007 július 01, 08:39
Írta: svejk Dátum 2007 július 01, 08:39
Ideális esetben.
A valóságban van nyúlása, persze lehet hogy nem megfelelő mérettel próbálkoztam,illetve a feszítés sem biztos hogy tökéletes volt.
Ugye először kipróbáljuk ami van itthon ,aztán kiszámoljuk miért nem jó :(
A profik fordítva csinálják, de ott nem számítanak az anyagiak :)
A valóságban van nyúlása, persze lehet hogy nem megfelelő mérettel próbálkoztam,illetve a feszítés sem biztos hogy tökéletes volt.
Ugye először kipróbáljuk ami van itthon ,aztán kiszámoljuk miért nem jó :(
A profik fordítva csinálják, de ott nem számítanak az anyagiak :)
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 július 01, 08:43
Írta: bmejdz9nu Dátum 2007 július 01, 08:43
De mi a gond az encoder kimeneti jel osztással?
Van az A - B csatorna mindegyiket leosztjuk pl. 2-vel... mi változik? Az eltolás megmarad...
Csak talán az irányváltozás késik?
Van az A - B csatorna mindegyiket leosztjuk pl. 2-vel... mi változik? Az eltolás megmarad...
Csak talán az irányváltozás késik?
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 július 01, 08:44
Írta: 000000000 Dátum 2007 július 01, 08:44
Alapesetben nem az, viszont átfogási szög
növeléssel, és speciális profillal, fejkör
átmérő korrekcióval gyakorlatilag azzá lehet
tenni.
növeléssel, és speciális profillal, fejkör
átmérő korrekcióval gyakorlatilag azzá lehet
tenni.
Cím: Re:Encoder használata
Írta: svejk Dátum 2007 július 01, 08:46
Írta: svejk Dátum 2007 július 01, 08:46
1-2 oldalt már telerajzoltam eredménytelenül....
Ezért mástól várom a megoldást a "fekete dobozra", amelybe belemegy az encoder 90 fokkal eltolt A-B jele, és kijön belőle az egymáshoz képest szintén 90 fokkal eltolt negyedére leosztott jel.
Ezért mástól várom a megoldást a "fekete dobozra", amelybe belemegy az encoder 90 fokkal eltolt A-B jele, és kijön belőle az egymáshoz képest szintén 90 fokkal eltolt negyedére leosztott jel.
Cím: Re:Encoder használata
Írta: svejk Dátum 2007 július 01, 08:51
Írta: svejk Dátum 2007 július 01, 08:51
Ez az ,hogy az osztás után az eltolás értéke az eredeti csatornakéséssel lesz egyenlő, így ugrika leosztott jel egymáshoz képest 90 fokos eltérése.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 július 01, 09:02
Írta: 000000000 Dátum 2007 július 01, 09:02
Mint már írtam, van ilyen megoldás, netto
8-9 ezerbe kerül, gyors és speciális IC-kel
oldottam meg szoftver nélkül (eleve én a
pozíciójel feldolgozás első fokozatában
nem vagyok híve semmiféle programozásnak a
nagyobb sebesség és megbízhatóság miatt).
8-9 ezerbe kerül, gyors és speciális IC-kel
oldottam meg szoftver nélkül (eleve én a
pozíciójel feldolgozás első fokozatában
nem vagyok híve semmiféle programozásnak a
nagyobb sebesség és megbízhatóság miatt).
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 július 01, 09:03
Írta: bmejdz9nu Dátum 2007 július 01, 09:03
Ez azzal jár - ha jól gondolom - hogy a tengelyt nem tudja 100% pontosan tartani? (stb.)
Cím: Re:Encoder használata
Írta: svejk Dátum 2007 július 01, 09:13
Írta: svejk Dátum 2007 július 01, 09:13
Jó akkor megnyugszok, hogy Te bármikor tudod prezentálni a készüléket. Biztosan lesz itt majd rá kereslet ha beindul a servo láz.
Majd ha nagyon unatkozom még agyalok rajta én is.
Köszi!
ui. teljesen egyetértek a software lehetőleges kizárásával.
Majd ha nagyon unatkozom még agyalok rajta én is.
Köszi!
ui. teljesen egyetértek a software lehetőleges kizárásával.
Cím: Re:Encoder használata
Írta: svejk Dátum 2007 július 01, 09:20
Írta: svejk Dátum 2007 július 01, 09:20
Alapesetben semmi gond, használhatod a sima osztót.
Tibor45 biztos tudja miért erőltetem a 90 fokot,valószínű ez igazából lehet hogy csak nekem lesz fontos.
Tibor45 biztos tudja miért erőltetem a 90 fokot,valószínű ez igazából lehet hogy csak nekem lesz fontos.
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 július 01, 09:30
Írta: bmejdz9nu Dátum 2007 július 01, 09:30
2x step jel "felszorzás" még talán elmenne? vagy több is? Ez miért olyan rázós?
Egy jel helyett 2db-ot ad... ez oly egyszerűnek tűnik...
Persze lehet, hogy nekem akinek csak 25Khz-ig megy a progija... (WinPC-NC)
Egy jel helyett 2db-ot ad... ez oly egyszerűnek tűnik...
Persze lehet, hogy nekem akinek csak 25Khz-ig megy a progija... (WinPC-NC)
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 július 01, 09:30
Írta: 000000000 Dátum 2007 július 01, 09:30
Péter! Svejknek igaza van, sima digitális
osztással ezt nem lehet megoldani, eleve
gondolj bele egy számláló csak egyfajta
élvezérléssel működik, az encodernél pedig az
élek irányfüggők, tehát a 90 fok asszimetrikussá
válik, és írányváltáskor téves adatok keletkeznek.
De a legjobb ha papíron rajzolgatsz, és agyalsz
egy kicsit rajta.
osztással ezt nem lehet megoldani, eleve
gondolj bele egy számláló csak egyfajta
élvezérléssel működik, az encodernél pedig az
élek irányfüggők, tehát a 90 fok asszimetrikussá
válik, és írányváltáskor téves adatok keletkeznek.
De a legjobb ha papíron rajzolgatsz, és agyalsz
egy kicsit rajta.
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 július 01, 09:47
Írta: bmejdz9nu Dátum 2007 július 01, 09:47
Kapiska már... sőt azt hiszem értem...
De akkor a kimenet sokszorozása nem biztosabb...
Az olyan mintha az encoder minden második vonalát "letakarnánk" ... :)
De akkor a kimenet sokszorozása nem biztosabb...
Az olyan mintha az encoder minden második vonalát "letakarnánk" ... :)
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 július 01, 10:01
Írta: 000000000 Dátum 2007 július 01, 10:01
Erre már írtunk választ, pl. #275.
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 július 01, 10:13
Írta: bmejdz9nu Dátum 2007 július 01, 10:13
Akkor sem értem...
Van egy pl. 2us-os impulzus... amit pl. 2us kihagyással 2x kiad... (csak nem vált közbe irányt)... de ott ms-os értékek vannak... tehát egy nagyságrend...
Majd kiszámolom, lerajzolom 25Khz-re a dolgot de szerintem "belefér az időbe"... csak jól kell csinálni... :)
Van egy pl. 2us-os impulzus... amit pl. 2us kihagyással 2x kiad... (csak nem vált közbe irányt)... de ott ms-os értékek vannak... tehát egy nagyságrend...
Majd kiszámolom, lerajzolom 25Khz-re a dolgot de szerintem "belefér az időbe"... csak jól kell csinálni... :)
Cím: Re:Encoder használata
Írta: svejk Dátum 2007 július 01, 10:57
Írta: svejk Dátum 2007 július 01, 10:57
Ebben igazad van mert a mach is 45kHz-es kernel frekinél elvileg 22us-onként adja az impulzusokat tehát elvileg beleférsz, csak elég gyors legyen a vezérlőd bemenete, hogy az 1-2 us-os jeleket fogadni tudja.
De ha fogadja is,minek terhelni a servo procit ha van megoldás az osztásra.
Tudod, kis freki kis baj....
De ha fogadja is,minek terhelni a servo procit ha van megoldás az osztásra.
Tudod, kis freki kis baj....
Cím: Re:Encoder használata
Írta: svejk Dátum 2007 július 01, 11:08
Írta: svejk Dátum 2007 július 01, 11:08
ezen kívül a mechanika is másként reagál a két megoldásra.
4-es osztásnál például öregesen egyenlő időközönként lépeget egyszerre négy osztást, mig szorzásnál gyorsan lép 4-et aztán pihi, utána megint gyorsan 4-et és megint pihi.
Bár ezt a mechanika ugy se tudja követni, ugyhogy lehet hülyeség az érvem.
4-es osztásnál például öregesen egyenlő időközönként lépeget egyszerre négy osztást, mig szorzásnál gyorsan lép 4-et aztán pihi, utána megint gyorsan 4-et és megint pihi.
Bár ezt a mechanika ugy se tudja követni, ugyhogy lehet hülyeség az érvem.
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 július 01, 11:49
Írta: bmejdz9nu Dátum 2007 július 01, 11:49
Egy szorzó áramkör amit a max. frekire és adott impulzus szélességre beállítva... és akkor nem "kettes lövésenként" kapná...
De (szerintem) a vezérlőknek a kb. max. 100Khz step jel nem lehet gond... vagy?
A mechanika meg ahogy írod... úgysem látja... :)
De (szerintem) a vezérlőknek a kb. max. 100Khz step jel nem lehet gond... vagy?
A mechanika meg ahogy írod... úgysem látja... :)
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 július 01, 12:49
Írta: 000000000 Dátum 2007 július 01, 12:49
"De (szerintem) a vezérlőknek a kb. max. 100Khz
step jel nem lehet gond... vagy?"
Nagyszerű!!! akkor miért is számolsz 2us-el a
#296-ban??? [#vigyor2]
A 2. probléma: optón keresztül 2 us-os
tüskéket megbízhatóan átvinni önmaga nem olcsó
mulatság.
3. ha át is megy az impulzus, gondolod, hogy
egy olcsóbb szervovezérlő azt is fel is tudja
dolgozni? (sávszélesség probléma)
4. Igazi szervomotornál meggyűlik a bajod, mert
a kicsi időállandója miatt a szerencsétlen
próbálkozik, és akadozva fog menni, sőt
lengésbe is kerülhet emiatt az egész szervorendszer.
Igazi megoldás tehát csakis a korrekt osztó
elektronika.
step jel nem lehet gond... vagy?"
Nagyszerű!!! akkor miért is számolsz 2us-el a
#296-ban??? [#vigyor2]
A 2. probléma: optón keresztül 2 us-os
tüskéket megbízhatóan átvinni önmaga nem olcsó
mulatság.
3. ha át is megy az impulzus, gondolod, hogy
egy olcsóbb szervovezérlő azt is fel is tudja
dolgozni? (sávszélesség probléma)
4. Igazi szervomotornál meggyűlik a bajod, mert
a kicsi időállandója miatt a szerencsétlen
próbálkozik, és akadozva fog menni, sőt
lengésbe is kerülhet emiatt az egész szervorendszer.
Igazi megoldás tehát csakis a korrekt osztó
elektronika.
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 július 01, 14:34
Írta: bmejdz9nu Dátum 2007 július 01, 14:34
Akkor a Gecko miért a szorzást válsztotta a G340-ben?
Miért szozó áramkört árul külön? Miért nem osztót?
Miért "négyszerezve" használja a jelet? (azaz minden "élt" felhasználva...)
Pl. "rákényszerítve" (a G320-al) a vevőket az a 250 cpr-es encoderre... ami olyan ritka, hogy azt csak szinte a Geckohoz (320) gyártják...?
Ez az egész encoder osztás és jelfelhasználás dolgot még nem értem... egyenlőre...
De ne ragadjunk le a Geckonál... mások hogy csinálják? Pl. ULI... stb...
Miért szozó áramkört árul külön? Miért nem osztót?
Miért "négyszerezve" használja a jelet? (azaz minden "élt" felhasználva...)
Pl. "rákényszerítve" (a G320-al) a vevőket az a 250 cpr-es encoderre... ami olyan ritka, hogy azt csak szinte a Geckohoz (320) gyártják...?
Ez az egész encoder osztás és jelfelhasználás dolgot még nem értem... egyenlőre...
De ne ragadjunk le a Geckonál... mások hogy csinálják? Pl. ULI... stb...
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 július 01, 18:41
Írta: 000000000 Dátum 2007 július 01, 18:41
Péter! Engem annyira nem érdekel, hogy más mit
csinál. Ezért ezt azoktól kérdezd meg, akik
csinálják, nyilván alá tudják támasztani. Én
pusztán műszaki érvekkel próbáltam elmondani a lehetséges problémákat. Ha Rád ezek az érvek
nem hatottak, sajnálom, akkor szorozzál bátran.
csinál. Ezért ezt azoktól kérdezd meg, akik
csinálják, nyilván alá tudják támasztani. Én
pusztán műszaki érvekkel próbáltam elmondani a lehetséges problémákat. Ha Rád ezek az érvek
nem hatottak, sajnálom, akkor szorozzál bátran.
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 július 01, 19:07
Írta: bmejdz9nu Dátum 2007 július 01, 19:07
Utánna járok... Azon vagyok... olvasom a külföldi fórumokat... elég szélsőségesek ott is a dolgok...
Van aki szerint semmit nem szabad csinálni... venni kell olyan encodert ami pont jó és kész (G320-hoz)... mert minden csak ront...
De a jelfeldolgozást sem éretem - egyenlőre...ez a 4x dolog... :)
Van aki szerint semmit nem szabad csinálni... venni kell olyan encodert ami pont jó és kész (G320-hoz)... mert minden csak ront...
De a jelfeldolgozást sem éretem - egyenlőre...ez a 4x dolog... :)
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 július 02, 08:11
Írta: bmejdz9nu Dátum 2007 július 02, 08:11
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 július 03, 07:49
Írta: bmejdz9nu Dátum 2007 július 03, 07:49
Ez a kifejezés mit jelent pontosan:
"Quadrature encoder inputs" ?
"Quadrature encoder inputs" ?
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 július 03, 12:36
Írta: 000000000 Dátum 2007 július 03, 12:36
Azt jelenti, hogy A, B csatornás, 90 fokkal
eltolt jelű encoder bemenetről van szó.
A 4-re utalás pedig azért van, mert egy ilyen
jelsorozatnak 4 (quadrature)stabil állapota
lehetséges.
eltolt jelű encoder bemenetről van szó.
A 4-re utalás pedig azért van, mert egy ilyen
jelsorozatnak 4 (quadrature)stabil állapota
lehetséges.
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 július 03, 13:03
Írta: bmejdz9nu Dátum 2007 július 03, 13:03
Köszi!
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 július 05, 21:25
Írta: bmejdz9nu Dátum 2007 július 05, 21:25
Ilyen encodereket szereztem (többet is :) HEDB-9000 Opto és tárcsa párban... 500cpr-esek.
Van 1/2"-os és 6mm-es... de a 6mm-es talán univerzálisabb mert azt 6 tól kb.13mm-ig fel lehet egyszerűen esztergálni mert a tengely tartó "aluminium mag" azonos... (a tárcsák vékony, talán korr. anyagból lehetnek...hogy csinálhatják?)

Adatlap
Van 1/2"-os és 6mm-es... de a 6mm-es talán univerzálisabb mert azt 6 tól kb.13mm-ig fel lehet egyszerűen esztergálni mert a tengely tartó "aluminium mag" azonos... (a tárcsák vékony, talán korr. anyagból lehetnek...hogy csinálhatják?)
Adatlap
Cím: Re:Encoder használata
Írta: e3h0cv4ph Dátum 2007 július 05, 22:49
Írta: e3h0cv4ph Dátum 2007 július 05, 22:49
Sziasztok.
Egy olyan kérdésem lenne, hogy az én hajtásom 1,5 mm menetemelkedésű menetes szár hajtja. Ha ezt szervómotorral szeretném hajtani (mondjuk direktbe - kuplunggal) akkor a motorhoz rakhatok -e 40-es osztású enkódertárcsát?
Ha ezzel számolom (1,5/40=0,0375mm) ami nekem tökéletesen elég (faeszterga keresztirányú szán). Ilyen enkódertárcsám és optó van (egérből).
Vagy van -e ennek valami hátulütője, ami miatt mégiscsak nagyobbat kell használnom? (enneél nagyobb felbontás nem kell)
Kössz: TT.
Egy olyan kérdésem lenne, hogy az én hajtásom 1,5 mm menetemelkedésű menetes szár hajtja. Ha ezt szervómotorral szeretném hajtani (mondjuk direktbe - kuplunggal) akkor a motorhoz rakhatok -e 40-es osztású enkódertárcsát?
Ha ezzel számolom (1,5/40=0,0375mm) ami nekem tökéletesen elég (faeszterga keresztirányú szán). Ilyen enkódertárcsám és optó van (egérből).
Vagy van -e ennek valami hátulütője, ami miatt mégiscsak nagyobbat kell használnom? (enneél nagyobb felbontás nem kell)
Kössz: TT.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 július 05, 23:03
Írta: 000000000 Dátum 2007 július 05, 23:03
Szia! Sok problémád lesz ebből, egy valamirevaló
szervó szabályzó ugyanis ekkora "lebutítást és
megalázást" nem fog Neked eltűrni.
Ha alacsony fordulaton is használni szeretnéd,
minimum kétszázas encodert javasolnék!
szervó szabályzó ugyanis ekkora "lebutítást és
megalázást" nem fog Neked eltűrni.
Ha alacsony fordulaton is használni szeretnéd,
minimum kétszázas encodert javasolnék!
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 július 05, 23:08
Írta: 000000000 Dátum 2007 július 05, 23:08
40 osztású az 4X-es feldolgozással már 160 osztás, ami már talán elfogadható...
Cím: Re:Encoder használata
Írta: e3h0cv4ph Dátum 2007 július 06, 10:50
Írta: e3h0cv4ph Dátum 2007 július 06, 10:50
Szia Tibor.
Nem értem, hogy miért nem mindegy egy szervó vezérlőnek, hogy hány osztású az encoder tárcsa!
Van egy szervó motorom amin 3 osztású az encoder tárcsa gyárilag, (egy robotnak a szervója, a kimeneten fogaskerekekkel áttételezve) erre készítettem kezdetleges szervó szabályzót és működött vele.
Továbbra sem értem, hogy a vezérlőnek miért nem mindegy, hiszen az a feledata, hogy a PC felől kapott impulzusok és az encoder felől kapott impulzusok száma megeggyezzen és eközben hányat fordul a motor az tök mindegy (legalábbis az én felfogásomban). Biztos én tévedek valahol csak egyenlőre nem értem, hogy hol!
Kössz: TT
Nem értem, hogy miért nem mindegy egy szervó vezérlőnek, hogy hány osztású az encoder tárcsa!
Van egy szervó motorom amin 3 osztású az encoder tárcsa gyárilag, (egy robotnak a szervója, a kimeneten fogaskerekekkel áttételezve) erre készítettem kezdetleges szervó szabályzót és működött vele.
Továbbra sem értem, hogy a vezérlőnek miért nem mindegy, hiszen az a feledata, hogy a PC felől kapott impulzusok és az encoder felől kapott impulzusok száma megeggyezzen és eközben hányat fordul a motor az tök mindegy (legalábbis az én felfogásomban). Biztos én tévedek valahol csak egyenlőre nem értem, hogy hol!
Kössz: TT
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 július 06, 12:55
Írta: 000000000 Dátum 2007 július 06, 12:55
Sajnos nagyon rosszul gondolkodsz, az az
érzésem. Az integrálás időalapú egy szervó
szabályzónál. Így ha sok idő telik el két
pozició mintavétel között (pl. 1 fordulat/s
a kívánt folytonos folymatos fordulatszám), egy
igazi DC szervomotor közben akár 3000 1 /min-re
felpöröghet, majd 1/3 fordulat után mikor
az encoder ad végre jelet, ekkora sebességről
ütésszerűen leáll, majd értelmeszerűen a
felhalmozott energia túllendíti, és szép kis
lengőrendszer alakulhat ki. Ha pedig ez a
jelenség nem is állna be, legjobb esetben
egy primitív 120 fokot lépegető motorról lenne
szó, ami a 30 ms alatt ugrik 120 fokot, majd
300 ms-ig csak várakozik.
Tehát visszacsatolt digitális rendszerekben
óriási szerepe van a mintavétel sebességének,
és ha ez nincs a körerősítéssel és a rendszer
időállandójával összehangolva, akkor
oszcillátort építettél, nem szervót.
Persze ha Te is azt vallod, hogy minden
motor szervomotor ami működik már valahogy,
és nem érdekel más akkor hajrá, próbálkozzál
3 imp/fordulatú encoderrel. Ilyet tényleg tudsz
házilag is csinálni 1 perc alatt.
Amikor majd szerinted működik, akkor adok Neked
kölcsönbe egy igazi szervomotort, és meglátod,
onnantól kezdve az lesz, amiket írtam.
érzésem. Az integrálás időalapú egy szervó
szabályzónál. Így ha sok idő telik el két
pozició mintavétel között (pl. 1 fordulat/s
a kívánt folytonos folymatos fordulatszám), egy
igazi DC szervomotor közben akár 3000 1 /min-re
felpöröghet, majd 1/3 fordulat után mikor
az encoder ad végre jelet, ekkora sebességről
ütésszerűen leáll, majd értelmeszerűen a
felhalmozott energia túllendíti, és szép kis
lengőrendszer alakulhat ki. Ha pedig ez a
jelenség nem is állna be, legjobb esetben
egy primitív 120 fokot lépegető motorról lenne
szó, ami a 30 ms alatt ugrik 120 fokot, majd
300 ms-ig csak várakozik.
Tehát visszacsatolt digitális rendszerekben
óriási szerepe van a mintavétel sebességének,
és ha ez nincs a körerősítéssel és a rendszer
időállandójával összehangolva, akkor
oszcillátort építettél, nem szervót.
Persze ha Te is azt vallod, hogy minden
motor szervomotor ami működik már valahogy,
és nem érdekel más akkor hajrá, próbálkozzál
3 imp/fordulatú encoderrel. Ilyet tényleg tudsz
házilag is csinálni 1 perc alatt.
Amikor majd szerinted működik, akkor adok Neked
kölcsönbe egy igazi szervomotort, és meglátod,
onnantól kezdve az lesz, amiket írtam.
Cím: Re:Encoder használata
Írta: e3h0cv4ph Dátum 2007 július 06, 14:43
Írta: e3h0cv4ph Dátum 2007 július 06, 14:43
Köszönöm. Kezdem érteni.
Ezt a 3 osztásu encoderes motort nem én találtam ki, egy gyári építésű 6 szabadságfokú roboton van, mechanikailag nagy lassító áttétellel (kb. 1:100)
Én kb 40-es enkódertácsára gondoltam, de ha ehhez nem állítok be a MACH-ba túl nagy gyorsítást, akkor ez a jelenség nem fordulhat elő.
Kicsit lasúbb lesz lomhább lesz de működik. (gondolom én)
Köszönöm a segítséget. Üdv:TT
Ezt a 3 osztásu encoderes motort nem én találtam ki, egy gyári építésű 6 szabadságfokú roboton van, mechanikailag nagy lassító áttétellel (kb. 1:100)
Én kb 40-es enkódertácsára gondoltam, de ha ehhez nem állítok be a MACH-ba túl nagy gyorsítást, akkor ez a jelenség nem fordulhat elő.
Kicsit lasúbb lesz lomhább lesz de működik. (gondolom én)
Köszönöm a segítséget. Üdv:TT
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 augusztus 01, 16:04
Írta: bmejdz9nu Dátum 2007 augusztus 01, 16:04
A németek (is) félnek az encoder kábel által összeszedet zavaroktól... gondolom nagyobb gépeknél...
Asszimetrikusan viszik az encoder jelet a vezérlőig... Olyan a megoldás mint a hangtechnikában.
Kapcsolás
Kép 2
Kép 3
10m-et vitték a jelet...
Asszimetrikusan viszik az encoder jelet a vezérlőig... Olyan a megoldás mint a hangtechnikában.
Kapcsolás
Kép 2
Kép 3
10m-et vitték a jelet...
Cím: Re:Encoder használata
Írta: svejk Dátum 2007 augusztus 02, 08:52
Írta: svejk Dátum 2007 augusztus 02, 08:52
A gyári komplett encoderek szinte mindegyike rendelkezik differenciál kimenettel..
Az amatőr vezérlők közül a Rutex helyből le is kezeli.
Az amatőr vezérlők közül a Rutex helyből le is kezeli.
Cím: Re:Encoder használata
Írta: svejk Dátum 2007 augusztus 02, 08:55
Írta: svejk Dátum 2007 augusztus 02, 08:55
Amit belinkeltél az pont a szimmetrikus jelkezelés..
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 augusztus 05, 09:52
Írta: bmejdz9nu Dátum 2007 augusztus 05, 09:52
Encoder...
Milyen az effektus ha pl. 100cpr-es vagy ugyanazon a motoron 1000cpr-es encoder van...?
Gondolom a hibatárolóból könnyebben kifut ha nagyobb... viszont ha kicsi akkor már jelentős hibát is okozhat pont ez által...
Zizegés és pozicióban tartásban mi lenne a különbség...
Nálam az az effektus, hogy a kupplung kottyanása miatt (ami szinte zero) láthatatlan mértékben de mocorog azaz hangot ad... vagy a gain-t jól vissza veszem... de ez sem jó mert rontja az egész működését... a Fémmembrános kupplung talán megoldás mert akkkor 100%-ban rögzülne a mechanikához... de ezek elég drágák.
Persze a WinPc-NC (kevéske:) 25KHz-je most nem éppen a legjobb azaz nagyon (túl) pontossan kellene megválasztani az encodert... pl. G320-hoz, 125cpr-(4x=500step) akkor lenne 0.01mm a lépés 5mm-es orsóval és a max. elérhető sebesség...azaz 3000-es fordulat...és 250mm/s sebesség 5mm-es orsóval...
De ha szerzek is 125cpr-es encodert... az már nagyon kicsi... A Gecko leírásában a 80cpr-es a megengedett érték lefelé... (felfelé persze nincs határ... az majd adja magát)
Ha 500-ast használok akkor a szorzó áramkör miatt nem állnak be a számok... (x1, X2, x5,x10 bemeneti szorzást tud a G340) de hiányzik a sorból x4-es... tehát a Win-PCNC-sekre nem gondoltak... (meg a G320 azért csak olcsóbb 35 USD-vel...)
Talán ezért nővelték a kimeneti frekit a Machban... a szervós esetekre gondolva... Ha 35KHZ-em lenne már minden ok volna... :)
Milyen az effektus ha pl. 100cpr-es vagy ugyanazon a motoron 1000cpr-es encoder van...?
Gondolom a hibatárolóból könnyebben kifut ha nagyobb... viszont ha kicsi akkor már jelentős hibát is okozhat pont ez által...
Zizegés és pozicióban tartásban mi lenne a különbség...
Nálam az az effektus, hogy a kupplung kottyanása miatt (ami szinte zero) láthatatlan mértékben de mocorog azaz hangot ad... vagy a gain-t jól vissza veszem... de ez sem jó mert rontja az egész működését... a Fémmembrános kupplung talán megoldás mert akkkor 100%-ban rögzülne a mechanikához... de ezek elég drágák.
Persze a WinPc-NC (kevéske:) 25KHz-je most nem éppen a legjobb azaz nagyon (túl) pontossan kellene megválasztani az encodert... pl. G320-hoz, 125cpr-(4x=500step) akkor lenne 0.01mm a lépés 5mm-es orsóval és a max. elérhető sebesség...azaz 3000-es fordulat...és 250mm/s sebesség 5mm-es orsóval...
De ha szerzek is 125cpr-es encodert... az már nagyon kicsi... A Gecko leírásában a 80cpr-es a megengedett érték lefelé... (felfelé persze nincs határ... az majd adja magát)
Ha 500-ast használok akkor a szorzó áramkör miatt nem állnak be a számok... (x1, X2, x5,x10 bemeneti szorzást tud a G340) de hiányzik a sorból x4-es... tehát a Win-PCNC-sekre nem gondoltak... (meg a G320 azért csak olcsóbb 35 USD-vel...)
Talán ezért nővelték a kimeneti frekit a Machban... a szervós esetekre gondolva... Ha 35KHZ-em lenne már minden ok volna... :)
Cím: Re:Encoder használata
Írta: svejk Dátum 2007 augusztus 05, 10:08
Írta: svejk Dátum 2007 augusztus 05, 10:08
Sok lesz az a 3000 fordulat... ahhoz a motorhoz :)
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 augusztus 05, 10:22
Írta: bmejdz9nu Dátum 2007 augusztus 05, 10:22
sok.. persze... csak az elméleti a 3000rpm... de 2500-nál még hibahatároláson belül 50ms-alatt meg tud fordulni... mechanikán! (1200rpm-nél ez a szám 20ms!!!)
Kb.2000-re kellne terveznem... de akkor is ezekkel a "kerek" számokkal kellene az encodert választanom... max nem kellene a 25KHz-el járatni... az jót is tenne valahol...
Persze aztán jön a másik probléma... miért van a 4x üzemmód alapban a Geckoban... szinte semmilyen más vezérlő nem követi ezt a megoldást... (kivétel még a kínai... de azzal nincs gond, mert nem megy... :)
Kb.2000-re kellne terveznem... de akkor is ezekkel a "kerek" számokkal kellene az encodert választanom... max nem kellene a 25KHz-el járatni... az jót is tenne valahol...
Persze aztán jön a másik probléma... miért van a 4x üzemmód alapban a Geckoban... szinte semmilyen más vezérlő nem követi ezt a megoldást... (kivétel még a kínai... de azzal nincs gond, mert nem megy... :)
Cím: Re:Encoder használata
Írta: x4rhew5r3 Dátum 2007 augusztus 05, 21:19
Írta: x4rhew5r3 Dátum 2007 augusztus 05, 21:19
Az a 4x szorzó valójában nem szorzó, hanem egy quadrature dekóder, ami a 2 fázisú encoder jelből előállítja a 4 lehetséges állapotot (helyzetet) és a forgásirányt (a Gecko blokkvázlata szerint legalábbis...). 2 fázisú encoder esetén valószinüleg mindenki így csinálja, csak nem mondja.
Cím: Re:Encoder használata
Írta: x4rhew5r3 Dátum 2007 augusztus 06, 00:04
Írta: x4rhew5r3 Dátum 2007 augusztus 06, 00:04
Bocs, vissza kellet volna olvasnom, Tibor45 a #306-ban ezt már megválaszolta.
Viszont tatai ötlete a #309-ben az egér encoderrel kapcsolatban. Ha 2 optót teszünk a 40 osztásos tárcsára úgy, hogy szkóppal beállítunk a két opto között 45 fokos fázist, akkor a 4 diszkrét állapot helyett 8 lesz, amiből egy egyszerű kapuhálózattal elő lehet állítani a kétszeres felbontású A és B encoder jelet.
Viszont tatai ötlete a #309-ben az egér encoderrel kapcsolatban. Ha 2 optót teszünk a 40 osztásos tárcsára úgy, hogy szkóppal beállítunk a két opto között 45 fokos fázist, akkor a 4 diszkrét állapot helyett 8 lesz, amiből egy egyszerű kapuhálózattal elő lehet állítani a kétszeres felbontású A és B encoder jelet.
Cím: Re:Encoder használata
Írta: Karácsony Sándor Dátum 2007 augusztus 06, 07:33
Írta: Karácsony Sándor Dátum 2007 augusztus 06, 07:33
Én is tervezgettem enkóder tárcsa készítést,egyszer lehet hogy megpróbálom.
CD tárcsa( mert könnyű )léptető mocira rögzítve és pl.félléppesben működtetve.A maró v.fűrész csúszópályán 2-3mm -t tengely irányba "beirdalná".
CD tárcsa( mert könnyű )léptető mocira rögzítve és pl.félléppesben működtetve.A maró v.fűrész csúszópályán 2-3mm -t tengely irányba "beirdalná".
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 augusztus 06, 08:02
Írta: bmejdz9nu Dátum 2007 augusztus 06, 08:02
Igen tudom... a 4 él... látom is szkópon... el is tudom képzelni... sőt logikus!
De! A "többi" vezérlőnek az alap 500cpr=500lépés... tehát miben térhet el a bemeneti encoder jel feldolgozása? ... hogy pontosítsam a kérdést :)
De! A "többi" vezérlőnek az alap 500cpr=500lépés... tehát miben térhet el a bemeneti encoder jel feldolgozása? ... hogy pontosítsam a kérdést :)
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 augusztus 06, 08:31
Írta: 000000000 Dátum 2007 augusztus 06, 08:31
Ezekról már írogattam, de a tanácsaim a következők:
-100-alatti encoder osztás igazi szervomotornál
(elektromechanikai időállandó < 30 ms) kerülni kell.
- minden olyan megoldás, ami az encoder
alaposztásából 2, 4-szeres felbontást csinál,
azt én nem támogatom sok okból, pl:
1. helyette a felszabaduló információt encoder
hibanalízisre, zavarszűrő algoritmusokra
használom, így minimum 4-szer biztonságosabb a
pozíció szabályzóm a szervóban.
2. A körerősítést le kell csökkenteni nagy
encodernél felbontásnál, egyébként lengésbe
jöhet a rendszer.
Azon CNC gépeknél, amiről ez a Fórum szól,
a 200-500 közötti encoder mindenre jó, a házi
encoder gyártást pedig továbbra sem javaslom
senkinek. Ezen ugyanis "élet-halál" kérdése
múlhat egy szervórendszerben, itt nem lehet
szórakozni.
-100-alatti encoder osztás igazi szervomotornál
(elektromechanikai időállandó < 30 ms) kerülni kell.
- minden olyan megoldás, ami az encoder
alaposztásából 2, 4-szeres felbontást csinál,
azt én nem támogatom sok okból, pl:
1. helyette a felszabaduló információt encoder
hibanalízisre, zavarszűrő algoritmusokra
használom, így minimum 4-szer biztonságosabb a
pozíció szabályzóm a szervóban.
2. A körerősítést le kell csökkenteni nagy
encodernél felbontásnál, egyébként lengésbe
jöhet a rendszer.
Azon CNC gépeknél, amiről ez a Fórum szól,
a 200-500 közötti encoder mindenre jó, a házi
encoder gyártást pedig továbbra sem javaslom
senkinek. Ezen ugyanis "élet-halál" kérdése
múlhat egy szervórendszerben, itt nem lehet
szórakozni.
Cím: Re:Encoder használata
Írta: x4rhew5r3 Dátum 2007 augusztus 06, 08:34
Írta: x4rhew5r3 Dátum 2007 augusztus 06, 08:34
CSak ötlet. Lehet, hogy a profik az encoderről 1 ciklust vesznek egy lépésnek, és így a 4 állapotot az egy lépésen belüli hibajelnek használják?
Amiről eddig szó volt, az csak a STEP darabszám szerinti lekövetéséről szólt (pozíció követés). De a rendszer időállandója és a PID miatt a sebesség követés komoly hibával rendelkezhet. Márpedig nem tengely irányú mozgásnál ez gond lehet.
Amiről eddig szó volt, az csak a STEP darabszám szerinti lekövetéséről szólt (pozíció követés). De a rendszer időállandója és a PID miatt a sebesség követés komoly hibával rendelkezhet. Márpedig nem tengely irányú mozgásnál ez gond lehet.
Cím: Re:Encoder használata
Írta: x4rhew5r3 Dátum 2007 augusztus 06, 08:52
Írta: x4rhew5r3 Dátum 2007 augusztus 06, 08:52
Ötlet visszavonva, az a jó amit Tibor ír...
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 augusztus 06, 09:08
Írta: 000000000 Dátum 2007 augusztus 06, 09:08
Köszi Sneci! Nem beszéltünk pedig össze, de
kitaláltad, miről is beszélek.
kitaláltad, miről is beszélek.
Cím: Re:Encoder használata
Írta: svejk Dátum 2007 augusztus 06, 09:36
Írta: svejk Dátum 2007 augusztus 06, 09:36
Helló Tibor45!
Tiszteletben tartom, hogy nem ajánlod a házi encodermegoldást, de akkor tudsz-e beszerezhetőséget folyamatosan gyárira és természetesen ha egy irányárat is írnál akkor mindenki eldönhetné hogy esetleg van-e értelme mégis megpróbálkozni vele.
Előre is köszönöm!
Tiszteletben tartom, hogy nem ajánlod a házi encodermegoldást, de akkor tudsz-e beszerezhetőséget folyamatosan gyárira és természetesen ha egy irányárat is írnál akkor mindenki eldönhetné hogy esetleg van-e értelme mégis megpróbálkozni vele.
Előre is köszönöm!
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 augusztus 06, 10:12
Írta: bmejdz9nu Dátum 2007 augusztus 06, 10:12
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 augusztus 06, 10:18
Írta: bmejdz9nu Dátum 2007 augusztus 06, 10:18
Teljesen egyetértek veled...
De a belső megoldásbeli különbségeket nem értem... Mível az encoder jelét ugyebár nem lehet osztani...?
Az encoder bemeneti "zavarszűréséről" olvastam... ahogy írod ez nem is egyszerű feladat!
Bonyolult logikai áramkörökkel válsztja el pl. a Gecko a jeleket... meghatározó része ez a vezérlésnek... ezt olvastam...
Nekem pl. egy jó szervómotorra 125cpr-es encoder kellene... Mi lesz ezzel a baj...? Pont kijönne a 0.01mm felbonás 5mm-es orsónál...
Mi a hátulütője? Tudom, hogy 250 alatt szinte senki sem használ...
(itt a 25Khz bosszúja... WinPc-NC)
De a belső megoldásbeli különbségeket nem értem... Mível az encoder jelét ugyebár nem lehet osztani...?
Az encoder bemeneti "zavarszűréséről" olvastam... ahogy írod ez nem is egyszerű feladat!
Bonyolult logikai áramkörökkel válsztja el pl. a Gecko a jeleket... meghatározó része ez a vezérlésnek... ezt olvastam...
Nekem pl. egy jó szervómotorra 125cpr-es encoder kellene... Mi lesz ezzel a baj...? Pont kijönne a 0.01mm felbonás 5mm-es orsónál...
Mi a hátulütője? Tudom, hogy 250 alatt szinte senki sem használ...
(itt a 25Khz bosszúja... WinPc-NC)
Cím: Re:Encoder használata
Írta: x4rhew5r3 Dátum 2007 augusztus 06, 10:33
Írta: x4rhew5r3 Dátum 2007 augusztus 06, 10:33
Ha nem is szervóra, de léptecs pozició visszacsatolásra jó lehet az egér encoder. Az egyik gond, hogy az A és B között nem 90 fok a fázis.
Másik az, hogy 200/4=50 osztásos tárcsa kellene (pl: #324)
Itt van egy egér hacker.
Másik az, hogy 200/4=50 osztásos tárcsa kellene (pl: #324)
Itt van egy egér hacker.
Cím: Re:Encoder használata
Írta: x4rhew5r3 Dátum 2007 augusztus 06, 10:42
Írta: x4rhew5r3 Dátum 2007 augusztus 06, 10:42
Lehet, hogy a g340-ben erre való a step szorzó? Beállítod 2-re és már is jó a 250-es tárcsa.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 augusztus 06, 11:01
Írta: 000000000 Dátum 2007 augusztus 06, 11:01
Péter a #330-ban pl. megírta a választ, de
van még nagyon sok más forrás is, a neten a
keresők százezer számra hoznak fel oldalakat.
Irányárak pedig 5-200 ezer forint között vannak
alapjellemzők (felbontás, relatív-abszolut,
forgó, lineáris stb...) függvényében.
van még nagyon sok más forrás is, a neten a
keresők százezer számra hoznak fel oldalakat.
Irányárak pedig 5-200 ezer forint között vannak
alapjellemzők (felbontás, relatív-abszolut,
forgó, lineáris stb...) függvényében.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 augusztus 06, 11:28
Írta: 000000000 Dátum 2007 augusztus 06, 11:28
"Nekem pl. egy jó szervómotorra 125cpr-es encoder kellene... Mi lesz ezzel a baj...? Pont kijönne a 0.01mm felbonás 5mm-es orsónál... "
Sok baj van vele...
Pl. ha csak 0.1 fordulat/másodperc a motor
fordulatszáma (vagy még kisebb), akkor
a legrosszabb léptetőmotoros vezérlő is jobb tőle. Számold, ki, hogy alacsony fordulatoknál
hol van az a határ, amikor az encoder információ
szolgáltatás periódus ideje azonos a motor időállandójával.
Könnyen beláthatod, hogy a szerencsétlen szervo
elvileg sem tud jól működni ekkor, mert mire
a PID logika dönt a valóság egész más.
Aztán a kerek felbontást(0.01) már megbeszéltük
máskor, a világ analóg, ha lineáris és kör
interpolációnál, vagy bármilyen más
(nem constans) pálya függvény mentén mozog a CNC,
már semmi értelme az kerek egy századnak, úgyse
az az igazi pont koordináta.
Ha pedig ragszkodsz a "csicsavilághoz",
örülj, hogy van tisztességes 25 kHz-es
step-dir alapjeled.
Jobbra 10GHz-es vízhűtéses processzor
alaplaptól se várj, a Te program gyártód
legalább beismerte, hogy nagyjából ez a határ
XP alatt. De majd erről a "mesevilágról",
és legújabb teszt méréseimről részletesen
beszámolok a Mach topicban.:)
Sok baj van vele...
Pl. ha csak 0.1 fordulat/másodperc a motor
fordulatszáma (vagy még kisebb), akkor
a legrosszabb léptetőmotoros vezérlő is jobb tőle. Számold, ki, hogy alacsony fordulatoknál
hol van az a határ, amikor az encoder információ
szolgáltatás periódus ideje azonos a motor időállandójával.
Könnyen beláthatod, hogy a szerencsétlen szervo
elvileg sem tud jól működni ekkor, mert mire
a PID logika dönt a valóság egész más.
Aztán a kerek felbontást(0.01) már megbeszéltük
máskor, a világ analóg, ha lineáris és kör
interpolációnál, vagy bármilyen más
(nem constans) pálya függvény mentén mozog a CNC,
már semmi értelme az kerek egy századnak, úgyse
az az igazi pont koordináta.
Ha pedig ragszkodsz a "csicsavilághoz",
örülj, hogy van tisztességes 25 kHz-es
step-dir alapjeled.
Jobbra 10GHz-es vízhűtéses processzor
alaplaptól se várj, a Te program gyártód
legalább beismerte, hogy nagyjából ez a határ
XP alatt. De majd erről a "mesevilágról",
és legújabb teszt méréseimről részletesen
beszámolok a Mach topicban.:)
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 augusztus 06, 11:49
Írta: 000000000 Dátum 2007 augusztus 06, 11:49
Szerintem a legjobb, ha kipróbálod :) Végülis veszíteni nem veszíthetsz, max az encoder árát, de igaza van Tibornak, alacsony frekvencián szaggatni fog...
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 augusztus 06, 13:08
Írta: bmejdz9nu Dátum 2007 augusztus 06, 13:08
lesz 4 db 200cpr-es encoderem... kipróbálom.
Értem kb. a problémát...
Köszönettel a válaszért!
Hát nem tudom milyen a "csicsavilág"... de a winpc-nc-hez már egy éve semmi revizió... :) de hát miért is lenne, ha nincs gondja...
Az WinPC-NC Economy-nek van még egy "felljebbvalója" a Professional... magasabb frekvenciájú kimenettel..
Ez külső dobozzal együtt van... Rajt egy LPT port... bemenet USB... de 900 Euro... persze levonják az Economy árát... de nagyon drága...
Persze van benne egy 10Mb-os tároló... és ki lehet kapcs a gép...
Értem kb. a problémát...
Köszönettel a válaszért!
Hát nem tudom milyen a "csicsavilág"... de a winpc-nc-hez már egy éve semmi revizió... :) de hát miért is lenne, ha nincs gondja...
Az WinPC-NC Economy-nek van még egy "felljebbvalója" a Professional... magasabb frekvenciájú kimenettel..
Ez külső dobozzal együtt van... Rajt egy LPT port... bemenet USB... de 900 Euro... persze levonják az Economy árát... de nagyon drága...
Persze van benne egy 10Mb-os tároló... és ki lehet kapcs a gép...
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 augusztus 06, 15:34
Írta: bmejdz9nu Dátum 2007 augusztus 06, 15:34
Ezt már láttátok? Állítható felbontású encoder !!!
Milyen lehet? Végül is nem is drága... 30USD/db... Tesztelésekhez de jó lenne most... :)

Milyen lehet? Végül is nem is drága... 30USD/db... Tesztelésekhez de jó lenne most... :)
Cím: Re:Encoder használata
Írta: svejk Dátum 2007 augusztus 06, 18:06
Írta: svejk Dátum 2007 augusztus 06, 18:06
Hmm.. azt hittem tudsz magyar forrást...
Nekem pl. semmilyen bankkártyám nincs ,nem hogy dombornyomott (tudom ez maradiság)
a Vaterát szoktam nézegetni ,de ott max. Stojka kolléga szokott encodert árulni :) :)
a másik bajom pedig a reproduktolhatóság...
sokszor pl. azért RET-ben vásárolok még ha drágább is mert ott azt kapom ami a katalógusban le van rajzolva (főleg elektromechanikus alkatrészekre gondolok), és 3-4 hónap múlva is megkapom ugyanazt..
Nekem pl. semmilyen bankkártyám nincs ,nem hogy dombornyomott (tudom ez maradiság)
a Vaterát szoktam nézegetni ,de ott max. Stojka kolléga szokott encodert árulni :) :)
a másik bajom pedig a reproduktolhatóság...
sokszor pl. azért RET-ben vásárolok még ha drágább is mert ott azt kapom ami a katalógusban le van rajzolva (főleg elektromechanikus alkatrészekre gondolok), és 3-4 hónap múlva is megkapom ugyanazt..
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 augusztus 06, 23:23
Írta: 000000000 Dátum 2007 augusztus 06, 23:23
www.q-tech.hu es a www.kvalix.hu biztosan tart,
es asszem a www.bibus.hu is
es asszem a www.bibus.hu is
Cím: Re:Encoder használata
Írta: svejk Dátum 2007 augusztus 06, 23:34
Írta: svejk Dátum 2007 augusztus 06, 23:34
Minden bizonnyal. Tudsz irányárakat, mert szerintem elég húzós lehet.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 augusztus 07, 01:10
Írta: 000000000 Dátum 2007 augusztus 07, 01:10
A q-tech-nél 25e-ről indul az ár, szoktunk náluk vásárolni.
Cím: Re:Encoder használata
Írta: svejk Dátum 2007 augusztus 07, 08:16
Írta: svejk Dátum 2007 augusztus 07, 08:16
köszi, ez bizony számomra nem hobby árkatagória..
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 augusztus 07, 14:06
Írta: 000000000 Dátum 2007 augusztus 07, 14:06
Hát ja, nem is hobby minőséget árulnak :)
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 augusztus 13, 20:24
Írta: bmejdz9nu Dátum 2007 augusztus 13, 20:24
Thank you for your interest in US Digital.
The 125 CPR only fits the E4 and E4P series unfortunately they do not have an 8mm shaft, only a 6mm shaft. See the webpage below for more information.
E4P http://www.usdigital.com/products/e4p/
If you have more information, please let me know
Best regards,
Sajnos csak az a totál miniatűr picke van 125cpr-es nekik is... pedíg G320 X4... 125x4=500...(25Khz-re, és 5mm-es orsóra) pont 0.01-et adna... és sebesség is lenne... és a szórzó panel sem kellene...(G340)
The 125 CPR only fits the E4 and E4P series unfortunately they do not have an 8mm shaft, only a 6mm shaft. See the webpage below for more information.
E4P http://www.usdigital.com/products/e4p/
If you have more information, please let me know
Best regards,
Sajnos csak az a totál miniatűr picke van 125cpr-es nekik is... pedíg G320 X4... 125x4=500...(25Khz-re, és 5mm-es orsóra) pont 0.01-et adna... és sebesség is lenne... és a szórzó panel sem kellene...(G340)
Cím: Re:Encoder használata
Írta: x4rhew5r3 Dátum 2007 augusztus 13, 20:35
Írta: x4rhew5r3 Dátum 2007 augusztus 13, 20:35
A RET-nél csak az optikai enkóder 7100.- és 7400,- Ft nettó / DARAB!
Péter, az opto ic-nek mi a pontos típusa?
Péter, az opto ic-nek mi a pontos típusa?
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 augusztus 14, 08:28
Írta: bmejdz9nu Dátum 2007 augusztus 14, 08:28
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 augusztus 14, 08:39
Írta: bmejdz9nu Dátum 2007 augusztus 14, 08:39
Cím: Re:Encoder használata
Írta: HJózsi Dátum 2007 augusztus 14, 14:55
Írta: HJózsi Dátum 2007 augusztus 14, 14:55
QUUL! :)
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 augusztus 16, 09:08
Írta: bmejdz9nu Dátum 2007 augusztus 16, 09:08
Rendeltem az USdigital-tól 3 darab 125cpr-es encodert...
Nem egyszerű velük az élet... nem online...faxolgatás...
Kész hiánycikk ez... :) Nekik is csak egy típusból van ekkora felbontású...
E4P sorozat....
Ezt az encoder szériát sokan használják... ezt olvastam a külföldi hobby-s oldalakon... Ez a legolcsóbb encoder a világon! (állandó elérhetőséggel :)
Valószínű nem egy "leányálom" a felszerelése... két segéd eszközt is kellett rendelni hozzá... egyiket a centerbe állításhoz a másikat a magasság állításhoz...
Sajnos túl kicsi ez az encoder... és egy speciális csatlakozó van rajta és emiatt meg kellett venni csatlakozó dugóval öszekötő kábelt is... (3x)
Ez ha jól látom "reflexiós" rendszerű... (még ilyet sem láttam.. :)

méretek... inch-ben...
Adatlap
Szerelési utmutató

Van nekik minden felbontásban (választható az is), de csak max 6mm vagy 1/4"-es tengelyhez... de ez nem gond...
Sajnos nekem a 25Khz-es WinPc-Nc határa és a Gecko-nak a 4X-es üzemmódja miatt az alap (minimal) encoder...
Ez olyan alap mint pl. az 500cpr-es a "mikrokontrolleres" vezérlőknek... ha jól gondolom...
...Mert midegyiknek ugyanaz az erdménye: 500 imp/fordulat... tehát 5mm-es orsón 0.01mm lépésköz.
Mindezt egy "minimális" kimeneti frekvencián...ez is nagyon fontos! - szerintem.
Nem egyszerű velük az élet... nem online...faxolgatás...
Kész hiánycikk ez... :) Nekik is csak egy típusból van ekkora felbontású...
E4P sorozat....
Ezt az encoder szériát sokan használják... ezt olvastam a külföldi hobby-s oldalakon... Ez a legolcsóbb encoder a világon! (állandó elérhetőséggel :)
Valószínű nem egy "leányálom" a felszerelése... két segéd eszközt is kellett rendelni hozzá... egyiket a centerbe állításhoz a másikat a magasság állításhoz...
Sajnos túl kicsi ez az encoder... és egy speciális csatlakozó van rajta és emiatt meg kellett venni csatlakozó dugóval öszekötő kábelt is... (3x)
Ez ha jól látom "reflexiós" rendszerű... (még ilyet sem láttam.. :)
méretek... inch-ben...
Adatlap
Szerelési utmutató
Van nekik minden felbontásban (választható az is), de csak max 6mm vagy 1/4"-es tengelyhez... de ez nem gond...
Sajnos nekem a 25Khz-es WinPc-Nc határa és a Gecko-nak a 4X-es üzemmódja miatt az alap (minimal) encoder...
Ez olyan alap mint pl. az 500cpr-es a "mikrokontrolleres" vezérlőknek... ha jól gondolom...
...Mert midegyiknek ugyanaz az erdménye: 500 imp/fordulat... tehát 5mm-es orsón 0.01mm lépésköz.
Mindezt egy "minimális" kimeneti frekvencián...ez is nagyon fontos! - szerintem.
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 augusztus 17, 08:42
Írta: bmejdz9nu Dátum 2007 augusztus 17, 08:42
A három encoder + kieg. szállítással: 110 USD... és a többi itthon... nem egy olcsóság ez sem...
de ezzel a "töketlen!" céggel még mindíg nem vergődtem zöldágra"... talán nem is tudok...
Mindenáron 200USD-s lekötést akarnak a hitelkártyámon és gondolom a végén csak a valóst terhelnék... de ez nem így szokás még a digikeynél sem...... nem engedem... Limit setup... :)
(... mint a hotelekben, hátha ki iszod a minibárt a szobában? :)
Szóval... ha valaki az UsDigital-tól akar valamit... :)
de ezzel a "töketlen!" céggel még mindíg nem vergődtem zöldágra"... talán nem is tudok...
Mindenáron 200USD-s lekötést akarnak a hitelkártyámon és gondolom a végén csak a valóst terhelnék... de ez nem így szokás még a digikeynél sem...... nem engedem... Limit setup... :)
(... mint a hotelekben, hátha ki iszod a minibárt a szobában? :)
Szóval... ha valaki az UsDigital-tól akar valamit... :)
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 augusztus 17, 09:00
Írta: 000000000 Dátum 2007 augusztus 17, 09:00
És ráadásul műszakilag teljesen feleslegesen
veszed meg a 125-ös felbontású encodert....:)).
Dupla bosszúság lesz ebből.
veszed meg a 125-ös felbontású encodert....:)).
Dupla bosszúság lesz ebből.
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 augusztus 17, 09:03
Írta: bmejdz9nu Dátum 2007 augusztus 17, 09:03
Tudom... de mit csináljak...?
200, 360, 500, és 1000-es encoderjeim vannak...
Ebből a Gecko 25Khz-re semmit nem tud összehozni... (sebesség/felbontás)
200, 360, 500, és 1000-es encoderjeim vannak...
Ebből a Gecko 25Khz-re semmit nem tud összehozni... (sebesség/felbontás)
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 augusztus 17, 10:04
Írta: 000000000 Dátum 2007 augusztus 17, 10:04
Az 500-as encoder 1:1-be miért nem jó?
Az pont 3000 1/min-nél pont 25 khz, és 0.01
felbontás 5 mm orsónál.
Az pont 3000 1/min-nél pont 25 khz, és 0.01
felbontás 5 mm orsónál.
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 augusztus 17, 10:07
Írta: bmejdz9nu Dátum 2007 augusztus 17, 10:07
500x4=2000 ez az alap sajnos a Geckonál...
A szorzó áramkör pedíg csak 2x, 5x, 10x-et tud... ez a baj... nem tud 4x-et...
Le kellene másolnom a sokszorozó panelt és átalakítani 4x-esre is! ha lehet... márpedíg talán...
Aztán árulom az Ebay-on...:)
Csak most ezzel végképp nem akarok foglalkozni...
A szorzó áramkör pedíg csak 2x, 5x, 10x-et tud... ez a baj... nem tud 4x-et...
Le kellene másolnom a sokszorozó panelt és átalakítani 4x-esre is! ha lehet... márpedíg talán...
Aztán árulom az Ebay-on...:)
Csak most ezzel végképp nem akarok foglalkozni...
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 augusztus 17, 10:16
Írta: 000000000 Dátum 2007 augusztus 17, 10:16
Ne mondjad már nekem, hogy a nem lehet
1:1-ben egy encodert illeszteni hozzá.
Ez a szorzás a mániáddá vált, ráadásul hidd el
(de ezt is írtam már), tele van veszéllyel is.
1:1-ben egy encodert illeszteni hozzá.
Ez a szorzás a mániáddá vált, ráadásul hidd el
(de ezt is írtam már), tele van veszéllyel is.
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 augusztus 17, 10:20
Írta: bmejdz9nu Dátum 2007 augusztus 17, 10:20
Nem tudja...Már írtam nekik, hogy röhely...
Nem tudja pont azt visszaállítani ami a "névleges" ...
Ezért kellene csinálni, ha ők nem hajlandóak...
Sokan bajlódnak ezzel... nem vagyok egyedül... piaci rés!
Step pulse multiplier board
For use with G320 servo drives
1, 2, 5 or 10 step pulses out for every input step
Phase-locked loop pulse multiplier
Jumper settable resolution
Opto-isolated step and direction inputs

Nem tudja pont azt visszaállítani ami a "névleges" ...
Ezért kellene csinálni, ha ők nem hajlandóak...
Sokan bajlódnak ezzel... nem vagyok egyedül... piaci rés!
Step pulse multiplier board
For use with G320 servo drives
1, 2, 5 or 10 step pulses out for every input step
Phase-locked loop pulse multiplier
Jumper settable resolution
Opto-isolated step and direction inputs
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 augusztus 17, 10:26
Írta: 000000000 Dátum 2007 augusztus 17, 10:26
Komolyan mondom, nem értelek.
Eleve ezen az "izén" is ott van hogy 1-szeres
szorzó. De mi a fenének kell ez egyáltalán?
Fogod, és bekötöd az A, B csatornát a mezei
szervóvezérlőbe mindenféle multiplikátor
kihagyásásval, és kész.
Eleve ezen az "izén" is ott van hogy 1-szeres
szorzó. De mi a fenének kell ez egyáltalán?
Fogod, és bekötöd az A, B csatornát a mezei
szervóvezérlőbe mindenféle multiplikátor
kihagyásásval, és kész.
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 augusztus 17, 11:03
Írta: bmejdz9nu Dátum 2007 augusztus 17, 11:03
Az egyszeres (1X) beállítással ki van (lehet) kapcsolva a szoró áramkör... tehát 1x-el szoroz.. marad a 4X... Ekkor a G340.. G320-asként megy...
Az áramkör, hogy megy e azon nem kell filózni mert megy! Elméletben, szkópon nézve és motorhajáskor is!
Minden szorzást teszteltem a 10x is ok...
Leköveti a bementi széleségét a jelnek és pontosan elosztva kiadja őket!
De ha tud párost (2x) és páratlant (5, 10X) akkor megolhatónak néz ki a 4x is!
Az áramkör, hogy megy e azon nem kell filózni mert megy! Elméletben, szkópon nézve és motorhajáskor is!
Minden szorzást teszteltem a 10x is ok...
Leköveti a bementi széleségét a jelnek és pontosan elosztva kiadja őket!
De ha tud párost (2x) és páratlant (5, 10X) akkor megolhatónak néz ki a 4x is!
Cím: Re:Encoder használata
Írta: x4rhew5r3 Dátum 2007 augusztus 17, 11:17
Írta: x4rhew5r3 Dátum 2007 augusztus 17, 11:17
Had kotyogjak bele. Azért tud 2,5 és 10x-et, mert egy decimális számlálót építettek bele. Ha bináris lenne, akkor tudna 2,4,8 és 16x-et.
Amit látsz a szkópon, az egy állandósult állapot. Ott valóban egynletesen (ahogy modtad) géppuskázza az impulzusokat. De a PLL csak azt tudja garantálni, hogy nem marad ki impulzus. A felfutásnál, és a freki változásainál néhány periódus alatt áll be erre az állandósult egyenletes állapotra. A változásoknál ugyanúgy lehetnek lengések, vagy túlcsillapított lassú beállások. Tehát egy újabb hibaforrás a linearitásban.
Amit látsz a szkópon, az egy állandósult állapot. Ott valóban egynletesen (ahogy modtad) géppuskázza az impulzusokat. De a PLL csak azt tudja garantálni, hogy nem marad ki impulzus. A felfutásnál, és a freki változásainál néhány periódus alatt áll be erre az állandósult egyenletes állapotra. A változásoknál ugyanúgy lehetnek lengések, vagy túlcsillapított lassú beállások. Tehát egy újabb hibaforrás a linearitásban.
Cím: Re:Encoder használata
Írta: x4rhew5r3 Dátum 2007 augusztus 17, 11:51
Írta: x4rhew5r3 Dátum 2007 augusztus 17, 11:51
Próbálom megérteni, hogy mire megy ki ez a hangolás, de nem megy. A g320 pwm-je 25kHz, az indexerről jön a step 25kHz-cel. Ha az encoder is ilyen ütemben adja a pulzusokat, akkor minden szinkronban van, vagy a szervó egy perióduson belül tudja korrigálni a hibát, elméletben. De ilyen a gyakorlatban meg nincs, mert nem lehet ezen a frekin dolgozni, a rendszer eredő időállandója ezt nem engedi, ...
Nem kötekedek, de egy ac-szervós gép építése közben vagyok (bontott anyagokból), ahol nem én határozom meg, hogy milyenek legyenek a komponensek, hanem a meglévő anyagból kellene egy jó konfigurációt kihozni.
Nem kötekedek, de egy ac-szervós gép építése közben vagyok (bontott anyagokból), ahol nem én határozom meg, hogy milyenek legyenek a komponensek, hanem a meglévő anyagból kellene egy jó konfigurációt kihozni.
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 augusztus 17, 12:13
Írta: bmejdz9nu Dátum 2007 augusztus 17, 12:13
Ha decimális... akkor a 4 is lehetséges?
Elég bonyolult (sajnos) ez az áramkör... de gyorsításokkal is teszteletem....200-as (direkt üzem = 800imp/f) és 500-as encoder (x5 üzem 400inp/f). A különbség semmi!
Ha tudná a 4x-es szorzást akkor nem lenne ez most itt téma... de nem tudja... jó lenne tudni miért sporolták ki pont azt a szorzási értéket amivel "vissza lehetne" állítani az encoder valós cpr-es értékéhez...
(csak megjegyzem a Gecko alapban mind a 4 jelet kiszedi az encoderből...ez azt jelenti, hogy 4 szerezi alapüzemmódban. Ezért van a bemenetén egy áramkör ami duplázza, vagy ötszörözi (v.10x)a step jeleket...
A Gecko alapban 250Khz jelet is fel tud dolgozni azaz 25Khz (lpt port) x10 (akár) = 250Khz.
Elég bonyolult (sajnos) ez az áramkör... de gyorsításokkal is teszteletem....200-as (direkt üzem = 800imp/f) és 500-as encoder (x5 üzem 400inp/f). A különbség semmi!
Ha tudná a 4x-es szorzást akkor nem lenne ez most itt téma... de nem tudja... jó lenne tudni miért sporolták ki pont azt a szorzási értéket amivel "vissza lehetne" állítani az encoder valós cpr-es értékéhez...
(csak megjegyzem a Gecko alapban mind a 4 jelet kiszedi az encoderből...ez azt jelenti, hogy 4 szerezi alapüzemmódban. Ezért van a bemenetén egy áramkör ami duplázza, vagy ötszörözi (v.10x)a step jeleket...
A Gecko alapban 250Khz jelet is fel tud dolgozni azaz 25Khz (lpt port) x10 (akár) = 250Khz.
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 augusztus 17, 12:14
Írta: bmejdz9nu Dátum 2007 augusztus 17, 12:14
Mi az, hogy a G320 PWM-je 25 Khz?
Cím: Re:Encoder használata
Írta: x4rhew5r3 Dátum 2007 augusztus 17, 12:19
Írta: x4rhew5r3 Dátum 2007 augusztus 17, 12:19
A decimális osztó az két fokozatból áll:1 db 2-es és 1 db 5-ös osztó (így jön ki a 10), ezért nem lehet 4-es. A bináris az 4 db 2-es osztóból áll(így jön ki a 16), ezért lehet 2,4 és 8.
Cím: Re:Encoder használata
Írta: x4rhew5r3 Dátum 2007 augusztus 17, 12:23
Írta: x4rhew5r3 Dátum 2007 augusztus 17, 12:23
A kimeneti feszültséget egy impuzus szélesség modulátorral (pwm) állítja. Ennek a frekije 25 kHz. Ha a táp 50V és az impulzus szélesség a periódus 10%-a, akkor a kimenőfezs (átlaga) 5V.
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 augusztus 17, 12:24
Írta: bmejdz9nu Dátum 2007 augusztus 17, 12:24
Köszi... egye meg a f..ne őket.. Kapja el a hasmars...
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 augusztus 17, 12:29
Írta: bmejdz9nu Dátum 2007 augusztus 17, 12:29
Ezt még mindíg nem értem, hogy jön ez ide...?
Az encoderhez...
Az encoderhez...
Cím: Re:Encoder használata
Írta: x4rhew5r3 Dátum 2007 augusztus 17, 12:42
Írta: x4rhew5r3 Dátum 2007 augusztus 17, 12:42
Akkor ez többszörös félreértés, mert én azt hittem, Te erre a 25kHz-re optimalizálod a kört!
(megint tetű valami, mert harmadszor gépelem be)
(megint tetű valami, mert harmadszor gépelem be)
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 augusztus 17, 12:55
Írta: 000000000 Dátum 2007 augusztus 17, 12:55
"Az egyszeres (1X) beállítással ki van (lehet) kapcsolva a szoró áramkör... tehát 1x-el szoroz.. marad a 4X... Ekkor a G340.. G320-asként megy..."
És akkor mi van? Legfeljebb kiderült, hogy
teljesen feleslegesen használsz 340-eset.
Vagy úgy vagy vele, ha már ilyened van szorzol
akkor is ha, nem kell? Miért nem akarod 1-re
állítani a Te esetben teljesen felesleges
szorzót?, és 500-as encoder, és kész.
Ehelyett már bocsi, de huszadszorra is szorzol.
A PWM meg egyébként 20 Khz, és ezekhez
az encoder mondva csinált ügyekhez semmi köze.
És akkor mi van? Legfeljebb kiderült, hogy
teljesen feleslegesen használsz 340-eset.
Vagy úgy vagy vele, ha már ilyened van szorzol
akkor is ha, nem kell? Miért nem akarod 1-re
állítani a Te esetben teljesen felesleges
szorzót?, és 500-as encoder, és kész.
Ehelyett már bocsi, de huszadszorra is szorzol.
A PWM meg egyébként 20 Khz, és ezekhez
az encoder mondva csinált ügyekhez semmi köze.
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 augusztus 17, 13:09
Írta: bmejdz9nu Dátum 2007 augusztus 17, 13:09
Van G320-am is [#circling] Akkor a G340-et elteszem magasabb frekvenciájú időkre...[#smile]
Mégegyszer leírom a G320 és a G340 tök ugyanaz... ugyanaz a panel!
Csak annyi a különbség, hogy a G340-hez adnak egy bemeneti jel sokszorozót... (belül be (van)lehet dugni a bementi optocsatoló helyére...
Az 1X üzemmóddal ki van kapcsolva a szorzó áramkör tehát a G320ként viselkedik a G430.
AZAZ alapban 4x-eli a cpr jelet, tehát 500cpr-es encoder esetéban a tengely fordulat/osztást a vezérlő progiba 2000-re kell állítani...
Hogyan csináljak az 500-as encoderből 125-öst?
vagy az 500-as által "generált" 2000-ből 500-at ha nem tud 4-es bemeneti szorzást...?
Mégegyszer leírom a G320 és a G340 tök ugyanaz... ugyanaz a panel!
Csak annyi a különbség, hogy a G340-hez adnak egy bemeneti jel sokszorozót... (belül be (van)lehet dugni a bementi optocsatoló helyére...
Az 1X üzemmóddal ki van kapcsolva a szorzó áramkör tehát a G320ként viselkedik a G430.
AZAZ alapban 4x-eli a cpr jelet, tehát 500cpr-es encoder esetéban a tengely fordulat/osztást a vezérlő progiba 2000-re kell állítani...
Hogyan csináljak az 500-as encoderből 125-öst?
vagy az 500-as által "generált" 2000-ből 500-at ha nem tud 4-es bemeneti szorzást...?
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 augusztus 17, 13:17
Írta: 000000000 Dátum 2007 augusztus 17, 13:17
Ok., én a szorzási ügyeidtől "lezsibbadtam".
De egy biztos: Valamit nagyon félreértesz
ebben az egész történetben.
De egy biztos: Valamit nagyon félreértesz
ebben az egész történetben.
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 augusztus 17, 13:19
Írta: bmejdz9nu Dátum 2007 augusztus 17, 13:19
Sajnos azt hiszem nem... De majd kialakul...
Cím: Re:Encoder használata
Írta: x4rhew5r3 Dátum 2007 augusztus 17, 13:33
Írta: x4rhew5r3 Dátum 2007 augusztus 17, 13:33
Segítsetek, csak hogy értsem. Abból induljuk ki, hogy a nem szorozunk semmit. Ha van egy 500 cpr-es encoder, ezt a Gecko úgy veszi,
hogy fordulatonként van 2000 pulzus. A tengely alaplépése tehát menetemelkedés/2000. 5mm emelkedésel ez 0.0025mm.
Ha ezt beállítom be az indexerben akor a max. elérhető sebesség: fmax * 0.0025, azaz 25e3 * 2,5e-3 = 62,5 mm/s.
Ha ez lassú, akkor 100 cpr-es a tárcsa, amivel 312,5 mm/s.
Péter, hol kellene itt valaminek is igazodni a 125 cpr-hez?
hogy fordulatonként van 2000 pulzus. A tengely alaplépése tehát menetemelkedés/2000. 5mm emelkedésel ez 0.0025mm.
Ha ezt beállítom be az indexerben akor a max. elérhető sebesség: fmax * 0.0025, azaz 25e3 * 2,5e-3 = 62,5 mm/s.
Ha ez lassú, akkor 100 cpr-es a tárcsa, amivel 312,5 mm/s.
Péter, hol kellene itt valaminek is igazodni a 125 cpr-hez?
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 augusztus 17, 13:44
Írta: bmejdz9nu Dátum 2007 augusztus 17, 13:44
Na te már érted...
igen jó a számítás...
Igen ez lassú...
Azt akorom, hogy a "lépesek" pont 0.01mm-esek legyenek... 5mm-es em. orsónál ez a szám a 125cpr? Az elérhető sebesség/prociterhelés/frekvenciakorlát is még magagas ill. elég marad... eddíg te érted?
A Gecko (G320) 4x-es (alap) módját?
Miért kellene 125-ös encoder vagy egy elektronika ami egy bemeneti jelből 4-et csinál, ha csak 500cpr-es encoder van kéznél ?
igen jó a számítás...
Igen ez lassú...
Azt akorom, hogy a "lépesek" pont 0.01mm-esek legyenek... 5mm-es em. orsónál ez a szám a 125cpr? Az elérhető sebesség/prociterhelés/frekvenciakorlát is még magagas ill. elég marad... eddíg te érted?
A Gecko (G320) 4x-es (alap) módját?
Miért kellene 125-ös encoder vagy egy elektronika ami egy bemeneti jelből 4-et csinál, ha csak 500cpr-es encoder van kéznél ?
Cím: Re:Encoder használata
Írta: x4rhew5r3 Dátum 2007 augusztus 17, 13:57
Írta: x4rhew5r3 Dátum 2007 augusztus 17, 13:57
Tehát a pc oldalról lenne ideális a 0.01mm, és így jön ki az 500 ppr, azaz 125 cpr.
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 augusztus 17, 13:59
Írta: bmejdz9nu Dátum 2007 augusztus 17, 13:59
Csak még egy gondolat, hogy viszamenjünk az elejére a dolognak:
A Gecko (és "némely" másik kínai vez.) úgy kezeli a bemeti jelét az encodernak, hogy minden "incerements" fel van használva... pontosabban a A és B csatorna eltolodásából minden fel és lefutó élet hasznosít.
így lesz a pl. 500cpr-es encoderből 2000-es "increments" azaz "lépés"...
Tudomásom szerint a "többi" vezérlő nem ilyen. Ezért azoknál ez a "gond" nincs mert pl. az 500cpr-es encodert 500 impulzusnak dolgozzák fel... nem tudom hogyan és miért... de ez most mindegy... Jó nekik :)
A Gecko (és "némely" másik kínai vez.) úgy kezeli a bemeti jelét az encodernak, hogy minden "incerements" fel van használva... pontosabban a A és B csatorna eltolodásából minden fel és lefutó élet hasznosít.
így lesz a pl. 500cpr-es encoderből 2000-es "increments" azaz "lépés"...
Tudomásom szerint a "többi" vezérlő nem ilyen. Ezért azoknál ez a "gond" nincs mert pl. az 500cpr-es encodert 500 impulzusnak dolgozzák fel... nem tudom hogyan és miért... de ez most mindegy... Jó nekik :)
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 augusztus 17, 14:04
Írta: bmejdz9nu Dátum 2007 augusztus 17, 14:04
Nem is csak PC oldalról arról a 100-is jó lenne... de a leendő gépemre olyan spec. orsókat sikerült szerznem (THK BF) ami köszörült és teljesen zero a kottyanása... tehát a 0.001-es mérőárával 1.010 után 1.020 lépés van. Ha nem pont 500-as/ford akkor nem lesznek ezek a számok kerekek...
Cím: Re:Encoder használata
Írta: x4rhew5r3 Dátum 2007 augusztus 17, 14:16
Írta: x4rhew5r3 Dátum 2007 augusztus 17, 14:16
Ha ennyire ragaszkodsz a kerek számokhoz, akkor marad a bemeneti szorzó ic csere...
Cím: Re:Encoder használata
Írta: x4rhew5r3 Dátum 2007 augusztus 17, 14:19
Írta: x4rhew5r3 Dátum 2007 augusztus 17, 14:19
Hogy a többi miért... Tibor korábban már mondta, hogy zavarszűrésre és hiba-analízisre használja.
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 augusztus 17, 14:57
Írta: bmejdz9nu Dátum 2007 augusztus 17, 14:57
Szereinted ha lerajzolom ezt az áramkört át lehet tervezni, hogy tudjon 4x azaz négyszeres szorzást?
Cím: Re:Encoder használata
Írta: x4rhew5r3 Dátum 2007 augusztus 17, 15:04
Írta: x4rhew5r3 Dátum 2007 augusztus 17, 15:04
Valahol kitetted a fotóját. Megkeresem és jövök...
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 augusztus 17, 15:15
Írta: bmejdz9nu Dátum 2007 augusztus 17, 15:15
Ez egy nagyon nagyon "homályos" dolog számomra... egyenlőre...
Aki tudja az nem írja le az encoder kezelés mikéntjét pontosan... vagy legalábis csak "homlyosan"...
Ez a titkok topikja... [#circling]
Van egy elképzelésem... de nem több!
Maradok a Gecko-nál mint példa:
Ha a Gecko az encoder mind a négy fel és lefutó élét felhasználja a vezérlésben ezt miért teszi?
1. A felhasználó bosszantása
2. Jelsokszorozó áramkör eladása (ez nem lehet mert a cnzone.com-on a Gecko azt tanácsolta mindenkinek ne vegye ha van választható encoder.
3. A tengely pontosabb tartása és vezérlése "increments" pontossággal azaz...
Aki tudja az nem írja le az encoder kezelés mikéntjét pontosan... vagy legalábis csak "homlyosan"...
Ez a titkok topikja... [#circling]
Van egy elképzelésem... de nem több!
Maradok a Gecko-nál mint példa:
Ha a Gecko az encoder mind a négy fel és lefutó élét felhasználja a vezérlésben ezt miért teszi?
1. A felhasználó bosszantása
2. Jelsokszorozó áramkör eladása (ez nem lehet mert a cnzone.com-on a Gecko azt tanácsolta mindenkinek ne vegye ha van választható encoder.
3. A tengely pontosabb tartása és vezérlése "increments" pontossággal azaz...
Cím: Re:Encoder használata
Írta: x4rhew5r3 Dátum 2007 augusztus 17, 15:45
Írta: x4rhew5r3 Dátum 2007 augusztus 17, 15:45
Sokkal jobb a helyzet. Nem dekád számláló van benne, hanem Johnson számláló. Van a kispanelon egy 74HC4017-es ic. Ha megnézed, hogy mely lábak mennek a számlálóról a jumperra, akkor valószinüleg azt fogod látni, hogy a 11-es láb(Q9) megy a 10x-nek megfelelő jumperra. Ha ezt egy szikével elvágod, és helyette a 7-es (Q3)-at kötöd, akkor a 10x helyett lesz egy 4x szorzód.
Cím: Re:Encoder használata
Írta: x4rhew5r3 Dátum 2007 augusztus 17, 15:46
Írta: x4rhew5r3 Dátum 2007 augusztus 17, 15:46
Nem kell elvágni, csak vedd le jumpert, legyen üres, és egy kis dróttal kösd be a Q3-mat.
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 augusztus 17, 15:59
Írta: bmejdz9nu Dátum 2007 augusztus 17, 15:59
Nézem... te ezt igy átlátod? Le a kalappal!
A 4017-re még emléksze az egy 10-as sima számláló abból lett a futófény akkoriban :)
Nézegetem, de le kellene rajzolni a kapcsolást, talán...
A 4017-re még emléksze az egy 10-as sima számláló abból lett a futófény akkoriban :)
Nézegetem, de le kellene rajzolni a kapcsolást, talán...
Cím: Re:Encoder használata
Írta: x4rhew5r3 Dátum 2007 augusztus 17, 16:02
Írta: x4rhew5r3 Dátum 2007 augusztus 17, 16:02
Még egy javítás, nem a Q3, hanem a Q4 adja a 4x szorzót. Tehát a 10-es lábat kell bekötni.
szorzó átalakításhoz...
szorzó átalakításhoz...
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 augusztus 17, 16:11
Írta: bmejdz9nu Dátum 2007 augusztus 17, 16:11
Egyenlőre méretem: Úgyvan ahogy írod...
1X = 3 láb
2x = 2 láb
5x =10 láb
10x=11 láb
A jumber mások fele közös... de ha jó nézem sem GND sem + valahová megy...
Ennyi lene és kész a programozás?
Akkor miért nem tettek bele nagyobb jumper sort?
1X = 3 láb
2x = 2 láb
5x =10 láb
10x=11 láb
A jumber mások fele közös... de ha jó nézem sem GND sem + valahová megy...
Ennyi lene és kész a programozás?
Akkor miért nem tettek bele nagyobb jumper sort?
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 augusztus 17, 16:15
Írta: bmejdz9nu Dátum 2007 augusztus 17, 16:15
Nem a 7-es láb a megoldás...? Az a 3-as osztás... + alapjel gondolom... a többiből itélve...
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 augusztus 17, 16:28
Írta: bmejdz9nu Dátum 2007 augusztus 17, 16:28
Töltök még képeket fel... a hátuljáról is...
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 augusztus 17, 17:02
Írta: bmejdz9nu Dátum 2007 augusztus 17, 17:02
További képek a step jel sokszorozóról....
Most hátulról is... persze ott semmi sincs... csak pár kötés...
Most hátulról is... persze ott semmi sincs... csak pár kötés...
Cím: Re:Encoder használata
Írta: x4rhew5r3 Dátum 2007 augusztus 17, 17:51
Írta: x4rhew5r3 Dátum 2007 augusztus 17, 17:51
Erkerülte a figyelmed, a #386-ban írom, hogy a 10-es láb a megoldás. (Bocs közben le kellett mennem...)
Cím: Re:Encoder használata
Írta: x4rhew5r3 Dátum 2007 augusztus 17, 18:00
Írta: x4rhew5r3 Dátum 2007 augusztus 17, 18:00
Sajnos nem tudok így látatlanban postosabbat mondani, mert lehet hogy van még valami...
Próbával keresd meg, hogy melyik láb ad 4x szorzót.
Próbával keresd meg, hogy melyik láb ad 4x szorzót.
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 augusztus 17, 18:18
Írta: bmejdz9nu Dátum 2007 augusztus 17, 18:18
mail ment...
Cím: Re:Encoder használata
Írta: x4rhew5r3 Dátum 2007 augusztus 17, 19:56
Írta: x4rhew5r3 Dátum 2007 augusztus 17, 19:56
válazs ment...
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 augusztus 18, 08:10
Írta: bmejdz9nu Dátum 2007 augusztus 18, 08:10
Ha valaki tudná (tudja) megrajzolni a step jel sokszorozó kapcsolási rajzát a panelről készített képek alapján adok neki étre 3 db 360cpr-es encodert ! (cserebere topik #1968)
Ha van valakinek kedve, mert érdekli... ha van ideje...ha kell 3 encoder ingyen (postköltség is) ...
A rajz lehet "közkincs" azaz nem tartok rá egyedüli igényt...
Valamikor nekem ez gyorsan ment... de már nincs rutinom... és az "átlátási képességem" sem a régi, ez pedíg kell hozzá....
Képek itt...
Ha van valakinek kedve, mert érdekli... ha van ideje...ha kell 3 encoder ingyen (postköltség is) ...
A rajz lehet "közkincs" azaz nem tartok rá egyedüli igényt...
Valamikor nekem ez gyorsan ment... de már nincs rutinom... és az "átlátási képességem" sem a régi, ez pedíg kell hozzá....
Képek itt...
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 augusztus 18, 08:44
Írta: 000000000 Dátum 2007 augusztus 18, 08:44
Látom Péter, még mindig ez az egyik fő gondod.
Javasolnék két alternatívát:
- térjél át olyan szervohajtásra, ahol
"normális" az emcoder kezelés.
- ha továbbra is ragaszkodsz a G...-hez,
akkor encoder osztót alkalmazz.
A legszomorúbb az egészben pedig az lesz,
ha meg is oldod ezeket a gondjaidat, kezdheheted
elülről majd az egészet, mert 1:1-ben a Te
szervomotorod nincs helyesen illesztve egy 5 mm-
es orsóhoz. De úgy látszik, sok időd, energiád
van fölösleges kísérletekre. Majd tanulsz a
saját károdon...
Javasolnék két alternatívát:
- térjél át olyan szervohajtásra, ahol
"normális" az emcoder kezelés.
- ha továbbra is ragaszkodsz a G...-hez,
akkor encoder osztót alkalmazz.
A legszomorúbb az egészben pedig az lesz,
ha meg is oldod ezeket a gondjaidat, kezdheheted
elülről majd az egészet, mert 1:1-ben a Te
szervomotorod nincs helyesen illesztve egy 5 mm-
es orsóhoz. De úgy látszik, sok időd, energiád
van fölösleges kísérletekre. Majd tanulsz a
saját károdon...
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 augusztus 18, 08:57
Írta: bmejdz9nu Dátum 2007 augusztus 18, 08:57
Hát igen! Én vagyok az igazi hobbysta! Csak akkor hiszem el ha látom... azaz a saját károm-on tanulok...
De pl. encoder osztó kapcs rajzom nincs és még nem is láttam... ez pedíg egy "bevált" kapcsolás... (elég nagy szériában)
és nem csak G320-hoz jó a dolog...
Tegnap még a cnczone.com-on nézzegettem a szervó hajtásokat...
Általában azzal kezdik, hogy áttételezik ahogy te is írod... aztán rájönnek, hogy nem jött össze amire gondoltak... aztán próbálkoznak direktbe...
De ott is olyan hüléségeket csinálnak/gondolnak, hogy a hajam az égnek állt... :)
pl. Fanuc Servó motor 10.000cpr-es encoder és nem tudja miért nem megy a G320-al :)
Vagy áramkorlát beállítás a G320-on a motorkimenetre rövidzárként a műszer... :)
De pl. encoder osztó kapcs rajzom nincs és még nem is láttam... ez pedíg egy "bevált" kapcsolás... (elég nagy szériában)
és nem csak G320-hoz jó a dolog...
Tegnap még a cnczone.com-on nézzegettem a szervó hajtásokat...
Általában azzal kezdik, hogy áttételezik ahogy te is írod... aztán rájönnek, hogy nem jött össze amire gondoltak... aztán próbálkoznak direktbe...
De ott is olyan hüléségeket csinálnak/gondolnak, hogy a hajam az égnek állt... :)
pl. Fanuc Servó motor 10.000cpr-es encoder és nem tudja miért nem megy a G320-al :)
Vagy áramkorlát beállítás a G320-on a motorkimenetre rövidzárként a műszer... :)
Cím: Re:Encoder használata
Írta: e3h0cv4ph Dátum 2007 augusztus 19, 18:52
Írta: e3h0cv4ph Dátum 2007 augusztus 19, 18:52
Szia Péter!
Nekem lenne ambícióm visrosszajzolni, esetleg módosítani (hogy legyen 4X módja is, sőt esetlegmás is).
Viszont van egy két gond, ha nem foghatom a kezembe akkor nem nagyon fog menni, pusztán a képek alapján, mérni is kéne egyet-egyet. Gondolj bele követek pl. egy vezetősávot aztán bemegy egy IC alá, de hol jön ki? Ez nem mindig látszódik.
Ha ezt meg tudnánk valahogy oldani akkor vállalnám. (csináltam már ilyet)
Üdv. TT
Nekem lenne ambícióm visrosszajzolni, esetleg módosítani (hogy legyen 4X módja is, sőt esetlegmás is).
Viszont van egy két gond, ha nem foghatom a kezembe akkor nem nagyon fog menni, pusztán a képek alapján, mérni is kéne egyet-egyet. Gondolj bele követek pl. egy vezetősávot aztán bemegy egy IC alá, de hol jön ki? Ez nem mindig látszódik.
Ha ezt meg tudnánk valahogy oldani akkor vállalnám. (csináltam már ilyet)
Üdv. TT
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 augusztus 19, 20:34
Írta: bmejdz9nu Dátum 2007 augusztus 19, 20:34
Szia! Nem írtam... de akartam ... de természetesen bármi felmerülő mérést és kérdést elvégzek... vagy elküldöm a nyákot... de szerintem talán nem kell... (?)
Talán beszámozzuk az IC-ket te kérdezed melyik lábáról melyikre mérjek... stb...
Az IC-k mind azonosíthatók? adatlapokat megtalálni?
Talán beszámozzuk az IC-ket te kérdezed melyik lábáról melyikre mérjek... stb...
Az IC-k mind azonosíthatók? adatlapokat megtalálni?
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 augusztus 19, 20:39
Írta: bmejdz9nu Dátum 2007 augusztus 19, 20:39
Persze ha encoder esteleg nem kell akkor "szerszámok is vannak" :) :) :)
Cím: Re:Encoder használata
Írta: e3h0cv4ph Dátum 2007 augusztus 19, 23:30
Írta: e3h0cv4ph Dátum 2007 augusztus 19, 23:30
Oké, megpróbálhatjuk (bár így egy kicsit nehezebb lesz).
Elkezdem, aztán ha nagyon nem megy csak akkor küld el, gondolom te is dolgozol vele/rajta nem nagyon tudnád nélkülözni. Az encoderek érdekelnek (ha még meg lesznek addig), remélem nem csinálják velem együtt párhuzamba még hárman. Majd úgy is megyek Sopronba nemsokára esetleg találkozhatnánk.
Még egy nagyon fontos dolgot kéne tisztáznunk. HATÁRIDŐ?? Mert nálunk most kezdődik a szezon (eddig volt pihi).
Üdv: TT
Elkezdem, aztán ha nagyon nem megy csak akkor küld el, gondolom te is dolgozol vele/rajta nem nagyon tudnád nélkülözni. Az encoderek érdekelnek (ha még meg lesznek addig), remélem nem csinálják velem együtt párhuzamba még hárman. Majd úgy is megyek Sopronba nemsokára esetleg találkozhatnánk.
Még egy nagyon fontos dolgot kéne tisztáznunk. HATÁRIDŐ?? Mert nálunk most kezdődik a szezon (eddig volt pihi).
Üdv: TT
Cím: Re:Encoder használata
Írta: e3h0cv4ph Dátum 2007 augusztus 20, 00:00
Írta: e3h0cv4ph Dátum 2007 augusztus 20, 00:00
Tévedtem!!!
Így fotók alapján nem fog menni. Megnéztem kicsit alaposabban. Van pl. egy IC, 2531 -es felíratú (a legnagyobb) az alatt még további alkatrészek vannak. Mik azok és hogy vannak bekötve? Ez így nem derül ki, mindenképpen látnom kell, sőt nem kizárt, hogy azt az IC-t ki kellene forrasztani.
Egyébként van külön erről az áramkörről valamiféle leírás?
Azt se látom biztosan, hogy az áramkör kétrétegű -e vagy estleg több (ha több mint kétrétegű akkor el se küld, akkor tárgytalan). Feltételezésem szerint kétrétegű (de hát mit tudni?)
Várom válaszodat. Üdv: TT
Így fotók alapján nem fog menni. Megnéztem kicsit alaposabban. Van pl. egy IC, 2531 -es felíratú (a legnagyobb) az alatt még további alkatrészek vannak. Mik azok és hogy vannak bekötve? Ez így nem derül ki, mindenképpen látnom kell, sőt nem kizárt, hogy azt az IC-t ki kellene forrasztani.
Egyébként van külön erről az áramkörről valamiféle leírás?
Azt se látom biztosan, hogy az áramkör kétrétegű -e vagy estleg több (ha több mint kétrétegű akkor el se küld, akkor tárgytalan). Feltételezésem szerint kétrétegű (de hát mit tudni?)
Várom válaszodat. Üdv: TT
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 augusztus 20, 07:26
Írta: bmejdz9nu Dátum 2007 augusztus 20, 07:26
A 2531 a bemeneti opto... kivegyem?
Én is láttam, hogy alatta is van alkatrész, természetesen szükséges kivenni...
Vagy küldjem az áramkört? Most a szervótesztek pihennek...
Az áramkör szerintem két rétegű és alul szinte semmi (lásd fotók...)
Ecoderek félretéve! (most törlöm az adok, veszekből... mert már csak 3 van...)
Határidő? Végül is most nem tesztelek vele - marom a BF20 a gépem alkatrészeit továbbb...
Senki más nem jelezte szándékát! Akkor most már ne is tegye...
Melléklet: Bemeneti opto adatlap
Én is láttam, hogy alatta is van alkatrész, természetesen szükséges kivenni...
Vagy küldjem az áramkört? Most a szervótesztek pihennek...
Az áramkör szerintem két rétegű és alul szinte semmi (lásd fotók...)
Ecoderek félretéve! (most törlöm az adok, veszekből... mert már csak 3 van...)
Határidő? Végül is most nem tesztelek vele - marom a BF20 a gépem alkatrészeit továbbb...
Senki más nem jelezte szándékát! Akkor most már ne is tegye...
Melléklet: Bemeneti opto adatlap
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 augusztus 20, 08:57
Írta: bmejdz9nu Dátum 2007 augusztus 20, 08:57
Opto kivéve...
További sok kép ugyanott....
A jelsokszorozóról nincs külön leírás csak a G340 leírásaában (2.oldal) itt.

[#wave]
További sok kép ugyanott....
A jelsokszorozóról nincs külön leírás csak a G340 leírásaában (2.oldal) itt.
[#wave]
Cím: Re:Encoder használata
Írta: e3h0cv4ph Dátum 2007 augusztus 20, 22:18
Írta: e3h0cv4ph Dátum 2007 augusztus 20, 22:18
Oké. Így már sokkal jobb.
Megpróbálkozom vele! Jók a képek is (azt hiszem képek terén ennél többet már nem lehet belőle kihozni.
Viszont mérned majd kellene egypárat, majd leírom, hogy hogyan és mit.
Addig is nekiállok, csinálok egy alkatrésszámozást, (elküldöm) hogy tudjunk egységesen beszélgetni róla.
Üdv. TT
Megpróbálkozom vele! Jók a képek is (azt hiszem képek terén ennél többet már nem lehet belőle kihozni.
Viszont mérned majd kellene egypárat, majd leírom, hogy hogyan és mit.
Addig is nekiállok, csinálok egy alkatrésszámozást, (elküldöm) hogy tudjunk egységesen beszélgetni róla.
Üdv. TT
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 augusztus 20, 22:32
Írta: bmejdz9nu Dátum 2007 augusztus 20, 22:32
Ok. várom.
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 augusztus 22, 18:19
Írta: bmejdz9nu Dátum 2007 augusztus 22, 18:19
A Gecko válaszolt: megoldható a 4x !!!
The G902 phase-locked loop multiplier is selectable for X1, X2, X5 and X10.
The modulus counter on the G901 is a CD4017 and its Q0, Q1, Q4 and Q9 outputs go to the left-hand row of multiplier select header pins.
If you need X4 then remove the multiplier header shunt and solder a wire from Q3 of the CD4017 to one of the right-hand row of header pins.
Mariss
The G902 phase-locked loop multiplier is selectable for X1, X2, X5 and X10.
The modulus counter on the G901 is a CD4017 and its Q0, Q1, Q4 and Q9 outputs go to the left-hand row of multiplier select header pins.
If you need X4 then remove the multiplier header shunt and solder a wire from Q3 of the CD4017 to one of the right-hand row of header pins.
Mariss
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 augusztus 22, 19:05
Írta: bmejdz9nu Dátum 2007 augusztus 22, 19:05
Továbbra is érdekel a rajz!
Ez még jól fog jönni máshoz is!
Meg a megoldás is tanulságos lehet!!!
Ez még jól fog jönni máshoz is!
Meg a megoldás is tanulságos lehet!!!
Cím: Re:Encoder használata
Írta: e3h0cv4ph Dátum 2007 augusztus 23, 08:35
Írta: e3h0cv4ph Dátum 2007 augusztus 23, 08:35
Ok. Dolgozok rajt. Nemsokára küldök egy előzetest.
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 augusztus 23, 08:58
Írta: bmejdz9nu Dátum 2007 augusztus 23, 08:58
Köszi! Várom!
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 szeptember 08, 09:47
Írta: bmejdz9nu Dátum 2007 szeptember 08, 09:47
#350.. US Digital...
Megjött a 3 db 125cpr-es encoder...
Kész rémálom volt... 10 levél... vámügyintézés... 10.000 Ft/encoder... a végére... de ha pont 125-öst akar az ember ... :)
Megjött a 3 db 125cpr-es encoder...
Kész rémálom volt... 10 levél... vámügyintézés... 10.000 Ft/encoder... a végére... de ha pont 125-öst akar az ember ... :)
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 szeptember 28, 11:20
Írta: bmejdz9nu Dátum 2007 szeptember 28, 11:20
Gecko G902 - Jelsokszorozó (Step pulse multiplier board) valóban beállítható bármilyen szorzásra... tesztelve!
... amit persze a 4017-es IC tud... azaz (1) - 2 - 3 - 4 - 5 - 6 - 7 - 8 - 9 - 10x-es szozást.
Tehát bármilyen encoderhez beállítható... csak a 4017-es megfelelő lábát kell kivezetni.
Tehát az alapban 4x-es özemmóddal, 500cpr-es encoderrel, 4x szorzó módban (7lába a 4017-nek) 500-ra lehet állítani a vezérlő szoftverben a felbontást.
Így kerek(!) azaz 0.01mm egy step!
pl. 24KHz kimenettel (WinPC-NC Economy), 5mm-es em. orsóval, 240mm/s a végsebesség. (14,4m/perc)... ez szerintem felbontásra is ok. és sebességre is ok.
Tehát probléma megoldva!
Persze a PIC-es vezérlők mind alapból ilyenek, ha jól tudom... ott nincs a 4X-es (fel/lefutó él) encoder dolog... De...
... amit persze a 4017-es IC tud... azaz (1) - 2 - 3 - 4 - 5 - 6 - 7 - 8 - 9 - 10x-es szozást.
Tehát bármilyen encoderhez beállítható... csak a 4017-es megfelelő lábát kell kivezetni.
Tehát az alapban 4x-es özemmóddal, 500cpr-es encoderrel, 4x szorzó módban (7lába a 4017-nek) 500-ra lehet állítani a vezérlő szoftverben a felbontást.
Így kerek(!) azaz 0.01mm egy step!
pl. 24KHz kimenettel (WinPC-NC Economy), 5mm-es em. orsóval, 240mm/s a végsebesség. (14,4m/perc)... ez szerintem felbontásra is ok. és sebességre is ok.
Tehát probléma megoldva!
Persze a PIC-es vezérlők mind alapból ilyenek, ha jól tudom... ott nincs a 4X-es (fel/lefutó él) encoder dolog... De...
Cím: Re:Encoder használata
Írta: e3h0cv4ph Dátum 2007 szeptember 28, 18:47
Írta: e3h0cv4ph Dátum 2007 szeptember 28, 18:47
Szia!
Örülök, hogy megoldódott ez az encoder problémát.
Bár lenne egy megjegyzésem ha 0,01 mm pontossággal akarsz dolgozni (ami megjegyzem nem rossz!) akkor ha a felbontásod is ekkora az egy kicsit kevés, mert a pályakövetésnél a szervóvezérlő min 1..2 inkremensnyi hibával követi az elméleti pályát, ha így nézzük a pontosságon a felére csökken, persze ez még mindig elég szép (pláne az enyémhez képest, 0,2mm)
Üdv:TT
Örülök, hogy megoldódott ez az encoder problémát.
Bár lenne egy megjegyzésem ha 0,01 mm pontossággal akarsz dolgozni (ami megjegyzem nem rossz!) akkor ha a felbontásod is ekkora az egy kicsit kevés, mert a pályakövetésnél a szervóvezérlő min 1..2 inkremensnyi hibával követi az elméleti pályát, ha így nézzük a pontosságon a felére csökken, persze ez még mindig elég szép (pláne az enyémhez képest, 0,2mm)
Üdv:TT
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 szeptember 28, 20:49
Írta: bmejdz9nu Dátum 2007 szeptember 28, 20:49
Á... persze... tudom ez az én "mániám"... a kerek dolog...
Ha tudnék olyan Z-tengelyt csinálni amelyik 0.01mm-errel tudja a szerszámot vini az anyagban... akkor ... [#vigyor0]
Ha tudnék olyan Z-tengelyt csinálni amelyik 0.01mm-errel tudja a szerszámot vini az anyagban... akkor ... [#vigyor0]
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 november 18, 08:55
Írta: bmejdz9nu Dátum 2007 november 18, 08:55
Egy jópofa encoder felszerelés. (HEDS)

Cím: Re:Encoder használata
Írta: HJózsi Dátum 2007 november 18, 15:30
Írta: HJózsi Dátum 2007 november 18, 15:30
Jürgen ragasztott... éljen a bonthatatlan kötés ( vagy a lerázódó ... [#conf])
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 november 18, 15:51
Írta: bmejdz9nu Dátum 2007 november 18, 15:51
sziloplaszttal utánna körbenyomta... de azt már nem dokumentálta... mert snasz volt... [#nyes]
Cím: Re:Encoder használata
Írta: e3h0cv4ph Dátum 2007 november 21, 08:06
Írta: e3h0cv4ph Dátum 2007 november 21, 08:06
Miért van ezen az encodertárcsán (és láttam már máshol is ezt) két különböző kerület mentén különböző számú rések? Gondolom az optokapuja ezt fel tudja dolgozni (különben semmi értelme nem lenne), de mire lehet ezt használni.
Ha belső íven 1 rés lenne azt értem, (abszolút helyzet) de ez....????
Ha belső íven 1 rés lenne azt értem, (abszolút helyzet) de ez....????
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 november 21, 08:57
Írta: bmejdz9nu Dátum 2007 november 21, 08:57
A régebbi Avago/HP HEDS encoderen van így ... újabbakon már nincs... persze nem tudjuk...
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 november 23, 20:55
Írta: 000000000 Dátum 2007 november 23, 20:55
Sziasztok!
Rendeltem a ww.cncszerviz.com oldalról
hejdenhein jeladót
Érdeklődnék, hogy fel tudom e használni a Magi féle vezérlésez is őket.
(Eredetileg nem cnc-hez kellett volna)
Rendeltem a ww.cncszerviz.com oldalról
hejdenhein jeladót
Érdeklődnék, hogy fel tudom e használni a Magi féle vezérlésez is őket.
(Eredetileg nem cnc-hez kellett volna)
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 november 23, 21:03
Írta: bmejdz9nu Dátum 2007 november 23, 21:03
pontosabb infók kellenének... ez kevés...
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 november 24, 08:09
Írta: 000000000 Dátum 2007 november 24, 08:09
Doksi kell az eldöntéséhez (pdf?)!
Ha nem növekményes (incrementáló), 2 fázisú, asszimetrikus TTL kimenetű, akkor nem.
Ha nem növekményes (incrementáló), 2 fázisú, asszimetrikus TTL kimenetű, akkor nem.
Cím: Re:Encoder használata
Írta: csg67 Dátum 2007 december 01, 16:07
Írta: csg67 Dátum 2007 december 01, 16:07
A Heidenhain gyárt TTL, HTL és 1V szinuszos kimenetű forgó jeladókat (régen volt még 11uA-es is -pl. ROD450-, de már nem lehet rendelni).
Milyet vettél, és mit szeretnél tudni róla?
Milyet vettél, és mit szeretnél tudni róla?
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 december 02, 15:47
Írta: bmejdz9nu Dátum 2007 december 02, 15:47
csak egy kérdés...
ha van egy 4+árnyék adatkábel... akkor + és GND és A+B dróton... tehát az árnyékolást csak a vezérlő felén ajánlatos bekötni?
Tehét áram ne folyás ne (nem szabad) legyen rajta... ?
ha van egy 4+árnyék adatkábel... akkor + és GND és A+B dróton... tehát az árnyékolást csak a vezérlő felén ajánlatos bekötni?
Tehét áram ne folyás ne (nem szabad) legyen rajta... ?
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2007 december 02, 15:52
Írta: 000000000 Dátum 2007 december 02, 15:52
Így van! Az árnyékon nem folyhat áram (kösd be csak egyik végén, az tuti...)!
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2007 december 02, 16:47
Írta: bmejdz9nu Dátum 2007 december 02, 16:47
köszi... sajnos jól elmértem az energia lánc képességeit... azt hittem teljesen meg lehet tölteni kábelel... de nem.... mozogni tudni kell neki...
Cím: Re:Encoder használata
Írta: ybm4ifb Dátum 2008 február 19, 20:54
Írta: ybm4ifb Dátum 2008 február 19, 20:54
Sziasztok
Hozzá értők..a Vaterán Abszulut encoderek Omron..és még valami hozzá.
Nézzétek meg
Hozzá értők..a Vaterán Abszulut encoderek Omron..és még valami hozzá.
Nézzétek meg
Cím: Re:Encoder használata
Írta: HJózsi Dátum 2008 március 13, 12:39
Írta: HJózsi Dátum 2008 március 13, 12:39
Nemrég jött ez a moci, állítólag nagyon erős (a német ezt írta),Panther Motor 10V/krpm, 6000 ford... mivel tahós, kapott egy encodert :




Cím: Re:Encoder használata
Írta: 000000000 Dátum 2008 március 13, 23:56
Írta: 000000000 Dátum 2008 március 13, 23:56
Heló!
Láttam, hogy 125-ös felbontású encodert keresel. Nem tudom ismeritek-e, meg hogy mennyire jó, mert nem túl ipari, de mi csináltunk 100-200as(tetszőleges) felbontású encodert kb. 0Ft-ból
Lézernyomtatóval nyomtattunk egy tárcsát írásvetítő-fóliára, és rendeltünk hozzá a célnak megfelelő optikai szenzort a www.vishay.com ról, ingyenes termékmintába. Postaköltség sincs, 0Ft-ért kijön 10db szenzor, amiből aztán A,B négyszögejelket lehet levenni, úgy mint bármilyen encoderből.
A tárcsát egyébként úgy érdemes csinálni, hogy kettőtt nyomtatni, és a nyomtatott felükkel egymásnak fektetni(középen lehet ragasztani) őket, így ha valami hozzáér, nem kopik le a festék róla. Elég strapabíró lett, egy robotba készült, ami tényleg elég sokatt kapott kocsiúton oroszország felé, de nem kopott le. :)
Ez a konstrukció működik úgy fél milliméteres vonalsűrűségig, aztán már nem lessz jó a nyomtatás, meg nem lehet jól belőni a szenzort.
Egy kérédsem meg lenne:
Min. 500-as felbontású encoderre lenne szükségünk. Mivel a tengelynek lett némi excentricitása mikor felfúrtuk(sehogy sem lehetett rendesen befogni az alakja miatt), ezért olyan encoder kéne, ami csapágyazott, és egy rövid gumicsövecskével csatlakoznánk rá. Találtunk ilyet USdigital-nál, és az lenne a kérdésem, hogy mennyi plusz költséggel(csomagolás, posta, vám?) jár onnan rendelni, és mennyi idő alatt lehet hozzájutni az áruhoz. Illetve, hogy tud-e valaki egyszerűbb(gyorsabb) beszerzést ilyen csapágyazott encoderre, reális áron.
Minden segítséget előre is köszönök!
Üdv.: Géza
Láttam, hogy 125-ös felbontású encodert keresel. Nem tudom ismeritek-e, meg hogy mennyire jó, mert nem túl ipari, de mi csináltunk 100-200as(tetszőleges) felbontású encodert kb. 0Ft-ból
Lézernyomtatóval nyomtattunk egy tárcsát írásvetítő-fóliára, és rendeltünk hozzá a célnak megfelelő optikai szenzort a www.vishay.com ról, ingyenes termékmintába. Postaköltség sincs, 0Ft-ért kijön 10db szenzor, amiből aztán A,B négyszögejelket lehet levenni, úgy mint bármilyen encoderből.
A tárcsát egyébként úgy érdemes csinálni, hogy kettőtt nyomtatni, és a nyomtatott felükkel egymásnak fektetni(középen lehet ragasztani) őket, így ha valami hozzáér, nem kopik le a festék róla. Elég strapabíró lett, egy robotba készült, ami tényleg elég sokatt kapott kocsiúton oroszország felé, de nem kopott le. :)
Ez a konstrukció működik úgy fél milliméteres vonalsűrűségig, aztán már nem lessz jó a nyomtatás, meg nem lehet jól belőni a szenzort.
Egy kérédsem meg lenne:
Min. 500-as felbontású encoderre lenne szükségünk. Mivel a tengelynek lett némi excentricitása mikor felfúrtuk(sehogy sem lehetett rendesen befogni az alakja miatt), ezért olyan encoder kéne, ami csapágyazott, és egy rövid gumicsövecskével csatlakoznánk rá. Találtunk ilyet USdigital-nál, és az lenne a kérdésem, hogy mennyi plusz költséggel(csomagolás, posta, vám?) jár onnan rendelni, és mennyi idő alatt lehet hozzájutni az áruhoz. Illetve, hogy tud-e valaki egyszerűbb(gyorsabb) beszerzést ilyen csapágyazott encoderre, reális áron.
Minden segítséget előre is köszönök!
Üdv.: Géza
Cím: Re:Encoder használata
Írta: csg67 Dátum 2008 március 14, 07:57
Írta: csg67 Dátum 2008 március 14, 07:57
HEIDENHAIN ROD426 / 500, Budapesten, raktárról azonnal elvihető, 51eFt+ÁFA.
Gumicsöves megoldás veszélye, hogy galvanikusan leválaszt, ezért a jeladó (plusz földelés hiányában) elektrosztatikusan feltöltődik és a fogadó elektronikában zavarokat/meghibásodást okozhat.
Gumicsöves megoldás veszélye, hogy galvanikusan leválaszt, ezért a jeladó (plusz földelés hiányában) elektrosztatikusan feltöltődik és a fogadó elektronikában zavarokat/meghibásodást okozhat.
Cím: Re:Encoder használata
Írta: 4mjnxdwuu Dátum 2008 március 14, 09:50
Írta: 4mjnxdwuu Dátum 2008 március 14, 09:50
Ha profi cuccra teszed, vegyél rá kuplungot 1500-3000 Ft
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2008 március 14, 11:29
Írta: 000000000 Dátum 2008 március 14, 11:29
Köszi a válaszokat!
Csak olyan félprofi(vagy inkább negyedprofi) cuccon lesz, jó a gumicső:)
OFF: eurobotra(www.eurobot.org) építünk masinát, aminek differenciálhajtása van(külön hajott jobb-bal kerék), és a kerekekre szerelt encoder alapján tájékozódik a robot, hogy hol van, illetve az alapján szabályozzuk a hajtómotorokat. Szóval a gumicső okozta hibánál sokkal nagyobb lessz a kerekek tökéletlen tapadása/geometriai szabálytalansága miatti. Másfél percig jól működik az ilyesmi...aztán vége a meccsnek.
ON
Üdv.: Géza
Csak olyan félprofi(vagy inkább negyedprofi) cuccon lesz, jó a gumicső:)
OFF: eurobotra(www.eurobot.org) építünk masinát, aminek differenciálhajtása van(külön hajott jobb-bal kerék), és a kerekekre szerelt encoder alapján tájékozódik a robot, hogy hol van, illetve az alapján szabályozzuk a hajtómotorokat. Szóval a gumicső okozta hibánál sokkal nagyobb lessz a kerekek tökéletlen tapadása/geometriai szabálytalansága miatti. Másfél percig jól működik az ilyesmi...aztán vége a meccsnek.
ON
Üdv.: Géza
Cím: Re:Encoder használata
Írta: Egyújabbgépépítő Dátum 2008 március 14, 12:46
Írta: Egyújabbgépépítő Dátum 2008 március 14, 12:46
Cím: Re:Encoder használata
Írta: x4rhew5r3 Dátum 2008 május 23, 06:33
Írta: x4rhew5r3 Dátum 2008 május 23, 06:33
Többször szóbakerült, hogy osztani kellene az encoder jelét, hogy a nagy felbontású tárcsákat is lehessen használni kisebb step frekvenciához.
Itt van egy encoder osztó.
Itt van egy encoder osztó.
Cím: Re:Encoder használata
Írta: svejk Dátum 2008 május 23, 09:09
Írta: svejk Dátum 2008 május 23, 09:09
Untested :(
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2008 május 23, 09:24
Írta: bmejdz9nu Dátum 2008 május 23, 09:24
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2008 május 23, 09:28
Írta: 000000000 Dátum 2008 május 23, 09:28
Csak éppen az szorzó és nem osztó!!!!!
Nem azonos a két művelet, éppen a reciprokai
egymásnak.
Nem azonos a két művelet, éppen a reciprokai
egymásnak.
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2008 május 23, 10:07
Írta: bmejdz9nu Dátum 2008 május 23, 10:07
Melyik a szorzó?
Cím: Re:Encoder használata
Írta: x4rhew5r3 Dátum 2008 május 23, 10:18
Írta: x4rhew5r3 Dátum 2008 május 23, 10:18
Untested, de annyi triviális a megoldás, hogy kell annak menni:)
Egy Python scripttel, legyártja az FSM tábláját, a proc meg ezeken az állapotokon lépked...
Egy Python scripttel, legyártja az FSM tábláját, a proc meg ezeken az állapotokon lépked...
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2008 május 23, 10:31
Írta: 000000000 Dátum 2008 május 23, 10:31
Amit a #436-ban írtál.
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2008 május 23, 10:50
Írta: bmejdz9nu Dátum 2008 május 23, 10:50
Jaj Tibi ha ez szorozni tudna én lennék a legboldogabb mert nem kellene vennem a Gecko jel sokszorozóit...
Ez egy encoder oszto IC.
Az alap módban (4x-es mód): mind a négy élét detektálja és hasznosítja az encodernek (pl. 500cpr-es encoder esetén kimenete: 2000 imp.)
De ezt tudja osztani is 2X (2-es osztás) és 1X-es módban (4-es osztás).
Tehát a fenti példával 500cpr = 1000 imp. vagy 500cpr= 500 imp.
... és természetesen a dir jelet is produkálja... azaz a fogásirány infót is kiad...
Hol itt a szorzás?
Minden encoder feldoldolgozás alapja 4x-es...
Mindíg ezt adják meg egy encodernél: (pl.)
1000cpr - 4000ppm Ez a két dolog egy és ugyanaz...
cpr= counts per revolution (a rések száma/fordulat)
ppr= pulse per revolution (az impulzusok száma/fordulat)
Ez egy encoder oszto IC.
Az alap módban (4x-es mód): mind a négy élét detektálja és hasznosítja az encodernek (pl. 500cpr-es encoder esetén kimenete: 2000 imp.)
De ezt tudja osztani is 2X (2-es osztás) és 1X-es módban (4-es osztás).
Tehát a fenti példával 500cpr = 1000 imp. vagy 500cpr= 500 imp.
... és természetesen a dir jelet is produkálja... azaz a fogásirány infót is kiad...
Hol itt a szorzás?
Minden encoder feldoldolgozás alapja 4x-es...
Mindíg ezt adják meg egy encodernél: (pl.)
1000cpr - 4000ppm Ez a két dolog egy és ugyanaz...
cpr= counts per revolution (a rések száma/fordulat)
ppr= pulse per revolution (az impulzusok száma/fordulat)
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2008 május 23, 10:52
Írta: 000000000 Dátum 2008 május 23, 10:52
Ezt már ezerszer kitárgyaltuk.
Rád hagyom, és meghagylak hitedben.
Rád hagyom, és meghagylak hitedben.
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2008 május 23, 11:07
Írta: bmejdz9nu Dátum 2008 május 23, 11:07
Encoder Glossary
... és egy encoder adatlapja:
Differential Optical Encoder ::: Features: 64 to 2500 cycles per revolution (CPR) ; 256 to 10,000 pulses per revolution (PPR)
Ipari szabvány lett (és volt) a qudrature encoder processing (4X mód)... csak nálad nem és ezért "becsukod" a ilyenkor szemedet... :)
... és egy encoder adatlapja:
Differential Optical Encoder ::: Features: 64 to 2500 cycles per revolution (CPR) ; 256 to 10,000 pulses per revolution (PPR)
Ipari szabvány lett (és volt) a qudrature encoder processing (4X mód)... csak nálad nem és ezért "becsukod" a ilyenkor szemedet... :)
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2008 május 23, 11:15
Írta: 000000000 Dátum 2008 május 23, 11:15
Péter!
Kezdjük elölről az életünket.:))
Szívesen beülnék Veled együtt az általános
iskola 2-3. osztályába egy matek órára, ahol
a törteket, egész számmal történő osztás-
szorzást tanítják meg nekünk.
Sajnos azonban időutazásra nincs mód.
A képernyő meg mindent elbír. Ennyi.
Kezdjük elölről az életünket.:))
Szívesen beülnék Veled együtt az általános
iskola 2-3. osztályába egy matek órára, ahol
a törteket, egész számmal történő osztás-
szorzást tanítják meg nekünk.
Sajnos azonban időutazásra nincs mód.
A képernyő meg mindent elbír. Ennyi.
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2008 május 23, 11:28
Írta: bmejdz9nu Dátum 2008 május 23, 11:28
Ok. Mindenki azt gondol erről a 4X és Quadrature jelfeldolgozásról amit akar...
De azon érdemes elgondolkozni, hogyha erre az LS7184 Ic-re (alapmódban 4X) rákötünk egy 25cpr-es encodert és a kimenetén megjelenik egy fordulatra a 100 db step jel... és ha irányt váltunk akkor azonnal(!!!) a dir kimenet változik... akkor ki és mit szorzott... és hogyan tette ezt a csodát?
De azon érdemes elgondolkozni, hogyha erre az LS7184 Ic-re (alapmódban 4X) rákötünk egy 25cpr-es encodert és a kimenetén megjelenik egy fordulatra a 100 db step jel... és ha irányt váltunk akkor azonnal(!!!) a dir kimenet változik... akkor ki és mit szorzott... és hogyan tette ezt a csodát?
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2008 május 23, 11:38
Írta: 000000000 Dátum 2008 május 23, 11:38
Tényleg utoljára.
4*25=100 Azaz a 25-öt megszorozta 4-el.
Hol van itt osztásssssss???[#eplus2][#ijedt][#nyes]
4*25=100 Azaz a 25-öt megszorozta 4-el.
Hol van itt osztásssssss???[#eplus2][#ijedt][#nyes]
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2008 május 23, 12:03
Írta: bmejdz9nu Dátum 2008 május 23, 12:03
Jesszus valaki magyarázza meg Tibornak...
Na még egy próba:
Amikor "Mr. Edward Encoder" feltalálta az enkódert... :)
"Mr. Edward Encoder" csinált egy tárcsát amire fúrt 25db lukat... a tárcsa 1 méteres átmérőben volt!... először egy zseblámpát szerelt a lukak vonalában és megszámolta hányszor világosodik ki a másik oldalon... Igen! Igen! Feltalálta Mr. Edward a 25-ös encodert...
... Másnap "Mr. Edward Encoder" arra gondolt, hogy ha két zseblámpát szerelne erre a szerkezetre (kicsit eltolva egymástól) akkor egy kis logikával ki tudná következtetni, hogy merre forog a tárcsa...
Fel is szerelte Mr. Edward a két zseblámpát... és a különböző elhelyezésből adódóan a tárcsa helyzetében már 100 különböző pozició állapotára tudott következtetni... (mellék terméként - mint amikor Nemo kapitány tengeralatjárójában a levegő csináló gép - aranyat:)
Mr. Edward Encoder elnevezte ezt a "jelenséget" a szomszédjáról "Mr. Qudrature John"-ról Quadratura jelfeldolgozásnak
(a szomszéd adta kölcsön adta neki a második zseblámpát! megérdemelte :)
"Mr. Edward Encoder" soha nem szorzott csak a zseblámpák által adott fény és a forgó kerék által keltett árnyékokból (ill. fényekből) egy kis logikával összegezte a poziciókat úgyhogy minden valóságos fény/árnyék információt felhasznált. [#wave]
Na még egy próba:
Amikor "Mr. Edward Encoder" feltalálta az enkódert... :)
"Mr. Edward Encoder" csinált egy tárcsát amire fúrt 25db lukat... a tárcsa 1 méteres átmérőben volt!... először egy zseblámpát szerelt a lukak vonalában és megszámolta hányszor világosodik ki a másik oldalon... Igen! Igen! Feltalálta Mr. Edward a 25-ös encodert...
... Másnap "Mr. Edward Encoder" arra gondolt, hogy ha két zseblámpát szerelne erre a szerkezetre (kicsit eltolva egymástól) akkor egy kis logikával ki tudná következtetni, hogy merre forog a tárcsa...
Fel is szerelte Mr. Edward a két zseblámpát... és a különböző elhelyezésből adódóan a tárcsa helyzetében már 100 különböző pozició állapotára tudott következtetni... (mellék terméként - mint amikor Nemo kapitány tengeralatjárójában a levegő csináló gép - aranyat:)
Mr. Edward Encoder elnevezte ezt a "jelenséget" a szomszédjáról "Mr. Qudrature John"-ról Quadratura jelfeldolgozásnak
(a szomszéd adta kölcsön adta neki a második zseblámpát! megérdemelte :)
"Mr. Edward Encoder" soha nem szorzott csak a zseblámpák által adott fény és a forgó kerék által keltett árnyékokból (ill. fényekből) egy kis logikával összegezte a poziciókat úgyhogy minden valóságos fény/árnyék információt felhasznált. [#wave]
Cím: Re:Encoder használata
Írta: HJózsi Dátum 2008 május 23, 12:23
Írta: HJózsi Dátum 2008 május 23, 12:23
Azért érdemes elgondolkozni ... " összegezte a pozíciókat ..." a szorzás is elemi összeadásokból áll, anno így tanultuk ( aztán tovább bontva AND, OR, NOT...) ...
Ha mondjuk van 25 nő, azt hiába közelítjük meg jobbról is meg balról is, előről meg hátulról, nem mondhatjuk azt, hogy 100-al találkoztunk ... Szerintem Tibor erre gondolt ...
Ha mondjuk van 25 nő, azt hiába közelítjük meg jobbról is meg balról is, előről meg hátulról, nem mondhatjuk azt, hogy 100-al találkoztunk ... Szerintem Tibor erre gondolt ...
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2008 május 23, 12:37
Írta: 000000000 Dátum 2008 május 23, 12:37
Péter!
Összeszedem utoljára minden türelmemet.
Mivel minden encoderjel élre kiad egy step
jelet ilyenkor az IC, így ez ekvivalens azzal,
mintha egy 100 cpr-es encodered lenne 1X
üzemmódban.
Holott csak 25 cpr-es.
Azaz 4-szer nagyobbat varázsol belőle.
De tudod mit, csináld már meg azt, hogy
egy 100-as encodert egyszer körbecsavarsz,
és 25 step jel jöjjön ki belőle. Na videó
mikor lesz erről?:)))))))
Összeszedem utoljára minden türelmemet.
Mivel minden encoderjel élre kiad egy step
jelet ilyenkor az IC, így ez ekvivalens azzal,
mintha egy 100 cpr-es encodered lenne 1X
üzemmódban.
Holott csak 25 cpr-es.
Azaz 4-szer nagyobbat varázsol belőle.
De tudod mit, csináld már meg azt, hogy
egy 100-as encodert egyszer körbecsavarsz,
és 25 step jel jöjjön ki belőle. Na videó
mikor lesz erről?:)))))))
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2008 május 23, 12:52
Írta: bmejdz9nu Dátum 2008 május 23, 12:52
Egyezünk ki abban, hogy az LS Ic azt is tudja, hogy nem veszi figyelembe az összes valóságos jelet... csak felét (így oszt 2-vel) vagy csak a hasznos információk negyedét használja fel (így oszt 4-el)
Ez egy jó kompromisszum :) nem? Mert lehet, hogy ugyanarra gondolunk... de azt osztás szó nem a legjobb kifejezés talán...
Ez egy jó kompromisszum :) nem? Mert lehet, hogy ugyanarra gondolunk... de azt osztás szó nem a legjobb kifejezés talán...
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2008 május 23, 13:00
Írta: 000000000 Dátum 2008 május 23, 13:00
Ne szórakozzál már velem Péter, tényleg
befejeztem ez a témát. A videót persze várom.:)
befejeztem ez a témát. A videót persze várom.:)
Cím: Re:Encoder használata
Írta: ra8nsmk6w Dátum 2008 május 23, 14:05
Írta: ra8nsmk6w Dátum 2008 május 23, 14:05
Józsi! erre egy nő is képes
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2008 május 23, 14:06
Írta: 000000000 Dátum 2008 május 23, 14:06
Tényleg utolsó szösszenet.
Elképzelt történet következik: Főszereplő a magabiztos
szervotechnikai kereskedő cégvezető és
szaktanácsadó, eladó:
vevő: - Jó napot kívánok! Az a gondom, hogy van egy
5.000 cpr-es encoderrel szerelt szervomotorom,
és osztani szeretném a jelét, mert nem tudom
így nagy fordulaton használni, már most is túl
sok impulzust zúdít rám.
eladó: - Semmi gond uram, remek osztó áramköröm
van ilyen célra.
vevő: - Huhh de jó, ezt kerestem már mióta.
eladó: - Látja mi mindenre tudjuk a megoldást,
úgy elosztjuk az encoderét ezzel, hogy
máris 10 vagy 20 ezer impulzus áll a
rendelkezésére az 5 ezer helyett.
vevő: - De izé,..., őőőő, öhöm, öhöm,..,
köszönöm szépen ezen az osztáson azért
még gondolkozom.
A történet kitalált, és szereplőinek a
valósággal történő egybeesése csak a véletlen
műve lehet.:))
Elképzelt történet következik: Főszereplő a magabiztos
szervotechnikai kereskedő cégvezető és
szaktanácsadó, eladó:
vevő: - Jó napot kívánok! Az a gondom, hogy van egy
5.000 cpr-es encoderrel szerelt szervomotorom,
és osztani szeretném a jelét, mert nem tudom
így nagy fordulaton használni, már most is túl
sok impulzust zúdít rám.
eladó: - Semmi gond uram, remek osztó áramköröm
van ilyen célra.
vevő: - Huhh de jó, ezt kerestem már mióta.
eladó: - Látja mi mindenre tudjuk a megoldást,
úgy elosztjuk az encoderét ezzel, hogy
máris 10 vagy 20 ezer impulzus áll a
rendelkezésére az 5 ezer helyett.
vevő: - De izé,..., őőőő, öhöm, öhöm,..,
köszönöm szépen ezen az osztáson azért
még gondolkozom.
A történet kitalált, és szereplőinek a
valósággal történő egybeesése csak a véletlen
műve lehet.:))
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2008 május 23, 14:15
Írta: bmejdz9nu Dátum 2008 május 23, 14:15
Ok. Hagyjuk. Most néztem vissza... már én is belekeveredtem...
De ez egy speciálisan encoderhez kifejlesztett jelfeldolgozó (előosztó és encoder imp. és forgásirány kimenettel rendelkező) IC és semmi köze a szorzáshoz...
Ha lesz kis időm bemutatom neked egy szervóvezérlőben hogyan működik ez az IC...
Ott step/dir (imp és irány)jeleket kell produkálnia az encoder jeléből...(mi sem természetesebb :) és extra lehetőségként az encoder jelét tudja osztani (1X,2X,4X módban) - ha szükséges azaz túl nagy az encoder felbontási aránya a CNC vezérlő szoftver által kiadott step jeleihez képest.
De ezt szerintem te teljesen érted... mert minden szervó vezérlőnek az alapelve, hogy összehasonlítja az encoder jelét a vezérlő impulzusokkal !!!
De ez egy speciálisan encoderhez kifejlesztett jelfeldolgozó (előosztó és encoder imp. és forgásirány kimenettel rendelkező) IC és semmi köze a szorzáshoz...
Ha lesz kis időm bemutatom neked egy szervóvezérlőben hogyan működik ez az IC...
Ott step/dir (imp és irány)jeleket kell produkálnia az encoder jeléből...(mi sem természetesebb :) és extra lehetőségként az encoder jelét tudja osztani (1X,2X,4X módban) - ha szükséges azaz túl nagy az encoder felbontási aránya a CNC vezérlő szoftver által kiadott step jeleihez képest.
De ezt szerintem te teljesen érted... mert minden szervó vezérlőnek az alapelve, hogy összehasonlítja az encoder jelét a vezérlő impulzusokkal !!!
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2008 május 23, 14:17
Írta: bmejdz9nu Dátum 2008 május 23, 14:17
lásd #454... :) szakadjak meg ha nem érted... :)
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2008 május 23, 14:27
Írta: 000000000 Dátum 2008 május 23, 14:27
Köszi Péter, ezt az IC-t és egyéb változatait
kb. 10 éve ismerem, fel is használom, sőt ettől
sokkal jobbakat is beépítek szervókba.
Varjuk el a humoros történettel a szálakat,
Te ebben így gondolkodsz, én meg amúgy.
Nem ez az első eset szervo és más témában,
hogy nem értünk egyet.[#law]
kb. 10 éve ismerem, fel is használom, sőt ettől
sokkal jobbakat is beépítek szervókba.
Varjuk el a humoros történettel a szálakat,
Te ebben így gondolkodsz, én meg amúgy.
Nem ez az első eset szervo és más témában,
hogy nem értünk egyet.[#law]
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2008 május 23, 14:45
Írta: bmejdz9nu Dátum 2008 május 23, 14:45
Dehogynem egyetértünk! Csak az a frány 4X-es üzemmódot nem akarod alapnak venni encoder feldolgozás ügyben... megint.
Mint a #453-ben...
Elmegy az ügyfél egy szervóshoz és azt mondja neki:
Uram itt egy motor rajta egy eredeti encoderrel és az van ráírva, hogy 1000cpr-es...
és azt kérdi: nekem FIZIKALIAG szükségem van 4000 pozicióra egy fordulaton belül...
Te mit mondanál neki?
1. álítsa a vezérlőt 4X-es üzemmódra.
2. dobja el az encodert és vegyen egy 4000cpr-est...
Mint a #453-ben...
Elmegy az ügyfél egy szervóshoz és azt mondja neki:
Uram itt egy motor rajta egy eredeti encoderrel és az van ráírva, hogy 1000cpr-es...
és azt kérdi: nekem FIZIKALIAG szükségem van 4000 pozicióra egy fordulaton belül...
Te mit mondanál neki?
1. álítsa a vezérlőt 4X-es üzemmódra.
2. dobja el az encodert és vegyen egy 4000cpr-est...
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2008 május 23, 14:56
Írta: 000000000 Dátum 2008 május 23, 14:56
Egyiket sem mondanám, hanem Hozzád küldeném,
mert Te jobban értesz ehhez a témához.:)
mert Te jobban értesz ehhez a témához.:)
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2008 május 23, 15:00
Írta: bmejdz9nu Dátum 2008 május 23, 15:00
1 vagy 2? nincs más válasz...
Én nem vagyok szervós szaki... hozzám nem tud jönni...
Én nem vagyok szervós szaki... hozzám nem tud jönni...
Cím: Re:Encoder használata
Írta: zt2c4wh9 Dátum 2008 május 23, 15:20
Írta: zt2c4wh9 Dátum 2008 május 23, 15:20

Cím: Re:Encoder használata
Írta: 3k74cecek Dátum 2008 május 23, 15:54
Írta: 3k74cecek Dátum 2008 május 23, 15:54
Van egy fekvő henger. Az egyikötök a tengelye irányából nézi és azt mondja ez egy "kőr".
A másikotok oldalról nézi, és az mondja, dehogy, ez egy téglalap!
Mindkettőtőknek igaza van, és mégse. Persze ez a hasonlat egy picit sántit, mint általában a hasonlatok.
Ha kivülállóként (és abszolút pártatlanként, mivel egyikötöket sem ismerem) belekotyoghatok, akkor azt mondom, hogy inkább Tibor45 álláspontját tartom logikusabbnak, ugyanis ha a tárcsa lyukaiból indulunk ki, mint alapból, akkor ehhez képest úgy látszik mintha sokszorozódnának (szorzódnának) a jelek.
Nem feltétlenül kell tudni, hogy milyen elektronika dolgozza fel a mondjuk 100 rést tartalmazó tárcsa jeleit.
Ugyanis ha nem két 90 fokra eltolt optót tennénk a tárcsához, hanem 3 db-ot 60 fokos eltolással, a megfelelő feldolgozó logikával, akkor már úgy látszana hogy 6-szorozódnak a jelek, holott a tárcsa nem változott.
Hangsúlyozom, hogy ez nem azt jelenti, hogy Péternek nincs igaza, csak logikusabbnak találom Tibor nézőpontját.
Szerintem mindketten tudjátok ezt, csak ragaszkodtok a saját nézőpontotokhoz.
Ezen már nehogy összevesszetek !!!! :))
A másikotok oldalról nézi, és az mondja, dehogy, ez egy téglalap!
Mindkettőtőknek igaza van, és mégse. Persze ez a hasonlat egy picit sántit, mint általában a hasonlatok.
Ha kivülállóként (és abszolút pártatlanként, mivel egyikötöket sem ismerem) belekotyoghatok, akkor azt mondom, hogy inkább Tibor45 álláspontját tartom logikusabbnak, ugyanis ha a tárcsa lyukaiból indulunk ki, mint alapból, akkor ehhez képest úgy látszik mintha sokszorozódnának (szorzódnának) a jelek.
Nem feltétlenül kell tudni, hogy milyen elektronika dolgozza fel a mondjuk 100 rést tartalmazó tárcsa jeleit.
Ugyanis ha nem két 90 fokra eltolt optót tennénk a tárcsához, hanem 3 db-ot 60 fokos eltolással, a megfelelő feldolgozó logikával, akkor már úgy látszana hogy 6-szorozódnak a jelek, holott a tárcsa nem változott.
Hangsúlyozom, hogy ez nem azt jelenti, hogy Péternek nincs igaza, csak logikusabbnak találom Tibor nézőpontját.
Szerintem mindketten tudjátok ezt, csak ragaszkodtok a saját nézőpontotokhoz.
Ezen már nehogy összevesszetek !!!! :))
Cím: Re:Encoder használata
Írta: HJózsi Dátum 2008 május 23, 16:33
Írta: HJózsi Dátum 2008 május 23, 16:33
Nem mondod! :D [#wave]
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2008 május 23, 16:34
Írta: bmejdz9nu Dátum 2008 május 23, 16:34
A #460-ba "némán" betete Balázs a diagramot... erről van szó...
Ha van "hasznosítható jel" akkor azt figyelembe kell venni vagyis ha szükséges használni...
Írhatnám, hogy sajnos!
Sajnos mert ez Quadratura jelfeldolgozás egyrész jót tesz mert több lesz az encoder által szolgáltatott poziciójel...stabilab tengely tartás, pontosabb pályakövetés, exaktabb motorvezérlés...
Sajnos... sajnos mert a másik felén a szervóvezérlőben (step bemeneti oldalon) sok-sok impulzus kell, hogy beálljon az egyensúly...
Sajnos... Az én kedvenc programom a WinPC-NC csak 24Khz-et tud...
Sajnos a szoftverfejlesztő szerint az LPT port ennél többet nem tud kontroláltan és stabilan szolgáltatni windows alól...
Sajnos lehet, hogy igaza van.
Sajnos... ezért, hogy "utolérje" a step jel frekivel (az encodert) azt sokszorozni kell... mert a pontosság ugyan nem nő... de...
Sajnos... Ilyet csak a Gecko cég gyárt. G902 (ez egy áramkör amit gyakorlatilag bármilyen vezérlőhöz lehet kötni)
Ez a kis panel azt csinálja, hogy bemegy az LPT portról 1 step és kijön 2, 3, 4, 5, 6, 7, 8, 9, vagy 10... nade nem is akárhogyan... szépen "elterítve" két jel között és másolva az eredeti jel hosszúságát is...
Szóval egyszerű(b) dolog lenne az encoder jelét össze-vissza osztani... vagy akármilyenre állítani... de nem megy... kell egy minimális fordulatonkénti fizikális felbontás... szerintem ez olyan 500cpr-es encodernél már jó... azaz 2000ppr...
Na ez a baj... :)
... és dehogy veszünk össze! Nem látható, hogy kedveljük egymást Tiborral!
Ha van "hasznosítható jel" akkor azt figyelembe kell venni vagyis ha szükséges használni...
Írhatnám, hogy sajnos!
Sajnos mert ez Quadratura jelfeldolgozás egyrész jót tesz mert több lesz az encoder által szolgáltatott poziciójel...stabilab tengely tartás, pontosabb pályakövetés, exaktabb motorvezérlés...
Sajnos... sajnos mert a másik felén a szervóvezérlőben (step bemeneti oldalon) sok-sok impulzus kell, hogy beálljon az egyensúly...
Sajnos... Az én kedvenc programom a WinPC-NC csak 24Khz-et tud...
Sajnos a szoftverfejlesztő szerint az LPT port ennél többet nem tud kontroláltan és stabilan szolgáltatni windows alól...
Sajnos lehet, hogy igaza van.
Sajnos... ezért, hogy "utolérje" a step jel frekivel (az encodert) azt sokszorozni kell... mert a pontosság ugyan nem nő... de...
Sajnos... Ilyet csak a Gecko cég gyárt. G902 (ez egy áramkör amit gyakorlatilag bármilyen vezérlőhöz lehet kötni)
Ez a kis panel azt csinálja, hogy bemegy az LPT portról 1 step és kijön 2, 3, 4, 5, 6, 7, 8, 9, vagy 10... nade nem is akárhogyan... szépen "elterítve" két jel között és másolva az eredeti jel hosszúságát is...
Szóval egyszerű(b) dolog lenne az encoder jelét össze-vissza osztani... vagy akármilyenre állítani... de nem megy... kell egy minimális fordulatonkénti fizikális felbontás... szerintem ez olyan 500cpr-es encodernél már jó... azaz 2000ppr...
Na ez a baj... :)
... és dehogy veszünk össze! Nem látható, hogy kedveljük egymást Tiborral!
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2008 május 23, 17:15
Írta: 000000000 Dátum 2008 május 23, 17:15
Halihó Péter!
Látom, erőt gyűjtöttél délután, és újabb
sületlenségekkel, amolyan VP encoder szabványokkal
kábítod itt a Fórumot.
De jó lenne, ha csak a fele is igaz lenne annak,
amiket itt összehordtál....:)))
Látom, erőt gyűjtöttél délután, és újabb
sületlenségekkel, amolyan VP encoder szabványokkal
kábítod itt a Fórumot.
De jó lenne, ha csak a fele is igaz lenne annak,
amiket itt összehordtál....:)))
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2008 május 23, 17:29
Írta: bmejdz9nu Dátum 2008 május 23, 17:29
A kérdésre a válasz a #457-ben ?
Cím: Re:Encoder használata
Írta: 7vpav5d32 Dátum 2008 május 23, 17:32
Írta: 7vpav5d32 Dátum 2008 május 23, 17:32
Hali!
Valóságos neverending story a tiétek. :-)
Eszembe jutott róla mikor a matematikus a fizikus és a bölcsész utazik Angliában a vonaton. Kinéznek az ablakon és látnak egy fekete tehenet. Mondja a bölcsész. Angliában feketék a tehenek! Ebből csak azt lehet biztonsággal megállapítani, hogy Angliában van egy fekete tehén mondja a matematikus. Nem nem szól a fizikus ebből csak azt lehet állítani, hogy Angliában van egy tehén amelyiknek az eggyik oldala fekete.
Valóságos neverending story a tiétek. :-)
Eszembe jutott róla mikor a matematikus a fizikus és a bölcsész utazik Angliában a vonaton. Kinéznek az ablakon és látnak egy fekete tehenet. Mondja a bölcsész. Angliában feketék a tehenek! Ebből csak azt lehet biztonsággal megállapítani, hogy Angliában van egy fekete tehén mondja a matematikus. Nem nem szól a fizikus ebből csak azt lehet állítani, hogy Angliában van egy tehén amelyiknek az eggyik oldala fekete.
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2008 május 23, 17:33
Írta: bmejdz9nu Dátum 2008 május 23, 17:33
[#nyes]
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2008 május 23, 17:57
Írta: 000000000 Dátum 2008 május 23, 17:57
Az illető előtt rákötmém az encoderét
egy édes kis teszt áramkörre, majd 5000-es
fordulaton megmutatnám neki, hogy milyen
borotvaélen táncol már egy ilyen olcsó open
kollektoros játék encoder.
És aztán ennek függvényében gyorsan lebeszélném
ax X4-ről, főleg ha a szervója sem egy csúcs
modell az encoder jel kezelése szempontjából.
Ha pedig a teszt azt mutatja, hogy egy márkás
encoderről van szó vonali meghajtó kimenetekkel,
és 200 Khz-ig tartja a 90 fokot, felőlem
csinálhatja X4-ben, de ekkor is elvész
már a hibanalízis, és totál át kell hangolni
a szervót, hiszen az impulzusok száma itt is
alaposan felkavar mindent.
Ilyen átgondolások nélkül a vak ló bátorsága,
hogy gyerünk az alap X4. De Te szeretsz
vakon repülni, ezért tulajdonképpen mit bánom én, mit csinálsz, szerintem X8-ban dolgozzál
fel holnaptól kezdve jeleket.:)
egy édes kis teszt áramkörre, majd 5000-es
fordulaton megmutatnám neki, hogy milyen
borotvaélen táncol már egy ilyen olcsó open
kollektoros játék encoder.
És aztán ennek függvényében gyorsan lebeszélném
ax X4-ről, főleg ha a szervója sem egy csúcs
modell az encoder jel kezelése szempontjából.
Ha pedig a teszt azt mutatja, hogy egy márkás
encoderről van szó vonali meghajtó kimenetekkel,
és 200 Khz-ig tartja a 90 fokot, felőlem
csinálhatja X4-ben, de ekkor is elvész
már a hibanalízis, és totál át kell hangolni
a szervót, hiszen az impulzusok száma itt is
alaposan felkavar mindent.
Ilyen átgondolások nélkül a vak ló bátorsága,
hogy gyerünk az alap X4. De Te szeretsz
vakon repülni, ezért tulajdonképpen mit bánom én, mit csinálsz, szerintem X8-ban dolgozzál
fel holnaptól kezdve jeleket.:)
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2008 május 23, 18:00
Írta: 000000000 Dátum 2008 május 23, 18:00
"csak az a frány 4X-es üzemmódot "
Értem én, hogy oszto...de akkor miert irjak igy, hogy 4X uzemmod ?!
Értem én, hogy oszto...de akkor miert irjak igy, hogy 4X uzemmod ?!
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2008 május 23, 18:25
Írta: bmejdz9nu Dátum 2008 május 23, 18:25
1 vagy 2.
Az ügyfélnek kell a 4000 poziciós fizikai felbontás...nem mondta mekkora fordulatot akar...
és pl. nagyon jó SanyoDenki motorja van nagyon jó encoderrel. (ez egy életszerű dolog - nekem 4 db ilyenem van. 400W - 85V - 2500rpm - 1000cpr.)
A többi köd... Én is TV szerelő vagyok... :)
Az ügyfélnek kell a 4000 poziciós fizikai felbontás...nem mondta mekkora fordulatot akar...
és pl. nagyon jó SanyoDenki motorja van nagyon jó encoderrel. (ez egy életszerű dolog - nekem 4 db ilyenem van. 400W - 85V - 2500rpm - 1000cpr.)
A többi köd... Én is TV szerelő vagyok... :)
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2008 május 23, 18:30
Írta: bmejdz9nu Dátum 2008 május 23, 18:30
Mert az encodert úgy tervezték, hogy pl. 1000 rés van rajta de ebből fizikailag azaz valósan, ekkor pl. 4000 impulzus olvasható ki.
Ezt hívják quadrature encoder processing-nek azaz 4 élű jelfeldolgozásnak. Rövidítve 4X Mode azaz...
Eddíg a pontig nincs se osztás se szorzás... utánna már lehet osztani ha kell... Ez az alap.
Ezt hívják quadrature encoder processing-nek azaz 4 élű jelfeldolgozásnak. Rövidítve 4X Mode azaz...
Eddíg a pontig nincs se osztás se szorzás... utánna már lehet osztani ha kell... Ez az alap.
Cím: Re:Encoder használata
Írta: svejk Dátum 2008 május 23, 19:21
Írta: svejk Dátum 2008 május 23, 19:21
Bolondok vagytok Ti mind....:)
Értelmezés kérdése az egész, de ez már annyiszor ki lett tárgyalva.
Ezekkel a hiábavaló hitvitákkal teljesen ELRÉMISZTITEK a kezdő szervosokat.
Az encodernél a négy él ott van fizikailag az TÉNY, és semmiféle szorzás nem kell ahhoz hogy ezt kinyerjük, csak megfelelő logikai hálózat.
Azt hogy a szakirodalomba így került az egy dolog, mert valóban a rések számának a négyszeresét is megkaphajuk impulzussorozatban.
Ezt az impulzussorozatot Az LS7184 le tudja OSZTANI 1-gyel, 2-vel vagy 4-gyel úgy hogy a kimenetén Step és Dir jel lesz.
Ez is TÉNY.
Aki ezzel a fenti két állítással vitatkozik azt leütöm :)
Lehet mindenféle biztonságra hivatkozni az X1-es üzemmód használatához, de egy amatőr aki nagynehezen hozzájut egy servomotorhoz amin esetleg 200-500-as encoder van az tuti kihasználja a X4 üzemmódot, főleg ha még áttételezni sem akar.
(megjegyzem bármily hihetetlen de elég sok ipari cuccal találkoztam és még ha Istenkáromlás is de meg is tudtam őket javítani, mindben kihasználták a 4 él Isten adta lehetőségét)
Erre az üzemmódra is kitaláltak megfelelő zavarvédelmet mely lehet az encoderben és ugyan úgy lehet szimmetrikus jelátvitel a vezérlő felé.
20 évvel ezelőtt még nem is tudtak 1000-nél nagyobb encodert gyártani kezelhető kis méretben. Nem véletlen a régebbi motorokon a 200 körüli encoder. Azok még sokszor izzóval voltak megvilágítva.
Ez miatt gyanítom előbb használták a 4X-es üzemmódot mint az 1X-et.
A mai csucsfinommmechanikával nem gond akár a 10000-es encodert sem kivitelezni, így itt már elveszti a jelentőségét a 4X és lehet használni 1-es üzemmódot és lehet analizálni a hibákat orrba-szájba.
Az amatőrök között manapság könnyen hozzáférhető 500-1000 encoderkhez bizony jól jöhet egy ilyen LS IC ha éppen ezzel egyszerűen illeszteni lehet pl.egy fix vezérlő encoderbemenetét.
Persze ez mellé még jól jöhet a Tibor45 titkos igazi osztója, és akár Varsányi, vagyis inkább a Gecko impulzus sokszorozója. Mindkét megoldás bizonyított már és kár ócsárolni bármelyiket is.
Értelmezés kérdése az egész, de ez már annyiszor ki lett tárgyalva.
Ezekkel a hiábavaló hitvitákkal teljesen ELRÉMISZTITEK a kezdő szervosokat.
Az encodernél a négy él ott van fizikailag az TÉNY, és semmiféle szorzás nem kell ahhoz hogy ezt kinyerjük, csak megfelelő logikai hálózat.
Azt hogy a szakirodalomba így került az egy dolog, mert valóban a rések számának a négyszeresét is megkaphajuk impulzussorozatban.
Ezt az impulzussorozatot Az LS7184 le tudja OSZTANI 1-gyel, 2-vel vagy 4-gyel úgy hogy a kimenetén Step és Dir jel lesz.
Ez is TÉNY.
Aki ezzel a fenti két állítással vitatkozik azt leütöm :)
Lehet mindenféle biztonságra hivatkozni az X1-es üzemmód használatához, de egy amatőr aki nagynehezen hozzájut egy servomotorhoz amin esetleg 200-500-as encoder van az tuti kihasználja a X4 üzemmódot, főleg ha még áttételezni sem akar.
(megjegyzem bármily hihetetlen de elég sok ipari cuccal találkoztam és még ha Istenkáromlás is de meg is tudtam őket javítani, mindben kihasználták a 4 él Isten adta lehetőségét)
Erre az üzemmódra is kitaláltak megfelelő zavarvédelmet mely lehet az encoderben és ugyan úgy lehet szimmetrikus jelátvitel a vezérlő felé.
20 évvel ezelőtt még nem is tudtak 1000-nél nagyobb encodert gyártani kezelhető kis méretben. Nem véletlen a régebbi motorokon a 200 körüli encoder. Azok még sokszor izzóval voltak megvilágítva.
Ez miatt gyanítom előbb használták a 4X-es üzemmódot mint az 1X-et.
A mai csucsfinommmechanikával nem gond akár a 10000-es encodert sem kivitelezni, így itt már elveszti a jelentőségét a 4X és lehet használni 1-es üzemmódot és lehet analizálni a hibákat orrba-szájba.
Az amatőrök között manapság könnyen hozzáférhető 500-1000 encoderkhez bizony jól jöhet egy ilyen LS IC ha éppen ezzel egyszerűen illeszteni lehet pl.egy fix vezérlő encoderbemenetét.
Persze ez mellé még jól jöhet a Tibor45 titkos igazi osztója, és akár Varsányi, vagyis inkább a Gecko impulzus sokszorozója. Mindkét megoldás bizonyított már és kár ócsárolni bármelyiket is.
Cím: Re:Encoder használata
Írta: svejk Dátum 2008 május 23, 19:33
Írta: svejk Dátum 2008 május 23, 19:33
Erre csak annyi a válaszom hogy már sok a miénknél komolyabb fórumon megegyeztek a mérnökök hogy az inkrementális encoder jelét szoftverből NEM lehet biztonságosan kódolni széles tartományban. (az enyémben is szoftveres sajnos, és ez szűkíti le igazán a sebességtartományt)
Ha megnézed az újabb célmikrokontrollereket(pl DSPIC) mindben hardveres dekódolást alkalmaznak.
Persze működhet a linkben szereplő cucc, épp úgy mint az enyém de be kell látni hogy nem az igazi. (az enyém már legalább bizonyított)
Megépíteni kb. 10 perc a linkben szereplőt, de tesztelni napok, hetek kérdése. Nem véletlen van odabiggyesztve hogy unteszted...
speciel nekem nincs időm ilyen bizonytalan kimenetelű tesztelésre ezért nem csináltam meg, bár már rég ismertem a linket, és ezért nem is ajánlottam senkinek.
Ha megnézed az újabb célmikrokontrollereket(pl DSPIC) mindben hardveres dekódolást alkalmaznak.
Persze működhet a linkben szereplő cucc, épp úgy mint az enyém de be kell látni hogy nem az igazi. (az enyém már legalább bizonyított)
Megépíteni kb. 10 perc a linkben szereplőt, de tesztelni napok, hetek kérdése. Nem véletlen van odabiggyesztve hogy unteszted...
speciel nekem nincs időm ilyen bizonytalan kimenetelű tesztelésre ezért nem csináltam meg, bár már rég ismertem a linket, és ezért nem is ajánlottam senkinek.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2008 május 23, 20:13
Írta: 000000000 Dátum 2008 május 23, 20:13
Szia Svejk!
Na Veled is tudnék vitatkozni a leírottak
alapján, de Péter mára már lezsibbasztott
encoder ügyben. Azért néhány gondolatom lenne.
Egy biztos: Te is elég hanyag eleganciával
bánsz az encoderrel (is), ami egy finommechanikai-
mechatronikai remekmű, és nem egy kétfázisú
elektronikus 0-10 MHz-es etalon fordulatszám
független szintiszta elektronikus órajelgenerátor.
Kicsit nagyobb tiszteletet, alázatot várnék el
ezen technikai csodák iránt Tőletek.
Te is sokkal bátortalanabbá válnál, ha szkópon
egy megfelelő teszt áramkörön 5-6000-es fordulaton
megnéznéd az EC motorod encoderének vagy amit
csináltál házilagosan a kimenő jelét, hogyan is
néz ki már ekkor.
Sokkal óvatosabbá válnál az "alap 4X" üzemmóddal
kapcsolatban.
Az pedig nem riogatás, ha bizonyos szakszerűségre,
műszaki elvekre hivatkozunk itt páram, és én magam is
Veletek szemben, pont fordítva, a leleményes Hobbysta
szerintem tanul ezekből, és nem a mérnök okoskodásának
fogja fel a részletek kibontását. Persze úgy könnyebb
sok ember élete, ha még mindig azt gondolják,
egy szervomotor attól szervo, mert szervokörbe
bekötöm, és az áttétel se számít, ha 20 mm az is jó,
ha 1 mm az is szuper.
Bocsánatot kérek Mindenkitől, de ettől ez egy
kicsit komolyabb téma. Az meg hogy látszólag
egy encoderes visszacsatolású hajtás működik,
az igen messze van attól, amikor egységugrás
tesztekkel, és még számos más dologgal is
ezt valaki beméri, és úgy is jónak minősíthető.
De ennyit Péter "agymenései" tényleg nem érnek,
hogy itt megint egymásnak ugorjunk.:))
Na Veled is tudnék vitatkozni a leírottak
alapján, de Péter mára már lezsibbasztott
encoder ügyben. Azért néhány gondolatom lenne.
Egy biztos: Te is elég hanyag eleganciával
bánsz az encoderrel (is), ami egy finommechanikai-
mechatronikai remekmű, és nem egy kétfázisú
elektronikus 0-10 MHz-es etalon fordulatszám
független szintiszta elektronikus órajelgenerátor.
Kicsit nagyobb tiszteletet, alázatot várnék el
ezen technikai csodák iránt Tőletek.
Te is sokkal bátortalanabbá válnál, ha szkópon
egy megfelelő teszt áramkörön 5-6000-es fordulaton
megnéznéd az EC motorod encoderének vagy amit
csináltál házilagosan a kimenő jelét, hogyan is
néz ki már ekkor.
Sokkal óvatosabbá válnál az "alap 4X" üzemmóddal
kapcsolatban.
Az pedig nem riogatás, ha bizonyos szakszerűségre,
műszaki elvekre hivatkozunk itt páram, és én magam is
Veletek szemben, pont fordítva, a leleményes Hobbysta
szerintem tanul ezekből, és nem a mérnök okoskodásának
fogja fel a részletek kibontását. Persze úgy könnyebb
sok ember élete, ha még mindig azt gondolják,
egy szervomotor attól szervo, mert szervokörbe
bekötöm, és az áttétel se számít, ha 20 mm az is jó,
ha 1 mm az is szuper.
Bocsánatot kérek Mindenkitől, de ettől ez egy
kicsit komolyabb téma. Az meg hogy látszólag
egy encoderes visszacsatolású hajtás működik,
az igen messze van attól, amikor egységugrás
tesztekkel, és még számos más dologgal is
ezt valaki beméri, és úgy is jónak minősíthető.
De ennyit Péter "agymenései" tényleg nem érnek,
hogy itt megint egymásnak ugorjunk.:))
Cím: Re:Encoder használata
Írta: crgs7u9wg Dátum 2008 május 23, 20:20
Írta: crgs7u9wg Dátum 2008 május 23, 20:20
a kerdes csak az, hogy mikor egyeztek meg a mernokok, hogy software-bol nem lehet rendesen megcsinalni, mert minden 18 honapban duplazodas van ugye :) de a viccet felreteve, valoban badarsag logikai-kapu aramkoroket/feladatokat a software-re bizni...
Cím: Re:Encoder használata
Írta: svejk Dátum 2008 május 23, 20:49
Írta: svejk Dátum 2008 május 23, 20:49
Nem vitaindítónak szántam, csak úgy kijött belőlem és nem is akarom folytatni.
A tiszteletem megvan e valóban csodaremekek előtt, de alázatot azért ne várj, inkább megpóbálom alkalmazni a saját dolgaimhoz.
Valóban hanyagul kezelem(tem), de ez anno az "ablaktörlőszerűség"-hez készült és egy súlycsoportban volt vele.
És Te szoktad emlegetni az egyenszilárdságot...
Soha nem akartam sem az EC- motorral (bármely hihetetlen nekem nincs is) sem mással 6000-es fordulatot, és így az 1200-as fordulatomhoz elég volt a hanyagság is.
Majd ha akarok akkor lépek a megfelelő ügyben.
Azt már rég megtanultam hogy az univerzális dolgoknak nincs értelmük. (főleg nem a mai anyagias világban)
Részemről ennyi..
Még annyit hogy kinek milyen hajtás a jó azt hadd döntse el maga. Ha véleményt kérnek töled azt elmondhatod de feleslegesen ne keress más cuccaiban hibát, főleg úgy hogy mi a Te cuccaidat csak fehér foltként ismerjük.
Persze tudom vegyem meg vagy menjek el ehhez és ehhez és ott megnézhetem munka közben.
Azt is tudjuk hogy Te profi vagy e körben de tudod Te is jól hogy mindennél van jobb és mindenben lehet hibát találni.
Mi itt nyílt lapokkal játszunk...
Valamint számomra Varsányi érvei is elég valósak és érthetőek szoktak lenni még ha ír is néha valótlanságokat, de azt ha valaki kijavítja ésszerűen akkor be szokta látni a hibát.
A tiszteletem megvan e valóban csodaremekek előtt, de alázatot azért ne várj, inkább megpóbálom alkalmazni a saját dolgaimhoz.
Valóban hanyagul kezelem(tem), de ez anno az "ablaktörlőszerűség"-hez készült és egy súlycsoportban volt vele.
És Te szoktad emlegetni az egyenszilárdságot...
Soha nem akartam sem az EC- motorral (bármely hihetetlen nekem nincs is) sem mással 6000-es fordulatot, és így az 1200-as fordulatomhoz elég volt a hanyagság is.
Majd ha akarok akkor lépek a megfelelő ügyben.
Azt már rég megtanultam hogy az univerzális dolgoknak nincs értelmük. (főleg nem a mai anyagias világban)
Részemről ennyi..
Még annyit hogy kinek milyen hajtás a jó azt hadd döntse el maga. Ha véleményt kérnek töled azt elmondhatod de feleslegesen ne keress más cuccaiban hibát, főleg úgy hogy mi a Te cuccaidat csak fehér foltként ismerjük.
Persze tudom vegyem meg vagy menjek el ehhez és ehhez és ott megnézhetem munka közben.
Azt is tudjuk hogy Te profi vagy e körben de tudod Te is jól hogy mindennél van jobb és mindenben lehet hibát találni.
Mi itt nyílt lapokkal játszunk...
Valamint számomra Varsányi érvei is elég valósak és érthetőek szoktak lenni még ha ír is néha valótlanságokat, de azt ha valaki kijavítja ésszerűen akkor be szokta látni a hibát.
Cím: Re:Encoder használata
Írta: svejk Dátum 2008 május 23, 20:52
Írta: svejk Dátum 2008 május 23, 20:52
A kérdésed jogos...és a második mondatban meg is válaszoltad:) Nem véletlen fejlesztik a mikrokontrollerekkel párhuzamosana különböző programozható logikákat.
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2008 május 24, 09:21
Írta: bmejdz9nu Dátum 2008 május 24, 09:21
Ezzel egyetértek: (Svejk #472)
"A mai csucsfinommmechanikával nem gond akár a 10000-es encodert sem kivitelezni, így itt már elveszti a jelentőségét a 4X és lehet használni 1-es üzemmódot és lehet analizálni a hibákat orrba-szájba."
Ekkor az alsó határ szerintem a 2000cpr-es encoder... ebből "lenne" 8000ppr ami úgyis túl sok... tehát mehet 6000 imp. hiba analízisre és 2000 imp. megmaradna vezérlésre.
"A mai csucsfinommmechanikával nem gond akár a 10000-es encodert sem kivitelezni, így itt már elveszti a jelentőségét a 4X és lehet használni 1-es üzemmódot és lehet analizálni a hibákat orrba-szájba."
Ekkor az alsó határ szerintem a 2000cpr-es encoder... ebből "lenne" 8000ppr ami úgyis túl sok... tehát mehet 6000 imp. hiba analízisre és 2000 imp. megmaradna vezérlésre.
Cím: Re:Encoder használata
Írta: csg67 Dátum 2008 május 24, 19:28
Írta: csg67 Dátum 2008 május 24, 19:28
Úgy látom, hogy a "4X" vita nem akar csitulni. :)
Érdekes módon mindkét tábornak igaza van bizonyos szempontból! Azok, akik azt állítják, hogy minden él kiértékelhető és ez bátran használható, jogosan hivatkozhatnak a (régebbi) ipari alkalmazásokra (ott ez általános). Azonban azoknak is igazuk van, akik félnek ezt megtenni, mivel már látták szkópon egy TTL jeladó jeleit pár ezres fordulatszámon. Látszólag ez ellentmondás a javából, de vizsgáljuk meg egy kicsit közelebbről ezeket a finommechanikai műremekeket! :)
Az egyszerűbb forgóadókban ahány vonás a tárcsán annyi impulzus jön ki a drótokon. A tárcsán lévő fényáteresztő és árnyékoló részeknek a finomsága és pontossága (nomeg a csapágyazás) alapvetően meghatározza a kimenő jelek alakját. A kimenő TTL jeleket a forgóadóban található elektronika közvetlenül a fotoelemek jeleiből állítja elő, azokat nemigen formázza, szűri. Ezeknél a szerkezeteknél valóban drámai változáson megy át a kimenő jel alakja a fordulatszám növelésével. Ezek a forgóadók nem is lennének alkalmazhatóak ipari berendezésekben. Sajnos ezt tapasztalatból tudom, ugyanis mostanában egyre több AC szervo motoron rajta van egy jeladó ami a hajtásnak adja a kommutációs jeleket és ezen felül van egy (általában 2500-as) inkrementális TTL kimenete is, amit a kedves felhasználó szeretne pozíciómérésre felhasználni. És nem 'bóvlitronik' márkák, csak éppen ezek a jelek nem NC-nek valók!
A profi forgóadókban a fotoelemekről jövő jelek szinuszosak (1V vagy 11uA, újabban jórész az előbbi). Ezekből a szinusz jelekből állítja elő a forgóadóban található elektronika a négyszög jeleket, és ezek a jelek már sokkal jobban hasonlítanak a TTL-re! Megjegyzem még, hogy például a legnagyobb német forgóadó gyártó sem csinál 5000-nél nagyobb vonásszámú tárcsát, és a 10000-es impulzusszámú forgóadóiban az 5000-es szinuszos jelek kétszeres kiértékelésével állítja elő a kívánt kimenő jeleket. A TTL jelek használata az ipari vezérléseknél egyébként régen kiment a divatból, mivel rendkívül zavarérzékenyek. Napjainkban vagy 1V-os szinuszjeleket küldenek a jeladók, vagy valamilyen soros vonalon pozíciókat (általában ezek abszolút jeladók). A szinuszos jeleket az ipari vezérlők általában 1024-szeresen értékelik ki, de vannak 4096-os kártyák is!
Remélem ezek az információk segítenek lezárni ezt az állandóan fellobbanó vitát.
PS: a körasztalok és szögfejek elfordulását nem forgóadókkal, hanem un. szögadókkal mérik (általában 18000-36000 impulzus), ezek a szerkezeteket -bár hasonlítanak a forgóadókra- kimondottan erre tervezték (áruk 10-30x a forgóadóéknak)
Érdekes módon mindkét tábornak igaza van bizonyos szempontból! Azok, akik azt állítják, hogy minden él kiértékelhető és ez bátran használható, jogosan hivatkozhatnak a (régebbi) ipari alkalmazásokra (ott ez általános). Azonban azoknak is igazuk van, akik félnek ezt megtenni, mivel már látták szkópon egy TTL jeladó jeleit pár ezres fordulatszámon. Látszólag ez ellentmondás a javából, de vizsgáljuk meg egy kicsit közelebbről ezeket a finommechanikai műremekeket! :)
Az egyszerűbb forgóadókban ahány vonás a tárcsán annyi impulzus jön ki a drótokon. A tárcsán lévő fényáteresztő és árnyékoló részeknek a finomsága és pontossága (nomeg a csapágyazás) alapvetően meghatározza a kimenő jelek alakját. A kimenő TTL jeleket a forgóadóban található elektronika közvetlenül a fotoelemek jeleiből állítja elő, azokat nemigen formázza, szűri. Ezeknél a szerkezeteknél valóban drámai változáson megy át a kimenő jel alakja a fordulatszám növelésével. Ezek a forgóadók nem is lennének alkalmazhatóak ipari berendezésekben. Sajnos ezt tapasztalatból tudom, ugyanis mostanában egyre több AC szervo motoron rajta van egy jeladó ami a hajtásnak adja a kommutációs jeleket és ezen felül van egy (általában 2500-as) inkrementális TTL kimenete is, amit a kedves felhasználó szeretne pozíciómérésre felhasználni. És nem 'bóvlitronik' márkák, csak éppen ezek a jelek nem NC-nek valók!
A profi forgóadókban a fotoelemekről jövő jelek szinuszosak (1V vagy 11uA, újabban jórész az előbbi). Ezekből a szinusz jelekből állítja elő a forgóadóban található elektronika a négyszög jeleket, és ezek a jelek már sokkal jobban hasonlítanak a TTL-re! Megjegyzem még, hogy például a legnagyobb német forgóadó gyártó sem csinál 5000-nél nagyobb vonásszámú tárcsát, és a 10000-es impulzusszámú forgóadóiban az 5000-es szinuszos jelek kétszeres kiértékelésével állítja elő a kívánt kimenő jeleket. A TTL jelek használata az ipari vezérléseknél egyébként régen kiment a divatból, mivel rendkívül zavarérzékenyek. Napjainkban vagy 1V-os szinuszjeleket küldenek a jeladók, vagy valamilyen soros vonalon pozíciókat (általában ezek abszolút jeladók). A szinuszos jeleket az ipari vezérlők általában 1024-szeresen értékelik ki, de vannak 4096-os kártyák is!
Remélem ezek az információk segítenek lezárni ezt az állandóan fellobbanó vitát.
PS: a körasztalok és szögfejek elfordulását nem forgóadókkal, hanem un. szögadókkal mérik (általában 18000-36000 impulzus), ezek a szerkezeteket -bár hasonlítanak a forgóadókra- kimondottan erre tervezték (áruk 10-30x a forgóadóéknak)
Cím: Re:Encoder használata
Írta: crgs7u9wg Dátum 2008 május 24, 21:10
Írta: crgs7u9wg Dátum 2008 május 24, 21:10
koszonom szepen az infot/megerositest, magam is igy tudtam...
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2008 május 25, 13:40
Írta: bmejdz9nu Dátum 2008 május 25, 13:40
Ezért jó a kerek osztású encoder... Ha azt mondom a Z-nek 2mm az 2.000mm ... vagyis majdnem... de ezt a "szörnyű eltérést" még vizsgálom :)
Z-TENGELY TESZT VIDEO :::::::::::::::::::::::

Z-TENGELY TESZT VIDEO :::::::::::::::::::::::
Cím: Re:Encoder használata
Írta: crgs7u9wg Dátum 2008 május 25, 14:16
Írta: crgs7u9wg Dátum 2008 május 25, 14:16
most csinald meg 3.175mm -re, de ha azt mondod, hogy elobb kicsereled a cuccost inch -esre, akkor isten bizony leulok a foldre :)
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2008 május 25, 14:30
Írta: bmejdz9nu Dátum 2008 május 25, 14:30
Sajnos a gépen az encoder és a golyosorsó emelkedése (párosítása) metrikus mert általában metrikus dolgokat fog marni.
Tehát csak 3.17 vagy 3.18mm választható... :) (0.01 a gép valós és elméleti folbontása)
De ha NASA rendel majd és nem metrikus dolgokat akar akkor le kell cserélni az encodert és a WinPC-t átállítani inch módra éa akkor 0.125ich-et kell majd beállítani (1/8") ... [#vigyor2]
De egyenlőre nem metrikus alapanyagokat sem könnyű beszerezni...pl. 1/8"-os alu lemezt... könnyebb pl. 3mm-est ... :) de hát ez legyen a jövő gondja...
Persze tehettem volna két encodert a motorra és egy átkapcsoló... :) [#vigyor2]
Tehát csak 3.17 vagy 3.18mm választható... :) (0.01 a gép valós és elméleti folbontása)
De ha NASA rendel majd és nem metrikus dolgokat akar akkor le kell cserélni az encodert és a WinPC-t átállítani inch módra éa akkor 0.125ich-et kell majd beállítani (1/8") ... [#vigyor2]
De egyenlőre nem metrikus alapanyagokat sem könnyű beszerezni...pl. 1/8"-os alu lemezt... könnyebb pl. 3mm-est ... :) de hát ez legyen a jövő gondja...
Persze tehettem volna két encodert a motorra és egy átkapcsoló... :) [#vigyor2]
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2008 május 25, 14:40
Írta: 000000000 Dátum 2008 május 25, 14:40
Péter! Ezzel a százados felbontás elméleteddel
csak "égeted" Magad nem is először.
Sajnos végtelen sok olyan szám van, ami nem
nem egész számú többszöröse az 1 századnak, így
semmit nem érsz el vele.:)
Egy 5 mikronos felbontással sokkal többre
mennél.:)) Inkább legyen lassabb, anyagban
technológiai okok miatt úgy sem rohanhatsz.
csak "égeted" Magad nem is először.
Sajnos végtelen sok olyan szám van, ami nem
nem egész számú többszöröse az 1 századnak, így
semmit nem érsz el vele.:)
Egy 5 mikronos felbontással sokkal többre
mennél.:)) Inkább legyen lassabb, anyagban
technológiai okok miatt úgy sem rohanhatsz.
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2008 május 25, 15:08
Írta: bmejdz9nu Dátum 2008 május 25, 15:08
Hát én csinálnák 1 mikronos osztást is de nem tudok, mert ahhoz pont 240Khz kellene... (azonos végsebesség mellet)
Persze tudom a világ és minden úgyis kerek... nadehát milyen jópoja... nem kell számolnom, ha tesztelek...:)
Lehet, hogy én ilyen kockafejű vagyok? :) Mindíg arra gondolok, hogy van egy pl. 10mm vastag anyag azt körbemarom 50.00mmx50.00mm-re és marok bele egy pályát 3.00mm mélyem... és az legyen már 50.00x50.00x3.00mm...
Jó tudom kicsi a frekim...kényszermegoldás... de... [#pardon1]
Persze tudom a világ és minden úgyis kerek... nadehát milyen jópoja... nem kell számolnom, ha tesztelek...:)
Lehet, hogy én ilyen kockafejű vagyok? :) Mindíg arra gondolok, hogy van egy pl. 10mm vastag anyag azt körbemarom 50.00mmx50.00mm-re és marok bele egy pályát 3.00mm mélyem... és az legyen már 50.00x50.00x3.00mm...
Jó tudom kicsi a frekim...kényszermegoldás... de... [#pardon1]
Cím: Re:Encoder használata
Írta: vthgizrff Dátum 2008 május 25, 15:15
Írta: vthgizrff Dátum 2008 május 25, 15:15
Ha csak 1 századot fog ütni a maród akkor már rögtön nem 50.00x50.00x3.00mm lesz[#eplus2]
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2008 május 25, 15:27
Írta: bmejdz9nu Dátum 2008 május 25, 15:27
2 mikrométer (gyári specifikáció)a Precise HF orsó ütése... Ha tényleg ilyen sok (határadat) akkor majd előtte 2 mikront be ill. elkoptatom a szerszámot... [#nyes]
Cím: Re:Encoder használata
Írta: vthgizrff Dátum 2008 május 25, 15:56
Írta: vthgizrff Dátum 2008 május 25, 15:56
Szép ez az elmélet. Gondolom egy tulnyomásos tisztasági szobában lesz felállítva a gép, kizárva ezzel az összes szennyeződést.
Ha 0,02mm belül fogsz tudni vele dolgozni egy év múlva is, akkor elmondhatod, hogy egy nagyon jó gépet csináltál.
Figyelmedbe ajánlanám még azt az elvet, hogy a mérőeszköznek mindíg egyel nagyobb felbontásúnak kell lennie mint a méretnek. Csak így lehet megbízhatóan mérni. Szóval akkor ezt a 2 mikronos ütést hogyan is ellenörzöd?
Jó gép lesz az, csak kötöszködöm egy kicsit..
[#wave]
Ha 0,02mm belül fogsz tudni vele dolgozni egy év múlva is, akkor elmondhatod, hogy egy nagyon jó gépet csináltál.
Figyelmedbe ajánlanám még azt az elvet, hogy a mérőeszköznek mindíg egyel nagyobb felbontásúnak kell lennie mint a méretnek. Csak így lehet megbízhatóan mérni. Szóval akkor ezt a 2 mikronos ütést hogyan is ellenörzöd?
Jó gép lesz az, csak kötöszködöm egy kicsit..
[#wave]
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2008 május 25, 16:15
Írta: bmejdz9nu Dátum 2008 május 25, 16:15
Persze én is csak viccelődök...
Már ma azt is észrevettem, hogy a hőmérséklet is számít... [#vigyor2] Tehát nemcsak túlnyomás de légkondit is kell szerezni... de az csak hagyján az egész gépet és a munkadarabot is azonos ...
Szóval majd ha az elmélet és majd a valóság... találkozik... örülök mint kömüves ez egy centinek... [#nevetes1]
Már ma azt is észrevettem, hogy a hőmérséklet is számít... [#vigyor2] Tehát nemcsak túlnyomás de légkondit is kell szerezni... de az csak hagyján az egész gépet és a munkadarabot is azonos ...
Szóval majd ha az elmélet és majd a valóság... találkozik... örülök mint kömüves ez egy centinek... [#nevetes1]
Cím: Re:Encoder használata
Írta: svejk Dátum 2008 május 25, 16:22
Írta: svejk Dátum 2008 május 25, 16:22
Varsányi!
Úgy látom készen van szinte a géped...
egy pár napot dolgozzál vele (tudom nem akarod összepiszkolni, de akkor műanyagot marj azt könnyű takarítani)
És a pár nap gyakorlat után térj vissza erre a kerek elméletedre.
Meg fogsz lepődni magadon hogy milyen pálfordulásod lesz.
Úgy látom készen van szinte a géped...
egy pár napot dolgozzál vele (tudom nem akarod összepiszkolni, de akkor műanyagot marj azt könnyű takarítani)
És a pár nap gyakorlat után térj vissza erre a kerek elméletedre.
Meg fogsz lepődni magadon hogy milyen pálfordulásod lesz.
Cím: Re:Encoder használata
Írta: svejk Dátum 2008 május 25, 16:24
Írta: svejk Dátum 2008 május 25, 16:24
Amikor elkezdtem a hobbycnc-vel foglalkozni én is átestem ezen:) :)
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2008 május 25, 17:00
Írta: bmejdz9nu Dátum 2008 május 25, 17:00
Tudom..tudom... csak viccelek... de azért szeretem a "kerek" dolgokat...[#vigyor2][#vigyor2][#vigyor2]
Cím: Re:Encoder használata
Írta: svejk Dátum 2008 július 25, 11:28
Írta: svejk Dátum 2008 július 25, 11:28
Mágneses encoder, (előzmény a szervo motoros vezérlés topic #5332-5351)
Szerintem lehet ezt progizni akárhányszor csak az "OTP" itt valami mást jelent.
Szerintem lehet ezt progizni akárhányszor csak az "OTP" itt valami mást jelent.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2008 július 25, 11:45
Írta: 000000000 Dátum 2008 július 25, 11:45
Én is csak átlapoztam, de eddig így ismertem az OTP jelölést...
Ha igen, nem épp korszerű megoldás!
Ha igen, nem épp korszerű megoldás!
Cím: Re:Encoder használata
Írta: s5f8tmfv3 Dátum 2008 július 25, 12:00
Írta: s5f8tmfv3 Dátum 2008 július 25, 12:00
Itt a válasz. Sajnos.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2008 július 25, 12:09
Írta: 000000000 Dátum 2008 július 25, 12:09
Hát ez tényleg csak 1×
"The AS5040 can be configured to specific customer requirements by programming the integrated OTP (one time programmable) register."
"The AS5040 can be configured to specific customer requirements by programming the integrated OTP (one time programmable) register."
Cím: Re:Encoder használata
Írta: HJózsi Dátum 2008 július 25, 15:07
Írta: HJózsi Dátum 2008 július 25, 15:07
OTP de nem olyan drámai a helyzet, a részletes leírás tartalmazza azt is, hogyan lehet beégetés neélül megtartani egyegy beállítást, ill beégetés után is még van lehetőség bizonyos korrekciókra ... AS5040 Részletes adatlap 17. oldal ... Repeated OTP Programming ... Non-permanent Programming ... Tehát lehet kisérletezésre használni ... ;)
Cím: Re:Encoder használata
Írta: HJózsi Dátum 2008 július 25, 15:08
Írta: HJózsi Dátum 2008 július 25, 15:08
Meg úgy hogy OTPBANK ... :D [#wave][#vigyor2]
Cím: Re:Encoder használata
Írta: HJózsi Dátum 2008 július 25, 15:11
Írta: HJózsi Dátum 2008 július 25, 15:11
Azért ne áruljuk el mindenkinek ! ... [#hawaii][#nyes]
Cím: Re:Encoder használata
Írta: crgs7u9wg Dátum 2008 július 25, 17:56
Írta: crgs7u9wg Dátum 2008 július 25, 17:56
akkor ez nem nyert, lehet probalni a "Brushless marómotor" #441 -esben belinkelt cuccost, azt akarhanyszor lehet progizni, mivel egy kis eepromot hasznal, amugy rendes a ceg, kuldenek mintat, sajnos venni naluk is csak nagyobb tetelben lehet 1 talcaval)
u.i. azert arra figyeljunk, hogy sehol nem irjak, hogy servohoz erdemes lenne hasznalni, de mivel a magyar kiserletezo nep :) ki tudja!
u.i. azert arra figyeljunk, hogy sehol nem irjak, hogy servohoz erdemes lenne hasznalni, de mivel a magyar kiserletezo nep :) ki tudja!
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2008 július 25, 18:15
Írta: 000000000 Dátum 2008 július 25, 18:15
Igen, ez nekem is feltünt... vajon miért nem említi ezt a fontos alkalmazhatóságot (pedig 30kf/min-t is írja)?
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2008 július 25, 18:22
Írta: bmejdz9nu Dátum 2008 július 25, 18:22
Lehet, hogy a mágneses elvű encodereket nem motor vezérlésre szánják? Ezért sem építik be a "nagyok"? Lehet, hogy a motor megzavarhatja?
Cím: Re:Encoder használata
Írta: crgs7u9wg Dátum 2008 július 25, 18:46
Írta: crgs7u9wg Dátum 2008 július 25, 18:46
szerintem a motor nem tudja zavarni, mert magnesesen igen jol korulhatarolt uzemmodban mukodik, hanem inkabb az lehet, szerintem!, hogy hiaba 8192 az osztas de ezt talan nem tudja tartani, ezert van bennuk egy hiszterezis a poziciora es ez tuti nem olyan profi mint egy jo optikai
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2008 július 25, 20:38
Írta: bmejdz9nu Dátum 2008 július 25, 20:38
Valami "sántít" a mágneses encoderekkel... már viszonylag régóta léteznek... de az ipar ebben a szegmensben "nem harapott" rá...
Az encodereket még számos más területen (nem szervómotoros hajtás) használják... lehet, hogy oda szánják... (?)
Az encodereket még számos más területen (nem szervómotoros hajtás) használják... lehet, hogy oda szánják... (?)
Cím: Re:Encoder használata
Írta: HJózsi Dátum 2008 július 25, 21:47
Írta: HJózsi Dátum 2008 július 25, 21:47
Lehet, hogy üzembiztosabb az általunk megszokott enkóderek szerelése... talán körülményesebb ezt a mágnest stabilan, pontosan rögzíteni a tengelyre, hogy ne üssön...
Cím: Re:Encoder használata
Írta: HJózsi Dátum 2008 július 25, 21:54
Írta: HJózsi Dátum 2008 július 25, 21:54



Cím: Re:Encoder használata
Írta: HJózsi Dátum 2008 július 25, 22:18
Írta: HJózsi Dátum 2008 július 25, 22:18
További leírások képek
ITT egy másik, eagle nyáktervvel stb ...

 Részletesen itt
Részletesen itt
20 USD a full kit (components + PCB)
ITT egy másik, eagle nyáktervvel stb ...
Részletesen itt 20 USD a full kit (components + PCB)
Cím: Re:Encoder használata
Írta: HJózsi Dátum 2008 július 25, 22:36
Írta: HJózsi Dátum 2008 július 25, 22:36

Cím: Re:Encoder használata
Írta: crgs7u9wg Dátum 2008 július 25, 22:55
Írta: crgs7u9wg Dátum 2008 július 25, 22:55
az enyem ekkora, szoval szepen elfel barmilyen motot feneken :) amugy a pici magnest nem tul nagy muveszet integralni a tengelybe...

Cím: Re:Encoder használata
Írta: HJózsi Dátum 2008 július 25, 23:21
Írta: HJózsi Dátum 2008 július 25, 23:21
Még az alakja is olyan mint a HEDS tokozott... talán még a csavar is oda jön... ?
Cím: Re:Encoder használata
Írta: HJózsi Dátum 2008 július 25, 23:23
Írta: HJózsi Dátum 2008 július 25, 23:23
Cím: Re:Encoder használata
Írta: HJózsi Dátum 2008 július 25, 23:27
Írta: HJózsi Dátum 2008 július 25, 23:27
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2008 július 26, 08:16
Írta: bmejdz9nu Dátum 2008 július 26, 08:16
A #338-ast mégegyszer belinkelem...
Ezt már láttátok? Állítható felbontású (máneses) encoder.
30USD/db... "Fix und Fertig" kész termék... De egy szóval sem ajánlják motorokhoz... ha jól látom...
Ezt már láttátok? Állítható felbontású (máneses) encoder.
30USD/db... "Fix und Fertig" kész termék... De egy szóval sem ajánlják motorokhoz... ha jól látom...
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2008 július 26, 09:52
Írta: 000000000 Dátum 2008 július 26, 09:52
Én annak idején ilyen encoderrel szerelt 150W-os szervomotort vettem a Bálnásoktól, nincs vele semmi gond, csak a 150W kicsi a gépemhez.
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2008 július 26, 12:42
Írta: bmejdz9nu Dátum 2008 július 26, 12:42
Még egy szervós céget írsz aki ezzel szereli a motorokat és már (szinte) meg is vagyok győzve :)
Egyébként az, hogy egy motor hány wattos... szerinted számít? Az csak egy szám... :)
Csak az alapnyomaték és csúcsnyomaték meghatározó adatok a kimeneti erejéhez...
Sok (szerencsétlen :) gyártó nem az "eldisszipált" (felvett) teljesítmányt adja meg, hanem a valós leadot-tat... pl. CMC...
Egyébként az, hogy egy motor hány wattos... szerinted számít? Az csak egy szám... :)
Csak az alapnyomaték és csúcsnyomaték meghatározó adatok a kimeneti erejéhez...
Sok (szerencsétlen :) gyártó nem az "eldisszipált" (felvett) teljesítmányt adja meg, hanem a valós leadot-tat... pl. CMC...
Cím: Re:Encoder használata
Írta: 0gbwyh99 Dátum 2008 július 29, 20:00
Írta: 0gbwyh99 Dátum 2008 július 29, 20:00
Üdv. mindenkinek!
Egy ismerősömnek van egy stanc gépje , azon egy encodert egy fogasléces attétel tekerket pozició meghatározónak . A gond az hogy az encoderben lévő film tárcsán megsérült a nyomat . Persze a cél az volna hogy valami képen azt ki lehessen javitani !!
Van valakinek valami ötlete eme film tárcsa javitására ? Esetleg csináljon másik tárcsát ? Hol lehet ilyen filmet beszerezni ? Mivel lehet a nyomatot rá vinni ?
Kérlek szépen titeket segitsetek a barátomnak - sok a munkája a gép meg áll!
Köszi!!!!!
Egy ismerősömnek van egy stanc gépje , azon egy encodert egy fogasléces attétel tekerket pozició meghatározónak . A gond az hogy az encoderben lévő film tárcsán megsérült a nyomat . Persze a cél az volna hogy valami képen azt ki lehessen javitani !!
Van valakinek valami ötlete eme film tárcsa javitására ? Esetleg csináljon másik tárcsát ? Hol lehet ilyen filmet beszerezni ? Mivel lehet a nyomatot rá vinni ?
Kérlek szépen titeket segitsetek a barátomnak - sok a munkája a gép meg áll!
Köszi!!!!!
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2008 július 29, 20:06
Írta: 000000000 Dátum 2008 július 29, 20:06
Aki nekem az encodereket gyártja, szerintem tudna Neked is segíteni!
albinolynx (@) gmail.com
albinolynx (@) gmail.com
Cím: Re:Encoder használata
Írta: 0gbwyh99 Dátum 2008 július 29, 20:26
Írta: 0gbwyh99 Dátum 2008 július 29, 20:26
Köszi István , valószinüleg majd felkeresem !
Cím: Re:Encoder használata
Írta: 0gbwyh99 Dátum 2008 augusztus 03, 20:34
Írta: 0gbwyh99 Dátum 2008 augusztus 03, 20:34
Üdv mindenkinek!
Nézegettem egy cég katalógusában az encodereket és azt irja hogy 2 féle kimenettel kapható : open collector , és valami push-pull !
Az lenne a kérdésem hogy az mit jelent ?
Nézegettem egy cég katalógusában az encodereket és azt irja hogy 2 féle kimenettel kapható : open collector , és valami push-pull !
Az lenne a kérdésem hogy az mit jelent ?
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2008 augusztus 03, 20:37
Írta: 000000000 Dátum 2008 augusztus 03, 20:37
Az open collector azt jelenti, hogy az encoder végtranyója nyitott kollektoros, az az csak lefele tudja a feszt húzni, felfele egy külső ellenállás kell, amit a kimenet és a +5V (ha TTL) közé kel kötni. Értéke tipikusan 3k3.
A másik (push-pull) felfele is tranyóval kapcsol (ez gyorsabb és nem kell ellenállás).
A másik (push-pull) felfele is tranyóval kapcsol (ez gyorsabb és nem kell ellenállás).
Cím: Re:Encoder használata
Írta: 0gbwyh99 Dátum 2008 augusztus 03, 21:05
Írta: 0gbwyh99 Dátum 2008 augusztus 03, 21:05
köszönöm István a kimeritő választ !
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2008 augusztus 06, 00:42
Írta: 000000000 Dátum 2008 augusztus 06, 00:42
Hello!
Egy konkurens hazai hobby cnc-s, ajánlja és árulja ezt az enkódert... kb 3x-os áron:-)
Ha vennél belőle, engem érdekelne...:-)
(fura volt látni az enkóder adatlapját úgy, hogy nincsenek a gyártóra utaló jelek eltüntetve...)
Üdv!
Egy konkurens hazai hobby cnc-s, ajánlja és árulja ezt az enkódert... kb 3x-os áron:-)
Ha vennél belőle, engem érdekelne...:-)
(fura volt látni az enkóder adatlapját úgy, hogy nincsenek a gyártóra utaló jelek eltüntetve...)
Üdv!
Cím: Re:Encoder használata
Írta: 4um5b65d Dátum 2008 szeptember 03, 13:07
Írta: 4um5b65d Dátum 2008 szeptember 03, 13:07
Fórumlakó kollégák ! Valakinek van valami ötlete, hogy egy 1024-es felbontású enkódert mi a búbánatra lehet felhasználni? Turkáltam a fiókjaimban aztán előkerült egy ilyen eszköz...Ezeket főorsóra szokták felszerelni?
Cím: Re:Encoder használata
Írta: svejk Dátum 2008 szeptember 03, 13:14
Írta: svejk Dátum 2008 szeptember 03, 13:14
bármire...
a vezérlőszoftverek 6-7 tizedesjegyig lekezelik a felbontást
a vezérlőszoftverek 6-7 tizedesjegyig lekezelik a felbontást
Cím: Re:Encoder használata
Írta: 4um5b65d Dátum 2008 szeptember 03, 13:25
Írta: 4um5b65d Dátum 2008 szeptember 03, 13:25
Ja értem, csak akkor mindig marad valami kis csalás, ha például egy 10-es emelkedésű orsóra kerülne fel. Csak érdekességképp ebben az enkóderben 3 x 4db ablak van a fotokapus érzékelésre....Ez nem lehet véletlen....valami felbontóképesség javíthatóságra gyanakszom nagyon....:))
Cím: Re:Encoder használata
Írta: HJózsi Dátum 2008 szeptember 03, 14:06
Írta: HJózsi Dátum 2008 szeptember 03, 14:06
Az nem gond hogy nem kerek szám, a sw majd oda küldi ahova kell ...
Cím: Re:Encoder használata
Írta: 4um5b65d Dátum 2008 szeptember 10, 21:37
Írta: 4um5b65d Dátum 2008 szeptember 10, 21:37
Valamelyik másik topicban volt szó arról, hogy miért is nem lehet áttételek után az orsóra tenni az enkódert. Egész nap ezen agyaltam... Pár hete arról dumcsiztam valakivel, hogy ha egy gépen lineáris enkóder van attól még a motoron is lennie kell egy forgó enkódernek mert különben nem működik a rendszer. Szóval arra gondoltam, hogy ha az orsón is van egy enkóder meg a motoron is akkor logikailag ki lehet ezt kapuzni úgy hogy működjön, nem ? Az orsón levő motor kapcsolódna közvetlen a vezérlőhöz. A motoron levő enkóder pedig egy közbeiktatott elektronikával kiküszöbölné azt a bizonyos túlfutási-rángatási problémát... Mi a véleményetek ?
Cím: Re:Encoder használata
Írta: 4um5b65d Dátum 2008 szeptember 10, 21:59
Írta: 4um5b65d Dátum 2008 szeptember 10, 21:59
JAV: Az orsón levő enkóder kapcsolódna......
Cím: Re:Encoder használata
Írta: 4um5b65d Dátum 2008 szeptember 10, 22:41
Írta: 4um5b65d Dátum 2008 szeptember 10, 22:41
AJJAJ....most vagy mindenki legyintett egyet, hogy hülye Laslie :) vagy annyira rafinált dolgot találtam volna ki, hogy mindenkinek elállt a szava.... Remélem az utóbbi...[#nyes]
Cím: Re:Encoder használata
Írta: x4rhew5r3 Dátum 2008 szeptember 10, 22:52
Írta: x4rhew5r3 Dátum 2008 szeptember 10, 22:52
"Segítség béna vagyok" #2628
Cím: Re:Encoder használata
Írta: 4um5b65d Dátum 2008 szeptember 10, 23:13
Írta: 4um5b65d Dátum 2008 szeptember 10, 23:13
Értem én ezt kérem szépen....de azért az ipari gépeken is megoldották, hisz az ottani lineáris enkódert behelyettesíthetjük az itteni orsón levő enkóder helyébe...
Cím: Re:Encoder használata
Írta: e3h0cv4ph Dátum 2008 szeptember 10, 23:30
Írta: e3h0cv4ph Dátum 2008 szeptember 10, 23:30
Ezt a rángatózást próbálta már valaki vagy mindenki csak tippel, hogy rángatózna a motor (persze ha belegondolok én is az mondom,hogy rángatózna, az elvekből kifolyólag) de azértmégis csak meg kéne próbálni.
Szerintem a motoron lévő encodert kéne a szervóvezérlőbe kötni az orsón lévőt és a motoron lévőt pedig bekötni egy elektronikába , ami ugye meg tudná állapítani a kottyanál mértékét encoder step jelbe mérve és ennyi darab step jel impulzust még kiadna a motornak minden irányváltáskor.
Elsőre erre gondolok de tesztelni kéne ezeket is a gyakorlatban (én egyébként gyakorlatias vagyok, tehát szeretem látni, érezni, megtapasztalni, hogy mi is történik aztán hibátkeresni sokkal könnyebb, mint megpróbálni kitalálni, hogy talán mi történhet ilyenkor).
Szerintem a motoron lévő encodert kéne a szervóvezérlőbe kötni az orsón lévőt és a motoron lévőt pedig bekötni egy elektronikába , ami ugye meg tudná állapítani a kottyanál mértékét encoder step jelbe mérve és ennyi darab step jel impulzust még kiadna a motornak minden irányváltáskor.
Elsőre erre gondolok de tesztelni kéne ezeket is a gyakorlatban (én egyébként gyakorlatias vagyok, tehát szeretem látni, érezni, megtapasztalni, hogy mi is történik aztán hibátkeresni sokkal könnyebb, mint megpróbálni kitalálni, hogy talán mi történhet ilyenkor).
Cím: Re:Encoder használata
Írta: 4um5b65d Dátum 2008 szeptember 10, 23:40
Írta: 4um5b65d Dátum 2008 szeptember 10, 23:40
Örülök, hogy valaki azért belegondol a mélyébe....de szerintem is rángatózna , így utólag belegondolva a dologba, de csak akkor rángatózik, ha CSAK az orsóra kerülne az enkóder az áttételek után. De ha kettő van akkor ez már kérdéses. Bár szerintem Tatai kolléga mindenképp az orsón levőt kellene a szervókörbe kötni. Ha a golyósorsó kottyanását nem számolod akkor az orsón levő enkóder adja a tényleges pozíciót, nem? Pont a túlfutási jelenség miatt nem szabadna a motor enkódert a körbe kötni. Egy ipari gépnél, ha igazak az általam olvasottak akkor 1 lineáris és 1 forgó enkóder adja a végeredményt. De mindig a lineár enkóder adja a tényleges pozíciót, tehát a túlfutást is ennek kell érzékelnie...
Cím: Re:Encoder használata
Írta: 4um5b65d Dátum 2008 szeptember 10, 23:43
Írta: 4um5b65d Dátum 2008 szeptember 10, 23:43
Amire én gondoltam azzal a megoldással a mindenkori szíjnyúlásnak az értékét lehetne megállapítani, és annak megfelelően beavatkozni, mert ugye az más és más lehet, ha terhelve van...
Cím: Re:Encoder használata
Írta: e3h0cv4ph Dátum 2008 szeptember 10, 23:50
Írta: e3h0cv4ph Dátum 2008 szeptember 10, 23:50
Azt értem, (és egyetértek vele) hogy az orsón lévő pontosabb eredményt ad a mozgásról, csak azt nem értem, hogy hogyan küszöbölöd ki a rángatózást a két encoderjel alapján, hogyan avatkozol be a szervó magánéletébe, hogy ne azt csinálja amit alapesetbe meg kéne csinálnia, ez itt akérdés számomra.
Cím: Re:Encoder használata
Írta: 4um5b65d Dátum 2008 szeptember 11, 00:10
Írta: 4um5b65d Dátum 2008 szeptember 11, 00:10
Ez egy nehéz kérdés, de erre egy nagyon profi elektronikásnak kell megadnia a választ.
De az alapelv valami olyasmi lenne,hogy:
1 - Kiindulási pont - Minden áll egyhelyben.
2 - Motor elindul jobbra, de a motor enkóder
tiltva van. A mechanika megmozdul és az orsó enkóder "számolja" az elmozdulást.
3 - Elértük a kívánt pozíciót az orsó enkóder szerint. Motor állj. Teszem azt a példaként 10 inclementet túlfutott.
4 - Vezérlő érzékeli a túlfutást és a motort indítja visszafelé. Az orsó enkóder semmit nem érzékel mert még a holtjátékot kell lefutnia a motornak. Eddig a pontig a motor enkóder még tiltva van.
5 - Motor "kiforogta" a holtjátékot, majd megmozdul a mechanika amit érzékel az orsó enkóder és a vezérlő, de már az első inclement elmozdulásnál az orsó enkóder érzékelését letiltja és a maradék 9 inc-et a motor enkóder "számlálná"
Valami ilyesmire gondoltam....
Remélem nem teljes hülyeség....hátha valakinek ötletet ad és beugrik még valami más is....
De az alapelv valami olyasmi lenne,hogy:
1 - Kiindulási pont - Minden áll egyhelyben.
2 - Motor elindul jobbra, de a motor enkóder
tiltva van. A mechanika megmozdul és az orsó enkóder "számolja" az elmozdulást.
3 - Elértük a kívánt pozíciót az orsó enkóder szerint. Motor állj. Teszem azt a példaként 10 inclementet túlfutott.
4 - Vezérlő érzékeli a túlfutást és a motort indítja visszafelé. Az orsó enkóder semmit nem érzékel mert még a holtjátékot kell lefutnia a motornak. Eddig a pontig a motor enkóder még tiltva van.
5 - Motor "kiforogta" a holtjátékot, majd megmozdul a mechanika amit érzékel az orsó enkóder és a vezérlő, de már az első inclement elmozdulásnál az orsó enkóder érzékelését letiltja és a maradék 9 inc-et a motor enkóder "számlálná"
Valami ilyesmire gondoltam....
Remélem nem teljes hülyeség....hátha valakinek ötletet ad és beugrik még valami más is....
Cím: Re:Encoder használata
Írta: x4rhew5r3 Dátum 2008 szeptember 11, 00:11
Írta: x4rhew5r3 Dátum 2008 szeptember 11, 00:11
Természetesen meg lehet próbálni. Ezzel nem is akarok vitatkozni.
Azt mondod, hogy a motoron is van enkóder, meg van a vezetéken is. A motoron lévő, az "csak" a hajtás szervójának a visszacsatolása. A vezetéken lévő az a pályaszámítónak a visszacsatolása. Sőt ha nincs a vezetéken útmérő, akkor a motor vezérlője adja tovább a pályaszámítónak az enkóder jelét.
Egy dolog a recegés, és megint más a kottyanás kompenzáció. A recegés csinálja a tartónyomatékot, ha azt kiszeded, akkor mi tartaná a pozícióban a motort?
A másik a kottyanás. Esztergán kiválóan működhet a kottyanás kompenzáció, ott kézzel is úgy csináljuk, hogy mindig egy irányból vesszük a fogást.
Marónál vegyük azt az esetet, hogy a kottyanásra merőlegesen halad a maró. A vezérlő nem kap step jelet, mert a kotyogó tengelyen nincs elmozdulás, a vezeték enkódere meg a kottyanás holtterében adja az impulzusokat, merthogy itt a mechanika hibája. Milyen döntési algoritmust lehetne felállítani, hogy a motor enkódere mikor követi a step jelet, és mikor meg csak a kompenzáció miatt mozog a motor, és jönnek a motor-enkóder impulzusok?
Azt mondod, hogy a motoron is van enkóder, meg van a vezetéken is. A motoron lévő, az "csak" a hajtás szervójának a visszacsatolása. A vezetéken lévő az a pályaszámítónak a visszacsatolása. Sőt ha nincs a vezetéken útmérő, akkor a motor vezérlője adja tovább a pályaszámítónak az enkóder jelét.
Egy dolog a recegés, és megint más a kottyanás kompenzáció. A recegés csinálja a tartónyomatékot, ha azt kiszeded, akkor mi tartaná a pozícióban a motort?
A másik a kottyanás. Esztergán kiválóan működhet a kottyanás kompenzáció, ott kézzel is úgy csináljuk, hogy mindig egy irányból vesszük a fogást.
Marónál vegyük azt az esetet, hogy a kottyanásra merőlegesen halad a maró. A vezérlő nem kap step jelet, mert a kotyogó tengelyen nincs elmozdulás, a vezeték enkódere meg a kottyanás holtterében adja az impulzusokat, merthogy itt a mechanika hibája. Milyen döntési algoritmust lehetne felállítani, hogy a motor enkódere mikor követi a step jelet, és mikor meg csak a kompenzáció miatt mozog a motor, és jönnek a motor-enkóder impulzusok?
Cím: Re:Encoder használata
Írta: 4um5b65d Dátum 2008 szeptember 11, 00:14
Írta: 4um5b65d Dátum 2008 szeptember 11, 00:14
persze itt most azonos enkóder és 1:1-es áttétel van feltételezve. más áttételnél csak a számadatok változnának...
Cím: Re:Encoder használata
Írta: 4um5b65d Dátum 2008 szeptember 11, 00:16
Írta: 4um5b65d Dátum 2008 szeptember 11, 00:16
esztergán sem egyirányból történik...Egy íves felületekkel teletűzdelt hullámos formát nem lehet egyirányból kezelni...
Cím: Re:Encoder használata
Írta: 4um5b65d Dátum 2008 szeptember 11, 00:28
Írta: 4um5b65d Dátum 2008 szeptember 11, 00:28
Többször át kellett olvasnom az írásodat mire megértettem a mondandód...
Ha elfogadható az, hogy az ipari gépen ez működik akkor csak két lehetőség van.
Vagy megoldották a problémát algoritmus szinten vagy nincs túlfutása a mechanikának....
Ha elfogadható az, hogy az ipari gépen ez működik akkor csak két lehetőség van.
Vagy megoldották a problémát algoritmus szinten vagy nincs túlfutása a mechanikának....
Cím: Re:Encoder használata
Írta: e3h0cv4ph Dátum 2008 szeptember 11, 00:35
Írta: e3h0cv4ph Dátum 2008 szeptember 11, 00:35
Amit te láttál azon az ipari gépen, ott volt kottyanása az áttételnek? Nem lhet, hogy csak vaélami biztonsági okból tettekkét encodert? Mit tudsz arról a gépről?
Cím: Re:Encoder használata
Írta: 4um5b65d Dátum 2008 szeptember 11, 00:40
Írta: 4um5b65d Dátum 2008 szeptember 11, 00:40
Én még nem láttam olyan ipari gépet ahol áttétel lett volna. De a golyós orsó az ott is kottyan, az pedig egy ugyanolyan késedelmi hibát okoz mint egy áttétel és úgy sejtem a problémát ugyanúgy kell megoldani csak ott lineáris az egyik enkóder és a golyós orsó kotyit tartják rendben vele, a hobbi gépnél meg az áttétel nyúlását kell rendbeszedni vele.
Cím: Re:Encoder használata
Írta: 4um5b65d Dátum 2008 szeptember 11, 00:48
Írta: 4um5b65d Dátum 2008 szeptember 11, 00:48
Amiket láttam az mind lineárissal enkóderrel volt szerelve....kivéve egy esztergát ami keresztirányba csak forgóval. Viszont ott fel lehetett venni akár mm-enként a golyosorsó kottyanási hibáit egy listára és azt automatikusan hozzászámolta minden irányváltáskor. És emlékszem rá mikor a kolléga éppen 0,05-t állítot be erre a kottyanásra. Lehet hogy a keresztszán motorja ezt az 5 századot folyamatosan ide -oda forogva "fixen" tartotta ???
Cím: Re:Encoder használata
Írta: e3h0cv4ph Dátum 2008 szeptember 11, 00:50
Írta: e3h0cv4ph Dátum 2008 szeptember 11, 00:50
Ha jól tudom egy új golyósorsó nem kottyanik, nemhiszem, hogy a gyártó cég emiatt tenne két encodert a gépére.
Én még mindíg azt állítom, hogy a motorra szerelt encodert kell bekötni a vezérlőbe és a külső elektronika figyeli mindkét encoder jelét ill. a step jeleket is és ha a kívánt pálya (amit az orsó encoderből tud) nem megfelelő akkor plusz vagy mínusz step jeleket ad a vezérlőnek. (és akkor nincs motor ide-oda citálás) Persze ez azt feltételezi hogy a PC felől jövő step jelek ezen az elektronikán keresztül menjenek és tudja őket felülbírálni (hozzáadni kivonni), ez viszont késleltetést, bonyolítást, és bizonytalanságot visz a rendszerbe.
Szerintem ennek a feladatnak nincs tökéleteen jó megoldása. (a kérdés melyik ujjamat harapjam meg)
Én még mindíg azt állítom, hogy a motorra szerelt encodert kell bekötni a vezérlőbe és a külső elektronika figyeli mindkét encoder jelét ill. a step jeleket is és ha a kívánt pálya (amit az orsó encoderből tud) nem megfelelő akkor plusz vagy mínusz step jeleket ad a vezérlőnek. (és akkor nincs motor ide-oda citálás) Persze ez azt feltételezi hogy a PC felől jövő step jelek ezen az elektronikán keresztül menjenek és tudja őket felülbírálni (hozzáadni kivonni), ez viszont késleltetést, bonyolítást, és bizonytalanságot visz a rendszerbe.
Szerintem ennek a feladatnak nincs tökéleteen jó megoldása. (a kérdés melyik ujjamat harapjam meg)
Cím: Re:Encoder használata
Írta: 4um5b65d Dátum 2008 szeptember 11, 07:51
Írta: 4um5b65d Dátum 2008 szeptember 11, 07:51
Hát a golyós orsó is kottyanhat, hisz az is csak egy mechanika, kopni az is kopik. Ha belegondolsz a csapágyat is cserélni kell időnként...És szerintem ezt egy profi gépnél meg kell oldani valahogy, mert egy 24 órában dolgozó ipari cnc 2 év után már komoly pontatlansággal küzdene ha nem figyelnének oda erre. Igaz egy ilyennél a 0,01mm tévedés már komolynak számíthat , 0,02mm meg már használhatatlanná teheti az adott feladatra...
Cím: Re:Encoder használata
Írta: 4um5b65d Dátum 2008 szeptember 11, 08:36
Írta: 4um5b65d Dátum 2008 szeptember 11, 08:36
Közben itt mégegyszer végiggondoltam a Te verziódat...szerintem annak csak akkor lenne létjogosultsága, ha az említett holtjáték minden időpillanatban ugyanannyi lenne. De ez a két enkóderes dolog épp a szíj áttételes mechanikák miatt került szóba ahol az sosem állandó. Egy hirtelen fékezésnél jóval töbet vetemedik a szíj mint egy "lágy kanyarban"...Ezt nem tudnád sehogy sem kézben tartani...
Cím: Re:Encoder használata
Írta: Szedlay Pál Dátum 2008 szeptember 11, 08:38
Írta: Szedlay Pál Dátum 2008 szeptember 11, 08:38
Nem akarok beleszólni csak itt egy két dokumentum a témához. Az első egy vezérlőhöz csatlakoztatható opcionális egység amely csak egy tengelynél képes erre a kompenzációra, hogy mi módon nem tudom.
http://www.yaskawa.com/site/dmservo.nsf/link2/TKUR-5PJHJ3/$file/SIE-C718-5_03.pdf
A másik egy hardveres vezérlő kártya amely az összes tengelyre tudja ezt. Ebben az esetben nem step6dir jellel történik a szabályzás hanem sebesség szabályzásra kell bekörni a vezérlőt és mind a két encodert(tengelyenként) a motion controllerbe.
http://www.galilmc.com/products/accelera/dmc18x6.html
http://www.galilmc.com/support/appnotes/miscellaneous/note5437.pdf
http://www.yaskawa.com/site/dmservo.nsf/link2/TKUR-5PJHJ3/$file/SIE-C718-5_03.pdf
A másik egy hardveres vezérlő kártya amely az összes tengelyre tudja ezt. Ebben az esetben nem step6dir jellel történik a szabályzás hanem sebesség szabályzásra kell bekörni a vezérlőt és mind a két encodert(tengelyenként) a motion controllerbe.
http://www.galilmc.com/products/accelera/dmc18x6.html
http://www.galilmc.com/support/appnotes/miscellaneous/note5437.pdf
Cím: Re:Encoder használata
Írta: D.Laci Dátum 2008 szeptember 11, 08:54
Írta: D.Laci Dátum 2008 szeptember 11, 08:54
Megfogadtam, hogy szakmai dolgokba nem szolok bele, de évekkel ezelőtt szóvá tettem a Mach lineáris kompenzáció képességét, azzal valószínű kilehet kerülni a kisebb kottyanást. Egy próbát talán megérne….
Cím: Re:Encoder használata
Írta: 3k74cecek Dátum 2008 szeptember 11, 10:12
Írta: 3k74cecek Dátum 2008 szeptember 11, 10:12
A Lineáris kompenzácó csak a mozgató orsó linearitás hibájának a kompenzálására való.
Avval kottyanást nem lehet semmi módon kivédeni.
A kottyanásra a Mach-ban a backlash való. Ez viszont csak konstans holtjátékot tud kompenzálni.
A szíj nyúlása azonban terhelésfüggő.
Aztán ne felejtsük el, hogy a holtjáték szoftveres kompenzálása sosem lesz tökéletes.
Most nem mélyedek bele, mert bonyolult lenne úgy leírni, hogy ne lehessen belekötni.
Avval kottyanást nem lehet semmi módon kivédeni.
A kottyanásra a Mach-ban a backlash való. Ez viszont csak konstans holtjátékot tud kompenzálni.
A szíj nyúlása azonban terhelésfüggő.
Aztán ne felejtsük el, hogy a holtjáték szoftveres kompenzálása sosem lesz tökéletes.
Most nem mélyedek bele, mert bonyolult lenne úgy leírni, hogy ne lehessen belekötni.
Cím: Re:Encoder használata
Írta: 3k74cecek Dátum 2008 szeptember 11, 10:22
Írta: 3k74cecek Dátum 2008 szeptember 11, 10:22
Ilyen módon valószinűleg lehetne valamit javítani a dolgon (komoly átgondolás kellene, de az sok idő), de azért egy merev mechanika biztosabb megoldás.
Cím: Re:Encoder használata
Írta: e3h0cv4ph Dátum 2008 szeptember 11, 11:54
Írta: e3h0cv4ph Dátum 2008 szeptember 11, 11:54
"Megfogadtam, hogy szakmai dolgokba nem szolok bele"
Miért kell ilyet megfogadni? Pont azért van ez a fórun, hogy a szakmai dolgokat megvitassuk.
Volt egy kis vita? Ez viszi előre az emberiséget (nem a fejbólintó jánosok).
Kiváncsiak vagyunk a Te véleményedre is!
Miért kell ilyet megfogadni? Pont azért van ez a fórun, hogy a szakmai dolgokat megvitassuk.
Volt egy kis vita? Ez viszi előre az emberiséget (nem a fejbólintó jánosok).
Kiváncsiak vagyunk a Te véleményedre is!
Cím: Re:Encoder használata
Írta: 4um5b65d Dátum 2008 szeptember 11, 12:24
Írta: 4um5b65d Dátum 2008 szeptember 11, 12:24
Ezt én nem is nevezném vitának, hisz az álláspontok különbözőek lehetnek és megtárgyalni mindig érdemes. Egyetértek veled !
Cím: Re:Encoder használata
Írta: 4um5b65d Dátum 2008 szeptember 11, 12:31
Írta: 4um5b65d Dátum 2008 szeptember 11, 12:31
Hátha kedves István házigazdánk egyszer kihívásnak érzi a dolgot és majdan beépíti a megfelelő rutint valamelyik HI-TECH-2010-es vezérlőbe. :)
Cím: Re:Encoder használata
Írta: D.Laci Dátum 2008 szeptember 11, 13:03
Írta: D.Laci Dátum 2008 szeptember 11, 13:03
„A Lineáris kompenzáció csak a mozgató orsó linearitás hibájának a kompenzálására való.”
Ezzel egyet értek, de biztos félre érthetően írtam. Lehet, talán stb. . Van egy öntanuló funkciója (hátha talán lehet), megtanulná. Lehet, talán, nem biztos, de alkalmazható lenne. Hátha kipróbálja valaki és beszámol róla…. :)
A Backlash funkciót már kitárgyaltuk, hogy használhatatlan, vagy megkötött feltételekkel használható.
Ezzel egyet értek, de biztos félre érthetően írtam. Lehet, talán stb. . Van egy öntanuló funkciója (hátha talán lehet), megtanulná. Lehet, talán, nem biztos, de alkalmazható lenne. Hátha kipróbálja valaki és beszámol róla…. :)
A Backlash funkciót már kitárgyaltuk, hogy használhatatlan, vagy megkötött feltételekkel használható.
Cím: Re:Encoder használata
Írta: Farkas Ádám Dátum 2008 október 02, 09:06
Írta: Farkas Ádám Dátum 2008 október 02, 09:06
Kérdésem a következő? vettem három db ipari encodert amiből kézi encóder tekerőt akarok készíteni. Csinált már valaki ilyent? csak kössem rá a mach3-ra és kész?

Cím: Re:Encoder használata
Írta: r7nybt86t Dátum 2008 október 02, 21:17
Írta: r7nybt86t Dátum 2008 október 02, 21:17
Hali!Úgy tudom hogy a szerszámgépeknél(Nálunk a cégnél van egy pár cnc eszterga,marógép stb),hidraulikusan elő van feszítve a két anya,és holtjáték mentes.Csak lekapcsolt állapotban mérhatő nála holtjáték!
Cím: Re:Encoder használata
Írta: Egyújabbgépépítő Dátum 2008 október 02, 21:33
Írta: Egyújabbgépépítő Dátum 2008 október 02, 21:33
Nekem csak rá van kötve a MACH-ra, de így nem túl kényelmes most készítek hozzá vezérlő gombokat.
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2008 október 02, 21:43
Írta: bmejdz9nu Dátum 2008 október 02, 21:43
Én majd a következő gépnél... a vezérlő step/dir-re kötöm...(LS LS7184-el)...
Cím: Re:Encoder használata
Írta: ra8nsmk6w Dátum 2008 október 02, 22:14
Írta: ra8nsmk6w Dátum 2008 október 02, 22:14
És, hogy van megoldva a hömérséklet kompenzálás? gondolom az teszi a megoldást hobby szinten kivitelezhetetlenné.
Cím: Re:Encoder használata
Írta: 5bzs27u7 Dátum 2008 október 05, 21:23
Írta: 5bzs27u7 Dátum 2008 október 05, 21:23
Üdv a csapatnak.
Valkinek esetleg nincs meg az ElektoCraft E240 adatlapja?
Vagy tudná valaki, hogy milyen encoder van benne?
Valkinek esetleg nincs meg az ElektoCraft E240 adatlapja?
Vagy tudná valaki, hogy milyen encoder van benne?
Cím: Re:Encoder használata
Írta: svejk Dátum 2008 október 05, 21:35
Írta: svejk Dátum 2008 október 05, 21:35
Cím: Re:Encoder használata
Írta: svejk Dátum 2008 október 05, 21:56
Írta: svejk Dátum 2008 október 05, 21:56
Legalább is amelyikek rajtam keresztül kerültek az országba...
Cím: Re:Encoder használata
Írta: 5bzs27u7 Dátum 2008 október 06, 07:51
Írta: 5bzs27u7 Dátum 2008 október 06, 07:51
Köszönöm.
Igen, ha jól emlékszem tőled származik a cucc.
lakatos cimbora rendezte.
Igen, ha jól emlékszem tőled származik a cucc.
lakatos cimbora rendezte.
Cím: Re:Encoder használata
Írta: Szalai György Dátum 2008 november 21, 09:20
Írta: Szalai György Dátum 2008 november 21, 09:20
Többetekben felvetődött már, hogy a Hobbygépekre is jó volna A-B kimenetű kézi kereket szerelni. Egyszerű megmunkálásoknál előnyösebb lenne G-kód helyett, számítógép nélkül, erről is vezérelhetővé tenni. Az ötleteteket beépítve a saját elképzelésembe, elkezdtem keresgélni a témában.
Azt találtam, hogy az ipari kézikerék szinte megvehetetlen, használtat nem árulnak, nem dobnak ki. Ipari táblákon is inkább csak egy darabot alkalmaznak és az axist, tekergetés előtt, kapcsolóval-nyomógombbal ki kell választani. Nem tetszett ez a megoldás. Axisonként külön tekergetőt képzelek el. Egy kocka alakú doboz három oldalára szerelve.
Akkor jött Varsányi Péter az A-B-ből Step/Dir-t csináló IC-jével. Ezzel az encoder ráköthetővé válik a servovezérlő Step/Dir bemenetére.
Egy jó tekergetőt, kis felbontású forgó encoder alkalmazásával otthon elkészíteni nehézkes, mert az impulzusszolgáltatáson kívül, a pozíciótartást, aretációt is meg kell oldani. De hogyan állítsak meg egyszerűen egy tengelyt száz vagy több száz határozott pozícióban? Mágnessel. Léptetőmotorral. Csak hogy nincsen a léptetőmotor ugrásaihoz igazodó felbontású encoder. A léptetőmotor, ha tekergetem, maga is képes nagyon hasonló A-B jeleket szolgáltatni, de nem négyszög alakút.
(Az itteni szervós időszámítás előtt azon törtem a fejem, hogyan lehetne megoldani, egy léptetőmotor szervókörbe kötését. Ehhez szükséges lenne egy apró jeladó, ami a léptetőmotor ugrásaival, legalább féllépésenként, szinkron jeleket szolgáltat. Akkor gondoltam először régi lemezmeghajtókból kiszedett nagyon precíz felépítésű, kicsi, 400 lépéses motorok alkalmazására. Ezért volt, hogy mikor Tibor45 ilyen motort keresett, az első gondolatom az volt, hogy Ő is ebben töri a fejét.)
Még senkitől nem olvastam itt, hogy hasonló renegát gondolatok foglalkoztatnák.
Ma véletlenül találtam egy oldalt, ahol hasonló a téma. Így ehhez a megoldáshoz is közelebb kerültem egy lépéssel. Ajánlom figyelmetekbe.
Azt találtam, hogy az ipari kézikerék szinte megvehetetlen, használtat nem árulnak, nem dobnak ki. Ipari táblákon is inkább csak egy darabot alkalmaznak és az axist, tekergetés előtt, kapcsolóval-nyomógombbal ki kell választani. Nem tetszett ez a megoldás. Axisonként külön tekergetőt képzelek el. Egy kocka alakú doboz három oldalára szerelve.
Akkor jött Varsányi Péter az A-B-ből Step/Dir-t csináló IC-jével. Ezzel az encoder ráköthetővé válik a servovezérlő Step/Dir bemenetére.
Egy jó tekergetőt, kis felbontású forgó encoder alkalmazásával otthon elkészíteni nehézkes, mert az impulzusszolgáltatáson kívül, a pozíciótartást, aretációt is meg kell oldani. De hogyan állítsak meg egyszerűen egy tengelyt száz vagy több száz határozott pozícióban? Mágnessel. Léptetőmotorral. Csak hogy nincsen a léptetőmotor ugrásaihoz igazodó felbontású encoder. A léptetőmotor, ha tekergetem, maga is képes nagyon hasonló A-B jeleket szolgáltatni, de nem négyszög alakút.
(Az itteni szervós időszámítás előtt azon törtem a fejem, hogyan lehetne megoldani, egy léptetőmotor szervókörbe kötését. Ehhez szükséges lenne egy apró jeladó, ami a léptetőmotor ugrásaival, legalább féllépésenként, szinkron jeleket szolgáltat. Akkor gondoltam először régi lemezmeghajtókból kiszedett nagyon precíz felépítésű, kicsi, 400 lépéses motorok alkalmazására. Ezért volt, hogy mikor Tibor45 ilyen motort keresett, az első gondolatom az volt, hogy Ő is ebben töri a fejét.)
Még senkitől nem olvastam itt, hogy hasonló renegát gondolatok foglalkoztatnák.
Ma véletlenül találtam egy oldalt, ahol hasonló a téma. Így ehhez a megoldáshoz is közelebb kerültem egy lépéssel. Ajánlom figyelmetekbe.
Cím: Re:Encoder használata
Írta: D.Laci Dátum 2008 november 21, 09:27
Írta: D.Laci Dátum 2008 november 21, 09:27

Valami hasonlót épitettem meg én is, nagyon kicsi fordulatnál illetve gyors tekerésnél használhatatlan, hobby célra megfelelő.
Cím: Re:Encoder használata
Írta: svejk Dátum 2008 november 21, 10:22
Írta: svejk Dátum 2008 november 21, 10:22
Látod az ilyen kis feladatokra tökéletesek az első generációs sebtében, kísérletezésre összeállított gépek :)
Egy ilyennel nem gond egy homlokfelületre 100 rovátkát marni, vagy fúrni, melyben egy golyó megtartja a pozíciót. Kezdetnek megfelel és itt képbe jöhetnek a kis encoderek.
A belinkelt léptetőmotorost én sem ajánlom, legalább is ezen egyszerű áramkörrel.
Egy ilyennel nem gond egy homlokfelületre 100 rovátkát marni, vagy fúrni, melyben egy golyó megtartja a pozíciót. Kezdetnek megfelel és itt képbe jöhetnek a kis encoderek.
A belinkelt léptetőmotorost én sem ajánlom, legalább is ezen egyszerű áramkörrel.
Cím: Re:Encoder használata
Írta: Szalai György Dátum 2008 november 21, 10:49
Írta: Szalai György Dátum 2008 november 21, 10:49
Jó lenne, ha kiegészülhetne egy kis alakformálással, uniformizálással. A Varsányi Péter féle IC is sokat kondicionál a jelformán. De megint csak azt mondod, nem jó. Pedig ha látod a hibát, már megtetted az első lépést a megoldás felé. Kézikerékként nem kell neki tág fordulatszám tartományban megbízhatónak lennie. Csak kb. 1n/sec alatt.
Cím: Re:Encoder használata
Írta: Karácsony Sándor Dátum 2008 november 21, 11:12
Írta: Karácsony Sándor Dátum 2008 november 21, 11:12
Én nagyfloppy stepmotorból terveztem enkódert építeni.Null Ft project. 2 db pc venillátor hall
ic+ez a motor.Ebben 2*50 fogú fém fogaskérék a mágnes.200 lépéses motor.Így szerintem 200 as enkódert lehet készíteni vagy mégsem?
ic+ez a motor.Ebben 2*50 fogú fém fogaskérék a mágnes.200 lépéses motor.Így szerintem 200 as enkódert lehet készíteni vagy mégsem?
Cím: Re:Encoder használata
Írta: svejk Dátum 2008 november 21, 11:22
Írta: svejk Dátum 2008 november 21, 11:22
A lassú, egyes lépésekkel van a baj, olyan kicsi a jelszint hogy öezemérhető a zajjal, illetve kicsi a jelemelkedés.
Cím: Re:Encoder használata
Írta: svejk Dátum 2008 november 21, 11:24
Írta: svejk Dátum 2008 november 21, 11:24
Ez már jobban kivitelezhető, csak ugye a hall-okat kell 90 fokos fáziseltérésbe rakni.
Itt már a hall megcsinálja a jelformálást és hiszterézist is, hacsak nem analóg kimenetű.
Itt már a hall megcsinálja a jelformálást és hiszterézist is, hacsak nem analóg kimenetű.
Cím: Re:Encoder használata
Írta: Szalai György Dátum 2008 november 21, 11:31
Írta: Szalai György Dátum 2008 november 21, 11:31
Jaaa…. És csak addig kéne működnie, míg ebből nem találok még kettőt.
Ez a gyártástól számítva 21 év alatt tette meg a hozzám vezető utat.
Ez a gyártástól számítva 21 év alatt tette meg a hozzám vezető utat.
Cím: Re:Encoder használata
Írta: svejk Dátum 2008 november 21, 11:53
Írta: svejk Dátum 2008 november 21, 11:53
Szép, mindig szerettem volna egy ilyet..
Egyébként a tengelyenkénti átkapcsolás szerintem teljesen használható, hacsak nem akarsz "kézből" mondjuk kört marni. A 45 fokot szokták tudni..
Egyébként a tengelyenkénti átkapcsolás szerintem teljesen használható, hacsak nem akarsz "kézből" mondjuk kört marni. A 45 fokot szokták tudni..
Cím: Re:Encoder használata
Írta: crgs7u9wg Dátum 2008 november 21, 12:03
Írta: crgs7u9wg Dátum 2008 november 21, 12:03
nekem volt szerencsem kitermelni 4db vinyobol 4 precizios leptetomotort, 400-as lepessel rendelkeznek, a lenyeg a lenyeg, megfelelo ellenallas terminalassal (en 220 ohmmal probaltam) teljesen szepen lehet latni az egy-egy leptetes jelet szkopon mar 0.1v/osztas eseten is
mint tekero szerintem nagyon jo lenne, olyan szep finom mozgasa van es megis viszonylag hatarozott, en reszemrol majd adok neki egy probat hatha evvel a motorral jobb eredmenyt fogok elerni mint egy masikkal regebben, ott kis fordulatnal nem sajnos nem mukodott a dolog :)
mint tekero szerintem nagyon jo lenne, olyan szep finom mozgasa van es megis viszonylag hatarozott, en reszemrol majd adok neki egy probat hatha evvel a motorral jobb eredmenyt fogok elerni mint egy masikkal regebben, ott kis fordulatnal nem sajnos nem mukodott a dolog :)
Cím: Re:Encoder használata
Írta: ANTAL GÁBOR Dátum 2008 november 21, 18:38
Írta: ANTAL GÁBOR Dátum 2008 november 21, 18:38
én a Q techtől vettem potmétehez hasonlo kialakítású de optikai encódert szabályos a/b csatornával 100as felbontással. A V.Péter Quadratúra dekóder IC jével kész a kézitekerő.(100,200,400 jel /1 fordulat. A q techhez aki pesti inkább menjel el személyesen mert a szállítási csomagolási költség kb 5000 ft az encoder is kb annyi. Ha még több infó kell lefényképezhetem ill megkeresem az adatlapot
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2008 november 21, 19:53
Írta: 000000000 Dátum 2008 november 21, 19:53
Nem tudom miért kell ennyit tökölni egy kézikerékkel mikor van erre gyári megoldás.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2008 november 21, 19:56
Írta: 000000000 Dátum 2008 november 21, 19:56
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2008 november 21, 20:08
Írta: 000000000 Dátum 2008 november 21, 20:08
Cím: Re:Encoder használata
Írta: ANTAL GÁBOR Dátum 2008 november 21, 20:17
Írta: ANTAL GÁBOR Dátum 2008 november 21, 20:17
én nem törödök a poziciótartással mert ha nem kell a kézitekerő akkor le van kapcsolva és a tekerő alatt van egy surlódótárcsa. De mi van akkor ha egy rövidrezárt stepmotorra teszünk fel egy encodert. (200 lépésesre 200 as encodert de akár 100ast is ?
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2008 november 21, 20:47
Írta: bmejdz9nu Dátum 2008 november 21, 20:47
Na akkor örülök, hogy 5000Ft-ért a 100cpr-es encodert + LS7184-es szetben...
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2008 november 21, 20:52
Írta: bmejdz9nu Dátum 2008 november 21, 20:52
Próbáltad már az ilyen "kézi kerekeket"?
Sajnos nekem nem ment... nem tudom miért... nem pont ez a típus hanem Német Euchner.
De majd küldöm Svejknek... hátha Ő "rendes" step/dir-re bírja...
Az a gondom vele, hogy a DIR jel nem 100% biztosan jön a step jel előtt = téveszt...
De biztos bennem van a hiba :)
(100cp-es encoder + LS7184 nem hibázik...)
Sajnos nekem nem ment... nem tudom miért... nem pont ez a típus hanem Német Euchner.
De majd küldöm Svejknek... hátha Ő "rendes" step/dir-re bírja...
Az a gondom vele, hogy a DIR jel nem 100% biztosan jön a step jel előtt = téveszt...
De biztos bennem van a hiba :)
(100cp-es encoder + LS7184 nem hibázik...)
Cím: Re:Encoder használata
Írta: ANTAL GÁBOR Dátum 2008 november 21, 21:00
Írta: ANTAL GÁBOR Dátum 2008 november 21, 21:00
A te árad mindig jobb erre én már rájöttem de állandóan nem zavarhatlak. Nam viccelek 5000 ft volt a "csomagolási és szállítási" költség
Bp Miskolc
Bp Miskolc
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2008 november 21, 21:08
Írta: 000000000 Dátum 2008 november 21, 21:08
Mint már említettem nekem fanuc típusú üzemel a gépben és a mach3-al tökéletesen működik.
Nem értem minek ide step dir rendszer mikor a mach simán megeszi az enkóderböl kijövő A B jeleket és az elmozdulást is jelzi pontosan.
Nem értem minek ide step dir rendszer mikor a mach simán megeszi az enkóderböl kijövő A B jeleket és az elmozdulást is jelzi pontosan.
Cím: Re:Encoder használata
Írta: svejk Dátum 2008 november 21, 21:09
Írta: svejk Dátum 2008 november 21, 21:09
Na látod, ezért :(
Cím: Re:Encoder használata
Írta: svejk Dátum 2008 november 21, 21:12
Írta: svejk Dátum 2008 november 21, 21:12
Például azért mert van élet a CNC-n kívül is. Hagyományos marógép szervoval DRO kijelzéssel PC nélkül.
Cím: Re:Encoder használata
Írta: svejk Dátum 2008 november 21, 21:12
Írta: svejk Dátum 2008 november 21, 21:12
Csak hogy könnyebb legyen tekerni :)
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2008 november 21, 21:14
Írta: 000000000 Dátum 2008 november 21, 21:14
Mi a probléma ezzel? szerintem ez jó ár, mert mire ilyenre összehozod ugyanennyibe lesz
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2008 november 21, 21:16
Írta: bmejdz9nu Dátum 2008 november 21, 21:16
Sőt... sokmindenre jó ez... a tekerentyű...
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2008 november 21, 21:19
Írta: bmejdz9nu Dátum 2008 november 21, 21:19
Csak amit bírok jól szerezni...
Már nem veszek semmit "csak" kimondottan eladásra...
De pl. ez a téma engem is nagyon érdekel... nem a "haszon" az élvezet hanem több szem többet lát... :)
Már nem veszek semmit "csak" kimondottan eladásra...
De pl. ez a téma engem is nagyon érdekel... nem a "haszon" az élvezet hanem több szem többet lát... :)
Cím: Re:Encoder használata
Írta: svejk Dátum 2008 november 22, 08:45
Írta: svejk Dátum 2008 november 22, 08:45
Valóban nagyon baráti az ár az ipari elektronikához képest.
De nem jó annak, aki hobbyból szedett-vedett cuccokból próbál egy használható ketyerét csinálni. No meg tudod, az barkácsolás öröme :)
De nem jó annak, aki hobbyból szedett-vedett cuccokból próbál egy használható ketyerét csinálni. No meg tudod, az barkácsolás öröme :)
Cím: Re:Encoder használata
Írta: Szalai György Dátum 2008 november 22, 08:58
Írta: Szalai György Dátum 2008 november 22, 08:58
Hogy mik kerülnek elő!
Módosítanom kell előző álláspontomat: A kézikerék nem megvehetetlen.
Azért, ha egy semmimásranemalkalmas fiókszemét kis léptetőmotorból, némi konyhaasztalsarkántákolt elektrónikával, talinvásárolt Varsányiicvel, olcsóért kijön, akkor még mindég azt tartom jobb megoldásnak.
Attól csak az jobb, ha találok egyet. Vagy kettőt…
Módosítanom kell előző álláspontomat: A kézikerék nem megvehetetlen.
Azért, ha egy semmimásranemalkalmas fiókszemét kis léptetőmotorból, némi konyhaasztalsarkántákolt elektrónikával, talinvásárolt Varsányiicvel, olcsóért kijön, akkor még mindég azt tartom jobb megoldásnak.
Attól csak az jobb, ha találok egyet. Vagy kettőt…
Cím: Re:Encoder használata
Írta: ANTAL GÁBOR Dátum 2008 november 22, 09:25
Írta: ANTAL GÁBOR Dátum 2008 november 22, 09:25
Hajnalban írtam két mailt ha időd endedi nézd meg KöszönettelA.G
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2008 november 22, 15:01
Írta: 000000000 Dátum 2008 november 22, 15:01
Megnéztem, és kipróbáltam a mach3-ban az encoder feldolgozást.
Encoderkéni is megeszi a jelet és ezt az elmozdulást a beállítások (F6) menüben meg is tudod nézni.
A program ezt az értéket semmiféle visszacsatolásban nem kezeli le, de így mindig lesz egy abszolút értéked a gép aktuális pozíciójáról.
Ezt arra lehet felhasználni ha lakatanyás a gép és szétkapcsolod majd elmozdítod újra pontosan vissza tudjál állni.
Pl: már elmozdítottad a pozícióról a gépet, de programban már nem valós értéket mutat és szeretnéd visszaállítani.
Ekkor megnyomod az F6 billentyűt és az encoder position-nál kiválasztod az adot tengelyt és ott a TO DRO kapcsolót.
Ilyenkor a végrehajtás menüben lévő kijelzőbe bementi az adott tengely valós pozícióját és így vissza tud állni a gép a programban lévő koordinátára.
Encoderkéni is megeszi a jelet és ezt az elmozdulást a beállítások (F6) menüben meg is tudod nézni.
A program ezt az értéket semmiféle visszacsatolásban nem kezeli le, de így mindig lesz egy abszolút értéked a gép aktuális pozíciójáról.
Ezt arra lehet felhasználni ha lakatanyás a gép és szétkapcsolod majd elmozdítod újra pontosan vissza tudjál állni.
Pl: már elmozdítottad a pozícióról a gépet, de programban már nem valós értéket mutat és szeretnéd visszaállítani.
Ekkor megnyomod az F6 billentyűt és az encoder position-nál kiválasztod az adot tengelyt és ott a TO DRO kapcsolót.
Ilyenkor a végrehajtás menüben lévő kijelzőbe bementi az adott tengely valós pozícióját és így vissza tud állni a gép a programban lévő koordinátára.
Cím: Re:Encoder használata
Írta: ANTAL GÁBOR Dátum 2008 november 22, 15:52
Írta: ANTAL GÁBOR Dátum 2008 november 22, 15:52
Köszi de azért maradt még kérdés este megpróbálom a skype t
Cím: Re:Encoder használata
Írta: x4rhew5r3 Dátum 2008 december 05, 11:04
Írta: x4rhew5r3 Dátum 2008 december 05, 11:04
Egy EC240-ről akarom leszedni az enkódert. Valahol láttam egy robbantott ábrát, de természetesen most nem találom.
Próbáltam a szürke házat a 4 kis körömnél lepattintani, de valami ellenáll. Tudna valaki segíteni, hogy ne barmoljam szét a kódtárcsát.
Próbáltam a szürke házat a 4 kis körömnél lepattintani, de valami ellenáll. Tudna valaki segíteni, hogy ne barmoljam szét a kódtárcsát.
Cím: Re:Encoder használata
Írta: svejk Dátum 2008 december 05, 11:29
Írta: svejk Dátum 2008 december 05, 11:29
Elfordítod a pozicionálót 1 pötty irányába, aztán a túloldalon keletkező furaton benyúlva meglazítod 0,89-es inbuszzal a tárcsa két (kettő!!) rögzítőcsavarját.
kiveszed az encoderház alapcsavarjait és egy határozott mozdulattal az egészet lehúzod a motortengelyről tokostól,tárcsástól
kiveszed az encoderház alapcsavarjait és egy határozott mozdulattal az egészet lehúzod a motortengelyről tokostól,tárcsástól
Cím: Re:Encoder használata
Írta: x4rhew5r3 Dátum 2008 december 05, 13:10
Írta: x4rhew5r3 Dátum 2008 december 05, 13:10
Köszi, már csak egy 0,89-es kulcsot kell szereznem, vagy köszörülnöm...
Cím: Re:Encoder használata
Írta: svejk Dátum 2008 december 05, 19:18
Írta: svejk Dátum 2008 december 05, 19:18
Nem érdemes mert csak elcseszed a csavart..
A Bondhus 89 Ft és annál jobbat nem találsz, rosszabbat meg nem érdemes venni :)
A Bondhus 89 Ft és annál jobbat nem találsz, rosszabbat meg nem érdemes venni :)
Cím: Re:Encoder használata
Írta: crgs7u9wg Dátum 2008 december 09, 23:17
Írta: crgs7u9wg Dátum 2008 december 09, 23:17
praktikus, olcso elemekbol felepitett, onmagat szinkronizalo encoder feldolgozo/illeszto, az encoder jelek elzaja diszkret r-c elemekkel vannak szurve, persze ettol meg valami aramhurkos jeltovabbitas azert szukseges lehet, hogy ne szedjen ossze az encoder es a feldolgozo kozott zajokat a vezetek

forras: PIC18CXXX/PIC16CXXX DC Servomotor
forras: PIC18CXXX/PIC16CXXX DC Servomotor
Cím: Re:Encoder használata
Írta: e3h0cv4ph Dátum 2008 december 10, 00:18
Írta: e3h0cv4ph Dátum 2008 december 10, 00:18
Az áramkör nem rossz, mi is ezzel indítottunk, de mivel Step/Step jelet állít elő (nem pedig Step/Dir-t) ezért a PIC mindkét számláló bemenetét leköti és nem marad pin a vezérlő Step/Dir bemenet step-jének. Ezért átdolgoztuk olyanra, hogy Step/Dir -t állítson elő, így a dir vonal már ráköthető egy normál (nem számlálós) PIC lábra. (hiszen az sokkal ritkábban vált irányt. De ígymár olyan bonyolúlt lett, hogy majdnem jobban megéri a Varsányi féle encoder feldolgozó IC-t használni (LS7184)!
Cím: Re:Encoder használata
Írta: svejk Dátum 2008 december 10, 00:22
Írta: svejk Dátum 2008 december 10, 00:22
Vagy inkább "Quantum" procit :))
Hiszen ott már benne van gyárilag a hardveres feldolgozás, és még a szoft írással sem kell bajlódni mert a Házigazda már megcsinálta :)
Hiszen ott már benne van gyárilag a hardveres feldolgozás, és még a szoft írással sem kell bajlódni mert a Házigazda már megcsinálta :)
Cím: Re:Encoder használata
Írta: 4um5b65d Dátum 2008 december 17, 23:03
Írta: 4um5b65d Dátum 2008 december 17, 23:03
Nem tud valaki egy linket enkóder tervező progihoz?
Egy "encoder_design12" nevűt találtam , de egyszerűen nem értem a paraméterezését, tök halottnak tűnik, mintha nem is akarna semmit csinálni.
Egy "encoder_design12" nevűt találtam , de egyszerűen nem értem a paraméterezését, tök halottnak tűnik, mintha nem is akarna semmit csinálni.
Cím: Re:Encoder használata
Írta: svejk Dátum 2008 december 17, 23:21
Írta: svejk Dátum 2008 december 17, 23:21
AutoCad, Corell, gondolom nem abszolutat akarsz.
Cím: Re:Encoder használata
Írta: HJózsi Dátum 2008 december 17, 23:48
Írta: HJózsi Dátum 2008 december 17, 23:48
Működik ez, jó kis progi, köszi :)

A paraméterek beállítása után nyomsz egy Draw-ot.
Res : a kívánt felbontás
Slot lenght : a rés hossza
Edge distance : a réssorok távolsága egymástól
A Channel Balance-okkal a rések fekete-átlátszó arányát tudod változtatni, sajnor mindig újra kell rajzoltatni, bármit állítasz ... Draw ... vagy Draw inverse
A paraméterek beállítása után nyomsz egy Draw-ot.
Res : a kívánt felbontás
Slot lenght : a rés hossza
Edge distance : a réssorok távolsága egymástól
A Channel Balance-okkal a rések fekete-átlátszó arányát tudod változtatni, sajnor mindig újra kell rajzoltatni, bármit állítasz ... Draw ... vagy Draw inverse
Cím: Re:Encoder használata
Írta: HJózsi Dátum 2008 december 18, 00:04
Írta: HJózsi Dátum 2008 december 18, 00:04
Kinyomtatva nem a legjobb... ja, és 1:1-et ill 100%-ot kell állítani...
Cím: Re:Encoder használata
Írta: 4um5b65d Dátum 2008 december 18, 10:24
Írta: 4um5b65d Dátum 2008 december 18, 10:24
Na ez megint a Bill Gates miatt van !
Vagy legalább is rákenem a dolgot.
Az eddig használt gépemen nem megy ez a progi, pedig ugyanezeket a paramétereket beírtam. Próbaképp felraktam Svejk mestertől vásárolt gépre, aztán ott meg gyönyörűen fut.
Vagy valami kártevő garázdálkodna a gépemen? Muszáj lesz utána néznem.
Hálásan köszönöm a segítséget.[#worship][#taps]
Vagy legalább is rákenem a dolgot.
Az eddig használt gépemen nem megy ez a progi, pedig ugyanezeket a paramétereket beírtam. Próbaképp felraktam Svejk mestertől vásárolt gépre, aztán ott meg gyönyörűen fut.
Vagy valami kártevő garázdálkodna a gépemen? Muszáj lesz utána néznem.
Hálásan köszönöm a segítséget.[#worship][#taps]
Cím: Re:Encoder használata
Írta: s7manbs8 Dátum 2008 december 18, 11:47
Írta: s7manbs8 Dátum 2008 december 18, 11:47
azt hiszem én ezzel nem tudtam normális minőségű nyomtatást csinálni, eere írtam magamnak egy saját programot, ha érdekel valakit feltehetem, nagyon primitív, de egyszerűbb encoder tárcsát ki lehet vele pl. 2000*2000-es felbontásban, vagy még nagyobban is nyomtatni
Cím: Re:Encoder használata
Írta: HJózsi Dátum 2008 december 18, 12:32
Írta: HJózsi Dátum 2008 december 18, 12:32
Ha jól láttam ezt a progit robot építők használták, alacsony résszámú encodertárcsák készítéséhez, ott ez a felbontás biztos elég volt... kár hogy nem fejezték be, nem sok kellet volna hozzá, hogy "mi" is tudjuk használni ... :(
Érdekel a progid, ha megosztod megköszönjük ... :)
Érdekel a progid, ha megosztod megköszönjük ... :)
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2008 december 18, 12:33
Írta: 000000000 Dátum 2008 december 18, 12:33
A nyomtatást végeztesd egy levilágítóban. Párszáz Ft-ért egy A4-es filmet is elkészítenek, azon pedig elfér néhány tárcsa. De ha csak egy kell, azt egy százasból megúszod - néhány mikronos pontossággal. A *.pdf vagy *.cdr kiterjesztéseket szeretik. Én ACAD-ban készítettem a tárcsát, aztán *.dxf-ként áttettem COREL-be. E-mailban elküldtem a levilágítóba és mire felvettem a kabátom és mentem néhány villamosmegállót, kész volt.(négy 50 mm-es 500-as tárcs 480 Ft) Kell ennél jobb? Persze a film elég vékony, ezért nem árt a rögzítését középen a lehető legnagyobb felületen megoldani. Ja és még annyit, hogyha megkérdezik, szita vagy offset, az most teljesen mindegy. Ez csak azt jelenti, a filmen lévő esetleges felirat az emulziós vagy a másik oldalról olvasható. Határozottan válaszd valamelyiket!
Cím: Re:Encoder használata
Írta: s7manbs8 Dátum 2008 december 18, 14:10
Írta: s7manbs8 Dátum 2008 december 18, 14:10
Ttt a program :
http://cnctar.hobbycnc.hu/elektron/encoder/
http://cnctar.hobbycnc.hu/elektron/encoder/
Cím: Re:Encoder használata
Írta: 3k74cecek Dátum 2008 december 18, 16:43
Írta: 3k74cecek Dátum 2008 december 18, 16:43
Kitennéd az ftp-re a neved alá?
Cím: Re:Encoder használata
Írta: HJózsi Dátum 2008 december 18, 19:33
Írta: HJózsi Dátum 2008 december 18, 19:33
Cím: Re:Encoder használata
Írta: 3k74cecek Dátum 2008 december 18, 22:31
Írta: 3k74cecek Dátum 2008 december 18, 22:31
Thank you very much. [#worship][#wave]
Cím: Re:Encoder használata
Írta: s7manbs8 Dátum 2009 január 07, 00:14
Írta: s7manbs8 Dátum 2009 január 07, 00:14
a programomat próbálta már valaki ? jó valamire ?
kissé fapados tudom, de valamit csak tud. majd egyszer átírom windózosra, ha megbarátkozok vele.
kissé fapados tudom, de valamit csak tud. majd egyszer átírom windózosra, ha megbarátkozok vele.
Cím: Re:Encoder használata
Írta: 3k74cecek Dátum 2009 január 07, 20:57
Írta: 3k74cecek Dátum 2009 január 07, 20:57
Kipróbáltam.
Valóban elég szerény képességű, de a célnak megfelel
Az jó lenne ha a sáv szélessége is megadható lenne.
Valóban elég szerény képességű, de a célnak megfelel
Az jó lenne ha a sáv szélessége is megadható lenne.
Cím: Re:Encoder használata
Írta: 4um5b65d Dátum 2009 január 07, 22:36
Írta: 4um5b65d Dátum 2009 január 07, 22:36
Ha jól értelmezem akkor így is lehet lineáris enkódert készíteni ..... olcsón.
ITT
Measuring Wheel -t keresd.
ITT
Measuring Wheel -t keresd.
Cím: Re:Encoder használata
Írta: s7manbs8 Dátum 2009 január 08, 00:27
Írta: s7manbs8 Dátum 2009 január 08, 00:27
Azt bele tudom írni, gondolom. Vagy még pár paramétert, ha kell.
Cím: Re:Encoder használata
Írta: 3k74cecek Dátum 2009 január 08, 16:39
Írta: 3k74cecek Dátum 2009 január 08, 16:39
Nem tudom, hogy érdemes-e dolgozni vele, hiszen az
Encoder_Design12 többet tud, és az Win-es felületű.
Én legalábbis úgy vagyok az ilyenekkel, hogy csak akkor látom értelmét dolgozni ha olyat tudok csinálni amilyen még nincs, vagy jobbat tudok a meglévőnél.
Encoder_Design12 többet tud, és az Win-es felületű.
Én legalábbis úgy vagyok az ilyenekkel, hogy csak akkor látom értelmét dolgozni ha olyat tudok csinálni amilyen még nincs, vagy jobbat tudok a meglévőnél.
Cím: Re:Encoder használata
Írta: 3k74cecek Dátum 2009 január 08, 16:44
Írta: 3k74cecek Dátum 2009 január 08, 16:44
Így is lehet, de nem biztos hogy érdemes.
A surlódásos hajtások nagy baja, hogy meg tud csúszni. A másik gond pedig az, hogy ha a kerék felülete puha a jobb tapadás érdekében, akkor a kerülete változhat a szorítás függvényében, és emiatt már esetleg nem elég pontos.
Ez a megoldás tehát plusz hibát vihet a mérő rendszerbe. Szerintem a motor tengelyére tett opto tárcsa sokkal jobb megoldás, és még házilag is egészen jót lehet csinálni.
A surlódásos hajtások nagy baja, hogy meg tud csúszni. A másik gond pedig az, hogy ha a kerék felülete puha a jobb tapadás érdekében, akkor a kerülete változhat a szorítás függvényében, és emiatt már esetleg nem elég pontos.
Ez a megoldás tehát plusz hibát vihet a mérő rendszerbe. Szerintem a motor tengelyére tett opto tárcsa sokkal jobb megoldás, és még házilag is egészen jót lehet csinálni.
Cím: Re:Encoder használata
Írta: s7manbs8 Dátum 2009 január 08, 18:19
Írta: s7manbs8 Dátum 2009 január 08, 18:19
Mikor azt csináltam, nem találtam olyat, ami jó volt, meg túl sok időbe nem került, mivel egy meglevő valamiből alakítottam ki. Egyébként nagyon igazad van, hogy olyat érdemes csinálni ami nincs, meg jobb, ez így szép, de aztán nem mindig jön össze, vagy mert nem találsz olyat, azt hiszed te találtad ki, vagy nincs rá elég időd, vagy pénzed, és ekkor marad a saját munka.
Cím: Re:Encoder használata
Írta: 4um5b65d Dátum 2009 január 08, 18:34
Írta: 4um5b65d Dátum 2009 január 08, 18:34
Egy pillanatra az én agyamon is átfutott a csúszás gondolata, de ha jobban belegondolsz, miért is csúszna meg ? Teszem azt ha egy edzett acélfelületre rugó nyomja a szintén edzett csapágyat vajon az képes megcsúszni ? Szerintem csak akkor tenne ilyet, ha megszorul a csapágy, egyéb esetben semmi nem kényszerítené. Csak annyi szabályt kell betartani, hogy a rugó ereje nagyobb legyen mint a csapágygolyók gördülési ellenálása + a porvédők csúszóellenálása.
Célszerű a csapágy palástjába egy O-gyűrű beszúrást készíteni és akkor némi tapadás is létrejön a kidudorodó guminál.
Célszerű a csapágy palástjába egy O-gyűrű beszúrást készíteni és akkor némi tapadás is létrejön a kidudorodó guminál.
Cím: Re:Encoder használata
Írta: s7manbs8 Dátum 2009 január 08, 18:44
Írta: s7manbs8 Dátum 2009 január 08, 18:44
Például szerintem jó ötlet lenne, ha a Windows kernelét átírnánk olyanra, hogy real time legyen jobban, könnyebb lenne egyenletes léptetőjelet kiadni.
Cím: Re:Encoder használata
Írta: s7manbs8 Dátum 2009 január 08, 19:03
Írta: s7manbs8 Dátum 2009 január 08, 19:03
Ezt az Encoder_Design12-t honnan lehet letölteni ?
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2009 január 08, 19:51
Írta: 000000000 Dátum 2009 január 08, 19:51
...és mi van pl. a durva gyorsulásnál/lassulásnál?
Akkor már elég könnyű egy picit megcsuszni... es aztan ezket a hibakat osszeszedegeti!!!
Azaz elmaszik szeepn lassan ...
Akkor már elég könnyű egy picit megcsuszni... es aztan ezket a hibakat osszeszedegeti!!!
Azaz elmaszik szeepn lassan ...
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2009 január 08, 19:52
Írta: 000000000 Dátum 2009 január 08, 19:52
611-es hozzaszolasban a
Here you are
Tenyleg nem mond semmit Neked?!
Here you are
Tenyleg nem mond semmit Neked?!
Cím: Re:Encoder használata
Írta: s7manbs8 Dátum 2009 január 08, 19:55
Írta: s7manbs8 Dátum 2009 január 08, 19:55
Na én pont ezzel nem tudtam egy normális felbontásút csinálni, aminek nem cikkcakkos a határvonala.
Cím: Re:Encoder használata
Írta: 4um5b65d Dátum 2009 január 08, 20:07
Írta: 4um5b65d Dátum 2009 január 08, 20:07
Én azért ebben nem lennék biztos. Dugd bele az ujjaidat egy csapágyba és gurítsd az asztalon gyorsan ide oda. Persze leszorítva. Nem hiszem hogy lesz olyan érzésed, hogy csúszna. Nem olyan nagy tömeg az.
Cím: Re:Encoder használata
Írta: s7manbs8 Dátum 2009 január 08, 20:13
Írta: s7manbs8 Dátum 2009 január 08, 20:13
Én egy távcső tengely hajtásra láttam ilyen meghajtási módot, pedig ott se lehet neki elcsúszni, és azt írták tapasztalatból, hogy jó. Az érintkező felület mindkét részről kemény, tehát nem alakváltoztató.
Cím: Re:Encoder használata
Írta: yx5zjs8he Dátum 2009 január 08, 21:28
Írta: yx5zjs8he Dátum 2009 január 08, 21:28
Már maga a gördülés is hibákat vihet be, hiszen nem egy "egzakt" alakzáró hajtásmód. Bármilyen kicsi a görgő tömege, tehetetlenséggel rendelkezik. Két kemény acélfelület közt viszonylag kicsi a súrlódási tényező. Egy félórás, mozgalmasabb megmunkálás során ezek az apró hibák összeadódva már számottevő hibát okozhat.
Cím: Re:Encoder használata
Írta: 3k74cecek Dátum 2009 január 08, 23:30
Írta: 3k74cecek Dátum 2009 január 08, 23:30
Ez valóban jó lenne. Meg a taskmanagert is lehetne sokkal jobbra csinálni.
Ha meg tudod szerezni a forrását, lehet hogy nekiállok [#nevetes1]
Ha meg tudod szerezni a forrását, lehet hogy nekiállok [#nevetes1]
Cím: Re:Encoder használata
Írta: 3k74cecek Dátum 2009 január 08, 23:32
Írta: 3k74cecek Dátum 2009 január 08, 23:32
És mi van ha egy kis kosz kerül alá ?
CNC-re semmi pénzért sem tennék ilyet.
Persze biztosan van olyan alkalmazás ahová megfelelne.
CNC-re semmi pénzért sem tennék ilyet.
Persze biztosan van olyan alkalmazás ahová megfelelne.
Cím: Re:Encoder használata
Írta: s7manbs8 Dátum 2009 január 08, 23:57
Írta: s7manbs8 Dátum 2009 január 08, 23:57
Szerintem azért csinálták olyanra, hogy nehogy másra használják, mint hétköznapi dolgok és szórakoztatás. Nem az a céljuk, hogy olyan terméket adjanak mindenki kezébe, amivel mindenki rakétákat és egyebeket vezérelhessen. Régebben még a C64 is COCOM listás volt, mert már azzal is lehetett furcsa dolgokat csinálni, ha valaki értett hozzá. Csak hát a tudást nem tudják örökké eltitkolni úgyse, csak késleltetik a folyamatot. Már a Mach is egy fából vaskarika ilyen szinten a Windows alatt. Mert ugye a találékony ember mindig túljár az okosok eszén.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2009 január 09, 11:45
Írta: 000000000 Dátum 2009 január 09, 11:45
Termesztesen van a windowshoz real-time kernel.
Tobb fele is...nem occsó, persze.
Van linux-hoz is, ehhez ingyen is van.
Tobb fele is...nem occsó, persze.
Van linux-hoz is, ehhez ingyen is van.
Cím: Re:Encoder használata
Írta: s7manbs8 Dátum 2009 január 09, 13:43
Írta: s7manbs8 Dátum 2009 január 09, 13:43
Akkor miért nem azt használják a Mach programhoz ?
Cím: Re:Encoder használata
Írta: HJózsi Dátum 2009 január 09, 20:21
Írta: HJózsi Dátum 2009 január 09, 20:21
Widnowshoz realtime ? Talán lesz ... ma még :
"As widely discussed, the Windows operating system does not display hard real-time characteristics. It is possible to add such characteristics to the platform, but it is important to remember that it is very often not just device drivers that require these features." ...
forrás...
"As widely discussed, the Windows operating system does not display hard real-time characteristics. It is possible to add such characteristics to the platform, but it is important to remember that it is very often not just device drivers that require these features." ...
forrás...
Cím: Re:Encoder használata
Írta: 0gbwyh99 Dátum 2009 január 09, 20:47
Írta: 0gbwyh99 Dátum 2009 január 09, 20:47
Üdv.!
Laslie által belinkelt encodert a műanyag cső gyártásánál használtuk . Omron gyártmány volt az encoder is és a digitális számláló . Volt egy tartó lemez amire az encoder volt felszerelve , az encoder tengelyére egy kerek tárcsa volt szerelve aminek a külső felületére gumi volt ragasztva (a tárcsa kerülete 200mm volt) . Az encodert tárcsástol rákellet csak fektetni a csőre (elég volt a súlyuk , nem kellet rugóval fesziteni ) . A számlálót be lehetet programozni : az encoder felbontását , a kerék kerülete , hogy számoljon-e oda is és vissza is , és voltak nyomógombok rajta amivel a kivánt csőhoszt állitotuk be . Amikor a számláló elérte a kivánt értéket, aktiválta a relés kimenetet ami viszont a csővágót inditotta .
Azt nem mondom hogy az atom biztos , csúszásgátlásos megoldás , de a csőgyár ipar igényeinek tökéletesen megfelelt .
Laslie által belinkelt encodert a műanyag cső gyártásánál használtuk . Omron gyártmány volt az encoder is és a digitális számláló . Volt egy tartó lemez amire az encoder volt felszerelve , az encoder tengelyére egy kerek tárcsa volt szerelve aminek a külső felületére gumi volt ragasztva (a tárcsa kerülete 200mm volt) . Az encodert tárcsástol rákellet csak fektetni a csőre (elég volt a súlyuk , nem kellet rugóval fesziteni ) . A számlálót be lehetet programozni : az encoder felbontását , a kerék kerülete , hogy számoljon-e oda is és vissza is , és voltak nyomógombok rajta amivel a kivánt csőhoszt állitotuk be . Amikor a számláló elérte a kivánt értéket, aktiválta a relés kimenetet ami viszont a csővágót inditotta .
Azt nem mondom hogy az atom biztos , csúszásgátlásos megoldás , de a csőgyár ipar igényeinek tökéletesen megfelelt .
Cím: Re:Encoder használata
Írta: 3k74cecek Dátum 2009 január 10, 00:38
Írta: 3k74cecek Dátum 2009 január 10, 00:38
Ilyenre tökéletes, mert gondolom nem tized mm pontossággal kellett a csövet elvágni.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2009 február 13, 11:55
Írta: 000000000 Dátum 2009 február 13, 11:55
üdvözlöm magamat körötökben! Szerintetek kézikeréknek jó lenne egy ilyen:
http://www.soselectronic.hu/?str=676
http://www.soselectronic.hu/?str=676
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2009 február 13, 11:58
Írta: 000000000 Dátum 2009 február 13, 11:58
Igen. A terhelhetőségeikre vigyázz (lehet, hogy erősíteni szükséges)!
Cím: Re:Encoder használata
Írta: svejk Dátum 2009 február 13, 12:33
Írta: svejk Dátum 2009 február 13, 12:33
Erősíteni?
Mit? Mechanikus az egész...
Mit? Mechanikus az egész...
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2009 február 13, 12:35
Írta: 000000000 Dátum 2009 február 13, 12:35
Azért néz rá a terhelhetőségére is! Meglepően kicsi, egy MPG jelét illene akár 5m-en is zajmentesen elvinni és ahhoz a végén erősebb felhúzás is kelhet (plána PWM-el szennyezet környezetben)...
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2009 február 13, 12:36
Írta: 000000000 Dátum 2009 február 13, 12:36
Idézem:
"Az STEC12 sorozatú enkóderek 6mm-es műanyag tengellyel és 12x12mm-es házzal rendelkeznek. Maximális elektromos terhelhetőségük 5Vdc/0,5mA. Ez a típus rendelhető horizontális és vertikális, 24 pozíció/24 impulzusos kivitelben. Mindegyik típus rendelhető nyomókapcsolós kivitelben is, melynek maximális terhelhetősége 5Vdc/1mA."[#nezze]
"Az STEC12 sorozatú enkóderek 6mm-es műanyag tengellyel és 12x12mm-es házzal rendelkeznek. Maximális elektromos terhelhetőségük 5Vdc/0,5mA. Ez a típus rendelhető horizontális és vertikális, 24 pozíció/24 impulzusos kivitelben. Mindegyik típus rendelhető nyomókapcsolós kivitelben is, melynek maximális terhelhetősége 5Vdc/1mA."[#nezze]
Cím: Re:Encoder használata
Írta: svejk Dátum 2009 február 13, 12:40
Írta: svejk Dátum 2009 február 13, 12:40
Akkor ez nyilván nem mechanikus, bocsi..
Vagy elírták?
0,5 mA még az érintkező öntisztulásához is kevés
Nézzük csak meg a gyári adatlapot!
Vagy elírták?
0,5 mA még az érintkező öntisztulásához is kevés
Nézzük csak meg a gyári adatlapot!
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2009 február 13, 12:43
Írta: 000000000 Dátum 2009 február 13, 12:43
Ezt az értéket én is furcsálom, de mindenhol (SOS-ben) ezt írják (a katalógus PDF-jében is). Nekem van ilyen típus és én nem cicóztam 1k-os ellenállást huzogat lefele (5mA), eddig bírja...
Cím: Re:Encoder használata
Írta: svejk Dátum 2009 február 13, 12:44
Írta: svejk Dátum 2009 február 13, 12:44
Annyi az, jól írtad!
No mindegy akkor inkább válasszátok a STEC11-et az 10 mA , meg mechanikusan is erősebb.
No mindegy akkor inkább válasszátok a STEC11-et az 10 mA , meg mechanikusan is erősebb.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2009 február 13, 12:45
Írta: 000000000 Dátum 2009 február 13, 12:45
Ja! Persze drágább kicsit...
Cím: Re:Encoder használata
Írta: svejk Dátum 2009 február 13, 12:48
Írta: svejk Dátum 2009 február 13, 12:48
Nem szokott prellezni nagyon?
A mach megeszi az LPT-n egy-az egyben vagy csináltál jelformálást?
A mach megeszi az LPT-n egy-az egyben vagy csináltál jelformálást?
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2009 február 13, 12:50
Írta: 000000000 Dátum 2009 február 13, 12:50
Nálam a dsPIC fogadja és a filter valahol középen áll (nem teszteltem több MHz-es "tekeréssel", kézzel eddig ok volt (látszatra, oda-vissza)).
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2009 február 13, 12:51
Írta: 000000000 Dátum 2009 február 13, 12:51
A Mach-ban is van ilyen filter (valami debuanc...).
Cím: Re:Encoder használata
Írta: s7manbs8 Dátum 2009 február 13, 13:30
Írta: s7manbs8 Dátum 2009 február 13, 13:30
debounce ?
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2009 február 13, 13:33
Írta: 000000000 Dátum 2009 február 13, 13:33
Azt hiszem. A lényeg, hogy a lekérdezés alatt minimum ennyi ideig folyamatos jelszintnek kell lennie ellenkező esetben eldobja (tüske szűrés).
Cím: Re:Encoder használata
Írta: s7manbs8 Dátum 2009 február 13, 13:34
Írta: s7manbs8 Dátum 2009 február 13, 13:34
Digitális szűrés, úgymond.
Cím: Re:Encoder használata
Írta: svejk Dátum 2009 február 13, 15:14
Írta: svejk Dátum 2009 február 13, 15:14
Akkor minden szupi :)
Cím: Re:Encoder használata
Írta: 4um5b65d Dátum 2009 június 07, 23:25
Írta: 4um5b65d Dátum 2009 június 07, 23:25
SquirrelTech !
Tök jól eltaláltad ezt az encoder progit, nagyon hasznos építőkockája a CNC-s házikónak.....
Köszönjük fáradozásod...
[#wave]
Tök jól eltaláltad ezt az encoder progit, nagyon hasznos építőkockája a CNC-s házikónak.....
Köszönjük fáradozásod...
[#wave]
Cím: Re:Encoder használata
Írta: SquirrelTech Dátum 2009 június 07, 23:29
Írta: SquirrelTech Dátum 2009 június 07, 23:29
Köszönöm. :) Igyekszem azért majd pár dolgot javítani rajta. (Főleg a nyomtatás, ami most még korlátok közé szorul benne.)
Cím: Re:Encoder használata
Írta: 4um5b65d Dátum 2009 június 07, 23:30
Írta: 4um5b65d Dátum 2009 június 07, 23:30
Az osztások számát miért korlátoztad 500-ra ?
A több az nagyobb időráfordítás lenne, vagy a számítási műveletek nagyon lelassítanák a folyamatot ?
A több az nagyobb időráfordítás lenne, vagy a számítási műveletek nagyon lelassítanák a folyamatot ?
Cím: Re:Encoder használata
Írta: SquirrelTech Dátum 2009 június 07, 23:32
Írta: SquirrelTech Dátum 2009 június 07, 23:32
Exhas adtam meg minden felső határt. Egy mozdulattal növelhető az összes, semmivel sem lenne nagyobb időráfordítás. Ha szükséges bármelyiket megnövelem.
Cím: Re:Encoder használata
Írta: 4um5b65d Dátum 2009 június 07, 23:32
Írta: 4um5b65d Dátum 2009 június 07, 23:32
Azt nem tudom igazából, hogy például egy 200-as átmérő esetén mekkora felbontást tudnak még korrektül levilágítani az erre szakosodott műhelyek....
Egy körasztal vagy osztófej enkóderén gondolkodom, hogy mennyire valósítható ez meg finom felbontással. Akát 10000-es nagyságrendű osztással.
Egy körasztal vagy osztófej enkóderén gondolkodom, hogy mennyire valósítható ez meg finom felbontással. Akát 10000-es nagyságrendű osztással.
Cím: Re:Encoder használata
Írta: SquirrelTech Dátum 2009 június 07, 23:33
Írta: SquirrelTech Dátum 2009 június 07, 23:33
Nem tudom, hogy mi sülhet ki abból, amit írsz. Kb. annyira vékony a vonal, mint a vatta egy szála...? Lehet, hogy kinyomtatják ilyen felbontásban, de fog azzal feldolgozható jelet adni az optokapud?
Cím: Re:Encoder használata
Írta: 4um5b65d Dátum 2009 június 07, 23:34
Írta: 4um5b65d Dátum 2009 június 07, 23:34
Nem egészen értem a kérdésed. Te csak egyetlen fényrést használsz fel az átvilágításhoz ?
Amire én gondolok az az, hogy tegyük fel van a tárcsán 0,05 vastag vonal és mellette 0,05 vastag fényrés.
Vagyis 0,1 mm szélességű az 1vonal + 1fényrés összesen. Ez egyszer le van világítva úgy ahogy a programod mutatja a képernyőn.
Majd még egy ugyanilyen tárcsát le kell világítani amiből kivágsz ollóval teszem azt 2db 5x5 mm-es kis négyzetet. Ha ezt a két négyzetet pédául 10mm-re egymástól a vonalak mentén pontosan fedésbe teszed az első tárcsával akkor ugye nem történik semmi, de ha az első kis négyzetet fedésbe rakod a másikat pedig 0,05 eltolással akkor átvilágítás esetén ez az egész 5x5 mm-es kis négyzet vagy teljesen sötét lesz vagy átvilágítható lesz. Ebben az 5mm-es négyzetben van 50db vonal és 50db fényrés amennyiben 0,05mm jel-szünet aránnyal számolunk. Így nem 1db fényrést kell átvilágítanod hanem 50-et és ez már adja azt a megfelelő fénymennyiséget ami elég a opto detektáláshoz.
Amire én gondolok az az, hogy tegyük fel van a tárcsán 0,05 vastag vonal és mellette 0,05 vastag fényrés.
Vagyis 0,1 mm szélességű az 1vonal + 1fényrés összesen. Ez egyszer le van világítva úgy ahogy a programod mutatja a képernyőn.
Majd még egy ugyanilyen tárcsát le kell világítani amiből kivágsz ollóval teszem azt 2db 5x5 mm-es kis négyzetet. Ha ezt a két négyzetet pédául 10mm-re egymástól a vonalak mentén pontosan fedésbe teszed az első tárcsával akkor ugye nem történik semmi, de ha az első kis négyzetet fedésbe rakod a másikat pedig 0,05 eltolással akkor átvilágítás esetén ez az egész 5x5 mm-es kis négyzet vagy teljesen sötét lesz vagy átvilágítható lesz. Ebben az 5mm-es négyzetben van 50db vonal és 50db fényrés amennyiben 0,05mm jel-szünet aránnyal számolunk. Így nem 1db fényrést kell átvilágítanod hanem 50-et és ez már adja azt a megfelelő fénymennyiséget ami elég a opto detektáláshoz.
Cím: Re:Encoder használata
Írta: svejk Dátum 2009 június 08, 08:46
Írta: svejk Dátum 2009 június 08, 08:46
Csak kiegészítésképpen az általad leírtakat nagyon sokáig elterjedten használták, de nagyon precíz finommechanikai munkát igényel.
Manapság már a maszk az optokapuba be van építve, a jelfeldolgozó elektronikával együtt. Így nagyon egyszerűen lehet encodert házilag készíteni, csak a vonalas forgótárcsa kell mely lehet fém, üveg vagy műanyag film.
Természetesen ezek az optók csak az adott felbontással működnek. De ez nem azt jelenti hogy az 500-as optoval csak 500-as encodert lehet készíteni, mivel ha a vonalak számával a tárcsa átmérőjét is arányosan növeljük akkor az optó szempontjából a felbontás nem változik.
Tehát 500-as encoder optikával lehet pl. 600-as vagy akár 1000-es encodert is készíteni.
Csak az esztétikus fizikai méret és az optika sebessége szab határt.
Manapság már a maszk az optokapuba be van építve, a jelfeldolgozó elektronikával együtt. Így nagyon egyszerűen lehet encodert házilag készíteni, csak a vonalas forgótárcsa kell mely lehet fém, üveg vagy műanyag film.
Természetesen ezek az optók csak az adott felbontással működnek. De ez nem azt jelenti hogy az 500-as optoval csak 500-as encodert lehet készíteni, mivel ha a vonalak számával a tárcsa átmérőjét is arányosan növeljük akkor az optó szempontjából a felbontás nem változik.
Tehát 500-as encoder optikával lehet pl. 600-as vagy akár 1000-es encodert is készíteni.
Csak az esztétikus fizikai méret és az optika sebessége szab határt.
Cím: Re:Encoder használata
Írta: 4um5b65d Dátum 2009 június 08, 10:20
Írta: 4um5b65d Dátum 2009 június 08, 10:20
Ebben az esetben az optóhoz tartozik egy felbontás, de tartoznia kell egy átmérőnek is, nem ????
Legalább is így logikus.... Tök mindegy, hogy hány vonalas a tárcsa csak a vonalak távolsága egyezzen meg az optón ás a tárcsán.
Ezt netalán megadják a technikai adatlapon is ???
Legalább is így logikus.... Tök mindegy, hogy hány vonalas a tárcsa csak a vonalak távolsága egyezzen meg az optón ás a tárcsán.
Ezt netalán megadják a technikai adatlapon is ???
Cím: Re:Encoder használata
Írta: 4um5b65d Dátum 2009 június 08, 10:33
Írta: 4um5b65d Dátum 2009 június 08, 10:33
Ja, ja most olvasom, hogy arányosan kell változtatni az átmérőt....
Cím: Re:Encoder használata
Írta: D.Laci Dátum 2009 június 08, 10:40
Írta: D.Laci Dátum 2009 június 08, 10:40
Felejtsd el egy pillanatra a tárcsát, gondolj a nyomtatóban lévő "egyenes" encoderra, vagy egy üveg skálás lineáris útadóra. Az opto felbontása a lényeg pl: 150LPI (150 csík / 25.4mm).
innentöl kezdve magad döntöd el hogy mekkora legyen a tárcsád osztása. Pl: 500 as tárcsát akarsz, 25.4/150*500/3.14 =26.96 mm ha minden igaz ez lesz az osztó kőr.
innentöl kezdve magad döntöd el hogy mekkora legyen a tárcsád osztása. Pl: 500 as tárcsát akarsz, 25.4/150*500/3.14 =26.96 mm ha minden igaz ez lesz az osztó kőr.
Cím: Re:Encoder használata
Írta: 3k74cecek Dátum 2009 június 08, 15:51
Írta: 3k74cecek Dátum 2009 június 08, 15:51
Szerintem is felemelheted 10000-re, aztán mindenki annyira állítja magának amennyire akarja.
Egyébként tényleg klassz a program.
Egyébként tényleg klassz a program.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2009 június 08, 17:26
Írta: 000000000 Dátum 2009 június 08, 17:26
Szia Svejk!
"Tehát 500-as encoder optikával lehet pl. 600-
as vagy akár 1000-es encodert is készíteni."
Lehetni lehet, csak műszakilag nem korrekt.
Ugyanis könnyű belátni, hogy csak végtelen
optikai sugár esetén lenne párhuzamos a rés két oldala, azaz ekkor jutunk el a lineáris
maszkhoz.
Ezért aztán komoly encoder gyártó cég megadja
azt a sugár, és felbontás tartományt, ahol
pont a maszkolási szögek miatt garantált a helyes
működés. Így elég bátor voltál akkor is,
amikor a printer lineáris optikával tárcsát
olvastál, és így csináltál encodert.
A bátorságodat pedig négyzetre emelted,
amikor ilyen házi encodernél 4X-es jelfeldolgozást
is "merészeltél" alkalmazni.:)
Természetesen ezeket jóindulatúan jegyeztem meg,
és pusztán műszaki véleményként írtam.
"Tehát 500-as encoder optikával lehet pl. 600-
as vagy akár 1000-es encodert is készíteni."
Lehetni lehet, csak műszakilag nem korrekt.
Ugyanis könnyű belátni, hogy csak végtelen
optikai sugár esetén lenne párhuzamos a rés két oldala, azaz ekkor jutunk el a lineáris
maszkhoz.
Ezért aztán komoly encoder gyártó cég megadja
azt a sugár, és felbontás tartományt, ahol
pont a maszkolási szögek miatt garantált a helyes
működés. Így elég bátor voltál akkor is,
amikor a printer lineáris optikával tárcsát
olvastál, és így csináltál encodert.
A bátorságodat pedig négyzetre emelted,
amikor ilyen házi encodernél 4X-es jelfeldolgozást
is "merészeltél" alkalmazni.:)
Természetesen ezeket jóindulatúan jegyeztem meg,
és pusztán műszaki véleményként írtam.
Cím: Re:Encoder használata
Írta: svejk Dátum 2009 június 08, 20:20
Írta: svejk Dátum 2009 június 08, 20:20
Természetesen amit leírsz egy valós probléma (lenne).
Nem akarok belemenni abban a szürke frázisokba hogy a gyakorlat bizonyította az ellenkezőjét, mert ezt csak úgy is az hiszi el aki ki is próbálta.
Inkább elmélettel próbálom alátámasztani a működést.
Ha ismered ezeket az optikák, tudod jól hogy itt már szó sincs fizikai maszkról csak precíz lencserendszerről, duplázott vevőegységről, ablakkomparátorokról, miegymásokról.
Ami azt jelenti hogy nem több mm-es vonalakat olvas, hanem a vonalaknak csak egy nagyon kicsi szakaszát, inkább pontszerű az optikai olvasás.
Ezért van az is hogy az olvasófejet sugárirányba mozgatva elérhető az 50%-os kitöltési tényező mivel a tárcsán a sötét vonalak párhuzamosak, míg a világosak széttartóak.
A 4-szeres üzemmód pedig már szerintem szót sem érdemel annyit ki lett tárgyalva, egyrészt nem bátorság hanem kényszer vitt rá mivel nem volt pénzem 30ezer Ft-os encoderre, másrészt ha az eredeti helyén is úgy alkalmazták szintén kefés motor mellett hiba nélkül, akkor úgy gondolom egy hobby gépen is alkalmas lehet a megoldás.
Őszintén szólva, ipari berendezések javításánál én még nem is találkoztam 1 szeres üzemmóddal.
Gondolom azért azt elhiszik nekem a kedves Fórumtársak hogy az előző írásaimat csak jóindulatból, tapasztalatszerzés után írtam le és nem akarok senkit direkt tévútra vinni.
De azért jó hogy írtál mert így a kívülállók eldönthetik hogy van-e értelme egyáltalán ezzel foglalkozni.
Én valószínűleg már nem fogok nyomtatóból kitermelt fejet használni, egyrészt mert "csak" 20kHz-es másrészt mert itt figyel az orrom előtt a polcon még 70 db a HEDS 9100 A00-ból :)
Nem akarok belemenni abban a szürke frázisokba hogy a gyakorlat bizonyította az ellenkezőjét, mert ezt csak úgy is az hiszi el aki ki is próbálta.
Inkább elmélettel próbálom alátámasztani a működést.
Ha ismered ezeket az optikák, tudod jól hogy itt már szó sincs fizikai maszkról csak precíz lencserendszerről, duplázott vevőegységről, ablakkomparátorokról, miegymásokról.
Ami azt jelenti hogy nem több mm-es vonalakat olvas, hanem a vonalaknak csak egy nagyon kicsi szakaszát, inkább pontszerű az optikai olvasás.
Ezért van az is hogy az olvasófejet sugárirányba mozgatva elérhető az 50%-os kitöltési tényező mivel a tárcsán a sötét vonalak párhuzamosak, míg a világosak széttartóak.
A 4-szeres üzemmód pedig már szerintem szót sem érdemel annyit ki lett tárgyalva, egyrészt nem bátorság hanem kényszer vitt rá mivel nem volt pénzem 30ezer Ft-os encoderre, másrészt ha az eredeti helyén is úgy alkalmazták szintén kefés motor mellett hiba nélkül, akkor úgy gondolom egy hobby gépen is alkalmas lehet a megoldás.
Őszintén szólva, ipari berendezések javításánál én még nem is találkoztam 1 szeres üzemmóddal.
Gondolom azért azt elhiszik nekem a kedves Fórumtársak hogy az előző írásaimat csak jóindulatból, tapasztalatszerzés után írtam le és nem akarok senkit direkt tévútra vinni.
De azért jó hogy írtál mert így a kívülállók eldönthetik hogy van-e értelme egyáltalán ezzel foglalkozni.
Én valószínűleg már nem fogok nyomtatóból kitermelt fejet használni, egyrészt mert "csak" 20kHz-es másrészt mert itt figyel az orrom előtt a polcon még 70 db a HEDS 9100 A00-ból :)
Cím: Re:Encoder használata
Írta: svejk Dátum 2009 június 08, 21:02
Írta: svejk Dátum 2009 június 08, 21:02
Bizony hogy megadják...
Nekem pl. ilyenek vannak itthon:
HEDS 9100 A00
Ebben az esetben a 9 után az 1-es jelenti hogy 11mm-es optikai rádiuszhoz tartozik az A-val jelölt 500-as felbontás.
Ezek 100kHz-es frekit tudnak.
Ezt a felbontást még filmre éppen le tudják világítani, és lehet kontaktmásolatot késziteni 0,2mm-es filmre, mely már öntartó akár 50mm átmérőnél is. Ezeknél az optoknál már közel sem muszály precizen dolgozni, egy kis tárcsakóválygást elvisel a tapasztalatok szerint.
Régebben, (még az ablaktörlőszerűséges szervos gépemen)a tintasugaras nyomtatók optikáját használtam, de arra csak 20kHz van megadva.
Nekem pl. ilyenek vannak itthon:
HEDS 9100 A00
Ebben az esetben a 9 után az 1-es jelenti hogy 11mm-es optikai rádiuszhoz tartozik az A-val jelölt 500-as felbontás.
Ezek 100kHz-es frekit tudnak.
Ezt a felbontást még filmre éppen le tudják világítani, és lehet kontaktmásolatot késziteni 0,2mm-es filmre, mely már öntartó akár 50mm átmérőnél is. Ezeknél az optoknál már közel sem muszály precizen dolgozni, egy kis tárcsakóválygást elvisel a tapasztalatok szerint.
Régebben, (még az ablaktörlőszerűséges szervos gépemen)a tintasugaras nyomtatók optikáját használtam, de arra csak 20kHz van megadva.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2009 június 08, 21:14
Írta: 000000000 Dátum 2009 június 08, 21:14
Tudod, kedvellek én Téged nagyon!
Mindent meg lehet magyarázni...
És az élet azért csodálatos, mert
az a szó, hogy működik azt 100 ember
100 féleképpen érti, főleg ezen a Fórumon.
A 4X meg egy agyoncsépelt téma,
de szerintem van az az encoder,
amire nem javasolnám. Az iparban
pedig 30.e Ft-tól kezdődnek az encoderek,
nyilván többek között azért, hogy bátran
alkalmazzák a 4X-et is, ha valaki ettől
annyira boldog és van is értelme.
Záró gondolat: javasolnám, hogy csinálj
egyszer egy olyan szkópos mérést, amikor
egy céláramkörrel négy csatornára bontod az encoder AB jelét, és figyeld meg, hogy
halnak meg 5000 1/min körüli fordulaton
ezek fázis jelek.
Utána sokkal óvatosabb leszel
atekintetben, hogy tényleg jól és
biztonságosan működik-e.:)
Mindent meg lehet magyarázni...
És az élet azért csodálatos, mert
az a szó, hogy működik azt 100 ember
100 féleképpen érti, főleg ezen a Fórumon.
A 4X meg egy agyoncsépelt téma,
de szerintem van az az encoder,
amire nem javasolnám. Az iparban
pedig 30.e Ft-tól kezdődnek az encoderek,
nyilván többek között azért, hogy bátran
alkalmazzák a 4X-et is, ha valaki ettől
annyira boldog és van is értelme.
Záró gondolat: javasolnám, hogy csinálj
egyszer egy olyan szkópos mérést, amikor
egy céláramkörrel négy csatornára bontod az encoder AB jelét, és figyeld meg, hogy
halnak meg 5000 1/min körüli fordulaton
ezek fázis jelek.
Utána sokkal óvatosabb leszel
atekintetben, hogy tényleg jól és
biztonságosan működik-e.:)
Cím: Re:Encoder használata
Írta: svejk Dátum 2009 június 08, 21:23
Írta: svejk Dátum 2009 június 08, 21:23
Mi szerintem mindannyian kedvelljük egymást, különben nem lennénk itt :)
A 4x nem boldogság kérdése hanem egyrészt kényszer, mivel csak 500-as felbontásban tudtam olcsón elfogadható méretű tárcsát készíteni, másrész Isten adta lehetőség.
Sajnos az általam eddig használt motorok max. 3000-et pörögtek, amihez a nyomtatóbeli opto volt az pedig csak 1500-at :(
De mindegy, gondolom ez is a "mindent meg lehet magyarázni" kategóriába megy nálad :)
A 4x nem boldogság kérdése hanem egyrészt kényszer, mivel csak 500-as felbontásban tudtam olcsón elfogadható méretű tárcsát készíteni, másrész Isten adta lehetőség.
Sajnos az általam eddig használt motorok max. 3000-et pörögtek, amihez a nyomtatóbeli opto volt az pedig csak 1500-at :(
De mindegy, gondolom ez is a "mindent meg lehet magyarázni" kategóriába megy nálad :)
Cím: Re:Encoder használata
Írta: 4um5b65d Dátum 2009 június 08, 21:41
Írta: 4um5b65d Dátum 2009 június 08, 21:41
Tudsz olyan boltot ahol nagyobb választékban vannak ilyenek ?
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2009 június 08, 21:44
Írta: 000000000 Dátum 2009 június 08, 21:44
Bocsi, tényleg elfejetettem, hogy az amit
akkor használtál az a gépjármű kefés
villanymotor tényleg csak 3000 körül forog.
Így még "házi encoderrel" sem okozott
problémát.:)
akkor használtál az a gépjármű kefés
villanymotor tényleg csak 3000 körül forog.
Így még "házi encoderrel" sem okozott
problémát.:)
Cím: Re:Encoder használata
Írta: 4um5b65d Dátum 2009 június 08, 21:53
Írta: 4um5b65d Dátum 2009 június 08, 21:53
Én azt mondom 300 Ft-ért simán el tudod adni az opto cuccokat.....
Persze alkudhatsz felfelé egy kicsit.... :)))
Persze alkudhatsz felfelé egy kicsit.... :)))
Cím: Re:Encoder használata
Írta: svejk Dátum 2009 június 08, 22:02
Írta: svejk Dátum 2009 június 08, 22:02
Én még idehaza kereskedelmi forgalomban nem találkoztam vele, illetve talán a RET-nél volt de horror áron.
Cím: Re:Encoder használata
Írta: svejk Dátum 2009 június 08, 22:03
Írta: svejk Dátum 2009 június 08, 22:03
Éppen ma adtam el 20 db-ot, 5-szörös áron.
Cím: Re:Encoder használata
Írta: SquirrelTech Dátum 2009 június 08, 22:09
Írta: SquirrelTech Dátum 2009 június 08, 22:09
Akkor leírom hogy s miként született. :)
Ilyen téren nem merültem el a felbontásokban. És nem is variáltam különösebben a technológiai lehetőségekkel, arra mentem, hogy az alapelveknek megfeleljen. Az indítékot az encoder topikban kivesézett program adta. Olvasgatva az ott említett problémákat, gondoltam készüljön egy precízebb, CNC területen is hasznavehető alternatívája (mert ugye ott az a konklúzió született, hogy az csak inkább hobby robotos területen alkalmazható). Amúgy tényleg csak egyetlen fényrést használok, de nem szervóhoz (egyelőre). Ezért nem is lényeges, hogy én mit s hogyan használok, hanem hogy mindenki tudja hasznosítani kedve szerint. A proggi kb. egy nap alatt öltötte magára a mostani formáját, a többivel úgy voltam, hogy majd Ti megmondjátok miként legyenek a továbbiak.
Ebből folytatólagosan most két dolgon tudok továbbmenni:
Egyik, hogy mondasz értékeket, amikkel kísérletezni szeretnél, és aszerint növelem a felső határokat. Több 10000-es értékig mehet a dolog. Megnéztem, nem láttam eddig különösebb akadályát. Csak szeretném, ha maradna valami felső korlát.
A másik, hogy ezt a négyzetes dolgot csak félig értem, de a lényeget valamennyire leszűrtem. De ha vázolsz valami konkrétabb elképzelést erről nekem (esetleg rajz formában), akkor még egy olyat tudnék elkövetni, hogy ezeknek a rajzolatát a mókuskerék mellé (vagy alá) sorakoztassa. És ehhez nem is feltétlen kell, hogy értsem... Elég lehet, ha valamelyest konkrétabban definiálva van az, hogy mit kell tudnia. Így, ha megvalósítani látszódik a dolog, akkor mindjárt nem kell két levilágítás költségét viselni két apró négyzet miatt.
Mellékesen, ha már így szóba került a szalag, opcionálisan akár tudhatna olyat is, mert útmérőnek az máshol is elkélhet, de ha senki sehol nem használ olyat, akkor nem vacakolok vele.
Ilyen téren nem merültem el a felbontásokban. És nem is variáltam különösebben a technológiai lehetőségekkel, arra mentem, hogy az alapelveknek megfeleljen. Az indítékot az encoder topikban kivesézett program adta. Olvasgatva az ott említett problémákat, gondoltam készüljön egy precízebb, CNC területen is hasznavehető alternatívája (mert ugye ott az a konklúzió született, hogy az csak inkább hobby robotos területen alkalmazható). Amúgy tényleg csak egyetlen fényrést használok, de nem szervóhoz (egyelőre). Ezért nem is lényeges, hogy én mit s hogyan használok, hanem hogy mindenki tudja hasznosítani kedve szerint. A proggi kb. egy nap alatt öltötte magára a mostani formáját, a többivel úgy voltam, hogy majd Ti megmondjátok miként legyenek a továbbiak.
Ebből folytatólagosan most két dolgon tudok továbbmenni:
Egyik, hogy mondasz értékeket, amikkel kísérletezni szeretnél, és aszerint növelem a felső határokat. Több 10000-es értékig mehet a dolog. Megnéztem, nem láttam eddig különösebb akadályát. Csak szeretném, ha maradna valami felső korlát.
A másik, hogy ezt a négyzetes dolgot csak félig értem, de a lényeget valamennyire leszűrtem. De ha vázolsz valami konkrétabb elképzelést erről nekem (esetleg rajz formában), akkor még egy olyat tudnék elkövetni, hogy ezeknek a rajzolatát a mókuskerék mellé (vagy alá) sorakoztassa. És ehhez nem is feltétlen kell, hogy értsem... Elég lehet, ha valamelyest konkrétabban definiálva van az, hogy mit kell tudnia. Így, ha megvalósítani látszódik a dolog, akkor mindjárt nem kell két levilágítás költségét viselni két apró négyzet miatt.
Mellékesen, ha már így szóba került a szalag, opcionálisan akár tudhatna olyat is, mert útmérőnek az máshol is elkélhet, de ha senki sehol nem használ olyat, akkor nem vacakolok vele.
Cím: Re:Encoder használata
Írta: 4um5b65d Dátum 2009 június 08, 22:46
Írta: 4um5b65d Dátum 2009 június 08, 22:46
Tehát akkor 20db-ot 1500-ért.....
300x5=1500
Én is kérek 20-at ennyiért....
[#buck]
300x5=1500
Én is kérek 20-at ennyiért....
[#buck]
Cím: Re:Encoder használata
Írta: 4um5b65d Dátum 2009 július 28, 13:12
Írta: 4um5b65d Dátum 2009 július 28, 13:12
Érdekes enkóder. Nem értem az adatlapját, vajon a max felbontáson belül bármilyen felbontásra programozható ? Ez így hülyén hangozna.....
Ahhoz hogy ez használható is legyen, milyen egységgel lehet ennek a jelét fogadni ?
ITT
Ahhoz hogy ez használható is legyen, milyen egységgel lehet ennek a jelét fogadni ?
ITT
Cím: Re:Encoder használata
Írta: HJózsi Dátum 2009 július 28, 13:22
Írta: HJózsi Dátum 2009 július 28, 13:22
Igen.
Nem.
Soros vonalon, leírja milyen protokollal... a "Mi világunk"-ban sajnos nem tudjuk használni... Profi cucc... nincs olyan jóáras verérlő progi / vezérlő amivel használni tudnánk ... mi, hobbisták ...
Nem.
Soros vonalon, leírja milyen protokollal... a "Mi világunk"-ban sajnos nem tudjuk használni... Profi cucc... nincs olyan jóáras verérlő progi / vezérlő amivel használni tudnánk ... mi, hobbisták ...
Cím: Re:Encoder használata
Írta: 4um5b65d Dátum 2009 július 28, 13:39
Írta: 4um5b65d Dátum 2009 július 28, 13:39
Nem lehet, hogy létezik ilyen protokollra valamilyen cél IC ? Talán a belső részből is ki lehetne venni a 12 bites jelet bitenként.
Amúgy mire írtad a NEM-et ? Arra, hogy nem programozható szabadon ?
Amúgy mire írtad a NEM-et ? Arra, hogy nem programozható szabadon ?
Cím: Re:Encoder használata
Írta: 3k74cecek Dátum 2009 július 28, 14:23
Írta: 3k74cecek Dátum 2009 július 28, 14:23
Gyanítom, hogy nem bármilyen felbontásra, hanem a 4096 egész számú törtrészeire. Ráadásul nem te programozhatod, hanem a gyártó (factory setting).
Ezek a cuccok újonan aranyárban vannak.
Nem a mi kategóriánk.
Ezek a cuccok újonan aranyárban vannak.
Nem a mi kategóriánk.
Cím: Re:Encoder használata
Írta: 3k74cecek Dátum 2009 július 28, 14:25
Írta: 3k74cecek Dátum 2009 július 28, 14:25
Nem kell erre cél IC. HW-esen RS485-ön adja az adatot. A profibusz az már szoftver protokoll. Bármilyen kontrollerrel játszva feldolgozható az adata.
Cím: Re:Encoder használata
Írta: HJózsi Dátum 2009 július 28, 14:26
Írta: HJózsi Dátum 2009 július 28, 14:26
" Ez így hülyén hangozna....." [#vigyor3] erre
Cím: Re:Encoder használata
Írta: HJózsi Dátum 2009 július 28, 14:30
Írta: HJózsi Dátum 2009 július 28, 14:30
Mach3-al? Ez engem is érdekelne ...
Cím: Re:Encoder használata
Írta: 4um5b65d Dátum 2009 július 28, 14:31
Írta: 4um5b65d Dátum 2009 július 28, 14:31
Csak azért érdekelne ez a dolog, mert roppant kíváncsi lennék, hogy miért raknak egy ilyen encodert egy 3 fázisú motor tengelyére amin csigaáttétel van? Nagyon gyanús a dolog. Az áttétel leírásából pedig nem tudok olyan információt leszűrni, hogy esetleg holtjátékmentes csigaáttétel lenne. De miért kellene encoder a motorra ha holtjátéka van a csigának ??
Cím: Re:Encoder használata
Írta: 3k74cecek Dátum 2009 július 28, 16:27
Írta: 3k74cecek Dátum 2009 július 28, 16:27
Én kontrollert írtam, nem Mach-ot.
Persze a kontrollerbe írhatsz olyan programot ami a Mach által emészthető formában adja tovább az adatot.
Persze a kontrollerbe írhatsz olyan programot ami a Mach által emészthető formában adja tovább az adatot.
Cím: Re:Encoder használata
Írta: 3k74cecek Dátum 2009 július 28, 16:28
Írta: 3k74cecek Dátum 2009 július 28, 16:28
Erre nem tudok mit mondani, kevés hozzá az info.
Cím: Re:Encoder használata
Írta: HJózsi Dátum 2009 július 28, 18:42
Írta: HJózsi Dátum 2009 július 28, 18:42
Talán egy komolyabb csillagászati távcső pályakövető motorja volt ... :)
Cím: Re:Encoder használata
Írta: HJózsi Dátum 2009 július 28, 18:44
Írta: HJózsi Dátum 2009 július 28, 18:44
Nincs a Mach-ban abszolút pozíció visszacsatolás... megy ki a Step/Dir, aztán vagy meglépi a motor vagy nem a vezérlője által ...
Cím: Re:Encoder használata
Írta: 4um5b65d Dátum 2009 július 28, 19:11
Írta: 4um5b65d Dátum 2009 július 28, 19:11
Az árát mennyire saccoljátok egy ilyen encodernek ? Csak mert elsősorban a motor és az áttétel érdekelt volna. Hátha még érdemes többet is felmarkolnom a mocikból...
Cím: Re:Encoder használata
Írta: KBalázs Dátum 2009 július 28, 21:14
Írta: KBalázs Dátum 2009 július 28, 21:14
Van egy ilyen csoda alkatrész, a .pdf -eket belinkelem,
vevo
,vevoado
szerintetek lehet ebbôl elkövetni használható enkódert? Elvben erre születtek, Opto Shmitt-Trigger, tehát a prellezés kizárva, logikai kimenetet ad, 5..15v között bármi táp jó neki, open-kollektoros, egy felhúzó ellenállással tehetô életképessé, amúgy 200khz-ig jó.
Mivel ebbôl nekem van egy nagyobb adaggal (adó+vevô is)(kisérletezni adok, ha kér vki), ezért írtam
ezt a kis progit, ha idôm engedi fogok kisérletezni vele én is.
vevo
,vevoado
szerintetek lehet ebbôl elkövetni használható enkódert? Elvben erre születtek, Opto Shmitt-Trigger, tehát a prellezés kizárva, logikai kimenetet ad, 5..15v között bármi táp jó neki, open-kollektoros, egy felhúzó ellenállással tehetô életképessé, amúgy 200khz-ig jó.
Mivel ebbôl nekem van egy nagyobb adaggal (adó+vevô is)(kisérletezni adok, ha kér vki), ezért írtam
ezt a kis progit, ha idôm engedi fogok kisérletezni vele én is.
Cím: Re:Encoder használata
Írta: svejk Dátum 2009 július 28, 21:23
Írta: svejk Dátum 2009 július 28, 21:23
Az absolute encoderek 70 ezer fölött kezdődnek...
Cím: Re:Encoder használata
Írta: svejk Dátum 2009 július 28, 21:29
Írta: svejk Dátum 2009 július 28, 21:29
Az encoderek titka a precíz optomechanikai egység. Szerintem időfecsérlés azzal kísérletezni...
Lásd #667-et, elérhető áran van, ...
Lásd #667-et, elérhető áran van, ...
Cím: Re:Encoder használata
Írta: 4um5b65d Dátum 2009 július 28, 21:30
Írta: 4um5b65d Dátum 2009 július 28, 21:30
Huha..... köszi, már csak vevőt kellene találni az encoderre. 15-ből biztos meglenne a motor+áttétel+encoder, ha többet vennék...
Cím: Re:Encoder használata
Írta: svejk Dátum 2009 július 28, 21:45
Írta: svejk Dátum 2009 július 28, 21:45
Nincs a komplett egységről képed?
Szerintem mást is érdekelné..
Szerintem mást is érdekelné..
Cím: Re:Encoder használata
Írta: 3k74cecek Dátum 2009 július 28, 21:56
Írta: 3k74cecek Dátum 2009 július 28, 21:56
Ezt én is tudom, de hogy ez jön ez ide? A felvetésben szó sem volt arról, hogy Mach-al kellene feldolgozni.
Vagy itt már másról szó sem lehet?
Jó tudom, hogy sokan ezt használják, de azért nem csak ez van a világon. Ráadásul nem is annyira tökéletes, hogy fel se merüljön másnak a használata. Ha jól tudom, van aki írt magának saját vezérlőt DOS-ra. De lehet, hogy keverem mással.
Vagy itt már másról szó sem lehet?
Jó tudom, hogy sokan ezt használják, de azért nem csak ez van a világon. Ráadásul nem is annyira tökéletes, hogy fel se merüljön másnak a használata. Ha jól tudom, van aki írt magának saját vezérlőt DOS-ra. De lehet, hogy keverem mással.
Cím: Re:Encoder használata
Írta: 3k74cecek Dátum 2009 július 28, 22:06
Írta: 3k74cecek Dátum 2009 július 28, 22:06
Kisérletezni mindig lehet, de kérdés, hogy érdemes-e?
Mit akarsz elérni, és arra van-e már megoldás?
Mennyibe kerül a kész megoldás, az mit tud, és mennyibe kerülne a tied és mit tudna?
Neked kell egy db, vagy esetleg eladásra szánod?
Ezeket kell mérlegelni.
Szerintem amiket belinkeltél, avval reflexiós megoldásban nagy felbontás nem lesz elérhető.
Átvilágítós megoldásban már nagyobb felbontás is elérhető vele, viszont azt nem könnyű házilag elkészíteni.
Ne felejtsük el, hogy a nagy felbontást kis mértekben szeretné látni a többség. Persze ha neked van helyed akár 10cm-es méretű enkóderre, akkor már nem lehetetlen jól használható megoldást elérni.
Mit akarsz elérni, és arra van-e már megoldás?
Mennyibe kerül a kész megoldás, az mit tud, és mennyibe kerülne a tied és mit tudna?
Neked kell egy db, vagy esetleg eladásra szánod?
Ezeket kell mérlegelni.
Szerintem amiket belinkeltél, avval reflexiós megoldásban nagy felbontás nem lesz elérhető.
Átvilágítós megoldásban már nagyobb felbontás is elérhető vele, viszont azt nem könnyű házilag elkészíteni.
Ne felejtsük el, hogy a nagy felbontást kis mértekben szeretné látni a többség. Persze ha neked van helyed akár 10cm-es méretű enkóderre, akkor már nem lehetetlen jól használható megoldást elérni.
Cím: Re:Encoder használata
Írta: svejk Dátum 2009 július 28, 22:17
Írta: svejk Dátum 2009 július 28, 22:17
Elindítottam az encoderszerkesztő progidat.
Bár csak egy fekete kört rajzolt ki, lehet nem jól állítottam be valamit..
De ha Te ilyen progikat tudsz írni PC-re akkor sokkal hasznosabb dolgokat is csinálhatsz mint encoderes kísérletezgetés :)
Egyébként itt a fórumon is már fel lett említve 1-2 többé kevésbé használható encoder rajzoló progi.
Bár csak egy fekete kört rajzolt ki, lehet nem jól állítottam be valamit..
De ha Te ilyen progikat tudsz írni PC-re akkor sokkal hasznosabb dolgokat is csinálhatsz mint encoderes kísérletezgetés :)
Egyébként itt a fórumon is már fel lett említve 1-2 többé kevésbé használható encoder rajzoló progi.
Cím: Re:Encoder használata
Írta: 4um5b65d Dátum 2009 július 28, 22:43
Írta: 4um5b65d Dátum 2009 július 28, 22:43
Ez így van, tényleg nem a mach-ra éleztem ki a kérdéseimet, egyszerűen a több szem többet lát elvet kihasználva tettem fel a kérdéseket, mint érdekesség. Sőt még CNC-s alkalmazásra sem kell okvetlenül gondolni, ha viszont beleillene a mach-ba is abból még baj nem lenne.
De Józsi kijelentése, hogy a mach-ra nem jó, az igy önmagában is hasznos információ sokaknak.
De Józsi kijelentése, hogy a mach-ra nem jó, az igy önmagában is hasznos információ sokaknak.
Cím: Re:Encoder használata
Írta: KBalázs Dátum 2009 július 29, 09:10
Írta: KBalázs Dátum 2009 július 29, 09:10
Reményem szerint valami hasonlónak kell látszania, állítgatás nélkül a programban, elsô bökésre:

,persze nagyobban :) ami egy 8 bites gray abszolút enkóder szeretne lenni. (Persze tud sokfélét.) Mivel több rajzot egymásra lehet "exponálni", így a törlés gomb (a többedik) rajzoltatás elôtt szükséges lehet. Sajnos amiket találtam progikat, egy sem tudta azt,a mit én elgondoltam. A épülô gépemet /.../ is nagy eséllyel saját progi (is) fogja vezérelni.
Ezekkel a szenzorokkal átvilágítós megoldásra gondoltam, kimaszkolással, tehát egy résmaszk lenne a vevôk elôtt (a program ezt is "tudja"), így a felbontás jelentôsen nôlhet.
Elsô körben nem eladásra, hanem különleges, egyedi megoldások kipróbálására gondoltam, vállalkozó szellemûeknek. Ezért ajánlottam fel, hogy hátha nem vagyok egyedül.
,persze nagyobban :) ami egy 8 bites gray abszolút enkóder szeretne lenni. (Persze tud sokfélét.) Mivel több rajzot egymásra lehet "exponálni", így a törlés gomb (a többedik) rajzoltatás elôtt szükséges lehet. Sajnos amiket találtam progikat, egy sem tudta azt,a mit én elgondoltam. A épülô gépemet /.../ is nagy eséllyel saját progi (is) fogja vezérelni.
Ezekkel a szenzorokkal átvilágítós megoldásra gondoltam, kimaszkolással, tehát egy résmaszk lenne a vevôk elôtt (a program ezt is "tudja"), így a felbontás jelentôsen nôlhet.
Elsô körben nem eladásra, hanem különleges, egyedi megoldások kipróbálására gondoltam, vállalkozó szellemûeknek. Ezért ajánlottam fel, hogy hátha nem vagyok egyedül.
Cím: Re:Encoder használata
Írta: svejk Dátum 2009 július 29, 10:23
Írta: svejk Dátum 2009 július 29, 10:23
Én csak egy mezei inkrementálist akartam kirajzoltatni, 500 as felbontással 25 mm külső átmérővel, 2mm sávszélességgel. Ha jól vettem ki akkor ebben az estben 2000-et kell beírni az osztások számába.
Szóval a fenti példa nekem jobban sikerült a Corell/AutoCad-el.
Az viszont tény hogy egy absolute kódolású tárcsához könnyebb használni a Te programodat, mint valamelyik rajzolóval kisakkozni.
De itt a hobbycnc berkekben nem nagyon van szükség rájuk.
Szóval a fenti példa nekem jobban sikerült a Corell/AutoCad-el.
Az viszont tény hogy egy absolute kódolású tárcsához könnyebb használni a Te programodat, mint valamelyik rajzolóval kisakkozni.
De itt a hobbycnc berkekben nem nagyon van szükség rájuk.
Cím: Re:Encoder használata
Írta: KBalázs Dátum 2009 július 29, 10:47
Írta: KBalázs Dátum 2009 július 29, 10:47
Ott lehetett a gond (talán), hogy bent maradt a sávelválasztó pipa, ami eleve 2mm alaphelyzetben, ez a progiban a sávokból "jön le", azaz 2mm sáv minusz 2mm elválasztó az 0mm sáv és 2mm elválasztó rajzolását fogja okozni (tudom, kicsit következetlenül). Viszont ekkora tárcsa-felbontást még 1200dpi nyomtatással is reménytelen kinyomtatni. A mai otthoni nyomtatók raszteres nyomtatók, azaz képpontokbol rakják össze a képet, egy vektorgrafikus CAD progi persze megmutatja a szép tárcsát, de a nyomtatáskor csak átalakítja a nyomtatónak megfelelô képpontokká, így az eredmény minôsége pont ugyanaz lesz. Szerintem. Ha jól számolom akkor ez a tárcsa 1200dpi mellett (átlag lézernyomtató) ~1200 pontbol épül fel X,Y irányban, tehát a kudarc a belsô rádiuszokon borítékolható. Nagyobb átmérôkön azért a helyzet szerencsére javul.
Cím: Re:Encoder használata
Írta: KBalázs Dátum 2009 július 29, 10:53
Írta: KBalázs Dátum 2009 július 29, 10:53
Most látom, van némi hiba a progimban, inkább kézzel nagyobbra kell venni a kép méretet (X;Y;>r*2), mert nem minden esetben méretez megfelelôen.
Cím: Re:Encoder használata
Írta: Szalai György Dátum 2009 július 29, 12:14
Írta: Szalai György Dátum 2009 július 29, 12:14
Hát azért egy párhuzamos kimenetű abszolút encoder építése szerintem messze nem csak a tárcsarajzolásról szól. Sajnos.
Mert akkor már készítettem volna magamnak tizenhat bitest, még ha 200mm körüli külső átmérőben is. De van még egy nagy problémám. Az érzékelők által adott kód, a fekete fehér átmenetek környékén (váltáskor) soha nem lesz korrekt. Ehhez kell valami külön megoldás és fogalmam nincsen, hogyan oldják ezt meg a gyártók. Ezért döntöttem úgy, hogy ha nem akad a hálómba gyári abszolút encoder, akkor inkrementálisból számoltatom le, egy kétirányú számlálólánccal. Sajnálom, hogy a DRO-t nem lehet ilyesmire átalakítani.
Mert akkor már készítettem volna magamnak tizenhat bitest, még ha 200mm körüli külső átmérőben is. De van még egy nagy problémám. Az érzékelők által adott kód, a fekete fehér átmenetek környékén (váltáskor) soha nem lesz korrekt. Ehhez kell valami külön megoldás és fogalmam nincsen, hogyan oldják ezt meg a gyártók. Ezért döntöttem úgy, hogy ha nem akad a hálómba gyári abszolút encoder, akkor inkrementálisból számoltatom le, egy kétirányú számlálólánccal. Sajnálom, hogy a DRO-t nem lehet ilyesmire átalakítani.
Cím: Re:Encoder használata
Írta: KBalázs Dátum 2009 július 29, 12:23
Írta: KBalázs Dátum 2009 július 29, 12:23
Hogy hogy nem lesz korrekt? A Gray-kód lényege, hogy egyszerre csak egyetlen bit változik, tehát a tévedés is egy egységnyi (1 bit), maximum. Prellezés kizárható hiszterézissel. Vagy valami más miatt nem lesz korrekt?
Cím: Re:Encoder használata
Írta: svejk Dátum 2009 július 29, 14:36
Írta: svejk Dátum 2009 július 29, 14:36
Lehet, nem bonyólódtam bele..
2400 dpi-es lézerlevilágítóval szoktam a tárcsákat csináltatni..
Egyébként ha jól emlékszem, 27mm-es átmérőn az 500 vonal még éppen kivitelezhető otthoni lézernyomtatóval.
2400 dpi-es lézerlevilágítóval szoktam a tárcsákat csináltatni..
Egyébként ha jól emlékszem, 27mm-es átmérőn az 500 vonal még éppen kivitelezhető otthoni lézernyomtatóval.
Cím: Re:Encoder használata
Írta: svejk Dátum 2009 július 29, 14:44
Írta: svejk Dátum 2009 július 29, 14:44
Egyébként miért akarsz Te az A/B inkrementális tárcsánál két sávot rajzolni?
Cím: Re:Encoder használata
Írta: Szalai György Dátum 2009 július 30, 07:23
Írta: Szalai György Dátum 2009 július 30, 07:23
Gray kódú tárcsa esetében korrekt lehet a váltás, igen, ott csak egy átmenet van egyszerre. (Akkor pedig a #699 rajzán hiba van, mert ott azonos időkben is több váltás történik.)
Megint pontatlan volt a fogalmazásom. Natúr bináris kimenetű abszolút encoderre gondoltam.
Ha Gray kódú tárcsát rajzolnék, tovább bonyolódna a feladatom Akkor az encoder Gray kódját elektronikusan konvertálnom kéne natúr bináris kódra, hogy a digitális komparátor összehasonlíthassa egy másik számláló felől érkező másik bináris kóddal. Tehát nekem célszerűbb a natúr bináris kimenetű encoder használata.
Nem találtam olyan kétirányú számlálót, aminek Gray kódú kimenete van, sem olyan digitális komparátort, amelyik Gray kódokat hasonlít össze, ezért ragaszkodnom mell a bináris kódhoz, vagy nem úszom meg a konverziós tábla használatát. A konverziós tábla szükségessé teszi valamilyen programozott eszköz alkalmazását, pedig a cél számomra fontos része, a programmentes, korrekt, valós idejű működés lenne.
Megint pontatlan volt a fogalmazásom. Natúr bináris kimenetű abszolút encoderre gondoltam.
Ha Gray kódú tárcsát rajzolnék, tovább bonyolódna a feladatom Akkor az encoder Gray kódját elektronikusan konvertálnom kéne natúr bináris kódra, hogy a digitális komparátor összehasonlíthassa egy másik számláló felől érkező másik bináris kóddal. Tehát nekem célszerűbb a natúr bináris kimenetű encoder használata.
Nem találtam olyan kétirányú számlálót, aminek Gray kódú kimenete van, sem olyan digitális komparátort, amelyik Gray kódokat hasonlít össze, ezért ragaszkodnom mell a bináris kódhoz, vagy nem úszom meg a konverziós tábla használatát. A konverziós tábla szükségessé teszi valamilyen programozott eszköz alkalmazását, pedig a cél számomra fontos része, a programmentes, korrekt, valós idejű működés lenne.
Cím: Re:Encoder használata
Írta: KBalázs Dátum 2009 július 30, 09:50
Írta: KBalázs Dátum 2009 július 30, 09:50
Ellenôrzés nélkül nem illik leszólni a másikat. Szerintem.

Azonos idôben csak egyetlen bit változik a Gray kódban, és a generált képben is. Hiszen ez a lényege. /Csak egy vonalzó kellett volna./
Az abszolut enkóderek elektronikája alakítja vissza, /már ha ilyen/ bináris kóddá a leolvasott Gray kódot. Amúgy ez nem egy bonyás matamatikai feladat, egyik irányban sem...konverziós tábla 16 bitre?
Azonos idôben csak egyetlen bit változik a Gray kódban, és a generált képben is. Hiszen ez a lényege. /Csak egy vonalzó kellett volna./
Az abszolut enkóderek elektronikája alakítja vissza, /már ha ilyen/ bináris kóddá a leolvasott Gray kódot. Amúgy ez nem egy bonyás matamatikai feladat, egyik irányban sem...konverziós tábla 16 bitre?
Cím: Re:Encoder használata
Írta: Szalai György Dátum 2009 július 30, 11:11
Írta: Szalai György Dátum 2009 július 30, 11:11
Igazad van! Ellenőrzés nélkül nem illik.
Leszólni még ellenőrzés után sem illik. Nem is tettem. Ha úgy hangzott máris komolyan bocsánatot kérek érte.
Az első ellenőrzés mindég a szemrevételezés. A hétnullás vonalad felett egy egységgel két egymás melletti sor átmenete pont egybe esik, ezután kezdtem figyelni. De rosszul tettem, hogy nem importáltam mindjárt a Corel-be, és nem néztem végig az origón áthaladó egyenes forgatásával. Most megtettem.
Máshol nincs egybeesés.
Grayből binárisba, beégetett konverziós tábla helyett kiszámoló algoritmust írni, akár csak egy irányba, nekem, az én szakmámmal, érdeklődési körömmel és ismereteimmel, ez nemhogy bonyolult matematikai feladat, hanem egyenesen ismeretlen terület. A programozás szintén. És oda lenne a valós idejű működés. Nem véletlenül kerülöm. Már így is kinőttem a sapkámat.
Leszólni még ellenőrzés után sem illik. Nem is tettem. Ha úgy hangzott máris komolyan bocsánatot kérek érte.
Az első ellenőrzés mindég a szemrevételezés. A hétnullás vonalad felett egy egységgel két egymás melletti sor átmenete pont egybe esik, ezután kezdtem figyelni. De rosszul tettem, hogy nem importáltam mindjárt a Corel-be, és nem néztem végig az origón áthaladó egyenes forgatásával. Most megtettem.
Máshol nincs egybeesés.
Grayből binárisba, beégetett konverziós tábla helyett kiszámoló algoritmust írni, akár csak egy irányba, nekem, az én szakmámmal, érdeklődési körömmel és ismereteimmel, ez nemhogy bonyolult matematikai feladat, hanem egyenesen ismeretlen terület. A programozás szintén. És oda lenne a valós idejű működés. Nem véletlenül kerülöm. Már így is kinőttem a sapkámat.
Cím: Re:Encoder használata
Írta: KBalázs Dátum 2009 július 30, 11:53
Írta: KBalázs Dátum 2009 július 30, 11:53
És valóban, felfelé nem is néztem, a 0 felett tényleg nagy (3 bit) a változás, ez annyira nyilvánvaló, hogy észre sem vettem [#heureka] , ott a pont! Ezen pl. egy kilencedik, beíró (engedélyezô) jellel lehetne segíteni, tehát ha az a jel megvan, akkor olvassa be a többi 8 bit értékét. (Mármint ebben a példában.) Ez a jel természetesen "szûkebb" kell legyen, mint a többi jel. Vagypedig, eleve nem fordul körbe, hiszen ezért abszolut enkóder, ha átfordul, ki mondja meg épp hol tart?
A konverzió, kissebb bitszámú tárcsánál, végiggondolva, akár egy paralell eprom is szóba jöhet, címbuszra megy az enkóder, adatbuszon kijön az átszámolt valódi bin.jel. (Ezt most ötlöttem ki, de érdekes lehet, és marha gyors.) Én PIC-be már megírtam az átszámoló algoritmust, igaz 8 bitre, de persze bôvíthetô, és nem titkos. Mint írtam, ilyen szenzorokból (adó+vevô) nekem van egy vödörrel, tehát vállalkozó szellemûeknek szívesen adok (Bp). Mondjuk lineáris enk. esetén méginkább érdekes az abs.enkóder.
Ezek az érzékelôk 5x5mm méretûek szembôl, ezért írtam progiba egy "bit-eltolás" navû részt, teháthogy hamár maszk van nyomtatva a vevôkhöz, akkor a vevôknek nem kell egy csoportban gyülekezniük, így a sávok is kissebbek lehetnek.
A konverzió, kissebb bitszámú tárcsánál, végiggondolva, akár egy paralell eprom is szóba jöhet, címbuszra megy az enkóder, adatbuszon kijön az átszámolt valódi bin.jel. (Ezt most ötlöttem ki, de érdekes lehet, és marha gyors.) Én PIC-be már megírtam az átszámoló algoritmust, igaz 8 bitre, de persze bôvíthetô, és nem titkos. Mint írtam, ilyen szenzorokból (adó+vevô) nekem van egy vödörrel, tehát vállalkozó szellemûeknek szívesen adok (Bp). Mondjuk lineáris enk. esetén méginkább érdekes az abs.enkóder.
Ezek az érzékelôk 5x5mm méretûek szembôl, ezért írtam progiba egy "bit-eltolás" navû részt, teháthogy hamár maszk van nyomtatva a vevôkhöz, akkor a vevôknek nem kell egy csoportban gyülekezniük, így a sávok is kissebbek lehetnek.
Cím: Re:Encoder használata
Írta: svejk Dátum 2009 július 30, 15:28
Írta: svejk Dátum 2009 július 30, 15:28
Az abszolute encoderek általában 20-25 bit fordulatot is tárolnak, mégpedig nagyon egyszerűen van bennük többfokozatú fogaskerékáttétel..
Ajánlom hogy vizsgálj meg egy pár gyári encodert közelebbről, szedd szét őket.
Úgy is sokat lehet tanulni nem csak elméleti szinten.
Sajnos valószűnű ezen a területen is már nehéz lesz új találmányokat alkotni :(
Ajánlom hogy vizsgálj meg egy pár gyári encodert közelebbről, szedd szét őket.
Úgy is sokat lehet tanulni nem csak elméleti szinten.
Sajnos valószűnű ezen a területen is már nehéz lesz új találmányokat alkotni :(
Cím: Re:Encoder használata
Írta: KBalázs Dátum 2009 július 30, 16:19
Írta: KBalázs Dátum 2009 július 30, 16:19
"Multiturn Absolute Encoder".
Ezek "mechanikusan egymásután kötött", áttételezett, többszörös abszolút enkóderek, ugye? Élôben ilyenhez még nem volt szerencsém. Sajnos. Ezeket leutánozni hobby szinten a lehetetlennel határos.[#wow1] Akkor inkább számláló enkóder, valami szünetmentes táp megoldással. Régebben olvastam, hogy a digi. tolómérôk (a párezer forintos kategória) is sima számláló enkóder elven mûködnek, persze nem optikailag érzékelnek, hanem kapacitívan, preciziós nyákgyártással, és amikor ki vannak kapcsolva, akkor is számolnak, csak nem kötik az orrunkra, ezért is merülnek le pár hónap alatt. Viszont pokoli gyorsasággal olvasnak le.
Ez is egy érdekes enkóder elv lehet.
Keresek róla leírást, és belinkelem.
Ezek "mechanikusan egymásután kötött", áttételezett, többszörös abszolút enkóderek, ugye? Élôben ilyenhez még nem volt szerencsém. Sajnos. Ezeket leutánozni hobby szinten a lehetetlennel határos.[#wow1] Akkor inkább számláló enkóder, valami szünetmentes táp megoldással. Régebben olvastam, hogy a digi. tolómérôk (a párezer forintos kategória) is sima számláló enkóder elven mûködnek, persze nem optikailag érzékelnek, hanem kapacitívan, preciziós nyákgyártással, és amikor ki vannak kapcsolva, akkor is számolnak, csak nem kötik az orrunkra, ezért is merülnek le pár hónap alatt. Viszont pokoli gyorsasággal olvasnak le.
Ez is egy érdekes enkóder elv lehet.
Keresek róla leírást, és belinkelem.
Cím: Re:Encoder használata
Írta: KBalázs Dátum 2009 július 30, 17:09
Írta: KBalázs Dátum 2009 július 30, 17:09
Két említésre méltót találtam kapacitív útmérés, pdf-ek, angolul:
Ami az elvet illeti, ez itt egy szabvány leírása, 1976-ból..
elsô pdf
és egy tanulmány
Ami az elvet illeti, ez itt egy szabvány leírása, 1976-ból..
elsô pdf
és egy tanulmány
Cím: Re:Encoder használata
Írta: KBalázs Dátum 2009 július 30, 17:11
Írta: KBalázs Dátum 2009 július 30, 17:11
Cím: Re:Encoder használata
Írta: 4um5b65d Dátum 2009 július 30, 17:32
Írta: 4um5b65d Dátum 2009 július 30, 17:32
/Encoder%20a%20motoron/encoder5.jpg)
/Encoder%20a%20motoron/encoder4.jpg)
/Encoder%20a%20motoron/encoder3.jpg)
/Encoder%20a%20motoron/encoder2.jpg)
/Encoder%20a%20motoron/encoder1.jpg)
Cím: Re:Encoder használata
Írta: 4um5b65d Dátum 2009 július 30, 17:35
Írta: 4um5b65d Dátum 2009 július 30, 17:35
Majd rakok fel képeket a motorról és az áttételről is amin ez az encoder volt....
Cím: Re:Encoder használata
Írta: svejk Dátum 2009 július 30, 18:42
Írta: svejk Dátum 2009 július 30, 18:42
Ismerjük, már volt szó többször a tolómérőről.
Nekem van is működő DRO-m velük, de időhiányban a hoszabb nyákjeladó gyártása/gyártatása elakadt.
Az is ki lett már vesézve hogy a mérőléc a hobby berkekben nem helyettesíti a motoron levő encodert, inkább csak ellenőrzésre, vagy mechanikus gépre DRO-nak való.
Nekem van is működő DRO-m velük, de időhiányban a hoszabb nyákjeladó gyártása/gyártatása elakadt.
Az is ki lett már vesézve hogy a mérőléc a hobby berkekben nem helyettesíti a motoron levő encodert, inkább csak ellenőrzésre, vagy mechanikus gépre DRO-nak való.
Cím: Re:Encoder használata
Írta: svejk Dátum 2009 július 30, 18:46
Írta: svejk Dátum 2009 július 30, 18:46
Erre várok már egy pár napja :)
Egyébként valóban az én Heidenhain absolute encodereimből is ki lehet csalogatni az inkrement jelet, de csak azért, hogy relatív mérést tudjak vele eszközölni vétek volna felhasználni őket...
Egyébként valóban az én Heidenhain absolute encodereimből is ki lehet csalogatni az inkrement jelet, de csak azért, hogy relatív mérést tudjak vele eszközölni vétek volna felhasználni őket...
Cím: Re:Encoder használata
Írta: svejk Dátum 2009 július 30, 18:47
Írta: svejk Dátum 2009 július 30, 18:47
Megjegyzem, a nyák-ból készült kapacitív jeladókat lehet sorolni is végszükségben.
Cím: Re:Encoder használata
Írta: svejk Dátum 2009 július 30, 19:06
Írta: svejk Dátum 2009 július 30, 19:06
Egyébként részemről a digitolómérős projectet nem tartom haszontalannak, inkább abba ásd magad, mint encodereket feltalálni :))
Mivel a #710-ben is írod hogy szeretsz kísérletezni ez a digitolómérős nagyon jó feladat.
Ráadásul Te tudsz is mikrokontrollert programozni, és olcsón dolgozol :) (free projekt ?)
Amikor én csináltam a DRO-ot vele, nem találtam egy fia embert aki megírt volna nekem egy uC-be egy egyszerű soros adatkonvertáló progit :(
Mert sajnos a tolómérős sem leányálom, szinte annyi protokoll ahány kiadású digitolómérő. Főleg mostanság már nagy a kuszaság köztük.
Mivel a #710-ben is írod hogy szeretsz kísérletezni ez a digitolómérős nagyon jó feladat.
Ráadásul Te tudsz is mikrokontrollert programozni, és olcsón dolgozol :) (free projekt ?)
Amikor én csináltam a DRO-ot vele, nem találtam egy fia embert aki megírt volna nekem egy uC-be egy egyszerű soros adatkonvertáló progit :(
Mert sajnos a tolómérős sem leányálom, szinte annyi protokoll ahány kiadású digitolómérő. Főleg mostanság már nagy a kuszaság köztük.
Cím: Re:Encoder használata
Írta: KBalázs Dátum 2009 július 30, 21:27
Írta: KBalázs Dátum 2009 július 30, 21:27
Ez egy szuper kültyü a képeken, "szétszedtem project". Nem semmi. Külön köszönet hogy láthattam!
Kapacitív útmérés. Az a gond, hogy a mûködési elvük kissé zavaros. Fel vagyok szerelkezve elektronikailag (de nem eléggé), mechanikailag, (és talán agyilag,) meg úgy eleve harci kedvvel is, most épp idôböl van hiányom. Így hát jobb híján tudást gyûjtök. PIC uC progizásban nem merészkedtem a 16-os sorozat fölé, eddig. (És kizárólag mpasm.) Sok hülyeséget építettem már, de kapacitív útmérô megoldásokhoz (0-ról felépíteni) sajna nincs mûszerezettségem.
/Belevágtam a többedik... egy másik topikban folytatom/
Kapacitív útmérés. Az a gond, hogy a mûködési elvük kissé zavaros. Fel vagyok szerelkezve elektronikailag (de nem eléggé), mechanikailag, (és talán agyilag,) meg úgy eleve harci kedvvel is, most épp idôböl van hiányom. Így hát jobb híján tudást gyûjtök. PIC uC progizásban nem merészkedtem a 16-os sorozat fölé, eddig. (És kizárólag mpasm.) Sok hülyeséget építettem már, de kapacitív útmérô megoldásokhoz (0-ról felépíteni) sajna nincs mûszerezettségem.
/Belevágtam a többedik... egy másik topikban folytatom/
Cím: Re:Encoder használata
Írta: svejk Dátum 2009 július 30, 22:29
Írta: svejk Dátum 2009 július 30, 22:29
Félreértettél..
A kapacitív részét nem kell megcsinálni arra megveszed a piacon a 2500Ft-os tolómérőt, (na jó, a 300-asokért elkérnek 7-8 ezret)
neked csak a tolómérőből kijövő általában egyszerű, primitív soros protokollal kell foglalkoznad.
A kapacitív részét nem kell megcsinálni arra megveszed a piacon a 2500Ft-os tolómérőt, (na jó, a 300-asokért elkérnek 7-8 ezret)
neked csak a tolómérőből kijövő általában egyszerű, primitív soros protokollal kell foglalkoznad.
Cím: Re:Encoder használata
Írta: 4um5b65d Dátum 2009 július 30, 23:04
Írta: 4um5b65d Dátum 2009 július 30, 23:04
Svejk, itt a motor. Nagyon masszív. Többi kép a mappámban.
/Encoder%20a%20motoron/motor1.jpg)
Cím: Re:Encoder használata
Írta: svejk Dátum 2009 július 30, 23:30
Írta: svejk Dátum 2009 július 30, 23:30
Köszi, finom darab.
Mindenesetre az össze encodert szereltesd le, mondván, az Őneki úgysem kell, csak gondot okoz az eladásnál mert kérdezősködnek :)
Neked meg jó lesz majd egyszer...
A vásárba szánt termékeknél a fékeket is ki szoktuk venni, mert egyzserűen nem érti a Jóska bácsi hogy minek és csak leégeti a motort.
Mindenesetre az össze encodert szereltesd le, mondván, az Őneki úgysem kell, csak gondot okoz az eladásnál mert kérdezősködnek :)
Neked meg jó lesz majd egyszer...
A vásárba szánt termékeknél a fékeket is ki szoktuk venni, mert egyzserűen nem érti a Jóska bácsi hogy minek és csak leégeti a motort.
Cím: Re:Encoder használata
Írta: 4um5b65d Dátum 2009 július 30, 23:36
Írta: 4um5b65d Dátum 2009 július 30, 23:36
Azt nézted, hogy 3 fázisú bekötésnél csillagba kell kötni ? Nem lehetséges, hogy frekiváltóval üzemeltették ?
Most, hogy láttál mindent......miért lehet egy ilyen motoron encoder ???? Ráadásul egy keménygumin viszik át a hajtást a motorról az encoderre. Ez nem is túl pontos.
Ja, és nincs rajta ventillátor lapát. Hőkioldó viszont van.
Most, hogy láttál mindent......miért lehet egy ilyen motoron encoder ???? Ráadásul egy keménygumin viszik át a hajtást a motorról az encoderre. Ez nem is túl pontos.
Ja, és nincs rajta ventillátor lapát. Hőkioldó viszont van.
Cím: Re:Encoder használata
Írta: svejk Dátum 2009 augusztus 02, 23:02
Írta: svejk Dátum 2009 augusztus 02, 23:02
Helyesbítelek, 400V-os rendszernél kell csillagba kötni.
Ez természetes, szinte minden motor ilyen.
Bizonyára frekiváltóval volt hajtva, csak azt valaki elhagyta, vagy nem tudta mi az :(
Ezek az eszközök szállítószalagoknál, asztalpozicionálásoknál használatosak. Bizonyára komplett gépsort bontottak.
Az abszolute encodernek számos oka lehet de én egyet sem tudok most mondani neked :)
Ha látnánk az eredeti helyét/funkcióját az eszköznek minden világos lenne...
Azért egy ilyen encodert szivesen megvizsgálnék közelebbről, még majd elkunyerálom tőled :)
Ez természetes, szinte minden motor ilyen.
Bizonyára frekiváltóval volt hajtva, csak azt valaki elhagyta, vagy nem tudta mi az :(
Ezek az eszközök szállítószalagoknál, asztalpozicionálásoknál használatosak. Bizonyára komplett gépsort bontottak.
Az abszolute encodernek számos oka lehet de én egyet sem tudok most mondani neked :)
Ha látnánk az eredeti helyét/funkcióját az eszköznek minden világos lenne...
Azért egy ilyen encodert szivesen megvizsgálnék közelebbről, még majd elkunyerálom tőled :)
Cím: Re:Encoder használata
Írta: KBalázs Dátum 2009 augusztus 03, 09:00
Írta: KBalázs Dátum 2009 augusztus 03, 09:00
Pont ilyent láttam már, le is fotóztam, csak fel kell túrnom, ott egy ~120cm "nagyonkönnyûfém" körasztal (magnézium ötvözet?) szakaszos mozgatását végezte, nagyon nagy mozgási hirtelenséggel, azaz megállt másodpercenként 2x, kb 2-3 fokot lépett, az enkódertôl tudta hogy mikor kell a levegô szelepekkel ráköpnie az asztal szélére fészkekbe az alkatrészt /konkrétan azokat amiket lentebb írtam/, a gép ezeket az alkatrészeket mérte be, minden elektormos/optikai értékre. Valami kuplung is volt benne, mert a moci folyamatosan pörgött, menübôl állítható sebességgel.
Cím: Re:Encoder használata
Írta: KBalázs Dátum 2009 augusztus 03, 09:40
Írta: KBalázs Dátum 2009 augusztus 03, 09:40
Egyenlőre csak külsô nézetet találtam (több oldalról), pedig van szétszedett is.

Cím: Re:Encoder használata
Írta: 000000000 Dátum 2009 szeptember 11, 19:09
Írta: 000000000 Dátum 2009 szeptember 11, 19:09
Sziasztok!
Ha valakit érdekel az utóbbiakban tárgyalt Thalheim encoder (ugyan ilyen motoron, vagy másikon), akkor annak segítségére lehetek a vásárlásban.
Üdv.: Zoltán
Ha valakit érdekel az utóbbiakban tárgyalt Thalheim encoder (ugyan ilyen motoron, vagy másikon), akkor annak segítségére lehetek a vásárlásban.
Üdv.: Zoltán
Cím: Re:Encoder használata
Írta: cpmxzt4vy Dátum 2009 október 24, 23:22
Írta: cpmxzt4vy Dátum 2009 október 24, 23:22
Hello,
Segítséget szeretnék kérni egy HeidenHain ROD 426-s inkrementális adó bekötésével kapcsolatban.
Olvastam a dokumentációt, topicot. Egyrészről nem minden egyértelmű, továbbá tapsztalatlan vagyok ilyen eszközökkel kapcsolatban, nem szeretném tönkretenni elsőre.
TTL változat van a tápfeszültség nagysága 5 V+-10%.
Ha jól értelmezem a dokumentációt akkor egy elég gyors RS-422/RS-485 vevő IC-vel kellene feldolgoznom a kimenő jeleket (gyártó által javasolt típusok: DS26C32AT, AM26LS32, MC3486, SN75ALS193 M.O.-n talán egyik sem kapható kereskedelemben :) ). Utána szükségem lenne egy hasonlóan gyors átalakítóra: pl a LS7183/7184 páros megfelelő tagja nem tudom elég-e ide?
A line counts a nálam lévő példányoknak 1000 és 2500.
Tudnátok segíteni abban merre induljak el jelfeldolgozó IC valamint jelátalakítás tekintetében (step/dir)?
Arra mi az értelmes magyarázat hogy a "Reference mark signal"-nak csak a negált jelét dolgozza fel a dokumentáció szerint? Vagy erre a kérdésre az illesztő IC doksija fog magyarázatot adni?
Az ötleteket javaslatokat előre is köszönöm
üdv:
L
Segítséget szeretnék kérni egy HeidenHain ROD 426-s inkrementális adó bekötésével kapcsolatban.
Olvastam a dokumentációt, topicot. Egyrészről nem minden egyértelmű, továbbá tapsztalatlan vagyok ilyen eszközökkel kapcsolatban, nem szeretném tönkretenni elsőre.
TTL változat van a tápfeszültség nagysága 5 V+-10%.
Ha jól értelmezem a dokumentációt akkor egy elég gyors RS-422/RS-485 vevő IC-vel kellene feldolgoznom a kimenő jeleket (gyártó által javasolt típusok: DS26C32AT, AM26LS32, MC3486, SN75ALS193 M.O.-n talán egyik sem kapható kereskedelemben :) ). Utána szükségem lenne egy hasonlóan gyors átalakítóra: pl a LS7183/7184 páros megfelelő tagja nem tudom elég-e ide?
A line counts a nálam lévő példányoknak 1000 és 2500.
Tudnátok segíteni abban merre induljak el jelfeldolgozó IC valamint jelátalakítás tekintetében (step/dir)?
Arra mi az értelmes magyarázat hogy a "Reference mark signal"-nak csak a negált jelét dolgozza fel a dokumentáció szerint? Vagy erre a kérdésre az illesztő IC doksija fog magyarázatot adni?
Az ötleteket javaslatokat előre is köszönöm
üdv:
L
Cím: Re:Encoder használata
Írta: s7manbs8 Dátum 2009 október 24, 23:52
Írta: s7manbs8 Dátum 2009 október 24, 23:52
Légy szíves ennek a jeladónak az adatlapja linkjét, ha mellékelnéd. Lehet kapni mindenfajta IC-t, amiket írtál. Nem egy was ist das téma, szerintem.
Cím: Re:Encoder használata
Írta: Szalai György Dátum 2009 október 25, 07:19
Írta: Szalai György Dátum 2009 október 25, 07:19
Azok az IC-k vonalvevők, RS422 diferenciális vonal fogadására.
Nem tudom, miben szeretnéd alkalmazni ezt az encodert. Ha a kimenet TTL szintű és a jelet nem akarod nagy távolságra (10m) vezetni, akkor nem muszáj így alkalmaznod.
Feldolgozhatod a jeleket simán Gnd-hez képest is, bármilyen, TTL kompatibilis jelfogadásra képes áramkörrel. Az A-B csatornák jelét Step/Dir-é alakítani a legegyszerűbben a Varsányi Fórumtárs által bemutatott LS7184 encoder kezelő IC-vel. Ha van még. Egyszerűbb igények esetén, könnyen alakítható hasonló célú de kisebb tudású áramkör logikai kapukból is.
Nem tudom, miben szeretnéd alkalmazni ezt az encodert. Ha a kimenet TTL szintű és a jelet nem akarod nagy távolságra (10m) vezetni, akkor nem muszáj így alkalmaznod.
Feldolgozhatod a jeleket simán Gnd-hez képest is, bármilyen, TTL kompatibilis jelfogadásra képes áramkörrel. Az A-B csatornák jelét Step/Dir-é alakítani a legegyszerűbben a Varsányi Fórumtárs által bemutatott LS7184 encoder kezelő IC-vel. Ha van még. Egyszerűbb igények esetén, könnyen alakítható hasonló célú de kisebb tudású áramkör logikai kapukból is.
Cím: Re:Encoder használata
Írta: Szalai György Dátum 2009 október 25, 07:22
Írta: Szalai György Dátum 2009 október 25, 07:22
Cím: Re:Encoder használata
Írta: Szalai György Dátum 2009 október 25, 07:24
Írta: Szalai György Dátum 2009 október 25, 07:24
Cím: Re:Encoder használata
Írta: x4rhew5r3 Dátum 2009 október 25, 07:40
Írta: x4rhew5r3 Dátum 2009 október 25, 07:40
Az AM26ls32 a Lomexnél nettó 60 Ft körül van.
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2009 október 25, 08:15
Írta: bmejdz9nu Dátum 2009 október 25, 08:15
Ha kell LS7184-es (DIP8) van még pár darabom... 2000Ft/db
Cím: Re:Encoder használata
Írta: cpmxzt4vy Dátum 2009 október 25, 12:34
Írta: cpmxzt4vy Dátum 2009 október 25, 12:34
Hello,
Köszönöm mindenkinek a segítő szándékot.
A jelet nem szeretném messzire vinni egy kissebb kb 2mx1m alapterületű cnc-ben lenne mérő eszköz a jeladó.
Kedves Péter,
3 db LS7184 IC érdekelne. Beszéljük meg privátban.
üdv
L
Köszönöm mindenkinek a segítő szándékot.
A jelet nem szeretném messzire vinni egy kissebb kb 2mx1m alapterületű cnc-ben lenne mérő eszköz a jeladó.
Kedves Péter,
3 db LS7184 IC érdekelne. Beszéljük meg privátban.
üdv
L
Cím: Re:Encoder használata
Írta: 5bzs27u7 Dátum 2009 december 14, 18:27
Írta: 5bzs27u7 Dátum 2009 december 14, 18:27
Üdv a csapatnak.
Nem találok doksit ehhez az őskövülethez, valaki tud róla infót, bekötés érdekelne.
Sieb & Meyer D-2120 typ: 14.01.03/250
Nem találok doksit ehhez az őskövülethez, valaki tud róla infót, bekötés érdekelne.
Sieb & Meyer D-2120 typ: 14.01.03/250
Cím: Re:Encoder használata
Írta: x4rhew5r3 Dátum 2009 december 28, 08:21
Írta: x4rhew5r3 Dátum 2009 december 28, 08:21
Az EC240 motor csapágy cseréjéhez meg kell szabadítani a motort az enkódertől. A leszerelés menete a következő:
1) Csavarhúzóval elforgatni a takarólemezt, hogy az egyes pöttyök legyenek fedésben
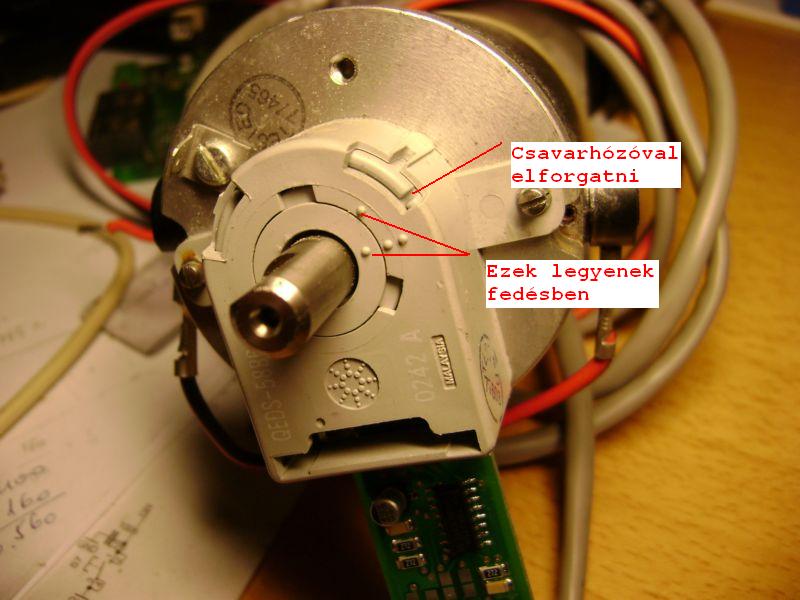
2) A szerelő furaton bekukucskálva addig forgatni a tengelyt, amíg megpillantjuk a hernyócsavart. Mielőtt bármi történne, lassan forgassuk körbe a tengelyt és ellenőrizzük, hogy egy, vagy két tengelyrögzítő csavar van a tárcsán.
0.89 mm-es imbuszkulccsal oldjuk meg a rögzítést.
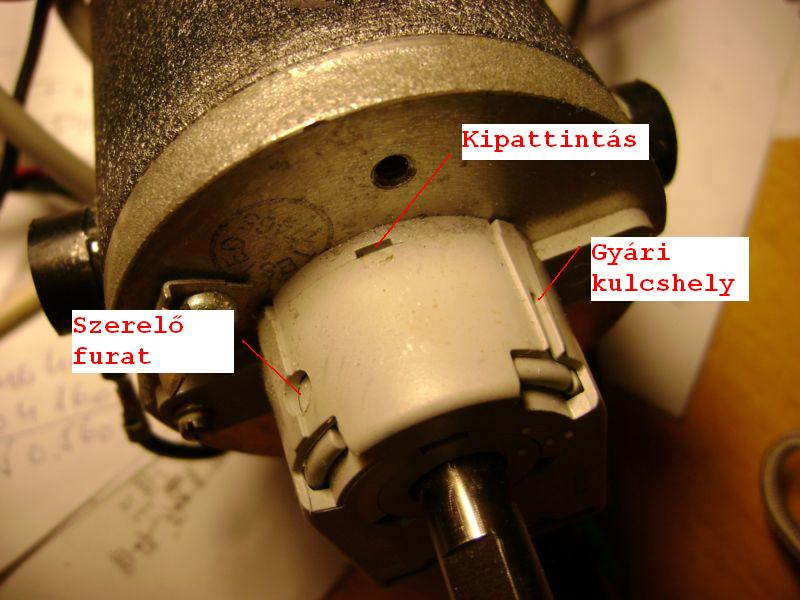
Vannak példányok, amire nem tették rá a szerelőfuratot. Ha ilyennel állunk szemben, akkor a gyári szerelőfurat magasságában óvatosan fúrjuk ki egy 3-as fúróval a képen látható helyen az enkódert.
3) Hagyjuk bent az imbuszkulcsot a csavarban és óvatosan forgassuk meg a tengelyt egy kicsit. Ha simán forog, akkor a jelzett helyen pattintsuk le a fedelet a talpról. Az alsó oldalon két ugyan ilyen kipattintót találunk.
Ha jól emlékszem, akkor az alsó kettővel érdemes kezdeni.
Most a tengelyt kicsit forgatva, húzzuk le az enkódert.
4) Visszaszerelés előtt az imbuszkulcsot dugjuk be a gyári szerelő nyíláson, és próbáljunk beletalálni a hernyócsavarba. Ha ez sikerül, akkor a kulcs a tárcsát a helyes magasságban tartja a tengelyen. A fülek bepattintása után rögzítsük a kódtárcsát a tengelyen.
1) Csavarhúzóval elforgatni a takarólemezt, hogy az egyes pöttyök legyenek fedésben
2) A szerelő furaton bekukucskálva addig forgatni a tengelyt, amíg megpillantjuk a hernyócsavart. Mielőtt bármi történne, lassan forgassuk körbe a tengelyt és ellenőrizzük, hogy egy, vagy két tengelyrögzítő csavar van a tárcsán.
0.89 mm-es imbuszkulccsal oldjuk meg a rögzítést.
Vannak példányok, amire nem tették rá a szerelőfuratot. Ha ilyennel állunk szemben, akkor a gyári szerelőfurat magasságában óvatosan fúrjuk ki egy 3-as fúróval a képen látható helyen az enkódert.
3) Hagyjuk bent az imbuszkulcsot a csavarban és óvatosan forgassuk meg a tengelyt egy kicsit. Ha simán forog, akkor a jelzett helyen pattintsuk le a fedelet a talpról. Az alsó oldalon két ugyan ilyen kipattintót találunk.
Ha jól emlékszem, akkor az alsó kettővel érdemes kezdeni.
Most a tengelyt kicsit forgatva, húzzuk le az enkódert.
4) Visszaszerelés előtt az imbuszkulcsot dugjuk be a gyári szerelő nyíláson, és próbáljunk beletalálni a hernyócsavarba. Ha ez sikerül, akkor a kulcs a tárcsát a helyes magasságban tartja a tengelyen. A fülek bepattintása után rögzítsük a kódtárcsát a tengelyen.
Cím: Re:Encoder használata
Írta: svejk Dátum 2009 december 28, 08:46
Írta: svejk Dátum 2009 december 28, 08:46
Annyit tennék hozzá, hogy jellemzően ha csak a gyári nyílás van rajta, akkor csak 1 csavar fogja az encodert és egy kis szilikoncső vezeti meg a kulcsot, míg ha rajta a másik oldalt a 3mm-es szerelőfurat is akkor 2 db hernyó fogja.
Az encoder csavarjához 0,89-es inbuszkulcs kell, Bondhus márkánál alább ne adjátok, minden valamire való szerszámkereskedő, csabágybolt forgalmazza. Ára kb. 80-90 Ft.
Az encoder levétele után a kefetartókat is húzzátok ki!
Ide 1,27 mm-es inbuszkulcs kell (kb.150 Ft), és az encoder fülei mellett a motor végéről van rögzítva 1-1 hernyócsavarral, illetve picit ragasztva is van de az egy kombináltfogóval való óvatos elfordítás hatására könnyen elenged. A kefetertó visszaszerelésénél figyeljétek a hernyócsavarok helyét a műanyagon és nem lesz semmi gond.
Az encoder csavarjához 0,89-es inbuszkulcs kell, Bondhus márkánál alább ne adjátok, minden valamire való szerszámkereskedő, csabágybolt forgalmazza. Ára kb. 80-90 Ft.
Az encoder levétele után a kefetartókat is húzzátok ki!
Ide 1,27 mm-es inbuszkulcs kell (kb.150 Ft), és az encoder fülei mellett a motor végéről van rögzítva 1-1 hernyócsavarral, illetve picit ragasztva is van de az egy kombináltfogóval való óvatos elfordítás hatására könnyen elenged. A kefetertó visszaszerelésénél figyeljétek a hernyócsavarok helyét a műanyagon és nem lesz semmi gond.
Cím: Re:Encoder használata
Írta: svejk Dátum 2009 december 28, 08:50
Írta: svejk Dátum 2009 december 28, 08:50
Még annyit, hogy ha elkerülhetetlen a fedél felpattintása akkor feltétlen nyomjátok le az alaplemezre az opto egységet(barna színű) mert az két kúpos tüskén a fedélhez van rögzítve és le akar vele jönni, és elgörbíti a tárcsát.
Ha valakié megsérül nyugodtan lehet 500-assal is helyettesíteni, elmegy az is az eredeti optikával.
Ha valakié megsérül nyugodtan lehet 500-assal is helyettesíteni, elmegy az is az eredeti optikával.
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2009 december 28, 09:13
Írta: bmejdz9nu Dátum 2009 december 28, 09:13
Tudom, hogy nem pontosan ez az encoder van az E240-en... de itt is vannak a szereléssel kapcsolatban útmutatások... (azaz mechanikailag azonos)
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2009 december 28, 10:33
Írta: 000000000 Dátum 2009 december 28, 10:33
Nagyon jó a prezentációd.
Cím: Re:Encoder használata
Írta: x4rhew5r3 Dátum 2009 december 28, 10:40
Írta: x4rhew5r3 Dátum 2009 december 28, 10:40
Igaza van Svejknek, nem kell lebontani a fedelet, a 2 rögzítőcsavar kicsavarása után bontatlanul le lehet húzni az enkódert.
Cím: Re:Encoder használata
Írta: robroy007 Dátum 2009 december 29, 16:35
Írta: robroy007 Dátum 2009 december 29, 16:35
Szia Svejk!
na nekem is sikerült egyből kivégezni a tárcsát
honnan lehet tárcsát pótolni?
üdv Robi
na nekem is sikerült egyből kivégezni a tárcsát
honnan lehet tárcsát pótolni?
üdv Robi
Cím: Re:Encoder használata
Írta: svejk Dátum 2009 december 29, 17:53
Írta: svejk Dátum 2009 december 29, 17:53
Talán Varsányinak van 500-asa az is jól működik az optoval...
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2009 december 29, 17:56
Írta: bmejdz9nu Dátum 2009 december 29, 17:56
Még van pár 500-asom, 1000-esem...és van még 2db 400-asom is aminek 8mm-es a furata = E240-hez" munkamentesen" jó a tengelyre.
Cím: Re:Encoder használata
Írta: robroy007 Dátum 2009 december 29, 20:31
Írta: robroy007 Dátum 2009 december 29, 20:31
Szia Péter
csak tárcsa vagy komplett encoder?
üdv Robi
csak tárcsa vagy komplett encoder?
üdv Robi
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2009 december 29, 20:43
Írta: bmejdz9nu Dátum 2009 december 29, 20:43
Közbe változott a dolog...
1. A 400cpr-es encoderek elkeltek "polc alatt".... (meg az összes 1000-es... is)
2. Svejk írt neked... ha nem kaptad meg a mailt írjál neki...
"Gondodat" megoldjuk...:) Ha már lebökted az encodert :) Tudod... búvárnak levegőt adni a víz alatt fontos dolog :)
1. A 400cpr-es encoderek elkeltek "polc alatt".... (meg az összes 1000-es... is)
2. Svejk írt neked... ha nem kaptad meg a mailt írjál neki...
"Gondodat" megoldjuk...:) Ha már lebökted az encodert :) Tudod... búvárnak levegőt adni a víz alatt fontos dolog :)
Cím: Re:Encoder használata
Írta: robroy007 Dátum 2009 december 29, 20:44
Írta: robroy007 Dátum 2009 december 29, 20:44
levél megjött
felajánlás elfogadva
köszönet és 1000 hála
felajánlás elfogadva
köszönet és 1000 hála
Cím: Re:Encoder használata
Írta: 62pb8zge Dátum 2009 december 29, 20:47
Írta: 62pb8zge Dátum 2009 december 29, 20:47
Szia!500-as van még?
Cím: Re:Encoder használata
Írta: bmejdz9nu Dátum 2009 december 29, 20:54
Írta: bmejdz9nu Dátum 2009 december 29, 20:54
Még van egy-két eladó DC szervómotorom (adok-veszekbe)... ha elfogytak akkor lesz még eladó encoder külön is... 50, 100, 360, 500cpr-esek..
Cím: Re:Encoder használata
Írta: korbendallas Dátum 2009 december 29, 21:39
Írta: korbendallas Dátum 2009 december 29, 21:39
Üdv!
Nekem is szükségem lenne tárcsára kinyírtam 3-at. Rá volt szorulva a tengelyre. Szólj légyszíves, ha van eladó. E240-hez kellene
Nekem is szükségem lenne tárcsára kinyírtam 3-at. Rá volt szorulva a tengelyre. Szólj légyszíves, ha van eladó. E240-hez kellene
Cím: Re:Encoder használata
Írta: x4rhew5r3 Dátum 2009 december 29, 22:29
Írta: x4rhew5r3 Dátum 2009 december 29, 22:29
Fenébe[#lookaround]
Egy pici WD40 a tengely mentén, várni egy kicsit, imbuszkulcs a csavarban, és várni egy kicsit. 2-3 perc után az kulcsot fogva óvatosan megmozdítani...
Egy pici WD40 a tengely mentén, várni egy kicsit, imbuszkulcs a csavarban, és várni egy kicsit. 2-3 perc után az kulcsot fogva óvatosan megmozdítani...
Cím: Re:Encoder használata
Írta: robroy007 Dátum 2009 december 30, 11:57
Írta: robroy007 Dátum 2009 december 30, 11:57
legalább nem csak én vagyok szerencsétlen
Cím: Re:Encoder használata
Írta: korbendallas Dátum 2009 december 30, 13:11
Írta: korbendallas Dátum 2009 december 30, 13:11
Én esélytelen voltam:) Egy lejött simán. A többi rá is volt gyógyulva, vagy mi.
Cím: Re:Encoder használata
Írta: svejk Dátum 2009 december 30, 13:59
Írta: svejk Dátum 2009 december 30, 13:59
Egyszer én is találkoztam egy ilyennel, na akkor kellett óvatosan lepattintani a fedelet,amint Sneci mutatatta és fogóval óvatosan forgatva lehetett csak lehúzni a tengelyről.
Előtte a tengelyt is kicsit megcsiszoltam polírpapírral. De ez eddig nem volt jellemző.
Előtte a tengelyt is kicsit megcsiszoltam polírpapírral. De ez eddig nem volt jellemző.
Cím: Re:Encoder használata
Írta: svejk Dátum 2009 december 30, 14:04
Írta: svejk Dátum 2009 december 30, 14:04
Ha nagyon sok lesz ilyen problémás, akkor gyüjtsétek össze és vállalom, hogy megcsináltatom filmből a tárcsákat önköltségi áron.
Az eredeti kis alu agyra egyébként is ragasztással van az acéltárcsa felszerelve.
Természetesen ez igényeseknek nem való, és biztos lesz olyan aki Istenkáromlásnak veszi, na annak nem erőltetem :)
Egyébként kipróbált, bevált megoldás.
Egy tárcsa ára 2-300 Ft lenne...
Az eredeti kis alu agyra egyébként is ragasztással van az acéltárcsa felszerelve.
Természetesen ez igényeseknek nem való, és biztos lesz olyan aki Istenkáromlásnak veszi, na annak nem erőltetem :)
Egyébként kipróbált, bevált megoldás.
Egy tárcsa ára 2-300 Ft lenne...
Cím: Re:Encoder használata
Írta: svejk Dátum 2009 december 30, 14:08
Írta: svejk Dátum 2009 december 30, 14:08
Ja, és nem lenne rajta index-jel, illetve a középpont kivágást magatoknak kellene megcsinálni, de egy nagyon éles bőrlyukasztó-szerűséggel megoldható.
Egyébként nem különösebben kényes az excentritásra, a "vaklovak" akár jobb minőségű körömvágóollóval is nekieshetnek :))
Egyébként nem különösebben kényes az excentritásra, a "vaklovak" akár jobb minőségű körömvágóollóval is nekieshetnek :))
Cím: Re:Encoder használata
Írta: 43pbwjg8s Dátum 2010 január 13, 12:38
Írta: 43pbwjg8s Dátum 2010 január 13, 12:38
Egy átlagos encoderben az opto "csóvája" milyen méretű lehet?
Milyen kis területre fókuszál?
Egészen pontosan azt szeretném tudni, hogy mondjuk sugárirányban egy tárcsán milyen közel lehet egy következő kód sáv, ugy hogy az ne zavarja az előző sávot.
Milyen kis területre fókuszál?
Egészen pontosan azt szeretném tudni, hogy mondjuk sugárirányban egy tárcsán milyen közel lehet egy következő kód sáv, ugy hogy az ne zavarja az előző sávot.
Cím: Re:Encoder használata
Írta: svejk Dátum 2010 január 13, 12:46
Írta: svejk Dátum 2010 január 13, 12:46
Jellemzően 1 sáv 2-3 mm szokott lenni.
De természetesen optikája válogatja.
De természetesen optikája válogatja.
Cím: Re:Encoder használata
Írta: Varga Ferenc Dátum 2010 február 06, 20:30
Írta: Varga Ferenc Dátum 2010 február 06, 20:30
Üdv.
Megszeretném tudni, hogy mit tud ez a jeladó és menyi az értéke? Ez van ráírva ANDIMIK-1-66-1024 .A kép nem túl éles ezért elnézést.
[url]http://kepfeltoltes.hu/view/100206/K_p023_www.kepfeltoltes.hu_.jpg[url]
[url]http://kepfeltoltes.hu/view/100206/K_p024_www.kepfeltoltes.hu_.jpg[url]
Megszeretném tudni, hogy mit tud ez a jeladó és menyi az értéke? Ez van ráírva ANDIMIK-1-66-1024 .A kép nem túl éles ezért elnézést.
[url]http://kepfeltoltes.hu/view/100206/K_p023_www.kepfeltoltes.hu_.jpg[url]
[url]http://kepfeltoltes.hu/view/100206/K_p024_www.kepfeltoltes.hu_.jpg[url]
Cím: Re:Encoder használata
Írta: Szalai György Dátum 2010 február 06, 21:02
Írta: Szalai György Dátum 2010 február 06, 21:02
Belső elektronikai felépítéséből ítélve nagyon régi konstrukció. (Ettől ugyan úgy használható mint az újabb, integráltabb felépítésűek, legfeljebb kisebb fordulatszám határig.)
TTL kimenetű inkrementális forgó jeladó, körülfordulásonként1024 impulzust ad. Bekötéséről nem tudok információt, azonosítani kell a végeit.
Értéke? Amennyiért megveszik. Legértékesebb, ha magad használod, mert kiválthatsz vele egy modernet, aminek az ára hobbyra szinte megfizethetetlen. Bukkant már fel itt a fórumon nyolcszor ekkora felbontású, pár évvel modernebb, szintén csapágyazott, zárt kivitelű, de originált új. Ötezer forintért cserélt gazdát.
TTL kimenetű inkrementális forgó jeladó, körülfordulásonként1024 impulzust ad. Bekötéséről nem tudok információt, azonosítani kell a végeit.
Értéke? Amennyiért megveszik. Legértékesebb, ha magad használod, mert kiválthatsz vele egy modernet, aminek az ára hobbyra szinte megfizethetetlen. Bukkant már fel itt a fórumon nyolcszor ekkora felbontású, pár évvel modernebb, szintén csapágyazott, zárt kivitelű, de originált új. Ötezer forintért cserélt gazdát.
Cím: Re:Encoder használata
Írta: 4um5b65d Dátum 2010 február 06, 21:29
Írta: 4um5b65d Dátum 2010 február 06, 21:29
Hát ez tényleg régi. Olyan 15-17 éve őrizgetek egy ugyanilyet valahol a fiók mélyén. Nekem még a drótok sincsenek rajta...
Cím: Re:Encoder használata
Írta: PSoft Dátum 2010 február 07, 09:18
Írta: PSoft Dátum 2010 február 07, 09:18
Az én fiókomban is lapul egy nagyon hasonló,vagy ugyanilyen?
Érdekessége,hogy 24V-os táp kell neki,bent a panelon van egy stab.kocka az csinálja az 5V-ot az elektronikának.:)
Érdekessége,hogy 24V-os táp kell neki,bent a panelon van egy stab.kocka az csinálja az 5V-ot az elektronikának.:)
Cím: Re:Encoder használata
Írta: Varga Ferenc Dátum 2010 február 07, 09:29
Írta: Varga Ferenc Dátum 2010 február 07, 09:29
Köszönöm a válaszokat.
Cím: Re:Encoder használata
Írta: imike Dátum 2010 február 07, 12:00
Írta: imike Dátum 2010 február 07, 12:00
A gépkönyve szerinti a vezeték szinek :
piros-+5v
kék-közös
szürke és kábelharisnya-árnyékolás
barna-imp1
fekete-imp1 negált
fehér-imp2
lila-imp2 negált
rózsaszin-imp0
zöld-imp0 negált
Frekvencia tartomány : 0...100kHz
Max fordulatszám : 6000/perc
Tápfeszültség : +5V
Áramfelvétel : 240mA
piros-+5v
kék-közös
szürke és kábelharisnya-árnyékolás
barna-imp1
fekete-imp1 negált
fehér-imp2
lila-imp2 negált
rózsaszin-imp0
zöld-imp0 negált
Frekvencia tartomány : 0...100kHz
Max fordulatszám : 6000/perc
Tápfeszültség : +5V
Áramfelvétel : 240mA
Cím: Re:Encoder használata
Írta: s7manbs8 Dátum 2010 március 04, 18:35
Írta: s7manbs8 Dátum 2010 március 04, 18:35
Ilyesmit lehet valahol kapni ?
HP nyomtatóból való a rés tárcsa, meg az érzékelő opto cucc, annak mi is a neve, optorés ?
Valami RUHLATEC a tárcsa készítője.

http://belaworld.extra.hu/encoder/agilent_opto.jpg
HP nyomtatóból való a rés tárcsa, meg az érzékelő opto cucc, annak mi is a neve, optorés ?
Valami RUHLATEC a tárcsa készítője.
http://belaworld.extra.hu/encoder/agilent_opto.jpg
Cím: Re:Encoder használata
Írta: s7manbs8 Dátum 2010 március 04, 18:36
Írta: s7manbs8 Dátum 2010 március 04, 18:36
1800 vonal van rajta 1800CT, 200LPI feliratok, gondolom Line Per Inch, magyarán 200 vonal/25.4mm ?
Cím: Re:Encoder használata
Írta: s7manbs8 Dátum 2010 március 04, 18:41
Írta: s7manbs8 Dátum 2010 március 04, 18:41
A másik kép:

Cím: Re:Encoder használata
Írta: 279nwbpsa Dátum 2010 március 04, 18:54
Írta: 279nwbpsa Dátum 2010 március 04, 18:54
Szervusztok!
Van egy üvegtárcsás enkóderem.Úgy emlékszem 200-as osztású.Alkalmas ez eszterga főorsó fordulatszabályozáshoz?
Van egy üvegtárcsás enkóderem.Úgy emlékszem 200-as osztású.Alkalmas ez eszterga főorsó fordulatszabályozáshoz?
Cím: Re:Encoder használata
Írta: s7manbs8 Dátum 2010 március 04, 19:08
Írta: s7manbs8 Dátum 2010 március 04, 19:08
Hallod itt 4 résekkel is menetet vágnak, akkor a 200 osztás bőven elég, amúgy is.
Cím: Re:Encoder használata
Írta: 4um5b65d Dátum 2010 március 04, 19:10
Írta: 4um5b65d Dátum 2010 március 04, 19:10
Annyi HP nyomtató szokott nálunk lenni a zsibin, hogy Dunát lehet vele rekeszteni....
Cím: Re:Encoder használata
Írta: s7manbs8 Dátum 2010 március 04, 19:13
Írta: s7manbs8 Dátum 2010 március 04, 19:13
Ezt megpróbálom beüzemelni valahogy, a kijövő jeleket kell illeszteni, nem tudom milyen jel jön ki, kipróbálom, ez még valami forgatóhoz is jó lenne szinte közvetlenül 1 kör 1800 osztás.
Cím: Re:Encoder használata
Írta: s7manbs8 Dátum 2010 március 04, 19:14
Írta: s7manbs8 Dátum 2010 március 04, 19:14
Ne basszus, szedj össze már valamennyit. Oszt majd elküldöd.
Cím: Re:Encoder használata
Írta: s7manbs8 Dátum 2010 március 04, 19:14
Írta: s7manbs8 Dátum 2010 március 04, 19:14
Persze csak, ha ócsóba van.
Cím: Re:Encoder használata
Írta: 4um5b65d Dátum 2010 március 04, 19:15
Írta: 4um5b65d Dátum 2010 március 04, 19:15
Remélem megosztod a nagyérdeművel a kapcsolási rajzot. Már nekem is volt a gondolataimban, hogy lehetne velük kezdeni valamit.
Milyen nyomtatóé a cucc ?
Milyen nyomtatóé a cucc ?
Cím: Re:Encoder használata
Írta: 4um5b65d Dátum 2010 március 04, 19:18
Írta: 4um5b65d Dátum 2010 március 04, 19:18
Drágább a posta mint a nyomtató. Vettem már 500-ért is. Néha 2000-et is van pofájuk elkérni.
Egyébként "pcbonto.hu"
Egyébként "pcbonto.hu"
Cím: Re:Encoder használata
Írta: s7manbs8 Dátum 2010 március 04, 19:19
Írta: s7manbs8 Dátum 2010 március 04, 19:19
Na szétnézek ott is, hátha van.
Cím: Re:Encoder használata
Írta: 4um5b65d Dátum 2010 március 04, 19:20
Írta: 4um5b65d Dátum 2010 március 04, 19:20
Add le nekik a drótot, hogy több kellene, csak félrerakják.
Cím: Re:Encoder használata
Írta: s7manbs8 Dátum 2010 március 04, 19:34
Írta: s7manbs8 Dátum 2010 március 04, 19:34
Köszi a tippet.
Cím: Re:Encoder használata
Írta: s7manbs8 Dátum 2010 március 04, 19:35
Írta: s7manbs8 Dátum 2010 március 04, 19:35
Veled megosztom biztos.
Cím: Re:Encoder használata
Írta: s7manbs8 Dátum 2010 március 04, 19:37
Írta: s7manbs8 Dátum 2010 március 04, 19:37
HP DeskJet5150 , gyorsan megnéztem mielőtt a kuka elmegy.
Cím: Re:Encoder használata
Írta: 4um5b65d Dátum 2010 március 04, 20:15
Írta: 4um5b65d Dátum 2010 március 04, 20:15
Na azt nem is tudom hirtelen melyik típus.
Én Deskjet 600-asokat és társait láttam nagyon sokat, de abban is ott virít a kérdéses alkatrész.
Én Deskjet 600-asokat és társait láttam nagyon sokat, de abban is ott virít a kérdéses alkatrész.
Cím: Re:Encoder használata
Írta: s7manbs8 Dátum 2010 március 04, 21:20
Írta: s7manbs8 Dátum 2010 március 04, 21:20
Igen egy időben elkezdték ezeket használni, meg a kis DC motorokat benne. Meg a hosszú encodert is a vonalkásat.
Cím: Re:Encoder használata
Írta: robroy007 Dátum 2010 március 04, 21:36
Írta: robroy007 Dátum 2010 március 04, 21:36
hol van a nyomtatóban enkóder még sose láttam
Cím: Re:Encoder használata
Írta: 4um5b65d Dátum 2010 március 04, 22:39
Írta: 4um5b65d Dátum 2010 március 04, 22:39
A fejnek a kereszt irányú mozgását érzékeli. Ha felnyitsz egy DJ600-ast akkor azonnal látnod kell a fej mögötti területen egy kifeszített kb 8-12 mm szélességű műanyag "fóliát".
Cím: Re:Encoder használata
Írta: svejk Dátum 2010 március 05, 12:57
Írta: svejk Dátum 2010 március 05, 12:57
A képen látható sinus kimenetű..
a Deskjet 6-7-800-asokban voltak TTL(vagyis inkább négyszög) kimenetű 120,150 és 180 LPI-sek
a Deskjet 6-7-800-asokban voltak TTL(vagyis inkább négyszög) kimenetű 120,150 és 180 LPI-sek
Cím: Re:Encoder használata
Írta: s7manbs8 Dátum 2010 március 05, 13:07
Írta: s7manbs8 Dátum 2010 március 05, 13:07
Ha négyszögesítem, akkor négyszög kimenetet kapok ?
Cím: Re:Encoder használata
Írta: s7manbs8 Dátum 2010 március 05, 13:08
Írta: s7manbs8 Dátum 2010 március 05, 13:08
Illetve az még jobb, ha szinusz, mert még nagyobb felbontást tud, ha analóg mérem.
Cím: Re:Encoder használata
Írta: svejk Dátum 2010 március 05, 13:30
Írta: svejk Dátum 2010 március 05, 13:30
Igen.
Cím: Re:Encoder használata
Írta: svejk Dátum 2010 március 05, 13:32
Írta: svejk Dátum 2010 március 05, 13:32
Igen, az eredeti nyomtató is igy működik
Cím: Re:Encoder használata
Írta: svejk Dátum 2010 március 05, 13:34
Írta: svejk Dátum 2010 március 05, 13:34
Ez mutatja a világunkat, hogy inkább szoftveresen oldanak meg mindent, hogy ne lelljen precíz mechanika. Gondolom láttad milyen silány az egész szerkezet, még azt sem mondható hogy kottyanásmentes a hajtás.
Cím: Re:Encoder használata
Írta: s7manbs8 Dátum 2010 március 05, 16:20
Írta: s7manbs8 Dátum 2010 március 05, 16:20
Az eredeti processzort sajna nem tudom használni ami benne volt, néztem a neten, de csak a 16 bites 8M-ás memóriát tudnám belőle felhasználni valami 16 bites procival. meg az elektronikája annyit csinált, hogy nem kapcsolt be sem, nem jöttem rá mitől, a tápja jó volt, belül is kapott tápot, kondik jónak néztek ki csak valamelyik fő IC halt meg valszeg. Kicsit nézegettem, aztán inkább a bontást választottam.
Cím: Re:Encoder használata
Írta: s7manbs8 Dátum 2010 március 05, 16:21
Írta: s7manbs8 Dátum 2010 március 05, 16:21
Nem tudom a porszemek mennyire zavarják a rés érzékelést, valahány % hibát biztos okoznak, ha belemegy.
Cím: Re:Encoder használata
Írta: 43pbwjg8s Dátum 2010 március 07, 19:43
Írta: 43pbwjg8s Dátum 2010 március 07, 19:43
Sziasztok!
A két, már felújított YASAKAWA-ra feloperáltam az Ádámtól kapott 500cpr-es encodereket.
Ilyen kis közdarabokkal tudtam megoldani a legegyszerűbben, mert "természetesen" a motor hátlapján találhat furatok inch menetesek.
At hiszem ez volt a legegyszerűbb. Stabil és remélem jó is lesz. HA sikerül csatlakozót szerezni az encoderhez, már tesztelni is fogom. :)




A két, már felújított YASAKAWA-ra feloperáltam az Ádámtól kapott 500cpr-es encodereket.
Ilyen kis közdarabokkal tudtam megoldani a legegyszerűbben, mert "természetesen" a motor hátlapján találhat furatok inch menetesek.
At hiszem ez volt a legegyszerűbb. Stabil és remélem jó is lesz. HA sikerül csatlakozót szerezni az encoderhez, már tesztelni is fogom. :)
Cím: Re:Encoder használata
Írta: 43pbwjg8s Dátum 2010 március 07, 19:45
Írta: 43pbwjg8s Dátum 2010 március 07, 19:45
A furatesztergálás minőségét kérlek ne kritizáljátok. Csak egy 12mm mélységig használható furatkésem volt, ugyhogy ugy ügyködtem ki azt ahova az nem ért be.
Cím: Re:Encoder használata
Írta: 43pbwjg8s Dátum 2010 március 07, 19:46
Írta: 43pbwjg8s Dátum 2010 március 07, 19:46
HOPP!
Egy admint kérnék az utolsó kép elé tegyen be egy sortörést!
Elnézést a hibáért!
Egy admint kérnék az utolsó kép elé tegyen be egy sortörést!
Elnézést a hibáért!
Cím: Re:Encoder használata
Írta: 43pbwjg8s Dátum 2010 március 08, 10:30
Írta: 43pbwjg8s Dátum 2010 március 08, 10:30
Cím: Re:Encoder használata
Írta: 43pbwjg8s Dátum 2010 március 09, 12:58
Írta: 43pbwjg8s Dátum 2010 március 09, 12:58
A FARNELL-ről ennyit:
Rohadt drága... (ez tény!)
Minden van...(szerintem)
Tegnap kora délután adtam le a rendelést, most kaptam kézbe a cuccot. NEM MAGYARORSZÁGI TELEPHELYRŐL, HANEM ANGLIÁBÓL SZÁLLÍTOTTAK!
Azért ez szokatlan gyorsaság, néha még itthon is.
Rohadt drága... (ez tény!)
Minden van...(szerintem)
Tegnap kora délután adtam le a rendelést, most kaptam kézbe a cuccot. NEM MAGYARORSZÁGI TELEPHELYRŐL, HANEM ANGLIÁBÓL SZÁLLÍTOTTAK!
Azért ez szokatlan gyorsaság, néha még itthon is.
Cím: Re:Encoder használata
Írta: s7manbs8 Dátum 2010 március 09, 15:22
Írta: s7manbs8 Dátum 2010 március 09, 15:22
Mennyire rohadt drága ? A sebesség az nem rossz, ahogy előadtad.
Cím: Re:Encoder használata
Írta: 43pbwjg8s Dátum 2010 március 09, 15:24
Írta: 43pbwjg8s Dátum 2010 március 09, 15:24
Nagyon. :)
Cím: Re:Encoder használata
Írta: s7manbs8 Dátum 2010 március 09, 16:06
Írta: s7manbs8 Dátum 2010 március 09, 16:06
Legalább mutasd meg milyen fasza cuccot vettél akkor.[#circling][#circling]
Cím: Re:Encoder használata
Írta: 43pbwjg8s Dátum 2010 március 09, 17:03
Írta: 43pbwjg8s Dátum 2010 március 09, 17:03
Nyakonváglak elektron! :)
a #799-ben linkeltem. :)
a #799-ben linkeltem. :)
Cím: Re:Encoder használata
Írta: s7manbs8 Dátum 2010 március 09, 17:06
Írta: s7manbs8 Dátum 2010 március 09, 17:06
Ja, csak egy csatlakozó ? Azt hittem valami nagy dolgot vettél.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2010 március 09, 19:47
Írta: 000000000 Dátum 2010 március 09, 19:47
Neken egyszer Amerikából meghozta a cég 3 nap alatt.
Cím: Re:Encoder használata
Írta: 43pbwjg8s Dátum 2010 március 09, 22:07
Írta: 43pbwjg8s Dátum 2010 március 09, 22:07
Szakadnának meg akik ilyen kicsi fémérintkezőket találtak ki!
legalább 10-et elbaltáztam mire az én bumszli kezemmel rájöttem, hogy hogyan tudom feltenni a vezetékek végére. De még igy sem az igazi valamiért, mert amikor betolom a csatlakozó házba, nem kattan be és nem akar benn maradni.:(
Ahogy rátlom a csatlakozót az encoderre, szépen kitolódnak egy kicsit a csatlakozóházból a kábelek a sarukkal.
Lehet mikroszkóppal és petesejt-megtermékenyítő robottal kellene ezt csinálni?
legalább 10-et elbaltáztam mire az én bumszli kezemmel rájöttem, hogy hogyan tudom feltenni a vezetékek végére. De még igy sem az igazi valamiért, mert amikor betolom a csatlakozó házba, nem kattan be és nem akar benn maradni.:(
Ahogy rátlom a csatlakozót az encoderre, szépen kitolódnak egy kicsit a csatlakozóházból a kábelek a sarukkal.
Lehet mikroszkóppal és petesejt-megtermékenyítő robottal kellene ezt csinálni?
Cím: Re:Encoder használata
Írta: 43pbwjg8s Dátum 2010 március 09, 22:08
Írta: 43pbwjg8s Dátum 2010 március 09, 22:08
Már az is eszembe jutott, hogy egy tűhegyni kétkomponensű ragasztóval tartom benn őket.....
De majd holnap, nyugodtan szépen megvizsgálgatom ujra az egészet.
De majd holnap, nyugodtan szépen megvizsgálgatom ujra az egészet.
Cím: Re:Encoder használata
Írta: s5f8tmfv3 Dátum 2010 március 09, 22:21
Írta: s5f8tmfv3 Dátum 2010 március 09, 22:21
Nem nagyon látszik az enkóder fotóján a csati típusa, bár gondolom biztosan ez való hozzá ha már megvetted. A Molex hasonszőrű csatlakozója nem lenne jó hozzá? Csak mert ilyenem van, kontaktot is tudok adni, legfeljebb levágod a kódolást a házról. A nálam lévő enkóderekhez legalábbis ilyen kell. (sokkal egyszerűbb a szerelése!)
Cím: Re:Encoder használata
Írta: s5f8tmfv3 Dátum 2010 március 09, 22:22
Írta: s5f8tmfv3 Dátum 2010 március 09, 22:22
Ragasztó nem OK, inkább nézd meg miért nem kattan be.
Cím: Re:Encoder használata
Írta: 43pbwjg8s Dátum 2010 március 09, 22:28
Írta: 43pbwjg8s Dátum 2010 március 09, 22:28
Szia!
Ez a csatlakozó pontosan az ami kell hozzá.
Stimmel is bele, csupán valami szerelési bénaság állott belém. Kicsit mérgelődök mos miatta, de holnap, hamarabb, még nem fáradtan megnézem mi is lehet a gond.
HA nem kattan be én fogok! :)
Ez a csatlakozó pontosan az ami kell hozzá.
Stimmel is bele, csupán valami szerelési bénaság állott belém. Kicsit mérgelődök mos miatta, de holnap, hamarabb, még nem fáradtan megnézem mi is lehet a gond.
HA nem kattan be én fogok! :)
Cím: Re:Encoder használata
Írta: 43pbwjg8s Dátum 2010 március 10, 10:00
Írta: 43pbwjg8s Dátum 2010 március 10, 10:00
Na csak egy kis nappali fény kellett.
Minden rendben és végre kész van a csatlakozó is.
Most már csak az izzitás és a teszt következik. :)
Minden rendben és végre kész van a csatlakozó is.
Most már csak az izzitás és a teszt következik. :)
Cím: Re:Encoder használata
Írta: 43pbwjg8s Dátum 2010 március 12, 11:09
Írta: 43pbwjg8s Dátum 2010 március 12, 11:09
Amatőr!
A kontakt amit említettél milyen?
Elég szűkken maradt az első napi bénázáésom miatt!
A kontakt amit említettél milyen?
Elég szűkken maradt az első napi bénázáésom miatt!
Cím: Re:Encoder használata
Írta: s5f8tmfv3 Dátum 2010 március 12, 13:51
Írta: s5f8tmfv3 Dátum 2010 március 12, 13:51
Szia! Ilyen. Nem jó a Hirose házba, de kedden megnézem bent hogy használunk-e olyant ami jó lenne Neked.
Cím: Re:Encoder használata
Írta: s5f8tmfv3 Dátum 2010 március 23, 16:49
Írta: s5f8tmfv3 Dátum 2010 március 23, 16:49

Cím: Re:Encoder használata
Írta: 43pbwjg8s Dátum 2010 március 23, 16:59
Írta: 43pbwjg8s Dátum 2010 március 23, 16:59
Szia!
Mepróbálom valahogy hasonlítani ahhoz ami van nálam.
Sajna igy hogy nem megy a laptop nem tudom folytatni a tesztelést és a beállítást.
Pedig a hétvégén rendbetettem elvileg a motorokat....... :( egyelőre csak remélem, hogy a másik két motor is megy, mert azt kiderítettem a hogy a vezérlők jók (mind) a motorok mennek simán hajtva (mind) igy maradt az encoderrel való esetleges balgaságom. Ez igaz is volt, mert az egyik valahogy leoldott a tengelyvégről, de ezt nem láttam a zárt felfogó ház miatt. Ez most rendben van. A csatlakozókat is kimértem és befixáltam, hogy ne lehessen velük gond. Az encoder tengelye is meglehetősen pontosan koncentrikus.
Az utolsó motor encoioderétnek bekötése még érdekes.
De ma jobbb híjánn ezt is átellenőrzöm.
Utána csak arra várok, hogy holnap behozza a kollégám a kölcsön winyót a klaptopomba. (itt áll mellettem éppen ugyhogy megrugdossuk ha nem segít! :) )
Nagyon köszönöm!
Mepróbálom valahogy hasonlítani ahhoz ami van nálam.
Sajna igy hogy nem megy a laptop nem tudom folytatni a tesztelést és a beállítást.
Pedig a hétvégén rendbetettem elvileg a motorokat....... :( egyelőre csak remélem, hogy a másik két motor is megy, mert azt kiderítettem a hogy a vezérlők jók (mind) a motorok mennek simán hajtva (mind) igy maradt az encoderrel való esetleges balgaságom. Ez igaz is volt, mert az egyik valahogy leoldott a tengelyvégről, de ezt nem láttam a zárt felfogó ház miatt. Ez most rendben van. A csatlakozókat is kimértem és befixáltam, hogy ne lehessen velük gond. Az encoder tengelye is meglehetősen pontosan koncentrikus.
Az utolsó motor encoioderétnek bekötése még érdekes.
De ma jobbb híjánn ezt is átellenőrzöm.
Utána csak arra várok, hogy holnap behozza a kollégám a kölcsön winyót a klaptopomba. (itt áll mellettem éppen ugyhogy megrugdossuk ha nem segít! :) )
Nagyon köszönöm!
Cím: Re:Encoder használata
Írta: s5f8tmfv3 Dátum 2010 március 23, 18:41
Írta: s5f8tmfv3 Dátum 2010 március 23, 18:41
Tudod mit? Küldöm és majd megnézegeted.
Cím: Re:Encoder használata
Írta: 43pbwjg8s Dátum 2010 március 23, 21:30
Írta: 43pbwjg8s Dátum 2010 március 23, 21:30
De rendes vagy!
Csak most jutok hozzá, hogy megnézzem de talán így kép alapján igy is nehéz lesz.
Azon gondolkodtam hogy lemérem ami maradt.
De igazándiból most abban reménykedek inkább, hogy ez a három motor már menni fog rendesen. :)
Hátha!
Csak most jutok hozzá, hogy megnézzem de talán így kép alapján igy is nehéz lesz.
Azon gondolkodtam hogy lemérem ami maradt.
De igazándiból most abban reménykedek inkább, hogy ez a három motor már menni fog rendesen. :)
Hátha!
Cím: Re:Encoder használata
Írta: 43pbwjg8s Dátum 2010 március 23, 21:32
Írta: 43pbwjg8s Dátum 2010 március 23, 21:32
Egyébként nincs jobb perforáló eszköz, mint ezek a saruk. :)
Láttálmár olyan borítékot ami ilyenekkel tele érkezik meg? :)
Én láttam amit Te küldtél! :)
A toalettpapír perforációja heggesztési varrat ahhoz képest amilyen lyuksoroklettek rajta:)
Láttálmár olyan borítékot ami ilyenekkel tele érkezik meg? :)
Én láttam amit Te küldtél! :)
A toalettpapír perforációja heggesztési varrat ahhoz képest amilyen lyuksoroklettek rajta:)
Cím: Re:Encoder használata
Írta: besirkyjh Dátum 2010 március 23, 21:44
Írta: besirkyjh Dátum 2010 március 23, 21:44
Szia Peti
Tegnap vagy ma kaptál csomagot ( szatyor) ?
Tegnap vagy ma kaptál csomagot ( szatyor) ?
Cím: Re:Encoder használata
Írta: 43pbwjg8s Dátum 2010 március 23, 21:59
Írta: 43pbwjg8s Dátum 2010 március 23, 21:59
Tyűűű!
bizony!
Én meg milyen voltam!
RecaLacánakmegköszöntem de neked még nem.....
:(
Bocsánat!
De hogy kiengesztelődj! A Te cuccod már becsomagoltam az imént! :) Elősk között volt hogy azt megcsináljam! :)
Nagyon nagyon köszönöm!
Keresni fogok ajzatot hozzá. aztán meglátom. POnt jó a szálszám egyébkét egy kis szervós vezetkeléshez. Bár igy csak igen kicsi hosszokban, de az is hasznos.
Mégegyszer nagyon köszönöm!
bizony!
Én meg milyen voltam!
RecaLacánakmegköszöntem de neked még nem.....
:(
Bocsánat!
De hogy kiengesztelődj! A Te cuccod már becsomagoltam az imént! :) Elősk között volt hogy azt megcsináljam! :)
Nagyon nagyon köszönöm!
Keresni fogok ajzatot hozzá. aztán meglátom. POnt jó a szálszám egyébkét egy kis szervós vezetkeléshez. Bár igy csak igen kicsi hosszokban, de az is hasznos.
Mégegyszer nagyon köszönöm!
Cím: Re:Encoder használata
Írta: besirkyjh Dátum 2010 március 23, 22:23
Írta: besirkyjh Dátum 2010 március 23, 22:23
Ne köszönj semmit a lényeg még nálam van .
Sima egysoros jumper kell neki eltolva félfurattal és már gyári is .
Viszek még belöle .
[#eljen]
Sima egysoros jumper kell neki eltolva félfurattal és már gyári is .
Viszek még belöle .
[#eljen]
Cím: Re:Encoder használata
Írta: 43pbwjg8s Dátum 2010 március 26, 19:43
Írta: 43pbwjg8s Dátum 2010 március 26, 19:43
Szia Amatőr!
Nem hiszed el!
Még ezek is nagyok.
De szerintem hagyd! Már ig yis olyan mennyiséggel láttál el más méretekből, hog yha arra lesz szükségem, évekre elég lesz.
Nagyon köszönöm a fáradozsodat!
Nem hiszed el!
Még ezek is nagyok.
De szerintem hagyd! Már ig yis olyan mennyiséggel láttál el más méretekből, hog yha arra lesz szükségem, évekre elég lesz.
Nagyon köszönöm a fáradozsodat!
Cím: Re:Encoder használata
Írta: 43pbwjg8s Dátum 2010 március 28, 23:48
Írta: 43pbwjg8s Dátum 2010 március 28, 23:48
Etzt nem hszem el!
Lenn hagytam a kocsiban az USB kábelt a fényképezhöz....
Pedig ez most nagyon meg akartam mutatni. :(
Az egyik kis 400CPR-es ENCODER-t sikerült egy picit kiherélnem lenn a találkozón.
A multkori tárcsa ragasztás után a ház nem lett eléggé fixen összeraasztva így egy hirtelen mozdulattal sikerült letépnem a tetejét és el is szaggattam az ici-pici szalagkábet ami az optikához vezetett.
Nos ma délután szépen neiestem és megcsináltam.
Nem hittem volna, hog yaz én bumszli kezemmel meg tudom oldani, de sikerült!!!!
Nem olyan régen elindult most már minden motor!!! Persze nem csak elindult, hanm ugy megy ahogy annak mennie kell.
Most látom, hogy mikor hasznos előszedni az oszcilloszkópot. A segítségével sikerült megtalálnom azt, hogy mikor s miért nem voltak megfelelőek az encodr jelei. Azért mégis van egy viszonylag alacsony határ ami felett érzékeny a koncentricitás hibára. Szépen feltettem szkópra és kiforgattam megfelelő pozíciót és végre így rögzítettem az egészet.
Most minden megy. Ez is egyfajta öröm.
Holnap felteszem a képeket!
Lenn hagytam a kocsiban az USB kábelt a fényképezhöz....
Pedig ez most nagyon meg akartam mutatni. :(
Az egyik kis 400CPR-es ENCODER-t sikerült egy picit kiherélnem lenn a találkozón.
A multkori tárcsa ragasztás után a ház nem lett eléggé fixen összeraasztva így egy hirtelen mozdulattal sikerült letépnem a tetejét és el is szaggattam az ici-pici szalagkábet ami az optikához vezetett.
Nos ma délután szépen neiestem és megcsináltam.
Nem hittem volna, hog yaz én bumszli kezemmel meg tudom oldani, de sikerült!!!!
Nem olyan régen elindult most már minden motor!!! Persze nem csak elindult, hanm ugy megy ahogy annak mennie kell.
Most látom, hogy mikor hasznos előszedni az oszcilloszkópot. A segítségével sikerült megtalálnom azt, hogy mikor s miért nem voltak megfelelőek az encodr jelei. Azért mégis van egy viszonylag alacsony határ ami felett érzékeny a koncentricitás hibára. Szépen feltettem szkópra és kiforgattam megfelelő pozíciót és végre így rögzítettem az egészet.
Most minden megy. Ez is egyfajta öröm.
Holnap felteszem a képeket!
Cím: Re:Encoder használata
Írta: 43pbwjg8s Dátum 2010 március 29, 21:06
Írta: 43pbwjg8s Dátum 2010 március 29, 21:06
Hát ha nem haragszotok akkor beteszem ide a képeket, a történetet, mert mint egy kisgyerek, nagyon büszke vagyok, hogy meg tudtam csinálni. Nekem ez nagyon nagy öröm.

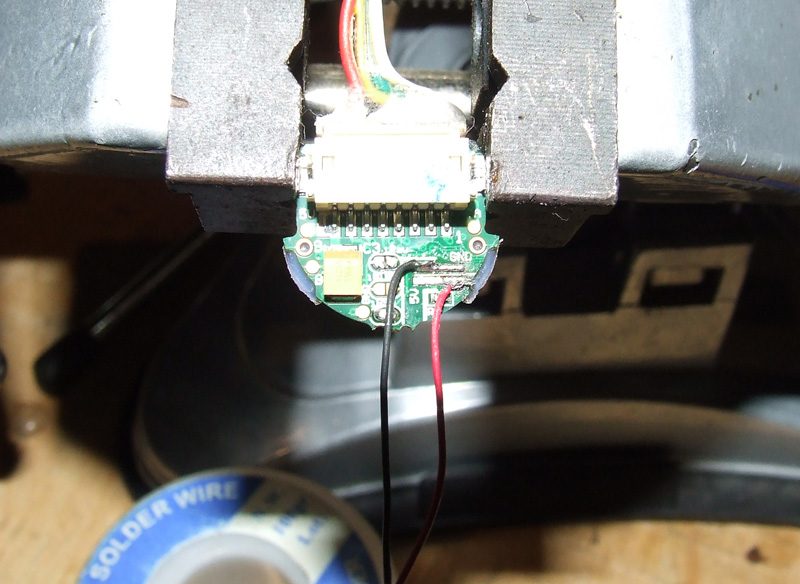

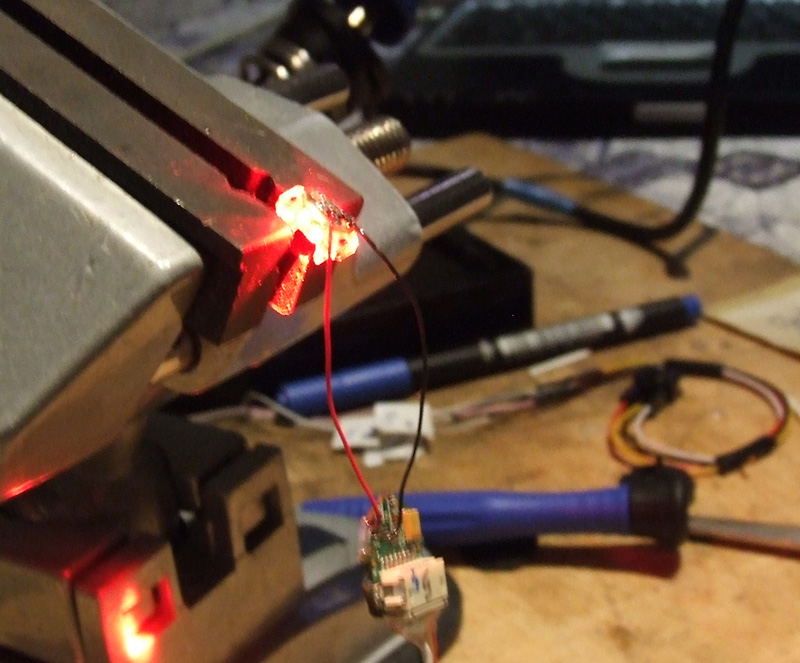
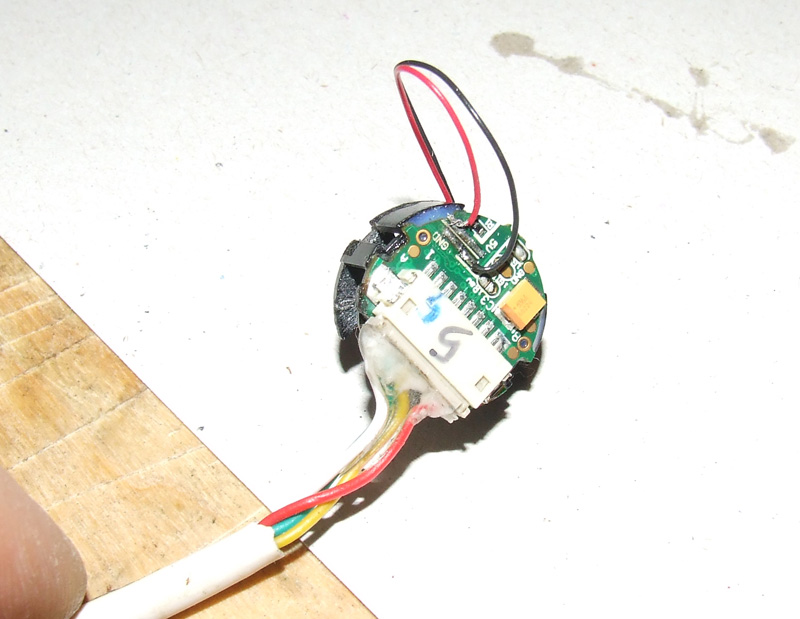

Cím: Re:Encoder használata
Írta: 43pbwjg8s Dátum 2010 március 29, 21:08
Írta: 43pbwjg8s Dátum 2010 március 29, 21:08
Egy kép kimaradt, a méret érzékeltetéséhez:

Cím: Re:Encoder használata
Írta: bvadkrcds Dátum 2010 október 05, 22:36
Írta: bvadkrcds Dátum 2010 október 05, 22:36
Sziasztok!
Megint volt időm, vezetés közben gondolkodni.
Egy egyszerű encoderen törtem a fejem. Majd jött az ötlet. A Lightscribe Disc Labeling System jutott eszembe, hogy hogyan is pozícionálják a lemezt… a belső gyűrűn van a pozicionálójelzés. Nem jó ez nektek encoder gyűrűnek? Olcsó max 200 FT a DVD

Megint volt időm, vezetés közben gondolkodni.
Egy egyszerű encoderen törtem a fejem. Majd jött az ötlet. A Lightscribe Disc Labeling System jutott eszembe, hogy hogyan is pozícionálják a lemezt… a belső gyűrűn van a pozicionálójelzés. Nem jó ez nektek encoder gyűrűnek? Olcsó max 200 FT a DVD
Cím: Re:Encoder használata
Írta: bvadkrcds Dátum 2010 október 05, 23:00
Írta: bvadkrcds Dátum 2010 október 05, 23:00
Cím: Re:Encoder használata
Írta: D.Laci Dátum 2010 október 06, 08:51
Írta: D.Laci Dátum 2010 október 06, 08:51
Nyálazd átt a forumot! 2-3 alkalommal szóba került... :)
Cím: Re:Encoder használata
Írta: svejk Dátum 2010 október 06, 08:59
Írta: svejk Dátum 2010 október 06, 08:59
És mi lett az eredmény?
Cím: Re:Encoder használata
Írta: D.Laci Dátum 2010 október 06, 09:15
Írta: D.Laci Dátum 2010 október 06, 09:15
Paraguay-Dzsibuti? aszem' 2:0 ... :)
Opto hiánya miatt el lett vetve az ötlet.
~2 éve külső DVD író 25.000ft volt, múlthéten TESCO-ban ugyan az 6000ft volt.
Úgy vettem észre hogy az új notikat már ilyen DVD-írókkal adják.
Szerintem 1-2 év és használt írókat 1000ft alatt fogják dobálni a HobbyCNC-s után.
Opto hiánya miatt el lett vetve az ötlet.
~2 éve külső DVD író 25.000ft volt, múlthéten TESCO-ban ugyan az 6000ft volt.
Úgy vettem észre hogy az új notikat már ilyen DVD-írókkal adják.
Szerintem 1-2 év és használt írókat 1000ft alatt fogják dobálni a HobbyCNC-s után.
Cím: Re:Encoder használata
Írta: 43pbwjg8s Dátum 2010 október 06, 09:20
Írta: 43pbwjg8s Dátum 2010 október 06, 09:20
Van sok helyen rendes encodertárcsa....
Az az igazi amikor az ember megkapja postán azt a darabot amit megígértek neki postaköltségért.
Az az igazi amikor az ember megkapja postán azt a darabot amit megígértek neki postaköltségért.
Cím: Re:Encoder használata
Írta: svejk Dátum 2010 október 06, 09:35
Írta: svejk Dátum 2010 október 06, 09:35
Ka..be :))
Elfelejtettem..
Ugye milyen jó hogy ingyé' kapod, most milyen mérges lennél hogy lenyúltalak.
Persze ezeket is magánban jobb lenne intézni..
Elfelejtettem..
Ugye milyen jó hogy ingyé' kapod, most milyen mérges lennél hogy lenyúltalak.
Persze ezeket is magánban jobb lenne intézni..
Cím: Re:Encoder használata
Írta: 43pbwjg8s Dátum 2010 október 06, 09:39
Írta: 43pbwjg8s Dátum 2010 október 06, 09:39
:)
Nem tudtam, hogy esetleg a posta tévedett-e, ezért vártam még.
Van neked elég dolgod, ugyhogy nem csoda ha kimarad valami. Nincsen semmi gond.
Nem tudtam, hogy esetleg a posta tévedett-e, ezért vártam még.
Van neked elég dolgod, ugyhogy nem csoda ha kimarad valami. Nincsen semmi gond.
Cím: Re:Encoder használata
Írta: bvadkrcds Dátum 2010 október 06, 14:06
Írta: bvadkrcds Dátum 2010 október 06, 14:06
Oké!
Nem lapoztam vissza a fórumban...
Nem lapoztam vissza a fórumban...
Cím: Re:Encoder használata
Írta: Szalai György Dátum 2010 október 06, 19:38
Írta: Szalai György Dátum 2010 október 06, 19:38
Beírom ide, hátha lesz valami.
SSI (szinkron soros) kimenetű abszolút útadók kimenő jeleit kellene megjelenítenem. Nem találok ehhez olcsó eszközt, de még kapcsolást sem. Hogyha esetleg PC paralel porttal összehozható, (optocsatolós leválasztón keresztül) akkor egy program is elég volna.
Segítség kéne.
Azt megtaláltam, hogy a szinkronjel bemenet egy 7mA-rel hajtott optocsatoló, és a soros adat kimenet is egy optocsatolót hajthat meg. De a soros adat feldolgozása, az homály.
Szinkronjelet adhatnék a bemeneti optocsatolónak valami független négyszög generátorról?
Lehet, hogy akkor az adatkimenetet csak egy soros bemenetű kijelzőre kéne kötnöm (egy illesztő áramkörön keresztül) és működne?
Talán egy ilyesmire?
SSI (szinkron soros) kimenetű abszolút útadók kimenő jeleit kellene megjelenítenem. Nem találok ehhez olcsó eszközt, de még kapcsolást sem. Hogyha esetleg PC paralel porttal összehozható, (optocsatolós leválasztón keresztül) akkor egy program is elég volna.
Segítség kéne.
Azt megtaláltam, hogy a szinkronjel bemenet egy 7mA-rel hajtott optocsatoló, és a soros adat kimenet is egy optocsatolót hajthat meg. De a soros adat feldolgozása, az homály.
Szinkronjelet adhatnék a bemeneti optocsatolónak valami független négyszög generátorról?
Lehet, hogy akkor az adatkimenetet csak egy soros bemenetű kijelzőre kéne kötnöm (egy illesztő áramkörön keresztül) és működne?
Talán egy ilyesmire?
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2010 október 06, 19:47
Írta: 000000000 Dátum 2010 október 06, 19:47
minap volt ilyenröl szó de nem veték komolyaban a projektet az az amiröl beszélsz te is!
Digital Readout (DRO) For Lathes & Milling Machines
többi infok a :
http://www.benchtest.com/w-dro.html
http://translate.google.com/translate?hl=en&u=http://www.caliper2pc.de/schieblehre/umbau/umbau.html&rurl=translate.google.com
http://www.shumatech.com/support/chinese_scales.htm
http://www.piclist.com/images/boards/guage/index.htm
http://www.compendiumarcana.com/caliper/
http://rchobby.gmxhome.de/elektro/pic/caliper/calip_eng.htm
http://translate.google.com/translate?hl=en&u=http%3A%2F%2Fwww.steamboating.de%2Fcaliper%2Fcal-main.html
http://users.skynet.be/peter.smolders/digital_caliper_schematics.htm
http://homepage.ntlworld.com/bill_todd/scale/scalereader.html
http://www.yadro.de/digital-scale/mounting-modding.html
http://www.yadro.de/digital-scale/protocol.html
Digital Readout (DRO) For Lathes & Milling Machines
többi infok a :
http://www.benchtest.com/w-dro.html
http://translate.google.com/translate?hl=en&u=http://www.caliper2pc.de/schieblehre/umbau/umbau.html&rurl=translate.google.com
http://www.shumatech.com/support/chinese_scales.htm
http://www.piclist.com/images/boards/guage/index.htm
http://www.compendiumarcana.com/caliper/
http://rchobby.gmxhome.de/elektro/pic/caliper/calip_eng.htm
http://translate.google.com/translate?hl=en&u=http%3A%2F%2Fwww.steamboating.de%2Fcaliper%2Fcal-main.html
http://users.skynet.be/peter.smolders/digital_caliper_schematics.htm
http://homepage.ntlworld.com/bill_todd/scale/scalereader.html
http://www.yadro.de/digital-scale/mounting-modding.html
http://www.yadro.de/digital-scale/protocol.html
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2010 október 06, 19:49
Írta: 000000000 Dátum 2010 október 06, 19:49
de van rs232 változat is ha az érdekel utmérö kijelzésse monitora!:)
Cím: Re:Encoder használata
Írta: Szalai György Dátum 2010 október 06, 20:22
Írta: Szalai György Dátum 2010 október 06, 20:22
Köszönöm, holnap átnézem a linkeket.
Cím: Re:Encoder használata
Írta: x4rhew5r3 Dátum 2010 október 07, 18:37
Írta: x4rhew5r3 Dátum 2010 október 07, 18:37
Gondolom nem a "kínai" schieblehre (subler) protokollját keresed, hanem valami ipari útmérőről van szó. Ha bármire rátalálsz ebben a témában, légy szíves tudasd velem is...
Cím: Re:Encoder használata
Írta: SquirrelTech Dátum 2010 október 07, 18:43
Írta: SquirrelTech Dátum 2010 október 07, 18:43
Nono... Részemről komolyan van az véve. Csak döntés kérdése is, "ilyet v. olyat?"... Nekem speciel ugyanolyan szimpi az is, amit hivatkoztál, mint a DRO350.
Cím: Re:Encoder használata
Írta: bvadkrcds Dátum 2010 október 09, 22:33
Írta: bvadkrcds Dátum 2010 október 09, 22:33
Sziasztok!
Szeretném tőletek megkérdezni, az encoder pontos működésének a menetét.
A és B jel időbeli eltolódásából lehet a forgásirányát meghatározni… Ezt értem. De az I jel mire jó? A teljes körbefordulást jelzi, vagy referencia jel, hogy volt egy AB-BA átmenet.


Szeretném tőletek megkérdezni, az encoder pontos működésének a menetét.
A és B jel időbeli eltolódásából lehet a forgásirányát meghatározni… Ezt értem. De az I jel mire jó? A teljes körbefordulást jelzi, vagy referencia jel, hogy volt egy AB-BA átmenet.
Cím: Re:Encoder használata
Írta: svejk Dátum 2010 október 09, 22:54
Írta: svejk Dátum 2010 október 09, 22:54
Egy körülfordulást érzékel. Kiegészítve a szánon 1 vagy több mechanikus kapcsolóval fel lehet venni a gépi nullpontot, vagy egyéb koordinátát.
Cím: Re:Encoder használata
Írta: bvadkrcds Dátum 2010 október 09, 22:56
Írta: bvadkrcds Dátum 2010 október 09, 22:56
Köszi, szépen!
Cím: Re:Encoder használata
Írta: 4um5b65d Dátum 2010 október 09, 23:17
Írta: 4um5b65d Dátum 2010 október 09, 23:17
Vagy maga az enkóder számlálja belül a köröket és sorosan küldi ki az eredményt.
Emlékszel a böszme enkóderre, az is csinálja.
Emlékszel a böszme enkóderre, az is csinálja.
Cím: Re:Encoder használata
Írta: s7manbs8 Dátum 2010 október 09, 23:25
Írta: s7manbs8 Dátum 2010 október 09, 23:25
Van annak az I-n is így értelme, mivel ha kicsit a mechanikus kapcsoló pontatlan, egy körön belül odamegy az indexig és akkor garantáltan az encoder felbontásával egyező pontosságú beállást lehet végezni.
Cím: Re:Encoder használata
Írta: svejk Dátum 2010 október 09, 23:28
Írta: svejk Dátum 2010 október 09, 23:28
Igen, de az már abszolút encoder...
Cím: Re:Encoder használata
Írta: svejk Dátum 2010 október 09, 23:30
Írta: svejk Dátum 2010 október 09, 23:30
Valami ilyesmit írtam én is, bár nekem meg a Te írásod zavaros :))
Cím: Re:Encoder használata
Írta: 4um5b65d Dátum 2010 október 09, 23:32
Írta: 4um5b65d Dátum 2010 október 09, 23:32
Igen, de ha számolod az indexet akkor is kapsz egy kvázi abszolútot...
Kérdés, ezt mire tudod használni ?
Kérdés, ezt mire tudod használni ?
Cím: Re:Encoder használata
Írta: s7manbs8 Dátum 2010 október 09, 23:36
Írta: s7manbs8 Dátum 2010 október 09, 23:36
Na mindegy én értem, amit mondani akartam, csak most jöttem rá, mire is jó az, a beírásodból. Most már teszek is az elektronikáimra annak is bemenetet, nem baj, ha ott lesz.
Cím: Re:Encoder használata
Írta: x4rhew5r3 Dátum 2010 október 10, 07:46
Írta: x4rhew5r3 Dátum 2010 október 10, 07:46
Egy kicsit bővíteném az eddig elhangzottakat.
Az enkóder A és B jelét úgy is lehet értelmezni, hogy az egy 2 bites számláló. De nem a szokásos bináris számláló szerint számol, hanem az un. Gray kód szerint. Ennek a kódolásnak az a lényege, hogy két szomszédos állás (állapot) között csak az egyik bit változik, tehát nincs olyan átmenet, ahol egyszerre változna mind a két bit. Ez azért jó, mert nincs határozatlan átmenet két állapot között. Ezt a tulajdonságot hibavédelemre is lehet használni.
Ha előre forog a motor, akkor a számolási sorrend: 0-1-3-2..., míg ha hátra forog, akkor 0-2-3-1. A vezérlő felől megközelítve: Ha pl. 3 után 2-es jön, akkor előre forog, ha 1-es jön, akkor hátra forog a motor.
Az index jel a lehetséges 4 állapot közül mindig ugyan abban az állapotban kel hogy jöjjön, például a 0-ás állapotban. Ezt az enkóder elektronika biztosítja. Ha a vezérlő úgy látja, hogy az index jel nem a 0-ás állapotbon jött, akkor az hiba.
További hibaellenőrzés lehet, hogy a vezérlő bekapcsolás után megjegyzi, hogy hol jött az első index jel. Legyen az enkóderünk 2000 impulzus/fordulat felbontású. Ha működés közben az index nem a 2000 többszörösének megfelelő számláló állásnál jön, akkor az hiba, mert vagy kimaradt néhány impulzus, vagy zavar következtében többet számolt a vezérlő.
Az enkóder A és B jelét úgy is lehet értelmezni, hogy az egy 2 bites számláló. De nem a szokásos bináris számláló szerint számol, hanem az un. Gray kód szerint. Ennek a kódolásnak az a lényege, hogy két szomszédos állás (állapot) között csak az egyik bit változik, tehát nincs olyan átmenet, ahol egyszerre változna mind a két bit. Ez azért jó, mert nincs határozatlan átmenet két állapot között. Ezt a tulajdonságot hibavédelemre is lehet használni.
Ha előre forog a motor, akkor a számolási sorrend: 0-1-3-2..., míg ha hátra forog, akkor 0-2-3-1. A vezérlő felől megközelítve: Ha pl. 3 után 2-es jön, akkor előre forog, ha 1-es jön, akkor hátra forog a motor.
Az index jel a lehetséges 4 állapot közül mindig ugyan abban az állapotban kel hogy jöjjön, például a 0-ás állapotban. Ezt az enkóder elektronika biztosítja. Ha a vezérlő úgy látja, hogy az index jel nem a 0-ás állapotbon jött, akkor az hiba.
További hibaellenőrzés lehet, hogy a vezérlő bekapcsolás után megjegyzi, hogy hol jött az első index jel. Legyen az enkóderünk 2000 impulzus/fordulat felbontású. Ha működés közben az index nem a 2000 többszörösének megfelelő számláló állásnál jön, akkor az hiba, mert vagy kimaradt néhány impulzus, vagy zavar következtében többet számolt a vezérlő.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2010 október 10, 09:21
Írta: 000000000 Dátum 2010 október 10, 09:21
A Gray kódot nem keverném ide, az más...
Az A, B csatornás inkrementális jelalak lényege a csatornák közötti 90 fokos fázis eltolás, EMIATT nincs egyidejű szintváltozás. A négyszögjelek periódikus váltakozását matematikailag így egy sinus, cosinus függvénypáros X tengely metszésmetszépontjaival is lehet jellemezni, sőt bizonyos encoderek eleve ilyen analóg jelet adnak ki az A-B csatornákon, és nem négyszögjelet.
Az A, B csatornás inkrementális jelalak lényege a csatornák közötti 90 fokos fázis eltolás, EMIATT nincs egyidejű szintváltozás. A négyszögjelek periódikus váltakozását matematikailag így egy sinus, cosinus függvénypáros X tengely metszésmetszépontjaival is lehet jellemezni, sőt bizonyos encoderek eleve ilyen analóg jelet adnak ki az A-B csatornákon, és nem négyszögjelet.
Cím: Re:Encoder használata
Írta: bvadkrcds Dátum 2010 október 10, 09:33
Írta: bvadkrcds Dátum 2010 október 10, 09:33
Köszi, Sneci!
Annak van értelme, ha a Gray-t átalakítom binárisra… mielőtt a proci foglalkozna vele. Egy kis ciklusidőnyerés végett. Még nem gondoltam át teljesen. Tudom, hogy elegánsabb programmal megoldani a dolgokat, de néha, nem kéne terhelni a procit. ARM-el macerás, mert alig van hozzá anyag. Megpróbálom az AVR kódrészletekkel… az elv ugyanaz… átírom hátha jó lesz.

Annak van értelme, ha a Gray-t átalakítom binárisra… mielőtt a proci foglalkozna vele. Egy kis ciklusidőnyerés végett. Még nem gondoltam át teljesen. Tudom, hogy elegánsabb programmal megoldani a dolgokat, de néha, nem kéne terhelni a procit. ARM-el macerás, mert alig van hozzá anyag. Megpróbálom az AVR kódrészletekkel… az elv ugyanaz… átírom hátha jó lesz.
Cím: Re:Encoder használata
Írta: x4rhew5r3 Dátum 2010 október 10, 09:43
Írta: x4rhew5r3 Dátum 2010 október 10, 09:43
Vitatkozom veled, mert itt az optikai inkrementális enkóder volt a téma, és az Gray kódot ad ki (két szomszéd Hamming távolsága 1).
Digitális jelfeldolgozásnál meg ez a kézenfekvő modell, nem a trigonometrikus.
Digitális jelfeldolgozásnál meg ez a kézenfekvő modell, nem a trigonometrikus.
Cím: Re:Encoder használata
Írta: x4rhew5r3 Dátum 2010 október 10, 09:56
Írta: x4rhew5r3 Dátum 2010 október 10, 09:56
Nekem úgy tűnik, nem sok előny származik egy Gary-Bin átalakításból, de lehetséges. A forgásirány felderítéséhez az előző állapot vizsgálata szükséges, az meg mindegy hogy Gray vagy Bin szerint kódolt. De érdemes a gondolattal foglalkozni, hátha találsz egy olyan algoritmust, ami Bin-ben hatékonyabb.
A gond a processzor oldaláról úgy jelentkezik, hogy interrupt rutin végzi a feldolgozást, és ez erősen lekorlátozza a maximális impulzus frekvenciát. Ezért jó az a nyamvadt xmega, mert hardverben benne van a quadrature dekóder.
A gond a processzor oldaláról úgy jelentkezik, hogy interrupt rutin végzi a feldolgozást, és ez erősen lekorlátozza a maximális impulzus frekvenciát. Ezért jó az a nyamvadt xmega, mert hardverben benne van a quadrature dekóder.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2010 október 10, 10:04
Írta: 000000000 Dátum 2010 október 10, 10:04
Én meg az állítom, hogy az A-B csatornás encoder amiatt ad ki olyan jeleket, amit az előbb írtam, és nem a Gray kódolása miatt.
Ugyanis ha megnézed ezt az igazi Gray kód, tárcsát, és a hozzátartozó igazságtáblázatot láthatod, hogy csak az AB csatornás encoder 1, 2 helyiértékű csatornája (ha így fogod fel, ami már eleve kérdéses szemlélet) periodicitása felborul, és ne egyezik meg az igazi Gray kódolással.

Ugyanis ha megnézed ezt az igazi Gray kód, tárcsát, és a hozzátartozó igazságtáblázatot láthatod, hogy csak az AB csatornás encoder 1, 2 helyiértékű csatornája (ha így fogod fel, ami már eleve kérdéses szemlélet) periodicitása felborul, és ne egyezik meg az igazi Gray kódolással.
Cím: Re:Encoder használata
Írta: x4rhew5r3 Dátum 2010 október 10, 10:11
Írta: x4rhew5r3 Dátum 2010 október 10, 10:11
Ellenőrizd légy szíves, hogy mit ad ki binárisan az itt használatos optikai inkrementális enkóder. Azt hiszem, hogy a névazonosság zavar meg Téged. Nem a Gray kódtárcsáról beszélünk, ami több soros, hanem az egy soros kódtárcsáról, amin 90 fokkal eltolt 2 db érzékelő van.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2010 október 10, 10:36
Írta: 000000000 Dátum 2010 október 10, 10:36
"..amin 90 fokkal eltolt.."
Na látod ez a lényeg, ez a matematikai modell és logikai kódolás alapja, és nem a Gray kód, hidd el, nem szabad idekeverni.
AB csatornás encoder kimeneti jelei egyirányú forgáskor:
00, 01, 11, 10, (új ciklus), 00, 01, 11, 10, ...
Gray kódolásnál:
00, 01, 11, 10, (új ciklus), 10, 11, 01, 00, ...
Én ezt a két sort NEM látom azonosnak, csak vannak benne azonos részek.
Azaz továbbra is azt mondom, ne zavarjuk össze a képet a Gray kóddal, a kimenetek logikai szintváltozásának törvényszerűségei egyértelműen a 90 fokos fázis eltolásból adódnak. A szakirodalomban ezt a "quadrature encoder" elmélet alapján taglalják.
Na látod ez a lényeg, ez a matematikai modell és logikai kódolás alapja, és nem a Gray kód, hidd el, nem szabad idekeverni.
AB csatornás encoder kimeneti jelei egyirányú forgáskor:
00, 01, 11, 10, (új ciklus), 00, 01, 11, 10, ...
Gray kódolásnál:
00, 01, 11, 10, (új ciklus), 10, 11, 01, 00, ...
Én ezt a két sort NEM látom azonosnak, csak vannak benne azonos részek.
Azaz továbbra is azt mondom, ne zavarjuk össze a képet a Gray kóddal, a kimenetek logikai szintváltozásának törvényszerűségei egyértelműen a 90 fokos fázis eltolásból adódnak. A szakirodalomban ezt a "quadrature encoder" elmélet alapján taglalják.
Cím: Re:Encoder használata
Írta: x4rhew5r3 Dátum 2010 október 10, 10:54
Írta: x4rhew5r3 Dátum 2010 október 10, 10:54
Szerintem elbeszélünk egymás mellett...
Te egy hibás példát hozol egy 4 bites Gray tárcsáról, mert ha a másik két bitet nézed, akkor rájössz hogy ugyan az a 0-1-3-2 szekvencia ismétlődik. A Gray kód az Gray kód itt is, ott is...
Én úgy látom, a képet (itt és most a felvetett kérdésre) a felesleges elméleti hitvitával zavarnánk össze.
Te egy hibás példát hozol egy 4 bites Gray tárcsáról, mert ha a másik két bitet nézed, akkor rájössz hogy ugyan az a 0-1-3-2 szekvencia ismétlődik. A Gray kód az Gray kód itt is, ott is...
Én úgy látom, a képet (itt és most a felvetett kérdésre) a felesleges elméleti hitvitával zavarnánk össze.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2010 október 10, 11:31
Írta: 000000000 Dátum 2010 október 10, 11:31
Bocs, de én meg azt mondom, a Gray kódot azért alkalmazzák, hogy egy nagyobb abszolut (vagy szakaszosan abszolut) szám digitalizálása során elkerüljék azon pontokat, amikor egyidejűleg sok (pl. akár 10 csatornán egy 1024-es felbontás esetén) van jelváltozás. Ezt elsősorban az abszolut útmérőelemek mechanikai valós gyártási hibái miatt teszik, mivel adott felbontás felett nagyon megdrágítaná a legyártást, és nem is lehet, csak valamilyen tűrésmező szélességben bármit is gyártani. Így nem fordulhat elő téves bit kombináció a Gray kódnál, mivel ott csak egy csatornán van jelváltozás egy időpontban.
A jó öreg AB csatornás encoder pedig eleve relatív mérőelem, és nem abaszolut, kettő csatornája van csak, és muszály eltolni ezek miatt a fázist mert egyébként nem lehet irányt megállapítani. Egyirányú méréshez ugyanis egy csatorna is elég lenne.
Soha nem láttam még AB csatornás négyszög kimenetű encoder taglalásakor a Gray kód idekeverését, pedig elég sok szakiradalmat olvastam erről az elmúlt 30 év alatt.
A jó öreg AB csatornás encoder pedig eleve relatív mérőelem, és nem abaszolut, kettő csatornája van csak, és muszály eltolni ezek miatt a fázist mert egyébként nem lehet irányt megállapítani. Egyirányú méréshez ugyanis egy csatorna is elég lenne.
Soha nem láttam még AB csatornás négyszög kimenetű encoder taglalásakor a Gray kód idekeverését, pedig elég sok szakiradalmat olvastam erről az elmúlt 30 év alatt.
Cím: Re:Encoder használata
Írta: bvadkrcds Dátum 2010 október 10, 14:54
Írta: bvadkrcds Dátum 2010 október 10, 14:54
Cím: Re:Encoder használata
Írta: x4rhew5r3 Dátum 2010 október 10, 15:26
Írta: x4rhew5r3 Dátum 2010 október 10, 15:26
De attól még az A és B Gray kódolású, és itt is előnyös az a tulajdonsága, hogy nincsenek hazárd veszélyes kettős átmenetek. Ezt a kódot természetesen nem a Gray tárcsához találták ki, csupán alkalmazzák itt is, mint sok más helyen.
De tényleg felesleges erről vitázni...
De tényleg felesleges erről vitázni...
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2010 október 10, 16:05
Írta: 000000000 Dátum 2010 október 10, 16:05
Azt hiszem szemlélet beli különbség van köztünk. Nekem egy kétcsatornás relatív digitális pozíció mérőeszköznél nem a Gray kód jut az eszembe elsődlegesen, hanem a sin-cos analóg függvényelmélet digitalizálási szabályai alapján képzett, és eredményül kapott fázis eltolt két jel (quadrature encoding).
A klasszikus Gray kódolást ahogyan ezt már írtam a sokcsatornás (és nem csak 2) abszolút útmérőeszközökhöz sokkal inkább kötném, de ott is csak mint mellékes dolog a biztonságosabb adatátviteli segédleteként, és nem a működési elvük lényegeként. Itt van talán a fő nézőponti különbség köztünk.
De azt hiszem túl is tárgyaltuk ezt a témát, és ami a lényeg, sikerült szakmai síkon tartani a vitát. Persze Téged már ismerve ez nem is volt nehéz.
A klasszikus Gray kódolást ahogyan ezt már írtam a sokcsatornás (és nem csak 2) abszolút útmérőeszközökhöz sokkal inkább kötném, de ott is csak mint mellékes dolog a biztonságosabb adatátviteli segédleteként, és nem a működési elvük lényegeként. Itt van talán a fő nézőponti különbség köztünk.
De azt hiszem túl is tárgyaltuk ezt a témát, és ami a lényeg, sikerült szakmai síkon tartani a vitát. Persze Téged már ismerve ez nem is volt nehéz.
Cím: Re:Encoder használata
Írta: bvadkrcds Dátum 2010 október 10, 21:30
Írta: bvadkrcds Dátum 2010 október 10, 21:30
Szia, Sneci!
Találtam egy pár megoldást hardveres dekódolásra. Két bit-et kell figyelni, ami csak az irányt jelzi CW-CCW. Így nem kell szoftveresen dekódolni… csak a számlálót kell irányítani. Holnap megyek a Lomex-hez, alkatrészekért. Kipróbálom a dolgokat…
Video
Találtam egy pár megoldást hardveres dekódolásra. Két bit-et kell figyelni, ami csak az irányt jelzi CW-CCW. Így nem kell szoftveresen dekódolni… csak a számlálót kell irányítani. Holnap megyek a Lomex-hez, alkatrészekért. Kipróbálom a dolgokat…
Video
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2010 október 10, 21:34
Írta: 000000000 Dátum 2010 október 10, 21:34
Egy sima encoder-ből lehet kézikereket készíteni?
Kell még hozzá valami kütyü, vagy elég az encoder?
Kell még hozzá valami kütyü, vagy elég az encoder?
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2010 október 10, 21:35
Írta: 000000000 Dátum 2010 október 10, 21:35
...MACH alá természetesen...:-)
Cím: Re:Encoder használata
Írta: svejk Dátum 2010 október 10, 21:41
Írta: svejk Dátum 2010 október 10, 21:41
A Mach3 helyből lekezeli csak legyen elég LPT bemeneted.
Cím: Re:Encoder használata
Írta: svejk Dátum 2010 október 10, 21:46
Írta: svejk Dátum 2010 október 10, 21:46
Van egy régi-régi bevált hardveres dekódoló még GAL-ra. Annyi hogy külső órajelet igényel.
De a HEDS optikák kapcsán (adatlapok) is sok alapkapcsolást lehet találni.
Mindnek közös jellemzője, hogy Lath-ekből van felépítve, a zavarszűrés.
Valahol egy 1-2 éve már linlkeltem róluk, szerintem ebbe a topicba.
De a HEDS optikák kapcsán (adatlapok) is sok alapkapcsolást lehet találni.
Mindnek közös jellemzője, hogy Lath-ekből van felépítve, a zavarszűrés.
Valahol egy 1-2 éve már linlkeltem róluk, szerintem ebbe a topicba.
Cím: Re:Encoder használata
Írta: svejk Dátum 2010 október 10, 21:54
Írta: svejk Dátum 2010 október 10, 21:54
Csak úgy találomra: a digitális szűrs elve a 13. oldalon majd minden encoderfeldolgozó ezt az elvet használja.
Persze van Pl. a Varsányi féle LSxxxx IC-k ott csak egyszerű RC tagok vannak, de az is jól bevált.
Persze van Pl. a Varsányi féle LSxxxx IC-k ott csak egyszerű RC tagok vannak, de az is jól bevált.
Cím: Re:Encoder használata
Írta: bvadkrcds Dátum 2010 október 10, 21:55
Írta: bvadkrcds Dátum 2010 október 10, 21:55
Köszi!
Megnézem. Ha lenne esetleg egy linked…
Megnézem. Ha lenne esetleg egy linked…
Cím: Re:Encoder használata
Írta: bvadkrcds Dátum 2010 október 10, 21:59
Írta: bvadkrcds Dátum 2010 október 10, 21:59
Én is az LSxxxx sorozatban találtam megoldást…
Cím: Re:Encoder használata
Írta: bvadkrcds Dátum 2010 október 10, 22:07
Írta: bvadkrcds Dátum 2010 október 10, 22:07
Varsának vannak ilyen encoderhez való IC-i?
Cím: Re:Encoder használata
Írta: x4rhew5r3 Dátum 2010 október 10, 22:14
Írta: x4rhew5r3 Dátum 2010 október 10, 22:14
Ha külső számlálót akarsz használni, akkor ok. De ha a NuMicro számlálóját akarod bevetni, azt meg kell nézni, hogy az órajel mellett a DIR is kihozható-e port egy pinjére.
Cím: Re:Encoder használata
Írta: bvadkrcds Dátum 2010 október 10, 22:20
Írta: bvadkrcds Dátum 2010 október 10, 22:20
Valószínű, hogy külső számláló lesz a megoldás. Kevés információm van az ARM-el kapcsolatban.
Cím: Re:Encoder használata
Írta: bvadkrcds Dátum 2010 október 10, 22:25
Írta: bvadkrcds Dátum 2010 október 10, 22:25
PIC-hez találtam egy csomó megoldást… ASM kódot is… mondjuk elég furán nézne ki a dolog, ha PIC végezné a számlálást és az ARM a motor vezérlést…
Cím: Re:Encoder használata
Írta: svejk Dátum 2010 október 10, 22:55
Írta: svejk Dátum 2010 október 10, 22:55
Neki mindene van :))
A talin is árulta szerintem...LS7184
A/B incrementből csinál Step/dir-t.
A talin is árulta szerintem...LS7184
A/B incrementből csinál Step/dir-t.
Cím: Re:Encoder használata
Írta: svejk Dátum 2010 október 10, 22:56
Írta: svejk Dátum 2010 október 10, 22:56
Bocsi, mit is tervezel Te most?
Cím: Re:Encoder használata
Írta: bvadkrcds Dátum 2010 október 11, 09:24
Írta: bvadkrcds Dátum 2010 október 11, 09:24
Szia Svejk!
Van egy új proci, a (Nuvoton Cortex M0). Sneci vezérlői közé töltöttem fel képet róla. Egy videó is volt, amin kiszúrtad, hogy a kondi fel volt fújódva. Egy motorvezérlő készül… szervó, léptecs vezérlő… ami képes PC nélkül is üzemelni. Egy BF20-ason akarom kipróbálni, hogy ne kelljen kézzel tekergetni… Nem CNC-sítés. De be lehessen állítani, lépéstávolságokat, amit automatikusan megcsinál. Minek a PC, ha gyorsan meg akarsz csinálni valamit. Van egy ötletem a kopott orsó szoftveres kiküszöbölésére is. Ha túl sok akadályba ütközöm a procival kapcsolatban, akkor megcsinálom sima PIC-el, ahhoz van egy csomó segítség. Sok mindenről nem tudom, hogy működik, csak sejtem, ezért más megoldások születhetnek, mint a mérnökök gondolnák . Röviden ennyi lenne.
Van egy új proci, a (Nuvoton Cortex M0). Sneci vezérlői közé töltöttem fel képet róla. Egy videó is volt, amin kiszúrtad, hogy a kondi fel volt fújódva. Egy motorvezérlő készül… szervó, léptecs vezérlő… ami képes PC nélkül is üzemelni. Egy BF20-ason akarom kipróbálni, hogy ne kelljen kézzel tekergetni… Nem CNC-sítés. De be lehessen állítani, lépéstávolságokat, amit automatikusan megcsinál. Minek a PC, ha gyorsan meg akarsz csinálni valamit. Van egy ötletem a kopott orsó szoftveres kiküszöbölésére is. Ha túl sok akadályba ütközöm a procival kapcsolatban, akkor megcsinálom sima PIC-el, ahhoz van egy csomó segítség. Sok mindenről nem tudom, hogy működik, csak sejtem, ezért más megoldások születhetnek, mint a mérnökök gondolnák . Röviden ennyi lenne.
Cím: Re:Encoder használata
Írta: svejk Dátum 2010 október 11, 09:33
Írta: svejk Dátum 2010 október 11, 09:33
Aha, értem...
Ilyen PC nélküli mozgásvezérlőt step-dir kimenettel a Klavio KFT is árul.
Ilyen PC nélküli mozgásvezérlőt step-dir kimenettel a Klavio KFT is árul.
Cím: Re:Encoder használata
Írta: bvadkrcds Dátum 2010 október 11, 09:43
Írta: bvadkrcds Dátum 2010 október 11, 09:43
Oké!
Azt árulják, és nem én csináltam.
[#eplus2]
Azt árulják, és nem én csináltam.
[#eplus2]
Cím: Re:Encoder használata
Írta: bvadkrcds Dátum 2010 október 12, 16:32
Írta: bvadkrcds Dátum 2010 október 12, 16:32
Sziasztok!
Az egerekben lévő elektronikát, nem lehet felhasználni az encoderekhez? Vagy túl lassú?
Találtam hardveres megoldásokat, de lehet, hogy a PIC-nél maradok... az sem drága 500-800 Ft kb.
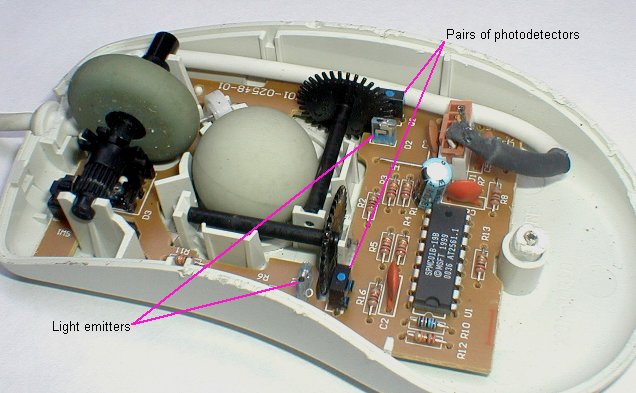
Az egerekben lévő elektronikát, nem lehet felhasználni az encoderekhez? Vagy túl lassú?
Találtam hardveres megoldásokat, de lehet, hogy a PIC-nél maradok... az sem drága 500-800 Ft kb.
Cím: Re:Encoder használata
Írta: 97urdfkpc Dátum 2010 október 12, 17:15
Írta: 97urdfkpc Dátum 2010 október 12, 17:15
Nagyon kicsi a felbontása. Tekerheted mint őrült, vagy nem tudsz elég finoman lépkedni vele.
Cím: Re:Encoder használata
Írta: bvadkrcds Dátum 2010 október 12, 17:20
Írta: bvadkrcds Dátum 2010 október 12, 17:20
Az opto kapuk helyére kötném az encodert...
Cím: Re:Encoder használata
Írta: svejk Dátum 2010 október 12, 18:18
Írta: svejk Dátum 2010 október 12, 18:18
Ezek annyira agyon vannak már integrálva, hogy szinte csak a soros, manapság USB kimeneti porthoz férsz hozzá, ami már eleve lelassítja a további feldolgozást.
Cím: Re:Encoder használata
Írta: bvadkrcds Dátum 2010 október 12, 18:20
Írta: bvadkrcds Dátum 2010 október 12, 18:20
Csak egy gondolat volt... De nem szemetelek ide. Megcsinálom amit találtam, aztán publokálom...
Cím: Re:Encoder használata
Írta: svejk Dátum 2010 október 12, 18:40
Írta: svejk Dátum 2010 október 12, 18:40
Ez az a topic ahol elfér az ilyen, hiszen szervesen kapcsolódó téma.
Cím: Re:Encoder használata
Írta: 43pbwjg8s Dátum 2010 október 28, 20:25
Írta: 43pbwjg8s Dátum 2010 október 28, 20:25
Életemben először került olyan encoder (sajnos csak egy darab AMT102-es) amit rendesen lehet szerelni.....
A rendesebb fajta encoderek mind ilyenek??? Csak én futottam eddig mindig olyan apró vackokba amire ha csak ránézek letörik róla a tárcsa????
Szóval... Sikerélményem van!!!
Már csak az lenne a jó ha többször is lehetne. :)
A rendesebb fajta encoderek mind ilyenek??? Csak én futottam eddig mindig olyan apró vackokba amire ha csak ránézek letörik róla a tárcsa????
Szóval... Sikerélményem van!!!
Már csak az lenne a jó ha többször is lehetne. :)
Cím: Re:Encoder használata
Írta: lari Dátum 2010 november 16, 17:33
Írta: lari Dátum 2010 november 16, 17:33
Két különböző tipusú forgó encodernek az adatlapjára lenne szükségem.
Egyik: Eichner id.nr. 073853
Másik: Siemens 6fc9-320-1da
HA valakinek megvan, vagy tudja hol érhető el, kérem tegye közzé!
Köszönöm!
Egyik: Eichner id.nr. 073853
Másik: Siemens 6fc9-320-1da
HA valakinek megvan, vagy tudja hol érhető el, kérem tegye közzé!
Köszönöm!
Cím: Re:Encoder használata
Írta: csg67 Dátum 2010 november 17, 08:18
Írta: csg67 Dátum 2010 november 17, 08:18
A SIEMENS jeladón nincs valami ilyesmi is: 6FX2001-2CB02 és IdNr.:368744-33?
Cím: Re:Encoder használata
Írta: lari Dátum 2010 november 17, 12:35
Írta: lari Dátum 2010 november 17, 12:35
Pontosítok
SIEMENS 6FC9-320-1DA
Serial No: 03810
Felbontás: 1024
Ennyi látható rajta....
SIEMENS 6FC9-320-1DA
Serial No: 03810
Felbontás: 1024
Ennyi látható rajta....
Cím: Re:Encoder használata
Írta: csg67 Dátum 2010 november 18, 23:40
Írta: csg67 Dátum 2010 november 18, 23:40
Pedig ennek egy Heidenhain jeladót kellene rejtenie (amit persze kizárólag csak a SIEMENS kaphat). TTL jelszint, a felbontás valóban 1024. Gyakorlatilag főorsók (főmotorok) jeladójaként funkcionál.
Cím: Re:Encoder használata
Írta: 7ycdrkyx Dátum 2010 november 30, 20:41
Írta: 7ycdrkyx Dátum 2010 november 30, 20:41
Sziasztok!
Szereztem egy ősrégi útmérőt. Kb. 30éves….
Adatai:
Hohner
Dat-no 1185
Type 4000
IMP 1250
Marógépem főórsójánk a fordulatszámát szeretném vissza ellenőrizi.
Ez megoldható ezzel? És persze hogyan oldható meg.
Köszönöm a segítséget.
Szereztem egy ősrégi útmérőt. Kb. 30éves….
Adatai:
Hohner
Dat-no 1185
Type 4000
IMP 1250
Marógépem főórsójánk a fordulatszámát szeretném vissza ellenőrizi.
Ez megoldható ezzel? És persze hogyan oldható meg.
Köszönöm a segítséget.
Cím: Re:Encoder használata
Írta: Szalai György Dátum 2010 december 01, 07:08
Írta: Szalai György Dátum 2010 december 01, 07:08
Nem találok erre a készülékre semmi adatot. Ha útmérő, akkor bajos vele fordulatszámot mérni, mert nem szögelfordulást, hanem egyenes vonalú elmozdulást érzékel. Ha viszont szögelfordulást mér, (nem útmérő hanem szöghelyzet adó) akkor lehetséges.
Ha működik, akkor valószínűleg kaphatsz belőle a fordulatszámmal arányos jelet, majd azt kijeleztetheted egy alkalmas kijelzővel. De ha nem található róla információ, akkor mindent ki kell találni rajta, a csatlakoztatást és az adatátvitel típusát.
Ez után kapsz 1250 impulzust fordulatonként, ami feleslegesen sok és nagyon megnehezíti a kijelzést közvetlenül értékelhető fordulat / perc egységben. Ha valamelyik impulzus kimenetre rákötnél egy frekvenciamérőt, leolvashatnál egy számot, amit szorozva 60-nal és osztva 1250-el meg is kapnád a percenkénti fordulatszám értékét.
Előbb jutnál eredményre egy kész, olcsó fordulatszámmérővel. Ennek elég egy egyszerű optikai, induktív vagy mágneses érzékelő, és meg is van a szép eredmény.
És ennyiért még gondolkodni sem érdemes.
Ha működik, akkor valószínűleg kaphatsz belőle a fordulatszámmal arányos jelet, majd azt kijeleztetheted egy alkalmas kijelzővel. De ha nem található róla információ, akkor mindent ki kell találni rajta, a csatlakoztatást és az adatátvitel típusát.
Ez után kapsz 1250 impulzust fordulatonként, ami feleslegesen sok és nagyon megnehezíti a kijelzést közvetlenül értékelhető fordulat / perc egységben. Ha valamelyik impulzus kimenetre rákötnél egy frekvenciamérőt, leolvashatnál egy számot, amit szorozva 60-nal és osztva 1250-el meg is kapnád a percenkénti fordulatszám értékét.
Előbb jutnál eredményre egy kész, olcsó fordulatszámmérővel. Ennek elég egy egyszerű optikai, induktív vagy mágneses érzékelő, és meg is van a szép eredmény.
És ennyiért még gondolkodni sem érdemes.
Cím: Re:Encoder használata
Írta: Szalai György Dátum 2010 december 01, 10:56
Írta: Szalai György Dátum 2010 december 01, 10:56
Talán egy 1000-20000 fordulatú marógépre felesleges is a fordulatra pontos kijelzés, bőven elég lenne a tíz, vagy száz fordulat pontos felbontás is.
Ha ilyen „útmérő” helyett egy kicsi, állandó mágneses, kefés modellmotort szerelsz rá, akkor egy rákötött közönséges voltmérővel egyből kijelezheted a fordulatszámot.
(Édesapám sok éve így méri a szélsebességet.)
Ha ilyen „útmérő” helyett egy kicsi, állandó mágneses, kefés modellmotort szerelsz rá, akkor egy rákötött közönséges voltmérővel egyből kijelezheted a fordulatszámot.
(Édesapám sok éve így méri a szélsebességet.)
Cím: Re:Encoder használata
Írta: 7ycdrkyx Dátum 2010 december 02, 04:56
Írta: 7ycdrkyx Dátum 2010 december 02, 04:56
köszönöm az infokat.
még utána olvasgatok, hogyan is oldjam meg.
még utána olvasgatok, hogyan is oldjam meg.
Cím: Re:Encoder használata
Írta: svejk Dátum 2010 december 28, 11:22
Írta: svejk Dátum 2010 december 28, 11:22
Csak véletlen akadtam bele...
A múltkor volt belőle kisebb vita hogy az encoder quadratura kimenete Gray-kód, vagy sem.
Ha a BOURNS oda meri írni az output-hoz, akkor lehet hogy helyes ez az elnevezés is.
A múltkor volt belőle kisebb vita hogy az encoder quadratura kimenete Gray-kód, vagy sem.
Ha a BOURNS oda meri írni az output-hoz, akkor lehet hogy helyes ez az elnevezés is.
Cím: Re:Encoder használata
Írta: svejk Dátum 2010 december 28, 15:28
Írta: svejk Dátum 2010 december 28, 15:28
Ha már beleakadtam az előzőbe...
Hogy miket ki nem találtak IC formájába önteni!?
Sosem hallottam róla így komplett formában :(
MC14490
Hogy miket ki nem találtak IC formájába önteni!?
Sosem hallottam róla így komplett formában :(
MC14490
Cím: Re:Encoder használata
Írta: 4um5b65d Dátum 2010 december 28, 16:50
Írta: 4um5b65d Dátum 2010 december 28, 16:50
Ezt már akkor is tudtuk, hogy helyes a Grey kód elnevezés, csak egyesek szokás szerint okoskodtak.
Persze már nem emlékszünk, hogy ki is volt az illető. :)
Persze már nem emlékszünk, hogy ki is volt az illető. :)
Cím: Re:Encoder használata
Írta: 4um5b65d Dátum 2010 december 28, 16:51
Írta: 4um5b65d Dátum 2010 december 28, 16:51
Már hogy a Gray kód volt helyes. Beszélek itt össze vissza. :)
Cím: Re:Encoder használata
Írta: svejk Dátum 2011 február 03, 23:16
Írta: svejk Dátum 2011 február 03, 23:16
LS501 Heidenhain útmérőléchez keresek adatlapot.
Ha valaki ismerné légyszi ossza meg velem!
Ha valaki ismerné légyszi ossza meg velem!
Cím: Re:Encoder használata
Írta: guliver83 Dátum 2011 február 04, 23:13
Írta: guliver83 Dátum 2011 február 04, 23:13
Nincs valakinek encoderről valami leírás, hogy hogyan kell csinálni?
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2011 február 04, 23:18
Írta: 000000000 Dátum 2011 február 04, 23:18
mekora felbontást akarsz és mire használni?
Cím: Re:Encoder használata
Írta: guliver83 Dátum 2011 február 04, 23:19
Írta: guliver83 Dátum 2011 február 04, 23:19
Először, csak tesztelgetni szeretném a működését.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2011 február 05, 09:53
Írta: 000000000 Dátum 2011 február 05, 09:53
ilyesmire gondoltál....
http://en.wikipedia.org/wiki/Rotary_encoder
http://www.mindspring.com/~tom2000/Delphi/Codewheel.html
kisebb kisebb felbontású encodert otnoni pc egérböl is ki termelhetsz!
ha nagyobb felbontásal biro encodere lene szükséget azt meg csak beszerezni lehet mert házilag nem lehet kivitelezni szoktak leni akik árulnak külön is ilyen alkatrészeket meg kel érdeklödni pl varsányi péter joval bolti ár alat árulja az ilyen alkatrészeket is ....
vagy rákérdezel adok veszek topicba hátha valakinek lapul a fiok mélyén...
http://en.wikipedia.org/wiki/Rotary_encoder
http://www.mindspring.com/~tom2000/Delphi/Codewheel.html
kisebb kisebb felbontású encodert otnoni pc egérböl is ki termelhetsz!
ha nagyobb felbontásal biro encodere lene szükséget azt meg csak beszerezni lehet mert házilag nem lehet kivitelezni szoktak leni akik árulnak külön is ilyen alkatrészeket meg kel érdeklödni pl varsányi péter joval bolti ár alat árulja az ilyen alkatrészeket is ....
vagy rákérdezel adok veszek topicba hátha valakinek lapul a fiok mélyén...
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2011 február 05, 10:05
Írta: 000000000 Dátum 2011 február 05, 10:05
ezek is...diy Optical Encoders
http://mitros.org/p/projects/encoder/
http://blog.makezine.com/archive/2010/01/encoder-wheel-generator.html#
http://mitros.org/p/projects/encoder/
http://blog.makezine.com/archive/2010/01/encoder-wheel-generator.html#
Cím: Re:Encoder használata
Írta: m8j2y7u9n Dátum 2011 február 05, 11:00
Írta: m8j2y7u9n Dátum 2011 február 05, 11:00
Én HP 3420-as nyomtatóból termeltem ki encoder tárcsát illetve szalag kivitelűt és hozzá való optikát. Mindegyik 200LPI-s volt.
Cím: Re:Encoder használata
Írta: guliver83 Dátum 2011 február 05, 11:07
Írta: guliver83 Dátum 2011 február 05, 11:07
Milyen nyomtattóban van még ilyen?
Cím: Re:Encoder használata
Írta: m8j2y7u9n Dátum 2011 február 05, 12:10
Írta: m8j2y7u9n Dátum 2011 február 05, 12:10
A HP nyomtatókon kívül nem tudom melyikben lehet még ilyen. De még azokban sem mindegyikben van. A 845c és a 3420 az biztos.
Cím: Re:Encoder használata
Írta: guliver83 Dátum 2011 február 05, 12:14
Írta: guliver83 Dátum 2011 február 05, 12:14
Egy ilyen tárcsának a vonalak amik vannak benne milyen vastagak lehetnek?

Cím: Re:Encoder használata
Írta: 000000000 Dátum 2011 február 05, 15:46
Írta: 000000000 Dátum 2011 február 05, 15:46
példának egy gyári optikai encoder adat lapjábol ezek a szabványok:
1 / 2 / 3 / 4 / 5 / 10 / 15 / 20 / 25 / 30 / 35 / 40 / 45 / 50 / 60 / 64 / 70 / 72 / 80 / 100 / 125 / 128 / 144
/ 150 / 180 / 200 / 250 / 256 / 300 / 314 / 350 / 360 / 375 / 400 / 460 / 480 /
500 / 512 / 600 / 625 / 720 / 900 / 1000 / 1024 / 1250 / 1500 / 1600 / 1800 / 2000 / 2048 / 2500 /
3000 / 3480 / 3600 / 4000 / 4096 / 5000
1 / 2 / 3 / 4 / 5 / 10 / 15 / 20 / 25 / 30 / 35 / 40 / 45 / 50 / 60 / 64 / 70 / 72 / 80 / 100 / 125 / 128 / 144
/ 150 / 180 / 200 / 250 / 256 / 300 / 314 / 350 / 360 / 375 / 400 / 460 / 480 /
500 / 512 / 600 / 625 / 720 / 900 / 1000 / 1024 / 1250 / 1500 / 1600 / 1800 / 2000 / 2048 / 2500 /
3000 / 3480 / 3600 / 4000 / 4096 / 5000
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2011 február 05, 17:20
Írta: 000000000 Dátum 2011 február 05, 17:20
Google:home built encoder
Cím: Re:Encoder használata
Írta: svejk Dátum 2011 február 05, 18:04
Írta: svejk Dátum 2011 február 05, 18:04
Az encoder építéshez kell:
Elektronikai ismeretek
Oszcilloszkóp
Reális, magvalósítható elképzelés az Opto-finommechanikáról.
Elsőre kis felbontású nagy méretűvel kísérletezz.
Később komplett gyári Optoelektronikát használj.
Milyen szélesek lehetnek a vonalak?
-Gondolkozz-gondolkozz- mondta Micimackó, és közben verte a fejét...
Indulj ki abból hogy a két kimenő jelnek 50% kitöltésű és egymástól 90 fok fáziseltérésűnek kell lennie.
Ezen belül neked nagy valószínűséggel négyszögjel kell.
Elektronikai ismeretek
Oszcilloszkóp
Reális, magvalósítható elképzelés az Opto-finommechanikáról.
Elsőre kis felbontású nagy méretűvel kísérletezz.
Később komplett gyári Optoelektronikát használj.
Milyen szélesek lehetnek a vonalak?
-Gondolkozz-gondolkozz- mondta Micimackó, és közben verte a fejét...
Indulj ki abból hogy a két kimenő jelnek 50% kitöltésű és egymástól 90 fok fáziseltérésűnek kell lennie.
Ezen belül neked nagy valószínűséggel négyszögjel kell.
Cím: Re:Encoder használata
Írta: csg67 Dátum 2011 február 14, 23:16
Írta: csg67 Dátum 2011 február 14, 23:16
11uA szinuszos jel jön belőle, létezett 20 és 40um osztásperiódusú is ebből a típusból (Id szám kellene az egyértelmű azonosításhoz).
1977-ben kezdték gyártani... szóval nem a tavalyi év modellje.
Túl sokat ne várj tőle, a nagykorú fotóelemek nem a regenerálódó képességükről ismertek.
1977-ben kezdték gyártani... szóval nem a tavalyi év modellje.
Túl sokat ne várj tőle, a nagykorú fotóelemek nem a regenerálódó képességükről ismertek.
Cím: Re:Encoder használata
Írta: lari Dátum 2011 február 15, 08:01
Írta: lari Dátum 2011 február 15, 08:01
Az E240 motor végén lévő encoderhez hol lehet bekötési rajzot találni? S ehhez az encoderhez létezik valahol csatlakozó dugó?
Cím: Re:Encoder használata
Írta: sasi Dátum 2011 február 15, 08:47
Írta: sasi Dátum 2011 február 15, 08:47
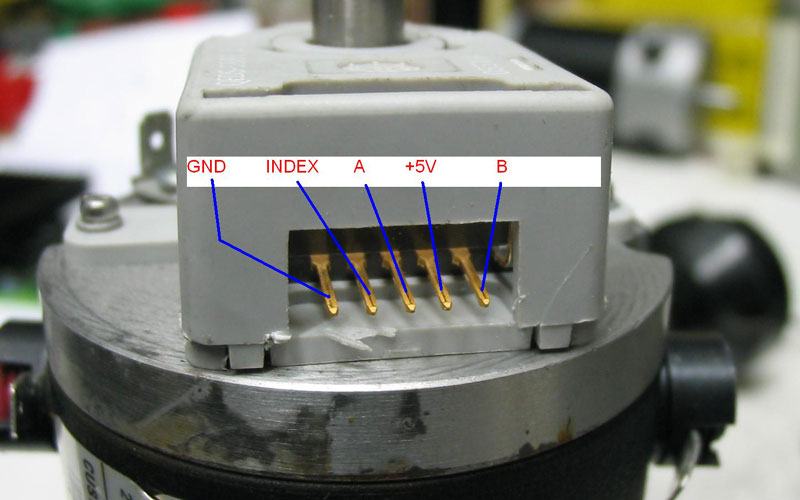
Cím: Re:Encoder használata
Írta: svejk Dátum 2011 február 15, 09:00
Írta: svejk Dátum 2011 február 15, 09:00
Köszi, közben kisilabizáltam több régi doksiból.
valóban áram kimenetű.
Egy gépen levőt kell "megjavítani" random számol felfelé.
Bízom benne ha kitakarítom esetleg izzócsere (ugye ebben még az van?) javítana a helyzeten.
A keresztcsere meg volt, tehát egyértelműen a léc a bűnös, esetleg még kontakthiba lehet a vezetékben.
A hétvégén fog rá sor kerülni.
valóban áram kimenetű.
Egy gépen levőt kell "megjavítani" random számol felfelé.
Bízom benne ha kitakarítom esetleg izzócsere (ugye ebben még az van?) javítana a helyzeten.
A keresztcsere meg volt, tehát egyértelműen a léc a bűnös, esetleg még kontakthiba lehet a vezetékben.
A hétvégén fog rá sor kerülni.
Cím: Re:Encoder használata
Írta: svejk Dátum 2011 február 15, 09:02
Írta: svejk Dátum 2011 február 15, 09:02
Szinte bármilyen 200 mill-es kiosztású csati jó,esetleg faragni kell rajta.
Legegyszerűbb esetben tüskesorhüvely.
Legegyszerűbb esetben tüskesorhüvely.
Cím: Re:Encoder használata
Írta: sasi Dátum 2011 február 15, 09:03
Írta: sasi Dátum 2011 február 15, 09:03
A bekötést Svejk készítette! (én csak megtaláltam a gépemen)
Cím: Re:Encoder használata
Írta: csg67 Dátum 2011 február 15, 09:46
Írta: csg67 Dátum 2011 február 15, 09:46
Lámpás. Probléma lehet a fókusz beállítása, ha nem eredeti izzó megy bele.
Nem biztos hogy 11uA, volt 25uA-es is. :)
Nem biztos hogy 11uA, volt 25uA-es is. :)
Cím: Re:Encoder használata
Írta: lari Dátum 2011 február 15, 10:16
Írta: lari Dátum 2011 február 15, 10:16
köszönöm!
Cím: Re:Encoder használata
Írta: lari Dátum 2011 február 15, 10:17
Írta: lari Dátum 2011 február 15, 10:17
Próbálok keresni valamit... Köszi!
Cím: Re:Encoder használata
Írta: PSoft Dátum 2011 február 15, 14:59
Írta: PSoft Dátum 2011 február 15, 14:59
Én például IDE-kábelból csináltam hozzá,a csatlakozót,és a kábelt eldarabolva:
Cím: Re:Encoder használata
Írta: kmajer Dátum 2011 február 16, 08:06
Írta: kmajer Dátum 2011 február 16, 08:06
Minimum 500 cpr-es encodert vennék
Cím: Re:Encoder használata
Írta: lari Dátum 2011 február 23, 09:31
Írta: lari Dátum 2011 február 23, 09:31
Urak!
Mi a különbség az encoder és a resolver között?
Lehet a resolvert encoderként használni dc servo motorhoz?
Mi a különbség az encoder és a resolver között?
Lehet a resolvert encoderként használni dc servo motorhoz?
Cím: Re:Encoder használata
Írta: keri Dátum 2011 február 23, 10:13
Írta: keri Dátum 2011 február 23, 10:13
Ha jól rémlik a resolver az két 90fokos szögeltérésű tekercsel, a forgórész váltakozó mágneses terét érzékeli, és nem diszkrét pozíciókat ad, hanem a két 90fok eltérésű tekerecsben megjelenő feszültség aránya, amit megadja a pozíciót. Vagyis ez analóg encoder.
Éppenséggel lehet áramkört építeni rá, ami digitális szögértékre alakítja, és akkor már enkóder helyett is lehet használni, de ennyi munkával az encoder pontosabb lehet.
Régi rávezető radarokban használtak ilyeneket, ahol kézi tekerővel lehetett a radar irányát beállítani. Volt a pultban egy ilyen, meg a radar forgató mechanikában. Analóg úton hasonlította össze a két érzékelő jelét és abból állította elő a forgató motor meghajtó áramát.
Lényegében analóg szervorendszer volt.
Éppenséggel lehet áramkört építeni rá, ami digitális szögértékre alakítja, és akkor már enkóder helyett is lehet használni, de ennyi munkával az encoder pontosabb lehet.
Régi rávezető radarokban használtak ilyeneket, ahol kézi tekerővel lehetett a radar irányát beállítani. Volt a pultban egy ilyen, meg a radar forgató mechanikában. Analóg úton hasonlította össze a két érzékelő jelét és abból állította elő a forgató motor meghajtó áramát.
Lényegében analóg szervorendszer volt.
Cím: Re:Encoder használata
Írta: lari Dátum 2011 február 23, 10:46
Írta: lari Dátum 2011 február 23, 10:46
Köszi így már világos! [#wave]
Cím: Re:Encoder használata
Írta: Szalai György Dátum 2011 február 23, 11:45
Írta: Szalai György Dátum 2011 február 23, 11:45
Cím: Re:Encoder használata
Írta: Révész Richárd Dátum 2011 február 25, 20:33
Írta: Révész Richárd Dátum 2011 február 25, 20:33
Szakik!
Hogy lehet kimérni egy encoder kimeneteit ha nincs oszcilloszkópom?
Nincs róla semmi adat.Az biztos hogy 500cpr-es,meg tudom hogy melyik két vezeték a táp.
Hogy lehet kimérni egy encoder kimeneteit ha nincs oszcilloszkópom?
Nincs róla semmi adat.Az biztos hogy 500cpr-es,meg tudom hogy melyik két vezeték a táp.
Cím: Re:Encoder használata
Írta: Szalai György Dátum 2011 február 25, 22:43
Írta: Szalai György Dátum 2011 február 25, 22:43
Valami két külön szinű, ellenpárhuzamosan kötött LED-del, meg soros ellenállással (5mA) detektálhatnád a kimeneteket, nagyon lassú tekergetés közben. Először táp negatívhoz képest, ha nem hoz eredményt, akkor egymáshoz képest is. Tematikát kell rá kitalálni, nem össze vissza, és mindég felírni az eredményt. Ha megvan, hogy mi mihez képest ad jelet, akkor már csak a jelek rendszerét kell összeraknod és kész is.
Ha valamilyen soros adatátvitellel kommunikál, akkor véged van.
Ha meg sok bites párhuzamos kimenetű, akkor jobb ha nekemadod.
Ha valamilyen soros adatátvitellel kommunikál, akkor véged van.
Ha meg sok bites párhuzamos kimenetű, akkor jobb ha nekemadod.
Cím: Re:Encoder használata
Írta: Szalai György Dátum 2011 február 26, 07:26
Írta: Szalai György Dátum 2011 február 26, 07:26
Ha a LED-es detektor semelyik kimeneten nem mutat eredményt, akkor még lehet, hogy sin/cos 1 Vpp kimenetű encoder. 1V-on nem nyit még a LED, azt egy középállású mutatós voltmérővel és vele párhuzamos 5-10kOhm-os ellenállással detektálhatod jól. Vagy akár digitális multiméterrel, feszültségmérő állásban, főleg ha vonalkijelző is van rajta, de azzal is köss párhuzamosan egy ellenállást.
Cím: Re:Encoder használata
Írta: csg67 Dátum 2011 február 26, 19:03
Írta: csg67 Dátum 2011 február 26, 19:03
Valójában van olyan forgójeladó (encoder), melynek van resolver szerű kimenete, azaz egy körülfordulás alatt ad egy-egy egymástól 90°-kal eltolt szinuszos (analóg) jelet. Tipikusan motorokhoz használják kommutációs jelek képzésére.
Lásd például itt (Z1 track-ra tessék keresni):
http://www.heidenhain.hu/fileadmin/pdb/media/img/encoders_for_servo_drives_208_922-2B.pdf
Lásd például itt (Z1 track-ra tessék keresni):
http://www.heidenhain.hu/fileadmin/pdb/media/img/encoders_for_servo_drives_208_922-2B.pdf
Cím: Re:Encoder használata
Írta: svejk Dátum 2011 április 19, 22:07
Írta: svejk Dátum 2011 április 19, 22:07
Volt már valakinek dolga nagyfelbontású Laser Encoderhez?
Kezem ügyébe került egy Canon R-10M típusú.
Sajnos a végén ott az M betű ami azt jelenti hogy csak egy kimenete van.
Azért csak megnéztem belülről, a másik csatorna és az index kivezetése is meg van belül, de sajnos nem bírtam jelet venni róluk :(
Hátha valaki már megbirkózott a feladattal.
Azért ez a 81 ezer impulzus/fordulat nem rókasz@r :)
Kezem ügyébe került egy Canon R-10M típusú.
Sajnos a végén ott az M betű ami azt jelenti hogy csak egy kimenete van.
Azért csak megnéztem belülről, a másik csatorna és az index kivezetése is meg van belül, de sajnos nem bírtam jelet venni róluk :(
Hátha valaki már megbirkózott a feladattal.
Azért ez a 81 ezer impulzus/fordulat nem rókasz@r :)
Cím: Re:Encoder használata
Írta: svejk Dátum 2011 április 19, 22:23
Írta: svejk Dátum 2011 április 19, 22:23
Ej, most látom csak, hogy a másik csatorna optikai vevője be sincs ültetve :(
De szép lett volna pedig egy ilyen encoder A/B csatornával...
De szép lett volna pedig egy ilyen encoder A/B csatornával...
Cím: Re:Encoder használata
Írta: Szalai György Dátum 2011 április 20, 07:56
Írta: Szalai György Dátum 2011 április 20, 07:56
Érdekes egy cucc! Miféle készülékhez tartozott, amit ekkora pontossággal kell pozícionálni?
Cím: Re:Encoder használata
Írta: Rabb Ferenc Dátum 2011 április 20, 08:02
Írta: Rabb Ferenc Dátum 2011 április 20, 08:02
Mexámoltad pontosan?
Cím: Re:Encoder használata
Írta: svejk Dátum 2011 április 21, 10:53
Írta: svejk Dátum 2011 április 21, 10:53
Kodak lézernyomtató papírtovábbító henger.
egybeépítve: encoder-BLDC motor- továbbító henger
egybeépítve: encoder-BLDC motor- továbbító henger
Cím: Re:Encoder használata
Írta: csg67 Dátum 2011 április 22, 18:02
Írta: csg67 Dátum 2011 április 22, 18:02
Egy félreértést szeretnék eloszlatni, az impulzusszám és a pontosság nem egymás szinonimái! A Canon leírásában sehol sincs megadva a rendszerpontosság (system accuracy), csupán azt írják, hogy a felbontásból adódóan mekkora az a szögelfordulás, amit érzékelni lehet. Azaz, ha a teljes körülfordulás alatt 81 ezer impulzus jön, az még nem biztos, hogy fél körülfordulás pontosan 40500 impulzusnak felel meg. Mielőtt valaki ilyen szerkezettel akarna körasztalt mérni, gondolkodjon el ezen! Egy lézernyomtatónál követelmény a finom léptetés (az előző pozícióhoz képest), egy körasztalnál viszont minden szöghelyzetnek pontosnak kell lenni.
Cím: Re:Encoder használata
Írta: svejk Dátum 2011 április 22, 20:45
Írta: svejk Dátum 2011 április 22, 20:45
A nálam levő természetesen kilőve az egy csatorna miatt.
Amit írsz mind igaz, egy 23 mm-es átmérőjű hengert forgatott, tehát egy fordulatra kb. 72 mm-t továbbította a papírt, vagy (valószínű inkább filmet) gyanítom túl nagy linearitási hiba itt sem volt megengedhető.
A működési elvét nézve sem biztos hogy nagy lenne a hibája.
Ez mit jelent pontosan?
Accumulate error=20 arc.sec. p-p
Az egy fordulaton belül felhalmozódó hibát?
Ha szó szerinti felhalmozódó akkor a 81000 p/r sem igaz?
De mivel csúcstól-csúcsig érték inkább gondolnám linearitási hibának.
De mi a helyzet a normál A/B-s R-10-el?
Ajánlják:
robotokhoz
NC gépekhez
pozició szabályozáshoz
direkthajtás szabályozásához és nem utolsó sorban
szögelforduláshoz mérőeszközökben.
Mivel nem hinném hogy valaha is kerül másik a kezembe, így nem különösebben érdekel, de mint technikai érdekesség mindenképpen érték lett számomra.
Amit írsz mind igaz, egy 23 mm-es átmérőjű hengert forgatott, tehát egy fordulatra kb. 72 mm-t továbbította a papírt, vagy (valószínű inkább filmet) gyanítom túl nagy linearitási hiba itt sem volt megengedhető.
A működési elvét nézve sem biztos hogy nagy lenne a hibája.
Ez mit jelent pontosan?
Accumulate error=20 arc.sec. p-p
Az egy fordulaton belül felhalmozódó hibát?
Ha szó szerinti felhalmozódó akkor a 81000 p/r sem igaz?
De mivel csúcstól-csúcsig érték inkább gondolnám linearitási hibának.
De mi a helyzet a normál A/B-s R-10-el?
Ajánlják:
robotokhoz
NC gépekhez
pozició szabályozáshoz
direkthajtás szabályozásához és nem utolsó sorban
szögelforduláshoz mérőeszközökben.
Mivel nem hinném hogy valaha is kerül másik a kezembe, így nem különösebben érdekel, de mint technikai érdekesség mindenképpen érték lett számomra.
Cím: Re:Encoder használata
Írta: csg67 Dátum 2011 április 22, 23:08
Írta: csg67 Dátum 2011 április 22, 23:08
Fordulatonként leadja a 81000 impulzust, abban biztosak lehetünk az ajánlott felhasználás mellett. A probléma ott van, hogy a szögelfordulással nem teljesen lineáris a tárcsán található (inkább az onnan leolvasható, hiszen abban az egyéb elemek -csapágyazás, stb,- hibája is benne van) osztás, ezért hol késik, hol siet az elméleti értékhez képest.
Ajánlani én is ajánlanám a helyükben (szellemes a működési elv), a kérdés az, mekkora pontosságot tudunk majd megvalósítani. Már az általuk közölt pontossághoz is különleges kuplung kell(ene) a mért tengely és a jeladó közé, hogy ott se keletkezzen szöghiba...
Ajánlani én is ajánlanám a helyükben (szellemes a működési elv), a kérdés az, mekkora pontosságot tudunk majd megvalósítani. Már az általuk közölt pontossághoz is különleges kuplung kell(ene) a mért tengely és a jeladó közé, hogy ott se keletkezzen szöghiba...
Cím: Re:Encoder használata
Írta: svejk Dátum 2011 április 22, 23:44
Írta: svejk Dátum 2011 április 22, 23:44
Akkor az az "accumulate error" nyilván mégis a linearitási hiba. És ha csak tényleg 20 arcsec akkor elmenne hobby-ban :)
Egy másikkal normál encoderrel fizikailag összekötve, - igaz egy nagyságrenddel kisebb felbontásúm van csak - esetleg lehetne ellenőrzést végezni házilag, de a nálam levő 1 kimenetűvel nem lenne egyszerű a mérés, mivel garantálni kellene a szigorúan monoton egyirányú forgatást.
Guglizva sem találtam elérhető A/B kimenetűt, de valószínűleg megfizetni sem tudnám :)
Egy másikkal normál encoderrel fizikailag összekötve, - igaz egy nagyságrenddel kisebb felbontásúm van csak - esetleg lehetne ellenőrzést végezni házilag, de a nálam levő 1 kimenetűvel nem lenne egyszerű a mérés, mivel garantálni kellene a szigorúan monoton egyirányú forgatást.
Guglizva sem találtam elérhető A/B kimenetűt, de valószínűleg megfizetni sem tudnám :)
Cím: Re:Encoder használata
Írta: csg67 Dátum 2011 április 23, 19:53
Írta: csg67 Dátum 2011 április 23, 19:53
""az "accumulate error" nyilván mégis a linearitási hiba""
Ennél azért meggyőzőbb leírás tudna csak arra ösztönözni, hogy a rendszer pontosságának elfogadjam a közölt értéket.
Amennyiben a jeladó hibamentesen csatlakozik a mérendő tengelyhez (nehéz feladat), a tárcsán található osztás abszolút pontos (persze ez sem az), és a jeladó legnagyobb beépítési méretét (36mm) vesszük annak az átmérőnek ahol a leolvasandó jelek vannak (ami szintén képtelenség), akkor 1,748 mikron[!] excentricitás eredményez 20 szögmásodperces szöghibát, azaz a jeladó csapágyazása legfeljebb ekkora játékkal illeszkedhet. Ezek ismeretében szeretnék egy olyan sort is látni a műszaki specifikációban, hogy mennyi a rendszer pontossága (ilyen és ilyen beépítési követelmények teljesülése esetén, ilyen és ilyen kuplungot használva, ilyen és ilyen ellenőrzési lehetőséggel)...
Félreértés ne essék, nem ezt a terméket akarom kritizálni, vagy egy másikról bebizonyítani, hogy az mennyivel jobb, csupán rávilágítottam, hogy a felbontás (impulzusszám) nem feltétlenül a pontossággal arányos jellemzője a jeladóknak (ahogy ezt a #937-ben is felvezettem).
A hobbi szint pontossági elvárásaiba sem kívánok belebonyolódni, de azt mindenképpen fontos megérteni (még hobbi szinten is), hogy egy rendszer mérési pontossága miből tevődik össze.
Ennél azért meggyőzőbb leírás tudna csak arra ösztönözni, hogy a rendszer pontosságának elfogadjam a közölt értéket.
Amennyiben a jeladó hibamentesen csatlakozik a mérendő tengelyhez (nehéz feladat), a tárcsán található osztás abszolút pontos (persze ez sem az), és a jeladó legnagyobb beépítési méretét (36mm) vesszük annak az átmérőnek ahol a leolvasandó jelek vannak (ami szintén képtelenség), akkor 1,748 mikron[!] excentricitás eredményez 20 szögmásodperces szöghibát, azaz a jeladó csapágyazása legfeljebb ekkora játékkal illeszkedhet. Ezek ismeretében szeretnék egy olyan sort is látni a műszaki specifikációban, hogy mennyi a rendszer pontossága (ilyen és ilyen beépítési követelmények teljesülése esetén, ilyen és ilyen kuplungot használva, ilyen és ilyen ellenőrzési lehetőséggel)...
Félreértés ne essék, nem ezt a terméket akarom kritizálni, vagy egy másikról bebizonyítani, hogy az mennyivel jobb, csupán rávilágítottam, hogy a felbontás (impulzusszám) nem feltétlenül a pontossággal arányos jellemzője a jeladóknak (ahogy ezt a #937-ben is felvezettem).
A hobbi szint pontossági elvárásaiba sem kívánok belebonyolódni, de azt mindenképpen fontos megérteni (még hobbi szinten is), hogy egy rendszer mérési pontossága miből tevődik össze.
Cím: Re:Encoder használata
Írta: svejk Dátum 2011 április 23, 20:15
Írta: svejk Dátum 2011 április 23, 20:15
Én tökéletesen értelek, elismerem a felsorolt hiányosságokat és az érveidet is, azt is tudjuk hogy szakmabeli vagy, tehát vitatkozni sem szeretnék.
Nekem szintén nem áll érdekemben védeni, inkább a kíváncsiság vezetett eddig is ez ügyben.
Nem véletlen kerestem a minap a
"The measurement, instrumentation, and sensors handbook" könyvet, abban a 200-203. oldalon is írnak a mérési elvről, sőt még irányárak is vannak egyes gyártók ilyen jellegű encoderjeiről.
(a Canon hasonló K1-ese 2700$ de van ott 225 ezres felbontású is cirka 14000$-os irányárral)
Ráadásul ugye a sin/cos kimenetűekhez van még interpolátor egység is mely ezt az eleve őrült felbontást még meg 10-20-szorozza. Na most itt hogy is beszélhetnénk csapágyazásakról és egyebekről, felfogni nem tudom:(
Nekem szintén nem áll érdekemben védeni, inkább a kíváncsiság vezetett eddig is ez ügyben.
Nem véletlen kerestem a minap a
"The measurement, instrumentation, and sensors handbook" könyvet, abban a 200-203. oldalon is írnak a mérési elvről, sőt még irányárak is vannak egyes gyártók ilyen jellegű encoderjeiről.
(a Canon hasonló K1-ese 2700$ de van ott 225 ezres felbontású is cirka 14000$-os irányárral)
Ráadásul ugye a sin/cos kimenetűekhez van még interpolátor egység is mely ezt az eleve őrült felbontást még meg 10-20-szorozza. Na most itt hogy is beszélhetnénk csapágyazásakról és egyebekről, felfogni nem tudom:(
Cím: Re:Encoder használata
Írta: csg67 Dátum 2011 április 23, 21:32
Írta: csg67 Dátum 2011 április 23, 21:32
Árakra eddig nem keresgéltem, de a közölt árszinteken már elvárható a 10-20 szögmásodperces rendszerpontosság, szóval akár lehetséges körasztalt is mérni vele. :) Bár hiányolom az egyértelmű megadását a specifikációban.
A szinuszos jelek feldolgozásáról (interpolálás, aláosztás) egy kis pontosítás; a több 100-szoros is elterjedt az ipari gyakorlatban, méréshez pedig 4096, illetve 16384-szeres aláosztás is létezik (például itt).
A szinuszos jelek feldolgozásáról (interpolálás, aláosztás) egy kis pontosítás; a több 100-szoros is elterjedt az ipari gyakorlatban, méréshez pedig 4096, illetve 16384-szeres aláosztás is létezik (például itt).
Cím: Re:Encoder használata
Írta: svejk Dátum 2011 április 23, 21:43
Írta: svejk Dátum 2011 április 23, 21:43
Köszönöm a pontosítást!
Hmm.. bizony a Heidenhain élenjáró ebben a méréstechnikában ez vitathatatlan.
Ha már itt vagy :)
"Segítség béna vagyok" topic #9502-re nincs esetleg ötleted ???
Hmm.. bizony a Heidenhain élenjáró ebben a méréstechnikában ez vitathatatlan.
Ha már itt vagy :)
"Segítség béna vagyok" topic #9502-re nincs esetleg ötleted ???
Cím: Re:Encoder használata
Írta: svejk Dátum 2011 április 23, 21:52
Írta: svejk Dátum 2011 április 23, 21:52
Ígérem többet nem hozom szóba, itt egy link a Canon honlapjáról ott szerepel az előbb az ára miatt szóba hozott K-1-is.
De valóban semmi konkrétum vagy részletes adatlap nincs róla.
De valóban semmi konkrétum vagy részletes adatlap nincs róla.
Cím: Re:Encoder használata
Írta: csg67 Dátum 2011 április 23, 22:56
Írta: csg67 Dátum 2011 április 23, 22:56
Ami kissé megingat, az a két fázis közötti 10°-os hiba, mert akkor mit is lehet interpolálni abból a két jelből? Szögadókban a szinuszos jelek "pontossága" 1-1.5% között szokott lenni más gyártóknál. Ígérem, én sem elemzem tovább ezt a jeladót. :)
Cím: Re:Encoder használata
Írta: svejk Dátum 2011 június 10, 23:42
Írta: svejk Dátum 2011 június 10, 23:42
SONY DT512P találkozott már vele valaki?
Csatlakozó bekötése, adatátvitel protokollja?
Esetleg hozzávaló LT11A kijelzője valakinek?
Csatlakozó bekötése, adatátvitel protokollja?
Esetleg hozzávaló LT11A kijelzője valakinek?
Cím: Re:Encoder használata
Írta: ANTAL GÁBOR Dátum 2011 június 11, 06:08
Írta: ANTAL GÁBOR Dátum 2011 június 11, 06:08
szia! látom foglalkozol a dologgal(dolgommal) Valami ilyet keresek. A többség (az üveglécesek) kétfázisú jelet produkálnak . Netán a látókörödbe került egy?
Cím: Re:Encoder használata
Írta: Farkas Ádám Dátum 2011 június 11, 09:52
Írta: Farkas Ádám Dátum 2011 június 11, 09:52
Itt van egy jó drágán
én egy ezredes mérőórát alakítanék át, vagy miért nem jó a kétfázisú (üvegléces)? Milyen projekthez kell?
én egy ezredes mérőórát alakítanék át, vagy miért nem jó a kétfázisú (üvegléces)? Milyen projekthez kell?
Cím: Re:Encoder használata
Írta: svejk Dátum 2011 június 11, 10:27
Írta: svejk Dátum 2011 június 11, 10:27
Antal Gábornak éppen az A/B kimenetű kellene, kis méretben.
Sajnos a gyáriak - ritka kivételtől eltekintve - ma már valamilyen soros protokollal kommunikálnak a feldolgozó egységgel.
Én is első körben azt ajánlottam neki hogy szereljen egy könnyű filmtárcsás encodert a mechanikus órába a mutató helyére.
Sajnos a gyáriak - ritka kivételtől eltekintve - ma már valamilyen soros protokollal kommunikálnak a feldolgozó egységgel.
Én is első körben azt ajánlottam neki hogy szereljen egy könnyű filmtárcsás encodert a mechanikus órába a mutató helyére.
Cím: Re:Encoder használata
Írta: Farkas Ádám Dátum 2011 június 11, 11:34
Írta: Farkas Ádám Dátum 2011 június 11, 11:34
Ilyenek vannak:
A jobbszélső régi Mitutoyonak esetleg lehet még A-B jele, belemérek ha érdekes... (ja ha valakinek van PC szoftvere kábelbekötéssel, az küldhetne nekem:)

A jobbszélső régi Mitutoyonak esetleg lehet még A-B jele, belemérek ha érdekes... (ja ha valakinek van PC szoftvere kábelbekötéssel, az küldhetne nekem:)
Cím: Re:Encoder használata
Írta: svejk Dátum 2011 június 11, 12:50
Írta: svejk Dátum 2011 június 11, 12:50
Árazd be őket nekem magánban...
Cím: Re:Encoder használata
Írta: ANTAL GÁBOR Dátum 2011 június 11, 19:41
Írta: ANTAL GÁBOR Dátum 2011 június 11, 19:41
szia Ádám! pár mondat a projektről: Egy vastagfalú 324 es csövet fúrunk 620 hosszban az esztergámon ( készült hozzá egy spéci linetta) ( állóbáb) de a báb beállításához a furat kúpolódását ismerni kell. Ehhez átalakítottam egy intót, de nagyon macerás lámpával belebújni a csőbe és az órát nézni. Az óra helyére kellene egy olyan eszköz amit kint is láthatnék. Van gyári DRO m : egy kisméretű üvegléces eszköz is szóbajöhetne. A neten vannak japán linear gauge- k de az áruk miatt csak álom. Egy RS kimenetű óra is jól jönne.
Tervezem hogy az esztergályos topikba majd beteszem a bábot mert nagyon jól sikerült.
Tervezem hogy az esztergályos topikba majd beteszem a bábot mert nagyon jól sikerült.
Cím: Re:Encoder használata
Írta: Farkas Ádám Dátum 2011 június 11, 22:27
Írta: Farkas Ádám Dátum 2011 június 11, 22:27
Miért nem elég egy akár milyen digitális óra? Az üvegléces mechanikáról kb 5-6 drót megy a kijelző panelra, ezt a kijelzőpanelt, vagyis az óra elektronikát kellene csak kivezetni, és azt nézni kívül.
Cím: Re:Encoder használata
Írta: ANTAL GÁBOR Dátum 2011 június 12, 05:54
Írta: ANTAL GÁBOR Dátum 2011 június 12, 05:54
Ha jól értem akkor szét kellene szedni egy órát , a kijelzőt kihozni ( a drótokat meghosszabbítani) , és kész. Az igazat megvallva még nem szedtem szét órát. Valóban drótos az összeköttetés ? Mert ha az LCD k nél alkalmazott vezetőgumis akkor attól félnék.
Cím: Re:Encoder használata
Írta: csg67 Dátum 2011 június 12, 09:22
Írta: csg67 Dátum 2011 június 12, 09:22
Cím: Re:Encoder használata
Írta: svejk Dátum 2011 június 12, 09:45
Írta: svejk Dátum 2011 június 12, 09:45
ST 1277-em volt egyszer... finom szerkezet volt, csak a sűrített levegő miatt nekem körülményes volt használni. Ha 78-as lett volna nem passzoltam volna el.
Tudom hogy konkurencia, de a #947-beni mágnesesről nincs véletlen infód?
Tudom hogy konkurencia, de a #947-beni mágnesesről nincs véletlen infód?
Cím: Re:Encoder használata
Írta: svejk Dátum 2011 június 12, 09:47
Írta: svejk Dátum 2011 június 12, 09:47
Nem a kijelzőt, az egész feldolgozó elektronikát gondolja az Farkas Ádám (Sopron).
Bár nekem a kis jelszintek miatt kétségeim vannak, hogy működne-e. Igazi hobby-kókány megoldás lenne :))
Bár nekem a kis jelszintek miatt kétségeim vannak, hogy működne-e. Igazi hobby-kókány megoldás lenne :))
Cím: Re:Encoder használata
Írta: csg67 Dátum 2011 június 12, 10:18
Írta: csg67 Dátum 2011 június 12, 10:18
Arról nincs.
Cím: Re:Encoder használata
Írta: Farkas Ádám Dátum 2011 június 12, 14:52
Írta: Farkas Ádám Dátum 2011 június 12, 14:52
Igen arra gondoltam hogy fogsz egy kínai mérőórát szétpattintod, és az elektronika, és a mechanika közti szalagkábelt meghosszítod, szerintem árnyékolva kibír 1,5-2 métert.
Leves és második között szétszedtem az enyémet: 12 drót van gondolom több enkóder van egymás mellett hogy tudja hozni az ezredes felontást.


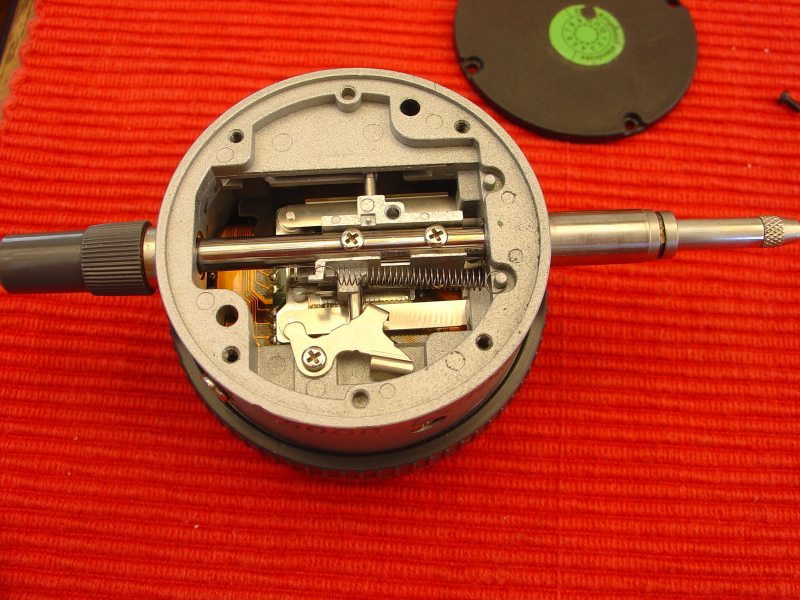
Leves és második között szétszedtem az enyémet: 12 drót van gondolom több enkóder van egymás mellett hogy tudja hozni az ezredes felontást.
Cím: Re:Encoder használata
Írta: ANTAL GÁBOR Dátum 2011 június 12, 15:14
Írta: ANTAL GÁBOR Dátum 2011 június 12, 15:14
Amit szétszedtél (és fotóztál) abban üvegléc van? Keresem a kínai forrást....
Cím: Re:Encoder használata
Írta: Farkas Ádám Dátum 2011 június 12, 16:49
Írta: Farkas Ádám Dátum 2011 június 12, 16:49
Igen üvegléces...
néztem Kínait de csak századost találtam, olyan 40-50 dollár körül. Ha az jó neked, megküldöm magánban a forrást.
néztem Kínait de csak századost találtam, olyan 40-50 dollár körül. Ha az jó neked, megküldöm magánban a forrást.
Cím: Re:Encoder használata
Írta: ANTAL GÁBOR Dátum 2011 június 12, 18:35
Írta: ANTAL GÁBOR Dátum 2011 június 12, 18:35
Szia . Bőven elég a százados. Egyszer vettem dolgot a ctctools tól .Ott találtam órát,de már előre rettegek a pay-pal tól mert nem nagyon emlékszem hogy mit is kell csinálni .
Azért küldd el ,és majd kérdeznék vmit.
Azért küldd el ,és majd kérdeznék vmit.
Cím: Re:Encoder használata
Írta: PSoft Dátum 2011 augusztus 03, 21:01
Írta: PSoft Dátum 2011 augusztus 03, 21:01
Van nálam két kódtárcsa a HEDS-optikákhoz.

Mi a külömbség a kettő között? (nem a tengelyfuratra gondolok):)


Melyikhez,milyen optika "dukál"?
Mi a külömbség a kettő között? (nem a tengelyfuratra gondolok):)
Melyikhez,milyen optika "dukál"?
Cím: Re:Encoder használata
Írta: svejk Dátum 2011 augusztus 03, 21:11
Írta: svejk Dátum 2011 augusztus 03, 21:11
Az egyik normál index-jeles a másik valami furmányosabb.
Mivel mindkettő 500-as osztású, és az átmérőjük megegyezik, ezért az A/B jelet mindkettőről le lehet venni ugyanazon optikával.
A lényeg hogy az osztásköz egyezzen az optika osztásközével(ugyanis abban is van egy maszk)
Mivel mindkettő 500-as osztású, és az átmérőjük megegyezik, ezért az A/B jelet mindkettőről le lehet venni ugyanazon optikával.
A lényeg hogy az osztásköz egyezzen az optika osztásközével(ugyanis abban is van egy maszk)
Cím: Re:Encoder használata
Írta: PSoft Dátum 2011 augusztus 03, 21:56
Írta: PSoft Dátum 2011 augusztus 03, 21:56
Köszönöm.
A "normál index-jeles" az,amelyiken kívül van az index-sáv,jól gondolom?
Igen,mindkettő 1 colos.
Van azonban,még kettő tárcsám optika nélkül.
(azokról,most nincs képem)
Azok viszont 2 colosak, -V500E- rajtuk a felirat,és azon is "furmányosan" belül van az index-sáv.
Azokkal,mi a helyzet,optikailag?
A "normál index-jeles" az,amelyiken kívül van az index-sáv,jól gondolom?
Igen,mindkettő 1 colos.
Van azonban,még kettő tárcsám optika nélkül.
(azokról,most nincs képem)
Azok viszont 2 colosak, -V500E- rajtuk a felirat,és azon is "furmányosan" belül van az index-sáv.
Azokkal,mi a helyzet,optikailag?
Cím: Re:Encoder használata
Írta: csg67 Dátum 2011 augusztus 04, 07:49
Írta: csg67 Dátum 2011 augusztus 04, 07:49
Az A/B jeleket arról az osztásról veszik le, amelyik teljesen periodikus. D500Z3-nál kívülről a második, V500A-nál a legkülső. A referencia (nevezhetjük indexnek is) jel képzése (szerintem) kicsit bonyolultabb mindkét esetben. A D500Z3-nál a legkülső és a belső két jel is össze lehet kapcsolva, míg a V500A-nál a belső két jel lehet az. Látni kellene a leolvasó maszkot is és a mögötte lévő fotóelemeket, illetve azok bekötését.
A jelszinteknek valami ilyesmi képe szokott lenni:

A jelszinteknek valami ilyesmi képe szokott lenni:
Cím: Re:Encoder használata
Írta: svejk Dátum 2011 augusztus 04, 08:43
Írta: svejk Dátum 2011 augusztus 04, 08:43
Elméletileg a 22mm optikai rádiuszú tárcsát a 250-es 11 mm-es optikának olvasnia kell, ha csak az A/B jelre van szükség.
Mindig az a lényeg hogy az optika és a tárcsa LPI értéke megegyezzen.
(igazábúl az LPI= line per inch kifejezés itt nem helyes, az encoder szalagokat jelölik így, de itt is értelmezni lehet, ha az átmérőt felszorozzuk Pi-vel.
Kis átfedés még elmegy, pl. nekem az 512-es I jelölésű HEDS optika rendesen olvasta az 500-as tárcsát. Persze ilyenkor nem teljesen szimmetrikus az A/B jel.
Házi építésnél egyébként is elengedhetetlen az oszcilloszkópos vizsgálat, segítségével az optika tologatásával megtalálható az optimális helyzet.
Mindig az a lényeg hogy az optika és a tárcsa LPI értéke megegyezzen.
(igazábúl az LPI= line per inch kifejezés itt nem helyes, az encoder szalagokat jelölik így, de itt is értelmezni lehet, ha az átmérőt felszorozzuk Pi-vel.
Kis átfedés még elmegy, pl. nekem az 512-es I jelölésű HEDS optika rendesen olvasta az 500-as tárcsát. Persze ilyenkor nem teljesen szimmetrikus az A/B jel.
Házi építésnél egyébként is elengedhetetlen az oszcilloszkópos vizsgálat, segítségével az optika tologatásával megtalálható az optimális helyzet.
Cím: Re:Encoder használata
Írta: lari Dátum 2011 augusztus 06, 15:19
Írta: lari Dátum 2011 augusztus 06, 15:19
siemens 6f29 320 10a tipusú encoderről keresek valamilyen leírást.
Tudna valaki segíteni ebben?
Köszönöm!
Tudna valaki segíteni ebben?
Köszönöm!
Cím: Re:Encoder használata
Írta: PSoft Dátum 2011 augusztus 06, 22:12
Írta: PSoft Dátum 2011 augusztus 06, 22:12
Cím: Re:Encoder használata
Írta: svejk Dátum 2011 augusztus 06, 22:24
Írta: svejk Dátum 2011 augusztus 06, 22:24
Ez nagyon jó, így egyben nekem sem volt meg.
de azt ne felejtsük el megjegyezni, hogy: rename txt to pdf :)
de azt ne felejtsük el megjegyezni, hogy: rename txt to pdf :)
Cím: Re:Encoder használata
Írta: PSoft Dátum 2011 augusztus 06, 23:30
Írta: PSoft Dátum 2011 augusztus 06, 23:30
"de azt ne felejtsük el megjegyezni, hogy: rename txt to pdf :)"
Azt hittem,ez természetes.:)
Eddíg nekem se volt meg.
-https://cnctar.hobbycnc.hu/VarsanyiPeter - Varsa adatbázisa.-
Nagyon jó kis bázis,értékes "anyagokkal".
Varsának köszönhető,Tőle "loptam".:))
Azt hittem,ez természetes.:)
Eddíg nekem se volt meg.
-https://cnctar.hobbycnc.hu/VarsanyiPeter - Varsa adatbázisa.-
Nagyon jó kis bázis,értékes "anyagokkal".
Varsának köszönhető,Tőle "loptam".:))
Cím: Re:Encoder használata
Írta: PSoft Dátum 2011 augusztus 25, 19:26
Írta: PSoft Dátum 2011 augusztus 25, 19:26
Elkészültek az 500-as HEDS tárcsák "prototypusai".
Lézervágással,0.15-ös klisélemezből.
Csak az 500-as osztás került rá,az index-jel nem.
Mikor is leszel otthon?
Küldök pár darabot "tesztelésre".
Pár kép:






Lézervágással,0.15-ös klisélemezből.
Csak az 500-as osztás került rá,az index-jel nem.
Mikor is leszel otthon?
Küldök pár darabot "tesztelésre".
Pár kép:
Cím: Re:Encoder használata
Írta: t334wehtf Dátum 2011 augusztus 25, 21:04
Írta: t334wehtf Dátum 2011 augusztus 25, 21:04
Aztamindenit!
Hol lézereztetted?
Hol lézereztetted?
Cím: Re:Encoder használata
Írta: svejk Dátum 2011 augusztus 25, 21:33
Írta: svejk Dátum 2011 augusztus 25, 21:33
Kedden hozhatja a postás bácsi. :)
Egész jónak tűnik.
Nagyok vagytok!!!!
(én nem bíztam benne :( )
Egész jónak tűnik.
Nagyok vagytok!!!!
(én nem bíztam benne :( )
Cím: Re:Encoder használata
Írta: svejk Dátum 2011 augusztus 25, 21:34
Írta: svejk Dátum 2011 augusztus 25, 21:34
hHa jó akkor biztos kell majd csináltatnod 512-eseket is az E240-es motortulajdonosok nagy örömére. Sokan elcsesztek 1-2-őt. :(
Cím: Re:Encoder használata
Írta: PSoft Dátum 2011 augusztus 25, 21:59
Írta: PSoft Dátum 2011 augusztus 25, 21:59
Egyik fórumtársunk, hathatós közreműködésével készültek.
Cím: Re:Encoder használata
Írta: PSoft Dátum 2011 augusztus 25, 22:22
Írta: PSoft Dátum 2011 augusztus 25, 22:22
Nagyítóval nézve,egykét helyen látok a résekben "salakot",de kitisztítható.
Tudom,hogy velem ellentétben nem voltál túl optimista,.... de látod,megvan.:)
Persze,a puding próbája....
Majd a jövő héten,már többet lehet tudni róla,ha teszteled.:)
Basszus,tesztelném én is,de nincs egy darab agyam se hozzá.[#falbav][#falbav][#falbav]
Holnap,vagy holnapután gyorsan esztergányolnom kell egyet.:( :))
Tudom,hogy velem ellentétben nem voltál túl optimista,.... de látod,megvan.:)
Persze,a puding próbája....
Majd a jövő héten,már többet lehet tudni róla,ha teszteled.:)
Basszus,tesztelném én is,de nincs egy darab agyam se hozzá.[#falbav][#falbav][#falbav]
Holnap,vagy holnapután gyorsan esztergányolnom kell egyet.:( :))
Cím: Re:Encoder használata
Írta: svejk Dátum 2011 augusztus 26, 11:58
Írta: svejk Dátum 2011 augusztus 26, 11:58
Pedig felajánlottam, hogy küldök agyat, de már akkor is olyan agyatlan voltál.[#smile]
Cím: Re:Encoder használata
Írta: s7manbs8 Dátum 2011 augusztus 26, 11:59
Írta: s7manbs8 Dátum 2011 augusztus 26, 11:59
Ezeket a vékony vonalakt milyen érzékelő figyeli ? Ez vagy pár tized mm széles ?
Cím: Re:Encoder használata
Írta: svejk Dátum 2011 augusztus 26, 12:01
Írta: svejk Dátum 2011 augusztus 26, 12:01
Milyen ötvözet ez a klisélemez?
Hátha Sasi vagy Ebálint tudna rá valami savkombinációt amivel a salakot ki lehetne mosatni amellett hogy az eredeti anyagot nem nagyon támadná meg.
Hátha Sasi vagy Ebálint tudna rá valami savkombinációt amivel a salakot ki lehetne mosatni amellett hogy az eredeti anyagot nem nagyon támadná meg.
Cím: Re:Encoder használata
Írta: s7manbs8 Dátum 2011 augusztus 26, 12:02
Írta: s7manbs8 Dátum 2011 augusztus 26, 12:02
Gondolom nem 5 mm-es infra érzékelő dióda van benne... :)
Cím: Re:Encoder használata
Írta: svejk Dátum 2011 augusztus 26, 12:03
Írta: svejk Dátum 2011 augusztus 26, 12:03
HEDS9100-A00 optika.
22mm átmérőn 500 osztás.
22mm átmérőn 500 osztás.
Cím: Re:Encoder használata
Írta: s7manbs8 Dátum 2011 augusztus 26, 12:04
Írta: s7manbs8 Dátum 2011 augusztus 26, 12:04
Köszi, abba való érzékelőt lehet kapni valahol amúgy, vagy azt az a gyár készíti, ami az egész elektronikáját ?
Cím: Re:Encoder használata
Írta: svejk Dátum 2011 augusztus 26, 12:04
Írta: svejk Dátum 2011 augusztus 26, 12:04
Opto-elektro-mechanikai csúcstechnológia. Legalább is 15-20 évvel ezelőtt.
Cím: Re:Encoder használata
Írta: svejk Dátum 2011 augusztus 26, 12:07
Írta: svejk Dátum 2011 augusztus 26, 12:07
Te sem ezt a fórumot olvasod? :(
TTL, vagy sinus komplett jelkimenet.
Gyakorlatilag a tintás nyomtatókban is ilyen van, csak 20kHz-es.
TTL, vagy sinus komplett jelkimenet.
Gyakorlatilag a tintás nyomtatókban is ilyen van, csak 20kHz-es.
Cím: Re:Encoder használata
Írta: s7manbs8 Dátum 2011 augusztus 26, 12:30
Írta: s7manbs8 Dátum 2011 augusztus 26, 12:30
OK, köszi már megyek is bontogatni a nyomtatókat ...
Cím: Re:Encoder használata
Írta: PSoft Dátum 2011 augusztus 26, 18:15
Írta: PSoft Dátum 2011 augusztus 26, 18:15
Első megközelítésre,valami króm/nikkel(???)ötvözet lehet,de meg fogom tudni az anyagösszetételét.
Nagyon enyhe vonzást mutat egy neodimium mágnes irányába.:)
Nagyon enyhe vonzást mutat egy neodimium mágnes irányába.:)
Cím: Re:Encoder használata
Írta: svejk Dátum 2011 szeptember 05, 21:37
Írta: svejk Dátum 2011 szeptember 05, 21:37
Tökéletes az 500-as acéltárcsátok!!!
Úgy ahogy volt, piszkosan beraktam a helyére.
A kitöltési tényező is jól el lett találva.
(a vakut nem tudtam kikapcsolni, mert el van törve az LCD kijelző a fényképezőmön)

Úgy ahogy volt, piszkosan beraktam a helyére.
A kitöltési tényező is jól el lett találva.
(a vakut nem tudtam kikapcsolni, mert el van törve az LCD kijelző a fényképezőmön)
Cím: Re:Encoder használata
Írta: svejk Dátum 2011 szeptember 05, 21:41
Írta: svejk Dátum 2011 szeptember 05, 21:41
Kezdhetitek gyártani, az E240-esek tulajdonosainak nagy örömére!! :)
Gondolom ha az 500-as megy akkor menni fog a gyártása az 512-esnek is.
Holnap berakom ezt az 500 tárcsát egy 512-es optikához.
Gondolom ha az 500-as megy akkor menni fog a gyártása az 512-esnek is.
Holnap berakom ezt az 500 tárcsát egy 512-es optikához.
Cím: Re:Encoder használata
Írta: bvadkrcds Dátum 2011 szeptember 05, 21:43
Írta: bvadkrcds Dátum 2011 szeptember 05, 21:43
Szia!
Rakd az egyik újadat a vaku elé… A teljesítményét, úgy tudod szabályozni, hogy csak félig takarod le…
Rakd az egyik újadat a vaku elé… A teljesítményét, úgy tudod szabályozni, hogy csak félig takarod le…
Cím: Re:Encoder használata
Írta: svejk Dátum 2011 szeptember 05, 22:20
Írta: svejk Dátum 2011 szeptember 05, 22:20
Próbáltam, de akkor a vörös segédfény pirosította be a képet :(
Amikor azt is letakartam akkor meg lemerült az akku :)
Amikor azt is letakartam akkor meg lemerült az akku :)
Cím: Re:Encoder használata
Írta: s7manbs8 Dátum 2011 szeptember 05, 22:37
Írta: s7manbs8 Dátum 2011 szeptember 05, 22:37
Mennyi lesz az ára ennek az encodernek ?
Cím: Re:Encoder használata
Írta: s7manbs8 Dátum 2011 szeptember 05, 22:38
Írta: s7manbs8 Dátum 2011 szeptember 05, 22:38
Illetve tárcsának...
Cím: Re:Encoder használata
Írta: PSoft Dátum 2011 szeptember 05, 23:22
Írta: PSoft Dátum 2011 szeptember 05, 23:22
Örülök,hogy kedvezőek(jók)lettek a teszteredményeid.:)))
Úgy néz ki,hogy ez a minőség hozható,tartható a gyártásnál.
Nem hiszem,hogy az 512-es gond lenne,azon a tizenkettőn,már nem múlhat.:)
Köszi a segítségedet.:)
Úgy néz ki,hogy ez a minőség hozható,tartható a gyártásnál.
Nem hiszem,hogy az 512-es gond lenne,azon a tizenkettőn,már nem múlhat.:)
Köszi a segítségedet.:)
Cím: Re:Encoder használata
Írta: Szalai György Dátum 2011 szeptember 06, 06:12
Írta: Szalai György Dátum 2011 szeptember 06, 06:12
Milyen bajjal jár, ha az encoder tárcsának nem ötven százalék a kitöltési tényezője?
Cím: Re:Encoder használata
Írta: Szalai György Dátum 2011 szeptember 06, 06:16
Írta: Szalai György Dátum 2011 szeptember 06, 06:16
Nem található rajtuk, hogy hol kezdték és fejezték be a rések vágását?
Cím: Re:Encoder használata
Írta: svejk Dátum 2011 szeptember 06, 08:45
Írta: svejk Dátum 2011 szeptember 06, 08:45
Hogy most sugárirányban kintről be, vagy fordítva haladt a lézersugár azt nem tudom, de szerintem mindegy is.
Cím: Re:Encoder használata
Írta: svejk Dátum 2011 szeptember 06, 08:49
Írta: svejk Dátum 2011 szeptember 06, 08:49
Gyári vezérlőknél általában meg van kötve a max. eltérés, általában 30-70 arány van megengedve.
Gondolom nagy fordulatoknál a jelfeldolgozás sebességét csökkentheti.
Gondolom nagy fordulatoknál a jelfeldolgozás sebességét csökkentheti.
Cím: Re:Encoder használata
Írta: me3ua0a6 Dátum 2011 szeptember 06, 09:08
Írta: me3ua0a6 Dátum 2011 szeptember 06, 09:08
A lépésfelbontás pontosságát rontja. Mintha egy léptetőmotor egyszer 2fokot, azután meg 1.6fokot lépne.
Cím: Re:Encoder használata
Írta: svejk Dátum 2011 szeptember 06, 09:16
Írta: svejk Dátum 2011 szeptember 06, 09:16
Ezt direkt nem említettem, mert van aki helyből elveti a 4x-es üzemmódot.
Cím: Re:Encoder használata
Írta: Szalai György Dátum 2011 szeptember 06, 16:13
Írta: Szalai György Dátum 2011 szeptember 06, 16:13
Bocsánat, nem kérdeztem egyértelműen.
Arra gondoltam, hogy az elsőnek és utolsónak vágott két rés közötti fal megtalálható-e. Nem más szélességű-e mint a többi fal.
De biztos nem, mert akkor már írtad volna.
Arra gondoltam, hogy az elsőnek és utolsónak vágott két rés közötti fal megtalálható-e. Nem más szélességű-e mint a többi fal.
De biztos nem, mert akkor már írtad volna.
Cím: Re:Encoder használata
Írta: svejk Dátum 2011 szeptember 06, 17:08
Írta: svejk Dátum 2011 szeptember 06, 17:08
Beraktam a lézerrel vágatott 500-as tárcsát, egy E240-es motor 512-es osztású tárcsájának a helyére.

Megküldtem 70 V-al a kis E240-es mocit. :)
Ekkor kb. 5800-at forgott percenként, és mint leolvasható a fényképről az A/B jel frekvenciája kb. 50 kHz.
(itt átkapcsoltam a mérőfejeket 1:10-be, hogy a mérőkábel kapacitása ne laposítsa a fel és lefutó éleket)

Megküldtem 70 V-al a kis E240-es mocit. :)
Ekkor kb. 5800-at forgott percenként, és mint leolvasható a fényképről az A/B jel frekvenciája kb. 50 kHz.
(itt átkapcsoltam a mérőfejeket 1:10-be, hogy a mérőkábel kapacitása ne laposítsa a fel és lefutó éleket)
Cím: Re:Encoder használata
Írta: svejk Dátum 2011 szeptember 06, 17:09
Írta: svejk Dátum 2011 szeptember 06, 17:09
Nem vehető észre, de egy ilyen precizitású CNC lézergépnél azt hiszem csúnya is lenne ilyet feltételezni.
Cím: Re:Encoder használata
Írta: svejk Dátum 2011 szeptember 06, 17:13
Írta: svejk Dátum 2011 szeptember 06, 17:13
A mostani és a régebbi filmtárcsás tapasztalataim alapján szerintem felesleges is az E240-hez külön 512-es tárcsákat csináltatni.
Az 500-as estén ha "kerek" az áttétel legalább nem kell a Mach3 motortuningjában a tizedes törtekkel vacakolni.
Az 500-as estén ha "kerek" az áttétel legalább nem kell a Mach3 motortuningjában a tizedes törtekkel vacakolni.
Cím: Re:Encoder használata
Írta: PSoft Dátum 2011 október 06, 14:37
Írta: PSoft Dátum 2011 október 06, 14:37
Készült pár darab 500-as HEDS klón.:)













Cím: Re:Encoder használata
Írta: s7manbs8 Dátum 2011 október 06, 14:43
Írta: s7manbs8 Dátum 2011 október 06, 14:43
Jujj, de jók ezek. :)
Cím: Re:Encoder használata
Írta: PSoft Dátum 2011 október 06, 21:56
Írta: PSoft Dátum 2011 október 06, 21:56
Te,hogy emlékszel?
A legutóbbi "nagy,E240-es beszerzés"-ből származó motorok mind 512-es encoderrel voltak szerelve?
A legutóbbi "nagy,E240-es beszerzés"-ből származó motorok mind 512-es encoderrel voltak szerelve?
Cím: Re:Encoder használata
Írta: Szalai György Dátum 2011 október 07, 06:53
Írta: Szalai György Dátum 2011 október 07, 06:53
A piros festéknek mi a szerepe?
Talán a galvánelem, és ezzel az elektrokémiai korrózió gátlás? Vagy mint ragasztó rögzíti a tárcsát a perselyre?
Talán a galvánelem, és ezzel az elektrokémiai korrózió gátlás? Vagy mint ragasztó rögzíti a tárcsát a perselyre?
Cím: Re:Encoder használata
Írta: x4rhew5r3 Dátum 2011 október 07, 07:03
Írta: x4rhew5r3 Dátum 2011 október 07, 07:03
[#eljen]Nagyon tetszik.
Szép és hasznos projekt. Mi a felső határ a felbontásban? 1000-es is menne?
Szép és hasznos projekt. Mi a felső határ a felbontásban? 1000-es is menne?
Cím: Re:Encoder használata
Írta: Rabb Ferenc Dátum 2011 október 07, 07:46
Írta: Rabb Ferenc Dátum 2011 október 07, 07:46
Tiszta gyári! És jobb mint az eredeti, mert ez legalább utánrendelhető [#taps]
Cím: Re:Encoder használata
Írta: svejk Dátum 2011 október 07, 09:28
Írta: svejk Dátum 2011 október 07, 09:28
Most a fehérvári találkozón derült ki hogy nem. :(
Amelyiknek az optikáján van egy kis panel, rajta a két db. SMD felhúzó ellenállással azok csak 250-esek.
De ezek valószínű az utolsó előtti rendelésnél jöttek be.
Amelyiknek az optikáján van egy kis panel, rajta a két db. SMD felhúzó ellenállással azok csak 250-esek.
De ezek valószínű az utolsó előtti rendelésnél jöttek be.
Cím: Re:Encoder használata
Írta: svejk Dátum 2011 október 07, 09:29
Írta: svejk Dátum 2011 október 07, 09:29
Megadtad rendesen a módját!!
Ilyenkor akarom mindig abbahagyni a bütykölést, látva, hogy más mennyivel precízebb, ügyesebb mint én. :(
Ilyenkor akarom mindig abbahagyni a bütykölést, látva, hogy más mennyivel precízebb, ügyesebb mint én. :(
Cím: Re:Encoder használata
Írta: svejk Dátum 2011 október 07, 09:33
Írta: svejk Dátum 2011 október 07, 09:33
Ebben az átmérőben szerintem nem, bár én az 500-asban sem hittem.
Mindenesetre ha van hely, dupla átmérővel mehet, és ugyanez az optika olvassa.
Kipróbáltan működik, arra kell figyelni hogy a 100 kHz-et nem szabad túllépni, amit az optika tud.
Mindenesetre ha van hely, dupla átmérővel mehet, és ugyanez az optika olvassa.
Kipróbáltan működik, arra kell figyelni hogy a 100 kHz-et nem szabad túllépni, amit az optika tud.
Cím: Re:Encoder használata
Írta: PSoft Dátum 2011 október 07, 10:18
Írta: PSoft Dátum 2011 október 07, 10:18
Hát,persze!
Nehogy má az elektrokémia idővel kárt tegyen a tárcsában,vagy a perselyben!
Mondhatnám nagyvonalúan,vagy nagyképűen,de,.... NEEM!:)
Meg sem fordult a fejemben az esetleges galvánhatás.[#falbav]
Egész egyszerűen,mechanikai rögzítés a feladata a piros festéknek.
Szilikon alapú,rugalmas,jól tapadó üvegfesték.
Gyakran használom apró dolgok ragasztására,rögzítésére.
Nehogy má az elektrokémia idővel kárt tegyen a tárcsában,vagy a perselyben!
Mondhatnám nagyvonalúan,vagy nagyképűen,de,.... NEEM!:)
Meg sem fordult a fejemben az esetleges galvánhatás.[#falbav]
Egész egyszerűen,mechanikai rögzítés a feladata a piros festéknek.
Szilikon alapú,rugalmas,jól tapadó üvegfesték.
Gyakran használom apró dolgok ragasztására,rögzítésére.
Cím: Re:Encoder használata
Írta: PSoft Dátum 2011 október 07, 10:59
Írta: PSoft Dátum 2011 október 07, 10:59
Aha,szóval voltak 250-esek is.:(
Én konkrétan az 500-512 vagylagosságára gondoltam.
Egyébbként kiderül az a motorról(E240),hogy milyen encoderrel van szerelve anélkül,hogy az encodert szétszedném?
Van valami rá utaló adat a motoron,vagy az encoderházon?
Én konkrétan az 500-512 vagylagosságára gondoltam.
Egyébbként kiderül az a motorról(E240),hogy milyen encoderrel van szerelve anélkül,hogy az encodert szétszedném?
Van valami rá utaló adat a motoron,vagy az encoderházon?
Cím: Re:Encoder használata
Írta: svejk Dátum 2011 október 07, 11:03
Írta: svejk Dátum 2011 október 07, 11:03
Hmmm, galvánelem...Az nem csak akkor roncsol, ha tud záródni az áramkör?
Ennek ugye a használat közben nem sok esélye van.
Egyébként a gyári acél tárcsa is ilyen szilikon alapú ragasztóval van rögzítve, a szintén alumínium agyra.
Ennek ugye a használat közben nem sok esélye van.
Egyébként a gyári acél tárcsa is ilyen szilikon alapú ragasztóval van rögzítve, a szintén alumínium agyra.
Cím: Re:Encoder használata
Írta: svejk Dátum 2011 október 07, 11:05
Írta: svejk Dátum 2011 október 07, 11:05
500-asról nem tudok.
Elvileg a típusszám megmondja, de nem nagyon van róla info a NET-en, ezek valószínő olyan OEM encoderek.
Elvileg a típusszám megmondja, de nem nagyon van róla info a NET-en, ezek valószínő olyan OEM encoderek.
Cím: Re:Encoder használata
Írta: PSoft Dátum 2011 október 07, 11:10
Írta: PSoft Dátum 2011 október 07, 11:10
Mindíg próbálom a dolgaimat a lehetőségeimhez képest úgy megcsinálni,hogy az nekem is tetszen.
Aztán,ha esetleg még más is úgy látja,....az már csak "hab a tortán".:)))
Aztán,ha esetleg még más is úgy látja,....az már csak "hab a tortán".:)))
Cím: Re:Encoder használata
Írta: 2vkx6unz Dátum 2011 október 07, 11:58
Írta: 2vkx6unz Dátum 2011 október 07, 11:58
Az encoderen rajta van a felbontás. Az én motorjaim mind 512-es.
Az utolsó 3 karakterből az első a felbontás a második 2 a tengegyméret.
A gyártott felbontások 2 cssatornás (A, B) esetén:
S - 50
K - 96
C - 100
D - 192
E - 200
F - 256
G - 360
H - 400
A - 500
I - 512
A tengelyméret:
01 - 2mm
02 - 3mm
03 - 1/8"
04 - 5/32"
05 - 3/16"
06 - 1/4"
11 - 4mm
14 - 5mm
12 - 6mm
13 - 8mm
Csak tárcs lesz eladó? 3-4 darab érdekelne.
Az utolsó 3 karakterből az első a felbontás a második 2 a tengegyméret.
A gyártott felbontások 2 cssatornás (A, B) esetén:
S - 50
K - 96
C - 100
D - 192
E - 200
F - 256
G - 360
H - 400
A - 500
I - 512
A tengelyméret:
01 - 2mm
02 - 3mm
03 - 1/8"
04 - 5/32"
05 - 3/16"
06 - 1/4"
11 - 4mm
14 - 5mm
12 - 6mm
13 - 8mm
Csak tárcs lesz eladó? 3-4 darab érdekelne.
Cím: Re:Encoder használata
Írta: svejk Dátum 2011 október 07, 12:05
Írta: svejk Dátum 2011 október 07, 12:05
De ehoz le kell szedni az encodert, illetve nem mindegyiken van meg ez a jelölési rendszer.
Cím: Re:Encoder használata
Írta: 2vkx6unz Dátum 2011 október 07, 12:13
Írta: 2vkx6unz Dátum 2011 október 07, 12:13
Én eddig mindegyiken megtaláltam kívül, leszedés nélkül...
Cím: Re:Encoder használata
Írta: 2vkx6unz Dátum 2011 október 07, 12:21
Írta: 2vkx6unz Dátum 2011 október 07, 12:21
Ezen is ott van mint a motorokra szerelt verziókon. Persze lehetnek kivételek...
Cím: Re:Encoder használata
Írta: svejk Dátum 2011 október 07, 12:25
Írta: svejk Dátum 2011 október 07, 12:25
Én úgy emlékszem az E240-en levőkön kívül nem volt rajta sem az I sem a tengelyre utaló jel.
megnézni nem is tudom mert szégyenszemre egy fia E240-esem sincs :(
megnézni nem is tudom mert szégyenszemre egy fia E240-esem sincs :(
Cím: Re:Encoder használata
Írta: Szalai György Dátum 2011 október 07, 13:09
Írta: Szalai György Dátum 2011 október 07, 13:09
A soha ki nem bontott cink-szén elem is elhasználódik, mert folyik rajta áram. Belül.
Az elektronáramlás létrejön a két különböző fém között érintkezés közben, de egy kis dielektrikum, (pl. nedves levegő) hatására is. Hőfok különbség esetén hamar kondenzálódik és bekapillározódik (de szép kifejezés) a résbe. A nedvesség odajutását, vagy a fémes érintkezést gátolja a piros festék, de gyári megoldásoknál az alumínium elox réteg, vagy a lakkozás is.
Mi az anyaga, van-e felületvédelme a klisélemeznek? Az agy anyaga valamilyen alumínium ötvözet?
Azért a gyári ragasztás más eset. (Felület előkészítés, ragasztóanyag megválasztás, esetleg hőkezelés, próbák, tesztek, mérések)
Biztos, hogy gyárilag csak ragasztva van? Mert lehet az más célból, miközben a mechanikai rögzítést adhatja peremezés is. (Acél tárcsa esetén, tömegtermelésben hatékonyabb.)
De ettől ez a tárcsa még így tökéletes, ahogy van.
Az elektronáramlás létrejön a két különböző fém között érintkezés közben, de egy kis dielektrikum, (pl. nedves levegő) hatására is. Hőfok különbség esetén hamar kondenzálódik és bekapillározódik (de szép kifejezés) a résbe. A nedvesség odajutását, vagy a fémes érintkezést gátolja a piros festék, de gyári megoldásoknál az alumínium elox réteg, vagy a lakkozás is.
Mi az anyaga, van-e felületvédelme a klisélemeznek? Az agy anyaga valamilyen alumínium ötvözet?
Azért a gyári ragasztás más eset. (Felület előkészítés, ragasztóanyag megválasztás, esetleg hőkezelés, próbák, tesztek, mérések)
Biztos, hogy gyárilag csak ragasztva van? Mert lehet az más célból, miközben a mechanikai rögzítést adhatja peremezés is. (Acél tárcsa esetén, tömegtermelésben hatékonyabb.)
De ettől ez a tárcsa még így tökéletes, ahogy van.
Cím: Re:Encoder használata
Írta: PSoft Dátum 2011 október 07, 15:19
Írta: PSoft Dátum 2011 október 07, 15:19
A cink-szén elemmel kapcsolatban igazad is van.
De,azokban ott a gyárilag 'beépített' elektrolit,ami ha használod az elemet,ha nem mozgatja a kémiai folyamatot.
A klisélemezről(felületvédelem)nincs információm,de nagyon valószínű,hogy valamilyen felületvédelmet kap a gyártáskor.
Ami az anyagát illeti,megint csak találgatni tudok,szerintem valamilyen magasabb krómtartalmú,acélos keménységű ötvözet.
Mint ahogy lentebb már írtam, "Nagyon enyhe vonzást mutat egy neodimium mágnes irányába."
"Az agy anyaga valamilyen alumínium ötvözet?"
Pontosan.
Huszas vastaglemezből,(olyan jó kis gépvázépítő)vágtam egy csíkot,és abból esztergáltam őket.
Az anyagösszetételét ne kérdzd,mert ezt sem tudom pontosan.:))
A ragasztónak használt üvegfestékről már írtam.
Tapasztalatok alapján máshol is jó volt már,gondolom itt is jó lesz.:)
Hogy miért ragasztás?
A gyári tárcsa is csak ragasztva van,olyan,vagy hasonló szilikonnal,mint a mi Gumiám menettömítő pasztánk.
Peremezés is megoldható lett volna nálam is,de,...
Többünkel előfordult már,hogy a nem megfelelő bánásmódban részesült tárcsa a szétszereléskor,vagy összerakáskor sérült.
A HEDS-ekre(van aki csak LEGO enkodernek hívja)ez különösen igaz.:((
Ilyenkor a szóbajöhető szinte egyetlen(nem horror áras) lehetőség,a sérült tárcsa levétele az agyról,és valami más forrásból származó(fotó-filmes,vagy épp egy ilyen utángyártott acél)tárcsa felrakása a meglévő agyra.
A tárcsa levételét az agyról,és másik felrakását nagymértékben segíti a(csak) szilikonos ragasztás.
Ráperemezett tárcsát leszedni az agy sérülése nélkül,...nem azt mondom hogy lehetetlen,de így'csak ragasztva'sokkal egyszerűbb.
Pár hónapja az Ebay-on keresgélve,találtam ezekhez az encoderekhez eredeti 500-as tárcsákat 11mm-es optikai rádiusszal,de horror áron. [#csodalk][#violent]
Többe került az egyszem 500-as tárcsa,mint ezek az E240-es motorok tokkal,vonóval.:(
De,azokban ott a gyárilag 'beépített' elektrolit,ami ha használod az elemet,ha nem mozgatja a kémiai folyamatot.
A klisélemezről(felületvédelem)nincs információm,de nagyon valószínű,hogy valamilyen felületvédelmet kap a gyártáskor.
Ami az anyagát illeti,megint csak találgatni tudok,szerintem valamilyen magasabb krómtartalmú,acélos keménységű ötvözet.
Mint ahogy lentebb már írtam, "Nagyon enyhe vonzást mutat egy neodimium mágnes irányába."
"Az agy anyaga valamilyen alumínium ötvözet?"
Pontosan.
Huszas vastaglemezből,(olyan jó kis gépvázépítő)vágtam egy csíkot,és abból esztergáltam őket.
Az anyagösszetételét ne kérdzd,mert ezt sem tudom pontosan.:))
A ragasztónak használt üvegfestékről már írtam.
Tapasztalatok alapján máshol is jó volt már,gondolom itt is jó lesz.:)
Hogy miért ragasztás?
A gyári tárcsa is csak ragasztva van,olyan,vagy hasonló szilikonnal,mint a mi Gumiám menettömítő pasztánk.
Peremezés is megoldható lett volna nálam is,de,...
Többünkel előfordult már,hogy a nem megfelelő bánásmódban részesült tárcsa a szétszereléskor,vagy összerakáskor sérült.
A HEDS-ekre(van aki csak LEGO enkodernek hívja)ez különösen igaz.:((
Ilyenkor a szóbajöhető szinte egyetlen(nem horror áras) lehetőség,a sérült tárcsa levétele az agyról,és valami más forrásból származó(fotó-filmes,vagy épp egy ilyen utángyártott acél)tárcsa felrakása a meglévő agyra.
A tárcsa levételét az agyról,és másik felrakását nagymértékben segíti a(csak) szilikonos ragasztás.
Ráperemezett tárcsát leszedni az agy sérülése nélkül,...nem azt mondom hogy lehetetlen,de így'csak ragasztva'sokkal egyszerűbb.
Pár hónapja az Ebay-on keresgélve,találtam ezekhez az encoderekhez eredeti 500-as tárcsákat 11mm-es optikai rádiusszal,de horror áron. [#csodalk][#violent]
Többe került az egyszem 500-as tárcsa,mint ezek az E240-es motorok tokkal,vonóval.:(
Cím: Re:Encoder használata
Írta: svejk Dátum 2011 október 07, 15:29
Írta: svejk Dátum 2011 október 07, 15:29
Szokásodhoz híven, hogy szépen fogalmazzak eldramatizálod.
Egy mezei elem is használat nélkül évekig, a jobbak évtizedekig nem rohadnak el. Pedig ott az aktív elektrolit állandóan az elektródák közt.
Esetünkben az encodernél esetleg időnként léphet fel páralecsapódás, tehát még nem is mondjuk savas eső.
De tételezzük fel hogy elkezd hosszú évek alatt oxidálódni.
Akkor mi van? A kutya sem akarja megbontani majd újra összerakni a tengely-tárcsa kapcsolatát. Ennyi erővel az alu agyat a motor tengelyére is csak szigetelten szabadna felszerelni.
Gyárilag is csak ragasztva van, de ettől független fémesen is érintkeznek.
Nincs semmiféle peremezés, én az eredeti agyra raktam fel az új tárcsákat.
Egy mezei elem is használat nélkül évekig, a jobbak évtizedekig nem rohadnak el. Pedig ott az aktív elektrolit állandóan az elektródák közt.
Esetünkben az encodernél esetleg időnként léphet fel páralecsapódás, tehát még nem is mondjuk savas eső.
De tételezzük fel hogy elkezd hosszú évek alatt oxidálódni.
Akkor mi van? A kutya sem akarja megbontani majd újra összerakni a tengely-tárcsa kapcsolatát. Ennyi erővel az alu agyat a motor tengelyére is csak szigetelten szabadna felszerelni.
Gyárilag is csak ragasztva van, de ettől független fémesen is érintkeznek.
Nincs semmiféle peremezés, én az eredeti agyra raktam fel az új tárcsákat.
Cím: Re:Encoder használata
Írta: s5f8tmfv3 Dátum 2011 október 07, 16:08
Írta: s5f8tmfv3 Dátum 2011 október 07, 16:08
Az alu a levegőn is oxidálódik, a felületén lévő oxid (szigetelő) pedig megakadályozza hogy galvánelem legyen belőle. Nem?
Cím: Re:Encoder használata
Írta: PSoft Dátum 2011 október 07, 16:50
Írta: PSoft Dátum 2011 október 07, 16:50
Nem olvastad végig a Gyuri post-ját?
Ott az utolsó mondata,... és, az a lényeg.:))
Ott az utolsó mondata,... és, az a lényeg.:))
Cím: Re:Encoder használata
Írta: ANTAL GÁBOR Dátum 2011 október 07, 17:28
Írta: ANTAL GÁBOR Dátum 2011 október 07, 17:28
A modik remélem megbocsájtanak hogy nem a "nézd meg a levesládádat " -ba írom : Béla reggel küldtem egy levelet !(Yahoo)
Cím: Re:Encoder használata
Írta: PSoft Dátum 2011 október 07, 18:23
Írta: PSoft Dátum 2011 október 07, 18:23
Én,meg most.:)
Cím: Re:Encoder használata
Írta: svejk Dátum 2011 október 07, 18:26
Írta: svejk Dátum 2011 október 07, 18:26
Persze-persze... :)
Cím: Re:Encoder használata
Írta: Szalai György Dátum 2011 október 09, 06:05
Írta: Szalai György Dátum 2011 október 09, 06:05
Isti bizi, nem rosszaságból. Fejet hajtok a teljesítményeitek előtt. Inkább a kíváncsiság motivál, és hogy beszéljünk a részletekről is, mert Hobyistáéknál szokás nagyvonalúan kezelni a dolgokat, nem törődni az apró részletekkel. Pedig pont ott lakik a technika ördöge és a nagyvonalúság következménye mindég borítékolható.
Tekerjél csak össze kissé, minden védelem nélkül, egy alumínium meg egy vas drótdarabot és rakjad ki a levegőre.(Nem kell ötven fokra melegíteni és levegő hőmérsékletre hűteni napjában többször is, mint ha egy motor tengelyén lenne.) Egy év múlva megnézheted, hol tart a folyamat. Az alumínium java része átalakul. Semmi védő oxidréteg, csak por.
Tekerjél csak össze kissé, minden védelem nélkül, egy alumínium meg egy vas drótdarabot és rakjad ki a levegőre.(Nem kell ötven fokra melegíteni és levegő hőmérsékletre hűteni napjában többször is, mint ha egy motor tengelyén lenne.) Egy év múlva megnézheted, hol tart a folyamat. Az alumínium java része átalakul. Semmi védő oxidréteg, csak por.
Cím: Re:Encoder használata
Írta: x4rhew5r3 Dátum 2011 október 16, 21:02
Írta: x4rhew5r3 Dátum 2011 október 16, 21:02
Adok-veszekből #27349-re
Gábor,
a HEDS nem lesz jó neked nagyobb osztókörön. Vagy nem lesz 100cpr-es, hanem arányosan nagyobb felbontású.
Gábor,
a HEDS nem lesz jó neked nagyobb osztókörön. Vagy nem lesz 100cpr-es, hanem arányosan nagyobb felbontású.
Cím: Re:Encoder használata
Írta: ANTAL GÁBOR Dátum 2011 október 17, 06:46
Írta: ANTAL GÁBOR Dátum 2011 október 17, 06:46
szia ! persze én min 500 ast szeretnék csinálni A HEDS nek 11 mm es az optikai sugara én 55 mm es optikai sugárban gondolkodom és 500 as felbontásban Remélem Psoft meg tudja csináltatni a tárcsát ( 1:1 window/ bar esetén ez 0.34 es lézerezett lyukat jelent .) Persze ha finomabb is menne........ (
Cím: Re:Encoder használata
Írta: Kristály Árpád Dátum 2011 október 24, 20:34
Írta: Kristály Árpád Dátum 2011 október 24, 20:34
Halihó Mindenkinek!
A mai napon kezeb került egy Berger DC servo motor....
Érdekesnek találtam az encoder formályát...szétszedtem...
Egymás mellett van két egyforma fogaskerék...
A kerületen pedig eltolva egymástól van két érzékelő....gondolom valami hall senzor lehet...?
Látott már valaki ilyet?
Esetleg használta?
Üdv.: Árpi
A mai napon kezeb került egy Berger DC servo motor....
Érdekesnek találtam az encoder formályát...szétszedtem...
Egymás mellett van két egyforma fogaskerék...
A kerületen pedig eltolva egymástól van két érzékelő....gondolom valami hall senzor lehet...?
Látott már valaki ilyet?
Esetleg használta?
Üdv.: Árpi
Cím: Re:Encoder használata
Írta: Kristály Árpád Dátum 2011 október 24, 20:37
Írta: Kristály Árpád Dátum 2011 október 24, 20:37
Helyesen: Kezembe!
Cím: Re:Encoder használata
Írta: Szalai György Dátum 2011 október 25, 15:44
Írta: Szalai György Dátum 2011 október 25, 15:44
Egy éles kép mutatna valamit, hátha valaki felismeri az érzékelőt. (Ha van idő fényképezni.)
Cím: Re:Encoder használata
Írta: csg67 Dátum 2011 november 04, 23:24
Írta: csg67 Dátum 2011 november 04, 23:24
Csak óvatosan a galvanikus szigetelésével minden forgó alkatrésznek, mert könnyen egy mini Van de Graaff generátor lesz belőle és annak elég érdekes hatása van a TTL jelekre...
Cím: Re:Encoder használata
Írta: Szalai György Dátum 2011 november 05, 07:45
Írta: Szalai György Dátum 2011 november 05, 07:45
De hát ez egy fémdarab. Létrejön azon töltésmegoszlás? [#circling]
Cím: Re:Encoder használata
Írta: csg67 Dátum 2011 november 05, 18:18
Írta: csg67 Dátum 2011 november 05, 18:18
Mindenen létrejön, a kérdés mindig a mértéke. Ha valamit szigetelsz, akkor viszont biztosan nincs hatásos töltéskiegyenlítés...
Cím: Re:Encoder használata
Írta: PSoft Dátum 2012 június 03, 22:02
Írta: PSoft Dátum 2012 június 03, 22:02
Nagy a HEDS 500-as enkodertárcsa(E240-es motorokra) hiány mostanában.:))
Volt egy kis időm,.....:)
Készült 30db.tárcsa lézeres utángyártásban,és készült szintén 30db.felfogató agyrész az E240-es motorok 8-as tengelyméretéhez.
Az agyrészben M2,5-ös menet a rögzítő imbusz hernyócsavarnak.
A tárcsák ragasztva vannak az agyrészre,mint a "gyári" megoldásnál,szilikon alapú ragasztóval.
A tárcsákon csak az 500-as osztás van,index jel nincs.
Ha valaki úgy gondolja,hogy ezek az utángyártott tárcsák megfelelnek a céljainak,a hiányok pótlására,akkor 2.000Ft darabáron eladó ez a harminc darab tárcsa.
Szeretném,ha minél több "emberkének" jutna belőle,ezért négy darabnál többet személyenként ne kérjetek.:)
Optikában,sajnos nem tudok segíteni,azt más forrásból kell megoldani.:((
Ha kell,akkor a jövő hét közepétől tudom postázni a tárcsákat.














Volt egy kis időm,.....:)
Készült 30db.tárcsa lézeres utángyártásban,és készült szintén 30db.felfogató agyrész az E240-es motorok 8-as tengelyméretéhez.
Az agyrészben M2,5-ös menet a rögzítő imbusz hernyócsavarnak.
A tárcsák ragasztva vannak az agyrészre,mint a "gyári" megoldásnál,szilikon alapú ragasztóval.
A tárcsákon csak az 500-as osztás van,index jel nincs.
Ha valaki úgy gondolja,hogy ezek az utángyártott tárcsák megfelelnek a céljainak,a hiányok pótlására,akkor 2.000Ft darabáron eladó ez a harminc darab tárcsa.
Szeretném,ha minél több "emberkének" jutna belőle,ezért négy darabnál többet személyenként ne kérjetek.:)
Optikában,sajnos nem tudok segíteni,azt más forrásból kell megoldani.:((
Ha kell,akkor a jövő hét közepétől tudom postázni a tárcsákat.
Cím: Re:Encoder használata
Írta: svejk Dátum 2012 június 03, 22:04
Írta: svejk Dátum 2012 június 03, 22:04
Muti csak azt a ragasztót!!
Cím: Re:Encoder használata
Írta: PSoft Dátum 2012 június 03, 22:09
Írta: PSoft Dátum 2012 június 03, 22:09
Itten van-e.:))
Azt hiszem üvegfesték,dekorosok is használják.
Csak kép van róla.:)
Azt hiszem üvegfesték,dekorosok is használják.
Csak kép van róla.:)
Cím: Re:Encoder használata
Írta: svejk Dátum 2012 június 03, 22:16
Írta: svejk Dátum 2012 június 03, 22:16
No megyek elcsaklizom a gyerek játékát :)
Cím: Re:Encoder használata
Írta: me3ua0a6 Dátum 2012 június 03, 22:19
Írta: me3ua0a6 Dátum 2012 június 03, 22:19
Nagyon pöpec! [#eljen]
Cím: Re:Encoder használata
Írta: svejk Dátum 2012 június 03, 22:26
Írta: svejk Dátum 2012 június 03, 22:26
Meg is van, köszi az ötletet!
A fekete színű a kontúr, az kissé sűrűbb.
A fekete színű a kontúr, az kissé sűrűbb.
Cím: Re:Encoder használata
Írta: xkbv3nx0d Dátum 2012 június 03, 22:29
Írta: xkbv3nx0d Dátum 2012 június 03, 22:29
ez adott esetben jó lehet egy léptetős encóderes megoldáshoz is?
Cím: Re:Encoder használata
Írta: Farkas Ádám Dátum 2012 szeptember 25, 23:23
Írta: Farkas Ádám Dátum 2012 szeptember 25, 23:23
Az Adok-veszek -ből Svejk izgatására néhány kép..
Volt nekem néhány szinuszos lineáris encoderem, az Antal Gábornak pedig Interpolátor IC-je aztán csereberéltünk..
Lenyomtam hozzá néhány proto. nyákot, ...nagyon jól működik.
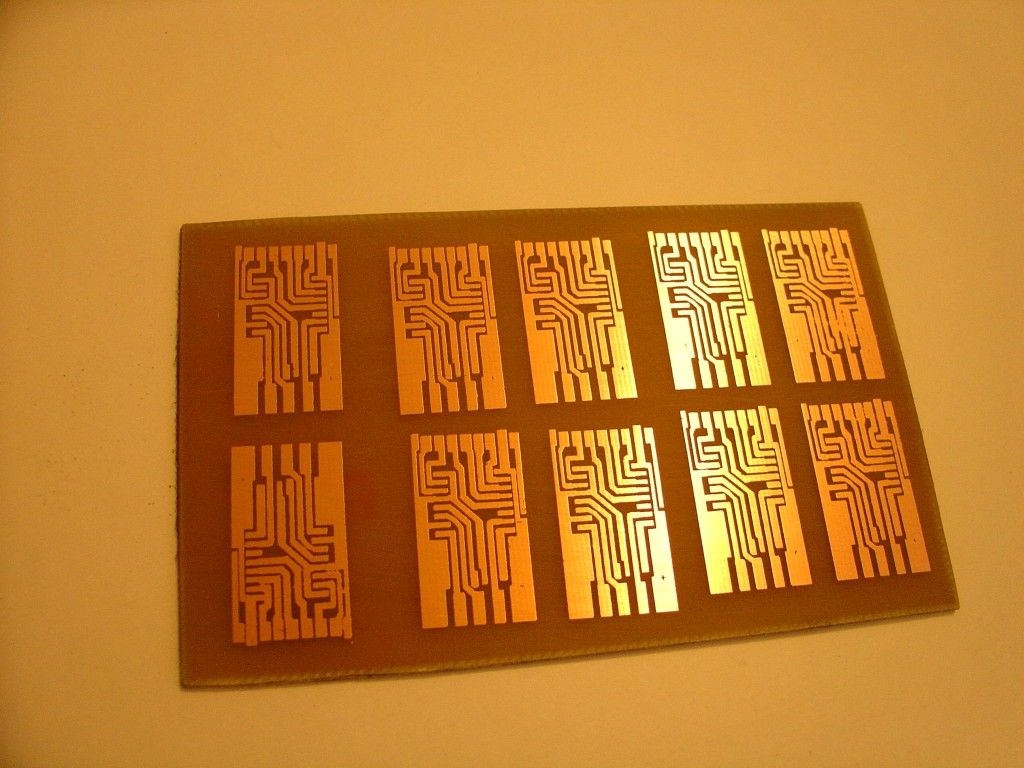

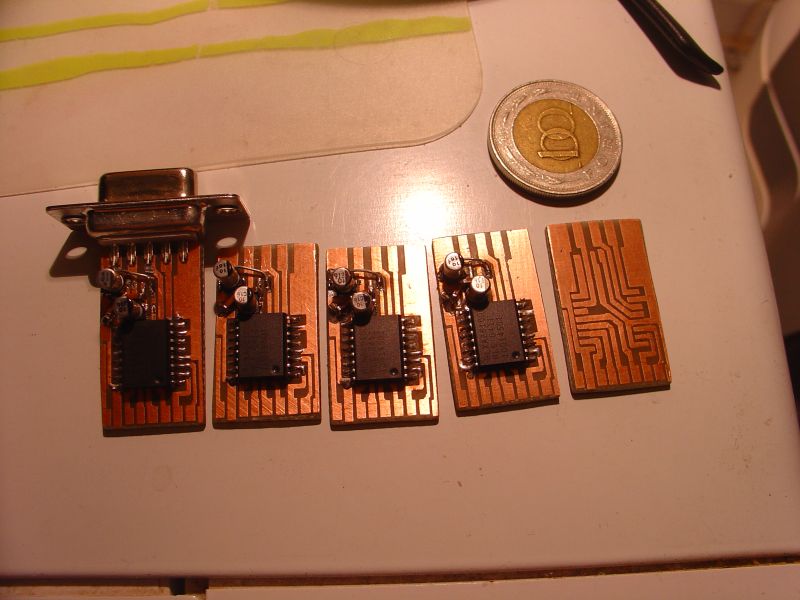

Volt nekem néhány szinuszos lineáris encoderem, az Antal Gábornak pedig Interpolátor IC-je aztán csereberéltünk..
Lenyomtam hozzá néhány proto. nyákot, ...nagyon jól működik.
Cím: Re:Encoder használata
Írta: 4um5b65d Dátum 2012 szeptember 25, 23:55
Írta: 4um5b65d Dátum 2012 szeptember 25, 23:55
Nem azt mondom, hogy bedoblak a farkasok közé, mert azzal semmire sem mennék, de ha a mókusok közé doblak akkor sem közölnél valami kapcs rajzot ? :)
Cím: Re:Encoder használata
Írta: ANTAL GÁBOR Dátum 2012 szeptember 26, 06:46
Írta: ANTAL GÁBOR Dátum 2012 szeptember 26, 06:46
szept 18 án a mechanikai ötletek 10584 ben én ajánlkoztam.....
Cím: Re:Encoder használata
Írta: Farkas Ádám Dátum 2012 szeptember 26, 09:02
Írta: Farkas Ádám Dátum 2012 szeptember 26, 09:02
ja úgy könnyü lenne.. èn is csak egy lekapart IC-t kaptam, egy hétig futott az analizätor mire visszafejtette[#buck]
Beszélj a Gäborral, az Ö projektje, én csak segitettem beinditani. De ha zöld utat kap akkor fordulj hozzäm bizalommal [#law]
Beszélj a Gäborral, az Ö projektje, én csak segitettem beinditani. De ha zöld utat kap akkor fordulj hozzäm bizalommal [#law]
Cím: Re:Encoder használata
Írta: 4um5b65d Dátum 2012 szeptember 26, 10:09
Írta: 4um5b65d Dátum 2012 szeptember 26, 10:09
Ja hát ha olvastam volna ?!? De nem.
Akkor annyit beszéljünk már meg, hogy az elektronika után milyen jelet kapok eredményül ?
Tudom azt közvetlenül használni a számláló elektronikámhoz ?
Ja meg ha elküldeném a lécet ki tudod előzetesen próbálni, hogy egyáltalán működő képes e ?
Akkor annyit beszéljünk már meg, hogy az elektronika után milyen jelet kapok eredményül ?
Tudom azt közvetlenül használni a számláló elektronikámhoz ?
Ja meg ha elküldeném a lécet ki tudod előzetesen próbálni, hogy egyáltalán működő képes e ?
Cím: Re:Encoder használata
Írta: 5z7aew5x Dátum 2012 szeptember 26, 10:54
Írta: 5z7aew5x Dátum 2012 szeptember 26, 10:54
Esélyes, hogy Hall-os encodert találtál. Pont így csinálják az autóban is az ABS jeladóval. Van egy lágyvas fogaskerék, a kerületén egy mágnes meg egy Hall érzékelő. Amikor mind két elem előtt "fog" van akkor "1", mert a mágneses tér átvezetődik a lágyvas fogaskeréken. Amikor foghézag van akkor "0" mert a lágyvas nem vezeti oda az erővonalakat a Hall elem elé.[#fejvakaras][#wave]
Cím: Re:Encoder használata
Írta: Farkas Ádám Dátum 2012 szeptember 26, 11:24
Írta: Farkas Ádám Dátum 2012 szeptember 26, 11:24
Nem nekem szól, de AB Inkrementälis kimenetes az IC, ha elküldöd kipróbälom a lécet, föleg ha nem kell visszaküldeni [#circling]
Cím: Re:Encoder használata
Írta: pbalazs Dátum 2012 szeptember 26, 13:13
Írta: pbalazs Dátum 2012 szeptember 26, 13:13
Mit is csinál ez az IC pontosan? Típusszámot tudsz mondani?
Utánaolvasva valami olyasmit értettem, hogy a fizikai felbontást növeli meg számolgatással, és digitálissá alakít, de érdekelne a matematika része.
Utánaolvasva valami olyasmit értettem, hogy a fizikai felbontást növeli meg számolgatással, és digitálissá alakít, de érdekelne a matematika része.
Cím: Re:Encoder használata
Írta: Szedlay Pál Dátum 2012 szeptember 26, 13:40
Írta: Szedlay Pál Dátum 2012 szeptember 26, 13:40
Írd be a Google-ba
sine cosine encoder interpolation ic
És van mi szem szájnak ingere.
sine cosine encoder interpolation ic
És van mi szem szájnak ingere.
Cím: Re:Encoder használata
Írta: wcsxp0uxa Dátum 2012 szeptember 26, 13:59
Írta: wcsxp0uxa Dátum 2012 szeptember 26, 13:59
Szóval nagyon bonyolult a dolog.
http://en.wikipedia.org/wiki/Linear_encoder
Azt hiszem ált. iskola 7. osztály.
A két analóg értékből tudhatod hol tart az encoder.
http://en.wikipedia.org/wiki/Linear_encoder
Azt hiszem ált. iskola 7. osztály.
A két analóg értékből tudhatod hol tart az encoder.
Cím: Re:Encoder használata
Írta: D.Laci Dátum 2012 szeptember 26, 14:06
Írta: D.Laci Dátum 2012 szeptember 26, 14:06
Ha jól értem a problémát, akkor a szinusz két jelére egy-egy Smith trigger teszünk akkor kapunk két négyszögjelet a- az A-b jeleket.
Jól gondolom?
Jól gondolom?
Cím: Re:Encoder használata
Írta: wcsxp0uxa Dátum 2012 szeptember 26, 14:16
Írta: wcsxp0uxa Dátum 2012 szeptember 26, 14:16
1db szinusz és
1db cosinus érték mutat a kör kerületének egyik pontjára ,tehát nincs mit számolni , ha növeled a mérés pontosságát akkor nő a felbontás is. Persze lehet interpolálni ,mint egy 2Mpixeles képet 12-re csak nem fog több információt hordozni.
1db cosinus érték mutat a kör kerületének egyik pontjára ,tehát nincs mit számolni , ha növeled a mérés pontosságát akkor nő a felbontás is. Persze lehet interpolálni ,mint egy 2Mpixeles képet 12-re csak nem fog több információt hordozni.
Cím: Re:Encoder használata
Írta: pbalazs Dátum 2012 szeptember 26, 14:41
Írta: pbalazs Dátum 2012 szeptember 26, 14:41
Nem tudtam, hogy létezik szinuszos kimenetű encoder is, eddig még csak digitálissal találkoztam. De a megfelelő kulcsszavakra keresve tényleg mindent meg lehet tudni, köszi.
Cím: Re:Encoder használata
Írta: svejk Dátum 2012 szeptember 26, 15:17
Írta: svejk Dátum 2012 szeptember 26, 15:17
a világ kezdetén voltak az analóg vezérlők és analóg "számítógépek" és a resolver.
Aztán jött a tisztán digitális világ.
Később ezeket ötvözték, lettek sin-cos kimenetű encoderek(mint a resolver), interpolátorok, DSP-k, stb.
Aztán jött a tisztán digitális világ.
Később ezeket ötvözték, lettek sin-cos kimenetű encoderek(mint a resolver), interpolátorok, DSP-k, stb.
Cím: Re:Encoder használata
Írta: svejk Dátum 2012 szeptember 26, 15:18
Írta: svejk Dátum 2012 szeptember 26, 15:18
Először is nincs probléma, másodszor meg mit is akarsz kérdezni? [#circling]
Cím: Re:Encoder használata
Írta: svejk Dátum 2012 szeptember 26, 15:42
Írta: svejk Dátum 2012 szeptember 26, 15:42
Mind a sinus mind a cosinus analóg jelből egy egy négyszögjel lesz, tehát mondjuk a sinusból A a cosinusból B jel.
Cím: Re:Encoder használata
Írta: D.Laci Dátum 2012 szeptember 26, 15:57
Írta: D.Laci Dátum 2012 szeptember 26, 15:57
Pont erre voltam kíváncsi. [#eljen]
Talán nekem is van ilyen mérőlécem és így egyszerűen ki tudnám próbálni, hogy müxik e.
Talán nekem is van ilyen mérőlécem és így egyszerűen ki tudnám próbálni, hogy müxik e.
Cím: Re:Encoder használata
Írta: svejk Dátum 2012 szeptember 26, 16:07
Írta: svejk Dátum 2012 szeptember 26, 16:07
A komparálást a legegyszerűbben úgy tudod megvalósítani, hogy egy RS485-ös vevő két bemenetét a sin és sin negált kimenetre rakod.
Persze ugyanilyet kell rakni a cos és cos negált kimenetre is.
Én 26C32-vel szoktam megoldani, egy tokban 4 egység van.
Persze ugyanilyet kell rakni a cos és cos negált kimenetre is.
Én 26C32-vel szoktam megoldani, egy tokban 4 egység van.
Cím: Re:Encoder használata
Írta: ANTAL GÁBOR Dátum 2012 szeptember 26, 20:33
Írta: ANTAL GÁBOR Dátum 2012 szeptember 26, 20:33
Palotaforradalmat csináltam ezért kötelességemnek érzem néhány mondattal megmagyarázni. Minden optikai és mágneses útmérő alapból szinuszos kimenetű. A cosinus azért jön be a képbe mert két csatorna van azért hogy az irány információ is meg legyen. Az optikai lécek alapból azért áramkimenetűek mert az érzékelők fotódiódák és azok fényelem üzemmódban a megvilágítással arányos lineáris áramjelet szolgáltatnak. ( A fotódiódát tőbb módon lehet érzékelőként használni de a az arányos jel a fontos akkor ez a legcélszerűbb) A mágneses jeladók szinuszos feszültség kimenetűek . Namármost a régebbi lécek kimenetei a fentiek és a feldolgozó elektronika végezte a digitalizálást. A modern lécek belső felépítése is sin/ cos csak tartalmazzák a feldolgozó elektronikát és a felhasználó már kétfázisú digitális ( TTL vagy nagyobb feszültségű ) jelet kap amit egy egyszerű számlálóval display- el kijelezhet ( Svejk- Magi DRO vagy MACH 3)
Az interpoláció: Ha ismerem a sinusz amplitúdóját akkor abból a szög visszaszámolható A szögből pedig az út . Pl ha az amplitúdó pl 0.5* U akkor az 30 fok vagy ha .707*U akkor a szög 45 fok vagy ha 0.866*U akkor 60 fok . Az interpolátor IC kvantálja az amplitúdót és hozzárendeli az utat ( az elmozdulást ) Az az érdekes hogy a legmodernebb optikai lécek mind interpolálnak mert nagyságrendekkel lehet a felbontást növelni. A mágneses útmérők meg meg sem tudnak lenni interpolátor nélkül mert a szokásos pólusosztás 2 ( kettő ) mm ( persze vannak 1 ill 0.5 mm pólusosztású lécek is ) Az interpolátorokkal a 2 mm es periódusu sin ből akár 5 mikronos felbontást is tudnak már csinálni .
Konklúzió. Ha van interpolátor ic akkor a régi sin/ cos áram kimenetű léc hadra fogható. Az Ic alapból le tudja kezelni az áram és fesz kimenetet és interpolál is Az olcsók interpolációs faktorai 1,2,5,10
Az interpoláció: Ha ismerem a sinusz amplitúdóját akkor abból a szög visszaszámolható A szögből pedig az út . Pl ha az amplitúdó pl 0.5* U akkor az 30 fok vagy ha .707*U akkor a szög 45 fok vagy ha 0.866*U akkor 60 fok . Az interpolátor IC kvantálja az amplitúdót és hozzárendeli az utat ( az elmozdulást ) Az az érdekes hogy a legmodernebb optikai lécek mind interpolálnak mert nagyságrendekkel lehet a felbontást növelni. A mágneses útmérők meg meg sem tudnak lenni interpolátor nélkül mert a szokásos pólusosztás 2 ( kettő ) mm ( persze vannak 1 ill 0.5 mm pólusosztású lécek is ) Az interpolátorokkal a 2 mm es periódusu sin ből akár 5 mikronos felbontást is tudnak már csinálni .
Konklúzió. Ha van interpolátor ic akkor a régi sin/ cos áram kimenetű léc hadra fogható. Az Ic alapból le tudja kezelni az áram és fesz kimenetet és interpolál is Az olcsók interpolációs faktorai 1,2,5,10
Cím: Re:Encoder használata
Írta: pbalazs Dátum 2012 szeptember 26, 21:04
Írta: pbalazs Dátum 2012 szeptember 26, 21:04
Köszönöm az összefoglalót, így már világos.
Cím: Re:Encoder használata
Írta: Szedlay Pál Dátum 2012 szeptember 26, 22:08
Írta: Szedlay Pál Dátum 2012 szeptember 26, 22:08
Ehhez a témához egy érdekesség, hol tart már a lineáris útmérés.
BS78 min. felbontás 0.034nm, ez 34 pikométer. Milyen eszközön lehet egy ilyet használni úgy, hogy a környezeti tényezők ne legyenek nagyságrenddel nagyobbak ennél.
Link
BS78 min. felbontás 0.034nm, ez 34 pikométer. Milyen eszközön lehet egy ilyet használni úgy, hogy a környezeti tényezők ne legyenek nagyságrenddel nagyobbak ennél.
Link
Cím: Re:Encoder használata
Írta: Szedlay Pál Dátum 2012 szeptember 26, 22:38
Írta: Szedlay Pál Dátum 2012 szeptember 26, 22:38
És ha a DB96-os interpolátor bírja szuflával, 400mm/s sebességnél 34pm felbontással a 11GHz-et a kimeneten mi tudja lekezelni?
Cím: Re:Encoder használata
Írta: Szalai György Dátum 2012 szeptember 27, 06:13
Írta: Szalai György Dátum 2012 szeptember 27, 06:13
Szerintem: A lineáris útmérés lényege éppen az, hogy az egyéb környezeti tényezők hatását kikerülje, kompenzálja. A gép hőtágulhat, vagy deformálódhat, az nem befolyásolja a munkadarab pontosságát, mert a méretek a lineáris útmérő stabil hosszán alapulnak. Ezért, szerintem bármilyen eszközön használható, másik kérdés, hogy hol érdemes használni.
Cím: Re:Encoder használata
Írta: csg67 Dátum 2012 szeptember 28, 01:20
Írta: csg67 Dátum 2012 szeptember 28, 01:20
Beszéljünk inkább közvetett és közvetlen mérésről. A mérőléc (lineáris útmérés) közvetlen mérés. A körasztal tengelyére épített szögadó is közvetlen mérés (pedig nem lineáris). A motor végén figyelő forgóadó viszont közvetett.
A mérőléc sem mindenható. Például hiába van egy marógépen minden tengelyen mérőléc, ha mondjuk a függőleges golyósorsó vagy a főorsó melegedése miatt az orsóház -tipikusan- keresztirányban megnyúlik, hiszen nem azt méri a mérőléc, hanem a szán elmozdulását. Nem véletlenül hűtik a főorsó (jobb gépeken a golyósorsókat is) egy külön hűtőrendszerrel. Minden melegedés káros hatással van a gép pontosságára!
A mérőléc sem mindenható. Például hiába van egy marógépen minden tengelyen mérőléc, ha mondjuk a függőleges golyósorsó vagy a főorsó melegedése miatt az orsóház -tipikusan- keresztirányban megnyúlik, hiszen nem azt méri a mérőléc, hanem a szán elmozdulását. Nem véletlenül hűtik a főorsó (jobb gépeken a golyósorsókat is) egy külön hűtőrendszerrel. Minden melegedés káros hatással van a gép pontosságára!
Cím: Re:Encoder használata
Írta: svejk Dátum 2012 szeptember 30, 16:10
Írta: svejk Dátum 2012 szeptember 30, 16:10
Többek közt Laslie Komának, hogy tudjon a mérőlécével játszani :)
Ha jól emlékszem LS403-as van neki, ez egy 11uA-es áram kimenetű, 20um-es osztású.
Az alábbi elektronikával ki lehet próbálni.
Az első műveleti erősítő az áram-feszültség konverziót végzi, a második csak fázis fordít, így meg van a +- sinus jelünk.
Ezt követi egy vonali vevő, mely komparálja a sinust, és szabályos TTL jelet kapunk a kimeneten, melynek periódusa megegyezik az eredeti 20um-es osztással.
Ha ezt a TTL jelet x4 módban olvassuk, akkor máris 5um-es lesz a mérőlécünk leolvasási pontossága.
A műveleti erősítő és a visszacsatolásban levő 100pF-os kondik határozzák meg a sávszélességet, szerintem hobby gyakorlatban ez elég.
A műveleti erősítő természetesen lehet LM324, vagy más modernebb rail-to-rail típus is.
A vonali vevő lehet pl. 75175 is.
A B vagy Index csatornához is kell egy-egy ilyen műveleti erősítős egység, a vonali vevőnél feltüntettem a többi csatorna lábszámozását is. (egy IC-ben 4 fogadó egység lakozik)
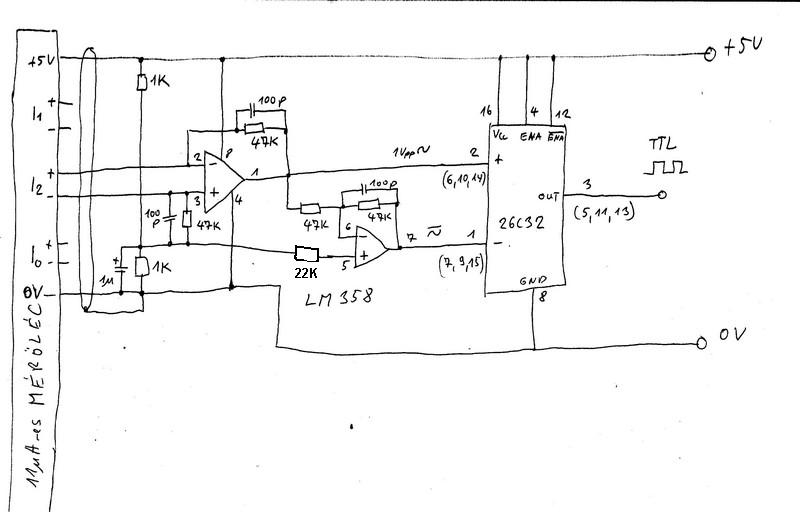
És egy bizonyíték, hogy a kapcsolás nem légből kapott, hanem inkább légszereléssil készült. :)
Lehet csámcsogni :))
Ha jól emlékszem LS403-as van neki, ez egy 11uA-es áram kimenetű, 20um-es osztású.
Az alábbi elektronikával ki lehet próbálni.
Az első műveleti erősítő az áram-feszültség konverziót végzi, a második csak fázis fordít, így meg van a +- sinus jelünk.
Ezt követi egy vonali vevő, mely komparálja a sinust, és szabályos TTL jelet kapunk a kimeneten, melynek periódusa megegyezik az eredeti 20um-es osztással.
Ha ezt a TTL jelet x4 módban olvassuk, akkor máris 5um-es lesz a mérőlécünk leolvasási pontossága.
A műveleti erősítő és a visszacsatolásban levő 100pF-os kondik határozzák meg a sávszélességet, szerintem hobby gyakorlatban ez elég.
A műveleti erősítő természetesen lehet LM324, vagy más modernebb rail-to-rail típus is.
A vonali vevő lehet pl. 75175 is.
A B vagy Index csatornához is kell egy-egy ilyen műveleti erősítős egység, a vonali vevőnél feltüntettem a többi csatorna lábszámozását is. (egy IC-ben 4 fogadó egység lakozik)
És egy bizonyíték, hogy a kapcsolás nem légből kapott, hanem inkább légszereléssil készült. :)
Lehet csámcsogni :))
Cím: Re:Encoder használata
Írta: pbalazs Dátum 2012 szeptember 30, 19:41
Írta: pbalazs Dátum 2012 szeptember 30, 19:41
Mit jelent az, hogy "x4 módban" olvassuk a négyszögjelet? Hogy is lehet így megnövelni a felbontást?
Cím: Re:Encoder használata
Írta: 4um5b65d Dátum 2012 szeptember 30, 19:45
Írta: 4um5b65d Dátum 2012 szeptember 30, 19:45
Qrva jóóó !
Minden Laslie papa nevében hálás köszönet.
Ez a 100pF-os kondik meg a sávszélesség dolgot úgy kell érteni, hogy ezzel az összeállítással van egy bizonyos maximális frekvencia ami fölé nem szabad mennie a mérőlécből jövő jeleknek ?
Minden Laslie papa nevében hálás köszönet.
Ez a 100pF-os kondik meg a sávszélesség dolgot úgy kell érteni, hogy ezzel az összeállítással van egy bizonyos maximális frekvencia ami fölé nem szabad mennie a mérőlécből jövő jeleknek ?
Cím: Re:Encoder használata
Írta: svejk Dátum 2012 szeptember 30, 19:48
Írta: svejk Dátum 2012 szeptember 30, 19:48
Az alapfelbontású négyszögjel mind a 4 -két lefutó. két felfutó- élével léptetjük a számlálót.
Az iparban is elterjedt megoldás.
Az itt láthatóan.
Az iparban is elterjedt megoldás.
Az itt láthatóan.
Cím: Re:Encoder használata
Írta: svejk Dátum 2012 szeptember 30, 19:51
Írta: svejk Dátum 2012 szeptember 30, 19:51
Igen.
A kapcsolás aluláteresztő szűrő is egyben.
De már maga a gyenge műveleti erősító is korlátozná az átvitelt.
(a kondikkal lehet lejjebb menni, de bizonyos érték alatt be fog gerjedni az áramkör)
A kapcsolás aluláteresztő szűrő is egyben.
De már maga a gyenge műveleti erősító is korlátozná az átvitelt.
(a kondikkal lehet lejjebb menni, de bizonyos érték alatt be fog gerjedni az áramkör)
Cím: Re:Encoder használata
Írta: pbalazs Dátum 2012 szeptember 30, 20:00
Írta: pbalazs Dátum 2012 szeptember 30, 20:00
Ja, így okés, ezt ismertem, csak azt hittem, hogy egyetlen négyszögjellel is lehet valahogy trükközni úgy, hogy nem kell hozzá a "B" jel is.
Azért köszi, van még mit tanulnom az ipari szenzorokról...
Azért köszi, van még mit tanulnom az ipari szenzorokról...
Cím: Re:Encoder használata
Írta: svejk Dátum 2012 szeptember 30, 20:06
Írta: svejk Dátum 2012 szeptember 30, 20:06
Igen én írtam félreérthetően, rosszul.
Cím: Re:Encoder használata
Írta: wcsxp0uxa Dátum 2012 október 01, 10:50
Írta: wcsxp0uxa Dátum 2012 október 01, 10:50
"Az alapfelbontású négyszögjel mind a két lefutó. két felfutó- élével léptetjük a számlálót."
Szerintem ez nem fedi a valóságot .
Az adat feldolgozó nem a felfutó vagy lefutó élek számából dolgozik szerintem ,mert nem hordozza az irány információt.(csak mennyiséget) A mikroszámítógépnek.(legalábbis ha a belső hardveres számlálóra bazsírozunk , ami csak felfelé bír számolni ,az is 1 kérdéses dolog ,hogy lehetséges e a vizsgált élt ilyen gyorsan változtatni . Alapvetően mindig csak az egyikre reagál (pic)). Tehát marad a logikai megközelítés ami egyszerű: 2 vezetéknek 4 állapota van , és ezek az állapotok változása mutatja ,hogy lefelé vagy felfelé kell számolni.
Szerintem ez nem fedi a valóságot .
Az adat feldolgozó nem a felfutó vagy lefutó élek számából dolgozik szerintem ,mert nem hordozza az irány információt.(csak mennyiséget) A mikroszámítógépnek.(legalábbis ha a belső hardveres számlálóra bazsírozunk , ami csak felfelé bír számolni ,az is 1 kérdéses dolog ,hogy lehetséges e a vizsgált élt ilyen gyorsan változtatni . Alapvetően mindig csak az egyikre reagál (pic)). Tehát marad a logikai megközelítés ami egyszerű: 2 vezetéknek 4 állapota van , és ezek az állapotok változása mutatja ,hogy lefelé vagy felfelé kell számolni.
Cím: Re:Encoder használata
Írta: svejk Dátum 2012 október 01, 15:03
Írta: svejk Dátum 2012 október 01, 15:03
Majdnem mindegy hogy írom, aki érti megérti, aki nem az kérdez és van aki kötözködik.
Pbalázs kérdezett és megértette.
Most téged a harmadik csoportba soroltalak.
Néha előfordulok én is abban a csoportban.
Egyébként valóban nem szakszerűen írtam, goto első bekezdés.
Pbalázs kérdezett és megértette.
Most téged a harmadik csoportba soroltalak.
Néha előfordulok én is abban a csoportban.
Egyébként valóban nem szakszerűen írtam, goto első bekezdés.
Cím: Re:Encoder használata
Írta: wcsxp0uxa Dátum 2012 október 01, 15:32
Írta: wcsxp0uxa Dátum 2012 október 01, 15:32
Szíved joga elmondani a véleményedet .
Én próbálok továbbra is szakmailag közeledni a dolgokhoz és az esetleges hibákat javítani.
Én próbálok továbbra is szakmailag közeledni a dolgokhoz és az esetleges hibákat javítani.
Cím: Re:Encoder használata
Írta: svejk Dátum 2012 október 01, 17:42
Írta: svejk Dátum 2012 október 01, 17:42
Jól teszed, köszönjük! [#eljen]
Cím: Re:Encoder használata
Írta: pbalazs Dátum 2012 október 02, 20:45
Írta: pbalazs Dátum 2012 október 02, 20:45
Felmerült bennem még egy kérdés: miért lesz az optikai encoder kimenete szinuszos?
Az van tudtommal, hogy a szenzor fölött van egy maszk (akár integrálva), afölött a tárcsa, afölött meg a LED. Amikor a maszk rése és a tárcsa rése egymás fölé kerül, akkor éri a LED fénye a szenzort.
Na de ha két pl. téglalap elhalad egymás fölött, akkor (érzésre) inkább háromszög jel keletkezik, mint szinusz, nem?
Vagy éppen itt van a kutya elásva? Épp az a "titok", hogy milyen alakú a maszk nyílása? Tudtommal a tárcsák nyílása "egyforma" szokott lenni: amolyan körcikk-szerű, aminek hiányzik a csúcsa. Én legalábbis eddig csak ilyet láttam.
Az van tudtommal, hogy a szenzor fölött van egy maszk (akár integrálva), afölött a tárcsa, afölött meg a LED. Amikor a maszk rése és a tárcsa rése egymás fölé kerül, akkor éri a LED fénye a szenzort.
Na de ha két pl. téglalap elhalad egymás fölött, akkor (érzésre) inkább háromszög jel keletkezik, mint szinusz, nem?
Vagy éppen itt van a kutya elásva? Épp az a "titok", hogy milyen alakú a maszk nyílása? Tudtommal a tárcsák nyílása "egyforma" szokott lenni: amolyan körcikk-szerű, aminek hiányzik a csúcsa. Én legalábbis eddig csak ilyet láttam.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2012 október 02, 23:57
Írta: 000000000 Dátum 2012 október 02, 23:57
Cím: Re:Encoder használata
Írta: k439jucz4 Dátum 2012 október 03, 08:20
Írta: k439jucz4 Dátum 2012 október 03, 08:20
Jó kis oldal![#eljen]
Cím: Re:Encoder használata
Írta: csg67 Dátum 2012 október 04, 00:32
Írta: csg67 Dátum 2012 október 04, 00:32
richy92: A linken fellelhető leírás több tévedést és ellentmondást is tartalmaz. Kérem így kezelni!
Pl.:
- a szögadót ne keverjük a jeladóval (ugyan mutat némi hasonlóságot a két szerkezet, de másra való, más a kivitele/pontossága/ára).
- az abszolút jeladók népes csoportja csak a bekapcsoláskor (referenciapont felvételekor) adja meg az abszolút pozíciót (egy soros csatornán), és e mellett az inkrementális jeleket is küldi folyamatosan.
- Gray kód; még véletlenül sem azt jelenti, amit a leírás sugall.
- ha tényleg csak egy tárcsa lenne minden abszolút jeladóban, akkor vajon hogyan méri a többszörös (multiturn) elfordulást? :)
- az optoelektronikus leolvasás túlságosan leegyszerűsített (nem kettő, hanem négy szenzor van + a ref jel, fontos szerepe van a maszknak, stb).
- az abszolút jeladókban ma már nem ilyen jeleket találunk, hanem ún. kódstruktúrát.
- az abszolút jeladó ma már egy árkategóriában van az inkrementálissal (mérőlécnél feltétlenül, multiturn jeladók még tényleg drágábbak).
- egy kefe nélküli motorról nem szabad levenni az inkrementális jeladót, mert (általában) az adja a kommutációs jeleket is (egy körülfordulás alatt egy sinus és egy cosinus - bizonyos értelemben abszolút pozíció információ).
pbalazs: ott a pont! Valóban háromszög lenne - sőt volt is már szerencsém ilyen ősöreg jeladóval. :)
Pl.:
- a szögadót ne keverjük a jeladóval (ugyan mutat némi hasonlóságot a két szerkezet, de másra való, más a kivitele/pontossága/ára).
- az abszolút jeladók népes csoportja csak a bekapcsoláskor (referenciapont felvételekor) adja meg az abszolút pozíciót (egy soros csatornán), és e mellett az inkrementális jeleket is küldi folyamatosan.
- Gray kód; még véletlenül sem azt jelenti, amit a leírás sugall.
- ha tényleg csak egy tárcsa lenne minden abszolút jeladóban, akkor vajon hogyan méri a többszörös (multiturn) elfordulást? :)
- az optoelektronikus leolvasás túlságosan leegyszerűsített (nem kettő, hanem négy szenzor van + a ref jel, fontos szerepe van a maszknak, stb).
- az abszolút jeladókban ma már nem ilyen jeleket találunk, hanem ún. kódstruktúrát.
- az abszolút jeladó ma már egy árkategóriában van az inkrementálissal (mérőlécnél feltétlenül, multiturn jeladók még tényleg drágábbak).
- egy kefe nélküli motorról nem szabad levenni az inkrementális jeladót, mert (általában) az adja a kommutációs jeleket is (egy körülfordulás alatt egy sinus és egy cosinus - bizonyos értelemben abszolút pozíció információ).
pbalazs: ott a pont! Valóban háromszög lenne - sőt volt is már szerencsém ilyen ősöreg jeladóval. :)
Cím: Re:Encoder használata
Írta: ANTAL GÁBOR Dátum 2012 október 05, 16:25
Írta: ANTAL GÁBOR Dátum 2012 október 05, 16:25
szia ! encoder ügyben kerestelek. (magán e mail ) nem kaptad meg?
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2012 október 05, 22:35
Írta: 000000000 Dátum 2012 október 05, 22:35
csg67:Köszönöm a kijavítást,én nem értek hozzá,csak számomra könnyen emészthető irománynak tűnt és ezért osztottam meg veletek.
És akkor egy kérdés: hogyan lehetne megoldani olcsón egy léptetőmotoros "hobbi" cnc gép lépésvesztés detektálását és a vezérlő program leállítását?Azt tudom,hogy Klavióéknál már van erre a feladatra alkalmas léptetőmotor vezérlő,de van egy olyan sejtésem,hogy 1 tengelyre kerülne csak a vezérlő annyiba mint az egész gépem :-(.
Vagy inkább érdemes lenne a következő gépnél már beruházni egy szervós rendszerre?Elnézést,ha már ki volt tárgyalva a téma,de még csak most kezdtem el átlapozni a szervós topikot.
Előre is köszönöm a segítséget.
És akkor egy kérdés: hogyan lehetne megoldani olcsón egy léptetőmotoros "hobbi" cnc gép lépésvesztés detektálását és a vezérlő program leállítását?Azt tudom,hogy Klavióéknál már van erre a feladatra alkalmas léptetőmotor vezérlő,de van egy olyan sejtésem,hogy 1 tengelyre kerülne csak a vezérlő annyiba mint az egész gépem :-(.
Vagy inkább érdemes lenne a következő gépnél már beruházni egy szervós rendszerre?Elnézést,ha már ki volt tárgyalva a téma,de még csak most kezdtem el átlapozni a szervós topikot.
Előre is köszönöm a segítséget.
Cím: Re:Encoder használata
Írta: s7manbs8 Dátum 2012 október 05, 22:51
Írta: s7manbs8 Dátum 2012 október 05, 22:51
Tulajdonképpen a szervó és léptető összehasonlítás van valahol, hogy melyiket hol érdemes mire használni ? Nem azért mert az akadt a kézbe, hanem ahol célszerű vagy elégséges pl.
Cím: Re:Encoder használata
Írta: Szalai György Dátum 2012 október 06, 07:07
Írta: Szalai György Dátum 2012 október 06, 07:07
Ha röviden szeretném kifejezni, akkor azt mondom, hogy össze sem szabad hasonlítani a visszacsatolás nélküli léptető rendszert, akár csak a motorra telepített encoderrel visszacsatolt szervóval sem. De a lineáris útadóval kiegészített kétkörös szervo rendszerrel meg már nagyon-nagyon nem. Minden szempontból ég és föld a kettő.
Ha meg csak sokat akarok beszélni róla, akkor azt mondom, hogy több szempontú is kell, hogy legyen az összehasonlítás, ahhoz hogy igazságos legyen. (Itt jöhetnének az értelmes viták, szakszerű érvekkel.)
Ahová alacsony költségből épített, alacsony fordulatszámon nagy nyomatékú, alacsony gyorsítású, nagy tömegű, alacsony hatékonyságú, rezgéseket termelő meghajtás is megfelelő, oda léptető motort való.
Ahová a fenti nem felel meg, mert fontos a nagy gyorsulás, a magas fordulatszám, a kis tömeg, a nagy hatékonyság, az alacsony rezgésszint, oda szervo való. Aminek sokkal nagyobb a bekerülési költsége, nehezebb a beállítása.
Ha meg csak sokat akarok beszélni róla, akkor azt mondom, hogy több szempontú is kell, hogy legyen az összehasonlítás, ahhoz hogy igazságos legyen. (Itt jöhetnének az értelmes viták, szakszerű érvekkel.)
Ahová alacsony költségből épített, alacsony fordulatszámon nagy nyomatékú, alacsony gyorsítású, nagy tömegű, alacsony hatékonyságú, rezgéseket termelő meghajtás is megfelelő, oda léptető motort való.
Ahová a fenti nem felel meg, mert fontos a nagy gyorsulás, a magas fordulatszám, a kis tömeg, a nagy hatékonyság, az alacsony rezgésszint, oda szervo való. Aminek sokkal nagyobb a bekerülési költsége, nehezebb a beállítása.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2012 október 06, 08:39
Írta: 000000000 Dátum 2012 október 06, 08:39
Nem teljesen értek Veled egyet. Ugyanis a mai korszerű léptető motorhajtásoknak alcsony fordulatszámon nagyobb lehet a gyorsítási képessége, mint a szervóknak. Ezért ha megfelelően méretezik a hajtásban, nem lehet kategórikusan kijelenteni, hogy "alacsony gyorsítású" alkalmazásokhoz valók.
Cím: Re:Encoder használata
Írta: Szalai György Dátum 2012 október 06, 10:31
Írta: Szalai György Dátum 2012 október 06, 10:31
A „nem teljesen”-nek én már örülök, mert akkor részben igen.
Miből adódik a nagyobb gyorsítási képesség? Miben más egy korszerű, léptetős hajtás, mint a hagyományos?
Az alacsony inerciájú Portescap mágnes korongos léptetőmotorokra gondolsz?
Vagy, hogy a léptetőmotorok vezérlése is fejlődik, az érzékelő nélküli vektoriális hajtások irányába?
Miből adódik a nagyobb gyorsítási képesség? Miben más egy korszerű, léptetős hajtás, mint a hagyományos?
Az alacsony inerciájú Portescap mágnes korongos léptetőmotorokra gondolsz?
Vagy, hogy a léptetőmotorok vezérlése is fejlődik, az érzékelő nélküli vektoriális hajtások irányába?
Cím: Re:Encoder használata
Írta: ybm4ifb Dátum 2012 november 07, 17:59
Írta: ybm4ifb Dátum 2012 november 07, 17:59
Sziasztok
Nagyon kéne egy HEDS-5700-G-00-ás
Ami fontos...5V-os A-B csatorna tengelyes felbontás..ideális 360 de lehetne 256----512
SÜRGŐS!!+!!
Nagyon kéne egy HEDS-5700-G-00-ás
Ami fontos...5V-os A-B csatorna tengelyes felbontás..ideális 360 de lehetne 256----512
SÜRGŐS!!+!!
Cím: Re:Encoder használata
Írta: ANTAL GÁBOR Dátum 2012 november 07, 19:21
Írta: ANTAL GÁBOR Dátum 2012 november 07, 19:21
Karcsi! Sokszor árulnak encoderes dc szervókat ( fillérekért) A múltkor pont ilyen meggondolásból vettem egyet. Nagyon pipec kis encoder volt rajt . Egy kis ügyességgel át lehet szerelni. De mintha több motor lett volna ott Megpróbálom megkeresni...
Cím: Re:Encoder használata
Írta: Bencze András Dátum 2012 november 24, 18:38
Írta: Bencze András Dátum 2012 november 24, 18:38
Kedves Urak! Le lehet-e szedni sérülés nélkül az üvegtárcsát az enkóder tengelyéről. Van-e már valakinek ezzel kapcsolatban tapasztalata. Gondoltam megmelegítem a tengelyt és akkor lepattan vagy elpattan?
Cím: Re:Encoder használata
Írta: Rabb Ferenc Dátum 2012 november 24, 18:53
Írta: Rabb Ferenc Dátum 2012 november 24, 18:53
Közvetlen a tengelyre van ragasztva??? Szinte hihetetlen (barbárság) lenne
Cím: Re:Encoder használata
Írta: Bencze András Dátum 2012 november 24, 19:59
Írta: Bencze András Dátum 2012 november 24, 19:59
Csőtengelyes enkóder, csapágyazni kellene.
Cím: Re:Encoder használata
Írta: Farkas Ádám Dátum 2012 november 24, 20:02
Írta: Farkas Ádám Dátum 2012 november 24, 20:02
Én már szedtem le sokat, és törtem is el párat :) de általában egy sárgaréz gyűrüre van ráragasztva.. fényképezd le.
Cím: Re:Encoder használata
Írta: Bencze András Dátum 2012 november 24, 20:38
Írta: Bencze András Dátum 2012 november 24, 20:38
Akkor majd személyesen...
Cím: Re:Encoder használata
Írta: bundyland Dátum 2013 január 29, 14:16
Írta: bundyland Dátum 2013 január 29, 14:16
Sziasztok !
Tudna nekem segíteni valaki abban hogy az optikai lineáris encodereknek, mondjuk pl DC10 milyen a kimenete. A gépemhez szeretnék venni, de a kijelzést én csinálnám meg mivel PIC-ek terén otthon vagyok és pl. egy dsPIC33-ban már benne van a quadrature encoder modul és 32bites számláló így első ránézésre nem tűnik bonyolultnak a dolog. Viszont nem tudom hogy a mérőléc dugvilláján DB9 milyen kiosztás is van. A benne lévő infra ledet nekem kell meghajtani vagy benne van az áramgenerátor, kimenete A B I ? Vagy valami más ?
Előre is köszönöm !
András
Tudna nekem segíteni valaki abban hogy az optikai lineáris encodereknek, mondjuk pl DC10 milyen a kimenete. A gépemhez szeretnék venni, de a kijelzést én csinálnám meg mivel PIC-ek terén otthon vagyok és pl. egy dsPIC33-ban már benne van a quadrature encoder modul és 32bites számláló így első ránézésre nem tűnik bonyolultnak a dolog. Viszont nem tudom hogy a mérőléc dugvilláján DB9 milyen kiosztás is van. A benne lévő infra ledet nekem kell meghajtani vagy benne van az áramgenerátor, kimenete A B I ? Vagy valami más ?
Előre is köszönöm !
András
Cím: Re:Encoder használata
Írta: fektiforg Dátum 2013 január 29, 15:00
Írta: fektiforg Dátum 2013 január 29, 15:00
Szerintem kérdésed tedd fel Tibor Györgynek, Kérdések a Klavio Kft-hez topikban.
Cím: Re:Encoder használata
Írta: fektiforg Dátum 2013 január 29, 15:01
Írta: fektiforg Dátum 2013 január 29, 15:01
Neked szántam az előbbit.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2013 január 29, 16:34
Írta: 000000000 Dátum 2013 január 29, 16:34
Normál, 5V-os kimenetű A,B,Z inkrementális enkóder van a DC10-es mérőléceken.
Cím: Re:Encoder használata
Írta: bundyland Dátum 2013 január 30, 09:31
Írta: bundyland Dátum 2013 január 30, 09:31
Köszönöm a válaszokat! Hát így elég egyszerű szerencsére, max. egy optós leválasztás 5V-3.3V
szintillesztéssel és mehet is a PIC QEI moduljába.
szintillesztéssel és mehet is a PIC QEI moduljába.
Cím: Re:Encoder használata
Írta: pbalazs Dátum 2013 január 30, 10:23
Írta: pbalazs Dátum 2013 január 30, 10:23
Szerintem a sebességnek azért számolj utána, nem tart sokáig, csak nehogy csalódás legyen a vége. Nem lepődnék meg, ha nem bírná a PIC perifériája megszámolni az impulzusokat, amikor max. sebességgel megy a gép.
Én az optót kihagynám, itt feleslegesnek érzem, és a szintillesztést is ellenállásosztóval csinálnám, mégpedig a lehető legkisebb értékkel.
Én az optót kihagynám, itt feleslegesnek érzem, és a szintillesztést is ellenállásosztóval csinálnám, mégpedig a lehető legkisebb értékkel.
Cím: Re:Encoder használata
Írta: bundyland Dátum 2013 január 30, 10:34
Írta: bundyland Dátum 2013 január 30, 10:34
Szerintem a sebesség itt nem fontos, ez egy hardveres periféria (QEI) a dsPIC-ben ahogy néztem egy számlálót csökkent ill. növel, szerintem képtelenség egy szánt úgy megmozgatni hogy azt ne tudná számolni. 32bit-es a számláló így azt egyhamar átpörgetni sem tudja (gyakorlatilag soha)
nekem csak szoftverből ki kell olvasni a számláló állását és kiküldeni egy 7 szegmenses kijelzőre.
nekem csak szoftverből ki kell olvasni a számláló állását és kiküldeni egy 7 szegmenses kijelzőre.
Cím: Re:Encoder használata
Írta: pbalazs Dátum 2013 január 30, 11:04
Írta: pbalazs Dátum 2013 január 30, 11:04
Igen, tudom, hogy hardveres, de ez csak annyit jelent, hogy a SW-nek nem kell az impulzusok fázisát vizsgálgatni. Viszont, ha jól emlékszem, a perifériában alapból van valami szűrés, ami limitálja a sebességet.
A gépekhez ugyan nem értek (még), de egy 1m/s mozgást el tudok képzelni a valóságban. Ez 1um-es felbontással 1MHz-es "információt" jelent, ami azt jelenti, hogy 1us alatt 4 élváltást kell tudnia kezelni.
Nem lehetetlen, de én arra tippelek, hogy ez a periféria inkább "kézi tekerőhöz" készült, ahol szerintem nincs ilyen sebesség.
Félre ne érts, nem kötekedni akarok, csak én is foglalkoztam a témával, és nem volt triviális, hogy működik. A megvalósításig idő hiányában nem jutottam el, úgyhogy nagyon kíváncsi vagyok, mire jutsz.
A gépekhez ugyan nem értek (még), de egy 1m/s mozgást el tudok képzelni a valóságban. Ez 1um-es felbontással 1MHz-es "információt" jelent, ami azt jelenti, hogy 1us alatt 4 élváltást kell tudnia kezelni.
Nem lehetetlen, de én arra tippelek, hogy ez a periféria inkább "kézi tekerőhöz" készült, ahol szerintem nincs ilyen sebesség.
Félre ne érts, nem kötekedni akarok, csak én is foglalkoztam a témával, és nem volt triviális, hogy működik. A megvalósításig idő hiányában nem jutottam el, úgyhogy nagyon kíváncsi vagyok, mire jutsz.
Cím: Re:Encoder használata
Írta: bundyland Dátum 2013 január 30, 11:19
Írta: bundyland Dátum 2013 január 30, 11:19
Hát én csak abból indulok ki hogy ilyen vezérlők
komplett ac/dc szervó vezérlést látnak el, ergo kezelik a motor tengelyén lévő enkódert és annak fügvényében vezérlik a motort. Egyébként meg szerintem itt a forumon nincs olyan gép ami tudná az 1méter/szekundum -os szánmozgást. De szerintem az 1MHz sem jelent gondot. Abszolút nem veszem kötekedésnek, hiszen erre való egy forum, eszmecserére.
komplett ac/dc szervó vezérlést látnak el, ergo kezelik a motor tengelyén lévő enkódert és annak fügvényében vezérlik a motort. Egyébként meg szerintem itt a forumon nincs olyan gép ami tudná az 1méter/szekundum -os szánmozgást. De szerintem az 1MHz sem jelent gondot. Abszolút nem veszem kötekedésnek, hiszen erre való egy forum, eszmecserére.
Cím: Re:Encoder használata
Írta: fektiforg Dátum 2013 január 31, 12:27
Írta: fektiforg Dátum 2013 január 31, 12:27
Okosok segítsetek !
Kellene egy kapcs. rajz ami encoder A B csatorna
jelét dir jellé alakítja + Quadrálva az A B csatornából a step jelet.
Kellene egy kapcs. rajz ami encoder A B csatorna
jelét dir jellé alakítja + Quadrálva az A B csatornából a step jelet.
Cím: Re:Encoder használata
Írta: bundyland Dátum 2013 január 31, 12:47
Írta: bundyland Dátum 2013 január 31, 12:47
Esetleg itt az olda közepén , de nem probáltam még:encoder
Amúgy az LS7184 lenne erre jó csak nem tudom hol kapni.
Amúgy az LS7184 lenne erre jó csak nem tudom hol kapni.
Cím: Re:Encoder használata
Írta: bundyland Dátum 2013 január 31, 12:53
Írta: bundyland Dátum 2013 január 31, 12:53
Vagy ez is segíthet:encoder1
Cím: Re:Encoder használata
Írta: fektiforg Dátum 2013 január 31, 13:09
Írta: fektiforg Dátum 2013 január 31, 13:09
Köszönöm, eddig én is eljutottam:

de még kellene, ami Quadrálja az A B csatornából a step jelet.
de még kellene, ami Quadrálja az A B csatornából a step jelet.
Cím: Re:Encoder használata
Írta: ggdr57dg Dátum 2013 január 31, 13:11
Írta: ggdr57dg Dátum 2013 január 31, 13:11
Itt kapható Forrás: A300 topic #229 (svejk)
Cím: Re:Encoder használata
Írta: fektiforg Dátum 2013 január 31, 14:39
Írta: fektiforg Dátum 2013 január 31, 14:39
Köszönöm !
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2013 április 26, 13:40
Írta: 000000000 Dátum 2013 április 26, 13:40
Kezd elfogyni a lelki erőm...
Megint érdemes volt felkelni reggel!!![#shakehead][#boxer]

Van esélyem a javításra, vagy egy motor mehet a kukába? Egészségesen 1000 osztásos volt.
Megint érdemes volt felkelni reggel!!![#shakehead][#boxer]
Van esélyem a javításra, vagy egy motor mehet a kukába? Egészségesen 1000 osztásos volt.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2013 április 26, 13:53
Írta: 000000000 Dátum 2013 április 26, 13:53
Milyen motoron volt ez, és hogy sikerült így tönkre vágni ?
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2013 április 26, 14:12
Írta: 000000000 Dátum 2013 április 26, 14:12
Egy Hirata 200W-os DC servo.
Azért szedtem szét mert a tengely néhol szorult.
Ahogy a pajzsokat lecsavaroztam a csapágy mellet lévő hézagoló lemez olyan erővel nyomta ki az egész tengelyt, hogy eltörte az üvegtárcsát.
Az tárcsát le kellet volna venni, de nem akartam mert akkor nem tudom pontosan visszaállítani az eredeti magasságba.
Másrészt meg többek között az lett volna a vizsgálat tárgy, utólag be is igazolódott hogy az volt a hibás, mert hozzáért a tárcsa az IR-diódáboz, látszik az üvegtárcsán a kopásnyom. Elméletileg a motorok újak voltak, de nem hiszem hogy gyárilag hibásan raknák össze.
Azért szedtem szét mert a tengely néhol szorult.
Ahogy a pajzsokat lecsavaroztam a csapágy mellet lévő hézagoló lemez olyan erővel nyomta ki az egész tengelyt, hogy eltörte az üvegtárcsát.
Az tárcsát le kellet volna venni, de nem akartam mert akkor nem tudom pontosan visszaállítani az eredeti magasságba.
Másrészt meg többek között az lett volna a vizsgálat tárgy, utólag be is igazolódott hogy az volt a hibás, mert hozzáért a tárcsa az IR-diódáboz, látszik az üvegtárcsán a kopásnyom. Elméletileg a motorok újak voltak, de nem hiszem hogy gyárilag hibásan raknák össze.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2013 április 26, 15:02
Írta: 000000000 Dátum 2013 április 26, 15:02
Van egy ilyen enkóderem amit kis ügyeskedéssel rá lehet operálni.

Esetleg erre jársz a Dunakanyar felé akkor viheted.
Viszont az a motor 100% hogy nem volt új ha szorult és a tárcsa is össze volt barmolva.
Japánoknál nincs ilyen hogy hibásan fut ki valami a gyárból !
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2013 április 26, 16:24
Írta: 000000000 Dátum 2013 április 26, 16:24
Sajnos nem vagyok egy nagy világjáró, nem járok feléd. Postázást nem vállalod? Menyiért adnád?
Nem az a baj, hogy nem új, de amikor rákérdeztem az állapotára akkor lehetett volna az eladóban egy kis tisztesség.
Nem az a baj, hogy nem új, de amikor rákérdeztem az állapotára akkor lehetett volna az eladóban egy kis tisztesség.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2013 április 26, 16:30
Írta: 000000000 Dátum 2013 április 26, 16:30
Nem postázok.
Ezért is mondtam hogy elviszed és kész, ennyi az ára :)
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2013 április 26, 17:14
Írta: 000000000 Dátum 2013 április 26, 17:14
Nagyon rendes vagy , köszönöm szépen.
Sajnálom, hogy nem tudjuk megoldani a szállítmányozást.
Sajnálom, hogy nem tudjuk megoldani a szállítmányozást.
Cím: Re:Encoder használata
Írta: svejk Dátum 2013 április 26, 17:47
Írta: svejk Dátum 2013 április 26, 17:47
De ha megkéred a barátnődet akkor egy bon-bonért biztos szívesen feladja a postán, ha már Te ilyen fafejű vagy :)
A bon-bont meg állja Krajnyák kolléga.
Sok-sok csomagot kapok amit nem az adott fórumtárs ad fel személyesen :))
A bon-bont meg állja Krajnyák kolléga.
Sok-sok csomagot kapok amit nem az adott fórumtárs ad fel személyesen :))
Cím: Re:Encoder használata
Írta: svejk Dátum 2013 április 26, 17:51
Írta: svejk Dátum 2013 április 26, 17:51
Az nem szívesség, hogy ingyen adod, igenis legyen ára, de szívességből biciklizz el vele a postára. Biztos van Vácon több kisebb posta ahol nem kell hosszú perceket sorbaállni.
képzeld el, ha én is így álltam volna anno neki az e240-es dologhoz... vagy 300 motorral kevesebb lenne a hobbysták birtokában :(
De van itt még sok fórumtárs akivel lehetne példálózni szívesség tekintetében.
képzeld el, ha én is így álltam volna anno neki az e240-es dologhoz... vagy 300 motorral kevesebb lenne a hobbysták birtokában :(
De van itt még sok fórumtárs akivel lehetne példálózni szívesség tekintetében.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2013 április 26, 18:22
Írta: 000000000 Dátum 2013 április 26, 18:22
Egyetértek Svejkel, szívesen kifizetek valamekkora összeget az encoderért, ha eljut valahogy hozzám.
Bár nekem a barátnős megoldás is tetszik, és állom a bonbont :)
Bár nekem a barátnős megoldás is tetszik, és állom a bonbont :)
Cím: Re:Encoder használata
Írta: s7manbs8 Dátum 2013 április 26, 19:41
Írta: s7manbs8 Dátum 2013 április 26, 19:41
Nem derül ki adatlapjából merre van, lehet Ausztráliában, akkor nem csoda, hogy nem postázgat. :)
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2013 április 26, 20:41
Írta: 000000000 Dátum 2013 április 26, 20:41
Ha ott is van Dunakanyar akkor ez is előfordulhat.[#buck]
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2013 április 26, 21:07
Írta: 000000000 Dátum 2013 április 26, 21:07
Mondtam hogy NEM postázgatok, ha nem jó a személyes átvétel akkor sajnálom.
Többször nem teszek ilyen ajánlat és nem lesz min csámcsogni.
De mehetsz LoneWolf-hoz, csak Ő ezt 5500-ért adja.
Cím: Re:Encoder használata
Írta: svejk Dátum 2013 április 26, 21:17
Írta: svejk Dátum 2013 április 26, 21:17
Csámcsogni... lehet igazad van. Mármint a csámcsogással.
Minden esetre én úgy vagyok vele hogy ha van, és ráadásul ingyen, de nem kaphatom meg, akkor inkább jobb ha nem is tudok róla. :((
Minden esetre én úgy vagyok vele hogy ha van, és ráadásul ingyen, de nem kaphatom meg, akkor inkább jobb ha nem is tudok róla. :((
Cím: Re:Encoder használata
Írta: svejk Dátum 2013 április 27, 08:50
Írta: svejk Dátum 2013 április 27, 08:50
De csak azért is segíteni szeretnék... :)
Egyes futárszolgálatokat meg lehet bízni, hogy menjenek ki címre csomagért.
Hátha ebbe Pál barátunk is belemenne, hiszen nem kellene otthonról kimozdulnia.
Régebben Laslie intézett ilyen tranzakciót nálam, meg kellene kérdezni hogy működik, és kiknél.
Ha 1000-1500 ft a normál futár ár, akkor ez a transzver sem lehet több a duplájánál.
Egyes futárszolgálatokat meg lehet bízni, hogy menjenek ki címre csomagért.
Hátha ebbe Pál barátunk is belemenne, hiszen nem kellene otthonról kimozdulnia.
Régebben Laslie intézett ilyen tranzakciót nálam, meg kellene kérdezni hogy működik, és kiknél.
Ha 1000-1500 ft a normál futár ár, akkor ez a transzver sem lehet több a duplájánál.
Cím: Re:Encoder használata
Írta: s7manbs8 Dátum 2013 április 27, 09:20
Írta: s7manbs8 Dátum 2013 április 27, 09:20
Mutatok mindjárt nektek encodert hehe. Ez a tuti.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2013 április 27, 09:25
Írta: 000000000 Dátum 2013 április 27, 09:25
Pál esetleg Svejk #1130-as megoldása szóba jöhet?
Megértem azt is ha nem, nem akarunk mi csámcsogni a dolgon csak keressük a megoldásokat.
Köszönettel.
Megértem azt is ha nem, nem akarunk mi csámcsogni a dolgon csak keressük a megoldásokat.
Köszönettel.
Cím: Re:Encoder használata
Írta: 279nwbpsa Dátum 2013 április 27, 11:13
Írta: 279nwbpsa Dátum 2013 április 27, 11:13
Szia.
Hogyan néz ki az encodered tulajdonképpen?
Úgy értem,milyen a felfogatás,tengelyátmérő,stb...
Van nekem ugyanis használaton kívül 1000,vagy 1500-ös üvegtárcsás cucc.Ha passzol a motorodra,akkor hétfőn elküldhetem neked,mindenképp mennem kell ugyanis postára...
Hogyan néz ki az encodered tulajdonképpen?
Úgy értem,milyen a felfogatás,tengelyátmérő,stb...
Van nekem ugyanis használaton kívül 1000,vagy 1500-ös üvegtárcsás cucc.Ha passzol a motorodra,akkor hétfőn elküldhetem neked,mindenképp mennem kell ugyanis postára...
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2013 április 27, 12:15
Írta: 000000000 Dátum 2013 április 27, 12:15
Szia
1000 felbontású volt, az üvegtárcsa átmérője 34mm, az osztások közepe kb. 29mm kerületű körön helyezkedik el.
A tengely átmérője elég egzotikus számomra, mikrométerrel mérve 6,89mm
Az a perem amire maga az üvegtárcsa felül az alumínium gyűrűn az 11mm.

Köszönöm fáradozásod.
1000 felbontású volt, az üvegtárcsa átmérője 34mm, az osztások közepe kb. 29mm kerületű körön helyezkedik el.
A tengely átmérője elég egzotikus számomra, mikrométerrel mérve 6,89mm
Az a perem amire maga az üvegtárcsa felül az alumínium gyűrűn az 11mm.
Köszönöm fáradozásod.
Cím: Re:Encoder használata
Írta: 279nwbpsa Dátum 2013 április 27, 12:26
Írta: 279nwbpsa Dátum 2013 április 27, 12:26
A nálam lévő cucc nekem úgy tűnik,megfelelhet számodra.
Igaz,a tárcsa furata 6mm tengelyhez való.
Gondolom,ez utóbbit össze tudod valamiképp igazítani azért majd.
Elküldöm a tárcsát meg a kis elektronikai bigyót is.
Add meg a címedet email-ben.
Igaz,a tárcsa furata 6mm tengelyhez való.
Gondolom,ez utóbbit össze tudod valamiképp igazítani azért majd.
Elküldöm a tárcsát meg a kis elektronikai bigyót is.
Add meg a címedet email-ben.
Cím: Re:Encoder használata
Írta: designr Dátum 2013 április 27, 12:53
Írta: designr Dátum 2013 április 27, 12:53
Ha már encoder..hátha valaki tapasztaltabb..Dunkermotor..rásajtolt encoder..kis rézgyűrűn fémtárcsa..Valami okosság kellene hogyan lehet roncsolásmentesen levenni..Mögé nyúlni gyakorlatilag nem lehet.ezért hagyományos lehúzás nem jöhet szóba.Tudom hogy meg lehet csinálni,de inkább tanácsot kérek ne menjen rá az első a próbálkozásra..Köszi.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2013 április 27, 12:57
Írta: 000000000 Dátum 2013 április 27, 12:57
Ment a levél.
Cím: Re:Encoder használata
Írta: 279nwbpsa Dátum 2013 április 27, 14:36
Írta: 279nwbpsa Dátum 2013 április 27, 14:36
Válaszoltam.
Cím: Re:Encoder használata
Írta: 279nwbpsa Dátum 2013 április 27, 14:41
Írta: 279nwbpsa Dátum 2013 április 27, 14:41
Én úgy tudtam levenni,ugyanerről a típusú motorról a tárcsát,hogy hosszirányban megfúrtam a tengelyt.A végeredmény eléggé kétesélyes,elég egy rossz mozdulat...
Érdekesen(és jó hülyén)van rögzítve az a tárcsa...
Érdekesen(és jó hülyén)van rögzítve az a tárcsa...
Cím: Re:Encoder használata
Írta: wcsxp0uxa Dátum 2013 április 27, 16:06
Írta: wcsxp0uxa Dátum 2013 április 27, 16:06
Csinálom a szinkronvezérlőt is szorgalmasan , mivel hazavágtam a nyomtatóból bontott encoder érzékelőt , ezért úgy döntöttem valami mást próbálok meg .
Ugye az encoder kicsi ,a főorsóm meg nagy átmérőjű.

CD lemezt védő lemezből készült 180 réses , 1mm rés kb 1mm anyag.
Ugye az encoder kicsi ,a főorsóm meg nagy átmérőjű.
CD lemezt védő lemezből készült 180 réses , 1mm rés kb 1mm anyag.
Cím: Re:Encoder használata
Írta: wcsxp0uxa Dátum 2013 április 27, 16:08
Írta: wcsxp0uxa Dátum 2013 április 27, 16:08
Cím: Re:Encoder használata
Írta: wcsxp0uxa Dátum 2013 április 27, 16:11
Írta: wcsxp0uxa Dátum 2013 április 27, 16:11

Cím: Re:Encoder használata
Írta: 279nwbpsa Dátum 2013 április 27, 16:12
Írta: 279nwbpsa Dátum 2013 április 27, 16:12
És mivel "faragtad" ki?
Cím: Re:Encoder használata
Írta: wcsxp0uxa Dátum 2013 április 27, 16:14
Írta: wcsxp0uxa Dátum 2013 április 27, 16:14
A "gravírozó" készülékemmel ,néhány óra alatt ,01mm fogásokkal .(kb 1mm vastag)
Cím: Re:Encoder használata
Írta: 279nwbpsa Dátum 2013 április 27, 16:32
Írta: 279nwbpsa Dátum 2013 április 27, 16:32
Azt akarod mondani,hogy kézi erővel köszörülgetted
ki?
Türelmes ember vagy...
Vagy a "gravírozó" alatt egy kis cnc gépet kell érteni?
ki?
Türelmes ember vagy...
Vagy a "gravírozó" alatt egy kis cnc gépet kell érteni?
Cím: Re:Encoder használata
Írta: svejk Dátum 2013 április 27, 17:24
Írta: svejk Dátum 2013 április 27, 17:24
A 80'-as években egy hidraulikus csőhajlítóhoz átm. 125 mm-es nyáklemezből csináltam. 4x-es kiértékeléssel 1fok pontosság kellett.
Meg 8-10 Cmos IC a programozáshoz és számláláshoz :)
Akkor még álmodni sem mertem gyári encoderről. :(
De sok hülyeséget csinált az életében az ember...
Meg 8-10 Cmos IC a programozáshoz és számláláshoz :)
Akkor még álmodni sem mertem gyári encoderről. :(
De sok hülyeséget csinált az életében az ember...
Cím: Re:Encoder használata
Írta: wcsxp0uxa Dátum 2013 április 27, 17:31
Írta: wcsxp0uxa Dátum 2013 április 27, 17:31
Akarom mondani a hobby CNC -vel.
Cím: Re:Encoder használata
Írta: wcsxp0uxa Dátum 2013 április 27, 18:06
Írta: wcsxp0uxa Dátum 2013 április 27, 18:06
És mennyit feleslegesen .(de ez adja a tapasztalatot)
Cím: Re:Encoder használata
Írta: hje3wyntn Dátum 2013 június 12, 20:14
Írta: hje3wyntn Dátum 2013 június 12, 20:14
Sziasztok!
Találkozott már valaki soros port kimenetű enkóderrel? Vagy nincs valakinek elfekvőben? Nem sokmindenre való, de nekem most nagyon kellene kézikeréknek. Táp 12V, DTR és RXD a kimenő jel.
Találkozott már valaki soros port kimenetű enkóderrel? Vagy nincs valakinek elfekvőben? Nem sokmindenre való, de nekem most nagyon kellene kézikeréknek. Táp 12V, DTR és RXD a kimenő jel.
Cím: Re:Encoder használata
Írta: Szalai György Dátum 2013 június 13, 05:42
Írta: Szalai György Dátum 2013 június 13, 05:42
Szép feladat. Csak kíváncsiságból kérdem: Miért kell réseket készíteni, miért nem elég a furat?
Cím: Re:Encoder használata
Írta: wcsxp0uxa Dátum 2013 június 13, 06:38
Írta: wcsxp0uxa Dátum 2013 június 13, 06:38
Nincsenek különösebb optikai ismereteim ,csak amit a játékaim során tapasztaltam azt tudom megosztani.(lehet néha olvasgatnom is kellene)
Az elsődleges célja a hosszú réseknek szerintem a mechanikai illesztés megkönnyítése , illetve a felbontás képesség növelése.(na persze 1mm-es résnél erről nem beszélhetünk) Az biztos némelyik vevő optika olyan maszkkal van letakarva mint amilyen réshez készült.
Az elsődleges célja a hosszú réseknek szerintem a mechanikai illesztés megkönnyítése , illetve a felbontás képesség növelése.(na persze 1mm-es résnél erről nem beszélhetünk) Az biztos némelyik vevő optika olyan maszkkal van letakarva mint amilyen réshez készült.
Cím: Re:Encoder használata
Írta: wcsxp0uxa Dátum 2013 június 13, 06:44
Írta: wcsxp0uxa Dátum 2013 június 13, 06:44
A megadott paraméterek alapján 1 mikróval elkészíthető . (egyszerűnek tűnik)
Na persze ez drágább megoldás ,mintha lenne valakinek a fiókjában .
Na persze ez drágább megoldás ,mintha lenne valakinek a fiókjában .
Cím: Re:Encoder használata
Írta: hje3wyntn Dátum 2013 június 13, 12:37
Írta: hje3wyntn Dátum 2013 június 13, 12:37
Szia!
Ha ezt nekem írtad, örülök neki. Ha egyszerűnek tűnik az jó, valahogy meg kéne oldani. Nagyon fontos, ha tudsz segíts kérlek! Küldj magánban tel számot!
Köszi!
Ha ezt nekem írtad, örülök neki. Ha egyszerűnek tűnik az jó, valahogy meg kéne oldani. Nagyon fontos, ha tudsz segíts kérlek! Küldj magánban tel számot!
Köszi!
Cím: Re:Encoder használata
Írta: svejk Dátum 2013 július 18, 10:43
Írta: svejk Dátum 2013 július 18, 10:43
Egy 0,4 modulos 500(!) fogas (cirka 200 mm átmérő)fogaskerék fogait kellene számolni.
A max fordulat 2300 ford/min, ez cirka 21 kHz.
Épített már valaki ilyet házilag?
Szívesen venném a bevált megoldást.
A max fordulat 2300 ford/min, ez cirka 21 kHz.
Épített már valaki ilyet házilag?
Szívesen venném a bevált megoldást.
Cím: Re:Encoder használata
Írta: cxmcdtrx Dátum 2013 július 18, 10:47
Írta: cxmcdtrx Dátum 2013 július 18, 10:47
Én elsőre egy optikai érzékelővel néznék át a fogak között. Induktív érzékelővel nem a frekvencia lenne a gond, hanem a fogak közötti távolság (használtam nagyfrekvenciás számlálóhoz induktívot, de nagyobb méretben).
Vannak lézeres fénykapuk is, de normál vörös / infra fényűek is. Ha van hely, akkor fel lehet tenni egy normál disoric patkót, ha nincs, akkor IFM, keyence, akármi más optikai szálas fénykapu.Ha irányt is kell figyelni, akkor az inkrementál jeladóhoz hasonlóan kettő optika, egymáshoz képest eltolva, majd a két kimenetet lehet használni A/B bemenetként.
Vannak lézeres fénykapuk is, de normál vörös / infra fényűek is. Ha van hely, akkor fel lehet tenni egy normál disoric patkót, ha nincs, akkor IFM, keyence, akármi más optikai szálas fénykapu.Ha irányt is kell figyelni, akkor az inkrementál jeladóhoz hasonlóan kettő optika, egymáshoz képest eltolva, majd a két kimenetet lehet használni A/B bemenetként.
Cím: Re:Encoder használata
Írta: Szalai György Dátum 2013 július 18, 12:12
Írta: Szalai György Dátum 2013 július 18, 12:12
Csak a detektálással lehet bajod, az impulzusok számolását neked kisujj gyakorlatnak hiszem.
Adhatnál még pár szempontot: Mekkora érzékelő fér el, olajos, poros vagy vizes-e a környezet?
Ha befér, akkor esetleg kezdetnek megnézhetnél egy autóba való Hall-os (CKP vagyis Crankshaft Position Sensor) főtengely pozícionáló és sebesség érzékelővel. Tán leköveti a pici fogakat meg azt a közel 20kHz-et is, és már gyárilag készen van.
Adhatnál még pár szempontot: Mekkora érzékelő fér el, olajos, poros vagy vizes-e a környezet?
Ha befér, akkor esetleg kezdetnek megnézhetnél egy autóba való Hall-os (CKP vagyis Crankshaft Position Sensor) főtengely pozícionáló és sebesség érzékelővel. Tán leköveti a pici fogakat meg azt a közel 20kHz-et is, és már gyárilag készen van.
Cím: Re:Encoder használata
Írta: wcsxp0uxa Dátum 2013 július 18, 12:32
Írta: wcsxp0uxa Dátum 2013 július 18, 12:32
Számolgatok-számolgatok.
Először nekem is az optikai szálas dolog ugrott be ,de szerintem kicsik nagyon a fogak hozzá.
Szerintem ha a konstrukció megengedi érdemesebb az oldalára ragasztani egy 0.15 mm vastag filmet ami hordozza a megfelelő felbontást.(kb 15mm-el kell nagyobb átmérőjű)
Egy infra encodert rá és már mehet is , ez tuti tudja a paramétereket.
Akár melyik levilágítóba elkészítik , ha viszed a rajzot.
így néz kb:

A reflexiósak vagy lassúak ,vagy visszaverődő felület érzékenyek. (de azzal is meg lehet csinálni érzésem szerint)
Ez például még az ujjlenyomatom barázdáit is megtudja számolni , fém esetén a homorú felületeket kedveli (mint jel) . Viszont alufóliával ment a teszt.
reflexiós
Először nekem is az optikai szálas dolog ugrott be ,de szerintem kicsik nagyon a fogak hozzá.
Szerintem ha a konstrukció megengedi érdemesebb az oldalára ragasztani egy 0.15 mm vastag filmet ami hordozza a megfelelő felbontást.(kb 15mm-el kell nagyobb átmérőjű)
Egy infra encodert rá és már mehet is , ez tuti tudja a paramétereket.
Akár melyik levilágítóba elkészítik , ha viszed a rajzot.
így néz kb:
A reflexiósak vagy lassúak ,vagy visszaverődő felület érzékenyek. (de azzal is meg lehet csinálni érzésem szerint)
Ez például még az ujjlenyomatom barázdáit is megtudja számolni , fém esetén a homorú felületeket kedveli (mint jel) . Viszont alufóliával ment a teszt.
reflexiós
Cím: Re:Encoder használata
Írta: svejk Dátum 2013 július 18, 20:17
Írta: svejk Dátum 2013 július 18, 20:17
Ipari környezet, de száraz, tisztának mondható.
Természetesen csak a detektálás a lényeg, akár párszor tíz mV-os sinusz szerű jel is megfelel.
Eseteleg konkrét link az autós érzékelőről?
Természetesen csak a detektálás a lényeg, akár párszor tíz mV-os sinusz szerű jel is megfelel.
Eseteleg konkrét link az autós érzékelőről?
Cím: Re:Encoder használata
Írta: svejk Dátum 2013 július 18, 20:17
Írta: svejk Dátum 2013 július 18, 20:17
Hely is van.
Cím: Re:Encoder használata
Írta: svejk Dátum 2013 július 18, 20:25
Írta: svejk Dátum 2013 július 18, 20:25
160 mm-es tengelyre kellene ráhúzni, de nem tudom megbontani, a végek nem hozzáférhetőek.
Első körben én is optikára gondolok, két félből valahogy felrögzítem.
De ha már ott van az a fránya fogaskerék...
Első körben én is optikára gondolok, két félből valahogy felrögzítem.
De ha már ott van az a fránya fogaskerék...
Cím: Re:Encoder használata
Írta: Szalai György Dátum 2013 július 19, 06:40
Írta: Szalai György Dátum 2013 július 19, 06:40
http://www.youtube.com/watch?feature=player_embedded&v=dD4vuNSO8cg
https://www.google.hu/search?gs_rn=20&gs_ri=psy-ab&tok=aWV8Sb52eHjil88PPOHiXw&cp=32&gs_id=s&xhr=t&q=bosch+crankshaft+position+sensor&newwindow=1&bav=on.2,or.r_qf.&bvm=bv.49478099,d.Yms&biw=1280&bih=681&um=1&ie=UTF-8&hl=hu&tbm=isch&source=og&sa=N&tab=wi&ei=jsDoUaXGJcTWswbMxoGYAQ
https://www.google.hu/search?q=ckp+sensor+signal&newwindow=1&hl=hu&tbm=isch&tbo=u&source=univ&sa=X&ei=d8LoUfvZPInXswa28YGYBQ&ved=0CD4QsAQ&biw=1280&bih=681
https://www.google.hu/search?gs_rn=20&gs_ri=psy-ab&tok=aWV8Sb52eHjil88PPOHiXw&cp=32&gs_id=s&xhr=t&q=bosch+crankshaft+position+sensor&newwindow=1&bav=on.2,or.r_qf.&bvm=bv.49478099,d.Yms&biw=1280&bih=681&um=1&ie=UTF-8&hl=hu&tbm=isch&source=og&sa=N&tab=wi&ei=jsDoUaXGJcTWswbMxoGYAQ
https://www.google.hu/search?q=ckp+sensor+signal&newwindow=1&hl=hu&tbm=isch&tbo=u&source=univ&sa=X&ei=d8LoUfvZPInXswa28YGYBQ&ved=0CD4QsAQ&biw=1280&bih=681
Cím: Re:Encoder használata
Írta: Szalai György Dátum 2013 július 19, 08:49
Írta: Szalai György Dátum 2013 július 19, 08:49
Cím: Re:Encoder használata
Írta: s73tgf9vg Dátum 2013 július 19, 16:25
Írta: s73tgf9vg Dátum 2013 július 19, 16:25
Sziasztok! Milyen szélesek egy 35mm átmérőjű enkóder tárcsa rovátkái? Ha 1000 egyforma részre osztják a tárcsát akkor jól számolom, hogy nagyjából 0.1mm?
Cím: Re:Encoder használata
Írta: wcsxp0uxa Dátum 2013 július 19, 19:21
Írta: wcsxp0uxa Dátum 2013 július 19, 19:21
0,0495mm.
minden részhez 1 jel és egy szünet tartozik
minden részhez 1 jel és egy szünet tartozik
Cím: Re:Encoder használata
Írta: wcsxp0uxa Dátum 2013 július 19, 19:22
Írta: wcsxp0uxa Dátum 2013 július 19, 19:22
De ez csak az elmélet , a valóságban lehet vékonyabb is.
Cím: Re:Encoder használata
Írta: s73tgf9vg Dátum 2013 július 19, 19:37
Írta: s73tgf9vg Dátum 2013 július 19, 19:37
Akkor jól számoltam, én az 500 osztásosra írtam az 1000 egyforma részt. Lehet ilyet készíteni huzalszikrával? Vannak 0.1mm átmérőtől vékonyabb elektródák.
Cím: Re:Encoder használata
Írta: Rabb Ferenc Dátum 2013 július 19, 20:36
Írta: Rabb Ferenc Dátum 2013 július 19, 20:36
Nem gondolod, hogy macerás lehet ötszáz darab tized milliméteres furatot készíteni, és ezeken egyenként átfűzögetve a huzalt egyenként kimunkálni a rést?
Lapozz egy kicsit vissza úgy a #1042 környékére. Az egy biztosan működő technológia
Lapozz egy kicsit vissza úgy a #1042 környékére. Az egy biztosan működő technológia
Cím: Re:Encoder használata
Írta: wcsxp0uxa Dátum 2013 július 19, 20:56
Írta: wcsxp0uxa Dátum 2013 július 19, 20:56
Sajnos nem ismerem a dolgot.
Cím: Re:Encoder használata
Írta: PSoft Dátum 2013 július 19, 21:38
Írta: PSoft Dátum 2013 július 19, 21:38
"Az egy biztosan működő technológia"...volt.:)
Akkor,az enkoder nélküli E240-esekre született az ötlet.
Ma már,lefutott téma,pár db.van még belőle,amit magamnak tartogatok.:)
Ha igény lenne rá,...gyakorlatilag bármikor "feléleszthető" (lenne) a project,no persze,nem egy ötdarabos szériával.:(
Cím: Re:Encoder használata
Írta: s73tgf9vg Dátum 2013 július 19, 21:48
Írta: s73tgf9vg Dátum 2013 július 19, 21:48
Nem kell hozzá furat, nem kötelező, hogy zárt legyen a vége, elég csak bevágni. Láttam, hocs Psoft gyártatott pár darabot, de azt is olvastam, hogy elfogytak. :(
Cím: Re:Encoder használata
Írta: Szalai György Dátum 2013 július 20, 09:08
Írta: Szalai György Dátum 2013 július 20, 09:08
Elképzelek egy kis tárcsát, aminek a széle 0,2mm-enként be van vagdosva egy 0,1mm széles réssel, 0,1 anyag, 0,1 levegő. És kívül nincsen zárt kör, ami összetartaná a kefe szálait. Ez egy sokszárnyú propeller.
Szerintem már a légellenállástól is jelentősen deformálódik, de legalábbis nem marad használható.
Ilyen arányok köteleznek a zárt külső sávra. Elég szűk az 1,7-1,8mm rés, amiben futnia kell.
http://mckgyver.pbworks.com/f/Agilent_Optical_Encoders.pdf
http://www.usdigital.com/assets/datasheets/EM1_datasheet.pdf?k=635098751010554211
Szerintem.
Szerintem már a légellenállástól is jelentősen deformálódik, de legalábbis nem marad használható.
Ilyen arányok köteleznek a zárt külső sávra. Elég szűk az 1,7-1,8mm rés, amiben futnia kell.
http://mckgyver.pbworks.com/f/Agilent_Optical_Encoders.pdf
http://www.usdigital.com/assets/datasheets/EM1_datasheet.pdf?k=635098751010554211
Szerintem.
Cím: Re:Encoder használata
Írta: Szalai György Dátum 2013 július 20, 18:06
Írta: Szalai György Dátum 2013 július 20, 18:06
Mit találtam Neked?
http://www.posic.ch/d2wfiles/document/199/163/0/ID1101G-Gearwheel-Encoder-Module.pdf
Már csak beszerezned kell egy marékkal.
http://www.posic.ch/d2wfiles/document/199/163/0/ID1101G-Gearwheel-Encoder-Module.pdf
Már csak beszerezned kell egy marékkal.
Cím: Re:Encoder használata
Írta: svejk Dátum 2013 július 20, 21:28
Írta: svejk Dátum 2013 július 20, 21:28
Nem semmi az elszántságod és ügyességed!!!
És pont van 0,4 modulhoz való is...
No akkor nézzük hol kapható...
És pont van 0,4 modulhoz való is...
No akkor nézzük hol kapható...
Cím: Re:Encoder használata
Írta: Miki2 Dátum 2013 július 20, 21:38
Írta: Miki2 Dátum 2013 július 20, 21:38
Ez engem is érdekelne.
A 0.5 modulos fogosztáshoz valóból 2 db legalább.
Persze megfizethető áron.
A 0.5 modulos fogosztáshoz valóból 2 db legalább.
Persze megfizethető áron.
Cím: Re:Encoder használata
Írta: svejk Dátum 2013 július 20, 22:02
Írta: svejk Dátum 2013 július 20, 22:02
O-óóóó...Svájci a cég, akkor nem is biztos hogy kell nekem. :(((
Cím: Re:Encoder használata
Írta: Szalai György Dátum 2013 július 21, 08:28
Írta: Szalai György Dátum 2013 július 21, 08:28
Szoktál Te nagyokat kocsikázni!
A svájci Neuchatel 1225km és 11 és fél óra, hegyen völgyön. Találkozhatsz a Milka tehénnel is. Sajnos Philippe Suchard-al már nem.
Közép Francia országban, Cher megyében, Culan faluban, a Meillant kastélyba vezető úton, a Vicatronic nevű vállalkozás forgalmazza a POSIC termékeit.
1700km 16óra kocsikázás. Jó bortúra lenne.
A POSIC „itt lesz” Németországban, Nürnbergben, (a birodalmi városban) 2013. 11. 26-28-án az SPS / IPC / Drives nevű elektronikai automatizálás és alkatrész nemzetközi kiállítás és konferencia keretében. 4A csarnok, 625-ös kiállító.
Az már csak 840km 7ó 40p.
Sajna a 16. sörfesztről már lemaradtál, de valamelyik Biergarten-ben bedobhatsz egy pofa Hausbrauerei-t, meg egy tafelspitz-et.
Szerintem kicsit nagyobba (kb. 100-szor ekkorában) össze is lehetne barkácsolni. Ennek a lelke egy differenciál trafó rendszer. Az csak egy jó vas, pár méter drót, meg egy kis fekete mágia.
Neked még az sem kell, csak egy gitár hangszedő szerű mágnesmagos tekercs. Ebben az esetben a meghajtásnak és jelkondicionálásnak nem kell a fogaskerék közvetlen közelében lennie.
A svájci Neuchatel 1225km és 11 és fél óra, hegyen völgyön. Találkozhatsz a Milka tehénnel is. Sajnos Philippe Suchard-al már nem.
Közép Francia országban, Cher megyében, Culan faluban, a Meillant kastélyba vezető úton, a Vicatronic nevű vállalkozás forgalmazza a POSIC termékeit.
1700km 16óra kocsikázás. Jó bortúra lenne.
A POSIC „itt lesz” Németországban, Nürnbergben, (a birodalmi városban) 2013. 11. 26-28-án az SPS / IPC / Drives nevű elektronikai automatizálás és alkatrész nemzetközi kiállítás és konferencia keretében. 4A csarnok, 625-ös kiállító.
Az már csak 840km 7ó 40p.
Sajna a 16. sörfesztről már lemaradtál, de valamelyik Biergarten-ben bedobhatsz egy pofa Hausbrauerei-t, meg egy tafelspitz-et.
Szerintem kicsit nagyobba (kb. 100-szor ekkorában) össze is lehetne barkácsolni. Ennek a lelke egy differenciál trafó rendszer. Az csak egy jó vas, pár méter drót, meg egy kis fekete mágia.
Neked még az sem kell, csak egy gitár hangszedő szerű mágnesmagos tekercs. Ebben az esetben a meghajtásnak és jelkondicionálásnak nem kell a fogaskerék közvetlen közelében lennie.
Cím: Re:Encoder használata
Írta: svejk Dátum 2013 július 21, 15:18
Írta: svejk Dátum 2013 július 21, 15:18
A POSIC-tol elég lenne 2 db IS2201, majd én azokat jól elhelyezném, és a szinusz kimenet is jó.
A gitárhangszedő jó ötlet, bár halvány gőzöm sincs hogy néz ki közelről, de majd a barátom talán megmutatja.
A gitárhangszedő jó ötlet, bár halvány gőzöm sincs hogy néz ki közelről, de majd a barátom talán megmutatja.
Cím: Re:Encoder használata
Írta: svejk Dátum 2013 július 21, 15:20
Írta: svejk Dátum 2013 július 21, 15:20
Hopsz, ha gitárhangszedő, akkor mono kazettásmagnó fej is jó lehet, ez még talán van is itthon. [#heureka]
Cím: Re:Encoder használata
Írta: svejk Dátum 2013 július 21, 15:32
Írta: svejk Dátum 2013 július 21, 15:32
a magnófej biztos nem lesz jó azt nem lehet rendesen előmágnesezni...
Cím: Re:Encoder használata
Írta: Szalai György Dátum 2013 július 21, 17:22
Írta: Szalai György Dátum 2013 július 21, 17:22
A gitár hangszedő (magnetic pickup) egyszerű, mint a faék. Kicsi mágnesre tekercset készítesz.
http://i122.photobucket.com/albums/o259/LosiePix/FieldDiagram.gif
Csak most a fogaskerék méretéhez kell méretezni, nem a gitárhúrok távolságához. És lehet erős mágnes is, (ami jobb jelet ad) mert a fogaskerék forgását nem tudja csillapítani, mint a gitárhúrét. Mondjuk, egy merevlemez fej szervo mágnese, vagy egy CD meghajtó lézerfej szervójában lévő pici neodímium kocka. Ha nem fér oda a mágnes, akkor megtoldhatod egy vékony ferrit hangolómaggal.
Ilyen hangszedő természetesen létezik ipari szabványban is.
http://www.fwmurphy.co.uk/pdf/ys6336.pdf
Meg autóba való főtengely szenzorban is.
http://86.43.94.97/moodlecp9a/mod/glossary/showentry.php?courseid=1&concept=Inductive+Sensor
http://i122.photobucket.com/albums/o259/LosiePix/FieldDiagram.gif
Csak most a fogaskerék méretéhez kell méretezni, nem a gitárhúrok távolságához. És lehet erős mágnes is, (ami jobb jelet ad) mert a fogaskerék forgását nem tudja csillapítani, mint a gitárhúrét. Mondjuk, egy merevlemez fej szervo mágnese, vagy egy CD meghajtó lézerfej szervójában lévő pici neodímium kocka. Ha nem fér oda a mágnes, akkor megtoldhatod egy vékony ferrit hangolómaggal.
Ilyen hangszedő természetesen létezik ipari szabványban is.
http://www.fwmurphy.co.uk/pdf/ys6336.pdf
Meg autóba való főtengely szenzorban is.
http://86.43.94.97/moodlecp9a/mod/glossary/showentry.php?courseid=1&concept=Inductive+Sensor
Cím: Re:Encoder használata
Írta: Szalai György Dátum 2013 július 21, 17:46
Írta: Szalai György Dátum 2013 július 21, 17:46
Szétkaptam egy CD lézerfej szervót és vonalzóval megmértem a benne lévő mágneseket. Mindössze 7x5x3mm kicsik.
Az összetapasztott mágnes pár, a 7x5=35mm2 felületén 1kg-nak megfelelő húzóerőt (digit. horgász mérleg) pont megtart. Erősek, mint a bors.
Az összetapasztott mágnes pár, a 7x5=35mm2 felületén 1kg-nak megfelelő húzóerőt (digit. horgász mérleg) pont megtart. Erősek, mint a bors.
Cím: Re:Encoder használata
Írta: Rabb Ferenc Dátum 2013 július 21, 18:06
Írta: Rabb Ferenc Dátum 2013 július 21, 18:06
Akkor biztosan a BORSMAGNET-től származnak [#nyes]
Cím: Re:Encoder használata
Írta: s2k5ycubj Dátum 2013 július 21, 20:08
Írta: s2k5ycubj Dátum 2013 július 21, 20:08
Nézd mit találta neked:kmt31
Ez egy smd magnetic field sensor ic. Azt,hogy lehet-e kapni nálunk azt nem tudom. Nekem egy panelon van egy.
Ez egy smd magnetic field sensor ic. Azt,hogy lehet-e kapni nálunk azt nem tudom. Nekem egy panelon van egy.
Cím: Re:Encoder használata
Írta: s2k5ycubj Dátum 2013 július 21, 20:09
Írta: s2k5ycubj Dátum 2013 július 21, 20:09
Hoppá a találta az találtam akart lenni.
Cím: Re:Encoder használata
Írta: svejk Dátum 2013 július 21, 20:31
Írta: svejk Dátum 2013 július 21, 20:31
Ezek így alapból túl nagyok, hiszen a fogak távolsága mindössze kb. 1,2 mm, tehát koncentrálni kell az erőteret.
A magnófej ezért lett volna jó.
A magnófej ezért lett volna jó.
Cím: Re:Encoder használata
Írta: PSoft Dátum 2013 július 21, 20:51
Írta: PSoft Dátum 2013 július 21, 20:51

Cím: Re:Encoder használata
Írta: svejk Dátum 2013 július 21, 21:03
Írta: svejk Dátum 2013 július 21, 21:03
A videó és audió fejeknél közvetlen kapcsolat van.
Én pár tized mm-nél közelebb nem tudom tenni többek közt a fogaskerék ütése miatt.
Mivel esetemben a fogaskerék nem mágneses, ezért gerjeszteni kell, mint a gitárhangszedőnél.
A magnófejekben levő tekercsekkel nem tudok kellő gerjesztést megvalósítani.
A gitárhangszedő elv jó, csak koncentrálni kell a teret kb. egy fogtető nagyságra, ez úgy 1x3 mm lehet.
Az eredeti érzékelőnél elektromágnes által keltett térben levő HALL érzékelő van, csak sajnos hibás szerelés miatt a fogaskerék lekoptatta a hall cellákat. :(
Én pár tized mm-nél közelebb nem tudom tenni többek közt a fogaskerék ütése miatt.
Mivel esetemben a fogaskerék nem mágneses, ezért gerjeszteni kell, mint a gitárhangszedőnél.
A magnófejekben levő tekercsekkel nem tudok kellő gerjesztést megvalósítani.
A gitárhangszedő elv jó, csak koncentrálni kell a teret kb. egy fogtető nagyságra, ez úgy 1x3 mm lehet.
Az eredeti érzékelőnél elektromágnes által keltett térben levő HALL érzékelő van, csak sajnos hibás szerelés miatt a fogaskerék lekoptatta a hall cellákat. :(
Cím: Re:Encoder használata
Írta: Szalai György Dátum 2013 július 21, 22:35
Írta: Szalai György Dátum 2013 július 21, 22:35
Nagyok hát. Koncentrálni hát.
Akkor azért van előtte az a hegyes vasdarab nem?
Hogy mégse legyen baj, ha kicsit nagyobb a mágnes.
Még egyszer a rajz.
http://86.43.94.97/moodlecp9a/file.php/1/glossary/images/eem/equipment/inductivespeed400w.jpg
Hegyes vasnak való vékony ferrit rudat csak találsz valami kis fojtóban, vagy köszörülhetsz gyémánton ferritantennából.
Ha mégis az optika mellett döntesz, felajánlhatok egy 20mm széles és 30mm mély villájú, OPTEK 9339 nagy villás optocsatolót. Valami fénymásolóból beleztem.
Photologic integrált áramkör család, IR szűrős, fordított Open-Collector kimenetű.1,5mm átmérőjű kerek lyukon figyel. Tán befér közé a fogaskereked.
Akkor azért van előtte az a hegyes vasdarab nem?
Hogy mégse legyen baj, ha kicsit nagyobb a mágnes.
Még egyszer a rajz.
http://86.43.94.97/moodlecp9a/file.php/1/glossary/images/eem/equipment/inductivespeed400w.jpg
Hegyes vasnak való vékony ferrit rudat csak találsz valami kis fojtóban, vagy köszörülhetsz gyémánton ferritantennából.
Ha mégis az optika mellett döntesz, felajánlhatok egy 20mm széles és 30mm mély villájú, OPTEK 9339 nagy villás optocsatolót. Valami fénymásolóból beleztem.
Photologic integrált áramkör család, IR szűrős, fordított Open-Collector kimenetű.1,5mm átmérőjű kerek lyukon figyel. Tán befér közé a fogaskereked.
Cím: Re:Encoder használata
Írta: Szalai György Dátum 2013 július 21, 22:44
Írta: Szalai György Dátum 2013 július 21, 22:44
Csak elvileg: Barkács megoldásnak, kísérletnek jó lehetne a magnófej, ha sima egyenárammal előgerjesztenéd egy fojtón keresztül?
Azután a gerjesztő egyenfeszültségre rá szuperponálódott váltóáramú jelet meg kicsatolnád egy kondenzátorral.
Mint egy távtáplált antenna erősítőnél.
http://elektrotanya.com/files/forum/2012/06/t%C3%A1vt%C3%A1pl%C3%A1l%C3%A1s.png
Azután a gerjesztő egyenfeszültségre rá szuperponálódott váltóáramú jelet meg kicsatolnád egy kondenzátorral.
Mint egy távtáplált antenna erősítőnél.
http://elektrotanya.com/files/forum/2012/06/t%C3%A1vt%C3%A1pl%C3%A1l%C3%A1s.png
Cím: Re:Encoder használata
Írta: D.Laci Dátum 2013 július 22, 08:02
Írta: D.Laci Dátum 2013 július 22, 08:02
ABS jeladó nem használható?
Cím: Re:Encoder használata
Írta: svejk Dátum 2013 július 22, 16:12
Írta: svejk Dátum 2013 július 22, 16:12
Koncentrálásban megegyeztünk....
Most egyelőre úgy néz ki opto lesz a nyerő, 0,5-ös NYÁK ból egy felhasítással rá tudom fordítani a tvastag tengelyre.
Vagy kimaratom vagy 0,71-es fúróval fúrom/marom.
Most egyelőre úgy néz ki opto lesz a nyerő, 0,5-ös NYÁK ból egy felhasítással rá tudom fordítani a tvastag tengelyre.
Vagy kimaratom vagy 0,71-es fúróval fúrom/marom.
Cím: Re:Encoder használata
Írta: svejk Dátum 2013 július 22, 16:14
Írta: svejk Dátum 2013 július 22, 16:14
Nagyon kis erejű mágnest lehet a magnófej gerjesztéssel létrehozni károsodás/telítődés nélkül.
Cím: Re:Encoder használata
Írta: svejk Dátum 2013 július 22, 16:14
Írta: svejk Dátum 2013 július 22, 16:14
Úgy emlékszem ott is ritkák a fogak a 0,4 modulhoz képest.
Cím: Re:Encoder használata
Írta: cc7nypid Dátum 2013 augusztus 27, 22:00
Írta: cc7nypid Dátum 2013 augusztus 27, 22:00
Sziasztok, valaki encoder javítás, bemérés, csere terén tud segíteni ?Yaskava usarem 300w os mocin a gyárit lehethelyettesíteni?
üdv..
üdv..
Cím: Re:Encoder használata
Írta: h2o Dátum 2013 augusztus 28, 21:52
Írta: h2o Dátum 2013 augusztus 28, 21:52
Sziasztok!
Van egy encoder-em, amiben csapágyat kellene cserélnem, de ehhez (szerintem) le kelle valahogy vennem a kódtárcsát, ami úgy tűnik, hogy fel van ragasztva a tengelyre (ill. a tengelyen lévő réz tárcsára).
Segítsetek, hogyan tudnám levenni a kódtárcsát?



Van egy encoder-em, amiben csapágyat kellene cserélnem, de ehhez (szerintem) le kelle valahogy vennem a kódtárcsát, ami úgy tűnik, hogy fel van ragasztva a tengelyre (ill. a tengelyen lévő réz tárcsára).
Segítsetek, hogyan tudnám levenni a kódtárcsát?
Cím: Re:Encoder használata
Írta: h2o Dátum 2013 augusztus 28, 22:07
Írta: h2o Dátum 2013 augusztus 28, 22:07
Talán most jók lesznek a képek.



Cím: Re:Encoder használata
Írta: 0gcbjd9w4 Dátum 2013 augusztus 29, 06:35
Írta: 0gcbjd9w4 Dátum 2013 augusztus 29, 06:35
Szia!
Nekem van ilyen tipusú motorom,
kábelek is vannak hozzá.
Én viszont ehhez a motor tipushoz 1db vezérlőt keresek.
Nekem van ilyen tipusú motorom,
kábelek is vannak hozzá.
Én viszont ehhez a motor tipushoz 1db vezérlőt keresek.
Cím: Re:Encoder használata
Írta: ht0cjk58i Dátum 2013 augusztus 29, 08:09
Írta: ht0cjk58i Dátum 2013 augusztus 29, 08:09
Próbáld meg a tárcsa irányába a tengelyt ki nyomni, ha lehet arra,utána szabad a csapágy.gy nem kell a tárcsát levenni.
Cím: Re:Encoder használata
Írta: h2o Dátum 2013 augusztus 29, 08:55
Írta: h2o Dátum 2013 augusztus 29, 08:55
Ezzel csak az a gond, hogy a tengely vége vastagabb, mint a csapágy belső átmérője (vagyis van egy váll a tengelyen a csapágy előtt. a 3. képen majdnem látszik).
Cím: Re:Encoder használata
Írta: wm94bppdn Dátum 2013 augusztus 29, 10:47
Írta: wm94bppdn Dátum 2013 augusztus 29, 10:47
Csak morfondírozok...
Az enkóder film, vagy fém lemez? Gyakran azt a ragasztót alkalmazzák, mint ami a ragasztószalagokon is van (cellux, tixo), azt az alkohol (izopropilalkohol) jól oldja, felpuhítja. Ha film, azzal vigyázni kell, mert az alkohol víztartalma az emulziót úgy fellazítja, hogy szét is eshet. A vízmentes alkohol (97%) biztonságosabb. Ha fém és epoxi ragasztó, akkor hőlégfúvóval, vagy egy jó nagy bádogos forrasztópákával melegítve 120 C° fölött meglágyul, lassan, óvatosan bontható. Az olvasó érzékelőt meg kell védeni a hőtől pl. vastagabb papírlappal.
A réz hőtágulása nagyobb, mint a vasé, melegítve talán le is tudod tolni a tárcsát a tengelyről, két jobb csavarhúzóval alányúlva (végszükség esetén a paláston lehet két furatot készíteni).
Az enkóder film, vagy fém lemez? Gyakran azt a ragasztót alkalmazzák, mint ami a ragasztószalagokon is van (cellux, tixo), azt az alkohol (izopropilalkohol) jól oldja, felpuhítja. Ha film, azzal vigyázni kell, mert az alkohol víztartalma az emulziót úgy fellazítja, hogy szét is eshet. A vízmentes alkohol (97%) biztonságosabb. Ha fém és epoxi ragasztó, akkor hőlégfúvóval, vagy egy jó nagy bádogos forrasztópákával melegítve 120 C° fölött meglágyul, lassan, óvatosan bontható. Az olvasó érzékelőt meg kell védeni a hőtől pl. vastagabb papírlappal.
A réz hőtágulása nagyobb, mint a vasé, melegítve talán le is tudod tolni a tárcsát a tengelyről, két jobb csavarhúzóval alányúlva (végszükség esetén a paláston lehet két furatot készíteni).
Cím: Re:Encoder használata
Írta: h2o Dátum 2013 augusztus 29, 11:53
Írta: h2o Dátum 2013 augusztus 29, 11:53
Szerintem üveg a kódtárcsa.
Az alkoholt még nem próbáltam, de tömítés eltávolítóval már befújtam óvatosan, de nem segített.
A melegítést is próbáltam hőlégfúvóval, de nagyon nem mertem neki nyomni. Ez is eredménytelen maradt.
Az alkoholt még nem próbáltam, de tömítés eltávolítóval már befújtam óvatosan, de nem segített.
A melegítést is próbáltam hőlégfúvóval, de nagyon nem mertem neki nyomni. Ez is eredménytelen maradt.
Cím: Re:Encoder használata
Írta: cc7nypid Dátum 2013 augusztus 30, 21:40
Írta: cc7nypid Dátum 2013 augusztus 30, 21:40
3 motorom van 3 vezérlővel, kész minden kábel hozzá egy házban készreszerelve, trafóval kapcsolóval, minden többször kimérve ellenőrizve. Lehet egy ilyen motort kéne vegyek inkább, mert ahhoz túl sokba van (munka+pénz) hogy eladogassam. Lehet most hétvégén elkezdek belekukkolni az ominózus servoba , hátha látok valami hibát szabad szemmel is...
Cím: Re:Encoder használata
Írta: 0gcbjd9w4 Dátum 2013 szeptember 01, 07:21
Írta: 0gcbjd9w4 Dátum 2013 szeptember 01, 07:21
Szia galhed77!
Természetesen nem a te használandó vezérlődre
gondoltam!
Motorom van ha érdekel.
űdv
Természetesen nem a te használandó vezérlődre
gondoltam!
Motorom van ha érdekel.
űdv
Cím: Re:Encoder használata
Írta: cc7nypid Dátum 2013 szeptember 02, 07:03
Írta: cc7nypid Dátum 2013 szeptember 02, 07:03
Érdekelne a szervód, mennyi, mi a pontos tipusa és hol tudnám megnézni ? Régen a nyiszi-től vettem a vezérlőket, stb-t vagy 3-4 éve, de csak tavaj lett ősszeállítva kipróbálva. Szerintem már egy darab sincs neki efféle cuccokból, ezért nem is szóltam neki, hogy az egyik servo valószínű nem szuperál, na meg már 3 év eltelt a próbáig. üdv...
Cím: Re:Encoder használata
Írta: 4h9cigrdt Dátum 2013 szeptember 03, 11:36
Írta: 4h9cigrdt Dátum 2013 szeptember 03, 11:36
Sziasztok.
Segítségetekre lenne szükségem a Mach3 beállításában. Szereltem tengelyenkén 1-1 enkóder a léptetőmotorokra. Szeretném, ha a Mach3 ne a motorok vezérlőjelei alapján kalkulálja az elmozdulást, hanem az enkóder jelek alapján mérje, de nem tudom, hogy ezt hogy lehet beállítani. Az I/O-kat az enkóder fülön beállítottam, de ez még kevés. Nem onnan szedi az adatokat.
Köszi
Segítségetekre lenne szükségem a Mach3 beállításában. Szereltem tengelyenkén 1-1 enkóder a léptetőmotorokra. Szeretném, ha a Mach3 ne a motorok vezérlőjelei alapján kalkulálja az elmozdulást, hanem az enkóder jelek alapján mérje, de nem tudom, hogy ezt hogy lehet beállítani. Az I/O-kat az enkóder fülön beállítottam, de ez még kevés. Nem onnan szedi az adatokat.
Köszi
Cím: Re:Encoder használata
Írta: D.Laci Dátum 2013 szeptember 03, 12:22
Írta: D.Laci Dátum 2013 szeptember 03, 12:22
Nem lehet zárt hurkú vezérlést beállítani.
Használj LinuxCNC-t, vagy olyan vezérlőt ami kezeli az encodert.
Használj LinuxCNC-t, vagy olyan vezérlőt ami kezeli az encodert.
Cím: Re:Encoder használata
Írta: 4h9cigrdt Dátum 2013 szeptember 04, 11:36
Írta: 4h9cigrdt Dátum 2013 szeptember 04, 11:36
Köszi.
Utána nézek a dolognak. :-)
Utána nézek a dolognak. :-)
Cím: Re:Encoder használata
Írta: dezs Dátum 2013 szeptember 04, 21:50
Írta: dezs Dátum 2013 szeptember 04, 21:50
Sziasztok!
Melyik a legolcsóbb léptetőmotor vezérlő, ami képes encoder jelek fogadására?
Nagynyomású pumpában lévő Danaher Powermax II motorokat szeretnék vezérelni. Egyenlőre csak kísérleti jelleggel. A pumpafejek 1000 bar-ig nyomnak, ahol a pulzálásmentes folyadékszállításhoz már kompenzálni kell a folyadékok kompresszibilitásából adódó nyomáscsökkenést. Gondolom úgy megy a dolog, hogy a motor tolja a dugattyút egy fix sebességgel, de amikor a nyomás lentebb esik egy küszöbértéknél, akkor kicsit gyorsít.
Szóval nem csak olcsó vezérlőt keresek, hanem információ forrást is arról, hogy miként működnek ezek a kütyük, és hogyan lehet velük külső visszacsatolásos vezérlést megvalósítani.
Melyik a legolcsóbb léptetőmotor vezérlő, ami képes encoder jelek fogadására?
Nagynyomású pumpában lévő Danaher Powermax II motorokat szeretnék vezérelni. Egyenlőre csak kísérleti jelleggel. A pumpafejek 1000 bar-ig nyomnak, ahol a pulzálásmentes folyadékszállításhoz már kompenzálni kell a folyadékok kompresszibilitásából adódó nyomáscsökkenést. Gondolom úgy megy a dolog, hogy a motor tolja a dugattyút egy fix sebességgel, de amikor a nyomás lentebb esik egy küszöbértéknél, akkor kicsit gyorsít.
Szóval nem csak olcsó vezérlőt keresek, hanem információ forrást is arról, hogy miként működnek ezek a kütyük, és hogyan lehet velük külső visszacsatolásos vezérlést megvalósítani.
Cím: Re:Encoder használata
Írta: wcsxp0uxa Dátum 2013 szeptember 05, 07:33
Írta: wcsxp0uxa Dátum 2013 szeptember 05, 07:33
A saját tapasztalataimat szívesen megosztom.
Nagyon fontos a léptetőhöz harmonizáló encoder.(pl: 1,8° fokos motorhoz 100-200-400 vonalas) Mert különben nagyon magas mikrolépésere kell állítanod , hogy felvegye a pozíciót.
Míg a dc szervónál a kitöltési tényezővel lehet szabályozni ,addig itt a frekvenciát kell módosítani.
Én normál léptető vezérlőt próbáltam zárt hurkúra megcsinálni.
Most tartok az encoder cserénél , minél alacsonyabbra kell letolnom a működési frekvenciát , mert így nem tud minden esetben egyenletes fordulatot generálni a pic.
Tehát szemmel láthatóan gyorsul - lassul bizonyos helyzetekben. Magas frekvenciákon a hardveres pwm generátornak nagyon kicsi a felbontása. (de az az érzésem ezt is át kell írnom szoftveresre)
Az biztos ,hogy megtartotta a léptető motor a tulajdonságait , tehát nem lesz belőle szervó sehogy sem.
Azt még le kell írnom ,hogy szerintem a linuxCNC nem alkalmas zárt hurkú léptető vezérlésre. (az eddigi videók alapján)
Rémlik mintha dc szervót láttam volna (vagy itt említették) ,de elég nagy a különbség a két vezérlés (dc-léptető) között .
Nagyon fontos a léptetőhöz harmonizáló encoder.(pl: 1,8° fokos motorhoz 100-200-400 vonalas) Mert különben nagyon magas mikrolépésere kell állítanod , hogy felvegye a pozíciót.
Míg a dc szervónál a kitöltési tényezővel lehet szabályozni ,addig itt a frekvenciát kell módosítani.
Én normál léptető vezérlőt próbáltam zárt hurkúra megcsinálni.
Most tartok az encoder cserénél , minél alacsonyabbra kell letolnom a működési frekvenciát , mert így nem tud minden esetben egyenletes fordulatot generálni a pic.
Tehát szemmel láthatóan gyorsul - lassul bizonyos helyzetekben. Magas frekvenciákon a hardveres pwm generátornak nagyon kicsi a felbontása. (de az az érzésem ezt is át kell írnom szoftveresre)
Az biztos ,hogy megtartotta a léptető motor a tulajdonságait , tehát nem lesz belőle szervó sehogy sem.
Azt még le kell írnom ,hogy szerintem a linuxCNC nem alkalmas zárt hurkú léptető vezérlésre. (az eddigi videók alapján)
Rémlik mintha dc szervót láttam volna (vagy itt említették) ,de elég nagy a különbség a két vezérlés (dc-léptető) között .
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2013 szeptember 05, 07:59
Írta: 000000000 Dátum 2013 szeptember 05, 07:59
Túl sok energiát ne ölj bele egy ilyen hajtásba.
A léptető motor M-n jelleggörbéje sajnos adott,
azon az encoder se fog jelentősen segíteni a felsőbb forfulatszám tartományokban. Annak van értelme, hogy visszaellenőrzöd a normál, nyilthurkú vezérlővel hajtott motorodat egy encoderrel, és ha egy beállított X-nél nagyobb az úthibajele, ezt a vezérlőprogram felé érzékelhetővé teszed.
A léptető motor M-n jelleggörbéje sajnos adott,
azon az encoder se fog jelentősen segíteni a felsőbb forfulatszám tartományokban. Annak van értelme, hogy visszaellenőrzöd a normál, nyilthurkú vezérlővel hajtott motorodat egy encoderrel, és ha egy beállított X-nél nagyobb az úthibajele, ezt a vezérlőprogram felé érzékelhetővé teszed.
Cím: Re:Encoder használata
Írta: wcsxp0uxa Dátum 2013 szeptember 05, 08:00
Írta: wcsxp0uxa Dátum 2013 szeptember 05, 08:00
Még annyit írnék ,hogy CNC esetében nagyon veszélyesnek találom a zárt hurkú léptetőt.
Pont amiatt ,amivel reklámozni szokták a videókon.
Az ilyen egy tengely egy vezérlőkre gondolok.
A megoldás szerintem az ,ha az összes tengelynek az encoder jelét egy központi egység gyűjti össze , ami figyeli az interpoláció helyességét.
Ebből a szempontból a linuxCNC ideálisnak is mondható.
Pont amiatt ,amivel reklámozni szokták a videókon.
Az ilyen egy tengely egy vezérlőkre gondolok.
A megoldás szerintem az ,ha az összes tengelynek az encoder jelét egy központi egység gyűjti össze , ami figyeli az interpoláció helyességét.
Ebből a szempontból a linuxCNC ideálisnak is mondható.
Cím: Re:Encoder használata
Írta: svejk Dátum 2013 szeptember 05, 08:39
Írta: svejk Dátum 2013 szeptember 05, 08:39
Milyen pumpa is ez pontosan?
Mesélj csak róla!
Mesélj csak róla!
Cím: Re:Encoder használata
Írta: dezs Dátum 2013 szeptember 05, 22:50
Írta: dezs Dátum 2013 szeptember 05, 22:50
Laborműszer. A lényege, hogy 1000 bar-ig képes vizet és szerves oldószereket pumpálni 1 bar alatti nyomásingadozás mellett. Azért ne egy magasnyomású mosót képzelj el. Az áramlási sebesség max. 2 ml/perc. A csövek 0,1mm belső átmérőjűek. A pumpa dugattyúi zafírból vannak, a golyósszelepek ipari rubinból. Nem is adják túl olcsón...
Amikor egy ilyen megáll, nyilván nem a léptetőmotor romlik el rajta. Inkább csak az encoder. Abban is egy picike SMD IC. Az csak 100Ft. Ha sikerülne párat megjavítani........
Amikor egy ilyen megáll, nyilván nem a léptetőmotor romlik el rajta. Inkább csak az encoder. Abban is egy picike SMD IC. Az csak 100Ft. Ha sikerülne párat megjavítani........
Cím: Re:Encoder használata
Írta: dezs Dátum 2013 szeptember 05, 23:13
Írta: dezs Dátum 2013 szeptember 05, 23:13
Én is ilyesmire gondoltam. De nem tudom, hogy sikerül-e majd erre programot írni. Eddig összesen egy programot írtam Arduino-ra, azt is darabokból összeollózva.
Egyébként az encoder tárcsa elég finom jószág. Ha jól emlékszem 3000 vonal van rajta. Nem is viselte túl jól a szétszedést. Az a gond, hogy a benne lévő IC-hez szeretnék hozzájutni, de olyan összepattintós burkolatban van a tárcsa meg a kapu, amit még szétfeszgetés után sem tudtam megfejteni. Most nem tudok típust mondani, de úgy rémlik, hogy 15 ezer körül van a komplett encoder a Distrelec-nél.
Tudjátok esetleg, hogy mi a nyitja az ilyen encodereknek?
link
Lehet, hogy túl jól összeragasztották.
Egyébként az encoder tárcsa elég finom jószág. Ha jól emlékszem 3000 vonal van rajta. Nem is viselte túl jól a szétszedést. Az a gond, hogy a benne lévő IC-hez szeretnék hozzájutni, de olyan összepattintós burkolatban van a tárcsa meg a kapu, amit még szétfeszgetés után sem tudtam megfejteni. Most nem tudok típust mondani, de úgy rémlik, hogy 15 ezer körül van a komplett encoder a Distrelec-nél.
Tudjátok esetleg, hogy mi a nyitja az ilyen encodereknek?
link
Lehet, hogy túl jól összeragasztották.
Cím: Re:Encoder használata
Írta: dezs Dátum 2013 szeptember 05, 23:20
Írta: dezs Dátum 2013 szeptember 05, 23:20
Le tudnád írni, hogy működik a zárthurkú vezérlés?
A nyíltat értem (legalábbis azt hiszem): STEP jeleket küldök a vezérlőnek, ami a tekercsekre megfelelő sorrendben küld áramot. Ha nincs túlterhelés, és nem túl nagy a sebesség, nem lesz lépésvesztés (csak ritkán), és annyi lépést tesz meg a motor, amennyit mondok neki.
Mi fut a pic-ben?
A nyíltat értem (legalábbis azt hiszem): STEP jeleket küldök a vezérlőnek, ami a tekercsekre megfelelő sorrendben küld áramot. Ha nincs túlterhelés, és nem túl nagy a sebesség, nem lesz lépésvesztés (csak ritkán), és annyi lépést tesz meg a motor, amennyit mondok neki.
Mi fut a pic-ben?
Cím: Re:Encoder használata
Írta: svejk Dátum 2013 szeptember 05, 23:28
Írta: svejk Dátum 2013 szeptember 05, 23:28
Én még nem találkoztam hibás HEDS encoderrel, csak tárcshibással.
Egyáltalán létezik HEDS-ben 3000-es osztású?
Egyáltalán létezik HEDS-ben 3000-es osztású?
Cím: Re:Encoder használata
Írta: svejk Dátum 2013 szeptember 05, 23:31
Írta: svejk Dátum 2013 szeptember 05, 23:31
a HEDS encoderben egyébként nincs cserélhető alkatrész, kár feszegetni.
Egy vastagréteg lapon van a komplett chip.
Egy vastagréteg lapon van a komplett chip.
Cím: Re:Encoder használata
Írta: ANTAL GÁBOR Dátum 2013 szeptember 06, 06:38
Írta: ANTAL GÁBOR Dátum 2013 szeptember 06, 06:38
A link szerint az encoder felbontása típustól függően max 1024 lehet
Cím: Re:Encoder használata
Írta: wcsxp0uxa Dátum 2013 szeptember 06, 06:57
Írta: wcsxp0uxa Dátum 2013 szeptember 06, 06:57
Többféle verziót készítettem , de még júliusban .
Még egyszer hangsúlyoznám az encoder felbontásának a fontosságát.
Tehát :
-figyelni kell az encoderről érkezett jeleket és annak függvényében egy hibatárolót növelni illetve csökkenteni.
-figyelni kell a beérkezett step/dir jeleket és annak függvényében a hibatárolót növelni illetve csökkenteni.
-bizonyos időközönként (állítható módon) meg kell vizsgálni a hibatároló tartalmát és annak függvényében finoman (állítható módon) változtatni a vezérlőre menő step frekvenciát illetve a léptetés irányát.
Ami plusz szerintem ,hogy a hibatároló vizsgálatánál történt -e elmozdulás , ha nem akkor egy rámpával újra lehet indítani.
Ugye amikor lemarad a léptető ,akkor próbálja behozni , de azt nem tudhatja kapásból ,hogy megakadt ,vagy csak lemaradt. Talán érzékelhető ,hogy a végpontokon bár nincs lépésvesztés ,közben lehet (időarányosan a másik tengelyhez képest). Abban a pillanatban ,hogy másik tengelyhez arányos elmozdulást kell produkálnia
és mondjuk megakad a mechanika hibájából (néhány us alatt lejátszódhat az újra indítás)fújhatjuk a zárt hurkot .A szervó motorok ezt erőből oldják meg ,csúcs nyomatékra ugranak abban a pillanatban.
A videókon látszik ,hogy amikor kitérítik az egyensúlyi állapotából a motort ,mindig próbálja a vezérlés 0-ról újraindítani.
Ha nem ezt csinálnák akkor a hibatároló növekedésével,egyre gyengébb lenne a motor és a végén nem tudna visszatérni , csak zúgna.
Hogy mondjak pozitívumot is ,alacsony léptetési sebességnél is nagyon csöndes , és finom járású.
Jó encoderrel ,szerintem forgatónak nagyon ideális.
Még egyszer hangsúlyoznám az encoder felbontásának a fontosságát.
Tehát :
-figyelni kell az encoderről érkezett jeleket és annak függvényében egy hibatárolót növelni illetve csökkenteni.
-figyelni kell a beérkezett step/dir jeleket és annak függvényében a hibatárolót növelni illetve csökkenteni.
-bizonyos időközönként (állítható módon) meg kell vizsgálni a hibatároló tartalmát és annak függvényében finoman (állítható módon) változtatni a vezérlőre menő step frekvenciát illetve a léptetés irányát.
Ami plusz szerintem ,hogy a hibatároló vizsgálatánál történt -e elmozdulás , ha nem akkor egy rámpával újra lehet indítani.
Ugye amikor lemarad a léptető ,akkor próbálja behozni , de azt nem tudhatja kapásból ,hogy megakadt ,vagy csak lemaradt. Talán érzékelhető ,hogy a végpontokon bár nincs lépésvesztés ,közben lehet (időarányosan a másik tengelyhez képest). Abban a pillanatban ,hogy másik tengelyhez arányos elmozdulást kell produkálnia
és mondjuk megakad a mechanika hibájából (néhány us alatt lejátszódhat az újra indítás)fújhatjuk a zárt hurkot .A szervó motorok ezt erőből oldják meg ,csúcs nyomatékra ugranak abban a pillanatban.
A videókon látszik ,hogy amikor kitérítik az egyensúlyi állapotából a motort ,mindig próbálja a vezérlés 0-ról újraindítani.
Ha nem ezt csinálnák akkor a hibatároló növekedésével,egyre gyengébb lenne a motor és a végén nem tudna visszatérni , csak zúgna.
Hogy mondjak pozitívumot is ,alacsony léptetési sebességnél is nagyon csöndes , és finom járású.
Jó encoderrel ,szerintem forgatónak nagyon ideális.
Cím: Re:Encoder használata
Írta: wcsxp0uxa Dátum 2013 szeptember 06, 07:12
Írta: wcsxp0uxa Dátum 2013 szeptember 06, 07:12
Ja !
Ha érdekel pihenés képen befejezem a vezérlést és küldök neked kipróbálásra , pic árában . Egy próbapanelre összedobható a kapcsolás.
Sajnos programot nem tudok küldeni.
Ha érdekel pihenés képen befejezem a vezérlést és küldök neked kipróbálásra , pic árában . Egy próbapanelre összedobható a kapcsolás.
Sajnos programot nem tudok küldeni.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2013 szeptember 06, 07:36
Írta: 000000000 Dátum 2013 szeptember 06, 07:36
kezdő mérnökként a Labor MIM fejlesztési osztályán dolgoztam, és ott volt lehetőségem picit a nagynyomású rétegkromatográfiás műszer témakörbe is bekapcsolódni, volt ilyen gyártmámya a cégnek. A Te problémád is gondolom ilyesmi jellegű laborműszerhez kapcsolódik. Keress meg légyszi magánban, lehet tudok pár ötletet adni.
Cím: Re:Encoder használata
Írta: wcsxp0uxa Dátum 2013 szeptember 06, 08:22
Írta: wcsxp0uxa Dátum 2013 szeptember 06, 08:22
Még valami eszembe jutott , egy ilyen vezérléssel elméletileg megoldható ,hogy a széles jeleket igénylő vezérlőket a mach3-hoz csatlakoztathassuk.
(nem is rég volt valakinek ilyen jellegű problémája)
(nem is rég volt valakinek ilyen jellegű problémája)
Cím: Re:Encoder használata
Írta: dezs Dátum 2013 szeptember 06, 08:54
Írta: dezs Dátum 2013 szeptember 06, 08:54
Szia!
Érdekelne a dolog. Legalább volna mivel kísérletezni. Pic-el semmilyen tapasztalatom nincsen. Arduino-val (Atmel) próbálkoztam eddig. C-ben.
A programot milyen nyelven írod?
Érdekelne a dolog. Legalább volna mivel kísérletezni. Pic-el semmilyen tapasztalatom nincsen. Arduino-val (Atmel) próbálkoztam eddig. C-ben.
A programot milyen nyelven írod?
Cím: Re:Encoder használata
Írta: dezs Dátum 2013 szeptember 06, 09:01
Írta: dezs Dátum 2013 szeptember 06, 09:01
A 3000 homályos emlék. Először egy éve kezdtem utánanézni az alkatrészeknek. Azóta elástam őket a garázsban. Most akarom megint előszedni.
Az encoder belsejében egy SMD IC-t láttam, amit szám alapján valahol megtaláltam 100Ft-ért. Az encoder kb 15k volt. Inkább feszegetnék egy kicsit, mint hogy fizessek....
Másrészt van olyan pumpa amit elektronikai hiba miatt dobtak ki, másokat meg a mechanika megszorulása miatt. Jó lenne kettőt (nem)fizet egyet kap akcióban javítani őket.
Azért azt nehezebben hiszem el, hogy a léptetőmotor romlott el.
Tényleg mi romolhat el egy léptetőben??????
Az encoder belsejében egy SMD IC-t láttam, amit szám alapján valahol megtaláltam 100Ft-ért. Az encoder kb 15k volt. Inkább feszegetnék egy kicsit, mint hogy fizessek....
Másrészt van olyan pumpa amit elektronikai hiba miatt dobtak ki, másokat meg a mechanika megszorulása miatt. Jó lenne kettőt (nem)fizet egyet kap akcióban javítani őket.
Azért azt nehezebben hiszem el, hogy a léptetőmotor romlott el.
Tényleg mi romolhat el egy léptetőben??????
Cím: Re:Encoder használata
Írta: 4ybj8h3c8 Dátum 2013 szeptember 06, 09:29
Írta: 4ybj8h3c8 Dátum 2013 szeptember 06, 09:29
Valamiért nem viseli el a szélesítést. Nem működött.
Cím: Re:Encoder használata
Írta: wcsxp0uxa Dátum 2013 szeptember 06, 10:12
Írta: wcsxp0uxa Dátum 2013 szeptember 06, 10:12
Úgy emlékszem ,hogy a dir váltásnál voltak problémák.(lépésvesztés)
Itt a hibatárolóba kerülnének ezek a lépések..
Sneci szavait idézve "a szervó motort a hibatároló mozgatja" (remélem jól emlékszem ) , tehát elméletileg életképes a dolog , mivel ez is így működik.
Persze a matematikai korlátok között.
Tehát ha 500us a minimális jelszélesség akkor a maximális léptetési frekvencia 1kHz.(hacsak nem olyan perverz a vezérlő ,hogy elég neki pl 100us szünet)
Ha sűrűbb jelet kap akkor elkezd megtelni a hibatároló , majd leáll .
Itt a hibatárolóba kerülnének ezek a lépések..
Sneci szavait idézve "a szervó motort a hibatároló mozgatja" (remélem jól emlékszem ) , tehát elméletileg életképes a dolog , mivel ez is így működik.
Persze a matematikai korlátok között.
Tehát ha 500us a minimális jelszélesség akkor a maximális léptetési frekvencia 1kHz.(hacsak nem olyan perverz a vezérlő ,hogy elég neki pl 100us szünet)
Ha sűrűbb jelet kap akkor elkezd megtelni a hibatároló , majd leáll .
Cím: Re:Encoder használata
Írta: 4ybj8h3c8 Dátum 2013 szeptember 06, 12:05
Írta: 4ybj8h3c8 Dátum 2013 szeptember 06, 12:05
Így van, a DIR jeleket a beállított frekvenciához számolja, előbb-utóbb feltorlódnak a mentett impulzusok.
Ezért írtam a saját vezérlőt úgy, hogy a dir utáni várakozás, a step jel szélessége, és a kitöltési idő külön állítható. Tökéletesen működik.
Ezért írtam a saját vezérlőt úgy, hogy a dir utáni várakozás, a step jel szélessége, és a kitöltési idő külön állítható. Tökéletesen működik.
Cím: Re:Encoder használata
Írta: wcsxp0uxa Dátum 2013 szeptember 06, 13:26
Írta: wcsxp0uxa Dátum 2013 szeptember 06, 13:26
ez asm-ben készült .
16f1827-es pic-re .(motorvezérlésre specializált)
16f1827-es pic-re .(motorvezérlésre specializált)
Cím: Re:Encoder használata
Írta: wcsxp0uxa Dátum 2013 szeptember 06, 13:28
Írta: wcsxp0uxa Dátum 2013 szeptember 06, 13:28
Úgy emlékeztem mintha végső megoldásként ,a teljes motor vezérlő csere lett volna a megoldás.
Örülök ,hogy megoldódott.
Örülök ,hogy megoldódott.
Cím: Re:Encoder használata
Írta: s73tgf9vg Dátum 2013 november 22, 15:05
Írta: s73tgf9vg Dátum 2013 november 22, 15:05
Sziasztok!
Próbálom beüzemelni az omron enkóderemet az SMC dc szervo vezérlőmmel.
Enkóder adatlap (E6B2-CWZ5B)
Jelenleg úgy van bekötve, hogy a barna vezetéken van 12V táp, a kéken a föld, a fekete és fehér pedig megy a vezérlőbe, valamint a felé is, az előbbibe egy 10K, az utóbbiba pedig 5.6K ellenálláson át. Így kb 5V-nak kéne kijönnie a vezérlőbe.
A hiba jelenség pedig az, hogy azonos jel jön ki a feketén is és a fehéren is (vagy mind a kettő magas, vagy 0) és nem 5V, hanem 12V tehát a feszültség osztó sem működik.
Várom a válaszokat mi lehet a megoldás. Az árnyékolást nem mertem földre kötni, lehet, hogy ténylegesen az a föld és nem a kék?
(http://i01.i.aliimg.com/img/pb/833/746/304/304746833_292.JPG)
Próbálom beüzemelni az omron enkóderemet az SMC dc szervo vezérlőmmel.
Enkóder adatlap (E6B2-CWZ5B)
Jelenleg úgy van bekötve, hogy a barna vezetéken van 12V táp, a kéken a föld, a fekete és fehér pedig megy a vezérlőbe, valamint a felé is, az előbbibe egy 10K, az utóbbiba pedig 5.6K ellenálláson át. Így kb 5V-nak kéne kijönnie a vezérlőbe.
A hiba jelenség pedig az, hogy azonos jel jön ki a feketén is és a fehéren is (vagy mind a kettő magas, vagy 0) és nem 5V, hanem 12V tehát a feszültség osztó sem működik.
Várom a válaszokat mi lehet a megoldás. Az árnyékolást nem mertem földre kötni, lehet, hogy ténylegesen az a föld és nem a kék?
(http://i01.i.aliimg.com/img/pb/833/746/304/304746833_292.JPG)
Cím: Re:Encoder használata
Írta: ANTAL GÁBOR Dátum 2013 november 22, 15:10
Írta: ANTAL GÁBOR Dátum 2013 november 22, 15:10
Keress rá az adatlapra mert úgy rémlik hogy open kollektoros és akkor kell egy " felhúzó ellenállás "
Cím: Re:Encoder használata
Írta: s73tgf9vg Dátum 2013 november 22, 15:20
Írta: s73tgf9vg Dátum 2013 november 22, 15:20
Mellékeltem az adatlapot, valóban azt írja, hogy "PNP open-collector output" De ez nekem nem mond sokat. Hogyan kössem be az áramkörbe?
Cím: Re:Encoder használata
Írta: ANTAL GÁBOR Dátum 2013 november 22, 15:21
Írta: ANTAL GÁBOR Dátum 2013 november 22, 15:21
Nem vettem észre a linkelt adatlapot és elsőre azt hittem hogy Lone Wolfos a cucc. Csak 50% a találatom .Szóval open kollektoros de PNP. Tehát lehúzó ellenállás kell a föld felé. Persze az fesz osztó is lehet vagy ellenállás + zener
Cím: Re:Encoder használata
Írta: ggdr57dg Dátum 2013 november 22, 15:24
Írta: ggdr57dg Dátum 2013 november 22, 15:24
A CWZ3E belső kapcsolásának mintájára én először 2-3k körüli ellenállással lehúznám a 0V-ra a kimenetet, és megmérném, így mi jön ki belőle. Utána a feszültségosztó.
Ne feledd, hogy a kimenet max 35mA-rel terhelhető, ha 2k-val földre húzod, az 12 volton mindjárt 6mA.
Ne feledd, hogy a kimenet max 35mA-rel terhelhető, ha 2k-val földre húzod, az 12 volton mindjárt 6mA.
Cím: Re:Encoder használata
Írta: ggdr57dg Dátum 2013 november 22, 15:25
Írta: ggdr57dg Dátum 2013 november 22, 15:25
A "belső kapcsolás mintájára" - az adatlapon ott van.
Cím: Re:Encoder használata
Írta: ggdr57dg Dátum 2013 november 22, 15:26
Írta: ggdr57dg Dátum 2013 november 22, 15:26
Csak a CWZ3E N típusú kimenet, ez pedig P típusú.
Cím: Re:Encoder használata
Írta: ANTAL GÁBOR Dátum 2013 november 22, 15:34
Írta: ANTAL GÁBOR Dátum 2013 november 22, 15:34
A korrekt dologhoz kellene ismerni a vezérlő bemenetét is. ( optócsatolós ? mert akkor árammal kell vezérelni és csak egy mezei előtétellenállás kell ) vagy feszültségvezérelt ? akkor mekkora a bemeneti impedanciája
Ha van szkópod akkor egy lehúzó ellenállással megnézhetnéd hogy minden rendben van e az enkódernél....
Ha van szkópod akkor egy lehúzó ellenállással megnézhetnéd hogy minden rendben van e az enkódernél....
Cím: Re:Encoder használata
Írta: ggdr57dg Dátum 2013 november 22, 15:42
Írta: ggdr57dg Dátum 2013 november 22, 15:42
Bemenet felhúzva 1,5k-val +5V-ra, utána soros 1,5k a 74HC14 kapuhoz. Jól mondom (írom) Szabolcs? :-)
Cím: Re:Encoder használata
Írta: ANTAL GÁBOR Dátum 2013 november 22, 16:33
Írta: ANTAL GÁBOR Dátum 2013 november 22, 16:33
Ebben az esetben nem túl szerencsés a párosítás. (PNP tranyó kontra bemeneti felhúzó ellenállás ) Én elhagynám a felhúzó 1.5k os ellenállást. Az enkóder kimenetet egy 2.7k + 2k osztóval ( 1,3k és 1k ) kötném a földre és az osztó közös pontja menne a kapuhoz ( a soros ellenálláson keresztül ) Ha bennmarad a felhúzó akkor nehéz a logikai nulla kivitelezése mert sokkal kisebb értékű ellenállások kellenek az osztóba hogy a kikapcsolt PNP esetén a felhúzó és az osztó alsó ellenállása egy olyan
( másik) osztót alkosson ami normál esetben logikai nullát eredményez . ( A felhúzó ellenállásos megoldás az NPN tranyót szereti )
( másik) osztót alkosson ami normál esetben logikai nullát eredményez . ( A felhúzó ellenállásos megoldás az NPN tranyót szereti )
Cím: Re:Encoder használata
Írta: s73tgf9vg Dátum 2013 november 22, 18:20
Írta: s73tgf9vg Dátum 2013 november 22, 18:20
Köszönöm a válaszokat, lesz mivel bíbelődjek, ha van valami eredménye megint írok.
Tibor jól mondja, elég jól ismeri a vezérlőt, én is alkalmaztam néhány módosítást az áramkörön, amit ő javasolt.
Tibor jól mondja, elég jól ismeri a vezérlőt, én is alkalmaztam néhány módosítást az áramkörön, amit ő javasolt.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2014 március 11, 18:52
Írta: 000000000 Dátum 2014 március 11, 18:52
Sziasztok!
Találkoztam egy kis problémával egy Régi típusú vágógépnél az encoder ami segít kijelezni a tolólap és a kés távolságát az csalni kezdett kb 3 centimétert ezért ki szerettem volna tisztítani hátha csak poros a vevője de amint lehúztam a burkolatot róla a 11 vezetékből kb 5 levált a nyáklapról és semmi infót nem találtam errel az "IRC 125" típusú encoderről hogy mit hova kéne forrasztani 11 vezetékből 10 vezetéknek 80% osan biztosan tudom a helyét de a 11.-nek nem aki tudna nekem segíteni egy ilyen encoder olcsó beszerzésében esetleg ennek valamilyen javításában azt kérem segítsen Előreis Köszönöm!!!
Találkoztam egy kis problémával egy Régi típusú vágógépnél az encoder ami segít kijelezni a tolólap és a kés távolságát az csalni kezdett kb 3 centimétert ezért ki szerettem volna tisztítani hátha csak poros a vevője de amint lehúztam a burkolatot róla a 11 vezetékből kb 5 levált a nyáklapról és semmi infót nem találtam errel az "IRC 125" típusú encoderről hogy mit hova kéne forrasztani 11 vezetékből 10 vezetéknek 80% osan biztosan tudom a helyét de a 11.-nek nem aki tudna nekem segíteni egy ilyen encoder olcsó beszerzésében esetleg ennek valamilyen javításában azt kérem segítsen Előreis Köszönöm!!!
Cím: Re:Encoder használata
Írta: Szalai György Dátum 2014 március 11, 19:19
Írta: Szalai György Dátum 2014 március 11, 19:19
Az IRC 125 csak a 8mm tengelyméret infót fedi fel. Mi a többi adata?
Kell legalább a fordulatonkénti impulzusszám, hogy másikat találj helyette!
Van itt egy táblázat a csatlakozó lábkiosztásáról.
Kell legalább a fordulatonkénti impulzusszám, hogy másikat találj helyette!
Van itt egy táblázat a csatlakozó lábkiosztásáról.
Cím: Re:Encoder használata
Írta: svejk Dátum 2014 március 11, 19:37
Írta: svejk Dátum 2014 március 11, 19:37
Ha nem tápfesz, akkor bárhova rakhatod, az esélytelenek nyugalmával.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2014 március 13, 18:35
Írta: 000000000 Dátum 2014 március 13, 18:35
Köszi szépen közben megoldódott elsőre jó helyre forrasztottam mindent. csak volt a nyákon az egyik jelnél egy kisebb zárlat :)
Cím: Re:Encoder használata
Írta: zoli0302 Dátum 2015 január 10, 11:06
Írta: zoli0302 Dátum 2015 január 10, 11:06
Üdvözletem Urak !
Nem találok semmilyen adatot a HEDS 6310, és 5310 encoder bekötéséről, ha valakinek megvannak az adatok, kérem segítsen.
Nem találok semmilyen adatot a HEDS 6310, és 5310 encoder bekötéséről, ha valakinek megvannak az adatok, kérem segítsen.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2015 január 10, 13:40
Írta: 000000000 Dátum 2015 január 10, 13:40
PIN 1: GND
PIN 2: Index
PIN 3: A
PIN 4: +5V
PIN 5: B
A PIN 1-nél van egy kis karika bemélyesztés a műanyag házon.
PIN 2: Index
PIN 3: A
PIN 4: +5V
PIN 5: B
A PIN 1-nél van egy kis karika bemélyesztés a műanyag házon.
Cím: Re:Encoder használata
Írta: PSoft Dátum 2015 január 10, 15:25
Írta: PSoft Dátum 2015 január 10, 15:25
(http://cnctar.hobbycnc.hu/PSoft/DSSC-ablaktorloszervo/Encoder1-bek%25f6t%25e9s.jpg)
Cím: Re:Encoder használata
Írta: zoli0302 Dátum 2015 január 10, 19:25
Írta: zoli0302 Dátum 2015 január 10, 19:25
Köszönöm az infót, de ennek egy 10 eres szalagkábel a kimenete. A szalagkábel be van forrasztva az encoder házban lévő alaplapra.
Cím: Re:Encoder használata
Írta: zoli0302 Dátum 2015 január 10, 19:26
Írta: zoli0302 Dátum 2015 január 10, 19:26
Köszönöm szépen
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2015 január 10, 19:52
Írta: 000000000 Dátum 2015 január 10, 19:52
Ja hogy szalagkábeles verziód van, azt nem mondtad csak most, annak ez a bekötése:
(http://cnctar.hobbycnc.hu/Tibor45/HEDS5000.jpg)
(http://cnctar.hobbycnc.hu/Tibor45/HEDS5000.jpg)
Cím: Re:Encoder használata
Írta: zoli0302 Dátum 2015 január 11, 08:52
Írta: zoli0302 Dátum 2015 január 11, 08:52
Köszönöm szépen !
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2015 január 13, 09:35
Írta: 000000000 Dátum 2015 január 13, 09:35
Sziasztok,
Van egy MSA 6706 típusú lineáris útmérőm. Sajnos a csatlakozó le van vágva róla, és nemtudom a kiosztását. Az első lépés az lenne hogy valahogy kideríteni.
Második lépésként szeretném csatolni LPT porton keresztül PC-hez, vagy mach3-al vagy egy DOS-os progival (PCDRO) val szeretném olvasmi a jeleket.
Az illesztést hogy érdemes megoldani, hogy zavarmentes legyen?
Előre is kösz a segítséget.
Üdv
Van egy MSA 6706 típusú lineáris útmérőm. Sajnos a csatlakozó le van vágva róla, és nemtudom a kiosztását. Az első lépés az lenne hogy valahogy kideríteni.
Második lépésként szeretném csatolni LPT porton keresztül PC-hez, vagy mach3-al vagy egy DOS-os progival (PCDRO) val szeretném olvasmi a jeleket.
Az illesztést hogy érdemes megoldani, hogy zavarmentes legyen?
Előre is kösz a segítséget.
Üdv
Cím: Re:Encoder használata
Írta: ANTAL GÁBOR Dátum 2015 január 13, 14:54
Írta: ANTAL GÁBOR Dátum 2015 január 13, 14:54
Küldtem egy magánlevelet léc ügyben A yahoo miatt a spamok közé is érkezhet
Cím: Re:Encoder használata
Írta: designr Dátum 2015 március 29, 19:43
Írta: designr Dátum 2015 március 29, 19:43
Valaki tudna segíteni QEDS 9574 jelzésű encoder hanyas felbontású?Bogarászom a netet de..
Cím: Re:Encoder használata
Írta: lari Dátum 2015 április 21, 09:21
Írta: lari Dátum 2015 április 21, 09:21
Van egy HEDS 9140 E00-s encoderem.
Szeretnék hozzá fém lemezből -egy az eredeti tárcsa átmérőnél jóval nagyobb- fogazott tárcsát készíteni. Az eredeti tárcsa átmérője kb 50 mm, az új tárcsa átmérője kb, 120mm lenne. A tárcsa és az encoder osztása 200.
Szerintetek kivitelezhető vagy felejtsem el?
Szeretnék hozzá fém lemezből -egy az eredeti tárcsa átmérőnél jóval nagyobb- fogazott tárcsát készíteni. Az eredeti tárcsa átmérője kb 50 mm, az új tárcsa átmérője kb, 120mm lenne. A tárcsa és az encoder osztása 200.
Szerintetek kivitelezhető vagy felejtsem el?
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2015 április 21, 09:33
Írta: 000000000 Dátum 2015 április 21, 09:33
Csak ennyit fűznék a dologhoz: Link Itt
Cím: Re:Encoder használata
Írta: lari Dátum 2015 április 21, 10:46
Írta: lari Dátum 2015 április 21, 10:46
Nem tudom pontosan mire gondolsz?
A parányi méretre?
több mint kétszeres átmérőnél már nagyobbak lesznek a résnek a méretei is.
Lézerrel szerintem nem probléma...
Engem csak az aggaszt, hogy mivel nagyobb átmérőn lesznek a rések elhelyezve, ez nem zavarja-e az encodert a kötött belső kialakítása miatt?
A parányi méretre?
több mint kétszeres átmérőnél már nagyobbak lesznek a résnek a méretei is.
Lézerrel szerintem nem probléma...
Engem csak az aggaszt, hogy mivel nagyobb átmérőn lesznek a rések elhelyezve, ez nem zavarja-e az encodert a kötött belső kialakítása miatt?
Cím: Re:Encoder használata
Írta: svejk Dátum 2015 április 21, 11:22
Írta: svejk Dátum 2015 április 21, 11:22
Nem véletlen zavar...
Az új tárcsánál is be kell tartani az LPI (line per inch)értéket.
Tehát a tárcsa átmérőjének növekedésével nem növekedhet a rések/közök szélessége.
Így a gyakorlatban a dupla átmérőjű tárcsádnak dupla lesz a felbontása is egy fordulatra.
Az új tárcsánál is be kell tartani az LPI (line per inch)értéket.
Tehát a tárcsa átmérőjének növekedésével nem növekedhet a rések/közök szélessége.
Így a gyakorlatban a dupla átmérőjű tárcsádnak dupla lesz a felbontása is egy fordulatra.
Cím: Re:Encoder használata
Írta: lari Dátum 2015 április 21, 11:31
Írta: lari Dátum 2015 április 21, 11:31
Értem, köszönöm a tájékoztatás.
Cím: Re:Encoder használata
Írta: svejk Dátum 2015 április 21, 11:38
Írta: svejk Dátum 2015 április 21, 11:38
Egy ilyen 120 mm-es tárcsa 200 as felbontással már elkészíthető mechanikus úton is.
Én anno Nyák lemezbe fúrtam osztókörön furatokat és hagyományos optovillákbó készült az érzékelő.
Az egyik érzékelőt finombeállíthatóvá téve precízen beállítható az A/B csatorna 90-fokos fáziseltérése.
Ma már nem fognék hozzá....
Én anno Nyák lemezbe fúrtam osztókörön furatokat és hagyományos optovillákbó készült az érzékelő.
Az egyik érzékelőt finombeállíthatóvá téve precízen beállítható az A/B csatorna 90-fokos fáziseltérése.
Ma már nem fognék hozzá....
Cím: Re:Encoder használata
Írta: lari Dátum 2015 április 21, 11:49
Írta: lari Dátum 2015 április 21, 11:49
Írtam egy üzenetet privátban.
Cím: Re:Encoder használata
Írta: svejk Dátum 2015 április 22, 21:56
Írta: svejk Dátum 2015 április 22, 21:56
párszor már volt szó a tintás nyomtatók fejolvasójának az encoderfelhasználásáról.
Ma megtaláltam a több éve készült skiccemet, hogy melyik nyomtatóban milyen olvasó van és hány LPI-s illetve TTL-e.
Talán el lehet rajta igazodni,
Én a Q9864 és a Q9874-ből használtam sokat, már nem emlékszem mi köztük a különbség, 20kHz-et mindkettő tud.
Mindkettőhöz kell pár kOhm felhúzóellenállás.
Ma megtaláltam a több éve készült skiccemet, hogy melyik nyomtatóban milyen olvasó van és hány LPI-s illetve TTL-e.
Talán el lehet rajta igazodni,
Én a Q9864 és a Q9874-ből használtam sokat, már nem emlékszem mi köztük a különbség, 20kHz-et mindkettő tud.
Mindkettőhöz kell pár kOhm felhúzóellenállás.
Cím: Re:Encoder használata
Írta: designr Dátum 2015 április 22, 22:01
Írta: designr Dátum 2015 április 22, 22:01
Múltkor kérdeztem egy tipust..aztán találtam adatot rólla..Avago doksit..menteni kellett volna.Most nem találom..mindegyik tipus hasonlóan leírva..Hírdető oldalakon egy emberke 20 tárcsát -optóval hirdetett vegyes méretet, tizesért..
Cím: Re:Encoder használata
Írta: designr Dátum 2015 április 22, 22:07
Írta: designr Dátum 2015 április 22, 22:07
Lehet ez volt..
Avago
Avago
Cím: Re:Encoder használata
Írta: PSoft Dátum 2015 április 22, 22:14
Írta: PSoft Dátum 2015 április 22, 22:14
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2016 április 06, 21:08
Írta: 000000000 Dátum 2016 április 06, 21:08
Van ehhez nagyon hasonló ilyen DRO-m:
DRO
Kinézetre teljesen ugyanaz, a az adattáblán szereplő adatok valamelyest eltérnek. A bemenet csati ugyanaz, gyanítom hogy a pinkiosztás is, de semmi adatom nincs, hogy milyen jellel dolgozik, és hogy milyen kiosztásban.
Valaki ismeri ezt a típust??
DRO
Kinézetre teljesen ugyanaz, a az adattáblán szereplő adatok valamelyest eltérnek. A bemenet csati ugyanaz, gyanítom hogy a pinkiosztás is, de semmi adatom nincs, hogy milyen jellel dolgozik, és hogy milyen kiosztásban.
Valaki ismeri ezt a típust??
Cím: Re:Encoder használata
Írta: Szabó M. Béla Dátum 2016 május 28, 22:28
Írta: Szabó M. Béla Dátum 2016 május 28, 22:28
Üdv Mindenkinek!
Egy kis segítségre lenne szükségem. Szereztem egy abszolút forgójeladót, aminek a tengely elfordulását szeretném valamilyen módon megjeleníteni.
Inkrementális jeladó / számláló párosításban ez egyszerűen ment, de ezzel nem tudok mit kezdeni.
Béla
(http://web.t-online.hu/szaboszechy/Kepek/PICT3828.jpg) (http://web.t-online.hu/szaboszechy/Kepek/PICT3829.jpg) (http://web.t-online.hu/szaboszechy/Kepek/PICT3830.jpg)
Egy kis segítségre lenne szükségem. Szereztem egy abszolút forgójeladót, aminek a tengely elfordulását szeretném valamilyen módon megjeleníteni.
Inkrementális jeladó / számláló párosításban ez egyszerűen ment, de ezzel nem tudok mit kezdeni.
Béla
(http://web.t-online.hu/szaboszechy/Kepek/PICT3828.jpg) (http://web.t-online.hu/szaboszechy/Kepek/PICT3829.jpg) (http://web.t-online.hu/szaboszechy/Kepek/PICT3830.jpg)
Cím: Re:Encoder használata
Írta: Szabó M. Béla Dátum 2016 május 28, 22:31
Írta: Szabó M. Béla Dátum 2016 május 28, 22:31
A linkek nem mentek át.
Megpróbálom még 1×.
(http://web.t-online.hu/szaboszechy/Kepek/PICT3828.jpg)
Megpróbálom még 1×.
(http://web.t-online.hu/szaboszechy/Kepek/PICT3828.jpg)
Cím: Re:Encoder használata
Írta: Szabó M. Béla Dátum 2016 május 28, 22:34
Írta: Szabó M. Béla Dátum 2016 május 28, 22:34
Most működik (új vagyok ezen az oldalom).
Küldöm a többit is.
Béla
(http://web.t-online.hu/szaboszechy/Kepek/PICT3829.jpg) (http://web.t-online.hu/szaboszechy/Kepek/PICT3830.jpg) (http://web.t-online.hu/szaboszechy/Kepek/PICT3831.jpg) (http://web.t-online.hu/szaboszechy/Kepek/PICT3832.jpg)
Küldöm a többit is.
Béla
(http://web.t-online.hu/szaboszechy/Kepek/PICT3829.jpg) (http://web.t-online.hu/szaboszechy/Kepek/PICT3830.jpg) (http://web.t-online.hu/szaboszechy/Kepek/PICT3831.jpg) (http://web.t-online.hu/szaboszechy/Kepek/PICT3832.jpg)
Cím: Re:Encoder használata
Írta: wm94bppdn Dátum 2016 május 29, 08:44
Írta: wm94bppdn Dátum 2016 május 29, 08:44
A Profibus interface miatt egyszerű módon nem használható. Kell hozzá egy "intelligens" vezérlő, ami lehet egy alkalmasan felprogramozott mikrokontroller. 16 kimenettel közvetlenül 4 számjegyes LED kijelzőt lehet meghajtani, de 4 bit is elég egy 16x2 LCD panelhez. Utóbbinak nagy előnye, hogy egyéb információk is megjeleníthetőek (például sebesség, hiba, határ elérése, lépték).
Az 1 fordulatos tulajdonsága behatárolja az alkalmazhatóságát, talán némi ügyeskedéssel ki lehet alakítani egy sokkal durvább felbontású (szintén abszolút) fordulatszám enkódert hozzá, és akkor teljes értékűvé tehető.
Az 1 fordulatos tulajdonsága behatárolja az alkalmazhatóságát, talán némi ügyeskedéssel ki lehet alakítani egy sokkal durvább felbontású (szintén abszolút) fordulatszám enkódert hozzá, és akkor teljes értékűvé tehető.
Cím: Re:Encoder használata
Írta: Szabó M. Béla Dátum 2016 május 29, 08:56
Írta: Szabó M. Béla Dátum 2016 május 29, 08:56
Körasztal elfordulásának a kijelzésére szeretném használni (jelenleg egy Kübler inkrementális jeladót használok erre a célra, Omron számlálóval - 5.000 imp. / fordulat, azaz 0,072° felbontás).
Valami egyszerű megoldást szeretnék. Béla
Valami egyszerű megoldást szeretnék. Béla
Cím: Re:Encoder használata
Írta: Szalai György Dátum 2016 május 29, 09:55
Írta: Szalai György Dátum 2016 május 29, 09:55
Erre a célra ez egy őrületesen túlbonyolított cucc, cseppet sem ideális.
360 (vagy ennek egészszámú többszöröse) osztású encoder volna jó, TTL AB inkrementális kimenettel. Na, olyat én is nehezen találtam.
De egyszerű kijelzés céljára egy egyszerű szervópotméter nem tenné meg, pár trimerrel kiegészítve, meg egy digit feszmérő.
Gondolom a 0,072 fok felbontás lehetőségét nem gyakran használod.
360 (vagy ennek egészszámú többszöröse) osztású encoder volna jó, TTL AB inkrementális kimenettel. Na, olyat én is nehezen találtam.
De egyszerű kijelzés céljára egy egyszerű szervópotméter nem tenné meg, pár trimerrel kiegészítve, meg egy digit feszmérő.
Gondolom a 0,072 fok felbontás lehetőségét nem gyakran használod.
Cím: Re:Encoder használata
Írta: wm94bppdn Dátum 2016 május 29, 09:55
Írta: wm94bppdn Dátum 2016 május 29, 09:55
Válasz írásakor kattints a "Válasz" gombra, akkor látszani fog, kinek írtál. :) (Ezt majdnem minden kezdő elmulasztja, olykor az öreg rókák is, ne vedd a lelkedre...)
Egyszerű megoldása nincs ennek a feladatnak. Mindenképpen "intelligencia" kell hozzá. A körasztalhoz egyébként valóban alkalmas, de gondolj bele, a Profibus kezelésén kívül kell, ami átszámítsa értelmes kijelzésre: az elemi lépés még csak nem is egész szögperc, sőt.
Én nem ismerem a Profibus szabványt, csak annyit sejtek, hogy soros kommunikáció, a jelszintek RS485-nek felelnek meg, és hogy egyfajta Daisy-chain hálózat. A vezérlő megcímzi a jeladót és kérdez, az pedig válaszol. Nem kizárt, hogy létezik PC-re írt alkalmazás, ehhez elég egy RS485-RS212 converter, ami olcsó, és a többit elintézi. Így egy régi, elavult laptop megoldhatja a kijelzést. (Kissé ágyúval verébre...)
Itt a fórumon többen foglalkoznak mikrovezérlők programozásával, talán valamelyikük vállakozik rá, hogy elkészítse a programot.
Egyszerű megoldása nincs ennek a feladatnak. Mindenképpen "intelligencia" kell hozzá. A körasztalhoz egyébként valóban alkalmas, de gondolj bele, a Profibus kezelésén kívül kell, ami átszámítsa értelmes kijelzésre: az elemi lépés még csak nem is egész szögperc, sőt.
Én nem ismerem a Profibus szabványt, csak annyit sejtek, hogy soros kommunikáció, a jelszintek RS485-nek felelnek meg, és hogy egyfajta Daisy-chain hálózat. A vezérlő megcímzi a jeladót és kérdez, az pedig válaszol. Nem kizárt, hogy létezik PC-re írt alkalmazás, ehhez elég egy RS485-RS212 converter, ami olcsó, és a többit elintézi. Így egy régi, elavult laptop megoldhatja a kijelzést. (Kissé ágyúval verébre...)
Itt a fórumon többen foglalkoznak mikrovezérlők programozásával, talán valamelyikük vállakozik rá, hogy elkészítse a programot.
Cím: Re:Encoder használata
Írta: Szabó M. Béla Dátum 2016 május 29, 10:08
Írta: Szabó M. Béla Dátum 2016 május 29, 10:08
A 0,072° fok felbontás valóban nagy ilyen "házi" jellegű munkákhoz, de akkor pont azt a jeladót sikerült szereznem. Mindig abból építkezem, amihez olcsón hozzájutok. Ezt a jeladót is így szereztem. B.
Cím: Re:Encoder használata
Írta: Szabó M. Béla Dátum 2016 május 29, 10:16
Írta: Szabó M. Béla Dátum 2016 május 29, 10:16
Köszönöm.
Az a helyzet, hogy elméleti szinten nem értek annyira a dologhoz, azt sem tudom, hogy milyen lehetőségek léteznek erre a feladatra.
PLC programozó ismerősöm is van, de jelenleg külföldön dolgozik, vele sem tudok konzultálni. Béla
Az a helyzet, hogy elméleti szinten nem értek annyira a dologhoz, azt sem tudom, hogy milyen lehetőségek léteznek erre a feladatra.
PLC programozó ismerősöm is van, de jelenleg külföldön dolgozik, vele sem tudok konzultálni. Béla
Cím: Re:Encoder használata
Írta: ludus Dátum 2016 szeptember 14, 22:19
Írta: ludus Dátum 2016 szeptember 14, 22:19
Sziasztok!
Keresnék valakit aki kitudná nekem vágni a képen látható rés- enkóder tárcsát. Az átmérő 36mm, a tengelyméret 12mm, az oszzások száma 25. Anyag gyakorlatilag mindegy.
Köszönöm a lehetőséget.
Laci
(http://imgserv.com/images/2016/09/14/YpyQDu.jpg)
Keresnék valakit aki kitudná nekem vágni a képen látható rés- enkóder tárcsát. Az átmérő 36mm, a tengelyméret 12mm, az oszzások száma 25. Anyag gyakorlatilag mindegy.
Köszönöm a lehetőséget.
Laci
(http://imgserv.com/images/2016/09/14/YpyQDu.jpg)
Cím: Re:Encoder használata
Írta: csg67 Dátum 2016 szeptember 14, 23:19
Írta: csg67 Dátum 2016 szeptember 14, 23:19
A 0,072° talán elég, ha nem túl nagy a körasztal átmérője. De azt jó tudni, hogy senki sem garantálja, hogy ennek a forgóadónak mennyire EGYENLETESEK az osztásai. Ez a szerkezet alapvetően a forgás sebességének a mérésére való, nem a szöghelyzet megállapítására. Arról nem is beszélve, hogyan fogod beépíteni, milyen kuplungot használsz? Mert az is tud bevinni jelentős szöghibát. Persze barkácsolni megteszi, csak legyünk tisztában a korlátokkal...
Cím: Re:Encoder használata
Írta: Szabó M. Béla Dátum 2016 szeptember 15, 00:09
Írta: Szabó M. Béla Dátum 2016 szeptember 15, 00:09
Nem tudom, hogy mire akarod használni, én készítettem már hasonlót házilag, fordulatszám méréshez.
Létezik olyan teljesen átlátszó rugalmas fólia, amire lézernyomtatóval lehet nyomtatni (nem tudom mi a neve, dekor boltokban lehet kapni, régi írásvetítőhöz használják).
Arra kinyomtattam a Corel-be megszerkesztett rajzot, majd ráragasztottam egy vékony, ~ 1 mm-es plexire.
Létezik olyan teljesen átlátszó rugalmas fólia, amire lézernyomtatóval lehet nyomtatni (nem tudom mi a neve, dekor boltokban lehet kapni, régi írásvetítőhöz használják).
Arra kinyomtattam a Corel-be megszerkesztett rajzot, majd ráragasztottam egy vékony, ~ 1 mm-es plexire.
Cím: Re:Encoder használata
Írta: Szabó M. Béla Dátum 2016 szeptember 15, 00:15
Írta: Szabó M. Béla Dátum 2016 szeptember 15, 00:15
Barkácsolás célra megfelel.
A képen látható kuplung volt beépítve:
(http://web.t-online.hu/szaboszechy/szm2.jpg)
A képen látható kuplung volt beépítve:
(http://web.t-online.hu/szaboszechy/szm2.jpg)
Cím: Re:Encoder használata
Írta: Szalai György Dátum 2016 szeptember 15, 07:28
Írta: Szalai György Dátum 2016 szeptember 15, 07:28
Szívesen megnéznék pár képet róla, hogy hogyan sikerült rászerelned a körasztalra.
Van egy TOS RS500 körasztalom, de nem találom a korrekt módot, hogy szögadót szereljek bele.
Van egy TOS RS500 körasztalom, de nem találom a korrekt módot, hogy szögadót szereljek bele.
Cím: Re:Encoder használata
Írta: ludus Dátum 2016 szeptember 15, 07:29
Írta: ludus Dátum 2016 szeptember 15, 07:29
Szia!
Egy tengely elfordulásának érzékelésére kellene, minimálisan 25 impulzusra lenne szükségem egy elfordulásnál.
A fólia jó ötlet lenne de baromi drága, plusz kéne alá a plexi de pontosan kivágni az én lehetőségeimmel házilag szinte lehetetlen ekkora méretben.
Lehetőség lenne még a gyári inkrementális jeladó az ebay-ről de mire ideér - aránylag sürgős lenne a dolog.
Ezért keresek valakit aki legyártaná...
Üdv, L
Egy tengely elfordulásának érzékelésére kellene, minimálisan 25 impulzusra lenne szükségem egy elfordulásnál.
A fólia jó ötlet lenne de baromi drága, plusz kéne alá a plexi de pontosan kivágni az én lehetőségeimmel házilag szinte lehetetlen ekkora méretben.
Lehetőség lenne még a gyári inkrementális jeladó az ebay-ről de mire ideér - aránylag sürgős lenne a dolog.
Ezért keresek valakit aki legyártaná...
Üdv, L
Cím: Re:Encoder használata
Írta: svejk Dátum 2016 szeptember 15, 09:23
Írta: svejk Dátum 2016 szeptember 15, 09:23
A fóliából 120 Ft egy A4-es ív, minden valamire való papírboltban adnak 1 darabot is.
Nem kell semmire felragasztani, ekkora méretben öntartó, úgy is van a tengelyen agy.
A nyomat denzitása általában kívánnivalókat hagy maga után, így érdemes duplán rakni és/vagy nitro gőzébe tartani vagy Blackcovering spray-vel lefújni.
Ha tutit akarsz akkor egy reklámstódióban levilágítják nyomdai filmre, 500-1000 Ft/A4-es ív áron.
Kivágni meg mezei ollóval a közepét esetleg bőrlyukasztóval.
Nem kell semmire felragasztani, ekkora méretben öntartó, úgy is van a tengelyen agy.
A nyomat denzitása általában kívánnivalókat hagy maga után, így érdemes duplán rakni és/vagy nitro gőzébe tartani vagy Blackcovering spray-vel lefújni.
Ha tutit akarsz akkor egy reklámstódióban levilágítják nyomdai filmre, 500-1000 Ft/A4-es ív áron.
Kivágni meg mezei ollóval a közepét esetleg bőrlyukasztóval.
Cím: Re:Encoder használata
Írta: gaben Dátum 2016 szeptember 15, 09:36
Írta: gaben Dátum 2016 szeptember 15, 09:36
Sziasztok,
bocs a hülye kérdésért, de még nem néztem komolyan utána az enkóder programozásának.
Az enkódert az UCCNC progiban kell paraméterezni, hogy a vezérlő program használható infókhoz jusson a belőle kijövő értékekből?
köszi, Gábor[#wave]
bocs a hülye kérdésért, de még nem néztem komolyan utána az enkóder programozásának.
Az enkódert az UCCNC progiban kell paraméterezni, hogy a vezérlő program használható infókhoz jusson a belőle kijövő értékekből?
köszi, Gábor[#wave]
Cím: Re:Encoder használata
Írta: ANTAL GÁBOR Dátum 2016 szeptember 15, 09:45
Írta: ANTAL GÁBOR Dátum 2016 szeptember 15, 09:45
Sebességet vagy pozíciót akarsz detektálni ? ( magyarul szükség van az A B jelre vagy csak egy jelet akarsz használni ? Én ipari lézergéppel szoktam rozsdamentesből kivágatni . Nem négyszögletes ablakokat használok hanem "fogakat ". Az optikai megoldás helyett szóba jöhet egy mágnes / fogaskerék kombináció hallos érzékeléssel
Cím: Re:Encoder használata
Írta: svejk Dátum 2016 szeptember 15, 09:45
Írta: svejk Dátum 2016 szeptember 15, 09:45
Az UCCNC, a Mach3, de még az Linuxcnc sem kezel encodert a tengelymozgásokhoz.
Encodert eszterga üzemmódban lehet a főorsóhoz csatlakoztatni, ezt lekezeli au UCCNC, illetve az MPG keréknek van még encoder jellege.
Ezeket a programban lehet konfigurálni.
Encodert eszterga üzemmódban lehet a főorsóhoz csatlakoztatni, ezt lekezeli au UCCNC, illetve az MPG keréknek van még encoder jellege.
Ezeket a programban lehet konfigurálni.
Cím: Re:Encoder használata
Írta: D.Laci Dátum 2016 szeptember 15, 10:00
Írta: D.Laci Dátum 2016 szeptember 15, 10:00
A Linuxcnc használja a főorsó szinkronizálásához, Step/Dir –es rendszerek zárthurkú (PID) szabályozására, PWM , PWM/Dir (PID) szabályozást is ismeri, elvileg a Hall IC-ket is kezeli így egy végfokkal az BLDC motorokat közvetlenül lehet használni (ezt még nem próbáltam).
Cím: Re:Encoder használata
Írta: gaben Dátum 2016 szeptember 15, 10:02
Írta: gaben Dátum 2016 szeptember 15, 10:02
Szia Svejk,
ahha, köszi.
Tehát akkor a programban lehet beállítani a különféle jellemzőit az enkódernek, úgymint: felbontás, fordulatszámtartomány, szögelfordulás, stb.?
ahha, köszi.
Tehát akkor a programban lehet beállítani a különféle jellemzőit az enkódernek, úgymint: felbontás, fordulatszámtartomány, szögelfordulás, stb.?
Cím: Re:Encoder használata
Írta: korbendallas Dátum 2016 szeptember 15, 10:10
Írta: korbendallas Dátum 2016 szeptember 15, 10:10
Én linuxcnc-t használok és a linuxcnc pid szabályozóval vezérli a motorokat az encoder jelek alapján. Ez igaz a tengelyekre és a főorsóra is.
Cím: Re:Encoder használata
Írta: ludus Dátum 2016 szeptember 15, 10:30
Írta: ludus Dátum 2016 szeptember 15, 10:30
Szia!
Én öntapadóst néztem az 2000,-Ft körül van egy ív, plusz próbáltam CD tokból kivágni a korongot de rettenetesen törik. Viszont a vastagabb film jó ötlet, annak utána nézek!
Én öntapadóst néztem az 2000,-Ft körül van egy ív, plusz próbáltam CD tokból kivágni a korongot de rettenetesen törik. Viszont a vastagabb film jó ötlet, annak utána nézek!
Cím: Re:Encoder használata
Írta: svejk Dátum 2016 szeptember 15, 11:24
Írta: svejk Dátum 2016 szeptember 15, 11:24
Írásvetítő fóliaként keresd aszerint hogy milyen nyomtatód van, tintás vagy laser.
Cím: Re:Encoder használata
Írta: ludus Dátum 2016 szeptember 15, 12:04
Írta: ludus Dátum 2016 szeptember 15, 12:04
Az lesz, hazafelé megnézem! Kössz
Cím: Re:Encoder használata
Írta: svejk Dátum 2016 szeptember 15, 12:10
Írta: svejk Dátum 2016 szeptember 15, 12:10
Akkor Linuxcnc esetére visszavonva.
Cím: Re:Encoder használata
Írta: svejk Dátum 2016 szeptember 15, 12:11
Írta: svejk Dátum 2016 szeptember 15, 12:11
[#worship]
Cím: Re:Encoder használata
Írta: svejk Dátum 2016 szeptember 15, 12:13
Írta: svejk Dátum 2016 szeptember 15, 12:13
A felbontást.
De ne menj ennyire előre, majd jönni fognak ezek maguktól.
De ne menj ennyire előre, majd jönni fognak ezek maguktól.
Cím: Re:Encoder használata
Írta: gaben Dátum 2016 szeptember 15, 13:09
Írta: gaben Dátum 2016 szeptember 15, 13:09
Értettem Főnök! [#worship]
Nem bonyolítom túl, csak érteni szeretném a működési és programozási elvet. [#awink]
üdv, Gábor[#wave]
Nem bonyolítom túl, csak érteni szeretném a működési és programozási elvet. [#awink]
üdv, Gábor[#wave]
Cím: Re:Encoder használata
Írta: Szabó M. Béla Dátum 2016 szeptember 15, 13:41
Írta: Szabó M. Béla Dátum 2016 szeptember 15, 13:41
Képet nem tudok küldeni róla, ugyanis eladtam ...
Házilag barkácsolt szerkezet volt, elég kicsi és már kinőttem.
Aki megvette, hozott egy számlálót és egy 1.500-as felbontású encoder-t, azt szereltük rá, ezeket meg megtartottam majd az új projekthez, szeretnék készíteni egy nagyobbat.
Házilag barkácsolt szerkezet volt, elég kicsi és már kinőttem.
Aki megvette, hozott egy számlálót és egy 1.500-as felbontású encoder-t, azt szereltük rá, ezeket meg megtartottam majd az új projekthez, szeretnék készíteni egy nagyobbat.
Cím: Re:Encoder használata
Írta: Szabó M. Béla Dátum 2016 szeptember 15, 13:47
Írta: Szabó M. Béla Dátum 2016 szeptember 15, 13:47
Szerintem komolyabb boltokban ívenként is árulnak fóliát, nem kell megvenned egy teljes dobozzal.
Ha nem nagy fordulatszámú a tengely, simán körzővel kirajzolod a plexit és körbevágod.
Ha nem nagy fordulatszámú a tengely, simán körzővel kirajzolod a plexit és körbevágod.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2016 október 21, 11:47
Írta: 000000000 Dátum 2016 október 21, 11:47
Van egy encoderem és szeretném felhasználni de semmi infót nem találok róla a neten . Kérdezném , hogy "találkozott-e" valaki ilyennel munkája közben . 12 eres vezetékkel van bekötve .
(http://imgserv.com/images/2016/10/21/2BKNnRbgiz.jpg)
(http://imgserv.com/images/2016/10/21/2BKNnRbgiz.jpg)
Cím: Re:Encoder használata
Írta: horcsab Dátum 2016 október 21, 12:01
Írta: horcsab Dátum 2016 október 21, 12:01
itt a linkje: http://www.sunest.com/bmqintroduction/bmqintroduction/GD-512introduction.doc
Elovasod és begépeled a jobb alsó sarokban levő webcímet és láss csodát ott van a gyártó. Igaz kínaiul de a google ebben is segít.
Gray kódos kimenete van (abszolút jeladó).
Elovasod és begépeled a jobb alsó sarokban levő webcímet és láss csodát ott van a gyártó. Igaz kínaiul de a google ebben is segít.
Gray kódos kimenete van (abszolút jeladó).
Cím: Re:Encoder használata
Írta: ebalint Dátum 2016 október 21, 17:22
Írta: ebalint Dátum 2016 október 21, 17:22
Ezt (http://www.sunest.com/GD-512.html) nézd meg.
Legalul van egy link (hieroglifa!!!), de egy letölthető .doc file, amiben szerintem benne van a lényeg.
Legalul van egy link (hieroglifa!!!), de egy letölthető .doc file, amiben szerintem benne van a lényeg.
Cím: Re:Encoder használata
Írta: 000000000 Dátum 2016 október 21, 20:23
Írta: 000000000 Dátum 2016 október 21, 20:23
Köszönöm mindkettőtöknek a segítséget .
Cím: Re:Encoder használata
Írta: gaben Dátum 2018 február 17, 18:33
Írta: gaben Dátum 2018 február 17, 18:33
Sziasztok,
van egy fékes léptetőmotorom, amin enkóder is található.
Valami régebbi típus lehet, mert erre a típusszámra rákeresve, csak egy részét sikerült beazonosítanom.
A motor kivezetései rendben illetve a fék is ok, de az enkódert a mellékelt .pdf katalógus alapján nem tudom belőni, hogy melyik vezeték melyikkel páros.
Illetve azt sem tudom biztosan, hogy inkrementális vagy abszolút enkóder van rajta.
Ki lehet ezt valahogy mérni, hogy melyik csatornához melyik vezetékpárok tartoznak?
köszi, Gábor
(https://hobbicncforum.hu/uploaded_images/2018/02/tn_4cyza9azn9xd35tbdjb3_4447.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/4cyza9azn9xd35tbdjb3_4447.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/tn_u3iiveu6syvj7zutpu5et_4447.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/u3iiveu6syvj7zutpu5et_4447.jpg)
van egy fékes léptetőmotorom, amin enkóder is található.
Valami régebbi típus lehet, mert erre a típusszámra rákeresve, csak egy részét sikerült beazonosítanom.
A motor kivezetései rendben illetve a fék is ok, de az enkódert a mellékelt .pdf katalógus alapján nem tudom belőni, hogy melyik vezeték melyikkel páros.
Illetve azt sem tudom biztosan, hogy inkrementális vagy abszolút enkóder van rajta.
Ki lehet ezt valahogy mérni, hogy melyik csatornához melyik vezetékpárok tartoznak?
köszi, Gábor
(https://hobbicncforum.hu/uploaded_images/2018/02/tn_4cyza9azn9xd35tbdjb3_4447.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/4cyza9azn9xd35tbdjb3_4447.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/tn_u3iiveu6syvj7zutpu5et_4447.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/u3iiveu6syvj7zutpu5et_4447.jpg)
Cím: Re:Encoder használata
Írta: gaben Dátum 2018 február 17, 18:39
Írta: gaben Dátum 2018 február 17, 18:39
A .pdf nem ment át bocs.
Belinkelem a gyártó honlapjáról amit találtam róla: ECOSTEP 23S41 (https://www.jat-gmbh.de/fileadmin/website/files/englisch/Datenblatt/mot/2_2_23S_e.pdf)
Belinkelem a gyártó honlapjáról amit találtam róla: ECOSTEP 23S41 (https://www.jat-gmbh.de/fileadmin/website/files/englisch/Datenblatt/mot/2_2_23S_e.pdf)
Cím: Re:Encoder használata
Írta: Szalai György Dátum 2018 február 17, 18:45
Írta: Szalai György Dátum 2018 február 17, 18:45
Ha belenéznél a belsejébe, biztos találnál a tápágon egy elektrolit kondenzátort.
Van rajta polaritás és feszültséghatár jelölés, így azonosíthatnád a tápvezetékeket és nagyjából a tápfeszültséget is.
Ha polaritás helyesen meg tudod táplálni és üzemképes, akkor a kimeneteket már lehet óvatosan azonosítani az alapján, ami kijön rajtuk.
De amíg nincs rajta táp, addig szerintem esélytelen.
Ha a gyártót sikerül azonosítani, akkor a vezetékek színjelölése alapján is lehet következtetni a funkciókra, a gyártó által publikált többi eszköz jelölései alapján.
Sok nettúrás, óvatos mérések és alkatrész ismeret, az kellhet hozzá.
Vagy valaki, akinek mindez a fejében van.
Van rajta polaritás és feszültséghatár jelölés, így azonosíthatnád a tápvezetékeket és nagyjából a tápfeszültséget is.
Ha polaritás helyesen meg tudod táplálni és üzemképes, akkor a kimeneteket már lehet óvatosan azonosítani az alapján, ami kijön rajtuk.
De amíg nincs rajta táp, addig szerintem esélytelen.
Ha a gyártót sikerül azonosítani, akkor a vezetékek színjelölése alapján is lehet következtetni a funkciókra, a gyártó által publikált többi eszköz jelölései alapján.
Sok nettúrás, óvatos mérések és alkatrész ismeret, az kellhet hozzá.
Vagy valaki, akinek mindez a fejében van.
Cím: Re:Encoder használata
Írta: gaben Dátum 2018 február 17, 18:59
Írta: gaben Dátum 2018 február 17, 18:59
Nem szeretném szétszedni, a tápvezeték stimmel mindkét típusnál egyébként. Red: +5V, Blue: GND.
Tehát ha ráadom a +5V-ot, akkor miképpen tudnám beazonosítani a többit?
Tehát ha ráadom a +5V-ot, akkor miképpen tudnám beazonosítani a többit?
Cím: Re:Encoder használata
Írta: Rabb Ferenc Dátum 2018 február 17, 20:18
Írta: Rabb Ferenc Dátum 2018 február 17, 20:18
A katalóguslap második lapjának jobb alsó sarkában lévő infó nem használható?
Cím: Re:Encoder használata
Írta: ANTAL GÁBOR Dátum 2018 február 17, 20:26
Írta: ANTAL GÁBOR Dátum 2018 február 17, 20:26
Rabb Feri jót ír . Én inkrementálisnak tételezném fel és az A ill B csatornát rátenném egy szkópra . Az nagy impedanciás bemenetű , nem lesz baj .
Cím: Re:Encoder használata
Írta: gaben Dátum 2018 február 17, 20:33
Írta: gaben Dátum 2018 február 17, 20:33
Dehogynem, a tápot be tudtam azonosítani, de a többi szín nem stimmel. :(
Cím: Re:Encoder használata
Írta: gaben Dátum 2018 február 17, 20:35
Írta: gaben Dátum 2018 február 17, 20:35
Köszi Gábor, de sajnos nincsen szkópom.
Cím: Re:Encoder használata
Írta: ANTAL GÁBOR Dátum 2018 február 17, 20:43
Írta: ANTAL GÁBOR Dátum 2018 február 17, 20:43
No ilyenkor kellene elővenni a korábban a török gyereknek javasolt ledes tesztert ( Igaz Svejk szerint szervízmunkához nem jó ha korrodált a panel ) . Csinálj gyorsan egy monoflopot vagy akasszál rá egy cmos számlálót ( 4024 4040) és egy extra hell ledet ( a cmos kimeneti áramához illesztve )
Cím: Re:Encoder használata
Írta: Rabb Ferenc Dátum 2018 február 17, 20:46
Írta: Rabb Ferenc Dátum 2018 február 17, 20:46
Ehhez szerintem egy akármilyen PC szkóp progi is jó. Akár USB akár hangkártyás. 20kHz-ig mindegyik műxik, az pedig ide bőven elég.
Ha a "szóp" bemenettel sorba kötsz egy néhányszor tíz kOhm-os ellenállást, megölni sem tudod az enkódert
Ha a "szóp" bemenettel sorba kötsz egy néhányszor tíz kOhm-os ellenállást, megölni sem tudod az enkódert
Cím: Re:Encoder használata
Írta: gaben Dátum 2018 február 17, 20:50
Írta: gaben Dátum 2018 február 17, 20:50
Na ilyen szinten nem értek az elektronikához és sosem építgettem semmit hasonló alkatrészekből.
Cím: Re:Encoder használata
Írta: gaben Dátum 2018 február 17, 20:53
Írta: gaben Dátum 2018 február 17, 20:53
Lehet beszerzek egy használt masinát, valami még rémlik a fősulis méréstechnika órákról.
Cím: Re:Encoder használata
Írta: Rabb Ferenc Dátum 2018 február 17, 21:13
Írta: Rabb Ferenc Dátum 2018 február 17, 21:13
HIBAJAVÍTÁS!!!
A hangkártya mikrofon bemenete max 700mV-ot fogad. Tehát nem elég egy soros ellenállás, hanem az enkóder feltehetőleg 0-5V-os kimenetét legalább 1:10 arányban le kell osztani
A hangkártya mikrofon bemenete max 700mV-ot fogad. Tehát nem elég egy soros ellenállás, hanem az enkóder feltehetőleg 0-5V-os kimenetét legalább 1:10 arányban le kell osztani
Cím: Re:Encoder használata
Írta: ANTAL GÁBOR Dátum 2018 február 17, 21:14
Írta: ANTAL GÁBOR Dátum 2018 február 17, 21:14
Egy leválasztókártyával egy léptető drivert is meghajthatsz róla ( step jel ) , és egy léptecs lesz a "kijelző " . Nagypapa lemezjátszó erősítője is szóba jöhet ami kattog ha tekered az encodert . Én a zöld majd a fehér vezetékkel próbálkoznék elsőre.
Cím: Re:Encoder használata
Írta: s7manbs8 Dátum 2018 február 17, 21:26
Írta: s7manbs8 Dátum 2018 február 17, 21:26
Most rendelek egy STM32F103-at a szkóphoz, megvan minden szoiftver fel kell csak tölteni és kész a scope igazán nem sokba kerül.
Cím: Re:Encoder használata
Írta: gaben Dátum 2018 február 17, 21:34
Írta: gaben Dátum 2018 február 17, 21:34
Ááá, inkább kérek rokontól egy szkópot kölcsön vagy veszek egy használtat.
Ahogy elnézem jól fog az jönni máskor is. [#wave]
Ahogy elnézem jól fog az jönni máskor is. [#wave]
Cím: Re:Encoder használata
Írta: s7manbs8 Dátum 2018 február 17, 21:36
Írta: s7manbs8 Dátum 2018 február 17, 21:36
http://tomeko.net/miniscope_v2c/ (http://tomeko.net/miniscope_v2c/)
Cím: Re:Encoder használata
Írta: 6dvb4peg3 Dátum 2020 február 21, 02:55
Írta: 6dvb4peg3 Dátum 2020 február 21, 02:55
Sziasztok! egy kis segítséget szeretnék kérni. Adott egy DC szervo ( sanyodenki L404-271ET2 ) rajta egy encoder ( nemicon LOW-10-2) a motoron csapágyakat cseréltem ( egy másik azonosnál nem volt probléma) ennél sajnos valószínűleg valamilyen pozícionálási hibát vétettem mert beépítve nem érzékelte a pozícióját gyakorlatilag belerohant a végállásba ami nem kapcsoló hanem a pálya vége volt.
A kérdésem lényege nem hozzáértőként hogyan tudom kimérni tesztelni beállítani, hogy újra tegye a dolgát. Sajnos az új vásárlását jelenleg nem engedhetem meg, mert számomra iszonyat drága. Kérem ha tudtok segíteni úgy magyarázzátok el, hogy az elektronikához szinte semmit sem értek. Előre is nagyon köszönöm.
(https://hobbicncforum.hu/uploaded_images/2020/02/tn_d9ftfe34m2gds0bvkxffa_26.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/d9ftfe34m2gds0bvkxffa_26.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/tn_35t2dqqu04jhpw7x9gm2_26.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/35t2dqqu04jhpw7x9gm2_26.jpg)
A kérdésem lényege nem hozzáértőként hogyan tudom kimérni tesztelni beállítani, hogy újra tegye a dolgát. Sajnos az új vásárlását jelenleg nem engedhetem meg, mert számomra iszonyat drága. Kérem ha tudtok segíteni úgy magyarázzátok el, hogy az elektronikához szinte semmit sem értek. Előre is nagyon köszönöm.
(https://hobbicncforum.hu/uploaded_images/2020/02/tn_d9ftfe34m2gds0bvkxffa_26.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/d9ftfe34m2gds0bvkxffa_26.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/tn_35t2dqqu04jhpw7x9gm2_26.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/35t2dqqu04jhpw7x9gm2_26.jpg)
Cím: Re:Encoder használata
Írta: ANTAL GÁBOR Dátum 2020 február 21, 07:23
Írta: ANTAL GÁBOR Dátum 2020 február 21, 07:23
válaszoltam magánban
Cím: Re:Encoder használata
Írta: szf Dátum 2020 február 21, 12:32
Írta: szf Dátum 2020 február 21, 12:32
Én is tanultam volna....
Cím: Re:Encoder használata
Írta: ANTAL GÁBOR Dátum 2020 február 21, 18:03
Írta: ANTAL GÁBOR Dátum 2020 február 21, 18:03
A jogban ez : jogos önvédelem ... Kb 2 hete írtam hogy mintegy 3 hónapja átálltam erre a módszerre . Vannak itt a fórumon olyan kollégák akik azt lesik hogy hogyan és mibe lehetne belekötni és aztán jön a dádá
" ez egy szakmai fórum " ezt nem így kellett volna megfogalmazni .
No én nem teszem ki ennek magam . Ha érdekel akkor jelezd és átcopyzom neked.
Tudom ezzel a fórum színvonala erősen zuhan ( Svejk jelezte de nincs b.szogatás )
" ez egy szakmai fórum " ezt nem így kellett volna megfogalmazni .
No én nem teszem ki ennek magam . Ha érdekel akkor jelezd és átcopyzom neked.
Tudom ezzel a fórum színvonala erősen zuhan ( Svejk jelezte de nincs b.szogatás )
Cím: Re:Encoder használata
Írta: svejk Dátum 2020 február 21, 18:16
Írta: svejk Dátum 2020 február 21, 18:16
Ez most komoly? :(
Cím: Re:Encoder használata
Írta: szf Dátum 2020 február 21, 18:20
Írta: szf Dátum 2020 február 21, 18:20
Nekem így is jó. Küld át akkor. "iszom" minden szavad. Köszönöm!
Cím: Re:Encoder használata
Írta: dezsoe Dátum 2020 február 21, 19:01
Írta: dezsoe Dátum 2020 február 21, 19:01
Akkor ezután bármilyen kérdésre körlevélben kell válaszolni, hogy azért mindenkihez eljusson, aki nem szakmai fórumos? Mert mást is érdekel, gondolom, ahogy engem is. Elszomorító.
Cím: Re:Encoder használata
Írta: ANTAL GÁBOR Dátum 2020 február 21, 19:21
Írta: ANTAL GÁBOR Dátum 2020 február 21, 19:21
átküldtem ...
Cím: Re:Encoder használata
Írta: svejk Dátum 2020 február 21, 19:23
Írta: svejk Dátum 2020 február 21, 19:23
Veszel 4 db LED-et és 4 db 470 Ohmos ellenállást.
Mind a négy kimenet (A, A', B, B') és a +5V közé kötsz egyet-egyet a sorba kapcsolt LED-ellenállás kombóból aztán figyeled a villogásukat.
Van másik motorod fel fogod tudni ismerni ha hibádzik emez.
Mind a négy kimenet (A, A', B, B') és a +5V közé kötsz egyet-egyet a sorba kapcsolt LED-ellenállás kombóból aztán figyeled a villogásukat.
Van másik motorod fel fogod tudni ismerni ha hibádzik emez.
Cím: Re:Encoder használata
Írta: svejk Dátum 2020 február 21, 19:25
Írta: svejk Dátum 2020 február 21, 19:25
Egyébként gondolom nem fordítottad meg az A-B csatorna jeleit.
De azt írod csapágycsere volt....
Nem lehet hogy az állórész a kefehídhoz képest 180 fokkal elfordítva került vissza?
No mert ilyenkor ugye megfordul a forgásirány...
De azt írod csapágycsere volt....
Nem lehet hogy az állórész a kefehídhoz képest 180 fokkal elfordítva került vissza?
No mert ilyenkor ugye megfordul a forgásirány...
Cím: Re:Encoder használata
Írta: 6dvb4peg3 Dátum 2020 február 21, 23:48
Írta: 6dvb4peg3 Dátum 2020 február 21, 23:48
Köszönöm mindenkinek a segítőkész válaszokat, Svejk ezzel a kérdéssel szöget ütöttél, mert nem tudom. A cserét meg ezt az egész hibázási dolgot nem most csináltam csak most vált érdekessé újra mert egy gépben cserélni kellene ás addig nem merek hozzányúlni a jelenleg üzemben lévőhöz amíg ezt nem tudom működésre bírni, hogy maradjon csere lehetőség. Ennek a fordított összerakásnak is megpróbálok valahogy utána ellenőrizni.
Cím: Re:Encoder használata
Írta: Bencze András Dátum 2020 február 22, 09:26
Írta: Bencze András Dátum 2020 február 22, 09:26
Addig mozgatod az enkóder állórészt míg mind a négy kb. egyforma kitöltéssel (fényerővel) nem villog.
Cím: Re:Encoder használata
Írta: hkhv3nit2 Dátum 2020 április 18, 06:21
Írta: hkhv3nit2 Dátum 2020 április 18, 06:21
Jó reggelt Urak!
Úgy vagyok a fórumon, de mindjárt segítséget kérnék.
Vettem egy Kübler 05.2400.1222.0360 típusú jeladót.
A problémám az, hogy ahogy a tengelyt megforgatom, olyan érzésem van, mintha mechanikusan arratálna! Olyan érzés, mint az egér görgőjének mozgatása, vagy amikor egy játék DC motor tengelyét forgatod és érzed a mágnes ellenállását. Vagy amikor egy kikopott, rossz, félig beállt csapágyat forgatsz, és akadozva jár. Vagy mintha nem lenne gömbölyű a csapágygolyó a csapágyban. Ez különösen irányváltáskor érezhető, de egy irányba forgatva is kb. 5-10 fokonként érzek egy bizonyos ellenállást.
A kérdésem az, hogy ez normális-e? (eddig nem volt a kezemben inkrementális jeladó, nincs viszonyítási alapom) Úgy gondolom, hogy ennek teljesen simán kellene forognia, hiszen csak egy optikai tárcsát forgat a tengely.
Nem akarok bolondot csinálni magamból, hogy oktalanul reklamálok, (ráadásul hetekig is eltarthat mire "kivizsgálják" a reklamációt) ezért kérdezek előbb hozzáértő szakikat.
Előre is köszönöm a válaszokat.
Úgy vagyok a fórumon, de mindjárt segítséget kérnék.
Vettem egy Kübler 05.2400.1222.0360 típusú jeladót.
A problémám az, hogy ahogy a tengelyt megforgatom, olyan érzésem van, mintha mechanikusan arratálna! Olyan érzés, mint az egér görgőjének mozgatása, vagy amikor egy játék DC motor tengelyét forgatod és érzed a mágnes ellenállását. Vagy amikor egy kikopott, rossz, félig beállt csapágyat forgatsz, és akadozva jár. Vagy mintha nem lenne gömbölyű a csapágygolyó a csapágyban. Ez különösen irányváltáskor érezhető, de egy irányba forgatva is kb. 5-10 fokonként érzek egy bizonyos ellenállást.
A kérdésem az, hogy ez normális-e? (eddig nem volt a kezemben inkrementális jeladó, nincs viszonyítási alapom) Úgy gondolom, hogy ennek teljesen simán kellene forognia, hiszen csak egy optikai tárcsát forgat a tengely.
Nem akarok bolondot csinálni magamból, hogy oktalanul reklamálok, (ráadásul hetekig is eltarthat mire "kivizsgálják" a reklamációt) ezért kérdezek előbb hozzáértő szakikat.
Előre is köszönöm a válaszokat.
Cím: Re:Encoder használata
Írta: Bencze András Dátum 2020 április 18, 08:32
Írta: Bencze András Dátum 2020 április 18, 08:32
Jól érzed...
Cím: Re:Encoder használata
Írta: hkhv3nit2 Dátum 2020 április 18, 08:47
Írta: hkhv3nit2 Dátum 2020 április 18, 08:47
Köszönöm a válaszod.
Azt tudom, hogy jól érzem, de most jó ez a jeladó így vagy rossz? A többi is ilyen vagy csak ez?
Visszaküldjem vagy nem érdemes?
Előre is köszönöm.
Azt tudom, hogy jól érzem, de most jó ez a jeladó így vagy rossz? A többi is ilyen vagy csak ez?
Visszaküldjem vagy nem érdemes?
Előre is köszönöm.
Cím: Re:Encoder használata
Írta: Bencze András Dátum 2020 április 18, 08:53
Írta: Bencze András Dátum 2020 április 18, 08:53
Elektromosan még lehet jó, de a csapágy hiba miatt valószínű normálisan nem lesz használható. Én visszakérném az árát.
Cím: Re:Encoder használata
Írta: Bencze András Dátum 2020 április 18, 08:55
Írta: Bencze András Dátum 2020 április 18, 08:55
Finoman mindenféle szorulástól mentesen, simán kis nyomatékkal kell tudni tekerni.
Cím: Re:Encoder használata
Írta: pbalazs Dátum 2020 április 18, 08:59
Írta: pbalazs Dátum 2020 április 18, 08:59
Létezik mechanikus és optikai is. A mechanikus arretál, az optikai nem. Legalábbis én eddig ilyenekkel találkoztam.
Na jó, az egér kivétel, mert az optikai, és mégis arretál, de az más kategória...
Szerezz hozzá adatlapot, benne szokott lenni, hogy optikai-e. Na meg a max. fordulatszámból is lehet következtetni.
Azt is megnézheted, hogy a kis "ugrások" egyenletesek-e körben. Ha nem, akkor tuti nem jó valami.
De azért várj még pár véleményt :)
Na jó, az egér kivétel, mert az optikai, és mégis arretál, de az más kategória...
Szerezz hozzá adatlapot, benne szokott lenni, hogy optikai-e. Na meg a max. fordulatszámból is lehet következtetni.
Azt is megnézheted, hogy a kis "ugrások" egyenletesek-e körben. Ha nem, akkor tuti nem jó valami.
De azért várj még pár véleményt :)
Cím: Re:Encoder használata
Írta: hkhv3nit2 Dátum 2020 április 18, 09:24
Írta: hkhv3nit2 Dátum 2020 április 18, 09:24
Köszönöm a válaszod. Akkor hétfőn visszaviszem vagy visszaküldöm.
Cím: Re:Encoder használata
Írta: hkhv3nit2 Dátum 2020 április 18, 09:37
Írta: hkhv3nit2 Dátum 2020 április 18, 09:37
Köszönöm a válaszod. Természetesen minden fellelhető adatlapot letöltöttem a vásárlás előtt, hiszen nem dob ki az ember csak úgy 50 rongyot...
Az egeret csak példának hoztam, hogy milyen érzés, amikor a jeladó tengelyét forgatom. Tehát nem határozottan megakad, vagy súrlódik, hanem "rugalmasan" akad. Nem tudom jobban leírni.
A maximális fordulat 12.000rpm és a felbontás 360°. Tehát a mechanikus arretálás kizárt. Ráadásul nem is 1 fokonként érzem az "akadást", hanem össze-vissza.
Bencze András válasza alapján visszaküldeném, mert egyezik a véleménye a gyanúmmal, de várok még, hátha valakinek más a tapasztalata (bár kétlem).
Az egeret csak példának hoztam, hogy milyen érzés, amikor a jeladó tengelyét forgatom. Tehát nem határozottan megakad, vagy súrlódik, hanem "rugalmasan" akad. Nem tudom jobban leírni.
A maximális fordulat 12.000rpm és a felbontás 360°. Tehát a mechanikus arretálás kizárt. Ráadásul nem is 1 fokonként érzem az "akadást", hanem össze-vissza.
Bencze András válasza alapján visszaküldeném, mert egyezik a véleménye a gyanúmmal, de várok még, hátha valakinek más a tapasztalata (bár kétlem).
Cím: Re:Encoder használata
Írta: Bencze András Dátum 2020 április 19, 18:32
Írta: Bencze András Dátum 2020 április 19, 18:32
Leírásod alapján tuti rossz az enkódered, ezen nincs mit gondolkodni. Motoron sem fog rendesen működni, megkergíti a szabályzót és mindenféle rejtélyes dolgokat produkál.
Cím: Re:Encoder használata
Írta: hkhv3nit2 Dátum 2020 április 24, 09:23
Írta: hkhv3nit2 Dátum 2020 április 24, 09:23
Tisztelt Urak!
A kálváriám sajnos még nem ért véget.
A múlthét szombaton visszavittem az enkódert, hogy küldjenek helyette egy jót. Szerdán már meg is érkezett a másik darab. Ugyan olyan, mint az előző. [#wilting]
A kérdésem az lenne, hogy van-e valaki itt a fórumon, aki segítene, megszakértené, esetleg összehasonlítaná egy általa használttal, hogy mi a véleménye róla?
Nem ismerem ezt a Kübler céget, de elég sok mindent gyárt. Inkább gondolom magamról, hogy rosszul mérem fel a dolgot, mintsem róluk, hogy folyamatosan hibás darabot szállítanak. Az előzőt egyébként úgy vették vissza, hogy meg se kérdezték, hogy egyáltalán mi a panaszom, miért viszem vissza, mi lehet a hibája?
A kálváriám sajnos még nem ért véget.
A múlthét szombaton visszavittem az enkódert, hogy küldjenek helyette egy jót. Szerdán már meg is érkezett a másik darab. Ugyan olyan, mint az előző. [#wilting]
A kérdésem az lenne, hogy van-e valaki itt a fórumon, aki segítene, megszakértené, esetleg összehasonlítaná egy általa használttal, hogy mi a véleménye róla?
Nem ismerem ezt a Kübler céget, de elég sok mindent gyárt. Inkább gondolom magamról, hogy rosszul mérem fel a dolgot, mintsem róluk, hogy folyamatosan hibás darabot szállítanak. Az előzőt egyébként úgy vették vissza, hogy meg se kérdezték, hogy egyáltalán mi a panaszom, miért viszem vissza, mi lehet a hibája?
Cím: Re:Encoder használata
Írta: ANTAL GÁBOR Dátum 2020 április 24, 10:42
Írta: ANTAL GÁBOR Dátum 2020 április 24, 10:42
Személyes segítséget akkor fogsz kapni ha megjelölöd a lakóhelyedet az adatlapodon [#kacsint]
Olvastam amit írtál és két tippem van : vagy gumiporvédős a csapágy vagy egy szimeringet használnak a porvédelemre . Minkét esetben érezheted azt amit leírtál .
A Kübler az nem Kína , azok nem gyártanak selejtet . Gondolom rá fogod tenni egy motorra . Szerintem a motor nem fogja észre venni amit te kézzel érzel
Olvastam amit írtál és két tippem van : vagy gumiporvédős a csapágy vagy egy szimeringet használnak a porvédelemre . Minkét esetben érezheted azt amit leírtál .
A Kübler az nem Kína , azok nem gyártanak selejtet . Gondolom rá fogod tenni egy motorra . Szerintem a motor nem fogja észre venni amit te kézzel érzel
Cím: Re:Encoder használata
Írta: Szalai György Dátum 2020 április 24, 11:23
Írta: Szalai György Dátum 2020 április 24, 11:23
Na, most már kíváncsi lettem.
A gyártó oldalán lévő adatlapja szerint: ,,Starting torque – at 20°C [68°F] < 0.01 Nm 4)"
Lap alján: ,,4) Also for protection level IP64 on the shaft."
A kérdés akkor az, hogy a kézzel érezhető ,,akadás" a fenti forgató nyomatéktól kevesebbet igényel-e, vagy nem.
Alatta jó, felette rossz.
Ilyen alacsony forgató nyomatékot kéne valami karral előállítani a tengelyen és abból kiderül.
Vagy találgathatunk tovább. [#nemtudom]
A gyártó oldalán lévő adatlapja szerint: ,,Starting torque – at 20°C [68°F] < 0.01 Nm 4)"
Lap alján: ,,4) Also for protection level IP64 on the shaft."
A kérdés akkor az, hogy a kézzel érezhető ,,akadás" a fenti forgató nyomatéktól kevesebbet igényel-e, vagy nem.
Alatta jó, felette rossz.
Ilyen alacsony forgató nyomatékot kéne valami karral előállítani a tengelyen és abból kiderül.
Vagy találgathatunk tovább. [#nemtudom]
Cím: Re:Encoder használata
Írta: hkhv3nit2 Dátum 2020 április 24, 11:29
Írta: hkhv3nit2 Dátum 2020 április 24, 11:29
Bocsánat, kitöltöttem az adatlapomat, csak nem pipáltam ki. Javítottam.
Igen, a porvédelemre nem gondoltam, nyilván van benne. Igazad lehet, valóban lehet oka az "akadozásnak" a porvédő kezdeti súrlódásának legyőzése. Ha folyamatosan forgatom, akkor valóban nem érzem ezt a recegést. Viszont a kezdeti súrlódást nagyobbnak érzem, mint amit várnék. Tudom, furcsán fogalmazok, kérlek nézzétek el, mert nem tudom szakszerűen megfogalmazni az érzést. Ez olyan, mintha a piros színt kellene körülírnom.
Az biztos, hogy a motornak (1,1kW) ez semmit nem jelent, csak azt szerettem volna elkerülni, hogy e miatt meghibásodjon a jeladó. Pláne, ha nagy fordulatszámmal működik majd.
Köszönöm a válaszod.
Igen, a porvédelemre nem gondoltam, nyilván van benne. Igazad lehet, valóban lehet oka az "akadozásnak" a porvédő kezdeti súrlódásának legyőzése. Ha folyamatosan forgatom, akkor valóban nem érzem ezt a recegést. Viszont a kezdeti súrlódást nagyobbnak érzem, mint amit várnék. Tudom, furcsán fogalmazok, kérlek nézzétek el, mert nem tudom szakszerűen megfogalmazni az érzést. Ez olyan, mintha a piros színt kellene körülírnom.
Az biztos, hogy a motornak (1,1kW) ez semmit nem jelent, csak azt szerettem volna elkerülni, hogy e miatt meghibásodjon a jeladó. Pláne, ha nagy fordulatszámmal működik majd.
Köszönöm a válaszod.
Cím: Re:Encoder használata
Írta: hkhv3nit2 Dátum 2020 április 24, 11:48
Írta: hkhv3nit2 Dátum 2020 április 24, 11:48
Nagyon köszönöm, hogy erre is felhívtad a figyelmemet!
Ezekbe a mechanikus részletekbe/adatokba eddig nem mentem bele, lefoglaltak az elektromos dolgok. Megpróbálom értelmezni.
Tehát, ha jól számolom, akkor a tengelyt, a külső felületére ható, sugárral merőleges irányú, < 3N erővel kell tudnom megmozdítani(?) Jól számolok? Rég jártam már suliba.
Ez azt jelenti, hogyha a tengelyre egy cérnaszálat tekerek, és a cérnára egy 30dkg tömegű valamit akasztok, akkor kell csak megmozdulnia a tengelynek(???).
Ha így nézzük, akkor viszont biztosan jó, mert bár még nem mértem meg, de olyan 5-10 dekás valami mozdítaná meg érzés szerint.
Köszönöm a válaszod.
Ezekbe a mechanikus részletekbe/adatokba eddig nem mentem bele, lefoglaltak az elektromos dolgok. Megpróbálom értelmezni.
Tehát, ha jól számolom, akkor a tengelyt, a külső felületére ható, sugárral merőleges irányú, < 3N erővel kell tudnom megmozdítani(?) Jól számolok? Rég jártam már suliba.
Ez azt jelenti, hogyha a tengelyre egy cérnaszálat tekerek, és a cérnára egy 30dkg tömegű valamit akasztok, akkor kell csak megmozdulnia a tengelynek(???).
Ha így nézzük, akkor viszont biztosan jó, mert bár még nem mértem meg, de olyan 5-10 dekás valami mozdítaná meg érzés szerint.
Köszönöm a válaszod.
Cím: Re:Encoder használata
Írta: Szalai György Dátum 2020 április 24, 12:47
Írta: Szalai György Dátum 2020 április 24, 12:47
Nem tudtam mekkora a tengelyed átmérője, ezért az erőkaros megoldásban spekuláltam.
McDonald's-ból beszerzett fapálcika 14 cm hosszú.
Bejelölve cerkával középen és a végétől 2 cm távolságra.
Középső jelölés felragasztva a tengely véglapjára. (balanszos kétkarú emelő)
2 cm-es jelöléshez (5 cm erőkaron) cérnával felkötve 0,2 N-nak megfelelő 20,4 g tömeg.
Ez a 28 mm-es TopFirs ,,gémkapocs"-ból éppen 56 db.
Ha a kézben tartott készüléket forgatva, ezt a tömeget túl tudod emelni a pálcika vízszintes helyzetén, akkor az átugráshoz szükséges forgató nyomaték nagyobb, mint az adatlapon garantált.
Ha jól okoskodtam.
McDonald's-ból beszerzett fapálcika 14 cm hosszú.
Bejelölve cerkával középen és a végétől 2 cm távolságra.
Középső jelölés felragasztva a tengely véglapjára. (balanszos kétkarú emelő)
2 cm-es jelöléshez (5 cm erőkaron) cérnával felkötve 0,2 N-nak megfelelő 20,4 g tömeg.
Ez a 28 mm-es TopFirs ,,gémkapocs"-ból éppen 56 db.
Ha a kézben tartott készüléket forgatva, ezt a tömeget túl tudod emelni a pálcika vízszintes helyzetén, akkor az átugráshoz szükséges forgató nyomaték nagyobb, mint az adatlapon garantált.
Ha jól okoskodtam.
Cím: Re:Encoder használata
Írta: hkhv3nit2 Dátum 2020 április 24, 13:36
Írta: hkhv3nit2 Dátum 2020 április 24, 13:36
Rohanok a McDonald's-ba !
Viccet félretéve... Nagyon köszönöm az ötletet. Különösen a megfelelő tömeg előállításának ötletes módját. Visszaszámolva, ugyan azt az eredményt kapom: A tengely D=6mm, tehát, ha arra cérnaszálat tekerek, akkor az erőkarom 3mm lesz. Aránypárral számolva, a Te adataiddal: 50mm/3mm = 16,66 ---> 20,4gramm x 16,66=339,9gramm ~ 30dkg, tehát nagyságrendileg jól számoltam. Persze itt nem labor mérést akarunk végezni, csak a gyanúmat szeretném eloszlatni. Már maga a számítás alapján is azt mondom (a mérés elvégzése nélkül), nem lesz szükséges ~30dkg (20,4g) a tengely megmozdításához.
Ez a nagyon-nagy segítség elég ahhoz, hogy ne vigyem vissza, mert csak a butaságom miatt véltem az előző darabot is rossznak. Ma nincs rá időm, de a hét végén elvégzem a mérést. Az biztos, hogy ahány mérést végzek, annyi erősen különböző eredményt kapok, mert érzem, hogy nem mindig ugyan akkora erővel lehet a tengelyt megmozdítani, de szinte biztos, hogy a gyári adat közelében sem leszek. Ha meg mondjuk egyszer véletlenül 0,011Nm jönne ki, azzal nem megyek reklamálni. :-)
Hálásan köszönöm Neked és mindenkinek, aki segített a problémát megoldani. Ez egy nagyon jó fórum!
Viccet félretéve... Nagyon köszönöm az ötletet. Különösen a megfelelő tömeg előállításának ötletes módját. Visszaszámolva, ugyan azt az eredményt kapom: A tengely D=6mm, tehát, ha arra cérnaszálat tekerek, akkor az erőkarom 3mm lesz. Aránypárral számolva, a Te adataiddal: 50mm/3mm = 16,66 ---> 20,4gramm x 16,66=339,9gramm ~ 30dkg, tehát nagyságrendileg jól számoltam. Persze itt nem labor mérést akarunk végezni, csak a gyanúmat szeretném eloszlatni. Már maga a számítás alapján is azt mondom (a mérés elvégzése nélkül), nem lesz szükséges ~30dkg (20,4g) a tengely megmozdításához.
Ez a nagyon-nagy segítség elég ahhoz, hogy ne vigyem vissza, mert csak a butaságom miatt véltem az előző darabot is rossznak. Ma nincs rá időm, de a hét végén elvégzem a mérést. Az biztos, hogy ahány mérést végzek, annyi erősen különböző eredményt kapok, mert érzem, hogy nem mindig ugyan akkora erővel lehet a tengelyt megmozdítani, de szinte biztos, hogy a gyári adat közelében sem leszek. Ha meg mondjuk egyszer véletlenül 0,011Nm jönne ki, azzal nem megyek reklamálni. :-)
Hálásan köszönöm Neked és mindenkinek, aki segített a problémát megoldani. Ez egy nagyon jó fórum!
Cím: Re:Encoder használata
Írta: svejk Dátum 2020 április 24, 14:56
Írta: svejk Dátum 2020 április 24, 14:56
Ha nem titok hol vetted?
Cím: Re:Encoder használata
Írta: hkhv3nit2 Dátum 2020 április 25, 00:40
Írta: hkhv3nit2 Dátum 2020 április 25, 00:40
Nem titok, de még nem ismerem pontosan a fórum szabályzatát, ezért magánban írom meg, nehogy reklám legyen belőle.
Cím: Re:Encoder használata
Írta: svejk Dátum 2020 április 25, 19:28
Írta: svejk Dátum 2020 április 25, 19:28
Köszönöm!
Csak arra voltam kíváncsi melyik cég volt ilyen korrekt.
Bejött a tippem.
Csak arra voltam kíváncsi melyik cég volt ilyen korrekt.
Bejött a tippem.
Cím: Re:Encoder használata
Írta: ebalint Dátum 2020 április 26, 07:42
Írta: ebalint Dátum 2020 április 26, 07:42
Most akkor hol, kinél? [#nemtudom][#kacsint]
Cím: Re:Encoder használata
Írta: hkhv3nit2 Dátum 2020 április 26, 09:47
Írta: hkhv3nit2 Dátum 2020 április 26, 09:47
A Conrad (https://www.conrad.hu/?gclid=CjwKCAjw4pT1BRBUEiwAm5QuR-Tz2vKBBxJ8jGZkJ1wP-5LZKDjiOjZJNTEk3mMv2i9opVbQmp5cYhoCtdkQAvD_BwE)-nál vettem.
Cím: Re:Encoder használata
Írta: ebalint Dátum 2020 április 27, 07:21
Írta: ebalint Dátum 2020 április 27, 07:21
Köszi.
Cím: Re:Encoder használata
Írta: csakyt Dátum 2020 június 15, 10:48
Írta: csakyt Dátum 2020 június 15, 10:48
Sziasztok.
nem vagyok szakmabeli, de érdekel nagyon ez a szakma. van egy kis házi készítésű esztergám, és ezt szeretném majd átalakítani úgy, hogy a MCH3-al működtetni tudjam. Most tanulgatom, és az lenne a kérdésem, hogy az encódert, hogy kell bekötni a főorsóra úgy, hogy a vezérorsót szinkronba tudja működtetni, illetve, a főorsó és a vezérorsó közötti kapcsolat szabályozható legyen. nem értem az encóder bekötését sem. Miként kommunikál egymással a főorsó és a vezérorsó ilyen esetben.
nem vagyok szakmabeli, de érdekel nagyon ez a szakma. van egy kis házi készítésű esztergám, és ezt szeretném majd átalakítani úgy, hogy a MCH3-al működtetni tudjam. Most tanulgatom, és az lenne a kérdésem, hogy az encódert, hogy kell bekötni a főorsóra úgy, hogy a vezérorsót szinkronba tudja működtetni, illetve, a főorsó és a vezérorsó közötti kapcsolat szabályozható legyen. nem értem az encóder bekötését sem. Miként kommunikál egymással a főorsó és a vezérorsó ilyen esetben.
Cím: Re:Encoder használata
Írta: Tari Gábor Dátum 2020 október 07, 11:16
Írta: Tari Gábor Dátum 2020 október 07, 11:16
Sziasztok,
Lenne 2 mérőlécem, negyszögjelesek 15V ot kérnek. Az olvasó 5V os. Van valami egyszerű megoldás hogy kompatibilissá tegyem őket?
Köszi
Lenne 2 mérőlécem, negyszögjelesek 15V ot kérnek. Az olvasó 5V os. Van valami egyszerű megoldás hogy kompatibilissá tegyem őket?
Köszi
Cím: Re:Encoder használata
Írta: gery03 Dátum 2020 október 07, 11:45
Írta: gery03 Dátum 2020 október 07, 11:45
Ha tényleg csak a feszültségszint a gondod, akkor egy egyszerű feszültségosztóval (2 ellenállás) valószínűleg meg lehet úszni a kompatibilissá tételt. (lehetnek még differenciális átvitel v single ended átvitel jellegű gondjaid is)
Ha a tápod is csak 5V, akkor vagy külső tápot kell hozzá szerezned, vagy egy boostos táp modult kell az 5V-ra tenned.
Ha a tápod is csak 5V, akkor vagy külső tápot kell hozzá szerezned, vagy egy boostos táp modult kell az 5V-ra tenned.
Cím: Re:Encoder használata
Írta: gery03 Dátum 2020 október 07, 11:48
Írta: gery03 Dátum 2020 október 07, 11:48
Ja elfelejtettem : Ha open-collector -os a kimenet (és beslő felhúzás nélküli), akkor még illesztés se kell a 2 eszköz közé, csak az 5V-re kell majd felhúzást tenni rá.
Cím: Re:Encoder használata
Írta: Tari Gábor Dátum 2020 október 07, 14:48
Írta: Tari Gábor Dátum 2020 október 07, 14:48
Köszi
A mérőlécről annyit tudok, amennyi a kepen van. A kijelző még nincs meg, de minden bizonnyal 5V TTL jelet szeretne fogadni.
(https://hobbicncforum.hu/uploaded_images/2020/10/tn_3aaniypbsi3jvqqm9a0sy_5362.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/3aaniypbsi3jvqqm9a0sy_5362.jpg)
A mérőlécről annyit tudok, amennyi a kepen van. A kijelző még nincs meg, de minden bizonnyal 5V TTL jelet szeretne fogadni.
(https://hobbicncforum.hu/uploaded_images/2020/10/tn_3aaniypbsi3jvqqm9a0sy_5362.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/3aaniypbsi3jvqqm9a0sy_5362.jpg)
Cím: Re:Encoder használata
Írta: gery03 Dátum 2020 október 07, 15:19
Írta: gery03 Dátum 2020 október 07, 15:19
Hát ebből még sajnos nem egyértelmű.
Adatlapból lenne könnyebb dolgozni, vagy kimérni mik vannak a kimeneteken. Szerencsével az is lehet 5V jelszintet ad ki ez is, vagy open collectoros, úgy láttam gyártanak RSF-nél sokfajtát.
Adatlapból lenne könnyebb dolgozni, vagy kimérni mik vannak a kimeneteken. Szerencsével az is lehet 5V jelszintet ad ki ez is, vagy open collectoros, úgy láttam gyártanak RSF-nél sokfajtát.
Cím: Re:Encoder használata
Írta: Tari Gábor Dátum 2020 október 09, 09:02
Írta: Tari Gábor Dátum 2020 október 09, 09:02
Addig sikerült eljutnom, hogy 15v os külső táprol megtáplálom, a minuszt osszekotottem az olvasó 0v al. Fessultsegosztoval (9kOHM-18kOHM) az 5 V ottvan a kimeneten mindkét csatornán. Ha tologatom a lécet valtakozik is 5 es 0 kozott. Az olvasó másik léccel jó. Ami erdekes, hogy ha kimerem az olvasó bemenetét, akkor a 0 es a A, valamint a 0 es a B között 2,5 V ot mérek. Ha bekotom az A es B csatornat, akkor 3,3 V körül mérek a kimenteken alacson jelszintnel 1,9 V ot.
Bekapcsolas utan egyebkent 1 digitet ugrik a kijelző, utana semmi. Meg annyi, hogy kiir egy hibaüzenet az olvasó, amit a másik lecnel mem, ez az error 1, ha valaki németes lecci forditsa le.
(https://hobbicncforum.hu/uploaded_images/2020/10/tn_dfpmiwke4iudje3bu7gk3_5362.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/dfpmiwke4iudje3bu7gk3_5362.jpg)
Bekapcsolas utan egyebkent 1 digitet ugrik a kijelző, utana semmi. Meg annyi, hogy kiir egy hibaüzenet az olvasó, amit a másik lecnel mem, ez az error 1, ha valaki németes lecci forditsa le.
(https://hobbicncforum.hu/uploaded_images/2020/10/tn_dfpmiwke4iudje3bu7gk3_5362.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/dfpmiwke4iudje3bu7gk3_5362.jpg)
Cím: Re:Encoder használata
Írta: kly Dátum 2020 október 10, 19:33
Írta: kly Dátum 2020 október 10, 19:33
Belül fel van húzva valami sokkal kisebb ohm al, így nem tudod levinni 0 ra.
Mérd meg az eredeti léc jelszintjeit, sokat segítene ha tudnád mit kell reprodukálni.
Valszeg csak tranzisztoros illesztéssel fogod tudni megoldani. Nézek valmai linket.....
https://hu.pinterest.com/pin/547539267187106940/?nic_v2=1a43AWPck
15v tápot adj neki és az R8 at ne rakd be ,a collektor mehet
egyből a bemenetre. Többi R értékét vedd kb 3K körülire.
Mérd meg az eredeti léc jelszintjeit, sokat segítene ha tudnád mit kell reprodukálni.
Valszeg csak tranzisztoros illesztéssel fogod tudni megoldani. Nézek valmai linket.....
https://hu.pinterest.com/pin/547539267187106940/?nic_v2=1a43AWPck
15v tápot adj neki és az R8 at ne rakd be ,a collektor mehet
egyből a bemenetre. Többi R értékét vedd kb 3K körülire.
Cím: Re:Encoder használata
Írta: gery03 Dátum 2020 október 15, 16:16
Írta: gery03 Dátum 2020 október 15, 16:16
Nagy a feszültségosztó impedanciája.
Harmadára csökkentve szerintem már mennie kellene.
Persze az impedancia csökkentésével elkezdjük beterhelni a léc kimeneteket, kérdéses bírják-e még ezt. Szerintem ezt még simán.
Egy korrekt megoldás természetesen egy 5V-os buffer IC lenne valami Fet-es inputtal, annak bemenetét könnyű elhúzni feszültségosztóval, cserébe kimenete meghajtóképessége magas. Viszont ez levegőben összeszerelve nem igazán működőképes, minimum próbanyákot igényel.
Harmadára csökkentve szerintem már mennie kellene.
Persze az impedancia csökkentésével elkezdjük beterhelni a léc kimeneteket, kérdéses bírják-e még ezt. Szerintem ezt még simán.
Egy korrekt megoldás természetesen egy 5V-os buffer IC lenne valami Fet-es inputtal, annak bemenetét könnyű elhúzni feszültségosztóval, cserébe kimenete meghajtóképessége magas. Viszont ez levegőben összeszerelve nem igazán működőképes, minimum próbanyákot igényel.
Cím: Re:Encoder használata
Írta: Csuhás Dátum 2020 október 17, 08:03
Írta: Csuhás Dátum 2020 október 17, 08:03
Szvsz mérés nélkül semmi értelme barkácsolgatni. Könnyen tönkre lehet tenni a lécet vagy dro-t is. Itt hosszú vezetéken mennek a jelek, és még azt se tudjuk sima vagy differenciál, totempole vagy open collectoros. Mérni kell hogy korrekt túllövés, reflexió, lekerekedés nélküli jeleket kapjunk gyors mozgáskor is.
Cím: Re:Encoder használata
Írta: dtb Dátum 2020 november 29, 11:09
Írta: dtb Dátum 2020 november 29, 11:09
Most az ősszel sikeresen beázott az egyik enkóderes léptetőmotorom. Ennek okán szét kellett szedni, és némi szárítás és bénázás után sikerült újra életet lehelni bele. Viszont nagy meglepetésemre az enkóder diszk valamiféle fólia-szerűség volt. Azóta azon agyalok, hogy lehetne ezt házilag is elkészíteni. Olvastam az itteni korábbi próbálkozásokat, én most találtam egy másik lehetőséget, erről érdekelne a véleményetek. Lehet kapni nyomtatható (akár öntapadós kivitelben is) átlátszó, víztiszta fóliát tintasugaras és lézer nyomtatóhoz is. Egy ilyen fóliára nyomtatott mintázat mennyire lenne üzemképes szerintetek? Mind a lézerek, mind a tintasugaras nyomtatók felbontása már bőven elégnek kellene lennie. Próbálkozott már ilyen megoldással valaki?
Cím: Re:Encoder használata
Írta: Rabb Ferenc Dátum 2020 november 29, 11:54
Írta: Rabb Ferenc Dátum 2020 november 29, 11:54
Kisebb felbontású enkódereknél biztosan megfelelő [#t40p12417#]
Én 40mm külső átmérőjű 500-as osztású tárcsát rajzoltam. Ezen az "ablakok" 0.13mm szélesek voltak. Viszont egy nyomdai levilágítóban készítettem el a filmet. Jól működött.
Én 40mm külső átmérőjű 500-as osztású tárcsát rajzoltam. Ezen az "ablakok" 0.13mm szélesek voltak. Viszont egy nyomdai levilágítóban készítettem el a filmet. Jól működött.
Cím: Re:Encoder használata
Írta: 2vkx6unz Dátum 2020 november 29, 13:58
Írta: 2vkx6unz Dátum 2020 november 29, 13:58
Én is csináltattam levilágítással enkóder tárcsát. ezzel a probléma "csak" a kivágás és utána a rögzítés. A legtöbb enkódernél meg van adva, hogy mekkora lehet az excentricitás ezen is el lehet bukni az pontosságot.
Én a tavasszal csináltattam két 50mm átmérőjű tárcsát az egyik 800 réses a másik csak 400 réses. Mindkettő 0,1mm vastag rozsdamentes acéllemez. A 800 rés a technológiai küszöböt súrolja. A 400 résesnél még szögletesek a rések sarkai. Persze ehhez megfelelő gép is kell...
Itt nagy előny volt, hogy a tárcsa közepe és a végén a tárcsa is ki lett vágva.
(https://hobbicncforum.hu/uploaded_images/2020/11/tn_45877faxxhk59t8wyf9sg_51.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/45877faxxhk59t8wyf9sg_51.jpg)
Én a tavasszal csináltattam két 50mm átmérőjű tárcsát az egyik 800 réses a másik csak 400 réses. Mindkettő 0,1mm vastag rozsdamentes acéllemez. A 800 rés a technológiai küszöböt súrolja. A 400 résesnél még szögletesek a rések sarkai. Persze ehhez megfelelő gép is kell...
Itt nagy előny volt, hogy a tárcsa közepe és a végén a tárcsa is ki lett vágva.
(https://hobbicncforum.hu/uploaded_images/2020/11/tn_45877faxxhk59t8wyf9sg_51.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/45877faxxhk59t8wyf9sg_51.jpg)
Cím: Re:Encoder használata
Írta: dtb Dátum 2020 november 29, 14:32
Írta: dtb Dátum 2020 november 29, 14:32
Ezen én is gondolkodtam, én majd a nyomdaiparban használt vágási sarkak jelölésével akarom megoldani a központos kivágást. Tehát nem a központot keresem, hanem az előre (általában a szélekre) felvitt (minél kisebb) koordináta pontokat, azokat kell szinkronba állítani a marógép koordináta rendszerével. Remélem sikerülni fog :-)
Cím: Re:Encoder használata
Írta: Rabb Ferenc Dátum 2020 november 29, 14:43
Írta: Rabb Ferenc Dátum 2020 november 29, 14:43
Miért nem a tárcsa középpontjában elhelyezett szálkereszt az origó. Az csak egy pont, még egy gravírtűvel is "eltalálható"
Cím: Re:Encoder használata
Írta: dtb Dátum 2020 november 29, 15:01
Írta: dtb Dátum 2020 november 29, 15:01
A nyomdában alapból 4 ilyen illesztési pontot használnak a sarkakban. Én azt gondolom, hogy minél több ilyen bázis-pont van felvéve, annál pontosabb lesz a középpont, és itt sajna a tizedesek is nagyon lényegesek.
Cím: Re:Encoder használata
Írta: Rabb Ferenc Dátum 2020 november 29, 15:06
Írta: Rabb Ferenc Dátum 2020 november 29, 15:06
Ha neked négy pontot könnyebb pozícionálni mint egyet - ám legyen...
Cím: Re:Encoder használata
Írta: TBS-TEAM Dátum 2020 november 29, 15:35
Írta: TBS-TEAM Dátum 2020 november 29, 15:35
Az encoder tervezésénél a végleges tengely átmérőt fel kell rajzolni.
Kinyomtatod.
A megfelelő belső átméröjű 07522 hézagoló DIN988 acél alátét 0,1mm.
fel kell pillanat ragasztóval ragasztani a fóliára a központosító jelzésre mindkét oldalra.
Majd kivágni és központos lesz. [#kacsint]
(https://hobbicncforum.hu/uploaded_images/2020/11/tn_ve2pb9f52xx8jq7wwiqv4_3344.png) (https://hobbicncforum.hu/uploaded_images/2020/11/ve2pb9f52xx8jq7wwiqv4_3344.png)
Kinyomtatod.
A megfelelő belső átméröjű 07522 hézagoló DIN988 acél alátét 0,1mm.
fel kell pillanat ragasztóval ragasztani a fóliára a központosító jelzésre mindkét oldalra.
Majd kivágni és központos lesz. [#kacsint]
(https://hobbicncforum.hu/uploaded_images/2020/11/tn_ve2pb9f52xx8jq7wwiqv4_3344.png) (https://hobbicncforum.hu/uploaded_images/2020/11/ve2pb9f52xx8jq7wwiqv4_3344.png)
Cím: Re:Encoder használata
Írta: dtb Dátum 2020 november 29, 15:59
Írta: dtb Dátum 2020 november 29, 15:59
Köszönöm! Nem tudtam, hogy ilyen alátétet készen is lehet rendelni! Így valamivel egyszerűbb!
Cím: Re:Encoder használata
Írta: svejk Dátum 2020 november 29, 16:34
Írta: svejk Dátum 2020 november 29, 16:34
írásodból azt veszem ki jó lett a motorod/encodered, tehát semmi dolgod. [#nemtudom]
Ha mégis szívatni akarod magad, akkor először is azt kell tisztázni milyen optikai olvasód van, tudni kell az elektromos/mechanikus adatait és majd az alapján lehet meghatározni a tárcsa méreteit.
Lehet nem is lehetséges az a felbontás/fordulatszám amit szeretnél.
Az otthoni nyomtatás bizonytalan, könnyen kopik kicsi a denzitása.
Nyomdai levilágítóval kell levilágíttatni.
A közepére szálkereszt, vagy ha kézzel lesz kilyukasztva akkor 1 mm-enként koncentrikus körök.
(1-2 tized ütés csak az 1 fordulaton belüli linearitásért felel ettől még nem fog "téveszteni")
A motor tengelyre aluból egy vállas agyat kell esztergálni, erre lehet majd felragasztani rugalmas ragasztóval a filmtárcsát.
Az encoder vonalak jel-szünet aránya is lényeges, nem párhuzamos vonalak esetén lehet az optika sugárirányú elmozdításával megtalálni az ideális 50%-os kitöltést.
Én anno kb. 3 nap és 10-20 eldobott A4-es film után tudtam reprodukálható minőséget produkálni.
A mai encoder árak mellett az egész project nem ér annyit mint amennyi időt én most eltöltöttem az írással. :(
Megjegyzem anno kaptál tőlem egy kezdő pakkot a célból hogy tanulmányozod az eljárást.
Ha mégis szívatni akarod magad, akkor először is azt kell tisztázni milyen optikai olvasód van, tudni kell az elektromos/mechanikus adatait és majd az alapján lehet meghatározni a tárcsa méreteit.
Lehet nem is lehetséges az a felbontás/fordulatszám amit szeretnél.
Az otthoni nyomtatás bizonytalan, könnyen kopik kicsi a denzitása.
Nyomdai levilágítóval kell levilágíttatni.
A közepére szálkereszt, vagy ha kézzel lesz kilyukasztva akkor 1 mm-enként koncentrikus körök.
(1-2 tized ütés csak az 1 fordulaton belüli linearitásért felel ettől még nem fog "téveszteni")
A motor tengelyre aluból egy vállas agyat kell esztergálni, erre lehet majd felragasztani rugalmas ragasztóval a filmtárcsát.
Az encoder vonalak jel-szünet aránya is lényeges, nem párhuzamos vonalak esetén lehet az optika sugárirányú elmozdításával megtalálni az ideális 50%-os kitöltést.
Én anno kb. 3 nap és 10-20 eldobott A4-es film után tudtam reprodukálható minőséget produkálni.
A mai encoder árak mellett az egész project nem ér annyit mint amennyi időt én most eltöltöttem az írással. :(
Megjegyzem anno kaptál tőlem egy kezdő pakkot a célból hogy tanulmányozod az eljárást.
Cím: Re:Encoder használata
Írta: dtb Dátum 2020 november 29, 17:19
Írta: dtb Dátum 2020 november 29, 17:19
Minden infó jól jön ilyenkor! :-) Igen, sikerült életet lehelnem a kici kínaiba, de a szétbontása után azért elgondolkodtam azon, amit láttam benne. "Komolyabb" elektronikát, és komolyabb tárcsát (nem fóliát!) vártam benne. Mikor még nem sikerült életre kelteni a léptetőt, nézegettem az árakat, -mert attól tartottam, hogy szegény nem tanult meg víz alatt is létezni, és kuka lesz a vége- és a látott árak után kezdtem agyalni azon, hogy ezt tulajdonképp jó hobbysta hozzáállással én is megpróbálom elkészíteni.
Végül is a motor magához tért, de van olyan motorom több is, aminek mindkét oldalán van tengely, ezeket fel lehetne "okosítani", hogy a kinai vezérlővel is használható legyen. Ennyit az indítékokról... :-)
A többi folyamatosan változik. Első körben (na majd én!) Corelben akartam megcsinálni a rajzot, na ez eddig kapufa, marad az itt is valahol belinkelt tervező progi. Utána jön a nyomdász ismerős, ő mit javasol, náluk milyen lehetőségek vannak? (Levilágítás vs. nyomtatás).
Látszólag egyszerű, de mint írtad, egy csomó paraméternek kell klappolnia a sikerhez, ez már most is látszik.
A tőled kapott szettben van (igen, megvan még!) felfogató gyűrű, és fotó eljárással készült tárcsa, első körben azokat
akarom kipróbálni, bár esélyes, hogy ezek felbontása túl kicsi lesz a meglévő vezérlőhöz.
A lézerrel nyomtatható fólia nekem újdonság volt, ezért írtam be, mint lehetőséget, hogy más is használhassa, ha ilyen tervei vannak...
Végül is a motor magához tért, de van olyan motorom több is, aminek mindkét oldalán van tengely, ezeket fel lehetne "okosítani", hogy a kinai vezérlővel is használható legyen. Ennyit az indítékokról... :-)
A többi folyamatosan változik. Első körben (na majd én!) Corelben akartam megcsinálni a rajzot, na ez eddig kapufa, marad az itt is valahol belinkelt tervező progi. Utána jön a nyomdász ismerős, ő mit javasol, náluk milyen lehetőségek vannak? (Levilágítás vs. nyomtatás).
Látszólag egyszerű, de mint írtad, egy csomó paraméternek kell klappolnia a sikerhez, ez már most is látszik.
A tőled kapott szettben van (igen, megvan még!) felfogató gyűrű, és fotó eljárással készült tárcsa, első körben azokat
akarom kipróbálni, bár esélyes, hogy ezek felbontása túl kicsi lesz a meglévő vezérlőhöz.
A lézerrel nyomtatható fólia nekem újdonság volt, ezért írtam be, mint lehetőséget, hogy más is használhassa, ha ilyen tervei vannak...
Cím: Re:Encoder használata
Írta: PSoft Dátum 2020 november 29, 19:07
Írta: PSoft Dátum 2020 november 29, 19:07
IdézA motor tengelyre aluból egy vállas agyat kell esztergálni, erre lehet majd felragasztani rugalmas ragasztóval a filmtárcsát.Huhhh...de ismerős ez a mondat. [#kacsint]
Nekünk ugye, szerencsénk(is) volt úgy 8-9 évvel ezelőtt az E240-es projekt idején.
Szerencsére volt(van) egy fórumtársunk, aki bevállalta az rozsdamentes acél enkódertárcsák lézeres vágását. [#worship]
500-as HEDS kónok. (https://cnctar.hobbycnc.hu/PSoft/kep/HEDS_kl%C3%B3n/)
Aztán, volt aki megoldotta a tárcsák motortengelyre illesztését is... :)
Nem is tudom már, hány darab készült belőlük. (https://cnctar.hobbycnc.hu/PSoft/kep/Enkodert%C3%A1rcsa/HEDS_500_kl%C3%B3n/)
Volt fórumtárs, aki az "elfekvő" készletéből optikákat biztosított sokunknak a projekthez. [#worship]
Na és ugye...kétszer is "beszerezte" a rengeteg E240-es motort, hogy jusson mindenkinek. [#eljen]
Az eredeti HEDS enkóderházakkal is hadilábon álltunk...
Azok pótlására is készült zsinórban...mindenkinek aki kért. (https://cnctar.hobbycnc.hu/PSoft/kep/E240_enkoderh%C3%A1z/)
Jó kis projekt volt annak idején...
Cím: Re:Encoder használata
Írta: svejk Dátum 2020 november 29, 19:09
Írta: svejk Dátum 2020 november 29, 19:09
Én valamelyik ős AutoCAD-ben rajzoltam, nem kell semmi csicsa meg varázslóprogi, csak józan ész.
Cím: Re:Encoder használata
Írta: svejk Dátum 2020 november 29, 19:12
Írta: svejk Dátum 2020 november 29, 19:12
Nem az én találmányom semmi, csak kellő számú motor és encoder szétszedése és megfigyelése kellett hozzá.
Cím: Re:Encoder használata
Írta: svejk Dátum 2020 november 29, 19:14
Írta: svejk Dátum 2020 november 29, 19:14
Ja és a egy oszcilloszkóp elengedhetetlen ehhez a projecthez.
Cím: Re:Encoder használata
Írta: svejk Dátum 2020 november 29, 19:21
Írta: svejk Dátum 2020 november 29, 19:21
Jó-jó, nem elengedhetetlen de nagyon hasznos.
Cím: Re:Encoder használata
Írta: dtb Dátum 2020 november 29, 19:48
Írta: dtb Dátum 2020 november 29, 19:48
Közben találtam egy új encoder "tervező" progit. Kevesebb tudása van, mint a designer-nek, de vektorosan készül a rajz, így jobb a minőség. Ez egy beépülő plugin az Inkscape új verziójához, (1.01) a régivel sajnos nem megy.
Innen lehet letölteni: Inkscape extension for creating optical rotary encoder discs (https://github.com/Hyvok/Inkscape-rotary-encoder-disk-generator)
A progival több típusú encoder is tervezhető, eddig egy "hibáját" találtam, hogy otthagyja a közben próbálgatott verziók maradványait, így célszerű úgy készíteni, hogy mikor már megvannak a pontos paraméterek, akkor kijelöléssel kitörlünk minden előző szemetet, és a meglévő paraméterekkel legeneráljuk a képet. A mentéshez én javaslom mindenkinek a bullzip pdf printert, amivel rögtön nyomdai minőségben tudjuk elmenteni a kész munkát.
Innen lehet letölteni: Inkscape extension for creating optical rotary encoder discs (https://github.com/Hyvok/Inkscape-rotary-encoder-disk-generator)
A progival több típusú encoder is tervezhető, eddig egy "hibáját" találtam, hogy otthagyja a közben próbálgatott verziók maradványait, így célszerű úgy készíteni, hogy mikor már megvannak a pontos paraméterek, akkor kijelöléssel kitörlünk minden előző szemetet, és a meglévő paraméterekkel legeneráljuk a képet. A mentéshez én javaslom mindenkinek a bullzip pdf printert, amivel rögtön nyomdai minőségben tudjuk elmenteni a kész munkát.
Cím: Re:Encoder használata
Írta: Tari Gábor Dátum 2020 december 20, 18:46
Írta: Tari Gábor Dátum 2020 december 20, 18:46
Valaki ismeri a képen látható mitutoyo DRO-t ? Esetleg a csatlakozó alapján lehetne tudni milyen mérőlécet képes olvasni?
Köszi
(https://hobbicncforum.hu/uploaded_images/2020/12/tn_ds943nihev2gitda33k8h_5362.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/ds943nihev2gitda33k8h_5362.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/tn_hvq4veaj58jhmhxfxpxtf_5362.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/hvq4veaj58jhmhxfxpxtf_5362.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/tn_qwptfqbd8a0eycvfxj78y_5362.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/qwptfqbd8a0eycvfxj78y_5362.jpg)
Köszi
(https://hobbicncforum.hu/uploaded_images/2020/12/tn_ds943nihev2gitda33k8h_5362.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/ds943nihev2gitda33k8h_5362.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/tn_hvq4veaj58jhmhxfxpxtf_5362.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/hvq4veaj58jhmhxfxpxtf_5362.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/tn_qwptfqbd8a0eycvfxj78y_5362.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/qwptfqbd8a0eycvfxj78y_5362.jpg)
Cím: Re:Encoder használata
Írta: Tari Gábor Dátum 2021 január 12, 16:28
Írta: Tari Gábor Dátum 2021 január 12, 16:28
Sziasztok,
Van egy fagor dro-m. TTL léceket olvas, de elvileg lehet ugy parameterezni, hogy szinusz jeleket is olvasson. 6 vezeték megy a csatihoz. Ezek: +5v 0v -5v A B ref. Shield.
Ezek alapján lehetséges, hogy olvas 1 vpp szinusz jeleket? Ha igen, akkor mit hova kell kötni?
Köszi
Van egy fagor dro-m. TTL léceket olvas, de elvileg lehet ugy parameterezni, hogy szinusz jeleket is olvasson. 6 vezeték megy a csatihoz. Ezek: +5v 0v -5v A B ref. Shield.
Ezek alapján lehetséges, hogy olvas 1 vpp szinusz jeleket? Ha igen, akkor mit hova kell kötni?
Köszi
Cím: Re:Encoder használata
Írta: Tari Gábor Dátum 2021 május 28, 21:37
Írta: Tari Gábor Dátum 2021 május 28, 21:37
Eléggé lesüllyedt a topic, de azért hátha... Az előző kérdés még aktuális, sőt az az előtt is :) . Lehetséges, hogy egy 1Vpp simusos encoder működik, ha csak a tápot, és az A+ és B+ kötöm be?
Cím: Re:Encoder használata
Írta: Szerelő Dátum 2021 június 03, 20:38
Írta: Szerelő Dátum 2021 június 03, 20:38
Kedves Gábor
Mi a típusa a Fagor mérőlécnek és a kijelzőnek?
Mi a típusa a Fagor mérőlécnek és a kijelzőnek?
Cím: Re:Encoder használata
Írta: Laci11 Dátum 2021 június 07, 21:20
Írta: Laci11 Dátum 2021 június 07, 21:20
Szia !
A Novotechnik nem encoder, csak egy szögelfordulásmérő poti.
Laci
A Novotechnik nem encoder, csak egy szögelfordulásmérő poti.
Laci
Cím: Re:Encoder használata
Írta: szf Dátum 2021 június 11, 21:05
Írta: szf Dátum 2021 június 11, 21:05
A képen látható panel egy DRO alkatrésze. Ebbe csatlakozna egy encoder.
Mit csinál?
(https://hobbicncforum.hu/uploaded_images/2021/06/tn_je0yqffxtcwsnet02fuv_3460.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/je0yqffxtcwsnet02fuv_3460.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/tn_bg57ykvwe63ai0tva6ta_3460.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/bg57ykvwe63ai0tva6ta_3460.jpg)
Mit csinál?
(https://hobbicncforum.hu/uploaded_images/2021/06/tn_je0yqffxtcwsnet02fuv_3460.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/je0yqffxtcwsnet02fuv_3460.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/tn_bg57ykvwe63ai0tva6ta_3460.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/bg57ykvwe63ai0tva6ta_3460.jpg)
Cím: Re:Encoder használata
Írta: svejk Dátum 2021 június 11, 21:22
Írta: svejk Dátum 2021 június 11, 21:22
Az IC 4 db komparátort tartalmaz.
Ergo szintillesztés, zavarszűrés vagy akár négyszögesítés is lehet a feladata.
Ergo szintillesztés, zavarszűrés vagy akár négyszögesítés is lehet a feladata.