Cím: Fémöntés házilag
Írta: gaben Dátum 2024 április 09, 16:27
Írta: gaben Dátum 2024 április 09, 16:27
Korábbi topik folytatása...
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 október 01, 21:13
Írta: 000000000 Dátum 2005 október 01, 21:13
Hali Kedves CNC csapat :)
Nagy köszönet Kalmus kollégának a hasznos fémöntési elôadásért a CNC találkozón.
Ezt a topicot az Ô tiszteletére hoztam létre :)
Szóval ha kérdések merülnek fel akkor ide írjátok és mindenki leírhatná a tapasztalatait is, hátha mások okulhatnak belôle.
zsolt
Nagy köszönet Kalmus kollégának a hasznos fémöntési elôadásért a CNC találkozón.
Ezt a topicot az Ô tiszteletére hoztam létre :)
Szóval ha kérdések merülnek fel akkor ide írjátok és mindenki leírhatná a tapasztalatait is, hátha mások okulhatnak belôle.
zsolt
Cím: Re:Fémöntés házilag
Írta: lari Dátum 2005 október 02, 19:15
Írta: lari Dátum 2005 október 02, 19:15
Sziasztok!
Sajnos nem tudtam elmenni a találkozóra, és gondolom nem vagyok egyedül ezzel.....
Az lenne a kérdésem, hogy esetleg az öntési előadás, és persze a többi is,
nincs-e meg olvasható, esetleg hallható formában?
Biztosan nagyon érdekes volt mindegyik, és örülnék, ha közzé tudná valaki tenni.
A találkkozó szervezőjének, pedig gratulálok!
Üdv: Richárd
Sajnos nem tudtam elmenni a találkozóra, és gondolom nem vagyok egyedül ezzel.....
Az lenne a kérdésem, hogy esetleg az öntési előadás, és persze a többi is,
nincs-e meg olvasható, esetleg hallható formában?
Biztosan nagyon érdekes volt mindegyik, és örülnék, ha közzé tudná valaki tenni.
A találkkozó szervezőjének, pedig gratulálok!
Üdv: Richárd
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 október 02, 19:45
Írta: 000000000 Dátum 2005 október 02, 19:45
Ígéretek szerint majd felkerül a netre.
zsolt
zsolt
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 október 03, 08:03
Írta: 000000000 Dátum 2005 október 03, 08:03
Sziasztok!
A találkozó szerintem is jól sikerült.
Ne kíméljetek kérdezzetek!
Az előadásom meg van videón, amint sikerül megkapnom, akkor megtaláljuk a módját hogy a netről elérhető legyen.
Kalmus
A találkozó szerintem is jól sikerült.
Ne kíméljetek kérdezzetek!
Az előadásom meg van videón, amint sikerül megkapnom, akkor megtaláljuk a módját hogy a netről elérhető legyen.
Kalmus
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 október 03, 08:30
Írta: 000000000 Dátum 2005 október 03, 08:30
Ha kezelhető méretüvé lehetne alakítani, szívesen feltenném a weblapomra!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 október 03, 09:28
Írta: 000000000 Dátum 2005 október 03, 09:28
Kalmus!
Nagyon klassz előadásod volt. Gondolom ami a kivetítésre került, az valami pps volt. Nem tudnád egyelőre azt kirakni valami publikus helyre?
Laxi
Nagyon klassz előadásod volt. Gondolom ami a kivetítésre került, az valami pps volt. Nem tudnád egyelőre azt kirakni valami publikus helyre?
Laxi
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 október 03, 11:26
Írta: 000000000 Dátum 2005 október 03, 11:26
Laxi!
Az előadás anyagát ma elküldtem Istvánnak keressen valami helyet neki, ami elérhető a fórumról. Istvánt ismerve nem kell sokáig várnotok rá.
Kalmus
Az előadás anyagát ma elküldtem Istvánnak keressen valami helyet neki, ami elérhető a fórumról. Istvánt ismerve nem kell sokáig várnotok rá.
Kalmus
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 október 03, 16:16
Írta: 000000000 Dátum 2005 október 03, 16:16
Csináltam neki külön menüt és kitettem a bemutató anyagát! Le lehet tölteni!
Nagyon megköszönnénk ha szöveges információként is (mondjuk zanzásítva) olvasható lenne majd itt. Elég lenne csak nagyvonalakban leírni a folyamatot. A videó anyaga lenne hab a tortán!
Köszönjük!!!
Nagyon megköszönnénk ha szöveges információként is (mondjuk zanzásítva) olvasható lenne majd itt. Elég lenne csak nagyvonalakban leírni a folyamatot. A videó anyaga lenne hab a tortán!
Köszönjük!!!
Cím: Re:Fémöntés házilag
Írta: Bicska Dátum 2005 október 03, 18:38
Írta: Bicska Dátum 2005 október 03, 18:38
Az lenne a kérdésem, hogy a hungarocel-es verziónál a lyukacsosság csak felületi vagy az belül is oylan lesz?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 október 04, 07:05
Írta: 000000000 Dátum 2005 október 04, 07:05
Szia Bicska!
A hungarocel-es öntésnél csak a felület lesz olyan "lukacsos" a belseje nem. A felületi lukacsosság csak annak az eredménye, hogy a fém nagyon jól leköveti a használt minta felületét. A belsejét nem tudja visszaadni.
Üdv Kalmus
A hungarocel-es öntésnél csak a felület lesz olyan "lukacsos" a belseje nem. A felületi lukacsosság csak annak az eredménye, hogy a fém nagyon jól leköveti a használt minta felületét. A belsejét nem tudja visszaadni.
Üdv Kalmus
Cím: Re:Fémöntés házilag
Írta: 6dvb4peg3 Dátum 2005 október 04, 07:46
Írta: 6dvb4peg3 Dátum 2005 október 04, 07:46
Helló kalmus!
Nekem is volna egy kérdésem a polystirolhabos öntéssel kapcs. az előadásodon úgy említetted hogy a homokot szárazon kell berázatni, hogy a mintát körülfogja. A kérdés: öntés közben amikor a forró fém befolyik én úgy gondolom nem csak azt a részt párologtatja el a habból amivel helyet cserél a fém, tehát nem fog a száraz homokforma összezuhanni?
Nekem is volna egy kérdésem a polystirolhabos öntéssel kapcs. az előadásodon úgy említetted hogy a homokot szárazon kell berázatni, hogy a mintát körülfogja. A kérdés: öntés közben amikor a forró fém befolyik én úgy gondolom nem csak azt a részt párologtatja el a habból amivel helyet cserél a fém, tehát nem fog a száraz homokforma összezuhanni?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 október 04, 09:27
Írta: 000000000 Dátum 2005 október 04, 09:27
Szia Machszi!
Bármilyen furcsa és érthetetlen nem zuhan össze, hanem folyamatosan kitölti az üreget. Először amikor hallottam erről az eljárásról én is kételkedtem, de amikor tapasztaltam elhittem, és logikusan végiggondolva csak az ahomok tud beomlani ami nincs alátámasztva. Vagy polisztirolhabbal, vagy szilárd vagy folyékony alumíniummal. Mivel más nincs a formában (pl. levegő ami ugye nem támasztja meg a homokot) így nem tud beomlani. Csak megszakított öntésnél fordulhat elő ilyen, de akkor igyse-úgyse lesz jó az öntvény.
Kalmus
Bármilyen furcsa és érthetetlen nem zuhan össze, hanem folyamatosan kitölti az üreget. Először amikor hallottam erről az eljárásról én is kételkedtem, de amikor tapasztaltam elhittem, és logikusan végiggondolva csak az ahomok tud beomlani ami nincs alátámasztva. Vagy polisztirolhabbal, vagy szilárd vagy folyékony alumíniummal. Mivel más nincs a formában (pl. levegő ami ugye nem támasztja meg a homokot) így nem tud beomlani. Csak megszakított öntésnél fordulhat elő ilyen, de akkor igyse-úgyse lesz jó az öntvény.
Kalmus
Cím: Re:Fémöntés házilag
Írta: knifemaster Dátum 2005 október 04, 19:47
Írta: knifemaster Dátum 2005 október 04, 19:47
Szeretném letőlteni a fájlt,de 45%-nál kiakad stagnál vegetál,még cukorkával is csalogattam de nem tudom letölteni így sem...Ha esetleg valaki megdobna vele mailban,megköszönném.
Cím: Re:Fémöntés házilag
Írta: knifemaster Dátum 2005 október 04, 19:52
Írta: knifemaster Dátum 2005 október 04, 19:52
Közben végignyálaztam a postokat,kérdésem,ennél a technológiánál akkor nem is kell kisütni a homokot?
Cím: Re:Fémöntés házilag
Írta: knifemaster Dátum 2005 október 04, 20:02
Írta: knifemaster Dátum 2005 október 04, 20:02
Sikerült letöltenem,_bocs_, sok postért:)
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 október 05, 07:25
Írta: 000000000 Dátum 2005 október 05, 07:25
Szia Knifemaster!
Mivel száraz homokot használsz nem kell a felületi nedvességet eltávolítani "kisütni", mivel nincs benne. A száraz homokon a teljesen száraz pergős homokot kell érteni.
Kalmus
Mivel száraz homokot használsz nem kell a felületi nedvességet eltávolítani "kisütni", mivel nincs benne. A száraz homokon a teljesen száraz pergős homokot kell érteni.
Kalmus
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 október 06, 09:34
Írta: 000000000 Dátum 2005 október 06, 09:34
Hali
Az elôadáson elhangzott, hogy rézdrót is kell....
Ez pontosan mire is kell ?
Feloldani az aluban ? vagy mire is jó ?
zsolt
Az elôadáson elhangzott, hogy rézdrót is kell....
Ez pontosan mire is kell ?
Feloldani az aluban ? vagy mire is jó ?
zsolt
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 október 06, 10:02
Írta: 000000000 Dátum 2005 október 06, 10:02
Szia!
A rézdrót 1-3%-ban azért jó (nem szükséges) hogy a forgácsolhatóságot (nem folyamatos forgács, szebb felület, forgácsolószerszám éltartósság stb ) javítja. Nem szükséges az alakalmazása de javaslom.
Üdv Kalmus
A rézdrót 1-3%-ban azért jó (nem szükséges) hogy a forgácsolhatóságot (nem folyamatos forgács, szebb felület, forgácsolószerszám éltartósság stb ) javítja. Nem szükséges az alakalmazása de javaslom.
Üdv Kalmus
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 október 06, 12:46
Írta: 000000000 Dátum 2005 október 06, 12:46
ok, és ezt simán beledobom az olvadékba és feloldódik benne ? mert hát a réz valami 1050 fok körül olvad...
1ébként beszereztem egy gáz kazánt, amit kidobtak ennek levágtam a tetejét, van benne atom nagy gázégô, meg hôbefújó csonk, telerakom az oldalát samottal, az üst meg egy boyler lesz.
Szerinted jó ez az összeállítás ? (ha kikenem az oldalát azzal a vizüveges samotporos trutyival...)
zsolt
1ébként beszereztem egy gáz kazánt, amit kidobtak ennek levágtam a tetejét, van benne atom nagy gázégô, meg hôbefújó csonk, telerakom az oldalát samottal, az üst meg egy boyler lesz.
Szerinted jó ez az összeállítás ? (ha kikenem az oldalát azzal a vizüveges samotporos trutyival...)
zsolt
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 október 06, 15:08
Írta: 000000000 Dátum 2005 október 06, 15:08
A réz ha belerakod rövid idő alatt feloldódik és nem olvad. Az olvadáspontjának nincsköze hozzá csak az oldhatóságnak.(só és víz oldódásához hasonlóan a só is 808°C-on olvad mégis feloldódik a hideg vízben is) A rézé pedig nagyon jó az aluötvözetekben. Még szilárd állapotban is (lásd diffúzió). Kis keverés segíthet. A zománcozott cuccokat kerüljétek, mert pattoghat a zománc ezen a hőmérsékleten. A lemezből készített olvasztótégely célszerűen 2-5 mm falvastagságú legyen. Mennyi fémet akarsz egyszerre olvasztani? Egy régi öntöttvas fazék is megfelelhet. Gázzal azért óvatosan bánni főleg pb-vel mert a pinyóban könnyen bumm. Ugye tudjátok pincében tilos használni, csak jól szellőző helyen!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 október 06, 16:01
Írta: 000000000 Dátum 2005 október 06, 16:01
ok, pedig zománcozott huzalból van itt vagy 30 kg.... írod, hogy pattog, ha még hidegen ráteszem a tégely tetejére a zománcos huzalt akkor mire az egész megolvad addigra errôl is leéghet, ugye ?
Persze, nem pincében csinálom, hanem kinn az udvaron, csak télen több gáz kell neki, bár ha jól kirakom a kemence oldalát téglával akkor nincs olyan nagy hôveszteség....
Mennyi anyagot.... azt nem tudom 1nlôre a lehetôségét szeretném megteremteni és ha már lúd akkor legyen kövér :))) szóval egy 80 literes boylert ketté vágok így olyan 30 literes edényt kapok amit még biztonsággal meg lehet tölteni fémmel, ebbôl szerintem prímán le lehet önteni akár egy asztalnyi lapot is....
jah jutott még eszembe, ha forrasztóón kerül az olvadékba az nagy baj ? ugyan nem számottevô mennyiségben, van egy csomó bontott hûtôbordám amin vannak rászegecselt fülek rézbôl és ezeket forrasztották, na most ami ezen van az kerülne bele talán néhány gramm :)) 5-6 kg-hoz.
zsolt
Persze, nem pincében csinálom, hanem kinn az udvaron, csak télen több gáz kell neki, bár ha jól kirakom a kemence oldalát téglával akkor nincs olyan nagy hôveszteség....
Mennyi anyagot.... azt nem tudom 1nlôre a lehetôségét szeretném megteremteni és ha már lúd akkor legyen kövér :))) szóval egy 80 literes boylert ketté vágok így olyan 30 literes edényt kapok amit még biztonsággal meg lehet tölteni fémmel, ebbôl szerintem prímán le lehet önteni akár egy asztalnyi lapot is....
jah jutott még eszembe, ha forrasztóón kerül az olvadékba az nagy baj ? ugyan nem számottevô mennyiségben, van egy csomó bontott hûtôbordám amin vannak rászegecselt fülek rézbôl és ezeket forrasztották, na most ami ezen van az kerülne bele talán néhány gramm :)) 5-6 kg-hoz.
zsolt
Cím: Re:Fémöntés házilag
Írta: f6kuxbs9f Dátum 2005 október 06, 19:19
Írta: f6kuxbs9f Dátum 2005 október 06, 19:19
Szia Zsolt!
Szólj ha olvasztasz, nem hagyon ki, hogy el ne menjek megnézni. Nem aprózod :-))
Ha jó emlékszem, a lágy, hengerelt, húzott darabok beolvasztása nem szerepelt az ajánlott tevékenységek között, a rossz folyási tulajdonságok miatt. A rézzel való ötvözés ezen is segít?
Üdv
Szólj ha olvasztasz, nem hagyon ki, hogy el ne menjek megnézni. Nem aprózod :-))
Ha jó emlékszem, a lágy, hengerelt, húzott darabok beolvasztása nem szerepelt az ajánlott tevékenységek között, a rossz folyási tulajdonságok miatt. A rézzel való ötvözés ezen is segít?
Üdv
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 október 06, 20:16
Írta: 000000000 Dátum 2005 október 06, 20:16
Szia
Ok, ha elkészül mindenképpen szólok, sôt ha lesz fotómasina akkor készítünk képeket is a kohóról :))))
A lágy anyagok, nem annyira jók, de mit csináljak velük, el kell ezt is használni, meg azért öntvénybôl több van és majd keverednek :)
>Nem aprózod :-))
Nem hát... :) éppen reggel állított be egyik ismerôsöm, hogy kell-e a gázégô (vasazik és valahonnan szerezte ezt a kazánt) jah meg volt nála éppen egy 80 literes boyler... szóval gyorsan elboltotam vele... kapott érte 20 db monitor képcsônyak tekercset...
komolyan soxor füstölgök, hogy milyen jó cuccokat szétdarabolnak , ahelyett, hogy megpróbálnák eredeti rendeltetésére eladni, szerintem sokkal többet kapna érte mint vasba...
na mind1
zsolt
Ok, ha elkészül mindenképpen szólok, sôt ha lesz fotómasina akkor készítünk képeket is a kohóról :))))
A lágy anyagok, nem annyira jók, de mit csináljak velük, el kell ezt is használni, meg azért öntvénybôl több van és majd keverednek :)
>Nem aprózod :-))
Nem hát... :) éppen reggel állított be egyik ismerôsöm, hogy kell-e a gázégô (vasazik és valahonnan szerezte ezt a kazánt) jah meg volt nála éppen egy 80 literes boyler... szóval gyorsan elboltotam vele... kapott érte 20 db monitor képcsônyak tekercset...
komolyan soxor füstölgök, hogy milyen jó cuccokat szétdarabolnak , ahelyett, hogy megpróbálnák eredeti rendeltetésére eladni, szerintem sokkal többet kapna érte mint vasba...
na mind1
zsolt
Cím: Re:Fémöntés házilag
Írta: f6kuxbs9f Dátum 2005 október 06, 20:26
Írta: f6kuxbs9f Dátum 2005 október 06, 20:26
Ha kell, viszek digi masinát.
Én is tegnap tettem ki egy lepukkant, de működőképes fagyasztóládát. Mondtam is annak aki elvitte, hogy működik. Nem csillant fel a szeme [#confused]
Üdv
Én is tegnap tettem ki egy lepukkant, de működőképes fagyasztóládát. Mondtam is annak aki elvitte, hogy működik. Nem csillant fel a szeme [#confused]
Üdv
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 október 06, 22:15
Írta: 000000000 Dátum 2005 október 06, 22:15
hmmm elénk is rakhattad volna :)
zsolt
zsolt
Cím: Re:Fémöntés házilag
Írta: f6kuxbs9f Dátum 2005 október 07, 07:25
Írta: f6kuxbs9f Dátum 2005 október 07, 07:25
Nem akartam kiszurni Veled :-))
Mukodott, de a vilag osszes villanyat felzabalta, olyan vekony hoszigetelessel csinaltak, de lehet, hogy a termosztatja is rossz volt.
udv
Mukodott, de a vilag osszes villanyat felzabalta, olyan vekony hoszigetelessel csinaltak, de lehet, hogy a termosztatja is rossz volt.
udv
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 október 07, 07:50
Írta: 000000000 Dátum 2005 október 07, 07:50
Sziaztok!
Hát ami azt illeti a kb 30 literes edény azt jelenti, hogy kb 100kg olvadt fémmel kezdenéd. Ebből kb. egy 1000x500x50 méretű lapot lehet önteni ez igen szép méret ennek otthon még én se vágnék neki, mert otthon nincs ehhez felszerelésem. A szükséges igények: kb 10 m3/h teljesítményű gázégő, és erre már a grafittégelyt ajánlanám. Sok öntőnek nincs ekkora befogadóképességű tégelye. Igy a bolylert én elvetném a többi egyébként OK.
Rézhuzalnál én lehetőleg a bontottat ajánlottam a többi problémát okozhat ezért nem javaslom, fóleg ha ónozottak, mert bizonyos mennyiség fölött az ón és ólom törékennyé teszi az alumíniumot valamint rossz hatással van a szívódási üregekre is. A zománcozott rézhuzal használható, mert az nem olyan zománc, mint a lábasokon, az leégethető ha kellő hőt kap.
Azért a vastelepre szánt gázégővel vigyázz jobb ha előtte szakértővel megnézeted, lehet, hogy nem véletlenül készültek "kidobni"!!!!
Hát ami azt illeti a kb 30 literes edény azt jelenti, hogy kb 100kg olvadt fémmel kezdenéd. Ebből kb. egy 1000x500x50 méretű lapot lehet önteni ez igen szép méret ennek otthon még én se vágnék neki, mert otthon nincs ehhez felszerelésem. A szükséges igények: kb 10 m3/h teljesítményű gázégő, és erre már a grafittégelyt ajánlanám. Sok öntőnek nincs ekkora befogadóképességű tégelye. Igy a bolylert én elvetném a többi egyébként OK.
Rézhuzalnál én lehetőleg a bontottat ajánlottam a többi problémát okozhat ezért nem javaslom, fóleg ha ónozottak, mert bizonyos mennyiség fölött az ón és ólom törékennyé teszi az alumíniumot valamint rossz hatással van a szívódási üregekre is. A zománcozott rézhuzal használható, mert az nem olyan zománc, mint a lábasokon, az leégethető ha kellő hőt kap.
Azért a vastelepre szánt gázégővel vigyázz jobb ha előtte szakértővel megnézeted, lehet, hogy nem véletlenül készültek "kidobni"!!!!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 október 07, 08:31
Írta: 000000000 Dátum 2005 október 07, 08:31
na ennyire nem számoltam még utána... de ha egy edény nincs teljesen kihasználva és csak az alján lötyög valami olvadék és nem színültig rakom fémmel az gondolom nem olyan nagy baj ? legalább hamarabb melegszik és olvad a tartalma :)
Nem akarok egybôl olyan nagy tömeggel kezdeni, de most ekkora kályhára van lehetôség.
Persze a gázégôt egy gázmûvekes ember átnézi, mert az földgázra van és a palackhoz úgyis más fúvóka kell, szóval én sem akarok felrobbanni és aluminium esôben állni :)))
nah majd csinálgatom, s ha elkészül a kohó:) akkor referálok.
köszi
zsolt
Nem akarok egybôl olyan nagy tömeggel kezdeni, de most ekkora kályhára van lehetôség.
Persze a gázégôt egy gázmûvekes ember átnézi, mert az földgázra van és a palackhoz úgyis más fúvóka kell, szóval én sem akarok felrobbanni és aluminium esôben állni :)))
nah majd csinálgatom, s ha elkészül a kohó:) akkor referálok.
köszi
zsolt
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 október 07, 10:45
Írta: 000000000 Dátum 2005 október 07, 10:45
Zsolt!
Azzal is számolj amikor tervezel ilyesmit, hogy az olvadt fém tömegét is meg kell tartani az olvasztó tégelynek az olvasztás 750 °C-os hőmérsékletén. Ha eljutsz odáig én is szivesen jelen lennék.
Kalmus
Azzal is számolj amikor tervezel ilyesmit, hogy az olvadt fém tömegét is meg kell tartani az olvasztó tégelynek az olvasztás 750 °C-os hőmérsékletén. Ha eljutsz odáig én is szivesen jelen lennék.
Kalmus
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 október 12, 10:13
Írta: 000000000 Dátum 2005 október 12, 10:13
Szia Kalmus!
Szuper volt az előadásod!
Sajnos nem jegyzeteltem, igy nem irtam fel azokat a cégeket (Bpesti vagyok) ahol az öntéshez való cuccokat be lehetne szerezni. Légyszi megadni egy-két Pest közeli cég nevét, olyanokat akik velünk (pórnéppel)is szóbaállnának.
Szuper volt az előadásod!
Sajnos nem jegyzeteltem, igy nem irtam fel azokat a cégeket (Bpesti vagyok) ahol az öntéshez való cuccokat be lehetne szerezni. Légyszi megadni egy-két Pest közeli cég nevét, olyanokat akik velünk (pórnéppel)is szóbaállnának.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 október 12, 11:31
Írta: 000000000 Dátum 2005 október 12, 11:31
Szia Géza!
1.Ferrometal kft. Bp. IV. Schweidel u.
2.Foundex kft. Bp. XXI. Gyepsor u. 1. (Csepel Művek azon belül Öntöde u.)
Ezek bárkit kiszolgálnak aki kp-t visz nekik.
1.Ferrometal kft. Bp. IV. Schweidel u.
2.Foundex kft. Bp. XXI. Gyepsor u. 1. (Csepel Művek azon belül Öntöde u.)
Ezek bárkit kiszolgálnak aki kp-t visz nekik.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 október 12, 11:34
Írta: 000000000 Dátum 2005 október 12, 11:34
Sziasztok.
Egy pár kép CNC alkatrészek házi öntéséhez:
http://www.buildyouridea.com/cnc/IG-88/ig88.html
Pontosabban öntés csak a 4-5-9-es fázisban látható
Egy pár kép CNC alkatrészek házi öntéséhez:
http://www.buildyouridea.com/cnc/IG-88/ig88.html
Pontosabban öntés csak a 4-5-9-es fázisban látható
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 október 12, 12:18
Írta: 000000000 Dátum 2005 október 12, 12:18
Szia Syntax!
Köszi a képeket. Szerintem is nagyon szép példát mutat a polisztirol habos öntési technikára. Javaslom mindenkinek aki öntésben töri a fejét.
Köszi a képeket. Szerintem is nagyon szép példát mutat a polisztirol habos öntési technikára. Javaslom mindenkinek aki öntésben töri a fejét.
Cím: Re:Fémöntés házilag
Írta: lari Dátum 2005 október 12, 16:29
Írta: lari Dátum 2005 október 12, 16:29
Kálmán!
Az lenne hozzád a kérdésem, hogy vajon bronz öntése megoldható-e házilag?
Én ugyanis már próbáltam egy kis fém edényben felolvasztani kisbb Bz darabkákat, de nem sikerült....Úgy kell elképzelni, hogy kívűlről melegítettem egy Pb-gáz pörzsölővel kb egy órán keresztül, kb fél liternyi anyagot, de nem olvadt meg....
mi lehet az oka?
Köszi!
Az lenne hozzád a kérdésem, hogy vajon bronz öntése megoldható-e házilag?
Én ugyanis már próbáltam egy kis fém edényben felolvasztani kisbb Bz darabkákat, de nem sikerült....Úgy kell elképzelni, hogy kívűlről melegítettem egy Pb-gáz pörzsölővel kb egy órán keresztül, kb fél liternyi anyagot, de nem olvadt meg....
mi lehet az oka?
Köszi!
Cím: Re:Fémöntés házilag
Írta: lari Dátum 2005 október 12, 16:30
Írta: lari Dátum 2005 október 12, 16:30
Ja! egyébként az előadásod anyaga látható lesz valahol videón, vagy írott formában?
A poverpointos előadás megvan, de az nem sokat mutat....
A poverpointos előadás megvan, de az nem sokat mutat....
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 október 12, 16:42
Írta: 000000000 Dátum 2005 október 12, 16:42
Igen! Remélem, hogy sikerül elkészíten. Legalábbis aki felvette megigérte, hogy kapok cd-n egy másolatot belőle, és akkor tudom tovább adni. Addig sajnos én is csak várok rá. Minden esetre megsürgetem.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 október 12, 16:49
Írta: 000000000 Dátum 2005 október 12, 16:49
Ja, majdnem elfeledtem: a bronz olvasztás csak grafit tégelyben megy. Csak olaj vagy spécigázégővel ill. indukciós kemencében, valamint kiváló hőszigeteléssel. Kisebb mennyiségben megolvasztható acetilén hegesztőpisztollyal. Ez azért van igy, mert a bronznak és más rézötvözeteknek igen magas az olvadáspontja és ehhez min. 3-400 fokkal magasabb hőmérséklet kell
Cím: Re:Fémöntés házilag
Írta: yuagaci9g Dátum 2005 október 12, 19:51
Írta: yuagaci9g Dátum 2005 október 12, 19:51
Kalmus!
Emlitetted, hogy a vas olvasztoedeny oldodik az aluminiumban, ezert csak szigetelve hasznalhato.
Szerinted egy rozsdamentes edennyel mi a helyzet?
Emlitetted, hogy a vas olvasztoedeny oldodik az aluminiumban, ezert csak szigetelve hasznalhato.
Szerinted egy rozsdamentes edennyel mi a helyzet?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 október 13, 09:40
Írta: 000000000 Dátum 2005 október 13, 09:40
A rozsdamentes még rosszabb, mert jobban oldódik.
Lehetőleg ne használjátok!
Minőségi sorrend
1. grafit v. SiC tégely
2. öntöttvas bevonatolva belülről
3. acél bevonatolva
4. rozsdamentes bevonatolva
Lehetőleg ne használjátok!
Minőségi sorrend
1. grafit v. SiC tégely
2. öntöttvas bevonatolva belülről
3. acél bevonatolva
4. rozsdamentes bevonatolva
Cím: Re:Fémöntés házilag
Írta: dg8n4i8x Dátum 2005 október 13, 09:58
Írta: dg8n4i8x Dátum 2005 október 13, 09:58
Sziasztok!
Én úgy tudom a bronzkorban kiégetet agyagedényben, agyag kemencében olvasztották a bronzot, a fűtést pedig fújtatott faszénnel oldották meg. Szerintem ez ma is működik, esetleg a faszén helyett a koksz több kalóriát ad. A Discoveryn láttam egy filmet ahol ezzel a módszerrel 16kg bronzot olvasztottak meg és kézzel fújtatták. Egyébként a cserépkályhában a parázsban olvasztottam már alut, simán ment!
Én úgy tudom a bronzkorban kiégetet agyagedényben, agyag kemencében olvasztották a bronzot, a fűtést pedig fújtatott faszénnel oldották meg. Szerintem ez ma is működik, esetleg a faszén helyett a koksz több kalóriát ad. A Discoveryn láttam egy filmet ahol ezzel a módszerrel 16kg bronzot olvasztottak meg és kézzel fújtatták. Egyébként a cserépkályhában a parázsban olvasztottam már alut, simán ment!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 október 13, 10:22
Írta: 000000000 Dátum 2005 október 13, 10:22
Igazad van én írtam helytelenűl a megnevezést, mivel a tégely helyes neve agyaggrafit tégely.
Ugyanis ezt úgy készítik, hogy agyagba belegyúrnak grafit őrleményt és ezt formázzák tégellyé. A grafitot a jobb hővezetés miatt rakják bele. A szakmán belül viszont csak grafittégelynek nevezik.
Kössz a kiigazítást.
Ugyanis ezt úgy készítik, hogy agyagba belegyúrnak grafit őrleményt és ezt formázzák tégellyé. A grafitot a jobb hővezetés miatt rakják bele. A szakmán belül viszont csak grafittégelynek nevezik.
Kössz a kiigazítást.
Cím: Re:Fémöntés házilag
Írta: dg8n4i8x Dátum 2005 október 13, 13:00
Írta: dg8n4i8x Dátum 2005 október 13, 13:00
Na ezt meg én nem tudtam! :) Én csak az agyagról tudtam, azért csak összehozzuk :) Szóval elvileg házi barkács tégely is lehetséges!?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 október 13, 13:28
Írta: 000000000 Dátum 2005 október 13, 13:28
Hát nem tudom. Én még nem csináltam. Mindenesetre egy olyan tégely ára amiben egyszerre olvasztható 30 kg alumínium bizony 32 e Ft + Áfa. A házi készítésű nem tudom hogy kibírjae azt hogy 7-800 fokon olvasztok valamit, majd kiemelem a kemencéből és leöntök egy lapot egy darabban. Persze kisérletezni lehet.
Cím: Re:Fémöntés házilag
Írta: f6kuxbs9f Dátum 2005 október 13, 13:32
Írta: f6kuxbs9f Dátum 2005 október 13, 13:32
A kalóriatech oldalán párszáz ill. ezer forintért kínálnak tégelyeket, de szerintem kicsik lehetnek. Nagyobbat hol érdemes nézni?
Üdv
Üdv
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 október 13, 15:41
Írta: 000000000 Dátum 2005 október 13, 15:41
Hát ezek nagyon picik. Ma kérdeztem a grafittégely a Ferrometal Kft-nél 32eFt +ÁFA. Ebben 30 kg alumíniumot lehet megolvasztani. Persze aki kissebbet akar az kevesebbet fizet. Ez igen sokáig használható. Ha mindennap olvasztanak benne akkor kb. egy évig használható.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 október 13, 16:05
Írta: 000000000 Dátum 2005 október 13, 16:05
Magán mailben kérdezték, de gondolom másokat is érdekelhet:
Mi az amivel Syntax #32 hozzászólásában jelzett képeken bekenik a polisztirolhab mintákat?
Fekecsnek hívják és az a szerepe, hogy a minta felületét még élethűbben visszaadja. Kapható kb. 370 Ft/kg az ára, viszont csak 40kg kiszerelésben kapható.
Otthon elkészíthető:
1 kg samottliszt vagy grafitpor (nagyon finom szemcséjű)
1 dl vízüveg
és kb. 0.5-1 liter víz. A vízmennyiséget addig kell adagolni míg az állaga festék sűrűségű lesz.
Ecsettel bekenni a mintát, majd 1-2 napot szárítani. Szárítást ventilátorral,langyos levegővel lehet gyorsítani. Amikor teljesen száraz csak akkor használható, mivel a nedves forma hibás öntvényt eredményezhet.
Ja egyéb árak hozzávetőleg:
megnevezés ár legkisebb mennyiség
salakolósó 220 Ft/kg 5 kg
gáztalanító 119 Ft/db 5 db
nemesítő só 580 Ft/kg 1/2 kg
KH-24 homok 18 Ft/kg 50 kg
cirkon fekecs 370 Ft/kg 40 kg
grafit fekecs 350 Ft/kg 25 kg
Ezek mind ÁFA nélküli árak.
Mi az amivel Syntax #32 hozzászólásában jelzett képeken bekenik a polisztirolhab mintákat?
Fekecsnek hívják és az a szerepe, hogy a minta felületét még élethűbben visszaadja. Kapható kb. 370 Ft/kg az ára, viszont csak 40kg kiszerelésben kapható.
Otthon elkészíthető:
1 kg samottliszt vagy grafitpor (nagyon finom szemcséjű)
1 dl vízüveg
és kb. 0.5-1 liter víz. A vízmennyiséget addig kell adagolni míg az állaga festék sűrűségű lesz.
Ecsettel bekenni a mintát, majd 1-2 napot szárítani. Szárítást ventilátorral,langyos levegővel lehet gyorsítani. Amikor teljesen száraz csak akkor használható, mivel a nedves forma hibás öntvényt eredményezhet.
Ja egyéb árak hozzávetőleg:
megnevezés ár legkisebb mennyiség
salakolósó 220 Ft/kg 5 kg
gáztalanító 119 Ft/db 5 db
nemesítő só 580 Ft/kg 1/2 kg
KH-24 homok 18 Ft/kg 50 kg
cirkon fekecs 370 Ft/kg 40 kg
grafit fekecs 350 Ft/kg 25 kg
Ezek mind ÁFA nélküli árak.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 október 14, 20:27
Írta: 000000000 Dátum 2005 október 14, 20:27
hali
ez samot liszt hol is kapható ?
bármelyik háztartási boltban vagy keresni kell ?
pontosan mi a neve ? Samottliszt ?
Halad a kohó építés....
Tegnap az esô elôtt levágtam az nagy kerek vas tetejét egyenesre.
Aztán számolgattam és a körben samott téglák berakása után belül 30 cm marad, ekkora tégelyt lehet max bele tenni, és ez kb. 30 cm mély lehet.
A tetejére két oldalt valami fület tervezek hegeszteni amivel fel lehet majdan emelni.
A boyleres 5let jó, de akkora tartály van benne (45cm átmérôjû), hogy nem fér el a samott téglék között, így a boyler megy a méhbe.
Most kereshetek egy másik tégely....
Valakinek valami 5let, hogy mibôl lehetne ekkora üstöt csinálni ?
Sajnos 1re hidegebb van és nekem 1re kevesebb kedvem van kint ténykedni.
zsolt
ez samot liszt hol is kapható ?
bármelyik háztartási boltban vagy keresni kell ?
pontosan mi a neve ? Samottliszt ?
Halad a kohó építés....
Tegnap az esô elôtt levágtam az nagy kerek vas tetejét egyenesre.
Aztán számolgattam és a körben samott téglák berakása után belül 30 cm marad, ekkora tégelyt lehet max bele tenni, és ez kb. 30 cm mély lehet.
A tetejére két oldalt valami fület tervezek hegeszteni amivel fel lehet majdan emelni.
A boyleres 5let jó, de akkora tartály van benne (45cm átmérôjû), hogy nem fér el a samott téglék között, így a boyler megy a méhbe.
Most kereshetek egy másik tégely....
Valakinek valami 5let, hogy mibôl lehetne ekkora üstöt csinálni ?
Sajnos 1re hidegebb van és nekem 1re kevesebb kedvem van kint ténykedni.
zsolt
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 október 14, 20:30
Írta: 000000000 Dátum 2005 október 14, 20:30
Van egy 5letem:
mi lenne ha akit érdekel az öntés fejenként venne 1-1 anyagból a legkisebb kiszerelést és akkor ezt elcserélgetnénk egymás között, így nem kellene mindekinek mindenfélét megvenni pl. a 40 kg csomagot, hanem 1 valaki megveszi a többi meg tôle veszi meg a kisebb mennyiségeket.
Érthetôen írtam ?
Érdekelhet valakiket ?
zsolt
mi lenne ha akit érdekel az öntés fejenként venne 1-1 anyagból a legkisebb kiszerelést és akkor ezt elcserélgetnénk egymás között, így nem kellene mindekinek mindenfélét megvenni pl. a 40 kg csomagot, hanem 1 valaki megveszi a többi meg tôle veszi meg a kisebb mennyiségeket.
Érthetôen írtam ?
Érdekelhet valakiket ?
zsolt
Cím: Re:Fémöntés házilag
Írta: Motoros Dátum 2005 október 15, 08:21
Írta: Motoros Dátum 2005 október 15, 08:21
Sziasztok!
Hátha érdekel valakit? Volna ZAMAK fémhez való tégelyem, (öntvény) samotos házzal, esetleg olajégővel, kémény nyílással, hőmérő is van hozzá ami ki be kapcsolja az olajégőt. Kb 50-100 kg fémhez való. Csere is szóba jöhet.Nem tudom ez aluhoz jó e, a zamak 400 fokon olvad, azt egy óra alatt teli üstnél megolvasztja, az aluhoz gondolom kell 2 óra.
Van 10mm es kazánlemezből hegesztett tégely is.
Hali
Hátha érdekel valakit? Volna ZAMAK fémhez való tégelyem, (öntvény) samotos házzal, esetleg olajégővel, kémény nyílással, hőmérő is van hozzá ami ki be kapcsolja az olajégőt. Kb 50-100 kg fémhez való. Csere is szóba jöhet.Nem tudom ez aluhoz jó e, a zamak 400 fokon olvad, azt egy óra alatt teli üstnél megolvasztja, az aluhoz gondolom kell 2 óra.
Van 10mm es kazánlemezből hegesztett tégely is.
Hali
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 október 15, 15:38
Írta: 000000000 Dátum 2005 október 15, 15:38
mit kérsz érte cserébe ?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 október 18, 08:13
Írta: 000000000 Dátum 2005 október 18, 08:13
TelectroCNC kérdezte a #47 üzenetben hol kapható a samottliszt. Teljesen jól tudod általában a háztartási boltok árulják 1 kg-os kiszerelésben. De láttam már OBI, Brico vagy Baumaxban is. A hozzá szükséges vízüveget is ugyanitt kapod meg.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 október 18, 08:19
Írta: 000000000 Dátum 2005 október 18, 08:19
Motoros #49 üzenetére válaszom: a Zamakhoz használt öntöttvas tégely kiválló a célra. Csak megfelelően ki kell takarítani és belülről bevonni. Azt hogy mekkora így nehéz megitélni, jobb lenne ha literben írnád a befogadó képességet amiből a fajsúllyal való szorzással (zamak 6,7 alu 2,7 stb) könnyű kiszámolni az olvasztható fém mennyiségét.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2005 október 28, 17:19
Írta: 3vv2btrhv Dátum 2005 október 28, 17:19
T Kalmus
Kérdésem a következö : aki nem akar önteni az tud e nálad rendelni öntvényt és ha igen menyibe kerül kg- ja
Tibor
Kérdésem a következö : aki nem akar önteni az tud e nálad rendelni öntvényt és ha igen menyibe kerül kg- ja
Tibor
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2005 október 28, 17:42
Írta: 3vv2btrhv Dátum 2005 október 28, 17:42
Aki ezt végig nézi profi öntö lessz.öntés gyüjtemény
Cím: Re:Fémöntés házilag
Írta: Kristály Árpád Dátum 2005 október 28, 20:35
Írta: Kristály Árpád Dátum 2005 október 28, 20:35
Hallihó!
Tibor gratulálok! Igazad van.
T Kalmus engem is érdekel az utóbbi kérdés, sőt nyersanyagot biztositok grátisz!
Kálmus A találkozón igértél nekem anyagot!
Üdv.: Árpád
Tibor gratulálok! Igazad van.
T Kalmus engem is érdekel az utóbbi kérdés, sőt nyersanyagot biztositok grátisz!
Kálmus A találkozón igértél nekem anyagot!
Üdv.: Árpád
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 november 02, 11:16
Írta: 000000000 Dátum 2005 november 02, 11:16
Sziasztok!
Hosszú hétvégém volt. Nem nagyon foglalkoztam a hobbycnc-vel.
Mostani körülményeim között nem tudok önteni. Azonban januártól tervezem. Árakat jelenleg nem tudok mondani. Általában az anyagárnak a 80-100 %ka szokott rájönni, ha van minta. Ha nincs akkor hozzájön a mintakészítés költsége is.
Árpád az anyagot sajnos még nem tudtam elküldeni, mivek én sem kaptam meg. Aki felvette az előadást odaütötte a felvevőt valamihez és akkor vehető le az anyag róla, ha megjavították. A javítást erre a hétre igérték ezért még türelmedet kérem
Üdv.: Kalmus
Hosszú hétvégém volt. Nem nagyon foglalkoztam a hobbycnc-vel.
Mostani körülményeim között nem tudok önteni. Azonban januártól tervezem. Árakat jelenleg nem tudok mondani. Általában az anyagárnak a 80-100 %ka szokott rájönni, ha van minta. Ha nincs akkor hozzájön a mintakészítés költsége is.
Árpád az anyagot sajnos még nem tudtam elküldeni, mivek én sem kaptam meg. Aki felvette az előadást odaütötte a felvevőt valamihez és akkor vehető le az anyag róla, ha megjavították. A javítást erre a hétre igérték ezért még türelmedet kérem
Üdv.: Kalmus
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 november 02, 11:32
Írta: 000000000 Dátum 2005 november 02, 11:32
Hali, Milyen bonyolultsagu alkatreszt lehet szerinted home-eljarassal leonteni? Gondolok itt merettartasra, falvastagsagokra stb.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 november 02, 11:45
Írta: 000000000 Dátum 2005 november 02, 11:45
Szia! Tulajdonképpen a legbonyolultabbakat is le lehet önteni. Persze az öntés lehetőségein belül. Ne akarjunk példáúl menetet önteni, mert az nem lehetséges ilyen technológiával. A pontosságról holnap felrakok egy kis táblázatot, mert most találom.
Üdv.: Kalmus
Üdv.: Kalmus
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 november 02, 11:51
Írta: 000000000 Dátum 2005 november 02, 11:51
"öntés lehetőségein belül" - Na pont erre vagyok kivancsi :) En eddig csak lovedekeket ontogettem nagy sikerrel on-olom otvozetbol :) A tablazatot elore is kosz!
(nekem vala tablazatom egy magyar cegtol, de ok precizios ontessel foglalkoznak)
(nekem vala tablazatom egy magyar cegtol, de ok precizios ontessel foglalkoznak)
Cím: Re:Fémöntés házilag
Írta: jnnhurvx3 Dátum 2005 november 03, 19:50
Írta: jnnhurvx3 Dátum 2005 november 03, 19:50
Sziasztok!
Én vettem fel a Kálmán előadását. Sajnos a kamerám megadta magát mire hazaértem de végre ma megkaptam a szerviztől!!! Rögtön el is kezdtem leszedni a szalagról. Ha valakinek van szabad helye a neten kérem írjon, mert nekem kb 20 megám van csak és jó lenne kevésbé tömöríteni. Bocs mindenkitől a csúszásért, de sajna még én sem tudtam mindeddig megnézni :((( Üdv mindenkinek: Zs
Jja, jó kis "hobby" felvétel lett ahogy itt közben elnézem, sorry! :))))
Én vettem fel a Kálmán előadását. Sajnos a kamerám megadta magát mire hazaértem de végre ma megkaptam a szerviztől!!! Rögtön el is kezdtem leszedni a szalagról. Ha valakinek van szabad helye a neten kérem írjon, mert nekem kb 20 megám van csak és jó lenne kevésbé tömöríteni. Bocs mindenkitől a csúszásért, de sajna még én sem tudtam mindeddig megnézni :((( Üdv mindenkinek: Zs
Jja, jó kis "hobby" felvétel lett ahogy itt közben elnézem, sorry! :))))
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 november 04, 06:46
Írta: 000000000 Dátum 2005 november 04, 06:46
Ha el tudnád juttatni hozzám valahogy, én megpróbálok majd kezdeni vele valamit és kitenni! A Freemail 25MB-ot tud fogadni (elvileg).
Cím: Re:Fémöntés házilag
Írta: Kristály Árpád Dátum 2005 november 04, 10:46
Írta: Kristály Árpád Dátum 2005 november 04, 10:46
Hallihó!
Nekem 100-Mb van az emailemen!?
Üdv.:Árpád
Nekem 100-Mb van az emailemen!?
Üdv.:Árpád
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 november 04, 11:24
Írta: 000000000 Dátum 2005 november 04, 11:24
Hay!
CD-re kiirva levélként nem egyszerübb??
Üdv
CD-re kiirva levélként nem egyszerübb??
Üdv
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 november 04, 11:51
Írta: 000000000 Dátum 2005 november 04, 11:51
Természetesen jó, csak költség kímélő akartam lenni![#circling]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 november 04, 12:11
Írta: 000000000 Dátum 2005 november 04, 12:11
István!
Nincs infó elég, hogy amit csinálni szeretnénk,
mibe fog kerülni postán vagy net-szolgáltatón
keresztül! Feltőlteni egyszer és letőlteni még egyszer neten keresztül (gondolom) két idő és
költség. De lehet, hogy mindenki korlátlan net-eléréssel rendelkezik? Lehet, hogy nagykőltség a postai szolgáltatás, de azért nem mindenbe!!!! Szerintem
Üdv Karcsi
Nincs infó elég, hogy amit csinálni szeretnénk,
mibe fog kerülni postán vagy net-szolgáltatón
keresztül! Feltőlteni egyszer és letőlteni még egyszer neten keresztül (gondolom) két idő és
költség. De lehet, hogy mindenki korlátlan net-eléréssel rendelkezik? Lehet, hogy nagykőltség a postai szolgáltatás, de azért nem mindenbe!!!! Szerintem
Üdv Karcsi
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 november 04, 12:18
Írta: 000000000 Dátum 2005 november 04, 12:18
Ok, ahogyan gondolod! Most készítek mindenesetre egy 500MB-os tárhelyet a filmnek (valahogyan szét is kellene osztani majd)! Én azért még konvertálnám még valszeg, hogy zsugorodjon (kezelhetőbb legyen).
Cím: Re:Fémöntés házilag
Írta: f6kuxbs9f Dátum 2005 november 04, 17:07
Írta: f6kuxbs9f Dátum 2005 november 04, 17:07
Sziasztok!
A rapidshare.de egesz jol hasznalhato. Feltoltod az anyagot es megadod a letoltesi url-t. Utana mindenki letoltheti maganak.
Udv
A rapidshare.de egesz jol hasznalhato. Feltoltod az anyagot es megadod a letoltesi url-t. Utana mindenki letoltheti maganak.
Udv
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 november 04, 18:33
Írta: 000000000 Dátum 2005 november 04, 18:33
Cím: Re:Fémöntés házilag
Írta: 6dvb4peg3 Dátum 2005 november 05, 12:25
Írta: 6dvb4peg3 Dátum 2005 november 05, 12:25
Üdv mindenkinek!
Szeretném felajánlani, hogy akinek fémöntéshez vagy egyéb felhasználáshoz szüksége van polistyrolhabból kivágott formákra, az jelezze, egy-egy kisebb dolgot akár saját szórakoztatásomra is elkészítek (ingyen ) egyéb több munkát ill. anyagot igénylő feladatoknál pedig István jóvoltából, a "kedvezmények" címszó alatt található kedvezményeimet vehetitek igénybe. ( Cartudor kft. )
Szép napot mindenkinek!
Tajti József "Machszi"
Szeretném felajánlani, hogy akinek fémöntéshez vagy egyéb felhasználáshoz szüksége van polistyrolhabból kivágott formákra, az jelezze, egy-egy kisebb dolgot akár saját szórakoztatásomra is elkészítek (ingyen ) egyéb több munkát ill. anyagot igénylő feladatoknál pedig István jóvoltából, a "kedvezmények" címszó alatt található kedvezményeimet vehetitek igénybe. ( Cartudor kft. )
Szép napot mindenkinek!
Tajti József "Machszi"
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 november 09, 13:17
Írta: 000000000 Dátum 2005 november 09, 13:17
Sziasztok!
Hunserv-nek igértem a polistirol habos öntési technika elvárható mérettűrését. Nehezen de megtaláltam. Ime:
Méretek (mm) Tűrések (mm)
<25 +/- 0.20
25-től 75-ig +/- 0.25
75-től 125-ig +/- 0.30
125-től 175-ig +/- 0.45
175-től 250-ig +/- (méret(mm)*0.003)
>250 +/- (méret(mm)*0.002)
Felhívnám a figyelmeteket a hab és a kész öntvény között kb. 1-1,2% zsugorodás van, és ezt is bele kell számítani a minta elkészítésénél.
Üdv
Hunserv-nek igértem a polistirol habos öntési technika elvárható mérettűrését. Nehezen de megtaláltam. Ime:
Méretek (mm) Tűrések (mm)
<25 +/- 0.20
25-től 75-ig +/- 0.25
75-től 125-ig +/- 0.30
125-től 175-ig +/- 0.45
175-től 250-ig +/- (méret(mm)*0.003)
>250 +/- (méret(mm)*0.002)
Felhívnám a figyelmeteket a hab és a kész öntvény között kb. 1-1,2% zsugorodás van, és ezt is bele kell számítani a minta elkészítésénél.
Üdv
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 november 09, 15:24
Írta: 000000000 Dátum 2005 november 09, 15:24
Sziasztok!
Nemrég találtam egy olyan linket, amelyben képet kaphattok a polisztirolhabos technika lehetőségeiről.
http://www.castsolutions.com/pdf/Engine_2004.pdf
Nemrég találtam egy olyan linket, amelyben képet kaphattok a polisztirolhabos technika lehetőségeiről.
http://www.castsolutions.com/pdf/Engine_2004.pdf
Cím: Re:Fémöntés házilag
Írta: f6kuxbs9f Dátum 2005 november 09, 21:41
Írta: f6kuxbs9f Dátum 2005 november 09, 21:41
Sziasztok!
A ferrometal honlapján kínált Al tömbök ötvözetei milyen tulajdonságokkal rendelkeznek? (DIN 226 öALSi9Cu3, DIN 230 öAlSi12, DIN 231 öAlSi12Cu, DIN 239 öAlSi10Mg)
Gondolok itt a forgácsolhatóságra, problémamentes házilagos öntésre, stb.
Üdv
A ferrometal honlapján kínált Al tömbök ötvözetei milyen tulajdonságokkal rendelkeznek? (DIN 226 öALSi9Cu3, DIN 230 öAlSi12, DIN 231 öAlSi12Cu, DIN 239 öAlSi10Mg)
Gondolok itt a forgácsolhatóságra, problémamentes házilagos öntésre, stb.
Üdv
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 november 10, 07:17
Írta: 000000000 Dátum 2005 november 10, 07:17
Sziasztok!
Victurhu által felsorolt ötvöztek mind öntészeti célra jól használhatók, mivel erre lettek kifejlesztve és szabványosítva. Ha a részletes mechanikai és megmunkálási tulajdonságokra vagy kiváncsi akkor egy-két nap kell hogy összegyűjtsem, rendszerezzem és közkinccsé tegyem.
Üdv
Victurhu által felsorolt ötvöztek mind öntészeti célra jól használhatók, mivel erre lettek kifejlesztve és szabványosítva. Ha a részletes mechanikai és megmunkálási tulajdonságokra vagy kiváncsi akkor egy-két nap kell hogy összegyűjtsem, rendszerezzem és közkinccsé tegyem.
Üdv
Cím: Re:Fémöntés házilag
Írta: f6kuxbs9f Dátum 2005 november 10, 09:40
Írta: f6kuxbs9f Dátum 2005 november 10, 09:40
Szia Kalmus!
Nem biztos, hogy a részletes adatlapok sokat mondanak mindannyiunknak, de azért előre is köszönöm.
Amire gondolok, az laikusok számára tömörítve: könnyen olvad, szépen befolyik a forma zugaiba is, kevéssé érzékeny a gázosodásra, megmuinkálás során nem kenődik, stb.
Üdv
Nem biztos, hogy a részletes adatlapok sokat mondanak mindannyiunknak, de azért előre is köszönöm.
Amire gondolok, az laikusok számára tömörítve: könnyen olvad, szépen befolyik a forma zugaiba is, kevéssé érzékeny a gázosodásra, megmuinkálás során nem kenődik, stb.
Üdv
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 november 10, 10:03
Írta: 000000000 Dátum 2005 november 10, 10:03
Szia Victorhu!
Ha csak ennyi érdekel, akkor írok neked egy rövid tájékoztatót:
öAlSi9Cu3 jól önthető, kiváló megmunkálhatóság, jó formatöltő képesség, jó szilárdság.
öAlSi12 kiválóan önthető, közepes megmunkálhatóság, kiváló formatöltő képesség, jó szilárdság.
öAlSi12Cu kiválóan önthető, jó megmunkálhatóság,kiváló formatöltő képesség,közepes szilárdság.
öAlSi10Mg jól önthető, közepes megmunkálhatóság,
jó formatöltő képesség,kiváló szilárdság (különösen hőkezeléssel együtt + 20-30 % szakítószilárdság - többi ötvözet nem hőkezelhető).
Sajnos az olvadáspontban és a gázosságra való hajlamban alig van megkülönböztethető különbség.
Az öntészeti ötvözeteket a magas szilicium tartalom miatt csak gyémánt szerszámokkal lehet megmunkálni kiváló minőségben megmunkálni.
A magasabb réztartalom javítja a megmunkálhatóságot, szépen leváló, nem kenődó forgácsot eredményez.
Hát kb. ennyi.
Üdv
Ha csak ennyi érdekel, akkor írok neked egy rövid tájékoztatót:
öAlSi9Cu3 jól önthető, kiváló megmunkálhatóság, jó formatöltő képesség, jó szilárdság.
öAlSi12 kiválóan önthető, közepes megmunkálhatóság, kiváló formatöltő képesség, jó szilárdság.
öAlSi12Cu kiválóan önthető, jó megmunkálhatóság,kiváló formatöltő képesség,közepes szilárdság.
öAlSi10Mg jól önthető, közepes megmunkálhatóság,
jó formatöltő képesség,kiváló szilárdság (különösen hőkezeléssel együtt + 20-30 % szakítószilárdság - többi ötvözet nem hőkezelhető).
Sajnos az olvadáspontban és a gázosságra való hajlamban alig van megkülönböztethető különbség.
Az öntészeti ötvözeteket a magas szilicium tartalom miatt csak gyémánt szerszámokkal lehet megmunkálni kiváló minőségben megmunkálni.
A magasabb réztartalom javítja a megmunkálhatóságot, szépen leváló, nem kenődó forgácsot eredményez.
Hát kb. ennyi.
Üdv
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 november 10, 10:57
Írta: 000000000 Dátum 2005 november 10, 10:57
Szia Kalmus!
Mint a fórum szakértőjét kérdezem:
- Az elektromos kemence vagy a gázos jobb a mi
hobby céljainkra? Villamos szakember lévén én
egy 3 kW-os villamos kemencét építenék,
könnyen meg meg lehet oldani a hőfok mérést
és a szabályozást.
- olvasztó tégelynek a Ferrometál- tól vennék
sziliciumkarbid anyagút, jó e?
- megmaradt előző munkámból kb. 200 kg puha alu
tárcsa (50x10 mm)préseltünk belőle alkatrészt.
Mint a fórum szakértőjét kérdezem:
- Az elektromos kemence vagy a gázos jobb a mi
hobby céljainkra? Villamos szakember lévén én
egy 3 kW-os villamos kemencét építenék,
könnyen meg meg lehet oldani a hőfok mérést
és a szabályozást.
- olvasztó tégelynek a Ferrometál- tól vennék
sziliciumkarbid anyagút, jó e?
- megmaradt előző munkámból kb. 200 kg puha alu
tárcsa (50x10 mm)préseltünk belőle alkatrészt.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 november 10, 11:00
Írta: 000000000 Dátum 2005 november 10, 11:00
Szia Kalmus!
Lemaradt, hogy a kemencében fel tudnám e használni az alu tárcsákat pl. hozzáadagolni alu
öntvényhez?
Lemaradt, hogy a kemencében fel tudnám e használni az alu tárcsákat pl. hozzáadagolni alu
öntvényhez?
Cím: Re:Fémöntés házilag
Írta: f6kuxbs9f Dátum 2005 november 10, 12:11
Írta: f6kuxbs9f Dátum 2005 november 10, 12:11
Köszönöm, ez kitűnő kiindulási alap.
[#worship]
Üdv
[#worship]
Üdv
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 november 10, 13:41
Írta: 000000000 Dátum 2005 november 10, 13:41
Szia rc!
Mekkora tégelyt akarsz venni, mert attól sok minden függ. Tégely kapacitás alapján általában 2-3 óra olvasztási időt feltételezve:
Pszüks[kW]= m*0,3 (kb 20 kg befogadó képességig érvényes, kemence mérettel nő a hatásfok igy csökken a szorzó)
Ezért én inkább a gázt javasolnám.
Kis elméleti eszmefuttatás alapján.
3kW teljesítmény esetén és általában 10-30% a kemence hatásfokkal 10-30% igy ezzel a 3kW teljesítménnyel kb.1-3 kg alu olvasztható meg óránként.
A 1m3/h földgázzal ugyanezek az adatok 12 szeresek.
1 m3/h PB-gázzal ez kb. a kindulási adatok 35 szöröse.
Szóval a 3kW elég karcsúnak tűnik.
A sziliciumkarbid tégelyek nagyon jók - tartósak megfelelő kezelés esetén. (nem dermedhet bele a fém, mert újraolvasztáskor szétrepeszti, valamint rendesen lekell vakarni a salak tapadványokat ill. az olvasztandó fém berakásánál ügyelni kell hogy lehetőleg lazán legyen benne, ne ékeljük ki az egyik tömböt a másikkal)
A puha alu sajnos ötvözetlen, vagy gyengén ötvözettet jelent. Rosszul folyik, megmunkáláskor kenődik, rosszultölti ki a formát. Csak szilicium ötvözéssel javaslom (ez házilag nehezen kivitelezhető) esetleg kis mennyiségben max 5-10 % jó öntészeti ötvözettel keverve.
Üdv
Mekkora tégelyt akarsz venni, mert attól sok minden függ. Tégely kapacitás alapján általában 2-3 óra olvasztási időt feltételezve:
Pszüks[kW]= m*0,3 (kb 20 kg befogadó képességig érvényes, kemence mérettel nő a hatásfok igy csökken a szorzó)
Ezért én inkább a gázt javasolnám.
Kis elméleti eszmefuttatás alapján.
3kW teljesítmény esetén és általában 10-30% a kemence hatásfokkal 10-30% igy ezzel a 3kW teljesítménnyel kb.1-3 kg alu olvasztható meg óránként.
A 1m3/h földgázzal ugyanezek az adatok 12 szeresek.
1 m3/h PB-gázzal ez kb. a kindulási adatok 35 szöröse.
Szóval a 3kW elég karcsúnak tűnik.
A sziliciumkarbid tégelyek nagyon jók - tartósak megfelelő kezelés esetén. (nem dermedhet bele a fém, mert újraolvasztáskor szétrepeszti, valamint rendesen lekell vakarni a salak tapadványokat ill. az olvasztandó fém berakásánál ügyelni kell hogy lehetőleg lazán legyen benne, ne ékeljük ki az egyik tömböt a másikkal)
A puha alu sajnos ötvözetlen, vagy gyengén ötvözettet jelent. Rosszul folyik, megmunkáláskor kenődik, rosszultölti ki a formát. Csak szilicium ötvözéssel javaslom (ez házilag nehezen kivitelezhető) esetleg kis mennyiségben max 5-10 % jó öntészeti ötvözettel keverve.
Üdv
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2005 november 12, 16:45
Írta: 3vv2btrhv Dátum 2005 november 12, 16:45
T rc
Én valaha elektromos kemencével olvasztottam alut. Ma is az a véleményem , hogy biztonsági szembontbol jobb mint a gáz be a mai árakat figyelembevéve gázt használnék én is.
Tibor
Én valaha elektromos kemencével olvasztottam alut. Ma is az a véleményem , hogy biztonsági szembontbol jobb mint a gáz be a mai árakat figyelembevéve gázt használnék én is.
Tibor
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 november 12, 19:56
Írta: 000000000 Dátum 2005 november 12, 19:56
Szia Kalmus és Tibor!
Az írjátok, hogy 3 kW-os kemencében 1-3 kg alu olvasztható meg óránként. Nekem ez bőven elég, hiszen én hobby öntő akarok lenni. Aki 50 kg alut akar olvasztani az már vállalkozás szerűen akarja csinélni.
Olyan ez amikor a fórumon megkérdezik, hogy tudna alu és vastömböket megmunkálni? Hát erre a célra jó nagy gépet kell építeni, de nem ilyen kiscsi mechanikákat mint mi építettünk.
Visszatérve az alu öntéshez, azért kérdeztem az elektromos kenecét, mert ennél a hőfokmérővel lehet szabályozni a kemence hőfokát alutól-bronzig. A gázost elég nehézkes elektromosan vezérelni.
Remélem beválik az elképzelésem, majd felteszem a fórumra az elkészült kemencét.
üdv
Az írjátok, hogy 3 kW-os kemencében 1-3 kg alu olvasztható meg óránként. Nekem ez bőven elég, hiszen én hobby öntő akarok lenni. Aki 50 kg alut akar olvasztani az már vállalkozás szerűen akarja csinélni.
Olyan ez amikor a fórumon megkérdezik, hogy tudna alu és vastömböket megmunkálni? Hát erre a célra jó nagy gépet kell építeni, de nem ilyen kiscsi mechanikákat mint mi építettünk.
Visszatérve az alu öntéshez, azért kérdeztem az elektromos kenecét, mert ennél a hőfokmérővel lehet szabályozni a kemence hőfokát alutól-bronzig. A gázost elég nehézkes elektromosan vezérelni.
Remélem beválik az elképzelésem, majd felteszem a fórumra az elkészült kemencét.
üdv
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 november 14, 07:40
Írta: 000000000 Dátum 2005 november 14, 07:40
Sziasztok!
Tibornak teljesen igaza van az elektromos kemence biztonságos, de megfelelően kezelve a gázt az is biztonságos, hiszen nem alkalmaznák az iparban.
Persze a vezérlése ugyan azzal az elektronikával történik, mint az elektromosnál, csak kiegészül egy gázégő indításvezérlő automatikával. Ez olyan műveleteket vezérel, amelyek speciálisan a gázégők vezérléséhez tartozik (pl.: szellőztet minden begyújtás előtt). Szóvel csak annak nem biztonságos aki nem ért hozzá. Az elektromos kemence is veszélyes lehet, ha nem szakszerűen szerelik. Pl.: Kevesen tudják, de az elektromos kemencénél a grafittégelyt is le kell földelni.
Tibornak teljesen igaza van az elektromos kemence biztonságos, de megfelelően kezelve a gázt az is biztonságos, hiszen nem alkalmaznák az iparban.
Persze a vezérlése ugyan azzal az elektronikával történik, mint az elektromosnál, csak kiegészül egy gázégő indításvezérlő automatikával. Ez olyan műveleteket vezérel, amelyek speciálisan a gázégők vezérléséhez tartozik (pl.: szellőztet minden begyújtás előtt). Szóvel csak annak nem biztonságos aki nem ért hozzá. Az elektromos kemence is veszélyes lehet, ha nem szakszerűen szerelik. Pl.: Kevesen tudják, de az elektromos kemencénél a grafittégelyt is le kell földelni.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 november 14, 09:00
Írta: 000000000 Dátum 2005 november 14, 09:00
Kedves Mindenki!
Eladnék egy új fémolvasztó berendezést /PLANCAST PB-45/ tipusú.A VATERÁN a Műszaki cikk,elektrónika,ipari gépek berendezéseknél lehet megtekinteni akit érdekel.
Vettem egy Amerikai licencű fémöntő centrifugát,de az olvasztójára nincs szükségem mivel én sem alumíniumot sem spiátert nem öntök.
A gép nagyon profi!Tisztelettel:Lex
< mod.>
< Legközelebb az ilyen nemű hirdetéseket a Csere-Bere topikba küld! >
< Üdv.: Denkiki >
Eladnék egy új fémolvasztó berendezést /PLANCAST PB-45/ tipusú.A VATERÁN a Műszaki cikk,elektrónika,ipari gépek berendezéseknél lehet megtekinteni akit érdekel.
Vettem egy Amerikai licencű fémöntő centrifugát,de az olvasztójára nincs szükségem mivel én sem alumíniumot sem spiátert nem öntök.
A gép nagyon profi!Tisztelettel:Lex
< mod.>
< Legközelebb az ilyen nemű hirdetéseket a Csere-Bere topikba küld! >
< Üdv.: Denkiki >
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2005 november 14, 18:14
Írta: 3vv2btrhv Dátum 2005 november 14, 18:14
T Rc
A bronz kicsit huzosabb a höfok miatt pontosan már nem emlékszem de kb 1100 c körül olvad .
Kalmus biztosan tudja .
Tibor
A bronz kicsit huzosabb a höfok miatt pontosan már nem emlékszem de kb 1100 c körül olvad .
Kalmus biztosan tudja .
Tibor
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 november 15, 07:22
Írta: 000000000 Dátum 2005 november 15, 07:22
Ja,ja. Tibornak megint igaza van. És az öntési hőmérséklet általában olvadáspont+200°C, ezért kb. 1300 fokot kell tudni a kemencének. Ahhoz meg elég jó fűtőszálak kellenek. Kevés van amelyik bírja, és azok is igen húzós árban vannak.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 november 15, 14:22
Írta: 000000000 Dátum 2005 november 15, 14:22
Ez igy szep, de ezt gondolom egy ceg honlapjarol szedted, nem?
Ami kapasbol rontja a merettureseket:
Anyagminoseg
ontesi homerseklet
ontoforma homerseklet
minta meretek...
Ami kapasbol rontja a merettureseket:
Anyagminoseg
ontesi homerseklet
ontoforma homerseklet
minta meretek...
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 november 15, 14:53
Írta: 000000000 Dátum 2005 november 15, 14:53
Miskolcon végzett kohómérnök vagyok és 25 évig fémöntéssel kerestem a kenyeremet. Szégyelném magam ha ezeknek az adatoknak jelentős részét keresgélnem kellene. Persze azért van aminek nekem is utána kell járnom.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 november 15, 14:58
Írta: 000000000 Dátum 2005 november 15, 14:58
Ami az általad felsorolt paramétereket illeti azok nem rontják a mérettűrést, mert azokkal kalkulálni kell a technológia megtervezésénél. Az általánostól eltérő értékek persze azért befolyásolják a méretpontosságot de azokkal nem csak méretben, hanem szilárdságban, porozitásban, zárványosságban is hibás öntvényt kaphatunk.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 november 15, 15:05
Írta: 000000000 Dátum 2005 november 15, 15:05
Jo, ugye az alapkerdes a hazi ontestol indult... nem irtad le a felteteleket sem. Azert gondolkodtam igy, Ha mondjuk feltetelezzuk, hogy csupan egy hobbista vagy, akkor nem tudod ellenorizni az anyagminoseget (tehat kapasbol pontatlan hotagulassal szamolsz) stbstbstb...
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 november 15, 15:07
Írta: 000000000 Dátum 2005 november 15, 15:07
Egyebkent meg sem koszontem a kis tablazatot, szoval koszonet.
Te ezen a palyan dolgozol most is? (mintha irtad volna, hogy meg tudtok ontogetni) Ez mar kozel all a prec.onteshez :)
Te ezen a palyan dolgozol most is? (mintha irtad volna, hogy meg tudtok ontogetni) Ez mar kozel all a prec.onteshez :)
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 november 15, 15:12
Írta: 000000000 Dátum 2005 november 15, 15:12
ja, es visszaolvastam, "home-made" eljarasrol beszeltunk, amikor kerdeztem a merettureseket, de a kis tablazat profi felkeszultseget tetelez fel. Remelem igy mar vili miert volt felreertes.
Udv!
Udv!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 november 15, 15:22
Írta: 000000000 Dátum 2005 november 15, 15:22
A házilagos technikával lehet szépen dolgozni, de gányolni is. Ha minta megfelelő akkor tarthatók a megadott méretek. A kis hobbicnc gépekkel készíthetők minták habból én is alkalmazom időnként. Most jelenleg nem öntök, de januártól tervezem hogy fogok. A bonyolultság is inkább a mintakészítéstól függ mint az öntéstől. De hobbycnc gépekkel is csodákat lehet művelni ezen a területen is.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2005 november 19, 14:24
Írta: 3vv2btrhv Dátum 2005 november 19, 14:24
T MIndenki
Megint ismétlem önmagamat de a tanult szakmám gipszmintakészitö és én azért vagyok a forumon , hogy a mintakészitési feladatokban segitsek és ha kész lessz a gépem akkor kielégitsem az igényeket .
Nem akarom magamat fényezni de precizios öntést csináltam amig ki nem csináltak , de ez másik történet.
Tibor
Megint ismétlem önmagamat de a tanult szakmám gipszmintakészitö és én azért vagyok a forumon , hogy a mintakészitési feladatokban segitsek és ha kész lessz a gépem akkor kielégitsem az igényeket .
Nem akarom magamat fényezni de precizios öntést csináltam amig ki nem csináltak , de ez másik történet.
Tibor
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2005 november 19, 16:00
Írta: 3vv2btrhv Dátum 2005 november 19, 16:00
T Mindenki
Elnézést de a kezdő vagyokba nem tudok bejelentkezni ezért irok ide
Maromotor végleges megoldására kép maromotor
Elnézést de a kezdő vagyokba nem tudok bejelentkezni ezért irok ide
Maromotor végleges megoldására kép maromotor
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2005 november 19, 16:02
Írta: 3vv2btrhv Dátum 2005 november 19, 16:02
ui : én ezt a konstrukciot épitem
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2005 november 19, 16:18
Írta: 3vv2btrhv Dátum 2005 november 19, 16:18
Valami rejtéj miatt csak ide tudok irni
Kérdésem lenne kizártatok a többi topikbol????
Encoder encoder
Kérdésem lenne kizártatok a többi topikbol????
Encoder encoder
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2005 november 19, 16:37
Írta: 3vv2btrhv Dátum 2005 november 19, 16:37
Árpi
Szervo motorcontrol
Szervo motorcontrol
Cím: Re:Fémöntés házilag
Írta: Kristály Árpád Dátum 2005 november 20, 17:46
Írta: Kristály Árpád Dátum 2005 november 20, 17:46
Szia Tibor!
Szerintem seki nem zárt ki! Valmi más próbléma lehet. Az infot köszönöm!!!!!!
Hallihó!
Szerintem seki nem zárt ki! Valmi más próbléma lehet. Az infot köszönöm!!!!!!
Hallihó!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 november 20, 18:33
Írta: 000000000 Dátum 2005 november 20, 18:33
Nem zárt ki senki, nálam minden működik rendesen!
Cím: Re:Fémöntés házilag
Írta: Kristály Árpád Dátum 2005 november 20, 19:05
Írta: Kristály Árpád Dátum 2005 november 20, 19:05
Hallihó Mindenkinek!
Tibor!
Mégegyszer nagyon köszönöm!
Ez számomra egy kincsesbánya!!!!!!!!!!
Üdv.: Árpi
Hallihó
Tibor!
Mégegyszer nagyon köszönöm!
Ez számomra egy kincsesbánya!!!!!!!!!!
Üdv.: Árpi
Hallihó
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2005 november 21, 13:57
Írta: 3vv2btrhv Dátum 2005 november 21, 13:57
T Mindenki
Segitsetek abban , hogy most rajzolom a gépemet OneCnc programmal és szeretném a renderelt képet kinyomtatni . Hogyan csinálnátok.
DE nincs nyomtatom .
Tibor
Segitsetek abban , hogy most rajzolom a gépemet OneCnc programmal és szeretném a renderelt képet kinyomtatni . Hogyan csinálnátok.
DE nincs nyomtatom .
Tibor
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2005 november 21, 14:00
Írta: 3vv2btrhv Dátum 2005 november 21, 14:00
Árpi
lehet az , hogy ahol netezek melletem álandoan letöltedek giga dolgokat???
Másik téma szeretnék veled találkozni mert rengeteg tanácsra lenne szükségem.
Tibor
lehet az , hogy ahol netezek melletem álandoan letöltedek giga dolgokat???
Másik téma szeretnék veled találkozni mert rengeteg tanácsra lenne szükségem.
Tibor
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2005 november 21, 14:06
Írta: 3vv2btrhv Dátum 2005 november 21, 14:06
Árpi
az a probléma , hogy hiába jelentkezem be a bezárás után nem történik semmi csak a fémöntés topicnál jelenik meg az ablak [#confused][#confused]
az a probléma , hogy hiába jelentkezem be a bezárás után nem történik semmi csak a fémöntés topicnál jelenik meg az ablak [#confused][#confused]
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2005 november 21, 14:50
Írta: 3vv2btrhv Dátum 2005 november 21, 14:50
Ezt érdemes megnézni sok érdekes megoldás
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 november 21, 17:59
Írta: 000000000 Dátum 2005 november 21, 17:59
Szia Tibor!
Engedélyezned kell a sütiket (cookie) a böngésződben. A bejelentkezésed ebben a gépeden tárolt munkamenet fájlban van rögzítve. Így ha ez a fájl nem létezik a fórum pl. egy frissítés után nem tekint bejelentkezett felhasználónak.
Ha nem akarod engedélyezni akkor abban a topikban jelentkezz be, ahova írni szeretnél.
HALI!
Engedélyezned kell a sütiket (cookie) a böngésződben. A bejelentkezésed ebben a gépeden tárolt munkamenet fájlban van rögzítve. Így ha ez a fájl nem létezik a fórum pl. egy frissítés után nem tekint bejelentkezett felhasználónak.
Ha nem akarod engedélyezni akkor abban a topikban jelentkezz be, ahova írni szeretnél.
HALI!
Cím: Re:Fémöntés házilag
Írta: Kristály Árpád Dátum 2005 november 21, 21:28
Írta: Kristály Árpád Dátum 2005 november 21, 21:28
Hallihó Mindenkinek!
Szia Tibor!
Rajtam nem múlik, ha gondolod gyere ki hozzám, csak telefonon jelez, vagy az E-mailen.
20/361-4563
Hallihó!
Szia Tibor!
Rajtam nem múlik, ha gondolod gyere ki hozzám, csak telefonon jelez, vagy az E-mailen.
20/361-4563
Hallihó!
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2005 november 26, 16:00
Írta: 3vv2btrhv Dátum 2005 november 26, 16:00
T Mindenki
A rendszergazda minden sütit engedéjezett , enek ellenére csak ide tudok beirni!!
Tibor
UI : sok érdekes megoldást senki nem nézte meg??
A rendszergazda minden sütit engedéjezett , enek ellenére csak ide tudok beirni!!
Tibor
UI : sok érdekes megoldást senki nem nézte meg??
Cím: Re:Fémöntés házilag
Írta: s5f8tmfv3 Dátum 2005 november 26, 16:21
Írta: s5f8tmfv3 Dátum 2005 november 26, 16:21
Már csemegézünk belőle egy másik topicban, kár hogy nem tudsz hozzászólni :( . Írj valami kedveset billgécnek!
Cím: Re:Fémöntés házilag
Írta: dg8n4i8x Dátum 2005 november 27, 18:35
Írta: dg8n4i8x Dátum 2005 november 27, 18:35
Sziasztok!
Kalmus mesterhez lenne egy kérdésem! A hab magos megoldásnál milyen vékony méretig lehet elmenni úgy, hogy az anyag kitöltse a formát? Konkrétan hajócsavart kellene önteni kis méretben. A lapátok kb 1-2mm vastagok lennének és 20-30mm szélesek. Ez megoldható vagy felejtsem el? Ma csinltam egy próba marást, ami 46mm átmérőjű.
Kalmus mesterhez lenne egy kérdésem! A hab magos megoldásnál milyen vékony méretig lehet elmenni úgy, hogy az anyag kitöltse a formát? Konkrétan hajócsavart kellene önteni kis méretben. A lapátok kb 1-2mm vastagok lennének és 20-30mm szélesek. Ez megoldható vagy felejtsem el? Ma csinltam egy próba marást, ami 46mm átmérőjű.
Cím: Re:Fémöntés házilag
Írta: Kristály Árpád Dátum 2005 november 27, 20:12
Írta: Kristály Árpád Dátum 2005 november 27, 20:12
Hallihó Mindenkinek!
Balu gratulálok!
Nem tudod ezt kimarni aluból?
Vagy sokat akarsz csinálni?
Egy amatőr kérdései......!
Üdv.: Árpád
Balu gratulálok!
Nem tudod ezt kimarni aluból?
Vagy sokat akarsz csinálni?
Egy amatőr kérdései......!
Üdv.: Árpád
Cím: Re:Fémöntés házilag
Írta: dg8n4i8x Dátum 2005 november 27, 20:46
Írta: dg8n4i8x Dátum 2005 november 27, 20:46
Szia Árpi!
A mechanikám nem eszi az alut ezért gondoltam az öntésre. Majd ha egyszer elkészül az új vas azzal már nem lesz gond kimarni aluból. Meg persze izgatja a fantziámat az öntés megtanulása is :)
A mechanikám nem eszi az alut ezért gondoltam az öntésre. Majd ha egyszer elkészül az új vas azzal már nem lesz gond kimarni aluból. Meg persze izgatja a fantziámat az öntés megtanulása is :)
Cím: Re:Fémöntés házilag
Írta: Kristály Árpád Dátum 2005 november 27, 23:40
Írta: Kristály Árpád Dátum 2005 november 27, 23:40
Szia Balu!
Mekkora fordulaton és mivel martad ki ezt a csigát?
Különben szerintem profi!
Üdv.: Árpi
Mekkora fordulaton és mivel martad ki ezt a csigát?
Különben szerintem profi!
Üdv.: Árpi
Cím: Re:Fémöntés házilag
Írta: dg8n4i8x Dátum 2005 november 28, 05:55
Írta: dg8n4i8x Dátum 2005 november 28, 05:55
Szia Árpi!
A fordulat 10000-körül, mivel lassúcska a gépem ennyi is elég. A szerszám egy 2,5-ös jobb minőségű csigafúró aminek a végét rádiuszosra köszörültem. Ha rendes aluhoz való éles maróval csinálod sokkal jobb felületet kapsz, nem lesznek ilyen kis "bolyhok" rajta. Csak a maróm sajnos eltörtént. :( Üdv! Balu
A fordulat 10000-körül, mivel lassúcska a gépem ennyi is elég. A szerszám egy 2,5-ös jobb minőségű csigafúró aminek a végét rádiuszosra köszörültem. Ha rendes aluhoz való éles maróval csinálod sokkal jobb felületet kapsz, nem lesznek ilyen kis "bolyhok" rajta. Csak a maróm sajnos eltörtént. :( Üdv! Balu
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 november 28, 06:36
Írta: 000000000 Dátum 2005 november 28, 06:36
Hogyan csináltad meg a két oldalát (megfordítottad)?
Cím: Re:Fémöntés házilag
Írta: dg8n4i8x Dátum 2005 november 28, 07:01
Írta: dg8n4i8x Dátum 2005 november 28, 07:01
Szia István!
Igen megfordítotam! A deskprotoban lehet kétoldalas marást csinálni. A pozicionálást meg két csappal oldom meg. Deskprotoban úgy állítom be, hogy a nullpont a tárgy közepén legyen. A hungarocellt egy MDF lapra szorítom le, a hungarocell kb közepénél nullázom a gépet majd ebben a vonalban fúrok két lyukat a darab széleinél (ami látszik is a képen). A két furat persze belemegy az MDF-be is, majd belenyomok két csapot. Ha kész az egyik oldal csak megfordítom és a csapokra helyezem vissza a darabot. Így tuti a pozíció!
Igen megfordítotam! A deskprotoban lehet kétoldalas marást csinálni. A pozicionálást meg két csappal oldom meg. Deskprotoban úgy állítom be, hogy a nullpont a tárgy közepén legyen. A hungarocellt egy MDF lapra szorítom le, a hungarocell kb közepénél nullázom a gépet majd ebben a vonalban fúrok két lyukat a darab széleinél (ami látszik is a képen). A két furat persze belemegy az MDF-be is, majd belenyomok két csapot. Ha kész az egyik oldal csak megfordítom és a csapokra helyezem vissza a darabot. Így tuti a pozíció!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 november 28, 11:10
Írta: 000000000 Dátum 2005 november 28, 11:10
Köszi! A mélység 0-zásánál csak simán megérinted a hungarozel tetejét? Akár a csapokra is fel lehetne fenni a 0-pontot, nem?
Cím: Re:Fémöntés házilag
Írta: dg8n4i8x Dátum 2005 november 28, 12:32
Írta: dg8n4i8x Dátum 2005 november 28, 12:32
Ja azt elfelejtettem, hogy a deskprotoban azt is meg tudod adni, hol legyen a Z0 fent vagy lent. Ad egy méretet a kiindulási tömbnek amit érdemes egészre kerekíteni. Ilyen vastag hungarocell darabot kel felfogatni és akkor a felületét elég megérinteni.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 november 28, 13:16
Írta: 000000000 Dátum 2005 november 28, 13:16
Köszi az infókat!
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2005 november 28, 14:03
Írta: 3vv2btrhv Dátum 2005 november 28, 14:03
T Balu
Gratulálok és épitem a gátat a Sárga Irigység ellen!!!!!
Az öntést szerintem precizios teshnikával kitünöen lehet megoldani , nekem van saját eljárásom rá , ha érdekel elmondom személyesen , nem azért mert nem publikus hanem mert kicsit bonyolult.
Tibor
Gratulálok és épitem a gátat a Sárga Irigység ellen!!!!!
Az öntést szerintem precizios teshnikával kitünöen lehet megoldani , nekem van saját eljárásom rá , ha érdekel elmondom személyesen , nem azért mert nem publikus hanem mert kicsit bonyolult.
Tibor
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 november 28, 14:58
Írta: 000000000 Dátum 2005 november 28, 14:58
ŐŐŐ, szívesen kitenném az Alumíniumöntés házilag rovatba (nem nagyon bővül)![#buck]
Cím: Re:Fémöntés házilag
Írta: dg8n4i8x Dátum 2005 november 28, 18:21
Írta: dg8n4i8x Dátum 2005 november 28, 18:21
Szia Tibor!
Az jó lenne! Te merre vagy, én győri vagyok.
Az jó lenne! Te merre vagy, én győri vagyok.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 december 01, 11:59
Írta: 000000000 Dátum 2005 december 01, 11:59

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 december 01, 12:03
Írta: 000000000 Dátum 2005 december 01, 12:03

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 december 01, 12:06
Írta: 000000000 Dátum 2005 december 01, 12:06
Itt kezdődik az egész és rengeteg öntési kép van: http://www.buildyouridea.com/cnc.html
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2005 december 03, 15:01
Írta: 3vv2btrhv Dátum 2005 december 03, 15:01
T Balu
Én Szentmártonkátai vagyok ,de Györ a kedvenc városom , sokat jártunk oda .
Az öntés témárol és már hobbys dolgokrol szivesen beszélgetnék veled , most én használok egy programot amivel a neten lehet beszélgetni , csak agy fejhalgatos mikrofon kell meg a programot kell telepiteni " skype " honlaprol letölthetö.
Ha tényleg lenne rá válalkozo aki honositaná a technologiámat nagyon szivesen átadom dijmentesen csak arra kérem , hogy nekem dijmentesen öntsön. Nem fogok tonnákat kérni!!
Tibor
Én Szentmártonkátai vagyok ,de Györ a kedvenc városom , sokat jártunk oda .
Az öntés témárol és már hobbys dolgokrol szivesen beszélgetnék veled , most én használok egy programot amivel a neten lehet beszélgetni , csak agy fejhalgatos mikrofon kell meg a programot kell telepiteni " skype " honlaprol letölthetö.
Ha tényleg lenne rá válalkozo aki honositaná a technologiámat nagyon szivesen átadom dijmentesen csak arra kérem , hogy nekem dijmentesen öntsön. Nem fogok tonnákat kérni!!
Tibor
Cím: Re:Fémöntés házilag
Írta: dg8n4i8x Dátum 2005 december 03, 15:29
Írta: dg8n4i8x Dátum 2005 december 03, 15:29
Szia Tibor!
A skype-ot ismerem! Én szívesen megismerném a technolohiát de sajnos öntésre még nem sok lehetőségem van. Panelban lakom, de remélem ez belátható időn belül változni fog. (1-2év) Max nagyon kis dolgokat tudnék önteni egyenlőre ami egy garázsban megcsinálható és egy kis gázlámpa elég hozzá.
A skype-ot ismerem! Én szívesen megismerném a technolohiát de sajnos öntésre még nem sok lehetőségem van. Panelban lakom, de remélem ez belátható időn belül változni fog. (1-2év) Max nagyon kis dolgokat tudnék önteni egyenlőre ami egy garázsban megcsinálható és egy kis gázlámpa elég hozzá.
Cím: Re:Fémöntés házilag
Írta: Bicska Dátum 2005 december 03, 15:44
Írta: Bicska Dátum 2005 december 03, 15:44
Nem szeretnék OFF-olni, de a messenger a legelterjedtebb a dumálásra, tudtok videóbeszélgetést folytatni, dumálni, fájltcserélni stb...További infoitt
Cím: Re:Fémöntés házilag
Írta: dg8n4i8x Dátum 2005 december 03, 15:59
Írta: dg8n4i8x Dátum 2005 december 03, 15:59
Az is megvan! :) De azzal már megjártam! Mert hát felajánlotta az újabb verzió telepítését, de a régit nem szedte le és összeakadt saját magával...
Cím: Re:Fémöntés házilag
Írta: Kristály Árpád Dátum 2005 december 03, 20:42
Írta: Kristály Árpád Dátum 2005 december 03, 20:42
Hallihó!
A saját tapasztalatom az, hogy skype nem függ anyira az intrernet sebességétől (mármint a beszélgetés minősége)mint a messenger.Sőt a Neopon kártya feltöltés segítségével bármilyen vonalas telefont tudsz hívni igen kedvező percdíjjal!
Gyakorlatilagúgy használható mint egy IP telefon.
Egy hátúlütője van csak akkor tudnak hívni ha gép be van kapcsolva. IP telefon nálam üzemelt egy darabig, a jó hanghoz nagy sebesség kell
2-4 MB.
Üdv.:Árpád
Hallihó!
A saját tapasztalatom az, hogy skype nem függ anyira az intrernet sebességétől (mármint a beszélgetés minősége)mint a messenger.Sőt a Neopon kártya feltöltés segítségével bármilyen vonalas telefont tudsz hívni igen kedvező percdíjjal!
Gyakorlatilagúgy használható mint egy IP telefon.
Egy hátúlütője van csak akkor tudnak hívni ha gép be van kapcsolva. IP telefon nálam üzemelt egy darabig, a jó hanghoz nagy sebesség kell
2-4 MB.
Üdv.:Árpád
Hallihó!
Cím: Re:Fémöntés házilag
Írta: Bicska Dátum 2005 december 04, 16:17
Írta: Bicska Dátum 2005 december 04, 16:17
Hello
A voipbusterrel is ingyen lehet telefonálni, akár Amerikába is. (1 hívás mx 3 perc) Ha átutalsz 1 eurót, akkor korlátlan bárhová.
A voipbusterrel is ingyen lehet telefonálni, akár Amerikába is. (1 hívás mx 3 perc) Ha átutalsz 1 eurót, akkor korlátlan bárhová.
Cím: Re:Fémöntés házilag
Írta: Electrick Dátum 2005 december 04, 18:48
Írta: Electrick Dátum 2005 december 04, 18:48
Tiszteletem urak!
Szeretnék megosztani veletek egy most felfedezett linket erősen kapcsolódva az öntészeti témához: Mold making videos
Üdv.
Szeretnék megosztani veletek egy most felfedezett linket erősen kapcsolódva az öntészeti témához: Mold making videos
Üdv.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 december 05, 08:36
Írta: 000000000 Dátum 2005 december 05, 08:36
Sziasztok!
Eltűntem egy időre, mert sürgősen külföldre kellett utaznom. Ismét vagyok. De egy két nap kell hogy felvegyem a fonalat.
Üdv mindenkinek
Eltűntem egy időre, mert sürgősen külföldre kellett utaznom. Ismét vagyok. De egy két nap kell hogy felvegyem a fonalat.
Üdv mindenkinek
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2005 december 05, 10:50
Írta: 3vv2btrhv Dátum 2005 december 05, 10:50
T Electrick
A linket én is megtaláltam , most veszem fel velük a kapcsolatot a "viasz " ugyben.
Tibor
A linket én is megtaláltam , most veszem fel velük a kapcsolatot a "viasz " ugyben.
Tibor
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 december 05, 11:17
Írta: 000000000 Dátum 2005 december 05, 11:17
Szeretnék további három mould making videót a figyelmetekbe ajánlani. innen. Én eredetileg a műanyag vákuumöntésre akartam rárepülni, a rapid prototype technológia volt a mániám, de nem részeletezendő okok miatt már múlóban van.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 december 05, 15:49
Írta: 000000000 Dátum 2005 december 05, 15:49
Balu! A habos technikával kb 3-4 mm vastagságig lehet önteni. Az általad kívánt vastagságot csak precíziós öntéssel lehet. Ettől még lehet habbal mintát készíteni, csak a kész mintát kerámia bevonattal kell ellátni és célszerű centrifugál öntéssel önteni, hogy a vékony részek is kifollyanak. Én már öntöttem ilyen célra csónak modellekhez való hajócsavarokat. Elég jól sikerültek. Itt egy másfajta ötvözetet kell használni. Összetétel kb 3-5% Mg, 0,5 Ti 0,5 Si többi Alumínium. Nehezen önthető, ezért gáztalanítás, oxidmentesítés, szemcsefinomítás feltétlenül szükséges. Viszon ennek hatására amikor kifutott a partra a csónak nem csak nem törött a hajócsavar, de kiegyengethető volt.
Januártól beindítom az öntést és ha kell szívesen öntök ilyeneket, illetve meg lehet nézni akkor nálam a gyártást. (csak hobby dolgokat vállalok)
Januártól beindítom az öntést és ha kell szívesen öntök ilyeneket, illetve meg lehet nézni akkor nálam a gyártást. (csak hobby dolgokat vállalok)
Cím: Re:Fémöntés házilag
Írta: dg8n4i8x Dátum 2005 december 05, 23:26
Írta: dg8n4i8x Dátum 2005 december 05, 23:26
Köszi Kalmus!
Amint aktuális lesz és megterveztem az áhitott csigát megkereslek vele! Ez a kerámia bevonat viszont szemetszúrt. Hogy is van ez? Ez valami folyékony cucc? Rég óta keresek ilyet nagy teljesítményű ellenállás beöntésére. Nekem az lenne a lényeg, hogy jól bírja a hőt és kemény legyen.
Amint aktuális lesz és megterveztem az áhitott csigát megkereslek vele! Ez a kerámia bevonat viszont szemetszúrt. Hogy is van ez? Ez valami folyékony cucc? Rég óta keresek ilyet nagy teljesítményű ellenállás beöntésére. Nekem az lenne a lényeg, hogy jól bírja a hőt és kemény legyen.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 december 06, 07:28
Írta: 000000000 Dátum 2005 december 06, 07:28
Szia Balu!
A kerámia bevonat a felületre való felhordáskor szuszpenzió (szilárd részeket is tartalmazó folyadék. A szárítási folyamat során nagy hőállóságú (kb. 1600 °C) szilikáttá alakul át.
Az izzítása fontos, hogy először meghatározott program szerint történjen, mert első alkalommal nem bírja a gyors felfűtést, később igen.
Lehet hogy megfelelne a céljaidra.
A kerámia bevonat a felületre való felhordáskor szuszpenzió (szilárd részeket is tartalmazó folyadék. A szárítási folyamat során nagy hőállóságú (kb. 1600 °C) szilikáttá alakul át.
Az izzítása fontos, hogy először meghatározott program szerint történjen, mert első alkalommal nem bírja a gyors felfűtést, később igen.
Lehet hogy megfelelne a céljaidra.
Cím: Re:Fémöntés házilag
Írta: dg8n4i8x Dátum 2005 december 06, 10:54
Írta: dg8n4i8x Dátum 2005 december 06, 10:54
Köszi Kalmus!
És ez az anyag hozzáférhető? Milyen kiszerelében és árban van kb?
És ez az anyag hozzáférhető? Milyen kiszerelében és árban van kb?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 december 06, 11:30
Írta: 000000000 Dátum 2005 december 06, 11:30
Öt sorral lejjebb három videót ajánlottam a T. Nagyérdemű szives figyelmébe. Ha megnézted a "CYCLONE" nevűt akkor képet alkothatsz az eszköz és anyagigényéről.
Cím: Re:Fémöntés házilag
Írta: dg8n4i8x Dátum 2005 december 06, 13:10
Írta: dg8n4i8x Dátum 2005 december 06, 13:10
Láttam a videókat de nem vagyok benne biztos, hogy feltétlenül hightec gépek kellenek egy feladat megoldásához! Hiszen itt majd mindanyiunk rendelkezik cnc-géppel vagy épülőben lévővel, mégsem költött rá egyikünk sem milliókat! Ez igaz az öntésre is gondolom!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 december 06, 13:29
Írta: 000000000 Dátum 2005 december 06, 13:29
Balu!
Ha csak alumíniumot akarsz önteni bele akkor ötvösöknél van egy gipszfajta (30 eFt+Áfa/ 20kg)
Felületképzésre tökéletes. Hígra keverve ecsettel felületre felvihető. Száradás után homokággyal megtámasztva önthető. A nagyon vékony öntvények önthetők még a centrifugál öntésen kívül vákuumban is, de az nehezebben megoldható és költségesebb.
Az Imi #139 által mutatott technika tülajdonképpen az általam javasolt technikának egy szinte végletekig automatizált változata. A különböző mozgatások elvégezhetők kézzel, illetve a kötés gyorsítására én fűtőventillátort szoktam alkalmazni. Ez szinte mindenkinél van otthon. A habmintás és Hunka Tibor által ajánlott viaszmintás technika kisebb részletek kivételével hasonló. Ha igénylitek csinálok kisebb áttekintő táblázatot az öntési technikákról, mert mindig a konkrét feladat szabja meg hogy melyiket célszerű az adott esetben gazdaságosság és méretpontosság szempontjából alkalmazni.
Ha csak alumíniumot akarsz önteni bele akkor ötvösöknél van egy gipszfajta (30 eFt+Áfa/ 20kg)
Felületképzésre tökéletes. Hígra keverve ecsettel felületre felvihető. Száradás után homokággyal megtámasztva önthető. A nagyon vékony öntvények önthetők még a centrifugál öntésen kívül vákuumban is, de az nehezebben megoldható és költségesebb.
Az Imi #139 által mutatott technika tülajdonképpen az általam javasolt technikának egy szinte végletekig automatizált változata. A különböző mozgatások elvégezhetők kézzel, illetve a kötés gyorsítására én fűtőventillátort szoktam alkalmazni. Ez szinte mindenkinél van otthon. A habmintás és Hunka Tibor által ajánlott viaszmintás technika kisebb részletek kivételével hasonló. Ha igénylitek csinálok kisebb áttekintő táblázatot az öntési technikákról, mert mindig a konkrét feladat szabja meg hogy melyiket célszerű az adott esetben gazdaságosság és méretpontosság szempontjából alkalmazni.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 december 08, 15:29
Írta: 000000000 Dátum 2005 december 08, 15:29
Kálmán!
Megérkezett a CD-d, most nézegetem! Remek, köszönjük!
Most gyürkészem, hogy fel is férjen a Tárházba (345MB)![#worship]
Megérkezett a CD-d, most nézegetem! Remek, köszönjük!
Most gyürkészem, hogy fel is férjen a Tárházba (345MB)![#worship]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 december 08, 17:15
Írta: 000000000 Dátum 2005 december 08, 17:15
Nem sikerült összébb nyomni, úgyhogy meg eredeti formájában (345 MB, feltöltési idő több mint 4h!!![#csodalk])!
Cím: Re:Fémöntés házilag
Írta: Kristály Árpád Dátum 2005 december 08, 23:22
Írta: Kristály Árpád Dátum 2005 december 08, 23:22
Hallihó!
Kálmán!
Megkaptam a küldeményt!
Köszönöm, végre átélhetem azt az érzést mint a többiek, már több honapjaT
Köszönöm!
Üdv.: Árpád
Kálmán!
Megkaptam a küldeményt!
Köszönöm, végre átélhetem azt az érzést mint a többiek, már több honapjaT
Köszönöm!
Üdv.: Árpád
Cím: Re:Fémöntés házilag
Írta: dg8n4i8x Dátum 2005 december 09, 01:16
Írta: dg8n4i8x Dátum 2005 december 09, 01:16
István!
A tárházból az öntés videót nem lehet letölteni, sima szövegként látszik az öntés.avi. Ez azért van mert még nincs fent, vagy csak lemaradt a link?
A tárházból az öntés videót nem lehet letölteni, sima szövegként látszik az öntés.avi. Ez azért van mert még nincs fent, vagy csak lemaradt a link?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 december 09, 02:48
Írta: 000000000 Dátum 2005 december 09, 02:48
Mint azt István írta a fájl 345MB, szóval idő míg felmegy...
amúgy gondolom a link http://users.atw.hu/hobbycnc/Videok/Ontes.avi lesz :)
amúgy gondolom a link http://users.atw.hu/hobbycnc/Videok/Ontes.avi lesz :)
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 december 09, 06:50
Írta: 000000000 Dátum 2005 december 09, 06:50
Ja! Tegnap este már ki kellett kapcsolnom a gépet és csak a fele van fent! Ma befejezem és utána aktív lesz a link (egyébként már nincs hely a www.hobbycnc.atw.hu-n ezért létrehoztam még 1-et, www.hobbycnc2.atw.hu de ez be lesz ágyazva az eredeti tárházba)! Ezzel a filmmel együtt már több mint 1GB anyag van fent a hobbycnc.hu oldalon!
Cím: Re:Fémöntés házilag
Írta: dg8n4i8x Dátum 2005 december 09, 09:18
Írta: dg8n4i8x Dátum 2005 december 09, 09:18
Sziasztok!
Ha megnézed a két időpontot lthatod, hogy bőven a megadott idő utn kérdeztem rá! Üdv! Balu
Ha megnézed a két időpontot lthatod, hogy bőven a megadott idő utn kérdeztem rá! Üdv! Balu
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 december 09, 17:38
Írta: 000000000 Dátum 2005 december 09, 17:38
[#felkialtas]Az előadás videója feltöltve! Több helyről is elérhető (Fémöntés házilag menü vagy Tárház)!
Köszönjük!!!
Köszönjük!!!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 december 11, 08:20
Írta: 000000000 Dátum 2005 december 11, 08:20
[#felkialtas]A Videót előszőr töltsétek le a saját gépetekre és ott nézzétek meg, mert nagyon nagy (345MB)! Nálam (ADSL 1024kBit/s) 45 percig jön lefele!
Cím: Re:Fémöntés házilag
Írta: lari Dátum 2005 december 11, 11:13
Írta: lari Dátum 2005 december 11, 11:13
Szép jónapot Mindenkinek!
Az öntészeti videót letöltöttem, de csak hangot hallok a media payerben. Az AVI formátum ki van jelölve a beállítások között.
Nem tudja valaki, hogy miért nem jelenik meg a kép?
Köszi!
Az öntészeti videót letöltöttem, de csak hangot hallok a media payerben. Az AVI formátum ki van jelölve a beállítások között.
Nem tudja valaki, hogy miért nem jelenik meg a kép?
Köszi!
Cím: Re:Fémöntés házilag
Írta: dg8n4i8x Dátum 2005 december 11, 12:30
Írta: dg8n4i8x Dátum 2005 december 11, 12:30
Lari!
Valszeg codec problémád van! Próbálj frissíteni a media playeren, vagy ha van telepítve más lejátszó progid is akkor próbáld azzal!
Valszeg codec problémád van! Próbálj frissíteni a media playeren, vagy ha van telepítve más lejátszó progid is akkor próbáld azzal!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 december 11, 12:46
Írta: 000000000 Dátum 2005 december 11, 12:46
A tulajdonságot lekérdezve ezt írja ki:
Felbontás: 512×368
Hangkodek: AC3Filter
Videokodek: Nero Video Decoder (megjegyzés: Nero 7 felrakva)
Felbontás: 512×368
Hangkodek: AC3Filter
Videokodek: Nero Video Decoder (megjegyzés: Nero 7 felrakva)
Cím: Re:Fémöntés házilag
Írta: lari Dátum 2005 december 11, 14:30
Írta: lari Dátum 2005 december 11, 14:30
Köszönöm, egy másik lejátszóval sikeresen megnéztem!
További kellemes napot!
További kellemes napot!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 december 12, 09:19
Írta: 000000000 Dátum 2005 december 12, 09:19
Sziasztok!
Próbálkoztam a letöltéssel, de "hobbycnc2 felhasználó nincs vagy a fájlt törölték" hibaüzenettel leált bárhonnan is próbálkoztam.
Nektek letöltődik?
Üdv Kalmus
Próbálkoztam a letöltéssel, de "hobbycnc2 felhasználó nincs vagy a fájlt törölték" hibaüzenettel leált bárhonnan is próbálkoztam.
Nektek letöltődik?
Üdv Kalmus
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 december 12, 09:30
Írta: 000000000 Dátum 2005 december 12, 09:30
Valóban! Az atw valamiért a www.hobbycnc2.atw.hu helyemet törölte! Ezzel odaveszett 2 napi munkám![#boxer][#gun]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 december 12, 10:51
Írta: 000000000 Dátum 2005 december 12, 10:51
Az ATW-vel vigyázz... nekem egyik pillanatról a másikra törölte egy fél éves munkámat. Ekkor hagytam abba az oldalam...
Ja egy jó tanács, ha második háttértárat csinálsz ne úgy add meg a címet, hogy hobbycnc2... már van egy hobbycnc tárhelyük és egy bot automatikusan törli az ilyen "második" háttértárakat. Add meg másnéven a második háttértárad nevét pl. cncvideo.atw.hu (vagy vmi ilyesmi)
A másik hiba amit elkövettél, hogy a hobbycnc2-n levő tartalmat csak belinkelted, tehát az index.html (index.php) nem töltődik be, ezáltal nyilvánvaló a háttértárként való használat.
Az első háttértárnál okosan csináltad mert a videókhoz a hobbycnc.atw.hu címen lévő oldalt linkelted be, az ottani index.html fájlt is meghívva. Szóval csinálj egy háttértárat más néven (ne hobbycnc2), majd készítsd el az index.html fájlt, és magát az oldalt hívd be ide. A linkeket az ottani index.html fájlba tedd. a lényeg hogy ne közvetlen linkeket tegyél be ide, hanem az ottani index fájlt hívd be. Ekkor a bot nem tudja hogy háttértárként használod, mert van index.html letöltés is. HEHEHE
Remélem érthető [#vigyor2]
Ja egy jó tanács, ha második háttértárat csinálsz ne úgy add meg a címet, hogy hobbycnc2... már van egy hobbycnc tárhelyük és egy bot automatikusan törli az ilyen "második" háttértárakat. Add meg másnéven a második háttértárad nevét pl. cncvideo.atw.hu (vagy vmi ilyesmi)
A másik hiba amit elkövettél, hogy a hobbycnc2-n levő tartalmat csak belinkelted, tehát az index.html (index.php) nem töltődik be, ezáltal nyilvánvaló a háttértárként való használat.
Az első háttértárnál okosan csináltad mert a videókhoz a hobbycnc.atw.hu címen lévő oldalt linkelted be, az ottani index.html fájlt is meghívva. Szóval csinálj egy háttértárat más néven (ne hobbycnc2), majd készítsd el az index.html fájlt, és magát az oldalt hívd be ide. A linkeket az ottani index.html fájlba tedd. a lényeg hogy ne közvetlen linkeket tegyél be ide, hanem az ottani index fájlt hívd be. Ekkor a bot nem tudja hogy háttértárként használod, mert van index.html letöltés is. HEHEHE
Remélem érthető [#vigyor2]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 december 12, 10:55
Írta: 000000000 Dátum 2005 december 12, 10:55
Tudok ajájnlani egy php scriptet, ami kilistázza a webhelyeden lévő könyvtárakat, és fájlokat. Így ha valami újat töltesz fel nem kell bíbelődni az oldal átszerkesztésével, mert a link automatikusan megjelenik, persze csak az fájl és könyvtár amit engedélyezel. Telepítése gyerekjáték. Ha pedig valaki a tárhelyedre megy automatikusan megjelenik a lista.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 december 12, 10:55
Írta: 000000000 Dátum 2005 december 12, 10:55
Köszi az infót!
A másodiknál ugyan létrehoztam egy index.html file-t, de valóban a filmet direktbe linkeltem (index volt, de nem hívta meg semmi)! Kitalálok valami közbülső megoldást.
A másodiknál ugyan létrehoztam egy index.html file-t, de valóban a filmet direktbe linkeltem (index volt, de nem hívta meg semmi)! Kitalálok valami közbülső megoldást.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 december 12, 10:57
Írta: 000000000 Dátum 2005 december 12, 10:57
A tárházon belül csinálj egy külön linket a 2. tárnak, és oda hívd be az indexet
OFFFFFFF
OFFFFFFF
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 december 12, 10:59
Írta: 000000000 Dátum 2005 december 12, 10:59
Valami ilyesmire gondoltam én is, majd még letisztázom! Köszi!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 december 12, 16:45
Írta: 000000000 Dátum 2005 december 12, 16:45
[#felkialtas]A film ismételt feltöltése folyamatban van!
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2005 december 12, 19:21
Írta: 3vv2btrhv Dátum 2005 december 12, 19:21
Cím: Re:Fémöntés házilag
Írta: f6kuxbs9f Dátum 2005 december 12, 19:43
Írta: f6kuxbs9f Dátum 2005 december 12, 19:43
Sziasztok!
Természetesen nem árulja el, hogy milyen anyag, de valószínűleg egy alacsony lágyulási hőmérsékletű polietilén, esetleg poliprolilén. Erre uital, hogy a nylon-hoz hasonlítja.
Egyszerűen arról van szó, hogy az anyag 62 fok fölött képlékennyé válik, így alakítható. Akinek nem túl érzékeny a keze, az kesztyű nélkül is kibírja ezt a hőmérsékletet. Amikor lehűl, megkeményedik. Természetesen többször is megolvasztható, hiszen ezen a hőmérsékleten még nem kezd el degradálódni.
Szerintem pofátlan áron kínálják. Valószínűleg ki lehetne nyomozni, hogy melyik gyártó, melyik granulátumát csomagolták át pici zacskókba. Egy műanyagosnak, aki ismeri a gyártókat és az anyagokat, nem jelenthet akadályt.
Üdv
Természetesen nem árulja el, hogy milyen anyag, de valószínűleg egy alacsony lágyulási hőmérsékletű polietilén, esetleg poliprolilén. Erre uital, hogy a nylon-hoz hasonlítja.
Egyszerűen arról van szó, hogy az anyag 62 fok fölött képlékennyé válik, így alakítható. Akinek nem túl érzékeny a keze, az kesztyű nélkül is kibírja ezt a hőmérsékletet. Amikor lehűl, megkeményedik. Természetesen többször is megolvasztható, hiszen ezen a hőmérsékleten még nem kezd el degradálódni.
Szerintem pofátlan áron kínálják. Valószínűleg ki lehetne nyomozni, hogy melyik gyártó, melyik granulátumát csomagolták át pici zacskókba. Egy műanyagosnak, aki ismeri a gyártókat és az anyagokat, nem jelenthet akadályt.
Üdv
Cím: Re:Fémöntés házilag
Írta: Messer Dátum 2005 december 13, 14:17
Írta: Messer Dátum 2005 december 13, 14:17
Üdv mindenkinek!
Kalmus előadása alatt 41' 10'' és 41' 43'' közt a hallgatóság közül ajánlott valaki egy linket ahol a styrofoam-os öntési módszerről
lehet informálódni. Valami ehez hasonló lehet:
billblogibm.com Nem tudná valaki megadni a pontos linket?
Kalmus előadása alatt 41' 10'' és 41' 43'' közt a hallgatóság közül ajánlott valaki egy linket ahol a styrofoam-os öntési módszerről
lehet informálódni. Valami ehez hasonló lehet:
billblogibm.com Nem tudná valaki megadni a pontos linket?
Cím: Re:Fémöntés házilag
Írta: f6kuxbs9f Dátum 2005 december 13, 15:08
Írta: f6kuxbs9f Dátum 2005 december 13, 15:08
Sziasztok!
Az a rész számomra is érthetetlen volt, de a "lost foam casting" keresőkifejezésre 24e találatot ad a google, lehet tallózni
[#vigyor5]
Üdv
Az a rész számomra is érthetetlen volt, de a "lost foam casting" keresőkifejezésre 24e találatot ad a google, lehet tallózni
[#vigyor5]
Üdv
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2005 december 13, 15:16
Írta: 3vv2btrhv Dátum 2005 december 13, 15:16
T Victorhu
Köszi a gyors forditást , nem számitottam másra, mármint anyag összetétel.
keresem a vegyész szakértöt.
Tibor
Köszi a gyors forditást , nem számitottam másra, mármint anyag összetétel.
keresem a vegyész szakértöt.
Tibor
Cím: Re:Fémöntés házilag
Írta: f6kuxbs9f Dátum 2005 december 13, 15:53
Írta: f6kuxbs9f Dátum 2005 december 13, 15:53
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 december 13, 16:28
Írta: 000000000 Dátum 2005 december 13, 16:28
Szia Messer!
Nézd meg Victorhu által ajánlottat, vagy a hobbycnc oldalain a fémöntés házilag Öntési fázisképeket amit István töltött föl. Tökéletesen bemutatják az említett eljárást.
Üdv Kalmus
Nézd meg Victorhu által ajánlottat, vagy a hobbycnc oldalain a fémöntés házilag Öntési fázisképeket amit István töltött föl. Tökéletesen bemutatják az említett eljárást.
Üdv Kalmus
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 december 13, 17:03
Írta: 000000000 Dátum 2005 december 13, 17:03
[#felkialtas]Az előadás videója ismét letölthető (Tárház II)!
Cím: Re:Fémöntés házilag
Írta: Messer Dátum 2005 december 13, 17:59
Írta: Messer Dátum 2005 december 13, 17:59
Üdv mindenkinek!
A beöntőnyílások kiképzése területén akartam tovább "okosodni" anélkül , hogy pár ezer linket átnéznék. A GOOGLE-t ismerem, azért alszom keveset [#smile].
Köszönöm a tippeket!
A beöntőnyílások kiképzése területén akartam tovább "okosodni" anélkül , hogy pár ezer linket átnéznék. A GOOGLE-t ismerem, azért alszom keveset [#smile].
Köszönöm a tippeket!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 december 14, 07:51
Írta: 000000000 Dátum 2005 december 14, 07:51
Szia Messer!
Pontosan mi érdekelne a kiképzést illetően?
Általánosságban az elvek a következők:
A beömlőnek kell egy öböl, ahova öntöd.
Kell egy leszállórész. Ez fontos hogy szűküljön, mert a zuhanó fém a gravitáció miatt gyorsul és a fémsugár megszakadhat.
Elosztócsatornák az egyes öntvényekhez, vagy öntvényrészekhez viszik el a fémet.
Megvágás az elosztócsatornát és az öntvényt köti össze. Ez a beömlőrendszer legszűkebb keresztmetszete kell, hogy legyen.
Visszafele haladva a beömlőrendszeren az egyes elemek mindig 10-30%-al nagyobbak kellenek legyenek.
Az öntés során ez biztosítja a megfelelő formakitöltést.
Üdv Kalmus
Pontosan mi érdekelne a kiképzést illetően?
Általánosságban az elvek a következők:
A beömlőnek kell egy öböl, ahova öntöd.
Kell egy leszállórész. Ez fontos hogy szűküljön, mert a zuhanó fém a gravitáció miatt gyorsul és a fémsugár megszakadhat.
Elosztócsatornák az egyes öntvényekhez, vagy öntvényrészekhez viszik el a fémet.
Megvágás az elosztócsatornát és az öntvényt köti össze. Ez a beömlőrendszer legszűkebb keresztmetszete kell, hogy legyen.
Visszafele haladva a beömlőrendszeren az egyes elemek mindig 10-30%-al nagyobbak kellenek legyenek.
Az öntés során ez biztosítja a megfelelő formakitöltést.
Üdv Kalmus
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 december 14, 07:54
Írta: 000000000 Dátum 2005 december 14, 07:54
Ja és majdnem elfelejtettem ahova csak lehet rádiusz, rádiusz, rádiusz!!! És lehetőleg a legnagyobb!!!
Cím: Re:Fémöntés házilag
Írta: Messer Dátum 2005 december 14, 13:56
Írta: Messer Dátum 2005 december 14, 13:56
Szia Kalmus!
Köszi az infókat. Tulajdonképpen azok érdekelnek amiket leírtál. Csak szerettem volna látni a gyakorlati megvalósítást képen. Egy ehez hasonló modellmotor blokkot szeretnék önteni.

A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu
Erre készülök fel. Remélem összejön.
Mégegyszer kösz!
Köszi az infókat. Tulajdonképpen azok érdekelnek amiket leírtál. Csak szerettem volna látni a gyakorlati megvalósítást képen. Egy ehez hasonló modellmotor blokkot szeretnék önteni.

A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu
Erre készülök fel. Remélem összejön.
Mégegyszer kösz!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 december 14, 14:23
Írta: 000000000 Dátum 2005 december 14, 14:23
Messer!
Mindjárt a legnehezebb öntvényekkel akarod kezdeni.
A motorblokk és a hengerfej talán a legnehezebben gyártható öntvény. Hát nem lesz könnyű, de nem lehetetlen. Javaslom a fekecsek használatát a bevonat képzéshez. Szebb felületet kapsz az öntvényeken.
Ha bármiben elakadsz szívesen segítek.
Mindjárt a legnehezebb öntvényekkel akarod kezdeni.
A motorblokk és a hengerfej talán a legnehezebben gyártható öntvény. Hát nem lesz könnyű, de nem lehetetlen. Javaslom a fekecsek használatát a bevonat képzéshez. Szebb felületet kapsz az öntvényeken.
Ha bármiben elakadsz szívesen segítek.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 december 14, 14:28
Írta: 000000000 Dátum 2005 december 14, 14:28
A #71 hozzászólásomban említek egy linket. Azt nézd meg. Igaz hogy nagyban, de hasonló a Te problémádhoz. Tehát hasonlóan kell kiképezni az általad tervezett darabokat is.
Cím: Re:Fémöntés házilag
Írta: Messer Dátum 2005 december 14, 15:32
Írta: Messer Dátum 2005 december 14, 15:32
Szia Kalmus!
Köszönöm a segítőkészségedet. Többek közt az említett hozzászólásodban lévő link bátorít, hogy styrofoamból legyen a minta.
Köszönöm a segítőkészségedet. Többek közt az említett hozzászólásodban lévő link bátorít, hogy styrofoamból legyen a minta.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 december 14, 15:56
Írta: 000000000 Dátum 2005 december 14, 15:56
A hab kiválasztásánál a kék és rózsaszín habokat javaslom, mivel a fehér igen ritka. Időnként annyira, hogy erősen az öntvény minőség rovására mehet.
Cím: Re:Fémöntés házilag
Írta: dg8n4i8x Dátum 2005 december 14, 17:36
Írta: dg8n4i8x Dátum 2005 december 14, 17:36
Sziasztok!
Messer! Csak nem te is modellezel?
Messer! Csak nem te is modellezel?
Cím: Re:Fémöntés házilag
Írta: Messer Dátum 2005 december 14, 21:24
Írta: Messer Dátum 2005 december 14, 21:24
A keményebb 10 centis kék habból már betankoltam 1 köbmétert. Itt gyártják tőlem 5km-re. Igen modellezek. Következő lépcsőfok ME 109 G2 2,8m fesztáv V12-es 240ccm-es motorral. Ahoz kell a blokköntés.[#smile]
Cím: Re:Fémöntés házilag
Írta: dg8n4i8x Dátum 2005 december 14, 21:33
Írta: dg8n4i8x Dátum 2005 december 14, 21:33
Az király! Nem kispályásban nyomod, ha érdekel van egy rakás rajzom meg segédprogik is. Hétvégén le is tudom majd vinni! Igaz én inkább a hajók felé húzódom de repülgetek is! Üdv! Balu
Cím: Re:Fémöntés házilag
Írta: 2nbj3n5m Dátum 2005 december 14, 21:54
Írta: 2nbj3n5m Dátum 2005 december 14, 21:54
Helló!
Jó dolog ez a forum, igaz én csak gravírozom,de
az eggyik munkám alkalmával össze jottem egy alu
öntővel a 18.kerületben. A jövő héten megyek
hozzá megkérdezem nem öntene-e nektek is.
Ö föleg alu virágvázát és asztalokat önt. Nála
láttam kis repülőgép motort. Majd jelentkezem.
Talán szerencsém lesz.
Jankó
Jó dolog ez a forum, igaz én csak gravírozom,de
az eggyik munkám alkalmával össze jottem egy alu
öntővel a 18.kerületben. A jövő héten megyek
hozzá megkérdezem nem öntene-e nektek is.
Ö föleg alu virágvázát és asztalokat önt. Nála
láttam kis repülőgép motort. Majd jelentkezem.
Talán szerencsém lesz.
Jankó
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 december 14, 22:25
Írta: 000000000 Dátum 2005 december 14, 22:25
SZia BAlu
Én is azaz a Faterom modellezik
Ő is "nagyban" nyomja
Igaz ő az űvegszálas technikában van otthon közel 40 éve
5 m es fesztávú vitorlázó gépei (behuzható futóval) is vannak meg Suhoy Vilga Katana stb
nagyon komolyan nyomja.(ha érdekes akkor csinált már négyütemű öthengeres csillag motort(70 köböset)
Ez nem a modellezésnek a fóruma de ha kell valami alkatrész törzs szárny motor akkor írjatok
üdv
Én is azaz a Faterom modellezik
Ő is "nagyban" nyomja
Igaz ő az űvegszálas technikában van otthon közel 40 éve
5 m es fesztávú vitorlázó gépei (behuzható futóval) is vannak meg Suhoy Vilga Katana stb
nagyon komolyan nyomja.(ha érdekes akkor csinált már négyütemű öthengeres csillag motort(70 köböset)
Ez nem a modellezésnek a fóruma de ha kell valami alkatrész törzs szárny motor akkor írjatok
üdv
Cím: Re:Fémöntés házilag
Írta: dg8n4i8x Dátum 2005 december 15, 05:43
Írta: dg8n4i8x Dátum 2005 december 15, 05:43
Sziasztok!
Köszi a segítséget! Egyenlőre nincs szükségem ilyesmire, mert a megkezdett projecteket kéne befejezni. :)) Meg én is vagyok olyan őrölt, hogy lehetőleg sajátkezűleg próbálom megoldani a dolgokat. Azért majd szólok ha kell valami! Köszi!
Köszi a segítséget! Egyenlőre nincs szükségem ilyesmire, mert a megkezdett projecteket kéne befejezni. :)) Meg én is vagyok olyan őrölt, hogy lehetőleg sajátkezűleg próbálom megoldani a dolgokat. Azért majd szólok ha kell valami! Köszi!
Cím: Re:Fémöntés házilag
Írta: Kristály Árpád Dátum 2005 december 15, 10:07
Írta: Kristály Árpád Dátum 2005 december 15, 10:07
Hallihó messer!
Légyszíves áruld el, hogy hol van az a tőlem öt Km-ter? Mármint a kék habb és milyen áraik vannak? Méret stb.
Köszönöm!
Üdv.: Árpád
Hallihó Mindenkinek!
Légyszíves áruld el, hogy hol van az a tőlem öt Km-ter? Mármint a kék habb és milyen áraik vannak? Méret stb.
Köszönöm!
Üdv.: Árpád
Hallihó Mindenkinek!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 december 15, 13:21
Írta: 000000000 Dátum 2005 december 15, 13:21
Sziasztok!
Szeretnék egy kis segítséget kérni!
Megpróbáltam letölteni az Öntés.avi fájlt és a következő hibaüzenetet kaptam:
"Az Internet Explorer nem tudja letölteni a következőt:Ontes.avi Hely:users.atw.hu
A kiszolgáló érvénytelen vagy ismeretlen választ adott."
Tudnátok segíteni, hogy miért nem tudom letölteni!
Köszi!
Szeretnék egy kis segítséget kérni!
Megpróbáltam letölteni az Öntés.avi fájlt és a következő hibaüzenetet kaptam:
"Az Internet Explorer nem tudja letölteni a következőt:Ontes.avi Hely:users.atw.hu
A kiszolgáló érvénytelen vagy ismeretlen választ adott."
Tudnátok segíteni, hogy miért nem tudom letölteni!
Köszi!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 december 15, 13:48
Írta: 000000000 Dátum 2005 december 15, 13:48
Németországból működik!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 december 15, 14:31
Írta: 000000000 Dátum 2005 december 15, 14:31
Most néztem, Magyarországról is meg...
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 december 15, 14:47
Írta: 000000000 Dátum 2005 december 15, 14:47
Letölteni még le lehet ,de mivel lehet lejátszani??
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 december 15, 16:24
Írta: 000000000 Dátum 2005 december 15, 16:24
Nem tudom! Nálam minden játsza!
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2005 december 15, 18:18
Írta: 3vv2btrhv Dátum 2005 december 15, 18:18
T Balu
keretgyártásbol marad mindig kb 5 X 5 milliméteres nagyon jo minöségü fenyö léc különbözö hosszban Kb 300 mm-töl 700mm .ig
Ha érdelel irj emailt
Tibor
keretgyártásbol marad mindig kb 5 X 5 milliméteres nagyon jo minöségü fenyö léc különbözö hosszban Kb 300 mm-töl 700mm .ig
Ha érdelel irj emailt
Tibor
Cím: Re:Fémöntés házilag
Írta: Messer Dátum 2005 december 15, 18:36
Írta: Messer Dátum 2005 december 15, 18:36
Cím: Re:Fémöntés házilag
Írta: Messer Dátum 2005 december 15, 18:42
Írta: Messer Dátum 2005 december 15, 18:42
Na ezt a lilaságot hogyan hoztam össze? Valamit nagyon elbénáztam. Na mindegy, az a lényeg ha ráklikkelsz megnyílik a link amit említek.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 december 15, 19:38
Írta: 000000000 Dátum 2005 december 15, 19:38
Helló Árpád!
Ne akarom eltrontani "Messer" bizniszét, de kék (vagy rózsaszín) extrudált habot közelebb, pl. az első szembe jövő BAUMAX-ban vagy más építőanyagtelepen is kapsz klf. méretben. Árat nem tudok, csak láttam, hogy van.
Ne akarom eltrontani "Messer" bizniszét, de kék (vagy rózsaszín) extrudált habot közelebb, pl. az első szembe jövő BAUMAX-ban vagy más építőanyagtelepen is kapsz klf. méretben. Árat nem tudok, csak láttam, hogy van.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 december 16, 00:04
Írta: 000000000 Dátum 2005 december 16, 00:04
Szevasztok!
Nemtudom mennyire érdekes és használhaó öntési célra amit leszeretnék írni nektek,de hátha jól jön valakinek. A hungarocell alapanyaga az EXTIR
nevü anyag ezt több szemcseméretben gyártják 1000 től 8000 ig ez az anyag kemény apro kis golyokból áll és pentánt tartalmaz höre habosodik úgy emlékszem gőzzel habosítják de forró vizben is megdagad,zárt helyen gözölve kitölti a formát és összeáll ragad kész hungarocell lesz belőle pl ha egykonzerves dobozba beletöltesz a térfogatának kb 10% át ebből az anyagból lezárod fursz rá pár apró lukat és belebobod forró vízbe kitölti a dobozt és összeáll. Ezt az anyagot Százhalombattán gyártják a Mol ban Dunastyr Rt nél,valamikor itt dolgoztam,itt árultak hulladék alapanyagot
is de,hogy mekkora tételben azt nem tudom.Esetleg Fűzfőn a nikecell nél is lehet érdeklődni ők is szálítanak innen alapanyagot.
Nemtudom mennyire érdekes és használhaó öntési célra amit leszeretnék írni nektek,de hátha jól jön valakinek. A hungarocell alapanyaga az EXTIR
nevü anyag ezt több szemcseméretben gyártják 1000 től 8000 ig ez az anyag kemény apro kis golyokból áll és pentánt tartalmaz höre habosodik úgy emlékszem gőzzel habosítják de forró vizben is megdagad,zárt helyen gözölve kitölti a formát és összeáll ragad kész hungarocell lesz belőle pl ha egykonzerves dobozba beletöltesz a térfogatának kb 10% át ebből az anyagból lezárod fursz rá pár apró lukat és belebobod forró vízbe kitölti a dobozt és összeáll. Ezt az anyagot Százhalombattán gyártják a Mol ban Dunastyr Rt nél,valamikor itt dolgoztam,itt árultak hulladék alapanyagot
is de,hogy mekkora tételben azt nem tudom.Esetleg Fűzfőn a nikecell nél is lehet érdeklődni ők is szálítanak innen alapanyagot.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 december 16, 07:47
Írta: 000000000 Dátum 2005 december 16, 07:47
Sziasztok!
Nagyon tetszik az ötlet, mivel a fehér habból is lehet ezzel a módszerrel megfelelő minőségű habot gyártani, azonban néhány probléma akad.
A polisztirol habos technika lényege, hogy a habot beágyazzuk homokba és beleöntjük a fémet.A hab helyét kitölti a folyékony fém. A gond az hogy ha nedvesség záródik a hab közé akkor KI KELL SZÁRÍTANI!!!! Mert különben két eset lehetséges. A kisebbik probléma ha az öntvény begázosodik és használhatatlan lesz. A nagyobbik, hogy ROBBANÁS következik be.
SZÓVAL ÓVATOSAN EZZEL A MÓDSZERREL!
A gyakorlatban öntödék úgy csinálják ezeket a mintákat, mint a műanyag fröccsöntésnél a darabokat. Csak a szerszámba megfelelően precíz mennyiségben adagolt gőzt eresztenek, amely a technológia további részében el tud párologni a habból.
Nagyon tetszik az ötlet, mivel a fehér habból is lehet ezzel a módszerrel megfelelő minőségű habot gyártani, azonban néhány probléma akad.
A polisztirol habos technika lényege, hogy a habot beágyazzuk homokba és beleöntjük a fémet.A hab helyét kitölti a folyékony fém. A gond az hogy ha nedvesség záródik a hab közé akkor KI KELL SZÁRÍTANI!!!! Mert különben két eset lehetséges. A kisebbik probléma ha az öntvény begázosodik és használhatatlan lesz. A nagyobbik, hogy ROBBANÁS következik be.
SZÓVAL ÓVATOSAN EZZEL A MÓDSZERREL!
A gyakorlatban öntödék úgy csinálják ezeket a mintákat, mint a műanyag fröccsöntésnél a darabokat. Csak a szerszámba megfelelően precíz mennyiségben adagolt gőzt eresztenek, amely a technológia további részében el tud párologni a habból.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 december 16, 12:39
Írta: 000000000 Dátum 2005 december 16, 12:39
Kalmusnak teljesen igaza van! A "mezei" hungarocell expandált, gőzöléssel duzzasztják, hivatalból van benne víz. A másik hab extrudált, zártcellás, nem vesz fel vizet, ezért alkalmazzák pl. pincefalak, aluljárók külső hőszigetelésére. Lényegesen sűrűbb, finomabb szerkezetű ezért lehet akár marni is. Az én kérdésem viszot az, hogy a poliuretán (PUR) hab alkalmazható-e öntési célra. Mert ha igen, akkor egy ősmintáról készített gipsz negatívval tetszőleges számú pontos habforma készíthető.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 december 16, 13:28
Írta: 000000000 Dátum 2005 december 16, 13:28
Sajna nem tudok válaszolni, mert nem tudok róla, hogy használnák, de hát egyszer érdemes kipróbálni.
Cím: Re:Fémöntés házilag
Írta: f6kuxbs9f Dátum 2005 december 16, 19:31
Írta: f6kuxbs9f Dátum 2005 december 16, 19:31
Sziasztok!
Valamelyik öntészeti hobbylapon azt írták, hogy a pur-hab égésekor mérgező gázok keletkeznek, tehát ne használjuk öntéshez.
Üdv
Valamelyik öntészeti hobbylapon azt írták, hogy a pur-hab égésekor mérgező gázok keletkeznek, tehát ne használjuk öntéshez.
Üdv
Cím: Re:Fémöntés házilag
Írta: Kristály Árpád Dátum 2005 december 16, 20:54
Írta: Kristály Árpád Dátum 2005 december 16, 20:54
Hallihó!
Szerintem Kalmus nem állította, hogy szippansunk jó mélyeket!
Lemész a legközelebbi szupermarkecba és millió terméket találsz ami nem egészséges!
Különben környezetvédelmi szempontból igazad van!
Várom a témában a bió megoldásod!
Üdv.:Árpád
Szerintem Kalmus nem állította, hogy szippansunk jó mélyeket!
Lemész a legközelebbi szupermarkecba és millió terméket találsz ami nem egészséges!
Különben környezetvédelmi szempontból igazad van!
Várom a témában a bió megoldásod!
Üdv.:Árpád
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2005 december 17, 13:45
Írta: 3vv2btrhv Dátum 2005 december 17, 13:45
T Mindenki
A pur habrol van egy két tapasztalatom , nem ajánlanám , hogy égesd mert tényleg mérgezö vegyületek keletkeznek , persze ez csak tanács , mert mindenki ugy szurja el az életét ahogy akarja. Én csak egy vegyszer allergiát köszönhetek a kutatointézeti multamnak.
Tibor
A pur habrol van egy két tapasztalatom , nem ajánlanám , hogy égesd mert tényleg mérgezö vegyületek keletkeznek , persze ez csak tanács , mert mindenki ugy szurja el az életét ahogy akarja. Én csak egy vegyszer allergiát köszönhetek a kutatointézeti multamnak.
Tibor
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 december 17, 14:00
Írta: 000000000 Dátum 2005 december 17, 14:00
A viaszos moka nem jobb veletlenul?
Cím: Re:Fémöntés házilag
Írta: Bicska Dátum 2005 december 17, 19:07
Írta: Bicska Dátum 2005 december 17, 19:07
Sztem maszkkal orvosolható a dolog, nem?!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 december 17, 19:20
Írta: 000000000 Dátum 2005 december 17, 19:20
akkor mar inkabb elszivas... de a viaszolgatas miert nem jo nektek?
Cím: Re:Fémöntés házilag
Írta: Kristály Árpád Dátum 2005 december 17, 20:38
Írta: Kristály Árpád Dátum 2005 december 17, 20:38
Hallihó Mindenkinek!
Egy tény, hogy falunkban is meghalt egy fickó, mert műanyag hulladékot égetet! Sok mérges gáz keletkezi, köztük mindenféle veszélyes mint a klorgáz stb. Sajnos volt részem klorgáz mérgezésben, két hét snit... és az maga a pokol!
Tehát téleg vigyázni..... és jónak tartom az elszívós javaslatott, ha megoldható!
Üdv: Mindenkinek!
Hallihó!
Egy tény, hogy falunkban is meghalt egy fickó, mert műanyag hulladékot égetet! Sok mérges gáz keletkezi, köztük mindenféle veszélyes mint a klorgáz stb. Sajnos volt részem klorgáz mérgezésben, két hét snit... és az maga a pokol!
Tehát téleg vigyázni..... és jónak tartom az elszívós javaslatott, ha megoldható!
Üdv: Mindenkinek!
Hallihó!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 december 17, 20:53
Írta: 000000000 Dátum 2005 december 17, 20:53
Jol behatarolhato, hogy hol leszen beontve az anyag, es hol tavozhatnak gazok az ontoformabol, ugyhogy nem nagy kunszt osszedobni egy elszivot, ha nagyon kontar modon akarja az ember csinalni kell egy durva ventillator meg par kalyhacso, aztan kesz... de en nemigazan latom a PUR habnak elonyet...
Cím: Re:Fémöntés házilag
Írta: f6kuxbs9f Dátum 2005 december 17, 22:51
Írta: f6kuxbs9f Dátum 2005 december 17, 22:51
Sziasztok!
Az rendben van, hogy egy elszívás bizonyos védelmet nyújt az öntést végzőnek, de azért - ha nem muszáj - még higított formába sem kell szétteríteni a külvilágban a mérgeket.
Üdv
Az rendben van, hogy egy elszívás bizonyos védelmet nyújt az öntést végzőnek, de azért - ha nem muszáj - még higított formába sem kell szétteríteni a külvilágban a mérgeket.
Üdv
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 december 17, 22:53
Írta: 000000000 Dátum 2005 december 17, 22:53
Pontosan... ezert kerdem, hogy miert nem preferalja publikum a viaszos ontest... jo, pindurt macerasabb az elveszo formasnal, de szvsz sokkal szebb megoldas.
Cím: Re:Fémöntés házilag
Írta: f6kuxbs9f Dátum 2005 december 17, 23:48
Írta: f6kuxbs9f Dátum 2005 december 17, 23:48
Szerintem azert, mert egy darab ontese eseten macerasabb, hiszen eloszor negativ (szilikongumi)mintat kell csinalni, abbol a viaszt, majd azt beagyazni. Legtobbszor olyan alu alkatreszekre lenne szuksegunk, amiknel nem kovetelmeny az a meretpontossag es feluleti minoseg, amit a viasszal el lehet erni. Nem veletlen, hogy ekszereszek hasznaljak sokat a viszaveszejteses ontest.
Udv
Udv
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 december 18, 09:44
Írta: 000000000 Dátum 2005 december 18, 09:44
T. Össszes Urak! Nem akartam feltalálni a langyos vizet a PUR habos formázással, csak elsőre jó ötletnek tűnt. (aki látta a Volt egyeszer egy vadnyugat-ot, tudja mire gondolok) Ha a szakma prominense sem ismeri, akkor ez már jelzés értékű. Mérgezni pedig sem magunkat, sem a környezetünket nem célszerű. A májrák nem tíz perc alatt alakul ki, mint a tüdőembólia, ha szippantunk egy jót a büdösből. Szóval felejtsük el, és hagyjuk érvényesülni a habvágókat mindannyiun érdekében.
Cím: Re:Fémöntés házilag
Írta: knifemaster Dátum 2005 december 18, 11:25
Írta: knifemaster Dátum 2005 december 18, 11:25
Lehet hogy képzavarban vagyok,ezért megkérdem,hogy most a habból készült pozitív minta lenne a kokillában és az lenne kiégetve öntés előtt?
Cím: Re:Fémöntés házilag
Írta: f6kuxbs9f Dátum 2005 december 18, 11:48
Írta: f6kuxbs9f Dátum 2005 december 18, 11:48
Igen, legalább is a homokba ágyazott habba való öntésnél ez a helyzet.
Üdv
Üdv
Cím: Re:Fémöntés házilag
Írta: knifemaster Dátum 2005 december 18, 13:00
Írta: knifemaster Dátum 2005 december 18, 13:00
Ebben az esetben a viasz jobb szerintem.
Az egészségre való hatását már írták a habnak,és nem esküszöm meg rá,hogy tovább tartana egy negatívot készíteni akár az ősmintáról,akár szerkeszéssel viaszhoz,mint pozitívot kimarni a habból.Mellesleg a habot mekkor hőmérsékleten égetik ki? Mert a viasznak,elég 1-200 fok ,hogy elfolyjon a homokba...
Az egészségre való hatását már írták a habnak,és nem esküszöm meg rá,hogy tovább tartana egy negatívot készíteni akár az ősmintáról,akár szerkeszéssel viaszhoz,mint pozitívot kimarni a habból.Mellesleg a habot mekkor hőmérsékleten égetik ki? Mert a viasznak,elég 1-200 fok ,hogy elfolyjon a homokba...
Cím: Re:Fémöntés házilag
Írta: f6kuxbs9f Dátum 2005 december 18, 15:39
Írta: f6kuxbs9f Dátum 2005 december 18, 15:39
A habot nem égetik ki, ez az eljárás egyszerűsége. A beömlő fém olvadék égeti ki maga előtt, és rögtön ki is tölti a helyét. A formakészítés is egyszerűbb, mivel száraz, homokot kell egyszerűen a minta köré szórni, nem kell öntészeti technológiával kétrészes homokformát gyártani.
Üdv
Üdv
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 december 18, 15:42
Írta: 000000000 Dátum 2005 december 18, 15:42
DE nyilvan ez csak egyszeru alakokra hasznalhato, bonyolultabb formakra nem...
Cím: Re:Fémöntés házilag
Írta: f6kuxbs9f Dátum 2005 december 18, 15:46
Írta: f6kuxbs9f Dátum 2005 december 18, 15:46
En mar láttam habbal motorbolokkot önteni személygépkocsiba. Mondjuk az nem a hátsó udvarban készült.
Üdv
Üdv
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 december 18, 15:48
Írta: 000000000 Dátum 2005 december 18, 15:48
bonyolult alaksajatossagok, (vekonyabb szigetek stb) finom kidolgozas, no, igy ertettem :)
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 december 18, 16:15
Írta: 000000000 Dátum 2005 december 18, 16:15
Nézd meg Kalmus #71-ben ajánlott linkjét. Abból eldöntheted, mennyire bunyolult formákat lehet készíteni habból.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 december 18, 16:30
Írta: 000000000 Dátum 2005 december 18, 16:30
Aham, es ha elolvasod lathatod, hogy ehhez mar magat az alkatreszt is ugy kell megtervezni, hogy elveszo-habmintas technologiaval tudjak csinalni. De azert impressziv :)
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 december 18, 17:11
Írta: 000000000 Dátum 2005 december 18, 17:11
Kalmus, A keramiabevonatos dolgokrol van valami jegyzetszeruseged? (nem csak aluhoz, hanem acel es egyeb otvozetekhez valok, ha van koztuk kulonbseg) Gondolok itt osszetetelre, el-, kikeszitesre, falvastagsagra, retegvastagsagra...
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 december 19, 08:07
Írta: 000000000 Dátum 2005 december 19, 08:07
Sziasztok! Hát a hétvégén belehúzatatok a témába.
Egy csomó dologra megadtátok a választ. Pl. már tudom mért nem használják a PUR habot. Valószínűleg környezetvédelmi okokból. Szóval maradjunk a polisztirolnál, bevált, nem mérgező bonyolult alkatrészek önthetők vele. Nagy előnye, hogy száraz homokba beágyazható, igy öntés után a pergő száraz homok könnyen eltávolítható a belső üregekből (pl.: motorblokkok vízterének kiképzésénél).
Van egy olyan változat is amikor bevonatot képeznek a habon mint a viaszmintás technológiában. A viasszal szemben előnye hogy nem igényel kiégetést, mert a maradék rész annyira elenyésző. A viasz ugyanis nem távolítható el maradéktalanul a formából csak izzítással kb 800-1000 fokon. A bennmaradó viasz öntvényhibát okozhat.
Egy csomó dologra megadtátok a választ. Pl. már tudom mért nem használják a PUR habot. Valószínűleg környezetvédelmi okokból. Szóval maradjunk a polisztirolnál, bevált, nem mérgező bonyolult alkatrészek önthetők vele. Nagy előnye, hogy száraz homokba beágyazható, igy öntés után a pergő száraz homok könnyen eltávolítható a belső üregekből (pl.: motorblokkok vízterének kiképzésénél).
Van egy olyan változat is amikor bevonatot képeznek a habon mint a viaszmintás technológiában. A viasszal szemben előnye hogy nem igényel kiégetést, mert a maradék rész annyira elenyésző. A viasz ugyanis nem távolítható el maradéktalanul a formából csak izzítással kb 800-1000 fokon. A bennmaradó viasz öntvényhibát okozhat.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 december 19, 08:23
Írta: 000000000 Dátum 2005 december 19, 08:23
Szia Hunserv!
Pontosan minek az összetétele érdekelne? A kerámia bevonaté, mert az is van egy párféle. Ezeket általában pontos receptúrák alapján készítik. Ha ilyenre gondolsz kerítek egy használhatót. De ezek általában nem olcsó anyagokból készülnek.
Pontosan minek az összetétele érdekelne? A kerámia bevonaté, mert az is van egy párféle. Ezeket általában pontos receptúrák alapján készítik. Ha ilyenre gondolsz kerítek egy használhatót. De ezek általában nem olcsó anyagokból készülnek.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2005 december 19, 15:43
Írta: 3vv2btrhv Dátum 2005 december 19, 15:43
T Mindenki
Ismétlem önmagamat !! A kerámiára nekem van egy nagyon hobbysta megoldásom , csak az informácioért azt kérem , hogy öntsön nekem ingyen nem tonnákrol van szó.
De ha senkinek sem kell , akkor publikálom a forumon.
Tibor
Ismétlem önmagamat !! A kerámiára nekem van egy nagyon hobbysta megoldásom , csak az informácioért azt kérem , hogy öntsön nekem ingyen nem tonnákrol van szó.
De ha senkinek sem kell , akkor publikálom a forumon.
Tibor
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 december 19, 15:54
Írta: 000000000 Dátum 2005 december 19, 15:54
Szia Tibor!
Ha neked van recepted akkor nekem fölösleges keresgélni a cuccaim között.
Ha neked van recepted akkor nekem fölösleges keresgélni a cuccaim között.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 december 19, 16:01
Írta: 000000000 Dátum 2005 december 19, 16:01
Szia Tibor!
Ma reggel feladtam a kuplungokat!!
üdv
Ma reggel feladtam a kuplungokat!!
üdv
Cím: Re:Fémöntés házilag
Írta: knifemaster Dátum 2005 december 19, 17:09
Írta: knifemaster Dátum 2005 december 19, 17:09
Kalmus,
bár nem tartozik szorosan a témához,de a fémhabosítás terén mennyire vagy otthon? Hobby szinten kellene valami megoldás kapilláris réteg felhordásához.
bár nem tartozik szorosan a témához,de a fémhabosítás terén mennyire vagy otthon? Hobby szinten kellene valami megoldás kapilláris réteg felhordásához.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2005 december 19, 17:20
Írta: 3vv2btrhv Dátum 2005 december 19, 17:20
T Tiba
Várom !
Kalmus : keresgélj tovább hátha jobb mint az enyém !!
Tibor
Várom !
Kalmus : keresgélj tovább hátha jobb mint az enyém !!
Tibor
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 december 20, 07:27
Írta: 000000000 Dátum 2005 december 20, 07:27
Knifemester,
Mire gondolsz pontosan? Habosítva megdermeszteni a fémet?
Mire gondolsz pontosan? Habosítva megdermeszteni a fémet?
Cím: Re:Fémöntés házilag
Írta: knifemaster Dátum 2005 december 20, 09:14
Írta: knifemaster Dátum 2005 december 20, 09:14
Olyasmi,már ha én is arra gondolok amire Te..
Ezen a linkenleírják a gyártási eljárásokat,innen indultam ki,és egy ilyenVÉgeredménytszeretnék kapni. Ott akadtam el,hogy hogyan tudnám az rézfalra felhordani a fémport/fémhabot.
Ezen a linkenleírják a gyártási eljárásokat,innen indultam ki,és egy ilyenVÉgeredménytszeretnék kapni. Ott akadtam el,hogy hogyan tudnám az rézfalra felhordani a fémport/fémhabot.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 december 20, 09:44
Írta: 000000000 Dátum 2005 december 20, 09:44
Aha már értem a problémát. Én eddig inkább azzal küzdöttem hogy a gázok minél jobban ki menjenek a fémből. De a folyamatokat ugyanazok a fizikai törvények írják le, csak éppen fordított előjellel kell alkalmazni őket. Szóval ezen egy kicsit gondolkodni kellene. Bár elsőre úgy tünik hogy szintereléssel vitték fel a szivacsos réz réteget a másikra. Tehát az általad javasolt irodalomból a szinterelés-kioldás eljárást valószínűsítem.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 december 20, 15:50
Írta: 000000000 Dátum 2005 december 20, 15:50
Tulajdonképpen hőcsövet akarsz ilyen módon csinálni?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 december 21, 07:25
Írta: 000000000 Dátum 2005 december 21, 07:25
Sziasztok!
Mindenkinek Boldog Karácsony Kívánok!
Valószínűleg csak jövőre nézek be újra a Fórumra.
Üdv Kalmus
Mindenkinek Boldog Karácsony Kívánok!
Valószínűleg csak jövőre nézek be újra a Fórumra.
Üdv Kalmus
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 december 23, 11:48
Írta: 000000000 Dátum 2005 december 23, 11:48
Hello, Hat, en nem tudom megigerni, hogy ontogetek neked, mert messzefoldon vagyok tulnyomo reszt. De a keramias resz erdekelne :)
Kalmus, ha talalsz valamit (es publikus) megirhatod aam :) Egyebkent igen, keramiara gondoltam.
Kalmus, ha talalsz valamit (es publikus) megirhatod aam :) Egyebkent igen, keramiara gondoltam.
Cím: Re:Fémöntés házilag
Írta: xr54ua7n2 Dátum 2005 december 23, 20:31
Írta: xr54ua7n2 Dátum 2005 december 23, 20:31
Üdv !
Ugyan nem házi öntés,de öntvény.Hab mintával(polisztirol)anyag öAlSi10Mg-T6.Egypár fotó(ha sikerül beilleszteni.
Öntés
Ugyan nem házi öntés,de öntvény.Hab mintával(polisztirol)anyag öAlSi10Mg-T6.Egypár fotó(ha sikerül beilleszteni.
Öntés
Cím: Re:Fémöntés házilag
Írta: xr54ua7n2 Dátum 2005 december 23, 20:38
Írta: xr54ua7n2 Dátum 2005 december 23, 20:38
Talán most!
Formázás:
http://img.tar.hu/jheim/size2/18395490.jpg
http://img.tar.hu/jheim/size2/18395489.jpg
Öntés:
http://img.tar.hu/jheim/size2/18395465.jpg
http://img.tar.hu/jheim/size2/18395464.jpg
http://img.tar.hu/jheim/size2/18395459.jpg
http://img.tar.hu/jheim/size2/18395463.jpg
http://img.tar.hu/jheim/size2/18395461.jpg
Formázás:
http://img.tar.hu/jheim/size2/18395490.jpg
http://img.tar.hu/jheim/size2/18395489.jpg
Öntés:
http://img.tar.hu/jheim/size2/18395465.jpg
http://img.tar.hu/jheim/size2/18395464.jpg
http://img.tar.hu/jheim/size2/18395459.jpg
http://img.tar.hu/jheim/size2/18395463.jpg
http://img.tar.hu/jheim/size2/18395461.jpg
Cím: Re:Fémöntés házilag
Írta: xr54ua7n2 Dátum 2005 december 23, 20:39
Írta: xr54ua7n2 Dátum 2005 december 23, 20:39


Cím: Re:Fémöntés házilag
Írta: xr54ua7n2 Dátum 2005 december 23, 20:42
Írta: xr54ua7n2 Dátum 2005 december 23, 20:42



Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 december 23, 22:54
Írta: 000000000 Dátum 2005 december 23, 22:54
Ha onteni valom lenne egyebkent en azt csinalnam, hogy elkeszitem a mintadarabot, mintadarabokat, aztan elvinnem olyan helyre, ahol onteszettel foglalkoznak... es akkor akar vasbol, vagy barmifele otvozetbol is megoldhato a cucc es nem kell szuttyogni a melengetessel, speci felszerelesekkel, stb. Valamint gyanitom preciz anyagosszetetelt tudnak garantalni, tehat ha a mintadarabot annak a hotagulasaval tervezem, akkor kb. megfelelo meretu ontott munkadarabot kapok vissza.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 december 24, 08:31
Írta: 000000000 Dátum 2005 december 24, 08:31
Jók a képek, köszönjük!
Cím: Re:Fémöntés házilag
Írta: xr54ua7n2 Dátum 2005 december 24, 12:52
Írta: xr54ua7n2 Dátum 2005 december 24, 12:52
Üdv!
Természetesen!Ajánlani tudom a Patina Kft.-t
Erzsébeten vannak, 1201 Attila u. 35.Ök gyakran használnat habmintákat.Vasat,rezet(bronzot) és alut is öntenek.A felvételek náluk készültek.
A hőtáguláson(zsugor)kívül ,ne feledkezz meg a megmunkálási ráhagyásokról se!
Üdv
jheim
Természetesen!Ajánlani tudom a Patina Kft.-t
Erzsébeten vannak, 1201 Attila u. 35.Ök gyakran használnat habmintákat.Vasat,rezet(bronzot) és alut is öntenek.A felvételek náluk készültek.
A hőtáguláson(zsugor)kívül ,ne feledkezz meg a megmunkálási ráhagyásokról se!
Üdv
jheim
Cím: Re:Fémöntés házilag
Írta: xr54ua7n2 Dátum 2005 december 24, 12:56
Írta: xr54ua7n2 Dátum 2005 december 24, 12:56
Még annyit talán, hogy ha habmitát készítetek és több részből kell összeragasztani a ragasztó anyagára figyelni kell.Mert elő fordulhat, hogy több gáz keletkezik mintha a hab elégésekor keletkezne.Ja és a káros gőz pl. ne pillanat ragasztót használj mert az cián-akril alapu.Javaslom pl. jó erős tapétaragaszót, de más is szóba jöhet.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 december 24, 18:01
Írta: 000000000 Dátum 2005 december 24, 18:01
[#felkialtas]sunyo1 barátunk küldött 3 fémötési képet! Ezeket már Ő készíti!


A többi a Tárház I.-ben!
A többi a Tárház I.-ben!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 december 25, 19:08
Írta: 000000000 Dátum 2005 december 25, 19:08
[#felkialtas]sunyo1 barátunk ismét küldött néhány újabb képet! A Tárház I.-ben megtalálható!

Cím: Re:Fémöntés házilag
Írta: dg8n4i8x Dátum 2005 december 27, 12:31
Írta: dg8n4i8x Dátum 2005 december 27, 12:31
Sziasztok!
Találtam egy linket ami érdekes lehet a kohóépítésnél vagy akár formakészítésnél is! Hőálló alapanyagok stb. Interkerám
Találtam egy linket ami érdekes lehet a kohóépítésnél vagy akár formakészítésnél is! Hőálló alapanyagok stb. Interkerám
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 december 28, 01:44
Írta: 000000000 Dátum 2005 december 28, 01:44
Szevasztok!
Indukciós kemence házilag kivitelezhető?
http://www.dansworkshop.com/Induction%20Heating.shtml
http://www.scopeboy.com/elec/induction/
Indukciós kemence házilag kivitelezhető?
http://www.dansworkshop.com/Induction%20Heating.shtml
http://www.scopeboy.com/elec/induction/
Cím: Re:Fémöntés házilag
Írta: f6kuxbs9f Dátum 2005 december 29, 05:54
Írta: f6kuxbs9f Dátum 2005 december 29, 05:54
Sziasztok!
Megvalósítható, de nem kevés fejlesztést igényel, különösen, ha valami elfogadható zavarsugárzás is feltétel.
Igazából komolyabb mennyiségek olvasztása nem könnyű, elég nagy teljesítményre van szükség.
Ékszerésznél láttam 19"-os rack házban elférő szerkezetet (gyárit), az max párszáz gramm arany olvasztására volt képes. A hevítő tekercs abban is csőből készült, működés közben áramlott benne a hűtővíz.
Üdv
Megvalósítható, de nem kevés fejlesztést igényel, különösen, ha valami elfogadható zavarsugárzás is feltétel.
Igazából komolyabb mennyiségek olvasztása nem könnyű, elég nagy teljesítményre van szükség.
Ékszerésznél láttam 19"-os rack házban elférő szerkezetet (gyárit), az max párszáz gramm arany olvasztására volt képes. A hevítő tekercs abban is csőből készült, működés közben áramlott benne a hűtővíz.
Üdv
Cím: Re:Fémöntés házilag
Írta: SquirrelTech Dátum 2005 december 29, 08:12
Írta: SquirrelTech Dátum 2005 december 29, 08:12
Szasztok!
Az említett lapokon néhol áram-feszültség páros is fel van tüntetve. Energiát meg mindenképp be kell fektetni a dologba.
Amúgy én is inkább a sugárzás témára lennék kíváncsi. Jó lenne tudni, hogy az ilyen indukciós dolgok a közelében tartózkodó emberre vajon milyen káros hatásokkal bírhatnak?
Az említett lapokon néhol áram-feszültség páros is fel van tüntetve. Energiát meg mindenképp be kell fektetni a dologba.
Amúgy én is inkább a sugárzás témára lennék kíváncsi. Jó lenne tudni, hogy az ilyen indukciós dolgok a közelében tartózkodó emberre vajon milyen káros hatásokkal bírhatnak?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 december 29, 08:38
Írta: 000000000 Dátum 2005 december 29, 08:38
Fejfájás garantált!
Cím: Re:Fémöntés házilag
Írta: SquirrelTech Dátum 2005 december 29, 10:06
Írta: SquirrelTech Dátum 2005 december 29, 10:06
Talán az lenne a legkisebb baj. Aspyrin segít. Én inkább a durvább, sugárzás okozta gondokra aszociálok, amik ilyen áramoknál jelentősek lehetnek.
Daganat, esetleg a leendő gyerek se legyen debil ilyesmi miatt... Egy szimpla fejfájással még olcsón meg is úsznám - szerintem :). Ám ha ezt kiváltja, akkor lehetnek további következményei is talán...
Daganat, esetleg a leendő gyerek se legyen debil ilyesmi miatt... Egy szimpla fejfájással még olcsón meg is úsznám - szerintem :). Ám ha ezt kiváltja, akkor lehetnek további következményei is talán...
Cím: Re:Fémöntés házilag
Írta: f6kuxbs9f Dátum 2005 december 29, 10:22
Írta: f6kuxbs9f Dátum 2005 december 29, 10:22
Sziasztok!
Próbáljunk meg műszaki logikával gondolkodni, elkerülendő a fölösleges pánikolást, a láthatatlantól való félelmet.
Hosszúhullámú (elektro)mágneses térről van szó, akit érdekel kereshet infót a neten ennek élettani hatásairól. Hátha van valami hitelt érdemlő vizsgálat a rádióadó állomások környékén élők egészségi állapotára vonatkozóan.
Az itt írók többnyire nem főállásban, napi sok órán át fogják kitenni magukat ennek a terhelésnek. Az egyik lapon szépen látható, hogy a rajz szerint is zárt (és hőszigetelt) fém edényben mtörténik az olvasztás. Ezt a Faraday-kalickát alacsony impedanciával földelve nem sokminden fog kijönni belőle. Az meg a forrástól mért távolság köbével gyengül.
Amit működni láttam az ékszerésznél semmilyen burkolattal, árnyékolással sem rendelkezett. Nem tudok róla, hogy bárki panaszkodott volna rá. A frekvenciája 10 kHz-es nagyságrendű volt.
Üdv
Próbáljunk meg műszaki logikával gondolkodni, elkerülendő a fölösleges pánikolást, a láthatatlantól való félelmet.
Hosszúhullámú (elektro)mágneses térről van szó, akit érdekel kereshet infót a neten ennek élettani hatásairól. Hátha van valami hitelt érdemlő vizsgálat a rádióadó állomások környékén élők egészségi állapotára vonatkozóan.
Az itt írók többnyire nem főállásban, napi sok órán át fogják kitenni magukat ennek a terhelésnek. Az egyik lapon szépen látható, hogy a rajz szerint is zárt (és hőszigetelt) fém edényben mtörténik az olvasztás. Ezt a Faraday-kalickát alacsony impedanciával földelve nem sokminden fog kijönni belőle. Az meg a forrástól mért távolság köbével gyengül.
Amit működni láttam az ékszerésznél semmilyen burkolattal, árnyékolással sem rendelkezett. Nem tudok róla, hogy bárki panaszkodott volna rá. A frekvenciája 10 kHz-es nagyságrendű volt.
Üdv
Cím: Re:Fémöntés házilag
Írta: SquirrelTech Dátum 2005 december 29, 11:38
Írta: SquirrelTech Dátum 2005 december 29, 11:38
Szia Vicorhu!
Igyekszem így gondolkodni. Szó nincs pánikolásról, de a láthatatlantól valóban jobban félek. (Mert jobb félni...)
Ezért is tettem fel kérdésként. Hátha tud valaki érdemi és hiteles választ adni. Vagy mondjuk csak járatosabb ilyesmiben, mint én. Akár pl. Te, mert tőled is hasznos választ kaptam.
Igazából én is efelé felé hajlok, mert itt a panel 9. emeletén sokkal előnyösebb lenne mint más technológiák... :) De szeretném tudni hogy mibe kerülhet esetleg ez nekem és a környezetemnek.
Igyekszem így gondolkodni. Szó nincs pánikolásról, de a láthatatlantól valóban jobban félek. (Mert jobb félni...)
Ezért is tettem fel kérdésként. Hátha tud valaki érdemi és hiteles választ adni. Vagy mondjuk csak járatosabb ilyesmiben, mint én. Akár pl. Te, mert tőled is hasznos választ kaptam.
Igazából én is efelé felé hajlok, mert itt a panel 9. emeletén sokkal előnyösebb lenne mint más technológiák... :) De szeretném tudni hogy mibe kerülhet esetleg ez nekem és a környezetemnek.
Cím: Re:Fémöntés házilag
Írta: f6kuxbs9f Dátum 2005 december 29, 13:59
Írta: f6kuxbs9f Dátum 2005 december 29, 13:59
SZiasztok!
A panel 9. emeletém igazából legfeljebb viaszt illik önteni :-(( Még az alumíniummal is inkább le kéne menni az utcára. Túl sok éghető van egy lakásban.
Ahogy a csapatot ismerem, tavaszra többeknek is összeáll az öntészet, biztos lesz, aki a palackos gáz áráét leönti a mintádat.
Tudom, az alkotás öröme csorbát szenved, de ép marad a lakás és a családi béke :-))
Üdv
A panel 9. emeletém igazából legfeljebb viaszt illik önteni :-(( Még az alumíniummal is inkább le kéne menni az utcára. Túl sok éghető van egy lakásban.
Ahogy a csapatot ismerem, tavaszra többeknek is összeáll az öntészet, biztos lesz, aki a palackos gáz áráét leönti a mintádat.
Tudom, az alkotás öröme csorbát szenved, de ép marad a lakás és a családi béke :-))
Üdv
Cím: Re:Fémöntés házilag
Írta: SquirrelTech Dátum 2005 december 29, 15:36
Írta: SquirrelTech Dátum 2005 december 29, 15:36
Hát az illemtan húsz éve nem az én tudományom, ahogy a sozmszédoké sem, így ez nem tényező. Az éghető anyagok jogosak, bár van erkély. De én is szívesebben csinálnám mindettől függetlenül a kertünkben. - Ha lenne :). Nagy PB palackkal viszont tényleg nem szórakozok idefent (mint ahogy pl. ívhegesztéésel sem)! Ezek alap dolgok. Pár érdekességet azért csináltam már itthon, de háztüzet még nem és nem is szándékozom :).
Most kicsit meg fogsz lepődni... Fater precíziós öntödében TMK-s... De számos ok miatt nem csináltatom ott, amiket most nem részleteznék (max. magánban inkább). Röviden a lényeg, hogy önteni nagyon rég nem tudnak ott :-/. És ez nem vicc, meg nem is az én saját véleményem.
Tamás
Most kicsit meg fogsz lepődni... Fater precíziós öntödében TMK-s... De számos ok miatt nem csináltatom ott, amiket most nem részleteznék (max. magánban inkább). Röviden a lényeg, hogy önteni nagyon rég nem tudnak ott :-/. És ez nem vicc, meg nem is az én saját véleményem.
Tamás
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 december 29, 20:27
Írta: 000000000 Dátum 2005 december 29, 20:27
Én nem vagyok Kalmus de találtam indukciós hevítőt!
http://webpages.charter.net/dawill/tmoranwms/Elec_IndHeat1.html
http://webpages.charter.net/dawill/tmoranwms/Elec_IndHeat2.html
http://webpages.charter.net/dawill/tmoranwms/Elec_IndHeat3.html
http://webpages.charter.net/dawill/tmoranwms/Elec_IndHeat4.html
http://webpages.charter.net/dawill/tmoranwms/Elec_IndHeat5.html
http://webpages.charter.net/dawill/tmoranwms/Elec_IndHeat6.html
Lehet ezt használni fémöntéshez?[#conf]
http://webpages.charter.net/dawill/tmoranwms/Elec_IndHeat1.html
http://webpages.charter.net/dawill/tmoranwms/Elec_IndHeat2.html
http://webpages.charter.net/dawill/tmoranwms/Elec_IndHeat3.html
http://webpages.charter.net/dawill/tmoranwms/Elec_IndHeat4.html
http://webpages.charter.net/dawill/tmoranwms/Elec_IndHeat5.html
http://webpages.charter.net/dawill/tmoranwms/Elec_IndHeat6.html
Lehet ezt használni fémöntéshez?[#conf]
Cím: Re:Fémöntés házilag
Írta: 6fgemi55d Dátum 2005 december 29, 20:55
Írta: 6fgemi55d Dátum 2005 december 29, 20:55
Maximum ékszerészek és fogtechnikusok tudnák kihasználni néhányszor 10 gramm fém megolvasztásához.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 december 30, 08:58
Írta: 000000000 Dátum 2005 december 30, 08:58
[#felkialtas]Valószínűleg meg oldódott a Fémötési előadás videójának a webes tárolása! A saját weblapomat növeltem 1000MB-osra és így házon belül elintéződött a probléma. Feltöltés folyamatban (kb. 5h)!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2005 december 30, 13:58
Írta: 000000000 Dátum 2005 december 30, 13:58
[#felkialtas]Az előadás Videója ismét elérhető!
Öntés. avi (345MB)!
Öntés. avi (345MB)!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 január 03, 09:08
Írta: 000000000 Dátum 2006 január 03, 09:08
Sziasztok!
Boldog Új Évet kívánok minden kedves CNC függőségben szenvedőnek!
Kis pihenő után újra itt vagyok.
Az indukciós hevítésről véleményem szerint ha nagyobb mennyiséget akartok olvasztani inkább mondjatok le mert igen költséges, csak ipari célra érdemes használni.
BIZTONSÁG:
A sugárzásokkal semmi probléma nincs. A probléma inkább a frekvencia tartomány miatt (50 Hz-20kHz) hallás károsodás lehet, mivel az alkalmazott frekvenciák tulajdonképpen a hallás tartományt fedik le. Öntődékben ezért - ahol indukciós kemence van - kötelező a fülvédő eszközök használata és az évenkénti hallás vizsgálat. Más veszélyről nem tudok.
TÉGELYES INDUKCIÓS KEMENCE: (A betétanyag a tekercs "vasmagja")
Műszaki részről úgy működik a kemence, hogy a mágneses tér által keltett örvényáramok melegítik az olvasztandó betétanyagokat. Minél kisebb méretű a betétanyagok mérete, annál nagyobb frekvencián szükséges a kemencének dolgozni. Az örvény áramok miatt olvasztható egyébként az összes fém az indukciós kemencékben.
CSATORNÁS INDUKCIÓS KEMENCE: (A betét a transzformátor szekunder tekercse)
Az olvasztandó fémet a rajta mint szekunder tekercsen áthaladó indukált áram melegíti. A menetszám egy. Gyakorlatilag hálózati frekvencián üzemeltethető, mivel nem az örvény áramok határozzák meg a folyamatot.
Mindkét esetben igen fontos a megfelelő alkatrészek hűtése, mivel az örvényáramok minden fémalkatrészt, amelyek a környezetükben vannak melegítenek.
Boldog Új Évet kívánok minden kedves CNC függőségben szenvedőnek!
Kis pihenő után újra itt vagyok.
Az indukciós hevítésről véleményem szerint ha nagyobb mennyiséget akartok olvasztani inkább mondjatok le mert igen költséges, csak ipari célra érdemes használni.
BIZTONSÁG:
A sugárzásokkal semmi probléma nincs. A probléma inkább a frekvencia tartomány miatt (50 Hz-20kHz) hallás károsodás lehet, mivel az alkalmazott frekvenciák tulajdonképpen a hallás tartományt fedik le. Öntődékben ezért - ahol indukciós kemence van - kötelező a fülvédő eszközök használata és az évenkénti hallás vizsgálat. Más veszélyről nem tudok.
TÉGELYES INDUKCIÓS KEMENCE: (A betétanyag a tekercs "vasmagja")
Műszaki részről úgy működik a kemence, hogy a mágneses tér által keltett örvényáramok melegítik az olvasztandó betétanyagokat. Minél kisebb méretű a betétanyagok mérete, annál nagyobb frekvencián szükséges a kemencének dolgozni. Az örvény áramok miatt olvasztható egyébként az összes fém az indukciós kemencékben.
CSATORNÁS INDUKCIÓS KEMENCE: (A betét a transzformátor szekunder tekercse)
Az olvasztandó fémet a rajta mint szekunder tekercsen áthaladó indukált áram melegíti. A menetszám egy. Gyakorlatilag hálózati frekvencián üzemeltethető, mivel nem az örvény áramok határozzák meg a folyamatot.
Mindkét esetben igen fontos a megfelelő alkatrészek hűtése, mivel az örvényáramok minden fémalkatrészt, amelyek a környezetükben vannak melegítenek.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2006 január 05, 14:23
Írta: 3vv2btrhv Dátum 2006 január 05, 14:23
T Kalmus
Elkezdtem a precizios öntés kerámia részével újra foglalkozni. Kellene egy hely ahol a kerámiát ki lehetne égetni , persze az lenne a jo ha egy hejben lenne a fém olvasztással.( alu )Nem tudod véletlenül , hogy a habot mivel kenték be !
Tibor
Elkezdtem a precizios öntés kerámia részével újra foglalkozni. Kellene egy hely ahol a kerámiát ki lehetne égetni , persze az lenne a jo ha egy hejben lenne a fém olvasztással.( alu )Nem tudod véletlenül , hogy a habot mivel kenték be !
Tibor
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 január 05, 16:35
Írta: 000000000 Dátum 2006 január 05, 16:35
Szia Tibor!
Az aluöntésnél nem szokták a habot kiégetni, a beöntött fém égeti el. A bevonatnak bármilyen fekecsanyag megfelel gondos szárítás után. Vannak nem vízalapú fekecsek - ezek a jobbak erre a célra - de figyelembe kell venni hogy az oldószer a habot ne oldja. Nézek valami megfelelő összetételt a habra.
Az aluöntésnél nem szokták a habot kiégetni, a beöntött fém égeti el. A bevonatnak bármilyen fekecsanyag megfelel gondos szárítás után. Vannak nem vízalapú fekecsek - ezek a jobbak erre a célra - de figyelembe kell venni hogy az oldószer a habot ne oldja. Nézek valami megfelelő összetételt a habra.
Cím: Re:Fémöntés házilag
Írta: Bicska Dátum 2006 január 05, 17:51
Írta: Bicska Dátum 2006 január 05, 17:51
Sziasztok!
A következő lenne a kérdésem: Kalmus említette még az előadása során, hogy elsősorban öntvény anyagokat lehet újraönteni házilag. Nem tudom, hogy ti hogy vagyok vele, de nekem elég sok aluminium forgácsom van itthon, ami súlyra nem olyan vészesen sok, viszont nagyon nagy helyet foglal. Nem lehetne mégis ezt valami segédanyag hozzáadásával felhasználni? Természetesen 90%-a húzott rúdanyagból lett forgácsolva.
Előre is kössz!
Üdv: Bicska
A következő lenne a kérdésem: Kalmus említette még az előadása során, hogy elsősorban öntvény anyagokat lehet újraönteni házilag. Nem tudom, hogy ti hogy vagyok vele, de nekem elég sok aluminium forgácsom van itthon, ami súlyra nem olyan vészesen sok, viszont nagyon nagy helyet foglal. Nem lehetne mégis ezt valami segédanyag hozzáadásával felhasználni? Természetesen 90%-a húzott rúdanyagból lett forgácsolva.
Előre is kössz!
Üdv: Bicska
Cím: Re:Fémöntés házilag
Írta: yuagaci9g Dátum 2006 január 05, 18:34
Írta: yuagaci9g Dátum 2006 január 05, 18:34
Tegnap probaltam eloszor alut olvasztani a gazos kohomban; Egy vasbogracsot kikentem samotporral, es ezzel probalkoztam. A kohom felulrol kapja a langot, ami nem tul szerencses az olvasztasnal; nehezebben melegszik ki az egesz. Egyszerre kb 3 Kg anyagot olvasztottam, es magas konzervdobozba ontottem, szuperul sikerult, remek lesz esztergalni belole. Az alapanyag extruzio hulladek volt, az ontveny darabokat igenyesebb feladatora szanom.
Bicskanak; megprobaltam a tengernyi aluforgacsbol olvasztani, teljes kudarc, a forgacs olyan jol hoszigetel, hogy 15 perc alatt keptelen voltam megolvasztani! Szerintem a modszerem a hibas, hogy felulrol fujom a langot; mar el is kezdtem egy alsofutesu koho epiteset.
Bicskanak; megprobaltam a tengernyi aluforgacsbol olvasztani, teljes kudarc, a forgacs olyan jol hoszigetel, hogy 15 perc alatt keptelen voltam megolvasztani! Szerintem a modszerem a hibas, hogy felulrol fujom a langot; mar el is kezdtem egy alsofutesu koho epiteset.
Cím: Re:Fémöntés házilag
Írta: vzd3hxv Dátum 2006 január 05, 23:11
Írta: vzd3hxv Dátum 2006 január 05, 23:11
Szia Bicska!
Csak egy ötlet: Ha mondjuk folyóforgácsról van szó akkor ha az ember összezömíti az nem segíthet valamennyit?Mondjuk belerakná az ember egy szűk edénybe hogy ne tudjanak szétszóródni, és valami tömbszerűvé lehetne össze"köpülni", aztán ezt olvasztani. Vagy mégjobb, ha ugyanezt egy már alu darabokból olvasztott ömlenybe beleengedni, és amikor elmerül benne, az tuti felolvad a tégelyben. És ugyanígy a törtforgácsot is bele lehetne szórni.
Csak egy ötlet: Ha mondjuk folyóforgácsról van szó akkor ha az ember összezömíti az nem segíthet valamennyit?Mondjuk belerakná az ember egy szűk edénybe hogy ne tudjanak szétszóródni, és valami tömbszerűvé lehetne össze"köpülni", aztán ezt olvasztani. Vagy mégjobb, ha ugyanezt egy már alu darabokból olvasztott ömlenybe beleengedni, és amikor elmerül benne, az tuti felolvad a tégelyben. És ugyanígy a törtforgácsot is bele lehetne szórni.
Cím: Re:Fémöntés házilag
Írta: Motoros Dátum 2006 január 06, 06:48
Írta: Motoros Dátum 2006 január 06, 06:48
Az alu forgáccsal sok baj van, a nagy felulete miatt a melegedés során sok oxigént vesz fel és az aluminiumoxid jóval magasabb olv. pontú, de a fő gond nem is ez hanem a húzoztt anyagok öntészeti célra alkalmatlanok. Ezt Kalmus is mondta az előadéson ha jól emlékszem.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 január 06, 07:48
Írta: 000000000 Dátum 2006 január 06, 07:48
Az alu forgácsot vagy pakettálják, ahogy Lazo javasolta. (Sajtolóban összezömítik, miután centrifugával kicsapatták belőle a forgácsolás kenőanyagát). Azután olvadékfürdőbe adagolják. így a kihozatal kb 50 %. Többi salakba megy.
A másik módszer speciális sóolvadékot olvasztanak, ebbe adagolják a szintén centrizett forgácsot. A kihozatal így kb 90 %. Szóval a jó kihozatal igen költséges technológiát igényel. Otthon nem érdemes vele foglalkozni. De kérdezzetek rá a hulladéktelepen mennyit adnak egy kiló aluforgácsért - hát annyit ér.
Lampasnak: fölösleges az aluforgáccsal alsófűtéssel foglalkoznod ugyanazt a végeredményt kapod mint az alsó fűtésnél.Mivel a hevítés során teljes mértékben eloxidálódik a forgács és kiváló hőállóanyag - alumíniumoxid (olvadáspont kb. 2050°C)- keletkezik. Ez nem vonatkozik a nem forgácsok olvasztására, azokat jobb alulról hevíteni. Az alulról és felülről hevítés közöt kb 2-3 szoros a hőhasznosulás aránya.
A másik módszer speciális sóolvadékot olvasztanak, ebbe adagolják a szintén centrizett forgácsot. A kihozatal így kb 90 %. Szóval a jó kihozatal igen költséges technológiát igényel. Otthon nem érdemes vele foglalkozni. De kérdezzetek rá a hulladéktelepen mennyit adnak egy kiló aluforgácsért - hát annyit ér.
Lampasnak: fölösleges az aluforgáccsal alsófűtéssel foglalkoznod ugyanazt a végeredményt kapod mint az alsó fűtésnél.Mivel a hevítés során teljes mértékben eloxidálódik a forgács és kiváló hőállóanyag - alumíniumoxid (olvadáspont kb. 2050°C)- keletkezik. Ez nem vonatkozik a nem forgácsok olvasztására, azokat jobb alulról hevíteni. Az alulról és felülről hevítés közöt kb 2-3 szoros a hőhasznosulás aránya.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 január 06, 07:54
Írta: 000000000 Dátum 2006 január 06, 07:54
A húzott anyagokat is lehet alkalmazni, azonban azokkal egyszerűbb alkatrészek pl ékszíjtárcsa előöntvény és hasonlók gyárthatók. Igényesebb (bonyolultabb alakú) dolgokra javaslom az öntvényhulladékokat ahogy Lampas gondolja.
Cím: Re:Fémöntés házilag
Írta: yuagaci9g Dátum 2006 január 06, 17:39
Írta: yuagaci9g Dátum 2006 január 06, 17:39
Ma megint onteszkedtem kicsit;
Az elso kiserletem mind kifolyt a foldre, de aztan csak jo lett, megprobalom megmutatni az eredmenyt.
Az ontoformat lemezbol csinaltam, mi inkabb erre vagyunk berendezkedve, ez hamar megy.




Az elso kiserletem mind kifolyt a foldre, de aztan csak jo lett, megprobalom megmutatni az eredmenyt.
Az ontoformat lemezbol csinaltam, mi inkabb erre vagyunk berendezkedve, ez hamar megy.
Cím: Re:Fémöntés házilag
Írta: yuagaci9g Dátum 2006 január 06, 17:41
Írta: yuagaci9g Dátum 2006 január 06, 17:41
Kepek a Tarban
O:nte`szet
O:nte`szet
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 január 06, 17:42
Írta: 000000000 Dátum 2006 január 06, 17:42
Haly
Tudna valaki segíteni abban, honnan szerezhetnék grafittégelyt? Házilag bronz, alu öntéshez.
Tudna valaki segíteni abban, honnan szerezhetnék grafittégelyt? Házilag bronz, alu öntéshez.
Cím: Re:Fémöntés házilag
Írta: Bicska Dátum 2006 január 06, 17:53
Írta: Bicska Dátum 2006 január 06, 17:53
Köszönöm a válaszokat, akkor azt hiszem nem fogom tudni hasznosítani a forgácshegyeimet...[#rolleyes]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 január 06, 18:19
Írta: 000000000 Dátum 2006 január 06, 18:19
Szia Lampas.
Elmagyaráznád hogy és miből épitetted a kohot?
Ahogy látom samotból van megcsinálva.Csak simán öszeraktad a téglákat és az a tüztér?
Gázégővel fütöd vagy sima perzselővel?
Üv.: zoli
Elmagyaráznád hogy és miből épitetted a kohot?
Ahogy látom samotból van megcsinálva.Csak simán öszeraktad a téglákat és az a tüztér?
Gázégővel fütöd vagy sima perzselővel?
Üv.: zoli
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 január 06, 18:26
Írta: 000000000 Dátum 2006 január 06, 18:26
Szia Lampas.
Elmagyaráznád hogy és miből épitetted a kohot?
Ahogy látom samotból van megcsinálva.Csak simán öszeraktad a téglákat és az a tüztér?
Gázégővel fütöd vagy sima perzselővel?
Üv.: zoli
Elmagyaráznád hogy és miből épitetted a kohot?
Ahogy látom samotból van megcsinálva.Csak simán öszeraktad a téglákat és az a tüztér?
Gázégővel fütöd vagy sima perzselővel?
Üv.: zoli
Cím: Re:Fémöntés házilag
Írta: yuagaci9g Dátum 2006 január 06, 18:39
Írta: yuagaci9g Dátum 2006 január 06, 18:39
A koho tuzallo teglabol epult, ket reteg, egyik 6, masik 3cm. Vaskeretben vannak, nincsenek ragasztva, kivul lemezboritasa van.
A futesen sokat spekulaltam, a neten talatam par rajzot, ami utan elkeztunk kiserletezni, de vegul sikerult egy, a kepen lathato kupos langot letrehozni, ez az idealis, de rettenetesen hangos.
A kepeken lathato bogracsot kb. 3kg aluval (1.5l) 3perc alatt olvasztja meg es 7 perc alatt heviti onthetore.
A futesen sokat spekulaltam, a neten talatam par rajzot, ami utan elkeztunk kiserletezni, de vegul sikerult egy, a kepen lathato kupos langot letrehozni, ez az idealis, de rettenetesen hangos.
A kepeken lathato bogracsot kb. 3kg aluval (1.5l) 3perc alatt olvasztja meg es 7 perc alatt heviti onthetore.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 január 06, 18:45
Írta: 000000000 Dátum 2006 január 06, 18:45
A láng müködéséröl valami info tudsz adni hol találtad? Vagy rajzot hol találom róla?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 január 06, 18:45
Írta: 000000000 Dátum 2006 január 06, 18:45
A láng müködéséröl valami info tudsz adni hol találtad? Vagy rajzot hol találom róla?
Cím: Re:Fémöntés házilag
Írta: f6kuxbs9f Dátum 2006 január 06, 18:53
Írta: f6kuxbs9f Dátum 2006 január 06, 18:53
Sziasztok!
Van róla fogalmatok, miért nem tudom megnézni a képeket? Mindenképp egy login oldalra visz :-(
Üdv
Van róla fogalmatok, miért nem tudom megnézni a képeket? Mindenképp egy login oldalra visz :-(
Üdv
Cím: Re:Fémöntés házilag
Írta: f6kuxbs9f Dátum 2006 január 06, 18:56
Írta: f6kuxbs9f Dátum 2006 január 06, 18:56
Sziasztok!
Van róla fogalmatok, miért nem tudom megnézni a képeket? Mindenképp egy login oldalra visz :-(
Üdv
Van róla fogalmatok, miért nem tudom megnézni a képeket? Mindenképp egy login oldalra visz :-(
Üdv
Cím: Re:Fémöntés házilag
Írta: yuagaci9g Dátum 2006 január 06, 19:03
Írta: yuagaci9g Dátum 2006 január 06, 19:03
Nekem a forum aszonta az iment:
Hiba!
A nickneved csak betûvel, vagy számmal kezdõdhet!
Na es akkor mivan , meer nem enged irni?
Ezt is csak azert irom, hogy lassam, mit felel..?
Hiba!
A nickneved csak betûvel, vagy számmal kezdõdhet!
Na es akkor mivan , meer nem enged irni?
Ezt is csak azert irom, hogy lassam, mit felel..?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 január 06, 19:03
Írta: 000000000 Dátum 2006 január 06, 19:03
Rossz a link!
Ez a jó!
Ez a jó!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 január 06, 19:06
Írta: 000000000 Dátum 2006 január 06, 19:06
nekem is és totál lelassult!!!!!!!!!!!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 január 06, 19:09
Írta: 000000000 Dátum 2006 január 06, 19:09
A Fórummotor kifeküdt szerintem!!!!
Totál sz...ar lett!
Totál sz...ar lett!
Cím: Re:Fémöntés házilag
Írta: yuagaci9g Dátum 2006 január 06, 19:17
Írta: yuagaci9g Dátum 2006 január 06, 19:17
Vaajar vaajar, nekem erre azt mondja:
403 :: Hozzáférés Megtagadva!
Ez a galéria külföldről nem böngészhető!
403 :: Hozzáférés Megtagadva!
Ez a galéria külföldről nem böngészhető!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 január 06, 19:27
Írta: 000000000 Dátum 2006 január 06, 19:27
Sajnos ez így van (nem tudom miért)! Anno azért hoztam létre a Tárháza(ka)t, mert az mindenhonnan elérhető volt! Belinkelem direktbe:




Cím: Re:Fémöntés házilag
Írta: dg8n4i8x Dátum 2006 január 06, 19:48
Írta: dg8n4i8x Dátum 2006 január 06, 19:48
Az a fajta égő ami egy csőből áll, és egy rajta keresztül menő vékonyabb csövön vezeted bele a gázt? Én kísérlez képpen olyat csináltam kicsiben és nagyon jól működik.
Cím: Re:Fémöntés házilag
Írta: yuagaci9g Dátum 2006 január 06, 20:17
Írta: yuagaci9g Dátum 2006 január 06, 20:17
Egy kicsit bonyolultabb az ego, sajna az eredeti rajzok egy hard hibajabol elvesztek, de papiron megvannak, holnap levazolom a mukodo verziot, ugyis kell csinaljak egy masikat is.
Cím: Re:Fémöntés házilag
Írta: Kristály Árpád Dátum 2006 január 06, 20:59
Írta: Kristály Árpád Dátum 2006 január 06, 20:59
Hallihó!
Lámpás! Csak ámulok és bámulok!
Gratulálok!
Azt hiszem közeleg az idő amikor utazni szeretnék!
...Ja foghuzást nem vállalsz, mert benned a kreatívításod miatt nagyobb a bizalmam!
Elvonási tüneteim vannak!
Üdv.: Árpád
Lámpás! Csak ámulok és bámulok!
Gratulálok!
Azt hiszem közeleg az idő amikor utazni szeretnék!
...Ja foghuzást nem vállalsz, mert benned a kreatívításod miatt nagyobb a bizalmam!
Elvonási tüneteim vannak!
Üdv.: Árpád
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 január 06, 22:04
Írta: 000000000 Dátum 2006 január 06, 22:04
OFF
István! Éppenséggel van egy üres fórumom, saját motorral, és sql bázissal, free tárhelyen... ha kell átadom!
Csak nem tudom ki a fene fog innen mindent áttölteni... nem hinném, hogy a sg.hu adna lehetőséget dumpolásra (azt sem tudom mit használnak adatbázis gyanánt). Viszont mostanában tényleg nagyon gyéren ketyeg a fórum.
Ha érdekel dobj 1 mailt!
END OFF
Gratulálok Lampas... most bánom, h társasházban lakom :)
ÜDV!
István! Éppenséggel van egy üres fórumom, saját motorral, és sql bázissal, free tárhelyen... ha kell átadom!
Csak nem tudom ki a fene fog innen mindent áttölteni... nem hinném, hogy a sg.hu adna lehetőséget dumpolásra (azt sem tudom mit használnak adatbázis gyanánt). Viszont mostanában tényleg nagyon gyéren ketyeg a fórum.
Ha érdekel dobj 1 mailt!
END OFF
Gratulálok Lampas... most bánom, h társasházban lakom :)
ÜDV!
Cím: Re:Fémöntés házilag
Írta: t334wehtf Dátum 2006 január 06, 23:25
Írta: t334wehtf Dátum 2006 január 06, 23:25
OFF
Én is tudnék ajánlani tárhelyszolgáltatót, évi 4000 forintért úgy, hogy minden korlátlan és törvényes kereteken belül mindent szabad (sql, php, egyébb programfuttatás, stb...)
ON
Én is tudnék ajánlani tárhelyszolgáltatót, évi 4000 forintért úgy, hogy minden korlátlan és törvényes kereteken belül mindent szabad (sql, php, egyébb programfuttatás, stb...)
ON
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 január 07, 10:15
Írta: 000000000 Dátum 2006 január 07, 10:15
Ha valahogyan megoldható a fórum átköltöztetése, akkor bérlek valahol új helyet (a mostani hostingemet volna a legolcsóbb php-esíteni)! Köszi a segítségeket!
(sajnos nem a "szakterületem" a PHP programozás, csak anyit ismerek amit Denkiki elmagyarázott)
(sajnos nem a "szakterületem" a PHP programozás, csak anyit ismerek amit Denkiki elmagyarázott)
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 január 07, 10:29
Írta: 000000000 Dátum 2006 január 07, 10:29
Lámpás! A képeket a Fórum képtárba, hogy tudtad feltölteni, megnézni meg nem engedi? Csak feltölteni enged Téged?
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2006 január 07, 13:28
Írta: 3vv2btrhv Dátum 2006 január 07, 13:28
T Lámpás
Nem akarsz átköltözni , hogy kicsik közelebb legél ?
Tibor
Nem akarsz átköltözni , hogy kicsik közelebb legél ?
Tibor
Cím: Re:Fémöntés házilag
Írta: yuagaci9g Dátum 2006 január 07, 14:22
Írta: yuagaci9g Dátum 2006 január 07, 14:22
Szo szerint, ahogy mondod! Ha a jelszoval bejelentkezem, a feltoltes lehetseges, aztan mar latom is a kepeket, de ha kilepek, csak nezegetni nemenged.
Tobben erdeklodtek az egofej irant, igyekszem megmutatni, keszitettem egy kis vazlatot is rola, a duzni 1mm-es, ez lemaradt a rajzrol. Az ego a szokasos 1kg/ora kapacitasu reduktorral nem mukodik jol, en anelkul hasznalom.





Tobben erdeklodtek az egofej irant, igyekszem megmutatni, keszitettem egy kis vazlatot is rola, a duzni 1mm-es, ez lemaradt a rajzrol. Az ego a szokasos 1kg/ora kapacitasu reduktorral nem mukodik jol, en anelkul hasznalom.
Cím: Re:Fémöntés házilag
Írta: yuagaci9g Dátum 2006 január 07, 15:00
Írta: yuagaci9g Dátum 2006 január 07, 15:00
Cím: Re:Fémöntés házilag
Írta: yuagaci9g Dátum 2006 január 07, 15:04
Írta: yuagaci9g Dátum 2006 január 07, 15:04
Hurra, megtalatam, ez volt az otlet ado; a fotoi is hasonlitanak az enyemre, pedig nem csalas!
Kohoepites
Kohoepites
Cím: Re:Fémöntés házilag
Írta: f6kuxbs9f Dátum 2006 január 07, 19:21
Írta: f6kuxbs9f Dátum 2006 január 07, 19:21
Sziasztok!
Bocs az offtopicért,de itt is alumíniumról van szó. [#papakacsint]
Talán Ti is tapasztaltátok, hogy a hagyományos alumínium kuktafazék alja előbb-utóbb kidomborodik. Ez villanytűzhelyen elég nagy hátrány.
Arra gondolok, hogy mivel kívülről kapja a meleget, és a belső oldala hidegebb, a hőtágulás eltérése okozza ezt a deformációt.
Szerintetek egy új edényt lehet valahogy úgy előkezelni, hogy befelé kezdjen púposodni? Van esély arra, hogy ez azután a normál használatban is így maradjon?
Üdv
Bocs az offtopicért,de itt is alumíniumról van szó. [#papakacsint]
Talán Ti is tapasztaltátok, hogy a hagyományos alumínium kuktafazék alja előbb-utóbb kidomborodik. Ez villanytűzhelyen elég nagy hátrány.
Arra gondolok, hogy mivel kívülről kapja a meleget, és a belső oldala hidegebb, a hőtágulás eltérése okozza ezt a deformációt.
Szerintetek egy új edényt lehet valahogy úgy előkezelni, hogy befelé kezdjen púposodni? Van esély arra, hogy ez azután a normál használatban is így maradjon?
Üdv
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 január 09, 07:44
Írta: 000000000 Dátum 2006 január 09, 07:44
Szia Joc!
A #31 hozzászólásban jelzett címen például sokféle méret kapható.
A #31 hozzászólásban jelzett címen például sokféle méret kapható.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 január 09, 07:49
Írta: 000000000 Dátum 2006 január 09, 07:49
Lampas nagyon szépen haladsz,
Gratulálok!
Kalmus
Gratulálok!
Kalmus
Cím: Re:Fémöntés házilag
Írta: dg8n4i8x Dátum 2006 január 09, 17:54
Írta: dg8n4i8x Dátum 2006 január 09, 17:54
Sziasztok!
Kalmus! ZnAl4Cu1 ebből lehet hobbi szinten önteni?
Üdv!
Balu
Kalmus! ZnAl4Cu1 ebből lehet hobbi szinten önteni?
Üdv!
Balu
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 január 10, 07:36
Írta: 000000000 Dátum 2006 január 10, 07:36
Sziasztok!
Természetesen lehet. Öntési hőmérséklet kb 450 °C nagyon jól önthető. Kicsit nagy a fajsúlya, de igen jó a szilárdsága. Arra kell nagyon vigyázni, hogy ólommal vagy ónnal ne keveredjen,mert nagyon lerontja a szilárdságot. Olyan mennyiségben is amennyit az ember egy elekrotechnikus barkácsoló asztaláról összesöpör.
Természetesen lehet. Öntési hőmérséklet kb 450 °C nagyon jól önthető. Kicsit nagy a fajsúlya, de igen jó a szilárdsága. Arra kell nagyon vigyázni, hogy ólommal vagy ónnal ne keveredjen,mert nagyon lerontja a szilárdságot. Olyan mennyiségben is amennyit az ember egy elekrotechnikus barkácsoló asztaláról összesöpör.
Cím: Re:Fémöntés házilag
Írta: Motoros Dátum 2006 január 10, 16:37
Írta: Motoros Dátum 2006 január 10, 16:37
Úgy tudom ezt a fémet hívták régen spiáternek, de nem volt valami stabil ötvözet 5-10 év után szemcseközi korrózió miatt szétesett. Ma zamak néven fut, és melegkamrás nyomásos gépen fröccsöntik mint a műanyagot. A bútorvasalatok fogasok is ebből készűlnek, meg még rengeteg tömegcikk. Időben stabilak korrózióállóak, de elég rideg és törékeny fém.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 január 10, 16:52
Írta: 000000000 Dátum 2006 január 10, 16:52
Teljesen igazad van. Időközben azt is kiderítették, hogy az ón és az ólom a fő ludas a szilárdsági problémáknál. Ezért nem nagyon lehet ebből a fémből gyűjtött hulladékból rendesen önteni, csak szintiszta kohótömbökből. Például max 0.001% lehet az ón és ólom tartalma. Ez azt jelenti hogy száz kilogramm anyagban csak 1 gramm szennyező lehet. Szóval nagyon oda kell figyelni a tisztaságra.
Cím: Re:Fémöntés házilag
Írta: Bicska Dátum 2006 január 10, 18:55
Írta: Bicska Dátum 2006 január 10, 18:55
Ezért készít a Keserű Művek belőle fegyvert..[#gun]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 január 18, 11:45
Írta: 000000000 Dátum 2006 január 18, 11:45
Egy érdekes oldal:
Öntési forma készítési ötlet!
Öntési forma készítési ötlet!
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2006 január 21, 13:27
Írta: 3vv2btrhv Dátum 2006 január 21, 13:27
Szia István.
Amikor a gépemröl irtam tunkép erre a megoldásra gondoltam .
Tibor
Ui : megy ujjabb CD
Amikor a gépemröl irtam tunkép erre a megoldásra gondoltam .
Tibor
Ui : megy ujjabb CD
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 január 21, 18:43
Írta: 000000000 Dátum 2006 január 21, 18:43
Köszi!
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2006 január 30, 19:57
Írta: 3vv2btrhv Dátum 2006 január 30, 19:57
Szia Kalmus
Mikor kezdessz önteni?
Tibor
Mikor kezdessz önteni?
Tibor
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 január 31, 07:25
Írta: 000000000 Dátum 2006 január 31, 07:25
Szia Tibor!
Napok kérdése!
Apróbb dolgok előkészítésére már vállalkozom.
Miért kellene valami? Akkor keress meg magánban!
Napok kérdése!
Apróbb dolgok előkészítésére már vállalkozom.
Miért kellene valami? Akkor keress meg magánban!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 január 31, 22:58
Írta: 000000000 Dátum 2006 január 31, 22:58
Próbált már esetleg valaki otthon a mikrohullámú sütőben alumíniumot olvasztani? Érdekelnének a tapasztalatok.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 január 31, 23:05
Írta: 000000000 Dátum 2006 január 31, 23:05
Sztem kicsi ahhoz a teljesítménye, és előbb kiég benne a magnetron, mintsem bármi alu is megolvadna.
Na a magyarázatokat félretéve NE PRÓBÁLKOZZ ILYEN HÜLYESÉGGEL! [#ejnye1] A saját érdekedben mondtam.
Na a magyarázatokat félretéve NE PRÓBÁLKOZZ ILYEN HÜLYESÉGGEL! [#ejnye1] A saját érdekedben mondtam.
Cím: Re:Fémöntés házilag
Írta: Kristály Árpád Dátum 2006 január 31, 23:27
Írta: Kristály Árpád Dátum 2006 január 31, 23:27
Hallihó!
Ezt tényleg kerüld el!!!
Nálunk egyszer az első asszony betet valami fém diszítéses tánért, hát volt csim...Bum, s ráadásul az orosz csoda egyből megatta magát, na jó 30 seccet birt!
Ezt tényleg kerüld el!!!
Nálunk egyszer az első asszony betet valami fém diszítéses tánért, hát volt csim...Bum, s ráadásul az orosz csoda egyből megatta magát, na jó 30 seccet birt!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 február 01, 07:26
Írta: 000000000 Dátum 2006 február 01, 07:26
MEGNEPRÓBÁLD!
Felrobban az egész! Ez olyan mintha egy jól feltöltött nagy kapacitású, nagy feszültségű kondenzátor lemezeit rövidre zárnád.
Szóval inkább ne. Maradjunk a hagyományos eljárásoknál.
A többieket csak megerősíteni tudom én is.
Felrobban az egész! Ez olyan mintha egy jól feltöltött nagy kapacitású, nagy feszültségű kondenzátor lemezeit rövidre zárnád.
Szóval inkább ne. Maradjunk a hagyományos eljárásoknál.
A többieket csak megerősíteni tudom én is.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 február 01, 08:54
Írta: 000000000 Dátum 2006 február 01, 08:54
Mindenkinek köszönöm, hogy aggódik értem. Természetesen nem gondoltam, hogy majd egy darab fémet direkben berakok egy edényben, de maga a mikrohullámú olvasztás mint elv működik, csak arra lettem volna kíváncsi, hogy valakinek van-e alumíniumos tapasztalata.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 február 01, 09:41
Írta: 000000000 Dátum 2006 február 01, 09:41
Ezzel az oldallal csak az a bajom, hogy egy valamire való kép sincs amin látszódna hogyan is megy ez.
Tudomásom szerint a mikróhullámú melegítés elve a H2O molekulák mozgásából adódó surlódási hőn alapszik (a hullámok hatására a molekulák mozgásba kezdenek)
Namármost ezt nehezen tudom elképzelni egy szilárd fém esetében. Sőt semmilyen állapotú fém esetében sem.
A mikróban a hullámokat egy magnetron nevű eszköz állítja elő, ami végsősoron egy elektrongyorsító.
Tegyél csak be egy CD-t a mikróba (abba még senkisem halt bele... a legtutibb adatmegsemmísítés) szóval a lemez felületén lévő aluminium füst egy pillanat alatt szénné ég, heves szikrázások közepette.
Amúgy ha érdekelnek a "mókázások" mikróval, akkor próbáld ki a plazmagömb készítést. Nagyon látványos... egy darabig lebeg a mikróban egy fehér gömb, aztán elvándorol egy sarokba és ott marad... na ekkor ki kell kapcsolni (én nem kapcsoltam le mert tetszett, nos átégett a zománc, és a lemezből is jócskán fogyott.
Ha érdekel leírom, hogy hogyan kell csinálni :)
Tudomásom szerint a mikróhullámú melegítés elve a H2O molekulák mozgásából adódó surlódási hőn alapszik (a hullámok hatására a molekulák mozgásba kezdenek)
Namármost ezt nehezen tudom elképzelni egy szilárd fém esetében. Sőt semmilyen állapotú fém esetében sem.
A mikróban a hullámokat egy magnetron nevű eszköz állítja elő, ami végsősoron egy elektrongyorsító.
Tegyél csak be egy CD-t a mikróba (abba még senkisem halt bele... a legtutibb adatmegsemmísítés) szóval a lemez felületén lévő aluminium füst egy pillanat alatt szénné ég, heves szikrázások közepette.
Amúgy ha érdekelnek a "mókázások" mikróval, akkor próbáld ki a plazmagömb készítést. Nagyon látványos... egy darabig lebeg a mikróban egy fehér gömb, aztán elvándorol egy sarokba és ott marad... na ekkor ki kell kapcsolni (én nem kapcsoltam le mert tetszett, nos átégett a zománc, és a lemezből is jócskán fogyott.
Ha érdekel leírom, hogy hogyan kell csinálni :)
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 február 01, 10:06
Írta: 000000000 Dátum 2006 február 01, 10:06
A mikrohullám szempontjából három féle anyagot különböztet meg. 1 ami átengedi magán 2. ami elnyeli és 3. ami visszaveri A fémek ebbe a harmadik csoportba tartoznak és nem szabad a mikrohullámoknak elérni őket, mert ekkor van a szikrázás, miegymás. Az olvasztás tehát úgy történik, hogy az olvasztandó fémet berakja egy olyan szétnyitható burokba, ami a kívülről érkező mikrohullámokat teljesen elnyeli (2. csoport), mielőtt még elérhetnék a fémet. Ez az anyag fog felmelegedni és ez adja át a hőt a fémnek. Aztán ez az egész bele van ágyazva egy hőszigetelő anyagba, ami meg teljesen átendedi magán a mikrohullámokat (1. csoport)Ez fogja megvédeni a mikrosütőt a hőtől. Ráadásul az öntő forma is a tégelyen belül van így olvasztás után egyszerűen átfordítja az egészet és megvárja míg kihűl.
Ezek szerint még senki nem próbálta ?
Ezek szerint még senki nem próbálta ?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 február 01, 12:44
Írta: 000000000 Dátum 2006 február 01, 12:44
Szép oldal a technológiákról (fémöntés is van benne):http://www.technologystudent.com/equip1/equipex1.htm
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 február 01, 13:52
Írta: 000000000 Dátum 2006 február 01, 13:52
Igen, így már valószínűbb a dolog. Nade vajon hány nap folyamatos üzem mire eléri a kellő hőfokot csak maga a hőelnyelő anyag amit még át is kell adnia a fémnek) Az otthoni mikrók nem ilyenre vannak tervezve és kész. Ha jól láttam az oldalon 1kg-kat emlegettek... én nem igazán hiszek benne, de ha gondolod és van rá lehetőséged próbáld ki, de csakis saját felelősségre!!!
Én személyszerint nem kisérleteznék vele, inkább a gáz. A neten sajnos sok hülyeség is van a használható dolgok mellett... meg kell tanulni szűrni.
Sok sikert!
Én személyszerint nem kisérleteznék vele, inkább a gáz. A neten sajnos sok hülyeség is van a használható dolgok mellett... meg kell tanulni szűrni.
Sok sikert!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 február 01, 15:18
Írta: 000000000 Dátum 2006 február 01, 15:18
KIcsit utána néztem. Tényleg igaz amit írtál.
Mégis óva intelek. A technológiát az urán feldolgozás miatt találták és kisérletezték ki. Azt hiszem igen drága anyagokat használtak fel erre a célra, mert ebben az ipari szektorban szinte semmi sem drága.Később használni kezdték az ún. szuperötvözetek előállítására is mert igen tiszta technológiának számít és ez itt fontos. Ezek is igen drágák. Szóval csak óvatosan a kisérletekkel.Olvastam én is a neten hasonlókat, de a tényleges használhatóságát megkérdőjelezem a viszonylag egyszerűbb körülményekre kialakított berendezéseknek. Az olvasztás során a mikrohullámot igen szűk hullámhossz tartományban kell tartani, ami igen drágává teszi a berendezést is. Szóval millió a probléma amit meg kell oldani. Nem sufniba való!
Mégis óva intelek. A technológiát az urán feldolgozás miatt találták és kisérletezték ki. Azt hiszem igen drága anyagokat használtak fel erre a célra, mert ebben az ipari szektorban szinte semmi sem drága.Később használni kezdték az ún. szuperötvözetek előállítására is mert igen tiszta technológiának számít és ez itt fontos. Ezek is igen drágák. Szóval csak óvatosan a kisérletekkel.Olvastam én is a neten hasonlókat, de a tényleges használhatóságát megkérdőjelezem a viszonylag egyszerűbb körülményekre kialakított berendezéseknek. Az olvasztás során a mikrohullámot igen szűk hullámhossz tartományban kell tartani, ami igen drágává teszi a berendezést is. Szóval millió a probléma amit meg kell oldani. Nem sufniba való!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 február 01, 15:21
Írta: 000000000 Dátum 2006 február 01, 15:21
Ha bővebben érdekel akkor
ittutána nézhetsz kicsit bővebben az olvasztási technikáknak.
ittutána nézhetsz kicsit bővebben az olvasztási technikáknak.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 február 01, 15:30
Írta: 000000000 Dátum 2006 február 01, 15:30
Azért nem olyan rossz a helyzet! Csak tájékoztató számításként: 1 kg alumínium 500 fokra melegítése 850W-os mikróval kb 8-9 perc. A burkolat az más tészta, de pl. érdemes lenne grafittégelyt alkalmazni. Hőálló és jó nyelőanyag (mármint mikrohullámú nyelő) A fajhője hasonló az alumíniuméhoz, így egy szerűen "saccolható" a hevítési idő. Ha jó a hőszigetelés, akkor a hatásfok közel 100%-nak vehető, mert tulajdonképpen minden villany végül hővé alakul.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 február 01, 18:35
Írta: 000000000 Dátum 2006 február 01, 18:35
Akkor elméleti szinten elég jól alakul a dolog. Kösz a linkeket, még nézegetem.
Cím: Re:Fémöntés házilag
Írta: SquirrelTech Dátum 2006 február 01, 19:19
Írta: SquirrelTech Dátum 2006 február 01, 19:19
Egy kérdéssel csatlakoznék. Azokkal a mikrosütőkkel, amikbe már lehet fémeszközöket tenni, mi a helyzet? Ezeknél egyáltalán nincs hatással a hullám a fémre?
(Csak mert milyen élmény lehet pl. forró kanállal kevergetni a kávét... :))
(Csak mert milyen élmény lehet pl. forró kanállal kevergetni a kávét... :))
Cím: Re:Fémöntés házilag
Írta: 6fgemi55d Dátum 2006 február 02, 16:58
Írta: 6fgemi55d Dátum 2006 február 02, 16:58
Ilyen mikrosütővel még nem találkoztam, de érdekes módon, ha egy csupor teában vagy kakaóban bennehagyom a kiskanalat, nem veszi zokon, ha viszint ugyanazt a kanalat a csupor mellé teszem, akkor szikrázik mint a rosseb.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 február 02, 17:06
Írta: 000000000 Dátum 2006 február 02, 17:06
Ha a teában hagyod a kanalat, akkor a víz mint tökéletes nyelőanyag, elnyeli a mikrót. Ha mellé teszed, a benne indukált örvényáramok okozta feszültség miatt a kanál és a mikró belső fala között fog szikrázni. Az aranyszegélyű tányér és csésze is azért szikrázik, mert egy szép nagy rövidrezárt menet a díszítés. (Illetve volt)
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 február 03, 08:03
Írta: 000000000 Dátum 2006 február 03, 08:03
A mikrohullám egy elektromágneses sugárzás, mint a röntgen, a radar, az infravörös vagy éppen a látható fény. Ezért hasonlóan viselkedik. Mint molinari írta elnyeli, visszaveri, vagy átengedi. A fémek visszaverik a mikrohullámokat. Ezért a hullámok a visszavert hullámokkal interferálni tudnak így igen nagy energiák keletkezhetnek bizonyos helyeken. Ez okozza azokat a nagy szikrázásokat. Tulajdonképpen a lézerhez és a mézerhez hasoló jelenség játszódik le csak nem a látható illetve infravörös, hanem a mikrohullámú tartományban.
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2006 február 03, 11:30
Írta: sasi Dátum 2006 február 03, 11:30
Üdvözlöm a hobbi CNC-s tábort, mint egy leendő új tag!
Jelenleg bontogatom szárnyaimat, még csak egy olvasztó kemencéig jutottam el, mely most szárad, s közben tervezgetem a gépemet.


Egy példa a mikrohullámú sütős témához: az első szovjet gyártmányú mikrohullámú sütők magnetronja a hadseregben rendszeresített mobil katonai radar rezgéskeltője volt, mely kb. 7,8 GHz-en működött. Közel ehhez a frekihez üzemelt a trafipaxnak nevezett NDK gyártmányú gépkocsi sebességmérő radar is.
A műsorszóró műholdak kb. 12/24 Ghz le/felmenő frekin üzemelnek.
Mint többen már leírták, ezek az elektromágneses hullámok vagy kölcsönhatásba lépnek egy anyaggal, (pl. élő szervezet, vizet tartalmazó anyagok stb.) vagy nem, (pl. parafin), illetve visszaverik (radar), vagy szétszórják (a lopakodó egyik elve).
sasi
Jelenleg bontogatom szárnyaimat, még csak egy olvasztó kemencéig jutottam el, mely most szárad, s közben tervezgetem a gépemet.
Egy példa a mikrohullámú sütős témához: az első szovjet gyártmányú mikrohullámú sütők magnetronja a hadseregben rendszeresített mobil katonai radar rezgéskeltője volt, mely kb. 7,8 GHz-en működött. Közel ehhez a frekihez üzemelt a trafipaxnak nevezett NDK gyártmányú gépkocsi sebességmérő radar is.
A műsorszóró műholdak kb. 12/24 Ghz le/felmenő frekin üzemelnek.
Mint többen már leírták, ezek az elektromágneses hullámok vagy kölcsönhatásba lépnek egy anyaggal, (pl. élő szervezet, vizet tartalmazó anyagok stb.) vagy nem, (pl. parafin), illetve visszaverik (radar), vagy szétszórják (a lopakodó egyik elve).
sasi
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 február 03, 14:37
Írta: 000000000 Dátum 2006 február 03, 14:37
Nagyon ügyes kis tábori kemence!
Gratulálok![#eljen][#taps]
Csak így tovább!
Gázos, vagy olajtüzelésű lesz?
Gratulálok![#eljen][#taps]
Csak így tovább!
Gázos, vagy olajtüzelésű lesz?
Cím: Re:Fémöntés házilag
Írta: yuagaci9g Dátum 2006 február 03, 15:00
Írta: yuagaci9g Dátum 2006 február 03, 15:00
Udv sasi, Kreativitasbol jeles! Orulok, hogy csatlakoztal.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 február 03, 16:35
Írta: 000000000 Dátum 2006 február 03, 16:35
Hunka Tibornak!
Tibor küldtem egy választ az emailedre. Küldd a modell fájlt várom!
Tibor küldtem egy választ az emailedre. Küldd a modell fájlt várom!
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2006 február 03, 18:43
Írta: sasi Dátum 2006 február 03, 18:43
Köszönöm Kalmus és Lampás biztatását.
A kemence gázfűtésű lesz, és később tervezem a hőmérséklet szabályozás megoldását is.
A kemence gázfűtésű lesz, és később tervezem a hőmérséklet szabályozás megoldását is.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 február 04, 08:28
Írta: 000000000 Dátum 2006 február 04, 08:28
Helló "sasi"! Hol kaptál tűzálló betont???
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2006 február 04, 11:31
Írta: sasi Dátum 2006 február 04, 11:31
Szia Imi!
A nyíregyházi Baumax-nál vásároltam, B.1100 a típusjele a hőálló habarcsnak.
A választék ilyenkor télen a kályhaépítési anyagokból alacsony, mert nincs szezonja. A környéken pl. nem volt annyi vízüveg, melyre szükségem volt, persze csak két napot kellett várnom rá.
sasi
A nyíregyházi Baumax-nál vásároltam, B.1100 a típusjele a hőálló habarcsnak.
A választék ilyenkor télen a kályhaépítési anyagokból alacsony, mert nincs szezonja. A környéken pl. nem volt annyi vízüveg, melyre szükségem volt, persze csak két napot kellett várnom rá.
sasi
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 február 05, 08:30
Írta: 000000000 Dátum 2006 február 05, 08:30
Köszi az okosságot! Ebből számomra a két "B" betűs a lényeg, mert Nyíregyháza nekem messze van.
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2006 február 06, 08:36
Írta: sasi Dátum 2006 február 06, 08:36
Szia Imi!
A habarcs típusát a számláról írtam, viszont a zsákon BR 1100 szerepel (20 kg/zsák), és a RATH Hungária Rt. gyártja. Nagyon lassan kell szárítani, mert könnyen reped. Célszerű több rétegben elkészíteni.
sasi
A habarcs típusát a számláról írtam, viszont a zsákon BR 1100 szerepel (20 kg/zsák), és a RATH Hungária Rt. gyártja. Nagyon lassan kell szárítani, mert könnyen reped. Célszerű több rétegben elkészíteni.
sasi
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 február 06, 09:42
Írta: 000000000 Dátum 2006 február 06, 09:42
Szeretnék kérdezni.
Nem kell más anyagot használni csak ezt a BR 1100 habarcsport és a vízüveget?
Nem kell más anyagot használni csak ezt a BR 1100 habarcsport és a vízüveget?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 február 06, 10:19
Írta: 000000000 Dátum 2006 február 06, 10:19
Ha lehet, beleszólnék: "sasi" kohója nagyon tökös, de ha újat építesz, javasolnám, hogy a bojlerköpeny és a tűzálló anyag közé tegyél hőszigetelő anyagot. A tűzálló betétet legalább három szegmensből alakítsd ki, plusz külön az alja, és köztük hagyjál pár milliméter dilatációs hézagot. (akár náhány réteg kartonlap, ami majd kiég az első begyújtáskor) Szerintem a házat sem tömör malterből készítik, a kohónak a samottégla lehet az építőanyaga. Látogasd meg az INTERKERÁM kft honlapját. Én is tegnap találtam rájuk.
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2006 február 06, 15:20
Írta: sasi Dátum 2006 február 06, 15:20
Én kevertem a habarcshoz kb. 10 % samott lisztet is, de hogy ez okos dolog volt e, az majd üzem közben fog kiderülni.
Magam is terveztem hőszigetelő paplan alkalmazását, de nem tudtam megfelelőt beszerezni, pedig úgy kisebb lett volna a szerkezet súlya.
Ha még egy kemencét építenék, a belsejét vékony samott téglából készíteném, mert így kevésbé macerás, no meg egy hőcserélő spirál is kerülne bele…
Gondban vagyok a habból készült minták bevonásával, ugyanis a felületét sem a víz, sem a vízüveg (és ezek keverékei) nem nedvesítik, így hiába keverek bele samottport, vagy kaolinport nem marad meg a felületen, lepereg.
Ha valaki tudna ebben segíteni, szívesen venném!
Magam is terveztem hőszigetelő paplan alkalmazását, de nem tudtam megfelelőt beszerezni, pedig úgy kisebb lett volna a szerkezet súlya.
Ha még egy kemencét építenék, a belsejét vékony samott téglából készíteném, mert így kevésbé macerás, no meg egy hőcserélő spirál is kerülne bele…
Gondban vagyok a habból készült minták bevonásával, ugyanis a felületét sem a víz, sem a vízüveg (és ezek keverékei) nem nedvesítik, így hiába keverek bele samottport, vagy kaolinport nem marad meg a felületen, lepereg.
Ha valaki tudna ebben segíteni, szívesen venném!
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2006 február 06, 18:14
Írta: 3vv2btrhv Dátum 2006 február 06, 18:14
Szia sasi
Nekem ugy sikerült a habot bevonnom , belekevertem egy a képkeretekhez használt alapozot , sajnos a recepjét nem tudom mert nagyon uj anyag . Ha érdekel szivesen adok .
Tibor
A paplant is a Ráth -nál lehet kapni
Nekem ugy sikerült a habot bevonnom , belekevertem egy a képkeretekhez használt alapozot , sajnos a recepjét nem tudom mert nagyon uj anyag . Ha érdekel szivesen adok .
Tibor
A paplant is a Ráth -nál lehet kapni
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 február 08, 09:16
Írta: 000000000 Dátum 2006 február 08, 09:16
Szia Sasi!
A megoldásnak mivel fémöntés házilag a címe én az otthon található jó öreg felületaktív (mosogató) szerekből adnék hozzá kb. 0.1-0,5 %-ot.
A megoldásnak mivel fémöntés házilag a címe én az otthon található jó öreg felületaktív (mosogató) szerekből adnék hozzá kb. 0.1-0,5 %-ot.
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2006 február 08, 15:55
Írta: sasi Dátum 2006 február 08, 15:55
Köszönöm Tibor és Kalmus segítségét!
A Kalmus javasolta mosogatószer csodát tett a keverékkel, nem csak hogy jól tapad a felületre, de nem is ülepszik le a samott por, és nagyon jó a fedőképeeége.
Kíváncsian várom a száradás utáni állapotot.

A Kalmus javasolta mosogatószer csodát tett a keverékkel, nem csak hogy jól tapad a felületre, de nem is ülepszik le a samott por, és nagyon jó a fedőképeeége.
Kíváncsian várom a száradás utáni állapotot.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 február 08, 16:21
Írta: 000000000 Dátum 2006 február 08, 16:21
Sasi!
Javaslom még azt is, hogy amikor felvitted a kulimászt a felületre, utána szórd be tűzálló porral (samott, kaolin stb). Hirtelen felveszi a folyadékot, és kicsit gyorsabban fog száradni, főleg, ha ventilátorral fújatod. Meleg levegő nem javasolt.
Javaslom még azt is, hogy amikor felvitted a kulimászt a felületre, utána szórd be tűzálló porral (samott, kaolin stb). Hirtelen felveszi a folyadékot, és kicsit gyorsabban fog száradni, főleg, ha ventilátorral fújatod. Meleg levegő nem javasolt.
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2006 február 08, 20:10
Írta: sasi Dátum 2006 február 08, 20:10
Ez is jó ötletnek tűnik, ki fogom próbálni, köszönöm Kalmus!
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2006 február 09, 14:15
Írta: sasi Dátum 2006 február 09, 14:15
Elkészült az első próbaöntés, úgy tűnik, fog ez menni.
Az öntvény alakjával csak a technológiát vizsgáltam, nem alkatrész.

Az öntvény alakjával csak a technológiát vizsgáltam, nem alkatrész.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 február 09, 15:19
Írta: 000000000 Dátum 2006 február 09, 15:19
Sasi!
Kicsit jobban szárítsd ki és kicsivel melegebb fémmel öntsed és akkor szebb lesz!
Elsőre kiválóan sikerült. Gratula!
Kalmus
Kicsit jobban szárítsd ki és kicsivel melegebb fémmel öntsed és akkor szebb lesz!
Elsőre kiválóan sikerült. Gratula!
Kalmus
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2006 február 09, 19:41
Írta: sasi Dátum 2006 február 09, 19:41
Kalmus!
Köszönöm a tanácsokat.
Az ömledék hőmérséklete 760 fok volt, viszont a vegyi összetétele nem a leg optimálisabb.
A kép kb. másfélszeres nagyításban mutatja az öntvényt.
sasi
Köszönöm a tanácsokat.
Az ömledék hőmérséklete 760 fok volt, viszont a vegyi összetétele nem a leg optimálisabb.
A kép kb. másfélszeres nagyításban mutatja az öntvényt.
sasi
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 február 10, 08:06
Írta: 000000000 Dátum 2006 február 10, 08:06
Sasi! Ha így volt akkor jó volt az öntési hőmérséklet. Talán lehet egy 20-30 fokkal kevesebb is megfelelő anyag használata esetén.
Kalmus
Kalmus
Cím: Re:Fémöntés házilag
Írta: dg8n4i8x Dátum 2006 február 10, 13:45
Írta: dg8n4i8x Dátum 2006 február 10, 13:45
Sasi! Mivel mérted a hőfokot?
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2006 február 10, 21:23
Írta: sasi Dátum 2006 február 10, 21:23
Az olvasztást egy kis hőfokszabályozós elektromos edzőkemencébentörtént, melynek a hőmérsékletét optikai pirométerrel is ellenőriztem.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2006 február 11, 13:24
Írta: 3vv2btrhv Dátum 2006 február 11, 13:24
Szia Sasi
Tépem a hajamat mert egy ehez hasonlo kemencét árultak még tavaj de nem vettem meg !!
Amugy gratulálok és sok sikeres öntést.
Tibor
Tépem a hajamat mert egy ehez hasonlo kemencét árultak még tavaj de nem vettem meg !!
Amugy gratulálok és sok sikeres öntést.
Tibor
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2006 február 15, 15:27
Írta: sasi Dátum 2006 február 15, 15:27
Szia Tibor!
Igen, jó kis kemence, jó, mert gyorsan felfűt, a hőszigetelés olyan, hogy a kikapcsolás után 24 óra múlva sem lehet kézzel kivenni a tárgyat belőle, viszont kicsi, mert a belmérete csak 170x110x450 mm.
Próbálkozom polisztirol hab ragasztásával, nem nagy sikerrel. Az oldószereivel az a baj, hogy a legkisebb mennyiségtől is összeesik a hab egy része, folytonossági hiány lép fel. Más, pl. faipari, vagy papíripari ragasztó azért nem jó, mert nem olyan gyorsan, vagy egyáltalán nem ég el, fóliaként anyagfolytonossági hibát okoz az öntvényben.
Örömmel venném mások ez irányú tapasztalatát!
sasi
Igen, jó kis kemence, jó, mert gyorsan felfűt, a hőszigetelés olyan, hogy a kikapcsolás után 24 óra múlva sem lehet kézzel kivenni a tárgyat belőle, viszont kicsi, mert a belmérete csak 170x110x450 mm.
Próbálkozom polisztirol hab ragasztásával, nem nagy sikerrel. Az oldószereivel az a baj, hogy a legkisebb mennyiségtől is összeesik a hab egy része, folytonossági hiány lép fel. Más, pl. faipari, vagy papíripari ragasztó azért nem jó, mert nem olyan gyorsan, vagy egyáltalán nem ég el, fóliaként anyagfolytonossági hibát okoz az öntvényben.
Örömmel venném mások ez irányú tapasztalatát!
sasi
Cím: Re:Fémöntés házilag
Írta: yuagaci9g Dátum 2006 február 15, 16:38
Írta: yuagaci9g Dátum 2006 február 15, 16:38
A polisztiren ragasztasra hasznald a poliuretan (faipari) ragasztot, nagyon vekonyan felvive, mert habosodik.
szerintem onteshez is bevalik, meg nem probaltam.
szerintem onteshez is bevalik, meg nem probaltam.
Cím: Re:Fémöntés házilag
Írta: dg8n4i8x Dátum 2006 február 15, 18:55
Írta: dg8n4i8x Dátum 2006 február 15, 18:55
Sziasztok!
Én anno a polystirol ragasztásához PUROCOL nevű ragasztót használtam, ez is polyuretan mint amit Lampas említett. Olyan kartusban van mint a sziloplaszt, vagy kannában. Ez is habosodik, más célra is alkalmas mert szinte mindent megfog és nagyon erős! Öntési célra nem tudom jó e de egy próbát esetleg megér! Ja ezt a ragasztókat úgy kell helyesen használni, hogy vékonyan felviszed a felületre, kb. 10percet vársz amíg felhabzik és akkor illeszted össze a felületeket.
Én anno a polystirol ragasztásához PUROCOL nevű ragasztót használtam, ez is polyuretan mint amit Lampas említett. Olyan kartusban van mint a sziloplaszt, vagy kannában. Ez is habosodik, más célra is alkalmas mert szinte mindent megfog és nagyon erős! Öntési célra nem tudom jó e de egy próbát esetleg megér! Ja ezt a ragasztókat úgy kell helyesen használni, hogy vékonyan felviszed a felületre, kb. 10percet vársz amíg felhabzik és akkor illeszted össze a felületeket.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 február 16, 20:12
Írta: 000000000 Dátum 2006 február 16, 20:12
sziasztok
mivel lehet tutira ragasztani a habot?
mivel lehet tutira ragasztani a habot?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 február 16, 20:39
Írta: 000000000 Dátum 2006 február 16, 20:39
Sziasztok!
Mint modellező No-ban vettem egy olyan speciális cianid tartalmú ragasztót (nem olcsón), amelynek segítségével tutira lehetett habot ragasztani.
Még télen a hidegben is. Kellett hozzá egy un. accelator spray is. Azonnal és fantasztikusan ragadt a hab azonban pl. a szárny egy kicsit megmaródott. Nézd meg a modellező üzletekben, hátha van nekik ilyen ragasztójuk.
Mint modellező No-ban vettem egy olyan speciális cianid tartalmú ragasztót (nem olcsón), amelynek segítségével tutira lehetett habot ragasztani.
Még télen a hidegben is. Kellett hozzá egy un. accelator spray is. Azonnal és fantasztikusan ragadt a hab azonban pl. a szárny egy kicsit megmaródott. Nézd meg a modellező üzletekben, hátha van nekik ilyen ragasztójuk.
Cím: Re:Fémöntés házilag
Írta: dg8n4i8x Dátum 2006 február 16, 20:58
Írta: dg8n4i8x Dátum 2006 február 16, 20:58
Habot általában az epoxy gyanták is nagyon jól fogják pl. UVERAPID többször próbáltam és bevált vagy az említett PUROCOL, vagy a MULTIFIX nevű ragasztó is jól fogja. Multifixel ragasztottam vákumban a habszárnyra az 1-es balsa borítást.
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2006 február 16, 22:58
Írta: sasi Dátum 2006 február 16, 22:58
Sziasztok!
A hab tökéletesen ragasztható faipari, vagy parketta ragasztóval, de ez öntészeti célra alkalmatlan, mert az ömledékben a ragasztó mint egy kis lapocska úszik, és repedés szerű hibát produkál az öntvényben, mint a fotón is látható.

sasi
A hab tökéletesen ragasztható faipari, vagy parketta ragasztóval, de ez öntészeti célra alkalmatlan, mert az ömledékben a ragasztó mint egy kis lapocska úszik, és repedés szerű hibát produkál az öntvényben, mint a fotón is látható.
sasi
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 február 17, 11:00
Írta: 000000000 Dátum 2006 február 17, 11:00
Sziasztok! Figyelmetekbe ajánlanám a régebbi hozzászólásokat, ami vonatkozik a ragasztóra is.
Elhangzott a PUR-ról hogy a fejlődő gázai mérgezőek. Ez igaz a cianoakrilát szerű ragasztókra is. Figyeljetek az egészségetekre. Inkább javaslok olyan megoldást amikor az egyik fél a másikba illeszkedik enyhe kupossággal és csak bele kell szorítani. Az első bevonat után már úgyis összeáll.
Elhangzott a PUR-ról hogy a fejlődő gázai mérgezőek. Ez igaz a cianoakrilát szerű ragasztókra is. Figyeljetek az egészségetekre. Inkább javaslok olyan megoldást amikor az egyik fél a másikba illeszkedik enyhe kupossággal és csak bele kell szorítani. Az első bevonat után már úgyis összeáll.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 február 17, 11:18
Írta: 000000000 Dátum 2006 február 17, 11:18
A megoldásnak még a következőt is javaslom. Már próbáltam, de nem emlékszem a pontos összetételre.
Hammerite hígítóban feloldok (zárt befőttes üvegben!!) annyi polisztirolt amennyit csak lehet. Akkor kapok egy méz sűrűségű oldatot, amit asszem LB hígítóval hígítottam tovább. Sajna ennyire emlékszem, meg arra hogy nagyon jól működött. Próbálgassátok a hígítást!
Hammerite hígítóban feloldok (zárt befőttes üvegben!!) annyi polisztirolt amennyit csak lehet. Akkor kapok egy méz sűrűségű oldatot, amit asszem LB hígítóval hígítottam tovább. Sajna ennyire emlékszem, meg arra hogy nagyon jól működött. Próbálgassátok a hígítást!
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2006 február 17, 14:09
Írta: sasi Dátum 2006 február 17, 14:09
Szia Kalmus!
Én is próbálkoztam hasonló módszerrel, H-300-as Supralux hígítóban oldottam fel polisztirolt, de nem vált be, mert erős kölcsönhatásba lép a habbal, üregeket létrehozva, mely gyakran a ragasztás széléig is kiér.
Addig ez nem is baj, míg belül marad, de ha a hab megmunkálása során felszínre kerül, akkor már javíthatatlan a minta.
Én ezzel a problémával küzdök, mert a környékemen nem lehet 60 mm-nél vastagabb habot beszerezni, ezért izgat a ragasztás mikéntje.
Eddigi kísérleteim szerint –öntéshez- a legalkalmasabb módszer, ha a kisebbik ragasztandó felületet, egy tisztabenzinnel egyenletesen átitatott textil felületére nyomom, majd az ellendarabhoz, megvárva a kezelhető szilárdulást, mely 20-30 sec . Beöntő fejek, csatornák kialakítására alkalmas, elég szilárd, és nem tartalmaz idegen anyagot. Nagyobb felületek ragasztásánál, megmunkálás után viszont üregek kerülnek elő.
Az igazi megoldás olyan ragasztó lenne, mely nem oldószere a polisztirolnak, és alacsony hőmérsékleten könnyen elég.
Üdv. sasi
Én is próbálkoztam hasonló módszerrel, H-300-as Supralux hígítóban oldottam fel polisztirolt, de nem vált be, mert erős kölcsönhatásba lép a habbal, üregeket létrehozva, mely gyakran a ragasztás széléig is kiér.
Addig ez nem is baj, míg belül marad, de ha a hab megmunkálása során felszínre kerül, akkor már javíthatatlan a minta.
Én ezzel a problémával küzdök, mert a környékemen nem lehet 60 mm-nél vastagabb habot beszerezni, ezért izgat a ragasztás mikéntje.
Eddigi kísérleteim szerint –öntéshez- a legalkalmasabb módszer, ha a kisebbik ragasztandó felületet, egy tisztabenzinnel egyenletesen átitatott textil felületére nyomom, majd az ellendarabhoz, megvárva a kezelhető szilárdulást, mely 20-30 sec . Beöntő fejek, csatornák kialakítására alkalmas, elég szilárd, és nem tartalmaz idegen anyagot. Nagyobb felületek ragasztásánál, megmunkálás után viszont üregek kerülnek elő.
Az igazi megoldás olyan ragasztó lenne, mely nem oldószere a polisztirolnak, és alacsony hőmérsékleten könnyen elég.
Üdv. sasi
Cím: Re:Fémöntés házilag
Írta: D.Laci Dátum 2006 február 17, 15:06
Írta: D.Laci Dátum 2006 február 17, 15:06
Lehet oltári baromság amit írok de a viaszt nemprobáltátok még ragasztónak használni!!??
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2006 február 17, 15:16
Írta: sasi Dátum 2006 február 17, 15:16
Szia Laci!
Megfontolandó az ötleted, nagyobb felületekhez, így elsőre semmi nem szól ellene!
Megfontolandó az ötleted, nagyobb felületekhez, így elsőre semmi nem szól ellene!
Cím: Re:Fémöntés házilag
Írta: D.Laci Dátum 2006 február 17, 16:23
Írta: D.Laci Dátum 2006 február 17, 16:23
Hello Sándor!
Saját anyagbol csapolásal ileszteni! vagy akár fecskefarok ilesztéssel. egy felsö maróval már szépen megoldható de egy "szike" és némi kézügyesség!! esetleg furat az egyik vagy mindkétt félbe, és csap készitése a habbol. akár kicsit kupossan hogy szoruljon.
Saját anyagbol csapolásal ileszteni! vagy akár fecskefarok ilesztéssel. egy felsö maróval már szépen megoldható de egy "szike" és némi kézügyesség!! esetleg furat az egyik vagy mindkétt félbe, és csap készitése a habbol. akár kicsit kupossan hogy szoruljon.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 február 17, 16:50
Írta: 000000000 Dátum 2006 február 17, 16:50
Nem akarok túzottan beleszólni (lehet hülyeség), de a hordozó anyag nélküli kétoldalas ragasztót próbálta már valaki?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 február 18, 10:45
Írta: 000000000 Dátum 2006 február 18, 10:45
Sziasztok!
Én sokfélét végig próbáltam már. Mindig figyelembe kell venni, hogy a ragysztóanyag is maradék nélkül eltünjön az öntésnél. A viasz jó lenne, de akkor ki kell izzítani a formát mert anélkül sajnos a visz is nyomot hagy mint a #356 hozzászólásban látható képen. Ezért célszerű saját anyagot használni. Nagyon tudom támogatni amit Laci ajánlott a #362-ben mert nem hagy maradékot az öntés során, és nem kell kiízzítani a formát.
Én sokfélét végig próbáltam már. Mindig figyelembe kell venni, hogy a ragysztóanyag is maradék nélkül eltünjön az öntésnél. A viasz jó lenne, de akkor ki kell izzítani a formát mert anélkül sajnos a visz is nyomot hagy mint a #356 hozzászólásban látható képen. Ezért célszerű saját anyagot használni. Nagyon tudom támogatni amit Laci ajánlott a #362-ben mert nem hagy maradékot az öntés során, és nem kell kiízzítani a formát.
Cím: Re:Fémöntés házilag
Írta: dg8n4i8x Dátum 2006 február 20, 06:32
Írta: dg8n4i8x Dátum 2006 február 20, 06:32
Sziasztok!
Kalmus! Centrifugál öntésnél hogyan érdemes a formát elhelyezni ha csigát akarok önteni. A forma forgástengelye és a minta forgástengelye egyvonalba essen? Láttam olyan megoldást, hogy a forma nem központban volt hanem sugárirányban volt elhelyezve, ha mindenigaz ezt ékszerészek használják. Nekem a központos elhelyezés jobb ugye?
Üdv!
Balu
Kalmus! Centrifugál öntésnél hogyan érdemes a formát elhelyezni ha csigát akarok önteni. A forma forgástengelye és a minta forgástengelye egyvonalba essen? Láttam olyan megoldást, hogy a forma nem központban volt hanem sugárirányban volt elhelyezve, ha mindenigaz ezt ékszerészek használják. Nekem a központos elhelyezés jobb ugye?
Üdv!
Balu
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 február 20, 07:30
Írta: 000000000 Dátum 2006 február 20, 07:30
Sziasztok!
Balu! Nem túl egyszerű a probléma, mert fontosak ennél a csiga és az öntőforma méretének arányai is.
Üdv Kalmus
Balu! Nem túl egyszerű a probléma, mert fontosak ennél a csiga és az öntőforma méretének arányai is.
Üdv Kalmus
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 február 21, 09:09
Írta: 000000000 Dátum 2006 február 21, 09:09
az ékszerészek a helykihasználás miatt csapozzák úgy!ha egy nagyobb darabot öntünk akkor beömlő végén a tárgy,ugy olyan irányból, hogy a fém könnyen bele tudjon fólyni!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 február 21, 09:10
Írta: 000000000 Dátum 2006 február 21, 09:10
lehet ,hogy az vákum öntés volt!annál pedig minél jobban a szélénél kell lenni a tárgynak a vákum miatt!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 február 24, 21:18
Írta: 000000000 Dátum 2006 február 24, 21:18
Sziasztok !
Amikor ráakadtam a weblapra, annyira magával ragadott, hogy szinte függővé váltam,de gondolom ezzel nem vagyok egyedül.Végigolvastam mindent, sokmindent még nem értek, de majd belejövök.Villanyszerlő mester vagyok,54 éves.
Megépítettem a Lampas égőfejét,fantasztikusan működik.Építettem egy kohót is,ma volt a próbaöntés,jól sikerült.Hozzáfogtam egy fémvázas gép építéséhez.
Sokat tanulok Tőletek,örülök, hogy köztetek lehetek.
Amikor ráakadtam a weblapra, annyira magával ragadott, hogy szinte függővé váltam,de gondolom ezzel nem vagyok egyedül.Végigolvastam mindent, sokmindent még nem értek, de majd belejövök.Villanyszerlő mester vagyok,54 éves.
Megépítettem a Lampas égőfejét,fantasztikusan működik.Építettem egy kohót is,ma volt a próbaöntés,jól sikerült.Hozzáfogtam egy fémvázas gép építéséhez.
Sokat tanulok Tőletek,örülök, hogy köztetek lehetek.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 február 24, 21:37
Írta: 000000000 Dátum 2006 február 24, 21:37
hotdozo NELKULI 2oldalas ragaszto? az mi? technokol? :)
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 február 25, 08:14
Írta: 000000000 Dátum 2006 február 25, 08:14
Üdvözlünk a csapatban![#wave]
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2006 február 25, 13:50
Írta: 3vv2btrhv Dátum 2006 február 25, 13:50
Szia Hunserv
A hordozo nélküli kétoldalast én a képek rögzitédére használom.
Képzej el egy pisztojt amiböl csak a ragasztocsik jön ki és a hordozo anyag a pisztoj belsejében marad.legjobban a cellukszra hasonlit de majdem nincs vastagsága .
Kiprobáltam hungarocelre NEM JO !!
Tibor
A hordozo nélküli kétoldalast én a képek rögzitédére használom.
Képzej el egy pisztojt amiböl csak a ragasztocsik jön ki és a hordozo anyag a pisztoj belsejében marad.legjobban a cellukszra hasonlit de majdem nincs vastagsága .
Kiprobáltam hungarocelre NEM JO !!
Tibor
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2006 február 25, 13:51
Írta: 3vv2btrhv Dátum 2006 február 25, 13:51
Szia vbodi
Gratulálok de képek - képek !!
Tibor
Gratulálok de képek - képek !!
Tibor
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 február 27, 22:33
Írta: 000000000 Dátum 2006 február 27, 22:33
Sziasztok!
Ma öntottem fémformába, jól sikerült.A képeket feltöltöttem afórum képek:aluöntésvbodialuöntes
Ma öntottem fémformába, jól sikerült.A képeket feltöltöttem afórum képek:aluöntésvbodialuöntes
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 február 28, 08:01
Írta: 000000000 Dátum 2006 február 28, 08:01
Hi
Végigolvasgattam a fórumot és még maradt bennem jónéhány kérdés..... egyszere nem teszem fel mint mert az flood-olás lenne ;-)
tehát a réz ok, hogy megmunkálhatobbá teszi az alut, de nem gyengíti el? nem lessz túl puha, a kiöntött anyag? (nem rontja-e a szilárdságát?) illetőleg mi történik ha véletlenül "túladagolom"?
http://www.backyardmetalcasting.com/bucketfurnace1.html vagy http://www.backyardmetalcasting.com/refractories.html ezen az oldalakon bemutatott kemencéknek az oldalát vajon mivel öntötték ki? Sajna elég gyér az angol tudásom :-( ezt írja az első weblap: "Portland cement, silica sand, perlite and fireclay" ebböl a portland cementet tökéletesen értem :-) kell a kötéshez, a perlitet is értem, az meg kell a hőszigetelés miatt, fireclay az a samottlisztet jelenti ha jól tudom de mi az a silica sand, elvileg sziliciumdioxid homok, de az meg mi a fene? ezt nem ismerem... valamint a képen 3 anyag található, de a mellete lévö szövegben 4 féle anyag van leírva, akkor hogy is van ez? A második weblapnál már nem tudtam kihámozni hogy vajon mik lehetnek az alkotóelemek :-( Valamint az is érdekel, hogy az ilyen tipusú kohóknál az aljára szinte mindegyiknek van egy luk csinálva, az mire való, miért kell? (biztosan van oka neki) lehet hogy azért van, hogyha kilyukadna az olvasztótégely abban az esetben ki tudjon szabadulni az olvadék?
Végigolvasgattam a fórumot és még maradt bennem jónéhány kérdés..... egyszere nem teszem fel mint mert az flood-olás lenne ;-)
tehát a réz ok, hogy megmunkálhatobbá teszi az alut, de nem gyengíti el? nem lessz túl puha, a kiöntött anyag? (nem rontja-e a szilárdságát?) illetőleg mi történik ha véletlenül "túladagolom"?
http://www.backyardmetalcasting.com/bucketfurnace1.html vagy http://www.backyardmetalcasting.com/refractories.html ezen az oldalakon bemutatott kemencéknek az oldalát vajon mivel öntötték ki? Sajna elég gyér az angol tudásom :-( ezt írja az első weblap: "Portland cement, silica sand, perlite and fireclay" ebböl a portland cementet tökéletesen értem :-) kell a kötéshez, a perlitet is értem, az meg kell a hőszigetelés miatt, fireclay az a samottlisztet jelenti ha jól tudom de mi az a silica sand, elvileg sziliciumdioxid homok, de az meg mi a fene? ezt nem ismerem... valamint a képen 3 anyag található, de a mellete lévö szövegben 4 féle anyag van leírva, akkor hogy is van ez? A második weblapnál már nem tudtam kihámozni hogy vajon mik lehetnek az alkotóelemek :-( Valamint az is érdekel, hogy az ilyen tipusú kohóknál az aljára szinte mindegyiknek van egy luk csinálva, az mire való, miért kell? (biztosan van oka neki) lehet hogy azért van, hogyha kilyukadna az olvasztótégely abban az esetben ki tudjon szabadulni az olvadék?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 február 28, 08:11
Írta: 000000000 Dátum 2006 február 28, 08:11
mint=mind
Sasi a #332 hozzászólásodban írtad ezt a hőálló habarcs dolgot az menyibe kerüt neked? valamint pl perlittel növeltél a hőszigetelési tényezőjén vagy egy az egyben használtad?
Lehet hogy az elöbbi 2 weboldal közül a másodiknál valami hasonlo anyagot használtak?
http://www.buildyouridea.com/cnc/hblb/phase6/phase6.html ezen az oldalon lévö sablon vajon miböl készülhet? mi lehet az öntőanyag? lehet hogy nem piszmogot a fekecs ecsetelésével vagy az anyag mártásával és kiöntötte? bár ezt nem hiszem, mert akkor az szerintem szerintem átáztatta volna a papírt én viszont nem látok erre utaló jeleket... megaztán sejtem hogy elég hosszú idő kellene ahoz hogy kiszáradjon az ehész (azt nemtudom hogy ekkora mennyiségben nem-e berepedezne....) szal a kérdés nyitva van, mi lehet az az anyag :-)
Sasi a #332 hozzászólásodban írtad ezt a hőálló habarcs dolgot az menyibe kerüt neked? valamint pl perlittel növeltél a hőszigetelési tényezőjén vagy egy az egyben használtad?
Lehet hogy az elöbbi 2 weboldal közül a másodiknál valami hasonlo anyagot használtak?
http://www.buildyouridea.com/cnc/hblb/phase6/phase6.html ezen az oldalon lévö sablon vajon miböl készülhet? mi lehet az öntőanyag? lehet hogy nem piszmogot a fekecs ecsetelésével vagy az anyag mártásával és kiöntötte? bár ezt nem hiszem, mert akkor az szerintem szerintem átáztatta volna a papírt én viszont nem látok erre utaló jeleket... megaztán sejtem hogy elég hosszú idő kellene ahoz hogy kiszáradjon az ehész (azt nemtudom hogy ekkora mennyiségben nem-e berepedezne....) szal a kérdés nyitva van, mi lehet az az anyag :-)
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 február 28, 08:15
Írta: 000000000 Dátum 2006 február 28, 08:15
Hunka Tibor a #93 hozzászólásodban írtad hogy tanult szakmám gipszmintakészitö vagy. Milyen az a gipsz amit alu öntőformának lehet használni? Rémlik az hogy Kalmus, vagy itt a fórumon írta, vagy a videóján mondta, hogy gipszböl nem lehet (vagy csak nem érdemes?) öntőformát csinálni.......
illetve töbszörhasználatos sablont lehet-e készíteni illetve miböl alu öntéshez?
lenne még kérdésem, de azthiszem azokat késöbre halasztom :-) nem akarom egyedül teletölteni ezt az oldalt :-)
illetve töbszörhasználatos sablont lehet-e készíteni illetve miböl alu öntéshez?
lenne még kérdésem, de azthiszem azokat késöbre halasztom :-) nem akarom egyedül teletölteni ezt az oldalt :-)
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 február 28, 11:44
Írta: 000000000 Dátum 2006 február 28, 11:44
Szia Virgil! A portland cementet jól értetted, silica sand-> kvarchomok (közönséges homok, csak mosott)
perlit is meg van részedről.
fireclay-> tűzálló agyag [pl.bentonit,illit,montmorrilonit,kaolin ezek tűzállóagyag ásványok] (a samott is az volt, csak kiégették)
A szövegben úgy van, hogy először a három anyagot összekevered,megnedvesíted az összes szükséges vízzel, aztán hozzáadod a tűzállóagyagot por alakban. A keverhatőség és az egyenletes eloszlás miatt szükséges így.
A lyuk feladata ún. kármentő nyílás.
perlit is meg van részedről.
fireclay-> tűzálló agyag [pl.bentonit,illit,montmorrilonit,kaolin ezek tűzállóagyag ásványok] (a samott is az volt, csak kiégették)
A szövegben úgy van, hogy először a három anyagot összekevered,megnedvesíted az összes szükséges vízzel, aztán hozzáadod a tűzállóagyagot por alakban. A keverhatőség és az egyenletes eloszlás miatt szükséges így.
A lyuk feladata ún. kármentő nyílás.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 február 28, 11:55
Írta: 000000000 Dátum 2006 február 28, 11:55
A réz kb 8%-ig túladagolható. Viszont kb 3% bőségesen elegendő. Ezt sajna mérni kell, akár konyhamérleggel! A réz még javítja is kismértékben az alumínium szilárdságát.
A #376-ban említett anyagok gipsz és kvarchomok fele fele arányban, de arról ír végig, hogy ezek neki nem sikerültek, csak csinálja az egyik kisérletet a másik után.
A #376-ban említett anyagok gipsz és kvarchomok fele fele arányban, de arról ír végig, hogy ezek neki nem sikerültek, csak csinálja az egyik kisérletet a másik után.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 február 28, 12:00
Írta: 000000000 Dátum 2006 február 28, 12:00
A Tibor asszem megerősit, hogy minta és forma nem ugyanaz. Bár ismerek egy gipszféleséget amit a Scmalcz nevű ötvös kellék forgalmazó cég árusított, amibe lehet alumíniumot önteni , de ez a forrás mivel az üzletük megszünt, vagy átköltözött számomra ismeretlenné vált.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 február 28, 13:46
Írta: 000000000 Dátum 2006 február 28, 13:46
Kalmus! A Schmalcz nem szűnt meg, csak elköltözött, Kelenföldről át Pestre a Győrffy István utcába a Népliget mellé. Legalábbis szerintem rájuk gondolok, ékszerészeti segédenyagokat forgalmaznak, nem?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 február 28, 14:32
Írta: 000000000 Dátum 2006 február 28, 14:32
Köszi szépen Giorgio!
Ugyanarra gondolunk, legalábbis Kelenföldön voltak amikor vettem tőlük cuccokat.
Ugyanarra gondolunk, legalábbis Kelenföldön voltak amikor vettem tőlük cuccokat.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 február 28, 14:37
Írta: 000000000 Dátum 2006 február 28, 14:37
Szia Vbodi!
Örülök, hogy ilyen gyorsan haladsz. Szeretném felhívni a figyelmedet arra, ha PB gázzal dolgozol akkor ne pincében és ne olyan helységekben használd, ahol akna (gépkocsi szerelő akna) van. A PB-nek nagyobb a fajsúlya a levegőnél összegyűlik, nem szellőzik ki. (ROBBANÁSVESZÉLY!!!!!!) Jól szellőző helyen használd
Örülök, hogy ilyen gyorsan haladsz. Szeretném felhívni a figyelmedet arra, ha PB gázzal dolgozol akkor ne pincében és ne olyan helységekben használd, ahol akna (gépkocsi szerelő akna) van. A PB-nek nagyobb a fajsúlya a levegőnél összegyűlik, nem szellőzik ki. (ROBBANÁSVESZÉLY!!!!!!) Jól szellőző helyen használd
Cím: Re:Fémöntés házilag
Írta: vthgizrff Dátum 2006 február 28, 15:14
Írta: vthgizrff Dátum 2006 február 28, 15:14
Sziasztok!
Lenne nekem is egy kérdésem. A vékony alu lemezzel ugyanaz a helyzet mint az alu forgáccsal? 0,5-2mm-re gondolok. A bronz forgácsot is fel lehet használni ötvözesre, vagy inkább a rezet ajánlod?
Lenne nekem is egy kérdésem. A vékony alu lemezzel ugyanaz a helyzet mint az alu forgáccsal? 0,5-2mm-re gondolok. A bronz forgácsot is fel lehet használni ötvözesre, vagy inkább a rezet ajánlod?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 február 28, 16:20
Írta: 000000000 Dátum 2006 február 28, 16:20
Szia Zoltán!
A vékony alulemezzel hasonló a helyzet bár valamivel jobb a kihozatal viszont alemezek nem öntészeti ötvözetek, tehát nem könnyű velük vékony bonyolult öntvényeket önteni. Egy egyszerűbb ékszíjtárcsa azért kijöhet belőle. A bronz forgácsot nem javaslom, mert ón, cink ötvözőket tartalmaz és ezek az aluöntvényben erősen minőségrontó összetevők.
A vékony alulemezzel hasonló a helyzet bár valamivel jobb a kihozatal viszont alemezek nem öntészeti ötvözetek, tehát nem könnyű velük vékony bonyolult öntvényeket önteni. Egy egyszerűbb ékszíjtárcsa azért kijöhet belőle. A bronz forgácsot nem javaslom, mert ón, cink ötvözőket tartalmaz és ezek az aluöntvényben erősen minőségrontó összetevők.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 február 28, 23:56
Írta: 000000000 Dátum 2006 február 28, 23:56
nos akkor jöhet a többi kérdésem :-)
A lúgot mire használják az alu öntésnél? vagy lehet hogy az már kezelés/felületkezelés? Atyám alu öntödében dolgozott réges régen (Kecskemét, Aluszöv) és ott valamire használtak lúgot.
Az alunál nincs az a veszély hogyha túl sűrűn olvasztják vissza akkor valami kiég belöle és megváltoznak a tulajdonságai? pl törékeny lessz vagy hasonlo?
Az olajjal (pl fáradt étolaj) müködő égőfejnek mi a működési elve? gondolom valahogy porlasztani kell az olajat és levegőt is kell betáplálni...... ha jól tudom talán még az sem hátrányos ha melegítve van az olaj.
A lúgot mire használják az alu öntésnél? vagy lehet hogy az már kezelés/felületkezelés? Atyám alu öntödében dolgozott réges régen (Kecskemét, Aluszöv) és ott valamire használtak lúgot.
Az alunál nincs az a veszély hogyha túl sűrűn olvasztják vissza akkor valami kiég belöle és megváltoznak a tulajdonságai? pl törékeny lessz vagy hasonlo?
Az olajjal (pl fáradt étolaj) müködő égőfejnek mi a működési elve? gondolom valahogy porlasztani kell az olajat és levegőt is kell betáplálni...... ha jól tudom talán még az sem hátrányos ha melegítve van az olaj.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 február 28, 23:58
Írta: 000000000 Dátum 2006 február 28, 23:58
Ha polisztirolhabbol készítek öntőmintát, de azt csak több darabbol tudom összeilleszteni akkor mivel érdemes illeszteni (ragasztani) hogy ne okozzon gondot az öntésnél..... vagy ez mindegy? mert azon a hőfokon ugyis el ég, elpárolog? jheim a #241 hozzászólásában a tapétaragasztót ajánlja, csak nemtudom elég erös lehet-e az, viszont garantáltan olcsó termék igazán nekünk való :-) néhányszáz forintbol van fél kilód :-) de szerintem a legtöbb háztartásban biztosan van egy kis kimaradó valamelyik polcon. Esetleg az lehet a kérdés, hogy melyik fajtát érdemes használni, hogy elég erős legyen, bár ha fekeccsel be van kenve gondolom az is ad egy plussz tartást neki, nehogy esetleg eltörjön az illesztésnél amikor a homok rákerül vagy bevibrálás közben.....
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 március 01, 07:31
Írta: 000000000 Dátum 2006 március 01, 07:31
A lúgot nem az öntésnél , hanem az öntvények tisztításánál lehet alkalmazni, bár óvatosan, mert a lúgok az alumínumot megmarják, tehát inkább felületkezelés.
A visszaolvasztások szmával egyes ötvözők kiégnek, mások dúsúlnak. Néhány olvasztás esetén azonban csak az olvadékokban lévő-keletkező oxidok feldúsulása jelent problémát. Ezeket azonban oxidmentesítő sók alkalmazásával könnyű eltávolítani. Az étolaj gyakorlatilag a gázolaj felhasználásának megfelelően használható. Csak egy kicsit sült hús szag lesz az öntödében.[#finom]
A visszaolvasztások szmával egyes ötvözők kiégnek, mások dúsúlnak. Néhány olvasztás esetén azonban csak az olvadékokban lévő-keletkező oxidok feldúsulása jelent problémát. Ezeket azonban oxidmentesítő sók alkalmazásával könnyű eltávolítani. Az étolaj gyakorlatilag a gázolaj felhasználásának megfelelően használható. Csak egy kicsit sült hús szag lesz az öntödében.[#finom]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 március 01, 07:59
Írta: 000000000 Dátum 2006 március 01, 07:59
Ez a polisztirol ragasztás megosztja a fórumozók véleményét. Az elveket mondanám el. A ragasztó éghető legyen és minél kevesebb gázt fejlesszen. Ez ért nagyon jó az öntésnél a polisztirol. A keletkező kevés gőz ne legyen környezet és egészség károsító. Ezek NEM ajánlatosak: Cianoakrilát [#idiota] poliuretán (pur) [#guluszem1] mert igen mérgezőek a gázaik.
Javaslom a kisérleteket, mert igazán kiforrott ragasztó nincs erre a célra: CMC tapétaragasztó, saját anyaga(polisztirol oldat), Pattex Super Fix. Mindegyiket nagyon vékony rétegben! A legjobb megoldásnak számomra a már elhangzott alkatrészek kúpos illesztése, vagy fecskefarok illesztés tűnik. Ez egy CNC-vel bíró barkácsolónak vagy ügyesebb snicceres kéznek általában nem gond.
Javaslom a kisérleteket, mert igazán kiforrott ragasztó nincs erre a célra: CMC tapétaragasztó, saját anyaga(polisztirol oldat), Pattex Super Fix. Mindegyiket nagyon vékony rétegben! A legjobb megoldásnak számomra a már elhangzott alkatrészek kúpos illesztése, vagy fecskefarok illesztés tűnik. Ez egy CNC-vel bíró barkácsolónak vagy ügyesebb snicceres kéznek általában nem gond.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 március 01, 10:12
Írta: 000000000 Dátum 2006 március 01, 10:12
Kalmus: mega thx a sok segítségért :-) a kúpos ill fecskefarkas illesztést tudom, olvastam a fórumon, bár ez tökéletes, vagy majdnem tökéletes megoldás, de az egyenes lapok és azok ragasztása a legegyszerűbb és főleg a leggyorsabb. Persze az hogy a gyorsaság, egyszerűség mennyire számít az egyénenként változhat :-)
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 március 01, 10:12
Írta: 000000000 Dátum 2006 március 01, 10:12
http://metalcast.boorman.us/reil_1.html ezen az oldalon elmagyarázza az oldalkészítő hogy hogyan készíthetsz saját égőfejet (persze ez csak egy a számtalan lehetőségek közül)
http://metalcast.boorman.us/foundry.html itt meg egy kohó elkészítésének az egyik lehetséges módja..... nekem a fedélnyitó mechanika tetszik nagyon, ötletes :-)
http://metalcast.boorman.us/foundry.html itt meg egy kohó elkészítésének az egyik lehetséges módja..... nekem a fedélnyitó mechanika tetszik nagyon, ötletes :-)
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 március 01, 16:12
Írta: 000000000 Dátum 2006 március 01, 16:12
Ha megnézed Sasi #356 Hozzá szólásában bemutatott fényképet könnyen olyan hibát követhetsz el. Szóval ezért nem túl szerencsés a ragasztó és igazán kifogástalannal még nem találkoztunk. [#nemtudom]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 március 01, 18:22
Írta: 000000000 Dátum 2006 március 01, 18:22
ahan, értem, akkor nincs mit tenni, hát ki kell kísérletezni :-) amig meg nincs tökéletes ragacs addig marad a csapolás valamely formája.....
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2006 március 01, 21:30
Írta: sasi Dátum 2006 március 01, 21:30
Kalmus!
AlMg ötvözetbe kb. fele arányba AlSi12Cu3 beolvasztása után azt tapasztaltam, hogy a Si egy része könnyű kásás massza formájában kivált. Megpróbáltam magasabb hőfokon is (900) megolvasztani, de nem eredménytelenül. Önmagában még nem olvasztottam ezt az ötvözetet, ezért kérdezem, hogy véleményed szerint akkor is kicsapódik a Si, vagy esetleg a Mg tartalom, vagy a Fe okozta.
Az önvény vegyelemzése is arra utalt, hogy a Si csapódott ki, mert csak 2,2% volt, Mg=2%, Fe=0,9%, Cu=0,38%, ez a vas (0,5%) kivételével AlMg2Si4 minőségnek felel meg, mely tulajdon képen nem rossz.
sasi
AlMg ötvözetbe kb. fele arányba AlSi12Cu3 beolvasztása után azt tapasztaltam, hogy a Si egy része könnyű kásás massza formájában kivált. Megpróbáltam magasabb hőfokon is (900) megolvasztani, de nem eredménytelenül. Önmagában még nem olvasztottam ezt az ötvözetet, ezért kérdezem, hogy véleményed szerint akkor is kicsapódik a Si, vagy esetleg a Mg tartalom, vagy a Fe okozta.
Az önvény vegyelemzése is arra utalt, hogy a Si csapódott ki, mert csak 2,2% volt, Mg=2%, Fe=0,9%, Cu=0,38%, ez a vas (0,5%) kivételével AlMg2Si4 minőségnek felel meg, mely tulajdon képen nem rossz.
sasi
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2006 március 01, 21:33
Írta: sasi Dátum 2006 március 01, 21:33
helyesen:
de nem eredménytelenül=de eredménytelenül
de nem eredménytelenül=de eredménytelenül
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 március 02, 07:34
Írta: 000000000 Dátum 2006 március 02, 07:34
Sasi!
Az ami kivált lehet Si, de akkor az eredeti ötvözet nagyon rossz minőségű lehet. A Si normális esetben nem válik ki. Ha mégis onnan tudható hogy az hogy kevergetéskor kopog amikor a keverőlapát nekiütődik.
Ha hab jellegű akkor inkább a Mg lehetett amely felúszik de ez keveréssel fel kell, hogy oldódjon. Szóval leginkább salak lehetett.
A magasabb hőmérsékletet inkább kerüld, mert gázosodik és felgyorsulnak a salakképződési folyamatok, szóval többet árt, mint használ.
Ha sziliciumot akarunk beötvözni akkor azt 30-50% os előötvözettel végzik, de magas hőfok és gyors olvasztás kell a leégések csökkentése miatt, ezért célszerű indukciós kemencét alkalmazni, ahol a jó keveredés is biztosítva van.
Az ami kivált lehet Si, de akkor az eredeti ötvözet nagyon rossz minőségű lehet. A Si normális esetben nem válik ki. Ha mégis onnan tudható hogy az hogy kevergetéskor kopog amikor a keverőlapát nekiütődik.
Ha hab jellegű akkor inkább a Mg lehetett amely felúszik de ez keveréssel fel kell, hogy oldódjon. Szóval leginkább salak lehetett.
A magasabb hőmérsékletet inkább kerüld, mert gázosodik és felgyorsulnak a salakképződési folyamatok, szóval többet árt, mint használ.
Ha sziliciumot akarunk beötvözni akkor azt 30-50% os előötvözettel végzik, de magas hőfok és gyors olvasztás kell a leégések csökkentése miatt, ezért célszerű indukciós kemencét alkalmazni, ahol a jó keveredés is biztosítva van.
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2006 március 02, 17:03
Írta: sasi Dátum 2006 március 02, 17:03
Köszönöm Kalmus a tanácsaidat, ezt még gyakorolnom kell!
sasi
sasi
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2006 március 04, 16:33
Írta: 3vv2btrhv Dátum 2006 március 04, 16:33
Szia Virgil
Bocsi de nem vettem észre a hozzám intézett kérdésedet.
A gipsz alkalmas" sablon " - ként használni de erre a Minta szo a hejes .
Én 1985 -ben intenziven foglalkoztam avval , hogy gipszbe vaacum segitségével precizios minöségü aluöntvényt készitsek .
A lényege az volt hogy a gipszet ki kellet égetni kemencében és az aluminium alulror szivonott be a formába . Nem részretezem miért nem ebböl élek ma de az élet produkál furcsaságokat.
Amugy kérdezz nyugotan !!
Tibor
Bocsi de nem vettem észre a hozzám intézett kérdésedet.
A gipsz alkalmas" sablon " - ként használni de erre a Minta szo a hejes .
Én 1985 -ben intenziven foglalkoztam avval , hogy gipszbe vaacum segitségével precizios minöségü aluöntvényt készitsek .
A lényege az volt hogy a gipszet ki kellet égetni kemencében és az aluminium alulror szivonott be a formába . Nem részretezem miért nem ebböl élek ma de az élet produkál furcsaságokat.
Amugy kérdezz nyugotan !!
Tibor
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 március 05, 10:38
Írta: 000000000 Dátum 2006 március 05, 10:38
már töbször olvastam erröl a vákumos öntésröl, csak azt nem értem mitöl jobb ez, mint a gravitációs, hiszen elvileg bonyolultabb megoldani.
A gipsz az a sima hagyományos gipsz, vagy valami spec gipsz? esetleg különleges adalékokkal? ja egyébként a "mintán" nem fogunk összeveszni :-) főleg hogy igazad van :-)
a gipsz mintát gondolom el lehet készíteni marással (két félmintát), de ha öntöd, akkor mit használsz öntőformának? esetleg viaszt? gondolom ez az égetéssel egyidőben távozik.....
A gipsz az a sima hagyományos gipsz, vagy valami spec gipsz? esetleg különleges adalékokkal? ja egyébként a "mintán" nem fogunk összeveszni :-) főleg hogy igazad van :-)
a gipsz mintát gondolom el lehet készíteni marással (két félmintát), de ha öntöd, akkor mit használsz öntőformának? esetleg viaszt? gondolom ez az égetéssel egyidőben távozik.....
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2006 március 06, 18:24
Írta: 3vv2btrhv Dátum 2006 március 06, 18:24
Szia Virgil
Az általam használt gipsz speciális összetételü volt .
A vaacum a nagyon vékony részekbe szivta be az alut.
A viaszt miden körülmények között maradék nélkül el kell távolitani , máskülönben hibát okoz. Ezét nem lehet közvetlenül ráönteni a fémet ugy mint a habra.
Tibor
Az általam használt gipsz speciális összetételü volt .
A vaacum a nagyon vékony részekbe szivta be az alut.
A viaszt miden körülmények között maradék nélkül el kell távolitani , máskülönben hibát okoz. Ezét nem lehet közvetlenül ráönteni a fémet ugy mint a habra.
Tibor
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 március 07, 00:05
Írta: 000000000 Dátum 2006 március 07, 00:05
Hi Tibor
Köszi, így már értem a vákum lényegét.
A viasz dolgot azt tudtam eddigis, ezekszerint nem volt egyértelmű amit írtam/gondoltam, szal a kiégetésre a gipsznek is szüksége van, vagy csak a viasz eltávolításában van szerepe? (ez lett volna az eredeti kérdésem :-) )
Köszi, így már értem a vákum lényegét.
A viasz dolgot azt tudtam eddigis, ezekszerint nem volt egyértelmű amit írtam/gondoltam, szal a kiégetésre a gipsznek is szüksége van, vagy csak a viasz eltávolításában van szerepe? (ez lett volna az eredeti kérdésem :-) )
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2006 március 09, 10:34
Írta: 3vv2btrhv Dátum 2006 március 09, 10:34
Szia Virgil
Nekem a gipszet a viztartalma miatt kellet kiégetnem .
Kevered a technologiákat mert a viaszt a kerámia formás öntésnél használják ,és én a gipszet szilikonra öntöttem és igy kaptam negativot amibe az alut öntöttem.
Tibor
Nekem a gipszet a viztartalma miatt kellet kiégetnem .
Kevered a technologiákat mert a viaszt a kerámia formás öntésnél használják ,és én a gipszet szilikonra öntöttem és igy kaptam negativot amibe az alut öntöttem.
Tibor
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 március 09, 18:57
Írta: 000000000 Dátum 2006 március 09, 18:57
Sziasztok!
Kiöntöttem az első alumíniumot hab formába,nagyon jól sikerült.meg vagyok elégedve, csak rettentően füstölt.Képek a képtarban
Kiöntöttem az első alumíniumot hab formába,nagyon jól sikerült.meg vagyok elégedve, csak rettentően füstölt.Képek a képtarban
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2006 március 18, 14:31
Írta: 3vv2btrhv Dátum 2006 március 18, 14:31
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 március 31, 20:47
Írta: 000000000 Dátum 2006 március 31, 20:47
Sziasztok!
Megépíteetem a második kohómat.Samottéglából falaztam samottporos vízüveggel.A belső mérete: 200x200 magassága: 320 mm.Kívülről 50 mm-es kőzetgyapot szigetelést kapott, kívülről lemezborítással.Az égő 5/4" acélcsőböl,a fuvóka 1,5 mm-es,a gáz nyomása 1 bar, igazi nagyágyú.A tégely 4mm-es lemezből hengerelve,160 mm átmérőjű űrtartalma kb 4 liter.
Kalmus,azt szeretném Tőled megkérdezni,hogy a salakoló sóbol és a gáztalanító sóból milyen mennyiséget kell használni ennyi aluhoz és milyen módon? Válaszodat kőszönöm.
képek a képtarban.aluöntes
Megépíteetem a második kohómat.Samottéglából falaztam samottporos vízüveggel.A belső mérete: 200x200 magassága: 320 mm.Kívülről 50 mm-es kőzetgyapot szigetelést kapott, kívülről lemezborítással.Az égő 5/4" acélcsőböl,a fuvóka 1,5 mm-es,a gáz nyomása 1 bar, igazi nagyágyú.A tégely 4mm-es lemezből hengerelve,160 mm átmérőjű űrtartalma kb 4 liter.
Kalmus,azt szeretném Tőled megkérdezni,hogy a salakoló sóbol és a gáztalanító sóból milyen mennyiséget kell használni ennyi aluhoz és milyen módon? Válaszodat kőszönöm.
képek a képtarban.aluöntes
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 március 31, 20:50
Írta: 000000000 Dátum 2006 március 31, 20:50
helyesenaluöntesvbodi
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 április 01, 09:41
Írta: 000000000 Dátum 2006 április 01, 09:41
Szia Vbodi!
A salakoló só mennyisége az olvasztott fém 0.5-1%-a. Persze ha piszkos pl. földes homokos hulladékot olvasztasz akkor ez lehet több is. Én általában konzervdoboz használok az adagolásra. A Te méreted kb. a legkissebb májkrémes doboz és az is csak félig. A sót jól elkell keverni, majd kisebb idő elteltével kb. 2-3 perc (hagyjuk felúszni a salakot) lefölözni. Szép tükröző fémfelszint kell, hogy kapjunk. Ha nem ilyen, akkor megismétlendő az előbbi művelet.
A gáztalanítás kb hasonló mennyiséggel történik, bár ha nem olajos a fémhulladék akkor el is maradhat a gáztalanítás. A menete a következő: a gáztalanító sót alufóliába csomagoljuk, kilyukaszgatott bevonattal ellátott haranggal a fémfürdő aljára nyomjuk. Amíg buborékol addig lent tartjuk. Sok salakot is fel szokott hozni a felszínre. Mintavétellel ellenőrizzük a gáztartalmat. ( Kis mennyiséget előmelegített (kb. 150°) fémlapra (ami lehet a kemence burkoló lemeze is) öntök és figyelem a megszilárdulás során a fémfelszínt. Ha gázos akkor a felszínén apró tűszúrás szerű buborékok jelennek meg, mint a szódavíz felszínén. Utólag az ilyen kis minta pogácsát megsimítva a felületén érződik a buborékok hatása. A gáztalanítás és a mintavétel között kb. 1-2 perc időt kell hagyni, hogy a folyamat végbe menjen.
A salakoló só mennyisége az olvasztott fém 0.5-1%-a. Persze ha piszkos pl. földes homokos hulladékot olvasztasz akkor ez lehet több is. Én általában konzervdoboz használok az adagolásra. A Te méreted kb. a legkissebb májkrémes doboz és az is csak félig. A sót jól elkell keverni, majd kisebb idő elteltével kb. 2-3 perc (hagyjuk felúszni a salakot) lefölözni. Szép tükröző fémfelszint kell, hogy kapjunk. Ha nem ilyen, akkor megismétlendő az előbbi művelet.
A gáztalanítás kb hasonló mennyiséggel történik, bár ha nem olajos a fémhulladék akkor el is maradhat a gáztalanítás. A menete a következő: a gáztalanító sót alufóliába csomagoljuk, kilyukaszgatott bevonattal ellátott haranggal a fémfürdő aljára nyomjuk. Amíg buborékol addig lent tartjuk. Sok salakot is fel szokott hozni a felszínre. Mintavétellel ellenőrizzük a gáztartalmat. ( Kis mennyiséget előmelegített (kb. 150°) fémlapra (ami lehet a kemence burkoló lemeze is) öntök és figyelem a megszilárdulás során a fémfelszínt. Ha gázos akkor a felszínén apró tűszúrás szerű buborékok jelennek meg, mint a szódavíz felszínén. Utólag az ilyen kis minta pogácsát megsimítva a felületén érződik a buborékok hatása. A gáztalanítás és a mintavétel között kb. 1-2 perc időt kell hagyni, hogy a folyamat végbe menjen.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2006 április 01, 14:56
Írta: 3vv2btrhv Dátum 2006 április 01, 14:56
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 április 02, 10:45
Írta: 000000000 Dátum 2006 április 02, 10:45
Szia Kalmus!
Köszönöm a segítséget.
Köszönöm a segítséget.
Cím: Re:Fémöntés házilag
Írta: lari Dátum 2006 április 05, 18:15
Írta: lari Dátum 2006 április 05, 18:15
T. Kalmus!
Olyan kérdéssel forduulok hozzád ami nem cnc, de fémöntés. A ma használatos benzines fűnyíró motorokban alumínium hajtókarokat használnak, ami egyben a csapágy szerepét is betölti. Véleményed szerint lehet ilyen hajtókart önteni házilag? Ha igen akkor milyen eljárással célszerű, és milyen anyagból?
Persze rossz hajtókarokat fel lehetne olvasztani ha van elegendő mennyiség....
Köszi!
lari
Olyan kérdéssel forduulok hozzád ami nem cnc, de fémöntés. A ma használatos benzines fűnyíró motorokban alumínium hajtókarokat használnak, ami egyben a csapágy szerepét is betölti. Véleményed szerint lehet ilyen hajtókart önteni házilag? Ha igen akkor milyen eljárással célszerű, és milyen anyagból?
Persze rossz hajtókarokat fel lehetne olvasztani ha van elegendő mennyiség....
Köszi!
lari
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 április 09, 12:13
Írta: 000000000 Dátum 2006 április 09, 12:13
Sziasztok!
Megolvasztottam és öntöttem az első bronzomat.Grafittégelyt használtam, a gázégőt feltuningoltam egy kis gázolajjal.A beállított mennyiségű gázolajat egy csövön keresztül bevezettem a csőégőbe a levegő-gáz részecskék magukkal ragadták az olajrészeket az égéstérbe,az égéshez szükséges plusz levegőt egy hajszárító biztosította.Gyönyörűen megolvadt a bronz a grafittégelyben.Ezzel a módszerrel az aluolvasztás ideje is lerövidül.
Képek a képtárban: bronzöntes vbodibronzontes vboi
Megolvasztottam és öntöttem az első bronzomat.Grafittégelyt használtam, a gázégőt feltuningoltam egy kis gázolajjal.A beállított mennyiségű gázolajat egy csövön keresztül bevezettem a csőégőbe a levegő-gáz részecskék magukkal ragadták az olajrészeket az égéstérbe,az égéshez szükséges plusz levegőt egy hajszárító biztosította.Gyönyörűen megolvadt a bronz a grafittégelyben.Ezzel a módszerrel az aluolvasztás ideje is lerövidül.
Képek a képtárban: bronzöntes vbodibronzontes vboi
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 április 09, 21:40
Írta: 000000000 Dátum 2006 április 09, 21:40
Hali!
Kiváncsi lettemvolna a képekre de szerintem nemsikerült felnyomni[#wow1]
Kiváncsi lettemvolna a képekre de szerintem nemsikerült felnyomni[#wow1]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 április 09, 23:59
Írta: 000000000 Dátum 2006 április 09, 23:59
Mostmár látom! Kicsit eltájoltam magam, linkre katinkatok össze vissza és utána olvsaom hogy a képek a tárban[#buck][#vigyor]
Cím: Re:Fémöntés házilag
Írta: 6fgemi55d Dátum 2006 április 10, 09:03
Írta: 6fgemi55d Dátum 2006 április 10, 09:03
Én úgy tudom, hogy azok a hajtókarok is kovácsolással készülnek, mint az egyéb motorokban lévő acél hajtókarok. A képlékeny állapotban történő alakváltoztatás hatására az igénybevétel szempontjából kedvezőbb szöverszerkezet alakítható ki.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2006 április 10, 13:08
Írta: 3vv2btrhv Dátum 2006 április 10, 13:08
Szia vbodi.
Nagyon öszintén gratulálok , hogy sikerrel jártál a bronz öntéssel.
Nagyon fájo emlékeket szakitoot fel az olvado bronz szine .Nem akarsz kisplasztikát önteni ?
Tibor
Nagyon öszintén gratulálok , hogy sikerrel jártál a bronz öntéssel.
Nagyon fájo emlékeket szakitoot fel az olvado bronz szine .Nem akarsz kisplasztikát önteni ?
Tibor
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2006 április 10, 13:52
Írta: sasi Dátum 2006 április 10, 13:52
Szia Lari!
A fűnyíró motorokról nem sokat tudok, de „bodgabo”-nak igaza lehet, mert a dugattyús repülőgép motorok hajtókarját süllyesztékes kovácsolással állítják elő, és precízen hőkezelik az egyenletes szövetszerkezet érdekében.
Ennek ellenére, mert itt nem kell akkora biztonságra törekedni, egy próbát meg ér az öntés, különösen ha van hol hőkezelni.
Üdv sasi
A fűnyíró motorokról nem sokat tudok, de „bodgabo”-nak igaza lehet, mert a dugattyús repülőgép motorok hajtókarját süllyesztékes kovácsolással állítják elő, és precízen hőkezelik az egyenletes szövetszerkezet érdekében.
Ennek ellenére, mert itt nem kell akkora biztonságra törekedni, egy próbát meg ér az öntés, különösen ha van hol hőkezelni.
Üdv sasi
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 április 11, 11:32
Írta: 000000000 Dátum 2006 április 11, 11:32
Szia Lari!
Csak most jutottam net közelbe. A fiúk jól írják a hajtókarokat kovácsolással készítik. Főleg szilárdsági okokból. Az öntést nem javaslom. Mert igaz, hogy van amikor öntik, de a véghasználás ott is kovácsolt termék, az öntött, csak közbenső darab. Ha törik -és ez az öntött alkatrészeknél előfordulhat- akkor igen nagy károkat tud okozni a motorban.
Csak most jutottam net közelbe. A fiúk jól írják a hajtókarokat kovácsolással készítik. Főleg szilárdsági okokból. Az öntést nem javaslom. Mert igaz, hogy van amikor öntik, de a véghasználás ott is kovácsolt termék, az öntött, csak közbenső darab. Ha törik -és ez az öntött alkatrészeknél előfordulhat- akkor igen nagy károkat tud okozni a motorban.
Cím: Re:Fémöntés házilag
Írta: lari Dátum 2006 április 11, 12:44
Írta: lari Dátum 2006 április 11, 12:44
Tisztelt Fórumtársak!
Köszönöm a hozzászólásokat hajtókar ügyben.
Így már belátom, hogy ezzel nem érdemes foglalkozni, mert többe kerül, mintha megvásárolnám....
Üdv: lari
Köszönöm a hozzászólásokat hajtókar ügyben.
Így már belátom, hogy ezzel nem érdemes foglalkozni, mert többe kerül, mintha megvásárolnám....
Üdv: lari
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 április 11, 19:59
Írta: 000000000 Dátum 2006 április 11, 19:59
Szia Tibor!
Köszönöm a gratulációt, nekem is nagy öröm és sikerélmény volt hogy sikerült megolvasztani és kiönteni az első bronzot.Gondolom Te is foglalkoztál vele valamikor.Még nem tudom, hogy mit fogok önteni,ez csak kisérlet volt.A kisplasztika öntéssel kapcsolatban lenne ötleted, tanácsod?
Köszönöm a gratulációt, nekem is nagy öröm és sikerélmény volt hogy sikerült megolvasztani és kiönteni az első bronzot.Gondolom Te is foglalkoztál vele valamikor.Még nem tudom, hogy mit fogok önteni,ez csak kisérlet volt.A kisplasztika öntéssel kapcsolatban lenne ötleted, tanácsod?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 április 21, 17:53
Írta: 000000000 Dátum 2006 április 21, 17:53
Szia Vbodi!
A következő, háborúban amit amjd kőbunkóval vívnak Te leszel a mi bronzágyú öntő Gábor Áronunk.
A következő, háborúban amit amjd kőbunkóval vívnak Te leszel a mi bronzágyú öntő Gábor Áronunk.
Cím: Re:Fémöntés házilag
Írta: nv5firipz Dátum 2006 május 18, 14:26
Írta: nv5firipz Dátum 2006 május 18, 14:26
Sziasztok!
A hab ragasztására próbáltátok a különböző enyveket? Asztalosiparban használják őket, restaurálásra. Halenyv, bőrenyv, csontenyv. Ezeket vízzel kell felfőzni és ugy ragadnak. természetes anyagú, és ilyen hőfokonszerintem elégne. Meggyújtani még nem próbáltam, és a műanyag habot sem tudom mennyire fogná meg, de egy ötletnek jó volt.
A hab ragasztására próbáltátok a különböző enyveket? Asztalosiparban használják őket, restaurálásra. Halenyv, bőrenyv, csontenyv. Ezeket vízzel kell felfőzni és ugy ragadnak. természetes anyagú, és ilyen hőfokonszerintem elégne. Meggyújtani még nem próbáltam, és a műanyag habot sem tudom mennyire fogná meg, de egy ötletnek jó volt.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2006 május 20, 14:25
Írta: 3vv2btrhv Dátum 2006 május 20, 14:25
Szia Noo
Érdekes felvetés mert én mindenaposan használom az enyvet (képkeret restaurálás) .Kiprobálom !!
Tibor
Érdekes felvetés mert én mindenaposan használom az enyvet (képkeret restaurálás) .Kiprobálom !!
Tibor
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 május 20, 17:35
Írta: 000000000 Dátum 2006 május 20, 17:35
Esetleg PATEX ragaszto rudas hopisztoly a ragasztashoz?
"ecceru nacceru es gyors"....
"ecceru nacceru es gyors"....
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 június 05, 19:50
Írta: 000000000 Dátum 2006 június 05, 19:50
Sziasztok!
Csináltam habmintákat, vettem kb 6 kg aluhulla- dékot. Van-e közöttetek olvasztócuccokkal rendelkező olyan valaki, aki az általam majdan elkészített formába öntené a megolvasztott alut? Természetesen meghálálnám.
Csináltam habmintákat, vettem kb 6 kg aluhulla- dékot. Van-e közöttetek olvasztócuccokkal rendelkező olyan valaki, aki az általam majdan elkészített formába öntené a megolvasztott alut? Természetesen meghálálnám.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 június 05, 20:41
Írta: 000000000 Dátum 2006 június 05, 20:41
Szia Géza !
Én Békés megyében lakom, ha elhozod szivesen megcsinálom.
Én Békés megyében lakom, ha elhozod szivesen megcsinálom.
Cím: Re:Fémöntés házilag
Írta: nv5firipz Dátum 2006 június 10, 11:50
Írta: nv5firipz Dátum 2006 június 10, 11:50
Sziasztok!
Az lenne a kérdésem, hogy kell-e a redultor a disznópörzsölő és a palack közé? Vagy mehet direktre? Disznóvágáson nem láttam rajta, de nem szertnék repülni.
Köszi
Az lenne a kérdésem, hogy kell-e a redultor a disznópörzsölő és a palack közé? Vagy mehet direktre? Disznóvágáson nem láttam rajta, de nem szertnék repülni.
Köszi
Cím: Re:Fémöntés házilag
Írta: Kristály Árpád Dátum 2006 június 10, 12:55
Írta: Kristály Árpád Dátum 2006 június 10, 12:55
Hát ha nem szeretnéd követni Bercit, az űrhajóst ajánlott!!!!
Csak meg kell piszkáni, mert nem elég a gáznyomás.
De legalább egy visszcsapó ajánlotttttt!!!
Csak meg kell piszkáni, mert nem elég a gáznyomás.
De legalább egy visszcsapó ajánlotttttt!!!
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2006 június 10, 13:25
Írta: 3vv2btrhv Dátum 2006 június 10, 13:25
Sziasztok
Kiprobáltam az enyvet és müködik .
Csak még az a gond hogy a maroszerszámra felkenödött az enyv amikör a ragasztásnál akartam megmunkálni .
Tibor
Kiprobáltam az enyvet és müködik .
Csak még az a gond hogy a maroszerszámra felkenödött az enyv amikör a ragasztásnál akartam megmunkálni .
Tibor
Cím: Re:Fémöntés házilag
Írta: nv5firipz Dátum 2006 június 11, 21:23
Írta: nv5firipz Dátum 2006 június 11, 21:23
Ezt a megpiszkálást hogy érted? Van rajta egy állítócsavar, de nem tudo mit csinál.
Cím: Re:Fémöntés házilag
Írta: nv5firipz Dátum 2006 június 11, 21:23
Írta: nv5firipz Dátum 2006 június 11, 21:23
Elég teljesen? Semmi nyoma nem marad öntés után?
Cím: Re:Fémöntés házilag
Írta: Kristály Árpád Dátum 2006 június 11, 23:10
Írta: Kristály Árpád Dátum 2006 június 11, 23:10
Hallihó Noo!
Igen, az állítócsavarral a nyomást lehet szabályozni...
Üdv.: Árpád
Igen, az állítócsavarral a nyomást lehet szabályozni...
Üdv.: Árpád
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2006 június 15, 16:23
Írta: 3vv2btrhv Dátum 2006 június 15, 16:23
Szia Noo
Sajnos én nem tudok már önteni régebben tudtam.
Valakinek odaadnám a habot , hogy öntse le .
Tibor
Sajnos én nem tudok már önteni régebben tudtam.
Valakinek odaadnám a habot , hogy öntse le .
Tibor
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 július 10, 17:20
Írta: 000000000 Dátum 2006 július 10, 17:20
Hai.
Úgymond kezdő vagyok aluöntésben.
ezt a módszert használnám, de sajnos nem jön össze.
Ugyan ilyen szánt akarok csinálni, de nem sikerül. Öntésnél a távol eső részek nem töltődnek ki és deformálódik a forma.
Kisebb alakzatoknál minden rendben, de ennél a szánnál semmi nem jó. Mi lehet a hiba? (nem megfelelő hőfokra, vagy mennyiségre gyanakszom)
Az olvasztást egy tuningolt pörzsölővel csinálom.
Már olvasgattam, ezt azt, de kíváncsi lennék, hogy milyen műanyag habbol van a forma és mivel van lekenve.
Előre is THX.
Úgymond kezdő vagyok aluöntésben.
ezt a módszert használnám, de sajnos nem jön össze.
Ugyan ilyen szánt akarok csinálni, de nem sikerül. Öntésnél a távol eső részek nem töltődnek ki és deformálódik a forma.
Kisebb alakzatoknál minden rendben, de ennél a szánnál semmi nem jó. Mi lehet a hiba? (nem megfelelő hőfokra, vagy mennyiségre gyanakszom)
Az olvasztást egy tuningolt pörzsölővel csinálom.
Már olvasgattam, ezt azt, de kíváncsi lennék, hogy milyen műanyag habbol van a forma és mivel van lekenve.
Előre is THX.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 július 10, 21:40
Írta: 000000000 Dátum 2006 július 10, 21:40
kilevegozes...
szoval a befolyo fem elol biztosan kitudnak menni a levego a gazok es a salak?
a hab XPS azaz zart cellas polisztirol hoszigetelo habtabla (ez az amelyik nem szemcses mint a "hungarocell" neven kozismert)
zold, kek, rozsaszin, sarga szinben fordul elo
a boltban kobmetere 35-50 eFt
Az ontes elotti lekeneshez nem ertek...
szoval a befolyo fem elol biztosan kitudnak menni a levego a gazok es a salak?
a hab XPS azaz zart cellas polisztirol hoszigetelo habtabla (ez az amelyik nem szemcses mint a "hungarocell" neven kozismert)
zold, kek, rozsaszin, sarga szinben fordul elo
a boltban kobmetere 35-50 eFt
Az ontes elotti lekeneshez nem ertek...
Cím: Re:Fémöntés házilag
Írta: nv5firipz Dátum 2006 július 10, 21:59
Írta: nv5firipz Dátum 2006 július 10, 21:59
A kencét fekecsnek hívják. Az öntés videóban Kalmus úgy emlékszem elmondja, hogy mi az összetétele.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 július 10, 22:13
Írta: 000000000 Dátum 2006 július 10, 22:13
Kösz az infókat.
Én is XPS-t használok, de nem kentem le fekeccsel (vizüveg, samotpor, víz), mivel kisebb alakzatoknál nélküle is jó volt a végeredmény, de ennél nem.
proximus: ezt hogyan érted? mert én úgí csinálom, hogy...
- megcsinálom a pozitív alakzatot XPS-böl.
- szintén XPS-böl csinálok beöntő nyillást (kb. 2*2cm-es)
- rakok valamit köré amivel megtudom vezetni az olvadékot(pl. lemezgyűrü).
- aztén hajrá ráontöm az alut a beöntő nyillásra.
Szóvel nemtudom, hogy jol csinálom e, ha nem akkor javítsatok ki légyszi.
Ha rakok fel képet a selejtröl, akkor nem jobb lenne.
THX.
Én is XPS-t használok, de nem kentem le fekeccsel (vizüveg, samotpor, víz), mivel kisebb alakzatoknál nélküle is jó volt a végeredmény, de ennél nem.
proximus: ezt hogyan érted? mert én úgí csinálom, hogy...
- megcsinálom a pozitív alakzatot XPS-böl.
- szintén XPS-böl csinálok beöntő nyillást (kb. 2*2cm-es)
- rakok valamit köré amivel megtudom vezetni az olvadékot(pl. lemezgyűrü).
- aztén hajrá ráontöm az alut a beöntő nyillásra.
Szóvel nemtudom, hogy jol csinálom e, ha nem akkor javítsatok ki légyszi.
Ha rakok fel képet a selejtröl, akkor nem jobb lenne.
THX.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 július 10, 23:43
Írta: 000000000 Dátum 2006 július 10, 23:43
...de jobb lenne :-)
A lenyeg, hogy "minden trutyinak"
ki kell tudni jonni a formabol, hogy
a helyere a fem betudjon menni...
Latatlanban ugy sejtem, hogy
a tul kis keresztmetszetu felomlon
nincs ideje a trutyinak feljonni es a femolvadekkal beszoritod azt a formaba.
az olvadt (esetleg mar kasasodo) fem sulyaval
Figyeld meg hogy a hibas resz megjelenese utal-e
ilyen bezarodott gaz buborekokra (alak, felulet arulkodik) vagy masra pl. forma omlasra, hab elnem olvadasra stb.
Biztos, hogy kilehet talalni logikusan gondolkodva a latvany alapjan a gond okat !
Mar az osember is ontott
....pedig nem tanult sok even at fizikat es kemiat :-)
A lenyeg, hogy "minden trutyinak"
ki kell tudni jonni a formabol, hogy
a helyere a fem betudjon menni...
Latatlanban ugy sejtem, hogy
a tul kis keresztmetszetu felomlon
nincs ideje a trutyinak feljonni es a femolvadekkal beszoritod azt a formaba.
az olvadt (esetleg mar kasasodo) fem sulyaval
Figyeld meg hogy a hibas resz megjelenese utal-e
ilyen bezarodott gaz buborekokra (alak, felulet arulkodik) vagy masra pl. forma omlasra, hab elnem olvadasra stb.
Biztos, hogy kilehet talalni logikusan gondolkodva a latvany alapjan a gond okat !
Mar az osember is ontott
....pedig nem tanult sok even at fizikat es kemiat :-)
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 július 11, 08:23
Írta: 000000000 Dátum 2006 július 11, 08:23
Csupán kiegészítés ahhoz, amit írtál: #46, #337, #339.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 július 11, 11:19
Írta: 000000000 Dátum 2006 július 11, 11:19
Nekem az a tapasztalatom, hogy az xps-ek kiválóan visszaadják a kívánt felületeket, azonban bizonyos sűrűség felett nem alkalmasak a direktben való öntésre. Sajna ezek túl sok gázt fejlesztenek, ez pedig a formák véges gázátbocsátó képessége miatt nem jó.Hibákat okoznak. Az eps-ek vizsont jól "eltűnnek" a formából,viszon nem adják olyan jól vissza a felületet.
Az tényleg jó volna, ha képeket küldenél a hibákról akkor jobban megitélhető a probléma. Az hogy milyen méretű a beömlő (beöntő) nyílás sok mindentől függ, nem biztos hogy kicsi.Elsődlegesen az öntvény méretétől függ.
Az tényleg jó volna, ha képeket küldenél a hibákról akkor jobban megitélhető a probléma. Az hogy milyen méretű a beömlő (beöntő) nyílás sok mindentől függ, nem biztos hogy kicsi.Elsődlegesen az öntvény méretétől függ.
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2006 július 11, 20:09
Írta: sasi Dátum 2006 július 11, 20:09
Egy kis irodalom…
Feltöltöttem néhány oldal okosságot ide, az „Alumínium kézikönyv”-ből (Műszaki, 1984), mely az alumínium öntésével kapcsolatos (7 MB).
Üdv sasi
Feltöltöttem néhány oldal okosságot ide, az „Alumínium kézikönyv”-ből (Műszaki, 1984), mely az alumínium öntésével kapcsolatos (7 MB).
Üdv sasi
Cím: Re:Fémöntés házilag
Írta: f6kuxbs9f Dátum 2006 július 11, 21:21
Írta: f6kuxbs9f Dátum 2006 július 11, 21:21
Köszi! Sok érdekesség van benne, még ha nem is érthető minden a hobbistáknak.
Nem véletlenül szakma az öntészet is [#papakacsint]
Üdv
Nem véletlenül szakma az öntészet is [#papakacsint]
Üdv
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 július 12, 10:13
Írta: 000000000 Dátum 2006 július 12, 10:13
Hai.
Thx az eddigieket.
itt vannak a képek, nem valami jók, de csak webcam van :((
http://vassgabi.uw.hu/alu/index.html
Thx az eddigieket.
itt vannak a képek, nem valami jók, de csak webcam van :((
http://vassgabi.uw.hu/alu/index.html
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 július 13, 12:19
Írta: 000000000 Dátum 2006 július 13, 12:19
Helló!
Megnéztem a képeket, de sajna még azt sem tudom kideríteni, melyik a beömlő melyik a darab. Jó volna ha valami ismert méretű tárgyat melléraknál amivel a mérete, súlya becsülhető. Igy sajna nem tudok segíteni.
Megnéztem a képeket, de sajna még azt sem tudom kideríteni, melyik a beömlő melyik a darab. Jó volna ha valami ismert méretű tárgyat melléraknál amivel a mérete, súlya becsülhető. Igy sajna nem tudok segíteni.
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2006 július 13, 20:54
Írta: sasi Dátum 2006 július 13, 20:54
Szia Kalmus!
A tanácsodat szeretném kérni a fotón látható alkatrész öntéséhez.
Meglehetősen nagy darab, kb 3 kg csak az alkatrész, ilyen méretből még nincs tapasztalatom.
A dilemmám az, hogy mennyiben tér el a beöntő, elosztó, tápfej viszonya a homokformához képest, azaz az ömledék áramlását mennyiben fékezi, befolyásolja a hab égése, továbbá ilyen nagy daraboknál is el tud távozni a gáz a támasztóhomokon keresztül (nyilván ez fekecs függő is)?
A hab-formánál van e jelentősége habból kialakított légcsatornának, vagy a bevonatot célszerű a megfelelő helyeken átszúrni? Nekem ez utóbbi tűnik logikusnak.
Köszönettel sasi
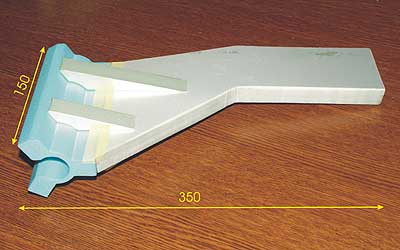
A tanácsodat szeretném kérni a fotón látható alkatrész öntéséhez.
Meglehetősen nagy darab, kb 3 kg csak az alkatrész, ilyen méretből még nincs tapasztalatom.
A dilemmám az, hogy mennyiben tér el a beöntő, elosztó, tápfej viszonya a homokformához képest, azaz az ömledék áramlását mennyiben fékezi, befolyásolja a hab égése, továbbá ilyen nagy daraboknál is el tud távozni a gáz a támasztóhomokon keresztül (nyilván ez fekecs függő is)?
A hab-formánál van e jelentősége habból kialakított légcsatornának, vagy a bevonatot célszerű a megfelelő helyeken átszúrni? Nekem ez utóbbi tűnik logikusnak.
Köszönettel sasi
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 július 15, 16:53
Írta: 000000000 Dátum 2006 július 15, 16:53
Szia Sasi!
Az átszúrt szerintem is jobb megoldásnak tűnik.
Viszont figyelj arra, hogy a hab lehetőleg kis sűrűségű legyen. Nekem rossz tapasztalataim vannak egyes xps habokkal. Vagy olyan módon old meg, hogy megcsinálod a héjat, és kicsit kiizzítod a habot. Ezzel segíthetsz részben a gáz eltávolításban, részben a polisztirol elégetésében.
Javaslat egy újabb bevonatra, ami elég jól alkalmazható:
~ 25dkg modellgipsz
~ 1 liter (1/4 vízüveg + 3/4 víz)
~ kevés felületaktív anyag
~ maradék homok, hogy tejföl sűrűségű masszát kapjunk.( az alapanyagok minőségétől függően kissé eltérhet az összetétel)
Kb. 1 óra alatt köt meg és elég jó szilárdságot ad.
Az átszúrt szerintem is jobb megoldásnak tűnik.
Viszont figyelj arra, hogy a hab lehetőleg kis sűrűségű legyen. Nekem rossz tapasztalataim vannak egyes xps habokkal. Vagy olyan módon old meg, hogy megcsinálod a héjat, és kicsit kiizzítod a habot. Ezzel segíthetsz részben a gáz eltávolításban, részben a polisztirol elégetésében.
Javaslat egy újabb bevonatra, ami elég jól alkalmazható:
~ 25dkg modellgipsz
~ 1 liter (1/4 vízüveg + 3/4 víz)
~ kevés felületaktív anyag
~ maradék homok, hogy tejföl sűrűségű masszát kapjunk.( az alapanyagok minőségétől függően kissé eltérhet az összetétel)
Kb. 1 óra alatt köt meg és elég jó szilárdságot ad.
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2006 július 15, 21:31
Írta: sasi Dátum 2006 július 15, 21:31
Kalmusz, köszönöm a tanácsokat!
Ki fogom próbálni a javasolt megoldásokat. Én eddig két féle habot használtam, a zöld lazább szerkezetű, hőhuzalos megmunkálásnál minden irányból azonos felületi minőséget ad, viszont a másik, mely 20 mm vastag tábla, egyik irányra nagyon szép egyenletes vágási felületű, míg rá merőlegesen szöszös lesz. Ez nyilván az extrudálás irányával függ össze. Ez utóbbi öntés közben láng nélkül tűnik el, de eddig csak kisebb méretű alkatrészeket öntöttem belőle.
Kipróbáltam a modellgipsz vizes keverékét, - működött, viszont a samottliszt-vízüveg keverék, mivel nem alkot szilárd összefüggő bevonatot a gázokat simán átengedi. Hátránya, hogy sokkal macerásabb a felvitele, no meg száradás után a kezelése, mert könnyen lepereg.
Üdv sasi
Ki fogom próbálni a javasolt megoldásokat. Én eddig két féle habot használtam, a zöld lazább szerkezetű, hőhuzalos megmunkálásnál minden irányból azonos felületi minőséget ad, viszont a másik, mely 20 mm vastag tábla, egyik irányra nagyon szép egyenletes vágási felületű, míg rá merőlegesen szöszös lesz. Ez nyilván az extrudálás irányával függ össze. Ez utóbbi öntés közben láng nélkül tűnik el, de eddig csak kisebb méretű alkatrészeket öntöttem belőle.
Kipróbáltam a modellgipsz vizes keverékét, - működött, viszont a samottliszt-vízüveg keverék, mivel nem alkot szilárd összefüggő bevonatot a gázokat simán átengedi. Hátránya, hogy sokkal macerásabb a felvitele, no meg száradás után a kezelése, mert könnyen lepereg.
Üdv sasi
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 július 16, 21:40
Írta: 000000000 Dátum 2006 július 16, 21:40
A gipsz és a vízüveg nem igazán vág össze,mivel a vízüveg a széndioxidtól azonnal megköt,a gipsz pedig karbonát. Ajánlom a kövtkezőt ha már gipszről és vízüvegről van szó, 2rész vízűveg 1rész víz finom samottlisztel tejföl sűrűségre keverve, felületaktív anyag,ebbe bemártani a tárgyat és beszórni lassan ecsettel a következő keverékkel 2 rész gipsz 1 rész fahamu ,vagy durvább samott,azonnal köt,öntartó,felesleget lefújni újra mártani ismét szórni 6x 8x ismételni ha megvan azonnal égethető gázlángon de egy pár percig csak ovatosan utánna kilehet izzítani a külső felület megreped de belül tökéletes marad ,nagyobb tárgyakon még nem próbáltam,elég erős kéreg bronznál sem szokott megrepedni.
Én vákumban öntök. Egy leselejtezett klima kompresszora tökéletes vákumszivattyúnak
Én vákumban öntök. Egy leselejtezett klima kompresszora tökéletes vákumszivattyúnak
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2006 július 17, 20:43
Írta: sasi Dátum 2006 július 17, 20:43
Szia sev!
Köszönöm az érdekes, és nyilván hasznos információkat, ki fogom próbálni!
Felkeltette érdeklődésemet a vákuumöntés, szívesen olvasnék többet a módszeredről, vagy látnék képeket, habár én csak az épülő CNC-hez akarok Al alkatrészeket önteni, melyhez ez a technika nem szükséges.
Üdv sasi
Köszönöm az érdekes, és nyilván hasznos információkat, ki fogom próbálni!
Felkeltette érdeklődésemet a vákuumöntés, szívesen olvasnék többet a módszeredről, vagy látnék képeket, habár én csak az épülő CNC-hez akarok Al alkatrészeket önteni, melyhez ez a technika nem szükséges.
Üdv sasi
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 július 18, 00:01
Írta: 000000000 Dátum 2006 július 18, 00:01
Az én sufnituningos módszerem egyszerű, van egy edény aminek alul az oldala kivan fúrva és belevan forrasztva egy rézcső,erre csatlaozik a vákumcső,belülre a cső elé kell tenni egy darab filcet vagy vattát,hogy a homok ne tudjon belemenni,megtöltöm az edényt félig durvább homokkal belehelyezem a kiégetett formát és körbeöntöm a beömlőig homokkal,ha ez megvan elindítom a szivattyút és a homok tetejére gipszet szórok kb 1 cm vastagon és megtömködöm,ezzel folytom le a felületet,hogy csak a formán keresztül áramlik a levegő,és ennyi,lehet önteni.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 július 18, 00:04
Írta: 000000000 Dátum 2006 július 18, 00:04
A kompresszor szívócsövére nem árt tenni kettő darab műanyag papírbetétes üzemanygszűrőt
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 július 18, 11:06
Írta: 000000000 Dátum 2006 július 18, 11:06
Szia sev!
Kössz a hozzászólást, de kérlek, ha valamit csak sejtesz azzal ne vezesd félre az fórumozókat.
A gipsz CaSO4.2H2O tehát szulfát és innen a magyarázatod a vízüveg és gipssszel kapcsolatban sántít. Míg a széndioxid vízüveg relációban írott okfejtésed igaz. Csak hát a gipsz az szulfát és nem karbonát mint a mészkő.
A többi részét korrektnek tartom a hozzászólásodnak.
Kössz a hozzászólást, de kérlek, ha valamit csak sejtesz azzal ne vezesd félre az fórumozókat.
A gipsz CaSO4.2H2O tehát szulfát és innen a magyarázatod a vízüveg és gipssszel kapcsolatban sántít. Míg a széndioxid vízüveg relációban írott okfejtésed igaz. Csak hát a gipsz az szulfát és nem karbonát mint a mészkő.
A többi részét korrektnek tartom a hozzászólásodnak.
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2006 július 18, 11:15
Írta: sasi Dátum 2006 július 18, 11:15
Ez a vákuumozás rendkívül ötletes megoldás, különösen a hobby kategóriában, ugyanis az egyébként beszoruló gázokat, mely a nem kellően átgondolt beömlő – elosztó – levegőző rendszer következménye, kiküszöböli. Gratulálok az ötletedhez!
Üdv sasi
Üdv sasi
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 július 18, 14:54
Írta: 000000000 Dátum 2006 július 18, 14:54
Helló!
Ki kell próbálni, vízüvegre gipszet szórni,azonnal megköt.
Ki kell próbálni, vízüvegre gipszet szórni,azonnal megköt.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 július 19, 16:48
Írta: 000000000 Dátum 2006 július 19, 16:48
Szia sev!
Már megint tippelsz. Kipróbáltad?
Már megint tippelsz. Kipróbáltad?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 július 19, 18:27
Írta: 000000000 Dátum 2006 július 19, 18:27
Azért nem olyan rossz tipp! Gipsz és vízüveg összekeverésekor tenardit Na2SO4*10H2O keletkezik (no meg néhány egyéb is) Ez pedig egy szürkésfehér kemény kristályos szerkezetű ásványi anyag. Próbáld ki, mekköt biz a'!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 július 19, 18:52
Írta: 000000000 Dátum 2006 július 19, 18:52
Szevasz!
Persze,hogy kipróbáltam, kb egy hónapot szívtam azzal hogy megfelelő anyagot keverjek ki kéregnek ami egy órán bellül önthető,ne keljen napokat szárítgatni. Természetessen kipróbáltam amit Te is leírtál keveréket, nekem kb egy perc alatt sűrű massza lett belőle, lehet ha valamilyen spéci felületaktív anyag van benne
akkor nem köt gyorsan ezt nem tudom,de sima mosószerrel megköt. A gipsz valóban szulfát de
valahogy mégis széndioxidnak kell fejlődnie belőle,hogy a vízüveg ilyen gyorsan bekössön,
jártam már úgy,hogy vízüvegbe mártogattam gipszes formát és a maradékot visszaöntöttem az üvegbe,kb egy hétmúlva az egész flakon megkötött
zselészerű anyag lett belőle,pedig nemsok gipsz szórodott belel. Próbálkoztam gipszbe mártással is de felületaktív anyag nélkül nem marad meg a viaszon,és gyorsan köt,ha pedig teszek bele mosószert nem köt meg bedöglik,ezért most ecsettel viszem fel a felületre a gipszet felületaktív anyag nélkül 5 rész modellgipsz 1 rész glettelőgipsz így nem köt gyorsan és rajtamarad a viaszon olyan mintha lenne a glettelőgipszben valami felületaktív anyag ,ha
glettelőgipszet nem teszek bele nem marad meg a viaszon. Ha egy pici perlitpor is van benne
talán még erősebb. A vízüveggel még az is a gondom,hogy ha keverékben van vízűveg teljesen mindegy mannyire finom samott porral készítem
a bronz felülete öntés után nem tökéletes sima mint a gipsznél, öntés után széttörtem a formát
és úgy vettem észre a vízüveg a höre kicsit habosodik a samottos formán belül,egy vékony fehér porzserű réteg keletkezik. Nem okoskodni akartam,és nem akartam senkit férevezetni,nekem ez a tapasztalatom a vízüveggel.
Persze,hogy kipróbáltam, kb egy hónapot szívtam azzal hogy megfelelő anyagot keverjek ki kéregnek ami egy órán bellül önthető,ne keljen napokat szárítgatni. Természetessen kipróbáltam amit Te is leírtál keveréket, nekem kb egy perc alatt sűrű massza lett belőle, lehet ha valamilyen spéci felületaktív anyag van benne
akkor nem köt gyorsan ezt nem tudom,de sima mosószerrel megköt. A gipsz valóban szulfát de
valahogy mégis széndioxidnak kell fejlődnie belőle,hogy a vízüveg ilyen gyorsan bekössön,
jártam már úgy,hogy vízüvegbe mártogattam gipszes formát és a maradékot visszaöntöttem az üvegbe,kb egy hétmúlva az egész flakon megkötött
zselészerű anyag lett belőle,pedig nemsok gipsz szórodott belel. Próbálkoztam gipszbe mártással is de felületaktív anyag nélkül nem marad meg a viaszon,és gyorsan köt,ha pedig teszek bele mosószert nem köt meg bedöglik,ezért most ecsettel viszem fel a felületre a gipszet felületaktív anyag nélkül 5 rész modellgipsz 1 rész glettelőgipsz így nem köt gyorsan és rajtamarad a viaszon olyan mintha lenne a glettelőgipszben valami felületaktív anyag ,ha
glettelőgipszet nem teszek bele nem marad meg a viaszon. Ha egy pici perlitpor is van benne
talán még erősebb. A vízüveggel még az is a gondom,hogy ha keverékben van vízűveg teljesen mindegy mannyire finom samott porral készítem
a bronz felülete öntés után nem tökéletes sima mint a gipsznél, öntés után széttörtem a formát
és úgy vettem észre a vízüveg a höre kicsit habosodik a samottos formán belül,egy vékony fehér porzserű réteg keletkezik. Nem okoskodni akartam,és nem akartam senkit férevezetni,nekem ez a tapasztalatom a vízüveggel.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 július 21, 16:39
Írta: 000000000 Dátum 2006 július 21, 16:39
Sziasztok!
Azt nem kétlem, hogy megköt mivel az a végső cél, csak kellő arányban keverve szabályozható a kötés ideje. Ezen kívül a vitatotthoz közeli összetételek nem ecsetelésre, nem mártásra valók, mert kb. egy óra alatt meg köt, hanem kiöntésre. A felület aktív anyagokkal vigyázni kell. Nekem az a tapasztalatom,hogy sem a lúgos kémhatású (Pl.: Domestos) sem a savas kémhatású (Pl.: Cif) nem alkalmasak ezekre a célokra, mivel jelentősen befolyásolhatják a pH-t ezért igen drasztikus hatásuk lehet a kötési időre. Javaslom pH papír használatát. Vegyszerboltokban kapható.Én inkább a semleges kémhatásúakat használom, mivel ezek nincsenek befolyással. A bronz öntésénél pedig nem a samottpor finomsága a döntő, hanem a vízüveg mennyisége szerintem.Vagy próbálkozhatsz és ezek tuti megoldások etilszilikáttal, vagy hidroszollal, mivel az iparban ezt használják. És elnézést kérek ha sértő voltam, nem volt szándékomban.
Azt nem kétlem, hogy megköt mivel az a végső cél, csak kellő arányban keverve szabályozható a kötés ideje. Ezen kívül a vitatotthoz közeli összetételek nem ecsetelésre, nem mártásra valók, mert kb. egy óra alatt meg köt, hanem kiöntésre. A felület aktív anyagokkal vigyázni kell. Nekem az a tapasztalatom,hogy sem a lúgos kémhatású (Pl.: Domestos) sem a savas kémhatású (Pl.: Cif) nem alkalmasak ezekre a célokra, mivel jelentősen befolyásolhatják a pH-t ezért igen drasztikus hatásuk lehet a kötési időre. Javaslom pH papír használatát. Vegyszerboltokban kapható.Én inkább a semleges kémhatásúakat használom, mivel ezek nincsenek befolyással. A bronz öntésénél pedig nem a samottpor finomsága a döntő, hanem a vízüveg mennyisége szerintem.Vagy próbálkozhatsz és ezek tuti megoldások etilszilikáttal, vagy hidroszollal, mivel az iparban ezt használják. És elnézést kérek ha sértő voltam, nem volt szándékomban.
Cím: Re:Fémöntés házilag
Írta: ebalint Dátum 2006 július 23, 16:08
Írta: ebalint Dátum 2006 július 23, 16:08
Sziasztok!
Szeretném megkérdezni, hogy a személygépkocsi aluminium ötvözetei - pl. motorblokk, sebváltóház, dugattyú, stb. - használhatóak-e öntéshez.
Egy "véletlen" tapasztalatot megosztok ...Kéretik nem mosolyogni! :)
VW motorblokk részeket akartunk az olajos piszoktól leégetéssel megtisztítani. A fém egy idő múlva szabályosan begyulladt, vízzel oltva ha lehet még jobban égett. / Magnézium tartalom miatt? /
A kérdés lényege : fel tudom fűteni, vagy sem az olvadási hőmérsékletre a begyulladás veszélye nélkül, ill. adagolható-e valamilyen arányban egyéb aluhoz?
Üdv.
Szeretném megkérdezni, hogy a személygépkocsi aluminium ötvözetei - pl. motorblokk, sebváltóház, dugattyú, stb. - használhatóak-e öntéshez.
Egy "véletlen" tapasztalatot megosztok ...Kéretik nem mosolyogni! :)
VW motorblokk részeket akartunk az olajos piszoktól leégetéssel megtisztítani. A fém egy idő múlva szabályosan begyulladt, vízzel oltva ha lehet még jobban égett. / Magnézium tartalom miatt? /
A kérdés lényege : fel tudom fűteni, vagy sem az olvadási hőmérsékletre a begyulladás veszélye nélkül, ill. adagolható-e valamilyen arányban egyéb aluhoz?
Üdv.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 július 24, 16:56
Írta: 000000000 Dátum 2006 július 24, 16:56
Szia!
A VW mostanában a motorblokkokat magnézium ötvözetből készíti (súlycsökkentés miatt). Ezeknek az ötvözeteknek 90% feletti a magnézium tartalma. Házi körülmények között nehézkes az olvasztása és öntése, mivel védőgáz atmoszférát igényel, különben ég mint a Te esetedben. Szerencse hogy nem történt baleset. Fölismerhető az alumíniomhoz képest, hogy ha reszelsz belőle egy kicsit a port gyufával könnyen meggyújtod ,az alumíniumot nem tudod könnyen meggyújtani, bár nehezen az is meggyújtható.
A VW mostanában a motorblokkokat magnézium ötvözetből készíti (súlycsökkentés miatt). Ezeknek az ötvözeteknek 90% feletti a magnézium tartalma. Házi körülmények között nehézkes az olvasztása és öntése, mivel védőgáz atmoszférát igényel, különben ég mint a Te esetedben. Szerencse hogy nem történt baleset. Fölismerhető az alumíniomhoz képest, hogy ha reszelsz belőle egy kicsit a port gyufával könnyen meggyújtod ,az alumíniumot nem tudod könnyen meggyújtani, bár nehezen az is meggyújtható.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 július 24, 21:08
Írta: 000000000 Dátum 2006 július 24, 21:08
Sziasztok!
A villanymotordeklik, porlasztók is magnéziumos ötvözetek? Vettem ui. ilyen hulladékot 8 kg-os mennyiségben mert én is az öntésen gondolkodom.
A villanymotordeklik, porlasztók is magnéziumos ötvözetek? Vettem ui. ilyen hulladékot 8 kg-os mennyiségben mert én is az öntésen gondolkodom.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2006 július 25, 14:16
Írta: 3vv2btrhv Dátum 2006 július 25, 14:16
Szia Sev
Ment emil , légyszi válaszolj !
Tibor
Ment emil , légyszi válaszolj !
Tibor
Cím: Re:Fémöntés házilag
Írta: ebalint Dátum 2006 július 25, 15:29
Írta: ebalint Dátum 2006 július 25, 15:29
Szia Kalmus!
Kösz a választ. Azt még lehet tudni, hogy 1. lehetséges -e valamilyen arányban hozzáadagolni egyéb "tiszta" aluhoz,
2. ill. hogyan változik a mechanikai tulajdonság?
Köszönettel, B.Endre
Kösz a választ. Azt még lehet tudni, hogy 1. lehetséges -e valamilyen arányban hozzáadagolni egyéb "tiszta" aluhoz,
2. ill. hogyan változik a mechanikai tulajdonság?
Köszönettel, B.Endre
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2006 július 25, 21:36
Írta: sasi Dátum 2006 július 25, 21:36
Hőségprojekt, azaz a sörösdobozok újrahasznosítása.

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 július 25, 22:15
Írta: 000000000 Dátum 2006 július 25, 22:15
Szevasz Tibor!
Nem kaptam levelet, egyik címemre sem.
Nem kaptam levelet, egyik címemre sem.
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2006 július 30, 16:14
Írta: sasi Dátum 2006 július 30, 16:14
Újra egy kis irodalom…
Feltöltöttem néhány oldal okosságot ide , az „Öntvények gyártástechnológiája” című könyvből (Műszaki, 1986), mely az Al- és Cu- ötvözeteinek öntésével foglalkozik.
Üdv sasi
Feltöltöttem néhány oldal okosságot ide , az „Öntvények gyártástechnológiája” című könyvből (Műszaki, 1986), mely az Al- és Cu- ötvözeteinek öntésével foglalkozik.
Üdv sasi
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 július 30, 18:41
Írta: 000000000 Dátum 2006 július 30, 18:41
Szia!
Alumínium ötvözetek max 1,5-2-ig tartalmaznak Magnéziumot. Általában 15-20%-al növelik a szilárdságot, de csak az öntést követő hőkezeléssel. Ennél magasabb Mg tartalom rosszul önthetővé teszi az aluötvözeteket, és a szilárdság is nagyon keveset növekszik.
Alumínium ötvözetek max 1,5-2-ig tartalmaznak Magnéziumot. Általában 15-20%-al növelik a szilárdságot, de csak az öntést követő hőkezeléssel. Ennél magasabb Mg tartalom rosszul önthetővé teszi az aluötvözeteket, és a szilárdság is nagyon keveset növekszik.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 augusztus 02, 13:58
Írta: 000000000 Dátum 2006 augusztus 02, 13:58
Hello. valaki nem tudja meg mondani hogy házilag hogy olvasszak aluminiumot csak mint kezdő!!
És majd később önteni!!
És majd később önteni!!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 augusztus 02, 14:56
Írta: 000000000 Dátum 2006 augusztus 02, 14:56
Figyelmesen olvasd végig az előző 466 hozzászólást, "Kalmus" előadásának anyagát és nézd meg a róla készült videót. Mindezt ITT találod!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 augusztus 03, 08:10
Írta: 000000000 Dátum 2006 augusztus 03, 08:10
Légyszives valaki mondja már meg hogy hogy lehet alumíniumot olvasztani házlig mindent irjatok le kössz!!
[#ravasz1]
[#ravasz1]
Cím: Re:Fémöntés házilag
Írta: u4vhu0en9 Dátum 2006 augusztus 03, 08:48
Írta: u4vhu0en9 Dátum 2006 augusztus 03, 08:48
aluminiumot ugy tudsz olvasztani hogy az olvadás pontjáig melegíted ha bővebb felvilágosítás kellenne olvasd végig a "Hobby CNC >> Fórum >> Fémöntés házilag " címü topikot ettől összefoglalóbb választ ne várj.
HA ezután fölmerül benned egy két konkrét kérdés azt is a fent említett helyen közzéteszed és vallószinüleg választ is kapsz majd rá
Ha viszont ez neked igy nem jó iratkoz be egy kohász iskolába
HA ezután fölmerül benned egy két konkrét kérdés azt is a fent említett helyen közzéteszed és vallószinüleg választ is kapsz majd rá
Ha viszont ez neked igy nem jó iratkoz be egy kohász iskolába
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 augusztus 03, 09:53
Írta: 000000000 Dátum 2006 augusztus 03, 09:53
De én csak azt akorom kérdezni hogy mivel gázperzselő vagy gyujto vagy mivel lesz folyékony ezt szeretném kérdezni hogy mivel csináljátok mivel olvaszátok meg??
Előre is kösszi!![#vigyor2]
Előre is kösszi!![#vigyor2]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 augusztus 03, 10:22
Írta: 000000000 Dátum 2006 augusztus 03, 10:22
A legelterjedtebb házilagos módszer, hogy készítesz egy mini kohót, amit palackos gázzal tudsz felfűteni. Ennek az elkészítéséről, és egyéb technikai dolgokról Kalmus tartott egy nagyon profi előadást amiről videófelvétel is készült. Ezt itt találod, valamint további példákat láthatsz még az alábbi linkeken: www.buildyouridea.com
www.backyardmetalcasting.com
www.backyardmetalcasting.com
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 augusztus 03, 12:10
Írta: 000000000 Dátum 2006 augusztus 03, 12:10
Kösszi sokat segitettél
KÖSSZI!![#wave]
KÖSSZI!![#wave]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 augusztus 04, 10:36
Írta: 000000000 Dátum 2006 augusztus 04, 10:36
Már megint én vagyok!Egy részletes terv rajzot tudna valaki küldeni erről a mini kohóról.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 augusztus 04, 11:15
Írta: 000000000 Dátum 2006 augusztus 04, 11:15
Szia eddy0519!
Én szívesen csinálok neked egyet, de előtte azért kéne egy két info.
Mennyi fémet akarsz olvasztani pl.
De ha sürgős hívj fel. 70-776-82-92
üdv Kalmus
Én szívesen csinálok neked egyet, de előtte azért kéne egy két info.
Mennyi fémet akarsz olvasztani pl.
De ha sürgős hívj fel. 70-776-82-92
üdv Kalmus
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 augusztus 04, 15:26
Írta: 000000000 Dátum 2006 augusztus 04, 15:26
Hello.kalmus már kösszi a e-mail cimedet elkérhetem.Nagyon kösszi!!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 augusztus 04, 15:40
Írta: 000000000 Dátum 2006 augusztus 04, 15:40
Csak a nevére kattints egyet!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 augusztus 04, 16:01
Írta: 000000000 Dátum 2006 augusztus 04, 16:01
Ok meg van![#eljen]
Cím: Re:Fémöntés házilag
Írta: 3dfhfckk Dátum 2006 augusztus 09, 15:35
Írta: 3dfhfckk Dátum 2006 augusztus 09, 15:35
Üdv mindenkinek
Elolvastam a teljes Fémöntés részleget nagyon jól összeszedett az egész. Azt szeretném megtudni hogy tudna-e valaki abban segíteni miképpen tudnék alu golyókat készíteni kis méretben.
Elolvastam a teljes Fémöntés részleget nagyon jól összeszedett az egész. Azt szeretném megtudni hogy tudna-e valaki abban segíteni miképpen tudnék alu golyókat készíteni kis méretben.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 augusztus 10, 13:26
Írta: 000000000 Dátum 2006 augusztus 10, 13:26
Szia maped!
Öntéssel egy módszer van. A toronyból való öntés vízbe. Kis furatú rácsozaton keresztül kel kicsöpögtetni a fémet, és alul vízben felfogni. Az esés közben a felületi feszültség tökéletes golyót csinál belőle, a víz pedig befagyasztja az állapotot. Így készítik a sörétes puskába való sörétet ólomból. A végén osztályozzák.
Mennyire kis golyókra gondoltál?
Üdv Kalmus
Öntéssel egy módszer van. A toronyból való öntés vízbe. Kis furatú rácsozaton keresztül kel kicsöpögtetni a fémet, és alul vízben felfogni. Az esés közben a felületi feszültség tökéletes golyót csinál belőle, a víz pedig befagyasztja az állapotot. Így készítik a sörétes puskába való sörétet ólomból. A végén osztályozzák.
Mennyire kis golyókra gondoltál?
Üdv Kalmus
Cím: Re:Fémöntés házilag
Írta: 3dfhfckk Dátum 2006 augusztus 10, 13:34
Írta: 3dfhfckk Dátum 2006 augusztus 10, 13:34
Üdv Kalmus
Köszi a gyors választ. Különböző méretü golyókra volna szükségem 4-5 mm es átmérőtől egyészen 40-50 mm es átmérőig.
Köszi a gyors választ. Különböző méretü golyókra volna szükségem 4-5 mm es átmérőtől egyészen 40-50 mm es átmérőig.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 augusztus 10, 13:42
Írta: 000000000 Dátum 2006 augusztus 10, 13:42
Valamikor régen a DELTÁ-ban láttam ezt a sörétgyártási módszert. A torony több mint 40 méter magas volt, mert a golyóknak meg kell szilárdulni a vízbe esés előtt, különben erősen deformálódnak. A víz csak az ütközést lassítja és a teljes lehűtést végzi. Szóval nem árt jóban lenni a környék harangozójával, vagy a toronyőrrel.
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2006 augusztus 22, 21:45
Írta: sasi Dátum 2006 augusztus 22, 21:45
Üdv a Közösségnek!
Sikerült leöntenem az épülő CNC-m bonyolultabb alkatrészeit. A róla készült fotók, valamint a közben szerzett tapasztalataim a
www.sasovits.hu/cnclapon találhatók.
sasi
Sikerült leöntenem az épülő CNC-m bonyolultabb alkatrészeit. A róla készült fotók, valamint a közben szerzett tapasztalataim a
www.sasovits.hu/cnclapon találhatók.
sasi
Cím: Re:Fémöntés házilag
Írta: mfrfj8vv3 Dátum 2006 augusztus 23, 09:15
Írta: mfrfj8vv3 Dátum 2006 augusztus 23, 09:15
Gratula a honlaphoz is meg a munkáidhoz is ! [#worship]
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2006 augusztus 23, 14:18
Írta: sasi Dátum 2006 augusztus 23, 14:18
Köszönöm, köszönöm! [#integet2]
sasi
sasi
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2006 augusztus 24, 14:35
Írta: 3vv2btrhv Dátum 2006 augusztus 24, 14:35
Szia sasi
GRATULÁLOK !!!
Tibor
GRATULÁLOK !!!
Tibor
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2006 augusztus 24, 19:45
Írta: sasi Dátum 2006 augusztus 24, 19:45
Köszönöm Tibor!
Hogy ez ilyen simán menjen (néhány pár dekás próbaöntés, majd rögtön nagyméretű alakos, 2,22 kg-os alkatrészek), kellett ez a fórum, kellettek a ti tanácsaitok is!
Régen kacérkodom a fémöntéssel, de a fórum nélkül lehet, hogy még ma is csak fontolgatnám.
sasi
Hogy ez ilyen simán menjen (néhány pár dekás próbaöntés, majd rögtön nagyméretű alakos, 2,22 kg-os alkatrészek), kellett ez a fórum, kellettek a ti tanácsaitok is!
Régen kacérkodom a fémöntéssel, de a fórum nélkül lehet, hogy még ma is csak fontolgatnám.
sasi
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 augusztus 31, 11:38
Írta: 000000000 Dátum 2006 augusztus 31, 11:38
Szia Sasi!
Nagyon szép a prezentációd, külön öröm számomra, hogy a munkabiztonsággal is foglalkozol. Gratulálok!
Kalmus
Nagyon szép a prezentációd, külön öröm számomra, hogy a munkabiztonsággal is foglalkozol. Gratulálok!
Kalmus
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2006 szeptember 01, 10:46
Írta: sasi Dátum 2006 szeptember 01, 10:46
Köszönöm Kalmus! [#wave]
Cím: Re:Fémöntés házilag
Írta: xr54ua7n2 Dátum 2006 szeptember 05, 14:39
Írta: xr54ua7n2 Dátum 2006 szeptember 05, 14:39
Szia Sasi!
Szép a bemutatód.A megvágások úgyan túl vastagnak tünnek ...Remélem a készítesz fotókat a megmunkálásról is.További jó kisérletezést!!!
jheim
Szép a bemutatód.A megvágások úgyan túl vastagnak tünnek ...Remélem a készítesz fotókat a megmunkálásról is.További jó kisérletezést!!!
jheim
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2006 szeptember 06, 15:37
Írta: sasi Dátum 2006 szeptember 06, 15:37
Szia jheim!
Köszönöm!
A megvágásoknál kompromisszumot kell kötni a kívánatos keresztmetszet, valamint a ragasztott felület nagysága-szilárdsága között. Sajnos a pillanatragasztó rideg, ezért törékeny kötést hoz létre, kellene valami optimálisabb ragacs…A bevonat felvitele nagyon igénybe veszi a sok darabból ragasztott habmintát, ezért is szoktam 1,5-ös rézhuzallal összekapcsolni az elemeket. Ha (egyszer) elkészül a gépem, a csatlakozási csonkokat is optimalizálhatom, úgy kisebb terhelés jut a ragasztásokra.
Igen, az öntvények megmunkálásáról is fogok fotókat készíteni.
Üdv sasi
Köszönöm!
A megvágásoknál kompromisszumot kell kötni a kívánatos keresztmetszet, valamint a ragasztott felület nagysága-szilárdsága között. Sajnos a pillanatragasztó rideg, ezért törékeny kötést hoz létre, kellene valami optimálisabb ragacs…A bevonat felvitele nagyon igénybe veszi a sok darabból ragasztott habmintát, ezért is szoktam 1,5-ös rézhuzallal összekapcsolni az elemeket. Ha (egyszer) elkészül a gépem, a csatlakozási csonkokat is optimalizálhatom, úgy kisebb terhelés jut a ragasztásokra.
Igen, az öntvények megmunkálásáról is fogok fotókat készíteni.
Üdv sasi
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2006 szeptember 11, 18:37
Írta: 3vv2btrhv Dátum 2006 szeptember 11, 18:37
Szia sasi
nem tudnál hozni egy kis anyagot a talira !
Tibor
nem tudnál hozni egy kis anyagot a talira !
Tibor
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2006 szeptember 13, 08:27
Írta: sasi Dátum 2006 szeptember 13, 08:27
Szia Tibor
Az eredeti időpont szerinti találkozóra – munkahelyi elfoglaltságom miatt – nem tudtam volna elmenni. Az új időpont kitűzése után derül ki, hogy tudok e menni, ugyanis vannak szombati napok, melyek már foglaltak a naptáramban, egészen a 44. hétig, de csak a párosak.
Egyébként mire gondoltál, mit kellene vinnem?
Üdv sasi
Az eredeti időpont szerinti találkozóra – munkahelyi elfoglaltságom miatt – nem tudtam volna elmenni. Az új időpont kitűzése után derül ki, hogy tudok e menni, ugyanis vannak szombati napok, melyek már foglaltak a naptáramban, egészen a 44. hétig, de csak a párosak.
Egyébként mire gondoltál, mit kellene vinnem?
Üdv sasi
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 október 24, 20:06
Írta: 000000000 Dátum 2006 október 24, 20:06
van most itt valaki a fórumon aki tudna segíteni
Tűzálló falazat ügyben.Előre is kössz.
Tűzálló falazat ügyben.Előre is kössz.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2006 december 21, 02:06
Írta: ncw4w5nca Dátum 2006 december 21, 02:06
Üdv mindenkinek. Véletlenül találtam erre a fórumra, nagy örömömre. Igaz én 10 éve öntök othon homokba főként alut kissebb mértékben sárgarezet,valamit kevés bronzot, és spiátert. Elolvastam a topicokat és sok érdekeset találtam bennük. Mivel nekem nem szakmám, és a habos öntésröl eddig még keveset hallottam. Azt pedig nem mertem remélni hogy ilyen egyszerűen kivitelezhető:). Megnéztem a találkozón készült videót és szeretnék pár kérdést megválaszolni.A fekete por amivel a homokot szórták az szénpor, ami a vasöntésnél az öntőüregben redukálóan hat. A homok szemcséje igen finom, szinte lisztszerű. Emiatt, és a bennelevő agyag ill. Bentonit miatt nedvesen mint a hógólyó ősszetapad. Ennek ellenére kellően porózus marad a szerkezete, na persze ha nincs agyondöngölve. Éppezért csak olyan helyen kell szurkálni a homokot ahol az öntvény jórészt körülveszi, a kébződő gőz dermedés előtt megrekedhet és a lefővés kialakulhat. A porozitás biztosítja az öntőüregben lévő levegő, és gőzők távozását. Habár klasszikus gőz kialakulásáról nem beszélhetünk (Még ha nedves is marad az öntőüreg belselye, ha nincs kiszárítva összerakás előtt)mivel a gőz képződése pillanatában kifelé szorul ahol a hideg homokon azonnal le is csapódik. Légzőnyillást inkább csak azért szoktam tenni a beőntéssel szemben, hogy a nagysebességgel beáramló fém a öntőüreg végén ne torpanjon meg, hanem ezen anyilláson felszaladva veszítse el a lendületét. Így nem préselődik a fém a homok közé, és nem lessz "szőrös" az öntvény. A szilikongumiba nem fémet öntenek hanem viaszt, ami a "viaszveszelytéses" öntés alpja. Szilikongumiba ágyazzák a mesterdarabot, mert ez az alámenő részeket is tökéletesen visszaadja, anelkül hogy a viaszt megsértené kiemeléskor. A másik dolog amit még közzé szeretnék tenni, az az olvasztás módja. Én zománcos lavorban olvasztom az alut. Perzselővel a fémet melegítem, a lavor perlitbe van állítva, a teteje pedig le van takarva félig egy duplafalú fedővel, ami perlittel van töltve. A fedő fontos, mert meggátolja a füstgáz gyors távozását, és a felhevült lemez visszasugározza a hőt, ami nagymértékben javítja a hatékonyságot. Egyébként lavormérettöl függően a 20dkg-tol 70kg-ig olvasztottam ilyen módon. Másrészt a lavor jól birja, csak le kell kezelni fekeccsel(1 rész vízüveg 2rész víz pusz agyag, bentonit, vagy kriolit, de a budaiföld is megteszi). Először kezdéskor, majd igény szerint ahogy kopik. Egy lavor intenzív öntés mellett kb egy évet bír. A tetőt milis lemezhordó tetőböl szoktam csinálni, ugy hogy a palástot vágom körbe, igy a perem megmarad. A centis peremböl kétoldalt kivágok annyit hogy középen össze tudjam hajtani. Hajtás után összehegesztem, és a hordónyilláson át feltötöm perlittel. Na úgygondolom ennyi elég is egyszuszra:)
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 december 21, 07:27
Írta: 000000000 Dátum 2006 december 21, 07:27
Üdvözlünk köreinkben és nagyon köszönjük a hasznás és részletes hozzászólásodat![#eljen]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 december 21, 10:24
Írta: 000000000 Dátum 2006 december 21, 10:24
Szervusz Jószef!
[#wave]
Én is üdvözöllek! 70 Kg? Ejjjha! Nem semmi otthon!
Áron
[#wave]
Én is üdvözöllek! 70 Kg? Ejjjha! Nem semmi otthon!
Áron
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 december 21, 11:35
Írta: 000000000 Dátum 2006 december 21, 11:35
Kérdeznék is egyből: van "két marok" színtiszta vörösréz hulladék anyagok. Különféle vastagságú lapokból (3-10mm) a leesett darabok, kis hasábok. Ezeket szeretném tömbösíteni. 4-5mm vastag táblaanyag lenne a végcél. Szélessége 110mm, a hosszúsága amit kiad.
Ezt tudja valaki vállalni? Költségek?
Ezt tudja valaki vállalni? Költségek?
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2006 december 21, 12:34
Írta: ncw4w5nca Dátum 2006 december 21, 12:34
Helló Aszbolit a vörösrézzel az a probléma hogy rosszul önthető, és a késztermék lukacsos szerkezetű lessz a nagy demedési zsugorodás miatt. Ezen kovácsolással lehet javítani, de jó minőségű akkor semlessz.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 december 21, 12:46
Írta: 000000000 Dátum 2006 december 21, 12:46
Akkor jobban járok, ha leadom valahol?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 december 21, 20:37
Írta: 000000000 Dátum 2006 december 21, 20:37
Szia József!
Módszered a legegyszerűbb amiről valaha is hallottam. Egy amcsi rovatban olvastam, hogy grilltűzhelyen faszénnel hevítették fel a vödörbe rakott az alumíniumot. De a Te megoldásod még ennél is frappánsabb.
A lavórból hogyan öntöd ki öntőformába a fémet? Én biztos magamra loccsantanám, pláne ha 70 kg. Más: 5 kg-os camping gázpalackom van. Alkalmas-e ez néhány kiló alu olvasztásra vagy muszáj vennem egy nagy pb palackot?
Módszered a legegyszerűbb amiről valaha is hallottam. Egy amcsi rovatban olvastam, hogy grilltűzhelyen faszénnel hevítették fel a vödörbe rakott az alumíniumot. De a Te megoldásod még ennél is frappánsabb.
A lavórból hogyan öntöd ki öntőformába a fémet? Én biztos magamra loccsantanám, pláne ha 70 kg. Más: 5 kg-os camping gázpalackom van. Alkalmas-e ez néhány kiló alu olvasztásra vagy muszáj vennem egy nagy pb palackot?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 december 21, 21:18
Írta: 000000000 Dátum 2006 december 21, 21:18
Az alu-olvasztást egybe kell kötni a disznópörzsöléssel [#papakacsint]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 december 21, 21:45
Írta: 000000000 Dátum 2006 december 21, 21:45
Tyutyi!
Mekkora a disznó olvadáspontja? Gondolom az emberé körül lehet. bővebben itt: Figyelmeztetés!
Vegyük figyelembe továbbá azt a tényt, hony még József is csak 70 Kg-t öntött egyszerre! Egy ekkora disznó nem is dosznó. (malac)
Kéne nyitnunk egy ülön topicot a "disznóöntésről"! Tudok olyat, aki még ebbe is írna...
Mekkora a disznó olvadáspontja? Gondolom az emberé körül lehet. bővebben itt: Figyelmeztetés!
Vegyük figyelembe továbbá azt a tényt, hony még József is csak 70 Kg-t öntött egyszerre! Egy ekkora disznó nem is dosznó. (malac)
Kéne nyitnunk egy ülön topicot a "disznóöntésről"! Tudok olyat, aki még ebbe is írna...
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2006 december 22, 00:06
Írta: ncw4w5nca Dátum 2006 december 22, 00:06
Szia Géza!
A kisebb lavor szélét fogóval fogom meg, és nemes egyszerűséggel kiöntöm belőle. A nagyobbnak a pereme alá van hegesztve hatos gömbvas, amire mindkét oldalt két-két karika, ebbe a levehető fület lehet akasztani. A kisebbek 30 és 40 cm, a nagyobbak pedig 50 és 70 cm.
A legnagyobbat már nem egyszerű felvenni ha tele van. :) A palack mérete csak annyiban számít, hogy olvasztáskor hamarabb lehül és előbb kell melegíteni. Fontos még hogy a perzselőben ne legyen nagy a fúvóka. Akkor jó ha kis zömök kék lánggal ég. Én nem használok nyomáscsökkentőt, hisz annál jobb, minél nagyobb a nyomás. A nyomáscsökkentőt nem érdemes megbuherálni, hisz az csak akkor lesz igazán jó, ha teljesen ki van belezve. Úgy pedig már semmi értelme.
A kisebb lavor szélét fogóval fogom meg, és nemes egyszerűséggel kiöntöm belőle. A nagyobbnak a pereme alá van hegesztve hatos gömbvas, amire mindkét oldalt két-két karika, ebbe a levehető fület lehet akasztani. A kisebbek 30 és 40 cm, a nagyobbak pedig 50 és 70 cm.
A legnagyobbat már nem egyszerű felvenni ha tele van. :) A palack mérete csak annyiban számít, hogy olvasztáskor hamarabb lehül és előbb kell melegíteni. Fontos még hogy a perzselőben ne legyen nagy a fúvóka. Akkor jó ha kis zömök kék lánggal ég. Én nem használok nyomáscsökkentőt, hisz annál jobb, minél nagyobb a nyomás. A nyomáscsökkentőt nem érdemes megbuherálni, hisz az csak akkor lesz igazán jó, ha teljesen ki van belezve. Úgy pedig már semmi értelme.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2006 december 22, 08:12
Írta: 000000000 Dátum 2006 december 22, 08:12
Vissza égés gátlót nem kellene használni?
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2006 december 22, 10:12
Írta: ncw4w5nca Dátum 2006 december 22, 10:12
Én nem használok, és nem tudom elképzelni hogy visszaéghet. Ez ott lehetséges ahol tulnyomásos oxigén van a pisztolyban hozzákeverve. Nagyon régota használok perzselőt, de még egyszer sem durrant vissza.
Cím: Re:Fémöntés házilag
Írta: 4mjnxdwuu Dátum 2007 január 02, 19:52
Írta: 4mjnxdwuu Dátum 2007 január 02, 19:52
Sziasztok
Ha valakit érdekel, a Nagykátai MÉH telepen, a tavalyi utolsó nyitvatartási napon láttam két "valamilyen kemence szerűséget" samottal kirakva + üveggyapot, és vagy 4 db folyékony hidrogénes hűtőt,(olyan orvosi, vagy kutatóintézeti kinézet) Kb ipari konyhai üst nagyságú.
Hátha tudja valaki használni, álltalában itt minden kilós árú.( bár ez nem 1-2 kiló )
Ezt jól megmondtam mi?
Ha valakit érdekel, a Nagykátai MÉH telepen, a tavalyi utolsó nyitvatartási napon láttam két "valamilyen kemence szerűséget" samottal kirakva + üveggyapot, és vagy 4 db folyékony hidrogénes hűtőt,(olyan orvosi, vagy kutatóintézeti kinézet) Kb ipari konyhai üst nagyságú.
Hátha tudja valaki használni, álltalában itt minden kilós árú.( bár ez nem 1-2 kiló )
Ezt jól megmondtam mi?
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2007 január 05, 15:16
Írta: 3vv2btrhv Dátum 2007 január 05, 15:16
Szia Trapista
nagyon nézegettem én is de mintha fagyaszto(Sperma) lenne !
Egyeztesünk ujra idöpontot mert a multkor egész nap pesten voltam .
nagyon nézegettem én is de mintha fagyaszto(Sperma) lenne !
Egyeztesünk ujra idöpontot mert a multkor egész nap pesten voltam .
Cím: Re:Fémöntés házilag
Írta: 4mjnxdwuu Dátum 2007 január 05, 18:08
Írta: 4mjnxdwuu Dátum 2007 január 05, 18:08
Helló, de azt a kettőt is nézted ami pont vele szemben volt a telep túloldalán?
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2007 január 06, 14:54
Írta: 3vv2btrhv Dátum 2007 január 06, 14:54
Szia Trapista
Nem , mert nagyon siettem !!
Tibor
Nem , mert nagyon siettem !!
Tibor
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2007 február 02, 17:44
Írta: 3vv2btrhv Dátum 2007 február 02, 17:44
Szia Kalmus
Kellenenekem a ONECNC WIRE (HUZALVÁGOS) változat ! Nagyon sürgös !!
Tibor
Kellenenekem a ONECNC WIRE (HUZALVÁGOS) változat ! Nagyon sürgös !!
Tibor
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 február 02, 22:22
Írta: 000000000 Dátum 2007 február 02, 22:22
Sziasztok!Olyan kérdésem lenne hozzátok, hogy alumíniumból szeretnék autóra nyomtávszélesítőt önteni,szeretném kérdezni, hogy mibe kellene öntenem vagy miből kellene csinálnom öntőformát mert a negatívját ki tudom maratni de ha beleöntöm abba akkor nem lehet kötés után kiszedni.Bocsi a fogalmazásért s előre is köszönöm a segítséget.e-mail: smc88@freemail.hu
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 február 03, 09:19
Írta: 000000000 Dátum 2007 február 03, 09:19
Ha nem akarod életed hátralévő részét börtönben vagy tolókocsiban tölteni, eszedbe ne jusson futóműalkatrészt ÖNTENI! Ez csak speciális ötvözetből KOVÁCSOLÁSSAL készíthető, de nem otthon. Remélem ebben öntőszakértőnk "Kalmus" is megerősít. Ettől persze továbbra is Nálad a labda.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 február 03, 09:58
Írta: 000000000 Dátum 2007 február 03, 09:58
Már eszébe jutott...[#ijedt]
Cím: Re:Fémöntés házilag
Írta: D.Laci Dátum 2007 február 03, 12:29
Írta: D.Laci Dátum 2007 február 03, 12:29
„autóra nyomtávszélesítőt önteni” szerintem csak egy tárcsát akar 4 vagy 5 furattal semmi tartó szerepe nincs, egy szimpla távtartó. Nem is kell önteni, egy tárcsát kel esztergálni aztán kifúrni…
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 február 03, 15:21
Írta: 000000000 Dátum 2007 február 03, 15:21
Úgy tűnik hogy jórész igazad van, én vagyok a túlzottan aggódó. De futóművet azért továbbra sem barkácsolnék. A reálisabb kép miatt esetleg olvassátok el EZT!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 február 03, 15:36
Írta: 000000000 Dátum 2007 február 03, 15:36
Túl aggódó vagy, egyszer nyáron "feltéve ha lessz" gyere el csanytelekre és itt megnézheted a távtartót mikor "sokszor" három keréken versenyeznek:)
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 február 03, 15:42
Írta: 000000000 Dátum 2007 február 03, 15:42
Ha Te is így látod, biztosan igaz. Ha időm engedi megnézem a "csányteleki nagy derbit". Addig meg reszelem az enkódereimet, mert azzal sem készülök el soha. Mindig van egy újabb, sokkal jobb ötlet. Meg kellene tanulnom végre időben elvágni a kolbászt.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 február 03, 15:46
Írta: 000000000 Dátum 2007 február 03, 15:46
Nem Csánytelek hanem Csanytelek:)))
Hól van Csány???
Hól van Csány???
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 február 03, 15:50
Írta: 000000000 Dátum 2007 február 03, 15:50
Hát látod, ezt is rosszul tudtam. Mára befejeztem! Megyek sörért.[#finom]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 február 03, 15:52
Írta: 000000000 Dátum 2007 február 03, 15:52
:))
Cím: Re:Fémöntés házilag
Írta: Motoros Dátum 2007 február 03, 17:00
Írta: Motoros Dátum 2007 február 03, 17:00
Tipusidegen felni felrakásnál ha módusúl az osztókör akkor a nyomtávszélesítő pogácsába megy a kerékcsavar és ilyenkor már komoly szerepe van (nem csak töltelék) és ekkor már egy öntött repedős alu tákolmány valóban életveszélyes is lehetsőt az is.
Vagy rosszúl tudom?
Vagy rosszúl tudom?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 február 04, 17:24
Írta: 000000000 Dátum 2007 február 04, 17:24
Szia hrally!
Sajna nem ismerem a általad gyártani kívánt alkatrész terhelését. A biztonság kedvéért inkább a huzott (kovácsolt) alapanyagot javasolnám, amit rúdban lehet venni. azért is ezt javaslom, mert ugyan öntenek ilyen jellegű alkatrészeket, de igen szigorú minőségellenőrzés (röntgen, előirt nyúlás) mellett. Ezt ha hulladákból gyártod nem biztos hogy tudod teljesíteni. Én inkább Motorossal és Imivel értek egyet.
Sajna nem ismerem a általad gyártani kívánt alkatrész terhelését. A biztonság kedvéért inkább a huzott (kovácsolt) alapanyagot javasolnám, amit rúdban lehet venni. azért is ezt javaslom, mert ugyan öntenek ilyen jellegű alkatrészeket, de igen szigorú minőségellenőrzés (röntgen, előirt nyúlás) mellett. Ezt ha hulladákból gyártod nem biztos hogy tudod teljesíteni. Én inkább Motorossal és Imivel értek egyet.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 február 17, 20:15
Írta: 000000000 Dátum 2007 február 17, 20:15
van egy 13 kw-os motorm amit szétszedtem, öntöttvas a váza, a tekercse alkalmas lehetne indukcis rézolvasztásra? és ha igen hogyan?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 február 17, 22:03
Írta: 000000000 Dátum 2007 február 17, 22:03
Azt hiszem, nem igazából használható. Az nagyfrekis indukciós tekercsek mindössze néhány menetesek a több tíz esetleg száz kHz-es freki miatt. Ceruza vagy hüvelykujj vastag rézrudak, esetleg csövek a vízhűtés miatt. De a szinesfém felvásárlók jó pénzt adnának érte[#nevetes1]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 február 18, 10:38
Írta: 000000000 Dátum 2007 február 18, 10:38
igen azt láttam hogy vastag a tekercs, de gondolom kell hozzá transzformátor is
igy a motor tekercslése lehetne a primer, a vastag meg a szekunder tekercs
vagy hogy müködk ez? és hogy állithatnák elö magas frekit?
nem akarok sok rezet olvasztani egyszerre csak 1 litert max
igy a motor tekercslése lehetne a primer, a vastag meg a szekunder tekercs
vagy hogy müködk ez? és hogy állithatnák elö magas frekit?
nem akarok sok rezet olvasztani egyszerre csak 1 litert max
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 február 18, 12:08
Írta: 000000000 Dátum 2007 február 18, 12:08
Az, hogy kilenc kiló rezet olvasztani sok vagy sem, viszonyítás kérdése. A témával egyébként az "Indukciós edzés" topikunk foglalkozott, nem túl sok eredménnyel. Nézz be ERRE a fórumra, hátha talász ötletet, vagy valakit, aki már előbbre tart. Esetleg keress rá az "induction melting" vagy "induction heating" kifejezésekre. Nem kimondottan házi feladat, de persze a CNC marás sem volt mindig az.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 február 18, 15:07
Írta: 000000000 Dátum 2007 február 18, 15:07
azon a forumon csak szellemi f@szverés folyik :)

Cím: Re:Fémöntés házilag
Írta: s5f8tmfv3 Dátum 2007 február 19, 20:57
Írta: s5f8tmfv3 Dátum 2007 február 19, 20:57
Ez jó...[#hehe]
Miért is jó ez az indukciós kemence? Jó a hatásfoka, esetleg azért mert biztonságosabb mint a gáz?
Miért is jó ez az indukciós kemence? Jó a hatásfoka, esetleg azért mert biztonságosabb mint a gáz?
Cím: Re:Fémöntés házilag
Írta: e7c897sd8 Dátum 2007 február 20, 10:55
Írta: e7c897sd8 Dátum 2007 február 20, 10:55
Amatőr! Nézted már a megemelt árát a villanynak? Egy ilyen kemence pedig "flex korong" sebességével forgatja a villanyórát! Tehát nem éppen hobby barát sajnos! [#fejvakaras][#falbav]
Cím: Re:Fémöntés házilag
Írta: s5f8tmfv3 Dátum 2007 február 20, 18:05
Írta: s5f8tmfv3 Dátum 2007 február 20, 18:05
Akkor nem meg minek vesződni? Írogat néha Kalmus Mester, mindent tud a hagyományos technikáról. Csak kíváncsiskodtam, mert nem értek hozzá (sok más mellett).
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 március 03, 12:54
Írta: 000000000 Dátum 2007 március 03, 12:54
Szia Amatőr!
Az indukciós kemence azért jó mert
1. Nagyon gyorsan olvaszt.
2. Nagyon jó a hatásfoka 90-95%.
3. Kicsik a leégések a többi olvasztáshoz viszonyítva.
4. A biztonság mindig relatív. Ki melyiket ismeri azt látja biztonságosabbnak.
Az indukciós kemence "rossz" mert
1. Drága a kemence előállítása. (főleg az elektronika mert általában nem hálózati frekvencián dolgozik így szinte minden alkatrésze egyedi készítésű)
2. Egyes fémeknél más-más kemence falazatot igényel.
3. Ha hálózati frekvenciás csak hatalmas méretekben (tonnás) építhető meg mivel örvényáramok fűtik és az csak nagy betéteknél érvényesül.
4. Minél kisebb mératű a betét szemnagysága annál nagyobb frekvenciát igényel.
A kemencét általában tirisztoros (triakos) vagy generátoros változatban készítik. A tirisztoros változat hasonlóan működik, mint az inverteres hegesztőtrafó, csak nincs vasmag.Az induktor tekercs néhány menet (10-15) és ez körbeveszi az olvasztandó betétet egy döngölt falazattal elválasztva. A betétet az örvényáramok melegítik.
A generátoros esetén egy villanymotor hajt egy nagyobb frekvenciás generátort, amellyel hajtják az induktor tekercset. Szükségesek még kondik (méretesek) amik segítségével (bekapcsolva kikapcsolva) az áramkört olvasztás közben optimálják.
Lehet olyan indukciós kemencét is építeni, amelyiknél a transzformátor szekunder (egy menetes) tekercse az olvasztandó fém. Ez viszont csak akkor működik stabilan, ha a fém már olvadt állapotban van. Ezeket hívjuk csatornás indukciós kemencéknek. Ja ez is hálózati frekvenciás változat.
Hirtelen ennyi jutott eszembe.
Az indukciós kemence azért jó mert
1. Nagyon gyorsan olvaszt.
2. Nagyon jó a hatásfoka 90-95%.
3. Kicsik a leégések a többi olvasztáshoz viszonyítva.
4. A biztonság mindig relatív. Ki melyiket ismeri azt látja biztonságosabbnak.
Az indukciós kemence "rossz" mert
1. Drága a kemence előállítása. (főleg az elektronika mert általában nem hálózati frekvencián dolgozik így szinte minden alkatrésze egyedi készítésű)
2. Egyes fémeknél más-más kemence falazatot igényel.
3. Ha hálózati frekvenciás csak hatalmas méretekben (tonnás) építhető meg mivel örvényáramok fűtik és az csak nagy betéteknél érvényesül.
4. Minél kisebb mératű a betét szemnagysága annál nagyobb frekvenciát igényel.
A kemencét általában tirisztoros (triakos) vagy generátoros változatban készítik. A tirisztoros változat hasonlóan működik, mint az inverteres hegesztőtrafó, csak nincs vasmag.Az induktor tekercs néhány menet (10-15) és ez körbeveszi az olvasztandó betétet egy döngölt falazattal elválasztva. A betétet az örvényáramok melegítik.
A generátoros esetén egy villanymotor hajt egy nagyobb frekvenciás generátort, amellyel hajtják az induktor tekercset. Szükségesek még kondik (méretesek) amik segítségével (bekapcsolva kikapcsolva) az áramkört olvasztás közben optimálják.
Lehet olyan indukciós kemencét is építeni, amelyiknél a transzformátor szekunder (egy menetes) tekercse az olvasztandó fém. Ez viszont csak akkor működik stabilan, ha a fém már olvadt állapotban van. Ezeket hívjuk csatornás indukciós kemencéknek. Ja ez is hálózati frekvenciás változat.
Hirtelen ennyi jutott eszembe.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2007 március 22, 17:42
Írta: 3vv2btrhv Dátum 2007 március 22, 17:42
Szia kalmus
Légyszi irjál nekem emilt , hogy válaszolni tudjak (Itt le van tiltva az outlokk)
Tibor
Légyszi irjál nekem emilt , hogy válaszolni tudjak (Itt le van tiltva az outlokk)
Tibor
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 május 08, 20:49
Írta: 000000000 Dátum 2007 május 08, 20:49
Sziasztok!
Az öntőzseniket kérdezem, hogy mivel ragasszam össze a keményhabot ha öntőmintát akarok belőle készíteni? Én fehér habragasztóra (pl. Ponál v. Palmatex) gondoltam de félek, hogy a munkadarab a ragasztott részeknél nem lesz erős.
Az öntőzseniket kérdezem, hogy mivel ragasszam össze a keményhabot ha öntőmintát akarok belőle készíteni? Én fehér habragasztóra (pl. Ponál v. Palmatex) gondoltam de félek, hogy a munkadarab a ragasztott részeknél nem lesz erős.
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2007 május 08, 21:00
Írta: sasi Dátum 2007 május 08, 21:00
Szia Géza!
Én így csinálom.
Én így csinálom.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 május 09, 21:10
Írta: 000000000 Dátum 2007 május 09, 21:10
probáld melegragasztoval nekem bevált
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2007 május 09, 21:17
Írta: sasi Dátum 2007 május 09, 21:17
Szia argosz!
Mit kell pontosan meleg ragasztó alatt értrni?
Mit kell pontosan meleg ragasztó alatt értrni?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 május 10, 19:12
Írta: 000000000 Dátum 2007 május 10, 19:12
Koszi Sasi!
Azóta már elolvastam a leírásodat. Megpróbálom a ragasztást cián géllel. Mikor No-ban voltam ott lehetett kapni spéci ciánragasztót habra. Ott ui. nagyon divatosak a habból készült repülőmodellek amik persze rendesen törnek. Néhány csepp ciánragasztó a törött felületre + spayzés aktivátorral és lehetett tovább repíteni még télen is. Sajnos ez a spéci ragasztóm már azóta elfogyott. A géllel nekem nagyon rossz tapasztalataim vannak. Bár habra még nem próbáltam használni.
Azóta már elolvastam a leírásodat. Megpróbálom a ragasztást cián géllel. Mikor No-ban voltam ott lehetett kapni spéci ciánragasztót habra. Ott ui. nagyon divatosak a habból készült repülőmodellek amik persze rendesen törnek. Néhány csepp ciánragasztó a törött felületre + spayzés aktivátorral és lehetett tovább repíteni még télen is. Sajnos ez a spéci ragasztóm már azóta elfogyott. A géllel nekem nagyon rossz tapasztalataim vannak. Bár habra még nem próbáltam használni.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 június 15, 06:40
Írta: 000000000 Dátum 2007 június 15, 06:40
Sziasztok!
Megépítettem a nagy kohómat, samottéglákból, vízüveges samotporral falazva.A gázégő 1 mm átmérőjű és 1,5 baron süvít igazi nagyágyú.
Megépítettem a nagy kohómat, samottéglákból, vízüveges samotporral falazva.A gázégő 1 mm átmérőjű és 1,5 baron süvít igazi nagyágyú.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 június 15, 06:45
Írta: 000000000 Dátum 2007 június 15, 06:45
Bocs
hobbicnc
hobbicnc
Cím: Re:Fémöntés házilag
Írta: Bicska Dátum 2007 június 15, 18:28
Írta: Bicska Dátum 2007 június 15, 18:28
Linkeld máshogyan!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 június 15, 20:38
Írta: 000000000 Dátum 2007 június 15, 20:38

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 június 15, 20:43
Írta: 000000000 Dátum 2007 június 15, 20:43

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 június 15, 20:45
Írta: 000000000 Dátum 2007 június 15, 20:45

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 június 15, 20:47
Írta: 000000000 Dátum 2007 június 15, 20:47
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 június 15, 20:49
Írta: 000000000 Dátum 2007 június 15, 20:49

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 június 15, 20:51
Írta: 000000000 Dátum 2007 június 15, 20:51

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 június 15, 20:52
Írta: 000000000 Dátum 2007 június 15, 20:52

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 június 15, 20:54
Írta: 000000000 Dátum 2007 június 15, 20:54

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 június 15, 20:57
Írta: 000000000 Dátum 2007 június 15, 20:57

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 június 15, 20:59
Írta: 000000000 Dátum 2007 június 15, 20:59

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 június 15, 21:01
Írta: 000000000 Dátum 2007 június 15, 21:01

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 június 15, 21:03
Írta: 000000000 Dátum 2007 június 15, 21:03

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 június 15, 22:11
Írta: 000000000 Dátum 2007 június 15, 22:11
sziasztok!
Első probálkozásaim.
Első probálkozásaim.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 június 15, 22:14
Írta: 000000000 Dátum 2007 június 15, 22:14

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 június 15, 22:15
Írta: 000000000 Dátum 2007 június 15, 22:15

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 június 15, 22:16
Írta: 000000000 Dátum 2007 június 15, 22:16

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 június 16, 00:24
Írta: 000000000 Dátum 2007 június 16, 00:24
Csak óvatosan!!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 június 16, 01:51
Írta: 000000000 Dátum 2007 június 16, 01:51
Sziasztok, nem tud nekem kiönteni valaki emberi áron 6-8db csapágyházat? A habminták megvannak. Viszonylag rövid időn belül kéne.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 június 16, 06:56
Írta: 000000000 Dátum 2007 június 16, 06:56
Szia Bagoj!
Küld el a mintakat postán, megcsinálom.
Küld el a mintakat postán, megcsinálom.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 június 16, 06:59
Írta: 000000000 Dátum 2007 június 16, 06:59
Címem mailben ment szia
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2007 október 15, 21:39
Írta: robroy007 Dátum 2007 október 15, 21:39
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2007 október 17, 18:03
Írta: robroy007 Dátum 2007 október 17, 18:03
Azért szerintem egy eszterga gépnek nem kéne ilyen csúfos véget érnie!
Ha üzemel többet ér mint az ócsakavas
kb 500x40FT= 20 eFt méh telepre befelé
ez nálunk 250 kiló vasat jelent kifelé és még megvan amivel megmunkáljuk esetleg
Ha üzemel többet ér mint az ócsakavas
kb 500x40FT= 20 eFt méh telepre befelé
ez nálunk 250 kiló vasat jelent kifelé és még megvan amivel megmunkáljuk esetleg
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2007 október 17, 18:03
Írta: robroy007 Dátum 2007 október 17, 18:03
a link lemaradt
Az esztegapad brutális halála
Az esztegapad brutális halála
Cím: Re:Fémöntés házilag
Írta: 9v9rb6gau Dátum 2007 október 17, 19:03
Írta: 9v9rb6gau Dátum 2007 október 17, 19:03
Szia!
Na igen! Barbár amerikóner, mi mást lehetne erre mondani? De láttad, milyen tákolmánnyal próbált esztergálni?
Na igen! Barbár amerikóner, mi mást lehetne erre mondani? De láttad, milyen tákolmánnyal próbált esztergálni?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 október 17, 20:06
Írta: 000000000 Dátum 2007 október 17, 20:06
Jaj, hat ezen nem kell csodalkozni. Mikor a motoros videon letepi a meregdraga fenekidomot, hogy megmutassa hogyan van feganyolva a hatso kitamaszto egykerekezeshez...
Meg ugye a sok "eki"... Nem birjak ki..
Meg ugye a sok "eki"... Nem birjak ki..
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2007 október 17, 22:04
Írta: robroy007 Dátum 2007 október 17, 22:04
Én inkább megtartottam volna a nagy esztergát mintsem csináljak aluból, bár igazzi hobby szellem van benne
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2007 november 01, 19:00
Írta: 3vv2btrhv Dátum 2007 november 01, 19:00
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2007 november 01, 19:12
Írta: 3vv2btrhv Dátum 2007 november 01, 19:12
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 november 12, 04:43
Írta: 000000000 Dátum 2007 november 12, 04:43
Tisztelt Fórumozók!
Egy viszonylag ritka jelvényről szeretnék másolatokat készíteni.
Az alapötletem a következő lenne:
Egyoldalu gipsz mintát készítenék. Ebbe felülről önteném bele a fémet.
Semmi fedés, semmi komoly, egy egyszerű minta.
Végigolvastam az összes hozzászólásotokat és a következő kérdésem lenne:
Előszőr aluminiumra gondoltam az öntő anyagot, de mivel az itt olvasottak alapján olvasztása nem tűnt egyszerűnek, elgondolkodtam az itt említett Zamak-5 vagy spiáter anyagon. Aminek alacsonyabb az olvadáspontja mint az aluminiumé. Zamak-ot vagy spiáter-t ha jól olvastam érdemesebb megvenni, mint guberált anyagokból olvasztani. Hol lehet megvenni Budapesten kis mennyiségben?
Szeretnék "ezüst" és "arany" színűeket előállítani ebből lehetőleg ötvözéssel.
Az öntendő anyagtól függően rezet vagy valami mást oldhatok fel, hogy sárgáb legyen az öntvény?
Model gipsz megfelelő öntő sablonnak? Esetleg még kell valamivel kezelni, felület vagy hőkezelni?
Esetleg használhatok pozitív mintának szilikon gumit a jelvény helyett, hogy ne azt kenjem össze gipsszel? Mi ennek a szilikon guminak a neve és hol lehet megvenni?
Olvastam a Kaloriatech Kft tégelyeiről is. Budapesti vagyok, árban és helybközelben is megfelelő lenne. Ezek a tégelyek (mondjuk a KAL400-KAL405 valamelyike) megfelelőek lennének a Zamak megolvasztásához disznópörzsölővel? Vagy esetleg más sufni módszerrel?
Vagy tégelyként használhatok zománcozott vagy hagyományos acél edényt is?
A felmelegített fémbe szeretnék még dermedés előtt egy acéldrótot belemeríteni a későbbi felvarhatás miatt.
Mennyire kivitelezhető így. Vagy milyen ötletetek van erre az amatör megoldásra?
Esetleg van más, olcsóbb és alacsonyabb olvadású fém amit használhatok erre? (olmot nem szeretnék)
Köszönettel: Fanta
Egy viszonylag ritka jelvényről szeretnék másolatokat készíteni.
Az alapötletem a következő lenne:
Egyoldalu gipsz mintát készítenék. Ebbe felülről önteném bele a fémet.
Semmi fedés, semmi komoly, egy egyszerű minta.
Végigolvastam az összes hozzászólásotokat és a következő kérdésem lenne:
Előszőr aluminiumra gondoltam az öntő anyagot, de mivel az itt olvasottak alapján olvasztása nem tűnt egyszerűnek, elgondolkodtam az itt említett Zamak-5 vagy spiáter anyagon. Aminek alacsonyabb az olvadáspontja mint az aluminiumé. Zamak-ot vagy spiáter-t ha jól olvastam érdemesebb megvenni, mint guberált anyagokból olvasztani. Hol lehet megvenni Budapesten kis mennyiségben?
Szeretnék "ezüst" és "arany" színűeket előállítani ebből lehetőleg ötvözéssel.
Az öntendő anyagtól függően rezet vagy valami mást oldhatok fel, hogy sárgáb legyen az öntvény?
Model gipsz megfelelő öntő sablonnak? Esetleg még kell valamivel kezelni, felület vagy hőkezelni?
Esetleg használhatok pozitív mintának szilikon gumit a jelvény helyett, hogy ne azt kenjem össze gipsszel? Mi ennek a szilikon guminak a neve és hol lehet megvenni?
Olvastam a Kaloriatech Kft tégelyeiről is. Budapesti vagyok, árban és helybközelben is megfelelő lenne. Ezek a tégelyek (mondjuk a KAL400-KAL405 valamelyike) megfelelőek lennének a Zamak megolvasztásához disznópörzsölővel? Vagy esetleg más sufni módszerrel?
Vagy tégelyként használhatok zománcozott vagy hagyományos acél edényt is?
A felmelegített fémbe szeretnék még dermedés előtt egy acéldrótot belemeríteni a későbbi felvarhatás miatt.
Mennyire kivitelezhető így. Vagy milyen ötletetek van erre az amatör megoldásra?
Esetleg van más, olcsóbb és alacsonyabb olvadású fém amit használhatok erre? (olmot nem szeretnék)
Köszönettel: Fanta
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2007 november 12, 08:43
Írta: 3vv2btrhv Dátum 2007 november 12, 08:43
szia fantatron
én egyszerübet javaslok vidd el profi céghez és öntesd le ha egy darabról van szó , kevesebbböl jössz ki hidd el !!
Tibor
Janko tud cimeket
én egyszerübet javaslok vidd el profi céghez és öntesd le ha egy darabról van szó , kevesebbböl jössz ki hidd el !!
Tibor
Janko tud cimeket
Cím: Re:Fémöntés házilag
Írta: Motoros Dátum 2007 november 12, 19:15
Írta: Motoros Dátum 2007 november 12, 19:15
A Zamak nagyon jól önthető alacsony olvadáspontó (430 fok) jó formakitöltő fém.
Érmét önteni nem nagyon szoktak belőle mert nem ad csengő érces hangot hanem csak tompán puffan ha fémlapra ejted.
Szinezni így meg ne próbáld, de nem is kell mert jól galvanizálható ezüstre, aranyra, óaranyra.Tudok galvánost ha kell.
Tagolt daraboknál viszont nem biztos hogy elegendő formakitöltést ad sima gravitációs öntés esetén azaz a finom részletek nem jönnek jól elő, sőt buborékképződés is előfordulhat.
Több darab esetén melegkamrás nyomásos öntést használnak, de ez igényli a direkt zamakhoz méretezett fémfröccs szerszámot ami nagyon költséges megoldás.
A szilikon gumi lehet hogy járható, bár ugy tudom zamak esetén centrifugál öntésnél használják, belső üreges darabokat lehet csinálni, rendkívűl alacsony szerszámköltséggel.
A zamakot házilag akár egy fangliban megolvaszthatod, de túlhevítésre érzékeny--habosodik a teteje amit le kell kanalazni, de ki is éghet egy-két összetevő ami az önthetőséget, folyóságot károsan befolyásolja.
Kisérletezéshez jó az egyszer ujraolvasztott alkatrész is, de az igazi a gyári öntecs vagy buga vagy nem is tudom minek hívják.
Olvasztótégelynek jó a sima vas öntvény is, de akkor kell az olajégő vagy gázégő, ami már nem hobbi kategória.
Érmét önteni nem nagyon szoktak belőle mert nem ad csengő érces hangot hanem csak tompán puffan ha fémlapra ejted.
Szinezni így meg ne próbáld, de nem is kell mert jól galvanizálható ezüstre, aranyra, óaranyra.Tudok galvánost ha kell.
Tagolt daraboknál viszont nem biztos hogy elegendő formakitöltést ad sima gravitációs öntés esetén azaz a finom részletek nem jönnek jól elő, sőt buborékképződés is előfordulhat.
Több darab esetén melegkamrás nyomásos öntést használnak, de ez igényli a direkt zamakhoz méretezett fémfröccs szerszámot ami nagyon költséges megoldás.
A szilikon gumi lehet hogy járható, bár ugy tudom zamak esetén centrifugál öntésnél használják, belső üreges darabokat lehet csinálni, rendkívűl alacsony szerszámköltséggel.
A zamakot házilag akár egy fangliban megolvaszthatod, de túlhevítésre érzékeny--habosodik a teteje amit le kell kanalazni, de ki is éghet egy-két összetevő ami az önthetőséget, folyóságot károsan befolyásolja.
Kisérletezéshez jó az egyszer ujraolvasztott alkatrész is, de az igazi a gyári öntecs vagy buga vagy nem is tudom minek hívják.
Olvasztótégelynek jó a sima vas öntvény is, de akkor kell az olajégő vagy gázégő, ami már nem hobbi kategória.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2007 november 12, 19:46
Írta: 3vv2btrhv Dátum 2007 november 12, 19:46
A szilikon gumi lehet hogy járható, bár ugy tudom zamak esetén centrifugál öntésnél használják- VULKANIZÁLT gumi a használatos , amihez nyomás és hö kell .
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2007 november 12, 19:48
Írta: 3vv2btrhv Dátum 2007 november 12, 19:48
A szilikon gumi lehet hogy járható, bár ugy tudom zamak esetén centrifugál öntésnél használják- VULKANIZÁLT gumi a használatos , amihez nyomás és hö kell .
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2007 november 12, 19:51
Írta: 3vv2btrhv Dátum 2007 november 12, 19:51
Van egy cég aki ezzel foglalkozik BIZSU
leadod a mintát , megmondod mányat kérsz és megmondják mibe kerül . Sajnos csak a Jankoval voltam ott kocsival igy nem tudom a cimet .
Centrifugás szilikon öntés !!
leadod a mintát , megmondod mányat kérsz és megmondják mibe kerül . Sajnos csak a Jankoval voltam ott kocsival igy nem tudom a cimet .
Centrifugás szilikon öntés !!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 november 14, 12:13
Írta: 000000000 Dátum 2007 november 14, 12:13
Köszönöm szépen a segítségeteket. Utánanézek.
Még egy buta kérdés:
Fórrasztó ónnal nem lehet ugyanezt megcsinálni?
Tudom, hogy puhább az anyag, de emlékeim szeirint gyermekkoromban pénzt öntöttünk belőle játékból. :) (ugyan drága az anyag, de olcsóbb a felmelegítés)
Még egy buta kérdés:
Fórrasztó ónnal nem lehet ugyanezt megcsinálni?
Tudom, hogy puhább az anyag, de emlékeim szeirint gyermekkoromban pénzt öntöttünk belőle játékból. :) (ugyan drága az anyag, de olcsóbb a felmelegítés)
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 november 15, 10:47
Írta: 000000000 Dátum 2007 november 15, 10:47
Sziasztok! Beismerem tudatlan vagyok a fémöntés témában, de remélem ez változik a fórumotok hatására. Szeretném megtudni tőletek, hogy mit lehetne kezdeni bontott réz csaptelepekkel? Annyit tudok, hogy rezet nehéz önteni, viszont ezek a csaptelepek mind öntvényből készülnek. Habvesztéses eljárásl van lehetőség újrahasznosítani ezeket, vagy valami speciálisabb eljárásra van itt szükség, esetleg ötvözőfém adagolására?
Cím: Re:Fémöntés házilag
Írta: 4umhue7vh Dátum 2007 november 18, 19:09
Írta: 4umhue7vh Dátum 2007 november 18, 19:09
Sziasztok!
eladó 5db lineáris egység,Indramat hajtás, Star lineáris technika,doksi, szoftver. (2 sin, 4 kocsi,10mm menetemelkedésű golyósorso). 2db 141cm hasznos hossz 130e ft/db, 2db 92 cm h hossz 110e ft/db 1db 71cm h hossz 100e ft
http://kepfeltoltes.hu/view/071118/100_8088_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/071118/100_8094_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/071118/100_8093_www.kepfeltoltes.hu_.jpg
antalatti@citromail.hu
eladó 5db lineáris egység,Indramat hajtás, Star lineáris technika,doksi, szoftver. (2 sin, 4 kocsi,10mm menetemelkedésű golyósorso). 2db 141cm hasznos hossz 130e ft/db, 2db 92 cm h hossz 110e ft/db 1db 71cm h hossz 100e ft
http://kepfeltoltes.hu/view/071118/100_8088_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/071118/100_8094_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/071118/100_8093_www.kepfeltoltes.hu_.jpg
antalatti@citromail.hu
Cím: Re:Fémöntés házilag
Írta: 4umhue7vh Dátum 2007 november 18, 19:24
Írta: 4umhue7vh Dátum 2007 november 18, 19:24
bocs nem ide akartam
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2007 december 01, 18:53
Írta: Szalai György Dátum 2007 december 01, 18:53
Egyszer valaki érdeklődött itt az aluminium hab előállitásának módszeréről.
Ezt most találtam. Pár számszrű adat a témáról az oldal közepe felé.
Nem tűnik sufnimódszernek.Kevés szám, de nekem teljesen új.
Ezt most találtam. Pár számszrű adat a témáról az oldal közepe felé.
Nem tűnik sufnimódszernek.Kevés szám, de nekem teljesen új.
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2007 december 01, 19:19
Írta: Szalai György Dátum 2007 december 01, 19:19
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 december 01, 19:37
Írta: 000000000 Dátum 2007 december 01, 19:37
Ez erdekes lesz. Kivancsi vagyok a kiserlet eredmenyere!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 december 03, 20:22
Írta: 000000000 Dátum 2007 december 03, 20:22
http://st0.extra.hu/b/bo/bodika/1196000415_12a2d2dba4fb8483f9ac349c4c19a361/1196003223_1c2232e7fc9612bc38d0b75f6758a1c2.jpg
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 december 03, 20:24
Írta: 000000000 Dátum 2007 december 03, 20:24

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 december 03, 20:30
Írta: 000000000 Dátum 2007 december 03, 20:30
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 december 03, 20:43
Írta: 000000000 Dátum 2007 december 03, 20:43
Sziasztok!
Végre sikerült egy képet betölteni,nagyon béna vagyok.Az 585-ös kép a kohómat mutatja,1,5mm átmérőjű fuvóka,gáznyomás 1.2 bar + gázolaj ejtőtartályból kb 7-10 liter/óra +ventillátor
Az égő 2" acélcső 500mm hosszú.A hangja és a látványa félelmetes.Olvasztottam már 8-10 liter alut is benne.
Végre sikerült egy képet betölteni,nagyon béna vagyok.Az 585-ös kép a kohómat mutatja,1,5mm átmérőjű fuvóka,gáznyomás 1.2 bar + gázolaj ejtőtartályból kb 7-10 liter/óra +ventillátor
Az égő 2" acélcső 500mm hosszú.A hangja és a látványa félelmetes.Olvasztottam már 8-10 liter alut is benne.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 december 04, 20:36
Írta: 000000000 Dátum 2007 december 04, 20:36
Sziasztok!
Egy pár kép öntés témakörben.

Egy pár kép öntés témakörben.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 december 04, 20:37
Írta: 000000000 Dátum 2007 december 04, 20:37

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 december 04, 20:38
Írta: 000000000 Dátum 2007 december 04, 20:38

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 december 04, 20:39
Írta: 000000000 Dátum 2007 december 04, 20:39

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 december 04, 20:40
Írta: 000000000 Dátum 2007 december 04, 20:40

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 december 04, 20:44
Írta: 000000000 Dátum 2007 december 04, 20:44
Gázolajjal olvasztok,a gázt indításkor szoktam használni bemelegítésre,vagy ha nagyobb meleg kell pl. bronzolvasztás.

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 december 04, 20:45
Írta: 000000000 Dátum 2007 december 04, 20:45

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 december 04, 20:54
Írta: 000000000 Dátum 2007 december 04, 20:54
A nyersanyagt autóbontóban szerzem be,350Ft./kg.Általában hengerfejet, amit beleteszek a képen látható négyszögletű edénybe és éppen folyósra olvasztom, majd rúdba öntöm.Azután ezeket a rudakat olvasztom grafittégelyben kezelem salaktalanító és gáztalanító sóval és teszek még bele 1-2% vörösréz hulladékot is a jobb forgácsolhatás miatt Kalmus tanácsai alapján
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 december 04, 20:57
Írta: 000000000 Dátum 2007 december 04, 20:57
Ezen a képen csak gázolajjal megy a kohó

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 december 04, 21:04
Írta: 000000000 Dátum 2007 december 04, 21:04
A kohó körüli homoktöltés a sammottéglák közti résen kiszivárgó füstgáz visszatartására van.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 december 13, 14:59
Írta: 000000000 Dátum 2007 december 13, 14:59
Igaz ez nem kohó, de a család nagyon örül, hogy végre megcsináltam a kemencét. Igazán finom dolgokat lehet benne sütni-főzni.
Lehet fűteni fával és elektromosan is.
Most már tényleg (tavasszal) befejezem a színesfém (alu,bronz) kohót is.


Lehet fűteni fával és elektromosan is.
Most már tényleg (tavasszal) befejezem a színesfém (alu,bronz) kohót is.
Cím: Re:Fémöntés házilag
Írta: yuagaci9g Dátum 2007 december 13, 18:30
Írta: yuagaci9g Dátum 2007 december 13, 18:30
Gratula a kivitelezesert!
Elsore suthetnel egy jo hazi kenyeret regi recept szerint... Harom adventi gyertya, hazikenyer, a csalad kifekudne a gyonyorusegol.
Elsore suthetnel egy jo hazi kenyeret regi recept szerint... Harom adventi gyertya, hazikenyer, a csalad kifekudne a gyonyorusegol.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 december 13, 18:38
Írta: 000000000 Dátum 2007 december 13, 18:38
A kéményben az ott elzáró? Az miért kell?
Ja és én is gratulálok!!!
Ja és én is gratulálok!!!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 december 13, 18:40
Írta: 000000000 Dátum 2007 december 13, 18:40
Az igazság az, hogy gyerekkoromban ettem utóljára igazi kemencébe sült házi kenyérlágost.
Mit mondjak, a 25 éves fiam azóta csak ezt kéri, hogy csináljak neki, meg a haverjainak (szalonna, kolbász tejföl rá, mellé csinálnak forraltbort).
Mit mondjak, a 25 éves fiam azóta csak ezt kéri, hogy csináljak neki, meg a haverjainak (szalonna, kolbász tejföl rá, mellé csinálnak forraltbort).
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 december 13, 18:42
Írta: 000000000 Dátum 2007 december 13, 18:42
Amikor már felfűtöttem elzárom a kéményt, hogy a hő ne szökjön el .
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 december 13, 18:44
Írta: 000000000 Dátum 2007 december 13, 18:44
Ötletes!
Cím: Re:Fémöntés házilag
Írta: HJózsi Dátum 2007 december 13, 19:12
Írta: HJózsi Dátum 2007 december 13, 19:12
Talán bodagnak hívták ... Gratulálok a kemencéhez! :)
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 december 13, 20:29
Írta: 000000000 Dátum 2007 december 13, 20:29
Bodagnak szerintem a házilag készített rétestészta már ki nem nyújtható, köménymaggal, stb. megszórt sózott és külön megsütött maradékát hívják. Szó mint szó jól lehet (számomra már csak lehetett) rá inni...
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2007 december 13, 20:33
Írta: Szalai György Dátum 2007 december 13, 20:33
Megjött az étvágyam!
Úgy emlékszem ezt nevezik POLYHOS-nak.
Ősi Magyar pizza.
Lehet, hogy régebbi találmány, mint a mostani.
Kenyértészta, kolbászvég, meg ami van otthon, a koronája tejfel.
Fröcsel se rossz.
1817- 1868 között biztosan létezett már, mert Tompa Mihály említi a VÍG SZÜRET című versben.
Úgy emlékszem ezt nevezik POLYHOS-nak.
Ősi Magyar pizza.
Lehet, hogy régebbi találmány, mint a mostani.
Kenyértészta, kolbászvég, meg ami van otthon, a koronája tejfel.
Fröcsel se rossz.
1817- 1868 között biztosan létezett már, mert Tompa Mihály említi a VÍG SZÜRET című versben.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 december 13, 20:56
Írta: 000000000 Dátum 2007 december 13, 20:56
Szerintem is ez a magyaros kenyérlángos leveri az olasz pizzákat amiért a mai fiatalok annyira odavannak. Az igazi jó kenyérlángos még magába is finom- egy csupor aludttejjel pláne.
Most kezdem összeírni a régi recepteket - nagnéném 75 éves és sokat sütöt a régi búbos kemencébe. Az egész faluba ma már nincs egy kemence -nyáron megépítek neki újból egy magyaros búbos kemencét- mivel a 60-as években mindenki elbontotta- (majd mindent meg lehet venni a népboltba ideológizálták)- csak épen ma már rájöttek mekkora baromság volt.
Most ismertette - szintén gyerekkorom kedvence volt- a kemencébe sült halat.
Szivesztere egy malac sül meg benne.
Úgyhogy minden hétvégén "műszak", pláne, hogy tegnap megvettem a spéci dagasztó gépet, mert azért állandóan én sem akarok a kis dagasztó teknő mellett tanyázni. A mai nők meg ezt nem bírják fizikailag.
Most kezdem összeírni a régi recepteket - nagnéném 75 éves és sokat sütöt a régi búbos kemencébe. Az egész faluba ma már nincs egy kemence -nyáron megépítek neki újból egy magyaros búbos kemencét- mivel a 60-as években mindenki elbontotta- (majd mindent meg lehet venni a népboltba ideológizálták)- csak épen ma már rájöttek mekkora baromság volt.
Most ismertette - szintén gyerekkorom kedvence volt- a kemencébe sült halat.
Szivesztere egy malac sül meg benne.
Úgyhogy minden hétvégén "műszak", pláne, hogy tegnap megvettem a spéci dagasztó gépet, mert azért állandóan én sem akarok a kis dagasztó teknő mellett tanyázni. A mai nők meg ezt nem bírják fizikailag.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 december 13, 22:51
Írta: 000000000 Dátum 2007 december 13, 22:51
Kezd csorogni a nyálam! Itt-ott betehetnél egy két jó receptet...
Esetleg nyitunk egy "Mit kajáljunk, ha már tele a tok.nk a CNC építésével, de a gyomrunk még nem", vagy pedig "Mit egyunk, ha már elcsesztuk az egész pénzunket a CNC-re" topicot.[#finom]
Esetleg nyitunk egy "Mit kajáljunk, ha már tele a tok.nk a CNC építésével, de a gyomrunk még nem", vagy pedig "Mit egyunk, ha már elcsesztuk az egész pénzunket a CNC-re" topicot.[#finom]
Cím: Re:Fémöntés házilag
Írta: Motoros Dátum 2007 december 14, 09:32
Írta: Motoros Dátum 2007 december 14, 09:32
Ez nem semmi, én is gratulálok.
A Skanzenben néha lehet kapni igazi parasztlángost ami egy mobil kis kemencébe sűl.
A kemence vaslapon van drótváz erősítés kitapasztva sárral, erősítve cserépdarabokkal. Kéménye nincsen de működik. Két tepsinek van benne sín.
Jó... ez nem igazi kemence, de megteszi.
A lángos is finom.
Valamelyik vállalkozó lenyúlta az ötletet , és egy vásáron próbálkozott hasonlóval, de a szivét elfelejtetet beletenni. A termék az első falat után a kukába végezte.
Sosem felejtem el a vekni kenyeret, meg a kapros túróst, meg a lekváros buktát amit a nagyanyám az igazi búbos kemencébe sütött.
Annak volt egy elő pitvara is..érdekes egy szerkezet volt. Aztán jött a sparhelt meg a villany meg a gagyi világ, aztán le lett bontva.
A Skanzenben néha lehet kapni igazi parasztlángost ami egy mobil kis kemencébe sűl.
A kemence vaslapon van drótváz erősítés kitapasztva sárral, erősítve cserépdarabokkal. Kéménye nincsen de működik. Két tepsinek van benne sín.
Jó... ez nem igazi kemence, de megteszi.
A lángos is finom.
Valamelyik vállalkozó lenyúlta az ötletet , és egy vásáron próbálkozott hasonlóval, de a szivét elfelejtetet beletenni. A termék az első falat után a kukába végezte.
Sosem felejtem el a vekni kenyeret, meg a kapros túróst, meg a lekváros buktát amit a nagyanyám az igazi búbos kemencébe sütött.
Annak volt egy elő pitvara is..érdekes egy szerkezet volt. Aztán jött a sparhelt meg a villany meg a gagyi világ, aztán le lett bontva.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 december 14, 10:14
Írta: 000000000 Dátum 2007 december 14, 10:14
Igen a búbos előtere a hamuzó nyílással együtt egy második ajtóval "tévő" levan választva a kemence sütő terétől, hogy a meleg ne húzzon ki.
Ezen a helyen nem akartam nagyobbat építeni, mert erre volt elég a hely. Lehet, hogy megépítek egy igazit még hátul a kertbe, de azt is több funkciósra ( a kis kerti medence vizét akarom benne a sütés után melegíteni -rozsdamentes csőspirált teszek akkor a sütőtérbe kis szivattyúval a vizet keringetve-. Egy búbos 10-20 óráig tartja a meleget. Komolyan tüzelve 50 kW hőt lehet csinálni vele (4 gázbojler teljesítménye).
Csak idö és egészség legyen.
Ez a mobilos sütési mód: nem fűtöm fel a kemencét csak parazsat csinálok és beteszem a spéci kerámia lapot fölé.
Azért nem ez az igazi, csak rendkívül gyors.

Ezen a helyen nem akartam nagyobbat építeni, mert erre volt elég a hely. Lehet, hogy megépítek egy igazit még hátul a kertbe, de azt is több funkciósra ( a kis kerti medence vizét akarom benne a sütés után melegíteni -rozsdamentes csőspirált teszek akkor a sütőtérbe kis szivattyúval a vizet keringetve-. Egy búbos 10-20 óráig tartja a meleget. Komolyan tüzelve 50 kW hőt lehet csinálni vele (4 gázbojler teljesítménye).
Csak idö és egészség legyen.
Ez a mobilos sütési mód: nem fűtöm fel a kemencét csak parazsat csinálok és beteszem a spéci kerámia lapot fölé.
Azért nem ez az igazi, csak rendkívül gyors.
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2007 december 14, 11:14
Írta: Szalai György Dátum 2007 december 14, 11:14
Tavaly decemberben, Pesten, (Talán a Liszt Ferenc téren.) csavarogtam ajándékok után. Ezer árus kitelepülve, nyomták a bóvlit, mikor megakadt a szemem egy ilyen mobil kemencén. Nem hittem el, amit láttam, pedig ott volt előttem.
Fehér, öntöttvas, zománcos fürdőkád, középen keresztbe kettécsapva.
Az egyik darab, a másik tetejére csavarozva fejjel lefelé és a két fél között egy 5mm-es kazánlemez. Az egyszerű nagyszerűség maga.
Az eleje szintén kazánlemez, alul fölül külön ajtóval. (Lent tűztér, felül sütő.)
Oldalt egy-egy jókora, öreg, vas kocsikerék. No gumiabroncs.
És elöl még két rosszva neki, hogy lehessen tolni, pont úgy, mint a régi szemetes talicskát.
A hátulján füstkivezető nyílás, rádugva egy kanyar kályhacső, meg két egyenes, felül meg sapka, vígan pöfékelt.
Az egész teteje pedig, a néhai fürdőkád peremének széléig, vastagon tapasztva szalmás agyaggal.
Csülköt, meg tésztákat sütöttek benne, de már nem maradt. Forraltbor szerencsére igen.
Kortyolás közben gondoltam végig: Ha még ég benne a tűz, a kaja meg már elfogyott, akkor kapós lehetett.
Azóta is bánom, hogy nem születtem beépített fényképezőgéppel.
Fehér, öntöttvas, zománcos fürdőkád, középen keresztbe kettécsapva.
Az egyik darab, a másik tetejére csavarozva fejjel lefelé és a két fél között egy 5mm-es kazánlemez. Az egyszerű nagyszerűség maga.
Az eleje szintén kazánlemez, alul fölül külön ajtóval. (Lent tűztér, felül sütő.)
Oldalt egy-egy jókora, öreg, vas kocsikerék. No gumiabroncs.
És elöl még két rosszva neki, hogy lehessen tolni, pont úgy, mint a régi szemetes talicskát.
A hátulján füstkivezető nyílás, rádugva egy kanyar kályhacső, meg két egyenes, felül meg sapka, vígan pöfékelt.
Az egész teteje pedig, a néhai fürdőkád peremének széléig, vastagon tapasztva szalmás agyaggal.
Csülköt, meg tésztákat sütöttek benne, de már nem maradt. Forraltbor szerencsére igen.
Kortyolás közben gondoltam végig: Ha még ég benne a tűz, a kaja meg már elfogyott, akkor kapós lehetett.
Azóta is bánom, hogy nem születtem beépített fényképezőgéppel.
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2007 december 14, 11:50
Írta: Szalai György Dátum 2007 december 14, 11:50
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 december 14, 15:56
Írta: 000000000 Dátum 2007 december 14, 15:56
Két probléma van fürdőkád kemencével:
- ha a hőtöl a zománc belepattan az ételbe nagyon veszélyes a gyomor és belek számára
- belül az öntöttvas kívül agyag ugyan elég jó hőtároló de a sütés olyan vele mint a konyhai sütőkkel. A drótvázas agyagos sokkal jobb.
A tészták sütése nagyon bonyolult kémiai-biológiai folyamat (a tudomány nem is tárt még fel minden átalakukást).
A lisztből milyen gyors folyamat (robbanás szerű) kezdődik el az élesztő baktériumok hatására. Namár most ez a folyamat nem fejeződik be a kelesztéssel, hanem további átalakukás megy végbe a sütés alatt.
Ehhez optimális hő és páratartalom kell.
A fém burkolat nem képes azt biztosítani amit az agyag-tégla, hogy képes lélegezni a tésztából felszabaduló gőzzel ( a sütés elején beszívja a vége felé visszaadja), ezért semmilyem ipari fémbevonatú kemence nem képes olyan íz és illatanyagokat produkálni, mint a fatüzalésű, agyag alapanyagú (tégla, vályog) kemence.
- ha a hőtöl a zománc belepattan az ételbe nagyon veszélyes a gyomor és belek számára
- belül az öntöttvas kívül agyag ugyan elég jó hőtároló de a sütés olyan vele mint a konyhai sütőkkel. A drótvázas agyagos sokkal jobb.
A tészták sütése nagyon bonyolult kémiai-biológiai folyamat (a tudomány nem is tárt még fel minden átalakukást).
A lisztből milyen gyors folyamat (robbanás szerű) kezdődik el az élesztő baktériumok hatására. Namár most ez a folyamat nem fejeződik be a kelesztéssel, hanem további átalakukás megy végbe a sütés alatt.
Ehhez optimális hő és páratartalom kell.
A fém burkolat nem képes azt biztosítani amit az agyag-tégla, hogy képes lélegezni a tésztából felszabaduló gőzzel ( a sütés elején beszívja a vége felé visszaadja), ezért semmilyem ipari fémbevonatú kemence nem képes olyan íz és illatanyagokat produkálni, mint a fatüzalésű, agyag alapanyagú (tégla, vályog) kemence.
Cím: Re:Fémöntés házilag
Írta: Motoros Dátum 2007 december 14, 19:31
Írta: Motoros Dátum 2007 december 14, 19:31
Így van.
A kemence építése az egy rendkívűl komoly dolog. Cnc-t bárki összerakhat ha van ideje, meg a közelben egy MÉH telep, de kemencét csak egyfélét lehet építeni: JÓT..az összes többi megoldás nem fog működni. Főleg ha 3kg-os kenyeret is akarunk benne sütni.
Számít a belső térfogata, a falvastagsága, az hogy jól ki van e égetve, a huzat meg még sok minden.
Az üzemeltetése sem egyszerű, pl jól átfűteni, tudni azt hogy mikor érte el a kellő hőfokot..ezt a nagyanyám valami szikráztatós trükkel csinálta ..már nem tudom pontosan.
Mikor kell betennia kenyeret, és meddig.
Az is fontos hogy az alja valami jó vastag hőszigetelő ..hőtartó legyen, sárba cserepek vagy tégla így mindenhonnan egyenletesen fűtsön.
Semmi elektronikával tökéletesen be tudták lőni a hőprofilt az adott tésztához vagy kenyérhez.
Az alföldön nem annyira fával, inkább kukorica szárral (ízikkel) fűtöttek, esetleg szalmával.
Mikor felfűtött a kemence akkor egy szerszámmal kihúzták a hamut, berakták lapáttal a sütnivalót és lezárták a kemence bejáratát..így a sütés füstmentesen történt.
A kemence építése az egy rendkívűl komoly dolog. Cnc-t bárki összerakhat ha van ideje, meg a közelben egy MÉH telep, de kemencét csak egyfélét lehet építeni: JÓT..az összes többi megoldás nem fog működni. Főleg ha 3kg-os kenyeret is akarunk benne sütni.
Számít a belső térfogata, a falvastagsága, az hogy jól ki van e égetve, a huzat meg még sok minden.
Az üzemeltetése sem egyszerű, pl jól átfűteni, tudni azt hogy mikor érte el a kellő hőfokot..ezt a nagyanyám valami szikráztatós trükkel csinálta ..már nem tudom pontosan.
Mikor kell betennia kenyeret, és meddig.
Az is fontos hogy az alja valami jó vastag hőszigetelő ..hőtartó legyen, sárba cserepek vagy tégla így mindenhonnan egyenletesen fűtsön.
Semmi elektronikával tökéletesen be tudták lőni a hőprofilt az adott tésztához vagy kenyérhez.
Az alföldön nem annyira fával, inkább kukorica szárral (ízikkel) fűtöttek, esetleg szalmával.
Mikor felfűtött a kemence akkor egy szerszámmal kihúzták a hamut, berakták lapáttal a sütnivalót és lezárták a kemence bejáratát..így a sütés füstmentesen történt.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 december 14, 20:05
Írta: 000000000 Dátum 2007 december 14, 20:05
Az aljat kepezo teglan a piszkvasat vegig huzva keletkezik az a bizonyos szikra, ami jelzi, ha lehet berakni a tesztat...
A feluletrol felkavart apro egheto anyag darabkak izzanak fel ilyenkor a levegoben oxigenhez jutva.
Nagyanyam a 60-as evek legvegen még hetente 2x sutott kemenceben, kenyeret....ami a kamraban
tarolva siman eheto volt meg 3-4 napos koraban!
Szinte teljesen frissnek tunt.
Nomeg keszult, langos, pogacsa, pite, kappansult, sonka egeszben, paprikas hal, kelt-toltott sutik, retesek, kiflik, stb, stb....
A feluletrol felkavart apro egheto anyag darabkak izzanak fel ilyenkor a levegoben oxigenhez jutva.
Nagyanyam a 60-as evek legvegen még hetente 2x sutott kemenceben, kenyeret....ami a kamraban
tarolva siman eheto volt meg 3-4 napos koraban!
Szinte teljesen frissnek tunt.
Nomeg keszult, langos, pogacsa, pite, kappansult, sonka egeszben, paprikas hal, kelt-toltott sutik, retesek, kiflik, stb, stb....
Cím: Re:Fémöntés házilag
Írta: crgs7u9wg Dátum 2007 december 14, 20:17
Írta: crgs7u9wg Dátum 2007 december 14, 20:17
es azt is tegyuk hozza, hogy 3-4 nap utan sem volt rossz ize a kenyernek csak kicsit kirosszadt
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 december 14, 20:24
Írta: 000000000 Dátum 2007 december 14, 20:24
vbodi - irtam egy e-mailt!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 december 14, 20:26
Írta: 000000000 Dátum 2007 december 14, 20:26
Na már most - mi az hogy - mi aztán jól szétvertük Kalmus oldalát.
Át kellene menni a csevegőre.
Át kellene menni a csevegőre.
Cím: Re:Fémöntés házilag
Írta: Kristály Árpád Dátum 2007 december 14, 22:24
Írta: Kristály Árpád Dátum 2007 december 14, 22:24
[#worship][#worship][#worship]
Cím: Re:Fémöntés házilag
Írta: Motoros Dátum 2007 december 15, 11:00
Írta: Motoros Dátum 2007 december 15, 11:00
Meg cserépedényben (köcsögben) bármi..pl babfőzeléket lehetett sütni, amit egy kerekes kis kocsiszerűségen lehetett betolni a kemencébe. Ja igen.. a kapros túrós pite ízét még most is érzem.
Cím: Re:Fémöntés házilag
Írta: Motoros Dátum 2007 december 15, 11:03
Írta: Motoros Dátum 2007 december 15, 11:03
Még egy hét után is jó volt, főleg pirítosnak, diólevél teával. A pirítos persze kukoricacsutka parázson sült a sparheltban..persze direktben a parázs fölött egy villaszerű vassal betartva és forgatva.
Cím: Re:Fémöntés házilag
Írta: Motoros Dátum 2007 december 15, 11:05
Írta: Motoros Dátum 2007 december 15, 11:05
Vagy nyitni kéne egy " Kemenceépítés házilag" topikot. Ez is van olyan fontos mint a szervo topik[#nevetes2]
Cím: Re:Fémöntés házilag
Írta: HJózsi Dátum 2007 december 15, 11:12
Írta: HJózsi Dátum 2007 december 15, 11:12

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 december 15, 11:12
Írta: 000000000 Dátum 2007 december 15, 11:12
Fontosnak fontos, de ki lenne a két véglet mint a szervo topikban?
Cím: Re:Fémöntés házilag
Írta: HJózsi Dátum 2007 december 15, 11:16
Írta: HJózsi Dátum 2007 december 15, 11:16
Cím: Re:Fémöntés házilag
Írta: HJózsi Dátum 2007 december 15, 11:17
Írta: HJózsi Dátum 2007 december 15, 11:17

Cím: Re:Fémöntés házilag
Írta: Motoros Dátum 2007 december 15, 11:18
Írta: Motoros Dátum 2007 december 15, 11:18
Hát ugyanazok. Tibor lökné az eli alapokat meg aggályokat, Varsányi meg azbesztruhában tesztelné a kemencéket[#smile]
Cím: Re:Fémöntés házilag
Írta: Motoros Dátum 2007 december 15, 11:22
Írta: Motoros Dátum 2007 december 15, 11:22
Na mondtam hogy a kemenceépítés komoly dolog, milyen jó kis szakirodalma van a neten.
Nem láttam még hasonló részletes cnc gépépépítési leirást www...... .hu-n sehol
Nem láttam még hasonló részletes cnc gépépépítési leirást www...... .hu-n sehol
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 december 15, 11:23
Írta: 000000000 Dátum 2007 december 15, 11:23
Mi meg közben ennénk jó nagyokat, míg ölik egymást!!![#finom]
Cím: Re:Fémöntés házilag
Írta: HJózsi Dátum 2007 december 15, 11:23
Írta: HJózsi Dátum 2007 december 15, 11:23
[#wink] Tényleg sok van, jó képek ötletadónak...
Cím: Re:Fémöntés házilag
Írta: D.Laci Dátum 2007 december 15, 11:24
Írta: D.Laci Dátum 2007 december 15, 11:24
Hát... Ha gondolod elválalom...[#crazya]
Viccet félretéve,... vagy mégse hogy topikot lehessen nyitnineki ahoz CNC-siteni kellene a kemencét, vagy az épitéssét...[#crazya]
Viccet félretéve,... vagy mégse hogy topikot lehessen nyitnineki ahoz CNC-siteni kellene a kemencét, vagy az épitéssét...[#crazya]
Cím: Re:Fémöntés házilag
Írta: Motoros Dátum 2007 december 15, 12:37
Írta: Motoros Dátum 2007 december 15, 12:37
Hát ahhoz hogy valami jó kisüljön, tényleg lehet inkább kemenceépítéssel kéne foglalkoznunk.
Ez a kemenceépítés egyébként egy érdekes dolog. Az öcsém aki programírással foglalkozik és a manuális dolgokhoz semmi kedve és képessége (egy lyukat nem tud kifúrni) ..már évek óta kemenceépítésen töri a fejét. Teljesen megmagyarázhatatlan számomra a dolog..lehet hogy valami ősidőből felbüffenő vágy ez??
Ez a kemenceépítés egyébként egy érdekes dolog. Az öcsém aki programírással foglalkozik és a manuális dolgokhoz semmi kedve és képessége (egy lyukat nem tud kifúrni) ..már évek óta kemenceépítésen töri a fejét. Teljesen megmagyarázhatatlan számomra a dolog..lehet hogy valami ősidőből felbüffenő vágy ez??
Cím: Re:Fémöntés házilag
Írta: HJózsi Dátum 2007 december 15, 12:42
Írta: HJózsi Dátum 2007 december 15, 12:42
Az ajtaját pl. plazma v. lézer vágóval ...[#circling]
Cím: Re:Fémöntés házilag
Írta: Motoros Dátum 2007 december 15, 12:50
Írta: Motoros Dátum 2007 december 15, 12:50
A hátsó kéménytisztító ajtó mögött meg a kolbászokat, szalonnákat füstölnénk.
Valszeg azért olyan nagy hogy a rúdra kényelmesen be lehessen aggatni a cuccot.
A #622 kemence egy elég furcsa mert mintha ki lenne fordítva...azaz a búb felöl van etetve
Valszeg azért olyan nagy hogy a rúdra kényelmesen be lehessen aggatni a cuccot.
A #622 kemence egy elég furcsa mert mintha ki lenne fordítva...azaz a búb felöl van etetve
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2007 december 15, 14:16
Írta: 3vv2btrhv Dátum 2007 december 15, 14:16
beleszolok én is !
Nekem alternativaként a fütés megoldás jöhetne szoba , mert a gáz ára csak felfelé fog menni és nem lehet tudni hol fog megálni ,
Szoval az RC ötlete : a kemencébe rozsdamentes spirális csö ami a mostani központi fütéshez csatrakozna , meg a melegvizet ado hötárolos bojler is belenne kötve , Istvánnak van már valami vezérlóje gázkazánhoz ezt kéne ide aplikálni és a CNC -sités meg a tüzelö adadolása mondjuk szervo motorral .
Nekem alternativaként a fütés megoldás jöhetne szoba , mert a gáz ára csak felfelé fog menni és nem lehet tudni hol fog megálni ,
Szoval az RC ötlete : a kemencébe rozsdamentes spirális csö ami a mostani központi fütéshez csatrakozna , meg a melegvizet ado hötárolos bojler is belenne kötve , Istvánnak van már valami vezérlóje gázkazánhoz ezt kéne ide aplikálni és a CNC -sités meg a tüzelö adadolása mondjuk szervo motorral .
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2007 december 15, 16:22
Írta: robroy007 Dátum 2007 december 15, 16:22
Sziasztok!
a kenyérsütéshez témához szolnék hozzá
pár éve Bárándról lehetett kapni igazi paraszt kenyeret pékségből 1000 Ft volt nem tudom mekkora már pontosan
egyik alkalmmal 1 héttel később mentem érte !!!! és még mindíg ízletes és ehető volt pedig csak betették a gyűjtő helyen a szekrénybe ((fólia dekorációs bolt Roland éppel szíjas hajtással, hogy köze legyen a cnc-hez is))
akkor vált számomra nyílvánvalóvá, hogy lehet jó kenyeret csinálni csak akarni kell
élelmiszetripari szakmai megjegyzésem: pár éve panaszkodtak a pékek, hogy nem jó a búza kenyeret sütni! aztán valmai okos élelmiszeriparis benyögte a TV-ben, hogy nem kéne bele adalék mert a búza jobb mint valaha!
Kedves Adminok! kérnélek titeket, hogy ha egy női oldalnak van recept klubja nekünk miért ne lehetne??
a szakácsok többsége férfi és mi magunk is, elmondhatom szerintem sokak véleményeként jól főzünk csak ritkán
Robi
a kenyérsütéshez témához szolnék hozzá
pár éve Bárándról lehetett kapni igazi paraszt kenyeret pékségből 1000 Ft volt nem tudom mekkora már pontosan
egyik alkalmmal 1 héttel később mentem érte !!!! és még mindíg ízletes és ehető volt pedig csak betették a gyűjtő helyen a szekrénybe ((fólia dekorációs bolt Roland éppel szíjas hajtással, hogy köze legyen a cnc-hez is))
akkor vált számomra nyílvánvalóvá, hogy lehet jó kenyeret csinálni csak akarni kell
élelmiszetripari szakmai megjegyzésem: pár éve panaszkodtak a pékek, hogy nem jó a búza kenyeret sütni! aztán valmai okos élelmiszeriparis benyögte a TV-ben, hogy nem kéne bele adalék mert a búza jobb mint valaha!
Kedves Adminok! kérnélek titeket, hogy ha egy női oldalnak van recept klubja nekünk miért ne lehetne??
a szakácsok többsége férfi és mi magunk is, elmondhatom szerintem sokak véleményeként jól főzünk csak ritkán
Robi
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 december 15, 16:24
Írta: 000000000 Dátum 2007 december 15, 16:24
Legyen? Semmi akadálya! Add meg a frappáns címet, és lesz![#eljen]
Cím: Re:Fémöntés házilag
Írta: Motoros Dátum 2007 december 15, 16:39
Írta: Motoros Dátum 2007 december 15, 16:39
Az adalék azért szükséges hogy egy napon belűl megszáradjon, vagy inkább megromoljon, utána dobd a kukába és vegyél másikat. Ez a fogyasztói társadalom lényege. De ez csak az én véleményem.
Cím: Re:Fémöntés házilag
Írta: Motoros Dátum 2007 december 15, 16:42
Írta: Motoros Dátum 2007 december 15, 16:42
Ha cnc-sítjük a kemencét, meg a kenyérsütést akkor nem sz@rtunk a kútba csak a kávájára...aztán belelöktük.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 december 15, 16:47
Írta: 000000000 Dátum 2007 december 15, 16:47
Nem szabad mindent automatizálni, a kreativitásnak is helyet kell adni (az a fejlődés és az egyediség)![#eljen]
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2007 december 15, 17:02
Írta: robroy007 Dátum 2007 december 15, 17:02
Sütünk, főzünk cnc-sítünk avagy receptek a műhelyből
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 december 15, 17:03
Írta: 000000000 Dátum 2007 december 15, 17:03
Minden esetre a "fémöntéstől" igen csak elkanyarodtunk! Legyen egy sütés-főzés rovat?[#buck]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2007 december 15, 17:05
Írta: 000000000 Dátum 2007 december 15, 17:05
Nyálcsorgás két marás közben...[#nevetes1]
Cím: Re:Fémöntés házilag
Írta: crgs7u9wg Dátum 2007 december 15, 17:19
Írta: crgs7u9wg Dátum 2007 december 15, 17:19
nem nagyon szoktunk errol beszelni, ugy ertem a mindennapokban, de valahogy nagyon igaz lehet az, hogy az etkezes igen jelentos hatassal van a szervezetunkre es azonon keresztul, nyilvan, magunkra is, szoval lehet, hogy tenyleg nem artana egy ilyen kajas topic :)
Cím: Re:Fémöntés házilag
Írta: 7vpav5d32 Dátum 2007 december 15, 18:01
Írta: 7vpav5d32 Dátum 2007 december 15, 18:01
Süssétek a lángosokat, kenyereket, káposztákat én hozok hozzá holnap igazi bivaj tejfölt Torockószentgyörgyről. (43% zsirtartalommal) Az lesz az igazi.
Cím: Re:Fémöntés házilag
Írta: HJózsi Dátum 2007 december 15, 22:30
Írta: HJózsi Dátum 2007 december 15, 22:30
Ha már a kemencével indult, lehetne a gasztro topic neve :
Búboskemence...
mindenki tudni fogja miért, mivel térjen be oda ... [#wave]
Búboskemence...
mindenki tudni fogja miért, mivel térjen be oda ... [#wave]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 január 01, 13:24
Írta: 000000000 Dátum 2008 január 01, 13:24
Kalmus a videojan azt emliti, hogy az otvozott aluminium formaontesre nem megfelelo. Nem folyik, nem uregkitolto.
Elmeletem szerint azonban tombositeni ettol meg szepen lehet. Jol gondolom?
A kulonfele oxid retegek, akar a szinesek is - olvasztaskor salak formajaban jelennek meg?
Kulonbozoen otvozott aluminiumok keveredese megengedett? Feltetelezve, hogy az ontott darabtol nem var az ember kozel sem azonos terhelhetosegi ertekeket...
Samott teglabol milyen vastag falat celszeru rakni?
Elmeletem szerint azonban tombositeni ettol meg szepen lehet. Jol gondolom?
A kulonfele oxid retegek, akar a szinesek is - olvasztaskor salak formajaban jelennek meg?
Kulonbozoen otvozott aluminiumok keveredese megengedett? Feltetelezve, hogy az ontott darabtol nem var az ember kozel sem azonos terhelhetosegi ertekeket...
Samott teglabol milyen vastag falat celszeru rakni?
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2008 január 01, 15:04
Írta: 3vv2btrhv Dátum 2008 január 01, 15:04
csak nem önteni akarsz ??
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 január 01, 18:13
Írta: 000000000 Dátum 2008 január 01, 18:13
Miert a csodalkozas?
Amugy igen, tervbe van veve.
Amugy igen, tervbe van veve.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2008 január 01, 18:46
Írta: 3vv2btrhv Dátum 2008 január 01, 18:46
semi , csak magamon rágodom , hogy én mikor tudok már eljutni az ékszer öntésig
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 január 01, 19:16
Írta: 000000000 Dátum 2008 január 01, 19:16
En aluminiumot szeretnek olvasztani es onteni elsodlegesen.
Hazilagos bronz ontesrol meg van dokumentacio. Ennek ha jol emlekszem 900C az olvadaspontja.
Vorosrez tombositesrol lebeszeltek a magas olvadaspontja miatt, itt a topikon belul.
Ezust, arany kb. ezen olvadasponton van. Bar itt nem beszelhetunk szamottevo mennyisegrol (kg, liter).
No, de a kerdesek meg allnak! (:
Vbodi, Sasi, Kalmus, meg aki mar jartas az otthoni aluminium ontesben! Legyen szives valaszt adni.
Hazilagos bronz ontesrol meg van dokumentacio. Ennek ha jol emlekszem 900C az olvadaspontja.
Vorosrez tombositesrol lebeszeltek a magas olvadaspontja miatt, itt a topikon belul.
Ezust, arany kb. ezen olvadasponton van. Bar itt nem beszelhetunk szamottevo mennyisegrol (kg, liter).
No, de a kerdesek meg allnak! (:
Vbodi, Sasi, Kalmus, meg aki mar jartas az otthoni aluminium ontesben! Legyen szives valaszt adni.
Cím: Re:Fémöntés házilag
Írta: Szedlay Pál Dátum 2008 január 02, 13:17
Írta: Szedlay Pál Dátum 2008 január 02, 13:17
Tibor!
Van egy vacumos aranyöntőgépem. A fűtőspirált kell benne kicseréltetni. Ha érdekel írj.
Van egy vacumos aranyöntőgépem. A fűtőspirált kell benne kicseréltetni. Ha érdekel írj.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 január 02, 20:35
Írta: 000000000 Dátum 2008 január 02, 20:35
Szia aszbolit!
Mint már lentebb írtam, én autóbontóban veszem az alapanyagot, szerintem az is ötvözött, gond nélkül önthető.Én mostanában tömböket öntök, utána forgácsolom.
Samottéglámól szerintem a 40mm vastagságú megfelelő,vízüveg és finom szemcsézetű samotpor keverékével ragasztható, ma vettem a Tüzépen 200x400x40mm-est 1100Ft/db áron.Most akarom átépíteni a kohómat, jobb hőszigeteléssel, amit perlitbetonnal valósítok meg.Ha majd önteni szeretnél, szerezzél be salakoló sót,nagyon megkönnyíti a salak eltávolítását.Én atégelít és a sót Újpesten a Sweidel utcában vettem, de valószínüleg máshol is kapható.Szerintem a samottégla jobban bírja a hőterhelést,mint a tengerentúli weboldalakon alkalmazott samottpor+cement+homok-ból kevert massza.
Mint már lentebb írtam, én autóbontóban veszem az alapanyagot, szerintem az is ötvözött, gond nélkül önthető.Én mostanában tömböket öntök, utána forgácsolom.
Samottéglámól szerintem a 40mm vastagságú megfelelő,vízüveg és finom szemcsézetű samotpor keverékével ragasztható, ma vettem a Tüzépen 200x400x40mm-est 1100Ft/db áron.Most akarom átépíteni a kohómat, jobb hőszigeteléssel, amit perlitbetonnal valósítok meg.Ha majd önteni szeretnél, szerezzél be salakoló sót,nagyon megkönnyíti a salak eltávolítását.Én atégelít és a sót Újpesten a Sweidel utcában vettem, de valószínüleg máshol is kapható.Szerintem a samottégla jobban bírja a hőterhelést,mint a tengerentúli weboldalakon alkalmazott samottpor+cement+homok-ból kevert massza.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 január 02, 20:36
Írta: 000000000 Dátum 2008 január 02, 20:36
tégelít=tégely bocs
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 január 02, 20:41
Írta: 000000000 Dátum 2008 január 02, 20:41
Azért nem kell szuper felszerelés, egyszerű dolgokkal is lehet olvasztani,ez volt az első próbálkozásom.

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 január 02, 20:42
Írta: 000000000 Dátum 2008 január 02, 20:42

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 január 02, 20:44
Írta: 000000000 Dátum 2008 január 02, 20:44
És milyen nagy volt az örömöm, amikor sikerült

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 január 03, 19:44
Írta: 000000000 Dátum 2008 január 03, 19:44
Sziasztok!
Hozzáfogtam az új kohó építéséhez.Az alapja 40x40 zártszelvény,40x40 szögvas kerettel,az alja 1,5mm vaslemez.
Hozzáfogtam az új kohó építéséhez.Az alapja 40x40 zártszelvény,40x40 szögvas kerettel,az alja 1,5mm vaslemez.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 január 03, 19:45
Írta: 000000000 Dátum 2008 január 03, 19:45
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 január 03, 19:48
Írta: 000000000 Dátum 2008 január 03, 19:48

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 január 03, 19:58
Írta: 000000000 Dátum 2008 január 03, 19:58
A hőszigeteléshez perlitbetont használok.Tüzép telepen lehet kapni 100 literes zsákban.Ehhez a mennyiséghez 15-20 kg cement kell.A perlitet be kell áztatni,énegy 20 literes vödörben annyi vizet adtam hzzá,hogy sűrű kásás állaga legyen.Ezután 30 percet pihentetem.Ezutén hozzéadom a cementet 4-5 fándlival,majd keverőgéppel símára keverem,ha híg akkor teszek még hozzá egy kis perlitet meg cementet,hogyjó sűrű,de még kenhető állagú legyen.Ezután beöntöttem az alapba és elsímítottam.

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 január 03, 20:00
Írta: 000000000 Dátum 2008 január 03, 20:00

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 január 03, 20:02
Írta: 000000000 Dátum 2008 január 03, 20:02
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 január 03, 20:03
Írta: 000000000 Dátum 2008 január 03, 20:03
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 január 03, 20:13
Írta: 000000000 Dátum 2008 január 03, 20:13
Bocs lassú a fórum,azt hittem, hogy elb@szta és nem ment el.A kohó külmérete 660x660mm.
Amikor az alap megszikkadt, elkezdtem falazni samottéglából ill. samotlapból.Az aljára 40mm vastagságú samotlapot tettem.400x200x40mm-es lapokat vettem,230-as gyémánttárcsa viszi mint a vajat.Az égőtér belső mérete 280x280 magassága 500mm.

Amikor az alap megszikkadt, elkezdtem falazni samottéglából ill. samotlapból.Az aljára 40mm vastagságú samotlapot tettem.400x200x40mm-es lapokat vettem,230-as gyémánttárcsa viszi mint a vajat.Az égőtér belső mérete 280x280 magassága 500mm.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 január 03, 20:19
Írta: 000000000 Dátum 2008 január 03, 20:19
A fugákat vízüveg és átszitált finomszemcséjű samotpor keverékével kentem.

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 január 03, 20:20
Írta: 000000000 Dátum 2008 január 03, 20:20
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 január 03, 20:23
Írta: 000000000 Dátum 2008 január 03, 20:23
A falazéshoz felhasználtam a használt samottéglákat is.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 január 03, 20:25
Írta: 000000000 Dátum 2008 január 03, 20:25
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 január 03, 20:25
Írta: 000000000 Dátum 2008 január 03, 20:25

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 január 03, 20:35
Írta: 000000000 Dátum 2008 január 03, 20:35
Más képeket linkeltem be, ugyanazt töltötte.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 január 03, 21:05
Írta: 000000000 Dátum 2008 január 03, 21:05

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 január 03, 21:06
Írta: 000000000 Dátum 2008 január 03, 21:06
Bocs nem ezt akartam.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 január 03, 23:24
Írta: 000000000 Dátum 2008 január 03, 23:24
Melyik jobb? Eldontheto?
- kis atmeroju, magas olvaszto tegely
- nagy atmeroju, lapos olvaszto tegely
A masik kerdesem az egester. Melyik jobb?
- negyzetes alapteruletu
- hengeres alapteruletu
A hengeres alapteruletut ugy kepzelem el, hogy a samott teglak a legkisebb alapteruletu reszukon allnak es egymas melle folytonosan teve van kialakitva egy kozelitoleg kor alapteruletu kemence forma. A gyakorlatban 8-10szog szeru lenne az elrendezes.
A sarkoknal viszont csak a teglak fuggoleges elei ernenek ossze. Ott megszokhet a ho. Errol mit gondoltok?
Vbodi, mekkora olvaszto tegelyt hasznalsz majd, hasznaltal eddig? Fobb mereteit szeretnem felvenni a sajat kemencemnek.
- kis atmeroju, magas olvaszto tegely
- nagy atmeroju, lapos olvaszto tegely
A masik kerdesem az egester. Melyik jobb?
- negyzetes alapteruletu
- hengeres alapteruletu
A hengeres alapteruletut ugy kepzelem el, hogy a samott teglak a legkisebb alapteruletu reszukon allnak es egymas melle folytonosan teve van kialakitva egy kozelitoleg kor alapteruletu kemence forma. A gyakorlatban 8-10szog szeru lenne az elrendezes.
A sarkoknal viszont csak a teglak fuggoleges elei ernenek ossze. Ott megszokhet a ho. Errol mit gondoltok?
Vbodi, mekkora olvaszto tegelyt hasznalsz majd, hasznaltal eddig? Fobb mereteit szeretnem felvenni a sajat kemencemnek.
Cím: Re:Fémöntés házilag
Írta: yuagaci9g Dátum 2008 január 04, 17:35
Írta: yuagaci9g Dátum 2008 január 04, 17:35
Szerintem
- kis atmeroju, magas olvaszto tegely
Mert nagyobb a kulso, hovel erintkezo felulete
es konnyebben adagolhato a slamasztika az onteskor.
Egy nagy, lapos tegely konnyen, kifroccsenhet es a salakot is nagyobb feluletrol kell osszekotorni.
A kemenceformara inkabb a kerek format javasolnam;
Az aramlas benne jobban vegbemegy, ha erintolegesen fujsz bele, mint a negzetesnel, ahol biztos nem lesz egyenletes meleg. (ke`me`nytechnika)
Masreszt sokkal kissebb a kulso felulete, kevesebb a hoveszteseg.
Valahol lattam hasolo nyocszegletu kialakitast, (de lehet, hogy tobb), itt a teglakat a muvesz gondosan szogbevagta gyemant tarcsaval, a minel jobb illesztes erdekeben.
Keresem kicsit
- kis atmeroju, magas olvaszto tegely
Mert nagyobb a kulso, hovel erintkezo felulete
es konnyebben adagolhato a slamasztika az onteskor.
Egy nagy, lapos tegely konnyen, kifroccsenhet es a salakot is nagyobb feluletrol kell osszekotorni.
A kemenceformara inkabb a kerek format javasolnam;
Az aramlas benne jobban vegbemegy, ha erintolegesen fujsz bele, mint a negzetesnel, ahol biztos nem lesz egyenletes meleg. (ke`me`nytechnika)
Masreszt sokkal kissebb a kulso felulete, kevesebb a hoveszteseg.
Valahol lattam hasolo nyocszegletu kialakitast, (de lehet, hogy tobb), itt a teglakat a muvesz gondosan szogbevagta gyemant tarcsaval, a minel jobb illesztes erdekeben.
Keresem kicsit
Cím: Re:Fémöntés házilag
Írta: yuagaci9g Dátum 2008 január 04, 17:48
Írta: yuagaci9g Dátum 2008 január 04, 17:48
Nem erre emlekeztem, de efelere gondolok:
Olvasztokemence
Olvasztokemence
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 január 04, 17:59
Írta: 000000000 Dátum 2008 január 04, 17:59
Sziasztok!
Én Lámpással értek egyet a nagy lapos edényemet csak a hengerfej megolvasztásánál szoktam használni,az ebből kiöntött rudakat magas tégelyben olvasztom.A kör alapterületű kohó az ideális, én nem akartam annyi samottéglát faragni,meg így belefér egy autó hengerfeje egyben.
A legnagyobb tégelyem ha jól emlékszem 160mm átmérőjű és 400mm magas.
Én Lámpással értek egyet a nagy lapos edényemet csak a hengerfej megolvasztásánál szoktam használni,az ebből kiöntött rudakat magas tégelyben olvasztom.A kör alapterületű kohó az ideális, én nem akartam annyi samottéglát faragni,meg így belefér egy autó hengerfeje egyben.
A legnagyobb tégelyem ha jól emlékszem 160mm átmérőjű és 400mm magas.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 január 04, 18:22
Írta: 000000000 Dátum 2008 január 04, 18:22
Ma megépítettem a kohó vázát 30x30-as szögvasból.

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 január 04, 18:23
Írta: 000000000 Dátum 2008 január 04, 18:23

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 január 04, 18:27
Írta: 000000000 Dátum 2008 január 04, 18:27

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 január 04, 18:29
Írta: 000000000 Dátum 2008 január 04, 18:29
Cím: Re:Fémöntés házilag
Írta: yuagaci9g Dátum 2008 január 04, 18:42
Írta: yuagaci9g Dátum 2008 január 04, 18:42
Ami a samoton kivul van, hely az mind szigeteles lesz? nem semmi.
Es ha a hengefejet egyben beleteszed, hogy veszed ki, kihuzod a dugot?
Es ha a hengefejet egyben beleteszed, hogy veszed ki, kihuzod a dugot?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 január 04, 19:12
Írta: 000000000 Dátum 2008 január 04, 19:12
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 január 04, 19:32
Írta: 000000000 Dátum 2008 január 04, 19:32
A hengerfejet beleteszem a négyszögletes edénybe és addig olvasztom, amíg az edény megtelik.Ekkor a hegerfej maradékát kiveszem az edényben lévö olvadékot kiöntöm a rúd sablonokba majd tovább olvasztom a hengerfejet
Cím: Re:Fémöntés házilag
Írta: yuagaci9g Dátum 2008 január 04, 19:46
Írta: yuagaci9g Dátum 2008 január 04, 19:46
Szoval Te sumakolsz es meg az edenyed is szogletes?[#confused]
Korbejarja ezt a langcsova?
Nagyon kivancsi vagyok a fejlemenyekre.
Korbejarja ezt a langcsova?
Nagyon kivancsi vagyok a fejlemenyekre.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 január 04, 20:13
Írta: 000000000 Dátum 2008 január 04, 20:13

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 január 04, 20:17
Írta: 000000000 Dátum 2008 január 04, 20:17

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 január 04, 20:18
Írta: 000000000 Dátum 2008 január 04, 20:18
Öntöm fel a hőszigetelő perlitbetonnal.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 január 04, 20:25
Írta: 000000000 Dátum 2008 január 04, 20:25
Körbejárja bizony maga a fehéren izzó pokol.Az előző kohóm is négyszögletes volt,csak gyengének találtam a hőszigetelését.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 január 04, 20:28
Írta: 000000000 Dátum 2008 január 04, 20:28

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 január 04, 22:44
Írta: 000000000 Dátum 2008 január 04, 22:44
Koszi fiuk, megerositettetek az elkepzelesem!
Meg hatra van a terfogat meghatarozasa.
Egy gazegovel mekkora mennyisegu aluminiumot lehet esszeruen olvasztani? Meg sajnos nem volt idom lemodellezni a legnagyobb tervezett munkadarabokat. Igy nem tudom kozelitoleg sem a szukseges alapanyag mennyiseget.
Egyaltalan mennyi idobe telik mondjuk 1kg aluminium olvasztasa?
Homersekletet mertek olvasztaskor?
Meg hatra van a terfogat meghatarozasa.
Egy gazegovel mekkora mennyisegu aluminiumot lehet esszeruen olvasztani? Meg sajnos nem volt idom lemodellezni a legnagyobb tervezett munkadarabokat. Igy nem tudom kozelitoleg sem a szukseges alapanyag mennyiseget.
Egyaltalan mennyi idobe telik mondjuk 1kg aluminium olvasztasa?
Homersekletet mertek olvasztaskor?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 január 05, 20:06
Írta: 000000000 Dátum 2008 január 05, 20:06
Sziasztok!
Én időt még nem mértem, számomra nincs jelentősége.Van egy K-elemes digitális hőmérőm,azzal szoktam mérni,1300C-ig mér.750-800 C az olvasztási hőmérséklet.Kiveszek egy hosszú nyelű kanállal Kb70 mililitert az olvadt fémből,úgy mérem.
8-10 liter foly. alut símán tudtam olvasztani.22kg-os PB palackot vettem az égőnél a gáznyomás 1,5 bar a fuvóka 1,5-2mm átmétőjű.Az öntendő munkadarab térfogatát kiszámítod és valamivel több alut olvasztassz.
Én időt még nem mértem, számomra nincs jelentősége.Van egy K-elemes digitális hőmérőm,azzal szoktam mérni,1300C-ig mér.750-800 C az olvasztási hőmérséklet.Kiveszek egy hosszú nyelű kanállal Kb70 mililitert az olvadt fémből,úgy mérem.
8-10 liter foly. alut símán tudtam olvasztani.22kg-os PB palackot vettem az égőnél a gáznyomás 1,5 bar a fuvóka 1,5-2mm átmétőjű.Az öntendő munkadarab térfogatát kiszámítod és valamivel több alut olvasztassz.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 január 06, 01:12
Írta: 000000000 Dátum 2008 január 06, 01:12
Magarol az egofejrol es a fujtatokent szolgalo turbina osszeszereleserol tudnal dokumentalni valamit?
Homerot hol vasaroltad?
Homerot hol vasaroltad?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 január 06, 16:18
Írta: 000000000 Dátum 2008 január 06, 16:18
Szia!
A hőmérőt a Conradnál vettem:Digital Thermometer K102 ára:12990Ft.Hőmérsékletérzékelő K-tip Ára: 5490Ft.Szállítás:1000 Ft.
Az égőfej 5/4" acélcső 400mm hosszú ,majd csinálok róla fotót.A ventilátort autóbontóman vettem,talán egy Golfnak volt a fűtőventilátora.Akkumlátor töltőről járatom,a feszültséget beállítom a kívánt értékre.
A hőmérőt a Conradnál vettem:Digital Thermometer K102 ára:12990Ft.Hőmérsékletérzékelő K-tip Ára: 5490Ft.Szállítás:1000 Ft.
Az égőfej 5/4" acélcső 400mm hosszú ,majd csinálok róla fotót.A ventilátort autóbontóman vettem,talán egy Golfnak volt a fűtőventilátora.Akkumlátor töltőről járatom,a feszültséget beállítom a kívánt értékre.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 január 06, 17:00
Írta: 000000000 Dátum 2008 január 06, 17:00
Erdekelne majd akkor az a fenykep is! (:
Koszi!
Koszi!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 január 06, 17:11
Írta: 000000000 Dátum 2008 január 06, 17:11
Infra homerovel vajon jol lehet merni az olvadt aluminium homersekletet?
Beruhaznek akkor egy komolyabbra, tudnam mashol is hasznalni...
Beruhaznek akkor egy komolyabbra, tudnam mashol is hasznalni...
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 január 06, 17:37
Írta: 000000000 Dátum 2008 január 06, 17:37
Szerintem nézzél ki magadnak egy tipust és agyártó vagy forgalmazó weblapján találsz infót erről a konkrét felhasználási területről .
Esetleg email.
Esetleg email.
Cím: Re:Fémöntés házilag
Írta: Szedlay Pál Dátum 2008 január 06, 17:50
Írta: Szedlay Pál Dátum 2008 január 06, 17:50
Igen jól lehet a kohászatban is használják.
Link:
http://www.raytek.com/raytek/en-r0
Csak az ipariak elég húzósak.
Egy TX 270.000Ft
Egy Marathon 1 milla. Nekem van ebből kettő ha akarod az egyiket kölcsönadom.
Hátha kiengesztellek.
Link:
http://www.raytek.com/raytek/en-r0
Csak az ipariak elég húzósak.
Egy TX 270.000Ft
Egy Marathon 1 milla. Nekem van ebből kettő ha akarod az egyiket kölcsönadom.
Hátha kiengesztellek.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 január 06, 18:02
Írta: 000000000 Dátum 2008 január 06, 18:02
Aszbolit! Ezeta weblapon nagyon sok infót talász:fémöntés
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 január 06, 18:03
Írta: 000000000 Dátum 2008 január 06, 18:03
Koszi az infokat!
Namost, ooo, nem ertem tisztan... (:
Miert kellene kiengesztelni?
Namost, ooo, nem ertem tisztan... (:
Miert kellene kiengesztelni?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 január 06, 18:22
Írta: 000000000 Dátum 2008 január 06, 18:22
Igen, itt mar jartam egyszer regebben...
Velemeny?
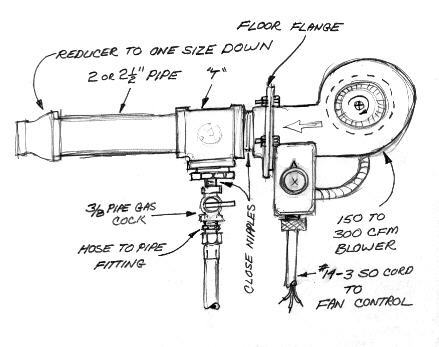
Velemeny?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 január 06, 18:23
Írta: 000000000 Dátum 2008 január 06, 18:23
Errol mit gondoltok?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 január 06, 18:30
Írta: 000000000 Dátum 2008 január 06, 18:30
teszt uzenet
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 január 06, 18:30
Írta: 000000000 Dátum 2008 január 06, 18:30
Hulye forum...
Cím: Re:Fémöntés házilag
Írta: Szedlay Pál Dátum 2008 január 06, 18:34
Írta: Szedlay Pál Dátum 2008 január 06, 18:34
A mosados levelem miatt.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 január 07, 20:11
Írta: 000000000 Dátum 2008 január 07, 20:11
Sziasztok!
Ma feltöltöttem a hőszigetelő perlitbetont.
Ma feltöltöttem a hőszigetelő perlitbetont.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 január 07, 20:13
Írta: 000000000 Dátum 2008 január 07, 20:13
Szia Aszbolit!
Ilyen egyszerű egy jól működő gázégő.
Ilyen egyszerű egy jól működő gázégő.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 január 07, 20:15
Írta: 000000000 Dátum 2008 január 07, 20:15

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 január 07, 20:18
Írta: 000000000 Dátum 2008 január 07, 20:18

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 január 07, 20:19
Írta: 000000000 Dátum 2008 január 07, 20:19

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 január 07, 20:21
Írta: 000000000 Dátum 2008 január 07, 20:21

Cím: Re:Fémöntés házilag
Írta: ebalint Dátum 2008 február 02, 18:22
Írta: ebalint Dátum 2008 február 02, 18:22
Szia vbodi!
Írtam mailt Neked a fórumon keresztül.
Odaérhetett?
Üdv.
Írtam mailt Neked a fórumon keresztül.
Odaérhetett?
Üdv.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 február 02, 20:34
Írta: 000000000 Dátum 2008 február 02, 20:34
Szia Bálint!
A mailt nem kaptam meg, miben tudok segíteni?
A mailt nem kaptam meg, miben tudok segíteni?
Cím: Re:Fémöntés házilag
Írta: ebalint Dátum 2008 február 02, 20:47
Írta: ebalint Dátum 2008 február 02, 20:47
Szia!
Ha küldenél mailt a címemre, megköszönném.
Érvényes címem => katt ebalint -ra.
A többit ott lefolytatnánk.
üdv.
Ha küldenél mailt a címemre, megköszönném.
Érvényes címem => katt ebalint -ra.
A többit ott lefolytatnánk.
üdv.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 február 02, 21:01
Írta: 000000000 Dátum 2008 február 02, 21:01
mail ment.
Cím: Re:Fémöntés házilag
Írta: ebalint Dátum 2008 február 04, 09:33
Írta: ebalint Dátum 2008 február 04, 09:33
Szia!
Nem jött meg :
ebalint56@yahoo.com
próbáld még1*
Köszi.
Nem jött meg :
ebalint56@yahoo.com
próbáld még1*
Köszi.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 február 04, 18:29
Írta: 000000000 Dátum 2008 február 04, 18:29
Elküldtem
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 február 04, 20:06
Írta: 000000000 Dátum 2008 február 04, 20:06
Nem kaptad meg?
Cím: Re:Fémöntés házilag
Írta: ebalint Dátum 2008 február 05, 08:49
Írta: ebalint Dátum 2008 február 05, 08:49
Sajnos nem.
Üdv.
Üdv.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 február 05, 12:28
Írta: 000000000 Dátum 2008 február 05, 12:28
Pedig itt a topicban, ha ráklikelsz a nevemre, az a jó mail címem.Próbáld meg úgy, hogy csak kimásolod a címet és máshonnan küldöd el az emailt.
Cím: Re:Fémöntés házilag
Írta: ebalint Dátum 2008 február 05, 16:53
Írta: ebalint Dátum 2008 február 05, 16:53
Ez a fórum lehet, hogy csak nekem - de nem hinném - azt csinálja :
klikk a névre --> feljönnek az adatok, majd e-mail küldés <klikk ide> esetén feljön ez :
E-mail küldés vbodi részére
Feladó neve: ebalint
Feladó e-mail: ebalint56@yahoo.com
Na ebből nem jön ki a címzett címe...
Ilyen módon küldtem Neked először levelet, de nem kaptad meg.
Eddig én sem a Tiéd.
Üdv, ebalint
klikk a névre --> feljönnek az adatok, majd e-mail küldés <klikk ide> esetén feljön ez :
E-mail küldés vbodi részére
Feladó neve: ebalint
Feladó e-mail: ebalint56@yahoo.com
Na ebből nem jön ki a címzett címe...
Ilyen módon küldtem Neked először levelet, de nem kaptad meg.
Eddig én sem a Tiéd.
Üdv, ebalint
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 február 05, 21:03
Írta: 000000000 Dátum 2008 február 05, 21:03
Szia ebalint!
Most kuldtem erre a címedre, remélem megkapod.
Most kuldtem erre a címedre, remélem megkapod.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 február 07, 09:00
Írta: 000000000 Dátum 2008 február 07, 09:00
Sziasztok öntőmesterek!
Viaszmintás öntéssel kapcsolatban lennék kíváncsi a tapasztalaitokra! Láttam már itt a fórumon fekecs recepteket de az nem tiszta számomra, hogy a habhoz használtos "működik-e" a viszhoz is... Továbbá a formaleválasztáshoz szükséges e bevonni valamivel a viasz felületét és a fekecsbe mi szükség van a felületaktív anyagra (mi a szerepe a kationos, anionos vagy a nem ionos jellegnek)? Minthogy a sötétben tapogatózom ezzel kapcs. az obiban nézegettem a különböző szereket és láttam egy rozsdamarót (RO 55) amiben 10-18% kationos fel.akt. anyag van.
Várom a tippeket, trükköket de méginkább a jólbevált eljárásokat!
Előre is köszi
Tasi
Viaszmintás öntéssel kapcsolatban lennék kíváncsi a tapasztalaitokra! Láttam már itt a fórumon fekecs recepteket de az nem tiszta számomra, hogy a habhoz használtos "működik-e" a viszhoz is... Továbbá a formaleválasztáshoz szükséges e bevonni valamivel a viasz felületét és a fekecsbe mi szükség van a felületaktív anyagra (mi a szerepe a kationos, anionos vagy a nem ionos jellegnek)? Minthogy a sötétben tapogatózom ezzel kapcs. az obiban nézegettem a különböző szereket és láttam egy rozsdamarót (RO 55) amiben 10-18% kationos fel.akt. anyag van.
Várom a tippeket, trükköket de méginkább a jólbevált eljárásokat!
Előre is köszi
Tasi
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2008 február 07, 18:46
Írta: 3vv2btrhv Dátum 2008 február 07, 18:46
sZIA Tasi
A viaszmintás öntés nem egyszerü feladat .
Azt javasolom olvass vissza a forumon és a GOOGLE keresövel nagyon sok infot fogsz találni .Elöbb legyél tisztába az elvekkel és modszerekkel és azután nagyon szivesen segitek , mert én csináltam a viasz vesztéses bronz öntést .
A viaszmintás öntés nem egyszerü feladat .
Azt javasolom olvass vissza a forumon és a GOOGLE keresövel nagyon sok infot fogsz találni .Elöbb legyél tisztába az elvekkel és modszerekkel és azután nagyon szivesen segitek , mert én csináltam a viasz vesztéses bronz öntést .
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 február 07, 20:31
Írta: 000000000 Dátum 2008 február 07, 20:31
Szia Tibor
Köszönöm az ötletet, már szinte az egész fórumanyagot végigolvastam de nem találtam "viaszra utaló nyomot"... :)) De akkor olvasgatok tovább... A google kereséssel meg az a gond, hogy természetesen azon is túl vagyok, csak nehéz olyan oldalt találni amin szájbarágós módon, képekkel illusztrálva magyarázzák, hogy: "na kedves csekéj módon hozzáértő amatőr ezt most így fogd meg, ezt így hívják és pontosan ilyen legyen mert különben a hajadra kenheted nem a mintára..."! ;)
De köszi, keresgélek...
Köszönöm az ötletet, már szinte az egész fórumanyagot végigolvastam de nem találtam "viaszra utaló nyomot"... :)) De akkor olvasgatok tovább... A google kereséssel meg az a gond, hogy természetesen azon is túl vagyok, csak nehéz olyan oldalt találni amin szájbarágós módon, képekkel illusztrálva magyarázzák, hogy: "na kedves csekéj módon hozzáértő amatőr ezt most így fogd meg, ezt így hívják és pontosan ilyen legyen mert különben a hajadra kenheted nem a mintára..."! ;)
De köszi, keresgélek...
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 február 07, 20:45
Írta: 000000000 Dátum 2008 február 07, 20:45
Szia Tasi.
Mit akarsz önteni.
Mit akarsz önteni.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 február 07, 21:02
Írta: 000000000 Dátum 2008 február 07, 21:02
Szia Ferenc
Áláméniumot...;)
Áláméniumot...;)
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2008 február 07, 21:10
Írta: 3vv2btrhv Dátum 2008 február 07, 21:10
hát azt igy nem is fogsz találni de a youtubon nagyon jo videok vannak talán abba az irányba is keress
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 február 07, 21:31
Írta: 000000000 Dátum 2008 február 07, 21:31
Helló !
C.C.FELDMAN
PRECIZIÓS ÖNTÉS
című könyvben részletesen bemutatva.
Sajnos nekem csak az 1952-es kiadású könyv
volt a kezemben.
C.C.FELDMAN
PRECIZIÓS ÖNTÉS
című könyvben részletesen bemutatva.
Sajnos nekem csak az 1952-es kiadású könyv
volt a kezemben.
Cím: Re:Fémöntés házilag
Írta: hduf42fua Dátum 2008 február 07, 21:32
Írta: hduf42fua Dátum 2008 február 07, 21:32
ÜDV!
A Diszcoverin a napokban láttam a "hogyan készül"-be viaszmintás alu őntésről pár képet.
Ahogy láttam a viasz mintát bevonták vmi ragasztóval és utánna beszórták kerámia porral amit utánna kiégettek az égetés során kiolvadt a viasz és maradt az öntőminta, ebbe öntötték az alut a kihülés után leverték a kerámiát akész
öntvényről. Precíz lett az öntvény.Persze ez így
elmondva rém egyszerű (ha jól mondom).
A Diszcoverin a napokban láttam a "hogyan készül"-be viaszmintás alu őntésről pár képet.
Ahogy láttam a viasz mintát bevonták vmi ragasztóval és utánna beszórták kerámia porral amit utánna kiégettek az égetés során kiolvadt a viasz és maradt az öntőminta, ebbe öntötték az alut a kihülés után leverték a kerámiát akész
öntvényről. Precíz lett az öntvény.Persze ez így
elmondva rém egyszerű (ha jól mondom).
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 február 07, 21:43
Írta: 000000000 Dátum 2008 február 07, 21:43
Köszönöm Miklós, azt a részt én is láttam és a látottak alapján úgy gondolom, hogy a világ legjobb fémöntője vagyok...persze csak ELMÉLETBEN! :))
Cím: Re:Fémöntés házilag
Írta: hduf42fua Dátum 2008 február 07, 21:47
Írta: hduf42fua Dátum 2008 február 07, 21:47
OK!
Én azért maradok a FRÖCCS-öntésnél,mert kis idő mulva ettől is melegem van.
ÜDV!
Én azért maradok a FRÖCCS-öntésnél,mert kis idő mulva ettől is melegem van.
ÜDV!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 február 07, 21:58
Írta: 000000000 Dátum 2008 február 07, 21:58
Arany, ezüst ékszereket az ötvösök
a mai napig is viaszminta segítségével
öntik.
a mai napig is viaszminta segítségével
öntik.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2008 február 07, 23:44
Írta: 3vv2btrhv Dátum 2008 február 07, 23:44
vmi ragasztóval
ez a lényeg : kerámia polyszilikát . a többi stimmel
kerámia porral : égetett kvarc szemcsék méret szerint osztálxozva
ez a lényeg : kerámia polyszilikát . a többi stimmel
kerámia porral : égetett kvarc szemcsék méret szerint osztálxozva
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 február 08, 18:11
Írta: 000000000 Dátum 2008 február 08, 18:11
Egyszerű átlátszó kerámikus zománc.
Porban kapható, vizzel higítódik.
Keramikusok az edény belső falát ezzel
kenik be. 900 fokC az égetési hőfok.
/ez a ragasztó/.
De ezzel TE csak a vaszt kented be vele 3x.
Max 2 mm vastag lesz. Mig nedves addig kell
meghinteni, forgatni pl öntőagyag porban.
utána szárítani.
Porban kapható, vizzel higítódik.
Keramikusok az edény belső falát ezzel
kenik be. 900 fokC az égetési hőfok.
/ez a ragasztó/.
De ezzel TE csak a vaszt kented be vele 3x.
Max 2 mm vastag lesz. Mig nedves addig kell
meghinteni, forgatni pl öntőagyag porban.
utána szárítani.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2008 február 08, 21:04
Írta: 3vv2btrhv Dátum 2008 február 08, 21:04
Ezt a hihetetlen tudást irigyeltem egész életemben . Probáltad ezt a modszert ???
Légyszives használd a válasz gombot mert igy nem tudom kinek irsz .
Légyszives használd a válasz gombot mert igy nem tudom kinek irsz .
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 február 09, 21:00
Írta: 000000000 Dátum 2008 február 09, 21:00
Igen működik az öntési megoldás/részlet/.
Nem Neked szántam, irtad, hogy tudod a technológiát.
Nem Neked szántam, irtad, hogy tudod a technológiát.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2008 február 09, 22:19
Írta: 3vv2btrhv Dátum 2008 február 09, 22:19
ha a viaszon van ez az anyag , akkor hogyan távolitod el a viaszt belölle ??
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 február 10, 18:04
Írta: 000000000 Dátum 2008 február 10, 18:04
Természetesen az öntéshez szükséges járatok is elkészítem viaszból és összekapcsolom a viaszmintával ahogy a nagykönyvben le van írva.
Ez után következik az átlatszó/szintelen/ kerámia mázba történő mártogatás, szükség szerint. A máz állaga mártogatás esetén kissé hig tejföl.
Mig nedves állapotban kell először megszórni száraz öntő agyag porral, utána rögtön megforgatom a porban.Szükség esetén a beöntőnyilásról,levegőzőnyilásról nedves szivaccsal letörlöm a felesleges mázt.
Megszáradás után öntőformában homokkal ágyazom.
Így tartása van a bevont viasznak.
Fölmelegítve a viaszt kiöntöm.Beöntőnyílás,levegőzőn keresztűl.
Nem szükséges 900-ra felfüteni, a szintelen máz már 600 fok körül olvadozik.
Átlátszó,/szintelen/ máz gyári keverésű, minden szükséges alkotóelem benne van.Több gyártócég
forgalmaz Mo.-n.Ragasztó anyagot is tartalmaz mint minden kerámia máz. Nejem nemegyszer 4x éget egy szobrot, mázakat megfelelő olvadási sorrendben kell fölpakolni.
Öntő agyag pontosan van bekeverve/száraz/
Természetesen árulnak vizzel bekevert mázakat és öntő agyagot is.
Ez a technológia közepe ! Korábban említett Feldman könyv más megoldásokat említ.
kiadás 1952 nem hiszem, hogy a precíziós öntésről részletesebben,bővebben írtak volna.
Ez után következik az átlatszó/szintelen/ kerámia mázba történő mártogatás, szükség szerint. A máz állaga mártogatás esetén kissé hig tejföl.
Mig nedves állapotban kell először megszórni száraz öntő agyag porral, utána rögtön megforgatom a porban.Szükség esetén a beöntőnyilásról,levegőzőnyilásról nedves szivaccsal letörlöm a felesleges mázt.
Megszáradás után öntőformában homokkal ágyazom.
Így tartása van a bevont viasznak.
Fölmelegítve a viaszt kiöntöm.Beöntőnyílás,levegőzőn keresztűl.
Nem szükséges 900-ra felfüteni, a szintelen máz már 600 fok körül olvadozik.
Átlátszó,/szintelen/ máz gyári keverésű, minden szükséges alkotóelem benne van.Több gyártócég
forgalmaz Mo.-n.Ragasztó anyagot is tartalmaz mint minden kerámia máz. Nejem nemegyszer 4x éget egy szobrot, mázakat megfelelő olvadási sorrendben kell fölpakolni.
Öntő agyag pontosan van bekeverve/száraz/
Természetesen árulnak vizzel bekevert mázakat és öntő agyagot is.
Ez a technológia közepe ! Korábban említett Feldman könyv más megoldásokat említ.
kiadás 1952 nem hiszem, hogy a precíziós öntésről részletesebben,bővebben írtak volna.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2008 február 10, 18:34
Írta: 3vv2btrhv Dátum 2008 február 10, 18:34
Így tartása van a bevont viasznak.
Fölmelegítve a viaszt kiöntöm.Beöntőnyílás,levegőzőn keresztűl
Akkor ezekszerint ez mindig egy EDÉNYBEN van a kiolvasztás alatt ???
Fölmelegítve a viaszt kiöntöm.Beöntőnyílás,levegőzőn keresztűl
Akkor ezekszerint ez mindig egy EDÉNYBEN van a kiolvasztás alatt ???
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 február 10, 19:22
Írta: 000000000 Dátum 2008 február 10, 19:22
A bevont viaszt ahogy te írod edénybe van betömörítve. Hagyományos öntőformázáshoz hasonló, csak itt nem szükséges osztott öntöformákat csinálni. Elég egy öntöforma.
Anyaga 10 mm vaslemez. ha 5% viztartalommal rendelkezö homokot tömörítel akkor ez az anyag
megáll. Nem mosott szárított folyami homokot
kell használni, ha ez van akkor 5-10% öntöagyagot kell hozzáadni.
Anyaga 10 mm vaslemez. ha 5% viztartalommal rendelkezö homokot tömörítel akkor ez az anyag
megáll. Nem mosott szárított folyami homokot
kell használni, ha ez van akkor 5-10% öntöagyagot kell hozzáadni.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2008 február 10, 20:13
Írta: 3vv2btrhv Dátum 2008 február 10, 20:13
Na mostmár csak az a kérdésem , hogy mit öntessz bele , alut , bronzot ??
Cím: Re:Fémöntés házilag
Írta: hduf42fua Dátum 2008 február 10, 20:23
Írta: hduf42fua Dátum 2008 február 10, 20:23
Üdv mindenkinek!
Mivel én a #729 hozzászólásomban csak általánosságban írtam le a látottakat, így megköszönöm a szakszerű szakmai leírást és egyben kérnélek áruld el a felhazsnált anyagok
neveit és megtalálási helyét hátha valaki
kedvet kap egy kis viaszmintába való alu öntéshez, mivel így a látottak alapján nagyon precíz öntvényeket lehet készíteni és az utómegmunkálás is kevesebb.
Köszönettel:BM
Mivel én a #729 hozzászólásomban csak általánosságban írtam le a látottakat, így megköszönöm a szakszerű szakmai leírást és egyben kérnélek áruld el a felhazsnált anyagok
neveit és megtalálási helyét hátha valaki
kedvet kap egy kis viaszmintába való alu öntéshez, mivel így a látottak alapján nagyon precíz öntvényeket lehet készíteni és az utómegmunkálás is kevesebb.
Köszönettel:BM
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 február 10, 20:47
Írta: 000000000 Dátum 2008 február 10, 20:47
Az alacson olvadáspontú mázak hőtartománya 860-1200 fokig tart. Lehet alut is és bronzot is önteni. 2006 őszén öntöttünk utoljára bronzot.
200x200x200-as betonkocka sablonba tömörítettük
a homokot, ez szabvány sablon a betongyártás ellenőzésénél.Nagyméretű beöntö és légjáratot kell csinálni.
200x200x200-as betonkocka sablonba tömörítettük
a homokot, ez szabvány sablon a betongyártás ellenőzésénél.Nagyméretű beöntö és légjáratot kell csinálni.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 február 10, 21:13
Írta: 000000000 Dátum 2008 február 10, 21:13
Szia Ferenc!
Jónak látszik a formázási és öntési eljárásod, engem is érdekelnek a felhasznált anyagok és beszerzési helyük. Kösz az eddigi infokat.
Jónak látszik a formázási és öntési eljárásod, engem is érdekelnek a felhasznált anyagok és beszerzési helyük. Kösz az eddigi infokat.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 február 10, 21:17
Írta: 000000000 Dátum 2008 február 10, 21:17
Azért a tecnológia nem teljes, hiányzik az eleje.
Pontos mintát kell készíteni ügyelva a fém zsugorodására./Ősminta/
Le kell gyártani valamilyen anyagból.
Mivel általában kicsi tárgyat önt az ember házilag, egyszerü anyagot érdemes választani.
Modelgipsz-->faragás. Háztartási bolt
Gyurma-amit a gyerek az iskolában használ./plasztilin/
Sablon készítés:
legolcsobb a modelgipsz.
DUO-RUB PV Kétkomponensű szilikongumi paszta,
van folyékony is /tejföl, ecsetelés,mártás/
Drága tavaly tavaszi ára 5820 Ft/kg.
A sablon rugalmas pl egy szoborról lefejthető sérülés nélkül.
A kész sablonba lehet önteni a viszt.
Mó.n Szászhalombattán gyártanak megfelelő keménységű viaszt /nem tudom hol árulják/
Stearin/gyerta/anyaga is felhasználható,csak a tömörítésnél vigyázni kell.
Szintelen keramikus mázak,
Keramikus öntö agyag: mázak kg-ban is kapható
Öntő agyagot én 25kg zsákban vettem.
Lelőhelyük MŰVÉSZELLÁTÓ boltok.
Pl Bp-en az M3-as bevezető bal oldalán
Miskolc felől menet a Nádastó utcában.
DUO-DUB PV szilikongumi paszta
én egy helyüt vásároltam Miskolcon Nagy és Tsa. Művészellátó boltban ugyanott kapható a gyertya öntéshez szükséges sztearin is.
Pontos mintát kell készíteni ügyelva a fém zsugorodására./Ősminta/
Le kell gyártani valamilyen anyagból.
Mivel általában kicsi tárgyat önt az ember házilag, egyszerü anyagot érdemes választani.
Modelgipsz-->faragás. Háztartási bolt
Gyurma-amit a gyerek az iskolában használ./plasztilin/
Sablon készítés:
legolcsobb a modelgipsz.
DUO-RUB PV Kétkomponensű szilikongumi paszta,
van folyékony is /tejföl, ecsetelés,mártás/
Drága tavaly tavaszi ára 5820 Ft/kg.
A sablon rugalmas pl egy szoborról lefejthető sérülés nélkül.
A kész sablonba lehet önteni a viszt.
Mó.n Szászhalombattán gyártanak megfelelő keménységű viaszt /nem tudom hol árulják/
Stearin/gyerta/anyaga is felhasználható,csak a tömörítésnél vigyázni kell.
Szintelen keramikus mázak,
Keramikus öntö agyag: mázak kg-ban is kapható
Öntő agyagot én 25kg zsákban vettem.
Lelőhelyük MŰVÉSZELLÁTÓ boltok.
Pl Bp-en az M3-as bevezető bal oldalán
Miskolc felől menet a Nádastó utcában.
DUO-DUB PV szilikongumi paszta
én egy helyüt vásároltam Miskolcon Nagy és Tsa. Művészellátó boltban ugyanott kapható a gyertya öntéshez szükséges sztearin is.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 február 10, 21:30
Írta: 000000000 Dátum 2008 február 10, 21:30
Szia Tibor!
Te annakidején milyen eljárással öntöttél alut és bronzot?
Te annakidején milyen eljárással öntöttél alut és bronzot?
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2008 február 10, 21:32
Írta: 3vv2btrhv Dátum 2008 február 10, 21:32
A modell gyártásnál jön be a CNC technologia , a zsugor miatt .
Ha már enyire belemerültünk és nam anyázzuk egymást , akkor elárulom én mivel kisérletezem .
ezt az egéssz technologiát szeretném ugy csinálni hogy rögtön a nagativ szerszámot késziteném el a CNC-vel , természetesen olyan anyagbol ami az öntést kibirja . A megfelelö választo sik megoldása a legnehezebb feledat , de természetesen ezzel sem lehetne mindent leönteni de sokmindenre jó lenne .
Már vannak rész eredményeim de még sok munka van lessz vele .
Ha már enyire belemerültünk és nam anyázzuk egymást , akkor elárulom én mivel kisérletezem .
ezt az egéssz technologiát szeretném ugy csinálni hogy rögtön a nagativ szerszámot késziteném el a CNC-vel , természetesen olyan anyagbol ami az öntést kibirja . A megfelelö választo sik megoldása a legnehezebb feledat , de természetesen ezzel sem lehetne mindent leönteni de sokmindenre jó lenne .
Már vannak rész eredményeim de még sok munka van lessz vele .
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 február 10, 21:33
Írta: 000000000 Dátum 2008 február 10, 21:33
A formakészítésről tudnál írni egy kicsit bővebben?
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2008 február 10, 21:43
Írta: 3vv2btrhv Dátum 2008 február 10, 21:43
Hát az legalább husz éve volt és ki.kisérleteztem egy kerámia bevonatot ami önhordo volt , ami azt jelentette hogy kiégettem 900 c fokon és kivettem a kemencéböl pirosan izzo állapotában fogoval majd megfelelö lehülés után öntöttem bele a bronzot . Akkor én szobrászoknak csináltam a kerámia és bronz kisplasztikákat . Csak érdekességként én a viaszt mikrohullámu sütövel olvasztottam ki . a titka az volt ogy a viaszba VIZET kevertem egy az akkori növényolajgyár fejlesztö mérnökétöl kapott anyag segitségével . A viasz nem veszitett szilárdságábol mert a viz Mikrocseppekben volt benne de elég volt ahoz hogy a mikrohullám felmelegitse és ne ugy hogy közbe a térfogata növekedjen mert ez a legnagyobb probléma a viasznál .
Na csak enyi , de én két évvel ezelött felejánlottam itt a forumon ezt a technologiát bárkinek aki alkalmazza de senkinek nem kellet .
Na csak enyi , de én két évvel ezelött felejánlottam itt a forumon ezt a technologiát bárkinek aki alkalmazza de senkinek nem kellet .
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 február 10, 22:31
Írta: 000000000 Dátum 2008 február 10, 22:31
Először Nézd a www.szilintex.hu lapot,
ez leírja a szilikongumi használatát.
A forma készítést idős szobrászművész és precíziós öntő mestertől lestem el mikor Nejemet nyakbvaló kerámia medáll készítésére oktatta.
A gyurmából- amit a gyerekek szivesen nyomják-
készítette el a medáll első példányát.
Nem a végső forma volt, csak közelítette.
Egy üveglapot szappanos vizzel dörzsölte, majd leöblítette.Ez a zsirtalanítás+formaleválasztás.
Az üveglapot csurgóra támasztotta kiszárította.
Az üveg felületéhez nem szabad hozzáérni.
Széles szájú ULTRA pasztás doboz tetejét köbevágta az is szappanozta.
Ráhelyezte a gyári vágással az üveglapra.
Aránylag puha agyaggal körbetömte.
belerakta a gyurmát/plasztilin/.
Félbevágott gimilabdába vizet öntött és elkezte sózási mudulatokkal adagolni a gipszet,közbe az asztalhoz ütögette a labdát és kavargatta. Kellő sűrűség után
finoman a gyurmára öntötte a gipszet.
1 nap száradás után könnyen levált a sablon.
Gyurmát kivette ujból föl lehet használni.
Sablon faragások stb. pozitiv minta, igazítás, présablon készítés az már a művész dolga.
Kiszárított sablonba lehet önteni a viaszt, sztearint. Ez a két anyagnál nem kell formaleválasztást alkalmazni gipsz sablon esetén.
Ez a gipszes módszer.Több sablont lehet összerakni ha pozicíónáló furatokat készítel.
Babrás de a legolcsóbb.
ez leírja a szilikongumi használatát.
A forma készítést idős szobrászművész és precíziós öntő mestertől lestem el mikor Nejemet nyakbvaló kerámia medáll készítésére oktatta.
A gyurmából- amit a gyerekek szivesen nyomják-
készítette el a medáll első példányát.
Nem a végső forma volt, csak közelítette.
Egy üveglapot szappanos vizzel dörzsölte, majd leöblítette.Ez a zsirtalanítás+formaleválasztás.
Az üveglapot csurgóra támasztotta kiszárította.
Az üveg felületéhez nem szabad hozzáérni.
Széles szájú ULTRA pasztás doboz tetejét köbevágta az is szappanozta.
Ráhelyezte a gyári vágással az üveglapra.
Aránylag puha agyaggal körbetömte.
belerakta a gyurmát/plasztilin/.
Félbevágott gimilabdába vizet öntött és elkezte sózási mudulatokkal adagolni a gipszet,közbe az asztalhoz ütögette a labdát és kavargatta. Kellő sűrűség után
finoman a gyurmára öntötte a gipszet.
1 nap száradás után könnyen levált a sablon.
Gyurmát kivette ujból föl lehet használni.
Sablon faragások stb. pozitiv minta, igazítás, présablon készítés az már a művész dolga.
Kiszárított sablonba lehet önteni a viaszt, sztearint. Ez a két anyagnál nem kell formaleválasztást alkalmazni gipsz sablon esetén.
Ez a gipszes módszer.Több sablont lehet összerakni ha pozicíónáló furatokat készítel.
Babrás de a legolcsóbb.
Cím: Re:Fémöntés házilag
Írta: Szedlay Pál Dátum 2008 február 12, 15:01
Írta: Szedlay Pál Dátum 2008 február 12, 15:01
Csak az én tapasztalatom.
Vigyázzatok a gipsz negatív, viasszal történő felöntésével.
A gyakorlatban beragadhat!!!!!!!!!!!
Elötte érdemes parafinolajba áztatni majd ha megszívta magát a felesleget letörölni.
Ehez még jó anyag a glicerin is.
A gumilabdás megoldás az jó. Más szakmákban is alkalmazzák iszapolásnak hívják. A tej az hosszabítja a gipsz kötési idejét a só és a langyos víz gyorsítja. Mindkét adalékot csak módjával!!!!!!
Az üveglap izolálásának módja, vékonyan át kell kenni vazelinnal.
Ha valakit érdekel van eladó művészek által is használt gyurmázható viaszom 50kg.
Vigyázzatok a gipsz negatív, viasszal történő felöntésével.
A gyakorlatban beragadhat!!!!!!!!!!!
Elötte érdemes parafinolajba áztatni majd ha megszívta magát a felesleget letörölni.
Ehez még jó anyag a glicerin is.
A gumilabdás megoldás az jó. Más szakmákban is alkalmazzák iszapolásnak hívják. A tej az hosszabítja a gipsz kötési idejét a só és a langyos víz gyorsítja. Mindkét adalékot csak módjával!!!!!!
Az üveglap izolálásának módja, vékonyan át kell kenni vazelinnal.
Ha valakit érdekel van eladó művészek által is használt gyurmázható viaszom 50kg.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2008 február 12, 15:31
Írta: 3vv2btrhv Dátum 2008 február 12, 15:31
Mi az ára kg -ban
Cím: Re:Fémöntés házilag
Írta: Szedlay Pál Dátum 2008 február 12, 16:02
Írta: Szedlay Pál Dátum 2008 február 12, 16:02
1000Ft/kg
De nem kell meg vedd az egészet.
De nem kell meg vedd az egészet.
Cím: Re:Fémöntés házilag
Írta: Szedlay Pál Dátum 2008 február 12, 16:03
Írta: Szedlay Pál Dátum 2008 február 12, 16:03
Két fajta van.
Egy puhább és egy keményebb.
Egy puhább és egy keményebb.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 február 12, 20:36
Írta: 000000000 Dátum 2008 február 12, 20:36
A puhábbikból 2 kg,
keményebből 3 kg vásárolnák.
Üdv Brungel Ferenc Miskolcról
keményebből 3 kg vásárolnák.
Üdv Brungel Ferenc Miskolcról
Cím: Re:Fémöntés házilag
Írta: Szedlay Pál Dátum 2008 február 12, 21:21
Írta: Szedlay Pál Dátum 2008 február 12, 21:21
Ok. Írd meg mailban, hogy küldjem hogy szeretnéd fizetni.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 február 24, 10:22
Írta: 000000000 Dátum 2008 február 24, 10:22

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 február 24, 10:23
Írta: 000000000 Dátum 2008 február 24, 10:23

Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2008 február 24, 10:24
Írta: 3vv2btrhv Dátum 2008 február 24, 10:24
ez mi ??
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 február 24, 10:28
Írta: 000000000 Dátum 2008 február 24, 10:28
Sziasztok!
Tegnap sikerült, amire már régóta vágytam, kiöntöttem az első ÖNTÖTTVASAMAT. Fantasztikus élmény volt. A gázégő süvített, mint egy rakéta, 2 bar nyomás, 2 mm-es fúvóka, a ventillátor turbo fokozaton.

Tegnap sikerült, amire már régóta vágytam, kiöntöttem az első ÖNTÖTTVASAMAT. Fantasztikus élmény volt. A gázégő süvített, mint egy rakéta, 2 bar nyomás, 2 mm-es fúvóka, a ventillátor turbo fokozaton.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2008 február 24, 10:52
Írta: 3vv2btrhv Dátum 2008 február 24, 10:52
KORSZAKOT NYITOTTÁL !!!!!!!!!!!!
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2008 február 24, 10:54
Írta: 3vv2btrhv Dátum 2008 február 24, 10:54
Mostmár csak a etilszilikátos prec öntést kell megcsinálnod és HAWAY
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 február 24, 11:36
Írta: 000000000 Dátum 2008 február 24, 11:36
Mit olvaszottal be? Hofok erteket mertel?
Cím: Re:Fémöntés házilag
Írta: ebalint Dátum 2008 február 24, 11:45
Írta: ebalint Dátum 2008 február 24, 11:45
Gratulálok!
Nem semmi!
Szomszédok elég messze vannak, vagy elég türelmesek?
[#nevetes1][#nevetes1]
Nem semmi!
Szomszédok elég messze vannak, vagy elég türelmesek?
[#nevetes1][#nevetes1]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 február 24, 11:52
Írta: 000000000 Dátum 2008 február 24, 11:52
Szia!
Nem tudtam hőfokot mérni, mert a hőélemes hőmérőm csak 1300 C-ig mér.Őntvény radiátor közcsavarokat olvasztottam be. Olyan meleg volt a kohó, egy méterről csak úgy perzselt,vakító fehéren izzott minden.Az arcvédő maszk alá egy védő napszemüveget is felvettem. Legközelebb kipróbálom a lánghegesztő szemüvegemet is, az még sötétebb.Bevállt a kohó jó vastag perlitbetonos hőszigetelése. A belső samottégla burkolat még egy óra múlva is vörösen izzott.
Te hogy állsz az olvasztással?
Nem tudtam hőfokot mérni, mert a hőélemes hőmérőm csak 1300 C-ig mér.Őntvény radiátor közcsavarokat olvasztottam be. Olyan meleg volt a kohó, egy méterről csak úgy perzselt,vakító fehéren izzott minden.Az arcvédő maszk alá egy védő napszemüveget is felvettem. Legközelebb kipróbálom a lánghegesztő szemüvegemet is, az még sötétebb.Bevállt a kohó jó vastag perlitbetonos hőszigetelése. A belső samottégla burkolat még egy óra múlva is vörösen izzott.
Te hogy állsz az olvasztással?
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2008 február 24, 11:52
Írta: svejk Dátum 2008 február 24, 11:52
Milyen tégelyben olvasztottad?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 február 24, 11:53
Írta: 000000000 Dátum 2008 február 24, 11:53
Köszi. Jó szomszédaim vannak.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 február 24, 11:57
Írta: 000000000 Dátum 2008 február 24, 11:57
Abban a grafittégelyben, amiben az alut szoktam olvasztani.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 február 24, 13:45
Írta: 000000000 Dátum 2008 február 24, 13:45
Sajnos meg sehogy. Tervek mar megvannak, de meg egy lepest sem tudtam ezugyben mozdulni. Mar nagyon aktualis lenne amugy, de az ido nagy ur...
Cím: Re:Fémöntés házilag
Írta: Kristály Árpád Dátum 2008 február 24, 14:18
Írta: Kristály Árpád Dátum 2008 február 24, 14:18
[#eljen][#eljen][#eljen]
Gratula!
Azért vigyáz magadra......
Üdv.: Árpi
Gratula!
Azért vigyáz magadra......
Üdv.: Árpi
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 március 02, 15:22
Írta: 000000000 Dátum 2008 március 02, 15:22
Sziasztok!
Készítettem a kohómhoz egy levegő előmelegítőt 2"-os csőböl megmértem a meleg levegő hőfokát, 260 C-fok, tökéletesebben ég a gázolaj. Amikor próbáltam, nem figyeltem oda, a 3-as vaslemezből készített tégely szétolvadt, a kép alján jobb oldalt látható.

Készítettem a kohómhoz egy levegő előmelegítőt 2"-os csőböl megmértem a meleg levegő hőfokát, 260 C-fok, tökéletesebben ég a gázolaj. Amikor próbáltam, nem figyeltem oda, a 3-as vaslemezből készített tégely szétolvadt, a kép alján jobb oldalt látható.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 március 02, 15:23
Írta: 000000000 Dátum 2008 március 02, 15:23

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 március 02, 15:29
Írta: 000000000 Dátum 2008 március 02, 15:29

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 március 02, 15:29
Írta: 000000000 Dátum 2008 március 02, 15:29

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 március 02, 15:30
Írta: 000000000 Dátum 2008 március 02, 15:30

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 március 02, 15:31
Írta: 000000000 Dátum 2008 március 02, 15:31
Cím: Re:Fémöntés házilag
Írta: ybm4ifb Dátum 2008 március 02, 16:25
Írta: ybm4ifb Dátum 2008 március 02, 16:25
vboldi
Tök jó az a tárcsa,ha ugygondolod megfordítva akár sütögetheted a pecsenyéd is...
Egyébként nálunk is van öntő mühely,a tégelyümk használt palack alja.
Tök jó az a tárcsa,ha ugygondolod megfordítva akár sütögetheted a pecsenyéd is...
Egyébként nálunk is van öntő mühely,a tégelyümk használt palack alja.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 március 07, 15:25
Írta: 000000000 Dátum 2008 március 07, 15:25
Sziasztok !
A BMF Bánki Karára járok gépészmérnökként és egy beszámolót kell tartanom a precizíós öntésről. A beszámolónak tartalmaznia kell egy konkrét termék előállításának lépéseit ehhez szeretnék pár információhoz hozzájutni. Aki már gyártott viaszkiolvasztásos eljárással valamit az el tudná küldeni nekem a következő adatokat:
- Konkrét termék megnevezése, rajz, mérete
- A kiinduló alap és segédanyagok
- A termék előállításának lépései
köszönöm
A BMF Bánki Karára járok gépészmérnökként és egy beszámolót kell tartanom a precizíós öntésről. A beszámolónak tartalmaznia kell egy konkrét termék előállításának lépéseit ehhez szeretnék pár információhoz hozzájutni. Aki már gyártott viaszkiolvasztásos eljárással valamit az el tudná küldeni nekem a következő adatokat:
- Konkrét termék megnevezése, rajz, mérete
- A kiinduló alap és segédanyagok
- A termék előállításának lépései
köszönöm
Cím: Re:Fémöntés házilag
Írta: Szedlay Pál Dátum 2008 március 07, 21:48
Írta: Szedlay Pál Dátum 2008 március 07, 21:48
Szerintem hívd fel a Vasipari Kutató Intézetben Potyondi Urat. Ha lehet valamit tudni az egészről Ő mindent tud és szerintem meg is osztja veled.Jó indulatú cégvezető.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 március 17, 15:40
Írta: 000000000 Dátum 2008 március 17, 15:40
Sziasztok
Én egy gépésztechnikus vagyok, öntöttem már otthon alumíniumot, de szertnék bonyolultabb, összetettebb formákat is kiönteni. Ha valaki csinált már ilyet házilag, örülnék ha megosztaná velem tapasztalatait, észrevételeit.
Előre is köszönöm a segítséget.
Én egy gépésztechnikus vagyok, öntöttem már otthon alumíniumot, de szertnék bonyolultabb, összetettebb formákat is kiönteni. Ha valaki csinált már ilyet házilag, örülnék ha megosztaná velem tapasztalatait, észrevételeit.
Előre is köszönöm a segítséget.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 március 19, 19:04
Írta: 000000000 Dátum 2008 március 19, 19:04
Kedves Fórumozók!
Igen régen olvasója vagyok az öntészettel kapcsolatos témának, és van
egy problémám, amit már régóta szeretnék megoldani.
1. Kép Kép 2. Kép 3.
Adott a képeken látható tárgy, ezt kellene legyártanom.
A kívánt mennyiség: 1 db :)
(a fiaim M16-os utánzatának tárakasztója).
Anyag: alumínium vagy réz vagy bronz.
Befoglaló méretek (durván):
38,8mm x 6mm x 32,5mm
Tegyük fel, hogy képes vagyok negatív mintát készíteni (OXAM-V1 szilikongumi),
ebből pozitív mintát viaszból. Megolvasztani az anyagot max. cca. 1300C-ig.
A viaszveszejtéses technikának az etilszilikátot
kiváltó mószerét - mély hála és köszönet Brungel kollégának mostmár ismerem, és ezt
a mószert szeretném alkalmazni, ha lehet.
Kérdésem: hogyan alakítsam ki a felömlőket? (ezt most lehet, hogy hülyeség, de azokra
az üregekre gondolok ahol a folyékony fém közlekedik:).
Le lehet-e önteni egyáltalán ezt a formát sima gravitációs módszerrel,
vagy egy kicsit meg kellene forgatni?
Ha adott egy ilyen tárgy, az ősminta elkészítésénél
hogyan lehet a zsugorodást figyelembe venni?
Más:
Ha igény van rá szivesen megosztom eddigi "kutató munkám"
eredményét (sajnos csak ékes angolnyelven vannak meg):
Handbook of Lost Wax or investment casting.pdf
Foseco: Non-Ferrous Foundryman's handbook.pdf
Gingery Li'l-Bertha_Electrical_Resistance_Shop_Furnace.pdf
Metalworking - Building a Gas Fired Crucible Furnace - David Gingery.pdf
Gingery-making-crucibles.pdf
ASM Metals Handbooks - 23 kötet kötetenként cca. 2000 oldal
ASM Metals HandBook Volume 1 - Properties and Selection Irons Steels and High Performance Alloys.pdf
ASM Metals HandBook Volume 2 - Properties and Selection Nonf.pdf
ASM Metals HandBook Volume 3 - Alloy Phase Diagrams.pdf
ASM Metals HandBook Volume 4 - Heat Treating.pdf
ASM Metals HandBook Volume 5 - Surface Engineering.pdf
ASM Metals HandBook Volume 6 - Welding, Brazing, and Solderi.pdf
ASM Metals HandBook Volume 7 - Powder Metal Technologies and Applications.pdf
ASM Metals HandBook Volume 8 - Mechanical Testing and Evaluation.pdf
ASM Metals Handbook Volume 9 - Metallography And Microstructures 2004.pdf
ASM Metals HandBook Volume 10 - Materials Characterization.pdf
ASM Metals Handbook Volume 11 - Failure Analysis And Prevention.pdf
ASM Metals HandBook Volume 12 - Fractography.pdf
ASM Metals Handbook Volume 13A - Corrosion Fundamentals, Testing, And Protection.pdf
ASMMetals Handbook Volume 14 - Forming And Forging.pdf
ASM Metals HandBook Volume 15 - Casting.pdf
ASM Metals HandBook Volume 16 - Machining.pdf
ASM Metals HandBook Volume 17 - Nondestructive Evaluation and Quality Control.pdf
ASM Metals HandBook Volume 18 - Friction, Lubrication, and Wear Technology.pdf
ASM Metals HandBook Volume 19 - Fatigue And Fracture.pdf
ASM Metals HandBook Volume 20 - Materials Selection and Design.pdf
ASM Metals HandBook Volume 21 - Composites.pdf
ASM Metals Handbook Desk Edition 2001.pdf
ASM Metals Handbook Volume Special - Heat-Resistant Material.pdf
Igen régen olvasója vagyok az öntészettel kapcsolatos témának, és van
egy problémám, amit már régóta szeretnék megoldani.
1. Kép Kép 2. Kép 3.
Adott a képeken látható tárgy, ezt kellene legyártanom.
A kívánt mennyiség: 1 db :)
(a fiaim M16-os utánzatának tárakasztója).
Anyag: alumínium vagy réz vagy bronz.
Befoglaló méretek (durván):
38,8mm x 6mm x 32,5mm
Tegyük fel, hogy képes vagyok negatív mintát készíteni (OXAM-V1 szilikongumi),
ebből pozitív mintát viaszból. Megolvasztani az anyagot max. cca. 1300C-ig.
A viaszveszejtéses technikának az etilszilikátot
kiváltó mószerét - mély hála és köszönet Brungel kollégának mostmár ismerem, és ezt
a mószert szeretném alkalmazni, ha lehet.
Kérdésem: hogyan alakítsam ki a felömlőket? (ezt most lehet, hogy hülyeség, de azokra
az üregekre gondolok ahol a folyékony fém közlekedik:).
Le lehet-e önteni egyáltalán ezt a formát sima gravitációs módszerrel,
vagy egy kicsit meg kellene forgatni?
Ha adott egy ilyen tárgy, az ősminta elkészítésénél
hogyan lehet a zsugorodást figyelembe venni?
Más:
Ha igény van rá szivesen megosztom eddigi "kutató munkám"
eredményét (sajnos csak ékes angolnyelven vannak meg):
Handbook of Lost Wax or investment casting.pdf
Foseco: Non-Ferrous Foundryman's handbook.pdf
Gingery Li'l-Bertha_Electrical_Resistance_Shop_Furnace.pdf
Metalworking - Building a Gas Fired Crucible Furnace - David Gingery.pdf
Gingery-making-crucibles.pdf
ASM Metals Handbooks - 23 kötet kötetenként cca. 2000 oldal
ASM Metals HandBook Volume 1 - Properties and Selection Irons Steels and High Performance Alloys.pdf
ASM Metals HandBook Volume 2 - Properties and Selection Nonf.pdf
ASM Metals HandBook Volume 3 - Alloy Phase Diagrams.pdf
ASM Metals HandBook Volume 4 - Heat Treating.pdf
ASM Metals HandBook Volume 5 - Surface Engineering.pdf
ASM Metals HandBook Volume 6 - Welding, Brazing, and Solderi.pdf
ASM Metals HandBook Volume 7 - Powder Metal Technologies and Applications.pdf
ASM Metals HandBook Volume 8 - Mechanical Testing and Evaluation.pdf
ASM Metals Handbook Volume 9 - Metallography And Microstructures 2004.pdf
ASM Metals HandBook Volume 10 - Materials Characterization.pdf
ASM Metals Handbook Volume 11 - Failure Analysis And Prevention.pdf
ASM Metals HandBook Volume 12 - Fractography.pdf
ASM Metals Handbook Volume 13A - Corrosion Fundamentals, Testing, And Protection.pdf
ASMMetals Handbook Volume 14 - Forming And Forging.pdf
ASM Metals HandBook Volume 15 - Casting.pdf
ASM Metals HandBook Volume 16 - Machining.pdf
ASM Metals HandBook Volume 17 - Nondestructive Evaluation and Quality Control.pdf
ASM Metals HandBook Volume 18 - Friction, Lubrication, and Wear Technology.pdf
ASM Metals HandBook Volume 19 - Fatigue And Fracture.pdf
ASM Metals HandBook Volume 20 - Materials Selection and Design.pdf
ASM Metals HandBook Volume 21 - Composites.pdf
ASM Metals Handbook Desk Edition 2001.pdf
ASM Metals Handbook Volume Special - Heat-Resistant Material.pdf
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2008 március 19, 19:19
Írta: 3vv2btrhv Dátum 2008 március 19, 19:19
Másként közeliteném meg a problémát . Miért kell fémböl lennie ?? Mert ha lehetne poliuretánbol azt egyszerüen beleönthetnéd a szilikonba és tökéletes lenne .
Cím: Re:Fémöntés házilag
Írta: airfoil6205 Dátum 2008 március 19, 19:47
Írta: airfoil6205 Dátum 2008 március 19, 19:47
Szerintem, ha a függőleges résznél kettéválasztod, akkor megérné két darabból forgácsolással elkészíteni és utána egyesíteni, a műanyagból történő kiöntés kivételével úgy is utánforgácsolást igényel öntés után ami legalább annyi munka mint eleve forgácsolni.
Cím: Re:Fémöntés házilag
Írta: vthgizrff Dátum 2008 március 19, 19:58
Írta: vthgizrff Dátum 2008 március 19, 19:58
Nekem is ez volt az első gondolatom, forgácsolással egyszerűbb lenne ha csak egy darab kell.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 március 20, 10:02
Írta: 000000000 Dátum 2008 március 20, 10:02
Hát igen, ha csak az alkatrész elkészítse lenne a célom, akkor tényleg két darabból forgácsolva kellene elkészíteni. Engem azonban főleg az öntészettel járó tevékenység érdekel, mint hobbystát. Nagyon szép és érdekes szakmának tartom. Már jelentkeztem volna öntő szakmunkás tanulónak is, csak Hatala úr azt mondta, hogy Győrben indul most tanfolyan. Ez nekem sajnos messze van.
A poliuretán érdekelne, de csak olyan helyet találtam ahol 6-7ezer Ft/kg az ára és több hetet kell várni rá.
A poliuretán érdekelne, de csak olyan helyet találtam ahol 6-7ezer Ft/kg az ára és több hetet kell várni rá.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2008 március 20, 11:08
Írta: 3vv2btrhv Dátum 2008 március 20, 11:08
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 március 23, 21:08
Írta: 000000000 Dátum 2008 március 23, 21:08
Tisztelt Fórumozók!
Már egy ideje próbálkozom alumínium öntéssel, kisebb-nagyobb sikereket .magam mögött tudva.
Ma már csak egyszer már kiöntött alumíniumot olvasztottam be, és különböző alkatrészeket öntöttem ki az épülő Hobby-CNC gépemhez, de feltűnt, hogy a megszilárdult öntvény elég törékeny. Csíkokat vágva belőle satuba befogva kb. már 15 fokos hajlás után törik, elég kemény. Nem nyúlik, nem hajlik. Anno nagyrészt húzott alu-profilokat, de öntvényeket, lakkozott lemezeket olvasztottam be, sajnos került hozzá nagyon kis mennyiségű vaspor, de kb. 0,5% vörösréz. Ez baj?
Annyira nem értek még az ötvözéshez, hogy tudjam, mit kéne csinálnom, de tudom, hogy Si kéne? Miből lehet ezt kitermelni, illetve hol lehet kapni, milyen formában?
Öntés előtt jól felkeverem az olvadékot, leszedem a tetejéről a szennyeződést, és még egy kisebb gázmentesítő tablettadarabot is nyomatok bele.
Mit tudtok tanácsolni, mit lehet hozzáadni, ami elérhető átlag embernek?
Már egy ideje próbálkozom alumínium öntéssel, kisebb-nagyobb sikereket .magam mögött tudva.
Ma már csak egyszer már kiöntött alumíniumot olvasztottam be, és különböző alkatrészeket öntöttem ki az épülő Hobby-CNC gépemhez, de feltűnt, hogy a megszilárdult öntvény elég törékeny. Csíkokat vágva belőle satuba befogva kb. már 15 fokos hajlás után törik, elég kemény. Nem nyúlik, nem hajlik. Anno nagyrészt húzott alu-profilokat, de öntvényeket, lakkozott lemezeket olvasztottam be, sajnos került hozzá nagyon kis mennyiségű vaspor, de kb. 0,5% vörösréz. Ez baj?
Annyira nem értek még az ötvözéshez, hogy tudjam, mit kéne csinálnom, de tudom, hogy Si kéne? Miből lehet ezt kitermelni, illetve hol lehet kapni, milyen formában?
Öntés előtt jól felkeverem az olvadékot, leszedem a tetejéről a szennyeződést, és még egy kisebb gázmentesítő tablettadarabot is nyomatok bele.
Mit tudtok tanácsolni, mit lehet hozzáadni, ami elérhető átlag embernek?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 április 01, 00:26
Írta: 000000000 Dátum 2008 április 01, 00:26
Itt aztán kihalt az élet...
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 április 02, 10:08
Írta: 000000000 Dátum 2008 április 02, 10:08
Köszi a linket! Felkeresem őket.
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2008 április 07, 19:39
Írta: robroy007 Dátum 2008 április 07, 19:39
Üdv nektek!
az kérdezném, hogy az alumíniumban a magnézium mint ötvöző milyen tulajdonságokaj javít vagy ront?
elvben tudok szererni tiszta Mg lapokat, darabokat ami hasznosítható öntéshez némi kromafágos kezelés után
az kérdezném, hogy az alumíniumban a magnézium mint ötvöző milyen tulajdonságokaj javít vagy ront?
elvben tudok szererni tiszta Mg lapokat, darabokat ami hasznosítható öntéshez némi kromafágos kezelés után
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 április 12, 15:53
Írta: 000000000 Dátum 2008 április 12, 15:53
Sziasztok!
Ma kiöntöttem a gépem asztalát,ez eddigi legnagyobb öntése, az alu mennyisége:9,9liter.
Csináltam hozzá egy tégelyt 4mm-es vaslemezből, átmérő:200mm, magasság: 400mm. Ehhez a nagy és veszélyes súlyhoz építettem egy emelőt mozgatópályával.Amin gördül a csapágyazott görgö, 5/4" acélcső. Vettem ma a piacon egy karos racsnis emelőt a fel-le mozgatáshoz.

Ma kiöntöttem a gépem asztalát,ez eddigi legnagyobb öntése, az alu mennyisége:9,9liter.
Csináltam hozzá egy tégelyt 4mm-es vaslemezből, átmérő:200mm, magasság: 400mm. Ehhez a nagy és veszélyes súlyhoz építettem egy emelőt mozgatópályával.Amin gördül a csapágyazott görgö, 5/4" acélcső. Vettem ma a piacon egy karos racsnis emelőt a fel-le mozgatáshoz.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 április 12, 15:54
Írta: 000000000 Dátum 2008 április 12, 15:54

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 április 12, 15:55
Írta: 000000000 Dátum 2008 április 12, 15:55

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 április 12, 16:02
Írta: 000000000 Dátum 2008 április 12, 16:02
Készítettem 1" deskáből egy keretet, mérete:850X590X100 vízszintbe állítottam a betonon és feltöltöttem rétegenkénti tömörítéssel 10fándli homok 1 fándli bentonit+ víz keverékével. A rostált homokot és a Bentonitot szárazon összekevertem, majd annyi vízzel kevertem össze hogy marokkal megszorítva összeálljon. Amikor megtelt a sblon, egy síma léccel lehúztam.

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 április 12, 16:07
Írta: 000000000 Dátum 2008 április 12, 16:07
Ezután elkészítettem az asztal nyers méretének megfelelő sablont, mérete: 600x330x50 símára csiszoltam, az éleket egy kicsit lekerekítettem.
Egy finom szitát használva az oldalait beszortam formaleválasztó porral.

Egy finom szitát használva az oldalait beszortam formaleválasztó porral.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 április 12, 16:09
Írta: 000000000 Dátum 2008 április 12, 16:09
Ráhelyeztem a homokkal töltött sablon közepére és a sablonra körbe egy lécet csavaroztam .
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 április 12, 16:12
Írta: 000000000 Dátum 2008 április 12, 16:12
Ezután a lécek között is kitöltöttem és döngöltem a homokkeverékkel.

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 április 12, 16:15
Írta: 000000000 Dátum 2008 április 12, 16:15
A léceket kifelé minden irányba kalapáccsal finoman megütögettem, majd mozgatva kivettem a belső sablont. 
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 április 12, 16:17
Írta: 000000000 Dátum 2008 április 12, 16:17
Ezután a homogot gázpisztollyal mindenhol jól kiégettem.

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 április 12, 16:19
Írta: 000000000 Dátum 2008 április 12, 16:19
Ezután beleöntöttem a megolvadt alumíniumot. Nem semmi élmény volt.

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 április 12, 16:46
Írta: 000000000 Dátum 2008 április 12, 16:46
Ezt az öntést ma ebéd után csináltam, miközben a hozzászólásokat írtam kint kihült annyira az öntvény,hogy kitudjam bontani, csináltam képeket róla.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 április 12, 16:47
Írta: 000000000 Dátum 2008 április 12, 16:47

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 április 12, 16:47
Írta: 000000000 Dátum 2008 április 12, 16:47

Cím: Re:Fémöntés házilag
Írta: Bicska Dátum 2008 április 12, 18:05
Írta: Bicska Dátum 2008 április 12, 18:05
Az alapanyagként használt alut most kivételesen vetted? (csak mert a formája olyan gyári:))
Cím: Re:Fémöntés házilag
Írta: e7c897sd8 Dátum 2008 április 12, 18:33
Írta: e7c897sd8 Dátum 2008 április 12, 18:33
Nem képződtek üregek a lehűtés után? Kokillás öntésnél alkalmaznak egy magasabban levő kamrát, amiből az olvadék lehűlése során zsugorodó térfogata pótlódik (nem képződik a nyers öntvényben "fogyási üreg"). Egyébként gratulálok a munkáidhoz no meg azok publikálásához is!
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2008 április 12, 19:17
Írta: Szalai György Dátum 2008 április 12, 19:17
Hát ez aztán….
A képeidet nézni is elképesztő. És rengeteg járulékos meló van benne, mire lett egy ilyen „kocka” alud. Köszönöm a klassz képeket. Hátborzongató. Béketűrő szomszédjaid vannak. Az enyém az udvari gaztüzelést is szóvá teszi, pedig annak nincs rakétaindításszerű hangja.
Jó ez az anyag gépasztalnak? Nem törik túl könnyen? A saját gépén munkálod majd meg? Sima tetejű lesz, vagy T nútos? A bentonit, minek a homokba? Annak csak a földelésjavító felhasználásáról tudtam. Itt mi a szerepe?
Tisztelet! Ez egyedülálló!
A képeidet nézni is elképesztő. És rengeteg járulékos meló van benne, mire lett egy ilyen „kocka” alud. Köszönöm a klassz képeket. Hátborzongató. Béketűrő szomszédjaid vannak. Az enyém az udvari gaztüzelést is szóvá teszi, pedig annak nincs rakétaindításszerű hangja.
Jó ez az anyag gépasztalnak? Nem törik túl könnyen? A saját gépén munkálod majd meg? Sima tetejű lesz, vagy T nútos? A bentonit, minek a homokba? Annak csak a földelésjavító felhasználásáról tudtam. Itt mi a szerepe?
Tisztelet! Ez egyedülálló!
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2008 április 12, 19:59
Írta: 3vv2btrhv Dátum 2008 április 12, 19:59
Igen , ez már a profizmust surolja !! GRATULA !
Tudom mit jelent az érzés , átéltem csak kisseb öntvényekkel .
Tudom mit jelent az érzés , átéltem csak kisseb öntvényekkel .
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 április 12, 20:50
Írta: 000000000 Dátum 2008 április 12, 20:50
Minden tiszteletem!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 április 12, 21:15
Írta: 000000000 Dátum 2008 április 12, 21:15
Igen,ezt most kivételesen vettem, nagyon olcsón, 400Ft/kg, alkalmi vétel volt, az autóbontóban a hegerfejeket 350Ft/kg áron szoktam venni, olajos,piszkos, macerás, de hát ez van.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 április 12, 21:47
Írta: 000000000 Dátum 2008 április 12, 21:47
Remélem, hogy jó lesz, nem kell újraönteni.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 április 12, 21:49
Írta: 000000000 Dátum 2008 április 12, 21:49
Szia Vbodi!
Csak azt kérdezném, hogy esetleg habból nem lehetett volna asztalmintát csinálni ráadásul úgy, hogy abban már a T nútok is benne lennének? Persze ráhagyással. A Spektrumon láttam egy sorozatot ahol vadállatok pofáját öntik ki aluból vagy rozsamentes acélból bennmaradó, majd az öntés során kiégő habminták segítségével.
Csak azt kérdezném, hogy esetleg habból nem lehetett volna asztalmintát csinálni ráadásul úgy, hogy abban már a T nútok is benne lennének? Persze ráhagyással. A Spektrumon láttam egy sorozatot ahol vadállatok pofáját öntik ki aluból vagy rozsamentes acélból bennmaradó, majd az öntés során kiégő habminták segítségével.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 április 12, 21:52
Írta: 000000000 Dátum 2008 április 12, 21:52
Ez az anyag nagyon erős, az adott célra tökéletesen megfelelő.A bentonit tulajdonképpen finom szemcséjű agyag és ahomokszemcsék tapadását illetve formatartását segíti elő.
A gépen munkálom meg és T-nútos lesz
A gépen munkálom meg és T-nútos lesz
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 április 12, 21:53
Írta: 000000000 Dátum 2008 április 12, 21:53
Kösz Tibor, ez ténleg sikerélmény.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 április 12, 21:54
Írta: 000000000 Dátum 2008 április 12, 21:54
Köszönöm, ha van rá lehetőséged, próbáld ki.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 április 12, 21:59
Írta: 000000000 Dátum 2008 április 12, 21:59
Géza!
Szerintem a haböntés ekkora méretben házilag igen körülményes, és a haböntés rettenetesen füstöl, inkább többet forgácsolok.
Szerintem a haböntés ekkora méretben házilag igen körülményes, és a haböntés rettenetesen füstöl, inkább többet forgácsolok.
Cím: Re:Fémöntés házilag
Írta: Motoros Dátum 2008 április 13, 13:57
Írta: Motoros Dátum 2008 április 13, 13:57
Én is gratulálok, nagyon értékelem a kitartásod, és az eredményeket. És ami még fontosabb: jó egészséget kívánok.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 április 13, 19:13
Írta: 000000000 Dátum 2008 április 13, 19:13
Szia Motoros!
Köszönöm a jókívánságodat,ha lehetőséged van rá próbáld ki Te is.
Köszönöm a jókívánságodat,ha lehetőséged van rá próbáld ki Te is.
Cím: Re:Fémöntés házilag
Írta: Kristály Árpád Dátum 2008 április 13, 20:16
Írta: Kristály Árpád Dátum 2008 április 13, 20:16
Halihó Vbodi!!!!
Beszéljenek helyettem az konok!!!![#vigyor2][#wave][#wink][#worship][#worship]
Üdv.: Árpi
Beszéljenek helyettem az konok!!!![#vigyor2][#wave][#wink][#worship][#worship]
Üdv.: Árpi
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 április 13, 21:15
Írta: 000000000 Dátum 2008 április 13, 21:15
Szia Vbodi!
A füstölés nem érdekel, a kérdésem lényege az, hogy milyen lesz a habba öntött alu munkadarab minősége. Nem lesz-e tele lyukacsokkal, nem túl kristályos ill. gyenge az anyag szerkezete, stb.
Nekem ui csak korlátozott forgácsolási kapacitásom van így nem mindegy számomra a felpucolás során lemarandó anyag mennyisége.
A füstölés nem érdekel, a kérdésem lényege az, hogy milyen lesz a habba öntött alu munkadarab minősége. Nem lesz-e tele lyukacsokkal, nem túl kristályos ill. gyenge az anyag szerkezete, stb.
Nekem ui csak korlátozott forgácsolási kapacitásom van így nem mindegy számomra a felpucolás során lemarandó anyag mennyisége.
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2008 április 13, 21:44
Írta: robroy007 Dátum 2008 április 13, 21:44
senkit se érdekel ötvözéshez magnézium?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 április 15, 18:14
Írta: 000000000 Dátum 2008 április 15, 18:14
Szia Géza!
Ha habba öntöd az alut, a felület minősége attól függ, hogy milyen simára csiszoltad a hab felületét és milyen finom szemcsézetű a fekecs.
Egyébbként semmi különbség nincs. A homok rostált és teljesen száraz legyen.
Ha habba öntöd az alut, a felület minősége attól függ, hogy milyen simára csiszoltad a hab felületét és milyen finom szemcsézetű a fekecs.
Egyébbként semmi különbség nincs. A homok rostált és teljesen száraz legyen.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2008 április 15, 20:36
Írta: 3vv2btrhv Dátum 2008 április 15, 20:36
Ha nem igy lenne akkor az auto ipar nem használná !! PL levegö leönlöket igy készitik , csak ott még a homokot vibráltatják ( a frekvencia a szabadalom ) az öntés elött .
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 április 15, 21:28
Írta: 000000000 Dátum 2008 április 15, 21:28
Én amikor habba öntöttem, a száraz homokot és a habmintát tartalmazó edény oldalát körben kalapáccsal vibráltam.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 július 15, 22:27
Írta: 000000000 Dátum 2008 július 15, 22:27
Üdvözlöm a kedves fórumozókat!
A habszivacsos technikát alkalmazva én is hasonló célú munkaasztalt öntök, de kicsit szerényebb eszközökkel. Képek
A problémám az, hogy egyszerre csak 830ccm alumíniumot tudok megolvasztani, és pont ekkora az öntvény térfogata is, csakhogy az öntés megkezdésénél le kellett merni egy kicsit, amit nem pótoltam, így nem töltötte ki teljességében a formát. A merevítések viszont tökéletesek.
Mit tanácsoltok, érdemes megpróbálni még egyszer (fél napi munka a modell elkészítése), vagy szerezzek 8mm-es alu lemezt, és ahhoz illesszek merevítőket? Meg lehet csinálni úgy is? Van valakinek valamilyen jó tanácsa?
Köszönettel: deguss
u.i. vbodi gratulálok!
A habszivacsos technikát alkalmazva én is hasonló célú munkaasztalt öntök, de kicsit szerényebb eszközökkel. Képek
A problémám az, hogy egyszerre csak 830ccm alumíniumot tudok megolvasztani, és pont ekkora az öntvény térfogata is, csakhogy az öntés megkezdésénél le kellett merni egy kicsit, amit nem pótoltam, így nem töltötte ki teljességében a formát. A merevítések viszont tökéletesek.
Mit tanácsoltok, érdemes megpróbálni még egyszer (fél napi munka a modell elkészítése), vagy szerezzek 8mm-es alu lemezt, és ahhoz illesszek merevítőket? Meg lehet csinálni úgy is? Van valakinek valamilyen jó tanácsa?
Köszönettel: deguss
u.i. vbodi gratulálok!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 július 15, 22:33
Írta: 000000000 Dátum 2008 július 15, 22:33
robroy007-nek válaszolva:
Az én tudásom és tapasztalataim szerint Mg jó ha van benne, pl. kilincsek Al-Mg ötvözetek. Csak házilag nehéz ötvözni a Mg alacsony forráspontja miatt.
Az én tudásom és tapasztalataim szerint Mg jó ha van benne, pl. kilincsek Al-Mg ötvözetek. Csak házilag nehéz ötvözni a Mg alacsony forráspontja miatt.
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2008 július 15, 22:58
Írta: sasi Dátum 2008 július 15, 22:58
Al öntésnél közel hasonló mennyiségű felöntési csonkkal kell számolni, mint a kész öntvény tömege, a zsugorodás, salakkizárás miatt. Ha egyszerre nem tudsz több anyagot megolvasztani, kicsi az esélye a sikernek.
A honlapomon találsz egy összefoglalót a hobbyöntésről.
Üdv sasi
A honlapomon találsz egy összefoglalót a hobbyöntésről.
Üdv sasi
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2008 július 15, 23:37
Írta: 3vv2btrhv Dátum 2008 július 15, 23:37
Sasi , miért nem publikálod a szkenneléseidet ??
Én kiváncsi vagyok rá!
Én kiváncsi vagyok rá!
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2008 július 16, 00:10
Írta: sasi Dátum 2008 július 16, 00:10
Szia Tibor!
Nincs mit publikálni, éppen csak kipróbáltam a technikát, ősszel, vagy télen fogom újra elővenni, most mással vagyok elfoglalva.
Üdv sasi
Nincs mit publikálni, éppen csak kipróbáltam a technikát, ősszel, vagy télen fogom újra elővenni, most mással vagyok elfoglalva.
Üdv sasi
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2008 július 17, 00:06
Írta: 000000000 Dátum 2008 július 17, 00:06
Köszi Sasi, ismerem a weboldalad, sok hasznos ötletet néztem már el, és sokat is segített!
Úgy néz ki a munkaasztalnak szerzek valahonnan egy 8 vagy inkább 10mm-es alulemezt.
Úgy néz ki a munkaasztalnak szerzek valahonnan egy 8 vagy inkább 10mm-es alulemezt.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2008 augusztus 16, 10:14
Írta: 3vv2btrhv Dátum 2008 augusztus 16, 10:14
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2008 augusztus 16, 10:15
Írta: 3vv2btrhv Dátum 2008 augusztus 16, 10:15

Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2008 augusztus 16, 10:24
Írta: 3vv2btrhv Dátum 2008 augusztus 16, 10:24

SZIVOSZÁL ????
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 március 05, 21:49
Írta: 000000000 Dátum 2009 március 05, 21:49
uraim,bronz őntésből van valakinek tapasztalata?
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 március 30, 18:12
Írta: 3vv2btrhv Dátum 2009 március 30, 18:12

Azért ide rakom mert végül az egész projektnek az lessz az értelme , hogy kiöntöm fémböl amit készitek viaszbol .
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 március 30, 18:14
Írta: 3vv2btrhv Dátum 2009 március 30, 18:14

Viasz öntöszerszám készités , forgácsot azt már én is tudok gyártani .
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 március 30, 18:15
Írta: 3vv2btrhv Dátum 2009 március 30, 18:15

Hirtelen ezek akadtak a kezembe mint negativ szerszámok
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 március 30, 18:16
Írta: 3vv2btrhv Dátum 2009 március 30, 18:16

a gyártmányok
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 március 30, 18:17
Írta: 3vv2btrhv Dátum 2009 március 30, 18:17

A saját szerszám termékei
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 március 30, 18:19
Írta: 3vv2btrhv Dátum 2009 március 30, 18:19

A marás proba ahol minden kiderül
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2009 március 30, 23:51
Írta: 43pbwjg8s Dátum 2009 március 30, 23:51
Az öntőszerszám a viasz? Tuti?
[#wow1]
[#wow1]
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 április 04, 13:20
Írta: 3vv2btrhv Dátum 2009 április 04, 13:20

Elkészült a viasz rögzitö .Igaz , egy kicsit koppintás de belefér .
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 április 04, 13:21
Írta: 3vv2btrhv Dátum 2009 április 04, 13:21

A nyerö összetételek . Gyöztes a kék !!
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 április 04, 13:23
Írta: 3vv2btrhv Dátum 2009 április 04, 13:23
Bocsi de a szerszám anyaga az egy gyári dolog .
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2009 április 04, 21:15
Írta: 43pbwjg8s Dátum 2009 április 04, 21:15
A viasz segítségével készül majd a szerszám.
Úgy már stimmel.
Úgy már stimmel.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 április 06, 18:45
Írta: 3vv2btrhv Dátum 2009 április 06, 18:45

A folytatás :
A kimart szobrocskát egy viasz bokorra felforrasztom .
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 április 06, 18:47
Írta: 3vv2btrhv Dátum 2009 április 06, 18:47

Majd az alap testre ráteszek egy acél csövet .
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 április 06, 18:49
Írta: 3vv2btrhv Dátum 2009 április 06, 18:49

Megkeverem a speciáli tüzállo anyagu gipszet , és beleöntöm a hengerbe .
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 április 06, 18:51
Írta: 3vv2btrhv Dátum 2009 április 06, 18:51

Megkötés után , a hengert kiégetem és centrigugál öntéssel beleöntöm a fémet .
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 április 06, 18:52
Írta: 3vv2btrhv Dátum 2009 április 06, 18:52

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 április 06, 19:43
Írta: 000000000 Dátum 2009 április 06, 19:43
de hol őntőd be a fémet????
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 április 06, 19:44
Írta: 000000000 Dátum 2009 április 06, 19:44
Szia Tibor! Engem az érdekelne, hogy milyen fémet öntessz bele és a tűzálló gipsznek milyen az összetétele.Bronzöntéshez milyen technológiát javasolsz?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 április 06, 19:44
Írta: 000000000 Dátum 2009 április 06, 19:44
meg van,át forditod a mintát??
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 április 06, 19:45
Írta: 000000000 Dátum 2009 április 06, 19:45
bronzolunk???engem is érdekel a bronz őntés,már őssze gyűjtőttem egy zsákkal!
Cím: Re:Fémöntés házilag
Írta: nyiszi Dátum 2009 április 06, 20:00
Írta: nyiszi Dátum 2009 április 06, 20:00
Sziasztok!
Nem érdekel valakit egy vadi új grafit olvasztótégely? 400 magas 330 átmérőjű felül alul pedig 230.
Nem érdekel valakit egy vadi új grafit olvasztótégely? 400 magas 330 átmérőjű felül alul pedig 230.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 április 06, 21:36
Írta: 000000000 Dátum 2009 április 06, 21:36
Én már egyszer öntöttem próbaként, de csak egy lapos hengert, formába még nem próbáltam. Jó gázégővel, jól hőszigetelt kohóval könnyen meg lehet olvasztani. Te mit szeretnél önteni bronzból?

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 április 06, 22:26
Írta: 000000000 Dátum 2009 április 06, 22:26
az oreáimra diszeket,mert a nagypiacon,elég drágák ezek a műtyűrők!azt tudom hogy a bronzot nem jo kőzvetlenűl nyiltlángal olvasztani,mert kiégnek belőlle az őtvőző elemek!most készitek egy centrifugál őntő gépet!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 április 07, 01:26
Írta: 000000000 Dátum 2009 április 07, 01:26
Azt szeretném kérdezni, hogy gipszből lehet formát készíteni, amit alumíniummal öntök ki? Kis alkatrészekről van szó. Elsődleges szempont a formatartás, és a részletek. A modellt viaszból készítem el.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 április 07, 09:13
Írta: 000000000 Dátum 2009 április 07, 09:13
hőállo gipszből lehet!
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2009 április 07, 10:11
Írta: robroy007 Dátum 2009 április 07, 10:11
milyen a hőálló gipsz honnan szerezhető be??
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 április 07, 21:24
Írta: 000000000 Dátum 2009 április 07, 21:24
http://www.interkeram.hu/fooldal/fooldal.htm
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2009 április 08, 11:47
Írta: robroy007 Dátum 2009 április 08, 11:47
érdekes az oldal de azon belül elég vaksi vagyok és nem találom amit keresek
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 április 08, 21:59
Írta: 000000000 Dátum 2009 április 08, 21:59
ott én sem találtam,de mint érdekes oldalt ajánlottam a figyelmedbe,mert vannak ott őtletek szépen!én beiratkoztam a szakkőnyvtárukba,csak a belépő kodot nem kűldték meg,és szerintem ott lehet hogy megtalálhato a hő állo gipsz is!de szerintem a finom samott liszt vizűveggel,az ugyan azt tudhatja!:)
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2009 április 09, 08:45
Írta: robroy007 Dátum 2009 április 09, 08:45
értem köszönöm a válaszokat
még nem adtam rá a fejem az öntésre igazából
bár alapanyagban nincs hiányom
tiszta magnézium, alu, sárga réz, lenne mit olvasztgatni
még nem adtam rá a fejem az öntésre igazából
bár alapanyagban nincs hiányom
tiszta magnézium, alu, sárga réz, lenne mit olvasztgatni
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 április 09, 14:21
Írta: 000000000 Dátum 2009 április 09, 14:21
azta!:)))duskálsz minden főldi joban!:)))szerintem rá fogod adni,mert nagyon szép látványos,és nem utolso sorban hasznos is!:)
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 április 09, 20:15
Írta: 000000000 Dátum 2009 április 09, 20:15
Erre én is gondoltam, kávédarálóval őröltem finom samottlisztet,egyszer kipróbálom.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 április 09, 21:23
Írta: 000000000 Dátum 2009 április 09, 21:23
szerintem ez járhato ut,mert ha alu őntésnél, a samott bélés kibirja a hőfokot,miért ne lehetne belőlle őntőformát késziteni?
Cím: Re:Fémöntés házilag
Írta: Szedlay Pál Dátum 2009 április 09, 22:29
Írta: Szedlay Pál Dátum 2009 április 09, 22:29
A gipsz nem hőálló, egyik sem!
Viszont öntőformát lehet készíteni 1 rész gipsz és 2 rész finom kvarcliszt keverékéből. Előnye a vizüvegeshez képest, hogy könyebb bontani és a gipsz oldódik trinátriumcitrát oldatban, ha nem akarod homokfújni öntés után. Arany öntőformának is használják. Ha lehet ne stukatúr gipszet használj, hanem valami közepes minűségú fogászatit. Ehhez az öntés tehnikához valamilyen fémkeretet vagy fémgyűrűt kell használni.
Viszont öntőformát lehet készíteni 1 rész gipsz és 2 rész finom kvarcliszt keverékéből. Előnye a vizüvegeshez képest, hogy könyebb bontani és a gipsz oldódik trinátriumcitrát oldatban, ha nem akarod homokfújni öntés után. Arany öntőformának is használják. Ha lehet ne stukatúr gipszet használj, hanem valami közepes minűségú fogászatit. Ehhez az öntés tehnikához valamilyen fémkeretet vagy fémgyűrűt kell használni.
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2009 április 09, 22:56
Írta: 43pbwjg8s Dátum 2009 április 09, 22:56
Talán egyszerűbb itt megkérdeznem, hisz Te tudod, (nem véletlenül írtas ide)
Mi is pontosan ez a karcliszt?
beszerezhető-e az ilyesmi hétköznapi ember számára, és ha igen hol? És hogyé aggyák?
Előre is köszönöm a választ!
Mi is pontosan ez a karcliszt?
beszerezhető-e az ilyesmi hétköznapi ember számára, és ha igen hol? És hogyé aggyák?
Előre is köszönöm a választ!
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2009 április 09, 22:57
Írta: 43pbwjg8s Dátum 2009 április 09, 22:57
Bocsánat: A trinátriumcitrát kimaradt az előző kérdésből. Szintén ugyanezek érdekelnének vele kapcsolatban.
Ismét előre is köszönöm!
Ismét előre is köszönöm!
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2009 április 09, 22:58
Írta: 43pbwjg8s Dátum 2009 április 09, 22:58
hmmmm....
Ha már kérdezek, miért is ne.... Mondjuk jobb lett volna egyben megtenni. Bocsánat!
A lenti kérdést újabb tárgyal bővíteném ki:
Samotliszt.
Ha már kérdezek, miért is ne.... Mondjuk jobb lett volna egyben megtenni. Bocsánat!
A lenti kérdést újabb tárgyal bővíteném ki:
Samotliszt.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 április 09, 23:00
Írta: 000000000 Dátum 2009 április 09, 23:00
elő kerűltűnk,elő kerűltűnk????!:))))
Cím: Re:Fémöntés házilag
Írta: dg8n4i8x Dátum 2009 április 09, 23:02
Írta: dg8n4i8x Dátum 2009 április 09, 23:02
Ha ellátogattok ennek a topiknak az elejére akkor ott találtok érdekes infókat ezzel kapcsolatban! Segédanyagok beszerzése stb...
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2009 április 09, 23:03
Írta: 43pbwjg8s Dátum 2009 április 09, 23:03
Szia!
Még egy nap van és a jövő héten leállás van nálunk. Pár napja ilyenkorra már nem tudom nyitva tartani a szememet, gondolkodni meg ég annyira sem mint normál esetben.
A jövő héten rendbeteszem magam végre.
Még egy nap van és a jövő héten leállás van nálunk. Pár napja ilyenkorra már nem tudom nyitva tartani a szememet, gondolkodni meg ég annyira sem mint normál esetben.
A jövő héten rendbeteszem magam végre.
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2009 április 09, 23:05
Írta: 43pbwjg8s Dátum 2009 április 09, 23:05
Szia Balu!
Köszi. Így hogy várható hogy megtalálom, már meg is nézem.
Köszönöm!
Köszi. Így hogy várható hogy megtalálom, már meg is nézem.
Köszönöm!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 április 09, 23:05
Írta: 000000000 Dátum 2009 április 09, 23:05
látod mit tesz a lustaság?jo kis filmek is vannak rola,de lusták vagyunk vissza lapozni!:)))
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 április 09, 23:27
Írta: 000000000 Dátum 2009 április 09, 23:27
Mivel szigetelik a kemencéket? Próbáltam ilyen citromsárga (szerintem üveggyapot) paplant, de ez szétporladt. Mi használható, amit be lehet szerezni?
Köszönet!
Köszönet!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 április 10, 09:23
Írta: 000000000 Dátum 2009 április 10, 09:23
az alu őntéshez ha vas a tégelyed,és nem grafit,akkor samott lisztes habarcsal bélelik,mert az olvadt alu eszi a vasat.
Cím: Re:Fémöntés házilag
Írta: Szedlay Pál Dátum 2009 április 10, 11:39
Írta: Szedlay Pál Dátum 2009 április 10, 11:39
Itt kapsz kvarclisztet de, karclisztet nem.[#buck][#buck]
http://www.uveg-asvany.hu/category/termek-katalogus/kvarclisztek
http://www.interkeram.hu/arjegyzek/segedanyagok.pdf
Az utóbbi vegyszert szerintem nem tudod megvenni, ha mégis szólj nekem is.
http://www.uveg-asvany.hu/category/termek-katalogus/kvarclisztek
http://www.interkeram.hu/arjegyzek/segedanyagok.pdf
Az utóbbi vegyszert szerintem nem tudod megvenni, ha mégis szólj nekem is.
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2009 április 10, 12:14
Írta: 43pbwjg8s Dátum 2009 április 10, 12:14
Köszi az infót!
Nem olyan karcos a dolog! :)
Nem olyan karcos a dolog! :)
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 április 10, 20:12
Írta: 000000000 Dátum 2009 április 10, 20:12
Én perlitbetonnal szigeteltem, ha visszalapozol a topicban,megnézheted.Nekem bevált.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 április 10, 23:06
Írta: 000000000 Dátum 2009 április 10, 23:06
Köszönöm a gyors válaszokat, de kérdésem a kemence szigetelésére, és nem a tégelyére irányult. Magyarul a samotttéglát akarok kívülről szigetelni, hogy ne fűtse a helységet annyira. Úgy hallottam, hogy üveggyapot, vagy kőzetgyapot megfelel. Ez ügyben ki mit tud tanácsolni?
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2009 április 10, 23:36
Írta: 43pbwjg8s Dátum 2009 április 10, 23:36
A legjobb hőszigetelő ugye a levegő.
Nem peóbálod meg esetleg azt, hogy egy vastagabb légrés után még egy samottgyűrűt húzol köré?
Egyébként érdemes lenne azt a hőt felhasználni.
Egy adag fürdő és mosdóvizet tuti fel lehetne vele melegíteni. Pl. a légrésben felmelegedő levegőt rávezetnéd egy hőcserélőre.
A levegő a hő egy jó részét elvinné.
Nem peóbálod meg esetleg azt, hogy egy vastagabb légrés után még egy samottgyűrűt húzol köré?
Egyébként érdemes lenne azt a hőt felhasználni.
Egy adag fürdő és mosdóvizet tuti fel lehetne vele melegíteni. Pl. a légrésben felmelegedő levegőt rávezetnéd egy hőcserélőre.
A levegő a hő egy jó részét elvinné.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 április 10, 23:58
Írta: 000000000 Dátum 2009 április 10, 23:58
Kösz, tudom mi energia vész kárba, ezért akarok szigetelni. A fürdővízmelegítés megoldott, napkollektorral megy.
A samott-tégla jó hővezető is, és sugárzással nagyon sok hőt ad le. Ezért akarom szigetelni....
A samott-tégla jó hővezető is, és sugárzással nagyon sok hőt ad le. Ezért akarom szigetelni....
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2009 április 11, 00:03
Írta: 43pbwjg8s Dátum 2009 április 11, 00:03
Gratula, hogy ilyen dolgokat már megoldottál!
Sajno smég nem olyan gyakori.
A levegőt nem vicccől mondtam egyébként!
Ha a kamance köré tudsz zárni egy réteg levegőt, azzal tudsz a legjobban szigetelni.
Persze jogos a kérdés: mivel vedd körbe ezt?
Sajno smég nem olyan gyakori.
A levegőt nem vicccől mondtam egyébként!
Ha a kamance köré tudsz zárni egy réteg levegőt, azzal tudsz a legjobban szigetelni.
Persze jogos a kérdés: mivel vedd körbe ezt?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 április 11, 00:22
Írta: 000000000 Dátum 2009 április 11, 00:22
Szóval húzzak még egy samott-tégla falat a mostani köré? Az egyetlen problémám az az, hogy drága, és marha nehéz. Már így is vagy 40 kiló a kemence...
Mi a helyzet az YTONG-gal? Bírja a hőt, de szigetel is? Használható lenne szigetelő gyanánt?
Mi a helyzet az YTONG-gal? Bírja a hőt, de szigetel is? Használható lenne szigetelő gyanánt?
Cím: Re:Fémöntés házilag
Írta: pa0n9mw Dátum 2009 április 11, 04:34
Írta: pa0n9mw Dátum 2009 április 11, 04:34
Üdv
Bizonyos fokú tévedés ám az hogy a levegő jó szigetelő.
Főleg a vastag réteg nem.
Ha a hőbeviteltől egy áramlás indul meg benne igen hatásosan elszállitj a hőt egyik faltól a másiknak.
Arra kell törekedni, hogy inkább több de kb. 1 cm nél ne vastagabb levegőréteg legyen, akkor állitólag nem tud beindulni benne az áramlás.
Ezt használják ki a hőszgetelő ablaknál is
végyé
Bizonyos fokú tévedés ám az hogy a levegő jó szigetelő.
Főleg a vastag réteg nem.
Ha a hőbeviteltől egy áramlás indul meg benne igen hatásosan elszállitj a hőt egyik faltól a másiknak.
Arra kell törekedni, hogy inkább több de kb. 1 cm nél ne vastagabb levegőréteg legyen, akkor állitólag nem tud beindulni benne az áramlás.
Ezt használják ki a hőszgetelő ablaknál is
végyé
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2009 április 11, 07:37
Írta: svejk Dátum 2009 április 11, 07:37
"A legjobb hőszigetelő ugye a levegő. "
Akkor igencsak fáznál a szobádban a fűtőtestedtől pár méterre :)))
Gondolom a vácum-ra gondoltál, az valóban jó hőszigetelő (lásd thermosz)...
De azt kicsit nehéz lenne ilyen helyen kivitelezni.
Akkor igencsak fáznál a szobádban a fűtőtestedtől pár méterre :)))
Gondolom a vácum-ra gondoltál, az valóban jó hőszigetelő (lásd thermosz)...
De azt kicsit nehéz lenne ilyen helyen kivitelezni.
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2009 április 11, 07:41
Írta: svejk Dátum 2009 április 11, 07:41
Te írtad le a tutit.. [#worship]
Ez van a lyukacsos tégláknál és az egyéb sok levegőt tartalmazó szigetelőanyagoknál, pl. kőzetgyapot, nikecel.
Ez van a lyukacsos tégláknál és az egyéb sok levegőt tartalmazó szigetelőanyagoknál, pl. kőzetgyapot, nikecel.
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2009 április 11, 10:21
Írta: 43pbwjg8s Dátum 2009 április 11, 10:21
Egyről beszélünk.
Az elszigetelt levegőrétegekről beszélek.
Csak gondolj a pulóverre, a hungarocellre, a szőrre, a hajra bármire.
De amit irsz ellentmond magadnak.
Az elején azt mndod tévedés a levegő hőszigetelő tulajdonséága, majd a végén leírod, éppen azt, hogy hogyan használják.
Légy már következetes!
Az elszigetelt levegőrétegekről beszélek.
Csak gondolj a pulóverre, a hungarocellre, a szőrre, a hajra bármire.
De amit irsz ellentmond magadnak.
Az elején azt mndod tévedés a levegő hőszigetelő tulajdonséága, majd a végén leírod, éppen azt, hogy hogyan használják.
Légy már következetes!
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2009 április 11, 10:23
Írta: 43pbwjg8s Dátum 2009 április 11, 10:23
De Hagyjuk. Nem érdemes ilyenen vitatkozni.
Azért érdemes lenne utánaolvasni!
Azért érdemes lenne utánaolvasni!
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2009 április 11, 10:24
Írta: 43pbwjg8s Dátum 2009 április 11, 10:24
Bármi hőt elviselő anyag jó ahhz, hogy (ha már mások így megmondják a tutit) hogy egy de a jobb szigetelés érdekében akár több légréteget zárj köré.
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2009 április 11, 12:14
Írta: svejk Dátum 2009 április 11, 12:14
Jó-jó, persze igazad is van meg nem is...
Szóval nem is tudjuk milyen ez a levegő..talán az előző hozászólásokból az lenne a helyes hogy a levegő rossz hővezető, de jó hőszállító :)
Amikor fázol akkor is pulóvert veszel magadra nem levegőt :)))
A lényeg hogy általában a #882-ben leírtak nem a legjobb megoldás, viszont ha az a "vastagabb légrés" ki van töltve kőzetgyapottal, perlitbetonnal vagy hőálló pulóverrel :)), akkor már jobban működik a hőszigetelés.
Szóval nem is tudjuk milyen ez a levegő..talán az előző hozászólásokból az lenne a helyes hogy a levegő rossz hővezető, de jó hőszállító :)
Amikor fázol akkor is pulóvert veszel magadra nem levegőt :)))
A lényeg hogy általában a #882-ben leírtak nem a legjobb megoldás, viszont ha az a "vastagabb légrés" ki van töltve kőzetgyapottal, perlitbetonnal vagy hőálló pulóverrel :)), akkor már jobban működik a hőszigetelés.
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2009 április 11, 12:15
Írta: svejk Dátum 2009 április 11, 12:15
Azért írtam hogy Végyé megírta a tutit mert én is hülyeséget írtam a kályhás példával :(
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 április 11, 13:02
Írta: 000000000 Dátum 2009 április 11, 13:02
én a két fal kőzzé nem perlit betont tennék,ha nam csak simán perlitet!!!ne finnyáskodjatok már egy kis melegtől!:)))ha kikapjátok a tégelyt,az se semi hőt ad le!:))))
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 április 11, 13:04
Írta: 000000000 Dátum 2009 április 11, 13:04
egyébbként sok őntő műhelyben,nem véletlenűl van padloba sűloyesztve a kemence!:)))
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 április 11, 13:26
Írta: 3vv2btrhv Dátum 2009 április 11, 13:26

Vitainditonak szánom ezt a képet . Ez a mostani legmodernebb öntögép megoldás .
Magyarázat : A fémet indukcios tekercs olvassza meg . A felső rész az van elárasztva argon védögázzall , az also részben van a beágyazomassza amit meg váácummot hoznak létre .
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 április 11, 13:28
Írta: 3vv2btrhv Dátum 2009 április 11, 13:28

Amit meg én terveztem .
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 április 11, 13:29
Írta: 3vv2btrhv Dátum 2009 április 11, 13:29
Palihoz lenne kérdésem : Ismered a régi megoldást amikor ivfényel olvasztották a hidhoz való acélt ??
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 április 11, 13:32
Írta: 3vv2btrhv Dátum 2009 április 11, 13:32

A viasz témában pedig it tartok .
Az összetétele az ismert publikácio-bol .
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 április 11, 14:10
Írta: 000000000 Dátum 2009 április 11, 14:10
gyerekek,nem kell ezt tul bonyolitani!egy kis kovács koksz,egy kis levegő befujás,és indulhat a kohász manufaktura ujra!:))))egy samott bélelt kemence,észtr házilag pár orás munkával meglehet csinálni!:)))
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 április 18, 14:47
Írta: 3vv2btrhv Dátum 2009 április 18, 14:47
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 április 18, 21:00
Írta: 000000000 Dátum 2009 április 18, 21:00
ez egy fogtekhnikai őntő gép.és ékszerész munkákhoz is alkalmazhato,de csak ovatosan!
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2009 április 19, 23:05
Írta: 43pbwjg8s Dátum 2009 április 19, 23:05
Ezek egyre szebbek Tibor! Gratula!
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 április 20, 18:01
Írta: 3vv2btrhv Dátum 2009 április 20, 18:01

Elkészült az öntés : bronzbol van , és ezt még nem én öntöttem . Itt az a lényeg , hogy a viaszom tökéletesen müködik .
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 április 20, 18:23
Írta: 3vv2btrhv Dátum 2009 április 20, 18:23
Cím: Re:Fémöntés házilag
Írta: Szedlay Pál Dátum 2009 április 21, 19:35
Írta: Szedlay Pál Dátum 2009 április 21, 19:35
Tibor'
Ezt az indukciós argonvédőgázas vákumos csodát felejtsd el. Nem nekünk való feladat Nagyon komoly szakértelem kell a nagyfrekvenciás részéhez.
Amit javasoltam neked egy kézi ívfényes öntés.
Elsőre gravitációs, Ha ezmár jól megy akkor egy centrifugál öntőgépet.
Ha vákumosman gondolkodsz mindenképpen akkor nézd meg a hereaus öntőgépeket.
Ezt az indukciós argonvédőgázas vákumos csodát felejtsd el. Nem nekünk való feladat Nagyon komoly szakértelem kell a nagyfrekvenciás részéhez.
Amit javasoltam neked egy kézi ívfényes öntés.
Elsőre gravitációs, Ha ezmár jól megy akkor egy centrifugál öntőgépet.
Ha vákumosman gondolkodsz mindenképpen akkor nézd meg a hereaus öntőgépeket.
Cím: Re:Fémöntés házilag
Írta: s7manbs8 Dátum 2009 április 22, 16:37
Írta: s7manbs8 Dátum 2009 április 22, 16:37
Bár ez nem fém, de műanyagot lehet valahogy házilag önteni, pl. ilyesmire gondolok, ez egy videóban levő kezelőszervnek a műanyag kis rugózó szereléke:
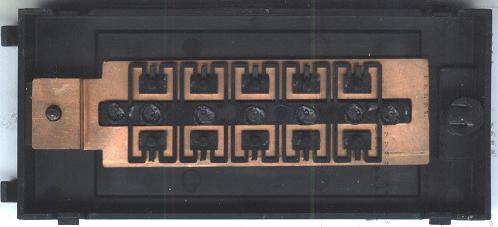
Cím: Re:Fémöntés házilag
Írta: s7manbs8 Dátum 2009 április 22, 16:38
Írta: s7manbs8 Dátum 2009 április 22, 16:38
Mikrokapcsolókat nyomkodva :
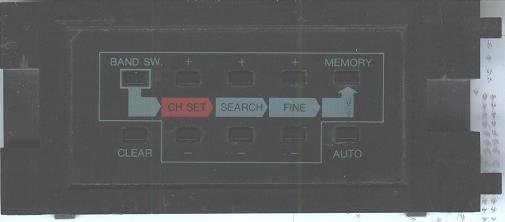
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2009 április 22, 16:54
Írta: 43pbwjg8s Dátum 2009 április 22, 16:54
Csak lenne már egy normálisan működő, kicsi de megbízható maróm! Lenne ilyen dobozod.
Cím: Re:Fémöntés házilag
Írta: Szedlay Pál Dátum 2009 április 22, 21:32
Írta: Szedlay Pál Dátum 2009 április 22, 21:32
Veszel róla egy szilikon lenyomatot, sablont és urethanból kiöntöd.
Egy-egy darabnál prototipushoz használják.
Egy-egy darabnál prototipushoz használják.
Cím: Re:Fémöntés házilag
Írta: s7manbs8 Dátum 2009 április 22, 22:07
Írta: s7manbs8 Dátum 2009 április 22, 22:07
És ezzel a módszerrel, ha marok mintát, akkor ezzel az urethánnal azt is ki lehet önteni ?
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2009 április 22, 23:37
Írta: 43pbwjg8s Dátum 2009 április 22, 23:37
Lehet kapni különböző poliésztereket, folyékony fémet, epoxit kis kicsomagolásban. Azokkal is ki tudod önteni.
Cím: Re:Fémöntés házilag
Írta: Szedlay Pál Dátum 2009 április 23, 18:44
Írta: Szedlay Pál Dátum 2009 április 23, 18:44
igen ki lehet.
Ha amita és az urethan kőzé használsz formaleválasztót
Ha amita és az urethan kőzé használsz formaleválasztót
Cím: Re:Fémöntés házilag
Írta: Szedlay Pál Dátum 2009 április 23, 18:45
Írta: Szedlay Pál Dátum 2009 április 23, 18:45
Az igaz de a poliészter nagyon rideg.
Az urethan pedig jó kis rugalmas anyag.
Kicsit hasonít az ABS-re
Az urethan pedig jó kis rugalmas anyag.
Kicsit hasonít az ABS-re
Cím: Re:Fémöntés házilag
Írta: s7manbs8 Dátum 2009 április 23, 18:52
Írta: s7manbs8 Dátum 2009 április 23, 18:52
Ezek valamennyire elég rugalmasak, sok nyomkodást kibírnak, főleg a régebbi termékek, sajnos a mai műszaki cikkekre egyre kevésbé jellemző a tartósság. Hiába na, felgyorsult a világ.
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2009 április 24, 00:46
Írta: 43pbwjg8s Dátum 2009 április 24, 00:46
Pontosítsd kérlek nekem ezt az urethant!
Érdekelne hogy milyen anyag. Mondj rá kérlek példát, esetleg linket/beszerzési forrást.
Egyébként érdeke, hogy mennyire tudnak küldönbözni például az epoxik is. Még az azonos típusú (névre összetételre elvileg) de különböző gyártóktól beszerzettek is.
Ezt epoxiból csináltam:
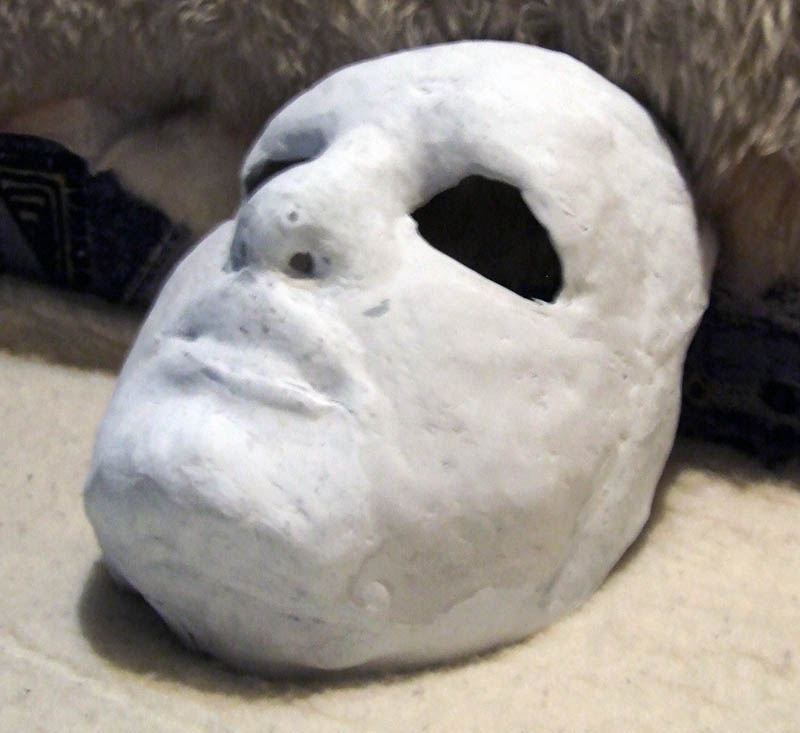
A szélén jól látható hogy az egyik réteg erősen más árnyalatú. De nem csak az árnyalat, hanem a rugalmassága is teljesen más. Pedig névre összetételre teljesen azonos volt a kettő, csak más gyártotta.
Ha lehet mindig egy alapból dolgozzatok egy tételnél!
Érdekelne hogy milyen anyag. Mondj rá kérlek példát, esetleg linket/beszerzési forrást.
Egyébként érdeke, hogy mennyire tudnak küldönbözni például az epoxik is. Még az azonos típusú (névre összetételre elvileg) de különböző gyártóktól beszerzettek is.
Ezt epoxiból csináltam:
A szélén jól látható hogy az egyik réteg erősen más árnyalatú. De nem csak az árnyalat, hanem a rugalmassága is teljesen más. Pedig névre összetételre teljesen azonos volt a kettő, csak más gyártotta.
Ha lehet mindig egy alapból dolgozzatok egy tételnél!
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2009 április 24, 00:47
Írta: 43pbwjg8s Dátum 2009 április 24, 00:47
közben még kérdeznék:
Te milyen leválasztót ajánlanál? Van valami olyan tipped amit általánosan az ilyen jellegű anyagoknál lehet használni?
Te milyen leválasztót ajánlanál? Van valami olyan tipped amit általánosan az ilyen jellegű anyagoknál lehet használni?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 április 24, 19:27
Írta: 000000000 Dátum 2009 április 24, 19:27
http://www.alvin-plast.hu/
A foruma is, sok infot ad...
A foruma is, sok infot ad...
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2009 április 24, 20:33
Írta: 43pbwjg8s Dátum 2009 április 24, 20:33
Ez nagyon szuper! Köszönöm!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 április 24, 23:07
Írta: 000000000 Dátum 2009 április 24, 23:07
Van itt valaki, aki 2 darab kb. 1-1 kg-os, nem túl bonyolult téglalap formát (modellt tudok küldeni) kiönt nekem vasból? Semmi speciális nem kell hogy legyen, egy masszív, tömzsi test egyetlen precíziós furattal. Egy másik oldala pedig élbe lenne marva.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 április 25, 13:13
Írta: 3vv2btrhv Dátum 2009 április 25, 13:13

Elkészült az uj öntés , valami oknál fogva foltos lett .
Cím: Re:Fémöntés házilag
Írta: 2nbj3n5m Dátum 2009 április 25, 17:56
Írta: 2nbj3n5m Dátum 2009 április 25, 17:56
Aluból kitudom öntetni.1700Ft/kg.
Janko
Janko
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 április 25, 23:04
Írta: 000000000 Dátum 2009 április 25, 23:04
Köszönöm, azt én is meg tudom csinálni.
Cím: Re:Fémöntés házilag
Írta: Szedlay Pál Dátum 2009 április 26, 00:41
Írta: Szedlay Pál Dátum 2009 április 26, 00:41
Amit használok
RENCAST FC 52 POLYOL
RENCAST FC 52 ISOCYANATE
Tulajsonságok:
http://www.mouldlife.co.uk/documents/62/RenCast%20FC%2052%20(GB).pdf
Beszerzés:http://www.farix.hu/
RENCAST FC 52 POLYOL
RENCAST FC 52 ISOCYANATE
Tulajsonságok:
http://www.mouldlife.co.uk/documents/62/RenCast%20FC%2052%20(GB).pdf
Beszerzés:http://www.farix.hu/
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2009 április 26, 09:31
Írta: 43pbwjg8s Dátum 2009 április 26, 09:31
Köszönöm az infót!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 április 28, 07:49
Írta: 000000000 Dátum 2009 április 28, 07:49
sziasztok! vörös és sárgarezet szeretnék tömbösíteni olvasztással tudna valaki segíteni? működhet ez úgy hogy tégelyt kokszba rakom és kiöntöm.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 április 28, 17:21
Írta: 000000000 Dátum 2009 április 28, 17:21
Ha levegővel fúvatod, még vasat is olvaszthatsz.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 április 29, 21:22
Írta: 000000000 Dátum 2009 április 29, 21:22
köszi!
Cím: Re:Fémöntés házilag
Írta: s7manbs8 Dátum 2009 április 30, 00:24
Írta: s7manbs8 Dátum 2009 április 30, 00:24
az egyik szomszédom csinált valami fúvatóval szénnel olyan szépen megolvadnak ezek
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 május 02, 08:46
Írta: 000000000 Dátum 2009 május 02, 08:46
Üdv mindenkinek! Mit gondoltok, hőszigetelésnek megfelel a homok? (az üvegnek is nagyon rossz a hővezetése->homoknak is)
Cím: Re:Fémöntés házilag
Írta: kmajer Dátum 2009 május 02, 12:23
Írta: kmajer Dátum 2009 május 02, 12:23
nem olyan rossz a hővezetése...
üveg: 0,8 W/(m*K)
fa: 0,5-0,8 W/(m*K)
üveggy., kőzetgy.:0,03-0,1 W/(m*K)
üveg: 0,8 W/(m*K)
fa: 0,5-0,8 W/(m*K)
üveggy., kőzetgy.:0,03-0,1 W/(m*K)
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 május 02, 14:47
Írta: 000000000 Dátum 2009 május 02, 14:47
Szerintem olvasd át az ennek a lapnak az alján lévő írásokat...kemence ügyben...igaz ez kerámia égető,de a fűtés/hőszigetelés anyagai azonosak.
http://www.interkeram.hu/muszkonyvt/eget_lista.htm
http://www.interkeram.hu/muszkonyvt/eget_lista.htm
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 május 04, 18:08
Írta: 3vv2btrhv Dátum 2009 május 04, 18:08

Tervezem az acélöntö gépemet . Remélem a MachTech kiállitáson sok infot tudok szerezni
TOMASZ köszi a linket
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2009 május 04, 21:11
Írta: robroy007 Dátum 2009 május 04, 21:11
mi micsoda benne?
Cím: Re:Fémöntés házilag
Írta: Szedlay Pál Dátum 2009 május 04, 21:42
Írta: Szedlay Pál Dátum 2009 május 04, 21:42
Aaz alsó sárga a hószigetelt öntvényüregtartó, a fekete kerék a megolvasztott fémettartalmazó üst elfordítására való a kék valami gondolom a hélium befúvó. a csúszka az ömledéktartó pozícionálására szolgál.
Nem rossz terv, csak az a baj, hogy a Tibi még nem öntött ívvel.A hegesztésnél is első lépésben ívet kell húzni.Itt is. A két szénrudat össze kell érinteni és ívethúzni, de azt tartani is kell és mint tudjuk a szén fogy, tehát az ív hosszát tartani kell úgy, hogy a szénrudat folyamatosan közelíteni kell egymáshoz.
A másik problémának látom, hogy ez egy gravitációs öntés és itt nincs tömeg. 100g
Az iparban ennél az öntés foajfánál sok kg fémet öntenek egyszerre tehát van nyomása.
A másik, én lapos szappanntartó formájú ömledéktartót használtam és körkörös mozdulatokkal próbáltam egyenletesen melegíteni a benne lévő anyagot. Szerintem ebben a formában a teteje már forrni fog az alja meg hideg lesz. De ez az én szubjektív véleményem és tapasztalatom.
Nem rossz terv, csak az a baj, hogy a Tibi még nem öntött ívvel.A hegesztésnél is első lépésben ívet kell húzni.Itt is. A két szénrudat össze kell érinteni és ívethúzni, de azt tartani is kell és mint tudjuk a szén fogy, tehát az ív hosszát tartani kell úgy, hogy a szénrudat folyamatosan közelíteni kell egymáshoz.
A másik problémának látom, hogy ez egy gravitációs öntés és itt nincs tömeg. 100g
Az iparban ennél az öntés foajfánál sok kg fémet öntenek egyszerre tehát van nyomása.
A másik, én lapos szappanntartó formájú ömledéktartót használtam és körkörös mozdulatokkal próbáltam egyenletesen melegíteni a benne lévő anyagot. Szerintem ebben a formában a teteje már forrni fog az alja meg hideg lesz. De ez az én szubjektív véleményem és tapasztalatom.
Cím: Re:Fémöntés házilag
Írta: dg8n4i8x Dátum 2009 május 06, 12:59
Írta: dg8n4i8x Dátum 2009 május 06, 12:59
Ma tettem egy kisérletet az ívfényes dologra amit valamelyik topikban emlegettetek! Hegesztőtrafó, plusz két darab szénrúd amit lemerült góliát elemből bányásztam ki. Elég meggyőrő már 80 amper körül elég szép stabil ívet lehet vele tartani. Ahogy időm engedi összehozok egy kis olvasztó edényt és megpróbálom mit tud! Én sárgarezet szeretnék önteni kis mennyiségben, remélem jó lesz hozzá!
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2009 május 06, 13:45
Írta: svejk Dátum 2009 május 06, 13:45
A szén nem fogja nagyon szennyezni az olvadékot?
Illetve a magas hőmésréklet miatt a túl nagy oxidáció nem gond? Vagy védőgázas lesz mint az eredeti felvetésben volt?
Illetve a magas hőmésréklet miatt a túl nagy oxidáció nem gond? Vagy védőgázas lesz mint az eredeti felvetésben volt?
Cím: Re:Fémöntés házilag
Írta: dg8n4i8x Dátum 2009 május 06, 15:30
Írta: dg8n4i8x Dátum 2009 május 06, 15:30
Ebben a témában nem nagyon vagyok jártas, csak az a fogtechnikai kézi olvasztó bátorított fel. Egyenlőre próba szerencse alapon kisérletezek. Ez a szénrúd nem végleges, csak ez volt a fiókban... :) Ezen is agyaltam egy darabig, honnan szedek valami használhatót, aztán eszembejutottak gyerekkori emlékeim amikor mindent kibeleztünk... :)
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 május 07, 17:06
Írta: 3vv2btrhv Dátum 2009 május 07, 17:06
Nagyon köszönöm , hogy foglalkozol a témával !!!
Most ott tartok , hogy megtaláltam a szénrud eredeti beszerzési forrását , amit a fogtechnikusok valaha rég használtak .
Most ott tartok , hogy megtaláltam a szénrud eredeti beszerzési forrását , amit a fogtechnikusok valaha rég használtak .
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 május 07, 17:11
Írta: 3vv2btrhv Dátum 2009 május 07, 17:11

itt láthato a kézi fogo
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 május 07, 17:17
Írta: 3vv2btrhv Dátum 2009 május 07, 17:17
Pali : én nem vagyok szakember , csak van egy elkébzelésem , és addig mig nem cáfolom meg saját magamat , hiszek benne , talán müködni fog .A fémet amikor beleöntötem a beágyazo anyagba , akkor nyomás alá fogom hejezni( ez egy zárt doboz amikor öntök ) , és az fogja a fémet belenyomni az üregbe .
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 május 07, 19:49
Írta: 000000000 Dátum 2009 május 07, 19:49
Tibor!
Milyen méretű a szénrúd és hol lehet beszerezni?
Milyen méretű a szénrúd és hol lehet beszerezni?
Cím: Re:Fémöntés házilag
Írta: dg8n4i8x Dátum 2009 május 07, 20:41
Írta: dg8n4i8x Dátum 2009 május 07, 20:41
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 május 07, 20:51
Írta: 000000000 Dátum 2009 május 07, 20:51
Lehet, hogy jó, ki kellene próbálni.Én azt hittem, hogy a pontheggesztő elektródái rézből vannak, ez meg csak rézbevonatú. Valamikor ilyen elektródák voltak a mozivetítő ivfénylámpájában, csak más méretben.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 május 07, 21:34
Írta: 000000000 Dátum 2009 május 07, 21:34
Scotti fórumtársunk elkuldte az ívfényes olvasztónak a képeit,átméreteztem és felrakom.

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 május 07, 21:35
Írta: 000000000 Dátum 2009 május 07, 21:35

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 május 07, 21:35
Írta: 000000000 Dátum 2009 május 07, 21:35

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 május 07, 21:36
Írta: 000000000 Dátum 2009 május 07, 21:36

Cím: Re:Fémöntés házilag
Írta: 3k74cecek Dátum 2009 május 07, 22:26
Írta: 3k74cecek Dátum 2009 május 07, 22:26
Nem tudom, hogy jól értem-e amit írtál. Tehát van egy légmentesen zárt tered, amiben megolvasztod a fémet. Utána beleöntöd a szintén ebben a térben lévő formába, majd nyomás alá helyezed a teret.
Ha így van, akkor a következő aggályaim vannak:
Amennyiben a fém nem zárja a formát légmentesen akkor a nyomás alá helyezéssel semmit sem csináltál, mert a nyomás a fém mőgé is behatol, tehát nem lesz eredő erő.
Arról nem beszélve, hogy ha zárna is légmentesen, de mögötte marad légtérfogat, akkor az nem fog eltünni, csak az öntéskori és a nyomás alá helyezés utáni arányában csökkenni. Szóval szerintem ez nem jó megoldás.
Ilyen kis mennyiségeknél ha az alak cifra és fennáll a veszélye, hogy nem tölti ki rendesen az öntőformát, akkor a centrifugális erőt szokás használni. Vagyis pörgetni kell a mintát. Ez ugyan jelentősen bonyolítja a megoldást, de ez legalább megoldja a problémát.
Ha így van, akkor a következő aggályaim vannak:
Amennyiben a fém nem zárja a formát légmentesen akkor a nyomás alá helyezéssel semmit sem csináltál, mert a nyomás a fém mőgé is behatol, tehát nem lesz eredő erő.
Arról nem beszélve, hogy ha zárna is légmentesen, de mögötte marad légtérfogat, akkor az nem fog eltünni, csak az öntéskori és a nyomás alá helyezés utáni arányában csökkenni. Szóval szerintem ez nem jó megoldás.
Ilyen kis mennyiségeknél ha az alak cifra és fennáll a veszélye, hogy nem tölti ki rendesen az öntőformát, akkor a centrifugális erőt szokás használni. Vagyis pörgetni kell a mintát. Ez ugyan jelentősen bonyolítja a megoldást, de ez legalább megoldja a problémát.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 május 09, 13:06
Írta: 3vv2btrhv Dátum 2009 május 09, 13:06
Bocsi , de a 896-os ábra nekem egyértelmü , de nem irtam le , hogy a beágyazo anyagot tartalmazo edény az váácum alat van . Ez a lényege az öntögépnek ahonnan az ötletet eloptam .
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 május 09, 13:07
Írta: 3vv2btrhv Dátum 2009 május 09, 13:07
BALU , VBODI köszönöm a képeket és a linket , nagyon jó !!!
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 május 09, 13:08
Írta: 3vv2btrhv Dátum 2009 május 09, 13:08
Mostmár csak a trafó adatai kéne !!
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 május 09, 13:10
Írta: 3vv2btrhv Dátum 2009 május 09, 13:10
Valamikor ilyen elektródák voltak a mozivetítő ivfénylámpájában
IGEN , ez müködött csak ugymond kiment a divatbol .
IGEN , ez müködött csak ugymond kiment a divatbol .
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2009 május 09, 13:14
Írta: svejk Dátum 2009 május 09, 13:14
A 80-as évek végén a kat. reptereken még használták az ívfénylámpát. kb.800mm-es tükör volt mögöttük. Keresgélj olyan irányba...
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 május 09, 13:18
Írta: 3vv2btrhv Dátum 2009 május 09, 13:18
Felszámolás alatti repteret kéne találni , hátha ??
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2009 május 09, 14:55
Írta: Szalai György Dátum 2009 május 09, 14:55
Kutya legyek, ha értem! Lehetőleg öleb. És ne Kínában.
Dolgoztam még a Vígben anno szenes (ivfényes) fejgéppel. (Az a reflektor, ami a szólistákra az éles kör alakú kiemelő fényt lövi.) Morgen Carbon márkájú 10 és 12mm átmérőjű, vörösréz bevonatú kb. 200mm hosszú szénrúd volt benne. Az egyik kicsit följebb mint vízszintesen, a másik függőlegesen. Az egyik azért vastagabb, mert az a pólus jobban fogy. Egyszerű légrés szabályzású hegesztőtrafó tápja volt, semmi nagyfeszültségű ívgyújtás vagy ilyesmi úri huncutság. Elszívó sem volt az égéstermékeknek. Szeneket zárlatig összetolni (melegítés), kissé széthúzni (ívfogás), a zöld üvegen kukucskálva beállítani az ívformát (ettől szabályos a fénykör). A reflektor mellett ülve, jobb szemmel a kis zöld hegesztőüvegen keresztül figyelni az ívet, és jobb kézzel két kis tekergetővel utánállítani a szeneket. Ballal lesni a követendő célpontot, és irányban tartani a fényt.
Tehát a trafó az hegyesztőtrafó. Most már lehetne inverter is.
Hát nem ilyen volt a belseje neki.
Vákuumban meg hogyan fogsz ívet? Vagy ott csak az öntés történik, de az olvasztás nem? Akkor a vákuum térbe hogyan „zsilipeled” be az olvadékot? Nem értem.
Egy volt utcabelim, rozdamentest megmunkál. Talán argon védőgáz alatt varrja, valami nem nagyon fogyó wolfram heggyel. Az is megolvasztana ilyen kicsi vasakat, és nem is szennyeződne közben.
Dolgoztam még a Vígben anno szenes (ivfényes) fejgéppel. (Az a reflektor, ami a szólistákra az éles kör alakú kiemelő fényt lövi.) Morgen Carbon márkájú 10 és 12mm átmérőjű, vörösréz bevonatú kb. 200mm hosszú szénrúd volt benne. Az egyik kicsit följebb mint vízszintesen, a másik függőlegesen. Az egyik azért vastagabb, mert az a pólus jobban fogy. Egyszerű légrés szabályzású hegesztőtrafó tápja volt, semmi nagyfeszültségű ívgyújtás vagy ilyesmi úri huncutság. Elszívó sem volt az égéstermékeknek. Szeneket zárlatig összetolni (melegítés), kissé széthúzni (ívfogás), a zöld üvegen kukucskálva beállítani az ívformát (ettől szabályos a fénykör). A reflektor mellett ülve, jobb szemmel a kis zöld hegesztőüvegen keresztül figyelni az ívet, és jobb kézzel két kis tekergetővel utánállítani a szeneket. Ballal lesni a követendő célpontot, és irányban tartani a fényt.
Tehát a trafó az hegyesztőtrafó. Most már lehetne inverter is.
Hát nem ilyen volt a belseje neki.
Vákuumban meg hogyan fogsz ívet? Vagy ott csak az öntés történik, de az olvasztás nem? Akkor a vákuum térbe hogyan „zsilipeled” be az olvadékot? Nem értem.
Egy volt utcabelim, rozdamentest megmunkál. Talán argon védőgáz alatt varrja, valami nem nagyon fogyó wolfram heggyel. Az is megolvasztana ilyen kicsi vasakat, és nem is szennyeződne közben.
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2009 május 09, 14:57
Írta: Szalai György Dátum 2009 május 09, 14:57
Ponthegesztő elektródát még csak vastag rézből láttam! A szén talán nem is bírná el azt a mechanikai nyomóerőt amit a ponthegyesztés igényel. A ponthegesztés másik lényege, hogy az elektromos teljesítmény a hegesztendő anyagban váljon hővé, ezért a hozzávezetésnek nagyon kicsi ellenállásúnak kell lennie. Szén szerintem ezért sem alkalmas. Pláne ilyen hosszúkás. Amit ez árul az szerintem pont az ívszén. (Nem először látok olyat, hogy a bótos nem tudja mit árul.)
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 május 09, 15:10
Írta: 3vv2btrhv Dátum 2009 május 09, 15:10
Lényeget kezded megérteni !!
23-évvel ezelött öntöttem bronz kisplasztikákat precizios kerámia héjba (Akkor a vákuum térbe hogyan „zsilipeled” be az olvadékot? Nem értem.)egy zseniális megoldással , ezt szertném most feléleszteni , csak ékszer méretben és nemesacél kivitelben .
23-évvel ezelött öntöttem bronz kisplasztikákat precizios kerámia héjba (Akkor a vákuum térbe hogyan „zsilipeled” be az olvadékot? Nem értem.)egy zseniális megoldással , ezt szertném most feléleszteni , csak ékszer méretben és nemesacél kivitelben .
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 május 09, 15:12
Írta: 3vv2btrhv Dátum 2009 május 09, 15:12
Érdekes a mai világ : voltam a Morgan Carbonnál fogalmuk sem volt mi az hogy IVFÉNYRUD , pedig a honlapukon otvan a leirás .
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2009 május 09, 15:50
Írta: Szalai György Dátum 2009 május 09, 15:50
Ívszén néven keresd!
A kugli keresővel meg „AC DC Cinema Arc Carbon” vagy „carbon arc” címszavakra keress képeket.
http://farm1.static.flickr.com/99/303506679_097c24e2a5.jpg?v=0
http://www.searchlightslittlerock.com/db4/00357/searchlightslittlerock.com/_uimages/sperry00.jpg
http://www.lafavre.us/brush/lamparc.htm
A kugli keresővel meg „AC DC Cinema Arc Carbon” vagy „carbon arc” címszavakra keress képeket.
http://farm1.static.flickr.com/99/303506679_097c24e2a5.jpg?v=0
http://www.searchlightslittlerock.com/db4/00357/searchlightslittlerock.com/_uimages/sperry00.jpg
http://www.lafavre.us/brush/lamparc.htm
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2009 május 09, 16:25
Írta: Szalai György Dátum 2009 május 09, 16:25
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 május 10, 10:04
Írta: 000000000 Dátum 2009 május 10, 10:04
Üdv! Valaki egy ilyet ki tudna önteni rézből? Fontos lenne hogy pontos legyen az öntés. A rúd és tüske egybe lenne.

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 május 10, 10:06
Írta: 000000000 Dátum 2009 május 10, 10:06
A rúdon lévő cső egy hozzátartozó elem. Nem találtam olyan képet amin nincs rajta a cső.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 május 10, 15:34
Írta: 000000000 Dátum 2009 május 10, 15:34
Szerintem ez nem öntve van, hanem rúdanyagból forgácsolva.
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2009 május 10, 16:12
Írta: svejk Dátum 2009 május 10, 16:12
Iskolafeleadat egy forgatós Hobby CNC-nek, vagy még inkább a Tibor45 féle, nevezzük sokszögesztergának.(Elnézést hogy nem tudom a pontos megnevezését a szerkezetnek :( )
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 május 10, 17:14
Írta: 000000000 Dátum 2009 május 10, 17:14
Szerintem egy forgóasztalos manuális marógéppel is meg lehetne csinálni, először négyzetet marni, majd függőlegesen fogatóba fogva 90 fokonként adott rádiuszra beállított kiesztergáló fejjel forgácsolni a négy rádiuszt.Az biztos, hogy nem fél órás munka.Persze CNC-vel gyorsan menne.
Cím: Re:Fémöntés házilag
Írta: ra8nsmk6w Dátum 2009 május 10, 20:05
Írta: ra8nsmk6w Dátum 2009 május 10, 20:05
Kiinduló anyagként egy a laptávolságnak megfelelő mondjuk 10x10 vagy 16x16 mm négyzetanyagot választanék amibe hagyományos marógépen egy egyszerű befogó szerszámmal, rádiuszos tárcsamaróval mind a négy oldalát készre marnám. A következő lépésként egy esztergába fogni...innentől, gyerekjáték.Ha kinai mennyiségről van szó egy profil patront is lehet késziteni.A hagyományos cnc ezen a feladaton csak lassitana. Egy vélemény voltam!
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2009 május 10, 20:23
Írta: svejk Dátum 2009 május 10, 20:23
Mintha az a szárnyas rész kúpos lenne..
Egyébként mi a szösz lehet ez? Olyan ismerős!?
Egyébként mi a szösz lehet ez? Olyan ismerős!?
Cím: Re:Fémöntés házilag
Írta: ra8nsmk6w Dátum 2009 május 10, 22:02
Írta: ra8nsmk6w Dátum 2009 május 10, 22:02
Nekem is ismerős de nem lábszelep azt látom. Egyébként csak találgatásaim lennének, Kiváncsi vagyok. Ha valóban kúpos akkor borul minden,amiket mondtam.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 május 12, 13:07
Írta: 3vv2btrhv Dátum 2009 május 12, 13:07

A tégely igy néz ki , de lehet hogy a másik elrendezésü jobb lessz .
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 május 12, 13:08
Írta: 3vv2btrhv Dátum 2009 május 12, 13:08

Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 május 12, 14:04
Írta: 3vv2btrhv Dátum 2009 május 12, 14:04
Öntögép
Pali , erre gondoltál ??
Pali , erre gondoltál ??
Cím: Re:Fémöntés házilag
Írta: Szedlay Pál Dátum 2009 május 12, 21:22
Írta: Szedlay Pál Dátum 2009 május 12, 21:22
Igen erre. Ez amikor az ömledéket beforgatja a formába akkor megszünteti a vákumot és nyomás alá is helyezi. elég bonyolult eljárás csak ők használják.
az alsó tégely kifejezetten nagyfrekvenciás rotációs öntőgéphez lett kifejlesztve.
A felső az sokkal szimpatikusabb formájú, kézi ívfényes melegítéshez.
Én Tibor akkor is azt modom túl nagy fába vágtad a fejszét. legalább egy rugós rotációs öntőgépben gondolkodj az elején.
Vagy nézz szét az ebay.de-n lehet néha egészen türhető áron kapni lestrapált nagyfrekvenciásokat.
az alsó tégely kifejezetten nagyfrekvenciás rotációs öntőgéphez lett kifejlesztve.
A felső az sokkal szimpatikusabb formájú, kézi ívfényes melegítéshez.
Én Tibor akkor is azt modom túl nagy fába vágtad a fejszét. legalább egy rugós rotációs öntőgépben gondolkodj az elején.
Vagy nézz szét az ebay.de-n lehet néha egészen türhető áron kapni lestrapált nagyfrekvenciásokat.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 május 13, 00:10
Írta: 000000000 Dátum 2009 május 13, 00:10
Hobbiből már több is mint egy éve sikeresen öntök kisebb mennyiségű alumíniumot a legkülönfélébb dolgokhoz. Eddig egy lemez-tégelyt használtam, eddig kiszolgált.
Gondoltam felmérem a helyzetet, tudtok-e esetleg tanácsolni valamit vagy valakit grafit tégely ügyben? Milyen lehett egy öntöttvas tégely?
Mivel nálam minden szerény költségvetésű, és az egésszel csak hobbiból foglalkozok, ezért az ár diktál.
A kemencém beltere 20*20cm alapterület és 37cm magasság. Tehát maximálisan egy 16-18cm átmérőjű és max. 35cm magas tégelyt tudna befogadni. Nem kell ekkora feltétlenül, ezek a maximális méretek. Semmilyen speciális igényem nincsen, de szívesen fogadok ezzel kapcsolatban mindenféle tanácsot.
Köszönöm válaszotokat: deguss
u.i. Egyébként most készül el az új kemencém is, (a fentiekben leírt méretű), még kb. 1-2 hét munka van vele. Komoly hőmérsékletszabályzott elektromos fűtésű, mivel nem csak fémolvasztásra használom. Amennyiben van rá igény, készítek képeket, ha már elkészült.
(Egyébként mivel szigeteltek? Kőzetgyapot? Milyen néven lehet ezt kapni?)
Gondoltam felmérem a helyzetet, tudtok-e esetleg tanácsolni valamit vagy valakit grafit tégely ügyben? Milyen lehett egy öntöttvas tégely?
Mivel nálam minden szerény költségvetésű, és az egésszel csak hobbiból foglalkozok, ezért az ár diktál.
A kemencém beltere 20*20cm alapterület és 37cm magasság. Tehát maximálisan egy 16-18cm átmérőjű és max. 35cm magas tégelyt tudna befogadni. Nem kell ekkora feltétlenül, ezek a maximális méretek. Semmilyen speciális igényem nincsen, de szívesen fogadok ezzel kapcsolatban mindenféle tanácsot.
Köszönöm válaszotokat: deguss
u.i. Egyébként most készül el az új kemencém is, (a fentiekben leírt méretű), még kb. 1-2 hét munka van vele. Komoly hőmérsékletszabályzott elektromos fűtésű, mivel nem csak fémolvasztásra használom. Amennyiben van rá igény, készítek képeket, ha már elkészült.
(Egyébként mivel szigeteltek? Kőzetgyapot? Milyen néven lehet ezt kapni?)
Cím: Re:Fémöntés házilag
Írta: Szedlay Pál Dátum 2009 május 13, 10:04
Írta: Szedlay Pál Dátum 2009 május 13, 10:04
Amit én használok grafit tégelyt annak a mérete nagyon kicsi és az ára mégis nagyon húzós.
Ezért hobbira nem is tudok neked javasoni grafittégelyt. a Jó minőségű szenek egészen mások mint a "brikettek".
Tudni kell, hogy egy jó minőségű elektrolitgrafit köbdecimátere kb. 30.000Ft.
Ezért hobbira nem is tudok neked javasoni grafittégelyt. a Jó minőségű szenek egészen mások mint a "brikettek".
Tudni kell, hogy egy jó minőségű elektrolitgrafit köbdecimátere kb. 30.000Ft.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 május 13, 10:07
Írta: 000000000 Dátum 2009 május 13, 10:07
Akkor maradok a bevált kivitelnél, nekiállok hegesztek egyet 4-es vaslemezből. Köszi.
Cím: Re:Fémöntés házilag
Írta: f2266unib Dátum 2009 május 15, 10:09
Írta: f2266unib Dátum 2009 május 15, 10:09
Cím: Re:Fémöntés házilag
Írta: 4mjnxdwuu Dátum 2009 május 15, 10:38
Írta: 4mjnxdwuu Dátum 2009 május 15, 10:38
Nagyon, jó. Hasonlít arra a forrasztó ónra amit egyszer tévedésből hoztak be a melóhelyemre. Igaz az csak 1 mm-es volt, de weller pákával 8-as heggyel lehetett vele kisebb darab alulemezeket forrsztani. semmi előkészület nélkül.( nagyobb pákával biztos nagyobb darabok is mennének, csak az 50 W az 50 W.... "csatornaforrasztóval" meg nem próbáltam.
Cím: Re:Fémöntés házilag
Írta: pa0n9mw Dátum 2009 május 15, 14:35
Írta: pa0n9mw Dátum 2009 május 15, 14:35
Ugyan mi a csuda lehet benne, hogy ilyen hatásosan bontja az aluminium oxidot?
Mert ugye ezn áll vagy bukik a forrasztása.
Multkor olvastam egy módszer amikor is egy hatalmas olvadt ónpaca védelme alatt kaparták le késsel a felületi oxidot, sok év elteltével is tökéletes maradt az igy készitett forrasztás.
végyé
Mert ugye ezn áll vagy bukik a forrasztása.
Multkor olvastam egy módszer amikor is egy hatalmas olvadt ónpaca védelme alatt kaparták le késsel a felületi oxidot, sok év elteltével is tökéletes maradt az igy készitett forrasztás.
végyé
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2009 május 15, 15:35
Írta: svejk Dátum 2009 május 15, 15:35
Ami van nekem folyasztószerem aluhoz, igen erős szalmiákos, ammóniás szaga van. Persze a mechanikus tisztítás ebben az esetben is kell.
Cím: Re:Fémöntés házilag
Írta: f2266unib Dátum 2009 május 15, 15:44
Írta: f2266unib Dátum 2009 május 15, 15:44
Nem tudom én sem milyen lehet. Az egyik árverési oldalon hirdeti egy magyar cég 1800 Ft-os áron. Az nem derül ki, hogy az árban hány pálca van, milyen hosszúak stb. Csak hihetetlennek tűnik, hogy a nagy lyukakat is így lehet javítani vele.
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2009 május 15, 19:21
Írta: svejk Dátum 2009 május 15, 19:21
Most nézem csak a videót...
Hát ha ez igaz akkor hogy-hogy a Varsányinak még nincs ilyenje? :)
Ő nagyon szeret aluval dolgozni...
Hát ha ez igaz akkor hogy-hogy a Varsányinak még nincs ilyenje? :)
Ő nagyon szeret aluval dolgozni...
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 május 16, 08:19
Írta: 000000000 Dátum 2009 május 16, 08:19
>Nem tudom én sem milyen lehet. Az egyik árverési >oldalon hirdeti egy magyar cég 1800 Ft-os áron.
Hol és kik?
Én elkezdtem utána nézni ennek a csodának és 65USD
a kezdő kitt ami 145USD postaköltséggel ér Budapestre.....
http://www.aluminumrepair.com/shopping/shopdisplayproducts.asp?id=10&cat=HTS-2000
András
Hol és kik?
Én elkezdtem utána nézni ennek a csodának és 65USD
a kezdő kitt ami 145USD postaköltséggel ér Budapestre.....
http://www.aluminumrepair.com/shopping/shopdisplayproducts.asp?id=10&cat=HTS-2000
András
Cím: Re:Fémöntés házilag
Írta: f2266unib Dátum 2009 május 16, 09:47
Írta: f2266unib Dátum 2009 május 16, 09:47
Cím: Re:Fémöntés házilag
Írta: HJózsi Dátum 2009 május 16, 10:14
Írta: HJózsi Dátum 2009 május 16, 10:14
Na, ... vége a csavarozásos korszakának ... mindent összeragaszt, aztán saját magával kimarja ... [#buck] gondolom a kalapácsos utókezelés nem kötelező...[#nyes] az elvinné a ,00000000000000 mm pontosságot ...
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 május 16, 13:11
Írta: 3vv2btrhv Dátum 2009 május 16, 13:11
Iv-fényes olvasztás
Igy nézne ki a szénrud és a tégely elrendezése .
Igy nézne ki a szénrud és a tégely elrendezése .
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 május 16, 13:12
Írta: 3vv2btrhv Dátum 2009 május 16, 13:12
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 május 16, 13:13
Írta: 3vv2btrhv Dátum 2009 május 16, 13:13

Bronz öntés ? nem én vagyok bedigitalizálva !
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 május 16, 13:14
Írta: 3vv2btrhv Dátum 2009 május 16, 13:14
? = ,
Bocsi , de elirtam
Bocsi , de elirtam
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 május 16, 13:19
Írta: 3vv2btrhv Dátum 2009 május 16, 13:19

A viaszok végsö recepje készen van !!
Kiprobálásra szivesen küldök mintát .
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 május 16, 14:03
Írta: 3vv2btrhv Dátum 2009 május 16, 14:03
Ez hogyan müködik ??
Pali nézd meg légyszives !!
Pali nézd meg légyszives !!
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2009 május 16, 19:37
Írta: 43pbwjg8s Dátum 2009 május 16, 19:37
Nagyon jó!
Gratulálok Tibi!
Gratulálok Tibi!
Cím: Re:Fémöntés házilag
Írta: f2266unib Dátum 2009 május 17, 08:55
Írta: f2266unib Dátum 2009 május 17, 08:55
Szia!
A link nem jó...szerintem a saját meghajtódat linkelted be :)
A link nem jó...szerintem a saját meghajtódat linkelted be :)
Cím: Re:Fémöntés házilag
Írta: Szedlay Pál Dátum 2009 május 17, 16:08
Írta: Szedlay Pál Dátum 2009 május 17, 16:08
Erre soha nem jövünk rá így.
Mégegyszer a linket.
Mégegyszer a linket.
Cím: Re:Fémöntés házilag
Írta: 0gbwyh99 Dátum 2009 május 17, 22:54
Írta: 0gbwyh99 Dátum 2009 május 17, 22:54
Talán ERRE erre gondolt [#nemtudom]
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 május 18, 17:59
Írta: 3vv2btrhv Dátum 2009 május 18, 17:59
Bocsi , az idözavar !!
Igen erre gondoltam , nem tudom mi van a hengerben ??
Igen erre gondoltam , nem tudom mi van a hengerben ??
Cím: Re:Fémöntés házilag
Írta: Szedlay Pál Dátum 2009 május 19, 01:53
Írta: Szedlay Pál Dátum 2009 május 19, 01:53
Ebben van egy platina fűtőspirál és egy grafittégelytartó. Nekem is van ilyen csak egy régebbi típus.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 május 23, 00:03
Írta: 000000000 Dátum 2009 május 23, 00:03
Most készültem el az olvasztó, égető, szárító, hőmérsékletszabályzott kemencémmel. Véleményeket, kérdéseket, tanácsokat várok.
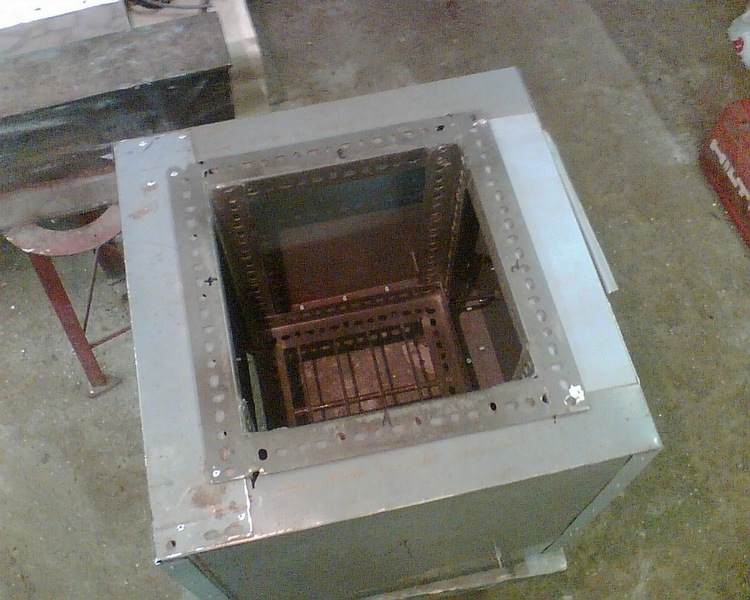




Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2009 május 23, 06:48
Írta: Szalai György Dátum 2009 május 23, 06:48
Véleményem: Jól néz ki. (Kevés az ismeretem a felhasznált anyagokról, alkatrészekről, megoldásokról.)
Kérdés az van bőven.
Miért az elektromos fűtési módot választottad az olcsóbb gáz helyett?
Mekkora a fűtőszálak összes beépített teljesítménye?
Milyen anyagú a fűtőszál, és mi tartja a helyén?
Mekkora az elérhető legnagyobb hőmérséklet?
A digit hőmérő az egy hőfokszabályzó kontroller is, vagy a szabályzó az külön van?
A hűtőborda elektronikus szabályzást sejttet, de mi a kapcsolóelem és mi a szabályzás módszere?
Mi a szerepe a csillag-delta kapcsolónak?
A két darab motor-kapocsléc, úgy látom bakelit, fogja bírni a hőterhelést?
Tanácsom:
Azt nulla kemenceépítési tapasztalattal a hátam mögött nem nekem kéne adni, szerény észrevételem azért van.
Ha még nincsenek mechanikailag rögzítve a fűtőszálak, akkor az megoldásra vár.
Én az elektronikus szabályzást teljesen külön fém dobozba építettem volna, és árnyékoltan, flexibilisen csatlakoztatnám a kemencéhez. A mostani helyén nem látszik kézreállónak a használata.
Szárító, égetőkemencénél a felfűtés és lehűlés ideje, karakterisztikája ugyan olyan fontos, mint a pontos hőfoktartás. A mai kemencéken ugyan úgy PID szabályzás van, mint a servo motorokon. Kéne egy figyelő ablak, hogy ne kelljen mindég nyitogatni. (Nálam a hűtőszekrényre is kéne, mert a gyerekeim ötpercenként nyitogatják.)[#lookaround]
Kérdés az van bőven.
Miért az elektromos fűtési módot választottad az olcsóbb gáz helyett?
Mekkora a fűtőszálak összes beépített teljesítménye?
Milyen anyagú a fűtőszál, és mi tartja a helyén?
Mekkora az elérhető legnagyobb hőmérséklet?
A digit hőmérő az egy hőfokszabályzó kontroller is, vagy a szabályzó az külön van?
A hűtőborda elektronikus szabályzást sejttet, de mi a kapcsolóelem és mi a szabályzás módszere?
Mi a szerepe a csillag-delta kapcsolónak?
A két darab motor-kapocsléc, úgy látom bakelit, fogja bírni a hőterhelést?
Tanácsom:
Azt nulla kemenceépítési tapasztalattal a hátam mögött nem nekem kéne adni, szerény észrevételem azért van.
Ha még nincsenek mechanikailag rögzítve a fűtőszálak, akkor az megoldásra vár.
Én az elektronikus szabályzást teljesen külön fém dobozba építettem volna, és árnyékoltan, flexibilisen csatlakoztatnám a kemencéhez. A mostani helyén nem látszik kézreállónak a használata.
Szárító, égetőkemencénél a felfűtés és lehűlés ideje, karakterisztikája ugyan olyan fontos, mint a pontos hőfoktartás. A mai kemencéken ugyan úgy PID szabályzás van, mint a servo motorokon. Kéne egy figyelő ablak, hogy ne kelljen mindég nyitogatni. (Nálam a hűtőszekrényre is kéne, mert a gyerekeim ötpercenként nyitogatják.)[#lookaround]
Cím: Re:Fémöntés házilag
Írta: Teaway Dátum 2009 május 23, 08:25
Írta: Teaway Dátum 2009 május 23, 08:25
"Gondoltam felmérem a helyzetet, tudtok-e esetleg tanácsolni valamit vagy valakit grafit tégely ügyben? Milyen lehett egy öntöttvas tégely?"
Nekem volt régen egy grafit tégelyem, de fogalmam nincs hova tettem, így semmilyen adatot nem tudok róla mondani.
Öntöttvas mozsár nem jó?
Nekem volt régen egy grafit tégelyem, de fogalmam nincs hova tettem, így semmilyen adatot nem tudok róla mondani.
Öntöttvas mozsár nem jó?
Cím: Re:Fémöntés házilag
Írta: f2266unib Dátum 2009 május 23, 10:08
Írta: f2266unib Dátum 2009 május 23, 10:08
Szia!
Én sem értek hozzá, nem szakmám, csak kérdezem: A beépített salgó elemek a tartós hőtől nem fognak elcsavarodni, "neadjisten" szétégni? Amúgy pofára jól néz ki. Esetleg egy részletes építési leírást a köz javára ha kaphatnánk :) De gratula hozzá.
Én sem értek hozzá, nem szakmám, csak kérdezem: A beépített salgó elemek a tartós hőtől nem fognak elcsavarodni, "neadjisten" szétégni? Amúgy pofára jól néz ki. Esetleg egy részletes építési leírást a köz javára ha kaphatnánk :) De gratula hozzá.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 május 23, 21:01
Írta: 000000000 Dátum 2009 május 23, 21:01
Üdvözletem az Uraknak,
A válaszok:
Elektromos fűtés, mivel a családban történt gázpalackos baleset óta szkeptikusak a családtagok. Sokat fogyaszt (3*1.5kW), de ez a speciális kanthal huzal már 4A átfolyó áramnál 1100°C-on izzik. A samott-téglába mart hornyok befelé lejtenek, így nem esik ki a fűtőszál. Egyszerű olcsó megoldás, bár tényleg kicsit macerás volt beleilleszteni, nem vállalnám sorozatgyártásban.
A szabályzó egy kétpontú relé kimenetű, ami egy szilárdtest-relét kapcsolgat. Az elektromos doboz oldala és alja egy darabban leszerelhető, minden könnyen hozzáférhető, ha ez nem is látszik a fényképről. Árnyékolásnak itt nincs szerepe, thermoelemes hőmérő van beépítve. A vezérlő úgyis árnyékolva van.
A bakelit motor sorkapocs alatt YTONG tégla van, ami jól hőszigetel. A próbafűtés során tökéletesen szerepelt, a sorkapocs felülete nem érte el a 110°C-ot sem, talán ha az ajtóra tennék egy szellőzőt, akkor még jobban hűlne.
A csillag-delta kapcsoló a felfűtés, szárításhoz van, így épp hogy izzanak a fűtőszálak, kb. 500°C-ig lehet elmenni vele negyed óra alatt. A maximális hőmérsékletet még nem volt időm lemérni, mert el kellett mennem otthonról, de hamarosan ezzel az infóval is szolgálok.
A salgó elemek tartósságáról nem tudok mit írni, bízok benne, hogy kiszolgál egy ideig.
Hőszigetelés alulról 15, oldalról 10cm kőzetgyapot. A fedő még nincsen készen.
Köszönöm a gratulációt. Teaway: A mozsár is jó lenne, ha átmérője <18cm, semmi más kritérium nincsen, de hol kapni ilyet?
A válaszok:
Elektromos fűtés, mivel a családban történt gázpalackos baleset óta szkeptikusak a családtagok. Sokat fogyaszt (3*1.5kW), de ez a speciális kanthal huzal már 4A átfolyó áramnál 1100°C-on izzik. A samott-téglába mart hornyok befelé lejtenek, így nem esik ki a fűtőszál. Egyszerű olcsó megoldás, bár tényleg kicsit macerás volt beleilleszteni, nem vállalnám sorozatgyártásban.
A szabályzó egy kétpontú relé kimenetű, ami egy szilárdtest-relét kapcsolgat. Az elektromos doboz oldala és alja egy darabban leszerelhető, minden könnyen hozzáférhető, ha ez nem is látszik a fényképről. Árnyékolásnak itt nincs szerepe, thermoelemes hőmérő van beépítve. A vezérlő úgyis árnyékolva van.
A bakelit motor sorkapocs alatt YTONG tégla van, ami jól hőszigetel. A próbafűtés során tökéletesen szerepelt, a sorkapocs felülete nem érte el a 110°C-ot sem, talán ha az ajtóra tennék egy szellőzőt, akkor még jobban hűlne.
A csillag-delta kapcsoló a felfűtés, szárításhoz van, így épp hogy izzanak a fűtőszálak, kb. 500°C-ig lehet elmenni vele negyed óra alatt. A maximális hőmérsékletet még nem volt időm lemérni, mert el kellett mennem otthonról, de hamarosan ezzel az infóval is szolgálok.
A salgó elemek tartósságáról nem tudok mit írni, bízok benne, hogy kiszolgál egy ideig.
Hőszigetelés alulról 15, oldalról 10cm kőzetgyapot. A fedő még nincsen készen.
Köszönöm a gratulációt. Teaway: A mozsár is jó lenne, ha átmérője <18cm, semmi más kritérium nincsen, de hol kapni ilyet?
Cím: Re:Fémöntés házilag
Írta: dg8n4i8x Dátum 2009 május 23, 21:16
Írta: dg8n4i8x Dátum 2009 május 23, 21:16
Ez jól hangzik! Szerintem nem olyan vészes az a 3*1.5KW, palackos gázból nem biztos, hogy kijön ennyiből...
Megtudhatunk többet arról a spéci kanthalról? Beszerzés, ár?
Megtudhatunk többet arról a spéci kanthalról? Beszerzés, ár?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 május 24, 11:06
Írta: 000000000 Dátum 2009 május 24, 11:06
Fűtőhuzal néven találtam rá a tesz-vesz.hu-n, alkalmi vétel volt. Keresztmetszete 0.1*2mm, én is csak 25m-t tudtam venni belőle. Az ár nem is volt vészes, úgy 10kiló fehér kenyérrel egyenértékű. :)
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 május 24, 11:44
Írta: 000000000 Dátum 2009 május 24, 11:44
Szervusz deguss!
Ezt nézted már?
http://www.carbongrafit.hu/
Ezt nézted már?
http://www.carbongrafit.hu/
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 május 24, 12:52
Írta: 000000000 Dátum 2009 május 24, 12:52
Köszönöm szépen, még nem néztem.
Küldtem egy ajánlatkérést nekik, ha válaszolnak, megmondom mit adnak mennyiért.
Küldtem egy ajánlatkérést nekik, ha válaszolnak, megmondom mit adnak mennyiért.
Cím: Re:Fémöntés házilag
Írta: 3k74cecek Dátum 2009 május 25, 00:49
Írta: 3k74cecek Dátum 2009 május 25, 00:49
Gratula az elszántsághoz és a munkához.
A tanácsokat azt hiszem inkább még a tervezés idején lett volna érdemes kérni.
Most már majdnem eső után köpönyeg.
Néhány megjegyzésem azért van:
A Kanthalban szerintem semmi különleges sincsen. Az pusztán keresztmetszet és hőelvezetés kérdése, hogy mekkora áramnál fog adott hőfokon izzani.
Úgy látom, hogy a hornyokba helyezés után nem lett egyenletes a spirál menetemelkedése. Emiatt helyenként (ahol sűrűbb lett) jóval nagyobb lesz a hőmérséklet és itt hamarabb el fog használódni a szál. Ezt célszerű lenne valahogy javítani.
Nem tudom, hogy az aljába terveztél-e tenni valamit a fűtőszálak főlé?
Nagyon hasznos lenne, mert ha véletlenül beleesik valami, esetleg zárlatot csinálhat és eléghet a szál, vagy egyszerűen mechanikusan sérülhet. Izzó állapotban nagyon sérülékeny a drót.
Az alján lévő szálnál miért nem látszik a spirál? Miért csak egy széles egyben izzó valaminek tűnik ?
A csillag-delta átkapcsolót nem egészen értem. Ha van hőfokszabályzó, akkor ennek mi a jelentősége?
Nem tudni, hogy a Dexion hogy és mennyire van elszigetelve (meleg szempontból), de az kissé kritikusnak tűnik.
Ugyanis az 500 fokot negyed óra alatt valószinűleg üresen érted el. Nem tudom mit akarsz olvasztani benne, és mennyit, de valószinűleg órákig kell egyfolytában működnie majd. Így viszont esetleg nagyon felmelegedhet az is. Szerencsésebbnek tartottam volna a súlyát az aljára terhelni, és csak összetartó bilincseket tenni a felső részekhez.
A sorkapocsnak tartósan a 100 fok sem szerencsés. Nem is annyira a bakelitnek, mint a kötések átmeneti ellenállásának.
Jobb lett volna ezt teljesen kihozni az üveggyapot hőszigetelésen kívülre.
Úgy látom a képen, mintha a kanthal szalag simán bele lenne kötve a sorkapocsba. Jól látom?
Ha igen, akkor ezt úgy kellene csinálni, hogy a meleg térig vezető részen párhuzamosan mellé kellene tekerni valami többeres acéldrót félét, hogy ezen a részen ne melegedjen annyira. Ettől ugyanis a sorkapocs túl fog melegedni a tartós működés során.
A tanácsokat azt hiszem inkább még a tervezés idején lett volna érdemes kérni.
Most már majdnem eső után köpönyeg.
Néhány megjegyzésem azért van:
A Kanthalban szerintem semmi különleges sincsen. Az pusztán keresztmetszet és hőelvezetés kérdése, hogy mekkora áramnál fog adott hőfokon izzani.
Úgy látom, hogy a hornyokba helyezés után nem lett egyenletes a spirál menetemelkedése. Emiatt helyenként (ahol sűrűbb lett) jóval nagyobb lesz a hőmérséklet és itt hamarabb el fog használódni a szál. Ezt célszerű lenne valahogy javítani.
Nem tudom, hogy az aljába terveztél-e tenni valamit a fűtőszálak főlé?
Nagyon hasznos lenne, mert ha véletlenül beleesik valami, esetleg zárlatot csinálhat és eléghet a szál, vagy egyszerűen mechanikusan sérülhet. Izzó állapotban nagyon sérülékeny a drót.
Az alján lévő szálnál miért nem látszik a spirál? Miért csak egy széles egyben izzó valaminek tűnik ?
A csillag-delta átkapcsolót nem egészen értem. Ha van hőfokszabályzó, akkor ennek mi a jelentősége?
Nem tudni, hogy a Dexion hogy és mennyire van elszigetelve (meleg szempontból), de az kissé kritikusnak tűnik.
Ugyanis az 500 fokot negyed óra alatt valószinűleg üresen érted el. Nem tudom mit akarsz olvasztani benne, és mennyit, de valószinűleg órákig kell egyfolytában működnie majd. Így viszont esetleg nagyon felmelegedhet az is. Szerencsésebbnek tartottam volna a súlyát az aljára terhelni, és csak összetartó bilincseket tenni a felső részekhez.
A sorkapocsnak tartósan a 100 fok sem szerencsés. Nem is annyira a bakelitnek, mint a kötések átmeneti ellenállásának.
Jobb lett volna ezt teljesen kihozni az üveggyapot hőszigetelésen kívülre.
Úgy látom a képen, mintha a kanthal szalag simán bele lenne kötve a sorkapocsba. Jól látom?
Ha igen, akkor ezt úgy kellene csinálni, hogy a meleg térig vezető részen párhuzamosan mellé kellene tekerni valami többeres acéldrót félét, hogy ezen a részen ne melegedjen annyira. Ettől ugyanis a sorkapocs túl fog melegedni a tartós működés során.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 május 25, 07:56
Írta: 000000000 Dátum 2009 május 25, 07:56
Köszönöm a tanácsokat és gratulációt.
Kérdeztem még ebben a témában régebben, de csak részben kaptam válaszokat, meg kicsit elkallódott a kérdés. Lényegtelen, most már elkészült, de a jótanácsok soha nem feleslegesek, hátha átalakítom, vagy a későbbiek során majd tudom alkalmazni valahol.
Az alja is izzik, de a telefonnal készült fénykép nem tükrözi teljesen a valóságot, a fényképezője egy kicsit csal. Este teszek fel egy másik képet, ha hazaértem. Annyi azonban bizonyos, hogy valóban nem sikerült teljesen egyenletesen széthúznom a spirált, mivel igen-igen képlékeny szobahőmérsékleten is, így valóban egyes helyeken jobban, míg máshol kevésbé izzik.
Az alsó fűtőszálat 20mm vastag tégladarabkák veszik körbe, amire felül a tégely, vagy amit beteszek. Erre gondoltam hogy teszek egy csillámlapot, de még nem tudtam beszerezni.
Az átkapcsoló azért szükségeltetik, hogy ha hosszabb használat után kímélő módban akarom kiszárítani a téglákat, vagy valamit csak meg kell melegíteni, pl. viaszt kiolvasztani, akkor elég a kisebb teljesítmény, a fűtőszál élettartamát is növeli, és a kemencének is jobb, egyenletesebb a hőeloszlása.
A salgo elemekről a többiek is hasonlóan vélekednek, legközelebb másból csinálnám.
Igazából olyan univerzális, kísérletezgetés célra készült, nem iparszerűen van használva, ha alumíniumut öntök, akkor ahhoz, ha valamit ki kell szárítani, akkor ahhoz.
A fűtőhuzalok végét duplán visszahajtottam, és egy lemezkével egybesajtoltam, így a sorkapocsban több réteg van egymáson. A kötés és az oda vezető drótköteg nem izzik, erre gondoltam én is. Ennek ellenére megfogadom a tanácsod, vágok egy szellőzőt a szerelőajtóra.
Köszönöm még egyszer a tanácsokat! Már csak egy tégely-félét szeretnék valamiből összeütni, nem tudom egy régi lejárt tűzoltópalack felhasználható ilyenre? A mérete majdnem jó, de nem tudom milyen vastag lemezből van.
Kérdeztem még ebben a témában régebben, de csak részben kaptam válaszokat, meg kicsit elkallódott a kérdés. Lényegtelen, most már elkészült, de a jótanácsok soha nem feleslegesek, hátha átalakítom, vagy a későbbiek során majd tudom alkalmazni valahol.
Az alja is izzik, de a telefonnal készült fénykép nem tükrözi teljesen a valóságot, a fényképezője egy kicsit csal. Este teszek fel egy másik képet, ha hazaértem. Annyi azonban bizonyos, hogy valóban nem sikerült teljesen egyenletesen széthúznom a spirált, mivel igen-igen képlékeny szobahőmérsékleten is, így valóban egyes helyeken jobban, míg máshol kevésbé izzik.
Az alsó fűtőszálat 20mm vastag tégladarabkák veszik körbe, amire felül a tégely, vagy amit beteszek. Erre gondoltam hogy teszek egy csillámlapot, de még nem tudtam beszerezni.
Az átkapcsoló azért szükségeltetik, hogy ha hosszabb használat után kímélő módban akarom kiszárítani a téglákat, vagy valamit csak meg kell melegíteni, pl. viaszt kiolvasztani, akkor elég a kisebb teljesítmény, a fűtőszál élettartamát is növeli, és a kemencének is jobb, egyenletesebb a hőeloszlása.
A salgo elemekről a többiek is hasonlóan vélekednek, legközelebb másból csinálnám.
Igazából olyan univerzális, kísérletezgetés célra készült, nem iparszerűen van használva, ha alumíniumut öntök, akkor ahhoz, ha valamit ki kell szárítani, akkor ahhoz.
A fűtőhuzalok végét duplán visszahajtottam, és egy lemezkével egybesajtoltam, így a sorkapocsban több réteg van egymáson. A kötés és az oda vezető drótköteg nem izzik, erre gondoltam én is. Ennek ellenére megfogadom a tanácsod, vágok egy szellőzőt a szerelőajtóra.
Köszönöm még egyszer a tanácsokat! Már csak egy tégely-félét szeretnék valamiből összeütni, nem tudom egy régi lejárt tűzoltópalack felhasználható ilyenre? A mérete majdnem jó, de nem tudom milyen vastag lemezből van.
Cím: Re:Fémöntés házilag
Írta: ywathzay Dátum 2009 május 25, 13:01
Írta: ywathzay Dátum 2009 május 25, 13:01
A tűzoltópalack 1,5 v. 2 mm vastag anyagból van, elég karcsú ilyesmihez.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 május 25, 16:05
Írta: 000000000 Dátum 2009 május 25, 16:05
Köszönöm az infót!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 május 25, 19:35
Írta: 000000000 Dátum 2009 május 25, 19:35
Újpesten a Schweidel utcában (Ferrometál) kapsz grafittégelyt elfogadható áron.Anno én is ott vettem.
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2009 május 25, 20:43
Írta: 43pbwjg8s Dátum 2009 május 25, 20:43
Ez volt talán az:
Kanthal huzal.
Kanthal huzal.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 május 26, 08:02
Írta: 000000000 Dátum 2009 május 26, 08:02
Kb. 1 éve voltam az említett boltban (melynek e-mail címe mára már nem él), bár akkor még más miatt, de nem voltak valami segítőkészek, nem is akarták nagyon odaadni azt a salaktalanító sót, amit akkor vettem náluk. Mindezek ellenére, ha arra járok, benézek a tanácsodra. Köszi!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 május 26, 08:02
Írta: 000000000 Dátum 2009 május 26, 08:02
Nem ez volt pontosan, de ezt nagyon jó áron adja, ennyiért nem is láttam hasonlót. Ha újra építeném, biztos ilyennel csinálnám.
Cím: Re:Fémöntés házilag
Írta: Devecz Miklós Dátum 2009 május 28, 13:42
Írta: Devecz Miklós Dátum 2009 május 28, 13:42
Nem fémöntés, de érdekes
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 május 29, 12:14
Írta: 000000000 Dátum 2009 május 29, 12:14
Ahogy ígértem, bemásolom az árajánlatot a grafittégelyre.
CARBON GRAFIT Kft.
Az Ön igényeinek megfelelő tégely hőálló grafitból készülne, 2191 minőségből.
Méret:Átm.180/150×305mm
Mennyiség: 1 db
Ár: 34000,-Ft+ÁFA
Szállítás: Utánvéttel, 4 munkanap
Hát, ez már nem hobby kategória, azt hiszem sima 4-es vaslemezből hegesztek egy szögletes tégelyt délután.
CARBON GRAFIT Kft.
Az Ön igényeinek megfelelő tégely hőálló grafitból készülne, 2191 minőségből.
Méret:Átm.180/150×305mm
Mennyiség: 1 db
Ár: 34000,-Ft+ÁFA
Szállítás: Utánvéttel, 4 munkanap
Hát, ez már nem hobby kategória, azt hiszem sima 4-es vaslemezből hegesztek egy szögletes tégelyt délután.
Cím: Re:Fémöntés házilag
Írta: D.Laci Dátum 2009 május 29, 12:33
Írta: D.Laci Dátum 2009 május 29, 12:33
A vas tégely mivel lesz bélelve? Vagy a vas diffundáljon be az olvadékba?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 május 29, 13:19
Írta: 000000000 Dátum 2009 május 29, 13:19
Gyakorlati kihatása nincsen a diffundálásnak, meg egyébként se izzik a tégely 700-710˚C-on, mivel több nem kell a 660-680˚C-on olvadó Al-ötvözetnek. Régebben is így használtam, mindenféle probléma nélkül. Az ugyan tény és való, hogy az tégely falára "ráragad" egy kicsit, de ha csak alu olvasztásra használom, ez nem probléma.
Olvastam olyat is, hogy van akik bevonják fekeccsel (vízüveg+samottliszt), de nekem eddig ezzel nem volt probléma.
Olvastam olyat is, hogy van akik bevonják fekeccsel (vízüveg+samottliszt), de nekem eddig ezzel nem volt probléma.
Cím: Re:Fémöntés házilag
Írta: Miki2 Dátum 2009 május 29, 18:09
Írta: Miki2 Dátum 2009 május 29, 18:09
Szervusztok !
A napokban olvastam valamelyik topikon egy műanyag típusról.
Öntőformák készítésére alkalmas műanyagról írtatok.
Sajnos nem találom, pedig már a szemem is belefájdult a keresésbe.
Kérem segítsen aki a linket feltette, tegye meg újra.
Köszönöm
A napokban olvastam valamelyik topikon egy műanyag típusról.
Öntőformák készítésére alkalmas műanyagról írtatok.
Sajnos nem találom, pedig már a szemem is belefájdult a keresésbe.
Kérem segítsen aki a linket feltette, tegye meg újra.
Köszönöm
Cím: Re:Fémöntés házilag
Írta: pa0n9mw Dátum 2009 május 29, 18:12
Írta: pa0n9mw Dátum 2009 május 29, 18:12
Üdv
Van melóhelyen a selejtbe pár régi széndioxiddal oltó tűzoltópalack.
Kb. 10 cm átmérőjű vastagfalú palackoska.
Ha elvágja az ember fáiontos kis legömbölyitett végű tégely lehet belőle.
Ha érdekel irj.
végyé
Van melóhelyen a selejtbe pár régi széndioxiddal oltó tűzoltópalack.
Kb. 10 cm átmérőjű vastagfalú palackoska.
Ha elvágja az ember fáiontos kis legömbölyitett végű tégely lehet belőle.
Ha érdekel irj.
végyé
Cím: Re:Fémöntés házilag
Írta: 4um5b65d Dátum 2009 május 29, 18:33
Írta: 4um5b65d Dátum 2009 május 29, 18:33
Nem ezt keresed ???
"Kezdő vagyok"
#2525-től
"Kezdő vagyok"
#2525-től
Cím: Re:Fémöntés házilag
Írta: Miki2 Dátum 2009 május 29, 20:18
Írta: Miki2 Dátum 2009 május 29, 20:18
Ó az !
Nagyon köszönöm
Nagyon köszönöm
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 május 29, 22:52
Írta: 000000000 Dátum 2009 május 29, 22:52
Nah aztán a ma délutánból mégse lett semmi, tehát még nem álltam neki.
Igen-igen, érdekelne, de a 10cm nagyon sovány. Ha lenne legalább 14, már nem hezitálnék. A régi (a kis kemencébe) is egy 100-as csőből volt elkészítve, de ha már az új kemence beltere 205*205, akkor illene ide egy tisztességes 160-180-as tégely.
Mennyi az a kb. 10cm? :) Köszönöm: deguss
Igen-igen, érdekelne, de a 10cm nagyon sovány. Ha lenne legalább 14, már nem hezitálnék. A régi (a kis kemencébe) is egy 100-as csőből volt elkészítve, de ha már az új kemence beltere 205*205, akkor illene ide egy tisztességes 160-180-as tégely.
Mennyi az a kb. 10cm? :) Köszönöm: deguss
Cím: Re:Fémöntés házilag
Írta: pa0n9mw Dátum 2009 május 30, 07:20
Írta: pa0n9mw Dátum 2009 május 30, 07:20
Üdv
Hát sajna még anyi sincs, megmértem a kerületét ami 29 cm.
Sorry
végyé
Hát sajna még anyi sincs, megmértem a kerületét ami 29 cm.
Sorry
végyé
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 május 30, 13:56
Írta: 3vv2btrhv Dátum 2009 május 30, 13:56

Viasz hütésére infuzios készletet használom.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 május 30, 13:57
Írta: 3vv2btrhv Dátum 2009 május 30, 13:57

Marás közben nagyon szépen csepeg , igy nem kell felügyelnem .
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 május 30, 13:59
Írta: 3vv2btrhv Dátum 2009 május 30, 13:59

Valahogy igy néz ki a végtermék I- kategoria .
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 május 30, 21:07
Írta: 000000000 Dátum 2009 május 30, 21:07
Szia TIbor!
Jó ötlet erre a célra az infúzió.Kár, hogy a végtermékről nem raksz fel nagyobb felbontású képet.
Jó ötlet erre a célra az infúzió.Kár, hogy a végtermékről nem raksz fel nagyobb felbontású képet.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 május 31, 20:17
Írta: 000000000 Dátum 2009 május 31, 20:17
Tisztelt Szakik,
Egy olyan problémám van, hogy a tegnap elkészült vastégelyem (5mm-es vaslemez, 6 liter) aljáról széndarabok váltak le, amik a fűtőszálra pottyanva eléggé bepiszkolták azt, és egy darabon átíveltek pár menetet is, úgymond belehegedtek a tégely alatti fűtőszálba. Ez persze nem jó, ezt akarom valahogy elkerülni.
1. Lehet-e valahogyan lassítani az elszenesedést, esetleg segít-e az, ha kívülről bevonom a tégelyt egy vékony agyagréteggel, vagy fekeccsel?
2. Mivel fedjem le a fűtőszálat, csillámlemez kibírja azt az 1000°C-os hőmérsékletet tartósan?
3. Sejtem, hogy a szenesedés mértéke egyenesen arányos a hőmérséklettel, célszerű lenne egy kicsit visszavenni az alsó fűtőszál teljesítményéből? Nem csináltam fényképet, de olyan vadul izzot a samott tégla is, hogy mikor kivettem a tégelyt, "ráragadt" az aljára egy samotttégla csík (2*2*10cm), ami a fűtőszálak között volt. A tégely alja is erősen narancsvörös volt, míg meg nem kevertem az alut. Lehet hogy túl magas a hőmérséklet?
Köszönöm a válaszokat.
Egy olyan problémám van, hogy a tegnap elkészült vastégelyem (5mm-es vaslemez, 6 liter) aljáról széndarabok váltak le, amik a fűtőszálra pottyanva eléggé bepiszkolták azt, és egy darabon átíveltek pár menetet is, úgymond belehegedtek a tégely alatti fűtőszálba. Ez persze nem jó, ezt akarom valahogy elkerülni.
1. Lehet-e valahogyan lassítani az elszenesedést, esetleg segít-e az, ha kívülről bevonom a tégelyt egy vékony agyagréteggel, vagy fekeccsel?
2. Mivel fedjem le a fűtőszálat, csillámlemez kibírja azt az 1000°C-os hőmérsékletet tartósan?
3. Sejtem, hogy a szenesedés mértéke egyenesen arányos a hőmérséklettel, célszerű lenne egy kicsit visszavenni az alsó fűtőszál teljesítményéből? Nem csináltam fényképet, de olyan vadul izzot a samott tégla is, hogy mikor kivettem a tégelyt, "ráragadt" az aljára egy samotttégla csík (2*2*10cm), ami a fűtőszálak között volt. A tégely alja is erősen narancsvörös volt, míg meg nem kevertem az alut. Lehet hogy túl magas a hőmérséklet?
Köszönöm a válaszokat.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 június 01, 16:11
Írta: 000000000 Dátum 2009 június 01, 16:11
A vastégellyel mindig ilyen problémáid lesznek, a hevítéstől folyamatosan keletkezik a reve.Próbálj graft tégelyt szerezni, számodra elfogadható áron. A fenék fűtést nem tudnád kihagyni?
Cím: Re:Fémöntés házilag
Írta: 3k74cecek Dátum 2009 június 01, 21:25
Írta: 3k74cecek Dátum 2009 június 01, 21:25
Úgy látom szeretsz a saját károdon tanulni. Pont erről írtam a #1007-ben. [#falbav]
A tégelyt ne vond be kivűlről semmivel, mert az ugyis le fog jönni róla. Letenni sem tudod majd mert rögtön sérülni fog.
Egyébként nem szerencsés ha a tégely a teljes alján felfekszik. Így az alsó fűtés hője bennreked és túl melegedhet az alja.
Az lenne a jó ha a tégelyt a tetjénél tartaná valami és belógna a fűtött térbe. Így nem ragadt volna hozzá a samott csík sem.
Végszükségben a tégyelyt néhány samott kockára kellene tenni, hogy a meleg levegő kijöhessen alóla.
A fűtőszálat vékony samott lappal fedd be, úgy hogy semmi leeső dolog ne tudjon a fűtőszálhoz kerülni, de a forró levegő kijöhessen a fűtőszáltól.
Mit csinált a hőfokszabályzód, hogy a tégely alja már izzott alu olvasztás közben ??
Meggondoltabban csináld a dolgokat, mert ebből nagy baleset lehet !![#ejnye1]
A narancsvörös anyag már jóval gyengébb mint a fekete, és a fröccsenő alu nagyon csúnya dolgokat tud művelni.[#ejnye1]
A tégelyt ne vond be kivűlről semmivel, mert az ugyis le fog jönni róla. Letenni sem tudod majd mert rögtön sérülni fog.
Egyébként nem szerencsés ha a tégely a teljes alján felfekszik. Így az alsó fűtés hője bennreked és túl melegedhet az alja.
Az lenne a jó ha a tégelyt a tetjénél tartaná valami és belógna a fűtött térbe. Így nem ragadt volna hozzá a samott csík sem.
Végszükségben a tégyelyt néhány samott kockára kellene tenni, hogy a meleg levegő kijöhessen alóla.
A fűtőszálat vékony samott lappal fedd be, úgy hogy semmi leeső dolog ne tudjon a fűtőszálhoz kerülni, de a forró levegő kijöhessen a fűtőszáltól.
Mit csinált a hőfokszabályzód, hogy a tégely alja már izzott alu olvasztás közben ??
Meggondoltabban csináld a dolgokat, mert ebből nagy baleset lehet !![#ejnye1]
A narancsvörös anyag már jóval gyengébb mint a fekete, és a fröccsenő alu nagyon csúnya dolgokat tud művelni.[#ejnye1]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 június 01, 21:41
Írta: 000000000 Dátum 2009 június 01, 21:41
Szia Vbodi!
Köszi a gyors választ, de mire megírtad, már kipróbáltam a tégely agyagos vízzel való "beecsetelését", szépen rászárítottam, és az olvasztás alkalmával ki is égettem. Nagyon bevált, nem pattogzott le sehol, nem vált le sehol a mai olvasztás alkalmával semmi a tégelyről. Szerintem minden további nélkül kibír talán 4-5 alkalmat is, utána meg egy 10 perces munka újra felhordani.
A mai olvasztásnál egyszerűen kikötöttem az alsó fűtőszálat, így is megolvadt az alu, 11kg-ot öntöttem le (öcsém segítségével, ezt már nem lehet egyedül csinálni). Ehhez kellett másfél óra 4kW-al, ami kb. 300Ft villany, ennyit bőven megér nekem az új öntvényem. A 10cm-es kőzetgyapot szigetelés megérte az árát, e nélkül ekkora teljesítménnyel talán egy napig is eltartott volna ekkora mennyiség megolvasztása. A kemence külső lemeze nem melegedett még 40°C fölé sem! Meg vagyok vele elégedve.

Ennyire hideg:

Az ideiglenes fedél:


Az öntés előtt a tégla hőmérséklete, egy kerámiacsőbe szerelt termoelemmel mérve:

A tégely öntés után:

A kiemelő kampó:

Mindjárt felteszem a képeket az öntvényről, feltéve ha érdekel valakit...
Köszi a gyors választ, de mire megírtad, már kipróbáltam a tégely agyagos vízzel való "beecsetelését", szépen rászárítottam, és az olvasztás alkalmával ki is égettem. Nagyon bevált, nem pattogzott le sehol, nem vált le sehol a mai olvasztás alkalmával semmi a tégelyről. Szerintem minden további nélkül kibír talán 4-5 alkalmat is, utána meg egy 10 perces munka újra felhordani.
A mai olvasztásnál egyszerűen kikötöttem az alsó fűtőszálat, így is megolvadt az alu, 11kg-ot öntöttem le (öcsém segítségével, ezt már nem lehet egyedül csinálni). Ehhez kellett másfél óra 4kW-al, ami kb. 300Ft villany, ennyit bőven megér nekem az új öntvényem. A 10cm-es kőzetgyapot szigetelés megérte az árát, e nélkül ekkora teljesítménnyel talán egy napig is eltartott volna ekkora mennyiség megolvasztása. A kemence külső lemeze nem melegedett még 40°C fölé sem! Meg vagyok vele elégedve.
Ennyire hideg:
Az ideiglenes fedél:
Az öntés előtt a tégla hőmérséklete, egy kerámiacsőbe szerelt termoelemmel mérve:
A tégely öntés után:
A kiemelő kampó:
Mindjárt felteszem a képeket az öntvényről, feltéve ha érdekel valakit...
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 június 01, 21:52
Írta: 000000000 Dátum 2009 június 01, 21:52
Amiket leírtál azzal tisztában vagyok. Mindent nem fényképeztem le, de a megfelelő védőöltözet (bőrkötény, cipővédő, arcmaszk, hőáll. kesztyű természetesen rajtam volt).
A "belógatás" ötlete jó, kár hogy nem előbb írtad/kérdeztem. Sajnos nincs mivel lefedni a fűtőszálat, a legvékonyabb samott-tégla (ami kapható) 1cm. Ez alatt szétsül az izzószál. Nem használható egy kiégetett agyag járólap? Ennek az alján úgyis ilyen "stopplik" vannak, megfelel annak, amit írtál.
A magasabb téglákra való felfektetés jobb lehet a jelenleginél, ezt meg fogom majd próbálni. Így talán jobban tud áramlani a levegő. A kis felületen érintkezés is meggondolandó. A hő nagy része úgyis sugárzás formájában megy át a tégelyre, jól gondolom, ugye?
Írtam, hogy felhevült a vas tégely alja. Igen, de azt is hozzátettem, hogy amíg fel nem kevertem az alut. Utána már megint sötét-sötét vörös volt csak, leöntéskor már alig világított. Erre azért figyelek, minden olvasztás előtt megkopogtatom, megnézem nincs-e valahol vékonyodás... Köszönöm a tanácsokat!
A "belógatás" ötlete jó, kár hogy nem előbb írtad/kérdeztem. Sajnos nincs mivel lefedni a fűtőszálat, a legvékonyabb samott-tégla (ami kapható) 1cm. Ez alatt szétsül az izzószál. Nem használható egy kiégetett agyag járólap? Ennek az alján úgyis ilyen "stopplik" vannak, megfelel annak, amit írtál.
A magasabb téglákra való felfektetés jobb lehet a jelenleginél, ezt meg fogom majd próbálni. Így talán jobban tud áramlani a levegő. A kis felületen érintkezés is meggondolandó. A hő nagy része úgyis sugárzás formájában megy át a tégelyre, jól gondolom, ugye?
Írtam, hogy felhevült a vas tégely alja. Igen, de azt is hozzátettem, hogy amíg fel nem kevertem az alut. Utána már megint sötét-sötét vörös volt csak, leöntéskor már alig világított. Erre azért figyelek, minden olvasztás előtt megkopogtatom, megnézem nincs-e valahol vékonyodás... Köszönöm a tanácsokat!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 június 01, 21:59
Írta: 000000000 Dátum 2009 június 01, 21:59
Egyébként pedig figyelembe vettem a tanácsodat, de nem tudtam mivel lefedni a fűtőszálat. Tudom, hogy a legjobb egy kerámia lap lenne, vagy talán a csillámlemez, de szülni nem tudok ilyet, és a sarki boltban meg nem árulják. Egyébként meg megfogadom a tanácsokat, de a végeredmény mindig kompromisszumok összessége a rendelkezésre álló anyagok és a beszerezhetőség függvényében.
Cím: Re:Fémöntés házilag
Írta: PSoft Dátum 2009 június 01, 22:12
Írta: PSoft Dátum 2009 június 01, 22:12
Szia Deguss.
Amit a múltkor bontottál,az az indukciós főzőlap...
Annak az üvegkerámia lapja nem lenne jó a fütőszál lefedésére?
Vagy nem bírná azt a hőfokot?
Amit a múltkor bontottál,az az indukciós főzőlap...
Annak az üvegkerámia lapja nem lenne jó a fütőszál lefedésére?
Vagy nem bírná azt a hőfokot?
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2009 június 01, 22:13
Írta: svejk Dátum 2009 június 01, 22:13
Azok a fűtőszálak csak ugy a szabad levegőn vannak?
Nem kellene azokat a samotttéglába vályt nútokba rakni és beönteni valami hőállő masszával ,mint ahogy pl. a vasalótalpak is vannak?
Nem kellene azokat a samotttéglába vályt nútokba rakni és beönteni valami hőállő masszával ,mint ahogy pl. a vasalótalpak is vannak?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 június 01, 22:16
Írta: 000000000 Dátum 2009 június 01, 22:16
Szia!
Azt pont jó lenne, de azt össze is raktam, és használatban is van. Csak a tisztítás, és kíváncsiság végett szedtem szét. De igen, pont olyan lenne ideális!
Azt pont jó lenne, de azt össze is raktam, és használatban is van. Csak a tisztítás, és kíváncsiság végett szedtem szét. De igen, pont olyan lenne ideális!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 június 01, 22:20
Írta: 000000000 Dátum 2009 június 01, 22:20
Hát ha a 25-ös képre gondolsz, akkor azon látni, hogy a fűtőszálak egy horonyban vannak, ráadásul egy olyanban, ami befelé lejt. Egy teljes napos munka volt ezeket elkészíteni. Ha minden végleges, betapasztom a sarkokat agyaggal, már csak a hőszigetelés végett is!
Cím: Re:Fémöntés házilag
Írta: PSoft Dátum 2009 június 01, 22:32
Írta: PSoft Dátum 2009 június 01, 22:32
Ha gondolod,tudok neked szerezni beépíthető négylaposat.
A"LOMISOKNÁL"szoktam látni elektronika,vagy fűtéshibásakat is.Pár ezer Ft-ér lehet tőlük szerezni.
Neked úgyis csak az üvegkerámia kellene róla.
Üvegvágóval simán lehet darabolni,pont tegnap vágtunk a haverommal egy törött egylapos indukciósra.
A"LOMISOKNÁL"szoktam látni elektronika,vagy fűtéshibásakat is.Pár ezer Ft-ér lehet tőlük szerezni.
Neked úgyis csak az üvegkerámia kellene róla.
Üvegvágóval simán lehet darabolni,pont tegnap vágtunk a haverommal egy törött egylapos indukciósra.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 június 02, 00:12
Írta: 000000000 Dátum 2009 június 02, 00:12
Érdekelne a kerámia lap! Nem tudom milyen van a "beépíthető négylaposban", de akármilyen is legyen, több darabban is jó lenne. Az alapterület 200*200mm. Írtam privátot.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 június 02, 06:56
Írta: 000000000 Dátum 2009 június 02, 06:56
Klasszul megcsináltad a kohódat, nagyon jó a hatásfoka, a 11kg alu megolvasztása nem semmi,mit öntöttél ekkora mennyiségből?Egy észrevétel, talán jobb lenne az olvadék hőmérsékletét mérni.
Ha öntési alapanyagra van szükséged, keress autóbontóban hengerfejet, sebváltóházat stb, olyan 350-400 Ft/ kg áron.
Ha öntési alapanyagra van szükséged, keress autóbontóban hengerfejet, sebváltóházat stb, olyan 350-400 Ft/ kg áron.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 június 02, 11:51
Írta: 000000000 Dátum 2009 június 02, 11:51
Köszönöm a dícséretet, sok tapasztalatot szereztem az előző kis kemencécskével, e nélkül hiba lett volna belevágni. Így is akad rajta egy pár "szépséghiba", kaptam Tőletek is pár jó tanácsot, de összességében meg vagyok elégedve.
Sajnos csak kézi termoelemmel tudnám az olvadék hőmérsékletét mérni, ami tájékoztató jellegű, de a szabályzás nem erre van rákötve. A szonda egy kerámiacsőbe dugott termoelem, agyaggal betapasztva a végén, kb. 1 perc mire átmelegszik, addig tartani kell.
Az öntvény végül is "csak" 5.5kg nettó, de nehéz megítélni mennyi is van a tégelyben, és hogy mennyi kell a beömlőnek, mennyi megy mellé, mennyit kell leszűrni, stb... A maradékot egy konzervesdobozba öntöttem, így könnyen be tudom olvasztani újra, illetve ha épp ilyen henger kéne, lehet belőle esztergálni is. Íme a képek:




Úgyis beolvasztok minden félét, a nagy része valóban autóbontóból van.

Sajnos csak kézi termoelemmel tudnám az olvadék hőmérsékletét mérni, ami tájékoztató jellegű, de a szabályzás nem erre van rákötve. A szonda egy kerámiacsőbe dugott termoelem, agyaggal betapasztva a végén, kb. 1 perc mire átmelegszik, addig tartani kell.
Az öntvény végül is "csak" 5.5kg nettó, de nehéz megítélni mennyi is van a tégelyben, és hogy mennyi kell a beömlőnek, mennyi megy mellé, mennyit kell leszűrni, stb... A maradékot egy konzervesdobozba öntöttem, így könnyen be tudom olvasztani újra, illetve ha épp ilyen henger kéne, lehet belőle esztergálni is. Íme a képek:
Úgyis beolvasztok minden félét, a nagy része valóban autóbontóból van.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 június 02, 11:56
Írta: 000000000 Dátum 2009 június 02, 11:56
A lényeg lemaradt:
Ez az öntvény egy gépalkatrész, nevezetesen az esztergám gépágyára hivatott felfogatni az átalakított oszlopos fúrógép oszlopát, aminek segítségével tudok majd marni.
A hátsó felfogó felületet síkba kell még marni, az "üreget" pedig furatesztergálni kell, a többi felület igazából nem kell hogy illeszkedjen. A teteje szép simára sikerült (ez volt alul az öntéskor, az alja picit rondácska, nedves volt a homok. De a stabilitást nem befolyásolja.
Ez az öntvény egy gépalkatrész, nevezetesen az esztergám gépágyára hivatott felfogatni az átalakított oszlopos fúrógép oszlopát, aminek segítségével tudok majd marni.
A hátsó felfogó felületet síkba kell még marni, az "üreget" pedig furatesztergálni kell, a többi felület igazából nem kell hogy illeszkedjen. A teteje szép simára sikerült (ez volt alul az öntéskor, az alja picit rondácska, nedves volt a homok. De a stabilitást nem befolyásolja.
Cím: Re:Fémöntés házilag
Írta: f2266unib Dátum 2009 június 02, 15:32
Írta: f2266unib Dátum 2009 június 02, 15:32
Szép munka, bátor ember :)......Azért én a "nedves homok"-ot nem kezelném ilyen könnyedén. Neadj Isten eldurran aztán mehetsz a Terminátorba bádogembernek. De ez csak jó tanács volt :)
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 június 05, 21:29
Írta: 000000000 Dátum 2009 június 05, 21:29
Sziasztok!
A guruk segítségét kérném.
Atomfizikus fiam kisérleteihez szükséges lenne egy olyan miniatűr berendezésre amely pl. egy kis tégelyben ólmot olvasztana és annak hőfokát olyan stabil szinten (az olvadsi ponton) tartaná, hogy az ólom ón, stb. fém állandó folyékony, de nem bugyogó állapotban lenne. Ők az ólom felületét mindenféle részecskékkel bombáznák a kísérletek során. Elég szomorú, hogy náluk a KFKI-ban a speciális műhely nem tud erre megoldást, de ha tudna, akkor is csak hosszú időre vállalná a dolgot. Szegénységi bizonyítvány még az is, hogy még nekem is többször kellett fiam részére mindenféle parányi készüléket készítenem, mert a műhely nem vállalta a melót. Náluk a kutatás egyébként olyan nyugati leselejtezett készülékekkel, műszerekkel folyik amit pl. a franciák vagy a németek kidobnak. Ennek ellenére elméleti szinten majdnem ott tartanak mint a "nagyok"!
A guruk segítségét kérném.
Atomfizikus fiam kisérleteihez szükséges lenne egy olyan miniatűr berendezésre amely pl. egy kis tégelyben ólmot olvasztana és annak hőfokát olyan stabil szinten (az olvadsi ponton) tartaná, hogy az ólom ón, stb. fém állandó folyékony, de nem bugyogó állapotban lenne. Ők az ólom felületét mindenféle részecskékkel bombáznák a kísérletek során. Elég szomorú, hogy náluk a KFKI-ban a speciális műhely nem tud erre megoldást, de ha tudna, akkor is csak hosszú időre vállalná a dolgot. Szegénységi bizonyítvány még az is, hogy még nekem is többször kellett fiam részére mindenféle parányi készüléket készítenem, mert a műhely nem vállalta a melót. Náluk a kutatás egyébként olyan nyugati leselejtezett készülékekkel, műszerekkel folyik amit pl. a franciák vagy a németek kidobnak. Ennek ellenére elméleti szinten majdnem ott tartanak mint a "nagyok"!
Cím: Re:Fémöntés házilag
Írta: yuagaci9g Dátum 2009 június 05, 22:16
Írta: yuagaci9g Dátum 2009 június 05, 22:16
Egy ilyen kis onfurdom van, szerintem tudja, amire szukseged van.

Ha nem valik be az atomkutatasban, meg mindig hasznalhatod a muhelyben.[#kacsint]
Ha nem valik be az atomkutatasban, meg mindig hasznalhatod a muhelyben.[#kacsint]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 június 05, 23:09
Írta: 000000000 Dátum 2009 június 05, 23:09
Szia Lámpás!
Nagyon frankónak tűnik ez a kis cucc. Tudnál róla valami elvi rajzot küldeni? Plusz annnak leírását, hogy mit miből csináltál. Privátban is mehet, hiszen ez a téma, gondolom, mást nem érdekel.
Nagyon frankónak tűnik ez a kis cucc. Tudnál róla valami elvi rajzot küldeni? Plusz annnak leírását, hogy mit miből csináltál. Privátban is mehet, hiszen ez a téma, gondolom, mást nem érdekel.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 június 06, 09:21
Írta: 000000000 Dátum 2009 június 06, 09:21
ki tudja ?[#integet2]
Hátha vki otthon akar ónozni...[#wow1]
Hátha vki otthon akar ónozni...[#wow1]
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2009 június 06, 10:22
Írta: 43pbwjg8s Dátum 2009 június 06, 10:22
Ez nagyon kis tuti készülék! :)
Mekkora az űrtartalma és milyen hőfokot tudsz vele elérni?
Mekkora az űrtartalma és milyen hőfokot tudsz vele elérni?
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 június 06, 14:03
Írta: 3vv2btrhv Dátum 2009 június 06, 14:03

Acélékszer terveim . Viaszbol kézzel faragva .
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 június 06, 14:04
Írta: 3vv2btrhv Dátum 2009 június 06, 14:04

Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 június 06, 14:06
Írta: 3vv2btrhv Dátum 2009 június 06, 14:06

ALIEN széria
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 június 06, 14:07
Írta: 3vv2btrhv Dátum 2009 június 06, 14:07

Konzervativabb viasz maráshoz elökészitett .
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 június 06, 14:08
Írta: 3vv2btrhv Dátum 2009 június 06, 14:08

Ez már nyomtatáshoz van elökészitve
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 június 06, 14:10
Írta: 3vv2btrhv Dátum 2009 június 06, 14:10

3D nyomtatás , ez lessz ezüstözve .
Cím: Re:Fémöntés házilag
Írta: yuagaci9g Dátum 2009 június 06, 15:18
Írta: yuagaci9g Dátum 2009 június 06, 15:18
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 június 06, 20:07
Írta: 000000000 Dátum 2009 június 06, 20:07
Látom Tibor, dolgozol ezerrel, gondolom, a talira elhozod a munkáidat,én kiváncsian várom.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 június 06, 21:54
Írta: 000000000 Dátum 2009 június 06, 21:54
Köszi!
Sajna nem tudom, hogy a KFKI-nak van-e elég lóvéja megvenni ezt a berendezést. Pedig jó lenne, ha megvennék mert fiamnak már e héten kellene. Különben megint nekem kell valamit kitalálnom mégpedig villámgyorsan.
Sajna nem tudom, hogy a KFKI-nak van-e elég lóvéja megvenni ezt a berendezést. Pedig jó lenne, ha megvennék mert fiamnak már e héten kellene. Különben megint nekem kell valamit kitalálnom mégpedig villámgyorsan.
Cím: Re:Fémöntés házilag
Írta: Teaway Dátum 2009 június 06, 22:02
Írta: Teaway Dátum 2009 június 06, 22:02
270-530°C
Cím: Re:Fémöntés házilag
Írta: f2266unib Dátum 2009 június 07, 12:07
Írta: f2266unib Dátum 2009 június 07, 12:07
Halihó!
Volt már tapasztalata valakinek az 1 KW-os fűtőbetéttel fémöntés tekintetében? Konkrétan 2 dologra gondolok:
1: kiváltható-e vele a natúr kanthal huzal, ad-e akkora meleget a "porcelánpor"-on keresztül amivel alut lehet olvasztani
2: Lehet e a fűtőbetétet térben idomosra hajlítani.
Köszönöm a segítséget
Volt már tapasztalata valakinek az 1 KW-os fűtőbetéttel fémöntés tekintetében? Konkrétan 2 dologra gondolok:
1: kiváltható-e vele a natúr kanthal huzal, ad-e akkora meleget a "porcelánpor"-on keresztül amivel alut lehet olvasztani
2: Lehet e a fűtőbetétet térben idomosra hajlítani.
Köszönöm a segítséget
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2009 június 07, 18:41
Írta: 43pbwjg8s Dátum 2009 június 07, 18:41
köszönöm, közben utánaolvastam a linken! Bocsánat a lustaságomért!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 június 07, 19:35
Írta: 000000000 Dátum 2009 június 07, 19:35
SZia!
Pontosan meg tudom mondani, hogy a 2.2kW-os fűtőbetét (rézcsőbe kvarchomokkal szerelt kantahal spirál) felizzik ugyan jóval 800°C fölé is, és a hajlítása is megoldható, azonban a hatásfokot tekeintve nagyon rossz, mivel belül fő az izzószál akár 1200°C-on is, de mivel nem vízbe teszed, és nincs elvonva a hő tőle, ezért nagyon hamar elég. Egy kb. 1.5 éves mechanikailag meghibásodott villanybojler fűtőszálát volt alkalmam kipróbálni még a kezdetek kezdetén (talán már egy éve is), szintén alumínium olvasztás céljára, de a végén faszénnel be kellett segíteni, hogy 2 óra után megolvadjon az alu. Fűteni fűt, de mire mész, ha elfogyaszt egy csomó áramot, de nem ad magas hőmérsékletet...
Pontosan meg tudom mondani, hogy a 2.2kW-os fűtőbetét (rézcsőbe kvarchomokkal szerelt kantahal spirál) felizzik ugyan jóval 800°C fölé is, és a hajlítása is megoldható, azonban a hatásfokot tekeintve nagyon rossz, mivel belül fő az izzószál akár 1200°C-on is, de mivel nem vízbe teszed, és nincs elvonva a hő tőle, ezért nagyon hamar elég. Egy kb. 1.5 éves mechanikailag meghibásodott villanybojler fűtőszálát volt alkalmam kipróbálni még a kezdetek kezdetén (talán már egy éve is), szintén alumínium olvasztás céljára, de a végén faszénnel be kellett segíteni, hogy 2 óra után megolvadjon az alu. Fűteni fűt, de mire mész, ha elfogyaszt egy csomó áramot, de nem ad magas hőmérsékletet...
Cím: Re:Fémöntés házilag
Írta: f2266unib Dátum 2009 június 07, 20:29
Írta: f2266unib Dátum 2009 június 07, 20:29
Szia!
Villanykályhába való 1m hosszú cekászom van (jó pár darab) abból gondoltam. . Samottom van, gyakorlatilag az áram fogyása nem érint. De ha nem ad olyan hőt akkor nem jó. (esetleg ha kibelezem? vagy marad a natur huzal)
Köszi a választ.
Villanykályhába való 1m hosszú cekászom van (jó pár darab) abból gondoltam. . Samottom van, gyakorlatilag az áram fogyása nem érint. De ha nem ad olyan hőt akkor nem jó. (esetleg ha kibelezem? vagy marad a natur huzal)
Köszi a választ.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 június 07, 20:47
Írta: 000000000 Dátum 2009 június 07, 20:47
Mekkora az ellenállása annak az 1 méternek? Arra figyelj, hogy a maximális áramot ne lépd túl, mert akkor "összerogy" a huzal és elszakad, de a magas hőmérséklet miatt ívet húz, így (még régebben), elégett nekem majdnem 5cm hosszan a spirál. El nem képzeltem volna, hogy mi meg nem történhet...
Továbbá a hálózatot is vedd figyelembe, egy kemence nem egy rövid ideig fenálló terhelés mint egy sarokköszörű, a gyári 16 Amperos 5 méteres 400V-os hosszabbítót majdnem lenulláztam anno, a kábel felmelegedett, de a csatlakozói is. Szóval kötültekintőnek kell lennie az embernek, ha villanykályhaépítésre adja a fejét. Ami a legnagyobb áttörést hozta számomra, az a megfelelő vastagságú hőszigetelés. E nélkül ténylegy csak a műhelyt fűtené... 10cm kőzetgyapot alatt ne add...
Továbbá a hálózatot is vedd figyelembe, egy kemence nem egy rövid ideig fenálló terhelés mint egy sarokköszörű, a gyári 16 Amperos 5 méteres 400V-os hosszabbítót majdnem lenulláztam anno, a kábel felmelegedett, de a csatlakozói is. Szóval kötültekintőnek kell lennie az embernek, ha villanykályhaépítésre adja a fejét. Ami a legnagyobb áttörést hozta számomra, az a megfelelő vastagságú hőszigetelés. E nélkül ténylegy csak a műhelyt fűtené... 10cm kőzetgyapot alatt ne add...
Cím: Re:Fémöntés házilag
Írta: f2266unib Dátum 2009 június 07, 21:06
Írta: f2266unib Dátum 2009 június 07, 21:06
a csatlakozóim mind porcelánok, a kábelek belül asztbeszt bandázsos 3,5 mm csavart rézszálasok, kívül 5*3,5 szilikonburkolatú kettős szigetelésűek. Ezekkel és a hőszigeteléssel nincsenek gondok, csak a cekász volt a kérdéses, nem akartam sokat tekergetni. Évekig üzemeltettem és javítottam hőtárolós kályhákat. A te konstrukciódhoz is lehetne még tenni valamit. Hőtárolósokban alkalmazzák a befúvató motort a hőeloszlás miatt. Az enyémben megpróbálom.
Cím: Re:Fémöntés házilag
Írta: 3k74cecek Dátum 2009 június 08, 00:30
Írta: 3k74cecek Dátum 2009 június 08, 00:30
Külön betét van vízre és külön levegőre.
A vizes természetesen túlmelegszik a levegőn és valóban hamar tönkremegy. Viszont a levegőre készült sem alu olvasztásra való.
Egy elektromos fűtés hatásfoka mindig 100%.
A vizes természetesen túlmelegszik a levegőn és valóban hamar tönkremegy. Viszont a levegőre készült sem alu olvasztásra való.
Egy elektromos fűtés hatásfoka mindig 100%.
Cím: Re:Fémöntés házilag
Írta: Szedlay Pál Dátum 2009 június 10, 22:28
Írta: Szedlay Pál Dátum 2009 június 10, 22:28
Én is építettem egy kemencét 1630C fok a max. hőmérséklet és ennél a belső hőmérsékletnél a külső felület 270C fok úgy, hogy 9cm a hőszigetelés vastagsága. A RATH hungarianal is lehet kapni jó hőszigetelő anyagokat.
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2009 június 10, 22:41
Írta: 43pbwjg8s Dátum 2009 június 10, 22:41
Csapágy szereléshez kellene nekem valami ahol nagy biztosnággal tudok hőmérségletet álítani (max 80 fok).
Van erre valami nagyon olcsó egyszerű megoldás?
Emiatt néztem anno azt a bizonyos SPAR-os főzőlapot. De nálunk sajnos nem volt, a másik pedig, hogy nem tudom mennyire lehetett volna rajta pontosan beállítani a hőfokot.
Valami ötlet valakinek?
Van erre valami nagyon olcsó egyszerű megoldás?
Emiatt néztem anno azt a bizonyos SPAR-os főzőlapot. De nálunk sajnos nem volt, a másik pedig, hogy nem tudom mennyire lehetett volna rajta pontosan beállítani a hőfokot.
Valami ötlet valakinek?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 június 10, 23:52
Írta: 000000000 Dátum 2009 június 10, 23:52
Átalában zsugorkötésekhez a csapágyházat melegítik fel egy kemencében, akár 150-200°C-ra is, 80°C-on olyan kevés a hőtágulás, hogy nem jutsz vele semmire.
A csapágy levétele érdekesebb feladat, ezt szinte csak indukciós hevítővel lehet megoldani, mert itt a csapágyháznak gyorsan fel kell melegednie, anélkül, hogy a csapágy is felmelegedjen...
A csapágy levétele érdekesebb feladat, ezt szinte csak indukciós hevítővel lehet megoldani, mert itt a csapágyháznak gyorsan fel kell melegednie, anélkül, hogy a csapágy is felmelegedjen...
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2009 június 10, 23:57
Írta: 43pbwjg8s Dátum 2009 június 10, 23:57
Bocsánat de tudomásom szerint ott már sülögetnek a csapágyak. Persze lehet rosszul tudom már. Ha így van elnézést.
Én amultkor pont ezért mentem le a protó üzembe, csak hogy megkérdezzem, mennyire melengetik meg a csapágyat szereléshez. Soha nem mennek 80 fok fölé. Kétszer kérdeztem rá.
Spéci reszőjük van bekalibrálva csak a csapágyakohoz. A furatok már más tészta. Oda ugye kifejezett fűtő célszerszáot teszek be.
Én amultkor pont ezért mentem le a protó üzembe, csak hogy megkérdezzem, mennyire melengetik meg a csapágyat szereléshez. Soha nem mennek 80 fok fölé. Kétszer kérdeztem rá.
Spéci reszőjük van bekalibrálva csak a csapágyakohoz. A furatok már más tészta. Oda ugye kifejezett fűtő célszerszáot teszek be.
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2009 június 10, 23:57
Írta: 43pbwjg8s Dátum 2009 június 10, 23:57
resző=Rezső=rezsó
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2009 június 10, 23:58
Írta: 43pbwjg8s Dátum 2009 június 10, 23:58
Mondjuk abban lehet igazad, hogy amennyiben a fészek megmunkálása kérdéses pontosságú, akkor a 80 fokon létrejövő hőtágulás kevés lehet.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 június 11, 00:02
Írta: 000000000 Dátum 2009 június 11, 00:02
Kicsit felületesen olvastam el a problémád. Szóval a csapágyat kell egy tengelyre ráilleszteni zsugorkötéssel?
Ehhez nem tudok mit hozzászólni, csak azt, hogy véleményem szerint ez értelmetlen, mert:
1.) A zsír totál elfolyik
2.) Ha gumi porvédős, akkor az szétég, kirepedezik, stb.
3.) Gyakorlati hasznát nem látom. A csapágyat szinte mindenhol felülméretezett (J vagy K tűrésű) tengelyre húzzák rá. Ez elég szoros kötést biztosít. Axiális elmozdulás ellen zéger-gyűrűt, vagy igényesebb helyen anyát tesznek, esetleg csavarragasztóval rögzítik.
Meg szabad kérdezni, hogy ez valami speciális csapágy, vagy mihez kell ez?
Ehhez nem tudok mit hozzászólni, csak azt, hogy véleményem szerint ez értelmetlen, mert:
1.) A zsír totál elfolyik
2.) Ha gumi porvédős, akkor az szétég, kirepedezik, stb.
3.) Gyakorlati hasznát nem látom. A csapágyat szinte mindenhol felülméretezett (J vagy K tűrésű) tengelyre húzzák rá. Ez elég szoros kötést biztosít. Axiális elmozdulás ellen zéger-gyűrűt, vagy igényesebb helyen anyát tesznek, esetleg csavarragasztóval rögzítik.
Meg szabad kérdezni, hogy ez valami speciális csapágy, vagy mihez kell ez?
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2009 június 11, 00:36
Írta: 43pbwjg8s Dátum 2009 június 11, 00:36
deguss!
Hidd el hogy sebességváltókat tervezünk és gyártunk és van bennük azért csapágy amit szerelni is kell! :)
Azok a problémák amelyeket Te felsorolsz a túlmelegítéstől mindenképpen előjönnének. Ezért csak 80 fok a megengedett melegítési hőmérséglet egy csapágynál.
Hidd el hogy sebességváltókat tervezünk és gyártunk és van bennük azért csapágy amit szerelni is kell! :)
Azok a problémák amelyeket Te felsorolsz a túlmelegítéstől mindenképpen előjönnének. Ezért csak 80 fok a megengedett melegítési hőmérséglet egy csapágynál.
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2009 június 11, 00:38
Írta: 43pbwjg8s Dátum 2009 június 11, 00:38
Természetesen az illesztés ezért nem olyan szoros. Ugyhogy egyről beszélünk. :)
A csapágy nem mehet 80 fok fölé, ahogy az elején is írtam. :)
Ezért kellene egy jól bekalibrálható olcsó megoldás erre.
A csapágy nem mehet 80 fok fölé, ahogy az elején is írtam. :)
Ezért kellene egy jól bekalibrálható olcsó megoldás erre.
Cím: Re:Fémöntés házilag
Írta: 0gbwyh99 Dátum 2009 június 11, 06:23
Írta: 0gbwyh99 Dátum 2009 június 11, 06:23
Gondolom a resó lerni részében akartad melegíteni a csapágyakat . A ringli rész szerintem arra nem jó ! Ha a lernire gondoltál , akkor szerzel valahol (vagy itt a fórumon ha van valakinek) egy PID szabályzásal ellátott hőszabályzót meg hozzá illő hőérzékelőt és azzal , egy szilárdtest relével beiktatva gyönyörűen tudod szabályozni a hőfokot . Kicsit játszadozni kell a PID paraméterekkel amig egyszer be nem állítod hogy az elért hőfok után szépen tarcsa , de utána hozzá sem kell nyúlni többet .
Cím: Re:Fémöntés házilag
Írta: 0gbwyh99 Dátum 2009 június 11, 06:31
Írta: 0gbwyh99 Dátum 2009 június 11, 06:31
Például szerzel egy olyan kis sütőt amilyet Elektron a multkor linkelt be .
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2009 június 11, 09:01
Írta: 43pbwjg8s Dátum 2009 június 11, 09:01
Én is rá gondoltam, de sajnos mostanában nem igazán tudom elérni. :(
Cím: Re:Fémöntés házilag
Írta: 3k74cecek Dátum 2009 június 13, 00:19
Írta: 3k74cecek Dátum 2009 június 13, 00:19
Azért ez messze nem így van.
1. ha folyóssá is válik a zsír akkor sem folyik ki
(mert még a Z-s csapágynál is pici a hézag az RS-nél meg nincs is), és amikor lehül a csapágy visszaáll a zsír jelleg.
2. a gumi tömítésnek semmi baja nem lesz még 100 fokon sem.
3. nagyon is sok értelme van. Ugyanis jó esetben kézzel összerakod a csapágyazást és nem kell semmit sem ütni vagy préselni.
KisKZ-nek: simán lehet 100 fokra is melegíteni, semmi baja sem lesz a csapágynak
1. ha folyóssá is válik a zsír akkor sem folyik ki
(mert még a Z-s csapágynál is pici a hézag az RS-nél meg nincs is), és amikor lehül a csapágy visszaáll a zsír jelleg.
2. a gumi tömítésnek semmi baja nem lesz még 100 fokon sem.
3. nagyon is sok értelme van. Ugyanis jó esetben kézzel összerakod a csapágyazást és nem kell semmit sem ütni vagy préselni.
KisKZ-nek: simán lehet 100 fokra is melegíteni, semmi baja sem lesz a csapágynak
Cím: Re:Fémöntés házilag
Írta: 3k74cecek Dátum 2009 június 13, 00:22
Írta: 3k74cecek Dátum 2009 június 13, 00:22
a #1079 deguss #1073-ra szól, de valamiért nem sikerült.
Cím: Re:Fémöntés házilag
Írta: 3k74cecek Dátum 2009 június 13, 00:23
Írta: 3k74cecek Dátum 2009 június 13, 00:23
Mi az a "lerni" és a "ringli" ?
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 június 13, 14:25
Írta: 3vv2btrhv Dátum 2009 június 13, 14:25
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 június 13, 14:26
Írta: 3vv2btrhv Dátum 2009 június 13, 14:26
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 június 13, 14:27
Írta: 3vv2btrhv Dátum 2009 június 13, 14:27
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 június 13, 14:28
Írta: 3vv2btrhv Dátum 2009 június 13, 14:28
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 június 13, 14:29
Írta: 3vv2btrhv Dátum 2009 június 13, 14:29
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 június 13, 14:30
Írta: 3vv2btrhv Dátum 2009 június 13, 14:30
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 június 13, 14:32
Írta: 3vv2btrhv Dátum 2009 június 13, 14:32
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 június 13, 14:33
Írta: 3vv2btrhv Dátum 2009 június 13, 14:33
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 június 13, 14:34
Írta: 3vv2btrhv Dátum 2009 június 13, 14:34
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 június 13, 15:00
Írta: 3vv2btrhv Dátum 2009 június 13, 15:00
Cím: Re:Fémöntés házilag
Írta: 7vpav5d32 Dátum 2009 június 13, 17:53
Írta: 7vpav5d32 Dátum 2009 június 13, 17:53
Ezért nem láttalak, pedig kellene beszélnünk mielőbb.
Cím: Re:Fémöntés házilag
Írta: 0gbwyh99 Dátum 2009 június 13, 21:36
Írta: 0gbwyh99 Dátum 2009 június 13, 21:36
A lerni az a tűzhelyen lévő ajtóval ellátott tér ahol az asszony süti a kalácsot , a ringli meg a tűzhelyen lévő elektromos melegítővel ellátott kerek fűtőtest amire a lábost , fazekat teszi amiben a leves fől .
Na , sajnos felénk a tájszólás nagy úr , nagyon sok dolognak nem tudom a helyes Magyar elnevezését !
Elnézést kérek mindazoktol akik néha nem értenének meg !! Nyugodtan tessék csak kérdezni , kijavítani . [#worship][#wave]
Na , sajnos felénk a tájszólás nagy úr , nagyon sok dolognak nem tudom a helyes Magyar elnevezését !
Elnézést kérek mindazoktol akik néha nem értenének meg !! Nyugodtan tessék csak kérdezni , kijavítani . [#worship][#wave]
Cím: Re:Fémöntés házilag
Írta: 3k74cecek Dátum 2009 június 13, 23:22
Írta: 3k74cecek Dátum 2009 június 13, 23:22
Nagyon köszönöm, most már ezt is tudom (míg el nem felejtem [#nevetes1]).
Én ezt sütőnek és főzőlapnak ismerem.
De ez nem helyes magyar elnevezés kérdése. Nyilván felétek mindenki úgy nevezi, emiatt érti is mindenki. Én viszont nem ismerem azt a tájnyelvet.
Én ezt sütőnek és főzőlapnak ismerem.
De ez nem helyes magyar elnevezés kérdése. Nyilván felétek mindenki úgy nevezi, emiatt érti is mindenki. Én viszont nem ismerem azt a tájnyelvet.
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2009 június 14, 15:05
Írta: Szalai György Dátum 2009 június 14, 15:05
Melyik tájegység?
Cím: Re:Fémöntés házilag
Írta: ywathzay Dátum 2009 június 14, 19:25
Írta: ywathzay Dátum 2009 június 14, 19:25
A Vajdaság-ban él, Jugóban.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 június 14, 22:24
Írta: 000000000 Dátum 2009 június 14, 22:24
Megayarul: ren és platni:-)
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 június 15, 14:55
Írta: 3vv2btrhv Dátum 2009 június 15, 14:55
Hivj fel telefonon .06030 841 90 35
Cím: Re:Fémöntés házilag
Írta: D.Laci Dátum 2009 június 15, 15:37
Írta: D.Laci Dátum 2009 június 15, 15:37
Tibor!!! Let volna egy nagy meló a számodra, de eza szám nem jó!!!!
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2009 június 15, 16:11
Írta: 43pbwjg8s Dátum 2009 június 15, 16:11
Egy 0 minusz szerintem a 30 előtt!
Ugy próbáld meg!
Bocsánat ha már igy is próbáltad volna!
Ugy próbáld meg!
Bocsánat ha már igy is próbáltad volna!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 június 15, 22:12
Írta: 000000000 Dátum 2009 június 15, 22:12
Szép dolgokat készítettél,miből gondoltad kiönteni őket?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 június 15, 22:14
Írta: 000000000 Dátum 2009 június 15, 22:14
Szia D.Laci!
Kösz,hogy ezt a jó munkát elküldted nekem(#1099)
Kösz,hogy ezt a jó munkát elküldted nekem(#1099)
Cím: Re:Fémöntés házilag
Írta: 0gbwyh99 Dátum 2009 június 17, 16:01
Írta: 0gbwyh99 Dátum 2009 június 17, 16:01
Szabadka - Vajdaság [#wave]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 június 19, 08:38
Írta: 000000000 Dátum 2009 június 19, 08:38
Érdeklődnék, hogy van-e valami, amire figyelni kell ólom olvasztása közben.
Egy pár régi vízcsövet olvasztok meg, és öntök lemez formába, szükségem van ilyenekre alumínium eloxáláshoz. Azt tudom, hogy a hulladékot ne a kukába dobjam, de gondolok itt arra, hogy az ólom-oxid idegméreg, de ha csak felolvasztom és leöntöm, akkor nem keletkezik ilyen? Olvasztott már valaki ólmot?
Egy pár régi vízcsövet olvasztok meg, és öntök lemez formába, szükségem van ilyenekre alumínium eloxáláshoz. Azt tudom, hogy a hulladékot ne a kukába dobjam, de gondolok itt arra, hogy az ólom-oxid idegméreg, de ha csak felolvasztom és leöntöm, akkor nem keletkezik ilyen? Olvasztott már valaki ólmot?
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2009 június 19, 08:46
Írta: svejk Dátum 2009 június 19, 08:46
Úgy 20-30 kilót...
Szép óvatosan, 30 év alatt, és még a gőzét is beszipákoltam.
Ez idáig a "cín" 40%-a ólom volt :))
Na mondjuk a fentiek lehet meg is látszanak rajtam, már el akartam menni ólomszűrésre de nem ingyenes, a munkahelyen meg már vagy 10 éve megszűnt a hegesztőknek is a szűrés.
Lehetőleg ne a gőzével inhaláljál és utána alapos kézmosás!
Szép óvatosan, 30 év alatt, és még a gőzét is beszipákoltam.
Ez idáig a "cín" 40%-a ólom volt :))
Na mondjuk a fentiek lehet meg is látszanak rajtam, már el akartam menni ólomszűrésre de nem ingyenes, a munkahelyen meg már vagy 10 éve megszűnt a hegesztőknek is a szűrés.
Lehetőleg ne a gőzével inhaláljál és utána alapos kézmosás!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 június 19, 08:49
Írta: 000000000 Dátum 2009 június 19, 08:49
Köszi Svejk!
Tisztában vagyok vele, hogy használnak még Sn60Pb40-es forrasztóónt, de azért kérdeztem, mert hát itt sok ideig olvad, meg hát ez nem is pár gramm.
Homokba le lehet önteni? Vagy hogyan kapok vékony lemezeket?
Tisztában vagyok vele, hogy használnak még Sn60Pb40-es forrasztóónt, de azért kérdeztem, mert hát itt sok ideig olvad, meg hát ez nem is pár gramm.
Homokba le lehet önteni? Vagy hogyan kapok vékony lemezeket?
Cím: Re:Fémöntés házilag
Írta: ebalint Dátum 2009 június 19, 18:14
Írta: ebalint Dátum 2009 június 19, 18:14
Szia!
Én kb. 1979-ben erős unalom ellen olvasztotta brutál körélmények mellet.
Ólom aksikat szedtünk szét, vízzel elöblögettük, aztán rezsón kiolvasztottuk. Az ólom úgy néz ki, mint egy mini kerítés, a lyukak helyén porózus ganéj van. Ezt sem tudtuk persze maradéktalanul eltávolítani, de a felszínről letudtuk halászni.
Hát kb. 13 kg ólom jutott fejenként - voltunk 6-an -. Két nap szorgos "munka" gyümölcse, marha- és sertésmájkrémes dobozból származó bugák formájában.
Szóval életben fogsz maradni még min. 30 évig.
Üdv, e.
Én kb. 1979-ben erős unalom ellen olvasztotta brutál körélmények mellet.
Ólom aksikat szedtünk szét, vízzel elöblögettük, aztán rezsón kiolvasztottuk. Az ólom úgy néz ki, mint egy mini kerítés, a lyukak helyén porózus ganéj van. Ezt sem tudtuk persze maradéktalanul eltávolítani, de a felszínről letudtuk halászni.
Hát kb. 13 kg ólom jutott fejenként - voltunk 6-an -. Két nap szorgos "munka" gyümölcse, marha- és sertésmájkrémes dobozból származó bugák formájában.
Szóval életben fogsz maradni még min. 30 évig.
Üdv, e.
Cím: Re:Fémöntés házilag
Írta: ebalint Dátum 2009 június 19, 18:16
Írta: ebalint Dátum 2009 június 19, 18:16
Természetesen az olvadék felszínéről lehet lepirgálni a piszkot.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 június 19, 23:31
Írta: 000000000 Dátum 2009 június 19, 23:31
Szia Bálint!
Köszi a bíztatást. Megkérdezhetem, mihez használtátok a "végeredményt"?
Most feldaraboltam, és megtisztogattam az ólomcsöveket, kerek 20kg. Ebből kéne minél több "lemezt" öntenem. Majd beszámolok, ha elkészültem vele.
Köszi a bíztatást. Megkérdezhetem, mihez használtátok a "végeredményt"?
Most feldaraboltam, és megtisztogattam az ólomcsöveket, kerek 20kg. Ebből kéne minél több "lemezt" öntenem. Majd beszámolok, ha elkészültem vele.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 június 20, 13:51
Írta: 3vv2btrhv Dátum 2009 június 20, 13:51
Basszus elirtam : 308419035
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 június 20, 13:53
Írta: 3vv2btrhv Dátum 2009 június 20, 13:53
Mindenféleképpen acélbol akarom ,mert ez most a trendi .
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 június 20, 20:48
Írta: 000000000 Dátum 2009 június 20, 20:48
Sziasztok!
Mocsok régen mintha olvastam volna itt a topikban azt, hogy a habminta alkotóelemeit nem lehet akármilyen ragasztóval összeragasztani. Ekkor ui. a ragasztási felületek mentén az aluőntvény hajlamos a szétválásra ill. meggyengülésre. Milyen ragasztót használjak tehát a habdarabok összeragasztására, hogy ezt a problémát elkerűljem? (A fehér ragasztó állítólag nem jó)
Mocsok régen mintha olvastam volna itt a topikban azt, hogy a habminta alkotóelemeit nem lehet akármilyen ragasztóval összeragasztani. Ekkor ui. a ragasztási felületek mentén az aluőntvény hajlamos a szétválásra ill. meggyengülésre. Milyen ragasztót használjak tehát a habdarabok összeragasztására, hogy ezt a problémát elkerűljem? (A fehér ragasztó állítólag nem jó)
Cím: Re:Fémöntés házilag
Írta: ebalint Dátum 2009 június 21, 08:40
Írta: ebalint Dátum 2009 június 21, 08:40
Szia!
Szégyen ide, szégyen oda ...: nehezéknek.
Mentség : sorkatonai szolgálat.
Üdv.
Szégyen ide, szégyen oda ...: nehezéknek.
Mentség : sorkatonai szolgálat.
Üdv.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 június 21, 10:16
Írta: 000000000 Dátum 2009 június 21, 10:16
Ugye ez az oldalad? [#smile]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 június 21, 10:17
Írta: 000000000 Dátum 2009 június 21, 10:17
6bhz
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 június 21, 10:35
Írta: 000000000 Dátum 2009 június 21, 10:35
?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 június 23, 19:48
Írta: 000000000 Dátum 2009 június 23, 19:48
Eladó:
Eurotherm-7100A-Tirisztoros
Teljesítmény szabályozó,
elktromos kemence szabályozáshoz kiváló.
400V-63A-Max. 0-10V, bármilyen PID-es vagy sima
szabályozóról hajtaható.
20000Ft
Tel:20/9236982
Info:
http://www.eurotherm.co.uk/products/power-control/power-controllers/7100a/
Eurotherm-7100A-Tirisztoros
Teljesítmény szabályozó,
elktromos kemence szabályozáshoz kiváló.
400V-63A-Max. 0-10V, bármilyen PID-es vagy sima
szabályozóról hajtaható.
20000Ft
Tel:20/9236982
Info:
http://www.eurotherm.co.uk/products/power-control/power-controllers/7100a/
Cím: Re:Fémöntés házilag
Írta: 9pzsdmpb4 Dátum 2009 június 29, 03:36
Írta: 9pzsdmpb4 Dátum 2009 június 29, 03:36
Sziasztok.
Lenne egy tölcsér amit ki szeretnék öntetni alumíniumból. kb. 90mm-es a tölcsér belső kiinduló mérete, a vége a tölcsérnek pedig 160mm-re szélesedik. Falvastagság kb 5-6 mm. A tölcsér pedig kb 200mm hosszú lenne. Mintaanyag agyagból lenne, mert azt egyszerűen el tudnám készítettni. Ha valakinek odaadnám ezt az agyagtölcsért ki tudná önteni a tesójját alumíniumból? Mennyi időbe telne az egész elkészítésre, legyártása? Ha igen, kb. mennyiért, és hová kellene mennem az elkészítéséért. Én Bicskén lakom. Köszönöm előre is.
Lenne egy tölcsér amit ki szeretnék öntetni alumíniumból. kb. 90mm-es a tölcsér belső kiinduló mérete, a vége a tölcsérnek pedig 160mm-re szélesedik. Falvastagság kb 5-6 mm. A tölcsér pedig kb 200mm hosszú lenne. Mintaanyag agyagból lenne, mert azt egyszerűen el tudnám készítettni. Ha valakinek odaadnám ezt az agyagtölcsért ki tudná önteni a tesójját alumíniumból? Mennyi időbe telne az egész elkészítésre, legyártása? Ha igen, kb. mennyiért, és hová kellene mennem az elkészítéséért. Én Bicskén lakom. Köszönöm előre is.
Cím: Re:Fémöntés házilag
Írta: D.Laci Dátum 2009 június 29, 08:15
Írta: D.Laci Dátum 2009 június 29, 08:15
Cím: Re:Fémöntés házilag
Írta: D.Laci Dátum 2009 június 29, 08:15
Írta: D.Laci Dátum 2009 június 29, 08:15
Cím: Re:Fémöntés házilag
Írta: 9pzsdmpb4 Dátum 2009 június 29, 09:52
Írta: 9pzsdmpb4 Dátum 2009 június 29, 09:52
Köszi!
Arra gondoltam esetleg innen valaki szívesen elvállalta volna.
Arra gondoltam esetleg innen valaki szívesen elvállalta volna.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 június 29, 12:14
Írta: 000000000 Dátum 2009 június 29, 12:14
Miért kell azt öntvényből?
Alu lemezt némi gyakorlottsággal lehet formázni esztergán. Én ugyan még csak egy kisebb darabot próbáltam, nem vállalnám el okvetlen.
Alu lemezt némi gyakorlottsággal lehet formázni esztergán. Én ugyan még csak egy kisebb darabot próbáltam, nem vállalnám el okvetlen.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 június 29, 12:21
Írta: 000000000 Dátum 2009 június 29, 12:21
elöltöltős bp lövész fórumokon nézz szét, ök maguknak öntik a lövedéket pont régi vizvezeték csőből.
Cím: Re:Fémöntés házilag
Írta: 9pzsdmpb4 Dátum 2009 június 29, 14:00
Írta: 9pzsdmpb4 Dátum 2009 június 29, 14:00
Na nekem sem gyokorlottságom, sem esztergám. A lemezt pedig awival össze is kéne varrni, amihez kell hegesztő trafó is ami tud alut hegeszteni (ami nem minden bokorban terem), aztán a varratot le kellene szedni esztergán, ráadásul a tölcsér végén van egy visszahajlás, amit nem lehetne megcsinálni, csak előhajltással, amihez kellene hajlító gép is. Szóval azt hiszem marad az öntés.
Cím: Re:Fémöntés házilag
Írta: D.Laci Dátum 2009 június 29, 14:10
Írta: D.Laci Dátum 2009 június 29, 14:10
Cím: Re:Fémöntés házilag
Írta: D.Laci Dátum 2009 június 29, 14:12
Írta: D.Laci Dátum 2009 június 29, 14:12
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 június 29, 17:05
Írta: 3vv2btrhv Dátum 2009 június 29, 17:05
http://cnctar.hobbycnc.hu/HUNKA/%d6NT%c9SZET/!mai3/K%e9p003.jpg
Pecsétgyürü tervem
Pecsétgyürü tervem
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 június 29, 17:05
Írta: 3vv2btrhv Dátum 2009 június 29, 17:05
http://cnctar.hobbycnc.hu/HUNKA/%d6NT%c9SZET/!mai3/K%e9p003.jpg
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 június 29, 17:06
Írta: 3vv2btrhv Dátum 2009 június 29, 17:06

Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 június 29, 17:07
Írta: 3vv2btrhv Dátum 2009 június 29, 17:07

Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 június 29, 17:08
Írta: 3vv2btrhv Dátum 2009 június 29, 17:08

Az alap gyürü , amire bármit ráaplikálhatok
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 június 29, 17:09
Írta: 3vv2btrhv Dátum 2009 június 29, 17:09

Egy kis kézi faragásu csajok
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 június 29, 17:11
Írta: 3vv2btrhv Dátum 2009 június 29, 17:11

másik nézet
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 június 29, 17:14
Írta: 3vv2btrhv Dátum 2009 június 29, 17:14
Az agyag modelröl elöször kell egy gipsz másolatot késziteni és ézt lehetne elvinni az öntödébe .Sajnos nekem most nincs gipszem , amugy megcsinálnám .
Cím: Re:Fémöntés házilag
Írta: 9pzsdmpb4 Dátum 2009 június 29, 17:56
Írta: 9pzsdmpb4 Dátum 2009 június 29, 17:56
Szia Tibor.
Mármint úgy érted, az agyag modellről kell egy negatív másolat gipszből? Vagy maga a kiöntendő minta kell gipszből és nem agyagból? Valószínű ez megoldható lenne részemről. Ha ez meglenne kiöntenéd? Lehet lenne több méret is. Meg valami kb. árat tudnál-e rá mondani. Valamint merre laksz. Köszi!
Mármint úgy érted, az agyag modellről kell egy negatív másolat gipszből? Vagy maga a kiöntendő minta kell gipszből és nem agyagból? Valószínű ez megoldható lenne részemről. Ha ez meglenne kiöntenéd? Lehet lenne több méret is. Meg valami kb. árat tudnál-e rá mondani. Valamint merre laksz. Köszi!
Cím: Re:Fémöntés házilag
Írta: 9pzsdmpb4 Dátum 2009 június 29, 18:00
Írta: 9pzsdmpb4 Dátum 2009 június 29, 18:00
Oké, közben megnéztem a weboldalad. SZENTMÁRTONKÁTA. Nem lenne gond, ha el tudnád válalni. Valamint majd az öntvényt méretre kéne majd húzni esztergával. Esetleg ezt is meg tudod oldani?
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 június 29, 18:06
Írta: 3vv2btrhv Dátum 2009 június 29, 18:06
Én nem tudok most önteni de a Vbody ö igen , keres lentebb , vagy van neki külön topikja .
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 június 29, 18:19
Írta: 3vv2btrhv Dátum 2009 június 29, 18:19
MetalClay
Ismeri ezt az anyagot valaki ??
Ismeri ezt az anyagot valaki ??
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2009 június 29, 18:22
Írta: 43pbwjg8s Dátum 2009 június 29, 18:22
Tibi!
Mi kellene hogy tudj önteni?
CXsak bátran mond. Aztán vagy van megoldás, vagy nincs. De hátha!
Mi kellene hogy tudj önteni?
CXsak bátran mond. Aztán vagy van megoldás, vagy nincs. De hátha!
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 június 29, 18:32
Írta: 3vv2btrhv Dátum 2009 június 29, 18:32
Régota tervezem az öntögépemet , publikáltam itt a forumon , ivfényes megoldásu .
Elöször is egy hegesztö trafo kéne , a többi már nem anyira gázos
Elöször is egy hegesztö trafo kéne , a többi már nem anyira gázos
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 június 29, 18:34
Írta: 3vv2btrhv Dátum 2009 június 29, 18:34

Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 június 29, 18:35
Írta: 3vv2btrhv Dátum 2009 június 29, 18:35
lejárt az idöm , bocsi
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2009 június 29, 19:28
Írta: 43pbwjg8s Dátum 2009 június 29, 19:28
Nincs valakinek egy elfekvő heggesztőtrafója olcsón?
Ha lenne, mennyire tudnád kihasználni?
Ha lenne, mennyire tudnád kihasználni?
Cím: Re:Fémöntés házilag
Írta: ORCA17 Dátum 2009 július 01, 12:02
Írta: ORCA17 Dátum 2009 július 01, 12:02

50 és 100 A hegesztő áram, hővédelemmel. Régi darab, de nincs "lestrapálva". Évek óta nem is használom. Van egy inverteres és egy Co2-es hegesztőm "alternatívának".
Ha megfelel a célnak, "ingyé" elviheti Tíbor.[#wave]
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2009 július 01, 13:05
Írta: 43pbwjg8s Dátum 2009 július 01, 13:05
[#worship][#taps]
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 július 03, 16:32
Írta: 3vv2btrhv Dátum 2009 július 03, 16:32

Alien sorozat tagja
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 július 03, 16:32
Írta: 3vv2btrhv Dátum 2009 július 03, 16:32

Szintén
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 július 03, 16:33
Írta: 3vv2btrhv Dátum 2009 július 03, 16:33

Kagyló-pár
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 július 03, 16:35
Írta: 3vv2btrhv Dátum 2009 július 03, 16:35

áttört ékszer-terv
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 július 03, 16:36
Írta: 3vv2btrhv Dátum 2009 július 03, 16:36

Csajok -sorozat
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 július 03, 16:37
Írta: 3vv2btrhv Dátum 2009 július 03, 16:37

Virsli
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 július 03, 16:38
Írta: 3vv2btrhv Dátum 2009 július 03, 16:38

Neki még nem találtam nevet
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 július 03, 16:42
Írta: 3vv2btrhv Dátum 2009 július 03, 16:42
Nagyon köszönöm a trafót ,most azt kéne kitalálni , hogyan kerül hozzám . Nekem már nincs kocsim , most vonták be a forgalmit súlyadó nem fizetése miatt .
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 július 03, 16:53
Írta: 3vv2btrhv Dátum 2009 július 03, 16:53
Végig olvastam a topikot .
Csak egy szempont megvilágitás : Egész életem arrol szolt , hogy mindig elöbb kezdtem el bizonyos dolgokat , mint azt az élet késöbb igényelte.
Pár példa : prototipus gyártás 1986-ban .
Szénszál-kompozit kerékpár a MÜKIBEN
3d rajzolás , és digitalizálás .
És most a Google-kecsappal épületek rajzolása .
Országpark projekt ( 13 épület elkészitése )
De az igazi a ( 3D fénykép ) nem tudom megfelelöen definiálni az elképzelésemet , mert nem fénykép , hanem plasztika , csak rajta van a szin információ .
Lényeg , hogy nem én profitáltam ezekböl a dolgogbol .
Csak egy szempont megvilágitás : Egész életem arrol szolt , hogy mindig elöbb kezdtem el bizonyos dolgokat , mint azt az élet késöbb igényelte.
Pár példa : prototipus gyártás 1986-ban .
Szénszál-kompozit kerékpár a MÜKIBEN
3d rajzolás , és digitalizálás .
És most a Google-kecsappal épületek rajzolása .
Országpark projekt ( 13 épület elkészitése )
De az igazi a ( 3D fénykép ) nem tudom megfelelöen definiálni az elképzelésemet , mert nem fénykép , hanem plasztika , csak rajta van a szin információ .
Lényeg , hogy nem én profitáltam ezekböl a dolgogbol .
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 július 03, 17:20
Írta: 3vv2btrhv Dátum 2009 július 03, 17:20
Agyag-bronz ékszer topik
Aki tud angolul legyenszives leforditani a lényegét : nagyon fontos lenne ( hasonlo megoldást publikáltam lentebb )
Aki tud angolul legyenszives leforditani a lényegét : nagyon fontos lenne ( hasonlo megoldást publikáltam lentebb )
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 július 03, 17:21
Írta: 3vv2btrhv Dátum 2009 július 03, 17:21
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 július 03, 17:36
Írta: 3vv2btrhv Dátum 2009 július 03, 17:36
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 július 03, 17:43
Írta: 3vv2btrhv Dátum 2009 július 03, 17:43
Cím: Re:Fémöntés házilag
Írta: SquirrelTech Dátum 2009 július 03, 17:50
Írta: SquirrelTech Dátum 2009 július 03, 17:50
Szia Tibi!
némi segítség:
http://translate.google.com
A szövegmezőbe írd be a weblap címét "http://" előtaggal és akkor az egész oldalt fordítja.
ill.
http://www.webforditas.hu
Ez 500 karakterre limitált.
Elég nyersen fordítanak, sokszor megmosolyogtató hülyeséget, de a lényeget általában általában ki lehet venni belőle.
némi segítség:
http://translate.google.com
A szövegmezőbe írd be a weblap címét "http://" előtaggal és akkor az egész oldalt fordítja.
ill.
http://www.webforditas.hu
Ez 500 karakterre limitált.
Elég nyersen fordítanak, sokszor megmosolyogtató hülyeséget, de a lényeget általában általában ki lehet venni belőle.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 július 03, 20:47
Írta: 000000000 Dátum 2009 július 03, 20:47
sziasztok!nem akarok okoskodni,de a bronz iv fényes olvasztása,nem változtatja meg a bronz szerkezetét?itt gondolok az őtvőző anyagok elpárolgására!
Cím: Re:Fémöntés házilag
Írta: ORCA17 Dátum 2009 július 03, 21:43
Írta: ORCA17 Dátum 2009 július 03, 21:43
Ettől problémásabb dolgokat is megoldottunk(tam), ez sem lesz gond.
Azt akartam tudni, hogy a projekthez használható-e, ha igen, akkor a többit bízd ide.[#wave]
Azt akartam tudni, hogy a projekthez használható-e, ha igen, akkor a többit bízd ide.[#wave]
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2009 július 04, 00:15
Írta: 43pbwjg8s Dátum 2009 július 04, 00:15
Azt hiszem még beszélni fogunk a 3D fényképről is. :)
Én a lentikuláris lencsék egy speciális gömbformája felől indultam anno neki.
Én a lentikuláris lencsék egy speciális gömbformája felől indultam anno neki.
Cím: Re:Fémöntés házilag
Írta: 0gbwyh99 Dátum 2009 július 04, 19:03
Írta: 0gbwyh99 Dátum 2009 július 04, 19:03
Na figyelj , a lényeg :
- a PMC az nemes fém "agyag" , azért idézőjelekben mert nem igazán agyag hanem nemesfém szemcsék
(20 mikronig) , víz és valami szerves kötőanyag keveréke ami hasonlóan képlékeny mint az agyag . Égetés után elpárolog a víz és a kötőanyag , a nemesfémszemcsék pedig egybevegyülnek/olvadnak . Égetés után csiszolni , rézkefélni , smirglizni és polírozni is lehet , ami szükséges is mert a keletkezett okszidot elkell távolítani .
- ezüst és bronz PMC-röl ír , azon felül van még PMC+ (ami kisebb hőfokot igényel) , és van PMC3 (ami még kisebb hőfokot igényel és apróbbak a nemesfémszemcsék is) !
- aztan írt még a PMC és üveg kombinálásrol és arra az elhátározásra jutott hogy előb el kell készíteni a fémagyag modelt (helyet hagyva az üveg/üvegtörmelék-nek és utána tenné rá az üveget amit aztán a kemencében "ráforraszt" a modelra . Az indok hogy miért így csinálná az az hogy az üveg tán kisebb hőfokon olvad mind ami az agyagfémnek kell !?
Mivel nem ismerem a tehnológiát , azért a fordított anyag tévedés jogát fenntartom !
- a PMC az nemes fém "agyag" , azért idézőjelekben mert nem igazán agyag hanem nemesfém szemcsék
(20 mikronig) , víz és valami szerves kötőanyag keveréke ami hasonlóan képlékeny mint az agyag . Égetés után elpárolog a víz és a kötőanyag , a nemesfémszemcsék pedig egybevegyülnek/olvadnak . Égetés után csiszolni , rézkefélni , smirglizni és polírozni is lehet , ami szükséges is mert a keletkezett okszidot elkell távolítani .
- ezüst és bronz PMC-röl ír , azon felül van még PMC+ (ami kisebb hőfokot igényel) , és van PMC3 (ami még kisebb hőfokot igényel és apróbbak a nemesfémszemcsék is) !
- aztan írt még a PMC és üveg kombinálásrol és arra az elhátározásra jutott hogy előb el kell készíteni a fémagyag modelt (helyet hagyva az üveg/üvegtörmelék-nek és utána tenné rá az üveget amit aztán a kemencében "ráforraszt" a modelra . Az indok hogy miért így csinálná az az hogy az üveg tán kisebb hőfokon olvad mind ami az agyagfémnek kell !?
Mivel nem ismerem a tehnológiát , azért a fordított anyag tévedés jogát fenntartom !
Cím: Re:Fémöntés házilag
Írta: 0gbwyh99 Dátum 2009 július 04, 19:26
Írta: 0gbwyh99 Dátum 2009 július 04, 19:26
Ezek mind a titkos viaszodbol készültek ? A viaszt martad vagy a mintát , és utána öntötted viaszbol ?
Cím: Re:Fémöntés házilag
Írta: 0gbwyh99 Dátum 2009 július 04, 20:08
Írta: 0gbwyh99 Dátum 2009 július 04, 20:08
Amiröl beszélnek :
- a fickó olajjal bekeni a kezét , a "gyúródeszkát" és egy darab agyagbronzot . Utána mint a szürkeagyagnál is kézzel meggyúrja hogy a kéz melegétöl képlékenyebb legyen a dolog , utána ráteszi a "gyúródeszkára" és egy "sodrófa" és a piros vonalzók segítségével megfelelő vastagra gyúrja az agyagot . Minden vastagságra különböző szinű "vonalzóji" vannak !
Olajjal bekeni a sajtoló szerszámot (ami lehet akár meglévő lemezsajtoló szerszám is) és belesajtolja a mintát az agyagba . Körbevágja a kontúrokat és kifurja a későbbi madzag helyét . Roszdamentes edénybe valamilyen szén van (carbon) , abba sűjeszti az agyagot . Fontos hogy ellepje és hogy legaláb 1 centi szén legyen az agyag felett ! Utána bronzagyagnál 9 órán át tart az égetés ELŐREPROGRAMOZOTT sorrend/receptura alapján !!!!
- FONTOS !!! bronzagyagnál 25 %-os az égetés utáni zsugorodás !
- Különböző vegyszerek segítségével cudar effektusokat lehet elérni . Só és ammoniába mártva zöld szinű okszid réteg keletkezik , valami fajta savban pedig olyan öreg patinás kinézete lesz . Azt mondja hogy bátran lehet kisérletezni a háztartásban használatos vegyszerekkel , mind más más hatást keltenek .
Persze védőszemüveg , kesztyű és állarc , illetve nyitot téren való használat ajánlatos !!!!!!
Azt mondja hogy kb. 100X100 mm-es 3D alakzatok is készíthetők így .
- a fickó olajjal bekeni a kezét , a "gyúródeszkát" és egy darab agyagbronzot . Utána mint a szürkeagyagnál is kézzel meggyúrja hogy a kéz melegétöl képlékenyebb legyen a dolog , utána ráteszi a "gyúródeszkára" és egy "sodrófa" és a piros vonalzók segítségével megfelelő vastagra gyúrja az agyagot . Minden vastagságra különböző szinű "vonalzóji" vannak !
Olajjal bekeni a sajtoló szerszámot (ami lehet akár meglévő lemezsajtoló szerszám is) és belesajtolja a mintát az agyagba . Körbevágja a kontúrokat és kifurja a későbbi madzag helyét . Roszdamentes edénybe valamilyen szén van (carbon) , abba sűjeszti az agyagot . Fontos hogy ellepje és hogy legaláb 1 centi szén legyen az agyag felett ! Utána bronzagyagnál 9 órán át tart az égetés ELŐREPROGRAMOZOTT sorrend/receptura alapján !!!!
- FONTOS !!! bronzagyagnál 25 %-os az égetés utáni zsugorodás !
- Különböző vegyszerek segítségével cudar effektusokat lehet elérni . Só és ammoniába mártva zöld szinű okszid réteg keletkezik , valami fajta savban pedig olyan öreg patinás kinézete lesz . Azt mondja hogy bátran lehet kisérletezni a háztartásban használatos vegyszerekkel , mind más más hatást keltenek .
Persze védőszemüveg , kesztyű és állarc , illetve nyitot téren való használat ajánlatos !!!!!!
Azt mondja hogy kb. 100X100 mm-es 3D alakzatok is készíthetők így .
Cím: Re:Fémöntés házilag
Írta: 0gbwyh99 Dátum 2009 július 04, 20:23
Írta: 0gbwyh99 Dátum 2009 július 04, 20:23
Abban az edényben valamilyen aktiválo szén van , és azt mondja hogy akár 40 darab olyan apró ékszert is lehet abban a kis tálban égetni , lényeg hogy ellepje mind a szén .
Cím: Re:Fémöntés házilag
Írta: 0gbwyh99 Dátum 2009 július 04, 21:50
Írta: 0gbwyh99 Dátum 2009 július 04, 21:50
Figyelj Tibi!
Ha ráálsz erre a nemesfém agyagra akkor az íves fémolvasztást eggyenlőre félre is teheted . Megkell még tudni hogy milyen hőfokok kellenek ennek a bronz/esüst agyagnak , készíteni neki sütőkemencét , és hajrá .
Ha ráálsz erre a nemesfém agyagra akkor az íves fémolvasztást eggyenlőre félre is teheted . Megkell még tudni hogy milyen hőfokok kellenek ennek a bronz/esüst agyagnak , készíteni neki sütőkemencét , és hajrá .
Cím: Re:Fémöntés házilag
Írta: 0gbwyh99 Dátum 2009 július 04, 22:08
Írta: 0gbwyh99 Dátum 2009 július 04, 22:08
Ha tudsz németül akkor ITT egy link ahol valami használati utasítás van azokhoz az agyagokhoz .
Cím: Re:Fémöntés házilag
Írta: 0gbwyh99 Dátum 2009 július 04, 23:19
Írta: 0gbwyh99 Dátum 2009 július 04, 23:19
Elfelejtettem mondani hogy égetés előtt meg kell szárítani az agyagot !!
Cím: Re:Fémöntés házilag
Írta: 0gbwyh99 Dátum 2009 július 04, 23:20
Írta: 0gbwyh99 Dátum 2009 július 04, 23:20
EZEN a linken mindent meg lehet tanulni ezekröl az agyagokrol . Használd a lejjebb említett google fordítóját és tanúlmányozd át !!
Cím: Re:Fémöntés házilag
Írta: 0gbwyh99 Dátum 2009 július 04, 23:40
Írta: 0gbwyh99 Dátum 2009 július 04, 23:40
SŐT ! Kemence sem szükséges ! Ha a PMC3-ast használod akkor kis propán-bután páklyával is kiégetheted és az egész nem tart 2 percnél tovább (ha ezüst vagy arany agyagrol van szó) !
Cím: Re:Fémöntés házilag
Írta: 0gbwyh99 Dátum 2009 július 04, 23:40
Írta: 0gbwyh99 Dátum 2009 július 04, 23:40
Tök jó dolog az a PMC !!!!!!!!!!!!
Cím: Re:Fémöntés házilag
Írta: 0gbwyh99 Dátum 2009 július 04, 23:43
Írta: 0gbwyh99 Dátum 2009 július 04, 23:43
Van egy kis film amelyiken az ember kigyúrmázza a gyűrűt , utána egész éjjel szárítja , utána előbb fémreszellővel , majd finom manikűrős reszellővel gyakorlatilag készre reszeli a formát és kiégeti . KIRÁLY !
Cím: Re:Fémöntés házilag
Írta: Szedlay Pál Dátum 2009 július 05, 09:32
Írta: Szedlay Pál Dátum 2009 július 05, 09:32
Nem olvastam végig sőt a technikai részeket csak az itt lévő hozzászólásokat.
Ez egy szinterezési elrás, a szénre azér van szükség mert melegítés hatására enyhén redukáló gáz szénmonoxid keletkezik ami megakadályozza a szemcsék oxidációját. A szinterezési technológiával már mindent gyártanak az iparpan pl. fogaskerekeket váltóba és még ki tudja mit.
A lényeg itt nem egy homogén szerkezetű anyagot kapunk mint olvasztáskor, hanem olyat amikor a mikroszemcsék diffuzióval rögszülnek egymáshoz.
A lényege a dolognak, hogy a zöldfázisban lévő anyagot folmálják és hidrogén gázban szintezerik.
Alapvetően egyedi darabok készítésénél gazdaságos lehet, de az acél, szerintem egy bizonyos darabszám felett gazdaságosabb.
Én kifejlesztettem egy nagyon gyors eljárást erre.
Szénszerszámot készítek és ebbe préselem a port majd a szerszámot nagyon gyorsan ( 1-3sec) felmelegítem 850C fokra nagyfrekvenciás hevítő segítségével. Ha kihült a darabot a nagyobb hőzsugor miatt könnyen ki lehet venni a formaüregből.
Ez egy szinterezési elrás, a szénre azér van szükség mert melegítés hatására enyhén redukáló gáz szénmonoxid keletkezik ami megakadályozza a szemcsék oxidációját. A szinterezési technológiával már mindent gyártanak az iparpan pl. fogaskerekeket váltóba és még ki tudja mit.
A lényeg itt nem egy homogén szerkezetű anyagot kapunk mint olvasztáskor, hanem olyat amikor a mikroszemcsék diffuzióval rögszülnek egymáshoz.
A lényege a dolognak, hogy a zöldfázisban lévő anyagot folmálják és hidrogén gázban szintezerik.
Alapvetően egyedi darabok készítésénél gazdaságos lehet, de az acél, szerintem egy bizonyos darabszám felett gazdaságosabb.
Én kifejlesztettem egy nagyon gyors eljárást erre.
Szénszerszámot készítek és ebbe préselem a port majd a szerszámot nagyon gyorsan ( 1-3sec) felmelegítem 850C fokra nagyfrekvenciás hevítő segítségével. Ha kihült a darabot a nagyobb hőzsugor miatt könnyen ki lehet venni a formaüregből.
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2009 július 05, 12:53
Írta: sasi Dátum 2009 július 05, 12:53
Ez a porkohászat, illetve annak egy változata. Régen csak a fémpor keverékeket préselték nagy nyomással össze, majd szinterelték.
15 évvel ezelőtt a Ford gépkocsik alkatrészeinek 28 % készült így. Mai adatom nincs, de odáig jutott a tömeggyártásban ez a technológia, hogy ma műanyaggal keverve a fémport, közönséges fröccsöntő gépen – mint a vásári játékfigurákat - állítják elő az alkatrészt, majd hevítés közben visszanyerik a műanyagot, így fillérekért készül a félkész, és kész termék.
A zsugorodás jól kézben tartható, és szükségtelen a nagyon költséges présgépek használata, mely korábban komoly akadálya volt a technológia terjedésének, főként a terjedelmesebb alkatrészek előállításánál.
Nagy előnye a technológiának, hogy olyan új tulajdonságú anyagok állíthatók elő, mely olvasztásos ötvözéssel nem, pl. hőállóság (sugárhajtómű), hogy a forgácsoló lapkákat ne is említsem.
15 évvel ezelőtt a Ford gépkocsik alkatrészeinek 28 % készült így. Mai adatom nincs, de odáig jutott a tömeggyártásban ez a technológia, hogy ma műanyaggal keverve a fémport, közönséges fröccsöntő gépen – mint a vásári játékfigurákat - állítják elő az alkatrészt, majd hevítés közben visszanyerik a műanyagot, így fillérekért készül a félkész, és kész termék.
A zsugorodás jól kézben tartható, és szükségtelen a nagyon költséges présgépek használata, mely korábban komoly akadálya volt a technológia terjedésének, főként a terjedelmesebb alkatrészek előállításánál.
Nagy előnye a technológiának, hogy olyan új tulajdonságú anyagok állíthatók elő, mely olvasztásos ötvözéssel nem, pl. hőállóság (sugárhajtómű), hogy a forgácsoló lapkákat ne is említsem.
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2009 július 05, 19:08
Írta: 43pbwjg8s Dátum 2009 július 05, 19:08
Szinkronagyak, készülnek nekünk (evolvens bordával), fogaskerekek hátrametszett kapcsolófogakkal, ilyen technológiával már egy ideje.
Szimpatikus a cucc.
Szimpatikus a cucc.
Cím: Re:Fémöntés házilag
Írta: Szedlay Pál Dátum 2009 július 05, 22:16
Írta: Szedlay Pál Dátum 2009 július 05, 22:16
A fröccsöntéses szinterezési előkészítést ismerem, de nem hallottam még azt, hogy a kötő anyagot visszanyerik. Erről a technológiáról ha tudsz linket megköszönném.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 július 06, 18:19
Írta: 3vv2btrhv Dátum 2009 július 06, 18:19
Ez csak viasz lehet , azt lehet visszanyerni.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 július 06, 18:21
Írta: 3vv2btrhv Dátum 2009 július 06, 18:21
Én kifejlesztettem egy nagyon gyors eljárást erre.
Szénszerszámot készítek és ebbe préselem a port majd a szerszámot nagyon gyorsan ( 1-3sec) felmelegítem 850C fokra nagyfrekvenciás hevítő segítségével. Ha kihült a darabot a nagyobb hőzsugor miatt könnyen ki lehet venni a formaüregből.
De a szénszerszámot hogyan készited ( Negativ marás ? )
Szénszerszámot készítek és ebbe préselem a port majd a szerszámot nagyon gyorsan ( 1-3sec) felmelegítem 850C fokra nagyfrekvenciás hevítő segítségével. Ha kihült a darabot a nagyobb hőzsugor miatt könnyen ki lehet venni a formaüregből.
De a szénszerszámot hogyan készited ( Negativ marás ? )
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 július 06, 18:23
Írta: 3vv2btrhv Dátum 2009 július 06, 18:23
Köszi a forditást , nekem ezzel sok pénzt takaritottál meg .
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 július 06, 18:26
Írta: 3vv2btrhv Dátum 2009 július 06, 18:26
Nagy dillemában vagyok a két technologiát illetöen . Szerintem mindkettö mehetne , sok a közös eszköz ( égetö kemence , negativ szerszám )
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2009 július 06, 18:56
Írta: sasi Dátum 2009 július 06, 18:56
Elég régen kerültem kapcsolatba a porkohászattal, majd az ezredfordulón a műanyagok fröccsöntésével egy projekt kapcsán (Tab, Sárvár), akkoriban alaposan körbejártam a témát, sok anyagot gyűjtöttem, de ma már csak az elektronikusak vannak meg részben, abban viszont nem találtam a hordozó anyag visszanyerésével foglalkozót, de az is lehet, hogy előadáson, konferencián hallottam róla. Csupán annyi rémlik, hogy előhevítés közben, (talán) gázok hozzáadásával légnemű állapotból történik a hordozóanyag visszanyerése.
Cím: Re:Fémöntés házilag
Írta: Miki2 Dátum 2009 július 06, 19:11
Írta: Miki2 Dátum 2009 július 06, 19:11
Szervusz Tíbor !
Bocsi, ha csak okvetetlenkedem, lehet, hogy már rég ismered az eljárást.
Azért mégis leírom, hátha valakinek ez is új.
A bronzot anno a KÉNMÁJ nevű fojadékkal tettük patinássá.
Ezt kis mennyiségben gyógyszertárakban lehetett beszerezni.
A felületet bekenve , azt bebarnítja. Ezután a polírkorong a kiálló felületekről leviszi a bebarnúl részt, a mélyedésekben ott marad a sötét árnyalat.
Mikor már volt elég gyakorlatunk, a polírozás erősségével árnyalatokat is lehetett csinálni.
Bocsi, ha csak okvetetlenkedem, lehet, hogy már rég ismered az eljárást.
Azért mégis leírom, hátha valakinek ez is új.
A bronzot anno a KÉNMÁJ nevű fojadékkal tettük patinássá.
Ezt kis mennyiségben gyógyszertárakban lehetett beszerezni.
A felületet bekenve , azt bebarnítja. Ezután a polírkorong a kiálló felületekről leviszi a bebarnúl részt, a mélyedésekben ott marad a sötét árnyalat.
Mikor már volt elég gyakorlatunk, a polírozás erősségével árnyalatokat is lehetett csinálni.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 július 06, 19:49
Írta: 3vv2btrhv Dátum 2009 július 06, 19:49
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 július 06, 19:50
Írta: 3vv2btrhv Dátum 2009 július 06, 19:50
A képkereteknél a metál-lapokat igy patinázom , de köszi minden segitséget .
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 július 07, 10:40
Írta: 000000000 Dátum 2009 július 07, 10:40
Szia Miklós!
A kénmáj receptjét nem tudod véletlenül/szándékosan?
Természetesen ha más tudja az is mondhatja...
A kénmáj receptjét nem tudod véletlenül/szándékosan?
Természetesen ha más tudja az is mondhatja...
Cím: Re:Fémöntés házilag
Írta: ebalint Dátum 2009 július 07, 10:53
Írta: ebalint Dátum 2009 július 07, 10:53
Nem kénmáj, de talán működik.
Manapság már vagy nagyon féltik az állampolgár életét, vagy azt hiszik, hogy terrorista.
Üdv.
Manapság már vagy nagyon féltik az állampolgár életét, vagy azt hiszik, hogy terrorista.
Üdv.
Cím: Re:Fémöntés házilag
Írta: Miki2 Dátum 2009 július 07, 11:08
Írta: Miki2 Dátum 2009 július 07, 11:08
Mint írtam, mindíg készen vettem gyógyszertárban.
A konkrét összetételét sajnos nem tudom.
Talán Hunka Tibi, Ő a metál lapokat így patinázza. Talán ismeri az összetételét, vagy a beszerzési forrását.
A konkrét összetételét sajnos nem tudom.
Talán Hunka Tibi, Ő a metál lapokat így patinázza. Talán ismeri az összetételét, vagy a beszerzési forrását.
Cím: Re:Fémöntés házilag
Írta: Miki2 Dátum 2009 július 07, 11:19
Írta: Miki2 Dátum 2009 július 07, 11:19
Bocsi, ez lemaradt.
Mégis valami infó a kénmájról
Mégis valami infó a kénmájról
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 július 07, 13:06
Írta: 000000000 Dátum 2009 július 07, 13:06
Köszönöm urak!
ebalint-É konkrét.
ebalint-É konkrét.
Cím: Re:Fémöntés házilag
Írta: yuagaci9g Dátum 2009 július 07, 16:49
Írta: yuagaci9g Dátum 2009 július 07, 16:49
Kenmaj
Kenpor es zsirosszoda kevereket lassan hevitsed gazlangon, majd ha osszeolvadt, rogton ontsd fel vizzel es razogasd amig oldodik.
Vigyazz, nagyon budos![#felkialtas]
Kenpor es zsirosszoda kevereket lassan hevitsed gazlangon, majd ha osszeolvadt, rogton ontsd fel vizzel es razogasd amig oldodik.
Vigyazz, nagyon budos![#felkialtas]
Cím: Re:Fémöntés házilag
Írta: ebalint Dátum 2009 július 08, 07:28
Írta: ebalint Dátum 2009 július 08, 07:28
T.Kollégák!
Ez nem egyszerűen büdös, hanem akár gyenge sav hatására is kénhidrogén szabadul fel. Ez büdös addig, míg a koncentrációja alacsony. Aztán nem érzed, aztán esetleg meghalsz.
A kénhidrogén a cián után következik, mint méreg.
Üdv, e.
Ez nem egyszerűen büdös, hanem akár gyenge sav hatására is kénhidrogén szabadul fel. Ez büdös addig, míg a koncentrációja alacsony. Aztán nem érzed, aztán esetleg meghalsz.
A kénhidrogén a cián után következik, mint méreg.
Üdv, e.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 július 08, 08:51
Írta: 000000000 Dátum 2009 július 08, 08:51
Továbbra is köszönet mindenkinek![#worship]
A H2S-re meg megoldás a szellőztetés.Persze nem pincében.
A H2S-re meg megoldás a szellőztetés.Persze nem pincében.
Cím: Re:Fémöntés házilag
Írta: Szedlay Pál Dátum 2009 július 09, 18:59
Írta: Szedlay Pál Dátum 2009 július 09, 18:59
A polimetilmetacrilatot ( plexi) mint műanyagot ha melegítik metacrilat keletkezik amely ledesztillálható lehet hogy ezt a kötő anyagot használják.
Cím: Re:Fémöntés házilag
Írta: Szedlay Pál Dátum 2009 július 09, 19:01
Írta: Szedlay Pál Dátum 2009 július 09, 19:01
Esztergálással marással készítem a negatív formát és ebbe szórom bele a port, majd állandó préselési erő mellett felhevítem.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 július 10, 16:27
Írta: 3vv2btrhv Dátum 2009 július 10, 16:27
Köszi, megmézted a linket ?
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 július 10, 16:31
Írta: 3vv2btrhv Dátum 2009 július 10, 16:31
Készitettem egy proba keverést : képkeret festéshez használt pronzport és Tofelyi öntö massza-port kevertem össze a megadott modszer szerint , majd szilikon negativba belepréseltem.
Másnap megszilárdult . Most égetni kellene
Másnap megszilárdult . Most égetni kellene
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 július 10, 16:37
Írta: 3vv2btrhv Dátum 2009 július 10, 16:37
amcsi tali bronzpor ékszer
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 július 10, 16:39
Írta: 3vv2btrhv Dátum 2009 július 10, 16:39
Cím: Re:Fémöntés házilag
Írta: D.Laci Dátum 2009 július 10, 16:42
Írta: D.Laci Dátum 2009 július 10, 16:42
Hátha valakit érdekel:http://www.artinsilver.com/blog/
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 július 10, 17:03
Írta: 3vv2btrhv Dátum 2009 július 10, 17:03
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 július 10, 17:34
Írta: 3vv2btrhv Dátum 2009 július 10, 17:34

Ismeri valaki ezt a PROPÁN-OXIGÉN rendszert ??
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2009 július 10, 23:31
Írta: 43pbwjg8s Dátum 2009 július 10, 23:31
Kis méretben kapsz ilyet az OBI-ban is.
kb 40 rugasz.
kb 40 rugasz.
Cím: Re:Fémöntés házilag
Írta: Szedlay Pál Dátum 2009 július 11, 20:03
Írta: Szedlay Pál Dátum 2009 július 11, 20:03
van itt egy olcsó kemence. Sajnos csak személyes átvétellel hátha valakit érdekel.
http://cgi.ebay.de/VICO-Brennnofen-Type-745-40Liter-NP-3000-DM_W0QQitemZ170352285553QQcmdZViewItemQQptZLaborger%C3%A4te_Zahntechnik?hash=item27a9c99771&_trksid=p3286.c0.m14&_trkparms=65%3A3%7C66%3A2%7C39%3A1%7C293%3A3%7C294%3A50
http://cgi.ebay.de/VICO-Brennnofen-Type-745-40Liter-NP-3000-DM_W0QQitemZ170352285553QQcmdZViewItemQQptZLaborger%C3%A4te_Zahntechnik?hash=item27a9c99771&_trksid=p3286.c0.m14&_trkparms=65%3A3%7C66%3A2%7C39%3A1%7C293%3A3%7C294%3A50
Cím: Re:Fémöntés házilag
Írta: Szedlay Pál Dátum 2009 július 11, 20:07
Írta: Szedlay Pál Dátum 2009 július 11, 20:07
Meg, de én nem feketét használok hanem fehéret.
Van hulladékom ha akarsz belőle barkácsolni és el is tudod adni elküldüm neked postán, faragsz belőle ékszert vagy amit akarsz és én ki szinterezem neked. De drágán add ám!!!!!
Van hulladékom ha akarsz belőle barkácsolni és el is tudod adni elküldüm neked postán, faragsz belőle ékszert vagy amit akarsz és én ki szinterezem neked. De drágán add ám!!!!!
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2009 július 12, 19:27
Írta: 43pbwjg8s Dátum 2009 július 12, 19:27
Megnéztem. Az ÁFA emelésnek köszönhetően most pontosan 50 rugó.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 július 13, 17:55
Írta: 3vv2btrhv Dátum 2009 július 13, 17:55
Köszi élnék az alkalommal .
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 július 13, 18:05
Írta: 3vv2btrhv Dátum 2009 július 13, 18:05

Kiprobáltam a fényképezési modszert , nagyon igéretes .
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 július 13, 18:06
Írta: 3vv2btrhv Dátum 2009 július 13, 18:06

Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 július 13, 18:07
Írta: 3vv2btrhv Dátum 2009 július 13, 18:07

Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 július 13, 18:08
Írta: 3vv2btrhv Dátum 2009 július 13, 18:08

Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 július 13, 18:08
Írta: 3vv2btrhv Dátum 2009 július 13, 18:08

Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 július 13, 18:09
Írta: 3vv2btrhv Dátum 2009 július 13, 18:09

Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 július 13, 19:50
Írta: 3vv2btrhv Dátum 2009 július 13, 19:50
Bocsi , hogy most válaszolok :
A viasz összetétele töbször volt publikálva , én is onnan vettem az összetételt .
Cnc és faragás kombináció . De van ugy hogy negativ van elöbb ,és abba van öntve a visz .
A következö projektem a szilikon-prészszerszám
A viasz összetétele töbször volt publikálva , én is onnan vettem az összetételt .
Cnc és faragás kombináció . De van ugy hogy negativ van elöbb ,és abba van öntve a visz .
A következö projektem a szilikon-prészszerszám
Cím: Re:Fémöntés házilag
Írta: Szedlay Pál Dátum 2009 július 14, 01:00
Írta: Szedlay Pál Dátum 2009 július 14, 01:00
Holnap elküldöm neked.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 július 20, 18:36
Írta: 3vv2btrhv Dátum 2009 július 20, 18:36
Még nem ért hozzám a posta ( Postagalab-szolgálat )
Cím: Re:Fémöntés házilag
Írta: Szedlay Pál Dátum 2009 július 26, 20:37
Írta: Szedlay Pál Dátum 2009 július 26, 20:37
Azért, mert még nem küldtem, de fogom.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 július 31, 16:51
Írta: 3vv2btrhv Dátum 2009 július 31, 16:51

Pali , ez nekem nagyon szimpatikus megoldásnak tünik !!
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 július 31, 16:59
Írta: 3vv2btrhv Dátum 2009 július 31, 16:59
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 július 31, 17:01
Írta: 3vv2btrhv Dátum 2009 július 31, 17:01

Ezt nem lehet egyszerübben megoldani !!
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 július 31, 17:04
Írta: 3vv2btrhv Dátum 2009 július 31, 17:04

ezt , meg egy kukta fazékbol lehetne csinálni .
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2009 július 31, 17:14
Írta: svejk Dátum 2009 július 31, 17:14
És van olyan is amelyik nem függőlegesen, hanem vertikálisan ? :))))[#vigyor2]
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 július 31, 17:25
Írta: 3vv2btrhv Dátum 2009 július 31, 17:25

Iv-fény olvasztáshoz talán ez kéne ???
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 július 31, 18:43
Írta: 000000000 Dátum 2009 július 31, 18:43
ez egy fogtekhnikaivákum őntő gép,és nem pörög!80ezerért tudok eggyet!
Cím: Re:Fémöntés házilag
Írta: KoLa Dátum 2009 július 31, 21:14
Írta: KoLa Dátum 2009 július 31, 21:14
Sziasztok?
Régebben PU öntőszerszámokat gyártottunk van itt egy szortiment cipőtalp szerszám nem érdekel valakit?
Régebben PU öntőszerszámokat gyártottunk van itt egy szortiment cipőtalp szerszám nem érdekel valakit?
Cím: Re:Fémöntés házilag
Írta: KoLa Dátum 2009 július 31, 21:38
Írta: KoLa Dátum 2009 július 31, 21:38
Kb 200Kg precíziós öntésű alumínium
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 július 31, 23:48
Írta: 000000000 Dátum 2009 július 31, 23:48
A mai nap eredménye.
A fura háromszög alakú alkatrészek megrendelésre, egy fórumtársnak készültek, a csapágyház magamnak.
A "habszivacsot homokba" technikát alkalmaztam. Az eredménnyel meg vagyok elégedve. Nem precíziós eljárás, de mivel marás is lesz, nem probléma az esetlegesen durva felület. Egyébként a felületi "hibák" nagy része a modell egyenletlenségéből, és a formázóhomok kavicstartalmából adódik.



És a csapágyház: A méret érzékeltetése végett. Az öntvény 240mm hosszú 120mm széles és 75mm magas, amennyiben jól emlékszem.


A fura háromszög alakú alkatrészek megrendelésre, egy fórumtársnak készültek, a csapágyház magamnak.
A "habszivacsot homokba" technikát alkalmaztam. Az eredménnyel meg vagyok elégedve. Nem precíziós eljárás, de mivel marás is lesz, nem probléma az esetlegesen durva felület. Egyébként a felületi "hibák" nagy része a modell egyenletlenségéből, és a formázóhomok kavicstartalmából adódik.
És a csapágyház: A méret érzékeltetése végett. Az öntvény 240mm hosszú 120mm széles és 75mm magas, amennyiben jól emlékszem.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 augusztus 01, 06:59
Írta: 000000000 Dátum 2009 augusztus 01, 06:59
Ha símább felületet akarsz, a habot ecseteld be fekeccsel és a száraz homokot szitáld át!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 augusztus 01, 10:20
Írta: 000000000 Dátum 2009 augusztus 01, 10:20
a homokot máskor szitáld!:)))a vegyi recet topicbanlesznek öntésez használhato ötletek!:))
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 augusztus 02, 00:14
Írta: 000000000 Dátum 2009 augusztus 02, 00:14
Köszönöm a tanácsokat.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 augusztus 03, 17:16
Írta: 3vv2btrhv Dátum 2009 augusztus 03, 17:16
Ismert anyagi hejzetemböl kifolyolag nem tudom kifizetni de nagyon érdekelne !
Esetleg képet rolla belinkelnél ?
Esetleg képet rolla belinkelnél ?
Cím: Re:Fémöntés házilag
Írta: dg8n4i8x Dátum 2009 augusztus 10, 21:32
Írta: dg8n4i8x Dátum 2009 augusztus 10, 21:32
Tibor!
Beszereztem ma a szénrudakat! Ki is próbáltam egy darab sárgarézen. Először homokba tettem, de a homok pillanatok alatt összeolvadt... Egy betondarabon próbálkoztam, elég gyorsan megolvadt az, sajnos a hegesztő trafóm gyengécske de ahhoz a mennyiséghez amit én akarok önteni talán így is elég lesz... Ígéretes ez a dolog!
Beszereztem ma a szénrudakat! Ki is próbáltam egy darab sárgarézen. Először homokba tettem, de a homok pillanatok alatt összeolvadt... Egy betondarabon próbálkoztam, elég gyorsan megolvadt az, sajnos a hegesztő trafóm gyengécske de ahhoz a mennyiséghez amit én akarok önteni talán így is elég lesz... Ígéretes ez a dolog!
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 augusztus 17, 16:02
Írta: 3vv2btrhv Dátum 2009 augusztus 17, 16:02
Tégejed van ? Mert én abba szeretném az acélt olvasztani , és utánna beleönteni a negativba .
Cím: Re:Fémöntés házilag
Írta: dg8n4i8x Dátum 2009 augusztus 17, 18:31
Írta: dg8n4i8x Dátum 2009 augusztus 17, 18:31
Csak fekecsel kikent van, próbáltam benne olvasztani de lehet kevés lesz a trafóm hozzá, mert elég picike. Azért a sárgarés nagyjából megolvadt, de még a fekecs is ahol nagyon közel került az ív! Még próbálkoznom kell, de az a gyanúm, hogy rövid az ív...
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2009 augusztus 17, 23:20
Írta: 43pbwjg8s Dátum 2009 augusztus 17, 23:20
Ha nem gond ide teszem, mert tudom, hogy Hunka Tibi ide mindenképpen benéz.
Már megint találtamvalamit a régebbi dolgaim között. PErsze ez még elég gyenguska, de alapjaiban ilyesmire gondoltam mint amit itt látsz lentebb. Amit mutattál (bocsánat a késői válaszért) is tetszik, de szerintem légy egy kicsit bátrabb!


Már megint találtamvalamit a régebbi dolgaim között. PErsze ez még elég gyenguska, de alapjaiban ilyesmire gondoltam mint amit itt látsz lentebb. Amit mutattál (bocsánat a késői válaszért) is tetszik, de szerintem légy egy kicsit bátrabb!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 augusztus 23, 18:15
Írta: 000000000 Dátum 2009 augusztus 23, 18:15
Ezt öntöttem régi vízcsapokból a CNC gépemhez. Reliefeket marok majd bele.

Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2009 augusztus 23, 19:29
Írta: 43pbwjg8s Dátum 2009 augusztus 23, 19:29
Ugy látom kell majd foglalkoznom az olasztással is egyszer majd sokára. De lesz alap. Lesz akit majd nyaggathatok. :)
Nagyon tetszik amiket csináltok!
Nagyon tetszik amiket csináltok!
Cím: Re:Fémöntés házilag
Írta: dg8n4i8x Dátum 2009 augusztus 23, 19:59
Írta: dg8n4i8x Dátum 2009 augusztus 23, 19:59
Olajégővel olvasztottad? Mibe öntötted a rezet?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 augusztus 23, 22:37
Írta: 000000000 Dátum 2009 augusztus 23, 22:37
Gázzal (PB) olvasztok.A samotthoz hasonló anyag, csak sokkal puhább, nem tudom, hogy mi a neve, nagyon jó hőszigetelő.Ebbe az anyagba kapartam ki favésővel egy négyzet alakú mélyedést kb 8mm mélyen és ebbe öntöttem a rezet.
Cím: Re:Fémöntés házilag
Írta: 0gbwyh99 Dátum 2009 augusztus 23, 23:07
Írta: 0gbwyh99 Dátum 2009 augusztus 23, 23:07
Hol használják azt a samot féle anyagot ? Te honnan jutottál hozzá ?
Cím: Re:Fémöntés házilag
Írta: 4um5b65d Dátum 2009 augusztus 23, 23:11
Írta: 4um5b65d Dátum 2009 augusztus 23, 23:11
Építő anyag kereskedés. Samot tégla !!!
Ez kétszer égetett tégla voltaképp, ha jól tudom.
Ez kétszer égetett tégla voltaképp, ha jól tudom.
Cím: Re:Fémöntés házilag
Írta: 4um5b65d Dátum 2009 augusztus 23, 23:14
Írta: 4um5b65d Dátum 2009 augusztus 23, 23:14
jav: samott tégla.
Cím: Re:Fémöntés házilag
Írta: 0gbwyh99 Dátum 2009 augusztus 23, 23:23
Írta: 0gbwyh99 Dátum 2009 augusztus 23, 23:23
"A samotthoz hasonló anyag, csak sokkal puhább, nem tudom, hogy mi a neve" , a samott tégla tudom micsoda , csak az amit vbodi mond , azt nem tom micsoda ! [#duhos2][#puszi]
Cím: Re:Fémöntés házilag
Írta: 4um5b65d Dátum 2009 augusztus 23, 23:26
Írta: 4um5b65d Dátum 2009 augusztus 23, 23:26
Bakker , hát az a puha samott, teeeeee
[#duhos2][#falbav]
[#duhos2][#falbav]
Cím: Re:Fémöntés házilag
Írta: 0gbwyh99 Dátum 2009 augusztus 23, 23:29
Írta: 0gbwyh99 Dátum 2009 augusztus 23, 23:29
Paripa pikilijét magának a popójába Laslie bácsi !!! [#puszis]
Cím: Re:Fémöntés házilag
Írta: ANTAL GÁBOR Dátum 2009 augusztus 24, 05:09
Írta: ANTAL GÁBOR Dátum 2009 augusztus 24, 05:09
sziasztok : Vermikulit az a puha samott. Manapság a kandallótechnikában használják mert sokkal könnyebb nagyon hőálló és igen jó infravisszaverő, könnyen szabható. Egy Magyarországon sajnos nem található szilikátásvány. Beszerzésre tipp : kandallóépítő cégek (pl Fireplace)
Cím: Re:Fémöntés házilag
Írta: dg8n4i8x Dátum 2009 augusztus 24, 06:52
Írta: dg8n4i8x Dátum 2009 augusztus 24, 06:52
Ez az anyag ami olyan mintha natúr bútorlap lenne és nagyon könnyű? Nekem ilyen a kandallómban van, a kandallós könnyített téglának nevezte...
Cím: Re:Fémöntés házilag
Írta: dg8n4i8x Dátum 2009 augusztus 24, 06:53
Írta: dg8n4i8x Dátum 2009 augusztus 24, 06:53
Na erre gondoltam csak nem jutottam idáig az olvasással...
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 augusztus 24, 07:34
Írta: 000000000 Dátum 2009 augusztus 24, 07:34
Igen Gábor, erről az anyagról van szó, csak elfelejtettem a nevét. Egyébbként annyira jó hőszigetelő,hogy ha egy 30mm vastag anyag eggyik oldala vörösen izzik, a másik oldal kézzel tapintható.Én egy cserépkályhástól kaptam.

Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2009 augusztus 24, 08:35
Írta: 43pbwjg8s Dátum 2009 augusztus 24, 08:35
Samottéglát kapsz tüzépnél elméletileg.
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2009 augusztus 24, 08:36
Írta: 43pbwjg8s Dátum 2009 augusztus 24, 08:36
Boccs! Most olvasom, hogy ez egy picit más!
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 augusztus 24, 18:22
Írta: 3vv2btrhv Dátum 2009 augusztus 24, 18:22
de szerintem légy egy kicsit bátrabb!
Nincs forgatom ,ehez pedig az kéne !!
Nincs forgatom ,ehez pedig az kéne !!
Cím: Re:Fémöntés házilag
Írta: KoLa Dátum 2009 augusztus 24, 21:16
Írta: KoLa Dátum 2009 augusztus 24, 21:16
Ezt az anyagot "puri"-nak hívják!
A munkahelyemen kandallót is gyártanak és ott használják - a németek hozzák és ezt kérik a kandallóikba , én még ilyen hőszigetelő anyaggal nem találkoztam - úszik a víz tetején - ha a tenyeremre teszek egy darabot és felülröl lánghegesztővel melegítem 5-10 perc múlva még langyos sem volt, a túloldala viszont már majdnem átolvadt kinézetre!
Gondoltam is hogyha egy olvasztó vagy edző kemencét építek belülre samoott - mögé pedig puri kell és valsz. hőveszteség=0
A munkahelyemen kandallót is gyártanak és ott használják - a németek hozzák és ezt kérik a kandallóikba , én még ilyen hőszigetelő anyaggal nem találkoztam - úszik a víz tetején - ha a tenyeremre teszek egy darabot és felülröl lánghegesztővel melegítem 5-10 perc múlva még langyos sem volt, a túloldala viszont már majdnem átolvadt kinézetre!
Gondoltam is hogyha egy olvasztó vagy edző kemencét építek belülre samoott - mögé pedig puri kell és valsz. hőveszteség=0
Cím: Re:Fémöntés házilag
Írta: KoLa Dátum 2009 augusztus 24, 21:21
Írta: KoLa Dátum 2009 augusztus 24, 21:21
Plussz ami még nagy előny - késsel vagy szalagfűrésszel könnyen vágható!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 szeptember 12, 12:42
Írta: 000000000 Dátum 2009 szeptember 12, 12:42
Sziasztok,remelem tudtok segiteni a problemamban!Szeretnek kis dbszamban rendelni nyaklanc vegere vas karikat,ami ugy 1,5-2 cm atmeroju es 0,5cm vastag.Hol lehet ilyesmiket legyartatni,mert nagyon apro?
Cím: Re:Fémöntés házilag
Írta: ukcge40u Dátum 2009 szeptember 12, 14:57
Írta: ukcge40u Dátum 2009 szeptember 12, 14:57
És milyen ára van ennek a purinak?
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 szeptember 19, 13:30
Írta: 3vv2btrhv Dátum 2009 szeptember 19, 13:30

A O forintos szerszámaim : kifogyott kiemelö filsbe ragasztottam bele a törött marószáraimat . majd megköszölültem . Ezzel faragom a viaszt .
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 szeptember 19, 13:32
Írta: 3vv2btrhv Dátum 2009 szeptember 19, 13:32

Ez pedig a tárgy-asztal ami forgatható a legideálisabb megvilávitás beállitásához .
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 szeptember 19, 13:35
Írta: 3vv2btrhv Dátum 2009 szeptember 19, 13:35

Sajnos nem tudtam munka közben képet késziteni , hogyan faragom , de a megvilágitás lényege az érzékelhető .
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 szeptember 19, 19:20
Írta: 000000000 Dátum 2009 szeptember 19, 19:20
Az adott célra tökéletesen megfelel.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 szeptember 21, 18:57
Írta: 3vv2btrhv Dátum 2009 szeptember 21, 18:57
Vaacum nagyon egxszerüen !!
Nem kellide centrifuga , meg egyébb marhaság ,VAACUM és kész !!
Nem kellide centrifuga , meg egyébb marhaság ,VAACUM és kész !!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 szeptember 21, 18:59
Írta: 000000000 Dátum 2009 szeptember 21, 18:59
ez valami kormány kerék tanulmány????
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 szeptember 21, 19:06
Írta: 3vv2btrhv Dátum 2009 szeptember 21, 19:06
Nem , ékszer DESINGS
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 szeptember 24, 13:02
Írta: 000000000 Dátum 2009 szeptember 24, 13:02
Sziasztok.
Egy két dolog, hőszigetelő anyagot magyarországon is be lehet egyszerően szerezni. Ha érdekelk valakit, szóljon. Viszont ezek eléggé drágák. A samottégla nem kétszer van égetve, SiO2 alapu anyagól van hanem másból, ha érdekel ezt meg tudhatom pontosan.
Egy két dolog, hőszigetelő anyagot magyarországon is be lehet egyszerően szerezni. Ha érdekelk valakit, szóljon. Viszont ezek eléggé drágák. A samottégla nem kétszer van égetve, SiO2 alapu anyagól van hanem másból, ha érdekel ezt meg tudhatom pontosan.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 október 03, 16:38
Írta: 3vv2btrhv Dátum 2009 október 03, 16:38

Szobrász emlékére készitettem egy viasz modelt . Ha kész lessz leöntetem .
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 október 03, 16:39
Írta: 3vv2btrhv Dátum 2009 október 03, 16:39

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 október 28, 16:50
Írta: 000000000 Dátum 2009 október 28, 16:50
Hello mindenkinek!
Szükségem lenne 2-3db-ra egy speciális csavarhúzófejből. (Bolti forgalmazásban nincs.) Megterveztem, elméletileg jó is. Ki tudná önteni nekem valaki?
Ha igen akkor az a valaki írjon: daniel@kasza.hu
Előre is köszönöm!
Szükségem lenne 2-3db-ra egy speciális csavarhúzófejből. (Bolti forgalmazásban nincs.) Megterveztem, elméletileg jó is. Ki tudná önteni nekem valaki?
Ha igen akkor az a valaki írjon: daniel@kasza.hu
Előre is köszönöm!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 október 28, 20:04
Írta: 000000000 Dátum 2009 október 28, 20:04
jo hogy látjuk hogy milyenről lenne szó...
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 november 03, 17:05
Írta: 000000000 Dátum 2009 november 03, 17:05
Üdv!
Fémöntéssel kapcsolatosan szeretnék tanácsokat kérni. A feladat a következő lenne: egy Trabant motor jobb és baloldali hengerét kellene kiönteni, de úgy, hogy nagyobb átmérőjű legyen a hüvely résznél. (Lökettérfogatnövelés)
Mivel léghűtéses motorról van szó, hűtőlemezek is vannak a hengeren, ezért a precíziós öntési technikát ajánlották. Pontosabban azt, hogy készítsem el viaszból a kívánt formát, amivel
- vagy öntőhomokba ágyazva megformálhatom a negatívot,
- vagy elveszőformás eljárással a viaszra felhordott és ráégetett kerámiahéjba tudok önteni.
Remélem jól értettem az eddigi tanácsokat.
Kérdésem az lenne, hogy tud-e ebben valaki nekem segíteni? A viaszformát szerintem megcsinálnám, de a 2. módszer esetén elakadnék a kerámiaégetésnél (hogy az alumínium olvasztásról ne is szóljak).
Olyasvalakit keresek, aki megcsinálná a hiányzó lépéseket, vagy tudna ajánlani konkrét szakit.
Kb. mennyiből lehetne elkészíteni az említett 2db hengert?
A felömlő csatornák - amik még bonyolultabbá teszik - nem kellenek, azokat utólag munkálnám ki. Egy-két kép, hogy miről is van szó, az egyben lévő henger a gyári, a feldarabolt már öntött:




Fémöntéssel kapcsolatosan szeretnék tanácsokat kérni. A feladat a következő lenne: egy Trabant motor jobb és baloldali hengerét kellene kiönteni, de úgy, hogy nagyobb átmérőjű legyen a hüvely résznél. (Lökettérfogatnövelés)
Mivel léghűtéses motorról van szó, hűtőlemezek is vannak a hengeren, ezért a precíziós öntési technikát ajánlották. Pontosabban azt, hogy készítsem el viaszból a kívánt formát, amivel
- vagy öntőhomokba ágyazva megformálhatom a negatívot,
- vagy elveszőformás eljárással a viaszra felhordott és ráégetett kerámiahéjba tudok önteni.
Remélem jól értettem az eddigi tanácsokat.
Kérdésem az lenne, hogy tud-e ebben valaki nekem segíteni? A viaszformát szerintem megcsinálnám, de a 2. módszer esetén elakadnék a kerámiaégetésnél (hogy az alumínium olvasztásról ne is szóljak).
Olyasvalakit keresek, aki megcsinálná a hiányzó lépéseket, vagy tudna ajánlani konkrét szakit.
Kb. mennyiből lehetne elkészíteni az említett 2db hengert?
A felömlő csatornák - amik még bonyolultabbá teszik - nem kellenek, azokat utólag munkálnám ki. Egy-két kép, hogy miről is van szó, az egyben lévő henger a gyári, a feldarabolt már öntött:
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 november 03, 17:07
Írta: 000000000 Dátum 2009 november 03, 17:07
Ja, azt elfelejtettem írni, hogy nem kell ilyen "szépre" megcsinálni. Nem kell változó falvastagság sem, ahogyan látszik a metszeten. Stb. Egy egyszerű(mármint egyszerűbb), funkcionálisan megfelelő formáról lenne szó.
Cím: Re:Fémöntés házilag
Írta: besirkyjh Dátum 2009 november 03, 19:37
Írta: besirkyjh Dátum 2009 november 03, 19:37
Szia
Olyan nagyon nem értek az öntéshez de már öntettem aluminiumot és bronzot .A saját tapasztalatom irom le .Ahoz hogy kitudják önteni Neked ezt a hengert csinálnod kell egy méretarányos munkadarabot ( de minek hiszen ott a régi ) azt be teszik egy edénybe és kiöntik szilikon gumival ezt a gumit szét vágják megadott hellyen és késöbb ebbe a gumiba öntik a parafint ( azt hiszem igy hivják )de nem a sima gyertyát valami speciállis anyag ami könnyen beszerezhetö .Ha a parafin megkötött ezt be ágyazzák öntö homokba és kiöntik a megolvasztott fémmel ( ezt hivják elvesztö formás öntésnek ) ezzel a megoldással nagyon pontos de nem percizios öntés készithetö .
Árakrol : megint csak saját tapasztalat egy jo öklömnyi szilikon gumi szerszám elkészitése nekem olyan 12 000ft volt és maga az öntés ( bronzbol kb 1.5kg ) ujjabb 12 000 ft és minden további darab ujjabb 12 000ft , az aluminium jöval olcsobb viszont a szerszám ( szilikon gumi ) joval nagyobb . Szerintem a marás és az esztergálás nem igazán célra vezetö mert sok a munka ora és sok a hulladék ( biztos vagyok benne hogy az öntés olcsobb ) lehet rossz hellyen érdeklödtél , kérdezz másik öntöst is .
Olyan nagyon nem értek az öntéshez de már öntettem aluminiumot és bronzot .A saját tapasztalatom irom le .Ahoz hogy kitudják önteni Neked ezt a hengert csinálnod kell egy méretarányos munkadarabot ( de minek hiszen ott a régi ) azt be teszik egy edénybe és kiöntik szilikon gumival ezt a gumit szét vágják megadott hellyen és késöbb ebbe a gumiba öntik a parafint ( azt hiszem igy hivják )de nem a sima gyertyát valami speciállis anyag ami könnyen beszerezhetö .Ha a parafin megkötött ezt be ágyazzák öntö homokba és kiöntik a megolvasztott fémmel ( ezt hivják elvesztö formás öntésnek ) ezzel a megoldással nagyon pontos de nem percizios öntés készithetö .
Árakrol : megint csak saját tapasztalat egy jo öklömnyi szilikon gumi szerszám elkészitése nekem olyan 12 000ft volt és maga az öntés ( bronzbol kb 1.5kg ) ujjabb 12 000 ft és minden további darab ujjabb 12 000ft , az aluminium jöval olcsobb viszont a szerszám ( szilikon gumi ) joval nagyobb . Szerintem a marás és az esztergálás nem igazán célra vezetö mert sok a munka ora és sok a hulladék ( biztos vagyok benne hogy az öntés olcsobb ) lehet rossz hellyen érdeklödtél , kérdezz másik öntöst is .
Cím: Re:Fémöntés házilag
Írta: 4um5b65d Dátum 2009 november 03, 19:59
Írta: 4um5b65d Dátum 2009 november 03, 19:59
Spityu, ez nagyon drága lenne forgácsolással, ne is gondolkodj ezen...
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 november 03, 20:04
Írta: 000000000 Dátum 2009 november 03, 20:04
Köszi a választ!
Láttam olyasmit, hogy habból csinálják meg az öntendő testet, beágyazzák öntőhomokba, csinálnak járatokat és betöltik az olvadt alut. Az általad leírt paraffinos is ennek az analógiájára működik? Ilyenkor mintegy elillan az ideiglenes test? A hab / paraffin?
Az öklömnyi 12ezerből én arra következtetek, hogy akkor ez lenne kb. 50 is, ha nem több.
Az én esetemben nem lenne szériagyártás, mindösszesen két darab tükörszimmetrikus hengerről lenne szó, és lenne türelmem megcsinálni viaszból apránként. Ha kész lenne, akkor "csak" egy alumíniumöntőst kéne keresnem, aki a kohójában felolvasztana, "befűszerezne" pár kiló alumíniumot?
Ahogy látszik nem vagyok járatos a témában, hobbiszinten mennyire jellemző, hogy ekkora méretű / bonyolultságú dolgot csináljon bárki is? :)
Láttam olyasmit, hogy habból csinálják meg az öntendő testet, beágyazzák öntőhomokba, csinálnak járatokat és betöltik az olvadt alut. Az általad leírt paraffinos is ennek az analógiájára működik? Ilyenkor mintegy elillan az ideiglenes test? A hab / paraffin?
Az öklömnyi 12ezerből én arra következtetek, hogy akkor ez lenne kb. 50 is, ha nem több.
Az én esetemben nem lenne szériagyártás, mindösszesen két darab tükörszimmetrikus hengerről lenne szó, és lenne türelmem megcsinálni viaszból apránként. Ha kész lenne, akkor "csak" egy alumíniumöntőst kéne keresnem, aki a kohójában felolvasztana, "befűszerezne" pár kiló alumíniumot?
Ahogy látszik nem vagyok járatos a témában, hobbiszinten mennyire jellemző, hogy ekkora méretű / bonyolultságú dolgot csináljon bárki is? :)
Cím: Re:Fémöntés házilag
Írta: 4um5b65d Dátum 2009 november 03, 20:10
Írta: 4um5b65d Dátum 2009 november 03, 20:10
Arra még nem gondoltál, hogy körbe e-mail-ezzed az elérhető öntődéket, hátha valakinél már hempereg egy ilyen forma a polcon ?
Cím: Re:Fémöntés házilag
Írta: s7manbs8 Dátum 2009 november 03, 20:11
Írta: s7manbs8 Dátum 2009 november 03, 20:11
Ezsembe jutott, hogy az energia drágasága miatti, nap energia hasznosításának egyik módja lehetne, ha azt a fém, vagy üveg melegítésére használnánk, egy jó nagy parabolatükörrel, meg persze mikor süt a nap. Vagy ez nem megvalósítható, mert homok is van, mint a tenger, abból üveget lehetne önteni.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 november 03, 20:25
Írta: 000000000 Dátum 2009 november 03, 20:25
Természetesen gondoltam ilyenre, tű lenne a szénakazalban. :(
Ami biztos, hogy jól körbeérdeklődöm ezt az egészet.
A lenti képen egy 70-es években versenyző pilóta motorja látható, aki azóta sajnos nincsen közöttünk, de az egyik kollégájával tudtam beszélni, ő mondta, hogy anno úgy öntötték ki a nagyjábóli formát, majd (...szakkifejezés...)esztergával alakította ki a bordázatot. Nyilván azért volt olcsó, mert magának csinálta. Gép már nem áll rendelkezésre, így nem tudna segíteni ez ügyben. :(
A fröccsöntőszerszámok árából kiindulva sejtettem, hogy ez sem lenne kevesebb...
Ami biztos, hogy jól körbeérdeklődöm ezt az egészet.
A lenti képen egy 70-es években versenyző pilóta motorja látható, aki azóta sajnos nincsen közöttünk, de az egyik kollégájával tudtam beszélni, ő mondta, hogy anno úgy öntötték ki a nagyjábóli formát, majd (...szakkifejezés...)esztergával alakította ki a bordázatot. Nyilván azért volt olcsó, mert magának csinálta. Gép már nem áll rendelkezésre, így nem tudna segíteni ez ügyben. :(
A fröccsöntőszerszámok árából kiindulva sejtettem, hogy ez sem lenne kevesebb...
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 november 03, 20:38
Írta: 000000000 Dátum 2009 november 03, 20:38
A kép meg lemaradt, beszúrom érdekességképpen, de csak egy linkkel, így is eléggé hosszúak a hsz-aim.
Bodó Péter motorja
Bodó Péter motorja
Cím: Re:Fémöntés házilag
Írta: besirkyjh Dátum 2009 november 03, 21:21
Írta: besirkyjh Dátum 2009 november 03, 21:21
Nem lenne feltétlen több .
Ennél a hengernél több a kitöltött aluminium és nem arányosan nöne az ára a szilikonnak .
Igen az egy egy darab gond lehet mert kell egy tükörkép is . Szerintem egy százasbol kijönne a kéthenger öntése .Ez igy drága ( hobby szinten )
Halgass a Laslie-re , email-ez , telefonálj hátha van készen öntöforma .
Van a másik megoldás ha kifaragod hungarocelböl (a fehér ide nem jo , kerestd a szineset ,zölg , kék , rozsaszin ) ennek a modszere a következö
késsel , villával , fürészlapal elö nagyolod a formát és utánna izzo szállal simitod .Az izzo szál akár forrasztopáka is lehet ( kicsit nyügös de használhato) ha elkészült a kétdarab prototipus akkor irány az öntös ( gatya felkötés ) ugyan is az öntösök nem szivesen öntenek hungarocelre mert füstöl és bödös .
Ha mégis kiönti izgulhatsz hogy a homok nem-e omlott be és hogy a teljes formát kiöntötte-e .
Ha ez mind sikerül akkor olcson meguszod az egészet kilonként kb: 1300ft-bol .
Na ehez mit szolsz .Vannak itt értelmesebb emberek is tölem ebben a témában .Jönnek nem soká csak kitartás .
Ennél a hengernél több a kitöltött aluminium és nem arányosan nöne az ára a szilikonnak .
Igen az egy egy darab gond lehet mert kell egy tükörkép is . Szerintem egy százasbol kijönne a kéthenger öntése .Ez igy drága ( hobby szinten )
Halgass a Laslie-re , email-ez , telefonálj hátha van készen öntöforma .
Van a másik megoldás ha kifaragod hungarocelböl (a fehér ide nem jo , kerestd a szineset ,zölg , kék , rozsaszin ) ennek a modszere a következö
késsel , villával , fürészlapal elö nagyolod a formát és utánna izzo szállal simitod .Az izzo szál akár forrasztopáka is lehet ( kicsit nyügös de használhato) ha elkészült a kétdarab prototipus akkor irány az öntös ( gatya felkötés ) ugyan is az öntösök nem szivesen öntenek hungarocelre mert füstöl és bödös .
Ha mégis kiönti izgulhatsz hogy a homok nem-e omlott be és hogy a teljes formát kiöntötte-e .
Ha ez mind sikerül akkor olcson meguszod az egészet kilonként kb: 1300ft-bol .
Na ehez mit szolsz .Vannak itt értelmesebb emberek is tölem ebben a témában .Jönnek nem soká csak kitartás .
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 november 03, 21:31
Írta: 000000000 Dátum 2009 november 03, 21:31
Köszi a tippeket!
Igen, a hungarocelles (vagyis műanyaghabos) megoldást láttam, de most jut eszembe: ugyan a végleges hengerek egymás tükörképei, de csak egy dologban térnek el: a jobbosnak a bal oldala van lenyesve egyenesre, a balosnak meg a jobb oldala.
Vagyis lényegében két ugyanolyan, felülről kör alapterületű lemezekkel ellátott hengerről van szó.
A homok szerintem is omlékony, persze ezt így mindenféle tapasztalat nélkül ostobaság kijelentenem. Agyaltam azon, hogy esetleg a habot belenyomom egy edénnyi hőálló gipszbe (azt hiszem létezik erre a célra való) és akkor szilárdulást követően meg van az egyik oldal. Ugyanígy járnék el a másik felével is, aztán jöhet az összeillesztés és az öntés.
Lehet, hogy ez így nem kivitelezhető, meg túl leegyszerűsítem, kéretik elnézni. Vagy járható út?
Igen, a hungarocelles (vagyis műanyaghabos) megoldást láttam, de most jut eszembe: ugyan a végleges hengerek egymás tükörképei, de csak egy dologban térnek el: a jobbosnak a bal oldala van lenyesve egyenesre, a balosnak meg a jobb oldala.
Vagyis lényegében két ugyanolyan, felülről kör alapterületű lemezekkel ellátott hengerről van szó.
A homok szerintem is omlékony, persze ezt így mindenféle tapasztalat nélkül ostobaság kijelentenem. Agyaltam azon, hogy esetleg a habot belenyomom egy edénnyi hőálló gipszbe (azt hiszem létezik erre a célra való) és akkor szilárdulást követően meg van az egyik oldal. Ugyanígy járnék el a másik felével is, aztán jöhet az összeillesztés és az öntés.
Lehet, hogy ez így nem kivitelezhető, meg túl leegyszerűsítem, kéretik elnézni. Vagy járható út?
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2009 november 03, 21:45
Írta: robroy007 Dátum 2009 november 03, 21:45
Szia Spityu!
1300 Ft volt nekem is a kilónkénti öntés ár
a homoktól nem tudom mennyire kell félni , hogy omlik-e ha jó a mester nem lehet gond vele csak ha nagyon spórolós
tudok Hajdú-Biharban 2-3 céget is aki megcsinálják neked bár a homok nem a legjobb formázó anyag a feladathoz (vagyis ami nekem készült az elég durva felületű lett) a kéregbe való öntés (gipsz vagy viasz forma+ kerámia hély) lenne talán a legjobb
az eredeti igencsak fém kokillába volt csinálva annó
a formát egy hengerre felfűzött korongokból tudod legkönnyebben megcsinálni és a szükséges helyeken kiegészíteni, akkor nem kell baromira vastag tömböket faragnod (ráadásul 10 centi fölött amúgy se fogsz könnyen találni 5-7 centi a járatos)
1300 Ft volt nekem is a kilónkénti öntés ár
a homoktól nem tudom mennyire kell félni , hogy omlik-e ha jó a mester nem lehet gond vele csak ha nagyon spórolós
tudok Hajdú-Biharban 2-3 céget is aki megcsinálják neked bár a homok nem a legjobb formázó anyag a feladathoz (vagyis ami nekem készült az elég durva felületű lett) a kéregbe való öntés (gipsz vagy viasz forma+ kerámia hély) lenne talán a legjobb
az eredeti igencsak fém kokillába volt csinálva annó
a formát egy hengerre felfűzött korongokból tudod legkönnyebben megcsinálni és a szükséges helyeken kiegészíteni, akkor nem kell baromira vastag tömböket faragnod (ráadásul 10 centi fölött amúgy se fogsz könnyen találni 5-7 centi a járatos)
Cím: Re:Fémöntés házilag
Írta: besirkyjh Dátum 2009 november 03, 21:46
Írta: besirkyjh Dátum 2009 november 03, 21:46
Akkor is két darabot kell csinálnod mert az öntéskör elfüstöl a hab ami ugye a homokban van .
Azért nem olyan omlékony az , nekem "T" nut asztalt öntöttek 700mm hossz ban és nem omlott be .
Igen van valami folyadék emivel beszokták kenni talán ( fekecs ) a neve de a gipszet nem ajánlom .
Probálkozz más forumokon is segitenek biztos .
Bronz öntés , harang öntés , alu öntés stb ott abbol élnek és tudják a tutit .Ezen a forumon csak ritkán fordul elö hogy valaki publikál öntést mert csak kevesen foglalkoznak vele , viszont azok profik ( csak most alszanok vagy játszik a Fradi ) .
Várj még kicsit .
Azért nem olyan omlékony az , nekem "T" nut asztalt öntöttek 700mm hossz ban és nem omlott be .
Igen van valami folyadék emivel beszokták kenni talán ( fekecs ) a neve de a gipszet nem ajánlom .
Probálkozz más forumokon is segitenek biztos .
Bronz öntés , harang öntés , alu öntés stb ott abbol élnek és tudják a tutit .Ezen a forumon csak ritkán fordul elö hogy valaki publikál öntést mert csak kevesen foglalkoznak vele , viszont azok profik ( csak most alszanok vagy játszik a Fradi ) .
Várj még kicsit .
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 november 03, 21:53
Írta: 000000000 Dátum 2009 november 03, 21:53
Köszönöm a válaszokat!
Az tuti, hogy még várok a témával, egyelőre a lehetőségeket mérem csak fel. Árajánlatkérő levelek-telefonok, agytágítás, ilyenek. :)
A felület finomsága nem lényeges. :D
Az tuti, hogy még várok a témával, egyelőre a lehetőségeket mérem csak fel. Árajánlatkérő levelek-telefonok, agytágítás, ilyenek. :)
A felület finomsága nem lényeges. :D
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2009 november 03, 22:03
Írta: robroy007 Dátum 2009 november 03, 22:03
írj ha esetleg érdekes Hajdú-Biharban a cégek elérhetősége
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 november 05, 12:44
Írta: 000000000 Dátum 2009 november 05, 12:44
leveled ment a drot galambal!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 november 05, 22:38
Írta: 000000000 Dátum 2009 november 05, 22:38
A házilag egy-két darab gyártására az a leg célszerűbb, ha egy régi selejtes darabot elkészítesz mintának és azt formázod le. A viaszmintás eljárás nagyobb sorozatokra és olyan esetekben az igazán jó amikor az öntvényünknek több méretének pontosnak kell lennie, jó felületminőség mellet(ezért preciziós öntésnek hívják). A henger hűtőbordáinak mérete és felület minősége ezt a bonyolult eljárást nem igényli. Az első dolog, hogy el kell készíteni a henger hüvelyét megfelelő méretben,úgy hogy az átömlő nyílások kiképzése meg legyen pontosan. Öntés után nehéz az utómunkálat! A kétütemü motorok hengereit hüvellyel együtt kell önteni, ezért lényeges a hüvely anyaga (általában GG20-25 minőség megteszi) és alakja, valamint felületi érdessége és tisztasága is. Az alaknak olyannak kell lennie, hogy később axiális irányban elmozdolni ne tudjon és biztosan gáztömören zárjon. Azaz kell rá két-három váll, de a váll tövében és csúcsán rádiuszosnak kell lennie és a váll oldalának ferdének. Ez azért kell, hogy ilyen legyen, mert öntéskor a szilárd vasra ráöntjük az aluminiumot, ami szilárdulás közben zsugorodik és ha a hüvelyen élek vagy sarkok vannak, akkor könnyen megrepedhet majd az alu. A formázáshoz én gyantás homokot vagy vízüveges homokot használnék, mert velük aránylag egyszerűen elkészíthető házilag is formák. A gyantás homok hőre keményedő műgyantával van keverve, aminek egy háztartási tűzhely hője elegendő. Ez esetben a minta és magszerszám anyagának kb. 230-250 °C-ot el kell viselnie. Vízüveges homokforma esetén a forma- és magkészítés szobahőmérsékleten zajlik, de a kötést egy kis CO2-vel meg kell gyorsítani, mert hosszú a kötési idő. Mindkét megoldással szilárd, önhordó formát kapunk, ami akár 1-2 hét múlva is felhasználható az öntéshez,sőt. Formázni lehet még a hengert bentonitos formázóhomokba is de azt jó esetben is 1-2 napon belül le kell önteni. A hüvelyt minden esetben elő kell melegíteni öntés előtt. Ellenkező esetben párakicsapódás jön létre a fém hüvelyen s amikor a folyékony aluval találkozik akkor hólyagokat nyom az aluba. Jó esetben! Nem jó esetben az összes folyékony fémet kilőheti a formából a hirtelen keletkező gőz. Az előmelegítés a repedés veszélyét is csökkenti. Ha van estleg további kérdésed is szívesen válaszolok.
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2009 november 05, 22:45
Írta: svejk Dátum 2009 november 05, 22:45
Ez igen!!!
Kalmus óta nem olvastam ilyen jó szakleírást öntésről.
Köszönjük!
Kalmus óta nem olvastam ilyen jó szakleírást öntésről.
Köszönjük!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 november 05, 22:54
Írta: 000000000 Dátum 2009 november 05, 22:54
a számbol vetted ki a szot!:)))öröm volt olvasni!!!:)))
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 november 06, 07:53
Írta: 000000000 Dátum 2009 november 06, 07:53
Köszönöm a leírást! Még annyit, hogy a hüvely utólag lessz berakva, zsugorkötéssel. Illetve mivel a blokk aljától a hengerfejig egy csavar lesz, a függőleges játék ellen ez a leszorítás fog védeni. Alulról pedig a hengerfejnél kialakított perem támaszt alá. Sugárirányú játék (elcsavarodás) ellen valamilyen pozícionálás lesz, tüske, csavar, ilyesmi. Persze normálisan rögzítve.
A leírásodból a homok + műgyanta tűnik a legkézenfekvőbb megoldásnak. Viszont a gyári henger nem jó egy-az-egyben mintának, mert a hengerfal külső átmérőjét módosítani szeretném. Esetleg úgy volna jó, hogyha alakítható lenne utólag a forma: kireszelnék belőle, ahol kell és akkor ott több anyag lesz az öntést követően. Egyébként utánanéztem, mondhatni túlhűtött gyárilag a henger, ennél kevesebb számú, nagyobb borda is megtenné, úgy is egy axiálventilátor fújja, nem kis légmennyiséggel.
Olyan kérdésem lenne még, hogy ha a műgyantás, kiégetős módszert választom, akkor az égetés alatt bent kell lennie a mintatárgynak, vagy az már csak egy utólagos művelet az alakítást követően - mintatárgy nélkül. Azért kérdezem, mert akkor gondolom a viasz kilőve.
A leírásodból a homok + műgyanta tűnik a legkézenfekvőbb megoldásnak. Viszont a gyári henger nem jó egy-az-egyben mintának, mert a hengerfal külső átmérőjét módosítani szeretném. Esetleg úgy volna jó, hogyha alakítható lenne utólag a forma: kireszelnék belőle, ahol kell és akkor ott több anyag lesz az öntést követően. Egyébként utánanéztem, mondhatni túlhűtött gyárilag a henger, ennél kevesebb számú, nagyobb borda is megtenné, úgy is egy axiálventilátor fújja, nem kis légmennyiséggel.
Olyan kérdésem lenne még, hogy ha a műgyantás, kiégetős módszert választom, akkor az égetés alatt bent kell lennie a mintatárgynak, vagy az már csak egy utólagos művelet az alakítást követően - mintatárgy nélkül. Azért kérdezem, mert akkor gondolom a viasz kilőve.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 november 06, 08:03
Írta: 000000000 Dátum 2009 november 06, 08:03
Figyelmetlen voltam, bocs! A következő ötletem támadt: műgyantás homokba beágyazom a gyári hengert, majd égetést követően alakítom az öntőformát, többször mérve, hogy elértem-e a kívánt anyagvastagságot. Lehetséges, vagy felejtős?
Cím: Re:Fémöntés házilag
Írta: besirkyjh Dátum 2009 november 06, 08:07
Írta: besirkyjh Dátum 2009 november 06, 08:07
Szia .
Na látod megy ez nekünk ezt mindenki értette , szuper .
Egy kérdés részemröl . Miért kellett mindig 3-4 napot várnom a munka darabra?Valami olyasmit mondtak hogy égetik a szerszámot ( valami salakot ) és 3-4 napig van a kemencében .
Na látod megy ez nekünk ezt mindenki értette , szuper .
Egy kérdés részemröl . Miért kellett mindig 3-4 napot várnom a munka darabra?Valami olyasmit mondtak hogy égetik a szerszámot ( valami salakot ) és 3-4 napig van a kemencében .
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 november 06, 10:29
Írta: 000000000 Dátum 2009 november 06, 10:29
Tényleg, mi van Kalmussal, tud valaki róla valamit?
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2009 november 06, 11:23
Írta: robroy007 Dátum 2009 november 06, 11:23
Tegnap elkezdtem, a korábban valamelyik topikban már említett lámpám alkatrészeit esztergálni.
Ekkor jött a nagy pofára esés sajnos
kiderült, hogy az egész öntvény teljes keresztmetszetében tiszta gáz zárványos (AlMg3 lenne elvileg)
nektek is olyan szokott lenni az öntvény belseje mint ha homokot szórtak volna bele?
ráadásul magamnak nem tudtam volna leönteni mert nincs hozzá semmim se így meg rettenetesen sokba került az a 17 kg alu ami semmire se használható
Ekkor jött a nagy pofára esés sajnos
kiderült, hogy az egész öntvény teljes keresztmetszetében tiszta gáz zárványos (AlMg3 lenne elvileg)
nektek is olyan szokott lenni az öntvény belseje mint ha homokot szórtak volna bele?
ráadásul magamnak nem tudtam volna leönteni mert nincs hozzá semmim se így meg rettenetesen sokba került az a 17 kg alu ami semmire se használható
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 november 06, 14:04
Írta: 000000000 Dátum 2009 november 06, 14:04
A gyantás homokból készített forma utólag egyszerűen alakítható. Köszörűkő darabbal, vagy akár csigafúróval, bármennyi anyag eltávolítható belőle, de nagyon nehéz hozzárakni. Egy hátránya van az utólagos megmunkálásnak, hogy a felület minőség romlik, durvább lesz az öntvény. A forma készítésekor a homoknak fel kell melegednie a benne lévő gyanta kötésének hőmérsékletére ami, mint már írtam ~240°C. Emiatt a minta is, a felülete mindenképpen, közel ilyen hőmérsékletü lesz. Ez így a viaszminta alkalmazását kizárja, mert az 60-90 °C-on mindenképen megolvad. A viasznak van másik hátránya is. Igen sérülékeny, márpedig a formázó anyagokat általában tömöríteni kell. Egy másik probléma még a viasszal, hogy az öntés előtt a viaszt ki kell olvasztani, amivel pedig a mintád elvész. Hiba estén új mintát kell készíteni. Mindezek ellenére a vízüveges forma készítésre alkalmas lehet a viasz, nagyon óvatos homoktömörítés mellett. Ez esetben is lehet a formán késsőbb alakítani, szükség esetén.
Cím: Re:Fémöntés házilag
Írta: besirkyjh Dátum 2009 november 06, 14:17
Írta: besirkyjh Dátum 2009 november 06, 14:17
Ha csinál egy szilikonos negativot annyi viaszt önt emennyit nem szégyel , bár ez jelentösen megnöveli az árát a kész munka darabnak .
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 november 06, 14:47
Írta: 000000000 Dátum 2009 november 06, 14:47
mert aki öntötte,csak ugatja a szakmát,és öntö mestert még pisálni se látott!!!!azért vannak az öntészeti adalékok,hogy ilyen jelenség ne jöhessen létre!:)))vidd vissza,és adja vissza a lovédat,ha meg nem,van pár ukrán "öntö mester barátom,és szivesen adnak neki leckét,alu öntésböl!:))))
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2009 november 06, 15:28
Írta: robroy007 Dátum 2009 november 06, 15:28
hát a mester lassan ebből a szakmából megy nyugdíjba és van munkája is csak azt nem tudom, hogy ha minden ilyen minőségű???
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 november 06, 16:12
Írta: 000000000 Dátum 2009 november 06, 16:12
A hibás darabot én mindenféle képpen visszaviném, de azért nem árt megnézni, hogy milyen azoknak a "zárványoknak" a formája és felülete, mert abból lehet következtetni az öntési hibára.Pl gömbszerű fényes belsejű akkor v.milyen gáz okozta a hibát, ha nem csillogó felületű és leginkább negatív kristályforma, alaktalan, akkor szívódási üreg, ha a hibákban v.milyen idegen szemcsék vannak akkor salak vagy formázóanyag keveredett a fémbe. Így tippet lehet adni a mesternek, hogy mire figyeljen oda. Ahogy írtad 17kg-os az öntvény. Ez igen csak termetes darab, amire sok tápfejet és jó helyre kell tenni. Ha a hiba csak megmunkáláskor derült ki akkor valószínű, hogy ez volt hiba ok.
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2009 november 06, 18:10
Írta: robroy007 Dátum 2009 november 06, 18:10
összesen 17 kiló volt a 18 forma többnyire gyűrű és korong alakban
gáz zárvány valószínű
most voltam nála az előbb adni akart egy 30-as 250x300 hengerelt lemezt se abból jó ha csak 1 lámpára való kijön és eredetileg 3 hoz van leöntve az anyag
na mindegy jövő héten osztok szorzok aztán visszaviszem
jött a mese is, hogy az Mg el akar égni azon hőfokon és ahol levegővel találkozik ott gázosodig (ez már csak mese habbal) meg, hogy ilyen kis mennyiséget nem lehet gázmentesíteni a tégelyben (második mese mert vagy 60 kilót is önthettek akkor az enyémen kívül)
gáz zárvány valószínű
most voltam nála az előbb adni akart egy 30-as 250x300 hengerelt lemezt se abból jó ha csak 1 lámpára való kijön és eredetileg 3 hoz van leöntve az anyag
na mindegy jövő héten osztok szorzok aztán visszaviszem
jött a mese is, hogy az Mg el akar égni azon hőfokon és ahol levegővel találkozik ott gázosodig (ez már csak mese habbal) meg, hogy ilyen kis mennyiséget nem lehet gázmentesíteni a tégelyben (második mese mert vagy 60 kilót is önthettek akkor az enyémen kívül)
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 november 06, 18:40
Írta: 000000000 Dátum 2009 november 06, 18:40
egy itt a lényeg,ha én elvállalok egy munkát,akkor nyügje baja az enyém!:))ne hogy én világositsam már föl a kivitelezöt!aki öntö mesternek hivatja magát,annak tudni kell zárvány mentesen önteni!:))egy elsö éves ipari tanulo meg mondja egy szikra képből hogy milyen ötvözö anyagot tartalmaz,amit köszörűl!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 november 06, 18:44
Írta: 000000000 Dátum 2009 november 06, 18:44
ne halgass a mesére,mert szerintem te is tudnál igy önteni,ha adottak lennének a lehetöségeid!:))vigyél neki cavintont,vagy bilobilt!:)))ismernie kell az alap anyagot amit önt,és már tudni kéne neki hogy miböl mennyi adalékot kell hozzá adni!:))hu felhuztam magam!!!
Cím: Re:Fémöntés házilag
Írta: besirkyjh Dátum 2009 november 06, 19:02
Írta: besirkyjh Dátum 2009 november 06, 19:02
Nekem is volt hasonlo .
Eleve rá hagyással öntettem és 2-3 mm mélységben már tökéletes volt , szerintem is elkefélte a szaki .
Eleve rá hagyással öntettem és 2-3 mm mélységben már tökéletes volt , szerintem is elkefélte a szaki .
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 november 06, 21:16
Írta: 000000000 Dátum 2009 november 06, 21:16
Utánanéztem a dolgoknak, amennyire tudtam. Öntőhomok tulajdonképpen finom szemcséjű, megfelelően tiszta homok? Műgyantát hol érdemes beszerezni? Epoxy = műgyanta?
Mennyibe kerülnek ezek?
Köszi előre is!
Mennyibe kerülnek ezek?
Köszi előre is!
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2009 november 06, 21:54
Írta: 43pbwjg8s Dátum 2009 november 06, 21:54
Vigyek mutatóba valódi öntőhomokot?
Van egy kis adag itthon pont azért, ha magyarázgatom valakinek, meg tudjam mutatni.
Van egy kis adag itthon pont azért, ha magyarázgatom valakinek, meg tudjam mutatni.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 november 07, 15:16
Írta: 000000000 Dátum 2009 november 07, 15:16
Találkozóra? Nem hiszem, hogy ott leszek... egyáltalán hol lesz, Pesten?
Egyébként pécsi vagyok, lakik itt még valaki a fórumról? :)
Egyébként pécsi vagyok, lakik itt még valaki a fórumról? :)
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2009 november 07, 20:27
Írta: 43pbwjg8s Dátum 2009 november 07, 20:27
Ejmár!
pár centivel fentebb ott virít a banner!
Minden infót megtalálhattál itt az oldalon.
pár centivel fentebb ott virít a banner!
Minden infót megtalálhattál itt az oldalon.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 november 07, 20:37
Írta: 000000000 Dátum 2009 november 07, 20:37
Bocs,hogy csak most válaszolok, de korábban nem voltam gépközelben. Gyantáshomokot az ÖFAG Kft.-nél lehet beszerezni. Ez készrekevert, gyantával bevont homok, ami teljesen száraz, így a formázáskor ezt nem kell tömöríteni. max egy kis rázást igényel, de amúgy, úgy folyik szinte, mint a víz. A céget és telefonszámot a neten megtudod nézni. Ha Pécset vagy a közelben van v.milyen öntöde, akkor meg lehet érdeklődni náluk is, mert azért ezt eléggé sokan használják. Árát most nem tudok, de relatíve drága szokott lenni. A formázó homok egyébként mosott, osztályozott (frakcionált)homok szokott lenni, amit különböző tipikus helyekről bányásznak, attól függően, hogy milyen tulajdonságokkal bír. Lényeges a tüzállóság, szemcseméret, alakjellemző, agyagtartalom stb. Aluminium öntés és más alacsonyabb olvadáspontú fém öntésénél sok helyen lehet akár a falu v. város határában is formázásra alkalmas homokot találni, de a 900°C körüli és a feletti hömérsékleten öntött fémek esetében már lényeges, hogy a formázóanyag milyen tulajdonságokkal bír. Egyébként a formázásra használt műgyantákra visszatérve, azok általában hőre keményedőek, azaz szobahőmérsékleten ezek nem kötnek meg, esetleg csak besűrüsödnek. A forma v. magkészítés előtt szokták a homokkal és katalizátorral összekeverni. Katalizátorral összekeverve már éppen 20°-on is meg, de ahhoz is sok idő kell, viszont melegen két-három perc a kötési idő.
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2009 november 07, 21:29
Írta: 43pbwjg8s Dátum 2009 november 07, 21:29
De korrekt infó!
Ritka! Gartula és köszönöm!
Ritka! Gartula és köszönöm!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 november 07, 22:57
Írta: 000000000 Dátum 2009 november 07, 22:57
Köszönöm az infókat, a figyelmetlenségem miatt pedig elnézést!
Ha egy alumínium tárgyról akarok öntőformát készíteni ezzel a gyantás-homok technikával (akár égetéssel vagy katalitikus szilárdítással), szükségeltetik valamilyen előkészület a mintatárgyat illetően? Itt olyasmire gondolok, hogy a megszilárdult formából simán ki tudom venni?
Ha egy alumínium tárgyról akarok öntőformát készíteni ezzel a gyantás-homok technikával (akár égetéssel vagy katalitikus szilárdítással), szükségeltetik valamilyen előkészület a mintatárgyat illetően? Itt olyasmire gondolok, hogy a megszilárdult formából simán ki tudom venni?
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2009 november 07, 23:14
Írta: 43pbwjg8s Dátum 2009 november 07, 23:14
Annyiban nem szerencsés a dolog, hog yha a kész alkatrészről veszed le a mintát akkor hiényozni fog majd a zsugor.
Az öntés utáni méreted nem fog megegyszerni azzal az alkatrésszel, amiről levetted a mintát.
Az öntés utáni méreted nem fog megegyszerni azzal az alkatrésszel, amiről levetted a mintát.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 november 08, 10:00
Írta: 000000000 Dátum 2009 november 08, 10:00
Ez kb. hány százalék a gyakorlatban? Ahogy néztem, a lineáris együttható jó nagy az acéléhoz viszonyítva.
A számomra kritikus helyen (hengerfal külső átmérője) úgy is alakítanom kell a gyárihoz képest, így akkor kompenzálnám. Az ha a hűtőbordák kicsit rövidebbek, nem tragédia. A hengermagasság szintén megoldható.
A számomra kritikus helyen (hengerfal külső átmérője) úgy is alakítanom kell a gyárihoz képest, így akkor kompenzálnám. Az ha a hűtőbordák kicsit rövidebbek, nem tragédia. A hengermagasság szintén megoldható.
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2009 november 08, 19:07
Írta: 43pbwjg8s Dátum 2009 november 08, 19:07
Szia!
Nem akarok véletlen sem marhaságot mondani, igy holnap benn megnézem a pontos irányértékeket a különböző technológiákhoz.
Nem akarok véletlen sem marhaságot mondani, igy holnap benn megnézem a pontos irányértékeket a különböző technológiákhoz.
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2009 november 09, 09:56
Írta: 43pbwjg8s Dátum 2009 november 09, 09:56
Homoknál 0.9-1.2% a zsugor.
De mindenképpen érdemes beszélgetni azzal aki önteni fogja.
De mindenképpen érdemes beszélgetni azzal aki önteni fogja.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 november 09, 13:01
Írta: 000000000 Dátum 2009 november 09, 13:01
Mint, ahogy KisKZ is írta zsugorodás 1,2%. Ezzel számolva nagyot nem lehet tévedni. Az előző kérdésedre válaszolva, pedig a minta darab előkészülete annyi, hogy a felületét kell simára munkálni, olyan módon, hogy a felületi egyenetlenségekbe a homokszemcsék ne tudjanak "beszorulni", mert a forma és minta szétszedésekor a forma el tud törni. A mintát szilikon olajjal kell befújni, hogy a kötéskor meglágyuló gyanta ne tudjon rátapadni.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 november 14, 14:22
Írta: 3vv2btrhv Dátum 2009 november 14, 14:22

Eljutottam egy nagyon meghatározó lépésig !
Végre egyben van a kép és a keret !! A kép az égetett üveg , nem nyomtatás !!
Cím: Re:Fémöntés házilag
Írta: ukcge40u Dátum 2009 november 14, 14:51
Írta: ukcge40u Dátum 2009 november 14, 14:51
Hogy kerül a kép az üvegre?
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 november 14, 14:54
Írta: 3vv2btrhv Dátum 2009 november 14, 14:54
A Technologia Hegedüs Erzsébet magadott szabadalma . Vele vagyok kapcsolatban , ö késziti a képeket , én a kereteket .
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2009 november 14, 16:54
Írta: robroy007 Dátum 2009 november 14, 16:54
üdv nektek
visszakaptam az öntvény alu árát szerencsére
most kereshetek valami megfelelő rúd anyagot magamnak
visszakaptam az öntvény alu árát szerencsére
most kereshetek valami megfelelő rúd anyagot magamnak
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 november 14, 20:49
Írta: 000000000 Dátum 2009 november 14, 20:49
vagy egy öntö mestert!:)))
Cím: Re:Fémöntés házilag
Írta: besirkyjh Dátum 2009 november 14, 20:58
Írta: besirkyjh Dátum 2009 november 14, 20:58
Azt én már találtam , lehet kicsit drága 1500ft/kg , de tudja miröl van szo .
Robi ez Neked is szol .
Robi ez Neked is szol .
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2009 november 14, 22:46
Írta: robroy007 Dátum 2009 november 14, 22:46
hát azt hiszem maradok a sima rúd anyagoknál az biztos tuti és a kiló már nem számít csak legyek túl ezen az egészen
Cím: Re:Fémöntés házilag
Írta: besirkyjh Dátum 2009 november 14, 23:09
Írta: besirkyjh Dátum 2009 november 14, 23:09
Mekkora az az átmérö ?
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2009 november 15, 17:06
Írta: robroy007 Dátum 2009 november 15, 17:06
140 120 100 80 az átmérő
néhány 15-35 mm-es darabra van szükség
most nem tudom már pontosan bent vannak a cégnél a rajzok
néhány 15-35 mm-es darabra van szükség
most nem tudom már pontosan bent vannak a cégnél a rajzok
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 november 17, 11:09
Írta: 000000000 Dátum 2009 november 17, 11:09
Szevasztok
Fémöntészeti dolgokban tudok segíteni ha valakinek szügsége van rá.cmsv@freemail.hu
Fémöntészeti dolgokban tudok segíteni ha valakinek szügsége van rá.cmsv@freemail.hu
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 november 21, 14:01
Írta: 3vv2btrhv Dátum 2009 november 21, 14:01
Sikerült a sokszorositást megoldanom (viasz )
Nagyon primitiv de müködik !!
Nagyon primitiv de müködik !!
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 november 21, 14:03
Írta: 3vv2btrhv Dátum 2009 november 21, 14:03
Cím: Re:Fémöntés házilag
Írta: s7manbs8 Dátum 2009 november 21, 14:53
Írta: s7manbs8 Dátum 2009 november 21, 14:53
Nálam "not found" hibát jelez képek helyett.
Cím: Re:Fémöntés házilag
Írta: s7manbs8 Dátum 2009 november 21, 14:56
Írta: s7manbs8 Dátum 2009 november 21, 14:56
Ha megnyomom a gombot, de aztán rájöttem, ha csak rajta van az egér, akkor megjelenik a kép.
Cím: Re:Fémöntés házilag
Írta: besirkyjh Dátum 2009 november 21, 15:25
Írta: besirkyjh Dátum 2009 november 21, 15:25
Igen de az nagyon kicsike .
Máshol meg rákattintva elöjön a nagy kép.
Máshol meg rákattintva elöjön a nagy kép.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 december 01, 15:52
Írta: 3vv2btrhv Dátum 2009 december 01, 15:52
Elkezdtem a ( KÖ ) megmunkálási prolektemet .
Most egy közönséges kavicssal küzködöm , de sikerrel dolgoztam meg a felületet .
A képen a két állapot láthato : az eredeti , a másik a megmunkált ( Digitalizált felvételek )
Kö megmunkálás
Most egy közönséges kavicssal küzködöm , de sikerrel dolgoztam meg a felületet .
A képen a két állapot láthato : az eredeti , a másik a megmunkált ( Digitalizált felvételek )
Kö megmunkálás
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 december 01, 15:55
Írta: 3vv2btrhv Dátum 2009 december 01, 15:55
Ezen a képen a kék-szinü felület ami a külömbséget mutatja , számszakilag is mérhetöen .
Külömbség
Külömbség
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 december 01, 17:21
Írta: 000000000 Dátum 2009 december 01, 17:21
nem látom a sikert???:)))mert minimális az eltérés a "nöi fenék minták közt!:)))te mindig olyannal foglalkozol,ami leköti az összes energiádat!!!:)és az eredmény legalább kárpotol érte?én a helyedben a képkeret készitést folytatnám,mert tudás,és anyag adott nálad!:)))
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 december 05, 13:17
Írta: 3vv2btrhv Dátum 2009 december 05, 13:17

Nagyon sajnálom , hogy a Hatvani talin nem sikerült beszélnünk . ugy érzékeltem , hogy nem akarsz velem találkozni !!
Ez a kép cáfolat arra amit irtál . (képkeret készitést folytatnám)
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 december 05, 13:19
Írta: 3vv2btrhv Dátum 2009 december 05, 13:19
Ez pedig a kész medál !!
http://cnctar.hobbycnc.hu/HUNKA/%D6NT%C9SZET/%21mai14/K%E9p025.jpg
http://cnctar.hobbycnc.hu/HUNKA/%D6NT%C9SZET/%21mai14/K%E9p025.jpg
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 december 05, 13:19
Írta: 3vv2btrhv Dátum 2009 december 05, 13:19

Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 december 05, 13:21
Írta: 3vv2btrhv Dátum 2009 december 05, 13:21

Külön a foglalat , és a megmunkált kavics
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 december 05, 13:23
Írta: 3vv2btrhv Dátum 2009 december 05, 13:23
Parti gyürü
Szintén egy kavics , de kicsit másképpen foglalva
Szintén egy kavics , de kicsit másképpen foglalva
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 december 05, 13:24
Írta: 3vv2btrhv Dátum 2009 december 05, 13:24

másik nézetböl
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 december 05, 13:25
Írta: 3vv2btrhv Dátum 2009 december 05, 13:25

Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 december 05, 13:29
Írta: 3vv2btrhv Dátum 2009 december 05, 13:29
Viasz megmunkálo satu
Ezt barkácsoltam össze maradék alkatrészekböl .
Lényege , hogy nagyon könnyen tudom megfelelö pozicioba forgatni a faragás közben a viaszt , és a kész öntött alkatrészt is .
Ezt barkácsoltam össze maradék alkatrészekböl .
Lényege , hogy nagyon könnyen tudom megfelelö pozicioba forgatni a faragás közben a viaszt , és a kész öntött alkatrészt is .
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 december 05, 17:33
Írta: 000000000 Dátum 2009 december 05, 17:33
Az már csapágygolyó! :D
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 december 05, 17:38
Írta: 000000000 Dátum 2009 december 05, 17:38
rosszul érezted,mert csak nem akartalak zavarni,mert a scannerral voltál elfoglalva!:))az a baj,hogy szeretnék mindenkivel beszélgetni,de sajnos kevés az idö mindig!:(((majd a következőn hát ha sikerűl!:)))a kép keretet már ismered,és az ujdonsághoz sok marketing kell!:)))
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 december 07, 17:25
Írta: 3vv2btrhv Dátum 2009 december 07, 17:25
Köszi , a marketingen vagyok !!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 december 07, 17:36
Írta: 000000000 Dátum 2009 december 07, 17:36
nincs mit,csak jo tanácsként gondoltam!:)))
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 december 07, 18:33
Írta: 3vv2btrhv Dátum 2009 december 07, 18:33

Na ehez mit szoltok ?? Köcsiszolo gépecske .
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 december 07, 18:48
Írta: 000000000 Dátum 2009 december 07, 18:48
Tibikém,vedd ki a kezed a biliből és ébresztö!!!:)))ez van egy szép ősszegű masinka!:)))lottozol legalább???!!!:))
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 december 07, 18:51
Írta: 3vv2btrhv Dátum 2009 december 07, 18:51
De elkésziteni nem nehezebb mint egy cnc gépet !!
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 december 07, 18:52
Írta: 3vv2btrhv Dátum 2009 december 07, 18:52
Ja és nincs benne Vezérlés , csak szintiszta mechanika !!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 december 07, 18:59
Írta: 000000000 Dátum 2009 december 07, 18:59
de az precizios lehet,mert a digitális indikátor orábol sejteni lehet!:))amugy nem lehetetlen megcsinálni!:))
Cím: Re:Fémöntés házilag
Írta: PSoft Dátum 2009 december 07, 19:11
Írta: PSoft Dátum 2009 december 07, 19:11
Az a "szintiszta mechanika" mitől csinálja azt a mozgássorozatot amit kell neki csinálnia?
Az is vezérlés,szerintem nem is akármilyen.
Házilag megcsinálni...hát,nem lehet egy egyszerű feladat!Persze nem azt mondom,hogy lehetetlen.:)
Az is vezérlés,szerintem nem is akármilyen.
Házilag megcsinálni...hát,nem lehet egy egyszerű feladat!Persze nem azt mondom,hogy lehetetlen.:)
Cím: Re:Fémöntés házilag
Írta: Bicska Dátum 2009 december 07, 19:35
Írta: Bicska Dátum 2009 december 07, 19:35
A két kezed csinálja a mozgássorozatot:), azért van rajta nóniusz helyett 3 indikátor..., lent csak a főorsó sebességét állítód..sztem..
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 december 07, 20:08
Írta: 000000000 Dátum 2009 december 07, 20:08
láttál már gyémánt csiszolást?a csiszolo hengerre a követ ráhelyezik,és a saját,meg egy kis plussz sulyal,terhelik,és néha meg nézik hogy hol tart.a képen láthato cuccal pedig mikron pontosan belehet állitani a szőget,és a méretet.a baloldalt az asztalt,ellehet szögben forditani.
Cím: Re:Fémöntés házilag
Írta: KoLa Dátum 2009 december 07, 22:48
Írta: KoLa Dátum 2009 december 07, 22:48
Tibor! ez a satu nekem nagyon tetszik mert ötletes, ezek a satupofák amibe furatok vannak nagyon jók , oda teszem a tüskét ahová kell és még a tüskére rá lehet tenni egy idomot ami rááll a befogott kontúrra - nagyon jó ötletet adtál , köszi!
Egyébként az a golyó se semmi - hol lehet ilyet találni?[#wave][#worship]
Egyébként az a golyó se semmi - hol lehet ilyet találni?[#wave][#worship]
Cím: Re:Fémöntés házilag
Írta: KoLa Dátum 2009 december 07, 22:54
Írta: KoLa Dátum 2009 december 07, 22:54
Tibor! hogyan fotózol le egy golyót hogy nem vagy rajta a képen :)))
Cím: Re:Fémöntés házilag
Írta: besirkyjh Dátum 2009 december 07, 23:05
Írta: besirkyjh Dátum 2009 december 07, 23:05
Rajta van az
Mivel hogy felülröl fotozta a feje körben van a golyo tetején .[#nevetes1]
Mivel hogy felülröl fotozta a feje körben van a golyo tetején .[#nevetes1]
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 december 10, 16:13
Írta: 3vv2btrhv Dátum 2009 december 10, 16:13
Apám cuccai közül került elö . a satut vettem , egy ékszerészeti szakboltban , ha érdekell a cim megirom .
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2009 december 14, 18:26
Írta: 3vv2btrhv Dátum 2009 december 14, 18:26
Minek ide hokusz-pokusz !!!Kemence, meg miegyébb
Hadar ékszer
Hadar ékszer
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2009 december 18, 08:04
Írta: 43pbwjg8s Dátum 2009 december 18, 08:04
Sziasztok!
Csak igy egyszerűen továbbítanék egy kérdést:
"Talán tud nekem segíteni. Kis olvasztótégelyt kellene készítsek az
alábbi anyagokból:
grafit
szilikon karbid
földpát
kaolin
kaolin grog (?)
nem tudom hol tudnék iylet vásárolni, van esetleg tippje?
"
Az ollető tudja olvasni a fórumot, igy ha tudtok, kérlek segítsetek neki és ide válaszoljatok.
Ha valaki ugy gondolja, hogy van annyira rendes, hogy fel is venné a kapcsolatot és ugy segítene, magánban meg tudom adni az elérhetőségét.
Előre is köszönöm a nevében is!
Csak igy egyszerűen továbbítanék egy kérdést:
"Talán tud nekem segíteni. Kis olvasztótégelyt kellene készítsek az
alábbi anyagokból:
grafit
szilikon karbid
földpát
kaolin
kaolin grog (?)
nem tudom hol tudnék iylet vásárolni, van esetleg tippje?
"
Az ollető tudja olvasni a fórumot, igy ha tudtok, kérlek segítsetek neki és ide válaszoljatok.
Ha valaki ugy gondolja, hogy van annyira rendes, hogy fel is venné a kapcsolatot és ugy segítene, magánban meg tudom adni az elérhetőségét.
Előre is köszönöm a nevében is!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2009 december 18, 17:59
Írta: 000000000 Dátum 2009 december 18, 17:59
Újpesten a Schweidel utcában lehet kapni olvasztó tégelyeket többféle méretben.
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2009 december 19, 09:00
Írta: 43pbwjg8s Dátum 2009 december 19, 09:00
Az illetékes nagyon köszöni a segítségedet!
(Mert van akit úgy hívnak: "Bizalom") :)
(Mert van akit úgy hívnak: "Bizalom") :)
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2009 december 19, 23:49
Írta: 43pbwjg8s Dátum 2009 december 19, 23:49
Szia Vbodi!
Meg tudnád mondani a cég nevét esetleg?
Kicsit segítene a keresgélésben az úrnak.
Előre is köszönöm!
Meg tudnád mondani a cég nevét esetleg?
Kicsit segítene a keresgélésben az úrnak.
Előre is köszönöm!
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2009 december 20, 11:21
Írta: 43pbwjg8s Dátum 2009 december 20, 11:21
Megtalálta a céget!
Köszönet az infóért!
Köszönet az infóért!
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2010 január 18, 19:01
Írta: 3vv2btrhv Dátum 2010 január 18, 19:01

Hát ez igazán Hobby készülék !!
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2010 január 18, 19:03
Írta: 3vv2btrhv Dátum 2010 január 18, 19:03

Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2010 január 18, 19:34
Írta: sasi Dátum 2010 január 18, 19:34
Biztosan nagyon érdekes, amit művelnek, de én csak két karakteres fazont látok a képen, és fogalmam sincs, mi is lehet a hobbyjuk.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2010 január 18, 19:44
Írta: 3vv2btrhv Dátum 2010 január 18, 19:44
Köcsiszolás , és ez lessz befoglalva az ékszerbe
Cím: Re:Fémöntés házilag
Írta: gsbwxanch Dátum 2010 január 19, 20:40
Írta: gsbwxanch Dátum 2010 január 19, 20:40
Válal valaki alu öntést, ha vinném az alapanyagot?
Egyenlőre csak kérés...
Előre is köszi!
Egyenlőre csak kérés...
Előre is köszi!
Cím: Re:Fémöntés házilag
Írta: gsbwxanch Dátum 2010 január 19, 20:40
Írta: gsbwxanch Dátum 2010 január 19, 20:40
Kérdés...akart lenni. :-)
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 január 20, 20:04
Írta: 000000000 Dátum 2010 január 20, 20:04
üdv mindenkinek redukáló olvasztáshoz szeretnék segítséget kérni nagyon sok fa szénel jól be takarom és mégsem vagyok sikeres max 6-8 k arany hoz tudok hozá jutni de az sem mindíg sikerül le szabad teljesen égnine? a fémig? vagy nem sok levegőt kap a kohóm nagyonn hamar el ég a faszenem normál szenet már nem is merek használni mert ki ég az anyagom
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 január 20, 20:08
Írta: 000000000 Dátum 2010 január 20, 20:08
6-8k aranyhoz hozzá tudsz jutni,és ilyen gagyi kohód van??:))))[#vigyor2][#vigyor2][#mf2][#mf2]
Cím: Re:Fémöntés házilag
Írta: gsbwxanch Dátum 2010 január 21, 21:01
Írta: gsbwxanch Dátum 2010 január 21, 21:01
Senki..
?
:-)
?
:-)
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 január 21, 21:07
Írta: 000000000 Dátum 2010 január 21, 21:07
Ha valakinek kell hab mintából bármilyen forma fémöntéshez szívesen segítek neki (GY-S-MEGYE)
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 január 22, 17:22
Írta: 000000000 Dátum 2010 január 22, 17:22
nadházi a kohom tökéletes hisz még a vas is felolvad benne látom te szakember vagy kérlek segíts mert nem értek a fémekhez
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2010 január 23, 13:38
Írta: 3vv2btrhv Dátum 2010 január 23, 13:38
Friss öntés :üveg-paszta foglalat
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2010 január 23, 13:39
Írta: 3vv2btrhv Dátum 2010 január 23, 13:39
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2010 január 23, 13:40
Írta: 3vv2btrhv Dátum 2010 január 23, 13:40
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2010 január 23, 15:25
Írta: 3vv2btrhv Dátum 2010 január 23, 15:25

Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2010 január 23, 15:46
Írta: 3vv2btrhv Dátum 2010 január 23, 15:46

Csináltam egy probát a meglévö Jankó-féle szerszám köszörüvel . Nagyon szépen lehetett vele megmunkálni az achát-köves szerszámomat.
A kép illusztráció (ez még nem az enyém )
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2010 január 23, 15:55
Írta: 3vv2btrhv Dátum 2010 január 23, 15:55

ezt szeretném elérni
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 január 23, 16:07
Írta: 000000000 Dátum 2010 január 23, 16:07
Tibor,ezt te csináltad???sikobello kollegát segithetnéd a tanácsaiddal!:)))te profi vagy ebben!!:)))
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2010 január 23, 16:09
Írta: 3vv2btrhv Dátum 2010 január 23, 16:09
irtam neki
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2010 január 23, 16:11
Írta: 3vv2btrhv Dátum 2010 január 23, 16:11
1374-ben lévöket csináltam én !!
1376-ot csak szeretném , de megtudom oldani
1376-ot csak szeretném , de megtudom oldani
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 január 23, 16:13
Írta: 000000000 Dátum 2010 január 23, 16:13
szépek,és alakulgat már az elképzelésed ugylátom!:)))
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2010 január 25, 19:13
Írta: 3vv2btrhv Dátum 2010 január 25, 19:13

Igy néz ki az alapanyag (USA)
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 január 27, 19:13
Írta: 000000000 Dátum 2010 január 27, 19:13
Sziasztok
Keresek valakit aki ki tudna önteni nekem egy elsütőbillentyűt acélból
nem igazi fegyverhez kell, hanem airsofthoz
erről lenne szó:
http://www.airsoftpost.com/product_info.php?products_id=26145
több képet is tudok mutatni, illetve oda tudom adni az enyémet de azon a hosszabbik fül le van törve
természetesen korrektül megfizetném a munkát
ajánlatokat ide várnék: nahodka@rubicom.hu
Köszönöm
Keresek valakit aki ki tudna önteni nekem egy elsütőbillentyűt acélból
nem igazi fegyverhez kell, hanem airsofthoz
erről lenne szó:
http://www.airsoftpost.com/product_info.php?products_id=26145
több képet is tudok mutatni, illetve oda tudom adni az enyémet de azon a hosszabbik fül le van törve
természetesen korrektül megfizetném a munkát
ajánlatokat ide várnék: nahodka@rubicom.hu
Köszönöm
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2010 január 30, 14:07
Írta: 3vv2btrhv Dátum 2010 január 30, 14:07
így néz ki a kő daraboló

Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2010 január 30, 15:02
Írta: 43pbwjg8s Dátum 2010 január 30, 15:02
Nahod!
Hány darab kell,hogy mindenképpen öntetni szeretnéd?
Nem lenne egyszerűb kifaragtati?
Hány darab kell,hogy mindenképpen öntetni szeretnéd?
Nem lenne egyszerűb kifaragtati?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 január 31, 07:58
Írta: 000000000 Dátum 2010 január 31, 07:58
Tisztelettel kérdezném a jelenlevő hozzáértőktől a következőket:
Hagyományőrző övvereteket szeretnék önteni házilag. Ehhez az öntőforma elkészítésére OXAM V1+kat. anyagot használnék, erre azt mondták nekem, hogy kb. 450 fokig hőálló. Milyen fémet javasoltok? Az ólom és az ón önmagában túl lágy, hallottam még az ú.n. "fehérfémről" amiből az "ólomkatonákat" öntik, de arról nem tudom, hogy micsoda és hol, mennyiért lehet beszerezni. Próbáltam még "spiátert" olvasztani, de lehet, hogy azzal átvertek, mert állítólag annak 380 fokon olvadni kellene, de nekem nem sikerült. Olyan fém kellene ami 380-420 fokon olvad és nem túl lágy. Illetve még egy kérdés: ha van ilyen fém, akkor ennél kb. mennyi öntést bír ki egy öntőforma?
Előre is köszönöm, ha valaki segítene!
Hagyományőrző övvereteket szeretnék önteni házilag. Ehhez az öntőforma elkészítésére OXAM V1+kat. anyagot használnék, erre azt mondták nekem, hogy kb. 450 fokig hőálló. Milyen fémet javasoltok? Az ólom és az ón önmagában túl lágy, hallottam még az ú.n. "fehérfémről" amiből az "ólomkatonákat" öntik, de arról nem tudom, hogy micsoda és hol, mennyiért lehet beszerezni. Próbáltam még "spiátert" olvasztani, de lehet, hogy azzal átvertek, mert állítólag annak 380 fokon olvadni kellene, de nekem nem sikerült. Olyan fém kellene ami 380-420 fokon olvad és nem túl lágy. Illetve még egy kérdés: ha van ilyen fém, akkor ennél kb. mennyi öntést bír ki egy öntőforma?
Előre is köszönöm, ha valaki segítene!
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2010 január 31, 08:26
Írta: Rabb Ferenc Dátum 2010 január 31, 08:26
Üdv a házi öntödében! Az OXAM V1 valójában tényleg "csak" 350 fokig jó, de azért megerőszakolható. Néhány öntés erejéig kibír 450 fokot is. Mindenképpen pihentesd a kész szerszámot 2-3 napig. Aztán melegítsd elő (pl sütőben) kb 200 fokig, zárd a két szerszám-felet és mehet bele a fém. A spiáter, másnéven zamak többféle van és más-más olvadáspontúak. Ez egyébként egy cink-alumínium ötvözet. Ha túl magas az olvadáspont, akkor keverheted akár 50 százalékig is ónnal. (ólommentes forraszrúd vagy tömb) Sajnos a magas hőmérséklettől az öntvény felülete nem lesz túl szép, mert az gumi sérül. Próbáld inkább gipsz formával. VIGYÁZZ A TELJES KISZÁRÍTÁSRA !!! Meg egyébként is legyél nagyon óvatos, mert 450 fok már csúnya dolgokat tud művelni a lakásban. (védőkesztyű, arcvédő, kötény és éghető cuccok, valamint gyerek és asszony távoltartása) Sok sikert!
Cím: Re:Fémöntés házilag
Írta: Motoros Dátum 2010 január 31, 08:42
Írta: Motoros Dátum 2010 január 31, 08:42
Szia! A ZAMAK kb 420..430 fokon olvad de valamicskét lejjebb is viheted mint Feri írja.Javarészt nyomásos öntésre használják. A gravitációs öntésnél amit Te is használnál lehet hogy a részletek nem igazán jönnének elő.Láttam ilyen kis díszeket ebből az anyagból de azok is nyomással készültek acél fészkű szerszámházba. Én már ebből a fémből öntöttem gravitációsan is nem tagolt darabot, azt szépen kiadja.
Cím: Re:Fémöntés házilag
Írta: Motoros Dátum 2010 január 31, 08:56
Írta: Motoros Dátum 2010 január 31, 08:56
Még jut eszembe:Mivel mint írod övveretet szeretnél önteni. Ide ugye a legalkalmasabb a réz vagy bronz lenne de azaz olv pont miatt kiesik. Tehát csak a zamak marad mert azt lehet patinázni, rezezni bronzhatásúvá tenni. És a szilárdsága is megfelelő. Van olyan galvános aki erre van beállva. Viszont a szerszámra kényes, tehát ide kis sorozatra is kellene a vas szerszám. Persze ez sem lehetetlen.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 január 31, 09:00
Írta: 000000000 Dátum 2010 január 31, 09:00
Köszönöm a válaszokat! Még annyi kérdésem lenne, hogy a csapágyfém vagy fehérfém olvadáspontja mennyi lehet? Ezt hiába kerestem a neten sehol sem találom. Illetve hogy ezt a fémet hol lehet beszerezni kis tételben? (A Metalloglobusnál csak raklapnyi mennyiséggel foglalkoznak :) )
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 január 31, 09:03
Írta: 000000000 Dátum 2010 január 31, 09:03
Köszi! Azt írod, hogy a zamakhoz kis sorozatra is kell a vas szerszám. Ezt szerszámkészítő el tudja készíteni, vagy valami ötvöst kell keresni hozzá? (Konkrétan 10-12 féle veretről lenne szó)
Másik: otthoni körülmények között a hevítést-olvasztást milyen technikával javaslod? Van erre valamilyen leírás?
Másik: otthoni körülmények között a hevítést-olvasztást milyen technikával javaslod? Van erre valamilyen leírás?
Cím: Re:Fémöntés házilag
Írta: Motoros Dátum 2010 január 31, 09:26
Írta: Motoros Dátum 2010 január 31, 09:26
Nekem van valahol csapágyfémem apósom örökségéből aki a vasútnál dolgozott anno :))
Kb azt hiszem ez is 400 fokon olvad, de ki kéne próbálni. Nem olyan szilárd mint a zamak. Bár most jut eszembe hogy modellalkatrészeket öntött belőle ..akkor mégois alacsonyabban olvadhat.
Kb azt hiszem ez is 400 fokon olvad, de ki kéne próbálni. Nem olyan szilárd mint a zamak. Bár most jut eszembe hogy modellalkatrészeket öntött belőle ..akkor mégois alacsonyabban olvadhat.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 január 31, 09:32
Írta: 000000000 Dátum 2010 január 31, 09:32
Ez a vasút dolog jó 5let, a GYSEV-nél van ismerősöm :) Köszi mindent! (Azt hiszem ez a fém lesz a legjobb, nekem a zamak kicsit magas hőmérsékletű, azzal nehezebben boldogulnék otthon.)
Cím: Re:Fémöntés házilag
Írta: Motoros Dátum 2010 január 31, 09:36
Írta: Motoros Dátum 2010 január 31, 09:36
Akár egy fangliban is megolvaszthatod egy disznóperzselővel...óvatosan. Sajnos oxidálódik a teteje.
Ólomhoz jó a szilikon gumi szerszám is. Ide nem hiszem. A vasszerszám viszonylag egyszerű. Két fél összevezetve két oszloppal. A két félben belegravírozva vagy beletömbszikrázva a két fél fazon az osztósík mentén, és valami beömlő még neki ahol feltöltöd. A levegő az osztósíknál úgyis elmegy. Meg még kell egy kütyü amivel a két felet összevezeted. Az igazi profik a beömlőben egy dugattyúszerűvel utónyomást is alkalmaznak a jobb formakitöltés miatt , de ez már bonyolítja. Erről nekem van valahol egy nagyon jó kis szakkönyvem.
Ólomhoz jó a szilikon gumi szerszám is. Ide nem hiszem. A vasszerszám viszonylag egyszerű. Két fél összevezetve két oszloppal. A két félben belegravírozva vagy beletömbszikrázva a két fél fazon az osztósík mentén, és valami beömlő még neki ahol feltöltöd. A levegő az osztósíknál úgyis elmegy. Meg még kell egy kütyü amivel a két felet összevezeted. Az igazi profik a beömlőben egy dugattyúszerűvel utónyomást is alkalmaznak a jobb formakitöltés miatt , de ez már bonyolítja. Erről nekem van valahol egy nagyon jó kis szakkönyvem.
Cím: Re:Fémöntés házilag
Írta: Motoros Dátum 2010 január 31, 09:37
Írta: Motoros Dátum 2010 január 31, 09:37
Igen a vonatok tengelyei régebben ebben futottak, ma nem tudom, lehet hogy csapágyban.
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2010 január 31, 10:42
Írta: Rabb Ferenc Dátum 2010 január 31, 10:42
Ha már a vasútnál tartunk: régen a kocsik és a mozdonyok csapágyai is siklócsapágyak voltak. Ma már mind gördülőcsapágy. Ha van némi vasutas nexusod akkor ott érdeklődj ahol még van gőzmozdony. Annak a konstrukciójából adódóan biztosan siklócsaágyai vannak a mai napig is.
Esetleg ócskatelepen guberálhatsz motorok hajtórúdjaiból vagy főtengelycsapágyaiból.
De félő, hogy az erre szakosodott "szinesfémgyőjtők" már beelőztek, vagy meg fognak verni :-))
Esetleg ócskatelepen guberálhatsz motorok hajtórúdjaiból vagy főtengelycsapágyaiból.
De félő, hogy az erre szakosodott "szinesfémgyőjtők" már beelőztek, vagy meg fognak verni :-))
Cím: Re:Fémöntés házilag
Írta: besirkyjh Dátum 2010 január 31, 11:47
Írta: besirkyjh Dátum 2010 január 31, 11:47
Szia
Tudnám még javasolni az erömüveket ( szerviz ) azok a hatalmas forgorészek szintén fehérfémen forognak .Pontosan nem tudom de 400 fok alatt kicsivel olvad .
Nem lessz az oda puha? Akár bicskával is faraghato .
Tudnám még javasolni az erömüveket ( szerviz ) azok a hatalmas forgorészek szintén fehérfémen forognak .Pontosan nem tudom de 400 fok alatt kicsivel olvad .
Nem lessz az oda puha? Akár bicskával is faraghato .
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 február 02, 14:41
Írta: 000000000 Dátum 2010 február 02, 14:41
Még egy kérdésem lenne. Van egy asztali mellszobrom, nem nagy csak 15 cm magas. Ezt kísérletképpen megpróbálnám reprodukálni, de azt vettem észre, hogy a belseje üreges. Kiszámoltam, lemértem, hogy a szobor 175 cm3 térfogatú, ezt tiszta fémből öntve tömören kb. 1,5 kg lenne. Üregesen redukálható 0,6 kg-ra. Hogyan kell egy szoborba üreget önteni? Arra gondoltam, hogy gipszből megmintázom az üreget, aztán belelógatom az öntőmintába középen és körbeöntöm. A gondom csak az, hogy hogyan vegyem ki a gipszet belőle? Vízzel ki tudom mosni? Vagy valami spéci vegyszer kell?
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2010 február 02, 14:52
Írta: robroy007 Dátum 2010 február 02, 14:52
jól az elgondolásod vagy kikalapálod belőle vagy kimosod vagy egyszerűen bármilyen savas cuccal kioldod ha az előbbi kettő nem sikerülne
ecet citromlé sósav például
ecet citromlé sósav például
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2010 február 02, 17:57
Írta: Rabb Ferenc Dátum 2010 február 02, 17:57
A belelógatást felejtsd el. (Ez másutt sem nyerő megoldás) Minden fém sűrűsége sokkal nagyobb, mint a gipszé, ezért ha csak belelógatod, simán felúszik a tetejére. Keményen rögzíteni kell. És ezzel megoldódott a problémád is, mert a rögzítőt eltávolítva a gipsz is eltávolítható. Aztán befenekeled. A bronz szobrokat is utólag hegesztéssel javítják és zárják le.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 február 03, 15:50
Írta: 000000000 Dátum 2010 február 03, 15:50
Ón-ólom öntvényt hogyan lehet a festésen kívül bronzírozni? Lehet egyáltalán?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 február 03, 17:30
Írta: 000000000 Dátum 2010 február 03, 17:30
lehet, mind kettöt!rezezni,bronzirozni!:)
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 február 03, 19:39
Írta: 000000000 Dátum 2010 február 03, 19:39
Ez így van, előbb fejre kell állítani, hogy bele tudjad lógatni.Ez az öregkor szisztemája.[#eplus2]
Cím: Re:Fémöntés házilag
Írta: KoLa Dátum 2010 február 03, 21:20
Írta: KoLa Dátum 2010 február 03, 21:20
A fő probléma a gipsz és a hőállósága valamint a víztartalma!
Használj hőálló gipszet, és kemencében lassan száritsd ki majd emeld a hőmérsékletét minél közelebb az olvadt fémhez!
Ha nedves a gipsz balesetveszélyes!
Használj hőálló gipszet, és kemencében lassan száritsd ki majd emeld a hőmérsékletét minél közelebb az olvadt fémhez!
Ha nedves a gipsz balesetveszélyes!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 február 15, 17:39
Írta: 000000000 Dátum 2010 február 15, 17:39
Érdeklödni szeretnék hogy dirib-darab alubol, kitudna önteni valaki 20, 30mm vastagságú lapot?
Mennyibe kerülne pl 20kg-os lap?
Milyen minőségű lenne? (zárványos?)
Az alapanyagot én küldeném.
Mennyibe kerülne pl 20kg-os lap?
Milyen minőségű lenne? (zárványos?)
Az alapanyagot én küldeném.
Cím: Re:Fémöntés házilag
Írta: j99i206if Dátum 2010 február 15, 19:15
Írta: j99i206if Dátum 2010 február 15, 19:15
Ez így ebben a formában nem igaz. A v43-sor. villanymozdonyok közül még elég sok fut siklócsapággyal, de ezen kívül a marokcsapágyas motorfelfüggesztésű mozdonyok közül az összes marokágya sikló kivitelű (m44, m62, v46, v63)
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2010 február 20, 14:27
Írta: 3vv2btrhv Dátum 2010 február 20, 14:27
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2010 február 21, 22:58
Írta: robroy007 Dátum 2010 február 21, 22:58
szép szép, de mekkora lehet rá itthon a kereslet?
Cím: Re:Fémöntés házilag
Írta: KoLa Dátum 2010 február 21, 23:06
Írta: KoLa Dátum 2010 február 21, 23:06
Nem igazán lehet nagy mert az a Divat hogy a mikrofon állványra kifeszítenek egy szigszalagot kifeléfordítva és abba van beleragasztva vagy tíz pengető
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2010 február 22, 18:37
Írta: 3vv2btrhv Dátum 2010 február 22, 18:37

Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2010 február 22, 18:37
Írta: 3vv2btrhv Dátum 2010 február 22, 18:37

Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2010 február 22, 18:38
Írta: 3vv2btrhv Dátum 2010 február 22, 18:38

Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2010 február 22, 18:39
Írta: 3vv2btrhv Dátum 2010 február 22, 18:39

Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2010 február 22, 18:39
Írta: 3vv2btrhv Dátum 2010 február 22, 18:39

Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2010 február 22, 18:40
Írta: 3vv2btrhv Dátum 2010 február 22, 18:40

Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2010 február 22, 18:41
Írta: 3vv2btrhv Dátum 2010 február 22, 18:41

Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2010 február 22, 18:41
Írta: 3vv2btrhv Dátum 2010 február 22, 18:41

Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2010 február 22, 18:42
Írta: 3vv2btrhv Dátum 2010 február 22, 18:42

Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2010 február 22, 18:43
Írta: 3vv2btrhv Dátum 2010 február 22, 18:43

Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2010 február 22, 18:43
Írta: 3vv2btrhv Dátum 2010 február 22, 18:43

Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2010 február 22, 18:46
Írta: 3vv2btrhv Dátum 2010 február 22, 18:46
Ásványbörzén beszerzett kövek ( 1000 FT a 10 db )proba foglalása.
1421-es az új gyürü készitö kézi készülékem .
1421-es az új gyürü készitö kézi készülékem .
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2010 február 27, 13:36
Írta: 3vv2btrhv Dátum 2010 február 27, 13:36

Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2010 február 27, 13:37
Írta: 3vv2btrhv Dátum 2010 február 27, 13:37

Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2010 február 27, 13:38
Írta: 3vv2btrhv Dátum 2010 február 27, 13:38

Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2010 február 27, 13:39
Írta: 3vv2btrhv Dátum 2010 február 27, 13:39

Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2010 február 27, 13:39
Írta: 3vv2btrhv Dátum 2010 február 27, 13:39

Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2010 február 27, 13:42
Írta: 3vv2btrhv Dátum 2010 február 27, 13:42

Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2010 február 27, 13:43
Írta: 3vv2btrhv Dátum 2010 február 27, 13:43

Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2010 február 27, 13:45
Írta: 3vv2btrhv Dátum 2010 február 27, 13:45

Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2010 február 27, 13:46
Írta: 3vv2btrhv Dátum 2010 február 27, 13:46

Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2010 február 27, 13:46
Írta: 3vv2btrhv Dátum 2010 február 27, 13:46

Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2010 február 27, 13:47
Írta: 3vv2btrhv Dátum 2010 február 27, 13:47

Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2010 február 27, 13:48
Írta: 3vv2btrhv Dátum 2010 február 27, 13:48

Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2010 február 27, 13:48
Írta: 3vv2btrhv Dátum 2010 február 27, 13:48

Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2010 február 27, 13:49
Írta: 3vv2btrhv Dátum 2010 február 27, 13:49

Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2010 február 27, 13:50
Írta: 3vv2btrhv Dátum 2010 február 27, 13:50
1430-tol a 1436-ig Organikus formák már kész öntések kidolgozva .
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2010 február 27, 13:52
Írta: 3vv2btrhv Dátum 2010 február 27, 13:52
1429-es és a 1424-est a Kenguru ihlette .
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2010 február 27, 13:53
Írta: 3vv2btrhv Dátum 2010 február 27, 13:53
A 1423-as Képkeret variáció .
Cím: Re:Fémöntés házilag
Írta: skwby94ub Dátum 2010 február 28, 20:12
Írta: skwby94ub Dátum 2010 február 28, 20:12
Azért egy ilyen komoly munkához öntészeti alapismeretek is kellenek- ha nem akarsz komolyabban megsérülni! A mellszobor üregének kialakításáhuz a vizüveges magot ajánlom, ennek a magszekrénye viszonylag könnyen elkészíthető- ha még nem késtem el vele.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 március 11, 18:07
Írta: 000000000 Dátum 2010 március 11, 18:07
Szia Komám!!
Ez már a Tied, délután megcsináltam. Már samottal is kikentem belülről, szárad a műhelyben.

Ez már a Tied, délután megcsináltam. Már samottal is kikentem belülről, szárad a műhelyben.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 március 11, 18:10
Írta: 000000000 Dátum 2010 március 11, 18:10
Ma öntöttem egy kis rezet, a homokot finomabb szitán kell átszitálni, kicsit dúrva a felület.

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 március 11, 21:15
Írta: 000000000 Dátum 2010 március 11, 21:15
Bodi komám,evés közbe jön meg az étvágy,és milyen jo ha van az öntéshez cnc a mintákat elkésziteni!:)))nagyon szuper ez igy is,és ha nem mondod a felűlet egyenetlenséget,akkor még a mintához illik is!!:))
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 március 12, 20:46
Írta: 000000000 Dátum 2010 március 12, 20:46
Komám! Ez már a Te kohód próbája.

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 március 12, 20:47
Írta: 000000000 Dátum 2010 március 12, 20:47

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 március 12, 20:50
Írta: 000000000 Dátum 2010 március 12, 20:50
Az első alu öntése, használd sokáig gond nélkül!

Cím: Re:Fémöntés házilag
Írta: s7manbs8 Dátum 2010 március 12, 21:22
Írta: s7manbs8 Dátum 2010 március 12, 21:22
Most akkor nem öntést vállalsz, hanem öntőkészítést ? Az anyagot hogy öntöd ki az edényből? Vagy benne marad és ki kell vágni ?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 március 12, 21:55
Írta: 000000000 Dátum 2010 március 12, 21:55
Annyit zsugorodik lehüléskor, csak megfordítva odacsapom és kiesik.
Cím: Re:Fémöntés házilag
Írta: s7manbs8 Dátum 2010 március 12, 22:03
Írta: s7manbs8 Dátum 2010 március 12, 22:03
Na ilyenre nem is gondoltam tapasztalat híján, én még ilyet nem csináltam az biztos.
És mennyi idő míg kihűl egy ilyen öntet? Tök jó a dolog.
És mennyi idő míg kihűl egy ilyen öntet? Tök jó a dolog.
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2010 március 12, 22:04
Írta: 43pbwjg8s Dátum 2010 március 12, 22:04
Küldj már légyszíves egy skiccet egy kis alkatrészről amit szeretnél mostanában elkészíteni valamelyik gépedhez!
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2010 március 12, 22:05
Írta: 43pbwjg8s Dátum 2010 március 12, 22:05
Csak hogy végre hagy csináljam már azt amihez értek!
Cím: Re:Fémöntés házilag
Írta: s7manbs8 Dátum 2010 március 12, 22:07
Írta: s7manbs8 Dátum 2010 március 12, 22:07
Közbe lehetne felette szalonnát sütögetni is. [#circling][#circling]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 március 13, 18:29
Írta: 000000000 Dátum 2010 március 13, 18:29
Majd Hatvanba, viszünk hagymát,szalonnát, kenyere van Daninak. Erre aztán csúszik a keserű nedü, amit annyira szeretsz. (én is)
Cím: Re:Fémöntés házilag
Írta: s7manbs8 Dátum 2010 március 13, 18:58
Írta: s7manbs8 Dátum 2010 március 13, 18:58
Ha valaki nem jut el olyan messzire, azért csináljatok videót legalább róla, hogy milyen jó volt. [#circling][#circling][#circling]
Cím: Re:Fémöntés házilag
Írta: j3rx6bsjd Dátum 2010 március 15, 09:51
Írta: j3rx6bsjd Dátum 2010 március 15, 09:51
Egy kis segítség kellene.
Hogyan lehetne öntéshez hasznosítani aluforgácsot?
Az ismerős öntő azt mondta,hogy nem érdemes foglalkozni vele,mert szinte az egészből salak lesz,kigyullad meg mit tudom én.Szóval szerinte problémás.
A kérdés:mit lehet vele kezdeni?
Hogyan lehetne öntéshez hasznosítani aluforgácsot?
Az ismerős öntő azt mondta,hogy nem érdemes foglalkozni vele,mert szinte az egészből salak lesz,kigyullad meg mit tudom én.Szóval szerinte problémás.
A kérdés:mit lehet vele kezdeni?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 március 15, 10:26
Írta: 000000000 Dátum 2010 március 15, 10:26
Én is próbálkoztam vele, csak az ömledék tetején marad, nem olvad meg, csak oxidállódik és izzik. Valahol olvastam, hogy tisztítás után tömbökbe préselik és úgy adagolják az ömledékhez, de még így is csak kb 50% a kinyerési arány. Én is kidobtam már jó pár vödörnyi forgácsot.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 március 15, 10:36
Írta: 000000000 Dátum 2010 március 15, 10:36
már ki hallom a burkolt célzást,hogy te szokásodhoz hiven egy talira se fogsz eljönni!???nem félsz hogy oda megyűnk páran és viszűnk????:))))
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 március 15, 10:55
Írta: 000000000 Dátum 2010 március 15, 10:55
Azt szeretném megkérdezni. hogy mi a külnbség a kvarchomok és a folyami homok között használhatóság szempontjából?
Reliefek bronzzal való öntésével próbálkozok, de a felületi minőséggel nem vagyok megelégedve. Tud valaki használható hőálló gipsz receptúrát?
Reliefek bronzzal való öntésével próbálkozok, de a felületi minőséggel nem vagyok megelégedve. Tud valaki használható hőálló gipsz receptúrát?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 március 15, 11:07
Írta: 000000000 Dátum 2010 március 15, 11:07
báttyja,a vegyi receptek cimű könyvbe vannak leirások,és felajánlottam a cd-t de nem kellett!:)))kűdjem el postán???
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 március 15, 11:11
Írta: 000000000 Dátum 2010 március 15, 11:11
Komám! Azt nagyon megköszönném.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 március 15, 11:11
Írta: 000000000 Dátum 2010 március 15, 11:11
ezek a homoökok a szemcse méretűknél fogva nem jok!legfeljebb kvarc liszt!az igazi jo öntö homkot veresegyházán lehetett bányászni valamikor,és a forma homoknak,se nedvesnek,se száraznak nem szabad lennie!épp hogy csak nyirkosnak!a cserépkályhások agyagját sem tartanám rosz ötletnek,megszáritani,és nyirkosá tenni,és ugy bele önteni!!!mi a seregbe öntöttűnk igy mibndenféle sörnyitokat,meg dugo huzokat is!!!!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 március 15, 11:24
Írta: 000000000 Dátum 2010 március 15, 11:24
Ezt hagyományos agyag+homok formába öntöttem.

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 március 15, 11:24
Írta: 000000000 Dátum 2010 március 15, 11:24

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 március 15, 11:30
Írta: 000000000 Dátum 2010 március 15, 11:30
A belső réteg Vermikulit táblát sajnos kinyalta a gázláng, ezért samott tégla darabokkal kifalaztam, remélem ezzel nem lesz gond. Az alja is samott a két réteg Vermikulit főlőtt.

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 március 15, 11:31
Írta: 000000000 Dátum 2010 március 15, 11:31

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 március 15, 11:31
Írta: 000000000 Dátum 2010 március 15, 11:31

Cím: Re:Fémöntés házilag
Írta: s7manbs8 Dátum 2010 március 15, 13:26
Írta: s7manbs8 Dátum 2010 március 15, 13:26
Nem magamra gondoltam, de amúgy is hiába jönnétek, mert én is épp Floridába megyek pont az adott időpontban, mint Péter. [#circling][#circling]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 március 15, 19:17
Írta: 000000000 Dátum 2010 március 15, 19:17
Komám! Ma a kohóddal öntottem egy adag bronzot, az enyém felújítás alatt. Remélem nem baj?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 március 15, 20:22
Írta: 000000000 Dátum 2010 március 15, 20:22
nem cimborám,és örűlök neki,mert én is bronzot akarok önteni,és legalább majd elmondod a tapasztalataidat!!!:)))
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 március 15, 20:23
Írta: 000000000 Dátum 2010 március 15, 20:23
te a bronz forgácsnál is az van mint az alu forgácsnál???az se jo olvasztani?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 március 15, 21:14
Írta: 000000000 Dátum 2010 március 15, 21:14
Szerintem azzal nincs ilyen gond, még nem próbáltam.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 március 15, 21:23
Írta: 000000000 Dátum 2010 március 15, 21:23
mert ha lenne,akkor nem gyűjtöm feleslegesen!:))
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 március 15, 21:29
Írta: 000000000 Dátum 2010 március 15, 21:29
Alunál az oxiddal van a promléma. Gyűtsd szorgalmasan a hulladékot, mához egy hétre már a saját kohódban olvasztod a reliefnek valót.
Cím: Re:Fémöntés házilag
Írta: j3rx6bsjd Dátum 2010 március 15, 21:56
Írta: j3rx6bsjd Dátum 2010 március 15, 21:56
Nagy kár,nehéz manapság elsózni,van vagy 20 zsák forgács,gondoltam kezdek vele valamit.De 50 százalék hasznosulással nem biztos,hogy megéri.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 március 15, 22:06
Írta: 000000000 Dátum 2010 március 15, 22:06
hát van már jo sok,és nagy vágyam hogy tudjak is önteni belüőle,mert relifem az van böven,és még kiönteni valo is!én olyxan régi lámpákhoz gondoltam önteni elemeket!:))
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 március 16, 05:40
Írta: 000000000 Dátum 2010 március 16, 05:40
Szerintem sem, én kiöntöttem a kukába.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 március 16, 05:43
Írta: 000000000 Dátum 2010 március 16, 05:43
Majd meglátod Komám, milyen jó és izgalmas szórakozás az öntés. Az elsö alu, bronz, vas öntésemet sosem felejtem el.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 március 16, 09:49
Írta: 000000000 Dátum 2010 március 16, 09:49
én tudom milyen az,de az gyári körűlmény volt,és nem az igazi!igazi a saját öntö minta lesz!!!!és ugy önteni!!!!:)))
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2010 március 16, 15:54
Írta: 43pbwjg8s Dátum 2010 március 16, 15:54
Cím: Re:Fémöntés házilag
Írta: s7manbs8 Dátum 2010 március 16, 15:59
Írta: s7manbs8 Dátum 2010 március 16, 15:59
Tervezhetnél valami normális papucs mintát, unom már a kínaiakat, amik pár hét után szétszakadnak, kicsit csináld vastagabbra azokon a helyeken, ahol elszakadnak.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2010 március 16, 16:01
Írta: 3vv2btrhv Dátum 2010 március 16, 16:01
Debrecembe viszek szilikon negativokat .
Cím: Re:Fémöntés házilag
Írta: 279nwbpsa Dátum 2010 március 16, 16:03
Írta: 279nwbpsa Dátum 2010 március 16, 16:03
Gondolj bele!KisKZ elkészíti a mintát,Vbody pedig kiönti bronzból.Tartós darab lehete. :)[#vigyor2]
Cím: Re:Fémöntés házilag
Írta: s7manbs8 Dátum 2010 március 16, 16:08
Írta: s7manbs8 Dátum 2010 március 16, 16:08
Persze, meg lehetne csinálni sokat belőle, jó magyar papucs.:)
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2010 március 16, 16:10
Írta: 43pbwjg8s Dátum 2010 március 16, 16:10
már eldöntöttem, hogy valami kis alkatrészt tervezek, serszámostulk mindenestől.
Valaki kimarná a magszekrényeket, és Bodi kiöntené.
Csak hogy egyszer végigmenjünk egy ilyenen az elejétől kezdve.
Valaki kimarná a magszekrényeket, és Bodi kiöntené.
Csak hogy egyszer végigmenjünk egy ilyenen az elejétől kezdve.
Cím: Re:Fémöntés házilag
Írta: s7manbs8 Dátum 2010 március 16, 16:13
Írta: s7manbs8 Dátum 2010 március 16, 16:13
A gyárba csináltál már olyat nem ? Csak azt nem te öntöd gondolom.
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2010 március 16, 16:35
Írta: 43pbwjg8s Dátum 2010 március 16, 16:35
Egy pár éve mást sem csinálok. Csak egy pirinyót nagyobb darabok. :)
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2010 április 01, 12:01
Írta: robroy007 Dátum 2010 április 01, 12:01
promasil hőszigetelő lap
500x1000x25 mm 2200 Ft (hogy brutó-e azt nem tudom) Kecskeméten
ebből van Vbody "kályhája" is
500x1000x25 mm 2200 Ft (hogy brutó-e azt nem tudom) Kecskeméten
ebből van Vbody "kályhája" is
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2010 április 03, 15:19
Írta: 3vv2btrhv Dátum 2010 április 03, 15:19

Fémöntés kalkuláció
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 április 03, 16:57
Írta: 000000000 Dátum 2010 április 03, 16:57
Nem rossz! Ez hanyas AC-ben van?
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2010 április 06, 15:27
Írta: robroy007 Dátum 2010 április 06, 15:27
ez egy nagyon jó dolog eddig még nem is láttam
viszont visszaszámoltam egy korábbi ólom öntő formámat és egyáltalán nem volt pontos!!
kb. pont a felét számolta ki mint a valóságban volt az öntvény!
viszont visszaszámoltam egy korábbi ólom öntő formámat és egyáltalán nem volt pontos!!
kb. pont a felét számolta ki mint a valóságban volt az öntvény!
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2010 április 06, 15:55
Írta: 3vv2btrhv Dátum 2010 április 06, 15:55
2008-as
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2010 április 06, 15:56
Írta: 3vv2btrhv Dátum 2010 április 06, 15:56
És a falvastagság pontos volt ?? Olom nem szerepel a listában nekem .
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2010 április 06, 16:15
Írta: robroy007 Dátum 2010 április 06, 16:15
nekem sincs ólom benne de átszámoltam palládiumot 12g/cm3* 0,95 és már ólom(11,4g/cm3) lett belőle
0,01 toleranciával elég pontosnak kéne legyen de nem volt az
0,01 toleranciával elég pontosnak kéne legyen de nem volt az
Cím: Re:Fémöntés házilag
Írta: frob Dátum 2010 április 06, 17:21
Írta: frob Dátum 2010 április 06, 17:21
Mennyit ér egy artcam pro? keresgéletm hirtelenjében nem akadtam rá...
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 április 06, 18:04
Írta: 000000000 Dátum 2010 április 06, 18:04
2.5 milla+Áfa, ennyibe kerül![#csodalk]
Cím: Re:Fémöntés házilag
Írta: frob Dátum 2010 április 06, 18:07
Írta: frob Dátum 2010 április 06, 18:07
hinnyehogyaza [#csodalk]
Cím: Re:Fémöntés házilag
Írta: s7manbs8 Dátum 2010 április 06, 18:17
Írta: s7manbs8 Dátum 2010 április 06, 18:17
Nem olcsó a művészet.[#circling][#circling]
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2010 április 07, 12:48
Írta: 43pbwjg8s Dátum 2010 április 07, 12:48
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2010 április 07, 14:49
Írta: svejk Dátum 2010 április 07, 14:49
KisKZ!
Vasöntödei árak???
Vasöntödei árak???
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2010 április 07, 15:07
Írta: 43pbwjg8s Dátum 2010 április 07, 15:07
Hopp!
Bocs!
Keresem!
Bocs!
Keresem!
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2010 április 07, 15:17
Írta: 43pbwjg8s Dátum 2010 április 07, 15:17
Vazzz!
Ez az öntöde közben szépen bezárt. :(
De nézek máshol árakat.
Ez az öntöde közben szépen bezárt. :(
De nézek máshol árakat.
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2010 április 07, 15:21
Írta: 43pbwjg8s Dátum 2010 április 07, 15:21
2E/Kg környéke, természetesen homokban.
Ebben nincs benne szerszámtervezés egyéb.
Ebben nincs benne szerszámtervezés egyéb.
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2010 április 07, 15:23
Írta: 43pbwjg8s Dátum 2010 április 07, 15:23
Őt ajánlották:
Löffler 2001 Kft.
Löffler 2001 Kft.
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2010 április 07, 15:25
Írta: 43pbwjg8s Dátum 2010 április 07, 15:25
Egyébként érdemes itt nézelődni ha valaki céget keres a témában:
Magyar Öntészeti Szövettség
Magyar Öntészeti Szövettség
Cím: Re:Fémöntés házilag
Írta: D.Laci Dátum 2010 április 07, 15:36
Írta: D.Laci Dátum 2010 április 07, 15:36
2E/kg ez alú vagy vas?
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2010 április 07, 15:49
Írta: 43pbwjg8s Dátum 2010 április 07, 15:49
szürkeöntvény
Cím: Re:Fémöntés házilag
Írta: frob Dátum 2010 április 07, 18:58
Írta: frob Dátum 2010 április 07, 18:58
huvaze
2e huf? kicsit sokank tünik
gondoltam van vagy 500huf kg ja most hogy így mondjátok, én is akartam öntetni vasbó dolgokat :(
2e huf? kicsit sokank tünik
gondoltam van vagy 500huf kg ja most hogy így mondjátok, én is akartam öntetni vasbó dolgokat :(
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2010 április 10, 13:34
Írta: 3vv2btrhv Dátum 2010 április 10, 13:34
Nekem egy forrasztopákábol átalakitott megoldásom van .
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 április 10, 14:25
Írta: 000000000 Dátum 2010 április 10, 14:25
Ilyen energia árak melet jool rátesznek a haszonra hogy maradjon is! ft/kg!
Ezek biztos iv kemencés olvasztás van az áram meg a legdrágább ugy is!
Ezek biztos iv kemencés olvasztás van az áram meg a legdrágább ugy is!
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2010 április 22, 09:47
Írta: 43pbwjg8s Dátum 2010 április 22, 09:47
Vbodi!
Ezt készítik a közelemben. Ez egy nagy forgóasztalos kemence egy picinyke része:

Ami érdekesebb:
Ez ipari méretben és ipari alkalmazásra készül, profi kivitelben.
Itt ezt használják "habarcsnak":

Ezt készítik a közelemben. Ez egy nagy forgóasztalos kemence egy picinyke része:
Ami érdekesebb:
Ez ipari méretben és ipari alkalmazásra készül, profi kivitelben.
Itt ezt használják "habarcsnak":
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 április 22, 19:15
Írta: 000000000 Dátum 2010 április 22, 19:15
Ez érdekes, ha van, tegyél még fel képeket légyszi!
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2010 április 22, 19:56
Írta: 43pbwjg8s Dátum 2010 április 22, 19:56
most eppen egy laptopot javitgatok, de este magánban küldök még
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2010 április 23, 14:38
Írta: 43pbwjg8s Dátum 2010 április 23, 14:38
Esetleg ismeri valaki?
érmeöntő
érmeöntő
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 április 23, 19:47
Írta: 000000000 Dátum 2010 április 23, 19:47
Ez nagyon érdekes! El tátanám a számat a műhelyében egy pár napig.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2010 április 24, 13:43
Írta: 3vv2btrhv Dátum 2010 április 24, 13:43
Érdekes , de hasonlot készitek magam is .
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2010 április 24, 14:35
Írta: 3vv2btrhv Dátum 2010 április 24, 14:35

Digitalizálás után ékszert készitettem .
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 április 24, 18:25
Írta: 000000000 Dátum 2010 április 24, 18:25
Ki is fogod önteni?
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2010 április 26, 17:53
Írta: 3vv2btrhv Dátum 2010 április 26, 17:53
Igen (öntetni )
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2010 április 26, 22:27
Írta: 43pbwjg8s Dátum 2010 április 26, 22:27
Vbodi! Csak hogy tudjam, mert a leelezés eléggé rapszodikus mostanában: Megkaptad azt a pár maradék képet?
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2010 május 03, 21:05
Írta: robroy007 Dátum 2010 május 03, 21:05
tegnap volt egy szabad félórám, kicsit foglalkozni a horgonyzással is
ez lett belőle:


A váz egy 5 éve féltve őrizgetett 50 literes olajos hordó, majd jó lesz valamire alapon (eljött az ideje azt hiszem)
a szigetelő anyag kalcium szilikát lap
hasonló tulajdonságú mint a Body mester vermikulitja vagy promasil (nem tudom melyik a neve pontosan) csak nem szemcsés szerkezetű, hanem inkább szálas rostos és a gipszkartonhoz hasonló
de sajnos elvileg ez sem bírja a szúró lángot így kell még külön belső védő falazat is hozzá amiről még beszélnem kell a forgalmazóval
remélem még ebben a félévben kész lesz és karácsonyra tudok önteni egy kis réz harangot majd
ez lett belőle:
A váz egy 5 éve féltve őrizgetett 50 literes olajos hordó, majd jó lesz valamire alapon (eljött az ideje azt hiszem)
a szigetelő anyag kalcium szilikát lap
hasonló tulajdonságú mint a Body mester vermikulitja vagy promasil (nem tudom melyik a neve pontosan) csak nem szemcsés szerkezetű, hanem inkább szálas rostos és a gipszkartonhoz hasonló
de sajnos elvileg ez sem bírja a szúró lángot így kell még külön belső védő falazat is hozzá amiről még beszélnem kell a forgalmazóval
remélem még ebben a félévben kész lesz és karácsonyra tudok önteni egy kis réz harangot majd
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2010 május 03, 21:09
Írta: robroy007 Dátum 2010 május 03, 21:09
az egész tábla pont ennyit adott ki
50x100 cm volt
az 50 literes hordót 40 centire levágtam (a borda felett közvetlen)
és a végéig izgultam, hogy elég lesz-e az anyag
elég pont, de még reszketek, hogy a hézagokat is ki tudjam majd kenni a réseket
50x100 cm volt
az 50 literes hordót 40 centire levágtam (a borda felett közvetlen)
és a végéig izgultam, hogy elég lesz-e az anyag
elég pont, de még reszketek, hogy a hézagokat is ki tudjam majd kenni a réseket
Cím: Re:Fémöntés házilag
Írta: me3ua0a6 Dátum 2010 május 03, 21:26
Írta: me3ua0a6 Dátum 2010 május 03, 21:26
Nagyon jól néz ki! Várjuk a folytatást[#eljen]
Szabad kérdezni bekerülési árat?
Szabad kérdezni bekerülési árat?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 03, 21:54
Írta: 000000000 Dátum 2010 május 03, 21:54
Jó lesz!!
A hézagokat feltétlen kend ki a vízüveggel kevert porjával! Öntsél a lapok és a hordó közti résbe is a masszából!
A hézagokat feltétlen kend ki a vízüveggel kevert porjával! Öntsél a lapok és a hordó közti résbe is a masszából!
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2010 május 04, 09:51
Írta: robroy007 Dátum 2010 május 04, 09:51
a hordó tartalmával együtt vagy 40 ezer volt meg pár év őrizgetés
a szilikát lap 3200 pénz volt plusz ha kérem az állami terhek
VBodi annyira kevés maradt ki a lapból, hogy vennem kell még egyet vagy veszek szigetelő lapot hozzá ami bírja a szúró lángot is ma hívom majd fel a technológust az ország túlvégén
a szilikát lap 3200 pénz volt plusz ha kérem az állami terhek
VBodi annyira kevés maradt ki a lapból, hogy vennem kell még egyet vagy veszek szigetelő lapot hozzá ami bírja a szúró lángot is ma hívom majd fel a technológust az ország túlvégén
Cím: Re:Fémöntés házilag
Írta: bvadkrcds Dátum 2010 május 04, 17:14
Írta: bvadkrcds Dátum 2010 május 04, 17:14
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 04, 17:51
Írta: 000000000 Dátum 2010 május 04, 17:51
Ha nem is én vagyok a címzett, de megjegyezném, hogy már egy ideje foglalkozom indukciós hevítő modellezésével, számítgatásokkal. Több konkrét kapcsolást másoltam le, és dolgoztam ki, illetve építette, pár kísérletezéshez megfelelő tekercset, rezgőkört.
Mielőtt az esztergám felújításába kezdtem (amit nagyon hamarosan be is fejezek) arra a megállapításra jutottam, hogy akármelyik rezgőköri indukciós hevítő sarkallatos pontja a tank kondenzátor.
Ha valaki tud elérhető áron ilyeneket, vagy ötletet kiváltásukra, ne tartsa magában. Sok féle kereskedelmi forgalomban kapható kondenzátort kipróbáltam, de mindegyik elégett, vagy nagyon lecsökkentette a rezgőkör jóságát.
A linkelt weboldalról egy 1uF-os 800A áteresztőképességű kontakthűtéses kb. 15e Ft, ami nem olyan drága (ennnyiért meg is venném), de a szállítás a vám és áfa kb. megduplázza az árat. Én itt akadtam el...
Mielőtt az esztergám felújításába kezdtem (amit nagyon hamarosan be is fejezek) arra a megállapításra jutottam, hogy akármelyik rezgőköri indukciós hevítő sarkallatos pontja a tank kondenzátor.
Ha valaki tud elérhető áron ilyeneket, vagy ötletet kiváltásukra, ne tartsa magában. Sok féle kereskedelmi forgalomban kapható kondenzátort kipróbáltam, de mindegyik elégett, vagy nagyon lecsökkentette a rezgőkör jóságát.
A linkelt weboldalról egy 1uF-os 800A áteresztőképességű kontakthűtéses kb. 15e Ft, ami nem olyan drága (ennnyiért meg is venném), de a szállítás a vám és áfa kb. megduplázza az árat. Én itt akadtam el...
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2010 május 04, 18:16
Írta: robroy007 Dátum 2010 május 04, 18:16
én is foglalkoztam régebben a témával sőt volt is gyűjteményem ezzel kapcsolatban a tárhelyen csak elszállt az egyik támadás kapcsán
érdekelne engem is egy ilyen megoldás sok mindenre használható
de én a home made kategóriában rengeteg (több száz) egyszerű kondit láttam sorba párhuzamosan meg kitudja hogy kötve
egy kis felhasználási videó
érdekelne engem is egy ilyen megoldás sok mindenre használható
de én a home made kategóriában rengeteg (több száz) egyszerű kondit láttam sorba párhuzamosan meg kitudja hogy kötve
egy kis felhasználási videó
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 05, 07:37
Írta: 000000000 Dátum 2010 május 05, 07:37
Szervusz!
Az amatőr barkács megoldás saját méréseim szerint nem enged 80-100A-nél nagyobb áramot folyni. Kipróbáltam MKP, MKS kondenzátorokkal, egyik se rezgőköri alkalmazásra van tervezve, a fegyverzeteken keletkező hő nem tud távozni a műa. hőszigetelt ház miatt. Egyetlen lehetséges megoldásnak a WIMA FKS snubber kondenzátorait láttam, de azok meg rém drágák.
Szerintem nem lehetetlen egy ilyen tank kondenzátor házi elkészítése sem, csak sok rézlemez és celofánfólia kell hozzá, hogy 1-2uF-ot el lehessen érni. Persze jó lenne egy gyári...
Az amatőr barkács megoldás saját méréseim szerint nem enged 80-100A-nél nagyobb áramot folyni. Kipróbáltam MKP, MKS kondenzátorokkal, egyik se rezgőköri alkalmazásra van tervezve, a fegyverzeteken keletkező hő nem tud távozni a műa. hőszigetelt ház miatt. Egyetlen lehetséges megoldásnak a WIMA FKS snubber kondenzátorait láttam, de azok meg rém drágák.
Szerintem nem lehetetlen egy ilyen tank kondenzátor házi elkészítése sem, csak sok rézlemez és celofánfólia kell hozzá, hogy 1-2uF-ot el lehessen érni. Persze jó lenne egy gyári...
Cím: Re:Fémöntés házilag
Írta: Farkas Ádám Dátum 2010 május 05, 18:55
Írta: Farkas Ádám Dátum 2010 május 05, 18:55
lehet hogy tudok szerezni kondit... van pár leszerelt középhullámú adónk. Majd ha arra járok körülnézek van-é.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 05, 20:08
Írta: 000000000 Dátum 2010 május 05, 20:08
[#eljen]
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2010 május 05, 21:21
Írta: robroy007 Dátum 2010 május 05, 21:21
végre talán összejöhet akkor egy jó kis felületi/kéreg edző ketyere
Ádám ezek a cuccok mennyire tudnak egészségkárosító hatással lenni vajon??
ha van alkatrész előtúrom valahonnan az infókat amiket korábban a tárhelyen tartogattam, sajnos már nincs meg minden itthon sem belőle de azért biztos lenne használható belőle
Ádám ezek a cuccok mennyire tudnak egészségkárosító hatással lenni vajon??
ha van alkatrész előtúrom valahonnan az infókat amiket korábban a tárhelyen tartogattam, sajnos már nincs meg minden itthon sem belőle de azért biztos lenne használható belőle
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 05, 22:26
Írta: 000000000 Dátum 2010 május 05, 22:26
Köszönöm előre is!
(Szakirodalmat tudok küldeni akit érdekel. Több, ipari alkalmazásokra méretezést és kiválasztást taglaló, angol (és német) nyelvű könybe beleolvastam a témában, ezekből tudnék beszkennelni. Bár megítélésem szerint a gyakorlatias ember számára hasznos információt csak igen kis mértékben tartalmaz.)
A tapasztalataimat e téren, mint ahogy eddig is, tervezem a tisztelt Fórumozókkal megosztani, az ötletekért cserébe. Bízom benne én is, hogy sikerül egy jól használható konstukciót összehozni mindannyiunk örömére (előbb vagy utóbb).
Sok barkács megoldást látni interneten, kiemelni nem tudnám egyiket sem, esetleg Richi Bournet oldalát, ami kicsit szakmai is, és nem csak légből kapott dolgokra hivatkozik.
(Szakirodalmat tudok küldeni akit érdekel. Több, ipari alkalmazásokra méretezést és kiválasztást taglaló, angol (és német) nyelvű könybe beleolvastam a témában, ezekből tudnék beszkennelni. Bár megítélésem szerint a gyakorlatias ember számára hasznos információt csak igen kis mértékben tartalmaz.)
A tapasztalataimat e téren, mint ahogy eddig is, tervezem a tisztelt Fórumozókkal megosztani, az ötletekért cserébe. Bízom benne én is, hogy sikerül egy jól használható konstukciót összehozni mindannyiunk örömére (előbb vagy utóbb).
Sok barkács megoldást látni interneten, kiemelni nem tudnám egyiket sem, esetleg Richi Bournet oldalát, ami kicsit szakmai is, és nem csak légből kapott dolgokra hivatkozik.
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2010 május 06, 06:38
Írta: robroy007 Dátum 2010 május 06, 06:38
ezt az oldalt én is böngésztem anno, de mivel annyira nem értem az elektromosságot csak érzem (na jó a hálózati feszt azt értem de ettől még csak villanyszerelő lehetnék) így nekem ezek a kapcsolások sajna nem sokat jelentnek
de itt látszik, hogy nem lehetetlen, bár ott vigyorog a spéci kondi
de itt látszik, hogy nem lehetetlen, bár ott vigyorog a spéci kondi
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 06, 07:17
Írta: 000000000 Dátum 2010 május 06, 07:17
Kiváncsian várom a tapasztalataidat.
Cím: Re:Fémöntés házilag
Írta: mfrfj8vv3 Dátum 2010 május 08, 08:55
Írta: mfrfj8vv3 Dátum 2010 május 08, 08:55
Spiáterhez készülök beszerezni egy megfelelő olvasztó edényt. Az jutott eszembe, hogy valaki próbált-e már tűzálló üvegedényt használni ilyen célra?
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2010 május 08, 10:21
Írta: Rabb Ferenc Dátum 2010 május 08, 10:21
Remélem nem ...
Cím: Re:Fémöntés házilag
Írta: mfrfj8vv3 Dátum 2010 május 08, 13:48
Írta: mfrfj8vv3 Dátum 2010 május 08, 13:48
Jól van értem, csak egy kósza gondolat volt... [#nevetes1]
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2010 május 09, 20:41
Írta: robroy007 Dátum 2010 május 09, 20:41
ma ismét sikerült egy kis időt a kohóra fordítani
kikentem a belsejét jövő héten megpróbálok venni bele szigetelő kerámia gyapotot aztán még egy kis samot belső védelem és lehet gyártani a gázégőt
kikentem a belsejét jövő héten megpróbálok venni bele szigetelő kerámia gyapotot aztán még egy kis samot belső védelem és lehet gyártani a gázégőt
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2010 május 10, 16:10
Írta: robroy007 Dátum 2010 május 10, 16:10
megvettem a belső szigetelő paplant a kis kohóhoz 1200 pénz/fél négyzetméter
most már csak valami tűztér védő falazat fog kelleni ami nem vastag 1 cm kéne igazából maximum
most már csak valami tűztér védő falazat fog kelleni ami nem vastag 1 cm kéne igazából maximum
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 10, 18:12
Írta: 000000000 Dátum 2010 május 10, 18:12
Még csak hevíteni akarok, nem olvasztani.

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 10, 18:12
Írta: 000000000 Dátum 2010 május 10, 18:12

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 10, 18:14
Írta: 000000000 Dátum 2010 május 10, 18:14
Forrasztás után kilágyítottam és szorosra tekertem a meneteket, persze nem érnek egymáshoz.

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 10, 18:22
Írta: 000000000 Dátum 2010 május 10, 18:22
Ezt A ZVS kapcsolást szeretném megépíteni. Remélem sikerül és jó szórakozás lesz.

Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2010 május 10, 20:27
Írta: robroy007 Dátum 2010 május 10, 20:27
remélem működni és nem okoz sugárveszélyt majd a ketyere
igazából ettől a részétől félek leginkább mert nem látszik de mégis ott van mint a 230 a drótban aztán ki tudja mit hoz a holnap
szurkolok neked Bodi
igazából ettől a részétől félek leginkább mert nem látszik de mégis ott van mint a 230 a drótban aztán ki tudja mit hoz a holnap
szurkolok neked Bodi
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2010 május 11, 18:02
Írta: Szalai György Dátum 2010 május 11, 18:02
De hát ez egy nagyfesz generátor kapcsolása, hol jön ki ebből valami rendes teljesítmény?
Mert a tekercsed alapján meg mintha örvényáramos melegítésre szánnád.
Nem egy combosabb cucc kéne?
Mert a tekercsed alapján meg mintha örvényáramos melegítésre szánnád.
Nem egy combosabb cucc kéne?
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2010 május 11, 18:14
Írta: Szalai György Dátum 2010 május 11, 18:14
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 11, 20:48
Írta: 000000000 Dátum 2010 május 11, 20:48
Ma délután meghozta a futár az alkatrészeket, összedobtam a hevítőt. A munkatekercs induktivitása:1.6uH, a rezgőkör kondik kapacitása összesen:1uF, a fojtó:150uH 10A.A kondi bankot 10 db 100nF 2000V-os MKP kondiból raktam össze.
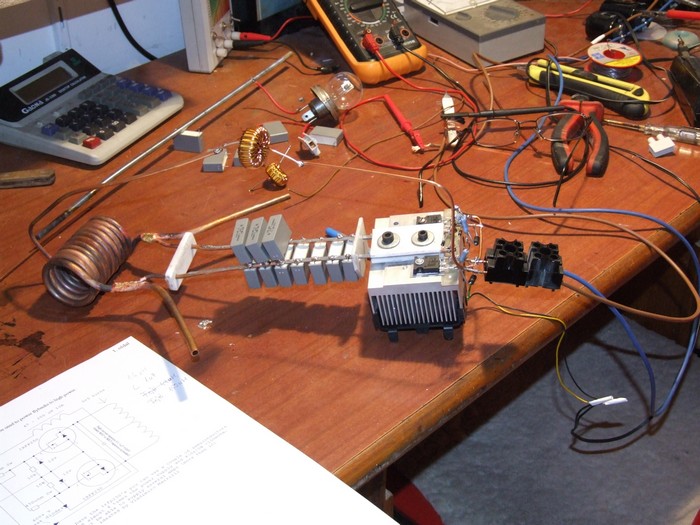
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 11, 20:52
Írta: 000000000 Dátum 2010 május 11, 20:52
Szia Gyuri!
Itt is meg kell mászni a lépcsőket, elösször kissebb, aztán majd jönnek a nagyobbak.
Itt is meg kell mászni a lépcsőket, elösször kissebb, aztán majd jönnek a nagyobbak.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 11, 20:53
Írta: 000000000 Dátum 2010 május 11, 20:53
Nem szép, de működik.

Cím: Re:Fémöntés házilag
Írta: s7manbs8 Dátum 2010 május 11, 20:53
Írta: s7manbs8 Dátum 2010 május 11, 20:53
Melegít is ?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 11, 20:54
Írta: 000000000 Dátum 2010 május 11, 20:54

Cím: Re:Fémöntés házilag
Írta: s7manbs8 Dátum 2010 május 11, 20:54
Írta: s7manbs8 Dátum 2010 május 11, 20:54
Na, az a lényeg.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 11, 20:55
Írta: 000000000 Dátum 2010 május 11, 20:55
Egy öreg akksi töltőt vettem elő a próbához, 27V a szűrt feszültség.

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 11, 20:56
Írta: 000000000 Dátum 2010 május 11, 20:56

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 11, 20:57
Írta: 000000000 Dátum 2010 május 11, 20:57

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 11, 21:04
Írta: 000000000 Dátum 2010 május 11, 21:04
Egy M6-os menetes szár a munkatekercsben.

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 11, 21:07
Írta: 000000000 Dátum 2010 május 11, 21:07
komám ne csigázz már!!:)))működik????azt a hosszu fém pálcát azzal heviteted?a tekercs hosszával megegyezö hö álltali elszinezödés láthato rajta!:)))))
Cím: Re:Fémöntés házilag
Írta: KoLa Dátum 2010 május 11, 21:13
Írta: KoLa Dátum 2010 május 11, 21:13
Hát ez jó! mennyi idő alatt izzott fel a 6-os menetes szár?és lehet-e szabályozni hogy mennyire melegítse fel?vagy csak idő kérdése és elcseppen?
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2010 május 11, 21:37
Írta: Szalai György Dátum 2010 május 11, 21:37
Tényleg Te olyan sportos vagy, szeretsz lépcsőt mászni.
„Nem szép, de működik.” Az ám. Nem szép, de sokkal célszerűbben van összerakva, mintha a szépség lenne a legfontosabb szempont. Kellenek a rövid áram utak és nagy keresztmetszetek. Én még a puffer kondikat is a Fet-ek szájába forrasztottam volna.
Az akkutöltő nem korlátozza le az áramot véletlenül?
„Nem szép, de működik.” Az ám. Nem szép, de sokkal célszerűbben van összerakva, mintha a szépség lenne a legfontosabb szempont. Kellenek a rövid áram utak és nagy keresztmetszetek. Én még a puffer kondikat is a Fet-ek szájába forrasztottam volna.
Az akkutöltő nem korlátozza le az áramot véletlenül?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 11, 21:38
Írta: 000000000 Dátum 2010 május 11, 21:38
Ez még csak az első próba, majd meglátjuk. A lényeg az, hogy működik.Jót lehet vele jázszadozni.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 11, 21:41
Írta: 000000000 Dátum 2010 május 11, 21:41
A pufferekkel igazad lehet, holnap átrakom őket.A töltő egyszerű, trafó+ egyenirányító.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 11, 22:41
Írta: 000000000 Dátum 2010 május 11, 22:41
Bódi kómám! Egy napig nem nézek be a témába, és Te már készen is vagy egy működő kapcsolással. Eszméletlen tempót diktálsz!
Látom a Royer oszcillátort vetted alapul. Jó lenne a kapcsolást közvetlen hálózeti feszültségről táplálni, én ezen dolgozom. A ferrit magok épp ma jöttek meg, de nálam nem mennek a dolgok ilyen gyorsan...
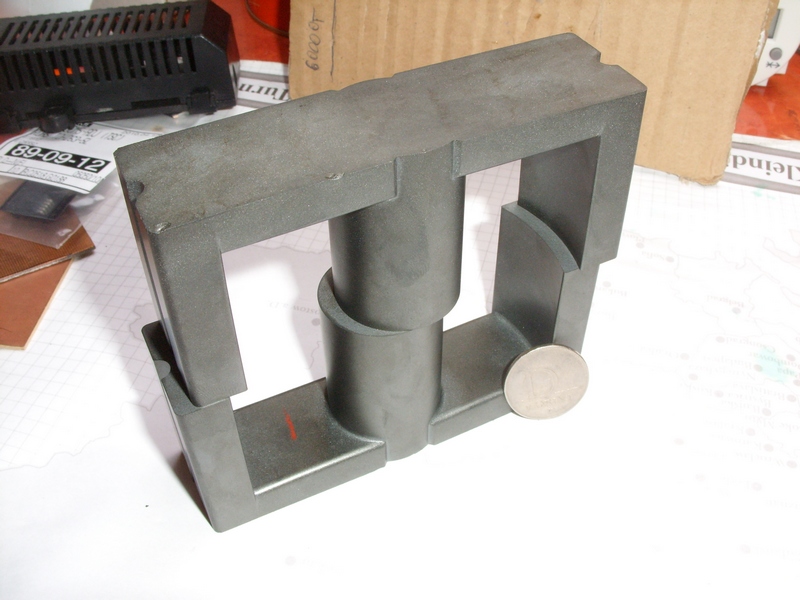
A tekercset én nem készítettem volna ilyen hosszúra, sokkal kevésbé koncentráltabb így az indukció.
Megmérnél légy szíves egy pár dolgot:
Mekkora teljesítményt vesz fel?
Mekkora az üresjárati frekvenciája?
Egyébként nem melegednek az MKP kondik? Bár egy pár 50 Watton nem fognak...
Nem okoskodni akarok, de a fojtótekercs kicsit alulméretezett, sok lehet a vesztesége.
Egyébként nagy vagy!
Látom a háttérben azért ott figyel az LCM3
[#papakacsint] Jó hasznát venni, ugye?
Látom a Royer oszcillátort vetted alapul. Jó lenne a kapcsolást közvetlen hálózeti feszültségről táplálni, én ezen dolgozom. A ferrit magok épp ma jöttek meg, de nálam nem mennek a dolgok ilyen gyorsan...
A tekercset én nem készítettem volna ilyen hosszúra, sokkal kevésbé koncentráltabb így az indukció.
Megmérnél légy szíves egy pár dolgot:
Mekkora teljesítményt vesz fel?
Mekkora az üresjárati frekvenciája?
Egyébként nem melegednek az MKP kondik? Bár egy pár 50 Watton nem fognak...
Nem okoskodni akarok, de a fojtótekercs kicsit alulméretezett, sok lehet a vesztesége.
Egyébként nagy vagy!
Látom a háttérben azért ott figyel az LCM3
[#papakacsint] Jó hasznát venni, ugye?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 11, 22:51
Írta: 000000000 Dátum 2010 május 11, 22:51
Szia Komám!
Vártam már,hogy mikor tévedsz ide.Ez az első próba, örülök,hogy működik. Milyen métetű az a mag, amit vettél? Te milyen kapcsolást szeretnél megépíteni? A folytó csak 10A-es. Mekkorát javasolsz, milyen magra tekerjem?
Szerinted mekkora feszültséget bírhat el ez a kapcsolás? A müszerednek nagy hasznát veszem.
Vártam már,hogy mikor tévedsz ide.Ez az első próba, örülök,hogy működik. Milyen métetű az a mag, amit vettél? Te milyen kapcsolást szeretnél megépíteni? A folytó csak 10A-es. Mekkorát javasolsz, milyen magra tekerjem?
Szerinted mekkora feszültséget bírhat el ez a kapcsolás? A müszerednek nagy hasznát veszem.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 11, 22:56
Írta: 000000000 Dátum 2010 május 11, 22:56
A munkatekercset lehet egymásra is tekerni, nem csak egysorosra? Természetesen légréssel.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 11, 23:06
Írta: 000000000 Dátum 2010 május 11, 23:06
A ferrit mag főbb adatai alább találhatók, hasznos keresztmetszet 754mm^2 Al érték >7000 (kevés menet is elég) és ablakméret 80*30 oldalanként. 3 hetet vártam rá, és nem volt olcsó se, de egyetlen cég foglalkozik ekkora teljesítmény magokkal. www.njmagnet.com
Egy "megszokott" PC táp magja ennek kb. 1/5-e méretben, és keresztmetszetben.
Én ezt a kapcsolást vettem alapul, ezt akarom módosítani.
A Hobbielektronikán is folyik eszmecsere hasonló dolgokról.
Figyelmedbe ajánlom Skori weboldalát: Trafó méretezés, valamint ezt a nagyon jó méretezési fájlt.
Egy "megszokott" PC táp magja ennek kb. 1/5-e méretben, és keresztmetszetben.
Én ezt a kapcsolást vettem alapul, ezt akarom módosítani.
A Hobbielektronikán is folyik eszmecsere hasonló dolgokról.
Figyelmedbe ajánlom Skori weboldalát: Trafó méretezés, valamint ezt a nagyon jó méretezési fájlt.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 11, 23:14
Írta: 000000000 Dátum 2010 május 11, 23:14
Kérdésedre válaszolva: Célom a biztonságos hálózati üzem mellett 1.5kW hasznos teljesítmény, ezért is a nagy mag, meg a nagy hangsúly a tank kondenzátorra. Ezen sok múlik...
A fojtót az üzemi áramra (amit majd légy szíves mérj meg, vagy írj majd be) méretezném. A sárga mag Al értékét meg tudod mérni 1 menet vezetékkel a műszerrel. L = Al * n^2 a kívánt induktivitás. A lényeg, hogy ne menjen telítődésbe a mag. Tip. <180-200mT.
A munkatekercset jó hogy szorosra csináltad, én csak az 5 menetet sokallom oldalanként, bár attól függ mi a cél. Egy folyamatos "végtelen" szalag hevítése, mely lassan áthalad (arra jó, mert egyenletesen hevít), vagy a koncentrált hevítés és magasabb hőmérséklet elérése; pl. kovácsoláshoz!?
Üdv. Dani
A fojtót az üzemi áramra (amit majd légy szíves mérj meg, vagy írj majd be) méretezném. A sárga mag Al értékét meg tudod mérni 1 menet vezetékkel a műszerrel. L = Al * n^2 a kívánt induktivitás. A lényeg, hogy ne menjen telítődésbe a mag. Tip. <180-200mT.
A munkatekercset jó hogy szorosra csináltad, én csak az 5 menetet sokallom oldalanként, bár attól függ mi a cél. Egy folyamatos "végtelen" szalag hevítése, mely lassan áthalad (arra jó, mert egyenletesen hevít), vagy a koncentrált hevítés és magasabb hőmérséklet elérése; pl. kovácsoláshoz!?
Üdv. Dani
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 11, 23:34
Írta: 000000000 Dátum 2010 május 11, 23:34
Jókora magot vettél. A belinkelt kapcsolást én is letöltöttem a Hobbielektronikáról, meg is vsn hozzá az alkatrész.
Az üresjárati áramom 27V-nál 2.5A, a munkaram fel megy 18A-ra is,a nagyobb vasat dugok bele.
A munkatekercset vegyem le 2x3 menetre?
Az üresjárati áramom 27V-nál 2.5A, a munkaram fel megy 18A-ra is,a nagyobb vasat dugok bele.
A munkatekercset vegyem le 2x3 menetre?
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2010 május 11, 23:40
Írta: svejk Dátum 2010 május 11, 23:40
Úgy látom teljes mag, de a légrést szerintem nem úszod meg, tehát jóval kisebb Al. érték fog kijönni.
Milyen anyagminőség?
Mennyit vettél ebből és milyen áron?
Nincs belőle plusz eladó?
Milyen anyagminőség?
Mennyit vettél ebből és milyen áron?
Nincs belőle plusz eladó?
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2010 május 11, 23:42
Írta: svejk Dátum 2010 május 11, 23:42
Inkább úgy kérdezem hogy melyik ismert anyagminőségnek felel meg?
Cím: Re:Fémöntés házilag
Írta: frob Dátum 2010 május 11, 23:46
Írta: frob Dátum 2010 május 11, 23:46
szia deguss néztem volna az adott linket : http://www.njmagnet.com/ de sajna ezen nekem nem jön be semmi.. tudnál segíteni? köszi!
vbodi , ez nem semmi amit csináltál gratula! :)
vbodi , ez nem semmi amit csináltál gratula! :)
Cím: Re:Fémöntés házilag
Írta: s7manbs8 Dátum 2010 május 11, 23:57
Írta: s7manbs8 Dátum 2010 május 11, 23:57
Ez valami multivibrátor kapcsolás, ha jól látom ?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 12, 08:05
Írta: 000000000 Dátum 2010 május 12, 08:05
Svejk: Igen, valóban csökkenti a légrés a csatolás szorosságát (szórási induktivitás) de majd elválik, mekkora kell bele. Túl sok az ismeretlen, ezért nem tudom csak számolni.
2 párat vettem az EC112/50 típusból, csévetest meg minden nélkül. Nekem szállítással, vámmal, adóval 3 hetemben és 12e Ft-omban van egy mag. Nem akarok vele kereskedni, se eladni, de ha Te is indukciós hevítő építéséhez használnád, az egyik párat ezen az áron oda tudom adni.
Vagy ha akkora igény összejön, hogy érdemes újra rendelni, akkor felvállalom a rendelést nonprofit közreműködéssel.
A szakmai dolgokhoz visszatérve: a linkelt adatlapon van egy olyan paraméter, hogy core constant = 0.356 1/mm-ben, amiről nem tudom, hogy mi, de a weblapjukon 3 féle anyagot tüntetnek fel, amik csak a Bmax és Hc-ben különböznek jelentősen. Úgy tudom az enyém H40-es anyag, bár most nem vagyok otthon, majd megnézem.
Fizikai méretei
frob: a hiba nálad lesz, az angol nyelvű: http://www.njmagnet.com/en/index.asp itt nyílik meg.
elektron: nem, bár ez is rezeg :P
2 párat vettem az EC112/50 típusból, csévetest meg minden nélkül. Nekem szállítással, vámmal, adóval 3 hetemben és 12e Ft-omban van egy mag. Nem akarok vele kereskedni, se eladni, de ha Te is indukciós hevítő építéséhez használnád, az egyik párat ezen az áron oda tudom adni.
Vagy ha akkora igény összejön, hogy érdemes újra rendelni, akkor felvállalom a rendelést nonprofit közreműködéssel.
A szakmai dolgokhoz visszatérve: a linkelt adatlapon van egy olyan paraméter, hogy core constant = 0.356 1/mm-ben, amiről nem tudom, hogy mi, de a weblapjukon 3 féle anyagot tüntetnek fel, amik csak a Bmax és Hc-ben különböznek jelentősen. Úgy tudom az enyém H40-es anyag, bár most nem vagyok otthon, majd megnézem.
Fizikai méretei
frob: a hiba nálad lesz, az angol nyelvű: http://www.njmagnet.com/en/index.asp itt nyílik meg.
elektron: nem, bár ez is rezeg :P
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 12, 08:08
Írta: 000000000 Dátum 2010 május 12, 08:08
Majdnem ugyanaz, mint az én kapcsolásom, csak a feteket fet hajtja meg.
Ezek ZVS (Zero-Voltage-Switching) kapcsolások.

Ezek ZVS (Zero-Voltage-Switching) kapcsolások.
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2010 május 12, 09:01
Írta: svejk Dátum 2010 május 12, 09:01
Ej-ha! Ennyit azért nekem nem érne csak kísérletezésekre, ráadásul amilyen kétbalkezes vagyok igen gyorsan eltörném :(
Köszi az infót.
Köszi az infót.
Cím: Re:Fémöntés házilag
Írta: x4rhew5r3 Dátum 2010 május 12, 09:20
Írta: x4rhew5r3 Dátum 2010 május 12, 09:20
Érdemes lenne gyűjteni a nagy E ferriteket. Többet összefogva el lehet érni a megfelelő keresztmetszetet.
Cím: Re:Fémöntés házilag
Írta: x4rhew5r3 Dátum 2010 május 12, 09:21
Írta: x4rhew5r3 Dátum 2010 május 12, 09:21
[#eljen][#worship]
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2010 május 12, 09:23
Írta: svejk Dátum 2010 május 12, 09:23
Igen, van is egy jó adagom, de csak N27-esek.
Mondjuk ide jó lenne.
A kérdés még az ablakkeresztmetszet (bár kevesebb menet kell) és hogy hőleadásilag nem ideális a vastag mag...
Mondjuk ide jó lenne.
A kérdés még az ablakkeresztmetszet (bár kevesebb menet kell) és hogy hőleadásilag nem ideális a vastag mag...
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2010 május 12, 09:25
Írta: svejk Dátum 2010 május 12, 09:25
Jut eszembe, ha már ferrit.
Van egy nagy adag gyűrűmagom, bazi nagy Al. értékkel, újak.
Valószínű inkább zavarszűrőnek jók.
Majd ideírom az adatait.
Van egy nagy adag gyűrűmagom, bazi nagy Al. értékkel, újak.
Valószínű inkább zavarszűrőnek jók.
Majd ideírom az adatait.
Cím: Re:Fémöntés házilag
Írta: x4rhew5r3 Dátum 2010 május 12, 09:29
Írta: x4rhew5r3 Dátum 2010 május 12, 09:29
Az jó, mert mindig betervezem a zavarszűrést, aztán átkötöm egy darab dróttal:)
Cím: Re:Fémöntés házilag
Írta: x4rhew5r3 Dátum 2010 május 12, 09:32
Írta: x4rhew5r3 Dátum 2010 május 12, 09:32
Láttam már 1.5kW-os kapcsolótápot 2x4db E mag egybefogásával. Meg ha indukciós hevítés, az eléggé szakaszos üzem. Ha majd találkozunk, legyen a zsebedben pár darab::))
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2010 május 12, 10:10
Írta: svejk Dátum 2010 május 12, 10:10
Na ha ezt betervezed nem fogod átkötni dróttal mert nagyon hosszú kellene :))
Cím: Re:Fémöntés házilag
Írta: s7manbs8 Dátum 2010 május 12, 10:12
Írta: s7manbs8 Dátum 2010 május 12, 10:12
Jó, köszi.
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2010 május 12, 11:53
Írta: svejk Dátum 2010 május 12, 11:53
Itt van a szóban forgó gyűrűmag.
átmérő: 68/44 mm
szélesség: 13,5 mm
10 menetet feltekerve éppen 1mH az induktivitás, tehát az Al. értéke: 10000
Ez volt a csomagoláson: Schaffner 1112-046
Szerintem nagyáramú zavarszűrőnek jó, de akinek van valami jó ötlete a hasznosításra az kap tőlem 10 db-ot.
Persze azt én döntöm el hogy jó-e az ötlet :))

átmérő: 68/44 mm
szélesség: 13,5 mm
10 menetet feltekerve éppen 1mH az induktivitás, tehát az Al. értéke: 10000
Ez volt a csomagoláson: Schaffner 1112-046
Szerintem nagyáramú zavarszűrőnek jó, de akinek van valami jó ötlete a hasznosításra az kap tőlem 10 db-ot.
Persze azt én döntöm el hogy jó-e az ötlet :))
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 12, 12:18
Írta: 000000000 Dátum 2010 május 12, 12:18
Szerintem méretileg pont ilyen kéne VBody mostani fojtótekercse helyet. Ugyan légrés kell bele, de vékony sarokköszörűvel mm-es koronggal lehet bele légrést vágni, bár jó kemény anyag...
Ha már így felajánlottad, egy pár darabra én is igényt tartanék Vbody és Sneci után.
Ha már így felajánlottad, egy pár darabra én is igényt tartanék Vbody és Sneci után.
Cím: Re:Fémöntés házilag
Írta: me3ua0a6 Dátum 2010 május 12, 12:19
Írta: me3ua0a6 Dátum 2010 május 12, 12:19
Két ötletem lenne:
-levélnehezék
-mini csillagkapu
Egyébként nekem pl van egy 12V/40A tápom, valószínűleg ilyesmiknél kezdődne a felhasználása.
-levélnehezék
-mini csillagkapu
Egyébként nekem pl van egy 12V/40A tápom, valószínűleg ilyesmiknél kezdődne a felhasználása.
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2010 május 12, 12:26
Írta: svejk Dátum 2010 május 12, 12:26
A csillagkapu bejutott az elődöntőbe :)
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 12, 12:27
Írta: 000000000 Dátum 2010 május 12, 12:27
Ugyan ezt linkeltem be :)
Bár mindegyik hasonlít, a Royer oszcillátor az alap elvük.
Közvetlen egyenirányított hálózati feszültségről üzemeltetéshez én a következőt tervezem:
1) A munkatekercs helyett egy trafó középmegcsapolásos primerét kapcsolgatom az IGBT-kkel. A szekunder tekercs pár menet, mely 1:1-ben csatlakozik a munkatekercshez és a tank kondenzátorhoz. Így a primer tekerccsel nem párhuzamosítok kondenzátorokat.
2) A bal oldali didódára egy külső segédtápról adok 15V-ot, mivel az előtétellenállás 325V-nál elég sokat disszipálna.
3) A vezérlés jelét pedig nem közvetlen a primer tekercs jobb feléről veszem, hanem egy ugyan abba az irányba tekert segédtekercsről.
Vélemények?
Bár mindegyik hasonlít, a Royer oszcillátor az alap elvük.
Közvetlen egyenirányított hálózati feszültségről üzemeltetéshez én a következőt tervezem:
1) A munkatekercs helyett egy trafó középmegcsapolásos primerét kapcsolgatom az IGBT-kkel. A szekunder tekercs pár menet, mely 1:1-ben csatlakozik a munkatekercshez és a tank kondenzátorhoz. Így a primer tekerccsel nem párhuzamosítok kondenzátorokat.
2) A bal oldali didódára egy külső segédtápról adok 15V-ot, mivel az előtétellenállás 325V-nál elég sokat disszipálna.
3) A vezérlés jelét pedig nem közvetlen a primer tekercs jobb feléről veszem, hanem egy ugyan abba az irányba tekert segédtekercsről.
Vélemények?
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2010 május 12, 12:28
Írta: svejk Dátum 2010 május 12, 12:28
Gondolod ez járható út?
És az átellenes oldalra tömöríteni a tekercset?
És az átellenes oldalra tömöríteni a tekercset?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 12, 12:51
Írta: 000000000 Dátum 2010 május 12, 12:51
Nem-nem, rosszul értelmezel!
A primer tekercs (ami Vbody-nál közvetlen a munkatekercs) ugyan úgy szimmetrikusan lenne elkészítve, persze nyilván nem csak 5-5 menettel, hanem a feszültségre méretezve.
A középmegcsapolás ugyan úgy lenne elkészítve.
Kizárólag a vezérlés jelét, ami a lenti rajzon a 4k7-es ellenállásra megy, venném le egy a primer tekercs jobb oldali ágával párhuzamosan tekercselt segéttekercsről (melynek lényegesen kevesebb menetszáma van, mint a fő primer tekercs egyik felének) mely a középmegcsapolásnál van közösítve.
Ha hazaérek, rajzolok, meg mérek.
Amire emlékszem a szimulációból (PSpice ill. Tina), hogy a primer tekercs két vége között 1.61*tápfesz mérhető! Ezt talán VBody tudná igazolni, megmérni. Tényleg, milyen frekire áll be üresjáratban ill. terhelve?
A primer tekercs (ami Vbody-nál közvetlen a munkatekercs) ugyan úgy szimmetrikusan lenne elkészítve, persze nyilván nem csak 5-5 menettel, hanem a feszültségre méretezve.
A középmegcsapolás ugyan úgy lenne elkészítve.
Kizárólag a vezérlés jelét, ami a lenti rajzon a 4k7-es ellenállásra megy, venném le egy a primer tekercs jobb oldali ágával párhuzamosan tekercselt segéttekercsről (melynek lényegesen kevesebb menetszáma van, mint a fő primer tekercs egyik felének) mely a középmegcsapolásnál van közösítve.
Ha hazaérek, rajzolok, meg mérek.
Amire emlékszem a szimulációból (PSpice ill. Tina), hogy a primer tekercs két vége között 1.61*tápfesz mérhető! Ezt talán VBody tudná igazolni, megmérni. Tényleg, milyen frekire áll be üresjáratban ill. terhelve?
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2010 május 12, 13:12
Írta: svejk Dátum 2010 május 12, 13:12
Én az átfűrészelést kérdeztem, hogy járható-e :))
Cím: Re:Fémöntés házilag
Írta: x4rhew5r3 Dátum 2010 május 12, 16:22
Írta: x4rhew5r3 Dátum 2010 május 12, 16:22
Csináltam úgy "áramváltót", hogy vékony felxxel átvágtam a gyűrűt, és egy hall elemet tettem a résbe.

Kézből vágtam, ezért kicsit lepattogzottak az élek, de ha meg van vezetve a flex, akkor még jó is lehet. Aztán letettem a dologról, mert elég macerás.
Kézből vágtam, ezért kicsit lepattogzottak az élek, de ha meg van vezetve a flex, akkor még jó is lehet. Aztán letettem a dologról, mert elég macerás.
Cím: Re:Fémöntés házilag
Írta: ra8nsmk6w Dátum 2010 május 12, 16:53
Írta: ra8nsmk6w Dátum 2010 május 12, 16:53
Hasonlóképpen csináltam én is egyszer. A különbség mindössze annyi volt, hogy az autós erősitőknél használt "müanyag táskában" lévő összehajtható feritmagot használtam amit nem kellett szétvágni
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2010 május 12, 17:16
Írta: svejk Dátum 2010 május 12, 17:16
Hmm...tehát teljes értékű légréses magom lesz?
Igazából én azt sem tudom melyik a ferrit és melyik a porvasmag...mert állítólag nem egy a kettő.
ha egyszer ráérek megmérem valahogy mikor telítődik ez a gyűrű.
Az a baj hogy ezeknek a tekercsek lelkük van :)
Igazából én azt sem tudom melyik a ferrit és melyik a porvasmag...mert állítólag nem egy a kettő.
ha egyszer ráérek megmérem valahogy mikor telítődik ez a gyűrű.
Az a baj hogy ezeknek a tekercsek lelkük van :)
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2010 május 12, 17:16
Írta: svejk Dátum 2010 május 12, 17:16
No, még olyat sem láttam :(((
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2010 május 12, 17:17
Írta: svejk Dátum 2010 május 12, 17:17
Milyen koronggal próbálkozzak?
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2010 május 12, 17:26
Írta: svejk Dátum 2010 május 12, 17:26
Majd jól körbe bandázsolom, hogy nehogy szétrobbanjon
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 12, 17:47
Írta: 000000000 Dátum 2010 május 12, 17:47

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 12, 17:48
Írta: 000000000 Dátum 2010 május 12, 17:48

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 12, 17:50
Írta: 000000000 Dátum 2010 május 12, 17:50
Üresjárati feszültség:45V
áram :5A
frekvencia:500KHz

áram :5A
frekvencia:500KHz
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 12, 17:52
Írta: 000000000 Dátum 2010 május 12, 17:52
A kismegszakító csak kapcsoló, a"bizti" utána van.
Heggesztőtrafóról hozom a feszültséget.

Heggesztőtrafóról hozom a feszültséget.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 12, 17:53
Írta: 000000000 Dátum 2010 május 12, 17:53
A kondik hűtése.

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 12, 17:55
Írta: 000000000 Dátum 2010 május 12, 17:55
A Lada ablakmosó szivattyú ide is megfelelő.

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 12, 17:55
Írta: 000000000 Dátum 2010 május 12, 17:55

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 12, 18:00
Írta: 000000000 Dátum 2010 május 12, 18:00
Amikor a hideg vasat bedugom a tekercsbe, a freki fel megy 2MHZ-ig, ahogy melegszik a vas, visszamegy a freki.
Az M10es menetesszár hevítésekora feszültség:43V
áram :13A
frekvencia:430KHz

Az M10es menetesszár hevítésekora feszültség:43V
áram :13A
frekvencia:430KHz
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 12, 18:01
Írta: 000000000 Dátum 2010 május 12, 18:01
Kis egyszerű oszcillátor mire képes!?

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 12, 18:17
Írta: 000000000 Dátum 2010 május 12, 18:17
[#worship][#worship][#worship][#worship]öregem,nem semmi gádzso vagy!:)))))[#vigyor2][#vigyor2][#vigyor2]
Cím: Re:Fémöntés házilag
Írta: x4rhew5r3 Dátum 2010 május 12, 18:25
Írta: x4rhew5r3 Dátum 2010 május 12, 18:25
Én közönséges vékony tárcsával csináltam. De meg fogom próbálni CNC-vel kicsi gyémánt tárcsával.
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2010 május 12, 18:33
Írta: Rabb Ferenc Dátum 2010 május 12, 18:33
Emelem kalapom!
Nem magas egy kicsit a freki? Teljes keresztmetszetű hevítéshez 40-100 kHz a szokásos. 2 MHz már csak a felületi néhány tized millimétert járja át. Kéregedzésre használatos izzítás.
De azért mégegyszer megemelem a kalapom előtted!
Nem magas egy kicsit a freki? Teljes keresztmetszetű hevítéshez 40-100 kHz a szokásos. 2 MHz már csak a felületi néhány tized millimétert járja át. Kéregedzésre használatos izzítás.
De azért mégegyszer megemelem a kalapom előtted!
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2010 május 12, 18:35
Írta: svejk Dátum 2010 május 12, 18:35
Elvágtam...
Úgy 1,5 mm-esere sikeredett, amikor átért kicsit lepattant.
Elég könnyen vitte, közben 3-4-szer kicsit megéleztem egy darab vason a korongot:)
Így a 10 menet induktivitása leesett 1 mH-ről 40uH-re ha a tekercs a légréssel átellenben van, ha a légrés mellé húzom akkor csak 25 uH.
Úgy 1,5 mm-esere sikeredett, amikor átért kicsit lepattant.
Elég könnyen vitte, közben 3-4-szer kicsit megéleztem egy darab vason a korongot:)
Így a 10 menet induktivitása leesett 1 mH-ről 40uH-re ha a tekercs a légréssel átellenben van, ha a légrés mellé húzom akkor csak 25 uH.
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2010 május 12, 18:42
Írta: 43pbwjg8s Dátum 2010 május 12, 18:42
600uF-os (-10 +20%) Foto Blitz Elko 450/500V Form A.
Jó ez valakinek valamire?
Jó ez valakinek valamire?
Cím: Re:Fémöntés házilag
Írta: ra8nsmk6w Dátum 2010 május 12, 19:32
Írta: ra8nsmk6w Dátum 2010 május 12, 19:32
Ha erre jársz adok. Egyébként meg biztos ismered olyan igazi muff formájú, bár ez egy kicsit áthallásos de tudni fogod ha meglátod
Cím: Re:Fémöntés házilag
Írta: s7manbs8 Dátum 2010 május 12, 19:46
Írta: s7manbs8 Dátum 2010 május 12, 19:46
Itt bejön egy kis anyagismeret a mágneses terek és egyébkapcsolata a hőmérséklettel, érdekes tanulságok.
Cím: Re:Fémöntés házilag
Írta: s7manbs8 Dátum 2010 május 12, 19:47
Írta: s7manbs8 Dátum 2010 május 12, 19:47
Kezdhetjük a példát látva leutánozni. [#eljen]
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2010 május 12, 21:50
Írta: Rabb Ferenc Dátum 2010 május 12, 21:50
Leutánozni? Az olyan snassz. Honosítjuk.
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2010 május 12, 22:16
Írta: robroy007 Dátum 2010 május 12, 22:16
Szia Bodi!
Mennyi idő alatt pirult meg a vas?
úgy látom, hogy indulásnál rádiózik rendesen a szerkezet
tudod-e befolyásolni az alap frekvenciát valahogy, vagy csak ilyenre sikerült (az indulási felfutást gondolom nem tervezted be)
amikor ide kerültem a fórumra akkor de jó lett volna ha már ezen törted volna a fejed most sokkal előrébb lehetnénk, pedig valakivel anno levelezgettem is ez ügyben, de te megint óriásit léptél előre a csapatnak szerintem
Mennyi idő alatt pirult meg a vas?
úgy látom, hogy indulásnál rádiózik rendesen a szerkezet
tudod-e befolyásolni az alap frekvenciát valahogy, vagy csak ilyenre sikerült (az indulási felfutást gondolom nem tervezted be)
amikor ide kerültem a fórumra akkor de jó lett volna ha már ezen törted volna a fejed most sokkal előrébb lehetnénk, pedig valakivel anno levelezgettem is ez ügyben, de te megint óriásit léptél előre a csapatnak szerintem
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2010 május 13, 11:42
Írta: 43pbwjg8s Dátum 2010 május 13, 11:42
Akkor dobhatom ki a kondit?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 13, 15:03
Írta: 000000000 Dátum 2010 május 13, 15:03
Szia!
Mennyire melegszenek a kondik, és mennyi idő alatt?
Mennyire melegszenek a kondik, és mennyi idő alatt?
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2010 május 13, 17:45
Írta: Szalai György Dátum 2010 május 13, 17:45
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2010 május 13, 20:33
Írta: svejk Dátum 2010 május 13, 20:33
Basszus, rosszul értelmeztem az összehajthatót, azt hittem hogy képlékeny a ferrit :)
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 13, 21:02
Írta: 000000000 Dátum 2010 május 13, 21:02
Szia Robi!
Az M6-os menetesszár a 10. másodperc után izzott.
Az M6-os menetesszár a 10. másodperc után izzott.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 13, 21:04
Írta: 000000000 Dátum 2010 május 13, 21:04
Ne dobd ki Barátom! Jó lesz az Neked szürő kondinak.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 13, 21:05
Írta: 000000000 Dátum 2010 május 13, 21:05
Nem vészes a kondik melegedése.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 13, 21:06
Írta: 000000000 Dátum 2010 május 13, 21:06
A rezgőkör feszültsége:225V.

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 13, 21:08
Írta: 000000000 Dátum 2010 május 13, 21:08
Jelalak az egyik Fet Gatején:12V(Zeener).

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 13, 21:09
Írta: 000000000 Dátum 2010 május 13, 21:09

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 13, 21:10
Írta: 000000000 Dátum 2010 május 13, 21:10
Csuda jó szórakozás ez!

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 13, 21:12
Írta: 000000000 Dátum 2010 május 13, 21:12
Szaporodnak a bankban a kondik. Viszem le a frekit.

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 13, 21:13
Írta: 000000000 Dátum 2010 május 13, 21:13

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 13, 21:13
Írta: 000000000 Dátum 2010 május 13, 21:13
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 13, 21:19
Írta: 000000000 Dátum 2010 május 13, 21:19
Tegnap elszállt egy 50A-os Greatz híd és két IRFP260N Fet. Ma reggel cseréltem őket. A kis belső átmérőjű munkatekercsbe gyorsan dugtam be a 12-es menetesszárat.
Ki akarom majd próbálni az oscillátort valami nagyáramú IGBT-vel, csak még be kell szereznem két db kb 600V 100A példányt. Ha van valakinek elfekvőben, érdekelne.
Ki akarom majd próbálni az oscillátort valami nagyáramú IGBT-vel, csak még be kell szereznem két db kb 600V 100A példányt. Ha van valakinek elfekvőben, érdekelne.
Cím: Re:Fémöntés házilag
Írta: jv7pu3a5p Dátum 2010 május 13, 21:25
Írta: jv7pu3a5p Dátum 2010 május 13, 21:25
Nem semmi amit művelsz. [#eljen]
Köthetsz párhuzamosan is FETet ha kell az áram.
Köthetsz párhuzamosan is FETet ha kell az áram.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 13, 21:29
Írta: 000000000 Dátum 2010 május 13, 21:29
Félek,hogy nem egyszerre nyitnak. Meg a feszültséggel is top-on vagyok 225V.
Cím: Re:Fémöntés házilag
Írta: jv7pu3a5p Dátum 2010 május 13, 21:38
Írta: jv7pu3a5p Dátum 2010 május 13, 21:38
Elfogadott dolog a FETek párhuzamba kötése. Autóerősítőkben is előszeretettel használják.
Azért lehet őket párhuzamosan kötni mert a hőmérésklet növekedésével növekszik az RDS, így nem indít el lavinát.
Amúgy holnap megyek lomexbe, ha kell valamilyen FET szívesen veszek neked és feladom postán.
Azért lehet őket párhuzamosan kötni mert a hőmérésklet növekedésével növekszik az RDS, így nem indít el lavinát.
Amúgy holnap megyek lomexbe, ha kell valamilyen FET szívesen veszek neked és feladom postán.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 13, 22:53
Írta: 000000000 Dátum 2010 május 13, 22:53
OK, értem. Köszönöm a felajánlott segítséget!
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2010 május 13, 23:18
Írta: svejk Dátum 2010 május 13, 23:18
Ez elég csúnyácska, elég sok ideig disszipál a FET. (nem elég meredek a fel-lefutás)
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2010 május 13, 23:22
Írta: svejk Dátum 2010 május 13, 23:22
Ja, hogy ez még mindig az önrezgő oszci...
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 13, 23:23
Írta: 000000000 Dátum 2010 május 13, 23:23
Mit tanácsolsz?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 13, 23:59
Írta: 000000000 Dátum 2010 május 13, 23:59
Kedves Bódi barátom!
A többiekhez hasonlóan, én is csak gratulálni tudok, de ha megengeded, egy pár tanácsot adnék mellé.
A tekercshez közelebb lévő kondikon sokkal nagyobb áram folyik, mint a távolabb esőkön. Gondolom ezt észleled a melegedésükben is. Ez ellen lehet tenni, méghozzá úgy, hogy a kondikat azonos távolságra helyezed el a tekercstől. Alsó kivezetésük szépen sorban távolodva a tekercstől, a másik kivezetés pedig fordított sorrendben, tehát a kondenzátor, melynek alsó kivezetése a legközelebb van a tekercshez, annak felső kivezetését a legtávolabb teszed. Tehát a felső ágba hajtasz egy hurkot. Bővebben: itt .
Látom még mindig a régi fojtót használod. Nem tudom mi van most Svejk felajánlásával (talán tényleg a csillagkapu lett a nyerő felhasználás!?), de szerintem a huzal is vékony, meg 13A ennyi menettel biztosan telítődésbe viszi a magot. Becslésem szerint elég lenne 15 menet, legalább 3-szor ilyen keresztmetszetű litznis huzalból. Szerintem ez még dob rajta egy lapáttal a teljesítmény szempontjából.
Ha a #1628 hozzászólás képén látható kék PVC szig. tekert mag fojtónak készül, az is jó lehet, ha van benne légrés. (jobb lenne licnis huzal arra is). Elég a középső oszlopba légrést készíteni, úgy kisebb a szórt mágneses tér is.
Ahogy mások is tanácsolták, lejebb kell vinni a frekvenciát, mert így az örvényáramok csak a legkülső rétegekben alakulnak ki. Ha pontosan érdekel a behatolási mélység, ezt a fajlagos ellenállás, a mágneses indukció és a frekvencia ismeretében számítani is lehet! Vékony lemezekhez <0.5mm használatos 500kHz is akár, de "általános célú" 10-es, 16-os köracélhoz nem kéne több 100kHz-nél. Kisebb lenne a FET-ek disszipációja is. A lapos felfutásról készült kép fél MHz-en készült?
Látom készítettél több tekercset is. Előnyösebbnek találod a több menetből tekertet?
A többiekhez hasonlóan, én is csak gratulálni tudok, de ha megengeded, egy pár tanácsot adnék mellé.
A tekercshez közelebb lévő kondikon sokkal nagyobb áram folyik, mint a távolabb esőkön. Gondolom ezt észleled a melegedésükben is. Ez ellen lehet tenni, méghozzá úgy, hogy a kondikat azonos távolságra helyezed el a tekercstől. Alsó kivezetésük szépen sorban távolodva a tekercstől, a másik kivezetés pedig fordított sorrendben, tehát a kondenzátor, melynek alsó kivezetése a legközelebb van a tekercshez, annak felső kivezetését a legtávolabb teszed. Tehát a felső ágba hajtasz egy hurkot. Bővebben: itt .
Látom még mindig a régi fojtót használod. Nem tudom mi van most Svejk felajánlásával (talán tényleg a csillagkapu lett a nyerő felhasználás!?), de szerintem a huzal is vékony, meg 13A ennyi menettel biztosan telítődésbe viszi a magot. Becslésem szerint elég lenne 15 menet, legalább 3-szor ilyen keresztmetszetű litznis huzalból. Szerintem ez még dob rajta egy lapáttal a teljesítmény szempontjából.
Ha a #1628 hozzászólás képén látható kék PVC szig. tekert mag fojtónak készül, az is jó lehet, ha van benne légrés. (jobb lenne licnis huzal arra is). Elég a középső oszlopba légrést készíteni, úgy kisebb a szórt mágneses tér is.
Ahogy mások is tanácsolták, lejebb kell vinni a frekvenciát, mert így az örvényáramok csak a legkülső rétegekben alakulnak ki. Ha pontosan érdekel a behatolási mélység, ezt a fajlagos ellenállás, a mágneses indukció és a frekvencia ismeretében számítani is lehet! Vékony lemezekhez <0.5mm használatos 500kHz is akár, de "általános célú" 10-es, 16-os köracélhoz nem kéne több 100kHz-nél. Kisebb lenne a FET-ek disszipációja is. A lapos felfutásról készült kép fél MHz-en készült?
Látom készítettél több tekercset is. Előnyösebbnek találod a több menetből tekertet?
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2010 május 14, 06:11
Írta: Szalai György Dátum 2010 május 14, 06:11
Találgatnék hármat, ha nem baj.
Az efféle kapcsolásoknál, ahol a „végfok maga rezeg” hogyan garantálható a Fet-ek rövid idejű, alacsony veszteségű nyitás-zárása?
„litznis” huzalon a több szigetelt szálból sodort tekercselő vezetéket érted a régvolt litze huzal mintájára?
Alumínium olvasztás céljára használható-e az örvényáramú technika, milyen frekvencia környékén?
Az efféle kapcsolásoknál, ahol a „végfok maga rezeg” hogyan garantálható a Fet-ek rövid idejű, alacsony veszteségű nyitás-zárása?
„litznis” huzalon a több szigetelt szálból sodort tekercselő vezetéket érted a régvolt litze huzal mintájára?
Alumínium olvasztás céljára használható-e az örvényáramú technika, milyen frekvencia környékén?
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2010 május 14, 06:18
Írta: Szalai György Dátum 2010 május 14, 06:18
Az élek tövénél pedig, mintha volna valami „felhang” oszcilláció. Az normális?
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2010 május 14, 06:32
Írta: Szalai György Dátum 2010 május 14, 06:32
„Az elefánt testi ereje óriási, hallatlan nagy terheket elbír, de tízszer annyit ő sem bír el.”
(Nagy Lajos Képtelen természetrajz.)
Igen hamar kinőtted ezt a kis kapcsolást. Lehet, hogy nem csak a Fet-et kéne nagyobbra cserélned, hanem meghajtó áramkörrel gondoskodni a kapcsolási folyamat gyors lefutásáról. Esetleg külső generátorról hajtva, hangolhatóvá tenni a frekvenciát.
(Nagy Lajos Képtelen természetrajz.)
Igen hamar kinőtted ezt a kis kapcsolást. Lehet, hogy nem csak a Fet-et kéne nagyobbra cserélned, hanem meghajtó áramkörrel gondoskodni a kapcsolási folyamat gyors lefutásáról. Esetleg külső generátorról hajtva, hangolhatóvá tenni a frekvenciát.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 14, 06:35
Írta: 000000000 Dátum 2010 május 14, 06:35
Kösz a tanácsot, kipróbálom.Ez a mostani munkatekercsem 2x10 menet 35mm belső átmérővel. A mért induktivitása 5uH. A kondibank kapacitása 2.5uF.A szkópon mért jel periódus ideje 25 usec.
Ez, ha jól számolom 40KHz.A frekimérőm becsapott?!
Ez, ha jól számolom 40KHz.A frekimérőm becsapott?!
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2010 május 14, 08:49
Írta: svejk Dátum 2010 május 14, 08:49
A frekimérő egy gonosz jószág, főleg ilyen helyeken ahol sok harmonikus lehet, hasonlóan a digitális szkópokhoz csak fenntartásokkal lehet az eredményt elfogadni, magyarán tudnod kell mit kell mérned és azt lehet vele pontosítani.
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2010 május 14, 09:12
Írta: svejk Dátum 2010 május 14, 09:12
Szerintem a 30-100 KHz-re nem feltétlen kell a Litze, ráadásul nem is nagyon van olyan vastagságban ami ide jó lenne,
3-6 szál vékonyabb vezeték együtt tekercselve viszont jó eredményt adhat, ráadásul a helykihasználása is jó.
Adok én gyűrűmagot, de hát még nem jelentkezett senki érte.
3-6 szál vékonyabb vezeték együtt tekercselve viszont jó eredményt adhat, ráadásul a helykihasználása is jó.
Adok én gyűrűmagot, de hát még nem jelentkezett senki érte.
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2010 május 14, 09:15
Írta: svejk Dátum 2010 május 14, 09:15
A Thomson képlet szerint is 45KHz-nek kellene lennie.
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2010 május 14, 09:17
Írta: svejk Dátum 2010 május 14, 09:17
Azt viszont nem tudom hogy a behelyezett melegítendő tárgy mennyire váltaztatja meg a rezgőkör induktivitását, vagyis a frekvenciát.
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2010 május 14, 09:19
Írta: svejk Dátum 2010 május 14, 09:19
És itt jön a képbe a vezérelt oszcillátor kárdése, hogy valamilyen visszacsatolás kell, mert mindig a rezonanciafrekin kellene meghajtani a rezgőkört.
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2010 május 14, 09:24
Írta: svejk Dátum 2010 május 14, 09:24
Nagyon sok függ még a tekercs geometriájától, nem csak az induktivitás értéke hanem a melegítendő tárggyal való csatolása miatt.
De gondolom ez ügyben is már sokat olvastatok, és alkalmazzátok is.
De gondolom ez ügyben is már sokat olvastatok, és alkalmazzátok is.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 14, 09:59
Írta: 000000000 Dátum 2010 május 14, 09:59
Az a helyzet, hogy minden függ mindentől, de egy ilyen egyszerű kapcsolásnál ez természetes.
Rezgőkör nélkül, sima munkatekerccsel, szabályozható frekivel kapcsoltatni nagyáramú IGBT-ket nem lehetne megoldani? Vagy szükséges a rezgőkör a rezonancia nagy impedanciája miatt?
Rezgőkör nélkül, sima munkatekerccsel, szabályozható frekivel kapcsoltatni nagyáramú IGBT-ket nem lehetne megoldani? Vagy szükséges a rezgőkör a rezonancia nagy impedanciája miatt?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 14, 10:35
Írta: 000000000 Dátum 2010 május 14, 10:35
A kapcsolás hatalmas előnye, hogy beáll a rezonancia frekvenciára, amit a tekercs változó induktivitása, és az állandónak vett kondenzátor bank alkot (szimmetrikus csatolás esetén).
Nagy teljesítményre, ipari alkalmazásban, bonyolult, PLL-szabályzott vezérlést alkalmaznak, áramváltókkal, fázisdetektorral meg minden ilyen komplikáltabb dologgal...
A kapcsolóelemeket én eleve IGBT-kkel fogom megépíteni, ezek gyorsabbak mint a hagyományos MOSFET-ek, alacsonyabb a maradék-feszültségük és nagyobb áramokat bírnak kapcsolni.
A gate-jükön lévő zener diódát is ehhez kell méretezni, ha lehet magasabb értéket kell választani, vannak IGBT-k, amiket 30V-os feszültséggel lehet csak rendesen kinyitni.
A nullaátmenetben a felharmónikus valószínűleg a gate kapacitás miatt jön létre, ami növeli az áramkör veszteségeit, és zavart is bocsájt ki.
Tapasztalatból ajánlanék 3-5 Ohm értékű ellenállást közvetlen a két kapcsolóelem gate-jére sorosan ráforrasztani!
A vezérlő FET-ek karakterisztikája nagyban befolyásolják a slew rate-et. Első sorban a lenti rajzon a középső zéner dióda értékét emelném meg, nagyobb szűrő kondenzátort tennék, párhuzamosan még 100nF-os kerámiát is, illetve a "kiürítő" 1k-kat vinném egy kicsit lejebb. A *-gal jelölt ellenállást úgy kell méretezni az adott tápfeszültségre, hogy a zéneren mért feszültség minél simább legyen. Nem jó, ha értéke túl alacsony, de ha túl magas sem!
Nagy teljesítményre, ipari alkalmazásban, bonyolult, PLL-szabályzott vezérlést alkalmaznak, áramváltókkal, fázisdetektorral meg minden ilyen komplikáltabb dologgal...
A kapcsolóelemeket én eleve IGBT-kkel fogom megépíteni, ezek gyorsabbak mint a hagyományos MOSFET-ek, alacsonyabb a maradék-feszültségük és nagyobb áramokat bírnak kapcsolni.
A gate-jükön lévő zener diódát is ehhez kell méretezni, ha lehet magasabb értéket kell választani, vannak IGBT-k, amiket 30V-os feszültséggel lehet csak rendesen kinyitni.
A nullaátmenetben a felharmónikus valószínűleg a gate kapacitás miatt jön létre, ami növeli az áramkör veszteségeit, és zavart is bocsájt ki.
Tapasztalatból ajánlanék 3-5 Ohm értékű ellenállást közvetlen a két kapcsolóelem gate-jére sorosan ráforrasztani!
A vezérlő FET-ek karakterisztikája nagyban befolyásolják a slew rate-et. Első sorban a lenti rajzon a középső zéner dióda értékét emelném meg, nagyobb szűrő kondenzátort tennék, párhuzamosan még 100nF-os kerámiát is, illetve a "kiürítő" 1k-kat vinném egy kicsit lejebb. A *-gal jelölt ellenállást úgy kell méretezni az adott tápfeszültségre, hogy a zéneren mért feszültség minél simább legyen. Nem jó, ha értéke túl alacsony, de ha túl magas sem!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 14, 10:52
Írta: 000000000 Dátum 2010 május 14, 10:52
Szia!Köszönöm a tanácsokat.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 14, 10:57
Írta: 000000000 Dátum 2010 május 14, 10:57
Nekem ez a kapcsolás van megépítve. Módosítsak rajta valamit?

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 14, 10:57
Írta: 000000000 Dátum 2010 május 14, 10:57
"litznis" huzalon a több szigetelt szálból sodort tekercselő vezetéket értem.


70kW, 25 liter alu és 17kHz! Még tanműhelyben voltam, mikor dolgoztam vele, hát kellemetlen sípoló hangja van, már két folyosó távolságból hallani.
70kW, 25 liter alu és 17kHz! Még tanműhelyben voltam, mikor dolgoztam vele, hát kellemetlen sípoló hangja van, már két folyosó távolságból hallani.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 14, 11:01
Írta: 000000000 Dátum 2010 május 14, 11:01
De rég volt a kezemben igazi litcze.(40 éve)
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2010 május 14, 11:02
Írta: svejk Dátum 2010 május 14, 11:02
Az első bekezdésed minden bizonnyal igaz, valahogy így tudom én is elképzelni.
A FET kontra IGBT-t kicsit zűrösen látod, az IGBT-nek van csak maradékfeszültsége, a FET nek R-ds-on ellenállása. (az igbt gyakorlatilag egy FET bemenetű biboláris tranzisztor)
Maradjunk a jó kis ökölszabályban hogy 200 V alatt FET, felette IGBT. Persze vannak kivételek.
Gate ellenállás általában csak akkor kell ha kis impedanciás a meghajtó kimenete.
A #1575 szerint már van 4,7 Ohm és 1k.
De azért ki lehet próbálni...
A FET kontra IGBT-t kicsit zűrösen látod, az IGBT-nek van csak maradékfeszültsége, a FET nek R-ds-on ellenállása. (az igbt gyakorlatilag egy FET bemenetű biboláris tranzisztor)
Maradjunk a jó kis ökölszabályban hogy 200 V alatt FET, felette IGBT. Persze vannak kivételek.
Gate ellenállás általában csak akkor kell ha kis impedanciás a meghajtó kimenete.
A #1575 szerint már van 4,7 Ohm és 1k.
De azért ki lehet próbálni...
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2010 május 14, 11:06
Írta: svejk Dátum 2010 május 14, 11:06
Megmondom őszintén nem értek ezekhez a dolgokhoz különösebben.
Egyet azért ha megtennél, hogy megméred a tekercsed induktivitását egy betolt vaspálcával is azt megköszönném.
Vagy ami talán még jobb hogy ha az oszcilloszkópos frekiméréssel csinálnál egy pár mérést üresben, betolt rúddal és a már felizzott rúd esetében.
Egyet azért ha megtennél, hogy megméred a tekercsed induktivitását egy betolt vaspálcával is azt megköszönném.
Vagy ami talán még jobb hogy ha az oszcilloszkópos frekiméréssel csinálnál egy pár mérést üresben, betolt rúddal és a már felizzott rúd esetében.
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2010 május 14, 11:08
Írta: svejk Dátum 2010 május 14, 11:08
Tényleg, egyébként mi is a cél ezzel a hevítési eljárással?
Edzés, lágyítás?
Mert az olvasztás szerintem nem gazdaságos...
Edzés, lágyítás?
Mert az olvasztás szerintem nem gazdaságos...
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 14, 11:09
Írta: 000000000 Dátum 2010 május 14, 11:09
Valóban a FET-eket az R.DS(on) értékkel szokták jellemezni nem a maradékfeszültséggel, ezt tévesen fogalmaztam. Abban viszont egyetértünk, hogy ilyen alkalmazásokra (nagy feszültség, nagy áramok és nagy frekvencia) előnyösebb, mint a hagyományos FET.
A tanácsaimat meg a lentebbi kapcsolási rajzra vonatkoztattam, nem tudtam hogy Bódi a másikat építette meg...
A tanácsaimat meg a lentebbi kapcsolási rajzra vonatkoztattam, nem tudtam hogy Bódi a másikat építette meg...
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 14, 11:26
Írta: 000000000 Dátum 2010 május 14, 11:26
OK, megcsinálom.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 14, 11:28
Írta: 000000000 Dátum 2010 május 14, 11:28
Nekem csak szórakozás, de nagyon élvezem és sokat tanulok. Gyógyszer az eltunyulás ellen.
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2010 május 14, 11:35
Írta: svejk Dátum 2010 május 14, 11:35
Ha így állsz hozzá akkor bátorítalak, főleg ha utána is nézel a kísérleti eredményeidnek. Rengeteget lehet így tanulni.
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2010 május 14, 22:05
Írta: robroy007 Dátum 2010 május 14, 22:05
nekem ha lenne akkor:
1. kéreg edzés
2. kemény forrasztáshoz hevítés
3. kalapáláshoz hevítés
1. kéreg edzés
2. kemény forrasztáshoz hevítés
3. kalapáláshoz hevítés
Cím: Re:Fémöntés házilag
Írta: frob Dátum 2010 május 14, 23:18
Írta: frob Dátum 2010 május 14, 23:18
Cinálni kell litze huzalt nem egy ördöngösség, nagyfrekinél egyébként is elengedhetetlen, sima trafó tekercselő mintára egy falapon két szög oylan távolságaban amiylen hosszú litze huzal kell és feltekereszrá annyi menetet úgymond amennyi elemi szálas kell.. szépen összekötöd madzaggal majd a szegeknél elvágod és kész is a litze huzal :) na jó tudom nem olyan mint a gyári, de tökéletesen megfelel a célnak!
a fetekkel kapcsolatban pedig nézni kel fetmeghajtó áramkört, általában van komplett ic erre a célra, mert jó ha nagy áramoknál meg van lökve 1-9A el.. mivel kondenzátor jellegű a viselkedése Gate oldalról nézve, és a "kondit" nem mindegy hogy mennyi idő alatt tudod feltölteni és kisütni!
greatz, mert láttam azzal is bajod van, sima mezei greatz könynen tönkre tud menni, mert nem elég gyors a váltása, nekem is volt iylen szívásom a vége az lett hogy schottky diódákból csináltam greatz-ot bár ha jól rémlik nagyfesz schottky az azé nam az olcsó darabok közé sorolandó....
a fetekkel kapcsolatban pedig nézni kel fetmeghajtó áramkört, általában van komplett ic erre a célra, mert jó ha nagy áramoknál meg van lökve 1-9A el.. mivel kondenzátor jellegű a viselkedése Gate oldalról nézve, és a "kondit" nem mindegy hogy mennyi idő alatt tudod feltölteni és kisütni!
greatz, mert láttam azzal is bajod van, sima mezei greatz könynen tönkre tud menni, mert nem elég gyors a váltása, nekem is volt iylen szívásom a vége az lett hogy schottky diódákból csináltam greatz-ot bár ha jól rémlik nagyfesz schottky az azé nam az olcsó darabok közé sorolandó....
Cím: Re:Fémöntés házilag
Írta: frob Dátum 2010 május 14, 23:25
Írta: frob Dátum 2010 május 14, 23:25
huh most nézem a szkópos jelalakodat
borzasztó rossz felfutás, ennél sokkal szögeltesebb jelnek kellene lennie
borzasztó rossz felfutás, ennél sokkal szögeltesebb jelnek kellene lennie
Cím: Re:Fémöntés házilag
Írta: frob Dátum 2010 május 14, 23:33
Írta: frob Dátum 2010 május 14, 23:33
deguss, nem értem miért nem tudom megjeleníteni azt a honlapot, explorer firefox safari mind azt mondja hogy a lap nem jeleníthető meg.. pedig nagyon érdekelne , mindenki másnak is megy ez a link csak nekem nem? http://www.njmagnet.com
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2010 május 14, 23:39
Írta: svejk Dátum 2010 május 14, 23:39
A Greatz-el az 50 Hz-et irányítja ...
Tápfesz a hegesztőtrafóról..
Tápfesz a hegesztőtrafóról..
Cím: Re:Fémöntés házilag
Írta: frob Dátum 2010 május 14, 23:49
Írta: frob Dátum 2010 május 14, 23:49
aha.. jó is az, csak meg kellene nézni mi jön ki a greatzból és hogy hogy zár vissza, speciel ahol én használtam s trafó után volt az 50A greatz... ahol alapvetően 20A nál sosem folyt több áram és még is 1-2 havonta elszáltak.. kiderült a bazi rossz hálózat és a fázishasítás a túloldalon annak ellenére hoy nullátmenetnél volt csinálva ( nem volt kondi a greatz után) záró irányban meglökte a greatz ot és az túlmelegedett és megnyekkent...
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 15, 07:25
Írta: 000000000 Dátum 2010 május 15, 07:25
Ez egy önrezgő oszcillátor kapcsolás.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 15, 07:29
Írta: 000000000 Dátum 2010 május 15, 07:29
Egy hagyományos hegesztő trafóról jön a fesz. Az biztos, hogy a hálózati fesz nem olyan, mint régen,tele van felharmónikusokkal hála a sok elektronikus kütyünek.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 15, 14:31
Írta: 000000000 Dátum 2010 május 15, 14:31
Cím: Re:Fémöntés házilag
Írta: frob Dátum 2010 május 15, 19:33
Írta: frob Dátum 2010 május 15, 19:33
az lehet, de a fetnek nagoyn meredeken kell adni a jelet különben képes leforrasztani magát :)
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 15, 21:04
Írta: 000000000 Dátum 2010 május 15, 21:04
A #1654-es kapcsolásra van valami ötleted?
Cím: Re:Fémöntés házilag
Írta: frob Dátum 2010 május 16, 15:34
Írta: frob Dátum 2010 május 16, 15:34
ötlet az lenne.. csak meg kellene rajzolni.. kellene egy ütemadó a megfelelő frekire, majd arra a fetmegható ami sarkosítja a jelet amennyire csak lehet és utána a fet(ek) mert ahogy említette volt valaki mehetnek párhuzamosan nyugodtan, de majd kotorászok hátha találok valami egyszerű kapcsolást a dologra
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 16, 16:01
Írta: 000000000 Dátum 2010 május 16, 16:01
Egy ilyen?

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 16, 16:04
Írta: 000000000 Dátum 2010 május 16, 16:04
Vagy?

Cím: Re:Fémöntés házilag
Írta: frob Dátum 2010 május 16, 19:33
Írta: frob Dátum 2010 május 16, 19:33
no igen ezek már sokkal jobbak, a második működőbbenek, az elsőben tul képpen a 200-500W os lámpi a védelem.
Ránézésre mindkettőnek működnie kellene :)
Ránézésre mindkettőnek működnie kellene :)
Cím: Re:Fémöntés házilag
Írta: frob Dátum 2010 május 16, 20:18
Írta: frob Dátum 2010 május 16, 20:18
most nézem mit irtam :)
szóval az második egy működőbb változatnak néz ki..
szóval az második egy működőbb változatnak néz ki..
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 17, 00:16
Írta: 000000000 Dátum 2010 május 17, 00:16
A linkelt oldal nagyon jó! Köszönöm, hogy beszúrtad, pont ilyenen dolgozom én is.
Arra azért figyeljetek, hogy az 1.2kW "Roy" amit bemutat (és árul) 120V-os hálózatra van tervezve!!! Illetve a #1677-ben beállított 10kW-os szabályozható kivitel is, de nekem akkor is az előző szimpatikusabb.
Még a tank kondenzátorokra várok, nehéz eldönteni... Kaptam egy ajánlatot olajpapír kondenzátorokra (10uF 400V 500Ft/1uF), de félek, hogy ezek nem olyan jók, mint a WIMA FKS-ek.
A fojtót licnis huzalból csinálom Svejk magjára, ezt tanácsolnám Neked is Bódi barátom. Üzem után nézd meg nem meleg-e túlságosan az a pici sárga fojtócska azzal a sok vékonyka menettel... :)
frob: Előbb olvasd el mit írsz, utána küldd el, akkor nem kell utólag magyarázkodni! Nem az én reszortom, de elég szedett-vedett a stílusod.
Arra azért figyeljetek, hogy az 1.2kW "Roy" amit bemutat (és árul) 120V-os hálózatra van tervezve!!! Illetve a #1677-ben beállított 10kW-os szabályozható kivitel is, de nekem akkor is az előző szimpatikusabb.
Még a tank kondenzátorokra várok, nehéz eldönteni... Kaptam egy ajánlatot olajpapír kondenzátorokra (10uF 400V 500Ft/1uF), de félek, hogy ezek nem olyan jók, mint a WIMA FKS-ek.
A fojtót licnis huzalból csinálom Svejk magjára, ezt tanácsolnám Neked is Bódi barátom. Üzem után nézd meg nem meleg-e túlságosan az a pici sárga fojtócska azzal a sok vékonyka menettel... :)
frob: Előbb olvasd el mit írsz, utána küldd el, akkor nem kell utólag magyarázkodni! Nem az én reszortom, de elég szedett-vedett a stílusod.
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2010 május 17, 00:27
Írta: svejk Dátum 2010 május 17, 00:27
Kiscsikó koromban ehhez hasonló, igen erőteljes igénybevételre csak a jó öreg kocka fémházas papir-olaj-kondik váltak be. (50uF/160V)
Azok bírták melegedés nélkül, igaz ott nem volt nagy freki csak folyamtos intenzív töltés-kisütés.
MÉH telepeken szoktam látni rengeteg fázisjavító kondit. Lehet olyanokat akarnak eladni neked horror áron?
Azok bírták melegedés nélkül, igaz ott nem volt nagy freki csak folyamtos intenzív töltés-kisütés.
MÉH telepeken szoktam látni rengeteg fázisjavító kondit. Lehet olyanokat akarnak eladni neked horror áron?
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2010 május 17, 00:38
Írta: svejk Dátum 2010 május 17, 00:38
Én sívesen olvasnék valami irodalmat a tekercsek hossz-átmérő arányairól egy adott melgítendő tárgy esetén.
Vagy ezt csak úgy érezni kell? egyszerűen nem lehet ezeket csak úgy cserélgetni, bizonyára van egy kompromisszum.
Vagy ezt csak úgy érezni kell? egyszerűen nem lehet ezeket csak úgy cserélgetni, bizonyára van egy kompromisszum.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 17, 06:00
Írta: 000000000 Dátum 2010 május 17, 06:00
Eddig még nem melegedett a kis fojtó. Egyébbként egy gyári 10A-os 150uH.
A házi gyártású kondiról lemondtál? Nem éri meg vele kínlódni?
A házi gyártású kondiról lemondtál? Nem éri meg vele kínlódni?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 17, 08:48
Írta: 000000000 Dátum 2010 május 17, 08:48
Félek, hogy igen, kocka alakú fémházas olajpapír kondenzátorok.
Ilyen lenne szerintem ideális tank kondenzátorként WIMA FKP.
A saját készítésű kondiról egyenlőre lemondtam. Okai:
- Nem tudtam hostaphan fóliát szerezni, ami az elmélet szerint kiváló hf tulajdonságokkal bír, és epsilon_r-je is 3 fölötti.
- A légkondenzátor eszméletlen méretű és precízségű kéne hogy legyen, 2 század mm elektródatávolságnál 4.57m^2!!! Ez 225db 100*100-as rézlemez közte 2 század mm távolsággal.
Sajnos a soproni méh-ből nem lehet kihozni semmit, nagyon szigorúak.
Ad szakirodalom: Pont pénteken vittem vissza az egyik ilyen könyvet, de majd intézkedem!
Ilyen lenne szerintem ideális tank kondenzátorként WIMA FKP.
A saját készítésű kondiról egyenlőre lemondtam. Okai:
- Nem tudtam hostaphan fóliát szerezni, ami az elmélet szerint kiváló hf tulajdonságokkal bír, és epsilon_r-je is 3 fölötti.
- A légkondenzátor eszméletlen méretű és precízségű kéne hogy legyen, 2 század mm elektródatávolságnál 4.57m^2!!! Ez 225db 100*100-as rézlemez közte 2 század mm távolsággal.
Sajnos a soproni méh-ből nem lehet kihozni semmit, nagyon szigorúak.
Ad szakirodalom: Pont pénteken vittem vissza az egyik ilyen könyvet, de majd intézkedem!
Cím: Re:Fémöntés házilag
Írta: frob Dátum 2010 május 17, 09:59
Írta: frob Dátum 2010 május 17, 09:59
deguss: köszönöm a kioktatást, majd igyekszem
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 17, 20:10
Írta: 000000000 Dátum 2010 május 17, 20:10
Ma délután megjött a két új Fet: IRFP 4668,200V, 130A,520W,0.009mOhm.
Egy M10-es anyát hevítek 100kHz-en.

Egy M10-es anyát hevítek 100kHz-en.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 17, 20:11
Írta: 000000000 Dátum 2010 május 17, 20:11

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 17, 20:12
Írta: 000000000 Dátum 2010 május 17, 20:12
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 17, 21:51
Írta: 000000000 Dátum 2010 május 17, 21:51
Nem semmi, gratulálok az elért teljesítményhez!
Jó izmos IGBT-ket válaszottál, ezt is a Lomexben vetted? Nem olcsók, de hát ezen nem szabad spórolni...
Látom a végére már a tekercs is eléggé felizzott, lekötötted a hűtést?
(Próbáltál már hegesztőszemüveg mögül kamerázni?)
Jó izmos IGBT-ket válaszottál, ezt is a Lomexben vetted? Nem olcsók, de hát ezen nem szabad spórolni...
Látom a végére már a tekercs is eléggé felizzott, lekötötted a hűtést?
(Próbáltál már hegesztőszemüveg mögül kamerázni?)
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2010 május 17, 21:55
Írta: svejk Dátum 2010 május 17, 21:55
Bodi, Te a tekercset nem hűtöd???
Rézcsőből szokták csinálni és víz kering benne...
A skin hatás miatt a belseje úgy sem sokat vezetne...
Rézcsőből szokták csinálni és víz kering benne...
A skin hatás miatt a belseje úgy sem sokat vezetne...
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2010 május 17, 22:04
Írta: svejk Dátum 2010 május 17, 22:04
Még egy dolog furdalja az oldalam...
Neked biztos van otthon fogyaszásmérőd, akár egy leselejtezett villanyóra.
Megmérhetnéd a kedvemért ugyan hány kW (kWh) megy el mondjuk egy ilyen 10-es anya felhevítésere.
Beleértve minden alkatelemet, mérve a hegesztő trafó bemenetén.
Neked biztos van otthon fogyaszásmérőd, akár egy leselejtezett villanyóra.
Megmérhetnéd a kedvemért ugyan hány kW (kWh) megy el mondjuk egy ilyen 10-es anya felhevítésere.
Beleértve minden alkatelemet, mérve a hegesztő trafó bemenetén.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 17, 22:12
Írta: 000000000 Dátum 2010 május 17, 22:12
Elnézted,ez Fettel megy,az IGBT-ék még a fiókban vannak.
Holnap kipróbálom heggesztő szemüveggel.
Hogy halad a projekted?
Holnap kipróbálom heggesztő szemüveggel.
Hogy halad a projekted?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 17, 22:12
Írta: 000000000 Dátum 2010 május 17, 22:12
A fojtót licnis huzalból csinálom Svejk magjára, ezt tanácsolnám Neked is Bódi barátom.[#nyes]
Ezt nem birtam megallni röhöges nelül!
Elnezest az Off miatt.
Ezt nem birtam megallni röhöges nelül!
Elnezest az Off miatt.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 17, 22:17
Írta: 000000000 Dátum 2010 május 17, 22:17
Van olyan tekercsem is, rövid időre jó a 10-es rézdrót is.5x10-es MBCu-ból vágtam ki, ez volt otthon.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 17, 22:18
Írta: 000000000 Dátum 2010 május 17, 22:18
[#nyes][#eplus2]
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2010 május 18, 06:19
Írta: Szalai György Dátum 2010 május 18, 06:19
Esetleg a mikrohullámú sütők nagyfeszültségű kondenzátora, vagy a katódsugárcsöves TV sorvégfok impulzus kondijából pár darab, alkalmas lehet a feladatra?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 18, 07:44
Írta: 000000000 Dátum 2010 május 18, 07:44
Valóban elnéztem, elnézést. Én IGBT-kkel fogom próbálni, ha sikerül mindent beszerezni a kapcsoláshoz.
Tank kondenzátorként meg fogok próbálni mikrosütő kondit Szalai úr tanácsára, végül is azok is fémházas olajpapír kondenzátorok. A TV sorkimenőkből túl sok kéne az szükséges kapacitáshoz.
A fojtó elkészítését én is Svejk magjára készülök megpróbálni. Sándor mik a tapasztalataid ezzel kapcsolatban?
Bódi komám, mivel itt kérdezted, itt válaszolnék:
Jelenleg egy pincehelyiség felújításán dolgozom, már nagyon időszerűvé vált. Lassan már a festésre kerül a sor, így 1 héten belül készen is lesz (kis finommechanikai szerelőműhelynek készül). Utána lesz időm a kapcsolás megépítésére és az esztergámat is be tudom fejezni. Sajnos a hétköznapok az egyetem mellett nem tesznek sok szabadidőt lehetővé.
Ahogy haladok a dolgokkal, fényképezek én is!
Minden jót! Dani
Tank kondenzátorként meg fogok próbálni mikrosütő kondit Szalai úr tanácsára, végül is azok is fémházas olajpapír kondenzátorok. A TV sorkimenőkből túl sok kéne az szükséges kapacitáshoz.
A fojtó elkészítését én is Svejk magjára készülök megpróbálni. Sándor mik a tapasztalataid ezzel kapcsolatban?
Bódi komám, mivel itt kérdezted, itt válaszolnék:
Jelenleg egy pincehelyiség felújításán dolgozom, már nagyon időszerűvé vált. Lassan már a festésre kerül a sor, így 1 héten belül készen is lesz (kis finommechanikai szerelőműhelynek készül). Utána lesz időm a kapcsolás megépítésére és az esztergámat is be tudom fejezni. Sajnos a hétköznapok az egyetem mellett nem tesznek sok szabadidőt lehetővé.
Ahogy haladok a dolgokkal, fényképezek én is!
Minden jót! Dani
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2010 május 18, 16:03
Írta: Szalai György Dátum 2010 május 18, 16:03
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 18, 17:14
Írta: 000000000 Dátum 2010 május 18, 17:14
Kedves Bódi!
Én, még most is elájulok a kreativitásodtól, és fáradhatatlan teni vágyásodtól. Az új megtapasztalásának keresése nálad határtalan.
Gratulálok!!!!
Csak törjed az utat nekünk:))
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2010 május 18, 17:26
Írta: Szalai György Dátum 2010 május 18, 17:26
„Az új megtapasztalásának keresése nálad határtalan.”
Mehettél volna urológusnak! Bocsánat. Képtelen vagyok kihagyni.
Mehettél volna urológusnak! Bocsánat. Képtelen vagyok kihagyni.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 18, 19:47
Írta: 000000000 Dátum 2010 május 18, 19:47
Mekkorát szólhatott, amikor a kondibankot rásütötték az üdítős dobozra.
Én már láttam ehhez hasonlót, csengett a fülünk.
Én már láttam ehhez hasonlót, csengett a fülünk.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 18, 19:48
Írta: 000000000 Dátum 2010 május 18, 19:48
Azért Te sem vagy egy unatkozós fajta.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 18, 19:52
Írta: 000000000 Dátum 2010 május 18, 19:52
Egy munkatársam egyszer elment egy urológiai vizsgálatra. Pont ott volt vagy 7-8 orvostan hallgató. Az urológus megvizsgálta, megujjazta és utána szépen sorban jöttek a többiek, kezükön gumival. A komám azt mondta, hogy úgy érezte magát, mintha megbaszták volna. Ez egy felejthetetlen élmény!
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2010 május 18, 19:53
Írta: Szalai György Dátum 2010 május 18, 19:53
Használt kondiból is van hazai kínálat.
Ez már tényleg olyan, mint egy tank. Gondolom nagyon alkalmi lehetőség!
De ez se kutya. Inkább kutya ütő!
Ez már tényleg olyan, mint egy tank. Gondolom nagyon alkalmi lehetőség!
De ez se kutya. Inkább kutya ütő!
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2010 május 18, 19:57
Írta: Szalai György Dátum 2010 május 18, 19:57
Hmm… Hmmm…. Honnan tudhatta milyen az?
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2010 május 18, 20:19
Írta: Szalai György Dátum 2010 május 18, 20:19
Öt kilojoule akkorát szól, hogy szíííjjjel b@ssza a kétcolos vascsövet!
Még a fémpénz is összezsugorodik tőle. Csak óvatosan ezekkel a kondenzátorokkal Mester.
Még a fémpénz is összezsugorodik tőle. Csak óvatosan ezekkel a kondenzátorokkal Mester.
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2010 május 18, 20:23
Írta: svejk Dátum 2010 május 18, 20:23
Ezek már szinte fegyverek...
Az elsőben 133 J, a másodikban 281 J energia tárolódik.
Mennyitől is számít fegyvernek?
Egyébként valóban beleset veszélyes lehet egy ilyen kondi :(
Az elsőben 133 J, a másodikban 281 J energia tárolódik.
Mennyitől is számít fegyvernek?
Egyébként valóban beleset veszélyes lehet egy ilyen kondi :(
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2010 május 18, 20:41
Írta: Szalai György Dátum 2010 május 18, 20:41
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 18, 20:42
Írta: 000000000 Dátum 2010 május 18, 20:42
de kinek???:))))[#ejnye1][#smile][#smile][#smile][#vigyor2][#vigyor2][#vigyor2][#vigyor2][#vigyor2][#vigyor2][#taps][#taps]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 18, 21:00
Írta: 000000000 Dátum 2010 május 18, 21:00
Nem gyerekeknek való játékok! Gondolom, a szomszédok szeretik őket.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 18, 21:01
Írta: 000000000 Dátum 2010 május 18, 21:01
Ááá. Én csak egy 4 tengelyes + forgó asztalos CNC befejezésén dolgozom, unalmamból.
Már, kérdeztem a szomszédot menjek e kapálni hozzá:)))
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2010 május 18, 21:46
Írta: svejk Dátum 2010 május 18, 21:46
De az legalább csak 14 V...
Ugye a feszültséggel négyzetesen nő az energia, a kapacitásal csak egyenesen.
Ugye a feszültséggel négyzetesen nő az energia, a kapacitásal csak egyenesen.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 18, 21:52
Írta: 000000000 Dátum 2010 május 18, 21:52
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 18, 21:53
Írta: 000000000 Dátum 2010 május 18, 21:53
És a lövedék.Coil gun 2500J.

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 18, 22:16
Írta: 000000000 Dátum 2010 május 18, 22:16
Ha meg akarod csinálni, 700J.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 18, 22:21
Írta: 000000000 Dátum 2010 május 18, 22:21
Kondibank!

Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2010 május 18, 22:35
Írta: robroy007 Dátum 2010 május 18, 22:35
először nem értettem a pénzeket miért vannak lefényképezve, de most már vágom mi lett velük nem gyenge de valaki elmondhatná mitől is megy össze
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 18, 22:50
Írta: 000000000 Dátum 2010 május 18, 22:50
1.6KW IGBT-vel.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 18, 22:52
Írta: 000000000 Dátum 2010 május 18, 22:52
Az L1 és a leválasztó "trafó" .

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 18, 22:53
Írta: 000000000 Dátum 2010 május 18, 22:53

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 18, 22:56
Írta: 000000000 Dátum 2010 május 18, 22:56
Rásütnek egy hatalmas kondibankot.
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2010 május 19, 06:13
Írta: Szalai György Dátum 2010 május 19, 06:13
Röviden: Egy rétegű, nagyon erősen megépített tekercs közepébe helyezik az érmét. A tekercsre, nagyon rövid idő alatt, rásütnek egy hatalmas kondenzátorban tárolt óriási elektromos töltést. A tekercsben ennek hatására keletkező, rövid idejű, hatalmas mágneses tér hatására az érmében óriási örvényáram keletkezik, aminek mágneses tere taszító irányú a tekercs mágneses teréhez képest. Ez a taszító erő nyomja össze a pénzt. Ez a Magneforming.
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2010 május 19, 06:19
Írta: Szalai György Dátum 2010 május 19, 06:19
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2010 május 19, 06:30
Írta: Szalai György Dátum 2010 május 19, 06:30
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 19, 08:30
Írta: 000000000 Dátum 2010 május 19, 08:30
Egy kínai gyári hevítő.

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 19, 08:32
Írta: 000000000 Dátum 2010 május 19, 08:32
18KW a teljesítménye.

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 19, 08:34
Írta: 000000000 Dátum 2010 május 19, 08:34
Vízzel hűtenek.

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 19, 08:35
Írta: 000000000 Dátum 2010 május 19, 08:35
A kondibank.

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 19, 08:38
Írta: 000000000 Dátum 2010 május 19, 08:38

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 19, 10:01
Írta: 000000000 Dátum 2010 május 19, 10:01
Egy kapcsolás.

Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2010 május 19, 21:59
Írta: robroy007 Dátum 2010 május 19, 21:59
Apukám ilyet még nem láttam pedig olyan egyszerű, hogy alig hiszem el!![#falbav]
ezt teszi, ha az ember nem csak a falba veri a fejét hanem használja is!
kár hogy ilyen emberekből kevés van és azokat se ismerik el eléggé!
ha minden 10 000-ik embernek csak egy fél ilyen ötlete lenne nem itt tartanánk
(Bodi remélem azért, hogy a saját ötleted)
majd hívlak hamarosan szerintem mert nekem is kell egy ilyen kütyü
mi a helyzet egyébként a mikró kondikkal használható talán abból tudok szerezni néhányat van egy háztartási gép szerelő rokon
ezt teszi, ha az ember nem csak a falba veri a fejét hanem használja is!
kár hogy ilyen emberekből kevés van és azokat se ismerik el eléggé!
ha minden 10 000-ik embernek csak egy fél ilyen ötlete lenne nem itt tartanánk
(Bodi remélem azért, hogy a saját ötleted)
majd hívlak hamarosan szerintem mert nekem is kell egy ilyen kütyü
mi a helyzet egyébként a mikró kondikkal használható talán abból tudok szerezni néhányat van egy háztartási gép szerelő rokon
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2010 május 19, 22:02
Írta: robroy007 Dátum 2010 május 19, 22:02
volt régen talán egy indukciós topic ha nem tévedek, szerintem kinőtte már annyira magát ez a dolog, hogy érdemes lenne újra indítani mert ez most nem igazán a fémöntésről szól már
Kedves modik dugjátok össze a fejeteket mert Vbodi kolléga belenyúlt a finomba és úttörő dolgokat is csinál már ebben a témában
Kedves modik dugjátok össze a fejeteket mert Vbodi kolléga belenyúlt a finomba és úttörő dolgokat is csinál már ebben a témában
Cím: Re:Fémöntés házilag
Írta: s7manbs8 Dátum 2010 május 20, 00:05
Írta: s7manbs8 Dátum 2010 május 20, 00:05
Na ezek se normálisak. :)
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2010 május 20, 07:22
Írta: Rabb Ferenc Dátum 2010 május 20, 07:22
És hová lesz az anyag? Mert nagyjából azonos vastagságúnak tűnik a két érme... Még kétszer megismétlik vele, és fekete lyuk lesz belőle. Vagy az asztalon...
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 20, 10:37
Írta: 000000000 Dátum 2010 május 20, 10:37
All About negyed zsugorítása
(Vagy "Makin 'Small Change"©)
Frissítve: 03/27/10
Megjegyzés: Ez az oldal egy meglehetősen technikai magyarázatot arról, hogyan negyedben Shrinker működik. Ön is letöltés sokkal egyszerűbb egy oldalas PDF összefoglalót.
Elmélete művelet
Eredményeink
EM mező elmélete, és Wire széttagoltsága?
Nem Defacing pénz a Szövetségi Bűnügyi?
Tehát, aki feltalálta ezt a Crazy Device?
Referenciák
Elmélete Operation:
A negyed Shrinker hasznosítja a technológiát nevű nagy sebességű elektromágneses képező, Vagy "Magneforming". Ez egy "nagy energiájú ráta" folyamat, melyet eredetileg a repülőgépiparban együtt NASA volt, és a forgalmazott Aerovox, Grumman, És a Maxwell Technologies (most része Általános atomfegyvert.) A technika gyors teljesítése magas energia kondenzátor bank egy tekercs huzal hogy létrehoz egy rendkívül erős, gyorsan változó mágneses mező amely majd a "formák" a fém a gyártandó. A technika használ lüktető teljesítményű hogy létrehoz egy nagyon nagy áram impulzus egy nagyon rövid időintervallum. Bár az elektromágneses alkotó működik a legjobban, fémekkel, amelyek viszonylag magas elektromos vezetőképesség (mint például a réz, ezüst, vagy alumínium), akkor is dolgozik, hogy korlátozott mértékben a szegényebb vezető fémek vagy ötvözetek, mint az acél vagy nikkel.
Összezsugorodott érmék, kérjek egy nagy nagyfeszültségű kondenzátor partján álló néhány nagy "energia-kibocsátás" kondenzátorok. Minden A mi kondenzátorok kifejezetten úgy tervezték, hogy megbízható készlet 12.000 Volt és szállít legfeljebb 100.000 amper per mentesítést. Minden acél tokozású kondenzátor intézkedések 30 "x 14" x 8 ", és a súlya 165 £. Kettős Pole Double Throw (DPDT)nagyfeszültségű relé való összekötésére kell használni a kapacitás bank vagy egy magas feszültségű DC töltés ellátás, illetve a bank a nagy teljesítményű "lotyó" ellenállások. A 15.000 voltos step-up transzformátor és a készlet 40 kV-os egyenirányítók töltsük fel a DC töltés kínálat a kondenzátor bank. Az elektromos energiát tárolni, a kapacitás bank négyzetével arányos a tárolt feszültség, és a tényleges "zsugorodó" erő arányos a tárolt energia a kondenzátor bank.
Során csökken, a feltöltött kondenzátor bank gyorsan lemerült egy egyrétegű munka coil készült nehéz építeni (két réteg poliamid-amid) 200C mágnessel vezeték. Az érme tartják szilárdan a közepén a tekercs egy pár szigetelt tipli rúd úgy, hogy a forgástengely párhuzamos a középvonalában a tekercs. Ez segít megtartani az érme kanyargó, és segít egyensúlyban axiális erők, amelyek egyébként hevesen kilövell az érme a tekercs. A két végét a tekercs eltávolítja a szigetelés, megfelelően kialakított, és határozottan csavarozott, hogy egy pár nehéz réz busz rúd. A szikraköz az egyetlen megfizethető "kapcsoló", amely távol tartja magát a magas feszültség, majd megbízhatóan és hatékonyan kapcsolja be a nagy áramok (általában 50.000 - 100.000 amperbenA) részt vesz a zsugorodó folyamat. Eredetileg, a nagyfeszültségű kapcsoló egy különleges típusú nagy teljesítményű triggerable szikraközhöz úgynevezett "trigatron". A trigatron kapcsolót a "kirúgták" alkalmazásával magas feszültségű (~ 50 kV) kiváltó impulzus, hogy a ravaszt elektróda, ami miatt a fő különbség az, hogy trigatron ionizálására és tűz. Én azonban szükséges bővíteni a munka feszültség-tartományban, és csökkenti szikraköz karbantartás, úgyhogy át egy mágneses meghajtású nagyáramú szikraközhöz kapcsolót használó 2,5 "átmérőjű réz elektródákat (hasonló használták az előző trigatron kapcsoló). A mágnesszelep vezet az egyik elektróda közel a másik kiváltó szögben. Ugyanakkor, a mozgó elektróda nem egészen a kapcsolatot a rögzített elektróda. Ez megakadályozza, hogy kapcsolatot hegesztés - potenciális problémát alacsonyabb energia szintet.
Amikor a szikraköz tüzek, a jelenlegi gyorsan mászik a munka tekercs, és a változás mértékét, megkeresheti ötmilliárd amper / másodperc. Mivel a munka tekercs jelenlegi növeli, hogy létrehoz egy gyorsan növekvő mágneses mező a munka tekercs. A természetes rezonancia frekvenciája LC áramkör ez képezte a kondenzátor és a bank induktív ellenállás A munka tekercs között mozog 8-12 kilohertz (kHz). Keresztül elektromágneses indukció ("Transzformátor cselekvés"), egy hatalmas keringő áram hatására az érme. Mivel azonban a skin hatás, A legtöbb az indukált áram csak a legkülső peremén az érme, jellemzően átható, hogy a mélysége mindössze 0,050 hüvelyk vagy annál kevesebb. Az érmék öltözött, a legtöbb forgalomban lévő aktuális ténylegesen folyik a jobb vezetői réz közepén öltözött szendvics, mint a külső rétegek. Ez okozza a központja öltözött érmék csökken egy kicsit több, mint a legkülső réteg, ami egy "Oreo Cookie"Effektust. Miatt Lenz-törvényA mágneses mezők az érme és a munka tekercs határozottan ellenzi egymással, ami hatalmas taszítás erők munkája között tekercs és a peremén az érme. A keringő áram peremén az érme megakadályozza a legtöbb mágneses mező a tekercs munka behatolását a belső az érme.
AZ Első Energia Tárolt a kondenzátor bank általában a tartományban 3500 - 6300 3500 - 6300 Joule (Watt-másodperc). Mert ezt az energiát bocsátanak ki a mindössze 20 ppm a második, a pillanatnyi teljesítménye igen nagy, és egy rövid pillanatra, nagyjából megfelel az elektromos áram által elfogyasztott egy jó méretű város. A taszítás erők munkája között tekercs és az érme létre hatalmas radiális nyomóerők, hogy könnyen legyőzni a folyáshatár a fémötvözeteket az érme, ami a pénzt, hogy képlékenyen deformálódhat egy kisebb átmérőjű. Minél nagyobb a kezdeti energia, annál nagyobb mértékű a "zsugorodás". Alkalmazásával 6300 joule impulzus eredményeket negyed, amelynek végső átmérője kb 0,1 "kisebb, mint egy érmét! Ugyanakkor, hasonló radiális növekedési erők hatására a munka tekercs robbant egy potenciálisan halálos zuhanyzó réz szilánkok. Ezenkívül vannak is nagy (de kevésbé erős) axiális erőket, hogy nyomja a munka tekercs vezetékek együtt, míg a tekercs párhuzamosan bővül átmérőjű. minden esetben a ható erőket fel a tekercs olyan irányba, amely általában növeli az induktivitása. Az érme hatékonyan viselkedik, mint egy zárlatos egy-egy pedig a másodlagos 10:01 lelép transzformátor, és a jelenlegi ez okozta a külső peremén az érme megkeresheti egy millió amper! A fémalakító hatása hatalmas mágneses mezőből néha megfigyelhető egy sokkal nagyobb léptékben. Például, visszataszító erők közötti tekercsek nagy hálózati feszültség transzformátorok lehet szó szakadás őket egymástól során nagyáramú rövidre, és rip busz bar-tól a szerelés szigetelők belül az elektromos alállomás.
Mivel a munka tekercs kitágul, a szigetelés leválik a vezeték (mivel a film szigetelése nem nyúlik, mint a képlékeny réz!), A drót végül töredékek, és darabjai a tekercs is erőteljesen kivette a külső erő egy kis bomba. Kis tekercs töredék sebesség elérheti akár az 5000 fps. A biztonság, a munka tekercs belsejében elhelyezett robbanás pajzs készült 1 / 2 " Lexan polikarbonát, ugyanazt a készítéséhez felhasznált anyag a golyóálló ablakok. Továbbá, a régiók a közvetlen út a robbanó tekercs darabjai tovább erősíteni, 3 / 8 "vastag acéllemez. Miután a munka tekercs lebomlik, nagy a maradék energiát a rendszer eloszlanak a labdát a kék fehér vérplazma. A negyed Shrinker úgy tervezték, hogy minden maradék energiát a kondenzátor biztonságosan által felemésztett nagyteljesítményű manus ellenállások. A rendszer beindítani, körülbelül 15 méterre egy távirányító doboz. Találtam (a nehezebb utat!), Hogy 8000 Joule körülbelül a maximális energia-én többször is használni futtatása nélkül a törés veszélye a Lexan robbanás pajzs a lökéshullám. Jó körülmények között, Lexan nem összetörik - Megvan a darab bebizonyítani! Egyéb kísérletező (Rob Stephens, Bill Emery, Phillip Rembold, Ross Overstreet, Brian Basura, és Ed Wingate) az igénybe használ acél dobozok, amikor futás magasabb teljesítményszint. Hozzáadása acéllemezek leállt a mi Lexan robbanás pajzs törés-ból. Azonban a jövőbeni terveket fogja használni 1 / 2 "vastag acél AR400 páncéllemez, hogy jobban ellenálljon deformálásról ismétlődő kalapálni a hiperszonikus tekercs töredékek.
2009-ben, a hozzátartozók a Hackerbot Labs (Seattle, WA) épített saját érme shrinker. Segítségével egy speciális keret 100000 / második kamera, tiszta plexi csapok, és gondosan pretriggered elektronikus vakuk, a partnerek Intellectual Ventures, Inc. ténylegesen képes-hoz elfog egy negyed mint az volt csökken. Mivel a zsugorodó folyamat olyan gyorsan történt, "zsugorítás" csak látható során négy egymást követő kép (vagy a 40 ppm a második).
Eredményeink:
A legnagyobb érme, amit zsugorodott volt Silver Eagle, Egy ezüst érme, hogy indul ki, hogy a 1.6 "átmérőjű, és végül 1.3" átmérőjű utána. A 6300 joule, a Morgan ezüst dollár csökken 1,5 "és 1,25" átmérőjű, és öltözött Kennedy fél dollár csökken az átmérője kisebb, mint egy amerikai negyedben. 5000 joule, negyed zsugorodik körülbelül 0,080 "-0,100" kisebb, mint egy érmét. Által a közelmúltban a mérést során a zsugorodó folyamat, a munka tekercset találtak, hogy nem csak az első a jelenlegi csúcs. Szerencsére, szinte az összes érme zsugorodás került sor erre az időre. Felbomlása a tekercs megakadályozza az energia kibocsátás kondenzátorok, mikor látják, a nagy feszültség megfordítása, hogy esetleg kárt őket. Azonban a gyors mentesítő hatalmas hulláma áram még mindig nagyon nehéz a legtöbb kondenzátorok. Mert az idő előtti meghibásodások korábbi GE impulzus kondenzátorok, amit átalakított rendszer használatát az alacsony induktivitás, 100 kA-shot Maxwell (Jelenleg Általános atomfegyvert Energia Termékek - GAEP) impulzus kondenzátorok, hogy valóban eddig az ilyen típusú visszaélések (300000 lövés 100.000 amperben / lövés). Az eredeti kondenzátorok nem kezdődött után csak 5-10 lövés. A robusztus Maxwell kondenzátorok ellenálltak több mint 6000 felvétel soha egy vinnyogás.
Vizsgálata a tekercs darabjai azt mutatják, hogy a vezetékes jelentősen feszített (# 10 AWG külleme # 14 AWG utána), akkor lesz erős a munka kemény, és időről időre "megcsípte" a régiók és a csomó okozta a réz is hangsúlyozta, túl a folyáshatár A ultrastrong mágneses mező. Sok fragmentumokat kevesebb, mint 1 / 4 "hosszú, és minden darab mutatnak nyúlási törés a vége. Mivel a vezeték a szigetelés fújt ki, a legtöbb szilánk csupasz réz. A huzal gyakran jeleit mutatja a helyi olvadása a belső felületén A mágneses miatt a jelenlegi "bunching" többféle bőr hatás és közelség hatása.
A nagyobb átmérőjű tekercs dolgozik, üzemelhetnek alacsonyabb energiaszinten, használják, hogy leverjék alumínium dobozokat. Alumínium üdítő lehet a végén néz ki, mint egy homokóra, mint a központ zsugorodott a fele az eredeti átmérőjének. Ebben az esetben a tekercs nem bomlik miatt masszívabb design (3 fordulatai # 4 AWG tömör vezeték), és a rendszer segítségével tüzelt alacsonyabb energia-szintet, mint a használt érmék zúzás. Magasabb energia szinten az is van hasogatott eltekintve kombinációja a levegő belül is egyszerre, hogy tömörített, és a fűtés az lehet az indukált áram. Lehet aprítás is működik acél konzervdobozok, de az is megy a fűtés és a nagyobb zsugorodása miatt csökken az acél alsó vezetőképesség. A "bőr mélysége" is sokkal vékonyabb miatt a ferromágneses tulajdonságait az acél ötvözet. Mivel a munka tekercs nem is elpusztult a zúzás, a kondenzátor és a bank szikraköz is hangsúlyozta egy csillapított oszcilláció ("gyűrűzés") Kibocsátás. A kondenzátor feszültsége banknak kell csökkenteni annak érdekében, hogy oszcilláló feszültség megfordítása nem túlságosan igénybe, és károsíthatja az impulzus kondenzátorok. Mivel a legtöbb bank a kondenzátor energia végül is eloszlik, mint a hőt a szikraköz, lehet aprítás okok is jelentős elektróda fűtés és kikezdi az elektródák a HV kapcsolót.
A negyed Shrinker nagyon jól működik öltözött Dimes, negyed, fél dollár, Eisenhowers, ezüst Morgan és Béke dollár, Susan B. Anthony, Sacagawea, kis elnöki dollár, és a legtöbb külföldi érméket. Ez szerkezet jól-val kevesebb, a nikkel és a nikkel-réz-érmék, de csak csekély mértékben működik bevonatú acél érméket. Ez is jól működik az idősebb bronz és a réz-cink ötvözet fillérekért. Azonban közepe óta 1982 amerikai fillérekért is készült a cink mag egy vékony vörösréz kabátot. Során csökken, a vékony réteg réz és a cink vaporizes alapvető megolvad, így a lemez felismerhetetlen az olvadt cink kíséri rendetlen zuhanyzó cink zsírcseppecskéinek egész robbanás kamrában. Miatt a nagyobb keménység és sokkal szegényebb elektromos vezetőképessége nikkel-réz ötvözetet, a zsugorodó folyamat nem működik olyan jól az amerikai Nickels csak fogyatkozó őket csak 10% még 6300 Joule.
A összezsugorodott érme súlya pontosan ugyanaz, mint korábban, és annak sűrűségét is változatlan marad. Az érme lesz vastagabb, mint az átmérője csökken, de a teljes volumene az érméket marad ugyanaz. Egyes külföldi bimetál érme (a gyűrűk és központokkal készült különböző ötvözetek) jelenhetnek meg különböző mértékű zsugorodás alapján az elektromos vezetőképesség és a keménység. Bizonyos esetekben a középső részét is zsugorodni egy kicsit, hogy felszabadítja a külső gyűrű. Ez akkor fordul elő nagykorú mexikói, UK, És Francia bimetals, és újabb Két euró bimetál érme.
Mert a rendkívül magas mentesítési áramlatok és gyors növekedése a jelenlegi idő-, energia-mentesítési kondenzátorok legyártani, hogy alacsony induktivitás és speciális belső építési technikákat biztonságosan kezelni a mechanikai behatás által létrehozott mágneses és dielektromos erők alatt a jelenlegi magas impulzus kibocsátás. Sajnos, a GE impulzus kondenzátorok, hogy én korábban használt egyszerűen nem arra tervezték, hogy ellenálljon e visszaélés, és kezdtek katasztrofálisan megbukik. Egy valóban megrepedt a fém, hemorrhaging büdös, arc-megfeketedett kondenzátor olaj a padlón. Ez az igazi hit a felesége! Mi Maxwell energia kibocsátás kondenzátorok bebizonyosodott, hogy igaz legyen "Timex's" -, hogy "hozzon lickin", és tartsa a tickin '".
A Wire széttagoltság Összhangban EM Térelméletben?
Rézhuzal töredékek munka tekercs egyértelműen jelzi, hogy a vezetékes vetették alá, hogy a nagy szakító hangsúlyozza. A legtöbb megfigyelt hatásokat a vezeték magyarázható abroncs eredő feszültség mágneses nyomás a munka tekercs mágneses, Lenz-törvény taszítás között a tekercs és az érme, és rendszeres karmester csipkedte ("kolbász" instabilitás). Az utóbbi egy olyan jelenség, hogy a mágneses szorító erők elegendő ahhoz, hogy a vezeték ideiglenesen viselkedik, mintha egy vezető folyadékot. Van azonban még egy érdekes vonulata, amely megjelenik alapján mikroszkópos vizsgálata során a tekercs darabjai, amelyek enyhén egyéb hatások is. Ez a tárgy először észre, Richard Hull a Tesla tekercs építők a Richmond, Virginia (TCBOR) felülvizsgálata során a hasonló vezeték töredékek egy másik kutató (Jim Goss). Úgy tűnik, hogy amikor egy rendkívül nagy áram folyik át a szilárd vagy folyékony fém vezető, bizonyos hatások kezdenek megjelenni, amelyek nem teljes mértékben magyarázható a meglévő EM mező elmélete és Lorentz-erő. Egy nagyon érdekes példa magában kényszer nagy áram impulzus nagyon rövid időn belül egy egyenes darab drót. Megfelelő feltételek mellett, a drót nem olvad, vagy felrobbanhat. Ehelyett törések egy sorozat nagyjából egyenlő hosszúságú darabokra, minden rész mutatja félreérthetetlen bizonyítékot az ütközés szakítószilárdsága kudarc. Minden szegmens szó kihúzták kívül a szomszédos fragmentumok csekély vagy semmilyen bizonyíték smárolás le vagy olvadó. Egyértelműen a nagy szakító erők hozták létre a vezeték alatt a rövid idő, hogy a nagy folyó folyt. De, egy meglévő EM elméletet, nem szakító erőknek létezik!
Egy apa és fia csapat, Dr. s Péter és Neal Graneau (akik coauthors a "Newton-elektrodinamika" és a "Newton Versus Einstein"), hogy az elméletben kidolgozott belső "Amper "szakító erők"Teljes mértékben figyelembe a megfigyelt viselkedésének, és egyéb, magas folyó kísérletekben. Míg Ampere" szakító erő várható a klasszikus elektromágneses elmélet, hogy már régóta el az összes modern tankönyvek, a lecserélt hanem a modern mező elmélete és Lorentz erő. Érdekes módon, bár Ampere "erők már nem elfogadott részét a jelenlegi EM elmélet létét úgy tűnik, hogy kísérletileg ellenőrizhető A robbanó vezetékek, illetve a magas DC áram belül olvadt fémek (például alumínium-finomítási). Azok a könyvek, a Graneau hogy a sok elgondolkodtató kísérlet, hogy úgy tűnik, hogy támogassa Ampere "Feszültség erők. Újabban más tudósok azt javasolta, hogy a jelenlegi magas huzal töredezettség ténylegesen okozza kombinációja hajlító rezgés-és hősokk. Ez egy olyan terület, amely még korai lenne a jövőbeni kutatások és kísérletek ...
De nem Mutilating pénz a szövetségi Offense?
Szövetségi törvény kifejezetten megtiltja a "tisztességtelen csonkítás, csökkenését, és meghamisítás érmék" (lásd Egyesült Államok Törvénykönyve 18. cím - Bűnök és büntetőeljárási, I. rész - Bűnök, 17. fejezet - Érme-és valuta, 331 pont). A kulcs szó Csalárd. Annak ellenére, hogy a közelmúltban vált az illegális olvadni fillérekért vagy Nickels vagy kivitelét visszaszerezzék értékű fémhulladékot, akkor egyébként nem csinál szép sok mást nekik, amíg nem változtatják meg, akkor egy csalás szándékával. Ez magában foglalja squishing őket a vasúti síneket, egyengető őket hosszúkás ajándéktárgyak turisztikai csapdákkal, vagy a zúzás őket erős elektromágneses mezők. Veszem nagy fájdalmai megmondani emberek pontosan mit kapnak, és milyen a folyamat megtörtént. Ezért is az automatákból a turisztikai csapdákat, hogy a squash fillérekért a hosszúkás emléktárgyak, vagy "vicces" bélyegzett fillérekért a Lincoln szivarozott valóban legális (bár nem használható pénznem már). A hivatalos álláspont az amerikai pénzverde, hogy bár "rándul a gyalázatos gyakorlatot" megváltoztatta érmék, ők is egyetértenek abban, hogy ez valóban törvényes csökken érméket. Megjegyzendő, hogy ez nem lehet a helyzet a más országokban, például az Egyesült Királyságban és Ausztráliában, ahol defacing a királynő kép egy érmét használják figyelembe kell venni a bűncselekmény. Itt van egy Érdekes példa A hamis "zsugorodó érme", amit üldözni az amerikai titkosszolgálat (vissza 1952-ben!).
Pontját 332 foglalkozik lealacsonyodás érmék, átalakítása hivatalos mérleg, vagy sikkasztás a fémek. Mivel az érmék érintett valamennyi készült nemesfém, ez a szakasz nem vonatkozik. Mivel azonban a sűrűség, fémtartalom, és a súly alatt változatlan marad a csökkenő folyamat, érme zsugorítás jogszerű is, amikor azok a nemesfém érméket. Arany és 90% + ezüst érmék csökken nagyon jól.
Tehát, aki feltalálta ezt a Crazy Device?
Nem, nem én voltam! A története érme zsugorodik, nézd meg Az ismert története "Negyedév zsugorítása"
Referenciák és a More Fun Reading:
Következő különféle utalások a komoly kutató. Is, ellenőrizze a "Out of Print Könyvek információk" és "A Print Könyv Források" szakaszai Linkek oldal, Vagy kérdezze meg a helyi műszaki főiskolán könyvtári rendszer.
A. Elektromágneses Fémmegmunkáló és Magneto-Solid Mechanika:
1. ASM, "Metals kézikönyv, 8. kiadás, kötet 4, formálása", Amerikai Társaság fémek - lásd az elektromágneses kialakítása (elfogyott)
2. Wilson, Frank W., ed., "High Velocity kialakítása fémek", ASTME, Prentice-Hall, 1964, 188 oldal (elfogyott)
3. Bruno, EJ, ed., "High Velocity kialakítása fémek", felülvizsgált, kiadás, ASTME, 1968, 227 oldal (elfogyott)
4. NASA, "A nagy sebesség Fémmegmunkálás, a felmérés, SP-5062", Nemzeti Légügyi és Űrhajózási Igazgatóság, 1967, 188 oldal (elfogyott)
5. Hold, Francis C., "Magneto-Solid Mechanics", John Wiley & Sons, 1984, ISBN 0471885363, 436 oldal (elfogyott)
6. Murr, LE, Meyers, MA, ed., Et al, "Kohászati alkalmazások Shock Wave-és nagy-törzs-Rate jelenségek", Marcel Dekker, 1986, 1136 oldal, ISBN 0824776127 (nyomtatott)
7. "Elektromágneses kialakítása kézikönyve" - Jelenleg a LEGJOBB Elektromágneses kialakítása szövege, fordította orosz és ON LINE.
8. "Pulzáló mágnes Krimpelő" Fred Niell, egyszerű magyarázata a mágneses alkotó (meglehetősen technikai)
B. kondenzátor kisül, Nagy Magnetic Fields, lüktető teljesítményű / váltás, és a Wire széttagoltsága:
1. Frungel, F., "High Speed Pulse Technology", Vol.. 3, Academic Press, 1976, 498 oldal (kondenzátor kisülési Engineering, elfogyott)
2. Schaefer, Gerhard "gázkisüléses záró kapcsolók", plenum, 1991, 569 oldal (elfogyott)
3. Martin, TH, et al, "JC Martin lüktető teljesítményű", plenum, 1996, 546 oldal (elfogyott)
4. Knoepfel, H., "impulzus magas Magnetic Fields; Fizikai hatásai & Generation ...", Elsevier, 1970, 372 oldal (elfogyott)
5. Fowler, CM, Caird, Erickson, "Megagauss Műszaki és lüktető teljesítményű alkalmazások", plenum, 1987 879 oldal (elfogyott)
6. Vitkovitsky, Ihor, "High Power Switching" Van Nostrand Reinhold, 1987, 304 oldal (elfogyott)
7. Pai, S. T, és Zhang, Q., "Bevezetés a High Power Pulse technológia", World Scientific, 1995, 307 oldal (nyomtatott)
8. Sarjeant, WJ és Dollinger, Richard E., "High Power Electronics, Tab Szakmai és referencia Könyvek, 1989, 392 oldal (elfogyott)
9. Shneerson, GA, "Fields & Tranziensek a Superhigh áram eszközök", Nova Tudomány, 1997, 561 oldal (elfogyott)
10. Parkinson, David H., Mulhall, Brian E., "keltett nagy Magnetic Fields", plenum, 1967, 165 oldal (elfogyott)
11. Chace, WG, Moore, H. K "Exploding Vezetékek", 1. kötet, plenum, 1959, 373 oldal) elfogyott)
12. Chace, WG, Moore, H. K "Exploding Vezetékek", 2. kötet, plenum, 1962, 321 oldal) elfogyott)
13. Chace, WG, Moore, H. K "Exploding Vezetékek", 3. kötet, plenum, 1964, 410 oldal) elfogyott)
14. Chace, WG, Moore, H. K "Exploding Vezetékek" 4. kötet, plenum, 1967, 348 oldal) elfogyott)
15. Mesyats, Gennagyij A., "lüktető teljesítményű", Springer, 2004, 568 oldal, ISBN 0306486531 (nyomtatott)
C. Különleges olvasmány azok számára, akik jobban belemerülsz több ezoterikus területeken EM mező elmélete, és Wire széttagoltsága:
1. Graneau, Peter & Neal, "Newton-elektrodinamika, World Scientific, 1996, 288 oldal (nyomtatott)
2. Graneau, Peter & Neal, "Newton Versus Einstein, hogyan teremt kapcsolatot Matter Matter", Carlton Press, 1993, 219 oldal (nyomtatott)
3. Jefimenko, Oleg: "Ok és okozat, elektromágneses indukció, és a gravitáció", Elektret Tudományos, 1992, 180 oldal (nyomtatott)
4. Lukyanov, A., Molokov, S.: "Miért magas impulzus áramok Shatter Metal Huzalok?", Lüktető teljesítményű plazma Tudomány, 2001 Digest technikai dokumentumok, 2. kötet, 1599-1602 oldal
5. Lukyanov, A., Molokov, S., Allen, JE, Wall, D., "A szerepe Hajlítószilárdság Vibrations a Wire széttagoltsága", lüktető teljesítményű 2000 IEE Szimpózium, lapok 36 / 1 -36 / 4
6. Fal, DP, Allen, JE, Molokov, S., "A széttagoltsága Huzalok pulzáló áramlatai: túl az első Fracture", Journal of Physics D: Applied Physics. 36 (2003) 2757-2766
D. Web-hozzáférhető információkon alapulnak Ampere "feszültséget erők:
http://www.df.lth.se/ ~ snorkelf / Hosszanti / Slutdok.html
FIGYELEM! Az információk ezen az oldalon található oktatási célokra csak. Nem úgy kell értelmezni, tanácsot, hogyan kell használni, vagy hasonló berendezések. Elektromágneses kialakítása rendkívül veszélyes a nagy energiájú folyamat, amely megnyomorít, vagy megölni egy alkalmi HV kísérletet!
Néhány más helyen a Go:
Tesla Info Center
A "negyedév Shrinker"
További Arcs és Sparks
Get Shrunken érmék!
Get a Lichtenberg!
Tovább a Stoneridge Műszaki Home
Copyright 1999-2010, Minden jog fenntartva. I részét ezen az oldalon lehet reprodukálni engedély nélkül a szerzők.
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2010 május 20, 16:55
Írta: Szalai György Dátum 2010 május 20, 16:55
Az anyag nem tűnik el belőle mikor kisebb lesz, csak tömörödik.
Szerintem a kisebb érme tömege pont annyi, mint az eredetié volt, a térfogata csökken, a sűrűsége nő. Ha nem nő a tömege, nem nő a tömegvonzása sem, így nem lesz fekete lyuk.
Csak ha a nő tömege megnő, akkor lesz nagy a fekete lyuk.[#buck]
Szerintem a kisebb érme tömege pont annyi, mint az eredetié volt, a térfogata csökken, a sűrűsége nő. Ha nem nő a tömege, nem nő a tömegvonzása sem, így nem lesz fekete lyuk.
Csak ha a nő tömege megnő, akkor lesz nagy a fekete lyuk.[#buck]
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2010 május 20, 16:58
Írta: Szalai György Dátum 2010 május 20, 16:58
Hű de jó hogy ezt nem én tettem ide. Most magyarázkodhatnék.
Cím: Re:Fémöntés házilag
Írta: ANTAL GÁBOR Dátum 2010 május 20, 20:35
Írta: ANTAL GÁBOR Dátum 2010 május 20, 20:35
Hát hogy mi megy itt amig én homokzsákot hordok és szivattyúzok.Dani(Degusss) meg nem szól hogy ez már nem a fémöntés. Gratulálok Boldizár!
kb fél éve csináltam egy 200 V os 30 A es szabályozható tápegységet . Oda jókora nagyfrekis fojtó kellett. Én vettem 12 db U magot a Tali Bt től és párosítás után csillag alakban egy bakeltlapra raktam őket (RC marta a bakelitlapot. 6 mm2 es huzallal tekertem és a telítődés elkerülése érdekében légréssel (szintén bakelt) szereltem . Holnap csinálok fotót
A kondibankról : korábban végignéztem a nálunk kapható kondikat és a VIMA FKP1 jött ki nyerőnek. Akik MOT kondibankban gondolkodnak vegyék figyelembe hogy a kondi házán belül van egy kisütőellenállás (azt hiszem 10 M ohm)
A csillámkondi lenne az ideális. A richieburnett honlapon vannak (izraeli) kondigyártók
kb fél éve csináltam egy 200 V os 30 A es szabályozható tápegységet . Oda jókora nagyfrekis fojtó kellett. Én vettem 12 db U magot a Tali Bt től és párosítás után csillag alakban egy bakeltlapra raktam őket (RC marta a bakelitlapot. 6 mm2 es huzallal tekertem és a telítődés elkerülése érdekében légréssel (szintén bakelt) szereltem . Holnap csinálok fotót
A kondibankról : korábban végignéztem a nálunk kapható kondikat és a VIMA FKP1 jött ki nyerőnek. Akik MOT kondibankban gondolkodnak vegyék figyelembe hogy a kondi házán belül van egy kisütőellenállás (azt hiszem 10 M ohm)
A csillámkondi lenne az ideális. A richieburnett honlapon vannak (izraeli) kondigyártók
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2010 május 20, 20:39
Írta: Rabb Ferenc Dátum 2010 május 20, 20:39
Na nehogy már tömörödjön egy sajtolt pénzérme, mert rögtön sírva fakadok. Persze a röhögéstől
Cím: Re:Fémöntés házilag
Írta: s7manbs8 Dátum 2010 május 20, 20:51
Írta: s7manbs8 Dátum 2010 május 20, 20:51
Egy kissé vastagabb lesz utána ? Vagy megdőlt a fizika ?
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2010 május 20, 21:04
Írta: Rabb Ferenc Dátum 2010 május 20, 21:04
A #1737 szerint erősen dűlni látszik...
Cím: Re:Fémöntés házilag
Írta: KoLa Dátum 2010 május 20, 22:19
Írta: KoLa Dátum 2010 május 20, 22:19
Ha a nő tömege megnő akkor a fekete lyuk kisebb lesz - arányaiban ! mert mint tudjuk a lyuk ...)))
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 21, 01:42
Írta: 000000000 Dátum 2010 május 21, 01:42
Kedves Gábor!
Többször is kerestelek Skype-on, érdeklődi szerettem volna mi újság Felétek Miskolcon, mert ami a híradásokból lejön, az nem enged semmi jóra sejtetni...
Nem akartam én szóvá tenni, hogy miről folyik itt a csevej, pedig gondoltam már rá. Elkomolytalanodik a téma ezzel a coil gun-nal, meg az oldalhosszú undorító gépfordítással, felendőbe merülnek Bódi értékes mérései, képei, beszámolói, és a hozzászólások a sok hülyeség közepedte.
Elemzem a kapcsolást, és dolgozom egy másik kivitelen. Ahogy megjön minden alkatrész, én is el tudok kezdeni kísérletezni.
Továbbá szimulálok:
Svejk féle 68/44/13.5 gyűrűmag. Al értékét 20000-re saccolom, nem tudom érdekes mód pontosan megmérni. Kevés (<4) menettel 5000 nH/n^2 körüli értéket mérek, 5-6-7 menettel 20000 körül, e felett megint 15000-ret. Mint ha nem lenne állandó az induktivitása?! Bár lehet hogy a műszer trükköl csak meg, mivel a magas a toroid kezdeti permeabilitása. Igazából üzemi árammal kéne mérni induktivitást, úgy gondolom.
Minden esetre légréssel fojtónak jó lenne, majd meglátjuk mire jutok vele...
Többször is kerestelek Skype-on, érdeklődi szerettem volna mi újság Felétek Miskolcon, mert ami a híradásokból lejön, az nem enged semmi jóra sejtetni...
Nem akartam én szóvá tenni, hogy miről folyik itt a csevej, pedig gondoltam már rá. Elkomolytalanodik a téma ezzel a coil gun-nal, meg az oldalhosszú undorító gépfordítással, felendőbe merülnek Bódi értékes mérései, képei, beszámolói, és a hozzászólások a sok hülyeség közepedte.
Elemzem a kapcsolást, és dolgozom egy másik kivitelen. Ahogy megjön minden alkatrész, én is el tudok kezdeni kísérletezni.
Továbbá szimulálok:
Svejk féle 68/44/13.5 gyűrűmag. Al értékét 20000-re saccolom, nem tudom érdekes mód pontosan megmérni. Kevés (<4) menettel 5000 nH/n^2 körüli értéket mérek, 5-6-7 menettel 20000 körül, e felett megint 15000-ret. Mint ha nem lenne állandó az induktivitása?! Bár lehet hogy a műszer trükköl csak meg, mivel a magas a toroid kezdeti permeabilitása. Igazából üzemi árammal kéne mérni induktivitást, úgy gondolom.
Minden esetre légréssel fojtónak jó lenne, majd meglátjuk mire jutok vele...
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2010 május 21, 06:11
Írta: Szalai György Dátum 2010 május 21, 06:11
Azért hoztam példának annak idején, az indukciós melegítéstől kissé elkanyarodva, a Tesla tekercs meghajtó kapcsolást, mert az is nagy energiájú impulzus üzemű félhidas, vagy teljes hidas kapcsolás. Működésében szinte nem is más, mint ami a fémhevítéshez kell. Jól kitalált, megépített, gyakorlatban bevált. Azt próbálom bizonygatni, hogy az önmagukban (meghajtó nélkül) önrezgő kapcsolások nyitás-zárás karakterisztikája nem elég meredek, hatásfokuk ezért alapvetően hitvány. Frekvenciájuk nem hangolható, az önbeállt frekvencia pedig kevéssé valószínű, hogy pont célirányos volna. A hosszúkás tekercs a mágneses energiát nagy területen osztja meg, nem röviden koncentrálja, mint az egyrétegű tekercs.
Azt gondolom Tesla követői jóval közelebb járnak a hatásos vashevítéshez, mint mi, érdemes figyelni rájuk.
Az oldalhosszú gépfordítás nekem sem rokonszenves. Tesla-s hozzászólásaim is nyugodtan törölhetők.
Azt gondolom Tesla követői jóval közelebb járnak a hatásos vashevítéshez, mint mi, érdemes figyelni rájuk.
Az oldalhosszú gépfordítás nekem sem rokonszenves. Tesla-s hozzászólásaim is nyugodtan törölhetők.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 21, 09:29
Írta: 000000000 Dátum 2010 május 21, 09:29
Sziasztok! Hirtelen felindulásból kérdezném. Tegyük fel bojler fűtőszálból készítenék „kohót”, 1-2 kg alu olvasztásához hány kW fűttőszálra lenne szükség?
Köszi a válaszokat
Köszi a válaszokat
Cím: Re:Fémöntés házilag
Írta: msas Dátum 2010 május 21, 14:03
Írta: msas Dátum 2010 május 21, 14:03
Ha nem akarod kidobni a fűtőbetéteket ne nagyon próbáld! Tudniillik a bojler betét (Bármilyen hülyén hangzik is : )Hűtést igényel.! A melegítendő víz hűti. szárazon negyededóra alatt tönkremegy!.Tehát valami légfűtő betréttel kéne próbálkoznod. Hogy hány KW azt nem tudom , de szerintem sok.
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2010 május 21, 14:07
Írta: Rabb Ferenc Dátum 2010 május 21, 14:07
Alapvetően rossz az ötlet. A bojler fűtőbetétjének kicsi a felülete. Ezért simán elégne, ha nem hűti teljes felületén a víz
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2010 május 21, 21:04
Írta: robroy007 Dátum 2010 május 21, 21:04
szerintem elektromosan elég költséged olvasztgatni házi körülmények között
viszont aki nekem öntött alut azt mondta hogy egy tégelyhez 5-6000 Ft a villany és kb 70kiló alu ipari olvasztóban tehát jó szigeteléssel kb 1,5 óra mutatvány ebből már lehet számolgatni
15-20 kW teljesítmény ha jól saccolom és emlékeim nem csalnak
viszont aki nekem öntött alut azt mondta hogy egy tégelyhez 5-6000 Ft a villany és kb 70kiló alu ipari olvasztóban tehát jó szigeteléssel kb 1,5 óra mutatvány ebből már lehet számolgatni
15-20 kW teljesítmény ha jól saccolom és emlékeim nem csalnak
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 21, 22:54
Írta: 000000000 Dátum 2010 május 21, 22:54
És ráadásul nem hangos, mint a gázégő!
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2010 május 22, 06:32
Írta: Szalai György Dátum 2010 május 22, 06:32
A háztartásban, az iparral ellentétben, az igénybe vehető elektromos teljesítmény többnyire erősen korlátozott. Elektromos munka viszont bőven rendelkezésre áll, hiszen ráérünk órákig olvasztgatni, nem hajt a tatár. Ezért szerintem egyáltalán nem érdemes hobby célra sok kilowattos kemencét építeni, csak amekkorát éppen szükséges és inkább több időt kell szánni az olvasztásra.
Itt jön a hővezetés és a hőszigetelés problémája. Mert az izzószál minden irányban egyformán fűt, az alumínium felé is meg az ellenkező irányba is. De minek fűt arra amerre nincs is alumínium? Csak zabálja a drága villanyt. Kifelé tehát hőszigetelünk.
De mi lesz azzal a meleggel, ami a hőszigetelés irányába próbál terjedni? Visszaverődik az alumínium felé? Dehogy! A szép vörös fűtőszálról sugárzott, jókora infravörös része, jól elnyelődik, kárba vész, felemésztődik a hőszigetelésben. A hővezetéssel terjedő része meg a rossz hővezető levegőt próbálja melegíteni a kemence belsejében, hogy majd a meleg levegő olvassza az alumíniumot. Szánalmas. És a fűtőszál alumínium felé eső oldalán keletkező meleg sem tud mihez kezdeni, Útját állja a levegő.
Aztán persze nagy nehezen, sok munka árán, mégis csak sikerül belepumpálni annyi meleget az alumíniumba, hogy megolvadjon, ha elég türelmes a hobbyista. Ekkor jöhet a homloktörölgetés, (hiszen a levegőt már jól felmelegítettük) és az örömujjongás, a jól megérdemelt siker felett, mert minél több munkába került elérni valamit, annál jobban örülünk neki. Gratulálok.
Izzószálas villanykemencében nem az igazi az alumínium olvasztás, mint ahogy a gulyás leves főzés sem. Az izzószáltól az olvasztandó alumíniumig minden féle tré hővezető anyagokon kénytelen valahogy keresztülterjedni az a szegény hő. Nem csoda, hogy mire nagy nehezen eljut odáig, már semmi kedve olvasztani.
Legjobb, ha a meleg magában a levesben keletkezik, ezt a drága mama is tudja, akkor nincs hőátadási veszteség. Tehát a hobbyistának (ha már a csendes és tiszta villany mellett dönt) otthonra csak az örvényáramú olvasztás a jó olvasztás.
Itt jön a hővezetés és a hőszigetelés problémája. Mert az izzószál minden irányban egyformán fűt, az alumínium felé is meg az ellenkező irányba is. De minek fűt arra amerre nincs is alumínium? Csak zabálja a drága villanyt. Kifelé tehát hőszigetelünk.
De mi lesz azzal a meleggel, ami a hőszigetelés irányába próbál terjedni? Visszaverődik az alumínium felé? Dehogy! A szép vörös fűtőszálról sugárzott, jókora infravörös része, jól elnyelődik, kárba vész, felemésztődik a hőszigetelésben. A hővezetéssel terjedő része meg a rossz hővezető levegőt próbálja melegíteni a kemence belsejében, hogy majd a meleg levegő olvassza az alumíniumot. Szánalmas. És a fűtőszál alumínium felé eső oldalán keletkező meleg sem tud mihez kezdeni, Útját állja a levegő.
Aztán persze nagy nehezen, sok munka árán, mégis csak sikerül belepumpálni annyi meleget az alumíniumba, hogy megolvadjon, ha elég türelmes a hobbyista. Ekkor jöhet a homloktörölgetés, (hiszen a levegőt már jól felmelegítettük) és az örömujjongás, a jól megérdemelt siker felett, mert minél több munkába került elérni valamit, annál jobban örülünk neki. Gratulálok.
Izzószálas villanykemencében nem az igazi az alumínium olvasztás, mint ahogy a gulyás leves főzés sem. Az izzószáltól az olvasztandó alumíniumig minden féle tré hővezető anyagokon kénytelen valahogy keresztülterjedni az a szegény hő. Nem csoda, hogy mire nagy nehezen eljut odáig, már semmi kedve olvasztani.
Legjobb, ha a meleg magában a levesben keletkezik, ezt a drága mama is tudja, akkor nincs hőátadási veszteség. Tehát a hobbyistának (ha már a csendes és tiszta villany mellett dönt) otthonra csak az örvényáramú olvasztás a jó olvasztás.
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2010 május 22, 08:27
Írta: Rabb Ferenc Dátum 2010 május 22, 08:27
Két dolgot ha volnál szíves egy kicsit részletezni. Csakhogy én is megértsem...
>>A szép vörös fűtőszálról sugárzott, jókora infravörös része, jól elnyelődik, kárba vész, felemésztődik a hőszigetelésben. << Mi az, hogy felemésztődik a hőszigetelésben? És akkor mi lesz belőle?
>>Legjobb, ha a meleg magában a levesben keletkezik ... otthonra csak az örvényáramú olvasztás a jó olvasztás.<< Eddig úgy tudtam, hogy az örvényáram a fazék aljában, és nem a levesben keletkezik.
Ja, és még egy apróság: a tégely a sugárzott hő kb 90%-át elnyeli. Azért az nem olyan rossz. Főleg ha nem tud más irányba terjedni. Az viszont kétségtelen igaz, hogy a gázégő zajos, és a hő nagy része a "kéményen" távozik.
>>A szép vörös fűtőszálról sugárzott, jókora infravörös része, jól elnyelődik, kárba vész, felemésztődik a hőszigetelésben. << Mi az, hogy felemésztődik a hőszigetelésben? És akkor mi lesz belőle?
>>Legjobb, ha a meleg magában a levesben keletkezik ... otthonra csak az örvényáramú olvasztás a jó olvasztás.<< Eddig úgy tudtam, hogy az örvényáram a fazék aljában, és nem a levesben keletkezik.
Ja, és még egy apróság: a tégely a sugárzott hő kb 90%-át elnyeli. Azért az nem olyan rossz. Főleg ha nem tud más irányba terjedni. Az viszont kétségtelen igaz, hogy a gázégő zajos, és a hő nagy része a "kéményen" távozik.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 22, 10:25
Írta: 000000000 Dátum 2010 május 22, 10:25
Házi litze készítés.

Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2010 május 22, 11:10
Írta: Rabb Ferenc Dátum 2010 május 22, 11:10
Ne szerénykedj! A gyári is pont így működik, csak ott napi 24 órában.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 22, 11:53
Írta: 000000000 Dátum 2010 május 22, 11:53
Nem én csinálom, csak találtam a neten.
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2010 május 22, 11:59
Írta: Rabb Ferenc Dátum 2010 május 22, 11:59
Akkor sem rossz. Igaz, rájöhettem volna magamtól is. Nincs a háttérben a relief győjtemény és a szorgalmas "kicsi"
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2010 május 22, 14:29
Írta: Szalai György Dátum 2010 május 22, 14:29
Úgy, hogy Te is megértsd, csak akkor tudnám részletezni, ha magam is részletes ismeretekkel rendelkeznék. De ehhez már süti vagyok.
Hogy hová lesz az infravörös tartományba eső elektromágneses sugárzás egy olyan hőszigetelő anyagban, amelyik nem veri azt vissza, hiszen nem hőtükör? Jó volna tudnom, de a tudás ilyen mélységeiben már nem szeretnék elveszni.
Igen, én is úgy tudom, hogy a konyhai örvényáramú melegítők esetében a meleg az edény aljában keletkezik, nem a levesben. Ettől még igaz, hogy a veszteség akkor a leg kevesebb, ha a meleg a levesben keletkezik. Ennek a feltételnek konyhai viszonyok között a mikrohullámú főzés felel meg. Alumíniumolvasztáshoz pedig az örvényáram ad erre lehetőséget.
Örvényáramú alumíniumolvasztáskor más a helyzet, mint a levesben. A grafit, pláne a kerámia tégely, örvényáramú szempontból nem sokat zavar. A indukció java a tégelyben lévő alumíniumban dolgozik. Ott kelt meleget, ahol arra közvetlenül szükség van.
Még azt is elhiszem, hogy egy grafit tégely a rásugárzott hő kilencven százalékát elnyeli. De hogyan nyelhetné el azt a hősugárzást, ami nem a tégely irányába sugárzik, hanem ellenkező irányban?
Ha olyan kemencét lehetne építeni, ahol a fűtőhuzal (levegő közvetítése nélkül) közvetlen termikus kapcsolatban van legalább a tégellyel, már javulhatna a helyzet. De házi körülmények között még ez is a lehetetlennel határos. Az alumíniumban való közvetlen meleg keltésre alkalmas még az ívkemence, ami megint nem barkács kategória. Marad az indukció, mint jó hatásfokú hobbyista lehetőség. A többi túró. Ez nem szentírás, hanem a saját véleményem, a pillanatnyi ismereteim alapján. Az ismereteim változnak és vele a véleményem is. (Újabban már a szentírás is változik.)
Hogy hová lesz az infravörös tartományba eső elektromágneses sugárzás egy olyan hőszigetelő anyagban, amelyik nem veri azt vissza, hiszen nem hőtükör? Jó volna tudnom, de a tudás ilyen mélységeiben már nem szeretnék elveszni.
Igen, én is úgy tudom, hogy a konyhai örvényáramú melegítők esetében a meleg az edény aljában keletkezik, nem a levesben. Ettől még igaz, hogy a veszteség akkor a leg kevesebb, ha a meleg a levesben keletkezik. Ennek a feltételnek konyhai viszonyok között a mikrohullámú főzés felel meg. Alumíniumolvasztáshoz pedig az örvényáram ad erre lehetőséget.
Örvényáramú alumíniumolvasztáskor más a helyzet, mint a levesben. A grafit, pláne a kerámia tégely, örvényáramú szempontból nem sokat zavar. A indukció java a tégelyben lévő alumíniumban dolgozik. Ott kelt meleget, ahol arra közvetlenül szükség van.
Még azt is elhiszem, hogy egy grafit tégely a rásugárzott hő kilencven százalékát elnyeli. De hogyan nyelhetné el azt a hősugárzást, ami nem a tégely irányába sugárzik, hanem ellenkező irányban?
Ha olyan kemencét lehetne építeni, ahol a fűtőhuzal (levegő közvetítése nélkül) közvetlen termikus kapcsolatban van legalább a tégellyel, már javulhatna a helyzet. De házi körülmények között még ez is a lehetetlennel határos. Az alumíniumban való közvetlen meleg keltésre alkalmas még az ívkemence, ami megint nem barkács kategória. Marad az indukció, mint jó hatásfokú hobbyista lehetőség. A többi túró. Ez nem szentírás, hanem a saját véleményem, a pillanatnyi ismereteim alapján. Az ismereteim változnak és vele a véleményem is. (Újabban már a szentírás is változik.)
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2010 május 23, 13:37
Írta: Szalai György Dátum 2010 május 23, 13:37
Nem hagyott nyugodni a gondolat, hogy sírva röhögöd végig a hétvégét. Tovább olvastam a témát.
Megkövetlek. Nálad van az igazság, nem helytálló, amit a #1737-ben írtam, hogy: „Szerintem a kisebb érme tömege pont annyi, mint az eredetié volt, a térfogata csökken, a sűrűsége nő.”
Valójában az átmérője csökken, a vastagsága nő, tehát a térfogata, a tömege és a sűrűsége marad.
(Megnézném egy zokogós fotódat.)
Megkövetlek. Nálad van az igazság, nem helytálló, amit a #1737-ben írtam, hogy: „Szerintem a kisebb érme tömege pont annyi, mint az eredetié volt, a térfogata csökken, a sűrűsége nő.”
Valójában az átmérője csökken, a vastagsága nő, tehát a térfogata, a tömege és a sűrűsége marad.
(Megnézném egy zokogós fotódat.)
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2010 május 23, 13:40
Írta: Szalai György Dátum 2010 május 23, 13:40
Kifigyeltem, hogy csinálják a nagyfiúk.
Tudom, hogy elérhetetlen, de legalább láthatjuk, hogy mire kell törekedni. Érdemes meglesni a Technology és Products menük tartalmát. Az egyik figyelemre méltó látványosság a rezonáns kör rendkívül tömör szerelése.
Tudom, hogy elérhetetlen, de legalább láthatjuk, hogy mire kell törekedni. Érdemes meglesni a Technology és Products menük tartalmát. Az egyik figyelemre méltó látványosság a rezonáns kör rendkívül tömör szerelése.
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2010 május 23, 15:00
Írta: Rabb Ferenc Dátum 2010 május 23, 15:00
Az igazság odaát van! De onnan még senki nem jött vissza, hogy nekünk is elmondja...
Őszintén szólva, még így is kétkedve fogadom ezt a zanzásítást. Dehát nem kell nekem sem mindent értenem. Csak tudod az a bizonyos kanálgörbítés jut ilyenkor az eszembe, amiről azóta már kiderült, hogy nem is egészen úgy műxik.
És hogy jó napod legyen, íme a kért kép [#rinya]
Őszintén szólva, még így is kétkedve fogadom ezt a zanzásítást. Dehát nem kell nekem sem mindent értenem. Csak tudod az a bizonyos kanálgörbítés jut ilyenkor az eszembe, amiről azóta már kiderült, hogy nem is egészen úgy műxik.
És hogy jó napod legyen, íme a kért kép [#rinya]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 23, 15:30
Írta: 000000000 Dátum 2010 május 23, 15:30
Sziasztok Urak!
Én valami ilyesmire gondolok, csak kicsit nagyobb kivitelben, megfelelő szigeteléssel:
http://www.youtube.com/watch?v=DBcvf2jIANc&feature=related
Amennyiben ez nem jönne össze, úgy a deguss által épített samottéglás, cekászos (azt hiszem, cekász van beépítve) megoldást választanám. A gondom a méretezés, hogy 1 kg alumínium olvasztásához, mekkora hőteljesítmény kellene és ezt a fenti két megoldásra adaptálni. Mekkora huzal, (átmérő, hossz, fajlagos ellenállás, stb) mekkora fűtőbetét kell? Őszintén szólva nincs sok kedvem kísérletezni, csak egy kicsit.
Köszi a válaszokat!
Én valami ilyesmire gondolok, csak kicsit nagyobb kivitelben, megfelelő szigeteléssel:
http://www.youtube.com/watch?v=DBcvf2jIANc&feature=related
Amennyiben ez nem jönne össze, úgy a deguss által épített samottéglás, cekászos (azt hiszem, cekász van beépítve) megoldást választanám. A gondom a méretezés, hogy 1 kg alumínium olvasztásához, mekkora hőteljesítmény kellene és ezt a fenti két megoldásra adaptálni. Mekkora huzal, (átmérő, hossz, fajlagos ellenállás, stb) mekkora fűtőbetét kell? Őszintén szólva nincs sok kedvem kísérletezni, csak egy kicsit.
Köszi a válaszokat!
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2010 május 23, 16:21
Írta: Rabb Ferenc Dátum 2010 május 23, 16:21
Olvasztandó tömeg: 1kg alumínium
Fajlagos hőkapacitása(lánykori nevén fajhő) 0,89kJ/kgC
Olvadáspont 660 C de illik legaláb 700 C fok fölé hevíteni
Tervezett fűtőteljesítmény (amit még lazán elvisel a hálózat) legyen 2kW
Szükséges hőteljesítmény: 1kg*0,89kJ/kgC*700C=623kJ = 0,173kWó
T=0,173kWó/2kW=0,086 óra= 5,19 perc
Ha 50% hatásfokkal számolsz, akkor kb 10 perc alatt olvad meg 1kg alumínium.
Ha pedig valamit nagyon elszámoltam, szóljatok...
Fajlagos hőkapacitása(lánykori nevén fajhő) 0,89kJ/kgC
Olvadáspont 660 C de illik legaláb 700 C fok fölé hevíteni
Tervezett fűtőteljesítmény (amit még lazán elvisel a hálózat) legyen 2kW
Szükséges hőteljesítmény: 1kg*0,89kJ/kgC*700C=623kJ = 0,173kWó
T=0,173kWó/2kW=0,086 óra= 5,19 perc
Ha 50% hatásfokkal számolsz, akkor kb 10 perc alatt olvad meg 1kg alumínium.
Ha pedig valamit nagyon elszámoltam, szóljatok...
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2010 május 23, 16:24
Írta: Rabb Ferenc Dátum 2010 május 23, 16:24
És még egy apróság! Bojler fűtőbetét nem jó, mert gyorsan elég hűtés nélkül. Keress megfelelő formájú grillsütő, vagy egyéb fűtőtestet. De ne nagyon görbítgesd a megfelelő alakra, mert azt nagyon nem szereti.
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2010 május 23, 16:39
Írta: Rabb Ferenc Dátum 2010 május 23, 16:39
Az ORCZY Elektronikánál találtam csak Neked csak most csak véletlenül görbítgethető 1kW-os grill fűtőbetétet [#wave]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 23, 16:59
Írta: 000000000 Dátum 2010 május 23, 16:59
Hálás köszönet!
Hőtárolós kályha betétje?
Hőtárolós kályha betétje?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 23, 17:37
Írta: 000000000 Dátum 2010 május 23, 17:37
Már csak az a kérdés, hogy hány fokot bír ki a fűtőbetét?!
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2010 május 23, 18:03
Írta: Szalai György Dátum 2010 május 23, 18:03
Ezzel szemben: © deguss #1032
Csak kivonatosan: _11kg-ot öntöttem le_Ehhez kellett másfél óra 4kW-al_10cm-es kőzetgyapot szigetelés_ A kemence külső lemeze nem melegedett még 40°C fölé sem!
Ha a #1762 számítást alkalmazom a fenti esetre, akkor annak az olvasztásnak 50% hatásfokkal 57 percig kellett volna tartania. De másfél óráig tartott, vagyis a művelet hatásfoka 30% körül mozgott. A felhasznált villamos energia 70% pedig, alumíniumolvasztás helyett, valami egész más munkát végzett.
Le kell vonni az izzószálas olvasztás hatásfokára vonatkozó tanulságot.
Csak kivonatosan: _11kg-ot öntöttem le_Ehhez kellett másfél óra 4kW-al_10cm-es kőzetgyapot szigetelés_ A kemence külső lemeze nem melegedett még 40°C fölé sem!
Ha a #1762 számítást alkalmazom a fenti esetre, akkor annak az olvasztásnak 50% hatásfokkal 57 percig kellett volna tartania. De másfél óráig tartott, vagyis a művelet hatásfoka 30% körül mozgott. A felhasznált villamos energia 70% pedig, alumíniumolvasztás helyett, valami egész más munkát végzett.
Le kell vonni az izzószálas olvasztás hatásfokára vonatkozó tanulságot.
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2010 május 23, 19:40
Írta: Rabb Ferenc Dátum 2010 május 23, 19:40
Egy ismeretlen felépítésű és hőszigetelő képességű rendszer veszteségeit elég nehéz pontosan megmondani. De minél kisebb az egész, annál rövidebb idő kell a felmelegítésre. Így sokkal kisebb a veszteségi hő is. Ha pl a belső hőszigetelő réteg Vermikulit - és itt lehet az is - biztosan sokkal jobb a kohó hatásfoka, mintha egy fél mázsás samottbélést is fel kell melegíteni. (belül 800, kívül 40 fokra)
De ha esetleg elkészül ez a variáció, a gazdája remélem megmondja a frankót.
Különben is, ha a meteorológusok is csak 20%-ot tévednének, sokkal biztosabban tudnánk, milyen idő várható. Nem kellene villannyal fűteni az udvart...
De ha esetleg elkészül ez a variáció, a gazdája remélem megmondja a frankót.
Különben is, ha a meteorológusok is csak 20%-ot tévednének, sokkal biztosabban tudnánk, milyen idő várható. Nem kellene villannyal fűteni az udvart...
Cím: Re:Fémöntés házilag
Írta: ANTAL GÁBOR Dátum 2010 május 23, 19:45
Írta: ANTAL GÁBOR Dátum 2010 május 23, 19:45
Feri !
Valamiről elfelejtkezhettél. Amikor a szilárd jégből viz lesz (0 C fokos mindkettő ) akkor még a rejtett hőt közölnünk kell. Az alunál is így kell lenni mert a fázisátalakuláshoz is kell energia (szilárdól cseppfolyós lesz)
Valamiről elfelejtkezhettél. Amikor a szilárd jégből viz lesz (0 C fokos mindkettő ) akkor még a rejtett hőt közölnünk kell. Az alunál is így kell lenni mert a fázisátalakuláshoz is kell energia (szilárdól cseppfolyós lesz)
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2010 május 23, 19:56
Írta: Rabb Ferenc Dátum 2010 május 23, 19:56
A kollektív bölcsesség ismét diadalmaskodott. Gyuri tapasztalati adatokkal cáfolta amit írtam, Te pedig megadtad a magyarázatát. A alumínium olvadáshője 398kJ/kg. És máris 30% alatt van a hatásfok.
Én meg magam alatt [#confused]
Én meg magam alatt [#confused]
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2010 május 23, 20:15
Írta: Szalai György Dátum 2010 május 23, 20:15
Levezetnéd ezt az új számítást is? Úgy, mint a #1762-ben.
(Én még mindég 50% körül járok.)
(Én még mindég 50% körül járok.)
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2010 május 23, 20:21
Írta: 43pbwjg8s Dátum 2010 május 23, 20:21
Megkérdezhetném, hogy mennyi dieig érdemes az olvadékot olvadt állapotban tartani a megfelelő öntési minőség érdekében?
Megtette-e valaki hogy vizsgált már hülési görbét az ideális kristályszerkezet kialakulásának a vizsgálatára?
Megtette-e valaki hogy vizsgált már hülési görbét az ideális kristályszerkezet kialakulásának a vizsgálatára?
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2010 május 23, 20:35
Írta: Szalai György Dátum 2010 május 23, 20:35
Természetesen megkérdezhetnéd. Ha mégse tennéd, leköteleznél. (Rejtő J. után szabadon.)
Na de tényleg fogalmam sincs. Pedig a keresztapám maszek színesfémöntő volt az óvilágban. A kohót pedig az összes hóbelevancával együtt a géplakatos édesapám készítette neki. Én akkor már nagy kisfiú voltam és az óvodás lányok jobban érdekeltek, ezért elsiklottam a részletek felett. Most próbálom bepótolni az akkor elvesztegetett információt, de hát azt sem tudom, hogy mit nem tudok, és minél okosabb vagyok, annál hülyébbnek érzem magam.
De majd holnap erre is rámegyek. Köszi a kérdést.
Na de tényleg fogalmam sincs. Pedig a keresztapám maszek színesfémöntő volt az óvilágban. A kohót pedig az összes hóbelevancával együtt a géplakatos édesapám készítette neki. Én akkor már nagy kisfiú voltam és az óvodás lányok jobban érdekeltek, ezért elsiklottam a részletek felett. Most próbálom bepótolni az akkor elvesztegetett információt, de hát azt sem tudom, hogy mit nem tudok, és minél okosabb vagyok, annál hülyébbnek érzem magam.
De majd holnap erre is rámegyek. Köszi a kérdést.
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2010 május 23, 20:47
Írta: 43pbwjg8s Dátum 2010 május 23, 20:47
Akkor mit számoltok Gyuri?
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2010 május 23, 20:51
Írta: Szalai György Dátum 2010 május 23, 20:51
Én most ezt.
tömeg (kg) 11,0
Fajhő (kJ/kgC) 0,89
Olvadáspont (C fok) 700
Olvadáshő (kJ/kg) 398
Szükséges hőteljesitmény (kJ) 11231
Szükséges hőteljesitmény (kWó) 3,12
Fűtő teljesitmény (kW) 4,00
Szükséges idő (óra) 0,781
Szükséges idő (perc) 47
tömeg (kg) 11,0
Fajhő (kJ/kgC) 0,89
Olvadáspont (C fok) 700
Olvadáshő (kJ/kg) 398
Szükséges hőteljesitmény (kJ) 11231
Szükséges hőteljesitmény (kWó) 3,12
Fűtő teljesitmény (kW) 4,00
Szükséges idő (óra) 0,781
Szükséges idő (perc) 47
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2010 május 23, 21:20
Írta: 43pbwjg8s Dátum 2010 május 23, 21:20
Tehát csak az olvasztásig foglalkoztok most még a dologgal. Ha minden jól megy az öntő haverral összefutunk rövidesen. Megkérdezem, hogy milyen követelmények szükségesek a megfelelő olvadékhoz ha érdekel. Persze az ő cége csak alut önt. Igy csak ebben tudok érdeklődni biztosra.
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2010 május 23, 21:55
Írta: Szalai György Dátum 2010 május 23, 21:55
Szerintem ide minden alumíniumolvasztással kapcsolatos infó befér. Engem tutti érdekel.
Rögzítsd az adatokat, hadd tudjuk mi Hobbyisták, hogy mi újság az iparban, ami után kullogunk.
Rögzítsd az adatokat, hadd tudjuk mi Hobbyisták, hogy mi újság az iparban, ami után kullogunk.
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2010 május 23, 22:16
Írta: 43pbwjg8s Dátum 2010 május 23, 22:16
Mindenképpen.
Rám is rámfér az infó.
Persze ha addig nem rúgnak ki innen.
Rám is rámfér az infó.
Persze ha addig nem rúgnak ki innen.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 24, 13:49
Írta: 000000000 Dátum 2010 május 24, 13:49
Fémtégely helyett porcelán tégely nem jó?
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2010 május 24, 15:28
Írta: Szalai György Dátum 2010 május 24, 15:28
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 24, 22:11
Írta: 000000000 Dátum 2010 május 24, 22:11
Kedves elméleti fémöntögetők! :)
Ahogy jól sejtitek, az ohmikus elektromos fűtéssel nem lehet csodát csinálni. Az egész egy ördögi kör. Én már építettem 2 év alatt 3 kemencét, kanthal huzal, túlzásba vitt hőszigetelés, vékony téglázat, oldalajtós kivitel, és még sok mást kipróbálva, de nem kifizetődő az olvasztás...
Összegezve azt tudom mondani, hogy még mindig előnyösebb a lehető legnagyobb teljesítménnyel fűteni, mivel így kevesebb ideig kell fűteni, mint alacsonyabb teljesítménnyel. A veszteségek pedig arányosan növekednek a hőmérsékletkülönbséggel. Ha a teljesítmény nem elég nagy, akkor még az olvadáspont alatt beáll a termikus egyensúly, és örökkévalóságig hevítve se olvad meg semmi sem. Ugyan akkor a hirtelen bekapcsolt hatalmas hősokk a téglákat és a kemence vázát sem kíméli, egy ismerősnek készített 4.5kW-os 3 fázisú 35 literes kemence, melyet speciális műgyanta alapú anyagok gyors hevítésére és hőn tartására használt kerek 1 évig (kb. 80 felfűtés), és melyben soha nem ment a hőmérséklet 510°C fölé, szétporladt. Szó szerint a szögvas váz elszenesedett, a kőzetgyapotból por lett, a samott-téglák elrepedeztek, bedűltek, egyedül a hőelem és a szabályzó maradt meg belőle. (Viszont, /az ő véleménye szerint/ jobban járt így is ezzel, mint egy gyárival különböző okok miatt).
A vermikulit lapokat már beszereztem Bódin keresztül, de ezeket a majdani indukciós kemencémre tartogatom. Tisztában vagyok vele, hogy ha tényleg csak olvasztásra kell a készülék, akkor gázzal érdemes fűteni, én is ezt tanácsolnám mindenkinek. Illetve a kellő óvatosságot, körültekintést és a szakértelem hiányából adódó meglepetések elkerülését...
Ahogy jól sejtitek, az ohmikus elektromos fűtéssel nem lehet csodát csinálni. Az egész egy ördögi kör. Én már építettem 2 év alatt 3 kemencét, kanthal huzal, túlzásba vitt hőszigetelés, vékony téglázat, oldalajtós kivitel, és még sok mást kipróbálva, de nem kifizetődő az olvasztás...
Összegezve azt tudom mondani, hogy még mindig előnyösebb a lehető legnagyobb teljesítménnyel fűteni, mivel így kevesebb ideig kell fűteni, mint alacsonyabb teljesítménnyel. A veszteségek pedig arányosan növekednek a hőmérsékletkülönbséggel. Ha a teljesítmény nem elég nagy, akkor még az olvadáspont alatt beáll a termikus egyensúly, és örökkévalóságig hevítve se olvad meg semmi sem. Ugyan akkor a hirtelen bekapcsolt hatalmas hősokk a téglákat és a kemence vázát sem kíméli, egy ismerősnek készített 4.5kW-os 3 fázisú 35 literes kemence, melyet speciális műgyanta alapú anyagok gyors hevítésére és hőn tartására használt kerek 1 évig (kb. 80 felfűtés), és melyben soha nem ment a hőmérséklet 510°C fölé, szétporladt. Szó szerint a szögvas váz elszenesedett, a kőzetgyapotból por lett, a samott-téglák elrepedeztek, bedűltek, egyedül a hőelem és a szabályzó maradt meg belőle. (Viszont, /az ő véleménye szerint/ jobban járt így is ezzel, mint egy gyárival különböző okok miatt).
A vermikulit lapokat már beszereztem Bódin keresztül, de ezeket a majdani indukciós kemencémre tartogatom. Tisztában vagyok vele, hogy ha tényleg csak olvasztásra kell a készülék, akkor gázzal érdemes fűteni, én is ezt tanácsolnám mindenkinek. Illetve a kellő óvatosságot, körültekintést és a szakértelem hiányából adódó meglepetések elkerülését...
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2010 május 24, 22:22
Írta: Szalai György Dátum 2010 május 24, 22:22
Kíváncsian várom az indukciós kísérleteket.
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2010 május 24, 22:32
Írta: robroy007 Dátum 2010 május 24, 22:32
ma végre elkészült a kohóm, bár még kipróbálásra várni kell de már ez is előrelépés
így néz ki a belső szerkezete
külső kálcium szilikát aztán kerámia paplan

ilyen lett kikenve kvarc liszt vízüveg keverékével (remélem nem lesz belőle gond, hogy kvarc liszt szerintem max csak üveg lesz a belseje)persze kapott még egy két centis samott tégla bélést is, így már azért erősen elgondolkodtam rajta, hogy mi fog beférni amibe még lehet egy kis mennyiséget is olvasztani majd

ez pedig a tüzelő nyílás, a belseje még üres majd elkészül bele a diffúzor cső és a gáz szelep valamikor a héten

azért nem bírtam magammal és a kis kézi pb lámpával megpróbáltam begyújtani de olyan kicsi a teljesítménye, hogy csak hangja lett a kicsikének
így néz ki a belső szerkezete
külső kálcium szilikát aztán kerámia paplan
ilyen lett kikenve kvarc liszt vízüveg keverékével (remélem nem lesz belőle gond, hogy kvarc liszt szerintem max csak üveg lesz a belseje)persze kapott még egy két centis samott tégla bélést is, így már azért erősen elgondolkodtam rajta, hogy mi fog beférni amibe még lehet egy kis mennyiséget is olvasztani majd
ez pedig a tüzelő nyílás, a belseje még üres majd elkészül bele a diffúzor cső és a gáz szelep valamikor a héten
azért nem bírtam magammal és a kis kézi pb lámpával megpróbáltam begyújtani de olyan kicsi a teljesítménye, hogy csak hangja lett a kicsikének
Cím: Re:Fémöntés házilag
Írta: Szedlay Pál Dátum 2010 május 24, 22:56
Írta: Szedlay Pál Dátum 2010 május 24, 22:56
Szia!
Én nem tudom Te miből építetted a kemencéket, de amit én építettem 1,5Kw-os és 2 literes.
Naponta fűtöm fel 1500C fokra már három éve és a kutya baja, pedig ezt a hőmérsékletet 45 perc alatt eléri. Ugyan azt nem szereti ha 1000 foknál kinyitom, és ott nyitva is marad, ilyenkor hajszálrepedések keletkeznek a bevonaton. A kalória kft-nél vásárolt kályhám 10 éves minden nap 1050C fok és nincs rajta repedés.
A gondosan megválasztott anyag a technológiákhoz nem nélkülözhetető és nagyon drága azt is tudom.
Én nem tudom Te miből építetted a kemencéket, de amit én építettem 1,5Kw-os és 2 literes.
Naponta fűtöm fel 1500C fokra már három éve és a kutya baja, pedig ezt a hőmérsékletet 45 perc alatt eléri. Ugyan azt nem szereti ha 1000 foknál kinyitom, és ott nyitva is marad, ilyenkor hajszálrepedések keletkeznek a bevonaton. A kalória kft-nél vásárolt kályhám 10 éves minden nap 1050C fok és nincs rajta repedés.
A gondosan megválasztott anyag a technológiákhoz nem nélkülözhetető és nagyon drága azt is tudom.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 25, 03:12
Írta: 000000000 Dátum 2010 május 25, 03:12
Annyit tudok és láttam is (a barátom elektromos kemencéket gyárt, amik évekig üzemelnek), hogy egyáltalán nem használ vízüveget, mert 700 fok felett nem alkalmazható. Amerikából rendeli a hőszigetelő anyagokat és a ragasztókat.
Három kategóriát használ: 800 fok alattiakat, 1300 fok alattiakat és 1800 fok alattiakat (ez utóbbi ára már horrorisztikus.
Amiket itt látok felhasználni ezek mind a 800 fok alatt használatosak.
A lángálló anyagok ugyan ezen hő fok kategóriákban kb. plusz 3 szoros felár.
Három kategóriát használ: 800 fok alattiakat, 1300 fok alattiakat és 1800 fok alattiakat (ez utóbbi ára már horrorisztikus.
Amiket itt látok felhasználni ezek mind a 800 fok alatt használatosak.
A lángálló anyagok ugyan ezen hő fok kategóriákban kb. plusz 3 szoros felár.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 25, 21:54
Írta: 000000000 Dátum 2010 május 25, 21:54
Az elmúlt pár napban alaposan körüljártam a témát és én is a gázos megoldás mellett döntöttem. Igaz, hogy az elektromos volt a cél, azonban rájöttem nem csak a meló sok vele, de a hatásfokkal is gondjaim adódhatnak. (erre Ti adtátok meg a választ, köszönöm!!!) Igaz nem akartam nagy olvasztót készíteni, de azt hiszem már késő.
A kérdés már csak az, hogy mekkora legyen a tégely űrtartalma? Illetve ha jól emlékszem azt tanácsoltátok korábban, hogy inkább hosszúkás legyen, mint széles. Erősítsetek meg ebben!
A második kérdés, (ami igazából a harmadik:) ), hogy a gázégő kialakítása hogyan történjen?
Arra, gondoltam, hogy fogok, egy colos csövet kicsit megesztergálom a palástját, majd az egyik végét úgy 20-40mm hosszan befenekelem, ebbe fúrok egy lyukat a fúvókának. A fúvókát még nem tudom, hogy csinálom meg, lehet ilyet venni? Elvileg 20-as kell (0,2 mm átmérő). Aztán a colos cső palástjába készítek körbe 4x4 lyukat, amelyek 4 mm-es ugrásokkal követik egymást egészen 20 mm -ig. Ezt egy külső csővel lehetne elzárni, illetve nyitni, a keverék képzéshez. És ez az egység kerülne beépítésre az olvasztóban kialakított "égőhelyre".
Szerintetek, ez jó lehet, vagy növeljem a colos csövet 5/4-re, vagy nagyobbra?
Bízom benne, hogy érthető voltam.
A kérdés már csak az, hogy mekkora legyen a tégely űrtartalma? Illetve ha jól emlékszem azt tanácsoltátok korábban, hogy inkább hosszúkás legyen, mint széles. Erősítsetek meg ebben!
A második kérdés, (ami igazából a harmadik:) ), hogy a gázégő kialakítása hogyan történjen?
Arra, gondoltam, hogy fogok, egy colos csövet kicsit megesztergálom a palástját, majd az egyik végét úgy 20-40mm hosszan befenekelem, ebbe fúrok egy lyukat a fúvókának. A fúvókát még nem tudom, hogy csinálom meg, lehet ilyet venni? Elvileg 20-as kell (0,2 mm átmérő). Aztán a colos cső palástjába készítek körbe 4x4 lyukat, amelyek 4 mm-es ugrásokkal követik egymást egészen 20 mm -ig. Ezt egy külső csővel lehetne elzárni, illetve nyitni, a keverék képzéshez. És ez az egység kerülne beépítésre az olvasztóban kialakított "égőhelyre".
Szerintetek, ez jó lehet, vagy növeljem a colos csövet 5/4-re, vagy nagyobbra?
Bízom benne, hogy érthető voltam.
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2010 május 25, 22:00
Írta: robroy007 Dátum 2010 május 25, 22:00
szerintem ne fenekeld le csak tedd bele a fúvókát Bodinak a cső palástjába van befúrva és működik a cső szabad végére meg lehet még ventilátort tenni
ha kellően jól sikerül akkor venti nélkül is alkalmas lehet munkára fontos, hogy a kohó felé bővüljön a cső ami a légáramlás kialakulásában játszik fontos szerepet
ha kellően jól sikerül akkor venti nélkül is alkalmas lehet munkára fontos, hogy a kohó felé bővüljön a cső ami a légáramlás kialakulásában játszik fontos szerepet
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 25, 22:05
Írta: 000000000 Dátum 2010 május 25, 22:05
Vagyis kúpos legyen, vagy elég, ha a végén van egy nagyobb cső ráhegesztve?
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2010 május 25, 22:14
Írta: sasi Dátum 2010 május 25, 22:14
A gázégő egy egyszerű, de működőképes kialakítása.
Gázkészülék szaküzletben lehet fúvókákat beszerezni.
Gázkészülék szaküzletben lehet fúvókákat beszerezni.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 25, 22:15
Írta: 000000000 Dátum 2010 május 25, 22:15
http://www.youtube.com/watch?v=qtCkIf8TZhU
Ez már túlzás mi? Most keresgéltem:)
Ez már túlzás mi? Most keresgéltem:)
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 25, 22:32
Írta: 000000000 Dátum 2010 május 25, 22:32
Ugyanezen fószer másik remekműve! Vélemény? A "kerámiaelemek" amiket úgy önt, milyen anyagból lehetnek? Mondjuk látszik, hogy amerikai a hőszigeteléssel nem sokat foglalkozik.
http://www.youtube.com/watch?v=VA9MLQJM3u0&NR=1
http://www.youtube.com/watch?v=VA9MLQJM3u0&NR=1
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 25, 23:50
Írta: 000000000 Dátum 2010 május 25, 23:50
Igen, csak igazolni tudlak, lassú kíméletes felfűtés, és "kevés ajtónyitogatás" a hosszú élet titka. Valóban a tüzépi samott kályhatégla nem egyenrangú egy cermet kerámia lappal, és a tetőszigetelő kőzetgyapot a kerámia paplannal, de mindenki abból építkezik, ami rendelkezésre áll, vagy mérlegelve megfizethetőnek ítélendő.
Ahogy jutok valamire, megosztom tapasztalataimat, ahogy eddig is tettem. Ha csak ezzel kéne foglalkoznom, már biztosan tudnék mit felmutatni az indukciós olvasztás témában is, de sajnos még sok másra is kell időt szánnom...
Ahogy jutok valamire, megosztom tapasztalataimat, ahogy eddig is tettem. Ha csak ezzel kéne foglalkoznom, már biztosan tudnék mit felmutatni az indukciós olvasztás témában is, de sajnos még sok másra is kell időt szánnom...
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 26, 18:47
Írta: 000000000 Dátum 2010 május 26, 18:47
A kúpos vég azért kell, hogy ha nincs benne a kohóban, ne szakadjon le a láng.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 május 26, 18:56
Írta: 000000000 Dátum 2010 május 26, 18:56
Így kell égnie. Ezt 5/4" csőből csináltam. A tármban vannak még képek.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 június 01, 12:41
Írta: 000000000 Dátum 2010 június 01, 12:41
Tiszteletem mindenkinek remélem jó helyen kopogtatok.Van nekem egy grafittégelyem(örökség)és szeretném eladni ami az oldalára van írva gondolom a paraméterei:600 A 5/7,külső méretek:átm.53cm magasság 67cm falvastagság 10cm.Kivül mázas.Eladható egyáltalán és kb. mennyit ér(azt mondták mások hogy sokat).Megköszönném az infót.
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2010 június 01, 20:56
Írta: Szalai György Dátum 2010 június 01, 20:56
Aranybánya!
Nem vagyok öntő. Gyanítom egy öntő is nagyon ritkán vesz grafit tégelyt. Mert tartós és mert drága.
Csak viszonyítás képen: 53cm ≈ 21col, 67cm ≈ 27col
Ezen az oldalon a 14"OD x 11.5"ID x 12"Deep (14"High) Machined graphite crucible ára $634.99
De hogy erre itthon hol van igény és mennyiért, az más kérdés.
Nem vagyok öntő. Gyanítom egy öntő is nagyon ritkán vesz grafit tégelyt. Mert tartós és mert drága.
Csak viszonyítás képen: 53cm ≈ 21col, 67cm ≈ 27col
Ezen az oldalon a 14"OD x 11.5"ID x 12"Deep (14"High) Machined graphite crucible ára $634.99
De hogy erre itthon hol van igény és mennyiért, az más kérdés.
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2010 június 01, 20:58
Írta: 43pbwjg8s Dátum 2010 június 01, 20:58
Gyuri!
Türelmedet kérném!
Egy két hétig nem futok össze az öntővel sajnos. Addig nem nagyon tudok okosságokat meg. :(
Türelmedet kérném!
Egy két hétig nem futok össze az öntővel sajnos. Addig nem nagyon tudok okosságokat meg. :(
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 június 01, 22:54
Írta: 000000000 Dátum 2010 június 01, 22:54
Köszönöm szépen az infót.Megpróbálom értékesíteni,már csak azt kellene meg találni hogy hol,vatera meg hasonlók szóba se jöhetnek.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 június 06, 15:37
Írta: 000000000 Dátum 2010 június 06, 15:37
Összehoztem deszkán egy másik kapcsolást, szuperül megy.
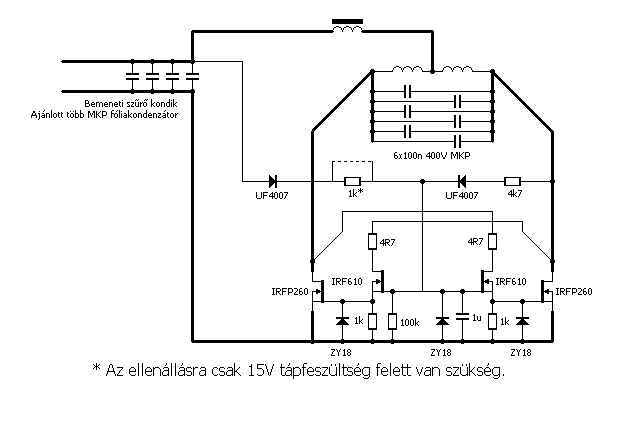
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 június 06, 15:43
Írta: 000000000 Dátum 2010 június 06, 15:43
A kapcsolást a Hobbielektronika oldalról vettem, pimi9 fórumtárs tette közzé.
A tekercs belső átmérője:35mm, 2x6 menet, a condibank:7.7 uF, a fojtó:20 uH, az u üresjárati freki:55kHz.
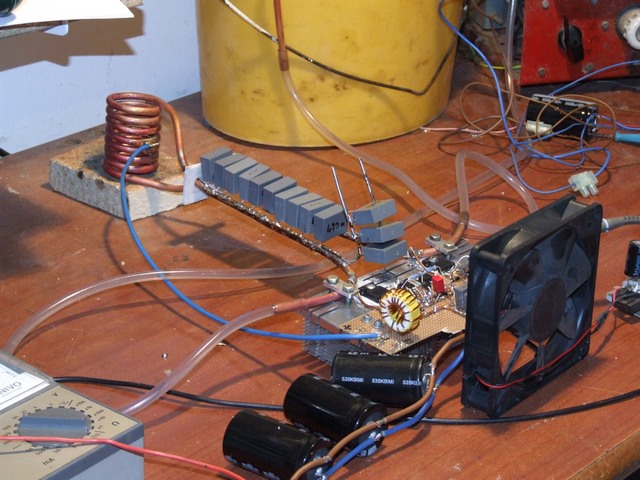
A tekercs belső átmérője:35mm, 2x6 menet, a condibank:7.7 uF, a fojtó:20 uH, az u üresjárati freki:55kHz.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 június 06, 15:44
Írta: 000000000 Dátum 2010 június 06, 15:44

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 június 06, 15:44
Írta: 000000000 Dátum 2010 június 06, 15:44

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 június 06, 15:45
Írta: 000000000 Dátum 2010 június 06, 15:45

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 június 06, 15:45
Írta: 000000000 Dátum 2010 június 06, 15:45

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 június 06, 15:46
Írta: 000000000 Dátum 2010 június 06, 15:46

Cím: Re:Fémöntés házilag
Írta: Motoros Dátum 2010 június 06, 17:40
Írta: Motoros Dátum 2010 június 06, 17:40
Na ez megint nem semmi. Várjuk a próbaüzemet.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 június 06, 17:51
Írta: 000000000 Dátum 2010 június 06, 17:51
Nagyon klasszul megy. Hatvanba viszem. Remélem, találkozunk!?
Cím: Re:Fémöntés házilag
Írta: Motoros Dátum 2010 június 06, 17:58
Írta: Motoros Dátum 2010 június 06, 17:58
Megdumáltál, ..ott leszek!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 június 08, 15:52
Írta: 000000000 Dátum 2010 június 08, 15:52
Litznis huzal készítése, 30x0.35 zománchuzal.

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 június 08, 15:54
Írta: 000000000 Dátum 2010 június 08, 15:54
Feltekerés utén kettévágom és akkus fúróval összesodrom.

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 június 08, 15:56
Írta: 000000000 Dátum 2010 június 08, 15:56
Feltekerve egy toroid vasra(sárga/fehér)15 menet, az induktivitása:22uH. Ez már nem melegszik.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 június 08, 15:58
Írta: 000000000 Dátum 2010 június 08, 15:58
Alukohónál, ha a hőt gázégővel állítom elő, számít a belső kialakítás geometriája? Arra gondolok, hogy négyzetes, vagy kör keresztmetszetű az égetőtér.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 június 08, 15:58
Írta: 000000000 Dátum 2010 június 08, 15:58
Ez a demontstrációs kapcsolás megy majd a talira.
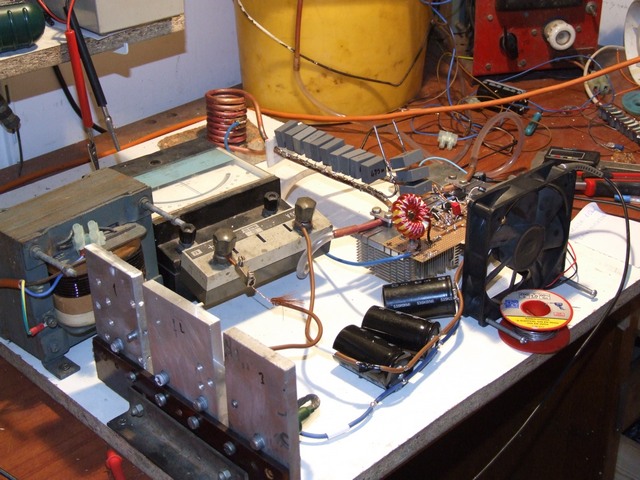
Cím: Re:Fémöntés házilag
Írta: gsbwxanch Dátum 2010 június 08, 16:04
Írta: gsbwxanch Dátum 2010 június 08, 16:04
Hát Bodi, Te kifáradhatatlan vagy...
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 június 08, 16:13
Írta: 000000000 Dátum 2010 június 08, 16:13
Pihenhetünk majd eleget "Z"-1800mm-en!!![#nyes]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 június 08, 16:15
Írta: 000000000 Dátum 2010 június 08, 16:15
A kör alakú jobb, körbenyalja a tégelyt.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 június 08, 18:45
Írta: 000000000 Dátum 2010 június 08, 18:45
Sejtettem! akkor már csak három kérdésem van:
1, miből öntesz kör alakot ( mindegy, hogy tégla, vagy egy edény)? Hol lehet hozzájutni tűzálló betonhoz? (googlet már néztem)
2, lehet az is jó, ha hatszöget, vagy 8nyolcszőget rakok ki samottéglából?
3, mennyi hely legyen a kohó oldalfala és a tégely között?
1, miből öntesz kör alakot ( mindegy, hogy tégla, vagy egy edény)? Hol lehet hozzájutni tűzálló betonhoz? (googlet már néztem)
2, lehet az is jó, ha hatszöget, vagy 8nyolcszőget rakok ki samottéglából?
3, mennyi hely legyen a kohó oldalfala és a tégely között?
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2010 június 08, 19:18
Írta: robroy007 Dátum 2010 június 08, 19:18
#1783-ban láthatod hogyan épült az enyém
ami valójában 14szög mert 7 db samott van félbevágva és berakva
tűzálló betont nem tudom de Duálinvest Kft. partnereinél lehet rendelésre vagy készletről kapni okos dolgokat
amivel én is béleltem a kohó belsejét paplan elég húzós feltételekkel kapható mert csak dobozra 4 m2 adnak belőle de jól védi a többi szigetelést (nekem kb fél m2 kellett és még maradt is ki belőle elég sok ahhoz hogy a fedőre is jusson)
a külső szigetelés kalcium-szilikát 3cm aztán 3cm kerámia paplan 2cm samott meg egy kis kvarclisztes mázolmány, hogy ne szeleljen annyira a téglák között
JA majd elfelejtettem ma eljutottam odáig, hogy a gázégőhöz megvegyem a csatlakozót tömlőt meg ami még esetleg kellhet aztán hétvégén már lehet is sütögetni mert tégelyem még nincs egyenlőre
ami valójában 14szög mert 7 db samott van félbevágva és berakva
tűzálló betont nem tudom de Duálinvest Kft. partnereinél lehet rendelésre vagy készletről kapni okos dolgokat
amivel én is béleltem a kohó belsejét paplan elég húzós feltételekkel kapható mert csak dobozra 4 m2 adnak belőle de jól védi a többi szigetelést (nekem kb fél m2 kellett és még maradt is ki belőle elég sok ahhoz hogy a fedőre is jusson)
a külső szigetelés kalcium-szilikát 3cm aztán 3cm kerámia paplan 2cm samott meg egy kis kvarclisztes mázolmány, hogy ne szeleljen annyira a téglák között
JA majd elfelejtettem ma eljutottam odáig, hogy a gázégőhöz megvegyem a csatlakozót tömlőt meg ami még esetleg kellhet aztán hétvégén már lehet is sütögetni mert tégelyem még nincs egyenlőre
Cím: Re:Fémöntés házilag
Írta: Motoros Dátum 2010 június 08, 19:27
Írta: Motoros Dátum 2010 június 08, 19:27
Mielőtt még átméssz (a köztudatba) remélem lesz még egy két érdekes dobásod. :))
Csak egy ötlet: hobby pálinkafőzőt kellene konstruálni, figyelembevéve az eddigi kohóépítési tapasztalatokat, ---különösképpen az NF generátorra.
Csak egy ötlet: hobby pálinkafőzőt kellene konstruálni, figyelembevéve az eddigi kohóépítési tapasztalatokat, ---különösképpen az NF generátorra.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 június 08, 21:11
Írta: 000000000 Dátum 2010 június 08, 21:11
Egyenlőre még jól érzem magam a bőrömben, élvezem, amiket csinálok.
Cím: Re:Fémöntés házilag
Írta: s7manbs8 Dátum 2010 június 09, 00:16
Írta: s7manbs8 Dátum 2010 június 09, 00:16
Most olvastam , lehet majd pálinkát főzni házilag is, törvényesen. :)
Cím: Re:Fémöntés házilag
Írta: spgkgiiaa Dátum 2010 június 12, 00:27
Írta: spgkgiiaa Dátum 2010 június 12, 00:27
Kb. 100 éve olvasom a háttérből az egész mindenséget, amit ezúton is köszönök. Mármint a rengeted hasznos dolgot.
Ez a topik az egyik legérdekesebb számomra. Tetszenek az erősáramú indukciós dolgok, és tudom, hogy néz ki egy nagy, mert nekem van :) Egy indukciós, egy (meg még egy fél) ellenállás fűtésű. Gépek építésénél megnyugtató, ha kell valami alkatrész, akkor megrajzolom és kimarom, és ideális esetben elkészítem fémből max. 2 óra alatt, és még egy óra múlva használom.
Olvasom, hogy tűzálló beton meg paplan kell, tégely is kell. Ha esetleg tudok segíteni, akkor megpróbálok, 10 éve használom az ilyen anyagokat, sikerrel és gond nélkül, húzós feltételek nélkül.
A pálinkafőzést támogatom!
Ez a topik az egyik legérdekesebb számomra. Tetszenek az erősáramú indukciós dolgok, és tudom, hogy néz ki egy nagy, mert nekem van :) Egy indukciós, egy (meg még egy fél) ellenállás fűtésű. Gépek építésénél megnyugtató, ha kell valami alkatrész, akkor megrajzolom és kimarom, és ideális esetben elkészítem fémből max. 2 óra alatt, és még egy óra múlva használom.
Olvasom, hogy tűzálló beton meg paplan kell, tégely is kell. Ha esetleg tudok segíteni, akkor megpróbálok, 10 éve használom az ilyen anyagokat, sikerrel és gond nélkül, húzós feltételek nélkül.
A pálinkafőzést támogatom!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 június 13, 17:00
Írta: 000000000 Dátum 2010 június 13, 17:00
Szia!
Tehetnél fel képeket a gépeidről! Mekkora teljesítményű az indukciós, milyen frekin megy? Miket szoktál vele olvasztani?
Tehetnél fel képeket a gépeidről! Mekkora teljesítményű az indukciós, milyen frekin megy? Miket szoktál vele olvasztani?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 június 13, 17:04
Írta: 000000000 Dátum 2010 június 13, 17:04
Ma csináltam samottéglából egy kis tégelyt és sárgarezet olvasztottam benne az indukciósban, a folyósításhoz bóraxot használtam.
Cím: Re:Fémöntés házilag
Írta: spgkgiiaa Dátum 2010 június 13, 18:36
Írta: spgkgiiaa Dátum 2010 június 13, 18:36
Nekünk nagy gépeink vannak, öntöde vagyunk családi vállalkozásban elég régóta. A képek olyanok, mint bármelyik ipari gép, valamelyikőtök már tett fel egyet pár hete, ha jól emlékszem az időpontra. A samott bevált, használják sok helyen, mi is, de indukciósnál falazatcserénél nem. Ott úgy működik, hogy van egy acélsablon, ami a friss falazóanyagba egy 8-10 órás színterezésnél betétbe olvad, a falazat keramizálódik, és kb. 150 alkalommal használható. Ezt használjuk vasra, az ellenállás fűtésűben pedig gyári grafit tégely van, ebben alumínium olvad. Mindkét kemence 200 kilós. Az indukciósról viszont vannak valahol a vezérlésről kapcsolási rajzaim, ami nekem nem sokat mond, de sima villanyosoknak sem és erősáramosoknak sem túl sokat.
200 kg vas 90-100 perc, 200 kg alu pedig 4-6 óra alatt olvad meg. Rézhez nem értek.
200 kg vas 90-100 perc, 200 kg alu pedig 4-6 óra alatt olvad meg. Rézhez nem értek.
Cím: Re:Fémöntés házilag
Írta: spgkgiiaa Dátum 2010 június 13, 18:39
Írta: spgkgiiaa Dátum 2010 június 13, 18:39
Teljesítményben lemaradtam: mi 160kW-al számolunk, ha kell, és a középfrekvenciás. Ellenállásfűtéssel 50kW-tal lehet kalkulálni. Otthoni áramban milyen villanyszámlát csinálnak az ilyen kis gépek? Az ittenit tudom :)
Amúgy nagyon ügyesek vagytok, hogy ilyen gépeket meg tudtok csinálni, ez mindenre vonatkozik! Le a kalappal!!!
Amúgy nagyon ügyesek vagytok, hogy ilyen gépeket meg tudtok csinálni, ez mindenre vonatkozik! Le a kalappal!!!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 június 13, 19:10
Írta: 000000000 Dátum 2010 június 13, 19:10
A Tied már nem hobby kategória. Én csak játszadozok vele, a fogyasztását nem mértem.
Vasból miket öntötök? Használtok valamit, hogy a vas ne oxidállódjon? Az indukciós mivel van hőszigetelve?
Vasból miket öntötök? Használtok valamit, hogy a vas ne oxidállódjon? Az indukciós mivel van hőszigetelve?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 június 13, 19:40
Írta: 000000000 Dátum 2010 június 13, 19:40
Ez uton is köszönöm a vendeglatast es a kellemes beszelgetest, es azt hogy lathattam elöben az indukcios hevitö müködeset!
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2010 június 13, 22:10
Írta: robroy007 Dátum 2010 június 13, 22:10
Ma megint bütyköltem a kohómat már nagyon kicsi híja van az első szalonna sütésnek!
képek
égőfej próba verzió (remélem utolsó egyenlőre)

így lesz majd berakva üzem közben

ilyen lett a tégely amit ma csináltam kemény 540 pénz plusz hegesztés és vágás mert kettő készült

szerintem elég jól sikerült a hely kihasználás odabent remélem működni is fog majd

az eddigi teljes felszerelés

képek
égőfej próba verzió (remélem utolsó egyenlőre)
így lesz majd berakva üzem közben
ilyen lett a tégely amit ma csináltam kemény 540 pénz plusz hegesztés és vágás mert kettő készült
szerintem elég jól sikerült a hely kihasználás odabent remélem működni is fog majd
az eddigi teljes felszerelés
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 június 14, 08:29
Írta: 000000000 Dátum 2010 június 14, 08:29
Minden OK! Jó lesz, majd meglátod.[#eljen]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 június 15, 11:09
Írta: 000000000 Dátum 2010 június 15, 11:09

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 június 15, 11:11
Írta: 000000000 Dátum 2010 június 15, 11:11
Szia Gábor!
Ezt a képet Neked küldöm.

Ezt a képet Neked küldöm.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 június 15, 11:12
Írta: 000000000 Dátum 2010 június 15, 11:12

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 június 15, 11:13
Írta: 000000000 Dátum 2010 június 15, 11:13

Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2010 június 15, 19:28
Írta: robroy007 Dátum 2010 június 15, 19:28
ez a jó az indukcióban se hozzá se bele nem kell tenni a munkadarabot
kérdés most javítasz vagy tönkre teszel?
kérdés most javítasz vagy tönkre teszel?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 június 15, 19:43
Írta: 000000000 Dátum 2010 június 15, 19:43
Ez csak egy prezentáció volt Gábor Barátomnak. A munkadarab nem károsodott.
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2010 június 15, 20:38
Írta: Szalai György Dátum 2010 június 15, 20:38
Cím: Re:Fémöntés házilag
Írta: KoLa Dátum 2010 június 15, 23:31
Írta: KoLa Dátum 2010 június 15, 23:31
Bodi! ez kiváló! sajnos csak most vettem észre!!!
Megint az a kérdésem hogy mennyire szabályozható a melegítés intenzitása, ha pl csak 550fokot akarunk elérni akkor azt lehet-e késleltetni valahogyan?
Tudod ez hőkezelési eljárásoknál,- lehetne értelmezve - ha egy kritikus részt akarunk visszaengedni!
Megint az a kérdésem hogy mennyire szabályozható a melegítés intenzitása, ha pl csak 550fokot akarunk elérni akkor azt lehet-e késleltetni valahogyan?
Tudod ez hőkezelési eljárásoknál,- lehetne értelmezve - ha egy kritikus részt akarunk visszaengedni!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 június 16, 06:32
Írta: 000000000 Dátum 2010 június 16, 06:32
Jó ez a pdf! Láttam egy képet a neten egy egész nagy tábla tele volt különböző tekercsekkel.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 június 16, 06:39
Írta: 000000000 Dátum 2010 június 16, 06:39
Természetesen mindent meg lehet csinálni. Nagyobb átmérőjű tekercset, kissebb feszültséget,más frekit. Ennél a kapcsolásnál a freki függ a tekercs induktivitásától és a kondibank kapacitásától. A nem önrezgő kapcsolásoknál meg lehet állítani a PWM-et.
Cím: Re:Fémöntés házilag
Írta: spgkgiiaa Dátum 2010 június 16, 10:40
Írta: spgkgiiaa Dátum 2010 június 16, 10:40
Vasnál az ötvözők tudják javítani a korrózióra való hajlamot. Főleg gépelemeket készítünk, de a vasnak oly mindegy, hogy milyen a formaüreg :)
Szigetelést nézve 2 különböző dolog kell, hogy egyszerre teljesüljön: az elektromos szigetelés, és a hő elleni védekezés, mert 1500 körül jár üzem közben. Hűtés vízzel.
Néztem a kis zöld hordót, régebben voltak kifejezetten erre a célra használt égők. Fűtőanyag gázolaj volt, és a szomszédok hallották, ha be volt kapcsolva :(
Szigetelést nézve 2 különböző dolog kell, hogy egyszerre teljesüljön: az elektromos szigetelés, és a hő elleni védekezés, mert 1500 körül jár üzem közben. Hűtés vízzel.
Néztem a kis zöld hordót, régebben voltak kifejezetten erre a célra használt égők. Fűtőanyag gázolaj volt, és a szomszédok hallották, ha be volt kapcsolva :(
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2010 június 16, 16:34
Írta: Szalai György Dátum 2010 június 16, 16:34
A kérdés az, hogyan lesz az egészből „hőfokszervó”.
Kell egy kontaktus nélküli hő érzékelő, (pirométer) ami figyeli a tárgy hőmérsékletét, a kimenete pedig szabályozza az NF generátort. Aztán megint kell egy PID is.
Kell egy kontaktus nélküli hő érzékelő, (pirométer) ami figyeli a tárgy hőmérsékletét, a kimenete pedig szabályozza az NF generátort. Aztán megint kell egy PID is.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 június 16, 16:54
Írta: 000000000 Dátum 2010 június 16, 16:54
Hát igen, ha automatára akarod csinálni, akkor sokminden kell. De ha vissza engedni akarunk edzés után, akkor nem nyomjuk bele a tekercsbe, hanem csak az indukciós térbe és szép lassan felhevítjük a visszaeresztési színre, ez nagyon jól látható és ezt elérve lehűtjük. A régi kovács mesterek mindent szemre csináltak és nem is akárhogyan.
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2010 június 20, 20:48
Írta: robroy007 Dátum 2010 június 20, 20:48
Ma megvolt az első öntési próba!!
a kohó és a tégely

a kész termék

persze az öntő forma mehetne az ezt készítettem topicba is de már majdnem két éve készen van így most az kimarad
szóval a termék az egy 850gr-os búvár ólom a kép bal oldalán a többi csak a körítés
köztes hőfok

az első felfűtésnél 900 °C felett volt a meleg, sokat befolyásolt a köcsög elhelyezkedése második alkalommal viszont teljesen az alján volt a kancsó így nem melegedett annyira fel de nem is hajtottam az égőt
a végeredmény a kohóban

kicsit berepedezett az oldala, meg hólyagosra sült a felülete, az alja felrepedt és levált a samottról nem zavar igazából még mert úgyis csak védő mázolmány volt az egész
a tapasztalatok!!
belül 700°C és felette, külső felületen 52°C!!!
felfűtés kb.: 3 perc ennyit jelent a 8cm vastag falazat amiből 6 centi csak szigetel
visszahűlés kb 2 óra de ekkor is még nyugodtan lehetett volna kaját melegíteni benne, külső fal környezeti hőfokú volt
a gázégőbe valószínű, hogy ólomhoz kisebb fúvóka kell majd mert ugye annak a 600°C rettenetesen sok és szinte alapjáraton ment az égő
ha vissza vettem az gáz mennyiségét elkezdett szakaszosan lobogni a láng ami nem jó, jel ha az ember ilyennel szórakozik, így maradt a folyamatos de biztosan erős láng
a kvarc liszt vízüveg máz szerintem teljesen jól vizsgázott!!
Bodi mester ezt ajánlom neked is a vermikulithoz, mert nagyon jól bírta a szúró lánghatást
most már jöhetnek az öntős segéd szerszámokra, fogókra stb. holnap valahogy hozatok salakozó cuccokat Pestről
a kohó és a tégely
a kész termék
persze az öntő forma mehetne az ezt készítettem topicba is de már majdnem két éve készen van így most az kimarad
szóval a termék az egy 850gr-os búvár ólom a kép bal oldalán a többi csak a körítés
köztes hőfok
az első felfűtésnél 900 °C felett volt a meleg, sokat befolyásolt a köcsög elhelyezkedése második alkalommal viszont teljesen az alján volt a kancsó így nem melegedett annyira fel de nem is hajtottam az égőt
a végeredmény a kohóban
kicsit berepedezett az oldala, meg hólyagosra sült a felülete, az alja felrepedt és levált a samottról nem zavar igazából még mert úgyis csak védő mázolmány volt az egész
a tapasztalatok!!
belül 700°C és felette, külső felületen 52°C!!!
felfűtés kb.: 3 perc ennyit jelent a 8cm vastag falazat amiből 6 centi csak szigetel
visszahűlés kb 2 óra de ekkor is még nyugodtan lehetett volna kaját melegíteni benne, külső fal környezeti hőfokú volt
a gázégőbe valószínű, hogy ólomhoz kisebb fúvóka kell majd mert ugye annak a 600°C rettenetesen sok és szinte alapjáraton ment az égő
ha vissza vettem az gáz mennyiségét elkezdett szakaszosan lobogni a láng ami nem jó, jel ha az ember ilyennel szórakozik, így maradt a folyamatos de biztosan erős láng
a kvarc liszt vízüveg máz szerintem teljesen jól vizsgázott!!
Bodi mester ezt ajánlom neked is a vermikulithoz, mert nagyon jól bírta a szúró lánghatást
most már jöhetnek az öntős segéd szerszámokra, fogókra stb. holnap valahogy hozatok salakozó cuccokat Pestről
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2010 június 20, 20:57
Írta: robroy007 Dátum 2010 június 20, 20:57
az égő meglepetésemre teljesen jól szuperált 1,2-es vagy 3-as furattal nem igényelt plusz levegő utánpótlás biztosítást
Cím: Re:Fémöntés házilag
Írta: besirkyjh Dátum 2010 június 20, 21:14
Írta: besirkyjh Dátum 2010 június 20, 21:14
Szia
Azt httem biciklipedál nekem .
Jo lessz az söt szuper lessz , már csak nekem kell egy habvágo és öntük "Z" azstalt meg "T-nut" ot is és kis macit meg zsiráfot :))
[#eljen][#eljen]
Azt httem biciklipedál nekem .
Jo lessz az söt szuper lessz , már csak nekem kell egy habvágo és öntük "Z" azstalt meg "T-nut" ot is és kis macit meg zsiráfot :))
[#eljen][#eljen]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 június 21, 06:43
Írta: 000000000 Dátum 2010 június 21, 06:43
Klassz lett. Az #1830-ban megmondtam Neked, hogy OK!
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2010 június 21, 06:56
Írta: robroy007 Dátum 2010 június 21, 06:56
ma viszek már haza alapanyagot alut és rezet is csak a formát kellene legyártani hozzá, de lehet gyantával keverek egy kis sablont majd homokból hátha megteszi az is
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 június 22, 06:29
Írta: 000000000 Dátum 2010 június 22, 06:29
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 június 23, 20:58
Írta: 000000000 Dátum 2010 június 23, 20:58
Ebben még a sör is jól lehülne.

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 június 23, 20:59
Írta: 000000000 Dátum 2010 június 23, 20:59
Tekertem egy tekercset 70mm belső átmérővel.

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 június 23, 21:01
Írta: 000000000 Dátum 2010 június 23, 21:01
Körkivágóval vágtam bele betétet kalciumszilikátból.

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 június 23, 21:01
Írta: 000000000 Dátum 2010 június 23, 21:01

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 június 23, 21:02
Írta: 000000000 Dátum 2010 június 23, 21:02

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 június 23, 21:03
Írta: 000000000 Dátum 2010 június 23, 21:03
Egy acéltégelyben alut olvasztok.

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 június 23, 21:04
Írta: 000000000 Dátum 2010 június 23, 21:04
Egy acéltégelyben alut olvasztok.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 június 23, 21:05
Írta: 000000000 Dátum 2010 június 23, 21:05

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 június 23, 21:05
Írta: 000000000 Dátum 2010 június 23, 21:05

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 június 23, 21:06
Írta: 000000000 Dátum 2010 június 23, 21:06

Cím: Re:Fémöntés házilag
Írta: keri Dátum 2010 június 23, 21:07
Írta: keri Dátum 2010 június 23, 21:07
Indukciós kemence! Fantasztikus [#taps][#worship]
Mi lesz a következő lépés? Nem csinálsz egy vákumkemencét? Akkor önthetnél nekem versenydugattyúkat a motoromhoz [#nyes]
Mi lesz a következő lépés? Nem csinálsz egy vákumkemencét? Akkor önthetnél nekem versenydugattyúkat a motoromhoz [#nyes]
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2010 június 23, 21:37
Írta: robroy007 Dátum 2010 június 23, 21:37
Bodi
mi van akkor ha kisebb számú tekercset csinálsz? igazából az irányított edzési lehetőségre lennék kíváncsi
mekkora frekivel megy a rendszer amúgy?
megjöttek ma a salakoló sók Pestről illetve vettem nemesítő sót is de mivel nem én vettem át a cuccokat így fel kell őket holnap hívni hogy melyik zacskó mire való
van egy szürkés inhomogén por illetve egy sötét színű
mi van akkor ha kisebb számú tekercset csinálsz? igazából az irányított edzési lehetőségre lennék kíváncsi
mekkora frekivel megy a rendszer amúgy?
megjöttek ma a salakoló sók Pestről illetve vettem nemesítő sót is de mivel nem én vettem át a cuccokat így fel kell őket holnap hívni hogy melyik zacskó mire való
van egy szürkés inhomogén por illetve egy sötét színű
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 június 23, 22:07
Írta: 000000000 Dátum 2010 június 23, 22:07
Ez olyan egyszerű, hogy ismrve a Te kreativitásodat, bármikor megcsinálod. Hogy áll a home projekt?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 június 23, 22:09
Írta: 000000000 Dátum 2010 június 23, 22:09
Még nem néztem a frekijét, ma este próbáltam ki.
Cím: Re:Fémöntés házilag
Írta: keri Dátum 2010 június 24, 07:21
Írta: keri Dátum 2010 június 24, 07:21
Persze, egyszerű. Miután kitapostad az utat.
Home projekt a bontási fázisban. Sok aktatologatás, anyámneve 234példányban...stb.
De azt tervezem karácsonyra már lesz hely a gépeknek és a kemencének.
Akkor majd jövök ide is okosodni, mert tényleg szeretnék valami tuti ötvözetet, amiből jó dugattyúkat és motorblokkot lehetne önteni, meg a fogaskerekek edzését is meg kell oldani, arra is optimálisnak tűnik ez az indukciós eljárás.
Home projekt a bontási fázisban. Sok aktatologatás, anyámneve 234példányban...stb.
De azt tervezem karácsonyra már lesz hely a gépeknek és a kemencének.
Akkor majd jövök ide is okosodni, mert tényleg szeretnék valami tuti ötvözetet, amiből jó dugattyúkat és motorblokkot lehetne önteni, meg a fogaskerekek edzését is meg kell oldani, arra is optimálisnak tűnik ez az indukciós eljárás.
Cím: Re:Fémöntés házilag
Írta: Farkas Ádám Dátum 2010 június 24, 07:52
Írta: Farkas Ádám Dátum 2010 június 24, 07:52
[#eljen][#eljen][#eljen]Még a CNC-t kevetd bele a dologba :)
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 június 24, 19:27
Írta: 000000000 Dátum 2010 június 24, 19:27
Ma olvasztottam a Robi-féle bronzból.

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 június 24, 19:28
Írta: 000000000 Dátum 2010 június 24, 19:28

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 június 24, 19:28
Írta: 000000000 Dátum 2010 június 24, 19:28

Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2010 június 24, 23:14
Írta: robroy007 Dátum 2010 június 24, 23:14
és milyen volt mesélj ?
erre várok már mióta
salak képződés stb minden érdekel hétvégén én is ki akarom próbálni a kohóban csak még nem tudom mit öntsek és mibe
erre várok már mióta
salak képződés stb minden érdekel hétvégén én is ki akarom próbálni a kohóban csak még nem tudom mit öntsek és mibe
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 június 25, 16:18
Írta: 000000000 Dátum 2010 június 25, 16:18
Tulajdonképpen ez áttételes olvasztás, mert az izzó acéltégely olvasztotta a bronzot. Szerezni kell egy kisméretű grafittégelyt. Egyébbként nagyon klasszul ment, a vermikulit itt is bizonyított. Még fedőt is csináltam rá. Amikor megolvadt, szórtam rá egy kis bóraxot és gyönyörű lett az olvadék.Salak nagyon kevés volt.
Cím: Re:Fémöntés házilag
Írta: bvadkrcds Dátum 2010 június 25, 16:42
Írta: bvadkrcds Dátum 2010 június 25, 16:42
Cím: Re:Fémöntés házilag
Írta: bvadkrcds Dátum 2010 június 25, 17:03
Írta: bvadkrcds Dátum 2010 június 25, 17:03
Szia Vbodi!
Amit megolvasztottál anyagot, azt lehet szépen esztergálni is?
Amit megolvasztottál anyagot, azt lehet szépen esztergálni is?
Cím: Re:Fémöntés házilag
Írta: bvadkrcds Dátum 2010 június 25, 17:31
Írta: bvadkrcds Dátum 2010 június 25, 17:31
Itt egy kép. Elektróda ugyan, de a baloldali, jó lenne tégelynek is... hiszen az is. [#heureka]

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 június 25, 18:16
Írta: 000000000 Dátum 2010 június 25, 18:16
Persze. Volt, hogy régebben öntöttem és reliefet martam bele. Meg esztergélyoztam is öntött anyagot.
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2010 július 14, 17:25
Írta: 43pbwjg8s Dátum 2010 július 14, 17:25
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 július 23, 16:11
Írta: 000000000 Dátum 2010 július 23, 16:11
Összeraktam deszkán egy hevítő kapcsolást. 12V-on IR2153-mal meghajtok egy fél-hidat IRF540 fetekkel. A félhíd meghajt egy gate trafót, amely vezérli az IRFP560-as feteket, amelyek félhídban vannak 320V tápon. Ez a nagy táp hajtja meg a nagyfrakis trafót, mamelyet 4db 65-ös EE feritből készítettem.

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 július 23, 16:12
Írta: 000000000 Dátum 2010 július 23, 16:12

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 július 23, 16:14
Írta: 000000000 Dátum 2010 július 23, 16:14
A kép jobb sarkában a fojtó,39uH.
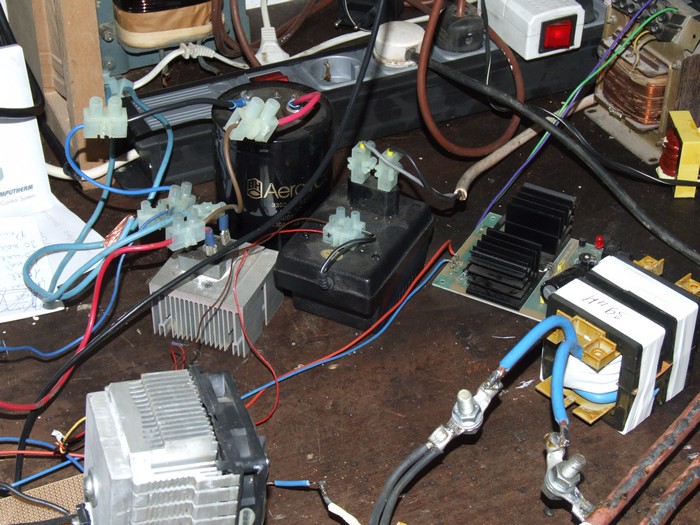
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 július 23, 16:15
Írta: 000000000 Dátum 2010 július 23, 16:15
Négyszögjel a nagyhíd kimenetén.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 július 23, 16:16
Írta: 000000000 Dátum 2010 július 23, 16:16
Színuszjel a munkatekercsen rezonancián.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 július 23, 16:16
Írta: 000000000 Dátum 2010 július 23, 16:16
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 július 23, 16:17
Írta: 000000000 Dátum 2010 július 23, 16:17

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 július 23, 16:19
Írta: 000000000 Dátum 2010 július 23, 16:19
A kondibankot MKP100nF 630V-os kondikból építem, még rakok rá, hogy a frekit lejebb vigyem.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 július 23, 16:20
Írta: 000000000 Dátum 2010 július 23, 16:20
A nagyhíd tápja.

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 július 23, 16:22
Írta: 000000000 Dátum 2010 július 23, 16:22
Feszültség, vagy áram visszacsatolás még nincsen.
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2010 július 24, 10:04
Írta: Szalai György Dátum 2010 július 24, 10:04
Majd lesz! Ha szabályozható és infra érzékelőről veszi a visszacsatoló jelet, akkor lehetőséget ad az alumíniumok helyi, gyors, szabályozott melegítésére lágyforrasztáshoz. Kivitelezhetővé válnak a csavarkötés nélküli, lemezből hajlított és forrasztott, merev és könnyű vázszerkezetek.
Szép a négyszöged. Gyors a fel és lefutás, nincs túllövés, nincs horpadás, gondolom a melegedés sem jelentős.
IRFP560… Van ilyen??? (Nem találok adatlapot.)
„még rakok rá, hogy a frekit lejebb vigyem.” Miért kell lejjebb vinni?
Az alapgenerátorod most hangolható frekvenciában, esetleg kitöltési tényezőben is?
Szép a négyszöged. Gyors a fel és lefutás, nincs túllövés, nincs horpadás, gondolom a melegedés sem jelentős.
IRFP560… Van ilyen??? (Nem találok adatlapot.)
„még rakok rá, hogy a frekit lejebb vigyem.” Miért kell lejjebb vinni?
Az alapgenerátorod most hangolható frekvenciában, esetleg kitöltési tényezőben is?
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2010 július 24, 12:07
Írta: Szalai György Dátum 2010 július 24, 12:07
Banknak ideális lehetne az IGBT-k kondenzátora. „Snubber” (Piszésítő Áááá….) Hátha valaki tud jobb szót rá.
Sajnos árat nem találok hozzá.
(A kapcsolási túlfeszültséget kordában tartó áramkört beiktatni, ezen a teljesítmény szinten, már amúgy is nagyon megfontolandó.)
Sajnos árat nem találok hozzá.
(A kapcsolási túlfeszültséget kordában tartó áramkört beiktatni, ezen a teljesítmény szinten, már amúgy is nagyon megfontolandó.)
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2010 július 24, 13:02
Írta: Rabb Ferenc Dátum 2010 július 24, 13:02
1uF 1000V FKP Snubber, LOMEX 3261Ft, 50 db raktáron
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2010 július 24, 13:34
Írta: Szalai György Dátum 2010 július 24, 13:34
Ez komoly akadály! Szerencsére a Hobbyista számára általában nem szempont, hogy a forrás hosszú időn keresztül is megbízható legyen, akadhat még olcsóbb, alkalmi beszerzési lehetőség. Ha keresünk.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 július 24, 15:18
Írta: 000000000 Dátum 2010 július 24, 15:18
Igazad van Gyuri, elírtam. IRFP460 a fet tipusa.
Az alapgenerátornak a frekije állítható. De a rezonancia frekvenciát a tank kapacitás és a munkatekercs induktivitása adja.
Klassz az a snubber,amit belinkeltél,biztosan jól lehet hűteni. Folyamatos hűtéssel az MKP is jó, 100nF kondikból összerakva.
Különböző frekiknél más az anyagok hevítésének, olvasztásának a sebessége.
Az önrezgő kapcsolásnak minden frekvencián megvolt a rezonanciája.
Az alapgenerátornak a frekije állítható. De a rezonancia frekvenciát a tank kapacitás és a munkatekercs induktivitása adja.
Klassz az a snubber,amit belinkeltél,biztosan jól lehet hűteni. Folyamatos hűtéssel az MKP is jó, 100nF kondikból összerakva.
Különböző frekiknél más az anyagok hevítésének, olvasztásának a sebessége.
Az önrezgő kapcsolásnak minden frekvencián megvolt a rezonanciája.
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2010 július 24, 17:24
Írta: Szalai György Dátum 2010 július 24, 17:24
„De a rezonancia frekvenciát a tank kapacitás és a munkatekercs induktivitása adja.”
Igen, mert az egy párhuzamos rezgőkör. A négyszögjel lökésének hatására (egységugrás) a rezonancia frekvenciának megfelelő frekvenciával és a vesztességei által meghatározott periodikus csillapodással lecsengő sinushullámmal válaszol.
A párhuzamos rezgőkör látszólagos ellenállása a rezonancia frekvencián a legnagyobb, tehát adott tápfeszültség mellett itt folyik rajta a legkisebb teljesítmény.
Ezért nem értem, hogy miért jó a rezonancián üzemeltetni, mikor ott kell a legnagyobb tápfeszültség a megfelelő teljesítmény átpréseléséhez.
Szerintem inkább a melegítendő anyagot leginkább fűtő frekvencián kéne üzemelnie, és a teljesítmény szabályozhatóság érdekében valahol 50% alatti kitöltési tényezőjű alapjellel.
Vagy mit nem tudok jól?
Igen, mert az egy párhuzamos rezgőkör. A négyszögjel lökésének hatására (egységugrás) a rezonancia frekvenciának megfelelő frekvenciával és a vesztességei által meghatározott periodikus csillapodással lecsengő sinushullámmal válaszol.
A párhuzamos rezgőkör látszólagos ellenállása a rezonancia frekvencián a legnagyobb, tehát adott tápfeszültség mellett itt folyik rajta a legkisebb teljesítmény.
Ezért nem értem, hogy miért jó a rezonancián üzemeltetni, mikor ott kell a legnagyobb tápfeszültség a megfelelő teljesítmény átpréseléséhez.
Szerintem inkább a melegítendő anyagot leginkább fűtő frekvencián kéne üzemelnie, és a teljesítmény szabályozhatóság érdekében valahol 50% alatti kitöltési tényezőjű alapjellel.
Vagy mit nem tudok jól?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 július 24, 17:49
Írta: 000000000 Dátum 2010 július 24, 17:49
Szerintem a rezgőkör impedanciája a rezonancia frekin a legkissebb, ezért ekkor legnagyobb az áram és a teljesítmény.
Azért akarok még kondit raknia bankba, hogy kissebb legyen a rezgőkör rezonancia frekije, mert az önrezgőnél azt tapasztaltam, hogy kissebb frekinél gyorsabb a hevítés.
Azért akarok még kondit raknia bankba, hogy kissebb legyen a rezgőkör rezonancia frekije, mert az önrezgőnél azt tapasztaltam, hogy kissebb frekinél gyorsabb a hevítés.
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2010 július 24, 19:20
Írta: Szalai György Dátum 2010 július 24, 19:20
„A rezonancia frekvencián, a kondenzátoron és a tekercsen ellentétes irányú, azonos nagyságú áram folyik, ezek egymást kiegyenlítik, és a rezgőkör R ohmos ellenállást tanúsít. Minden más frekvencián reaktáns áram is folyik, ezért a rezgőkör impedanciája csökken.”
Kisebb frekinél kisebb a tekercs impedanciája. Ugyan akkora tápfeszültség hatására nagyobb áram folyik rajta. A nagyobb áram nagyobb indukciót hoz létre, gyorsabb lehet a fűtés.
Azonos tekercsáram mellett viszont a magasabb frekvencia a nyerő, mert ott nagyobb a fűtött anyagban az örvényáramú vesztesség. Ferromágneses anyagnál főleg, mert ott nem csak az örvényáram melegít, hanem a hiszterézis vesztesség is, ami szintén egyenesen arányos a frekvenciával.
Kisebb frekinél kisebb a tekercs impedanciája. Ugyan akkora tápfeszültség hatására nagyobb áram folyik rajta. A nagyobb áram nagyobb indukciót hoz létre, gyorsabb lehet a fűtés.
Azonos tekercsáram mellett viszont a magasabb frekvencia a nyerő, mert ott nagyobb a fűtött anyagban az örvényáramú vesztesség. Ferromágneses anyagnál főleg, mert ott nem csak az örvényáram melegít, hanem a hiszterézis vesztesség is, ami szintén egyenesen arányos a frekvenciával.
Cím: Re:Fémöntés házilag
Írta: ANTAL GÁBOR Dátum 2010 július 25, 06:31
Írta: ANTAL GÁBOR Dátum 2010 július 25, 06:31
szia Boldizsár!
az 1731 alatt linkelt kapcsolást csináltad meg? ( változtatások : C6,C7 nagykapacitás és L1 el párhuzamos a rezgőköri tankkapacitás valamint alkalmazol egy soros 0.39 uF os fojtót?
az 1731 alatt linkelt kapcsolást csináltad meg? ( változtatások : C6,C7 nagykapacitás és L1 el párhuzamos a rezgőköri tankkapacitás valamint alkalmazol egy soros 0.39 uF os fojtót?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 július 25, 09:14
Írta: 000000000 Dátum 2010 július 25, 09:14
Szia Gábor!
Igen azt építettem meg a gate trafóig, csak IRF540 fetekkel. A nagy half bridge egy kicsit más, a fetek D-S lábain van egy-egy MUR4100 dióda.
A hídra rá van kötve egy 1.4uF blocking kondin keresztül a trafó primérje. A trafó 4db E65-ös ferritből van 13menet a primer 30x0.35 litzevel. A szekunder 3 menet réz szallagból. A szekunderre van kötve egy folytón keresztül a munkatekercs a kondibankkal.A munkatekercs 7 menet, 0.6uH.
Egyenlőre egy 1000W-os halogén és egy300W izzón keresztül próbálgatom. A rezonancia freki most 90kHz körül van.
Igen azt építettem meg a gate trafóig, csak IRF540 fetekkel. A nagy half bridge egy kicsit más, a fetek D-S lábain van egy-egy MUR4100 dióda.
A hídra rá van kötve egy 1.4uF blocking kondin keresztül a trafó primérje. A trafó 4db E65-ös ferritből van 13menet a primer 30x0.35 litzevel. A szekunder 3 menet réz szallagból. A szekunderre van kötve egy folytón keresztül a munkatekercs a kondibankkal.A munkatekercs 7 menet, 0.6uH.
Egyenlőre egy 1000W-os halogén és egy300W izzón keresztül próbálgatom. A rezonancia freki most 90kHz körül van.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 július 25, 09:23
Írta: 000000000 Dátum 2010 július 25, 09:23
Nagyon érdekes ez az SMPS, el lehet vele szórakozni, nagyon magával ragadott, sokat kell tanulni és hatalmas és hangos meglepetéseket tud okozni. De szeretem,ezelőtt még sosem foglalkoztam ilyesmivel. Ki akarom majd próbálni a H-bridge megoldást is.
Gábor! Nem tudsz magyar nyelvű irodalmat az SMPS-ről?
Gábor! Nem tudsz magyar nyelvű irodalmat az SMPS-ről?
Cím: Re:Fémöntés házilag
Írta: ANTAL GÁBOR Dátum 2010 július 25, 10:31
Írta: ANTAL GÁBOR Dátum 2010 július 25, 10:31
Szia ! én sokszor leveszem a könyvespolcomról a Félvezetős feszültségátalakítók ( Ferenczi Ödön) c könyvet. Nem mai mű de alapozni nagyon jó
(nyitó záró ellenütemű konverterek ,félhíd teljes híd stb) Úgy rémlik mintha láttam volna valahol elektronikus formában
(nyitó záró ellenütemű konverterek ,félhíd teljes híd stb) Úgy rémlik mintha láttam volna valahol elektronikus formában
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2010 július 25, 14:45
Írta: Rabb Ferenc Dátum 2010 július 25, 14:45
Szia Bodi! Küldeném a Gábor által említett könyvet, de tele a postaládád!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 július 25, 15:25
Írta: 000000000 Dátum 2010 július 25, 15:25
Szia! Kitakarítottam,küldheted!
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2010 július 25, 15:43
Írta: Rabb Ferenc Dátum 2010 július 25, 15:43
[#email][#integet2]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 július 25, 15:53
Írta: 000000000 Dátum 2010 július 25, 15:53
Megkaptam, köszönöm a segítséged!
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2010 július 26, 06:19
Írta: Szalai György Dátum 2010 július 26, 06:19
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 július 26, 17:55
Írta: 000000000 Dátum 2010 július 26, 17:55
Nem semmi! Kár, hogy alig van információ az oldalon.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 július 26, 17:58
Írta: 000000000 Dátum 2010 július 26, 17:58
Ez a kis ékszer is egy SMPS, ma kaptam egy barátomtól.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 július 26, 21:37
Írta: 000000000 Dátum 2010 július 26, 21:37
Szia Feri! Megvan a teljes djvu gyűjtemény?
Cím: Re:Fémöntés házilag
Írta: KoLa Dátum 2010 július 26, 21:42
Írta: KoLa Dátum 2010 július 26, 21:42
???????????
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 július 26, 22:06
Írta: 000000000 Dátum 2010 július 26, 22:06
Egy kapcsolóüzemű dugasztáp. 12V 1A
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2010 július 26, 22:15
Írta: 43pbwjg8s Dátum 2010 július 26, 22:15
HA ilyesmi kell, elég vastagon vagyok belőlük a legkülönbözőbb értékekkel. Egy szatyornyit pakoltam össze valamelyik nap.
Persze valszleg olyan nincs köztük, amilyen kelleni szokott.
Persze valszleg olyan nincs köztük, amilyen kelleni szokott.
Cím: Re:Fémöntés házilag
Írta: KoLa Dátum 2010 július 26, 22:21
Írta: KoLa Dátum 2010 július 26, 22:21
Azt hittem valami kütyü!De csak a tápja!Mihez lessz?
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2010 július 27, 08:20
Írta: Rabb Ferenc Dátum 2010 július 27, 08:20
A nagyja megvan. [#email]
Cím: Re:Fémöntés házilag
Írta: tatosa Dátum 2010 augusztus 02, 16:31
Írta: tatosa Dátum 2010 augusztus 02, 16:31
Szevasz Boldizsár! Kérdésem hány voltról járatod a 1799 szerinti kapcsolást és mekkora az áramfelvétele? Gyakorlatilag mekkora teljesítményű trafóval használod?
Üdv:tatosa
Üdv:tatosa
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 augusztus 02, 19:30
Írta: 000000000 Dátum 2010 augusztus 02, 19:30
Szia!
A Két fet IRFP4668-as.
A Talin 85V, 40A-ral hajtottam. Hideg vízhűtés feltétlen kell hozzá. A trafó egy 800VA toroid volt. Itthon egy heg. trafóról járatom,50-60V egyenrángatva és szűrve.
A Két fet IRFP4668-as.
A Talin 85V, 40A-ral hajtottam. Hideg vízhűtés feltétlen kell hozzá. A trafó egy 800VA toroid volt. Itthon egy heg. trafóról járatom,50-60V egyenrángatva és szűrve.
Cím: Re:Fémöntés házilag
Írta: 8ewgunt Dátum 2010 augusztus 14, 21:35
Írta: 8ewgunt Dátum 2010 augusztus 14, 21:35
Sziasztok!
Valaki próbált már / tud házilag precíziós réz öntést készíteni?
Valaki próbált már / tud házilag precíziós réz öntést készíteni?
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2010 augusztus 19, 16:58
Írta: 3vv2btrhv Dátum 2010 augusztus 19, 16:58
Ha profi munkát akarsz TREX KFt -hez vidd a munkát .Én velük dolgoztatok . 70 Ft / Gramm .
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 augusztus 23, 17:16
Írta: 000000000 Dátum 2010 augusztus 23, 17:16
Ma megcsináltam a pimi9-féle royert vízhűtésesre. Sajnos nincs vörösrézlemezem, sárgarézből csináltam, így is OK.

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 augusztus 23, 17:17
Írta: 000000000 Dátum 2010 augusztus 23, 17:17
53db MKP10 100nF 630V kondi van most rajta.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 augusztus 23, 17:18
Írta: 000000000 Dátum 2010 augusztus 23, 17:18
Nem szép, de jó.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 augusztus 23, 17:20
Írta: 000000000 Dátum 2010 augusztus 23, 17:20
Jel a gaten 5V/Div 5us/div.

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 augusztus 23, 17:21
Írta: 000000000 Dátum 2010 augusztus 23, 17:21

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 augusztus 23, 17:22
Írta: 000000000 Dátum 2010 augusztus 23, 17:22

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 augusztus 23, 17:23
Írta: 000000000 Dátum 2010 augusztus 23, 17:23
Most kell neki a DC 15V segédtáp.

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 augusztus 23, 17:24
Írta: 000000000 Dátum 2010 augusztus 23, 17:24

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 augusztus 23, 17:24
Írta: 000000000 Dátum 2010 augusztus 23, 17:24

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 augusztus 23, 17:25
Írta: 000000000 Dátum 2010 augusztus 23, 17:25

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 augusztus 23, 17:25
Írta: 000000000 Dátum 2010 augusztus 23, 17:25

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 augusztus 23, 17:25
Írta: 000000000 Dátum 2010 augusztus 23, 17:25

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 augusztus 23, 17:56
Írta: 000000000 Dátum 2010 augusztus 23, 17:56
Nem kevés a FET kinyitásához a 7Vcs? Nem ezért melegszik? Ha tényleg ZVS-ként működne, akkor nem melegedne. Én - ugyan csak 200W teljesítménnyel - de elértem egy félhidas elrendezéssel egy szinuszos rezgést, úgy, hogy a félhídon is egyenirányított 180kHz-es szinusz van, (tul. képpen nincs felharmonikus), korrekt vezérléssel, és két egyszerű alulemez eldisszipálja az Rdson * Irms-t, ami kb. 2*8W. Persze a vízhűtött tömb sokkal jobb megoldás, bár így a hűtővíz által mégis csak van legalább 200-280V feszültség a két tömb között (mindkét FET drain-je van kivezetve), szóval valamennyire bontja a vizet is...
Az elért teljesítményhez gratulálok! A fényképek nagyon impozánsak! Remélem hamarosan én is hírt adhatok hasonlókról. További jó kísérletezgetést Bódi barátom!
Az elért teljesítményhez gratulálok! A fényképek nagyon impozánsak! Remélem hamarosan én is hírt adhatok hasonlókról. További jó kísérletezgetést Bódi barátom!
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2010 augusztus 23, 17:57
Írta: Szalai György Dátum 2010 augusztus 23, 17:57
Hű, ez asztán…
Kezd nagyon szépen letisztult lenni az elrendezés. Minél egyszerűbb, annál nagyszerűbb. Rövid vezeték, jó vezeték. Stb.
Dupla hasznosítás? Ha hűtővíz helyett cefrét keringtetnél? [#circling] Csak az irigység mondatja!
Nagyon tetszik már ez.
Kezd nagyon szépen letisztult lenni az elrendezés. Minél egyszerűbb, annál nagyszerűbb. Rövid vezeték, jó vezeték. Stb.
Dupla hasznosítás? Ha hűtővíz helyett cefrét keringtetnél? [#circling] Csak az irigység mondatja!
Nagyon tetszik már ez.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 augusztus 23, 18:26
Írta: 000000000 Dátum 2010 augusztus 23, 18:26
Mekkora tápfeszt javasolsz? Most 15V.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 augusztus 23, 18:28
Írta: 000000000 Dátum 2010 augusztus 23, 18:28
A munkatekercsen gyönyörű színusz van.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 augusztus 24, 06:31
Írta: 000000000 Dátum 2010 augusztus 24, 06:31
A pimi9-féle kapcsolás.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 augusztus 25, 12:13
Írta: 000000000 Dátum 2010 augusztus 25, 12:13
16mm-es köracél fehér izzásig hevítve.

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 augusztus 25, 12:13
Írta: 000000000 Dátum 2010 augusztus 25, 12:13

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 augusztus 25, 12:14
Írta: 000000000 Dátum 2010 augusztus 25, 12:14
1/2" vascső.

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 augusztus 25, 12:15
Írta: 000000000 Dátum 2010 augusztus 25, 12:15
3/4" vascső hiccelésig hevítve.

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 augusztus 25, 12:16
Írta: 000000000 Dátum 2010 augusztus 25, 12:16

Cím: Re:Fémöntés házilag
Írta: Messer Dátum 2010 augusztus 25, 15:50
Írta: Messer Dátum 2010 augusztus 25, 15:50
Tud valaki Kecskemét környékén öntőt, aki aránylag normális és nem csak alut, hanem acélt is tud önteni?
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2010 augusztus 25, 16:37
Írta: Szalai György Dátum 2010 augusztus 25, 16:37
Mi az a két vascső darabra emlékeztető gyűrű, a rézcső végeinél, a műanyag vízcső csatlakozásánál?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 augusztus 25, 19:45
Írta: 000000000 Dátum 2010 augusztus 25, 19:45
Az egy essztergált és beforrasztott csatlakozó a műanyag vízcsőhőz. A vízcső rádugható.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 augusztus 25, 19:47
Írta: 000000000 Dátum 2010 augusztus 25, 19:47
Flexi vízcső végeiből csináltam a csatlakozókat.

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 augusztus 25, 19:48
Írta: 000000000 Dátum 2010 augusztus 25, 19:48
5/4" vascső hevítése.

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 augusztus 25, 19:49
Írta: 000000000 Dátum 2010 augusztus 25, 19:49

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 augusztus 25, 19:50
Írta: 000000000 Dátum 2010 augusztus 25, 19:50
A jéggel teli palackokkal hűtöm a vizet.

Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2010 augusztus 25, 20:09
Írta: Szalai György Dátum 2010 augusztus 25, 20:09
Az ablaktörlő szivattyúd is besárgult az irigységtől.
Nekem az ilyen betolós megfogós pneumatika csatlakozók nagyon tetszenek. Könnyen oldhatók-köthetők, mint a LEGO. Be is gyűjtöttem egy zacskónyit.
Nekem az ilyen betolós megfogós pneumatika csatlakozók nagyon tetszenek. Könnyen oldhatók-köthetők, mint a LEGO. Be is gyűjtöttem egy zacskónyit.
Cím: Re:Fémöntés házilag
Írta: KoLa Dátum 2010 augusztus 25, 22:28
Írta: KoLa Dátum 2010 augusztus 25, 22:28
Ez egyre jobb! mikor lesz piacképes? kéne egy ilyen kütyü!30-as köracélt is meg tudja melegíteni?
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2010 augusztus 26, 08:07
Írta: Rabb Ferenc Dátum 2010 augusztus 26, 08:07
Csalódtam benned! Már azt hittem hogy valami jó kis indukciós sörhőtő prototípusa - de nem az...
De azért így sem rossz! Sőt nagyonis jó. Végül tényleg piacképes termék lehet belőle. GARTULA [#eljen]
De azért így sem rossz! Sőt nagyonis jó. Végül tényleg piacképes termék lehet belőle. GARTULA [#eljen]
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2010 augusztus 26, 17:00
Írta: 3vv2btrhv Dátum 2010 augusztus 26, 17:00
Mikorra tervezed , hogy öntés legyen Prec . ???
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 augusztus 26, 20:19
Írta: 000000000 Dátum 2010 augusztus 26, 20:19
Ma csináltam egy tekercset 10mm átmétőjű rézcsőböl. A tekercs belső átmérője 72mm.

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 augusztus 26, 20:20
Írta: 000000000 Dátum 2010 augusztus 26, 20:20
A színuszhullám a munkatekercsen 100V/Div.

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 augusztus 26, 20:22
Írta: 000000000 Dátum 2010 augusztus 26, 20:22
Szalai Gyuri! Ennél egyszerűbbre már nem tudom!

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 augusztus 26, 20:22
Írta: 000000000 Dátum 2010 augusztus 26, 20:22

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 augusztus 26, 20:23
Írta: 000000000 Dátum 2010 augusztus 26, 20:23

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 augusztus 26, 20:23
Írta: 000000000 Dátum 2010 augusztus 26, 20:23

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 augusztus 26, 20:24
Írta: 000000000 Dátum 2010 augusztus 26, 20:24

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 augusztus 26, 20:24
Írta: 000000000 Dátum 2010 augusztus 26, 20:24

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 augusztus 26, 20:24
Írta: 000000000 Dátum 2010 augusztus 26, 20:24

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 augusztus 26, 20:25
Írta: 000000000 Dátum 2010 augusztus 26, 20:25

Cím: Re:Fémöntés házilag
Írta: KoLa Dátum 2010 augusztus 26, 23:00
Írta: KoLa Dátum 2010 augusztus 26, 23:00
Ez nagyon tetszik!!!annyira világít hogy ... cső vagy köracél? nem látom jól![#eljen]
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2010 augusztus 26, 23:06
Írta: Rabb Ferenc Dátum 2010 augusztus 26, 23:06
Én csőre tippelek, mert a közepe hidegebb. Ott nincs mit melegítsen a villany. Egyébként tényleg nagyon látványos felvétel
Cím: Re:Fémöntés házilag
Írta: KoLa Dátum 2010 augusztus 26, 23:10
Írta: KoLa Dátum 2010 augusztus 26, 23:10
Holnap megtudjuk!én a köracélnak örülnék! ha az!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 augusztus 27, 05:39
Írta: 000000000 Dátum 2010 augusztus 27, 05:39
Feri! A Te tipped a tuti.
Cím: Re:Fémöntés házilag
Írta: jv7pu3a5p Dátum 2010 augusztus 27, 07:15
Írta: jv7pu3a5p Dátum 2010 augusztus 27, 07:15
Látom növekednek a méretek. :)
NAgyon tuti. Lassan elérkezel az alu öntésig is ezzel a cuccal...
NAgyon tuti. Lassan elérkezel az alu öntésig is ezzel a cuccal...
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 augusztus 27, 07:19
Írta: 000000000 Dátum 2010 augusztus 27, 07:19
Szia Barátom!
A kedvedért ma reggel esztergáltam egy 30-as köracélt és fel is hevítettem Neked.

A kedvedért ma reggel esztergáltam egy 30-as köracélt és fel is hevítettem Neked.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 augusztus 27, 07:21
Írta: 000000000 Dátum 2010 augusztus 27, 07:21
Ezen már régen túl vagyok. Ha visszaolvasol a topicban, láthatod még a bronz öntést is!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 augusztus 27, 07:30
Írta: 000000000 Dátum 2010 augusztus 27, 07:30
Szia Tibor!
Milyen prec. öntésre gondolsz? Bronzot már olvasztottam vele. Vasat is fogok remélem.
Milyen prec. öntésre gondolsz? Bronzot már olvasztottam vele. Vasat is fogok remélem.
Cím: Re:Fémöntés házilag
Írta: jv7pu3a5p Dátum 2010 augusztus 27, 08:02
Írta: jv7pu3a5p Dátum 2010 augusztus 27, 08:02
Igen, láttam már. Rosszul fogalmaztam, úgy gondoltam, hogy nagyobb mennyiségben a CNC alá munkadarabnak.
Cím: Re:Fémöntés házilag
Írta: KoLa Dátum 2010 augusztus 27, 20:11
Írta: KoLa Dátum 2010 augusztus 27, 20:11
Hú Bodi! ez igen!nagyon jó![#eljen][#taps][#taps][#taps]
Ezt már tudnám használni!
Ezt már tudnám használni!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 augusztus 28, 19:57
Írta: 000000000 Dátum 2010 augusztus 28, 19:57
Sziasztok,
Nem biztos, hogy ebbe a topicba való, de akit érdekel az üveg olvasztás, tűzzománc égetés, annak itt egy sima mikrohullámú sütőben használható edény.
Micro-fusing kemence
De találtam ugyanezen technológiával történő bronzöntést is 1100 C fokon.
Egy 27 literes mikróba már elég nagy kerámia edény belefér.
A dolog energia igénye nem túl nagy, általában egy közepes, 700 wattos sütővel, 12 perccel, bronznál 18 perccel számolnak.
Maga a sütő semmi átalakítást nem igényel, így teljesen biztonságos.
Mikróhullámú bronzöntés házilag - képek
Nem biztos, hogy ebbe a topicba való, de akit érdekel az üveg olvasztás, tűzzománc égetés, annak itt egy sima mikrohullámú sütőben használható edény.
Micro-fusing kemence
De találtam ugyanezen technológiával történő bronzöntést is 1100 C fokon.
Egy 27 literes mikróba már elég nagy kerámia edény belefér.
A dolog energia igénye nem túl nagy, általában egy közepes, 700 wattos sütővel, 12 perccel, bronznál 18 perccel számolnak.
Maga a sütő semmi átalakítást nem igényel, így teljesen biztonságos.
Mikróhullámú bronzöntés házilag - képek
Cím: Re:Fémöntés házilag
Írta: 8ewgunt Dátum 2010 augusztus 28, 20:52
Írta: 8ewgunt Dátum 2010 augusztus 28, 20:52
Szia!
Köszönöm, ez így nekem még "nagyon" drága, mert csak 1db kb. 400gr-os hűtőt kellene kiönteni, de majd keresgélek még....
Köszönöm, ez így nekem még "nagyon" drága, mert csak 1db kb. 400gr-os hűtőt kellene kiönteni, de majd keresgélek még....
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 augusztus 29, 19:07
Írta: 000000000 Dátum 2010 augusztus 29, 19:07
Sziasztok!
Ma kipróbáltam a hevítőmet az inverteres hegesztőmről, klasszul ment. Meg van oldva a könnyű tápegység.
Ma kipróbáltam a hevítőmet az inverteres hegesztőmről, klasszul ment. Meg van oldva a könnyű tápegység.
Cím: Re:Fémöntés házilag
Írta: KoLa Dátum 2010 augusztus 29, 21:59
Írta: KoLa Dátum 2010 augusztus 29, 21:59
[#eljen][#eljen][#eljen]Nagyszerű ötlet!küldtem mailt.[#email]
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2010 augusztus 30, 18:30
Írta: 3vv2btrhv Dátum 2010 augusztus 30, 18:30
Engem a kivont 2 forintos anyaga érdekell .Csak
most a 10 és 50 Ft-os ugyanaz az anyag . Légyszíves kicsiben probáld meg olvasztani .
most a 10 és 50 Ft-os ugyanaz az anyag . Légyszíves kicsiben probáld meg olvasztani .
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 augusztus 30, 19:42
Írta: 000000000 Dátum 2010 augusztus 30, 19:42
OK! Ki fogom próbálni.
Cím: Re:Fémöntés házilag
Írta: aajydmb6r Dátum 2010 augusztus 31, 15:15
Írta: aajydmb6r Dátum 2010 augusztus 31, 15:15
Szia Tibor!
Ajánlom figyelmedbe a /www.forintportal.hu/ internetes oldalt. Itt majd minden egykori és jelenlegi fémpénzünk sulyát és anyagösszetételét feltüntetik. Egyébbként a 2 Ft-os CuNi, nekem is van vagy 300 db.
Ajánlom figyelmedbe a /www.forintportal.hu/ internetes oldalt. Itt majd minden egykori és jelenlegi fémpénzünk sulyát és anyagösszetételét feltüntetik. Egyébbként a 2 Ft-os CuNi, nekem is van vagy 300 db.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2010 augusztus 31, 16:47
Írta: 3vv2btrhv Dátum 2010 augusztus 31, 16:47
Köszi , de én a Pénzverövel is beszéltem .
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 augusztus 31, 19:45
Írta: 000000000 Dátum 2010 augusztus 31, 19:45
Én már készülök a Talira ezerrel!

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 augusztus 31, 19:47
Írta: 000000000 Dátum 2010 augusztus 31, 19:47
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 augusztus 31, 19:48
Írta: 000000000 Dátum 2010 augusztus 31, 19:48

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 augusztus 31, 19:48
Írta: 000000000 Dátum 2010 augusztus 31, 19:48

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 augusztus 31, 19:49
Írta: 000000000 Dátum 2010 augusztus 31, 19:49

Cím: Re:Fémöntés házilag
Írta: KoLa Dátum 2010 augusztus 31, 20:34
Írta: KoLa Dátum 2010 augusztus 31, 20:34
Beindultál úgy látom!Fejleszted a 'cuccot' szépen! [#taps]Hajrá BODI![#wave]Jó kis bemutató lesz ebből megint![#taps]
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2010 augusztus 31, 21:30
Írta: svejk Dátum 2010 augusztus 31, 21:30
Lehet a talira be kellene üzemelni újra az Inotai hőerőművet, hogy nehogy leültesd Paksot :)))
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 augusztus 31, 21:54
Írta: 000000000 Dátum 2010 augusztus 31, 21:54
A hevítő tekercs kivezetésénél sokkal nagyobb bakelitet használj, a rézcső és a fém ház közötti
távolság minimum legyen 3cm, én is így oldottam meg és nagyon melegedett a kaszni amíg kicsi volt
a távolság a tekercs és a ház között.
távolság minimum legyen 3cm, én is így oldottam meg és nagyon melegedett a kaszni amíg kicsi volt
a távolság a tekercs és a ház között.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 augusztus 31, 22:28
Írta: 000000000 Dátum 2010 augusztus 31, 22:28
OK! Kösz a tanácsot.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 szeptember 02, 20:13
Írta: 000000000 Dátum 2010 szeptember 02, 20:13
Nem kell a táppal vacakolni, rákötöttem az invertert.65V az üresjárati fesz. Az áram is frankón állítható.
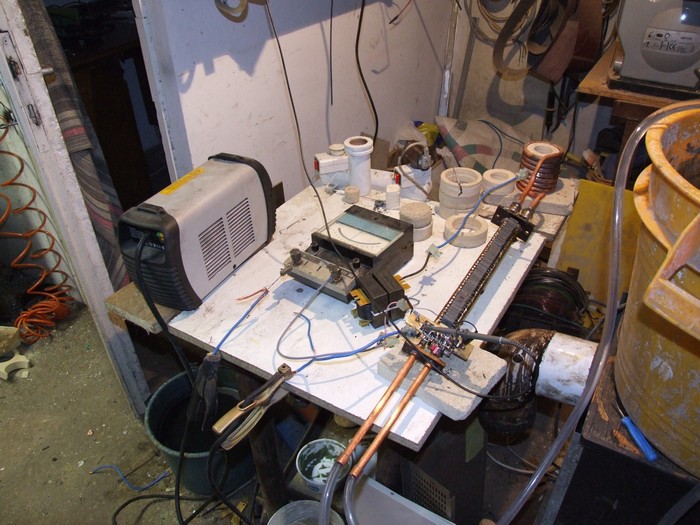
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 szeptember 02, 20:15
Írta: 000000000 Dátum 2010 szeptember 02, 20:15
Olvasztottam egy kis kupicányi bronzot is indukciósan.

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 szeptember 02, 20:21
Írta: 000000000 Dátum 2010 szeptember 02, 20:21
A Kola-féle etalon 30-as köracél hevítése.

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 szeptember 02, 20:22
Írta: 000000000 Dátum 2010 szeptember 02, 20:22
Gondolom erre még Kola is rábóllint?

Cím: Re:Fémöntés házilag
Írta: KoLa Dátum 2010 szeptember 02, 21:42
Írta: KoLa Dátum 2010 szeptember 02, 21:42
Olvadok már én is:)))nagyon jó az eredmény! gratulálok!Jó ötlet az a hőszigetelő betét! miből van?Vermukulit?és mennyi idő alatt melegedett meg a harmincas anyag?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 szeptember 03, 19:32
Írta: 000000000 Dátum 2010 szeptember 03, 19:32
Igen,vermikulit.Az időt nem mértem.
Cím: Re:Fémöntés házilag
Írta: KoLa Dátum 2010 szeptember 03, 20:38
Írta: KoLa Dátum 2010 szeptember 03, 20:38
Vermikulit! köszi a javítást! nálunk a kandallósok csak puri-nak hívják! de hogy mé'?[#eljen]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 szeptember 03, 21:00
Írta: 000000000 Dátum 2010 szeptember 03, 21:00
Az anyag neve: kalciumszilikát.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2010 szeptember 04, 14:22
Írta: 3vv2btrhv Dátum 2010 szeptember 04, 14:22
Ez szobor bronz ?? A pénzt mikor probálod ??
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 szeptember 04, 21:35
Írta: 000000000 Dátum 2010 szeptember 04, 21:35
Meg lesz a pénz is.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 szeptember 04, 22:57
Írta: 000000000 Dátum 2010 szeptember 04, 22:57

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 szeptember 04, 22:58
Írta: 000000000 Dátum 2010 szeptember 04, 22:58

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 szeptember 04, 22:58
Írta: 000000000 Dátum 2010 szeptember 04, 22:58

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 szeptember 04, 22:59
Írta: 000000000 Dátum 2010 szeptember 04, 22:59

Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2010 szeptember 05, 18:08
Írta: robroy007 Dátum 2010 szeptember 05, 18:08
Szia Bodi!
azt nézegettem, hogy a youtube-on a tekercseken nincs rajta plusz vezeték a tekercs közepén
neked meg ott van a kék drótocska
az mi célt szolgál illetve mi van akkor ha nincs ott?
amúgy tényleg nagyon várom már a sorozatgyártást mikor indulsz meg vele
üdv Robi
azt nézegettem, hogy a youtube-on a tekercseken nincs rajta plusz vezeték a tekercs közepén
neked meg ott van a kék drótocska
az mi célt szolgál illetve mi van akkor ha nincs ott?
amúgy tényleg nagyon várom már a sorozatgyártást mikor indulsz meg vele
üdv Robi
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 szeptember 05, 19:42
Írta: 000000000 Dátum 2010 szeptember 05, 19:42
Az a munkatekercsnek a középkivezetése, ott kapja meg a "+" nagyáramú tápot a Royer osci. Lehetne két fojtóval is, akkor nem lenne közép megcsapolás.
Egyébbként már klasszul működik, még egy ampermérőt kell beépítenem és kész.
Egyébbként már klasszul működik, még egy ampermérőt kell beépítenem és kész.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 szeptember 06, 15:09
Írta: 000000000 Dátum 2010 szeptember 06, 15:09
Sziasztok!
Mi az a fémötvözet, ami alacsony olvadáspontú(<200C°), de megszilárdulás után, elég merev ahhoz, hogy pl. övcsat -nak megfelejen.
...esetleg, hol lehet beszerezni?
Üdv!
Mi az a fémötvözet, ami alacsony olvadáspontú(<200C°), de megszilárdulás után, elég merev ahhoz, hogy pl. övcsat -nak megfelejen.
...esetleg, hol lehet beszerezni?
Üdv!
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2010 szeptember 06, 15:27
Írta: Rabb Ferenc Dátum 2010 szeptember 06, 15:27
Azt hiszem, a lehetetlent keresed. 200 fok alatti a forrasztóón néven ismert 60-40%-os ón-ólom ötvözet, és társai. A szilárdságát gondolom ismered. Az övcsat zamakból készül (cink ötvözet) fém-fröccsöntéssel, de az olvadáspontja 380-450 fok közötti
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 szeptember 06, 15:40
Írta: 000000000 Dátum 2010 szeptember 06, 15:40
Már csak a 100A 60mV-os söntnek kell megérkezni a futár álltal és kész a hevítőm.

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 szeptember 06, 15:40
Írta: 000000000 Dátum 2010 szeptember 06, 15:40

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 szeptember 06, 15:41
Írta: 000000000 Dátum 2010 szeptember 06, 15:41

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 szeptember 06, 15:41
Írta: 000000000 Dátum 2010 szeptember 06, 15:41

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 szeptember 06, 15:42
Írta: 000000000 Dátum 2010 szeptember 06, 15:42

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 szeptember 06, 15:43
Írta: 000000000 Dátum 2010 szeptember 06, 15:43

Cím: Re:Fémöntés házilag
Írta: Sys_m Dátum 2010 szeptember 06, 22:46
Írta: Sys_m Dátum 2010 szeptember 06, 22:46
Bámulatos amiket csinálsz! Emlékszem az első gépedre (acéltengelyes, műanyag csúszós, filc zsírlehúsós, 555-ös kézi vezérlős, stb...) amivel a többi készült. Túlzás nélkül: Ejha!
Sys_m
Sys_m
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 szeptember 07, 16:09
Írta: 000000000 Dátum 2010 szeptember 07, 16:09
Meghozta a futár a söntöt, be is szereltem.
A hevítő kész van.

A hevítő kész van.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 szeptember 07, 16:10
Írta: 000000000 Dátum 2010 szeptember 07, 16:10
Beforrasztottam még pár 100nF-os kondit a másik oldalra, így 83db van fenn, vagyis a tank kapacitás:8.3uF 630V.

Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2010 szeptember 07, 16:35
Írta: Szalai György Dátum 2010 szeptember 07, 16:35
Bekerült a műszerhez a sönt is. 100A!!! Nem apróztad el.
(1989-ben, a 12 éves 601-es Trabantomban a kilométeróra 150km/h-ig mért. 90-150-ig gyakorlatilag új volt.)
(1989-ben, a 12 éves 601-es Trabantomban a kilométeróra 150km/h-ig mért. 90-150-ig gyakorlatilag új volt.)
Cím: Re:Fémöntés házilag
Írta: 3dfhfckk Dátum 2010 szeptember 08, 14:33
Írta: 3dfhfckk Dátum 2010 szeptember 08, 14:33
Üdv mindenkinek.
Érdeklődni szeretnék ki vállalna ékszjítárcsa öntést alumíniumból.
A válaszokat köszönöm.
Érdeklődni szeretnék ki vállalna ékszjítárcsa öntést alumíniumból.
A válaszokat köszönöm.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 szeptember 08, 17:51
Írta: 000000000 Dátum 2010 szeptember 08, 17:51
Úgy terveztem,hogy beteszem a mérési eredményeimet a különböző tekercsekkel, de szinte senkit sem érdekel, pihentetem a témát.
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2010 szeptember 08, 18:03
Írta: robroy007 Dátum 2010 szeptember 08, 18:03
tudod, hogy ezzel csak csigázod az embereket?
[#confused]
[#confused]
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2010 szeptember 08, 18:28
Írta: Szalai György Dátum 2010 szeptember 08, 18:28
Miből vetted le, hogy „de szinte senkit sem érdekel” ???
Mert csak nézzük a képeidet kerekre nyílt szemmel, csorog a nyál a szájunk sarkából és nem jutunk szóhoz?
(Én legalábbis.)
Olyan jól dokumentálsz, hogy nem is marad kérdezni való.
Rajzoljad csak szép táblázatba azokat a mérési értékeket. (Nem baj, ha nem marod Mózeses kőtáblás reliefbe.)
Mert csak nézzük a képeidet kerekre nyílt szemmel, csorog a nyál a szájunk sarkából és nem jutunk szóhoz?
(Én legalábbis.)
Olyan jól dokumentálsz, hogy nem is marad kérdezni való.
Rajzoljad csak szép táblázatba azokat a mérési értékeket. (Nem baj, ha nem marod Mózeses kőtáblás reliefbe.)
Cím: Re:Fémöntés házilag
Írta: jv7pu3a5p Dátum 2010 szeptember 08, 21:31
Írta: jv7pu3a5p Dátum 2010 szeptember 08, 21:31
Szerintem mindenkit érdekel, és már alíg várják élőben. Többek közt én is. :)
Cím: Re:Fémöntés házilag
Írta: hduf42fua Dátum 2010 szeptember 08, 21:47
Írta: hduf42fua Dátum 2010 szeptember 08, 21:47
Amit most építettél az egy ÓRIÁSI érték és a dokumentáció még magasabbra emeli azt.Tegyed bele a táblázatba az összes mérési eredményt,mert akkor tudja ez emberfia eldönteni,hogy kell-é néki egy ilyen v. nem.Pl: tudná e Kola használni megedzeni a fahasogatóját v. Hunka Tibi kis mennyiségü anyagot tud -e megolvasztani az önéshez. Azért javaslom vedd a táblázatba bele ,hogy mekkora az energia igénye a hevítőnek (Kw/ó).Egyébként
az éves munkásságodért megérdemelnéd az ÉV hobbystája cimet,mindenesetre én rád szavaznék.
az éves munkásságodért megérdemelnéd az ÉV hobbystája cimet,mindenesetre én rád szavaznék.
Cím: Re:Fémöntés házilag
Írta: KoLa Dátum 2010 szeptember 08, 22:09
Írta: KoLa Dátum 2010 szeptember 08, 22:09
Hej barátom! csak nyugi! vannak akik másképpen osztják be a napjukat és nem is nagyon értik a lényegét azoknak a fejlesztéseknek amiket végzel!
De ezek az eredmények amiket produkálsz "azé" magas szintű elszántságot tükröznek!és ezért aki egy kicsit is érdekelt a témában az figyel hogy mi lesz?
Ezért Te csak végezd tovább a fejlesztéseidet mert az önzetlen reprezentációid nagyon jók!!!
De ezek az eredmények amiket produkálsz "azé" magas szintű elszántságot tükröznek!és ezért aki egy kicsit is érdekelt a témában az figyel hogy mi lesz?
Ezért Te csak végezd tovább a fejlesztéseidet mert az önzetlen reprezentációid nagyon jók!!!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 szeptember 09, 05:53
Írta: 000000000 Dátum 2010 szeptember 09, 05:53
Szia Gyuri! Nem olyan sok az a 100A, tegnap is felment 80A-ig, amikor bele lógattam a vasat.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 szeptember 09, 06:02
Írta: 000000000 Dátum 2010 szeptember 09, 06:02
CNC-hez kell-e és mekkora méretben?
Cím: Re:Fémöntés házilag
Írta: Kristály Árpád Dátum 2010 szeptember 09, 13:00
Írta: Kristály Árpád Dátum 2010 szeptember 09, 13:00
Halihó Miklós!
Támogatom!
Vbodi az év hobbystája![#nevetes1][#nevetes1][#buck][#worship][#worship][#wave]
Támogatom!
Vbodi az év hobbystája![#nevetes1][#nevetes1][#buck][#worship][#worship][#wave]
Cím: Re:Fémöntés házilag
Írta: 3dfhfckk Dátum 2010 szeptember 09, 20:40
Írta: 3dfhfckk Dátum 2010 szeptember 09, 20:40
Nem cnc-hez kellene. Esetleg privátban meg tudjuk beszélni a dolgot?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 szeptember 09, 21:00
Írta: 000000000 Dátum 2010 szeptember 09, 21:00
Bocs,de nem!
Cím: Re:Fémöntés házilag
Írta: 3dfhfckk Dátum 2010 szeptember 10, 07:08
Írta: 3dfhfckk Dátum 2010 szeptember 10, 07:08
Gyaluhoz kellene,mert kevés a fordulatszáma. 1,6-1,7 szeres áttételre volna szükség. A kész megmunkált méreteket tudom csak leírni, az öntéshez szükségeseket nem. Mindkét tárcsa dupla. A egyik tárcsa külső átmérő 75-75mm szélesség 40mm . A másik tárcsa külső átmérő 128-105mm szélesség 40mm.
Cím: Re:Fémöntés házilag
Írta: 3dfhfckk Dátum 2010 szeptember 10, 19:46
Írta: 3dfhfckk Dátum 2010 szeptember 10, 19:46
Először egy ár kellene, ha lehetséges.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 szeptember 11, 14:31
Írta: 000000000 Dátum 2010 szeptember 11, 14:31
Szia Robi! A kedvedért megcsináltam megcsapolás nélkülire a munkatekercset. Tettem bele még egy plusz fojtót, klasszul megy. Könnyebb a tekercseket is csinálni.
A kétfojtós változatot pimi9 fórumtárs ajánlotta a HE fórumról.

A kétfojtós változatot pimi9 fórumtárs ajánlotta a HE fórumról.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 szeptember 11, 14:33
Írta: 000000000 Dátum 2010 szeptember 11, 14:33
Két egyforma fojtót csináltam porvas toroidra.

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 szeptember 11, 14:34
Írta: 000000000 Dátum 2010 szeptember 11, 14:34
Ez még a régi szisztéma.

Cím: Re:Fémöntés házilag
Írta: bvadkrcds Dátum 2010 szeptember 11, 14:36
Írta: bvadkrcds Dátum 2010 szeptember 11, 14:36
Szia, Vbodi!
A konikra, nem raksz egy alu lemezt, hogy hűljenek? Vagy már nem melegszik?
A konikra, nem raksz egy alu lemezt, hogy hűljenek? Vagy már nem melegszik?
Cím: Re:Fémöntés házilag
Írta: bvadkrcds Dátum 2010 szeptember 11, 14:36
Írta: bvadkrcds Dátum 2010 szeptember 11, 14:36
konik=kondik
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 szeptember 11, 14:41
Írta: 000000000 Dátum 2010 szeptember 11, 14:41
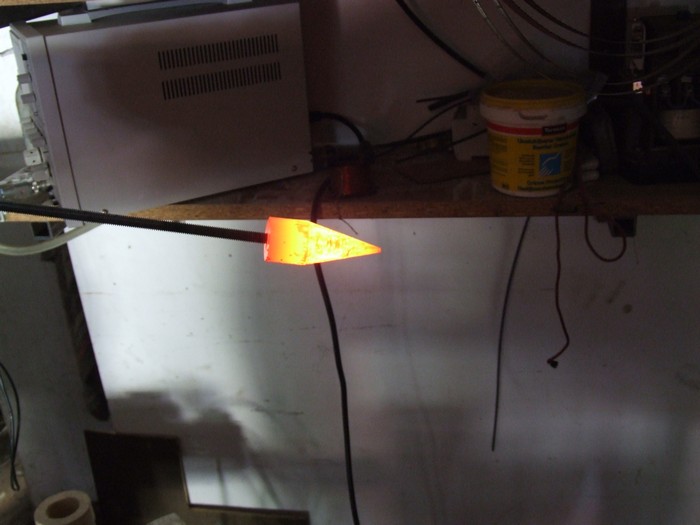
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 szeptember 11, 14:41
Írta: 000000000 Dátum 2010 szeptember 11, 14:41

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 szeptember 11, 14:42
Írta: 000000000 Dátum 2010 szeptember 11, 14:42

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 szeptember 11, 14:44
Írta: 000000000 Dátum 2010 szeptember 11, 14:44
A Kola-féle 30-as köracél kúpolva.(és hevítve)

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 szeptember 11, 14:46
Írta: 000000000 Dátum 2010 szeptember 11, 14:46
Jeges víz folyik a lábuk alatt a csövekben. Teljesen hidegek. Hűtés nélkül fél perc múlva durannának.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 szeptember 11, 14:47
Írta: 000000000 Dátum 2010 szeptember 11, 14:47
#2024
Cím: Re:Fémöntés házilag
Írta: KoLa Dátum 2010 szeptember 11, 21:35
Írta: KoLa Dátum 2010 szeptember 11, 21:35
Na! Bodi! ez az! pont ebben a pillanatban kell az olajba mártani az edzéshez![#worship][#eljen][#eljen][#eljen]Szépen dolgozik a hevítő ! Gratulálok!!!
Cím: Re:Fémöntés házilag
Írta: KoLa Dátum 2010 szeptember 11, 21:43
Írta: KoLa Dátum 2010 szeptember 11, 21:43
Nekem a hőszigetelős is nagyon tetszett!
ez nem úgy működik mint a mikrohullámú sütőben a pohár víz? hogy a víz melegíti meg a poharat! nem pedig a mikrohullám ! ezért tartom jó ötletnek a hőszigetelő anyagot a tekercs és a hevítendő anyag közé!
Ha üresen 'járatod' a tekercset akkor mi történik???
ez nem úgy működik mint a mikrohullámú sütőben a pohár víz? hogy a víz melegíti meg a poharat! nem pedig a mikrohullám ! ezért tartom jó ötletnek a hőszigetelő anyagot a tekercs és a hevítendő anyag közé!
Ha üresen 'járatod' a tekercset akkor mi történik???
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 szeptember 11, 22:30
Írta: 000000000 Dátum 2010 szeptember 11, 22:30
A hőszigetelés azért jó, mert az izzó fém nem melegíti a hűtővizet a csőben és a hideg cső sem hűti a vasat.
Ha üresen megy, akkor felveszi az üresjárati áramot, ami tekercsenként eltérő.
Az üresjárati áram felvétel és feszültség és freki:
62mm átmérő 6 menet 0.94uH 44kHz 41.4V 6A
35mm átmérő 6 menet 0.01uH 60kHz 40.3V 12A
35mm átmérő 8 menet 0.28uH 40kHz 41.4V 10A
25mm átmérő 6 menet 0.05uH
Ha üresen megy, akkor felveszi az üresjárati áramot, ami tekercsenként eltérő.
Az üresjárati áram felvétel és feszültség és freki:
62mm átmérő 6 menet 0.94uH 44kHz 41.4V 6A
35mm átmérő 6 menet 0.01uH 60kHz 40.3V 12A
35mm átmérő 8 menet 0.28uH 40kHz 41.4V 10A
25mm átmérő 6 menet 0.05uH
Cím: Re:Fémöntés házilag
Írta: KoLa Dátum 2010 szeptember 11, 22:43
Írta: KoLa Dátum 2010 szeptember 11, 22:43
Nekem a 62mm átmérőjű teccik!ennek a legnagyobb az induktivitása és legkisebb az áramfelvétele üresjáratban, ami lehet hogy nem is előnyös!?de ebbe fér egy kis hőszigetelés is!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 szeptember 11, 23:29
Írta: 000000000 Dátum 2010 szeptember 11, 23:29
A talira majd viszem az egész kollekciót, mindegyiknek van előnye és hátránya, illetve mindegyik másfajta átmérőhöz jobb.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 szeptember 13, 22:31
Írta: 000000000 Dátum 2010 szeptember 13, 22:31
Sziasztok! Látom itt elszabadult a "pokol" az indukciós kohászat:)
Nekem egy hagyományos kérdésem lenne:
Gázégő elejét (ahol a gázfúvókából kilépő gáz és a levegő keveredik lehet e réz fűtéscsövekből (35mm) készíteni, majd az elegyet egy vascsőbe vezetve elégetni?
Köszi a válaszokat!
Nekem egy hagyományos kérdésem lenne:
Gázégő elejét (ahol a gázfúvókából kilépő gáz és a levegő keveredik lehet e réz fűtéscsövekből (35mm) készíteni, majd az elegyet egy vascsőbe vezetve elégetni?
Köszi a válaszokat!
Cím: Re:Fémöntés házilag
Írta: gsbwxanch Dátum 2010 szeptember 13, 22:36
Írta: gsbwxanch Dátum 2010 szeptember 13, 22:36
Ez nagyon profin csinálod. Pályát tévesztettél...
Cím: Re:Fémöntés házilag
Írta: KoLa Dátum 2010 szeptember 13, 22:43
Írta: KoLa Dátum 2010 szeptember 13, 22:43
Nem tévesztette el!Ez azon a pályán van ami a Bodié!
Cím: Re:Fémöntés házilag
Írta: gsbwxanch Dátum 2010 szeptember 13, 22:59
Írta: gsbwxanch Dátum 2010 szeptember 13, 22:59
Persze nem az elektromos részre gondoltam, hanem az anyagismeret...és lassan kohászatra.
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2010 szeptember 14, 07:22
Írta: robroy007 Dátum 2010 szeptember 14, 07:22
Szia Kakuk!
szerintem ne kínlódj réz csővel
én így oldottam meg:
ez megy közvetlen bele a bevezető csőbe
és semmi gond nincs belőle első hevítésnél megvolt az 1000°C fok (ekkor már nem akartam szétégetni a szondát ami 950°C-ig volt jó)alapjáraton plusz levegő rásegítés nélkül is
másodikra csak 600°C Volt mert az ólomnak az is bőven sok
a vascső kb 50 centi hosszú eddig még nem volt nagyobb olvasztás benne de Bodi tapasztalatai alapján idővel el fog majd égni a vas a torkolatnál
erre legjobb megoldás ha a bevezető cserélhető (én ezt még akkor nem tudtam, így majd hegeszthetem át ha eljön valamikor az ideje)
szerintem ne kínlódj réz csővel
én így oldottam meg:
ez megy közvetlen bele a bevezető csőbe
és semmi gond nincs belőle első hevítésnél megvolt az 1000°C fok (ekkor már nem akartam szétégetni a szondát ami 950°C-ig volt jó)alapjáraton plusz levegő rásegítés nélkül is
másodikra csak 600°C Volt mert az ólomnak az is bőven sok
a vascső kb 50 centi hosszú eddig még nem volt nagyobb olvasztás benne de Bodi tapasztalatai alapján idővel el fog majd égni a vas a torkolatnál
erre legjobb megoldás ha a bevezető cserélhető (én ezt még akkor nem tudtam, így majd hegeszthetem át ha eljön valamikor az ideje)
Cím: Re:Fémöntés házilag
Írta: frob Dátum 2010 szeptember 18, 20:56
Írta: frob Dátum 2010 szeptember 18, 20:56
szia vbodi
2012 es hozzászólásnál látszik a nagy venti a kapcsüzemű tápon, jól látom az táplálja most a szerkót, az milyen táp?
hol sikerült szert tenni rá?
köszi
R.
2012 es hozzászólásnál látszik a nagy venti a kapcsüzemű tápon, jól látom az táplálja most a szerkót, az milyen táp?
hol sikerült szert tenni rá?
köszi
R.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 szeptember 19, 08:28
Írta: 000000000 Dátum 2010 szeptember 19, 08:28
Szia! Az egy komplett inerteres hegesztő.
Cím: Re:Fémöntés házilag
Írta: frob Dátum 2010 szeptember 22, 13:05
Írta: frob Dátum 2010 szeptember 22, 13:05
hjaaaa, hogy szétkaptál egyet és az táplálja az áramkörödet.. na az a nem piskóta :)
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 szeptember 22, 20:00
Írta: 000000000 Dátum 2010 szeptember 22, 20:00
Ez a tekercs 110kHz-en megy és fantasztikus.Ez az első ilyen jellegű próbálkozásom.
Majd a Talin meglátjátok, mire képes.
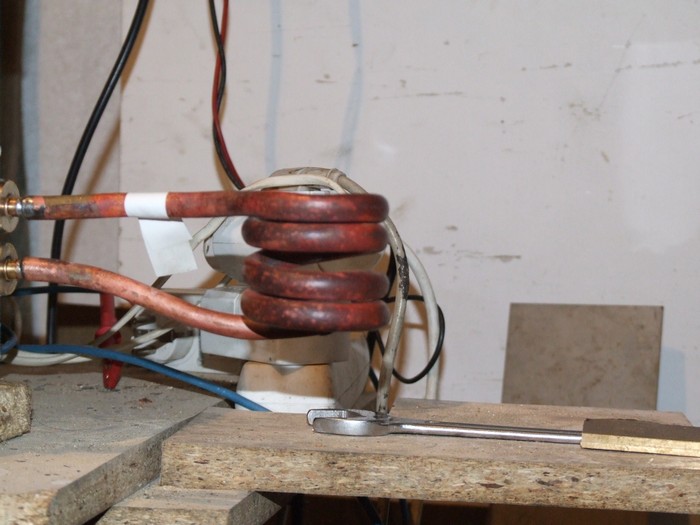
Majd a Talin meglátjátok, mire képes.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 szeptember 22, 20:01
Írta: 000000000 Dátum 2010 szeptember 22, 20:01

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 szeptember 22, 20:03
Írta: 000000000 Dátum 2010 szeptember 22, 20:03
Ha valaki kitalálja, mire szolgál a kerékpár pumpa,a Talin ingyen bele dughatja az újját a hevítő tekercsébe.

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 szeptember 22, 20:06
Írta: 000000000 Dátum 2010 szeptember 22, 20:06
A heg. inverterre szükségem lett, kivettem. Egy sima heg. trafóról hajtom egyenirányítva és szűrve.
De KoLa hoz egy heg. invertert a Talira, azzal is ki fogjuk próbálni.

De KoLa hoz egy heg. invertert a Talira, azzal is ki fogjuk próbálni.
Cím: Re:Fémöntés házilag
Írta: 4um5b65d Dátum 2010 szeptember 22, 20:27
Írta: 4um5b65d Dátum 2010 szeptember 22, 20:27
Természetesen az a keringtető szivattyú a rendszerben.
[#eljen][#eplus2]
[#eljen][#eplus2]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 szeptember 22, 20:44
Írta: 000000000 Dátum 2010 szeptember 22, 20:44
Nem talált. [#eplus2][#mf1][#mf2][#merges2]
Cím: Re:Fémöntés házilag
Írta: 4um5b65d Dátum 2010 szeptember 22, 20:53
Írta: 4um5b65d Dátum 2010 szeptember 22, 20:53
Tisztelt Moderáció !
Kérném Bódit rendre utasítani.... visszatartja az információt....
Az oldalam meg már kilyukadt.
[#ticking]
Kérném Bódit rendre utasítani.... visszatartja az információt....
Az oldalam meg már kilyukadt.
[#ticking]
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2010 szeptember 22, 21:10
Írta: svejk Dátum 2010 szeptember 22, 21:10
Ha nem mondod meg azonnal Bodi, akkor a találkozón beleöntök 5 liter forró vizet a hűtősvödrödbe :)
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 szeptember 22, 21:12
Írta: 000000000 Dátum 2010 szeptember 22, 21:12
Annyit segítek, hogy ha használom a pumpát, nem szédülök el.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 szeptember 22, 21:16
Írta: 000000000 Dátum 2010 szeptember 22, 21:16
Esetleg fújtatónak használod?
Cím: Re:Fémöntés házilag
Írta: 4um5b65d Dátum 2010 szeptember 22, 21:18
Írta: 4um5b65d Dátum 2010 szeptember 22, 21:18
Akkor megvan !!!!
Háhááááá , rájöttem.....
Amig pumpálsz addig sem iszol.....
[#nyes][#nyes][#nyes]
Háhááááá , rájöttem.....
Amig pumpálsz addig sem iszol.....
[#nyes][#nyes][#nyes]
Cím: Re:Fémöntés házilag
Írta: KoLa Dátum 2010 szeptember 22, 21:21
Írta: KoLa Dátum 2010 szeptember 22, 21:21
Szia Bodi! viszem az inverteres hegesztőt a talira, szombaton kipróbáljuk [#eljen]
Cím: Re:Fémöntés házilag
Írta: KoLa Dátum 2010 szeptember 22, 21:23
Írta: KoLa Dátum 2010 szeptember 22, 21:23
Ha jól látom az a pumpa a légtelenítéshez kell!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 szeptember 22, 21:26
Írta: 000000000 Dátum 2010 szeptember 22, 21:26
Esetleg menet közben lufit fúj.[#beka3]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 szeptember 22, 21:34
Írta: 000000000 Dátum 2010 szeptember 22, 21:34
Majdnem eltaláltad, víztelenítéshez, amikor tekercset cserélek, ezzel fujom ki a rendszerből a vizet. Amíg szájjal fújtam, mindig megszédültem.
OK! A kábeleket ne felejdsd otthon!
OK! A kábeleket ne felejdsd otthon!
Cím: Re:Fémöntés házilag
Írta: KoLa Dátum 2010 szeptember 22, 22:08
Írta: KoLa Dátum 2010 szeptember 22, 22:08
Gondoltam hogy vagy szív! vagy fúj!vagy kipufog:)))nem légtelenítés hanem víztelenítés!
Már elő van készítve a cucc! szombaton próba![#wave]
Már elő van készítve a cucc! szombaton próba![#wave]
Cím: Re:Fémöntés házilag
Írta: KoLa Dátum 2010 szeptember 22, 22:12
Írta: KoLa Dátum 2010 szeptember 22, 22:12
Lehetne ott edzést is produkálni! nem tudom milyen a környezet? ha vinnék olajat is, az edzéshez! - csak hát, nagy lesz a füst!
Cím: Re:Fémöntés házilag
Írta: KoLa Dátum 2010 október 21, 22:42
Írta: KoLa Dátum 2010 október 21, 22:42
Ez itt a VBodi féle! hevítőgép amit használok és kiválóan működik

A tekercs nem az eredeti készítettem hozzá egy kúposat!
Teletöltöttem a másfélméter hosszú rézcsövet vízzel ,és éppen befért a fagyasztószekrénybe a fiókok mellett, így könnyű volt rátekernia kúpra

A tápot egy inverteres hegesztő adja

Jól működik!

Többet is edzettem és mindíg tapogattam utána hogy melegszik-e valahol, a FET-ek hidegek szinte minden hideg maradt , kivéve ezt a három kék színű ellenállást , ezeket nem állta a kezem olyan melegek lettek!

A tekercs nem az eredeti készítettem hozzá egy kúposat!
Teletöltöttem a másfélméter hosszú rézcsövet vízzel ,és éppen befért a fagyasztószekrénybe a fiókok mellett, így könnyű volt rátekernia kúpra
A tápot egy inverteres hegesztő adja
Jól működik!
Többet is edzettem és mindíg tapogattam utána hogy melegszik-e valahol, a FET-ek hidegek szinte minden hideg maradt , kivéve ezt a három kék színű ellenállást , ezeket nem állta a kezem olyan melegek lettek!
Cím: Re:Fémöntés házilag
Írta: 4um5b65d Dátum 2010 október 21, 22:48
Írta: 4um5b65d Dátum 2010 október 21, 22:48
Lala, menjél Te a bánatba.....
Ez valami qrva jó ötlet vizel feltölteni.
Először nem is értettem, hogy miért csináltad a töltést, fagyasztást...
[#taps][#taps][#taps][#eljen][#eljen][#eljen]
Ez valami qrva jó ötlet vizel feltölteni.
Először nem is értettem, hogy miért csináltad a töltést, fagyasztást...
[#taps][#taps][#taps][#eljen][#eljen][#eljen]
Cím: Re:Fémöntés házilag
Írta: KoLa Dátum 2010 október 21, 22:51
Írta: KoLa Dátum 2010 október 21, 22:51
Nem az én ötletem! a Discoveryn láttam!a TV-be
Cím: Re:Fémöntés házilag
Írta: 4um5b65d Dátum 2010 október 21, 22:52
Írta: 4um5b65d Dátum 2010 október 21, 22:52
Nem vizel, nem vizel....
vízzel... :)))
vízzel... :)))
Cím: Re:Fémöntés házilag
Írta: KoLa Dátum 2010 október 21, 22:58
Írta: KoLa Dátum 2010 október 21, 22:58
Egyet lehet téveszteni:)
Cím: Re:Fémöntés házilag
Írta: 4um5b65d Dátum 2010 október 21, 22:58
Írta: 4um5b65d Dátum 2010 október 21, 22:58
Bóditól kérdezném, hogy milyen összefüggés van az indukciós hevítőnél a spirál átmérő és a hevítési intenzitás közt ?
Gondolom lett ez próbálgatva.
Gondolom lett ez próbálgatva.
Cím: Re:Fémöntés házilag
Írta: 4um5b65d Dátum 2010 október 21, 23:01
Írta: 4um5b65d Dátum 2010 október 21, 23:01
KoLa-tól is ugyanezt kérdezném, itt a kúpos kiképzés kapcsán...
Magyarán, ha a kúpos csőbe tök hengeres anyag kerülne akkor hogy nézhet ki az izzítási kép ?
Magyarán, ha a kúpos csőbe tök hengeres anyag kerülne akkor hogy nézhet ki az izzítási kép ?
Cím: Re:Fémöntés házilag
Írta: KoLa Dátum 2010 október 21, 23:06
Írta: KoLa Dátum 2010 október 21, 23:06
Igen próbálgattuk többféle tekerccsel is , és azt a következtetést vontuk le hogy a tekercs meneteinek közel kell lennie a melegítendő anyaghoz! egy kúp esetén ha hengeres tekercsben melegítettük a kisebb átmérő hidegebb maradt.
Volt a Bodinak egy olyan tekercse ami két átmérőre volt tekerve , egy kisebb és egy nagyobb hengeres rész van rajta ez volt a legjobb Székesfehérváron amit próbáltunk!
Egyedül azt nem tudom még hogy a menetszám nem-e sok lett? - 8 menet -
Volt a Bodinak egy olyan tekercse ami két átmérőre volt tekerve , egy kisebb és egy nagyobb hengeres rész van rajta ez volt a legjobb Székesfehérváron amit próbáltunk!
Egyedül azt nem tudom még hogy a menetszám nem-e sok lett? - 8 menet -
Cím: Re:Fémöntés házilag
Írta: 4um5b65d Dátum 2010 október 21, 23:09
Írta: 4um5b65d Dátum 2010 október 21, 23:09
Na igen itt van még egy változó....
1 méterből lehet 8-at is meg kettőt is tekerni...
1 méterből lehet 8-at is meg kettőt is tekerni...
Cím: Re:Fémöntés házilag
Írta: KoLa Dátum 2010 október 21, 23:09
Írta: KoLa Dátum 2010 október 21, 23:09
Kipróbáltam egy hatos köracéllal is , egy bizonyos sebességnél folyamatosan lehet átdugni rajta úgy hogy izzik!
Cím: Re:Fémöntés házilag
Írta: KoLa Dátum 2010 október 21, 23:11
Írta: KoLa Dátum 2010 október 21, 23:11
Pontosabbn ott melegedett meg először ahol a tekercs kisebb átmérőjű
Cím: Re:Fémöntés házilag
Írta: 4um5b65d Dátum 2010 október 21, 23:19
Írta: 4um5b65d Dátum 2010 október 21, 23:19
Itthon használok indukciós tűzhelyet és mérgelődtem, hogy palacsintát nem tudok vele csinálni, mert csak ALU palacsinta sütőim voltak.
Na "eccer" láttam egy régi fajta hagyományos acél sütőt.
Gyorsan vettem egyet és rátettem a tűzhelyre.
Kakaó a maximumon.
Még pislogni sem nagyon tudtam aztán már kékült a 2-es lemez.
Ebből kiindulva talán lapos csőkígyót is lehetne csinálni az alátét/tárcsa szerű alkatrészekhez.
Na "eccer" láttam egy régi fajta hagyományos acél sütőt.
Gyorsan vettem egyet és rátettem a tűzhelyre.
Kakaó a maximumon.
Még pislogni sem nagyon tudtam aztán már kékült a 2-es lemez.
Ebből kiindulva talán lapos csőkígyót is lehetne csinálni az alátét/tárcsa szerű alkatrészekhez.
Cím: Re:Fémöntés házilag
Írta: KoLa Dátum 2010 október 21, 23:34
Írta: KoLa Dátum 2010 október 21, 23:34
A Bodinak van egy olyan tekercse, pár menetes, ami szét van kicsit húzva a felénél , ha ide bedugott egy lemezdarabot az szinte rögtön izzásig hevült!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 október 22, 12:46
Írta: 000000000 Dátum 2010 október 22, 12:46
Klasszul megy! Az ellenállások melegedése nem gond.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 október 22, 12:53
Írta: 000000000 Dátum 2010 október 22, 12:53
Egy fél éve már ezzel szórakozom. Az a tapasztalatom, hogy a munkatekercs ámérője kicsivel legyen nagyobb, mint a hevítendő tárgy átmérője, így a leg hatékonyabb. Miden feladathoz más tekercs kell, hogy jó legyen a munka.
A széthúzott tekercsbe dugott 25x5-ös laposvas pedig nem csak izzott, hanem fehéren hiccelt.
Idukciósan már forrasztottam ónnal és rézzel is.A topicomban vannak és lesznek képek és videók.
A széthúzott tekercsbe dugott 25x5-ös laposvas pedig nem csak izzott, hanem fehéren hiccelt.
Idukciósan már forrasztottam ónnal és rézzel is.A topicomban vannak és lesznek képek és videók.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 október 22, 12:54
Írta: 000000000 Dátum 2010 október 22, 12:54
Csinálnak is ilyen lapos tekercseket indukciós hevítéshez.
Cím: Re:Fémöntés házilag
Írta: 43pbwjg8s Dátum 2010 október 23, 10:49
Írta: 43pbwjg8s Dátum 2010 október 23, 10:49
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 november 17, 19:52
Írta: 000000000 Dátum 2010 november 17, 19:52
A Hunka-féle tizesek olvasztása, 23db.
Kb 2perc az olvasztási idő. DC 70V 38A 70kHz.

Kb 2perc az olvasztási idő. DC 70V 38A 70kHz.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 november 17, 19:53
Írta: 000000000 Dátum 2010 november 17, 19:53
Formába öntés.

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 november 17, 19:54
Írta: 000000000 Dátum 2010 november 17, 19:54

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 november 17, 19:55
Írta: 000000000 Dátum 2010 november 17, 19:55
Az öntvény, kicsit megcsiszolva.

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 november 17, 19:55
Írta: 000000000 Dátum 2010 november 17, 19:55
Az öntvény, kicsit megcsiszolva.
Cím: Re:Fémöntés házilag
Írta: jv7pu3a5p Dátum 2010 november 17, 21:08
Írta: jv7pu3a5p Dátum 2010 november 17, 21:08
Ez ahogy izzik nagyon látványos, jó fotó... [#eljen]
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2010 november 18, 14:08
Írta: 3vv2btrhv Dátum 2010 november 18, 14:08
Köszi !!! Mi a terved vele ??
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 november 18, 17:17
Írta: 000000000 Dátum 2010 november 18, 17:17
Nincs vele semmi tervem, a múltkor megkértél, hogy próbáljam ki. Tudod az anyag összetételét?
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2010 november 19, 17:29
Írta: 3vv2btrhv Dátum 2010 november 19, 17:29
Réz , Nikkel , Horgany . A pontod százalékokat a pénzveröben mondták meg .
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 november 20, 10:04
Írta: 000000000 Dátum 2010 november 20, 10:04
Minden érme összetétele itt megtalálható:
Érme
Érme
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2010 november 20, 13:47
Írta: 000000000 Dátum 2010 november 20, 13:47
Köszönöm!
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2010 november 20, 16:31
Írta: Szalai György Dátum 2010 november 20, 16:31
Nyithatsz egy pénz elverdét. Vállalnék benne oroszlánrészt.
Cím: Re:Fémöntés házilag
Írta: 9b6n3fn2n Dátum 2010 december 31, 17:29
Írta: 9b6n3fn2n Dátum 2010 december 31, 17:29
Sziasztok mesterek!
Segítségeteket szeretném kérni az alábbiakban.
Ha kisebb kitűzőket szeretnék önteni, azt házilag valamilyen egyszerű technológiával meg tudom-e tenni. 40-50 db-ot szeretnék készíteni. Először gondoltam rá kimarom de ha öntéssel gyorsabb és gazdaságosabb lenne akkor azt választanám. Olyan anyagra gondolok aminek nem túl magas az olvadáspontja. Nem fetétlenűl kell hogy fém legyen, bár az lenne a legjobb.
Segítségeteket szeretném kérni az alábbiakban.
Ha kisebb kitűzőket szeretnék önteni, azt házilag valamilyen egyszerű technológiával meg tudom-e tenni. 40-50 db-ot szeretnék készíteni. Először gondoltam rá kimarom de ha öntéssel gyorsabb és gazdaságosabb lenne akkor azt választanám. Olyan anyagra gondolok aminek nem túl magas az olvadáspontja. Nem fetétlenűl kell hogy fém legyen, bár az lenne a legjobb.
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2010 december 31, 17:47
Írta: Rabb Ferenc Dátum 2010 december 31, 17:47
Túl sok a kérdőjel. Van egy minta, amit másolni akarsz? Önálló tervezés lesz? Ha a műanyag is megfelel, szilikongumi szerszámban gyorsan elkészíthető. De ha fémből akarod, nézd meg Bódi " Ezt készítettem a CNC gépemmel #5167" és környékét. Ha nem túl tagolt és finom rajzolatú, akkor van hőálló szilikon, amibe zamak is önthető. (Persze nem ötven, hanem max 5-10 darab)
De szerintem 50 darab leggyorsabban marással készíthető el.
De szerintem 50 darab leggyorsabban marással készíthető el.
Cím: Re:Fémöntés házilag
Írta: 9b6n3fn2n Dátum 2010 december 31, 18:02
Írta: 9b6n3fn2n Dátum 2010 december 31, 18:02
Egyedi tervezés lenne és finom rajzolatú. Régen az ólmot házilag öntötték. Nincs valami hasonló alacsony olvadáspontú anyag? Megnézem amit ajánlottál! Köszönöm a segítségedet!
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2010 december 31, 18:15
Írta: Rabb Ferenc Dátum 2010 december 31, 18:15
Akkor öntsd ki zamakból (zink ötvözet, kb 380-440 fokon olvad) az előgyártmányként használható darabot. Aztán Motoros gravírtűje a megoldás. [#pias]
Cím: Re:Fémöntés házilag
Írta: 2nbj3n5m Dátum 2010 december 31, 18:31
Írta: 2nbj3n5m Dátum 2010 december 31, 18:31
Tiszteletem.
Készicsd el a mintadarabot valamijen puha anyagból(alu.réz stb.)De legalább 2mm-er
vastag legyen,és vidd el Sáva utca 6-ba.X.ker.Bp.
Centrifugál öntéssel elkészitik,ha kell
ezüst,arany vagy bronzra szinezik.Az öntésset
kítüző is kerül rá.Ez kb 150-200Ft/db
Ha átlátszógyantát is akarszrá 10-12Ft-ért/db az ismegoldható.Jól és pontosan dolgoznak.
Janko (tel: +3630/9543081)
Készicsd el a mintadarabot valamijen puha anyagból(alu.réz stb.)De legalább 2mm-er
vastag legyen,és vidd el Sáva utca 6-ba.X.ker.Bp.
Centrifugál öntéssel elkészitik,ha kell
ezüst,arany vagy bronzra szinezik.Az öntésset
kítüző is kerül rá.Ez kb 150-200Ft/db
Ha átlátszógyantát is akarszrá 10-12Ft-ért/db az ismegoldható.Jól és pontosan dolgoznak.
Janko (tel: +3630/9543081)
Cím: Re:Fémöntés házilag
Írta: 9b6n3fn2n Dátum 2010 december 31, 18:57
Írta: 9b6n3fn2n Dátum 2010 december 31, 18:57
Nagyon köszönöm, lehet ez lesz a megoldás, és a legegyszerűbb. Köszönet mindannyiótoknak a tippekért, ötletekért és segítségért.
Minden fórumtársamnak, boldog, alkotókedvvel teli, sikeres új évet kívánok!!!!
Ja, holnap korhely leves a gyomorra és lencse a pénztárcához!
Ne felejtsétek!
Minden fórumtársamnak, boldog, alkotókedvvel teli, sikeres új évet kívánok!!!!
Ja, holnap korhely leves a gyomorra és lencse a pénztárcához!
Ne felejtsétek!
Cím: Re:Fémöntés házilag
Írta: zczzn9622 Dátum 2011 február 24, 18:29
Írta: zczzn9622 Dátum 2011 február 24, 18:29
Üdv heggesztés topicott nemgen találltam vagy csak nem vettem észre ezért ide tenn ém fel a kérdésemet: spiátert hogyan szoktak heggeszteni esetleg forrasztani?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2011 február 24, 19:13
Írta: 000000000 Dátum 2011 február 24, 19:13
Leginkább sehogy.
Cím: Re:Fémöntés házilag
Írta: zczzn9622 Dátum 2011 február 24, 19:16
Írta: zczzn9622 Dátum 2011 február 24, 19:16
Goggelba beirva azért pár válalatot találtam aki csinálja....
Cím: Re:Fémöntés házilag
Írta: ywathzay Dátum 2011 február 24, 19:40
Írta: ywathzay Dátum 2011 február 24, 19:40
Egyszer megpróbáltam hegeszteni AWI-val, igen keservesen de sikerült végigvarrni a repedést, (sistergett, fröcskölt, égett) aztán ahogy kezdett kihűlni az anyag, szépen végigrepedt az eredeti repedés mentén. Úgyhogy ez biztos nem működik.
Cím: Re:Fémöntés házilag
Írta: PSoft Dátum 2011 február 24, 21:39
Írta: PSoft Dátum 2011 február 24, 21:39
Nemtudom milyen igénybevételnek van kitéve az a spiáter,meg,mi az konkrétan amit hegeszteni akarsz.
Csak hangosan gondolkodom(lehet,hogy hüleség),de ragasztani nem lehet?
Annyi manapság a jobbnál jobb ragasztó....
Csak hangosan gondolkodom(lehet,hogy hüleség),de ragasztani nem lehet?
Annyi manapság a jobbnál jobb ragasztó....
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2011 február 25, 13:08
Írta: robroy007 Dátum 2011 február 25, 13:08
lehet hegeszteni azt is nekünk már csinálták 1x
csak frankón elő kell melegíteni awi kell hozzá meg szerintem spec pálca is dukál itt Debrecenben van egy szaki aki hegeszti még a titántól se ijed meg
csak frankón elő kell melegíteni awi kell hozzá meg szerintem spec pálca is dukál itt Debrecenben van egy szaki aki hegeszti még a titántól se ijed meg
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2011 március 12, 20:38
Írta: robroy007 Dátum 2011 március 12, 20:38
a kemencét nézzétek meg ezen a videón
tisztára olyan mint a Bodi féle olvasztó kemence csak oldalára borulva kemence
tisztára olyan mint a Bodi féle olvasztó kemence csak oldalára borulva kemence
Cím: Re:Fémöntés házilag
Írta: s5f8tmfv3 Dátum 2011 március 12, 21:26
Írta: s5f8tmfv3 Dátum 2011 március 12, 21:26
Mit is csinál ez a Jómunkásember ezen a videón?
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2011 március 12, 21:39
Írta: robroy007 Dátum 2011 március 12, 21:39
mokume
majdnem olyan mint a damaszkuszi acél csak nem acél hanem vörös sárga réz (a rétegződés a lényeg)
majdnem olyan mint a damaszkuszi acél csak nem acél hanem vörös sárga réz (a rétegződés a lényeg)
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2011 március 13, 08:00
Írta: Szalai György Dátum 2011 március 13, 08:00
És minek neki a damaszkuszi vörös-sárgaréz? Bronzkori ékszert készít belőle?
(A gőzmozdonyszerelő franciakulcs és a ventilátor légútjának leszűkítése miatt tisztelettudóan megmosolyogtam a bajszom alatt.)
(A gőzmozdonyszerelő franciakulcs és a ventilátor légútjának leszűkítése miatt tisztelettudóan megmosolyogtam a bajszom alatt.)
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2011 március 13, 09:43
Írta: Rabb Ferenc Dátum 2011 március 13, 09:43
Javaslom a Google > mokume > Enter > Képek karaktersorozatot. Ámulattá fog változni a mosolyod.
Hidd el, a bifidus aktiregularis és a csíkos fogkrém feltalálása előtt is éltek és alkottak az emberek a Földön.
Hidd el, a bifidus aktiregularis és a csíkos fogkrém feltalálása előtt is éltek és alkottak az emberek a Földön.
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2011 március 13, 11:47
Írta: Szalai György Dátum 2011 március 13, 11:47
Tényleg nagyon szépek. Köszönöm.
Cím: Re:Fémöntés házilag
Írta: yuagaci9g Dátum 2011 március 30, 18:23
Írta: yuagaci9g Dátum 2011 március 30, 18:23
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2011 március 30, 19:39
Írta: 000000000 Dátum 2011 március 30, 19:39
Klassz!
Elöször csodálkoztam, milyen bátran veri bele a levegőt a masszába a habverővel, de a vákum kiszívta.
Elöször csodálkoztam, milyen bátran veri bele a levegőt a masszába a habverővel, de a vákum kiszívta.
Cím: Re:Fémöntés házilag
Írta: Szedlay Pál Dátum 2011 március 30, 22:54
Írta: Szedlay Pál Dátum 2011 március 30, 22:54
Azért az mégiscsak jobb ha eleve vákuum alatt van keverve és van egy metódus amikor az anyag vákuum alatt van ráöntve a viasz modellre így a felületen nem maradnak még véletlenül sem mikró buborékok.
Nekem az tetszik amikor szobahőmérsékleten forr a víz a csészében.
Nekem az tetszik amikor szobahőmérsékleten forr a víz a csészében.
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2011 április 15, 20:10
Írta: robroy007 Dátum 2011 április 15, 20:10
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2011 április 16, 07:35
Írta: 000000000 Dátum 2011 április 16, 07:35
Ez is egy jó szórakozás lehet.
Cím: Re:Fémöntés házilag
Írta: 88nwcf22d Dátum 2011 április 16, 21:01
Írta: 88nwcf22d Dátum 2011 április 16, 21:01
Zamakot bugában vagy valahogy hol lehet venni, szerezni? Hogy "pancsolhassak" vele itthon?
Cím: Re:Fémöntés házilag
Írta: me3ua0a6 Dátum 2011 április 16, 21:11
Írta: me3ua0a6 Dátum 2011 április 16, 21:11
Ez kegyetlen! Vajon mennyi munkaóra kell egy ilyen elkészítéséhez? Le a kalappal előtte!
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2011 április 17, 11:55
Írta: robroy007 Dátum 2011 április 17, 11:55
talin lesz egy késes mester tőle lehet majd kérdezgetni
(persze nem biztos, hogy válaszol majd a titkokra)
(a többi késes igen kifejezetten titkolózó fajta, de talán aki eljön sikerül megfertőzni a mi hobbynkkal és megnyílik előttünk)
(persze nem biztos, hogy válaszol majd a titkokra)
(a többi késes igen kifejezetten titkolózó fajta, de talán aki eljön sikerül megfertőzni a mi hobbynkkal és megnyílik előttünk)
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2011 április 17, 12:04
Írta: Rabb Ferenc Dátum 2011 április 17, 12:04
Cím: Re:Fémöntés házilag
Írta: 6rk75uezn Dátum 2011 május 03, 04:21
Írta: 6rk75uezn Dátum 2011 május 03, 04:21
Sziasztok.
Lenne egy kérdésem,szerintetek lessz abból valami ha én magamnak akarok itthon sárgaréz golyót önteni?
A következőképp szeretném megvalósitani,vagy száraz homokba polisztirol golyó vagy pedig samottos vizüveges forma.Kb 80db golyót kellene kiöntenem,a melegitést lángheggesztővel oldanám meg mivel csak ezért nem akarok olyan kemencét csinálni amibe ez megoldható mert nem kevés hőfok kell a réz öntéshez.
Szuvesen elfogadok ezzel kapcsolatos tanácsokat.
Köszönöm mindenkinek válaszát:Laci.
Lenne egy kérdésem,szerintetek lessz abból valami ha én magamnak akarok itthon sárgaréz golyót önteni?
A következőképp szeretném megvalósitani,vagy száraz homokba polisztirol golyó vagy pedig samottos vizüveges forma.Kb 80db golyót kellene kiöntenem,a melegitést lángheggesztővel oldanám meg mivel csak ezért nem akarok olyan kemencét csinálni amibe ez megoldható mert nem kevés hőfok kell a réz öntéshez.
Szuvesen elfogadok ezzel kapcsolatos tanácsokat.
Köszönöm mindenkinek válaszát:Laci.
Cím: Re:Fémöntés házilag
Írta: knifemaster Dátum 2011 május 03, 05:46
Írta: knifemaster Dátum 2011 május 03, 05:46
Mekkora átmérőben?
Cím: Re:Fémöntés házilag
Írta: Motoros Dátum 2011 május 03, 07:09
Írta: Motoros Dátum 2011 május 03, 07:09
Nem biztos hogy megéri az öntéssel bajlódni. Ha díszítő céllal lesz akkor mindenképpen utómunkát igényel és akkor ugyanott vagy sőőőt.. mintha esztergán készítenéd el rúdanyagból. Akár cnc-vel akár hagyományos gépen gömbesztergáló feltéttel.
Cím: Re:Fémöntés házilag
Írta: 6rk75uezn Dátum 2011 május 03, 18:00
Írta: 6rk75uezn Dátum 2011 május 03, 18:00
Köszönöm a segitséget,utómunkára nincs szükség,sőtt az se baj he nem teljesen szabályos a golyó!!!Az átmérő 20-25 mm es lenne.
Cím: Re:Fémöntés házilag
Írta: 6rk75uezn Dátum 2011 május 04, 15:29
Írta: 6rk75uezn Dátum 2011 május 04, 15:29
Sziasztok,egy ici pici kemence épitésbe fogtam,és ezzel kapcsolatosan lenne egy kérdésem,szerintetek mekkora kiskemencét lehet felfűteni egy kis gázégővel (olyannal amit a vizvezeték szerelők is használnak forrasztáshoz).Én akkorát szeretnék csinálni amibe kb egy 3-5 dl -es tégely belefér.A szigetelést samott téglából és samottporból csinálnám olyan 4-5cm vastagra.
Véleményeteket várom a dologgal kapcsán.
Véleményeteket várom a dologgal kapcsán.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2011 május 06, 17:31
Írta: 3vv2btrhv Dátum 2011 május 06, 17:31
Puding probája az evés . Probáld ki !!
Cím: Re:Fémöntés házilag
Írta: designr Dátum 2011 május 06, 17:54
Írta: designr Dátum 2011 május 06, 17:54
A samott nem olyan jó hőszigetelő,vagy rosszul tudom?A hőt viszont remekül álja..
Cím: Re:Fémöntés házilag
Írta: 6rk75uezn Dátum 2011 május 07, 04:42
Írta: 6rk75uezn Dátum 2011 május 07, 04:42
Tibi,igazad van,megpróbálom ha meg nem megy növelek a gázmennyiségen.designr oké hogy a samott nem jó hőszigetelő de akkor miből csináljam?Persze olyan anyagból kellene ami jól bevált,tartós és sokan jónak itélik.
Cím: Re:Fémöntés házilag
Írta: designr Dátum 2011 május 07, 05:44
Írta: designr Dátum 2011 május 07, 05:44
VBody topicjában volt egy leírás rólla..kérdezz rá,biztosan segít melyk anyagból csinálta,azt hiszem valaki már egyszer belinkelte a beszerzési helyet is,de ha a neve megvan a google a barátod..
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2011 május 07, 20:26
Írta: 000000000 Dátum 2011 május 07, 20:26
Jól tudod!
A Vermikulit sokkal jobb höszigetelő. Nálam már sokszor bizonyított, magam is meglepődtem, hogy milyen gyorsan megolvadt az anyag.30mm vastag már jó.
Ez csak egy provizórikus megoldás.


A Vermikulit sokkal jobb höszigetelő. Nálam már sokszor bizonyított, magam is meglepődtem, hogy milyen gyorsan megolvadt az anyag.30mm vastag már jó.
Ez csak egy provizórikus megoldás.
Cím: Re:Fémöntés házilag
Írta: 6rk75uezn Dátum 2011 május 09, 01:55
Írta: 6rk75uezn Dátum 2011 május 09, 01:55
Köszönöm a hozzászólást és a képeket.Tehát ez kell nekem Vermikulit
Cím: Re:Fémöntés házilag
Írta: designr Dátum 2011 május 09, 05:11
Írta: designr Dátum 2011 május 09, 05:11
Nem mondom hogy ez nem ugyanaz..de szerintem keress olyan beszerzési forrást ahol hőszigeteléshez ajánlják..azt hiszem táblásítva,igy könnyű beépíteni..
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2011 május 09, 07:02
Írta: robroy007 Dátum 2011 május 09, 07:02
hazai legfőbb forgalmazó tűzálló anyagokból
dualinvest
nekik van pár viszont eladójuk :elérhetőségek
nekem tőlük van kerámiaszál paplan és szilikát lapból készítve a kohóm
dualinvest
nekik van pár viszont eladójuk :elérhetőségek
nekem tőlük van kerámiaszál paplan és szilikát lapból készítve a kohóm
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2011 május 09, 07:42
Írta: Rabb Ferenc Dátum 2011 május 09, 07:42
Az attól függ mire akarod használni! Kaktuszültetvényt vagy olvasztókohót szeretnél készíteni. Nem mindegy [#ejnye1]
Az utóbbi esetben Robi javaslata a #2138-ban a kedvezőbb választás
Az utóbbi esetben Robi javaslata a #2138-ban a kedvezőbb választás
Cím: Re:Fémöntés házilag
Írta: 6rk75uezn Dátum 2011 május 09, 17:07
Írta: 6rk75uezn Dátum 2011 május 09, 17:07
Köszönöm mindenkinek,akkor majd itt próbálkozok,ő még annyi lenne a kérdésem hogy mit használjak külső résznek?Tehát jó-e ha kiöntök egy kishordót betonnal (mondjuk 10cm vastag lesz az oldalfala és ezt burkol ki belülről a vermikulit lapokkal.
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2011 május 10, 07:36
Írta: robroy007 Dátum 2011 május 10, 07:36
fölöslegesen ne tegyél bele tömeget (beton) csak ha lassú kihűlést és felmelegedést akarsz
az enyém 50l-es vas hordó 2/3-a 3cm samot 2,5cm kerámia paplan és 2,5 cm kálciumszilikát könnyen mozgatható és könnyen felmelegszik
jobb hőszigetelés a paplan és szilikát növelésével lehetséges
a samot szúróláng miatt van benne mert a szigetelők nem szeretik a heves lánghatást
van arra is burkoló anyag de nekem ez bevált már és ki van kenve a belseje kvarcliszt vízüveg keverékével (igaz első befűtésnél meg is terheltem nagyon így felhólyagosodott de semmi baja a feladatát ellátja)
esetleg használható kemence malter vagy mi a fene az bírja a lánghatást jobban mint a vízüveg
az enyém 50l-es vas hordó 2/3-a 3cm samot 2,5cm kerámia paplan és 2,5 cm kálciumszilikát könnyen mozgatható és könnyen felmelegszik
jobb hőszigetelés a paplan és szilikát növelésével lehetséges
a samot szúróláng miatt van benne mert a szigetelők nem szeretik a heves lánghatást
van arra is burkoló anyag de nekem ez bevált már és ki van kenve a belseje kvarcliszt vízüveg keverékével (igaz első befűtésnél meg is terheltem nagyon így felhólyagosodott de semmi baja a feladatát ellátja)
esetleg használható kemence malter vagy mi a fene az bírja a lánghatást jobban mint a vízüveg
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2011 május 10, 17:05
Írta: 000000000 Dátum 2011 május 10, 17:05
Lehet kapni olyan samottport, amihez csak vizet kel keverni és nagyon jó hőálló. Háztartási, festék boltban árulják.
Cím: Re:Fémöntés házilag
Írta: 6rk75uezn Dátum 2011 május 11, 03:00
Írta: 6rk75uezn Dátum 2011 május 11, 03:00
Köszönöm a segitséget mindenkinek!Valaki nem szokott itt magnéziummal foglalkozni?Márcsak azért mert egyedül a ferrometálnál találtam és ott is csak 8kg os tömbben van ami nekem sok,fele bőven elég lenne.
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2011 május 11, 10:51
Írta: robroy007 Dátum 2011 május 11, 10:51
hány mázsa kel?
Debrecenben bármikor tudok adni neked szívesen
Debrecenben bármikor tudok adni neked szívesen
Cím: Re:Fémöntés házilag
Írta: xr54ua7n2 Dátum 2011 május 11, 17:18
Írta: xr54ua7n2 Dátum 2011 május 11, 17:18
Bocsi, de mit szeretnél önteni magnéziumból, mert nem egyszerű csak úgy házilag.
Cím: Re:Fémöntés házilag
Írta: 6rk75uezn Dátum 2011 május 11, 23:02
Írta: 6rk75uezn Dátum 2011 május 11, 23:02
Szia,komolyan mázsa számra van?Hát én egy 4-5kilónak nagyon örülnék csak az a baj hogy Debrecen tőlem kicsit messze van!!!Esetleg postai úton nem lehetne ezt a dolgot megoldani?Nagyon hálás lennék ha megoldható lenne valamilyen úton módon és persze nem kérném ingyen.Egyépként szintiszta Magnéziumról lenne szó?
Előre is köszönöm válaszod.
Előre is köszönöm válaszod.
Cím: Re:Fémöntés házilag
Írta: 6rk75uezn Dátum 2011 május 11, 23:04
Írta: 6rk75uezn Dátum 2011 május 11, 23:04
Tudom hogy nem egyszerű önteni a magnéziumot.
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2011 május 12, 06:40
Írta: robroy007 Dátum 2011 május 12, 06:40
gyakorlatilag szinte tiszta, viszik az alu öntősök is tőlünk ötvözőnek
de mire szeretnéd használni amúgy?
mert hamar ki lehet vele gyújtani a műhelyt és nincs megállás utána
de mire szeretnéd használni amúgy?
mert hamar ki lehet vele gyújtani a műhelyt és nincs megállás utána
Cím: Re:Fémöntés házilag
Írta: 6rk75uezn Dátum 2011 május 13, 02:11
Írta: 6rk75uezn Dátum 2011 május 13, 02:11
Igen,igen tudom hogy nem egy egyszerű fémről van szó mint pl.réz,bronz,alu stb.Azt hogy mire kell azt inkább e-mail-en beszéljük meg,ha érdekel.Egy 5 kilónak tényleg nagyon örülnék ha valamilyen módon ide kerűlne hozzám.Sajna 160km-re lakunk egymástól.
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2011 május 13, 08:31
Írta: svejk Dátum 2011 május 13, 08:31
Ha eltitkoljátok előlem mi lesz ebből vagy legalább hogy Robroy007-ék mire használják a színtiszta magnéziumot, Isten uccse' átkot szórok rátok! [#vigyor4]
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2011 május 13, 09:07
Írta: robroy007 Dátum 2011 május 13, 09:07
mielőtt elkezdenéd a woodoo babát döfködni
mi (másik kolléga) klisét gyártunk belőle sav maratással aztán rengeteg a hulló rész amiből lehet válogatni
mi (másik kolléga) klisét gyártunk belőle sav maratással aztán rengeteg a hulló rész amiből lehet válogatni
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2011 május 13, 10:33
Írta: svejk Dátum 2011 május 13, 10:33
Könnyű, pontos a maratása?
Egyéb előnyei? Azt tudom hogy könnyű,meg ötvözőnek használják, de bírja a nyomdai gyűrődést?
Először és utoljára ugy ált.isk. 7. környékén kémia órán mutattak egy radírnyi tiszta magnéziumot nekem élőben.
Egyéb előnyei? Azt tudom hogy könnyű,meg ötvözőnek használják, de bírja a nyomdai gyűrődést?
Először és utoljára ugy ált.isk. 7. környékén kémia órán mutattak egy radírnyi tiszta magnéziumot nekem élőben.
Cím: Re:Fémöntés házilag
Írta: 6rk75uezn Dátum 2011 május 13, 10:40
Írta: 6rk75uezn Dátum 2011 május 13, 10:40
robroy007 na mit szólsz a dologhoz amit a 2149 es hozzászólásomban irtam?Válaszod várom.
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2011 május 13, 13:51
Írta: robroy007 Dátum 2011 május 13, 13:51
a dolgot úgy kell elképzelni mint a nyák maratását
hasonló fényérzékeny bevonat van rajta, előhívás, aztán salétromsav maratás, nem merítve, hanem szórva az egész trükkje talán, hogy van bekeverve valami szer ami megvédi a kialakuló oldalfalat (oldalvédő) így hőfok sebesség függvényében szép trapéz alakban marad meg a védett felület keresztmetszete
hasonló fényérzékeny bevonat van rajta, előhívás, aztán salétromsav maratás, nem merítve, hanem szórva az egész trükkje talán, hogy van bekeverve valami szer ami megvédi a kialakuló oldalfalat (oldalvédő) így hőfok sebesség függvényében szép trapéz alakban marad meg a védett felület keresztmetszete
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2011 május 13, 13:52
Írta: robroy007 Dátum 2011 május 13, 13:52
írtam levet
Cím: Re:Fémöntés házilag
Írta: 6rk75uezn Dátum 2011 május 14, 04:48
Írta: 6rk75uezn Dátum 2011 május 14, 04:48
Szia.Nem jött!Ha irnál légyszives ide irj:laacika@citromail.hu Köszi.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2011 május 16, 15:00
Írta: 000000000 Dátum 2011 május 16, 15:00
Cím: Re:Fémöntés házilag
Írta: s7manbs8 Dátum 2011 május 16, 15:13
Írta: s7manbs8 Dátum 2011 május 16, 15:13
Még csak annyi kellett volna a végére a videónak, hogy foggal megharapni ,mikor kihűlt a kiöntött anyagot. :)
Cím: Re:Fémöntés házilag
Írta: xfg6v697j Dátum 2011 május 16, 16:12
Írta: xfg6v697j Dátum 2011 május 16, 16:12
én is megépítettem a hevítőt néhány kép róla



Cím: Re:Fémöntés házilag
Írta: s7manbs8 Dátum 2011 május 16, 16:28
Írta: s7manbs8 Dátum 2011 május 16, 16:28
Hehe, az a kondi, az aztán házi gyártmány. :)
Cím: Re:Fémöntés házilag
Írta: xfg6v697j Dátum 2011 május 16, 16:33
Írta: xfg6v697j Dátum 2011 május 16, 16:33
alufólia és zsírpapir feltekerve de nem is nagyon melegszik mint a gyári, csak még kéne egy-két darabot csinálni, hogy lejebb menjen a freki.
Cím: Re:Fémöntés házilag
Írta: s7manbs8 Dátum 2011 május 16, 16:52
Írta: s7manbs8 Dátum 2011 május 16, 16:52
Mennyi anyag kell hozzá ? Nem rossz ötlet.
Cím: Re:Fémöntés házilag
Írta: VViktor Dátum 2011 május 16, 16:53
Írta: VViktor Dátum 2011 május 16, 16:53
Nagyon tetszik amit csináltok az árammal meg a fémmel. Vbodi őszintén mennyi anyagot olvasztottál már meg ezzel a hevítővel? Mert azt látom hogy még egy derékszögű fogót nem csináltál magadnak hozzá :P :D
Cím: Re:Fémöntés házilag
Írta: xfg6v697j Dátum 2011 május 16, 16:56
Írta: xfg6v697j Dátum 2011 május 16, 16:56
két tekercs alufólia és két zsirpair volt, de maradt belőle a közepébe egy kb 20mm-es bermanncső a csévetest.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2011 május 16, 17:39
Írta: 000000000 Dátum 2011 május 16, 17:39
Nagyon tetszik a kondibankod.[#eljen]
A kettő 8uF?
Milyen teljesítménytértél el?
Nagyobb teljesítménynél feltétlenül kell a munkatekercs vízhűtése.
A kettő 8uF?
Milyen teljesítménytértél el?
Nagyobb teljesítménynél feltétlenül kell a munkatekercs vízhűtése.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2011 május 16, 17:42
Írta: 000000000 Dátum 2011 május 16, 17:42
Ezzel csak játszok, gázzal szoktam olvasztani, annak a tégelynek van füle.
Cím: Re:Fémöntés házilag
Írta: xfg6v697j Dátum 2011 május 16, 17:46
Írta: xfg6v697j Dátum 2011 május 16, 17:46
nem mértem idót, de a 10mm-er köracélt szerintem 1 és 2 perc között izzítja fel.
a munkatekercs kb 70 fokos lehet olyankor mert még egy pillanatra meg lehet fogni a kondin épphogy langyosak.
a munkatekercs kb 70 fokos lehet olyankor mert még egy pillanatra meg lehet fogni a kondin épphogy langyosak.
Cím: Re:Fémöntés házilag
Írta: xfg6v697j Dátum 2011 május 16, 17:48
Írta: xfg6v697j Dátum 2011 május 16, 17:48
sajnos nem sikerült pontosan megmérni mer nem mindíg mutatott azonos értéket a mérő az a 8u csak az egyik a másik úgy emlékszem 6u-s
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2011 május 16, 19:39
Írta: svejk Dátum 2011 május 16, 19:39
Az AWAB bilincses kivezetés eredeti ötlet, régen én is csináltam kondit de ott elvéreztem, nem tudtam tartós kivezetést csinálni.
Cím: Re:Fémöntés házilag
Írta: xfg6v697j Dátum 2011 május 16, 20:17
Írta: xfg6v697j Dátum 2011 május 16, 20:17
oda egy nem réz de forrasztható lemezt bilincseltem , és ahoz forrasztottam a kivezetést.
Cím: Re:Fémöntés házilag
Írta: vjanos Dátum 2011 május 16, 21:37
Írta: vjanos Dátum 2011 május 16, 21:37
Nagyon jó, gratulálok!
Ez az a kapcsolás, amit Vbodi mutatott a topikjában?
Ez az a kapcsolás, amit Vbodi mutatott a topikjában?
Cím: Re:Fémöntés házilag
Írta: 6rk75uezn Dátum 2011 május 17, 03:20
Írta: 6rk75uezn Dátum 2011 május 17, 03:20
Szia robroy007,kérlek ird meg hogy megy-e a Magnéziumos dolog postán,mert ha nem akkor megpróbálok valakit keriteni aki jár arra,bár nem hiszem hogy találok!!Előre is köszönöm válaszod. Laci.
Cím: Re:Fémöntés házilag
Írta: xfg6v697j Dátum 2011 május 17, 05:07
Írta: xfg6v697j Dátum 2011 május 17, 05:07
igen
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2011 május 17, 05:52
Írta: Szalai György Dátum 2011 május 17, 05:52
Miért érdemes házilag ilyen kondenzátort készíteni?
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2011 május 17, 06:12
Írta: Szalai György Dátum 2011 május 17, 06:12
Miért van arra szükség, „hogy lejebb menjen a freki.”?
Cím: Re:Fémöntés házilag
Írta: xfg6v697j Dátum 2011 május 17, 06:17
Írta: xfg6v697j Dátum 2011 május 17, 06:17
a kondi csak pénzkérdése volt, de állítólag nem előnyös a tekercsszerű kiképzése.
a frekit a skin hatás miatt kellene lejebb szorítani, mert minél alacsonyabb a freki annál mélyebbre hatol az anyagba, és igy a munkatekercs sem melegszik annyira, mert abban is nagyobb keresztmetszeten folyik az áram.
a frekit a skin hatás miatt kellene lejebb szorítani, mert minél alacsonyabb a freki annál mélyebbre hatol az anyagba, és igy a munkatekercs sem melegszik annyira, mert abban is nagyobb keresztmetszeten folyik az áram.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2011 május 17, 09:36
Írta: 000000000 Dátum 2011 május 17, 09:36
Melegszik a munkatekercs még 50-60kHz-nél is. Piszok nagy áramok vannak a rezgőkörben rezonancián.
Nálam 400V van cs-cs, szép színusz jel a munkatekercsen. Ahogy dugom bele a vasat, mászik el a freki.
Nálam 400V van cs-cs, szép színusz jel a munkatekercsen. Ahogy dugom bele a vasat, mászik el a freki.
Cím: Re:Fémöntés házilag
Írta: xfg6v697j Dátum 2011 május 17, 13:43
Írta: xfg6v697j Dátum 2011 május 17, 13:43
én még csak üresen mértem a frekit.
merre mászik el? én úgy tippelem , hogy lefele, mert ügye a vasmagos tekercsnek nagyobb az induktivitása.
merre mászik el? én úgy tippelem , hogy lefele, mert ügye a vasmagos tekercsnek nagyobb az induktivitása.
Cím: Re:Fémöntés házilag
Írta: frob Dátum 2011 május 17, 14:06
Írta: frob Dátum 2011 május 17, 14:06
folpack és alufólia nem lett volna jobb kondinak?
már mint ez a párosítás..
már mint ez a párosítás..
Cím: Re:Fémöntés házilag
Írta: xfg6v697j Dátum 2011 május 17, 14:18
Írta: xfg6v697j Dátum 2011 május 17, 14:18
első próbálkozás az volt , de nem szigetelt megfelelően valami okból.
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2011 május 17, 15:22
Írta: svejk Dátum 2011 május 17, 15:22
A dielektrum is számít.
Az biztos az olajpapír kondik elnyűhetetlen szerkezetek.
Keressétek meg Farkas Ádám(Sopron)-t, mintha lenne neki eladó kondenzátor papírja.
Az biztos az olajpapír kondik elnyűhetetlen szerkezetek.
Keressétek meg Farkas Ádám(Sopron)-t, mintha lenne neki eladó kondenzátor papírja.
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2011 május 17, 15:27
Írta: svejk Dátum 2011 május 17, 15:27
A 70-es években talán a Siemens dobta piacra, az un. fűrészelt kondenzátorait.
Egy vastagabb A5-ös könyvméretnyiben el tudnám képzelni szintén a házi készítését.
Egy vastagabb A5-ös könyvméretnyiben el tudnám képzelni szintén a házi készítését.
Cím: Re:Fémöntés házilag
Írta: frob Dátum 2011 május 17, 15:49
Írta: frob Dátum 2011 május 17, 15:49
Tulajdonképen mekkorának kellene lennie ennek a kondinak, már mint ami a munkatekercsen van?
Cím: Re:Fémöntés házilag
Írta: frob Dátum 2011 május 17, 15:52
Írta: frob Dátum 2011 május 17, 15:52
Lehet hogy bonyolultabb mint feltekerni...
épp gondolkoztam pár görgő, skicpausz olajkád, meg persze az alufólia, és már sorozatgyártható is a dolog.
épp gondolkoztam pár görgő, skicpausz olajkád, meg persze az alufólia, és már sorozatgyártható is a dolog.
Cím: Re:Fémöntés házilag
Írta: xfg6v697j Dátum 2011 május 17, 16:36
Írta: xfg6v697j Dátum 2011 május 17, 16:36
úgy tudom, nem biztos,hogy vbodi-nak 80 db 100nF-es kondi van rajt.
az enyémnél a két kondi kb 14uF de nagyon bizonytalanul mérte a műszerem.
valószínűleg van induktivitása a feltekert alufóliának , és az is beleszól a frekibe.
az enyémnél a két kondi kb 14uF de nagyon bizonytalanul mérte a műszerem.
valószínűleg van induktivitása a feltekert alufóliának , és az is beleszól a frekibe.
Cím: Re:Fémöntés házilag
Írta: frob Dátum 2011 május 17, 16:42
Írta: frob Dátum 2011 május 17, 16:42
Lehet jobb lenne svejk által említett "fűrészelt" kondi, mert annak biztos kisebb az induktivitása mint a tekercselté.
az jutott még eszembe hirtelenjében ha már lap kondenzátort csinálnánk érdemes lenne keríteni viaszt, vagy is gyertyákoat megolvasztani és akár sima vékonyabb A4 es lapokat beáztatni és rögtön pakolni egymásra, amikor meg megvan a 30cm es vastagság, valami melegíthető préssel összenyomni , így kijönne belőle a felesleges viasz, össze is tapadna, a szigetelés is meglenne.. tom őrültség... :) csak gondolkozam
az jutott még eszembe hirtelenjében ha már lap kondenzátort csinálnánk érdemes lenne keríteni viaszt, vagy is gyertyákoat megolvasztani és akár sima vékonyabb A4 es lapokat beáztatni és rögtön pakolni egymásra, amikor meg megvan a 30cm es vastagság, valami melegíthető préssel összenyomni , így kijönne belőle a felesleges viasz, össze is tapadna, a szigetelés is meglenne.. tom őrültség... :) csak gondolkozam
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2011 május 17, 17:32
Írta: svejk Dátum 2011 május 17, 17:32
Bármely megoldásnál a legsarkalatosabb probléma a kivezetés.
Még a gyári impulzusüzemű kondigyártók is küszködnek vele, aki ismeri a TV technikát biztos találkozott a problémával.
A "fűrészeltnél végig van forrasztva, akár házilag is visszaforrasztható a letört láb.
Még a gyári impulzusüzemű kondigyártók is küszködnek vele, aki ismeri a TV technikát biztos találkozott a problémával.
A "fűrészeltnél végig van forrasztva, akár házilag is visszaforrasztható a letört láb.
Cím: Re:Fémöntés házilag
Írta: xfg6v697j Dátum 2011 május 17, 18:02
Írta: xfg6v697j Dátum 2011 május 17, 18:02
talán a tekercselt kondinak is lehetne csökkenteni az induktivitását, ha ugyan arra a csévére egyst balra majd egyst jobbra tekercselek fel.
Cím: Re:Fémöntés házilag
Írta: frob Dátum 2011 május 17, 18:06
Írta: frob Dátum 2011 május 17, 18:06
a "fűrészeltnél" úgy gondoltam ki hogy az egyik vezető lap az egyik oldalra a másik a másik oldalra lógna ki, persze felmerül a kérdés ettől még hogy lenne csatlakoztatva, párhuzamosítva a sok lap, pláne hogy nem lapról van szó hanem fóliáról. Talán pontheggesztéssel megoldható lenne, de tuti nem egyszerű móka. Esetleg túllógatva legalább 1-2cm el a fóliát összeszorítható
Cím: Re:Fémöntés házilag
Írta: frob Dátum 2011 május 17, 18:10
Írta: frob Dátum 2011 május 17, 18:10
Ezzel adtál egy ötletet a "fűrészelt" gyorsabb elkészítéséhez :)
nem kell darabolniA4 es lapokra hanem hosszára kihúzni mondjuk méteres darabokat azokat vágni, majd esetlegesen feltekerni, de ha már egymáson vannak könnyebb tömbösíteni is a hoszabb lapokat vagy esetleg a már kész szigetelő és fegyverzet párosítást méretre vágni és egybe sajtolni, lényeg hogy nem laponként hanem csévéről indulva lehet csinálni az egészet
nem kell darabolniA4 es lapokra hanem hosszára kihúzni mondjuk méteres darabokat azokat vágni, majd esetlegesen feltekerni, de ha már egymáson vannak könnyebb tömbösíteni is a hoszabb lapokat vagy esetleg a már kész szigetelő és fegyverzet párosítást méretre vágni és egybe sajtolni, lényeg hogy nem laponként hanem csévéről indulva lehet csinálni az egészet
Cím: Re:Fémöntés házilag
Írta: 6fgemi55d Dátum 2011 május 17, 18:23
Írta: 6fgemi55d Dátum 2011 május 17, 18:23
Alufólia helyett mondjuk rézfóliából? Azt már gond nélkül lehet forrasztani, bár lehet hogy így már drágább lenne mint a bolti...
Cím: Re:Fémöntés házilag
Írta: 6fgemi55d Dátum 2011 május 17, 18:26
Írta: 6fgemi55d Dátum 2011 május 17, 18:26
Ez a másik komolyabbnak tűnik, de árat nem találok.
Cím: Re:Fémöntés házilag
Írta: xfg6v697j Dátum 2011 május 17, 18:28
Írta: xfg6v697j Dátum 2011 május 17, 18:28
a tekercseltnél én túllógattam.
de gond lehet az összeszorítással, mert a tullógásnál nincs közte papir.
látszik a képen nálam is , hogy mennyivel vékonyabb a kondi vége.
de gond lehet az összeszorítással, mert a tullógásnál nincs közte papir.
látszik a képen nálam is , hogy mennyivel vékonyabb a kondi vége.
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2011 május 17, 18:50
Írta: Szalai György Dátum 2011 május 17, 18:50
Pontosan ilyen „fűrészelt” módszerrel készülnek a fázisjavító kondenzátorok.
És még olajban is úsznak, jól kivezetik a belső hőt az edény falára.
És még olajban is úsznak, jól kivezetik a belső hőt az edény falára.
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2011 május 17, 19:44
Írta: svejk Dátum 2011 május 17, 19:44
Ejha! Ezt nem is tudtam :(
De ez is már egy modern kondi, 40 évvel ezelőtt még egy B30 téglaméretűek voltak.
De ez is már egy modern kondi, 40 évvel ezelőtt még egy B30 téglaméretűek voltak.
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2011 május 17, 19:46
Írta: svejk Dátum 2011 május 17, 19:46
Ja, és remélem az igényemet egy ilyenre jegyezted :)
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2011 május 17, 19:55
Írta: Szalai György Dátum 2011 május 17, 19:55
Ahogy parancsolod. Sózva, vagy borsozva?
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2011 május 17, 20:05
Írta: svejk Dátum 2011 május 17, 20:05
Szódával :)
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2011 május 17, 20:36
Írta: Szalai György Dátum 2011 május 17, 20:36
Felmértem gyorsan a készletet.
ISCRA 5kVAr 3x33,2uF 2db
COMAR 5kVAr 3x31uF 4db
ISKRA 15kVAr 3x92,5uF 3db
EPCOS 15kVAr 3x92,5uF 1db
ELECTRONICON 9,3kVAr 3x62uF 1db
Melyik szimpatikus.
ISCRA 5kVAr 3x33,2uF 2db
COMAR 5kVAr 3x31uF 4db
ISKRA 15kVAr 3x92,5uF 3db
EPCOS 15kVAr 3x92,5uF 1db
ELECTRONICON 9,3kVAr 3x62uF 1db
Melyik szimpatikus.
Cím: Re:Fémöntés házilag
Írta: xfg6v697j Dátum 2011 május 17, 20:40
Írta: xfg6v697j Dátum 2011 május 17, 20:40
a KVAr mit takar
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2011 május 17, 20:46
Írta: svejk Dátum 2011 május 17, 20:46
Rád bízom, de amit úgy szét lehet szedni mint a képen láthatót.
Cím: Re:Fémöntés házilag
Írta: VighLajos Dátum 2011 május 17, 20:49
Írta: VighLajos Dátum 2011 május 17, 20:49
kilo-voltamper-reaktív
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2011 május 17, 20:53
Írta: Szalai György Dátum 2011 május 17, 20:53
Szerintem mind olyan belül, de hogy biztos legyen, akkor legyen az ELECTRONICON 9,3kVAr 3x62uF. Az ugyan az a gyártó, mint amit szétvágtam.
Hívjál telefonon, ha erre jársz.
Hívjál telefonon, ha erre jársz.
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2011 május 17, 20:54
Írta: svejk Dátum 2011 május 17, 20:54
Ez megérne egy pontozást, hogy ki bírja közérthetően leírni :)
(én meg sem próbálom, bár javarészt értem a lényegét :( )
(én meg sem próbálom, bár javarészt értem a lényegét :( )
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2011 május 17, 20:55
Írta: svejk Dátum 2011 május 17, 20:55
1-es fiam leülhetsz :)
Nem azt kérdezte hogy kell kiejteni, hanem mit takar, azaz mi a lényege ennek a fura mértékegységnek.
Nem azt kérdezte hogy kell kiejteni, hanem mit takar, azaz mi a lényege ennek a fura mértékegységnek.
Cím: Re:Fémöntés házilag
Írta: xfg6v697j Dátum 2011 május 17, 21:19
Írta: xfg6v697j Dátum 2011 május 17, 21:19
pontosan......
Cím: Re:Fémöntés házilag
Írta: hostya Dátum 2011 május 17, 21:27
Írta: hostya Dátum 2011 május 17, 21:27
Mivel fázisjavító kondikról van szó, ugy gondolom hogy a meddő teljesítmény mértékegysége.
Persze én már régen jártam iskolába, akkor is gépész szakra...
Persze én már régen jártam iskolába, akkor is gépész szakra...
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2011 május 17, 21:55
Írta: Szalai György Dátum 2011 május 17, 21:55
Ezt találtam a leg közérthetőbb magyarázatnak.
„Minden elektromágneses elven működő készülék a működéséhez - elektromágneses mezejének fenntartásához - meddő teljesítményt is vesz fel a hálózatból. Ahogy a neve is utal rá (Meddőteljesítmény), ez a teljesítmény nem alakul át mozgási vagy hasznos hő- illetve fényenergiává. A meddő áram ugyan úgy terheli az erőmű generátorát, a generátortól a csatlakozási pontig terjedő szolgáltatói hálózatot illetve a fogyasztói hálózatot is. A meddő energia szállításának több nemkívánatos következménye is van: feszültségesés, kábelek melegedése, veszteségek növekedése. A meddő energia "káros" hatásai elsősorban az elosztó hálózatot, vagyis az áramszolgáltatót terhelik, viszont a végfelhasználók villamos fogyasztói okozzák ennek kialakulását. A meddő energiát csökkenteni kell, ezért szükségessé vált a fogyasztók gazdasági érdekeltségét is bevezetni, ami azt jelenti, hogy a villamos szolgáltató a keletkező meddő energiát a fogyasztókra terheli. A fogyasztókat a meddő energia díjának minimálisra csökkentése ösztönzi arra, hogy olyan berendezést telepítsen a hálózatára, amely a saját meddő energia igényét minimalizálja, szükség esetén kompenzálja.
Egy ideális tekercs (wattos veszteség nélküli) egy teljes periódus első 90°-a alatt teljesítményt vesz fel (+), hogy az ezt követő 90° alatt a hálózatba visszaadja (-). A meddő energia, ezáltal, a hálózati frekvencia kétszeres ritmusában ingadozik a tekercs (motor) és a transzformátor szekunder oldala között. A tekercs a mágneses tér kialakításához szükséges teljesítményt nem használja fel, csak tárolja. A mágneses tér megszűnésekor a meddő teljesítmény (lengő teljesítmény) visszafolyik a transzformátorhoz.
Ezt nevezzük meddő teljesítménynek. SI rendszerben a teljesítmény mértékegysége voltamper reaktív [VAr].
Induktív meddő áram megszüntetése egy olyan kompenzáló árammal lehetséges, amelynek pillanat értéke mindig ellentétes, a megszüntetni kívánt árammal. Ilyen áramot kapacitív meddő árammal tudunk létrehozni. Tehát a Fázisjavítás azt jelenti, hogy a kompenzálni kívánt hálózaton a megszüntetendő induktív meddő áram nagyságával megegyező kapacitív meddő áramot folyatunk át. EA legtöbb villamos fogyasztó működése közben úgynevezett induktív meddő áramot is létrehoz. Ez az áram a rajta megjelenő feszültséghez képest fáziseltolásban van. Cél ennek a fáziskülönbségnek a megszüntetése. Innen származik a Fázisjavítás elnevezés. Az zt fizikailag a villamos hálózatra kapcsolt kondenzátorokkal valósíthatjuk meg.”
http://www.homebizwealth4you.com/energoraab/index.php?option=com_content&view=article&id=52&Itemid=68&lang=hu
„Minden elektromágneses elven működő készülék a működéséhez - elektromágneses mezejének fenntartásához - meddő teljesítményt is vesz fel a hálózatból. Ahogy a neve is utal rá (Meddőteljesítmény), ez a teljesítmény nem alakul át mozgási vagy hasznos hő- illetve fényenergiává. A meddő áram ugyan úgy terheli az erőmű generátorát, a generátortól a csatlakozási pontig terjedő szolgáltatói hálózatot illetve a fogyasztói hálózatot is. A meddő energia szállításának több nemkívánatos következménye is van: feszültségesés, kábelek melegedése, veszteségek növekedése. A meddő energia "káros" hatásai elsősorban az elosztó hálózatot, vagyis az áramszolgáltatót terhelik, viszont a végfelhasználók villamos fogyasztói okozzák ennek kialakulását. A meddő energiát csökkenteni kell, ezért szükségessé vált a fogyasztók gazdasági érdekeltségét is bevezetni, ami azt jelenti, hogy a villamos szolgáltató a keletkező meddő energiát a fogyasztókra terheli. A fogyasztókat a meddő energia díjának minimálisra csökkentése ösztönzi arra, hogy olyan berendezést telepítsen a hálózatára, amely a saját meddő energia igényét minimalizálja, szükség esetén kompenzálja.
Egy ideális tekercs (wattos veszteség nélküli) egy teljes periódus első 90°-a alatt teljesítményt vesz fel (+), hogy az ezt követő 90° alatt a hálózatba visszaadja (-). A meddő energia, ezáltal, a hálózati frekvencia kétszeres ritmusában ingadozik a tekercs (motor) és a transzformátor szekunder oldala között. A tekercs a mágneses tér kialakításához szükséges teljesítményt nem használja fel, csak tárolja. A mágneses tér megszűnésekor a meddő teljesítmény (lengő teljesítmény) visszafolyik a transzformátorhoz.
Ezt nevezzük meddő teljesítménynek. SI rendszerben a teljesítmény mértékegysége voltamper reaktív [VAr].
Induktív meddő áram megszüntetése egy olyan kompenzáló árammal lehetséges, amelynek pillanat értéke mindig ellentétes, a megszüntetni kívánt árammal. Ilyen áramot kapacitív meddő árammal tudunk létrehozni. Tehát a Fázisjavítás azt jelenti, hogy a kompenzálni kívánt hálózaton a megszüntetendő induktív meddő áram nagyságával megegyező kapacitív meddő áramot folyatunk át. EA legtöbb villamos fogyasztó működése közben úgynevezett induktív meddő áramot is létrehoz. Ez az áram a rajta megjelenő feszültséghez képest fáziseltolásban van. Cél ennek a fáziskülönbségnek a megszüntetése. Innen származik a Fázisjavítás elnevezés. Az zt fizikailag a villamos hálózatra kapcsolt kondenzátorokkal valósíthatjuk meg.”
http://www.homebizwealth4you.com/energoraab/index.php?option=com_content&view=article&id=52&Itemid=68&lang=hu
Cím: Re:Fémöntés házilag
Írta: VighLajos Dátum 2011 május 17, 23:18
Írta: VighLajos Dátum 2011 május 17, 23:18
...szülői értekezlet után nagy balhé lesz itthon!
[#violent][#gun]
[#violent][#gun]
Cím: Re:Fémöntés házilag
Írta: xfg6v697j Dátum 2011 május 18, 05:39
Írta: xfg6v697j Dátum 2011 május 18, 05:39
köszönöm nagyon érdekes és tanulságos leirás.[#eljen]
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2011 május 18, 08:46
Írta: svejk Dátum 2011 május 18, 08:46
Alapjában véve jó csak szűkszavú, 4-est kapsz :)
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2011 május 18, 08:47
Írta: svejk Dátum 2011 május 18, 08:47
Te meg fiam legalább utánanéztél, így 3-as, de ha saját szavaiddal elmondtad volna megért volna egy 5-öst :)
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2011 május 18, 08:48
Írta: svejk Dátum 2011 május 18, 08:48
Én is csak annyit írtam volna hogy amennyi a kondira rá van írva annyi meddő teljesítményt tud kompenzálni az adott hálózaton.
Cím: Re:Fémöntés házilag
Írta: 2vkx6unz Dátum 2011 május 18, 09:17
Írta: 2vkx6unz Dátum 2011 május 18, 09:17
Na ez mer egy kettes lenne [#nevetes1]
Cím: Re:Fémöntés házilag
Írta: x4rhew5r3 Dátum 2011 május 18, 09:19
Írta: x4rhew5r3 Dátum 2011 május 18, 09:19
"ami azt jelenti, hogy a villamos szolgáltató a keletkező meddő energiát a fogyasztókra terheli".
Hát ez jó:(
Kollektív büntetés, mert ha én javítom a cos(fi)-t, de a szomszéd nem, akkor az övéből is vállalok terhet. Nem beszélve arról, hogy ez olyan mint a gáz, térfogat szerint fizetek, amit átszámolnak ellenőrizhetetlen fűtőérték korrekcióval.
Vagy rossz lábbal keltem?:)
Hát ez jó:(
Kollektív büntetés, mert ha én javítom a cos(fi)-t, de a szomszéd nem, akkor az övéből is vállalok terhet. Nem beszélve arról, hogy ez olyan mint a gáz, térfogat szerint fizetek, amit átszámolnak ellenőrizhetetlen fűtőérték korrekcióval.
Vagy rossz lábbal keltem?:)
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2011 május 18, 09:28
Írta: svejk Dátum 2011 május 18, 09:28
Azért írtam a #2204-ben hogy meg sem próbálom :(
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2011 május 18, 09:35
Írta: svejk Dátum 2011 május 18, 09:35
Azokra a fogyasztókra terhelik akik előállítják a meddő teljesítményt.
Minden olyan helyre ahol sejtehető a meddő teljesítmény keletkezése felszerelnek a mérő mellé egy cos.Fi mérőt is. (az ipari fogyasztóknál mindig van) és az alapján megy ki a bünti.
A kisfogyasztókkal nem foglalkoznak.
Manapság az elektronikus tápok és motorvezérlések elterjedésével egy sokkal nagyobb problémával néz szembe a szolgáltató, mivel ezek úgy kezdődnek hogy egyenírányító és puffer kondi((kivéve a modern PFC (Power Factor Control) tápok)) és ezek csak a sinus csúcsát szipkázzák le, lassan már trapéz a hálózat hullámformája.
Minden olyan helyre ahol sejtehető a meddő teljesítmény keletkezése felszerelnek a mérő mellé egy cos.Fi mérőt is. (az ipari fogyasztóknál mindig van) és az alapján megy ki a bünti.
A kisfogyasztókkal nem foglalkoznak.
Manapság az elektronikus tápok és motorvezérlések elterjedésével egy sokkal nagyobb problémával néz szembe a szolgáltató, mivel ezek úgy kezdődnek hogy egyenírányító és puffer kondi((kivéve a modern PFC (Power Factor Control) tápok)) és ezek csak a sinus csúcsát szipkázzák le, lassan már trapéz a hálózat hullámformája.
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2011 május 18, 09:40
Írta: svejk Dátum 2011 május 18, 09:40
ma pedig már elterjedőben vannak a nem tom' hanyadik generációs fogyasztásmérő készülékek, melyek mindent folyamatosan loggolnak. És az a lapján számláznak.
Ezen órák már a kisfogyasztóknál is kezdenek elterjedni, nem sokára egyáltalán nem kell óra leolvasát tartani.
Ezen órák már a kisfogyasztóknál is kezdenek elterjedni, nem sokára egyáltalán nem kell óra leolvasát tartani.
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2011 május 18, 09:48
Írta: svejk Dátum 2011 május 18, 09:48
Tehát szempontunkból a lényeg:
Ma még a kisfogyasztók csak a hasznos teljesítmény után fizetnek, bármennyi is a meddő teljesítmény.
A hagyományos mechanikus órák és a kereskedelemben kapható elektronikus fogyasztásmérők is csak a hasznosat mérik, mely a mindenkori PILLANATNYI áram és feszültség szorzata.
(a pillanatnyi alatt azt kell érteni hogy egy perióduson beleül is sok ezerszer vesznek mintát az áramból és a feszültségből az elektronikusok, a hagyományos mechanikus óra pedig ezt ugye analóg módon csinálja)
Ha megméred egy trafó üresjárati áramfelvételét a multimétereddel és azt megszorzod a 230V feszültséggel kijön egy irreálisan nagy teljesítmény eredmény, mely az un. látszólagos teljesítmény.
De neked NEM ezt kell fizetned, csak a hatásost.
Ma még a kisfogyasztók csak a hasznos teljesítmény után fizetnek, bármennyi is a meddő teljesítmény.
A hagyományos mechanikus órák és a kereskedelemben kapható elektronikus fogyasztásmérők is csak a hasznosat mérik, mely a mindenkori PILLANATNYI áram és feszültség szorzata.
(a pillanatnyi alatt azt kell érteni hogy egy perióduson beleül is sok ezerszer vesznek mintát az áramból és a feszültségből az elektronikusok, a hagyományos mechanikus óra pedig ezt ugye analóg módon csinálja)
Ha megméred egy trafó üresjárati áramfelvételét a multimétereddel és azt megszorzod a 230V feszültséggel kijön egy irreálisan nagy teljesítmény eredmény, mely az un. látszólagos teljesítmény.
De neked NEM ezt kell fizetned, csak a hatásost.
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2011 május 18, 10:02
Írta: sasi Dátum 2011 május 18, 10:02
Ha jól tudom, a lakossági fogyasztásmérők 0,8 cos Fi-vel mérnek, mert az átlag háztartás fogyasztóinak az összetételéből ez következik (bojler, hűtőszekrény stb.). Azért kíváncsi lennék egy független kutatási eredményre, kétlem, hogy ennyire rossz lenne az eredmény.
Az ipari fogyasztók távfelügyeletének kiépítése folyamatban van, talán év végére az összes ilyen lesz. Ezt követően a háztartások jönnek. A vízművek is elkezdte a jeladós vízmérők telepítését, de ő nem folyamatosan akarja leolvasni, csak az utcán haladó járműből.
Menyi lehet a kapcsoló üzemű tápok cosinus Fi értékük?
Az ipari fogyasztók távfelügyeletének kiépítése folyamatban van, talán év végére az összes ilyen lesz. Ezt követően a háztartások jönnek. A vízművek is elkezdte a jeladós vízmérők telepítését, de ő nem folyamatosan akarja leolvasni, csak az utcán haladó járműből.
Menyi lehet a kapcsoló üzemű tápok cosinus Fi értékük?
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2011 május 18, 10:43
Írta: svejk Dátum 2011 május 18, 10:43
Biztosan 1-el mérnek, azaz a valóst.
Nagyon egyszerűen meggyőződhetsz róla nem is kell akkreditált labóratórium hozá.
Kapcsolj be egy 100 W-os izzót, akár egy bojlert, vagy egyéb más Ohmos fogyasztót. Mérd és számold a felvett teljesítményt és ellenőrizd az órán leolvasottal.
(egy izzó vagy egy bojler fűtőszál induktivitása elhanyagolható, így az áram és a feszültség azonos fázisban van)
Nagyon egyszerűen meggyőződhetsz róla nem is kell akkreditált labóratórium hozá.
Kapcsolj be egy 100 W-os izzót, akár egy bojlert, vagy egyéb más Ohmos fogyasztót. Mérd és számold a felvett teljesítményt és ellenőrizd az órán leolvasottal.
(egy izzó vagy egy bojler fűtőszál induktivitása elhanyagolható, így az áram és a feszültség azonos fázisban van)
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2011 május 18, 10:47
Írta: svejk Dátum 2011 május 18, 10:47
Első gondolatra inkább kapacitív jellegűek a kapcsitápok, már rég meg akartam mérni, de mindig elmaradt.
Eleve a zavarszűrők miatt 1-2 uF paralell kondival kezdődnek...
Eleve a zavarszűrők miatt 1-2 uF paralell kondival kezdődnek...
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2011 május 18, 13:04
Írta: sasi Dátum 2011 május 18, 13:04
Régebben, elektronikus fénycső előtétek gazdaságossági számítása kapcsán találkoztam ezzel az adattal, előbb-utóbb megtalálom a forrást, akkor visszatérek rá.
Igen, meg lehetne mérni, de annyira nem izgat, vagy csak lusta vagyok? á, dehogy, csak éppen nem érek rá…
Igen, meg lehetne mérni, de annyira nem izgat, vagy csak lusta vagyok? á, dehogy, csak éppen nem érek rá…
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2011 május 18, 22:18
Írta: svejk Dátum 2011 május 18, 22:18
Már régen meg akartam nézni...
A mérési kapcsolás:
Az Y1 (az ábrákon a felső vonal)csatorna ezen kívül még 1:10 osztófejen keresztül csatlakozik, tehát az össz. osztó kb. 1:90.
Az Y2 (az ábrákon az alsó vonal)csatornával az 1 Ohmos ellenálláson eső feszültséget vizsgálom, tehát 0,1A-nek 100mV felel meg a képernyőn.

Az alábi ábrán egy 230/110V-os 250W-os hagyományos transzformátor üresjáratban.
Jól látszik a közel 90 fokos késése az áramnak és a vasmag átmágnesezéséhez szükséges nem egyenletes áram (hiszterézis görbe)
Belátható hogy két műszerrel(áram-feszültség) mérve nem kapnánk helyes teljesítmény eredményt mert átlagértékeket szoroznánk össze nem pillanatnyi értékeket.
Ezen kívül jól megfigyelhető - amit írtam az előzőekben - hogy a hálózati feszültség csúcsa ma már szinte le van vágva a sok kapcsolóüzemű cuccok miatt és eltrapézesedik a szinuszhullám.

A következő ábrán a 110V-os trafó szekunderét megterheltem egy 230V/100W-os izzóval.
Hopsz, itt már alig van fáziseltolás, akár hagyományos áram és feszültségmérővel az effektív értékeket mérve számítható lenne a teljesítmény.

Most jött egy 48V-os 300W-os kapcsolóüzemű tápegység.
No itt már ember legyen a talpán aki a képernyő alapján számolni tudja az áram bármelyik értékét :)
Jól látszik hogy tényleg csak a szinusz csúcsán "zabál" a tápegység a pufferkondik miatt, és ez miatt laposodik a szinuszhullám teteje.
Itt fázistolásról nem is nagyon beszélhetünk mert nem kiértékelhető az eredmény.
Megterhelve a tápegység kimenetét a hullámforma csak annyiban változik hogy azok az áramcsúcsok megnövekednek, és nagyon kis mértékben kiszélesednek.

A mérési kapcsolás:
Az Y1 (az ábrákon a felső vonal)csatorna ezen kívül még 1:10 osztófejen keresztül csatlakozik, tehát az össz. osztó kb. 1:90.
Az Y2 (az ábrákon az alsó vonal)csatornával az 1 Ohmos ellenálláson eső feszültséget vizsgálom, tehát 0,1A-nek 100mV felel meg a képernyőn.
Az alábi ábrán egy 230/110V-os 250W-os hagyományos transzformátor üresjáratban.
Jól látszik a közel 90 fokos késése az áramnak és a vasmag átmágnesezéséhez szükséges nem egyenletes áram (hiszterézis görbe)
Belátható hogy két műszerrel(áram-feszültség) mérve nem kapnánk helyes teljesítmény eredményt mert átlagértékeket szoroznánk össze nem pillanatnyi értékeket.
Ezen kívül jól megfigyelhető - amit írtam az előzőekben - hogy a hálózati feszültség csúcsa ma már szinte le van vágva a sok kapcsolóüzemű cuccok miatt és eltrapézesedik a szinuszhullám.
A következő ábrán a 110V-os trafó szekunderét megterheltem egy 230V/100W-os izzóval.
Hopsz, itt már alig van fáziseltolás, akár hagyományos áram és feszültségmérővel az effektív értékeket mérve számítható lenne a teljesítmény.
Most jött egy 48V-os 300W-os kapcsolóüzemű tápegység.
No itt már ember legyen a talpán aki a képernyő alapján számolni tudja az áram bármelyik értékét :)
Jól látszik hogy tényleg csak a szinusz csúcsán "zabál" a tápegység a pufferkondik miatt, és ez miatt laposodik a szinuszhullám teteje.
Itt fázistolásról nem is nagyon beszélhetünk mert nem kiértékelhető az eredmény.
Megterhelve a tápegység kimenetét a hullámforma csak annyiban változik hogy azok az áramcsúcsok megnövekednek, és nagyon kis mértékben kiszélesednek.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2011 május 19, 07:15
Írta: 000000000 Dátum 2011 május 19, 07:15
Talán a TRMS müszerek adják a legjobb eredményt.?
Cím: Re:Fémöntés házilag
Írta: VighLajos Dátum 2011 május 25, 21:56
Írta: VighLajos Dátum 2011 május 25, 21:56
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2011 május 26, 10:04
Írta: svejk Dátum 2011 május 26, 10:04
Hidracél.
Átm. 200 mm-est láttam náluk, biztos van/beszerzik a nagyobbat is, méretre vágják.
Vagy keresd Varga Istvánt, a székesvehérvári találkozó szervezőjét, Ő járatos Inotán.
Átm. 200 mm-est láttam náluk, biztos van/beszerzik a nagyobbat is, méretre vágják.
Vagy keresd Varga Istvánt, a székesvehérvári találkozó szervezőjét, Ő járatos Inotán.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2011 szeptember 14, 13:14
Írta: 000000000 Dátum 2011 szeptember 14, 13:14
Egy kis kedvcsináló a fehérvári Talira.
Viszem oda a kohómat és fogok olvasztani.
Ma beolvasztottam az alu hulladékomat.
Ha valakit érdekel a kohó, Fehérváron a bemutató után eladó lesz, teljesen kompletten, tégelyekkel, salakoló és gáztalanító sókkal, formaleválasztó porral, gázpalackkal, speciális reduktorral, fúvató ventillátorral és tápegységgel.






Viszem oda a kohómat és fogok olvasztani.
Ma beolvasztottam az alu hulladékomat.
Ha valakit érdekel a kohó, Fehérváron a bemutató után eladó lesz, teljesen kompletten, tégelyekkel, salakoló és gáztalanító sókkal, formaleválasztó porral, gázpalackkal, speciális reduktorral, fúvató ventillátorral és tápegységgel.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2011 szeptember 14, 13:57
Írta: 000000000 Dátum 2011 szeptember 14, 13:57
Sárgarezet is olvasztottam, 2" vascsőbe öntöttem.


Cím: Re:Fémöntés házilag
Írta: bvadkrcds Dátum 2011 szeptember 14, 14:58
Írta: bvadkrcds Dátum 2011 szeptember 14, 14:58
Szia, Vbodi!
Gyűjtsük a fémhulladékokat? Gondolom, az alu forgács nem jó, mert sok rajta az oxidréteg. Alukábel jó lesz? Itt jár a hév nem messze. (Még jár, 24.-én, már nem fog) Csak vicc, volt!
Gyűjtsük a fémhulladékokat? Gondolom, az alu forgács nem jó, mert sok rajta az oxidréteg. Alukábel jó lesz? Itt jár a hév nem messze. (Még jár, 24.-én, már nem fog) Csak vicc, volt!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2011 szeptember 14, 19:39
Írta: 000000000 Dátum 2011 szeptember 14, 19:39
A kohót mindenestől megvette Danibá, a bemutató után az Övé. Én már olvasztottam eleget, remélem Ő is sokáig örömét leli benne!
Cím: Re:Fémöntés házilag
Írta: u3xrz0cut Dátum 2011 szeptember 15, 17:14
Írta: u3xrz0cut Dátum 2011 szeptember 15, 17:14
Hmmmm árat nem írtál.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2011 szeptember 15, 18:16
Írta: 000000000 Dátum 2011 szeptember 15, 18:16
Az érdeklődőknek írtam,baráti ár, 50 rugó.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2011 szeptember 15, 18:31
Írta: 000000000 Dátum 2011 szeptember 15, 18:31
Sőt, a vevő nem is jelezte nyilvánosan a vételi szándékát...[#taps]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2011 szeptember 15, 18:46
Írta: 000000000 Dátum 2011 szeptember 15, 18:46
Csak, Szám Attila meg ne tudja, hogy megint én .....
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2011 szeptember 15, 18:49
Írta: 000000000 Dátum 2011 szeptember 15, 18:49
Már, kb. 2 éve nyúzom érte, hogy kell nekem.
Csak most, kis szünetet tartottam, és azt gondolta már nem kell.
Cím: Re:Fémöntés házilag
Írta: u3xrz0cut Dátum 2011 szeptember 15, 20:20
Írta: u3xrz0cut Dátum 2011 szeptember 15, 20:20
ezért nyaggatni foglak atalin a technológiáért, mert engem érdekel....[#awink][#nyes]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2011 szeptember 15, 21:15
Írta: 000000000 Dátum 2011 szeptember 15, 21:15
Megmutatok minden figurát.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2011 szeptember 15, 21:29
Írta: 000000000 Dátum 2011 szeptember 15, 21:29
Húúúha, szex oktatás is lessz[#conf][#szeret][#nevetes1]
Cím: Re:Fémöntés házilag
Írta: vjanos Dátum 2011 szeptember 15, 21:40
Írta: vjanos Dátum 2011 szeptember 15, 21:40
A formákból, vascsőből hogy szeded ki a beleöntött anyagot? :O
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2011 szeptember 15, 21:43
Írta: 000000000 Dátum 2011 szeptember 15, 21:43
Szerintem öntés után zsugorodik a fém.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2011 szeptember 16, 07:34
Írta: 000000000 Dátum 2011 szeptember 16, 07:34
A tepsik oldala egy pár mm-ert szélesedik, az alu meg zsugorodik. A csövet meg le esztergálom a rézről.
Cím: Re:Fémöntés házilag
Írta: frob Dátum 2011 szeptember 26, 16:20
Írta: frob Dátum 2011 szeptember 26, 16:20
kezeled valamivel az alut öntés közben hogy ne oxidálódjon? esetlegesen egy robbantott ábrád méretekkel van e a gázégőről?
előre is köszönöm!
előre is köszönöm!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2011 szeptember 26, 16:28
Írta: 000000000 Dátum 2011 szeptember 26, 16:28
Salakoló sóval salaktalanítom, a végén gáztalanító sót nyomok az olvadék aljára és buborékoltatom. Egy kis pihentetés után önthető.
A gázégő 5/4-es acélcsőből van, a fuvóka átmérője:1.5mm, a gáznyomás: 2-3 bar.
A gázégő 5/4-es acélcsőből van, a fuvóka átmérője:1.5mm, a gáznyomás: 2-3 bar.
Cím: Re:Fémöntés házilag
Írta: frob Dátum 2011 szeptember 26, 16:59
Írta: frob Dátum 2011 szeptember 26, 16:59
köszi!
ezek beszerezhetősége? hegesztéstechnikai boltban találok ilyesmit szerinted vagy te hol veszed?
ezek beszerezhetősége? hegesztéstechnikai boltban találok ilyesmit szerinted vagy te hol veszed?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2011 szeptember 26, 18:53
Írta: 000000000 Dátum 2011 szeptember 26, 18:53
Pontosan mire gondolsz?
Cím: Re:Fémöntés házilag
Írta: xr54ua7n2 Dátum 2011 szeptember 26, 19:01
Írta: xr54ua7n2 Dátum 2011 szeptember 26, 19:01
Olvasztáshoz kezelőanyagokat - fedősó,salaktalanító,gáztalanító, nemesítő - pl. Budapest VIII. Hős utca Mars Hungária Kft-nél tudsz beszerezni és sok jó tanácsot is.Itt.
Cím: Re:Fémöntés házilag
Írta: frob Dátum 2011 szeptember 26, 20:50
Írta: frob Dátum 2011 szeptember 26, 20:50
jheim válaszában benne volt mire gondolok :D
köszönöm!
köszönöm!
Cím: Re:Fémöntés házilag
Írta: wzc80zbf7 Dátum 2011 szeptember 28, 09:01
Írta: wzc80zbf7 Dátum 2011 szeptember 28, 09:01
Valaki nem tud nekem esetleg segíteni? lenne itt egy jópár HDD alu ház amit a készülő CNC gépemhez ki kellene önteni valami használható formára. (pl lapokra 20mm vastagságban) Tud ilyet valaki vállalni?
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2011 szeptember 28, 09:12
Írta: svejk Dátum 2011 szeptember 28, 09:12
Nem hinném hogy olcsóbb lenne mint jóárasított megbízható összetételű vastag alulemezt venni.
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2011 szeptember 28, 09:23
Írta: Szalai György Dátum 2011 szeptember 28, 09:23
Mekkora egy vigyó váz térfogata és hány darab a készlet?
(Ha már öntés, akkor szerintem is valami célszerű híd profilt, vagy derékszögű tartót érdemes inkább.)
(Ha már öntés, akkor szerintem is valami célszerű híd profilt, vagy derékszögű tartót érdemes inkább.)
Cím: Re:Fémöntés házilag
Írta: mxjj54gxi Dátum 2011 szeptember 28, 09:54
Írta: mxjj54gxi Dátum 2011 szeptember 28, 09:54
Az árról nem tudok nyilatkozni, de azért emellett a HDD kitermelés mellett szól az, hogy ezeknek valami eszméletlen jó tulajdonságokkal bíró alu a házuk.
Nem valami kínai dzsunkaöntvény alapanyagból dolgoznak.
Már én is gondoltam arra, hogy jóféle alut ebből lehetne nyerni.
Kérdés persze, hogy átöntés után is olyan jóféle lenne-e ez az anyag?
Nem valami kínai dzsunkaöntvény alapanyagból dolgoznak.
Már én is gondoltam arra, hogy jóféle alut ebből lehetne nyerni.
Kérdés persze, hogy átöntés után is olyan jóféle lenne-e ez az anyag?
Cím: Re:Fémöntés házilag
Írta: wzc80zbf7 Dátum 2011 szeptember 28, 09:57
Írta: wzc80zbf7 Dátum 2011 szeptember 28, 09:57
Hány darab? Szerintem olyan 60 darab biztos van ha nem több :). Nekem pont az X tengelyem két végére kellene tartószerkezet. Habból szerintem pillanatok alatt meg is tudom csinálni a mintát mert nem valami iszonyat bonyolult. Sőtt még az lenne a legjobb ha egybe lenne a Talp és a rá merőleges tartó :). Még merevítést is lehet bele önteni. Itt már csak a képzelet szab határt na meg persze az anyagszükséglet.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2011 szeptember 28, 10:01
Írta: 000000000 Dátum 2011 szeptember 28, 10:01
Csak akkor olcsóbb, ha maga csinálja és élvezi, kihívásnak veszi, mint én annak idején.
Cím: Re:Fémöntés házilag
Írta: spgkgiiaa Dátum 2011 szeptember 28, 10:03
Írta: spgkgiiaa Dátum 2011 szeptember 28, 10:03
Az a véleményem a kb. 60 db HDD házról, hogy kevés. A darabon kívül szükség van rávágásokra és beömlőrendszerrel, ami a hasznos térfogatot kihozatal függvényében akár le is felezheti (tehát a 60 ház már csak 30-40 házad van).
Ezek az öntvények magnéziumosak, ami nem baj, de annyival kevesebb benne az alu, és több az ötvöző. Súlyra sokkal könnyebb az alumíniumnál.
Továbbá, ha nem tudod lekezelni szakszerűen, tele lesz lukkal, zárvánnyal és porozitással (is). Ha nem figyelsz oda, jó alaposan meg is éghetsz.
A házakat add le MÉH-telepen, annyival kevesebb lesz a vastaglemez ára.
Ezek az öntvények magnéziumosak, ami nem baj, de annyival kevesebb benne az alu, és több az ötvöző. Súlyra sokkal könnyebb az alumíniumnál.
Továbbá, ha nem tudod lekezelni szakszerűen, tele lesz lukkal, zárvánnyal és porozitással (is). Ha nem figyelsz oda, jó alaposan meg is éghetsz.
A házakat add le MÉH-telepen, annyival kevesebb lesz a vastaglemez ára.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2011 szeptember 28, 10:07
Írta: 000000000 Dátum 2011 szeptember 28, 10:07
Ha habba öntöd, kék habot használj és fekecseld le vízüveg+víz+samottpor keverékével!
Teljesen száraz homokba állítsd a mintát, a homokot az edény ütögetésével tömörítsd!
Rengeteg infó van a neten az alu otthoni öntéséről.
home foundry
Teljesen száraz homokba állítsd a mintát, a homokot az edény ütögetésével tömörítsd!
Rengeteg infó van a neten az alu otthoni öntéséről.
home foundry
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2011 szeptember 28, 10:32
Írta: Szalai György Dátum 2011 szeptember 28, 10:32
Kiválasztottam két kopasz vinyó váz öntvényt. A leg kövérebb egy brutál masszív szerver vinyó váza, beleöntött MKE jelzéssel. A leg soványabb meg egy bontott PC-ből ugrasztott Western Digital.
Megmértem a tömegüket egy digitális ékszermérleggel, és vízbe merítve megmértem a térfogatukat is.
Az MKE jelzésű 262,6gramm tömegű, és pont 100cm3 térfogatú.
A Western Digital meg 148,3gramm és 57cm3.
Tehát nagyjából azonos, 0,38gramm/cm3 sűrűségű anyagból készültek.
Csak ez alumíniumnak egy kicsit nehéz szerintem. Mi lehet?
Megmértem a tömegüket egy digitális ékszermérleggel, és vízbe merítve megmértem a térfogatukat is.
Az MKE jelzésű 262,6gramm tömegű, és pont 100cm3 térfogatú.
A Western Digital meg 148,3gramm és 57cm3.
Tehát nagyjából azonos, 0,38gramm/cm3 sűrűségű anyagból készültek.
Csak ez alumíniumnak egy kicsit nehéz szerintem. Mi lehet?
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2011 szeptember 28, 10:40
Írta: svejk Dátum 2011 szeptember 28, 10:40
"Az MKE jelzésű 262,6gramm tömegű, és pont 100cm3 térfogatú."
A fentiekből hogy is lesz 0.38g/cm3 ??
Nálam 2,626 kg/dm3 jön ki. ami igen közel áll az átlag alu 2,7 kg/dm3-éhez.
A fentiekből hogy is lesz 0.38g/cm3 ??
Nálam 2,626 kg/dm3 jön ki. ami igen közel áll az átlag alu 2,7 kg/dm3-éhez.
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2011 szeptember 28, 10:42
Írta: svejk Dátum 2011 szeptember 28, 10:42
"A Western Digital meg 148,3gramm és 57cm3. "
Sőt, ez is 2,602 kg/dm3-re jön ki mifelénk.
Sőt, ez is 2,602 kg/dm3-re jön ki mifelénk.
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2011 szeptember 28, 10:50
Írta: Szalai György Dátum 2011 szeptember 28, 10:50
Mi a véleményed egy nyitott öntőformás alumíniumöntés lehetőségéről? (Azon kívül, hogy nem szakszerű a kifejezés.)
Körülirom: Mintha konzervdobozba öntenénk, csak a konzervdoboz nem kör alaprajzú, hanem kerekített sarkú négyszög vagy háromszög. Az alja nem sík, hanem mélyedések vannak benne, a leendő merevítő bordák számára. De a forma felső szélét szigorúan vízszintbe állítjuk, mert ez lesz az öntvény sík oldala. Nem zárjuk le a tetejét egy felső formával, hanem nyitva hagyjuk, innen öntjük tele a formát. A zsugorodás miatt itt felül az öntvény majd jócskán behorpad, de nem nagy baj, mert úgyis síkba kell majd munkálni. Ez a konzervdoboz nem feltétlenül bádogból készülne, hanem homokból.
Egyszerűbb lenne a homokforma készítés, nincsen szükség beömlő rendszer kialakítására és lesúlyozásra sem.
Kérdés, hogy kivitelezhetőnek tartod-e és mik lehetnek a buktatói.
Körülirom: Mintha konzervdobozba öntenénk, csak a konzervdoboz nem kör alaprajzú, hanem kerekített sarkú négyszög vagy háromszög. Az alja nem sík, hanem mélyedések vannak benne, a leendő merevítő bordák számára. De a forma felső szélét szigorúan vízszintbe állítjuk, mert ez lesz az öntvény sík oldala. Nem zárjuk le a tetejét egy felső formával, hanem nyitva hagyjuk, innen öntjük tele a formát. A zsugorodás miatt itt felül az öntvény majd jócskán behorpad, de nem nagy baj, mert úgyis síkba kell majd munkálni. Ez a konzervdoboz nem feltétlenül bádogból készülne, hanem homokból.
Egyszerűbb lenne a homokforma készítés, nincsen szükség beömlő rendszer kialakítására és lesúlyozásra sem.
Kérdés, hogy kivitelezhetőnek tartod-e és mik lehetnek a buktatói.
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2011 szeptember 28, 10:55
Írta: Szalai György Dátum 2011 szeptember 28, 10:55
Igazad van, nem tudom megismételni az előbbi bravúrt. Már nekem is annyi.
Cím: Re:Fémöntés házilag
Írta: spgkgiiaa Dátum 2011 szeptember 28, 11:17
Írta: spgkgiiaa Dátum 2011 szeptember 28, 11:17
Kivitelezhető, Vbodi is ekképp járt el. Hibáknak a horpadást és az egyéb dolgokat írtad. Hagyni kell bőven munkálási ráhagyást. Ha nincs zárt formában, gyorsabban fog hűlni. Nem hiszem, hogy egyszerű daraboknál a felgyorsult kristályosodás problémát okoz a szövetszerkezetben.
A kérdés az, hogy néhány darab miatt érdemes-e gázt, sókat venni, és még egy nagy csomó segédeszközt készíteni? Ami ennél is fontosabb, az a balesetveszély.
Döntse el magában mindenki.
A kérdés az, hogy néhány darab miatt érdemes-e gázt, sókat venni, és még egy nagy csomó segédeszközt készíteni? Ami ennél is fontosabb, az a balesetveszély.
Döntse el magában mindenki.
Cím: Re:Fémöntés házilag
Írta: xr54ua7n2 Dátum 2011 szeptember 28, 11:43
Írta: xr54ua7n2 Dátum 2011 szeptember 28, 11:43
Csatlakozom a meglátáshoz.
Cím: Re:Fémöntés házilag
Írta: xr54ua7n2 Dátum 2011 szeptember 28, 11:54
Írta: xr54ua7n2 Dátum 2011 szeptember 28, 11:54
Szerintem(,de nem biztos)ez lehet a HDD , anyag minősége mostanában. Ez az anyag nyomásos öntéssel jól önthető. Kicsit macerás, de kezelhető.
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2011 szeptember 28, 12:46
Írta: sasi Dátum 2011 szeptember 28, 12:46
Néhány éve olvasztottam HDD vázakat. Rendkívül macerás volt, mert a kokillába nem fért be, ezért szét kellett törni, ami nem kis feladat volt, ezen kívül rengeteg füst és salak keletkezik, melyben begyullad a Mg és sokáig izzik, látványnak szép, de veszélyes.
Még egyszer nem vállalkoznék az olvasztására, legfeljebb aluhoz adagolva, ilyenkor nincs probléma.
Még egyszer nem vállalkoznék az olvasztására, legfeljebb aluhoz adagolva, ilyenkor nincs probléma.
Cím: Re:Fémöntés házilag
Írta: spgkgiiaa Dátum 2011 szeptember 28, 12:50
Írta: spgkgiiaa Dátum 2011 szeptember 28, 12:50
Akkor jól sejtettem, hogy magnéziumos.
Cím: Re:Fémöntés házilag
Írta: ebalint Dátum 2011 szeptember 28, 14:29
Írta: ebalint Dátum 2011 szeptember 28, 14:29
Frankó lenne az ilyen 0.4 g/cm3 alu az elsüllyeszthetetlen hajók építéséhez is. :-)
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2011 szeptember 28, 14:53
Írta: 000000000 Dátum 2011 szeptember 28, 14:53
Én is csak öntvények mellett használtam, semmi gondom nem volt vele. Adaléknak benne hagytam a motor réz tekercsét.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2011 szeptember 29, 11:19
Írta: 000000000 Dátum 2011 szeptember 29, 11:19
Legelső alu, sárgaréz és vas olvasztásom. Valszeg az utolsó is. De sok örömöm telt benne! A lányom nem szerette a hangja miatt és féltett, hogy bajom esik.



Cím: Re:Fémöntés házilag
Írta: cg29kh3ir Dátum 2011 november 08, 09:31
Írta: cg29kh3ir Dátum 2011 november 08, 09:31
Sziasztok!
Tud valaki valamit a Soudal kályha-és kazán tömítő 1500 C-fokig hőálló kinyomható masszáról?
Pontosabban:érdemes-e belőle öntőformát készíteni bronzöntéshez?
Tud valaki valamit a Soudal kályha-és kazán tömítő 1500 C-fokig hőálló kinyomható masszáról?
Pontosabban:érdemes-e belőle öntőformát készíteni bronzöntéshez?
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2011 november 20, 18:59
Írta: Szalai György Dátum 2011 november 20, 18:59
Szép estét a fórumfüggőknek.
Reggel óta túrom a netet, de nem találok semmi okosságot az alumíniumöntéshez való öntőminta készítés tudományáról. Pedig beleásnám magam, ha volna valahol egy hiteles .pdf szakkönyv.
Rövidítse meg valaki a szenvedésemet. Legyen szíves.
Reggel óta túrom a netet, de nem találok semmi okosságot az alumíniumöntéshez való öntőminta készítés tudományáról. Pedig beleásnám magam, ha volna valahol egy hiteles .pdf szakkönyv.
Rövidítse meg valaki a szenvedésemet. Legyen szíves.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2011 november 20, 19:13
Írta: 000000000 Dátum 2011 november 20, 19:13
"sand molding casting"
Rengeteg találatot kapsz, videókat is a formázásról.
Mit akarsz önteni?
Rengeteg találatot kapsz, videókat is a formázásról.
Mit akarsz önteni?
Cím: Re:Fémöntés házilag
Írta: mxjj54gxi Dátum 2011 november 20, 19:14
Írta: mxjj54gxi Dátum 2011 november 20, 19:14
Én csak annyit tudok, hogy a szomszédom annak idején lámpákat készített aluból, és az öntőminta hungarocell volt, amit benne is hagytak a homokban, az alu egyszerűen szublimálta azt - állítólag.
A készterméket láttam, és fel lehetett rajta ismerni a hungarocell gömböcskék mintáját halványan, ami persze egy homokfúvás, csiszolás, vagy gépmunka után eltűnik.
A készterméket láttam, és fel lehetett rajta ismerni a hungarocell gömböcskék mintáját halványan, ami persze egy homokfúvás, csiszolás, vagy gépmunka után eltűnik.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2011 november 20, 19:28
Írta: 000000000 Dátum 2011 november 20, 19:28
Én is próbálltam ezt annak idején, csak rettentően füstöl.
Kemény kék habot használtam és befekecseltem samottliszt és vízüveg keverékével, a felület szép sima lett.
Kemény kék habot használtam és befekecseltem samottliszt és vízüveg keverékével, a felület szép sima lett.
Cím: Re:Fémöntés házilag
Írta: mxjj54gxi Dátum 2011 november 20, 20:03
Írta: mxjj54gxi Dátum 2011 november 20, 20:03
Ők sima fehér habot használtak minden nélkül, mivel a munkadarabot amúgy is utómunkálni kell, akkor meg minek.
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2011 november 20, 20:05
Írta: svejk Dátum 2011 november 20, 20:05
Fekecs kell mert beomlik a homok nem?
Gondolom a hungarocell nem úgy olvad el folyamataosan ahogy az aluval töltődik az üreg, hanem pillanatszerűen.
Gondolom a hungarocell nem úgy olvad el folyamataosan ahogy az aluval töltődik az üreg, hanem pillanatszerűen.
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2011 november 20, 20:13
Írta: Szalai György Dátum 2011 november 20, 20:13
Merevítő bordás gépasztalt (vázat) tervezek öntetni aluból. A befoglaló méretei nagyjából 180 x 100 x 55cm, az átlagos falvastagsága 1-2cm lenne. Faragom ahol tudom, mert így még 150kg körül volna a nyers tömeg, könnyítések nélkül.
Nagyjából megvan az elképzelésem a formáról és a méretekről, de nagyon jó volna tudnom a szabályokat. Kéne valami könyv, Magyarul.
Nagyjából megvan az elképzelésem a formáról és a méretekről, de nagyon jó volna tudnom a szabályokat. Kéne valami könyv, Magyarul.
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2011 november 20, 20:15
Írta: sasi Dátum 2011 november 20, 20:15
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2011 november 20, 20:20
Írta: 000000000 Dátum 2011 november 20, 20:20





Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2011 november 20, 20:24
Írta: 000000000 Dátum 2011 november 20, 20:24
Egybe akarod önteni az egész gépvázat?
Cím: Re:Fémöntés házilag
Írta: ANTAL GÁBOR Dátum 2011 november 20, 20:30
Írta: ANTAL GÁBOR Dátum 2011 november 20, 20:30
Leírok ide egy napokbéli sztorit: Műhelyrendezés, selejtezés indokán szétszedtem két Briggs motort. Minthogy a méhes morog ha a az öntöttvas hengerhüvely benne marad a blokkban ezért szétfűrészeltem a blokkot de akkor sem akart kijönni. No majd megmelegítem, zsupsz be a kályhába ( már fűtöm a műhelyt. ) Hát nem alu volt hanem zamak ( a hamus szerencsére felfogta) Lehet hogy én is belépek az öntők táborába?
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2011 november 20, 21:03
Írta: svejk Dátum 2011 november 20, 21:03
Ó, hát ezekben a motorokban már rég nincs hüvely...
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2011 november 20, 21:14
Írta: 000000000 Dátum 2011 november 20, 21:14
Zamakból van az egész?[#csodalk][#ijedt]
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2011 november 20, 21:16
Írta: Szalai György Dátum 2011 november 20, 21:16
Nem teljesen egybe, de amit lehet azt igen. A lapot, alá a merevítő bordákat, rá a munkadarabot tartó nútok alját, és a két oldalára a hajtás teknőket azt egybe. Erre a központi darabra csavarozódnának az item 80x80 szelvényből vágott lábak, amik felfelé a polikarbonát gépszekrény sarkait is alkotnák. Meg az item 80x160 szelvényekből épülő mozgó hídszerkezet.
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2011 november 20, 21:40
Írta: svejk Dátum 2011 november 20, 21:40
Nem tudom milyen anyag.
A hüvely helyén valami cementált mittudoménmilyen az anyag. Lehet valami centrifugálöntéses technológia. Már a régi Japán peremetezők is ilyenek voltak, rendkívül sokat kibírnak.
A Brigs és társainál minden ebből az anyagból van, talán csak a főtengely és a szelepek a kivétel.
A hajtórud, csapágyak, stb..
A hüvely helyén valami cementált mittudoménmilyen az anyag. Lehet valami centrifugálöntéses technológia. Már a régi Japán peremetezők is ilyenek voltak, rendkívül sokat kibírnak.
A Brigs és társainál minden ebből az anyagból van, talán csak a főtengely és a szelepek a kivétel.
A hajtórud, csapágyak, stb..
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2011 november 20, 21:42
Írta: svejk Dátum 2011 november 20, 21:42
Csak nem belevágsz a gépépítésbe komoly erővel!?
Ó bárcsak így lenne!!!
Ó bárcsak így lenne!!!
Cím: Re:Fémöntés házilag
Írta: ANTAL GÁBOR Dátum 2011 november 20, 21:56
Írta: ANTAL GÁBOR Dátum 2011 november 20, 21:56
Igen a kommersz Briggs az hüvely nélküli de mi direkt I/C st vettünk (annó ) mert az egy kicsit tartósabb volt. (azóta csak Hondát veszek) Egyébként a Briggsnél a főtengely is öntvény (vas ) volt.
Cím: Re:Fémöntés házilag
Írta: Révész Richárd Dátum 2011 november 20, 22:13
Írta: Révész Richárd Dátum 2011 november 20, 22:13
A briggs motornál a henger Nikazilos vagy mi a fene.
Nekünk 16 évet bírt ki felújítás nélkül, és nem a sarokban állt.Szezonban non-stop üzemelt.
Nekem a Hondával kapcsolatban vannak csalódásaim.
Nekünk 16 évet bírt ki felújítás nélkül, és nem a sarokban állt.Szezonban non-stop üzemelt.
Nekem a Hondával kapcsolatban vannak csalódásaim.
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2011 november 20, 22:17
Írta: Szalai György Dátum 2011 november 20, 22:17
A gép építés… Az nálam még mindég fiction, de próbálom úgy, hogy science is legyen.
Kéne valami „Faminta készítő kézikönyv” vagy ilyesmi.
Arra is keresem a választ, hogy meg lehet-e tervezni egy öntöttet merevebbre, mégis kisebb tömegűre és olcsóbbra mintha vastaglemezből épülne.
Kéne valami „Faminta készítő kézikönyv” vagy ilyesmi.
Arra is keresem a választ, hogy meg lehet-e tervezni egy öntöttet merevebbre, mégis kisebb tömegűre és olcsóbbra mintha vastaglemezből épülne.
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2011 november 21, 08:45
Írta: Szalai György Dátum 2011 november 21, 08:45
Köszönöm. A Németh Árpád Öntészet sok újat hozott. Nincsen hozzáférhető, befejezett változata?
Sok mindent át kell gondolnom és rajzolnom, ha homokformázáshoz használható famintát szeretnék készíteni és nem csak egy szép fadarabot.
Sok mindent át kell gondolnom és rajzolnom, ha homokformázáshoz használható famintát szeretnék készíteni és nem csak egy szép fadarabot.
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2011 november 21, 09:52
Írta: sasi Dátum 2011 november 21, 09:52
Figyelembe véve, hogy egy darab öntéséről van szó, én habból formáznám meg az alkatrészeket, támasztásnak formázó homokot használnék, földre terítve (a nagy méret miatt), fekecs nélkül. Hasonló módon öntöttünk 800 mm átmérőjű szalagfűrész tárcsát.
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2011 november 21, 10:03
Írta: svejk Dátum 2011 november 21, 10:03
"támasztásnak formázó homokot használnék"
Ez valami kötőanyaggal kevert homok?
Ez valami kötőanyaggal kevert homok?
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2011 november 21, 10:08
Írta: svejk Dátum 2011 november 21, 10:08
Gondolom olyan mint amilyet Petrencéék használtak.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2011 november 21, 10:08
Írta: 000000000 Dátum 2011 november 21, 10:08
Kemény habból kéne csinálni, mert a formázó homokot tömöríteni kell.
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2011 november 21, 12:04
Írta: Szalai György Dátum 2011 november 21, 12:04
Tartok tőle, hogy ilyen mértani arányokkal rendelkező habminta jelentős csavarodást szenved, a homok tömörítése közben. Kevésbé rugalmas anyag kell szerintem.
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2011 november 21, 19:32
Írta: sasi Dátum 2011 november 21, 19:32
A z extrudált habból készült minta deformációjától, a tapasztalataim okán nem tartok. A nagy kihívást a szükséges mennyiségű alumínium megolvasztása jelenti.
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2011 november 21, 19:46
Írta: sasi Dátum 2011 november 21, 19:46
Jó minőségű mintát csak extrudált polisztirol habból (zárt cellás) lehet készíteni, a nikecell félékből csak durva, tömzsi, rossz felületi minőségű dolgokat lehet kihozni.
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2011 november 21, 19:46
Írta: sasi Dátum 2011 november 21, 19:46
Tiszta, száraz homok is jó, de akkor fekecs kell a minta felületére. Adalékolt homokhoz viszont nem szükséges, mert a minta kiégése után sem ömlik be.
Cím: Re:Fémöntés házilag
Írta: 88nwcf22d Dátum 2011 november 21, 19:55
Írta: 88nwcf22d Dátum 2011 november 21, 19:55
Nálunk az 1x1x0,5 méteres öntvényektől az 6x4x1 méteres öntvényekig mindent abból (fehér habból) marják ki marás után általában ellenőrízük hogy jól lett e megmarva majd utána megy az öntödébe... tehát szerintem az hab függő hogy deformálódik e vagy nem.
Cím: Re:Fémöntés házilag
Írta: 085ctv6w0 Dátum 2011 november 22, 14:54
Írta: 085ctv6w0 Dátum 2011 november 22, 14:54
Többnyire csak rendszeres olvasója vagyok a fórumnak, de vasöntödében dolgozom és szerintem ha van minta akkor érdemes leöntetni. Mi egyedi darabokat kb 700ft/kg áron öntünk. Csak vas acéllal nem foglalkozunk.
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2011 november 22, 19:09
Írta: svejk Dátum 2011 november 22, 19:09
Ebbe a 700 Ft/kg-ba mi tartozik bele?
Alapanyag?
Formakészítés?
Alapanyag?
Formakészítés?
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2011 november 22, 19:12
Írta: svejk Dátum 2011 november 22, 19:12
Vagyis jól értem hogy a hónom alatt beállítok egy kimart fehér habbal, és Ti azt le tudjátok önteni.
Van valami hozzáférhető iromány, hogy milyen szabályokat kell betartani az önthetőség végett?
Van valami hozzáférhető iromány, hogy milyen szabályokat kell betartani az önthetőség végett?
Cím: Re:Fémöntés házilag
Írta: spgkgiiaa Dátum 2011 november 22, 20:06
Írta: spgkgiiaa Dátum 2011 november 22, 20:06
4 napja nincs internet elérésem, de most az "urak" elvileg megcsinálták. Örömmel látom, hogy olyan téma került előtérbe, amihez értek egy kicsit. Ha tanács, ötlet, segítség, miegymás kell, próbálok valami okosat írni a kérdésre.
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2011 november 22, 20:12
Írta: svejk Dátum 2011 november 22, 20:12
Elnézést, azt hiszem JOzsiba és NyariG hozzászólását saját szám íze szerint összegyúrtam, ebből lettek a meglehet idétlen kérdéseim. :(
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2011 november 22, 20:33
Írta: 000000000 Dátum 2011 november 22, 20:33
[#eljen]
Cím: Re:Fémöntés házilag
Írta: 085ctv6w0 Dátum 2011 november 22, 20:34
Írta: 085ctv6w0 Dátum 2011 november 22, 20:34
700 Ft-ba minden. Hozott mintát le kell adni a technológiai osztály megmondja, hogy ez alapján a minta alapján letudja-e önteni ha igen akkor adnak egy ajánlatot ft/kg-ra. A 700 Ft egy kb ár de többnyire ennyi szokott lenni a kis tömegű öntvény a tonnás gépágyak azok 500 Ft körül van. Ha nincs minta azt is letudjuk gyártatni de az a nagyobb összeg . Pld.: Kb két hete egy öreg asztalos szaki hozott egy 300 szalagfűrész kereket, hogy ilyet kér. Mondták, hogy nem éri meg legyártatni,mert a minta előállítás 100 e is lehet. Végül megadtunk egy mintakézítőnek a telefonszámát akivel egyezkedhet ;). 30e lett a vége , maga az öntvény 5e körül fog fájni.
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2011 november 22, 20:55
Írta: svejk Dátum 2011 november 22, 20:55
Értem. No azt lenne jó megtudni, milyen szempontokat néz a "technológiai osztály".
Nálatok miből kell lennie a mintának?
A felöntőket Ti, az öntöde készíti el hozzá?
Nálatok miből kell lennie a mintának?
A felöntőket Ti, az öntöde készíti el hozzá?
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2011 november 22, 21:00
Írta: svejk Dátum 2011 november 22, 21:00
Én olyan értetlen típusú, ember vagyok. Egy-egy mintáról csinálhatnál egy pár képet.
(sokáig a Nyák gyártókhoz is nem mertem elmenni, mert olyan Sci-fi nek nézett ki az egész művelet az én tervemtől kezdve a végtermékig. Holott nem olyan bonyi az, csak meg kell érteni a műveleteket, tecnológiát)
(sokáig a Nyák gyártókhoz is nem mertem elmenni, mert olyan Sci-fi nek nézett ki az egész művelet az én tervemtől kezdve a végtermékig. Holott nem olyan bonyi az, csak meg kell érteni a műveleteket, tecnológiát)
Cím: Re:Fémöntés házilag
Írta: s69skz0ve Dátum 2011 november 22, 21:08
Írta: s69skz0ve Dátum 2011 november 22, 21:08
Sziasztok! Szeva Svejk! :) Mikor vagy otthon a héten délután a műhelyben? Visszavinném a videókártyát!
Cím: Re:Fémöntés házilag
Írta: 085ctv6w0 Dátum 2011 november 22, 21:34
Írta: 085ctv6w0 Dátum 2011 november 22, 21:34
A technológia azt nézi, hogy a mintaalapján tudja-e gyártani. Láttam már hungarocelből kifaragott valamit ami alapján öntöttek a saját TMK-nak. A minták többnyire fából vannak de van műanyag illetve fém mintánk is. A felöntést, rávágást, salakfutókat azt itt megcsinálják hozzá. Küldök mailt egy pár képpel.
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2011 november 22, 21:45
Írta: svejk Dátum 2011 november 22, 21:45
Köszi, akkor gondolom ugyan az a technológiátok mint Petrencééknek.
A topicjuk elején van sok-sok kép.
A topicjuk elején van sok-sok kép.
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2011 november 22, 21:47
Írta: svejk Dátum 2011 november 22, 21:47
Mivel eseteinkben általában egy darabos öntvényekről van szó, ezért csábító nagyon a hab minta.
Cím: Re:Fémöntés házilag
Írta: 085ctv6w0 Dátum 2011 november 22, 22:05
Írta: 085ctv6w0 Dátum 2011 november 22, 22:05
Igen, igen az a technológia. A gépükről is hallottam már. Egyik technológusunk említette. :)Lehet az esztergáláson kívül többi témát is érdemes lenne olvasnom.
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2011 november 22, 22:47
Írta: svejk Dátum 2011 november 22, 22:47
Mindent olvasni kell ha képben akarsz lenni. :)
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2011 november 23, 19:36
Írta: 000000000 Dátum 2011 november 23, 19:36
[#eljen]
Cím: Re:Fémöntés házilag
Írta: zyg3siamw Dátum 2011 november 24, 06:01
Írta: zyg3siamw Dátum 2011 november 24, 06:01
Van-e valakinek tapasztalata olajtüzelésű olvasztóval kapcsolatban?
Van nekem egy Olymp Visco-Star olajégő-fejem,vajon ezt lehet-e használni olvasztáshoz?Nem fáradt-olajos.Teljesítménye kb.40KW.
Van nekem egy Olymp Visco-Star olajégő-fejem,vajon ezt lehet-e használni olvasztáshoz?Nem fáradt-olajos.Teljesítménye kb.40KW.
Cím: Re:Fémöntés házilag
Írta: spgkgiiaa Dátum 2011 november 24, 08:48
Írta: spgkgiiaa Dátum 2011 november 24, 08:48
Gázolajjal lehet olvasztani alumíniumot. A most aktuális árak mellett nem lehet olcsó, de legalább elég hangos. A teljesítménye elég hozzá bőven. Jó hatásfokot pedig alapos szigeteléssel tudnál elérni. Vehetsz gyári grafittégelyt, vagy készíthetsz otthon acélból is.
Cím: Re:Fémöntés házilag
Írta: zyg3siamw Dátum 2011 november 24, 14:07
Írta: zyg3siamw Dátum 2011 november 24, 14:07
Köszi! Bronzhoz lenne használva,grafittégely van. A kemencében Carath 1550 fokot bíró tűzálló cement lenne,körülötte meg Alistram 50 mm vastag szigetelő paplan.A Rath üzletkötő kiszámította,hogy folyamatos 1470 fokos belső hőmérsékletnél,a paplan után már "csak" 200 fok lesz.
Cím: Re:Fémöntés házilag
Írta: spgkgiiaa Dátum 2011 november 24, 21:36
Írta: spgkgiiaa Dátum 2011 november 24, 21:36
Sajnos a nehéz és színes fémekkel nincs tapasztalatom. A bronz olvadáspontja pont a vas és az alu között van félúton: 1000 fok felett olvad valamivel. A kemencék felépítése és működése már ismerősebb :) Hőálló betont mi csak a felső részen használunk, az zárja le a döngölőmasszát. Odabent nem tudom, hogy viselkedik, de kifejezetten olvasztásra nem tudom, hogy használná-e valaki ilyen hőfokon. A hétköznapi hőálló beton nem erre való, azt inkább kandallók és kályhák belsejében alkalmazzák. Kemencetesthez samott (tégla vagy por), és az ipari "granulátumok" használatosak. A paplan valóban kell, elektromos szigetelés esetedben felesleges. A paplan, amit mi használunk 2mm vastag, de 35-40 fok a kemence külseje a kb. 1500 fokos vastól 6 centire. Ez mondjuk a falazat érdeme is. Ilyen anyagokat bárki vehet. Az általad írt anyagokat sajnos nem ismerem.
Cím: Re:Fémöntés házilag
Írta: Szedlay Pál Dátum 2011 november 25, 15:19
Írta: Szedlay Pál Dátum 2011 november 25, 15:19
Légyszíves írd meg nekem ha nem titkos a hőszigetelő anyagok fajtáit és vastagságukat hővezető tényezőjüket amivel az 1500C fokot 6cm vastag anyaggal el lehet szigetelni úgy, hogy a másik felület csak 35-40C fok.
A számomra eddig fellelhető legjobb hőszigetelésű anyagok sem tudják ezt az eredményt. Pedig ezt az anyagot a NASA fejlesztette az űrhajózás számára.
Sajnos csak 1000C fokig terhelhető.
http://www.microtherm.uk.com/high/EXEN/site/products-detail.aspx?vPK=12&k=3&l=1&page=0
Itt pedig egy kalkulációs ablak:
http://www.microtherm.uk.com/high/EXEN/site/calculator.aspx
A mostani kályhámban 9cm a falazat vastagsága és 1500C-nál a külső hőmérséklet 250C persze több órás hőntartást vegyünk alapul.
A számomra eddig fellelhető legjobb hőszigetelésű anyagok sem tudják ezt az eredményt. Pedig ezt az anyagot a NASA fejlesztette az űrhajózás számára.
Sajnos csak 1000C fokig terhelhető.
http://www.microtherm.uk.com/high/EXEN/site/products-detail.aspx?vPK=12&k=3&l=1&page=0
Itt pedig egy kalkulációs ablak:
http://www.microtherm.uk.com/high/EXEN/site/calculator.aspx
A mostani kályhámban 9cm a falazat vastagsága és 1500C-nál a külső hőmérséklet 250C persze több órás hőntartást vegyünk alapul.
Cím: Re:Fémöntés házilag
Írta: spgkgiiaa Dátum 2011 november 25, 15:41
Írta: spgkgiiaa Dátum 2011 november 25, 15:41
Olvasd át még egyszer figyelmesen kérlek, amit írtam. Az általunk használt szigetelés nem csak a paplannak, hanem a falazatnak is köszönhető. Lézeres hőmérővel szoktam méregetni, kifejezett kérésedre akár nálunk is személyesen meggyőződhetsz róla. Tehát nem csak a paplan szigetel ennyit, hanem a kettő együtt. Semmit titok, Cuarsil IS4 a falazóanyag, 2mm vastag Carbolane FT a paplan, 0.4mm vastag Isoflexil az elektromos szigetelés, a tetején AU470SR a hőálló beton. Akár ki is próbálhatod ezeket az anyagokat. Amit belinkeltél, azokat az anyagokat sem ismerem, így arról nem tudok véleményt alkotni.
Cím: Re:Fémöntés házilag
Írta: Szedlay Pál Dátum 2011 november 25, 16:11
Írta: Szedlay Pál Dátum 2011 november 25, 16:11
Köszönöm a lehetőséget, írok magánban lehet elmegyek, mert valóban érdekel.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2011 december 07, 10:06
Írta: 000000000 Dátum 2011 december 07, 10:06
Sziasztok!
Olvastam sokat az írásaitokat, becsülöm és tisztelem az eredményeiteket! eleinte nem akartam kérdezni, hátha nem olvastam el mindent, de most megakadtam..Elkezdem próbálkozni az alu öntéssel, teszt 2.1-nél tartok, de valami hiba csúszik mindig a rendszerbe.
Ha lenne valaki, aki tanácsot tudna adni, hogy mit csinálok rosszul, nagyon megköszönném.
Zártcellás habból készítettem mintát.(hamutál) a peremet és a mintát külön ragasztottam a felületre - "telibe ragasztással)
Felületkezeléshez híg, ecsettel kenhető szitált samottliszt, vízüveg, mosogatószer és víz keverékét használtam. Formázó homokként aluminotermikus hegesztéseknél alkalmazott formahomokkal dolgoztam. Az öntésnél csődarabból készített tápfelyet alkalmaztam.
A "kész" munkadarabom ragyás lett, nem folyt ki rendesen.
"eredmény":



Ha akad ideje valakinek válaszolni, előre is köszönöm
pasek
Olvastam sokat az írásaitokat, becsülöm és tisztelem az eredményeiteket! eleinte nem akartam kérdezni, hátha nem olvastam el mindent, de most megakadtam..Elkezdem próbálkozni az alu öntéssel, teszt 2.1-nél tartok, de valami hiba csúszik mindig a rendszerbe.
Ha lenne valaki, aki tanácsot tudna adni, hogy mit csinálok rosszul, nagyon megköszönném.
Zártcellás habból készítettem mintát.(hamutál) a peremet és a mintát külön ragasztottam a felületre - "telibe ragasztással)
Felületkezeléshez híg, ecsettel kenhető szitált samottliszt, vízüveg, mosogatószer és víz keverékét használtam. Formázó homokként aluminotermikus hegesztéseknél alkalmazott formahomokkal dolgoztam. Az öntésnél csődarabból készített tápfelyet alkalmaztam.
A "kész" munkadarabom ragyás lett, nem folyt ki rendesen.
"eredmény":
Ha akad ideje valakinek válaszolni, előre is köszönöm
pasek
Cím: Re:Fémöntés házilag
Írta: xr54ua7n2 Dátum 2011 december 07, 17:55
Írta: xr54ua7n2 Dátum 2011 december 07, 17:55
Fotók?
Cím: Re:Fémöntés házilag
Írta: xr54ua7n2 Dátum 2011 december 07, 18:09
Írta: xr54ua7n2 Dátum 2011 december 07, 18:09
Tisztázzuk:
1, Milyen alumíniumot olvasztottál?
2, Öntési hőfok?(szerintem nem volt hőfokon az anyag)
3, Miből készült a minta?(szerintem -ne haragudj amit mondok- tiszta trutymó az egész,ami a fotón látható)
4,Milyen csövet alkalmaztál?Vas? Még szerencse,hogy egyben vagy!! Külön beömlő rendszert és külön felöntést használjunk.Ne direktbe öntsünk!! Nem tud kijönni a a minta elégésekor a formából a gáz és füst. Főleg ,ha nem ismert a habanyag összetétele a keletkezett füst-gáz még mérgező is lehet!
Én személy szerint nem rajongok az elgázosodó mintákért. Csak vészhelyzet és nagyon egyedi termék esetén használnám.
1, Milyen alumíniumot olvasztottál?
2, Öntési hőfok?(szerintem nem volt hőfokon az anyag)
3, Miből készült a minta?(szerintem -ne haragudj amit mondok- tiszta trutymó az egész,ami a fotón látható)
4,Milyen csövet alkalmaztál?Vas? Még szerencse,hogy egyben vagy!! Külön beömlő rendszert és külön felöntést használjunk.Ne direktbe öntsünk!! Nem tud kijönni a a minta elégésekor a formából a gáz és füst. Főleg ,ha nem ismert a habanyag összetétele a keletkezett füst-gáz még mérgező is lehet!
Én személy szerint nem rajongok az elgázosodó mintákért. Csak vészhelyzet és nagyon egyedi termék esetén használnám.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2011 december 08, 15:09
Írta: 000000000 Dátum 2011 december 08, 15:09
Szia jheim!
Előszöris köszönöm, hogy reagáltál!
1. PC-ből kioperált hűtőbordák.
2. Öntési hőfok? Annyit tudok róla, hogy kovácstűzhelyen olvasztottunk, az olvadék úgy folyt, mint a híg méz.
A minta Styrofoam extrudált PS habból készült, a rózsaszín keményebb változatból, jelentősen hasonlatos a vbodi képein láthatóhoz.
4.A cső alul-felül levágott sörös, illetve energiaitalos dobozokból készült. A két cső volt a "zsaluzat" a samotthabarcshoz. A vázlatomon talán látszik.
]vázlat
Előszöris köszönöm, hogy reagáltál!
1. PC-ből kioperált hűtőbordák.
2. Öntési hőfok? Annyit tudok róla, hogy kovácstűzhelyen olvasztottunk, az olvadék úgy folyt, mint a híg méz.
A minta Styrofoam extrudált PS habból készült, a rózsaszín keményebb változatból, jelentősen hasonlatos a vbodi képein láthatóhoz.
4.A cső alul-felül levágott sörös, illetve energiaitalos dobozokból készült. A két cső volt a "zsaluzat" a samotthabarcshoz. A vázlatomon talán látszik.
]vázlat
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2011 december 08, 15:11
Írta: 000000000 Dátum 2011 december 08, 15:11
Sajnálom, a képet http://kepfeltoltes.hu/111208/rajz_www.kepfeltoltes.hu_.jpg
Cím: Re:Fémöntés házilag
Írta: t334wehtf Dátum 2011 december 08, 16:02
Írta: t334wehtf Dátum 2011 december 08, 16:02
Basszus, az én monitorom 2560x1440-es, de ez a kép még nekem is nagy...
800x600 - 1280x960 (esetleg 1600x1200) között valami bőven elég...
800x600 - 1280x960 (esetleg 1600x1200) között valami bőven elég...
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2011 december 08, 16:32
Írta: 000000000 Dátum 2011 december 08, 16:32
Szerintem az alapanyaggal van probléma.
Próbálj alu öntvény hulladékot szerezni! Pl. autóbontó,hengerfej.
Próbálj alu öntvény hulladékot szerezni! Pl. autóbontó,hengerfej.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2011 december 08, 21:36
Írta: 000000000 Dátum 2011 december 08, 21:36
Sajnálom a képet! ..erre nem gondoltam, mikor megláttam, késő volt...
Köszi mindent,
kiérdemeltem e fórum looser.ja címet...!
Köszi mindent,
kiérdemeltem e fórum looser.ja címet...!
Cím: Re:Fémöntés házilag
Írta: spgkgiiaa Dátum 2011 december 08, 21:47
Írta: spgkgiiaa Dátum 2011 december 08, 21:47
Az alumínium megfelelő hőfokon nem úgy folyik, mint a méz. Ez az anyag hideg volt. A felületkezelő anyag, amit fekecs helyett használtál, oda lehet pehelygrafitos denszeszt használni. A mosogatószer előtt értetlenül állok. Amúgy esetedben teljesen felesleges, ezt az anyagot ráégés ellen kell használni, és magasabb hőfokon kötelező. Lehet, hogy a homok is vizes volt. Bizonyos összetételű homok fajtáknál a formát szárítani kell. Kényes dolog, az sem jó, ha puha, az sem, ha keményre van verve. A darab felett meg kellett volna szurkálni, hogy a gázok könnyebben távozzanak. Jobb, ha a mintát kiveszed, így abból nem keletkezik semmi gáz. A hűtőborda ötvözetlenül nem a legideálisabb vegyi összetétel, valóban sokat segíthet felesleges öntvény, mert abban már ott vannak ötvözők. A rajzon a beömlőrendszer nagyon előnytelenül van megtervezve, hirtelen zuhan a fém a darabra, és a keresztmetszetét sem nevezném ideálisnak.
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2011 december 08, 22:20
Írta: sasi Dátum 2011 december 08, 22:20
A mosószer ebben a fekecsben felületaktív anyag, nélküle a samott por leülepedik, valamint nem tapad meg a minta felületén sem.
A minta felületére felvitt bevonat az azt körülvevő homok támasztásában vesz rész, azaz jobb felületi minőséget biztosít, mint a homok önmagában.
A minta felületére felvitt bevonat az azt körülvevő homok támasztásában vesz rész, azaz jobb felületi minőséget biztosít, mint a homok önmagában.
Cím: Re:Fémöntés házilag
Írta: spgkgiiaa Dátum 2011 december 09, 07:57
Írta: spgkgiiaa Dátum 2011 december 09, 07:57
Értem, csak éppen létezik 1000 fajta mosószer, és biztos, hogy összetételükben különböznek. Nem biztos, hogy ismeretes mindenki számára, hogy melyiket kellene használni. Alura egyedi esetektől eltekintve szinte egyáltalán nem használnak az öntödék fekecset, itt egyáltalán nem tartom indokoltnak. Csak érdekesség, hogy megfelelő agyagtartalmú homokkal pedig túlzás nélkül tükrös felületet lehet önteni (az ujjlenyomat is élesen látszik az öntvényen, ha megérinted a formát).
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2011 december 09, 08:18
Írta: 000000000 Dátum 2011 december 09, 08:18
De nem homokformázásról van szó, hanem habba öntésről.
Ott meg teljesen száraz homokot használunk.
Ott meg teljesen száraz homokot használunk.
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2011 december 09, 08:35
Írta: sasi Dátum 2011 december 09, 08:35
Mi, mezei hobbyöntők támasztó homoknak folyami homokot használunk (én Tiszát), mert ez kéznél van (Tüzép), de inkább azért, mert a habminta nem olyan szilárd, mint a fa, vagy műanyag, ezért nem is lehet úgy tömöríteni mint az öntőhomokot. Továbbá, kimondottan jó, ha szellős a homok, mert így a keletkező rengeteg gáz könnyebben távozik, persze ezt elő is kell segíteni szellőző csatornák kialakításával.
Iparban, de a mezőgazdaságban is (permetezés) nedvesítésre káliszappant használnak, de ugyan azt a hatást érjük el a folyékony mosogatószerekkel, függetlenül a márkájától, ugyanis mindegyik csökkenti a folyadékok felületi feszültségét, és a konyhában, fürdőszobában mindenkinek ott van a polcán.
A samott poros fekecs légáteresztő és mikor kiég a hab, az alumínium kéreg szilárdulásáig megtartja a homokot, így a felületi minőség hasonló lesz a minta felületéhez. E nélkül rücskös, homokszemcse nyomos felületet kapunk.
Iparban, de a mezőgazdaságban is (permetezés) nedvesítésre káliszappant használnak, de ugyan azt a hatást érjük el a folyékony mosogatószerekkel, függetlenül a márkájától, ugyanis mindegyik csökkenti a folyadékok felületi feszültségét, és a konyhában, fürdőszobában mindenkinek ott van a polcán.
A samott poros fekecs légáteresztő és mikor kiég a hab, az alumínium kéreg szilárdulásáig megtartja a homokot, így a felületi minőség hasonló lesz a minta felületéhez. E nélkül rücskös, homokszemcse nyomos felületet kapunk.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2011 december 09, 09:05
Írta: 000000000 Dátum 2011 december 09, 09:05
Köszönöm a válaszaitokat, amik jövő héten újra próbálkozok.
Cím: Re:Fémöntés házilag
Írta: csizi Dátum 2011 december 09, 19:26
Írta: csizi Dátum 2011 december 09, 19:26
Fater mindig úgy ellenőrizte hogy elég meleg az anyag,(alu) hogy kimert egy kanállal, és bevitte a műhely egy sötét sarkába. Érdekes volt látni hogy az egyébként fényes olvadék sötétben hogy izzik. Pontos színárnyalatot nem tudok, de mikor már világos piros volt, akkor állt neki önteni. Sosem kérdeztem hány fokos lehet. Sajnos.
Cím: Re:Fémöntés házilag
Írta: s73tgf9vg Dátum 2012 február 26, 14:39
Írta: s73tgf9vg Dátum 2012 február 26, 14:39
Kedves fórumozók.
Elkezdtem végignyálazni a hozzászólásokat, de nem jutottam előbbre a kérdésemmel.
Az érdekelne, hogy hol lehet Debrecenben kapni fém öntéshez formázó homokot (tüzép, vagy más) valamint mi a pontos neve a "casting sand" vagy "foundry sand" homoknak?
Úgy láttam 2 lényeges tulajdonsága van, hogy jól tapad és nagyon apró szemcséjű. Lehet mással is helyettesíteni?
Elkezdtem végignyálazni a hozzászólásokat, de nem jutottam előbbre a kérdésemmel.
Az érdekelne, hogy hol lehet Debrecenben kapni fém öntéshez formázó homokot (tüzép, vagy más) valamint mi a pontos neve a "casting sand" vagy "foundry sand" homoknak?
Úgy láttam 2 lényeges tulajdonsága van, hogy jól tapad és nagyon apró szemcséjű. Lehet mással is helyettesíteni?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2012 február 26, 17:22
Írta: 000000000 Dátum 2012 február 26, 17:22
Veszel a Praktikerben finom kvarchomokot és veszel bentonitot valahol, ezeket összekeverve földnedves állapotban kész a hobby formázóhomok.
De Újpesten a Schweidel utcában(Ferrometál) felhasználókészen mindent meg kapsz.
A munkavédelmi eszközökről se feledkezz meg!!!
De Újpesten a Schweidel utcában(Ferrometál) felhasználókészen mindent meg kapsz.
A munkavédelmi eszközökről se feledkezz meg!!!
Cím: Re:Fémöntés házilag
Írta: s73tgf9vg Dátum 2012 február 26, 18:08
Írta: s73tgf9vg Dátum 2012 február 26, 18:08
Kell rá ügyeljek, hogy a bentonitban ne legyen aluminium keverék? Úgy látom van amibe azt is kevernek. Valamint földnedvesen összekeverem és megcsinálom a formát majd kiszárítom, vagy kiszárítás után kell formázzak vele? Valamint érdekel, hogy mi miért kell. A kvarc hígítani, a bentonit meg hogy tartása legyen? Egyébként tetszik a módszer, nagyon köszönöm a választ!
Cím: Re:Fémöntés házilag
Írta: s73tgf9vg Dátum 2012 február 29, 21:13
Írta: s73tgf9vg Dátum 2012 február 29, 21:13
Még két kérdés felmerült.
A bentonitot és a homokot milyen arányban kell keverni.
Valamint alumínium olvasztáshoz lehet-e bográcsot használni. A hőt bírnia kell és zománcozott is a fala, meg olcsó.
A bentonitot és a homokot milyen arányban kell keverni.
Valamint alumínium olvasztáshoz lehet-e bográcsot használni. A hőt bírnia kell és zománcozott is a fala, meg olcsó.
Cím: Re:Fémöntés házilag
Írta: spgkgiiaa Dátum 2012 február 29, 21:19
Írta: spgkgiiaa Dátum 2012 február 29, 21:19
A bentonit természetes agyag, ebben a formájában a legjobb. A keverési arány akkor a megfelelő, ha a bentonittal kevert nedves homok tenyérben összeszorítva összeáll, de minimális erő már kell, ha el akarod törni. Szárítás után már nem tudsz vele formázni, mert nem lesz víz tartalma, tehát nedvesen elkészíted a formát, és öntés előtt közvetlenül megszárítod. A bográcshoz nem tudok mit hozzáfűzni, de szerintem kérdéses, hogy ekkora meleget bír-e a zománc?
Cím: Re:Fémöntés házilag
Írta: s73tgf9vg Dátum 2012 február 29, 21:24
Írta: s73tgf9vg Dátum 2012 február 29, 21:24
A zománc részét én sem tudom de láttam rozsdamentes acélból is. Láttam 900Ft-ért 2 literes bográcsot, kipróbálom és megírom, hogy mi lett vele. A formázást meg így már értem, nem a hagyományos formázó homok, de kiválónak tűnik. Köszönöm a gyors választ!
Cím: Re:Fémöntés házilag
Írta: 3kvyw653f Dátum 2012 március 01, 20:36
Írta: 3kvyw653f Dátum 2012 március 01, 20:36
zománc=szinezett üvegpor,olvasztva :)
Cím: Re:Fémöntés házilag
Írta: aajydmb6r Dátum 2012 március 01, 20:49
Írta: aajydmb6r Dátum 2012 március 01, 20:49
Szerintem felejtős a bogrács. Szét ég mielőtt megolvadna az alu. Menj ki a MÉH telepre és ott találhatsz 1cm falvastagságú csöveket. Nekem is van ilyen csövem. Én is ott vettem. Hegesztettsz rá aljat és már olvaszthatsz is benne. Olcsóbban kijön mint egy bogrács. Abban főzz inkább egy finom gulyást.
Cím: Re:Fémöntés házilag
Írta: spgkgiiaa Dátum 2012 március 01, 21:01
Írta: spgkgiiaa Dátum 2012 március 01, 21:01
A legkézenfekvőbb mégis egy grafit tégely. Az ilyen kis méretűekben sajnos nem tudom még megsaccolni sem, mennyibe kerülhet. Biztos, hogy nagyságrenddel többe kerül, mint egy cső.
Ha mégis abban olvaszt valaki, akkor folyamatos felhevítésnél nincs gond, de ha hirtelen olvadék ér egy ilyen korrodált felületet, akkor az robban. A kanalat is elő kell melegíteni alaposan! Nem játék...
Ha mégis abban olvaszt valaki, akkor folyamatos felhevítésnél nincs gond, de ha hirtelen olvadék ér egy ilyen korrodált felületet, akkor az robban. A kanalat is elő kell melegíteni alaposan! Nem játék...
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2012 március 01, 21:14
Írta: Rabb Ferenc Dátum 2012 március 01, 21:14
Ajánlom figyelmedbe! Fémöntés házilag "Kalmus" előadása az első (leányfalui) Hobbi CNC talin.
Cím: Re:Fémöntés házilag
Írta: aajydmb6r Dátum 2012 március 01, 22:34
Írta: aajydmb6r Dátum 2012 március 01, 22:34
Épp a minap találtam a Vaterán egy hírdetést, amelyben üvegöntészetből visszamaradt grafit formákat árul egy emberke. Azt hiszem 2500Ft/ fél köbdeciméter. ha érdekel valakit, akkor belinkelem.
Cím: Re:Fémöntés házilag
Írta: aajydmb6r Dátum 2012 március 01, 22:37
Írta: aajydmb6r Dátum 2012 március 01, 22:37
Cím: Re:Fémöntés házilag
Írta: fpm64xtbb Dátum 2012 március 03, 21:52
Írta: fpm64xtbb Dátum 2012 március 03, 21:52
Van egy grafit öntőtégelyem kb 40cm magas 25cm
széles szerintetek mennyi Ft-ot lehetne érte elkérni.
széles szerintetek mennyi Ft-ot lehetne érte elkérni.
Cím: Re:Fémöntés házilag
Írta: hostya Dátum 2012 március 03, 22:10
Írta: hostya Dátum 2012 március 03, 22:10
Ez valami szögletes öntőtégely, vagy a szélesség az átmérőt jelent..??
Cím: Re:Fémöntés házilag
Írta: gorbi Dátum 2012 március 03, 22:13
Írta: gorbi Dátum 2012 március 03, 22:13
Ha pontos adatokat adsz meg, és képet is teszel fel, engem lehet érdekelne!
Cím: Re:Fémöntés házilag
Írta: fpm64xtbb Dátum 2012 március 03, 22:21
Írta: fpm64xtbb Dátum 2012 március 03, 22:21
A szélesség átmérőt jelent de holnap majd mindent lemérek meg képet is teszek fel.
Cím: Re:Fémöntés házilag
Írta: fpm64xtbb Dátum 2012 március 04, 10:46
Írta: fpm64xtbb Dátum 2012 március 04, 10:46
Nem feltétlenül akarom eladni csak érdekel kb mit érhet.

Ha valaki tisztában van az árakkal írja már meg köszi!
Ha valaki tisztában van az árakkal írja már meg köszi!
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2012 március 04, 11:10
Írta: svejk Dátum 2012 március 04, 11:10
Egyszerű, amennyit kapsz érte...
Cím: Re:Fémöntés házilag
Írta: gorbi Dátum 2012 március 04, 13:19
Írta: gorbi Dátum 2012 március 04, 13:19
Ez nem csak grafit bevonatos tégely? Nagyon porózusnak tűnik a széle.
Cím: Re:Fémöntés házilag
Írta: VighLajos Dátum 2012 március 04, 18:58
Írta: VighLajos Dátum 2012 március 04, 18:58
Üdv mindenkinek!
Az lenne a kérdésem, hogy épített-e a fórumtársak közül valaki indukciós kemencét, vagy hevítőt?
Leginkább egy működőképes példány érdekelne, 3-4 cm tekercsátmérővel, leginkább edzésre kellene.
Az lenne a kérdésem, hogy épített-e a fórumtársak közül valaki indukciós kemencét, vagy hevítőt?
Leginkább egy működőképes példány érdekelne, 3-4 cm tekercsátmérővel, leginkább edzésre kellene.
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2012 március 04, 19:15
Írta: svejk Dátum 2012 március 04, 19:15
Ej de fiatal fórumozó vagy!
Vbodi topicja fél évig erről szólt, vagy 3 találkozón élőben is bemutatta.
Tessék csak visszaolvasni!
Vbodi topicja fél évig erről szólt, vagy 3 találkozón élőben is bemutatta.
Tessék csak visszaolvasni!
Cím: Re:Fémöntés házilag
Írta: fpm64xtbb Dátum 2012 március 04, 19:28
Írta: fpm64xtbb Dátum 2012 március 04, 19:28
A bevonata az valamilyen festék a tégely az grafit,csak ez nem nagyon volt használva,mert a suliban volt bemutatódarab még ki nem akarták dobni.
Cím: Re:Fémöntés házilag
Írta: VighLajos Dátum 2012 március 04, 20:33
Írta: VighLajos Dátum 2012 március 04, 20:33
Emlékeztem, hogy valaki csinált itt ilyet. Igen, Vbodi volt, sajnos a hivatkozások már a semmibe mutatnak.
Akkoriban regisztráltam magamat, a találkozókról valami egyéb dolog miatt sorra lemaradtam, a múlt év őszi hatvanin voltam, de ott nem volt ilyen.
Tovább túrom a netet...
Ja, és köszönöm a tanácsot!
[#worship]
Akkoriban regisztráltam magamat, a találkozókról valami egyéb dolog miatt sorra lemaradtam, a múlt év őszi hatvanin voltam, de ott nem volt ilyen.
Tovább túrom a netet...
Ja, és köszönöm a tanácsot!
[#worship]
Cím: Re:Fémöntés házilag
Írta: r6tect4u9 Dátum 2012 március 21, 19:53
Írta: r6tect4u9 Dátum 2012 március 21, 19:53
Hello mindenki. Segítségeteket szeretném kérni, elkezdtem alumíniumot önteni vegyes sikerrel. A gondom a következő: a polisztirol mintáim rendkívül gázosodnak :( az első egy bevonat nélküli minta:
http://imagerz.com/QFdDX1pWAFc
illetve ugyanezen a képen bejelöltem hogy kellett volna kinéznie:
http://imagerz.com/QFdDX1pWAFQ
jó, gondoltam akkor fekecset neki plusz egy kicsit melegíteni (ki akartam égetni, de nem sikerült teljesen a végében bent maradt a hab) + a habba szúrtam két szöget (mint légzőnyílás) melyet "kiégetés" előtt kiszedtem
eredmény:
http://imagerz.com/QFdDX1pWAF8
http://imagerz.com/QFdDX1pWAAc
fekecsként Sasovits úr honlapján megadott összetételt alkalmazom
Én arra gondoltam, hogy kellene készíteni a minta "végéhez" is nyílást, de ilyet a neten található képeken nem látok, mégis rendesen felveszi a formát pl:
http://imagerz.com/QFdDX1pWAAQ
http://imagerz.com/QFdDX1pWAAA
kép a "fekecses" öntésről:
http://imagerz.com/QFdDX1pWAF8
http://imagerz.com/QFdDX1pWAAc
bár megjegyzem a minta nem függőlegesen állt inkább kb.:75 fokban (a fekecses darabnál)
segítségeteket előre is köszönöm :D
http://imagerz.com/QFdDX1pWAFc
illetve ugyanezen a képen bejelöltem hogy kellett volna kinéznie:
http://imagerz.com/QFdDX1pWAFQ
jó, gondoltam akkor fekecset neki plusz egy kicsit melegíteni (ki akartam égetni, de nem sikerült teljesen a végében bent maradt a hab) + a habba szúrtam két szöget (mint légzőnyílás) melyet "kiégetés" előtt kiszedtem
eredmény:
http://imagerz.com/QFdDX1pWAF8
http://imagerz.com/QFdDX1pWAAc
fekecsként Sasovits úr honlapján megadott összetételt alkalmazom
Én arra gondoltam, hogy kellene készíteni a minta "végéhez" is nyílást, de ilyet a neten található képeken nem látok, mégis rendesen felveszi a formát pl:
http://imagerz.com/QFdDX1pWAAQ
http://imagerz.com/QFdDX1pWAAA
kép a "fekecses" öntésről:
http://imagerz.com/QFdDX1pWAF8
http://imagerz.com/QFdDX1pWAAc
bár megjegyzem a minta nem függőlegesen állt inkább kb.:75 fokban (a fekecses darabnál)
segítségeteket előre is köszönöm :D
Cím: Re:Fémöntés házilag
Írta: spgkgiiaa Dátum 2012 március 22, 08:00
Írta: spgkgiiaa Dátum 2012 március 22, 08:00
Fotók alapján úgy néz ki, mintha hideg anyag lett volna ráöntve a habra, és bent maradt volna a gáz. Öntési helyzetnek a 75 fok semmiféleképpen nem jó. Ezt simán le kell tenni, és ugyanonnan kell megvágni, ahol eddig csináltad. A homokkeverékről nincs infó, szerintem ott a második hiba. A mintát teljesen felesleges kilukasztani, mert nem onnan kell a gáznak elmennie, hanem a homokon keresztül kell a forma belsejéből távoznia. A minta túloldalára akkor kellene "nyílás", ha tápfejet akarnál a darabra, ami itt nem indokolt, viszont a beömlésnek kell valamennyi nyomás, amiről itt nem írtál. Azt se lehet tudni, hogy mit olvasztottál meg és milyen körülmények között.
Cím: Re:Fémöntés házilag
Írta: r6tect4u9 Dátum 2012 március 22, 08:46
Írta: r6tect4u9 Dátum 2012 március 22, 08:46
hali köszönöm válaszod
sima folyami homokba öntöm, mivel az öntésről szóló videóban a habszivacsos öntésnél azt mondják ez is jó, motorok dugattyúit olvasztottam meg gázzal "perzselővel" grafitozott öntöttvas edényben,
" viszont a beömlésnek kell valamennyi nyomás, amiről itt nem írtál."
simán úgymond gravitációs öntéssel öntöm (edényből a mintára)kb. 5cm magasságból
mondjuk miután teljesen megolvadt az alu rögtön öntöttem is ráadásul hamar dermedt, szóval akkor lehet hogy "hideg" volt az anyag?
sima folyami homokba öntöm, mivel az öntésről szóló videóban a habszivacsos öntésnél azt mondják ez is jó, motorok dugattyúit olvasztottam meg gázzal "perzselővel" grafitozott öntöttvas edényben,
" viszont a beömlésnek kell valamennyi nyomás, amiről itt nem írtál."
simán úgymond gravitációs öntéssel öntöm (edényből a mintára)kb. 5cm magasságból
mondjuk miután teljesen megolvadt az alu rögtön öntöttem is ráadásul hamar dermedt, szóval akkor lehet hogy "hideg" volt az anyag?
Cím: Re:Fémöntés házilag
Írta: spgkgiiaa Dátum 2012 március 22, 21:44
Írta: spgkgiiaa Dátum 2012 március 22, 21:44
A gravitációt sok módon fel lehet használni. Ahol nem elég egy sima beömlő, ott szoktunk tenni magasítónak egy darabhoz keresztmetszetben arányosan megfelelő tölcsért homokból, ami kúpos, így a táplálást is jobban segíti, az anyag pedig a tölcsér belsejében dermed meg utoljára. A szívódási üreg ilyenkor a beömlőrendszerben lesz, nem pedig a darabon. A hidrosztatikus nyomást csak így tudod növelni. Ezt viszont azzal, amid van, nem tudod otthon megcsinálni. Helyette láttam már más megoldást, de nem mondom meg, hogy mit. Balesetveszélyesnek tartom, mert jól össze lehet égni, ha nem figyelsz oda, és nem is erre való. A célnak megfelel, de nem ajánlom. Mindezen túl elég macerás... Ide pedig nem is kell.
Az olvasztás részéről annyit, hogy a gázláng alkalmas az alumínium olvasztására. Szakszerűen grafit tégelyben olvasztanak, de egy más anyagú edényt felesleges grafittal bevonni.
Ha kiöntöd az olvadt fémet, akkor minél alacsonyabbról kell, mert ha magasból zuhan le, akkor elsodorhatja a homokot, és magával viszi a darabba.
A motor dugattyúk lehetnek nyomásos és sima öntvények, ezért jellemzően a Si tartalmuk 5-10% között mozog, tehát ezzel elvileg nem volt baj.
A képek alapján változatlanul úgy néz ki, hogy a darab egyszerűen nem folyt ki. Sajnos a képek elég homályosak, a részleteket nem lehet látni. Hőmérsékletet kellene ellenőrizned. Erre használhatsz lézeres hőmérőt, de akkor le kell szórni valamivel az olvadék tetejét, mert visszatükröződő felületen nem tudsz mérni ilyen műszerrel, csak több 100 fokos eltéréssel. Legegyszerűbben meg kellene nézned sötétben. Ha az olvadt fém "meggypiros", akkor jó :) Ez különben 720 fok körül van. Öntés előtt meg is keverheted, egyáltalán nem lehet darabos. Ha túlhevíted, akkor meg elég az ötvözőtartalma. Gondolom, hogy az olvadékot nem gáztalanítottad gázzal vagy tablettával.
A folyami homok részéhez nem igazán tudok mit hozzáfűzni, mert nem szakszerű megoldás. Egy ilyen darabnál erősebb agyagtartalmú homokot nedvesítenék, elkészíteném a formát, KIVENNÉM a mintát, kiszárítanám a formát, összezárnám, és egy óra alatt készítenék annyi jó öntvényt, amennyire szükségem van. Az öntési helyzet vízszintes, a legerősebb résznél, a szár irányába vágnám meg a darabot, ráadásul a beömlés irányába táguló keresztmetszetű csatornával. Öntés után 15 perccel ki is lehet borítani, kesztyűvel meg is lehet fogni, és nézegetni :)
Az olvasztás részéről annyit, hogy a gázláng alkalmas az alumínium olvasztására. Szakszerűen grafit tégelyben olvasztanak, de egy más anyagú edényt felesleges grafittal bevonni.
Ha kiöntöd az olvadt fémet, akkor minél alacsonyabbról kell, mert ha magasból zuhan le, akkor elsodorhatja a homokot, és magával viszi a darabba.
A motor dugattyúk lehetnek nyomásos és sima öntvények, ezért jellemzően a Si tartalmuk 5-10% között mozog, tehát ezzel elvileg nem volt baj.
A képek alapján változatlanul úgy néz ki, hogy a darab egyszerűen nem folyt ki. Sajnos a képek elég homályosak, a részleteket nem lehet látni. Hőmérsékletet kellene ellenőrizned. Erre használhatsz lézeres hőmérőt, de akkor le kell szórni valamivel az olvadék tetejét, mert visszatükröződő felületen nem tudsz mérni ilyen műszerrel, csak több 100 fokos eltéréssel. Legegyszerűbben meg kellene nézned sötétben. Ha az olvadt fém "meggypiros", akkor jó :) Ez különben 720 fok körül van. Öntés előtt meg is keverheted, egyáltalán nem lehet darabos. Ha túlhevíted, akkor meg elég az ötvözőtartalma. Gondolom, hogy az olvadékot nem gáztalanítottad gázzal vagy tablettával.
A folyami homok részéhez nem igazán tudok mit hozzáfűzni, mert nem szakszerű megoldás. Egy ilyen darabnál erősebb agyagtartalmú homokot nedvesítenék, elkészíteném a formát, KIVENNÉM a mintát, kiszárítanám a formát, összezárnám, és egy óra alatt készítenék annyi jó öntvényt, amennyire szükségem van. Az öntési helyzet vízszintes, a legerősebb résznél, a szár irányába vágnám meg a darabot, ráadásul a beömlés irányába táguló keresztmetszetű csatornával. Öntés után 15 perccel ki is lehet borítani, kesztyűvel meg is lehet fogni, és nézegetni :)
Cím: Re:Fémöntés házilag
Írta: re8jzm80a Dátum 2012 március 23, 06:07
Írta: re8jzm80a Dátum 2012 március 23, 06:07
Sziasztok.
Szeretném megkérdezni hogy egy egész kicsi méretű szegnyereg öntvényt valaki a gyári szegnyereg után le tud -e önteni?Két gép van,de az egyikről hiányzik a szegnyereg.
Természetesen a megbeszélt összeg ellenében.
üdv:peti
Szeretném megkérdezni hogy egy egész kicsi méretű szegnyereg öntvényt valaki a gyári szegnyereg után le tud -e önteni?Két gép van,de az egyikről hiányzik a szegnyereg.
Természetesen a megbeszélt összeg ellenében.
üdv:peti
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2012 március 23, 08:58
Írta: svejk Dátum 2012 március 23, 08:58
Petrence!
A képen a Csizi fórumtársunk eladó, állítólag grafit tégelyei láthatóak.
Mit lehet ezzel kezdeni, hogy ne ijedjenek meg tőlük a vevők??
Megboldogult faterja lehet 40 éven át öntötte belőlük az alut. :(

A képen a Csizi fórumtársunk eladó, állítólag grafit tégelyei láthatóak.
Mit lehet ezzel kezdeni, hogy ne ijedjenek meg tőlük a vevők??
Megboldogult faterja lehet 40 éven át öntötte belőlük az alut. :(
Cím: Re:Fémöntés házilag
Írta: spgkgiiaa Dátum 2012 március 23, 10:36
Írta: spgkgiiaa Dátum 2012 március 23, 10:36
Elég réginek néznek ki. Olvasztás után nem lett kitisztítva. Láttam a képeket, a másik hárommal együtt. Viszonyítási alapom azért nincs, mert (és ezzel senkit nem akarok megbántani) ilyet állapotban lévő tégelyt még nem láttam. Ha grafit tégely, és valóban annyira el van használva, mint ahogy kinéz, akkor a hővezető képessége nagyon leromolhatott. Ebből az következik, hogy 10x annyi energia kell a fém megolvasztáshoz, mint egy új tégellyel. Meg kellene kicsit tisztítani, és keresni kellene rajta repedést. Ha van, akkor 90%, hogy akkor fog eldurranni, amikor tele van. Ránézésre ipari felhasználásra tökéletesen alkalmatlan, hobbira meg veszélyes és gazdaságtalan. Otthoni próbálkozásra, vagy az alkotás öröme végett meg bármilyen kübli megteszi, ha valaki alut olvasztani akar valami apróság öntéséhez.
Cím: Re:Fémöntés házilag
Írta: spgkgiiaa Dátum 2012 március 23, 10:38
Írta: spgkgiiaa Dátum 2012 március 23, 10:38
Egy hasonló kérést rövidesen megpróbálunk teljesíteni egyik fórumtársunknak. Küldj egy levelet nekem.
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2012 március 23, 11:19
Írta: svejk Dátum 2012 március 23, 11:19
Köszönöm az őszinte választ! [#worship]
Cím: Re:Fémöntés házilag
Írta: csizi Dátum 2012 március 23, 19:37
Írta: csizi Dátum 2012 március 23, 19:37
Természetesen egy hozzáértő válaszon nem fogok megsértődni, sőt! Köszönöm. Szerintem minimum 25 éves tégelyek, és ha jól emlékszem ezekben rezet olvasztott fater, és koksszal fűtött körülötte.
Kidobni nem akarom, sajnálnám, megtisztítani nem tudom hogy kell.
Még alszok rá egyet-kettőt mi legyen a sorsa.[#worship]
Kidobni nem akarom, sajnálnám, megtisztítani nem tudom hogy kell.
Még alszok rá egyet-kettőt mi legyen a sorsa.[#worship]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2012 március 23, 19:46
Írta: 000000000 Dátum 2012 március 23, 19:46
Csak sejtem,hogy ez a grafit nem egy túl kemény anyag vagy ha mégis akkor esetleg fúrógépbe fogott drótkoronggal nem lehetne megpróbálni megtakarítani?Vagy ennek a rézhuzalos verziójával?Esetleg homokfúvás?

Cím: Re:Fémöntés házilag
Írta: xr54ua7n2 Dátum 2012 március 23, 20:50
Írta: xr54ua7n2 Dátum 2012 március 23, 20:50
Nos nem akarlak elkeseríteni, de ebből a korongból egy tucat is kevés. A rátapadt pl. salakmaradványok,oxid rétegek és a kezelőanyag maradványok egy masszív réteget képeznek a tégely falán. Szakszerűen öntés után szokták kitisztítani, amikor még meleg. Osztom petrence kolléga véleményét.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2012 március 23, 20:56
Írta: 000000000 Dátum 2012 március 23, 20:56
Esetleg magasnyomású mosó szennymarófejjel?Vagy valami ilyesmi a neve,betont is vágott már vele nevelőfaterom.
Cím: Re:Fémöntés házilag
Írta: xr54ua7n2 Dátum 2012 március 23, 21:00
Írta: xr54ua7n2 Dátum 2012 március 23, 21:00
Nem ajánlom, hogy vízzel nyomasd aztán valaki elkezd benne olvasztani !!!! Annyira elhasználódott a tégely, hogy kidobásra érett szerintem. Nagyon szét van égetve!
Cím: Re:Fémöntés házilag
Írta: spgkgiiaa Dátum 2012 március 23, 21:11
Írta: spgkgiiaa Dátum 2012 március 23, 21:11
Ha melegében nincs kitakarítva, akkor a használatok során a szennyeződés egyre csak rakódik és rakódik. Mivel ez már megtörtént, így a kapargatás, dörzsölés és egyéb takarítási kísérletek azt fogják eredményezni, hogy lemezekben fel lehet feszegetni azt a réteget, amit a szennyeződés képez, viszont átégés függvényében fogja magával szakítani magát a tégely anyagát is. Lesznek szép kis kráterek... A magas nyomású tisztításhoz sem fűznék nagy reményeket. Talán megérne egy próbát ismét öntési hőmérsékletre hevíteni, nagyjából hőn tartani, és melegen tisztítani. Nem kellemes meló, előre jelzem! Lesül a bőr az ember képéről...
Cím: Re:Fémöntés házilag
Írta: r6tect4u9 Dátum 2012 március 25, 12:35
Írta: r6tect4u9 Dátum 2012 március 25, 12:35
Hali, újra öntöttem ezúttal agyagos homokba (száraz volt)szintén habszivacs formába (fekecs nem volt rajta) öntés előtt a homokot jól betömörítettem a forma körül az alu meggypiros volt, sajnos megint csak gázosodott, úgylátom ez a habszivacsos öntés nem lesz a haverom[#vomit], formaszekrény készítésre egyelőre nem igazán érzem, hogy képes lennék, megpróbálkozok inkább a viaszvesztéses eljárással[#conf]
képek:
1. öntvény:
http://imagerz.com/QFdDX1pSAlY
http://imagerz.com/QFdDX1pSAlc
http://imagerz.com/QFdDX1pSAlI
http://imagerz.com/QFdDX1pSAgU
2.öntvény
http://imagerz.com/QFdDX1pSAwA
http://imagerz.com/QFdDX1pSAlQ
http://imagerz.com/QFdDX1pSAlM
képek:
1. öntvény:
http://imagerz.com/QFdDX1pSAlY
http://imagerz.com/QFdDX1pSAlc
http://imagerz.com/QFdDX1pSAlI
http://imagerz.com/QFdDX1pSAgU
2.öntvény
http://imagerz.com/QFdDX1pSAwA
http://imagerz.com/QFdDX1pSAlQ
http://imagerz.com/QFdDX1pSAlM
Cím: Re:Fémöntés házilag
Írta: xr54ua7n2 Dátum 2012 március 26, 08:37
Írta: xr54ua7n2 Dátum 2012 március 26, 08:37
Jól értem habszivacs? Nem polisztiról? Jó lenne a mintáról egy fotó vagy a kívánt alkatrészről rajz, mert így nem tudok segíteni. A viaszvesztéses eljárást precíziós öntéskor szokták alkalmazni.
A fotóid egy habos ,gázos "valamit" :) mutatnak.
A fotóid egy habos ,gázos "valamit" :) mutatnak.
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2012 március 26, 08:49
Írta: sasi Dátum 2012 március 26, 08:49
Talán akkor is hasznos tanácsokkal szolgálhatnánk, ha az alkatrészről egy befoglaló méreteket is tartalmazó rajzot mutatnál.
Linkesénél új lapon nyisd meg a linkelni kívánt honlapot, az elérését tedd vágólapra, majd a szövegablak alján található [url] –t megnyomva, a felugró ablakba másold be az elérési utat. A többi adja magát. Így többen megnézzük a képeidet…
A fotóknál jó lenne egy viszonyítási alap, pl. egy pénzérme, továbbá az sem hátrány, ha az egész öntvényt, felöntési csonkkal együtt látjuk.
Linkesénél új lapon nyisd meg a linkelni kívánt honlapot, az elérését tedd vágólapra, majd a szövegablak alján található [url] –t megnyomva, a felugró ablakba másold be az elérési utat. A többi adja magát. Így többen megnézzük a képeidet…
A fotóknál jó lenne egy viszonyítási alap, pl. egy pénzérme, továbbá az sem hátrány, ha az egész öntvényt, felöntési csonkkal együtt látjuk.
Cím: Re:Fémöntés házilag
Írta: r6tect4u9 Dátum 2012 március 26, 08:52
Írta: r6tect4u9 Dátum 2012 március 26, 08:52
Na megnéztem Styrofoam a hab anyaga (kék) ebből csináltam mintát, elvileg ezzel nem lehet gond, amúgy hűtőbordát akarok készíteni ennek lettek volna ezek a "valamik" a "prototípusai" a mintáról és az öntvényről is küldök majd képeket.
hosszabb beömlőcsatornával fogok először próbálkozni fekecs nélkül.[#eljen]
hosszabb beömlőcsatornával fogok először próbálkozni fekecs nélkül.[#eljen]
Cím: Re:Fémöntés házilag
Írta: r6tect4u9 Dátum 2012 március 26, 08:55
Írta: r6tect4u9 Dátum 2012 március 26, 08:55
oksi csak nem akartam, hogy egy teljes oldal az én képeimmel legyen tele :) rajz nincs róla majd valamit rakok mellé
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2012 március 26, 09:10
Írta: sasi Dátum 2012 március 26, 09:10
Nem a kép beillesztését hiányolom, hanem annak linkelését!
[#vigyor2]
[#vigyor2]
Cím: Re:Fémöntés házilag
Írta: r6tect4u9 Dátum 2012 március 26, 13:27
Írta: r6tect4u9 Dátum 2012 március 26, 13:27
már értem,[#nevetes1]
nyugtáztam
nyugtáztam
Cím: Re:Fémöntés házilag
Írta: spgkgiiaa Dátum 2012 március 26, 20:29
Írta: spgkgiiaa Dátum 2012 március 26, 20:29
Hosszabb beömlővel hidegebb anyag fog érkezni a mintához, így azt szerintem felejtsd el. Ha minden áron ezzel az eljárással akarsz jó darabot készíteni, akkor viszont két "lukat" kell a formára csinálni. Az egyiken az anyag bemegy, és ha nem akarsz több selejtet, akkor csinálsz a túl oldalára még egyet, ahol a gáz kijön. Ezzel a homokkal csak egy beömlővel az életben nem fog jó darab sikerülni, mert a gáz bent marad, a többet meg tudod. Az öntési helyzet sem mindegy, mert ha ez a valami borda akar lenni, akkor azok lefelé nézzenek, mert különben megint rossz lesz az egész. Ha elég meleg az anyag, elsőre jó lesz, amit szeretnél.
Cím: Re:Fémöntés házilag
Írta: csizi Dátum 2012 március 26, 22:30
Írta: csizi Dátum 2012 március 26, 22:30
Köszönöm az infót. Nagy mérgemben az lett a vége, hogy a kisebbet szétvertem, már ha másért nem is, akkor azért hogy megbizonyosodjak hogy miből van, hát grafitnak grafit. Tényleg volt "elrétegződés" az anyagban. A nagyobb egy kicsit jobb állapotnak örvend, de mivel nincs szükségem rá, kizárt hogy a tisztításával szenvedjek, úgyhogy az is kuka.
Cím: Re:Fémöntés házilag
Írta: spgkgiiaa Dátum 2012 március 26, 22:34
Írta: spgkgiiaa Dátum 2012 március 26, 22:34
Biztosan át van égve a nagyobbik is rendesen. De hát ez a dolguk a tégelyeknek. Olyat még nem találtak ki, ami a végtelenségig jó... Ha emlékbe nem akarod eltenni, akkor tényleg kuka :(
Cím: Re:Fémöntés házilag
Írta: r6tect4u9 Dátum 2012 március 27, 08:32
Írta: r6tect4u9 Dátum 2012 március 27, 08:32
köszönöm kipróbálom :)
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2012 március 27, 08:36
Írta: 000000000 Dátum 2012 március 27, 08:36
A neten rengeteg infó van!
http://www.backyardmetalcasting.com/index.html
http://www.backyardmetalcasting.com/index.html
Cím: Re:Fémöntés házilag
Írta: spgkgiiaa Dátum 2012 március 27, 13:26
Írta: spgkgiiaa Dátum 2012 március 27, 13:26
Fantasztikus :) Még hobbi kupolókemencét is gyártott valamelyikük. Vasat olvasztani otthon nem kis kihívás...
Cím: Re:Fémöntés házilag
Írta: Kristály Árpád Dátum 2012 március 27, 17:41
Írta: Kristály Árpád Dátum 2012 március 27, 17:41
[#eljen][#eljen][#eljen][#wave][#wink][#worship][#wow1][#eljen]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2012 március 27, 19:25
Írta: 000000000 Dátum 2012 március 27, 19:25
Google: hobby foundry
Cím: Re:Fémöntés házilag
Írta: s73tgf9vg Dátum 2012 április 06, 22:59
Írta: s73tgf9vg Dátum 2012 április 06, 22:59
Üdv emberek. Írtam már alu öntés miatt, hogy kellene valami formázó homok helyett, vbodi javasolta a bentonit+kvarc homokot. Namost itthon nem találok bentonitot, Debreceni vagyok. Más ötlet? Olvastam, hogy homok + vízüveg is jó. Konkrét boltok is érdekelnek Db-ben.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2012 április 07, 06:03
Írta: 000000000 Dátum 2012 április 07, 06:03
Hogyha habba akarsz önteni, akkor szárított síma homok a jó.
A habmintát be kell kenni fekeccsel és ha megszáradt, száraz homokba állítani egy edénybe, feltölteni az edényt a minta tetejéig homokkal.
Az edény oldalát körben ütögetni, hogy a homok a minta köré tömörödjön.
Bentonitot a Ferrometál Kft-nél tudsz venni újpesten.
Fenn vannak a neten, lehet, hogy futárral is küldenek.
De vannak kész formázó homokok is náluk.
A habmintát be kell kenni fekeccsel és ha megszáradt, száraz homokba állítani egy edénybe, feltölteni az edényt a minta tetejéig homokkal.
Az edény oldalát körben ütögetni, hogy a homok a minta köré tömörödjön.
Bentonitot a Ferrometál Kft-nél tudsz venni újpesten.
Fenn vannak a neten, lehet, hogy futárral is küldenek.
De vannak kész formázó homokok is náluk.
Cím: Re:Fémöntés házilag
Írta: s73tgf9vg Dátum 2012 április 08, 02:43
Írta: s73tgf9vg Dátum 2012 április 08, 02:43
Megpróbálom így, köszönöm.
Cím: Re:Fémöntés házilag
Írta: s73tgf9vg Dátum 2012 április 09, 23:13
Írta: s73tgf9vg Dátum 2012 április 09, 23:13
Újabb kérdésem van. Ha alapanyagnak egy dízel motor blokkját fogom használni arról kell valamit tudjak? Gázosodás, hőtágulás, olvadáspont, bármi ami egy újoncnak nehézség lehet.
Cím: Re:Fémöntés házilag
Írta: spgkgiiaa Dátum 2012 április 10, 20:26
Írta: spgkgiiaa Dátum 2012 április 10, 20:26
Mivel az öntvény, így benne vannak az ötvözők. A sima lemezekben és húzott anyagokban ezek nincsenek. Ennyi a leglényegesebb különbség. Ezt is kell gáztalanítani, ez is fog zsugorodni...
Cím: Re:Fémöntés házilag
Írta: may47wb Dátum 2012 április 15, 21:37
Írta: may47wb Dátum 2012 április 15, 21:37
Cím: Re:Fémöntés házilag
Írta: xr54ua7n2 Dátum 2012 április 16, 15:11
Írta: xr54ua7n2 Dátum 2012 április 16, 15:11
Szerencséje van, hogy nem égett meg. A régi szakik készítettek hasonló technikával egyedi öntvényeket un. sablon formázással. Mára ez ipari gyakorlatban kihalt.(Mo.-on)
Cím: Re:Fémöntés házilag
Írta: spgkgiiaa Dátum 2012 április 16, 15:15
Írta: spgkgiiaa Dátum 2012 április 16, 15:15
Én is néztem, de ezúttal minden szakmaiságot mellőzve az jutott először eszembe, hogy milyen laza... Még kellett volna néhány pálmafa a tengerpartra. Kimegy, kipakol, megcsinálja, összerámol, és angolosan távozik :) Ha mindenki ilyen lenne, akkor az összes mintakészítő lehúzhatná a rolót. Amúgy szerintem az ilyen dolgok pl. Indiában még mindig modern és korszerű technológiák lehetnek :)
Cím: Re:Fémöntés házilag
Írta: xr54ua7n2 Dátum 2012 április 16, 18:23
Írta: xr54ua7n2 Dátum 2012 április 16, 18:23
Egy hétvégi pikniknek is fellehet fogni :) Indiának is van tengerpartja...képzeld el( kb 1.2 Milliád ember él) ,ha csak 1% naponta egy ilyen széket készít .....
Cím: Re:Fémöntés házilag
Írta: VighLajos Dátum 2012 május 25, 07:00
Írta: VighLajos Dátum 2012 május 25, 07:00
Cím: Re:Fémöntés házilag
Írta: Csuhás Dátum 2012 június 03, 22:41
Írta: Csuhás Dátum 2012 június 03, 22:41
Beírom ide is hiszen ebbe a szaktopicba tartozik.
Letölthető régi jó könyv:
Pintér András
Kézi formázás
MKK Ipari Szakkönyvtár 1958
http://data.hu/get/5192118/kezi_formazas.pdf
Letölthető régi jó könyv:
Pintér András
Kézi formázás
MKK Ipari Szakkönyvtár 1958
http://data.hu/get/5192118/kezi_formazas.pdf
Cím: Re:Fémöntés házilag
Írta: xg2w6ib9x Dátum 2012 június 03, 23:36
Írta: xg2w6ib9x Dátum 2012 június 03, 23:36
Köszönjük szépen a fáradozásaidat ![#worship]
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2012 június 04, 14:41
Írta: svejk Dátum 2012 június 04, 14:41
Erre a könyvre kerestem pár hete szkennelős vállalkozót, de akkor ez megoldódott.
Cím: Re:Fémöntés házilag
Írta: s73tgf9vg Dátum 2012 június 04, 16:06
Írta: s73tgf9vg Dátum 2012 június 04, 16:06
Lehet volt már linkelve, de a kezdőknek nagyon jó, most is szóba jött a mag készítése.
http://www.youtube.com/user/myfordboy/videos
http://www.youtube.com/user/myfordboy/videos
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2012 július 09, 12:31
Írta: 3vv2btrhv Dátum 2012 július 09, 12:31
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2012 július 15, 18:14
Írta: ncw4w5nca Dátum 2012 július 15, 18:14
Szia NyariG
Ahogy írod, a te cégednél elvesző habmintás eljárással öntenek. A kérdésem az volna, hogy mivel ragasszák a habot?
Ahogy írod, a te cégednél elvesző habmintás eljárással öntenek. A kérdésem az volna, hogy mivel ragasszák a habot?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2012 július 15, 18:30
Írta: 000000000 Dátum 2012 július 15, 18:30
Mondhatom, nem viszed túlzásba a hozzászólást. 6 év alatt 5 beírás.
Ez, komoly teljesítmény!
Cím: Re:Fémöntés házilag
Írta: ukcge40u Dátum 2012 július 15, 18:48
Írta: ukcge40u Dátum 2012 július 15, 18:48
Szerintem semmi extra.
Mozaikragasztó, vagy valami olcsóbb faragasztó.
Az a lényeg, hogy gyorsan, és minél kevesebb hulladékkal égjen el.
Ez a fórumon az idei első beírásom... :)
Mozaikragasztó, vagy valami olcsóbb faragasztó.
Az a lényeg, hogy gyorsan, és minél kevesebb hulladékkal égjen el.
Ez a fórumon az idei első beírásom... :)
Cím: Re:Fémöntés házilag
Írta: s2k5ycubj Dátum 2012 július 15, 18:53
Írta: s2k5ycubj Dátum 2012 július 15, 18:53
Ha a hozzászólásaid számát vesszük alapul vagy nagyon öreg vagy,vagy nagyon soká élsz még![#nyes][#nyes][#wave][#wave]
Cím: Re:Fémöntés házilag
Írta: PSoft Dátum 2012 július 15, 18:54
Írta: PSoft Dátum 2012 július 15, 18:54
Jéééé!!!!
Itt a Sanzi.[#wave]
Hát,...Te is jól el tudsz tűnni.:))
Itt a Sanzi.[#wave]
Hát,...Te is jól el tudsz tűnni.:))
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2012 július 15, 18:58
Írta: 000000000 Dátum 2012 július 15, 18:58
Légy üdvözölve, Berényi kollégával egyetemben.
Ja, te most böjtölöd, azt, amikor napi száz volt:))
És, még mondja valaki, nem jó itthon dolgozni. Se, fórumozás, se CNC építés, se pénz.
Menyi gonddal kevesebb.
Ja, te most böjtölöd, azt, amikor napi száz volt:))
És, még mondja valaki, nem jó itthon dolgozni. Se, fórumozás, se CNC építés, se pénz.
Menyi gonddal kevesebb.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2012 július 15, 19:04
Írta: 000000000 Dátum 2012 július 15, 19:04
Arányosan nézve az adatlapodat, messze túl tettél rajtam.[#email][#taps][#integet2]
Cím: Re:Fémöntés házilag
Írta: 7vpav5d32 Dátum 2012 július 15, 19:27
Írta: 7vpav5d32 Dátum 2012 július 15, 19:27
Habot ragasztani nekem nem jött be a faipari ragacs. Nagyon lassan tud kötni a két hab közt.(pont olyan neki mintha a flakonjába lenne) Techno PUR Exress-t használtam az éppen erre való csak nem annyira olcsó. Gyors és ennél tényleg nincs maradék. Gondolom öntésnél az sem mellékes, hogy nincs víz tartalma.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2012 július 15, 19:46
Írta: ncw4w5nca Dátum 2012 július 15, 19:46
Sajnos nem jósszántamból kerültem a fórumot, külföldön dolgozom. Két fiam van, és sok éhes egyetemi tanár száját kellett megtöltenem a diplomáért. Na meg se időm, se normális nettem nem volt a közelmúltig. Ha minden jól megy, egy év múlva haza mehetek, és azt tervezem, hogy újra indítom az öntést. Ki akarom bővíteni az eszközparkom egy ívolvasztó kemencével (20-30 kg) és egy kúpoló kemencével (100 kg). Ehhez a tervhez gyűjtöm az infót! Már egy hete csak a fórumot bújom. Végig olvastam az összes hozzászólást, de hozzászólni már nincs értelme. Na de hogy ne üres kézzel jöjjek itt egy cím, ami egy nagyon hasznos pdf. http://www.ippc.hu/pdf/ontode_utmutato_publikalt.pdf
Cím: Re:Fémöntés házilag
Írta: 88nwcf22d Dátum 2012 július 15, 19:59
Írta: 88nwcf22d Dátum 2012 július 15, 19:59
Ezt nem tudom, mert nem azon a részlegen dolgozom, de utánakérdezek :D
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2012 július 15, 20:20
Írta: ncw4w5nca Dátum 2012 július 15, 20:20
A mozaik ragasztó alapból nem jó, mivel a benne levő töltőanyag nem éghető ezét benne marad a fémben, és dilatációként hat. A linkelt pdf-ben melegragasztót ír, de én konkrétan arra lennék kíváncsi, hogy a gyárban, a mindennapi gyakorlatban mit használnak!
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2012 július 15, 20:24
Írta: ncw4w5nca Dátum 2012 július 15, 20:24
Előre is köszönöm. Nem is mertem remélni hogy még ma választ kapok:)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2012 július 15, 20:29
Írta: ncw4w5nca Dátum 2012 július 15, 20:29
Ezt a Techno PUR Exress-t merre érdemes keresni?
Cím: Re:Fémöntés házilag
Írta: 7vpav5d32 Dátum 2012 július 15, 20:41
Írta: 7vpav5d32 Dátum 2012 július 15, 20:41
Ők gyártják, de nem látom a termékek között.
http://www.szolvegy.hu/
Cím: Re:Fémöntés házilag
Írta: ukcge40u Dátum 2012 július 15, 20:53
Írta: ukcge40u Dátum 2012 július 15, 20:53
Csak tipp volt, nem gondoltam, hogy ennyire melléfogok.. :(
Cím: Re:Fémöntés házilag
Írta: ukcge40u Dátum 2012 július 15, 20:54
Írta: ukcge40u Dátum 2012 július 15, 20:54
Nem szándékos.
Most műszakok között nem ráérő idő van, hanem meló itthon ezerrel, műhelyépítés, házfelújítás, kert ezerrel és nullába...
Nem hiszem, hogy kell ezt még ragozni... :)
Most műszakok között nem ráérő idő van, hanem meló itthon ezerrel, műhelyépítés, házfelújítás, kert ezerrel és nullába...
Nem hiszem, hogy kell ezt még ragozni... :)
Cím: Re:Fémöntés házilag
Írta: ukcge40u Dátum 2012 július 15, 20:56
Írta: ukcge40u Dátum 2012 július 15, 20:56
Itthon dolgozni jó.
Viszont nincs kényszerszünet, amikor nem tudsz jobbat csinálni, mint fórumon lógni.
Most kilépek az ajtón, és este csak az emilekre van energiám...
Viszont nincs kényszerszünet, amikor nem tudsz jobbat csinálni, mint fórumon lógni.
Most kilépek az ajtón, és este csak az emilekre van energiám...
Cím: Re:Fémöntés házilag
Írta: ukcge40u Dátum 2012 július 15, 20:59
Írta: ukcge40u Dátum 2012 július 15, 20:59
Ráadásul most sem vagyok szabadabb, mert mennem kell csicsizni, mivel holnap még meló van itthon, este pedig belekezdek a háromnapos éjszakai 12-be.
Tehát az élet nem fenékig 8 óra. Nekem 12... [#vigyor2][#vigyor3]
Tehát az élet nem fenékig 8 óra. Nekem 12... [#vigyor2][#vigyor3]
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2012 július 15, 22:10
Írta: 3vv2btrhv Dátum 2012 július 15, 22:10
Szia , őrülök a visszatérésednek , hiányoztál !
Ez nem szerelmi vallomás !!!
Ez nem szerelmi vallomás !!!
Cím: Re:Fémöntés házilag
Írta: 88nwcf22d Dátum 2012 július 16, 19:53
Írta: 88nwcf22d Dátum 2012 július 16, 19:53
Hát megkérdeztem, de sajnos válasz nem kaptam.
Vagyis kaptam, de csak annyit hogy nálunk csak ellenőrzik a habmodelleket és jelzik hogy min kell változtatni ők nem tesznek hozzá max leszednek belőle.
Vagyis kaptam, de csak annyit hogy nálunk csak ellenőrzik a habmodelleket és jelzik hogy min kell változtatni ők nem tesznek hozzá max leszednek belőle.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2012 július 16, 20:27
Írta: 000000000 Dátum 2012 július 16, 20:27
A Paktikerben, vagy az Obiban keresd,kinyomó pisztolyba való tubusban árulják, a Soudal gyártja.
Poliuretán ragasztó.

Poliuretán ragasztó.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2012 július 16, 22:32
Írta: ncw4w5nca Dátum 2012 július 16, 22:32
Köszönöm hogy utána jártál.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2012 július 16, 22:34
Írta: ncw4w5nca Dátum 2012 július 16, 22:34
Ezek szerint te ezt használod, és jól működik.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2012 július 17, 04:46
Írta: 000000000 Dátum 2012 július 17, 04:46
Én más célra használtam a ragasztót.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2012 július 17, 19:19
Írta: ncw4w5nca Dátum 2012 július 17, 19:19
Akkor ezt még tesztelni kell, hogy alkalmas e öntészeti célra. Az adatlapja szerint 100C˙ fokig hőálló. Ez biztató, csak az a kérdés 100C˙ felett olvad, vagy szenesedik?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2012 október 11, 07:16
Írta: 000000000 Dátum 2012 október 11, 07:16
Üdvözlet mindenkinek
Teljesen új vagyok a fórumon,illetve a témában.
Most álltam neki megépíteni az eszközöket. Olvastam rengeteget de nem találtam erre vonatkozó adatot. Gázégő gondolom levegő rávezetéssel hatékonyabb. De kb hogy alakul a fogyasztás? Szeretném minél költség hatékonyabban csinálni. Esetleg ha jól működik másra is használnám nem csak olvasztásra. Válaszokat előre is köszönöm.
Teljesen új vagyok a fórumon,illetve a témában.
Most álltam neki megépíteni az eszközöket. Olvastam rengeteget de nem találtam erre vonatkozó adatot. Gázégő gondolom levegő rávezetéssel hatékonyabb. De kb hogy alakul a fogyasztás? Szeretném minél költség hatékonyabban csinálni. Esetleg ha jól működik másra is használnám nem csak olvasztásra. Válaszokat előre is köszönöm.
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2012 október 11, 09:48
Írta: robroy007 Dátum 2012 október 11, 09:48
A hatékonyságot a szigetelés minősége és mennyisége befolyásolja leginkább.
Persze a minél tökéletesebb égés is szükséges.
Az égő is képes magára szívni elég sok levegőt venturi elven, de ventilátorral is lehet táplálni ami jobban szabályozhatóvá teszi a rendszert.
fogyasztás ettől függ, de függ az olvasztott mennyiségtől is, minőségtől, meg a fene se tudja még mitől
Persze a minél tökéletesebb égés is szükséges.
Az égő is képes magára szívni elég sok levegőt venturi elven, de ventilátorral is lehet táplálni ami jobban szabályozhatóvá teszi a rendszert.
fogyasztás ettől függ, de függ az olvasztott mennyiségtől is, minőségtől, meg a fene se tudja még mitől
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2012 október 11, 12:04
Írta: 000000000 Dátum 2012 október 11, 12:04
Köszönöm a választ fogyasztásilag arra lettem volna kíváncsi,hogy egy 11kg palackkal menyit tud üzemelni félnap? Vagy több öntésre is elég? Nem nagy menyiségeket akarok olvasztani(eleinte).
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2012 október 11, 21:46
Írta: robroy007 Dátum 2012 október 11, 21:46
hát szerintem 3-4 alkalmat ki kellene bírnia
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2012 október 11, 23:35
Írta: ncw4w5nca Dátum 2012 október 11, 23:35
Én annak idején kb. 100kg alut tudtam megolvasztani egy 11kg-os palackkal.Na persze én másként olvasztottam nem kohóban, hanem közvetlenül a fémet melegítettem gázperzselővel. Kohóban én sárgarezet, és bronzot olvasztottam, de az léghevítős volt. Ezzel a szerkezettel is megtudtam olvasztani 100kg fémet 1 palack gázzal. Egy masszív samott kohó elég sok gázt felemészt a felhevítéskor,de ezután olvasztáshoz már nem kell túl sok gáz. Természetesen, vermikulit béléssel lényegesen kevesebb gáz kell a felfűtéshez.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2012 október 12, 07:19
Írta: 000000000 Dátum 2012 október 12, 07:19
Köszönöm
Ezt a vermikulit bélést egész darabokba jó beépíteni vagy (por)alakba valamivel kevert malterként felvinni? Mert a samott béléses kohót már meg csináltam csak most szárad. Hely az lenne benne 2-3cm vakolásnak.
Ezt a vermikulit bélést egész darabokba jó beépíteni vagy (por)alakba valamivel kevert malterként felvinni? Mert a samott béléses kohót már meg csináltam csak most szárad. Hely az lenne benne 2-3cm vakolásnak.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2012 október 12, 19:28
Írta: ncw4w5nca Dátum 2012 október 12, 19:28
Tudomásom szerint lapokra vágva árulják,legalább is én még csak így találkoztam vele. na és pár idézet az előző hozzászólásokból "sziasztok : Vermikulit az a puha samott. Manapság a kandallótechnikában használják mert sokkal könnyebb nagyon hőálló és igen jó infravisszaverő, könnyen szabható. Egy Magyarországon sajnos nem található szilikátásvány. Beszerzésre tipp : kandallóépítő cégek (pl Fireplace) Ez az anyag ami olyan mintha natúr bútorlap lenne és nagyon könnyű? Nekem ilyen a kandallómban van, a kandallós könnyített téglának nevezte... Fehér hőszigetelő anyag: vermikulit: kalciumszilikát. kalcium- szilikát-hidrát "
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2012 október 13, 18:02
Írta: 000000000 Dátum 2012 október 13, 18:02
A kohóm 2 réteg 30mm-es vermikulittal volt bélelve. Nagyon jó hőszigetelő!
Kigondoltam egy 500-1000cm3 munkadarabot, 20 perc múlva már hűlt is ki.
Kigondoltam egy 500-1000cm3 munkadarabot, 20 perc múlva már hűlt is ki.
Cím: Re:Fémöntés házilag
Írta: 6fabbzvm Dátum 2012 október 13, 20:53
Írta: 6fabbzvm Dátum 2012 október 13, 20:53
Már sokszor olvastam ezt a bizonyos vermikulitot itt a fórumon, de arra nem emlékszem, h konkrétan hol lehet hozzájutni és mennyiért!? Tudnál ebben segíteni?[#integet2]
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2012 október 13, 23:27
Írta: ncw4w5nca Dátum 2012 október 13, 23:27
www.rath.hu /Termékek lakossági tüzelőberendezésekhez /Hőszigetelő téglák, lapok/ 1106 BUDAPEST, Porcelán u. 1. Áruátvétel és készpénzes vásárlás: Hétfő-Csütörtök 8:00-14:00, Péntek 8:00-12:00 E-mail:office.bdp@rath-group.com Sajnos az árak nincsenek feltüntetve:(
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2012 október 14, 00:32
Írta: ncw4w5nca Dátum 2012 október 14, 00:32
Itt egy cím ahol ár is van :) http://gazesmas.unas.hu/spd/bhatso/Buda_kandallo_vermikulit_hatso
Cím: Re:Fémöntés házilag
Írta: 6fabbzvm Dátum 2012 október 14, 14:06
Írta: 6fabbzvm Dátum 2012 október 14, 14:06
Józsi, nagyon köszönöm![#wave]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2012 november 04, 19:54
Írta: 000000000 Dátum 2012 november 04, 19:54
Sziasztok!
Tudnátok valaki ékszerészt vagy más mesterembert ajánlani aki vállalna kb 1cm nagyságrendű, finom kidolgozású alkatrészek rézből való öntését?
Tudnátok valaki ékszerészt vagy más mesterembert ajánlani aki vállalna kb 1cm nagyságrendű, finom kidolgozású alkatrészek rézből való öntését?
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2012 november 14, 10:38
Írta: ncw4w5nca Dátum 2012 november 14, 10:38
Szia phindus http://onteszet.lap.hu/precizios_ontodek/17636064 ezen a lapon található címeken érdeklődj, valamelyik biztos tud segíteni:)
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2012 november 17, 06:07
Írta: 000000000 Dátum 2012 november 17, 06:07
Szia Józsi! Köszönöm! Átböngészem az oldalt!
Cím: Re:Fémöntés házilag
Írta: s73tgf9vg Dátum 2012 november 21, 15:27
Írta: s73tgf9vg Dátum 2012 november 21, 15:27
Vízúveges bevonatról szeretnék kicsit többet megtudni. Láttam sokszor homokkal keverve vízüveget széndioxidos tasakba rakno, most a homok nem lényeg. Mi értelme van ennek? A h2o és a co2 reakcióba lép és szénsav keletkezik ha minden igaz ami elpárolog és így marad a tiszta nátrium szilikát? Ha jól mondom akkor értem a lényegé, ha nem akkor kérem valaki magyarázza el. Ez kivitelezhető úgy is ha melegítjük és a víz elpàrolog.
Egy másik kérdés: ha tökéletes felületet akarok, akkor hogy oldom meg homok nélkül, hogy ne fojjon le a vízüveg? Köszönöm a válaszokat.
Egy másik kérdés: ha tökéletes felületet akarok, akkor hogy oldom meg homok nélkül, hogy ne fojjon le a vízüveg? Köszönöm a válaszokat.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2012 november 21, 17:16
Írta: 3vv2btrhv Dátum 2012 november 21, 17:16
A vizüveg kémiailag köt meg a széndioxidtol és közelebb kerül az üveghez mint kötöanyag .
Homok egyenlö KVARCLISZT , a vizüveget kell keverni a kvarclisztel és adagolni kell hozzá felületaktiv anyagot ( folyékony mosogatószer ) de nagyon keveset .
Homok egyenlö KVARCLISZT , a vizüveget kell keverni a kvarclisztel és adagolni kell hozzá felületaktiv anyagot ( folyékony mosogatószer ) de nagyon keveset .
Cím: Re:Fémöntés házilag
Írta: s73tgf9vg Dátum 2012 november 21, 17:58
Írta: s73tgf9vg Dátum 2012 november 21, 17:58
A folyékony mosogatószert írta már egy fórumtárs, oké kevertem hozzá Frosch, de még mindig nem értem, hogy mit miért csinálok.Az első réteget megpróbálom kvarc liszt nélkül felvinni, ha megtapad akkor a többit lehet homokkal is. Tökéletes felületet szeretnék, azért akarom az első réteget csak folyadékkal megoldani. Köszönöm a választ Tibor!!
Cím: Re:Fémöntés házilag
Írta: 54ip3ywec Dátum 2012 november 21, 19:00
Írta: 54ip3ywec Dátum 2012 november 21, 19:00
"phindus" Szia.Tusok egy fémöntőt Budatétényben ha érdekel.Én ismerem,tudom ajánlani,ezért léptem be most a fórumba.(Lehel.utca.2/a)Ötvös.Továbi elérhetőséget is tudok mondani,ha kell.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2012 november 21, 19:37
Írta: ncw4w5nca Dátum 2012 november 21, 19:37
A nátrium-szilikát (Na2SiO3) vizes oldata széndioxiddal reagálva átalakul nátrium hidrogén karbonáttá és kovasavvá. A kovasav gél állagú lesz, ami megköti a homokszemeket, száradáskor vizet veszít és átalakul szilícium dioxiddá (SiO2). Ha finom felületet akarsz, akkor finom homokot használj. A mosogatószer felületaktív anyag, csökkenti a víz felületi feszültségét, ezáltal jobban nedvesít (megtapad). Amit Tibor leírt az a fekecs, de azt veszőhabmintás eljárásnál lehet felületsimításra használni. Ennél az eljárásnál Extrudált polisztirolból kialakított mintát vonják be fekeccsel, szárítják, durva szemű száraz homokba ágyazzák, majd ezután öntik a habra a fémet.
Cím: Re:Fémöntés házilag
Írta: s73tgf9vg Dátum 2012 november 21, 19:47
Írta: s73tgf9vg Dátum 2012 november 21, 19:47
Köszönöm, ez így abszolút érthető magyarázat, ilyenre vágytam :) Szóval a CO2-s módszernek nincs értelme homok nélkül, ezt is jó tudni! Egyébként igen én is fekecselni akarok, csak a polisztirol felülete nem lenne elég szép, ezért marható gyantából készíteném a formát.
Nem tudom mennyi idő kell ennek a fekecsnek, másfél órája kentem be vele az alut, most eléggé zselészerű a vízüveg rajta.
Nem tudom mennyi idő kell ennek a fekecsnek, másfél órája kentem be vele az alut, most eléggé zselészerű a vízüveg rajta.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2012 november 21, 20:07
Írta: ncw4w5nca Dátum 2012 november 21, 20:07
A marható gyantából kialakított mintáról precíziós, vagy viaszveszejtéses öntéssel tudsz pontos öntvényt készíteni! A fekecs meg úgy lehet soha. Lehet, hogy túl sok folyékony mosogatót tettél. Próbálkozz hajszárítóval [#circling]
Cím: Re:Fémöntés házilag
Írta: 54ip3ywec Dátum 2012 november 21, 20:12
Írta: 54ip3ywec Dátum 2012 november 21, 20:12
Megvan az e-mail címe is,meg kerestem.-
bendeguz@femrestauratormuvesz.hu A honlapját ha megnézitek, sok mindent önt rézből.
bendeguz@femrestauratormuvesz.hu A honlapját ha megnézitek, sok mindent önt rézből.
Cím: Re:Fémöntés házilag
Írta: s73tgf9vg Dátum 2012 november 21, 20:48
Írta: s73tgf9vg Dátum 2012 november 21, 20:48
Preciziós viasz öntés -> Discovery Hogyan készült -> folyékony kerámia. Na ha ezt meg tudom oldani, az lenne maga a tökéletesség. Köszönöm az ötletet.
Egyébként megszárítottam a fekecset, van ahol teljesen eltűnt az aluról, szóval kell még kísérletezzek vele :)[#worship]
Egyébként megszárítottam a fekecset, van ahol teljesen eltűnt az aluról, szóval kell még kísérletezzek vele :)[#worship]
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2012 november 21, 21:14
Írta: ncw4w5nca Dátum 2012 november 21, 21:14
http://www.sasovits.hu/cnc/ontes/ontes.htm Ezen az oldalon sok hasznos dolgot találsz öntéssel kapcsolatban, na meg egy jó fekecs recept, ami használható a viaszveszejtéses öntéshez. A házilag készített fekecs öntőformát kiégetés után száraz homokba kell ágyazni, így nem repeszti szét a fém. http://www.ippc.hu/pdf/ontode_utmutato_publikalt.pdf Itt is nagyon sok jó infó van. sok sikert[#integet2]
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2012 november 26, 02:05
Írta: ncw4w5nca Dátum 2012 november 26, 02:05
Itt egy jó videó a gumi öntőminta készítésről: http://www.youtube.com/watch?NR=1&v=-3IBuyfFGw0&feature=endscreen Ez pedig egy háromrészes sorozat a viaszveszejtéses öntésről: http://www.youtube.com/watch?v=Hkb_8X-7bv0&feature=related http://www.youtube.com/watch?v=cNWYTanq5Rg&feature=relmfu http://www.youtube.com/watch?v=PmdmMXgUk1I&feature=relmfu Na meg a hasonló videók közt is lehet rengeteg érdekes dolgot találni.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2012 november 26, 06:31
Írta: 000000000 Dátum 2012 november 26, 06:31
Ha bekented fekeccsel, utána szórd meg homokkal, amennyit beszív, sokkal gyorsabban megszilárdul!
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2012 november 29, 15:54
Írta: 3vv2btrhv Dátum 2012 november 29, 15:54
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2012 november 29, 15:57
Írta: 3vv2btrhv Dátum 2012 november 29, 15:57
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 05, 14:06
Írta: 000000000 Dátum 2013 január 05, 14:06
Üdv!
Új vagyok még itt :) Viszont szeretnék Alumínium öntéssel foglalkozni. Már elkezdtem olvasgatni a fórumot az elejétől és sok hasznos tudni valót megtudtam. De azért elfogadok minden mást is. Motornak a hengerét szeretném leönteni minél szebben.
Új vagyok még itt :) Viszont szeretnék Alumínium öntéssel foglalkozni. Már elkezdtem olvasgatni a fórumot az elejétől és sok hasznos tudni valót megtudtam. De azért elfogadok minden mást is. Motornak a hengerét szeretném leönteni minél szebben.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 január 05, 21:51
Írta: ncw4w5nca Dátum 2013 január 05, 21:51
Nem egyszerű, de nem lehetetlen:) hány ütemű a motor?
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 január 05, 22:12
Írta: ncw4w5nca Dátum 2013 január 05, 22:12
Ja és léghűtéses lesz, vagy vízhűtéses?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 06, 11:18
Írta: 000000000 Dátum 2013 január 06, 11:18
Vízhűtéses és 2 ütemű :) Amúgy a formákat cnc gépen kimunkálom :) Mivel gépi és cnc forgásoló a szakmám :)
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 06, 11:22
Írta: 000000000 Dátum 2013 január 06, 11:22
Itt a felömlő és az egyébb homokformákra gondolok persze :)Mert egy kokillát már nekem is nehézkesebb lenne vagyis anyagot szerválni hozzá.
Cím: Re:Fémöntés házilag
Írta: Sz.József Dátum 2013 január 06, 11:52
Írta: Sz.József Dátum 2013 január 06, 11:52
"Mivel gépi és cnc forgácsoló a szakmám :)"
Akkor regisztrálhattál volna már előbb is. [#smile]
Egy-két topikban biztosan tudnál jó sok gyakorlati tapasztalattal szolgálni... [#wave]
Akkor regisztrálhattál volna már előbb is. [#smile]
Egy-két topikban biztosan tudnál jó sok gyakorlati tapasztalattal szolgálni... [#wave]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 06, 11:57
Írta: 000000000 Dátum 2013 január 06, 11:57
Most bukkantam az oldalra nemrégiben ám :)Olyan régen nem vagyok cnc forgácsoló csak tanulom és most teszek vizsgát. De gépi forgácsoló elöbb lettem egy két évvel :) Ráadás mofémba voltam gyakorlaton és dolgoztam is ott egypár hónapot szóval cnc-hez volt dolgom elég meg kokillákhoz is :)Most inkább a home technológia érdekel mert ahogy olvasgattam elég szép munkákat lehet csinálni othol is egyenlőre most erőteljesen olvasgatok a dolgoknak utána. A következő lépés pedig egy olvasztó kemence kivitelezése lesz abban viszont lehetnétek segítségemre mit hogy érdemes csinálni mert arról nem igazán találtam mintákat rajzokat meg hogy mit érdemes felhasználni hozzá.
Cím: Re:Fémöntés házilag
Írta: Virbo Dátum 2013 január 06, 11:58
Írta: Virbo Dátum 2013 január 06, 11:58
Az Újvári urat kéne megkeresd, leöntött már pár simo hengert... ;)
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 06, 12:39
Írta: 000000000 Dátum 2013 január 06, 12:39
Azt mondod tudna tanácsokat adni ? :)
Cím: Re:Fémöntés házilag
Írta: Virbo Dátum 2013 január 06, 12:51
Írta: Virbo Dátum 2013 január 06, 12:51
Szerintem tud.
Az idei hengerét ő maga öntötte (felömlőket is!), fa sablonok segítségével...
De azért az itteni szakik tanácsi is jól jönnének... :)
Az idei hengerét ő maga öntötte (felömlőket is!), fa sablonok segítségével...
De azért az itteni szakik tanácsi is jól jönnének... :)
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 06, 12:55
Írta: 000000000 Dátum 2013 január 06, 12:55
Esetleg neked valami elérhetőség jelen vok skypeon illetve msn meg facebook is :)
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 06, 12:57
Írta: 000000000 Dátum 2013 január 06, 12:57
Jah azt olvasgattam a fa sablonokat de nekem a referencia öntött vasból lenne jó azt elöbb be tom szerezni :) Illetve kimunkálni is :) Meg kíváncsi lennék képekre hogy milyen felületi minőséget ért el.
Cím: Re:Fémöntés házilag
Írta: PSoft Dátum 2013 január 06, 13:07
Írta: PSoft Dátum 2013 január 06, 13:07
Nem b@szogatásképp mondom,...
Használd légyszíves a "válasz" gombot a hozzászólásaidnál.
Ott van a jobb felső sarokban a hozzászólás tetején!
"ma 12:57 | Válasz | #2471"
Mert így nem mindíg világos,hogy kinek a hozzászólására is válaszolsz.
Köszi!
[#wave]
Használd légyszíves a "válasz" gombot a hozzászólásaidnál.
Ott van a jobb felső sarokban a hozzászólás tetején!
"ma 12:57 | Válasz | #2471"
Mert így nem mindíg világos,hogy kinek a hozzászólására is válaszolsz.
Köszi!
[#wave]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 06, 13:16
Írta: 000000000 Dátum 2013 január 06, 13:16
Jah köszi azt nem is láttam :) jó hogy szólsz :)
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2013 január 06, 15:00
Írta: 3vv2btrhv Dátum 2013 január 06, 15:00
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2013 január 06, 15:02
Írta: 3vv2btrhv Dátum 2013 január 06, 15:02

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 06, 15:08
Írta: 000000000 Dátum 2013 január 06, 15:08
Hm ez érdekes 3D nyomtatás. A képet amit viszont be tettél nem mutatja :)
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 07, 21:29
Írta: 000000000 Dátum 2013 január 07, 21:29
Lenne egypár kérdésem nem tudom ezt kihez tudnám intézni :) Közben elég jól haladtam a fórum olvasgatásával és innen gyűlt össze a dolog :)Olvastam hogy érdemes az aluhoz rezet adni nah már most itt nem tiszta az a dolog hogy vörös réz avagy sárgaréz ? :)Illetve homok formázással foglalkoztam és olvasgattam sajnos sok képet már nem látok a régi írásokról ezért kérdeznék itt valakit aki jártas ebben. A könyv azt ajánlja hogy alunál az alsó felöntéses módszert használjuk igaz e ez ? :) Mert akkor módosítanom kell az elképzelést. Mert én eddig felülről akartam megtáplálni csak gázosodás és salak végett ajánlja ezt. Egyenlőre ennyit kérdeznék :)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 január 08, 04:46
Írta: ncw4w5nca Dátum 2013 január 08, 04:46
Vörös rézről van szó, de használhatsz sárga rezet is. Viszont én nem ötvöznék a te helyedben, hanem hengerfejből önteném. Mindenképp alulról kell bevezetni a fémet.Itt egy videó, ennek van több része is. ha megnézed őket nagyon sok kérdésre választ kapsz:)
Cím: Re:Fémöntés házilag
Írta: xsugix Dátum 2013 január 08, 05:25
Írta: xsugix Dátum 2013 január 08, 05:25
No megelőztél. Én is már vagy 2-3 hónapja végignézegettem a sorozatot, nagyon ügyes a fickó. Viszont amilyen egyszerűnek tűnik, annyira veszélyes is, érdemes elolvasni Sasi oldalán az irodalmat erről, illetve a munkavédelemről. Amúgy az angol blog: MYFORDBOY BLOG
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 január 08, 06:02
Írta: ncw4w5nca Dátum 2013 január 08, 06:02
Szerintem nem veszélyesebb mint bármi más! Egy serpenyő forró zsír nagyságrendekkel veszélyesebb, mint ugyanannyi olvadt alu, ennek ellenére senki sem tiltja el a nőket a konyhától:) Ugyanis a zsír nedvesíti a bőrt , és a ruhát is, az alu viszont nem.
Cím: Re:Fémöntés házilag
Írta: xsugix Dátum 2013 január 08, 06:35
Írta: xsugix Dátum 2013 január 08, 06:35
Igaz, ami igaz, de jobb félni, mint megijedni. :)
De kb. 2 héttel ezelőtt én is hasonlóan próbáltam előadni az első repülésétől rettegő páromnak, hogy arányaiban a légi balesetek száma sokkal kisebb, mint a közúti. Hát nem mondanám, hogy nagy sikert arattam.. [#vigyor3]
Gondolom, hasonlóképpen alakul az aluminium öntés, kontra sültkrumpli sütés is.. :)
De kb. 2 héttel ezelőtt én is hasonlóan próbáltam előadni az első repülésétől rettegő páromnak, hogy arányaiban a légi balesetek száma sokkal kisebb, mint a közúti. Hát nem mondanám, hogy nagy sikert arattam.. [#vigyor3]
Gondolom, hasonlóképpen alakul az aluminium öntés, kontra sültkrumpli sütés is.. :)
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 08, 11:41
Írta: 000000000 Dátum 2013 január 08, 11:41
Miért nem azzal győzted meg, hogy még egy repülő sem maradt fent? Vagy leesett vagy leszállt. :)
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 08, 18:20
Írta: 000000000 Dátum 2013 január 08, 18:20
Hát a forgácsoló szakma is enyierővel éppugyan olyan veszélyes :) Amúgy köszönöm a válaszokat illetve a linket :) Majd még lesz kérdés csak késöbb azokat még össze kell szednem :)
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 08, 18:22
Írta: 000000000 Dátum 2013 január 08, 18:22
Am nem ötvözni akarok csak olvastam hogy az javítja a forgácsolhatóságot :) Alu az majd késöbb jön egyenlőre a kohón dolgozom vagyis elképzelés és anyag beszerzés ügyileg állok még :)
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 08, 18:48
Írta: 000000000 Dátum 2013 január 08, 18:48
Egy kérdés mindjárt itt az elején hogy elkezdtem nézni a videókat :) Ő itt miféle homokot használ hogy fekete ? Ez a homokos kérdés még úgyis fel fog jönni a részemről mikor a magokat csinálom illetve a formát :) Meg miért hintőporozza be a formák tetejét ? :)
Cím: Re:Fémöntés házilag
Írta: xsugix Dátum 2013 január 08, 18:55
Írta: xsugix Dátum 2013 január 08, 18:55
Szerintem a homok a rengeteg öntéstől feketedik be. Egy-két videóján látszik is, mikor új homokot használ, öntés után a munkadarab körül 1-3 cm vastagságban befeketedik a homok. Egyébként ha jól emlékszem eleinte egy homok-betonit keveréket alkalmazott, később tért át a készen kaphatóra, de az is ilyen világos színű volt. De ha mégse, majd aki rájött, megmondja.
Hintőpor a forma szétválasztása miatt kell, hogy ne tapadjon össze a két fél, illetve a beágyazás előtt a mintadarabokat is hintőporozza (nem mindig látszik), így azokat is könnyebb kiszedni a homokból.
Hintőpor a forma szétválasztása miatt kell, hogy ne tapadjon össze a két fél, illetve a beágyazás előtt a mintadarabokat is hintőporozza (nem mindig látszik), így azokat is könnyebb kiszedni a homokból.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 08, 19:55
Írta: 000000000 Dátum 2013 január 08, 19:55
Aha értem akkor ezek szerint ő ezt a gyantás homokot használja amit néztem öntészeti oldalon de csak feltételezem.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 január 09, 04:25
Írta: ncw4w5nca Dátum 2013 január 09, 04:25
Nem hinném, hogy gyantás homok. A gyantás homokot házi körülmények között nem szokták használni. Drága, és körülményes az otthoni kezelése. Azt hogy konkrétan ez a homok mitől fekete nem tudom, de a vasöntésnél kőszénlisztet adnak a homokhoz, ami redukálóan hat az öntőüregben. Ezenkívül, a homok kötéséhez a bentonit helyett használnak más kötőanyagot pl. melaszt, vagy más szerves anyagot, ami öntéskor elszenesedik. Hintőpor = talkum (síkpor) :)
Cím: Re:Fémöntés házilag
Írta: xr54ua7n2 Dátum 2013 január 09, 08:13
Írta: xr54ua7n2 Dátum 2013 január 09, 08:13
Véletlenül nincs egy fotód az öntendő alkatrészről?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 09, 14:38
Írta: 000000000 Dátum 2013 január 09, 14:38
Még nincs egyenlőre az alakját azt ki kellene találnom még a belsejéről most készülgetnek a rajzok :)
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 09, 14:40
Írta: 000000000 Dátum 2013 január 09, 14:40
Áhh értem és akkor ti otholra miféle fajtát használtok ? :) Valami jóféle receptet ha megosztanátok persze ha nem titok :) Meg gondolom akkor a külső homok jó magnak is vagy oda más összetétel kell ? Mert azt tudom hogy azokat meg szokták sütni vagy hogy mondjam :)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 január 09, 15:25
Írta: ncw4w5nca Dátum 2013 január 09, 15:25
Én sima finomszemcsés homokot használok, kis agyagtartalommal (bentonit). Ezt egy agyagbányából szedtem - semmi extra:) Én az egyszerűbb magokat ebből csinálom. Ha kell, szárítom, és homokszúró árral felszúrom (gázelvezetés). Vízüveges kötéshez jobb a mosott agyagmentes homok, nagyobb szemcsemérettel. Ha magot nagymértékben körbezárja a fém, ki kell sütni (150-200C°-on szárítani).
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 09, 15:38
Írta: 000000000 Dátum 2013 január 09, 15:38
Hm köszönöm :) Hát igen kénytelen leszek kisütni mert a belsejében lesz nagyon és körbe fogja zárni. Akkor én a vizüvegest választom. Kívülre meg lehet ezt a bentonitos megoldást vagy lehet oda is vizüvegeset rakok. Köszönöm a segítséget.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 09, 15:43
Írta: 000000000 Dátum 2013 január 09, 15:43
Esetleg nincs valakinek valami pdf formátumban könyve homok mag készítésről ? :)
Cím: Re:Fémöntés házilag
Írta: xr54ua7n2 Dátum 2013 január 09, 21:07
Írta: xr54ua7n2 Dátum 2013 január 09, 21:07
Nem akarom a lelkesedésedet megkérdőjelezni, de egy motorblokk(ha jól értettem)öntése nem egyszerű feladat,azért kértem valami rajzot(skicc,vázlat). Mivel még nem láttam rajzot lehet, hogy az okfejtésem felesleges.
Szerintem először az öntőminta kialakítása lenne az első feladat. Meg kell határoznod hogy mit akarsz magokkal kialakítani(ahol öntött üregek lesznek) és mit akarsz majd forgácsolással kialakítani. Forgácsolási ráhagyásokat meghatározni. Zsugor százalékkal növelt méretűnek kell lennie az öntő mintának, stb .....persze egy jó anyagminőséget is ki kell választanod. AlSi6Cu4, AlSi9Cu3 v. AlSi10Mg hökezelve ....
Az öntést pedig először öntödébe kell vinni, mert ott minden megvan és nem neked kell kitalálnod, megvenned, próbálkozni ..stb. Persze, ha te készítesz mindent, akkor nagyon sok tapasztalatot szerzel!
Szerintem először az öntőminta kialakítása lenne az első feladat. Meg kell határoznod hogy mit akarsz magokkal kialakítani(ahol öntött üregek lesznek) és mit akarsz majd forgácsolással kialakítani. Forgácsolási ráhagyásokat meghatározni. Zsugor százalékkal növelt méretűnek kell lennie az öntő mintának, stb .....persze egy jó anyagminőséget is ki kell választanod. AlSi6Cu4, AlSi9Cu3 v. AlSi10Mg hökezelve ....
Az öntést pedig először öntödébe kell vinni, mert ott minden megvan és nem neked kell kitalálnod, megvenned, próbálkozni ..stb. Persze, ha te készítesz mindent, akkor nagyon sok tapasztalatot szerzel!
Cím: Re:Fémöntés házilag
Írta: VighLajos Dátum 2013 január 09, 21:13
Írta: VighLajos Dátum 2013 január 09, 21:13
#2400 beírásom, igaz, nem pdf, hanem "analóg" írás: könyv.
Cím: Re:Fémöntés házilag
Írta: xr54ua7n2 Dátum 2013 január 09, 21:21
Írta: xr54ua7n2 Dátum 2013 január 09, 21:21
Ez egy öntött hengerfej formája. A magok un.meleg magszekrényes(hot-box) eljárással készültek. A forma pedig furángyantás homokkal készültek.
Csak példaként tettem ide.

Csak példaként tettem ide.
Cím: Re:Fémöntés házilag
Írta: xr54ua7n2 Dátum 2013 január 09, 21:23
Írta: xr54ua7n2 Dátum 2013 január 09, 21:23
http://www.kepfeltoltes.hu/130109/20101008081__800x600__www.kepfeltoltes.hu_.jpg
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2013 január 09, 21:38
Írta: robroy007 Dátum 2013 január 09, 21:38
sajnos hajdú-biharban nem sok lehetőség van extra igényeket kielégítő alapanyagból való öntésre
akit én személyesen ismerek csak Si-os alut önt és szinte az is majdnem ismeretlen pontos összetétellel ahogy a szavaiból kivettem Mg-s meg végképp semmi 2 hónapot vártam mire rávette magát,hogy Mg-t öntsön nekem de az is gázos lett szóval ment a levesbe az egész öntött projektem, jobban jártam venni rúdba az anyagot és abból kiforgácsolni ami kellett, persze ezt hengerfejnél nem lehrt nagyon valószínű megoldani
akit én személyesen ismerek csak Si-os alut önt és szinte az is majdnem ismeretlen pontos összetétellel ahogy a szavaiból kivettem Mg-s meg végképp semmi 2 hónapot vártam mire rávette magát,hogy Mg-t öntsön nekem de az is gázos lett szóval ment a levesbe az egész öntött projektem, jobban jártam venni rúdba az anyagot és abból kiforgácsolni ami kellett, persze ezt hengerfejnél nem lehrt nagyon valószínű megoldani
Cím: Re:Fémöntés házilag
Írta: Csuhás Dátum 2013 január 09, 21:42
Írta: Csuhás Dátum 2013 január 09, 21:42
Esetleg ez:
Pintér András
Kézi formázás
MKK Ipari Szakkönyvtár 1958
http://data.hu/get/5192118/kezi_formazas.pdf
Pintér András
Kézi formázás
MKK Ipari Szakkönyvtár 1958
http://data.hu/get/5192118/kezi_formazas.pdf
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 09, 22:35
Írta: 000000000 Dátum 2013 január 09, 22:35
Nem motor blokkot öntök hanem hengert rá :) Annál az aljára kell ráhagyni a furatban és a tetejére :)
Cím: Re:Fémöntés házilag
Írta: xsugix Dátum 2013 január 09, 22:36
Írta: xsugix Dátum 2013 január 09, 22:36
Ez a Sámsoni út melletti öntő? Mert én is gondolkozom a sajátos alkatrészek kiönttetésén, de ha negatív a tapasztalatod, akkor keresek más megoldást.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 09, 22:38
Írta: 000000000 Dátum 2013 január 09, 22:38
Jah és ha összejön akkor még esetleg lehet építek ithol hobby cnc gépet is :) Szóval mindenképp bele akarok fogni :)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 január 10, 05:31
Írta: ncw4w5nca Dátum 2013 január 10, 05:31
Nagyon hasonlítasz az egyik ismerősömre:) Annak idején lehülyézett, hogy "mit képzelek én! A fémöntés nem olyan, amit csak úgy otthon meg lehet csinálni!" Ő egy TMK. főnök volt, én meg egy szakács! Ennek ellenére tíz évig ebből éltem.
És olyan mesterektől tanultam, akiket nem is ismertem ( minden öntvényen az előállítására utaló nyomokat kerestem, és ebből raktam össze a saját technikámat) Akkor még nem volt internet, sem Youtube! Nem volt fórum, a mesterek meg féltették a nyavalyás kis tudásukat. Mégis megtanultam, igaz sok kudarc árán, de sikerült:) Éppen ezért, ha valaki lelkes, azt csak támogatni tudom! Kis szerencsével meg tanulhat önteni! A szakmák nem az egyetemen születtek, ezt csak tanárok szeretnék elhitetni velünk!
Az anyagösszetételről meg annyit- én mindig olyan hulladékból készítettem az alkatrészeket, ami ugyanolyan funkciót töltött be fénykorában. Ezért javasoltam a vízhűtéses hengerfejet.
Néhány "mestertől" és öntödétől az isten mentsen meg minket:) Az egyik ügyfelem öntödében dolgozott, mégis hozzám járt öntetni, pedig nálam fizetni kellett a munkáért!
És olyan mesterektől tanultam, akiket nem is ismertem ( minden öntvényen az előállítására utaló nyomokat kerestem, és ebből raktam össze a saját technikámat) Akkor még nem volt internet, sem Youtube! Nem volt fórum, a mesterek meg féltették a nyavalyás kis tudásukat. Mégis megtanultam, igaz sok kudarc árán, de sikerült:) Éppen ezért, ha valaki lelkes, azt csak támogatni tudom! Kis szerencsével meg tanulhat önteni! A szakmák nem az egyetemen születtek, ezt csak tanárok szeretnék elhitetni velünk!
Az anyagösszetételről meg annyit- én mindig olyan hulladékból készítettem az alkatrészeket, ami ugyanolyan funkciót töltött be fénykorában. Ezért javasoltam a vízhűtéses hengerfejet.
Néhány "mestertől" és öntödétől az isten mentsen meg minket:) Az egyik ügyfelem öntödében dolgozott, mégis hozzám járt öntetni, pedig nálam fizetni kellett a munkáért!
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2013 január 10, 17:06
Írta: 3vv2btrhv Dátum 2013 január 10, 17:06
Cím: Re:Fémöntés házilag
Írta: xr54ua7n2 Dátum 2013 január 10, 18:14
Írta: xr54ua7n2 Dátum 2013 január 10, 18:14
Üdv!
Én egyáltalán nem akarom lebeszélni ... amúgy meg lassan nem is lesznek mesterek és nem lesz kitől még ellesni is.
Öntő képzés(szakmunkás) Mo.legalább 20 éve nincs is, esetleg OKJ-s átképzés talán. Sajnos tanműhelyek sincsenek. Oktató meg pláne.Közben pedig öntödék zárnak be, így nem lesz hazai ipar...de ez messzire vezet.
Szóval, ha van kérdés szívesen segítek.
Én egyáltalán nem akarom lebeszélni ... amúgy meg lassan nem is lesznek mesterek és nem lesz kitől még ellesni is.
Öntő képzés(szakmunkás) Mo.legalább 20 éve nincs is, esetleg OKJ-s átképzés talán. Sajnos tanműhelyek sincsenek. Oktató meg pláne.Közben pedig öntödék zárnak be, így nem lesz hazai ipar...de ez messzire vezet.
Szóval, ha van kérdés szívesen segítek.
Cím: Re:Fémöntés házilag
Írta: xr54ua7n2 Dátum 2013 január 10, 18:20
Írta: xr54ua7n2 Dátum 2013 január 10, 18:20
Ha, sikerül valamilyen alu hulladékot szerezni,akkor- főleg nyomásosan öntött alkatrészek, hengerfejburkolat,hengerfejek,konzolok, stb- az esetek nagy részében az azonosítójeleken kívül még az anyagminőséget is feltüntetik az darabokon.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 10, 18:51
Írta: 000000000 Dátum 2013 január 10, 18:51
tudtommal Győrben újra élesztik az audi jóvoltából :) Ha lenne benne felnőtt képzés akkor még lehet jelentkeznék is rá :)
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 10, 18:53
Írta: 000000000 Dátum 2013 január 10, 18:53
Még valami valaki nem tud olyan oldalt ahonnan lehet rendelni szigetelő anyagot, hőszigetelő téglát meg hőálló habarcsot ?
Cím: Re:Fémöntés házilag
Írta: Gyati Dátum 2013 január 10, 21:22
Írta: Gyati Dátum 2013 január 10, 21:22
http://tuzallotechnika.hu/
Cím: Re:Fémöntés házilag
Írta: Szedlay Pál Dátum 2013 január 11, 02:52
Írta: Szedlay Pál Dátum 2013 január 11, 02:52
Rath.hu
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 január 11, 04:35
Írta: ncw4w5nca Dátum 2013 január 11, 04:35
Én úgy hallottam, hogy a tűzállótechnika elég drágán méri a dolgait:(
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 január 11, 04:56
Írta: ncw4w5nca Dátum 2013 január 11, 04:56
Ha a Google-lel rákeresel a tűzálló habarcsra, rengeteg találatot dob ki:) De azértitt cím, ahol ár is van[#smile]
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 január 11, 05:00
Írta: ncw4w5nca Dátum 2013 január 11, 05:00
De azért itt egy cím, ahol ár isvan akart lenni:)
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 11, 06:19
Írta: 000000000 Dátum 2013 január 11, 06:19
Első alu olvasztásom, ilyen egyszerűen.



Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 11, 06:23
Írta: 000000000 Dátum 2013 január 11, 06:23
Ezt már 30mm vastag kálciumszilikátból építettem.
Fantasztikusan gyorsan felmelegedett.

Fantasztikusan gyorsan felmelegedett.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 11, 06:31
Írta: 000000000 Dátum 2013 január 11, 06:31

Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2013 január 11, 09:55
Írta: sasi Dátum 2013 január 11, 09:55
A hőálló habarcsot nem ajánlom (Baumax-ban is kapható), mert rendkívül nehéz, jól vezeti a hőt és hosszú ideig szárad, miközben repedezik. A gáz szúró lángjának viszont jól ellenáll.
Ha újra építenék, belül 30 mm-es samott téglát használnék, szigetelésnek pedig kalciumszilikát a samott és a hordó közt. Így jó hőszigetelés mellett tartós égéstér alakítható ki.
Ha újra építenék, belül 30 mm-es samott téglát használnék, szigetelésnek pedig kalciumszilikát a samott és a hordó közt. Így jó hőszigetelés mellett tartós égéstér alakítható ki.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 január 11, 13:15
Írta: ncw4w5nca Dátum 2013 január 11, 13:15
Én nem azt mondtam, hogy hőálló habarcsból építse, hanem azt, hogy erre keressen rá:) Általában ahol árulnak hőálló habarcsot, ott más egyéb hőálló anyagot is árulnak. Mint például a 2513-ban linkelt oldalon is. Ott is árulnak a kalcium szilikát lapoktól kezdve, a samott-tégláig mindent:)
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2013 január 11, 14:10
Írta: sasi Dátum 2013 január 11, 14:10
Én sem mondtam, hogy ajánlottad, csupán mások okulására elmondtam a hőálló habarccsal szerzett tapasztalataimat.
A link egyébként jó!
[#integet2]
A link egyébként jó!
[#integet2]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 11, 14:31
Írta: 000000000 Dátum 2013 január 11, 14:31
A rath-nak az oldalát megtaláltam azzal csak egy probléma van hogy kb 160 km-re van tőlem ezért elég nehézkes az eljutás :)
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2013 január 11, 20:40
Írta: robroy007 Dátum 2013 január 11, 20:40
a téma legnagyobbja szerintem: Dualinvest
mérnöki támogatás miegymás
nekem segítettek mikor csináltam a saját Vbodi féle licenszes kohómat
mérnöki támogatás miegymás
nekem segítettek mikor csináltam a saját Vbodi féle licenszes kohómat
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 11, 20:59
Írta: 000000000 Dátum 2013 január 11, 20:59
Üdv Mindenkinek!
Már régebben olvastam az oldalt,de most regisztráltam mert segítség kellene.Öntenem kellene egy karburátor szívócsonkot.A formát samottpor-vízüveg keverékből csináltam.Ezt ki kéne égetnem teljesen szárazra,hogy önteni lehessen bele az alut.Meddig és milyen hőfokon kellene szárítanom?Ez a minta egyáltalán jó lesz?Felület annyira nem számít,mert gépmunka is lesz rajta+polírozás.
Előre is köszi a választ és a segítséget.
Már régebben olvastam az oldalt,de most regisztráltam mert segítség kellene.Öntenem kellene egy karburátor szívócsonkot.A formát samottpor-vízüveg keverékből csináltam.Ezt ki kéne égetnem teljesen szárazra,hogy önteni lehessen bele az alut.Meddig és milyen hőfokon kellene szárítanom?Ez a minta egyáltalán jó lesz?Felület annyira nem számít,mert gépmunka is lesz rajta+polírozás.
Előre is köszi a választ és a segítséget.
Cím: Re:Fémöntés házilag
Írta: sufnituning Dátum 2013 január 11, 21:51
Írta: sufnituning Dátum 2013 január 11, 21:51
Miért nem zamakból öntöd? szívócsonhoz elég az is.
Cím: Re:Fémöntés házilag
Írta: sufnituning Dátum 2013 január 11, 21:58
Írta: sufnituning Dátum 2013 január 11, 21:58
a samottpor, vízüveg, mosószer keveréket fekecsnek használják, ha abból csinálsz formát azt nagyon ki kell szárítani, mert az alu berobbanhat nedvesség hatására és akkor már csak nem is nézhetsz.
Cím: Re:Fémöntés házilag
Írta: sufnituning Dátum 2013 január 11, 22:09
Írta: sufnituning Dátum 2013 január 11, 22:09
homokból és vízüvegből széndioxiddal szoktak formát készíteni az kb 1 nap alatt megköt Széndioxidot ecet és szódabikarbónából tudsz csinálni,meg kell szurkálni kistúvel a formát
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 11, 22:45
Írta: 000000000 Dátum 2013 január 11, 22:45
A vicces hogy 15 km-re van ez tőlem :D
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 11, 22:48
Írta: 000000000 Dátum 2013 január 11, 22:48
Vagy szervál valahonnan egy kis széndioxid palackot :)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 január 11, 23:12
Írta: ncw4w5nca Dátum 2013 január 11, 23:12
Igaz én ilyen módon még nem öntöttem, de úgy gondolom, ha van gázsütőd, abba ki tudod szárítani. Ott képződik elég széndioxid a vízüveg kötéséhez, és meg lehet oldani a lassú fölmelegítést. Először takarékon süsd egy-másfél órát, begyújtáskor azonnal tedd be, hogy lassan együtt melegedjen a sütővel. Egy óra után vidd ki a hidegre, ha gőzöl, tedd vissza, melegítsd tovább alacsony hőfokon, addig, amíg meg nem szűnik a gőzfejlődés. Ha már nem gőzöl, lehet emelni a hőfokot. Melegítsd tovább nagy lángon egy órát, és utána a meleg formába önthetsz:)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 január 11, 23:19
Írta: ncw4w5nca Dátum 2013 január 11, 23:19
Szódásszifon, és patron Tökéletes a célra, vagy egy lecsavart tetejű ásványvíz is sok széndioxidot termel. Kisebb formákhoz megteszi:)
Cím: Re:Fémöntés házilag
Írta: Szedlay Pál Dátum 2013 január 12, 10:45
Írta: Szedlay Pál Dátum 2013 január 12, 10:45
Mekkora ötlet![#eljen]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 12, 14:27
Írta: 000000000 Dátum 2013 január 12, 14:27
Próbáltam írni mailt Ferrometalnak de sajnos nem megy el nekik a mail esetleg tud még valaki olyan oldalt akik ilyen nemű öntészeti cuccokat árulnak ? :) És fel is tudom venni velük a kapcsolatot ? :)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 január 12, 21:08
Írta: ncw4w5nca Dátum 2013 január 12, 21:08
[#confused] Hívd fel őket telefonon[#phone][#rolleyes]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 12, 23:09
Írta: 000000000 Dátum 2013 január 12, 23:09
Áhh megoldottam közben olvasgattam a fórumot és megtaláltam a carbografit oldalát nekik írtam mailt :)Illetve a foundex oldalát is megtaláltam :)Lehet velük is felveszem a kapcsolatot :) Homok illetve a sók íránt is :) Meg láttam náluk homok forma ragasztót is vagy mifenét :)
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 12, 23:09
Írta: 000000000 Dátum 2013 január 12, 23:09
Illetve még a rath-nak is írtam hogy szállítanak e ki :)
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 13, 15:44
Írta: 000000000 Dátum 2013 január 13, 15:44
Kösz mindenkinek a választ,de teljesen tudatlan vagyok még öntés ügyileg.Miért kell a széndioxid és hogy csinálok belőle mintát?Önteni cég önti de a formát nem csinálja meg.Ha van valaki aki segitene leformázni és kiönteni azt megköszönném.MgAl ötvözetet tudok hozzá adni.Szolnok környéke előnyben.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 13, 16:27
Írta: 000000000 Dátum 2013 január 13, 16:27
A széndioxid az szilárdításhoz kell :) Homok+vizüveg keverékéhez :) Én is most kezdtem el a témát de ha visszább olvasol az én kérdéseimben elég sok választ találsz a tieidre is :)
Cím: Re:Fémöntés házilag
Írta: VighLajos Dátum 2013 január 13, 16:35
Írta: VighLajos Dátum 2013 január 13, 16:35
A vízüveg a kovasav Na-sója. A kovasav vízben nem oldódó, nagyon gyenge sav, gyengébb, mint a szénsav (szódavíz). Itt is az erősebb kutya elve van: a CO2 a vizes oldatban kiszorítja a kovasavat:
Na2SiO3+H2CO3=Na2CO3+H2SiO3
A kovasav tovább bomlik:
H2SiO3=H2O+SiO2 vagyis víz és szilicium-dioxid (kvarc
A levegő széndioxid-tartalmára is lejátszódik, csak sokkal lassabban.
Kedves gyerekek, a mai kémiaórának vége!
[#taps][#eljen]
Na2SiO3+H2CO3=Na2CO3+H2SiO3
A kovasav tovább bomlik:
H2SiO3=H2O+SiO2 vagyis víz és szilicium-dioxid (kvarc
A levegő széndioxid-tartalmára is lejátszódik, csak sokkal lassabban.
Kedves gyerekek, a mai kémiaórának vége!
[#taps][#eljen]
Cím: Re:Fémöntés házilag
Írta: hostya Dátum 2013 január 13, 16:52
Írta: hostya Dátum 2013 január 13, 16:52
Ezt még a magamfajta figurák is megértik, akik 4x évvel ezelőtt tanulták iskolában a kémiát...
Köszönöm(köszönjük) Tanár Úr! [#eljen][#taps][#worship][#worship]
Köszönöm(köszönjük) Tanár Úr! [#eljen][#taps][#worship][#worship]
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 január 13, 16:56
Írta: ncw4w5nca Dátum 2013 január 13, 16:56
Nézd, amit te szeretnél nem egyszerű dolog. Mivel polírozni akarod, ahhoz tökéletesen gázmentesnek kell lenni az öntvénynek. Ezt a kis öntödék nem mindig tudják teljesíteni. Ha te magadnak nem tudod elkészíteni a mintát, akkor az sem lesz egy olcsó mulatság:( De erről Hunka Tibor többet tud mondani, hisz ő mintakészítő.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 13, 17:05
Írta: 000000000 Dátum 2013 január 13, 17:05
Áhh én úgy döntöttem hogy a magok azok gyantás homokból lesznek :)És kisütöm őket elektromos sütőben mert azt jól lehet szabályozni hőmérséklet szempontjából :) A külsejét pedig bentonitból fogom elkészíteni és ebbe lesznek belerakva a magok :)
Cím: Re:Fémöntés házilag
Írta: s7manbs8 Dátum 2013 január 13, 17:13
Írta: s7manbs8 Dátum 2013 január 13, 17:13
Mind e mellé ha 3D ábra is tartozna ami forgatható akkor még jobban látnánk, mivel az jobb féltekés dolog, ez meg bal. :)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 január 13, 17:16
Írta: ncw4w5nca Dátum 2013 január 13, 17:16
Bentonitból, vagy bentonitkötésű homokból?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 13, 17:39
Írta: 000000000 Dátum 2013 január 13, 17:39
bentonitkötésű homokból bocsánat :) Annak még majd egy receptet kellek keresni miből menyit kell bele rakni :)
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2013 január 13, 17:55
Írta: 3vv2btrhv Dátum 2013 január 13, 17:55
Házilagos kivitelezést nem ajánlom , a gázosodás valóban probléma , és a mintakészítés az valóban egy külön szakma . Ezzel nem a kedvedet akarom elvenni , csak felhívni a figyelmedet a buktatókra .
Cím: Re:Fémöntés házilag
Írta: PSoft Dátum 2013 január 13, 18:31
Írta: PSoft Dátum 2013 január 13, 18:31
ITT mutatja 02:25-től a szén dioxidos "kezelésnek" egy egyszerű módját.
ITT meg,a mégegyszerűbb palackos CO-s kezelést mutatja,14:10-től.
ITT meg,a mégegyszerűbb palackos CO-s kezelést mutatja,14:10-től.
Cím: Re:Fémöntés házilag
Írta: xsugix Dátum 2013 január 13, 18:47
Írta: xsugix Dátum 2013 január 13, 18:47
1 Kg homokhoz 120 gramm porrá őrölt bentonit szükséges. Ez szintén videóból derül ki, a PSoft által linkelt sorozat egyikéből. Érdemes végignézni a sorozatot, nagyon érdekes, és látványos is. Na meg lehet belőle lesni a dolgokat.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 13, 19:40
Írta: 000000000 Dátum 2013 január 13, 19:40
Amint lesz időm végig nézem :)
Cím: Re:Fémöntés házilag
Írta: PSoft Dátum 2013 január 13, 19:41
Írta: PSoft Dátum 2013 január 13, 19:41
Igen,nagyon jók ezek a videók!
Szépen végig lehet rajtuk követni az egyes munkafolyamatokat.
Sok apró fortélyt,"titkot" is elárulnak,amiket máshonan nemigen tud meg az ember.
Egy-egy "munkadarabon" keresztül végig mutatja a technológiát.
Meghát,a...látvány,sokszor minden leírásnál többet ér.:)
Szépen végig lehet rajtuk követni az egyes munkafolyamatokat.
Sok apró fortélyt,"titkot" is elárulnak,amiket máshonan nemigen tud meg az ember.
Egy-egy "munkadarabon" keresztül végig mutatja a technológiát.
Meghát,a...látvány,sokszor minden leírásnál többet ér.:)
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 13, 21:56
Írta: 000000000 Dátum 2013 január 13, 21:56
Köszi a videókat és a tanácsokat.A polirozást nem tükör felületre értem,csak a nagyon durva öntési szemcséket akarom eltüntetni,és viszonylag sima felületet szeretnék gépmunka után.Itt egy pár kép arról amit szeretnék önteni.http://www.ostmobile-shop.de/epages/61489198.sf/de_DE/?ObjectPath=/Shops/61489198/Products/111070104 A műhely ahol csináltatnám azt mondta,hogy azért kell magnéziumos alu ötvözet,hogy ne legyen zárványos,mert a si-al ötvözet "bekukacosodhat" bármit is jelentsen ez.A CO2 rész így már érthetőbb volt de a samottliszt helyett még mit tudnék használni?Milyen állagúra keverjem a samott+vízüveget?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 14, 14:27
Írta: 000000000 Dátum 2013 január 14, 14:27
Ha megnézed a videót ott látszik hogy épp hogy csak nedves legyen hogy ha össze szorítod a markodban akkor össze álljon.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 január 14, 17:44
Írta: ncw4w5nca Dátum 2013 január 14, 17:44
Samott helyett használj homokot. Ha kötteted vízüveggel, akkor nem kell túl finom homok, mint ahogy a videón látod Talkummal bedörzsölve lehet a felületet javítani. Ha döngölhető a homok, és nem önthető, akkor csak a magot kell szárítani, a külső héjat nem.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 14, 18:49
Írta: 000000000 Dátum 2013 január 14, 18:49
És fekecsel bevonni azt nem lehet vagy azt csak kimondott ilyen elvesző mintás öntéseknél lehet alkalmazni ?
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 január 14, 19:00
Írta: ncw4w5nca Dátum 2013 január 14, 19:00
Nem tudom:) Ki kell próbálni. Ha jól tudom, vannak fekecsek, amivel a homok felületét lehet finomítani, de ezen a téren nincs tapasztalatom. [#nemtudom]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 14, 19:10
Írta: 000000000 Dátum 2013 január 14, 19:10
Ez a forma hintőpor ez olyasmi féle mint amivel a videóban is bekeni a formát hogy könnyebben szét lehessen szedni ?
Cím: Re:Fémöntés házilag
Írta: xr54ua7n2 Dátum 2013 január 14, 20:37
Írta: xr54ua7n2 Dátum 2013 január 14, 20:37
Igen. Anno likopodiumnak = formaleválasztónak is nevezték.Kis zsákocskában tartották a szakik és abból szórták az öntőmintákra. A hintőpor az azért egy tisztább kivitel.Még használható az ezüstgrafit.
Cím: Re:Fémöntés házilag
Írta: xr54ua7n2 Dátum 2013 január 14, 20:55
Írta: xr54ua7n2 Dátum 2013 január 14, 20:55

Jobb felső sarokban látható a hintőporral beszórt formafelet.
Cím: Re:Fémöntés házilag
Írta: xr54ua7n2 Dátum 2013 január 14, 20:59
Írta: xr54ua7n2 Dátum 2013 január 14, 20:59

Cím: Re:Fémöntés házilag
Írta: xr54ua7n2 Dátum 2013 január 14, 21:01
Írta: xr54ua7n2 Dátum 2013 január 14, 21:01

Kibontva...
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 január 14, 21:08
Írta: ncw4w5nca Dátum 2013 január 14, 21:08
A lycopodium korpafű spóráját, Amit hintőpornak használnak, a talkum, zsírkő, vagy más néven magnézium szilikát. A videóban talkumot használ.
Cím: Re:Fémöntés házilag
Írta: xr54ua7n2 Dátum 2013 január 14, 21:11
Írta: xr54ua7n2 Dátum 2013 január 14, 21:11
Köszi a pontosítást.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 14, 22:02
Írta: 000000000 Dátum 2013 január 14, 22:02
Áhh értem köszi és meik jobb erre a célra vagy ugyan azt kapom a 2 fajtától ?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 14, 22:03
Írta: 000000000 Dátum 2013 január 14, 22:03
Ez igen :) Ez milyen forma vagy ez 3d nyomtatva van és úgy kiöntve ? Mert már gondolkoztam a 3d nyomtatáson is és akkor elvesző mintaként megcsinálni.
Cím: Re:Fémöntés házilag
Írta: Szedlay Pál Dátum 2013 január 15, 00:27
Írta: Szedlay Pál Dátum 2013 január 15, 00:27
Tudod te mennyiért készítenek el neked egy ekkora formát 3D-s nyomtatással?
Érdeklődtél már?
Érdeklődtél már?
Cím: Re:Fémöntés házilag
Írta: xr54ua7n2 Dátum 2013 január 15, 07:39
Írta: xr54ua7n2 Dátum 2013 január 15, 07:39
Osztott faminta és famagszekrény. Klasszikus mintakészítéssel készült.
Cím: Re:Fémöntés házilag
Írta: zv42bkt7i Dátum 2013 január 15, 13:35
Írta: zv42bkt7i Dátum 2013 január 15, 13:35
Üdvözletem mindenkinek hobbi szinten én is próbáltam már felolvasztani aluminiumot és sárgarezet gipszből készített formába öntöttem a fémet de valahogy sohasem sikerült tökéletesen.
Ahogy beleolvasgattam a fórumba valamiféle habból készítenek sablont és ezt veszik körül valamiféle homokkal és mikor a fémet a habra öntik a hab kiég és a fém felveszi a hab által kitöltött alakot jól értelmeztem?
Ahogy beleolvasgattam a fórumba valamiféle habból készítenek sablont és ezt veszik körül valamiféle homokkal és mikor a fémet a habra öntik a hab kiég és a fém felveszi a hab által kitöltött alakot jól értelmeztem?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 15, 14:18
Írta: 000000000 Dátum 2013 január 15, 14:18
Nem kérdezgettem csak képről így nézett ki. Amúgy menyiért nyomtatnak ha már így mondtad ?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 15, 14:20
Írta: 000000000 Dátum 2013 január 15, 14:20
Közben érdeklődtem grafit tégelyek iránt az olvasztáshoz elég jó árakat kaptam az egyik cégtől 12 ezer forintért adják. magasság:255 ; felső átmérő:200 ; alsó átmérő:140 Korrekt összeg lenne érte vagy drága ?
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2013 január 15, 14:43
Írta: 3vv2btrhv Dátum 2013 január 15, 14:43
A gipszet kiégetik és úgy öntik bele a fémet .
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2013 január 15, 15:16
Írta: Rabb Ferenc Dátum 2013 január 15, 15:16
Ebben biztos vagy? A gipsz nem szárad, hanem kémiailag köt, a víz beépül a kristályszerkezetbe. Kiégetéssel elveszítheti a már megkötött rész a vizet és szétporlad.
Cím: Re:Fémöntés házilag
Írta: zv42bkt7i Dátum 2013 január 15, 15:42
Írta: zv42bkt7i Dátum 2013 január 15, 15:42
Egyszer sikerült használható darabot kivenni a gipsz formából, a többi totális csőd pedig az öntéshez használt gipsz formát napokig szárítottam.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 15, 15:53
Írta: 000000000 Dátum 2013 január 15, 15:53
Ahogy néztem én ezeket a gipsz mintákat hagyják snaszban megszáradni max langyos levegőn gyorsítják a száradást de hogy kiégetnék azt nem halottam még.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2013 január 15, 16:51
Írta: 3vv2btrhv Dátum 2013 január 15, 16:51
Igen , de én a gipszhez kevertem egy anyagot , amitöl nem porladt .
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2013 január 15, 16:57
Írta: 3vv2btrhv Dátum 2013 január 15, 16:57
gipszbe öntés
Nézd végig a technologiát
Nézd végig a technologiát
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2013 január 15, 16:58
Írta: 3vv2btrhv Dátum 2013 január 15, 16:58


Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2013 január 15, 17:18
Írta: 3vv2btrhv Dátum 2013 január 15, 17:18

Ferrary motor blok homok öntése
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2013 január 15, 17:21
Írta: 3vv2btrhv Dátum 2013 január 15, 17:21
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 január 15, 17:51
Írta: ncw4w5nca Dátum 2013 január 15, 17:51
"de én a gipszhez kevertem egy anyagot" Nagyon titokzatos vagy:)
Itt egy régi hozzászólás szó szerint idézve- "A gipsz nem hőálló, egyik sem!
Viszont öntőformát lehet készíteni 1 rész gipsz és 2 rész finom kvarcliszt keverékéből. Előnye a vizüvegeshez képest, hogy könyebb bontani és a gipsz oldódik trinátriumcitrát oldatban, ha nem akarod homokfújni öntés után. Arany öntőformának is használják. Ha lehet ne stukatúr gipszet használj, hanem valami közepes minűségú fogászatit. Ehhez az öntés tehnikához valamilyen fémkeretet vagy fémgyűrűt kell használni."
Itt egy régi hozzászólás szó szerint idézve- "A gipsz nem hőálló, egyik sem!
Viszont öntőformát lehet készíteni 1 rész gipsz és 2 rész finom kvarcliszt keverékéből. Előnye a vizüvegeshez képest, hogy könyebb bontani és a gipsz oldódik trinátriumcitrát oldatban, ha nem akarod homokfújni öntés után. Arany öntőformának is használják. Ha lehet ne stukatúr gipszet használj, hanem valami közepes minűségú fogászatit. Ehhez az öntés tehnikához valamilyen fémkeretet vagy fémgyűrűt kell használni."
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 január 15, 18:13
Írta: ncw4w5nca Dátum 2013 január 15, 18:13
El is veszti:) A gipszet 100-150 °C-ra hevítve víztartalmának körülbelül 75%-a távozik, a többit a hőmérséklet emelkedésével folyamatosan. Viszont ha kvarclisztet keversz hozzá, azzal reakcióba lép, és részben átalakul kalcium szilikáttá. Ez viszont már hőálló
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 január 15, 19:08
Írta: ncw4w5nca Dátum 2013 január 15, 19:08
Végül is jó mind a kettő, De a talkumot könnyebb beszerezni, és valószínű olcsóbb is(gyógyszertár, gumis műhely). Én a homok választásához csak ritkán használtam talkumot, én szitált száraz homokkal választottam. (sima finomszemcsés öntőhomok)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 január 15, 19:15
Írta: ncw4w5nca Dátum 2013 január 15, 19:15
Jól értetted:) ez az elvesző habmintás technika.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 január 15, 19:19
Írta: ncw4w5nca Dátum 2013 január 15, 19:19
Ennél az öntésnél milyen magtámaszt használtok?
Cím: Re:Fémöntés házilag
Írta: Szedlay Pál Dátum 2013 január 15, 20:34
Írta: Szedlay Pál Dátum 2013 január 15, 20:34
Ez pontosan így van ahogyan leírtad.
Te ezt hol tanultad.
Te ezt hol tanultad.
Cím: Re:Fémöntés házilag
Írta: zv42bkt7i Dátum 2013 január 16, 08:34
Írta: zv42bkt7i Dátum 2013 január 16, 08:34
A habot ami a formát adja cnc géppel munkálják meg?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 16, 09:29
Írta: 000000000 Dátum 2013 január 16, 09:29
CNC-vel is. "lost foam casting" ez legyen a kereső szó!
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2013 január 16, 11:10
Írta: 3vv2btrhv Dátum 2013 január 16, 11:10
Az én eredeti szakmám GIPSZMINTAKÉSZÍZÖ , csak ezért bátorkodom dolgokat beirni .
Amugy meg 20 évvel ezelött bronz kisplasztikákat öntöttem a saját összetételü gipszel .
Amit azért nem árulok el mert sok pénzt és energiát fektettem bele .
Amugy meg 20 évvel ezelött bronz kisplasztikákat öntöttem a saját összetételü gipszel .
Amit azért nem árulok el mert sok pénzt és energiát fektettem bele .
Cím: Re:Fémöntés házilag
Írta: zv42bkt7i Dátum 2013 január 16, 12:19
Írta: zv42bkt7i Dátum 2013 január 16, 12:19
Beütöttem a googl-be az angol kifejezést és javítsatok ki ha tévednék de nekem lépés álló lábazati nikecelnek tűnik a formázáshoz használt hab.
Cím: Re:Fémöntés házilag
Írta: zv42bkt7i Dátum 2013 január 16, 12:44
Írta: zv42bkt7i Dátum 2013 január 16, 12:44
http://www.youtube.com/watch?v=EFMXF7szrj4
Mennyire kivitelezhető ez itthon komolyabb géppark nélkül?A sablon természetesen habból készülne.
Mennyire kivitelezhető ez itthon komolyabb géppark nélkül?A sablon természetesen habból készülne.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 16, 13:08
Írta: 000000000 Dátum 2013 január 16, 13:08
Az is, pontosan!
A homoknak teljesen száraznak kell lenni.
A formát célszerű fekeccsel bevonni.
Ki is faraghatod szikével, olyan pengével, ami még nem volt használva.
Lehet alakítani izzószállal is.
A homoknak teljesen száraznak kell lenni.
A formát célszerű fekeccsel bevonni.
Ki is faraghatod szikével, olyan pengével, ami még nem volt használva.
Lehet alakítani izzószállal is.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 16, 13:09
Írta: 000000000 Dátum 2013 január 16, 13:09
Akkor az információ árát kamatostúl kell számolni! :))
Cím: Re:Fémöntés házilag
Írta: xr54ua7n2 Dátum 2013 január 16, 13:23
Írta: xr54ua7n2 Dátum 2013 január 16, 13:23
Stipper nem lett használva. A magjelek megtartják a magot és nem bukik be. A fém sem emeli meg öntésközben.
Cím: Re:Fémöntés házilag
Írta: zv42bkt7i Dátum 2013 január 16, 13:53
Írta: zv42bkt7i Dátum 2013 január 16, 13:53
Mikor a fém elkezdi égetni a formát és felveszi az alakját a homok nem omlik be?És a hab égésekor felszabaduló gázok hol távoznak?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 16, 14:54
Írta: 000000000 Dátum 2013 január 16, 14:54
Kérdezem én a szakikat kértem ár ajánlatot grafit tégelyre 5 alu olvasztásához való mérettel 12 ezer forint + áfát mondtak rá ez jó ár vagy drága ? Sajnos ezen a téren nincs viszonyítási alapom.
Cím: Re:Fémöntés házilag
Írta: xr54ua7n2 Dátum 2013 január 16, 14:55
Írta: xr54ua7n2 Dátum 2013 január 16, 14:55
A formahomokot tömöríteni kell, hogy kibírja az olvad fém nyomását, áramlási sebességét és hőjét.... stb. Ha tömörítve van, akkor nem omlik be.
Ha több felöntés van ,akkor azokon keresztül távozik a gáz. Ha nincs (direkben öntenek), akkor gondoskodni kell a gáz kivezetésérő + levegőzőket kell alkalmazni.
Ha több felöntés van ,akkor azokon keresztül távozik a gáz. Ha nincs (direkben öntenek), akkor gondoskodni kell a gáz kivezetésérő + levegőzőket kell alkalmazni.
Cím: Re:Fémöntés házilag
Írta: zv42bkt7i Dátum 2013 január 16, 15:37
Írta: zv42bkt7i Dátum 2013 január 16, 15:37
Valami speciális homokról van szó?Vagy Használható kvarc homok vagy más finom szemcséjű homok?Ha egy kicsit jobb idő lesz szívesen kipróbálnám ezt a nikeceles öntési eljárást.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 16, 15:54
Írta: 000000000 Dátum 2013 január 16, 15:54
Én nem szerettem, mert nagyon füstöl!
Cím: Re:Fémöntés házilag
Írta: zv42bkt7i Dátum 2013 január 16, 16:23
Írta: zv42bkt7i Dátum 2013 január 16, 16:23
Szabad levegőn csinálom tehát a szellőzés biztosított lesz remélem [#smile]
Cím: Re:Fémöntés házilag
Írta: Révész Richárd Dátum 2013 január 16, 16:28
Írta: Révész Richárd Dátum 2013 január 16, 16:28
Egész pontosan EXTRUDÁLT Polisztirol.
A másikat, ami fehér gyöngyből van azt EXPANZÁLT-nak hívják.
A másikat, ami fehér gyöngyből van azt EXPANZÁLT-nak hívják.
Cím: Re:Fémöntés házilag
Írta: Révész Richárd Dátum 2013 január 16, 16:32
Írta: Révész Richárd Dátum 2013 január 16, 16:32
Kedves Sándor!
Légy szíves, ha valakinek válaszolsz kattints a jobb oldalon lévő "VÁLASZ" gombra és akkor jobban követhető kinek szánod a választ.
Nem ba.....nak szántam.[#wave]
Légy szíves, ha valakinek válaszolsz kattints a jobb oldalon lévő "VÁLASZ" gombra és akkor jobban követhető kinek szánod a választ.
Nem ba.....nak szántam.[#wave]
Cím: Re:Fémöntés házilag
Írta: zv42bkt7i Dátum 2013 január 16, 16:59
Írta: zv42bkt7i Dátum 2013 január 16, 16:59
Bocsi, és köszi hogy szóltál.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2013 január 16, 17:29
Írta: 3vv2btrhv Dátum 2013 január 16, 17:29
Nincs rá fizetöképes kereslet .
Cím: Re:Fémöntés házilag
Írta: Révész Richárd Dátum 2013 január 16, 17:30
Írta: Révész Richárd Dátum 2013 január 16, 17:30
[#worship]
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 január 16, 19:34
Írta: ncw4w5nca Dátum 2013 január 16, 19:34
Nézd , mindenki azt tart meg magának amit akar:) Viszont ha egy alapkeveréket közzéteszel, ami általánosan ismert, azzal még nem sérült volna szabadalmad. Na meg akkor elmondhatnád hogy segítettél:)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 január 16, 19:37
Írta: ncw4w5nca Dátum 2013 január 16, 19:37
Fogtechnikai tankönyv, és egy régi könyvben is találkoztam már vele, ami ötvös szakmáról szólt. sajnos a címére már nem emlékszem.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 január 16, 19:50
Írta: ncw4w5nca Dátum 2013 január 16, 19:50
Ezen a honlapon mindent megtalálsz magyarul, amit a veszőhabmintás öntésről tudni kell:)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 január 16, 19:52
Írta: ncw4w5nca Dátum 2013 január 16, 19:52
Nézz meg több forgalmazót, és akkor lesz viszonyítási alapod:) De szerintem nem rossz ár.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 január 16, 19:57
Írta: ncw4w5nca Dátum 2013 január 16, 19:57
Ja, van másik magjel is. A képen nem láttam, és azért kérdeztem:)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 január 16, 20:21
Írta: ncw4w5nca Dátum 2013 január 16, 20:21
Most már látom, csak megzavart, hogy a magjelhez befolyt az alu:)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 január 16, 20:30
Írta: ncw4w5nca Dátum 2013 január 16, 20:30
Nézd meg a 2588-asban említett videót ott fekecset használnak a felület finomítására( szórópisztollyal hordják fel)
Cím: Re:Fémöntés házilag
Írta: zv42bkt7i Dátum 2013 január 17, 07:21
Írta: zv42bkt7i Dátum 2013 január 17, 07:21
Köszönöm a segítséget mindenképpen megnézem.Körzővel és két vonalzóval kilehet szerkeszteni formát papírra?Hogy az kivágva és a habra rátéve megkönnyítsem a dolgom a körberajzolással,nem bonyolítani akarom csak azért hogy legyen valami mértani alapja.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 17, 08:35
Írta: 000000000 Dátum 2013 január 17, 08:35
A habon is lehet frankón rajzolni vékony filccel.
Én 30mm vastagból építettem a H-qudrokopteremet.
Én 30mm vastagból építettem a H-qudrokopteremet.
Cím: Re:Fémöntés házilag
Írta: zv42bkt7i Dátum 2013 január 17, 08:59
Írta: zv42bkt7i Dátum 2013 január 17, 08:59
http://www.youtube.com/watch?v=ZlUGH_em_pA
Ebben a videóban a gipsz a felület finomításáért felel?
Ebben a videóban a gipsz a felület finomításáért felel?
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2013 január 17, 09:36
Írta: robroy007 Dátum 2013 január 17, 09:36
ne felejtsük azért el, hogy ha jó a minta felületének bevonása és kibírja az öntésig a homok nyomását akkor a mag anyagot előre el lehet már távolítani nitró higitóval a gipszből!!
ezzel megspórolva a fölösleges illetve káros zárvány képződést a maganyag égése következtében
persze nem közvetlen öntés előtt oldjuk fel a habot és nem is tökig öntve a formát oldószerrel, mert akár pár cm3 is elég rengeteg hab kivégzéséhez
ezzel megspórolva a fölösleges illetve káros zárvány képződést a maganyag égése következtében
persze nem közvetlen öntés előtt oldjuk fel a habot és nem is tökig öntve a formát oldószerrel, mert akár pár cm3 is elég rengeteg hab kivégzéséhez
Cím: Re:Fémöntés házilag
Írta: k6fbrh8z5 Dátum 2013 január 17, 15:07
Írta: k6fbrh8z5 Dátum 2013 január 17, 15:07
Üdvözlök minden fórumozót, ma regisztráltam annak reményében, hogy hátha itt hasznos tanácsokkal látnak el. :)
Egy egy teknőt szeretnék önteni minél kisebb falvastagsággal(3-4 mm) alumíniumból.2500 x 800 mm es méretben, kb 350 mm es oldalmagassággal.
Ez megoldható?
Köszönöm!
Egy egy teknőt szeretnék önteni minél kisebb falvastagsággal(3-4 mm) alumíniumból.2500 x 800 mm es méretben, kb 350 mm es oldalmagassággal.
Ez megoldható?
Köszönöm!
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2013 január 17, 15:19
Írta: sasi Dátum 2013 január 17, 15:19
Üdvözöllek a fórumon.
A kérdésedre a válasz nem!
Hegesztéssel viszont könnyen elkészíthető a "teknőd"
A kérdésedre a válasz nem!
Hegesztéssel viszont könnyen elkészíthető a "teknőd"
Cím: Re:Fémöntés házilag
Írta: ra8nsmk6w Dátum 2013 január 17, 15:30
Írta: ra8nsmk6w Dátum 2013 január 17, 15:30
A Te helyedben ezt a válasz nagy örömmel nyugtáznám. Mert aki ennek a mintáját és öntőformáját elkésziti valamint annak mozgatását az igizi "kihívással" állna szembe.
Cím: Re:Fémöntés házilag
Írta: ra8nsmk6w Dátum 2013 január 17, 15:31
Írta: ra8nsmk6w Dátum 2013 január 17, 15:31
-igazi-
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 január 17, 17:56
Írta: ncw4w5nca Dátum 2013 január 17, 17:56
Igen, de ez nem gipsz, hanem sűrű fekecs:)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 január 17, 18:01
Írta: ncw4w5nca Dátum 2013 január 17, 18:01
Te öntöttél már ilyen módon, vagy csak elmélet?
Cím: Re:Fémöntés házilag
Írta: zv42bkt7i Dátum 2013 január 17, 19:15
Írta: zv42bkt7i Dátum 2013 január 17, 19:15
Ha a forma felületét szép simára csiszolom elhanyagolható a fekecs használata?
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 január 17, 19:26
Írta: ncw4w5nca Dátum 2013 január 17, 19:26
A forma felületének a fekecs használatakor is simának kell lenni, nem a fekecs simítja ki. Ha nem használsz fekecset, a homokszemcsék közötti üregbe benyomul a fém, és ettől lesz egyenetlen a felület.
Cím: Re:Fémöntés házilag
Írta: zv42bkt7i Dátum 2013 január 17, 19:31
Írta: zv42bkt7i Dátum 2013 január 17, 19:31
A kvarchomok használható a habformát körülvevő közegként? Holnap megyek vásárolni és beszerzem a szükséges holmikat az öntéshez.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 január 17, 19:37
Írta: ncw4w5nca Dátum 2013 január 17, 19:37
Igen:) A kvarchomok használható.
Cím: Re:Fémöntés házilag
Írta: k6fbrh8z5 Dátum 2013 január 17, 20:10
Írta: k6fbrh8z5 Dátum 2013 január 17, 20:10
Ez a dolog akkor sem megoldható ha pl a a formát előmelegítem, es csatornákat alakítok ki benne, (amit később köszörüléssel eltávolítok) ? Mi lenne az a falvastagság amit még gravitációs öntéssel ki lehetne vitelezni? Köszönöm:)
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 17, 20:14
Írta: 000000000 Dátum 2013 január 17, 20:14
Ne haragudj a kérdésért, de hogy jutott ilyesmi egyáltalán az eszedbe?
Cím: Re:Fémöntés házilag
Írta: k6fbrh8z5 Dátum 2013 január 17, 20:41
Írta: k6fbrh8z5 Dátum 2013 január 17, 20:41
Szia nem haragszom a kérdésért, azért jutott eszembe mert tudom hogy megoldható a dolog csak azt nem hogyan. Kaptam rá árajánlatot 28 000 dollár azt picit sokallom egy " teknőért" :) A heggesztés nem megoldható, mert elég bonyolult lenne a forma. Jó az igaz hogy ők is izmosabb falvastagsággal szállítanák, amit meg marni kell, plusz ktg. Talán a kéregöntés jöhet szóba... Köszi
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 január 17, 20:44
Írta: ncw4w5nca Dátum 2013 január 17, 20:44
Végül is kivitelezhető, de a költségek messze meghaladják a lemezből hegesztett verziót. A nyers öntvény szilárdsága is elmarad lemezhez képest. A vastagság miatt sűrűn kell a fémet bevezetni, ez egy komoly öntőrendszert igényel. 40kg kell a "teknőhöz", és legalább 100-120kg az öntőrendszerhez. Ennek az olvasztása sem házi feladat:)
Cím: Re:Fémöntés házilag
Írta: k6fbrh8z5 Dátum 2013 január 17, 21:13
Írta: k6fbrh8z5 Dátum 2013 január 17, 21:13
Köszönöm József ez lett volna a kérdésem :) Utólagos engedelmevel/ engedelmeddel írtam E-mailt, de a honlapon megadott email cimre nem tudtam levelet kuldeni. Szükségem lenne némi szakértésre. Tud segíteni akárcsak jótanáccsal? Köszönöm
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 január 17, 21:23
Írta: ncw4w5nca Dátum 2013 január 17, 21:23
Berenyimuvek@freemail.hu az emailcímem, Berenyimuvek a skype nevem, a hétvégén tudunk beszélni:) Ui: maradjunk a tegeződésnél
Cím: Re:Fémöntés házilag
Írta: xr54ua7n2 Dátum 2013 január 17, 21:24
Írta: xr54ua7n2 Dátum 2013 január 17, 21:24
Mihez kell ilyen vékony és nagy méretű alkatrész? Miért aluöntvény? Milyen anyagminőségből?
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 január 17, 21:27
Írta: ncw4w5nca Dátum 2013 január 17, 21:27
Tudja valaki hogy hogy lehet az emailcímem megváltoztatni az adatlapon?
Cím: Re:Fémöntés házilag
Írta: k6fbrh8z5 Dátum 2013 január 17, 21:29
Írta: k6fbrh8z5 Dátum 2013 január 17, 21:29
Köszönöm a közvetlenséget:) Akkor egy pont megtréfált. Holnap írok részletesebben E-mail-ben.
Nem atomtitok, csak ha ide leírom az egy fél oldalt kitesz. Köszönöm
Nem atomtitok, csak ha ide leírom az egy fél oldalt kitesz. Köszönöm
Cím: Re:Fémöntés házilag
Írta: k6fbrh8z5 Dátum 2013 január 17, 21:36
Írta: k6fbrh8z5 Dátum 2013 január 17, 21:36
Bútor dizájn. A falvastagság azért fontos, hogy könnyű legyen és jó legyen a hővezetése. Az anyagminőség nem kötött, mivel nem lesz nagy terhelésnek kitéve. viszont hőingadozás annál inkább lesz:( Gondolkodtam hogy milyen anyagbol lehetne még de nem nagyon jutottam sehova. Ami fontos. minél kisebb hőtágulás, miné jobb hővezetés, minél kisebb súj, minél egyszerűbb előállítás, ja és bírnia kell a 250 fokot.
Cím: Re:Fémöntés házilag
Írta: zv42bkt7i Dátum 2013 január 18, 07:50
Írta: zv42bkt7i Dátum 2013 január 18, 07:50
Köszi[#worship]
Cím: Re:Fémöntés házilag
Írta: xr54ua7n2 Dátum 2013 január 18, 14:36
Írta: xr54ua7n2 Dátum 2013 január 18, 14:36
Köszi az infókat!
Alulemez nem jöhet szóba, vagy valami különleges alakja van a darabnak? Az öntés a kis falvastagság miatt nagyon necces,főleg a hideg folyás miatt,de a kihozatal is nagyon rossz lesz.
Sok mindent öntöttünk alumíniumból anno (épület burkoló elemek, koporsó fröccsöntő szerszámokat, de főleg nagyméretű gépalkatrészeket), de bútort még nem :)
Egy jól kitalált technológiával azért megoldható lehet a biztonságos gyártás.
Csak óvatosan kérdezem , mennyi a darabszám?
Alulemez nem jöhet szóba, vagy valami különleges alakja van a darabnak? Az öntés a kis falvastagság miatt nagyon necces,főleg a hideg folyás miatt,de a kihozatal is nagyon rossz lesz.
Sok mindent öntöttünk alumíniumból anno (épület burkoló elemek, koporsó fröccsöntő szerszámokat, de főleg nagyméretű gépalkatrészeket), de bútort még nem :)
Egy jól kitalált technológiával azért megoldható lehet a biztonságos gyártás.
Csak óvatosan kérdezem , mennyi a darabszám?
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 január 18, 17:55
Írta: ncw4w5nca Dátum 2013 január 18, 17:55
Ez nem bútor lesz:) #2633 alapján valami sablon, bútorgyártáshoz. Laminált bútorhoz, vagy valamilyen bakelizáláshoz. Úgy tűnik, hogy hőkezelve lesz vele.
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2013 január 18, 19:48
Írta: robroy007 Dátum 2013 január 18, 19:48
én nem zárnám ki a műgyantákat se igaz annak is horror lesz az ára amikor kiejted a szádon a 250°C-ot és a hőtágulással is lehet baj, de ha jól van tervezve a technológia akkor még akár ki is lehet használni ezeket a dolgokat
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2013 január 18, 19:55
Írta: robroy007 Dátum 2013 január 18, 19:55
nem öntöttem mert még csak próbák voltak azok is ólomból alu formába
de itt egy kis ízelítő a reakcióról aceton és hungarocel kölcsönhatása
a színes habokat is viszi
de itt egy kis ízelítő a reakcióról aceton és hungarocel kölcsönhatása
a színes habokat is viszi
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 január 18, 20:27
Írta: ncw4w5nca Dátum 2013 január 18, 20:27
Na pont erre a ragacsos trutymóra gondoltam, ami a füvön maradt. Azt hogy gondoltad eltávolítani az öntőformából?
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 január 18, 21:23
Írta: ncw4w5nca Dátum 2013 január 18, 21:23
Az acetonban csak ennyire oldódik a hungarocell.
Cím: Re:Fémöntés házilag
Írta: zv42bkt7i Dátum 2013 január 19, 10:29
Írta: zv42bkt7i Dátum 2013 január 19, 10:29
Világos sárga 2cm vastag habot vettem bár a fórumban visszaolvasva a kék és rózsaszín lett volna a jobb remélem az általam vásárolt nem lesz használhatatlan.Mit gondoltok?
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2013 január 19, 12:25
Írta: 3vv2btrhv Dátum 2013 január 19, 12:25
Az én tapasztalatom a megmunkálás terén van /CNC)
Kék és a rózsaszin a jobb , öntés területén nem tudom .
Kék és a rózsaszin a jobb , öntés területén nem tudom .
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 január 19, 13:08
Írta: ncw4w5nca Dátum 2013 január 19, 13:08
Csinálj egy próbaöntést mielőtt elkezdenél faragni, és kiderül. Na meg így szerzel egy kis tapasztalatot, és nem élesben jössz rá a hibákra:)
Cím: Re:Fémöntés házilag
Írta: k6fbrh8z5 Dátum 2013 január 19, 13:24
Írta: k6fbrh8z5 Dátum 2013 január 19, 13:24
A lemez nem minden esetben johet szóba, ez a bajom. Van olyan osszetett a forma és olyan cizellált a felulet, amit lehetetlen lemezbol megoldani. a darabszám szerintem 10 alatt. most ahogy számolgatom a dolgokat, lehet hogy elmehetek mondjuk 5-6 mm-es falvastagságig, ez már lényegesen javítja az esélyeimet.:)
Cím: Re:Fémöntés házilag
Írta: k6fbrh8z5 Dátum 2013 január 19, 13:26
Írta: k6fbrh8z5 Dátum 2013 január 19, 13:26
Márpedig végül ebböl bútor kell hogy legyen. Nem írtam mailt, mert kicsit rohanos volt az elmult pár nap, de skypen felveszem.
Cím: Re:Fémöntés házilag
Írta: k6fbrh8z5 Dátum 2013 január 19, 13:29
Írta: k6fbrh8z5 Dátum 2013 január 19, 13:29
a Műgyantáknak nem jó a hővezetése. és nem is igazán alaktartók 250 fokon. Legalábbis ezt hallottam.
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2013 január 19, 14:05
Írta: Rabb Ferenc Dátum 2013 január 19, 14:05
Létezik >220 fok hőtűrésű önthető vagy laminálható műanyag. Alumíniumporral adalékolva jó hővezető és szénszállal erősítve szilárd is. Egy keretbe foglalva még kezelhető is lenne mozgatáskor.
Miért kell a 250 fok? Utóhőkezelés vagy az anyag kötés közbeni melegedése miatt? Esetleg egy harmadik ok...
Ha precíz és bonyolult felületre van szükséged, akkor azt biztosan nem tudod elérni egy mezei homokformába öntött szerszámmal. Ettől sokkal kisebb darabokat is fém szerszámba öntenek 5-6 mm-es falvastagságnál. Ettől vékonyabbat csak présöntéssel lehet kialakítani. Na de ekkora méretben [#csodalk]
Miért kell a 250 fok? Utóhőkezelés vagy az anyag kötés közbeni melegedése miatt? Esetleg egy harmadik ok...
Ha precíz és bonyolult felületre van szükséged, akkor azt biztosan nem tudod elérni egy mezei homokformába öntött szerszámmal. Ettől sokkal kisebb darabokat is fém szerszámba öntenek 5-6 mm-es falvastagságnál. Ettől vékonyabbat csak présöntéssel lehet kialakítani. Na de ekkora méretben [#csodalk]
Cím: Re:Fémöntés házilag
Írta: zv42bkt7i Dátum 2013 január 19, 18:23
Írta: zv42bkt7i Dátum 2013 január 19, 18:23
Ha ólmot használok a próbaöntésre ott is láthatóak lesznek a hibák?Vagy mindenféleképpen aluval végezzem a próbát?
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 január 19, 19:52
Írta: ncw4w5nca Dátum 2013 január 19, 19:52
szerintem aluval.Igaz egyszerűbb ólommal, de nem biztos hogy azt az eredményt hozza.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 19, 21:47
Írta: 000000000 Dátum 2013 január 19, 21:47
Sziasztok.
Új vagyok az oldalon , köszöntök mindenkit .
Bronzöntésben kérnék segítséget , tanácsot .
Viaszveszejtéses eljárással szeretnék kisméretű szobrot ( 10-15 cm ) önteni .
Az etilszilikátos külső héj elég bonyolult hobbiszinten nem tudom kivitelezni , kiégetés stb . Valami egyszerűbb külső héjat tud valaki ? Olvastam gipsz , homok , vízüveg keverék és egyéb praktikákat amit nem kell félnapig kiégetni . Előre is köszönöm .
Új vagyok az oldalon , köszöntök mindenkit .
Bronzöntésben kérnék segítséget , tanácsot .
Viaszveszejtéses eljárással szeretnék kisméretű szobrot ( 10-15 cm ) önteni .
Az etilszilikátos külső héj elég bonyolult hobbiszinten nem tudom kivitelezni , kiégetés stb . Valami egyszerűbb külső héjat tud valaki ? Olvastam gipsz , homok , vízüveg keverék és egyéb praktikákat amit nem kell félnapig kiégetni . Előre is köszönöm .
Cím: Re:Fémöntés házilag
Írta: k6fbrh8z5 Dátum 2013 január 19, 23:53
Írta: k6fbrh8z5 Dátum 2013 január 19, 23:53
A muanyagos vonal fele meg el sem indultam, csak a nagy hoallosagu uvegszal prepeget neztem meg azok nem lennenek jok. igen a hotures a hokezeles miatt szukseges. a homokontvenyeket is lehet ha jol tudom kelloen finom felulettel onteni, illetve minimalis utomunkaval felcsiszolni. Hat igen fogos kerdes hogy lehet megoldani fem szerszam nelkul, de azert meg futok nehany kort mire feladnam. Az biztos hogy kinaban es az usaban megoldottak a kerdest, most azt feszegetjuk hogy vajon hogy... Bizom a magyarok kreativitasaban es talalekonysagaban, ezert vagyok olyan bizakodo, hogy meoldodik a problemam. Termeszetesen a projektel kapcsolatban tudom hogy kompromisszumokat kell kotnom, kotnunk, de szerintem idovel megleljuk a megoldast. :)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 január 20, 00:07
Írta: ncw4w5nca Dátum 2013 január 20, 00:07
Üdvözöllek a Fórumon.[#wave] A viaszveszejtéses öntésnél minden esetben ki kell égetni az öntőmintát, hisz a viaszt maradéktalanul el kell távolítani. a gipsztartalmúakat szintén. Ha már meg tudod olvasztani a bronzot, miért okoz problémát az öntőminta kiégetése? A kiégetéséhez idő kell, nem lehet hirtelen hevíteni, mer megreped. Sajnos ilyen kegyetlen az élet:)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 január 20, 00:11
Írta: ncw4w5nca Dátum 2013 január 20, 00:11
#2652-ben az öntőformát kell égetni nem az öntőmintát:) bocs[#circling]
Cím: Re:Fémöntés házilag
Írta: zv42bkt7i Dátum 2013 január 20, 08:04
Írta: zv42bkt7i Dátum 2013 január 20, 08:04
Rendben lehet ma teszek egy próbát.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 20, 08:05
Írta: 000000000 Dátum 2013 január 20, 08:05
Igen Ki kell égetni mindenképp de az etilszilikátos héjnál órákig kell égetni ,
itt korábbi leírásnál olvastam amit csak rövid ideig kell kiégetni , de nem volt pontosan az anyagmennyiség leírva .
itt korábbi leírásnál olvastam amit csak rövid ideig kell kiégetni , de nem volt pontosan az anyagmennyiség leírva .
Cím: Re:Fémöntés házilag
Írta: Szedlay Pál Dátum 2013 január 20, 10:08
Írta: Szedlay Pál Dátum 2013 január 20, 10:08
Próbáld meg a fogászati beágyazót. Ezeket már 850 C fokos kemencébe azonnal be lehet rakni nem kell szárítgatni őket.
Cím: Re:Fémöntés házilag
Írta: zv42bkt7i Dátum 2013 január 20, 18:27
Írta: zv42bkt7i Dátum 2013 január 20, 18:27
Ma próbálkoztam alu öntéssel sikertelenül a hideg miatt a gézpalackban ledermedt a gáz lehetetlenné téve az olvasztást.A mintákat bevontam fekecsel az arányokat betartva kevertek a hozzávalókat és mégis nehezen boldogultam a felvitellel hézagosan borította be a habot pedig a habot megcsiszoltam és a fekecsbe tettem egy kevés mosogatószert is az ujjammal vittem fel kicsit vastagabban és így már jónak tűnt száradás útán a felület kemény és kopogós.Az öntés sajnos elmaradt.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 január 20, 19:15
Írta: ncw4w5nca Dátum 2013 január 20, 19:15
A gáz ledermedése nyáron is problémát okozhat, főleg ha nincs tele a palack. Én csináltam egy palackmelegítőt, amiben víz volt, ezt elektromosan fűtöttem, és hő kapcsolóval szabályoztam a hőfokot. 40 C°-ig gond nélkül lehet melegíteni a palackot
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 20, 19:36
Írta: 000000000 Dátum 2013 január 20, 19:36
Próbáld meg úgy, hogy bekened a vízüveg+víz+mosogatószer keverékével és utána szórod rá a finomra őrőlt samottlisztet!
Ha megszáradt, tehetsz rá még egy réteget.
Ha megszáradt, tehetsz rá még egy réteget.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 20, 19:39
Írta: 000000000 Dátum 2013 január 20, 19:39
Ez nagyon jó ötlet![#eljen]
Én is mindig melegvízbe állítottam a palackot, amikor 3bar-al süvített a 2mm-es fúvóka.
A legnagyobb olvasztott alu 9liter volt.
Én is mindig melegvízbe állítottam a palackot, amikor 3bar-al süvített a 2mm-es fúvóka.
A legnagyobb olvasztott alu 9liter volt.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 január 20, 19:45
Írta: ncw4w5nca Dátum 2013 január 20, 19:45
Próbálj meg szerezni felületaktív anyagot a mosogatószer helyett. A permetszerhez szoktak tenni néhány cseppet, és tökéletesen nedvesíti a levelet. A pontos nevét nem tudom, de a gazdaboltban tudni fogják, ha levélnedvesítőt kérsz.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 január 20, 20:13
Írta: ncw4w5nca Dátum 2013 január 20, 20:13
Találtam egyet. 0,15l 620Ft.
Hatóanyag: 60% dioktil-szulfo-szukcinát-nátrium
Hatás
Felületaktív nedveítőszer és tapadás fokozó. A Nonit a permelékészítéshez használt víz felületi feszültségének csökkentésével növeli a permetezett felület permetlével történő borítottságát és ezáltal javítja a permetlé fedettséget.A Nonit használata különösen eredményes viaszos levélzettel rendelkező kultúrákban.
Hatóanyag: 60% dioktil-szulfo-szukcinát-nátrium
Hatás
Felületaktív nedveítőszer és tapadás fokozó. A Nonit a permelékészítéshez használt víz felületi feszültségének csökkentésével növeli a permetezett felület permetlével történő borítottságát és ezáltal javítja a permetlé fedettséget.A Nonit használata különösen eredményes viaszos levélzettel rendelkező kultúrákban.
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2013 január 20, 20:45
Írta: sasi Dátum 2013 január 20, 20:45
Fekecs készítéséhez folyékony szappant használtam. A víz, vízüveg és samottliszt összekeverése után a samottliszt leszáll a keverék aljára. Annyi nedvesítőt (folyékony szappant) kell hozzáadni, hogy a samottliszt lebegjen a keverékben. Nekem ez bevált, jól lefedte a habmintát. Vastag bevonatot két-három réteggel lehet elérni, de közben száradási időt kel hagyni, különben megrepedezik.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 január 20, 22:51
Írta: ncw4w5nca Dátum 2013 január 20, 22:51
Én biztos, ami biztos alapon, két hő kapcsolót, sorba kötve építettem be. Ha az egyik elszállna, a másik még leszabályoz.
Cím: Re:Fémöntés házilag
Írta: zv42bkt7i Dátum 2013 január 21, 08:25
Írta: zv42bkt7i Dátum 2013 január 21, 08:25
Gondoltam én is több rétegben felvinni a fekecset de ezt a folyékony szappanos dolgot még kipróbálom.A palack melegítése jó ötlet de van két táska barnakőszenem és kovácsoláshoz használt rakéta porszívóm a hozzá tartozó csővel régen is ezzel olvasztottam alut és rezet de nem szeretem mert büdös és zajos de utolsó lehetőségként ezt fogom használni.
Cím: Re:Fémöntés házilag
Írta: zv42bkt7i Dátum 2013 január 21, 12:07
Írta: zv42bkt7i Dátum 2013 január 21, 12:07
Most fejeztem be az öntést a tegnap elkészített 2db próba habba egy téglalap és egy trapéz forma volt az alany.Az olvadt fém sörös és üdítős doboz volt ez állt rendelkezésemre.A forma kitöltés tokélestes a fekecs is tette a dolgát a támasztóhomokból kiöntve a fekecset drótkefével subickoltam le.A megszilárdult fémen látszanak a hab valamikor légbuborékai mivel én sárga 2cm vastag habot használtam azt szeretném kérdezni hogy ez tapasztalható a kék és rózsaszín haboknál is.Ha lehet valahová képet feltenni raknék fel és érthetőbbé válik az egész.
Cím: Re:Fémöntés házilag
Írta: nvnshmpmn Dátum 2013 január 21, 13:25
Írta: nvnshmpmn Dátum 2013 január 21, 13:25
A www.kepfeltoltes.hu-ra tudnál feltenni képeket. Én így szoktam. Kíváncsi vagyok az eredményre, különösen, hogy italos aludobozok szolgáltatták az alapanyagot.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 21, 15:40
Írta: 000000000 Dátum 2013 január 21, 15:40
A kék hab az jó!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 21, 15:40
Írta: 000000000 Dátum 2013 január 21, 15:40
Mivel salakoltál?
Cím: Re:Fémöntés házilag
Írta: zv42bkt7i Dátum 2013 január 21, 19:01
Írta: zv42bkt7i Dátum 2013 január 21, 19:01
Kijavítom magam a drótkefe nem salakoló eszköz volt inkább csak a letisztítást végeztem vele a két öntvényt összekocogtatva lehullott róla a salak.Vettem egy tábla 5cm-es kék habot összehasonlítva a sárgával szembetűnik a külömbség a kék hab tuti jó lesz.
Cím: Re:Fémöntés házilag
Írta: zv42bkt7i Dátum 2013 január 21, 19:02
Írta: zv42bkt7i Dátum 2013 január 21, 19:02
Megpróbálkozok képeket feltenni a két öntvényről.
Cím: Re:Fémöntés házilag
Írta: zv42bkt7i Dátum 2013 január 21, 19:18
Írta: zv42bkt7i Dátum 2013 január 21, 19:18
Tudnátok erre a fémhuzalos vágóberendezésre adni egy szófoszlányt vagy valami tippet adni hogy merre keresgéljek angol szó vagy képi információ.Van egy ívhegesztőm ha teljesen letekerem az áram erősséget alkalmas lehet efféle célokra csak a vázat kell összefabrikálnom ezért kellene egy pár egyszerű ötlet.
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2013 január 21, 19:44
Írta: Rabb Ferenc Dátum 2013 január 21, 19:44
Ajánlom figyelmedbe a Habvágás topikot [#wave]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 21, 19:49
Írta: 000000000 Dátum 2013 január 21, 19:49
Bocs, én az olvadék salakolására gondoltam.
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2013 január 21, 20:01
Írta: Rabb Ferenc Dátum 2013 január 21, 20:01
Vagyeress rá a Foam cuttig kifejezésre
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2013 január 21, 20:14
Írta: Rabb Ferenc Dátum 2013 január 21, 20:14
Cím: Re:Fémöntés házilag
Írta: zv42bkt7i Dátum 2013 január 22, 08:00
Írta: zv42bkt7i Dátum 2013 január 22, 08:00
Köszönöm[#worship]mindenféleképp utánanézek
Cím: Re:Fémöntés házilag
Írta: zv42bkt7i Dátum 2013 január 22, 19:30
Írta: zv42bkt7i Dátum 2013 január 22, 19:30
Volna egy kérdésem ha szeretnék önteni Pl egy betűt hogyan tudom kiszámolni az 1%-os zsugorodását a betű magassága 10cm a szélessége legyen 7cm megszorzom mindkét számot 0,1-tizeddel?És megkapom a már végleges méretet?
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2013 január 22, 19:34
Írta: jani300 Dátum 2013 január 22, 19:34
Hát én inkább 1,01 gyel szoroznám . Ha tévednék úgyis kijavítanak :) Persze a forma méretére gondoltam .
Cím: Re:Fémöntés házilag
Írta: zv42bkt7i Dátum 2013 január 23, 07:57
Írta: zv42bkt7i Dátum 2013 január 23, 07:57
Szerintem mindketten jól mondjuk.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 23, 15:45
Írta: 000000000 Dátum 2013 január 23, 15:45
Mai nappal meg jött az új grafit tégelyem amint tudok teszek fel róla képet méretes darab :)
Cím: Re:Fémöntés házilag
Írta: zv42bkt7i Dátum 2013 január 23, 18:10
Írta: zv42bkt7i Dátum 2013 január 23, 18:10
Ma készítettem egy habvágó szerszámot hasonlít egy kis lombfűrészre.Az izzószálat egy mikrohullámúból kiszerelt trafó melegíti, de az a gondom vele ,hogy ha hosszanti vágást szeretnék készíteni, vagy kicsit vastagabb az anyag nem tudja eléggé felmelegíteni a szálat. Orvosolható ez a probléma valahogy?A szál vastagsága 0,7mm
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 23, 21:20
Írta: 000000000 Dátum 2013 január 23, 21:20
Ahogy ígértem itt vannak a képek a tégelyről. A legnagyobb átmérője 200 mm és a magassága pedig 255.
http://kepfeltoltes.hu/view/130123/DSC01737_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/130123/DSC01738_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/130123/DSC01737_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/130123/DSC01738_www.kepfeltoltes.hu_.jpg
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 január 23, 23:06
Írta: ncw4w5nca Dátum 2013 január 23, 23:06
Végül is kitől vetted?
Cím: Re:Fémöntés házilag
Írta: zv42bkt7i Dátum 2013 január 24, 13:21
Írta: zv42bkt7i Dátum 2013 január 24, 13:21
Egy pár kép az öntvényekről és az izzószálas habvágóról.http://kepfeltoltes.hu/view/130124/F_nyk_p0166_www.kepfeltoltes.hu_.jpghttp://kepfeltoltes.hu/view/130124/F_nyk_p0167_www.kepfeltoltes.hu_.jpghttp://kepfeltoltes.hu/view/130124/F_nyk_p0168_www.kepfeltoltes.hu_.jpg
Cím: Re:Fémöntés házilag
Írta: zv42bkt7i Dátum 2013 január 24, 13:26
Írta: zv42bkt7i Dátum 2013 január 24, 13:26

Cím: Re:Fémöntés házilag
Írta: zv42bkt7i Dátum 2013 január 24, 13:26
Írta: zv42bkt7i Dátum 2013 január 24, 13:26

A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu

A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2013 január 24, 16:43
Írta: 3vv2btrhv Dátum 2013 január 24, 16:43
Vékonyabb szálat probáld ki , vagy nekem ugyvolt megoldva , hogy a feszültsége állítható volt . Igy tudtam a megfelelö höfokot beszabájozni .
Cím: Re:Fémöntés házilag
Írta: zv42bkt7i Dátum 2013 január 24, 17:44
Írta: zv42bkt7i Dátum 2013 január 24, 17:44
Próbálgattam külömböző átmérőjű és hosszúságú szálakat és amivel most van szerelve azzal működik szépen.
Cím: Re:Fémöntés házilag
Írta: nvnshmpmn Dátum 2013 január 24, 18:29
Írta: nvnshmpmn Dátum 2013 január 24, 18:29
Ezek a sörösdobozokból készült öntvények? Tettél még hozzá valamit? Próbáltad forgácsolni?
Kb hány dobozból jött össze ehhez a két darabhoz szükséges mennyiség?
Kb hány dobozból jött össze ehhez a két darabhoz szükséges mennyiség?
Cím: Re:Fémöntés házilag
Írta: zv42bkt7i Dátum 2013 január 24, 19:03
Írta: zv42bkt7i Dátum 2013 január 24, 19:03
Igen ezek azok de a hab formáim sárga színű habból készültek, ami összehasonlítva a kék és rózsaszínű habokkal lyukacsos szerkezetű ezért van az öntvényen az a rengeteg felületi gödröcske.Nem tettem semmit, csak a dobozok voltak, semmi vegyszer és adalékanyag nem volt benne.Nem próbáltam forgácsolni sem de már készítettem dobozokból öntvényt, reszelővel igazítottam a végleges formájára nem hajlik nehezen törik és könnyen betapad a reszelőbe.Nem tudom hány darab lehetett egy nagy kukás zsáknyi volt összekalapáltam őket és elfértek egy kenyeres zacskóban.Amit a képen látsz nem az összes fém legalább a kétszerese megmaradt.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 24, 19:38
Írta: 000000000 Dátum 2013 január 24, 19:38
mars hungáriától vásároltam :)
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 25, 12:36
Írta: 000000000 Dátum 2013 január 25, 12:36
Sziasztok, lehet rossz helyre teszem fel a kérdésem, ha így van, elnézéseteket kérem.
Szeretnék fémet edzeni, de nem tudom a megfelelő technológiai folyamatokat. A fém egy kb 1.5-2mm-es inox(saválló) lemez. Egy videóban láttam házilagos fémedzét, ahol persze nem inox volt az alapanyag, hanem ha jól tudom rugóacél. A konkrét kérdésem az lenne, hogy le lehetne-e edzeni az említett fémet, hogyha izzásig hevíteném majd olajban(fáradtolaj, motorolaj, étolaj?) hűteném? Vagy az inoxok más edzési technológiát igényelnek? Válaszaitokat előre is köszönöm!
Szeretnék fémet edzeni, de nem tudom a megfelelő technológiai folyamatokat. A fém egy kb 1.5-2mm-es inox(saválló) lemez. Egy videóban láttam házilagos fémedzét, ahol persze nem inox volt az alapanyag, hanem ha jól tudom rugóacél. A konkrét kérdésem az lenne, hogy le lehetne-e edzeni az említett fémet, hogyha izzásig hevíteném majd olajban(fáradtolaj, motorolaj, étolaj?) hűteném? Vagy az inoxok más edzési technológiát igényelnek? Válaszaitokat előre is köszönöm!
Cím: Re:Fémöntés házilag
Írta: 2f428kduf Dátum 2013 január 25, 19:17
Írta: 2f428kduf Dátum 2013 január 25, 19:17
Ugy vélem a rozsdamentes nem edzhető, vagy csak néhány speciális fajtája. Az edzés az acél széntartalmát használja ki, a hőkezeléssel elérhető, a kivánt tulajdonság. A rozsdamentesben nincs szén, sőt, ha szénacéllal "simogatd" ott megrozsdásodik
Cím: Re:Fémöntés házilag
Írta: sanyi84 Dátum 2013 január 25, 20:38
Írta: sanyi84 Dátum 2013 január 25, 20:38
Elvileg rozsdamentes anyagom van itthon, semmi nincs róla csak a neve stilvia. No neten semmi nincs, meggypirosra kell melegíteni edzésnél, ennyit mondtak az öreg szakik. Kést szoktak belőle faragni. Amúgy a Borsodnádasdi lemezgyár gyártotta. Jó lenne tudni mi a mai megfelelője.
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2013 január 25, 21:06
Írta: Rabb Ferenc Dátum 2013 január 25, 21:06
A korrózióálló acélok közül a ferrites és martenzites anyagok edzhetők. (régi jelöléssel Ko15-ig) Az ausztenites anyagok (savállónak is nevezik) nem edzhetők. Ezek számozása Ko20 feletti. Általában nem is mágnesezhetőek, tehát viszonylag egyszerűen azonosíthatók.
De ha kezedben az anyag, akkor miért kérdezel? Hevítsd fe, aztán hűtsd le. Rögtön kiderül, hogy megedződött vagy sem. ( még szép, hogy a rugóacél edzhető)
Itt találsz egy kicsit tudományosabb anyagismereti információt
De ha kezedben az anyag, akkor miért kérdezel? Hevítsd fe, aztán hűtsd le. Rögtön kiderül, hogy megedződött vagy sem. ( még szép, hogy a rugóacél edzhető)
Itt találsz egy kicsit tudományosabb anyagismereti információt
Cím: Re:Fémöntés házilag
Írta: t4ugsk49d Dátum 2013 január 25, 22:05
Írta: t4ugsk49d Dátum 2013 január 25, 22:05
Sziasztok!
Homokformázáshoz hol lehet venni bentonitot?
Homokformázáshoz hol lehet venni bentonitot?
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2013 január 25, 22:11
Írta: robroy007 Dátum 2013 január 25, 22:11
enyészet a mai megfelelője már jó pár éve nincs ott semmi se csak pusztulás
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 25, 22:29
Írta: 000000000 Dátum 2013 január 25, 22:29
Valóban, az acél edzhetősége a széntartalom függvénye (speciális esetben, más ötvözővel is elérhető szilárdságnövelés). A rozsdamentes acélokon belül a savállók ausztenites szövetettel rendelkeznek még szobahőmérsékleten is, tehát nem edzhetőek (épp ezért saválló is, mert homogén ausztenites a szövetszerkezete) Ez egy mágnes segítségével könnyen kideríthető, mert ezeket nem "fogja" a mágnes. Viszont attól, hogy 'fogja' még nem biztos, hogy edzhető, mert a ferrites r.mentes anyagok nem edzhetőek, csak a martenzites rozsdamentes anyagok (amik lágyított állapotban ferrites szövetszerkezettel rendelkeznek [#vigyor2] )
Ha pedig edzhető, akkor a meggypiros még kevés neki, a r.mentes anyagok edzési hőmérséklete általában 1000 fok körül vagy a felett van (hogy miért, az már más téma[#smile]), inkább szalmasárga. Utána jöhet a megeresztés... Igazat megvallva házilag nagyon kétes eredményre lehet számítani, így, hogy a pontos anyagminőség se ismert...
Ha pedig edzhető, akkor a meggypiros még kevés neki, a r.mentes anyagok edzési hőmérséklete általában 1000 fok körül vagy a felett van (hogy miért, az már más téma[#smile]), inkább szalmasárga. Utána jöhet a megeresztés... Igazat megvallva házilag nagyon kétes eredményre lehet számítani, így, hogy a pontos anyagminőség se ismert...
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2013 január 25, 22:36
Írta: sasi Dátum 2013 január 25, 22:36
A rozsdamentes késacélokat (evőeszköz) vegyi összetételtől függően, 1000-1050 fok környékéről levegőn, vagy olajban hűtve edzik. Némelyiket 200-250 fokról olajban hűtve meg kel ereszteni.
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2013 január 25, 22:42
Írta: sasi Dátum 2013 január 25, 22:42
Imre, rólad nem lehet elmondani, hogy szószátyár vagy! [#smile]
[#integet2]
[#integet2]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 25, 22:59
Írta: 000000000 Dátum 2013 január 25, 22:59
Tyűű, most néztem, hogy ilyen régen regisztráltam, ahhoz képes tényleg nem... [#buck] de a látszat csal, sűrűbben itt vagyok én.[#wink]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 26, 16:53
Írta: 000000000 Dátum 2013 január 26, 16:53
Ferrometál Plusz Kft. Újpesten.
Cím: Re:Fémöntés házilag
Írta: zv42bkt7i Dátum 2013 január 26, 17:07
Írta: zv42bkt7i Dátum 2013 január 26, 17:07
Láttam itt a fórumon egy angol kifejezést gázos olvasztókemencére de nem találom a googl-be írt próbálkozásaim sikertelenek, kérhetnék egy kis segítséget?
Cím: Re:Fémöntés házilag
Írta: 6fabbzvm Dátum 2013 január 26, 18:16
Írta: 6fabbzvm Dátum 2013 január 26, 18:16
(Homemade) Foundry Furnace
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 26, 20:25
Írta: 000000000 Dátum 2013 január 26, 20:25
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2013 január 26, 20:38
Írta: jani300 Dátum 2013 január 26, 20:38
Nocsak ! Nekem ebből kettő is van ! Ugyan ilyennel csak olajossal akarok olvasztani én is . 20kW-ot biztos tud . Egy hete vettem egy 40x40 cm es kisamottozott kis kályhát "kohónak".
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 26, 20:40
Írta: 000000000 Dátum 2013 január 26, 20:40
Nekem is tetszenek és ebben jobban megbízok mint a saját készítésűben átt nézetném egy gázossal azt lehetne nyomatni. Sőt találtam is egyet amit lehet le is ütök.
égő
égő
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2013 január 26, 20:42
Írta: Rabb Ferenc Dátum 2013 január 26, 20:42
Szerintem verébre ágyúval...
Miért nem jó egy kétezer forintos piacon kapható disznóperzselő?
Miért nem jó egy kétezer forintos piacon kapható disznóperzselő?
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2013 január 26, 20:51
Írta: jani300 Dátum 2013 január 26, 20:51
Ezek metánnal mennek ,nem tudom megy e pb vel . Gondolom levegőt kell csak állítani . Nem lesz az nagy Neked ? Nem látom a teljesítményét de nagynak tűnik a formájából . Nem érnek már sokat drága a gáz .
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 26, 20:52
Írta: 000000000 Dátum 2013 január 26, 20:52
Mert 5 kiló alut nem 3 óra alatt akarok megolvasztani egy komoly égővel gázt és időt is meg lehet spórolni. Vannak home megoldások de én nem bízom ezekben ha valami balul sül el akkor gebasz van.
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2013 január 26, 20:55
Írta: jani300 Dátum 2013 január 26, 20:55
Nem vagyok benne biztos de amit linkeltél elbír 50 kilóval is simán csak győzzed gázzal .
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2013 január 26, 20:59
Írta: Rabb Ferenc Dátum 2013 január 26, 20:59
[#worship]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 26, 21:00
Írta: 000000000 Dátum 2013 január 26, 21:00
Hát igazából nem kell fullon tolni komplett elektronikával szépen lehet szabályozni és akár hőn tartani is. Azért egy palackot csak nem szív le.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 26, 21:04
Írta: 000000000 Dátum 2013 január 26, 21:04
Amúgy bocs ha agresszív voltam :)
Cím: Re:Fémöntés házilag
Írta: Szedlay Pál Dátum 2013 január 26, 21:08
Írta: Szedlay Pál Dátum 2013 január 26, 21:08
232 Kw bőven elég bármihez, számoljatok.
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2013 január 26, 21:09
Írta: jani300 Dátum 2013 január 26, 21:09
Lehet elnéztem de 232kw ot ír lejjebb ??
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2013 január 26, 21:11
Írta: jani300 Dátum 2013 január 26, 21:11
3 megavattos kazánt fűtöttem hasonlóval . Azért volt gyanús . Bőven elég a kis kék is .
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2013 január 26, 21:12
Írta: Rabb Ferenc Dátum 2013 január 26, 21:12
Ugyan, dehogy voltál az. [#integet2]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 26, 21:15
Írta: 000000000 Dátum 2013 január 26, 21:15
Hát jah majd keresek valami kisebbet de akkor ezek szerint olyan 100 kw elég.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 26, 21:17
Írta: 000000000 Dátum 2013 január 26, 21:17
Csak a gáz nem gyerekjáték főleg ha durran a palack addig nincs baj még van nyomás akkor van mikor már kevés és visszaég. Szóval inkább jobb félni mint megijedni.
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2013 január 26, 21:21
Írta: jani300 Dátum 2013 január 26, 21:21
A 20 is elég lesz . 15 ért adok egy kéket :) De nem tudom megy e pb vel . Én csak azért akarom olajjal mert van üzemelő .
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2013 január 26, 21:24
Írta: jani300 Dátum 2013 január 26, 21:24
Az nem gond van minimum maximum gáznyomás érzékelője , megáll . Az nagyobb gond hogy 100kw nem palackhoz való .
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 26, 21:26
Írta: 000000000 Dátum 2013 január 26, 21:26
Olajos direkt vagy csak te akarod át alakítani gázról olajra ?
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2013 január 26, 21:29
Írta: jani300 Dátum 2013 január 26, 21:29
Gyári . Az olajos piros a gázos kék . Más elven működik a lángőrjük . Mondjuk a gázosok csak alkatrésznek vannak .
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 26, 21:33
Írta: 000000000 Dátum 2013 január 26, 21:33
Aha érdekelne az olajos is mert tudok hidraulika olajat szerválni bár gázosnak jobban örülnék. Azt könnyeben szerzek ha el fogy az olaj utánpótlás. És ez hány kw-os ?
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2013 január 26, 21:39
Írta: jani300 Dátum 2013 január 26, 21:39
Az olajos a fúvókától függ , meg a szivattyú is változhat ugyanazon blokkégőn belül . Asszem 20-40 kw . De ezek alapból gázolajra vannak . Könnyű fűtőolajjal még elmentek kis előfűtéssel . Hidraulika olajjal már trükközni kell .
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2013 január 26, 21:42
Írta: jani300 Dátum 2013 január 26, 21:42
A gázos 17,4 -37,4 kw -os .
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 26, 21:52
Írta: 000000000 Dátum 2013 január 26, 21:52
Aha értem ez esetben a gázos jobban érdekel. Valami képet tudnál feltenni róla ?
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2013 január 26, 22:00
Írta: jani300 Dátum 2013 január 26, 22:00
Tehetnék de ugyanaz mint a 2706 ban linkelt . Annyi különbséggel hogy az egyiken cseréltek egy huszon ezer forintos tüzelőautomatát .
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 26, 22:01
Írta: 000000000 Dátum 2013 január 26, 22:01
Mondjuk arra kíváncsi lennék hogy egy snasz pörzsölő hány kw tud ?
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2013 január 26, 22:04
Írta: jani300 Dátum 2013 január 26, 22:04
5-10 ??
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2013 január 26, 22:08
Írta: jani300 Dátum 2013 január 26, 22:08
Én is öntögettem 80 körül . Nagy hegesztőpisztollyal olvasztottuk , festékesdoboz volt a forma , ékszíjtárcsa anyagnak .
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 26, 22:19
Írta: 000000000 Dátum 2013 január 26, 22:19
Nekem van grafit tégelyem meg most írogattam ilyen cégnek akik kemence béléssel foglalkoznak meg majd mostanság rakok össze egy külső burkot az olvasztónak melóhelyen :)
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2013 január 26, 22:26
Írta: jani300 Dátum 2013 január 26, 22:26
Mondjuk a teljesítmény attól függ mekkora kohót akarsz . De szerintem az 50 literes hordó méret már a 11,5 kilós pb palack határait súrolja .
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 26, 22:28
Írta: 000000000 Dátum 2013 január 26, 22:28
Áhh 5 kilót akarok olvasztani szóval nem viszem túlzásba. Meg egy ilyen gázégővel csak elég lesz.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 26, 22:44
Írta: 000000000 Dátum 2013 január 26, 22:44
Hát lehet hogy így belegondolva jobb lenne olajjal nyomatni.
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2013 január 26, 22:45
Írta: jani300 Dátum 2013 január 26, 22:45
Most kíváncsi lettem . Ha valaki tudja egy bélelt 50 literes hordóból készült olvasztó teljesítmény igényét legyen szíves írja le . Én a samott tégla rosszabb hőszigetelését teljesítménnyel gondoltam pótolni .
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2013 január 26, 22:46
Írta: jani300 Dátum 2013 január 26, 22:46
Jahh ott nincs teljesítmény határ .
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 26, 22:47
Írta: 000000000 Dátum 2013 január 26, 22:47
Én hőszigetelő téglát is vadászok meg hőszigetelőt is.
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2013 január 26, 22:58
Írta: jani300 Dátum 2013 január 26, 22:58
Szinte lehülyéztek mert a méh ben megvettem 12 ezerért egy 40x40 kis lemezkályhát . De 110 kg és szépen ki van bélelve samott téglával . Régebben néztünk samott téglákat barkácsáruházban hát nem volt olcsó . Ha lesz időm rádugok egy olajégőt és elválik mit tud . Tégelynek meg lesz egy befenekelt vas cső . Ha beválik még fejleszthetek is :)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 január 26, 23:13
Írta: ncw4w5nca Dátum 2013 január 26, 23:13
Szerintem teljesen felesleges 5 kg-nak egy ilyen brutális égőt venni:) Igaza van Rabb Ferencnek, verébre ágyúval... Én egy szál gázperzselővel 70kg-ot másfél óra alatt olvasztottam meg, pedig csak 1,2mm-es fúvóka van benne. Öt kg max. tizenöt perc. Igaz én direktbe melegítem a fémet, nem tégelyben olvasztom. Ja és a pb. nem tud visszaégni, azt csak az acetilén gáz, más néven dissous gáz tudja.
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2013 január 26, 23:29
Írta: jani300 Dátum 2013 január 26, 23:29
Én úgy tudom az acetilénnel az a gond hogy nagyobb az oxigén nyomása és ha eldugul a kiömlő fúvóka , vagy átenged a reduktor akkor keveredhet a két gáz és zárt térben is ég esetleg robban begyújtáskor . Jártam is már úgy hogy vissza robbant a reduktor kisnyomású oldaláig . Más a 70 kg hoz mennyi gáz kellett ?
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 január 26, 23:47
Írta: ncw4w5nca Dátum 2013 január 26, 23:47
Ha már időt, és pénzt fektetsz be az öntésbe, azt érdemes ésszerűen tenni:) Nagy hőfokoknál hatalmas a hőveszteség is. Szerintem első és legfontosabb a szigetelés. Rengeteg időt, és pénzt lehet spórolni vele. De kérdezzétek vbodit, az ő kohója vermikulittal van bélelve. Láttam kalcium szilikát lapot is, ami vermikulit mesterséges változata. A gázégő árának töredékéből le lehet szigetelni! Vagy mint, ahogy a Myfordboy csinálta - perlitből hőálló cementel. De meglehet próbálni a perlitet köttetni vízüveggel, úgy mit, a homok magot. belülre pedig egy vékony samott réteget kialakítani szintén vízüveges kötéssel
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 január 26, 23:50
Írta: ncw4w5nca Dátum 2013 január 26, 23:50
Én egy palack gázzal kb. egy mázsa alut tudtam megolvasztani, de ez attól is függött, hogy milyen tételekben olvasztottam.
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2013 január 26, 23:59
Írta: jani300 Dátum 2013 január 26, 23:59
Köszönöm. Egyelőre csak az cél hogy olvadjon avval ami már megvan . Nem lesz rendszeres csak alkalmi . Most nem egész egy liter alut kellene olvasztanom egy előmelegitő kiöntéséhez .
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2013 január 27, 00:01
Írta: jani300 Dátum 2013 január 27, 00:01
Ez nagyon jónak tűnik . Biztos jó a hőszigetelésed .
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 január 27, 00:08
Írta: ncw4w5nca Dátum 2013 január 27, 00:08
Ha visszamész a 495-ös hozzászóláshoz, ott leírtam én hogy olvasztok. Nekem bevált:)
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2013 január 27, 00:14
Írta: jani300 Dátum 2013 január 27, 00:14
Kösz megnézem . Pedig olvasom ám régóta . Csak most ezt a 232Kw os gázégőt nem bírtam szó nélkül megállni , vinne simán egy tízemeletes épületet .
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 január 27, 00:16
Írta: ncw4w5nca Dátum 2013 január 27, 00:16
:)
Cím: Re:Fémöntés házilag
Írta: zv42bkt7i Dátum 2013 január 27, 08:49
Írta: zv42bkt7i Dátum 2013 január 27, 08:49
Köszönöm a segítséget[#worship]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 27, 15:20
Írta: 000000000 Dátum 2013 január 27, 15:20
Az tény de keresek valami kisebbet ez csak most eszembe jutott és belinkeltem a teljesítményt meg nem is figyeltem :) De hát ha jani300-al megtudunk egyezni valami kisebb égőben az jó is lenne :)
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2013 január 27, 15:45
Írta: jani300 Dátum 2013 január 27, 15:45
Biztos megegyezünk . De úgytűnik elég a pörzsölő is. Ha nem vagy túl messze megnézheted .
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 27, 17:07
Írta: 000000000 Dátum 2013 január 27, 17:07
Sajnos túl messze vagyunk egymástól :/ De ha teszel fel képeket nekem az is jó.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 27, 17:08
Írta: 000000000 Dátum 2013 január 27, 17:08
Ma kaptam választ olvasztó építésre hova milyen anyagot és hogyan ajánlanak elég korrektől elmagyarázta.
A tégelyes alumínium-olvasztó kemence szigetelését az alábbi rétegrendek szerint javasoljuk kivitelezni:
- Alul 1 réteg 25, vagy 50 mm-es (kérdés mennyi hely van, milyen vastag lehet a szigetelő/tűzálló réteg...) Kerform KVS-101, vagy Kerform KVS-121 vákuum formázott lap, vagy CaSi1000 kalcium-szilikát lap réteget javaslunk leteríteni.
- Oldalfalon 1 réteg Alsitra Mat 1300/128 1", vagy 2" kerámiaszálas paplant javaslunk az acélszerkezetre felragasztani, szükséges ragasztó: Kerathin K1100, 5 kg.
A paplanok méretei: 7340x610x25 mm, vagy 3660x610x50 mm.
- Alul a fenéken ezt követően egy réteg Porrath FL24-10 N2-250x124x64 mm habsamott tégla réteget javaslunk képezni (124 mm-ben rakva, max 1-2 mm vékony fugával). Habarcs: Carathin C30, vagy Porrathin HT.
- Oldalfalon 1 réteg 124 mm-ben rakott Porrath FL24-06 N2 250x124x64 mm habsamott tégla réteget javaslunk képezni. Habarcs: u.a.
- Alul a fenéken tűzálló rétegként 100-150 mm vastagságban Carath 1500D tűzálló beton réteget javaslunk önteni, közvetlen alája (a habsamott téglára) 5 mm Alsitra KP1400 hőszigetelő papírt javaslunk teríteni (10 m x 500 mm x 5 mm).
A betonból lehet önteni a tégely alá tégelytartó idomot, amennyiben szükséges. (Ezt egyébként samott téglák felhasználásával is ki lehet alakítani).
- Oldalfalon tűzálló rétegként alkalmazhat Suprath A40t samott téglát 124 mm-ben rakva, N2 méretben 250x124x64. Habarcs: Carathin C40.
Vagy lehetőség van az oldalfal Carath 1500D tűzálló betonból való kiöntésére is- 100-150 mm. E réteg mögé szintén javaslunk egy 5 mm Alsitra KP 1400 hőszigetelő papír réteget tenni. Ezt a Kerathin K1260S ragasztónkkal lehet a habsamott téglára jól ráragasztani. 5 kg kell a ragasztóból.
A tégelyes alumínium-olvasztó kemence szigetelését az alábbi rétegrendek szerint javasoljuk kivitelezni:
- Alul 1 réteg 25, vagy 50 mm-es (kérdés mennyi hely van, milyen vastag lehet a szigetelő/tűzálló réteg...) Kerform KVS-101, vagy Kerform KVS-121 vákuum formázott lap, vagy CaSi1000 kalcium-szilikát lap réteget javaslunk leteríteni.
- Oldalfalon 1 réteg Alsitra Mat 1300/128 1", vagy 2" kerámiaszálas paplant javaslunk az acélszerkezetre felragasztani, szükséges ragasztó: Kerathin K1100, 5 kg.
A paplanok méretei: 7340x610x25 mm, vagy 3660x610x50 mm.
- Alul a fenéken ezt követően egy réteg Porrath FL24-10 N2-250x124x64 mm habsamott tégla réteget javaslunk képezni (124 mm-ben rakva, max 1-2 mm vékony fugával). Habarcs: Carathin C30, vagy Porrathin HT.
- Oldalfalon 1 réteg 124 mm-ben rakott Porrath FL24-06 N2 250x124x64 mm habsamott tégla réteget javaslunk képezni. Habarcs: u.a.
- Alul a fenéken tűzálló rétegként 100-150 mm vastagságban Carath 1500D tűzálló beton réteget javaslunk önteni, közvetlen alája (a habsamott téglára) 5 mm Alsitra KP1400 hőszigetelő papírt javaslunk teríteni (10 m x 500 mm x 5 mm).
A betonból lehet önteni a tégely alá tégelytartó idomot, amennyiben szükséges. (Ezt egyébként samott téglák felhasználásával is ki lehet alakítani).
- Oldalfalon tűzálló rétegként alkalmazhat Suprath A40t samott téglát 124 mm-ben rakva, N2 méretben 250x124x64. Habarcs: Carathin C40.
Vagy lehetőség van az oldalfal Carath 1500D tűzálló betonból való kiöntésére is- 100-150 mm. E réteg mögé szintén javaslunk egy 5 mm Alsitra KP 1400 hőszigetelő papír réteget tenni. Ezt a Kerathin K1260S ragasztónkkal lehet a habsamott téglára jól ráragasztani. 5 kg kell a ragasztóból.
Cím: Re:Fémöntés házilag
Írta: Szedlay Pál Dátum 2013 január 27, 17:27
Írta: Szedlay Pál Dátum 2013 január 27, 17:27
A Rath hungária szakértelmében bízhatsz, nem most kezdték a szakmát.
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2013 január 27, 17:31
Írta: svejk Dátum 2013 január 27, 17:31
Van rá egy söröm, hogy pont mindent lehet is náluk kapni :))
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 27, 17:32
Írta: 000000000 Dátum 2013 január 27, 17:32
Észre vettem meg ajánlották is nem akármilyen leírást adtak és még árakat is mondanak. Valószínű nem egyszerre fogom összerakni de ha ilyen formában építek olvasztót az komoly szerkezet lesz.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 január 27, 18:11
Írta: ncw4w5nca Dátum 2013 január 27, 18:11
Szerintem brutális szerkezet lesz:) 300mm-es falazat nagyon durva. A piramisokat rég elhordja a szél, de ez még mindig állni fog:)
Cím: Re:Fémöntés házilag
Írta: Szedlay Pál Dátum 2013 január 27, 19:15
Írta: Szedlay Pál Dátum 2013 január 27, 19:15
Nekem sokat segítettek számoltak és végül nem vettem tőlük semmit, de ennek ellenére nagyon segítő készek, de van olcsóbb cég Európában ha valakinek nagyobb mennyiség kell.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 január 27, 19:32
Írta: ncw4w5nca Dátum 2013 január 27, 19:32
Melyik cégre gondolsz?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 27, 19:38
Írta: 000000000 Dátum 2013 január 27, 19:38
És meik az az olcsób cég mert ha benzin költséget nézzük úgy már nem biztos.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 27, 19:39
Írta: 000000000 Dátum 2013 január 27, 19:39
Az mondjuk jah számolgattam és nem akármilyen széles az alja meg az egész :D És hát ha ezt felfűtöm kb ki se fog hűlni :D
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 január 27, 20:26
Írta: ncw4w5nca Dátum 2013 január 27, 20:26
Hát igen, ilyen masszív szerkezethez kell az égő teljesítmény. Szerintem teljesen felesleges ekkorára építeni. Nézd meg vbodi #2517 #2516 #2515 képeit, hidd el ezek a szerkezetek tökéletesen megfelelnek a célnak, és nem megy rá a gatyád sem:)
Cím: Re:Fémöntés házilag
Írta: Szedlay Pál Dátum 2013 január 27, 22:12
Írta: Szedlay Pál Dátum 2013 január 27, 22:12
#2756
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 január 27, 23:25
Írta: ncw4w5nca Dátum 2013 január 27, 23:25
Nézd én nem vitatom a szakértelmüket, és lehet hogy helytálló az a falazat egy folyamatos üzemű olvasztóberendezésnél, de semmi szükség egy hobbi eszköznek 100-150mm-es tűzálló falazatra + alá 124mm-es habsamott [#idiota]
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 január 27, 23:54
Írta: ncw4w5nca Dátum 2013 január 27, 23:54
Persze az is lehet hogy tévedek, és te tudod jól. Akkor viszont magyarázd el, hogy mi indokolja a #2755-ben leírt falszerkezetet, és azokat a méreteket? Mivel lesz különb a hobbi szinten használt eszközöktől?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 28, 19:22
Írta: 000000000 Dátum 2013 január 28, 19:22
Ő valószínű lesz igény a környéken rá már a munkahelyemen is említettem és érdeklődést mutatnak iránta :) Sőt motor alkatrészek részéről is.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 28, 19:31
Írta: 000000000 Dátum 2013 január 28, 19:31
Sok sikert a kohó építéséhez!
Várjuk a fotókat, videókat!
Az árakról is kérünk információkat, ha publikus.
Várjuk a fotókat, videókat!
Az árakról is kérünk információkat, ha publikus.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 január 28, 19:54
Írta: ncw4w5nca Dátum 2013 január 28, 19:54
Sok sikert[#integet2]
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 január 28, 20:09
Írta: ncw4w5nca Dátum 2013 január 28, 20:09
Ha igényes munkát csinálsz, elérhető áron, akkor lesz min gyakorolni:)
Cím: Re:Fémöntés házilag
Írta: zv42bkt7i Dátum 2013 január 29, 11:48
Írta: zv42bkt7i Dátum 2013 január 29, 11:48
A napokban készített két öntvényem sárga habból.
A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu
A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu

A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu

A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu
Cím: Re:Fémöntés házilag
Írta: ebalint Dátum 2013 január 29, 12:17
Írta: ebalint Dátum 2013 január 29, 12:17
Ezek milyen alkatrészek lesznek?
Cím: Re:Fémöntés házilag
Írta: Révész Richárd Dátum 2013 január 29, 12:25
Írta: Révész Richárd Dátum 2013 január 29, 12:25
Szerintem utcai "fogszabályzó"[#eplus2]
Cím: Re:Fémöntés házilag
Írta: Szedlay Pál Dátum 2013 január 29, 16:17
Írta: Szedlay Pál Dátum 2013 január 29, 16:17
Miért nem attól kérdezed meg aki akitől ezt az összeállítást kaptad?
A kérdéseidre bizton tudna válaszolni indokokkal, érvekkel.
Én pedig nem vagyok ennek a szakmának a szakértője ezért badarságot nem írok.
A kérdéseidre bizton tudna válaszolni indokokkal, érvekkel.
Én pedig nem vagyok ennek a szakmának a szakértője ezért badarságot nem írok.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 29, 16:21
Írta: 000000000 Dátum 2013 január 29, 16:21
Nah ma kaptam árajánlatot az olvasztóra annyira nem vészes durvábbra gondoltam mint ahogy leírtátok akiket érdekelnek az árak annak küldök mailba árajánlatról másolatot.
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2013 január 29, 16:24
Írta: jani300 Dátum 2013 január 29, 16:24
Szerintem ide is kiírhatsz egy összeget .
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 29, 16:34
Írta: 000000000 Dátum 2013 január 29, 16:34
Teljes összeget nem adtak csak darab ár illetve zsákos vagy vödrös árat tudok mondani.
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2013 január 29, 16:45
Írta: jani300 Dátum 2013 január 29, 16:45
Végül is nem fontos úgy se rendelek .
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 január 29, 16:58
Írta: 000000000 Dátum 2013 január 29, 16:58
Jah csak gondoltam hátha érdekel valakit :)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 január 29, 17:53
Írta: ncw4w5nca Dátum 2013 január 29, 17:53
Ha nem vagy szakértője a témának, És a cégtől jó benyomáson kívül mást nem szereztél, akkor hogy állíthatod hogy van tapasztalatuk? Amikor az ők szaktudásukból te semmit nem tapasztaltál, és az általuk elmondottakat sem tudod szakmailag értékelni!
Cím: Re:Fémöntés házilag
Írta: zv42bkt7i Dátum 2013 január 29, 17:54
Írta: zv42bkt7i Dátum 2013 január 29, 17:54
Igen valami hasonló de inkább csak díszként fog funkcionálni.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 január 29, 17:57
Írta: ncw4w5nca Dátum 2013 január 29, 17:57
Engem érdekel. Légy szíves küld el a berenyimuvek@freemail.hu-ra. Köszönöm előre is:)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 január 29, 18:00
Írta: ncw4w5nca Dátum 2013 január 29, 18:00
Dísznek kiváló lesz, mert használva nem csak fogat szabályoznak vele, hanem az ujjperceket is:)
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2013 január 29, 18:52
Írta: jani300 Dátum 2013 január 29, 18:52
Ja a REX-BOXER vasból volt :)
Cím: Re:Fémöntés házilag
Írta: zv42bkt7i Dátum 2013 január 30, 08:27
Írta: zv42bkt7i Dátum 2013 január 30, 08:27
A két tölcsért belefaragtam az öntvény testébe ragasztót nem használtam.Mint ahogy a képeken is látszik egyiken beöntöttem a fémet a másikon feljött mikor a forma telített volt.Egy konzerves dobozt húztam rá oda ahol a fémet öntöttem a másik tölcsérre nem tettem dobozt és mikor az öntvényt tisztítottam egy hajszál repedés volt látható rajta egy kis homorú bemélyedéssel mindkét öntvényen ugyan azon a helyen mi lehet az oka?Tennem kellett volna még egy dobozt a másik végére is?
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 január 30, 19:01
Írta: ncw4w5nca Dátum 2013 január 30, 19:01
Igen a fém dermedéskor zsugorodik, és ezt pótolja ahonnan tudja, a megkezdett kristályszemek közül is kitudja szívni az olvadékot. Ha külső kéreg megdermed, akkor a közepén üreg alakul ki:( Mindig az öntvény legvastagabb pontjára kell a felöntést tenni, és ennek a vastagsága haladja meg az öntvény vastagságát. Vagy gázégővel melegíteni kell a felöntést, addig amíg az öntvény meg nem dermed. Ezenkívül sörös doboz nem nem jó öntési célra, mert ilyen módon viselkedik:)
Cím: Re:Fémöntés házilag
Írta: zv42bkt7i Dátum 2013 január 30, 19:15
Írta: zv42bkt7i Dátum 2013 január 30, 19:15
Köszönöm a választ!Ez most nem sörös doboz volt egy kerékpár felni, régi szódás szifon elég vastagfalú, és egy hasonlóan vastagfalú alumínium edény, ezeket a hulladékokat találtam a ház körül.
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2013 január 30, 19:48
Írta: jani300 Dátum 2013 január 30, 19:48
Szerintem ezek pont hidegen megmunkálható (mélyhúzás , hengerlés )anyagok . Ami eredetileg is öntött volt abból próbálj önteni .
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 január 30, 20:34
Írta: ncw4w5nca Dátum 2013 január 30, 20:34
Ez lényegében ugyan az mint a sörös doboz:) Drót, lemez,húzott, hengerelt, és ami hajlik, csak ötvözés után használható öntésre. Ötvözéssel viszont nem érdemes foglalkozni. Ha ismersz fémkereskedőt az kicseréli ezeket öntvényre, mivel az öntvény jóval olcsóbb:)
Cím: Re:Fémöntés házilag
Írta: zv42bkt7i Dátum 2013 január 31, 08:02
Írta: zv42bkt7i Dátum 2013 január 31, 08:02
És nem törik?Arra gondolok ha az ember véletlenül leejti.Nagyapámnál láttam motorkerékpár hengerfejet dugattyúkat oldal deknit.
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2013 január 31, 08:27
Írta: Rabb Ferenc Dátum 2013 január 31, 08:27
Tegyél bele ötvözőként kb 2% vörösrezet. Ez javítja az önthetőséget és a későbbi megmunkálhatóságot is. Ha pl vékony huzalt teszel bele, az hamarabb oldódik mint a nagyobb darabok. De azért néhányszor ezt is illik átkevergetni. (előmelegített eszközzel)
Lehetőleg még hidegen tegyél bele mindent ami kell. Ha esetleg nedves (párás) anyagot teszel a már megolvadt aluba vagy ilyennel nyúlsz bele, az csúnya dolgokat csinálhat!
Lehetőleg még hidegen tegyél bele mindent ami kell. Ha esetleg nedves (párás) anyagot teszel a már megolvadt aluba vagy ilyennel nyúlsz bele, az csúnya dolgokat csinálhat!
Cím: Re:Fémöntés házilag
Írta: zv42bkt7i Dátum 2013 január 31, 11:47
Írta: zv42bkt7i Dátum 2013 január 31, 11:47
Készítek egy gázos olvasztókemencét és kipróbálom ezeket a dolgokat.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 február 01, 20:44
Írta: ncw4w5nca Dátum 2013 február 01, 20:44
Attól hogy leejted nem szabad eltörni:)
Azok az alkatrészek jól önthetők, és ha öntesz belőle, akkor látni fogod a különbséget.
Azok az alkatrészek jól önthetők, és ha öntesz belőle, akkor látni fogod a különbséget.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 február 02, 09:26
Írta: 000000000 Dátum 2013 február 02, 09:26
[#eljen]
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2013 február 07, 15:48
Írta: 3vv2btrhv Dátum 2013 február 07, 15:48
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2013 február 07, 16:33
Írta: 3vv2btrhv Dátum 2013 február 07, 16:33
Cím: Re:Fémöntés házilag
Írta: 2f428kduf Dátum 2013 február 08, 18:47
Írta: 2f428kduf Dátum 2013 február 08, 18:47
ha tekercselőhuzallal ötvözöd, nehogy a drótvégek ónozása is benne legyen. A alu és az ón utálják egymást
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 február 13, 20:37
Írta: 000000000 Dátum 2013 február 13, 20:37
Szerbusztok!
Most regisztráltam a fórumra, hogy tanuljak tőletek az alumínium öntéséről. Szeretnék csinálni egy egyszerűbb főtengely házat egy kéthengeres kétütemű (2 főtengelyes) motorhoz. Jó alternatíva lenne ha kimarnám egy tömbből, de az nem olyan kihívás nekem, mint önteni. Elkezdtem olvasni a fórumot az első bejegyzésektől és úgy gondolom, hogy poliuretán habból összeragasztott minta jó kiindulás lehetne. Az Óbudai Egyetem Bánki karán dolgozom és van egy öntőkemencénk. Bár még nem tudom, hogy elegendő alumíniumot tudok-e olvasztani benne, mert még nincs meg a modellje az öntőmintának. Amíg azt tervezgetem szeretnék minél többet megtanulni az öntésről és beszerezni az alapvető anyagokat (homok stb.). Arra is gondoltam, hogy először egyszerűbb és kisebb formákat öntenék, hogy kicsit ismerkedjek a technológiával. Van esetleg valami jegyzetféle, vagy olyan link, ahol szemléletesen végig tudom nézni a lépéseket? A segítségeteket előre is köszönöm!
Most regisztráltam a fórumra, hogy tanuljak tőletek az alumínium öntéséről. Szeretnék csinálni egy egyszerűbb főtengely házat egy kéthengeres kétütemű (2 főtengelyes) motorhoz. Jó alternatíva lenne ha kimarnám egy tömbből, de az nem olyan kihívás nekem, mint önteni. Elkezdtem olvasni a fórumot az első bejegyzésektől és úgy gondolom, hogy poliuretán habból összeragasztott minta jó kiindulás lehetne. Az Óbudai Egyetem Bánki karán dolgozom és van egy öntőkemencénk. Bár még nem tudom, hogy elegendő alumíniumot tudok-e olvasztani benne, mert még nincs meg a modellje az öntőmintának. Amíg azt tervezgetem szeretnék minél többet megtanulni az öntésről és beszerezni az alapvető anyagokat (homok stb.). Arra is gondoltam, hogy először egyszerűbb és kisebb formákat öntenék, hogy kicsit ismerkedjek a technológiával. Van esetleg valami jegyzetféle, vagy olyan link, ahol szemléletesen végig tudom nézni a lépéseket? A segítségeteket előre is köszönöm!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 február 13, 20:42
Írta: 000000000 Dátum 2013 február 13, 20:42
Azt elfelejtettem leírni az előbb, hogy maga a blokk egy Board track racer versenymotorba kerülne. Igazából az lenne a lényeg, hogy minél autentikusabb módon épüljön meg a motor. A vázát keményforrasztással szeretném elkészíteni. Egy ilyen motoron furcsán nézne ki ha minden felületen CAM pályák tarkítanák a főtengely házat. Így csak az illeszkedő felületek és furatok készülnének CNC-n.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 február 13, 21:32
Írta: 000000000 Dátum 2013 február 13, 21:32
Pedig a mart blokk jóval erősebb mint az öntött.
Ha meg csak az zavar hogy látszik a marás nyoma, akkor javasolnám a homokszórást.
Itt van két link , katt a szövegre és nézd meg.
Mart felületÉs ez homokszórás után
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 február 14, 19:03
Írta: 000000000 Dátum 2013 február 14, 19:03
Köszönöm a linket!
Igazából nagyon érdekel maga folyamat és szeretném legalább hobbi szinten megtanulni. Gyártós mérnök vagyok, de eddig csak a forgácsolás foglalkoztatott igazán. Sokszor hasznát venném az öntésnek, ha sikerülne elfogadható minőségben csinálni.
Igazából nagyon érdekel maga folyamat és szeretném legalább hobbi szinten megtanulni. Gyártós mérnök vagyok, de eddig csak a forgácsolás foglalkoztatott igazán. Sokszor hasznát venném az öntésnek, ha sikerülne elfogadható minőségben csinálni.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 február 15, 15:55
Írta: ncw4w5nca Dátum 2013 február 15, 15:55
Üdvözöllek a fórumon:)
Először is én nem javaslom a a forgattyús ház házilagos öntését, főleg nem egy versenymotornak. A nyers öntvénynek nem megfelelő a szilárdsága, az ilyen nagy igénybevételnek. Igaz nemesítéssel meglehet oldani, de ahhoz ismert anyagösszetétel kell , és az anyagnak megfelelő technológia. Na persze nem lehetetlen , csak elég macerás:) Vagy esetleg keresni olyan céget aki nemesítéssel foglalkozik.
Ha elolvasod a fórumot, minden beszerzési forrást megtalálsz, hisz linkelve van:)
Javaslom hogy olvasás közben minden számodra érdekes hozzászólást, és linket ments le egy szöveges dokumentumba (A hozzászólások számát is!). Így könnyebb lesz később visszakeresni, ha szükséged van valamire, vagy ha egy kezdőnek akarsz tanácsot adni:) Ha ezek után még nem lesz tiszta valami, bátran kérdezz biztos lesz aki segít.[#lookaround]
Először is én nem javaslom a a forgattyús ház házilagos öntését, főleg nem egy versenymotornak. A nyers öntvénynek nem megfelelő a szilárdsága, az ilyen nagy igénybevételnek. Igaz nemesítéssel meglehet oldani, de ahhoz ismert anyagösszetétel kell , és az anyagnak megfelelő technológia. Na persze nem lehetetlen , csak elég macerás:) Vagy esetleg keresni olyan céget aki nemesítéssel foglalkozik.
Ha elolvasod a fórumot, minden beszerzési forrást megtalálsz, hisz linkelve van:)
Javaslom hogy olvasás közben minden számodra érdekes hozzászólást, és linket ments le egy szöveges dokumentumba (A hozzászólások számát is!). Így könnyebb lesz később visszakeresni, ha szükséged van valamire, vagy ha egy kezdőnek akarsz tanácsot adni:) Ha ezek után még nem lesz tiszta valami, bátran kérdezz biztos lesz aki segít.[#lookaround]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 február 15, 16:05
Írta: 000000000 Dátum 2013 február 15, 16:05
Ez egy 100 cm3 motor lenne. Két Berva vagy Simson hengert és főtengelyt kapna. Én arra gondoltam, hogy olyan öntvényt olvasztanék újra, amit eredetileg is ilyen körülmények között alkalmaztak. Viszont, így hogy kell nemesítés már nem biztos, hogy olyan egyszerű a dolog. Ahol dolgozom van programozható kemence, de az aki igazán értett a hőkezeléshez már nem nagyon van ott nálunk. Viszont állítólag Szigetszentmiklóson volt egy öntöde, ha jól tudom Simon Kálmán Úr volt a tulajdonos. Ő elhunyt már, de a fia még talán ilyen területen dolgozik. Lényegében nekem azt ajánlották, hogy keressem fel őt, hátha elárul egy-két "műhelytitkot", ha szerencsés vagyok. A gond csak az, hogy nem találok rá sehogy a címére, vagy a telefonszámára. Még azon is gondolkoztam, hogy elmegyek az Öntödei múzeumba, hátha ott tudnak segíteni. Viszont ha ennyire csekély az esély a megfelelő minőségű öntvény házi leöntéséhez, akkor inkább veszek egy nagy alumínium tömböt és kimunkálom. Sajnálom a sok forgácsot...
Cím: Re:Fémöntés házilag
Írta: 279nwbpsa Dátum 2013 február 15, 16:36
Írta: 279nwbpsa Dátum 2013 február 15, 16:36
Ha nagyon zsákutcába kerülsz az öntéssel,akkor van nálam egy 42-es Harley blokk,meg a hozzá való 3 sebességes váltó.Ez is eléggé autentikus és garantáltan nincsen CAM pálya tarkította felület rajta... :)Nem tartom valószínűnek,hogy belátható időn belül érdemben foglalkozzak vele...ha gondolod,keress email-ben.
(nem akarok ide szemetelni ilyesmivel)
Elnézést kérek a nem ideillő hozzászólásért,
tudom,ez itt nem az "adok-veszek" rovat...
(nem akarok ide szemetelni ilyesmivel)
Elnézést kérek a nem ideillő hozzászólásért,
tudom,ez itt nem az "adok-veszek" rovat...
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 február 15, 17:03
Írta: ncw4w5nca Dátum 2013 február 15, 17:03
A házilagos öntéssel semmi gond, meg lehet csinálni, sőt lehet hogy 100cm3-t is kibírja nemesítés nélkül(én sokkal nagyobbra gondoltam)
Az alu nemesítésről ittés itt is van pár dolog leírva, na meg ha rákeresel a net-en az alumínium nemesítésre, biztos sok érdekeset találsz a témában:)
Az alu nemesítésről ittés itt is van pár dolog leírva, na meg ha rákeresel a net-en az alumínium nemesítésre, biztos sok érdekeset találsz a témában:)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 február 15, 17:12
Írta: ncw4w5nca Dátum 2013 február 15, 17:12
Itt Van egy öntöde, a ki csinál alu nemesítést, Lehet hogy rá lehet őket beszélni:)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 február 15, 20:23
Írta: ncw4w5nca Dátum 2013 február 15, 20:23
Ja még valami. Ha forgalmazótól veszel nemesíthető ötvözetet, annak tudnia kell a nemesítés paramétereit.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 február 17, 12:11
Írta: 000000000 Dátum 2013 február 17, 12:11
Köszönöm szépen a linkeket! Az mindegy, hogy poliuretán habból, vagy fa mintával készítem az öntőformát? Régebben írtátok a fórumon, hogy az alapanyagokat csak nagy tételben lehet beszerezni. Ez azóta is így van?
Több videót is megnéztem közben és a fa ősmintás megoldás gyönyörű darabokat eredményezett.
Több videót is megnéztem közben és a fa ősmintás megoldás gyönyörű darabokat eredményezett.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 február 17, 15:22
Írta: ncw4w5nca Dátum 2013 február 17, 15:22
A mintát mindegy miből csinálod, lényeg hogy elég masszív legyen, ne tudjon deformálódni a homok mintázása közben. Az alapanyag mennyisége relatív, kérdés hogy kinek mi a sok:)Szerintem ez legyen a legkisebb gond, ha szükséged lesz rá, utánajársz, és ki fog derülni, hogy számodra mekkora a tétel. Ha másként nem megy, keresel egy öntödét, és veszel tőlük kis tételben.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 február 17, 15:31
Írta: ncw4w5nca Dátum 2013 február 17, 15:31
Cím: Re:Fémöntés házilag
Írta: xtnhds08u Dátum 2013 február 18, 17:17
Írta: xtnhds08u Dátum 2013 február 18, 17:17
Üdv, új vagyok itt a fórumon, már pár éve foglalkoztat az ötlet, hogy kéne csinálni egy kisebb olvasztó kemencét, alu öntéshez. Az utóbbi időben mondjuk úgy meglehetősen sok szabadidőm van... Így most úgy döntöttem jobban beleásnám magam a témába.
Kérdésem a következő lenne:
Lehet-e olaj égővel megfelelő hőmérsékletet elérni? Használt étolajból a háztartásunkban is meglehetősen sok összejön, illetve közeli sütögetőkből is tudnék magamnak szerezni. Csinált-e már valaki hasonlót?
Másik kérdés, hogy az olvasztó tégelyt mennyire okos ötlet rozsdamentes acélból csinálni? Van itthon pont megfelelő átmérőjű rozsdamentes cső, ezért gondoltam rá.
Kérdésem a következő lenne:
Lehet-e olaj égővel megfelelő hőmérsékletet elérni? Használt étolajból a háztartásunkban is meglehetősen sok összejön, illetve közeli sütögetőkből is tudnék magamnak szerezni. Csinált-e már valaki hasonlót?
Másik kérdés, hogy az olvasztó tégelyt mennyire okos ötlet rozsdamentes acélból csinálni? Van itthon pont megfelelő átmérőjű rozsdamentes cső, ezért gondoltam rá.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2013 február 18, 17:54
Írta: 3vv2btrhv Dátum 2013 február 18, 17:54
Nekem rozsdamentes acélbol volt volt a tégelyem . Nem revesedett !!
Cím: Re:Fémöntés házilag
Írta: xtnhds08u Dátum 2013 február 18, 18:19
Írta: xtnhds08u Dátum 2013 február 18, 18:19
Tehát akkor ez kivitelezhető ötlet, esetleg az olajégőre van valami ötleted működhet-e a dolog?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 február 18, 19:27
Írta: 000000000 Dátum 2013 február 18, 19:27
A neten találsz megoldást: "waste oil burner" a keresőszó.
A rozsdamentes a legrosszabb választás alu öntéshez, a topic elején ki lett tárgyalva.
A rozsdamentes a legrosszabb választás alu öntéshez, a topic elején ki lett tárgyalva.
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2013 február 18, 19:46
Írta: sasi Dátum 2013 február 18, 19:46
Nyíregyházi cég keres alumínium kokilla öntés beindításához, betanításához gyakorlattal rendelkező szakembert. A berendezések rendelkezésre állnak. Viszonylag kisméretű alkatrészt akarnak önteni.
Cím: Re:Fémöntés házilag
Írta: xtnhds08u Dátum 2013 február 18, 20:17
Írta: xtnhds08u Dátum 2013 február 18, 20:17
Köszönöm, azt hiszem első körben végigolvasom a fórumot a legelejéről, ne kérdezgessek olyat ami már meg van válaszolva.:)
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 február 20, 13:50
Írta: 000000000 Dátum 2013 február 20, 13:50
Sziasztok! Találtam egy elektromos kemencét a munkahelyemen. :) Hőfok állítás, minden...
Kérdés: Milyen ibrikben tudnám holnap kipróbálni az olvasztást. Az alapanyag sima alufólia lenne. Várom az ötleteket. Grafittégely kizárva, inkább háztartási dolgokban kellene gondolkodni.
Köszi a válaszokat!
Kérdés: Milyen ibrikben tudnám holnap kipróbálni az olvasztást. Az alapanyag sima alufólia lenne. Várom az ötleteket. Grafittégely kizárva, inkább háztartási dolgokban kellene gondolkodni.
Köszi a válaszokat!
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2013 február 20, 14:22
Írta: sasi Dátum 2013 február 20, 14:22
Alufóliából csak salakot tudsz előállítani, ugyanis túlságosan nagy az oxidált felület. Forgácsból sem lehet házilag önthető anyagot varázsolni.
Keress öntött Al dolgokat, az alkalmas lesz öntésre. Húzott, hengerelt alkatrészek csak öntött olvadékhoz adagolva használható, már ha jó minőségű öntvényt szeretnél.
Keress öntött Al dolgokat, az alkalmas lesz öntésre. Húzott, hengerelt alkatrészek csak öntött olvadékhoz adagolva használható, már ha jó minőségű öntvényt szeretnél.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 február 20, 15:12
Írta: ncw4w5nca Dátum 2013 február 20, 15:12
Festékes doboz, konzervdoboz, zománcos lábas, zománcos bögre, vagy bármilyen vas edény.
Cím: Re:Fémöntés házilag
Írta: xtnhds08u Dátum 2013 február 24, 14:42
Írta: xtnhds08u Dátum 2013 február 24, 14:42
Üdv, kicsit jobban körbejártam a témát, és találtam aránylag olcsón vermikulit lapokat.
Ezek mennyire felelnek meg kohó építésére (belül vékony samott, körülötte ez és aköré némi kőzetgyapot.
Vermikulit lap vatera
Ezek mennyire felelnek meg kohó építésére (belül vékony samott, körülötte ez és aköré némi kőzetgyapot.
Vermikulit lap vatera
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 február 24, 15:34
Írta: 000000000 Dátum 2013 február 24, 15:34
Tegyél két réteg vermikulitot, a kőztgyapot felesleges.
Cím: Re:Fémöntés házilag
Írta: xtnhds08u Dátum 2013 február 24, 17:55
Írta: xtnhds08u Dátum 2013 február 24, 17:55
Rendben köszi.
Cím: Re:Fémöntés házilag
Írta: m8j2y7u9n Dátum 2013 március 04, 10:31
Írta: m8j2y7u9n Dátum 2013 március 04, 10:31
Üdv.
Tudna valaki segíteni?
Végignéztem már legalább háromszor ezt a fórumot, de nem találok sehol rajzot gázégőről.
Tudna valaki segíteni?
Végignéztem már legalább háromszor ezt a fórumot, de nem találok sehol rajzot gázégőről.
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2013 március 04, 11:55
Írta: sasi Dátum 2013 március 04, 11:55
Cím: Re:Fémöntés házilag
Írta: m8j2y7u9n Dátum 2013 március 04, 12:47
Írta: m8j2y7u9n Dátum 2013 március 04, 12:47
Köszönöm.
Cím: Re:Fémöntés házilag
Írta: m8j2y7u9n Dátum 2013 március 04, 12:50
Írta: m8j2y7u9n Dátum 2013 március 04, 12:50
A képen látható reduktor nem véletlenül egy acetilén hegesztőé?
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2013 március 06, 21:21
Írta: 3szwbavt Dátum 2013 március 06, 21:21
Üdv az uraknak! Ha kellene valakinek olajégő, (120 kg bronzig) akkor eladó. aadren@gmail.com Ha meg kell tanács egy 26 éve szobrokat, és egyebet öntő szakitól akkor hajrá. ref. a nemzeti összes színész szobra. :-)
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2013 március 06, 21:25
Írta: 3szwbavt Dátum 2013 március 06, 21:25
ha felmelegíted az étolajat pakurát 70 fokra akkor jól ég, csak eléggé koszol. lehet sima pbvel is olvasztani, én is azzal nyomom 30 kg bronz lejön simán.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2013 március 06, 21:29
Írta: 3szwbavt Dátum 2013 március 06, 21:29
nagyon el kellene felejteni a samottot mint bélést. lassan melegszik, elnyeli a hőt, és amortizálódik. a jó választás a kaolingyapot tekercs, 1-2 cm vastag, 1250 fokig jó, évekig tart, 3 perc múlva fehéren izzik és olvad az anyag, ha remeg a kezed a tégely kivételkor kend be coatinggal. (rath)
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2013 március 06, 21:37
Írta: 3szwbavt Dátum 2013 március 06, 21:37
Badarság amit a rath mondott, ez iszonyú pénz. 4 kemencét és szárítót terveztem velük, végül óriási túlmérettel találkoztam, ők adtak 14 cmert végül az általuk forgalmazott cuccból elég volt 4 cm és a kívánt hőérték jött ki. mikor ezt mondtam nekik, (hogy ha rájuk hallgatok akkor otthagyok még náluk másfélmilliót pluszba) csak vonták a válluk. nehogy ragasszatok!!!!! mindent mechanikusan kell rögziteni, mint a lajos korabeli körgallérok,úgy kell harmonika szerüen belehajtogatni szárazon!!! a palástba a paplant. az megfeszül, és annyi...
Cím: Re:Fémöntés házilag
Írta: Szedlay Pál Dátum 2013 március 07, 01:12
Írta: Szedlay Pál Dátum 2013 március 07, 01:12
Vilt Tibor munkáiból nem öntöttél véletlenül valamit?
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2013 március 07, 10:48
Írta: 3szwbavt Dátum 2013 március 07, 10:48
Elég sokat.
Cím: Re:Fémöntés házilag
Írta: gorbi Dátum 2013 március 07, 12:19
Írta: gorbi Dátum 2013 március 07, 12:19
fotók esetleg nincsenek? engem érdekelne egy égetőkemence, olvasztókemence, a lányom szobrásznak tanul
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2013 március 07, 12:39
Írta: 3szwbavt Dátum 2013 március 07, 12:39
a kettő lehet ugyan az, de kérdés, hogy mire és mekkora.
Cím: Re:Fémöntés házilag
Írta: gorbi Dátum 2013 március 07, 13:26
Írta: gorbi Dátum 2013 március 07, 13:26
Kisebb dolgok agyagból kiégetéséhez, max mellszobor méret, önteni pedig néhány kg bronz olvasztásához viaszveszejtéses technikához.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2013 március 07, 22:10
Írta: 3szwbavt Dátum 2013 március 07, 22:10
egy mellszoborhoz komoly felkészültség kell, nem égettem még terrakottából ekkorát. Én az égetést a viaszveszejtéses eljáráshoz gondoltam, 670 fok.
Persze ha viaszhoz kell akkor a kettő nem ugyanaz. Bár én az olvasztómban égetek samottbugát, csak hát nem nagyot hanem 25x30 cm-est. Egy mellszoborbugát, olyan 80x80x100 cm-es kaolingyapot "dobozban" lehet kiégetni, kb 45-55 órán keresztül. Lehet pbgázzal, csak drága. az olajégó jobb, de a legjobb egy amg gázégó városirakötve. Egy ekkora égető kb 170-200 ft ha magad csinálsz mindent. Less el a nabetherm égetőkemencéből trükköt, a harangosat pld.
Persze ha viaszhoz kell akkor a kettő nem ugyanaz. Bár én az olvasztómban égetek samottbugát, csak hát nem nagyot hanem 25x30 cm-est. Egy mellszoborbugát, olyan 80x80x100 cm-es kaolingyapot "dobozban" lehet kiégetni, kb 45-55 órán keresztül. Lehet pbgázzal, csak drága. az olajégó jobb, de a legjobb egy amg gázégó városirakötve. Egy ekkora égető kb 170-200 ft ha magad csinálsz mindent. Less el a nabetherm égetőkemencéből trükköt, a harangosat pld.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2013 március 07, 22:11
Írta: 3szwbavt Dátum 2013 március 07, 22:11
Szedlai Pálnak leírtam emailban a csínját, kérd el tőle
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2013 március 07, 22:23
Írta: jani300 Dátum 2013 március 07, 22:23
Gondolkodtam én is olajégőn . Végül ugyanerre jutottam ,régi gázégő földgázzal . Az olajégő macerás . Ha olcsó olajjal akarom sűrűn eldugul .
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2013 március 08, 08:53
Írta: 3szwbavt Dátum 2013 március 08, 08:53
én is próbáltam melegített pakurával de a cuccok hozzá annyi mint egy amg gázégő. és eldugult, szóval napi használatra nem jó sztem.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2013 március 08, 08:54
Írta: 3szwbavt Dátum 2013 március 08, 08:54
nem próbáltam de állítólag az amg olyan erős, hogy egy háztartásiból kiránt ipari mennyiségű köbmétert, és a gázóra remegve behorpad :-)
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2013 március 09, 10:49
Írta: 3szwbavt Dátum 2013 március 09, 10:49
kérdezzetek inkább, homokformás, viaszveszejtéses öntést csinálok 26 éve, vízüveges forma, likapódium, fekecs, homokféleségek, égetés stb. ne találgassatok, ittvagyok :-)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 március 10, 11:57
Írta: ncw4w5nca Dátum 2013 március 10, 11:57
Üdvözöllek a fórumon adren.
Látom, nagyon szeretnél segíteni:) Nekem volna pár kérdésem: A likopódiumot hol lehet beszerezni, és mi az ára? Saját műhelyed van e, ha igen, meg lehetne e szervezni nyárra egy üzemlátogatást? Mit használsz Gáztalanításra? Te mivel vonod be a viaszt (agyag, etil-szilikát, gipsz-kvarcliszt keverék,...)? Az öntőformát mennyi ideig kell izzítani? Milyen viaszkeveréket használsz? Cirkon homokot hol lehet beszerezni?
Látom, nagyon szeretnél segíteni:) Nekem volna pár kérdésem: A likopódiumot hol lehet beszerezni, és mi az ára? Saját műhelyed van e, ha igen, meg lehetne e szervezni nyárra egy üzemlátogatást? Mit használsz Gáztalanításra? Te mivel vonod be a viaszt (agyag, etil-szilikát, gipsz-kvarcliszt keverék,...)? Az öntőformát mennyi ideig kell izzítani? Milyen viaszkeveréket használsz? Cirkon homokot hol lehet beszerezni?
Cím: Re:Fémöntés házilag
Írta: zv42bkt7i Dátum 2013 március 10, 18:19
Írta: zv42bkt7i Dátum 2013 március 10, 18:19
Szép jó estét kívánok mindenkinek!
Hozzájutottam a napokban egy 50l-es fém hordóhoz amiből szeretnék egy olvasztókemencét fabrikálni de nem szeretnék bonyolult égőfejet és miegymást barkácsolni hozzá mert egyáltalán nem értek a gázszereléshez az szeretném kérdezni hogy egy egyszerű disznóperzselővel meglehetne oldani az olvasztást?
Hozzájutottam a napokban egy 50l-es fém hordóhoz amiből szeretnék egy olvasztókemencét fabrikálni de nem szeretnék bonyolult égőfejet és miegymást barkácsolni hozzá mert egyáltalán nem értek a gázszereléshez az szeretném kérdezni hogy egy egyszerű disznóperzselővel meglehetne oldani az olvasztást?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 március 10, 18:24
Írta: 000000000 Dátum 2013 március 10, 18:24
A lényeg a jó hőszigetelés.
A disznóperzselő alkalmas.
A disznóperzselő alkalmas.
Cím: Re:Fémöntés házilag
Írta: zv42bkt7i Dátum 2013 március 11, 18:02
Írta: zv42bkt7i Dátum 2013 március 11, 18:02
Samot lap helyettesítésére kisméretű kéménytéglát megfelelő lenne?
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 március 11, 19:18
Írta: ncw4w5nca Dátum 2013 március 11, 19:18
A kéménytégla nem hőálló. Az első begyújtás után szét fog hullni.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 március 12, 09:11
Írta: 000000000 Dátum 2013 március 12, 09:11
Szervusztok!
Új vagyok ezen a fórumon, ezért elnézést kérek, ha valami lerágott csontra kérdeznék rá: megmondaná valaki, hol lehet ívszén rudat venni?
Új vagyok ezen a fórumon, ezért elnézést kérek, ha valami lerágott csontra kérdeznék rá: megmondaná valaki, hol lehet ívszén rudat venni?
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2013 március 12, 10:26
Írta: Rabb Ferenc Dátum 2013 március 12, 10:26
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 március 12, 12:33
Írta: 000000000 Dátum 2013 március 12, 12:33
Kedves Rabb Ferenc!
Köszönöm a választ!
Köszönöm a választ!
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 március 16, 17:58
Írta: ncw4w5nca Dátum 2013 március 16, 17:58
Jaj de jó hogy itt vagy nekünk adren! [#wow1] Nélküled hülyén kéne meghalni![#gonosz1]Köszönjük a sok frappáns hozzászólást, és a gyors "válaszokat"! Remélem ha szükséged lesz segítségre legalább ennyit kapsz te is![#duhos2]
Cím: Re:Fémöntés házilag
Írta: rx80bs30x Dátum 2013 március 30, 17:59
Írta: rx80bs30x Dátum 2013 március 30, 17:59
Sziasztok, kicsit felpörgetem a topikot. :)
Elkészült az olvasztókemencém /alumíniumhoz/ Vbodi olvasztója alapján, 60 literes hordó amit 2 réteg 30 mm-es kálcium-szilikát lappal raktam ki.
Az alját meg a tetejét vízüveg és samottpor keverékével csináltam meg.
A hőről egy nagyon egyszerű olajos égőfej gondoskodik, aminek a tervét innen vettem:
http://www.backyardmetalcasting.com/oilburners10.html
A hőszigetelés nagyon jó lett, 15 perccel a teszt után összesen 50 fokos a hordó külseje, a belseje meg 320. De még tesztelni kell hogy milyen beállítás mellett lesz megfelelő az égés az olvasztáshoz.
Akkor jöjjenek a képek és a végén egy rövid videó:




http://imageshack.us/clip/my-videos/844/yoxvnxglxnahvyfbbclqvb.mp4/
Elkészült az olvasztókemencém /alumíniumhoz/ Vbodi olvasztója alapján, 60 literes hordó amit 2 réteg 30 mm-es kálcium-szilikát lappal raktam ki.
Az alját meg a tetejét vízüveg és samottpor keverékével csináltam meg.
A hőről egy nagyon egyszerű olajos égőfej gondoskodik, aminek a tervét innen vettem:
http://www.backyardmetalcasting.com/oilburners10.html
A hőszigetelés nagyon jó lett, 15 perccel a teszt után összesen 50 fokos a hordó külseje, a belseje meg 320. De még tesztelni kell hogy milyen beállítás mellett lesz megfelelő az égés az olvasztáshoz.
Akkor jöjjenek a képek és a végén egy rövid videó:
http://imageshack.us/clip/my-videos/844/yoxvnxglxnahvyfbbclqvb.mp4/
Cím: Re:Fémöntés házilag
Írta: ebalint Dátum 2013 március 30, 19:40
Írta: ebalint Dátum 2013 március 30, 19:40
Jól néz ki!![#eljen]
Cím: Re:Fémöntés házilag
Írta: rx80bs30x Dátum 2013 március 30, 21:27
Írta: rx80bs30x Dátum 2013 március 30, 21:27
Köszönöm! [#taps] [#worship]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 március 31, 08:22
Írta: 000000000 Dátum 2013 március 31, 08:22
Nagyon frankón megépítetted![#eljen]
Tetszik a hangja!
Tetszik a hangja!
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2013 április 27, 13:18
Írta: 3vv2btrhv Dátum 2013 április 27, 13:18
Cím: Re:Fémöntés házilag
Írta: 77fv9864z Dátum 2013 július 03, 23:02
Írta: 77fv9864z Dátum 2013 július 03, 23:02
szevasztok! erről mi a véleményetek? lehetne ebbe rezet melegíteni? p.b.-vel persze.
Cím: Re:Fémöntés házilag
Írta: 77fv9864z Dátum 2013 július 03, 23:03
Írta: 77fv9864z Dátum 2013 július 03, 23:03
itt a link :
http://www.youtube.com/watch?v=E3my6-nxFjM
http://www.youtube.com/watch?v=E3my6-nxFjM
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 július 04, 23:48
Írta: ncw4w5nca Dátum 2013 július 04, 23:48
Szerintem lehet, de kérdés hogy milyen rézre gondolsz? Sárgát viszonylag könnyen meg lehet olvasztani gázlánggal, a vöröset már nehezebb.
A házilag készített tégelyekkel óvatosan kell bánni, mivel könnyen eltörik, ha nem megfelelően van elkészítve.
A házilag készített tégelyekkel óvatosan kell bánni, mivel könnyen eltörik, ha nem megfelelően van elkészítve.
Cím: Re:Fémöntés házilag
Írta: 77fv9864z Dátum 2013 július 08, 18:20
Írta: 77fv9864z Dátum 2013 július 08, 18:20
Kösz, József, de legalább olcsó, persze valami rendesen kinézőt készítek majd meg persze vastagabbat. majd möglássuk, hogy működik. beszámolok.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 július 09, 00:03
Írta: ncw4w5nca Dátum 2013 július 09, 00:03
Ok:)
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 július 21, 18:33
Írta: 000000000 Dátum 2013 július 21, 18:33
sziasztok
önteni akarok itthon alumíniumot!
próba öntéseim voltak és nem rossz az eredmény!
még építenem kell egy normális kohót és egy égőfejet!
De a problémám! Autóalkatrészekkel semmi gond nem volt! De mióta sörösdobozokat akarok olvasztani, rövid időn belül valahogy kiég, kilyukad az olvasztó pohár! Igaz az első csak kipufogócsőböl készült (új), amire azt hittem hoyg vékony a fala és sz ószerint kiég! Aztán csináltam egy másikat aminek olyan 3-4mm vastag fala van! Viszont kb 30-40perc után ez is kilyukadt!
Mi lehet a baj? A sörösdobozban van még valami ami reakcióba lép a vascsővel? Vagy csak nagyon túlhevítem? Sajnos a hőfokot nem tudom!
önteni akarok itthon alumíniumot!
próba öntéseim voltak és nem rossz az eredmény!
még építenem kell egy normális kohót és egy égőfejet!
De a problémám! Autóalkatrészekkel semmi gond nem volt! De mióta sörösdobozokat akarok olvasztani, rövid időn belül valahogy kiég, kilyukad az olvasztó pohár! Igaz az első csak kipufogócsőböl készült (új), amire azt hittem hoyg vékony a fala és sz ószerint kiég! Aztán csináltam egy másikat aminek olyan 3-4mm vastag fala van! Viszont kb 30-40perc után ez is kilyukadt!
Mi lehet a baj? A sörösdobozban van még valami ami reakcióba lép a vascsővel? Vagy csak nagyon túlhevítem? Sajnos a hőfokot nem tudom!
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 július 21, 23:05
Írta: ncw4w5nca Dátum 2013 július 21, 23:05
A sörös doboz öntészeti célra nem alkalmas, mivel kevés az ötvöző anyag tartalma (AlMgSi1). A belőle készült öntvény lágy, és nehéz megoldani a szívódás mentes dermedést. Ez vonatkozik minden húzott és hengerelt alumíniumra (lemez, drót, palackok, profilok, stb.).
A vastégely gyors kiégését okozhatja az oxigén dús láng (ha a lángba oxigén van adagolva) vagy valamilyen oknál fogva nedvesíteni tudja az alumínium a tégelyt, ilyenkor a vas oldódik az alumíniumban (Rozsdamentes cső, horganyzott felület, vagy valamilyen folyósító). Ez fekecs használatával elkerülhető, be kell kenni fekeccsel a tégelyt. A legegyszerűbb fekecs az agyag, víz, és vízüveg tejfölsűrűségű keveréke. A víz és vízüveg aránya 50:50%. Agyag helyett lehet bármilyen tűzálló anyagot használni például samott por. A témáról bővebb leírást az előző hozzászólásokban találsz.
A vastégely gyors kiégését okozhatja az oxigén dús láng (ha a lángba oxigén van adagolva) vagy valamilyen oknál fogva nedvesíteni tudja az alumínium a tégelyt, ilyenkor a vas oldódik az alumíniumban (Rozsdamentes cső, horganyzott felület, vagy valamilyen folyósító). Ez fekecs használatával elkerülhető, be kell kenni fekeccsel a tégelyt. A legegyszerűbb fekecs az agyag, víz, és vízüveg tejfölsűrűségű keveréke. A víz és vízüveg aránya 50:50%. Agyag helyett lehet bármilyen tűzálló anyagot használni például samott por. A témáról bővebb leírást az előző hozzászólásokban találsz.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 július 21, 23:37
Írta: 000000000 Dátum 2013 július 21, 23:37
Szia!
Szóval a sörösdobozt még így házilag hobbi célra is felejtsem el? :( Csak ezt tudok rendszeresen beszerezni! :(
Az égőfejem sűrített levegővel megy, amit egy sima mezei kompresszor állít elő! Amíg azt a pár autó alkatrészt olvasztottam nem volt baj! Mióta a sörösdoboz került bele azóta van baj!
Azt vettem észre az autóalkatrészekhez képest hogy rengeteg "salak" képződik az olvasztás során! Az lehet baj hogy dobálom bele a sörösdobozokat és nagyon későn kanalazom ki belőle a "szemetet"? Lehet az oldja meg a olvasztó poharat?
Szóval a sörösdobozt még így házilag hobbi célra is felejtsem el? :( Csak ezt tudok rendszeresen beszerezni! :(
Az égőfejem sűrített levegővel megy, amit egy sima mezei kompresszor állít elő! Amíg azt a pár autó alkatrészt olvasztottam nem volt baj! Mióta a sörösdoboz került bele azóta van baj!
Azt vettem észre az autóalkatrészekhez képest hogy rengeteg "salak" képződik az olvasztás során! Az lehet baj hogy dobálom bele a sörösdobozokat és nagyon későn kanalazom ki belőle a "szemetet"? Lehet az oldja meg a olvasztó poharat?
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 július 22, 01:18
Írta: ncw4w5nca Dátum 2013 július 22, 01:18
Alu öntvény hulladékot fémkereskedőtől, autószerelőktől,vagy autó bontóból tudsz venni. Esetleg ha egyik helyen sem találsz, érdeklődj a kocsmában, ott midig akad olyan ember, aki guberálásból enyhíti a szomját:) A sörös dobozt meg felejtsd el.
Cím: Re:Fémöntés házilag
Írta: Lpeti11 Dátum 2013 július 27, 11:13
Írta: Lpeti11 Dátum 2013 július 27, 11:13
Üdvözletem.
Tudja valaki honnan lehet nemesítő, gáztalanító sóhoz hozzájutni? (kisebb mennyiségre gondoltam.)
Köszönöm.
Tudja valaki honnan lehet nemesítő, gáztalanító sóhoz hozzájutni? (kisebb mennyiségre gondoltam.)
Köszönöm.
Cím: Re:Fémöntés házilag
Írta: gfxd0h560 Dátum 2013 július 27, 23:06
Írta: gfxd0h560 Dátum 2013 július 27, 23:06
Alu öntéshez alapanyagként a PB gázpalackokat használta már valaki?
Felénk a 11,5 kg-os töltésű palackok nettó (aluminium) súlya 5-7 kg között van és 1500.-ért vagy olcsóbban is meg lehet venni...
-ha már a kocsmába' kérdezné meg valaki-
Felénk a 11,5 kg-os töltésű palackok nettó (aluminium) súlya 5-7 kg között van és 1500.-ért vagy olcsóbban is meg lehet venni...
-ha már a kocsmába' kérdezné meg valaki-
Cím: Re:Fémöntés házilag
Írta: hostya Dátum 2013 július 27, 23:22
Írta: hostya Dátum 2013 július 27, 23:22
"Felénk a 11,5 kg-os töltésű palackok nettó (aluminium) súlya 5-7 kg között van és 1500.-ért vagy olcsóbban is meg lehet venni... "
Engem érdekel, hogy hol lehet 11,5 kg-os PB palackot venni 1500.-ért.
Nekem nem olvasztási alapanyagnak, hanem(levegő)tartálynak kellene, természetesen nem olyan, amit csákánnyal kilyukasztottak.. :)
Engem érdekel, hogy hol lehet 11,5 kg-os PB palackot venni 1500.-ért.
Nekem nem olvasztási alapanyagnak, hanem(levegő)tartálynak kellene, természetesen nem olyan, amit csákánnyal kilyukasztottak.. :)
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2013 július 28, 00:02
Írta: jani300 Dátum 2013 július 28, 00:02
A cseretelep nagylelkűen ingyen befogadja megsemmisítésre :(
Pedig ha lukas megspórolsz egy furatot a vízleeresztőnek .
Nemrég vettem 7száll alupálcát kb 1300ft ért.
Talán megbocsátod ilyen későn és ilyen melegben :)
Pedig ha lukas megspórolsz egy furatot a vízleeresztőnek .
Nemrég vettem 7száll alupálcát kb 1300ft ért.
Talán megbocsátod ilyen későn és ilyen melegben :)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 július 28, 00:47
Írta: ncw4w5nca Dátum 2013 július 28, 00:47
Egy régi hozzászólásból:
"Olvasztáshoz kezelőanyagokat - fedősó, salaktalanító, gáztalanító, nemesítő - pl. Budapest VIII. Hős utca Mars Hungária Kft-nél tudsz beszerezni és sok jó tanácsot is.Itt."
"Olvasztáshoz kezelőanyagokat - fedősó, salaktalanító, gáztalanító, nemesítő - pl. Budapest VIII. Hős utca Mars Hungária Kft-nél tudsz beszerezni és sok jó tanácsot is.Itt."
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 július 28, 00:51
Írta: ncw4w5nca Dátum 2013 július 28, 00:51
A gázpalack anyaga AlMg1Si1. Ami azt jelenti hogy gyengén ötvözött, és öntésre nem alkalmas(közel azonos a sörös doboz anyagával)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 július 28, 01:22
Írta: ncw4w5nca Dátum 2013 július 28, 01:22
Autó gázosítással foglalkozó szervizekből olcsón lehet gáztartályt szerezni, olyat aminek lejárt a műszakija. Vagy beszélni kell a cseretelepessel, hogy amennyiben eladó palackot visznek hozzá, azt irányítsa hozzád. Én most vettem egy nagy PB acélpalackot 2000 Ft-ért, igaz ezt már nem cserélik, de hibátlan, és 22 atmoszférával van próbázva.
Cím: Re:Fémöntés házilag
Írta: gfxd0h560 Dátum 2013 július 28, 10:36
Írta: gfxd0h560 Dátum 2013 július 28, 10:36
Egertől Tiszafüredig és Füzesabonyban biztosan...
Acél palackot is tudok ugyanilyen menetes csatlakozással és ugyanilyen nyomáspróbával ugyanennyiért.
Acél palackot is tudok ugyanilyen menetes csatlakozással és ugyanilyen nyomáspróbával ugyanennyiért.
Cím: Re:Fémöntés házilag
Írta: gfxd0h560 Dátum 2013 július 28, 10:38
Írta: gfxd0h560 Dátum 2013 július 28, 10:38
Ezek szerint az öntéshez nem kellő anyagok a melegítéskor nem szedhetőek ki belőle, köszönöm!
Cím: Re:Fémöntés házilag
Írta: hostya Dátum 2013 július 28, 10:53
Írta: hostya Dátum 2013 július 28, 10:53
Köszönöm!
Majd kereslek magánban.
Majd kereslek magánban.
Cím: Re:Fémöntés házilag
Írta: PSoft Dátum 2013 július 28, 11:51
Írta: PSoft Dátum 2013 július 28, 11:51
Az adok/veszek-ben kínáltam két napja öntésre első osztályú aluhulladékot.
Ha kell valakinek,keressetek.:)
Aluhulladék.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 július 28, 22:05
Írta: ncw4w5nca Dátum 2013 július 28, 22:05
Nem. Az öntéshez szükséges anyagok nincsenek benne kellő menyiségben, az az nincs benne elég ötvöző. Igaz lehet ötvözni, de egyszerűbb öntvényt szerezni és abból önteni.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 július 29, 14:05
Írta: 000000000 Dátum 2013 július 29, 14:05
Én acélpalackot kértem és kaptam (ingyen) tűzoltópalackokat javító, hitelesítő szakembertől. Kis szerencsével kaphatsz akár nagyot (50 liter) is. Kompresszor alkatrészeket, biztonsági szelepet, olajleválasztó szűrőt, kompresszorvezérlő szelepet meg bagóért vehetsz a netről. Én is így tettem, volt egy projektem a fiammal, kompresszort akartunk építeni a modellfestő pisztolyához. (paintbrush). Minden alkatrész meg is lett, (hűtőkompresszor lett volna a lelke), de végül vettem egy 50 literes gyári kompresszort az Aldiból, mert kellett a plazmavágómhoz, és remek árban volt. Így végül megmaradt a zsírúj bezérlő biztonsági szett a kompresszorhoz. Amit vettem gyári kompresszort, azon is ugyanezen alkatrészek vannak rajta.
Cím: Re:Fémöntés házilag
Írta: zv42bkt7i Dátum 2013 július 29, 14:19
Írta: zv42bkt7i Dátum 2013 július 29, 14:19
Volna egy kérdésem a fórumtársakhoz lehet nem pont idetartozik de azért hátha kapok rá választ kisméretű és vékony acél vagy vaslemezkét lehet forrasztani vagy cinnel egymáshoz rögzíteni?
Cím: Re:Fémöntés házilag
Írta: Lpeti11 Dátum 2013 július 29, 15:00
Írta: Lpeti11 Dátum 2013 július 29, 15:00
Az 50-es években az USA-ban forrasztó-ónnal forrasztották a tuning autókat (ólomszánkók) tudomásom szerint nagy átlapolással és tiszta felületekkel megoldható. Csodát nem kell várni tőle, amit én próbáltam az eléggé kis szilárdságúra sikerült.
Cím: Re:Fémöntés házilag
Írta: zv42bkt7i Dátum 2013 július 29, 15:34
Írta: zv42bkt7i Dátum 2013 július 29, 15:34
És valami fém ragasztóval megoldható ha lehet ilyet kereskedelmi forgalomban kapni?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 július 29, 15:44
Írta: 000000000 Dátum 2013 július 29, 15:44

Fémszinű, ipari minőségű kétkomponensű epoxy ragasztó, extrém körülményeknek kitett vízálló kötéséhez!
Alkalmas: Fém, fa, kő, néhány műanyag (poliészter, bakelit) ragasztására.
Polietilén, PTFE és szilikon ragsztására nem alkalmas.
Különösen alkalmas extrém körülményeknek kitett anyagokhoz, mint pl. magas hőmérséklet, vegszerknek, rázkodásnak, tengervíznek kitett tárgyak ragasztására.
1:1 ben történő bekeverés után 45 percig dolgozható el.
Min. 10 órán át tartsa a anyagokat nyomás alatt, teljes kötési idő: 24h.
Lecseppenő ragasztót azonnal távolítsa el melegvíz segítségével.
Magasabb hőmérsékleten nagyobb kötési szilárdság érhető el és a kötési idő is lerövidül.
Kikeményedés után homok szórható, reszelhető, fúrható és festhető.
Bison ragasztót már használtam, remek volt működött. Ezt a konkrét típust még nem, így erről nincs véleményem vagy tapasztalatom.
Cím: Re:Fémöntés házilag
Írta: zv42bkt7i Dátum 2013 július 29, 19:08
Írta: zv42bkt7i Dátum 2013 július 29, 19:08
Közben én is nézegettem ezeket az epoxi ragasztókat de utánanézek az általad említett márkának köszi a tippet!
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 július 29, 22:44
Írta: ncw4w5nca Dátum 2013 július 29, 22:44
Lehet a vaslemezt ónnal forrasztani. Oltott sav kell hozzá. Ez úgy készül, hogy sósavban horganylemezt, az az cinket kell oldani, addig amíg pezseg. Ha kész a tiszta felületet bekenni vele, és még a nedves felületet lehet befuttatni ónnal(ha nem tiszta sósavval kell maratni). Vagy a Ro 55-ös rozsdamaróval nedvesíteni a tiszta fémet, és szintén nedves állapotban futtatható ónnal. Külön külön be kell futtatni mindkét felületet, majd ezután lehet egyesíteni a két darabot.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 július 29, 22:51
Írta: ncw4w5nca Dátum 2013 július 29, 22:51
Ja még annyi: nem szabad túlhevíteni a lemezt mert akkor nem fog sikerülni.
Cím: Re:Fémöntés házilag
Írta: xsugix Dátum 2013 július 30, 01:45
Írta: xsugix Dátum 2013 július 30, 01:45
Én még annyit hozzátennék, hogy mindezt 1.5mm rozsdamentes lemezzel próbáltam, csatorna forrasztó pákával. Mai napig tart.. [#awink]
Cím: Re:Fémöntés házilag
Írta: zv42bkt7i Dátum 2013 július 30, 05:46
Írta: zv42bkt7i Dátum 2013 július 30, 05:46
Tegnap megpróbáltam forrasztani de és csak tiszta sósavval próbálkoztam szalag fűrész lapja volt az alany de nem sikerült.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 július 30, 08:56
Írta: ncw4w5nca Dátum 2013 július 30, 08:56
Tiszta sósav csak a horgany, vagy horganyzott lemezhez jó. Ha oltod a savat cink klorid képződik, ami hő hatására elbomlik, és az elemi cink bediffundál a vas felületébe. Így már tudja nedvesíteni az ón. A lényeg hogy mindég legyen nedves a forrasztani kívánt hely, legyen a páka kellő teljesítményű, és ne legyen túlhevítve.
Cím: Re:Fémöntés házilag
Írta: 9pk59nuy Dátum 2013 július 30, 13:23
Írta: 9pk59nuy Dátum 2013 július 30, 13:23
Üdvözlök minden fémöntőt!
Spiátert szerettem volna önteni, de nem lett hígfolyós az alapanyag. A kérdésem az, hogy szokták-e valamilyen folyasztószerrel kezelni melegítéskor vagy közvetlenül az öntés kezdetén?
Spiátert szerettem volna önteni, de nem lett hígfolyós az alapanyag. A kérdésem az, hogy szokták-e valamilyen folyasztószerrel kezelni melegítéskor vagy közvetlenül az öntés kezdetén?
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 július 30, 21:17
Írta: ncw4w5nca Dátum 2013 július 30, 21:17
Nem szokták kezelni. A régi spiátert hajlamos a kristályközi korrózióra, ez olvasztáskor egy pépes állagot eredményez. Ezt kevergetéssel külön lehet választani. (Nekem eddig sikerült)
Cím: Re:Fémöntés házilag
Írta: zv42bkt7i Dátum 2013 július 31, 17:46
Írta: zv42bkt7i Dátum 2013 július 31, 17:46
Marad a ragasztás nem kíván olyan sok ügyességet és tudást[#smile]de köszönöm az információt!
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 július 31, 21:18
Írta: ncw4w5nca Dátum 2013 július 31, 21:18
Egy cseppet sem bonyolult, ha tudjuk hogy mire kell ügyelni. Na persze a jó páka alapfeltétel, és ha a ragasztás is megfelel, akkor az biztos egyszerűbb[#smile]
Cím: Re:Fémöntés házilag
Írta: 9pk59nuy Dátum 2013 augusztus 01, 08:36
Írta: 9pk59nuy Dátum 2013 augusztus 01, 08:36
Köszönöm a választ!
Így számíthatok arra, hogy ha a "sarat" eltávolítom, akkor hígfolyós, könnyen önthető ömledéket kapok? Kérdésem még, hogy a formát milyen pontosan tölti ki. Szükséges-e valamilyen módon erőszakolni a forma kitöltését?
Így számíthatok arra, hogy ha a "sarat" eltávolítom, akkor hígfolyós, könnyen önthető ömledéket kapok? Kérdésem még, hogy a formát milyen pontosan tölti ki. Szükséges-e valamilyen módon erőszakolni a forma kitöltését?
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 augusztus 01, 08:53
Írta: ncw4w5nca Dátum 2013 augusztus 01, 08:53
Ha a salakot eltávolítod akkor egy hígfolyós olvadékot kapsz, ami jó formakitöltő tulajdonságokkal rendelkezik. A formakitöltés függ a legyártani kívánt forma milyenségétől (alak, méret, falvastagság, olvadék hőmérséklet, stb.)
Cím: Re:Fémöntés házilag
Írta: 9pk59nuy Dátum 2013 augusztus 01, 13:21
Írta: 9pk59nuy Dátum 2013 augusztus 01, 13:21
Ha finom részleteket akarok akkor szokás előmelegíteni a formát? Azért kérdezem, mert minden anyag más módon viselkedik. Ólomnál az a tapasztalatom, hogy a formát hűteni kell a túlmelegedés elkerülése miatt.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 augusztus 01, 17:45
Írta: ncw4w5nca Dátum 2013 augusztus 01, 17:45
Ha fém formába öntesz, akkor mindég elő kell melegíteni a formát, hogy idő előtt le ne dermedjen az olvadék. Viszont a forma túlhevülése károsan befolyásolhatja a dermedést. A spiáternek nagy a dermedési zsugorodása, ezért ha valahol túlhevül onnan elszívódik az olvadék. Próbaöntést kell csinálni, és akkor kiderül[#nemtudom]
Cím: Re:Fémöntés házilag
Írta: kuv5p7226 Dátum 2013 augusztus 04, 16:39
Írta: kuv5p7226 Dátum 2013 augusztus 04, 16:39
Ha valakit érdekel kb. 4-5 kg. alu forgács, 6082-es ötvözet (AlMgSi1), vízzel tisztára mosva (emulzióval ment a marás) más hulladéktól mentes, akkor Bp. XVIII-ba eljöhet érte. Egy kisebb hentesládában van, dobozt hozzon magával az érdeklődő. A többit privát emailben.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 augusztus 05, 15:25
Írta: ncw4w5nca Dátum 2013 augusztus 05, 15:25
Ne haragudj, de ez nem a Keres-kínál rovat! Különben meg a forgácsot nagyon körülményes megolvasztani, rengeteg energia kell hozzá, és így is csak töredéke olvasztható ki belőle! Végül, az AlMgSi1 ötvözésű alumínium nem használható öntéshez! [#whatever]
Cím: Re:Fémöntés házilag
Írta: kuv5p7226 Dátum 2013 augusztus 05, 22:51
Írta: kuv5p7226 Dátum 2013 augusztus 05, 22:51
Nem eladásra tettem fel, hanem el lehet vinni. Azért gondoltam a fémöntőkre, mert tiszta az alapanyag.
Azt viszont nem értem, hogy a forgácsból hogy olvad ki a töredéke, 5 kiló forgácsból 5 kiló olvadéknak kell keletkeznie, különben valami hiba van a mérlegben.
Azt pedig furcsállom, hogy a 6082 nem önthető, mert mintha már lett volna ilyen öntvény a kezemben, legalábbis ezt az összetételt mondták rá.
Na mindegy, ha nem hát nem, nem zavarok tovább.
Azt viszont nem értem, hogy a forgácsból hogy olvad ki a töredéke, 5 kiló forgácsból 5 kiló olvadéknak kell keletkeznie, különben valami hiba van a mérlegben.
Azt pedig furcsállom, hogy a 6082 nem önthető, mert mintha már lett volna ilyen öntvény a kezemben, legalábbis ezt az összetételt mondták rá.
Na mindegy, ha nem hát nem, nem zavarok tovább.
Cím: Re:Fémöntés házilag
Írta: hostya Dátum 2013 augusztus 05, 23:19
Írta: hostya Dátum 2013 augusztus 05, 23:19
"Azt viszont nem értem, hogy a forgácsból hogy olvad ki a töredéke, [...]"
Tudod az a baj az alu forgáccsal, hogy a keresztmetszetéhez képest nagy a felülete.
Az alumínium meg köztudottan hajlamos az oxidációra.
Hevítéskor az oxidréteg csak növekszik.
Az alumíniumoxid olvadáspontja meg jóval magasabb mint az alumíniumé, így az olvasztáskor keletkező (szilárd)alumíniumoxidot, mint salakot el kell távolítani öntés előtt.
Tudod az a baj az alu forgáccsal, hogy a keresztmetszetéhez képest nagy a felülete.
Az alumínium meg köztudottan hajlamos az oxidációra.
Hevítéskor az oxidréteg csak növekszik.
Az alumíniumoxid olvadáspontja meg jóval magasabb mint az alumíniumé, így az olvasztáskor keletkező (szilárd)alumíniumoxidot, mint salakot el kell távolítani öntés előtt.
Cím: Re:Fémöntés házilag
Írta: 595852ar Dátum 2013 augusztus 05, 23:26
Írta: 595852ar Dátum 2013 augusztus 05, 23:26
"keresztmetszetéhez képest nagy a felülete"
Esetleg egy tömbbé préselni és úgy olvasztani?
Esetleg egy tömbbé préselni és úgy olvasztani?
Cím: Re:Fémöntés házilag
Írta: hostya Dátum 2013 augusztus 05, 23:31
Írta: hostya Dátum 2013 augusztus 05, 23:31
Igen.
Ipari újrahasznosításnál is a tömbösítést alkalmazzák.
Ipari újrahasznosításnál is a tömbösítést alkalmazzák.
Cím: Re:Fémöntés házilag
Írta: kuv5p7226 Dátum 2013 augusztus 05, 23:33
Írta: kuv5p7226 Dátum 2013 augusztus 05, 23:33
Mondjuk amit Alex írt, nekem is az lenne a kézenfekvő, hogy préssel kis tömböket nyomnék belőle. De ezt amúgyis, ugyanis forgácsként rossz a hőátadás. Az oxidációs meg ha ekkora gond, akkor egy kis argon vagy nitrogén párna alatt olvasztani, semmi baja nem lesz úgy.
De mondom, ha nem jó akkor nem erőlködök.
Csak leforgácsoltam 5 kiló alapanyagot és lett belőle ~20 deka munkadarab, a tiszta forgács meg a gépben összegyűlt.:-)
De mondom, ha nem jó akkor nem erőlködök.
Csak leforgácsoltam 5 kiló alapanyagot és lett belőle ~20 deka munkadarab, a tiszta forgács meg a gépben összegyűlt.:-)
Cím: Re:Fémöntés házilag
Írta: hostya Dátum 2013 augusztus 05, 23:56
Írta: hostya Dátum 2013 augusztus 05, 23:56
Én értem a segítő szándékot.. [#wave]
De egy hobbysta nem igazán fogja tömbösíteni a forgácsot,+ védőgázt sem fog alkalmazni,egyszerűen olcsón szeretné megúszni az alapanyag kérdést.
Ha ebből szemszögből nézed, akkor az ingyen/ajándékba kapott aluforgács nem ideális alapanyag.
Azért írom ezeket, mert nálam is keletkezik aluforgács, és próbáltam olvasztani tömbösítve, de úgy is siralmas a kihozatal..
De egy hobbysta nem igazán fogja tömbösíteni a forgácsot,+ védőgázt sem fog alkalmazni,egyszerűen olcsón szeretné megúszni az alapanyag kérdést.
Ha ebből szemszögből nézed, akkor az ingyen/ajándékba kapott aluforgács nem ideális alapanyag.
Azért írom ezeket, mert nálam is keletkezik aluforgács, és próbáltam olvasztani tömbösítve, de úgy is siralmas a kihozatal..
Cím: Re:Fémöntés házilag
Írta: kuv5p7226 Dátum 2013 augusztus 06, 10:08
Írta: kuv5p7226 Dátum 2013 augusztus 06, 10:08
Juteszembe... teli van a net kis házi indukciós hevítőkkel. Olyannal szoktak (lehet egyáltalán?) olvasztani alumíniumot?
Cím: Re:Fémöntés házilag
Írta: sufnituning Dátum 2013 augusztus 07, 21:20
Írta: sufnituning Dátum 2013 augusztus 07, 21:20
[#eljen]
Cím: Re:Fémöntés házilag
Írta: r6tect4u9 Dátum 2013 augusztus 17, 14:44
Írta: r6tect4u9 Dátum 2013 augusztus 17, 14:44
Hali
Egy kérdésem lenne homokmagot szeretnék ragasztani (a homokmaghoz egy másik részt) eddig nem igazán sikerült tartós eredményt produkálni. Ti hogyan próbálnátok meg? (egyáltalán az öntészetben mivel szokták?)
Egy kérdésem lenne homokmagot szeretnék ragasztani (a homokmaghoz egy másik részt) eddig nem igazán sikerült tartós eredményt produkálni. Ti hogyan próbálnátok meg? (egyáltalán az öntészetben mivel szokták?)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 augusztus 17, 16:19
Írta: ncw4w5nca Dátum 2013 augusztus 17, 16:19
Ebben a videóban Diszperziós faragasztót használ a mag ragasztásához.
Cím: Re:Fémöntés házilag
Írta: r6tect4u9 Dátum 2013 augusztus 18, 08:56
Írta: r6tect4u9 Dátum 2013 augusztus 18, 08:56
Hali
Pedig myfordboy videóit nézegettem, de efölött elsiklottam.
Köszi a segítséget :)
Pedig myfordboy videóit nézegettem, de efölött elsiklottam.
Köszi a segítséget :)
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 augusztus 30, 10:40
Írta: 000000000 Dátum 2013 augusztus 30, 10:40
Hali,
Így 8 év után eljutottam oda, hogy mostmár tényleg elkezdeném az öntögetést, pedig akkor még én nyitottam ezt a témát :)
Zamakot már olvasztottam mert kellett egy szíjtárcsát esztergálnom, de most az aluminiumon a sor.
Megnéztem egy rakás videót meg úgy 2012 elejéig végig olvastam a fórumbejegyzéseket is.
Na szóval, hogy ne locsogjak annyit.
Ebben a bejegyzésben : 2005-10-13 16:05. #46 © Kalmus
voltak árak, csak éppen elérhetőséget nem találtam. Azóta sok cég meg is szűnt.
Beszerzési léehetőségekről érdeklődök, hogy mit hol érdemes.
Már kerestem grafitos tégelyt, de egyiknek nincs, a másik csak 9 db-ot ad el mert ennyi van egy rakatban. Vennék samott lisztet is, de az a 450 Ft/2kg ár azt túlzónak tartom. Kellene vagy 50 kg a kályhához. Pécsen találtam egy céget aki 45 Ft/kg-ért kész habarcsot árul, csak oda s vissza több mint 400 km választ el a megoldástól.
Szóval hol tudok beszerezni, salakolósót, 5 kg-os tégelyt, formázó homokot vagy bentonitot, samott lisztet, mindezeket kedvező áron és lehetőleg Budapest 20 km-es körzetén belül. A nagyobb zsákos kiszerelés nem akadály, de tégelyből elég 1 db is (egyelőre) :)
Ja és van is nekik raktáron, mert akit nagyon ajánlottak annak kb. semmi nem volt amit akartam.
köszi
zsolt
Így 8 év után eljutottam oda, hogy mostmár tényleg elkezdeném az öntögetést, pedig akkor még én nyitottam ezt a témát :)
Zamakot már olvasztottam mert kellett egy szíjtárcsát esztergálnom, de most az aluminiumon a sor.
Megnéztem egy rakás videót meg úgy 2012 elejéig végig olvastam a fórumbejegyzéseket is.
Na szóval, hogy ne locsogjak annyit.
Ebben a bejegyzésben : 2005-10-13 16:05. #46 © Kalmus
voltak árak, csak éppen elérhetőséget nem találtam. Azóta sok cég meg is szűnt.
Beszerzési léehetőségekről érdeklődök, hogy mit hol érdemes.
Már kerestem grafitos tégelyt, de egyiknek nincs, a másik csak 9 db-ot ad el mert ennyi van egy rakatban. Vennék samott lisztet is, de az a 450 Ft/2kg ár azt túlzónak tartom. Kellene vagy 50 kg a kályhához. Pécsen találtam egy céget aki 45 Ft/kg-ért kész habarcsot árul, csak oda s vissza több mint 400 km választ el a megoldástól.
Szóval hol tudok beszerezni, salakolósót, 5 kg-os tégelyt, formázó homokot vagy bentonitot, samott lisztet, mindezeket kedvező áron és lehetőleg Budapest 20 km-es körzetén belül. A nagyobb zsákos kiszerelés nem akadály, de tégelyből elég 1 db is (egyelőre) :)
Ja és van is nekik raktáron, mert akit nagyon ajánlottak annak kb. semmi nem volt amit akartam.
köszi
zsolt
Cím: Re:Fémöntés házilag
Írta: Antal Sándor Dátum 2013 augusztus 30, 11:01
Írta: Antal Sándor Dátum 2013 augusztus 30, 11:01
Szia!
Itt keresgélj:Interkerám
Itt keresgélj:Interkerám
Cím: Re:Fémöntés házilag
Írta: zyg3siamw Dátum 2013 augusztus 30, 13:47
Írta: zyg3siamw Dátum 2013 augusztus 30, 13:47
Szia !
Grafittégelyt itt tudsz venni: marshungária
Grafittégelyt itt tudsz venni: marshungária
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 augusztus 31, 01:28
Írta: ncw4w5nca Dátum 2013 augusztus 31, 01:28
Hali
Ferrometal Plusz Öntödei Szaküzlet Kft.
Cím: 1047 Budapest, Schweidel u. 3 Telefon: +36 (1) 390-3590
Öfag Kft., Budapest Hunyadi János U. 16. Telefon: 06 (1) 204-8684
Foundex Kft
Ferrometal Plusz Öntödei Szaküzlet Kft.
Cím: 1047 Budapest, Schweidel u. 3 Telefon: +36 (1) 390-3590
Öfag Kft., Budapest Hunyadi János U. 16. Telefon: 06 (1) 204-8684
Foundex Kft
Cím: Re:Fémöntés házilag
Írta: barhz9bni Dátum 2013 szeptember 06, 00:26
Írta: barhz9bni Dátum 2013 szeptember 06, 00:26
Sziasztok, leginkább ebbe a kategóriába tartozik a kérdésem.
[urlhttp://www.youtube.com/watch?v=jrje73EyKag
Ezt a hőenergiát szeretném hasznosítani, szigetelt kemencetérbe bejuttatni. Esetleg grafitrúdra lézerként világítás, vagy grafitpanel a kemence hátoldalán ami átadná a hőt?
Maximum 1500 fokot kéne tudnia a kemencének és szükséges lenne a hőntartás. Felhős időre arra gondoltam, hogy a kemence elektromos hőelemmel is rásegítene, vagy azzal teljesen átvenné a tükrök/ lencsék munkáját.
Ott akadtam el inkább, hogy hogyan juttassam be a hőenergiát a zárt kemencetérbe, a napfényt amolyan lézerré kellene alakítani, vagy valamiféle hővezető anyagot kellene alkalmaznom szondaként?
[urlhttp://www.youtube.com/watch?v=jrje73EyKag
Ezt a hőenergiát szeretném hasznosítani, szigetelt kemencetérbe bejuttatni. Esetleg grafitrúdra lézerként világítás, vagy grafitpanel a kemence hátoldalán ami átadná a hőt?
Maximum 1500 fokot kéne tudnia a kemencének és szükséges lenne a hőntartás. Felhős időre arra gondoltam, hogy a kemence elektromos hőelemmel is rásegítene, vagy azzal teljesen átvenné a tükrök/ lencsék munkáját.
Ott akadtam el inkább, hogy hogyan juttassam be a hőenergiát a zárt kemencetérbe, a napfényt amolyan lézerré kellene alakítani, vagy valamiféle hővezető anyagot kellene alkalmaznom szondaként?
Cím: Re:Fémöntés házilag
Írta: barhz9bni Dátum 2013 szeptember 06, 00:26
Írta: barhz9bni Dátum 2013 szeptember 06, 00:26
http://www.youtube.com/watch?v=jrje73EyKag
Cím: Re:Fémöntés házilag
Írta: barhz9bni Dátum 2013 szeptember 06, 00:27
Írta: barhz9bni Dátum 2013 szeptember 06, 00:27
Technikailag szerintem nem lehetetlen, csak a magas hőfok speciális kezelést igényel, mert ekkora energiánál már az anyagok nagy része olvad.
Cím: Re:Fémöntés házilag
Írta: barhz9bni Dátum 2013 szeptember 06, 00:52
Írta: barhz9bni Dátum 2013 szeptember 06, 00:52
a megoldás valahol itt leledzik:
https://www.google.hu/search?q=Solar%20Receiver&oe=utf-8&rls=org.mozilla:hu:official&client=firefox-a&channel=fflb&gws_rd=cr&um=1&ie=UTF-8&hl=hu&tbm=isch&source=og&sa=N&tab=wi&ei=RQopUpaWEcSO7QadwoDYAQ&biw=1366&bih=694&sei=SAopUpLTK4ff4wTSvYG4Bw
https://www.google.hu/search?q=Solar%20Receiver&oe=utf-8&rls=org.mozilla:hu:official&client=firefox-a&channel=fflb&gws_rd=cr&um=1&ie=UTF-8&hl=hu&tbm=isch&source=og&sa=N&tab=wi&ei=RQopUpaWEcSO7QadwoDYAQ&biw=1366&bih=694&sei=SAopUpLTK4ff4wTSvYG4Bw
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 szeptember 06, 09:32
Írta: ncw4w5nca Dátum 2013 szeptember 06, 09:32
Hali. Nem akarom letörni a lelkesedésedet, de szerintem ez a kemence fűtésmód hobbi szinten nem kivitelezhető.(anyagok beszerzése, ár, helyigény, olvadékkezelés, napkövetés, stb...)
Cím: Re:Fémöntés házilag
Írta: wm94bppdn Dátum 2013 szeptember 06, 10:58
Írta: wm94bppdn Dátum 2013 szeptember 06, 10:58
A napfény Magyarországon, júniustól szeptemberig, 10 és 15 óra között, merőlegesen érve a felületet kb. 1kW/m2 energiát ad le. Saját öntési tapasztalatom alapján állítom, hogy jó pár (mondjuk, legalább 5) kilowatt teljesítményre szükség van. Ehhez -kerek tükröt feltételezve- úgy 2,6 m átmérőjű tükör kell. Egy ekkora szerkezetbe, ha egy kis szellő is belekap, viszi, mint Floki a lábtörlőt. Ez a negatív oldal. A jó oldal az, hogy ekkora parabolák léteztek a műholdas tévével, vagy adatátvitellel foglalkozó cégeknél, és mára ez a technika részben elavult. Ha lehet találni offszet kivitelűt, az szerencsés, mert a fókusz az antenna alatt van, belevilágíthat a kemencébe. A napkövetés talán lehet valami kézi, kurblis is.
Sokkal bonyolultabbnak tűnik, mint egy gázégő...
Sokkal bonyolultabbnak tűnik, mint egy gázégő...
Cím: Re:Fémöntés házilag
Írta: VighLajos Dátum 2013 szeptember 06, 11:12
Írta: VighLajos Dátum 2013 szeptember 06, 11:12
Valószínű, hogy mire elkészül, többe is fog kerülni, mint a gázégős, viszont az árát soha sem fogja behozni.
Lásd: napelem, napkollektor.
Lásd: napelem, napkollektor.
Cím: Re:Fémöntés házilag
Írta: VighLajos Dátum 2013 szeptember 06, 11:16
Írta: VighLajos Dátum 2013 szeptember 06, 11:16
Pár éve elmentünk Kapolcsra. Ott volt kitéve egy "napkonyha": kb 1 méter átmérőjű, legyezőszerűen szétnyitható (szállítás-tárolás miatt) parabolatükör, a fókuszában egy lábasban lecsó-alapanyagok keveréke.
... az eső éppen szemerkélt...
Megjegyeztem, hogy erre ma nem kellene vacsoravendéget hívni...
... az eső éppen szemerkélt...
Megjegyeztem, hogy erre ma nem kellene vacsoravendéget hívni...
Cím: Re:Fémöntés házilag
Írta: barhz9bni Dátum 2013 szeptember 06, 13:42
Írta: barhz9bni Dátum 2013 szeptember 06, 13:42
Rengeteg kidobott tükör van, üvegvágóval könnyedén vágható.
Cím: Re:Fémöntés házilag
Írta: barhz9bni Dátum 2013 szeptember 06, 20:39
Írta: barhz9bni Dátum 2013 szeptember 06, 20:39
Vessetek egy pillantást erre:
Napmelegítéses elven működő kerámiaégető kemence


Napmelegítéses elven működő kerámiaégető kemence
Cím: Re:Fémöntés házilag
Írta: barhz9bni Dátum 2013 szeptember 06, 20:57
Írta: barhz9bni Dátum 2013 szeptember 06, 20:57
Kérlek nézd meg te is! Ez nagyjából 6 kilowattos. A belső kamra folyamatosan forogna, ahogy elnézem.
Cím: Re:Fémöntés házilag
Írta: wm94bppdn Dátum 2013 szeptember 07, 08:03
Írta: wm94bppdn Dátum 2013 szeptember 07, 08:03
A tükrök az emberhez mérve úgy 150x100 cm-esek, és mivel síktükörnek látszanak, a vetített fény is ugyanakkora. A kemence nem lehet sokkal kisebb, mert elvész a hő. Szerintem ekkora kemencéhez a 6 kW nem elég.
Azt gondolom, hogy a gyűjtőtükör, vagy sokkal több, kis méretű elemi síktükör elengedhetetlen.
Egy 3 mm-es üvegből készült 8-10 centis tükör-csíkot valószínűleg meg lehet hajlítani úgy, hogy a fókusza pár méteres legyen, Ha ilyenekből állna egy jó nagy csíkos "parabola", ahol a csíkok között a levegő átjárhat, akkor talán nem reménytelen. A tartószerkezeten a tükörcsíkokat oldalirányban állíthatóra kell kiképezni, a csíkokat a két végükön fixen, középen pedig állíthatóan kell befogni. Hangoláskor egy kivételével le kell takarni a csíkokat. A napkövetéshez vagy az egész monstrumot, vagy összehangoltan az elemi csíkokat lehetne forgatni egy tengely körül(pl. az elemi tükrök hossztengelyén tárcsa, és végigfutó zsinór). Ha a másik tengely dőlése a szélességi körnek nagyjából megfelelő, akkor lehet fix. Szép projekt lehetne!
Azt gondolom, hogy a gyűjtőtükör, vagy sokkal több, kis méretű elemi síktükör elengedhetetlen.
Egy 3 mm-es üvegből készült 8-10 centis tükör-csíkot valószínűleg meg lehet hajlítani úgy, hogy a fókusza pár méteres legyen, Ha ilyenekből állna egy jó nagy csíkos "parabola", ahol a csíkok között a levegő átjárhat, akkor talán nem reménytelen. A tartószerkezeten a tükörcsíkokat oldalirányban állíthatóra kell kiképezni, a csíkokat a két végükön fixen, középen pedig állíthatóan kell befogni. Hangoláskor egy kivételével le kell takarni a csíkokat. A napkövetéshez vagy az egész monstrumot, vagy összehangoltan az elemi csíkokat lehetne forgatni egy tengely körül(pl. az elemi tükrök hossztengelyén tárcsa, és végigfutó zsinór). Ha a másik tengely dőlése a szélességi körnek nagyjából megfelelő, akkor lehet fix. Szép projekt lehetne!
Cím: Re:Fémöntés házilag
Írta: barhz9bni Dátum 2013 szeptember 07, 13:34
Írta: barhz9bni Dátum 2013 szeptember 07, 13:34
Igen, a tükrök mozgatása bonyolult, de ha hőtechnikailag nem jó a kemence, fölösleges nekiállni. És ez egyenlőre még kérdéses.
Cím: Re:Fémöntés házilag
Írta: barhz9bni Dátum 2013 szeptember 08, 13:59
Írta: barhz9bni Dátum 2013 szeptember 08, 13:59
Valakinek van valami ötlete? :)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 szeptember 08, 22:56
Írta: ncw4w5nca Dátum 2013 szeptember 08, 22:56
Jó volna tudni, hogy mire akarod használni a kemencét? De egy biztos, a napenergiát ilyen célra felhasználni nem egyszerű.
Cím: Re:Fémöntés házilag
Írta: barhz9bni Dátum 2013 szeptember 09, 18:36
Írta: barhz9bni Dátum 2013 szeptember 09, 18:36
Szia, üvegolvasztásra :) 650-800-1200 fok 2-3 órás, néha 5 órás hőntartással munkatárgy(ak)tól függően.
Cím: Re:Fémöntés házilag
Írta: nah5a9frh Dátum 2013 szeptember 09, 21:39
Írta: nah5a9frh Dátum 2013 szeptember 09, 21:39
Sziasztok!kérdésem lenne bronzöntéssel kapcsolatban.Ami rendelkezésemre áll 150×100×400mm elektromos fémedző kemence ami elméletileg tud 1200 Celsius fokot.+ 40-50 kiló kiütött,használt bronzpersely,forgácsolásból származó bronzforgács.Otthoni körülmények között szeretném leönteni 30-40-50-60mm közötti rudakba .Kérdésem az,hogy hogyan fogjak hozzá,vagy a rendelkezésre álló kemence egyáltalán alkalmas-e ilyen célra,érdemes-e foglalkozni vele?
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 szeptember 10, 13:33
Írta: ncw4w5nca Dátum 2013 szeptember 10, 13:33
Szerintem gáztüzelésű kemencével sokkal olcsóbban, és egyszerűbben meg lehet oldani. Ha léghevítővel kombinálod, akkor simán tudja 1200C°-t, és az üzemeltetése se kerül egy vagyonba.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 szeptember 10, 13:51
Írta: 000000000 Dátum 2013 szeptember 10, 13:51
Sziasztok,
Köszönöm a címeket, már szinte mindent beszereztem, mostmár csak dolgozni kellene :)
Van hőálló beton 1200C fokig, samott liszt, bentonit, homok. Még az olvasztó tégelyt kell beszereznem.
Szerintetek jó lesz ha egy 200 literes fémhordót félbevágok, majd a belsejét 10-15 cm vastagon kibetonzom hőálló betonnal és beleteszek egy gázégőt, majd a tetejére egy kupakot ? kb. ugyanilyen megoldásokat láttam a neten.
Kívülről még becsomagolnám egy kis kőzetgyapottal, majd rá egy lemez páncélt, talán egy hét alatt sem hűlne ki :)
Mitől nem fog ez megrepedezni nekem ? Szeretném ha több évig is kibírná, akár azt is, hogyha minden héten egyszer belegyújtok.
Ha a betonba beleteszek samotttégla és/vagy ytong darabokat az rontja az anyag hőtágulás során keletkező mozgásait ?
Tegyek bele vasbeton szálakat ?
Gázégőnek jó a malac perzselő egy ventilátorral megfújatva ?
Formázó homokba milyen olajat öntsek ? Lenolaj vagy sima motorolaj vagy maradjak a sima vizes megoldásnál ?
Gipsz mintát ha kiégetem akkor bírja a forró alut ?
Az évek alatt összegyűlt kb. 200 kg aluhulladékomban van minden féle, van sok öntvény is meg lemez is, ha ezeket kb. felesbe összeolvasztom akkor mennyire romlik az önthetősége ? (tudom a felére :) miért is baj, hogyha nem annyira öntvény aluból akarok alu öntvényt csinálni ? Nem lesz eléggé merev vagy nem tudom kiönteni vagy nagyon lágy lesz ?
köszi
Köszönöm a címeket, már szinte mindent beszereztem, mostmár csak dolgozni kellene :)
Van hőálló beton 1200C fokig, samott liszt, bentonit, homok. Még az olvasztó tégelyt kell beszereznem.
Szerintetek jó lesz ha egy 200 literes fémhordót félbevágok, majd a belsejét 10-15 cm vastagon kibetonzom hőálló betonnal és beleteszek egy gázégőt, majd a tetejére egy kupakot ? kb. ugyanilyen megoldásokat láttam a neten.
Kívülről még becsomagolnám egy kis kőzetgyapottal, majd rá egy lemez páncélt, talán egy hét alatt sem hűlne ki :)
Mitől nem fog ez megrepedezni nekem ? Szeretném ha több évig is kibírná, akár azt is, hogyha minden héten egyszer belegyújtok.
Ha a betonba beleteszek samotttégla és/vagy ytong darabokat az rontja az anyag hőtágulás során keletkező mozgásait ?
Tegyek bele vasbeton szálakat ?
Gázégőnek jó a malac perzselő egy ventilátorral megfújatva ?
Formázó homokba milyen olajat öntsek ? Lenolaj vagy sima motorolaj vagy maradjak a sima vizes megoldásnál ?
Gipsz mintát ha kiégetem akkor bírja a forró alut ?
Az évek alatt összegyűlt kb. 200 kg aluhulladékomban van minden féle, van sok öntvény is meg lemez is, ha ezeket kb. felesbe összeolvasztom akkor mennyire romlik az önthetősége ? (tudom a felére :) miért is baj, hogyha nem annyira öntvény aluból akarok alu öntvényt csinálni ? Nem lesz eléggé merev vagy nem tudom kiönteni vagy nagyon lágy lesz ?
köszi
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 szeptember 10, 13:53
Írta: ncw4w5nca Dátum 2013 szeptember 10, 13:53
Szia Tamás. Szerezz egy vastag falú (3-4mm) vas edényt, ez lehet egy befenekelt vascső is. Töltsd meg forgáccsal, tedd a kemencébe, és ki fog derülni, hogy alkalmas-e olvasztásra a kemencéd. Ha megtudod olvasztani, homokba ki lehet önteni a rudakat. A homokos öntésről pedig mindent megtalálsz a hozzászólásokban, vagy linkelt videókban.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2013 szeptember 10, 16:04
Írta: 3vv2btrhv Dátum 2013 szeptember 10, 16:04
Gipsz mintát ha kiégetem akkor bírja a forró alut
A normális gipsz , csak kvarclisztel keverve alkalmas erre .
A normális gipsz , csak kvarclisztel keverve alkalmas erre .
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 szeptember 10, 21:09
Írta: ncw4w5nca Dátum 2013 szeptember 10, 21:09
Szia.
A kemencét belülről minimum 5cm-es kalcium szilikáttal, vagy vermikulittal béleld, úgy ahogy pikkpak csinálta a 2013-as hozzászólásban:)Akkor nem reped meg, bírja sokáig, és nem kell sok gáz a felfűtéshez. Ugyanis a fent említett két anyag tűzálló, és jó hőszigetelő.
Gázégőnek jó a perzselő ventilátorral kombinálva, viszont fontos hogy lehessen szabályozni a keverési arányt.
lehet próbálkozni az olajokkal, de a vizes megoldás tökéletes.
A lemezből készített öntvény kis szilárdságú, rosszul munkálható, és dermedéskor szívódások keletkezhetnek benne. Próbáld meg elcserélni öntvényre a színesfémkereskedőnél, ugyanis a lemez 20-30 forinttal drágább kilónként.kalcium szilikát beszerzés
A kemencét belülről minimum 5cm-es kalcium szilikáttal, vagy vermikulittal béleld, úgy ahogy pikkpak csinálta a 2013-as hozzászólásban:)Akkor nem reped meg, bírja sokáig, és nem kell sok gáz a felfűtéshez. Ugyanis a fent említett két anyag tűzálló, és jó hőszigetelő.
Gázégőnek jó a perzselő ventilátorral kombinálva, viszont fontos hogy lehessen szabályozni a keverési arányt.
lehet próbálkozni az olajokkal, de a vizes megoldás tökéletes.
A lemezből készített öntvény kis szilárdságú, rosszul munkálható, és dermedéskor szívódások keletkezhetnek benne. Próbáld meg elcserélni öntvényre a színesfémkereskedőnél, ugyanis a lemez 20-30 forinttal drágább kilónként.kalcium szilikát beszerzés
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 szeptember 11, 00:25
Írta: ncw4w5nca Dátum 2013 szeptember 11, 00:25
Idézet Szedlay Páltól:
"A gipsz nem hőálló, egyik sem!
Viszont öntőformát lehet készíteni 1 rész gipsz és 2 rész finom kvarcliszt keverékéből. Előnye a vizüvegeshez képest, hogy könyebb bontani és a gipsz oldódik trinátriumcitrát oldatban, ha nem akarod homokfújni öntés után. Arany öntőformának is használják. Ha lehet ne stukatúr gipszet használj, hanem valami közepes minűségú fogászatit. Ehhez az öntés tehnikához valamilyen fémkeretet vagy fémgyűrűt kell használni."
"A gipsz nem hőálló, egyik sem!
Viszont öntőformát lehet készíteni 1 rész gipsz és 2 rész finom kvarcliszt keverékéből. Előnye a vizüvegeshez képest, hogy könyebb bontani és a gipsz oldódik trinátriumcitrát oldatban, ha nem akarod homokfújni öntés után. Arany öntőformának is használják. Ha lehet ne stukatúr gipszet használj, hanem valami közepes minűségú fogászatit. Ehhez az öntés tehnikához valamilyen fémkeretet vagy fémgyűrűt kell használni."
Cím: Re:Fémöntés házilag
Írta: barhz9bni Dátum 2013 szeptember 12, 07:23
Írta: barhz9bni Dátum 2013 szeptember 12, 07:23
Samottal megfelelő arányban kevert gipsz viszont hőálló. Üveget szoktunk bele olvasztani.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 szeptember 13, 02:36
Írta: ncw4w5nca Dátum 2013 szeptember 13, 02:36
A samott különböző szilikátok elegye. Vele is hasonlóan reagál a gipsz mint szilícium dioxiddal:kalcium szilikátot képez.
Mellesleg a gipsz ennek ellenére sem hőálló:)
Ja és ha van valami recepted, bátran megoszthatod velünk:)
Mellesleg a gipsz ennek ellenére sem hőálló:)
Ja és ha van valami recepted, bátran megoszthatod velünk:)
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2013 november 10, 18:23
Írta: 3vv2btrhv Dátum 2013 november 10, 18:23
Cím: Re:Fémöntés házilag
Írta: tjanicsek Dátum 2013 december 07, 12:34
Írta: tjanicsek Dátum 2013 december 07, 12:34
Szia,
nem tudom aktuálisak-e még a problémáid az öntéssel kapcsolatban, de a legjobban akkor jársz ha csinálod és megfigyelsz. Én is építettem pár éve egy kohót amiben alut szoktam önteni. Magával az öntéssel és a fém minőségével nem szokott gond lenni, én inkább a formakészítéssel küzdök. A fémről pár szempontot, tapasztalatot megosztanék ha gondolod. Ketté szoktam szedni a hulladékot. 1. lemez, sörösdoboz, elektromos alu, 2. Öntött gépalkatrész. Az 1. csoport igényel kiegészítő ötvözést. Mivel nem tudod az összetételt, csak közelíteni tudsz az ideális eredményhez. Ezt a legegyszerűbben úgy lehet elérni szerintem, ha 10% vörösrezet adsz a keverékhez. Így lesz a duralumíniumhoz hasonló ötvözeted. Jól önthető, jól munkálható és erős. A 2. csoport nem igényel különösebben semmit, átolvasztod és kész. Persze mindkét esetben használsz fedősót és öntés előtt gáztalanító sót. (Mars Hungária) Vigyázz nagyon a szennyezőkkel, mert nagyon meg tudnak tréfálni. Vas semmiképp ne kerüljön az olvadékba, mert megemeli az olvadáspontot és csak azt látod hogy tolod neki a gázt, de még mindig csak túrós a cucc. Ha így jársz, öntsd ki a felét és tegyél hozzá tiszta alut. Na, egyelőre ennyi, ha tudok segíteni írj.
nem tudom aktuálisak-e még a problémáid az öntéssel kapcsolatban, de a legjobban akkor jársz ha csinálod és megfigyelsz. Én is építettem pár éve egy kohót amiben alut szoktam önteni. Magával az öntéssel és a fém minőségével nem szokott gond lenni, én inkább a formakészítéssel küzdök. A fémről pár szempontot, tapasztalatot megosztanék ha gondolod. Ketté szoktam szedni a hulladékot. 1. lemez, sörösdoboz, elektromos alu, 2. Öntött gépalkatrész. Az 1. csoport igényel kiegészítő ötvözést. Mivel nem tudod az összetételt, csak közelíteni tudsz az ideális eredményhez. Ezt a legegyszerűbben úgy lehet elérni szerintem, ha 10% vörösrezet adsz a keverékhez. Így lesz a duralumíniumhoz hasonló ötvözeted. Jól önthető, jól munkálható és erős. A 2. csoport nem igényel különösebben semmit, átolvasztod és kész. Persze mindkét esetben használsz fedősót és öntés előtt gáztalanító sót. (Mars Hungária) Vigyázz nagyon a szennyezőkkel, mert nagyon meg tudnak tréfálni. Vas semmiképp ne kerüljön az olvadékba, mert megemeli az olvadáspontot és csak azt látod hogy tolod neki a gázt, de még mindig csak túrós a cucc. Ha így jársz, öntsd ki a felét és tegyél hozzá tiszta alut. Na, egyelőre ennyi, ha tudok segíteni írj.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2013 december 08, 17:39
Írta: 3vv2btrhv Dátum 2013 december 08, 17:39
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2013 december 08, 17:40
Írta: 3vv2btrhv Dátum 2013 december 08, 17:40
Én kitartok azon véleményem mellet , hogy ez hobby szinten is megoldható , várom a véleményeteket .
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2013 december 08, 18:48
Írta: robroy007 Dátum 2013 december 08, 18:48
minden továbbiak mellet meglehet
de lenne egy kérdésem mivel lehet előállítani az alkatrészek szeleteit amit nyomtatni kell egy ilyen folyamatban
ráadásul szerintem ezt a homok formát meg főleg könnyű lehet gyártani mivel az öntőhomokhoz csak a szükséges kötőanyagot kell hozzá nyomtani
de lenne egy kérdésem mivel lehet előállítani az alkatrészek szeleteit amit nyomtatni kell egy ilyen folyamatban
ráadásul szerintem ezt a homok formát meg főleg könnyű lehet gyártani mivel az öntőhomokhoz csak a szükséges kötőanyagot kell hozzá nyomtani
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2013 december 08, 18:49
Írta: robroy007 Dátum 2013 december 08, 18:49
bár kicsit sem termelékeny a dolog ebben a formában, viszont mint a 3d nyomtatás eredeti célja a proto gyártásra tökéletesen a legjobb
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2013 december 09, 13:23
Írta: ncw4w5nca Dátum 2013 december 09, 13:23
Szerintem is megoldható házilag. Csak azt nem tudom, hogy a nyomtatóprogram megírása mennyire időigényes? Vagy egy meglévő alkatrészről hogyan lehet egyszerűen nyomtatóprogramot készíteni?
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2013 december 09, 17:57
Írta: 3vv2btrhv Dátum 2013 december 09, 17:57
A szeletelö program már megvan nekem !!Ezzel nem kéne foglalkozni . De az én javaslatom egy kicsit szélesebb , van egy úgynevezett gyűjtő honlap ahol kalapoznak pénzt van az ötlet felteszik és bárki adhat rá pénzt , szerintem ismeritek .
De én azt mondom a Hobby fórumosok hoznának össze egy ilyen gépet nem pénzt hanem a megoldást adnák hozzá . Pl én a szoftvert meg a homokot ( van egy elképzelésem ) más valaki a alkatrészt más valaki az összerakást . DE a gép az közös tulajdon lenne .
Na szóval ezt vitassuk meg !!
De én azt mondom a Hobby fórumosok hoznának össze egy ilyen gépet nem pénzt hanem a megoldást adnák hozzá . Pl én a szoftvert meg a homokot ( van egy elképzelésem ) más valaki a alkatrészt más valaki az összerakást . DE a gép az közös tulajdon lenne .
Na szóval ezt vitassuk meg !!
Cím: Re:Fémöntés házilag
Írta: vjanos Dátum 2013 december 13, 15:29
Írta: vjanos Dátum 2013 december 13, 15:29
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2013 december 13, 18:42
Írta: 3vv2btrhv Dátum 2013 december 13, 18:42
Be@arás , mit nem tudnak kitalálni .
Cím: Re:Fémöntés házilag
Írta: KoLa Dátum 2013 december 13, 19:09
Írta: KoLa Dátum 2013 december 13, 19:09
Szegény hangyák!
Csodálatos világuk, véget ért! de megvan aluban!
Lehet! az Inkák és az Aztékok is így végezték? hisz' jól indultak! csak hát,őket arannyal öntötték ki!
Csodálatos világuk, véget ért! de megvan aluban!
Lehet! az Inkák és az Aztékok is így végezték? hisz' jól indultak! csak hát,őket arannyal öntötték ki!
Cím: Re:Fémöntés házilag
Írta: zv42bkt7i Dátum 2013 december 26, 10:51
Írta: zv42bkt7i Dátum 2013 december 26, 10:51
Fórumtársak egy kis segítségre lenne szükségem, szalagcsiszoló gép készítését tervezem viszont a gyári kereke marha drágák.Esztergagép hiányában kivitelezhetetlen habból a minták elkészítése, ha valakinek lenne egy kis szabadideje és készítene habból két kereket nagyon hálás lennék persze megfizetném a segítséget.
Ezen az e-mailcímen tudunk értekezni ha akad jelentkező:sandor0128@freemail.hu
Ezen az e-mailcímen tudunk értekezni ha akad jelentkező:sandor0128@freemail.hu
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2013 december 26, 11:14
Írta: 000000000 Dátum 2013 december 26, 11:14
Beválalná valaki nálam ezt,csak vakond járat öntéssel?
Cím: Re:Fémöntés házilag
Írta: vadember Dátum 2013 december 26, 12:01
Írta: vadember Dátum 2013 december 26, 12:01
A meghajtó és a vezető kerekekre fölösleges gumi, nálam sincs. Azokra a kerekekre kell csak amelyeknek ténylegesen neki fogod nyomni az anyagot. Én 5 mm-es parafát ragasztottam rá, és felszabályoztam esztergán.


Cím: Re:Fémöntés házilag
Írta: zv42bkt7i Dátum 2013 december 26, 12:08
Írta: zv42bkt7i Dátum 2013 december 26, 12:08
Magadnak készítetted a kerekeket?
Cím: Re:Fémöntés házilag
Írta: vadember Dátum 2013 december 26, 12:30
Írta: vadember Dátum 2013 december 26, 12:30
Igen, természetesen, ott van mellette az eszterga. Acél alapanyag, nem túl simított felület. Az alut sajnáltam rá.
Cím: Re:Fémöntés házilag
Írta: zv42bkt7i Dátum 2013 december 26, 13:36
Írta: zv42bkt7i Dátum 2013 december 26, 13:36
Találtam egy weboldalt http://webshop.sbi.hu/kategoria/67/lag-kerekek-gorgok itt vannak ipari kerekek csak fel kell őket csapágyazni használhatók szalagcsiszolóhoz?
Cím: Re:Fémöntés házilag
Írta: vadember Dátum 2013 december 26, 15:40
Írta: vadember Dátum 2013 december 26, 15:40
Ezek kopogós kemény műanyagok .Vezetőgörgőnek megfelel. Én a parafást csőáthatások csiszolásánál használom, amikor neki kell nyomni a görgő ívének az anyagot. Eleinte parafa nélkül próbáltam, de nagyon hamar tönkre teszi a szalagot.
Cím: Re:Fémöntés házilag
Írta: ywathzay Dátum 2013 december 27, 09:51
Írta: ywathzay Dátum 2013 december 27, 09:51
Nekem is van kérdésem, hogy tudod beállítani hogy a szalag ne akarjon elvándorolni oldalirányba? Egy ilyen hegesztett- csavarozott szerkezetnél nem lehet 100%-os síkot beállítani. Mivel ragasztottad fel a parafát, hogy tartós legyen? Kemény műanyag oda nem jó? Arra gondolok, hogy 20-27mm átmérő elég kicsi ha még parafázni is kell, de sokszor kell ilyen "áthatás".
Cím: Re:Fémöntés házilag
Írta: vadember Dátum 2013 december 27, 20:12
Írta: vadember Dátum 2013 december 27, 20:12
A feszítő görgőt hordó alakúra kell esztergálni. Ennek a billentésével lehet a szalagot terelgetni. A Yutube-on találsz Belt Grinder néven ezer variációt, ott megnézheted működés közben. Én ezt a billenthető asztalost vettem alapul- Csiszoló
Ragasztáshoz WEICON Flex 310M ragasztót használok. Nem tudom lehet-e kapni kereskedelmi forgalomba, a melóhelyemre szokta hozni egy ügynök. A kicsi átmérőkre egy 2 mm-es Polifoam szerű habgumit ragasztok.
Ragasztáshoz WEICON Flex 310M ragasztót használok. Nem tudom lehet-e kapni kereskedelmi forgalomba, a melóhelyemre szokta hozni egy ügynök. A kicsi átmérőkre egy 2 mm-es Polifoam szerű habgumit ragasztok.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2014 január 20, 07:29
Írta: 000000000 Dátum 2014 január 20, 07:29
Sziasztok! Egy kérdésem lenne formát vasbol aluhoz ? Meynnyire lenne ez kivitelezhetö? Köszönöm a válaszokat elöre is. Szép napot!!
Cím: Re:Fémöntés házilag
Írta: fa_kukac Dátum 2014 január 20, 08:48
Írta: fa_kukac Dátum 2014 január 20, 08:48
Üdv! A csiszoló végtelenítést milyen ragasztóval lehet megoldani hogy tartós legyen? Én évek óta gyártatom egy cégnél, de az utóbbi időben elenged a ragasztás, mielőtt elkopna a szalag. Régen ilyen nem volt, ugyanazok a gépeim vannak, mostanában valami piros ragasztóval csinálják, és elenged. Ennél még az én pillanatragasztós megoldásom is tartósabb.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2014 január 20, 09:04
Írta: 000000000 Dátum 2014 január 20, 09:04
2 komponensű ragasztot probáld ki, csak nem tudom milyen fajták vanak.
Cím: Re:Fémöntés házilag
Írta: fa_kukac Dátum 2014 január 20, 09:13
Írta: fa_kukac Dátum 2014 január 20, 09:13
Hát rengeteg fajta van, majd bemegyek a műgyantásokhoz érdeklődni. Alvinplast ha jól tudom.
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2014 január 20, 09:22
Írta: Rabb Ferenc Dátum 2014 január 20, 09:22
Egy asztalos barátom véleménye: a kétkomponensűek a használat közbeni melegedéstől mind elengednek. Ő évtizedek óta saját maga ragasztja pillanatragasztóval - sikeresen.
Cím: Re:Fémöntés házilag
Írta: fa_kukac Dátum 2014 január 20, 09:28
Írta: fa_kukac Dátum 2014 január 20, 09:28
Kösz, én is sok mindennel próbáltam, nekem is a pillanatragasztó vált be.
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2014 január 20, 10:07
Írta: Rabb Ferenc Dátum 2014 január 20, 10:07
Ha van némi öntészeti és mintakészítési gyakorlatod, na meg felszerelésed - akkor semmi akadálya. Fémkokilla a neve.
Nehéz, a homokformához képest sokkal drágább de pontosabb, szép felületű darabokat lehet önteni vele. A belső felülete polírozott, és öntés előtt gázégővel rendesen elő kell melegíteni az egész szerszámot. Különben azonnal bedermed már a beőmlőben a fém.
Csak viszonylag nagy darabszámú öntvény esetén gazdaságos
Nehéz, a homokformához képest sokkal drágább de pontosabb, szép felületű darabokat lehet önteni vele. A belső felülete polírozott, és öntés előtt gázégővel rendesen elő kell melegíteni az egész szerszámot. Különben azonnal bedermed már a beőmlőben a fém.
Csak viszonylag nagy darabszámú öntvény esetén gazdaságos
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2014 január 20, 10:31
Írta: 000000000 Dátum 2014 január 20, 10:31
Köszönöm szépen a gyors választ. Majd irok hogy milyen lett.
Cím: Re:Fémöntés házilag
Írta: t334wehtf Dátum 2014 január 21, 23:26
Írta: t334wehtf Dátum 2014 január 21, 23:26
Cím: Re:Fémöntés házilag
Írta: 3kvyw653f Dátum 2014 január 22, 00:29
Írta: 3kvyw653f Dátum 2014 január 22, 00:29
annak a fülét is ki kéne önteni,aki abba a bolyba beleöntötte az alut.milyen lelkivilága lehet neki...
Cím: Re:Fémöntés házilag
Írta: s7manbs8 Dátum 2014 január 22, 03:45
Írta: s7manbs8 Dátum 2014 január 22, 03:45
Jaja. Úgy van.
Cím: Re:Fémöntés házilag
Írta: t334wehtf Dátum 2014 január 22, 22:10
Írta: t334wehtf Dátum 2014 január 22, 22:10
"milyen lelkivilága lehet neki... "
Gondolom zaklatott, mert hangyák mászkálnak mindenhol...
Gondolom zaklatott, mert hangyák mászkálnak mindenhol...
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2014 február 09, 21:31
Írta: 000000000 Dátum 2014 február 09, 21:31
Sziasztok!
Az lenne a kérdésem,hogy ha viaszból van a formám arról lehet-e homokba önteni?
Az lenne a kérdésem,hogy ha viaszból van a formám arról lehet-e homokba önteni?
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 február 10, 09:00
Írta: 3vv2btrhv Dátum 2014 február 10, 09:00
Nem .
Cím: Re:Fémöntés házilag
Írta: Kristály Árpád Dátum 2014 február 10, 11:39
Írta: Kristály Árpád Dátum 2014 február 10, 11:39
Szia Tibor!
Oké!
De miért NEM....
Oké!
De miért NEM....
Cím: Re:Fémöntés házilag
Írta: 54ip3ywec Dátum 2014 február 10, 13:25
Írta: 54ip3ywec Dátum 2014 február 10, 13:25
WB311- te jól bele gondoltál a kérdésedbe?
Az egy dolog hogy homokkal veszed körbe a viaszmintádat, de hogy égeted ki a viaszt? Mert ezt a homok forma nem fogja tolerálni, kiég az is, összeomlik. Vagy nem égeted ki rendesen, bennemarad a viasz a homokba , amit a beöntött fém nem fog tolerálni. A gázok kifele akarnak jönni, ott ahol te beönteni akarsz.
A jól bevált gipsz forma nem jó? Vagy még az agyag. Ujítani akarsz esetleg? Hát lehet kisérletezni, de nem fog működni.
[#felkialtas] Veszélyes üzem ez !
Az egy dolog hogy homokkal veszed körbe a viaszmintádat, de hogy égeted ki a viaszt? Mert ezt a homok forma nem fogja tolerálni, kiég az is, összeomlik. Vagy nem égeted ki rendesen, bennemarad a viasz a homokba , amit a beöntött fém nem fog tolerálni. A gázok kifele akarnak jönni, ott ahol te beönteni akarsz.
A jól bevált gipsz forma nem jó? Vagy még az agyag. Ujítani akarsz esetleg? Hát lehet kisérletezni, de nem fog működni.
[#felkialtas] Veszélyes üzem ez !
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2014 február 10, 16:11
Írta: 000000000 Dátum 2014 február 10, 16:11
Ha két félből áll a homokmintád kerete, és kiveszed a viaszt öntés előtt, akkor minden további nélkül.
Youtube-on találsz fémöntő videókat, ott általában fa vagy valami merevebb mintával dolgoznak.
Ha a viaszmintád nem túlságosan deformálódik az öntőhomok tömörítésekor, akkor elvileg jó is lehet.
Youtube-on találsz fémöntő videókat, ott általában fa vagy valami merevebb mintával dolgoznak.
Ha a viaszmintád nem túlságosan deformálódik az öntőhomok tömörítésekor, akkor elvileg jó is lehet.
Cím: Re:Fémöntés házilag
Írta: Kristály Árpád Dátum 2014 február 10, 17:29
Írta: Kristály Árpád Dátum 2014 február 10, 17:29
[#eljen][#eljen][#eljen][#worship][#wave][#taps]
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 február 10, 17:35
Írta: 3vv2btrhv Dátum 2014 február 10, 17:35
Mindenre válaszolnak helyettem .
Cím: Re:Fémöntés házilag
Írta: 54ip3ywec Dátum 2014 február 10, 17:41
Írta: 54ip3ywec Dátum 2014 február 10, 17:41
:) Megnézném a viasz mintát hogy veszed ki,miután jól beleverted a homokba. A viasz felülete puha,belenyomódik a homok,hozzá is tapad. Vagy nem tömöríted megfelelően. De egyáltalán miért homok ?
Homokba kemény dolgokat nyomnak.fém,fa,műanyag.
Persze meglehet próbálkozni ezzel is, de ezt kitalálták már pár ezer éve,nem véletlenűl.
[#csodalk]
Homokba kemény dolgokat nyomnak.fém,fa,műanyag.
Persze meglehet próbálkozni ezzel is, de ezt kitalálták már pár ezer éve,nem véletlenűl.
[#csodalk]
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2014 február 10, 18:11
Írta: jani300 Dátum 2014 február 10, 18:11
Már előre bocsánatot kérek :) Nem igazán frissek az emlékeim a preciziós öntésről ,de annó tanultam róla . Ott igenis viaszminta a kiinduló minta . Persze nem sima homokformába öntik .A viaszminták füzérbe vannak fűzve , úgy hogy ki tudjon folyni a viasz . És valamilyen folyékony halmazállapotú formaanyagot szárítanak akár többszöri bemártással rá . Ezután a kiégetés közben kifolyik a viasz . Nem kerestem rá , lehet részletekben tévedek ,de azért van ilyen eljárás .
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2014 február 10, 18:16
Írta: svejk Dátum 2014 február 10, 18:16
Megint mondjátok ám... :)
Azt se tudjuk milyen a forma, milyen fémet szeretne önteni.
Az milyen anyag amit kéregként kiégetnek a viaszveszejtésesnél?
Azt se tudjuk milyen a forma, milyen fémet szeretne önteni.
Az milyen anyag amit kéregként kiégetnek a viaszveszejtésesnél?
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2014 február 10, 18:17
Írta: svejk Dátum 2014 február 10, 18:17
No ezt nem WB311-nek hanem a többieknek szántam.
Cím: Re:Fémöntés házilag
Írta: 54ip3ywec Dátum 2014 február 10, 18:19
Írta: 54ip3ywec Dátum 2014 február 10, 18:19
Igen ez a preciziós öntés lényege, hogy folyékony kerámiával több rétegben bevont viasz helyére öntik a fémet. Itt a kérdés a homokformázás volt viasz formával.
Mostmár pld, használnak spéci kétkomponensű szilikongumit is formavételre ,amibe belehet önteni az olvadékot.
Mostmár pld, használnak spéci kétkomponensű szilikongumit is formavételre ,amibe belehet önteni az olvadékot.
Cím: Re:Fémöntés házilag
Írta: 54ip3ywec Dátum 2014 február 10, 18:21
Írta: 54ip3ywec Dátum 2014 február 10, 18:21
Igen ,a kérdés rövid részletek nélküli, én meg körberágtam!
Bocsánat!
Bocsánat!
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2014 február 10, 18:28
Írta: jani300 Dátum 2014 február 10, 18:28
Öntés mindkét eljárás :) Csak arra akartam ezzel utalni hogy viaszmintáról igen pontos öntvényeket lehet készíteni után munkálás nélkül is akár . Ez is igen régi módszer . Aki kérdezte feltételezem nem tudta . Az öntő szakembereket nem kívántam oktatni ,nálam biztos jobban tudják .
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2014 február 10, 18:29
Írta: svejk Dátum 2014 február 10, 18:29
Oda se neki! :)
Mindig így járunk...
Mindig így járunk...
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2014 február 10, 21:01
Írta: 000000000 Dátum 2014 február 10, 21:01
Üdv!
Köszi a sok választ.A mintám most viaszból van,abból kellene egy alu öntvényt csinálni amit az acélöntő használna mintának.Ehhez kellett volna a segítség.
Köszi a sok választ.A mintám most viaszból van,abból kellene egy alu öntvényt csinálni amit az acélöntő használna mintának.Ehhez kellett volna a segítség.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 február 10, 21:26
Írta: 3vv2btrhv Dátum 2014 február 10, 21:26
Viaszrol készíts egy szilikon negatívot .Majd vágd -le róla . Ezután öntsd ki gyantával . Ezt már elviheted az öntőhöz .
Cím: Re:Fémöntés házilag
Írta: 6bd6ghfs9 Dátum 2014 február 24, 14:50
Írta: 6bd6ghfs9 Dátum 2014 február 24, 14:50
Üdv
Új vagyok a fórumon , centrifugál öntés érdekelne. Lehet házilag csinálni ilyen gépet?
Ólom katonákat csinálnék ahhoz gondoltam ezt a fajta öntést.
Üdv
Balu
Új vagyok a fórumon , centrifugál öntés érdekelne. Lehet házilag csinálni ilyen gépet?
Ólom katonákat csinálnék ahhoz gondoltam ezt a fajta öntést.
Üdv
Balu
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 február 24, 15:24
Írta: 3vv2btrhv Dátum 2014 február 24, 15:24
Cím: Re:Fémöntés házilag
Írta: 6bd6ghfs9 Dátum 2014 február 24, 15:30
Írta: 6bd6ghfs9 Dátum 2014 február 24, 15:30
Kedves Tibor !
Ez jelent meg a honlapon: Not Found
The requested URL /jewelery centrifugal casting was not found on this server.
Apache/1.3.33 Server at sgforum.hu Port 80
Ez jelent meg a honlapon: Not Found
The requested URL /jewelery centrifugal casting was not found on this server.
Apache/1.3.33 Server at sgforum.hu Port 80
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 február 24, 15:47
Írta: 3vv2btrhv Dátum 2014 február 24, 15:47
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 február 24, 15:48
Írta: 3vv2btrhv Dátum 2014 február 24, 15:48
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 február 24, 15:50
Írta: 3vv2btrhv Dátum 2014 február 24, 15:50
Cím: Re:Fémöntés házilag
Írta: 6bd6ghfs9 Dátum 2014 február 24, 15:53
Írta: 6bd6ghfs9 Dátum 2014 február 24, 15:53
Köszönöm, ez ékszerekhez való. Ólom katonákat csinálnék amik terepasztalra kerülnek. Vulkanizált gumi forma kéne de fogalmam sincs , hogy kell vulkanizált gumi formát csinálni. Otthon próbálgattam szilikon gumiból csinálni öntő formákat de nem lettek szépek a figurák. Ezért gondoltam a centrifugál öntésre. Csak se gépe se szakértelmem nincsen hozzá.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 február 24, 15:56
Írta: 3vv2btrhv Dátum 2014 február 24, 15:56
Akkor neked az a gép kel ami közepén önti bele a fémet , és magát a vulkanizált szilikont forgatja .
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 február 24, 16:00
Írta: 3vv2btrhv Dátum 2014 február 24, 16:00
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 február 24, 16:01
Írta: 3vv2btrhv Dátum 2014 február 24, 16:01
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 február 24, 16:02
Írta: 3vv2btrhv Dátum 2014 február 24, 16:02
Cím: Re:Fémöntés házilag
Írta: keri Dátum 2014 február 24, 16:03
Írta: keri Dátum 2014 február 24, 16:03
Nem tudom mit használtál, de a Silorub kétkomponenses szilikongumit direkt ilyen szobrászati célokra találták ki.
Ezzel nagyon pontosan tudsz mintát levenni.
Ólom esetében nem tudom mennyire van szükség centrifugál öntésre, mivel az amúgy is nagyon szépen önthető.
Ezzel nagyon pontosan tudsz mintát levenni.
Ólom esetében nem tudom mennyire van szükség centrifugál öntésre, mivel az amúgy is nagyon szépen önthető.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 február 24, 16:08
Írta: 3vv2btrhv Dátum 2014 február 24, 16:08
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 február 24, 16:10
Írta: 3vv2btrhv Dátum 2014 február 24, 16:10

Ja
Cím: Re:Fémöntés házilag
Írta: m6j2vsrdz Dátum 2014 február 24, 16:23
Írta: m6j2vsrdz Dátum 2014 február 24, 16:23
Precíziós öntés alkalmával egy mintából sok-sok azonos viaszmintát készítenek. Ezeket viasszal felragasztják egy törzsre. Több tucatot. Majd bemártják egy spec. emulzióba, utána megforgatják kvarclisztben. Ezt úgy láttam, lebegtetik egy kádban, iszonyú mennyiségű levegő kell hozzá. Minél finomabb a kvarcliszt, annál finomabb végső felület érhető el. A bemártást-kvarclisztezést többször ismétlik, amíg a réteg elég vastag nem lesz. Ekkor az egészet szép lassan felhevítik, fejjel lefelé. A viasz kifolyik, a héj megszilárdul. Ezt a bokrot - így hívják - beágyazzák kvarclisztbe, mert az öntet esetleg menet közben letörné az egyes karokat.
Centrifugál öntésre akkor van szükség, amikor az anyag nem akar befolyni szűk csatornákba/helyekre fészekben. Ekkor a centrifugális/-petális erő bekényszeríti. Ólmot szerintem nem kell.
A beágyazást lényegesnek látnám, mert az ólom nehéz, hamar letöri a kart a törzsről, ezért a héjat meg kell(ene) támasztani.
Centrifugál öntésre akkor van szükség, amikor az anyag nem akar befolyni szűk csatornákba/helyekre fészekben. Ekkor a centrifugális/-petális erő bekényszeríti. Ólmot szerintem nem kell.
A beágyazást lényegesnek látnám, mert az ólom nehéz, hamar letöri a kart a törzsről, ezért a héjat meg kell(ene) támasztani.
Cím: Re:Fémöntés házilag
Írta: 6bd6ghfs9 Dátum 2014 február 24, 17:31
Írta: 6bd6ghfs9 Dátum 2014 február 24, 17:31
Kedves Mindenki !
Köszönöm a segítségeket, sajnos az angolul nem tudok a linkelt oldalakkal így nem sok mindent tudok kezdeni.
Valami ilyesmire gondoltam. Villany motorom már van. Kell valami áttét is. A vulkanizált öntőformával vagyok gondban meg a méretekkel.
Köszönöm a segítségeket, sajnos az angolul nem tudok a linkelt oldalakkal így nem sok mindent tudok kezdeni.
Valami ilyesmire gondoltam. Villany motorom már van. Kell valami áttét is. A vulkanizált öntőformával vagyok gondban meg a méretekkel.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 február 24, 17:53
Írta: 3vv2btrhv Dátum 2014 február 24, 17:53
Ma már nem probléma , csak használni kell .
A videokban is lehet a forditást kérni .
A vulkanizálást pedig profikra kell bizni , mert az olcsóbb mint építeni ( megvenni a vulkanizálot ) ha tényleg komolyan csinálod van cimem ahol csinálják a gumi sütést .
A videokban is lehet a forditást kérni .
A vulkanizálást pedig profikra kell bizni , mert az olcsóbb mint építeni ( megvenni a vulkanizálot ) ha tényleg komolyan csinálod van cimem ahol csinálják a gumi sütést .
Cím: Re:Fémöntés házilag
Írta: uaez93bgw Dátum 2014 február 24, 22:42
Írta: uaez93bgw Dátum 2014 február 24, 22:42
Sziasztok.Végolvastam a forumot és megprobálkoztam az aluöntéssel.A munkadarab felületén felcsiszolás után apró pici pontok látszodnak,gondolom zárványok.Az lenne a kérdésem hogy ez természetes a házi öntésnél vagy lehet ezzel kezdeni valamit.A csiszolt munkadarab hossza kb 85mm.Üdv Zoli.(//%3CA%20HREF=%22http://kepfeltoltes.hu/view/140224/STH71270_www.kepfeltoltes.hu_.jpg%22%20TARGET=_fnew%3E%3CIMG%20SRC=%22http://kepfeltoltes.hu/thumb/140224/STH71270_www.kepfeltoltes.hu_.jpg%22%20border=0%3E%3C/A%3E)
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2014 február 24, 23:11
Írta: jani300 Dátum 2014 február 24, 23:11
Üdv !
Érdemben nem fogok tudni hozzászólni , de segítene ha kicsit bővebben írnál arról milyen anyagból (öntvény darabok vagy tiszta alu), és milyen formába öntötted .
Érdemben nem fogok tudni hozzászólni , de segítene ha kicsit bővebben írnál arról milyen anyagból (öntvény darabok vagy tiszta alu), és milyen formába öntötted .
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 február 24, 23:23
Írta: 3vv2btrhv Dátum 2014 február 24, 23:23
Tisztitó-só , az használ az olvadéknak .
Cím: Re:Fémöntés házilag
Írta: uaez93bgw Dátum 2014 február 24, 23:32
Írta: uaez93bgw Dátum 2014 február 24, 23:32
Öntvény darabokból,egy villanymotor háza lett összedarabolva.Sárga polisztirol formába lett öntve.
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2014 február 24, 23:33
Írta: jani300 Dátum 2014 február 24, 23:33
Ez rendben van . Azért próbálkozásaim voltak nekem is. Hegesztőpisztollyal vagy kandallóban olvasztva . De még hasonló porózus sem volt soha .A robbanó motor dugattyúkat tartottam a legjobb alapanyagnak .
Cím: Re:Fémöntés házilag
Írta: uaez93bgw Dátum 2014 február 24, 23:33
Írta: uaez93bgw Dátum 2014 február 24, 23:33
A salakolo sót érted ez alatt?
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2014 február 24, 23:36
Írta: jani300 Dátum 2014 február 24, 23:36
Akkor egyértelmű szerintem hogy a polisztirol forma a probléma.Valószínűleg nem tudnak eltávozni a keletkező gázok . De ezt soha nem próbáltam .
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 február 25, 09:19
Írta: 3vv2btrhv Dátum 2014 február 25, 09:19
Léteznek gáztalanitók is , de én 25 évvel ezelőtt öntöttem alut .
Cím: Re:Fémöntés házilag
Írta: sufnituning Dátum 2014 február 25, 10:21
Írta: sufnituning Dátum 2014 február 25, 10:21
Van salakoló, ami a salakot, szemetet csapja ki az olvadékból, van gáztalanító tabletta, ami a keletkező gázokat szedi ki, nálad ez is volt a probléma, ha lukacsos maradt, meg nem kell olyan magas hőfokra hevíteni (annál kevesebb A gáz)
és vannak a nemesítő adalékanyagok, amit szintén célszerű az olvadékba tenni, persze mindegyiket a megfelelő mennyiségben és sorrendben.
és vannak a nemesítő adalékanyagok, amit szintén célszerű az olvadékba tenni, persze mindegyiket a megfelelő mennyiségben és sorrendben.
Cím: Re:Fémöntés házilag
Írta: uaez93bgw Dátum 2014 február 25, 22:34
Írta: uaez93bgw Dátum 2014 február 25, 22:34
Öszintén szolva én ugy néztem hogy nem üreges hanem mintha salak lenne.A zárványok olyan0.1-0.2mmkörül lehetnek.
Cím: Re:Fémöntés házilag
Írta: uaez93bgw Dátum 2014 február 25, 22:43
Írta: uaez93bgw Dátum 2014 február 25, 22:43
ŰNem tudom hogy a polisztirol forma lenne a ludas,talán a kép segit megfejteni.
A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu

A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2014 február 25, 22:49
Írta: jani300 Dátum 2014 február 25, 22:49
Kevés az információ a körülményekről .
Van aluházas villanymotorban is aminek nem öntvény anyagú a háza .Ha az öntvény felső része szemetes ,akkor rossz volt a formakialakítás,bent szorult az úszó salak .De ez így mind kitaláció .
Van aluházas villanymotorban is aminek nem öntvény anyagú a háza .Ha az öntvény felső része szemetes ,akkor rossz volt a formakialakítás,bent szorult az úszó salak .De ez így mind kitaláció .
Cím: Re:Fémöntés házilag
Írta: uaez93bgw Dátum 2014 február 25, 22:58
Írta: uaez93bgw Dátum 2014 február 25, 22:58
Van olyan bolt a neten ahol lehet salakolo sót rendelni?
Cím: Re:Fémöntés házilag
Írta: uaez93bgw Dátum 2014 február 25, 23:06
Írta: uaez93bgw Dátum 2014 február 25, 23:06
Az elsö probaöntésben mintha nem láttam volna ilyen hibákat,azt olvasztottam ujra,majd holnap megcsiszálom aztán kiderül.Homok nem kerülhetett bele?
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2014 február 25, 23:20
Írta: jani300 Dátum 2014 február 25, 23:20
Ehhez pancser vagyok ! A másodszor újraöntött anyaghoz lehet már kellene adalék , lehet frissítésnek hívják . Esetleg még egy próbaöntés vízszintes elrendezésben .
Cím: Re:Fémöntés házilag
Írta: uaez93bgw Dátum 2014 február 26, 23:14
Írta: uaez93bgw Dátum 2014 február 26, 23:14
Köszi,megprobálom.
Cím: Re:Fémöntés házilag
Írta: 6agnn8pu0 Dátum 2014 február 27, 17:06
Írta: 6agnn8pu0 Dátum 2014 február 27, 17:06
Üdv!
A külföldiek "washing soda"-t használnak gáztalanításra, ez nálunk is kapható mint mosószóda.
mosó szóda
Itt pedig van egy videó a hsználatáról:
videó
A külföldiek "washing soda"-t használnak gáztalanításra, ez nálunk is kapható mint mosószóda.
mosó szóda
Itt pedig van egy videó a hsználatáról:
videó
Cím: Re:Fémöntés házilag
Írta: frob Dátum 2014 február 27, 18:46
Írta: frob Dátum 2014 február 27, 18:46
Egy kicsit más jellegű de szintén indukciós hevítő, csak az érdekesség kedvéért :)
http://www.youtube.com/watch?v=8n5sSmJsCdY
http://www.youtube.com/watch?v=8n5sSmJsCdY
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 február 27, 19:34
Írta: 3vv2btrhv Dátum 2014 február 27, 19:34
Ez alkalmas lenne , ékszer mennyiség ezüst olvasztására ??
Cím: Re:Fémöntés házilag
Írta: frob Dátum 2014 február 27, 21:53
Írta: frob Dátum 2014 február 27, 21:53
Ha a vassal úgy bánt, minden bizonnyal igen
csak valami vékonyfalú kis tégely kellene, mint látod a vasat is igen közel nyomja a mágnesekhez az ember...
csak valami vékonyfalú kis tégely kellene, mint látod a vasat is igen közel nyomja a mágnesekhez az ember...
Cím: Re:Fémöntés házilag
Írta: PSoft Dátum 2014 február 27, 21:59
Írta: PSoft Dátum 2014 február 27, 21:59
Én,azt a csövet,vörösréznek látom.
A hevítés közbeni színeződés is vörösrézre utal.
De,a...tévedés jogát,fenntartom.:)
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2014 február 27, 22:02
Írta: jani300 Dátum 2014 február 27, 22:02
[#worship]Fűtéscső lehet .
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2014 február 27, 22:05
Írta: svejk Dátum 2014 február 27, 22:05
Én már majdnem írtam délután, hogy hogy a pi...ába bírja fogni puszta kézzel a vörösrézcsövet a melegítés helyétől 10 centire??
Cím: Re:Fémöntés házilag
Írta: sufnituning Dátum 2014 február 28, 21:17
Írta: sufnituning Dátum 2014 február 28, 21:17
A mosószóda nem jó gáztalanításra, azt tisztításra használják.Miért kell mindent túlvariálni? Gáztalanításra széntabletta való.
Ha apró lyukak vannak az anyagban sok gáz fejlődött. megoldás széntabletta és alacsonyabb öntési hőfok.
Ha apró lyukak vannak az anyagban sok gáz fejlődött. megoldás széntabletta és alacsonyabb öntési hőfok.
Cím: Re:Fémöntés házilag
Írta: 6agnn8pu0 Dátum 2014 március 01, 10:59
Írta: 6agnn8pu0 Dátum 2014 március 01, 10:59
Bocs, valahogy átsiklottam afölött amikor a széntablettát javasoltad.
Cím: Re:Fémöntés házilag
Írta: frkdv6dyr Dátum 2014 március 25, 11:15
Írta: frkdv6dyr Dátum 2014 március 25, 11:15
Békéscsaba és környékén van valakinek megnézhető, esetleg lemásolható kemencéje alumínium öntéshez? Érdekelne a téma, de én vizuális vagyok :) így szeretem saját szemmel látni hogyan és miből készült, valamint hogyan kell üzemeltetni.
Cím: Re:Fémöntés házilag
Írta: szpinya Dátum 2014 március 25, 16:54
Írta: szpinya Dátum 2014 március 25, 16:54
Ha van ilyen , akkor én is csatlakoznék.
Szintén csabai vagyok.
Szintén csabai vagyok.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 március 26, 20:41
Írta: 3vv2btrhv Dátum 2014 március 26, 20:41
Cím: Re:Fémöntés házilag
Írta: frob Dátum 2014 március 26, 21:22
Írta: frob Dátum 2014 március 26, 21:22
Hát ez nagyon ott van a szeren!!
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2014 március 26, 21:35
Írta: svejk Dátum 2014 március 26, 21:35
Ott volt Vbodi-é Elek-en, lemaradtatok róla.
De majd a hatvani talin kérjétek meg Danibát, hogy mutassa meg, ha jól rémlik Ő vette meg cakom-pakli.
De majd a hatvani talin kérjétek meg Danibát, hogy mutassa meg, ha jól rémlik Ő vette meg cakom-pakli.
Cím: Re:Fémöntés házilag
Írta: 6rk75uezn Dátum 2014 március 30, 11:20
Írta: 6rk75uezn Dátum 2014 március 30, 11:20
Mit gondoltok lángal (acetilén-oxigén) kb két gyufásdoboznyi bronzot meg tudok olvasztani és kiönteni egy alakot belőle?Ha igen tanácsot elfogadnék hogy hogy lehetne a legszebbre önteni,pontos és szép felület.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 március 30, 11:44
Írta: 3vv2btrhv Dátum 2014 március 30, 11:44
Olvasztani simán , az ékszerészek is ezt használják , a jó felület azt csak precíziós viaszvesztéses eljárással lehet elérni .
Cím: Re:Fémöntés házilag
Írta: 6rk75uezn Dátum 2014 március 30, 11:57
Írta: 6rk75uezn Dátum 2014 március 30, 11:57
Mondjuk egy gipsz formába (egyetlen egyszer öntenék bele csak) milyen felületet vagy minőséget lehetne önteni?
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 március 30, 13:20
Írta: 3vv2btrhv Dátum 2014 március 30, 13:20
A gipsz maga nemében nem alkalmas az öntésre , a víztartalma miatt . Mindenféleképpen ki kel égetni . És ez szokott probléma leni . Egy helyen kel az öntés és az égetés , nem hűlhet ki.
Cím: Re:Fémöntés házilag
Írta: 6rk75uezn Dátum 2014 március 30, 13:23
Írta: 6rk75uezn Dátum 2014 március 30, 13:23
Akkor esetleg ha öntés előtt gázégővel jó melegen tartanám az lehet elég lenne?
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 március 30, 16:05
Írta: 3vv2btrhv Dátum 2014 március 30, 16:05
Nem , a vizet kel úgymond kiégetni belőle .
Cím: Re:Fémöntés házilag
Írta: 6rk75uezn Dátum 2014 március 30, 18:28
Írta: 6rk75uezn Dátum 2014 március 30, 18:28
Tehát kiöntöm a gipsz formát,majd ki égetem a gipszet,de mivel és mennyire?
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 március 30, 19:39
Írta: 3vv2btrhv Dátum 2014 március 30, 19:39
Nekem amikor ezt csináltam egy elektromos kerámia égetö kemencém volt , abban égettem 960 C fokon , és mellette volt a bronz olvasztó tégelyes kemencém .Kb 400 C fokon kivettem és öntöttem bele a bronzot .
Cím: Re:Fémöntés házilag
Írta: sufnituning Dátum 2014 március 30, 19:57
Írta: sufnituning Dátum 2014 március 30, 19:57
Nekem az jött le, hogy 960 c fokon kiégetted a gipszmintát, utána hűlt, 400 c fokra, és ebbe öntötted bele a bronzot?[#nemtudom][#nemtudom]
Cím: Re:Fémöntés házilag
Írta: sufnituning Dátum 2014 március 30, 20:00
Írta: sufnituning Dátum 2014 március 30, 20:00
gipszforma nem repedt el?
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 március 30, 20:37
Írta: 3vv2btrhv Dátum 2014 március 30, 20:37
Volt ez a téma már kibeszélve . Olvassátok el a régebbi be írásokat , Szedlay Laci .
Cím: Re:Fémöntés házilag
Írta: Szedlay Pál Dátum 2014 március 30, 22:39
Írta: Szedlay Pál Dátum 2014 március 30, 22:39
Beágyazod egy hőálló anyaggal kibélelt acélgyűrűbe.
A beágyazó kvarcliszt gipsz 2:1 arányú keveréke.
Ezt lassan kiszárítod majd egy előmelegítő kályhában felmelegíted 800 C fokra. Ott tartod egy órát, majd centrifugál öntőgépen megöntöd. Kihűl, kibontod, örül.
A beágyazó kvarcliszt gipsz 2:1 arányú keveréke.
Ezt lassan kiszárítod majd egy előmelegítő kályhában felmelegíted 800 C fokra. Ott tartod egy órát, majd centrifugál öntőgépen megöntöd. Kihűl, kibontod, örül.
Cím: Re:Fémöntés házilag
Írta: Szedlay Pál Dátum 2014 március 30, 22:42
Írta: Szedlay Pál Dátum 2014 március 30, 22:42
A beágyazó masszát nem árt vákuum csészében keverni.
Ha ezek az eszközeid nincsenek meg akkor keresel egy ékszerész és kifizeted amennyiért elkészíti neked. Akkor nem vetődsz árnyékra.
Ha ezek az eszközeid nincsenek meg akkor keresel egy ékszerész és kifizeted amennyiért elkészíti neked. Akkor nem vetődsz árnyékra.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 március 30, 22:43
Írta: 3vv2btrhv Dátum 2014 március 30, 22:43
Bocsi PÁL
Cím: Re:Fémöntés házilag
Írta: rc2wh7kc Dátum 2014 március 30, 23:59
Írta: rc2wh7kc Dátum 2014 március 30, 23:59
Találkoztam olyan poliurethannal,amivel egyszerüen le tudod venni a sablont 700-900 fokot bir.Bronzöntésre használják.Lelöhelye:Alvin-plast
Cím: Re:Fémöntés házilag
Írta: Szedlay Pál Dátum 2014 március 31, 23:14
Írta: Szedlay Pál Dátum 2014 március 31, 23:14
Ne haragudj, nem vagyok egy vegyész, de nagyon kevés műanyag bírja már ki a 800 C fokot.
A Polyimide nitrogén atmoszférában. De ez megint az ára miatt nem hobby kategória és beszerezni sem egyszerű és nem önthető. Esetleg a kedvemért ha pontos típusnak utána néznél megköszönném. Kérnék rá az Alvin-plasttól írásos szakvéleményt.
A Polyimide nitrogén atmoszférában. De ez megint az ára miatt nem hobby kategória és beszerezni sem egyszerű és nem önthető. Esetleg a kedvemért ha pontos típusnak utána néznél megköszönném. Kérnék rá az Alvin-plasttól írásos szakvéleményt.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 április 01, 10:25
Írta: 3vv2btrhv Dátum 2014 április 01, 10:25
Köszi , támogatom !
Cím: Re:Fémöntés házilag
Írta: rc2wh7kc Dátum 2014 április 01, 10:34
Írta: rc2wh7kc Dátum 2014 április 01, 10:34
2-3 hetente megyünk anyagért,akkor tudom megkérdezni.De ha, hamarabb vagy rá kiváncsi,felmész az alvin-plast.hu-ra
Hőálló szerszámkészítés rovatban ráirsz a vegyészre!
Hőálló szerszámkészítés rovatban ráirsz a vegyészre!
Cím: Re:Fémöntés házilag
Írta: Szedlay Pál Dátum 2014 április 01, 11:57
Írta: Szedlay Pál Dátum 2014 április 01, 11:57
Rövidre zártam a dolgot.Felhívtam a vegyészt és személyesen megbeszéltem vele a problémakört.
Természetesen nincs ilyen poliurethan gyanta.
Ez így félre vezető információ. Valóban bele lehet önteni a gyantába ami ekkor elszenesedik és ki lehet dobni. Csúnya felületű és nem mérethelyes darabot kapunk. Ilyen alapon fába vagy szinte bármilyen anyagba önthetnénk.
Egyébként felajánlotta " laacika" keresse meg és adnak neki minta anyagot. Illetve felhatalmazást kaptam, hogy az elérhetőségét közöljem.
Molnár József, nullahathúszötvennyölcharmincháromkilenchatvanöt
Természetesen nincs ilyen poliurethan gyanta.
Ez így félre vezető információ. Valóban bele lehet önteni a gyantába ami ekkor elszenesedik és ki lehet dobni. Csúnya felületű és nem mérethelyes darabot kapunk. Ilyen alapon fába vagy szinte bármilyen anyagba önthetnénk.
Egyébként felajánlotta " laacika" keresse meg és adnak neki minta anyagot. Illetve felhatalmazást kaptam, hogy az elérhetőségét közöljem.
Molnár József, nullahathúszötvennyölcharmincháromkilenchatvanöt
Cím: Re:Fémöntés házilag
Írta: 6rk75uezn Dátum 2014 április 01, 12:34
Írta: 6rk75uezn Dátum 2014 április 01, 12:34
Szia.Nem lenne baj ha küldenék egy mailt,benne egy rövidke videóval hogy az öntéssel kapcsán mi lenne az elképzelésem?Igy könnyebb lenne a segitség.
Cím: Re:Fémöntés házilag
Írta: Szedlay Pál Dátum 2014 április 01, 12:44
Írta: Szedlay Pál Dátum 2014 április 01, 12:44
Küld
Cím: Re:Fémöntés házilag
Írta: 6rk75uezn Dátum 2014 április 01, 13:06
Írta: 6rk75uezn Dátum 2014 április 01, 13:06
Küldtem.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 április 04, 15:02
Írta: 3szwbavt Dátum 2014 április 04, 15:02
elnézést mindenkitől, az emailom nyitott, oda lehetett volna írni, és mindjárt meg is kaptam volna... ide azóta nem léptem fel... aki írt nekem, annak válaszoltam, volt, hogy telefonon is beszéltem vele. mégegyszer bocs!
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 április 04, 15:03
Írta: 3szwbavt Dátum 2014 április 04, 15:03
aadren@gmail.com
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 április 04, 15:14
Írta: 3szwbavt Dátum 2014 április 04, 15:14
Berény úrnak nem jó az emilje, és nem tudtam neki írni, ellenben az enyém jó és ő nem írt nekem. Ha gondolja írjon.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 április 05, 19:52
Írta: ncw4w5nca Dátum 2014 április 05, 19:52
Kedves adren.
A kérdéseimet azért teszem fel a fórumon, mert itt is várok rá választ. Ezt teszem abból a megfontolásból, hátha érdekel mást is, és neki ne keljen újra megkérdezni. A kérdésemet több mint egy éve tettem fel, és nem kaptam rá választ. Miért kellene nekem azt gondolni, hogy email-ben majd kapok?
Ui:Kérném az Admin-t hogy törölje az email címemet, mert nem tudom beírni az aktuálisat. Köszönöm:)
Üdv. Berényi József
A kérdéseimet azért teszem fel a fórumon, mert itt is várok rá választ. Ezt teszem abból a megfontolásból, hátha érdekel mást is, és neki ne keljen újra megkérdezni. A kérdésemet több mint egy éve tettem fel, és nem kaptam rá választ. Miért kellene nekem azt gondolni, hogy email-ben majd kapok?
Ui:Kérném az Admin-t hogy törölje az email címemet, mert nem tudom beírni az aktuálisat. Köszönöm:)
Üdv. Berényi József
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 április 05, 22:09
Írta: 3vv2btrhv Dátum 2014 április 05, 22:09
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 április 06, 07:37
Írta: 3szwbavt Dátum 2014 április 06, 07:37
oks, igaz igaz...
likapodium, a Mars-nál, asszem 40 kg az árát nem tudom, nekem évekig elég, tán 7500 ft.
alura ott (MARS) van só, gáztalanitáshoz, de jó a sima háztartási só is
a viaszt én a RATHnál kapható T5 ös 0-1 es samott örleménybe és gipszbe + víz ágyazom, elötte lemosom babaszappan habbal, akkor nem dobja le a keveréket és nem lesz mikrolevegős.
a keverék aránya 10 liter víz, 8 liter csakis széria heilderberger modell vagy stukatur gipsz, (a többi rossz) és 13 liter T5 samott. ennek egy tejszin állagunak kell lennie.
660 fokon égetem, akkor az elemi viz is eltávozik, 10 óra alatt megyek fel 660.ra, és tartom kb 30 órát, 50 fok lépcsővel, vagyis lemegy 610-re, bekapcsol, felmegy 660 ra kikapcs és ez megy 30 órát, aztán ha a beömlő salszni már nem galambszürke, hanem fehér vagy rózsaszin akkor kikapcs és lehűtöm, én hidegen öntök, mert akkor jó a gázáteresztő képessége a falnak de ez anyag és darab kérdés is...
a viaszom, méhviasz, kolofonium, és montánviasz keverék. de ez is kisérletezés tárgya, mert ha nem jó a nagy zsugor akkor meg más kelllene.
a cirkon az mire kell? nem dolgoztam még vele.
üdv!
ja, most épitek egy 660 literes égetőt, elektromosat, és egy új olvasztót, 40 kg bronzra, az kb 25 kg alunak felel meg, az gázos lesz. mindezt Rath alsitra mat 1400 paplanból. 15 cm paplan, belül coatingal merevitve, (tejföl sürüségü védőfesték)ez a fal 15 cm, és kivül 5 cm KVS vákuumformázott lappal fedem. 6 oldalas fűtés, 10.5 Kw-os.
ha kész, gyertek. nemsoká nyilik a kiállitóterünk és a nyitott műtermünk, ahol végig lehet nézni hogy lesz gondolatból lépésenként szobor. homokformás, és viaszveszejtétes eljárásokkal.
likapodium, a Mars-nál, asszem 40 kg az árát nem tudom, nekem évekig elég, tán 7500 ft.
alura ott (MARS) van só, gáztalanitáshoz, de jó a sima háztartási só is
a viaszt én a RATHnál kapható T5 ös 0-1 es samott örleménybe és gipszbe + víz ágyazom, elötte lemosom babaszappan habbal, akkor nem dobja le a keveréket és nem lesz mikrolevegős.
a keverék aránya 10 liter víz, 8 liter csakis széria heilderberger modell vagy stukatur gipsz, (a többi rossz) és 13 liter T5 samott. ennek egy tejszin állagunak kell lennie.
660 fokon égetem, akkor az elemi viz is eltávozik, 10 óra alatt megyek fel 660.ra, és tartom kb 30 órát, 50 fok lépcsővel, vagyis lemegy 610-re, bekapcsol, felmegy 660 ra kikapcs és ez megy 30 órát, aztán ha a beömlő salszni már nem galambszürke, hanem fehér vagy rózsaszin akkor kikapcs és lehűtöm, én hidegen öntök, mert akkor jó a gázáteresztő képessége a falnak de ez anyag és darab kérdés is...
a viaszom, méhviasz, kolofonium, és montánviasz keverék. de ez is kisérletezés tárgya, mert ha nem jó a nagy zsugor akkor meg más kelllene.
a cirkon az mire kell? nem dolgoztam még vele.
üdv!
ja, most épitek egy 660 literes égetőt, elektromosat, és egy új olvasztót, 40 kg bronzra, az kb 25 kg alunak felel meg, az gázos lesz. mindezt Rath alsitra mat 1400 paplanból. 15 cm paplan, belül coatingal merevitve, (tejföl sürüségü védőfesték)ez a fal 15 cm, és kivül 5 cm KVS vákuumformázott lappal fedem. 6 oldalas fűtés, 10.5 Kw-os.
ha kész, gyertek. nemsoká nyilik a kiállitóterünk és a nyitott műtermünk, ahol végig lehet nézni hogy lesz gondolatból lépésenként szobor. homokformás, és viaszveszejtétes eljárásokkal.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 április 06, 07:50
Írta: 3szwbavt Dátum 2014 április 06, 07:50
amugy már több forumról többen voltak nálam, volt aki itt is aludt, és fotózott filmezett, rajzolt jegyzetelt, nemrég inditotta az öntödéjét, és szépeket önt, napi szinten kérdez, telefonál, emilben fotókat küld hogy mi a baj stb.
nemrég ötvöztem a Fég Army fegyveröntő technikáját, at ékszeröntési megoldást a szoboröntési tematikával, és jelenleg a 3 féle viaszvezsejtéses öntés ötvözésének finomitásával ügyködöm, még a vákuumozás van hátra, de megvan már a szivattyú, 0.7 torr, és a kamra is, 40 cm átm. 50 cm magas cső, 3 cm vastag plexi tetővel allul egy vibromotor lesz, és ki tudom majd a gipsz samott viz keveréket vákuumozni hogy 0 legyen a levegőbuborék.
nemrég ötvöztem a Fég Army fegyveröntő technikáját, at ékszeröntési megoldást a szoboröntési tematikával, és jelenleg a 3 féle viaszvezsejtéses öntés ötvözésének finomitásával ügyködöm, még a vákuumozás van hátra, de megvan már a szivattyú, 0.7 torr, és a kamra is, 40 cm átm. 50 cm magas cső, 3 cm vastag plexi tetővel allul egy vibromotor lesz, és ki tudom majd a gipsz samott viz keveréket vákuumozni hogy 0 legyen a levegőbuborék.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 április 06, 07:56
Írta: 3szwbavt Dátum 2014 április 06, 07:56
persze ez ipari formánál nem akkora követelmény, de jelenleg ott tartok, hogy egy samottgipsz öntőbugában van 80 kis szobrom, 0.7 mm vastagságig a viaszformék, kb 15 cm nagyságú szobrok, és precizen kifolyik minden, még ha egy szobor tömör is és finom karjai vannak közben vagy repülős csipkeszerű haja pld.
átrepedés nincs, pedig a szobrok 1 cm-re vannak egymástól, egy 30cm átm. x 45cm magas henger bugában van 80 db szobor bezsúfolva. nna remélem valamit írtam is ami kellett ide, ha valaki szeretne kérdeni, akkor irjon az emilemre és akkor feljövök ide, és itt válaszolok... üdv urak!
átrepedés nincs, pedig a szobrok 1 cm-re vannak egymástól, egy 30cm átm. x 45cm magas henger bugában van 80 db szobor bezsúfolva. nna remélem valamit írtam is ami kellett ide, ha valaki szeretne kérdeni, akkor irjon az emilemre és akkor feljövök ide, és itt válaszolok... üdv urak!
Cím: Re:Fémöntés házilag
Írta: designr Dátum 2014 április 06, 09:24
Írta: designr Dátum 2014 április 06, 09:24
Szia.Jó látni hogy vannak akik nem rejtik-titkolják a technikát..a fórumról jó pár embert érdekel az öntés..attól pedig szerintem szerintem nem kell tartani hogy valaki veled konkurálna..szóval most már lessz kitől kérdezni..Köszönjük....
Cím: Re:Fémöntés házilag
Írta: frkdv6dyr Dátum 2014 április 06, 09:57
Írta: frkdv6dyr Dátum 2014 április 06, 09:57
Pont erre lenne szükségem :) a segítségre. Vizuális típus vagyok ezért sokszor látnom kell és kipróbálnom. Alu öntését tervezem házilag amihez mindent magam szeretnék megteremteni a nagyon alacsony költségvetési lehetőségeim miatt.
Merre vagytok megtalálhatóak mennék egy félnapra én is tanulni hozzád.
Merre vagytok megtalálhatóak mennék egy félnapra én is tanulni hozzád.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 április 06, 18:08
Írta: 3szwbavt Dátum 2014 április 06, 18:08
Hollókő. konkurencia az nincs, szobrászok vagyunk feleségecskével.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 április 06, 18:13
Írta: 3szwbavt Dátum 2014 április 06, 18:13
amugy vicces összegből lehet kiválóan felszerelt öntödét csinálni. nincs lehetetlen csak...
éltem én tanyán már áram nélkül és öntöttem 3 méteres szobrot, bontott tégla, sár és malacpörkölőm volt aztán annyi.
éltem én tanyán már áram nélkül és öntöttem 3 méteres szobrot, bontott tégla, sár és malacpörkölőm volt aztán annyi.
Cím: Re:Fémöntés házilag
Írta: 6rk75uezn Dátum 2014 április 06, 18:51
Írta: 6rk75uezn Dátum 2014 április 06, 18:51
Sziasztok.Szerintetek milyen felületi minűségű lenne ha egy orsóra öntenék bronzot?Illetve felmerül a kérdés hogy hűlés után lecsavarható lenne-e.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 április 06, 19:01
Írta: 3szwbavt Dátum 2014 április 06, 19:01
szerintem eldeformálodna a melegtől az orsó, főleg ha nem csak egy csavarnyi szélességben öntenéd körbe
elötte fel kell melegíteni meggyre az orsót és többszöri grafitos fekeccsel mártani. aztán bele az öntőformába, és azonnal önteni. még orsót nem öntöttem körbe, de négyzetes vasat igen és azt ki lehetett húzni, bár kb 4 cm mélyen volt benne a bronzban. ha az orsót és a bronzt mint anyát és csavarját akarod akkor preciz és finoman futó sosem lesz, azt csak esztergás menetvágással lehet elérni, mert az öntési felület pontatlan.
elötte fel kell melegíteni meggyre az orsót és többszöri grafitos fekeccsel mártani. aztán bele az öntőformába, és azonnal önteni. még orsót nem öntöttem körbe, de négyzetes vasat igen és azt ki lehetett húzni, bár kb 4 cm mélyen volt benne a bronzban. ha az orsót és a bronzt mint anyát és csavarját akarod akkor preciz és finoman futó sosem lesz, azt csak esztergás menetvágással lehet elérni, mert az öntési felület pontatlan.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 április 06, 19:08
Írta: 3szwbavt Dátum 2014 április 06, 19:08
a fém, ha másik fémmel találkozik, akkor "megijed" ahogy öntőkörökben mondják, lunkeres lehet, besszivások, levegő buborékok alakulhatnak ki. ezért kell minél jobban a körbeönteni vágyott fémet az öntésre olvasztott fém hőmérsékletéhez felmelegíteni. bronz, 1250 fok, orsó, 1000-1100 fok. ez persze már fehérmeleg, és dobhatod is el az orsót...
Cím: Re:Fémöntés házilag
Írta: hostya Dátum 2014 április 06, 19:08
Írta: hostya Dátum 2014 április 06, 19:08
Valószínűleg nem lenne lecsavarható.

Cím: Re:Fémöntés házilag
Írta: 6rk75uezn Dátum 2014 április 06, 19:26
Írta: 6rk75uezn Dátum 2014 április 06, 19:26
Köszönöm mindketőtöknek,30-as Tr lakatanya lett volna amit szerettem volna kiönteni (itt azért annyira nem kell hogy preciz legyen).
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 április 06, 23:38
Írta: ncw4w5nca Dátum 2014 április 06, 23:38
köszönöm a kimerítő választ, magam, és a fórumtársaim nevében is. Biztosra veszem hogy hasznát fogjuk venni.
A cirkonhomok olvadáspontja 2,550 °C, ezért alkalmas magas olvadáspontú acél és nikkelötvözetek öntésére.
A cirkonhomok olvadáspontja 2,550 °C, ezért alkalmas magas olvadáspontú acél és nikkelötvözetek öntésére.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 április 07, 00:31
Írta: ncw4w5nca Dátum 2014 április 07, 00:31
Szia nyarfa.
Én Gyomaendrődön lakom. Az alu olvasztó eszközöm leírását megtalálod a 495-ös hozzászólásomban. Ha érdekel, szívesen megmutatom mit hogyan csinálok. email: berenyimuvek@freemail.hu
Én Gyomaendrődön lakom. Az alu olvasztó eszközöm leírását megtalálod a 495-ös hozzászólásomban. Ha érdekel, szívesen megmutatom mit hogyan csinálok. email: berenyimuvek@freemail.hu
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 április 07, 06:13
Írta: 3szwbavt Dátum 2014 április 07, 06:13
sosem öntöttem acélt, csaj 1x és azt is kaptam egy szentendrei öntőtől, esetleg az ő elérhetőségét megadhatom, fehér homok, és vizüveges formát csináltam, szoborról, maggal, krómacél szobor lett. 40 kg-os zsákokban állt nála a homok, szóval biztos lehet kapni kis kiszerelésben. neki 100 kg-os indukciós olvasztója van, veszett egy cucc, 100 kg, hideg tégelyben 20 perc alatt önthető volt. a tekercsek 3 m átm. voltak.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 április 07, 06:23
Írta: 3szwbavt Dátum 2014 április 07, 06:23
nna az a vizüveges öntőforma készités is egy jó kis móka, sajátos megoldásokkal. Felső formafélbe lógatott belső magok, darabformák, síberek, lószmagok, mándlik. szép szakma az is, lehet profin precizkedni.
Cím: Re:Fémöntés házilag
Írta: frkdv6dyr Dátum 2014 április 07, 09:15
Írta: frkdv6dyr Dátum 2014 április 07, 09:15
Köszi adren a lehetőséget, ha a környéken járok biztos megkereslek mert nagyon tetszik a művészi hozzáállásod :) a "megcsinálom a vaskarikát fából".
És nem utolsósorban köszönöm Berényi Józsinak is a segítséget, amivel a héten vagy jövőhéten élni is szeretnék. Megy a levél privátban.
És nem utolsósorban köszönöm Berényi Józsinak is a segítséget, amivel a héten vagy jövőhéten élni is szeretnék. Megy a levél privátban.
Cím: Re:Fémöntés házilag
Írta: frkdv6dyr Dátum 2014 április 07, 09:23
Írta: frkdv6dyr Dátum 2014 április 07, 09:23
Ment volna a mail :( de visszapattant.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 április 07, 11:55
Írta: 3szwbavt Dátum 2014 április 07, 11:55
aadren@gmail.com
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 április 07, 11:56
Írta: 3szwbavt Dátum 2014 április 07, 11:56
ja, BJ nek nem jó az emilje.
Cím: Re:Fémöntés házilag
Írta: frkdv6dyr Dátum 2014 április 07, 12:07
Írta: frkdv6dyr Dátum 2014 április 07, 12:07
pont ez a gondom
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 április 07, 20:27
Írta: ncw4w5nca Dátum 2014 április 07, 20:27
berenyimuvek@freemail.hu Ez az email cím jó, a fórumozó adatlapon szereplő nem. Sajnos eddig nem sikerült átírnom [#nemtudom] Ha tudja valaki, hogy hogyan kell, kérem ossza meg velem a titkot[#worship]
Cím: Re:Fémöntés házilag
Írta: s7manbs8 Dátum 2014 április 07, 20:33
Írta: s7manbs8 Dátum 2014 április 07, 20:33
Az Admin tudja csak átírni, neki kell írni emailt, az a Varsányi Péter úr.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 április 07, 20:55
Írta: ncw4w5nca Dátum 2014 április 07, 20:55
Köszönöm a lehetőséget az elérhetőséggel kapcsolatba, valószínű kérni is fogom,de még nem tartok ott a kemence építésével. Egy 500 A teljesítményű argon védőgázas ívolvasztó kemencét akarok építeni. Két hegesztőgép lesz az áramforrás, ezek folyamatos üzem mellet is tudják 500 ampert. Úgy gondolom hogy 20 kg acélt könnyedén meg tudok vele olvasztani.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 április 07, 21:00
Írta: ncw4w5nca Dátum 2014 április 07, 21:00
Köszönöm a gyors választ, de esetleg nem tudod az email címét?
Cím: Re:Fémöntés házilag
Írta: frkdv6dyr Dátum 2014 április 07, 21:01
Írta: frkdv6dyr Dátum 2014 április 07, 21:01
De jelenleg azért ugye van mit megnézni? Nekem egy kicsike de működő dologra lesz szükségem tervek szerint max alura.
megy a mail is
megy a mail is
Cím: Re:Fémöntés házilag
Írta: s7manbs8 Dátum 2014 április 07, 21:13
Írta: s7manbs8 Dátum 2014 április 07, 21:13
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 április 07, 21:21
Írta: ncw4w5nca Dátum 2014 április 07, 21:21
Tudok mutatni: alu olvasztást, öntést, homokformázást, van egy léghevítős kemencém sárgarézhez és bronzhoz ( 15kg kapacitás). Igaz a műhelyem átépítés alatt van, de ezeket a sufniban is meg tudom mutatni:)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 április 07, 21:23
Írta: ncw4w5nca Dátum 2014 április 07, 21:23
Köszönöm, de közben sikerült megoldani:)
Cím: Re:Fémöntés házilag
Írta: 6rk75uezn Dátum 2014 április 08, 17:08
Írta: 6rk75uezn Dátum 2014 április 08, 17:08
Egy kis kohót készülök épiteni,olvasgatom a fórumot az elejéről,volt aki tűzálló habarcsból csinálta,persze tudom hogy a legjobb lenne kálcium szilikát szigetelő anyagot használni a samott belső és a külső köpeny között,a hagyományos szilikát tégla nem lenne alkalmasabb erre a feladatra mint pl a tűzáló habarcs beton?Egy kis kölcséghatékony kohón gondolkozok.
Cím: Re:Fémöntés házilag
Írta: TROMF22 Dátum 2014 április 08, 19:16
Írta: TROMF22 Dátum 2014 április 08, 19:16
Nagyon izgalmas dologra készülsz!
Ha szabad megtudni, az ország melyik részében?
Ha szabad megtudni, az ország melyik részében?
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 április 08, 22:06
Írta: ncw4w5nca Dátum 2014 április 08, 22:06
Békés megye Gyomaendrőd:)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 április 08, 22:29
Írta: ncw4w5nca Dátum 2014 április 08, 22:29
Jó a szilika tégla is, csak az a probléma vele, hogy sok energia kell a felfűtéséhez. Az én kemencémnek ötvenes samottfalazata van, nem túl nagy, de a felfűtése legalább 25kg bronz olvasztásához szükséges energia kell. Eddig azért nem cseréltem le mert léghevítős, és így kellően költséghatékony.
Cím: Re:Fémöntés házilag
Írta: TROMF22 Dátum 2014 április 08, 22:40
Írta: TROMF22 Dátum 2014 április 08, 22:40
Köszönöm az infót. Reménykedtem egy hozzám közelebbi régióban[#szomoru1].
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 április 09, 07:29
Írta: 3szwbavt Dátum 2014 április 09, 07:29
szia. nem drágább a szilikát paplan vagy lap, és nem kell felfűteni semennyi tömeget, ellenben mármilyen samott megoldásánál. a felfűtés elinditásától számítva, 3 percen bellül már fehéren izzik az olvasztó fala, és nyomja rá a tégelyre a meleget. ellenben a samott falat fel kell elöször fűtened. nekem a régi kis hordozható olvasztóm 3mm es drót 50x50 mm es hálójából volt tekerve 4 cm vastag szilikát paplan fala volt, és azzal jártam a nyári aluminium szimpoziumra önteni a szobrászoknak a táborban. ebben az évben is megyek kecskemétre 1 hétre.
coating fekeccsel kentem le a belső felületet hogy ne szöszöljön a paplan.
coating fekeccsel kentem le a belső felületet hogy ne szöszöljön a paplan.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 április 09, 07:34
Írta: 3szwbavt Dátum 2014 április 09, 07:34
nem kell, nem is szabad a kaolin vagy szilikát paplan külső és belső felére samott takarás. egy vashordóba csináld. ás a rath nál kapható 61 cm széles paplanját vedd, szerintem. én épp ma megyek venni 6 dobozzal, az 6x 21 méter, 61 cm széles 4 cm vastag 1400 mat féle.
ez, ha vigyázol rá örök élet + 1 nap.
ez, ha vigyázol rá örök élet + 1 nap.
Cím: Re:Fémöntés házilag
Írta: 6rk75uezn Dátum 2014 április 09, 13:41
Írta: 6rk75uezn Dátum 2014 április 09, 13:41
Köszi válaszod,tehát egy kisseb hordót kettévágok és kibélelem ezzel a paplannal és ennyi?Belül már nem is kell semmilyen fedőanyag?
Cím: Re:Fémöntés házilag
Írta: 6rk75uezn Dátum 2014 április 09, 14:00
Írta: 6rk75uezn Dátum 2014 április 09, 14:00
A 6-os oldalon (2515) vbodi fórumtársunk mivel szigetelt?adren emliti a kaolint,igaz ő a kész kaolin paplanra gondol de innen kiindulva a kaolin post is lehetne jó hőszigetelőnek használni,nem?
Cím: Re:Fémöntés házilag
Írta: 6rk75uezn Dátum 2014 április 09, 14:01
Írta: 6rk75uezn Dátum 2014 április 09, 14:01
jav:kaolin port
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 április 09, 20:24
Írta: 3szwbavt Dátum 2014 április 09, 20:24
én egy kb 100 literes hordót fogok úgy 60 cm magasan elvágni, és az aljára lerakok 5 cm vastag etilszilikát lapot, az most 5000 ft, rá középre egy kettétört samottéglát, egymásra, az 12.5 x12,5 x 12,5 cm es samott tömb lesz ügye, körbeveszem a téglát 5 cm magasan kaolin paplannal, alsitra 1400 2.5 mm vastag 148 as sűrűség, és aztán ebből a paplanból vágok 7 cm széles csikokat, 20 méterest, mert a paplan olyan hosszú, és azt körbefektetem a hordó falánál. csigába fektetve lapjára. aztán ezt lekenem coatinggal, és kivágom a hordó oldalát a lángcsőnek, és kivágom a paplant késsel és annak a csőfalát is lekezelem a coatinggal.
a tetejére én kvs 10 cm es etilszilikát lapot rakok, mert van még, de pld a hordó felső részéből lehet úgy is csinálni tetőt, hogy elvágod a palástot, és csigába a alsitrát feltekered 7 cm vastagságban és beletekered a fémpalástba, és középen hagysz kb 15 cm-es lyukat, és hőálló szegekkel a falát kintről befúros sé kint a fémhez hegeszted. ezek a szegek a paplan falában tartják a cuccot hogy ne essen be. és ezt is le kellene kenni coatinggal.
mi az a post? a kaolin post?
a tetejére én kvs 10 cm es etilszilikát lapot rakok, mert van még, de pld a hordó felső részéből lehet úgy is csinálni tetőt, hogy elvágod a palástot, és csigába a alsitrát feltekered 7 cm vastagságban és beletekered a fémpalástba, és középen hagysz kb 15 cm-es lyukat, és hőálló szegekkel a falát kintről befúros sé kint a fémhez hegeszted. ezek a szegek a paplan falában tartják a cuccot hogy ne essen be. és ezt is le kellene kenni coatinggal.
mi az a post? a kaolin post?
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 április 09, 23:52
Írta: ncw4w5nca Dátum 2014 április 09, 23:52
Igen, ismerem a tűzálló szigetelő anyagokat, és biztos hasonló módon fogom építeni a következő kemencét mit te. A samott kemencét közel húsz éve építettem. Akkor még nem ismertem a modern anyagokat, na meg segítségem sem volt. Mégis sikerült kiizzadni egy remek léghevítős kemencét, ami a mai napig üzemképes, és a léghevítőnek köszönhetően igen jó hatásfokú.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 április 10, 00:37
Írta: ncw4w5nca Dátum 2014 április 10, 00:37
De kell. Coating néven árulja a Rath (Coating = bevonat) ezzel kell lekenni a paplant. Ettől kopásálló lesz, pormentes, javítja a felület hősugárzását, így javítja a hatásfokot, és csökkenti a falazat hőterhelését.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 április 10, 00:38
Írta: ncw4w5nca Dátum 2014 április 10, 00:38
vbodi kalcium-szilikát lappal szigetelt. A kaolin paplan kis testsűrűségű szálas anyag, ami önmagában megáll. A kaolinpor csak kötőanyag vagy víz hozzáadásával lehet alakra formázni, ekkor a sűrűsége hasonló lesz a samottéhoz:(
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2014 április 10, 00:56
Írta: jani300 Dátum 2014 április 10, 00:56
Üdv ! Most már csak megkérdezem :) Mit is jelent az a léghevítő ? Hulladék hővel előmelegített égéslevegőt ?
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 április 10, 01:08
Írta: ncw4w5nca Dátum 2014 április 10, 01:08
A léghevítőben átáramló füstgáz előmelegíti az égéshez szükséges levegőt.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 április 10, 01:46
Írta: ncw4w5nca Dátum 2014 április 10, 01:46
Ez egy gyűrű alakú légjárat, amin keresztül ventilátor nyomja be a tűztérbe a levegőt. erre a gyűrűre kívül, és belül hőátadó lemezek vannak hegesztve.Alul és körbe egy palást van, ami a füstgázt tereli, a felső része pedig le van szigetelve. Ez a szerkezet rá van építve a tűztérre. A gyűrű közepén lehet behelyezni a tégelyt, ami üzem közben le van takarva egy samott lappal.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 április 10, 09:46
Írta: 3szwbavt Dátum 2014 április 10, 09:46
és ez miért jó?
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2014 április 10, 10:12
Írta: jani300 Dátum 2014 április 10, 10:12
Köszönöm! Erre gondoltam . Az adok veszek ben volt is hirdetve hasonló , képekkel .
Cím: Re:Fémöntés házilag
Írta: h37us96an Dátum 2014 április 10, 10:50
Írta: h37us96an Dátum 2014 április 10, 10:50
Csak érdeklődés képpen kérdem. Szeretnék érméket, plaketteket késziteni oly módon hogy szilikongumi öntőformát használok fel. Kérdéseim:
- Mennyibe jönne ki egy kis kemence féleség amivel 1-2 kiló fémet lehet olvasztani?
- Milyen fémet lehet használni a szilikongumihoz? Ha jól tudom 270 fokig jó.
- Van-e oylan eljárás amivle az igy kiöntött érme, plakettet felületkezeléssel arany, bronz, réz stb szinre lehet varázsolni?
Minden info érdekel! Kösz előre is
Gábor
- Mennyibe jönne ki egy kis kemence féleség amivel 1-2 kiló fémet lehet olvasztani?
- Milyen fémet lehet használni a szilikongumihoz? Ha jól tudom 270 fokig jó.
- Van-e oylan eljárás amivle az igy kiöntött érme, plakettet felületkezeléssel arany, bronz, réz stb szinre lehet varázsolni?
Minden info érdekel! Kösz előre is
Gábor
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 április 10, 11:12
Írta: ncw4w5nca Dátum 2014 április 10, 11:12
Növeli a kemence hőmérsékletét, ezáltal csökken az olvasztási idő, csökken a gázelnyelődés az olvadékban, és a hőcserélő hatékonyságától függően komoly mennyiségű gázt lehet megtakarítani vele.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 április 10, 12:09
Írta: ncw4w5nca Dátum 2014 április 10, 12:09
Ezeket a fémeket akár gáztűzhelyen is meg tudod olvasztani egy konzervdobozban, vagy használaton kívüli kis lábasban a szilikonról itta fémekről pedig itt találsz adatot itt pedig a galvanizálásról vagy itt
Cím: Re:Fémöntés házilag
Írta: 6rk75uezn Dátum 2014 április 10, 13:07
Írta: 6rk75uezn Dátum 2014 április 10, 13:07
Köszönöm adren és Berényi József,minden világos,és persze ha az ember csinál egyszer egy kohót akkor törekedik a legjobbra az az a legjobb hatásfokúra.Egyépként arra lettem volna kiváncsi hogy a mai korszerű hőszigetelő anyagok (kerámia paplan stb) és a nagyonrossz régen használt (tüzállóhabarcs,samott,stb) között van-e olyan anyag amit könnyű beszerezni,olcsó és mégis jó hőszigetelő.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 április 10, 14:44
Írta: ncw4w5nca Dátum 2014 április 10, 14:44
Igen, a perlit. 900°C-ig hőálló, tűzállóbeton megfelelő keverési aránnyal és rétegezéssel (a tűztér belseje felé egyre kevesebb perlit) tartós, és jó szigetelő falazatot lehet készíteni. Vagy a belső felületet bevonni coating-al, akkor lehet több perlitet használni a falazathoz. Esetleg lehet kísérletezni 2-3% mésztejjel köttetni, mint a szilikatéglát, hisz a perlit 75%-ban SiO2. Vagy gipszel, mint a precíziós öntés beágyazó anyaga. Két súlyrész P2-es építészeti perlit (szemcseméret 0-0,5mm) a kvarcliszt helyett, egy súlyrész gipsz, és megfelelő mennyiségű víz, hogy jól formázható legyen. Kötés után hagyni, kiszáradni, száradás után nagyon lassan az üzemi hőmérsékletre hevíteni. elméletileg ennek többet kellene bírni, mint 900°C, mert a hevítés hatására egy része átalakul kalcium-szilikáttá.
Jelzem ezt még nem próbáltam, csak tervezem kipróbálását. Ha beválik, ebből akarom a hevítő kemencém falazatát építeni.
Jelzem ezt még nem próbáltam, csak tervezem kipróbálását. Ha beválik, ebből akarom a hevítő kemencém falazatát építeni.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 április 10, 15:05
Írta: 3szwbavt Dátum 2014 április 10, 15:05
Nekem volt egy olvasztom és egy formaszáritóm ytongbol meg sárbol. Kb 10x volt jo, kellett, nem volt más, minden használat után tapasztottam, javitottam, de müködött. 25 kg bronzt olvasztottam, kb 2 ora, kb 25 liter gázolaj a régi égöfejjel. Van is 2 olyen égöfejem eladó.
Cím: Re:Fémöntés házilag
Írta: frkdv6dyr Dátum 2014 április 10, 15:16
Írta: frkdv6dyr Dátum 2014 április 10, 15:16
Józsi! Szervezem a kirándulást. A másik srácnak írtam levelet de nem válaszolt, így valószínűleg ketten, max hárman megyünk a bemutatódra.
Cím: Re:Fémöntés házilag
Írta: 6rk75uezn Dátum 2014 április 10, 15:18
Írta: 6rk75uezn Dátum 2014 április 10, 15:18
Köszi,utánna nézek tüzépeken a perlit és a tüzálló beton/habarcs árainak.Mégis keverési aránynál mennyire gondoltál?
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 április 10, 15:21
Írta: ncw4w5nca Dátum 2014 április 10, 15:21
Vagy van még egy nagyon olcsó megoldás.
Kell hozzá egy keverőtárcsás mosógépdob, egy 120 literes hordó megfelelő méretre vágva. a hordóba beállítod a dobot kialakítod az égő helyét, a kettő közötti részt feltöltöd perlittel, a perlit tetejét pedig lekened agyaggal. Tetőt a maradék hordóból tudsz csinálni,levágod tíz cm magasra, feltöltöd perlittel és lemezzel vagy egy másik hordó aljával lezárod. igaz nem lesz örök életű, de nem is ég szét azonnal, igaz meg fog olvadni a zománc ,de így is meggátolja a lemez oxidációját.
Kell hozzá egy keverőtárcsás mosógépdob, egy 120 literes hordó megfelelő méretre vágva. a hordóba beállítod a dobot kialakítod az égő helyét, a kettő közötti részt feltöltöd perlittel, a perlit tetejét pedig lekened agyaggal. Tetőt a maradék hordóból tudsz csinálni,levágod tíz cm magasra, feltöltöd perlittel és lemezzel vagy egy másik hordó aljával lezárod. igaz nem lesz örök életű, de nem is ég szét azonnal, igaz meg fog olvadni a zománc ,de így is meggátolja a lemez oxidációját.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 április 10, 15:23
Írta: ncw4w5nca Dátum 2014 április 10, 15:23
Ok csörgess meg és megbeszéljük[#dumcsi]
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 április 10, 16:11
Írta: ncw4w5nca Dátum 2014 április 10, 16:11
Egy hordóba építve kívülről befelé haladva: első réteg 3-4 liter perlit 1liter sima cement. Vastagság 5 cm. második réteg 2liter perlit 1liter tűzálló beton. vastagság 2-3cm. utolsó réteg 1liter perlit és 1 liter tűzálló beton. Vastagság 1-1,5cm, vagy coating-gal helyettesíted az utolsó réteget
Jelzem hogy ilyet még nem csináltam, de ha csinálnák én így építeném meg. Minden estre mielőtt hozzákezdesz, csinálj próbatestet és teszteld a szilárdságát és a hőállóságát.
Jelzem hogy ilyet még nem csináltam, de ha csinálnák én így építeném meg. Minden estre mielőtt hozzákezdesz, csinálj próbatestet és teszteld a szilárdságát és a hőállóságát.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 április 10, 21:49
Írta: 3szwbavt Dátum 2014 április 10, 21:49
és az olcsóbb mint egy hordó és egy doboz alsitra 1400 mat? ez kb 20 ezer, de abból marad vagy 15 ezer ftnyi paplan még, mert annyi nem kell hozzá. és örök élet.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 április 10, 22:55
Írta: ncw4w5nca Dátum 2014 április 10, 22:55
Nézd én nem jártam utána a Rath árainak, mivel egyenlőre nincs rá szükségem. Majd ha építeni akarok valamit biztos megkeresem a legjobb ár-minőség arányú terméket. Vagy megkérlek, hogy szerezd be nekem, ha te ilyen olcsón megkapod[#wow1] Másik, én csak kínáltam egy alternatívát, ennek az árának sem jártam utána, és nem is mondtam hogy olcsóbb lesz mire elkészül[#vigyor2]
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 április 10, 23:51
Írta: ncw4w5nca Dátum 2014 április 10, 23:51
Közben eszembe jutott, hogy van a Rathtól egy árajánlatom, amit tavaly kapott az egyik fórumtársunk. ebben van alsitra mat 1300 egy tekercs bruttó 20000Ft de ezt a 100literes hordó egy az egyben be is nyeli majdhogynem kevés is. akkor még nem esett szó az aljáról, a tetejéről, és a coatingról. Ezek együtt közel 10000Ft. A tűzálló szegekkel meg is haladja! Nem tudom neked hogy jött ki az a 15000Ft-os megtakarítás?[#nemtudom]
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 április 11, 00:26
Írta: ncw4w5nca Dátum 2014 április 11, 00:26
Utána számoltam az én verziómnak, az 15000Ft-ból megvalósítható. A mosógépdobos 3000Ftból. A perlit a Baumitnál bruttó 974Ft 50liter.[#rolleyes]
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 április 11, 00:51
Írta: 3szwbavt Dátum 2014 április 11, 00:51
Nem kell szeg, nem kell 5 cm nél vastagabb fal, nem muszáj coating sem. Én felvágom 5 cm széles csikokra ès körbe fektrtem csigába a falon bellül. 1 menet 2.5 cm. 20 sor elég, ès az 20 x 130 cm. 61 cm a szélessége a paplannak, 21 méterhosszu. 20 ezer ft. Ki lehet számolni, mennyi marad. Ezegy alternativa, gyors szàraz èpitès, faxni nélkül, örök élet.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 április 11, 00:54
Írta: 3szwbavt Dátum 2014 április 11, 00:54
A mostani olvaszom fala 4 cm. 22 kg bronz kb 50 perc alatt önthetö, és a 12 kg pb palack fele megy el. Az 2500 ft.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 április 11, 08:50
Írta: ncw4w5nca Dátum 2014 április 11, 08:50
Persze mint ahogy már mondtam, ha építek biztos én is olyat építek amit lentebb leírtál. 7cm-es fal, coating, és minden egyéb. számomra nem kérdés hogy jobb, csak mivel kérdezték én elmondtam egy olcsóbb verziót. Igaz közben rájöttem hogy nem erősségem a számolás, és a palást kiszámolásánál "D"-vel szoroztam nem "R"-el.[#wow3] Ezáltal mind a két verzióba kevesebb anyag kell, de az ár marad hisz darab csomagot nem adnak. Így csak a tekercs fele kell, és megmarad 10000Ft-nyi paplan. A másik verziónál megmarad 4700Ft-nyi tűzállóbeton.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 április 11, 09:12
Írta: ncw4w5nca Dátum 2014 április 11, 09:12
Nálam az árajánlatban a következő méret szerepel. Alsitra Mat 1300/128 1" 7320x610x25,4 1 tekercs nettó 15760Ft az Bruttó 20015Ft
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 április 11, 09:16
Írta: 3szwbavt Dátum 2014 április 11, 09:16
3 olvasztás után visszajön az ára a paplannak, szóval szerintem 20 ezer ft nem sok érte. de pld az amg blokk égők főleg az olajosok nagyon olcsók, és jó a hatásfokuk, és nem is kell másra használni a pbgáz esetében a maradék negyed töltetet, hanem öntöd a tartályba a dieselt aztán annyi. nekem is az volt de elegem lett a sok gázolajos ballonból meg öntögetésből, és nem is öntök már 120 as tégelyből. én is átállok 24 kgos palackra mert azzal 3mat lehet önteni, és nem 1gyet mint a 12 kgnál. mert bár a fele megmarad a gáznak de nyomás még forró vízben sem lesz elég, és pont a végére kellene a nagy nafta.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 április 11, 09:18
Írta: 3szwbavt Dátum 2014 április 11, 09:18
én is ezt vettem, tényleg 7 méter nem 21 mert az az 1 cm-es vastagság. maga a nagy tekercs akkora mint egy 100 literes hordó. csak nincs lyuk a közepén, szóval bizti marad. de ha nekem kell vennem még paplant és marad akkor szólok ide hogyx nam eladó mondjuk 10 méter vagy efféle
Cím: Re:Fémöntés házilag
Írta: frkdv6dyr Dátum 2014 április 11, 09:39
Írta: frkdv6dyr Dátum 2014 április 11, 09:39
Tetszik ez a paplanos megoldás, de ehhez a gázégőt csak hőcserélőn keresztül tudod csak üzemeltetni jól gondolom? Igazából nekem van 200l-es hordóm amit beáldozok erre, persze nem akarok ekkora tömeget olvasztani, de ha nem gond, hogy egy ekkora befogadó képességű kemencébe csak mondjuk egy 3-4 literes tégelyt teszek akkor a jövő szempontjából minden esetre egy nagyobb befogadóképességű kemencét építenék. Ezért is nem annyira jó a régi samottos megoldás.
Nagyon tetszik, hogy két különböző stílust tudok itt a fórumon most egy időbe összevetni.
Nagyon tetszik, hogy két különböző stílust tudok itt a fórumon most egy időbe összevetni.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 április 11, 09:43
Írta: ncw4w5nca Dátum 2014 április 11, 09:43
Én a maradék gázt 40°C-ra melegítem, akkor megfelelő a nyomás, vagy ráfejtek egy teli palackot. Összekötöm a két palackot egy tömlővel, a telit fejre állítom, és simán átmegy az egész. Ha kell a végén kicsit rámelegítek. Mellesleg én egy palackkal,(11,5kg) két felfűtéssel számolva 100kg sárgarezet vagy bronzot tudok megolvasztani a léghevítőnek köszönhetően.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 április 11, 09:45
Írta: ncw4w5nca Dátum 2014 április 11, 09:45
Nem szükséges a léghevítő anélkül is működik.
Cím: Re:Fémöntés házilag
Írta: frkdv6dyr Dátum 2014 április 11, 09:48
Írta: frkdv6dyr Dátum 2014 április 11, 09:48
És mi van a kemence fala és a tégely közötti sokkal nagyobb légtérre egy nagy kemence és kis tégely esetén? Nem rontja a hatásfokot?
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 április 11, 09:59
Írta: 3szwbavt Dátum 2014 április 11, 09:59
a kemence fala és a tégely között ideális ha annyi a rés, hogy a kiemelő villa épp becsúszik... nem a tűz melegíti a tégelyt hanem a könnyű és gyorsan felizzó fal nyomja rá a hőt a tégelyre. ha sok a hely kisebb a hatásfok. persze 10 cm még jó, de 15 már sok szerintem. ezért van egy öntödében 3-4 méterben olvasztó. nálunk volt az érmeseknem volt a kisplasztikára és a nagyplasztikán is volt 2 méret.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 április 11, 10:00
Írta: 3szwbavt Dátum 2014 április 11, 10:00
az príma hatásfok, tényleg szuper! gratula!
Cím: Re:Fémöntés házilag
Írta: frkdv6dyr Dátum 2014 április 11, 10:04
Írta: frkdv6dyr Dátum 2014 április 11, 10:04
Ha maradok ennél a paplannál, és csinálok betéteket a kemencéhez az jó megoldás nem? Hiszen azt mondtad a 21m olyan sok, hogy marad is belőle. Így ha nagyobb tégelyt akarok később, akkor csak kiveszem a betéte, és rögtön nő a tér. Az pedig, hogy a paplan nem 5cm vastag hanem 15-20, szerintem nem rontja el.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 április 11, 10:19
Írta: ncw4w5nca Dátum 2014 április 11, 10:19
Betétek helyett inkább szerezz kisebb hordó, a paplant pedig tedd el későbbre ha nagyobb olvasztóra lesz szükséged akkor majd megépíted[#nevetes1]
Cím: Re:Fémöntés házilag
Írta: frkdv6dyr Dátum 2014 április 11, 10:26
Írta: frkdv6dyr Dátum 2014 április 11, 10:26
Még tégelyem sincs :) gondolom nemárt először azt is beszerezni. Fordítva nehezebb lehet igazodni a méretekkel.
Mik a javaslataitok?
Mik a javaslataitok?
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 április 11, 10:30
Írta: 3szwbavt Dátum 2014 április 11, 10:30
egy hordó a méhben nem nagy összeg. de lehet van a szomszéd kertjében is. nekem nem volt hordóm, és egy 5x5 cm es hegesztett betonhálóból csavartam palástot, és heftöltem fel az alját a hálóból és most abban van a paplan körbe 4 cm. kb 8 kg az egész, + samott tégla kettébe vágva egymásra. azért a paplan ekkora hőnél már merevedik, és nem lehet széttekerni szakadás nélkül, meg a szálak is összefonódnak mint a rasta hajnál. szóval bár sosem ég el, de szétbontani ujrarakni már nehéz eset szerintem.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 április 11, 10:32
Írta: ncw4w5nca Dátum 2014 április 11, 10:32
Én szerintem nem probléma tűztér méret, hisz ha megnézed a kovácskemencét,vagy az égető kemencénél, ott is nagy a távolság. Mivel a kemencében jórészt sugárzással adódik át a hő nem gond a távolság. Vagy legalább is nem hiszem hogy nagy veszteséggel járna.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 április 11, 10:45
Írta: 3szwbavt Dátum 2014 április 11, 10:45
nna az lehet. nekem mindig 2 olvasztóm volt. 70-120 kg és 20-40 kg
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 április 11, 10:48
Írta: ncw4w5nca Dátum 2014 április 11, 10:48
Kérdés hogy mit szeretnél olvasztani. Szerintem sárgaréznek, bronznak kezdésnek elég a befenekelt vascső, alunak a lavóros módszer, amit meg fogok mutatni. későbbiekben, majd ha úgy látod, hogy tudod, és akarod csinálni, ráérsz komolyabb felszerelést összeszedni.
Cím: Re:Fémöntés házilag
Írta: frkdv6dyr Dátum 2014 április 11, 10:49
Írta: frkdv6dyr Dátum 2014 április 11, 10:49
Végül is egy 200l-es hordóból lehet 120l-est csinálni. Az tény, hogy a levegő hőátadó képessége jóval kisebb mint a paplané, hiszen a levegőt pont hőszigetelésre szoktuk használni pl.: a többrétegű ablakoknál ahol ugye az üveg hőszigetelő képessége igen kicsi. Ezért úgy gondolom az általatok leírtak alapján, hogy a tégelytől a kemence faláig ideálisan 3-6cm de az 5-10cm még a biztonságos kiemelés érdekébe nem gond.
De a tégely kérdés még mindig fennáll. Azt olvastam, hogy a vastagfalú vascsőből lefenekelt tégely praktikus és olcsó, de a vas kiégése és az olvadékkal való keveredése miatt nem ajánlott. Persze néztem 30-40 sőt 100 ezerért is grafit tégelyeket, de ezek hobbi célra szerintem megfizethetetlenek. Milyen tapasztalataitok vannak?
De a tégely kérdés még mindig fennáll. Azt olvastam, hogy a vastagfalú vascsőből lefenekelt tégely praktikus és olcsó, de a vas kiégése és az olvadékkal való keveredése miatt nem ajánlott. Persze néztem 30-40 sőt 100 ezerért is grafit tégelyeket, de ezek hobbi célra szerintem megfizethetetlenek. Milyen tapasztalataitok vannak?
Cím: Re:Fémöntés házilag
Írta: frkdv6dyr Dátum 2014 április 11, 10:52
Írta: frkdv6dyr Dátum 2014 április 11, 10:52
Elég nagy a fantáziám (már egyesek szerint) de ez a lavóros módszer ez nagyon felcsigázta az érdeklődésem [#beka2]
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 április 11, 11:04
Írta: ncw4w5nca Dátum 2014 április 11, 11:04
A németeknél láttam ilyen betonrácsos megoldást. Ott a mobil feszültségmentesítő kemence volt így megoldva. A rétegrend: rács, hőtükör, 10cm gyapot, rács. Csak mit érdekesség: 40x40x15méter a mérete 24 olajégő nyomta alá a lángot.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 április 11, 11:17
Írta: ncw4w5nca Dátum 2014 április 11, 11:17
A levegőt hőátadó közegnek is használják, lásd hólégfúvó:)
A rozsdás szennyezett vasat nem nedvesítik a fémolvadékok, csak folyósító segítségével. Ha még valamilyen tűzálló fekeccsel lekezeled akkor kizárt a beoldódás
A rozsdás szennyezett vasat nem nedvesítik a fémolvadékok, csak folyósító segítségével. Ha még valamilyen tűzálló fekeccsel lekezeled akkor kizárt a beoldódás
Cím: Re:Fémöntés házilag
Írta: 6rk75uezn Dátum 2014 április 11, 14:03
Írta: 6rk75uezn Dátum 2014 április 11, 14:03
Sziasztok,beindult a fórum,nagyon jó a téma.
Átszámolgattam a perlites megoldást+tüzálló beton,mire beszereznék mindent szerintem meghaladja a kerámia paplanos verziót és sokkal rosszabb hatásfokú kiskohót kapnánk!!(Szerintem)
Elősször is ez az adat lenyűgözött amit adren nevű társunk irt.
"A mostani olvaszom fala 4 cm. 22 kg bronz kb 50 perc alatt önthetö, és a 12 kg pb palack fele megy el."
Ez számomra nagyon kedvező paramétereknek tünnek főleg hogy azt irja 4cm-es a paplan vastagsága.
adren milyen paplan van a kemencédben?
Nekem úgy érzem tényleg nem sok paplna kellene ha ilyen vékony (4cm)-el ilyen jó hatásfokot el lehet érni.A másik hogy én egy nagyon kis kemencébe gondolkozok,1-2 literes tégely ha belefér az már nekem bőven elég,szóval kb 15-20cm belső méretű 4cm es paplanfal esetén 30cm-es átmérő és kb 40cm magasságú.Alu és bronz olvasztásra használnám,alurudak öntése és bronz ujrahasznositása,esetleg rézből és ónból bronzféleség készitése.Szóvan tényleg nemsok paplan kell. Ez szerintem pont elég lenne.Vagy ha valakinek maradna ki azt átvenném.
Átszámolgattam a perlites megoldást+tüzálló beton,mire beszereznék mindent szerintem meghaladja a kerámia paplanos verziót és sokkal rosszabb hatásfokú kiskohót kapnánk!!(Szerintem)
Elősször is ez az adat lenyűgözött amit adren nevű társunk irt.
"A mostani olvaszom fala 4 cm. 22 kg bronz kb 50 perc alatt önthetö, és a 12 kg pb palack fele megy el."
Ez számomra nagyon kedvező paramétereknek tünnek főleg hogy azt irja 4cm-es a paplan vastagsága.
adren milyen paplan van a kemencédben?
Nekem úgy érzem tényleg nem sok paplna kellene ha ilyen vékony (4cm)-el ilyen jó hatásfokot el lehet érni.A másik hogy én egy nagyon kis kemencébe gondolkozok,1-2 literes tégely ha belefér az már nekem bőven elég,szóval kb 15-20cm belső méretű 4cm es paplanfal esetén 30cm-es átmérő és kb 40cm magasságú.Alu és bronz olvasztásra használnám,alurudak öntése és bronz ujrahasznositása,esetleg rézből és ónból bronzféleség készitése.Szóvan tényleg nemsok paplan kell. Ez szerintem pont elég lenne.Vagy ha valakinek maradna ki azt átvenném.
Cím: Re:Fémöntés házilag
Írta: frkdv6dyr Dátum 2014 április 11, 14:23
Írta: frkdv6dyr Dátum 2014 április 11, 14:23
Ezen a megoldáson gondolkodom én is. Ha fixálódik és tényleg ilyen sok van egy tekercsen, akkor szívesen kisegítelek.
Cím: Re:Fémöntés házilag
Írta: 6rk75uezn Dátum 2014 április 11, 14:39
Írta: 6rk75uezn Dátum 2014 április 11, 14:39
Köszönöm.[#eljen]
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 április 11, 16:12
Írta: 3szwbavt Dátum 2014 április 11, 16:12
alsitra mat 1400 128 sűrűségű lenne neked jó, nekem egy régi 4 cm vastag aliminium szilikát KVS lapból vágott szeletekből össze állított olvasztóm van de az pont olyan mint az alsitra csak vákuumformázott kemény, fehér lap. 100x50x4 cm ben árulják, de macerás beszabni meg csiszolgatni, szelel oldalt egy idő után, mert kopik. a mostani az már paplan lesz. légtömör lesz, semmi kopás. a mostani olyan mint egy szőlőprés dongái csak sűrűn egymás mellé vannak csiszolva. tégelynek, én a szalamander, vagy marsot ajánlom, A-s kell mindenképp, és az sem mindegy hogy mivel fűtesz, mert más kell gázhoz olajhoz kokszhoz esetleg indukciós vagy elektromoshoz.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 április 11, 16:14
Írta: 3szwbavt Dátum 2014 április 11, 16:14
nna náluk ne vegyél, mert drága, de ha nem akarsz megvenni egy dobozzal akkor tán ez is jó megoldás. jó az 1300 alsitra is persze.te nem használod annyit.
Cím: Re:Fémöntés házilag
Írta: frkdv6dyr Dátum 2014 április 11, 16:59
Írta: frkdv6dyr Dátum 2014 április 11, 16:59
Ezt találtamEzt találtam erre gondoltál?
Cím: Re:Fémöntés házilag
Írta: frkdv6dyr Dátum 2014 április 11, 17:17
Írta: frkdv6dyr Dátum 2014 április 11, 17:17
Ezek az árak amiből én a legutolsóra gondoltam, vagy esetleg egyel felette.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 április 11, 17:35
Írta: ncw4w5nca Dátum 2014 április 11, 17:35
tavaly vett az egyik srác a marstól. A legnagyobb átmérője 200 mm és a magassága pedig 255 mm. 12000 + Áfa Fotó
itt és itt
itt és itt
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 április 11, 18:05
Írta: 3szwbavt Dátum 2014 április 11, 18:05
ez egy A 20 as tégely.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 április 11, 18:06
Írta: 3szwbavt Dátum 2014 április 11, 18:06
igen, náluk lehet kapni méterre is. tán drágább mintha egyben a rathnál vennéd, de nem kell az egészet
Cím: Re:Fémöntés házilag
Írta: h37us96an Dátum 2014 április 11, 18:37
Írta: h37us96an Dátum 2014 április 11, 18:37
Köszi szépen az infokat. Próbálkozom :-)
Cím: Re:Fémöntés házilag
Írta: frkdv6dyr Dátum 2014 április 11, 20:07
Írta: frkdv6dyr Dátum 2014 április 11, 20:07
Mi baja lehet a padláson? Csak nem romlik meg na meg van már akinek szüksége lehet rá. Néztem az árlistát és van benne olyan ami csak 1250 fokig jó viszont cserébe annyi az áfás ára mint az 1350-esnek áfa nélkül. Maximum bronzig vagy rézig jó az is?
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 április 11, 22:08
Írta: 3szwbavt Dátum 2014 április 11, 22:08
ha van egész tekercsre pénzed akkor az jobb választás. de az 1250 es az a bronz öntési foka és a paplan az tőle jóval magasabb hőfokon izzik...
szóval jobb az 1300 vagy az 1400 as.
szóval jobb az 1300 vagy az 1400 as.
Cím: Re:Fémöntés házilag
Írta: frkdv6dyr Dátum 2014 április 11, 22:44
Írta: frkdv6dyr Dátum 2014 április 11, 22:44
Majd megyek hozzád bronzot önteni.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2014 április 12, 00:14
Írta: 000000000 Dátum 2014 április 12, 00:14
Üdv, esetleg ha valakinek kell ilyen hő és tűzálló paplan, én tudok occóért, nem túl nagyban, kb 500x1000 mm méretben és kb 6-7 max 10 mm vastag !
bocsi h ide posztoltam csak látom ez a téma!:)
érd: 12elado12@mailbox.hu
bocsi h ide posztoltam csak látom ez a téma!:)
érd: 12elado12@mailbox.hu
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 április 12, 07:11
Írta: 3szwbavt Dátum 2014 április 12, 07:11
Lehet szó róla, megbeszéljûk. De mig akemence nincs meg, addig nem öntök már. Kb 1 honap.
Cím: Re:Fémöntés házilag
Írta: 6rk75uezn Dátum 2014 április 14, 14:01
Írta: 6rk75uezn Dátum 2014 április 14, 14:01
Ma kaptam árajánlatot a Rath kft-től,ha cncpower társunk paplanja nem lenne megfelelő akkor akinek még szüksége lenne rá azzal közösen rendelhetnénk.
Alsitra Mat 1300/128-as sűrűségű termékek:
I. Alstira Mat 1300/128; 21960x610x6,4mm - ¼”
Ára : 11.350 Ft
II. Alsitra Mat 1300/128; 14640X610X12,7mm - ½”
Ára: 11.550 Ft
III. Alsitra Mat 1300/128; 7320X610X19mm - ¾”
Ára: 8.690 Ft
IV. Alsitra Mat 1300/128; 7320X610X25,4mm - 1”
Ára: 11.550 Ft
V. Alsitra Mat 1300/128; 3660X610X38,1mm – 1,5”
Ára: 8.690Ft
Alsitra Mat 1300/128-as sűrűségű termékek:
I. Alstira Mat 1300/128; 21960x610x6,4mm - ¼”
Ára : 11.350 Ft
II. Alsitra Mat 1300/128; 14640X610X12,7mm - ½”
Ára: 11.550 Ft
III. Alsitra Mat 1300/128; 7320X610X19mm - ¾”
Ára: 8.690 Ft
IV. Alsitra Mat 1300/128; 7320X610X25,4mm - 1”
Ára: 11.550 Ft
V. Alsitra Mat 1300/128; 3660X610X38,1mm – 1,5”
Ára: 8.690Ft
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2014 április 25, 20:16
Írta: 000000000 Dátum 2014 április 25, 20:16
Sziasztok.
Látom,hogy olvasztással kapcsolatban,nagy jó ez a fórum,ezért egy kis segítség kéne.
A következő lenne.
Az egy külföldi aukciós oldalon lehet kapcsi pár száz euro ért ezt a bizonyos olvasztó gépet,ami elvileg 1150 c fokot tud elvileg.
Lehetséges ennél többet kihozni belőle?ha igen hogyan?mennyibe kerülhet?Nekem pld. 1500 és 1800 fok közötti fok kéne?magas hőmérsékletű fémek olvasztásához?
Válaszokat előre is köszönöm.
Látom,hogy olvasztással kapcsolatban,nagy jó ez a fórum,ezért egy kis segítség kéne.
A következő lenne.
Az egy külföldi aukciós oldalon lehet kapcsi pár száz euro ért ezt a bizonyos olvasztó gépet,ami elvileg 1150 c fokot tud elvileg.
Lehetséges ennél többet kihozni belőle?ha igen hogyan?mennyibe kerülhet?Nekem pld. 1500 és 1800 fok közötti fok kéne?magas hőmérsékletű fémek olvasztásához?
Válaszokat előre is köszönöm.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2014 április 25, 20:17
Írta: 000000000 Dátum 2014 április 25, 20:17
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2014 április 25, 20:17
Írta: 000000000 Dátum 2014 április 25, 20:17
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 április 25, 20:22
Írta: 3vv2btrhv Dátum 2014 április 25, 20:22
Keresd Szedlay Palit ( digitalizálási topoik )
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2014 április 25, 20:26
Írta: 000000000 Dátum 2014 április 25, 20:26
Köszönöm.
Megkeresem
Megkeresem
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 április 25, 23:06
Írta: ncw4w5nca Dátum 2014 április 25, 23:06
Szia zserboo!
Természetesen lehet! Kérdés hogy milyen menyiségben szeretnél olvasztani? Fogtechnikai méretekben (néhány dkg) dissous gáz + oxigén,szénelektródás ívolvasztás, vagy avi ívhegesztő + argon védőgáz.
Nagyobb tételben: indukciós kemence, ívkemence, vagy léghevítős kemencével lehet elérni ezt a hőfokot. Ezeket is meg lehet építeni házilag, (lásd vbodi 1800-as hozzászólásaitól, az indukciós megoldást)
Természetesen lehet! Kérdés hogy milyen menyiségben szeretnél olvasztani? Fogtechnikai méretekben (néhány dkg) dissous gáz + oxigén,szénelektródás ívolvasztás, vagy avi ívhegesztő + argon védőgáz.
Nagyobb tételben: indukciós kemence, ívkemence, vagy léghevítős kemencével lehet elérni ezt a hőfokot. Ezeket is meg lehet építeni házilag, (lásd vbodi 1800-as hozzászólásaitól, az indukciós megoldást)
Cím: Re:Fémöntés házilag
Írta: 2f428kduf Dátum 2014 április 26, 17:51
Írta: 2f428kduf Dátum 2014 április 26, 17:51
Elég sokat dolgoztam az élelmiszeriparban, ott, majdnem minden rozsdamentes acélból van. Az az ötvözők mellett attól az, hogy nincs benne szén, ergo nem is acél. Egyszer egy beszállító gyártott egy tartályt, drót koronggal "csinosította", persze nem rozsdamentessel. Néhány hét után "cirmos"lett, ahol rákenődött a szénacél. A dissous-gázból, illetve a szénívből is beleötvöződhet a szén. Erre ügyelni kell.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 április 26, 20:12
Írta: ncw4w5nca Dátum 2014 április 26, 20:12
Nem a szén okozza a problémát a rozsdamentes acélnál, hanem maga a vas. Bizonyos rozsdamentes acél típusoknál okoz problémát a magas széntartalom. A hegesztés hőhatás övezetében okozhat ridegedést a krómkarbid kiválás, amennyiben tartósan 500°C közelében van a hőmérséklet.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 április 26, 20:33
Írta: ncw4w5nca Dátum 2014 április 26, 20:33
martenzites korrózió álló acélok.
Összetétel:
Cr 12-14% C 0,2%
Cr 12-14% C 0,4
Cr 16-18% C 1,0%
Ausztenites korrózió álló acélok.
Összetétel:
Cr 18% Ni 8% C 0,1%
Cr 25% Ni 20% C 0,1%
Ferrites korrózió álló acélok.
Összetétel:
Cr 12-14% C 0,1%
Cr 24-26% C 0,1%
Természetesen a többi % vas, és a vastól acél az acél, nem a széntől.
Összetétel:
Cr 12-14% C 0,2%
Cr 12-14% C 0,4
Cr 16-18% C 1,0%
Ausztenites korrózió álló acélok.
Összetétel:
Cr 18% Ni 8% C 0,1%
Cr 25% Ni 20% C 0,1%
Ferrites korrózió álló acélok.
Összetétel:
Cr 12-14% C 0,1%
Cr 24-26% C 0,1%
Természetesen a többi % vas, és a vastól acél az acél, nem a széntől.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 április 26, 20:49
Írta: ncw4w5nca Dátum 2014 április 26, 20:49
korrózió álló acélok felületén összefüggő krómoxid réteg alakul ki, ami megakadályozza a további korróziót. Ha viszont a felületre vas kerül, ez meggátolja a védőréteg kialakulását, és így tud rozsdásodni, aminek nem volna szabad:)
Cím: Re:Fémöntés házilag
Írta: hostya Dátum 2014 április 26, 21:21
Írta: hostya Dátum 2014 április 26, 21:21
Csak hangosan gondolkodok...
Ha a rozsdamentes/saválló felületre vas kerül(t) pl. drótkorongról, akkor a rákenődött vas rozsdásodik és nem az alapfém.
Ránézésre olyan mintha rozsdás lenne, mert valójában az is.. de ez nem azért van mert nem tudott kialakulni a védőréteg.
Ha a rozsdamentes/saválló felületre vas kerül(t) pl. drótkorongról, akkor a rákenődött vas rozsdásodik és nem az alapfém.
Ránézésre olyan mintha rozsdás lenne, mert valójában az is.. de ez nem azért van mert nem tudott kialakulni a védőréteg.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 április 26, 21:21
Írta: ncw4w5nca Dátum 2014 április 26, 21:21
Végül de nem utolsó sorban: Az M12 csoportba tartozó INOXMIX C2 MAG védőgáz, amit rozsdamentes acélok hegesztéséhez használnak, az argon mellett 2,5% széndioxidot tartalmaz. A vas redukálja széndioxidot vas oxidul képződése mellett szénmonoxiddá. A vas oxidul csökkenti az ömledék felületi feszültségét, ezáltal laposabb lesz a varrat. Tehát a két olvasztási eljárás nem igazán veszélyezteti a olvasztandó fémet [#papakacsint]
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 április 26, 21:23
Írta: ncw4w5nca Dátum 2014 április 26, 21:23
Igen, ha az oxidréteg nem sérül meg:)
Cím: Re:Fémöntés házilag
Írta: Szedlay Pál Dátum 2014 április 27, 10:46
Írta: Szedlay Pál Dátum 2014 április 27, 10:46
Tömény salétromsav kifejezetten jót tesz az oxid réteg vastagságának, ergó ellenállóbb lesz.
A másik oldal: palládiumklorid sósavas oldata pedig olyanná teszi mint egy mezei vasat.
A másik oldal: palládiumklorid sósavas oldata pedig olyanná teszi mint egy mezei vasat.
Cím: Re:Fémöntés házilag
Írta: Szedlay Pál Dátum 2014 április 27, 10:49
Írta: Szedlay Pál Dátum 2014 április 27, 10:49
A martenzites korrózió álló acélnál elmennek Cr 20% C 1,9%-ig
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 április 27, 11:11
Írta: ncw4w5nca Dátum 2014 április 27, 11:11
A palládiumkloridhoz még nem volt szerencsém [#nemtudom] Mellesleg azt mire szokták használni?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2014 április 27, 11:29
Írta: 000000000 Dátum 2014 április 27, 11:29
Sziasztok,
figyelmetekbe ajánlom a
Cor-Ten acélt
mint "gravírozható' információ hordozó lemezt, 10mm vastagságban... 600*1200*10 mm ... mégiscsak fontos a gépváz teherbírása [#wink]
figyelmetekbe ajánlom a
Cor-Ten acélt
mint "gravírozható' információ hordozó lemezt, 10mm vastagságban... 600*1200*10 mm ... mégiscsak fontos a gépváz teherbírása [#wink]
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 április 27, 11:39
Írta: ncw4w5nca Dátum 2014 április 27, 11:39
Hát mit mondja? engem nem nyűgöz le. Engem egy lepusztult gyárudvarra emlékeztet[#confused]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2014 április 27, 12:02
Írta: 000000000 Dátum 2014 április 27, 12:02
az építész ebből dizájnolta...
évek kellenek amíg szépen "bekorrodeál" lepusztulttá...
a MATRICÁimmal addig mi lesz vajon rajta... ez a terv...
Ha már az örökkévalóságnak feliratozunk, mivel minden más adathordozó "rövid" életű (pl: "itt atomtemető van") vagy mondjuk Mózest a gravírozott kőtábláival...
praktikusan lézerrel kellene pl. belevágni.... na jó, ők tudják: matrica lesz...
évek kellenek amíg szépen "bekorrodeál" lepusztulttá...
a MATRICÁimmal addig mi lesz vajon rajta... ez a terv...
Ha már az örökkévalóságnak feliratozunk, mivel minden más adathordozó "rövid" életű (pl: "itt atomtemető van") vagy mondjuk Mózest a gravírozott kőtábláival...
praktikusan lézerrel kellene pl. belevágni.... na jó, ők tudják: matrica lesz...
Cím: Re:Fémöntés házilag
Írta: VighLajos Dátum 2014 április 27, 13:22
Írta: VighLajos Dátum 2014 április 27, 13:22
A tömény salétromsavat alumíniumhordóban tárolják.
Passziválja az Al felületét.
Passziválja az Al felületét.
Cím: Re:Fémöntés házilag
Írta: s7manbs8 Dátum 2014 április 27, 15:03
Írta: s7manbs8 Dátum 2014 április 27, 15:03
Haha, ez a Marson pont jó lenne, ott illene a vöröses barnás narancsos környezetbe. :)
Cím: Re:Fémöntés házilag
Írta: s7manbs8 Dátum 2014 április 27, 15:03
Írta: s7manbs8 Dátum 2014 április 27, 15:03
Csak nem a mátrixbéli Icáiddal ?
Cím: Re:Fémöntés házilag
Írta: Szedlay Pál Dátum 2014 április 27, 18:15
Írta: Szedlay Pál Dátum 2014 április 27, 18:15
fogalmam sincs. Szerettem volna galvanizálni a felületét és előtte el akartam távolítani róla oxid réteget. Ezért próbáltam ki, de nagyon drága játék.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 április 27, 18:43
Írta: ncw4w5nca Dátum 2014 április 27, 18:43
Végül is sikerült galvanizálni?
Cím: Re:Fémöntés házilag
Írta: Szedlay Pál Dátum 2014 április 27, 20:31
Írta: Szedlay Pál Dátum 2014 április 27, 20:31
Borános illetve foszforos elekrtoless oldattal próbálkoztam az egyenletes vastagság érdekében, de valami nem jött össze, ezért abbahagytam. De már régen volt homályosak az emlékeim róla. De a fürdők még megvannak.
Cím: Re:Fémöntés házilag
Írta: Szedlay Pál Dátum 2014 április 27, 20:33
Írta: Szedlay Pál Dátum 2014 április 27, 20:33
http://en.wikipedia.org/wiki/Electroless_nickel_plating
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2014 április 27, 20:44
Írta: 000000000 Dátum 2014 április 27, 20:44
[#wink]
Cím: Re:Fémöntés házilag
Írta: frkdv6dyr Dátum 2014 április 30, 21:24
Írta: frkdv6dyr Dátum 2014 április 30, 21:24
Ma Berényi Józsinál voltunk tanulmányi kiránduláson :)
Megmondom őszintén, hogy "leesett az állunk" ugyan is a fene se gondolta volna, hogy ennyire egyszerűen is működhet az egész alu öntés. Mivel nekem is gondot okoz a hobbi finanszírozása igen csak jól jött az ajándék "olvasztó kemence" is amit a szaktudás mellé kaptam. Íme néhány fotó.
A kohó :)

forma készítés




Alapanyagok 25kg !!!

Indul a kohó :)




És a végeredmény



A maradék azaz a következő alapanyaga csavar és egyéb salakanyag nélkül

A végére még maga az öntés.
Megmondom őszintén, hogy "leesett az állunk" ugyan is a fene se gondolta volna, hogy ennyire egyszerűen is működhet az egész alu öntés. Mivel nekem is gondot okoz a hobbi finanszírozása igen csak jól jött az ajándék "olvasztó kemence" is amit a szaktudás mellé kaptam. Íme néhány fotó.
A kohó :)
forma készítés
Alapanyagok 25kg !!!
Indul a kohó :)
És a végeredmény
A maradék azaz a következő alapanyaga csavar és egyéb salakanyag nélkül
A végére még maga az öntés.
Cím: Re:Fémöntés házilag
Írta: frkdv6dyr Dátum 2014 április 30, 21:26
Írta: frkdv6dyr Dátum 2014 április 30, 21:26
Valami nem stimmel. Nem akarja megjeleníteni a képeket.
Cím: Re:Fémöntés házilag
Írta: frkdv6dyr Dátum 2014 április 30, 21:33
Írta: frkdv6dyr Dátum 2014 április 30, 21:33
Megpróbálom így
A kohó
http://kepfeltoltes.hu/view/140430/P4300808_www.kepfeltoltes.hu_.jpg
formakészítés
http://kepfeltoltes.hu/view/140430/P4300810_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/140430/P4300812%20%3Cbr%3E_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/140430/P4300815_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/140430/P4300816_www.kepfeltoltes.hu_.jpg
Alapanyag 25kg
http://kepfeltoltes.hu/view/140430/P4300818_www.kepfeltoltes.hu_.jpg
Indul a kohó
http://kepfeltoltes.hu/view/140430/P4300819_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/140430/P4300821_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/140430/P4300822_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/140430/P4300826_www.kepfeltoltes.hu_.jpg
És a végeredmény
http://kepfeltoltes.hu/view/140430/P4300829_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/140430/P4300830_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/140430/P4300831_www.kepfeltoltes.hu_.jpg
A maradék azaz a következő alapanyaga csavar és egyéb salakanyag nélkül
http://kepfeltoltes.hu/view/140430/P4300837_www.kepfeltoltes.hu_.jpg
A videó pedig itt még egyszer HD!!!
https://www.youtube.com/watch?v=LuwIum6dlqI&feature=youtu.be
A kohó
http://kepfeltoltes.hu/view/140430/P4300808_www.kepfeltoltes.hu_.jpg
formakészítés
http://kepfeltoltes.hu/view/140430/P4300810_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/140430/P4300812%20%3Cbr%3E_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/140430/P4300815_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/140430/P4300816_www.kepfeltoltes.hu_.jpg
Alapanyag 25kg
http://kepfeltoltes.hu/view/140430/P4300818_www.kepfeltoltes.hu_.jpg
Indul a kohó
http://kepfeltoltes.hu/view/140430/P4300819_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/140430/P4300821_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/140430/P4300822_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/140430/P4300826_www.kepfeltoltes.hu_.jpg
És a végeredmény
http://kepfeltoltes.hu/view/140430/P4300829_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/140430/P4300830_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/140430/P4300831_www.kepfeltoltes.hu_.jpg
A maradék azaz a következő alapanyaga csavar és egyéb salakanyag nélkül
http://kepfeltoltes.hu/view/140430/P4300837_www.kepfeltoltes.hu_.jpg
A videó pedig itt még egyszer HD!!!
https://www.youtube.com/watch?v=LuwIum6dlqI&feature=youtu.be
Cím: Re:Fémöntés házilag
Írta: vadember Dátum 2014 május 01, 12:18
Írta: vadember Dátum 2014 május 01, 12:18
Egy kis kiegészítést még írj légyszíves a segédanyagokról! Öntőhomok, gáztalanító stb. Mit kell minden képen használni?
Cím: Re:Fémöntés házilag
Írta: frkdv6dyr Dátum 2014 május 01, 13:26
Írta: frkdv6dyr Dátum 2014 május 01, 13:26
Ez volt a "durva" mert semmit nem használtunk pluszba. A salak leszedése, a csavarok és egyéb alkatrészek kihalászása után maradt két nagyobb darab amit a végén lett beletéve, és így vissza is hűlt egy kicsit ami a gázok nagy részének távozásával jár. Az eljárásnak pont ez a lényege, hogy minden egyszerű nem túlbonyolított. Az öntő homok is mezei homok, persze egy kicsit agyagos és finom szemcsés ami vízzel van megnedvesítve ami a formálhatóságát adja. Nem lett ebbe se téve semmi, csak a rengeteg öntéstől így megbarnul.
Ami kell:
- gázpalack + perzselő (gázégő)
- lavór (nem könnyű már beszerezni)
azért jó ez a megoldás, mert nem csapódik annyira vissza a füstgáz, és ezzel nem rontja az égést
- a lavór alá egy tartó edény, hordó alja stb. bármi amibe perlit van öntve (enyhén megnedvesítve, hogy felvegye a lavór alakját) + perlit
- a lavórra a hordó tetejéből lehet csinálni egy "perlites szendvicset" azaz egy hőszigetelt tetőt
- "fekecs" a lavór oldalához, hogy ne legyen gond a zománcozás
budaiföld (festékboltban kapható) + vízüveg + víz (ahogy láttam kb. fele-fele)tejföl sűrűségűre kikeverve, 2-3 rétegben felkenve ecsettel (ha nem sérül, több öntést is kibír)
- salaktalanító ami szintén bődületes egyszerű, valamilyen lukacsos vas lemez (pl. régi daráló rostély darab) egy száron
- "csipesz" persze nagyobb, a tőcsavarok és egyéb kiesőfélben lévő oda nem illő anyagok eltávolítására mielőtt az olvadékba be esik (20-as laposvasból is hajthatod ha elég erős a kezed, de a konyhai felszerelések között találsz 30-40cm-es fém salátaszedőt vagy húskiszedőt)
- öntőkeret aminél fontos, hogy ne legyen sokkal nagyobb mint az öntendő munkadarab (minek ha nem muszáj), ami persze két lukas fül és két rögzített (lehetőleg hosszú) pálca amiknek a segítségével a forma öntő két oldalát pontosan tudod illeszteni egymáshoz
- különböző vastagságú csövek aminek a segítségével kitudod alakítani a beöntő nyílást és az egyéb légtelenítő járatokat
- homok ami agyagos de nem göröngyös
Na kb. ennyi anyag kell neked amivel már a képeken is látható módon és minőségben tudsz önteni. A kezdet után majd én is finomítani akarok ezt-azt, de először csak natúron ennyi.
Külön köszönet meg egyszer de nem utolsó sorban Berényi Józsinak aki megmutatta az eljárást és tényleg "nem bonyolítva", hogy egyáltalán el tudjak a későbbiekben indulni. Szerencsére vizuális típus vagyok, így ha látom, hallom és tapintom, akkor onnantól tudom is. Remélem mindent jól írtam le. [#vigyor2] Javíts ki Józsi ha kimaradt valami, vagy rosszul írtam le.
Ami kell:
- gázpalack + perzselő (gázégő)
- lavór (nem könnyű már beszerezni)
azért jó ez a megoldás, mert nem csapódik annyira vissza a füstgáz, és ezzel nem rontja az égést
- a lavór alá egy tartó edény, hordó alja stb. bármi amibe perlit van öntve (enyhén megnedvesítve, hogy felvegye a lavór alakját) + perlit
- a lavórra a hordó tetejéből lehet csinálni egy "perlites szendvicset" azaz egy hőszigetelt tetőt
- "fekecs" a lavór oldalához, hogy ne legyen gond a zománcozás
budaiföld (festékboltban kapható) + vízüveg + víz (ahogy láttam kb. fele-fele)tejföl sűrűségűre kikeverve, 2-3 rétegben felkenve ecsettel (ha nem sérül, több öntést is kibír)
- salaktalanító ami szintén bődületes egyszerű, valamilyen lukacsos vas lemez (pl. régi daráló rostély darab) egy száron
- "csipesz" persze nagyobb, a tőcsavarok és egyéb kiesőfélben lévő oda nem illő anyagok eltávolítására mielőtt az olvadékba be esik (20-as laposvasból is hajthatod ha elég erős a kezed, de a konyhai felszerelések között találsz 30-40cm-es fém salátaszedőt vagy húskiszedőt)
- öntőkeret aminél fontos, hogy ne legyen sokkal nagyobb mint az öntendő munkadarab (minek ha nem muszáj), ami persze két lukas fül és két rögzített (lehetőleg hosszú) pálca amiknek a segítségével a forma öntő két oldalát pontosan tudod illeszteni egymáshoz
- különböző vastagságú csövek aminek a segítségével kitudod alakítani a beöntő nyílást és az egyéb légtelenítő járatokat
- homok ami agyagos de nem göröngyös
Na kb. ennyi anyag kell neked amivel már a képeken is látható módon és minőségben tudsz önteni. A kezdet után majd én is finomítani akarok ezt-azt, de először csak natúron ennyi.
Külön köszönet meg egyszer de nem utolsó sorban Berényi Józsinak aki megmutatta az eljárást és tényleg "nem bonyolítva", hogy egyáltalán el tudjak a későbbiekben indulni. Szerencsére vizuális típus vagyok, így ha látom, hallom és tapintom, akkor onnantól tudom is. Remélem mindent jól írtam le. [#vigyor2] Javíts ki Józsi ha kimaradt valami, vagy rosszul írtam le.
Cím: Re:Fémöntés házilag
Írta: s7manbs8 Dátum 2014 május 01, 13:34
Írta: s7manbs8 Dátum 2014 május 01, 13:34
A képet úgy lehet megjeleníteni, hogy a betett linked közvetlen e kép .jpg linkje legyen, amit úgy tehetsz meg pl, hogy a most betett linkeknél a kép felé menve jobb gombbal Kép megjelenítése, ekkor megjelenik az az URL cím és a kép is, ami ezt tartalmazza, ezt kell ide bemásolni a kép funkcióval, ami itt látható a beíró ablak alatt.
Cím: Re:Fémöntés házilag
Írta: vadember Dátum 2014 május 01, 14:15
Írta: vadember Dátum 2014 május 01, 14:15
Engedelmeddel megpróbálom a linkeket javítani.
A kohó

formakészítés:




Alapanyag 25kg

Indul a kohó




És a végeredmény:



A maradék azaz a következő alapanyaga csavar és egyéb salakanyag nélkül

A videó pedig itt még egyszer HD!!!
öntés
A kohó
formakészítés:
Alapanyag 25kg
Indul a kohó
És a végeredmény:
A maradék azaz a következő alapanyaga csavar és egyéb salakanyag nélkül
A videó pedig itt még egyszer HD!!!
öntés
Cím: Re:Fémöntés házilag
Írta: vadember Dátum 2014 május 01, 14:19
Írta: vadember Dátum 2014 május 01, 14:19
Az imgserv.com -ra töltsd fel a képeket, ezt egy fórumtag üzemelteti.A képfeltötés.hu egy idő után törli a képeket.
Köszönöm a kiegészítésedet és a képriportot talán a többiek nevében is.
Köszönöm a kiegészítésedet és a képriportot talán a többiek nevében is.
Cím: Re:Fémöntés házilag
Írta: Szedlay Pál Dátum 2014 május 01, 14:33
Írta: Szedlay Pál Dátum 2014 május 01, 14:33
Szuper lett, gratulálok.
Cím: Re:Fémöntés házilag
Írta: frkdv6dyr Dátum 2014 május 01, 14:37
Írta: frkdv6dyr Dátum 2014 május 01, 14:37
Köszi a segítséget. Át is térek erre a szerverre a jövőben.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 május 02, 09:42
Írta: 3szwbavt Dátum 2014 május 02, 09:42
minden elismerésem!
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 május 04, 00:26
Írta: ncw4w5nca Dátum 2014 május 04, 00:26
Szia vbodi!
Már egy ideje játszom a gondolattal, hogy kellene építeni egy indukciós hevítő-olvasztó berendezést. A gond csak az, hogy elektronikából elég kevés szorult belém:) Ezért szeretnék egy kis segítséget kérni. a könyvtárban itt találtam egy rajzot, ami ha jól értelmezem, inverterhez készült. Nekem van egy inverteres hegesztő gépem,(IGBT) a névleges hálózati teljesítménye 18,2 kVA 65-75V 500A.
Kérdésem a következő: Melyik alkatrészt kell kicserélni, és milyenre, hogy gond nélkül lehessen használni ezen a teljesítményen?
Üdv. Berényi József
Már egy ideje játszom a gondolattal, hogy kellene építeni egy indukciós hevítő-olvasztó berendezést. A gond csak az, hogy elektronikából elég kevés szorult belém:) Ezért szeretnék egy kis segítséget kérni. a könyvtárban itt találtam egy rajzot, ami ha jól értelmezem, inverterhez készült. Nekem van egy inverteres hegesztő gépem,(IGBT) a névleges hálózati teljesítménye 18,2 kVA 65-75V 500A.
Kérdésem a következő: Melyik alkatrészt kell kicserélni, és milyenre, hogy gond nélkül lehessen használni ezen a teljesítményen?
Üdv. Berényi József
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 május 04, 07:18
Írta: 3vv2btrhv Dátum 2014 május 04, 07:18
Sajnos Vbodi kivonult a forumbol , keresd magánban .
Ékszer öntésben én is érdekelt lennék .
Ékszer öntésben én is érdekelt lennék .
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 május 04, 08:14
Írta: ncw4w5nca Dátum 2014 május 04, 08:14
Kösz Tibi, De nyarfa beszélt vele, és azt ígérte hogy válaszol itt a fórumon.
Cím: Re:Fémöntés házilag
Írta: frkdv6dyr Dátum 2014 május 04, 10:11
Írta: frkdv6dyr Dátum 2014 május 04, 10:11
Kicsit félreértettél :) azt üzente, hogy itt minden fent van a fórumon. Elnézést ha kellemetlenséget okoztam, de Vbodi-t én is vissza várom.
Cím: Re:Fémöntés házilag
Írta: PSoft Dátum 2014 május 04, 10:43
Írta: PSoft Dátum 2014 május 04, 10:43
A mai napig tekintélyes,és nagyra becsülendő Vbodi Hunbay-os könyvtára.[#worship]
2010.Augusztusától találsz a témával kapcsolatban hasznos infókat,képek/videók formájában.
És persze,a saját topic-jában is,ha visszaolvasol.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 május 04, 22:19
Írta: ncw4w5nca Dátum 2014 május 04, 22:19
Kösz már egy párszor végig mentem mindkettőn, de nem igazán sikerült összefogni a dolgokat, ezért mertem kérdezni. Nem gondoltam hogy ez valakit is zavar:( különben a linkelt rajz is onnan való
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2014 május 05, 05:57
Írta: Szalai György Dátum 2014 május 05, 05:57
Talán javíthatna a széleslátáson, ha a HE vonatkozó topicját is átnéznéd.
http://www.hobbielektronika.hu/forum/topic_7631.html?pg=9
Mert ennek a kapcsolásnak is van története és magyarázata.
De, hogy a kérdésedre is adjak választ, bár nem pótolom Vbodi-t.
Ha 18kW teljesítménnyel akarod használni, akkor mindet ki kell cserélni, még a kapcsolást is.
(Sajnos az eredeti építők a hangolhatósággal és PLL ráhúzással nem vesződtek.)
http://www.hobbielektronika.hu/forum/topic_7631.html?pg=9
Mert ennek a kapcsolásnak is van története és magyarázata.
De, hogy a kérdésedre is adjak választ, bár nem pótolom Vbodi-t.
Ha 18kW teljesítménnyel akarod használni, akkor mindet ki kell cserélni, még a kapcsolást is.
(Sajnos az eredeti építők a hangolhatósággal és PLL ráhúzással nem vesződtek.)
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2014 május 05, 06:06
Írta: Szalai György Dátum 2014 május 05, 06:06
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 május 05, 10:20
Írta: ncw4w5nca Dátum 2014 május 05, 10:20
Köszönöm Gyuri a válaszod. Tegnap már elkezdtem olvasni a HE fórumot, remélem mire a végére érek megtalálom amit keresek [#worship]
Cím: Re:Fémöntés házilag
Írta: 6rk75uezn Dátum 2014 május 08, 15:27
Írta: 6rk75uezn Dátum 2014 május 08, 15:27
Sziasztok.
Egy kis segitség kellene a készülő kohómhoz.
50 literes hordóból tervezem és kerámis paplannal lesz kibélelve,már a Pb palackot is megvettem,kis 2kg-os.
Az égőfejról kellene infó/kép hogy el tudjam késziteni.Fúvókaméret és az egész kialakitás.
Aki tudna segiteni képekkel méretekkel az legyenszives segitse.
Köszönöm.
Egy kis segitség kellene a készülő kohómhoz.
50 literes hordóból tervezem és kerámis paplannal lesz kibélelve,már a Pb palackot is megvettem,kis 2kg-os.
Az égőfejról kellene infó/kép hogy el tudjam késziteni.Fúvókaméret és az egész kialakitás.
Aki tudna segiteni képekkel méretekkel az legyenszives segitse.
Köszönöm.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 május 08, 20:39
Írta: 3szwbavt Dátum 2014 május 08, 20:39
vasedény, szatócsbolt, gazdabolt. malacpörzsölő. ezzel majdnem mindent megolvaszthatsz. de a 2 kg.os palack nagyon kicsi, bár grammok olvasztásához elég.
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2014 május 08, 20:53
Írta: jani300 Dátum 2014 május 08, 20:53
Ámérő 50-60 milliméteres 15-20 centi hosszú csődarab . Egyik végében keresztben egy keskeny laposvas ,fúvókatartónak . Átmérő 1 milliméteres fúvóka . Reduktor és egyéb bonyi dolog nem kell :) Én legalábbis így csináltam pörzsölőt , pár tíz éve . De legalább 11,5 kilós palack illene :)
Cím: Re:Fémöntés házilag
Írta: PSoft Dátum 2014 május 08, 21:00
Írta: PSoft Dátum 2014 május 08, 21:00
Mint sokminden másnak,a kohónak,öntésnek is © Vbody volt itt régebben az egyik mestere.
Publikálta is a topic-jában amig "aktív" volt a fórumon.
Olvass vissza,sok hasznos infót találhatsz a kohóról/öntésről.
A Hunbay-os könyvtárában találni fogsz képeket is,ha keresel.
Cím: Re:Fémöntés házilag
Írta: 6rk75uezn Dátum 2014 május 08, 21:17
Írta: 6rk75uezn Dátum 2014 május 08, 21:17
Grammok?Itt a fórumon 4cm-es kerámia paplanos szigetelésű kohóval a nagy 11,5 kg os palack felével tehát kb 5-6kg Pb gázzal 22 kg bronzot olvasztott.
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2014 május 08, 21:37
Írta: jani300 Dátum 2014 május 08, 21:37
A 23 kg os a nagy PB palack :)
Azt is írta már valaki hogy nem jó teljesen kihasználni a palackot . Nincs elég nyomás ha kevés van benne ,és talán még veszélyes is .
Azt is írta már valaki hogy nem jó teljesen kihasználni a palackot . Nincs elég nyomás ha kevés van benne ,és talán még veszélyes is .
Cím: Re:Fémöntés házilag
Írta: 6rk75uezn Dátum 2014 május 08, 21:37
Írta: 6rk75uezn Dátum 2014 május 08, 21:37
Köszönöm a többieknek is,nem lenne hülyeség ha Vbody fórumtársunk a szomszédom lenne,nagyon ügyes.
Ahogy utánna olvasgattam 135-ös fúvókát irtak,tehát akkor annyi az egész hogy egy darab csőnek a végét lezárom egy laposvassal,mondjuk egy 50mm es csövet egy 20-as laposvassal és ebbe mehet az 1 mm-es fúvóka,másik oldalon rá a tömlő és ennyi.A csővet be akarom hegeszteni a kohó oldalába.
Ahogy utánna olvasgattam 135-ös fúvókát irtak,tehát akkor annyi az egész hogy egy darab csőnek a végét lezárom egy laposvassal,mondjuk egy 50mm es csövet egy 20-as laposvassal és ebbe mehet az 1 mm-es fúvóka,másik oldalon rá a tömlő és ennyi.A csővet be akarom hegeszteni a kohó oldalába.
Cím: Re:Fémöntés házilag
Írta: 6rk75uezn Dátum 2014 május 08, 21:40
Írta: 6rk75uezn Dátum 2014 május 08, 21:40
A "nagy" palckot az enyémhez viszonyitottan irtam,igen a 23 kg-os a nagy,az illetőnek pedig a 11,5kg-os fele fogyott.
Ha nincs benne elég nyomás visszaéghet?erre gondolsz?
Ha nincs benne elég nyomás visszaéghet?erre gondolsz?
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2014 május 08, 21:53
Írta: jani300 Dátum 2014 május 08, 21:53
Hogy miért veszélyes azt korrektül , fejből nem tudom megmondani . De nem feltétlenül a visszaégésről lehet csak szó .Nagy gázelvételhez nagy párologtató felület kell . Le tud fagyni lángvágáskor még a 23 kilós palack is . Ha lefagy elaludhat a láng , lehet el se tudod zárni a szelepet . Ha visszamelegszik , felolvad ömlik esetleg a gáz . Valami hasonlóra gondolok .
Cím: Re:Fémöntés házilag
Írta: 6rk75uezn Dátum 2014 május 08, 22:04
Írta: 6rk75uezn Dátum 2014 május 08, 22:04
Értem,visszaégni szerintem nem tud,ha a kis gázégőt vesszük alapul,másrészt szerintem a Pb gáz nem tud visszaégni,mintha olvastam is volna valahol.Nem tudom egy kis kohó felfűtéséhez mekkora gázláng kell de szerintem jó szigetelés esetén akkora is elég lehet mint a kis gázégő kétszerese,(max lasabban fütődik fel) az pedig szerintem nem nagy (hirtelen) gázelvétel egy kis 2kg.os palacknak sem,hogy lefaggyon.
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2014 május 08, 22:17
Írta: robroy007 Dátum 2014 május 08, 22:17
én így oldottam meg: képek
(pár ezer forintból)
hordó
kálcium szilikát
kerámia paplan
samot védőfalazat
vízügeges samotlisz kence
(pár ezer forintból)
hordó
kálcium szilikát
kerámia paplan
samot védőfalazat
vízügeges samotlisz kence
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2014 május 08, 22:21
Írta: robroy007 Dátum 2014 május 08, 22:21
én bementem a gázos alkatrész üzletbe és egy sima gáz főzőlaphoz való fúvókát vettem ami a legnagyobb volt méretét nem tudom pontosan
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2014 május 08, 22:22
Írta: jani300 Dátum 2014 május 08, 22:22
A vissza égéshez kellene a nagyobb nyomású oxigén ,szerintem is , de az más rendszer .
Csak úgy "érzésre" tartom kicsinek a 2kilós palackot . Csak kiderül elég-e ,mások hozzászólásából . De 1,35 ös fúvókához én biztos nem használnék 2 kg os palackot .
Csak úgy "érzésre" tartom kicsinek a 2kilós palackot . Csak kiderül elég-e ,mások hozzászólásából . De 1,35 ös fúvókához én biztos nem használnék 2 kg os palackot .
Cím: Re:Fémöntés házilag
Írta: 6rk75uezn Dátum 2014 május 08, 22:27
Írta: 6rk75uezn Dátum 2014 május 08, 22:27
Na pontosan egy ilyet akarok csinálni,de csak kerámia paplan szigeteléssel,szerintem neked max 0.85-ös fúvókát adtak,most néztem hogy a legnagyobb rózsához a gáztűzhelyhez a Pb gázhoz adott pót fúvókák közül a legnagyobb 0.85-ös.
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2014 május 08, 22:35
Írta: jani300 Dátum 2014 május 08, 22:35
Az 1mm -es fúvóka lángvágó pisztoly vágóoxigén fúvókája volt , nálam .
Cím: Re:Fémöntés házilag
Írta: 6rk75uezn Dátum 2014 május 08, 22:52
Írta: 6rk75uezn Dátum 2014 május 08, 22:52
Elég lesz oda szerintem a 0.70-es is.Van gáztúzhely Pb-s fúvókái,60-as,70-es,80-as,és 85 ös.
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2014 május 08, 23:04
Írta: jani300 Dátum 2014 május 08, 23:04
Kohóban még nem olvasztottam , csak szabadon melegítve , így nem tudom megítélni a teljesítmény igényt . De szeretném a kohót is kipróbálni . A hővisszanyerés , vagyis a távozó füstgáz felhasználása az égéslevegő előmelegítésére , jelentős megtakarítás lehet .
Azért a gáztűzhely és a pörzsölő fúvóka gáznyomása közt lényeges különbség van , ennek az elhasznált gáz mennyiségében is jelentkeznie kell .
Azért a gáztűzhely és a pörzsölő fúvóka gáznyomása közt lényeges különbség van , ennek az elhasznált gáz mennyiségében is jelentkeznie kell .
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 május 08, 23:42
Írta: ncw4w5nca Dátum 2014 május 08, 23:42
Szerintem is kicsi a 2kgos. Mellesleg minél lassabban hevíted a kemencét, annál több problémád lesz a fém gázosodásával! Elégtelen gázellátás, kis fúvókaméret, elégtelen levegő ellátás, mind lassítja az olvasztást, és segíti az olvadt fém gázelnyelését. Minél tovább van olvadt állapotban, és minél jobban túl van hevítve, annál több gázt tud elnyelni! Na meg jó ha tudod, hogy a gáztalanító só sem csodaszer, helytelen használata nem csökkenti, hanem fokozza a gázosodást. Ezért fontos a hatékony olvasztás. A PB gáz nem tud visszaégni oxigén nélkül sima perzselőnél.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 május 14, 19:51
Írta: ncw4w5nca Dátum 2014 május 14, 19:51
Fémöntés kicsit másként. A szabad alakítás.


Cím: Re:Fémöntés házilag
Írta: s7manbs8 Dátum 2014 május 14, 20:10
Írta: s7manbs8 Dátum 2014 május 14, 20:10
A mostani mosógép motorok csapágyház részei azok milyen ötvözetek, fúrtam most egyet tegnap és elég könnyen megmunkálhatónak tűnik, abból ha öntene az ember anyagot lehetne belőle farigcsálni ezt-azt. Nem az a ragadós, nyúlós fajta, inkább törik, mint hajlik, forgácsolható könnyebben, azt veszem észre rajta,
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 május 14, 21:21
Írta: ncw4w5nca Dátum 2014 május 14, 21:21
Az öntvények általában jól munkálhatók, azt hogy pontosan mi az összetétele nem tudom. Itt viszont nagyon sok infó van alumíniumról
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 május 14, 21:48
Írta: ncw4w5nca Dátum 2014 május 14, 21:48
Itt egy másik nagyon jó PDF
Cím: Re:Fémöntés házilag
Írta: Kristály Árpád Dátum 2014 május 15, 07:00
Írta: Kristály Árpád Dátum 2014 május 15, 07:00
Halihó József!
Tényleg nagyon jó!!!
[#worship][#worship][#worship][#wave]
Árpád
Tényleg nagyon jó!!!
[#worship][#worship][#worship][#wave]
Árpád
Cím: Re:Fémöntés házilag
Írta: ANTAL GÁBOR Dátum 2014 május 15, 07:05
Írta: ANTAL GÁBOR Dátum 2014 május 15, 07:05
Remélem nem veszed beleugatásnak de amit sokan aluöntvénynek néznek az nem mindíg az. Van egy zink öntvény amit előszeretettel használnak a gépiparban mert nyomásosan igen jól önthető. A neve Zamak . Napokkal ezelőtt írtam hogy egyszer megjártam mert egy Briggs blokkból ki akartam venni az Öv hüvelyt , nosza betettem a kályhába ( melegítés céljából ) hát egyszer csak kifolyt a megolvadt Zamak. Én próbáltam már önteni belőle , megy is de van zsugorja . Nem hiába használják az iparban a nyomásos öntést
Cím: Re:Fémöntés házilag
Írta: LittleSV Dátum 2014 május 15, 08:35
Írta: LittleSV Dátum 2014 május 15, 08:35
Sziasztok. Házilagosan érdemes/lehet ezüst olvasztással foglalkozni? Lenne néhány gyűrű, lánc és karkötő, amiből szeretnék gravírozható medált a gyerekeimnek (esetleg öntőformát készíteni, és abba önteni, így nem kellene gravírozni). Köszönöm.
Cím: Re:Fémöntés házilag
Írta: ywathzay Dátum 2014 május 15, 08:40
Írta: ywathzay Dátum 2014 május 15, 08:40
Ezt ha te csináltad akkor csak annyit lehet hozzáfűzni: aztaaaaa...
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 május 15, 10:06
Írta: ncw4w5nca Dátum 2014 május 15, 10:06
Ezt én csináltam:)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 május 15, 10:27
Írta: ncw4w5nca Dátum 2014 május 15, 10:27
A ZAMAK ötvözetek cink-alumínium ötvözet, kismértékű rézadagolással, amit a szilárdság javítása érdekében adnak hozzá. Legjellemzőbben használt ötvözet a ZAMAK5 (ZnAl4Cu1)Sűrűsége : 6,7kg/l.az alunál két és félszer nehezebb. Én még nem találkoztam olyan blokkal ami ebből az anyagból lett öntve. Viszont a hipereutektikus (Si>12%) alumínium-szilícium ötvözetből készített teljes forgattyúháznál használják a kérgesítési eljárást, ami helyettesíti az öntvényhüvelyt. Bővebben a 3233as hozzászólásban linkelt PDF végén találsz leírást.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 május 15, 10:54
Írta: ncw4w5nca Dátum 2014 május 15, 10:54
Természetesen lehet, csak a megfelelő szerszámok kellenek hozzá. Itt egy videó ami a centrifugál öntést mutatja be. A lényege a viasz veszejtéses eljárás. Ha viszont nem akarsz énnyi szerszámot összeszedni akkor csak simán öntesz belőle megfelelő alakot, azután gravírozod.
Cím: Re:Fémöntés házilag
Írta: ANTAL GÁBOR Dátum 2014 május 15, 11:01
Írta: ANTAL GÁBOR Dátum 2014 május 15, 11:01
Azt tudtam hogy nehezebb . Amit írtam a Briggsről az valós. Majd csinálok egy piknométeres mérést és megmérem a sűrűségét. Vagy összedobok egy Mohr Westfal mérleget
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 május 15, 11:08
Írta: ncw4w5nca Dátum 2014 május 15, 11:08
Én nem azt mondtam hogy nem valós, csak azt, hogy én még nem találkoztam ilyennel:)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 május 15, 13:21
Írta: ncw4w5nca Dátum 2014 május 15, 13:21
Végül is, ha módodban áll megmérni, akkor kíváncsi lennék a fajsúlyára.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 május 15, 13:24
Írta: ncw4w5nca Dátum 2014 május 15, 13:24
Az előző hozzászólás Válasz 'ANTAL GÁBOR' üzenetére (#3241)
Cím: Re:Fémöntés házilag
Írta: VighLajos Dátum 2014 május 15, 13:28
Írta: VighLajos Dátum 2014 május 15, 13:28
Akkor inkább egy hidrosztatikai mérleget...
A felhajtóerőt méri.
A felhajtóerőt méri.
Cím: Re:Fémöntés házilag
Írta: ANTAL GÁBOR Dátum 2014 május 15, 13:35
Írta: ANTAL GÁBOR Dátum 2014 május 15, 13:35
szia ! Rákerestem a Zamakra és rájöttem hogy miért szeretik ( sejtettem a kályhás esetemből de most már tudom ) Az olvadáspontja 380-386 C fok . Az alu ( mondjuk én 99.9 est néztem meg 660 C fok . Tudom hogy még a fajhőket is és olvadáshőt is össze kellene vetni de amatőr szempontból szerintem perspektívikus anyag. Egyszer kellett sok rézplakett hátoldalába gravíroznom ( hagyományos esztergomi pantográffal ) No az volt a legegyszerűbb rögzítés a gépen hogy megcsináltam a plakett negatívját Zamakból . Te nem használod ?
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 május 15, 13:48
Írta: ncw4w5nca Dátum 2014 május 15, 13:48
De használtam már több alkalommal. Öntöttem negatívot, amibe a munkadarab feküdt, Készterméket, Kokillába és homokba is. Hegesztettem AVI-val, és pont ma forrasztottam alu forrasszal, zamak+alu vegyes kötés:)
Cím: Re:Fémöntés házilag
Írta: s7manbs8 Dátum 2014 május 15, 14:16
Írta: s7manbs8 Dátum 2014 május 15, 14:16
Ha már fajsúly mérés, Hunka Tibi bedigitalizálásával a térfogat számolható lenne és megvan a fajsúly is, módszer. :)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 május 15, 14:30
Írta: ncw4w5nca Dátum 2014 május 15, 14:30
Én maradok a jól bevált mérőhengeres térfogatmérés mellett:)
Cím: Re:Fémöntés házilag
Írta: ANTAL GÁBOR Dátum 2014 május 15, 14:34
Írta: ANTAL GÁBOR Dátum 2014 május 15, 14:34
Azért van egyszerűbb módszer .A Mohr Westfal mérleg . No Vigh Lajos kijavított de telefonon tisztáztuk, hogy alkalmas rá ha ismert sűrűségű folyadékba merítjük a darabot . A gyári mérlegek egy ismert sűrűségű üvegtestest merítenek ismeretlen sűrűségű folyadékba de a mérleg ismeretlen sűrűségű anyagok mérésére is alkalmazható ismert sűrűségű (pl dest víz ) folyadékkal . Egyszerűen egy cérnával fel kell akasztani és aztán jöhet Archimédes bácsi
Cím: Re:Fémöntés házilag
Írta: LittleSV Dátum 2014 május 15, 15:11
Írta: LittleSV Dátum 2014 május 15, 15:11
Köszönöm a video megosztást. Nekem valahol az alapoktól kell indulnom. Mondjuk hogy vízszerelős kis lángégővel meg tudom olvasztani az ékszereket vagy valami nagyobb hőforrást kell beszereznem? Meg hogy kell-e valami adalékanyag (mintha a videon beleszórtak volna valamit).
Lehet tényleg az az egyszerűbb ha valamibe belemarom az öntendő formát (sima téglatest), és majd utólag gravírozom. Persze ennyi erővel a formába is gravírozhatnék negatívot, és abba önteni. Sima gipszbe öntik az ezüstöt? Mitől lesz majd sík és buborékmentes a teteje (ha nincs centrifugám)? Bár lehet ez mind mehetne a kezdőbe. Vagy én mehetnék el ékszerészhez hogy megcsinálja...
Lehet tényleg az az egyszerűbb ha valamibe belemarom az öntendő formát (sima téglatest), és majd utólag gravírozom. Persze ennyi erővel a formába is gravírozhatnék negatívot, és abba önteni. Sima gipszbe öntik az ezüstöt? Mitől lesz majd sík és buborékmentes a teteje (ha nincs centrifugám)? Bár lehet ez mind mehetne a kezdőbe. Vagy én mehetnék el ékszerészhez hogy megcsinálja...
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 május 15, 16:06
Írta: ncw4w5nca Dátum 2014 május 15, 16:06
A vízszerelős kis lángégővel nem tudod megolvasztani, legalább PB + oxigén kell. Hogy konkrétan a videóban mit tesz nem értem, de a bórax tökéletes a célnak.
"Persze ennyi erővel a formába is gravírozhatnék negatívot, és abba önteni" Nem járható mert a megfelelő nyomás nélkül nem tölti ki a formát tökéletesen.
Nem sima gipszbe, hanem gipsz kvarcliszt keverékébe.
Idézet Szedlay Páltól:A gipsz nem hőálló, egyik sem! Viszont öntőformát lehet készíteni 1 rész gipsz és 2 rész finom kvarcliszt keverékéből. Előnye a vízüvegeshez képest, hogy könnyebb bontani, és a gipsz oldódik trinátriumcitrát oldatban, ha nem akarod homok-fújni öntés után. Arany öntőformának is használják. Ha lehet ne stukatúr gipszet használj, hanem valami közepes minőségű fogászatit. Ehhez az öntés technikához valamilyen fémkeretet vagy fémgyűrűt kell használni.
Ha öntéskor bóraxot szórsz az olvadt fém tetejére, akkor oxid és buborékmentes lesz. Kovácsolással,és marással, vagy csiszolással el tudod érni a kellő simaságot. A kovácsolás a tömörségen is sokat javít!
"Persze ennyi erővel a formába is gravírozhatnék negatívot, és abba önteni" Nem járható mert a megfelelő nyomás nélkül nem tölti ki a formát tökéletesen.
Nem sima gipszbe, hanem gipsz kvarcliszt keverékébe.
Idézet Szedlay Páltól:A gipsz nem hőálló, egyik sem! Viszont öntőformát lehet készíteni 1 rész gipsz és 2 rész finom kvarcliszt keverékéből. Előnye a vízüvegeshez képest, hogy könnyebb bontani, és a gipsz oldódik trinátriumcitrát oldatban, ha nem akarod homok-fújni öntés után. Arany öntőformának is használják. Ha lehet ne stukatúr gipszet használj, hanem valami közepes minőségű fogászatit. Ehhez az öntés technikához valamilyen fémkeretet vagy fémgyűrűt kell használni.
Ha öntéskor bóraxot szórsz az olvadt fém tetejére, akkor oxid és buborékmentes lesz. Kovácsolással,és marással, vagy csiszolással el tudod érni a kellő simaságot. A kovácsolás a tömörségen is sokat javít!
Cím: Re:Fémöntés házilag
Írta: Szedlay Pál Dátum 2014 május 15, 17:25
Írta: Szedlay Pál Dátum 2014 május 15, 17:25
Ha már az élőbb idéztek.
Meglehet önteni parittyás öntőgéppel is, de azért előtte nagyon sokat kell fém nélkül gyakorolni. Locsoltam én már így szét 30 gramm aranyat a földre, mert felborult a gyűrű. Van egy fa fogantyú ami egy tengely, ezen van egy kb. 6mm-es szár úgy 500 mm hosszú ennek a végére van erősítve egy konzervdoboz aminek az aljára homokot teszel. A szár könnyen forog a fogantyún vissza van a vége görbítve önmagába. Primitív, de nehezem tudom leírni. Meglóbálod és csuklóból forgatod. Elég az aranyhoz, ezüsthöz a földgáz sűrített levegő keverék is ha ékszermennyiségről van szó. 30 évvel ezelőtt is így olvasztottuk.
Meglehet önteni parittyás öntőgéppel is, de azért előtte nagyon sokat kell fém nélkül gyakorolni. Locsoltam én már így szét 30 gramm aranyat a földre, mert felborult a gyűrű. Van egy fa fogantyú ami egy tengely, ezen van egy kb. 6mm-es szár úgy 500 mm hosszú ennek a végére van erősítve egy konzervdoboz aminek az aljára homokot teszel. A szár könnyen forog a fogantyún vissza van a vége görbítve önmagába. Primitív, de nehezem tudom leírni. Meglóbálod és csuklóból forgatod. Elég az aranyhoz, ezüsthöz a földgáz sűrített levegő keverék is ha ékszermennyiségről van szó. 30 évvel ezelőtt is így olvasztottuk.
Cím: Re:Fémöntés házilag
Írta: Szedlay Pál Dátum 2014 május 15, 17:34
Írta: Szedlay Pál Dátum 2014 május 15, 17:34
A parittyás öntés is a centrifugál öntőgép egy nagyon primitív formája. Van még motoros és rugós. A rugósnak az az előnye, hogy nagyon gyorsan indul. A videón is egy ilyen van bár balesetvédelmi szempontból ilyet nem engednék forgalomba hozni ez szerintem valami házi barkács.
Cím: Re:Fémöntés házilag
Írta: Szedlay Pál Dátum 2014 május 15, 17:37
Írta: Szedlay Pál Dátum 2014 május 15, 17:37
Bár én ezüstöt nem öntöttem az aranynak van egy előnyös tulajdonsága, levegőn sem oxidálódik, addig melegítgeted ameddig akarod max. a párolgási veszteség miatt nem érdemes sokáig.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 május 15, 17:43
Írta: ncw4w5nca Dátum 2014 május 15, 17:43
A parittya öntőkészülék és használata.

Cím: Re:Fémöntés házilag
Írta: LittleSV Dátum 2014 május 15, 17:47
Írta: LittleSV Dátum 2014 május 15, 17:47
Köszönöm a javaslatokat. Talán majd ha valakinél lesz lehetőségem akkor kipróbálom, de azt hiszem ez meghaladja képességem és az itthoni lehetőségeimet.
Cím: Re:Fémöntés házilag
Írta: Szedlay Pál Dátum 2014 május 15, 17:51
Írta: Szedlay Pál Dátum 2014 május 15, 17:51
Köszönöm, kerestem, de nem találtam a neten ezt a rajzos magyarázatot.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 május 15, 17:55
Írta: ncw4w5nca Dátum 2014 május 15, 17:55
Még egy fontos Dolog. A parittyás módszernél az öntőnyílásnak szűknek kell lenni, kb 1mm, hogy olvasztáskor ne tudjon átfolyni a megolvadt fém. Itt a beöntő nyílás tölcsérében történik az olvasztás. Úgy csak a centrifugális erő tudja átpréselni.
Cím: Re:Fémöntés házilag
Írta: Szedlay Pál Dátum 2014 május 15, 18:00
Írta: Szedlay Pál Dátum 2014 május 15, 18:00
Minden szavad igaz.
Cím: Re:Fémöntés házilag
Írta: Szedlay Pál Dátum 2014 május 15, 18:01
Írta: Szedlay Pál Dátum 2014 május 15, 18:01
Te is öntöttél így?
Cím: Re:Fémöntés házilag
Írta: 54ip3ywec Dátum 2014 május 15, 18:06
Írta: 54ip3ywec Dátum 2014 május 15, 18:06
Hali.
Még hozzáfűzném a gipszforma kiégetése fontos, mert ha nedves marad, kifújja a beleöntött fémet a gőz. Ezért is láthattad a videóban hogy kemencéből kivéve röktön öntenek bele. Ne legyen hideg, meg nedves, meg persze viasz sem maradhat benne.
Sajna a kis gázégő szerintem is lassan keveset olvaszt. Kollegám is pb+oxigén keverékkel olvaszt. Használhatsz kompresszor levegőt is ,az oxigén helyett.
Még hozzáfűzném a gipszforma kiégetése fontos, mert ha nedves marad, kifújja a beleöntött fémet a gőz. Ezért is láthattad a videóban hogy kemencéből kivéve röktön öntenek bele. Ne legyen hideg, meg nedves, meg persze viasz sem maradhat benne.
Sajna a kis gázégő szerintem is lassan keveset olvaszt. Kollegám is pb+oxigén keverékkel olvaszt. Használhatsz kompresszor levegőt is ,az oxigén helyett.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 május 15, 18:06
Írta: ncw4w5nca Dátum 2014 május 15, 18:06
Én még nem , de még lehet hogy fogok:)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 május 15, 18:11
Írta: ncw4w5nca Dátum 2014 május 15, 18:11
Amiket én öntök, azok már túlnőttek ezen a technológián. Mármint méretben:)
Cím: Re:Fémöntés házilag
Írta: frkdv6dyr Dátum 2014 május 15, 18:12
Írta: frkdv6dyr Dátum 2014 május 15, 18:12
És milyen "primitíven" egyszerűen :) nekem leesett az állam.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 május 15, 18:16
Írta: ncw4w5nca Dátum 2014 május 15, 18:16
Igen sokszor a legegyszerűbb dolgok a legcélravezetőbbek:)
Cím: Re:Fémöntés házilag
Írta: LittleSV Dátum 2014 május 15, 18:16
Írta: LittleSV Dátum 2014 május 15, 18:16
A Vbodi féle indukciós hevítőt nem lehetne nyílt láng helyett alkalmazni (már nem mintha olyanom lenne)?
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 május 15, 18:19
Írta: ncw4w5nca Dátum 2014 május 15, 18:19
Talán az volna a legtökéletesebb.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 május 15, 18:38
Írta: ncw4w5nca Dátum 2014 május 15, 18:38
Vagy még lehetőség mikrohullámú sütőben is olvasztani mint például itt!
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 május 15, 18:40
Írta: ncw4w5nca Dátum 2014 május 15, 18:40
Ehhez tökéletes az otthoni mikró, csak mama meg ne tudja[#csodalk]
Cím: Re:Fémöntés házilag
Írta: 54ip3ywec Dátum 2014 május 15, 18:51
Írta: 54ip3ywec Dátum 2014 május 15, 18:51
Indukciós olvasztó , az minden ékszerész és ötvös álma. Én is szeretnék egyet.
Cím: Re:Fémöntés házilag
Írta: LittleSV Dátum 2014 május 15, 19:01
Írta: LittleSV Dátum 2014 május 15, 19:01
Vajon hány órás főzőprogramra volt beállítva? Jól látom hogy ytongba van faragva az öntő?
Ytong, mikrosütő van itthon, szóval eddig ez a legközelebbi megoldás. Ha már egy nagy tömbbe tudnám olvasztani is (rész) megoldás lenne, a többit majd a cnc elintézi.
Ytong, mikrosütő van itthon, szóval eddig ez a legközelebbi megoldás. Ha már egy nagy tömbbe tudnám olvasztani is (rész) megoldás lenne, a többit majd a cnc elintézi.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 május 15, 19:01
Írta: 3vv2btrhv Dátum 2014 május 15, 19:01
Ez zseniális , de a fehér doboz az valószínűleg a lényeg . Én a kerámia szigetelőre tippelek , te ismered ezt az anyagot ?
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 május 15, 19:15
Írta: ncw4w5nca Dátum 2014 május 15, 19:15
Valószínű kalcium szilikát vagy magnéziatégla. Lényeg hogy jó legyen a szigetelése,és bírja legalább 1200-1300°C-ig. de különben már láttam valami hasonló nálunk is, csak az mintha kerámiához lett volna. Majd próbálok rákeresni.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 május 15, 19:19
Írta: ncw4w5nca Dátum 2014 május 15, 19:19
Na meg is vanJól emlékeztem:)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 május 15, 19:21
Írta: ncw4w5nca Dátum 2014 május 15, 19:21
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 május 15, 20:59
Írta: ncw4w5nca Dátum 2014 május 15, 20:59
A nejem szikrázó tekintete mellett csináltam egy mikrós kísérletet:)

http://www.imgserv.com/images/2014/05/15/zsBn8Kmv.jpg
http://www.imgserv.com/images/2014/05/15/VXT6vGfOp.jpg
http://www.imgserv.com/images/2014/05/15/zsBn8Kmv.jpg
http://www.imgserv.com/images/2014/05/15/VXT6vGfOp.jpg
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 május 15, 21:01
Írta: ncw4w5nca Dátum 2014 május 15, 21:01
(http://www.imgserv.com/images/2014/05/15/zsBn8Kmv.jpg)
(http://www.imgserv.com/images/2014/05/15/VXT6vGfOp.jpg)
(http://www.imgserv.com/images/2014/05/15/VXT6vGfOp.jpg)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 május 15, 21:04
Írta: ncw4w5nca Dátum 2014 május 15, 21:04
Egy kicsit elszúrtam. Nem méreteztem át:(
Cím: Re:Fémöntés házilag
Írta: vjanos Dátum 2014 május 15, 21:08
Írta: vjanos Dátum 2014 május 15, 21:08
Sebaj :)
De mit is látunk?
Két kálciumszilikát lap közt az alu?
Kb mekkora és mennyi mikrózástól olvadt meg?
De mit is látunk?
Két kálciumszilikát lap közt az alu?
Kb mekkora és mennyi mikrózástól olvadt meg?
Cím: Re:Fémöntés házilag
Írta: Szedlay Pál Dátum 2014 május 15, 21:15
Írta: Szedlay Pál Dátum 2014 május 15, 21:15
Azért vigyázzatok az indukciós hevítővel. Nem véletlenül nem lehet rezet, aranyat direkt módon önteni vele csak közvetett melegítéssel úgy hogy a szénben indukálódik az örvényáram. Sőt még kisebb méretű fém daraboknál azok formája sem mindegy. Például a teljesen gömb alak nem alkalmas ilyen hevítésre. Meg ne kérdezzétek miért.
Cím: Re:Fémöntés házilag
Írta: Szedlay Pál Dátum 2014 május 15, 21:19
Írta: Szedlay Pál Dátum 2014 május 15, 21:19
Kerámiánál más a helyzet. Ott a szigetelő anyagba szilíciumkarbidot kevernek, mert ha jól emlékszem a kerámiára a mikró csak 1000 c fok felett " van hatással"
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 május 15, 21:21
Írta: ncw4w5nca Dátum 2014 május 15, 21:21
Ez nem kalcium szilikát, hanem perlit gipszel köttetve. Egy nyolcas anya van benne, kb 1000°C-ra hevült, azért olvadt meg a perlit. A hevítési időt nem tudom, mert először a gipsznek kellett leadni a kristályvizét, amíg ez meg nem történt nem melegedett a csavar. Utána meg nem néztem az időt, úgy saccolom hogy két három perc. A kísérlet célja hogy működhet e kalcium szilikáttal. ha perlittel működik, akkor miért ne működne azzal is:)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 május 15, 21:29
Írta: ncw4w5nca Dátum 2014 május 15, 21:29
Igen ahogy az interkerámnál is írják, hogy belülről be van vonva valamivel, ami a hullámok hatására felhevül.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 május 15, 21:52
Írta: ncw4w5nca Dátum 2014 május 15, 21:52
Ja és a mikró is túlélte[#nevetes1]
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 május 16, 07:13
Írta: 3vv2btrhv Dátum 2014 május 16, 07:13
Valószínű , hogy sziliciumkarbidot kennek a belsejébe , de a kötőanyag a lényeg , meglehetne próbálni első körben vízüveggel .
Cím: Re:Fémöntés házilag
Írta: designr Dátum 2014 május 16, 08:05
Írta: designr Dátum 2014 május 16, 08:05
Ha kis méretben ezt sikerülne kikísérletezni..hobbisták jó lehetőséghez jutnának..mindenki számára elérhető..nagy beruházás nélküli,kisméretű öntési lehetőség..nyitott lenne az út az érmek.kis domborművek..ékszerek készítésére..tudom tudom nem profi minőségben..de itt nem is az a lényeg..
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 május 16, 09:19
Írta: 3vv2btrhv Dátum 2014 május 16, 09:19
Maximálisan támogatom , van egy két megoldásom , ha majd normalizálódik a légkör publikálom .
Digitalizálás - T-spline átrajzolás , 3D nyomtatás , öntés .
Digitalizálás - T-spline átrajzolás , 3D nyomtatás , öntés .
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 május 16, 09:42
Írta: ncw4w5nca Dátum 2014 május 16, 09:42
Nem kell köttetni semmit, simán kalcium szilikát lapot kell használni. 5cm-es lapokat egymásra rakni, és közepén kialakítani egy üreget a tégelynek. mint ahogy itt van
Cím: Re:Fémöntés házilag
Írta: ebalint Dátum 2014 május 16, 09:52
Írta: ebalint Dátum 2014 május 16, 09:52
Akkor a grafittégely kizárva?
Porcelán, amit egyébként is kizzításra használnak pl. laborban... ezüstre, aranyra megfelelne? /ötvözetfüggés? ..karátra gondolok
Porcelán, amit egyébként is kizzításra használnak pl. laborban... ezüstre, aranyra megfelelne? /ötvözetfüggés? ..karátra gondolok
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 május 16, 10:11
Írta: ncw4w5nca Dátum 2014 május 16, 10:11
A fém olvasztáshoz nem kell szilícium karbid bevonattal ellátni, az csak a kerámia égetőhöz kell, mivel a kerámia nem hevül fel a mikrohullámtól. Itt is van egy lapokból kialakított megoldás.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 május 16, 10:24
Írta: ncw4w5nca Dátum 2014 május 16, 10:24
Nem, az indukciós hevítőnél pont a szénen van a lényeg. Az hevül fel, és az hevíti a kis elektromos ellenállású fémeket.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 május 16, 18:29
Írta: 3vv2btrhv Dátum 2014 május 16, 18:29
Mit-öl nem megy tönkre a mikró , én úgy tudtam , hogy a fém visszaveri a hullámokat a megnetronba és akkor az tönkremegy .
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2014 május 16, 18:39
Írta: 000000000 Dátum 2014 május 16, 18:39
Lehet kapni mikrohullámú sütőhöz biztonságos kerámia hevítő edényt.
Tűzzománc égetéséhez, illetve kisméretű fémolvasztáshoz, bizsu, ékeszerkészítéshez használható.
Biztonságos, a mikrót sem vágja haza, ahhoz fejlesztették.
Direkt nem küldök linket, több helyen is vásárolható, belföldön, külföldön, nem én árulom, nincs benne érdekeltségem.
[#awink][#awink]
Tűzzománc égetéséhez, illetve kisméretű fémolvasztáshoz, bizsu, ékeszerkészítéshez használható.
Biztonságos, a mikrót sem vágja haza, ahhoz fejlesztették.
Direkt nem küldök linket, több helyen is vásárolható, belföldön, külföldön, nem én árulom, nincs benne érdekeltségem.
[#awink][#awink]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2014 május 16, 18:48
Írta: 000000000 Dátum 2014 május 16, 18:48
A mikró két dologtól mehet tönkre:
1. Ha a betett fémalkatrészen önindukció folytán nagyfeszültség generálódik. Például a margarin alufóliás csomagolása. Ekkor nem is megy tönkre igazán, legalábbis nem a magnetron.
Egyszerűen ívet húz az anyag, csúnyán megégeti a belső zománcos sütőteret.
2. Ha nincs megfelelő anyag a sütőtérben, ami felveszi a mikrohullámú teljesítményt. Ekkor túlhevül, és a belső műanyag alkatrészekkel kezdődően (mikrohullámú tápcsatorna fedele pl.) egyszerűen kiég, kigyullad az egész. Tipikus példája, ha üresen járatod, vagy kistömegű, száraz (kevés víz, vagy zsiradéktartalmú) étel nagy teljesítménnyel, viszonylag hosszú időn keresztül (>1-2 perc).
Az olvasztó kerámia tégely fedeles, és az anyagából adódóan felveszi a teljesítményt (elvárás min. 7-800W), és eléri az 1000 C hőfokot, így üveget is olvaszthatunk benne.
1. Ha a betett fémalkatrészen önindukció folytán nagyfeszültség generálódik. Például a margarin alufóliás csomagolása. Ekkor nem is megy tönkre igazán, legalábbis nem a magnetron.
Egyszerűen ívet húz az anyag, csúnyán megégeti a belső zománcos sütőteret.
2. Ha nincs megfelelő anyag a sütőtérben, ami felveszi a mikrohullámú teljesítményt. Ekkor túlhevül, és a belső műanyag alkatrészekkel kezdődően (mikrohullámú tápcsatorna fedele pl.) egyszerűen kiég, kigyullad az egész. Tipikus példája, ha üresen járatod, vagy kistömegű, száraz (kevés víz, vagy zsiradéktartalmú) étel nagy teljesítménnyel, viszonylag hosszú időn keresztül (>1-2 perc).
Az olvasztó kerámia tégely fedeles, és az anyagából adódóan felveszi a teljesítményt (elvárás min. 7-800W), és eléri az 1000 C hőfokot, így üveget is olvaszthatunk benne.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2014 május 16, 19:07
Írta: 000000000 Dátum 2014 május 16, 19:07
Mindegy, rakok be több eltérő linket, ahol venni lehet:
Micro Fusing - Itthon
Hasonló 100$-ért az Ebayen
Micro Fusing - Itthon
Hasonló 100$-ért az Ebayen
Cím: Re:Fémöntés házilag
Írta: ebalint Dátum 2014 május 16, 19:23
Írta: ebalint Dátum 2014 május 16, 19:23
Hazait én is találtam :
fusing box
fusing box
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2014 május 22, 09:07
Írta: 000000000 Dátum 2014 május 22, 09:07
Én annak idején olvasztottam kalciumszilikát tégelyben bronzot indukciósan. Nem kellett acél vagy grafit tégely.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 május 22, 09:55
Írta: ncw4w5nca Dátum 2014 május 22, 09:55
Igen olvastam a hozzászólásaidat, és láttam a fotókat, meg a videót is:) Ezzel kapcsolatban tettem is fel egy kérdést neked a 3203-asban. Közben hozzákezdtem olvasni a HE Indukciós hevítő készítése fórumot, hátha ragad rám valami, a koszon kívül is[#zavart2].
Cím: Re:Fémöntés házilag
Írta: hwhs45ci6 Dátum 2014 június 09, 09:34
Írta: hwhs45ci6 Dátum 2014 június 09, 09:34
Üdvözlet mindenkinek
Abban kérnék segítséget, hogy öntőhomokot hogyan kell keverni. Kvarc öntőhomokot szereztem de nem tudom milyen agyagot és hogyan, milyen arányban keverjek hozzá.Vagy egyáltalán kell e bele valami még amiről nem is tudok. Ezüst ékszert szeretnék önteni. Köszönöm.
Abban kérnék segítséget, hogy öntőhomokot hogyan kell keverni. Kvarc öntőhomokot szereztem de nem tudom milyen agyagot és hogyan, milyen arányban keverjek hozzá.Vagy egyáltalán kell e bele valami még amiről nem is tudok. Ezüst ékszert szeretnék önteni. Köszönöm.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 június 09, 22:37
Írta: ncw4w5nca Dátum 2014 június 09, 22:37
Üdvözöllek a fórumon Tibor.
A homokhoz bármilyen agyag jó, bentonit(natúr macskaalom) , fazekas agyagok, vagy ha a kert altalaja sárga föld abból is lehet mosással agyaghoz jutni. A keverési arány kb. 1-3%, de ez függ a homok szemcseméretétől. A homok akkor jó ha mint a frissen esett hó összetapad, de nem ragad az ember kezéhez, és nyomot sem hagy rajta. Ékszer öntésre a homokos technológia nemigazán alkalmas, mert a finom részleteket nem adja jól vissza, és az osztósíkok mentén a homok beszakadás aprólékos utómunkát igényel. A viaszveszejtéses eljárással lehet megfelelő eredményt elérni. Keress rá a "lost wax casting" kifejezésre, a you tube videók között rengeteg használható dolgot találsz.
A homokhoz bármilyen agyag jó, bentonit(natúr macskaalom) , fazekas agyagok, vagy ha a kert altalaja sárga föld abból is lehet mosással agyaghoz jutni. A keverési arány kb. 1-3%, de ez függ a homok szemcseméretétől. A homok akkor jó ha mint a frissen esett hó összetapad, de nem ragad az ember kezéhez, és nyomot sem hagy rajta. Ékszer öntésre a homokos technológia nemigazán alkalmas, mert a finom részleteket nem adja jól vissza, és az osztósíkok mentén a homok beszakadás aprólékos utómunkát igényel. A viaszveszejtéses eljárással lehet megfelelő eredményt elérni. Keress rá a "lost wax casting" kifejezésre, a you tube videók között rengeteg használható dolgot találsz.
Cím: Re:Fémöntés házilag
Írta: hwhs45ci6 Dátum 2014 június 10, 08:06
Írta: hwhs45ci6 Dátum 2014 június 10, 08:06
Köszönöm a hasznos tanácsokat! Tanulmányozni fogom még a témát.
üdv
üdv
Cím: Re:Fémöntés házilag
Írta: B.Zoltán Dátum 2014 június 10, 22:46
Írta: B.Zoltán Dátum 2014 június 10, 22:46
Lenne egy kérdésem, már régóta akarom kérdezni tőled.
Ha ezzel a nedves homokkal megcsinálod a formát, kell-e várni mielőtt öntöd az alumíniumot bele, és ha igen, mennyit?
Ha ezzel a nedves homokkal megcsinálod a formát, kell-e várni mielőtt öntöd az alumíniumot bele, és ha igen, mennyit?
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 június 10, 23:31
Írta: ncw4w5nca Dátum 2014 június 10, 23:31
Nem kell várni, azonnal öntheted. A homok tömegéhez képest relatív kevés a víz, öntéskor a fémmel érintkező homokréteg azonnal kiszárad, a képződő minimális gőz, (vagy inkább csak pára) a homokban a hideg részek felé szorul, ahol azonnal le is csapódik. A gőzelvezetést csak akkor kell megoldani ha viszonylag kis homoktömböt jórészt körülöleli az olvadt fém. Ekkor ezt a területet árral jól meg kell szurkálni, hogy a gőz akadálytalanul tudjon távozni. Ha a gőz megreked, akkor a fémet részben kiszorítja az öntőüregből, az öntvény felületén sima foltok keletkeznek, amit lefövésnek neveznek. Ez akkor is kialakul ha magas a homok agyagtartalma, ha túlvizezett, vagy "agyondöngölt" a homok.
Cím: Re:Fémöntés házilag
Írta: B.Zoltán Dátum 2014 június 10, 23:49
Írta: B.Zoltán Dátum 2014 június 10, 23:49
Nagyon köszönöm a terjedelmes,és számomra is teljesen érthető válaszodat.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 június 16, 11:00
Írta: 3szwbavt Dátum 2014 június 16, 11:00
Üdv nektek.40 kg Bronzhoz, aluhoz, indukciós olvasztót mennyiből lehet kihozni? 3x16-os óra elég lenne hozzá? Köszi a válasz(okat)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 június 17, 13:21
Írta: ncw4w5nca Dátum 2014 június 17, 13:21
Szia adren!
Én még nem építettem, csak most futom a köröket, a saját olvasztómhoz megszerezni a tudást.A tervek szerint egy 500A-es egyenáramú hegesztőgép lesz a táp, ami folyamatos üzem mellett is tud 300A-t. Ez még elmegy a 16A-os biztosítékról. A Pimi9 féle rezgőkört akarom hozzá megépíteni,(kibővítve 500A-re) az anyagköltsége 35ezer körül van. Kell egy koncentrátor + munkatekercs 30EFt, hőszigetelő anyag 20EFt, Tégely 20EFt, burkolat + hűtőrendszer 30EFt. Eddig 135EFt az anyag, munkadíjat nem számolok mer én megcsinálom magamnak. 3-4százezernél kezdődik egy használható inverteres hegesztőgép. Így 5-6százezer a vége+ munkadíj.
Azért a tévedés jogát fenntartom [#nevetes1]
Én még nem építettem, csak most futom a köröket, a saját olvasztómhoz megszerezni a tudást.A tervek szerint egy 500A-es egyenáramú hegesztőgép lesz a táp, ami folyamatos üzem mellett is tud 300A-t. Ez még elmegy a 16A-os biztosítékról. A Pimi9 féle rezgőkört akarom hozzá megépíteni,(kibővítve 500A-re) az anyagköltsége 35ezer körül van. Kell egy koncentrátor + munkatekercs 30EFt, hőszigetelő anyag 20EFt, Tégely 20EFt, burkolat + hűtőrendszer 30EFt. Eddig 135EFt az anyag, munkadíjat nem számolok mer én megcsinálom magamnak. 3-4százezernél kezdődik egy használható inverteres hegesztőgép. Így 5-6százezer a vége+ munkadíj.
Azért a tévedés jogát fenntartom [#nevetes1]
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 június 19, 19:34
Írta: 3szwbavt Dátum 2014 június 19, 19:34
elképesztő, ennyi pénzt mikor hoz vissza? mert oks, kényelem gyorsaság, de 40 kg bronz olvasztása mondjuk 5 ezer ft pb-ről, akkor 4000 kg bronz után jönne vissza az ára, vagyis 4000 kg-nyi szobor eladása után, ami mondjuk az esetünkben 10 év :-)
köszi a választ, akkor nem lesz még egy kicsit ilyenem...
köszi a választ, akkor nem lesz még egy kicsit ilyenem...
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 június 19, 21:26
Írta: ncw4w5nca Dátum 2014 június 19, 21:26
Én is csak azért agyalok rajta, mert a hegesztőgép adott, és "csak" a rezgőkört kellene pluszban finanszírozni.Ez acélok olvasztásához kellene. Minden esetre én bronzhoz gázüzemű léghevítős kemencét fogok építeni, annál jobb nem kell. Kerámia paplan szigetelésű kemence kombinálva egy könnyű szerkezetű léghevítővel teljesítményben nem sokkal marad el az indukciós kemencétől. Ha meg hozzávesszük az elektromos hálózat korlátait, akkor jobb a gáz!
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 június 21, 14:41
Írta: 3szwbavt Dátum 2014 június 21, 14:41
nna akkor jól gondoltam. már szürkevasat olvasztottam pb-vel.
amúgy tényleg jobb egy sima gázégő mert pld ma is elment 2x az áram, és épp megy a gázos viaszveszejtéses ideiglenes szárítóm, 660 fok van benne, most ért véget a 22 órás égetés, holnap öntés bronz.
amúgy tényleg jobb egy sima gázégő mert pld ma is elment 2x az áram, és épp megy a gázos viaszveszejtéses ideiglenes szárítóm, 660 fok van benne, most ért véget a 22 órás égetés, holnap öntés bronz.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 június 21, 22:57
Írta: ncw4w5nca Dátum 2014 június 21, 22:57
Ha kész lesz, tegyél fel róla képet:)
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 június 22, 08:21
Írta: 3szwbavt Dátum 2014 június 22, 08:21
má kész van, épp olvasztom a bronzt.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 június 22, 08:24
Írta: 3szwbavt Dátum 2014 június 22, 08:24
nem tudom hogy kell, itt valami url kodot kér.
Cím: Re:Fémöntés házilag
Írta: PSoft Dátum 2014 június 22, 10:50
Írta: PSoft Dátum 2014 június 22, 10:50
Olvasztárok!
Hátha érdekel valakit...
Lámpatestek bontásából,két ládányi,vastag,alu öntvény "hulladék".
Súlya,80-90Kg között van,20.000Ft-ot szeretnék kapni érte.
Csak személyes átvétellel,nem postázom.
Ha messzebbről jönnél a cuccért,benzinpénzzel,kicsit...játszhatunk.:)
Jah...és a cucc,amit kínálok: Alu öntvény "hulladék".
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 június 22, 11:11
Írta: 3szwbavt Dátum 2014 június 22, 11:11
a ládára vevővagyok!!!
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 június 22, 11:36
Írta: ncw4w5nca Dátum 2014 június 22, 11:36
Átméretezed a képet 640x480-asra, feltöltöd a képfeltöltés.hu-ra képre rákattintasz jobb gombbal, és kiválasztod a kép megjelenítése. A hozzászólás panelen kép ikonra kattintva be tudod másolni A kép URL-jét. A kép a hozzászólásban látható:)
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 június 22, 11:44
Írta: 3szwbavt Dátum 2014 június 22, 11:44
http://kep.psharing.com/801351.jpg
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 június 22, 11:45
Írta: 3szwbavt Dátum 2014 június 22, 11:45
http://kep.psharing.com/801353.jpg
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 június 22, 11:48
Írta: 3szwbavt Dátum 2014 június 22, 11:48
http://kep.psharing.com/801354.jpg
http://kep.psharing.com/801355.jpg
http://kep.psharing.com/801355.jpg
Cím: Re:Fémöntés házilag
Írta: VighLajos Dátum 2014 június 22, 11:49
Írta: VighLajos Dátum 2014 június 22, 11:49
Próbáld URL-ként:
Adren öntése
Adren öntése
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 június 22, 11:50
Írta: 3szwbavt Dátum 2014 június 22, 11:50
http://kep.psharing.com/801356.jpg
http://kep.psharing.com/801357.jpg
ezek homokba mentek, csak felraktam, aranyozott, ezüstözött és patinázott bronz
http://kep.psharing.com/801357.jpg
ezek homokba mentek, csak felraktam, aranyozott, ezüstözött és patinázott bronz
Cím: Re:Fémöntés házilag
Írta: VighLajos Dátum 2014 június 22, 11:52
Írta: VighLajos Dátum 2014 június 22, 11:52
Adren öntései:
http://kep.psharing.com/801351.jpg
http://kep.psharing.com/801353.jpg
http://kep.psharing.com/801354.jpg
http://kep.psharing.com/801355.jpg
http://kep.psharing.com/801351.jpg
http://kep.psharing.com/801353.jpg
http://kep.psharing.com/801354.jpg
http://kep.psharing.com/801355.jpg
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 június 22, 12:34
Írta: 3szwbavt Dátum 2014 június 22, 12:34
de hát abba raktam... köszi a segítséget, még nem megy ez a netesdi annyira
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 június 22, 13:15
Írta: 3szwbavt Dátum 2014 június 22, 13:15
amugy a 3 buga kiégetése 26 óra volt, 660 fokon, elment rá 3500 Ft.nyi pbgáz. az öntésre 3000 Ft-nyi gáz ment el, 20 kg-os tégely.
Cím: Re:Fémöntés házilag
Írta: PSoft Dátum 2014 június 22, 13:35
Írta: PSoft Dátum 2014 június 22, 13:35
Csak a ládákra,vagy a...tartalmukra is?:)
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 június 22, 13:53
Írta: 3szwbavt Dátum 2014 június 22, 13:53
hehe, sajna manapság nem szándékozom aluból önteni szobrot, de szeretem a katonai ládákat, még ha nem is régiek mint ezek. amugy 20e nem sok a tartalomért
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 június 22, 14:08
Írta: ncw4w5nca Dátum 2014 június 22, 14:08
adren fotói

http://kepfeltoltes.hu/140622/801353_1_www.kepfeltoltes.hu_.jpg


http://kepfeltoltes.hu/140622/801353_1_www.kepfeltoltes.hu_.jpg
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 június 22, 14:10
Írta: ncw4w5nca Dátum 2014 június 22, 14:10
Valamit elszúrtam:)

Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 június 22, 14:15
Írta: 3szwbavt Dátum 2014 június 22, 14:15
nna ehhez nem értek. köszi!
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 június 22, 14:25
Írta: ncw4w5nca Dátum 2014 június 22, 14:25
Majd a végeredményről is szeretnénk képeket.
Jók a fotók, de azért megborotválkozhattál volna:)
Jók a fotók, de azért megborotválkozhattál volna:)
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 június 22, 14:30
Írta: 3szwbavt Dátum 2014 június 22, 14:30
nem publikus a szobor. a megrendelővel is közvetítőn keresztül beszélünk. nekem 26 éve borostám van.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 június 22, 14:36
Írta: ncw4w5nca Dátum 2014 június 22, 14:36
Ok,a szakállat viccnek szántam:)
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2014 június 22, 14:45
Írta: 000000000 Dátum 2014 június 22, 14:45
Csak nem valami celeb?[#wow1][#wow1]
Ott szokás a fotósorozatos publikálás, majd heves tiltakozás...
Ott szokás a fotósorozatos publikálás, majd heves tiltakozás...
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 június 22, 15:47
Írta: 3szwbavt Dátum 2014 június 22, 15:47
nemhinném, valami öreg apuka aki a feleségét és a gyerekeit mintáztatta meg. vén csúnya anyuka, és két randa kisgyerek. azt tudom hogy Eleknek hívják és kb 60 éves. és sok pénze van, mert sokat kértünk és megadta.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 június 22, 15:55
Írta: ncw4w5nca Dátum 2014 június 22, 15:55
Jó az ilyen megrendelő[#nevetes1]
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 június 22, 16:04
Írta: 3szwbavt Dátum 2014 június 22, 16:04
iszonyatosan megkínzott... de mondta a kapcsolat, hogy volt már festmény és szobor rendelése, és azokat a művészeket is kikészítette... mert mindent ezzel a fazonnal intéztet, és jó is, mert igy nem küldtük el melegebbre, mert a kapcsolat jól puhitotta az öreg morózusságát és hipermaximalizmusát
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 június 22, 16:22
Írta: ncw4w5nca Dátum 2014 június 22, 16:22
Volna egy kérdésem. mivel a beágyazó anyag elég jól összerepedt nem volna érdemes üvegszálat keverni hozzá? Régen a harang, és ágyúöntésnél borjúszőrt adtak az agyaghoz, hogy ne repedezzen be száradás közben. Mivel itt a hőkezelés hatására alakulnak ki a repedések, így éghető anyag nem jó, ezért gondoltam az üvegszálra (betonadalék)
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 június 22, 16:55
Írta: 3vv2btrhv Dátum 2014 június 22, 16:55
Szénszál vagdalék az ajánlott a szakirodalomban .
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 június 22, 17:18
Írta: 3szwbavt Dátum 2014 június 22, 17:18
a szőr természetesen a kapilláris levegőzés miatt volt. és a szén meg az üveg 660 égetési fokon elég, szóval 0 a hatása. azért repedt meg a formám, mert ez egy 30x60x100 as kemence volt, kb 5 perc alatt dobtam össze 8 reisercsavarral, és voltaképp nincs is alatta lángterelő téglasor, csak simán ömlött be a gáz, és az alsó két forma megégett. ezért jobb a villanyos száritás. a bugában körben csirkeháló van.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 június 22, 17:34
Írta: ncw4w5nca Dátum 2014 június 22, 17:34
Szerintem az üvegszálnak a lágyulási pontja jóval meghaladja a 660°C-t, De mindegy is, csak hangosan gondolkodtam. Viszont az acélhajnak már bírni kellene, ha csirkeháló bírja. Majd ha oda jutok, akkor kipróbálom:)
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 június 22, 17:48
Írta: 3szwbavt Dátum 2014 június 22, 17:48
eltörik, kifárad az üveg a 26 óra izzás alatt. de ki lehet próbálni, persze. de inkább elektronyos száritó és nincs repedés. mondjuk, szerintem elég nagy nyírási erő van ha reped, simán elszakad a csirkeháló is
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 június 22, 17:53
Írta: ncw4w5nca Dátum 2014 június 22, 17:53
Mer te próbáltad már az üvegszálat?
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 június 22, 17:58
Írta: ncw4w5nca Dátum 2014 június 22, 17:58
Én is gázzal akarom csinálni. Ha vannak is hátrányai, sokkal olcsóbban kivitelezhető, és nagyobb teljesítményt lehet elérni vele.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 június 22, 18:00
Írta: 3szwbavt Dátum 2014 június 22, 18:00
láttál már világos narancson izzó bugát? nem próbáltam, ez igaz. ha túlég a buga, akkor bármit keverhetek bele, az megreped. csináltattam néhány 1500 fokot kibíró acélbugakeretet, olyan mint a mosógép dobja, rengeteg lyukkal. 2.5 mm vastag lemez. abba fogok majd bugázni, és akkor nem kell még csirkeháló sem, és nem is kell bedöngölni öntés elött homokba. és nem is fog repedni.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 június 22, 18:04
Írta: 3szwbavt Dátum 2014 június 22, 18:04
a gáz is jó, 15 éve az van, de az alsó bugák hajlamosak égni, repedni. megvan a kisértés, hogy ha kimarad 2-3 buga, akkor az alsókat az ember alacsonyabb téglasorra rakja, hogy legyen hely azoknak a bugáknak, és majd jóóól vigyáááz az alsóóó sorrrra, de végül csak szétégnek hehe.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 június 22, 18:31
Írta: ncw4w5nca Dátum 2014 június 22, 18:31
Igaz én nem csináltam még, és okoskodásnak tűnhet az egész, de mi van ha külön tűztérben ág a gáz, és csak a forró füstgáz van a bugákra vezetve. Így nem éri közvetlenül a láng az alsó bugákat.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 június 22, 18:57
Írta: 3szwbavt Dátum 2014 június 22, 18:57
igy is kell, bár a tűztér lent van, mint a rómaiaknál a padlófűtés volt, de hát vannak a samott lapok között hézagok és ott felcsap a láng, ha nincs kikapcs bekapcs rendszer, csak a malacpörkölő mint nálam.
ha be lehet állitani 660 fokra akkor nincs baj mert nem ég túl.
ha be lehet állitani 660 fokra akkor nincs baj mert nem ég túl.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 június 22, 19:22
Írta: ncw4w5nca Dátum 2014 június 22, 19:22
Én arra gondoltam, hogy a tűztér alatta van, de az aljzat tömör a láng által nem átjárható, hanem oldalt van kialakítva a füstgáz járatok. Az égető kemence lég tömören zárt, és alul a végében, a tűztér magasságában van a füstgáz elvezetés. Így sokkal egyenletesebben oszlik el a hő, és nem hevülnek túl az alsó bugák
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 június 22, 20:11
Írta: ncw4w5nca Dátum 2014 június 22, 20:11
Még valami. A beöntő nyílás miből van kialakítva, és mivel ragasztottad fel?
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 június 22, 20:28
Írta: 3szwbavt Dátum 2014 június 22, 20:28
vízüveges homok, és fáradtolajjal lekent sárhurkával ragasztom fel.
nem tudom hogy hatékony lenne-e a lerekesztett rendszer, szerintem nem. nincs ilyen tudtommal sehol. ahhoz hogy 660 legyen fent tán lent meg vagy 800nak ha nem többnek kellene lennie
nem tudom hogy hatékony lenne-e a lerekesztett rendszer, szerintem nem. nincs ilyen tudtommal sehol. ahhoz hogy 660 legyen fent tán lent meg vagy 800nak ha nem többnek kellene lennie
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 június 22, 23:16
Írta: ncw4w5nca Dátum 2014 június 22, 23:16
Most néztem meg újra ezt a videót, és itt tesznek üvegszálat a beágyazó anyagba. A kemence működése is hasonló ahhoz ami én ecseteltem.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 június 22, 23:50
Írta: 3szwbavt Dátum 2014 június 22, 23:50
nna ez sima ügy. van egy szobrász, egy NEM kilóra darabra vállalt hanem szobrászi áron eladott két dombormű, és van egy 1200 literes szárító két bugára :-) majd ha 22 db bugát KELL beraknia, akkor ott a fele el fog égni. mert nem lesz fal, hanem csak egy pódium ami alatt megy a láng. amúgy én most hang nélkül néztem, és amit beleszórt !!!!kézzel????? az a kevés kis micsoda, az üvegszál? se pormaszk, se kesztyű???
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 június 22, 23:51
Írta: 3szwbavt Dátum 2014 június 22, 23:51
ja, és ez nem samottos buga hanem eredeti ékszerészeti beágyazó, 40 kg 12.000 Ft és repedésgátló, meg folyatásadalék van benne, és kaolin. 1200 fokig lehet izzítani.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 június 22, 23:52
Írta: 3szwbavt Dátum 2014 június 22, 23:52
de mondom, némán nézem
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 június 23, 00:07
Írta: 3szwbavt Dátum 2014 június 23, 00:07
1977es a film!!! 1 frizura, 1 fülbevaló mindenek felett!!! bár tudnék ilyen szépen hegestreni, hogy a polirozásnál nem látszik a varrat... bár nincs is ilyen nagy hegesztőgépem
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 június 23, 01:00
Írta: ncw4w5nca Dátum 2014 június 23, 01:00
igen az a kevés kis micsoda az üvegszál:) A betonba 1m3-hez kell 0.9kg. Arányát tekintve nem is kell több ahhoz a veder masszához. A massza összetétele nem számít a lényeg hogy használható az üvegszál. Sajnos az én angoltudásomat meghaladja a szöveg, de holnap megpróbálom lefordíttatni, hogy pontosan tudjam miből áll a massza. A kemencével kapcsolatban pedig nem azt mondtam, hogy te is így csináld, vagy ahogy te csinálod nem jó, hanem az általam elmondottakat próbáltam alátámasztani. ha neked megfelel ahogy te csinálod akkor nekem meg pláne:)
"se pormaszk, se kesztyű???"
Hát az nincs, de látod megy anélkül is[#nevetes1]
"se pormaszk, se kesztyű???"
Hát az nincs, de látod megy anélkül is[#nevetes1]
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 június 23, 01:04
Írta: ncw4w5nca Dátum 2014 június 23, 01:04
Az csak hozaganyag kérdése. Nem kell nagy gép, elég a kicsi is, csak tudjon sok ampert:)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 június 23, 01:23
Írta: ncw4w5nca Dátum 2014 június 23, 01:23
Egy ötlet a hozaganyaggal kapcsolatban. Ha az öntvényre ráépítesz 1-2 db 10x3 mm-es csíkot légző gyanánt, akkor Öntés után ebből lehet összetétel azonos hozaganyagot vágni.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 június 23, 08:54
Írta: 3szwbavt Dátum 2014 június 23, 08:54
nem a hegesztőpálca kérdése csak. a kisgépen nem tudják azt a rezgésszámot vagy valami efféle. nekem cipősdoboznyi inverterem van. és a csaj alus anyagból öntött ráadásnak :-)
szoktam fémlevegőből hegeszteni.
amugy kiváló a száritójának az elrendezése, csak azt mondtam, ha több buga megy bele, ezt már nem lehet lerekeszteni. persze lehet hosszú száritót épiteni, de akkor hátul lesznek hidegpontok. vagy kétoldalasan kell megoldani a lángot.
szoktam fémlevegőből hegeszteni.
amugy kiváló a száritójának az elrendezése, csak azt mondtam, ha több buga megy bele, ezt már nem lehet lerekeszteni. persze lehet hosszú száritót épiteni, de akkor hátul lesznek hidegpontok. vagy kétoldalasan kell megoldani a lángot.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 június 23, 09:10
Írta: ncw4w5nca Dátum 2014 június 23, 09:10
"szoktam fémlevegőből hegeszteni."
Ezt kifejtenéd bővebben, mert számomra ez így nem értelmezhető.
Ezt kifejtenéd bővebben, mert számomra ez így nem értelmezhető.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 június 23, 12:34
Írta: 3szwbavt Dátum 2014 június 23, 12:34
3 féle levegőztetés van.
maglevegő a gázoknak, ebben ügye nem igazán ildomos fémet juttatni mert beszorul a gáz.
enguszlevegő, a lefutó fémnek, a főcsatornán, szekunderlevegőzés, de ez rövid és vastag.
fémlevegő, a fém befut, és kinyomja rajta a formából a levegőt, és maga a fém is felfut rajta, ha megjelenik a forma tetején a fém, tudod, hogy tele van a forma. ezeket drukk, vagyis tápfejlevegőnek, főlevegőcsatorna, vagyis olyan vastag mint az engusz, és melléklevegőcsatornáknak hívjuk.
a melléklevegőcsatorna szokott hegesztőpálca vékony lenni, és ha az is felfut, akkor elég hosszú hogy az emberfia hegesszen vele.
maglevegő a gázoknak, ebben ügye nem igazán ildomos fémet juttatni mert beszorul a gáz.
enguszlevegő, a lefutó fémnek, a főcsatornán, szekunderlevegőzés, de ez rövid és vastag.
fémlevegő, a fém befut, és kinyomja rajta a formából a levegőt, és maga a fém is felfut rajta, ha megjelenik a forma tetején a fém, tudod, hogy tele van a forma. ezeket drukk, vagyis tápfejlevegőnek, főlevegőcsatorna, vagyis olyan vastag mint az engusz, és melléklevegőcsatornáknak hívjuk.
a melléklevegőcsatorna szokott hegesztőpálca vékony lenni, és ha az is felfut, akkor elég hosszú hogy az emberfia hegesszen vele.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 június 23, 18:10
Írta: ncw4w5nca Dátum 2014 június 23, 18:10
Köszönöm, így most már értem.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 június 24, 00:21
Írta: ncw4w5nca Dátum 2014 június 24, 00:21
Sikerült kideríteni, hogy a videóban milyen beágyazót használ. Nem ékszerészeti beágyazót, hanem a következőt:
1 part #1 Casting plaster( 1 rész öntő gipsz)
1 part silica sand( 1 rész kvarchomok )
1 part ludo( ez az öntés után visszamaradt beágyazóanyag finom liszté őrölve)
and water, should be like melted ice cream consistency( és víz kell, hogy az állaga olyan legyen, mint az olvadt fagylalt)Plusz üvegszál, ami erősíti a formát.
Se repedésgátló, se folyatásadalék se kaolin nincs benne.
1 part #1 Casting plaster( 1 rész öntő gipsz)
1 part silica sand( 1 rész kvarchomok )
1 part ludo( ez az öntés után visszamaradt beágyazóanyag finom liszté őrölve)
and water, should be like melted ice cream consistency( és víz kell, hogy az állaga olyan legyen, mint az olvadt fagylalt)Plusz üvegszál, ami erősíti a formát.
Se repedésgátló, se folyatásadalék se kaolin nincs benne.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 június 24, 02:57
Írta: 3szwbavt Dátum 2014 június 24, 02:57
köszi. akkor ez nem samottos, hanem kvarchomokos megoldás. mivel kevés volt a friss samott lisztem, ezért kvarchomokot kevertem bele. 10 liter viz, 13 liter samottos kvarchomok, 8 liter modellgipsz.
Cím: Re:Fémöntés házilag
Írta: Kristály Árpád Dátum 2014 június 24, 07:00
Írta: Kristály Árpád Dátum 2014 június 24, 07:00
Segítséget kérek!
Centrifugál "ZAMAK" öntéshez keresek megoldást...
Esetleg tudja valaki, hogy milyen szilikon féle vagy egyéb (rugalmas)hasonló anyag felel meg szerszámnak?
Előre is köszönöm a segítséget!
[#worship][#worship][#worship][#integet2]
Centrifugál "ZAMAK" öntéshez keresek megoldást...
Esetleg tudja valaki, hogy milyen szilikon féle vagy egyéb (rugalmas)hasonló anyag felel meg szerszámnak?
Előre is köszönöm a segítséget!
[#worship][#worship][#worship][#integet2]
Cím: Re:Fémöntés házilag
Írta: 2nbj3n5m Dátum 2014 június 24, 08:33
Írta: 2nbj3n5m Dátum 2014 június 24, 08:33
Bp. Száva u. 6.
Ök öntenek szilikongumiba. X. ker.
Ök öntenek szilikongumiba. X. ker.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 június 24, 08:51
Írta: ncw4w5nca Dátum 2014 június 24, 08:51
Nézz vissza 2997, 2998, 2999, 3003, 3122, hozzászólásokban találsz infót.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 június 24, 09:09
Írta: ncw4w5nca Dátum 2014 június 24, 09:09
Még egy kérdés. Te a magot miből készíted, és hogy rögzíted?
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 június 25, 10:57
Írta: ncw4w5nca Dátum 2014 június 25, 10:57
Tegnap elszúrtam, a 3112-es hozzászólást nézd meg, itt egy nyersgumi gyártó üzem aki kever speciális nyersgumikat, és vulkanizál is. Ők biztos tudnak segíteni:)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 június 25, 11:02
Írta: ncw4w5nca Dátum 2014 június 25, 11:02
Vagy még esetleg a taglistában kereshetsz hozzád közelebb levő gumigyártó céget.
Cím: Re:Fémöntés házilag
Írta: Kristály Árpád Dátum 2014 június 25, 13:05
Írta: Kristály Árpád Dátum 2014 június 25, 13:05
Jankó!
[#worship][#worship][#worship]
[#worship][#worship][#worship]
Cím: Re:Fémöntés házilag
Írta: Kristály Árpád Dátum 2014 június 25, 13:06
Írta: Kristály Árpád Dátum 2014 június 25, 13:06
T. Berényi József!
[#worship][#worship][#worship]
[#worship][#worship][#worship]
Cím: Re:Fémöntés házilag
Írta: Kristály Árpád Dátum 2014 június 25, 13:08
Írta: Kristály Árpád Dátum 2014 június 25, 13:08
Van valakinek anyaga kis centrifugál öntőröl...
Állítólag a fogtechnikusok használnak ilyet...
Egy kis infó gyűjtemény...
Zamak &&&
Üdv.: Árpád
Állítólag a fogtechnikusok használnak ilyet...
Egy kis infó gyűjtemény...
Zamak &&&
Üdv.: Árpád
Cím: Re:Fémöntés házilag
Írta: Kristály Árpád Dátum 2014 június 25, 13:25
Írta: Kristály Árpád Dátum 2014 június 25, 13:25
Halihó Jankó!
Na ez lehet a megoldás!!!
Köszönöm![#worship][#eljen][#taps][#integet2]
Na ez lehet a megoldás!!!
Köszönöm![#worship][#eljen][#taps][#integet2]
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 június 25, 20:57
Írta: ncw4w5nca Dátum 2014 június 25, 20:57
Itt egy rugós, a kézi változatot fotóját a 3256-os hozzászólásban találod meg.
Cím: Re:Fémöntés házilag
Írta: Kristály Árpád Dátum 2014 június 26, 08:42
Írta: Kristály Árpád Dátum 2014 június 26, 08:42
[#worship][#worship][#worship][#wave]
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 június 26, 22:30
Írta: ncw4w5nca Dátum 2014 június 26, 22:30
Cím: Re:Fémöntés házilag
Írta: sufnituning Dátum 2014 június 27, 13:15
Írta: sufnituning Dátum 2014 június 27, 13:15
Halihó!
Nekem van egy centri öntőm, még lehet hogy el is adom.
Nekem van egy centri öntőm, még lehet hogy el is adom.
Cím: Re:Fémöntés házilag
Írta: sufnituning Dátum 2014 június 27, 13:17
Írta: sufnituning Dátum 2014 június 27, 13:17
Szia! Ebbe fémet nem tudsz önteni, a viaszhoz meg sokkal egyszerűbb a szilikon.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 június 27, 15:17
Írta: ncw4w5nca Dátum 2014 június 27, 15:17
Nem is erre a fajta gumira gondoltam, hanem például amit itt vagy itt használnak. Csak maga a gumisütés, és a minta felvágása a lényeg.
Cím: Re:Fémöntés házilag
Írta: Kristály Árpád Dátum 2014 június 28, 09:04
Írta: Kristály Árpád Dátum 2014 június 28, 09:04
Halihóóóó....
Sufnituning!
Érdekel a dolog!
Magánban egyeztessünk!
Tel.: 20/361-4563
Sufnituning!
Érdekel a dolog!
Magánban egyeztessünk!
Tel.: 20/361-4563
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 június 28, 10:07
Írta: ncw4w5nca Dátum 2014 június 28, 10:07
Elárulnád, hogy végül is mit szeretnél önteni? Persze csak ha publikus:)
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2014 június 28, 10:46
Írta: svejk Dátum 2014 június 28, 10:46
És ez a nyers, süthető gumi beszerezhető nálunk?
Nagyon sokszor jó lenne lineáris kocsik, golyósorsók porvédőit pótolni. Persze az is kérdés olajállóak-e valamilyen szinten ezek a kisütött gumik.
Nagyon sokszor jó lenne lineáris kocsik, golyósorsók porvédőit pótolni. Persze az is kérdés olajállóak-e valamilyen szinten ezek a kisütött gumik.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 június 28, 11:43
Írta: ncw4w5nca Dátum 2014 június 28, 11:43
Természetesen beszerezhető, a lentebb említett cég minden típusú nyersgumit kever, és forgalmaz. De ha nem nagy tétel kell, akkor kérek sógoromtól, és elviszem a pesti találkozóra. Feltéve ha most van neki olajállója, vagy 19-ig még megy a gumiüzembe:)
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2014 július 12, 12:53
Írta: 000000000 Dátum 2014 július 12, 12:53
Lenne kedves valaki segíteni nekem?
Hulladék ezüstöt szeretnék olvasztani, és grafit negatívba önteni (huzal, lemez stb). Feltételezem, hogy az olvadáspontjuk az ón és réz adalékok miatt lehet több is és kevesebb is 961 °C-nál. Samott téglából szeretnék egy egy odalon nyitott kis kemencét készíteni, abba süllysztve a grafit tégelyt, benne az 1-2 uncia hulladék.
A kérdésem az lenne, hogy az elméletileg 1750-1850 °C lánghőmérsékletű pb gáz lámpák erre a célra gyakorlatilag alkalmasak lehetnek?
Pl. ilyesmire gondoltam: Oxyflex
Hulladék ezüstöt szeretnék olvasztani, és grafit negatívba önteni (huzal, lemez stb). Feltételezem, hogy az olvadáspontjuk az ón és réz adalékok miatt lehet több is és kevesebb is 961 °C-nál. Samott téglából szeretnék egy egy odalon nyitott kis kemencét készíteni, abba süllysztve a grafit tégelyt, benne az 1-2 uncia hulladék.
A kérdésem az lenne, hogy az elméletileg 1750-1850 °C lánghőmérsékletű pb gáz lámpák erre a célra gyakorlatilag alkalmasak lehetnek?
Pl. ilyesmire gondoltam: Oxyflex
Cím: Re:Fémöntés házilag
Írta: sufnituning Dátum 2014 július 12, 21:37
Írta: sufnituning Dátum 2014 július 12, 21:37
szia! én már próbáltam, de nem jó, viszont egy oxigénnel pluszban már megy.(Keverőszárral, amit lánghegesztésnél használnak.)
Cím: Re:Fémöntés házilag
Írta: sufnituning Dátum 2014 július 12, 21:40
Írta: sufnituning Dátum 2014 július 12, 21:40
Ja bocs evvel lehet, hogy menni fog, sima pb-re gondoltam.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 július 12, 22:47
Írta: ncw4w5nca Dátum 2014 július 12, 22:47
Üdvözöllek a fórumon Ferencsson.
Nekem elég kicsinek tűnik ez az égő, ha megy is vele nagyon határeset. Samott helyett használj valami tűzálló hőszigetelő anyagot.
Nekem elég kicsinek tűnik ez az égő, ha megy is vele nagyon határeset. Samott helyett használj valami tűzálló hőszigetelő anyagot.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2014 július 12, 23:23
Írta: 000000000 Dátum 2014 július 12, 23:23
Köszönöm!
Az nem baj, hogyha nem 2 perc alatt olvad meg önthetőre, hanem 10, de az segíthet ha levegőt fúvatok a gázláng elé oxigén helyett?
Az égőfejet ha lehetne cserélni, akkor mindig a nagyobb keresztmetszetű lenne a jobb?
Gondolkodtam kőzetgyapoton is, az 1000 fokig bírja - gondolom olyan 700-800 körülre hevülne a környezet, csak a grafit tégely körül lenne magasabb, a kitámasztását kéne szilárdabb anyaggal, nehogy megbillenjen.
Az nem baj, hogyha nem 2 perc alatt olvad meg önthetőre, hanem 10, de az segíthet ha levegőt fúvatok a gázláng elé oxigén helyett?
Az égőfejet ha lehetne cserélni, akkor mindig a nagyobb keresztmetszetű lenne a jobb?
Gondolkodtam kőzetgyapoton is, az 1000 fokig bírja - gondolom olyan 700-800 körülre hevülne a környezet, csak a grafit tégely körül lenne magasabb, a kitámasztását kéne szilárdabb anyaggal, nehogy megbillenjen.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 július 13, 01:22
Írta: ncw4w5nca Dátum 2014 július 13, 01:22
Minden égőnek megvan a maximális teljesítménye, ha ez meghaladja az olvasztó berendezés hőveszteségét, és a lánghőmérséklet meghaladja a fém olvadáspontját, akkor előbb vagy utóbb megolvad a fém. Viszont minél lassabban olvad a fém, minél tovább van olvadt állapotban, annál több problémád lesz a gázosodással.
A kemence falazata is felhevül a láng hőmérsékletére, és sugárzás formájában közvetíti a tégelynek.
A levegő fúvatással nem tudsz teljesítmény növekedést elérni, mivel az oxigén koncentráció nem nagy, ezért leszakad a láng a pisztolyról.
A tégelyt nem kell megtámasztani normál talpazaton stabilan áll, nem borul fel.
A kemence falazata is felhevül a láng hőmérsékletére, és sugárzás formájában közvetíti a tégelynek.
A levegő fúvatással nem tudsz teljesítmény növekedést elérni, mivel az oxigén koncentráció nem nagy, ezért leszakad a láng a pisztolyról.
A tégelyt nem kell megtámasztani normál talpazaton stabilan áll, nem borul fel.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 július 13, 08:39
Írta: 3szwbavt Dátum 2014 július 13, 08:39
az én ékszeröntőm pb-vel olvaszt platinát, aranyat ezüstöt. kicsi a tégelye, mint egy kávéscsésze, és vákuummal önt. és a pisztoly sincs 25 cm-nél nagyobb, a láng meg kint max 10 cm-es és kb 3 cm átm. és teljesen nyitott az olvasztókatlan, egy kis állványon van kb 150 cm magasan.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 július 13, 10:39
Írta: ncw4w5nca Dátum 2014 július 13, 10:39
Csak tiszta PB vagy PB+oxigén?
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 július 13, 10:59
Írta: ncw4w5nca Dátum 2014 július 13, 10:59
Platinát is? a platina olvadáspontja 1768,3°C, a tiszta vasé 1538 °C, de nekem a vasat sem sikerült még megolvasztani PB+ oxigénnel. a PB+ oxigén munkahője nem haladja meg az 1500°C, ezért nem lehet vele a szerkezeti acélt hegeszteni.
Cím: Re:Fémöntés házilag
Írta: hostya Dátum 2014 július 13, 14:52
Írta: hostya Dátum 2014 július 13, 14:52
" a PB+ oxigén munkahője nem haladja meg az 1500°C, ezért nem lehet vele a szerkezeti acélt hegeszteni. "
==========
Ez a megállapítás ebben a formában nem igaz..!
Nekem már többször is sikerült PB+oxigénnel szerkezeti acélt (1mm-es lemez) hegeszteni.
Az igaz hogy nem olyan egyszerű mint oxigén+acetilénnel, (a nagyon oxidáló láng miatt) de lehet..
A láng hőmérsékletekről bővebben itt található némi információ.
==========
Ez a megállapítás ebben a formában nem igaz..!
Nekem már többször is sikerült PB+oxigénnel szerkezeti acélt (1mm-es lemez) hegeszteni.
Az igaz hogy nem olyan egyszerű mint oxigén+acetilénnel, (a nagyon oxidáló láng miatt) de lehet..
A láng hőmérsékletekről bővebben itt található némi információ.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 július 13, 15:15
Írta: ncw4w5nca Dátum 2014 július 13, 15:15
Hát igen ha azt a fajta "hegesztést" te hegesztésnek nevezed akkor valóban lehet, de ennek minősége messze elmarad az acetilén+ oxigénétől:) Viszont PB+oxigén munkahője akkor sem éri el a vas olvadáspontját, hanem oxigéndús lángban elégő vas szolgáltatja az extra hőfokot, ami hatására megolvad a vas.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 július 13, 15:38
Írta: ncw4w5nca Dátum 2014 július 13, 15:38
Akár én is linkelhettem volna neked ezt a leírást:) a lánghőmérséklet egy dolog, a munkahőmérséklet pedig egy másik! A munkahőmérséklet A láng által közölt energia, és a munkadarab által kisugárzott energia között létrejövő egyensúlyi állapot! Hiába 2800 fok a lánghőmérséklet akkor sem tud több energiát átadni, mint amit a fehér izzáson a fém kisugároz!
Cím: Re:Fémöntés házilag
Írta: hostya Dátum 2014 július 13, 15:43
Írta: hostya Dátum 2014 július 13, 15:43
Ezen nem fogunk összeveszni... :)
Az okosabb enged.. [#wave]
Az okosabb enged.. [#wave]
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 július 13, 15:44
Írta: ncw4w5nca Dátum 2014 július 13, 15:44
Csak nem azt akarod ezzel mondani, hogy én vagyok a hülyébb?[#nevetes1]
Cím: Re:Fémöntés házilag
Írta: hostya Dátum 2014 július 13, 17:57
Írta: hostya Dátum 2014 július 13, 17:57
" A munkahőmérséklet A láng által közölt energia, és a munkadarab által kisugárzott energia között létrejövő egyensúlyi állapot! Hiába 2800 fok a lánghőmérséklet akkor sem tud több energiát átadni, mint amit a fehér izzáson a fém kisugároz! "
===========
Az acetilén+oxigén lánghőmérséklete: 3160 °C a táblázat szerint, és kiválóan lehet vele hegeszteni a szerkezeti acélokat.
A Pb+oxigén lánghőmérséklete pedig: 2810°C és nem, vagy csak kompromisszumokkal lehet vele hegeszteni.
A fehér izzási hőmérséklet meg annyi-amennyi,(a kisugárzásával együtt) függetlenül attól hogy milyen lánggal melegítjük.
Azt soha nem állítottam hogy PB+oxigénnel tökéletesen lehet hegeszteni, csupán azt írtam hogy nekem már többször sikerült 1mm-es lemezt (a vegyes tüzelésű kazánom füstcsövét) hegeszteni.
Most is azt vallom, hogy nem az elérhető láng hőmérséklet különbség (~350°C) a mérvadó,(pb<>acetilén +oxigén) mert mindkét hőmérséklet rendesen fölötte van a szerkezeti acél olvadáspontjának,a fehér izzási hőmérséklet meg mindkét esetben ugyanannyi.
Ami a lényeg (szerintem):
- Acetilénnel, normál vagy redukáló lánggal tökéletes varrat készíthető.
- Szemben a pb-vel, ahol csak oxidáló lánggal érhető el a kívánt hőmérséklet, amivel készíthető "valamilyen" varrat.
-De ha acetilénnel is oxidáló lánggal próbálsz hegeszteni, akkor az eredmény: szintén a pb-hez hasonló "valamilyen" varrat lesz..
Nekem ez a "munkahőmérséklet" meghatározás(definíció) egy kicsit sántít..
Mivel ez a topik a fémöntésről szól,és a megolvasztani kívánt fémnek teljesen mindegy hogy mivel állítjuk elő az olvadásponthoz szükséges hőmérsékletet, ha elérjük ill túllépjük, akkor győzelem...
Azzal is tisztában vagyok hogy a hegesztés tulajdonképpen egy 'mikro-öntésnek' is tekinthető, de..
Egy hobby olvasztó kohóban olvasztani kell. (a láng összetétel semmit nem játszik..)
===========
Az acetilén+oxigén lánghőmérséklete: 3160 °C a táblázat szerint, és kiválóan lehet vele hegeszteni a szerkezeti acélokat.
A Pb+oxigén lánghőmérséklete pedig: 2810°C és nem, vagy csak kompromisszumokkal lehet vele hegeszteni.
A fehér izzási hőmérséklet meg annyi-amennyi,(a kisugárzásával együtt) függetlenül attól hogy milyen lánggal melegítjük.
Azt soha nem állítottam hogy PB+oxigénnel tökéletesen lehet hegeszteni, csupán azt írtam hogy nekem már többször sikerült 1mm-es lemezt (a vegyes tüzelésű kazánom füstcsövét) hegeszteni.
Most is azt vallom, hogy nem az elérhető láng hőmérséklet különbség (~350°C) a mérvadó,(pb<>acetilén +oxigén) mert mindkét hőmérséklet rendesen fölötte van a szerkezeti acél olvadáspontjának,a fehér izzási hőmérséklet meg mindkét esetben ugyanannyi.
Ami a lényeg (szerintem):
- Acetilénnel, normál vagy redukáló lánggal tökéletes varrat készíthető.
- Szemben a pb-vel, ahol csak oxidáló lánggal érhető el a kívánt hőmérséklet, amivel készíthető "valamilyen" varrat.
-De ha acetilénnel is oxidáló lánggal próbálsz hegeszteni, akkor az eredmény: szintén a pb-hez hasonló "valamilyen" varrat lesz..
Nekem ez a "munkahőmérséklet" meghatározás(definíció) egy kicsit sántít..
Mivel ez a topik a fémöntésről szól,és a megolvasztani kívánt fémnek teljesen mindegy hogy mivel állítjuk elő az olvadásponthoz szükséges hőmérsékletet, ha elérjük ill túllépjük, akkor győzelem...
Azzal is tisztában vagyok hogy a hegesztés tulajdonképpen egy 'mikro-öntésnek' is tekinthető, de..
Egy hobby olvasztó kohóban olvasztani kell. (a láng összetétel semmit nem játszik..)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 július 13, 18:13
Írta: ncw4w5nca Dátum 2014 július 13, 18:13
"Most is azt vallom, hogy nem az elérhető láng hőmérséklet különbség (~350°C) a mérvadó,(pb<>acetilén +oxigén) mert mindkét hőmérséklet rendesen fölötte van"
Természetesen nem a 350°C-on múlik, hanem a láng által közölt energia mennyiségén. Ha az oldalt nem csak linkelnéd hanem el is olvasnád akkor látnád hogy a két láng között mi a különbség, energia termelés szempontjából! Másik: A hegesztési varratokkal szemben vannak alapvető elvárások, ha ezeknek nem felel meg, nem minősül hegesztési varratnak [#wave]
Természetesen nem a 350°C-on múlik, hanem a láng által közölt energia mennyiségén. Ha az oldalt nem csak linkelnéd hanem el is olvasnád akkor látnád hogy a két láng között mi a különbség, energia termelés szempontjából! Másik: A hegesztési varratokkal szemben vannak alapvető elvárások, ha ezeknek nem felel meg, nem minősül hegesztési varratnak [#wave]
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 július 13, 19:03
Írta: 3szwbavt Dátum 2014 július 13, 19:03
szerintem nincs oxigén rásegítése. de legközelebb megkérdem ha megyek hozzá. egy egészen egyszerű kis pisztollyal olvasztott.
Cím: Re:Fémöntés házilag
Írta: dcsaba Dátum 2014 július 13, 19:12
Írta: dcsaba Dátum 2014 július 13, 19:12
"hogy mivel állítjuk elő az olvadásponthoz szükséges hőmérsékletet, ha elérjük ill túllépjük, akkor győzelem..." A győzElemhez pedig az OLVADÁSHŐ, és az ÉGÉSHŐ elengedhetetlen dolog. Amivel általában nem számol az ember. Nézd már meg ezeket az adatokat a két gáz esetén!
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2014 július 13, 19:44
Írta: jani300 Dátum 2014 július 13, 19:44
Még a végén összevesztek ! :)
Elég régóta keresem :) Valami lángterjedési sebességről van szó :)Meg az se lehet mindegy hányszoros oxigén mennyiségre van szükség. http://www.messer.hu/Hirek_sajtoinformacio/Szakmai_publikacio/Hegesztes_vagas/Acelszerkezetek_autogentechnikai_egogazok_a_gazdasagossag_szempontjabol.pdf
Elég régóta keresem :) Valami lángterjedési sebességről van szó :)Meg az se lehet mindegy hányszoros oxigén mennyiségre van szükség. http://www.messer.hu/Hirek_sajtoinformacio/Szakmai_publikacio/Hegesztes_vagas/Acelszerkezetek_autogentechnikai_egogazok_a_gazdasagossag_szempontjabol.pdf
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2014 július 13, 20:19
Írta: jani300 Dátum 2014 július 13, 20:19
Ezért kerestem ennyit ? :(
Hostya is ezt linkelte , már rég :(
Akkor viszont nem is értem miről volt eddig szó .
Hostya is ezt linkelte , már rég :(
Akkor viszont nem is értem miről volt eddig szó .
Cím: Re:Fémöntés házilag
Írta: hostya Dátum 2014 július 13, 20:40
Írta: hostya Dátum 2014 július 13, 20:40
Az értetlenségről, meg a "kötjük az ebet a karóhoz"... :)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 július 13, 20:46
Írta: ncw4w5nca Dátum 2014 július 13, 20:46
Ezzel gondolom magadra gondoltál?
Cím: Re:Fémöntés házilag
Írta: hostya Dátum 2014 július 13, 21:17
Írta: hostya Dátum 2014 július 13, 21:17
Hát ez jóó...
Egyre bonyolultabbá teszitek ezt az egyszerű kérdést. :))
Akkor nézzük meg az az általad említett fogalmak mértékegységeit.
OLVADÁSHŐ: Az egységnyi anyagmennyiségre vonatkozó moláris olvadáshő mértékegysége a kJ/mol, a tömegegységre vonatkozó fajlagos olvadáshőé pedig kJ/kg. (forrás:http://hu.wikipedia.org/wiki/Olvad%C3%A1sh%C5%91)
ÉGÉSHŐ: Az égéshő (régebbi nevén égésmeleg) az a fajlagos hőmennyiség, amely egy kilogramm tüzelőanyagból összesen felszabadul, ha az égéstermékeket a kiindulási hőmérsékletre hűtjük vissza.
Mivel ez a végállapot ipari körülmények között a legritkább esetben valósul meg[1], a gyakorlatban a fűtőértéket szokás használni. Ugyanakkor, mivel laboratóriumi körülmények között ezt az értéket a legkönnyebb megmérni, a fűtőértéket általában ebből számítják.
Jellemző mértékegysége: kJ/kg.
(forrás:http://blog.wikimedia.org/2014/06/16/change-terms-of-use-requirements-for-disclosure/)
Én eddig CSAK az acetilén+oxigén, ill. a PB+oxigén gázkeverékekkel elérhető láng hőmérsékletekről beszéltem/írtam..
A hőmérséklet mértékegysége pedig: °K; °C; °F ..stb
Egyre bonyolultabbá teszitek ezt az egyszerű kérdést. :))
Akkor nézzük meg az az általad említett fogalmak mértékegységeit.
OLVADÁSHŐ: Az egységnyi anyagmennyiségre vonatkozó moláris olvadáshő mértékegysége a kJ/mol, a tömegegységre vonatkozó fajlagos olvadáshőé pedig kJ/kg. (forrás:http://hu.wikipedia.org/wiki/Olvad%C3%A1sh%C5%91)
ÉGÉSHŐ: Az égéshő (régebbi nevén égésmeleg) az a fajlagos hőmennyiség, amely egy kilogramm tüzelőanyagból összesen felszabadul, ha az égéstermékeket a kiindulási hőmérsékletre hűtjük vissza.
Mivel ez a végállapot ipari körülmények között a legritkább esetben valósul meg[1], a gyakorlatban a fűtőértéket szokás használni. Ugyanakkor, mivel laboratóriumi körülmények között ezt az értéket a legkönnyebb megmérni, a fűtőértéket általában ebből számítják.
Jellemző mértékegysége: kJ/kg.
(forrás:http://blog.wikimedia.org/2014/06/16/change-terms-of-use-requirements-for-disclosure/)
Én eddig CSAK az acetilén+oxigén, ill. a PB+oxigén gázkeverékekkel elérhető láng hőmérsékletekről beszéltem/írtam..
A hőmérséklet mértékegysége pedig: °K; °C; °F ..stb
Cím: Re:Fémöntés házilag
Írta: hostya Dátum 2014 július 13, 21:20
Írta: hostya Dátum 2014 július 13, 21:20
Rosszul gondolod... :)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 július 13, 21:22
Írta: ncw4w5nca Dátum 2014 július 13, 21:22
Nézd most én vagyok kénytelen azt írni hogy okos enged[#eplus2]
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 július 13, 21:22
Írta: ncw4w5nca Dátum 2014 július 13, 21:22
Hülyeség ellen nincs orvosság[#vigyor2]
Cím: Re:Fémöntés házilag
Írta: hostya Dátum 2014 július 13, 21:28
Írta: hostya Dátum 2014 július 13, 21:28
Jó éjszakát!
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 július 13, 21:29
Írta: ncw4w5nca Dátum 2014 július 13, 21:29
Neked is[#integet2]
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 július 14, 09:57
Írta: 3szwbavt Dátum 2014 július 14, 09:57
imádlak benneteket!!!
Cím: Re:Fémöntés házilag
Írta: d30xhrezp Dátum 2014 július 20, 21:08
Írta: d30xhrezp Dátum 2014 július 20, 21:08
Üdv Berényi úr!Csak köszönetet szeretnék mondani az öntő homokért.Igaz,korrepetálást kell adnod,mert ma sikerült 2db selejt dugattyút öntenem.:) .Pont a hajócsavar öntését nem láttam.Nekem öntésnél a gáz kinyomta a dugattyú tetejét.De majd még megpróbálom,hogy a dugattyú teteje lent legyen a szoknyája fent.Hátha úgy jó lesz.Már csak ez hiányzott!Még egy hobby!Ja és köszönet a bemutatóért,nagyon jó volt!
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 július 20, 21:18
Írta: ncw4w5nca Dátum 2014 július 20, 21:18
Én a dugattyú magját ki szoktam szárítani, vagy homokszúró árral megszurkálom. Mivel a mag kicsi, és hamarabb túlhevül, hamarabb, mint ahogy a fém megdermed, ezért a képződő gőz elvezetését biztosítani kell.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 július 20, 21:32
Írta: ncw4w5nca Dátum 2014 július 20, 21:32
Ha így sem boldogulsz, akkor még megoldás lehet, ha egy furatot készítesz a magból kiindulva a homokforma külsejéig, és ott porszívóval szívatod öntés közben.
Cím: Re:Fémöntés házilag
Írta: d30xhrezp Dátum 2014 július 21, 19:34
Írta: d30xhrezp Dátum 2014 július 21, 19:34
Köszönöm a tanácsot,ki fogom próbálni.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 július 21, 19:39
Írta: ncw4w5nca Dátum 2014 július 21, 19:39
Milyen dugattyú a kísérlet tárgya?
Cím: Re:Fémöntés házilag
Írta: d30xhrezp Dátum 2014 július 22, 20:53
Írta: d30xhrezp Dátum 2014 július 22, 20:53
Ez egy fűkaszának a dugattyúja lenne.Van másik csak szeretném megpróbálni,hátha sikerül.És egy kis gyakorlás után megpróbálok pl. cnc-hez kisebb dolgokat önteni.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 július 22, 22:20
Írta: ncw4w5nca Dátum 2014 július 22, 22:20
Kezdésnek lehetett volna választani valami egyszerűbbet, de azért nem lehetetlen. Mikor lesz a következő próba?
Cím: Re:Fémöntés házilag
Írta: vjanos Dátum 2014 július 22, 23:12
Írta: vjanos Dátum 2014 július 22, 23:12
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 július 22, 23:25
Írta: ncw4w5nca Dátum 2014 július 22, 23:25
Hát igen ragyogó ötlet! Kár hogy nekünk nincs tengerpartunk:)
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 július 23, 06:14
Írta: 3szwbavt Dátum 2014 július 23, 06:14
Üdv urak, esetleg valaki tud kipróbált saválló acél öntődét, akik kerámiahéjban öntenek? Köszi a tippeket!
Cím: Re:Fémöntés házilag
Írta: d30xhrezp Dátum 2014 július 23, 08:04
Írta: d30xhrezp Dátum 2014 július 23, 08:04
Hát igen,egyből a nehezet választottam.Majd csak sikerül kiönteni egy jót is!Ha jó idő lesz,megpróbálom megint.Addig kiszárítom a magot,és akkor remélem jó lesz.Amúgy a szoknya és a belső része egészen jó lett.
Cím: Re:Fémöntés házilag
Írta: kmajer Dátum 2014 július 23, 08:12
Írta: kmajer Dátum 2014 július 23, 08:12
Magyarmet, Bicske.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 július 23, 09:56
Írta: 3szwbavt Dátum 2014 július 23, 09:56
köszi beszéltem is velük, már öntöttek szobrot...
Cím: Re:Fémöntés házilag
Írta: s7manbs8 Dátum 2014 július 23, 23:03
Írta: s7manbs8 Dátum 2014 július 23, 23:03
Fortunát nem lehetne önteni alumíniumból ?
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 július 23, 23:09
Írta: 3vv2btrhv Dátum 2014 július 23, 23:09
Ha megvan az öntőminta akkor igen .
Cím: Re:Fémöntés házilag
Írta: hostya Dátum 2014 július 23, 23:19
Írta: hostya Dátum 2014 július 23, 23:19
Ha ilyenre gondoltál, akkor szerintem lehet.. :)

Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 július 23, 23:36
Írta: 3szwbavt Dátum 2014 július 23, 23:36
miért kell neked fortuna szobor?
Cím: Re:Fémöntés házilag
Írta: s7manbs8 Dátum 2014 július 24, 00:06
Írta: s7manbs8 Dátum 2014 július 24, 00:06
Nyákgravírozásnak gondoltam a csapágyház fortunát. :)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 július 24, 09:45
Írta: ncw4w5nca Dátum 2014 július 24, 09:45
Ha az amire gondolok, akkor ki. Látni kellene, hogy te konkrétan mit szeretnél.
Cím: Re:Fémöntés házilag
Írta: s7manbs8 Dátum 2014 július 24, 12:52
Írta: s7manbs8 Dátum 2014 július 24, 12:52
Majd rajzolok egyet. :)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 július 24, 21:56
Írta: ncw4w5nca Dátum 2014 július 24, 21:56
Én szívesen kiönteném, de csak a rosszuját [#wilting]
Cím: Re:Fémöntés házilag
Írta: hostya Dátum 2014 július 24, 22:38
Írta: hostya Dátum 2014 július 24, 22:38
Akkor hajrá..!
Csak a közölt (virtuális) energián múlik a dolog.. :)
Csak a közölt (virtuális) energián múlik a dolog.. :)
Cím: Re:Fémöntés házilag
Írta: 4umhue7vh Dátum 2014 július 25, 08:22
Írta: 4umhue7vh Dátum 2014 július 25, 08:22
Szia!
Írtad hogy jövőre megpróbálkoznál egy t-nútos asztallat, ez piszkosul érdekel, én is megpróbálnám, de nincs időm 1 évet várni hogy megnézzem :). 1000x800mm lenne az asztalom, hogy kéne nekiállnom? Teljesen tárt formába, vagy esetleg az alsó része nyitott, és felöntöm szintig ? A habot ki kellene égetni a formából előtte, vagy ezt elvégzi a forró alu?
Előre is köszi a segítséget!
Írtad hogy jövőre megpróbálkoznál egy t-nútos asztallat, ez piszkosul érdekel, én is megpróbálnám, de nincs időm 1 évet várni hogy megnézzem :). 1000x800mm lenne az asztalom, hogy kéne nekiállnom? Teljesen tárt formába, vagy esetleg az alsó része nyitott, és felöntöm szintig ? A habot ki kellene égetni a formából előtte, vagy ezt elvégzi a forró alu?
Előre is köszi a segítséget!
Cím: Re:Fémöntés házilag
Írta: 4umhue7vh Dátum 2014 július 25, 08:25
Írta: 4umhue7vh Dátum 2014 július 25, 08:25
Ja! hol lehet beszerezni ilyen öntőhomokot? jó lenne ez az asztalhoz is?
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 július 25, 11:12
Írta: ncw4w5nca Dátum 2014 július 25, 11:12
Kaolinkeramia Kvarc ásvány Kft Vagy még rákereshetsz az öntödei homok kifejezésre.
A veszőhab mintás öntéshez bármilyen szemcseméretű homok megfelel, lényeg hogy száraz legyen. A formának zártnak kell lenni, mert csak úgy lehet megfelelő minőséget elérni.
A habanyagot nem kell előre kiégetni, azt megteszi öntéskor a fém.
"hogy kéne nekiállnom" elsőnek ezt tanulmányozd át
Számold ki a tervezett asztal méretét, És gondold át hogy azt a mennyiségű alut meg tudod e olvasztani. Nekem szűken számolva 64kg jött ki, erre még rájön a tápfej, tápcsatorna, felöntés, és a légzők. Összesen kell 80-90kg
Ha már minden összeállt, akkor megrajzolom neked, én hogy építeném fel a mintát.
A veszőhab mintás öntéshez bármilyen szemcseméretű homok megfelel, lényeg hogy száraz legyen. A formának zártnak kell lenni, mert csak úgy lehet megfelelő minőséget elérni.
A habanyagot nem kell előre kiégetni, azt megteszi öntéskor a fém.
"hogy kéne nekiállnom" elsőnek ezt tanulmányozd át
Számold ki a tervezett asztal méretét, És gondold át hogy azt a mennyiségű alut meg tudod e olvasztani. Nekem szűken számolva 64kg jött ki, erre még rájön a tápfej, tápcsatorna, felöntés, és a légzők. Összesen kell 80-90kg
Ha már minden összeállt, akkor megrajzolom neked, én hogy építeném fel a mintát.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 július 26, 07:06
Írta: 3szwbavt Dátum 2014 július 26, 07:06
erre jó a Lovasberényi öntőhomok is, sőt európaszerte innen hordják az öntők. a Lovasberényi állami gazdaság, állattartó telepén lehet venni. Berényi úr legyél annyira névlokálpatrióta, :-) hogy ajánld ezt a helyet is!
Cím: Re:Fémöntés házilag
Írta: 4umhue7vh Dátum 2014 július 26, 08:24
Írta: 4umhue7vh Dátum 2014 július 26, 08:24
Köszi a választ! Sikerült lebeszélned ekkora asztal öntéséről, elsőre kisebb dolgokkal kellene próbálkoznom. A BP-i talin beszéltünk pár szót, említettem hogy van egy grafit tégelyem,(25 literes) ezt szeretném körbeépíteni kemencének, úgy hogy a tégely kiemelhető legyen, nagyobb öntvényeket közvetlen a tégelyből önteném. Bár ez elég veszélyes művelet, 60kg olvadt fémet lóbálni a levegőbe[#fejvakaras].
A Kaolinkerámia itt van 10-12km-re tőlem, azt hittem csak vakoló homokot árulnak.[#falbav] Hétfőn el is megyek hozzájuk.
A Kaolinkerámia itt van 10-12km-re tőlem, azt hittem csak vakoló homokot árulnak.[#falbav] Hétfőn el is megyek hozzájuk.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 július 26, 15:04
Írta: ncw4w5nca Dátum 2014 július 26, 15:04
Nem állt szándékomban lebeszélni, csak arra utaltam, hogy fel kell alaposan készülni rá, hisz nem egyszerű dolog amire készülsz:)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 július 26, 15:11
Írta: ncw4w5nca Dátum 2014 július 26, 15:11
Ajánlanám ha ismerném, de eddig még nem hallottam róla[#nemtudom] Nem tudod a címüket, vagy telefonszámot amin el lehet őket érni? A Google elég szófukar velük kapcsolatban[#rinya]
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 július 26, 16:04
Írta: ncw4w5nca Dátum 2014 július 26, 16:04
Ha mész, kérdezd már meg légy szíves a kaolin, tűzálló kerámiai agyag, tűzálló öntödei homok, és a kaolinos mikrohomok árát is.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 július 26, 17:59
Írta: 3szwbavt Dátum 2014 július 26, 17:59
8093 Lovasberény, Park tér 10.
Telefon: 06/22/ 456-035, 06/22/ 456-095
Fax.: 06/22/ 456-091
e-mail: lovasbm@enternet.hu
Telefon: 06/22/ 456-035, 06/22/ 456-095
Fax.: 06/22/ 456-091
e-mail: lovasbm@enternet.hu
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 július 26, 21:49
Írta: ncw4w5nca Dátum 2014 július 26, 21:49
Hálásan köszönöm [#wave]
Cím: Re:Fémöntés házilag
Írta: 4umhue7vh Dátum 2014 július 26, 22:26
Írta: 4umhue7vh Dátum 2014 július 26, 22:26
Ok megkérdezem. Nekem nem kaolinos mikrohomok kellene a hab bevonásékoz?
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 július 26, 22:45
Írta: ncw4w5nca Dátum 2014 július 26, 22:45
Én is erre gondoltam. Lehet hogy használható samottpor helyett,vagy bizonyos százalékban kiváltható vele. Egy próbát megér.
Cím: Re:Fémöntés házilag
Írta: m8j2y7u9n Dátum 2014 július 27, 18:05
Írta: m8j2y7u9n Dátum 2014 július 27, 18:05
Üdv mindenkinek.
Érdelkődnék, hogy béröntést vállal-e valaki?
Érdelkődnék, hogy béröntést vállal-e valaki?
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 július 27, 19:30
Írta: 3szwbavt Dátum 2014 július 27, 19:30
mit? miből? :-)
Cím: Re:Fémöntés házilag
Írta: m8j2y7u9n Dátum 2014 július 27, 20:16
Írta: m8j2y7u9n Dátum 2014 július 27, 20:16
Aluból kellene, egy nagyméretü ékszíjtárcsát. Az öntvény súlya kb 15 kg.
Cím: Re:Fémöntés házilag
Írta: vcj505pr2 Dátum 2014 július 27, 21:27
Írta: vcj505pr2 Dátum 2014 július 27, 21:27
Tegnap és ma megvolt az első 2 próbálkozásom aluöntés ügyben.
Egy saját építésű csiszológéphez kellett egy szalagfeszítő görgő. A CNC tali után felbátorodtam Berényi József bemutatóját látva, és elhatároztam, megpróbálom magam. Kiszámoltam, mennyi anyag kell, összeaprítottam egy wartburg hengerfejet, előkészítettem az olvasztótégelyt (leselejtezett konyhai lábas), beágyaztam egy lavórnyi fahamuba, és tettem rá egy téglát hőtükörnek.
Elkezdtem az olvasztást egy PB gázégővel ami jól indult, de aztán mikor már sok volt a képlékeny fém, nem tudtam vele az összeset olvadtan tartani. Apu kért a szomszédból egy disznóperzselőt, aztán folyékony állapotig melegítettük.
Az öntés kicsit hajmeresztőre sikerült, túl nedves volt a homokforma, és köpött egyet a beöntőn keresztül a gőzfejlődés miatt.
Senki nem sérőlt meg, de a gőz a folyamatosan jött, úgyhogy fedezékbe húzódtunk pr percre, amíg megálltak a veszélyes folyamatok. Hűtés után kivettük a formából, persze selejt lett, az alja 2 centire behorpadt, a felület rücskös, tüskés, buborékos.
Másnap újracsináltam a formát szárazabb homokkal, és elkezdtem az lvasztást a disznóperzselővel. Mikor már kezdett jó lenni az állag, elfogyott a gáz...
Mindenesetre beöntöttem a formába, de sajnos nem mindenhol volt eléggé folyékony, mert nem telt meg a forma teljesen. A beömlőben nem volt már aluminium. Az öntés során nem volt gőzfejlődés, tehát a homok nedvességet sikerült eltalálni.
A henger forma teteje emiatt kicsit gázos maradt, de szerencsére azt a részt úgyis lemunkálom, így elég marad a kiöntött rész.
Kezd összeállni a kép, hogy mire is kell majd figyelnem ilyen egyszerű formáknál is, aztán mire bonyolultabbak jönnek, már az alapok legalább valamennyire mennek.
És végezetül az elmondottak képekben:
Aluöntés 1-2
Egy saját építésű csiszológéphez kellett egy szalagfeszítő görgő. A CNC tali után felbátorodtam Berényi József bemutatóját látva, és elhatároztam, megpróbálom magam. Kiszámoltam, mennyi anyag kell, összeaprítottam egy wartburg hengerfejet, előkészítettem az olvasztótégelyt (leselejtezett konyhai lábas), beágyaztam egy lavórnyi fahamuba, és tettem rá egy téglát hőtükörnek.
Elkezdtem az olvasztást egy PB gázégővel ami jól indult, de aztán mikor már sok volt a képlékeny fém, nem tudtam vele az összeset olvadtan tartani. Apu kért a szomszédból egy disznóperzselőt, aztán folyékony állapotig melegítettük.
Az öntés kicsit hajmeresztőre sikerült, túl nedves volt a homokforma, és köpött egyet a beöntőn keresztül a gőzfejlődés miatt.
Senki nem sérőlt meg, de a gőz a folyamatosan jött, úgyhogy fedezékbe húzódtunk pr percre, amíg megálltak a veszélyes folyamatok. Hűtés után kivettük a formából, persze selejt lett, az alja 2 centire behorpadt, a felület rücskös, tüskés, buborékos.
Másnap újracsináltam a formát szárazabb homokkal, és elkezdtem az lvasztást a disznóperzselővel. Mikor már kezdett jó lenni az állag, elfogyott a gáz...
Mindenesetre beöntöttem a formába, de sajnos nem mindenhol volt eléggé folyékony, mert nem telt meg a forma teljesen. A beömlőben nem volt már aluminium. Az öntés során nem volt gőzfejlődés, tehát a homok nedvességet sikerült eltalálni.
A henger forma teteje emiatt kicsit gázos maradt, de szerencsére azt a részt úgyis lemunkálom, így elég marad a kiöntött rész.
Kezd összeállni a kép, hogy mire is kell majd figyelnem ilyen egyszerű formáknál is, aztán mire bonyolultabbak jönnek, már az alapok legalább valamennyire mennek.
És végezetül az elmondottak képekben:
Aluöntés 1-2
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2014 július 27, 21:39
Írta: svejk Dátum 2014 július 27, 21:39
Külön dicséretes dolog, hogy leírtad a problémákat! [#eljen]
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 július 27, 22:08
Írta: ncw4w5nca Dátum 2014 július 27, 22:08
Gratulálok az első kísérletedhez[#eljen] Nem tudtam kivenni a fotóról, de nekem úgy tűnik, mintha túl sok agyag lenne a homok hoz keverve. A sok agyag kitölti a homokszemek közötti teret , és így nem tudja elvezetni a képződő gőzt. A homok egy részéből ki kellene mosni az agyagot, és keveréssel beállítani az optimális agyagtartalmat.
Cím: Re:Fémöntés házilag
Írta: vjanos Dátum 2014 július 27, 22:14
Írta: vjanos Dátum 2014 július 27, 22:14
Minden kezdet nehéz - tartja a mondás :)
Gratula, és érdeklődve figyelek :)
Gratula, és érdeklődve figyelek :)
Cím: Re:Fémöntés házilag
Írta: vcj505pr2 Dátum 2014 július 27, 22:16
Írta: vcj505pr2 Dátum 2014 július 27, 22:16
Így lehet tanulni belőle, nem igaz? :)
Kérdésem s van a témában:
Hogy lehet úgy nedvesíteni a homokot, hogy mindenhol egyenletesen legyen kicsit nyirkos?
Nekem az lett jó, hogy első alkalommal megnedvesítettem, de sok lett, és másnapra pont annyit száradt, hogy jó volt a formához, de ez csak egy szerencsés véletlen.
Ha nem akarok egy napot várni, és száraz homokom van, mit lehet tenni vele, hogy jó legyen?
Permetező? Söprűvel fröcskölés? A jelenlévő profik hogy állítják be a nedvességtartalmat?
A buborékosodást jól gondolom, hogy a kevés anyag, és a nem eléggé felolvadt állag miatt sikerült így? Ha jól sejtem, a buborékoknak normál esetben a beömlőcsatornában kellene felgyülemleni, amit úgysem használunk fel az öntvényhz.
Kérdésem s van a témában:
Hogy lehet úgy nedvesíteni a homokot, hogy mindenhol egyenletesen legyen kicsit nyirkos?
Nekem az lett jó, hogy első alkalommal megnedvesítettem, de sok lett, és másnapra pont annyit száradt, hogy jó volt a formához, de ez csak egy szerencsés véletlen.
Ha nem akarok egy napot várni, és száraz homokom van, mit lehet tenni vele, hogy jó legyen?
Permetező? Söprűvel fröcskölés? A jelenlévő profik hogy állítják be a nedvességtartalmat?
A buborékosodást jól gondolom, hogy a kevés anyag, és a nem eléggé felolvadt állag miatt sikerült így? Ha jól sejtem, a buborékoknak normál esetben a beömlőcsatornában kellene felgyülemleni, amit úgysem használunk fel az öntvényhz.
Cím: Re:Fémöntés házilag
Írta: vcj505pr2 Dátum 2014 július 27, 22:20
Írta: vcj505pr2 Dátum 2014 július 27, 22:20
Köszi a tippet, ez tényleg lehetséges, mert mikor túl nedves volt, akkor sem úgy viselkedett, mint a sima homok, hanem öbösödött, "hantosodott", csak a döngöléssel sikerült simítani.
A kimosás hogy működik? Beteszem egy vödörbe, felöntöm vízzel, és a homok leül, az agyag egy darabig kavarog, ezalatt leöntöm róla?
A kimosás hogy működik? Beteszem egy vödörbe, felöntöm vízzel, és a homok leül, az agyag egy darabig kavarog, ezalatt leöntöm róla?
Cím: Re:Fémöntés házilag
Írta: vcj505pr2 Dátum 2014 július 27, 22:20
Írta: vcj505pr2 Dátum 2014 július 27, 22:20
az öbösödött az göbösödött akart lenni
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 július 27, 22:28
Írta: ncw4w5nca Dátum 2014 július 27, 22:28
A kimosás pontosan úgy működik ahogy írod:)
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2014 július 27, 22:42
Írta: jani300 Dátum 2014 július 27, 22:42
Egyszerű hengeres tárgyakat én is öntögettem régebben , aluból. Homokformába soha nem próbáltam . Megfelelő méretű festékesdobozokba öntöttem , kicsit magasabban hogy a beszívódás leesztergálható legyen .Nem a homokforma ellen írom ,csak egy egyszerű megoldás henger öntésre .
Cím: Re:Fémöntés házilag
Írta: vcj505pr2 Dátum 2014 július 27, 22:53
Írta: vcj505pr2 Dátum 2014 július 27, 22:53
Berényi József: Köszi, kipróbálom.
Ásott homok, kertből, így az összetételéről, szemcseméretéről nincs infó. Az agyagtartalmáról már van: Túl magas :)
Jani300: Fémdobozon én is gondolkodtam, ami átmérőben jó lett volna, az alacsony volt, így a homokozás mellett döntöttem.
A cél az öntésnél, hogy minél jobban megközelítsük a késztermék dimenzióit, és keveset kelljen forgácsolni.
A pozitív forma egyébként egy üres borosüveg volt :)
Végül egy kérdés mindenkihez, akinek van disznóperzselője:
Az adatait meg tudnátok írni? (fúvókaméret, lángterelő átmérő, lyukak száma, elhelyezkedése, esetleg fotó róla.
Minden infót szívesen fogadok, szeretnék összerakni egy sajátot.
Lángterelő csőnek egy 50mm belső átmérőjű 2,5mm falvastagságú acélcsövet fogok használni, kb ehhez a mérethez lenne szükségem a többi adatra, hogy ne kormos sárga láng legyen a végeredmény.
Ásott homok, kertből, így az összetételéről, szemcseméretéről nincs infó. Az agyagtartalmáról már van: Túl magas :)
Jani300: Fémdobozon én is gondolkodtam, ami átmérőben jó lett volna, az alacsony volt, így a homokozás mellett döntöttem.
A cél az öntésnél, hogy minél jobban megközelítsük a késztermék dimenzióit, és keveset kelljen forgácsolni.
A pozitív forma egyébként egy üres borosüveg volt :)
Végül egy kérdés mindenkihez, akinek van disznóperzselője:
Az adatait meg tudnátok írni? (fúvókaméret, lángterelő átmérő, lyukak száma, elhelyezkedése, esetleg fotó róla.
Minden infót szívesen fogadok, szeretnék összerakni egy sajátot.
Lángterelő csőnek egy 50mm belső átmérőjű 2,5mm falvastagságú acélcsövet fogok használni, kb ehhez a mérethez lenne szükségem a többi adatra, hogy ne kormos sárga láng legyen a végeredmény.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 július 27, 22:55
Írta: ncw4w5nca Dátum 2014 július 27, 22:55
Van még egy dolog. A beöntő nyílást rövidebbre és vastagabbra csináld, mert idő előtt megdermed benne a fém, és a felöntésből nem tudja pótolni a dermedő fém zsugorodását. A zárólap átmérője legyen nagyobb, és alacsonyabb. Figyelj rá hogy a zárólap elég nehéz legyen, mert a felhajtó erő felemelheti. Ha könnyű le kell súlyozni.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 július 27, 23:02
Írta: ncw4w5nca Dátum 2014 július 27, 23:02
Én is öntöttem hasonló módon, de úgy nem lehet irányítani a dermedést, és a méretet nem a szükséglet határozza meg hanem a doboz. Lesz egy jó adag + forgácsolás, és egy csomó alu hulladék amit nem igazán lehet újra hasznosítani.
Cím: Re:Fémöntés házilag
Írta: vcj505pr2 Dátum 2014 július 27, 23:15
Írta: vcj505pr2 Dátum 2014 július 27, 23:15
Figyelek rá, köszi.
A próbálkozásomnál nem okozott gondot, mert abba már nem jutott alu.
A találkozón megfigyeltem, hogy öntés után még kis gázégővel rámelegítettél a beöntőben lévő aluminiumra. Az emiatt volt?
A próbálkozásomnál nem okozott gondot, mert abba már nem jutott alu.
A találkozón megfigyeltem, hogy öntés után még kis gázégővel rámelegítettél a beöntőben lévő aluminiumra. Az emiatt volt?
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2014 július 27, 23:15
Írta: jani300 Dátum 2014 július 27, 23:15
Igen mindenképp csak szükségmegoldás .
Ékszíjtárcsák lettek belőle , nem volt kritikus a méret .
A disznó perzserőlőr sem gondoltam hogy elég a teljesítménye :( Addig míg itt nem írtad .
Ékszíjtárcsák lettek belőle , nem volt kritikus a méret .
A disznó perzserőlőr sem gondoltam hogy elég a teljesítménye :( Addig míg itt nem írtad .
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 július 27, 23:27
Írta: ncw4w5nca Dátum 2014 július 27, 23:27
Azért melegítettem, hogy ott dermedjen meg legutoljára, így onnan tudja pótolni a dermedéskor zsugorodó fémet, és nem képződik az öntvényben szívódási üreg.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 július 27, 23:42
Írta: ncw4w5nca Dátum 2014 július 27, 23:42
Az én perzselő mérete: 60-as csőátmérő 180 hossz a paláston 3x9db 10mm-es furat van a talplemezen 6db 10mmes furat fúvóka 0,8mm



Ezt használtam a bemutatón.
Ezt használtam a bemutatón.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 július 28, 00:52
Írta: ncw4w5nca Dátum 2014 július 28, 00:52
Természetesen a gyakorlat teszi a mestert:)
A homokot én a tapasztalatomra hagyatkozva nedvesítem, inkább elsőre kevesebbet, mer ugye kivenni nem igazán lehet.A vizezéskor a porlasztás nem segít, mindenképp jól át kell kavarni. Először átkavarom, ha jónak ítélem, akkor keresztül nyomom egy 1x1cm-es rostán, ez finomítja a keverést( Ilyenkor nem árt pihentetni, hogy a nedvesség egyenlően el tudjon oszlani). Ezután én átengedem a "homokdarálón", ami az összetapadt homokot szétveri, és fellazítja az állagát. A "homokdaráló" egy függőlegesen álló nagy átmerőjű cső amiben négy penge forog egymás felett 25mm-re egymáshoz képest elforgatva, 2800-as fordulaton. A cső mindkét végén nyitott, felül lapátolom be a homokot, és alul hullik ki a fellazítva. Most festés alatt van a darálóm, de ha kész lesz teszek fel fotót. Daráló hiányában szúnyoghálóból készült szitán átdörzsölve lehet kellő finomságú homokot készíteni a mintázáshoz.
Az olvadt alut jó alaposan meg kell tisztítani öntés előtt, le kell szedni a tetejéről laza szerkezetű pépes habot, mert annak jó része salak. Valószínű ez okozta a buborék bezáródását, és ez a salak látszik az oldalán is
A homokot én a tapasztalatomra hagyatkozva nedvesítem, inkább elsőre kevesebbet, mer ugye kivenni nem igazán lehet.A vizezéskor a porlasztás nem segít, mindenképp jól át kell kavarni. Először átkavarom, ha jónak ítélem, akkor keresztül nyomom egy 1x1cm-es rostán, ez finomítja a keverést( Ilyenkor nem árt pihentetni, hogy a nedvesség egyenlően el tudjon oszlani). Ezután én átengedem a "homokdarálón", ami az összetapadt homokot szétveri, és fellazítja az állagát. A "homokdaráló" egy függőlegesen álló nagy átmerőjű cső amiben négy penge forog egymás felett 25mm-re egymáshoz képest elforgatva, 2800-as fordulaton. A cső mindkét végén nyitott, felül lapátolom be a homokot, és alul hullik ki a fellazítva. Most festés alatt van a darálóm, de ha kész lesz teszek fel fotót. Daráló hiányában szúnyoghálóból készült szitán átdörzsölve lehet kellő finomságú homokot készíteni a mintázáshoz.
Az olvadt alut jó alaposan meg kell tisztítani öntés előtt, le kell szedni a tetejéről laza szerkezetű pépes habot, mert annak jó része salak. Valószínű ez okozta a buborék bezáródását, és ez a salak látszik az oldalán is
Cím: Re:Fémöntés házilag
Írta: vcj505pr2 Dátum 2014 július 28, 06:22
Írta: vcj505pr2 Dátum 2014 július 28, 06:22
Köszi a válaszokat!
Az én csövem majdnem ilyen vastag. Szerintem ahhoz arányosítva fogom elkészíteni, kb 10%-ot leveszek a méretekből. A fúvókát először 0.7-re fúrom, aztán próba után tudom bővíteni 0.05 lépésekkel.
A homokra és az olvadékra vonatkozó infókat megjegyzem, legközelebb már jobban fog menni :)
Az én csövem majdnem ilyen vastag. Szerintem ahhoz arányosítva fogom elkészíteni, kb 10%-ot leveszek a méretekből. A fúvókát először 0.7-re fúrom, aztán próba után tudom bővíteni 0.05 lépésekkel.
A homokra és az olvadékra vonatkozó infókat megjegyzem, legközelebb már jobban fog menni :)
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 július 28, 11:13
Írta: 3szwbavt Dátum 2014 július 28, 11:13
sima fakeretes szitát használok, először az 5x5 mm-esen megy át, aztán a 2x2 mm-esen, és a szitába rakok egy keményfa hasábot, 5x3x15 cm eset. az veri szét a göröngyöket. a homok akkor jó ha pihen 1 napot és megint átszitálod, és ha a markodba szorítod akkor megroppantva épp hogy összeáll, és a kézredőket szépen kiadja.
Cím: Re:Fémöntés házilag
Írta: 4umhue7vh Dátum 2014 július 28, 13:06
Írta: 4umhue7vh Dátum 2014 július 28, 13:06
Szia!
Voltam a Kaolinkerámiánál, vettem homokot, csak egy fajta 01-1mm szemcseméretű van,1600ft/ mázsa.
A kaolinos mikróhomok 1400ft/mázsa, ebből is vettem 1 zsákkal.
A kerámiaagyag 1800ft/ mázsa, ebből, kaptam egy szatyorral.
Már csak az a kérdés mennyi agyag kell a homokba? Ha jól emlékszek vízüveg is kell bele, de mennyi?
Voltam a Kaolinkerámiánál, vettem homokot, csak egy fajta 01-1mm szemcseméretű van,1600ft/ mázsa.
A kaolinos mikróhomok 1400ft/mázsa, ebből is vettem 1 zsákkal.
A kerámiaagyag 1800ft/ mázsa, ebből, kaptam egy szatyorral.
Már csak az a kérdés mennyi agyag kell a homokba? Ha jól emlékszek vízüveg is kell bele, de mennyi?
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 július 28, 14:28
Írta: ncw4w5nca Dátum 2014 július 28, 14:28
Köszönöm hogy megkérdezted az árakat.
A szakirodalom 5-10% agyagot ír, előbb inkább kevesebbet tegyél, és próbálgasd hogy olyan legyen az állaga, amilyennek adren írja "ha a markodba szorítod akkor megroppantva épp hogy összeáll, és a kézredőket szépen kiadja." Vízüveget nem kell bele rakni az agyag mellé, az egy másik technológia. Az agyagmentes homokhoz kavarnak vízüveget 2-4%, és széndioxidot fúvatnak rá, amitől megköt.
A szakirodalom 5-10% agyagot ír, előbb inkább kevesebbet tegyél, és próbálgasd hogy olyan legyen az állaga, amilyennek adren írja "ha a markodba szorítod akkor megroppantva épp hogy összeáll, és a kézredőket szépen kiadja." Vízüveget nem kell bele rakni az agyag mellé, az egy másik technológia. Az agyagmentes homokhoz kavarnak vízüveget 2-4%, és széndioxidot fúvatnak rá, amitől megköt.
Cím: Re:Fémöntés házilag
Írta: s73tgf9vg Dátum 2014 július 28, 20:29
Írta: s73tgf9vg Dátum 2014 július 28, 20:29
Sziasztok!
Egy olyan kérdésem van, hogy mivel tudnék egy alakról negatívat levenni (konkrétan a kezem) öntéshez úgy, hogy közben meg is formázom azt, majd kiöntöm.
Gipsz lenne a legjobb, de azt nem tudom hogy öntöm ki. A gyurma meg nem keményedett meg eléggé és szétment mikor leszedtem.
A gyertya visz még működhet, de inkább megkérdezlek titeket mielőtt megkínzom vele magam.
Egy olyan kérdésem van, hogy mivel tudnék egy alakról negatívat levenni (konkrétan a kezem) öntéshez úgy, hogy közben meg is formázom azt, majd kiöntöm.
Gipsz lenne a legjobb, de azt nem tudom hogy öntöm ki. A gyurma meg nem keményedett meg eléggé és szétment mikor leszedtem.
A gyertya visz még működhet, de inkább megkérdezlek titeket mielőtt megkínzom vele magam.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 július 28, 20:46
Írta: 3szwbavt Dátum 2014 július 28, 20:46
fogsz egy vékony de erős cérnát. aztán apró gipsz pöttyökkel, amit sokatkevert gipszel csinálsz, hogy gyorsan kössön meg, az enyhén beolajozott kezed élére, és az ujjaid oldalára végig vezetsz. mint egy osztósíkot. aztán ha fent vana cérna, a csuklódtól végig a kézéleden az 5 ujjad között, az ujjbegyeiden végig a csuklód másik oldalára, akkor a kezed belemártod egy kikevert gipszmasszába, kiemeled, és ha kezd kötni a gipsz, gyorsan felpakolod kb 1,5 cm vastagon a kezedre mindenhol. ha már érzed, hogy húz a gipsz, már komolyabban köt, akkor szépen a cérnával, mint a macisajt kerek papírdobozát, felvágod húzva a cérnával a gipszet. ha kijött a cérna, akkor várzs a teljes kötésig, és leemeled finoman a két felet. amit kiszárítasz, aztán beecseteled trisós telített oldattal, vizes oldattal, csak nem szabad hogy a trisókristály hozzáérjen a gipszhez, mert akkor megmarja a felületet. 3x 4x beecseteled, és összecsukod a két felet. és beöntesz gipszet, ivójughurt sűrűségűt, forgatod körbe, hogy mindenhová jusson a pépből és aztán felöntöd teljesen. kötés után le kell a negativot pattogtatni róla óvatosan.
Cím: Re:Fémöntés házilag
Írta: s73tgf9vg Dátum 2014 július 28, 20:54
Írta: s73tgf9vg Dátum 2014 július 28, 20:54
Na ez egy baromi jó módszer, eszembe nem jutott volna. Most nem erre van szükségem, de később ilyet is akarok, szóval megspóroltam egy kérdést, nagyon köszönöm!
Jelenleg utcai fogszabályzót akarok készíteni, valami a képen láthatóhoz hasonlót.
Ebből van a gondom, hogy ami mintát leveszek az ujjaimról, azt kellene majd kiönteni.
Tehát az ujjam negatívja lesz maga az öntőforma is.

Jelenleg utcai fogszabályzót akarok készíteni, valami a képen láthatóhoz hasonlót.
Ebből van a gondom, hogy ami mintát leveszek az ujjaimról, azt kellene majd kiönteni.
Tehát az ujjam negatívja lesz maga az öntőforma is.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 július 28, 20:58
Írta: 3szwbavt Dátum 2014 július 28, 20:58
pássz, nem értem a kérdést...
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 július 28, 21:06
Írta: ncw4w5nca Dátum 2014 július 28, 21:06
Miből szeretnéd kiönteni?
Cím: Re:Fémöntés házilag
Írta: s73tgf9vg Dátum 2014 július 28, 21:11
Írta: s73tgf9vg Dátum 2014 július 28, 21:11
Alumíniumból, azt tudok itthon is olvasztani ekkora mennyiségben és szép is.
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2014 július 28, 21:12
Írta: jani300 Dátum 2014 július 28, 21:12
Ezt hívták régen Rex-Boxer-nek ? :)
Nehezen esett le. Nem puha ahhoz az öntött alu ?
Nehezen esett le. Nem puha ahhoz az öntött alu ?
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 július 28, 21:14
Írta: ncw4w5nca Dátum 2014 július 28, 21:14
Az utcai fogszabályzóval vigyázz, mert azzal új-perceket is szokták szabályozni. Ezért jobb ha előbb a kezedet mintázod meg, mert ha kitörik az ujjaidat legalább marad a kezedről egy szép emlék [#vigyor2]
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 július 28, 21:20
Írta: ncw4w5nca Dátum 2014 július 28, 21:20
Nem az alu puha, hanem aki ilyeneken gondolkozik:(
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 július 28, 21:25
Írta: ncw4w5nca Dátum 2014 július 28, 21:25
A trisó mit tesz a gipszel?
Cím: Re:Fémöntés házilag
Írta: designr Dátum 2014 július 28, 21:26
Írta: designr Dátum 2014 július 28, 21:26
Multiknál lehet kapni kétkomponensű gyurmaszerű epoxit..összegyúrod a két részt..elasztikus..pár perc és kikeményedik..hogy az olvadt alut hogy bírja azt nem tudom..
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2014 július 28, 21:41
Írta: jani300 Dátum 2014 július 28, 21:41
Pár éve még láttam valahol öregapám Rex-Boxer-ét . Az a helyzet hogy az ujjaim vége is alig fér bele :) De jobb elkerülni a balhét ,ha lehet .
Az nem a mi szakmánk ,erre is rájöttem már .
Az nem a mi szakmánk ,erre is rájöttem már .
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 július 28, 21:52
Írta: ncw4w5nca Dátum 2014 július 28, 21:52
A mai törvények mellett, elég ha csúnyán ránézel valakire, ha kicsit erősebben védekezel már egyből te vagy a hibás. Ezért ha valaki veszélyes környéken él jobb ha lábra gyúr!
Cím: Re:Fémöntés házilag
Írta: s73tgf9vg Dátum 2014 július 28, 21:55
Írta: s73tgf9vg Dátum 2014 július 28, 21:55
A balhét mindig jobb elkerülni, de ha valaki elmegy este szórakozni akkor van hogy nem lehet.
Nem akarok morális vitát indítani arról, hogy mit illik és mit nem, inkább elmesélek valamit.
Két fiatal sétált az utcán hazafelé. Szembejött velük 2 másik idegen, és mikor egymás mellé értek az egyik idegen azt mondta:
"Várjatok egy picit!" Ahogy kimondta állon verte az egyiket aki ez után állni alig tudott, majd a másikat rendesen elverték ketten.
Mondhatnánk, hogy ilyen nincs, sőt én lennék az aki leghangosabban mondja, hogy biztos nem így volt.
De az eset velem történt meg.
Nem keresem a balhét, de van hogy megtalál.
Legutóbb 3 rézbőrű hántott kést rém, szerencsére elengedtek.
Ha József szeretné elmesélheti a semlegesben, miért puha az aki minden eszközzel fel akar készülni az ilyen esetekre.
De mivel ez a Fémöntés házilag, maradjunk a technikai résznél a kérdéseknek :)
Nem akarok morális vitát indítani arról, hogy mit illik és mit nem, inkább elmesélek valamit.
Két fiatal sétált az utcán hazafelé. Szembejött velük 2 másik idegen, és mikor egymás mellé értek az egyik idegen azt mondta:
"Várjatok egy picit!" Ahogy kimondta állon verte az egyiket aki ez után állni alig tudott, majd a másikat rendesen elverték ketten.
Mondhatnánk, hogy ilyen nincs, sőt én lennék az aki leghangosabban mondja, hogy biztos nem így volt.
De az eset velem történt meg.
Nem keresem a balhét, de van hogy megtalál.
Legutóbb 3 rézbőrű hántott kést rém, szerencsére elengedtek.
Ha József szeretné elmesélheti a semlegesben, miért puha az aki minden eszközzel fel akar készülni az ilyen esetekre.
De mivel ez a Fémöntés házilag, maradjunk a technikai résznél a kérdéseknek :)
Cím: Re:Fémöntés házilag
Írta: s73tgf9vg Dátum 2014 július 28, 21:57
Írta: s73tgf9vg Dátum 2014 július 28, 21:57
Ja és a leg viccesebb az volt, hogy a rendőrök a sarkon álltak, de nem jöttek oda a kiabálásra.
Nem tudom más környékeken ez hogy megy, Debrecenben esténként kicsit hallanak és látnak a rendőrök, rengeteg ilyen sztorit láttam a saját szememmel.
Nem tudom más környékeken ez hogy megy, Debrecenben esténként kicsit hallanak és látnak a rendőrök, rengeteg ilyen sztorit láttam a saját szememmel.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 július 28, 22:12
Írta: ncw4w5nca Dátum 2014 július 28, 22:12
És úgy gondolod hogy három kés ellen elég a te egyszál alu boxered? Ha előveszed a boxert akkor is elengedtek volna? vagy ha netalán kivered a fogukat, a tétlen rendőrök megveregetik a válladat, "hú ez aztán igen"
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 július 28, 22:15
Írta: 3szwbavt Dátum 2014 július 28, 22:15
a trisó lezárja a pólusokat és a két gipsz nem ragad össze.
Cím: Re:Fémöntés házilag
Írta: s73tgf9vg Dátum 2014 július 28, 22:16
Írta: s73tgf9vg Dátum 2014 július 28, 22:16
Biztos hogy nem, de onnantól kezdve az már úgyis az én hibám, senkit nem fogok okolni érte.
De tényleg ne ezt feszegessük, egyelőre ott tartok, hogy gipsz és trisó :)
De tényleg ne ezt feszegessük, egyelőre ott tartok, hogy gipsz és trisó :)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 július 28, 22:22
Írta: ncw4w5nca Dátum 2014 július 28, 22:22
Milyen formázáshoz adottak a feltételeid?
Cím: Re:Fémöntés házilag
Írta: s73tgf9vg Dátum 2014 július 28, 22:29
Írta: s73tgf9vg Dátum 2014 július 28, 22:29
Megmondom őszintén nem is tudom milyen lehetőségek vannak (vagy csak nem értem a kérdést).
Marni tudok itthon, esetleg 3D nyomtatni is, de jobb lenne ha a kezemről venné fel a kiöntendő anyag.
Marni tudok itthon, esetleg 3D nyomtatni is, de jobb lenne ha a kezemről venné fel a kiöntendő anyag.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 július 28, 22:32
Írta: 3szwbavt Dátum 2014 július 28, 22:32
nekem totál kinai hogy minek hozzá a kezed, és miért nem csinálsz gipszből egy boxert mintának? alapból ellenzem a boxert, (tapadós szárasat hordok) de ha tudsz marni, akkor nincs szebb egy véres és testnedves bőrcafatoktól ékes cnc-zett bokszer!
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 július 28, 22:33
Írta: 3szwbavt Dátum 2014 július 28, 22:33
nél
Cím: Re:Fémöntés házilag
Írta: guliver83 Dátum 2014 július 28, 22:33
Írta: guliver83 Dátum 2014 július 28, 22:33
Szerintem ne foglalkozz ilyenekkel, mert ha nem talál az első ütés akkor van a nagy gond!!!!
Cím: Re:Fémöntés házilag
Írta: s73tgf9vg Dátum 2014 július 28, 22:36
Írta: s73tgf9vg Dátum 2014 július 28, 22:36
Azért nem akarom marni, mert szerintem a saját magunknak okozott sérülések nagyja a rossz alakjából adódik, mivel nem veszi fel a kezünk formáját. Ezért akartam pl gipszből, vagy viaszból megcsinálni az öntő formát.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 július 28, 22:37
Írta: 3szwbavt Dátum 2014 július 28, 22:37
én a fáslis, gumimacis megoldást kultiválom, mert attól meghízik a gonosz ellenség, és cukorbeteg lesz, és levágják a lábát!!!
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 július 28, 22:48
Írta: ncw4w5nca Dátum 2014 július 28, 22:48
Akkor vegyük a legegyszerűbbet:)Nem elegáns de hatékony. Varrsz erős farmeranyagból egy gyűrűt, amit rá tudsz húzni a kézfejedre, megtöltöd acél vagy ólom söréttel annyira, ha megszorítod rászoruljon az öklödre. Ez nem tör csontot, de hatalmasat lehet ütni vele, és az ujjadat sem tudják kitörni vele. Vagy veszőhab mintás a legegyszerűbb polisztirolból kifaragod a boxert úgy hogy az kézre álljon, és a #3438-ban linkelt oldal alapján kiöntöd. Vagy kifaragod fából, és homokban beformázod.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 július 28, 22:55
Írta: ncw4w5nca Dátum 2014 július 28, 22:55
A tapadós száras nem jó, mert állítólag rontja a potenciát![#ejnye1]
Cím: Re:Fémöntés házilag
Írta: s73tgf9vg Dátum 2014 július 28, 23:02
Írta: s73tgf9vg Dátum 2014 július 28, 23:02
Most esett le mit hablatyol adren, lehet még ott is hallatszott a koppanás. Hát igen, két féle boxer készül aluminiumból, az egyik a kötekedöket tartja távol, a másik meg a nőket.
Egyébként mind két megoldás tetszik József, remélem ha arosan fel tudom tenni a fórumra, ha sikerült elkészíteni. Egyébként gondolom emlékeztek, nem én leszek itt az első aki ilyet készít.
Egyébként mind két megoldás tetszik József, remélem ha arosan fel tudom tenni a fórumra, ha sikerült elkészíteni. Egyébként gondolom emlékeztek, nem én leszek itt az első aki ilyet készít.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 július 28, 23:03
Írta: 3szwbavt Dátum 2014 július 28, 23:03
nna amennyit hordom, az nem baj, én a svédalsó híve vagyok, ergo nem szívelem a cipzáras nadrágokat.
volt egy film, amiben Bronson ellenfele két rövid tömzsi vasrudat fogott a markában.
volt egy film, amiben Bronson ellenfele két rövid tömzsi vasrudat fogott a markában.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 július 28, 23:05
Írta: ncw4w5nca Dátum 2014 július 28, 23:05
hogyne emlékeznénk, de azt sem fogadtuk kitörő örömmel,[#shakehead]
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 július 28, 23:07
Írta: ncw4w5nca Dátum 2014 július 28, 23:07
"nem szívelem a cipzáras nadrágokat."
Vajon miért nem ?
Vajon miért nem ?
Cím: Re:Fémöntés házilag
Írta: s73tgf9vg Dátum 2014 július 28, 23:10
Írta: s73tgf9vg Dátum 2014 július 28, 23:10
Hát egyébként megértem, és köszönöm, hogy ennek ellenére is korrekt volt a hozzáállásotok a kerdéshez.
Lettek ötleteim és elképzeléseim, majd meglátjuk mi sül ki belőle.
Lettek ötleteim és elképzeléseim, majd meglátjuk mi sül ki belőle.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 július 28, 23:10
Írta: 3szwbavt Dátum 2014 július 28, 23:10
a svédalsó azt jelenti, nincs rajtam alsónadrág rendszerint... és akkor ádáz ellenség a nemesebbik részeknél a becsípő cippzár
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 július 28, 23:13
Írta: ncw4w5nca Dátum 2014 július 28, 23:13
Tudom mi a svéd alsó, és ismerem a harapós cipzárat [#nevetes1]
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 július 28, 23:15
Írta: 3szwbavt Dátum 2014 július 28, 23:15
jaja, sokkal gonoszabb mint a boxer. lehetne komolyabb méretű fogakkal rendelkező cipzárat is feltekerni a kezére a kartársnak.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 július 28, 23:19
Írta: ncw4w5nca Dátum 2014 július 28, 23:19
Reméljük semmi rossz nem sül ki belőle.[#wave]
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 július 28, 23:24
Írta: ncw4w5nca Dátum 2014 július 28, 23:24
Igen a motorlánc. Azzal csak az a gond, hogy visszafele is nagyot harap.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 július 28, 23:33
Írta: 3szwbavt Dátum 2014 július 28, 23:33
bírja az emberünk...
Cím: Re:Fémöntés házilag
Írta: dcsaba Dátum 2014 július 28, 23:39
Írta: dcsaba Dátum 2014 július 28, 23:39
Ez is aluöntvény. Vitát ezzel lehet elkerülni:

Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 július 28, 23:46
Írta: ncw4w5nca Dátum 2014 július 28, 23:46
Jó kis cucc[#ticking] De én mégis a futásnak vagyok a híve! Igaz míg tudtam nem szaladtam, [#vigyor1]
Cím: Re:Fémöntés házilag
Írta: dcsaba Dátum 2014 július 29, 07:45
Írta: dcsaba Dátum 2014 július 29, 07:45
155 kilóval nem szaladgál az ember. :D
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 július 29, 10:52
Írta: 3szwbavt Dátum 2014 július 29, 10:52
fegyencedzés, harcosok eledele, két jó könyv.
Cím: Re:Fémöntés házilag
Írta: dcsaba Dátum 2014 július 29, 13:30
Írta: dcsaba Dátum 2014 július 29, 13:30
Lehet, hogy én is megfertőződtem? :-)

Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 július 29, 13:38
Írta: ncw4w5nca Dátum 2014 július 29, 13:38
Egyel több kincs?! Végre valami jó hír:)
Cím: Re:Fémöntés házilag
Írta: dcsaba Dátum 2014 július 29, 13:53
Írta: dcsaba Dátum 2014 július 29, 13:53
Ez egy ötvöstégely, kb. 1 deciliter. Grafittégelyt indultam venni, eljutottam a Budapest, VII.ker Bethlen Gábor u. 43. szám alá, ahol hőtechnikai finomságokat lehet kapni. Nagy tégely nem volt,de ilyen kis finomságokkal foglalkoznak. Valamint fűtőbetétek, kemencék, minden ami kerámiából van. Ja, hőálló vatta 1000Ft/kg.
Cím: Re:Fémöntés házilag
Írta: vcj505pr2 Dátum 2014 július 30, 07:16
Írta: vcj505pr2 Dátum 2014 július 30, 07:16
Csaba, ilyesmit nem láttál abban a boltban?

Ez ilyen fűtőlap, ha jól rémlik, 500 fokig tud melegedni.
Ez ilyen fűtőlap, ha jól rémlik, 500 fokig tud melegedni.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 július 30, 09:29
Írta: ncw4w5nca Dátum 2014 július 30, 09:29

Cím: Re:Fémöntés házilag
Írta: dcsaba Dátum 2014 július 30, 13:12
Írta: dcsaba Dátum 2014 július 30, 13:12
Hasonlót láttam, de nem vettem, mert a fűtőbetéteket nagyon drágán adják.
Cím: Re:Fémöntés házilag
Írta: 77fv9864z Dátum 2014 július 30, 17:33
Írta: 77fv9864z Dátum 2014 július 30, 17:33
szevasztok! van valakinek egy jó linkje propán egőről? (amihez nem kéne plussz levegő, és a rezet-bronzot elvinné) kösz.....
Cím: Re:Fémöntés házilag
Írta: vcj505pr2 Dátum 2014 július 30, 19:14
Írta: vcj505pr2 Dátum 2014 július 30, 19:14
Én szeretnék ilyet forrasztási előmelegítő építéshez, de nem kaptam sehol eddig még. Talán itt lesz.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 július 30, 20:58
Írta: ncw4w5nca Dátum 2014 július 30, 20:58
Ha egy kicsit bővebben kifejtenéd,hogy mit is szeretnél, akkor talán segíteni is tudnánk[#nemtudom]
Cím: Re:Fémöntés házilag
Írta: dcsaba Dátum 2014 július 31, 01:52
Írta: dcsaba Dátum 2014 július 31, 01:52
Na megvolt az első spiáter öntés, saját olvasztókemencével.
Cím: Re:Fémöntés házilag
Írta: dcsaba Dátum 2014 július 31, 02:00
Írta: dcsaba Dátum 2014 július 31, 02:00
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 július 31, 10:07
Írta: ncw4w5nca Dátum 2014 július 31, 10:07
[#eljen] Gratula az első kísérlethez:)Van valami késztermék, vagy csak maga olvasztás volt a kísérlet tárgya?
Cím: Re:Fémöntés házilag
Írta: Kristály Árpád Dátum 2014 július 31, 11:40
Írta: Kristály Árpád Dátum 2014 július 31, 11:40
Halihó DCsaba!
Be lehetne tenni a linkek közé is...
[#worship][#wave][#smile]
Be lehetne tenni a linkek közé is...
[#worship][#wave][#smile]
Cím: Re:Fémöntés házilag
Írta: dcsaba Dátum 2014 július 31, 14:38
Írta: dcsaba Dátum 2014 július 31, 14:38
Egyelőre "granuláltam" az alapanyagot, meg eltávolítottam belőle a szemetet. Fém megolvaszt, vízbe csorgat...
Fotókat az "épül a gépem dcsaba" topicba raktam.
Fotókat az "épül a gépem dcsaba" topicba raktam.
Cím: Re:Fémöntés házilag
Írta: dcsaba Dátum 2014 július 31, 14:41
Írta: dcsaba Dátum 2014 július 31, 14:41
A következő "probléma" az öntőforma készítés.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 július 31, 16:54
Írta: ncw4w5nca Dátum 2014 július 31, 16:54
így már értem hogy hogyan jött össze az a fémkupac:)Reggel nem tudtam kitalálni, hogy mi nem sikerült.Végül is mit szeretnél önteni? milyen eljárással akarod a formát elkészíteni?
Cím: Re:Fémöntés házilag
Írta: dcsaba Dátum 2014 július 31, 18:25
Írta: dcsaba Dátum 2014 július 31, 18:25
Vettem hőálló kétkomponensű szilikont öntőforma anyagnak. folmaleválasztáshoz pedig szilikon olajat.
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2014 július 31, 19:03
Írta: jani300 Dátum 2014 július 31, 19:03
Ma újból láttam a kereket amit öntöttél (itt a fórumon képen ).
Nagyon jó lett , szép munka ![#eljen]
Nagyon jó lett , szép munka ![#eljen]
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2014 július 31, 19:12
Írta: Rabb Ferenc Dátum 2014 július 31, 19:12
Milyen szlilikont vettél?
Cím: Re:Fémöntés házilag
Írta: dcsaba Dátum 2014 július 31, 19:19
Írta: dcsaba Dátum 2014 július 31, 19:19
OXAM V1
Piros színű, fokozott hőállóságú szilikongumi, jó folyási tulajdonságokkal. Kemény gumitípus. Elsősorban elektromos szekrények, kábelvégek kiöntésére használható, de alkalmas alacsony olvadáspontú fémek öntésére is.
http://www.t-silox.hu/
Piros színű, fokozott hőállóságú szilikongumi, jó folyási tulajdonságokkal. Kemény gumitípus. Elsősorban elektromos szekrények, kábelvégek kiöntésére használható, de alkalmas alacsony olvadáspontú fémek öntésére is.
http://www.t-silox.hu/
Cím: Re:Fémöntés házilag
Írta: dcsaba Dátum 2014 július 31, 19:25
Írta: dcsaba Dátum 2014 július 31, 19:25
Háztartási katlan :-D

Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2014 július 31, 19:31
Írta: Rabb Ferenc Dátum 2014 július 31, 19:31
Köszi, ezt ismerem :) Pár éve néhány golyóviszavezetőt készítettem zamak és ólommentes forrasz keverékéből (hú, ez milyen ötvözet lehet ...) a szétmasszírozott műanyagok helyett. Szerencsémre egy nem volt sérült, arról készült az öntőminta. Máig nincs gondom velük.
Ez a szilikon kis sorozatban bírja a tiszta zamakot is. A kész szerszámot használatbavétel előtt legalább három napig "pihentesd". Öntés előtt melegítsd fel kb 200 fokra, úgy használd. Sok sikert hozzá!
Ez a szilikon kis sorozatban bírja a tiszta zamakot is. A kész szerszámot használatbavétel előtt legalább három napig "pihentesd". Öntés előtt melegítsd fel kb 200 fokra, úgy használd. Sok sikert hozzá!
Cím: Re:Fémöntés házilag
Írta: dcsaba Dátum 2014 július 31, 20:03
Írta: dcsaba Dátum 2014 július 31, 20:03
Köszönöm!
Én spiáter alkatrészeket olvasztok be, némi ón és sárgaréz hozzáadásával. A sárgarezet nagyon jól oldja ez az ötvözet.
Én spiáter alkatrészeket olvasztok be, némi ón és sárgaréz hozzáadásával. A sárgarezet nagyon jól oldja ez az ötvözet.
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2014 július 31, 20:53
Írta: jani300 Dátum 2014 július 31, 20:53
Üdv ! Volt egy régi problémám .
"Nehézolaj" tüzeléséhez elő kell melegíteni az olajat . Az olaj előmelegítő egy rézcső spirál , a villamos fűtőbetét köré tekerve , vascsőben . Az egész aluval kiöntve . Láttam ilyet ami kis sorozatban készült . Volt kollégámmal erről beszélgetve ,állítja hogy nem jó az alu ,mert amit kiöntöttek "elolvadt" a rézcső , ólommal viszont jó . Na most leesett hogy amit láttam zamakkal lehetett kiöntve . Egyet szétolvasztottam hegesztő pisztollyal , én is azt hittem ólom a súlyáról , de amikor nagyon nehezen olvadt rájöttem alu .
Úgy tűnik megoldottam egy problémát amit régóta nem értettem :) Hátha más is okul belőle :)
"Nehézolaj" tüzeléséhez elő kell melegíteni az olajat . Az olaj előmelegítő egy rézcső spirál , a villamos fűtőbetét köré tekerve , vascsőben . Az egész aluval kiöntve . Láttam ilyet ami kis sorozatban készült . Volt kollégámmal erről beszélgetve ,állítja hogy nem jó az alu ,mert amit kiöntöttek "elolvadt" a rézcső , ólommal viszont jó . Na most leesett hogy amit láttam zamakkal lehetett kiöntve . Egyet szétolvasztottam hegesztő pisztollyal , én is azt hittem ólom a súlyáról , de amikor nagyon nehezen olvadt rájöttem alu .
Úgy tűnik megoldottam egy problémát amit régóta nem értettem :) Hátha más is okul belőle :)
Cím: Re:Fémöntés házilag
Írta: dcsaba Dátum 2014 július 31, 21:40
Írta: dcsaba Dátum 2014 július 31, 21:40
Első formaöntések: Nagyon jó ez az anyag. Bár nem tudom mi ez, ón, aluminium, spiáter és sárgarész van benne. :D


Cím: Re:Fémöntés házilag
Írta: s7manbs8 Dátum 2014 július 31, 22:33
Írta: s7manbs8 Dátum 2014 július 31, 22:33
Mit fogsz belőle csinálni ? Én mindig ezen gondolkozom, hogy jó, jó ez az öntögetés, de mire is használjuk ?
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 01, 00:43
Írta: ncw4w5nca Dátum 2014 augusztus 01, 00:43
"nagyobb öntvényeket közvetlen a tégelyből önteném. Bár ez elég veszélyes művelet, 60kg olvadt fémet lóbálni a levegőbe"
Na megtaláltam a fotót amit kerestem:)
Na megtaláltam a fotót amit kerestem:)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 01, 00:49
Írta: ncw4w5nca Dátum 2014 augusztus 01, 00:49
Csabi ne kavarj mindent össze, mert a spiáter nem szereti! Főleg az ónt és az ólmot nem. [#schmoll2]

Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2014 augusztus 01, 01:00
Írta: jani300 Dátum 2014 augusztus 01, 01:00
A #3537-ben írt előmelegítőhöz milyen alu ötvözetet ajánlanál kiöntésre ?
Ami nem oldja fel a vörösréz csövet .
Ami nem oldja fel a vörösréz csövet .
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 01, 01:10
Írta: ncw4w5nca Dátum 2014 augusztus 01, 01:10
Lehet hogy eddig nem sok öntött alkatrész lett beépítve a gépekbe, de változóba vannak a dolgok[#wave]
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 01, 01:21
Írta: ncw4w5nca Dátum 2014 augusztus 01, 01:21
Egy sima ráöntéskor egyik ötvözet sem oldja fel a vörösrezet. ahhoz hogy oldódni tudjon idő kell na meg valami folyósító, ami eltávolítja az oxidréteget, vagy fizikai ráhatás. Amíg nem nedvesíti az alu a rezet addig oldani sem tudja. Így bármelyik önthető ötvözet használható.
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2014 augusztus 01, 01:26
Írta: jani300 Dátum 2014 augusztus 01, 01:26
Köszönöm . Akkor újból nem értem miért olvadt el nekik a rézcső .Maradok a spiáternél , azt biztosabbnak látom .
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 01, 01:35
Írta: ncw4w5nca Dátum 2014 augusztus 01, 01:35
Lehet hogy nem réz volt a rézcső Mellesleg a spiáter sokkal könnyebben nedvesíti a rezet, és a vasat is [#vigyor2]
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 01, 01:57
Írta: ncw4w5nca Dátum 2014 augusztus 01, 01:57
Egy biztos. Én sok alkalommal ötvöztem alumíniumot sárga, és vörösrézzel, de mindig huzamos ideig kellett hevíteni hogy feloldódjon. A vörös oldódásának sokat segített ha redukáló lángba tartottam és izzó állapotba mártottam az aluba, de így is idő kellett az oldódáshoz. Sárgaréznél meg úgy volt a leggyorsabb hogy a salakozó lapáton tartva megolvasztottam, és belecsöpögött az aluba.
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2014 augusztus 01, 02:59
Írta: jani300 Dátum 2014 augusztus 01, 02:59
Hű a mindenit ! Már csak a spiáter kisebb olvadáspontjában bízom .
Marad az hogy megpróbálom .[#wave]
Marad az hogy megpróbálom .[#wave]
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 01, 10:48
Írta: ncw4w5nca Dátum 2014 augusztus 01, 10:48
Még az is lehet hogy el sem olvadt, csak el volt dugulva, és ráfogta hogy azért nem folyt az olaj mert elolvadt. Én egyszer úgy jártam egy emberkével, hogy az is meg akarta magyarázni, hogy elolvadt a rezsó spirál fűtőbetét miután ráöntöttem a alut, mert rázott. Utána derült ki, hogy az elektromos csatlakozónál a kerámia el volt törve, és hogy a kvarcliszt ne szóródjon ki ő jól beitatta vízüveggel. Persze eszébe nem jutott hogy ki kellene szárítani.
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2014 augusztus 01, 12:42
Írta: jani300 Dátum 2014 augusztus 01, 12:42
Aki a rézcső elolvadást mondta annak , a fűtésben ,nem kételkedem a tudásában . Attól azért még nem értem .Öntödében öntették ki , szerinte túlmelegítették az alut . De mindenképp kipróbálom spiáterrel pár héten belül ,gyűlik az olaj és jön a fűtés szezon is nemsokára . Az este kitaláltam egy módszert a porlasztóház előmelegítésre is . A porlasztóházkörül fojtószelepen keresztül mágnesszeleppel keringetni , visszavezetni a meleg olajat a szellőztetés alatt (ezt azért kétszer kellett most javítanom ) . A rezsóbak pedig meg kellett volna fordítani a dugóját a konnektorban :)
Cím: Re:Fémöntés házilag
Írta: dcsaba Dátum 2014 augusztus 01, 12:54
Írta: dcsaba Dátum 2014 augusztus 01, 12:54
Na erre írtam, hogy kellő alázattal a szakma, meg leginkább a hífolyós fém iránt...
Cím: Re:Fémöntés házilag
Írta: dcsaba Dátum 2014 augusztus 01, 12:55
Írta: dcsaba Dátum 2014 augusztus 01, 12:55
nem tudom milyen ötvözetet csináltam. Ebben van forrasztón, alu, spiáter, 5 meg 20 forintos... :D
Cím: Re:Fémöntés házilag
Írta: dcsaba Dátum 2014 augusztus 01, 13:09
Írta: dcsaba Dátum 2014 augusztus 01, 13:09
Hogy mire jó az öntés? Ezért a tábláért bármely végtagját feláldozza egy gyüjtő. ;-)

Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 01, 13:31
Írta: ncw4w5nca Dátum 2014 augusztus 01, 13:31
Én nem vonom kétségbe a szaktudását, csak az én tapasztalatomat írtam le. Valószínű mifelénk magasabb az olvadáspontja a réznek[#vigyor2] A fűtőbetét meg kiszáradt, amikor olvasztottam le róla az alut. Szépen habzott a betét végén a vízüveg.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 01, 13:33
Írta: ncw4w5nca Dátum 2014 augusztus 01, 13:33
Talán csak nem hamisítani akarsz?!! [#ijedt]
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 01, 13:46
Írta: ncw4w5nca Dátum 2014 augusztus 01, 13:46
Annak idején én is próbálkoztam, De néhány hét után széttöredezett, a kristályközi korrózió pik-pakk lerendezte:)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 02, 02:06
Írta: ncw4w5nca Dátum 2014 augusztus 02, 02:06
Elkészült a homokdarálóm.
A penge vídiázva van.

A szerkezet belülről.





A penge vídiázva van.
A szerkezet belülről.
Cím: Re:Fémöntés házilag
Írta: PSoft Dátum 2014 augusztus 02, 09:55
Írta: PSoft Dátum 2014 augusztus 02, 09:55
Nagyon jó,ötletes![#eljen]
Mikor előbbre írtad,hogy "készül a homokdarálóm"...
Én,valami kalapácsos darálóhoz(terménydaráló) hasonló szerkezetre gondoltam.
És...komposzt(ág) daráló lett belőle!:)
Volt valamilyen "dokumentációd" a darálóról,vagy...saját ötlet alapján készült?
A vídia lapkákat,hogyan rögzítetted a lapos acélon?
Gondolom,2pólusú,2800-as fordulatú a motor.
Mekkora teljesítményű?
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 02, 11:17
Írta: ncw4w5nca Dátum 2014 augusztus 02, 11:17
A "homokdaráló" kifejezés nem teljesen helytálló, mert igazából nem darálja a homokot, csak szétveri az összetapadt csomókat, fellazítja, így sokkal jobban használható.
Az alapötlet a szomszédomtól származik, ő annak idején látott valami hasonlót a TSz-ben amikor még volt öntés. Az elmondása alapján építettem meg az elsőt, az kisebb volt(300W)de az a sok használat miatt már felújításra szorult.Végül is úgy döntöttem hogy nem javítgatom, hanem építek egy nagyobbat a szerzett tapasztalatok alapján.A motor 2800-at fordul, és 1100W a teljesítménye. A vídiát rézzel forrasztottam a laposvasra, a mérete 3x4x10mm fűrésztárcsába való.
Az alapötlet a szomszédomtól származik, ő annak idején látott valami hasonlót a TSz-ben amikor még volt öntés. Az elmondása alapján építettem meg az elsőt, az kisebb volt(300W)de az a sok használat miatt már felújításra szorult.Végül is úgy döntöttem hogy nem javítgatom, hanem építek egy nagyobbat a szerzett tapasztalatok alapján.A motor 2800-at fordul, és 1100W a teljesítménye. A vídiát rézzel forrasztottam a laposvasra, a mérete 3x4x10mm fűrésztárcsába való.
Cím: Re:Fémöntés házilag
Írta: 4umhue7vh Dátum 2014 augusztus 02, 11:32
Írta: 4umhue7vh Dátum 2014 augusztus 02, 11:32
Pont egy ilyen 25 literes tégelyem van.
sajnos még nem volt időm az alu öntéssel foglalkozni, de itthon van hozzá minden. :)
sajnos még nem volt időm az alu öntéssel foglalkozni, de itthon van hozzá minden. :)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 02, 11:41
Írta: ncw4w5nca Dátum 2014 augusztus 02, 11:41
Annak idején, amikor először láttam nagyon megtetszett a szerkezet. Ötletes, és ami a lényeg, egyedül is biztonsággal mozgatható a nagy tégely is.
Cím: Re:Fémöntés házilag
Írta: PSoft Dátum 2014 augusztus 02, 12:57
Írta: PSoft Dátum 2014 augusztus 02, 12:57
Jó is az "öreg" a háznál,vagy a szomszédban!:)
Mikor kezdtem,nekem is volt öreg,nyugdíj előtt álló mesterem.
Rengeteg olyan szakmai/szakmán kívüli dolgot,fogást tanultam tőle,amit az "iskoláskönyvek" még csak említésre se méltattak.
Még,onnan a "miből,mit lehet kihozni" szemlélet.:)
Nem futottunk mindenért a boltba,annakidején...hiábavaló dolog is lett volna.:(
Cím: Re:Fémöntés házilag
Írta: kw484wg29 Dátum 2014 augusztus 02, 13:01
Írta: kw484wg29 Dátum 2014 augusztus 02, 13:01
Elnézést hogyha bele vau-vau, pusztán érdekességként. Ez is lehet egy öntési projekt:
http://www.thisiscolossal.com/2014/08/cast-aluminum-wood-furniture-hilla-shamia/
http://www.thisiscolossal.com/2014/08/cast-aluminum-wood-furniture-hilla-shamia/
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2014 augusztus 02, 13:21
Írta: svejk Dátum 2014 augusztus 02, 13:21
A rosszv és a kormányrúd találkozásánál mi célt szolgál a megvastagított rész?
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 02, 13:26
Írta: ncw4w5nca Dátum 2014 augusztus 02, 13:26
Sajnos nem volt internet, nem volt ez a hatalmas tudásbázis. Kénytelen volt az ember a tudásmorzsákat összecsipegetni, amit véletlenül a mesterek elkotyogtak, vagy éppen el tudott lesni.:)
Látszik hogy öregszem, már nálam is jelentkezik a bezzeg a mi időnkben tünet.:D
Látszik hogy öregszem, már nálam is jelentkezik a bezzeg a mi időnkben tünet.:D
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 02, 13:32
Írta: ncw4w5nca Dátum 2014 augusztus 02, 13:32
Nagyon jól néznek ki, Lehet hogy egyszer én is kipróbálom! Anyám biztos díjazná, ö teljesen odáig van az ilyen dolgokért:)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 02, 13:36
Írta: ncw4w5nca Dátum 2014 augusztus 02, 13:36
Nem tudom, ezt a szerkezetet nem én csináltam. Esetleg tippelni tudok, ellensúly.
Cím: Re:Fémöntés házilag
Írta: 4umhue7vh Dátum 2014 augusztus 02, 14:37
Írta: 4umhue7vh Dátum 2014 augusztus 02, 14:37
Tényleg jó ez a tégelycipelő, kösz hogy felraktad, képes lettem volna láncokon lógatva lötyögtetni ki az anyagot. [#nevetes1]
Cím: Re:Fémöntés házilag
Írta: PSoft Dátum 2014 augusztus 02, 14:45
Írta: PSoft Dátum 2014 augusztus 02, 14:45
Biztos,hogy ellensúly!
A megvastagított részen a két csavar,a rögzítéséhez.
A csavarokat lazítva,előre hátra tolható a rúdon az ellensúly,így állítja az erőkart az olvadék súlyához.
Gondolom...én.:)
Cím: Re:Fémöntés házilag
Írta: 4umhue7vh Dátum 2014 augusztus 02, 15:03
Írta: 4umhue7vh Dátum 2014 augusztus 02, 15:03
Itt a tégelyem. még használva nem volt, ha jól tudom ki kell égetni előtte. ???
Cím: Re:Fémöntés házilag
Írta: zv42bkt7i Dátum 2014 augusztus 02, 15:35
Írta: zv42bkt7i Dátum 2014 augusztus 02, 15:35
Én is készítettem boxert aluminiumből 4ujjas változatot a sablont papirra kiszerkesztettem körzővel ezt körberajzoltam egy vastagabb papirra próbáltam a kezemre és mikor jónak találtam felranzoltam az adott polisztirol habra.2db -készítettem egszerre amit hibaként tudok említeni:Nagyobb beöntő tölcsért kellett volna készítenem hogy az öntvény tudjon anyagot felvenni még kihülés közben.Ennek oka volt egy egy alig észrevehető homorulat és egy egy hajszálvékony repedés az anyagban szerencsére ez csak felületi repedés volt csiszolás után eltünt.Közterületen viselni és hordani nem szabad,szállítani viszont lehet otthon magánterületen nem ütközik törvénybe tartani és viselni sem.Aluminiumból készítettem de nem 100% tiszta aluminium volt a szilárdsága tökéletes az emberi testben nincs olyan szerv vagy végtag ami tönkre tudná tenni ha jók a méretek akkor a kezedben sem fog kárt okozni!
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 02, 15:45
Írta: ncw4w5nca Dátum 2014 augusztus 02, 15:45
Jól néz ki. Tudomásom szerint nem kell kiégetni.
Cím: Re:Fémöntés házilag
Írta: PSoft Dátum 2014 augusztus 02, 15:47
Írta: PSoft Dátum 2014 augusztus 02, 15:47
"...otthon magánterületen nem ütközik törvénybe tartani és viselni sem."
Oszt,ott meg...minek!???:))
Cím: Re:Fémöntés házilag
Írta: PSoft Dátum 2014 augusztus 02, 16:28
Írta: PSoft Dátum 2014 augusztus 02, 16:28
Nagyon jó a honlap,amit "linkeltél"!
Tele jobbnál jobb "ötletekkel"!
A sajátod is nagyon tetszik,különösen a szegmentált esztergálás igényes,és jó minőségű,a róla készült videó is.
[#eljen]
Cím: Re:Fémöntés házilag
Írta: zv42bkt7i Dátum 2014 augusztus 02, 17:11
Írta: zv42bkt7i Dátum 2014 augusztus 02, 17:11
Érdekességnek barátoknak mutogati és a vitrinben tartani:)Aki szereti az ehez hasonló dolgokat nagy élmény sikeresen elkészíteni.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 augusztus 02, 17:55
Írta: 3szwbavt Dátum 2014 augusztus 02, 17:55
https://scontent-a-fra.xx.fbcdn.net/hphotos-xfp1/t1.0-9/299978_259068217444303_6955814_n.jpg
tudja kinek :-)
tudja kinek :-)
Cím: Re:Fémöntés házilag
Írta: kw484wg29 Dátum 2014 augusztus 02, 22:44
Írta: kw484wg29 Dátum 2014 augusztus 02, 22:44
Üdv!
Köszönöm, de az egészen más világ... Itt elég csak formába önteni, én meg dikicselhetek, mire formába rázom a dolgokat :)
Köszönöm, de az egészen más világ... Itt elég csak formába önteni, én meg dikicselhetek, mire formába rázom a dolgokat :)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 02, 23:09
Írta: ncw4w5nca Dátum 2014 augusztus 02, 23:09
Azért a formák itt sem csak úgy teremnek:)
Cím: Re:Fémöntés házilag
Írta: udr95i4vu Dátum 2014 augusztus 03, 22:14
Írta: udr95i4vu Dátum 2014 augusztus 03, 22:14
Üdv
Keresek olyan öntő szakit aki tudna önteni AlmgSi 0,5 vagy 1 es minőségű alut
Kb egy kiseb váltóház szerű öntő mintám van a súlya kb 4-5 kg 6-7 mm a falvastagsága.
Eddig akik öntöttek azok nem tudtak hasonló keménységű és tulajdonságú anyagot önteni nekem.
köszönettel
Abit
06-70-kettőhatvankettő-1456
Keresek olyan öntő szakit aki tudna önteni AlmgSi 0,5 vagy 1 es minőségű alut
Kb egy kiseb váltóház szerű öntő mintám van a súlya kb 4-5 kg 6-7 mm a falvastagsága.
Eddig akik öntöttek azok nem tudtak hasonló keménységű és tulajdonságú anyagot önteni nekem.
köszönettel
Abit
06-70-kettőhatvankettő-1456
Cím: Re:Fémöntés házilag
Írta: dcsaba Dátum 2014 augusztus 03, 23:12
Írta: dcsaba Dátum 2014 augusztus 03, 23:12
Lent a kocsiban szárad/köt a szilikon minta...
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 03, 23:31
Írta: ncw4w5nca Dátum 2014 augusztus 03, 23:31
Szóval replika lesz[#vigyor2]
Cím: Re:Fémöntés házilag
Írta: dcsaba Dátum 2014 augusztus 04, 09:57
Írta: dcsaba Dátum 2014 augusztus 04, 09:57
jaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaa. Csak nem köt a szilikon...
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 04, 10:20
Írta: ncw4w5nca Dátum 2014 augusztus 04, 10:20
Próbáld meg betenni 80-100°C-os sütőbe, hátha a melegtől beindul a reakció.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 augusztus 04, 10:23
Írta: 3szwbavt Dátum 2014 augusztus 04, 10:23
milyen szilikont vettél?
Cím: Re:Fémöntés házilag
Írta: dcsaba Dátum 2014 augusztus 04, 10:26
Írta: dcsaba Dátum 2014 augusztus 04, 10:26
úgy néz ki kevés edzőt adtam hozzá...
Cím: Re:Fémöntés házilag
Írta: dcsaba Dátum 2014 augusztus 04, 10:27
Írta: dcsaba Dátum 2014 augusztus 04, 10:27
oxam v1
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 04, 12:19
Írta: ncw4w5nca Dátum 2014 augusztus 04, 12:19
Az AlMgSi0,5 nem öntészeti ötvözet. Az 1 es minőségű alu milyen összetételű? A nyers öntvények szilárdsága nem nagy, de vannak ötvözetek amiknek hőkezeléssel, nemesítéssel növelni lehet a szilárdságát. Olyan öntödét keress, aki foglalkozik nemesítéssel.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 augusztus 04, 12:34
Írta: 3szwbavt Dátum 2014 augusztus 04, 12:34
a x. ker mázsa utcában a legolcsóbb, és pont olyan jó. szilikon 2000. 06302732508 minden szobrász ezt használja általános formavételre. ha nagyon bonyi akkor T silox speciális, vagy Smooth on a Noviátol. de ezek nagyon ritkán kellenek.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 augusztus 04, 12:34
Írta: 3szwbavt Dátum 2014 augusztus 04, 12:34
és csak olajos katalizátort vegyél, mert az alkoholos az kipárolog és zsugorodik a szilikon
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2014 augusztus 04, 14:15
Írta: Rabb Ferenc Dátum 2014 augusztus 04, 14:15
Mennyi az a kevés katalizátor? 1kg szlikonhoz 5% vagyis 50 ml OXAM katalizátor kell. Így kb 20 perc a fazékidő. Ha nagyon akarod lassítani (+10-15 perccel) akkor 3%-ig (30ml) le lehet menni. Ez alatt ne kisérletezz mert lehet, hogy soha nem vulkanizálódik át rendesen még melegítés hatására sem.
Öntés előtt hasznos a vákuumozás, mert az alapos keverés közben rengeteg levegőbuborék kerül a masszába. De ha ezt nem tudod megtenni, akkor a lehető legvékonyabb sugárban öntsed a formába. Így a kis légzárványok is "kipattognak" belőle. Esetleg a nagyon részletgazdag helyeket kiöntés előtt egy rövid sörtéjű kemény ecsettel "lealapozod". Így az éles sarkokban sem marad levegőzárvány.
Öntés előtt hasznos a vákuumozás, mert az alapos keverés közben rengeteg levegőbuborék kerül a masszába. De ha ezt nem tudod megtenni, akkor a lehető legvékonyabb sugárban öntsed a formába. Így a kis légzárványok is "kipattognak" belőle. Esetleg a nagyon részletgazdag helyeket kiöntés előtt egy rövid sörtéjű kemény ecsettel "lealapozod". Így az éles sarkokban sem marad levegőzárvány.
Cím: Re:Fémöntés házilag
Írta: dcsaba Dátum 2014 augusztus 04, 14:30
Írta: dcsaba Dátum 2014 augusztus 04, 14:30
hát, mivel tartottam tőle, hogy rövid lesz a fazékidő, nagyon kevés edzőt használtam. hazaérek, megnézem mi a változás... félek, hogy nem fog kivulkanizálódni. Akkor megy be a sütőbe...
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2014 augusztus 04, 14:50
Írta: Rabb Ferenc Dátum 2014 augusztus 04, 14:50
Nem edző, hanem katalizátor :))
De 2-3% alatt kár a melegért is. Jobb, ha kezded előről. A formára ragadt trutyit próbád alaposan letörölni, aztán mehet neki az acetonos körömkefe. Persze csak szabadban!!!
Kétségtelen, hogy minden szükséges eszközt előre odakészítve tempósan kell dolgozni - de nem lehetetlen. Ha már kezd "bőrösödni" az anyag, akkor abbahagyhatod mert utána már csak gányolás. Azután már nem folyik rendesen.
Ja, és az időadatok 18-23 fokos hőmérsékletre vonatkoznak. Alatta sűrű a massza és russzul folyik. Felette drasztikusan csökken a nyitott idő.
De 2-3% alatt kár a melegért is. Jobb, ha kezded előről. A formára ragadt trutyit próbád alaposan letörölni, aztán mehet neki az acetonos körömkefe. Persze csak szabadban!!!
Kétségtelen, hogy minden szükséges eszközt előre odakészítve tempósan kell dolgozni - de nem lehetetlen. Ha már kezd "bőrösödni" az anyag, akkor abbahagyhatod mert utána már csak gányolás. Azután már nem folyik rendesen.
Ja, és az időadatok 18-23 fokos hőmérsékletre vonatkoznak. Alatta sűrű a massza és russzul folyik. Felette drasztikusan csökken a nyitott idő.
Cím: Re:Fémöntés házilag
Írta: dcsaba Dátum 2014 augusztus 04, 18:22
Írta: dcsaba Dátum 2014 augusztus 04, 18:22
ment a sütőbe...
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 04, 22:07
Írta: ncw4w5nca Dátum 2014 augusztus 04, 22:07
Na és? Írjad már ne csigázz!!
Cím: Re:Fémöntés házilag
Írta: vcj505pr2 Dátum 2014 augusztus 05, 08:31
Írta: vcj505pr2 Dátum 2014 augusztus 05, 08:31
Nagy ötlet ez a daráló! :)
A vídia lapkákat mivel forrasztottad rá?
Egy PB gázos forrasztópisztoly tud ilyen hőt előállítani? (láttam a rothenbergernél olyan fejet, ami 2000 celsiust tud plusz oxigén nélkül, de az alap "csak" 1300 fokos)
A vídia lapkákat mivel forrasztottad rá?
Egy PB gázos forrasztópisztoly tud ilyen hőt előállítani? (láttam a rothenbergernél olyan fejet, ami 2000 celsiust tud plusz oxigén nélkül, de az alap "csak" 1300 fokos)
Cím: Re:Fémöntés házilag
Írta: dcsaba Dátum 2014 augusztus 05, 08:34
Írta: dcsaba Dátum 2014 augusztus 05, 08:34
Hát nem kötött meg. Felhabosodott.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 05, 09:39
Írta: ncw4w5nca Dátum 2014 augusztus 05, 09:39
PB + oxigénnel forrasztottam. A sima oxigén nélküli PB-s égők nem igazán alkalmasak keményforrasztásra. Apróbb munkadarabokat meg lehet vele csinálni, de ilyen méretben mint ez a penge már nehézkes, még alacsonyabb olvadáspontú ezüsttel is. Hiába tud egy égő 2000°C-t ha nincs meg hozzá a megfelelő teljesítménye.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 05, 09:44
Írta: ncw4w5nca Dátum 2014 augusztus 05, 09:44
Ezek szerint marad az acetonos körömkefe:(
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 augusztus 05, 10:07
Írta: 3szwbavt Dátum 2014 augusztus 05, 10:07
az előírtnál kevesebb katalizátort nem szabad alkalmazni. többet lehet.
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2014 augusztus 05, 10:08
Írta: Rabb Ferenc Dátum 2014 augusztus 05, 10:08
Felhabosodott??? Ilyet a szilikonok csak a legnagyobb gonoszság hatására tesznek :) Hány fokon "sütötted" és mennyi ideig?
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2014 augusztus 05, 10:23
Írta: Rabb Ferenc Dátum 2014 augusztus 05, 10:23
A kevesebb katalizátor azért nem jó mert nehéz úgy elkeverni, hogy mindenhol közel egyenletesen legyen jelen. De 3%-nál (egy vegyész barátom tanácsa alapján) nekem még jól működött. De ezt már célszerű öntés után 8-10 órát 40 fokon tartani. A magasabb hőfok sem jó, mert igen nagy a szilikon hőtágulása, és deformációhoz, mérethibához vezethet.
5%-nál (gyártói ajánlás) többel nem próbáltam, mert a 20 perc fazékidő nem olyan sok. Az alapos keverés után vákuumozni illik, és ez is idő. Vagy gyorsan kiönteni, hogy a nyitott időn belül a légbuborékok eltávozhassanak.
5%-nál (gyártói ajánlás) többel nem próbáltam, mert a 20 perc fazékidő nem olyan sok. Az alapos keverés után vákuumozni illik, és ez is idő. Vagy gyorsan kiönteni, hogy a nyitott időn belül a légbuborékok eltávozhassanak.
Cím: Re:Fémöntés házilag
Írta: vcj505pr2 Dátum 2014 augusztus 05, 11:20
Írta: vcj505pr2 Dátum 2014 augusztus 05, 11:20
Bocs a többiektől a részben offért, csak mégegy kérdés a témában:
A PB+O2 készlet ugyanaz, mint az Acetilén+O2? Vagy ez spéci nyomáscsökkentős/fúvókás direkt PB palackhoz?
A keverőszár is eltér, vagy csak a reduktor?
A PB+O2 készlet ugyanaz, mint az Acetilén+O2? Vagy ez spéci nyomáscsökkentős/fúvókás direkt PB palackhoz?
A keverőszár is eltér, vagy csak a reduktor?
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 05, 11:54
Írta: ncw4w5nca Dátum 2014 augusztus 05, 11:54
A reduktor direkt PB-hez való, a keverőszár megegyezik az acetilén + oxigénnel az egyes hegesztőpisztoly típusokhoz lehet külön PB égőfejet venni. Nekem egy ilyen MMG készletem van én ezzel forrasztok. Az égőfej hogy konkrétan milyen nem tudom, mert darabokból szedtem össze, és nem volt róla infó. Kipróbáltam PB-vel, és tökéletesen működött. Teljes gáznyomáson sem szakad le a láng
Cím: Re:Fémöntés házilag
Írta: dcsaba Dátum 2014 augusztus 05, 12:32
Írta: dcsaba Dátum 2014 augusztus 05, 12:32
Remélem nem, leválasztót használtam.
Az előírtnál sajnos kevesebbet használtam, hogy legyen időm molyolni az öntéssel. :-(
A sütés 70-80 fokon történt 4 órán keresztül.
Az előírtnál sajnos kevesebbet használtam, hogy legyen időm molyolni az öntéssel. :-(
A sütés 70-80 fokon történt 4 órán keresztül.
Cím: Re:Fémöntés házilag
Írta: vcj505pr2 Dátum 2014 augusztus 05, 13:19
Írta: vcj505pr2 Dátum 2014 augusztus 05, 13:19
Ez jó hír, mert találtam egy ilyen Varga keverőszárat 4 fejjel, jó árban, le is csaptam rá:
Lánghegesztő pisztoly
Ehhez kell még reduktor a 2 palackhoz, meg egy oxigén palack, és mehet a móka makacsabb fémek ellen is :)
A PB reduktor ilyen 4 BAR-ig szabályozható kell, gondolom, nem a 30 mBAR-os gáztűzhelyhez való, ugye?
Lánghegesztő pisztoly
Ehhez kell még reduktor a 2 palackhoz, meg egy oxigén palack, és mehet a móka makacsabb fémek ellen is :)
A PB reduktor ilyen 4 BAR-ig szabályozható kell, gondolom, nem a 30 mBAR-os gáztűzhelyhez való, ugye?
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 05, 13:22
Írta: ncw4w5nca Dátum 2014 augusztus 05, 13:22
Ezek szerint ez a "katalizátor" részt vesz a vegyi reakcióban, nem csak katalizálja azt.Akkor viszont Érdemes beletenni a gyártó által megadott értékeket, hogy a végtermék megfeleljen a tőle elvártaknak.
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2014 augusztus 05, 13:45
Írta: Rabb Ferenc Dátum 2014 augusztus 05, 13:45
Nanemá! Hát rája vagyon írva az okosság!!! Ha még nekem is sikerült akkor igazán nem lehet egy nagy durranás

Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 05, 14:10
Írta: ncw4w5nca Dátum 2014 augusztus 05, 14:10
Hát nem akarom letörni a lelkesedésedet, de nekem a varga koránt sem olyan jó mint az MMG. Nálam a vargáról nagyon könnyem leszakad a láng. A 30 mBAR-os gáztűzhelyhez való reduktort már próbáltam, és használható. Igaz én az MMG-vel próbáltam.
Cím: Re:Fémöntés házilag
Írta: vcj505pr2 Dátum 2014 augusztus 05, 14:31
Írta: vcj505pr2 Dátum 2014 augusztus 05, 14:31
Egy próbára jó lesz. Ha nem válik be, ennyiért szerintem el is tudom adni.
Az jó hír, hogy PB reduktort nem kell külön vennem, oxigén palackot meg megpróbálok reduktorral együtt vadászni a környéken.
Köszi az infót, tanácsokat, majd referálok, ha lesz fejlemény.
Az jó hír, hogy PB reduktort nem kell külön vennem, oxigén palackot meg megpróbálok reduktorral együtt vadászni a környéken.
Köszi az infót, tanácsokat, majd referálok, ha lesz fejlemény.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 05, 14:31
Írta: ncw4w5nca Dátum 2014 augusztus 05, 14:31
Cím: Re:Fémöntés házilag
Írta: vcj505pr2 Dátum 2014 augusztus 05, 14:58
Írta: vcj505pr2 Dátum 2014 augusztus 05, 14:58
Nagyobb gáznyomásnál nem szakad le a láng?
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 augusztus 05, 14:59
Írta: 3szwbavt Dátum 2014 augusztus 05, 14:59
egy erősen költségkímélőbb dolog, a 3 rétegű szilikon, gipsz merevítéssel.
az agyag osztósík kész, körben fallal, és egy mm-es réteget felecsetelek a felületre és fel kicsit a falára. aztán kötés után még egyet, és ebbe belemaszirozok egy női harisnya lapot, arra megy a 2. réteg megkötése után a 3. réteg, és mielött megkötne, 7x7x7 mm-es szilikonkockákat rakok körbe az osztósíkra, erre a formára pld 6 db-ot. aztán ha kiköt, akkor felöntöm modellgipszel, és kötés után fordítok. agyag le, fogkefés mosás, és az osztósík lekenése elválasztóval. körbe agyagfal, és előről az elöbbit. 12 óra mulva szedem szét, de van hogy azonnal. a 7x7x7 mm-es gumipasszerek ottartják a gipszkapnin a gumit. kb 80%-ot lehet spórolni és levegős sem lesz...
az agyag osztósík kész, körben fallal, és egy mm-es réteget felecsetelek a felületre és fel kicsit a falára. aztán kötés után még egyet, és ebbe belemaszirozok egy női harisnya lapot, arra megy a 2. réteg megkötése után a 3. réteg, és mielött megkötne, 7x7x7 mm-es szilikonkockákat rakok körbe az osztósíkra, erre a formára pld 6 db-ot. aztán ha kiköt, akkor felöntöm modellgipszel, és kötés után fordítok. agyag le, fogkefés mosás, és az osztósík lekenése elválasztóval. körbe agyagfal, és előről az elöbbit. 12 óra mulva szedem szét, de van hogy azonnal. a 7x7x7 mm-es gumipasszerek ottartják a gipszkapnin a gumit. kb 80%-ot lehet spórolni és levegős sem lesz...
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 05, 16:13
Írta: ncw4w5nca Dátum 2014 augusztus 05, 16:13
Az MMG-nél nem, vagy csak nagyon nehezen, de a vargánál könnyen leszakad.
Cím: Re:Fémöntés házilag
Írta: vcj505pr2 Dátum 2014 augusztus 05, 16:44
Írta: vcj505pr2 Dátum 2014 augusztus 05, 16:44
OK, ezt értettem. A reduktor amit linkeltél, az 1,5 BAR-ig szabályozható. A gáztűzhelyes meg fix 0,03 BAR kimenetű.
A kérdés arra irányult, hogy ha az állítható reduktorral növelem a gáznyomást, akkor több lesz az éghető anyag. Ez csökkenti, vagy növeli a láng leszakadási hajlamát?
A kérdés arra irányult, hogy ha az állítható reduktorral növelem a gáznyomást, akkor több lesz az éghető anyag. Ez csökkenti, vagy növeli a láng leszakadási hajlamát?
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 05, 16:46
Írta: ncw4w5nca Dátum 2014 augusztus 05, 16:46
Akkor szeret nejed, mikor keresi a harisnyáit [#hehe]
Viccet félre téve, jó módszer[#eljen] akkor így, csak te gipszet használsz üvegszálas műgyanta helyett Na meg harisnyát géz helyett én ezt a módszert ismertem vagy ezt
Viccet félre téve, jó módszer[#eljen] akkor így, csak te gipszet használsz üvegszálas műgyanta helyett Na meg harisnyát géz helyett én ezt a módszert ismertem vagy ezt
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 05, 17:07
Írta: ncw4w5nca Dátum 2014 augusztus 05, 17:07
Az MMG-nél mindkét nyomásszabályzóval közel olyan teljesítménnyel ég, annak ellenére, hogy az egyiknél 0,5bar a nyomás a másiknál pedig 0,03bár az oxigén nyomás pedig 5bar. ezen már gondolkodtam hogy hogyan lehet, szerintem a kiáramló oxigén vákuumot képez, és ez ellensúlyozza a nagy nyomáskülönbséget.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 05, 17:16
Írta: ncw4w5nca Dátum 2014 augusztus 05, 17:16
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 augusztus 05, 17:49
Írta: 3szwbavt Dátum 2014 augusztus 05, 17:49
nincs harisnyája, munkásembernek beleakad a kezebőre, és nem is szeretem nézni sem. akkor inkább barna sima bőr, vagy 5 ujjas vastag lábtyű. nna az az igazán szexi cucc, de csak combközépig.
az üvegszálas az is jó de lassú és büdös. mi naponta csinálunk szilikonokat, van itthon vagy 500 db, 2 méterestől a 3 centisig...
az üvegszálas az is jó de lassú és büdös. mi naponta csinálunk szilikonokat, van itthon vagy 500 db, 2 méterestől a 3 centisig...
Cím: Re:Fémöntés házilag
Írta: VighLajos Dátum 2014 augusztus 05, 19:57
Írta: VighLajos Dátum 2014 augusztus 05, 19:57
A "régi" gáztűzhelyes is szabályozható:
Az alu-kupakját le kell pattintani, alatta van egy csavarfej, sárga festékkel fixálva. Ezzel lehet nyomást állítani.
Az alu-kupakját le kell pattintani, alatta van egy csavarfej, sárga festékkel fixálva. Ezzel lehet nyomást állítani.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 05, 21:35
Írta: ncw4w5nca Dátum 2014 augusztus 05, 21:35
Mint ahogy itt látható. Ebbe én kicseréltem a rugót egy jóval erősebbre, 0,8-as volt benne, és én 1,5-öset tettem bele. Csak nem mertem leírni, mert néhány ember szemében szentségtörésnek számít:D
Cím: Re:Fémöntés házilag
Írta: VighLajos Dátum 2014 augusztus 05, 22:08
Írta: VighLajos Dátum 2014 augusztus 05, 22:08
Ezt akkor nem olvastam, ez már a továbbfejlesztett változata.
[#wave]
[#wave]
Cím: Re:Fémöntés házilag
Írta: udr95i4vu Dátum 2014 augusztus 05, 22:41
Írta: udr95i4vu Dátum 2014 augusztus 05, 22:41
Köszönöm a reagálást
Természetesen az 1 es minőség alatt az Almgs1 et (6061)értettem.
Üdv
Abit
Természetesen az 1 es minőség alatt az Almgs1 et (6061)értettem.
Üdv
Abit
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 05, 23:07
Írta: ncw4w5nca Dátum 2014 augusztus 05, 23:07
"5 ujjas vastag lábtyű. nna az az igazán szexi cucc," Most ez, De volt ez, és még lesz is másként. Csecsemőként a cumi, és az... de nem akarok anyázni. Tinédzserként minden ami mozog, most a lábtyű. 80 évesen meg már csak az ha leveszik a nyugdíjat [#ravasz1]
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 augusztus 05, 23:47
Írta: 3szwbavt Dátum 2014 augusztus 05, 23:47
háát lehet... nekem momentán 9 éves korom óta szerelmem a lábtyű, lévén lábfetisiszta volnék... irányozz magadnak fényesebb jövőt, mert ettől a nyugdíjas dologtól lement a fennkölt interlatívuszom!
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 05, 23:53
Írta: ncw4w5nca Dátum 2014 augusztus 05, 23:53
Nem áll szándékomban kioktatni, De mind a kettő alakítható ötvözet. Mindkettő rosszul önthető, és a nyers öntvény lágy. Igaz az AlMgSi0,5 nemesíthető, de még így is elmarad a szilárdsága az azonos összetételű húzott profiltól.
Motorblokkokban használ Al-ötvözetek:

Motorblokkokban használ Al-ötvözetek:
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 05, 23:58
Írta: ncw4w5nca Dátum 2014 augusztus 05, 23:58
Én nem érem meg azt a "szép" kort,[#shakehead] és valószínű akkorra már nyugdíj sem lesz! Kimegy a divatból[#ravasz1]
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 augusztus 06, 00:07
Írta: 3szwbavt Dátum 2014 augusztus 06, 00:07
sok 90 feletti családtagom van, frissek. én nem kell nyugdíj, előre gondoskodom magamról.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 06, 00:09
Írta: ncw4w5nca Dátum 2014 augusztus 06, 00:09
Másik! Nejem, és köztem 6év 6hónap 6nap van. Ha mos belegondolsz hogy mikor én 80 éves leszek, Ő 73,5. Na most képzeld a lábára a lábtyűt... Akkor talán mégis csak jobb a nyugdíj [#nevetes1]
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 06, 00:12
Írta: ncw4w5nca Dátum 2014 augusztus 06, 00:12
Én is friss vagyok mint a hajnali harmat, csak hát én nem akarom olyan sokáig élvezni ezt az árnyékvilágot [#wave]
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 augusztus 06, 21:24
Írta: 3szwbavt Dátum 2014 augusztus 06, 21:24
jobb is a túlvilág, nekem már négy van, évekkel ezelőtt kezdtem el őket gyűjteni.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 06, 22:25
Írta: ncw4w5nca Dátum 2014 augusztus 06, 22:25
És a tieid milyen színűek?
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 augusztus 07, 07:41
Írta: 3szwbavt Dátum 2014 augusztus 07, 07:41
tök átlátszóak, még az is lehet hogy több is van csak nem látom
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 07, 09:26
Írta: ncw4w5nca Dátum 2014 augusztus 07, 09:26
Az nem lehet, biztos összetéveszted valamivel.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 augusztus 07, 22:50
Írta: 3szwbavt Dátum 2014 augusztus 07, 22:50
nna az lehet. mindenesetre én ma hazahoztam 48 kg vöt 12-es bronztömböz.
Cím: Re:Fémöntés házilag
Írta: dcsaba Dátum 2014 augusztus 10, 01:21
Írta: dcsaba Dátum 2014 augusztus 10, 01:21
Tapasztalat az oxam v1-gyel kapcsolatban: a metil-etil-keton rendkívül jól oldja... :D
Cím: Re:Fémöntés házilag
Írta: dcsaba Dátum 2014 augusztus 10, 01:22
Írta: dcsaba Dátum 2014 augusztus 10, 01:22
a gipsz mennyire hőálló? önteni bele? 450fok?
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2014 augusztus 10, 08:25
Írta: Rabb Ferenc Dátum 2014 augusztus 10, 08:25
Cím: Re:Fémöntés házilag
Írta: udr95i4vu Dátum 2014 augusztus 10, 09:17
Írta: udr95i4vu Dátum 2014 augusztus 10, 09:17
Köszönöm a táblázatot.
Természetesen nem oktatsz ki,de az sem lenne baj mert az öntéshez nem értek.Ezért keresném a legjobb megoldást a homok öntésben,mármint a legkeményebb legszívósabb anyagot amit még viszonylag egyszerűen lehet önteni.
Tehát ezek szerint nekem olyan öntőt kellene találnom aki tud ALSi7CU-t önteni?
Ilyet tudnátok ajánlani?
Üdv
Természetesen nem oktatsz ki,de az sem lenne baj mert az öntéshez nem értek.Ezért keresném a legjobb megoldást a homok öntésben,mármint a legkeményebb legszívósabb anyagot amit még viszonylag egyszerűen lehet önteni.
Tehát ezek szerint nekem olyan öntőt kellene találnom aki tud ALSi7CU-t önteni?
Ilyet tudnátok ajánlani?
Üdv
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 augusztus 10, 10:05
Írta: 3szwbavt Dátum 2014 augusztus 10, 10:05
a gipszbe keverj samottport, 1kg gipszhez menjen 1.5 kg samottpor vagy liszt, de semmiképpen sem samotthabarcs.
ehhez mehet a víz, hogy ivójoghurt állagú legyen, ha ez kiszárad, 600 fok alatt, akkor 1x használatos forma lehet sárgarézig, de ha 660 fokon égeted ki akkor bronz is mehet bele
ehhez mehet a víz, hogy ivójoghurt állagú legyen, ha ez kiszárad, 600 fok alatt, akkor 1x használatos forma lehet sárgarézig, de ha 660 fokon égeted ki akkor bronz is mehet bele
Cím: Re:Fémöntés házilag
Írta: dcsaba Dátum 2014 augusztus 10, 12:02
Írta: dcsaba Dátum 2014 augusztus 10, 12:02
tnx. maj kipróbálom.
Cím: Re:Fémöntés házilag
Írta: dcsaba Dátum 2014 augusztus 11, 23:07
Írta: dcsaba Dátum 2014 augusztus 11, 23:07
Vettem mégegy adag oxam v1et. Nem b@szik ki velem...
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 12, 00:53
Írta: ncw4w5nca Dátum 2014 augusztus 12, 00:53
Már kezdtem attól félni hogy feladod:)
Cím: Re:Fémöntés házilag
Írta: pvmyc6p5 Dátum 2014 augusztus 12, 12:19
Írta: pvmyc6p5 Dátum 2014 augusztus 12, 12:19
Üdv a "szakiknak" !
Felvetődött bennem ,hogy a frekvencia sávokat,hullámokat fel lehet-e használni,fém öntésnél ,hasonló elven mint az alább linkelt videón,hogy a fém kristályrácsai,a kívánt formát vegyék fel,vagy szerkezetileg más és más jellegű anyagot lehessen önteni ,ugyanazon anyagból.
Kísérletezett már valaki ilyesmivel ?
Hanghullámok
Felvetődött bennem ,hogy a frekvencia sávokat,hullámokat fel lehet-e használni,fém öntésnél ,hasonló elven mint az alább linkelt videón,hogy a fém kristályrácsai,a kívánt formát vegyék fel,vagy szerkezetileg más és más jellegű anyagot lehessen önteni ,ugyanazon anyagból.
Kísérletezett már valaki ilyesmivel ?
Hanghullámok
Cím: Re:Fémöntés házilag
Írta: 9pk59nuy Dátum 2014 augusztus 12, 12:58
Írta: 9pk59nuy Dátum 2014 augusztus 12, 12:58
Ennek a szerkezetnek amit belinkeltél személyesen én vagyok (voltam)a gyártója. Van köralakú lap is. Egy lelkes kis csapat tervezte egy a németeknek eladott cégnek. Azután ahogy az lenni szokott, a többi gyártmánnyal együtt elvitte a tulaj hatalmi szóval Németországba...
Cím: Re:Fémöntés házilag
Írta: pvmyc6p5 Dátum 2014 augusztus 12, 13:25
Írta: pvmyc6p5 Dátum 2014 augusztus 12, 13:25
Gratula hozzá,látványos szerkezet !
Azt lehet tudni ,hogy mi pénz egy ilyen ketyere,illetve "házilag" össze lehet -e dobni ,pusztán kísérletezés céljából ?
Azt lehet tudni ,hogy mi pénz egy ilyen ketyere,illetve "házilag" össze lehet -e dobni ,pusztán kísérletezés céljából ?
Cím: Re:Fémöntés házilag
Írta: s2k5ycubj Dátum 2014 augusztus 12, 14:27
Írta: s2k5ycubj Dátum 2014 augusztus 12, 14:27
Egy érdekesség:
3D nyomtatott öntőforma pla-ból aluhoz
3D nyomtatott öntőforma pla-ból aluhoz
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2014 augusztus 12, 15:00
Írta: Rabb Ferenc Dátum 2014 augusztus 12, 15:00
Szerintem PLA-ból nem az öntőforma, hanem a minta készült. Nagy különbség...
Cím: Re:Fémöntés házilag
Írta: 0bn8uxmw Dátum 2014 augusztus 12, 15:59
Írta: 0bn8uxmw Dátum 2014 augusztus 12, 15:59
Érdekelne egy ilyen PLA-s öntés.
Akinek lenne kedve kipróbálni a fémöntéshez a PLA mintát, ingyen kinyomom a kivánt formát ha van hozzá modell (na jó ha nem bonyolult megcsinálom azt is ha van rajz)
Akinek lenne kedve kipróbálni a fémöntéshez a PLA mintát, ingyen kinyomom a kivánt formát ha van hozzá modell (na jó ha nem bonyolult megcsinálom azt is ha van rajz)
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 augusztus 12, 16:22
Írta: 3vv2btrhv Dátum 2014 augusztus 12, 16:22
[#worship][#integet2][#taps]
Cím: Re:Fémöntés házilag
Írta: 9pk59nuy Dátum 2014 augusztus 12, 16:46
Írta: 9pk59nuy Dátum 2014 augusztus 12, 16:46
Ha kisérletezni akarsz, akkor könnyen el lehet készíteni. Kell hozzá egy hanggenerátor, egy 20W-os hangszóró, és egy 10W körüli teljesítményerősítő. A lap acéllemez,de csak ócska, nem rugóacél. Ha csakugyan megcsinálod akkor megigérem, hogy segítek neked.
Cím: Re:Fémöntés házilag
Írta: s2k5ycubj Dátum 2014 augusztus 12, 18:08
Írta: s2k5ycubj Dátum 2014 augusztus 12, 18:08
Nagy,nagy. De azért az ötlet lényege látható és ez a fontos!
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 12, 22:37
Írta: ncw4w5nca Dátum 2014 augusztus 12, 22:37
Ha ez esetleg vigasztal...:)
Nekem sem sikerül minden elsőre.

Mentségemre szolgál, hogy helyenként a 2mm-t sem éri el az anyag vastagsága, és ez a homokformázásnál már jóval a határérték alatt van.

De végül is csak összejött.

Nekem sem sikerül minden elsőre.
Mentségemre szolgál, hogy helyenként a 2mm-t sem éri el az anyag vastagsága, és ez a homokformázásnál már jóval a határérték alatt van.
De végül is csak összejött.
Cím: Re:Fémöntés házilag
Írta: dcsaba Dátum 2014 augusztus 13, 16:02
Írta: dcsaba Dátum 2014 augusztus 13, 16:02
Ha másnak nem sikerül valami, az nekem nem öröm. :-)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 13, 19:45
Írta: ncw4w5nca Dátum 2014 augusztus 13, 19:45
Nem is azért tettem fel, hogy valaki is örvendezzen:)Csak rá akartam mutatni, hogy a tapasztalat ellenére is van hogy üpsz a mutatvány vége[#rinya]
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 13, 20:10
Írta: ncw4w5nca Dátum 2014 augusztus 13, 20:10
Engem is érdekelne a dolog, igaz nekem most nincs szükségem semmilyen alkatrészre, de öntés részét bevállalom. [#wave]
Cím: Re:Fémöntés házilag
Írta: 0bn8uxmw Dátum 2014 augusztus 14, 06:47
Írta: 0bn8uxmw Dátum 2014 augusztus 14, 06:47
Akkor keressünk olyat akinek meg alkatrész kell [#wink][#wave] Az kinyomtatta, az meg kiöntötte Ő meg beépítette [#vigyor2] Mi lenne ha ezt a Fehérvári talira időzítenénk?
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 augusztus 14, 08:06
Írta: 3vv2btrhv Dátum 2014 augusztus 14, 08:06
Mész a fehérvári talira ?
Cím: Re:Fémöntés házilag
Írta: Révész Richárd Dátum 2014 augusztus 14, 09:06
Írta: Révész Richárd Dátum 2014 augusztus 14, 09:06
Nekem kéne egy alkatrész.
200 mm ékszíjtárcsa 10-es szíjhoz.
200 mm ékszíjtárcsa 10-es szíjhoz.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 14, 09:38
Írta: ncw4w5nca Dátum 2014 augusztus 14, 09:38
Nem biztos hogy tudok menni a fehérvári talira, de ha belefér az időmbe megoldható. Igaz az egész folyamatot ott nem tudom megcsinálni, mert a formát több órán keresztül hevíteni kell, de az öntés nem probléma. Esetleg az előkészület, és a beágyazás fotóit kinyomtatom.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 14, 09:49
Írta: ncw4w5nca Dátum 2014 augusztus 14, 09:49
A 200 mm ékszíjtárcsa 10-es szíjhoz van egyszerűbb formázási mód, felesleges több órán keresztül nyomtatni, órákig hevíteni a formát, és elpocsékolni egy csomó műanyagot.
Cím: Re:Fémöntés házilag
Írta: Révész Richárd Dátum 2014 augusztus 15, 07:39
Írta: Révész Richárd Dátum 2014 augusztus 15, 07:39
Nem értek az öntéshez, csak bedobtam.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 15, 08:45
Írta: ncw4w5nca Dátum 2014 augusztus 15, 08:45
Nem baj hogy "bedobtad", hisz nem lett tisztázva hogy milyen alkatrészről is lenne szó. Természetesen olyan alkatrészről, amit nyomtatással egyszerűbb előállítani, mint hagyományos formázással, de nagyobb szilárdságra, vagy hőállóságra van szűkség, mint a mit a nyomat elviselne.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 15, 09:05
Írta: ncw4w5nca Dátum 2014 augusztus 15, 09:05
A 3D nyomtatásból áthozva.
© Lpeti11 ma 08:40 | Válasz | #4113
Üdvözletem.
Láttam olyan videót ahol az olvadt alumíniumhoz öntés előtt pár perccel mosószódát (Na2CO3) kevernek.
Ez mire jó? Ha jó egyáltalán.
A nátriumsókat az alumíniumnál kristályszerkezet finomítására használják.
Öntés előtt a fémet 100-200°C-kal az olvadáspont fölé hevítik és az olvadt fémbe kb.
0,1%-os mennyiségben fémnátriumot vagy nátriumsót adagolnak
- Az öntési hőmérsékletre (700-720°C-ra) visszahűtve végzik el az öntést
- A nátrium-vegyület formájában az öntés hőfokán szilárd kristályosodási középpontok
létrehozásával finomítják a szilícium szemcséket
A nátriummal kezelt szilumin szilárdsága 10-15%-kal nagyobb, mint a nem nemesített
sziluminé, emiatt öntés előtt az Al-Si ötvözeteket mindig nemesítik.
© Lpeti11 ma 08:40 | Válasz | #4113
Üdvözletem.
Láttam olyan videót ahol az olvadt alumíniumhoz öntés előtt pár perccel mosószódát (Na2CO3) kevernek.
Ez mire jó? Ha jó egyáltalán.
A nátriumsókat az alumíniumnál kristályszerkezet finomítására használják.
Öntés előtt a fémet 100-200°C-kal az olvadáspont fölé hevítik és az olvadt fémbe kb.
0,1%-os mennyiségben fémnátriumot vagy nátriumsót adagolnak
- Az öntési hőmérsékletre (700-720°C-ra) visszahűtve végzik el az öntést
- A nátrium-vegyület formájában az öntés hőfokán szilárd kristályosodási középpontok
létrehozásával finomítják a szilícium szemcséket
A nátriummal kezelt szilumin szilárdsága 10-15%-kal nagyobb, mint a nem nemesített
sziluminé, emiatt öntés előtt az Al-Si ötvözeteket mindig nemesítik.
Cím: Re:Fémöntés házilag
Írta: Lpeti11 Dátum 2014 augusztus 15, 15:31
Írta: Lpeti11 Dátum 2014 augusztus 15, 15:31
Köszönöm.
Cím: Re:Fémöntés házilag
Írta: Virbo Dátum 2014 augusztus 15, 19:38
Írta: Virbo Dátum 2014 augusztus 15, 19:38
Esetleg ha egy jó komplikált valamit akartok, lenne ötletem.
Az biztos, hogy szünetmentes kell a nyomtatóra... ;-)
Az biztos, hogy szünetmentes kell a nyomtatóra... ;-)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 15, 19:49
Írta: ncw4w5nca Dátum 2014 augusztus 15, 19:49
Mi volna az?
Cím: Re:Fémöntés házilag
Írta: Virbo Dátum 2014 augusztus 15, 20:03
Írta: Virbo Dátum 2014 augusztus 15, 20:03
Sajnps nem gépalkatrész.
Egy kismotor vízhűtéses hengertestje. :-)
Igazi komplikált forma, tipikusan kijön a 3d nyomtatás előnye.
Igazság szerint amúgy is akartunk próbaöntéseket ezügyben...
Megpróbálok ideküldeni valakit aki elmagyarázza, mert mobilról nem egy egyszerü művelet ez... :-)
Egy kismotor vízhűtéses hengertestje. :-)
Igazi komplikált forma, tipikusan kijön a 3d nyomtatás előnye.
Igazság szerint amúgy is akartunk próbaöntéseket ezügyben...
Megpróbálok ideküldeni valakit aki elmagyarázza, mert mobilról nem egy egyszerü művelet ez... :-)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 15, 22:25
Írta: ncw4w5nca Dátum 2014 augusztus 15, 22:25
Részemről nem probléma, Kérdés hogy Vérnyúl bevállalja e a programírást, és nyomtatást. A motor kétütemű vagy négyütemű, vizes vagy száraz hüvelyes lesz? A hengerfejjel egyben lesz ,vagy az szerelhető?
Cím: Re:Fémöntés házilag
Írta: vcj505pr2 Dátum 2014 augusztus 17, 19:48
Írta: vcj505pr2 Dátum 2014 augusztus 17, 19:48
Elkészült a másolat a perzselődről.
Fotót sajnos nem készítettem, de majd fogok, viszont az eredmény brutálisan jó.
Annyiban tér el, hogy 60-as csövet nem találtam, csak 2"-os vízcsövet, annak a vastagságát esztergán lenyomtuk 1,5 mm-esre, hogy ne legyen lyan dögnehéz feje, a többi a te recepted szerint készült.
A láng tökéletes, gyakorlatilag nappal nem lehet látni, csak hallani, és a forró levegő vibrálását a gázégő előtt. Árnyékban látszik némi kékes derengés, de semmi sárga bevillanás, vagy kormolás, csak a halványkék brutál forróság :)
Köszi a méreteket, ez bitangjó szerkezet lett. :)
Fotót sajnos nem készítettem, de majd fogok, viszont az eredmény brutálisan jó.
Annyiban tér el, hogy 60-as csövet nem találtam, csak 2"-os vízcsövet, annak a vastagságát esztergán lenyomtuk 1,5 mm-esre, hogy ne legyen lyan dögnehéz feje, a többi a te recepted szerint készült.
A láng tökéletes, gyakorlatilag nappal nem lehet látni, csak hallani, és a forró levegő vibrálását a gázégő előtt. Árnyékban látszik némi kékes derengés, de semmi sárga bevillanás, vagy kormolás, csak a halványkék brutál forróság :)
Köszi a méreteket, ez bitangjó szerkezet lett. :)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 17, 20:43
Írta: ncw4w5nca Dátum 2014 augusztus 17, 20:43
Örülök neki hogy sikerült[#eljen]
Cím: Re:Fémöntés házilag
Írta: 0bn8uxmw Dátum 2014 augusztus 17, 21:21
Írta: 0bn8uxmw Dátum 2014 augusztus 17, 21:21
Jól hangzik kinyomtatom, van esetleg valami model rólla?
Cím: Re:Fémöntés házilag
Írta: Virbo Dátum 2014 augusztus 17, 22:00
Írta: Virbo Dátum 2014 augusztus 17, 22:00
Na úgy tűnik az illetékesek még nem értek ide.
Szóval kétütemű, száraz hüvelyes de vízhűtéses lenne.
Beteszek pár képet, sajnos nincs még komplett modellem (folyamatban), így innen-onnan ollózok pár képet, amin esetleg látszik mit akarunk.
Szóval adott egy dugattyú, ami egy hüvelyben fut, és szépen körülveszik a felömlő csatornák, amikben a benzin levegő keverék feljut a dugattyú fölé:

Itt ezek a csatornák ki vannak öntve szilikonnal, a valóságban a piros szilikon levegő, azt veszi körül az alumínium:

Itt egy valahogy felmetszett valamilyen henger (a piros szilikon a baloldali csatorna lenyomata pl).

Ez egy szimtén valamilyen henger metszete.
A felső részén lévő csatorna a víztér, ami hasonlóképpen nézne ki:

Itt felülről látható a víztér egy lehetséges alakja.

Itt a dugattyú is benne és mellette a hengerfej.
Eléggé összetett forma az egész, azt sem tudom, hogy egyben megoldható-e a dolog, ha homokformázást használnak, akkor több darabból van összerakva az egész:



Ez elég nagy szopás lehet, itthoni körülmények között meg pláne.
Bár volt aki megpróbálta:
Házilagos öntés
Az eredmény számomra lenyűgöző, nyilván vannak kisebb nagyobb hibái is. Viszont a viaszformázás szintén nem járható út számunkra, a vázolt probléma miatt (a melegtől olvad...).
Aztán megláttam ezt:


Hoppácska, erre már "csak" egy víztér kéne és kész. Mármint fordítva nyomtatva. Na értitek... :D
Szóval ez lenne a cél, ennek a módszernek a kipróbálása.
Esetlegesen arra gondoltam, hogy a felömlők formáit adó mintát kinyomtatni 3D-ben amik ketté választhatók, és abba lehetne homokot tömködni, majd az így kapott felömlődarabkákból felépíteni az egészet ahogy a gyárban is csinálják.
Vélemény?
Szóval kétütemű, száraz hüvelyes de vízhűtéses lenne.
Beteszek pár képet, sajnos nincs még komplett modellem (folyamatban), így innen-onnan ollózok pár képet, amin esetleg látszik mit akarunk.
Szóval adott egy dugattyú, ami egy hüvelyben fut, és szépen körülveszik a felömlő csatornák, amikben a benzin levegő keverék feljut a dugattyú fölé:
Itt ezek a csatornák ki vannak öntve szilikonnal, a valóságban a piros szilikon levegő, azt veszi körül az alumínium:
Itt egy valahogy felmetszett valamilyen henger (a piros szilikon a baloldali csatorna lenyomata pl).
Ez egy szimtén valamilyen henger metszete.
A felső részén lévő csatorna a víztér, ami hasonlóképpen nézne ki:
Itt felülről látható a víztér egy lehetséges alakja.
Itt a dugattyú is benne és mellette a hengerfej.
Eléggé összetett forma az egész, azt sem tudom, hogy egyben megoldható-e a dolog, ha homokformázást használnak, akkor több darabból van összerakva az egész:
Ez elég nagy szopás lehet, itthoni körülmények között meg pláne.
Bár volt aki megpróbálta:
Házilagos öntés
Az eredmény számomra lenyűgöző, nyilván vannak kisebb nagyobb hibái is. Viszont a viaszformázás szintén nem járható út számunkra, a vázolt probléma miatt (a melegtől olvad...).
Aztán megláttam ezt:
Hoppácska, erre már "csak" egy víztér kéne és kész. Mármint fordítva nyomtatva. Na értitek... :D
Szóval ez lenne a cél, ennek a módszernek a kipróbálása.
Esetlegesen arra gondoltam, hogy a felömlők formáit adó mintát kinyomtatni 3D-ben amik ketté választhatók, és abba lehetne homokot tömködni, majd az így kapott felömlődarabkákból felépíteni az egészet ahogy a gyárban is csinálják.
Vélemény?
Cím: Re:Fémöntés házilag
Írta: Virbo Dátum 2014 augusztus 17, 22:02
Írta: Virbo Dátum 2014 augusztus 17, 22:02
A modell készül, remélem hamarosan meg is lesz.
Cím: Re:Fémöntés házilag
Írta: dcsaba Dátum 2014 augusztus 17, 22:11
Írta: dcsaba Dátum 2014 augusztus 17, 22:11
na... sikerült egy két helyen beleszakítanom, ott FBS-sel megjavítottam.



Cím: Re:Fémöntés házilag
Írta: 0bn8uxmw Dátum 2014 augusztus 17, 22:58
Írta: 0bn8uxmw Dátum 2014 augusztus 17, 22:58
Vélemény: csináljuk! [#wink]
Nyomtatási szempontból nem túl problémás a dolog, főleg, hogy csak formának kell, így akár több darabból is összerakható a forma.
Berényi Úr véleménye és javaslata(i) után látjuk majd mi lesz a járható útja a foma elkészítésének.
Nyomtatási szempontból nem túl problémás a dolog, főleg, hogy csak formának kell, így akár több darabból is összerakható a forma.
Berényi Úr véleménye és javaslata(i) után látjuk majd mi lesz a járható útja a foma elkészítésének.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 17, 23:00
Írta: ncw4w5nca Dátum 2014 augusztus 17, 23:00
Jó lett[#eljen] Milyen formaleválasztót használtál? Na és hol fogod beönteni az anyagot?
Cím: Re:Fémöntés házilag
Írta: dcsaba Dátum 2014 augusztus 17, 23:09
Írta: dcsaba Dátum 2014 augusztus 17, 23:09
Talkumot használtam. még agyalok, hogy nyitott vagy zárt forma legyen. Lehet, hogy az első öntés nyitott lesz, egyszerűbb.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 17, 23:44
Írta: ncw4w5nca Dátum 2014 augusztus 17, 23:44
Szerintem egyben ki lehet nyomtatni, ami alumíniumból lesz(a pozitív formát). Kihagyva a légjáratokat, és a vízteret. Kis ráhagyással az illesztéseknél, és a hüvely helyén. Szerintem egyszerűbb a hüvelyt utólag sajtolni az öntvénybe, mint ráönteni. Viszont ha a sajtolás nem járható, a ráöntés is megoldható, csak akkor úgy kell kialakítani a nyomatott, hogy a hüvely alámenő részeit teljesen elzárja a beágyazó massza elől. Homokkal nem kell kitölteni a légjáratokat, azt a beágyazó massza tölti ki. Hogy teljesen kitöltse a beágyazó anyag a járatokat, vákuumban ágyazom be, remélem úgy nem lesz gond vele. Még ami problémát jelenthet a műanyag hamutartalma. Ahhoz majd csinálok légjáratokat amin esetleg ki lehet fúvatni az öntvényüregből, vagy levegővel ki lehessen égetni a szenesedést. Van még lehetőség a homokformázásra, viszont annál sokkal többet kell nyomtatni, hisz ott minden üregnek megfelelő magszekrényt kell nyomtatni, plusz egy pozitív mintát, ami a henger formáját adja. Ennek az az előnye, hogy így nem csak egyet lehet készíteni. Szerintem maradjunk az első verziónál, hisz ez volt az ötletadó:)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 17, 23:56
Írta: ncw4w5nca Dátum 2014 augusztus 17, 23:56
A nyitott forma egyszerűbb, de a minőséget nem garantálja. A nyitott formánál a dermedést nem tudod irányítani, és mivel a spiáternek nagy a dermedési zsugorodása, én mindenképp a zárt formát javasolnám. Na de próba szerencse[#wave]
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 18, 00:20
Írta: ncw4w5nca Dátum 2014 augusztus 18, 00:20
Ja még #3615-ban , #3617-ben lévő videóknál, szappanos vizet használ formaleválasztáshoz, amit sűrített levegővel szárít le, így csak egy leheletvékony film képződik, ami nem változtatja meg a minta alakját. Egy replikánál fontos az eredeti minőség.
Cím: Re:Fémöntés házilag
Írta: Virbo Dátum 2014 augusztus 18, 08:24
Írta: Virbo Dátum 2014 augusztus 18, 08:24
A hüvely természetesen túlfedéssel lesz benne a későbbi javíthatóság érdekében.
Rágyúrunk a modellre és ha kész felteszem.
Rágyúrunk a modellre és ha kész felteszem.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 18, 08:45
Írta: ncw4w5nca Dátum 2014 augusztus 18, 08:45
Fontos, hogy a fém zsugorodását kalkuláljátok be és az illesztéseknél hagyjatok rá, hogy méretre lehessen munkálni.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 augusztus 18, 09:25
Írta: 3szwbavt Dátum 2014 augusztus 18, 09:25
sziasztok, van valakinek tudománya arról, hogy abg blokk gázégő mekkora kellene 70 kg bronz olvasztásához. régebben olajégőm volt, és az 1 óra alatt 15 kg olajat használt el. ezzel feljött a bronz, de azt hallottam, a gázégő kirántja a városiból is amit kíván, és valahogy megszívja az órát.
Cím: Re:Fémöntés házilag
Írta: Virbo Dátum 2014 augusztus 18, 10:20
Írta: Virbo Dátum 2014 augusztus 18, 10:20
Persze, lesz ráhagyás.
Kérdés, hogy vajon mennyit zsugorodik egy ilyen öntvény összeségében? Kb 110x110-es kockába belefér.
A hüvelynél nem probléma úgyis lesz ráhagyás, a többi formánál az érdekes...
Kérdés, hogy vajon mennyit zsugorodik egy ilyen öntvény összeségében? Kb 110x110-es kockába belefér.
A hüvelynél nem probléma úgyis lesz ráhagyás, a többi formánál az érdekes...
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 18, 12:07
Írta: ncw4w5nca Dátum 2014 augusztus 18, 12:07
Hát ez jó kérdés, szerintem ezt 100 öregasszony sem tudná megmondani. A zsugorodás ötvözetfüggő, és itt közrejátszik a gipsz kötési tágulása, és a beágyazó anyag hőtágulása, ami szintén összetételfüggő. Most hogy ismét utánaolvastam, lehet hogy nem is zsugorodik számottevően, de biztos ami biztos számoljunk 0,5%-al, mert a többől könnyebb elvenni. [#vigyor2]
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 19, 21:59
Írta: ncw4w5nca Dátum 2014 augusztus 19, 21:59
Miért akarsz átállni a városi gázra?
A nagy teljesítményű égők sem tudnak több gázt kivenni a vezetékből, mint amannyi az óra, és a nyomásszabályzó áteresztő képessége. Az órának pedig teljes kapacitáson is pontosan kell(kellene) mérni, azért van hitelesítve.
Egy biztos, a nagy teljesítményhez sok gáz kell, és szerintem nem az égő szívja meg az órát, hanem a tulaj a számlát [#vigyor2]
A nagy teljesítményű égők sem tudnak több gázt kivenni a vezetékből, mint amannyi az óra, és a nyomásszabályzó áteresztő képessége. Az órának pedig teljes kapacitáson is pontosan kell(kellene) mérni, azért van hitelesítve.
Egy biztos, a nagy teljesítményhez sok gáz kell, és szerintem nem az égő szívja meg az órát, hanem a tulaj a számlát [#vigyor2]
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2014 augusztus 20, 00:35
Írta: jani300 Dátum 2014 augusztus 20, 00:35
Kiszámolni nem tudom . De . Ha tudod az olajégő teljesítményét akkor ugyanakkora gázégő kell . De közben rájöttem hogy a 15 liter/óra azért nem piskóta . A gázórán rajta kellene lenni a max áteresztő képességnek .
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2014 augusztus 20, 00:39
Írta: jani300 Dátum 2014 augusztus 20, 00:39
most én is küldök egy ilyet [#vigyor2]
Városi gáz ? Hidrogén + szénmonoxid ?
Földgáz lesz az , metán .
De ne vedd komolyan :)
Városi gáz ? Hidrogén + szénmonoxid ?
Földgáz lesz az , metán .
De ne vedd komolyan :)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 20, 00:46
Írta: ncw4w5nca Dátum 2014 augusztus 20, 00:46
Én csak adrennak válaszoltam [#vigyor2] ha neki városi van, tőlem lehet [#nemtudom]
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2014 augusztus 20, 00:54
Írta: jani300 Dátum 2014 augusztus 20, 00:54
Gondoltam hogy még itt vagy :)
Írtam ne vedd komolyan .
De ezen a 15 liter / óra olajon gondolkodom , az legalább ötven KW lehet .Ennek utána kéne nézni ,azt lehet tényleg nem bírja a sima otthoni hálózat .
Írtam ne vedd komolyan .
De ezen a 15 liter / óra olajon gondolkodom , az legalább ötven KW lehet .Ennek utána kéne nézni ,azt lehet tényleg nem bírja a sima otthoni hálózat .
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2014 augusztus 20, 01:01
Írta: jani300 Dátum 2014 augusztus 20, 01:01
Na . 15 liter/óra olaj . Hát az úgy 100-150 Kw -nak tűnik . Hát ???
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 20, 01:10
Írta: ncw4w5nca Dátum 2014 augusztus 20, 01:10
Nem vettem komolyan, de nem is a klasszikus generáltorgázra gondoltam. mellesleg a földgáz sem tiszta metán, azonkívül tartalmaz etánt, propánt, butánt, széndioxidot, oxigént, nitrogént, és nemesgázokat Ar, He, Ne, Xe [#vigyor2] Az én nyomáscsökkentőm kapacitása 8m3, az óráé 6m3
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 20, 01:14
Írta: ncw4w5nca Dátum 2014 augusztus 20, 01:14
A kapacitás 8, és 6m3/óra akart lenni:)
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2014 augusztus 20, 01:22
Írta: jani300 Dátum 2014 augusztus 20, 01:22
Fel se tűnt , nem kötekedem .
De itt van mellettem két kék gáz blokkégő . 17 - 31 kW . meg akartam nézni a gázfogyasztását , de az nincs feltüntetve . Az viszont kiderült hogy az egyik PB-vel üzemelt , ezt eddig nem is tudtam .
De itt van mellettem két kék gáz blokkégő . 17 - 31 kW . meg akartam nézni a gázfogyasztását , de az nincs feltüntetve . Az viszont kiderült hogy az egyik PB-vel üzemelt , ezt eddig nem is tudtam .
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 20, 01:30
Írta: ncw4w5nca Dátum 2014 augusztus 20, 01:30
A földgáz fűtőértéke 9,7-12,5kWh/m³X 6m³/h durván 70-75kWh tudnék én kifacsarni óránként
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 20, 01:34
Írta: ncw4w5nca Dátum 2014 augusztus 20, 01:34
A PB-s mekkora teljesítményű?
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2014 augusztus 20, 01:40
Írta: jani300 Dátum 2014 augusztus 20, 01:40
Igen 10KW/normálköbmétert találtam én is .
Egyformák ,teljesítményre is . 17-31 kw .
Egyformák ,teljesítményre is . 17-31 kw .
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 20, 01:50
Írta: ncw4w5nca Dátum 2014 augusztus 20, 01:50
Ezek szerint a PB-s kisebb fúvókával van szerelve. Azt hittem hogy a PB-s nagyobb teljesítményű
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2014 augusztus 20, 01:58
Írta: jani300 Dátum 2014 augusztus 20, 01:58
Úgy kell hogy legyen . A teljesítményt meg a gáznyomással lehet állítani ,gondolom . Meg van minden védelem rajtuk . "Neházolaj" égő donornak voltak . De most a fűrészpor van napirenden , úgy tűnik nagyon jó lesz .
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 20, 02:01
Írta: ncw4w5nca Dátum 2014 augusztus 20, 02:01
Az olajégő teljesítménye a Wikipédia adatai szerint számolva 155kWh ad le 15literes fogyasztás mellett! [#wow1]
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 20, 02:07
Írta: ncw4w5nca Dátum 2014 augusztus 20, 02:07
Én már túl vagyok a fűrészporos korszakon [#nevetes1] Most olcsóbb megoldáson fáradozom.
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2014 augusztus 20, 02:08
Írta: jani300 Dátum 2014 augusztus 20, 02:08
Az ABG doksiját nézve jutottam én is a 100-150 re . Beleszámoltam hogy lehet Ő is "nehézolajat " használt .
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2014 augusztus 20, 02:11
Írta: jani300 Dátum 2014 augusztus 20, 02:11
Hű a mindenit ! Az ingyennél is van olcsóbb ?
Jó az az apríték égető !
Jó az az apríték égető !
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 20, 02:22
Írta: ncw4w5nca Dátum 2014 augusztus 20, 02:22
Azért az ingyen sem ingyen van[#nevetes1] Viszont ha a keletkező hulladékot még tovább tudod használni, és azzal komoly összeget takaríthatsz meg akkor az ingyenesnél is van jobb [#vigyor2]
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 20, 02:30
Írta: ncw4w5nca Dátum 2014 augusztus 20, 02:30
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2014 augusztus 20, 02:37
Írta: jani300 Dátum 2014 augusztus 20, 02:37
A hőhasznosítón ,égéslevegő előmelegítőn ,már gondolkodom egy ideje . Úgy is van ventilátor ,csak némi csövezés . Csodálkozom hogy az aprítékos fórumon még nem próbálták . Habár most hogy hónapokat száradt a fűrészpor így is teljesen végigmegy a láng a kazánon .
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2014 augusztus 20, 02:47
Írta: jani300 Dátum 2014 augusztus 20, 02:47
Ez érdekes , csak nem értem miről van szó :)
Valamit csinál az olajjal . De mit is ?
Valamit csinál az olajjal . De mit is ?
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 20, 02:51
Írta: ncw4w5nca Dátum 2014 augusztus 20, 02:51
Én annak idején dobkazánban tüzeltem a fűrészport, és a forgácsot. Nekem nem volt ingyen 20Ft/zsák + fel kellett szedni, hazahordani, és tárolni. Viszont azóta megjelentek a fagázosító kazánok, azon az elven nem lehetne hatékonyabb aprítékégető kazánt építeni?
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 20, 02:52
Írta: ncw4w5nca Dátum 2014 augusztus 20, 02:52
Autóköpenyből párol le dízel üzemanyagot.
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2014 augusztus 20, 03:04
Írta: jani300 Dátum 2014 augusztus 20, 03:04
Lassan én is indulhatok a fűrészporért . 10-re várnak :) Maga az aprítékégető szerintem tökéletes . A faelgázosító kazánnak viszont a hőhasznosító részét érdemes lehet másolni . Az aprítékégető sem igényel több kezelést mint a faelgáz . Hasábfával gazdaságosabb a faelgázosító az biztos , de kényes a száraz fára . Érdemes az indexen nézegetni ezeket a fórumokat .
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 20, 03:08
Írta: ncw4w5nca Dátum 2014 augusztus 20, 03:08
mivel nekem nincs fahulladékom, de van más irányú konkrét megoldásom, ezért csak mint érdekesség foglalkozom vele.
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2014 augusztus 20, 03:10
Írta: jani300 Dátum 2014 augusztus 20, 03:10
Köszönöm ez nem volt meg ! Hasonló ahogy a szénből csinálták ? Én a fagáz előállítást nézegettem sokáig . Ennek a gumis dolognak utánanézek . De ezt se szabad szerintem :(
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 20, 03:40
Írta: ncw4w5nca Dátum 2014 augusztus 20, 03:40
Mindent szabad ami nem tilos[#nevetes1] Nem a szénnél más. Ott az izzó szénre vízgőzt vezetnek. Ez viszont egyszerű hőbontás, pirolízis. Itt hő hatására a gumi egy része elpárolog aminek egy része cseppfolyósodik szobahőmérsékleten. A videóban a gázt bevezeti a tűztérbe, és azzal hevíti a gumit. Hevítés után visszamarad egy faszénszerű anyag, ami pontosan úgy is ég mint a faszén. A lényeg ez:)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 20, 03:44
Írta: ncw4w5nca Dátum 2014 augusztus 20, 03:44
Ja és képződik sok sok hulladékhő!!
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 augusztus 21, 09:28
Írta: 3szwbavt Dátum 2014 augusztus 21, 09:28
köszi a válaszokat, nekem van ismerősöm, aki a váosi gázcsőre dűznit szerelt, és azt bevezette egy nagy vascsőbe, amibe hátulról levegőt tol ventillátorral, és azzal olvaszt 120 kg bronzt. szóval semmi lángtorlasz, meg efféle csak olyan mint egy malacpörzssölő
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 21, 09:57
Írta: ncw4w5nca Dátum 2014 augusztus 21, 09:57
Mindegy milyen eszközzel égeted el a gázt, lényeg hogy jó legyen a gáz levegő keverési aránya.
adren nem tudod véletlenül, hogy a te beágyazó anyagodnak mekkora a kötési, és a hőtágulása?
adren nem tudod véletlenül, hogy a te beágyazó anyagodnak mekkora a kötési, és a hőtágulása?
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 augusztus 21, 10:47
Írta: 3szwbavt Dátum 2014 augusztus 21, 10:47
Nem tudom, de ezt a gipsz-samott elegyet nem is használják preciziós öntéshez. van az Auren-ben olyan beágyazó, ami asszem 0%os. meg van olyan a Formula Hydrocast-nak is. abban finom kerámia szálak vannak. de egyiket sem használtam.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 21, 11:05
Írta: ncw4w5nca Dátum 2014 augusztus 21, 11:05
Valószínű én sem fogom használni[#schmoll2] azon ok miatt amiért te sem[#nevetes1]
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 augusztus 21, 11:45
Írta: 3szwbavt Dátum 2014 augusztus 21, 11:45
nekem van mindkettőből, de MÉG nem használtam. drága, és üvegöntéshez akarom használni.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 21, 11:58
Írta: ncw4w5nca Dátum 2014 augusztus 21, 11:58
"drága" erre gondoltam;)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 21, 12:10
Írta: ncw4w5nca Dátum 2014 augusztus 21, 12:10
miért nem jó az üveghez a samottos?
© glazbox 2013. szept. 12. 07:23 | Válasz | #2937
Samottal megfelelő arányban kevert gipsz viszont hőálló. Üveget szoktunk bele olvasztani. Vagy valamit félreértek [#confused]
© glazbox 2013. szept. 12. 07:23 | Válasz | #2937
Samottal megfelelő arányban kevert gipsz viszont hőálló. Üveget szoktunk bele olvasztani. Vagy valamit félreértek [#confused]
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 augusztus 21, 14:39
Írta: 3szwbavt Dátum 2014 augusztus 21, 14:39
lehet bele olvasztani üveget, de kényes. nem rogyasztásra gondoltam, hanem 50 kg tömör üvegre. amit 200 órán keresztül kell hűteni.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 21, 14:57
Írta: ncw4w5nca Dátum 2014 augusztus 21, 14:57
Az olvadt üveg nem ragad hozzá a beágyazó anyaghoz?
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 augusztus 21, 15:01
Írta: 3szwbavt Dátum 2014 augusztus 21, 15:01
kicsit, belerágja magát, mert sokat érintkezik vele. de a spec kaolinos kerámiaszálasba nem ragad, de az 100x drágább. de ez csak tizedmiliméternyi és homokfúvással vagy maratással lejön. ha meg csiszolva van az üveg, akkor mindegy.
Cím: Re:Fémöntés házilag
Írta: dcsaba Dátum 2014 augusztus 23, 04:25
Írta: dcsaba Dátum 2014 augusztus 23, 04:25
Ez az oxam v1 egy rakás rossz. felpúposodik és megolvad, ha megkapja a folyékony fémet. a folyékony viaszt talán bírja...
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 augusztus 23, 08:27
Írta: 3szwbavt Dátum 2014 augusztus 23, 08:27
vörös színű?
milyen vastag a gumi?
előmelegítetted?
milyen meleg a fém?
ajánlanám, a metalloglobus cég direkt erre a gumira kifejlesztett fémjeit. kis olvadáspontúak ezek a féme és nincs bennül ólom
milyen vastag a gumi?
előmelegítetted?
milyen meleg a fém?
ajánlanám, a metalloglobus cég direkt erre a gumira kifejlesztett fémjeit. kis olvadáspontúak ezek a féme és nincs bennül ólom
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 augusztus 23, 08:39
Írta: 3szwbavt Dátum 2014 augusztus 23, 08:39
jaja vörös színű, megnéztem, ebbe a szilikonba nem jó a horganyalapú spiáter-tombak féle fém, hanem a wood-féle fémek jók csak.
Cím: Re:Fémöntés házilag
Írta: dcsaba Dátum 2014 augusztus 23, 14:41
Írta: dcsaba Dátum 2014 augusztus 23, 14:41
Jaja, vörös színű. Olyan centi vastagságú. Elő nem melegítettem. A hőmérsékletet nem tudom, egységesen jól önthető folyadék lett a fém. Egyébként most nem kotyvasztottam, gyári spiáter alkatrészeket olvasztottam be.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 23, 17:25
Írta: ncw4w5nca Dátum 2014 augusztus 23, 17:25
A spiáter olvadáspontja már alapból necces a szilikonoknak, ha viszont túlhevíted az már probléma. Mivel jó hevítő berendezést csináltál, így nem nehéz túlszaladni a hőfokkal.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 augusztus 23, 21:43
Írta: 3szwbavt Dátum 2014 augusztus 23, 21:43
a konradban van infrás hőmérő, sok mindenre jó
Cím: Re:Fémöntés házilag
Írta: ywathzay Dátum 2014 augusztus 23, 22:00
Írta: ywathzay Dátum 2014 augusztus 23, 22:00
Alumíniumból lépcsős ékszíjtárcsa alapot tudsz, szoktál önteni? Természetesen nem ingyen kell.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 23, 23:33
Írta: ncw4w5nca Dátum 2014 augusztus 23, 23:33
Szoktam.
Cím: Re:Fémöntés házilag
Írta: dcsaba Dátum 2014 augusztus 23, 23:39
Írta: dcsaba Dátum 2014 augusztus 23, 23:39
Tényleg jó lett, gáztűzhelyen olvasztom az alumíniumot is. :-)
Elhasználtam két kiló szilikont, többet erre nem áldozok. Nekem ez az anyag nem jött be. Viszont itt elakadtam a formakészítéssel...
Elhasználtam két kiló szilikont, többet erre nem áldozok. Nekem ez az anyag nem jött be. Viszont itt elakadtam a formakészítéssel...
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 24, 00:11
Írta: ncw4w5nca Dátum 2014 augusztus 24, 00:11
Ha pontos másolatot akarsz készíteni, akkor csak a szilikon marad itt van adren leírása és egy videó itt amivel masszív viaszöntőmintát tudsz készíteni viszonylag kevés anyagból. Természetesen ez csak a kezdet, a viaszmintát be kell ágyazni , kiégetni, és csak utána lehet önteni. Elég macerás, de így lehet a legjobb másolatot készíteni, vagy ha nem sürgős megpróbálok utánajárni a süthető guminak, amibe esetleg lehet spiátert önteni.
Cím: Re:Fémöntés házilag
Írta: dcsaba Dátum 2014 augusztus 24, 00:13
Írta: dcsaba Dátum 2014 augusztus 24, 00:13
Azt se bánom, ha Te leöntesz ebből a táblából néhány darabot... :o)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 24, 00:18
Írta: ncw4w5nca Dátum 2014 augusztus 24, 00:18
Megoldható lesz a dolog, de még meg kell építeni a hevítő kemencémet. Úgy is kell a vízhűtéses henger projekthez. Amúgy mekkora a mérete?
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 augusztus 24, 08:06
Írta: 3szwbavt Dátum 2014 augusztus 24, 08:06
https://www.google.hu/url?sa=t&rct=j&q=&esrc=s&source=web&cd=1&ved=0CCEQFjAA&url=http%3A%2F%2Fwww.toysoldiers.gportal.hu%2Fgindex.php%3Fpg%3D34816839&ei=uoD5U4uWBYrEPL3KgKAL&usg=AFQjCNFJsQvn4bQaoLu-_o0GAmbOmKWVHA&sig2=9qMzHbl-Cp02ResSe84ZmA
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 augusztus 24, 08:09
Írta: 3szwbavt Dátum 2014 augusztus 24, 08:09
nna ez igy sikerült, sebaj. ha megkeresed Kolost, ő eligazít olyan gumi és fém ügyében, ami neked kell. hivatkozz az itteni fórumra
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 25, 12:29
Írta: ncw4w5nca Dátum 2014 augusztus 25, 12:29
"megpróbálok utánajárni a süthető guminak, amibe esetleg lehet spiátert önteni."
Utána jártam, és meg is ijesztettek! 15ezer felett van kilója a fluorguminak, ami bírja az 500°C-t.[#ticking] Gondolom ezzel nem kell kísérletezni.
Utána jártam, és meg is ijesztettek! 15ezer felett van kilója a fluorguminak, ami bírja az 500°C-t.[#ticking] Gondolom ezzel nem kell kísérletezni.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 augusztus 25, 20:19
Írta: 3szwbavt Dátum 2014 augusztus 25, 20:19
a süthető gumi nektek nem jó mert 100 atm fölött tágul amikor sütik, és egy zárt vaskazettában sütik, és azt préselik, hogy ne nyomja szét. bár lehet csavarokkal is összerakni és villanysütőben sütni.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 25, 20:29
Írta: ncw4w5nca Dátum 2014 augusztus 25, 20:29
Tudom, sógorom gumis. Megvan a technika hozzá:)
Cím: Re:Fémöntés házilag
Írta: dcsaba Dátum 2014 augusztus 26, 17:14
Írta: dcsaba Dátum 2014 augusztus 26, 17:14
Viszont masszát tudok szerezni. Fluorgumi? Megnézzük.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 augusztus 30, 10:12
Írta: ncw4w5nca Dátum 2014 augusztus 30, 10:12
Na megnézted?
Cím: Re:Fémöntés házilag
Írta: dcsaba Dátum 2014 szeptember 02, 23:21
Írta: dcsaba Dátum 2014 szeptember 02, 23:21
Lerobbantam, most itthon pihegek. Nem intéződik semmi.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 szeptember 02, 23:46
Írta: ncw4w5nca Dátum 2014 szeptember 02, 23:46
Mi történt? Valami vírus felülkerekedett?
Cím: Re:Fémöntés házilag
Írta: frkdv6dyr Dátum 2014 szeptember 03, 22:17
Írta: frkdv6dyr Dátum 2014 szeptember 03, 22:17
Találtam régi filmet a mintakészítésről, precíziós öntésről, na meg megmunkálásokról, de azt most nem ide linkelem be.
Cím: Re:Fémöntés házilag
Írta: Virbo Dátum 2014 szeptember 04, 09:03
Írta: Virbo Dátum 2014 szeptember 04, 09:03
Nos, hát orbitális szívások árán kb kész van a henger modellje. Sajnos a 4 felömlős verziót elég bonyolult megrajzolni úgy hogy jó is legyen (ezzel elment egy csomó időnk és nem is lett jó egyenlőre), így kreáltunk egy kétfelömlőset.
Nagyvonalakban látszik a forma, még pár apró finomítást csinálunk a csavaroknál, de a fő forma nem változik.









A sötétszürke persely nem lenne benne, az utólag lesz beillesztve.
Gondolom az időből jócskán kicsúsztunk, de mostmár szeretném végigvinni a dolgot, hogy lássuk használható-e a technológia.
Nagyvonalakban látszik a forma, még pár apró finomítást csinálunk a csavaroknál, de a fő forma nem változik.
A sötétszürke persely nem lenne benne, az utólag lesz beillesztve.
Gondolom az időből jócskán kicsúsztunk, de mostmár szeretném végigvinni a dolgot, hogy lássuk használható-e a technológia.
Cím: Re:Fémöntés házilag
Írta: z4ejygu7v Dátum 2014 szeptember 04, 09:46
Írta: z4ejygu7v Dátum 2014 szeptember 04, 09:46
Fórumtársak! Nincs véletlenül egy müködő indukciós hevitő elektronikája valakinek?
Cím: Re:Fémöntés házilag
Írta: dcsaba Dátum 2014 szeptember 04, 09:56
Írta: dcsaba Dátum 2014 szeptember 04, 09:56
Fizikális okok. ezeket a boka gömbfejeket nem 155 kilóra méretezték...
Cím: Re:Fémöntés házilag
Írta: smalla Dátum 2014 szeptember 04, 10:08
Írta: smalla Dátum 2014 szeptember 04, 10:08
Valamelyik nap filozofáltam házi vasöntés körül, kellene pár kisebb darab, de alu nem jó. Az jutott eszembe, hogy termittel elég egyszerűen lehet olvadt vasat előállítani, s akkor már csak egy jó forma kell. Próbálkozott már valaki ilyesmivel? Mennyire járható ez az út s mennyire nem? Lehet valahol termitet kapni? Pl olyan kiszerelést, amivel a sineket hegesztik.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 szeptember 04, 10:30
Írta: ncw4w5nca Dátum 2014 szeptember 04, 10:30
Szuper lett[#eljen]! Még annyit, a csavar helyét jobb lenne utólag kifúrni. Úgy kevesebb a hibalehetőség.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 szeptember 04, 10:32
Írta: ncw4w5nca Dátum 2014 szeptember 04, 10:32
Jobbulást kívánok.
Cím: Re:Fémöntés házilag
Írta: 0bn8uxmw Dátum 2014 szeptember 04, 10:36
Írta: 0bn8uxmw Dátum 2014 szeptember 04, 10:36
Elküldenéd a modelt, előzetes szemlére megnézném mekkora szívás lesz kinyomni :)
Cím: Re:Fémöntés házilag
Írta: Virbo Dátum 2014 szeptember 04, 11:51
Írta: Virbo Dátum 2014 szeptember 04, 11:51
Persze, ez egyenlőre csak "látványterv".
Egyébb észrevételt szívesen fogadok, nyomtatás és öntés szempontjából is.
Egyébb észrevételt szívesen fogadok, nyomtatás és öntés szempontjából is.
Cím: Re:Fémöntés házilag
Írta: Virbo Dátum 2014 szeptember 04, 11:54
Írta: Virbo Dátum 2014 szeptember 04, 11:54
Persze, most fésülgeti a srác, amint kész küldöm.
Cím: Re:Fémöntés házilag
Írta: Gyati Dátum 2014 szeptember 04, 12:47
Írta: Gyati Dátum 2014 szeptember 04, 12:47
Szia! Nem vagyok gépészmérnök, nem okoskodni akarok, de szerintem a henger és a víztér fala közé tervezhetnél merevítő bordákat a rezonancia miatt.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 szeptember 04, 13:14
Írta: ncw4w5nca Dátum 2014 szeptember 04, 13:14
Nekem is tervbe van véve a termites olvasztás, és öntés:)Járható a dolog, Régebben, vagy 10-15éve volt egy film a pakisztáni házi fegyvergyártásról, amiben Termit olvasztással készítették a fegyver alkatrészeket precíziós öntéssel. Sajnos én nem láttam a filmet, és azóta sem tudtam a nyomára akadni, pedig szívesen megnézném.


Termit keveréket hegesztéstechnikai szaküzletben tudsz venni esetleg. Én meg megakarom csinálni magamnak. Ha minden jól megy, hamarosan nagyobb mennyiségű vasoxid hulladékra teszek szert, az aluport pedig magam akarom előállítani porlasztással.
Termit keveréket hegesztéstechnikai szaküzletben tudsz venni esetleg. Én meg megakarom csinálni magamnak. Ha minden jól megy, hamarosan nagyobb mennyiségű vasoxid hulladékra teszek szert, az aluport pedig magam akarom előállítani porlasztással.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2014 szeptember 04, 13:33
Írta: 000000000 Dátum 2014 szeptember 04, 13:33
Sziasztok, nem kell hozzá hatósági engedély?
(pl 9/11 bontás)
(pl 9/11 bontás)
Cím: Re:Fémöntés házilag
Írta: 0bn8uxmw Dátum 2014 szeptember 04, 14:06
Írta: 0bn8uxmw Dátum 2014 szeptember 04, 14:06
Azt még nem találtam meg de ez sem rossz:
Light Engineering In Darra Adam Khel
Light Engineering In Darra Adam Khel
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 szeptember 04, 14:09
Írta: ncw4w5nca Dátum 2014 szeptember 04, 14:09
Szerintem nem, mint ahogy az ammónium nitráthoz sem kell, pedig az nagyságrendekkel durvább:) Meg szerintem 9/11-nél csak belemagyarázták, és csináltak egy filmet a semmiről, amit jó pénzért eladtak. Ha emlékszel a filmben egyetlen tökéletes vágást sem tudtak produkálni. A másik az összeroskadás a becsapódástól indult ki, logikusan pedig az alapot kellene gyengíteni, és a becsapódással ledönteni.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 szeptember 04, 14:12
Írta: ncw4w5nca Dátum 2014 szeptember 04, 14:12
Ezt én is megtaláltam, sőt azóta is a környékét bogarászom[#wave] sajnos nem tudom a dokumentumfilm címét[#rinya]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2014 szeptember 04, 15:29
Írta: 000000000 Dátum 2014 szeptember 04, 15:29
az csak sima "műtrágya". Szúrólánggal. Én csak az eredeti "bontást" láttam, az szabályosan szakszerű volt. Mint tudjuk, hidakba is betervezik a kamrákat a megfelelő pontokhoz, ugyanígy (élettartam) mindennek eljön az ideje, a bontásnak is, az acélszerkezet csomópontjai erre a célra hozzáférhetők lehetnek...
A WTC5 délután bontódott, akkorra már a tenorista is hazament... :)
A WTC5 délután bontódott, akkorra már a tenorista is hazament... :)
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2014 szeptember 04, 15:33
Írta: 000000000 Dátum 2014 szeptember 04, 15:33
egyébként az jobban izgat, hogy hogyan állítjátok be a folyamatot, merthogy "automatikus". túlmagas, vagy túlalacsony a hőmérséklet? esetleg túl "heves" az olvasztás? mennyire függ a szemcsenagyság/felület méretétől? -síneket láttam hegeszteni...
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 szeptember 04, 16:00
Írta: ncw4w5nca Dátum 2014 szeptember 04, 16:00
A hőfok az adott 2800°C, ezt valamelyest lehet csökkenteni a a reakció sebességgel, amit a szemcseméret határoz meg. minél durvább a szemcse annál lassabb a reakció. itt is egy termit öntés, csak ez réz alapú
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 szeptember 04, 16:17
Írta: ncw4w5nca Dátum 2014 szeptember 04, 16:17
Az a sima műtrágya megfelelően indítva 3200m/s-ot tud Ezért használatos sok ipari robbanóanyag keverékben. Na meg persze pluszos az oxigén egyenlege. Másik nekem tökmindegy hogy használtak termitet vagy nem, de szerintem olyan macerával járt volna az elhelyezése, ami nagymértékben növeli a lebukás veszélyét. Ha mégis, akkor már az egyéb vágótöltetek, amit a hídbontásnál használatosak, méretben és hatásfokban százszor jobbak a termitnél. Amerikában ezt kisebb gond beszerezni , mint egy ilyen épületben észrevétlenül felhelyezni a megfelelő helyekre.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2014 szeptember 04, 16:31
Írta: 000000000 Dátum 2014 szeptember 04, 16:31
Nekem tetszik a módszer, mert nem igényel óriási gép/emberi munkát, eszközöket.
(mi barlangban robbantgattunk műtrágyával, paxit helyett...
...egyébként az előző este biztonsági őrök működtak kutya nélkül... én csak egy gépész vagyok, nem politikus. előbbutóbb minden kiderül mindenki derül :)
(mi barlangban robbantgattunk műtrágyával, paxit helyett...
...egyébként az előző este biztonsági őrök működtak kutya nélkül... én csak egy gépész vagyok, nem politikus. előbbutóbb minden kiderül mindenki derül :)
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 szeptember 04, 18:21
Írta: 3vv2btrhv Dátum 2014 szeptember 04, 18:21
Beleszólok én is . A formát vízöveges-széndioxidos homokból készítik .
Cím: Re:Fémöntés házilag
Írta: Virbo Dátum 2014 szeptember 04, 21:04
Írta: Virbo Dátum 2014 szeptember 04, 21:04
Köszönettel veszek minden észrevételt. Viszont a víz remekül megoldja ezt a rezgéscsillapításos dolgot, így a merevítésre nincs szükség. :)
Cím: Re:Fémöntés házilag
Írta: Virbo Dátum 2014 szeptember 04, 21:05
Írta: Virbo Dátum 2014 szeptember 04, 21:05
Jut is eszembe, egy ilyet mekkora szívás lehet így megcsinálni?


Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 szeptember 04, 21:34
Írta: ncw4w5nca Dátum 2014 szeptember 04, 21:34
Na meg természetesen felülről összefogja a hengerfej a középső részt a palásttal.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 szeptember 04, 21:37
Írta: ncw4w5nca Dátum 2014 szeptember 04, 21:37
Mire gondolsz? megszerkeszteni, vagy kinyomtatni?
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 szeptember 04, 22:29
Írta: ncw4w5nca Dátum 2014 szeptember 04, 22:29
A hőmérsékletet lehet fémpor, fémforgács, ötvözőanyag adagolásával is csökkenteni, vagy fedősó (kriolit, folypát) bekeverésével, ami az olvadásához szükséges hőt a fémömledéktől vonja el. Esetleg alacsonyabb forráspontút, ami elpárolog, és így csökkenti a hőfokot. De majd ha sor kerül a mutatványra, akkor kiderül, hogy szükséges e csökkenteni az olvadék hőfokát.
Cím: Re:Fémöntés házilag
Írta: 0bn8uxmw Dátum 2014 szeptember 05, 20:35
Írta: 0bn8uxmw Dátum 2014 szeptember 05, 20:35
Elkészült a model 1:4-hez méretű próbanyomata 0.2-es réteggel.
Nyomtatható a model nem lesz vele probléma bár mint a képeken látszik elég sok támaszanyag jött ki belölle, a véglegesnél 0.1-es réteggel a vonalak szinte eltünnek majd, és kap majd egy kicsi vizes simogatást 800-as papírral.
Berényi Úr, vélemény? Esetleg elküldjem postán egy teszt erejéig?





Nyomtatható a model nem lesz vele probléma bár mint a képeken látszik elég sok támaszanyag jött ki belölle, a véglegesnél 0.1-es réteggel a vonalak szinte eltünnek majd, és kap majd egy kicsi vizes simogatást 800-as papírral.
Berényi Úr, vélemény? Esetleg elküldjem postán egy teszt erejéig?
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 szeptember 05, 20:55
Írta: 3vv2btrhv Dátum 2014 szeptember 05, 20:55
[#taps][#worship][#wow1][#finom]
Cím: Re:Fémöntés házilag
Írta: Virbo Dátum 2014 szeptember 05, 21:07
Írta: Virbo Dátum 2014 szeptember 05, 21:07
Azt tegyük hozzá, hogy pár dolgot még meg kellene oldani a modellen, de nagyságrendileg ez lenne.
A másik, hogy öntés szempontjából a levegős verzió vajon mennyire lehet szívás? :D
A másik, hogy öntés szempontjából a levegős verzió vajon mennyire lehet szívás? :D
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 szeptember 05, 23:09
Írta: ncw4w5nca Dátum 2014 szeptember 05, 23:09
Gratula [#eljen] szuper lett [#worship] Küld el, megy a címem privátban.Még egy kérdés. Látom a nyomat belülről üreges, a belső üregrendszer összefüggő vagy nem. Ugyanis vákuum alatt akarom beágyazni, és a belső üreghez légjáratot kell készítsek.Vákuum alatt a belső nyomás szétvetheti, vagy ha felreped a beágyazó anyagot beszívja a vákuum megszűnésekor.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 szeptember 05, 23:13
Írta: ncw4w5nca Dátum 2014 szeptember 05, 23:13
Szerintem nem bonyolultabb kiönteni a léghűtéses verziót sem. Ha a vízhűtéses megy, akkor evvel sem szabad hogy baj legyen.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 szeptember 05, 23:54
Írta: ncw4w5nca Dátum 2014 szeptember 05, 23:54
Van valakinek tapasztalata, hogy vákuumban hogy viselkedik az extrudált hab?
Cím: Re:Fémöntés házilag
Írta: dcsaba Dátum 2014 szeptember 06, 00:11
Írta: dcsaba Dátum 2014 szeptember 06, 00:11
Nu, van fluorgumi massza, csak baromira őrzik valamiért... :-D
Megaztán otthoni körülmények között feldolgozhatatlan.
Megaztán otthoni körülmények között feldolgozhatatlan.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 szeptember 06, 00:17
Írta: ncw4w5nca Dátum 2014 szeptember 06, 00:17
A feldolgozással nincs probléma, de ha annyira őrzik akkor ne erőltessük[#nevetes1]majd keresünk más megoldást.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 szeptember 06, 00:26
Írta: ncw4w5nca Dátum 2014 szeptember 06, 00:26
Hozatok süthető szilikont a legkisebb shore keménységűt, és összedolgozom aluporral, amennyit csak felvesz. Úgy sokkal jobban elvezeti a hőt, és így talán tovább bírja. Az elmélet ez, aztán remélem a gyakorlat nem cáfol rá [#confused]
Cím: Re:Fémöntés házilag
Írta: dcsaba Dátum 2014 szeptember 09, 18:11
Írta: dcsaba Dátum 2014 szeptember 09, 18:11
Ma jutott eszembe:
Picike öntvények öntőformájának megfelelhet e az a kétkomponensű massza, amit kipufogórendszerek gyorsjavításához használnak? Ez egy gyurmaszerű anyag, ami akár minta levételre is alkalmas a "fazékidőn" belül, majd kikeményedve nyitott formaként szolgálhat. Ha? Hm?
Picike öntvények öntőformájának megfelelhet e az a kétkomponensű massza, amit kipufogórendszerek gyorsjavításához használnak? Ez egy gyurmaszerű anyag, ami akár minta levételre is alkalmas a "fazékidőn" belül, majd kikeményedve nyitott formaként szolgálhat. Ha? Hm?
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 szeptember 09, 18:19
Írta: ncw4w5nca Dátum 2014 szeptember 09, 18:19
Nem ismerem ezt az anyagot. Lehet hogy alkalmas, de a homok miért nem jó?
Cím: Re:Fémöntés házilag
Írta: 0bn8uxmw Dátum 2014 szeptember 17, 19:00
Írta: 0bn8uxmw Dátum 2014 szeptember 17, 19:00
Lost ABS experiment with 3D-printed objects and aluminum casting
Találtam egy ilyen cikket, leírja az emberke, hogy ABS-el is működik szépen az öntés, szerintem a fekete füstje itt még hasznos is lehet, hogy jelezze mikor ég ki az anyag.
Találtam egy ilyen cikket, leírja az emberke, hogy ABS-el is működik szépen az öntés, szerintem a fekete füstje itt még hasznos is lehet, hogy jelezze mikor ég ki az anyag.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 szeptember 18, 03:32
Írta: ncw4w5nca Dátum 2014 szeptember 18, 03:32
Az már az ötletadó hozzászólásnál (#3646)linkelt oldalról is kiderült hogy működik valamilyen szinten. Kérdés hogy én milyen szinten tudom megcsinálni:) A fekete füst meg azért is jó, mert így tudok törleszteni a szomszédnak a sok grillezésért. Remélem jó lesz a szélirány [#eplus2] Amúgy jó az oldal, jól van dokumentálva, és szuper a hevítőkemencéjük. Viszont van egy pár dolog amit én másként fogok csinálni, mert az a srác által leírt problémákhoz vezet.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 szeptember 22, 23:42
Írta: ncw4w5nca Dátum 2014 szeptember 22, 23:42
Áll még az ajánlatod? A fehérvári találkozón nyélbe üthetnénk az üzletet:)
Cím: Re:Fémöntés házilag
Írta: 6rk75uezn Dátum 2014 szeptember 23, 07:27
Írta: 6rk75uezn Dátum 2014 szeptember 23, 07:27
Sziasztok.
Tudom igy nehézkes lehet összehasonlitani és a vastagság se mindegy,de melyik a jobb szigetelőanyag?25mm vastag Vermikulit lap vagy ugyan ilyen vastag kálcium szilikát lap vagy paplan!Köszönöm válaszaitokat.
Tudom igy nehézkes lehet összehasonlitani és a vastagság se mindegy,de melyik a jobb szigetelőanyag?25mm vastag Vermikulit lap vagy ugyan ilyen vastag kálcium szilikát lap vagy paplan!Köszönöm válaszaitokat.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 szeptember 23, 08:33
Írta: ncw4w5nca Dátum 2014 szeptember 23, 08:33
Mind a három anyag jó hőszigetelő, hobbi szinten használva nincs jelentősége az esetlegesen meglevő különbségnek. Én az árat, hőállóságot, és a beépíthetőséget venném figyelembe.
Cím: Re:Fémöntés házilag
Írta: 6rk75uezn Dátum 2014 szeptember 23, 17:13
Írta: 6rk75uezn Dátum 2014 szeptember 23, 17:13
Köszönöm a választ,igen ezekután az ár és a tartóság ami dominál.
Cím: Re:Fémöntés házilag
Írta: 6rk75uezn Dátum 2014 szeptember 23, 17:20
Írta: 6rk75uezn Dátum 2014 szeptember 23, 17:20
Ebből valyon ugyan olyan jó hőszigetelő habarcsot lehetne késziteni?
Cím: Re:Fémöntés házilag
Írta: 6rk75uezn Dátum 2014 szeptember 23, 17:21
Írta: 6rk75uezn Dátum 2014 szeptember 23, 17:21
valyon=vajon [#falbav]
Cím: Re:Fémöntés házilag
Írta: PSoft Dátum 2014 szeptember 23, 19:24
Írta: PSoft Dátum 2014 szeptember 23, 19:24
Igen,meg van még a cucc!
Írok magán-ban.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 szeptember 23, 23:19
Írta: ncw4w5nca Dátum 2014 szeptember 23, 23:19
Ezzel az a gond hogy tűzálló cement kell hozzá, amivel megtudod köttetni. Viszont azt nem egyszerű beszerezni, és nem is olcsó.De azért itt egy videó Myfordboy-tól, ő perlitet használ. Ha már vermikulit akkor legyen lap, mint ahogy vbodi olvasztója #2135 vagy kalcium szilikátlapból #2516, vagy © pikkpak #2852, vagy © robroy007 #1783 hibridje. Ha viszont én olvasztót építek, akkor © adren #3101-ben leírtakhoz hasonlóan fogom megépíteni. De ez annak idején már jól ki lett tárgyalva.
Cím: Re:Fémöntés házilag
Írta: 6rk75uezn Dátum 2014 szeptember 24, 01:36
Írta: 6rk75uezn Dátum 2014 szeptember 24, 01:36
Köszi szépen válaszod,és a vermikulitot vagy az épitkezési perlitet nem lehet mással kötetni?pl:samotlisz+vizüveg vagy valami hasonló.Van egy vödör nagyonfinom bentonitom,azt hova tudnám használni?ha jól tudom öntéskor homokkal keverve.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 szeptember 24, 09:40
Írta: ncw4w5nca Dátum 2014 szeptember 24, 09:40
Vízüveggel is lehet, de én még nem próbáltam. Ki lehet próbálni, elméletileg jó, aztán majd a gyakorlat megmutatja hogy mit bír. A bentonitot a formázóhomokhoz kell keverni, attól tapadnak össze a homokszemek(5-15%)
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2014 szeptember 24, 14:35
Írta: robroy007 Dátum 2014 szeptember 24, 14:35
vízüveges habarcs hajlamos szétrepedni
mivel házilag képtelenség normálisan kiszárítani és kiégetni
sokkal durvábban fűtünk mint ahogy kéne
mivel házilag képtelenség normálisan kiszárítani és kiégetni
sokkal durvábban fűtünk mint ahogy kéne
Cím: Re:Fémöntés házilag
Írta: 6rk75uezn Dátum 2014 szeptember 24, 16:48
Írta: 6rk75uezn Dátum 2014 szeptember 24, 16:48
Ismét köszönöm,olyat is olvastam hogy fehér cement (magas Al2O3 tartalmú kell) + Samott liszt,elvileg ezzel a tűzálló betont lehet hejettesiteni.
Cím: Re:Fémöntés házilag
Írta: 6rk75uezn Dátum 2014 szeptember 24, 17:08
Írta: 6rk75uezn Dátum 2014 szeptember 24, 17:08
Ezt a tűzáló betonról olvastam "A bauxitcement csak külföldről szerezhető be, ezért az utóbbi időben hőálló betont legegyszerűbben portlandcementből készítenek. A tűzálló beton töltőanyagaként leggyakrabban samott- vagy kromitőrleményt, ill. kvarctartalmú vagy vöröstégla-zúzalékot szoktak használni.
Portland cementet meg nem körülményes beszerezni:Pl.itt.
Portland cementet meg nem körülményes beszerezni:Pl.itt.
Cím: Re:Fémöntés házilag
Írta: 2f428kduf Dátum 2014 szeptember 24, 18:39
Írta: 2f428kduf Dátum 2014 szeptember 24, 18:39
Az "átkos"átkosban volt olyan könyvkiadó:Müszaki Könyvkiadó: még Úrfi koromban dolgoztam az építőiparban, enyémek voltak az emelőgépek. Ennek ellenére érdekelt mit emelgetünk, szak-könyveket olvastam, az egyik írt a portland-cement viselkedéséről a hőfok függvényében. Emlékszem egy mondatra, szinte szórol-szóra: 800 fok Celziusig a szilárdsága emelkedik, fölötte nem vizsgálták, de jelezték, a töltőanyag hő-állósága a döntő. Szóval állja a sarat(hőt)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 szeptember 24, 18:55
Írta: ncw4w5nca Dátum 2014 szeptember 24, 18:55
Nézd nekem ezekkel az anyagokkal nincs tapasztalatom, ezért nem is tudok okosat mondani. Egy biztos, ezek az anyagok sem sokkal olcsóbbak mint a kerámia paplan, de sokkal macerásabb megépíteni, és a szigetelése sem lesz olyan a bekevert tömör anyagoktól. Na meg kétségeim vannak tartóssággal kapcsolatban, és a megfelelő hőállósággal.
Cím: Re:Fémöntés házilag
Írta: 6rk75uezn Dátum 2014 szeptember 24, 18:59
Írta: 6rk75uezn Dátum 2014 szeptember 24, 18:59
Csak hogy majd erre a környékemen mit mondanak Portland cement ügyben.Lesz-e nekik vagy sem.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 szeptember 24, 19:00
Írta: ncw4w5nca Dátum 2014 szeptember 24, 19:00
szerintem nem jól emlékszel:)
"A cement maximális kötési szilárdságának elérése után a betonelemnek magas hőmérsékletnek kitett felületein további keramikus kötés következik be. A 600 °C fölötti hőmérsékleten a tűzálló betonok szilárdsága a vízveszteség következtében csökken. A legkisebb a szilárdságuk a 800-1000 °C körüli tartományban, ahol a beton kötése főképpen a szemcsék tapadásán alapul. A tűzálló betonban ebben a tartományban következik be a keramikus kötés, és megkezdődik az ún. összesülési folyamat."
"A cement maximális kötési szilárdságának elérése után a betonelemnek magas hőmérsékletnek kitett felületein további keramikus kötés következik be. A 600 °C fölötti hőmérsékleten a tűzálló betonok szilárdsága a vízveszteség következtében csökken. A legkisebb a szilárdságuk a 800-1000 °C körüli tartományban, ahol a beton kötése főképpen a szemcsék tapadásán alapul. A tűzálló betonban ebben a tartományban következik be a keramikus kötés, és megkezdődik az ún. összesülési folyamat."
Cím: Re:Fémöntés házilag
Írta: 6rk75uezn Dátum 2014 szeptember 24, 19:07
Írta: 6rk75uezn Dátum 2014 szeptember 24, 19:07
Találltam Vermikulit lapokat is,azt hogy ajánlanátok kis fémhordóba?Szögben bevagdosni a helyére és belül kitölteni samotlisztes masszával?
Kép
Kép
Cím: Re:Fémöntés házilag
Írta: PSoft Dátum 2014 szeptember 24, 19:12
Írta: PSoft Dátum 2014 szeptember 24, 19:12
Ha már beton,meg tűz...
Sajnos,volt "szerencsém" látni a pár évvel ezelőtt porig égett nyirádi XPS gyártócsarnokot.:(
Nem tudom mekkora hő keletkezik az XPS hab égésekor,de a vasbeton csarnokváznak bőven elég volt.
Szétrobbant,elporladt beton,csak a rengeteg betonvas maradt az oszlopokból,áthidaló gerendákból.
Cím: Re:Fémöntés házilag
Írta: 6rk75uezn Dátum 2014 szeptember 24, 19:13
Írta: 6rk75uezn Dátum 2014 szeptember 24, 19:13
Igazad van.
Maradok a Vermikulit lapnál,mivel vbodi fórumtársunknál már bizonyitott!!
"A Vermikulit sokkal jobb höszigetelő. Nálam már sokszor bizonyított, magam is meglepődtem, hogy milyen gyorsan megolvadt az anyag"
Maradok a Vermikulit lapnál,mivel vbodi fórumtársunknál már bizonyitott!!
"A Vermikulit sokkal jobb höszigetelő. Nálam már sokszor bizonyított, magam is meglepődtem, hogy milyen gyorsan megolvadt az anyag"
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 szeptember 24, 19:13
Írta: ncw4w5nca Dátum 2014 szeptember 24, 19:13
Igen, nézd meg a #3793 említett olvasztókat.
Cím: Re:Fémöntés házilag
Írta: 6rk75uezn Dátum 2014 szeptember 24, 19:16
Írta: 6rk75uezn Dátum 2014 szeptember 24, 19:16
Na ez oké,de az egy sima épitőipari beton,én meg fehér cementes kötésű (portland) elvileg ezzel kötik a tűzáló betont,és samot őrlemény keverékéről volt szó.
Cím: Re:Fémöntés házilag
Írta: 6rk75uezn Dátum 2014 szeptember 24, 19:18
Írta: 6rk75uezn Dátum 2014 szeptember 24, 19:18
Megnéztem,meg is köszöntem.A vermikulit már bizonyitott,amit küldtem képet az úgy rendben van? Kép
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 szeptember 24, 19:18
Írta: ncw4w5nca Dátum 2014 szeptember 24, 19:18
Nyilván a hőmérséklet nem haladta meg az ezer fokot, és nem következett be az összesülés, vagy a súlyától széthullt mire összesült volna.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 szeptember 24, 19:19
Írta: ncw4w5nca Dátum 2014 szeptember 24, 19:19
igen:)[#eljen]
Cím: Re:Fémöntés házilag
Írta: 6rk75uezn Dátum 2014 szeptember 24, 19:22
Írta: 6rk75uezn Dátum 2014 szeptember 24, 19:22
Oké,köszi,ennél maradok.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 szeptember 24, 19:26
Írta: ncw4w5nca Dátum 2014 szeptember 24, 19:26
Még annyit. vbodi írta, hogy ahol a láng érte a vermikulitot ott "kinyalta". Oda érdemes lenne tenni samottból védő réteget.
Cím: Re:Fémöntés házilag
Írta: 6rk75uezn Dátum 2014 szeptember 24, 19:32
Írta: 6rk75uezn Dátum 2014 szeptember 24, 19:32
Persze,ha a képet megnézed úgy is rajzoltam,az egész belseje ki van kenve.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 szeptember 24, 23:34
Írta: ncw4w5nca Dátum 2014 szeptember 24, 23:34
Bocs, nem volt egyértelmű[#rinya]
Cím: Re:Fémöntés házilag
Írta: 6rk75uezn Dátum 2014 szeptember 26, 22:08
Írta: 6rk75uezn Dátum 2014 szeptember 26, 22:08
Én azér a vermikulit lap mellé kipróbálom háttérszigetelésként az épitkezési perlitet samottlisztes habarcsal.Majd az eredményekről beszámolok.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 szeptember 26, 22:16
Írta: ncw4w5nca Dátum 2014 szeptember 26, 22:16
Várjuk a tapasztalataidat:) [#wave]
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 szeptember 26, 22:18
Írta: ncw4w5nca Dátum 2014 szeptember 26, 22:18
Én meg kipróbálom hogy mit bír a perlit, ha vízüveggel van köttetve.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 szeptember 26, 23:41
Írta: ncw4w5nca Dátum 2014 szeptember 26, 23:41
Na megvolt a próba. Perlitből és vízüvegből csináltam földnedves keveréket, formába döngöltem, majd széndioxiddal köttettem. A tömb szilárdsága jó, PB égővel hevítve 1100°C körül (narancssárga izzás) kezdenek a külső szemcsék lágyulni, deformálódni. Több perces hevítés befejeztével, kb 15mp után már kézzel megfogható. Tömege nem nagy, szigetelő képessége kiváló.
Cím: Re:Fémöntés házilag
Írta: 6rk75uezn Dátum 2014 szeptember 27, 05:12
Írta: 6rk75uezn Dátum 2014 szeptember 27, 05:12
Ez igen,gyors voltál!!Tehát véleményed szerint jó lesz háttérszigetelésnek?Nincs otthon egy darab Kálcium szilikát lapod?Valami olyasmi tesztre gondolok hogy egy kisebb darab lapot nyomni perlitből,olyan vastagot mint a kálcium szilikát lap,és mindkettőt kb egyforma gázlángal melegiteni hátulról és elől meg mérni a hőmérsékletüket.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 szeptember 27, 08:32
Írta: ncw4w5nca Dátum 2014 szeptember 27, 08:32
Szerintem jó másodlagos szigetelésnek, messze többet tud mint amit a vermikulit mögött tudni kell.
Sajnos nincs kalcium szilikát lapom, de számottevő különbség nem hiszem hogy lenne.
Sajnos nincs kalcium szilikát lapom, de számottevő különbség nem hiszem hogy lenne.
Cím: Re:Fémöntés házilag
Írta: 6rk75uezn Dátum 2014 szeptember 27, 17:35
Írta: 6rk75uezn Dátum 2014 szeptember 27, 17:35
Igen,szerintem is jóval többet tud mint amit egy anyagnak tudni kell vermikulit lap vagy kálcium szilikát lap mögött.
Cím: Re:Fémöntés házilag
Írta: 959z0u67 Dátum 2014 október 02, 20:53
Írta: 959z0u67 Dátum 2014 október 02, 20:53
Üdvözlöm a kedves fórumozókat!
Néhány hete tanulmányozom a hozzászólásokat a fém öntés témában. Apró, egyedi bronz tárgyakat szeretnék önteni saját használatra. Sokat tanultam a fórum olvasásával, de nem eleget. Lenne néhány kérdésem. Megköszönném a válaszokat!
Szóval viasz veszejtéses eljárással szeretnék bronz csatokat, övvereteket, nyílhegyeket önteni.
A méhviasz mintát az itt olvasottak szerint vízüveg + samottporral vontam be, de igen törékeny formát kaptam. Lehetne esetleg szilárdítani CO2 vel, vagy azt más miatt használják?
Tégelyt is szeretnék, mert a vastégely revésedik. (koksszal fűtök) Kaphatnék valakitől konkrét, egyszerű receptet? A régi kályhafényesítő grafit por + samott + vízüveg megfelel erre a célra?
Előre is köszönöm a hozzáértők válaszát! Igen sürgős lenne a dolog. Esetleg kiöntene nekem ilyesmiket valaki? (nem ingyen!)
Néhány hete tanulmányozom a hozzászólásokat a fém öntés témában. Apró, egyedi bronz tárgyakat szeretnék önteni saját használatra. Sokat tanultam a fórum olvasásával, de nem eleget. Lenne néhány kérdésem. Megköszönném a válaszokat!
Szóval viasz veszejtéses eljárással szeretnék bronz csatokat, övvereteket, nyílhegyeket önteni.
A méhviasz mintát az itt olvasottak szerint vízüveg + samottporral vontam be, de igen törékeny formát kaptam. Lehetne esetleg szilárdítani CO2 vel, vagy azt más miatt használják?
Tégelyt is szeretnék, mert a vastégely revésedik. (koksszal fűtök) Kaphatnék valakitől konkrét, egyszerű receptet? A régi kályhafényesítő grafit por + samott + vízüveg megfelel erre a célra?
Előre is köszönöm a hozzáértők válaszát! Igen sürgős lenne a dolog. Esetleg kiöntene nekem ilyesmiket valaki? (nem ingyen!)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 október 02, 22:35
Írta: ncw4w5nca Dátum 2014 október 02, 22:35
Légy üdvözölve a fórumon Vili.[#wave] A vízüveg + samottpor a veszőhab mintás eljárásnál használatos. Széndioxidot a homok + vízüvegnél használnak köttetésre. A viaszveszejtéses eljárás beágyazó anyaga gipsz + samottpor, vagy gipsz + kvarcliszt
Idézet adrentől:
"a viaszt én a RATHnál kapható T5 ös 0-1 es samott örleménybe és gipszbe + víz ágyazom, elötte lemosom babaszappan habbal, akkor nem dobja le a keveréket és nem lesz mikrolevegős.
a keverék aránya 10 liter víz, 8 liter csakis széria heilderberger modell vagy stukatur gipsz, (a többi rossz) és 13 liter T5 samott. ennek egy tejszin állagunak kell lennie.
660 fokon égetem, akkor az elemi viz is eltávozik, 10 óra alatt megyek fel 660.ra, és tartom kb 30 órát, 50 fok lépcsővel, vagyis lemegy 610-re, bekapcsol, felmegy 660 ra kikapcs és ez megy 30 órát, aztán ha a beömlő salszni már nem galambszürke, hanem fehér vagy rózsaszin akkor kikapcs és lehűtöm, én hidegen öntök, mert akkor jó a gázáteresztő képessége a falnak de ez anyag és darab kérdés is...
a viaszom, méhviasz, kolofonium, és montánviasz keverék. de ez is kisérletezés tárgya, mert ha nem jó a nagy zsugor akkor meg más kelllene."
Idézet Szedlay Páltól:
"A gipsz nem hőálló, egyik sem!
Viszont öntőformát lehet készíteni 1 rész gipsz és 2 rész finom kvarcliszt keverékéből. Előnye a vízüvegeshez képest, hogy könnyebb bontani és a gipsz oldódik trinátriumcitrát oldatban, ha nem akarod homok-fújni öntés után. Arany öntőformának is használják. Ha lehet ne stukatúr gipszet használj, hanem valami közepes minőségű fogászatit. Ehhez az öntés technikához valamilyen fémkeretet vagy fémgyűrűt kell használni"
Természetesen ezt is ki kell égetni mint ahogy adren írta, viszont minél kisebb annál rövidebb az égetési idő
A tégellyel ne kísérletezz , annak a gyártása komoly szaktudást, és sok időt igényel. Javaslom maradj a vascsőnél, vagy vegyél gyárit.
Idézet adrentől:
"a viaszt én a RATHnál kapható T5 ös 0-1 es samott örleménybe és gipszbe + víz ágyazom, elötte lemosom babaszappan habbal, akkor nem dobja le a keveréket és nem lesz mikrolevegős.
a keverék aránya 10 liter víz, 8 liter csakis széria heilderberger modell vagy stukatur gipsz, (a többi rossz) és 13 liter T5 samott. ennek egy tejszin állagunak kell lennie.
660 fokon égetem, akkor az elemi viz is eltávozik, 10 óra alatt megyek fel 660.ra, és tartom kb 30 órát, 50 fok lépcsővel, vagyis lemegy 610-re, bekapcsol, felmegy 660 ra kikapcs és ez megy 30 órát, aztán ha a beömlő salszni már nem galambszürke, hanem fehér vagy rózsaszin akkor kikapcs és lehűtöm, én hidegen öntök, mert akkor jó a gázáteresztő képessége a falnak de ez anyag és darab kérdés is...
a viaszom, méhviasz, kolofonium, és montánviasz keverék. de ez is kisérletezés tárgya, mert ha nem jó a nagy zsugor akkor meg más kelllene."
Idézet Szedlay Páltól:
"A gipsz nem hőálló, egyik sem!
Viszont öntőformát lehet készíteni 1 rész gipsz és 2 rész finom kvarcliszt keverékéből. Előnye a vízüvegeshez képest, hogy könnyebb bontani és a gipsz oldódik trinátriumcitrát oldatban, ha nem akarod homok-fújni öntés után. Arany öntőformának is használják. Ha lehet ne stukatúr gipszet használj, hanem valami közepes minőségű fogászatit. Ehhez az öntés technikához valamilyen fémkeretet vagy fémgyűrűt kell használni"
Természetesen ezt is ki kell égetni mint ahogy adren írta, viszont minél kisebb annál rövidebb az égetési idő
A tégellyel ne kísérletezz , annak a gyártása komoly szaktudást, és sok időt igényel. Javaslom maradj a vascsőnél, vagy vegyél gyárit.
Cím: Re:Fémöntés házilag
Írta: s2k5ycubj Dátum 2014 október 03, 15:29
Írta: s2k5ycubj Dátum 2014 október 03, 15:29
Kedves fémöntő fórumtársak! Autó alkatrészek,váltóház,hengerfej,blokk,stb. esetleg alkalmas lehet öntési alapanyagként? A legjobb minőségű alu dolgok... Megint kidobtak egy utánfutóra valót. Ha lenne rá jelentkező,a következő adagnál,kérem ne kíméljen. Szerintem a MÉH-es ár hibátlan ilyen minőségű alapanyagokért.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 október 03, 15:30
Írta: 3szwbavt Dátum 2014 október 03, 15:30
szia Vili. én rendszeresen öntök viaszveszejtéses eljárással meg homokformásal is. tégelyt vegyél a Marsnál, olcsó cucc. otthon ne csinálj.
a viaszt 10 liter viz-8 liter modellgipsz( a drága fogászati felesleges és műgyantás is a kötése) 13 liter samottpor keverékébe ágyazd, ha sűrű akkor még hozzá vizet. pvc padlólapot megtekered a méretre, kibéleled körben és alul csirkehálóval, és 660 fokon kiégeted. ezt a bugát egy ládában száraz homokkal körbecsöszmötölve lehet önteni, hogy ne repedjen meg a forma. manapság ritkán járok erre aadren&gmail.com és ha írsz akkor rakd ki ide is hogy mások is olvashassák.
a viaszt 10 liter viz-8 liter modellgipsz( a drága fogászati felesleges és műgyantás is a kötése) 13 liter samottpor keverékébe ágyazd, ha sűrű akkor még hozzá vizet. pvc padlólapot megtekered a méretre, kibéleled körben és alul csirkehálóval, és 660 fokon kiégeted. ezt a bugát egy ládában száraz homokkal körbecsöszmötölve lehet önteni, hogy ne repedjen meg a forma. manapság ritkán járok erre aadren&gmail.com és ha írsz akkor rakd ki ide is hogy mások is olvashassák.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 október 03, 15:34
Írta: 3szwbavt Dátum 2014 október 03, 15:34
a fészen van egy srác, ő is önt kis cuccokat, LászlóKésmárki Tr a neve, hagyományörző a lelkem, segít ha kell önteni, de ha tudok és épp én is öntök akkor hozhatod hozzám is
Cím: Re:Fémöntés házilag
Írta: 959z0u67 Dátum 2014 október 03, 16:47
Írta: 959z0u67 Dátum 2014 október 03, 16:47
Köszönöm a gyors, lényegretörő válaszokat!
Én is hagyományőrzök. Ha lesz időm, a honfoglaláskori technológiával is megpróbálok önteni.
Gondom még a viasz. Horror áron találtam formázó viaszt. Valami olcsóbb jó lelöhelyet tudtok ajánlani?
Én is hagyományőrzök. Ha lesz időm, a honfoglaláskori technológiával is megpróbálok önteni.
Gondom még a viasz. Horror áron találtam formázó viaszt. Valami olcsóbb jó lelöhelyet tudtok ajánlani?
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 október 03, 17:29
Írta: 3vv2btrhv Dátum 2014 október 03, 17:29
Hunka Tibor .
Cím: Re:Fémöntés házilag
Írta: 959z0u67 Dátum 2014 október 03, 18:28
Írta: 959z0u67 Dátum 2014 október 03, 18:28
Kedves Hunka Tibor! Ha jól értem nálad szerezhető be öntőviasz. Ha igen, érdekelnének részletek. Akár privát üzenetben is.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 október 03, 19:40
Írta: 3szwbavt Dátum 2014 október 03, 19:40
sajna az erdőkémia behalt, ott lehetett venni spec viaszt olcsón, most max a Szabó öntödét ajánlom akik nagymennyiségben veszik sok helyről és tőlük lehet édesdeden kikönyörögni. kisebb mennyiséget. a méhviasz drága nuku! montánviaszt, fenyőgyantát, és sztearint vagy parrafin viaszokat keverek össze. rélen kevesebb a hideg miatt a gyanta nyárom meg több
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 október 04, 22:20
Írta: ncw4w5nca Dátum 2014 október 04, 22:20
A viasz lehet méhviasz, de ahhoz adalék anyagok kellenek. A paraffintól lágyabb a gyantától keményebb lesz.
Néhány viaszkeverék:
50%paraffin - 50%sztearin 1,3 % zsug
40% sztearin – 30% paraffin – 5% cerezin – 25% méhviasz 1,2% zsug
85% sztearin - 15% etilcellulóz 0% zsug 125°C olvadáspont
Néhány viaszkeverék:
50%paraffin - 50%sztearin 1,3 % zsug
40% sztearin – 30% paraffin – 5% cerezin – 25% méhviasz 1,2% zsug
85% sztearin - 15% etilcellulóz 0% zsug 125°C olvadáspont
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 október 04, 22:29
Írta: ncw4w5nca Dátum 2014 október 04, 22:29
Laci legközelebb szólj mielőtt kidobnád, mert engem érdekel:)
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 október 05, 10:04
Írta: 3szwbavt Dátum 2014 október 05, 10:04
jó a méhviasz de drága-
fenyőgyantával kiváló viasz lesz, ha még hozzáadsz sima gyertyaviaszt akkor mégjobb.
fenyőgyantával kiváló viasz lesz, ha még hozzáadsz sima gyertyaviaszt akkor mégjobb.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 október 05, 10:37
Írta: ncw4w5nca Dátum 2014 október 05, 10:37
A méhviasz csak akkor drága, ha nem közvetlenül a méhektől szerzed be[#vigyor2]
Voltam pénteken Lovasberényben öntőhomok ügyben. Most már tudom miért mondják hogy selyem homok:) Nagyon fiiinom árú! Kösz a tippet[#worship]
Voltam pénteken Lovasberényben öntőhomok ügyben. Most már tudom miért mondják hogy selyem homok:) Nagyon fiiinom árú! Kösz a tippet[#worship]
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 október 05, 12:12
Írta: 3szwbavt Dátum 2014 október 05, 12:12
tényleg csodás az a homok, 29 éve azt nyűvöm. a leg finomabb hajszálnyi lenyomatot adja ki a fémen.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 október 06, 10:03
Írta: ncw4w5nca Dátum 2014 október 06, 10:03
Tibor lehet hogy engem is érdekelne a viasz. Ha bővebben kifejtenéd, hogy milyen viaszod van, mennyi van belőle, és mi az az ár amiért hajlandó vagy megválni tőle.
Cím: Re:Fémöntés házilag
Írta: s2k5ycubj Dátum 2014 október 06, 13:07
Írta: s2k5ycubj Dátum 2014 október 06, 13:07
Nem én dobtam ki,a műhely szomszédaim. Mire észbe kaptam már késő volt. Elég sok motort és váltót szétszednek,vágnak,átalakítanak és dobnak is ki. De sajnos kiszámíthatatlan időnként,már szóltam nekik,hogy kéne,ha lesz,ide felteszem. De azt tudni kell,hogy ezek használt és eléggé olajsaras cuccok...
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 október 06, 13:16
Írta: ncw4w5nca Dátum 2014 október 06, 13:16
Az olajsár nem probléma:) A fő szempont hogy olcsó legyen[#wave]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2014 október 06, 19:48
Írta: 000000000 Dátum 2014 október 06, 19:48
Nekem van Sio2 (szilicium dioxid)om nagyon finom por formálíában ami gyakorlatilag a homok alkotóeleme, Ezt fel lehet használni öntőhomok készítésére? Továbbá vettem nátrium bentonitot borászati boltban. Ha a kettőt összekeverem szerintetek milyen lesz?
Papám méhészkedett és van kb 1KG méhviaszom, a méhviasz mennyire jó öntőviasznak, tényleg annyira jó, mennyire zsugorodik?
Papám méhészkedett és van kb 1KG méhviaszom, a méhviasz mennyire jó öntőviasznak, tényleg annyira jó, mennyire zsugorodik?
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 október 06, 20:21
Írta: 3szwbavt Dátum 2014 október 06, 20:21
a méhviasz puha zsugorodik rettenet, kenődik stb. morzsalékos. paraffinnal felhigitani és fenyxőgyantával kellene keményíteni, rugalmasabb lesz, és formatartóbb.
a bentonitnak nagy ellensége vagyok, utálom. az öntőhomok ha homokformázásra gondolsz, attól jó hogy minimális agyag tartalma miatt összeáll. a bentonit tudtommal 1x használható dzsuva, de szükségmegoldásnak jó lehet
a bentonitnak nagy ellensége vagyok, utálom. az öntőhomok ha homokformázásra gondolsz, attól jó hogy minimális agyag tartalma miatt összeáll. a bentonit tudtommal 1x használható dzsuva, de szükségmegoldásnak jó lehet
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 október 07, 20:05
Írta: ncw4w5nca Dátum 2014 október 07, 20:05
Üdv.a fórumon gellert01. A kvarcliszthez, vagy a homokhoz 5-10% bentonitot szoktak keverni, minél finomabb annál kevesebbet. Az alacsony olvadáspontú fémeknél ( alu réz bronz) nem ég ki a bentonit, ezért többször használatos. Tapasztalatom nincs vele, mert én is agyagos homokkal dolgozom mint adren
Bentonit
A bentonit szürkészöld, lemezes szerkezetű agyag. Víz hozzáadásával az agyag szerkezete a
vízmolekulák adszorpciója következtében megduzzad. Az agyag így feldolgozhatóvá válik, és szétterjeszthető a homokszemcsék bevonására keverés közben. A természetes kalcium-bentonitból „aktiválható” nyers szódával történt kezelés után „szódával aktivált bentonit”-ot készítenek, amit széles körben használnak a vas- és acélöntödékben Európa szerte, mert tulajdonságai megközelítik a természetes nátrium-bentonitét. A természetes nátrium-bentonitok erősen duzzadnak vízzel való keverésükkor. Fő jellemzői nagy száraz szilárdsága a nyers formában, a víztartalom-változásokat jól tűrő képessége, kiégéssel
szembeni nagy ellenálló képessége és nagy hő mérsékleteken tartóssága. Mivel az USA-ból
importálják, ahol általánosan használt, magas ára használatát nagy értékű acélöntvények gyártására vagy aktivált kalcium-bentonittal kevert használatra korlátozza. A folyékony fém nyershomok-formába öntése a formázóhomokot jelentékeny hőhatásnak teszi ki. Ez a hő eltávolítja a nedvességet a homokból, tönkreteszi az agyagkötésű szerkezetet (és az
adalékokat). Ha öntés és hűlés közben a bentonit a deaktiválásinál kisebb hőmérsékleten marad, fennmarad a lemezes szerkezet, valamint a duzzadóképesség és a kohéziót létrehozó képessége. A deaktiválási hőmérséklet bentonit-típusonként változik.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 október 07, 20:26
Írta: 3szwbavt Dátum 2014 október 07, 20:26
korrekt leírás de én akkor is utálom :-)
Cím: Re:Fémöntés házilag
Írta: 6rk75uezn Dátum 2014 október 08, 06:50
Írta: 6rk75uezn Dátum 2014 október 08, 06:50
Sziasztok.Tudom nem fémöntéssel kapcsolatos a téma de az ilyen magnezit tégla hőtárolós kályhákból nem jobbak mint a sima samott téglák?Kis Supe2-es román kályhámat a műhelybe samottolnám ujra.Köszönöm a válaszokat.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 október 08, 09:39
Írta: ncw4w5nca Dátum 2014 október 08, 09:39
Alapjában véve jó samott helyett, csak szerintem vastag. Milyen vastag van eredetileg a kályhádban?
Cím: Re:Fémöntés házilag
Írta: 959z0u67 Dátum 2014 október 08, 22:48
Írta: 959z0u67 Dátum 2014 október 08, 22:48
Voltan Hunka Tibornál és adott viaszt. Meg egy nagy csomó jó tanácsot. Ma öntögettem, farigcsáltam a viaszt és mit ne mondjak, nagyon tetszik! Tibor ez úton is nagyon köszönöm szuper anyag!
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 október 09, 00:13
Írta: ncw4w5nca Dátum 2014 október 09, 00:13
Örülök neki hogy van előrelépés viasz ügyben [#eljen]
Közben találtam még két viaszkeveréket:
25% sztearin 70% paraffin 5% etilcellulóz
15% paraffin 85% cerezin
Ma kértem ajánlatot Egy kínai etilcellulóz beszállítótól. Remélem sikerül szerezni, mert nagyon érdekelne a 0 zsugoros viaszkeverék. Öntéssel formázott viaszmintához tökéletes lenne.
Közben találtam még két viaszkeveréket:
25% sztearin 70% paraffin 5% etilcellulóz
15% paraffin 85% cerezin
Ma kértem ajánlatot Egy kínai etilcellulóz beszállítótól. Remélem sikerül szerezni, mert nagyon érdekelne a 0 zsugoros viaszkeverék. Öntéssel formázott viaszmintához tökéletes lenne.
Cím: Re:Fémöntés házilag
Írta: 6rk75uezn Dátum 2014 október 09, 02:39
Írta: 6rk75uezn Dátum 2014 október 09, 02:39
Igen vastagok,nem lesz jó,eredetileg 3cm vastag van menne.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 október 09, 09:03
Írta: 3vv2btrhv Dátum 2014 október 09, 09:03
Etilcellulozra ha megjön vevő vagyok , persze ha adsz el belőle .
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 október 09, 09:45
Írta: ncw4w5nca Dátum 2014 október 09, 09:45
Kicsit utánanéztem a méhviasznak, és a viaszoknak. Néhány dolog róluk, a teljesség igénye nélkül.
Legrégebben használt viasz a méhviasz. Olvadáspontja 61-66°C. Alkalmazása egyszerű volt, pontatlansága kiszorította a gyakorlatból.
A viaszok eredet szerint:
-állati viasz: méh-, kínai-(pajzstetű), gyapjú-, csontvelőviasz 44 °C
-növényi viasz: karnaubaviasz 82-86 °C, japán viasz 52-53 °C
-ásványi viasz: montánviasz 80-90 °C, ozokerit 60-80 °C, paraffin 45-55 °C
-műviasz: állandóan azonos minőség, olcsó, természetes viasz utánozható vele,adalékokat lehet hozzáadni (gumiszerű anyag, gyanták, zsírok)
Az ásványi viaszoknak nagyobb a hőtágulása mint a növényi viaszoknak.
Karnaubaviasz, és a kolofónium a keménységet és a forgácsolhatóságot növeli, a japánviasz és a sztearin a ragadósságot csökkenti, a paraffin olvadáspontot, keménységet csökkent, a méhviasz a képlékenységet növeli.
-Képlékeny anyagok: gyanták 40%: pl. kopál, kolofónium, sellak, masztix, szandarak melegben képlékennyé válnak és a többi összetevő kötőszeréül is szolgál.A sellak a pajzstetű által kiválasztott gyanta. Színe barnás, vörösbarna. Alkoholban és acetonban oldódik. Hideg állapotban rideg, és törékeny. Olvadáspontja kb. 100°C, mesterségesen is előállítják.
-Rugalmas és puhító anyagok 20%: gyanták keménységének, ridegségének és felhasználási hőmérsékletének csökkentésére szolgál. Pl: nyers kaucsuk, guttapercha, sztirol, paraffin, sztearin, ozokerit, japán- és karnaubaviasz, trifenil-foszát.
Ragasztóviasz :
Rúd vagy tárcsa alakban kerül forgalomba. Igen kemény méh- és karnaubaviaszon kívül kolofóniumot tartalmaz.
Legrégebben használt viasz a méhviasz. Olvadáspontja 61-66°C. Alkalmazása egyszerű volt, pontatlansága kiszorította a gyakorlatból.
A viaszok eredet szerint:
-állati viasz: méh-, kínai-(pajzstetű), gyapjú-, csontvelőviasz 44 °C
-növényi viasz: karnaubaviasz 82-86 °C, japán viasz 52-53 °C
-ásványi viasz: montánviasz 80-90 °C, ozokerit 60-80 °C, paraffin 45-55 °C
-műviasz: állandóan azonos minőség, olcsó, természetes viasz utánozható vele,adalékokat lehet hozzáadni (gumiszerű anyag, gyanták, zsírok)
Az ásványi viaszoknak nagyobb a hőtágulása mint a növényi viaszoknak.
Karnaubaviasz, és a kolofónium a keménységet és a forgácsolhatóságot növeli, a japánviasz és a sztearin a ragadósságot csökkenti, a paraffin olvadáspontot, keménységet csökkent, a méhviasz a képlékenységet növeli.
-Képlékeny anyagok: gyanták 40%: pl. kopál, kolofónium, sellak, masztix, szandarak melegben képlékennyé válnak és a többi összetevő kötőszeréül is szolgál.A sellak a pajzstetű által kiválasztott gyanta. Színe barnás, vörösbarna. Alkoholban és acetonban oldódik. Hideg állapotban rideg, és törékeny. Olvadáspontja kb. 100°C, mesterségesen is előállítják.
-Rugalmas és puhító anyagok 20%: gyanták keménységének, ridegségének és felhasználási hőmérsékletének csökkentésére szolgál. Pl: nyers kaucsuk, guttapercha, sztirol, paraffin, sztearin, ozokerit, japán- és karnaubaviasz, trifenil-foszát.
Ragasztóviasz :
Rúd vagy tárcsa alakban kerül forgalomba. Igen kemény méh- és karnaubaviaszon kívül kolofóniumot tartalmaz.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 október 09, 09:55
Írta: ncw4w5nca Dátum 2014 október 09, 09:55
Természetesen adok. 20 kilót akarok hozatni, az egy darabig elég lesz [#wave]
Cím: Re:Fémöntés házilag
Írta: dcsaba Dátum 2014 október 12, 15:34
Írta: dcsaba Dátum 2014 október 12, 15:34
Feladom...
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 október 12, 20:49
Írta: ncw4w5nca Dátum 2014 október 12, 20:49
Mert mi a gond?
Cím: Re:Fémöntés házilag
Írta: dcsaba Dátum 2014 október 12, 21:29
Írta: dcsaba Dátum 2014 október 12, 21:29
Nem megy nekem ez a formakészítés. És ismét elpattant egy öntőtégely... Egy pillanatra ért hozzá a szúróláng. Több energiát nem áldozok bele.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 október 12, 21:54
Írta: ncw4w5nca Dátum 2014 október 12, 21:54
A homokkal sem boldogultál? Először egyszerűbb dolgokkal kellett volna próbálkozni, aztán a nagyobb falattal. Egy dolog biztos, amilyen egyszerűnek tűnik ez a szakma, olyan sok buktató van benne. Viszont ha megtanulod mire kell odafigyelni, akkor meglátod hogy milyen jó kis játék. Ne add fel![#wave]
Cím: Re:Fémöntés házilag
Írta: dcsaba Dátum 2014 október 12, 22:00
Írta: dcsaba Dátum 2014 október 12, 22:00
Nincs türelmem hozzá. És egy lapot leönteni, annál egyszerűbb alakzat nincsen.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 október 12, 22:19
Írta: ncw4w5nca Dátum 2014 október 12, 22:19
Egy vékony ezüstlapot kiönteni koránt sem egyszerű dolog, főleg első próbálkozásra, kísérleti szerszámokkal!Türelem nélkül ez biztos nem fog menni! Na persze ha nem érzed szükségét bebizonyítani hogy meg tudod csinálni, akkor ne csináld.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 október 14, 19:16
Írta: 3szwbavt Dátum 2014 október 14, 19:16
sokszor a sima lap a legmacerásabb, az anyag szabadon fut bele a formába, sorodja az öntőforma falát, szemetes lesz a fém, és be is tud szépen pörögni a fém, és amiatt meg örvényszerű ritkulások lesznek benne, ráadásul kicsi az esély, hogy sík marad, vagyis hűléskör szépen behomorodik... pont ezért, ha lap kell, inkább hengerelt, de ha önteni kell, akkor oldalt perem kell, és a felületét én felkent viasszal borzolom, mint a szélfútta vízfelület, és akkor nem fog hullámosodni és a borzolást lecsiszolva szép homogén tiszta felületet kapok, amit legtöbbször tükörfényesen felpolírozva betüket vések. még ilyenkor speciális beömlőnyilás bevezetés kell, és alul végig koszzsákot vágok a formába, plusz a lefutó fémcsatornát farkasfogasan salakgyüjtősre vágom. egyszerű dolog...
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 október 14, 19:17
Írta: 3szwbavt Dátum 2014 október 14, 19:17
és eképpen kiönthető, egy mondjuk 150mm x 250 mm x 2 mm es bronz vagy ezüst lap.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 október 16, 07:18
Írta: 3vv2btrhv Dátum 2014 október 16, 07:18
Cím: Re:Fémöntés házilag
Írta: VighLajos Dátum 2014 október 16, 07:53
Írta: VighLajos Dátum 2014 október 16, 07:53
Egy dilettáns kérdése:
Lapot vízszintesel álló tepsibe nem lehet önteni?
Lapot vízszintesel álló tepsibe nem lehet önteni?
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 október 16, 08:55
Írta: ncw4w5nca Dátum 2014 október 16, 08:55
Hát ezt az anyagot nem nekem találták ki 67000Ft/Kg-os áron. Még szerencse hogy lehet kapni[#ticking]
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 október 16, 09:15
Írta: ncw4w5nca Dátum 2014 október 16, 09:15
Sajnos nem. A fémek nagy kohéziós ereje miatt egy adott vastagságnál nem terül jobban el, csak ha más erő hat rá(Gravitáció, vákuum, prés, centrifugális erő)Ezenfelül egy nyitott formában nagyon nehéz szabályozni a dermedési folyamatot, ezért ritkulások szívódások alakulnak ki.
Cím: Re:Fémöntés házilag
Írta: VighLajos Dátum 2014 október 16, 09:42
Írta: VighLajos Dátum 2014 október 16, 09:42
Gondoltam, hogy nagyon nyögvenyelős lehet, különben így csinálnák. Az elterülési problémára gondoltam én is: a folyadék felületi feszültsége és kohéziós erők dolgoznak. A többi már a kohászati ismereteket igényel.
Köszönöm a választ!
Köszönöm a választ!
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 október 16, 19:29
Írta: 3szwbavt Dátum 2014 október 16, 19:29
ezt nyomtatni lehet 3d géppel? én 5 ezer ft-os kg-os áron veszem az ékszerész viaszt, amit nyomás alatt lövök be szilikon formába
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 október 16, 20:39
Írta: ncw4w5nca Dátum 2014 október 16, 20:39
Szerintem jó alaposan túl van lihegve ez a nyomtatható viasz. Na de mint ahogy a mondás is mondja, "amíg lósz@r van addig veréb is" [#vigyor2]
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 október 16, 21:37
Írta: 3szwbavt Dátum 2014 október 16, 21:37
khmmm..... mondjuk én láttam már többszörösen áttörten tervezett gyűrűt, amit csak ezzel a technikával lehet vagy érdemes kidolgozni. és prototipus dolgoknál is elengedhetetlen, pld néhány éve egy magyar cég nyerhette meg a fekete és takaró cég (black&decker) fúrógépalkatrész tenderjét, mert 1 nap alatt adtak egy beszerelhető példányt az alkatrészből.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 október 17, 03:39
Írta: ncw4w5nca Dátum 2014 október 17, 03:39
Én nem a 3D nyomtatás létjogosultságát vontam kétségbe, hanem nem tudom elképzelni , hogy csak 67000Ft-os viasszal működik, és olcsóbbal nem.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 október 17, 08:12
Írta: 3vv2btrhv Dátum 2014 október 17, 08:12
Elfelejtitek a lényeget , ez nem viasz , hanem fotopolymer ami a UV fényre köt meg . A viasszal nem tudsz nyomtatót üzemeltetni , és ha a kinyomtatott ékszer súlyát veszed figyelembe , jelentéktelen összeg jön ki , csak az gép az a húzós .
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 október 17, 08:37
Írta: 3szwbavt Dátum 2014 október 17, 08:37
jaja, bocs, nemm ismerem annyira a dolgot, de az bizti hogy van viasznyomtató, hogy mi az elve nem tom.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 október 17, 09:15
Írta: 3vv2btrhv Dátum 2014 október 17, 09:15
Két különböző elv . Az egyik valóban viaszt nyomtat , a másik az polimert amit ki lehet égetni , és így használható prec öntésre.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 október 17, 21:05
Írta: ncw4w5nca Dátum 2014 október 17, 21:05
Nem felejtettük el, hisz ki sem derült a linkelt oldalból. De a lényegen nem változtat, nagyon drága. Na persze ha a vevőköröd meg tudja fizetni,a termékre rárakódó extra költséget akkor semmi gond. Sajnos az enyém nem:(
Cím: Re:Fémöntés házilag
Írta: cc7nypid Dátum 2014 október 24, 20:11
Írta: cc7nypid Dátum 2014 október 24, 20:11
Sziasztok!
Szükségem lenne egy kisméretű (akár Házi készítésű), lehetőleg olcsó aluminium olvasztóra.
Disznóperzselőm van ha kell hozzá ilyesmi :)
Az ötleteket, árakat, felvilágosítást a témában előre is köszönöm!
üdv mindenkinek!
Szükségem lenne egy kisméretű (akár Házi készítésű), lehetőleg olcsó aluminium olvasztóra.
Disznóperzselőm van ha kell hozzá ilyesmi :)
Az ötleteket, árakat, felvilágosítást a témában előre is köszönöm!
üdv mindenkinek!
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 október 25, 01:54
Írta: ncw4w5nca Dátum 2014 október 25, 01:54
Szia galhed77!
Szerintem a legolcsóbb és a leghasználhatóbb megoldás otthoni körülmények között a lavóros. Én ezen a módon 70Kg-ot olvasztottam meg a legtöbbet egyszerre! Itt egy néhány fotó és egy videó, na meg az előző hozzászólásban leírja nyarfa, hogyan is működik.
A pesti találkozón készült fotók HJózsi jóvoltából
Fotók Pestről KoLatól
A perzselőm mérete
Végül a szerkezet leírása, idézet az első hozzászólásomból:" Én zománcos lavórban olvasztom az alut. Perzselővel a fémet melegítem, a lavór perlitbe van állítva, a teteje pedig le van takarva félig egy dupla falú fedővel, ami perlittel van töltve. A fedő fontos, mert meggátolja a füstgáz gyors távozását, és a felhevült lemez visszasugározza a hőt, ami nagymértékben javítja a hatékonyságot. Egyébként lavórmérettől függően a 20dkg-tol 70kg-ig olvasztottam ilyen módon. Másrészt a lavór jól bírja, csak le kell kezelni fekeccsel(1 rész vízüveg 2rész víz plusz agyag, bentonit, vagy kriolit, de a budaiföld is megteszi). Először kezdéskor, majd igény szerint ahogy kopik. Egy lavór intenzív öntés mellett kb egy évet bír. A tetőt milis lemezhordó tetőből szoktam csinálni, úgy hogy a palástot vágom körbe, így a perem megmarad. A centis peremből kétoldalt kivágok annyit hogy középen össze tudjam hajtani. Hajtás után összehegesztem, és a hordónyíláson át feltöltöm perlittel"
Szerintem a legolcsóbb és a leghasználhatóbb megoldás otthoni körülmények között a lavóros. Én ezen a módon 70Kg-ot olvasztottam meg a legtöbbet egyszerre! Itt egy néhány fotó és egy videó, na meg az előző hozzászólásban leírja nyarfa, hogyan is működik.
A pesti találkozón készült fotók HJózsi jóvoltából
Fotók Pestről KoLatól
A perzselőm mérete
Végül a szerkezet leírása, idézet az első hozzászólásomból:" Én zománcos lavórban olvasztom az alut. Perzselővel a fémet melegítem, a lavór perlitbe van állítva, a teteje pedig le van takarva félig egy dupla falú fedővel, ami perlittel van töltve. A fedő fontos, mert meggátolja a füstgáz gyors távozását, és a felhevült lemez visszasugározza a hőt, ami nagymértékben javítja a hatékonyságot. Egyébként lavórmérettől függően a 20dkg-tol 70kg-ig olvasztottam ilyen módon. Másrészt a lavór jól bírja, csak le kell kezelni fekeccsel(1 rész vízüveg 2rész víz plusz agyag, bentonit, vagy kriolit, de a budaiföld is megteszi). Először kezdéskor, majd igény szerint ahogy kopik. Egy lavór intenzív öntés mellett kb egy évet bír. A tetőt milis lemezhordó tetőből szoktam csinálni, úgy hogy a palástot vágom körbe, így a perem megmarad. A centis peremből kétoldalt kivágok annyit hogy középen össze tudjam hajtani. Hajtás után összehegesztem, és a hordónyíláson át feltöltöm perlittel"
Cím: Re:Fémöntés házilag
Írta: cc7nypid Dátum 2014 október 25, 07:32
Írta: cc7nypid Dátum 2014 október 25, 07:32
Szia!
Köszi az infókat, áttanulmányozom.
Még 1 lényeges dolog. Ha gipszformába szeretnék alut önteni, normál gipsz kell e hozzá, és hogy mennyire kell felmelegíteni a gipszformát a sikeres formakövetés vagyis öntés érdekében?
üdv..
Köszi az infókat, áttanulmányozom.
Még 1 lényeges dolog. Ha gipszformába szeretnék alut önteni, normál gipsz kell e hozzá, és hogy mennyire kell felmelegíteni a gipszformát a sikeres formakövetés vagyis öntés érdekében?
üdv..
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 október 25, 11:45
Írta: ncw4w5nca Dátum 2014 október 25, 11:45
Itt találsz okosságot a gipszről adrentől, és Szedlay Páltól
Néhány kiegészítő adrentől
De javaslom olvasd át a fórumot, nagyon sok hasznos információt találsz benne. Nagyon sok olyan kérdésre kapsz választ miről nem is tudod hogy problémát okozhat. Ha érdekes hozzászólást találsz másold ki akár egyszöveges dokumentumba, névvel, és a hozzászólás számával. Így bármikor könnyen vissza tudod keresni, vagy csak emlékeztetőül átfutni.
Néhány kiegészítő adrentől
De javaslom olvasd át a fórumot, nagyon sok hasznos információt találsz benne. Nagyon sok olyan kérdésre kapsz választ miről nem is tudod hogy problémát okozhat. Ha érdekes hozzászólást találsz másold ki akár egyszöveges dokumentumba, névvel, és a hozzászólás számával. Így bármikor könnyen vissza tudod keresni, vagy csak emlékeztetőül átfutni.
Cím: Re:Fémöntés házilag
Írta: 959z0u67 Dátum 2014 október 26, 22:41
Írta: 959z0u67 Dátum 2014 október 26, 22:41
Üdv mindenkinek!
Tegnap öntöttem néhány csecsebecsét. Kvarchomok vízüveg, CO2. Még finomítani kell néhány dolgon, de menni fog!
Most szkíta harci fokos készül, korhű technológiával. Agyag, állati szőr keverékből készítettem a mintát. Hét vége felé öntöm. Tibor tartom az ígéretem. juttass önteni valót. Itt van néhány kép. https://plus.google.com/104367668951616219250/posts/GRdG8xgFpBx?pid=6074613096116230722&oid=104367668951616219250
Tegnap öntöttem néhány csecsebecsét. Kvarchomok vízüveg, CO2. Még finomítani kell néhány dolgon, de menni fog!
Most szkíta harci fokos készül, korhű technológiával. Agyag, állati szőr keverékből készítettem a mintát. Hét vége felé öntöm. Tibor tartom az ígéretem. juttass önteni valót. Itt van néhány kép. https://plus.google.com/104367668951616219250/posts/GRdG8xgFpBx?pid=6074613096116230722&oid=104367668951616219250
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 október 27, 07:56
Írta: ncw4w5nca Dátum 2014 október 27, 07:56
[#eljen] Jó lett. Milyen eszközzel olvasztottál?
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 október 27, 08:24
Írta: 3vv2btrhv Dátum 2014 október 27, 08:24
Cím: Re:Fémöntés házilag
Írta: 959z0u67 Dátum 2014 október 27, 12:54
Írta: 959z0u67 Dátum 2014 október 27, 12:54
Tábori kohóban koksszal olvasztottam vastégelyben. A továbbiakban törekszem a korhü, földbevájt kohóban faszénnel történõ hevítésre kézi fújtatóval. Csak elõtte még kell egy kis sikerélmény.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 október 27, 21:33
Írta: ncw4w5nca Dátum 2014 október 27, 21:33
Érről a korhű kohóról van valamilyen rajzod vagy fotód? Esetleg van valamilyen irodalmad?
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 október 31, 08:59
Írta: 3szwbavt Dátum 2014 október 31, 08:59
ti vagytok a szememben a szent őrültek, minden elismerésem!!! én menekülök belőle, ti meg ássátok bele a tudományba magatokat...
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 október 31, 09:17
Írta: ncw4w5nca Dátum 2014 október 31, 09:17
Nem vagyunk mi se szentek sem őrültek, csak kíváncsiak[#vigyor2]Szeretnénk az otthoni lehetőségeket minél jobban kibővíteni, és a színvonalat a körülményekhez képest a lehető legmagasabbra emelni.
Cím: Re:Fémöntés házilag
Írta: 959z0u67 Dátum 2014 november 02, 20:37
Írta: 959z0u67 Dátum 2014 november 02, 20:37
Van több leírás az ősi fémművességről és eszközeikről. Ez is egy jó írás.
http://metont.uni-miskolc.hu/wp-content/uploads/2014/03/01-Archeometallurgia.pdf
http://metont.uni-miskolc.hu/wp-content/uploads/2014/03/01-Archeometallurgia.pdf
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 november 03, 07:02
Írta: 3vv2btrhv Dátum 2014 november 03, 07:02

Cím: Re:Fémöntés házilag
Írta: 6rk75uezn Dátum 2014 november 04, 14:07
Írta: 6rk75uezn Dátum 2014 november 04, 14:07
Üdv mindenkinek!
Mejött a kishordóm (60 literes),megjöttek a 3cm-es vermikulit lapok!Kilábalok ebből a hosszú (5-6 hónapos) betegségből és indulhat az épités.
Szép napot,minden jót!!
Mejött a kishordóm (60 literes),megjöttek a 3cm-es vermikulit lapok!Kilábalok ebből a hosszú (5-6 hónapos) betegségből és indulhat az épités.
Szép napot,minden jót!!
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 november 04, 20:23
Írta: 3szwbavt Dátum 2014 november 04, 20:23
jó kis oldal, én "csak" a samott-gipsz viaszveszejtéses eljárásban jeleskedem, és igazán jó lenne ez a héj tipust eltanulni... Érdekes oldal, köszi a linket. Ezt a kaolinos, héjformázást egész nagyban, mellszobor méretben is csinálják, és szuper öntvényeket eredményez.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 november 04, 20:31
Írta: 3szwbavt Dátum 2014 november 04, 20:31
annyit, hogy ez a smooth-on szilikon, amit beleöntenek a műgyanta kapni és a koponya közé, 90 dkg, 17 ezer ft,és a koponyához elment vagy 3 kg... én ezt megoldom 1kg/3700 ft, és kb 70 dkg ból, de több meló és kimoly kihívás. Nekem is van oroszlánkoponyám, róka, kutya borz stb, bronzból, de azoknak a belső üregét is kiszilikonoztam, és van orrsövény stb. ez a cég kikent agyaggal minden finom jellemző kis rést, lyukat, idegbevezető lyukakat a koponyákon. De ettől még kiváló kis oldal
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 november 04, 20:39
Írta: 3szwbavt Dátum 2014 november 04, 20:39
nézzétek meg a szobraikat, gyönyörű patinázás, klassz ötletek és rohadt durván elnyalt felületek, szégyen, hogy a koponyákat igy elbaltázták, és sok a pudvás öntés is sajna... valahol elcsúszott náluk a dolog, pedig ha tisztelettel nyúltak volna a csonthoz, és most az öntésről beszélek, akkor jó is lett volna. ellenben a csont faragványok parádésak.
http://www.shanewilson.com/gallery/antler/candle-ice-two-fsto_files/candle-ice-two-back-960.jpg
http://www.shanewilson.com/gallery/antler/candle-ice-two-fsto_files/candle-ice-two-back-960.jpg
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2014 november 04, 21:17
Írta: jani300 Dátum 2014 november 04, 21:17
Üdv ! Tegnap hozzájutottam , hogy bontogathattam egy nagyobb ipari sütőt vagy valami melegítő berendezést. 400 fokig lehetett max állítani a szabályozóját . A vezérlés "kellett" nagyon de közben szedtem ki a hőszigetelő anyagból is . Ez valami teljesen fehér paplan . Azt kérdezném hogy ez mi lehet . Tudom nem teljesen korrekt a meghatározás de ennyit tudok :( Arra lennék kíváncsi érdemes e kohó szigetelésnek használni .
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2014 november 04, 21:46
Írta: 000000000 Dátum 2014 november 04, 21:46
Üdv!
Segítségeteket kérem.
Szeretnék gumialkatrész gyártáshoz szerszámot önteni, horganyból.
A feladatom a következő:
van mintadarabom gumiból, kell csináljak néhány
"mesterdarabot" hőálló anyagból.
Miből érdemes megpróbálni elkészíteni a mesterdarabokat ami egy gipsz vagy gyurma lenyomatból jól kivehető, és az olvadt fém hőjét is elbírja.
Vettem 1500 C° -ig hőálló kályha tömítő "szilikont", ezzel most feltöltöttem a gipsz lenyomatot.
Holnapra meglátom mi lett belőle, és ki lehet-e venni normálisan?
Ha nem sikerül van valakinek ötlete/tapasztalata, hogy miből készítsek mintát?
Bocs ha zavarosan fogalmaztam.
Próbáltam képet feltenni, hogy érthetőbb legyek, de nem sikerült.
Segítségeteket kérem.
Szeretnék gumialkatrész gyártáshoz szerszámot önteni, horganyból.
A feladatom a következő:
van mintadarabom gumiból, kell csináljak néhány
"mesterdarabot" hőálló anyagból.
Miből érdemes megpróbálni elkészíteni a mesterdarabokat ami egy gipsz vagy gyurma lenyomatból jól kivehető, és az olvadt fém hőjét is elbírja.
Vettem 1500 C° -ig hőálló kályha tömítő "szilikont", ezzel most feltöltöttem a gipsz lenyomatot.
Holnapra meglátom mi lett belőle, és ki lehet-e venni normálisan?
Ha nem sikerül van valakinek ötlete/tapasztalata, hogy miből készítsek mintát?
Bocs ha zavarosan fogalmaztam.
Próbáltam képet feltenni, hogy érthetőbb legyek, de nem sikerült.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 november 05, 11:02
Írta: ncw4w5nca Dátum 2014 november 05, 11:02
Üdv, a fórumon betetes:)
Tedd fel ide a fotót, de 800X600-nál ne legyen nagyobb. A képre rákattintasz jobb gombbal, és kiválasztod a kép megjelenítése. A megjelenített kép címét, a hozzászólás panelen a kép ikonra kattintva be tudod másolni A kép URL-jét. A kép a hozzászólásban látható:) Vagy esetleg ha ez érthetőbb
Tegyél fel fotót a gumialkatrészről.
Tedd fel ide a fotót, de 800X600-nál ne legyen nagyobb. A képre rákattintasz jobb gombbal, és kiválasztod a kép megjelenítése. A megjelenített kép címét, a hozzászólás panelen a kép ikonra kattintva be tudod másolni A kép URL-jét. A kép a hozzászólásban látható:) Vagy esetleg ha ez érthetőbb
Tegyél fel fotót a gumialkatrészről.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 november 05, 11:06
Írta: ncw4w5nca Dátum 2014 november 05, 11:06
Gyógyulást kívánok laacika.
Várjuk a fejleményeket [#wave]
Várjuk a fejleményeket [#wave]
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 november 05, 11:08
Írta: ncw4w5nca Dátum 2014 november 05, 11:08
Kösz a linket majd áttanulmányozom :)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 november 05, 11:13
Írta: ncw4w5nca Dátum 2014 november 05, 11:13
Ha megmelegíted a szigetelőt gázlánggal, és a szálak nem olvadnak meg, akkor használható kohó szigetelésnek. Ha megolvad, akkor csak másodlagos szigetelésnek jó, valami tűzálló szigetelés mögé.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 november 05, 11:17
Írta: ncw4w5nca Dátum 2014 november 05, 11:17
Az tény, hogy a te vékony rétegű "harisnyás" szilikonozásod sokkal gazdaságosabb.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 november 05, 11:28
Írta: ncw4w5nca Dátum 2014 november 05, 11:28
Kösz a linket Tibor, szuper oldal. Sok szép munka, és sok jó ötlet van benne. [#taps]
Cím: Re:Fémöntés házilag
Írta: 6rk75uezn Dátum 2014 november 05, 11:57
Írta: 6rk75uezn Dátum 2014 november 05, 11:57
Köszi szépen!!
Remélem nemsoká képekkel jelentkezem.
Remélem nemsoká képekkel jelentkezem.
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2014 november 05, 15:13
Írta: jani300 Dátum 2014 november 05, 15:13
Köszönöm !Már tegnap megmelegítettem gázon ,miután ide írtam . Néhány szál megpirosodik de nem olvad . Szerintem jó lesz . Már csak az a kérdés mivel kenjem ki , belülről . Sokat visszaolvastam az este , van tűzálló valamilyen málterom majd rákeresek .
Cím: Re:Fémöntés házilag
Írta: 2f428kduf Dátum 2014 november 05, 18:39
Írta: 2f428kduf Dátum 2014 november 05, 18:39
Ez a fehér "posztó" alumínium-oxidból van, annak olvadáspontja 2000fokCelzius körül van. Én kerámia-égető kemencéhez használtam, igaz drága.Mindenféle idomokat is gyártanak, kerámia kemencékhez.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 november 05, 18:52
Írta: 3vv2btrhv Dátum 2014 november 05, 18:52
Azért raktam be .
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2014 november 05, 18:58
Írta: jani300 Dátum 2014 november 05, 18:58
Köszi az infót . Nekem ingyen van , levonták a "hulladék" súlyát . Ráéreztem hogy jó anyag , csak mindig kergetnek , mindent gyorsan tönkre kell tenni . (Méh)Dolgoznak és láb alatt vagyok :) Csak a felét bírtam kimenteni , de elég lesz .
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2014 november 05, 19:17
Írta: Rabb Ferenc Dátum 2014 november 05, 19:17
Örülj neki, hogy kergetnek. Az azt jelenti, hogy már bent vagy.Engem be sem engednek :((
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2014 november 05, 20:59
Írta: 000000000 Dátum 2014 november 05, 20:59
Megpróbálom a képeket betenni...
Az alkatrészek üveglapon gipsszel kiöntve.
Kicsit kevés lett a gipsz ezért a minőség nem az igazi, de majd legközelebb...

http://www.imgserv.com/images/2014/11/05/Fwx4hDVji.jpg
Az alkatrészek üveglapon gipsszel kiöntve.
Kicsit kevés lett a gipsz ezért a minőség nem az igazi, de majd legközelebb...
http://www.imgserv.com/images/2014/11/05/Fwx4hDVji.jpg
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2014 november 05, 21:01
Írta: 000000000 Dátum 2014 november 05, 21:01
Megpróbálom a másik képet is...

Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 november 05, 22:19
Írta: ncw4w5nca Dátum 2014 november 05, 22:19
A Kerathin Coating, ezzel vond be, a RATH Hungária Kft árulja.
Cím: Re:Fémöntés házilag
Írta: vvvsmkgjx Dátum 2014 november 05, 23:02
Írta: vvvsmkgjx Dátum 2014 november 05, 23:02
Sziasztok! Miskolc és vonzáskörzetében keresek olyan helyet ahol beszerezhető poliuretán gyorsontő gyanta. Kis tételben kellene, ezért a webes áruházak nem játszanak. (kb annyi az ára mint a postaköltség)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 november 06, 00:44
Írta: ncw4w5nca Dátum 2014 november 06, 00:44
Nem akarom elvenni a kedved, de nem egyszerű dolog amire készülsz.
Először is a lenyomat szélén körbe kell hogy fusson egy vágóél, ezt öleli kőrbe egy mélyedés, amibe a felesleges nyersgumi nyomódik. Enélkül nem záródik tökéletesen a sablon, vagy csak hatalmas présnyomás hatására, ez viszont deformálhatja a sablont.
Tökéletesen sima felületet öntéssel nagyon nehéz házi körülmények között elérni. Nem beszélve a vetemedésekről, ami ha kismértékű is, komoly problémát okozhat ilyen vékony alkatrészeknél.
Ezenkívül ha nem vagy otthon öntésre berendezkedve, akkor a jó felszerelés beszerzése is okoz némi nehézséget.
Ha végül sikerül beszerezni mindent, akkor még mindig ott a gyakorlat hiánya, aminek a megszerzése a legkevésbé sem egyszerű.
Természetesen a fent leírtakkal nem azt akarom mondani hogy nem lehetséges, hanem azt, hogy nem biztos hogy megéri[#nemtudom]
Először is a lenyomat szélén körbe kell hogy fusson egy vágóél, ezt öleli kőrbe egy mélyedés, amibe a felesleges nyersgumi nyomódik. Enélkül nem záródik tökéletesen a sablon, vagy csak hatalmas présnyomás hatására, ez viszont deformálhatja a sablont.
Tökéletesen sima felületet öntéssel nagyon nehéz házi körülmények között elérni. Nem beszélve a vetemedésekről, ami ha kismértékű is, komoly problémát okozhat ilyen vékony alkatrészeknél.
Ezenkívül ha nem vagy otthon öntésre berendezkedve, akkor a jó felszerelés beszerzése is okoz némi nehézséget.
Ha végül sikerül beszerezni mindent, akkor még mindig ott a gyakorlat hiánya, aminek a megszerzése a legkevésbé sem egyszerű.
Természetesen a fent leírtakkal nem azt akarom mondani hogy nem lehetséges, hanem azt, hogy nem biztos hogy megéri[#nemtudom]
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 november 06, 09:17
Írta: 3vv2btrhv Dátum 2014 november 06, 09:17
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2014 november 06, 19:24
Írta: 000000000 Dátum 2014 november 06, 19:24
Jelenleg is már gyártok gumialkatrészeket, saját készítésű szerszámokkal. Ezt a formát csak öntéssel vagy CNC géppel marva lehet megfelelően kialakítani.
Nekem "csak" a hőálló mesterdarabokat kell megcsinálnom.
A kályhatömítő nem lett jó, nem lehet a gipszformából megfelelően eltávolítani. ( kemény, törik )
Gipsz+samottliszt, vagy valami hasonló dologra gondolok. gyurma lenyomatba öntve.
Ilyesmi recept kellene. A sziloplaszt nem elég hőálló szerintem.
Nekem "csak" a hőálló mesterdarabokat kell megcsinálnom.
A kályhatömítő nem lett jó, nem lehet a gipszformából megfelelően eltávolítani. ( kemény, törik )
Gipsz+samottliszt, vagy valami hasonló dologra gondolok. gyurma lenyomatba öntve.
Ilyesmi recept kellene. A sziloplaszt nem elég hőálló szerintem.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 november 06, 19:31
Írta: 3vv2btrhv Dátum 2014 november 06, 19:31
Tudom nehéz a feladat , de én valami grafit poros megoldást próbálnék ki , csak a kötőanyagot kéne megtalálni .
Cím: Re:Fémöntés házilag
Írta: Bicska Dátum 2014 november 06, 21:26
Írta: Bicska Dátum 2014 november 06, 21:26
Lehet pl olyasmire is gondol Berényi kolléga h le kellene vákuumozni az egész cuccot öntésnél stb?!
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 november 07, 02:04
Írta: ncw4w5nca Dátum 2014 november 07, 02:04
Én első körben keresnék olyan CNC-t amivel lehet alut marni,és kimaratnám a sütősablont, vagy maradnék a gipsz mesterdarabnál, és azt mintáznám a lovasberényi homokba. A Gipsz+samottlisztet ki kell égetni legalább 600 C°-on a kályhatömítőt meg elég ha a sütőbe kiszárítod, és ha nem gipszbe öntöd hanem gyurmába, vagy agyagba, akkor nem fog összetöredezni kiemeléskor. Ha gipszet öntesz, az ne legyen sűrűbb a tejszínnél, vagy az ivójoghurtnál.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 november 07, 02:26
Írta: ncw4w5nca Dátum 2014 november 07, 02:26
A grafitport magas olvadáspontú bitumennel köttetném, annyit kell hozzárakni, hogy melegen képlékeny legyen mint az aszfalt. Préselés után pedig kis hőközzel lassan a bitemen forráspontja közelében kell melegíteni. így a bitumen jó része elbomlik, (kokszosodik) és ez összefogja a grafitszemeket.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 november 07, 08:41
Írta: 3vv2btrhv Dátum 2014 november 07, 08:41
Ha én csinálnám : grafitport és Bolusz Albát ( kaolin ) vennék a patikában , Csinálnék egy hig öntö masszát , beleönteném a gipsz negatívba , és megfelelő vastagság megszívása után , mint a porcelánt kivenném , majd kiégetném .
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2014 november 07, 20:42
Írta: 000000000 Dátum 2014 november 07, 20:42
Ma gondoltam kibányászom a kályhatömítőt a gipszformából, és kipróbálom a samottpor+vízüveg egyveleget. De csodák csodája kijött a tömítő a gipszből és egész használható formát mutatott.
Tehát, néhány napig pihentetnem kell mielőtt ki veszem a formából.
A gipszet egyébként olajos ruhával áttörölgettem mielőtt telenyomtam kályhatömítővel. lehet,hogy maradok ennél a variációnál.
Tehát, néhány napig pihentetnem kell mielőtt ki veszem a formából.
A gipszet egyébként olajos ruhával áttörölgettem mielőtt telenyomtam kályhatömítővel. lehet,hogy maradok ennél a variációnál.
Cím: Re:Fémöntés házilag
Írta: keri Dátum 2014 november 12, 09:34
Írta: keri Dátum 2014 november 12, 09:34
Régebben volt a veterán ilyen fehér kicsi aluminiumoxid öntőtégely ami minden álló volt.
Sajnos már nem találok. Honnan lehet olyat szerezni? Csak egy kicsi ~1-2 decis pohár kéne, indukciós hevítéshez, szóval nem lehet túl nagy és nem lehet áramvezető anyag.
Találtam egy céget De ebből nem derül ki milyen anyagú, meg azt írja hogy ~15 öntést bírnak csak ki, meg elreped??? hát minek nekem a kerámia ha elreped? Akkor porcelán kávéscsésze is megteszi, az is kibír ennyit.
Sajnos már nem találok. Honnan lehet olyat szerezni? Csak egy kicsi ~1-2 decis pohár kéne, indukciós hevítéshez, szóval nem lehet túl nagy és nem lehet áramvezető anyag.
Találtam egy céget De ebből nem derül ki milyen anyagú, meg azt írja hogy ~15 öntést bírnak csak ki, meg elreped??? hát minek nekem a kerámia ha elreped? Akkor porcelán kávéscsésze is megteszi, az is kibír ennyit.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 november 12, 21:38
Írta: ncw4w5nca Dátum 2014 november 12, 21:38
A porcelán csésze valószínű már az első olvasztáskor el fog repedni, főleg indukciós hevítőnél, mivel egyenetlenül hevíti hirtelen. nincs idő az egyenletes áthevülésre, és a keletkező feszültségtől eltörik. Amúgy meg nyolcszáz-ezer forint körül van egy ilyen kis tégely, ha csak tíz olvasztással számolunk, akkor is száz forint olvasztásonként. Persze már az első olvasztásnál is eltörhet, a beékelődő fém hőtágulása szétrepesztheti. Ha ezt a kockázatot nem akarod bevállalni, akkor bízd rá az ötvösökre ők nem félnek a kudarctó, és jó pénzért kockáztatnak[#vigyor2]
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 november 13, 08:55
Írta: 3vv2btrhv Dátum 2014 november 13, 08:55
[#worship][#worship][#worship]
Cím: Re:Fémöntés házilag
Írta: 54ip3ywec Dátum 2014 november 13, 10:56
Írta: 54ip3ywec Dátum 2014 november 13, 10:56
Szép napot.
Egy próbát talán meg ér, az itong. Az is alumínium oxidot tartalmaz,meg elég hőálló lehet. Abbol faragni tégelyt? Bár elég törékeny,de olcsó. Én olmot olvasztottam benne próbának. Talán mást is lehet benne.
Csak egy ötlet.A gipszes dolgokat nem szeretem,mert veszi a vizet a levegőből, az meg nemszereti az öntést, gőzbuborék formában,ha nincs frissen kisütve.
Egy próbát talán meg ér, az itong. Az is alumínium oxidot tartalmaz,meg elég hőálló lehet. Abbol faragni tégelyt? Bár elég törékeny,de olcsó. Én olmot olvasztottam benne próbának. Talán mást is lehet benne.
Csak egy ötlet.A gipszes dolgokat nem szeretem,mert veszi a vizet a levegőből, az meg nemszereti az öntést, gőzbuborék formában,ha nincs frissen kisütve.
Cím: Re:Fémöntés házilag
Írta: pvmyc6p5 Dátum 2014 november 13, 11:25
Írta: pvmyc6p5 Dátum 2014 november 13, 11:25
Tiszteletem a szakiknak !
Lehet hogy kissé fura a kérdésem,de arra lennék kíváncsi,hogy lehetne olyan alu,esetleg bronz öntést csinálni,hogy viszonylag egyenletes buborékos legyen az öntet.
Egy dekorációs munkához kellene,viszont a "bolti" vásárolható fémhabokból igen gazdaságtalanul lehetne kivitelezni.
Az alábbi képen lévő felületre lenne szükség kb.
(//%3CA%20HREF=%22http://kepfeltoltes.hu/view/141113/Wirbelboden_www.kepfeltoltes.hu_.jpg%22%20TARGET=_fnew%3E%3CIMG%20SRC=%22http://kepfeltoltes.hu/thumb/141113/Wirbelboden_www.kepfeltoltes.hu_.jpg%22%20border=0%3E%3C/A%3E%20A%20k%C3%A9pet%20a%20K%C3%A9pfelt%C3%B6lt%C3%A9s.hu%20t%C3%A1rolja.%20%3CA%20HREF=%22http://www.kepfeltoltes.hu%22%20TARGET=_fnew%3Ehttp://www.kepfeltoltes.hu%3C/A%3E)
Előre is köszönöm .
Lehet hogy kissé fura a kérdésem,de arra lennék kíváncsi,hogy lehetne olyan alu,esetleg bronz öntést csinálni,hogy viszonylag egyenletes buborékos legyen az öntet.
Egy dekorációs munkához kellene,viszont a "bolti" vásárolható fémhabokból igen gazdaságtalanul lehetne kivitelezni.
Az alábbi képen lévő felületre lenne szükség kb.
(//%3CA%20HREF=%22http://kepfeltoltes.hu/view/141113/Wirbelboden_www.kepfeltoltes.hu_.jpg%22%20TARGET=_fnew%3E%3CIMG%20SRC=%22http://kepfeltoltes.hu/thumb/141113/Wirbelboden_www.kepfeltoltes.hu_.jpg%22%20border=0%3E%3C/A%3E%20A%20k%C3%A9pet%20a%20K%C3%A9pfelt%C3%B6lt%C3%A9s.hu%20t%C3%A1rolja.%20%3CA%20HREF=%22http://www.kepfeltoltes.hu%22%20TARGET=_fnew%3Ehttp://www.kepfeltoltes.hu%3C/A%3E)
Előre is köszönöm .
Cím: Re:Fémöntés házilag
Írta: 54ip3ywec Dátum 2014 november 13, 11:47
Írta: 54ip3ywec Dátum 2014 november 13, 11:47
Nem egyszerű technika,legalábbis házi körűlményekhez, ez spéci felkészülést igényel egy sima öntödével szemben. http://anyagokvilaga.hu/tartalom/2001/apr/kenesei_kadar_rajkovits_lendvai.htm
Cím: Re:Fémöntés házilag
Írta: pvmyc6p5 Dátum 2014 november 13, 11:59
Írta: pvmyc6p5 Dátum 2014 november 13, 11:59
Nagyon köszönöm,igazából nem én akarok vele kísérletezni,ahhoz igen kicsi a felkészültségem,meg az időm is kevés.
Nekem egy olyan technika kellene igazából,mint amikor egy nem jól sikerült öntés valamiért hasonló lesz ,mint az alábbi képen,viszont ha nem is teljesen "homogén" ,de reprodukálható,magyarul egy elba...ott öntést kellene csinálni,sokszor :)
Olyasmire gondolok,igaz az nem öntve ,hanem hegesztve volt ,pár hónapja itt a fórumon,hogy valaki vett egy invertert ,és úgy tudtak csak hegeszteni vele ,hogy szinte csak habot produkált a gép,rendes varrat helyett.
Ilyesmit keresek ,csak öntött formában.
Magyarán nem rendes fémhabot szeretnék önteni(öntetni),hanem hogy lehet elba..ni az öntést ,hogy jó buborékos legyen ?
Nekem egy olyan technika kellene igazából,mint amikor egy nem jól sikerült öntés valamiért hasonló lesz ,mint az alábbi képen,viszont ha nem is teljesen "homogén" ,de reprodukálható,magyarul egy elba...ott öntést kellene csinálni,sokszor :)
Olyasmire gondolok,igaz az nem öntve ,hanem hegesztve volt ,pár hónapja itt a fórumon,hogy valaki vett egy invertert ,és úgy tudtak csak hegeszteni vele ,hogy szinte csak habot produkált a gép,rendes varrat helyett.
Ilyesmit keresek ,csak öntött formában.
Magyarán nem rendes fémhabot szeretnék önteni(öntetni),hanem hogy lehet elba..ni az öntést ,hogy jó buborékos legyen ?
Cím: Re:Fémöntés házilag
Írta: 54ip3ywec Dátum 2014 november 13, 12:21
Írta: 54ip3ywec Dátum 2014 november 13, 12:21
[#nevetes1]
Ez jó. Elcseszni lehet,de hogy szép is legyen, hát kisérletezni kell. Csak valamivel gázosítani tudom elképzelni,de biztos megoldható. Mi mindíg pont ezt akartuk eddig elkerűlni :) . A só keverék is járható út,mert ha csak a felületen oldjuk ki ,akkor hasonló lehet a látvány, a benne maradó meg nem érdekes .
Ez jó. Elcseszni lehet,de hogy szép is legyen, hát kisérletezni kell. Csak valamivel gázosítani tudom elképzelni,de biztos megoldható. Mi mindíg pont ezt akartuk eddig elkerűlni :) . A só keverék is járható út,mert ha csak a felületen oldjuk ki ,akkor hasonló lehet a látvány, a benne maradó meg nem érdekes .
Cím: Re:Fémöntés házilag
Írta: 54ip3ywec Dátum 2014 november 13, 12:39
Írta: 54ip3ywec Dátum 2014 november 13, 12:39
A képen látható tárgy ,biztos valamien kristályszerkezetű anyag kioldásával készűlt,mert elék szögletes,nem buborékos. Már csak azt kell kitalálnia annak aki kipróbálja,hogy milyen só az.
Mi alut meg bronzot nem nagyon olvasztunk,sok energia kell hozzá,mi is inkább kiadjuk. Kicsi a kohónk, de ha nem nagyon van erre jelentkező, akkor megkérdezhetem még az öntődét, ahova mi bedolgoztatunk. Mekkora a tárgy méret amiben gondolkodni kellene?
Mi alut meg bronzot nem nagyon olvasztunk,sok energia kell hozzá,mi is inkább kiadjuk. Kicsi a kohónk, de ha nem nagyon van erre jelentkező, akkor megkérdezhetem még az öntődét, ahova mi bedolgoztatunk. Mekkora a tárgy méret amiben gondolkodni kellene?
Cím: Re:Fémöntés házilag
Írta: keri Dátum 2014 november 13, 16:56
Írta: keri Dátum 2014 november 13, 16:56
Szóval nem tudjátok :D
Nekem valami tartós kerámia kellene.
Pl. mint amiből az AWI hegesztő fúvókája van. Az örök életű ha le nem ejtem.
Nekem valami tartós kerámia kellene.
Pl. mint amiből az AWI hegesztő fúvókája van. Az örök életű ha le nem ejtem.
Cím: Re:Fémöntés házilag
Írta: keri Dátum 2014 november 13, 17:01
Írta: keri Dátum 2014 november 13, 17:01
Csak egy ötlet a fémhabhoz.
Nagy nyomáson elnyeletni vele valami inert gázt, majd a fagyási hőmérséklet felett kicsivel hirtelen elereszteni a nyomást.
Ettől felhabzik, mint az ásványvíz, meg a gáz expanzió miatt gyorsan meg is dermed az anyag, teljes keresztmetszetében.
Ha esetleg az eljárás nem lenne szabadalmaztatva, akkor a nevemet kérem feltüntetni és a csekket a következő címre kérem küldeni.... [#vigyor]
Nagy nyomáson elnyeletni vele valami inert gázt, majd a fagyási hőmérséklet felett kicsivel hirtelen elereszteni a nyomást.
Ettől felhabzik, mint az ásványvíz, meg a gáz expanzió miatt gyorsan meg is dermed az anyag, teljes keresztmetszetében.
Ha esetleg az eljárás nem lenne szabadalmaztatva, akkor a nevemet kérem feltüntetni és a csekket a következő címre kérem küldeni.... [#vigyor]
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 november 13, 17:53
Írta: ncw4w5nca Dátum 2014 november 13, 17:53
Hát az azért egy kicsit túlzás, hogy örök életű az AVI kerámia. Rendszeresen hegesztettem 350A felett, és jó ha bírt a kerámia 1-2napot. a felső 5-10cm levált a nagy hőkülönbség miatt.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 november 13, 17:54
Írta: ncw4w5nca Dátum 2014 november 13, 17:54
5-10mm akart lenni:)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 november 13, 18:00
Írta: ncw4w5nca Dátum 2014 november 13, 18:00
Azért a szabadalomhoz még kicsit csiszolgatni kell a technológián, hisz a fém olvadáshője messze meghaladja gáz expanziójakor keletkező hőelvonást[#vigyor2]
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 november 13, 19:27
Írta: ncw4w5nca Dátum 2014 november 13, 19:27
Mekkora lenne a késztermék?
Cím: Re:Fémöntés házilag
Írta: keri Dátum 2014 november 13, 19:34
Írta: keri Dátum 2014 november 13, 19:34
Jó, nekem nincs 350A-em :) azok már vízhűtésesek, nem?
Cím: Re:Fémöntés házilag
Írta: keri Dátum 2014 november 13, 19:36
Írta: keri Dátum 2014 november 13, 19:36
Jajmá' , ne zavard össze magasröptű elmémet olyan bagatel apróságokkal hogy fizikai törvények [#idiota][#vigyor2]
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 november 13, 19:38
Írta: ncw4w5nca Dátum 2014 november 13, 19:38
Igen, azt már a száraz pisztolyok nem bírnák, vagy csak rövid ideig.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 november 13, 19:43
Írta: ncw4w5nca Dátum 2014 november 13, 19:43
Nem akartam összezavarni, csak hát azt akartam sugallni, hogy működjön a dolog, hozzá kellene igazítani a törvényeket [#wave]
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2014 november 13, 19:50
Írta: robroy007 Dátum 2014 november 13, 19:50
Ebben az országban az sem lehetetlen ilyen vezérekkel...[#nevetes1]
Cím: Re:Fémöntés házilag
Írta: keri Dátum 2014 november 13, 20:02
Írta: keri Dátum 2014 november 13, 20:02
Utána néztem hogy gyártják. Valami habosító adalékkal és át buborékoltatással csinálják a fémhabokat, illetve ami már elhangzott, hogy porkohászatilag keverik össze más anyaggal és utólag kioldják.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 november 13, 20:11
Írta: ncw4w5nca Dátum 2014 november 13, 20:11
A Gyuri65 Által ajánlott oldal tökéletesen leírja:)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 november 13, 20:15
Írta: ncw4w5nca Dátum 2014 november 13, 20:15
Ha a többségnek jó, akkor engem nem zavar. Így legalább tudjuk hogy nem a holló vájja ki a szemüket[#eplus2]
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 november 14, 09:29
Írta: ncw4w5nca Dátum 2014 november 14, 09:29
Kicsit gondolkodtam a dolgon, és a fotón látható anyagszerkezetet aluból valószínű meg tudom csinálni. Annyi különbséggel, hogy nem lesz teljes keresztmetszetében nyitott cellás, és a megmunkálás után ki kell oldani a sószemcséket.
Cím: Re:Fémöntés házilag
Írta: Bicska Dátum 2014 november 14, 19:46
Írta: Bicska Dátum 2014 november 14, 19:46
Egyébként nekem úgy rémlik, hogy ez az alumínium hab magyar találmány/szabadalom, be is van jegyezve, a srácok már (tán) az USA-ban vannak. Egyszer valaki be is linkelte itt a cikket pár éve.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 november 14, 20:16
Írta: 3vv2btrhv Dátum 2014 november 14, 20:16
Igen az , én linkeltem be .
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2014 november 15, 22:17
Írta: 000000000 Dátum 2014 november 15, 22:17
Üdv.
Még nem sokat írtam a fórumba de gondoltam itt az ideje.
Nekem lenne egy javaslatom az elrontott alura.
Amikor sok alu dobozt olvasztok,sok a salak.
A salakot ha formába gyömöszöljük kihűlve megmunkálva a képen látható mintázatú lesz.
Az is alu csak rossz,onnan tudom hogy kipróbáltam.
Persze ez valószínűleg igaz bármilyen salakra,és próbálgatni kell.
Még nem sokat írtam a fórumba de gondoltam itt az ideje.
Nekem lenne egy javaslatom az elrontott alura.
Amikor sok alu dobozt olvasztok,sok a salak.
A salakot ha formába gyömöszöljük kihűlve megmunkálva a képen látható mintázatú lesz.
Az is alu csak rossz,onnan tudom hogy kipróbáltam.
Persze ez valószínűleg igaz bármilyen salakra,és próbálgatni kell.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2014 november 22, 17:27
Írta: 000000000 Dátum 2014 november 22, 17:27
Sziasztok. A segítségetekt szeretném kérni olvasztáshoz.
Az egyik barátommal időről időre szert szoktunk tenni nemesfém ékszerekre. (nem kell semmi törvénybe ütközőre gondolni, a törvény keretein belül végezzük a tevékenységünket)
Az lenne a kérdésem hogy ezeket milyen módszereel tudnánk hatékonyan megolvasztani majd formába öteni? Milyen olvasztótégelyt használjak, illetve milyen anyagba lenne célszerű beleönteni?
Természetesen egy egyszerű propán üzemre gondoltam mert ez nem tartozik a napi rutinjaink közé. Eddigi próbáink során próbáltunk egy kis rezet megolvasztani, de nem sok sikerrel jártunk.
Előre is köszönöm a segítségeteket.
Az egyik barátommal időről időre szert szoktunk tenni nemesfém ékszerekre. (nem kell semmi törvénybe ütközőre gondolni, a törvény keretein belül végezzük a tevékenységünket)
Az lenne a kérdésem hogy ezeket milyen módszereel tudnánk hatékonyan megolvasztani majd formába öteni? Milyen olvasztótégelyt használjak, illetve milyen anyagba lenne célszerű beleönteni?
Természetesen egy egyszerű propán üzemre gondoltam mert ez nem tartozik a napi rutinjaink közé. Eddigi próbáink során próbáltunk egy kis rezet megolvasztani, de nem sok sikerrel jártunk.
Előre is köszönöm a segítségeteket.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 november 22, 19:48
Írta: 3vv2btrhv Dátum 2014 november 22, 19:48
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 november 22, 19:49
Írta: 3vv2btrhv Dátum 2014 november 22, 19:49

Cím: Re:Fémöntés házilag
Írta: 54ip3ywec Dátum 2014 november 23, 11:53
Írta: 54ip3ywec Dátum 2014 november 23, 11:53
Hali.
Propán magában elég kevés,oxigénnel lehet olvasztani. Egyszerű samott tégelyben, a fémet melegítve olvasztható fél kiló is.Vas formába öntve.
Propán magában elég kevés,oxigénnel lehet olvasztani. Egyszerű samott tégelyben, a fémet melegítve olvasztható fél kiló is.Vas formába öntve.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 november 26, 18:05
Írta: 3vv2btrhv Dátum 2014 november 26, 18:05

Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 november 28, 17:04
Írta: 3szwbavt Dátum 2014 november 28, 17:04
csúcs ez a cucc, ez a nyomtatás megreformálja az egész öntészetet, és végre majd a szobrászatot is. iskolák, városok bronzból nyomtatnak majd köztéri szobrot, a rosszházi politikai szobrászok éhenhalnak, és megmarad a művészet annak ami. csodának, egyedi lélek manifesztációnak :-)
Cím: Re:Fémöntés házilag
Írta: 4ybj8h3c8 Dátum 2014 november 28, 19:31
Írta: 4ybj8h3c8 Dátum 2014 november 28, 19:31
Éljen. Egy újabb terület, amit bedarál a technológia,és mindenki önjelölt szobrász lesz, ahol nem azt nézi a megrendelő, hogy milyen tudás van az elkészült alkotásban (igaz ezt már ma is letojja), hanem az előállítás költsége lesz a legfontosabb szempont. Én sajnos tapasztalatból tudom, milyen az, amikor a kínai gagyit rendelik harmincezerért, és a hajamra kenhettem a megrendelő későbbi sirámát, hogy ha tudja mit kap, akkor inkább kifizeti nekem a tízszeresét és megvárja amíg ráérek. Ez a szép új világ, lehet neki örülni.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 november 29, 00:31
Írta: ncw4w5nca Dátum 2014 november 29, 00:31
Azért nem eszik olyan forrón a kását:) Szerintem egyenlőre nem kell még temetni a hagyományos szobrászatot, és a viaszveszejtéses öntészetet sem. Egy nyomtatóprogramot megírni nem egyszerű feladat, főleg úgy hogy az műalkotás szintű legyen. Aki erre képes az maga a művész! Viszont idő, anyag, és eszköz tekintetében sokkal költségesebb mint a hagyományos technika. Megnézném azt a programírót aki ezzel a szobrásszal felvenné a versenyt vagy a hasonló mesterekkel. Ja és az öntésről, na meg annak a buktatóiról még nem is volt szó. Mindent együttvéve, nem kell tartani attól, hogy az önjelölt művészek szobrai elárasztanák a világunkat. Mellesleg kis hazánkban kiváló táptalaja van a rosszházi politikai szobrászatnak [#rinya]
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 november 29, 15:20
Írta: 3szwbavt Dátum 2014 november 29, 15:20
félreértettetek. volt régen a kockaház szindróma. ingyen volt a tervezés, kész cucc. választhattad, vagy pénzért terveztethettél, és a hivatal is szivatott, hogy minek neked más mint másnak. lesz egy megfizetett, szobrász szobra, aki csinál 1-1-1 szobrot petőfiről stb. azt beszkennelik, és lehet nyomtatni bárkinek fillérekért.
a másik oldal a "más" lesz. ott leszünk mi :-)
a másik oldal a "más" lesz. ott leszünk mi :-)
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 november 29, 15:22
Írta: 3szwbavt Dátum 2014 november 29, 15:22
Lazi, te mit csinálsz?
Cím: Re:Fémöntés házilag
Írta: 4ybj8h3c8 Dátum 2014 november 29, 15:49
Írta: 4ybj8h3c8 Dátum 2014 november 29, 15:49
Semmit.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 november 29, 17:53
Írta: ncw4w5nca Dátum 2014 november 29, 17:53
Akkor ez a Petőfi szobor olyan lesz mint a 3D-s béka. Mindenki nyomtatja, de nem fogja a vitrinbe tenni, nem ez lesz a lakás dísze. Vagy a kerti törpe, ami szintén nem sok kertben díszeleg.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 november 29, 18:02
Írta: ncw4w5nca Dátum 2014 november 29, 18:02
"inkább kifizeti nekem a tízszeresét és megvárja amíg ráérek"
Ha ilyen jól fizetnék a semmit nyilván én sem érnék rá...[#vigyor2]
Ha ilyen jól fizetnék a semmit nyilván én sem érnék rá...[#vigyor2]
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 november 29, 19:17
Írta: 3vv2btrhv Dátum 2014 november 29, 19:17
Érintett vagyok mindkét oldalról . Mintázok viaszból portrékat , digitalizálok embereket , rajzolok CG-ben , öntöttem bronz kisplasztikát ,3D nyomtatóm készül . Ezért nehéz nekem erröl a témáról írni . De az tény , hogy a 3947-ben látható megoldás az lesz a jövő egyedi öntészet útja . Nem kell programot írni , mert az már megvan , csak betölteni és már szeleteli is a megfelelő rétegvastagságra , ez automatikusan történik .A művészet kvalitás az egy külön tészta , nem mi fogjuk eldönteni mit fog az utókor értékelni , lásd azokat a müvészeket akik éhen haltak az életükben , majd haláluk után lettek úgymond elismert művészek .A maradandó alkotáshoz pár száz , ezer évnek kell eltelni .
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2014 november 29, 21:15
Írta: 000000000 Dátum 2014 november 29, 21:15
Üdvözletem!
Ma megpróbáltam leönteni a korábban gipszből bemutatott formát. Az eredmény hagy némi kívánni valót maga után.
A mintadarabokat gipszből készítettem. Vízüveggel ragasztottam le egy vaslemezre. Egy szögvas keretet helyeztem köré, majd ytong téglával fedtem le. Beöntő és túlfolyó nyílást is hagytam. Amikor öntöttem bele az olvadt fémet, (horganyt) szabályosan fortyogott a túlfolyón, és a végeredményen is erősen látszik a gázosodás. A vízüveg kötéséhez engedtem CO2-t a palackból, de nem tudom biztosan teljesen megkötött-e? Lehet az olvadék is melegebb volt az ideálisnál.
Kérdésem, ha nedves homokból megcsinálom az öntőmintát mennyire kell kiszárítani? Próbálkozom tovább. Most nem tudtam fotót föltenni az eredményről,de ha segít holnap megpróbálom.
Ma megpróbáltam leönteni a korábban gipszből bemutatott formát. Az eredmény hagy némi kívánni valót maga után.
A mintadarabokat gipszből készítettem. Vízüveggel ragasztottam le egy vaslemezre. Egy szögvas keretet helyeztem köré, majd ytong téglával fedtem le. Beöntő és túlfolyó nyílást is hagytam. Amikor öntöttem bele az olvadt fémet, (horganyt) szabályosan fortyogott a túlfolyón, és a végeredményen is erősen látszik a gázosodás. A vízüveg kötéséhez engedtem CO2-t a palackból, de nem tudom biztosan teljesen megkötött-e? Lehet az olvadék is melegebb volt az ideálisnál.
Kérdésem, ha nedves homokból megcsinálom az öntőmintát mennyire kell kiszárítani? Próbálkozom tovább. Most nem tudtam fotót föltenni az eredményről,de ha segít holnap megpróbálom.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 november 30, 00:27
Írta: ncw4w5nca Dátum 2014 november 30, 00:27
Tibor ha szétnézel a világban a tömegcikk nem képvisel nagyobb értéket, mint ami az előállításához szükséges. Az egyedileg előállított művészi alkotás válhat nagyon értékessé, de az arról készült másolat szinte soha, készülhet az bármilyen technológiával, és bármilyen minőségben.
"Nem kell programot írni , mert az már megvan , csak betölteni és már szeleteli is"
Kifejtenéd ezt bővebben? Valahol teremnek a programok, hogy nem kell megírni? Mert ha a digitalizálásra gondolsz, ahhoz kell egy műalkotás, amit lehet szkennelni. Vagy ha élő személyről készíted az messze nem műalkotás.
"Nem kell programot írni , mert az már megvan , csak betölteni és már szeleteli is"
Kifejtenéd ezt bővebben? Valahol teremnek a programok, hogy nem kell megírni? Mert ha a digitalizálásra gondolsz, ahhoz kell egy műalkotás, amit lehet szkennelni. Vagy ha élő személyről készíted az messze nem műalkotás.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 november 30, 00:50
Írta: ncw4w5nca Dátum 2014 november 30, 00:50
A gipsz a kötéséhez vizet vesz fel, vegyileg megköti. Ez hevítés hatására felszabadul, bomlik. A folyamat 100°C körül kezdődik, és 800°C körül fejeződik be. A megfelelő agyagtartalmú homok optimális nedvesség mellett, megfelelő tömörítéssel (nem agyondöngölt) szárítás nélkül használható öntéshez. Szerintem ha vissza olvasnál néhány oldalt, akkor sok kudarctól megkímélnéd magad.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 november 30, 10:03
Írta: 3vv2btrhv Dátum 2014 november 30, 10:03
A fényképezést tudom felhozni példának , ma már elfogadott művészeti ág , és az ár érték arány is kezd megfelelő lenni . A digitalizálásnak és a Nyomtatásnak is végig kell mennie ezen a fejlődési fázison .
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 november 30, 12:44
Írta: 3szwbavt Dátum 2014 november 30, 12:44
a művészet nem a halál után születik, hanem van a tehetség, és van a kurázsi. ha párosul, akkor jó, ha nem akkor tré.
aztán van a kurázsi, tehetség nélkül, pld Kigl ember.
aztán van, hogy tehetséges, és felkarolják, aztán,van, hogy valakiből a halála után valaki kreál tehetséget.
szóval nagy a paletta, és ez az ezer éves dolog is olyan, hogy a beatles is örök, csak ma már 1 millióból 1 sem ismeri....
aztán van a kurázsi, tehetség nélkül, pld Kigl ember.
aztán van, hogy tehetséges, és felkarolják, aztán,van, hogy valakiből a halála után valaki kreál tehetséget.
szóval nagy a paletta, és ez az ezer éves dolog is olyan, hogy a beatles is örök, csak ma már 1 millióból 1 sem ismeri....
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 november 30, 13:15
Írta: ncw4w5nca Dátum 2014 november 30, 13:15
Vagy felhozhatnánk a konyhaművészetet is. Egy neves étteremben a sokszorosát elkérik a bekerülési összegnek.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 november 30, 16:47
Írta: 3vv2btrhv Dátum 2014 november 30, 16:47
Egy példa : Bedigitalizálok egy portrét , a digitális állomány segítségével megmintázom kézzel a szobrot , majd újból szkennelem , erről készül a 3D nyomtató negatív , kiöntik borzból, az összes digitális állományt törlöm . Na ez szerintetek mi ? Művészet , vagy másolás ?
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 november 30, 17:09
Írta: ncw4w5nca Dátum 2014 november 30, 17:09
Akkor had kérdezzek vissza. Ez a technológia anyagilag versenyképes a hagyományos szobrászattal?
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 november 30, 17:22
Írta: 3vv2btrhv Dátum 2014 november 30, 17:22
Öszintén nem tudom , mivel még nem öntöttek le így nekem semmit , de mindent megteszek egy próbáéért .
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 november 30, 17:57
Írta: 3vv2btrhv Dátum 2014 november 30, 17:57

Egy szobor digitalizálása , majd szeletelő szoftverben a falvastagság megadása , ezt ha lementem , már lehetne a nyomtatóba küldeni .
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 november 30, 20:49
Írta: ncw4w5nca Dátum 2014 november 30, 20:49
Tibi kívánom hogy legyen hozzá szerencséd[#wave]
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 december 01, 09:08
Írta: 3vv2btrhv Dátum 2014 december 01, 09:08
Köszi
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2014 december 13, 14:08
Írta: 000000000 Dátum 2014 december 13, 14:08
Jószerencsét urak!
Szoboröntőt keresek.
Öntő vagyok, megkerestek bronzszobor öntéssel, de az nem az én asztalom.
Szívesen átadnám itt valakinek. Mert tetszik ez a fórum :)
Béna vagyok, nem tudok képet felrakni, emailre küldök mindent.
Szoboröntőt keresek.
Öntő vagyok, megkerestek bronzszobor öntéssel, de az nem az én asztalom.
Szívesen átadnám itt valakinek. Mert tetszik ez a fórum :)
Béna vagyok, nem tudok képet felrakni, emailre küldök mindent.
Cím: Re:Fémöntés házilag
Írta: d30xhrezp Dátum 2014 december 13, 18:17
Írta: d30xhrezp Dátum 2014 december 13, 18:17
Üdv.
Merre lenne a munka?Van egy szobrász ismerősöm aki önt is,és megtudnám kérdezni,hogy érdekli-e a dolog.
Borsodba,Tokaj mellett lakunk.
Merre lenne a munka?Van egy szobrász ismerősöm aki önt is,és megtudnám kérdezni,hogy érdekli-e a dolog.
Borsodba,Tokaj mellett lakunk.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 13, 21:28
Írta: ncw4w5nca Dátum 2014 december 13, 21:28
Adrennel vedd fel a kapcsolatot Ő Hollókőn lakik.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 13, 21:32
Írta: ncw4w5nca Dátum 2014 december 13, 21:32
Ja különben üdvözöllek a fórumon [#wave]
Ha nem titok te merre laksz?
Ha nem titok te merre laksz?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2014 december 13, 22:15
Írta: 000000000 Dátum 2014 december 13, 22:15
Nem tudom hol, ha érdekel, holnap megadom az ember elérhetőségét.
Majd megpróbálok feltölteni képet is ide.
Nem volt időm fecsegni vele, de szerintem szobrokról akar másolatokat. Ló, szekér, női szobor, stb.
Majd megpróbálok feltölteni képet is ide.
Nem volt időm fecsegni vele, de szerintem szobrokról akar másolatokat. Ló, szekér, női szobor, stb.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2014 december 13, 22:16
Írta: 000000000 Dátum 2014 december 13, 22:16
Üdv, Verőcen lakok, Vácon dolgozok.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 14, 11:43
Írta: ncw4w5nca Dátum 2014 december 14, 11:43
Van itt itt és itt leírás hogy hogyan tudsz képeket felrakni. Én megnézném hogy miről is volna szó. Vagy ha elküldöd az adatlapomon szereplő emailcímemre, akkor én felrakom:)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 14, 11:48
Írta: ncw4w5nca Dátum 2014 december 14, 11:48
Milyen jellegű munkát csináltok? saját cég, vagy alkalmazott vagy?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2014 december 14, 14:32
Írta: 000000000 Dátum 2014 december 14, 14:32
Köszi, megpróbálom:

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2014 december 14, 14:35
Írta: 000000000 Dátum 2014 december 14, 14:35
akkor a többi:







Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 14, 14:46
Írta: ncw4w5nca Dátum 2014 december 14, 14:46
[#ticking]
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 december 14, 15:09
Írta: 3vv2btrhv Dátum 2014 december 14, 15:09
Nekem nem megy a képfeltöltés ahová szoktuk , megnézné valaki ?
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 14, 15:14
Írta: ncw4w5nca Dátum 2014 december 14, 15:14
Nekem működik.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2014 december 14, 15:18
Írta: 000000000 Dátum 2014 december 14, 15:18
Saját kis öntöde, egyedi öntvények, kis, közepes sorozat stb.
Gépalkatrészek, fogaskerék előgyártmányok, csapágyperselyek, hajócsavar... mikor mi jön... rézötvözetek /CuSn12, Rg5, Rg7, CuSnxPby, KSrö57, CuAl10Fe5Ni5, MAlFe6, stb./ meg alumíniumból AlSi10Mg és társai.
Szobrokhoz hülye vagyok, meg nem ezzel foglalkozok, egyszerűbb plakett, tábla, stb. selyemhomokba vagy olajosba az nem probléma, de nem sok ilyen van.
pár kép, kicsi is, nagy is:






Gépalkatrészek, fogaskerék előgyártmányok, csapágyperselyek, hajócsavar... mikor mi jön... rézötvözetek /CuSn12, Rg5, Rg7, CuSnxPby, KSrö57, CuAl10Fe5Ni5, MAlFe6, stb./ meg alumíniumból AlSi10Mg és társai.
Szobrokhoz hülye vagyok, meg nem ezzel foglalkozok, egyszerűbb plakett, tábla, stb. selyemhomokba vagy olajosba az nem probléma, de nem sok ilyen van.
pár kép, kicsi is, nagy is:
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 december 14, 15:18
Írta: 3vv2btrhv Dátum 2014 december 14, 15:18
Számítástechnika nem ex akt tudomány !! Eltűnt a könyvjelzömből , és csak a Barátommal tudom megtalálni .
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 14, 15:26
Írta: ncw4w5nca Dátum 2014 december 14, 15:26
Szép munka [#eljen][#worship]
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 14, 15:27
Írta: ncw4w5nca Dátum 2014 december 14, 15:27
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 december 14, 15:51
Írta: 3vv2btrhv Dátum 2014 december 14, 15:51
Köszi .[#wave]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2014 december 14, 16:15
Írta: 000000000 Dátum 2014 december 14, 16:15
Köszönöm, igyekszem folyamatosan okosodni, fejlődni.
Bár érdekes, ahogy telnek az évek, egyre csak hülyébbnek érzem magam [#circling]
Bár érdekes, ahogy telnek az évek, egyre csak hülyébbnek érzem magam [#circling]
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 14, 16:46
Írta: ncw4w5nca Dátum 2014 december 14, 16:46
Ezzel én is így vagyok, főleg most az internet világában amikor csodásabbnál csodásabb dolgokat látok, és rá kell jönnöm, hogy a töredékét sem tudom kipróbálni
Cím: Re:Fémöntés házilag
Írta: 9n7m49ea4 Dátum 2014 december 15, 11:31
Írta: 9n7m49ea4 Dátum 2014 december 15, 11:31
Sziasztok!
Segítséget kérnék. Aluból szeretnék léghűtéses kétütemű motor hengerfejéhez hasonló alkatrészt önteni. A darab nem hengerfejként üzemelne, nincs különösebb mechanikai terhelésnek kitéve, viszont párhuzamos hűtőbordák vannak rajta amik nehezítik a megvalósítást. Igazándiból fémkokillába lenne jó, hogy többet lehessen csinálni belőle.
Csiszoló polírozó műhelyem van, én ebben tudok segítséget ajánlani (akár cserében is).
Szakál
Segítséget kérnék. Aluból szeretnék léghűtéses kétütemű motor hengerfejéhez hasonló alkatrészt önteni. A darab nem hengerfejként üzemelne, nincs különösebb mechanikai terhelésnek kitéve, viszont párhuzamos hűtőbordák vannak rajta amik nehezítik a megvalósítást. Igazándiból fémkokillába lenne jó, hogy többet lehessen csinálni belőle.
Csiszoló polírozó műhelyem van, én ebben tudok segítséget ajánlani (akár cserében is).
Szakál
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 15, 20:31
Írta: ncw4w5nca Dátum 2014 december 15, 20:31
Nem egyszerű az amit szeretnél. Párhuzamos bordákat marással tudsz előállítani. A fém kokillának horror az ára, na meg ahhoz fröccsöntőgép kell. Esetleg hűtőborda profil nem lenne jó?
Cím: Re:Fémöntés házilag
Írta: 9n7m49ea4 Dátum 2014 december 15, 21:16
Írta: 9n7m49ea4 Dátum 2014 december 15, 21:16
Üreg kell bele, mármint az aljába. Gondoltam már húzott profilra, de abból nem tudom megcsinálni. Vasból meg tudom csinálni a kokillát némi útmutatás után :)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 15, 22:55
Írta: ncw4w5nca Dátum 2014 december 15, 22:55
Először is jó volna látni valami rajzot róla, hogy legyen valami fogalmam a méretről, a funkciójáról, és a kialakításról. ha nincs támpont akkor nehéz olyat kitalálni, amivel te is meg leszel elégedve[#vigyor2]
Cím: Re:Fémöntés házilag
Írta: 9n7m49ea4 Dátum 2014 december 16, 08:30
Írta: 9n7m49ea4 Dátum 2014 december 16, 08:30
Hasonlót képzelj el mondjuk mint egy 125-ös Csepel hengerfej, annyi különbséggel, hogy az üreg nem szabályos gömbhéj alakú benne. Még méretre is valami hasonló lenne. Megcsinálhatom majd valamiből, fából akár. Nem lóverseny egyelőre a dolog, de készülnöm kell rá és tudom, hogy nem egyszerű a végső kivitelezés. Régen homokba öntötték a hengerfejeket és a centrifugálöntvény hegereket is.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 16, 22:38
Írta: ncw4w5nca Dátum 2014 december 16, 22:38
végül is öntöttem már háború előtti négyütemű motorra léghűtéses hengerfejet homokba. A legmélyebb borda 80mm, mit ne mondjak elég nagy szívás volt:)Egy hétig játszottam vele mire összejött.Tehát meg lehet csinálni, de kérdés hogy megéri-e. Ugyanis klasszikus módon a homokba nem lehet mintázni, hisz a bordák közül még a gyantás homok sem jön ki. Azt meg hogy régen hogy csinálták nem tudom, és nem hiszem hogy az a technológia valahol ma fellelhető. Persze van elképzelésem, de ahhoz bonyolult szétszedhető minta kellene, vagy a viaszveszejtéses eljárás, de azért még ott is felmerül néhány kérdés. Végül is mi célt fog szolgálni, mit fog hűteni?
Cím: Re:Fémöntés házilag
Írta: Csuhás Dátum 2014 december 16, 22:44
Írta: Csuhás Dátum 2014 december 16, 22:44
Nem lehet egy hűtőbordából és egy kiegészítő egyszerűbb alakú alkatrészből összehozni? Csavarozva, vagy hegesztve, vagy akár aluforrasszal összerakva.
Cím: Re:Fémöntés házilag
Írta: 9n7m49ea4 Dátum 2014 december 16, 22:46
Írta: 9n7m49ea4 Dátum 2014 december 16, 22:46
Szelepdekni lesz egyhengeres négyüteműre :)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 16, 22:50
Írta: ncw4w5nca Dátum 2014 december 16, 22:50
Új építésű, vagy veterán?
Cím: Re:Fémöntés házilag
Írta: 9n7m49ea4 Dátum 2014 december 16, 22:53
Írta: 9n7m49ea4 Dátum 2014 december 16, 22:53
Az aluforrasz eddig nekem nem nagyon jött be. Minden valószínűség szt. több darabra lesz szükségem, arra az öntés lenne a legjobb. forgácsolni túl nagy macera lenne, és nincs is marógépem.
Amit a technológiák feledésbe merüléséről mondasz, az apámat juttatja eszembe aki sok éve kínlódik különböző öntőkkel akik nem képesek normálisan kiönteni a szobrait, fater meg dühöng, hogy bezzeg ezelőtt 2000 évvel tudtak bronzot önteni, most meg már nem. Ja igen, mert apám szobrász :)
Amit a technológiák feledésbe merüléséről mondasz, az apámat juttatja eszembe aki sok éve kínlódik különböző öntőkkel akik nem képesek normálisan kiönteni a szobrait, fater meg dühöng, hogy bezzeg ezelőtt 2000 évvel tudtak bronzot önteni, most meg már nem. Ja igen, mert apám szobrász :)
Cím: Re:Fémöntés házilag
Írta: 9n7m49ea4 Dátum 2014 december 16, 22:55
Írta: 9n7m49ea4 Dátum 2014 december 16, 22:55
Új építésű, nem köt semmi sem igazán, csak az összhang és a korhű kinézet :)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 16, 23:05
Írta: ncw4w5nca Dátum 2014 december 16, 23:05
Így most már értem miről van szó, épp most birkózom két BMW szelepdeknivel:)Milyen alakra gondoltál? Lágyabb kerekített, vagy szögletesebbre?
Cím: Re:Fémöntés házilag
Írta: 9n7m49ea4 Dátum 2014 december 16, 23:14
Írta: 9n7m49ea4 Dátum 2014 december 16, 23:14
Maga a motor egy univerzális vízszintes tengelyű kínai vacak, abból kell valami a huszadik század elejére hajazó dolgot kihozzak. Eredetileg egy igen ronda bádog szelepdeknije van, ahelyett lenne az amiről beszélünk. Valószínűleg gömbölyűbb lesz mint szögletes, az régiesebb.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 16, 23:46
Írta: ncw4w5nca Dátum 2014 december 16, 23:46
Ok rágódok rajta egy kicsit, hogy hogyan volna célszerű nekifogni.
Cím: Re:Fémöntés házilag
Írta: 9n7m49ea4 Dátum 2014 december 17, 00:16
Írta: 9n7m49ea4 Dátum 2014 december 17, 00:16
Köszönöm :)
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 december 17, 07:26
Írta: 3vv2btrhv Dátum 2014 december 17, 07:26

Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 17, 15:25
Írta: 3szwbavt Dátum 2014 december 17, 15:25
Hunka úr, ez kerámia héj? lenne egy két szobrom amit ebben kellene leönteni mert bonyolult. van rá lehetőség?
Cím: Re:Fémöntés házilag
Írta: xr54ua7n2 Dátum 2014 december 17, 17:35
Írta: xr54ua7n2 Dátum 2014 december 17, 17:35
Üdv!
Áthúzós mintalappal csinálják a bordákat....
Áthúzós mintalappal csinálják a bordákat....
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 december 17, 20:21
Írta: 3vv2btrhv Dátum 2014 december 17, 20:21
Nem az én képem , munkám , csak mint szép kép raktam be . Ha érdekel a héj receptje e-mail -ben megbeszéltjük .
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 december 17, 20:21
Írta: 3vv2btrhv Dátum 2014 december 17, 20:21
megbeszélhetjük
Cím: Re:Fémöntés házilag
Írta: 9n7m49ea4 Dátum 2014 december 17, 20:32
Írta: 9n7m49ea4 Dátum 2014 december 17, 20:32
Engem is érdekelne, ha lehetséges..
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 18, 00:03
Írta: ncw4w5nca Dátum 2014 december 18, 00:03
Kerámiaforma készítése
Az elkészített viaszmintákat bokrosítják, az az egy viaszból készült beömlőtölcsérre minél többet felragasztanak kis viaszlemezkékkel (ami a megvágást biztosítja), hogy egy öntéssel több munkadarabot lehessen előállítani. A bokrosított viaszmintákat egy tejfelsűrűségű formázóanyagba mártják.
A formázóanyag összetétele:
Kötőanyag:
50-55% etilszilikát [SiO4(C2H5)4]
25-27% etilalkohol (96%-os)
8- 9% víz
8-9% sósav (HCl, sűrűsége 1,18)
Tűzálló anyag:
50% kvarcliszt (SiO2)
50% timföld (Al2O3)
Az első bemártáshoz igen finom szemcsézetű tűzálló anyagot használunk, ugyanis ez határozza meg a kész öntvény felületi érdességét. A mártás után az alkohol párolgásával megindul a szilárdulás. Többszöri mártással (már durvább szemcsézetű tűzálló anyagot használva) kellő vastagságú kérget alakítunk ki a viaszmintán. A kéregvastagság függ az öntvény méretétől, általában 1-1,5 mm. A bevont bokrokat 2-4 óráig száradni hagyják, miközben a mintán kemény kerámiai héj képződik. A héjakat a bennük levő mintával együtt formaszekrénybe helyezik és homokkeverékbe ágyazzák a vékony héj erősítésére. A vastagabb un. Önhordó héjak képzésekor a beágyazási művelet el is maradhat. Egy önhordó héj készítésének menetét mutatjuk be a 4.1.5. ábrán. A formaszekrényeket lefelé fordítva kemencébe helyezik (180-200 oC) és meleg levegővel a viaszkeveréket kiolvasztják. A kiolvasztási idő 6-8 óra. A folyékony viaszt felfogják és az ismételt gyártás során újra felhasználják. A viasz kiolvasztása után a formákat kiizzítják 850-1000 oC-on, hogy a formában esetleg visszamaradó viasz teljesen kiégjen, eltávozzon. A forma ezen a hőmérsékleten keramizálódik, szilárdsága nő. A 1-12 órai izzítás után a formákat lassan hűtik, majd folyékony fémmel kitöltik. A fém megdermedése után a formák könnyen összetörhetők, az öntvény kivehető.
Az 1.10. ábrasorozaton képekben mutatjuk be a gyártás egyes lépéseit.
Precíziós öntvénygyártás 26 oldal
Az elkészített viaszmintákat bokrosítják, az az egy viaszból készült beömlőtölcsérre minél többet felragasztanak kis viaszlemezkékkel (ami a megvágást biztosítja), hogy egy öntéssel több munkadarabot lehessen előállítani. A bokrosított viaszmintákat egy tejfelsűrűségű formázóanyagba mártják.
A formázóanyag összetétele:
Kötőanyag:
50-55% etilszilikát [SiO4(C2H5)4]
25-27% etilalkohol (96%-os)
8- 9% víz
8-9% sósav (HCl, sűrűsége 1,18)
Tűzálló anyag:
50% kvarcliszt (SiO2)
50% timföld (Al2O3)
Az első bemártáshoz igen finom szemcsézetű tűzálló anyagot használunk, ugyanis ez határozza meg a kész öntvény felületi érdességét. A mártás után az alkohol párolgásával megindul a szilárdulás. Többszöri mártással (már durvább szemcsézetű tűzálló anyagot használva) kellő vastagságú kérget alakítunk ki a viaszmintán. A kéregvastagság függ az öntvény méretétől, általában 1-1,5 mm. A bevont bokrokat 2-4 óráig száradni hagyják, miközben a mintán kemény kerámiai héj képződik. A héjakat a bennük levő mintával együtt formaszekrénybe helyezik és homokkeverékbe ágyazzák a vékony héj erősítésére. A vastagabb un. Önhordó héjak képzésekor a beágyazási művelet el is maradhat. Egy önhordó héj készítésének menetét mutatjuk be a 4.1.5. ábrán. A formaszekrényeket lefelé fordítva kemencébe helyezik (180-200 oC) és meleg levegővel a viaszkeveréket kiolvasztják. A kiolvasztási idő 6-8 óra. A folyékony viaszt felfogják és az ismételt gyártás során újra felhasználják. A viasz kiolvasztása után a formákat kiizzítják 850-1000 oC-on, hogy a formában esetleg visszamaradó viasz teljesen kiégjen, eltávozzon. A forma ezen a hőmérsékleten keramizálódik, szilárdsága nő. A 1-12 órai izzítás után a formákat lassan hűtik, majd folyékony fémmel kitöltik. A fém megdermedése után a formák könnyen összetörhetők, az öntvény kivehető.
Az 1.10. ábrasorozaton képekben mutatjuk be a gyártás egyes lépéseit.
Precíziós öntvénygyártás 26 oldal
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 18, 00:20
Írta: ncw4w5nca Dátum 2014 december 18, 00:20
Igen már próbálkoztam vele, sajnos nem sok sikerrel.igaz nem mintával, hanem hengerfejjel próbáltam, mivel veterán motorhoz kellett másolni. Nekem a gyantás homok komolyan betapadt a bordák közé, és csak darabokba volt hajlandó kijönni. Igazából nem is tudtam a bordákat tökéletes simára munkálni, ezért másként oldottam meg.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 18, 00:38
Írta: ncw4w5nca Dátum 2014 december 18, 00:38
Na átgondoltam a dolgot, szerintem menni fog. Kell készíteni egy szétszedhető mintát, de ezt jobb volna személyesen megbeszélni, mert kicsit körülményes lenne leírni. Ha megcsinálod a mintát én leöntöm, de a minta készítését én nem vállalom. Te merre laksz, remélem nem Mosonmagyaróvár környékén:)
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 18, 07:07
Írta: 3szwbavt Dátum 2014 december 18, 07:07
Köszi Hunka úr, aadren@gmail.com.
van ott sok bökkenő, sok tapasztalat kell, azt tudom, a kerámia héjas öntéshez. páratartalom, hőmérséklet, stb. Én samottos-gipszes beágyazót csinálok,
https://www.facebook.com/video.php?v=760848130636359
ez pld az én kis tégelyem.
van ott sok bökkenő, sok tapasztalat kell, azt tudom, a kerámia héjas öntéshez. páratartalom, hőmérséklet, stb. Én samottos-gipszes beágyazót csinálok,
https://www.facebook.com/video.php?v=760848130636359
ez pld az én kis tégelyem.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 18, 07:08
Írta: 3szwbavt Dátum 2014 december 18, 07:08
https://scontent-b-vie.xx.fbcdn.net/hphotos-xpa1/v/t1.0-9/10262031_760845093969996_5216715395555592390_n.jpg?oh=6ac0f755fb83f8d7890dfb02ece177fa&oe=5500DA9E
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 18, 12:25
Írta: ncw4w5nca Dátum 2014 december 18, 12:25
Igen a járatlan út mindig rögös, sőt Tibor ezt még tetézi azzal, hogy csak úgy hajlandó a receptjét megosztani,ha vállalod hogy cserébe kiöntöd a dolgait.Én is futottam vele egy kört, de úgy ítéltem, hogy nem éri meg egy bizonytalan technológiáért felvállalni egy csomó munkát. Szerintem az etilszilikátos módszer tökéletes, és a szilárdsága is megfelelő. Ha kicsit több időm lesz ki is fogom próbálni:)
Cím: Re:Fémöntés házilag
Írta: 9n7m49ea4 Dátum 2014 december 18, 12:37
Írta: 9n7m49ea4 Dátum 2014 december 18, 12:37
Olyan mintát csinálok amilyet akarsz. Ha kell, csapágyazott kacsalábbal, hogy forogjon :)
Érden lakom és itt van a műhelyem is
Érden lakom és itt van a műhelyem is
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 18, 13:49
Írta: ncw4w5nca Dátum 2014 december 18, 13:49
Érd az jó hely. Ha minden igaz jövőév elején felmegyek nejemmel dolgozni Pestre, akkor lesz mód találkozni. Ha esetleg januárba menni kell állásinterjúra, akkor szólok és összehozhatunk egy találkozót.
Amúgy a minta nem bonyolult, rétegekből kell összerakni. egy borda két rétegből áll, és a bordaköz is kettőből. A lemezeket összecsavarozva ki lehet alakítani a végső formát. Azután minden félborda közé megy egy masszív választó lap amire két oldalt rá van ragasztva a félborda arra pedig a hozzátartozó félbordaköz. Végül ezeket egymásmellé helyezve és a rések feltöltve homokkal. így adódik a külső forma szeletei amit egymásmellé kell illeszteni. A homokot köttetni kell, akkor szeletek mozgathatók a törésveszélye nélkül.
Az üreg mintáját a lemezdekni a segítségével akár gipszből is ki lehet alakítani. Ezután már csak egy formázószekrény kell, amivel pontosan összeilleszthető a két félforma.
A bordaközök alakjának a kialakítását a lemezdekniről készült gipszmásolat szeletelésével oldanám meg (a megfelelő helyen elvágva és a lemezre átrajzolva). A bordák vastagságát,és a bordaközök távolságát a felhasznált lemez vastagsága határozza meg.
Nagy vonalakban ennyi, remélem érthető [#vigyor2]
Amúgy a minta nem bonyolult, rétegekből kell összerakni. egy borda két rétegből áll, és a bordaköz is kettőből. A lemezeket összecsavarozva ki lehet alakítani a végső formát. Azután minden félborda közé megy egy masszív választó lap amire két oldalt rá van ragasztva a félborda arra pedig a hozzátartozó félbordaköz. Végül ezeket egymásmellé helyezve és a rések feltöltve homokkal. így adódik a külső forma szeletei amit egymásmellé kell illeszteni. A homokot köttetni kell, akkor szeletek mozgathatók a törésveszélye nélkül.
Az üreg mintáját a lemezdekni a segítségével akár gipszből is ki lehet alakítani. Ezután már csak egy formázószekrény kell, amivel pontosan összeilleszthető a két félforma.
A bordaközök alakjának a kialakítását a lemezdekniről készült gipszmásolat szeletelésével oldanám meg (a megfelelő helyen elvágva és a lemezre átrajzolva). A bordák vastagságát,és a bordaközök távolságát a felhasznált lemez vastagsága határozza meg.
Nagy vonalakban ennyi, remélem érthető [#vigyor2]
Cím: Re:Fémöntés házilag
Írta: 9n7m49ea4 Dátum 2014 december 18, 15:48
Írta: 9n7m49ea4 Dátum 2014 december 18, 15:48
értem én hogy berzin, de mi hajtja? :)
Világos a dolog. Egyébként viszveszejtés samottos gipszben működik aluval? Vagy csak túlbonyolítás ?
Világos a dolog. Egyébként viszveszejtés samottos gipszben működik aluval? Vagy csak túlbonyolítás ?
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 18, 16:14
Írta: ncw4w5nca Dátum 2014 december 18, 16:14
Működne, de szerintem bonyolultabb,és nekem egyenlőre nincs meg hozzá a hevítőkemencém, na meg ahhoz is kell csinálni egy prototípust, amiről csinálod a szilikon öntőmintát a viasz öntéséhez.
Cím: Re:Fémöntés házilag
Írta: 9n7m49ea4 Dátum 2014 december 18, 16:19
Írta: 9n7m49ea4 Dátum 2014 december 18, 16:19
Mint említettem, apám szobrász, ismerem az eljárást.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 december 18, 19:47
Írta: 3vv2btrhv Dátum 2014 december 18, 19:47
Senkire semmit nem akarok rá erőszakolni !
A technológia és recept ellenében pár darab kicsi ékszer ( Bronz ) öntését kértem .Úgy érzem ez közel sem reális rám nézve . És ezt nem bántó szándékkal mondom .
A technológia és recept ellenében pár darab kicsi ékszer ( Bronz ) öntését kértem .Úgy érzem ez közel sem reális rám nézve . És ezt nem bántó szándékkal mondom .
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 18, 20:53
Írta: ncw4w5nca Dátum 2014 december 18, 20:53
Én sem bántó szándékkal mondtam, csak mint tényt állapítottam meg. Nem azt mondtam hogy nem jó, csak azt hogy én nem látok benne fantáziát, látatlanban meg főleg nem.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 18, 23:21
Írta: 3szwbavt Dátum 2014 december 18, 23:21
Szakáll, azaz "az" a Szakáll? Üdv itt, ismerjük egymást.
Ha bartell a dolog Hunka úrral, akkor hajráf, benne vagyok minden jóban... aadren@gmail.com
Ha bartell a dolog Hunka úrral, akkor hajráf, benne vagyok minden jóban... aadren@gmail.com
Cím: Re:Fémöntés házilag
Írta: 9n7m49ea4 Dátum 2014 december 19, 10:57
Írta: 9n7m49ea4 Dátum 2014 december 19, 10:57
Ha te mondod, akkor biztos az a Szakál vagyok :D
Majd mindenki így ismer, legalábbis motoros körökben egészen biztos.
Új helyen, új projektek indulnak most nálam, ehhez kértem segítséget.
Majd mindenki így ismer, legalábbis motoros körökben egészen biztos.
Új helyen, új projektek indulnak most nálam, ehhez kértem segítséget.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 19, 14:18
Írta: 3szwbavt Dátum 2014 december 19, 14:18
ArtDeco motors
Cím: Re:Fémöntés házilag
Írta: 9n7m49ea4 Dátum 2014 december 19, 14:22
Írta: 9n7m49ea4 Dátum 2014 december 19, 14:22
"Motorciclyng" mint 'motorozás' :)
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 19, 17:24
Írta: 3szwbavt Dátum 2014 december 19, 17:24
oks bocs :-)
Cím: Re:Fémöntés házilag
Írta: 9n7m49ea4 Dátum 2014 december 19, 18:44
Írta: 9n7m49ea4 Dátum 2014 december 19, 18:44
sebaj :-)
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 20, 16:37
Írta: 3szwbavt Dátum 2014 december 20, 16:37
Én ráállnék Hunka úr ajánlatára, bartelben leönteném neki a kért bronz ékszereket.
Csak azt nem értem, hogy ha ő, etilszilikátos eljárással önt, akkor azzal miért nem lehet leönteni azokat tökéletesre?
Én ékszer minőségig vittem a saját technikámat, leöntök fél milliméter vastag kis cuccokat, ékszerviaszból kilövöm őket nyomáson, sütős gumi negatívba. Csokrozás stb... de most van néhány nagyobb szobrom, ami rettenet bonyolult és kényelmetlen lenne samottos technikával önteni. Ezért is gondolkodom a kerámia héjban.
Csak azt nem értem, hogy ha ő, etilszilikátos eljárással önt, akkor azzal miért nem lehet leönteni azokat tökéletesre?
Én ékszer minőségig vittem a saját technikámat, leöntök fél milliméter vastag kis cuccokat, ékszerviaszból kilövöm őket nyomáson, sütős gumi negatívba. Csokrozás stb... de most van néhány nagyobb szobrom, ami rettenet bonyolult és kényelmetlen lenne samottos technikával önteni. Ezért is gondolkodom a kerámia héjban.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 20, 19:36
Írta: ncw4w5nca Dátum 2014 december 20, 19:36
Nem, Tibor nem etilszilikátos módszerrel önt, hanem annak a helyettesítésére dolgozott ki egy olcsóbb módszert. Ezt a receptet kínálja cserébe az ékszer öntéséért.
Egy régi hozzászólásából:#2586 "Az én eredeti szakmám GIPSZMINTAKÉSZÍZÖ , csak ezért bátorkodom dolgokat beirni .
Amugy meg 20 évvel ezelött bronz kisplasztikákat öntöttem a saját összetételü gipszel .
Amit azért nem árulok el mert sok pénzt és energiát fektettem bele."
#2573:"de én a gipszhez kevertem egy anyagot , amitöl nem porladt"
Igaz csak kiragadtam az idézeteket, de ha valakit érdeket innen visszaolvashatja.
Egy régi hozzászólásából:#2586 "Az én eredeti szakmám GIPSZMINTAKÉSZÍZÖ , csak ezért bátorkodom dolgokat beirni .
Amugy meg 20 évvel ezelött bronz kisplasztikákat öntöttem a saját összetételü gipszel .
Amit azért nem árulok el mert sok pénzt és energiát fektettem bele."
#2573:"de én a gipszhez kevertem egy anyagot , amitöl nem porladt"
Igaz csak kiragadtam az idézeteket, de ha valakit érdeket innen visszaolvashatja.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 december 20, 19:41
Írta: 3vv2btrhv Dátum 2014 december 20, 19:41
Alapvető félreértés van !! 25 évvel ezelőtt öntöttem utoljára bronzot .
Nem etilszilikátos a technológiám . Két módszert alkalmaztam , az egyik volt az égetett gipsz , de nem samottos , a másik a kerámia héj .
Nem etilszilikátos a technológiám . Két módszert alkalmaztam , az egyik volt az égetett gipsz , de nem samottos , a másik a kerámia héj .
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 20, 19:53
Írta: 3szwbavt Dátum 2014 december 20, 19:53
többféle technika van, és ha jól megy akkor hasonló eredményt lehet elérni vele.
a kérdés még mindig az, hogy Hunka úr, mit is kér cserébe a héjformás technikájának megtanításáért cserébe...
feltettem neki privát emailban is a kérdést, de én azt látom, nem vesz komolyan.
valaki tudja miért nem? eddig nem jöttem rá...
30 éve ötök, 1 cm-től 5 méterig, ékszer minőségben.
felajánlottam neki a bartel lehetőségét, vagyis ő ajánlotta fel nekem...
a kérdés még mindig az, hogy Hunka úr, mit is kér cserébe a héjformás technikájának megtanításáért cserébe...
feltettem neki privát emailban is a kérdést, de én azt látom, nem vesz komolyan.
valaki tudja miért nem? eddig nem jöttem rá...
30 éve ötök, 1 cm-től 5 méterig, ékszer minőségben.
felajánlottam neki a bartel lehetőségét, vagyis ő ajánlotta fel nekem...
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 20, 20:10
Írta: ncw4w5nca Dátum 2014 december 20, 20:10
Lehet hogy azért mert:
"Amit azért nem árulok el mert sok pénzt és energiát fektettem bele"
Valószínű Ő ezt a sok pénzt szeretné kivenni belőle, és nem látja úgy, hogy te vagy az a balek aki sok pénzt vagy munkát hajlandó bele fektetni
"Amit azért nem árulok el mert sok pénzt és energiát fektettem bele"
Valószínű Ő ezt a sok pénzt szeretné kivenni belőle, és nem látja úgy, hogy te vagy az a balek aki sok pénzt vagy munkát hajlandó bele fektetni
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 december 20, 20:12
Írta: 3vv2btrhv Dátum 2014 december 20, 20:12
Ez kicsit kezd megint gusztustalanná válni !!
Én egy fillért nem kérek , csak pár darab ékszer öntését .
Én egy fillért nem kérek , csak pár darab ékszer öntését .
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 20, 20:16
Írta: 3szwbavt Dátum 2014 december 20, 20:16
én kikísérleteztem egy olyan samottos-gipszes technikát,
amivel egy bugában, ami 30 cm magas, és 20 cm átm. le lehet benne önteni 100 db 5 cm körüli szobrocskát, majdnem polírozott minőségben.
én a héj öntést váltottam ki vele, de annál még kicsit jobb is, mert az nem engedi ki a levegőt a falán, és pld egy fél miliméter vastag csipke viaszban bennragad a levegő.
de most 30-40 cm-es szobrom van, és iszonyat áttört, és ha levegős lesz, vagy átreped akkor nem tudom megcizellálni. Krómacélból önteném ,és galvánpolíroztatnám.
amivel egy bugában, ami 30 cm magas, és 20 cm átm. le lehet benne önteni 100 db 5 cm körüli szobrocskát, majdnem polírozott minőségben.
én a héj öntést váltottam ki vele, de annál még kicsit jobb is, mert az nem engedi ki a levegőt a falán, és pld egy fél miliméter vastag csipke viaszban bennragad a levegő.
de most 30-40 cm-es szobrom van, és iszonyat áttört, és ha levegős lesz, vagy átreped akkor nem tudom megcizellálni. Krómacélból önteném ,és galvánpolíroztatnám.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 20, 20:17
Írta: 3szwbavt Dátum 2014 december 20, 20:17
én leöntöm azt a pár daram ékszert, a technika cserébe... kérem küld fotót az ékszerekről az emailomra Tibor!
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 20, 20:25
Írta: ncw4w5nca Dátum 2014 december 20, 20:25
Tibor amikor beszéltünk, jó pár ékszerről volt szó, és nem csak bronzból hanem ezüstből is! Nem kellene elbagatellizálni. De nincs jelentősége, ha meg akarod tartani a titkod a szíved joga, azt csinálsz vele amit akarsz. Csak kicsit furcsa hogy te ajánlod az üzletet, aztán mikor össze lehetne hozni, akkor meg kihátrálsz. Nekem úgy tűnik hogy Adrennak nem okozna problémát a néhány ékszer kiöntése. Akkor meg nem értem mi a probléma?
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 20, 20:27
Írta: 3szwbavt Dátum 2014 december 20, 20:27
én is rengeteg energiát fektettem a munkámba, és volt is itt több emberke, volt aki több napig. fotóztak, jegyzeteltek, rajzoltak. és majdan lesz nekem tőlük ez-az, cserébe. és nem kis dolgok, mert ők is jók valamiben a saját térfelükön, és én értékelem őket, ők meg engem...
és ez így jó.
én nem csodálom Hunka úr hozzáállását, mert értékeli a saját munkáját.
jól teszi.
és ez így jó.
én nem csodálom Hunka úr hozzáállását, mert értékeli a saját munkáját.
jól teszi.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 20, 20:28
Írta: 3szwbavt Dátum 2014 december 20, 20:28
3 hét alatt kiöntöttem 200 ékszer méretű szobrocskát. Hunka úrnak küldtem fotót róluk.
menne ezüstből is.
hajrá csináljuk!
menne ezüstből is.
hajrá csináljuk!
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 20, 20:30
Írta: 3szwbavt Dátum 2014 december 20, 20:30
https://fbcdn-sphotos-d-a.akamaihd.net/hphotos-ak-xpa1/v/t1.0-9/1479506_599252886795885_1485509585_n.jpg?oh=1468584111fb7b8929cf2717e099234b&oe=55379F7E&__gda__=1425611162_ab6bbd0423cf9bfb252619a24aa71134
ez 3 cm magas
ez 3 cm magas
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 20, 20:35
Írta: ncw4w5nca Dátum 2014 december 20, 20:35
Csak azt nem értem, akkor miért lógitt a fórumon, ha nem a segítőszándék vezérli[#nemtudom]Te is sok mindent megosztottál itt a fórumon, mint sokan mások, de ha lényeget eltitkolnád akkor mi értelme volna a sok beszédnek?
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 20, 20:37
Írta: ncw4w5nca Dátum 2014 december 20, 20:37
Szép munka [#eljen]
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 20, 20:40
Írta: 3szwbavt Dátum 2014 december 20, 20:40
köszi.
megvallom, a kitalált megoldásomat nem raknám ki ide,
1 mert nem érthető csak ha látod
2 jó dolog a bartel
3 szeretem a személyes kapcsolatokat
megvallom, a kitalált megoldásomat nem raknám ki ide,
1 mert nem érthető csak ha látod
2 jó dolog a bartel
3 szeretem a személyes kapcsolatokat
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 december 20, 20:45
Írta: 3vv2btrhv Dátum 2014 december 20, 20:45
Csak egy példa :
A forum ajánlása után elvittem az ékszereimet leöntetni ( bronzból )előre kifizettem a munkát . A mai napig nem kaptam meg , a legutolsó üzenet az volt , hogy feladom postán , ez egy hónapja volt .
A segítő szándék ?? Akkor ez mi , kemény átbaszás !! Bárkit megkérdezhetsz itt a fórumon , nem csak ebben a témában az én hozzáállomásozol , ha lesz negatív vélemény , akkor majd beszélhetünk a szándékaimról .
A forum ajánlása után elvittem az ékszereimet leöntetni ( bronzból )előre kifizettem a munkát . A mai napig nem kaptam meg , a legutolsó üzenet az volt , hogy feladom postán , ez egy hónapja volt .
A segítő szándék ?? Akkor ez mi , kemény átbaszás !! Bárkit megkérdezhetsz itt a fórumon , nem csak ebben a témában az én hozzáállomásozol , ha lesz negatív vélemény , akkor majd beszélhetünk a szándékaimról .
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 20, 20:48
Írta: 3szwbavt Dátum 2014 december 20, 20:48
hová
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 december 20, 20:48
Írta: 3vv2btrhv Dátum 2014 december 20, 20:48
hozzáállomásozol =hozzá állásomról
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 20, 20:49
Írta: ncw4w5nca Dátum 2014 december 20, 20:49
Nem pont a kitalált megoldásodra gondoltam, hanem arra amit Én vagy a fórumtársak kérdeztek, és amennyire meg tudom ítélni, Te maradéktalanul megválaszoltad.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 december 20, 20:52
Írta: 3vv2btrhv Dátum 2014 december 20, 20:52
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 20, 20:55
Írta: 3szwbavt Dátum 2014 december 20, 20:55
Lacit ismerem, nálam tanult, egyik a néhányból. A technikája kiforratlan, mást kellett volna keresni... fiatal még, de lelkes...
írok neki a munkád érdekében!
írok neki a munkád érdekében!
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 20, 20:55
Írta: ncw4w5nca Dátum 2014 december 20, 20:55
Itt de ezt ne vedd személyeskedésnek, lehetne találni többet is:)
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 20, 20:57
Írta: 3szwbavt Dátum 2014 december 20, 20:57
írtam neki.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 december 20, 21:06
Írta: 3vv2btrhv Dátum 2014 december 20, 21:06
Ennek semmi értelme nem volt , semmi konkrétum , hogy kit és mivel , ha majd pontosan megmondod kit vertem át , folytathatjuk .
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 20, 21:07
Írta: 3szwbavt Dátum 2014 december 20, 21:07
amugy Laci, egy sráccal állt össze akinek vákuumos gépe van. de nem hozzák a minőséget még
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 20, 21:20
Írta: ncw4w5nca Dátum 2014 december 20, 21:20
Nincs értelme folytatni:). Mint amit írtam, igazából nem érdekel a titkod, az sem hogy kivel üzletelsz, hogy ki vert át, vagy esetleg te kit vertél át. Én csak a személyes tapasztalatomat írtam le veled kapcsolatban. Nem állt szándékomba megbántani téged, és ha megbántottalak bocsánatot kérek. Viszont azt elárulhatnád, hogy mi az oka a bartel meghiúsulásának Adrennel?
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 20, 21:21
Írta: 3szwbavt Dátum 2014 december 20, 21:21
azt mondja, koszos volt a viaszod. és tönkretette a saját bokrát Tibor.....
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 20, 21:51
Írta: ncw4w5nca Dátum 2014 december 20, 21:51
Írod hogy tanítottál néhány embert, hogy válhat valaki tanítvánnyá?
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 20, 21:53
Írta: 3szwbavt Dátum 2014 december 20, 21:53
ez volt a szakmám.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 20, 21:55
Írta: 3szwbavt Dátum 2014 december 20, 21:55
szoboröntő fémszoborműves.
és vagy megkerestek, vagy anno a cégnél adták alám.
és vagy megkerestek, vagy anno a cégnél adták alám.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 20, 21:56
Írta: ncw4w5nca Dátum 2014 december 20, 21:56
Ezek szerint te oktató voltál valamilyen intézményben?
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 20, 21:57
Írta: 3szwbavt Dátum 2014 december 20, 21:57
art plast.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 20, 21:58
Írta: ncw4w5nca Dátum 2014 december 20, 21:58
Értem:)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 20, 22:00
Írta: ncw4w5nca Dátum 2014 december 20, 22:00
Egyszer egy ilyen helyen szívesen körülnéznék, pusztán csak kíváncsiságból.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 20, 22:00
Írta: 3szwbavt Dátum 2014 december 20, 22:00
ismerted?
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 20, 22:01
Írta: ncw4w5nca Dátum 2014 december 20, 22:01
Nem.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 20, 22:08
Írta: 3szwbavt Dátum 2014 december 20, 22:08
hehe.. már klasszul privatizálták, leleamortizálódott a gárda. vagy elment nyugdijba ügyebár.
most 4 felé szakadt, és kiki a kedve szerint életben tartja a cégeket, és persze tilos a bemenetel a gyáregységekbe.
csak a portáig.
régen bementek a művészek és személyesen beszéltek a kedvenc öntőjükkel, cizellőrükkel...
most 4 felé szakadt, és kiki a kedve szerint életben tartja a cégeket, és persze tilos a bemenetel a gyáregységekbe.
csak a portáig.
régen bementek a művészek és személyesen beszéltek a kedvenc öntőjükkel, cizellőrükkel...
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 20, 22:13
Írta: ncw4w5nca Dátum 2014 december 20, 22:13
Akkor erről lecsúsztam:(
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 20, 22:17
Írta: 3szwbavt Dátum 2014 december 20, 22:17
jó élet volt régen.
én vagyok az utolsó, tőlem már csak idősebbek vannak és azok mind nyugdijban.
nyugis élet volt, és lehetett kisérletezni, gondolkodni
ma már nem ez van, termelés és pénz a lényeg
van néhány régi tag aki elment nyugdijba és nem árulta el amit olaszban vagy párizsban tanult, hanem otthon öntött évekig még. nem becsülték meg az új fönökök
én vagyok az utolsó, tőlem már csak idősebbek vannak és azok mind nyugdijban.
nyugis élet volt, és lehetett kisérletezni, gondolkodni
ma már nem ez van, termelés és pénz a lényeg
van néhány régi tag aki elment nyugdijba és nem árulta el amit olaszban vagy párizsban tanult, hanem otthon öntött évekig még. nem becsülték meg az új fönökök
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 20, 22:32
Írta: ncw4w5nca Dátum 2014 december 20, 22:32
Sajnos a "régen" elmúlt[#rinya] igaz nekem akkor nem volt lehetőségem belelátni ezekbe a dolgokban, most viszont az interneten rengeteg hasznos dolog van. Ha egy kicsit is akar az ember, sok mindent össze tud ollózni. Kis után-gondolással komoly technikát lehet belőle összegyúrni.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 20, 22:34
Írta: 3szwbavt Dátum 2014 december 20, 22:34
így van..
a net zseniális, és ha valaki már tud egy kicsit és eszes akkor majdnem bármit...
a net zseniális, és ha valaki már tud egy kicsit és eszes akkor majdnem bármit...
Cím: Re:Fémöntés házilag
Írta: ebalint Dátum 2014 december 21, 10:33
Írta: ebalint Dátum 2014 december 21, 10:33
Jól néz ki! [#eljen]
Cím: Re:Fémöntés házilag
Írta: s7manbs8 Dátum 2014 december 22, 09:18
Írta: s7manbs8 Dátum 2014 december 22, 09:18
Acélt önteni házilag lehet ?
Cím: Re:Fémöntés házilag
Írta: 4ybj8h3c8 Dátum 2014 december 22, 09:42
Írta: 4ybj8h3c8 Dátum 2014 december 22, 09:42
Attól függ. Van akinek stadion van a kertje végében. Ha megveszed az ózdi acélműveket gebinbe, akkor minden lehetséges.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 december 22, 19:38
Írta: 3vv2btrhv Dátum 2014 december 22, 19:38
A fogtechnikusok öntenek acélt , centrifugál , gázpisztollyal. Ha ők tudnak akkor te is fogysz tudni .
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2014 december 22, 19:42
Írta: Rabb Ferenc Dátum 2014 december 22, 19:42
Acélt? Biztos vagy Te ebben?
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 december 22, 21:01
Írta: 3vv2btrhv Dátum 2014 december 22, 21:01
A fém hidak te szerinted miből vannak ?? Csak az összetétele módosítva van , hogy a szájban ne rozsdásodjon Magyarán orvosi fém .
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 december 22, 21:04
Írta: 3vv2btrhv Dátum 2014 december 22, 21:04
Iv fénnyel olvasztották régen , minden fogtechnikai könyvben benne van .
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 december 22, 21:41
Írta: 3vv2btrhv Dátum 2014 december 22, 21:41
A vasötvözetek az acélok és az öntöttvas; a széntartalom szerint tesznek köztük különbséget. Különösen fontosak a nemesacélok: ezek krómot és nikkelt tartalmaznak.
A fémből készülő koronákat öntéssel, különböző ötvözetekből állítják elő. A régebb használatos húzott (stancolt) és a kétrészes koronát pontatlanságai miatt (a rágófelszínt nem lehetett pontosan kialakítani, a széli záródás hiányos volt), ma már nem készítik. Az öntött koronák pontosan illeszkednek a vájatba, rágófelszínük és az axiális falak domborulata a viaszfelrakásos módszerrel pontosan kialakítható.
Korona készítésére csak olyan fémek használhatóak, melyek jól önthetőek, mint például az aranyötvözetek, ezüst-palládium ötvözetek, króm-nikkel és króm-kobalt ötvözetek.
A fémből készülő koronákat öntéssel, különböző ötvözetekből állítják elő. A régebb használatos húzott (stancolt) és a kétrészes koronát pontatlanságai miatt (a rágófelszínt nem lehetett pontosan kialakítani, a széli záródás hiányos volt), ma már nem készítik. Az öntött koronák pontosan illeszkednek a vájatba, rágófelszínük és az axiális falak domborulata a viaszfelrakásos módszerrel pontosan kialakítható.
Korona készítésére csak olyan fémek használhatóak, melyek jól önthetőek, mint például az aranyötvözetek, ezüst-palládium ötvözetek, króm-nikkel és króm-kobalt ötvözetek.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 22, 21:59
Írta: 3szwbavt Dátum 2014 december 22, 21:59
ívvel simán, de keveset.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 23, 03:55
Írta: ncw4w5nca Dátum 2014 december 23, 03:55
Természetesen lehet. Ívvel, indukciósan, mikrohullámmal, és termittel, de nem javasolnám ezzel kezdeni. Általában az acélok nem túl jól önthetők, és nem minden ötvözethez használható az általános formázóanyag.
Cím: Re:Fémöntés házilag
Írta: xtnhds08u Dátum 2014 december 23, 11:34
Írta: xtnhds08u Dátum 2014 december 23, 11:34
Üdv, az uraknak, sikerült némi grafitporhoz hozzájutnom, arra gondoltam csinálnék egy kis méretű tégelyt.
Viszont nem nagyon találtam róla adatot, hogy miként vannak összetapasztva, talán vízüveggel? Ha valakinek van rá ötlete azt szívesen hallanám.
Viszont nem nagyon találtam róla adatot, hogy miként vannak összetapasztva, talán vízüveggel? Ha valakinek van rá ötlete azt szívesen hallanám.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 23, 13:07
Írta: 3szwbavt Dátum 2014 december 23, 13:07
a tégely olcsó. a készített meg veszélyes. keresd meg a MARS céget. egy gyári tégelyben lehet 100x önteni. nem reped meg, és nem folyik a fém a lábadra, nem fröccsen a szemedbe, nem égeti le a hajadat...
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 23, 14:22
Írta: ncw4w5nca Dátum 2014 december 23, 14:22
Egyetértek adrennel, de ha ennek ellenére próbálkozni akarsz, akkor a grafitporhoz tűzállóagyagot kell keverni. Ha jól emlékszem 40% grafit, és 60% tűzállóagyag. a két anyagot összegyúrod, formázod, majd huzatmentes hűvös helyen szárítod. Lassan kell szárítani mert különben megreped. Égetni a samott-téglával megegyező módon, és hőfokon kell(1450 C°). Lassan hevíteni az égetőkemencével együtt mert különben megreped.a teljes vastag átégetéséhez néhány óra szükséges, majd hagyni kell a kemencével együtt lassan kihűlni.Itt egy régi hozzászólásegy videó kicsit más receptel
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 23, 14:37
Írta: 3szwbavt Dátum 2014 december 23, 14:37
azt nem írtad, hogy ezeket a hülye gyári tégelyeket, kicsit, ( asszem több tonnával) préselik is...
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 23, 14:47
Írta: ncw4w5nca Dátum 2014 december 23, 14:47
A linkelt videóban préseli a tag, de az üveggyári samott tégelyeket formázzák kézzel, öntik, vagy préselik. Mind a három út járható.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 23, 19:21
Írta: 3szwbavt Dátum 2014 december 23, 19:21
jó kis film, de én 30 éve nyomom, és láttam már fűben nyuszit, 5 kilós tégelynél és 380 kilósnál is őrült dolgokat...
szóval az A-s tégelynél jobb formájú jobb kiképzésűt nem ismerek. biztonságos, és nekem momentán 1 életem van és 1 db testem.
szóval az A-s tégelynél jobb formájú jobb kiképzésűt nem ismerek. biztonságos, és nekem momentán 1 életem van és 1 db testem.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 23, 21:06
Írta: ncw4w5nca Dátum 2014 december 23, 21:06
"és nekem momentán 1 életem"
Ezek szerint te nem hiszel a halál utáni életben?[#vigyor2]
Ezek szerint te nem hiszel a halál utáni életben?[#vigyor2]
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 23, 21:12
Írta: ncw4w5nca Dátum 2014 december 23, 21:12
vagy úgy is kérdezhetném, hogy élet ez a halál előtt[#nemtudom]
Cím: Re:Fémöntés házilag
Írta: xtnhds08u Dátum 2014 december 24, 09:20
Írta: xtnhds08u Dátum 2014 december 24, 09:20
Van is egy 5kg-os gyári tégely, csak még a kohó nincs hozzá megépítve, csak egy kissebb 2-3dkg-os kis tégelyt gondoltam megcsinálni, feltéve ha nem bonyolult. Persze a biztonság nálam is az első.
Mindenesetre köszönöm a válaszokat.
Mindenesetre köszönöm a válaszokat.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 24, 09:22
Írta: 3szwbavt Dátum 2014 december 24, 09:22
én a élet utáni halálban hiszek, ami örök. de hogy abban a halálban mi az élet jó azt is tudom eléggé jól. és itt ragadom meg az alkalmat hogy Boldog Karácsonyt, és kellemes egyebeket kívánok mindahányótoknak itt!
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 24, 09:23
Írta: 3szwbavt Dátum 2014 december 24, 09:23
egy 2 kg os tégely tán 3-5 ezer ft.
a kohó meg hozzá filléres dolog
a kohó meg hozzá filléres dolog
Cím: Re:Fémöntés házilag
Írta: xtnhds08u Dátum 2014 december 24, 09:29
Írta: xtnhds08u Dátum 2014 december 24, 09:29
Nem is a tégely ára miatt akartam volna csinálni, inkább csak "ha már van hozzá anyag" alapon, persze mivel hogy ki is kéne égetni amire nem is gondoltam, már itt megakad a dolog.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 december 24, 11:56
Írta: 3vv2btrhv Dátum 2014 december 24, 11:56
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 24, 15:28
Írta: 3szwbavt Dátum 2014 december 24, 15:28
KÖSZÖNÖM! ismerem őket, jó kis cég.
alubronzból öntenek, amit én is manapság pedzegetek, mert sok a tömör darab és az nem zsugorodik és nagyon feszitett az öntési bőr, szóval szép cucc jön ki belőle.
de speciális a hegesztése, mert drága gép kell hozzá, és nekem jelenleg olcsó argonom van.
de azt is hallottam hogy ólombronzból ,vagy valami egyébből öntenek. Ón nélkül.
De a technika az jó dolog.
még egyszer köszi!
alubronzból öntenek, amit én is manapság pedzegetek, mert sok a tömör darab és az nem zsugorodik és nagyon feszitett az öntési bőr, szóval szép cucc jön ki belőle.
de speciális a hegesztése, mert drága gép kell hozzá, és nekem jelenleg olcsó argonom van.
de azt is hallottam hogy ólombronzból ,vagy valami egyébből öntenek. Ón nélkül.
De a technika az jó dolog.
még egyszer köszi!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2014 december 24, 20:57
Írta: 000000000 Dátum 2014 december 24, 20:57
pont nem,
alubronz imád zsugorodni.
ónbronzhoz képest sokkal többet.
+ alu-oxid, hártya, hab, stb.
ha érdekel, nézd meg nálam
alubronz imád zsugorodni.
ónbronzhoz képest sokkal többet.
+ alu-oxid, hártya, hab, stb.
ha érdekel, nézd meg nálam
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 24, 21:18
Írta: ncw4w5nca Dátum 2014 december 24, 21:18
Cím: Re:Fémöntés házilag
Írta: sufnituning Dátum 2014 december 24, 22:23
Írta: sufnituning Dátum 2014 december 24, 22:23
Te mindig tudsz valami érdekeset mutatni![#worship][#worship][#worship][#eljen][#eljen][#eljen]
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 december 25, 08:31
Írta: 3vv2btrhv Dátum 2014 december 25, 08:31
Pont a lényeget nem mutatta , az öntést .
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2014 december 25, 08:38
Írta: 3vv2btrhv Dátum 2014 december 25, 08:38
A második , nagyon jó , a beömlök nagyon szemléletesek .
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 25, 10:20
Írta: ncw4w5nca Dátum 2014 december 25, 10:20
Ezt a választ nekem szántad, a #4095-ös videóra? Ha nekem, akkor ott mutatja, 2:55-től 3:30-ig magyarázza azt hogy a tégelyt fémmel együtt ráépíti a mintára, és 4:35-kor amikor az izzó körte alakot talpra állítja akkor folyik a mintába a fém.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 25, 14:29
Írta: 3szwbavt Dátum 2014 december 25, 14:29
mindenkinek köszi, klassz volt a két videó.
régen a ganz múzeum hatalmas könyvtárában kutakodtam sokat a régi öntési eljárások után..
nekem az a tapasztalatom, ha az ónbronzhoz, ( 6-12% os) kevés alut teszek, ami annyit tesz, hogy 20 kg hoz egy lyukas 20 fillérnyi darabot, akkor nem zsugorodik és a felülete szebb. nehezebben lehet patinázni, és keményebb ridegebb, és nehezebben folyik, ellenben tömör cuccokhoz, és főleg viaszveszejtéshez sokkal jobb. ellenben nem jól hegeszthető, én legalábbis nem tudom lunker nélkül.
régen a ganz múzeum hatalmas könyvtárában kutakodtam sokat a régi öntési eljárások után..
nekem az a tapasztalatom, ha az ónbronzhoz, ( 6-12% os) kevés alut teszek, ami annyit tesz, hogy 20 kg hoz egy lyukas 20 fillérnyi darabot, akkor nem zsugorodik és a felülete szebb. nehezebben lehet patinázni, és keményebb ridegebb, és nehezebben folyik, ellenben tömör cuccokhoz, és főleg viaszveszejtéshez sokkal jobb. ellenben nem jól hegeszthető, én legalábbis nem tudom lunker nélkül.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 25, 15:18
Írta: 3szwbavt Dátum 2014 december 25, 15:18
annyi csak a második videohoz, hogy vagy alus ami akkor nem volt, vagy sárgarézből öntött, ami szintugy nem volt akkor... a bronz magasabb hőfokon olvad, és szépen csattogott volna a kis bugában.
de volt már felkérésem bronzkori öntésre de nincs rá időm sem pénzem.
de volt már felkérésem bronzkori öntésre de nincs rá időm sem pénzem.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 25, 19:15
Írta: ncw4w5nca Dátum 2014 december 25, 19:15
Sárgaréz, látszik ahogy ég a horgany.
"egy lyukas 20 fillérnyi darabot"
Ez milyen mértékegység, és ezt ha súlyra átváltjuk, akkor ez hány dekát jelent[#vigyor2]
"nem tudom lunker nélkül"
Használd az AVI gép kráterfeltöltő programját, vagy ha az nincs, akkor én néhányszor újra rágyújtom az ívet a végkráterre, amíg teljesen fel nem töltődik.
"egy lyukas 20 fillérnyi darabot"
Ez milyen mértékegység, és ezt ha súlyra átváltjuk, akkor ez hány dekát jelent[#vigyor2]
"nem tudom lunker nélkül"
Használd az AVI gép kráterfeltöltő programját, vagy ha az nincs, akkor én néhányszor újra rágyújtom az ívet a végkráterre, amíg teljesen fel nem töltődik.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 26, 21:59
Írta: 3szwbavt Dátum 2014 december 26, 21:59
nem tudom hány deka, nem is fontos. kb annyi és kész, 30 éve beválik.
nekem egy cipősdoboznyi kis argonos gépem van 95 ezer volt, és nincs rajta sok állitási lehetőség. amikor a bronzt ötvöztem, nyúzorr rézből és 9.999 es tiszta ónból, akkor sem tudtam lunker nélkülit hegeszteni, mert azt mondják, arra csak a jobb váltóáramú gépek jók. erre a gépre a 10 ezer ftos automata paizs is ugrál és kiveri a szemem, és állitólag a 70 ezer ftos is, mert nem azonos a frekije vagy mije. de ezt te jobban is tudhatod és akár ki is igazithatnál, mert szenvedés ez, és épp most kezdünk nagy szobrot ami polírozva lesz, és félő gogy látszani fog a hegesztés...
nekem egy cipősdoboznyi kis argonos gépem van 95 ezer volt, és nincs rajta sok állitási lehetőség. amikor a bronzt ötvöztem, nyúzorr rézből és 9.999 es tiszta ónból, akkor sem tudtam lunker nélkülit hegeszteni, mert azt mondják, arra csak a jobb váltóáramú gépek jók. erre a gépre a 10 ezer ftos automata paizs is ugrál és kiveri a szemem, és állitólag a 70 ezer ftos is, mert nem azonos a frekije vagy mije. de ezt te jobban is tudhatod és akár ki is igazithatnál, mert szenvedés ez, és épp most kezdünk nagy szobrot ami polírozva lesz, és félő gogy látszani fog a hegesztés...
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 27, 01:04
Írta: ncw4w5nca Dátum 2014 december 27, 01:04
Nézd nem tudom hogy milyen lehet a géped, hogy mi lehet vele a gond. Nekem is van egy ilyen olcsó kínai gépem, de nekem szépen dolgozik. igaz én még bronzot nem hegesztettem vele, csak sárgarezet, de azt vitte szépen. Probléma lehet ha sok a védőgáz, az erős kiáramlás levegőt kavarhat be. Venni kell rotamétert, a gázmennyiség pontos beállításához, és használj gázlencsét. talán még egy gáztakarékszelep sem ártana, a kezdeti nagy gázkiáramlás csökkentésére. Én igy oldottam meg, de lehet venni készen is 24-34 ezerért láttam gáztakarékszelepet például itt. Vegyél gázmérő csövet a pontos beállításhoz.
Mivel az ónbronz hajlamos a gázosodásra meg lehet próbálni a hozaganyagot csillapítani, beötvözni néhány tizedszázalék alumíniummal titánnal, cirkóniummal, vagy cinkkel. Lehet egyszerre több dezoxidáló anyagot használni, és mivel kis mennyiségek a hozaganyag szín azonos marad. Végül a hegesztési varratot lemunkálás előtt a kalapács smoljával, vagy kerekített élű vágóval zömíteném, majd utána csiszolnám.
Mivel az ónbronz hajlamos a gázosodásra meg lehet próbálni a hozaganyagot csillapítani, beötvözni néhány tizedszázalék alumíniummal titánnal, cirkóniummal, vagy cinkkel. Lehet egyszerre több dezoxidáló anyagot használni, és mivel kis mennyiségek a hozaganyag szín azonos marad. Végül a hegesztési varratot lemunkálás előtt a kalapács smoljával, vagy kerekített élű vágóval zömíteném, majd utána csiszolnám.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 27, 01:46
Írta: ncw4w5nca Dátum 2014 december 27, 01:46

Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 27, 10:12
Írta: 3szwbavt Dátum 2014 december 27, 10:12
köszi, egyenlőre csak annyit, hogy zömítés az mindig kell, de nem elég ha rossz a heg.
ellenben láttam olyan filmet, ahol vmilyen ötvözött bronzt, úgy hegesztettek mint az álom és zömités nélkül csiszolták le, és nem volt varratszín sem. de ez amcsi és kinai filmeken volt, és ott azé van teknika nem kicsike ügyebár...
ellenben láttam olyan filmet, ahol vmilyen ötvözött bronzt, úgy hegesztettek mint az álom és zömités nélkül csiszolták le, és nem volt varratszín sem. de ez amcsi és kinai filmeken volt, és ott azé van teknika nem kicsike ügyebár...
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 27, 10:27
Írta: ncw4w5nca Dátum 2014 december 27, 10:27
Gondolom ott gyári ötvözetet használ, és hozzá szín azonos hozaganyagot, ami csillapítva van. Ezek nem érzékenyek a gázosodásra, ezért nem is kell zömíteni. Mint ahogy írtam fontos az optimális gázáram, én 6liter/percet használok hetes kerámiával, gázlencséhez meg nyolcas kerámiát. Te milyen hozaganyagot használsz?
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 27, 11:12
Írta: ncw4w5nca Dátum 2014 december 27, 11:12
UTP A 32
SG-CuSn6 CuSn védőgázas huzal 6% Sn tartalommal 2.1022
UTP A 320
SG-CuSn12 CuSn védőgázas huzal 12% Sn tartalommal
2.1056
UTP katalógus
BÖHLER-UDDEHOLM Hungary Kft.
2330 Dunaharaszti
Jedlik Ányos út 25.
Telefon: 06 24 526 526
Vagy esab mig huzal vagy szerzel co-gépet, vagy több szálat összesodorsz, és hegeszted AVI-val.
ESABTermékkatalógus
SG-CuSn6 CuSn védőgázas huzal 6% Sn tartalommal 2.1022
UTP A 320
SG-CuSn12 CuSn védőgázas huzal 12% Sn tartalommal
2.1056
UTP katalógus
BÖHLER-UDDEHOLM Hungary Kft.
2330 Dunaharaszti
Jedlik Ányos út 25.
Telefon: 06 24 526 526
Vagy esab mig huzal vagy szerzel co-gépet, vagy több szálat összesodorsz, és hegeszted AVI-val.
ESABTermékkatalógus
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 27, 11:30
Írta: 3szwbavt Dátum 2014 december 27, 11:30
én az M3 mas bevezetőjénél veszem. majd megnézem milyen. mi az a gázlencse?
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 27, 11:34
Írta: ncw4w5nca Dátum 2014 december 27, 11:34
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 27, 11:43
Írta: 3szwbavt Dátum 2014 december 27, 11:43
köszi! érdekes cucc, de sajna nem látom a bal alsó képet, nem tölti be
bronzhoz nem ajánlják?
aztán az is eszembe van hogy én percenként változtatom az erősséget, mert a szobor azt kivánja, egyik pillanatban egy szemhéjat rakok fel ami 1-5 mm-er vastag aztán meg 7 mm eres falat hegesztek át a következő percben...
nekem nem vizes a pisztolyom de készülök venni vagy csinálni egy efféle hűtési kört
bronzhoz nem ajánlják?
aztán az is eszembe van hogy én percenként változtatom az erősséget, mert a szobor azt kivánja, egyik pillanatban egy szemhéjat rakok fel ami 1-5 mm-er vastag aztán meg 7 mm eres falat hegesztek át a következő percben...
nekem nem vizes a pisztolyom de készülök venni vagy csinálni egy efféle hűtési kört
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 27, 11:57
Írta: ncw4w5nca Dátum 2014 december 27, 11:57
Van vízhűtéses pisztolyhoz is, de a képen szereplő gázlencse léghűtéses pisztolyhoz van. A gáz mennyiségét nem kell folyamatosan állítgatni, ha beállítod az optimális értéket, az minden áramerősséggel használható. Szerepe a tökéletesebb gázvédelem, anyagtípustól függetlenül.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 27, 11:58
Írta: 3szwbavt Dátum 2014 december 27, 11:58
a gázt nem állitgatom csak az errősséget. az áramnak.
a lencse irásában azt olvastam egy féle lencse,egy féle erősséghez van.
a lencse irásában azt olvastam egy féle lencse,egy féle erősséghez van.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 27, 12:05
Írta: ncw4w5nca Dátum 2014 december 27, 12:05
Nem. Valamit benéztél. Van több méretű, de ez a hozzá használható volfrámra vonatkozik. Minden teljesen egyforma, csak a volfrámot befogadó furat mérete változik.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 27, 12:11
Írta: 3szwbavt Dátum 2014 december 27, 12:11
ahha. szoval egy volframmal lehet használni egy féle lencsét és lehet az áramerősséget változtatni oks.
az baráti.
majd lefotózom a gépem, aztán adhatnál tanácsot, mert ki cserélném a pisztolyt ha kell, ez egy agyon szakadt dög már, sok béna lyukkal és toldott foldozott is, mert többször a forróságtól amikor sokat nyomtam vastag bronzon, megolvadt a csatlakozás az argoncső pisztolycsatlakozásánál. amolyan olcsó pisztoly, vászonhuzattal, és csak az argon hűti.
az baráti.
majd lefotózom a gépem, aztán adhatnál tanácsot, mert ki cserélném a pisztolyt ha kell, ez egy agyon szakadt dög már, sok béna lyukkal és toldott foldozott is, mert többször a forróságtól amikor sokat nyomtam vastag bronzon, megolvadt a csatlakozás az argoncső pisztolycsatlakozásánál. amolyan olcsó pisztoly, vászonhuzattal, és csak az argon hűti.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 27, 12:37
Írta: ncw4w5nca Dátum 2014 december 27, 12:37
Ha nem feltétlen muszáj, ne cseréld le a léghűtéses pisztolyt, mert ha vízhűtés leáll a pisztoly pillanatok alatt szétég. A németeknél nem egy pisztoly lelte halálát ilyen okok miatt a kezeim között[#vigyor2]
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 27, 13:09
Írta: 3szwbavt Dátum 2014 december 27, 13:09
egy ism, lada hűtőből csinált vizes gépet, a sima géphez vett egy vizes pisztolyt, és rákötötte stb.
de 30 ezerért pisztollyal együtt van gép is, hűtőkör.
nekem sok a bajom hogy melegszik a pisztoly.
a kezemnek. a másik bajom hogy az olcsó autopaizs rosszul viselkedik. ki be kapcsol, és ebben csak erősségállitás van. vagyis beállitom valahová és a következő pillanatvab meg kivilágosodik vagy befeketedik... ebben nincs elem. csak napelem
de 30 ezerért pisztollyal együtt van gép is, hűtőkör.
nekem sok a bajom hogy melegszik a pisztoly.
a kezemnek. a másik bajom hogy az olcsó autopaizs rosszul viselkedik. ki be kapcsol, és ebben csak erősségállitás van. vagyis beállitom valahová és a következő pillanatvab meg kivilágosodik vagy befeketedik... ebben nincs elem. csak napelem
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 27, 13:17
Írta: 3szwbavt Dátum 2014 december 27, 13:17
nebula tig 200 a gépem és a paizs meg eurosup as-1 együtt volt 97 rugo 6 éve
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 27, 13:21
Írta: 3szwbavt Dátum 2014 december 27, 13:21
http://www.freetorg.com.ua/_data/lead/1710/875650i.jpg
http://img.jofogas.hu/images/Hegesztopajzs_Eurosup_AS_1_6754086056.jpg
http://img.jofogas.hu/images/Hegesztopajzs_Eurosup_AS_1_6754086056.jpg
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 27, 14:45
Írta: ncw4w5nca Dátum 2014 december 27, 14:45
Van benn gombelem , csak körülményes cserélni. Nekem többféle automata pajzsom volt már, a Speedglastól a kínai olcsóig minden kategória, de mindegyiknél előfordult hogy kivilágosodott hegesztés közben. Ha nem éri fény a szenzort, vagy nem elégséges akkor kivillan. Ezért álltam vissza a hagyományos fejpajzsra.
"de 30 ezerért pisztollyal együtt van gép is, hűtőkör"
Hát nem tudom, én tudomásom szerint 30-nál kezdődnek a vizes pisztolyok, és 50 alatt nem láttam vízhűtő kört.Persze ez még nem jelenti azt hogy nincs.
Szerintem a gépeddel nincs semmi gond. A gázvédelmet kell finomítani, akkor jól kel dolgoznia.
"de 30 ezerért pisztollyal együtt van gép is, hűtőkör"
Hát nem tudom, én tudomásom szerint 30-nál kezdődnek a vizes pisztolyok, és 50 alatt nem láttam vízhűtő kört.Persze ez még nem jelenti azt hogy nincs.
Szerintem a gépeddel nincs semmi gond. A gázvédelmet kell finomítani, akkor jól kel dolgoznia.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 27, 14:51
Írta: 3szwbavt Dátum 2014 december 27, 14:51
értem. lehet keveset mondtam, 70 az a 30, rég néztem.
a paizs 6 éves, akkor lehet hogy elemcsere?
nekem a hagyományos nem jó, mert azzal egy 3 mm es kis orrot pld ha esetleg gázos nem tudok felrakni... látnom kell, mert sokszor egészen közel dolgozom más testrészekhez, és olvad akkor az is, ami nem kellene a környezetében
a paizs 6 éves, akkor lehet hogy elemcsere?
nekem a hagyományos nem jó, mert azzal egy 3 mm es kis orrot pld ha esetleg gázos nem tudok felrakni... látnom kell, mert sokszor egészen közel dolgozom más testrészekhez, és olvad akkor az is, ami nem kellene a környezetében
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2014 december 27, 15:05
Írta: robroy007 Dátum 2014 december 27, 15:05
nem nagyon szeretnék beleszólni de mekkora áramokkal hegesztesz???
léghűtéses pisztoly azért 200A-ig simán használható!!
és ekkor is ha ki van használva vastag kesztyű kell, hogy ne égessen a munkadarab
afelett érdekes és folyamatos munkánál inkább a vízhűtéses
léghűtéses pisztoly azért 200A-ig simán használható!!
és ekkor is ha ki van használva vastag kesztyű kell, hogy ne égessen a munkadarab
afelett érdekes és folyamatos munkánál inkább a vízhűtéses
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2014 december 27, 15:09
Írta: robroy007 Dátum 2014 december 27, 15:09
gázlencse fő szerepe a gázáram egyenletes lamináris és nem turbulens áramlású védőgáz szolgáltatása
így tényleg kevesebb gáz szükséges fedettebb védőgázban a varrat, hosszabb akár 1,5x is lehet az elektróda kinyúlása a pisztolyból, így messzebbről kényelmesebben lehet a dolgokat hegeszteni, pl sarok varrat csúcs szögekben,
de előnyösen hat a varratra is, ugyan azokkal a beállításokkal Ko lemeznél a sima és gázlencsés hegesztés között , lencsével nem ég szét a lemez, szép szivárványos a felület, míg lencse nélkül fekete az egész
így tényleg kevesebb gáz szükséges fedettebb védőgázban a varrat, hosszabb akár 1,5x is lehet az elektróda kinyúlása a pisztolyból, így messzebbről kényelmesebben lehet a dolgokat hegeszteni, pl sarok varrat csúcs szögekben,
de előnyösen hat a varratra is, ugyan azokkal a beállításokkal Ko lemeznél a sima és gázlencsés hegesztés között , lencsével nem ég szét a lemez, szép szivárványos a felület, míg lencse nélkül fekete az egész
Cím: Re:Fémöntés házilag
Írta: B.Zoltán Dátum 2014 december 27, 15:29
Írta: B.Zoltán Dátum 2014 december 27, 15:29
Én sokat szenvedtem a elemcserés pajzsommal, amikor nem érintkezett tökéletesen az elem benne.
Aztán kapott két vezetéket az elem és bele forrasztottam.
Ha az elem gyenge azt úgy tudod tesztelni legkönnyebben, hogy legalább egy 10-15W-os takarékos fénycsőhöz közelíted kb 50cm-nél határozottan átvált sötétre majd ha távolítod vissza vált.
Ha közben villog vagy nem stabil a sötétedés akkor tényleg csak a napelemről megy és ilyenkor villog vibrál.
Én ha kivettem az elemet belőle így viselkedett.
AWI-nál delay rászoktam tekerni mert nekem is néha vissza vált, és az idegesítő.
Aztán kapott két vezetéket az elem és bele forrasztottam.
Ha az elem gyenge azt úgy tudod tesztelni legkönnyebben, hogy legalább egy 10-15W-os takarékos fénycsőhöz közelíted kb 50cm-nél határozottan átvált sötétre majd ha távolítod vissza vált.
Ha közben villog vagy nem stabil a sötétedés akkor tényleg csak a napelemről megy és ilyenkor villog vibrál.
Én ha kivettem az elemet belőle így viselkedett.
AWI-nál delay rászoktam tekerni mert nekem is néha vissza vált, és az idegesítő.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 27, 16:16
Írta: ncw4w5nca Dátum 2014 december 27, 16:16
Ismerős a dolog, de ha a volfrámot úgy állítod be, hogy a kerámiát meg tudd támasztani a munkadarabon, akkor lebólintás után is ott fogsz ívet gyújtani ahol eredetileg akartál, és nem olvasztasz össze mindent. Vagy venni kell egy profi automata pajzsot, nekem eddig ez tetszett a legjobban Ebben mozgásérzékelő van, és az kapcsolja be. Volt sima speedglasom is, de azzal sokszor a guta megütött, mert ha fél órát pihent akkor kikapcsolt, rendszerint elfelejtettem bekapcsolni, na meg a kapcsoló feletti műanyag membrán nagyon hamar szétment.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 27, 18:33
Írta: 3szwbavt Dátum 2014 december 27, 18:33
70 és 140 között hegesztek, és a zargont épp csal érzem ha az arcomhoz emelem a kerámia csövet. én az elektródát nagyon kihegyezem mindig, és 5-7 mm-re kitolom, hogy lássak is valamit és sokszor kell vállban vagy egyéb résekben hegeszteni.
BZoli köszi megnézem a paizsot.
nekem muszáj látnom mit csinálok, nincs vakon varrat centiméreteken keresztül. egy kis pötty ide egy kis csik oda. ez a móka.
nem tekerhetem teljesen be a sötétitést.
BerJó- sajna a kerámiáról ki kell tolnom a volframot hogy beférjek a résekbe és lássam mit is csinálok...
az án gépem nem koppintós hanem gombra fogja az ivet. mi az a bólintás?
BZoli köszi megnézem a paizsot.
nekem muszáj látnom mit csinálok, nincs vakon varrat centiméreteken keresztül. egy kis pötty ide egy kis csik oda. ez a móka.
nem tekerhetem teljesen be a sötétitést.
BerJó- sajna a kerámiáról ki kell tolnom a volframot hogy beférjek a résekbe és lássam mit is csinálok...
az án gépem nem koppintós hanem gombra fogja az ivet. mi az a bólintás?
Cím: Re:Fémöntés házilag
Írta: Bicska Dátum 2014 december 27, 18:35
Írta: Bicska Dátum 2014 december 27, 18:35
Csodával határos módon sikerült egyszer nagyon olcsón szereznem egy ESAB eye-tech pajzsot, amikor egyszer megláttam, h 270e forint volt a bolti ára majdnem vitrinbe tettem :D Nyilván ennek megfelelően kifogástalanul működik...
Cím: Re:Fémöntés házilag
Írta: Bicska Dátum 2014 december 27, 18:39
Írta: Bicska Dátum 2014 december 27, 18:39
Sztem arra gondol amikor a "bólintással" csukod magadra a pajzsot.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 27, 18:59
Írta: 3szwbavt Dátum 2014 december 27, 18:59
nna szétkaptam a paizst, és nem bontható az elem, össze van hegesztve a műanyag ház.
nem látok sehol elem csere lehetőséget, és a szobai kompakt izzóhoz közelitve nem csinál semmit. odadugtam, mozgattam, eltakartam a kezemmel hirtelen de semmi. nem sötétedik be.
nem látok sehol elem csere lehetőséget, és a szobai kompakt izzóhoz közelitve nem csinál semmit. odadugtam, mozgattam, eltakartam a kezemmel hirtelen de semmi. nem sötétedik be.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 27, 19:04
Írta: 3szwbavt Dátum 2014 december 27, 19:04
http://epitkezes-kert.vatera.hu/barkacs_szerszam_ipari_gep/rogzitestechnika/hegesztestechnika/optrel_automata_pajzs_2020376642.html
pld ez milyen? én nem tudom hogy a pajzson belül lévő 1-2-3 állitógomb az mit szolgál. nekem csak kint van a sötétgomb...
pld ez milyen? én nem tudom hogy a pajzson belül lévő 1-2-3 állitógomb az mit szolgál. nekem csak kint van a sötétgomb...
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 27, 19:22
Írta: 3szwbavt Dátum 2014 december 27, 19:22
http://elektronika.vatera.hu/muszerek_alkatreszek/egyeb/automata_sotetedos_hegesztopajzs_elektronika_uj_2019660209.html
ez pld jó lehet a cserére?
ez pld jó lehet a cserére?
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 27, 19:25
Írta: 3szwbavt Dátum 2014 december 27, 19:25
nna mostanra a napelem villogva besötétítí az üveget. pislákol sz üveg, vibrálva elsötétül és lehet közeltartva az izzóhoz állitani a sötétedést.
Cím: Re:Fémöntés házilag
Írta: ra8nsmk6w Dátum 2014 december 27, 19:39
Írta: ra8nsmk6w Dátum 2014 december 27, 19:39
Szia! Már egyszer javítottam a sajátomat. A benne lévő kis gomb akkut tölti a napelem. Az enyém 2 évig tartott. Egy vastagabb üveglap és egy fólia van szendvicsben. Ha sikerül a fóliát szépen lefejtened akkor előkerül a kis gombakku simán kivezettem két vezetékkel és egy 2025 gomb elemet cserélgettem talán évente. Ez egyébként nem javitható hanem csere. Igy még néhány évig használható akár második pajzsként.
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2014 december 27, 21:03
Írta: robroy007 Dátum 2014 december 27, 21:03
alapvetően ha emlékeim nem csalnak használat előtt általában fél órára ki kéne tenni a pajzsokat a napra, töltsön a napelem
nekem is van, hogy munka közben bevillan az lcd sajnos, na akkor jön sötétben a vaksizás, még szerencse, hogy legtöbbet egyenesben kell varrnom
egy pár videó gázlencséhez mire is képes
első
igazán szűk helyek hegesztése
meg egy miskolci fórum közeli cég
Sotox Kft.
termékek pajzs kábel gép stb...
nekem is van, hogy munka közben bevillan az lcd sajnos, na akkor jön sötétben a vaksizás, még szerencse, hogy legtöbbet egyenesben kell varrnom
egy pár videó gázlencséhez mire is képes
első
igazán szűk helyek hegesztése
meg egy miskolci fórum közeli cég
Sotox Kft.
termékek pajzs kábel gép stb...
Cím: Re:Fémöntés házilag
Írta: B.Zoltán Dátum 2014 december 27, 21:13
Írta: B.Zoltán Dátum 2014 december 27, 21:13
Akkor ez még használhatóvá lehet tenni, ha megtalálod az elemet benne.
2db van általában benne, de csak az egyik merül ki hamarább. Az elektronika arról működik a másik
a valószínűleg (gondolom én) csak a kijelzőhöz kell.
Ha belülről nézed a pajzsot akkor jobb oldalon
felül szokott lenni a kimerült elem,de általában a napelem mögötti részen (nekem így van).
2db van általában benne, de csak az egyik merül ki hamarább. Az elektronika arról működik a másik
a valószínűleg (gondolom én) csak a kijelzőhöz kell.
Ha belülről nézed a pajzsot akkor jobb oldalon
felül szokott lenni a kimerült elem,de általában a napelem mögötti részen (nekem így van).
Cím: Re:Fémöntés házilag
Írta: B.Zoltán Dátum 2014 december 27, 21:38
Írta: B.Zoltán Dátum 2014 december 27, 21:38
Ez egy jó honlap a javításra.
Link
Én csak a sarkát feszíteném le egy 2x2 cm nagyságban,hogy ne keljen szétfeszíteni az egészet.
Link
Én csak a sarkát feszíteném le egy 2x2 cm nagyságban,hogy ne keljen szétfeszíteni az egészet.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 27, 22:55
Írta: ncw4w5nca Dátum 2014 december 27, 22:55
A pajzs rögzítőcsavarja úgy van beállítva, hogy ha felhajtom akkor megáll, de egy határozott bólintással lecsuklik az arcom elé, anélkül hogy kézzel kellene lehajtani.
A 20ezres pajzs egy úgynevezett bőrpajzs szűk helyekre javasolt, neked nincs rá szükséged. A 6500-as jó lehet, ha nincs a te pajzsrészed nagyon leharcolva, viszont 10ezerért már komplett pajzsot kapsz.
A plusz két belső állítási lehetőség: Érzékenység, hogy milyen fényerőnél sötétedjen el, a késleltetés pedig azt állítja hogy hegesztés után milyen hamar világosodjon ki.
A sima kerámiából büntetlenül nem tolhatod ki nagyon a volfrámot, mert gázosodik a varrat. Gázlencsénél akár háromszor annyira is ki lehet tolni probléma nélkül.
Az én gépem sem koppintós, viszont ha kerámia szélét letámasztod a volfrámot pedig csak annyira húzod ki hogy biztonságosan tudd kezelni az ömledéket, de azért lásd amit látni kell. Megfelelő rutinnal a kerámián billegtetve a pisztolyt egy tökéletes varratot lehet készíteni. Ezt hívják kerámiázásnak.
Sima kerámia gázáramlása

és a gázlencse

A 20ezres pajzs egy úgynevezett bőrpajzs szűk helyekre javasolt, neked nincs rá szükséged. A 6500-as jó lehet, ha nincs a te pajzsrészed nagyon leharcolva, viszont 10ezerért már komplett pajzsot kapsz.
A plusz két belső állítási lehetőség: Érzékenység, hogy milyen fényerőnél sötétedjen el, a késleltetés pedig azt állítja hogy hegesztés után milyen hamar világosodjon ki.
A sima kerámiából büntetlenül nem tolhatod ki nagyon a volfrámot, mert gázosodik a varrat. Gázlencsénél akár háromszor annyira is ki lehet tolni probléma nélkül.
Az én gépem sem koppintós, viszont ha kerámia szélét letámasztod a volfrámot pedig csak annyira húzod ki hogy biztonságosan tudd kezelni az ömledéket, de azért lásd amit látni kell. Megfelelő rutinnal a kerámián billegtetve a pisztolyt egy tökéletes varratot lehet készíteni. Ezt hívják kerámiázásnak.
Sima kerámia gázáramlása
és a gázlencse
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 27, 23:11
Írta: ncw4w5nca Dátum 2014 december 27, 23:11
Gondolom leesett a kamionról, ezét az ÁFA-t nem számolták, és így tudták olyan olcsó adni. [#vigyor2]
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 27, 23:32
Írta: 3szwbavt Dátum 2014 december 27, 23:32
nna urak, műtöttem, mert nekem nem volt ott ablak és az egész egybe volt hegesztve. kivágtam szikével a házat, ps megleltem a két beforrasztott elemet, amit egyben el is viszek a helyi trotechnikushoz, aki nem Elek, hanem Bakalár, és ráköttetek AAA lehetőséget... aztán visrosszagasztom.
nálam bent nincs gomb csak 1 db kint. és gondolom nem örökre tervezték a sisakot, ezért sincs ablak a cseréhez.
klassz a videó a lencséről, de hol veszek olyant? és melyiket kellene?
kicsit eltértünk az öntéstől bocsánat, ellenben hálás köszönet nektek a segítségért!!!!!
nálam bent nincs gomb csak 1 db kint. és gondolom nem örökre tervezték a sisakot, ezért sincs ablak a cseréhez.
klassz a videó a lencséről, de hol veszek olyant? és melyiket kellene?
kicsit eltértünk az öntéstől bocsánat, ellenben hálás köszönet nektek a segítségért!!!!!
Cím: Re:Fémöntés házilag
Írta: Gyati Dátum 2014 december 27, 23:34
Írta: Gyati Dátum 2014 december 27, 23:34
Szia! Nem baj, hogy nem az öntés a téma, ez legalább annyira érdekes!
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 27, 23:36
Írta: 3szwbavt Dátum 2014 december 27, 23:36
de hol lehet kapni ezt? hol érdemes venni?
mert szerzek reduktort, bekötöm és a lencsével pluszban akkor minőségi ugrás lenne azt remélem.
én nem tudom letámasztani sehová mert a felület hol domború hol homorú, meg ide oda, nem lapos egyenes mint egy lemeznél. a csuklóm támasztom le, és tartom egyenletes távban az elektrodát.
mert szerzek reduktort, bekötöm és a lencsével pluszban akkor minőségi ugrás lenne azt remélem.
én nem tudom letámasztani sehová mert a felület hol domború hol homorú, meg ide oda, nem lapos egyenes mint egy lemeznél. a csuklóm támasztom le, és tartom egyenletes távban az elektrodát.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 27, 23:45
Írta: 3szwbavt Dátum 2014 december 27, 23:45
bakker ez a lencse 1000ft??? azt hittem 15 ezer
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 27, 23:47
Írta: 3szwbavt Dátum 2014 december 27, 23:47
nna most meg találtam vagy 10 félét, kivitelre értem...
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 27, 23:58
Írta: ncw4w5nca Dátum 2014 december 27, 23:58
Talán itt vagy ha van hegesztőszaküzlet, ahova jársz szerintem mindent be tudnak szerezni, vagy keress rá a google-lel, és keresd meg a legolcsóbbat.
Ha lent említett dolgokat összerakod, és 6 liter/percet használsz akkor tökéletesnek kell lenni.
A kerámiázást csak mint érdekességnek írtam le, én sem támasztom le mindig, csak ha pontosan kell ívet gyújtani.
Ha lent említett dolgokat összerakod, és 6 liter/percet használsz akkor tökéletesnek kell lenni.
A kerámiázást csak mint érdekességnek írtam le, én sem támasztom le mindig, csak ha pontosan kell ívet gyújtani.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 28, 00:00
Írta: ncw4w5nca Dátum 2014 december 28, 00:00
A hosszabb és vaskosabb a léghűtéses pisztolyhoz való.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 28, 00:04
Írta: 3szwbavt Dátum 2014 december 28, 00:04
ahha, nincs itt a hegyekben ilyen cég, és 6 éve nem is voltam effélében.
de sokat járok pestre és ezért is gondoltam hogy esetleg valaki tud konkrét boltot ahová bemegyek és megveszem.
de sokat járok pestre és ezért is gondoltam hogy esetleg valaki tud konkrét boltot ahová bemegyek és megveszem.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 28, 00:10
Írta: ncw4w5nca Dátum 2014 december 28, 00:10
Szerintem bármelyikbe megkapsz mindent, esetleg kivétel a takarékszelep. Kérdezd meg ott ahol a hozaganyagot veszed.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 28, 00:34
Írta: 3szwbavt Dátum 2014 december 28, 00:34
oks. köszi mindenesetre a válaszokat!!!
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 28, 09:17
Írta: ncw4w5nca Dátum 2014 december 28, 09:17
Ha túl kevés a gáz az is okozhat gázosodást. Mindenképp vegyél mérőcsövet hogy pontosan be tudd állítani.
Cím: Re:Fémöntés házilag
Írta: B.Zoltán Dátum 2014 december 28, 10:33
Írta: B.Zoltán Dátum 2014 december 28, 10:33
Amíg nem lesz rotamétered tegyél egy vékony falú műanyag zacskót, amiből kinyomtad a levegőt az AWI pisztoly végére és legalább 10mp-ig enged bele a gázt.Utána tedd bele az asszony mérő edényébe és látni fogod,ha kiszorzod, hogy mennyi gáz megy percenként.
Én vettem most egy mérőcsövet,hogy ne keljen bohóckodni a zacskóval,de kiderült,hogy nagyon pontatlan, lehet hogy maradok a zacskónál.
Végül is a mérőóra elég ha időnként ellenőrzi az ember, hogy amit mutat az a valóságos-e.
Én ezt a módszert CO-nál használom,de remélem
AWI-nál is működik.Nem tudom ott hogy nyitja a gázt.
Én vettem most egy mérőcsövet,hogy ne keljen bohóckodni a zacskóval,de kiderült,hogy nagyon pontatlan, lehet hogy maradok a zacskónál.
Végül is a mérőóra elég ha időnként ellenőrzi az ember, hogy amit mutat az a valóságos-e.
Én ezt a módszert CO-nál használom,de remélem
AWI-nál is működik.Nem tudom ott hogy nyitja a gázt.
Cím: Re:Fémöntés házilag
Írta: Csuhás Dátum 2014 december 28, 10:57
Írta: Csuhás Dátum 2014 december 28, 10:57
Ha már awi hegesztést tárgyaljátok én is kérek egy tanácsot: Mitől van az hogy a wolfram hegye szerintem túl gyakran megolvad, legömbölyödik? Ha nem hegyes akkor kóvályog az ív, nem tudok precízen dolgozni. Most pirosat használok azzal kevésbé jelentkezik mint az arannyal. A gép amivel dolgozom egy stahlwerk ct520.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 28, 11:32
Írta: 3szwbavt Dátum 2014 december 28, 11:32
nem tudom mi a különbség, mert nekem kék a vége a volfrámnak.
ez a zacskós dolog olyan mint a szipuzás?
az enyém ívre nyitja a gázt. és még engedi kicsit amikor elveszem a pisztolyt. gondolom hűti.
ez a zacskós dolog olyan mint a szipuzás?
az enyém ívre nyitja a gázt. és még engedi kicsit amikor elveszem a pisztolyt. gondolom hűti.
Cím: Re:Fémöntés házilag
Írta: Robika37 Dátum 2014 december 28, 12:04
Írta: Robika37 Dátum 2014 december 28, 12:04
Üdv ! Amit tudok róla a piros az tóriumos tehát radioaktív kerülendő . Viszont stabilabb az íve .
Nekem "aranyszínű" van hegyesre köszörülöm úgy mintha pontozót köszörülnék "szemből" fogom a kőnek és a "köszörülési nyomok/szálak" párhuzamosak az elektródával a csúcsszög pedig az alkalmazott áramerősségtől függ. Ezen a fórumon sok okosságot találsz kis keresgélés után: Hegesztés
és nem fikázzák egymást egy-két darázsfészkes varratért.....
Nekem "aranyszínű" van hegyesre köszörülöm úgy mintha pontozót köszörülnék "szemből" fogom a kőnek és a "köszörülési nyomok/szálak" párhuzamosak az elektródával a csúcsszög pedig az alkalmazott áramerősségtől függ. Ezen a fórumon sok okosságot találsz kis keresgélés után: Hegesztés
és nem fikázzák egymást egy-két darázsfészkes varratért.....
Cím: Re:Fémöntés házilag
Írta: keri Dátum 2014 december 28, 12:10
Írta: keri Dátum 2014 december 28, 12:10
Túl nagy áram.
Vastagabb pálcával lenne érdemes próbálkozni, vagy erősebb hűtéssel (több gáz)
Esetleg kevésbé hegyes csúcsot köszörülj neki.
A legtöbb esetben a gyújtás is okozhatja a hegy sérülését, ezért az érintés mentes gyújtás sokkal jobban kíméli a wolframot.
Vastagabb pálcával lenne érdemes próbálkozni, vagy erősebb hűtéssel (több gáz)
Esetleg kevésbé hegyes csúcsot köszörülj neki.
A legtöbb esetben a gyújtás is okozhatja a hegy sérülését, ezért az érintés mentes gyújtás sokkal jobban kíméli a wolframot.
Cím: Re:Fémöntés házilag
Írta: keri Dátum 2014 december 28, 12:18
Írta: keri Dátum 2014 december 28, 12:18
Nem kell annyira pánikolni a thoriumtól, mert csak 1% van benne, és amúgy sem olyan durva anyag mint a plutónium.
Annyi korlátozás van rá hogy atomerőművekben nem használható, de nem ettől leszel rákos.
Az izotóp mivolta miatt béta bomlást produkál, ami elősegíti az ív kialakulását. Azaz a könnyebb gyújtás miatt teszik bele.
Annyi korlátozás van rá hogy atomerőművekben nem használható, de nem ettől leszel rákos.
Az izotóp mivolta miatt béta bomlást produkál, ami elősegíti az ív kialakulását. Azaz a könnyebb gyújtás miatt teszik bele.
Cím: Re:Fémöntés házilag
Írta: keri Dátum 2014 december 28, 12:21
Írta: keri Dátum 2014 december 28, 12:21
Én úgy tanultam, hogy ívgyújtás előtt illene nyitni a gázt. Igaz én még csak olyannal találkoztam aminél kézzel kell indítani.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 28, 12:29
Írta: 3szwbavt Dátum 2014 december 28, 12:29
az enyémnél, a pisztoly gombot megnyomva, elindul a gáz. és aztán fogja az ívet.
Cím: Re:Fémöntés házilag
Írta: Csuhás Dátum 2014 december 28, 12:38
Írta: Csuhás Dátum 2014 december 28, 12:38
2.4 pálcával dolgozom. Inkább kisebb szerkezeti acéllal szoktam dolgozni, ami egy kisebb műhelyben adódik. Az áram nem lehet túl nagy hiszen az olvadékzóna is elég kicsi. A hűtés már inkább kérdéses hiszen hegesztés közben izzani szokott a wolfram. Meg fogom mérni a gáz mennyiségét a zacskós módszerrel. Esetleg a wolfram befogás nem számít? Mennyire kell pontosan illeszkednie a furatban? Egy profi pisztolynál mennyire van közel a megfogás a hegyhez? Van esetleg rés a pálca körül ahol a gáz egy része a gázlencsét kihagyva közvetlenül hűti a pálcát?
Cím: Re:Fémöntés házilag
Írta: B.Zoltán Dátum 2014 december 28, 12:45
Írta: B.Zoltán Dátum 2014 december 28, 12:45
Hát igen,ha olyan primitív pisztolyod lenne ahol kézzel kell nyitni a gázt ott egyértelműbb lenne.
CO-nál is amikor elengedem gombot még folyik a gáz tovább egy kicsit.
Ez nekem nem sok hibát okoz,de a rotaméterem sajnos felét mutatja,és még két különböző co2 palackból nézve is mást mér.
Lehet,hogy kifogtam valami gagyit.
Én így a zacskós megoldást hitelesebbnek gondolom.
Persze nem erőltetem csak mint szükség megoldásként javasoltam.
Bár ha ív nélkül bekapcsolod (mert rotaméternél sem tudod másképpen) menet közben ráteszed a zacskó száját (amit kézzel rászorítasz a pisztolyra) és felfogod a kiáramló gázt,és mondjuk 10mp múlva lehúzod róla, és természetesen utána kösd össze a száját.
Neked is pontosabb lesz a mérésed,mint mérőcsővel.
Mégegyszer mondom, ez csak tipp, mindenki azt a megoldást választja, ami neki legkényelmesebb és legmegfelelőbb.
CO-nál is amikor elengedem gombot még folyik a gáz tovább egy kicsit.
Ez nekem nem sok hibát okoz,de a rotaméterem sajnos felét mutatja,és még két különböző co2 palackból nézve is mást mér.
Lehet,hogy kifogtam valami gagyit.
Én így a zacskós megoldást hitelesebbnek gondolom.
Persze nem erőltetem csak mint szükség megoldásként javasoltam.
Bár ha ív nélkül bekapcsolod (mert rotaméternél sem tudod másképpen) menet közben ráteszed a zacskó száját (amit kézzel rászorítasz a pisztolyra) és felfogod a kiáramló gázt,és mondjuk 10mp múlva lehúzod róla, és természetesen utána kösd össze a száját.
Neked is pontosabb lesz a mérésed,mint mérőcsővel.
Mégegyszer mondom, ez csak tipp, mindenki azt a megoldást választja, ami neki legkényelmesebb és legmegfelelőbb.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 28, 12:48
Írta: 3szwbavt Dátum 2014 december 28, 12:48
és mit mérjek a zacskóval? a gáz súlyát? 10 mp alat mennyinek kellene lennie?
Cím: Re:Fémöntés házilag
Írta: B.Zoltán Dátum 2014 december 28, 13:06
Írta: B.Zoltán Dátum 2014 december 28, 13:06
Bocsánat, nem voltam elég érthető. Természetesen térfogatot kell mérni.
Egy literes vagy nagyobb mérőedénybe bele teszed, belenyomod a zacskót úgy, hogy a zacskó töltse ki a mérőedényt hézag mentesen. A tetejét a zacskónak egyenesre igazítod, és oldalt leolvasod a liter skálát. (Célszerű, ha egy szívószálat beteszel a mérőedénybe, és úgy nyomod bele a zacskót, mert alulról a levegőt a szívószál kivezeti, és nem szorul be a levegő a mérőedény aljába.)
Ha a leolvasott érték mondjuk fél liter, akkor megszorzod 6-tal, mert ugye ha 10mp-ig mértél, akkor így jön ki a 60mp alatt kiáramló gáz, vagyis fél liter esetén 3 liter/perc. Ha 1 litert mérsz, akkor meg 6 liter/perc.
Nekem másfél literes a mérőedényem, nekem a 10mp-es mérés jól értékelhető eredményt ad, mert ez már elég pontos (persze minél hosszabb ideig mérnénk, annál pontosabb lenne az eredmény, de nincs akkora mérőedényem, de valószínű fölösleges is.)
Persze a 10mp lehet más is, ahogy a gáz kiáramlása, a mérőedény, és a zacskó mérete engedi, a lényeg, hogy ki kell belőle számítani az 1 percre kiáramló gázt.
Egy literes vagy nagyobb mérőedénybe bele teszed, belenyomod a zacskót úgy, hogy a zacskó töltse ki a mérőedényt hézag mentesen. A tetejét a zacskónak egyenesre igazítod, és oldalt leolvasod a liter skálát. (Célszerű, ha egy szívószálat beteszel a mérőedénybe, és úgy nyomod bele a zacskót, mert alulról a levegőt a szívószál kivezeti, és nem szorul be a levegő a mérőedény aljába.)
Ha a leolvasott érték mondjuk fél liter, akkor megszorzod 6-tal, mert ugye ha 10mp-ig mértél, akkor így jön ki a 60mp alatt kiáramló gáz, vagyis fél liter esetén 3 liter/perc. Ha 1 litert mérsz, akkor meg 6 liter/perc.
Nekem másfél literes a mérőedényem, nekem a 10mp-es mérés jól értékelhető eredményt ad, mert ez már elég pontos (persze minél hosszabb ideig mérnénk, annál pontosabb lenne az eredmény, de nincs akkora mérőedényem, de valószínű fölösleges is.)
Persze a 10mp lehet más is, ahogy a gáz kiáramlása, a mérőedény, és a zacskó mérete engedi, a lényeg, hogy ki kell belőle számítani az 1 percre kiáramló gázt.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 28, 13:17
Írta: 3szwbavt Dátum 2014 december 28, 13:17
stimt, köszi! ez érthető és ki is próbálom.
és akkor mennyi legyen az annyi? 6 liter perc?
és akkor mennyi legyen az annyi? 6 liter perc?
Cím: Re:Fémöntés házilag
Írta: B.Zoltán Dátum 2014 december 28, 13:23
Írta: B.Zoltán Dátum 2014 december 28, 13:23
Berényi Józsi szerint (ebbe ő a szakember) 6 liter/perc, úgy emlékszem.
De mellesleg én is ennyit használok, ha a AWIzgatok, de én nagyon kezdő vagyok ebben a témában.
Én CO-val hegesztgetek, alumíniumot is, rozsdamentest is, de szeretnék egy komolyabb AWI gépet, amivel lehetne precízebben hegeszteni, mint ami most van.
De mellesleg én is ennyit használok, ha a AWIzgatok, de én nagyon kezdő vagyok ebben a témában.
Én CO-val hegesztgetek, alumíniumot is, rozsdamentest is, de szeretnék egy komolyabb AWI gépet, amivel lehetne precízebben hegeszteni, mint ami most van.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 28, 19:55
Írta: ncw4w5nca Dátum 2014 december 28, 19:55
A nevéből ítélve ez egy német gép. Nem lehet hogy fel van cserélve a polaritás, vagy váltó áramra van kapcsolva. Vagy esetleg ha van lehetőség több helyre csatlakoztatni a testkábelt akkor ki kellene próbálni hogy másutt mit csinál? A pisztolynak a negatív póluson kell lenni. Én 350 amper felett azt tapasztaltam 2,4-es piros volfrámnál hogy "eldobja" a hegyét, de nem olvad gömbé.Ha jó volt a volfrám akkor még 400amperon sem olvadt meg. Viszont fordított polaritásnál, vagy váltó áramnál gömbé olvad, de csak ott ahol az elektronok becsapódnak. Lényeg hogy valami beállítás problémának kell lenni.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 28, 20:10
Írta: ncw4w5nca Dátum 2014 december 28, 20:10
Igen AVI-nál szerintem 6liter/perc a az optimális, persze ettél el lehet térni, ha a kerámia alakja, vagy a hegesztési pozíció úgy kívánja. Ettől lehet lényegesen kevesebbel is hegeszteni, de akkor nő a gázosodás veszélye. A CO-nál viszont már kevés a 6 liter én 12-18litert használta az áramerősségtől függően.
Cím: Re:Fémöntés házilag
Írta: Csuhás Dátum 2014 december 28, 20:18
Írta: Csuhás Dátum 2014 december 28, 20:18
A gépen nem lehet felcserélni a polaritást. Ebben az albumban van egy tucat fotó a gépről burkolat nélkül is. Az elmondottak alapján a kevés gáz tűnik valószínűleg, holnap délután meg is mérem.
CT520
CT520
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 28, 20:25
Írta: ncw4w5nca Dátum 2014 december 28, 20:25
Jobb gépeken belehet állítani a gáz előáramlását tizedmásodpercenként, az után áramlást pedig másodpercenként. Ha viszont nincs előáramlás, akkor sem szokott addig begyújtani az ív amíg nincs argonnal védve az ívkörnyezet,mivel a levegő nehezebben ionizálható.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 28, 20:34
Írta: ncw4w5nca Dátum 2014 december 28, 20:34
Ezt a gépet nem ismerem, de 200amperen nem volna szabad megolvadni a 2,4es piros volfrámnak. Viszont szokott "szőrösödni" ha nem tiszta a gáz, akkor olyan a volfrám hegye mintha egy mini baricska lenne ráragadva. Az ellen nem sok mindent tehetsz, sűrűbben kell köszörülni.
Cím: Re:Fémöntés házilag
Írta: 3m9kaxws5 Dátum 2014 december 28, 20:37
Írta: 3m9kaxws5 Dátum 2014 december 28, 20:37
Üdv mindenkinek. A kevés gáz nem szokott gömbösítést létrehozni a wolfram végén, inkább a szennyeződés-reve.awival csak fémtiszta felületre lehet szépen hegeszteni.egyébként a piros wolfram 2% thoriumot tartalmaz, és a köszörüléskor beszívott por az ami ártalmas. Persze csak ipari használatban. Utána a legjobb a lila szinü .
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 28, 20:44
Írta: ncw4w5nca Dátum 2014 december 28, 20:44
A volfrám megfogásánál nem lehet baj, a profi pisztolyokban is pont ugyan olyan eszközökkel történik a megfogás, és a volfrám ha izzik az nem baj, bírni kell neki 3000°C-ig.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 29, 09:38
Írta: ncw4w5nca Dátum 2014 december 29, 09:38
Még egy fontos dolog, amiről nem volt szó. Csak zárt, huzatmentes helyen hegessz. Ha nincs rá mód, akkor pokróccal, ponyvával alakíts ki szélárnyékos helyet.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 29, 10:16
Írta: 3szwbavt Dátum 2014 december 29, 10:16
jó műhelyem van. sokszor nyitva az ajtó amikor hegesztek, mert nem szeretem szívni a cuccot közben, de huzat az nincs.
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2014 december 29, 14:01
Írta: robroy007 Dátum 2014 december 29, 14:01
vagy csak nem érzed [#nevetes1]
Cím: Re:Fémöntés házilag
Írta: sastas Dátum 2014 december 29, 21:04
Írta: sastas Dátum 2014 december 29, 21:04
Cím: Re:Fémöntés házilag
Írta: B.Zoltán Dátum 2014 december 29, 23:17
Írta: B.Zoltán Dátum 2014 december 29, 23:17
Mivel, hogy feliratozott ezért egész tűrhetően fordítja a fordító program.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 30, 00:44
Írta: ncw4w5nca Dátum 2014 december 30, 00:44
Én gyerekként olvasztottam hasonló módon, csak én matracpumpát használtam hajszárító helyett:)
Cím: Re:Fémöntés házilag
Írta: keri Dátum 2014 december 30, 08:17
Írta: keri Dátum 2014 december 30, 08:17
Ja, úgy korrekt. Azt ismerem. Nekem sufni AWI-m van, nekem kézzel kell nyitni a szelepet és érintésre gyújt :)
Cím: Re:Fémöntés házilag
Írta: keri Dátum 2014 december 30, 08:27
Írta: keri Dátum 2014 december 30, 08:27
Én is 2,4-eset használok többnyire.
100A felet már nekem is gyorsan fogy.
Természetesen izzik nekem is de az a dolga.
Hűtés kérdést nem értem. Nekem minden pálcaátmérőhöz más befogó és más kerámia fúvóka van. A gáz közvetlenül a befogó és pálcán keresztül áramlik, így nekem hűti a pálcát.
4,5,6-os elemet szoktam cserélni a pálca vastagsággal a hozzávalóra.
De nem szoktam túl nagy árammal hegesztenih ha nem muszáj. AWI-t a precizitása miatt szeretem. Ha komolyabb szerkezetet hegesztek és nem fontos a gáztömörség, vagy a kisebb hőterhelés, akkor oda a bevonatos pálca nekem célszerűbb. Rozsdamentes pálcával gyönyörű varratokat lehet csinálni hagyományos acélra is.
100A felet már nekem is gyorsan fogy.
Természetesen izzik nekem is de az a dolga.
Hűtés kérdést nem értem. Nekem minden pálcaátmérőhöz más befogó és más kerámia fúvóka van. A gáz közvetlenül a befogó és pálcán keresztül áramlik, így nekem hűti a pálcát.
4,5,6-os elemet szoktam cserélni a pálca vastagsággal a hozzávalóra.
De nem szoktam túl nagy árammal hegesztenih ha nem muszáj. AWI-t a precizitása miatt szeretem. Ha komolyabb szerkezetet hegesztek és nem fontos a gáztömörség, vagy a kisebb hőterhelés, akkor oda a bevonatos pálca nekem célszerűbb. Rozsdamentes pálcával gyönyörű varratokat lehet csinálni hagyományos acélra is.
Cím: Re:Fémöntés házilag
Írta: keri Dátum 2014 december 30, 08:33
Írta: keri Dátum 2014 december 30, 08:33
Csak az a lényeg, hogy ne fújja el a védőgázt.
Én hegesztettem szabadban is, ilyenkor kicsit több gázt kívánt, de ha nem lobog a füled, akkor elég jól lehet hegeszteni.
Én hegesztettem szabadban is, ilyenkor kicsit több gázt kívánt, de ha nem lobog a füled, akkor elég jól lehet hegeszteni.
Cím: Re:Fémöntés házilag
Írta: 3m9kaxws5 Dátum 2014 december 30, 09:09
Írta: 3m9kaxws5 Dátum 2014 december 30, 09:09
Én csak rozsdamentes pálcát használok a szénacélhoz is. kicsit feljavítja az anyagminőséget. Még a legtöbb öntvényhez is jó. És 2.4.es wolframot használok 0.5-8mm anyagig
Cím: Re:Fémöntés házilag
Írta: pvmyc6p5 Dátum 2014 december 30, 10:07
Írta: pvmyc6p5 Dátum 2014 december 30, 10:07
Valószínűleg szilikonbronz volt az ,amit a filmen láttál,egy álom vele dolgozni.Szerencsém volt hozzá öntött,illetve hengerelt formában is ,a hozzávaló pálcával,vagy saját anyagával szó szerint nyom nélkül lehet hegeszteni.Igaz iszonyat drága.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 30, 18:16
Írta: 3szwbavt Dátum 2014 december 30, 18:16
és te láttál szilikonbronzt valahol?
nem tudom, de ezek a fránya amcsik sok ezer kilót ellocsolgatnak ebből a prima bronzból...
nem tudom, de ezek a fránya amcsik sok ezer kilót ellocsolgatnak ebből a prima bronzból...
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 30, 18:31
Írta: 3szwbavt Dátum 2014 december 30, 18:31
http://2.bp.blogspot.com/-U7gFU2rkmIs/UDfWuwc1S5I/AAAAAAAAKd4/IsqWg3l0Iqs/s1600/suzuki_xr69_7-690x459.jpg
eléggé meggyőző, hehe
tényleg szilikonbronz volt amiből öntenek. köszi a tippet, már rá is uszitottam régi barátomat, a metalloglobus tulajdonosát, és igazgatóját, hogy szetezzen nekem a föld alol is. tán megfelelne ha anyagból önteék pálcát hozzá. vagy azt itthon lehet kapni?
eléggé meggyőző, hehe
tényleg szilikonbronz volt amiből öntenek. köszi a tippet, már rá is uszitottam régi barátomat, a metalloglobus tulajdonosát, és igazgatóját, hogy szetezzen nekem a föld alol is. tán megfelelne ha anyagból önteék pálcát hozzá. vagy azt itthon lehet kapni?
Cím: Re:Fémöntés házilag
Írta: pvmyc6p5 Dátum 2014 december 30, 19:11
Írta: pvmyc6p5 Dátum 2014 december 30, 19:11
A tippért nincs mit ,tényleg csodás anyag,amerikai melóm alkalmával dolgoztam vele,egy jachtra készítettem belőle "csigalépcsőt",üveg lépcsőfokokkal stb,az eddigi legkomolyabb melóim egyike volt.
Igaz iszonyat puha ,legalábbis az a fajta ötvözet amit ott használtam,ezért nehéz vele dolgozni.
Annó a franciáktól szerezte be a cég akinek csináltam,persze arany árban mérték .
Igaz iszonyat puha ,legalábbis az a fajta ötvözet amit ott használtam,ezért nehéz vele dolgozni.
Annó a franciáktól szerezte be a cég akinek csináltam,persze arany árban mérték .
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 30, 19:35
Írta: 3szwbavt Dátum 2014 december 30, 19:35
jaja alig hiszem el, mert 500 dolcsit mond kilónként. de sajna ez nem jön ki árban, mert akkor nem tudnának 3 méteres macit 3 milláért árulni si bronzból öntve. szóval csak van az olcsóbban is... csak hol, ez a kérdés. nézem ebből van egyéb szerelvény is csak nem lelem merre. gáz-viz szerelési cuccok.
mi az hogy nehéz vele dolgozni?
mi az hogy nehéz vele dolgozni?
Cím: Re:Fémöntés házilag
Írta: pvmyc6p5 Dátum 2014 december 30, 19:54
Írta: pvmyc6p5 Dátum 2014 december 30, 19:54
Az hogy nehéz vele dolgozni,inkább a forgácsolásra értendő ,csiszolni,fúrni,menetelni stb,mert puha ,és kenődik,hasonlóan a vörösrézhez.
A hajlítása,kovácsolása,hegesztése viszonylag könnyű,hasonlóan a tombakhoz,igaz a tombakot hegeszteni egy rémálom ehhez képest.
Ha tényleg érdekel ,utána tudok kérdezni,hogy annó honnan szerezte be a megbízó cég.
A hajlítása,kovácsolása,hegesztése viszonylag könnyű,hasonlóan a tombakhoz,igaz a tombakot hegeszteni egy rémálom ehhez képest.
Ha tényleg érdekel ,utána tudok kérdezni,hogy annó honnan szerezte be a megbízó cég.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 30, 20:00
Írta: 3szwbavt Dátum 2014 december 30, 20:00
nna találta, 30 dollárárt is kilós áron tömböt.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 30, 20:04
Írta: 3szwbavt Dátum 2014 december 30, 20:04
klassz lenne, mert inkább több helyről közelitek.
akkor kérlek hogy kérdezz már rá oks?
órák óta erről olvasok, kutatok itt a neten, és nagyon jó lenne ha materializálódna a dolog!
akkor kérlek hogy kérdezz már rá oks?
órák óta erről olvasok, kutatok itt a neten, és nagyon jó lenne ha materializálódna a dolog!
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 30, 20:08
Írta: 3szwbavt Dátum 2014 december 30, 20:08
http://www.alibaba.com/product-detail/Silicon-Bronze-Alloys-Sheet-CW115C-CuSi1_1925644510.html
Cím: Re:Fémöntés házilag
Írta: pvmyc6p5 Dátum 2014 december 30, 20:23
Írta: pvmyc6p5 Dátum 2014 december 30, 20:23
Ok,szívesen rákérdek az akkori project vezetőmre,úgyis lesz hamarosan egy közös melóm vele ismét,biztosan tud segíteni benne.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 31, 01:46
Írta: ncw4w5nca Dátum 2014 december 31, 01:46
A sziliciumbronz hozaganyaga A szilíciumbronz a legfontosabb gyengén ötvözött rézötvözet, amelyben a 2...3% Si- és 1% Mn-ötvözés jelentősen növeli a réz szilárdságát anélkül, hogy befolyásolná a képlékenységét. Főként a vegyipar alkalmazza (hőcserélők, hűtőtechnika). 2,8...4,5% Si-tartalmú hozaganyaggal, védőgázas eljárással hegeszthető.
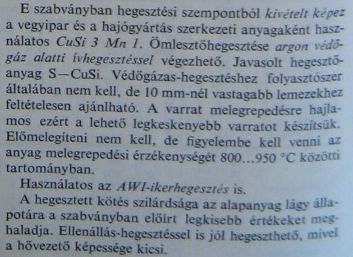
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 31, 08:50
Írta: 3szwbavt Dátum 2014 december 31, 08:50
sajna én nem leltem a cusi bronzra leírást sehol. ennyire ismeretlen lenne?
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 31, 08:59
Írta: 3szwbavt Dátum 2014 december 31, 08:59
ez a melegrepedés sajna a sima bronz hegpálcánál is megvan. főként táblavarratnál, vagy pld egy tenyérnyi folt bevarrásánál. itt hegesztem, hátul meg felreped, vagy körbereped.
Cím: Re:Fémöntés házilag
Írta: keri Dátum 2014 december 31, 09:10
Írta: keri Dátum 2014 december 31, 09:10
Öntvényhez van külön pálca. Azzal mégjobb. Igaz nem is olcsó, de vannak helyek ahol adnak szálra is :)
Haver egy eltört satut hegesztett meg vele és azóta is működik :)
Haver egy eltört satut hegesztett meg vele és azóta is működik :)
Cím: Re:Fémöntés házilag
Írta: 3m9kaxws5 Dátum 2014 december 31, 09:33
Írta: 3m9kaxws5 Dátum 2014 december 31, 09:33
Igen ismerem de van több fajta is attól függ milyen öntvény. Öntvényt ritkán hoznak javítani azért az évi 1-2 alkalomért nem tartok otthon pálcát. Inkább rozsdamentest-alut-rezet hegesztek.Na meg szénacélt.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 31, 10:47
Írta: ncw4w5nca Dátum 2014 december 31, 10:47
Én nem dolgoztam vele, de ha lehet hozzá kapni hozaganyagot, akkor nem lehet annyira ritka.
"Szilíciumbronzokkal jól helyettesíthetők az ónbronzok. Mechanikai és siklási tulajdonságaik
kiválóak. Jól önthetők, hegeszthetők. A mangán
szilíciumbronzokat elsősorban a villamos
ipar használja szorítók, szegecsek, csavarok anyagaként."
Itt egy PDF amiben van szó a szilíciumbronz őntéséről.
"Szilíciumbronzokkal jól helyettesíthetők az ónbronzok. Mechanikai és siklási tulajdonságaik
kiválóak. Jól önthetők, hegeszthetők. A mangán
szilíciumbronzokat elsősorban a villamos
ipar használja szorítók, szegecsek, csavarok anyagaként."
Itt egy PDF amiben van szó a szilíciumbronz őntéséről.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2014 december 31, 11:00
Írta: 000000000 Dátum 2014 december 31, 11:00
Mennyi Si-bronz kellene?
külföldről tudok beszerezni, CuSi10 vagy CuSi15, kedved szerint felhígítod, de sajna minimum fél tonna alatt nem szállítanak
ára 2000ft/kg alatt szerintem
Egyszerűbb megoldás, hulladéktelep, néha előfordul, sajnos berakják vegyesbronzba, ki kell szúrni. Majd figyelem ha komolyan érdekel.
külföldről tudok beszerezni, CuSi10 vagy CuSi15, kedved szerint felhígítod, de sajna minimum fél tonna alatt nem szállítanak
ára 2000ft/kg alatt szerintem
Egyszerűbb megoldás, hulladéktelep, néha előfordul, sajnos berakják vegyesbronzba, ki kell szúrni. Majd figyelem ha komolyan érdekel.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 31, 11:10
Írta: 3szwbavt Dátum 2014 december 31, 11:10
komolyan érdekel, és az ára is jó ha 2000 ft alatti. és hogy lehet felismerni? mert lehet, már vettem hulladékban csak nem tudtam róla és belekevertem az ónbronzba.
kezdésnek lehetne 20-30 kg.
köszi!
kezdésnek lehetne 20-30 kg.
köszi!
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 31, 11:35
Írta: ncw4w5nca Dátum 2014 december 31, 11:35
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2014 december 31, 13:24
Írta: 000000000 Dátum 2014 december 31, 13:24
én így jártam egyszer... 700 kg saját cusn12 tömböm ment a kukába egy darab 50 kilós cusi5 öntvény miatt, véletlenül beadagoltuk, nem mértem rá arra az egy darabra, és paff... egy taknyos rosszul önthető vacak turha lett belőle, emellett iszonyú gázosodást produkált, próbáltam mindent, hogy megmentsem, hát nem sikerült :)
amit eddig találtam, az szivattyúház vagy lapát vagy mi volt, szép öntvények egyébként, a színe be tud csapni könnyen.
ebben az évben kidobáltam kb. 200 kiló ilyet :)
amit eddig találtam, az szivattyúház vagy lapát vagy mi volt, szép öntvények egyébként, a színe be tud csapni könnyen.
ebben az évben kidobáltam kb. 200 kiló ilyet :)
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 31, 15:32
Írta: 3szwbavt Dátum 2014 december 31, 15:32
nna az a művészbronz amiből most öntök. révén Mihálytól van, a cég vezérétől, és van neki vagy 12000 kg-ja. teljesen jó bronz tömbök, és barterben kapom.
Mit mérsz rá egy szilikonbronzra? én a helyszinen megköszörülve bepatinázom és ha fogja jól, akkor otthon pirosra melegítve töréspróbázom. ha nem hajlik, hanem szilánkosra törik akkor oks. ha csomót lehet rá kötni, akkor nekem az alubronz kategória, és attól az én bronzom takony lenne. mint néha megesett...
a filmeken a szilikonbronz szépen önthető.
Mit mérsz rá egy szilikonbronzra? én a helyszinen megköszörülve bepatinázom és ha fogja jól, akkor otthon pirosra melegítve töréspróbázom. ha nem hajlik, hanem szilánkosra törik akkor oks. ha csomót lehet rá kötni, akkor nekem az alubronz kategória, és attól az én bronzom takony lenne. mint néha megesett...
a filmeken a szilikonbronz szépen önthető.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 31, 16:48
Írta: ncw4w5nca Dátum 2014 december 31, 16:48
Akkor most-már végképp nem értelek[#zavart2]Először azt írod hogy ónbronzzal dolgozol,saját magad ötvözöd kis alumínium beadagolással, és nem is tudod hogy mi-fán terem a szilícium bronz. Mindenki töri kezét lábát hogy segítsen, aztán derül ki hogy te mégis csak szilícium-bronzot használsz, ráadásul tonnaszám van. Ugyanis a bronzot a fő ötvözőjéről nevezik el a művészbronz esetében a fő ötvöző a szilícium [#confused]
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 31, 17:11
Írta: 3szwbavt Dátum 2014 december 31, 17:11
nna ezt én nem tudtam. és amit én onnan kapok abban nincs szilikon. és mi a különbség a szilicium és a szilikon bronz között?
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 31, 17:12
Írta: 3szwbavt Dátum 2014 december 31, 17:12
één eddig szilikon bronzról beszéltem.
és nem ötvözöm már magam, hanem veszem innen onnan... régen ötvöztem 3 évee már nnem öntök másnak, és nem éri meg ötvözni.
és nem ötvözöm már magam, hanem veszem innen onnan... régen ötvöztem 3 évee már nnem öntök másnak, és nem éri meg ötvözni.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 31, 17:21
Írta: 3szwbavt Dátum 2014 december 31, 17:21
szóval bárhol nézem, a művészbronzban szilikont írnak és NEM sziliciumot.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 31, 17:23
Írta: ncw4w5nca Dátum 2014 december 31, 17:23
Bocs ezek szerin félre értettelek, de tudomásom szerint szilikonnal csak az apró melleket ötvözik, a rezet Szilíciummal(angolul silicon) [#vigyor2]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2014 december 31, 17:30
Írta: 000000000 Dátum 2014 december 31, 17:30
[#taps]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2014 december 31, 17:34
Írta: 000000000 Dátum 2014 december 31, 17:34
hogy mit mérek rá?
hát hogy mibű van... mibű mennyi van benne :)
máskülönben hogy mondom rá, hogy ez az, amit kértél?
vagy ezt kinek írtad?
hát hogy mibű van... mibű mennyi van benne :)
máskülönben hogy mondom rá, hogy ez az, amit kértél?
vagy ezt kinek írtad?
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2014 december 31, 17:34
Írta: 3szwbavt Dátum 2014 december 31, 17:34
nna majd jövőre okosabb leszek igérem hehe...
szóval az si az szilicium magyarul. és nem szilikon. rohadjon meg az a rossz nyelv hogy nem magyarul irnak.
szóval az si az szilicium magyarul. és nem szilikon. rohadjon meg az a rossz nyelv hogy nem magyarul irnak.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 31, 17:46
Írta: ncw4w5nca Dátum 2014 december 31, 17:46
Spektrométer használsz? Egy eszközt menyiből lehet kihozni a legolcsóbban?
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 31, 17:49
Írta: ncw4w5nca Dátum 2014 december 31, 17:49
Ne bosszantsd magad adren, ez csak egy fórum, ahol belefér ennyi pontatlanság. Lényeg hogy a végére minden kiderült.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2014 december 31, 18:09
Írta: 000000000 Dátum 2014 december 31, 18:09
igen,
Legolcsóbban? Ehhe. Nem tudom.
A használt ezeréves lehet akár "olcsó" is, de sok a baj, szervize-javítása könnyen horror lehet, elavult program, itthon nem tudnak komolyabban belenyúlni, ha nagy gixer van, el kell vinni a gyártóhoz, stb.
Egyébként egy új, normál öntödei spektro min. 30-40ezer euró, ez már hozza amit kell, elég pontos, gyors, stb.
De én itthon csak egy forgalmazót ismerek, lehet máshogy is, nagy öntödék jobban tudják ezt.
Ja, hogy nagy öntödék már nincsenek? :)
Legolcsóbban? Ehhe. Nem tudom.
A használt ezeréves lehet akár "olcsó" is, de sok a baj, szervize-javítása könnyen horror lehet, elavult program, itthon nem tudnak komolyabban belenyúlni, ha nagy gixer van, el kell vinni a gyártóhoz, stb.
Egyébként egy új, normál öntödei spektro min. 30-40ezer euró, ez már hozza amit kell, elég pontos, gyors, stb.
De én itthon csak egy forgalmazót ismerek, lehet máshogy is, nagy öntödék jobban tudják ezt.
Ja, hogy nagy öntödék már nincsenek? :)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 31, 18:15
Írta: ncw4w5nca Dátum 2014 december 31, 18:15
Igen azt a forgalmazót már kérdeztem, még az a szerencse hogy ültem amikor megmondta az árat[#nevetes1] ezek szerint te sem tudsz olcsóbb forrást[#rinya]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2014 december 31, 18:20
Írta: 000000000 Dátum 2014 december 31, 18:20
Hát nem olcsó dolog, az biztos... legalábbis itthon, kicsiknek. Én is sírtam utalás közben :)
Gondolom németeknél stb. nem nagy mutatvány venni egy ilyet, sőt, alap, nem tudom.
Egyébként bérelni nem éri meg.
Gondolom németeknél stb. nem nagy mutatvány venni egy ilyet, sőt, alap, nem tudom.
Egyébként bérelni nem éri meg.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 31, 18:26
Írta: ncw4w5nca Dátum 2014 december 31, 18:26
Én néztem német szerszámkatalógusokat, de semmivel nem volt olcsóbb a szerszám mint itthon, a különbség a keresetekben van, de az hatalmas!
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 31, 18:29
Írta: ncw4w5nca Dátum 2014 december 31, 18:29
Végül is túl nagy szükségem nincs rá, csak játszottam a gondolattal hogy jól mutatna a polcomon, de rá kellett jönnöm hogy nem megy a polc színéhez [#vigyor2]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2014 december 31, 18:32
Írta: 000000000 Dátum 2014 december 31, 18:32
Hát ezt valahogy sejtettem :)
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2014 december 31, 18:39
Írta: 000000000 Dátum 2014 december 31, 18:39
Sebaj, szívesen bemér neked bármit az agmi.
Van vagy 4 éve, hogy rákérdeztem, mennyiért mérnek be egy bronz próbatestet, ha jól emlékszem 38.500 nettót mondtak, majd leestem a székről.
Plusz el is kell oda vinni, dehát mindegy is, úgy már nem sok értelme van.
Van vagy 4 éve, hogy rákérdeztem, mennyiért mérnek be egy bronz próbatestet, ha jól emlékszem 38.500 nettót mondtak, majd leestem a székről.
Plusz el is kell oda vinni, dehát mindegy is, úgy már nem sok értelme van.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 31, 18:46
Írta: ncw4w5nca Dátum 2014 december 31, 18:46
Nekem a forgalmazó ajánlotta hogy 12+ áfáért bemérik. De annyiért már szabott összetételű anyagot kapok:)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 31, 18:50
Írta: ncw4w5nca Dátum 2014 december 31, 18:50
Na meg én főleg a hegesztéshez szerettem volna megállapítani a javítandó anyag összetételét.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2014 december 31, 18:53
Írta: 000000000 Dátum 2014 december 31, 18:53
mikor volt ez? most nettó 30...
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2014 december 31, 19:21
Írta: ncw4w5nca Dátum 2014 december 31, 19:21
Két éve. Persze az is lehet hogy többet mondtak, csak nem jól emlékszem. Lényeg hogy a 12 fele is sok. Véletlenül találtam a net-en és olyan jól hangzott hogy ajánlja hulladék válogatáshoz, meg egyéb csip-csup dolgokhoz. Na mondom utána nézek, ha fizetnek érte kipróbálom! Sajnos ezt ők másként gondolták:)
Cím: Re:Fémöntés házilag
Írta: 6rk75uezn Dátum 2015 január 01, 01:44
Írta: 6rk75uezn Dátum 2015 január 01, 01:44
Boldog Új Esztendőt kivánok minden fórumtársnak!!
Egy ilyen ékszijtárcsát milyen eljárással lehetne kiönteni Aluból?Gondolom macerás lenne.
(//%3CA%20HREF=%22http://www.imagebam.com/image/74ffa4377823304%22%20TARGET=_fnew%3E%3CIMG%20SRC=%22http://thumbnails112.imagebam.com/37783/74ffa4377823304.jpg%22%20border=0%3E%3C/A%3E)
Egy ilyen ékszijtárcsát milyen eljárással lehetne kiönteni Aluból?Gondolom macerás lenne.
(//%3CA%20HREF=%22http://www.imagebam.com/image/74ffa4377823304%22%20TARGET=_fnew%3E%3CIMG%20SRC=%22http://thumbnails112.imagebam.com/37783/74ffa4377823304.jpg%22%20border=0%3E%3C/A%3E)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 január 01, 13:09
Írta: ncw4w5nca Dátum 2015 január 01, 13:09
Homokba meg lehet csinálni, de előbb fából meg kell csinálni a mintát. a jó minta készítése elég macerás.
Cím: Re:Fémöntés házilag
Írta: PSoft Dátum 2015 január 01, 15:11
Írta: PSoft Dátum 2015 január 01, 15:11
Igaz,hogy én nem tudtam ott lenni tavaly,Július 19.-én,de...
Minden képet többször is megnéztem,ami az ottani tevékenységedről készült!
[#eljen][#worship]
Cím: Re:Fémöntés házilag
Írta: jgg8y2a4g Dátum 2015 január 01, 20:26
Írta: jgg8y2a4g Dátum 2015 január 01, 20:26
Üdv
Van köztetek olyan aki viaszvesztéses eljárással rézöntéssel foglalkozik?
Van köztetek olyan aki viaszvesztéses eljárással rézöntéssel foglalkozik?
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 január 01, 20:28
Írta: 3szwbavt Dátum 2015 január 01, 20:28
réz? tiszta vörösréz? nem hinném.
én öntök bronzt és sárgarezet viaszveszejtéssel és többen is itt.
én öntök bronzt és sárgarezet viaszveszejtéssel és többen is itt.
Cím: Re:Fémöntés házilag
Írta: jgg8y2a4g Dátum 2015 január 01, 21:07
Írta: jgg8y2a4g Dátum 2015 január 01, 21:07
Sárgarézre gondoltam.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 január 01, 21:53
Írta: 3szwbavt Dátum 2015 január 01, 21:53
és mit kellene önteni? inkább rakj fel ide fotót és kaphatsz több ajánlatot is egyből...
Cím: Re:Fémöntés házilag
Írta: jgg8y2a4g Dátum 2015 január 01, 22:07
Írta: jgg8y2a4g Dátum 2015 január 01, 22:07
Szeretnék az eljárásról többet megtudni, szeretnék itthon önteni, olyan embert keresek aki profi minőségben önt rezet, ezüstöt. Ha valaki tudba segíteni a "felszerszámozásban" mit hol lehet beszerezni. Bár nem tudom ez a szakma mennyire titok és vane olyan valaki aki segít.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 január 01, 22:23
Írta: ncw4w5nca Dátum 2015 január 01, 22:23
Itt van két videó De ha visszaolvasol már sok helyen tárgyaltuk. Vagy ha rákeresel a Lost Wax Casting kifejezésre a youtube videók között rengeteg érdekeset találsz.itt is van egy De ha jól rémlik van magyar videó is linkelve. Ha valami nem tiszta akkor segítünk
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 január 01, 22:25
Írta: 3szwbavt Dátum 2015 január 01, 22:25
több féle eljárás van, és kérdéses hogy mekkora a méret, amit szeretnél?
milyen formák, ipari vagy organikus?
tömör? üreges?
honnan kezded? hová akarsz eljutni?
mi a cél?
csak kellene ide valami fotót betenni, az elképzelésedről, és ha titok, akkor se baj, keress hasonlót a neten, google képkereső pld.
milyen formák, ipari vagy organikus?
tömör? üreges?
honnan kezded? hová akarsz eljutni?
mi a cél?
csak kellene ide valami fotót betenni, az elképzelésedről, és ha titok, akkor se baj, keress hasonlót a neten, google képkereső pld.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 január 01, 22:27
Írta: ncw4w5nca Dátum 2015 január 01, 22:27
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 január 01, 22:30
Írta: 3szwbavt Dátum 2015 január 01, 22:30
érdekes, a samottos-gipszesről én még nem leltem videót... pedig pofon egyszerű és asszem kezdetnek épp megfelel...
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 január 01, 22:32
Írta: 3szwbavt Dátum 2015 január 01, 22:32
https://www.google.hu/search?q=emmanuel+villanis&num=40&sa=X&biw=1280&bih=880&tbm=isch&tbo=u&source=univ&ei=xLmlVMLrFuXPygPU54HgCw&ved=0CCAQsAQ
csakis a jó édes nénéjüket, milyen lazán öblögeti a kis munkamániás... :-) nna majd én is hamarosan...
csakis a jó édes nénéjüket, milyen lazán öblögeti a kis munkamániás... :-) nna majd én is hamarosan...
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 január 01, 22:34
Írta: 3szwbavt Dátum 2015 január 01, 22:34
azé 5:18 nál kenegetik a sok repedést ám!
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 január 01, 22:34
Írta: ncw4w5nca Dátum 2015 január 01, 22:34
Én mostanában találkoztam vele, persze lehet hogy nem videó volt, hanem csak honlap fotókkal. Majd utána nézek.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 január 01, 22:36
Írta: 3szwbavt Dátum 2015 január 01, 22:36
5:48-nál meg már milyen brutál erős ez a héj, hogy simán az acél súlyát kibirja? még lötyög benne a vas és már dobálják...
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 január 01, 22:45
Írta: 3szwbavt Dátum 2015 január 01, 22:45
mondjuk annyira nem érdekel, 25 éve nyomom... inkább a héj
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 január 01, 22:48
Írta: ncw4w5nca Dátum 2015 január 01, 22:48
Ja erről jut eszembe. Nincs véletlenül elfekvőbe egy 15-20cm-es Lenin mellszobrod, amiről szilikon nyomatot lehetne venni?
Cím: Re:Fémöntés házilag
Írta: jgg8y2a4g Dátum 2015 január 01, 22:49
Írta: jgg8y2a4g Dátum 2015 január 01, 22:49
Pici ékszer méretűeket. Tömöreket. Van egy pár gumim is. 0-ból kezdeném és a mesterfokozatig szeretnék eljutni... :-)
Cím: Re:Fémöntés házilag
Írta: jgg8y2a4g Dátum 2015 január 01, 22:51
Írta: jgg8y2a4g Dátum 2015 január 01, 22:51
Fotót nem nagyon tudok, mert van sok ékszer eképzelésem, gyürű nagyságú dolok.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 január 01, 22:56
Írta: 3szwbavt Dátum 2015 január 01, 22:56
2.jánospál van. de hétfőn megyek egy ism, és megnézem nála.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 január 01, 22:57
Írta: 3szwbavt Dátum 2015 január 01, 22:57
akkor ha ékszer, vakum kellene, és nem kerámia héj hanem a klasszikus ékszer beformázó gipszkeverék az aurentől.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 január 01, 23:02
Írta: 3szwbavt Dátum 2015 január 01, 23:02
https://www.youtube.com/watch?v=GWVli5iY8BI
ez kell neked, és esetleg a centrifugál öntésen is gondolkodhatsz.
ez kell neked, és esetleg a centrifugál öntésen is gondolkodhatsz.
Cím: Re:Fémöntés házilag
Írta: jgg8y2a4g Dátum 2015 január 01, 23:14
Írta: jgg8y2a4g Dátum 2015 január 01, 23:14
Aha ilyesmire gondoltam. Gépeket hol tudok beszerezni? Először gumit kell csinálni. Melyik a jó gumi? Nekem van vajszínű barnás, meg egész sárga. A sárgának kisebb a zsugorodása.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 január 01, 23:25
Írta: 3szwbavt Dátum 2015 január 01, 23:25
csinálsz gépet. venni sok százezermillió. gumisütőt is inkább csinálj.
vákuumharangot is simán összedobsz 100.000 ből és még rezgőasztal is lesz alatta.
a kis hőálló bugák bagatell 20.000 ft darabja ha csináltatod, szóval mindent te csinálj ha nincs túl sok pénzed.
nekem van vagy 10 féle sütősgumim, és szerintem mind jó. persze zsugor, de nekem az nem számít. és a citromsárgát preferálom és az épp van az aurennél.
elektromos viaszkést itthon ne vegyél mert az ebayon negyedáron van.
viaszból a kék vagy a zöld jött be nekem, a rózsaszint ne vegyed mert nem eléggé rugalmas és hajlik.
vagy törik.
van vágható kétkomponensű gumi is én szobrokra 10 cm körül azt használom. de jó az ékszerre is, főleg ha kifaragsz egy viaszt vagy gipszet amit ügye nem lehet sütni gumiba
vákuumharangot is simán összedobsz 100.000 ből és még rezgőasztal is lesz alatta.
a kis hőálló bugák bagatell 20.000 ft darabja ha csináltatod, szóval mindent te csinálj ha nincs túl sok pénzed.
nekem van vagy 10 féle sütősgumim, és szerintem mind jó. persze zsugor, de nekem az nem számít. és a citromsárgát preferálom és az épp van az aurennél.
elektromos viaszkést itthon ne vegyél mert az ebayon negyedáron van.
viaszból a kék vagy a zöld jött be nekem, a rózsaszint ne vegyed mert nem eléggé rugalmas és hajlik.
vagy törik.
van vágható kétkomponensű gumi is én szobrokra 10 cm körül azt használom. de jó az ékszerre is, főleg ha kifaragsz egy viaszt vagy gipszet amit ügye nem lehet sütni gumiba
Cím: Re:Fémöntés házilag
Írta: jgg8y2a4g Dátum 2015 január 01, 23:32
Írta: jgg8y2a4g Dátum 2015 január 01, 23:32
Akkor először a gumival próbálkozom. Rendeltam a Castaldo-tól. Olyat ami 2 komponensű 3D-s cuccokhoz való, az kb 2x drágább mint a honlapjukon lévő sütős gumi.
Kell egy hőprés. (nincs valakinek eladó?) (akkor nem kell csinálnom...) Ezek a gumik milyen hőfokon vulkanizálódnak? meg mennyi idejig kell sütni őket?
A meglévő gumikbat is tudnám használni, ahoz kellene valami viaszoló cucc. Láttam a neten automata gépeket, kell olyan van egy egyszerű viaszoló is elég?
Kell egy hőprés. (nincs valakinek eladó?) (akkor nem kell csinálnom...) Ezek a gumik milyen hőfokon vulkanizálódnak? meg mennyi idejig kell sütni őket?
A meglévő gumikbat is tudnám használni, ahoz kellene valami viaszoló cucc. Láttam a neten automata gépeket, kell olyan van egy egyszerű viaszoló is elég?
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 január 01, 23:39
Írta: 3szwbavt Dátum 2015 január 01, 23:39
a viaszlövő 70 ezer kb használtan de iszonyat mázli ha találsz eladót. csinálni is ekörül lesz. én elkezdtem csinálni de közben kaptam egyet ajándékba. szerintem túzoltópalackból a legjobb csinálni.
hőpalástot köré tekerni stb...
a gumi tágul, nagyot nyom miközben sül, asszem 150-175 fokon.
komoly vas kaloda kell neki.
kompresszros vagy pumpás viaszoló kellene neked.
hőpalástot köré tekerni stb...
a gumi tágul, nagyot nyom miközben sül, asszem 150-175 fokon.
komoly vas kaloda kell neki.
kompresszros vagy pumpás viaszoló kellene neked.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 január 01, 23:41
Írta: 3szwbavt Dátum 2015 január 01, 23:41
http://www.ebay.com/itm/Wax-Injector-2-3-4-Qt-Capacity-air-pressure-USED-arbe-WAX-INJECTOR-/171475161870?pt=LH_DefaultDomain_0&hash=item27ecb7530e
Cím: Re:Fémöntés házilag
Írta: jgg8y2a4g Dátum 2015 január 01, 23:56
Írta: jgg8y2a4g Dátum 2015 január 01, 23:56
Esetleg ilyesmi? Ezeket lehet használni?
A citromsárga guminak mi a márkája?
http://www.ebay.de/itm/291231567123?_trksid=p2060778.m1438.l2649&ssPageName=STRK%3AMEBIDX%3AIT
A citromsárga guminak mi a márkája?
http://www.ebay.de/itm/291231567123?_trksid=p2060778.m1438.l2649&ssPageName=STRK%3AMEBIDX%3AIT
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 január 02, 09:00
Írta: 3szwbavt Dátum 2015 január 02, 09:00
ez neked nem kell, ez már nagyüzem és sok egyforma lövésre van beállitva.
Cím: Re:Fémöntés házilag
Írta: 6rk75uezn Dátum 2015 január 02, 12:58
Írta: 6rk75uezn Dátum 2015 január 02, 12:58
A minta elkészitése nem okozna gondot,fából meg tudnám csinálni.
Cím: Re:Fémöntés házilag
Írta: jgg8y2a4g Dátum 2015 január 02, 14:40
Írta: jgg8y2a4g Dátum 2015 január 02, 14:40
Megpróbálok összehozni egy prést először, mert ahogy elnézem itthon venni kb lehetetlen.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 január 02, 15:44
Írta: 3szwbavt Dátum 2015 január 02, 15:44
vaslemez (20 mm) vágása vízzel, olajemelő autósboltból, vaskarám hegesztése MÉH ből, fűtőkígyó kiszerelése vaslapos rezsóbókból, hőntartó elektronyika és mehanyika a mittoménhonnét...
kb ennyi, el is kezdtem, de végül találtam valakit aki süt nekem és megfizethető. évente 20 gumiért én nem szenvedek... meg a helyet is foglalná...
kb ennyi, el is kezdtem, de végül találtam valakit aki süt nekem és megfizethető. évente 20 gumiért én nem szenvedek... meg a helyet is foglalná...
Cím: Re:Fémöntés házilag
Írta: jgg8y2a4g Dátum 2015 január 02, 18:02
Írta: jgg8y2a4g Dátum 2015 január 02, 18:02
Ilyesmi elképzelésem van nekem is.
Cím: Re:Fémöntés házilag
Írta: jgg8y2a4g Dátum 2015 január 03, 13:38
Írta: jgg8y2a4g Dátum 2015 január 03, 13:38
Az Auren-en kívül van más bolt ahol ilyen felszereléseket lehet kapni?
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 január 03, 16:05
Írta: 3szwbavt Dátum 2015 január 03, 16:05
nem tudom. én ezt ismerem, lehet hogy azért mert nem találtam régen mást. minden ismerősöm oda jár
Cím: Re:Fémöntés házilag
Írta: jgg8y2a4g Dátum 2015 január 03, 16:42
Írta: jgg8y2a4g Dátum 2015 január 03, 16:42
Gépek meg az eszközök kb 30-40%-al drágábbak. :-(
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 január 04, 06:47
Írta: 3szwbavt Dátum 2015 január 04, 06:47
lehet... és hol olcsóbbak?
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 január 04, 08:39
Írta: 3szwbavt Dátum 2015 január 04, 08:39
urak, holnap megyek büdipestre, a pesti oldalon esetleg egy igazán jól felszerelt hegesztési szaküzletet, ahol van gázlencse, és egyebek? hová menjek?
Köszi!
Köszi!
Cím: Re:Fémöntés házilag
Írta: Révész Richárd Dátum 2015 január 04, 10:38
Írta: Révész Richárd Dátum 2015 január 04, 10:38
Kőbánya Vaspálya utca.
Megkeresem nemsokára a pontos címet.
Van minden mint a búcsúban, és jó áron.
Megkeresem nemsokára a pontos címet.
Van minden mint a búcsúban, és jó áron.
Cím: Re:Fémöntés házilag
Írta: Révész Richárd Dátum 2015 január 04, 10:44
Írta: Révész Richárd Dátum 2015 január 04, 10:44
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 január 04, 11:11
Írta: 3szwbavt Dátum 2015 január 04, 11:11
köszi, ezt néztem én is, vártam hátha valaki ajánlja. merthogy van olyan, hogy a honlap tele de a bolt meg üres...
hétfőn betámadom!
köszi még egyszer!!!
hétfőn betámadom!
köszi még egyszer!!!
Cím: Re:Fémöntés házilag
Írta: Révész Richárd Dátum 2015 január 04, 11:22
Írta: Révész Richárd Dátum 2015 január 04, 11:22
Nincs mit.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 január 04, 21:43
Írta: ncw4w5nca Dátum 2015 január 04, 21:43
Nem mindegy az neked!!?? Jó tett helyébe jót sose várj[#vigyor2]
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 január 05, 07:06
Írta: 3szwbavt Dátum 2015 január 05, 07:06
én elvárom a jót, mert én nagyon jó vagyok. a Mikorárts is virgácsot hozott, 24 karátos aranyból és öklömnyi brillek csillogtak rajta!
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 január 05, 08:51
Írta: ncw4w5nca Dátum 2015 január 05, 08:51
És a brillek minek rá, csak nem azért, hogy a nejed nagyobbat tudjon ütni vele? [#wow1]
Cím: Re:Fémöntés házilag
Írta: keri Dátum 2015 január 05, 09:38
Írta: keri Dátum 2015 január 05, 09:38
Pont ezt akartam én is írni :D [#eljen]
Elég jó készletük van.
Elég jó készletük van.
Cím: Re:Fémöntés házilag
Írta: jgg8y2a4g Dátum 2015 január 05, 16:37
Írta: jgg8y2a4g Dátum 2015 január 05, 16:37
Mármint a gépek? Elsősorban olyan gépekre gondoltam amik máshol is beszerezhetők. (de azért egy "jeggyürű eszterga 1,6M-ért ....) vicc.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 január 05, 20:42
Írta: 3szwbavt Dátum 2015 január 05, 20:42
nem eszterga kellene hanem olyan ami viaszból nyomtatja a cuccot...
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 január 05, 20:48
Írta: 3szwbavt Dátum 2015 január 05, 20:48
a brillek eladóak. kellenek?
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 január 05, 21:52
Írta: ncw4w5nca Dátum 2015 január 05, 21:52
Köszönöm nem. Én az értékeimet a szalmazsákban tartom, a papírpénz nem tör, de az öklömnyi brill álmatlanságot okozna [#vigyor2]
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 január 06, 08:10
Írta: 3szwbavt Dátum 2015 január 06, 08:10
használhatnád jégakkunak hűtőtáskában a strandon...
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 január 06, 08:11
Írta: 3szwbavt Dátum 2015 január 06, 08:11
vettem gázlencsét meg egyebeket, maholnap kipróbálom. köszi a tippeket!
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 január 06, 13:48
Írta: ncw4w5nca Dátum 2015 január 06, 13:48
Kíváncsian várjuk a tapasztalatokat.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 január 06, 16:42
Írta: 3szwbavt Dátum 2015 január 06, 16:42
a pajzs akksijai ki lettek vezetve és beletettem két AAA elemet de nem akar a neonfényre beugrani...
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 január 06, 17:15
Írta: ncw4w5nca Dátum 2015 január 06, 17:15
Én amit eddig cseréltem, abba 2db 3v-os gombelem volt,ezek külön külön csatlakoztak a panelhez. Azt viszont nem tudom hogy ott sorba vagy párhuzamosan vannak. Tehát lehet 3, és 6v igénye is.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 január 06, 18:16
Írta: 3szwbavt Dátum 2015 január 06, 18:16
ahha. a műszerész nem vitázott velem, gondolom tudja mit tesz... lcd tvket meg dvdket javít, csak ért a mikroelektronyikához. ellenben lehet, hogyy az 1000 mha akksim 1 hónap alatt lemerült, ,most töltöm. bízok benne, hogy a műanyag burkolat szétbarmolásánál nem sértettem meg semmilyen kis bizbazt a panelen
Cím: Re:Fémöntés házilag
Írta: B.Zoltán Dátum 2015 január 06, 20:34
Írta: B.Zoltán Dátum 2015 január 06, 20:34
Tegyél rá 2db 3 voltos litium elemet.Ha 1-1db AAA elemet tettél rá az kevés.
Szerintem fölösleges 4db AAA elemet belerakni, mert annak már súlya van.
Szerintem fölösleges 4db AAA elemet belerakni, mert annak már súlya van.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 január 06, 21:36
Írta: ncw4w5nca Dátum 2015 január 06, 21:36
Ha te mondod biztos tudja, csak még a pajzsnak kellene megtudni, hogy működnie kell [#vigyor2]
Cím: Re:Fémöntés házilag
Írta: jgg8y2a4g Dátum 2015 január 06, 22:37
Írta: jgg8y2a4g Dátum 2015 január 06, 22:37
Irtad, hogy csináltatod a gumikat a viaszhoz. Mi a reális ára egy gumi készítettésnek? (Persze ha publikus a számadat)
Cím: Re:Fémöntés házilag
Írta: KBalázs Dátum 2015 január 06, 23:00
Írta: KBalázs Dátum 2015 január 06, 23:00
3V kell ezeknek csak, én is szétbarmoltam az enyémet (a burkot, még új korában), a két CR2032 gombelem párhuzamosan volt kötve (de egymástól távol). Most két AAA tartós-elem van benne, tökéletes.
De még pluszban a napelemet is kikötöttem, vagyis oda is az elemek táplálnak (egy ellenálláson át) mivel így sokkal gyorsabban reagál.
Az elektronika úgy mûködne, hogy ameddig nincs semmi fény, addig a gombelem táplál, és amikor fény van onnantól átkapcsol és csak a napelemek, de néha ez kevés, és akkor lassú vagy hibásan kapcsol.
De még pluszban a napelemet is kikötöttem, vagyis oda is az elemek táplálnak (egy ellenálláson át) mivel így sokkal gyorsabban reagál.
Az elektronika úgy mûködne, hogy ameddig nincs semmi fény, addig a gombelem táplál, és amikor fény van onnantól átkapcsol és csak a napelemek, de néha ez kevés, és akkor lassú vagy hibásan kapcsol.
Cím: Re:Fémöntés házilag
Írta: B.Zoltán Dátum 2015 január 07, 03:35
Írta: B.Zoltán Dátum 2015 január 07, 03:35
Én azért hogy, párhuzamosan van kötve a két elem nem lennék olyan biztos.
Én ki tudom venni az egyik elemet és akkor már nem működik normálisan , ha párhuzamosan lenne kötve akkor gondolom működne tovább.
És ha letakarom a napelemet egyáltalán nem működik.
A napelem bepótol az áramfogyasztásba ez dokumentáltan is valahol(most nem tudom pontosan, hogy hol) MMA hegesztésnél szinte csak
napelemről működik, de MIG-nél kb fele arányban
folyik az áram az elemből is.
Véleményem szerint az egyik elemről megy az elektronika , amit az én pajzsomba lehet cserélni a másik valószínűleg az lcd egyik tápja
és ez akár 10 évig is működhet.
Egy éve tettem bele az elemet most 2,98V-ot mértem.
Nem vonom kétségbe amit írtál, és a te pajzsodba úgy van, de az enyémbe biztos, hogy 2db elem kell.
Én ki tudom venni az egyik elemet és akkor már nem működik normálisan , ha párhuzamosan lenne kötve akkor gondolom működne tovább.
És ha letakarom a napelemet egyáltalán nem működik.
A napelem bepótol az áramfogyasztásba ez dokumentáltan is valahol(most nem tudom pontosan, hogy hol) MMA hegesztésnél szinte csak
napelemről működik, de MIG-nél kb fele arányban
folyik az áram az elemből is.
Véleményem szerint az egyik elemről megy az elektronika , amit az én pajzsomba lehet cserélni a másik valószínűleg az lcd egyik tápja
és ez akár 10 évig is működhet.
Egy éve tettem bele az elemet most 2,98V-ot mértem.
Nem vonom kétségbe amit írtál, és a te pajzsodba úgy van, de az enyémbe biztos, hogy 2db elem kell.
Cím: Re:Fémöntés házilag
Írta: KBalázs Dátum 2015 január 07, 03:58
Írta: KBalázs Dátum 2015 január 07, 03:58
Lehetnek különbözőek elektronikák, nem vitás.
Az enyém egy tucattermék (tizenpárezerér, nagyáruházi), nem cserélhetőre szerelt elemekkel. (A cucc tipikus példája a beépített élettartamnak, ami engem irritál.) Mivel évente ha egy-kétszer használom, így különösen zavarna ha akkor se menne jól.
Ebben egyértelműen párhuzamosan voltak az elemek, kimértem.
Sötét helyen (pl. lépcsôház, pince) használva nem kap elég fényt a napelem a stabil üzemhez (MMA), és induláskor nem minden alkalommal sötétedett be (persze lámpába nézve azonnal, jól), gyakorlatilag pár naposan szétkaptam és átalakítottam (miután kiméregettem mi merre mennyit fogyaszt). Az elemeket használat után kiveszem, így nem merülnek (max. maguktól). És készítettem rá egy plusz üvegtartó-keretet (nagyot), hogy az "koszolódjon", szerintem az jobban bírja. De én tényleg csak hobbira használom.
Az enyém egy tucattermék (tizenpárezerér, nagyáruházi), nem cserélhetőre szerelt elemekkel. (A cucc tipikus példája a beépített élettartamnak, ami engem irritál.) Mivel évente ha egy-kétszer használom, így különösen zavarna ha akkor se menne jól.
Ebben egyértelműen párhuzamosan voltak az elemek, kimértem.
Sötét helyen (pl. lépcsôház, pince) használva nem kap elég fényt a napelem a stabil üzemhez (MMA), és induláskor nem minden alkalommal sötétedett be (persze lámpába nézve azonnal, jól), gyakorlatilag pár naposan szétkaptam és átalakítottam (miután kiméregettem mi merre mennyit fogyaszt). Az elemeket használat után kiveszem, így nem merülnek (max. maguktól). És készítettem rá egy plusz üvegtartó-keretet (nagyot), hogy az "koszolódjon", szerintem az jobban bírja. De én tényleg csak hobbira használom.
Cím: Re:Fémöntés házilag
Írta: B.Zoltán Dátum 2015 január 07, 04:24
Írta: B.Zoltán Dátum 2015 január 07, 04:24
Lehetnek különbözőek az elektronikák, ahogy mondod szerintem is így lehet.
Érdemes mielőtt az elemet cseréli az ember rámérni,ha az egyik 3V a másik 1V alatt van akkor biztos 2 elemes a rendszer.
Többen az írják, hogy csak az egyik elem merült ki.
Gondolom az enyémbe is csak azt az elemet lehet cserélni, ami gyakrabban kimerül.
Érdemes mielőtt az elemet cseréli az ember rámérni,ha az egyik 3V a másik 1V alatt van akkor biztos 2 elemes a rendszer.
Többen az írják, hogy csak az egyik elem merült ki.
Gondolom az enyémbe is csak azt az elemet lehet cserélni, ami gyakrabban kimerül.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 január 07, 09:08
Írta: 3szwbavt Dátum 2015 január 07, 09:08
nna akkor meg vagyok lőve.
az elemeim fel voltak puposodva, ki lettek forrasztva. és nem tudom, hogy elég-e a két elem helyett, a két AAA elem...
az elemeim fel voltak puposodva, ki lettek forrasztva. és nem tudom, hogy elég-e a két elem helyett, a két AAA elem...
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 január 07, 09:10
Írta: 3szwbavt Dátum 2015 január 07, 09:10
beraktam a frissen feltöltött akksikat és semmi reagáció
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 január 07, 09:15
Írta: 3szwbavt Dátum 2015 január 07, 09:15
ezek a kis AAA akksik 1.2 voltosak.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 január 07, 09:36
Írta: 3szwbavt Dátum 2015 január 07, 09:36
vak vagyok???? a linkelt kis tutorialban 2-2 AAA elemtartót használ a srác én meg figyelmetlen voltam... bakker...
Cím: Re:Fémöntés házilag
Írta: B.Zoltán Dátum 2015 január 07, 19:46
Írta: B.Zoltán Dátum 2015 január 07, 19:46
Akkumulátort véleményem szerint ne rakjál bele, mert ha már olyan az akkumulátor, elég gyakran magától kisül (akkor már inkább alkaline elemet), és ennek a pajzsnak olyan kicsi a fogyasztása, hogy évekig működik 2db CR2032 alaplapi 3V-os lítium elemmel, ami eBay-en 20Ft db-ja, itt meg bolttól függően 150-200Ft.
Gyakorlatban úgy néz ki, hogy az egyik elem nagyon sokáig bírja, és nekem is csak a jobb oldalit lehet cserélni, mint már írtam.
Vagy berakod két elemtartóba, ami a számítógépes alaplapokon van, és odaragasztod egy kis melegragasztóval a pajzsba, vagy fixen ráforrasztod a drótot az elemre, de forrasztóvízzel vagy forrasztópasztával tudod egy gyors forrasztással, vigyázva, hogy az elem ne melegedjen nagyon fel, mert tönkremehet. 1-2 mp-es forrasztással oda lehet forrasztani a drótot. Azt kibírja. Én is így csináltam, és tökéletesen működik az elem már egy éve.
És így nem kell elemtartó, nincs bizonytalan érintkezés, ez a jó oldala, viszont cserélni kicsit bonyolultabb.
Gyakorlatban úgy néz ki, hogy az egyik elem nagyon sokáig bírja, és nekem is csak a jobb oldalit lehet cserélni, mint már írtam.
Vagy berakod két elemtartóba, ami a számítógépes alaplapokon van, és odaragasztod egy kis melegragasztóval a pajzsba, vagy fixen ráforrasztod a drótot az elemre, de forrasztóvízzel vagy forrasztópasztával tudod egy gyors forrasztással, vigyázva, hogy az elem ne melegedjen nagyon fel, mert tönkremehet. 1-2 mp-es forrasztással oda lehet forrasztani a drótot. Azt kibírja. Én is így csináltam, és tökéletesen működik az elem már egy éve.
És így nem kell elemtartó, nincs bizonytalan érintkezés, ez a jó oldala, viszont cserélni kicsit bonyolultabb.
Cím: Re:Fémöntés házilag
Írta: B.Zoltán Dátum 2015 január 07, 20:07
Írta: B.Zoltán Dátum 2015 január 07, 20:07
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 január 08, 09:47
Írta: 3szwbavt Dátum 2015 január 08, 09:47
nna akkor így oldom meg, szerzek valahonnét efféle cr2032 gombelem tartót, (sajna a CONRAD-nál nincs ilyen zárt) és ez lesz a legegyszerűbb. a 4 db AAA elem amúgy is nagyon nehéz lett volna...
köszi szépen mindenkinek a segítséget!!!!!
köszi szépen mindenkinek a segítséget!!!!!
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 január 08, 10:05
Írta: 3szwbavt Dátum 2015 január 08, 10:05
megrendeltem zárt elemtartót. érdemes venni az ebay-on 20 db-ot belőle? ezek meddig tartanak el használat nélkül?
Cím: Re:Fémöntés házilag
Írta: B.Zoltán Dátum 2015 január 08, 17:33
Írta: B.Zoltán Dátum 2015 január 08, 17:33
Én elég sokat hegesztettem az elmúlt évben (a kerítést csináltam), és még mindig 3V van benne, pár tized Voltot merült csak.
Hát a 20db elem lehet hogy sok lesz, nem fogja a pajzsod elfogyasztani, mielőtt kimerülne magától. 10db-tól szerintem ne vegyél többet.
Általában 3-4 évet garantálnak az elemek élettartamára, de többet is ki szoktak bírni.
Persze a pajzsodtól is sok minden függ, hogy mennyit fogyaszt, de legócskább kínai automata üvegem is több mint 3 éves, és még jó benne az elem. (Mert vettem üveget először az öreg magyar pajzsba)
Hát a 20db elem lehet hogy sok lesz, nem fogja a pajzsod elfogyasztani, mielőtt kimerülne magától. 10db-tól szerintem ne vegyél többet.
Általában 3-4 évet garantálnak az elemek élettartamára, de többet is ki szoktak bírni.
Persze a pajzsodtól is sok minden függ, hogy mennyit fogyaszt, de legócskább kínai automata üvegem is több mint 3 éves, és még jó benne az elem. (Mert vettem üveget először az öreg magyar pajzsba)
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 január 08, 18:19
Írta: 3szwbavt Dátum 2015 január 08, 18:19
oks köszi! akkor nem rendelek, majd veszek itthon. ellenben összeraktam a gázlencsét, csak most nincs pajzs hehe
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 január 12, 19:18
Írta: 3szwbavt Dátum 2015 január 12, 19:18
nna én is beírtam mit viszek a cnc talira
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 január 12, 20:26
Írta: ncw4w5nca Dátum 2015 január 12, 20:26
Láttam, nagyon ígéretes! Remélem én is el tudok menni:)
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 január 13, 06:33
Írta: 3szwbavt Dátum 2015 január 13, 06:33
háát remélem én is hehe. nincs közel és eddig hatvanban volt, erre számítottam amikor beígértem tudatlanul hogy jövök.
ki tudja ezek mettől meddig tartanak?
ki tudja ezek mettől meddig tartanak?
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 január 13, 09:36
Írta: ncw4w5nca Dátum 2015 január 13, 09:36
Péntek délutántól, szombat estig. De a konkrét bemutató szombat reggel kilenctől délután kettőig tart, utána tombola, összecsomagolás. Legalábbis általában így szokott zajlani. Érdemes péntek délután odamenni, úgy van idő előkészülni.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 január 13, 21:59
Írta: 3szwbavt Dátum 2015 január 13, 21:59
köszönöm.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 január 15, 11:04
Írta: ncw4w5nca Dátum 2015 január 15, 11:04
Igaz nem most volt róla szó, de ezt most találtam.Olvasztótégely készítés
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 január 15, 12:07
Írta: 000000000 Dátum 2015 január 15, 12:07
Lenne ötleted, hogy hol lehetne venni (otthoni célra) azt a por szerű anyagot, mit kiégetve tégelyt lehet készíteni? Pl. indukciós kemencéhez?
Köszi.
Köszi.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 január 15, 20:46
Írta: 3szwbavt Dátum 2015 január 15, 20:46
erről nekem csak megint az jut az eszembe, hogy ennyi időt az alapanyagok beszerzésére, a tudás elsajátítására, a tényleges kivitelezésre és a kiégetésre fordítani, és talán megjósolhatom, hogy nem fog 100 olvasztást kibírni mint egy gyári, ami ebbe a méretbe kb 9000 ft.
ezt az időt és pénzt elköltöttem volna sokkal értelmesebb dolgokra is... és nem is biztonságos... persze ez az én véleményem...
van még a kurázsi, hogy -meg tudom csinálni-
ezt az időt és pénzt elköltöttem volna sokkal értelmesebb dolgokra is... és nem is biztonságos... persze ez az én véleményem...
van még a kurázsi, hogy -meg tudom csinálni-
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 január 15, 21:03
Írta: ncw4w5nca Dátum 2015 január 15, 21:03
Itt példáulsamottot, kaolint, és tűzálló agyagot vagy itt lehet venni kaolint, tűzálló agyagot, mikrohomokot, és durvább öntödei homokot. Itt pedig grafitport szilíciumkarbidra nem tudok forrást, de a te esetedben nincs is rá szükség, mert a grafit és a SiC javítja a hővezetést, és ez hátrányt jelent az indukciós olvasztásnál
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 január 15, 21:09
Írta: ncw4w5nca Dátum 2015 január 15, 21:09
Sok embernek az is kihívás ha elkészíthet egy tégelyt, és hirtelen felindulásból egyszer olvaszt valamit benne. Ha valakinek ehhez van kedve, akkor miért ne segítsünk [#wave]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 január 16, 10:40
Írta: 000000000 Dátum 2015 január 16, 10:40
Köszi a választ. Meg az infót is.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 január 16, 11:28
Írta: ncw4w5nca Dátum 2015 január 16, 11:28
Jut eszembe! Te napokat leveleztél a rossz fejpajzs ügyében, és ki tudja mennyi időt fordítottál rá a szerelésére, holott te magad linkeltél egy új betétet hat ezerért. Akkor hol is van az az éles logika [#vigyor2]
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 január 16, 18:59
Írta: ncw4w5nca Dátum 2015 január 16, 18:59
Hátha valakit érdekel Grafitpor Van még másfél mázsa.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 január 17, 14:08
Írta: 3szwbavt Dátum 2015 január 17, 14:08
igazad van, a készítés élvezetét tekintve, nálam pld a gyerek típusú cucc áll az elején, bár később iszonyú veszélyes lehet, és tán nem is éri meg.
a tégely is veszélyes lehet.
a fejpajzs meg nem veszélyes üzem, és a 6 ezres is lehet vacak. fél év múlva tönkremenő. és kezdhetem elölről az egészet...
de tényleg klassz dolog valamit nem megvenni hanem megcsinálni!
a tégely is veszélyes lehet.
a fejpajzs meg nem veszélyes üzem, és a 6 ezres is lehet vacak. fél év múlva tönkremenő. és kezdhetem elölről az egészet...
de tényleg klassz dolog valamit nem megvenni hanem megcsinálni!
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 január 18, 12:18
Írta: 3szwbavt Dátum 2015 január 18, 12:18
uraim, köszi a segítséget, kész a pajzs, és kiválóan műkszik a lámpánál! a napokban lesz főprósza.
Cím: Re:Fémöntés házilag
Írta: B.Zoltán Dátum 2015 január 18, 13:50
Írta: B.Zoltán Dátum 2015 január 18, 13:50
Jó hogy össze jött, kár lett volna eldobni.
Végül is a 3 voltos lítium elemet raktad bele?
Végül is a 3 voltos lítium elemet raktad bele?
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 január 18, 17:06
Írta: 3szwbavt Dátum 2015 január 18, 17:06
a conradból jött 2 db dupla AAA elemtartó és kéthátú ragasztóval felkerült a két halántékomhoz a pajzsba
Cím: Re:Fémöntés házilag
Írta: B.Zoltán Dátum 2015 január 18, 22:32
Írta: B.Zoltán Dátum 2015 január 18, 22:32
OK!
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 január 19, 12:11
Írta: 3szwbavt Dátum 2015 január 19, 12:11
nna ma megjött kínából a biztositéknak rendelt gombelem tartó, amit ki is kehet kapcsolni a kis dobozán és átraktam azt rá. a 4 db AAA elem annyira nehéz volt amúgy is, lebólintott a sisak a súlyától :-)
ui.: eladó, 2 db 1 AAA elemet tartó tartó és 2 db 2 AAA elemet tartó tartó hehe. egyben 1000 Ft. :-)))
ui.: eladó, 2 db 1 AAA elemet tartó tartó és 2 db 2 AAA elemet tartó tartó hehe. egyben 1000 Ft. :-)))
Cím: Re:Fémöntés házilag
Írta: B.Zoltán Dátum 2015 január 20, 07:22
Írta: B.Zoltán Dátum 2015 január 20, 07:22
Jó az a kapcsoló rajta, de helyedbe csak ha hosszabb időre nem használom (több hétre)csak akkor használnám esetleg.
Majd a gyakorlatba kialakul, hogy érdemes-e kapcsolgatni, vagy mennyi kapcsolást bír.
Írtam, hogy nekem az elemtartó érintkezője volt olyan vacak anyagból hogy bele kellett forrasztani az elemet.
Lényeg az , hogy első időben gyakrabban teszteld a lámpás módszerrel, hogy minden rendbe van-e.
Remélem, hogy hosszú távra megoldottad a pajzs problémádat.
Majd a gyakorlatba kialakul, hogy érdemes-e kapcsolgatni, vagy mennyi kapcsolást bír.
Írtam, hogy nekem az elemtartó érintkezője volt olyan vacak anyagból hogy bele kellett forrasztani az elemet.
Lényeg az , hogy első időben gyakrabban teszteld a lámpás módszerrel, hogy minden rendbe van-e.
Remélem, hogy hosszú távra megoldottad a pajzs problémádat.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 január 20, 11:12
Írta: 3szwbavt Dátum 2015 január 20, 11:12
bizok benne, a napokban ki is próbálom.
én van amikor vagy 4-5 hétig nem is nézek rá.
én van amikor vagy 4-5 hétig nem is nézek rá.
Cím: Re:Fémöntés házilag
Írta: VighLajos Dátum 2015 január 20, 12:10
Írta: VighLajos Dátum 2015 január 20, 12:10
Szia adren!
Elküldöd valami levélben?
A többit magánban.
Üdv:
Lajos
Elküldöd valami levélben?
A többit magánban.
Üdv:
Lajos
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 január 20, 12:28
Írta: 3szwbavt Dátum 2015 január 20, 12:28
mármint a 4 db AAA elemtartót? :-)
Cím: Re:Fémöntés házilag
Írta: VighLajos Dátum 2015 január 20, 12:58
Írta: VighLajos Dátum 2015 január 20, 12:58
Igen, ha komolyan gondoltad.
[#nevetes1]
[#nevetes1]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 január 22, 07:27
Írta: 000000000 Dátum 2015 január 22, 07:27
Sziasztok,
Valószínű tudnák szerezni pár munkavédelmi lángálló ruhát, csizmát, ha valakit érdekel jelezze.
Valószínű tudnák szerezni pár munkavédelmi lángálló ruhát, csizmát, ha valakit érdekel jelezze.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 január 22, 09:47
Írta: 000000000 Dátum 2015 január 22, 09:47
érdekel :)
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 január 22, 13:09
Írta: 3szwbavt Dátum 2015 január 22, 13:09
ez az aluborítású köpeny és kámzsa, stb? mert akkor engem is...
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 január 23, 06:08
Írta: 000000000 Dátum 2015 január 23, 06:08
Ok, ha aktuális lesz jelzek, légyszíves írjatok magánban egy emlékeztetőt.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 január 23, 09:37
Írta: 3szwbavt Dátum 2015 január 23, 09:37
nna kipróbáltam a pajzsot élesben és tökéletes!
Cím: Re:Fémöntés házilag
Írta: B.Zoltán Dátum 2015 január 23, 14:45
Írta: B.Zoltán Dátum 2015 január 23, 14:45
Akkor megérte a ráfordított időt.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 január 24, 10:45
Írta: 3szwbavt Dátum 2015 január 24, 10:45
végülis meg. másfél óra hegesztés alatt 0 vakítás, régen meg állandóan kóvályogtam kék karikákkal a szememben mert kétpercenként villogott. az az érdekes hogy ez a pajzs régen is állandóan villogott, és azt mondták, hogy azért, mert nem egyenáramú a kis olcsó gépem. és hogy egy olcsó pajzstól ne is várjam
Cím: Re:Fémöntés házilag
Írta: B.Zoltán Dátum 2015 január 24, 11:31
Írta: B.Zoltán Dátum 2015 január 24, 11:31
Nagyon jó,ennek így kell működni.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 január 24, 20:50
Írta: ncw4w5nca Dátum 2015 január 24, 20:50
Azért csodára ne számíts:) Ha legközelebb szűk helyen hegesztesz, akkor ismét fog villogni. Ha szenzor nem kap elég fényt akkor kivilágosodik. Én ezért cseréltem le a márkás pajzsom bólintósra. Egyedül csak az nem világosodik ki, bármi is történjen.
Ja és mi a tapasztalatod a gázlencsével?
Ja és mi a tapasztalatod a gázlencsével?
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 január 25, 19:51
Írta: 3szwbavt Dátum 2015 január 25, 19:51
azt még nem is használtam, csak acélt hegesztettem, pálcikával, amit még ex apósom lopott össze az ÉGISZből vagy 20 éve, kb 10 doboz ESAB kóracél pálca bevonatos.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 január 29, 16:56
Írta: 3szwbavt Dátum 2015 január 29, 16:56
Kellene valaki, aki megtanit, az autocad vagy efféle módra. Autot kellene rajzolnom, aztán bele csövázat, felfüggesztést, stb...
Nem fényeffektusos látvány rajz kell, hanem 3D nyomtathato verzio, vagyis inkább szerkezetiség a lényeg.
Föként, Nógrád megye, salgotarján, hatvan, gyöngyös, budapest tengely. Vagyis orákat vennék a tanárnál. Vagy idejönne Holloköre.
Nem fényeffektusos látvány rajz kell, hanem 3D nyomtathato verzio, vagyis inkább szerkezetiség a lényeg.
Föként, Nógrád megye, salgotarján, hatvan, gyöngyös, budapest tengely. Vagyis orákat vennék a tanárnál. Vagy idejönne Holloköre.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 január 29, 17:14
Írta: ncw4w5nca Dátum 2015 január 29, 17:14
Én Free CAD-del ismerkedem, van magyar verzió, tanulási segédlet, és egy csomó videó a you Tube-on, amivel gyerekjáték megtanulni.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 január 29, 18:04
Írta: 3szwbavt Dátum 2015 január 29, 18:04
Nézem a fotokat. Honnan lehet ezt, a magyar verziot leszedni?
Köszi a tippet. Azt nem tudom, hogy belekezdjek e ebbe, vagy egyböl a komolyabb verziot tanuljam? Nem ismerem egyiket sem.... a freecad fotoit nézve, nem tul attraktiv. Lehet vele nyomtatni?
Köszi a tippet. Azt nem tudom, hogy belekezdjek e ebbe, vagy egyböl a komolyabb verziot tanuljam? Nem ismerem egyiket sem.... a freecad fotoit nézve, nem tul attraktiv. Lehet vele nyomtatni?
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 január 29, 20:05
Írta: 3szwbavt Dátum 2015 január 29, 20:05
nem lelem a magyar verziot. hol találtad?
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 január 30, 00:27
Írta: ncw4w5nca Dátum 2015 január 30, 00:27
A fiam kerítette. Sajnos most nem tudtam utolérni, de amint meglesz a cím felrakom.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 január 30, 08:53
Írta: 3szwbavt Dátum 2015 január 30, 08:53
okés köszönöm!!!
beszéltem egy nagyon penge ismerősömmel, rettenet mire képes, jó felbontású kézfotókról, nyomtatható kézredő helyes kézszobrot csinál. amit aztán kiöntenek fémből és aranyoznak, arab milliomos ajándékaként. ő is adott néhány tippet, ezek majd mind egy rendszerre épülnek, ha egyiket kiismeri az ember, akkor a többi is könnyebb lesz.
mint a nyelveknél.
köszi akkor, várom nagyon
beszéltem egy nagyon penge ismerősömmel, rettenet mire képes, jó felbontású kézfotókról, nyomtatható kézredő helyes kézszobrot csinál. amit aztán kiöntenek fémből és aranyoznak, arab milliomos ajándékaként. ő is adott néhány tippet, ezek majd mind egy rendszerre épülnek, ha egyiket kiismeri az ember, akkor a többi is könnyebb lesz.
mint a nyelveknél.
köszi akkor, várom nagyon
Cím: Re:Fémöntés házilag
Írta: s7manbs8 Dátum 2015 január 30, 09:30
Írta: s7manbs8 Dátum 2015 január 30, 09:30
Pár nap alatt megtanultam én is.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 január 30, 12:36
Írta: ncw4w5nca Dátum 2015 január 30, 12:36
Innen tudod letölteni. A honlap azt írja hogy a magyarítás 65%-ban van kész, hogy ezt most telepítéskor kell kiválasztani vagy az opciókban lehet pontosan nem tudom, de ha csinálod majd kiderül.
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2015 január 30, 13:21
Írta: sasi Dátum 2015 január 30, 13:21
A telepítő felismeri az oprendszer nyelvét, így a magyarítással telepíti a FreeCad-ot.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 január 30, 14:22
Írta: ncw4w5nca Dátum 2015 január 30, 14:22
[#eljen] Akkor így.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 január 31, 14:30
Írta: 3szwbavt Dátum 2015 január 31, 14:30
köszi, nekem csak a feje magyar, a többi angol, és ráadásnak nem rajzol.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 január 31, 21:42
Írta: ncw4w5nca Dátum 2015 január 31, 21:42
Először is válaszd ki a kezdőközpontban az alkatrész tervezést, azután csinálj mindent úgy ahogy a videón csinálják Ennek az illetőnek sok videója van fent, amiből sokat lehet tanulni. Na meg persze sok más videó. Utánoz addig amíg magadtól nem megy[#wave]
Cím: Re:Fémöntés házilag
Írta: xg2w6ib9x Dátum 2015 január 31, 23:08
Írta: xg2w6ib9x Dátum 2015 január 31, 23:08
Kedves József !
Kérdéssel fordulnék, hozzád, ha nem veszed zaklatásnak.
Tudnál-e segíteni abban, hogy a mellékelt képen látható fogaskerék öntödei előállítása mibe kerülhet.
Néhány info, hogy legyen valami kiindulási adat.
A kerék súlya (csavarok nélkül) 217 gramm, a belső átmérője 33 mm, kb. 200 db-ról lenne szó, az anyagát illetően valamilyen kopásálló alu ötvözet (ezt Te jobban tudod, hogy mi lehet), ami egy horganyzott acél fogasléchez kapcsolódik.
Szigorúan csak nagyságrendi ár érdekelne, fogalmam sincs, hogy ez most az 500 Ft,vagy az 5000 forint nagyságrendjébe esik.
Előre is köszi, ha segítesz.
Üdv: István

Kérdéssel fordulnék, hozzád, ha nem veszed zaklatásnak.
Tudnál-e segíteni abban, hogy a mellékelt képen látható fogaskerék öntödei előállítása mibe kerülhet.
Néhány info, hogy legyen valami kiindulási adat.
A kerék súlya (csavarok nélkül) 217 gramm, a belső átmérője 33 mm, kb. 200 db-ról lenne szó, az anyagát illetően valamilyen kopásálló alu ötvözet (ezt Te jobban tudod, hogy mi lehet), ami egy horganyzott acél fogasléchez kapcsolódik.
Szigorúan csak nagyságrendi ár érdekelne, fogalmam sincs, hogy ez most az 500 Ft,vagy az 5000 forint nagyságrendjébe esik.
Előre is köszi, ha segítesz.
Üdv: István
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 február 01, 11:43
Írta: ncw4w5nca Dátum 2015 február 01, 11:43
Szia István!
Sajnos ebben a kérdésben nem sokat tudok segíteni, ugyanis én homokba öntök, ez pedig kokillában készült. Egy kokilla előállítása több százezerbe is kerülhet, amit beleépítenek a munkadarab árába. Minél több alkatrész kell annál kisebb az összeg, plusz jön rá az anyagár, az öntési költség, és minden egyéb:(itt van Pl. egy öntöde aki foglakozik szerszámkészítéssel. Vagy itt keress öntödét aki hozzád legközelebb van, és tőlük kérj ajánlatot. Okkal móddal lehet hogy meglehetne csinálni homokba is, de nincs tapasztalatom ezen a téren, na meg időm sem kísérletezni. Két éve lógatom itthon a lábam, és épp itt az ideje kimenni külföldre feltölteni a családi kasszát[#vigyor2]
Sajnos ebben a kérdésben nem sokat tudok segíteni, ugyanis én homokba öntök, ez pedig kokillában készült. Egy kokilla előállítása több százezerbe is kerülhet, amit beleépítenek a munkadarab árába. Minél több alkatrész kell annál kisebb az összeg, plusz jön rá az anyagár, az öntési költség, és minden egyéb:(itt van Pl. egy öntöde aki foglakozik szerszámkészítéssel. Vagy itt keress öntödét aki hozzád legközelebb van, és tőlük kérj ajánlatot. Okkal móddal lehet hogy meglehetne csinálni homokba is, de nincs tapasztalatom ezen a téren, na meg időm sem kísérletezni. Két éve lógatom itthon a lábam, és épp itt az ideje kimenni külföldre feltölteni a családi kasszát[#vigyor2]
Cím: Re:Fémöntés házilag
Írta: TROMF22 Dátum 2015 február 01, 12:21
Írta: TROMF22 Dátum 2015 február 01, 12:21
Nem vagyok az öntésben járatos, inkább a funkció leírás ütötte meg a szemem.
Így írod: " ami egy horganyzott acél fogasléchez kapcsolódik."
Biztos, hogy ez az alkatrész könnyűfém öntvény?
Ha így van, akkor elég rövid életet szántak neki ezzel a párosítással.
200 darab talán gazdaságos lehet precíziós öntéssel foglalkozóknak.
Öv. alapanyag + horganyzás.
Így írod: " ami egy horganyzott acél fogasléchez kapcsolódik."
Biztos, hogy ez az alkatrész könnyűfém öntvény?
Ha így van, akkor elég rövid életet szántak neki ezzel a párosítással.
200 darab talán gazdaságos lehet precíziós öntéssel foglalkozóknak.
Öv. alapanyag + horganyzás.
Cím: Re:Fémöntés házilag
Írta: xg2w6ib9x Dátum 2015 február 01, 13:23
Írta: xg2w6ib9x Dátum 2015 február 01, 13:23
Szia !
Köszi a választ. Ha jól értelmezem, akkor ha pl. 2-300 db-os tételre lenne igény, akkor is kb. ezer forintos nagyságrend lehet, az egy darabra eső öntőforma elkészítés költsége. Végül is nem titok, hogy mi áll a kérdés mögött.
Ez a fogaskerék, a jelenlegi forrásból beszerezve kb. brutto 3600-4000 Ft közötti áron mozog. A napokban az egyik nagymellényű ügyfél kijelentette, hogy akkor ő bizony elmegy egy öntödébe és ott majd 500 forintért leöntik neki darabját. Anélkül, hogy ismernék bármilyen öntészeti költséget, érzésre elég irreálisnak találtam amit mondott.
Ezért érdeklődtem Tőled, mint a szakma avatott szakemberétől.
Köszi a linkeket utána fogok érdeklődni.
Üdv: István
Köszi a választ. Ha jól értelmezem, akkor ha pl. 2-300 db-os tételre lenne igény, akkor is kb. ezer forintos nagyságrend lehet, az egy darabra eső öntőforma elkészítés költsége. Végül is nem titok, hogy mi áll a kérdés mögött.
Ez a fogaskerék, a jelenlegi forrásból beszerezve kb. brutto 3600-4000 Ft közötti áron mozog. A napokban az egyik nagymellényű ügyfél kijelentette, hogy akkor ő bizony elmegy egy öntödébe és ott majd 500 forintért leöntik neki darabját. Anélkül, hogy ismernék bármilyen öntészeti költséget, érzésre elég irreálisnak találtam amit mondott.
Ezért érdeklődtem Tőled, mint a szakma avatott szakemberétől.
Köszi a linkeket utána fogok érdeklődni.
Üdv: István
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 február 01, 13:25
Írta: 3szwbavt Dátum 2015 február 01, 13:25
prec öntéssel simán menne a 200 db, csokrosítással. viaszbelövő szerszámmal. kb a 3000 ft a realitás, plusz anyag.
aztán lehet, az anyag csak kokillában önthető, mert olyan mint a méz, és nyomják, préselik az acél kokillába. ha nem, és önthető, akkor kb ez az ár
aztán lehet, az anyag csak kokillában önthető, mert olyan mint a méz, és nyomják, préselik az acél kokillába. ha nem, és önthető, akkor kb ez az ár
Cím: Re:Fémöntés házilag
Írta: xg2w6ib9x Dátum 2015 február 01, 13:27
Írta: xg2w6ib9x Dátum 2015 február 01, 13:27
Igen biztos, hogy valamilyen alu ötvözetből készült. Megfelelő karbantartást (kenés, tisztítás)és napi rendszeres üzemelést feltételezve 10 éven túli üzemidőt is kiszolgálnak ezek a fogaskerekek.
Ez gyakorlati tapasztalat.
Ez gyakorlati tapasztalat.
Cím: Re:Fémöntés házilag
Írta: xg2w6ib9x Dátum 2015 február 01, 13:34
Írta: xg2w6ib9x Dátum 2015 február 01, 13:34
Köszi, tehát a jelenlegi ára, amit írtam (brutto 3500-4000 Ft) akkor közelebb áll a realitáshoz, mint amit a kedves ügyfél gondolt.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 február 01, 14:12
Írta: ncw4w5nca Dátum 2015 február 01, 14:12
Ötszázért biztos nem fog neki önteni senki, még számla nélkül sem, hisz az anyag közel annyi, ha nem hulladékból öntik. Másik ha jól látom kettő darabból áll, és ez plusz növeli a költséget.
Cím: Re:Fémöntés házilag
Írta: xg2w6ib9x Dátum 2015 február 01, 14:22
Írta: xg2w6ib9x Dátum 2015 február 01, 14:22
Igen ezen én is gondolkodtam, hogy mi lehet az ok, amiért két darabból van és vajon, ha egy darabból készülne az jó lenne-e.
[#nemtudom]
Viszont az anyagának valami szívósabb ötvözetnek kell lennie, mert a két M8-as rögzítő hernyó csavart szereléskor tisztességesen meg kell húzni, nehogy elforogjon a tengelyen. Ezt általában egy T markolatú 4-es imbusz kulccsal szokás meghúzni, jó erősen, hogy a csavar vége belenyomódjon a tengely felületébe. Ha valami "mezei" aluból készülne, gyanítom, hogy egyrészt már a csavar meghúzásakor kiszakadna a menet, másrészt sokkal hamarabb elkopna.
[#nemtudom]
Viszont az anyagának valami szívósabb ötvözetnek kell lennie, mert a két M8-as rögzítő hernyó csavart szereléskor tisztességesen meg kell húzni, nehogy elforogjon a tengelyen. Ezt általában egy T markolatú 4-es imbusz kulccsal szokás meghúzni, jó erősen, hogy a csavar vége belenyomódjon a tengely felületébe. Ha valami "mezei" aluból készülne, gyanítom, hogy egyrészt már a csavar meghúzásakor kiszakadna a menet, másrészt sokkal hamarabb elkopna.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 február 01, 14:35
Írta: ncw4w5nca Dátum 2015 február 01, 14:35
Szerintem az állíthatóság miatt van két darabból. Habár nem tudom hogy mi célt szolgál, és hogy adódik át a hajtás, ha erőátvitel a célja egyáltalán.
Cím: Re:Fémöntés házilag
Írta: xg2w6ib9x Dátum 2015 február 01, 14:40
Írta: xg2w6ib9x Dátum 2015 február 01, 14:40
Növényház tető szellőző mechanika mozgató alkatrésze ez a fogaskerék. Igazából azon kívül, hogy a rögzítő csavarokkal fixáljuk a kerék pozícióját a tengelyen semmilyen más állításra nincs szükség. Passz...
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 február 02, 09:01
Írta: 3szwbavt Dátum 2015 február 02, 09:01
szerintem nettó fekete ár a 3500 körüli ár....
és én azt gondoltam, hogy a felső bogyós cuccról van szó. ha kell az alsó is, az szerintem + költség, kb még egyszer ennyi.
sajna ha 10.000 db kell, akkor 1000 ft, ha 200 db akkor ennyi a darabár. én is elképedtem, mikor megtudta, hogy hol tartanak az árak. ha ez egy mechanikus szellőztető nyitómehanikája, elhiszem hogy 100 évet is kibir. napi 1x 2x nyitás csukás piha....
és én azt gondoltam, hogy a felső bogyós cuccról van szó. ha kell az alsó is, az szerintem + költség, kb még egyszer ennyi.
sajna ha 10.000 db kell, akkor 1000 ft, ha 200 db akkor ennyi a darabár. én is elképedtem, mikor megtudta, hogy hol tartanak az árak. ha ez egy mechanikus szellőztető nyitómehanikája, elhiszem hogy 100 évet is kibir. napi 1x 2x nyitás csukás piha....
Cím: Re:Fémöntés házilag
Írta: xg2w6ib9x Dátum 2015 február 02, 09:22
Írta: xg2w6ib9x Dátum 2015 február 02, 09:22
Köszönöm szépen az információkat, meg azt, hogy foglalkoztál a kérdéssel ! A 100 éves élettartamra vonatkozólag még nincs infó, de olyan van már itthon, ahol 20 éve még mindig az eredeti működik (pl. Berény József szomszédjában).
A napi működés a nagy hidegben, meg a nagy melegben tényleg csak pár alkalmat jelent, viszont átmeneti időszakokban van, hogy ennek a sokszorosa.
A napi működés a nagy hidegben, meg a nagy melegben tényleg csak pár alkalmat jelent, viszont átmeneti időszakokban van, hogy ennek a sokszorosa.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 február 02, 09:32
Írta: 000000000 Dátum 2015 február 02, 09:32
Szia!
ha van kokillaszerszám/minta hozzá, az kinek a tulajdona?
ha lehet, el kell kérni a szerszámot, ha ez megvan, nem lehet nagy ügy önteni róla.
milyen anyagból van? ha van mintadarabod, meg tudom mérni.
ha van kokillaszerszám/minta hozzá, az kinek a tulajdona?
ha lehet, el kell kérni a szerszámot, ha ez megvan, nem lehet nagy ügy önteni róla.
milyen anyagból van? ha van mintadarabod, meg tudom mérni.
Cím: Re:Fémöntés házilag
Írta: xg2w6ib9x Dátum 2015 február 02, 09:54
Írta: xg2w6ib9x Dátum 2015 február 02, 09:54
Szia !
Látom csak a dialógus végét olvastad, na de nem baj:
Csak elméleti beszélgetés folyt a témáról, hogy milyen lehetőségek lennének.
Nincs kokilla, az anyag pontos összetétele sem ismert csak annyi, hogy valamilyen alu ötvözet.
Természetesen mintadarab van a kezemben, meg venni is tudok ilyet.
A fő kérdés az volt, hogy hazai öntödei keretek között nagyságrendileg mennyiért lehetne egy párszáz darabos mennyiséget leöntetni. Közben Adren kolléga és Berényi József jóvoltából nagyjából megszületett a válasz.
A lényeg az, hogy csak nagyon nagy darabszám esetén lenne jelentősen olcsóbb az alkatrész.
Tehát röviden: nem nagyon éri meg foglalkozni vele.
Látom csak a dialógus végét olvastad, na de nem baj:
Csak elméleti beszélgetés folyt a témáról, hogy milyen lehetőségek lennének.
Nincs kokilla, az anyag pontos összetétele sem ismert csak annyi, hogy valamilyen alu ötvözet.
Természetesen mintadarab van a kezemben, meg venni is tudok ilyet.
A fő kérdés az volt, hogy hazai öntödei keretek között nagyságrendileg mennyiért lehetne egy párszáz darabos mennyiséget leöntetni. Közben Adren kolléga és Berényi József jóvoltából nagyjából megszületett a válasz.
A lényeg az, hogy csak nagyon nagy darabszám esetén lenne jelentősen olcsóbb az alkatrész.
Tehát röviden: nem nagyon éri meg foglalkozni vele.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 február 02, 10:38
Írta: 000000000 Dátum 2015 február 02, 10:38
Sebaj,
de tegyük fel van szerszám, akkor a 3-4 ezer Br. forint egy komplett darabért ami nincs negyed kiló szerintem bőven sok, ha jól látom a képen, az öntvény meg sincs komolyabban kapirgálva.
de tegyük fel van szerszám, akkor a 3-4 ezer Br. forint egy komplett darabért ami nincs negyed kiló szerintem bőven sok, ha jól látom a képen, az öntvény meg sincs komolyabban kapirgálva.
Cím: Re:Fémöntés házilag
Írta: xg2w6ib9x Dátum 2015 február 02, 11:42
Írta: xg2w6ib9x Dátum 2015 február 02, 11:42
Bajnak baj, mert nem csak Te sokallod, hanem a kedves ügyfél is. [#rinya]
Jó, tegyük fel, hogy van szerszám, de valahol valakinek valamikor mélyen a zsebébe kellett nyúlnia azért, hogy legyen szerszám. Természetes, hogy ő is szeretné, ha nem csak megtérülne, hanem valami nyereséget is hozna a befektetése. Erre jön a konkrét öntési költség minden járulékával. Aztán minimum két kézen átmegy még a cucc az öntő és a vevő között. Azok is dolgoznak vele, tehát ott is felmerül némi költség.
Szállítják, raktározzák, bevételezik, csomagolják stb. az is pénz.
Az öntésen kívül kell hozzá két nagy szakítószilárdságú hernyócsavar, meg a kontra anyák, ja és valakinek a menetet is bele kell fúrni, ez ugye mind költség, ha nem is túl sok.
De a legnagyobb baj, ami mindent visz egyrészt a pénztelenség, másrészt létezik alternatív megoldás acélból a hozzá való kiegészítőkkel (fogasléc, ív, kengyel) kevesebb mint fele árért.
Köszi a kitartó érdeklődésedet, de úgy látom ez nagyjából zsákutca.
Jó, tegyük fel, hogy van szerszám, de valahol valakinek valamikor mélyen a zsebébe kellett nyúlnia azért, hogy legyen szerszám. Természetes, hogy ő is szeretné, ha nem csak megtérülne, hanem valami nyereséget is hozna a befektetése. Erre jön a konkrét öntési költség minden járulékával. Aztán minimum két kézen átmegy még a cucc az öntő és a vevő között. Azok is dolgoznak vele, tehát ott is felmerül némi költség.
Szállítják, raktározzák, bevételezik, csomagolják stb. az is pénz.
Az öntésen kívül kell hozzá két nagy szakítószilárdságú hernyócsavar, meg a kontra anyák, ja és valakinek a menetet is bele kell fúrni, ez ugye mind költség, ha nem is túl sok.
De a legnagyobb baj, ami mindent visz egyrészt a pénztelenség, másrészt létezik alternatív megoldás acélból a hozzá való kiegészítőkkel (fogasléc, ív, kengyel) kevesebb mint fele árért.
Köszi a kitartó érdeklődésedet, de úgy látom ez nagyjából zsákutca.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 február 02, 14:44
Írta: ncw4w5nca Dátum 2015 február 02, 14:44
Ha 3600Ft-t veszünk alapul:
Áfa nélkül:2835Ft
-30%? kereskedő haszna:2180Ft
Ha egy kétfelé nyíló szerszámba benne van mindkét darab, kitolótüskével. Szerintem 200 ezer alatt nem csinálják meg(persze tévedhetek). Ezt leosztva kétszázra akkor 1000Ft darabonként:1180Ft
- 400Ft az anyag:780Ft
Öntésre, csavarra, utómunkára (sorjázás, fúrás, menetfúrás, összeállítás)marad 780Ft
Szerintem ennyi. Remélem túl sokat nem tévedtem :)
Áfa nélkül:2835Ft
-30%? kereskedő haszna:2180Ft
Ha egy kétfelé nyíló szerszámba benne van mindkét darab, kitolótüskével. Szerintem 200 ezer alatt nem csinálják meg(persze tévedhetek). Ezt leosztva kétszázra akkor 1000Ft darabonként:1180Ft
- 400Ft az anyag:780Ft
Öntésre, csavarra, utómunkára (sorjázás, fúrás, menetfúrás, összeállítás)marad 780Ft
Szerintem ennyi. Remélem túl sokat nem tévedtem :)
Cím: Re:Fémöntés házilag
Írta: xg2w6ib9x Dátum 2015 február 02, 14:58
Írta: xg2w6ib9x Dátum 2015 február 02, 14:58
Köszi, de nincs sok értelme tovább ragozni.
Ha valakinek sok kéne belőle, akkor megveszi az alternatív megoldást és lecseréli mindet az új típusra, mert keverni nem lehet a régivel, ha meg valakinek csak pár darab kell pótlásra, az meg kifizeti érte az aktuális bolti árat és kész.
Azért köszi még egyszer, hogy agyaltál rajta !
[#worship]
Ha valakinek sok kéne belőle, akkor megveszi az alternatív megoldást és lecseréli mindet az új típusra, mert keverni nem lehet a régivel, ha meg valakinek csak pár darab kell pótlásra, az meg kifizeti érte az aktuális bolti árat és kész.
Azért köszi még egyszer, hogy agyaltál rajta !
[#worship]
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 február 04, 14:40
Írta: ncw4w5nca Dátum 2015 február 04, 14:40
Régebben volt szó a termit olvasztásról. A régi dolgaim között találtam egy honlapot, ami meglepetésemre még mindig aktív. Hátha valakit érdekel. Thermite Thermite Pictures & Videos
Cím: Re:Fémöntés házilag
Írta: Kelepeisz Lajos Dátum 2015 február 05, 21:21
Írta: Kelepeisz Lajos Dátum 2015 február 05, 21:21
Tiszteletem a szakiknak!
Kérdésem a következő lenne, ha van egy 20x4mm-es laposvasam amibe menetet fúrtam, ezt lehet valamilyen szinten edzeni házi körülmények között?
Ha valakinek van valami ötlete kérem jelezze.
Köszönöm.
Kérdésem a következő lenne, ha van egy 20x4mm-es laposvasam amibe menetet fúrtam, ezt lehet valamilyen szinten edzeni házi körülmények között?
Ha valakinek van valami ötlete kérem jelezze.
Köszönöm.
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2015 február 06, 09:45
Írta: jani300 Dátum 2015 február 06, 09:45
Sima szerkezeti laposvasat nem .
Ha ilyen profillal szerzel C45-C60 anyagot azt már igen .
Ha ilyen profillal szerzel C45-C60 anyagot azt már igen .
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 február 06, 09:47
Írta: 000000000 Dátum 2015 február 06, 09:47
Gondolom kovácstűzben (faszén parázs) igen.
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2015 február 06, 09:50
Írta: jani300 Dátum 2015 február 06, 09:50
A sima laposvasnak kicsi a széntartalma , és ezért nem edzhető .
Viszont ugyan ezért hegeszthető .
Viszont ugyan ezért hegeszthető .
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 február 06, 09:51
Írta: 000000000 Dátum 2015 február 06, 09:51
Amelyik gyümölcsből lehet lekvárt főzni, abból pálinkát is.
Amelyik "vasat lehet hegeszteni, azt hőkezelni (edzés, visszaeresztés) is lehet.
Amelyik "vasat lehet hegeszteni, azt hőkezelni (edzés, visszaeresztés) is lehet.
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2015 február 06, 09:55
Írta: jani300 Dátum 2015 február 06, 09:55
Azért ennek nem ártana ha utána néznél .
Erről felesleges vitázni !
Létezik valami olyasmi hogy vas szén állapotábra .
Erről felesleges vitázni !
Létezik valami olyasmi hogy vas szén állapotábra .
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 február 06, 09:56
Írta: 000000000 Dátum 2015 február 06, 09:56
"Viszont ugyan ezért hegeszthető."
Csak a kis széntartalom miatt hegeszthető?
És ha nagyobb, akkor nem lehet hegeszteni?
Csak a kis széntartalom miatt hegeszthető?
És ha nagyobb, akkor nem lehet hegeszteni?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 február 06, 10:01
Írta: 000000000 Dátum 2015 február 06, 10:01
Ahogy Hofi is megmondta a tutit : Ha Mari Néni rosszul főz és adok neki Zepter edény halmazt, attól finomabb lesz benne ami rossz?
Tehát azt sütheted főzheted akármilyen kovácstűzön ami rossz anyag az az is marad.
Anyagismeretből egyes, ülj le kisfiam !
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2015 február 06, 10:02
Írta: jani300 Dátum 2015 február 06, 10:02
Próbálkozni lehet . És vannak különleges eljárások . Egyszerű normál hegesztési eljárásról beszélek .
De még egyszer , erről felesleges vitázni !
Ha nem tanultál róla még mindig nem késő utána olvasni .
De még egyszer , erről felesleges vitázni !
Ha nem tanultál róla még mindig nem késő utána olvasni .
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 február 06, 10:08
Írta: 000000000 Dátum 2015 február 06, 10:08
Nem ismered békésit azaz alias szegelgeteket ?
Neki ilyet nem mondj, hogy nem érdemes vitázni, mert a trollkodás és a káosz a lételeme !
Ha azt mondod neki, hogy az a piros labda piros akkor ő csak azért is az mondja rá hogy az kék !
Csak nem értem Varsányi miért nem intézkedik, hogy ez a rosszkavarót kipenderítse innen.
Cím: Re:Fémöntés házilag
Írta: Csuhás Dátum 2015 február 06, 10:11
Írta: Csuhás Dátum 2015 február 06, 10:11
A vas nem edzhető.
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2015 február 06, 10:15
Írta: jani300 Dátum 2015 február 06, 10:15
De , ismerem .
Amíg tud normálisan írni válaszolok .
Meg ne próbálkozzanak már a laposvas edzésével , gondoltam szólok :)
Amíg tud normálisan írni válaszolok .
Meg ne próbálkozzanak már a laposvas edzésével , gondoltam szólok :)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 február 06, 10:23
Írta: ncw4w5nca Dátum 2015 február 06, 10:23
Meg lehet edzeni valamilyen szinten, de előbb faszén, vagy csontszén között kell hevíteni huzamosabb ideig, hogy a szén betudjon diffundálni. Plusz lehet növelni a felületi keménységet, ha az izzó vasat lehűtés előtt vörös vérlúgsóba, vagy rosszuanyagba mártod, mint például pataforgács vagy állati szőr, vagy toll. Viszont sokkal egyszerűbb ha megfelelő edzhető anyagot használsz, mint amit a jani300 javasolt C45-C60.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 február 06, 10:39
Írta: ncw4w5nca Dátum 2015 február 06, 10:39
Ha mindenki mindenkihez kellő tisztelettel, és alázattal szólna, valószínű senki nem vetemedne trollkodásra, és szép takarosan be tudna illeszkedni egy közösségbe. Ha egy nem hozzáértő ember ír valamit, akkor sok esetben lekezelő kioktató a válasz rá. Szerintem ez a problémák fő okozója.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 február 06, 10:59
Írta: 000000000 Dátum 2015 február 06, 10:59
Nem véletlenül kapott első osztályra repülőjegyet Varsányi Air-re csak oda útra. [#nevetes1]
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 február 06, 11:01
Írta: ncw4w5nca Dátum 2015 február 06, 11:01
És nem véletlenül nem kap most [#vigyor2]
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2015 február 06, 11:06
Írta: jani300 Dátum 2015 február 06, 11:06
Leírtad a kéregedzés néhány módszerét .
Házi körülmények között egyszerűbb azért a megfelelő anyag megválasztása .
A vörös vérlúgsó mérgező is .
De igazad van , nem írta a teljes keresztmetszetet kívánja edzeni , vagy csak a felületi keménységet növelni .
A kérdés feltevéséből is lehet következtetni milyen mélyen érdemes belemenni a témába , szerintem .
Házi körülmények között egyszerűbb azért a megfelelő anyag megválasztása .
A vörös vérlúgsó mérgező is .
De igazad van , nem írta a teljes keresztmetszetet kívánja edzeni , vagy csak a felületi keménységet növelni .
A kérdés feltevéséből is lehet következtetni milyen mélyen érdemes belemenni a témába , szerintem .
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 február 06, 11:06
Írta: 000000000 Dátum 2015 február 06, 11:06
Csak akkor ezt nem értem ami le van írva feketén fehéren a #28-ik bejegyzésben LINK
"Ha valaki észreveszi, hogy a kitiltott tagok újból ill. más már korábban regisztrált néven újra megjelennek - kérem jelezzék nekem."
Cím: Re:Fémöntés házilag
Írta: xg2w6ib9x Dátum 2015 február 06, 11:15
Írta: xg2w6ib9x Dátum 2015 február 06, 11:15
Jelezték neki, tud róla.
Túl kéne ezen lépni !
Túl kéne ezen lépni !
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 február 06, 11:24
Írta: ncw4w5nca Dátum 2015 február 06, 11:24
A szerkezeti acélok jól hegeszthetők, de a széntartalom növekedésével romlik a hegeszthetőségük. Ezt lehet javítani előmelegítéssel hegesztés után hőntártásal, vagy vibrációsan feszültségmentesítéssel.
A nagyobb széntartalmú acélokat is lehet esetenként hegeszteni, de nem minden esetben. Függ az járulékos ötvözőktől, És az elő, és az utómunkálatok alkalmazhatóságától.
A nagyobb széntartalmú acélokat is lehet esetenként hegeszteni, de nem minden esetben. Függ az járulékos ötvözőktől, És az elő, és az utómunkálatok alkalmazhatóságától.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 február 06, 11:29
Írta: ncw4w5nca Dátum 2015 február 06, 11:29
Ha nem foglalkoznál a problémával már rég megszűnt volna számodra is. Nem értem hogy miért jó neked ez a "boszorkányüldözés" [#nevetes1]
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2015 február 06, 11:48
Írta: jani300 Dátum 2015 február 06, 11:48
A részletes magyarázat sosem árt , elfogadom .
Békési úrról azért feltételezem hallott már ezekről , csak próbálta mekkorát ugrom .
Lehet most kicsit vissza nyalt a fagyi , nála :)
De nem akarom provokálni , legyen béke a fórumon .
Békési úrról azért feltételezem hallott már ezekről , csak próbálta mekkorát ugrom .
Lehet most kicsit vissza nyalt a fagyi , nála :)
De nem akarom provokálni , legyen béke a fórumon .
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 február 06, 13:25
Írta: 000000000 Dátum 2015 február 06, 13:25
Ok!
Köszi!
Köszi!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 február 06, 13:36
Írta: 000000000 Dátum 2015 február 06, 13:36
Az eredeti kérdés az volt, hogy a "laposvas" keménysége javítható-e "edzéssel".
A válasz egyértelműen igen.
A kérdés nem tartalmazta, hogy van -e értelme a mutatványnak.
Szerintem egy kérdésnél először a kérdésre akarjunk válaszolni és ha szükségesnek látszik, akkor járjuk körül a problémát.
Soha ne akarjuk megmondani a másiknak, hogy az mit akarjon.
Tanácsokat, tippeket persze lehet adni az illetőnek.
De!
De elsősorban a kérdésre válaszoljunk, ha tényleg segíteni akarunk és ne a félrevezetésére helyezzük a hangsúlyt.
A köznyelvben a "vas" egyáltalán nem azt jelenti mondjuk, mint anyagismeret órán.
A laposvas nekem is vas. Függetlenül attól, hogy tudom azt, a vas, mint elem nem igen található minden bokorban. Ha meg valamennyi szén van benne, akkor annak acél neve.
Lehet az akár "biliacél" is.
A válasz egyértelműen igen.
A kérdés nem tartalmazta, hogy van -e értelme a mutatványnak.
Szerintem egy kérdésnél először a kérdésre akarjunk válaszolni és ha szükségesnek látszik, akkor járjuk körül a problémát.
Soha ne akarjuk megmondani a másiknak, hogy az mit akarjon.
Tanácsokat, tippeket persze lehet adni az illetőnek.
De!
De elsősorban a kérdésre válaszoljunk, ha tényleg segíteni akarunk és ne a félrevezetésére helyezzük a hangsúlyt.
A köznyelvben a "vas" egyáltalán nem azt jelenti mondjuk, mint anyagismeret órán.
A laposvas nekem is vas. Függetlenül attól, hogy tudom azt, a vas, mint elem nem igen található minden bokorban. Ha meg valamennyi szén van benne, akkor annak acél neve.
Lehet az akár "biliacél" is.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 február 06, 13:38
Írta: 000000000 Dátum 2015 február 06, 13:38
Mint mintaszerű és mindenképpen követendő választ ajánlanám mindenki figyelmébe Berényi József nekem adott szakszerű válaszát.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 február 06, 13:49
Írta: 000000000 Dátum 2015 február 06, 13:49
Ja igen.
Az autisták figyelmébe #4375.
Akinek ez sem világos, akkor mi az?
Az autisták figyelmébe #4375.
Akinek ez sem világos, akkor mi az?
Cím: Re:Fémöntés házilag
Írta: Csuhás Dátum 2015 február 06, 13:52
Írta: Csuhás Dátum 2015 február 06, 13:52
A válasz egyértelműen nem. Igen lehet a felületet dúsítani szénben, esetleg újra is lehet olvasztani, ötvözni. De ha egy fémiparban kezdő felteszi ezt a kérdést akkor a válasz mégis csak a nem. Kétes eredményű házilag nehézkesen kivitelezhető munkára miért akarnánk rábeszélni?
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2015 február 06, 14:00
Írta: jani300 Dátum 2015 február 06, 14:00
Hát akkor próbálok segíteni godolat ,ébresztőnek . 1,7 százalék széntartalomig hogy hívjuk a széntartalmú vasat ?
És minek nevezzük 4,5 százalék széntartalom közelében .
Elnevezés fitzikai tulajdonságokra nézve .
Melyik kapcsolódik inkább ezen topik témájához ?
És minek nevezzük 4,5 százalék széntartalom közelében .
Elnevezés fitzikai tulajdonságokra nézve .
Melyik kapcsolódik inkább ezen topik témájához ?
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 február 06, 14:03
Írta: ncw4w5nca Dátum 2015 február 06, 14:03
Szerintem ezt a témát jó alaposan túlbeszéltük, ezért itt az ideje lezárni. Mellesleg megkérek mindenkit, hogy mindennemű sértő megjegyzést mellőzzön legalább ebben a topikban.
Köszönöm!
Köszönöm!
Cím: Re:Fémöntés házilag
Írta: 2f428kduf Dátum 2015 február 06, 16:27
Írta: 2f428kduf Dátum 2015 február 06, 16:27
Közülünk, nagyon valószínű, senki sem látott vasat(Fe)
Cím: Re:Fémöntés házilag
Írta: Kelepeisz Lajos Dátum 2015 február 06, 20:20
Írta: Kelepeisz Lajos Dátum 2015 február 06, 20:20
Köszönöm.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 február 07, 19:07
Írta: 3szwbavt Dátum 2015 február 07, 19:07
https://www.youtube.com/watch?v=NZE3hJ69lMo
a világ legszebb autója újraépül?
a világ legszebb autója újraépül?
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 február 09, 17:14
Írta: 3szwbavt Dátum 2015 február 09, 17:14
üdv az uraknak, van egy előtolásos hegesztő gép, ami úgy működik hogy gáz helyett, valami por van a huzal mentén...
és 20-40 ezer ft között lehet kapni már...
testvérem otthonra barkácsolni venné meg.
tud valaki erről a csodáról valamit?
köszönöm!
és 20-40 ezer ft között lehet kapni már...
testvérem otthonra barkácsolni venné meg.
tud valaki erről a csodáról valamit?
köszönöm!
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2015 február 09, 17:28
Írta: robroy007 Dátum 2015 február 09, 17:28
elsőnek azt járjátok körül hogyan lehet utánpótlást biztosítani a huzalnak !!
hol kapható ha elfogyott, illetve mennyibe kerül a hús a leveshez
hol kapható ha elfogyott, illetve mennyibe kerül a hús a leveshez
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 február 09, 17:33
Írta: 000000000 Dátum 2015 február 09, 17:33
Csak annyit mondanák NEEEEE!
Annyit ér mint az ára, 20-40-ért csak a palackot kapnád meg egy normális géphez.
Akkor el tudod képzelni mennyire lehet jó.
Ismerős próbált ilyen porbéléses huzalt CO hegesztőben mert elfogyott a gáz és nem volt más kéznél hirtelen.
Azt mondta hogy kínszenvedés volt mire egy zártszelvényt összetaknyolt vele.
Ajánlotta is, szívesen nekem adja az egész tekercset, de inkább ne akarjam.
Cím: Re:Fémöntés házilag
Írta: fpd0kbd4 Dátum 2015 február 09, 17:46
Írta: fpd0kbd4 Dátum 2015 február 09, 17:46
Porbeles huzal a hivatalos megnevezés. Hozzávetőleg 10 szeres a varrat ára a co2- höz képest.Véleményem szerint lemez ponthegesztéshez lehet gazdaságos.A hegesztőgép pedig nagy valószínűséggel olyan mint az ára.(nekem is van ilyen gagyi) Porbeles huzal címen nézz utána az aktuális huzalárnak.
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2015 február 09, 17:48
Írta: sasi Dátum 2015 február 09, 17:48
Alapvetően két csoportja van a porbeles hegesztő huzaloknak. Az egyik önmagában termel hegesztés közben védőgázt és salakot, a másikhoz palackból kel hozzávezetni a védőgázt.
Iparban, különösen helyszíni szereléseknél használják, üzemben inkább a fedőporos az elterjedt. A barkács megoldásokat nem ismerem
Iparban, különösen helyszíni szereléseknél használják, üzemben inkább a fedőporos az elterjedt. A barkács megoldásokat nem ismerem
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 február 09, 17:56
Írta: 000000000 Dátum 2015 február 09, 17:56
Igen iparban használtban nem salak és védőgáz képző anyag van hanem fémpor és ezért adagolják hozzá a védőgázt. [#papakacsint]
Cím: Re:Fémöntés házilag
Írta: pvmyc6p5 Dátum 2015 február 09, 18:04
Írta: pvmyc6p5 Dátum 2015 február 09, 18:04
Pedig látott,pl én :)
Sőt még dolgoztam is vele,az államokban ,milliomoséknak készült belőle korhű korlát másolata,toldásként.
Amennyiben a tiszta vasról beszélünk.Venni is lehet,iszonyat drága...
Sőt még dolgoztam is vele,az államokban ,milliomoséknak készült belőle korhű korlát másolata,toldásként.
Amennyiben a tiszta vasról beszélünk.Venni is lehet,iszonyat drága...
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 február 09, 18:12
Írta: 000000000 Dátum 2015 február 09, 18:12
Vagy aki járt Delhi-ben A vasoszlop-nál, 99.72% tisztaságú vasból csinálták kb 1500 éve.
A tudósok a mai napig csak vakaróznak, hogy a búbánatba csinálhatták. [#wow2]
1500 év alatt se rozsdásodott meg.
Cím: Re:Fémöntés házilag
Írta: 2f428kduf Dátum 2015 február 09, 18:33
Írta: 2f428kduf Dátum 2015 február 09, 18:33
Magam is elég vén vagyok, és mindíg szerettem a régi könyveket is, a 100 éves technikai könyvek elmondtak mindent, és nem hivatkoztak a GOSZTY szabványra.Egy a mult század huszas éveiben kiadottban írtak agy hatszögü hasábról, amit egy barnaszén telepben találtak. A szénben benne volt a lenyomata. Mindig gondolkodtam rajta: vajon hányadszor játszuk a történelmet.
Ha most kinyirnánk magunkat, 10000 év mulva kb ugyanitt lennénk. Az a delhi vasoszlop is itt figyelne.
Ha most kinyirnánk magunkat, 10000 év mulva kb ugyanitt lennénk. Az a delhi vasoszlop is itt figyelne.
Cím: Re:Fémöntés házilag
Írta: pvmyc6p5 Dátum 2015 február 09, 18:52
Írta: pvmyc6p5 Dátum 2015 február 09, 18:52
Hát igen,a fejlődésünk inkább visszafejlődés.
Például ott a NotreDame-i kapuk vasalatai,amit kb 800 évig!!! nem tudtak nem tudtak megfejteni,mármint a készítésük technikáját.
Egy igen profi,jelenleg Bécsi egyetemen tanító kovácsprofesszor fejtette meg,több évtizedes tapasztalata,és szintén több évi kisérletezés árán.
Például ott a NotreDame-i kapuk vasalatai,amit kb 800 évig!!! nem tudtak nem tudtak megfejteni,mármint a készítésük technikáját.
Egy igen profi,jelenleg Bécsi egyetemen tanító kovácsprofesszor fejtette meg,több évtizedes tapasztalata,és szintén több évi kisérletezés árán.
Cím: Re:Fémöntés házilag
Írta: pvmyc6p5 Dátum 2015 február 09, 18:53
Írta: pvmyc6p5 Dátum 2015 február 09, 18:53
A prof magyar származású...
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 február 09, 19:02
Írta: 000000000 Dátum 2015 február 09, 19:02
De mit vársz ettől a mostani nemzedéktől ?
Ha 5 percig nincs a kezében az okos telefonja akkor már elvonási tünetekben szenvednek.
Pont ezeket fogja majd bármi is érdekelni ?
Szép jövő elé nézünk!
Sajnos elcsökevényesedett már az emberi faj, az öregek kihalnak nem is lesz itt fejlesztés és jön majd a következő világvége vagy nukleáris tél.
Aztán pár millió év után kezdődik minden előröl.
Jól eltértünk a eredeti témától
Cím: Re:Fémöntés házilag
Írta: pvmyc6p5 Dátum 2015 február 09, 19:14
Írta: pvmyc6p5 Dátum 2015 február 09, 19:14
Szerintem nem a "mostani" nemzedékkel van a baj,hanem az előtte lévő nemzedékkel,akik hagyták elfajulni az utódokat.Én sem lettem volna kovács ,ha nem látom a jó példát előttem,és az édesapám nem adja át az alkotás örömét.Persze küzdelmes út,de onnantól ,hogy az acél úgy alakul a kezemben agogy én akarom,onnantól nem érdekel milyen "elavult",meg nem trendi,csak az alkotás öröme a lényeg. Pedig a fiatalabb generációhoz tartozom,reggelente a merevedés még nem a derekamban van :)
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 február 09, 19:29
Írta: 000000000 Dátum 2015 február 09, 19:29
Az xar dolog ha a reggeli merevedés felkúszik az ember derekához reggelente :)
Asszony jobban örülne ha inkább a derekam görcsölne be :D
De képzeld el a mostani mobiltelcsin nevelkedett nemzedék nemzedékét.
Remélem azt már nem kell megélnem, pedig simán meglesz.
A kovácsolt dolgok nekem is tetszettek, de sajnos kihaló félben lévő szakma révén képzés egyenlő a nullával, már ami ezt a szakmát illeti.
Így géplakatos lettem, de nem bántam meg, hogy nem villanyszerelőnek mentem.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 február 09, 20:39
Írta: 3szwbavt Dátum 2015 február 09, 20:39
Nem is baj, ha eltértünk a témától, és köszi a veretes hozzászólásokat. Én nem féltem a mai nemzedéket, már késő... De köszi a porbeles kivesézését is, elmondom tesómnak. Simson Schwalbe gyüjtő, és készül egy Bamako rallye féle őrületre, felspécizett Schwalbival, és azt akarja erősíteni, hogy bírja a strapát...
De akkor majd szépen utánanéz, és dönt. Mondtam neki, hogy itt van nekem az argonos, és van ha vékony lemezt kell hegeszteni, ismerős akinek co-s gépe van, de ő az "otthon mindent" híve.
De akkor majd szépen utánanéz, és dönt. Mondtam neki, hogy itt van nekem az argonos, és van ha vékony lemezt kell hegeszteni, ismerős akinek co-s gépe van, de ő az "otthon mindent" híve.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 február 09, 20:41
Írta: 3szwbavt Dátum 2015 február 09, 20:41
Németh Szabolcs, nem működik a honlapod... Kést kovácsolsz? Hol lehet bővebben utánanézni ennek a miasszonyunk vasalatnak?
Cím: Re:Fémöntés házilag
Írta: pvmyc6p5 Dátum 2015 február 09, 21:58
Írta: pvmyc6p5 Dátum 2015 február 09, 21:58
A honlapom működik,csak az adatlapra a http-vel engedte beírni,úgy meg nem jó :(
Helyesen : covax-design.com ,ezt főleg az államokban reklámozom,mivel az igazi komoly melók eddig onnan jöttek,egy szerényebb hazai ,már ha a neten lehet hazainak mondani : kovacsmesterek.hu .
Egyedi késeket kovácsolok,kizárólag saját kovácsolású "damaszkuszi" acélból.
A magyar oldalamon van 1-2 kezdetleges darabom mutatóba.
A miasszonyunk vasalatát képekben a gugli barátunk megmutatja pl :
https://www.google.hu/search?newwindow=1&espv=2&biw=1280&bih=632&tbm=isch&sa=1&q=notre+dame+gate+ironwork&oq=notre+dame+gate+ironwork&gs_l=img.3...143683.144643.0.145353.4.4.0.0.0.0.107.394.2j2.4.0.msedr...0...1c.1.61.img..4.0.0.Eb_PQk7yLv0
A felvetett témához azért említettem ,mert iszonyat aprólékos munka ,és a cirka 800 éves rejtély a tüzihegesztett kötegelési technikában rejlik,amit a mai kovácsok 99,99999 %-a még elviekben sem tud megcsinálni.
Helyesen : covax-design.com ,ezt főleg az államokban reklámozom,mivel az igazi komoly melók eddig onnan jöttek,egy szerényebb hazai ,már ha a neten lehet hazainak mondani : kovacsmesterek.hu .
Egyedi késeket kovácsolok,kizárólag saját kovácsolású "damaszkuszi" acélból.
A magyar oldalamon van 1-2 kezdetleges darabom mutatóba.
A miasszonyunk vasalatát képekben a gugli barátunk megmutatja pl :
https://www.google.hu/search?newwindow=1&espv=2&biw=1280&bih=632&tbm=isch&sa=1&q=notre+dame+gate+ironwork&oq=notre+dame+gate+ironwork&gs_l=img.3...143683.144643.0.145353.4.4.0.0.0.0.107.394.2j2.4.0.msedr...0...1c.1.61.img..4.0.0.Eb_PQk7yLv0
A felvetett témához azért említettem ,mert iszonyat aprólékos munka ,és a cirka 800 éves rejtély a tüzihegesztett kötegelési technikában rejlik,amit a mai kovácsok 99,99999 %-a még elviekben sem tud megcsinálni.
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2015 február 09, 22:54
Írta: sasi Dátum 2015 február 09, 22:54
Az adatlapodon a per jelek után visszatörlöd a szóközt, és már működik is a linked!
Most ilyen:http:// covax-design.com
Most ilyen:http:// covax-design.com
Cím: Re:Fémöntés házilag
Írta: pvmyc6p5 Dátum 2015 február 09, 23:00
Írta: pvmyc6p5 Dátum 2015 február 09, 23:00
Örök hálám,erre nem bírtam rájönni már egy éve....
[#worship][#worship][#worship][#worship]
[#worship][#worship][#worship][#worship]
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 február 10, 11:09
Írta: 3szwbavt Dátum 2015 február 10, 11:09
csodaszépek a munkáid, gratula.
nekem van egy kés tervem, Szasza ( Szántó Szabolcs) már 5 éve ül rajta... más dolga van talán...
Nem lelem a magyar oldalt és a késeket.
Hegesztettem ma a gázlencsével, és a pajzsal. Háát, ég és föld, majdnem tökéletes buborék nélküli varrat, (ónbronz) és hegesztettem vas zártszelvényt is össze ónbronz 3 mm-es pálcával.
Először nagy árammal, és több argonnal, akkor teljesen beolvadt a vas a bronzba, és erősnek erős de nem szép pikkelyes...
Aztán, kevesebb áram és kevesebb argon, jelesül 115-tel toltam neki, és akkor már nem ötvöződött össze a két anyag. Akkor még, a pisztolyt húztam és a pálcát toltam, és a kettő között 90 fok volt, és a pálca és wolfram, is a hegesztési síkhoz képest 45 fokban volt. Aztán néztem videót, és ott a pisztolyt tolták, és kb 85 fokban volt a hegesztési síkhoz képest, és a szilikonbronz pálcát egészen laposan csak 5 fokban tartották bele az ívbe. És ezt is kipróbáltam, és háát remegett is a kezem a görnyedéstől, meg izgultam is, de azért felteszem a fotókat. A sarokhegesztés volt az utolsó. A pajzs jó volt, de ha összeért a pálca és a wolfram akkor valami miatt a pajzs bevillant...
nekem van egy kés tervem, Szasza ( Szántó Szabolcs) már 5 éve ül rajta... más dolga van talán...
Nem lelem a magyar oldalt és a késeket.
Hegesztettem ma a gázlencsével, és a pajzsal. Háát, ég és föld, majdnem tökéletes buborék nélküli varrat, (ónbronz) és hegesztettem vas zártszelvényt is össze ónbronz 3 mm-es pálcával.
Először nagy árammal, és több argonnal, akkor teljesen beolvadt a vas a bronzba, és erősnek erős de nem szép pikkelyes...
Aztán, kevesebb áram és kevesebb argon, jelesül 115-tel toltam neki, és akkor már nem ötvöződött össze a két anyag. Akkor még, a pisztolyt húztam és a pálcát toltam, és a kettő között 90 fok volt, és a pálca és wolfram, is a hegesztési síkhoz képest 45 fokban volt. Aztán néztem videót, és ott a pisztolyt tolták, és kb 85 fokban volt a hegesztési síkhoz képest, és a szilikonbronz pálcát egészen laposan csak 5 fokban tartották bele az ívbe. És ezt is kipróbáltam, és háát remegett is a kezem a görnyedéstől, meg izgultam is, de azért felteszem a fotókat. A sarokhegesztés volt az utolsó. A pajzs jó volt, de ha összeért a pálca és a wolfram akkor valami miatt a pajzs bevillant...
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 február 10, 11:22
Írta: 3szwbavt Dátum 2015 február 10, 11:22


Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 február 10, 12:33
Írta: 3szwbavt Dátum 2015 február 10, 12:33
rendeltem szilicium bronz pálcát, kipróbálom...

és eddig kellene eljutnom hehe :-)
gondolom, ez nem csak gyakorlás, hanem van egyéb beállitási paraméter is?
és eddig kellene eljutnom hehe :-)
gondolom, ez nem csak gyakorlás, hanem van egyéb beállitási paraméter is?
Cím: Re:Fémöntés házilag
Írta: Motoros Dátum 2015 február 10, 16:36
Írta: Motoros Dátum 2015 február 10, 16:36
Nekem a porbelessel jó tapasztalatom volt. Vékony csövek, lemezek hegesztéséhez jól működik, nagyon hasonlóan mint a CO.
Amit nem tudtam sem AWI-val sem hagyományos trafóval az a porbelessel gyakorlat nélkül ment.
Ráadásul a huzal is vagy 15 éves volt a nedvszívó tipus, nem a körkörösen zárt jobbfajta.
Fontos talán a minőségi elektróda anyag.
Az igaz,hogy kerítéshez nem gazdaságos, de spéci vékony dolgokhoz jó és relatíve olcsó is, mivel az össz beruházás kicsi.
Amit nem tudtam sem AWI-val sem hagyományos trafóval az a porbelessel gyakorlat nélkül ment.
Ráadásul a huzal is vagy 15 éves volt a nedvszívó tipus, nem a körkörösen zárt jobbfajta.
Fontos talán a minőségi elektróda anyag.
Az igaz,hogy kerítéshez nem gazdaságos, de spéci vékony dolgokhoz jó és relatíve olcsó is, mivel az össz beruházás kicsi.
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2015 február 10, 17:25
Írta: robroy007 Dátum 2015 február 10, 17:25
Sok az amper !
Max 90 amper, sima kerámia billegtetve a vason jól 2,4-es jól kihegyezve és kitolva elfektetve az elektroda rozsdamentes pálcával
( keresek róla képet meg videót este)
Max 90 amper, sima kerámia billegtetve a vason jól 2,4-es jól kihegyezve és kitolva elfektetve az elektroda rozsdamentes pálcával
( keresek róla képet meg videót este)
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 február 10, 19:14
Írta: 3szwbavt Dátum 2015 február 10, 19:14
köszi, én alapvetően most a siliciumubronz pálcás "hegesztést" szeretném gyakorolni.
és a videót is köszi!!! most elfogyott a bronzpálca, de majd kipróbálom rozsdamentessel is, mert az van itthon dögivel, csak le kell róla verni a bevonatot.
és a videót is köszi!!! most elfogyott a bronzpálca, de majd kipróbálom rozsdamentessel is, mert az van itthon dögivel, csak le kell róla verni a bevonatot.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 február 10, 19:17
Írta: 3szwbavt Dátum 2015 február 10, 19:17
éés nem sima kerámia az enyém, hanem már gázlencsés, ami elképesztően jó cucc, a bronzszobrot ma úgy lehegesztettem, hogy polírozás után sem látszott, hogy hol volt a hegesztés....
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2015 február 10, 19:45
Írta: robroy007 Dátum 2015 február 10, 19:45
nos a képek


"hagyományos" hegesztési mód
HOGYAN KÉNE MOZGATNI A KERÁMIÁT, HOGY SZUPER LEGYEN!
gyakorlatban kivitelezve...
ahová szeretnél eljutni.... impulzus üzemű hegesztés (lehet enélkül is, csak ott a mozog-vár-pálca; mozog-vár-pálca...haladás hozza ezt az eredményt)
cső hegesztése
vékony lemez hegesztése, igazi zsonglőr munka ...
vastag anyagok
tippek, cső áthatások
szintén cső...
mire mindet végig nézed érezni fogod a lényegét remélhetőleg..
3 nap alatt simán el lehet napi 2-4 óra hegesztéssel jutni erre a szintre ha akarja az ember!
"hagyományos" hegesztési mód
HOGYAN KÉNE MOZGATNI A KERÁMIÁT, HOGY SZUPER LEGYEN!
gyakorlatban kivitelezve...
ahová szeretnél eljutni.... impulzus üzemű hegesztés (lehet enélkül is, csak ott a mozog-vár-pálca; mozog-vár-pálca...haladás hozza ezt az eredményt)
cső hegesztése
vékony lemez hegesztése, igazi zsonglőr munka ...
vastag anyagok
tippek, cső áthatások
szintén cső...
mire mindet végig nézed érezni fogod a lényegét remélhetőleg..
3 nap alatt simán el lehet napi 2-4 óra hegesztéssel jutni erre a szintre ha akarja az ember!
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2015 február 10, 19:50
Írta: robroy007 Dátum 2015 február 10, 19:50
képhez hozzátartozik, hogy a lemez még gyári natúr revés állapotban volt ezért látszik a varrat felületén a csúnyaság
ja és irodistaként dolgozom, ezt meg csak hobbiból elkezdtem csinálni a műhelybe, hogy haladjanak a kollégák [#nevetes1]
ja és irodistaként dolgozom, ezt meg csak hobbiból elkezdtem csinálni a műhelybe, hogy haladjanak a kollégák [#nevetes1]
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 február 10, 20:00
Írta: 3szwbavt Dátum 2015 február 10, 20:00
1.: köszi köszi köszi!!!
2.: mi van a vason,amit alig lehet lecsiszolni róla? a zártszelvényen a vastag fekete réteg.
2.: mi van a vason,amit alig lehet lecsiszolni róla? a zártszelvényen a vastag fekete réteg.
Cím: Re:Fémöntés házilag
Írta: pvmyc6p5 Dátum 2015 február 10, 20:32
Írta: pvmyc6p5 Dátum 2015 február 10, 20:32
"2.: mi van a vason,amit alig lehet lecsiszolni róla? a zártszelvényen a vastag fekete réteg"
Az pontosan a hengerlési reve, amit nagyon nem szeret az awi hegesztésnek.
Ezt le kell csiszolni,fémtisztára ,mielőtt nekiállsz a hegesztésnek,merőben más minőséget kapsz a végén.
Az pontosan a hengerlési reve, amit nagyon nem szeret az awi hegesztésnek.
Ezt le kell csiszolni,fémtisztára ,mielőtt nekiállsz a hegesztésnek,merőben más minőséget kapsz a végén.
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2015 február 10, 21:48
Írta: robroy007 Dátum 2015 február 10, 21:48
mivel nem tartó szerkezet hanem csak egy "dekorációs bödön egy oszlop tetején" így nem igazán küzdöttem a tisztogatással, és amúgy is porfestve lett
szóval a szükséges műszaki igényeimnek így is megfelelt a vasdarab
3-as melegen hengerelt lemez mind a két darabja
amúgy ezt a revét talán legjobban acél sörétezéssel lehet eltávolítani, rengeteg levegő és még több türelem...
csiszolni is büntetés mert hamar eltömíti a pillangó korongot aztán csak neki a felületen
más megoldást nem igazán tudok rá sajnos
szóval a szükséges műszaki igényeimnek így is megfelelt a vasdarab
3-as melegen hengerelt lemez mind a két darabja
amúgy ezt a revét talán legjobban acél sörétezéssel lehet eltávolítani, rengeteg levegő és még több türelem...
csiszolni is büntetés mert hamar eltömíti a pillangó korongot aztán csak neki a felületen
más megoldást nem igazán tudok rá sajnos
Cím: Re:Fémöntés házilag
Írta: szf Dátum 2015 február 10, 22:02
Írta: szf Dátum 2015 február 10, 22:02
Flexbe fogható drótkorongal szoktuk tisztjtani ugyanezért.
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2015 február 10, 22:13
Írta: robroy007 Dátum 2015 február 10, 22:13
azt csak a villám módjára száguldozó letört drót repeszek miatt nem csipázom
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2015 február 10, 22:17
Írta: sasi Dátum 2015 február 10, 22:17
Sörétezéssel öntvényeket tisztítanak, az alapanyagokat homokszórással tisztítják.
Például nagyobb teherviselő elemek (pl. híd) gyártása előtt a műhelybe bekerülő összes anyagot homokfúják, majd miután elkészült, újra homokozzák, ez után következik a festés.
Például nagyobb teherviselő elemek (pl. híd) gyártása előtt a műhelybe bekerülő összes anyagot homokfúják, majd miután elkészült, újra homokozzák, ez után következik a festés.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 február 10, 22:26
Írta: 000000000 Dátum 2015 február 10, 22:26
Alap dolog ilyen eszköznél a vastag bőrkötény és a arcvédő pajzs.
Olcsóbb mint egy üvegszem.
Volt is egy ilyen kép mikor az emberkének a szeméből állt ki egy centit ilyen drót. ( inkább nem linkelem be )
Olcsóbb mint egy üvegszem.
Volt is egy ilyen kép mikor az emberkének a szeméből állt ki egy centit ilyen drót. ( inkább nem linkelem be )
Cím: Re:Fémöntés házilag
Írta: szf Dátum 2015 február 10, 22:31
Írta: szf Dátum 2015 február 10, 22:31
Fazék kivitelűt és jóminûségüt kell hasznàlni.Még egyből sem làttam drótot kijönni.Pedig rendkivül nagy felhasznàló vagyok.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 február 10, 22:35
Írta: 000000000 Dátum 2015 február 10, 22:35
Azon meglepődnék ha látnád kijönni belőle mert 60-80 m/s sebességgel megy. :)
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2015 február 10, 23:13
Írta: robroy007 Dátum 2015 február 10, 23:13
Sasi jó az a revére is, mi főleg a lézervágást takarítottuk vele
Homokkal ellentétben nem koptatja az alapanyagot, nem káros a későbbi hegesztésekre mivel vas ez is és nem kvarc, ami szigetek és salakzárványt okoz
Talán nem is okoz akkora feszültséget a felületben, szerintem... de ezt csak halkan gondolom
Nincs extra por elszívó igene kamarában
A homok viszont jobb festék eltávolítára, mivel éles szemcse, és igazából olcsóbb is, helyszínen pedig környezetkímélő ami kijutott a technológiából az acéllal szemben, viszont porol nagyon!
Homokkal ellentétben nem koptatja az alapanyagot, nem káros a későbbi hegesztésekre mivel vas ez is és nem kvarc, ami szigetek és salakzárványt okoz
Talán nem is okoz akkora feszültséget a felületben, szerintem... de ezt csak halkan gondolom
Nincs extra por elszívó igene kamarában
A homok viszont jobb festék eltávolítára, mivel éles szemcse, és igazából olcsóbb is, helyszínen pedig környezetkímélő ami kijutott a technológiából az acéllal szemben, viszont porol nagyon!
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 február 11, 06:45
Írta: 3szwbavt Dátum 2015 február 11, 06:45
én pormaszkot, plexi álarcot viselek mindig, de sajna a jó minőségű bőrkötény az hiánycikk a műhelyemben.
És tényleg eltömi a pillangót, és aztán csak sikít rajta.
pobroy nem ritizáltam a munkád, csak kérdeztem, mert nem tudtam mi is az amit annyira nehéz leszedni. én leköszörültem a hegesztés előtt.
elkezdtem nézni a videókat, nagyon jók, eez tényleg egy komoly szakma, még számítógépes hegesztésoktatás is van, virtuális pisztollyal.
volt ott egy olyan kacsanyakú pisztoly, amit többszörösen is meg lehetett hajlítani a munkadarabhoz illesztve!
van a fazékkefe, és megtekerve copfokban az acélszál. az nem dobja ki az anyagát, és nagyon arrogáns. (már többször összeveszett velem)
És tényleg eltömi a pillangót, és aztán csak sikít rajta.
pobroy nem ritizáltam a munkád, csak kérdeztem, mert nem tudtam mi is az amit annyira nehéz leszedni. én leköszörültem a hegesztés előtt.
elkezdtem nézni a videókat, nagyon jók, eez tényleg egy komoly szakma, még számítógépes hegesztésoktatás is van, virtuális pisztollyal.
volt ott egy olyan kacsanyakú pisztoly, amit többszörösen is meg lehetett hajlítani a munkadarabhoz illesztve!
van a fazékkefe, és megtekerve copfokban az acélszál. az nem dobja ki az anyagát, és nagyon arrogáns. (már többször összeveszett velem)
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2015 február 11, 07:02
Írta: robroy007 Dátum 2015 február 11, 07:02
Eszembe nem jutott, hogy kritizáltnál valamiért is !
Joker vagyok a cégnél, sofőrtől lakatosig a cnc-n át az íróasztalomig ahol meg tervezek meg irányítok :-)
Joker vagyok a cégnél, sofőrtől lakatosig a cnc-n át az íróasztalomig ahol meg tervezek meg irányítok :-)
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 február 11, 07:05
Írta: 3szwbavt Dátum 2015 február 11, 07:05
Több hegesztés, ( a küldött videóidban) sűrű-pikkelyes, persze szép, és erős is, de mi a titka a nagy és lépcsős pikkelyeknek? Bár azt inkább nem vas, hanem bronznál láttam...
Kell-e hozzá vennem impulzus gépet?
Az én gépemen csak az ampert lehet állítani.
Kell-e hozzá vennem impulzus gépet?
Az én gépemen csak az ampert lehet állítani.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 február 11, 07:10
Írta: 3szwbavt Dátum 2015 február 11, 07:10
nna az a lemezhegesztés ohhh, görnyedve, profi melós, profi munka, de az egy derékgyilkos pozíció. Klassz ahogy a pisztoly a keze-esze meghosszabbítása.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 február 11, 07:37
Írta: 3szwbavt Dátum 2015 február 11, 07:37
Hol lehet kapni olyan ujjra húzható hőálló vackot? az kellene nekem is, és nem leltem meg mi a neve.
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2015 február 11, 07:58
Írta: robroy007 Dátum 2015 február 11, 07:58
őőőőő itthon még nem kerestem és nem is láttam meg véletlenül se, DE nem is kell ha van már elég rutin (3nap)
igazából a ritmus impulzus nélküli gépen [#nevetes1]
megolvasztod az alapanyagokat,
beletolod a pótanyagot,
és lépsz tovább egyből
a heget gyakorlatilag vissza hűtöd szilárdra a hideg pótanyaggal így képződik egy kis "csepp" alak amit a következő ponton már újra kialakítasz
a pikkelyek mérete a két melegítés közti távolsággal is alakul 4-5 mm
alunál tudtam ezt igazán szépen megcsinálni, vasnál nem próbáltam
igazából a ritmus impulzus nélküli gépen [#nevetes1]
megolvasztod az alapanyagokat,
beletolod a pótanyagot,
és lépsz tovább egyből
a heget gyakorlatilag vissza hűtöd szilárdra a hideg pótanyaggal így képződik egy kis "csepp" alak amit a következő ponton már újra kialakítasz
a pikkelyek mérete a két melegítés közti távolsággal is alakul 4-5 mm
alunál tudtam ezt igazán szépen megcsinálni, vasnál nem próbáltam
Cím: Re:Fémöntés házilag
Írta: VighLajos Dátum 2015 február 11, 08:00
Írta: VighLajos Dátum 2015 február 11, 08:00
...ööööö...
Kesztyű!
[#vigyor2]
Kesztyű!
[#vigyor2]
Cím: Re:Fémöntés házilag
Írta: Csuhás Dátum 2015 február 11, 08:06
Írta: Csuhás Dátum 2015 február 11, 08:06
Google segít, tig ujjvédőt keress.
Cím: Re:Fémöntés házilag
Írta: vadember Dátum 2015 február 11, 08:16
Írta: vadember Dátum 2015 február 11, 08:16
Itt:Ujjvédő
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2015 február 11, 08:17
Írta: Rabb Ferenc Dátum 2015 február 11, 08:17
Régen az átlagember hülye gyereke három évig tanulta a szakmunkásképzőben a hegesztés (és minden más szakma) elméleti és gyakorlati fortélyait. Aztán csak lett belőle valami...
Egy ideje már három hónapos OKJ-s képzés keretében bármire - igen bármire - ""megtanítanak"" és még igazolást is adnak róla :)
Te már csak három napra taksálod a hegesztés minden csínjának-bínjának az elsajátítását. Gyorsul a világ...
Bár elgondolkoztam egy régi technológia tanárunk mondásán: a hegesztés egy komoly, nagy gyakorlatot igénylő szakma. Ezért aztán aki tudja, csinálja. Aki nem, az tanítja. Na figyeljenek, elmondom hogyan kell csinálni!
Bocs az off-ért [#confused]
Egy ideje már három hónapos OKJ-s képzés keretében bármire - igen bármire - ""megtanítanak"" és még igazolást is adnak róla :)
Te már csak három napra taksálod a hegesztés minden csínjának-bínjának az elsajátítását. Gyorsul a világ...
Bár elgondolkoztam egy régi technológia tanárunk mondásán: a hegesztés egy komoly, nagy gyakorlatot igénylő szakma. Ezért aztán aki tudja, csinálja. Aki nem, az tanítja. Na figyeljenek, elmondom hogyan kell csinálni!
Bocs az off-ért [#confused]
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 február 11, 08:33
Írta: 3szwbavt Dátum 2015 február 11, 08:33
óccóóó hehe- 5000 ft.
amugy üvegszáll lehet kőper szövésű, és az olcsó.
nekem van is itthon, kipróbálom.
amugy üvegszáll lehet kőper szövésű, és az olcsó.
nekem van is itthon, kipróbálom.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 február 11, 08:40
Írta: 3szwbavt Dátum 2015 február 11, 08:40
én nem nézem le a hegesztést, és nem is gondolom, hogy bármit bármikor 3-4 nap alatt kiválóan megtanulnék. de azt elhiszem, hogy az alapokra el lehet jutni 3-4 nap alatt, és ezt 1 féle speckó feladatra értem,,,
én szoborra használom a hegesztést, és rendben felrakok egy 5 cm-es szoborfejre egy fülcimpa hiányt, ha arról van szó.
és most hogy jó a pajzs és van gázlencse, még szebb lesz és jobb.
a másik, hogy vékonyfalu acélcsöveket fogok összehegeszteni sziliciumbronzzal, és azt kell jól megtanulnom.
többre nincs szükségem. de ezt a kéd dolgot azért csak-csak meg lehet tanulni korrektűl, hogy jó és szép is legyen, mert nem akarom lemunkálni a varratot a csöveknél, hanem esztétikai elemként is fognak funkcionálni
én szoborra használom a hegesztést, és rendben felrakok egy 5 cm-es szoborfejre egy fülcimpa hiányt, ha arról van szó.
és most hogy jó a pajzs és van gázlencse, még szebb lesz és jobb.
a másik, hogy vékonyfalu acélcsöveket fogok összehegeszteni sziliciumbronzzal, és azt kell jól megtanulnom.
többre nincs szükségem. de ezt a kéd dolgot azért csak-csak meg lehet tanulni korrektűl, hogy jó és szép is legyen, mert nem akarom lemunkálni a varratot a csöveknél, hanem esztétikai elemként is fognak funkcionálni
Cím: Re:Fémöntés házilag
Írta: VighLajos Dátum 2015 február 11, 08:51
Írta: VighLajos Dátum 2015 február 11, 08:51
Én ezt úgy képzeltem el, hogy veszek három doboz hegesztőpálcát, és beköltözöm a vasiparos barátomékhoz, és ott lakom addig, míg el nem fogy a pálca.
természetesen saját géppel...
természetesen saját géppel...
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 február 11, 09:45
Írta: 3szwbavt Dátum 2015 február 11, 09:45
ez sem rossz ötlet.
elmenni 1 hétre valahová dolgozni, már ha van hozzá türelmük...
nekem van egy frisslevegős sötétüveges pajzsom, és egy automata pajzsom ,és ma a kettőt valahogy összehozom,,, beledolgozom a frisslevegősbe a felturbózott automata rendszerét.
elmenni 1 hétre valahová dolgozni, már ha van hozzá türelmük...
nekem van egy frisslevegős sötétüveges pajzsom, és egy automata pajzsom ,és ma a kettőt valahogy összehozom,,, beledolgozom a frisslevegősbe a felturbózott automata rendszerét.
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2015 február 11, 11:24
Írta: sasi Dátum 2015 február 11, 11:24
„ez sem rossz ötlet”
Például egy ilyen helyen, hegesztő szimulátoron és a gyakorlatban is lehet némi ismeretet összeszedni...
[#wave]
Például egy ilyen helyen, hegesztő szimulátoron és a gyakorlatban is lehet némi ismeretet összeszedni...
[#wave]
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 február 11, 11:53
Írta: 3szwbavt Dátum 2015 február 11, 11:53
és hol van az a hely?
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2015 február 11, 12:00
Írta: sasi Dátum 2015 február 11, 12:00
Nyílván a lehetőségek befolyásolják ki milyen felülettisztítási eljárást alkalmaz.
A sörétezés a tisztítás mellett felületkeményítést is végez, mely minőségi hegesztésnél (pl. MSZ EN ISO 5817 B szint) nem megengedett.
Megjegyzés a pikkelyezettségre: a túlzott pikkelyezettséget minőségi acélhegesztésnél nem szeretjük, mert a pikkelyek között hideg ráfolyás veszélyét hordja magában, melyből az igénybevétel során repedés indulhat ki.
A sörétezés a tisztítás mellett felületkeményítést is végez, mely minőségi hegesztésnél (pl. MSZ EN ISO 5817 B szint) nem megengedett.
Megjegyzés a pikkelyezettségre: a túlzott pikkelyezettséget minőségi acélhegesztésnél nem szeretjük, mert a pikkelyek között hideg ráfolyás veszélyét hordja magában, melyből az igénybevétel során repedés indulhat ki.
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2015 február 11, 12:00
Írta: sasi Dátum 2015 február 11, 12:00
Nyíregyházán
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 február 11, 12:12
Írta: 3szwbavt Dátum 2015 február 11, 12:12
van itt alant egy fotó, egy motor fejcsövéről.
az eléggé szépen pikkelyezett..
egy 300 km/órával haladó gép váza. és nagyon sok csővázat "hegesztenek" erős és szép pikkelyekkel, bronz hozanyaggal.
erről mi a véleményed?
az eléggé szépen pikkelyezett..
egy 300 km/órával haladó gép váza. és nagyon sok csővázat "hegesztenek" erős és szép pikkelyekkel, bronz hozanyaggal.
erről mi a véleményed?
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2015 február 11, 12:28
Írta: sasi Dátum 2015 február 11, 12:28
Nyilván, az akarattal pikkelyezett varratot jól beolvasztják, így a hidegkötés kiküszöbölhető.
Amiről írtam, az a hegesztő akarata ellenére szokott előfordulni, minden hibájával együtt.
Amiről írtam, az a hegesztő akarata ellenére szokott előfordulni, minden hibájával együtt.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 február 11, 12:36
Írta: 3szwbavt Dátum 2015 február 11, 12:36
olyat is láttam, hogy a vékony acél varratra, tesznek ilyen szép bronz pikkelyes varratot. lefedik vele.
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2015 február 11, 13:35
Írta: jani300 Dátum 2015 február 11, 13:35
Hát... Erről a "sziliciumbronz" hegesztésről még soha nem hallottam . (vas hegesztésével kapcsolatban)
Írna róla valaki röviden hogy mi értelme egyáltalán ? Ha valami keményforrasztás hoz hasonló dolog akkor nem kell :)
Írna róla valaki röviden hogy mi értelme egyáltalán ? Ha valami keményforrasztás hoz hasonló dolog akkor nem kell :)
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 február 11, 14:42
Írta: 3szwbavt Dátum 2015 február 11, 14:42
argonnal, awival megy, és állitólag nem húzza az anyagot el, és flexibilis.
elég sok csővázas autó és motor vázát ezzel hegesztik.
kismértékben olvassza be az acélt.
http://www.mcnews.com.au/wp-content/gallery/island_classic_2014_gallerya/xr69_frame2.jpg
elég sok csővázas autó és motor vázát ezzel hegesztik.
kismértékben olvassza be az acélt.
http://www.mcnews.com.au/wp-content/gallery/island_classic_2014_gallerya/xr69_frame2.jpg
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 február 11, 14:43
Írta: 3szwbavt Dátum 2015 február 11, 14:43
http://i797.photobucket.com/albums/yy259/dhem7/DSC03240.jpg
itt pld fedővarrat, de miért?
itt pld fedővarrat, de miért?
Cím: Re:Fémöntés házilag
Írta: mex Dátum 2015 február 11, 14:46
Írta: mex Dátum 2015 február 11, 14:46
Ja nem húzza el..
Inkább a qrva jól néz ki játszik az alkalmazásában...
Inkább a qrva jól néz ki játszik az alkalmazásában...
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 február 11, 14:50
Írta: 3szwbavt Dátum 2015 február 11, 14:50
ehez a képhez tartozó fórumon is többen vitáznak a cusimg1 pálca hasznáról. többen azt mondják, hogy erős és strapabíróbb, az acél varratnál, kevesebb a kifáradásos törés. és ez pld egy autónál elengedhetetlen.
amúgy az 500 lovas Ariel Atomot is szilicium bronzzal "hegesztik" lánggal!
az autó 30 milliós áron mozog...
amúgy az 500 lovas Ariel Atomot is szilicium bronzzal "hegesztik" lánggal!
az autó 30 milliós áron mozog...
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 február 11, 14:52
Írta: 3szwbavt Dátum 2015 február 11, 14:52
igen. tényleg qrva jól néz ki...
épp ezért is tetszik,mint esztétikai elem, ami növeli az autó tekintélyét és kézműves jellegét, ergo az eladási árát is...
épp ezért is tetszik,mint esztétikai elem, ami növeli az autó tekintélyét és kézműves jellegét, ergo az eladási árát is...
Cím: Re:Fémöntés házilag
Írta: pvmyc6p5 Dátum 2015 február 11, 14:59
Írta: pvmyc6p5 Dátum 2015 február 11, 14:59
Tulajdonképpen keményforrasztás ,nem hegesztés ,és ebből kifolyólag ,ahogy adren is írja ,rugalmasabb a kötés,kevésbé érzékeny a törésre.
Az ilyen vázak ,mint az alábbi képen,vékonyfalú szénacél csövekből,profilokból készülnek,és ezek hegesztése acéllal,mindenképpen a hegesztés melletti terület beedződésével jár ,ami tovább növeli a törési hajlamot,főleg a rezgések miatt.
Az elvetemedés kb ugyanaz mintha acéllal hegesztenél,de ezt ellen-oldali melegítéssel könnyen lehet kontrollálni.
Kb ennyi az "előnye",amit én tudok,ha rosszul írok valamit,javítsatok ki.
Az ilyen vázak ,mint az alábbi képen,vékonyfalú szénacél csövekből,profilokból készülnek,és ezek hegesztése acéllal,mindenképpen a hegesztés melletti terület beedződésével jár ,ami tovább növeli a törési hajlamot,főleg a rezgések miatt.
Az elvetemedés kb ugyanaz mintha acéllal hegesztenél,de ezt ellen-oldali melegítéssel könnyen lehet kontrollálni.
Kb ennyi az "előnye",amit én tudok,ha rosszul írok valamit,javítsatok ki.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 február 11, 15:05
Írta: 3szwbavt Dátum 2015 február 11, 15:05
engem ledöbbentett, hogy finom kikönnyített kettős kereszt lengőkarokat is ezzel forrasztanak, hegesztenek.
persze ezek az autók alig 500-600 kilósak, de azért mennek is, a 300 ló körüli motorjaikkal, elég rendesen...
és mostanság sokat olvasok kutatok a csővázas karosszériákról, így akadtam rá erre.
eddig azt gondoltam, hogy pld, egy 200 kilós V8-as motor tartóbakjait agyon hegesztve biztosítják, erre meg cusimg3 pálcával forrasztják a vékony falú acélcsövekhez.
persze ezek az autók alig 500-600 kilósak, de azért mennek is, a 300 ló körüli motorjaikkal, elég rendesen...
és mostanság sokat olvasok kutatok a csővázas karosszériákról, így akadtam rá erre.
eddig azt gondoltam, hogy pld, egy 200 kilós V8-as motor tartóbakjait agyon hegesztve biztosítják, erre meg cusimg3 pálcával forrasztják a vékony falú acélcsövekhez.
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2015 február 11, 17:26
Írta: jani300 Dátum 2015 február 11, 17:26
Köszönöm a válaszokat !
Cím: Re:Fémöntés házilag
Írta: vadember Dátum 2015 február 11, 20:46
Írta: vadember Dátum 2015 február 11, 20:46
Németh Szabolcs írta le a lényeget.
Sokkal rugalmasabb (szívósabb) lesz a varrat.
Egyszer láttam egy riportot egy emberkével, aki Norton versenymotorokat, cafe racereket újított fel. Csakis ilyen varratokat használ mindenhová. Ő lánggal csinálta a forrasztást (mert ez nem hegesztés!) ugyan ilyen pikkelyesre.
A lánggal normalizáló hatását is kihasználta.
Sokkal rugalmasabb (szívósabb) lesz a varrat.
Egyszer láttam egy riportot egy emberkével, aki Norton versenymotorokat, cafe racereket újított fel. Csakis ilyen varratokat használ mindenhová. Ő lánggal csinálta a forrasztást (mert ez nem hegesztés!) ugyan ilyen pikkelyesre.
A lánggal normalizáló hatását is kihasználta.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 február 17, 17:32
Írta: 3szwbavt Dátum 2015 február 17, 17:32
kellemes Kedd estét mindenkinek! :-)
Cím: Re:Fémöntés házilag
Írta: szf Dátum 2015 február 17, 18:47
Írta: szf Dátum 2015 február 17, 18:47
Köszi.Neked is.
Cím: Re:Fémöntés házilag
Írta: pvmyc6p5 Dátum 2015 február 17, 18:58
Írta: pvmyc6p5 Dátum 2015 február 17, 18:58
Nagyon köszi,igaz előttem adren leírta (szerintem) ugyanazt amit én.
És vállalok továbbra is hasonló cafe racer váz,illetve kiegészítők gyártását ,carbon -tól titániumig .....
És vállalok továbbra is hasonló cafe racer váz,illetve kiegészítők gyártását ,carbon -tól titániumig .....
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 február 18, 16:44
Írta: 3szwbavt Dátum 2015 február 18, 16:44
a kovácsolás mellett? prepeg,vákuum, nyomásos hőkamra?
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2015 február 18, 19:51
Írta: 3vv2btrhv Dátum 2015 február 18, 19:51
Hü , az engem is érdekel , autoklávos Szénszál kompozit .
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 február 23, 16:01
Írta: 000000000 Dátum 2015 február 23, 16:01
Jobb helyet nem találtam a témának.
A hozzáértőktől kérdeznem, hogy van -e realitása, létjogosultsága a gyorsacélkések kovácsolással való alakításának és a gyorsacél hőkezelésének?
Nagyon régen mintha láttam volna ilyen késeket, de ez nem biztos.
Köszönöm.
A hozzáértőktől kérdeznem, hogy van -e realitása, létjogosultsága a gyorsacélkések kovácsolással való alakításának és a gyorsacél hőkezelésének?
Nagyon régen mintha láttam volna ilyen késeket, de ez nem biztos.
Köszönöm.
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2015 február 23, 16:41
Írta: Szalai György Dátum 2015 február 23, 16:41
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 február 23, 18:48
Írta: 000000000 Dátum 2015 február 23, 18:48
Köszi, de a .ppt formátumot nem tudom megnyitni.
Mi a házi technológia?
Igazából a forgácsolás sem az. Nincs minden háztartásban forgácsológép. [#nevetes1]
Mi a házi technológia?
Igazából a forgácsolás sem az. Nincs minden háztartásban forgácsológép. [#nevetes1]
Cím: Re:Fémöntés házilag
Írta: 77fv9864z Dátum 2015 március 13, 19:24
Írta: 77fv9864z Dátum 2015 március 13, 19:24
Jó estét mindenkinek, kérem szépen mondják már meg, hogy az általam készített melegítő nem életveszélyes-e? Samott téglából van kirakva, a köztes részek pedig samottörmelék és agyag keveréke.
Másrészt ha van valakinek linkje, propán-levegő keveréses égőről, azt is megköszönném.
Akármilyen hozzászólást szívesen veszek.
Másrészt ha van valakinek linkje, propán-levegő keveréses égőről, azt is megköszönném.
Akármilyen hozzászólást szívesen veszek.
Cím: Re:Fémöntés házilag
Írta: 77fv9864z Dátum 2015 március 13, 19:26
Írta: 77fv9864z Dátum 2015 március 13, 19:26
http://pics.turirobert.fotoalbum.hu/viewpicture/pictureid/24298139
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 március 13, 21:44
Írta: 000000000 Dátum 2015 március 13, 21:44
Itt nézd meg az égőt. Hasnonlót csináltam én is ennek alapján. Prímán használható.
http://sgforum.hu/listazas.php3?id=1128193122&order=reverse&index=11&azonosito=hobbycnc
Készítettem egy kis videót is az olvasztómról.
https://www.youtube.com/watch?v=e973if6F4ds
http://sgforum.hu/listazas.php3?id=1128193122&order=reverse&index=11&azonosito=hobbycnc
Készítettem egy kis videót is az olvasztómról.
https://www.youtube.com/watch?v=e973if6F4ds
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 március 14, 03:10
Írta: ncw4w5nca Dátum 2015 március 14, 03:10
Nem veszélyes.
Kár hogy tömör samottból építetted, ha jobb hőszigetelő anyagot használtál volna, sokkal hatékonyabb lenne a gázfelhasználás.
Néhány link: http://sgforum.hu/listazas.php3?id=1128193122&order=reverse&index=25&azonosito=hobbycnc#2049
http://www.backyardmetalcasting.com/blowburner01.html
http://www.backyardmetalcasting.com/mappgas01.html
http://www.backyardmetalcasting.com/oliverburner1.html
https://www.youtube.com/watch?v=0zriNb1MUJs
https://www.youtube.com/watch?v=xUq8AWUsduY
https://www.youtube.com/watch?v=Xt6k7IaqZGo
https://www.youtube.com/watch?v=YE5wv-p4VMc
https://www.youtube.com/watch?v=WA-MztyCccA&index=12&list=PLD4A52374F6759335
http://www.sasovits.hu/cnc/ontes/gazego.htm
Kár hogy tömör samottból építetted, ha jobb hőszigetelő anyagot használtál volna, sokkal hatékonyabb lenne a gázfelhasználás.
Néhány link: http://sgforum.hu/listazas.php3?id=1128193122&order=reverse&index=25&azonosito=hobbycnc#2049
http://www.backyardmetalcasting.com/blowburner01.html
http://www.backyardmetalcasting.com/mappgas01.html
http://www.backyardmetalcasting.com/oliverburner1.html
https://www.youtube.com/watch?v=0zriNb1MUJs
https://www.youtube.com/watch?v=xUq8AWUsduY
https://www.youtube.com/watch?v=Xt6k7IaqZGo
https://www.youtube.com/watch?v=YE5wv-p4VMc
https://www.youtube.com/watch?v=WA-MztyCccA&index=12&list=PLD4A52374F6759335
http://www.sasovits.hu/cnc/ontes/gazego.htm
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 március 14, 09:18
Írta: 3szwbavt Dátum 2015 március 14, 09:18
csak megjegyzésként,
hogy az elmult hónapok óta forgalmazott főleg nagypalackos pb gázt, 22 kg-os
alig lehet begyujtani, a láng elalszik, még ha dübörög is az égő és 50 cm-es is a láng.
csak úgy működik, hogy az olvasztóba betolva, és azt felizzítva, már az el-el alvó lángot a kemence ujragyujtja....
volt hogy 3x vittem vissza a palackot, cserére, meg volt, hogy kispalackokat hoztam a nagy helyett, (mert eddig azokkal nem volt baj) aztán már a kis palack is rosszakodott,
MOL kuton vettem
hogy az elmult hónapok óta forgalmazott főleg nagypalackos pb gázt, 22 kg-os
alig lehet begyujtani, a láng elalszik, még ha dübörög is az égő és 50 cm-es is a láng.
csak úgy működik, hogy az olvasztóba betolva, és azt felizzítva, már az el-el alvó lángot a kemence ujragyujtja....
volt hogy 3x vittem vissza a palackot, cserére, meg volt, hogy kispalackokat hoztam a nagy helyett, (mert eddig azokkal nem volt baj) aztán már a kis palack is rosszakodott,
MOL kuton vettem
Cím: Re:Fémöntés házilag
Írta: 77fv9864z Dátum 2015 március 14, 18:28
Írta: 77fv9864z Dátum 2015 március 14, 18:28
Köszönöm mindenkinek az infókat és a bizalmat, remélem minden rendben lesz. Éljen a konkurencia, debreceni vagyok ha valaki közületek errefelé jár, szívesen látom egy kávéra.
Túri Róbert
Túri Róbert
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 március 14, 21:11
Írta: ncw4w5nca Dátum 2015 március 14, 21:11
A PB gázt a tulajdonságai miatt nem igazán lehet hamisítani, még ha ezt sokan másként is hiszik! Nem tudom hogy a te égőd milyen, de az én perzselőmről akkor szokott leszakadni a láng, ha ha a palást elég, és túl rövid lesz. Ha visszaállítom az eredeti méretét, akkor ismét ég normálisan.
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2015 március 14, 21:55
Írta: jani300 Dátum 2015 március 14, 21:55
Sok éve jártam én is úgy hogy meg sem akart gyulladni a PB s gáztűzhely , új palackkal .
Frissen volt nyomás próbázva .Valami nitrogénes öblítést meséltek és hogy le kellett volna engednem a tetejéről . Kicseréltettem , és a másikkal nem volt probléma .
Frissen volt nyomás próbázva .Valami nitrogénes öblítést meséltek és hogy le kellett volna engednem a tetejéről . Kicseréltettem , és a másikkal nem volt probléma .
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 március 14, 23:33
Írta: ncw4w5nca Dátum 2015 március 14, 23:33
Igen az előfordulhat, de az néhány liter gáz leeresztése után megszűnik, utána viszont ég normálisan.
Cím: Re:Fémöntés házilag
Írta: PSoft Dátum 2015 március 15, 10:17
Írta: PSoft Dátum 2015 március 15, 10:17
Az öreg Józsi bá,hazabiciklizik a csomagtartóra drótozott gázpalackkal.
Ledrótozza a palackot,és közben bekiabál az asszonynak a konyhába.
-Várgyá Juli...még ne vágd el a kokas nyakát!
-Aszonta a bótos,hogy...
-Előbb még,szét köll választanom a rosszt a fostul!!!
Olyan...életszerű a történet,nem???
Vagy inkább...agyrém!!!???
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 március 15, 11:02
Írta: ncw4w5nca Dátum 2015 március 15, 11:02
Igaz én még nem találkoztam ilyen esettel, de murphy törvénye alapján, ami előfordulhat, az elő is szokott fordulni:)
Az előző írásom lényege, hogy az esetlegesen a palackban maradt nitrogén nem teszi tönkre az egész töltetet, és ha nem stabil a láng, az más okokra vezethető vissza.
Az előző írásom lényege, hogy az esetlegesen a palackban maradt nitrogén nem teszi tönkre az egész töltetet, és ha nem stabil a láng, az más okokra vezethető vissza.
Cím: Re:Fémöntés házilag
Írta: PSoft Dátum 2015 március 15, 11:16
Írta: PSoft Dátum 2015 március 15, 11:16
Nem is az írásod "ellen" irányult a #4481.
Inkább csak,olyan vasárnap délelőtti mérgelődés lett volna.:)
Egyébként,én sem találkoztam még az esettel,igaz(már)nem is vagyok palackos PB felhasználó.
Azt írod,hogy...
"A PB gázt a tulajdonságai miatt nem igazán lehet hamisítani."
Pusztán,csak kíváncsiságból kérdezem,mert nem tudom.
Miért is?
Ha nem nagy teher,így vasárnap délelőtt...
Írhatnál pár mondatot róla.
[#wave]
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2015 március 15, 12:14
Írta: robroy007 Dátum 2015 március 15, 12:14
Lehet azt is pocsékul keverni ! Ugye eleve téli nyári keverék is van
Az arány se állandó, sőt lehet kérni direkt is más keveréket és az is pb
Co2 tartalom ami szivathat súly van az is két frakciós a palackba
De tény, hogy a régi pb ami esetleg megmaradt valahol jobban ég mint az új
Az arány se állandó, sőt lehet kérni direkt is más keveréket és az is pb
Co2 tartalom ami szivathat súly van az is két frakciós a palackba
De tény, hogy a régi pb ami esetleg megmaradt valahol jobban ég mint az új
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 március 15, 13:23
Írta: ncw4w5nca Dátum 2015 március 15, 13:23
Mivel a PB szobahőmérsékleten négy bar körül cseppfolyósodik, így kevés gáz jöhet szóba a hígításához, az olcsó hulladék gázok közül pedig egyik sem. Persze közszájon forog hogy vizezik a gázt, de én még ilyennel nem találkoztam, pedig már egy jó pár palackot kiürítettem. Na meg a zárfólia miatt nem is volna okos dolog, hisz így könnyen rábizonyítható a töltő cégre.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 március 15, 13:33
Írta: ncw4w5nca Dátum 2015 március 15, 13:33
Lehet hogy bizonyos mennyiségű CO2 oldódhat a a PB gázban, de külön frakció nem alakulhat ki, hisz a CO2 56 baron cseppfolyósodik, a PB palack pedig csak 25 báron van próbázva.
Cím: Re:Fémöntés házilag
Írta: gs7g6k8ch Dátum 2015 március 16, 06:14
Írta: gs7g6k8ch Dátum 2015 március 16, 06:14
Helló!
Keresnék segítséget egy kb. 6kg-os ólom nehezék öntéséhez. Megközelítőleg egy 190x115x30mm-es hasáb formájú darabról van szó. Rajzot adok hozzá, ha kell a minta marását is megoldom, elküldöm. Anyagom jelenleg nincs hozzá, de talán megoldható pl. búvárólomból.
Aki tud segíteni kérem e-mailben jelezze! (gergely.noll@gmail.com)
Köszi!
Keresnék segítséget egy kb. 6kg-os ólom nehezék öntéséhez. Megközelítőleg egy 190x115x30mm-es hasáb formájú darabról van szó. Rajzot adok hozzá, ha kell a minta marását is megoldom, elküldöm. Anyagom jelenleg nincs hozzá, de talán megoldható pl. búvárólomból.
Aki tud segíteni kérem e-mailben jelezze! (gergely.noll@gmail.com)
Köszi!
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 március 17, 08:19
Írta: 3szwbavt Dátum 2015 március 17, 08:19
azt mondja a kutas, hogy van aki kihasználja a gázt és vizzel tölti meg és visszaviszi hogy nem ég,,, és ezt ott kiboritják, és marad benne még viz és az kavar be,
nna de ennyiszer? nekem professzionális gyári pb égőm van, nem maszek, annak a feje hőálló cső, sosem ég el. van benne turbulencia kerék, szóval az égéshez, a gáz-levegő elegy ideális.
amugy lehet benne valami, hogy később már nem vacakol, de nekem a -később- az nem jó, én ha be akarom gyujtani a lángot akkor az égjen rendesen.
de azt olvastam hogy nem tudnak gyárilag kevergetni, meg levegőt, és más gázokat tölteni bele állitólag
nna de ennyiszer? nekem professzionális gyári pb égőm van, nem maszek, annak a feje hőálló cső, sosem ég el. van benne turbulencia kerék, szóval az égéshez, a gáz-levegő elegy ideális.
amugy lehet benne valami, hogy később már nem vacakol, de nekem a -később- az nem jó, én ha be akarom gyujtani a lángot akkor az égjen rendesen.
de azt olvastam hogy nem tudnak gyárilag kevergetni, meg levegőt, és más gázokat tölteni bele állitólag
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 március 17, 10:37
Írta: ncw4w5nca Dátum 2015 március 17, 10:37
Én azért jó alaposan szemügyre venném az égőt, még okozhat problémát az is, ha a fúvóka kikopott. Ha nem segít a fúvóka csere, akkor csinálni kell egy égőt ami el tudja égetni ezt a gázt is. [#nemtudom]
Cím: Re:Fémöntés házilag
Írta: pvmyc6p5 Dátum 2015 március 17, 11:01
Írta: pvmyc6p5 Dátum 2015 március 17, 11:01
Hali,írtam a mailodra....
Anyagom van,várom a válaszod ,ha még nem oldottad meg !
Üdv Szabolcs
Anyagom van,várom a válaszod ,ha még nem oldottad meg !
Üdv Szabolcs
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 március 18, 07:10
Írta: 3szwbavt Dátum 2015 március 18, 07:10
nem tegnapi az égő, van vagy 20 éves. a fúvókának milyen átm. kell lennie? én nem tudom.
de végül csak lement az égetés és az öntés...
de végül csak lement az égetés és az öntés...
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 március 18, 10:42
Írta: ncw4w5nca Dátum 2015 március 18, 10:42
Az én perzselőmben 0,8as van, szerintem ekkora legalább kell, de a pontos méretet az eredeti alapján meg lehet határozni. A kopás általában nem egy szabályos átmérő növekedést eredményez, hanem csak torzítja a furatot, ezáltal torzul a gázsugár, tökéletlen légkeverést okozhat, sőt az irányát is megváltoztatja. Ha a gázsugár nem a megfelelő módon éri el a turbulenciakereket, akkor a kerék nem tudja betölteni a szerepét, és ezért szakad le a láng. Persze a torzulást okozhatja szennyeződés, vagy sérülés is.
Természetesen lehet más oka is, de ahhoz látni kellene, hogy a láng különböző nyomáson hogyan torzul, és milyen állapot vezet a láng leszakadásához.
Természetesen lehet más oka is, de ahhoz látni kellene, hogy a láng különböző nyomáson hogyan torzul, és milyen állapot vezet a láng leszakadásához.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 március 18, 15:34
Írta: 3szwbavt Dátum 2015 március 18, 15:34
a láng nagyon szép, és a turbóketék tökéletesen forgatja a lángot, ha belenézek messziről a lángba szembe, akkor teljesen egészséges minden nyomáson a forgás.
de a lyukat megnézem! köszi a tippet!
majd a találkozón is ezt az égőt fogom használni
de a lyukat megnézem! köszi a tippet!
majd a találkozón is ezt az égőt fogom használni
Cím: Re:Fémöntés házilag
Írta: 77fv9864z Dátum 2015 március 18, 21:07
Írta: 77fv9864z Dátum 2015 március 18, 21:07
Figyeljetek, para van, nem volt jó az gázégő, lehet nem értek valamit. Megnéztem egy pár száz linket, meg videót, de több problémám is akadt.
Elsőként azt nem értem, van aki csak egy gyengeáramú turbinát csatlakoztat az égő végére, van aki meg egy 220-as monstrumot bőget. Ja, és van aki nem is adagol több levegőt a pb-hez, csak amennyit az magától szív. Egyszóval sárgás volt a láng, és nem tudta az alumíniumot megolvasztani. Nem szólva arról hogy, a bronzolvasztás a cél. Na nem ijedtem meg, raktam egy kis kokszot a kohóba, és simán csak levegővel fúvattam, szépen felizzott, és meg is öntöttem a szobrot. ez eddig is működött, de nyílván az a cél hogy a szenet kihagyjam a műveletből.
SEGÍTSÉG!!! megőrülök. Arra is kiváncsi lennék, hogy a bronzot meg tudom-e olvasztani majd ezzel a fajta égővel. (vagy kokszon?) Kinek van tapasztalata bronz olvasztásával?
És miért nem lehet rezet,bronzot vastégelyben olvasztani? Szívesen vennék esetleg DEBRECENI fórumozót akivel tudnék beszélni erről a dologról. Bárkit felhívok, csak adjon számot. KÖSZÖNÖM SZÉPEN.
Elsőként azt nem értem, van aki csak egy gyengeáramú turbinát csatlakoztat az égő végére, van aki meg egy 220-as monstrumot bőget. Ja, és van aki nem is adagol több levegőt a pb-hez, csak amennyit az magától szív. Egyszóval sárgás volt a láng, és nem tudta az alumíniumot megolvasztani. Nem szólva arról hogy, a bronzolvasztás a cél. Na nem ijedtem meg, raktam egy kis kokszot a kohóba, és simán csak levegővel fúvattam, szépen felizzott, és meg is öntöttem a szobrot. ez eddig is működött, de nyílván az a cél hogy a szenet kihagyjam a műveletből.
SEGÍTSÉG!!! megőrülök. Arra is kiváncsi lennék, hogy a bronzot meg tudom-e olvasztani majd ezzel a fajta égővel. (vagy kokszon?) Kinek van tapasztalata bronz olvasztásával?
És miért nem lehet rezet,bronzot vastégelyben olvasztani? Szívesen vennék esetleg DEBRECENI fórumozót akivel tudnék beszélni erről a dologról. Bárkit felhívok, csak adjon számot. KÖSZÖNÖM SZÉPEN.
Cím: Re:Fémöntés házilag
Írta: Csuhás Dátum 2015 március 18, 22:09
Írta: Csuhás Dátum 2015 március 18, 22:09
Ha már gázégő a téma akkor elővezetnék egy ötletet: Olyan égőt szeretnék ahol a gáz és a levegő is egy egy réz spirálcsövön körbe volna vezetve a láng körül. A fúvókánál keveredne az előmelegített gáz a szintén forró sűrített levegővel. Nekem kézenfekvő ötletnek tűnik de nem láttam a neten. Könnyen lehet hogy van valami hátránya a dolognak, amire nem gondolok.
Cím: Re:Fémöntés házilag
Írta: PSoft Dátum 2015 március 18, 22:17
Írta: PSoft Dátum 2015 március 18, 22:17
A benzinlámpáknál "biztonsággal" működött ez az előmelegítéses technikai megoldás.
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2015 március 18, 22:46
Írta: jani300 Dátum 2015 március 18, 22:46
A léggömbök levegő melegítője mindha így működne .
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 március 18, 22:50
Írta: 3szwbavt Dátum 2015 március 18, 22:50
bolti malacperzselővel simán 35 kg bronz lejön 1250 fokra. mondjuk nekem az olvasztóm 5 kg, mert csak kaolin paplan az egész, középen egy fél samott téglával a tégely alá.
ezért 1 perc múlva fehéren izzik, és a láng elzárása után 5 perccel már hideg az egész olvasztó...
nem tapasztaltam, hogy az előmelegítés kellene-e.
mondjuk én a pb palackot, beteszem egy fa dobozba, amin lent van egy lyuk, és hőlégfúvóval melegítem a palackot kéz melegre, és nem fagy le sosem.
a vas tégely elvileg jó lenne bronz olvasztáshoz, de szerintem megrogyik, ha ki akarod emelni villával, és hamar elég.
persze ha egy vastagfalu hőálló cső, akkor oks... de az drágább mint egy 10.000 ft-os tégely
ezért 1 perc múlva fehéren izzik, és a láng elzárása után 5 perccel már hideg az egész olvasztó...
nem tapasztaltam, hogy az előmelegítés kellene-e.
mondjuk én a pb palackot, beteszem egy fa dobozba, amin lent van egy lyuk, és hőlégfúvóval melegítem a palackot kéz melegre, és nem fagy le sosem.
a vas tégely elvileg jó lenne bronz olvasztáshoz, de szerintem megrogyik, ha ki akarod emelni villával, és hamar elég.
persze ha egy vastagfalu hőálló cső, akkor oks... de az drágább mint egy 10.000 ft-os tégely
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 március 18, 23:13
Írta: ncw4w5nca Dátum 2015 március 18, 23:13
Először is , mint már mondtam jobb lett volna jobb hőszigetelő anyagból építeni a kohót, mert akkor viszonylag kis teljesítményű gázégővel is simán tudsz bronzot olvasztani. Na meg az írásaidból nem derült ki hogy a kohódnak van e fedele, az ugyanis nagymértékben javítja a hatékonyságot. Igaz az én kohóm tűztere is tömör samottból van, viszont kívülről le van szigetelve, és egy léghevítő szerkezetben melegíti elő a levegőt a távozó füstgáz. Így kb. 100kg sárgarezet, bronzot tudok megolvasztani egy palack gázzal (10,5kg). Ehhez 0,8as fúvókát használok, és egy 230as kis ventilátort a léghevítő miatt.
Egy adott keresztmetszetű nyíláson minél nagyobb ventilátorral nyomatod be a levegőt, annál több halad át egységnyi idő alatt, ezzel arányosan a gázmennyiséget is növeled, így nő a teljesítmény, csökken az olvasztási idő, vagy a nagyobb teljesítmény ellensúlyozni tudja a szigeteletlenségből adódó veszteséget.
A ventilátor nélküli gázsugaras égővel is lehet bronzot olvasztani csak ott megfelelő arányba kell lenni a légjáratnak a fúvóka keresztmetszetével. Mellesleg adren is így olvaszt, amit a debreceni találkozón be is fog mutatni. Az ő kohója kerámiapaplanból van, így nagyon kicsi a hővesztesége alsó fotó.
Sárgarezet bronzot lehet vastégelyben olvasztani, csak a tégelyt ki kell kenni valamilyen fekeccsel, akkor nem tudja befutni, és oldani a tégely falát. A legegyszerűbb fekecs: 1 rész víz, 1 rész vízüveg, és annyi agyag, vagy finom samottpor hogy tejföl sűrűségű legyen (ha van agyag és samottpor is akkor fele fele)ezzel vékonyan be kell ecsettel és hagyni megszáradni.
06hetven3189hét74 ezen a számon elérsz.
Egy adott keresztmetszetű nyíláson minél nagyobb ventilátorral nyomatod be a levegőt, annál több halad át egységnyi idő alatt, ezzel arányosan a gázmennyiséget is növeled, így nő a teljesítmény, csökken az olvasztási idő, vagy a nagyobb teljesítmény ellensúlyozni tudja a szigeteletlenségből adódó veszteséget.
A ventilátor nélküli gázsugaras égővel is lehet bronzot olvasztani csak ott megfelelő arányba kell lenni a légjáratnak a fúvóka keresztmetszetével. Mellesleg adren is így olvaszt, amit a debreceni találkozón be is fog mutatni. Az ő kohója kerámiapaplanból van, így nagyon kicsi a hővesztesége alsó fotó.
Sárgarezet bronzot lehet vastégelyben olvasztani, csak a tégelyt ki kell kenni valamilyen fekeccsel, akkor nem tudja befutni, és oldani a tégely falát. A legegyszerűbb fekecs: 1 rész víz, 1 rész vízüveg, és annyi agyag, vagy finom samottpor hogy tejföl sűrűségű legyen (ha van agyag és samottpor is akkor fele fele)ezzel vékonyan be kell ecsettel és hagyni megszáradni.
06hetven3189hét74 ezen a számon elérsz.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 március 18, 23:30
Írta: ncw4w5nca Dátum 2015 március 18, 23:30
Az a baj ezzel a megoldással, hogy az előmelegítéshez nem a hulladékhőt használja, hanem a lángból vonja el, így nem ér el lánghőmérséklet növekedést. Nő az égő mérete, na meg kompresszor kell a sűrített levegős üzemeléshez.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 március 18, 23:38
Írta: ncw4w5nca Dátum 2015 március 18, 23:38
A légömb égőjében csak a gázt melegítik, azért hogy maradéktalanul elpárologjon a gáz, ugyanis a nagy teljesítményigény miatt cseppfolyós állapotban kerül az égőbe, Így nem dermed le a palack, és a teljes kiürülésig nagy nyomáson van.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 március 19, 07:14
Írta: 3szwbavt Dátum 2015 március 19, 07:14
nna ezt nem is tudtam köszi!
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2015 március 19, 08:18
Írta: jani300 Dátum 2015 március 19, 08:18
Ezek szerint akkor használat közben fejre van állítva a palack ? Nem hiszem hogy lenne e célra külön merülőcsöves .
Sejtettem hogy nem ugyanaz .
És bocsi de mostanában nem vagyok teljesen komplett , és lehet néha csak pótcselekvésből írok . Pedig már rég elmúltam 16 :(
Sejtettem hogy nem ugyanaz .
És bocsi de mostanában nem vagyok teljesen komplett , és lehet néha csak pótcselekvésből írok . Pedig már rég elmúltam 16 :(
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 március 19, 09:43
Írta: ncw4w5nca Dátum 2015 március 19, 09:43
Igen, fejen áll, és azon az elven működik mint a benzinlámpa.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 március 24, 11:09
Írta: 000000000 Dátum 2015 március 24, 11:09
Sziasztok,
Imáron 5-6-7 éve készülök arra, hogy aluminiumot fogok önteni, de egyszerűen soha nincs rá időm, hogy összeállítsam a kemencét, stb. Pedig már mindent beszereztem hozzá....
Erre mostmeg sürgősen szükségem lenne egy aluöntésre. Eltörött a rotakapám nyaka...
Ha valaki önt mostanában alut akkor egy ilyen öntvényt le tudna formázni és kiönteni ?

A hosszúsága kb. 15 cm és 40 dkg.
Nem kell profi minőségű felületűnek lennie, majd reszelgetem utána, hogy jó legyen csak egy darabba legyen :)
Tudja valaki vállalni 1-2-3 napon belül ?
Köszi
zsolt
Imáron 5-6-7 éve készülök arra, hogy aluminiumot fogok önteni, de egyszerűen soha nincs rá időm, hogy összeállítsam a kemencét, stb. Pedig már mindent beszereztem hozzá....
Erre mostmeg sürgősen szükségem lenne egy aluöntésre. Eltörött a rotakapám nyaka...
Ha valaki önt mostanában alut akkor egy ilyen öntvényt le tudna formázni és kiönteni ?
A hosszúsága kb. 15 cm és 40 dkg.
Nem kell profi minőségű felületűnek lennie, majd reszelgetem utána, hogy jó legyen csak egy darabba legyen :)
Tudja valaki vállalni 1-2-3 napon belül ?
Köszi
zsolt
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2015 március 24, 11:26
Írta: svejk Dátum 2015 március 24, 11:26
Tudom nem ez a kérdés, de facán meg lehet hegeszteni.
Az enyém is bírta utána pedig beszereztem cseradarabot, de nem volt rá szükség.
Az enyém is bírta utána pedig beszereztem cseradarabot, de nem volt rá szükség.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 március 24, 11:26
Írta: 000000000 Dátum 2015 március 24, 11:26
Mert milyen elven működik a benzinlámpa? [#nevetes1]
Csak azért kérdezem, mert én sokféle célból használtam már benzinlámpát, de még soha nem kellett fejre állítani.
Még olyat is használtam, amin pumpa sem volt gyárilag.
Milyen elven is működik a benzinlámpa?
Csak azért kérdezem, mert én sokféle célból használtam már benzinlámpát, de még soha nem kellett fejre állítani.
Még olyat is használtam, amin pumpa sem volt gyárilag.
Milyen elven is működik a benzinlámpa?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 március 24, 14:08
Írta: 000000000 Dátum 2015 március 24, 14:08
Tartottam tőle, hogy ez is titkosítva lesz vagy 99 évre.
Annyi baj legyen.
Annyi baj legyen.
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2015 március 24, 14:33
Írta: svejk Dátum 2015 március 24, 14:33
A titkosítás részint rajtad is függ.
Ugyanis mint írtad, Te sokat használtad akkor bizonyára ismered is a működését.
Már csak közzé kellene tenni.
Az én korosztályom szerintem már nem nagyon használta, látni is csak messziről láttam egyszer, használaton kívül.
Ugyanis mint írtad, Te sokat használtad akkor bizonyára ismered is a működését.
Már csak közzé kellene tenni.
Az én korosztályom szerintem már nem nagyon használta, látni is csak messziről láttam egyszer, használaton kívül.
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2015 március 24, 14:47
Írta: Szalai György Dátum 2015 március 24, 14:47
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2015 március 24, 15:19
Írta: svejk Dátum 2015 március 24, 15:19
Ettől még szívesen olvasnám a szöveges magyarázatot is.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 március 24, 15:29
Írta: 000000000 Dátum 2015 március 24, 15:29
Nem bízom a hegesztésben, drága is volt csúnya is volt és még jó sem volt...
Ezért gondoltam, hogy inkább újra leönteni.
Ezért gondoltam, hogy inkább újra leönteni.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 március 24, 16:16
Írta: 000000000 Dátum 2015 március 24, 16:16
Van egy régi félliteres benzines forrasztólámpám,apámtól maradt rám.50 évesnél régebbi svéd "PRIMUS" márkájú.Egyszerű mint a faék.Hasonló mint a mai gázos forrasztók,tartály tetején egy kis mélyedés van az előmelegítő benzin részére,kb 2-3 cent fér bele.középen belecsavarva az égőfej a szabályzószeleppel.Lámpabél lóg a tartályba az égőfejből.Pumpa nincs rajta csak egy feltöltőtőcsavar túlnyomásszeleppel.Amíg elég a benzin a tartály tetején addigra átmelegszik és az égőfejbe sriccelő benzin elgázosodva működésbe kezd amíg benzin van a tartályban.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 március 24, 17:23
Írta: 000000000 Dátum 2015 március 24, 17:23
Szalai és Szatmári Urak már megelőztek a helyes válasszal.
Ha fejre állítják a lámpát, akkor se biztos, hogy több üzemanyagot kap. [#nevetes1]
Ha fejre állítják a lámpát, akkor se biztos, hogy több üzemanyagot kap. [#nevetes1]
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2015 március 24, 18:46
Írta: svejk Dátum 2015 március 24, 18:46
Megjegyzem senki nem írta azt, hogy a benzinlámpát fejre kell állítani.
De ugye Te is mindig denszesszel melegítetted elő
[#ejnye1]
De ugye Te is mindig denszesszel melegítetted elő
[#ejnye1]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 március 24, 20:47
Írta: 000000000 Dátum 2015 március 24, 20:47
Miért akarnál rábeszélni a "denára"?
Az a katalyt kályhához kell.
Az a katalyt kályhához kell.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 március 24, 20:49
Írta: 000000000 Dátum 2015 március 24, 20:49
Szerintem először olvass.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 március 24, 22:35
Írta: ncw4w5nca Dátum 2015 március 24, 22:35
Ha kicsit figyelmesebben olvasnál látnád hogy, nem a benzinlámpa van "fejre állítva", hanem a gázpalack. Azt pedig teszik azért, hogy a gáz cseppfolyósan távozzon a palackból. Na ha már annyira okos vagy, és annyit használtad, miért nem írod te ide magad? miért a kérdést teszed fel, ahelyett hogy válaszolnál?
Például: hátha valaki nem tudja: Benzinlámpa működése....
Mellesleg a benzinlámpa lényege a felépítéstől függetlenül, az hogy a nyomás alatt tartott benzin annyi hőenergiát vesz fel az égőfejben, ami elég a gázzá alakításához, amint áthaladt a fúvókán.
Például: hátha valaki nem tudja: Benzinlámpa működése....
Mellesleg a benzinlámpa lényege a felépítéstől függetlenül, az hogy a nyomás alatt tartott benzin annyi hőenergiát vesz fel az égőfejben, ami elég a gázzá alakításához, amint áthaladt a fúvókán.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 március 24, 22:38
Írta: ncw4w5nca Dátum 2015 március 24, 22:38
Ha akarsz tüzeskedni, nekem van kettő, az egyiket kölcsön adom :)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 március 24, 22:56
Írta: ncw4w5nca Dátum 2015 március 24, 22:56
Nem akarom elvenni a kedved, de lehet hogy jobban jársz ha veszel egy újat, vagy keresel olyan hegesztőt aki tud is hegeszteni, nem csak szeret:))
Tegyük fel én elvállalom: te elküldöd postán 1000Ft én visszaküldöm 1000Ft mire használható mintát csinálok belőle, formázom, leöntöm, lemunkálom, csomagolom, és postára adom, rámegy vagy tíz óra. Nem tudom milyen óradíjjal kellene dolgozni, hogy alatta tudjak maradni a tömegcikk árának?
Tegyük fel én elvállalom: te elküldöd postán 1000Ft én visszaküldöm 1000Ft mire használható mintát csinálok belőle, formázom, leöntöm, lemunkálom, csomagolom, és postára adom, rámegy vagy tíz óra. Nem tudom milyen óradíjjal kellene dolgozni, hogy alatta tudjak maradni a tömegcikk árának?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 március 24, 23:01
Írta: 000000000 Dátum 2015 március 24, 23:01
Szerintem ne erőlködj!
Olvass figyelmesen.
Olvass figyelmesen.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 március 24, 23:05
Írta: ncw4w5nca Dátum 2015 március 24, 23:05
[#idiota][#mf2]
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2015 március 24, 23:17
Írta: jani300 Dátum 2015 március 24, 23:17
A merülőcsöves palackot nem kell fejre állítani .
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 március 25, 06:51
Írta: 000000000 Dátum 2015 március 25, 06:51
Pontosan így van.
A pb gázpalackot is akkor érdemes fejre állítani, ha a folyékony gázt másik palackba akarjuk áttölteni.
Ezen a fórumon (meg a többin is) rajtam kívül mindenki foggal-körömmel ragaszkodik a hülyeségéhez. Még akkor is, ha rájött a saját tévedésére.
Pedig szerintem nem tévedni "bűn", hanem védeni a védhetetlent.
A pb gázpalackot is akkor érdemes fejre állítani, ha a folyékony gázt másik palackba akarjuk áttölteni.
Ezen a fórumon (meg a többin is) rajtam kívül mindenki foggal-körömmel ragaszkodik a hülyeségéhez. Még akkor is, ha rájött a saját tévedésére.
Pedig szerintem nem tévedni "bűn", hanem védeni a védhetetlent.
Cím: Re:Fémöntés házilag
Írta: ANTAL GÁBOR Dátum 2015 március 25, 06:54
Írta: ANTAL GÁBOR Dátum 2015 március 25, 06:54
Gyerekek én a mai napig használom a benzinlámpát.Terepen ( kútfúrásnál ) a műanyag csövet tokosítom vele. 100*jobb mint a PB ( ami hidegben csapnivaló vagy éppen a terepen fogy el ). Benzin az mindig van .15 éve ki sem vettem a terepjáróból Denszesszel melegítem elő. Manapság már elég nehéz beszerezni de a csehek gyártják. Persze a lámpát is lehet helyettesíteni egy jól megrakott rőzsetűzzel .
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 március 26, 08:34
Írta: 000000000 Dátum 2015 március 26, 08:34
Köszi, értem a dolgot...
Ez egy kb. 30 éves magyar elektromos rotakapa, ehhez hol találok alkatrészt ?
Hasonlót gépet már találtam de annak is pont törött volt ugyanez. Ez egy tipikus rosszul megtervezett vagy szándékosan vékonyra tervezett darab ami el fog törni idővel.
Ezért gondoltam egyből az öntésre.
De ahogy látom nincs tömeges túljelentkezés :)
Látom egyszerűbb ha valami vasból marok hasonló valami izét aztán rátákolom.
Csak mert egy darab földet el kellene kapaálnom sürgősen.
Ez egy kb. 30 éves magyar elektromos rotakapa, ehhez hol találok alkatrészt ?
Hasonlót gépet már találtam de annak is pont törött volt ugyanez. Ez egy tipikus rosszul megtervezett vagy szándékosan vékonyra tervezett darab ami el fog törni idővel.
Ezért gondoltam egyből az öntésre.
De ahogy látom nincs tömeges túljelentkezés :)
Látom egyszerűbb ha valami vasból marok hasonló valami izét aztán rátákolom.
Csak mert egy darab földet el kellene kapaálnom sürgősen.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 március 26, 08:35
Írta: 000000000 Dátum 2015 március 26, 08:35
Esetleg megválnál a beszerzett darabtól ? Vagy tudod, hol lehet ilyet kapni ?
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 március 26, 09:47
Írta: ncw4w5nca Dátum 2015 március 26, 09:47
Szerintem kisgépszervizben be tudják szerezni, vagy tudnak tanácsot adni, hogy merre keress.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 március 26, 14:48
Írta: 000000000 Dátum 2015 március 26, 14:48
Feltúrtam a netet, az ország másik felében 4000+2000 GLSért van...
Inkább a nem profi, nem gyári, használható, és csak kb. 100 Ft-os megoldás lett belőle :

Inkább a nem profi, nem gyári, használható, és csak kb. 100 Ft-os megoldás lett belőle :
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2015 március 26, 16:50
Írta: svejk Dátum 2015 március 26, 16:50
Az eset még ྒ körül volt, pár évvel később megváltam a cuccoktól.
Az biztos hogy a Szevafém gyártotta a gépet, Brigs motoros volt.
Az alkatrész is tőlük volt való, talán még létezik a cég.
Az biztos hogy a Szevafém gyártotta a gépet, Brigs motoros volt.
Az alkatrész is tőlük volt való, talán még létezik a cég.
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2015 március 26, 16:52
Írta: svejk Dátum 2015 március 26, 16:52
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 március 26, 16:59
Írta: ncw4w5nca Dátum 2015 március 26, 16:59
Igaz nem mutatós, de ha a célnak megfelel, akkor miért ne[#wave]
Cím: Re:Fémöntés házilag
Írta: PSoft Dátum 2015 március 26, 16:59
Írta: PSoft Dátum 2015 március 26, 16:59
Jó...jóóó!
De azt a sorját,pucold már le arról a vasdarabról,ha már egyszer olyan csámpásan vágtad!:)
Még...elvágja a kezed,ha ott nyúlkálsz!:)))
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2015 március 26, 17:51
Írta: svejk Dátum 2015 március 26, 17:51
Szóval akkor csak jól mondta egy idősebb volt kollégám a denszeszt.
Cím: Re:Fémöntés házilag
Írta: Béni Dátum 2015 március 27, 10:00
Írta: Béni Dátum 2015 március 27, 10:00
Találtam megfelelő szakembert a hegesztéshez. [#nyes]

Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2015 március 27, 12:12
Írta: sasi Dátum 2015 március 27, 12:12
Ez igen!
Ilyen pozíciót még az MSZ EN ISO 6947 szabvány sem ismer, talán a Szabványügyi Testület elé kellene terjeszteni ezt az újdonságot...
[#hehe]
Ilyen pozíciót még az MSZ EN ISO 6947 szabvány sem ismer, talán a Szabványügyi Testület elé kellene terjeszteni ezt az újdonságot...
[#hehe]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 március 27, 13:27
Írta: 000000000 Dátum 2015 március 27, 13:27
Az igazi hegesztő szaki, az víz alatt és fej fölött is tud. [#nevetes1]
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 március 27, 22:07
Írta: ncw4w5nca Dátum 2015 március 27, 22:07
Szegénynek szólni kellene, hogy talán kevesebb fejfájást okozna, ha a csövet állítaná fejre.[#wow3]
Cím: Re:Fémöntés házilag
Írta: VighLajos Dátum 2015 március 28, 06:55
Írta: VighLajos Dátum 2015 március 28, 06:55
Ha úgy csinálná, nem keringene a kép a világhálón!
Úgy hegeszteni a hülye is tud...
[#nyes]
Úgy hegeszteni a hülye is tud...
[#nyes]
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 március 28, 10:41
Írta: ncw4w5nca Dátum 2015 március 28, 10:41
Húú nagyon fontos dolog hogy keringjen a világhálón, talán még a facebookra, meg a hozzá hasonló fontos oldalakra is felfog kerülni [#wow1]
Mellesleg attól hogy be tudta gyújtani az ívet még nem jelenti azt hogy tud is hegeszteni [#nevetes1]
Mellesleg attól hogy be tudta gyújtani az ívet még nem jelenti azt hogy tud is hegeszteni [#nevetes1]
Cím: Re:Fémöntés házilag
Írta: VighLajos Dátum 2015 március 28, 10:59
Írta: VighLajos Dátum 2015 március 28, 10:59
[#nyes][#nyes][#taps][#taps]
Cím: Re:Fémöntés házilag
Írta: PSoft Dátum 2015 március 28, 12:00
Írta: PSoft Dátum 2015 március 28, 12:00
Ez,csak egy bohóc!!!
A képen nem látszik,de a hegesztő ember ott guggol mögötte,az ő kezébe a pisztoly.:))
Nyilván való,hogy a faszbukra,meg a hasonló oldalakra készült a fotó.:)
Nem a szakmai könyvekbe illusztrációnak.
[#nevetes1]
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 március 28, 12:35
Írta: ncw4w5nca Dátum 2015 március 28, 12:35
Na persze a vízipisztoly a korral gyengül, de azért én mégis kipróbálnám [#vigyor2]
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2015 március 28, 12:45
Írta: jani300 Dátum 2015 március 28, 12:45
Tudja a fene , én nem így csinálnám :)
De ha esetleg beleképzelnétek a csövet az árokba ..... Nem szeretnek esetleg ásni .
De ha esetleg beleképzelnétek a csövet az árokba ..... Nem szeretnek esetleg ásni .
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 március 28, 12:55
Írta: 000000000 Dátum 2015 március 28, 12:55
Feltételeztem, hogy a víz alatt való hegesztést senki nem veszi szó szerint.
Hanem, csak utalás olyan helyzetekre, ahol az átlag már régen elérte lehetőségei korlátatit.
Én el tudom fogadni, hogy vannak nálam sokkal jobb képességű emberek is.
Hogy konkréten ez a kép mit is akart ábrázolni, én nem tudom.
Nekem ezt "mondta", amiket itt felvetettem.
Én nem haragszom a nálamnál jobbakra, viszont a butákat nem állhatom.
Gondolom, ez eddig is kiderült.
Egyáltalán nem rád értettem, mert az látható, te nagyon érted a szakmádat.
El kell fogadni, hogy mások, más területen is lehetnek nagyon jók.
Hanem, csak utalás olyan helyzetekre, ahol az átlag már régen elérte lehetőségei korlátatit.
Én el tudom fogadni, hogy vannak nálam sokkal jobb képességű emberek is.
Hogy konkréten ez a kép mit is akart ábrázolni, én nem tudom.
Nekem ezt "mondta", amiket itt felvetettem.
Én nem haragszom a nálamnál jobbakra, viszont a butákat nem állhatom.
Gondolom, ez eddig is kiderült.
Egyáltalán nem rád értettem, mert az látható, te nagyon érted a szakmádat.
El kell fogadni, hogy mások, más területen is lehetnek nagyon jók.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 március 28, 13:05
Írta: 000000000 Dátum 2015 március 28, 13:05
Elképzeltem (még nem láttam ilyet) hogy amikor melósok távvezetéket hegesztenek. Sokszor hetekig távol a külvilágtól. Eleve nem pancser hegesztők, sok mindent kitalálnak saját szórakoztatásukra.
A show mellé a tudás sem kizárt. No meg az óriási gyakorlat!
Néhány ezer kilométer vezetékbe belefér néhány varrat. Talán még fejen állva is. [#nevetes1]
A show mellé a tudás sem kizárt. No meg az óriási gyakorlat!
Néhány ezer kilométer vezetékbe belefér néhány varrat. Talán még fejen állva is. [#nevetes1]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 március 28, 13:31
Írta: 000000000 Dátum 2015 március 28, 13:31
[#eljen][#hehe]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 március 28, 15:24
Írta: 000000000 Dátum 2015 március 28, 15:24
Nagy terv! [#nevetes1][#nevetes1][#nevetes1]
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 március 28, 15:26
Írta: ncw4w5nca Dátum 2015 március 28, 15:26
Remélem most örül Varsa, hisz pont arrafelé halad ez a fórum amerre szeretné, és végül azt mondhatja, na látjátok nem működik így megszüntetem!![#sir]
Cím: Re:Fémöntés házilag
Írta: KoLa Dátum 2015 március 28, 21:52
Írta: KoLa Dátum 2015 március 28, 21:52
Szia Józsi!
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 március 28, 22:10
Írta: ncw4w5nca Dátum 2015 március 28, 22:10
[#wave] Szia. Látod nagyon elfoglalt vagyok, csak úgy dől belőlem a szakmaiság[#nyes]
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 március 28, 22:28
Írta: ncw4w5nca Dátum 2015 március 28, 22:28
Csak hogy nehogy hülyén halj meg, a vízalatti hegesztés valós, nem csak képletes

Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 március 28, 22:42
Írta: ncw4w5nca Dátum 2015 március 28, 22:42
Még több kép Ha továbbadod ezt a tudást ne feledd el elmondani hogy tőlem kaptad[#ravasz1]
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2015 március 28, 22:59
Írta: sasi Dátum 2015 március 28, 22:59
No, és mindezt PE pozícióban is, pl. H-L45 tengellyel és iránnyal...[#eljen]
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 március 28, 23:04
Írta: ncw4w5nca Dátum 2015 március 28, 23:04
Közérthetően fej felett, és haránt cső(6G)
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2015 március 28, 23:09
Írta: sasi Dátum 2015 március 28, 23:09
[#eljen]
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 március 29, 13:09
Írta: ncw4w5nca Dátum 2015 március 29, 13:09
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2015 március 29, 13:14
Írta: robroy007 Dátum 2015 március 29, 13:14
Nagyon halkan megjegyzem, de tényleg halkan, hogy személy szerint ismerek olyan embereket akik tengerben hegesztettek legkevesebbet víz alatt, de itthon annál többet dunába tiszába és mellék vizeiben!
Szinte bármely híd építési folyamatban előfordul!
Szóval csak észbe kéne vésni, hogy kicsi nemzet a magyar de technológiában nem elmaradt és sok tekintetben élénjáró
Vagyunk bőven ipari búvárok itthon ...
Én nem de majdnem volt rá akarat, hogy belevágjak!
Szinte bármely híd építési folyamatban előfordul!
Szóval csak észbe kéne vésni, hogy kicsi nemzet a magyar de technológiában nem elmaradt és sok tekintetben élénjáró
Vagyunk bőven ipari búvárok itthon ...
Én nem de majdnem volt rá akarat, hogy belevágjak!
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2015 március 29, 13:48
Írta: jani300 Dátum 2015 március 29, 13:48
Ha már ilyen jól elbeszélgettetek a víz alatti hegesztésről , van valami amit nem értek .
Az oké hogy valamilyen gázbuborékban ég az ív . De a környező víztömeg hűtőhatása hogy hat a hegesztett acélszerkezetre . A hirtelen hűtés miatt keletkező repedések elkerülésére gondolok .
Az oké hogy valamilyen gázbuborékban ég az ív . De a környező víztömeg hűtőhatása hogy hat a hegesztett acélszerkezetre . A hirtelen hűtés miatt keletkező repedések elkerülésére gondolok .
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2015 március 29, 14:29
Írta: jani300 Dátum 2015 március 29, 14:29
Hajrá :)
Én közben utána olvastam ...
Én közben utána olvastam ...
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 március 29, 20:54
Írta: 3szwbavt Dátum 2015 március 29, 20:54
Húú, valami baj van? Uraim, önök a 4 éves homokozóvödrön civakodó pisisekhez hasonlatosak!!! Nem tusom ki hány éves, de remélem én nem fogok a ti korotokat elérve efféle biliviharokban részt venni..... ellenben szereztem sziliciumbronz pálcát, sajna 3.2-eset pedig véknyább jobb lett volna.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 március 29, 22:42
Írta: ncw4w5nca Dátum 2015 március 29, 22:42
Szia adren milyen gyártmány, mi a neve, lehet szálra venni, vagy csak csomagra? Ja és az ára is érdekelne. Ha esetleg több van akkor átvennék párszálat kipróbálásra:)
Próbáltad? Milyen vele dolgozni?
Próbáltad? Milyen vele dolgozni?
Cím: Re:Fémöntés házilag
Írta: e7c897sd8 Dátum 2015 március 29, 22:49
Írta: e7c897sd8 Dátum 2015 március 29, 22:49
Olvasni talán tudsz még. Olvass utána mi a topik címe? Nem elég a semleges csevegő a butaságokhoz?
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 március 30, 09:39
Írta: 3szwbavt Dátum 2015 március 30, 09:39
sajna nem mentem el érte, az Ógyalla közben vettem, és 3 szálat elkunyiztak egy nagyvásárlótól kipróbálásra. Az ára nem ökör, asszem 5700 ft kilója.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 március 30, 12:48
Írta: ncw4w5nca Dátum 2015 március 30, 12:48
Ha szálra adnák, akkor az árat barátinak mondanám, de ha meg kell venni egy dobozzal, akkor már kipróbálásra elég húzós! Na meg előre láthatólag a tizedét sem használnám el az életem végéig [#rinya]
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 március 30, 13:27
Írta: 3szwbavt Dátum 2015 március 30, 13:27
nem szálra, hanem kilóra. lehet a 3 szál 20 deka, mittom én... de nem kellett megvennem egy dobozzal, ellenben ha majd kell, akkor bevárok egy nagyobb rendelést és ahhoz hozzácsapják az én 1-2-3 kilómat
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 március 30, 16:28
Írta: 000000000 Dátum 2015 március 30, 16:28
Cím: Re:Fémöntés házilag
Írta: jgg8y2a4g Dátum 2015 március 30, 16:47
Írta: jgg8y2a4g Dátum 2015 március 30, 16:47
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 március 30, 18:27
Írta: 3szwbavt Dátum 2015 március 30, 18:27
http://www.ebay.com/itm/Braze-8mm-Brazing-wire-Silicon-Manganese-Bronze-welding-tig-20mtr-cast-repairs-/221722336252?pt=LH_DefaultDomain_3&hash=item339fae5bfc
itt van szilicium pálca, lehet rendelek is tőlük mert vékony.
itt van szilicium pálca, lehet rendelek is tőlük mert vékony.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 március 31, 00:41
Írta: ncw4w5nca Dátum 2015 március 31, 00:41
Itt a vége fuss elvéle!
Ha nem írok ne válaszoljatok[#vigyor2]
[#wave][#wave][#wave][#wave][#wave][#crazya]
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 március 31, 13:44
Írta: 3szwbavt Dátum 2015 március 31, 13:44
kedves emléked örökké él bennem!!! :-)
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 március 31, 19:49
Írta: 000000000 Dátum 2015 március 31, 19:49
adren, azóta se futottam szilíciumbronzba.
de nem felejtettem ám el.
de nem felejtettem ám el.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 március 31, 21:23
Írta: 3szwbavt Dátum 2015 március 31, 21:23
http://i35.tinypic.com/qs8sxy.jpg
pld csonkállványhoz is kellene.
pld csonkállványhoz is kellene.
Cím: Re:Fémöntés házilag
Írta: 0ix4d9bfz Dátum 2015 április 02, 22:17
Írta: 0ix4d9bfz Dátum 2015 április 02, 22:17
Üdv mindenkinek újonc vagyok a fórumon adrent szerettem volna elérni de az email valószínű nem ment el. A debreceni cnc találkozóval kapcsolatba szeretnék segíteni. Talán így elér ha még aktuális.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 április 03, 18:48
Írta: 3szwbavt Dátum 2015 április 03, 18:48
aadren@gmail.com
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 április 10, 06:19
Írta: 3szwbavt Dátum 2015 április 10, 06:19
Üdv urak! Nézegetek MIG védőgázos dobos hegesztőgépet, szilikonbronz huzalhoz, acélcső hegesztésére. Ügyebár, nekem vékony falú húzott acélcsőhöz kellene, cső csomópontok, cső áthatások hegesztésére... Nnamost, a neten főként TIG és láng megoldásokat látok... tudjátok miért?
Az autó csővázhoz, forgóállványt szerkesztek, vagyis elég jól hozzá lehet majd férni minden oldalról a csomópontokhoz.
http://hegesztescentrum.hu/hegeszto-berendezesek/mig-mag-inv-ved/alfaweld-hyper-mig-220-mig-mma-inverteres-hegesztogep-2ev-garanciaval.html
pld ez?
köszi az okosítást előre is!!!
(a vásárlásra azért vetemednék, mert nem feltétel a minősített hegesztő a vizsgánál, és a meló sok idő, hónapok, és szerintem ennek a gépnek az árát minimum 4x fizetném ki egy, szakinak, akit szépen őrületbe kergetnék a sok megoldással, és benzinre is elmenne nem kevés pénz...)
Az autó csővázhoz, forgóállványt szerkesztek, vagyis elég jól hozzá lehet majd férni minden oldalról a csomópontokhoz.
http://hegesztescentrum.hu/hegeszto-berendezesek/mig-mag-inv-ved/alfaweld-hyper-mig-220-mig-mma-inverteres-hegesztogep-2ev-garanciaval.html
pld ez?
köszi az okosítást előre is!!!
(a vásárlásra azért vetemednék, mert nem feltétel a minősített hegesztő a vizsgánál, és a meló sok idő, hónapok, és szerintem ennek a gépnek az árát minimum 4x fizetném ki egy, szakinak, akit szépen őrületbe kergetnék a sok megoldással, és benzinre is elmenne nem kevés pénz...)
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 április 10, 06:55
Írta: 3szwbavt Dátum 2015 április 10, 06:55
https://www.google.hu/url?sa=i&rct=j&q=&esrc=s&source=images&cd=&cad=rja&uact=8&ved=0CAUQjhw&url=http%3A%2F%2Fwww.locostbuilders.co.uk%2Fviewthread.php%3Ftid%3D150383&ei=DFcnVaDPHoehsgGjvoLYAg&psig=AFQjCNFdHKBa9qxamUx-pEatcYyQoviAaQ&ust=1428727178681355
segédletnek egy kis vita a hegesztés vs keményforrasztás témában...
és egy kép.
http://www.therollcagepeople.com/picts/DSCN0504.JPG
amit nem tudok ide berakni hehe
segédletnek egy kis vita a hegesztés vs keményforrasztás témában...
és egy kép.
http://www.therollcagepeople.com/picts/DSCN0504.JPG
amit nem tudok ide berakni hehe
Cím: Re:Fémöntés házilag
Írta: frkdv6dyr Dátum 2015 április 10, 07:16
Írta: frkdv6dyr Dátum 2015 április 10, 07:16
Voltam Budán egy srácnál marógépet nézni, Ő gyorsulási versenyekhez épített autót. Hegeszteni csak is AWI-val ajánlotta, és neki is a hajógyárból egy öreg szaki csinálta aki napi szinten dolgozott nála. Vettem én is egy aránylag olcsó és jó gépet, de ez egy külön szakma. Lassan egy palack argont pocsékolok el, és még csak "taknyolni" tudok de a legjobb indulattal sem hegeszteni.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 április 10, 07:23
Írta: 3szwbavt Dátum 2015 április 10, 07:23
oks. awim van.
ellenben hozzám nem fog eljönni ide gyanítom senki. bár lehet hogy találok a környéken valakit.
és mivel indokolta az awit, és miért nem a fogyóelektródásat?
amúgy lánggal hegesztik a bronz forraszanyagos acél csővázakat.
de most azt gondolom, te ezt nem vetted nálam figyelembe. szerintem a szaki acélt hegesztett acéllal, és nem bronzzal? jól gondolom? én húzott csövet, keményforasztanék fogyóelektródás szilikon bronz huzallal...
ellenben hozzám nem fog eljönni ide gyanítom senki. bár lehet hogy találok a környéken valakit.
és mivel indokolta az awit, és miért nem a fogyóelektródásat?
amúgy lánggal hegesztik a bronz forraszanyagos acél csővázakat.
de most azt gondolom, te ezt nem vetted nálam figyelembe. szerintem a szaki acélt hegesztett acéllal, és nem bronzzal? jól gondolom? én húzott csövet, keményforasztanék fogyóelektródás szilikon bronz huzallal...
Cím: Re:Fémöntés házilag
Írta: frkdv6dyr Dátum 2015 április 10, 07:34
Írta: frkdv6dyr Dátum 2015 április 10, 07:34
Az anyagokat nem figyeltem, de a hegesztés szilárdságánál a vékony falú csövek esetén ezt ajánlotta. A sima 2-3mm vastag csövekhez szinte bármi megfelel de a vékonyhoz a tökéletes átégetés miatt AWI-t ajánlott. Annyira nem merültünk bele, mert csak általánosan érdeklődtem semmi spéci dolog nem volt képben. Egyszerűen szeretnék megtanulni hegeszteni.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 április 10, 07:38
Írta: 3szwbavt Dátum 2015 április 10, 07:38
a szilikon bronz keményforrasztás, nem ég át, nem sokkolja a cső falát hővel, nincs beedzés, és a csomópontok erősek de rugalmasak.
vagyis, ritka a törés...
itt a kérdés, hogy mivel ezeket eddig én csak vagy lánggal és argon védőgázos awi-val láttam keményforrasztani, felmerül a kérdés, hogy miért ne lenne jó, a fogyóelektródás, bronzhuzalos, CO-s forrasztás?
vagyis, ritka a törés...
itt a kérdés, hogy mivel ezeket eddig én csak vagy lánggal és argon védőgázos awi-val láttam keményforrasztani, felmerül a kérdés, hogy miért ne lenne jó, a fogyóelektródás, bronzhuzalos, CO-s forrasztás?
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 április 10, 09:48
Írta: 3szwbavt Dátum 2015 április 10, 09:48
és én is szeretnék megtanulni :-)
és köszi a válaszokat!!!
és köszi a válaszokat!!!
Cím: Re:Fémöntés házilag
Írta: s2k5ycubj Dátum 2015 április 10, 16:13
Írta: s2k5ycubj Dátum 2015 április 10, 16:13
Keresd a hozzáértőket.
trakis-hetra
Igazi hozzáértő szakemberek,nagyon szívesen segítenek mindenben. Sokszor meg is mutatják a portékát és gond nélkül a kezedbe adják a hegesztőpisztolyt.
trakis-hetra
Igazi hozzáértő szakemberek,nagyon szívesen segítenek mindenben. Sokszor meg is mutatják a portékát és gond nélkül a kezedbe adják a hegesztőpisztolyt.
Cím: Re:Fémöntés házilag
Írta: s2k5ycubj Dátum 2015 április 10, 16:15
Írta: s2k5ycubj Dátum 2015 április 10, 16:15
Nagy segítség,hogy a linkek rovatba több hegesztési szakkönyvet feltettek,ha elolvastad a youtube nagyon jó barátod,a többi meg már gyakorlat kérdése.
Cím: Re:Fémöntés házilag
Írta: s2k5ycubj Dátum 2015 április 10, 16:24
Írta: s2k5ycubj Dátum 2015 április 10, 16:24
Valami ilyesmit nézzél,ne akarj spórolni,mert drága lesz...
trakis technomig225
trakis technomig225
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2015 április 10, 16:41
Írta: robroy007 Dátum 2015 április 10, 16:41
adren hív fel légyszi SOS!!!
köszönöm Robi
köszönöm Robi
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2015 április 22, 18:33
Írta: jani300 Dátum 2015 április 22, 18:33
Üdv !
Kaptam ma néhány száll interweld E 101 bronz elektródát . Pozitívról kell hegeszteni ,milyen anyaghoz kell ezt használni ?
Kipróbálok majd egyet azért ,ha ráérek .
Kaptam ma néhány száll interweld E 101 bronz elektródát . Pozitívról kell hegeszteni ,milyen anyaghoz kell ezt használni ?
Kipróbálok majd egyet azért ,ha ráérek .
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2015 április 22, 18:38
Írta: Rabb Ferenc Dátum 2015 április 22, 18:38
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2015 április 22, 19:50
Írta: jani300 Dátum 2015 április 22, 19:50
Köszi !
Ángliusul egyből meglett , csak nem értem .
A bronz hegesztése eléggé hidegen tud hagyni , a szénacélok felrakó hegesztése viszont érdekel .
Ángliusul egyből meglett , csak nem értem .
A bronz hegesztése eléggé hidegen tud hagyni , a szénacélok felrakó hegesztése viszont érdekel .
Cím: Re:Fémöntés házilag
Írta: t334wehtf Dátum 2015 április 30, 12:02
Írta: t334wehtf Dátum 2015 április 30, 12:02
Cím: Re:Fémöntés házilag
Írta: hostya Dátum 2015 május 03, 19:18
Írta: hostya Dátum 2015 május 03, 19:18
Beszerzési forrást keresek cink(horgany), esetleg zamak(spiáter) is lehet.
Bármilyen hulladék jó lenne.
Öntéshez alapanyagnak kellene hirtelen 5-10 kg.
A MÉH telepekről már nem lehet venni semmit sajnos...
Bármilyen hulladék jó lenne.
Öntéshez alapanyagnak kellene hirtelen 5-10 kg.
A MÉH telepekről már nem lehet venni semmit sajnos...
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2015 május 03, 20:20
Írta: jani300 Dátum 2015 május 03, 20:20
Don Pál esetleg segíthet :)
De azért rákérdezek én is :)
De azért rákérdezek én is :)
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2015 május 05, 16:22
Írta: jani300 Dátum 2015 május 05, 16:22
Bevallom tegnap elfelejtettem ...
De ma rákérdeztem . Első körben 500/ kiló , mindkettő .
De ma rákérdeztem . Első körben 500/ kiló , mindkettő .
Cím: Re:Fémöntés házilag
Írta: Virbo Dátum 2015 május 05, 21:46
Írta: Virbo Dátum 2015 május 05, 21:46
Üdv Urak!
A hozzáértők segítségét szeretném kérni az alábbi projekben. Kezdetnek annyi, hogy soha életemben nem öntöttem semmit, de most szeretnék egy darabka alumínium vackot.
A kiválasztott dolog nem egyszerű, sőt kifejezetten bonyolult (meg a kivitelezése nyilván hónapokat fog nekünk igényben venni :) ), egy 2T vízhűtéses henger lenne a végcél.
Jelenleg a magkészítés a napirendi pont, annak kitalálása.
Valami hasonlót kéne csinálni:

A fekete nyomatok a majdani "levegő", tehát ezt kéne körülvenni aluval. :)
Ott tartok, hogy valamiféle minta darabkáim vannak:

A szürke az szóró üveggyöngy, a jobbos valamilyen homok. Ezek vízüveggel vannak bekeverve, és Co2-vel megszilárdítva.
A középső az valamilyen öntészeti homok, egy dugattyú készítőtől kaptam, azok magjait csinálja belőle.

Namármost az az elsődleges kérdés, hogy ezeket a mintadarabkákat hogyan lehet "fixen" rögzíteni az alábbi elrendezéshez hasonlóan, tehát a központi hengerfurathoz.

Itt a hátsó sárga minta hogy marad a középső részen? Ragasztva van?
Tudom hogy ez kiégetett minta, nekem erre sajnos nincs lehetőségem, mert a formám műanyagból van...
A hozzáértők segítségét szeretném kérni az alábbi projekben. Kezdetnek annyi, hogy soha életemben nem öntöttem semmit, de most szeretnék egy darabka alumínium vackot.
A kiválasztott dolog nem egyszerű, sőt kifejezetten bonyolult (meg a kivitelezése nyilván hónapokat fog nekünk igényben venni :) ), egy 2T vízhűtéses henger lenne a végcél.
Jelenleg a magkészítés a napirendi pont, annak kitalálása.
Valami hasonlót kéne csinálni:
A fekete nyomatok a majdani "levegő", tehát ezt kéne körülvenni aluval. :)
Ott tartok, hogy valamiféle minta darabkáim vannak:
A szürke az szóró üveggyöngy, a jobbos valamilyen homok. Ezek vízüveggel vannak bekeverve, és Co2-vel megszilárdítva.
A középső az valamilyen öntészeti homok, egy dugattyú készítőtől kaptam, azok magjait csinálja belőle.
Namármost az az elsődleges kérdés, hogy ezeket a mintadarabkákat hogyan lehet "fixen" rögzíteni az alábbi elrendezéshez hasonlóan, tehát a központi hengerfurathoz.
Itt a hátsó sárga minta hogy marad a középső részen? Ragasztva van?
Tudom hogy ez kiégetett minta, nekem erre sajnos nincs lehetőségem, mert a formám műanyagból van...
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 május 06, 07:20
Írta: 000000000 Dátum 2015 május 06, 07:20
Nézzél szét a "lost foam casting "oldalakon.
Komplett motorblokkokat is öntenek ezzel a technológiával.
Komplett motorblokkokat is öntenek ezzel a technológiával.
Cím: Re:Fémöntés házilag
Írta: vjanos Dátum 2015 május 06, 10:39
Írta: vjanos Dátum 2015 május 06, 10:39
Pár hónapja indult itt egy projekt, ahol 3D nyomtatott formára önöttek volna rá alut.
Nemtom végül megvalósult-e, de esetleg ennek a technológiának is érdemes lehet utána olvasnod.
Nemtom végül megvalósult-e, de esetleg ennek a technológiának is érdemes lehet utána olvasnod.
Cím: Re:Fémöntés házilag
Írta: vjanos Dátum 2015 május 06, 10:43
Írta: vjanos Dátum 2015 május 06, 10:43
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 május 06, 10:58
Írta: 000000000 Dátum 2015 május 06, 10:58
Megnéztem a linkelt videót és csodálkoztam, hogy nem füstölt a forma öntéskor.
Az extrudált habminta rettenetes fekete füstöt adott öntéskor.
Az extrudált habminta rettenetes fekete füstöt adott öntéskor.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 május 06, 11:20
Írta: ncw4w5nca Dátum 2015 május 06, 11:20
Az a projekt elakadt a tervezésnél, azt is Virbo indította, de csak egy próbanyomatig jutott el. Vernyúl nyomtatta, én meg öntöttem volna, de hozzám nem jutott el.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 május 06, 11:24
Írta: ncw4w5nca Dátum 2015 május 06, 11:24
Ez azért nem füstölt, mert a műanyagot előbb kiégette, azután öntött a visszamaradt üregbe, nem úgy mint te közvetlen a habra.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 május 06, 11:33
Írta: ncw4w5nca Dátum 2015 május 06, 11:33
"Itt a hátsó sárga minta hogy marad a középső részen"
Ha megnézed csaposan illeszkednek egymásba, és néhány csepp diszperziós faipari ragasztóval össze lehet ragasztani.
Ha megnézed csaposan illeszkednek egymásba, és néhány csepp diszperziós faipari ragasztóval össze lehet ragasztani.
Cím: Re:Fémöntés házilag
Írta: Virbo Dátum 2015 május 06, 11:47
Írta: Virbo Dátum 2015 május 06, 11:47
Vernyul azt mondta, hogy valami kemencére várunk amiben kiégethető a pla. Egy pici modell már készült belőle akkor is.
De ha csak ezen múlik, akkor nyomatunk rendes modelt. :)
De ha csak ezen múlik, akkor nyomatunk rendes modelt. :)
Cím: Re:Fémöntés házilag
Írta: Virbo Dátum 2015 május 06, 11:49
Írta: Virbo Dátum 2015 május 06, 11:49
Köszönöm meg fogom nézni.
Alapvetően azért lenne jobb a magmintás történet, mert a minták részei cserélhetőek, attól függően, hogy milyen formával kísérletezünk. nem kell az egészet újra nyomtatni.
Alapvetően azért lenne jobb a magmintás történet, mert a minták részei cserélhetőek, attól függően, hogy milyen formával kísérletezünk. nem kell az egészet újra nyomtatni.
Cím: Re:Fémöntés házilag
Írta: Virbo Dátum 2015 május 06, 11:51
Írta: Virbo Dátum 2015 május 06, 11:51
Aha, szóval mégiscsak ragasztják.
Namármost volt már a kezemben ilyen sárga kiégetett minta, arra emlékszem hogy elég kemény, de vajon mennyire "porlik" a homok belőle? Gyanítom mondjuk hogy semennyire.
Mert ez a vízüveges ez viszonylagosan porlik, nem tudom hogy a ragasztót megtartja-e. De akkor megtámadom faragasztóval... :)
Azt a vörös homokot lehet vajon ragasztani?
Namármost volt már a kezemben ilyen sárga kiégetett minta, arra emlékszem hogy elég kemény, de vajon mennyire "porlik" a homok belőle? Gyanítom mondjuk hogy semennyire.
Mert ez a vízüveges ez viszonylagosan porlik, nem tudom hogy a ragasztót megtartja-e. De akkor megtámadom faragasztóval... :)
Azt a vörös homokot lehet vajon ragasztani?
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 május 06, 12:28
Írta: ncw4w5nca Dátum 2015 május 06, 12:28
Ez a kemence kérdés úgy merült fel, hogy vernyúl kérdezte, nyomtasson e nekem is egy kicsinyített modellt, hogy kipróbáljam önteni. Mivel Még nem volt kész a hevítő kemencém,ezt mondtam is, és az egész öntési procedúra sem egyszerű, ezért mondtam hogy várjuk meg a végleges tervet, és majd élesbe teljes mérettel megpróbálom. Te legutoljára azt írtad hogy a terv még csak látványterv (#3754) Utolsó hozzászólásod a témában (#3775)amiben ezt írod:
"Azt tegyük hozzá, hogy pár dolgot még meg kellene oldani a modellen, de nagyságrendileg ez lenne".
Engem azóta senki nem keresett a projekttel kapcsolatban, és sajnos egyenlőre nincs időm vele foglalkozni.
"Azt tegyük hozzá, hogy pár dolgot még meg kellene oldani a modellen, de nagyságrendileg ez lenne".
Engem azóta senki nem keresett a projekttel kapcsolatban, és sajnos egyenlőre nincs időm vele foglalkozni.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 május 06, 12:32
Írta: ncw4w5nca Dátum 2015 május 06, 12:32
Nem tudom, az a piros homok nem olaj kötésű?
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 május 06, 12:46
Írta: ncw4w5nca Dátum 2015 május 06, 12:46
A vízüveget a homokkal nagyon alaposan össze kell keverni, én zacskóba szoktam keverni, dörzsölve masszírozva, akkor nem szokott porlani.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 május 06, 13:37
Írta: 000000000 Dátum 2015 május 06, 13:37
Így már értem, köszönöm!
Cím: Re:Fémöntés házilag
Írta: Virbo Dátum 2015 május 06, 13:42
Írta: Virbo Dátum 2015 május 06, 13:42
Hmm, akkor kissé félrecsúszott az információáramlás. :)
A hozzászólás óta Vernyul már csinált egy minimodellt nekünk, azt vártuk, hogy kész legyél a kemencével. De igazából nem lényeges, mert azóta sokat változott a modell is, meg talán jobb a darabonként összeállított forma. :)
A piros lehet olajos, határozottan hasonló érzet van formázás közben, ugyanakkor nem hagy nyomot a kézen...
A vízüveget próbáltuk jól elkeverni zacsiban.
Egyébként viszonylag jó is, de pl a kisebb egyenetlenségeket ujjal simán el lehet masszírozni, mert lemorzsolódik mint írtam. Lehet hogy az arány nem jó (hirtelen nem emlékszem rá, haver találta valami youtube-os videóban... )...
Igazából most az összeállításon rugózunk, de lehet hogy az lesz, hogy a belső hengeres magban benne lesznek az ablakok, és a felömlőket beleillesztjük. Talán az elég lesz.
A hozzászólás óta Vernyul már csinált egy minimodellt nekünk, azt vártuk, hogy kész legyél a kemencével. De igazából nem lényeges, mert azóta sokat változott a modell is, meg talán jobb a darabonként összeállított forma. :)
A piros lehet olajos, határozottan hasonló érzet van formázás közben, ugyanakkor nem hagy nyomot a kézen...
A vízüveget próbáltuk jól elkeverni zacsiban.
Egyébként viszonylag jó is, de pl a kisebb egyenetlenségeket ujjal simán el lehet masszírozni, mert lemorzsolódik mint írtam. Lehet hogy az arány nem jó (hirtelen nem emlékszem rá, haver találta valami youtube-os videóban... )...
Igazából most az összeállításon rugózunk, de lehet hogy az lesz, hogy a belső hengeres magban benne lesznek az ablakok, és a felömlőket beleillesztjük. Talán az elég lesz.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 május 16, 10:10
Írta: 3szwbavt Dátum 2015 május 16, 10:10
van öntészeti ragasztó, flakonban mint a fogkrém, és öntészeti boltban lehet venni.
Cím: Re:Fémöntés házilag
Írta: vvvsmkgjx Dátum 2015 május 27, 18:02
Írta: vvvsmkgjx Dátum 2015 május 27, 18:02
Sziasztok! Egy ehhez hasonló kis kemencéből szeretnék alumínium olvasztáshoz egy kis berendezést készíteni. Szerintetek ez a szerkezet alkalmas lenne-e hozzá, vagy mit lenne érdemes átszerkeszteni rajta (ha lehetséges). Néztem jó pár videót házilag készített olvasztó kemencéről és nem tűnik nehéznek. (Lehet csak a megfelelő ismeret hiánya ami miatt merek ilyet állítani. :) ) Lényeg a lényeg, hozzáértő véleményére és javaslataira lennék kíváncsi. Köszönöm!
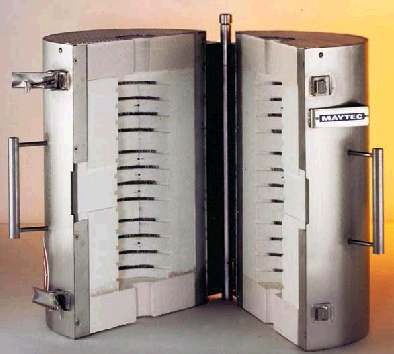
Cím: Re:Fémöntés házilag
Írta: vvvsmkgjx Dátum 2015 május 27, 18:06
Írta: vvvsmkgjx Dátum 2015 május 27, 18:06
Egy kis infó lemaradt:
Befoglaló méret ~520x350mm. A belső rész egy ~120mm átmérőjű henger. A szerkezet alsó és felső része ~100mm átmérőben nyitott...
Befoglaló méret ~520x350mm. A belső rész egy ~120mm átmérőjű henger. A szerkezet alsó és felső része ~100mm átmérőben nyitott...
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 május 27, 19:42
Írta: 000000000 Dátum 2015 május 27, 19:42
Szerintem kár kínlódni vele.
Csináld meg Berényi József fórumtárs megoldását!
Csináld meg Berényi József fórumtárs megoldását!
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 május 28, 01:28
Írta: ncw4w5nca Dátum 2015 május 28, 01:28
© vbodi erre gondolt
Néhány fotó az olvasztásról
Itt pedig néhány szó © nyarfa jóvoltából
Perzselő méretek
Szerintem kár volna tönkretenni ezt a szerkezete, hisz a lavóros módszer nagyon egyszerű, és tökéletes az egyedi hobbi öntéshez. Energia hatékony, gyors olvasztást tesz lehetővé, és relatív nagy mennyiséget meglehet olvasztani. A legnagyobb lavórban 70kgot lehet egyszerre.
Néhány fotó az olvasztásról
Itt pedig néhány szó © nyarfa jóvoltából
Perzselő méretek
Szerintem kár volna tönkretenni ezt a szerkezete, hisz a lavóros módszer nagyon egyszerű, és tökéletes az egyedi hobbi öntéshez. Energia hatékony, gyors olvasztást tesz lehetővé, és relatív nagy mennyiséget meglehet olvasztani. A legnagyobb lavórban 70kgot lehet egyszerre.
Cím: Re:Fémöntés házilag
Írta: vvvsmkgjx Dátum 2015 május 28, 17:29
Írta: vvvsmkgjx Dátum 2015 május 28, 17:29
Köszönöm a segítséget. Nem öntöttem még életemben, de mint nagyon sok minden ez is érdekel. Sikerült szert tenni egy ilyen kemencére és gondoltam csak ki lehetne hozni belőle valami jó kis dolgot. Ha erre viszont szerintetek kár tönkre tenni, akkor mire lehetne használni még? A formakészítéshez ha "sima" homokot használtok, azt milyen módszerrel ill milyen finomságúra kell "rostálni"? Mit kell még belekeverni és milyen arányban, hogy kb. megfelelő és jól tapadó keverékem legyen? És esetleg olvasztó tégelyt hol lehet beszerezni? Bár már arról is láttam videót, hogy házilag készítettek egyet.
Cím: Re:Fémöntés házilag
Írta: w987wzmm Dátum 2015 május 28, 20:46
Írta: w987wzmm Dátum 2015 május 28, 20:46
Sin hegesztés. Vagy nem. [#nevetes1]
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2015 május 28, 21:10
Írta: sasi Dátum 2015 május 28, 21:10
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 május 28, 22:48
Írta: ncw4w5nca Dátum 2015 május 28, 22:48
"Nem öntöttem még életemben"
Ezzel mindenki így volt amikor elkezdte:)
Hogy mire lehetne ezt az eszközt felhasználni, egy fotó alapján nehéz megmondani, de arra biztos, amire tervezték.
Általában egy kész terméket könnyebb átalakítani valami mássá, mint teljesen újat előállítani, de nem mindig célravezető.
Az öntészethez nagyon sokféle szemcseméretű homokot használnak, és többféle köttető eljárást. A legegyszerűbb az agyag vagy bentonit kötésű. minél finomabb a homok annál kevesebb kell hozzá. Akkor jó ha a nedvesített homok, ha nem ragad az ember kezéhez, és ha összenyomod, mint a hógolyó összetapad, de nem túl nagy nyomással szét is lehet morzsolni. Érdemes a lehető legfinomabb homokot beszerezni, hisz az adja vissza legjobban a minta alakját. Ha van rá mód szerezz be lovasberényi selyemhomokot.
8093 Lovasberény, Park tér 10.
Telefon: 06/22/ 456-035, 06/22/ 456-095
Fax.: 06/22/ 456-091
e-mail: lovasbm@enternet.hu
A hobbi öntésnél használatos kötőszerként a vízüveg is, ami ha széndioxiddal érintkezik megköti a homokot. Ehhez általában durvább homokot használnak, azért hogy a szemcsék közötti nagyobb póruson a gáz könnyebben átjárja. Így használják
Grafit vagy Szilíciumkarbid (SiC) tégelyt itt tudsz venni, és szintén itt különböző öntödei segédanyagot.
Ezenfelül javaslom olvass vissza a fórumon, hisz minden téma részletesen ki lett tárgyalva.
Végül, de nem utolsó sorban,
figyelmedbe ajánlom sasi fórumtársunk honlapját
Ezzel mindenki így volt amikor elkezdte:)
Hogy mire lehetne ezt az eszközt felhasználni, egy fotó alapján nehéz megmondani, de arra biztos, amire tervezték.
Általában egy kész terméket könnyebb átalakítani valami mássá, mint teljesen újat előállítani, de nem mindig célravezető.
Az öntészethez nagyon sokféle szemcseméretű homokot használnak, és többféle köttető eljárást. A legegyszerűbb az agyag vagy bentonit kötésű. minél finomabb a homok annál kevesebb kell hozzá. Akkor jó ha a nedvesített homok, ha nem ragad az ember kezéhez, és ha összenyomod, mint a hógolyó összetapad, de nem túl nagy nyomással szét is lehet morzsolni. Érdemes a lehető legfinomabb homokot beszerezni, hisz az adja vissza legjobban a minta alakját. Ha van rá mód szerezz be lovasberényi selyemhomokot.
8093 Lovasberény, Park tér 10.
Telefon: 06/22/ 456-035, 06/22/ 456-095
Fax.: 06/22/ 456-091
e-mail: lovasbm@enternet.hu
A hobbi öntésnél használatos kötőszerként a vízüveg is, ami ha széndioxiddal érintkezik megköti a homokot. Ehhez általában durvább homokot használnak, azért hogy a szemcsék közötti nagyobb póruson a gáz könnyebben átjárja. Így használják
Grafit vagy Szilíciumkarbid (SiC) tégelyt itt tudsz venni, és szintén itt különböző öntödei segédanyagot.
Ezenfelül javaslom olvass vissza a fórumon, hisz minden téma részletesen ki lett tárgyalva.
Végül, de nem utolsó sorban,
figyelmedbe ajánlom sasi fórumtársunk honlapját
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 május 29, 11:47
Írta: ncw4w5nca Dátum 2015 május 29, 11:47
Cím: Re:Fémöntés házilag
Írta: vvvsmkgjx Dátum 2015 május 29, 21:29
Írta: vvvsmkgjx Dátum 2015 május 29, 21:29
Köszönöm szépen a segítséged! Ritka emberek egyike vagy, aki tud és hajlandó segíteni itt a fórumon. Isten tartsa meg jó szokásod! :)
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 június 01, 22:13
Írta: 3szwbavt Dátum 2015 június 01, 22:13
én is én is akarok neked segíteni! plííízzzz!!! :-)
de tényleg
de tényleg
Cím: Re:Fémöntés házilag
Írta: vjanos Dátum 2015 június 19, 22:31
Írta: vjanos Dátum 2015 június 19, 22:31
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 június 22, 14:43
Írta: 3szwbavt Dátum 2015 június 22, 14:43
ez már a berosszás kategória.
a japcsik most egy hangárméretű nyomtatón dolgoznak, és igen, komplett repcsit akarnak nyomtatni többtucat anyaggal dolgozó nyomtatók garmadájával!
a japcsik most egy hangárméretű nyomtatón dolgoznak, és igen, komplett repcsit akarnak nyomtatni többtucat anyaggal dolgozó nyomtatók garmadájával!
Cím: Re:Fémöntés házilag
Írta: 77fv9864z Dátum 2015 július 19, 12:40
Írta: 77fv9864z Dátum 2015 július 19, 12:40
Kellemes nyarat mindenkinek.!!!!
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2015 július 20, 22:21
Írta: 3vv2btrhv Dátum 2015 július 20, 22:21
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 augusztus 03, 13:37
Írta: 000000000 Dátum 2015 augusztus 03, 13:37
Sziasztok.
Egy kis segitséget szeretnék kérni,öntéssel kapcsolatban.
Kisebb nemesfém tárgyakat pld. kis medálokat szeretnék önteni,egyszerre több darabot 10-30 darabig és a kérdésem az lenne,hogy melyik gép az erre legmegfelelőbb.
Centrifugális középfrekvenciás olvasztó és öntőgép.
Vagy pld. egy Combilabor CLG típusú fogtechnikai vácuumos öntőgép.
A hőmérséklet ami nekem kell az kb 1100 celsius,persze mind a két gép jóval magasabb teljesítményű,de a kérdésem az lenne hogy melyikkel szebb,jobb az öntés?
A vácuumossal vagy a centrifugálissal?
Köszönöm
Egy kis segitséget szeretnék kérni,öntéssel kapcsolatban.
Kisebb nemesfém tárgyakat pld. kis medálokat szeretnék önteni,egyszerre több darabot 10-30 darabig és a kérdésem az lenne,hogy melyik gép az erre legmegfelelőbb.
Centrifugális középfrekvenciás olvasztó és öntőgép.
Vagy pld. egy Combilabor CLG típusú fogtechnikai vácuumos öntőgép.
A hőmérséklet ami nekem kell az kb 1100 celsius,persze mind a két gép jóval magasabb teljesítményű,de a kérdésem az lenne hogy melyikkel szebb,jobb az öntés?
A vácuumossal vagy a centrifugálissal?
Köszönöm
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 augusztus 05, 11:31
Írta: ncw4w5nca Dátum 2015 augusztus 05, 11:31
Üdvözöllek a fórumon zserbooo.
Fogas kérdés amit feltettél:) Elméletben mind a két eszköz jó lehet, és tökéletes eredményt el lehet velük érni. Persze kérdés hogy melyik tudja mennyiségileg az elvártakat.
Fogas kérdés amit feltettél:) Elméletben mind a két eszköz jó lehet, és tökéletes eredményt el lehet velük érni. Persze kérdés hogy melyik tudja mennyiségileg az elvártakat.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2015 augusztus 11, 21:49
Írta: 3szwbavt Dátum 2015 augusztus 11, 21:49
tudtommal kevés olyan pörgetős gép van, ami tud 10 medált fogadno ,nemhogy 30cat. inkább szippantós lesz az, amihez csináltatsz a méretnek megfelelő küvettát, ( bugát) egy szippantós henger, simán elbír egy 20 átm 20 magas bugával. azt még átszívja.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 augusztus 20, 16:16
Írta: 000000000 Dátum 2015 augusztus 20, 16:16
Sziasztok
Szeretnék egy bevált kapcsolást / rajzot kérni indukciós hevítőhöz. Ha lehet akkor 12v os akkuról hajtanám meg , munkatekercs átmérője kb 50mm lenne..Edzéshez / lágyításhoz szeretném használni..
köszönöm a segjtséget
Szeretnék egy bevált kapcsolást / rajzot kérni indukciós hevítőhöz. Ha lehet akkor 12v os akkuról hajtanám meg , munkatekercs átmérője kb 50mm lenne..Edzéshez / lágyításhoz szeretném használni..
köszönöm a segjtséget
Cím: Re:Fémöntés házilag
Írta: 4ybj8h3c8 Dátum 2015 augusztus 20, 17:32
Írta: 4ybj8h3c8 Dátum 2015 augusztus 20, 17:32
http://uzzors2k.4hv.org/index.php?page=pllinductionheater1
Orosz oldalakon érdemes keresgélni, nagyon jó darabokat építenek.
A fentivel már próbálkoztam, működött. Jövő hét vége felé érdeklődj, akkor lesz kész egy újabb verzió.
Orosz oldalakon érdemes keresgélni, nagyon jó darabokat építenek.
A fentivel már próbálkoztam, működött. Jövő hét vége felé érdeklődj, akkor lesz kész egy újabb verzió.
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2015 augusztus 20, 20:26
Írta: svejk Dátum 2015 augusztus 20, 20:26
No végre egy szabályozott verzió.
Van itt nálam is egy fórumtársé, hibás ugyan de javítható.
De sajnos az is csak szabadonfutó.
Van itt nálam is egy fórumtársé, hibás ugyan de javítható.
De sajnos az is csak szabadonfutó.
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2015 augusztus 20, 20:29
Írta: svejk Dátum 2015 augusztus 20, 20:29
Nagy összkeresztmetszetű Litze huzalt hol szereztél? Esetleg Te sodortad?
Cím: Re:Fémöntés házilag
Írta: PSoft Dátum 2015 augusztus 20, 20:37
Írta: PSoft Dátum 2015 augusztus 20, 20:37
Emlékszem, mikor © vbodi építette az indukciós hevítőit...
Ő, saját maga sodorta a litzét hozzá.
Annak idején, képeket is mutatott a műveletről.
Cím: Re:Fémöntés házilag
Írta: 4ybj8h3c8 Dátum 2015 augusztus 20, 20:40
Írta: 4ybj8h3c8 Dátum 2015 augusztus 20, 20:40
A próbaverzióban nem szöszöltem nagy teljesítménnyel, inkább a működés volt a fontos. 40 volt DC-ről 2,5-ös tömör rézdrótból hajlított tekerccsel egy darab vasat elég forróra, nem megfoghatóra melegített. Nem mértem hőfokot, első körben lényegtelen volt.
A héten befagytam, tegnap jutottam el a tervezésig, de magyarisztánban rászoktam arra, hogy nem katalógusból, hanem megvásárolt alkatrészekből építkezem, úgyhogy meg kell várnom a jövő hétfőt és a bronzker nyitását, ott veszek egy darab hűtőbordát, és meg tudom tervezni a panelt a kütyühöz.
Drótköteg elég egyszerű lesz, 0,3 mm-es zománcozott huzalból lesz összefogva 50 szál. Kínai kazánban van ilyen megoldás, ott tökéletesen működik, úgyhogy az indukciós kazánomba ez a variáció megy, a hevítő viszont valószínűleg rézcsőből lesz, azt lehet hűteni átfolyó vízzel.
A héten befagytam, tegnap jutottam el a tervezésig, de magyarisztánban rászoktam arra, hogy nem katalógusból, hanem megvásárolt alkatrészekből építkezem, úgyhogy meg kell várnom a jövő hétfőt és a bronzker nyitását, ott veszek egy darab hűtőbordát, és meg tudom tervezni a panelt a kütyühöz.
Drótköteg elég egyszerű lesz, 0,3 mm-es zománcozott huzalból lesz összefogva 50 szál. Kínai kazánban van ilyen megoldás, ott tökéletesen működik, úgyhogy az indukciós kazánomba ez a variáció megy, a hevítő viszont valószínűleg rézcsőből lesz, azt lehet hűteni átfolyó vízzel.
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2015 augusztus 21, 12:59
Írta: svejk Dátum 2015 augusztus 21, 12:59
Ha Vjános engedélyezi, akkor teszek fel képeket a nálam javításon levőről.
Valami kisipari (ráadásul valószínű magyar) készítés, elég trehány szereléssel de a fizikai konstrukción látszik, hogy értették a lényeget.
Mindenféleképpen cső kell a munkatekercsnek, ezt már Vbodi is tudta.
Egyébként csodák nincsenek gyakorlatilag a Vbodi féle megoldás ez is, csak igazi nagyteljesítményű hűtőfüles kondikkal.
Valami kisipari (ráadásul valószínű magyar) készítés, elég trehány szereléssel de a fizikai konstrukción látszik, hogy értették a lényeget.
Mindenféleképpen cső kell a munkatekercsnek, ezt már Vbodi is tudta.
Egyébként csodák nincsenek gyakorlatilag a Vbodi féle megoldás ez is, csak igazi nagyteljesítményű hűtőfüles kondikkal.
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2015 augusztus 21, 13:52
Írta: Szalai György Dátum 2015 augusztus 21, 13:52
Milyen a hűtőfüles?
A fületlen az ilyen. http://www.celem.com/index.aspx?id=2776
A fületlen az ilyen. http://www.celem.com/index.aspx?id=2776
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2015 augusztus 21, 14:35
Írta: svejk Dátum 2015 augusztus 21, 14:35
Cím: Re:Fémöntés házilag
Írta: ANTAL GÁBOR Dátum 2015 augusztus 21, 14:46
Írta: ANTAL GÁBOR Dátum 2015 augusztus 21, 14:46
Korábban összeismerkedtem egy marosvásárhelyi kollégával. Tőle tudom hogy Mvásárhelyen működik egy cég akik profi hevítőket gyártanak ( természetesen magyarok ) . Nosza írtam nekik levelet és megtudtam hogy Iráni a kondi forrásuk. Szerettem volna beszerezni tőlük Mvásárhelyről kondit de ellaposodott a dolog . ( Diákoknak akartam csinálni egy hevítőt a kutatók éjszakájára ). Iránnal az embargó miatt nagyon nehéz volt akkor kereskedni eszembe sem jutott a direkt út . Lehet most majd javulnak a dolgok . Amit Gyuri linkelt az is ismerős csak horror az áruk
Cím: Re:Fémöntés házilag
Írta: vjanos Dátum 2015 augusztus 21, 14:54
Írta: vjanos Dátum 2015 augusztus 21, 14:54
Persze, nyugodtan :)
Cím: Re:Fémöntés házilag
Írta: ANTAL GÁBOR Dátum 2015 augusztus 21, 14:55
Írta: ANTAL GÁBOR Dátum 2015 augusztus 21, 14:55
Vbodi klasszikus Royert csinált középmegcsapolásos fojtóval és 2 fetet használt . A fotón 4 fet van . 2-2 párhuzamosan működik vagy valami más szisztéma ( pl teljes híd ) van alkalmazva ?
Cím: Re:Fémöntés házilag
Írta: VighLajos Dátum 2015 augusztus 21, 15:30
Írta: VighLajos Dátum 2015 augusztus 21, 15:30
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2015 augusztus 21, 15:35
Írta: svejk Dátum 2015 augusztus 21, 15:35
Hozzánk szeptember közepén hoz az a marosvásárhelyi cég egy indukciós előmelegítőt hegesztéshez.
Ha gondolod megkérdezem tőlük.
Ha gondolod megkérdezem tőlük.
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2015 augusztus 21, 15:37
Írta: svejk Dátum 2015 augusztus 21, 15:37
Olcsók! :)
Ezek után nem is tudom érdemes-e építeni, vagy az esetünkben javítani. :(
Ezek után nem is tudom érdemes-e építeni, vagy az esetünkben javítani. :(
Cím: Re:Fémöntés házilag
Írta: VighLajos Dátum 2015 augusztus 21, 15:51
Írta: VighLajos Dátum 2015 augusztus 21, 15:51
:::ez az!
Benne van minden, igaz, a bedobozolása már nem nagy szakmai kihívás.
48V 20 A és melegít.
[#nevetes1]
Benne van minden, igaz, a bedobozolása már nem nagy szakmai kihívás.
48V 20 A és melegít.
[#nevetes1]
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2015 augusztus 21, 17:34
Írta: robroy007 Dátum 2015 augusztus 21, 17:34
vagyis kell még egy hegesztő trafó
Cím: Re:Fémöntés házilag
Írta: hostya Dátum 2015 augusztus 21, 17:35
Írta: hostya Dátum 2015 augusztus 21, 17:35
Igen..!
DE nekem sehogy nem jön ki a 48V 20A 1000W-ra...
Lehet ezek is olyanok mint a hangkártya kimenetre csatlakoztatható "hangfalak" 6cm átmérőjű hangszóró, és ráírják hogy 15-20W... :)
Ettől függetlenül nekem is tetszik, lehet beruházok egyre. [#wave]
DE nekem sehogy nem jön ki a 48V 20A 1000W-ra...
Lehet ezek is olyanok mint a hangkártya kimenetre csatlakoztatható "hangfalak" 6cm átmérőjű hangszóró, és ráírják hogy 15-20W... :)
Ettől függetlenül nekem is tetszik, lehet beruházok egyre. [#wave]
Cím: Re:Fémöntés házilag
Írta: ANTAL GÁBOR Dátum 2015 augusztus 21, 17:44
Írta: ANTAL GÁBOR Dátum 2015 augusztus 21, 17:44
Ej hát ne kicsinyeskedj ! Ez olyan mint a kondenzációs kazán, nagyobb a hatásfoka mint 100% . De az is lehet hogy a free-energiát csapolja meg .Ha tüzetesebben megnézed a kínai kínálatot még Tesla tekercsnek is írják ( onnan már csak egy lépés a free [#vigyor2][#vigyor2]
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2015 augusztus 21, 20:53
Írta: Szalai György Dátum 2015 augusztus 21, 20:53
Azért ezek a feszültség, áram és teljesítmény határadatok nem sokat árulnak el a majdani használhatóságról.
Hogy ebből mi válik a munkadarabban hővé, azt még a munkatekercs geometrián kívül a munkadarab anyaga geometriája és hőmérséklete is befolyásolja.
Nagyon jó volna, ha az 1kW teljesítményt a munkadarabban adná le, annak anyagától, méretétől és hőmérsékletétől függetlenül, de ahhoz még egy sor feltételnek teljesülnie kellene.
Hogy ebből mi válik a munkadarabban hővé, azt még a munkatekercs geometrián kívül a munkadarab anyaga geometriája és hőmérséklete is befolyásolja.
Nagyon jó volna, ha az 1kW teljesítményt a munkadarabban adná le, annak anyagától, méretétől és hőmérsékletétől függetlenül, de ahhoz még egy sor feltételnek teljesülnie kellene.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 augusztus 25, 17:40
Írta: 000000000 Dátum 2015 augusztus 25, 17:40
Sziasztok
Milyen átmérőjű és milyen anyagból kell lennie a munkatekercsnek ??Hány menetesre érdemes tekerni a munkatekercset ??
Milyen átmérőjű és milyen anyagból kell lennie a munkatekercsnek ??Hány menetesre érdemes tekerni a munkatekercset ??
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2015 augusztus 25, 18:28
Írta: Szalai György Dátum 2015 augusztus 25, 18:28
8mm átmérőjű rézcső, 6 menet, 70mm átmérőre tekerve. Ha jól emlékszem.
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2015 augusztus 25, 18:35
Írta: svejk Dátum 2015 augusztus 25, 18:35
A munkatekercs alakja a munkadarabtól függ.
Egyéb paraméterei pedig a generátortól. teljesítmény, frekvencia, stb.
Egyéb paraméterei pedig a generátortól. teljesítmény, frekvencia, stb.
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2015 augusztus 27, 18:46
Írta: Szalai György Dátum 2015 augusztus 27, 18:46
Pedig milyen egyszerű volna, ha a munkadarabhoz illeszkedő munkatekercs paramétereihez illeszkednének a generátor tulajdonságai.
Cím: Re:Fémöntés házilag
Írta: ANTAL GÁBOR Dátum 2015 augusztus 27, 19:00
Írta: ANTAL GÁBOR Dátum 2015 augusztus 27, 19:00
Szerintem a komolyabbak olyanok, de azok nem önrezgőek . PLL elektronikával hangolnak ( áramot is mérnek )
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2015 augusztus 27, 20:02
Írta: svejk Dátum 2015 augusztus 27, 20:02
Ja, persze így van, de a lényeg, hogy a munkadarabhoz illeszkedik a tekercs, ami sok esetben nem hagyományos hengeres tekercs.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 szeptember 27, 11:44
Írta: 000000000 Dátum 2015 szeptember 27, 11:44
Sziasztok
Beszereztem 5m 8 as rézcsövet..Van két E vasmagom
M55 Al600 ez van ráírva..1,5 ös huzalból tekertem rá annyi menetet, hogy 20-22uH legyen az induktívítása..Jövő héten szerezném be az elektronikai alkatrészeket, a Vbodi féle /pimi9 es kétfojtós verzíót szeretném megépíteni..
link
Itt az lenne a kérdésem, hogy IRFP4668 helyett lehetne e valami olcsóbb FET et használni mert ez közel 3000eft/db..pl IRFP260 amiből párhuzamosan kötnék 2 db ot, vagy az így nem működik..??Vagy esetleg valami más javaslat..?
A kondibankhóz milyen kondikat vegyek ,egy konkrét tipusra kárnék javaslatot ..
Kondibankal kapcsolatban még egy kérdés
link
ez miért jó?? már több helyen láttam..hogy igy alakítják ki a kondi bankot a tekercsnél..
köszönöm
Beszereztem 5m 8 as rézcsövet..Van két E vasmagom
M55 Al600 ez van ráírva..1,5 ös huzalból tekertem rá annyi menetet, hogy 20-22uH legyen az induktívítása..Jövő héten szerezném be az elektronikai alkatrészeket, a Vbodi féle /pimi9 es kétfojtós verzíót szeretném megépíteni..
link
Itt az lenne a kérdésem, hogy IRFP4668 helyett lehetne e valami olcsóbb FET et használni mert ez közel 3000eft/db..pl IRFP260 amiből párhuzamosan kötnék 2 db ot, vagy az így nem működik..??Vagy esetleg valami más javaslat..?
A kondibankhóz milyen kondikat vegyek ,egy konkrét tipusra kárnék javaslatot ..
Kondibankal kapcsolatban még egy kérdés
link
ez miért jó?? már több helyen láttam..hogy igy alakítják ki a kondi bankot a tekercsnél..
köszönöm
Cím: Re:Fémöntés házilag
Írta: 2f428kduf Dátum 2015 szeptember 27, 17:53
Írta: 2f428kduf Dátum 2015 szeptember 27, 17:53
A kondibank azért ilyen tudományos, hogy a kondenzátorok igénybevétele egyforma legyen, különben a közelebbiek túlterhelődnének.
Cím: Re:Fémöntés házilag
Írta: vjanos Dátum 2015 szeptember 27, 20:27
Írta: vjanos Dátum 2015 szeptember 27, 20:27
Jé, eddig csak a fütèsrendszereknél találkoztam a Tichelmann kapcsolással :)
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 szeptember 27, 21:46
Írta: 000000000 Dátum 2015 szeptember 27, 21:46
Szia
Kifejtenéd kicsit bővebben , hogy miért nem terhelődnek így túl a kondik..Itt valaki csinált már ilyen megoldással hevítőt ??
köszönöm
Kifejtenéd kicsit bővebben , hogy miért nem terhelődnek így túl a kondik..Itt valaki csinált már ilyen megoldással hevítőt ??
köszönöm
Cím: Re:Fémöntés házilag
Írta: 2f428kduf Dátum 2015 szeptember 28, 17:41
Írta: 2f428kduf Dátum 2015 szeptember 28, 17:41
A tekercstől a kondihoz vezető huzalok hossza ugyanakkora: a legelső alsó bekötése közel van a tekercshez, de a felsőhöz a leghosszabb úton. A középső mindkét kivezetése ugyanolyan távolságra van, a harmadik, az első tükörképe. Így igyekeznek elérni azt, hogy minden kondin lehetőleg ugyanaz az áram fojjon. Rezgőkörről lévén szó, igen nagy áramok folyhatnak, kellően nagy feszültséggel.
Még úrfi koromban egy rezgőnyelves , 50Hz-es frekimérőt, ami a hálózatét mutatta, kisebb feszültséggel akartam járatni, nagy okosan kitaláltam, váltóáram esetén a kondi is "ellenállás", hát nem eltaláltam egy olyan kondit, amivel épp rezonált, én meg tátottam a számat, honnan a 800volt.
Még úrfi koromban egy rezgőnyelves , 50Hz-es frekimérőt, ami a hálózatét mutatta, kisebb feszültséggel akartam járatni, nagy okosan kitaláltam, váltóáram esetén a kondi is "ellenállás", hát nem eltaláltam egy olyan kondit, amivel épp rezonált, én meg tátottam a számat, honnan a 800volt.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 szeptember 28, 20:32
Írta: 000000000 Dátum 2015 szeptember 28, 20:32
Nagyon köszönöm a választ.
Tudnátok ajánlani nekem kondibankhoz megfelelő kondit?Milyet vegyek mert úgy latom elég sok fog kelleni és nem akarok feleslegesen vásárolgatni..
Mekkorának kell lennie az össze kapacitásnak ??
Én több tekercset fogok majd készíteni 8 as rézcsőből , hogy munkadarabhoz tudjam majd igazítani. Esetleg lehet lesz majd alu olvasztó tekercs is...
Tudnátok ajánlani nekem kondibankhoz megfelelő kondit?Milyet vegyek mert úgy latom elég sok fog kelleni és nem akarok feleslegesen vásárolgatni..
Mekkorának kell lennie az össze kapacitásnak ??
Én több tekercset fogok majd készíteni 8 as rézcsőből , hogy munkadarabhoz tudjam majd igazítani. Esetleg lehet lesz majd alu olvasztó tekercs is...
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 szeptember 29, 17:47
Írta: 000000000 Dátum 2015 szeptember 29, 17:47
Amikor építettem a hevítőmet, mindent publikáltam,ha vissza keresel a topicban, minden kérdésedre választ találsz.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 október 01, 17:32
Írta: 000000000 Dátum 2015 október 01, 17:32
Szia
Átolvastam a topic indukciós hevítős részét..
megtaláltam , hogy te 100nF os MKP kondikat használtál.Mivel én csak most tanulgatom az elektronikát szeretném megkérdezni , hogy miért éppen MKP kondit választottál?? Milyen szempontokat kell figyelembe venni a kiválasztásnál??
köszönöm
Átolvastam a topic indukciós hevítős részét..
megtaláltam , hogy te 100nF os MKP kondikat használtál.Mivel én csak most tanulgatom az elektronikát szeretném megkérdezni , hogy miért éppen MKP kondit választottál?? Milyen szempontokat kell figyelembe venni a kiválasztásnál??
köszönöm
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2015 október 01, 17:56
Írta: Rabb Ferenc Dátum 2015 október 01, 17:56
Olvasd el az "Elektronika #17102"-et! Ott részletes indokolást találsz.
Cím: Re:Fémöntés házilag
Írta: s7manbs8 Dátum 2015 október 01, 19:14
Írta: s7manbs8 Dátum 2015 október 01, 19:14
A használt alkatrészeknek az igénybevételt bírnia kell, megfelellő nagy áramot és frekvenciát, mivel az alkatrészek nem ideálisak, mindenben van induktivitás is, meg ellenállás és az MKP kondikban ez aránylag kisebb mértékű, amivel bizonyos határig megfelelőek az adott felhasználásban..
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2015 október 01, 19:43
Írta: Szalai György Dátum 2015 október 01, 19:43
MKP kondenzátor.
Impulzus üzemre méretezett, kis veszteségű kondenzátor kell. Ezt tudja a polipropilén dielektrikum.
Mert elég kicsi a dielektromos vesztessége. A polipropilén molekulái között az átpolarizálódás során történő elforduláskor bekövetkező súrlódás kicsi, ezért ehhez kevés villamos energia szükséges, ami kevés hőfejlődést eredményez.
(Még kisebb veszteségű a kerámia, meg a mika dielektrikum, de az drága és a térfogatához képest kisebb kapacitású. Jobb lenne polipropilénből valami speciális nagy áramú MKPH típus is, de az is drága.)
Marad a sima MKP. Viszonylag olcsó, sok van belőle és majd jól összeforrasztod őket. Így nyersz Hobby áron elfogadható impulzus áram terhelhetőségű és jó kapacitású bankot, ami még jobban is hűl, mintha egy darabban lenne. Ha nem szorítod össze őket.
Fontos még a váltakozó áramú feszültségszintje, ami minél magasabb, annál jobb, (250-750VAC) de annál nagyobb méretű is. [#conf]
Impulzus üzemre méretezett, kis veszteségű kondenzátor kell. Ezt tudja a polipropilén dielektrikum.
Mert elég kicsi a dielektromos vesztessége. A polipropilén molekulái között az átpolarizálódás során történő elforduláskor bekövetkező súrlódás kicsi, ezért ehhez kevés villamos energia szükséges, ami kevés hőfejlődést eredményez.
(Még kisebb veszteségű a kerámia, meg a mika dielektrikum, de az drága és a térfogatához képest kisebb kapacitású. Jobb lenne polipropilénből valami speciális nagy áramú MKPH típus is, de az is drága.)
Marad a sima MKP. Viszonylag olcsó, sok van belőle és majd jól összeforrasztod őket. Így nyersz Hobby áron elfogadható impulzus áram terhelhetőségű és jó kapacitású bankot, ami még jobban is hűl, mintha egy darabban lenne. Ha nem szorítod össze őket.
Fontos még a váltakozó áramú feszültségszintje, ami minél magasabb, annál jobb, (250-750VAC) de annál nagyobb méretű is. [#conf]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 október 01, 20:04
Írta: 000000000 Dátum 2015 október 01, 20:04
SMD MLCC kondenzátor lenne az igazi.( MultiLayer Ceramic Capacitors )
Több kilowattos RF PA-ban is ezeket használják mivel több kV-os feszültséget is simán elviselik.
Alábbi kép linken is látható a nagy 2 lukas balun ferrit és a Push-Pull FET helye között. (C10...C13 C39...C42)
1.2kW-os RF PA kép 1600x1135
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 október 02, 17:27
Írta: 000000000 Dátum 2015 október 02, 17:27
Sziasztok
Köszönöm az infókat.Egy bolt katalógusát tanulmányoztam és itt többféle 100nF os MKP kondit találtam. van itt MKP MKP2 MKP4 MKP10 most itt mi a különbség ??Még az is érdekelne , hogy miért kell ide ilyen magas feszültség szintű kondi ?? (250-750VAC)
Köszönöm az infókat.Egy bolt katalógusát tanulmányoztam és itt többféle 100nF os MKP kondit találtam. van itt MKP MKP2 MKP4 MKP10 most itt mi a különbség ??Még az is érdekelne , hogy miért kell ide ilyen magas feszültség szintű kondi ?? (250-750VAC)
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2015 október 02, 20:06
Írta: Szalai György Dátum 2015 október 02, 20:06
Olvass adatlapokat, abból kiderül, hogy melyik mire való.
A .pdf adatlap ball oldalán, a Typical Applications vagy az Anwendungsgebiete alatti szövegrész.
https://www.google.hu/webhp?tab=ww&ei=zDiGUo28BI2YsQaNz4HQAw&ved=0CAYQqS4oBA#newwindow=1&q=wima+mkp
A .pdf adatlap ball oldalán, a Typical Applications vagy az Anwendungsgebiete alatti szövegrész.
https://www.google.hu/webhp?tab=ww&ei=zDiGUo28BI2YsQaNz4HQAw&ved=0CAYQqS4oBA#newwindow=1&q=wima+mkp
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2015 október 02, 20:09
Írta: Szalai György Dátum 2015 október 02, 20:09
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 október 04, 22:01
Írta: 000000000 Dátum 2015 október 04, 22:01
Ékszíjtárcsát kellett csinálnom és nem volt megfelelő méretű anyagom. Gondoltam zamakból öntök egy pogácsát azt majd megesztergálom. Zamakból elég kevés volt, de volt egy csomó a tetőröl lekerült bádoglemezem. Beolvasztottam és abból lett a pogácsa.
Kb. ugyanaolyan tulajdonságokal bír a végeredmény mint a zamak. Ragadósan forgácsolható, kb ugyanolyan keménységű.
Ezek után felmerült bennem a kérdés van-e különbség a zamak és a tetőfedő bádoglemez anyaga között ?
Kb. ugyanaolyan tulajdonságokal bír a végeredmény mint a zamak. Ragadósan forgácsolható, kb ugyanolyan keménységű.
Ezek után felmerült bennem a kérdés van-e különbség a zamak és a tetőfedő bádoglemez anyaga között ?
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2015 október 04, 22:24
Írta: Rabb Ferenc Dátum 2015 október 04, 22:24
Nem sok, de van köztük különbség. A tetőfedő "bádog" szinte tiszta horgany (cink, zink, Zn)
A zamak a szilárdság növelése érdekében a 90% feletti horganytartalom mellett tartalmaz néhány százalék alumíniumot és rezet is.
A zamak a szilárdság növelése érdekében a 90% feletti horganytartalom mellett tartalmaz néhány százalék alumíniumot és rezet is.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 október 04, 22:40
Írta: 000000000 Dátum 2015 október 04, 22:40
A zamakból is van rengeteg.
Amikor autóiparban dolgoztam, ott csak az egyik beszállítónak volt 7 különböző ötvözete.
A hozzáadott ötvöző elemektől függ az ötvözet sziládsága, szívóssága és fröccsönthetősége.
(Al, Mg, Cu, stb.)
Maga a név a német cink, aluminium, magnézium és réz megnevezésekből jön.
Zinc, Aluminium, Magnesium, Kuprum.
De tartalmazhat nikkelt is.
Amikor autóiparban dolgoztam, ott csak az egyik beszállítónak volt 7 különböző ötvözete.
A hozzáadott ötvöző elemektől függ az ötvözet sziládsága, szívóssága és fröccsönthetősége.
(Al, Mg, Cu, stb.)
Maga a név a német cink, aluminium, magnézium és réz megnevezésekből jön.
Zinc, Aluminium, Magnesium, Kuprum.
De tartalmazhat nikkelt is.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 október 05, 16:52
Írta: 000000000 Dátum 2015 október 05, 16:52
Ühüm... Köszönöm az infókat zamak ügyben.
További kérdés merült fel. Ha a zamak német mozaik szó, a spiáter is szerintem német elnevezés, akkor mégis miért használnak két féle elnevezést kb. ugyanarra ?
További kérdés merült fel. Ha a zamak német mozaik szó, a spiáter is szerintem német elnevezés, akkor mégis miért használnak két féle elnevezést kb. ugyanarra ?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 október 05, 16:55
Írta: 000000000 Dátum 2015 október 05, 16:55
Köszi. Akkor ha a bádogot beolvasztom és folyik, beleteszek aludrót darabokat meg rézdrót darabokat akkor az feloldódik benne ? sok idő alatt oldódik fel benne ? vagy egyáltalán nem oldódik hanem ötvöző adalékot kell hozzá tenni, hogy zamak legyen ?
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 október 06, 10:06
Írta: ncw4w5nca Dátum 2015 október 06, 10:06
Aránylag könnyen oldódnak az ötvözők ha oxidmentesek, és használsz valamilyen folyósítót. viszont én nem javasolnám, mert a zamak érzékeny ötvözők tisztaságára, és ha nem megfelelő az arány a kristályközi korrózió miatt viszonylag hamar széttöredezik.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 október 07, 16:14
Írta: 000000000 Dátum 2015 október 07, 16:14
Ez a marshungaria hol van ?
Csak mert odamentem a weboldalukon megadott címre és nem találtam. Körbe jártam az egész tömböt, de úgy sem. Egyáltalán létező cég ?
Csak mert odamentem a weboldalukon megadott címre és nem találtam. Körbe jártam az egész tömböt, de úgy sem. Egyáltalán létező cég ?
Cím: Re:Fémöntés házilag
Írta: 0ix4d9bfz Dátum 2015 október 07, 18:23
Írta: 0ix4d9bfz Dátum 2015 október 07, 18:23
Ha ragad a petrós ecset csodákat művel próbáld ki minden alu félénél működik.
Cím: Re:Fémöntés házilag
Írta: 0ix4d9bfz Dátum 2015 október 07, 19:06
Írta: 0ix4d9bfz Dátum 2015 október 07, 19:06
Légyszi rakj már képeket is hol jársz az építésben mert másokat is érdekelne. A kudarcok is. A kínai miért nem nyerte el a tetszésed? Pedig az tűnt egyszerűbbnek. Hiszen erről szólna ez a fórum nem? Bocsi de tényleg nagyon kíváncsi vagyok.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 október 08, 00:16
Írta: ncw4w5nca Dátum 2015 október 08, 00:16
Próbáltad felhívni őket?

Itt a nagykapura ki van írva.
Itt a nagykapura ki van írva.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 október 08, 07:12
Írta: 000000000 Dátum 2015 október 08, 07:12
Szia
Még csak alkatrész beszerzésnél járok.A boltban ahol én keresgéltem alkatrészeket MKP4 es kondik vannak 100nF os méretben..MKP10 csak 400 nF tól felfelé.. Nekem pedig MKP10 es fog kelleni
wima katalógusa alapján
link
Itt még jelőli az FKP1 FKP4 es kondikat is mint impulzus tűrő kondik...lehet azok is jók lennének..Vagy esetleg valami más gyártó...
Majd teszek fel képeket... már csak a kondik hiányoznak.
Még csak alkatrész beszerzésnél járok.A boltban ahol én keresgéltem alkatrészeket MKP4 es kondik vannak 100nF os méretben..MKP10 csak 400 nF tól felfelé.. Nekem pedig MKP10 es fog kelleni
wima katalógusa alapján
link
Itt még jelőli az FKP1 FKP4 es kondikat is mint impulzus tűrő kondik...lehet azok is jók lennének..Vagy esetleg valami más gyártó...
Majd teszek fel képeket... már csak a kondik hiányoznak.
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2015 október 08, 07:53
Írta: Rabb Ferenc Dátum 2015 október 08, 07:53
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 október 08, 09:16
Írta: 000000000 Dátum 2015 október 08, 09:16
Persze...
Állítólag 15:30-ig vannak nyitva, én 14:30 kor indultam el hozzájuk, odaértem kb. 14:50-re a helyszínen miután nem találtam meg kb. 10 szer hívtam telefonon de nem volt semmi válasz. (nem vették fel.)
Igen, láttam az ágyak házát, sőt a balra lévő ital és dohánynagykerhez is bementem. az 1-es háztömböt körbejártam, a névtáblákat végig megnzétem.
A weboldaluk színvonala és megtalálhatóságuk alapján eléggé gagyi cégnek tűnik.
Állítólag 15:30-ig vannak nyitva, én 14:30 kor indultam el hozzájuk, odaértem kb. 14:50-re a helyszínen miután nem találtam meg kb. 10 szer hívtam telefonon de nem volt semmi válasz. (nem vették fel.)
Igen, láttam az ágyak házát, sőt a balra lévő ital és dohánynagykerhez is bementem. az 1-es háztömböt körbejártam, a névtáblákat végig megnzétem.
A weboldaluk színvonala és megtalálhatóságuk alapján eléggé gagyi cégnek tűnik.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 október 08, 09:50
Írta: 000000000 Dátum 2015 október 08, 09:50
Én annak idején a HQ-nál vettem mindent a hevítőhöz.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 október 08, 21:14
Írta: 000000000 Dátum 2015 október 08, 21:14
Szia
Igen én is pont HQ tól rendelnék, viszont polypropilen 100nF os kondi 3 fajta van.. MKP4 MKP21 és MKP 75. MKP 75 már drága lenne..MKP10 es kondi kéne de az nincs 100nF os méretben HQ nál..
WIMA web oldalát tanulmányozva FKP1 FKP4 MKP10 es kondik az impulzustűrőek..Esetleg ha be tudnád linkelni , hogy te melyik kondit vásároltad HQ ból az sokat segítene..
Igen én is pont HQ tól rendelnék, viszont polypropilen 100nF os kondi 3 fajta van.. MKP4 MKP21 és MKP 75. MKP 75 már drága lenne..MKP10 es kondi kéne de az nincs 100nF os méretben HQ nál..
WIMA web oldalát tanulmányozva FKP1 FKP4 MKP10 es kondik az impulzustűrőek..Esetleg ha be tudnád linkelni , hogy te melyik kondit vásároltad HQ ból az sokat segítene..
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 október 09, 08:39
Írta: 000000000 Dátum 2015 október 09, 08:39
MKP R75 .1 uF 2000 V DC.
Már nem emlékszem, mennyi volt a feszültség a rezgőkörben csúcstól-csúcsig, lehet, hogy elég a 630 V-os is. Kérlek, nézz utána a topikban!
Már nem emlékszem, mennyi volt a feszültség a rezgőkörben csúcstól-csúcsig, lehet, hogy elég a 630 V-os is. Kérlek, nézz utána a topikban!
Cím: Re:Fémöntés házilag
Írta: 6rk75uezn Dátum 2015 október 14, 21:50
Írta: 6rk75uezn Dátum 2015 október 14, 21:50
Vermikulit lapok,tervem szerint egy 50 literes elvágott hordóhoz terveztem olvasztónak.
Nagyon jó anyag ára 8900ft plussz futár 1100ft.
(//%3CA%20HREF=%22http://www.imagebam.com/image/a022f2440818064%22%20TARGET=_fnew%3E%3CIMG%20SRC=%22http://thumbnails114.imagebam.com/44082/a022f2440818064.jpg%22%20border=0%3E%3C/A%3E)
Nagyon jó anyag ára 8900ft plussz futár 1100ft.
(//%3CA%20HREF=%22http://www.imagebam.com/image/a022f2440818064%22%20TARGET=_fnew%3E%3CIMG%20SRC=%22http://thumbnails114.imagebam.com/44082/a022f2440818064.jpg%22%20border=0%3E%3C/A%3E)
Cím: Re:Fémöntés házilag
Írta: VighLajos Dátum 2015 október 14, 22:48
Írta: VighLajos Dátum 2015 október 14, 22:48
Azért nézd meg azt a bádogot egy mágnessel!
Ha ráragad a mágnes, akkor tűzihorganyzott vaslemez, ha nem, akkor vagy ón (Sn), vagy cink (Zn).
Hajlítgatás során az ón zizegő hangot ad, ezt nevezik "ónzörejnek". A bádogos-ón is zizeg...
Ha ráragad a mágnes, akkor tűzihorganyzott vaslemez, ha nem, akkor vagy ón (Sn), vagy cink (Zn).
Hajlítgatás során az ón zizegő hangot ad, ezt nevezik "ónzörejnek". A bádogos-ón is zizeg...
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 október 15, 07:43
Írta: 000000000 Dátum 2015 október 15, 07:43
Nekem nagyon bevált a Vermikulit, jó építést!
Cím: Re:Fémöntés házilag
Írta: 6rk75uezn Dátum 2015 október 15, 13:21
Írta: 6rk75uezn Dátum 2015 október 15, 13:21
Épités volt tervben de meg gondoltam magam,igy eladó lett!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 október 15, 14:19
Írta: 000000000 Dátum 2015 október 15, 14:19
Akkor eltévesztetted a topikot!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 október 16, 18:11
Írta: 000000000 Dátum 2015 október 16, 18:11
Komolyan mondom megsértettél !
Ennyire hülyének nézel, hogy nem tudok megkülönböztetni egy bádog lemezt a horganyzott vastól ?
De ha lejjebb olvasol írtam, hogy beolvasztottam... Múlt időben, tehát elolvadt az egész, feltételezem, hogy bádog volt, mert ha vas lett volna akkor valószínűleg a VOK tál is elolvadt volna, már ha a pb gáz megolvasztja a vasat !
Ennyire hülyének nézel, hogy nem tudok megkülönböztetni egy bádog lemezt a horganyzott vastól ?
De ha lejjebb olvasol írtam, hogy beolvasztottam... Múlt időben, tehát elolvadt az egész, feltételezem, hogy bádog volt, mert ha vas lett volna akkor valószínűleg a VOK tál is elolvadt volna, már ha a pb gáz megolvasztja a vasat !
Cím: Re:Fémöntés házilag
Írta: bznc93pf5 Dátum 2015 október 16, 23:21
Írta: bznc93pf5 Dátum 2015 október 16, 23:21
öntőt keresek!
Cím: Re:Fémöntés házilag
Írta: nzwr4gyfk Dátum 2015 október 16, 23:52
Írta: nzwr4gyfk Dátum 2015 október 16, 23:52
...de vajon minek az öntésére? Sörben pl. tudok segíteni. :)
Cím: Re:Fémöntés házilag
Írta: 77fv9864z Dátum 2015 október 25, 15:26
Írta: 77fv9864z Dátum 2015 október 25, 15:26
https://www.facebook.com/?sk=h_chr
Cím: Re:Fémöntés házilag
Írta: xg2w6ib9x Dátum 2015 október 29, 10:18
Írta: xg2w6ib9x Dátum 2015 október 29, 10:18
Halihó !
Ma megyek a MÉH telepre viszem vissza a összegyűlt fémhulladékot.
Van kb. 10-15 kg alu vegyesen (lemez, öntvény, nyúzott kábel stb.)
Otthoni fém öntéshez érdekel-e valakit 350Ft/kg áron, vagy inkább vigyem a telepre ?
Helyileg Érden van az alu.
Ma megyek a MÉH telepre viszem vissza a összegyűlt fémhulladékot.
Van kb. 10-15 kg alu vegyesen (lemez, öntvény, nyúzott kábel stb.)
Otthoni fém öntéshez érdekel-e valakit 350Ft/kg áron, vagy inkább vigyem a telepre ?
Helyileg Érden van az alu.
Cím: Re:Fémöntés házilag
Írta: xg2w6ib9x Dátum 2015 október 29, 17:39
Írta: xg2w6ib9x Dátum 2015 október 29, 17:39
Nem jutottam mégsem a MÉH telepre úgyhogy holnap még megvan a motyó. Viszont megnéztem és inkább 20kg körül van a súlya (tömege).
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 november 26, 20:48
Írta: 000000000 Dátum 2015 november 26, 20:48
Propán bután gázt szeretnék /11,5kg-os/ átfejteni 3kg-os turista palackba
Segitsetek. Leirás,rajz.
Segitsetek. Leirás,rajz.
Cím: Re:Fémöntés házilag
Írta: Csuhás Dátum 2015 november 26, 20:56
Írta: Csuhás Dátum 2015 november 26, 20:56
Átfejtésben nem tudok tanácsot adni, de egy megjegyzés: volt hogy több került a palackba, gyakorlatilag folyadék volt az egészben, majd a műhelybe a magasabb hőmérsékleten a gáz szétnyomta a palackot és leégett a műhely. Szóval figyelni kell.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 november 26, 21:09
Írta: 000000000 Dátum 2015 november 26, 21:09
Nagyon régen töltettem ilyen palackot.
Úgy történt, hogy a töltendő palack egy bolti mérlegre került. A töltő meg "fejre" volt állítva.
Az illető egy csővel kötötte össze a két palackot. Utána megnyitotta a palack szelepét. Folyamatosan figyelte a mérleget.
Ha a töltendő elérte a kívánt "súlyt" akkor a töltő és a töltendő palack szelepeit elzárta és a töltés megtörtént.
Én ennyit láttam belőle.
Hogy ez így mennyire biztonságos, azt én nem tudom.
Az illető ma is él, pedig "nagyüzemben" ment a töltés nála.
Úgy történt, hogy a töltendő palack egy bolti mérlegre került. A töltő meg "fejre" volt állítva.
Az illető egy csővel kötötte össze a két palackot. Utána megnyitotta a palack szelepét. Folyamatosan figyelte a mérleget.
Ha a töltendő elérte a kívánt "súlyt" akkor a töltő és a töltendő palack szelepeit elzárta és a töltés megtörtént.
Én ennyit láttam belőle.
Hogy ez így mennyire biztonságos, azt én nem tudom.
Az illető ma is él, pedig "nagyüzemben" ment a töltés nála.
Cím: Re:Fémöntés házilag
Írta: Révész Richárd Dátum 2015 november 26, 21:23
Írta: Révész Richárd Dátum 2015 november 26, 21:23
Ez így van.
Anyámék szomszédja is így csinálja.
Nam szabad túltölteni és nem lesz baj.
Anyámék szomszédja is így csinálja.
Nam szabad túltölteni és nem lesz baj.
Cím: Re:Fémöntés házilag
Írta: 3kvyw653f Dátum 2015 november 26, 22:13
Írta: 3kvyw653f Dátum 2015 november 26, 22:13
Szia! mit szeretnél öntetni?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 november 27, 11:33
Írta: 000000000 Dátum 2015 november 27, 11:33
Szevasz Tóbiás !
Három kg-os turista palackot szeretnék tölteni.
Ha tudnál valami,rajzot,vázlatot küldeni.
Előre is köszönöm.
Három kg-os turista palackot szeretnék tölteni.
Ha tudnál valami,rajzot,vázlatot küldeni.
Előre is köszönöm.
Cím: Re:Fémöntés házilag
Írta: gab27 Dátum 2015 november 27, 11:45
Írta: gab27 Dátum 2015 november 27, 11:45
Az a helyzet, hogy Sebaj úr nem tőled kérdezett. Egyébként ez a Fémöntés téma, nem pedig a gázok átfejtése topic. Ettől függetlenül a mérleges megoldást széles körben használják - szinte biztos, hogy számodra is megfelel majd. Ez talán nem annyira komoly feladat, hogy rajz vagy vázlat kelljen hozzá.
Itt is közzétették, hogy hogyan kell csinálni. Nem ördöngősség. Észnél kell lenni, inkább kicsit kevesebbet rakni bele.
...hogy miért marad itt a teljesen OT téma, az meg jó kérdés. Ráadásul a modi is beszáll. :)
Itt is közzétették, hogy hogyan kell csinálni. Nem ördöngősség. Észnél kell lenni, inkább kicsit kevesebbet rakni bele.
...hogy miért marad itt a teljesen OT téma, az meg jó kérdés. Ráadásul a modi is beszáll. :)
Cím: Re:Fémöntés házilag
Írta: Csuhás Dátum 2015 november 28, 09:01
Írta: Csuhás Dátum 2015 november 28, 09:01
Mivel a melegítést szinte mindenki PB gázzal végzi, így szerintem ide tartozik a gáz kezelése témakör is. Különös tekintettel arra hogy az itt elkövetett hiba veszélyes, ezért jobb ha a tapasztaltabb kollégák előre figyelmeztetik a kezdőket.
Cím: Re:Fémöntés házilag
Írta: vc886isf9 Dátum 2015 november 29, 17:54
Írta: vc886isf9 Dátum 2015 november 29, 17:54
Szép napot mindenkinek! Ha valaki tudja, hogy ezzel rezet tudok-e olvasztani, avagy milyen hőfok előállítására képes lérem segítsen.
Az ebay-os link
Cím: Re:Fémöntés házilag
Írta: vc886isf9 Dátum 2015 november 29, 17:57
Írta: vc886isf9 Dátum 2015 november 29, 17:57
HREF="file:///C:/Documents... A saját gépedről nem tudsz linkelni. Rakd fel valahova a netre és azt a linket add meg. Csuhás
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 november 29, 19:27
Írta: 000000000 Dátum 2015 november 29, 19:27
Most rendeltem ilyen panelt, alapnak jó, átalakítom a FET gate meghajtását, meg veszek bele a kapható legnagyobb teljesítményű MOSFET-et, IXFK140N30P (300V 140A). Vettem még hozzá grafit tégelyt, meg CO lézerhez való szivattyút és hűtőt.
Inverteres hegesztőről táplálnám -ilyenkor kell a tápra is kondenzátor ami a panelon nincs- mert ott be tudom állítani az áramkorlátot.
Inverteres hegesztőről táplálnám -ilyenkor kell a tápra is kondenzátor ami a panelon nincs- mert ott be tudom állítani az áramkorlátot.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 november 30, 07:29
Írta: 000000000 Dátum 2015 november 30, 07:29
Hogy mik vannak már olcsó pénzért!
Annak idején hónapok alatt jutottam el 0-ról 3.6kW-ig.
Igaz, nagyon jót szórakoztam és hatalmas siker élmény volt.
Annak idején hónapok alatt jutottam el 0-ról 3.6kW-ig.
Igaz, nagyon jót szórakoztam és hatalmas siker élmény volt.
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2015 november 30, 08:22
Írta: svejk Dátum 2015 november 30, 08:22
Valószínű a kínaiak veled együtt kezdték, csak ők nem álltak meg. :)
Cím: Re:Fémöntés házilag
Írta: xt0eyg3hm Dátum 2015 november 30, 11:19
Írta: xt0eyg3hm Dátum 2015 november 30, 11:19
Sziasztok!
Viaszveszejtéses öntéshez szeretnék segítséget kérni. Ékszereket szeretnék kiönteni. A viasz mintáig már eljutottam, de a gipsz receptúránál megakadtam. Valaki tudna ebben segíteni? Olvastam egy másik oldalon, hogy gipsz és samott liszt keverékét öntik a tégelybe, de azt nem, hogy milyen arányban. A másik hogy grafit tégelyt szoktak használni ilyen öntésekhez? Mondjuk egy fém cső nem lenne megfelelő helyette?
Viaszveszejtéses öntéshez szeretnék segítséget kérni. Ékszereket szeretnék kiönteni. A viasz mintáig már eljutottam, de a gipsz receptúránál megakadtam. Valaki tudna ebben segíteni? Olvastam egy másik oldalon, hogy gipsz és samott liszt keverékét öntik a tégelybe, de azt nem, hogy milyen arányban. A másik hogy grafit tégelyt szoktak használni ilyen öntésekhez? Mondjuk egy fém cső nem lenne megfelelő helyette?
Cím: Re:Fémöntés házilag
Írta: 2f428kduf Dátum 2015 november 30, 17:21
Írta: 2f428kduf Dátum 2015 november 30, 17:21
Ha van fogtechnikus ismerősöd, azok olyan "gipszet" használnak, amit ugyanúgy vízzel kell keverni, ráönteni a viaszmintára. A rozsdamentes-acél is önthető bele. Gondolom alaposan ki kell szárítani. Ezt pontosan nem tudom, én csak a "villannyal"foglalkoztam nála, de ez már vagy 25 éve volt, de szerintem azóta is használják.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 november 30, 18:14
Írta: 000000000 Dátum 2015 november 30, 18:14
Minek használnál fém csövet mikor grafit tégelyt lehet venni pár ezer forintért, az nem oldódik bele az olvadékba. Még csak elméleti ismereteim vannak, a gipsz nem hőálló magában, de kvarcliszttel azzá tehető, vagy homok és vízüveg is megköt CO2 segítségével, vagy vannak gyantás homokok is.
Cím: Re:Fémöntés házilag
Írta: vc886isf9 Dátum 2015 november 30, 19:49
Írta: vc886isf9 Dátum 2015 november 30, 19:49
Sziasztok!
Fogtechnikai ellátóba kell menned. Én a wirovest nevű gipszet használom, van hozzá folyadék ami kicsit lassítja a kötést, a dobozán jelezve van, hogy aranyhoz, esüsthöz milyen arányban keverd vízzel. beágyazásnál (amikor a viaszcsokrod körbeveszed a gipszel) érdemes vákumozni. Amikor megköt, és kihúl (igen intenzív hőhatással jár eme kémiai folyamat) már mehet is akemencébe. Először 100 celsiusfokon 2-3 órát majd jöhet (az előírt Hőlépcsőket betartva: 240˙°C 4-óra 400°C 3-óra majd fel 1000°C-ig) a kitüzelés. Ezután visszahűteni a kívánt hőfokra, és lehet önteni.
Fogtechnikai ellátóba kell menned. Én a wirovest nevű gipszet használom, van hozzá folyadék ami kicsit lassítja a kötést, a dobozán jelezve van, hogy aranyhoz, esüsthöz milyen arányban keverd vízzel. beágyazásnál (amikor a viaszcsokrod körbeveszed a gipszel) érdemes vákumozni. Amikor megköt, és kihúl (igen intenzív hőhatással jár eme kémiai folyamat) már mehet is akemencébe. Először 100 celsiusfokon 2-3 órát majd jöhet (az előírt Hőlépcsőket betartva: 240˙°C 4-óra 400°C 3-óra majd fel 1000°C-ig) a kitüzelés. Ezután visszahűteni a kívánt hőfokra, és lehet önteni.
Cím: Re:Fémöntés házilag
Írta: xt0eyg3hm Dátum 2015 november 30, 21:36
Írta: xt0eyg3hm Dátum 2015 november 30, 21:36
Köszönöm a segítséget!
Grafit tégelyt hol lehet kapni? Neten nem találtam.
Grafit tégelyt hol lehet kapni? Neten nem találtam.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 november 30, 22:08
Írta: 000000000 Dátum 2015 november 30, 22:08
Innen rendeltem:
Grafit tégely
Grafit tégely
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2015 november 30, 22:09
Írta: ncw4w5nca Dátum 2015 november 30, 22:09
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 december 19, 13:09
Írta: 000000000 Dátum 2015 december 19, 13:09
Működik a kínai indukciós hevítőm, a vasat nagyon jól felfűti a Curie pontig, jelenleg 100kHz-en rezeg, az alu olvasztáshoz a frekvenciát kellene emelnem.
Indukciós hevítő fúrószárat izzít
Indukciós hevítő fúrószárat izzít
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 december 19, 13:55
Írta: 000000000 Dátum 2015 december 19, 13:55
Gratulálok az elért eredményedhez!
Szerintem a rez. frekit inkább csökkenteni kellene.?
Szerintem a rez. frekit inkább csökkenteni kellene.?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 december 19, 14:00
Írta: 000000000 Dátum 2015 december 19, 14:00
Beleraktam alu öntvényeket melegíti de lassan, sajnos még nem érkezett meg a grafit tégelyem.
A frekvencia emelést azért gondolom mert az indukciós főzőlapok melyek minden fémre jók is magasabb frekvencián mennek mint a vasedényre készültek.
Mivel lehet leszigetelni a tekercset, ha belerakom a grafit tégelyt akkor az rővidzárhatja a tekercset amitől tönkremehet a hevítő. Üvegszövet vagy bekenem a külsejét samott réteggel?
A frekvencia emelést azért gondolom mert az indukciós főzőlapok melyek minden fémre jók is magasabb frekvencián mennek mint a vasedényre készültek.
Mivel lehet leszigetelni a tekercset, ha belerakom a grafit tégelyt akkor az rővidzárhatja a tekercset amitől tönkremehet a hevítő. Üvegszövet vagy bekenem a külsejét samott réteggel?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 december 19, 14:24
Írta: 000000000 Dátum 2015 december 19, 14:24
Vízüvegbe kevert Calciumszilikát porral kentem be a tekercset. Elektromosan is szigetel és hő ellen is védi a tekercset, valamint a tégelyt is hőszigeteli.
Cím: Re:Fémöntés házilag
Írta: KoLa Dátum 2015 december 19, 21:30
Írta: KoLa Dátum 2015 december 19, 21:30
Ezt a bevonatot, annó, én is Tőled tanultam!mert, láttam egyszer hogy, mivel jár egy tekercs menetzárlata, valamelyik Talin 60-ba.
Antal Gábor még megtoldotta egy trükkel, amikor itt volt látogatóban, így akár 5-6mm vastag bevonatot is tudtam képezni a tekercsre! a lényeg a co2 adagolása!Egy nejlon' zsákban megoldható volt a co hegesztőm gáztesztjével!
Antal Gábor még megtoldotta egy trükkel, amikor itt volt látogatóban, így akár 5-6mm vastag bevonatot is tudtam képezni a tekercsre! a lényeg a co2 adagolása!Egy nejlon' zsákban megoldható volt a co hegesztőm gáztesztjével!
Cím: Re:Fémöntés házilag
Írta: ANTAL GÁBOR Dátum 2015 december 19, 22:16
Írta: ANTAL GÁBOR Dátum 2015 december 19, 22:16
Peti ! Milyen táppal táplálod a fűtést ? ( U= ? I= ? ) Hűtöd a tekercset ?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 december 20, 07:37
Írta: 000000000 Dátum 2015 december 20, 07:37
A tekercset hűtöm, vettem egy tartályos vízszivattyút meg egy alu hűtőt az ebay-en eredetileg CO lézerhez szánták. a táp egy saját építésű 2T forward inverteres hegesztő. A tápra tettem még egy 6uF olajpapír kondenzátort, még vannak egyéb átalakítások is. A feszültség 38V és az áram 20A a fúrószár behelyezésekor mikor felizzik az áram 10A alá csökken.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 december 22, 13:10
Írta: 000000000 Dátum 2015 december 22, 13:10
Sejtem miért írtad hogy csökkenteni kell a frekvenciát, megjött a grafit tégely bele akartam helyezni a tekercsbe (amit át kellett tekernem hogy beleférjen így 120kHz lett a frekvencia) mikor már megközelítette az alja a tekercset már akkor felvett 20Ampert így bele sem tudtam tenni a tekercset hogy ne terheljem túl az áramkört, még csak IRFP260 van benne. Viszont a tégely erősen melegedett, tehát akkor az olvasztás úgy fog kinézni hogy a grafit hője olvassza meg az alumíniumot.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 december 22, 14:46
Írta: 000000000 Dátum 2015 december 22, 14:46
Az alunak közvetlenül is meg kell olvadnia.
Annak idején kálciumszilikátból faragott tégelyben is olvasztottam alut.
Ha jól emlékszem, régen az indukciós alu olvasztók még sípoltak 16 kHz-en.
Annak idején kálciumszilikátból faragott tégelyben is olvasztottam alut.
Ha jól emlékszem, régen az indukciós alu olvasztók még sípoltak 16 kHz-en.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 december 22, 15:03
Írta: 000000000 Dátum 2015 december 22, 15:03
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 december 22, 15:05
Írta: 000000000 Dátum 2015 december 22, 15:05
Az előbb linkelt képen bronzot olvasztottam a még közép kivezetéses tekerccsel.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 december 22, 15:06
Írta: 000000000 Dátum 2015 december 22, 15:06
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 december 22, 15:32
Írta: 000000000 Dátum 2015 december 22, 15:32

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 december 22, 15:44
Írta: 000000000 Dátum 2015 december 22, 15:44
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 december 22, 16:11
Írta: 000000000 Dátum 2015 december 22, 16:11
Aluoxid tégelyben olvasztottam bronzot.
A tekercs és a tégely között Vermikulit a tégely hőszigetelése.
A tekercs és a tégely között Vermikulit a tégely hőszigetelése.
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2015 december 22, 17:36
Írta: Szalai György Dátum 2015 december 22, 17:36
„a grafit hője olvassza meg az alumíniumot”
Szerintem ez probléma. Majd eldöntöd, hogy neked megoldandó, vagy hanyagolható.
Ha a grafit tégelyt indukciósan, örvényárammal melegíted, az vesztesség.
Az alumínium meg nehezen veszi át a hőt a grafit tégelytől vezetéssel, mert amíg meg nem olvad, addig kicsi az érintkező felület közöttük.
Bár a grafit fajlagos ellenállása vagy 444-szer nagyobb, mint az alumíniumé, de az örvényáramú vesztesség megoszlása szempontjából az elektromos tulajdonságok mellett az edény és az olvasztandó aludarabok geometria aránya is meghatározó.
A gerjesztésnek a tégely falán keresztül, a jó vezetőképességű fémet kéne melegítenie.
De 100kHz frekvencián kicsi a behatolási mélység, ezért a hatásos keresztmetszet is kedvezőtlenül kicsi az örvényáram kialakulásához.
A frekvenciát le kéne vinned vagy 20-50kHz környékére, az áramot meg emelni, ameddig lehet.
Az indukciós alumíniumolvasztás nagyon más feladat, mint a vas izzítás, mert az aluban nem keletkezik hiszterézis vesztesség, így tényleg csak az örvényáramok munkájára számíthatsz.
(Kis mennyiség esetén lehet, hogy az alumíniumoxid kerámia edénnyel jobban járnál mint a grafittal.)
Szerintem.
Szerintem ez probléma. Majd eldöntöd, hogy neked megoldandó, vagy hanyagolható.
Ha a grafit tégelyt indukciósan, örvényárammal melegíted, az vesztesség.
Az alumínium meg nehezen veszi át a hőt a grafit tégelytől vezetéssel, mert amíg meg nem olvad, addig kicsi az érintkező felület közöttük.
Bár a grafit fajlagos ellenállása vagy 444-szer nagyobb, mint az alumíniumé, de az örvényáramú vesztesség megoszlása szempontjából az elektromos tulajdonságok mellett az edény és az olvasztandó aludarabok geometria aránya is meghatározó.
A gerjesztésnek a tégely falán keresztül, a jó vezetőképességű fémet kéne melegítenie.
De 100kHz frekvencián kicsi a behatolási mélység, ezért a hatásos keresztmetszet is kedvezőtlenül kicsi az örvényáram kialakulásához.
A frekvenciát le kéne vinned vagy 20-50kHz környékére, az áramot meg emelni, ameddig lehet.
Az indukciós alumíniumolvasztás nagyon más feladat, mint a vas izzítás, mert az aluban nem keletkezik hiszterézis vesztesség, így tényleg csak az örvényáramok munkájára számíthatsz.
(Kis mennyiség esetén lehet, hogy az alumíniumoxid kerámia edénnyel jobban járnál mint a grafittal.)
Szerintem.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 december 22, 17:47
Írta: 000000000 Dátum 2015 december 22, 17:47
Az egyszerűnek tűnő dolog is milyen bonyolult ahogy közeledünk a gyakorlati megoldás felé.
Cím: Re:Fémöntés házilag
Írta: z2a2u8wf Dátum 2015 december 22, 17:55
Írta: z2a2u8wf Dátum 2015 december 22, 17:55
Udv mindenkinek
Indukcios hevito epiteserol hol lelek reszletes leirast ami meg esetleg kepekkel is illusztralva vagyon?
Indukcios hevito epiteserol hol lelek reszletes leirast ami meg esetleg kepekkel is illusztralva vagyon?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 december 22, 17:56
Írta: 000000000 Dátum 2015 december 22, 17:56
A grafit tégely inkább arra lesz jó hogy PB forrasztó lánggal olvasszak alut?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 december 22, 17:57
Írta: 000000000 Dátum 2015 december 22, 17:57
Én kb fél évet bütyköltem, míg felértem a 3.6kW-os "csúcsra".
De rettentően élveztem minden percet a fejlesztés során.
De rettentően élveztem minden percet a fejlesztés során.
Cím: Re:Fémöntés házilag
Írta: z2a2u8wf Dátum 2015 december 22, 18:05
Írta: z2a2u8wf Dátum 2015 december 22, 18:05
Irtam privatban
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 december 22, 19:41
Írta: 000000000 Dátum 2015 december 22, 19:41
Grafit tégelyben injektoros PB gázégővel olvasztottam alut, bronzot és vasat.
Első alu olvasztásom:

Első alu olvasztásom:
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 december 22, 19:44
Írta: 000000000 Dátum 2015 december 22, 19:44
Tovább fejlesztett gázégőm:


Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 december 22, 19:48
Írta: 000000000 Dátum 2015 december 22, 19:48
A Kohómban 9 liter alu volt a legnagyobb olvasztott mennyiség.
http://cnctar.hobbycnc.hu/Vbody/vegyes%20cnc/tn_1DSCF0717.JPG
http://cnctar.hobbycnc.hu/Vbody/vegyes%20cnc/tn_1DSCF0717.JPG
Cím: Re:Fémöntés házilag
Írta: s7manbs8 Dátum 2015 december 22, 19:48
Írta: s7manbs8 Dátum 2015 december 22, 19:48
Lassan jelentkezhetsz a NASA-nál, nehezen jön nekik össze az új űrhajó építése. :)
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 december 22, 19:51
Írta: 000000000 Dátum 2015 december 22, 19:51
Ebben a topicban 2009-10 környékén mindent publikáltam a kezdetektől.
Cím: Re:Fémöntés házilag
Írta: fpd0kbd4 Dátum 2015 december 22, 20:09
Írta: fpd0kbd4 Dátum 2015 december 22, 20:09
Szia!
Ennek a "tovább fejlesztett gázégőnek" nagyon szimpatikus a lángképe.Megtudhatnánk részleteket a keverékképzés technikájáról méretezéséről?
Ennek a "tovább fejlesztett gázégőnek" nagyon szimpatikus a lángképe.Megtudhatnánk részleteket a keverékképzés technikájáról méretezéséről?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 december 22, 20:30
Írta: 000000000 Dátum 2015 december 22, 20:30
Olyan régen építettem, elfelejtettem a részleteket. A 64-éves agyam olyan, mint a szita, meg annyi mindennel foglalkoztam azóta.
Segítségképpen: "hobby foundry gas burner"
Segítségképpen: "hobby foundry gas burner"
Cím: Re:Fémöntés házilag
Írta: fpd0kbd4 Dátum 2015 december 22, 20:49
Írta: fpd0kbd4 Dátum 2015 december 22, 20:49
Köszi!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 december 23, 13:05
Írta: 000000000 Dátum 2015 december 23, 13:05
Sziasztok
Megépítettem a Vbodi féle hevítőt, annyi módosítással, hogy a a nagy FET nél 2 db 250V 140A est használtam /ez volt itthon..Majd az irf610 est is le akarom cserélni 250V osra csak még nem tudom milyenre..
Annyi lenne a kérdésem , hogy bekapcsolásnál a segédtáp rész kell elsőnek bekapcsolni ,vagy a fojtók + tekercs áramkörét?
Megépítettem a Vbodi féle hevítőt, annyi módosítással, hogy a a nagy FET nél 2 db 250V 140A est használtam /ez volt itthon..Majd az irf610 est is le akarom cserélni 250V osra csak még nem tudom milyenre..
Annyi lenne a kérdésem , hogy bekapcsolásnál a segédtáp rész kell elsőnek bekapcsolni ,vagy a fojtók + tekercs áramkörét?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 december 23, 15:16
Írta: 000000000 Dátum 2015 december 23, 15:16
A segédtápot kell elsőnek bekapcsolni.
Cím: Re:Fémöntés házilag
Írta: PSoft Dátum 2015 december 23, 16:41
Írta: PSoft Dátum 2015 december 23, 16:41
Hogy is volt ez az indukciós, a ླྀ-as, ྂ-es években?
Még, az elektroncsövek fénykorában?
A forrás.
És, a leírás/kapcsolás.:))



Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2015 december 23, 17:11
Írta: Szalai György Dátum 2015 december 23, 17:11
Most meg vannak szilícium-karbid J Fet-ek és egyszerűsödik ez is.
Ha CLD diódának használom, akkor a diódalézer konstansáram generátor is egyszerűsödhet, meg a Led meghajtás is.
Ha CLD diódának használom, akkor a diódalézer konstansáram generátor is egyszerűsödhet, meg a Led meghajtás is.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 december 23, 17:13
Írta: 000000000 Dátum 2015 december 23, 17:13
Ezt ismerem , már kérdeztem is hogy mikor jó a nagyfrekvenciás meg mikor a középfrekvenciás kemence. Ma sem lenne korszerűtlen a kapcsolás olcsón megépíthető, a HAM bazárban 6L6 cső 5500Ft, vagy egy pár 807 10000Ft, de szerintem GU50 nel is megépíthető az csak 1990Ft. Persze ez a kapcsolás nem igazán jó mert nem kristályvezérelt így nem tartja az előírt 27,12MHz ipari frekvenciát. Régi RT újságban van nagyfrekvenciás csöves szintén 27.12MHz fólia hegesztő kapcsolás nem tudom használnak még olyent valahol?
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2015 december 23, 19:02
Írta: Szalai György Dátum 2015 december 23, 19:02
A nagyfrekvenciás áramok kiszorulnak a vezető külső felületére. Minél magasabb a frekvencia, annál kisebb a behatolási mélység és így a hatásos vezető keresztmetszet is csökken, amiben az örvényáramok kialakulhatnak.
Ha az örvényáram által bejárt vezető keresztmetszet kicsi, akkor a munkadarabban indukált pici feszültség nem tud kellően nagy áramot áthajtani ahhoz, hogy egy nagyobb anyagmennyiséget az olvadáspont feletti hőmérsékletre felmelegítsen.
Pici feszültség x pici áram = pici fűtő teljesítmény.
De ahhoz elég, hogy megolvasszon egy pici anyagot, vagy gyorsan felmelegítse a nagyobb munkadarab külső felületét.
Alacsonyabb frekvencián a nagy behatolási mélység miatt nagy a hatásos vezető keresztmetszet.
Az indukált feszültség a nagy hatásos keresztmetszeten nagy áramot képes áthajtani, ami nagy fűtőteljesítményt jelent.
A nagyfrekvenciák kicsi alkatrészek olvasztásához, vagy nagyobb darabok felületi melegítéséhez használhatóak.
Az alacsonyabb frekvenciákon nagyobb anyagok olvaszthatóak.
400kHz környékén kb. 1mm, 2500kHz-en már csak kb. 0,4mm a behatolási mélység.
5mm behatolási mélységet 10-15kHz frekvencián szokták elérni acélban.
Acélban 770C fok (Curie-hőmérséklet) alatt még más a helyzet, mert nem csak az örvényáramú (Joule) veszteség dolgozik, hanem az átmágnesezési (hiszterézis) veszteség is fűt.
Innentől az acél már nem mutat ferromágneses tulajdonságot, és minden munka az örvényáramokra marad.
Ha az örvényáram által bejárt vezető keresztmetszet kicsi, akkor a munkadarabban indukált pici feszültség nem tud kellően nagy áramot áthajtani ahhoz, hogy egy nagyobb anyagmennyiséget az olvadáspont feletti hőmérsékletre felmelegítsen.
Pici feszültség x pici áram = pici fűtő teljesítmény.
De ahhoz elég, hogy megolvasszon egy pici anyagot, vagy gyorsan felmelegítse a nagyobb munkadarab külső felületét.
Alacsonyabb frekvencián a nagy behatolási mélység miatt nagy a hatásos vezető keresztmetszet.
Az indukált feszültség a nagy hatásos keresztmetszeten nagy áramot képes áthajtani, ami nagy fűtőteljesítményt jelent.
A nagyfrekvenciák kicsi alkatrészek olvasztásához, vagy nagyobb darabok felületi melegítéséhez használhatóak.
Az alacsonyabb frekvenciákon nagyobb anyagok olvaszthatóak.
400kHz környékén kb. 1mm, 2500kHz-en már csak kb. 0,4mm a behatolási mélység.
5mm behatolási mélységet 10-15kHz frekvencián szokták elérni acélban.
Acélban 770C fok (Curie-hőmérséklet) alatt még más a helyzet, mert nem csak az örvényáramú (Joule) veszteség dolgozik, hanem az átmágnesezési (hiszterézis) veszteség is fűt.
Innentől az acél már nem mutat ferromágneses tulajdonságot, és minden munka az örvényáramokra marad.
Cím: Re:Fémöntés házilag
Írta: wm94bppdn Dátum 2015 december 23, 23:16
Írta: wm94bppdn Dátum 2015 december 23, 23:16
Eszemben sincs a döglött oroszlánba belerúgni, de vajha Szabó Tibor, T45 akár egyszer is így magyarázott volna, milyen megbecsült tagja lenne ma is ennek a fórumnak...
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 december 25, 20:14
Írta: 000000000 Dátum 2015 december 25, 20:14
Elektromos ívkemence házilag:
Ívkemence
Ívkemence
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 december 25, 20:19
Írta: 000000000 Dátum 2015 december 25, 20:19
Szia
Megkérdezhetem , hogy miért ? És mi lenne ha nem így tennénk?
Megkérdezhetem , hogy miért ? És mi lenne ha nem így tennénk?
Cím: Re:Fémöntés házilag
Írta: ANTAL GÁBOR Dátum 2015 december 25, 20:54
Írta: ANTAL GÁBOR Dátum 2015 december 25, 20:54
A feteket legtöbbször kapcsolóüzemben használjuk . Ahhoz hogy ez létrejöjjön a fetre jellemző un threshold feszültségnél nagyobb feszültséget kell kapcsolni a gate re . Ennek hatására fog folyni az áram és drain source között kis ellenállás mérhető ( RDSon ). A fet disszipációja P=Inégyzet * RDSon . Ez a threshold feszültség fölött kicsi , nincs baj. Ha elöbb kapcsolod a főkört és utána a vezérlést akkor amikor a vezérlés " feléled" akkor a threshold környéki kivezérléssel már fog áram folyni a feten de az RDSon még nagy lesz . Pesszimisztikusan az Inégyzet *RDSon nagyobb lesz mint a megengedhető disszipáció és a fet tönkremegy. Valójában a nagy RDSon miatt a tápfesz nagy része a fetre jut és a terhelésen alig esik feszültség melyek eredményeképp egy kisebb áram is veszélyes disszipációt okoz . Vannak olyan fet ( IGBT ) driverek amelyekbe beleintegrálnak egy un under voltage lockout áramkört amelyek feltiltják a drivert egy bizonyos fesz alatt . ( pl 13.5 V alatt nem működik a driver ) Az elektronika rovatban tegnap pont azt kérdeztem hogy miért nem használtunk anno a bipolárisoknál hasonló védelmet . Még nem kaptam választ ... A fet tönkremenetele is elég rejtélyes de lehet a gyártás strukturájával is összefüggésben van ( amikor tönkremegy akkor fizikailag nem különösebben meleg és mégis meghal . Én arra gyanakszom hogy egy teljesítményfet az valójában sok kis fetből készül és valószínű hogy a kicsikből ha meghal egy akkor vége az egésznek . Ha valaki tud valami más magyarázatot akkor azt én is szívesen veszem ...
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 december 25, 21:06
Írta: 000000000 Dátum 2015 december 25, 21:06
Így igaz. Vannak olyan FET IC-k amit 8V küszöbfeszültségnél old le, de ma már az IGBT-k olcsóbbak lettek így népszerűbbek, azok nyitófeszültsége 10V felett van, a tönkremenetel akkor szokott lenni pl amikor teljes terhelés alatt elmegy a tápfeszültség, pl. inverteres hegesztő lecsapja az automatát.
Cím: Re:Fémöntés házilag
Írta: ANTAL GÁBOR Dátum 2015 december 25, 21:07
Írta: ANTAL GÁBOR Dátum 2015 december 25, 21:07
letiltják a drivert
Cím: Re:Fémöntés házilag
Írta: vjanos Dátum 2015 december 25, 21:59
Írta: vjanos Dátum 2015 december 25, 21:59
Eeez baró :)
Cím: Re:Fémöntés házilag
Írta: wm94bppdn Dátum 2015 december 26, 00:18
Írta: wm94bppdn Dátum 2015 december 26, 00:18
Egyrészt valóban igaz az, hogy a teljesítmény mosfetek sok kisebb fetből állnak. Valószínűleg abban is igazad van, hogy egy tönkremenetele is az egész eszközt használhatatlanná teszi.
A mechanizmus lényege a Cdg kapacitás. Ugyan jóval kisebb, mint a Cgs kapacitás, de ha a kapcsolandó feszültség elég nagy, akkor a felépülésekor (bekapcsoláskor), ha a gate meghajtás nem eléggé kis impedanciás, a kapacitív osztó által leosztott feszültség is tönkreteszi a fetet. Vagy átüti a gate-et, vagy lineáris módba vezérli a csatornát, amitől a fet elmelegszik. Ez lehet olyan, hogy helyi forró pontok képződnek, és tönkremennek, mielőtt még az egész tok fölhevülne.
A bipoláris tranzisztor bázisa nem fog átütni, mert a bázis-emitter dióda a nyitófeszültsége fölött nagyon kis impedanciájú, ugyanezért a Ccb kapacitás nem tud számottevő bázisáramot létrehozni, tehát a vezérlés nélküli tranzisztort a hőmegfutás se fenyegeti.
A mechanizmus lényege a Cdg kapacitás. Ugyan jóval kisebb, mint a Cgs kapacitás, de ha a kapcsolandó feszültség elég nagy, akkor a felépülésekor (bekapcsoláskor), ha a gate meghajtás nem eléggé kis impedanciás, a kapacitív osztó által leosztott feszültség is tönkreteszi a fetet. Vagy átüti a gate-et, vagy lineáris módba vezérli a csatornát, amitől a fet elmelegszik. Ez lehet olyan, hogy helyi forró pontok képződnek, és tönkremennek, mielőtt még az egész tok fölhevülne.
A bipoláris tranzisztor bázisa nem fog átütni, mert a bázis-emitter dióda a nyitófeszültsége fölött nagyon kis impedanciájú, ugyanezért a Ccb kapacitás nem tud számottevő bázisáramot létrehozni, tehát a vezérlés nélküli tranzisztort a hőmegfutás se fenyegeti.
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2015 december 26, 08:26
Írta: Szalai György Dátum 2015 december 26, 08:26
Akkor (ha jól értem) a segédtáp ágba kell egy nagy kapacitás, hogy teljes hálózat-kimaradás esetén később essen le a segédtáp feszültsége, mint a főtápé.
Induláskor pedig a teljes segédtápfeszültség megléte kell, hogy engedélyezze a főtáp bekapcsolását.
Induláskor pedig a teljes segédtápfeszültség megléte kell, hogy engedélyezze a főtáp bekapcsolását.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 december 26, 08:43
Írta: 000000000 Dátum 2015 december 26, 08:43
Így igaz de általánosságban is, ahol nincs olyan vezérlő IC speciális áramkör ami alacsony gate meghajtó feszültség esetén azonnal lekapcsolja a FET-et, kiegészítés, trükkök is kellhetnek ha MOSFET-re tervezett IC-t pl UC3845 ről IGBT-t vagy SiC FET-et hajtanánk meg. A tranzisztorok sem jobbak ilyen szempontból sőt sokkal rosszabbak kisebb a biztonságos üzemeltetési tartományuk SOAR (lásd google). Csak egy tranzisztor kapcsoló üzemben nem az alacsony gate feszültségtől hanem az alacsony bázis áramtól melegedhet ami ugye függ a kollektoráramtól, ezért is a kényelmes meghajtás érdekében alkalmaztak meghajtó transzformátort akkor is ha nem kell galvanikus leválasztás, lásd régi képcsöves TV sorvégfok tranzisztor meghajtását, szinte mindig trafós, de itt is nagyon bonyolult összefüggések vannak a méretezésnél, pl a bázis nyitófeszültsége függ a kollektorfeszültségtől.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2015 december 26, 08:59
Írta: 000000000 Dátum 2015 december 26, 08:59
Lásd itt: SOA
Más. Az indukciós hevítőmhöz készítek egy új tekercset nagyobb átmérővel hosszabb szárral hogy a grafit tégely ne terhelje be annyira, csak honnan tudnék hőálló hőszigetelő anyagot szerezni mint amit a 4780 as hozzászólásomba is volt, tehát hőálló hőszigetelő és fűrészelhető, és kis tételben van? Ezt tenném a grafit tégelyre vagy akár Ívkemencéhez is jó lenne.
Közben megvan az első tárgy amit kiöntenék fémből, alumíniumból egy 3D nyomtató száltovábbítója , itt írtátok hogy be kell kenni fekeccsel ami samott liszt, vettem samott lisztet de olyan durva szemcsés hogy bekenni sem tudom meg ha sikerülne is nagyon rossz felületet adna, valami finomabb anyag kellene amit lehetőleg ne kelljen kiégetni, azt hiszem a kvarcliszt gipsz keverék lenne ide jó.
A módszer az elvesző mintás hab lenne de PLA anyagból, a tárgyat 0,3mm falvastagsággal 10% kitöltéssel nyomtattam ki tehát van olyan üreges mint egy hab, csak senki nem tudja vajon a PLA kiégetés nélkül működne-e a dolog, egyébként a PLA szép kék tiszta lánggal ég tűzben, nem úgy mint az ABS vagy HIPS amik erősen kormolnak égés közben.
Más. Az indukciós hevítőmhöz készítek egy új tekercset nagyobb átmérővel hosszabb szárral hogy a grafit tégely ne terhelje be annyira, csak honnan tudnék hőálló hőszigetelő anyagot szerezni mint amit a 4780 as hozzászólásomba is volt, tehát hőálló hőszigetelő és fűrészelhető, és kis tételben van? Ezt tenném a grafit tégelyre vagy akár Ívkemencéhez is jó lenne.
Közben megvan az első tárgy amit kiöntenék fémből, alumíniumból egy 3D nyomtató száltovábbítója , itt írtátok hogy be kell kenni fekeccsel ami samott liszt, vettem samott lisztet de olyan durva szemcsés hogy bekenni sem tudom meg ha sikerülne is nagyon rossz felületet adna, valami finomabb anyag kellene amit lehetőleg ne kelljen kiégetni, azt hiszem a kvarcliszt gipsz keverék lenne ide jó.
A módszer az elvesző mintás hab lenne de PLA anyagból, a tárgyat 0,3mm falvastagsággal 10% kitöltéssel nyomtattam ki tehát van olyan üreges mint egy hab, csak senki nem tudja vajon a PLA kiégetés nélkül működne-e a dolog, egyébként a PLA szép kék tiszta lánggal ég tűzben, nem úgy mint az ABS vagy HIPS amik erősen kormolnak égés közben.
Cím: Re:Fémöntés házilag
Írta: ANTAL GÁBOR Dátum 2015 december 26, 10:08
Írta: ANTAL GÁBOR Dátum 2015 december 26, 10:08
Máskor is beírom hogy : " Ha valaki tud valami más magyarázatot akkor azt én is szívesen veszem " köszönöm Laci ! Tovább gondolva a dolgot : egy fixen beépített Cgs kapacitást söntölő zener vagy supressor nem oldaná meg a gate átütés problémáját? Tápra helyezve az eszközt nő a Cgs kapacitáson a feszültség amit az átütés előtt korlátozunk . De a kapacitások és a tápfesz ismeretében egy söntölő rezisztív tag is korlátozhat ( igaz ennek jelenlétével a vezérlés méretezésekor számolni kell ) Persze ettől még létrejöhet a lineáris kivezérlés amitől túldisszipálhat az eszköz . Tegnap az elektronika oldalon Svejknek írtam hogy az asztalomon egy 1000V os 300 A es bipoláris tranzisztor . .. Még egy adalék hogy a régi technikát részesítsem előnyben .
Cím: Re:Fémöntés házilag
Írta: wm94bppdn Dátum 2015 december 26, 13:40
Írta: wm94bppdn Dátum 2015 december 26, 13:40
Itt ér véget a felszínes tudományom: a zéner sem fénysebességű, bár erről hallgatnak az adatlapok, és azt sem tudom, hogy a gate átütés hogyan, és milyen gyorsan következik be. Voltaképpen a zéner hatás is hasonló letörés, mind a kettő atomi folyamat, hasonló kell hogy legyen az időzítése, tehát meg kell hogy védje a fetet.
Cím: Re:Fémöntés házilag
Írta: z4ejygu7v Dátum 2015 december 26, 19:07
Írta: z4ejygu7v Dátum 2015 december 26, 19:07
Tisztelt forumtársak!
Érdeklődök valakinek nincs véletlenül a fiók alján egy idukciós kazán panelrajza?
Érdeklődök valakinek nincs véletlenül a fiók alján egy idukciós kazán panelrajza?
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2015 december 26, 19:46
Írta: svejk Dátum 2015 december 26, 19:46
Szerintem a Cgd miatt nem üthet át a Gate, mivel ahogy eléri a kapacitív osztó a pár voltos Gate feszültséget a FET elkezd kinyitni és kisöntöli a kapacitív osztót. De az igaz, hogy egyben el is kezd disszipálni.
Ezért kell magasabb tápfeszültségű FET áramköröknél mindig a G-S közé egy 10 Kohm körüli lezáró ellenállás akármilyen is a meghajtás.
Ezért kell magasabb tápfeszültségű FET áramköröknél mindig a G-S közé egy 10 Kohm körüli lezáró ellenállás akármilyen is a meghajtás.
Cím: Re:Fémöntés házilag
Írta: wm94bppdn Dátum 2015 december 27, 00:45
Írta: wm94bppdn Dátum 2015 december 27, 00:45
Ezért írtam, hogy nem tudom, mennyi idő alatt zajlik le a gate tönkremenetele, mert a t(d)+ t(r) azért jó néhány (tíz) ns is lehet, azalatt ki tudja, mi történik.
A 10k egy 1nF-os Cgs mellett 10 us időállandót ad, addig nem sok vizet zavar a kapacitív osztó mellett, ha jól gondolom, nem? Bár lehet, hogy inkább a felső taggal kellene az időállandót számolni, de akkor is us nagyságrendű. Majd holnap átgondolom, most már késő van, de aggódom, mert neked mindig igazad szokott lenni. [#kacsint]
A 10k egy 1nF-os Cgs mellett 10 us időállandót ad, addig nem sok vizet zavar a kapacitív osztó mellett, ha jól gondolom, nem? Bár lehet, hogy inkább a felső taggal kellene az időállandót számolni, de akkor is us nagyságrendű. Majd holnap átgondolom, most már késő van, de aggódom, mert neked mindig igazad szokott lenni. [#kacsint]
Cím: Re:Fémöntés házilag
Írta: wm94bppdn Dátum 2015 december 27, 01:09
Írta: wm94bppdn Dátum 2015 december 27, 01:09
Az elemi fetek Ugth-ja bizonyosan nem tökéletesen egyforma, ami melegágya a hotspot képződésnek, lineáris munkapontban.
De én határozottan emlékszem egy Motorola irodalomra, ami azt írta, hogy a parazita kapacitásokkal vigyázni kell a bekapcsoláskor. Akkor nem mélyedtem el benne eléggé, és csak a kapacitív osztót jegyeztem meg. Majd előkeresem.
De én határozottan emlékszem egy Motorola irodalomra, ami azt írta, hogy a parazita kapacitásokkal vigyázni kell a bekapcsoláskor. Akkor nem mélyedtem el benne eléggé, és csak a kapacitív osztót jegyeztem meg. Majd előkeresem.
Cím: Re:Fémöntés házilag
Írta: pbalazs Dátum 2015 december 27, 09:14
Írta: pbalazs Dátum 2015 december 27, 09:14
A FET valóban nem szereti a lineáris üzemet, de minden bekapcsoláskor van egy kis lineáris fázis a Cgd miatt. Ez jól látszik a gate feszültségen: ez a Miller-plató. De ettől még nem kell tönkremennie és nem üt át a gate.
Szerintem nem ezért megy tönkre a FET a táp rákapcsolásakor, mert itt még nincs is (szándékosan kapcsolt) gate fesz. Inkább az lehet, hogy a drain fesz rákapcsolásakor a vezérlés még nem megy, így a FET driver lebegni hagyja a gate-eket, és a Cgd visszahatása miatt a két FET a félhídban összenyit, és semmi sem korlátozza az áramot.
Szerintem nem ezért megy tönkre a FET a táp rákapcsolásakor, mert itt még nincs is (szándékosan kapcsolt) gate fesz. Inkább az lehet, hogy a drain fesz rákapcsolásakor a vezérlés még nem megy, így a FET driver lebegni hagyja a gate-eket, és a Cgd visszahatása miatt a két FET a félhídban összenyit, és semmi sem korlátozza az áramot.
Cím: Re:Fémöntés házilag
Írta: wm94bppdn Dátum 2015 december 27, 09:57
Írta: wm94bppdn Dátum 2015 december 27, 09:57
Az egész elmélkedés ebből indult ki: miért kell a vezérlés bekapcsolásának megelőznie a (magas) tápfesz bekapcsolását... [#wink]
Cím: Re:Fémöntés házilag
Írta: pbalazs Dátum 2015 december 27, 10:11
Írta: pbalazs Dátum 2015 december 27, 10:11
Igen, én is így értettem, bár sokat kellett visszaolvasnom :)
Szóval szerintem azért, hogy ne nyissanak össze a FET-ek a főtáp bekapcsolásakor.
Én arra tippelek, hogy ha nem lennének hídba kötve, hanem csak egy FET lenne a terheléssel sorban, akkor nem is menne tönkre.
Szóval szerintem azért, hogy ne nyissanak össze a FET-ek a főtáp bekapcsolásakor.
Én arra tippelek, hogy ha nem lennének hídba kötve, hanem csak egy FET lenne a terheléssel sorban, akkor nem is menne tönkre.
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2015 december 27, 12:53
Írta: svejk Dátum 2015 december 27, 12:53
Miért kell?
Szerintem nem KELL. Ha pl. ott vannak az említett Rgs ellenállások és a vezérlés utólagos bekapcsolásakor rögtön korrekt a vezérlőjel akkor nem lehet gond.
Persze egy 5 perc alatt összedrótozott, vagy egy végletekig leegyszerűsített kapcsolásnál lehet előfeltétel a bekapcsolási sorrend.
Szerintem nem KELL. Ha pl. ott vannak az említett Rgs ellenállások és a vezérlés utólagos bekapcsolásakor rögtön korrekt a vezérlőjel akkor nem lehet gond.
Persze egy 5 perc alatt összedrótozott, vagy egy végletekig leegyszerűsített kapcsolásnál lehet előfeltétel a bekapcsolási sorrend.
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2015 december 27, 12:58
Írta: svejk Dátum 2015 december 27, 12:58
Ha megnézünk egy átlagos kapcsolóüzemű tápot vagy motormeghajtót ott sincs semmi áramköri megoldás a főáramkör késleltetésére, sőt a segédtápegységnek kell több idő mire feláll.
Persze mint mindenre erre is van ellenpélda. Pl. nagy teljesítményű motormeghajtóknál mindig van egy kontaktor a főáramkörben. De ezekben már nagyon bonyolult és sokrétű védelmi rendszer van és nem biztos, hogy csak a bekapcsolás miatt.
Persze mint mindenre erre is van ellenpélda. Pl. nagy teljesítményű motormeghajtóknál mindig van egy kontaktor a főáramkörben. De ezekben már nagyon bonyolult és sokrétű védelmi rendszer van és nem biztos, hogy csak a bekapcsolás miatt.
Cím: Re:Fémöntés házilag
Írta: vjanos Dátum 2015 december 27, 14:37
Írta: vjanos Dátum 2015 december 27, 14:37
Mint az általad megjavitott indukciós hevitömnél...

Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2015 december 27, 15:46
Írta: svejk Dátum 2015 december 27, 15:46
Kipróbáltad már?
Cím: Re:Fémöntés házilag
Írta: wm94bppdn Dátum 2015 december 27, 16:31
Írta: wm94bppdn Dátum 2015 december 27, 16:31
PBalázs, Svejk: Igazatok van, és a "konzultáció" közben elgondolkodtunk, mire kell ügyelni egy mosfetes teljesítménykapcsoló tervezésénél, üzemeltetésénél.
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2015 december 27, 16:38
Írta: svejk Dátum 2015 december 27, 16:38
Ez egy látszólag nagyon egyszerű probléma, de mégis igen összetett.
Azt hiszem itt közülünk senki sem tudja a tutit, csak sejtjük, mint macska az esőt. :(
Azt hiszem itt közülünk senki sem tudja a tutit, csak sejtjük, mint macska az esőt. :(
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2015 december 27, 16:40
Írta: svejk Dátum 2015 december 27, 16:40
Mindenesetre én a hobbymat majdnem teljes egészében abból szponzorálom, hogy a tervezőmérnökök sincsenek, vagy nem akarnak képben lenni. :)
Cím: Re:Fémöntés házilag
Írta: g89ketty Dátum 2015 december 27, 17:29
Írta: g89ketty Dátum 2015 december 27, 17:29
Minden nagyteljesítményü ind. hevítőnél írják a segédtáp előkapcsolását. Az egyiknél a Miller hatással indokolják, kikapcsolásakor hajlamos újranyitni a FET-et állítólag. Több javaslat van az előfordulás csökkentésére.
Cím: Re:Fémöntés házilag
Írta: vjanos Dátum 2015 december 28, 21:02
Írta: vjanos Dátum 2015 december 28, 21:02
Bevallom nem :)
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2015 december 28, 21:12
Írta: svejk Dátum 2015 december 28, 21:12
No az ilyen drága pénzért megvett, de sosem kipróbált vagy felhasznált cuccal van nekem is tele a kuckóm, meg néha a hócipőm. :)
Cím: Re:Fémöntés házilag
Írta: vvvsmkgjx Dátum 2015 december 28, 21:46
Írta: vvvsmkgjx Dátum 2015 december 28, 21:46
szia! az általad kommentált kapcsolási rajzból reprodukálható az indukciós szerkezeted? Az a bizonyos 2009-2010-es időszakból végigolvasva nekem úgy tűnt. Milyen trafót kellene beszerezni hozzá? (Egyébként az elektronikához annyi közöm van, mint a csirkének az ABC-hez szóval segítséggel készíteném el természetesen, ezért is kérdezek ilyen jókat)
Cím: Re:Fémöntés házilag
Írta: z2a2u8wf Dátum 2016 január 01, 21:30
Írta: z2a2u8wf Dátum 2016 január 01, 21:30
Udvozletem. Kisebb alacsony homersekleten olvado femekhez hasznalhato ez az eszkoz?
Pc tappal kezdeskeppen meghajthato?
1000w olvaszto
Pc tappal kezdeskeppen meghajthato?
1000w olvaszto
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2016 január 02, 08:11
Írta: 000000000 Dátum 2016 január 02, 08:11
Sokkal egyszerúbb PB gázégővel, akár disznó perzselővel olvasztani. Lásd Berényi, itt a fórumban[#eljen].
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2016 január 02, 10:19
Írta: 000000000 Dátum 2016 január 02, 10:19
Igaz. Ne essünk abba a hibába mint én hogy fémet szeretnék olvasztani nincs otthon semmi hozzá és indukciós hevítővel kezdek. Alaphelyzetben ez a panel arra alkalmas hogy vasat izzítsunk pl edzés vagy kovácsolás céljából. Meg nem is olcsó ha beleszámoljuk a hűtést réztekercset, tápegységet, PC táp kevés 40V 30A kell neki.
A dolog másik végén pedig a disznó perzselő van;
de ez sem alkalmas mindenre.
Most azon gondolkozom hogy építek egy elektromos kemencét 1200C ig lehet különleges anyagok felhasználása nélkül elkészíteni.
Azért tartom ezt jó választásnak mert fémet is tudnék benne olvasztani, ha öntök akkor a formát abban tudom kiégetni, illetve kerámiát is lehetne vele kiégetni.
A belseje e tűzálló beton lenne, bevonatos kanthal huzal fűtéssel, K hőelem méréssel, a szigetelés hőszigetelő paplan majd perlit beton, 30x30x30 cm lenne és 3kW ot gondoltam max teljesítménynek.
Jó az elképzelésem?
A dolog másik végén pedig a disznó perzselő van;
de ez sem alkalmas mindenre.
Most azon gondolkozom hogy építek egy elektromos kemencét 1200C ig lehet különleges anyagok felhasználása nélkül elkészíteni.
Azért tartom ezt jó választásnak mert fémet is tudnék benne olvasztani, ha öntök akkor a formát abban tudom kiégetni, illetve kerámiát is lehetne vele kiégetni.
A belseje e tűzálló beton lenne, bevonatos kanthal huzal fűtéssel, K hőelem méréssel, a szigetelés hőszigetelő paplan majd perlit beton, 30x30x30 cm lenne és 3kW ot gondoltam max teljesítménynek.
Jó az elképzelésem?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2016 január 02, 11:19
Írta: 000000000 Dátum 2016 január 02, 11:19
Én a helyedben 40-50 mm vastag Vermikulit (kálcium szilikát) táblából építeném az elektromos kemencém.
Szerintem minden tekintetben jobb, mint az általad felsorolt anyagok.
Ezt saját tapasztalatból írom.
Annak idején samottal, perlitbetonnal és sok mindennel próbálkoztam, a Vermikulit veri mindegyiket.
Szerintem minden tekintetben jobb, mint az általad felsorolt anyagok.
Ezt saját tapasztalatból írom.
Annak idején samottal, perlitbetonnal és sok mindennel próbálkoztam, a Vermikulit veri mindegyiket.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2016 január 02, 11:42
Írta: 000000000 Dátum 2016 január 02, 11:42
Tehát semmi más nem kell bele csak vermikulit, a belső réteg sem kell legyen valami hővezetőbb anyag?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2016 január 02, 12:04
Írta: 000000000 Dátum 2016 január 02, 12:04
Közben gondolkoztam hogy nem kell, a szükséges méret meglenne 2db 60x60 as táblából, de ez csak 30mm vastag, és költséghatékonyság szempontjából a külső réteg lenne perlit beton, mert a hő nagy részét már szigeteli a vermikulit a külső csak másodlagos meg erősebb réteg lenne.
Cím: Re:Fémöntés házilag
Írta: ANTAL GÁBOR Dátum 2016 január 02, 18:18
Írta: ANTAL GÁBOR Dátum 2016 január 02, 18:18
Egyáltalán nem vagyok kemence szakértő de most egy spéci munka kapcsán összeolvastam mindent . Ha ( klasszikus ) kemencét akarnék csinálni akkor a fűtőszálnak a kanthal huzalt választanám . ( vannak magasabb hőmérsékletet szolgáltató anyagok is ( szilit SiC ) A kanthalt természetesen méretezném felületi terhelésre . ( élettartamra ,felületi hőmérsékletre : 1.5-3.5 W / cm2 alapon ) A hő egy része vezetéssel egy része pedig sugárzással jut el a darabhoz. A kanthalt be lehet fűzni egy lyukas kerámia téglába de a tégla U alakú ( nyitott ) csatornái is tarthatják azt. A kerámia villamosan szigetelő és hőálló anyag. A hőszigetelő képessége nem kimagasló . Említettem hogy a hő egy része sugárzással kerül a darabra ( Stefan Bolzmann összefüggés ) Az összefüggésben található egy anyagi jellemző ( sugárzási "tényező " ) A kerámia ebből a szempontból nagyon kedvező (utána azt hiszem az üvegkerámiák és kvarcüveg következik ) . Persze a kemencét a hőveszteség csökkentése érdekében szigetelni kell . Itt a különböző ( sok levegőt tartalmazó ) kerámiapaplanok és a vermikulit a hasznos anyag . A vermikulit sugárzási tényezőjéről nincs adatom de mivel hőszigetelő a hőátadás a darabra csak a sugárzással fog bekövetkezni ( a konvekciót egy zárt villamos fűtésű kemencében alapól kizártam ) nem láttam olyan alkalmazást ahol a kanthal fizikai tartását is rábízták volna .
Várom a szakemberek kiigazítását !!( még nincs kész a projektem , szívesen veszem az ötleteket )
Várom a szakemberek kiigazítását !!( még nincs kész a projektem , szívesen veszem az ötleteket )
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2016 január 02, 19:40
Írta: 000000000 Dátum 2016 január 02, 19:40
Sziasztok!Az lenne a kérdésem hogy a homok+bentonit+víz(nyershomok)keveréket kell-e szárítani öntés előtt?Alumíniumot szeretnék bele önteni.
Cím: Re:Fémöntés házilag
Írta: VighLajos Dátum 2016 január 02, 19:53
Írta: VighLajos Dátum 2016 január 02, 19:53
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 január 02, 20:13
Írta: ncw4w5nca Dátum 2016 január 02, 20:13
Nem kell szárítani.
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2016 január 02, 20:33
Írta: svejk Dátum 2016 január 02, 20:33
Én képtelen vagyok ezen ömlesztett, tagolatlan mondatok olvasásának nekiállni... pedig biztos érdekes amit írtál.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2016 január 02, 22:06
Írta: 000000000 Dátum 2016 január 02, 22:06
Köszi!
Cím: Re:Fémöntés házilag
Írta: Bicska Dátum 2016 január 02, 22:34
Írta: Bicska Dátum 2016 január 02, 22:34

Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2016 január 03, 07:53
Írta: 000000000 Dátum 2016 január 03, 07:53
Frankó.

Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2016 január 03, 10:41
Írta: Szalai György Dátum 2016 január 03, 10:41
Ez nagyon praktikus.
Pár éve, egy karácsony előtti vásárban láttam hasonlót, akkor éppen süti sült benne.
A különbség, hogy az mobil megoldás volt, beépítve egy régi utcaseprő taliga szerkezetébe.
És körbe volt tapasztva agyaggal. [#wink]
Pár éve, egy karácsony előtti vásárban láttam hasonlót, akkor éppen süti sült benne.
A különbség, hogy az mobil megoldás volt, beépítve egy régi utcaseprő taliga szerkezetébe.
És körbe volt tapasztva agyaggal. [#wink]
Cím: Re:Fémöntés házilag
Írta: TROMF22 Dátum 2016 január 03, 11:21
Írta: TROMF22 Dátum 2016 január 03, 11:21
Tetszik, várakozik is egy kibontott öntöttvaskád a fiamék udvarán, hasonló felhasználásra.
De mit csinál a kád zománcozása felfűtéskor, vagy ha véletlenül jól beizzítják az alsó felet? Nem potyognak a zománc darabkák a kalácsba?
De mit csinál a kád zománcozása felfűtéskor, vagy ha véletlenül jól beizzítják az alsó felet? Nem potyognak a zománc darabkák a kalácsba?
Cím: Re:Fémöntés házilag
Írta: VighLajos Dátum 2016 január 03, 16:08
Írta: VighLajos Dátum 2016 január 03, 16:08
Át kellene vinni a semlegesbe...
Nézegetem, nézegetem...
A felső rész csak alulról melegszik... A forró égéstermékeket (füstöt) a felső rész köpenyébe kellene vezetni, vagyis a felső részt duplafalúan kell(ene) kiképezni.
Nézegetem, nézegetem...
A felső rész csak alulról melegszik... A forró égéstermékeket (füstöt) a felső rész köpenyébe kellene vezetni, vagyis a felső részt duplafalúan kell(ene) kiképezni.
Cím: Re:Fémöntés házilag
Írta: vjanos Dátum 2016 január 03, 17:20
Írta: vjanos Dátum 2016 január 03, 17:20
Én is keresgéltem mostanában hasonló után.
Ytong-ból szok ilyen építeni a hobby társadalom.
Itt egy egész jó leírás.
Itt egy kicsit nagyobb. Ez utóbbi fazont még egy vermikulit réteggel megspékelve el tudnám képzeni...
Ytong-ból szok ilyen építeni a hobby társadalom.
Itt egy egész jó leírás.
Itt egy kicsit nagyobb. Ez utóbbi fazont még egy vermikulit réteggel megspékelve el tudnám képzeni...
Cím: Re:Fémöntés házilag
Írta: KoLa Dátum 2016 január 03, 18:20
Írta: KoLa Dátum 2016 január 03, 18:20
Berényi József egy zománcozott lavór-ban olvasztotta az alumíniumot a bemutatóin!
Én úgy láttam hogy sértetlen maradt öntés után!
Hogy a topic témájánál maradjak, az aluöntésnél lényeges volt hogy egy vékony zománcozott lavór nem sok hőt tud elvonni!egy öntvény kád lehet sokáig melegszik.
Én úgy láttam hogy sértetlen maradt öntés után!
Hogy a topic témájánál maradjak, az aluöntésnél lényeges volt hogy egy vékony zománcozott lavór nem sok hőt tud elvonni!egy öntvény kád lehet sokáig melegszik.
Cím: Re:Fémöntés házilag
Írta: s7manbs8 Dátum 2016 január 03, 18:56
Írta: s7manbs8 Dátum 2016 január 03, 18:56
Nálam az ilyesmi üveg öntésre érdekelne távcső tükörhöz ... ott mondjuk elég magas a hőfok.
Cím: Re:Fémöntés házilag
Írta: TROMF22 Dátum 2016 január 03, 19:01
Írta: TROMF22 Dátum 2016 január 03, 19:01
Köszönöm a megfigyelésed!
Az öntési témától való eltévelyedést azzal zárnám, hogy a kád esetében - a zománcozással kapcsolatban - valószínűleg még kedvezőbb a helyzet:
- nagyobb tömeg
- vastagabb fal
- egyenletesebb melegedés/hűlés
- a fatüzelés se olyan intenzív és koncentrált hőleadó mint egy PB égőfej.
Van a dologban ráció :)
Az öntési témától való eltévelyedést azzal zárnám, hogy a kád esetében - a zománcozással kapcsolatban - valószínűleg még kedvezőbb a helyzet:
- nagyobb tömeg
- vastagabb fal
- egyenletesebb melegedés/hűlés
- a fatüzelés se olyan intenzív és koncentrált hőleadó mint egy PB égőfej.
Van a dologban ráció :)
Cím: Re:Fémöntés házilag
Írta: KoLa Dátum 2016 január 03, 20:13
Írta: KoLa Dátum 2016 január 03, 20:13
Hogy kell üveget önteni távcsőhöz?
Cím: Re:Fémöntés házilag
Írta: Csuhás Dátum 2016 január 03, 20:42
Írta: Csuhás Dátum 2016 január 03, 20:42
Házilag el sem tudom képzelni mert igen lassan kell hagyni kihűlni. A nagy tükröket akár egy évig is hűtik. Gondolom kis tükörhöz sem árt egy fél nap.
Cím: Re:Fémöntés házilag
Írta: vjanos Dátum 2016 január 03, 20:49
Írta: vjanos Dátum 2016 január 03, 20:49
Nekem úgy rémlik, azt mesélte, hogy azért néhányszor 10 öntés után elkopik a lavór.
A zománcot fekeccsel védi, amit elhasználódás esetén újra felvisz.
A zománcot fekeccsel védi, amit elhasználódás esetén újra felvisz.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2016 január 03, 20:55
Írta: 000000000 Dátum 2016 január 03, 20:55
Attól még csiszolni kell nem?
Forgásban levő folyadék felülete parabola alakot vesz fel.
Forgásban levő folyadék felülete parabola alakot vesz fel.
Cím: Re:Fémöntés házilag
Írta: PSoft Dátum 2016 január 03, 20:55
Írta: PSoft Dátum 2016 január 03, 20:55
Valahogy...így!:)
[#pias][#pias][#pias]
[#nevetes1]
Cím: Re:Fémöntés házilag
Írta: s7manbs8 Dátum 2016 január 03, 21:09
Írta: s7manbs8 Dátum 2016 január 03, 21:09
Ja. :) Gyerek pezsgővel.
Cím: Re:Fémöntés házilag
Írta: KoLa Dátum 2016 január 03, 22:10
Írta: KoLa Dátum 2016 január 03, 22:10
Gondolhattam volna!!![#falbav][#hehe]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2016 január 04, 17:56
Írta: 000000000 Dátum 2016 január 04, 17:56
Sziasztok!Youtube-videókban láttam hogy az alumínium olvadékba mosószódát és valamilyen konyhasó féleséget raknak.Az lenne a kérdésem hogy ezek mi célt szolgálnak?
Cím: Re:Fémöntés házilag
Írta: 2f428kduf Dátum 2016 január 04, 18:46
Írta: 2f428kduf Dátum 2016 január 04, 18:46
Amíg folyadék, igen, azután a hűlés összevissza húzogatja. Használj forgó tálban higanyt, a fordulatszámmal a fókuszt is változtatod (he-he). Persze csak a fejed feletti pontot nézheted.
Cím: Re:Fémöntés házilag
Írta: xsugix Dátum 2016 január 04, 19:38
Írta: xsugix Dátum 2016 január 04, 19:38
Gáztalanítás (mosószóda) céljából érdemes az ömledék aljára nyomni. Én is így szoktam, eddig nem volt lyukacsos az öntvényem. Salaktalanítás (konyhasó) céljából bele lehet keverni az ömledékbe, illetve egyfajta folyasztószerként működik. Mondjuk itt nem vettem észre, hogy működne, de azért bele szoktam keverni. Én is a youtube, Berényi, illetve az itteni segítségeket figyelembe véve szoktam öntögetni, több-kevesebb sikerrel.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2016 január 04, 20:41
Írta: 000000000 Dátum 2016 január 04, 20:41
Köszi[#eljen]
Cím: Re:Fémöntés házilag
Írta: Csuhás Dátum 2016 január 04, 21:34
Írta: Csuhás Dátum 2016 január 04, 21:34
Készült néhány forgó higanytükrös teleszkóp, általában síktükrökkel kiegészítve. Lásd google: liquid mirror telescope
Cím: Re:Fémöntés házilag
Írta: 2f428kduf Dátum 2016 január 05, 16:54
Írta: 2f428kduf Dátum 2016 január 05, 16:54
Na ja, de síktükröt nehezebb csinálni (szerezni) mint gömb, vagy parabolát.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2016 január 05, 18:26
Írta: 000000000 Dátum 2016 január 05, 18:26
viaszveszejtéses öntéshez nem tudja valaki hogy a tűzálló héjat miböl jó csinálni?Olvastam gipszröl is de azt furcsállom.Rezet és alumíniumot szeretnék bele önteni főleg kisplasztikákat.olvastam kerámia zagyrol de a pontos összetételét nem találtam.Ha esetleg tudna valaki segíteni az jó lenne.Minnél szebb felületet szeretnék elérni,a válaszokat előre is köszönöm! [#worship]
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2016 január 06, 16:02
Írta: 3vv2btrhv Dátum 2016 január 06, 16:02
Írtam e-mailt .
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2016 január 06, 17:22
Írta: 000000000 Dátum 2016 január 06, 17:22
Köszi! írtam választ.
Cím: Re:Fémöntés házilag
Írta: 2f428kduf Dátum 2016 január 06, 17:31
Írta: 2f428kduf Dátum 2016 január 06, 17:31
Ez valami spéci szilikátoldat, tisztaszesszel-sósavval. Ebbe a löttybe mártják a viaszmintát többször is, egyre durvább töltőanyagot (kvarcliszt-homok)szórva rá. Ez megköt, felizzítva lehet bele önteni. Gondolom öntészeti boltban lehet venni, régebben valahol Csepelen volt egy. Egyébként alumíniumot gipszbe is lehet önteni, de előtte alaposan ki-izzítani, úgy 3-400fokra.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2016 január 06, 18:47
Írta: 3vv2btrhv Dátum 2016 január 06, 18:47
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2016 január 06, 20:02
Írta: 000000000 Dátum 2016 január 06, 20:02
Milyen csatlakozást lehetne tenni 6mm rézcsőre az indukciós hevítőhöz hogy cserélni tudjam a munkatekercset?
Abban víz is folyik meg áram is. Megérkezett a rézcső 8 menetre tekertem így meg már keveset vesz fel a grafit tégely olyan 15A-t és 400C körülire melegszik csak pedig vermikulit szigetelés van körülötte.
Azt találtam ki hogy először gyakorlásképpen majdnem tiszta ónt öntenék, a fornát is kigondoltam már gipsz + homok vagy inkább kvarcliszt amit kiégetek, rájöttem hogy a 3D nyomtatott PLA ra nem lehet fémet egyből önteni mert nem ég ki tőle hiába jól éghető megfigyeltem hogy először felforr és csak azután ég, az egész homokba ágyazva a felöntők is homokba és csak azon lenne samott + vízüveg fekecs.
Abban víz is folyik meg áram is. Megérkezett a rézcső 8 menetre tekertem így meg már keveset vesz fel a grafit tégely olyan 15A-t és 400C körülire melegszik csak pedig vermikulit szigetelés van körülötte.
Azt találtam ki hogy először gyakorlásképpen majdnem tiszta ónt öntenék, a fornát is kigondoltam már gipsz + homok vagy inkább kvarcliszt amit kiégetek, rájöttem hogy a 3D nyomtatott PLA ra nem lehet fémet egyből önteni mert nem ég ki tőle hiába jól éghető megfigyeltem hogy először felforr és csak azután ég, az egész homokba ágyazva a felöntők is homokba és csak azon lenne samott + vízüveg fekecs.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2016 január 06, 20:02
Írta: 000000000 Dátum 2016 január 06, 20:02
Hát ez sajnos elég költségesnek tünik[#rinya]
Cím: Re:Fémöntés házilag
Írta: Révész Richárd Dátum 2016 január 06, 21:39
Írta: Révész Richárd Dátum 2016 január 06, 21:39
Sima hollanderes, ez bontható, ha ereszt csak tömítést kel cserélni.
A vágógyűrűs megoldás is szóba jöhet, de ha sokat szereled akkor előbb utóbb nem fog rendesen tömíteni.
Ez csak úgy cserélhető ha egy darabkát levágsz a csőből és újat raksz rá.
A vágógyűrűs megoldás is szóba jöhet, de ha sokat szereled akkor előbb utóbb nem fog rendesen tömíteni.
Ez csak úgy cserélhető ha egy darabkát levágsz a csőből és újat raksz rá.
Cím: Re:Fémöntés házilag
Írta: sufnituning Dátum 2016 január 07, 00:17
Írta: sufnituning Dátum 2016 január 07, 00:17
hidraulika csavarzat jó, vágógyűrűset nyugodtan több százszor szétszedheted.
csavarzat
csavarzat
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2016 január 09, 18:25
Írta: 000000000 Dátum 2016 január 09, 18:25
Megvan az első öntésem, egy ló sakkbábut nyomtattam ki PLA ból az, plusz az alját kiegészítettem egy felöntő kónusszal, ezt gipsz homok víz keverékkel öntöttem körbe, majd kötés után a kandallóban kiégettem, az indukciós hevítövel ónt olvasztottam kevesebb 5 perc alatt megolvadt (230C olvad) és ezzel lett kiöntve a forma. Sajnos nem lett valami szép maradta gipszben egy lég buborék meg sajnos a fém nagyon jól lekövette a nyomtatás jellegzetességeit sokkal feltűnőbben látszódik az alakzat rétegenként csíkozódása a fémen mint a műanyagon, szerencsére a fémet újra be lehet olvasztani.
Cím: Re:Fémöntés házilag
Írta: ANTAL GÁBOR Dátum 2016 január 09, 18:41
Írta: ANTAL GÁBOR Dátum 2016 január 09, 18:41
írtam egy levelet magánban ...
Cím: Re:Fémöntés házilag
Írta: vjanos Dátum 2016 január 09, 20:59
Írta: vjanos Dátum 2016 január 09, 20:59
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2016 január 09, 21:41
Írta: 000000000 Dátum 2016 január 09, 21:41
Már láttam rá kísérletet, de nem működik a fém nagy felületi feszültsége miatt.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2016 január 10, 19:39
Írta: 000000000 Dátum 2016 január 10, 19:39
Most öntöttem egy sas fej szobrot, mint már írtam nagyon csúny a felület látszik a nyomtatás rétegződése, nincs valami házi megoldás a felület simitására?
A sas a nyakánál hűlés közben elvált egymástól, szerintem azért mert fentről öntöttem lefelé kúpos beömlőn és amikor zsugorodott a fém akkor fentról nem volt utánpótlás mert ott szilárdul meg először. Láttam olyan megoldást is mikor egy feltöltő csatorna az öntendő forma aljáig megy majd egy másik vissza gondolom ezt küszöböli ki.
Végül is olyan erős lett a gép a saccolt tekerccsel hogy a grafit tégelyt mélyvörös izzásig tudtam hevíteni abban tudtam olvasztani valami alu ötvözetet, érdekes míg az ón szinte úgy folyik mint a víz az alumínium alig folyik szinte, abból még nem készült semmi.
A sas a nyakánál hűlés közben elvált egymástól, szerintem azért mert fentről öntöttem lefelé kúpos beömlőn és amikor zsugorodott a fém akkor fentról nem volt utánpótlás mert ott szilárdul meg először. Láttam olyan megoldást is mikor egy feltöltő csatorna az öntendő forma aljáig megy majd egy másik vissza gondolom ezt küszöböli ki.
Végül is olyan erős lett a gép a saccolt tekerccsel hogy a grafit tégelyt mélyvörös izzásig tudtam hevíteni abban tudtam olvasztani valami alu ötvözetet, érdekes míg az ón szinte úgy folyik mint a víz az alumínium alig folyik szinte, abból még nem készült semmi.
Cím: Re:Fémöntés házilag
Írta: vjanos Dátum 2016 január 10, 21:02
Írta: vjanos Dátum 2016 január 10, 21:02
Tehetnél fel pár képet a munkákról, szerintem többünket érdekelné :)
Nem lehet, hogy az ón nem elég meleg és nem égeti el rendesen a hasonló olvadáspontú PLA-t?
Csiszolópapírral tudsz finomítani a nyomaton.
Forgó vagy vibrációs dobban, koptatóanyaggal szokták trovalizálni.
Esetleg hőfokszabályzós pákával óvatosan simogatva - ha valamit több darabból ragasztok, így szoktam eldolgozni a határvonalat.
Nem lehet, hogy az ón nem elég meleg és nem égeti el rendesen a hasonló olvadáspontú PLA-t?
Csiszolópapírral tudsz finomítani a nyomaton.
Forgó vagy vibrációs dobban, koptatóanyaggal szokták trovalizálni.
Esetleg hőfokszabályzós pákával óvatosan simogatva - ha valamit több darabból ragasztok, így szoktam eldolgozni a határvonalat.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2016 január 10, 21:08
Írta: 000000000 Dátum 2016 január 10, 21:08
Előtte kiégettem a PLA-t az ón is meleg volt mert 10 perc mire megszilárdult a formában.
A CNCTAR.HUNBAY.com hová tehetek képeket?
A CNCTAR.HUNBAY.com hová tehetek képeket?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2016 január 10, 21:32
Írta: 000000000 Dátum 2016 január 10, 21:32
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2016 január 10, 21:45
Írta: 000000000 Dátum 2016 január 10, 21:45
Cím: Re:Fémöntés házilag
Írta: Dakota25 Dátum 2016 január 10, 23:00
Írta: Dakota25 Dátum 2016 január 10, 23:00
Próbáld ki a felület simításához az olvadt viaszba való -esetleg többszöri- lemártását a nyomtatott mintának! Szinte biztosan jól elfedi a réteg-rejzolatot.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 január 11, 00:09
Írta: ncw4w5nca Dátum 2016 január 11, 00:09
Ha öntéshez be akarod ágyazni akkor olvasztott paraffinban mártsd meg, és ha megdermedt, puha pamutronggyal dörzsöld simára.A paraffin ne legyen túl forró, de eléd meleg, hogy a felületen ne dermedjen meg azonnal.
Attól hogy felülről öntötted, még nem szabadott volna leszakadni, én inkább arra gondolok, hogy az ón ötvözete nem alkalmas az öntésre.
Öntésnél utoljára a beöntésnél kell hogy megdermedjen az anyag, ezt apróbb tárgyaknál holtfejjel érheted el, nagyobbaknál pedig melegítsd a beömlőnyílást. A holtfej egy nagyobb üreg az öntőcsatornán, közvetlen az öntvény mellett, a térfogata nagyobb mint az öntvény és a legvastagabb résznél kell az csatlakoznia öntvényhez.A bonyolultabb öntvényeket több helyen is megtáplálják. Ezen kívül vannak gázelvezető csatornák, amik a formakitöltést segítik.
Itt egy videó, ami jól szemlélteti a fent leírtakat, igaz itt nincs klasszikus holtfej, de a vastag tápcsatornák átveszik a szerepét.
Attól hogy felülről öntötted, még nem szabadott volna leszakadni, én inkább arra gondolok, hogy az ón ötvözete nem alkalmas az öntésre.
Öntésnél utoljára a beöntésnél kell hogy megdermedjen az anyag, ezt apróbb tárgyaknál holtfejjel érheted el, nagyobbaknál pedig melegítsd a beömlőnyílást. A holtfej egy nagyobb üreg az öntőcsatornán, közvetlen az öntvény mellett, a térfogata nagyobb mint az öntvény és a legvastagabb résznél kell az csatlakoznia öntvényhez.A bonyolultabb öntvényeket több helyen is megtáplálják. Ezen kívül vannak gázelvezető csatornák, amik a formakitöltést segítik.
Itt egy videó, ami jól szemlélteti a fent leírtakat, igaz itt nincs klasszikus holtfej, de a vastag tápcsatornák átveszik a szerepét.
Cím: Re:Fémöntés házilag
Írta: g89ketty Dátum 2016 január 11, 13:00
Írta: g89ketty Dátum 2016 január 11, 13:00
Ilyen az igazi szakmai segítség![#worship]
Cím: Re:Fémöntés házilag
Írta: grekon Dátum 2016 január 12, 19:15
Írta: grekon Dátum 2016 január 12, 19:15
Tiszteletem .
Egy jol mükodő kis mèretü ( 10-15-os àtmèrő ) gàzègő rajza , linkje nincs valakinek ? Most olmot kell önntsek de jo lenne kissebb 6-8-as àtmèrőjü vas felmelegitèsère .
Köszönöm .
Egy jol mükodő kis mèretü ( 10-15-os àtmèrő ) gàzègő rajza , linkje nincs valakinek ? Most olmot kell önntsek de jo lenne kissebb 6-8-as àtmèrőjü vas felmelegitèsère .
Köszönöm .
Cím: Re:Fémöntés házilag
Írta: ANTAL GÁBOR Dátum 2016 január 12, 19:26
Írta: ANTAL GÁBOR Dátum 2016 január 12, 19:26
rajzom nincs ( és igencsak elfoglalt vagyok) de a táramban találsz néhány PB égő fotót Kis méretben az injektorost a kisfuratú fúvóka elkészítésének nehézségei miatt komplikáltabb elkészíteni ha van komresszorod és a sürített levegőt elő tudod állítani akkor a keverőszárasat javasolnám ( a fotón két csap van ) .
Cím: Re:Fémöntés házilag
Írta: grekon Dátum 2016 január 13, 05:13
Írta: grekon Dátum 2016 január 13, 05:13
Nincs kompresszorom ( se esztergàm ) ezèrt most egy szimplàt akarok csinàlni , hasonlot mint itt :
http://backyardmetalcasting.com/oliverburner1.html
csak kissebbe .
Ha időd engedi a 10-es kèprol nèhàny adatot ( fúvóka , levegonyilàs , csőhosz àtmèrő ) irhatsz . Köszönöm .
http://backyardmetalcasting.com/oliverburner1.html
csak kissebbe .
Ha időd engedi a 10-es kèprol nèhàny adatot ( fúvóka , levegonyilàs , csőhosz àtmèrő ) irhatsz . Köszönöm .
Cím: Re:Fémöntés házilag
Írta: ANTAL GÁBOR Dátum 2016 január 13, 06:09
Írta: ANTAL GÁBOR Dátum 2016 január 13, 06:09
Ha nincsenek eszközök akkor a legegyszerűbb ha veszel egyet : A vizesek használják a vörösréz csövezéshez ( cserélhető palack , a piezó gyújtást megspórolhatod ha szűk a pénztárcád és van gyufád ) Az injektoros ,és mint említettem szűk a fúvókája mert a gáz nyomási energiáját használja fel a levegő beszívására . A fúvóka legyártása nagy kihívás ( D = 0.5mm körüli vagy kisebb ) ) de lehet hogy valahol lehet venni Én a keverőszárast favorizálom mert sokkal jobb lángképet lehet vele előállítani ( minthogy a gázhoz annyi levegőt adok hozzá ami nekem tetszik ) Kisméretű keverőszáras égővel egy időben fémkeretes szemüvegeket forrasztottam ezüsttel )
Cím: Re:Fémöntés házilag
Írta: ANTAL GÁBOR Dátum 2016 január 13, 06:11
Írta: ANTAL GÁBOR Dátum 2016 január 13, 06:11
este küldök rajzot
Cím: Re:Fémöntés házilag
Írta: VighLajos Dátum 2016 január 13, 06:35
Írta: VighLajos Dátum 2016 január 13, 06:35
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2016 január 13, 07:56
Írta: robroy007 Dátum 2016 január 13, 07:56
szerintem ha bementek a legközelebbi gázkészülékes boltba ott kaptok gáztűzhelyhez való fúvóát
Cím: Re:Fémöntés házilag
Írta: 8uz6e0bca Dátum 2016 január 13, 10:30
Írta: 8uz6e0bca Dátum 2016 január 13, 10:30
Üdvözletem ! Szükségem lenne egy alutömbre , ami kiad kb 60 x 130 x 180 mm hasznos térfogatot. Tud valaki segíteni , és mennyibe kerülne ?
Cím: Re:Fémöntés házilag
Írta: vjanos Dátum 2016 január 13, 10:54
Írta: vjanos Dátum 2016 január 13, 10:54
Ez a kis keverős tetszik :)
Számít a távolság a láng és a keverés helye között?
Hányódik nálam egy LPG multiszelep, két finoman állítható tekerentyűvel.
Bár kéne faragni belőle, meg valami hátlap hozzá, de egy fél méteres csővel klassz asztali egység lenne.
Számít a távolság a láng és a keverés helye között?
Hányódik nálam egy LPG multiszelep, két finoman állítható tekerentyűvel.
Bár kéne faragni belőle, meg valami hátlap hozzá, de egy fél méteres csővel klassz asztali egység lenne.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 január 13, 12:42
Írta: ncw4w5nca Dátum 2016 január 13, 12:42
A gond ezzel csak az, hogy az általad tervezett mérethez 0,25-0,3mm-es lyukat kellene fúrni az injektornak. Természetesen megoldható házilag is, de koránt se biztos hogy megéri vele bajolni, mikor postával 5500Ftért már lehet venni piezó gyújtással
Cím: Re:Fémöntés házilag
Írta: Csuhás Dátum 2016 január 13, 12:53
Írta: Csuhás Dátum 2016 január 13, 12:53
Pici lyuk házilag: Egy kis rézlemezbe kell ütni egy nagyobbacska pontot egy szépen megköszörült hegyes pontozóval, majd a túloldalról annyit lecsiszolni hogy a kívánt lyukméret alakuljon ki. Ezután felforrasztani egy menetes csövecske végére.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 január 13, 13:26
Írta: ncw4w5nca Dátum 2016 január 13, 13:26
Ha szappanba beleszúrsz egy tűt, úgy hogy a hegye a szappan szélénél legyen a foka pedig néhány mm-t álljon ki, így vörösrézbe, sárgaréz, bronzba 3-3,5mm-re belelehet ütni egy határozott ütéssel. Annak idején a réz kétforintost simán átlyukasztottuk.
Cím: Re:Fémöntés házilag
Írta: Csuhás Dátum 2016 január 13, 13:38
Írta: Csuhás Dátum 2016 január 13, 13:38
Ez jó ötlet, tetszik!
Cím: Re:Fémöntés házilag
Írta: wm94bppdn Dátum 2016 január 13, 13:41
Írta: wm94bppdn Dátum 2016 január 13, 13:41
Ugyanez parafadugóval is működik. Gyerekkoromban Grätzer József: SICC c. könyvében olvastam, és képakasztó (kék) acélszeggel a tombak kétforintost tényleg átütötte, de még a konyhai mozaik padlólapba is belement vagy egy centire. Amikor kihúztam, lett kráter; anyám keserű szavakkal illetett.
Cím: Re:Fémöntés házilag
Írta: ANTAL GÁBOR Dátum 2016 január 13, 17:22
Írta: ANTAL GÁBOR Dátum 2016 január 13, 17:22
Igen működik csak disznóperzselő méretben ( a perzselőbe 0.8 ast szoktak rakni )
Minthogy nagy az érdeklődés akkor egy szakmaiság : az injektoros égő fúvókája előtt reletíve nagy nyomás kell .
A gáz nyomási energiáját a Bernoulli tétel alapján sebességi energiává alakítjuk majd a nagysebességű gázsugár beszívja az égéshez szükséges levegőt . Az átalakítást a fúvóka végzi. A fúvókában az áramlási sebességnek közel hangsebességesnek kell lennie (v = alfa* 340m/s )
Ehhez jó fúvóka kell. Ahhoz hogy ez teljesüljön a gáznak a fúvóka elött a kritikus nyomásnál nagyobbnak kell lennie ( 1.8 bar )
Ha kis égőt akarunk csinálni akkor ennél a nyomásnál elég kicsi lesz a fúvóka átmérője .
A városi gáz nyomása nagyon kicsi és a gáztűzhely fúvókája reletíve nagy . A gáztűzhely nem is képes beszívni az égéshez szükséges levegőt , sok egyszerűen odaáramlik a környezetből ( és a lángkép is elég gyatra)
Ennek szellemében ajánlom a vizesek által használatos gyári égőt ill a keverőszáras házilag barkácsoltat . A keverőset azt az ötvösök előszeretettel használják . Nagyon hegyes lángot is lehet vele csinálni .
Én 75 ben voltam a témába beleőrülve , akkor szakmányban gyártottam a különféle égőket . Volt egy dédelgetett álmom : egy hőcserével előmelegített nagynyomású levegőt akartam az égőbe juttatni . Aztán leálltam mert sikerült több oxigénpalackot vennem
Válasz Vigh Lajosnak ,Vjánosnak és akit még érint
Minthogy nagy az érdeklődés akkor egy szakmaiság : az injektoros égő fúvókája előtt reletíve nagy nyomás kell .
A gáz nyomási energiáját a Bernoulli tétel alapján sebességi energiává alakítjuk majd a nagysebességű gázsugár beszívja az égéshez szükséges levegőt . Az átalakítást a fúvóka végzi. A fúvókában az áramlási sebességnek közel hangsebességesnek kell lennie (v = alfa* 340m/s )
Ehhez jó fúvóka kell. Ahhoz hogy ez teljesüljön a gáznak a fúvóka elött a kritikus nyomásnál nagyobbnak kell lennie ( 1.8 bar )
Ha kis égőt akarunk csinálni akkor ennél a nyomásnál elég kicsi lesz a fúvóka átmérője .
A városi gáz nyomása nagyon kicsi és a gáztűzhely fúvókája reletíve nagy . A gáztűzhely nem is képes beszívni az égéshez szükséges levegőt , sok egyszerűen odaáramlik a környezetből ( és a lángkép is elég gyatra)
Ennek szellemében ajánlom a vizesek által használatos gyári égőt ill a keverőszáras házilag barkácsoltat . A keverőset azt az ötvösök előszeretettel használják . Nagyon hegyes lángot is lehet vele csinálni .
Én 75 ben voltam a témába beleőrülve , akkor szakmányban gyártottam a különféle égőket . Volt egy dédelgetett álmom : egy hőcserével előmelegített nagynyomású levegőt akartam az égőbe juttatni . Aztán leálltam mert sikerült több oxigénpalackot vennem
Válasz Vigh Lajosnak ,Vjánosnak és akit még érint
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2016 január 13, 19:08
Írta: 000000000 Dátum 2016 január 13, 19:08
5/4" acélcsőböl:


A fúvóka 1.5mm, gáznyomás 3bar.
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2016 január 13, 19:48
Írta: robroy007 Dátum 2016 január 13, 19:48
az én kohóm fúvókája:
egyetlen anyára kellett 3 vastag hegesztő pálcát felhegeszteni, hogy a csőbe nagyjából középen helyezkedjen el
a többi mind gázos boltból származó alkatrész
kicsit furán néztek rám mikor elkezdtem mondani mihez kell de aztán hamar sikerült összeszedegetni az alkalmas alkatrészeket a feladathoz
többi kép
egyetlen anyára kellett 3 vastag hegesztő pálcát felhegeszteni, hogy a csőbe nagyjából középen helyezkedjen el
a többi mind gázos boltból származó alkatrész
kicsit furán néztek rám mikor elkezdtem mondani mihez kell de aztán hamar sikerült összeszedegetni az alkalmas alkatrészeket a feladathoz
többi kép
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 január 13, 20:05
Írta: ncw4w5nca Dátum 2016 január 13, 20:05
Na hogy én se maradjak le:)
Nagyon megtetszett ez a gyári égő, ezért lefotóztam, hátha egyszer megépítem. A lényege hogy nem fixméretű a fúvókája hanem egy tűszeleppel szabályozható.
 Több kép itt
Több kép itt
Nagyon megtetszett ez a gyári égő, ezért lefotóztam, hátha egyszer megépítem. A lényege hogy nem fixméretű a fúvókája hanem egy tűszeleppel szabályozható.
Több kép itt
Cím: Re:Fémöntés házilag
Írta: VighLajos Dátum 2016 január 13, 21:26
Írta: VighLajos Dátum 2016 január 13, 21:26
Köszi, Gábor!
Cím: Re:Fémöntés házilag
Írta: cxmcdtrx Dátum 2016 január 19, 17:59
Írta: cxmcdtrx Dátum 2016 január 19, 17:59
Egy kis alumínium öntés vizes golyóbisok közé:
Aluöntés
Aluöntés
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2016 január 19, 18:37
Írta: 3vv2btrhv Dátum 2016 január 19, 18:37
A kutya a sztár ![#taps]
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 február 02, 20:01
Írta: ncw4w5nca Dátum 2016 február 02, 20:01
Kedves Fórumozók!
Most azokhoz szólok, akik a tudásnak híján vannak.
Ha már egyszer sikerült legyűrni a tudatlanságok miatti szégyen, és mertek kérdezni, akkor ne szégyelljetek egy köszönömöt küldeni a válaszért cserébe.[#vigyor5]
Most azokhoz szólok, akik a tudásnak híján vannak.
Ha már egyszer sikerült legyűrni a tudatlanságok miatti szégyen, és mertek kérdezni, akkor ne szégyelljetek egy köszönömöt küldeni a válaszért cserébe.[#vigyor5]
Cím: Re:Fémöntés házilag
Írta: vjanos Dátum 2016 február 02, 20:58
Írta: vjanos Dátum 2016 február 02, 20:58
Cím: Re:Fémöntés házilag
Írta: svager Dátum 2016 február 02, 21:13
Írta: svager Dátum 2016 február 02, 21:13
Bár nem kérdeztem,viszont szívesen olvasom!
Köszönet [#worship][#worship][#integet2]
Köszönet [#worship][#worship][#integet2]
Cím: Re:Fémöntés házilag
Írta: vjanos Dátum 2016 február 02, 21:44
Írta: vjanos Dátum 2016 február 02, 21:44
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 február 03, 01:11
Írta: ncw4w5nca Dátum 2016 február 03, 01:11
Köszönöm, de nem magamnak kértem!
Úgy általában bosszant hogy idejönnek az emberkék, kérdeznek, aztán se búú, se báá!
Vagy az én értékrendemben van a hiba?
Úgy általában bosszant hogy idejönnek az emberkék, kérdeznek, aztán se búú, se báá!
Vagy az én értékrendemben van a hiba?
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 február 03, 01:16
Írta: ncw4w5nca Dátum 2016 február 03, 01:16
Kösz a receptet, de nálam az alumíniumbevitel meg van oldva, na meg amúgy se szereti a fogtömésem[#ijedt]
Cím: Re:Fémöntés házilag
Írta: 0bn8uxmw Dátum 2016 február 03, 06:13
Írta: 0bn8uxmw Dátum 2016 február 03, 06:13
[#worship][#worship][#worship][#eljen] szeretném megköszönni az itt felhalmozott tudást.
Viszont kérdeznénk.
1.0-ás olvasztó aluhoz:
Adott egy vödör mely perlit, samottliszt és vízüveg keverékével van kibélelve benne egy kisméretű tűzoltópalack elvágva a tégely mely egy vas pogácsán ül amely be lett ágyazva az aljába. A tetején van fedő és a tégelynél van lyuk rajta. Gázperzselővel inzultálnám az aljánál oldalról egy kb. 60mm-es átmérőjű csövön.De nem sikerült vele még rendesen megolvasztani az ALU-t "kásás" maradt.
Légbefúvást pluszban (hajszárító pl.) még nem adtam neki azzal majd ma próbálkozok.
Gondolom azért maradt így kásás mert nem sikerült megfelelő hőfokot elérni.
Kérdés a tégely és szigetelés között mi az ideális rés?
Viszont sima kis zománcos lábasban amit perlit ágyba állítottam sikerült már rendesen olvasztani az ALU-t.
Eddig csak kis pogácsákat öntöttem süti formákba a formába öntéssel majd akkor próbálkozok ha sikerül stabilan olvasztani.
Viszont kérdeznénk.
1.0-ás olvasztó aluhoz:
Adott egy vödör mely perlit, samottliszt és vízüveg keverékével van kibélelve benne egy kisméretű tűzoltópalack elvágva a tégely mely egy vas pogácsán ül amely be lett ágyazva az aljába. A tetején van fedő és a tégelynél van lyuk rajta. Gázperzselővel inzultálnám az aljánál oldalról egy kb. 60mm-es átmérőjű csövön.De nem sikerült vele még rendesen megolvasztani az ALU-t "kásás" maradt.
Légbefúvást pluszban (hajszárító pl.) még nem adtam neki azzal majd ma próbálkozok.
Gondolom azért maradt így kásás mert nem sikerült megfelelő hőfokot elérni.
Kérdés a tégely és szigetelés között mi az ideális rés?
Viszont sima kis zománcos lábasban amit perlit ágyba állítottam sikerült már rendesen olvasztani az ALU-t.
Eddig csak kis pogácsákat öntöttem süti formákba a formába öntéssel majd akkor próbálkozok ha sikerül stabilan olvasztani.
Cím: Re:Fémöntés házilag
Írta: ANTAL GÁBOR Dátum 2016 február 03, 06:22
Írta: ANTAL GÁBOR Dátum 2016 február 03, 06:22
szia Ügyesen összehozták videóban . Ami nekem van ott egyszerűen összekeveredik az oxigén és a gáz és az injekcióstű végén ég a keverék . A keverőszáras nagyoknál van a fejben egy furatos tárcsa ami a láng leszakadását hivatott szolgálni ( az apró lángok " támasztják" a fő lángot )
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2016 február 03, 07:19
Írta: 000000000 Dátum 2016 február 03, 07:19
Szerintem a hőszigeteléssel van a gond.
Ajánlom a Vermikulit-ot, csodákra képes!
Ajánlom a Vermikulit-ot, csodákra képes!
Cím: Re:Fémöntés házilag
Írta: VighLajos Dátum 2016 február 03, 07:22
Írta: VighLajos Dátum 2016 február 03, 07:22
Teljes mértékben igazad van!
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 február 03, 15:58
Írta: ncw4w5nca Dátum 2016 február 03, 15:58
Szerintem kevés levegőt tud beszívni a gázsugár, azért nem emelkedik a hőmérséklet. Egy 60as csőhöz tapasztalatom szerint 0,8as fúvóka az optimális. Egy átlagos perzselőben 1es 1.5es vagy még nagyobb fúvóka is lehet, az ezekből kilépő gázsugár már nem tud optimális mennyiségű levegőt szívni a 60as keresztmetszeten a tökéletes égéshez.
Az én perzselőm arányai.
az ideális rés akkora legyen hogy ne gátolja a füstgáz szabad áramlását. minél kisebb a rés, annál nagyobb nyomáson kell bejuttatni a levegőt. Így általánosságban a méretek pontos ismeretek nélkül nehéz megmondani a tutit, de ha a távozó füstgáz lángja nem túl nagy (max10cm)akkor a szerkezet paraméterei optimálisan vannak hangolva. A nagyobb rés nem hátrány.
Ha zománcos lábasba sikerült, akkor miért nem próbálkozol abba az irányba? Lehet pofás kis lavórokat kapni. Nekem a legkisebb 1/2literes lehet, vagy vehetsz zománcos tálat néhány literes űrtartalommal.
Az én perzselőm arányai.
az ideális rés akkora legyen hogy ne gátolja a füstgáz szabad áramlását. minél kisebb a rés, annál nagyobb nyomáson kell bejuttatni a levegőt. Így általánosságban a méretek pontos ismeretek nélkül nehéz megmondani a tutit, de ha a távozó füstgáz lángja nem túl nagy (max10cm)akkor a szerkezet paraméterei optimálisan vannak hangolva. A nagyobb rés nem hátrány.
Ha zománcos lábasba sikerült, akkor miért nem próbálkozol abba az irányba? Lehet pofás kis lavórokat kapni. Nekem a legkisebb 1/2literes lehet, vagy vehetsz zománcos tálat néhány literes űrtartalommal.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 február 03, 16:02
Írta: ncw4w5nca Dátum 2016 február 03, 16:02
Cím: Re:Fémöntés házilag
Írta: xsugix Dátum 2016 február 03, 17:03
Írta: xsugix Dátum 2016 február 03, 17:03
Fúvóka beszerzéshez: Fúvóka 0.2mm - 0.5mm
Cím: Re:Fémöntés házilag
Írta: 0bn8uxmw Dátum 2016 február 03, 17:06
Írta: 0bn8uxmw Dátum 2016 február 03, 17:06
Köszönöm a választ!
Most öntöttem éppen egy 262grammos kis pogácsát.
Végül az lett a megoldás, hogy a tégelyt kisebbre vágtam és még megemeltem az aljánál két formából maradt kis darabbal így lett egy járat a tégely alatt(az oldalától 1-1.5cm rés marad körben) a 60-as csövet kidobtam és a perzselőt a bementi lyuktól kb. 15 centire rakva kb. 10 perc alatt sikerült szépen megolvasztani az alu-t.(tégely vörösen izzott) Lézeres hőmérővel néztem hőfokot közben 800 fokot mért max. gondolom az a mérési maximuma. A vödör fala kb. 150-200 fokos volt.
Igen a fúvóka gondolom ebbe a perzselőbe is 1-1.5-es lehet és azért nem volt elég neki akkor a levegő. Nekem is szimpatikusabbnak tűnik ALU-hoz a lavór [#vigyor3], majd holnap keresek egy laposabb edényt, mert amivel próbáltam elég magas volt a pereme és felülről melegítve nem volt az igazi gondolom, felülről oldalt a legjobb úgy ahogy nálad is láttuk fedővel letakarva a fele(hordó tető félbehajtva hegesztve, perlittel megtöltve a rés benne).
És itt a kép mai darabról: A kristályosodás a felszínén milyen anyag jelenlétére utalhat?(cink?)

Most öntöttem éppen egy 262grammos kis pogácsát.
Végül az lett a megoldás, hogy a tégelyt kisebbre vágtam és még megemeltem az aljánál két formából maradt kis darabbal így lett egy járat a tégely alatt(az oldalától 1-1.5cm rés marad körben) a 60-as csövet kidobtam és a perzselőt a bementi lyuktól kb. 15 centire rakva kb. 10 perc alatt sikerült szépen megolvasztani az alu-t.(tégely vörösen izzott) Lézeres hőmérővel néztem hőfokot közben 800 fokot mért max. gondolom az a mérési maximuma. A vödör fala kb. 150-200 fokos volt.
Igen a fúvóka gondolom ebbe a perzselőbe is 1-1.5-es lehet és azért nem volt elég neki akkor a levegő. Nekem is szimpatikusabbnak tűnik ALU-hoz a lavór [#vigyor3], majd holnap keresek egy laposabb edényt, mert amivel próbáltam elég magas volt a pereme és felülről melegítve nem volt az igazi gondolom, felülről oldalt a legjobb úgy ahogy nálad is láttuk fedővel letakarva a fele(hordó tető félbehajtva hegesztve, perlittel megtöltve a rés benne).
És itt a kép mai darabról: A kristályosodás a felszínén milyen anyag jelenlétére utalhat?(cink?)
Cím: Re:Fémöntés házilag
Írta: 0bn8uxmw Dátum 2016 február 03, 17:15
Írta: 0bn8uxmw Dátum 2016 február 03, 17:15
Van itthon pár 3D nyomtató [#vigyor3] és fej, meg 0.8-as fúró is akad, akkor majd felfúrok egy fúvókát neki és beleapplikálom. Köszi![#worship]
Cím: Re:Fémöntés házilag
Írta: Bicska Dátum 2016 február 03, 19:40
Írta: Bicska Dátum 2016 február 03, 19:40
Ha már beszélünk róla dobhatnál fel 1-2 képet ;) Hadd tanuljunk belőle.
Cím: Re:Fémöntés házilag
Írta: Bicska Dátum 2016 február 03, 19:42
Írta: Bicska Dátum 2016 február 03, 19:42
És ebbe a "házibarkács" dologban az a dúrva, hogy ahogy látom iparilag is használják. Pont pár napja láttam a TV-ben.. [#wow1].
How its made. 2:38-nál
How its made. 2:38-nál
Cím: Re:Fémöntés házilag
Írta: PSoft Dátum 2016 február 03, 19:56
Írta: PSoft Dátum 2016 február 03, 19:56
Cím: Re:Fémöntés házilag
Írta: Bicska Dátum 2016 február 03, 20:08
Írta: Bicska Dátum 2016 február 03, 20:08
Nah basszus, kiadtam egy jó know-how-t :D
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 február 03, 23:58
Írta: ncw4w5nca Dátum 2016 február 03, 23:58
A kristálymintázat alapján én húzott anyagra tippelnék, vagy legalább is nem tiszta öntvényből van. Na persze a kristályosodást sok tényező befolyásolhatja
Cím: Re:Fémöntés házilag
Írta: n9ugdfyrv Dátum 2016 február 04, 11:13
Írta: n9ugdfyrv Dátum 2016 február 04, 11:13
Én készítettem anno ennek egy másik változatát: kis gyógyszertáti üveg (1 decis), abba félig aceton volt. A kupakon két kis luk, az egyikbe injekciós tű az üvegbe hosszan belógó hegyével, ami az aceton szintje alá merült. A másik lyuk mint kimenet szolgált. Vékony (2-3 mm átmérő) műanyag/szilikon csövön a levegőt befúvatva (kis venti, kis levegőátáramlás!!!) mellett a levegő finoman átbuborékolt az acetonon, kiragadva az acetongőzt, ami a másik lyukon (onnan egy csövön) ment a "pisztolyba" (injekciós tű az is), szép szúrólángot adott... lehetett játszani a buborékoltatás intenzitásával, tű átmérőkkel, tű folyadék alá merülés szintjével, üvegcse kíméletes - melegvizes - melegítésével... pont ilyen kis ékszeres jellegű forrasztásokhoz kiváló volt... akkor még nem volt ebay és ali féle olcsó forrasztós mini pisztoly... :)
Cím: Re:Fémöntés házilag
Írta: Bicska Dátum 2016 február 04, 15:06
Írta: Bicska Dátum 2016 február 04, 15:06
[#eljen][#vigyor5][#taps]
Cím: Re:Fémöntés házilag
Írta: g89ketty Dátum 2016 február 04, 20:10
Írta: g89ketty Dátum 2016 február 04, 20:10
[#worship]
Cím: Re:Fémöntés házilag
Írta: xu88enaph Dátum 2016 február 05, 22:25
Írta: xu88enaph Dátum 2016 február 05, 22:25
Új tagként üdvozlök mindenkit ezen a fórumon és egyben köszönetemet fejezem ki az itt felhalmozott tudásanyagért.
Annyira nem volt csekély a tudásanyag, hogy nagyrészben ezek alapján és persze egy pár könyv átolvasása után szinte azonnal siker koronázta az Alu. öntészeti tevékenységemet.
A hasznos információkat illetve a hobbi öntészeti tevékenységemet igyekszem ezen a honlapon közzétenni.
OlvaSztár
Annyira nem volt csekély a tudásanyag, hogy nagyrészben ezek alapján és persze egy pár könyv átolvasása után szinte azonnal siker koronázta az Alu. öntészeti tevékenységemet.
A hasznos információkat illetve a hobbi öntészeti tevékenységemet igyekszem ezen a honlapon közzétenni.
OlvaSztár
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2016 február 05, 22:53
Írta: sasi Dátum 2016 február 05, 22:53
Az öntecs felszínének képe salakra utal, / már amennyire a fotóról ez megítélhető /. Ezt öntés előtt lekel szedni, vagy visszatartani öntéskor.
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2016 február 05, 23:05
Írta: sasi Dátum 2016 február 05, 23:05
Zanzásitva: a megolvasztott fém amorf, hűlés közben kristályosodási középpontok alakulnak ki benne, melyek növekednek, majd összeérve torzul a kristályszerkezet. Így a közel azonos hűtésű sebességű részeken hasonló méretű, egyenletes kristályszerkezet alakul ki.
Ha az ilyen anyagot hideg alakításnak tesszük ki, a kristályok az alakítás irányába megnyúlnak és felkeményednek.
Ha az ilyen anyagot hideg alakításnak tesszük ki, a kristályok az alakítás irányába megnyúlnak és felkeményednek.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 február 06, 02:30
Írta: ncw4w5nca Dátum 2016 február 06, 02:30
Légy üdvözölve a fórumon Bokszer![#integet2]
Örülök neki, hogy hasznosnak találtad azt, amit ez a kis csapat összehozott ezen a fórumon.
Gratula a honlapodhoz, nekem tetszik, a kezdet jó, és remélem hogy fogunk még tőled látni szép munkákat. Csak így tovább! [#eljen]
Örülök neki, hogy hasznosnak találtad azt, amit ez a kis csapat összehozott ezen a fórumon.
Gratula a honlapodhoz, nekem tetszik, a kezdet jó, és remélem hogy fogunk még tőled látni szép munkákat. Csak így tovább! [#eljen]
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 február 06, 02:55
Írta: ncw4w5nca Dátum 2016 február 06, 02:55
Félre érted amit mondani akartam:)
Szerintem ez a kristályszerkezet alacsony ötvözőtartalomra utal Pl.Al Mg05 Si1, az az húzott hengerelt anyag. A nagy durva kristályok ezek öntésénél szoktak kialakulni, ugyanis nincs jelen kellő mennyiségben kristálycsíra képző elem, mint Pl. Na, Ti, P Stb. A szövetszerkezet durva lesz annak ellenére hogy relatíve kicsi az öntecs, és fémformába lett öntve, amiben nagyon gyorsan kihűlt a fém.
Mellesleg a hidegalakításból adódó keményedés ha jól tudom 180C°-on megszűnik, na meg a kor előrehaladtával is adódhatnak a keményedéssel problémák[#hehe]
Szerintem ez a kristályszerkezet alacsony ötvözőtartalomra utal Pl.Al Mg05 Si1, az az húzott hengerelt anyag. A nagy durva kristályok ezek öntésénél szoktak kialakulni, ugyanis nincs jelen kellő mennyiségben kristálycsíra képző elem, mint Pl. Na, Ti, P Stb. A szövetszerkezet durva lesz annak ellenére hogy relatíve kicsi az öntecs, és fémformába lett öntve, amiben nagyon gyorsan kihűlt a fém.
Mellesleg a hidegalakításból adódó keményedés ha jól tudom 180C°-on megszűnik, na meg a kor előrehaladtával is adódhatnak a keményedéssel problémák[#hehe]
Cím: Re:Fémöntés házilag
Írta: xu88enaph Dátum 2016 február 06, 05:41
Írta: xu88enaph Dátum 2016 február 06, 05:41
Kérem, ha valakinek megjegyzése lenne az oldalamon látható bejegyzésekkel kapcsolatban azt a cikkek alatt lévő ablakban megteheti. (Pl. mit csináltam nem megfelelően)
A gáztalanításra milyen anyag lenne jó?
Olvastam itt mosószódáról egy másik szakkönyvben pedig klórtartalmú anyagot írtak.
A gáztalanításra milyen anyag lenne jó?
Olvastam itt mosószódáról egy másik szakkönyvben pedig klórtartalmú anyagot írtak.
Cím: Re:Fémöntés házilag
Írta: 0bn8uxmw Dátum 2016 február 06, 08:14
Írta: 0bn8uxmw Dátum 2016 február 06, 08:14
Igen húzott anyag volt, valami üvegszorító profilt daraboltam bele.
Salakot le szoktam szedni öntés ellőt, de lehet maradt benne kicsi.
Tegnap előtt öntés a bal oldali 326G jobbra kristályos régebbi:

Salakot le szoktam szedni öntés ellőt, de lehet maradt benne kicsi.
Tegnap előtt öntés a bal oldali 326G jobbra kristályos régebbi:
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2016 február 06, 09:45
Írta: 000000000 Dátum 2016 február 06, 09:45
Sziasztok
Megépítettem Vbodi féle hevítőt.Szinte minden készen van, egy dolog van hátra mégpedig a kondi bank és a munkatekercs csatlakoztatása menetes megoldással. Mi a neve ennek az alkatrésznek illetve hol lehet beszerezni?
8-as rézcsőből építettem a kondi bankot és a munkatekercseket is.Valami forrasztható - menetes megoldás kellene ide, úgy látom a képeken.
Megépítettem Vbodi féle hevítőt.Szinte minden készen van, egy dolog van hátra mégpedig a kondi bank és a munkatekercs csatlakoztatása menetes megoldással. Mi a neve ennek az alkatrésznek illetve hol lehet beszerezni?
8-as rézcsőből építettem a kondi bankot és a munkatekercseket is.Valami forrasztható - menetes megoldás kellene ide, úgy látom a képeken.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 február 06, 11:13
Írta: ncw4w5nca Dátum 2016 február 06, 11:13
Fél colos hollander csatlakozónak hívják, és vízvezeték szerelvény boltban keresd. Általában a mosdókagyló csaptelepét csatlakoztatják vele.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 február 06, 13:42
Írta: ncw4w5nca Dátum 2016 február 06, 13:42
Én hosszú ideig nem használtam semmilyen kezelő sót.
Az olvadékban a gázelnyelődés sok tényezőtől függ, de a legfontosabb, hogy minél tovább áll olvadt állapotba, és minél jobban túl van hevítve, annál több gázt vesz fel. Ebből következik hogy minél gyorsabb az olvasztás, és a felhasználás annál kevésbé tud gázosodni az olvadék.
A nagyobb tételnél, ahol a gyors olvasztás már nem oldható meg, a gáztalanítást úgy csináltam, hogy első lépesben a felhasználásra szánt alumínium 2/3 részét olvasztottam meg, ezt salaktalanítottam majd hozzáadtam a maradék 1/3-ot. Ekkor az olvadék vissza dermed egy "tejbegríz" szerű kásás állapotra, amikor is a benne oldott gázok jó része eltávozik. Ekkor maximum égőteljesítménnyel újraolvasztani már nem kell sok idő, ezért minimális a vissza diffundálódó gáz(A válogatásnál fontos hogy a maradék a lehető legtisztább legen)
A mosószódát én még nem próbáltam, de myfordboys' videójában találkoztam vele.
Én jelenleg gyári sót használok, aminek íze és a kinézete is teljesen olyan mint a párolt finom sóé, állítólag az is, de mivel nincs rajt címke, és a beszerzési forrás ismeretlen, így nem állíthatom hogy NaCl.
Az olvadékban a gázelnyelődés sok tényezőtől függ, de a legfontosabb, hogy minél tovább áll olvadt állapotba, és minél jobban túl van hevítve, annál több gázt vesz fel. Ebből következik hogy minél gyorsabb az olvasztás, és a felhasználás annál kevésbé tud gázosodni az olvadék.
A nagyobb tételnél, ahol a gyors olvasztás már nem oldható meg, a gáztalanítást úgy csináltam, hogy első lépesben a felhasználásra szánt alumínium 2/3 részét olvasztottam meg, ezt salaktalanítottam majd hozzáadtam a maradék 1/3-ot. Ekkor az olvadék vissza dermed egy "tejbegríz" szerű kásás állapotra, amikor is a benne oldott gázok jó része eltávozik. Ekkor maximum égőteljesítménnyel újraolvasztani már nem kell sok idő, ezért minimális a vissza diffundálódó gáz(A válogatásnál fontos hogy a maradék a lehető legtisztább legen)
A mosószódát én még nem próbáltam, de myfordboys' videójában találkoztam vele.
Én jelenleg gyári sót használok, aminek íze és a kinézete is teljesen olyan mint a párolt finom sóé, állítólag az is, de mivel nincs rajt címke, és a beszerzési forrás ismeretlen, így nem állíthatom hogy NaCl.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 február 06, 13:48
Írta: ncw4w5nca Dátum 2016 február 06, 13:48
Igen, az újabb öntésnek már biztatóbb a kinézete.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2016 február 06, 14:45
Írta: 000000000 Dátum 2016 február 06, 14:45
Sziasztok
Sajnos az 1/2 es hollandernek nem 8 as belseje :(
Hanem 10 es. Lehet nem is 8-asból kelet volna építeni az egészet ?
Sajnos az 1/2 es hollandernek nem 8 as belseje :(
Hanem 10 es. Lehet nem is 8-asból kelet volna építeni az egészet ?
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 február 06, 15:30
Írta: ncw4w5nca Dátum 2016 február 06, 15:30
Forrsz hozzá egy darab tízeset, és nincs is probléma[#nemtudom]
Cím: Re:Fémöntés házilag
Írta: xu88enaph Dátum 2016 február 06, 17:07
Írta: xu88enaph Dátum 2016 február 06, 17:07
Köszönöm a választ. Én faszenes minikohóban olvasztok. A tégelyem pedig egy félbevágott tűzoltópalack. Az már most látszik, hogy a gyenge pontja a rendszernek éppen ez a tégely. Az is igaz, hogy nem fekecseltem be. A fala egyre vékonyabb. Nem szeretném, hogy kilyukadjon ezért egy másik tégelyt kell beszereznem. Néztem egy grafit tégelyt a Mars-nál csak attól tartok, hogy nem lesz nálam hosszúéletű mivel a faszenes kohóm nagyrészben csak az egyik oldalát melegíti. Milyen tégelyt javasoltok?
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 február 06, 18:47
Írta: ncw4w5nca Dátum 2016 február 06, 18:47
Én lavórban olvasztok, Ezek a fotók a budapesti találkozón készültek Vagy még itt vannak fotók az olvasztás folyamatáról. na meg lejjebb egy leírást nyarfa jóvoltából.
Szerintem ez a legtökéletesebb házi módszer, olcsó, tartós, rugalmas, és komoly mennyiség megolvasztható.
A te megoldásod sem rossz, de azt mindenképp meg kellene oldani hogy az égés teljesen körkörös legyen, hisz csak úgy tudsz hatékonyan olvasztani. Ha ez megvan, akkor mehet bele a grafit tégely, és akkor a réz és a bronz olvasztásának sem lesz akadálya.
Szerintem ez a legtökéletesebb házi módszer, olcsó, tartós, rugalmas, és komoly mennyiség megolvasztható.
A te megoldásod sem rossz, de azt mindenképp meg kellene oldani hogy az égés teljesen körkörös legyen, hisz csak úgy tudsz hatékonyan olvasztani. Ha ez megvan, akkor mehet bele a grafit tégely, és akkor a réz és a bronz olvasztásának sem lesz akadálya.
Cím: Re:Fémöntés házilag
Írta: frkdv6dyr Dátum 2016 február 06, 19:20
Írta: frkdv6dyr Dátum 2016 február 06, 19:20
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 február 06, 20:40
Írta: ncw4w5nca Dátum 2016 február 06, 20:40
Ne hozz zavarba Gabi[#rolleyes]
Rég beszéltünk, te hogy állsz az öntéssel?
Rég beszéltünk, te hogy állsz az öntéssel?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2016 február 06, 21:20
Írta: 000000000 Dátum 2016 február 06, 21:20
Szia
Pont a felesleges forrasztgatást szeretném elkerülni.Ezek szerint akkor ti 10 es csőből építettétek a hevítőket.
Én mindenhol 8 ast olvastam ezért is lett abból.
Pont a felesleges forrasztgatást szeretném elkerülni.Ezek szerint akkor ti 10 es csőből építettétek a hevítőket.
Én mindenhol 8 ast olvastam ezért is lett abból.
Cím: Re:Fémöntés házilag
Írta: sufnituning Dátum 2016 február 06, 22:39
Írta: sufnituning Dátum 2016 február 06, 22:39
[#worship][#worship][#worship][#worship][#worship]
A képeken nem láton jól, a lavóron a füleknek való szemek fel vannak hegesztve?
A képeken nem láton jól, a lavóron a füleknek való szemek fel vannak hegesztve?
Cím: Re:Fémöntés házilag
Írta: Csuhás Dátum 2016 február 06, 22:58
Írta: Csuhás Dátum 2016 február 06, 22:58
Erről a Budapesti alu öntési bemutatóról lemaradtam. Sajnálom mert szeretnék egy ilyent látni mielőtt magam is belefogok egyszer.
Cím: Re:Fémöntés házilag
Írta: sufnituning Dátum 2016 február 06, 23:10
Írta: sufnituning Dátum 2016 február 06, 23:10
Szintén lemaradtam sajnos.
Én már öntöttem alut is, nem is keveset, de ez a lavóros technika királyság [#eljen]
Én már öntöttem alut is, nem is keveset, de ez a lavóros technika királyság [#eljen]
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 február 07, 01:05
Írta: ncw4w5nca Dátum 2016 február 07, 01:05
Én nem építettem még hevítőt, hanem csak a csatlakozó nevét mondtam meg, na meg egy esetleges beszerzési forrást. [#nemtudom]
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 február 07, 01:07
Írta: ncw4w5nca Dátum 2016 február 07, 01:07
Igen a perem alá be van hegesztve egy hatos köracél, és erre vannak hegesztve a szemek.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 február 07, 01:14
Írta: ncw4w5nca Dátum 2016 február 07, 01:14
Nem csak a pestiről, hanem a Debreceniről is
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 február 07, 01:16
Írta: ncw4w5nca Dátum 2016 február 07, 01:16
Bocs elszúrtam[#falbav] Debreceni bemutató
Cím: Re:Fémöntés házilag
Írta: svager Dátum 2016 február 07, 06:37
Írta: svager Dátum 2016 február 07, 06:37
Viszont,én mindkettön ott voltam,szuper volt! [#wave]
Cím: Re:Fémöntés házilag
Írta: Csuhás Dátum 2016 február 07, 07:50
Írta: Csuhás Dátum 2016 február 07, 07:50
Ha lesz még hasonló akkor igyekszem megnézni. Nekem leginkább az hiányzik hogy a homok állagát megtapogassam. A videókon elég száraznak tűnik így nehezen tudom elképzelni hogy annyira összetapad hogy nem sodorja el az olvadék öntéskor.
Cím: Re:Fémöntés házilag
Írta: Dakota25 Dátum 2016 február 07, 08:56
Írta: Dakota25 Dátum 2016 február 07, 08:56
Erre én is kíváncsi voltam, meg is tettem: Határozottan nyirkos tapintású, de még nem nedvesít, megmarkolva összeáll.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 február 07, 09:12
Írta: ncw4w5nca Dátum 2016 február 07, 09:12
[#worship]
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 február 07, 09:15
Írta: ncw4w5nca Dátum 2016 február 07, 09:15
Ha az időm engedi, na meg ha igény lesz, akkor remélem lesz még rá lehetőség:)
Cím: Re:Fémöntés házilag
Írta: xu88enaph Dátum 2016 február 07, 20:37
Írta: xu88enaph Dátum 2016 február 07, 20:37
Tényleg a lavóros olvasztás a leghatékonyabb. Gratulálok az ötlethez! Nekem egyenlőre nincs szükségem ennyi anyagra, így maradok a tégelyes megoldásnál.
Az egyik első öntésemnél nem folyt végig az anyag a formában. Az az érzésem, hogy túl kicsire méreteztem a beömlők keresztmetszetét + felöntést.
Mi lehetett a hiba? Jó helyen van a beömlő?
Hibás öntés
Az egyik első öntésemnél nem folyt végig az anyag a formában. Az az érzésem, hogy túl kicsire méreteztem a beömlők keresztmetszetét + felöntést.
Mi lehetett a hiba? Jó helyen van a beömlő?
Hibás öntés
Cím: Re:Fémöntés házilag
Írta: svager Dátum 2016 február 07, 21:08
Írta: svager Dátum 2016 február 07, 21:08
Még soha nem öntöttem,de egy ilyen formát én nem vízszintesen öntenék hanem függőlegesen,természetesen a nyél része lenne alul.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 február 07, 21:30
Írta: ncw4w5nca Dátum 2016 február 07, 21:30
Szerintem legfőbb probléma hogy túl lassan öntötted, és nem volt kellően túlhevítve az anyag.
a veszőhabmintás eljárásnál célszerű a beömlőtölcsért hosszabbra csinálni, hogy a benne levő folyadékoszlop nagyobb nyomást hozzon létre.
A hab kiolvasztása is extra hőt igényel.
Ha hosszú vékony alkatrérészt kell önteni, akkor célszerű a közepén megtáplálni, és olyan tölcsérkialakítást választani ami lehetővé teszi a gyors beöntést.
a veszőhabmintás eljárásnál célszerű a beömlőtölcsért hosszabbra csinálni, hogy a benne levő folyadékoszlop nagyobb nyomást hozzon létre.
A hab kiolvasztása is extra hőt igényel.
Ha hosszú vékony alkatrérészt kell önteni, akkor célszerű a közepén megtáplálni, és olyan tölcsérkialakítást választani ami lehetővé teszi a gyors beöntést.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 február 07, 21:42
Írta: ncw4w5nca Dátum 2016 február 07, 21:42
Nem jó választás.
Ha direktbe öntenéd a függőleges formába, akkor a fémsugár a forma aljára érve, a nagy mozgási energiának köszönhetően, belenyomódhat a formázóanyag pórusaiba, és ez egyenetlen, érdes felületet okozhat. Ezenfelül az olvadékba a fémsugár folyamatosan beleveri a gázokat, és ez salakos gázzárványt okozhat.
Ha direktbe öntenéd a függőleges formába, akkor a fémsugár a forma aljára érve, a nagy mozgási energiának köszönhetően, belenyomódhat a formázóanyag pórusaiba, és ez egyenetlen, érdes felületet okozhat. Ezenfelül az olvadékba a fémsugár folyamatosan beleveri a gázokat, és ez salakos gázzárványt okozhat.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 február 07, 21:57
Írta: ncw4w5nca Dátum 2016 február 07, 21:57
A lavóros megoldás nem csak a mennyiségről szól.
Vannak kisebbek is amibe max. 5kg fér, de akár 10dkg-ot is meg tudok olvasztani, röpke néhány perc alatt.
Vannak kisebbek is amibe max. 5kg fér, de akár 10dkg-ot is meg tudok olvasztani, röpke néhány perc alatt.
Cím: Re:Fémöntés házilag
Írta: xu88enaph Dátum 2016 február 07, 22:01
Írta: xu88enaph Dátum 2016 február 07, 22:01
Köszönöm a tanácsot. Áttervezem a beömlő rendszert és újra megpróbálom. Az olvadék hőmérséklet mérését hogyan lehetne megoldani?
Cím: Re:Fémöntés házilag
Írta: xu88enaph Dátum 2016 február 07, 22:08
Írta: xu88enaph Dátum 2016 február 07, 22:08
Én is nézegettem a gázos olvasztási megoldásokat. Már majdnem vettem egy disznóperzselőt! :)
Valahogy a faszenes megoldás + légbefúvás autentikusabbnak tűnik, így egyenlőre ennél maradtam.
Valahogy a faszenes megoldás + légbefúvás autentikusabbnak tűnik, így egyenlőre ennél maradtam.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 február 07, 22:37
Írta: ncw4w5nca Dátum 2016 február 07, 22:37
Én nem szoktam mérni, hanem a szín alapján döntök, vagy inkább csak érzésre.
Kavarom a fémet, és ha már megolvadt az utolsó kristály is akkor nekiállok kezelni a sóval. A NaCl kezeléshez a szakirodalom szerint +100C° kell, akkor olvad a só. Én ezt nem veszem szigorúan, hanem a kezelőlapáton olvasztom a sót, és ha már elég forrónak találom, akkor alámerítem, és intenzíven keverem a fémet. Ezt megismétlem 1-2-szer. Ekkora már eléggé túlhevült hogy önthető legyen (sötétvörösen izzik)ez már általában elég extra hőt tartalmaz a vékony formák kitöltéséhez is. Na meg általában igyekszem a lehető leggyorsabban önteni. Habár ezt a minta kiképzése határozza meg.
Természetesen lehet mérni is, némely multiméterhez lehet kapni bimetallos hőmérőt, amit ha egy grafitrúdba ágyazol hosszú ideig szolgál.myfordboys' videója segítségedre lehet.
Kavarom a fémet, és ha már megolvadt az utolsó kristály is akkor nekiállok kezelni a sóval. A NaCl kezeléshez a szakirodalom szerint +100C° kell, akkor olvad a só. Én ezt nem veszem szigorúan, hanem a kezelőlapáton olvasztom a sót, és ha már elég forrónak találom, akkor alámerítem, és intenzíven keverem a fémet. Ezt megismétlem 1-2-szer. Ekkora már eléggé túlhevült hogy önthető legyen (sötétvörösen izzik)ez már általában elég extra hőt tartalmaz a vékony formák kitöltéséhez is. Na meg általában igyekszem a lehető leggyorsabban önteni. Habár ezt a minta kiképzése határozza meg.
Természetesen lehet mérni is, némely multiméterhez lehet kapni bimetallos hőmérőt, amit ha egy grafitrúdba ágyazol hosszú ideig szolgál.myfordboys' videója segítségedre lehet.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 február 07, 22:49
Írta: ncw4w5nca Dátum 2016 február 07, 22:49
Természetesen olyan technikát használsz ami neked szimpatikus. A faszenessel sincs semmi gond, ha jól meg van csinálva, csak esetleg több előkészületet igényel.
Cím: Re:Fémöntés házilag
Írta: Csuhás Dátum 2016 február 07, 23:09
Írta: Csuhás Dátum 2016 február 07, 23:09
Az a röpke néhány perc mennyi mondjuk 5kg alu esetén?
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 február 07, 23:12
Írta: ncw4w5nca Dátum 2016 február 07, 23:12
A bemutatón negyed óra alatt olvasztottam meg 10kgot ebben a sókezelés is benne volt.
Cím: Re:Fémöntés házilag
Írta: Csuhás Dátum 2016 február 07, 23:16
Írta: Csuhás Dátum 2016 február 07, 23:16
Köszi! A dupláját se mertem volna tippelni. Egyre inkább csábít ez a technika. Méh telepi hengerfejekből és hasonlókból lehetne egyszerű előgyártmányokat készíteni.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 február 07, 23:24
Írta: ncw4w5nca Dátum 2016 február 07, 23:24
Igen, kis rutinnal szuper tömböket és bugákat lehet önteni.
Nálam is így kezdődött a fertőzés[#hehe]
Nálam is így kezdődött a fertőzés[#hehe]
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 február 07, 23:32
Írta: ncw4w5nca Dátum 2016 február 07, 23:32
A nagyobb probléma az, hogy a fémhulladékhoz lassan nehezebb lesz hozzájutni, mint a fegyvertartási engedélyhez[#wilting]
Cím: Re:Fémöntés házilag
Írta: s7manbs8 Dátum 2016 február 07, 23:54
Írta: s7manbs8 Dátum 2016 február 07, 23:54
Haverkodni kell és nyílnak a kapuk, én azt tapasztaltam. :)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 február 08, 00:02
Írta: ncw4w5nca Dátum 2016 február 08, 00:02
Ez így van, csak a NAV meg ne tudja.
Nálunk most bukott le az egyik fémkereskedő. Ne tudd meg, mintha legalább hazaárulást követett volna el.
Nálunk most bukott le az egyik fémkereskedő. Ne tudd meg, mintha legalább hazaárulást követett volna el.
Cím: Re:Fémöntés házilag
Írta: s7manbs8 Dátum 2016 február 08, 00:48
Írta: s7manbs8 Dátum 2016 február 08, 00:48
Örök cica egér harc, a NAV-nak is van értelme, csak az a baj, hogy mindennel úgy járunk ebben az országban, hogy a jó dolgok is áldozatul esnek mindenhol, ahol valamit szabályozni akarnak. Egyrészt a hobbisták vagy egyéb építők, hasznosítók által egyébként megmaradó értékek is kárba vesznek, meg egyéb kár is keletkezik.
Cím: Re:Fémöntés házilag
Írta: xu88enaph Dátum 2016 február 08, 04:06
Írta: xu88enaph Dátum 2016 február 08, 04:06
Pont ugyanolyan bimetallos thermométert kaptam a multiméteremhez. Már csak a grafitrúd beszerzése és kifúrása okoz problémát. Az nem világos még, hogy hogyan van beleragasztva a grafitrúdba az egész thermométer érzékelő? Attól félek, hogy az egész vezeték és szigetelés porrá lesz az alámerítés után.
Cím: Re:Fémöntés házilag
Írta: xu88enaph Dátum 2016 február 08, 04:14
Írta: xu88enaph Dátum 2016 február 08, 04:14
Már rájöttem ! Zsákfurat van a grafitrúdban. :)
Cím: Re:Fémöntés házilag
Írta: svager Dátum 2016 február 08, 08:36
Írta: svager Dátum 2016 február 08, 08:36
Mondtam nem öntöttem még,viszont egyre jobban tetszik [#wink]
Akkor viszont a viaszveszejtéses öntésnél,amikor több darabot is felfüznek,miért nem alakul ki ez a probléma?
Akkor viszont a viaszveszejtéses öntésnél,amikor több darabot is felfüznek,miért nem alakul ki ez a probléma?
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 február 08, 10:17
Írta: ncw4w5nca Dátum 2016 február 08, 10:17
Én annak idején szereztem vékony rozsdamentes csövet (kihúzható antenna) ebbe terveztem beleragasztani cserépkályha ragasztóval. Ha ez le van kenve fekeccsel, akkor ennek is sokáig kell bírni.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 február 08, 10:21
Írta: ncw4w5nca Dátum 2016 február 08, 10:21
A viaszveszejtéses öntésnél ahova öntöd, az az öntőcsatorna, arról le van vágva az öntvény. Tehát mindegy mi alakul ki benne az úgy is csak hulladék.
Cím: Re:Fémöntés házilag
Írta: svager Dátum 2016 február 09, 20:59
Írta: svager Dátum 2016 február 09, 20:59
Kösz így már értem.
Az lenne a kérdésem,otthoni körülmények között,mekkora az a méret amit még önteni lehet?
Ezalatt azt értem,az öntendő tárgy mérete vagy a megolvasztott fém mennyisége határozza meg,hogy ki lehet önteni az adott formát?
Az lenne a kérdésem,otthoni körülmények között,mekkora az a méret amit még önteni lehet?
Ezalatt azt értem,az öntendő tárgy mérete vagy a megolvasztott fém mennyisége határozza meg,hogy ki lehet önteni az adott formát?
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 február 09, 22:40
Írta: ncw4w5nca Dátum 2016 február 09, 22:40
Én 70Kg-ot olvasztottam egyszerre a legtöbbet. A legnagyobb lavórba ennyi fér, na meg ez az a súly amit még kézzel fel tudok, vagy csak tudtam emelni.
Ebből egy 52kg-os öntvény lett, nekem ez volt a csúcs. Viszont házi körülmények között akár több mázsás öntvényt is el lehet készíteni. Némi pénz és kellő elszántság kell hozzá.
Ebből egy 52kg-os öntvény lett, nekem ez volt a csúcs. Viszont házi körülmények között akár több mázsás öntvényt is el lehet készíteni. Némi pénz és kellő elszántság kell hozzá.
Cím: Re:Fémöntés házilag
Írta: sufnituning Dátum 2016 február 10, 21:05
Írta: sufnituning Dátum 2016 február 10, 21:05
Gáz mennyi fogyott hozzá?
Cím: Re:Fémöntés házilag
Írta: xu88enaph Dátum 2016 február 10, 22:19
Írta: xu88enaph Dátum 2016 február 10, 22:19
Egy hengerfej deknit szeretnék homokba formálni, kiönteni. Ez 20*15*10cm-es fazék alakú alkatrész. Mekkora az a falvastagság minimum, amit még ki lehet önteni ekkora méretben, házilag?
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 február 10, 22:24
Írta: ncw4w5nca Dátum 2016 február 10, 22:24
Ezt külön nem mértem, de állatába egy palack gázzal 100kg-ot lehet megolvasztani.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 február 10, 22:29
Írta: ncw4w5nca Dátum 2016 február 10, 22:29
Ha ügyes vagy 3mm, de 5mm biztosan menni fog.
Cím: Re:Fémöntés házilag
Írta: xu88enaph Dátum 2016 február 12, 08:21
Írta: xu88enaph Dátum 2016 február 12, 08:21
A perzselőben, amit használsz a lavórhoz - sima fúvóka van?
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 február 12, 21:38
Írta: ncw4w5nca Dátum 2016 február 12, 21:38
Az enyémben 0,8-as fúvóka van. A perzselőm méretei
Cím: Re:Fémöntés házilag
Írta: xu88enaph Dátum 2016 február 13, 18:09
Írta: xu88enaph Dátum 2016 február 13, 18:09
Köszönöm az infót. Jelenleg formaszekrényt készítek fából. Videókban láttam aluminíumból készültet is, szétszedhető kivitelben. Hol lehetne ilyet beszerezni. Egy darab is elég lenne mintának.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 február 13, 22:25
Írta: ncw4w5nca Dátum 2016 február 13, 22:25
Nekem a formaszekrényeim vasból vannak, 3mm-es kazánlemezből, vagy nagyobb átmérőjű csövekből, de csináltam már rossz alu szódás ballonból is. Alu formaszekrényt szerintem nem kapsz sehol, esetleg öntetsz vagy öntesz magadnak.
Cím: Re:Fémöntés házilag
Írta: xu88enaph Dátum 2016 február 14, 14:45
Írta: xu88enaph Dátum 2016 február 14, 14:45
Öntenék magamnak ilyet, de előtte jó lenne látni egyet, kettőt. El szeretném kerülni a hibákat amik a formaszekrény alakjával kapcsolatosak (arányok, méretek, forma, kialakítás). Nincs-e erről képed, információd?
Jelenleg keményfa parkettából készítek formaszekrényeket.
Jelenleg keményfa parkettából készítek formaszekrényeket.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 február 14, 18:31
Írta: ncw4w5nca Dátum 2016 február 14, 18:31
Én mindég az adott feladathoz készítettem formaszekrényt. Fő szempont, hogy a minta, és az öntőcsatornák kényelmesen elférjenek benne, de ne legyen nagyobb mint aminek feltétlen muszáj lenni. Ugyanis a homok előkészítése munkaigényes feladat, ezért csak annyit használjunk fel egy adott feladathoz amit feltétlen szükséges.
A nagyobb keretekben használok merevítőket, de az is a mintához van igazítva.

Én a formaszekrényekhez hosszú vezetőcsapokat használok, mert az végig vezeti a szekrényt a forma bontásakor, és az összerakáskor.
A nagyobb keretekben használok merevítőket, de az is a mintához van igazítva.
Én a formaszekrényekhez hosszú vezetőcsapokat használok, mert az végig vezeti a szekrényt a forma bontásakor, és az összerakáskor.
Cím: Re:Fémöntés házilag
Írta: xu88enaph Dátum 2016 február 14, 22:10
Írta: xu88enaph Dátum 2016 február 14, 22:10
Csináltam ma 2 próbaóntést agyagmintába illetve kombinált, gipsz+hab mintába. A nyitott formába öntés eddig a gipszbe sikerült legjobban. Az agyag is nagyon jó csak kiégetéskor jelentősen zsugorodik. A következő öntést már zárt homokformába fogom csinálni. Az öntésről a képek:agyagba öntés
Cím: Re:Fémöntés házilag
Írta: xu88enaph Dátum 2016 február 14, 22:14
Írta: xu88enaph Dátum 2016 február 14, 22:14
Cím: Re:Fémöntés házilag
Írta: xu88enaph Dátum 2016 február 17, 20:17
Írta: xu88enaph Dátum 2016 február 17, 20:17
Kezd tönkremenni tűzoltó palackból készített tégelyem. Arra gondoltam, hogy befekecselek egy zománcos vaslábost és kipróbálom - mit bír. Ha lavórral működött akkor valószínűleg ezzel is működni fog. Szerinted?
Cím: Re:Fémöntés házilag
Írta: empé13 Dátum 2016 február 17, 21:53
Írta: empé13 Dátum 2016 február 17, 21:53
Tisztelt Bokszer!
Szerintem az itteni fórumlakók mind nagy örömmel venné(n)k, ha az oldaladon bemutatott 2 szakkönyvet megosztanád velünk.
Megoldható? :))
Üdv: Péter
Szerintem az itteni fórumlakók mind nagy örömmel venné(n)k, ha az oldaladon bemutatott 2 szakkönyvet megosztanád velünk.
Megoldható? :))
Üdv: Péter
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 február 17, 23:59
Írta: ncw4w5nca Dátum 2016 február 17, 23:59
Ezeket a könyveket én is szívesen elolvasnám!
A jó pap is holtig tanul [#vigyor2]
A jó pap is holtig tanul [#vigyor2]
Cím: Re:Fémöntés házilag
Írta: s7manbs8 Dátum 2016 február 18, 00:00
Írta: s7manbs8 Dátum 2016 február 18, 00:00
Aztán még a mennyekben is ... :)
Cím: Re:Fémöntés házilag
Írta: xu88enaph Dátum 2016 február 18, 18:32
Írta: xu88enaph Dátum 2016 február 18, 18:32
Tisztelt Péter!
Szívesen megosztanám a bemutatott 2 könyvet, de ezek offline(papír) kivitelben vannak meg. Antikváriumban illetve a vaterán vásároltam őket. Tudom, hogy nem egyszerű hozzájutni ezekhez a kincsekhez, de nem lehetetlen. Egy szakkönyvem van csak PDF formátumban : Pintér András : Kézi formázás munkája. Ha ez érdekel valakit - szívesen megosztom.
Szívesen megosztanám a bemutatott 2 könyvet, de ezek offline(papír) kivitelben vannak meg. Antikváriumban illetve a vaterán vásároltam őket. Tudom, hogy nem egyszerű hozzájutni ezekhez a kincsekhez, de nem lehetetlen. Egy szakkönyvem van csak PDF formátumban : Pintér András : Kézi formázás munkája. Ha ez érdekel valakit - szívesen megosztom.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 február 18, 23:21
Írta: ncw4w5nca Dátum 2016 február 18, 23:21
Esetleg ha beszkennelnéd?[#nemtudom]
Cím: Re:Fémöntés házilag
Írta: Csuhás Dátum 2016 február 19, 08:25
Írta: Csuhás Dátum 2016 február 19, 08:25
Átlag szkennerrel lassú a dolog, de egy digit géppel végigkattintgatni nem olyan sok munka.
Cím: Re:Fémöntés házilag
Írta: xu88enaph Dátum 2016 február 20, 18:05
Írta: xu88enaph Dátum 2016 február 20, 18:05
Ha lesz időm, nekigyürkőzök.
Cím: Re:Fémöntés házilag
Írta: gorbi Dátum 2016 február 20, 18:50
Írta: gorbi Dátum 2016 február 20, 18:50
Nekem megvan pdfben a kézi formázós könyv...
Cím: Re:Fémöntés házilag
Írta: gorbi Dátum 2016 február 20, 19:03
Írta: gorbi Dátum 2016 február 20, 19:03
könyv
Gondolom igy elérhető...
Gondolom igy elérhető...
Cím: Re:Fémöntés házilag
Írta: hostya Dátum 2016 február 20, 19:58
Írta: hostya Dátum 2016 február 20, 19:58
Nekem, -meg gondolom még másoknak is, akik nincsenek regisztrálva ebbe a Google izébe.. - sajnos nem elérhető. :(
Cím: Re:Fémöntés házilag
Írta: gorbi Dátum 2016 február 20, 20:01
Írta: gorbi Dátum 2016 február 20, 20:01
Cím: Re:Fémöntés házilag
Írta: empé13 Dátum 2016 február 20, 20:02
Írta: empé13 Dátum 2016 február 20, 20:02
[#taps]
Cím: Re:Fémöntés házilag
Írta: Csuhás Dátum 2016 február 20, 20:21
Írta: Csuhás Dátum 2016 február 20, 20:21
Micsoda remek régi könyv! El is lopom a könyvtár számára! :-)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 február 20, 20:49
Írta: ncw4w5nca Dátum 2016 február 20, 20:49
Köszönjük előre is![#worship]
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 február 20, 20:50
Írta: ncw4w5nca Dátum 2016 február 20, 20:50
Köszönjük a linket[#worship]
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 február 29, 23:39
Írta: ncw4w5nca Dátum 2016 február 29, 23:39
Szia Virbo!
Úgy tűnik, hogy elérkezett az idő a projekt befejezéséhez.
Mivel közeledik a Debreceni találkozó, ahol fémöntés bemutatót akarok tartani, felmerült hogy nem volna rossz megpróbálni kiönteni a vízhűtéses hengert. Beszéltem is vernyullal, ő szívesen kinyomtatja, ha te az áldásodat adod hozzá, merthogy mégis csak a ti szellemi terméketek.
Mit gondolsz az ötletről, csináljuk, vagy nyomtassunk valami mást?
Aki nem tudná erről volna szó
Úgy tűnik, hogy elérkezett az idő a projekt befejezéséhez.
Mivel közeledik a Debreceni találkozó, ahol fémöntés bemutatót akarok tartani, felmerült hogy nem volna rossz megpróbálni kiönteni a vízhűtéses hengert. Beszéltem is vernyullal, ő szívesen kinyomtatja, ha te az áldásodat adod hozzá, merthogy mégis csak a ti szellemi terméketek.
Mit gondolsz az ötletről, csináljuk, vagy nyomtassunk valami mást?
Aki nem tudná erről volna szó
Cím: Re:Fémöntés házilag
Írta: 2vkx6unz Dátum 2016 március 01, 07:26
Írta: 2vkx6unz Dátum 2016 március 01, 07:26
Szerintem önmagában egy ilyen öntésért érdemes lesz elmenni Debrecenbe!
A homokforma készítés is legalább ennyire érdekes lenne!
A homokforma készítés is legalább ennyire érdekes lenne!
Cím: Re:Fémöntés házilag
Írta: Virbo Dátum 2016 március 01, 08:52
Írta: Virbo Dátum 2016 március 01, 08:52
Szia,
Írtam mailt ezügyben. A modell változott azóta.
Ha tényleg ezt öntöd le akkor tuti hogy csak ezért lemegyek megnézni! :-)
Írtam mailt ezügyben. A modell változott azóta.
Ha tényleg ezt öntöd le akkor tuti hogy csak ezért lemegyek megnézni! :-)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 március 01, 10:56
Írta: ncw4w5nca Dátum 2016 március 01, 10:56
A tervek szerint Egy bálázótűt öntök homokba, aminek a homokformája 3 részből áll, egy 200-as szalagcsiszoló kereket, na meg a vizes hengert. Ezt a viaszveszejtéses technikához hasonló módon akarom kiönteni.
A Beágyazást megcsinálom itthon,a folyamatát pedig a fórumon mutatom be. Magát az öntést, és a formabontást tervezem Debrecenben.
A Beágyazást megcsinálom itthon,a folyamatát pedig a fórumon mutatom be. Magát az öntést, és a formabontást tervezem Debrecenben.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 március 01, 10:59
Írta: ncw4w5nca Dátum 2016 március 01, 10:59
Válaszoltam.
Várunk, legalább megismerkedünk személyesen. [#integet2]
Várunk, legalább megismerkedünk személyesen. [#integet2]
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 március 12, 09:50
Írta: ncw4w5nca Dátum 2016 március 12, 09:50
Szembe jött velem a interneten néhány régi könyv. Ha minden igaz, a következő munkanapon a sajátomnak mondhatom [#szeret]
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2016 március 13, 20:15
Írta: 3szwbavt Dátum 2016 március 13, 20:15
Üdv itt mindenkinek!
Befejeztem már jó ideje az öntést, nem csinálom meg soha az olvasztómat, és az égetőkemencét sem. Megmaradt 2500-as (2500 fokig jó) 2 cm vastag, kb 70 cm széles asszem 10 méret hosszú paplan amit a Rath-nál vettem és van 2 bontatlan és egy bontott doboz. Továbbá na jónéhány 100x60x2 cm tábla hőálló KVS, de ezek külső borítótáblák kb 500 fokig.
06703008208 vagy aadren@gmail.com kérlek ide ne írj mert nem érek rá megnézni. Szép tavaszt!!!
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 március 13, 23:03
Írta: ncw4w5nca Dátum 2016 március 13, 23:03
Közel húszéves projektet sikerült befejezni tegnap:)
Elkészült az Express gázégőm 3:1-es változata. Hétköznapi anyagokból készült, a markolat reszelőnyél, a szelep egy kiszuperált tűzoltókészülékről való, a 0,7-es fúvóka egy kisgép karburátorból, a cső kerékpárváz volt, a fej pedig egy lengéscsillapító volt fénykorában.
Remekül dolgozik, igaz a lángkép alapján elbírna egy kicsivel nagyobb fúvókát is, ezt majd később kalibrálom dörzsárral, mert a 0,8-as már sok neki.



Elkészült az Express gázégőm 3:1-es változata. Hétköznapi anyagokból készült, a markolat reszelőnyél, a szelep egy kiszuperált tűzoltókészülékről való, a 0,7-es fúvóka egy kisgép karburátorból, a cső kerékpárváz volt, a fej pedig egy lengéscsillapító volt fénykorában.
Remekül dolgozik, igaz a lángkép alapján elbírna egy kicsivel nagyobb fúvókát is, ezt majd később kalibrálom dörzsárral, mert a 0,8-as már sok neki.
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2016 március 14, 09:02
Írta: 3szwbavt Dátum 2016 március 14, 09:02
Felteszem még egyszer, mert Berényi kolléga terjedelmes képesbeszámolója leűzte a lapaljára kis szösszenetem :-) Remélem nem haragszol rá... Üdv itt mindenkinek!
Befejeztem már jó ideje az öntést, nem csinálom meg soha az olvasztómat, és az égetőkemencét sem. Megmaradt 2500-as (2500 fokig jó) 2 cm vastag, kb 70 cm széles asszem 10 méret hosszú paplan amit a Rath-nál vettem és van 2 bontatlan és egy bontott doboz. Továbbá na jónéhány 100x60x2 cm tábla hőálló KVS, de ezek külső borítótáblák kb 500 fokig.
06703008208 vagy aadren@gmail.com kérlek ide ne írj mert nem érek rá megnézni. Szép tavaszt!!!
Befejeztem már jó ideje az öntést, nem csinálom meg soha az olvasztómat, és az égetőkemencét sem. Megmaradt 2500-as (2500 fokig jó) 2 cm vastag, kb 70 cm széles asszem 10 méret hosszú paplan amit a Rath-nál vettem és van 2 bontatlan és egy bontott doboz. Továbbá na jónéhány 100x60x2 cm tábla hőálló KVS, de ezek külső borítótáblák kb 500 fokig.
06703008208 vagy aadren@gmail.com kérlek ide ne írj mert nem érek rá megnézni. Szép tavaszt!!!
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 március 14, 11:43
Írta: ncw4w5nca Dátum 2016 március 14, 11:43
Ismét szaporodott a könyvtáram három új darabbal:)
Ha így halad, még a végén megtanulok önteni[#vigyor2]
Ha így halad, még a végén megtanulok önteni[#vigyor2]
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 március 15, 13:31
Írta: ncw4w5nca Dátum 2016 március 15, 13:31
Na még egy könyv.
De csak azért mert valami hasonlót szeretnék építeni vasolvasztáshoz.
Kúpoló kemence

De csak azért mert valami hasonlót szeretnék építeni vasolvasztáshoz.
Kúpoló kemence
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 március 15, 14:28
Írta: ncw4w5nca Dátum 2016 március 15, 14:28
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2016 március 15, 17:11
Írta: 3vv2btrhv Dátum 2016 március 15, 17:11
[#csodalk][#taps]
Cím: Re:Fémöntés házilag
Írta: grekon Dátum 2016 március 16, 11:31
Írta: grekon Dátum 2016 március 16, 11:31
Gratulàlok gyönyörűen èg mindkettő . Tegnap kellett volna egy ilyen . .
Milyen tipus amelyik kap plusz levegot ?
A kissebbikrol ( nagyobbikrol is ) mondhatnàl nèhàny adatot : fúvóka mèret , cső hosz àtmèrő , lukak mèrete helyzete .
Köszönöm .
Milyen tipus amelyik kap plusz levegot ?
A kissebbikrol ( nagyobbikrol is ) mondhatnàl nèhàny adatot : fúvóka mèret , cső hosz àtmèrő , lukak mèrete helyzete .
Köszönöm .
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 március 17, 01:35
Írta: ncw4w5nca Dátum 2016 március 17, 01:35
Egyik sem kap plusz levegőt, csak annyit amit a gázsugár beszív. Amúgy a kisebbik neve Experess, és közel 40éves.
A kisebbik mérete: fúvóka 0,45, csőátmérő külső 13mm, csőátmérő belső 10mm, csőhossz 115mm, égőfejhossz 45mm, égőfej belsőfurat 17mm, légbeszívó furatok 2db 9mm közvetlen a fúvókánál.
A nagyobbik mérete:fúvóka 0,75, csőátmérő külső 25mm, csőátmérő belső 23mm, csőhossz 280mm, égőfejhossz 65mm, égőfej belsőfurat 36mm, légbeszívó furatok 2db 18mm közvetlen a fúvókánál.
Itt egy móricka rajz a nagyobbról.
A kisebb feje is hasonlóan épül fel, ha lesz időm azt is lerajzolom.
A kisebbik mérete: fúvóka 0,45, csőátmérő külső 13mm, csőátmérő belső 10mm, csőhossz 115mm, égőfejhossz 45mm, égőfej belsőfurat 17mm, légbeszívó furatok 2db 9mm közvetlen a fúvókánál.
A nagyobbik mérete:fúvóka 0,75, csőátmérő külső 25mm, csőátmérő belső 23mm, csőhossz 280mm, égőfejhossz 65mm, égőfej belsőfurat 36mm, légbeszívó furatok 2db 18mm közvetlen a fúvókánál.
Itt egy móricka rajz a nagyobbról.
A kisebb feje is hasonlóan épül fel, ha lesz időm azt is lerajzolom.
Cím: Re:Fémöntés házilag
Írta: grekon Dátum 2016 március 18, 00:03
Írta: grekon Dátum 2016 március 18, 00:03
Köszönöm a rajzot .
Az A-A metszettol jobra làthato darab esztegàlva lett passzentosan az égőfej belsőfurathoz ?
A vàll amibe a bevàgàsok vannak kb 3mm hosszu ?
A (hat)nyolc luk hanyas ?
Nyomàs szabàlyzo kell-e nekik ? Van egy àllithato pb-sem .
Fúvókám 0.4 ès 0.5-os van . . Kicsihez melyik lenne megfelelobb ? Vagy feltètlen 0.45 kell ?
Az A-A metszettol jobra làthato darab esztegàlva lett passzentosan az égőfej belsőfurathoz ?
A vàll amibe a bevàgàsok vannak kb 3mm hosszu ?
A (hat)nyolc luk hanyas ?
Nyomàs szabàlyzo kell-e nekik ? Van egy àllithato pb-sem .
Fúvókám 0.4 ès 0.5-os van . . Kicsihez melyik lenne megfelelobb ? Vagy feltètlen 0.45 kell ?
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 március 18, 01:39
Írta: ncw4w5nca Dátum 2016 március 18, 01:39
Az A-A metszet az égő vége felől látható ahogy belenézel. Igen a váll 3mm, De nincs jelentősége, egy vagy akár négy is lehet.Az égőben ez lazán illeszkedik, néhány tizedes hézag nem probléma.
A hat-nyolc furat 4-5mm.
Az égők nyomásszabályzó nélkül megy, ami a csövön kifér:)
Annak idején én 0,4mm-nek mértem (saccoltam), ennek alapján a nagyhoz 0,6mm-es kellene, de az kicsinek bizonyult. Ha most a nagy szerkezetéhez optimális 0,75-0,8mm-ből visszaszámolom akkor 0,45mm jön ki. Ha van mindkét méret, kikel őket próbálni, és kiderül melyik a jobb. Vagy beleteszel egy 0,4mm-est, szákvarrótűt leköszörülsz hosszú 3-4 lapú kúpra, és ezzel finoman addig dörzsárazod amíg az optimális méretet eléred.
A hat-nyolc furat 4-5mm.
Az égők nyomásszabályzó nélkül megy, ami a csövön kifér:)
Annak idején én 0,4mm-nek mértem (saccoltam), ennek alapján a nagyhoz 0,6mm-es kellene, de az kicsinek bizonyult. Ha most a nagy szerkezetéhez optimális 0,75-0,8mm-ből visszaszámolom akkor 0,45mm jön ki. Ha van mindkét méret, kikel őket próbálni, és kiderül melyik a jobb. Vagy beleteszel egy 0,4mm-est, szákvarrótűt leköszörülsz hosszú 3-4 lapú kúpra, és ezzel finoman addig dörzsárazod amíg az optimális méretet eléred.
Cím: Re:Fémöntés házilag
Írta: xu88enaph Dátum 2016 március 18, 07:13
Írta: xu88enaph Dátum 2016 március 18, 07:13
Adott egy motor hengerfej.Egyik felén a kipufogó csonk menetes része nagy mértékben sérült. Átmérő : 60mm hossz : 30mm. A csonkon lévő menet nagy emelkedésű. Ebbe kapaszkodik a csőrögzítő anya.
Lehetséges lenne-e ezt a menetes alumínium csőcsonkot öntéssel feljavitani?
Lehetséges lenne-e ezt a menetes alumínium csőcsonkot öntéssel feljavitani?
Cím: Re:Fémöntés házilag
Írta: mex Dátum 2016 március 18, 09:15
Írta: mex Dátum 2016 március 18, 09:15
AWI hegesztéssel jobban jársz.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 március 18, 14:05
Írta: ncw4w5nca Dátum 2016 március 18, 14:05
Öntéssel nem, ugyanis nem olvad össze az anyag.
Csak hegesztéssel, és mint ahogy © mex írja a legjobb az AVI.
Csak hegesztéssel, és mint ahogy © mex írja a legjobb az AVI.
Cím: Re:Fémöntés házilag
Írta: xu88enaph Dátum 2016 március 18, 17:53
Írta: xu88enaph Dátum 2016 március 18, 17:53
Köszönöm a válaszokat. Menetes alkatrészt lehetséges-e házilag önteni vagy ez csak centrifugál vagy túlnyomásos öntéssel lehetséges ? Pl. Kotyogós kávéfőző menetes alsó rész.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2016 március 18, 18:46
Írta: 000000000 Dátum 2016 március 18, 18:46
Nem lenne egyszerűbb egy megfelelő falvastagságú aluminium csőből kiforgácsolni (marni, esztergálni) a menetet, majd az egészet felhegeszteni a síkra vágott felületre?
Vagy egy alu rúdból maratni az egészet, kisebb macerának tűnik, mint önteni.
Másrészt ellenőrzött minőségű, ötvözetű, szilárdságúanyagból készülne, ami a házilagos öntésről nem mondható el.
Vagy egy alu rúdból maratni az egészet, kisebb macerának tűnik, mint önteni.
Másrészt ellenőrzött minőségű, ötvözetű, szilárdságúanyagból készülne, ami a házilagos öntésről nem mondható el.
Cím: Re:Fémöntés házilag
Írta: xu88enaph Dátum 2016 március 18, 22:36
Írta: xu88enaph Dátum 2016 március 18, 22:36
Sokkal egyszerűbb lenne a említett módokon, de engem a bonyolultabb megoldás is érdekel. :)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 március 18, 23:49
Írta: ncw4w5nca Dátum 2016 március 18, 23:49
Természetesen lehet, csak megfelelő minta kell hozzá 1-1,5%-kal túlméretes, hogy a fém zsugorodását kompenzálja.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 március 19, 00:07
Írta: ncw4w5nca Dátum 2016 március 19, 00:07
"Másrészt ellenőrzött minőségű, ötvözetű, szilárdságúanyagból készülne, ami a házilagos öntésről nem mondható el."
Ezt azért én nem állítanám ilyen határozottan!
Mellesleg a hegesztésnek is megvannak a maga buktatói, Ha nem elég körültekintő az ember ott is nagyon mellényúlhat.
Ezt azért én nem állítanám ilyen határozottan!
Mellesleg a hegesztésnek is megvannak a maga buktatói, Ha nem elég körültekintő az ember ott is nagyon mellényúlhat.
Cím: Re:Fémöntés házilag
Írta: vadember Dátum 2016 március 19, 06:44
Írta: vadember Dátum 2016 március 19, 06:44
Neked is ezt kellesz csinálnod, ha normális megoldást akarsz csak nálad a külső meneten. Fel kell tölteni hegesztéssel és újra menetet vágni.
Laslie
Laslie
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2016 március 19, 12:40
Írta: 3vv2btrhv Dátum 2016 március 19, 12:40
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 március 19, 15:20
Írta: ncw4w5nca Dátum 2016 március 19, 15:20
Igen csodálatra méltó egy némelyik régi alkotás, Mint ez is a maga 216 tonnájával de amióta itt golgoztam Át kellett gondolnom a "nagy vasról" alkotott képet:)
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2016 március 20, 15:56
Írta: 000000000 Dátum 2016 március 20, 15:56
Sziasztok
Elkészültem Vbodi féle két fojtós hevítővel.
Kondi bank 4.6uF, munkatekercs 5 menet 8 as cső 45mm átmérő, fojtó E ferrit mag 23uH.A nagy FET ek D mérve fél sinus jel csak az a baj , hogy 1.5MHz .És még azt vettem észre , hogy nem is egyforma a két sinus jel feszültségszintje.
Sajnos nem hevít semmit sem.. A kis FET ek 12V os akkuról mennek.A fő táp 2 db 12V os akku sorba kötve 24V. A segédtáp és főtáp GND összekötve.
Elkészültem Vbodi féle két fojtós hevítővel.
Kondi bank 4.6uF, munkatekercs 5 menet 8 as cső 45mm átmérő, fojtó E ferrit mag 23uH.A nagy FET ek D mérve fél sinus jel csak az a baj , hogy 1.5MHz .És még azt vettem észre , hogy nem is egyforma a két sinus jel feszültségszintje.
Sajnos nem hevít semmit sem.. A kis FET ek 12V os akkuról mennek.A fő táp 2 db 12V os akku sorba kötve 24V. A segédtáp és főtáp GND összekötve.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2016 március 20, 16:58
Írta: 000000000 Dátum 2016 március 20, 16:58
Nem megmondták már a másik fórumon hogy rakjál fel képet?
Cím: Re:Fémöntés házilag
Írta: ANTAL GÁBOR Dátum 2016 március 20, 20:34
Írta: ANTAL GÁBOR Dátum 2016 március 20, 20:34
Egy induktivitás mérővel mérd meg a rezgőköri tekercset . Ha 4.6u a kondibank akkor sokkal alacsonyabban kellene rezegnie De miért nem alkalmazol nagyobb menetszámot? ( az induktivitás a menetszám négyzetével arányos ) ha 8-10 menet lenne akkor 2.6-4 szer nagyobb lenne az induktivitás ( Ha ismert lenne akkor a Thomson képlettel ellenőrizhetnéd is a rezonanciafrekit ) ( egy 9 menetes hasonló geometria nálam 1.25uH )
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2016 március 20, 21:11
Írta: Rabb Ferenc Dátum 2016 március 20, 21:11
Valami nagyon nincs a helyén, mert ezekkel az adatokkal kb 45-50 kHz körül illene recegnie...
Cím: Re:Fémöntés házilag
Írta: PSoft Dátum 2016 március 20, 21:12
Írta: PSoft Dátum 2016 március 20, 21:12
"Elkészültem Vbodi féle két fojtós hevítővel....
...Sajnos nem hevít semmit sem.."
Akkor...mégsem készültél el vele!:((
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2016 március 20, 22:50
Írta: 000000000 Dátum 2016 március 20, 22:50
62KHz en rezget egyetlen egyszer 24v-os főtáppal.
Aztán felmentem 32V ra ekkor elpukkant egy IRFP260 + a hozzá tartozó IRF610 + egy ZX18 as zéner.Majd kicseréltem alkatrészeket többit is ellenőriztem de azokat nem mértem hibásnak.
Most mindegy mekkora a fesz. 1.5MHz et mérek.Pont mint legelőször , hogy miért lett egyszer jó azt nem tudom mindent ugyanúgy csináltam mint mindig.
Szkóp képét nézve a fél sinus jelek nem valami szabályosak a drain-en ,a tekercsen sem a teljes sinus.Kivettem a munkatekercset és úgy is ugyanez a freki. A munkatekercs csatlakozója biztosan jó.Még annyi , hogy a IRFP260 asok nagyon melegszenek 24V on már pedig megy a vízhűtés is. Aztán szépen el is haláloznak. :(
Aztán felmentem 32V ra ekkor elpukkant egy IRFP260 + a hozzá tartozó IRF610 + egy ZX18 as zéner.Majd kicseréltem alkatrészeket többit is ellenőriztem de azokat nem mértem hibásnak.
Most mindegy mekkora a fesz. 1.5MHz et mérek.Pont mint legelőször , hogy miért lett egyszer jó azt nem tudom mindent ugyanúgy csináltam mint mindig.
Szkóp képét nézve a fél sinus jelek nem valami szabályosak a drain-en ,a tekercsen sem a teljes sinus.Kivettem a munkatekercset és úgy is ugyanez a freki. A munkatekercs csatlakozója biztosan jó.Még annyi , hogy a IRFP260 asok nagyon melegszenek 24V on már pedig megy a vízhűtés is. Aztán szépen el is haláloznak. :(
Cím: Re:Fémöntés házilag
Írta: ANTAL GÁBOR Dátum 2016 március 21, 08:21
Írta: ANTAL GÁBOR Dátum 2016 március 21, 08:21
Küldhetnél egy fotót a kondibank munkatekercs elrendezésről .( mert ott lehetnek buktatók ) Az IRFP 260 as fet max feszültsége 200V . Köztudott hogy royer oszcillátoron a tápfesz PI szerese jelenik meg, tehát a javasolt max tápfesz kb 50V ( szerintem ) . Mindenképpen monitorozni kell a felvett áramot és csak addig szabad beledugni a hevítendő tárgyat ameddig nem nő az áram a kritikus érték fölé, IRFP260 nál én 20 ampert javasolnék . A kondi hűtése meg van oldva? Egyáltalán milyen a kondi mert oda szigorúan poli propilén kell
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2016 március 21, 18:13
Írta: 000000000 Dátum 2016 március 21, 18:13
Szia
A FET ek alapból IXFX120N25P volt 120A 250V 24mOhm az egyik kiment próbálgatás közben ,ekkor már IRFP260 asokkal próbálkoztam mert nem akartam a tőbit is tönkretenni.3 db van még.
FKP1 100nF 46db csőrre felcsavarozva. Vörösréz lemez erre mennek a kondik 3 as csavarokkal. A 3 as réz lemezbe 3 as meneteket vágtam a kondikra 3 as lyukas kábelsaru. Lemezek felforrasztva a 8 as csőre. A csövet úgy alakítottam ki ,hogy minden kondi azonos távolságra legyen a munkatekercstől.
Természetesen a csőben víz keringett, az elektronikát külön dobozban helyeztem el az is szintén vízhűtéssel oldottam meg.A probléma az az , hogy alapból mikor nem tettem még semmit sem a munkatekercsben akkor is nagyon melegedtek a FET ek 24V on 12V on még nem 32V on 1 sec alatt tönkrement.Én most már arra gondolok hogy az elektronika kialakítással van a baj szerintem a vezetékek amik összekötik a FET lábait gerjednek .. A csőre fel fogok forrasztani két réz lemezt, és arra fogom felszerelni a FET eket.
A FET ek alapból IXFX120N25P volt 120A 250V 24mOhm az egyik kiment próbálgatás közben ,ekkor már IRFP260 asokkal próbálkoztam mert nem akartam a tőbit is tönkretenni.3 db van még.
FKP1 100nF 46db csőrre felcsavarozva. Vörösréz lemez erre mennek a kondik 3 as csavarokkal. A 3 as réz lemezbe 3 as meneteket vágtam a kondikra 3 as lyukas kábelsaru. Lemezek felforrasztva a 8 as csőre. A csövet úgy alakítottam ki ,hogy minden kondi azonos távolságra legyen a munkatekercstől.
Természetesen a csőben víz keringett, az elektronikát külön dobozban helyeztem el az is szintén vízhűtéssel oldottam meg.A probléma az az , hogy alapból mikor nem tettem még semmit sem a munkatekercsben akkor is nagyon melegedtek a FET ek 24V on 12V on még nem 32V on 1 sec alatt tönkrement.Én most már arra gondolok hogy az elektronika kialakítással van a baj szerintem a vezetékek amik összekötik a FET lábait gerjednek .. A csőre fel fogok forrasztani két réz lemezt, és arra fogom felszerelni a FET eket.
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2016 március 22, 07:07
Írta: 000000000 Dátum 2016 március 22, 07:07
Annak idején publikáltam a hevítőt rajzzal, fotókkal, ha az alapján építed meg,biztosan működik.
Sok sikert!
Sok sikert!
Cím: Re:Fémöntés házilag
Írta: xu88enaph Dátum 2016 március 22, 20:33
Írta: xu88enaph Dátum 2016 március 22, 20:33
Ügyes volt, aki ezt a hengerfej felfogató mechanizmust készítette. Le a kalappal. Innen is látszik, hogy nincs lehetetlen csak tehetetlen.
Cím: Re:Fémöntés házilag
Írta: morfeus Dátum 2016 március 23, 00:47
Írta: morfeus Dátum 2016 március 23, 00:47
A hevitő rajzával kapcsolatban írtam!
Cím: Re:Fémöntés házilag
Írta: VighLajos Dátum 2016 március 23, 06:46
Írta: VighLajos Dátum 2016 március 23, 06:46
Ha jól látom, a munkadarab van forgatva a menetvágáskor.
Egy dilettáns kérdés:
- nem lett volna egyszerűbb, ha a menetkés van befogva, és forgatva? Kiesztergáló fej a főorsó morze-kúpjába, a munkadarab a szánra rögzítve...
Egy dilettáns kérdés:
- nem lett volna egyszerűbb, ha a menetkés van befogva, és forgatva? Kiesztergáló fej a főorsó morze-kúpjába, a munkadarab a szánra rögzítve...
Cím: Re:Fémöntés házilag
Írta: VighLajos Dátum 2016 március 23, 06:47
Írta: VighLajos Dátum 2016 március 23, 06:47
...akkor tanul a gyerek, ha kérdez!
[#taps]
[#taps]
Cím: Re:Fémöntés házilag
Írta: ANTAL GÁBOR Dátum 2016 március 23, 06:59
Írta: ANTAL GÁBOR Dátum 2016 március 23, 06:59
Lajos ! ezt a kérdést Laslie nek kellett volna címezned ( apropó ki tud róla ? )
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2016 március 23, 07:23
Írta: svejk Dátum 2016 március 23, 07:23
Gondolom nem volt kiesztergáló feje, főleg nem olyan amibe menetlapka is belemegy.
De az elkövetője még legalább fél tucat érvet tudna felsorolni, ebben biztos vagyok.
De az elkövetője még legalább fél tucat érvet tudna felsorolni, ebben biztos vagyok.
Cím: Re:Fémöntés házilag
Írta: Csuhás Dátum 2016 március 23, 07:34
Írta: Csuhás Dátum 2016 március 23, 07:34
Volt a főorsóra illeszkedő xy befogója így szvsz kevesebb munkával járt arra felfogatót készíteni mint ugyanezt megépíteni a szánra rögzíthetően.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 március 23, 09:57
Írta: ncw4w5nca Dátum 2016 március 23, 09:57
Ennél van egyszerűbb megoldás is.
Egy darab tízes lemezt felfogatsz a hengerfej helyére.
Egy harmincas rúdanyag végét beközpontozol, és 10mm hosszan leesztergályozod olyan méretre, hogy a szegnyereg tokmányába be tudd fogni.
Ha kész befogod a szegnyeregbe.
Tokmányba befogod a hengert a kipufogó csonknál fogva, nekinyomod a lemeznek a harmincas csapot, és körbehegeszted.
A csap végét megtámasztod, leszabályzod, és csapnál fogva befogod a tokmányba.
Ha jól csináltad akkor tökéletesen fut a kipufogócsonk, felhegesztés után lehet rá menetet vágni.
Egy darab tízes lemezt felfogatsz a hengerfej helyére.
Egy harmincas rúdanyag végét beközpontozol, és 10mm hosszan leesztergályozod olyan méretre, hogy a szegnyereg tokmányába be tudd fogni.
Ha kész befogod a szegnyeregbe.
Tokmányba befogod a hengert a kipufogó csonknál fogva, nekinyomod a lemeznek a harmincas csapot, és körbehegeszted.
A csap végét megtámasztod, leszabályzod, és csapnál fogva befogod a tokmányba.
Ha jól csináltad akkor tökéletesen fut a kipufogócsonk, felhegesztés után lehet rá menetet vágni.
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2016 március 23, 10:35
Írta: jani300 Dátum 2016 március 23, 10:35
Nekem is lenne egy dilettáns kérdésem .
Nem túl nagy falat egy 1,5 emelkedésű menet is a vége fele egy kiesztergálófejnek ?
Elég drága és finom dolog egy ilyen fej , egy menetkéshez képest .
Nem túl nagy falat egy 1,5 emelkedésű menet is a vége fele egy kiesztergálófejnek ?
Elég drága és finom dolog egy ilyen fej , egy menetkéshez képest .
Cím: Re:Fémöntés házilag
Írta: Csuhás Dátum 2016 március 23, 12:14
Írta: Csuhás Dátum 2016 március 23, 12:14
Nem nagy falat, pláne aluban. Egy MK2-es fejre is rá merném bízni.
Cím: Re:Fémöntés házilag
Írta: VighLajos Dátum 2016 március 23, 12:57
Írta: VighLajos Dátum 2016 március 23, 12:57
[#nevetes1]
Nem tudom a választ...
Nem tudom a választ...
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2016 március 23, 14:07
Írta: jani300 Dátum 2016 március 23, 14:07
Jól van :)
Akkor se tetszik az ötlet :) (tökörészésnek tartom)
Ez is alaposan ki lett tárgyalva akkoriban , mikor felkerült .
Akkor se tetszik az ötlet :) (tökörészésnek tartom)
Ez is alaposan ki lett tárgyalva akkoriban , mikor felkerült .
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2016 március 24, 09:30
Írta: 3szwbavt Dátum 2016 március 24, 09:30
Üdv mindenkinek!
megnéztem a hőálló paplan és a kvs lapok árait,
jelenleg a 2,5 cm vastag sűrűbb szálas paplan tekercse, ami 61 cm x 7,5 méteres és nekem 2,5 doboznyi van, 16700 ft 1 dobozzal, a kvs hőálló lapokból nekem 5 db van ezek 2,5 cm vastagok és 100 x 61 cm-esek és az áruk 4500 ft/lap.
ezek az új áruk, persze én nem ennyit kérek értük, hanem megbeszéljük. lehetőleg egyben adnám, el, vagyis itthon újárban van nekem 42.000 ftnyi paplan, és 18,000 ftnyi kvs lap. 60.000 ftnyi cucc. Nna ez eladó, persze nem új árban és szállításban tudok segíteni. aadren@gmail.com vagy 06703008208
megnéztem a hőálló paplan és a kvs lapok árait,
jelenleg a 2,5 cm vastag sűrűbb szálas paplan tekercse, ami 61 cm x 7,5 méteres és nekem 2,5 doboznyi van, 16700 ft 1 dobozzal, a kvs hőálló lapokból nekem 5 db van ezek 2,5 cm vastagok és 100 x 61 cm-esek és az áruk 4500 ft/lap.
ezek az új áruk, persze én nem ennyit kérek értük, hanem megbeszéljük. lehetőleg egyben adnám, el, vagyis itthon újárban van nekem 42.000 ftnyi paplan, és 18,000 ftnyi kvs lap. 60.000 ftnyi cucc. Nna ez eladó, persze nem új árban és szállításban tudok segíteni. aadren@gmail.com vagy 06703008208
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 március 28, 23:22
Írta: ncw4w5nca Dátum 2016 március 28, 23:22
Szia Grekon!
Végre sikerült megcsinálni a kis égőről is a rajzot, igaz erre a munkámra nem vagyok büszke, de remélem ellehet rajta igazodniEz az
Na meg szétszedtem, és lefotóztam itt találod
Végre sikerült megcsinálni a kis égőről is a rajzot, igaz erre a munkámra nem vagyok büszke, de remélem ellehet rajta igazodniEz az
Na meg szétszedtem, és lefotóztam itt találod
Cím: Re:Fémöntés házilag
Írta: xu88enaph Dátum 2016 március 29, 20:39
Írta: xu88enaph Dátum 2016 március 29, 20:39
Hogyan lehetne elérni, hogy a kiöntött alumíniumnak hasonló tulajdonságai legyenek mint a kiinduló anyagnak? Itt az anyag hajlékonyságára, lágyságára gondolok.
A kiöntött alu. elég rideg. Más a kristályszerkezete mint öntés előtt. Persze ez nem lep meg csak jó lenne egy kicsit finomítani a végterméken. Ne legyen ennyire kemény, rideg.
A kiöntött alu. elég rideg. Más a kristályszerkezete mint öntés előtt. Persze ez nem lep meg csak jó lenne egy kicsit finomítani a végterméken. Ne legyen ennyire kemény, rideg.
Cím: Re:Fémöntés házilag
Írta: sufnituning Dátum 2016 március 29, 21:13
Írta: sufnituning Dátum 2016 március 29, 21:13
Csinálhattál volna bele egy laval fúvókát oda, ahol leszűkül 22mm-re
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 március 29, 21:33
Írta: ncw4w5nca Dátum 2016 március 29, 21:33
Vannak kezelősók ami az öntvény kristályszerkezetét finomítják, oly módon hogy nátriumot juttatnak a fémbe, ez vegyületet alkot az alumíniummal, és dermedéskor kristálycsíraként segíti a finomszemcsés szerkezet kialakulását. Újabban ilyen célra stronciumot használnak, ez kevésbé hajlamos a leégésre, vagy az antimon beötvözése is finomszemcsés szerkezete eredményez. Hátránya az antimonnak, hogy újrafelhasználásnál nem lehet eltávolítani a fémből.
Viszont ezek nélkül is viszonylag jó eredményt lehet elérni, ha a lehető leggyorsabban olvasztasz, nem hevíted túl a fémet, vagy csak annyira amennyire feltétlen muszáj, és nem tartod sokáig olvadt állapotban. Kezelés nélkül a lehető legkevesebbszer olvasztod újra ugyanazt a fémet. Ugyanis hulladékban jelen vannak mindazon ötvözők amik finomszemcsés szerkezet kialakulásáért felelős. Ezek az anyagok viszont könnyen leégnek (kiégnek), és ezért fontos a gyors olvasztás, és a gyors öntés.
Természetesen a fentiek az öntvényekre vonatkoznak, ezen belül is egy kokillás öntvény szemcseszerkezetét nem lehet elvárni egy homokformába öntöttől, hisz a kristályosodást a hőelvonás gyorsasága nagymértékben befolyásolja.
Viszont ezek nélkül is viszonylag jó eredményt lehet elérni, ha a lehető leggyorsabban olvasztasz, nem hevíted túl a fémet, vagy csak annyira amennyire feltétlen muszáj, és nem tartod sokáig olvadt állapotban. Kezelés nélkül a lehető legkevesebbszer olvasztod újra ugyanazt a fémet. Ugyanis hulladékban jelen vannak mindazon ötvözők amik finomszemcsés szerkezet kialakulásáért felelős. Ezek az anyagok viszont könnyen leégnek (kiégnek), és ezért fontos a gyors olvasztás, és a gyors öntés.
Természetesen a fentiek az öntvényekre vonatkoznak, ezen belül is egy kokillás öntvény szemcseszerkezetét nem lehet elvárni egy homokformába öntöttől, hisz a kristályosodást a hőelvonás gyorsasága nagymértékben befolyásolja.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 március 29, 21:37
Írta: ncw4w5nca Dátum 2016 március 29, 21:37
Nem szükséges, hiszen már a csőben tökéletesen összekeveredik a gáz, és a tárcsa szélén a bevágásoknál kialakuló segédlángok megakadályozzák a láng leszakadását.
Cím: Re:Fémöntés házilag
Írta: sufnituning Dátum 2016 március 29, 21:41
Írta: sufnituning Dátum 2016 március 29, 21:41
Ahol a 19mm-es méret van ott megy be a levegő??
Cím: Re:Fémöntés házilag
Írta: sufnituning Dátum 2016 március 29, 21:46
Írta: sufnituning Dátum 2016 március 29, 21:46
Hogy csinálod az A metszeten látható bordákat?
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 március 29, 21:46
Írta: ncw4w5nca Dátum 2016 március 29, 21:46
Igen.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 március 29, 21:52
Írta: ncw4w5nca Dátum 2016 március 29, 21:52
A nagyobbnál 1mm-es vágótárcsával bevágtam a kicsinél háromszög tűreszelővel, de lehetne 1mm-es furatokat is készíteni.
Lényeg hogy ott alacsony sebességgel áramlik a gáz, így nem szakad le, ez pedig tartja a fő lángot,
Lényeg hogy ott alacsony sebességgel áramlik a gáz, így nem szakad le, ez pedig tartja a fő lángot,
Cím: Re:Fémöntés házilag
Írta: grekon Dátum 2016 március 29, 23:04
Írta: grekon Dátum 2016 március 29, 23:04
Köszönöm a rajzot .
Csőátmérőket menyire pontosan kell betartani ?
Elkezdtem beszerezni az anyagokat de nehèz ilyen mèreteket talàlni s ahogy làtom nem àrt nemesebb anyagokbol mert a gàz vasfoga szèpen ràgja .
Csőátmérőket menyire pontosan kell betartani ?
Elkezdtem beszerezni az anyagokat de nehèz ilyen mèreteket talàlni s ahogy làtom nem àrt nemesebb anyagokbol mert a gàz vasfoga szèpen ràgja .
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 március 30, 00:03
Írta: ncw4w5nca Dátum 2016 március 30, 00:03
Igaz én még nem próbáltam, de biztos el lehet térni bizonyos mértékben a cső méretével, hisz lehet a beszívott levegő mennyiségét szabályozni.
Jól látod, a kisebbik égő feje már egy párszor le lett cserélve, most akarok újat csináltatni reveálló acélból, ami 1150C°-ig bírja anélkül hogy elégne. igaz nem egyszerű beszerezni a megfelelő méretet, ezért meg akarom csinálni reveálló elektródából.
Van négyes elektródám, feltekerem a megfelelő méretre, aztán AVI-val saját anyagával összehegesztem, majd 2,5-össel felrakom a megfelelő vastagságra.
Vagy fogok egy köracélt aminek az átmérője a furatméret alatt van néhány mm-rel és azt rakom fel elektródával a megfelelő méretre. A méretkülönbség azért kell hogy az átötvöződés kívül essen a munkadarabon.
Jól látod, a kisebbik égő feje már egy párszor le lett cserélve, most akarok újat csináltatni reveálló acélból, ami 1150C°-ig bírja anélkül hogy elégne. igaz nem egyszerű beszerezni a megfelelő méretet, ezért meg akarom csinálni reveálló elektródából.
Van négyes elektródám, feltekerem a megfelelő méretre, aztán AVI-val saját anyagával összehegesztem, majd 2,5-össel felrakom a megfelelő vastagságra.
Vagy fogok egy köracélt aminek az átmérője a furatméret alatt van néhány mm-rel és azt rakom fel elektródával a megfelelő méretre. A méretkülönbség azért kell hogy az átötvöződés kívül essen a munkadarabon.
Cím: Re:Fémöntés házilag
Írta: morfeus Dátum 2016 március 30, 09:42
Írta: morfeus Dátum 2016 március 30, 09:42
Sziasztok!
Nem konkrétan fémöntés de mivel láttam,hogy foglalkoztok égőfejekkel így még kérdezem,hogy van egy Ilyen égőfejem! de túlságosan szórja a lángot!
Lehet e úgy átalakítani,hogy megközelítőleg szúrólángja legyen(vagy ahhoz hasonló) !
Előre is köszönöm a segítséget!
Nem konkrétan fémöntés de mivel láttam,hogy foglalkoztok égőfejekkel így még kérdezem,hogy van egy Ilyen égőfejem! de túlságosan szórja a lángot!
Lehet e úgy átalakítani,hogy megközelítőleg szúrólángja legyen(vagy ahhoz hasonló) !
Előre is köszönöm a segítséget!
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 március 30, 10:17
Írta: ncw4w5nca Dátum 2016 március 30, 10:17
Tudomásom szerint nem, persze az is lehet hogy tévedek.
Cím: Re:Fémöntés házilag
Írta: Csuhás Dátum 2016 március 30, 10:23
Írta: Csuhás Dátum 2016 március 30, 10:23
Józsi, talán neked van tapasztalatod: tervezgetek egy olyan égőfejet aminél a pb gázhoz sűrített levegőt adnék. Ráadásul úgy szeretném hogy az égő csövére feltekernék két rézcső spirált és ezen átvezetve előmelegíteném a levegőt és a gázt. A levegő az acetilén égőkhöz hasonlóan injektoros elven keveredne a gázzal. Szerinted életképes az ötlet? Láttál esetleg ilyen típusú égőt?
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 március 30, 11:33
Írta: ncw4w5nca Dátum 2016 március 30, 11:33
Nem láttam még ilyen típusú égőt. Gond vele az, hagy az előmelegítéshez a lángból vonja el a hőt, így szerintem nem lehet jelentős lánghőmérséklet növekedést elérni.
Talán két égőt kombinálva sikerre lehet vinni a dolgot, de ez mindenképp terjedelmes lenne. Na meg kérdés hogy milyen hőmérséklet növekedést lehetne elérni, és az intenzív hőnek kitett alkatrészek mennyire volnának tartósak.
Talán két égőt kombinálva sikerre lehet vinni a dolgot, de ez mindenképp terjedelmes lenne. Na meg kérdés hogy milyen hőmérséklet növekedést lehetne elérni, és az intenzív hőnek kitett alkatrészek mennyire volnának tartósak.
Cím: Re:Fémöntés házilag
Írta: KoLa Dátum 2016 március 30, 13:01
Írta: KoLa Dátum 2016 március 30, 13:01
Nekem olyan van, ahol egy porszívó által fújt levegőhöz léptetem be a PB gázt az égőfej előtt vagy 800mm el!
Tulajdonképpen ez egy gázperzselőből készült cucc! a porszívó szívótorkát le kellett folytani mert túl sok volt a levegő!
A kemence, samott téglából a betonra köralakban lerakott kötőanyag nélküli építmény, kb 600 belső átmérővel, öt sor tégla van, a teteje 2 vermukulit lap összetolva!ennek a közepén van beléptetve a gázperzselő szerű égőfej!
Egy acél szerszámtest edzéséhez lett összedobva, átmérő 420-as 40mm vastag, 15perc körül volt a melegítési idő!nem mindegy!
Azóta már mást is edzettem vele nagyon szuperul müxik! Autogénnel szoktam begyújtani, az a biztos módszer!
Tulajdonképpen ez egy gázperzselőből készült cucc! a porszívó szívótorkát le kellett folytani mert túl sok volt a levegő!
A kemence, samott téglából a betonra köralakban lerakott kötőanyag nélküli építmény, kb 600 belső átmérővel, öt sor tégla van, a teteje 2 vermukulit lap összetolva!ennek a közepén van beléptetve a gázperzselő szerű égőfej!
Egy acél szerszámtest edzéséhez lett összedobva, átmérő 420-as 40mm vastag, 15perc körül volt a melegítési idő!nem mindegy!
Azóta már mást is edzettem vele nagyon szuperul müxik! Autogénnel szoktam begyújtani, az a biztos módszer!
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 március 30, 14:16
Írta: ncw4w5nca Dátum 2016 március 30, 14:16
Az elég brutális lehet:) Hányas fúvókán megy bele a gáz?
Cím: Re:Fémöntés házilag
Írta: KoLa Dátum 2016 március 30, 22:04
Írta: KoLa Dátum 2016 március 30, 22:04
Brutális a hanghatás is! 1-es dűzni' van benne!
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 április 01, 01:29
Írta: ncw4w5nca Dátum 2016 április 01, 01:29
Ismét pár könyv[#szeret] Nem tudtam nekik ellenállni [#buck]
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2016 április 01, 03:55
Írta: 3vv2btrhv Dátum 2016 április 01, 03:55
[#taps][#taps][#taps]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2016 április 02, 19:55
Írta: 000000000 Dátum 2016 április 02, 19:55
Sziasztok
Nektek mekkora az üresjárati áramfelvétel Vbodi féle hevítőnél?
Jelenleg 32V ról megy , és alapból felvesz 16A.
62KHz en rezeg.
Nektek mekkora az üresjárati áramfelvétel Vbodi féle hevítőnél?
Jelenleg 32V ról megy , és alapból felvesz 16A.
62KHz en rezeg.
Cím: Re:Fémöntés házilag
Írta: xu88enaph Dátum 2016 április 02, 21:02
Írta: xu88enaph Dátum 2016 április 02, 21:02
Köszönöm az infót! Lehet-e valahol kis tételben kezelősót vásárolni? Egy-két helyen kérdeztem, de mindenhol csak 30-50kg zsákban árulják.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 április 02, 23:11
Írta: ncw4w5nca Dátum 2016 április 02, 23:11
Szerintem a Marsnál. Igaz én még csak Gáztalanító tablettát Vettem ami öt darabos kiszerelésben volt, fémszilíciumot kimérőset, és foszforrezet 15%os ez is kimérős volt.
Hívd fel őket, ha tudnak segítenek. Velem korrektek voltak.
Hívd fel őket, ha tudnak segítenek. Velem korrektek voltak.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 április 03, 08:50
Írta: ncw4w5nca Dátum 2016 április 03, 08:50
Vagy még én megpróbálnám felhívni őket.
EBA Kohászati Segédanyag- Fémtömegcikkgyártó és Értékesítő Kft. H-2803 Tatabánya, Alugyári út 1. H-2801 Tatabánya, Pf. 1352. Tel.: (36-34) 311-679
Esetleg ők adnak kilóra, vagy tudnak olyan forgalmazót, aki ad kis tételbe.
EBA Kohászati Segédanyag- Fémtömegcikkgyártó és Értékesítő Kft. H-2803 Tatabánya, Alugyári út 1. H-2801 Tatabánya, Pf. 1352. Tel.: (36-34) 311-679
Esetleg ők adnak kilóra, vagy tudnak olyan forgalmazót, aki ad kis tételbe.
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2016 április 03, 09:44
Írta: sasi Dátum 2016 április 03, 09:44
Cím: Re:Fémöntés házilag
Írta: Motoros Dátum 2016 április 03, 15:00
Írta: Motoros Dátum 2016 április 03, 15:00
Szia Sasi!
Esetleg a spicréz vagy SR58 vagy automata réz- ahogy tetszik- lágyítására nincsen valami hasonló jó leírásod?
Esetleg a spicréz vagy SR58 vagy automata réz- ahogy tetszik- lágyítására nincsen valami hasonló jó leírásod?
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2016 április 03, 19:45
Írta: sasi Dátum 2016 április 03, 19:45
Rézről nincs irodalmam, csupán némi emlékem egy régebbi réz fazonhuzal keménységvizsgálatáról, illetve annak előzményéről.
A fazonhuzalt hidegalakítással állítják elő, ezért jelentősen felkeményedik. Ha ilyen rideg állapotban meghajlítjuk, repedések keletkeznek benne, így megnő az ellenállása és el is éghet az áram hatására, ezért hőkezelni kel.
A hőkezelést túlhevített gőzben végzik, az oxidáció elkerülése érdekében. A hőmérsékletre, hőn tartási időre, valamint a hűtés sebességére már nem emlékszem. A hőfok talán 500-600 fok körüli lehetett.
A fazonhuzalt hidegalakítással állítják elő, ezért jelentősen felkeményedik. Ha ilyen rideg állapotban meghajlítjuk, repedések keletkeznek benne, így megnő az ellenállása és el is éghet az áram hatására, ezért hőkezelni kel.
A hőkezelést túlhevített gőzben végzik, az oxidáció elkerülése érdekében. A hőmérsékletre, hőn tartási időre, valamint a hűtés sebességére már nem emlékszem. A hőfok talán 500-600 fok körüli lehetett.
Cím: Re:Fémöntés házilag
Írta: Motoros Dátum 2016 április 04, 13:13
Írta: Motoros Dátum 2016 április 04, 13:13
Kösz. Most egy hőkezelő cég lágyítja, de szeretném még lágyabbra, ha lehet.
Sajnos az oxidáció is bekövetkezik, de az csak nem lényeges elszineződést okoz. Az 500 fok hőn tartás stimmel, ahogyan írod.
Sajnos az oxidáció is bekövetkezik, de az csak nem lényeges elszineződést okoz. Az 500 fok hőn tartás stimmel, ahogyan írod.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2016 április 24, 10:22
Írta: 3vv2btrhv Dátum 2016 április 24, 10:22

József , erről a projektről légy szíves egy kicsit részletesebben írni .
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 április 25, 00:27
Írta: ncw4w5nca Dátum 2016 április 25, 00:27
Szia Tibi!
Készültek fotók, fel fogom tenni a tárba, és írok is róla, csak egy kis idő kell:)
Készültek fotók, fel fogom tenni a tárba, és írok is róla, csak egy kis idő kell:)
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 április 25, 00:30
Írta: ncw4w5nca Dátum 2016 április 25, 00:30
Sikerült valamire jutni a kezelősóval kapcsolatban?
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 április 25, 12:04
Írta: ncw4w5nca Dátum 2016 április 25, 12:04
Most beszéltem a Mars-Hungáriával, forgalmaznak Si nemesítő sót 300+áfa 0,33l-es alu dobozban. Gáztalanító tablettát 135+áfa/tabletta 5 tabletta/csomag.
Ezeket használtam a bemutatón is.
Ezeket használtam a bemutatón is.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 április 25, 12:32
Írta: ncw4w5nca Dátum 2016 április 25, 12:32
A találkozón említettem..
Lovasberényi selyemhomok.
8093 Lovasberény, Park tér 10.
Telefon: 06/22/ 456-035, 06/22/ 456-095
Fax.: 06/22/ 456-091
e-mail: lovasbm@enternet.hu
Lovasberényi selyemhomok.
8093 Lovasberény, Park tér 10.
Telefon: 06/22/ 456-035, 06/22/ 456-095
Fax.: 06/22/ 456-091
e-mail: lovasbm@enternet.hu
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2016 április 25, 14:28
Írta: robroy007 Dátum 2016 április 25, 14:28
lehet össze kéne fogni kicsit és központosítva esetleg méretesebb tételt egybe beszerezni...
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 április 25, 17:38
Írta: ncw4w5nca Dátum 2016 április 25, 17:38
Én Lovasberénybe akkor voltam, amikor a fehérvári találkozóra mentem. Felakasztasz egy futót, és egy kis kitérővel szerzel annyit amit elbírsz. ha vigyázol rá 5 mázsa homokkal sokáig játszhatsz.
Cím: Re:Fémöntés házilag
Írta: vc886isf9 Dátum 2016 április 26, 20:34
Írta: vc886isf9 Dátum 2016 április 26, 20:34
Szép estét!
József a találkozón látottakon felbuzdulva egy (számomra) nagyobb bronzöntésnek állnék neki. Az volna a kérdésem, ha bedöngölt homok összetapad, hiába használtam először száraz homokot, ahogy nálad láttam, majd az olajos homoknál bevált talkumot. Az oka lehet , hogy túl nedves a homok, vagy milyen irányban keressem a problémát?
Válaszod előre is köszönöm.
József a találkozón látottakon felbuzdulva egy (számomra) nagyobb bronzöntésnek állnék neki. Az volna a kérdésem, ha bedöngölt homok összetapad, hiába használtam először száraz homokot, ahogy nálad láttam, majd az olajos homoknál bevált talkumot. Az oka lehet , hogy túl nedves a homok, vagy milyen irányban keressem a problémát?
Válaszod előre is köszönöm.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 április 26, 20:57
Írta: ncw4w5nca Dátum 2016 április 26, 20:57
Igen valószínű túl nedves a homok, nekem a száraz homokkal jól működik. Annak idején én is próbáltam a talkumot, de azzal sokszor összetapadt.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 április 26, 21:23
Írta: ncw4w5nca Dátum 2016 április 26, 21:23
Vagy esetleg még a Mars-Hungáriánál lehet venni formahintőport, igaz 20kg-os kiszerelésben van, de nem horror az ára, ha jól emlékszem 14ezer áfával.
Cím: Re:Fémöntés házilag
Írta: xu88enaph Dátum 2016 április 27, 21:49
Írta: xu88enaph Dátum 2016 április 27, 21:49
Még nem sikerült a kezelősókkal dűlőre jutni. Szakkönyvekben olvastam, hogy klór tablettát is használni szoktak az olvadék kezelésére. Medence tisztítóként forgalmaznak 90%-os klór tablettát. Ki fogom próbálni, bár most hogy írtad - a Mars-nál jobban megérné és az biztos, hogy jó lenne.
Cím: Re:Fémöntés házilag
Írta: xu88enaph Dátum 2016 április 27, 21:55
Írta: xu88enaph Dátum 2016 április 27, 21:55
Megvagyok az első homokformába öntéssel. Egész jól sikerült. A baj csak az, hogy elég rücsis lett a felület mivel kvarchomokból és bentonitból kevertem ki a formázó homokot. a tanulság : le kell mennem Lovasberénybe homokért. Az öntésről felteszem az oldalamra a képeket.
Jelenleg egy másik projekten dolgozom.
Kinőttem a csőtégelyt ezért vettem egy öntöttvas bográcsot.Ebben fogok olvasztani. Jelenleg a kohótestet kell kialakítanom egy 60l-es hordóból. Valakinek ötlete ezzel kapcsolatban?
Jelenleg egy másik projekten dolgozom.
Kinőttem a csőtégelyt ezért vettem egy öntöttvas bográcsot.Ebben fogok olvasztani. Jelenleg a kohótestet kell kialakítanom egy 60l-es hordóból. Valakinek ötlete ezzel kapcsolatban?
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2016 április 27, 23:13
Írta: robroy007 Dátum 2016 április 27, 23:13
kedves Bokszer!
szívesen megnézném az oldalad de az adatlapod hiányos sajnos, hogy eljussak oda
a Vboldi féle saját gyártású kohómról ITT találsz képeket
szívesen megnézném az oldalad de az adatlapod hiányos sajnos, hogy eljussak oda
a Vboldi féle saját gyártású kohómról ITT találsz képeket
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 április 28, 04:08
Írta: ncw4w5nca Dátum 2016 április 28, 04:08
Cím: Re:Fémöntés házilag
Írta: B.Zoltán Dátum 2016 április 28, 16:12
Írta: B.Zoltán Dátum 2016 április 28, 16:12
József , lenne egy kérdésem hozzád , a lovasberényi homok alkalmas közvetlenül a formázásra , vagy ehhez is kell adalékot keverni.
Cím: Re:Fémöntés házilag
Írta: xu88enaph Dátum 2016 április 28, 18:34
Írta: xu88enaph Dátum 2016 április 28, 18:34
Az én kohóm is hasonló csak én maradtam a klasszikus iskolánál: a faszén tüzelőanyagnál. Most az öntvény bogrács miatt át kell terveznem a kohót.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 április 29, 01:23
Írta: ncw4w5nca Dátum 2016 április 29, 01:23
Sajnos nem tudom. igaz másfél éve hoztam egy fél zsákkal, de még nem jutottam oda hogy kipróbáljam. Elég jónak tűnt, esetleg egy kis agyagot elbírna. Igaz adren azt mondta, hogy a használattól sokat javul. A javulást én is tapasztaltam a saját homokomnál, a mostani állaga lényegesen jobb a nyers homokénál.
Cím: Re:Fémöntés házilag
Írta: B.Zoltán Dátum 2016 április 29, 09:16
Írta: B.Zoltán Dátum 2016 április 29, 09:16
Köszönöm válaszodat.
Itt Pécsen ahol átmenetileg laktunk , a telken volt 0,1mm szemcse méretű homok.Nagyon szép egyenletes gömböcskék voltak a szemcséi.De sajnos már beparkosították a helyet és nem tudom megnézni , hogy esetleg öntéshez jó lett volna.
Itt Pécsen ahol átmenetileg laktunk , a telken volt 0,1mm szemcse méretű homok.Nagyon szép egyenletes gömböcskék voltak a szemcséi.De sajnos már beparkosították a helyet és nem tudom megnézni , hogy esetleg öntéshez jó lett volna.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 április 29, 10:43
Írta: ncw4w5nca Dátum 2016 április 29, 10:43
Szét kell nézni Pécs határában, biztos lehet találni használhatót.
Amit én használok, egy agyagbányából szedtem, optimális az agyagtartalma, és csak át kellett szitálni finom szitán, hogy csökkentsem a csillámtartalmat.sajnos ez a hely magánkézbe került, és új forrás után kellett néznem. Találtam is egy vályogvetőgödörben, ez sokkal finomabb, de sajnos sok az agyag benne, ezért át kel mosni hogy használható legyen.
persze lehet hogy nem kínlódok vele, hanem egy kirándulás keretén belül hozok egy futóval Lovasberényből.
Amit én használok, egy agyagbányából szedtem, optimális az agyagtartalma, és csak át kellett szitálni finom szitán, hogy csökkentsem a csillámtartalmat.sajnos ez a hely magánkézbe került, és új forrás után kellett néznem. Találtam is egy vályogvetőgödörben, ez sokkal finomabb, de sajnos sok az agyag benne, ezért át kel mosni hogy használható legyen.
persze lehet hogy nem kínlódok vele, hanem egy kirándulás keretén belül hozok egy futóval Lovasberényből.
Cím: Re:Fémöntés házilag
Írta: u6p5jr23k Dátum 2016 április 30, 20:05
Írta: u6p5jr23k Dátum 2016 április 30, 20:05
Ma egy fesztivál volt Békéscsabán, ott találkoztam egy bronzműves mesterrel. Helyszínen öntött is.
Szerencsére a család volt olyan türelmes, hogy az elejétől a végéig ott lehettem.
Volt homokforma, és viaszvesztéses technika is.
Nagyon érdekes volt. Lőttem pár képet meg egy videó is van az öntésről.
Szerencsére a család volt olyan türelmes, hogy az elejétől a végéig ott lehettem.
Volt homokforma, és viaszvesztéses technika is.
Nagyon érdekes volt. Lőttem pár képet meg egy videó is van az öntésről.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 április 30, 21:53
Írta: ncw4w5nca Dátum 2016 április 30, 21:53
Köszönjük hogy megosztottad velünk, lehet hogy egyszer csinálok én is valami hasonlót egy CNC találkozón.
Cím: Re:Fémöntés házilag
Írta: vjanos Dátum 2016 április 30, 21:59
Írta: vjanos Dátum 2016 április 30, 21:59
De miért öntötte ki a végét a száraz fűbe? :S
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 április 30, 22:09
Írta: ncw4w5nca Dátum 2016 április 30, 22:09
Azért, mert ha beledermed a tégelybe, újraolvasztáskor a fém tágulása szétrepeszti a tégelyt. dcsaba már tapasztalta[#ijedt]
Cím: Re:Fémöntés házilag
Írta: vjanos Dátum 2016 április 30, 22:34
Írta: vjanos Dátum 2016 április 30, 22:34
Ja hogy úgy... nem volt muffinsütő tálcája :)
Cím: Re:Fémöntés házilag
Írta: u6p5jr23k Dátum 2016 április 30, 23:08
Írta: u6p5jr23k Dátum 2016 április 30, 23:08
Kicsit sűrű nap volt a mai.
Még elugrottunk egy koncertre Gyomára.
Közben persze a délutáni öntés járt a fejemben.
Erről mi a véleményetek? Gondolom itthon nem kapható hasonló áron.
Berényi Józsi, a környéken hol lehet kokszot venni?
Még elugrottunk egy koncertre Gyomára.
Közben persze a délutáni öntés járt a fejemben.
Erről mi a véleményetek? Gondolom itthon nem kapható hasonló áron.
Berényi Józsi, a környéken hol lehet kokszot venni?
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 május 01, 01:20
Írta: ncw4w5nca Dátum 2016 május 01, 01:20
[#nyes]Pontosan.
Cím: Re:Fémöntés házilag
Írta: ncw4w5nca Dátum 2016 május 01, 01:27
Írta: ncw4w5nca Dátum 2016 május 01, 01:27
Szóval a te koncerted miatt volt itt ilyen nagy hangzavar?!
Szerintem a Marsnál is van hasonló áron.
Én még nem vettem kokszot, így nem tudom, de a bronz olvasztáshoz elég a faszén is.
Szerintem a Marsnál is van hasonló áron.
Én még nem vettem kokszot, így nem tudom, de a bronz olvasztáshoz elég a faszén is.
Cím: Re:Fémöntés házilag
Írta: B.Zoltán Dátum 2016 május 01, 03:38
Írta: B.Zoltán Dátum 2016 május 01, 03:38
A fiam meglepet 2 vödör lovasberényi homokkal, így most az izgalomtól nem tudok aludni.
A 100 Ft-ost próbálgatom vele , hihetetlen ,hogy milyen jól kijönnek a részletek , még a dátum is olvasható.
A múltkoriba az egyik rokon hozott agyagot(Pécshez nagyon közel van ,ahonnét a kályhások is bányásszák) , sehogyan nem akart működni homok tőle. Gondoltam pótolom a folyami homok agyag hiányát, de csak a bentonittal lett jó , de nagyon durva az a homok önteni.
Most a lovasberényi homok láttán megszárítva "ezt az agyagot" nagyító alatt nézve tök úgy néz ki a szerkezete színe , ugyan úgy lehet vele szép 100 Ft-os csinálni (persze még csak a lenyomatot).
Mondtam is neki ,hogy ez nem agyag , inkább homok amikor hozta.
Valószínű agyagos homok lesz.
Nem tudom , hogy ha sok benne az agyag az miből fogom tudni , persze ehhez önteni kellene ugye?
Persze csak a Pécs közelébe lakók miatt lenne jó tudni , hogy alkalmas-e az öntésre.
Nekem ez a 2 vödör homok játszadozni , gyakorolni sokáig elég lesz.
A 100 Ft-ost próbálgatom vele , hihetetlen ,hogy milyen jól kijönnek a részletek , még a dátum is olvasható.
A múltkoriba az egyik rokon hozott agyagot(Pécshez nagyon közel van ,ahonnét a kályhások is bányásszák) , sehogyan nem akart működni homok tőle. Gondoltam pótolom a folyami homok agyag hiányát, de csak a bentonittal lett jó , de nagyon durva az a homok önteni.
Most a lovasberényi homok láttán megszárítva "ezt az agyagot" nagyító alatt nézve tök úgy néz ki a szerkezete színe , ugyan úgy lehet vele szép 100 Ft-os csinálni (persze még csak a lenyomatot).
Mondtam is neki ,hogy ez nem agyag , inkább homok amikor hozta.
Valószínű agyagos homok lesz.
Nem tudom , hogy ha sok benne az agyag az miből fogom tudni , persze ehhez önteni kellene ugye?
Persze csak a Pécs közelébe lakók miatt lenne jó tudni , hogy alkalmas-e az öntésre.
Nekem ez a 2 vödör homok játszadozni , gyakorolni sokáig elég lesz.
Cím: Re:Fémöntés házilag
Írta: B.Zoltán Dátum 2016 május 01, 17:55
Írta: B.Zoltán Dátum 2016 május 01, 17:55
Sikerült pár ólomöntést készíteni a lovasberényi illetve a pécsi homokkal.
Vannak pici lukak az öntvényen, amiket a homokon nem láttam, lehet hogy gáz buborékok nyomai? (De lehet, hogy a 60 fölötti szemem és a nagyító is kevés, hogy megítéljem a homoknak a felületét.) Sajnos ebben nekem még nem sok gyakorlatom van. Most próbálok szerezni egy keveset.
Arra jöttem rá, hogy ha kicsit túlmelegítem az ólmot, lukacsosabb a felszíne.
Viszont ha meg nem melegítem kellően, nem tölti ki rendesen a betűket, ezért olvadt állapotban egy kicsit ütögettem oldalt az öntőformát, és talán ennek köszönhetően elég jól kitöltötte a kisebb betűket is.
Az is lehet, hogy mivel csak fölülről öntöttem rá egy kis mennyiséget, nincs elég nyomása az olvadt anyagnak, és a felületi feszültség miatt nem megy tökéletesen bele a formába.
Az első öntés látható a képen, így nem ment el a kedvem az egésztől, és kicsit gyakoroltam a pécsi homokkal is.
Várakozáson felül teljesített a homok. A lovasberényi ugyanolyan nedvességtartalom mellett könnyebben törik, és egy kicsit hajlamos az omlásra is. A Pécs közelinek nagyobb a tartása, és egyenesebben törik a kezemben összenyomott homok, és egész pici darabokra el lehet tördelni, anélkül, hogy szétomlana. De öntéskor mintha rosszabbul viselkedne, mint a lovasberényi, de lehet, hogy csak az én gyakorlatlanságom miatt volt, mert az utolsó öntés (ami látható a képen) azzal meg vagyok elégedve.
És az alumínium öntésnél viszont nem tudom, hogyan fog viselkedni.
A próbaöntéseket nehéz volt lefényképezni, és a valóság kellemesebb benyomást kelt, mint a fénykép.
ITT láthatók a fényképek az öntés próbákról
Vannak pici lukak az öntvényen, amiket a homokon nem láttam, lehet hogy gáz buborékok nyomai? (De lehet, hogy a 60 fölötti szemem és a nagyító is kevés, hogy megítéljem a homoknak a felületét.) Sajnos ebben nekem még nem sok gyakorlatom van. Most próbálok szerezni egy keveset.
Arra jöttem rá, hogy ha kicsit túlmelegítem az ólmot, lukacsosabb a felszíne.
Viszont ha meg nem melegítem kellően, nem tölti ki rendesen a betűket, ezért olvadt állapotban egy kicsit ütögettem oldalt az öntőformát, és talán ennek köszönhetően elég jól kitöltötte a kisebb betűket is.
Az is lehet, hogy mivel csak fölülről öntöttem rá egy kis mennyiséget, nincs elég nyomása az olvadt anyagnak, és a felületi feszültség miatt nem megy tökéletesen bele a formába.
Az első öntés látható a képen, így nem ment el a kedvem az egésztől, és kicsit gyakoroltam a pécsi homokkal is.
Várakozáson felül teljesített a homok. A lovasberényi ugyanolyan nedvességtartalom mellett könnyebben törik, és egy kicsit hajlamos az omlásra is. A Pécs közelinek nagyobb a tartása, és egyenesebben törik a kezemben összenyomott homok, és egész pici darabokra el lehet tördelni, anélkül, hogy szétomlana. De öntéskor mintha rosszabbul viselkedne, mint a lovasberényi, de lehet, hogy csak az én gyakorlatlanságom miatt volt, mert az utolsó öntés (ami látható a képen) azzal meg vagyok elégedve.
És az alumínium öntésnél viszont nem tudom, hogyan fog viselkedni.
A próbaöntéseket nehéz volt lefényképezni, és a valóság kellemesebb benyomást kelt, mint a fénykép.
ITT láthatók a fényképek az öntés próbákról
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2016 május 01, 18:33
Írta: 3vv2btrhv Dátum 2016 május 01, 18:33
Pénzhamisítást a törvény bünteti !![#taps][#nyes]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2016 május 01, 19:07
Írta: 000000000 Dátum 2016 május 01, 19:07
Fémpénzt nem hamisít senki.
Többe kerül, mint amit ér.
Papírpénzt éri meg hamisítani, abból is a nagyobb címletűt, kevéssé védettet, és nemzetközileg elfogadottat.
Pl. amerikai dollárt, vagy ukrán hrivnyát.
3-ból 2 kritérium megvan mindnél.
Készül is rendre maszekban, akár nálunk Magyarországon is.
[#vigyor][#eplus2][#vigyor][#eplus2]
Többe kerül, mint amit ér.
Papírpénzt éri meg hamisítani, abból is a nagyobb címletűt, kevéssé védettet, és nemzetközileg elfogadottat.
Pl. amerikai dollárt, vagy ukrán hrivnyát.
3-ból 2 kritérium megvan mindnél.
Készül is rendre maszekban, akár nálunk Magyarországon is.
[#vigyor][#eplus2][#vigyor][#eplus2]
Cím: Re:Fémöntés házilag
Írta: ANTAL GÁBOR Dátum 2016 május 01, 21:13
Írta: ANTAL GÁBOR Dátum 2016 május 01, 21:13
Sose öntöttem fémet és mégis SOK !!kokszom van . Hagyományosan nagyon nehéz begyújtani ( próbáltam ..) Megfelelő pluszlevegővel működhet . Pár kiló van Miskolcon és sok Bp en
Cím: Re:Fémöntés házilag
Írta: PSoft Dátum 2016 május 01, 21:29
Írta: PSoft Dátum 2016 május 01, 21:29
"Megfelelő pluszlevegővel működhet"
Úgy van!
Sokat tapostuk a fújtatót gyerekként a kovácsműhelyben.:))
Cím: Re:Fémöntés házilag
Írta: B.Zoltán Dátum 2016 május 01, 23:48
Írta: B.Zoltán Dátum 2016 május 01, 23:48
Sajnos nem találtam a kitüntetéseimet , ezért kénytelen voltam pénzérméhez nyúlni:)
Cím: Re:Fémöntés házilag
Írta: Kisamotors Dátum 2016 május 02, 00:12
Írta: Kisamotors Dátum 2016 május 02, 00:12
Csak egy kis találós kérdés...Miért recés legtöbb érme palástja, és miért?
Bocs az OFF-ért.
Bocs az OFF-ért.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2016 május 07, 15:34
Írta: 3vv2btrhv Dátum 2016 május 07, 15:34
Cím: Re:Fémöntés házilag
Írta: xu88enaph Dátum 2016 május 07, 19:56
Írta: xu88enaph Dátum 2016 május 07, 19:56
Most láttam a Gorsiumban a római ötvösművészet néhány darabját köztük egy pár bronz tógaösszefogó kapcsot. A vezető régész tartott egy előadást ami érintette az ötvös művészetet is. Agyag formába öntöttek bronzot, de nem is akárhogyan! Boldog lennék, ha minőségben meg tudnám közelíteni őket, de addig még sokat kell gyakorolnom ! :)
Cím: Re:Fémöntés házilag
Írta: xu88enaph Dátum 2016 május 11, 19:00
Írta: xu88enaph Dátum 2016 május 11, 19:00
Elkészült az új kohóm! Az öntöttvas bográcsot be szeretném kenni grafitos fekeccsel. Honnan lehetne beszerezni grafitot vagy grafitport?
Cím: Re:Fémöntés házilag
Írta: Kisamotors Dátum 2016 május 11, 19:06
Írta: Kisamotors Dátum 2016 május 11, 19:06
Cím: Re:Fémöntés házilag
Írta: 085ctv6w0 Dátum 2016 május 11, 22:22
Írta: 085ctv6w0 Dátum 2016 május 11, 22:22
Helyileg hol vagy ? Lehet tudok segíteni.
Cím: Re:Fémöntés házilag
Írta: xu88enaph Dátum 2016 május 12, 17:28
Írta: xu88enaph Dátum 2016 május 12, 17:28
Székesfehérvári vagyok.
Cím: Re:Fémöntés házilag
Írta: s7manbs8 Dátum 2016 május 12, 19:01
Írta: s7manbs8 Dátum 2016 május 12, 19:01
Öntéshez nem kell valakinek alu anyag ?
Cím: Re:Fémöntés házilag
Írta: VighLajos Dátum 2016 május 12, 20:59
Írta: VighLajos Dátum 2016 május 12, 20:59
Jött rá válasz?
Szerintem így nehezebb utángyártani.
Szerintem így nehezebb utángyártani.
Cím: Re:Fémöntés házilag
Írta: xu88enaph Dátum 2016 május 12, 21:19
Írta: xu88enaph Dátum 2016 május 12, 21:19
Köszönöm a tanácsot. A Mars Kft-t meg fogom látogatni, ha arra járok.
Cím: Re:Fémöntés házilag
Írta: Kisamotors Dátum 2016 május 12, 21:49
Írta: Kisamotors Dátum 2016 május 12, 21:49
Bocsánat, nem jött, így el is felejtkeztem róla...
Szóval, ahogy én tudom, ma már inkább hagyományból recézett az érmék széle.
Viszont érdekes a története.
Régen, mikor még az érmék értékes nemesfémből voltak biztosították, hogy a névérték megfeleljen a valós értékének.
Élelmes ügyeskedők viszont úgy is nemesfémhez tudtak jutni, hogy az érmék palástját óvatosan lehántolták, mindegyikből lecsípve pár tized grammot jelentős haszonra tehettek szert.
Ez persze már csak akkor volt feltűnő, mikor szemmel is látható különbség volt, így viszont csökkent az értéke, hiába volt rajta a névérték, nem látta el a funkcióját, mint fizető eszköz.
Ezért, a kor nagy tudósát Newtont-t kérték fel, hogy találjon ki valami megoldást erre.
A recézés zseniális ötletével állt elő.
Szóval, ahogy én tudom, ma már inkább hagyományból recézett az érmék széle.
Viszont érdekes a története.
Régen, mikor még az érmék értékes nemesfémből voltak biztosították, hogy a névérték megfeleljen a valós értékének.
Élelmes ügyeskedők viszont úgy is nemesfémhez tudtak jutni, hogy az érmék palástját óvatosan lehántolták, mindegyikből lecsípve pár tized grammot jelentős haszonra tehettek szert.
Ez persze már csak akkor volt feltűnő, mikor szemmel is látható különbség volt, így viszont csökkent az értéke, hiába volt rajta a névérték, nem látta el a funkcióját, mint fizető eszköz.
Ezért, a kor nagy tudósát Newtont-t kérték fel, hogy találjon ki valami megoldást erre.
A recézés zseniális ötletével állt elő.
Cím: Re:Fémöntés házilag
Írta: 085ctv6w0 Dátum 2016 május 12, 23:05
Írta: 085ctv6w0 Dátum 2016 május 12, 23:05
Ha jársz XXI. ker. -ben (Csepel) tudok adni grafitos fekecset.
Cím: Re:Fémöntés házilag
Írta: VighLajos Dátum 2016 május 13, 07:26
Írta: VighLajos Dátum 2016 május 13, 07:26
[#taps][#eljen]
Cím: Re:Fémöntés házilag
Írta: xu88enaph Dátum 2016 május 13, 19:17
Írta: xu88enaph Dátum 2016 május 13, 19:17
Köszönöm a felajánlást! Ha arra járok, benézek hozzád.
Mivel sürgős volt a dolog ezért vettem a művészellátóban grafitport és ebből kevertem sasovits.hu szerint fekecset. Egész jó lett. Szépen bevonta az öntvényt. Igaz, hogy sokat kellet simogatni az ecsettel, de jó lett. Most pihen egy kicsit aztán jöhet a próba!
Mivel sürgős volt a dolog ezért vettem a művészellátóban grafitport és ebből kevertem sasovits.hu szerint fekecset. Egész jó lett. Szépen bevonta az öntvényt. Igaz, hogy sokat kellet simogatni az ecsettel, de jó lett. Most pihen egy kicsit aztán jöhet a próba!
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2016 május 23, 16:49
Írta: 000000000 Dátum 2016 május 23, 16:49
Érdeklődöm, hogy öntésbez az alu felni használható alapanyag? Most ezt tudnam beszerezni.
Cím: Re:Fémöntés házilag
Írta: xu88enaph Dátum 2016 május 26, 21:21
Írta: xu88enaph Dátum 2016 május 26, 21:21
Szerintem igen. Én is ilyet használok. Kerékpár + motor felnik alapanyagként kiválóak. Gondolom az autó felnik is megteszik, csak nehezebb aprítani!
Cím: Re:Fémöntés házilag
Írta: xsugix Dátum 2016 május 27, 07:56
Írta: xsugix Dátum 2016 május 27, 07:56
Egyértelműen igen. Darabolás:
myfordboy rim cutting
myfordboy rim cutting
Cím: Re:Fémöntés házilag
Írta: xu88enaph Dátum 2016 május 27, 20:08
Írta: xu88enaph Dátum 2016 május 27, 20:08
Nagyon jó ez a daraboló módszer! Kipróbálom majd.
Cím: Re:Fémöntés házilag
Írta: zv42bkt7i Dátum 2016 május 29, 16:34
Írta: zv42bkt7i Dátum 2016 május 29, 16:34
Szép napot mindenkinek!
Szeretnék készíteni egy pb gázzal üzemelő kovács tűzhelyet és az égőfej elkészítéséhez lenne szükségem valami magyar nyelvű leírásra esetleg képekkel illusztrálv így egyszerűbb volna megmutatni egy gázszerelő mesternek aki elkészítené nekem.
Tudna ebben segíteni valaki?
Szeretnék készíteni egy pb gázzal üzemelő kovács tűzhelyet és az égőfej elkészítéséhez lenne szükségem valami magyar nyelvű leírásra esetleg képekkel illusztrálv így egyszerűbb volna megmutatni egy gázszerelő mesternek aki elkészítené nekem.
Tudna ebben segíteni valaki?
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2016 május 30, 06:49
Írta: Szalai György Dátum 2016 május 30, 06:49
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2016 május 30, 07:32
Írta: Szalai György Dátum 2016 május 30, 07:32
Cím: Re:Fémöntés házilag
Írta: zv42bkt7i Dátum 2016 május 30, 18:03
Írta: zv42bkt7i Dátum 2016 május 30, 18:03
Köszönöm a linket mindenképpen utánanézek.
Cím: Re:Fémöntés házilag
Írta: vadember Dátum 2016 május 30, 18:43
Írta: vadember Dátum 2016 május 30, 18:43
Itt van lentebb az 5041-es hozzászólásban.
Cím: Re:Fémöntés házilag
Írta: zv42bkt7i Dátum 2016 június 02, 19:32
Írta: zv42bkt7i Dátum 2016 június 02, 19:32
Telefonról netezek és nehezen tölti be a képeket.A hétvégén utánanézek számítógépen.
Közben már Elkezdtem elkészíteni a kovácstűzhely álványát és bojler víztartályát tisztogattam le a szigetelő anyagtól.
Tippet tudna valaki adni mivel lehet a belsejét leszivetelni ami ellen tud állni ekkora forróságnak valami könnyű anyag előnyben lenne.
Közben már Elkezdtem elkészíteni a kovácstűzhely álványát és bojler víztartályát tisztogattam le a szigetelő anyagtól.
Tippet tudna valaki adni mivel lehet a belsejét leszivetelni ami ellen tud állni ekkora forróságnak valami könnyű anyag előnyben lenne.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2016 augusztus 09, 15:30
Írta: 3vv2btrhv Dátum 2016 augusztus 09, 15:30
Mikróhullámu sütöben fém olvasztása
nagyon aktuális lett kicsi fém tárgyak öntése , ezt találtam ! Mi a titka ?
nagyon aktuális lett kicsi fém tárgyak öntése , ezt találtam ! Mi a titka ?
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2016 augusztus 09, 19:49
Írta: Rabb Ferenc Dátum 2016 augusztus 09, 19:49
Szerintem a grafit tégely. Vagy más videókon úgy tűnik mintha a kerámia tégelyt grafit porba ágyaznák be.
Már csak azét is erre tippelek, mert a grafit ideális mikrohullámú nyelőanyag. A teljes sugárzás hővé alakul. Ezért is kell olyan gondosan hőszigetelni a tégelyt, mert a sütő belseje rosszul tűrné az ezer fok körüli hőt.
Már csak azét is erre tippelek, mert a grafit ideális mikrohullámú nyelőanyag. A teljes sugárzás hővé alakul. Ezért is kell olyan gondosan hőszigetelni a tégelyt, mert a sütő belseje rosszul tűrné az ezer fok körüli hőt.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2016 augusztus 10, 06:32
Írta: 3vv2btrhv Dátum 2016 augusztus 10, 06:32
Köszi !
Cím: Re:Fémöntés házilag
Írta: VighLajos Dátum 2016 augusztus 10, 06:39
Írta: VighLajos Dátum 2016 augusztus 10, 06:39
Kapható a technika pl. itt.
Cím: Re:Fémöntés házilag
Írta: VighLajos Dátum 2016 augusztus 10, 06:46
Írta: VighLajos Dátum 2016 augusztus 10, 06:46
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2016 augusztus 10, 10:15
Írta: 3vv2btrhv Dátum 2016 augusztus 10, 10:15
[#law][#worship][#puszi]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2016 augusztus 10, 11:27
Írta: 000000000 Dátum 2016 augusztus 10, 11:27
Nem grafit hanem Szilicium-karbid ami a mikrohullám miatt felmelegszik.
Cím: Re:Fémöntés házilag
Írta: fpd0kbd4 Dátum 2016 augusztus 14, 18:46
Írta: fpd0kbd4 Dátum 2016 augusztus 14, 18:46
Szia. A kérdésem az lenne,hogy szilícium-karbidot (port)föl lehet-e vinni a tégely belső falára házilag? Ha igen, milyen technológiával?
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2016 augusztus 15, 18:55
Írta: 000000000 Dátum 2016 augusztus 15, 18:55
Nem tudom keress rá erre a kifejezésre:
SiC microwave absorption
SiC microwave absorption
Cím: Re:Fémöntés házilag
Írta: fpd0kbd4 Dátum 2016 augusztus 16, 19:05
Írta: fpd0kbd4 Dátum 2016 augusztus 16, 19:05
Köszi az iránymutatást.Sokat okosodtam,de a gyakorlati kivitelezésre még nem találtam rá.
Cím: Re:Fémöntés házilag
Írta: Virbo Dátum 2016 szeptember 13, 09:32
Írta: Virbo Dátum 2016 szeptember 13, 09:32
Talán itt lesz a legjobb helye a kérdésemnek...
Szeretnék K típusú szenzort gyártani. Kipufogógáz hőmérőnek. A gyári sajnos nem jó mert nagyon drága, és vastag (3mm) a mérő része (emiatt lomha is a mérés). A kicsi kínai jó lenne, mert vékony a szonda (2mm) és az olcsóság miatt ez egy átfúrt M5-ös csavarba van beleaplikálva így egészen gyorsan átmelegszik a szonda része. De már a 3. megy tönkre, tehát nem megoldás az se.
Szóval kitaláltam hogy csinálnék normális szondát. Alapanyagom van bőven, csak bele kellene applikálni egy vékony csőbe. 2mm-es csőbe tenném (pl injekciós tű), a két "kábel" összeolvasztása nem probléma, villamos ívvel meg tudom oldani. A csövet is le tudom fenekelni ha kell.
A problémám, hogy hogyan tudnám elszigetelni a két vezetéket a cső falától (és egymástól), úgy hogy bírja a 7-800 fokot akár üzemszerűen is.
Kipróbáltam a "gyári" üvegszál szerű szigetelőcsövét is a vezetéknek, de 500 fok körül kiég és porlik. Próbáltam tubusos kályhatömítőt, ami nem ég el, de cserében nem tapad a fémhez, mert ha megmelegszik elválik tőle.
Az lenne a legjobb, hogyha a szenzor végét be tudnám lógatni a gáztérbe ahogy a képen is van pl.
(http://kepfeltoltes.hu/160913/szenzor_www.kepfeltoltes.hu_.jpg)
Régebben láttam olyan szenzort, ahol a mérőcsúcs valamiféle fehér színű kőkemény "matériából" lógott ki. Ez vajon mi lehet, valamiféle folyékony kerámia?
Létezik ilyen anyag? Ami bírja a 7-800 fokot üzemszerűen, tapad a fémhez és nem porlik el hevítés után? Bármilyen lakk, kerámia, vagy egyéb űranyag amit be is lehet szerezni?
Szeretnék K típusú szenzort gyártani. Kipufogógáz hőmérőnek. A gyári sajnos nem jó mert nagyon drága, és vastag (3mm) a mérő része (emiatt lomha is a mérés). A kicsi kínai jó lenne, mert vékony a szonda (2mm) és az olcsóság miatt ez egy átfúrt M5-ös csavarba van beleaplikálva így egészen gyorsan átmelegszik a szonda része. De már a 3. megy tönkre, tehát nem megoldás az se.
Szóval kitaláltam hogy csinálnék normális szondát. Alapanyagom van bőven, csak bele kellene applikálni egy vékony csőbe. 2mm-es csőbe tenném (pl injekciós tű), a két "kábel" összeolvasztása nem probléma, villamos ívvel meg tudom oldani. A csövet is le tudom fenekelni ha kell.
A problémám, hogy hogyan tudnám elszigetelni a két vezetéket a cső falától (és egymástól), úgy hogy bírja a 7-800 fokot akár üzemszerűen is.
Kipróbáltam a "gyári" üvegszál szerű szigetelőcsövét is a vezetéknek, de 500 fok körül kiég és porlik. Próbáltam tubusos kályhatömítőt, ami nem ég el, de cserében nem tapad a fémhez, mert ha megmelegszik elválik tőle.
Az lenne a legjobb, hogyha a szenzor végét be tudnám lógatni a gáztérbe ahogy a képen is van pl.
(http://kepfeltoltes.hu/160913/szenzor_www.kepfeltoltes.hu_.jpg)
Régebben láttam olyan szenzort, ahol a mérőcsúcs valamiféle fehér színű kőkemény "matériából" lógott ki. Ez vajon mi lehet, valamiféle folyékony kerámia?
Létezik ilyen anyag? Ami bírja a 7-800 fokot üzemszerűen, tapad a fémhez és nem porlik el hevítés után? Bármilyen lakk, kerámia, vagy egyéb űranyag amit be is lehet szerezni?
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2016 szeptember 13, 11:22
Írta: sasi Dátum 2016 szeptember 13, 11:22
Vízüveg+samott liszt+20-30% agyag, vagy készen kaphatók hőálló habarcsok, ezek leginkább 25 kg-os kiszerelésben.
Úgy vélem, önmagában a vízüveg is elegendő a feladathoz.
Úgy vélem, önmagában a vízüveg is elegendő a feladathoz.
Cím: Re:Fémöntés házilag
Írta: Virbo Dátum 2016 szeptember 13, 11:53
Írta: Virbo Dátum 2016 szeptember 13, 11:53
Kipróbáltam csak a vízüveget: A szenzort bemártottam, majd hagytam kötni (levegőn). Az első réteg után próbáltam "kicsipogni" a vezetékszakaszt, a réteg nem lett egyenletes...
Gondoltam megmártom még párszor. 3x mártogattam, minden mártás előtt 24 óra száradás szabad levegőn, majd Co gáz alatt is kb 5-10 perc.
Csipogópróba ok, de amint lángot kap, a bevonat leég a francba. [#sniffles]
Tobvábbá nem sikerült kikeményíteni egy 2-es belső átmérőjű csőben (20mm hosszon) a vízüveget. Illetve az is kiég onnan...
Hasonló anyag kellene, mint amivel a kerámia ellenállástestekbe ragasztják a ellenállást...
Gondoltam megmártom még párszor. 3x mártogattam, minden mártás előtt 24 óra száradás szabad levegőn, majd Co gáz alatt is kb 5-10 perc.
Csipogópróba ok, de amint lángot kap, a bevonat leég a francba. [#sniffles]
Tobvábbá nem sikerült kikeményíteni egy 2-es belső átmérőjű csőben (20mm hosszon) a vízüveget. Illetve az is kiég onnan...
Hasonló anyag kellene, mint amivel a kerámia ellenállástestekbe ragasztják a ellenállást...
Cím: Re:Fémöntés házilag
Írta: remrendes Dátum 2016 szeptember 13, 11:59
Írta: remrendes Dátum 2016 szeptember 13, 11:59
Egyszer hasznaltam ilyen (http://www.langor.hu/webshop/cikk_doc.php?xtipus=12777) hoallo ragasztot egy foliavago leszigetelesere. Talan neked is jo lehet, egy kazanboltbol kaptam a tippet.
Cím: Re:Fémöntés házilag
Írta: Bicska Dátum 2016 szeptember 13, 21:28
Írta: Bicska Dátum 2016 szeptember 13, 21:28
Szerintem a zománc jó lenne erre. Nincs felétek valami kisiparos aki tűzzománc ékszereket csinál, ő profin meg tudná csinálni pár ezresért?
Cím: Re:Fémöntés házilag
Írta: Virbo Dátum 2016 szeptember 15, 08:55
Írta: Virbo Dátum 2016 szeptember 15, 08:55
Köszönöm, kipróbáltam.
Én nem tudom ez mitől hőálló...
Vaslemezre húztam egy "csíkot", vártam 24 órát. Nem akar leesni róla ez jó. Keményre szárad ez is jó. Hőpróba.
A vaslemez ellentétes oldalát öngyújtóval melegítem. Na hát a ragasztó elkezd "pezsegni" és szabályszerűen felhabzott. Pedig a fém még csak el sem színeződött, tehát túl melege nem lehetett.
És rá van írva, hogy 1100 fokig. Ez vicc...
Én nem tudom ez mitől hőálló...
Vaslemezre húztam egy "csíkot", vártam 24 órát. Nem akar leesni róla ez jó. Keményre szárad ez is jó. Hőpróba.
A vaslemez ellentétes oldalát öngyújtóval melegítem. Na hát a ragasztó elkezd "pezsegni" és szabályszerűen felhabzott. Pedig a fém még csak el sem színeződött, tehát túl melege nem lehetett.
És rá van írva, hogy 1100 fokig. Ez vicc...
Cím: Re:Fémöntés házilag
Írta: Virbo Dátum 2016 szeptember 15, 08:56
Írta: Virbo Dátum 2016 szeptember 15, 08:56
A zománcot tudtommal ki kell égetni, ez nem megoldható sajnos.
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2016 szeptember 15, 09:27
Írta: svejk Dátum 2016 szeptember 15, 09:27
De miért kell elszigetelni?
Gondolom multiméterrel mérsz.
Ha bármihez is hozzáér olyan nagy az átmeneti ellenállás hogy nem zavarja a mérést
Vagy állandóan benne lesz a kipufogóban? Akkor inkább PT100-as.
Gondolom multiméterrel mérsz.
Ha bármihez is hozzáér olyan nagy az átmeneti ellenállás hogy nem zavarja a mérést
Vagy állandóan benne lesz a kipufogóban? Akkor inkább PT100-as.
Cím: Re:Fémöntés házilag
Írta: korbendallas Dátum 2016 szeptember 15, 10:18
Írta: korbendallas Dátum 2016 szeptember 15, 10:18
Az autoklávok hullámtöröjében is elvileg a zománcban van benne a hőmérő(pt100,pallaplat). Nem olyan elvetemült gondolat.
Cím: Re:Fémöntés házilag
Írta: 9pk59nuy Dátum 2016 szeptember 15, 11:23
Írta: 9pk59nuy Dátum 2016 szeptember 15, 11:23
http://szerszampiac.hu/keziszerszamok/egyeb/holdpeak_k_homero_szonda_ntc_homero_szonda_holdpeak_multimeterekhez_20_c_1000_c
Járd körül hátha jó lesz!
Járd körül hátha jó lesz!
Cím: Re:Fémöntés házilag
Írta: Virbo Dátum 2016 szeptember 15, 13:14
Írta: Virbo Dátum 2016 szeptember 15, 13:14
Igen állandóan benne lesz.
A motoron meg egy jófajta gyújtás, nem hinném hogy tolerálná. Igaz nem próbáltam. A gyári szonda sem testelődik, ahogy a műszer tápágát se tudom kicsipogni a testre.
A szenzort kábeleket egymástól mindenképpen el kell szigetelni, mert akkor nem ott méri ahol szeretném, hanem ahol összeér.
Olyan szenzor megoldás kell ahol a legközelebbi csatlakozást nem terheli nagy hő (pl lábakhoz forrasztott vezeték miatt), továbbá ismételten leírom, hogy 6-700 fok között kell üzemszerűen mérnem, esetleges üzemzavar (rossz karburáció, utógyújtás, stb) esetén 700 fok fölé is mehet a hőfok ragadás vagy dugó lyukadás előtt. [#nyes]
Mindezt max 2-es benyúló átmérővel, védve a gázoktól.
Egy tokozott K szenzor lenne a jó, annál is inkább mert a műszer is ehhez készült.
A motoron meg egy jófajta gyújtás, nem hinném hogy tolerálná. Igaz nem próbáltam. A gyári szonda sem testelődik, ahogy a műszer tápágát se tudom kicsipogni a testre.
A szenzort kábeleket egymástól mindenképpen el kell szigetelni, mert akkor nem ott méri ahol szeretném, hanem ahol összeér.
Olyan szenzor megoldás kell ahol a legközelebbi csatlakozást nem terheli nagy hő (pl lábakhoz forrasztott vezeték miatt), továbbá ismételten leírom, hogy 6-700 fok között kell üzemszerűen mérnem, esetleges üzemzavar (rossz karburáció, utógyújtás, stb) esetén 700 fok fölé is mehet a hőfok ragadás vagy dugó lyukadás előtt. [#nyes]
Mindezt max 2-es benyúló átmérővel, védve a gázoktól.
Egy tokozott K szenzor lenne a jó, annál is inkább mert a műszer is ehhez készült.
Cím: Re:Fémöntés házilag
Írta: Virbo Dátum 2016 szeptember 15, 13:16
Írta: Virbo Dátum 2016 szeptember 15, 13:16
Igen, de gondolom az "tubusos" zománc, ami nem feltétlenül kiégetés hatására szilárdul.
Ilyen pl amivel a halogén lámpákba ragasztják a foglalatot, izzót.
Pont ilyet keresnék.
Ilyen pl amivel a halogén lámpákba ragasztják a foglalatot, izzót.
Pont ilyet keresnék.
Cím: Re:Fémöntés házilag
Írta: Virbo Dátum 2016 szeptember 15, 13:22
Írta: Virbo Dátum 2016 szeptember 15, 13:22
Köszi. Nem jó. 6-700 fokot kell üzemszerűen bírnia.
Amivel itt beragasztották a csőbe az kiég, a műanyag vezeték elolvad.
Ami multiméterhez van szonda, az azon lévő üvegszálas szigetelő is elég ekkora hőfokon (igaz ha csőben van az üvegszál egyben marad, csak porlós/törős lesz).
(http://kepfeltoltes.hu/160915/Cnv0756_www.kepfeltoltes.hu_.jpg)
A csőben mennek a gázok, a cső fala is párzsáz fokos, üzemszerű ha ellilul a cső kezdeti szakasza kívülről...
Sajnos ezeken túl vagyok.
Amivel itt beragasztották a csőbe az kiég, a műanyag vezeték elolvad.
Ami multiméterhez van szonda, az azon lévő üvegszálas szigetelő is elég ekkora hőfokon (igaz ha csőben van az üvegszál egyben marad, csak porlós/törős lesz).
(http://kepfeltoltes.hu/160915/Cnv0756_www.kepfeltoltes.hu_.jpg)
A csőben mennek a gázok, a cső fala is párzsáz fokos, üzemszerű ha ellilul a cső kezdeti szakasza kívülről...
Sajnos ezeken túl vagyok.
Cím: Re:Fémöntés házilag
Írta: Virbo Dátum 2016 szeptember 15, 13:27
Írta: Virbo Dátum 2016 szeptember 15, 13:27
Itt van a gyári szenzor:
EGT gyári szenzor (http://www.youtube.com/watch?v=_CsjU8T7de0)
Itt pedig a kínai:
EGT kínai szenzor (http://www.youtube.com/watch?v=NQIA1-x9Rwc)
Jobb oldalon a satuban, nehezen észrevenni)
Látható a sebesség különbség. De igazából az átmérő ami fontos lenne nekem.
EGT gyári szenzor (http://www.youtube.com/watch?v=_CsjU8T7de0)
Itt pedig a kínai:
EGT kínai szenzor (http://www.youtube.com/watch?v=NQIA1-x9Rwc)
Jobb oldalon a satuban, nehezen észrevenni)
Látható a sebesség különbség. De igazából az átmérő ami fontos lenne nekem.
Cím: Re:Fémöntés házilag
Írta: gaben Dátum 2016 szeptember 15, 13:34
Írta: gaben Dátum 2016 szeptember 15, 13:34
Szia,
én megpróbálnék itt érdeklődni Muhel kemence. (http://www.muhelkemence.hu/)
üdv, Gábor
én megpróbálnék itt érdeklődni Muhel kemence. (http://www.muhelkemence.hu/)
üdv, Gábor
Cím: Re:Fémöntés házilag
Írta: gaben Dátum 2016 szeptember 15, 13:38
Írta: gaben Dátum 2016 szeptember 15, 13:38
Illetve ezeket a hőálló kerámia habarcsokat is: tűzálló habarcs (http://www.martinbertold.hu/kandallo/index.php?option=com_content&view=section&layout=blog&id=34&Itemid=92)
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2016 szeptember 15, 15:15
Írta: svejk Dátum 2016 szeptember 15, 15:15
No de ha van kici kínai ami jó akkor mi a gond?
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2016 szeptember 15, 15:22
Írta: svejk Dátum 2016 szeptember 15, 15:22
Ami a képen van az se 2 mm, ráadásul csúnyán be is lóg.
Kicsit nagyobb átmérőre be lehetne hajtogatni az elektronikában használatos csillám szigetelőkből.
Azokat nagyon vékony lemezekre szét lehet "hasogatni", amit aztán fel lehetne tekerni a kis átmérőre is.
Kicsit nagyobb átmérőre be lehetne hajtogatni az elektronikában használatos csillám szigetelőkből.
Azokat nagyon vékony lemezekre szét lehet "hasogatni", amit aztán fel lehetne tekerni a kis átmérőre is.
Cím: Re:Fémöntés házilag
Írta: Virbo Dátum 2016 szeptember 15, 15:34
Írta: Virbo Dátum 2016 szeptember 15, 15:34
Nemjó. Hosszútávon. A 3. pl megszakadt. Ha megmelegszik nincs jel. A második tőben tört. Az elsőnél kiszakadt a vezeték. 3x2800Ft hello... [#gonosz3]
Cím: Re:Fémöntés házilag
Írta: Virbo Dátum 2016 szeptember 15, 15:38
Írta: Virbo Dátum 2016 szeptember 15, 15:38
Ami a képen van az nem az enyém.
Ha lenne olyanom (ismétlem, vékony hegyű) nem lenne kérdés. De valahogy nem akarózik majd harmincezret kiadni érte...
Egy max 28-as csőátmérőből kellene a lehető legkevesebb helyet elfoglalni. Van vékony huzalom a szenzorhoz, össze is tudom olvasztani, 1-es furatba bele is menne, ha nem kellene rá szigetelés. Mechanikailag védeni kell, nem megoldás a "belógatom egy likon" sem.
Csillámra gondoltam, de ekkora méretben esélytelen, nekem széttöredezett.
Ha lenne olyanom (ismétlem, vékony hegyű) nem lenne kérdés. De valahogy nem akarózik majd harmincezret kiadni érte...
Egy max 28-as csőátmérőből kellene a lehető legkevesebb helyet elfoglalni. Van vékony huzalom a szenzorhoz, össze is tudom olvasztani, 1-es furatba bele is menne, ha nem kellene rá szigetelés. Mechanikailag védeni kell, nem megoldás a "belógatom egy likon" sem.
Csillámra gondoltam, de ekkora méretben esélytelen, nekem széttöredezett.
Cím: Re:Fémöntés házilag
Írta: Virbo Dátum 2016 szeptember 15, 15:39
Írta: Virbo Dátum 2016 szeptember 15, 15:39
Köszönöm, de a zsákos kiszerelés kissé sok. [#vigyor3]
Egyébként szerintem ez se tapad normálisan fémhez, inkább tégla szerű porózus anyaghoz.
Egyébként szerintem ez se tapad normálisan fémhez, inkább tégla szerű porózus anyaghoz.
Cím: Re:Fémöntés házilag
Írta: Virbo Dátum 2016 szeptember 15, 15:41
Írta: Virbo Dátum 2016 szeptember 15, 15:41
Ilyesmit (http://www.francocorradi.it/adesivi_coating_ceramici_en.htm) találtam ebay-en, de az is 30e lenne postával. És sziloplaszt szerű nagyobb tubusban.
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2016 szeptember 15, 15:45
Írta: svejk Dátum 2016 szeptember 15, 15:45
De cserébe gyors...volt. :)
A gyári szerintem azért lassú, mert a vékony végében csak egy hőközvetítő rudacska lehet, beljebb van a szenzor.
A gyári szerintem azért lassú, mert a vékony végében csak egy hőközvetítő rudacska lehet, beljebb van a szenzor.
Cím: Re:Fémöntés házilag
Írta: ANTAL GÁBOR Dátum 2016 szeptember 15, 15:54
Írta: ANTAL GÁBOR Dátum 2016 szeptember 15, 15:54
Tavasszal csináltattam miniatűr K típusú hőelemet a TC kft vel . Egy telefont megérne . A K típust eleve nagy hőmérsékletre találták ki . Szerintem a 800 C fok nem akadály . Egyedit is tudnak csinálni . Egyébként magnéziumoxid porral csinálják ilyenkor a szigetelést pont úgy ahogy a csőfűtőtestek izzószálját izolálják . Valamilyen technikával beletömik a port . Kecskeméten van egy szerb aki majdnem megmutatta a technikát de aztán félt hogy ellesem a titkot
Cím: Re:Fémöntés házilag
Írta: Virbo Dátum 2016 szeptember 15, 16:18
Írta: Virbo Dátum 2016 szeptember 15, 16:18
Köszönöm, meg fogom kérdezni.
Egyébként van otthon falmászáskor használt "zia" porom, meg kéne próbálni... [#rolleyes]
Ha nem titok elárulnád milyen nagyságrend volt az az érzékelő, és kb mik a fizikai méretei? (esetleg magánban: virbo534gilisztagmail.kom)
Egyébként van otthon falmászáskor használt "zia" porom, meg kéne próbálni... [#rolleyes]
Ha nem titok elárulnád milyen nagyságrend volt az az érzékelő, és kb mik a fizikai méretei? (esetleg magánban: virbo534gilisztagmail.kom)
Cím: Re:Fémöntés házilag
Írta: ANTAL GÁBOR Dátum 2016 szeptember 15, 16:54
Írta: ANTAL GÁBOR Dátum 2016 szeptember 15, 16:54
A külseje egy 3 mm es Ko cső volt . Nekem hosszú kellet úgy 300 mm es . Neked is el kell távolodnod kissé a mérés helyétől mert amikor vége van a csőnek akkor vált a szigetelés is ( üvegvarnis vagy teflon vagy szilikon ). Tehát annyira el kell távolodni hogy a váltás helyén mér csak kb 400 fok legyen .
Mint említettem a csőben MgO a hőálló és villamosan szigetelő anyag de azt erőszakkal tömik bele Ilyen kis méretben a házi kivitelezés elég kockázatos . Egyébként magát a csövet meg is lehet hajlítani
Mint említettem a csőben MgO a hőálló és villamosan szigetelő anyag de azt erőszakkal tömik bele Ilyen kis méretben a házi kivitelezés elég kockázatos . Egyébként magát a csövet meg is lehet hajlítani
Cím: Re:Fémöntés házilag
Írta: ANTAL GÁBOR Dátum 2016 szeptember 15, 16:56
Írta: ANTAL GÁBOR Dátum 2016 szeptember 15, 16:56
Olyan 6 -8e körüli árra emlékszem
Cím: Re:Fémöntés házilag
Írta: zoli0302 Dátum 2016 szeptember 15, 17:31
Írta: zoli0302 Dátum 2016 szeptember 15, 17:31
Szia !
Nem lenne jó Neked a kipufogó tömítő paszta ? Az kb 1000 C ig jó
Nem lenne jó Neked a kipufogó tömítő paszta ? Az kb 1000 C ig jó
Cím: Re:Fémöntés házilag
Írta: ANTAL GÁBOR Dátum 2016 szeptember 15, 17:45
Írta: ANTAL GÁBOR Dátum 2016 szeptember 15, 17:45
kellett
Cím: Re:Fémöntés házilag
Írta: Révész Richárd Dátum 2016 szeptember 15, 17:56
Írta: Révész Richárd Dátum 2016 szeptember 15, 17:56
A TC direct-nél raktári termék az 1-es átmérő 150 mm hosszú K típusu hőelem.
Ára: 5.800 +áfa
1100 fokig bírja a sarat katalógus szerint.
ITT VAN (http://www.tcdirect.hu/Default.aspx?level=2&department_id=190/1)
Ára: 5.800 +áfa
1100 fokig bírja a sarat katalógus szerint.
ITT VAN (http://www.tcdirect.hu/Default.aspx?level=2&department_id=190/1)
Cím: Re:Fémöntés házilag
Írta: ANTAL GÁBOR Dátum 2016 szeptember 15, 18:31
Írta: ANTAL GÁBOR Dátum 2016 szeptember 15, 18:31
Ricsi !de azért Gabi Bá érdemei ugye nem törpülnek ??
Cím: Re:Fémöntés házilag
Írta: Révész Richárd Dátum 2016 szeptember 15, 18:46
Írta: Révész Richárd Dátum 2016 szeptember 15, 18:46
Nem nem, sőt [#worship]
Csak gondoltam feldobom a linket.
[#integet2]
Csak gondoltam feldobom a linket.
[#integet2]
Cím: Re:Fémöntés házilag
Írta: Virbo Dátum 2016 szeptember 16, 11:36
Írta: Virbo Dátum 2016 szeptember 16, 11:36
Na, kértem árajánlatot a TC-től, köszönöm a tippeket!
A kipupaszta nem jó, ilyen helyen nem keményedett ki normálisan és levált... :(
A kipupaszta nem jó, ilyen helyen nem keményedett ki normálisan és levált... :(
Cím: Re:Fémöntés házilag
Írta: Virbo Dátum 2016 szeptember 19, 09:17
Írta: Virbo Dátum 2016 szeptember 19, 09:17
A TC elég korrekt cég.
Viszont némi problémát okoz, hogy az 1100 fokig jó szonda és a 400 valahány fokig ellenálló üvegszövet szigetelésű továbbmenő vezeték közötti összekötést 135 fokig hőálló gyantával csinálják...
Sakk-matt. [#conf]
Viszont némi problémát okoz, hogy az 1100 fokig jó szonda és a 400 valahány fokig ellenálló üvegszövet szigetelésű továbbmenő vezeték közötti összekötést 135 fokig hőálló gyantával csinálják...
Sakk-matt. [#conf]
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2016 szeptember 19, 11:31
Írta: 3vv2btrhv Dátum 2016 szeptember 19, 11:31
Tanácsot kérek : mikró kovácsolást szeretnék csinálni , nagyon kicsi gipsz faragó szerszámot kellene nekem készítenem , az ötlet , hogy szegből kovácsolnám ki a megfelelő alakot , majd köszörülés , fenés . De hogyan csináljam meg a minél egyszerűbb kovács tűzhelyt mivel csak erre kéne nekem .
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2016 szeptember 19, 12:11
Írta: Szalai György Dátum 2016 szeptember 19, 12:11
Igy ni. Vagy még egyszerűbben. (http://www.paragoncode.com/shop/micro_forge/)
(Szerintem a szeg anyaga alacsony széntartalmú ötvözetlen acél.
Edzhetetlen, a koptató hatású gipszben nem lesz él tartó, faragószerszámnak alkalmatlan.
Bármi elhasználódott aprószerszámot választanék inkább, ami legalább szerszámacélból készült.
Pl: párszáz forintos órás csavarhúzó készletet, annak még nyele is van, meg doboza.)
(Szerintem a szeg anyaga alacsony széntartalmú ötvözetlen acél.
Edzhetetlen, a koptató hatású gipszben nem lesz él tartó, faragószerszámnak alkalmatlan.
Bármi elhasználódott aprószerszámot választanék inkább, ami legalább szerszámacélból készült.
Pl: párszáz forintos órás csavarhúzó készletet, annak még nyele is van, meg doboza.)
Cím: Re:Fémöntés házilag
Írta: f7dmzwfr6 Dátum 2016 szeptember 19, 12:16
Írta: f7dmzwfr6 Dátum 2016 szeptember 19, 12:16
Úgy tudom, hogy a szög lágyvasból készül, így ebből nem igen lehet szerszámot készíteni.
Ehhez edzhető szerszámacél kellene.
Mikro kovácsoláshoz a katalizátoros gázégőt is el tudom képzelni (pl. Dremel VersaFlame forrasztópisztoly), de az csak kb. 1000 °C-ig melegít (Neked pedig lehet, hogy 1200 °C is kellhet).
Kokszos kovácstűzhelyet anno készítettünk, régi hajszárító motor adta a levegőt. A koksz két samott tégla közé került.
Hasonló volt, mint amit itt mutatnak be:
http://www.keptelenseg.hu/keptelenseg/kovacshegesztes-folytatasa-100447
Ehhez edzhető szerszámacél kellene.
Mikro kovácsoláshoz a katalizátoros gázégőt is el tudom képzelni (pl. Dremel VersaFlame forrasztópisztoly), de az csak kb. 1000 °C-ig melegít (Neked pedig lehet, hogy 1200 °C is kellhet).
Kokszos kovácstűzhelyet anno készítettünk, régi hajszárító motor adta a levegőt. A koksz két samott tégla közé került.
Hasonló volt, mint amit itt mutatnak be:
http://www.keptelenseg.hu/keptelenseg/kovacshegesztes-folytatasa-100447
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2016 szeptember 19, 12:21
Írta: 3vv2btrhv Dátum 2016 szeptember 19, 12:21
köszönöm , jó képek .
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2016 szeptember 19, 12:32
Írta: 3vv2btrhv Dátum 2016 szeptember 19, 12:32
(http://www.imgserv.com/images/2016/09/19/tJAU1O.jpg)
A most használt szerszámom , meg amiböl majd köszörülők .
A most használt szerszámom , meg amiböl majd köszörülők .
Cím: Re:Fémöntés házilag
Írta: xu88enaph Dátum 2016 szeptember 19, 19:09
Írta: xu88enaph Dátum 2016 szeptember 19, 19:09
Alumínium öntéshez szeretnék viaszmintát faragni és bevonni valamilyen hőálló fekeccsel. Valaki azt írta, hogy a gipsz + samottliszt keveréke megfelelő volt hozzá.
Ezzel önteném körül a viasz mintát, majd a kötés után kiégetném a viaszt belőle. A megmaradó formát homokba ágyazva önteném ki alumíniummal.
Jó az elgondolás? Csinált-e már valaki hasonlót? Milyen arányba keverjem a gipszet samott liszttel?
Ezzel önteném körül a viasz mintát, majd a kötés után kiégetném a viaszt belőle. A megmaradó formát homokba ágyazva önteném ki alumíniummal.
Jó az elgondolás? Csinált-e már valaki hasonlót? Milyen arányba keverjem a gipszet samott liszttel?
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2016 szeptember 22, 14:26
Írta: 3vv2btrhv Dátum 2016 szeptember 22, 14:26
Régebben (1989)-ben így öntöttem az alut , az égetés időtartama és ideje a lényeg , de ne haragudj rám , pontos adatokra nem emlékszem .De én még vákumoztam a homokba elhelyezett spirális alakú csövön keresztül , és a vákkum zárást a tetejére öntött friss gipszel értem el , működött .
Cím: Re:Fémöntés házilag
Írta: xu88enaph Dátum 2016 szeptember 22, 19:09
Írta: xu88enaph Dátum 2016 szeptember 22, 19:09
Én eddig csak gipsz+kvarchomok keveréket használtam próbának. Cserépkályha tűzterében égettem ki kb. 1 óra időtartam alatt. Nyitott forma volt és semmi gond nem volt vele, igaz befekecseltem öntés előtt. A gipsz+samottpor arányt jó lenne tudni.
Az említett vákumozást hogyan alkalmaztad?
Az említett vákumozást hogyan alkalmaztad?
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2016 október 21, 11:17
Írta: 3vv2btrhv Dátum 2016 október 21, 11:17
(http://www.imgserv.com/images/2016/10/21/7zvA9URCh.jpg)
Mikró kovácsolt gipsz faragó szerszámaim .
Mikró kovácsolt gipsz faragó szerszámaim .
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2016 október 21, 11:19
Írta: 3vv2btrhv Dátum 2016 október 21, 11:19
(http://www.imgserv.com/images/2016/10/21/fYenoGk.jpg)
A tűzhely .
A tűzhely .
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2016 október 21, 20:45
Írta: Rabb Ferenc Dátum 2016 október 21, 20:45
Mi a faragó szerszámok alapanyaga?
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2016 október 22, 06:31
Írta: 3vv2btrhv Dátum 2016 október 22, 06:31
Most gyorsan kellet csinálnom egy munkához , így ami ami a kéznél volt ajtó zár emelő nyelve . Az a féldomború anyag ami végig fut az ajtó széle mellet . [#wilting]( jó kacifántosan fogalmaztam )
Cím: Re:Fémöntés házilag
Írta: remrendes Dátum 2016 október 28, 04:46
Írta: remrendes Dátum 2016 október 28, 04:46
Jo reggelt!
Vasonteshez ontoformat hogy a leghatekonyabb csinalni? Hirtelen nem sok informaciot talaltam a neten ezzel kapcsolatban.
Vasonteshez ontoformat hogy a leghatekonyabb csinalni? Hirtelen nem sok informaciot talaltam a neten ezzel kapcsolatban.
Cím: Re:Fémöntés házilag
Írta: xu88enaph Dátum 2016 november 19, 11:22
Írta: xu88enaph Dátum 2016 november 19, 11:22
Készítettem egy 800C' -ig mérő pirométert. Az egyik képen a tesztelés látható. Forró vízbe van belógatva. A kijelzőn pedig a mért érték.
(http://www.kephost.com/image/v9Nx)
(http://www.kephost.com/image/v9Nd)
(http://www.kephost.com/image/v9Nx)
(http://www.kephost.com/image/v9Nd)
Cím: Re:Fémöntés házilag
Írta: xu88enaph Dátum 2016 november 19, 11:24
Írta: xu88enaph Dátum 2016 november 19, 11:24
Pirométer 1 (http://www.kephost.com/image/v9Nx)
Pirométer 2 (http://www.kephost.com/image/v9Nd)
Pirométer 2 (http://www.kephost.com/image/v9Nd)
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2016 november 19, 11:57
Írta: svejk Dátum 2016 november 19, 11:57
No de hát ez hőmérő nem pirométer.
A pirométer az infrasugárzáson alapszik.
Egyébként faca, de a dicséretért cserébe áruld már el mi a szösz az a kacifántos befogó és az asztal sarkán a piros és zöld "korongok"?
A pirométer az infrasugárzáson alapszik.
Egyébként faca, de a dicséretért cserébe áruld már el mi a szösz az a kacifántos befogó és az asztal sarkán a piros és zöld "korongok"?
Cím: Re:Fémöntés házilag
Írta: xu88enaph Dátum 2016 november 19, 14:20
Írta: xu88enaph Dátum 2016 november 19, 14:20
Köszönöm a kiigazítást! Ezek szerint egy nagy méréstartományú hőmérőt csináltam. A befogó az asztalon egy jenki kerékcentírozó állvány bringákhoz ill. kismotorhoz.
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2016 november 19, 15:31
Írta: svejk Dátum 2016 november 19, 15:31
Aha, köszi!
Cím: Re:Fémöntés házilag
Írta: xu88enaph Dátum 2016 november 19, 16:44
Írta: xu88enaph Dátum 2016 november 19, 16:44
Eléggé meghalt ez a fórum, amióta átköltözött ide. Nem szokott senki házilag fémet önteni?
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2016 november 30, 12:38
Írta: 3vv2btrhv Dátum 2016 november 30, 12:38
Figyelemre méltó . (http://www.fabbaloo.com/blog/2016/11/29/polymakers-simplified-3d-casting-system?utm_source=dlvr.it&utm_medium=facebook)
Az ami furcsa , hogy vízzel elellenőrzi a héjat , majd újra izzítva van .
Az ami furcsa , hogy vízzel elellenőrzi a héjat , majd újra izzítva van .
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2016 november 30, 16:39
Írta: sasi Dátum 2016 november 30, 16:39
Nem ellenőrzi a vízzel, hanem kimossa az égetés után maradt műanyag hamut, majd ezután izzítja az öntéshez.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2016 december 01, 08:49
Írta: 3vv2btrhv Dátum 2016 december 01, 08:49
Ja , így már értem .
Cím: Re:Fémöntés házilag
Írta: xu88enaph Dátum 2016 december 23, 12:55
Írta: xu88enaph Dátum 2016 december 23, 12:55
Jó kis videó! Házilag létre lehet-e hozni egy hasonló kérget egy viaszminta körül?
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2016 december 23, 14:50
Írta: 3vv2btrhv Dátum 2016 december 23, 14:50
Igen , én igy öntöttem a kisplasztikai bronz szobraimat a 80-as években .
Cím: Re:Fémöntés házilag
Írta: xu88enaph Dátum 2017 január 01, 10:38
Írta: xu88enaph Dátum 2017 január 01, 10:38
B.u.é.k! minden fórum tagnak!
Le tudnád írni röviden a technológiát, ami alapján megpróbálkozhatnék vele?
Linkelt oldal is megfelelne...
Le tudnád írni röviden a technológiát, ami alapján megpróbálkozhatnék vele?
Linkelt oldal is megfelelne...
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2017 január 02, 09:55
Írta: 3vv2btrhv Dátum 2017 január 02, 09:55
Etil szilikát recept . (http://www.sasovits.hu/cnc/irodalom/onteszet_kezirat_04.12.pdf)
Itt le van írva az eljárás és a recept .
Itt le van írva az eljárás és a recept .
Cím: Re:Fémöntés házilag
Írta: J-Steel Dátum 2017 január 08, 19:27
Írta: J-Steel Dátum 2017 január 08, 19:27
Ismer valaki Délkelet-Magyarországon olyan helyet ahol öntenek vasat? A Szegedi Öntőde nem foglalkozik kisemberrel, valami más kellene.
Cím: Re:Fémöntés házilag
Írta: empé13 Dátum 2017 január 08, 21:15
Írta: empé13 Dátum 2017 január 08, 21:15
Talán Ők:
http://www.preciziosontode.hu/
Egy telefont megér.
Üdv:P.
http://www.preciziosontode.hu/
Egy telefont megér.
Üdv:P.
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2017 január 10, 13:18
Írta: svejk Dátum 2017 január 10, 13:18
Nem délkelet, de ma már nincsenek távolságok Magyarországon belül.
Itt készült már hobby gépváz (http://www.gre-ga.hu/)
Itt készült már hobby gépváz (http://www.gre-ga.hu/)
Cím: Re:Fémöntés házilag
Írta: Szabó M. Béla Dátum 2017 február 07, 21:59
Írta: Szabó M. Béla Dátum 2017 február 07, 21:59
Sziasztok, valami ilyesmit szeretnék önteni. Szerintetek mi a házilag legegyszerűbben kivitelezhető megoldás?
(https://hobbicncforum.hu/uploaded_images/2017/02/tn_mjic2ues6nww2f0dwwqn4_4832.jpg) (https://hobbicncforum.hu/uploaded_images/2017/02/mjic2ues6nww2f0dwwqn4_4832.jpg) (https://hobbicncforum.hu/uploaded_images/2017/02/tn_rsm0q6vdncrd7jfckj6iy_4832.jpg) (https://hobbicncforum.hu/uploaded_images/2017/02/rsm0q6vdncrd7jfckj6iy_4832.jpg) (https://hobbicncforum.hu/uploaded_images/2017/02/tn_cx6r7by3xgtqm8daikkni_4832.jpg) (https://hobbicncforum.hu/uploaded_images/2017/02/cx6r7by3xgtqm8daikkni_4832.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/02/tn_mjic2ues6nww2f0dwwqn4_4832.jpg) (https://hobbicncforum.hu/uploaded_images/2017/02/mjic2ues6nww2f0dwwqn4_4832.jpg) (https://hobbicncforum.hu/uploaded_images/2017/02/tn_rsm0q6vdncrd7jfckj6iy_4832.jpg) (https://hobbicncforum.hu/uploaded_images/2017/02/rsm0q6vdncrd7jfckj6iy_4832.jpg) (https://hobbicncforum.hu/uploaded_images/2017/02/tn_cx6r7by3xgtqm8daikkni_4832.jpg) (https://hobbicncforum.hu/uploaded_images/2017/02/cx6r7by3xgtqm8daikkni_4832.jpg)
Cím: Re:Fémöntés házilag
Írta: Csuhás Dátum 2017 február 07, 22:09
Írta: Csuhás Dátum 2017 február 07, 22:09
Miért akarod önteni? Ránézésre jobbnak tűnik a képeken látható hegesztett megoldás.
Cím: Re:Fémöntés házilag
Írta: Szabó M. Béla Dátum 2017 február 07, 22:14
Írta: Szabó M. Béla Dátum 2017 február 07, 22:14
Arra gondoltam, hogy ha kisebb sorozatban gyártanék ilyeneket, talán jobban megérné önteni.
Ezek próbadarabok, keményforrasztással készültek, de elég macerás legyártani így.
Ezek próbadarabok, keményforrasztással készültek, de elég macerás legyártani így.
Cím: Re:Fémöntés házilag
Írta: Csuhás Dátum 2017 február 07, 22:19
Írta: Csuhás Dátum 2017 február 07, 22:19
Most látom csak a tolómérőt, szóval pici alkatrészekről van szó. Ezeket iparilag sem szokták önteni. Jobban jársz ha a gyűrűt csőből esztergálod, a küllőket pedig kötegbe fogva egybe kimarod, majd valami ügyes sablonban összeforrasztod őket.
Valami modell jármű alkatrészei ezek?
Valami modell jármű alkatrészei ezek?
Cím: Re:Fémöntés házilag
Írta: Szabó M. Béla Dátum 2017 február 07, 22:24
Írta: Szabó M. Béla Dátum 2017 február 07, 22:24
A kisebbik kerék külső része csőből van, a nagyobbiké meg 6×4 -es sárgaréz rúdból, hajlítva.
Egy úgynevezett "szolenoid motor" lenne belőle.
Egy úgynevezett "szolenoid motor" lenne belőle.
Cím: Re:Fémöntés házilag
Írta: Csuhás Dátum 2017 február 07, 22:28
Írta: Csuhás Dátum 2017 február 07, 22:28
Egyébként miért nem lágyforrasztod? Szerintem az is elég erős, és kevésbé macerás.
Cím: Re:Fémöntés házilag
Írta: Szabó M. Béla Dátum 2017 február 07, 22:34
Írta: Szabó M. Béla Dátum 2017 február 07, 22:34
Ötvös iskolába járok, ott azt tanítják, hogy egy igazi ötvös kerüli a lágyforrasztást :-).
Amúgy esztétikailag sokkal szebb a keményforrasztás, az adalékanyag beötvöződik a fémbe, és polírozás után alig lehet észrevenni, alig egy árnyalatnyit világosabb az alapfémnél.
Amúgy esztétikailag sokkal szebb a keményforrasztás, az adalékanyag beötvöződik a fémbe, és polírozás után alig lehet észrevenni, alig egy árnyalatnyit világosabb az alapfémnél.
Cím: Re:Fémöntés házilag
Írta: ywathzay Dátum 2017 február 07, 22:42
Írta: ywathzay Dátum 2017 február 07, 22:42
Mivel még csak tanulod, nem vagy igazi ötvös, így akár lágyforrasztást is végezhetsz anélkül hogy megköveznének.
Cím: Re:Fémöntés házilag
Írta: pvmyc6p5 Dátum 2017 február 12, 01:23
Írta: pvmyc6p5 Dátum 2017 február 12, 01:23
Silicium bronz öntéséhez keresnék vállalkozòt ,egy egyedi asztal alkatrészeinek leöntéséhez .A mintát küldeném,kb 20-25 kg-os darabokròl van szò,befoglalò méret 1000 X 600 X 40 mm.
Ha tudnátok ajánlani megbízhatò öntödét,az is nagy segítség lenne,köszönöm !
[#worship][#law]
Ha tudnátok ajánlani megbízhatò öntödét,az is nagy segítség lenne,köszönöm !
[#worship][#law]
Cím: Re:Fémöntés házilag
Írta: 2f428kduf Dátum 2017 február 13, 16:56
Írta: 2f428kduf Dátum 2017 február 13, 16:56
A gatyád rámegy, ez nem 20-25 kg, hanem 200.
Cím: Re:Fémöntés házilag
Írta: pvmyc6p5 Dátum 2017 február 15, 14:24
Írta: pvmyc6p5 Dátum 2017 február 15, 14:24
A befoglaló méreteket adtam meg , egy "masni" forma az egész , kb egy propellerhez tudnám hasonlítani . Átszámolva kb 15 kg az egész / db , de valami rejtélyes oknál fogva nem akarnak az öntödék foglalkozni vele ?!
Cím: Re:Fémöntés házilag
Írta: 2f428kduf Dátum 2017 február 15, 15:16
Írta: 2f428kduf Dátum 2017 február 15, 15:16
Akkor stimmel, az öntödék meg csak a hengert, meg a "kockát" szeretik. Az ilyen hajlított formák már nehezükre esik.
Cím: Re:Fémöntés házilag
Írta: pvmyc6p5 Dátum 2017 február 18, 15:43
Írta: pvmyc6p5 Dátum 2017 február 18, 15:43
Pedig szívesen kifizetnèm amit kèrnek èrte, de úgy tűnik Magyarorszàgon senki nem akar minimàlis kihívàst jelentő munkàval foglalkozni manapsàg ?!
Pedig adnàm a mintàt , nèni homokot kellene vàgni hozzà , ès egy fèl tucatnyi[#nemtudom]t leönteni belőle , de sajnos nagy az èrdektelensèg .
A legtöbb öntödètől àrajànlat szinten annyit kaptam hogy rà egy a gatyàm , de szàmszerüsítve semmit ?!
Egyszóval mèg mindig keresek rà öntödèt , vagy kimaratom tömből CNC-n.
Pedig adnàm a mintàt , nèni homokot kellene vàgni hozzà , ès egy fèl tucatnyi[#nemtudom]t leönteni belőle , de sajnos nagy az èrdektelensèg .
A legtöbb öntödètől àrajànlat szinten annyit kaptam hogy rà egy a gatyàm , de szàmszerüsítve semmit ?!
Egyszóval mèg mindig keresek rà öntödèt , vagy kimaratom tömből CNC-n.
Cím: Re:Fémöntés házilag
Írta: 4ybj8h3c8 Dátum 2017 február 18, 16:02
Írta: 4ybj8h3c8 Dátum 2017 február 18, 16:02
Magyarország így működik. Sír mindenki, hogy nincs munka, de ha 3 köbcentis alkatrészből nem kamion mennyiségben rendelsz akkor már a visszahívást sem éri meg az ember.
Cím: Re:Fémöntés házilag
Írta: L. Imre Dátum 2017 február 23, 12:07
Írta: L. Imre Dátum 2017 február 23, 12:07
Próbáld meg itt:
Giesser öntöde (http://www.giesser.hu/)
Én már öntettem velük aluminiumot és meg voltam elégedve.
Giesser öntöde (http://www.giesser.hu/)
Én már öntettem velük aluminiumot és meg voltam elégedve.
Cím: Re:Fémöntés házilag
Írta: 77fv9864z Dátum 2017 június 17, 21:03
Írta: 77fv9864z Dátum 2017 június 17, 21:03
Üdv fórumtársak.!
Ki tudna nekem segíteni egy asztali körfűrész bekötésében?
380v. köszi
Ki tudna nekem segíteni egy asztali körfűrész bekötésében?
380v. köszi
Cím: Re:Fémöntés házilag
Írta: dcsaba Dátum 2017 június 30, 09:41
Írta: dcsaba Dátum 2017 június 30, 09:41
Sziasztok! A Budapesti CNCtalálkozóra keresek bátor önként jelentkezőt, aki fémöntés témájú bemutatót tartana. PB-gázt biztosítok, a továbbiakat megbeszéljük.
Cím: Re:Fémöntés házilag
Írta: gs7g6k8ch Dátum 2017 augusztus 14, 10:13
Írta: gs7g6k8ch Dátum 2017 augusztus 14, 10:13
Sziasztok!
Egy szélkakas öntésében szeretném a segítségeteket kérni!
Kép itt:
[#t19p7460#]
Köszönöm!
Egy szélkakas öntésében szeretném a segítségeteket kérni!
Kép itt:
[#t19p7460#]
Köszönöm!
Cím: Re:Fémöntés házilag
Írta: gs7g6k8ch Dátum 2017 augusztus 14, 10:15
Írta: gs7g6k8ch Dátum 2017 augusztus 14, 10:15
Hmmm....
Ez valami hiba lehet. Próbáltam linket betenni, de hülyeség lett belőle, más topic-ba visz.
Na mindegy, akkor megadom így:
Pénz keresési lehetőség / 7460 -as bejegyzés
Ez valami hiba lehet. Próbáltam linket betenni, de hülyeség lett belőle, más topic-ba visz.
Na mindegy, akkor megadom így:
Pénz keresési lehetőség / 7460 -as bejegyzés
Cím: Re:Fémöntés házilag
Írta: D.Laci Dátum 2017 augusztus 14, 10:17
Írta: D.Laci Dátum 2017 augusztus 14, 10:17
Lehet felesleges ennyi helyre berakni.
[#t193p7460#]
[#t193p7460#]
Cím: Re:Fémöntés házilag
Írta: m3euytcd Dátum 2017 augusztus 16, 11:21
Írta: m3euytcd Dátum 2017 augusztus 16, 11:21
Üdv Mindenkinek!
Olyan kérdésem lenne mivel tudom gáztalanítani az aluminium olvadékot?
Kemencém tégelyem van.öntöttem is már csak lyukacsos lett az öntvény.Olvastam mát kiégetett konyhasóról és mosószódáról is.Köszönöm a segítséget előre is.
Olyan kérdésem lenne mivel tudom gáztalanítani az aluminium olvadékot?
Kemencém tégelyem van.öntöttem is már csak lyukacsos lett az öntvény.Olvastam mát kiégetett konyhasóról és mosószódáról is.Köszönöm a segítséget előre is.
Cím: Re:Fémöntés házilag
Írta: Csuhás Dátum 2017 augusztus 16, 11:42
Írta: Csuhás Dátum 2017 augusztus 16, 11:42
Találsz erre célra profi anyagot is. Google: ' gáztalanító tabletta '
Cím: Re:Fémöntés házilag
Írta: ANTAL GÁBOR Dátum 2017 augusztus 16, 21:13
Írta: ANTAL GÁBOR Dátum 2017 augusztus 16, 21:13
Biztos emlékeztek Berényi kollégára . ( sok talin öntött klassz dolgokat ) Sajnos eltűnt és nincs kontaktom .Egy barátomnak kellene valami . Szívesen megkeresném ha valaki tudná a tel számát...
Cím: Re:Fémöntés házilag
Írta: svager Dátum 2017 augusztus 16, 21:37
Írta: svager Dátum 2017 augusztus 16, 21:37
A Nyárfa fórumtárs rakta fel ezt a videót,a Józsiról lehet tudja a tel. számát.
az adatlapja (javascript:openWindow('profile.php?userid=3316','Adatlap','width=620,height=635,toolbar=no,location=no,directories=no,scrollbars=yes');toggleDiv('u184'))
az adatlapja (javascript:openWindow('profile.php?userid=3316','Adatlap','width=620,height=635,toolbar=no,location=no,directories=no,scrollbars=yes');toggleDiv('u184'))
Cím: Re:Fémöntés házilag
Írta: ANTAL GÁBOR Dátum 2017 augusztus 16, 21:46
Írta: ANTAL GÁBOR Dátum 2017 augusztus 16, 21:46
Nem vagyok közelebb. Az adatlap nálam nem nyílik meg . Nyárfa meg az angolokat boldogítja.. A tel száma kis szerencsével még meg is lehet
Cím: Re:Fémöntés házilag
Írta: svager Dátum 2017 augusztus 16, 21:50
Írta: svager Dátum 2017 augusztus 16, 21:50
Átküldtem privátban!
Cím: Re:Fémöntés házilag
Írta: ANTAL GÁBOR Dátum 2017 augusztus 16, 21:55
Írta: ANTAL GÁBOR Dátum 2017 augusztus 16, 21:55
köszi. Már meg is néztem ...
Cím: Re:Fémöntés házilag
Írta: u6p5jr23k Dátum 2017 augusztus 16, 22:25
Írta: u6p5jr23k Dátum 2017 augusztus 16, 22:25
Nekem megvolt Berényi Józsi száma, azonban már nem ő jelentkezik be rajta. Gondolom kiadták másnak.
Sajnos nem tudok segíteni.
Azonban van gyomaendrődi kollégám. Megkérhetem, hogy kérdezzen utána Józsinak.
Sajnos nem tudok segíteni.
Azonban van gyomaendrődi kollégám. Megkérhetem, hogy kérdezzen utána Józsinak.
Cím: Re:Fémöntés házilag
Írta: Csuhás Dátum 2017 augusztus 16, 22:41
Írta: Csuhás Dátum 2017 augusztus 16, 22:41
Józsi öntött nekem egy szalagcsiszoló kereket kb egy éve. Akkor azt mondta egyelőre ez az utolsó öntése mert külföldre megy dolgozni.
Cím: Re:Fémöntés házilag
Írta: m3euytcd Dátum 2017 augusztus 18, 10:42
Írta: m3euytcd Dátum 2017 augusztus 18, 10:42
Köszönöm találtam!
Cím: Re:Fémöntés házilag
Írta: m8j2y7u9n Dátum 2017 szeptember 19, 07:11
Írta: m8j2y7u9n Dátum 2017 szeptember 19, 07:11
Üdv.
Azon tagoktól érdeklődnék, akik tűzálló paplan anyagból készítettek olvasztót, hogy fél-1 nm-nyi anyaguk nincs esetleg felesleges?
Azon tagoktól érdeklődnék, akik tűzálló paplan anyagból készítettek olvasztót, hogy fél-1 nm-nyi anyaguk nincs esetleg felesleges?
Cím: Re:Fémöntés házilag
Írta: 5n4sw4iy9 Dátum 2017 október 10, 06:58
Írta: 5n4sw4iy9 Dátum 2017 október 10, 06:58
Üdv. Lehet hogy rossz helyre írok, de azért felteszem a kérdésemet. Hol lehet "olcsón" vörösrezet beszerezni? A lomizás nem biztos hogy megoldás, mert nem olyan egyszerű önteni mint az alut. Nekem 15-20mm vastag 300x150mm széles darabok kellenének. Válaszokat előre is köszi.[#worship]
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2017 október 10, 21:16
Írta: 3vv2btrhv Dátum 2017 október 10, 21:16
Bronzker
Cím: Re:Fémöntés házilag
Írta: ux39fpjn4 Dátum 2017 október 17, 15:54
Írta: ux39fpjn4 Dátum 2017 október 17, 15:54
Tisztelt fórumozó!
Alumínium öntéshez keresek ARSAL 2125
nevü adalékot, vagy valami hasonlót
[tisztító,fedő,lesalakoló].
Kis tétel lenne a fontos kb. 5 kiló.
Egyéb alternatívák is érdekelnek, előre is elnézést ha már szó volt az előzményekben.
Alumínium öntéshez keresek ARSAL 2125
nevü adalékot, vagy valami hasonlót
[tisztító,fedő,lesalakoló].
Kis tétel lenne a fontos kb. 5 kiló.
Egyéb alternatívák is érdekelnek, előre is elnézést ha már szó volt az előzményekben.
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2017 október 25, 20:29
Írta: sasi Dátum 2017 október 25, 20:29
Alumíniumöntés a szavannán.
Cím: Re:Fémöntés házilag
Írta: dezso74 Dátum 2017 november 02, 20:37
Írta: dezso74 Dátum 2017 november 02, 20:37
Sziasztok fórumtársak!
Ismét szeretnék önteni alumínium alkatrészeket.
Ehhez kérek némi segítséget. Öntőhomokot és hozzá adalékot (bentonit)
És az olvasztó tégely: miből érdemes csinálni. Régebben vasból volt és bevontam samottal. Van valamókinek ettől jobb ötlete?
Ismét szeretnék önteni alumínium alkatrészeket.
Ehhez kérek némi segítséget. Öntőhomokot és hozzá adalékot (bentonit)
És az olvasztó tégely: miből érdemes csinálni. Régebben vasból volt és bevontam samottal. Van valamókinek ettől jobb ötlete?
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2017 november 03, 11:07
Írta: sasi Dátum 2017 november 03, 11:07
Olvasztó tégelyt én is acélcsőből készítettem, de nem samott, hanem grafitos bevonatot használtam.
Egy bevonat több öntést is túlél.
A recept:
1 rész vízüveg
2 rész víz
kevés mosogatószer (néhány csepp)
grafitpor tejföl sűrűségre keverve, ecsettel felhordva.
alapos - legalább egy nap - szárítás után, használat előtt lassan ki kell égetni.
Homokkal kapcsolatos infóm nincs, én csak habmintával öntöttem.
Egy bevonat több öntést is túlél.
A recept:
1 rész vízüveg
2 rész víz
kevés mosogatószer (néhány csepp)
grafitpor tejföl sűrűségre keverve, ecsettel felhordva.
alapos - legalább egy nap - szárítás után, használat előtt lassan ki kell égetni.
Homokkal kapcsolatos infóm nincs, én csak habmintával öntöttem.
Cím: Re:Fémöntés házilag
Írta: RJancsi Dátum 2017 november 03, 14:56
Írta: RJancsi Dátum 2017 november 03, 14:56
Nem feltétlen Neked szól a kérdés, bárkitől várom a választ. A grafit éppúgy vegytiszta szén mint az antracit. Akkor miért nem ég illetve miért csak tiszta oxigénben hajlandó lángra kapni? Mert a kohászatban, vegyi laborokban előszeretettel használnak grafit izzító tégelyeket.
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2017 november 03, 15:03
Írta: svejk Dátum 2017 november 03, 15:03
Én nem tudhatom, de gyémánt is szén.
Cím: Re:Fémöntés házilag
Írta: RJancsi Dátum 2017 november 03, 15:11
Írta: RJancsi Dátum 2017 november 03, 15:11
Magas hőfokon az is ég. Ezt már Jókai is tudta a "Fekete gyémántok" írása idején.
Cím: Re:Fémöntés házilag
Írta: ivbbss8gj Dátum 2017 november 03, 15:19
Írta: ivbbss8gj Dátum 2017 november 03, 15:19
Cím: Re:Fémöntés házilag
Írta: ivbbss8gj Dátum 2017 november 03, 15:30
Írta: ivbbss8gj Dátum 2017 november 03, 15:30
Üdv mindenkinek!
Én régebben öntöttem, de csakis grafitos tégelyben olvasztottam /igaz főleg sárgarezet/, de szerintem az alumíniumhoz elég lehet valami egyszerűbb acél "edény" persze attól függ, hogy milyen mennyiségről van szó.
Én régebben öntöttem, de csakis grafitos tégelyben olvasztottam /igaz főleg sárgarezet/, de szerintem az alumíniumhoz elég lehet valami egyszerűbb acél "edény" persze attól függ, hogy milyen mennyiségről van szó.
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2017 november 03, 16:52
Írta: svejk Dátum 2017 november 03, 16:52
[#taps][#circling]
Cím: Re:Fémöntés házilag
Írta: ANTAL GÁBOR Dátum 2017 november 03, 16:57
Írta: ANTAL GÁBOR Dátum 2017 november 03, 16:57
Édesapám a fővárosi Gázműveknél dolgozott anno . A gázgyártás mellékterméke a koksz . A lakásunkban működött egy un termokoksz ( cserép ) kályha : Nagyon praktikus volt késő őszől a tavasz végéig egyfolytában üzemelt . ( csak rakni kellett és a nagyon kevés hamut lerázni .) A cerépkályhán belül van egy komoly öntöttvas test . A kályha a mai napig meg van
No a lényeg : örököltem kb 20 mázsa kokszot , amiből jó pár vödörrel lehoztam Miskolcra ( Gondoltam majd apránként rakok a fatüzeléses műhely ( vas ) kályhába
Hát nem tudom meggyújtani . ( édesapám faszénnel rakott tüzet és erős huzatot állított utána rakta meg a kályhát koksz-szal ..
No a lényeg : örököltem kb 20 mázsa kokszot , amiből jó pár vödörrel lehoztam Miskolcra ( Gondoltam majd apránként rakok a fatüzeléses műhely ( vas ) kályhába
Hát nem tudom meggyújtani . ( édesapám faszénnel rakott tüzet és erős huzatot állított utána rakta meg a kályhát koksz-szal ..
Cím: Re:Fémöntés házilag
Írta: dezso74 Dátum 2017 november 03, 19:16
Írta: dezso74 Dátum 2017 november 03, 19:16
Szia Sasi! Köszönöm a válaszod!!!
Kipróbálom :-) Van grafitsprém, nem tudom, hogy azzal elégséges-e befújni.
Kipróbálom :-) Van grafitsprém, nem tudom, hogy azzal elégséges-e befújni.
Cím: Re:Fémöntés házilag
Írta: vadember Dátum 2017 november 03, 19:23
Írta: vadember Dátum 2017 november 03, 19:23
Ő simán acéltégelyt használ, minden hókuszpókusz nélkül, mégis meggyőző a végeredmény. Gáztalanításra is csak só és szóda egy az egy arányú keverékét használja: Kb. a 15. percnél látni a tégelyt.
Grafitot nem csak a hosszabb élettartam miatt használnak? Van más oka is?
Grafitot nem csak a hosszabb élettartam miatt használnak? Van más oka is?
Cím: Re:Fémöntés házilag
Írta: Motoros Dátum 2017 november 04, 08:08
Írta: Motoros Dátum 2017 november 04, 08:08
Nagyanyámnak volt öntöttvas koksz kályhája kétaknás.
Elég fura bonyolult egy szerkezet volt, és baromi nehéz.
Ma vannak ezek a rakétakályhák, ez valami hasonló volt, csak jobb. Belül volt valami terelő rendszer is ahol a füstgáz lehült, ennek volt egy külön tisztító ajtaja, mert a finom por itt még le tudott ülepedni és azt időnként, évente tisztítani kellett.
Elég fura bonyolult egy szerkezet volt, és baromi nehéz.
Ma vannak ezek a rakétakályhák, ez valami hasonló volt, csak jobb. Belül volt valami terelő rendszer is ahol a füstgáz lehült, ennek volt egy külön tisztító ajtaja, mert a finom por itt még le tudott ülepedni és azt időnként, évente tisztítani kellett.
Cím: Re:Fémöntés házilag
Írta: GPeti1977 Dátum 2017 november 04, 16:00
Írta: GPeti1977 Dátum 2017 november 04, 16:00
első alu öntésem, csak még nem sikerült.
(https://hqyqaa.dm2301.livefilestore.com/y4m72NzVnGrc5F2ZyG9jL5ShpGzlfRVU5WOoq3Ia9S4DMMqa5qbKM5jVr7np4Kn_FzF4HsVNrkOsIL-hv5kEYGvmE3rdlWLeirVHUWqWTwgpocYj4parQRRPtuN3NJJkbeXEaEccXneekVH2w05SQiyMiAsg2YJbqpuYiYOcluVeFYig21iDSuMOvElmsn-UKay9eVrePxeHeb3gOw8X4veng)
(https://hqxfdq.dm2301.livefilestore.com/y4mHgZ1jWlvE9s_CH6WLJ_DUUjm1-ZY0q_9te8PUOc616pNokdN45A72JFNehDo5Huf_V40uiZOHPySbAAFF7GOONvKFg85OOK_cLug-DpdVQN_LZT0VAk3LCIH31GZ4JKo_2r3OwHKbQWuNVaEs30gD7_aRiJQNRLy9I3OUaPPEqdqWXxyKJuR3m7H904HB_jOteR-MGLgSUsmeeMhH4mEeA)
(https://hqyqaa.dm2301.livefilestore.com/y4m72NzVnGrc5F2ZyG9jL5ShpGzlfRVU5WOoq3Ia9S4DMMqa5qbKM5jVr7np4Kn_FzF4HsVNrkOsIL-hv5kEYGvmE3rdlWLeirVHUWqWTwgpocYj4parQRRPtuN3NJJkbeXEaEccXneekVH2w05SQiyMiAsg2YJbqpuYiYOcluVeFYig21iDSuMOvElmsn-UKay9eVrePxeHeb3gOw8X4veng)
(https://hqxfdq.dm2301.livefilestore.com/y4mHgZ1jWlvE9s_CH6WLJ_DUUjm1-ZY0q_9te8PUOc616pNokdN45A72JFNehDo5Huf_V40uiZOHPySbAAFF7GOONvKFg85OOK_cLug-DpdVQN_LZT0VAk3LCIH31GZ4JKo_2r3OwHKbQWuNVaEs30gD7_aRiJQNRLy9I3OUaPPEqdqWXxyKJuR3m7H904HB_jOteR-MGLgSUsmeeMhH4mEeA)
Cím: Re:Fémöntés házilag
Írta: GPeti1977 Dátum 2017 november 04, 16:01
Írta: GPeti1977 Dátum 2017 november 04, 16:01
Öntés (https://hqxfdq.dm2301.livefilestore.com/y4mHgZ1jWlvE9s_CH6WLJ_DUUjm1-ZY0q_9te8PUOc616pNokdN45A72JFNehDo5Huf_V40uiZOHPySbAAFF7GOONvKFg85OOK_cLug-DpdVQN_LZT0VAk3LCIH31GZ4JKo_2r3OwHKbQWuNVaEs30gD7_aRiJQNRLy9I3OUaPPEqdqWXxyKJuR3m7H904HB_jOteR-MGLgSUsmeeMhH4mEeA?width=1024&height=576&cropmode=none)
Cím: Re:Fémöntés házilag
Írta: GPeti1977 Dátum 2017 november 04, 16:02
Írta: GPeti1977 Dátum 2017 november 04, 16:02
Alu öntés (https://hqyqaa.dm2301.livefilestore.com/y4m72NzVnGrc5F2ZyG9jL5ShpGzlfRVU5WOoq3Ia9S4DMMqa5qbKM5jVr7np4Kn_FzF4HsVNrkOsIL-hv5kEYGvmE3rdlWLeirVHUWqWTwgpocYj4parQRRPtuN3NJJkbeXEaEccXneekVH2w05SQiyMiAsg2YJbqpuYiYOcluVeFYig21iDSuMOvElmsn-UKay9eVrePxeHeb3gOw8X4veng?width=1024&height=576&cropmode=none)
Cím: Re:Fémöntés házilag
Írta: kmajer Dátum 2017 november 04, 23:18
Írta: kmajer Dátum 2017 november 04, 23:18
A gravitacioval nehez megkuzdeni.
Adj a kozepso ketto felallasnak tobb helyet
Illetve onnan is megtaplalhatnad.
Adj a kozepso ketto felallasnak tobb helyet
Illetve onnan is megtaplalhatnad.
Cím: Re:Fémöntés házilag
Írta: zip0ji0se Dátum 2017 november 05, 09:33
Írta: zip0ji0se Dátum 2017 november 05, 09:33
Szia GPeti!
Ugye, hogy nem egyszerű, pedig annak látszik.Én anno három évig tanultam.
Ha fordítva öntöd, akkor sikerülni fog, mivel így a levegő bent marad a formaüreg magasabb pontján.
A dekorosabb fele legyen alul és melegebb olvadékot kell használnod, hogy kitöltse a formaüreget rendesen. Az állók magasabbak legyenek egy kicsivel. Ha jól látom, akkor ez egy motor felfogató lesz. A kicsi furatokat el kell felejteni homokformázásnál mert az lutri, hogy kifolyik. Az csak kokilla öntésnél működik rendesen. El kell tömni a furatokat a mintán és utólag megmunkálni. A mintakészítésnél vedd figyelembe, hogy az alu 2% zsugorodik és legyen formázási ferdeség. Akkor sokkal könnyebb kivenni a homokból.
Röviden ennyi és sok sikert hozzá.
Ugye, hogy nem egyszerű, pedig annak látszik.Én anno három évig tanultam.
Ha fordítva öntöd, akkor sikerülni fog, mivel így a levegő bent marad a formaüreg magasabb pontján.
A dekorosabb fele legyen alul és melegebb olvadékot kell használnod, hogy kitöltse a formaüreget rendesen. Az állók magasabbak legyenek egy kicsivel. Ha jól látom, akkor ez egy motor felfogató lesz. A kicsi furatokat el kell felejteni homokformázásnál mert az lutri, hogy kifolyik. Az csak kokilla öntésnél működik rendesen. El kell tömni a furatokat a mintán és utólag megmunkálni. A mintakészítésnél vedd figyelembe, hogy az alu 2% zsugorodik és legyen formázási ferdeség. Akkor sokkal könnyebb kivenni a homokból.
Röviden ennyi és sok sikert hozzá.
Cím: Re:Fémöntés házilag
Írta: GPeti1977 Dátum 2017 november 05, 10:12
Írta: GPeti1977 Dátum 2017 november 05, 10:12
Köszönöm a segítséget, igazából ezt az alkatrészt kellene kiöntenem (lásd link) azon a kicsin csak gyakorolni akartam, ez sem sikerült mert nem folyt végig a fém meg üreges lett a forma, sajnos nem tudtam eléggé felmelegíteni az alut lehet és menet közben megdermedt. Amúgy a lostPLA módszerrel kísérletezem ahol 3D nyomtatott tárgyat öntök ki gipsz+homok keverékével kiégetem és oda öntöm az alut. azt hittem egyszerűbb lesz de ez egy külön szakma.
Tartó (https://umm6pw.dm2301.livefilestore.com/y4mKfVXfFZd0ryDUBYx_ulRLEFTqMqamq4LgICDrRJZ5WLW3Ma_C_YFX0GfCiJe3zfdykxlm8J_IlPNSDIhxrzaQevn6ZySOMLV-4bSBx98jI2tmQxz6Rmy8qDcNoEv68ruZtgarCEqMLVddmSK_z8wn7z6BSUVlA71UFBRw-75fy6IZ0b2-At8P5NXDHhpQtwjyArhhQvMHE9JhQmCk_s2eg)
Ezt az alkatrészt milyen pozícióba, módszerrel lehetne kiönteni? Egy kicsi 3D nyomtatónak lenne az asztal tartója, csak nem akarok nyomtatott műanyaggal lézer vágott plexivel gagyizni.
Tartó (https://umm6pw.dm2301.livefilestore.com/y4mKfVXfFZd0ryDUBYx_ulRLEFTqMqamq4LgICDrRJZ5WLW3Ma_C_YFX0GfCiJe3zfdykxlm8J_IlPNSDIhxrzaQevn6ZySOMLV-4bSBx98jI2tmQxz6Rmy8qDcNoEv68ruZtgarCEqMLVddmSK_z8wn7z6BSUVlA71UFBRw-75fy6IZ0b2-At8P5NXDHhpQtwjyArhhQvMHE9JhQmCk_s2eg)
Ezt az alkatrészt milyen pozícióba, módszerrel lehetne kiönteni? Egy kicsi 3D nyomtatónak lenne az asztal tartója, csak nem akarok nyomtatott műanyaggal lézer vágott plexivel gagyizni.
Cím: Re:Fémöntés házilag
Írta: kaqkk007 Dátum 2017 november 05, 10:42
Írta: kaqkk007 Dátum 2017 november 05, 10:42
Én a helyedben kivágatnám mondjuk 2mm es lemezből és a merőleges "lábát" ráhegeszteném (vagy hajlítógépben hajlíttatnám) ezt ha kiöntöd-kiönteted még mindig kell egy felületi megmunkálás ami nem olyan egyszerű ...
Cím: Re:Fémöntés házilag
Írta: GPeti1977 Dátum 2017 november 05, 11:33
Írta: GPeti1977 Dátum 2017 november 05, 11:33
Tényleg laposvasból is össze tudom hegeszteni CO2 val, bár a fémöntés gyakorlása lenne a cél 3D modell alapján. Viszont ha nem tudom megkeresni vele legalább a befektetett pénzt akkor az nem jó még ha csak hobbi akkor sem. Igaz eddig nem sokba van, grafit tégely, indukciós hevítő. Pont ezzel volt baj mert az önrezgő kapcsolásom van így nem tudom szabályozni egyszerűen, lehet hogy egy 10000Ft os indukciós főzőlap áttekercselésével lenne egy 2kW os, szabályozható grafit tégely melegítőm szerintem az már a bronzot is megolvassza. Bár sokan gázt használnak, van egy kisebb égőm de ahhoz is kellene még egy kemence.
Cím: Re:Fémöntés házilag
Írta: zip0ji0se Dátum 2017 november 05, 21:08
Írta: zip0ji0se Dátum 2017 november 05, 21:08
Szia!
Amit belinkeltél annak is a dekorosabb fele legyen alul. A kisméretű furatok utólag legyenek meg fúrva. Mindenképpen melegebb fém kell az öntéshez,hogy kifollyon az öntvény. Öntési hőmérséklet főlé kell melegíteni a fémet. Olyan ezüst-vörös színű legyen. Lényeges még a vastagság is, mert homokba nehezen folyik ki a nagyon vékony anyag.
A gáz elég az olvasztáshoz, avval tudsz csinálni 800 fokot lazán. Kemencének elég ha veszel samott téglát és avval ragdd körbe a tégely. Simán egymásra rakod őket az égőt oldalról a tégely aljánál bedugod és már mehet is. Érintőlegesen ragdd be az égőt, akkor a láng körbe megy a tűztérben. A legjobb égő egy disznópörzslő lenne. Annak már jó a hatásfoka kis mennyiséghez. Pár kilót avval is meglehet olvasztani.
Amit belinkeltél annak is a dekorosabb fele legyen alul. A kisméretű furatok utólag legyenek meg fúrva. Mindenképpen melegebb fém kell az öntéshez,hogy kifollyon az öntvény. Öntési hőmérséklet főlé kell melegíteni a fémet. Olyan ezüst-vörös színű legyen. Lényeges még a vastagság is, mert homokba nehezen folyik ki a nagyon vékony anyag.
A gáz elég az olvasztáshoz, avval tudsz csinálni 800 fokot lazán. Kemencének elég ha veszel samott téglát és avval ragdd körbe a tégely. Simán egymásra rakod őket az égőt oldalról a tégely aljánál bedugod és már mehet is. Érintőlegesen ragdd be az égőt, akkor a láng körbe megy a tűztérben. A legjobb égő egy disznópörzslő lenne. Annak már jó a hatásfoka kis mennyiséghez. Pár kilót avval is meglehet olvasztani.
Cím: Re:Fémöntés házilag
Írta: sasi Dátum 2017 november 06, 09:57
Írta: sasi Dátum 2017 november 06, 09:57
Ha valakit érdekel, van egy saját építésű, fölösleges PB gázos olvasztó kemencém, mely ingyen elvihető.
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_40bdct4m3a0wi3tqydk4_205.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/40bdct4m3a0wi3tqydk4_205.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_40bdct4m3a0wi3tqydk4_205.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/40bdct4m3a0wi3tqydk4_205.jpg)
Cím: Re:Fémöntés házilag
Írta: sastas Dátum 2017 november 06, 09:59
Írta: sastas Dátum 2017 november 06, 09:59
Tartóssági kérdés, főleg azért mert az alu oldja a vasat, és ugye magasabb hőmérsékleten intenzívebb az oldás, és egy idő után elfogy az acéltégelyed.
Cím: Re:Fémöntés házilag
Írta: ANTAL GÁBOR Dátum 2017 november 06, 13:48
Írta: ANTAL GÁBOR Dátum 2017 november 06, 13:48
Vad Tamás kérdezgetett néhányszor . azt hiszem szeretne önteni. Estig ( mert most nem láthatja ) foglalom neki . Telefonon foglak keresni
Cím: Re:Fémöntés házilag
Írta: kijy8hc3f Dátum 2017 november 06, 18:51
Írta: kijy8hc3f Dátum 2017 november 06, 18:51
Üdv, Látom már van rá jelentkező, ha mégsem vinné el nekem nagyon kéne. Fél éve keresek egy öntőt de sajnos eddig nem találtam, Igy ha megkapnál le tudnám önteni magamnak a cuccokat.
Cím: Re:Fémöntés házilag
Írta: vadember Dátum 2017 november 06, 20:37
Írta: vadember Dátum 2017 november 06, 20:37
Szervusz!
Én vagyok az érintett. Beszéltem Gáborral, lemondok róla.
Én vagyok az érintett. Beszéltem Gáborral, lemondok róla.
Cím: Re:Fémöntés házilag
Írta: ANTAL GÁBOR Dátum 2017 november 06, 20:50
Írta: ANTAL GÁBOR Dátum 2017 november 06, 20:50
Keresd Sasit ! Tamás lemondott róla
Cím: Re:Fémöntés házilag
Írta: d30xhrezp Dátum 2017 december 02, 22:04
Írta: d30xhrezp Dátum 2017 december 02, 22:04
Üdv!
Megpróbáltam az újrahasznosítással,sok apró alumínium darabot
olvasztottam meg ami már semmire se lett volna jó. Bár itt-ott
zárványos lett az öntvény,és éppen csak le forgácsoltam a külső réteget ,számomra újra használható alapanyagot kaptam.
A nagyobbik pogácsákat csak megolvasztottam ,raktam bele egy kevés sót,jól megkavartam és hagytam a konzerves dobozba kihűlni. A rudakat homokba öntöttem. Gáztalanítót és salaktalanítót kell még szereznem akkor jobb lesz az öntés.
(https://hobbicncforum.hu/uploaded_images/2017/12/tn_a2zbn4j0uwt580vv0d39g_3894.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/a2zbn4j0uwt580vv0d39g_3894.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_6h2avm49236xv59z74zvx_3894.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/6h2avm49236xv59z74zvx_3894.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_u033agw95k5490j0bb2nc_3894.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/u033agw95k5490j0bb2nc_3894.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_cdz5hpzjdbefu0eqajyu_3894.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/cdz5hpzjdbefu0eqajyu_3894.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_wajk8wcwqstjq6gdvqu70_3894.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/wajk8wcwqstjq6gdvqu70_3894.jpg)
Megpróbáltam az újrahasznosítással,sok apró alumínium darabot
olvasztottam meg ami már semmire se lett volna jó. Bár itt-ott
zárványos lett az öntvény,és éppen csak le forgácsoltam a külső réteget ,számomra újra használható alapanyagot kaptam.
A nagyobbik pogácsákat csak megolvasztottam ,raktam bele egy kevés sót,jól megkavartam és hagytam a konzerves dobozba kihűlni. A rudakat homokba öntöttem. Gáztalanítót és salaktalanítót kell még szereznem akkor jobb lesz az öntés.
(https://hobbicncforum.hu/uploaded_images/2017/12/tn_a2zbn4j0uwt580vv0d39g_3894.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/a2zbn4j0uwt580vv0d39g_3894.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_6h2avm49236xv59z74zvx_3894.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/6h2avm49236xv59z74zvx_3894.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_u033agw95k5490j0bb2nc_3894.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/u033agw95k5490j0bb2nc_3894.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_cdz5hpzjdbefu0eqajyu_3894.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/cdz5hpzjdbefu0eqajyu_3894.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_wajk8wcwqstjq6gdvqu70_3894.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/wajk8wcwqstjq6gdvqu70_3894.jpg)
Cím: Re:Fémöntés házilag
Írta: PSoft Dátum 2017 december 02, 22:26
Írta: PSoft Dátum 2017 december 02, 22:26
"sok apró alumínium darabot
olvasztottam meg ami már semmire se lett volna jó......számomra újra használható alapanyagot kaptam."
Azt hiszem, ezekben a félmondatokban van a lényeg![#eljen]
olvasztottam meg ami már semmire se lett volna jó......számomra újra használható alapanyagot kaptam."
Azt hiszem, ezekben a félmondatokban van a lényeg![#eljen]
Cím: Re:Fémöntés házilag
Írta: iv43r83d Dátum 2017 december 02, 22:28
Írta: iv43r83d Dátum 2017 december 02, 22:28
Nem is olyan rossz!Csak így tovább![#taps] [#integet2]
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2017 december 04, 11:48
Írta: 3vv2btrhv Dátum 2017 december 04, 11:48
A gázégő érdekelne engem , miből készítetted ?
Cím: Re:Fémöntés házilag
Írta: d30xhrezp Dátum 2017 december 04, 20:51
Írta: d30xhrezp Dátum 2017 december 04, 20:51
Szia!
A gázégő egy 1 -ről 3/4 colra b/k szűkítő a végén egy radiátor csatlakozó .
A fúvóka egy háromnyolcados karmantyú vakdugóval 0,8mm-es furattal,csappal és tömlőcsatlakozóval.
Egyébként nagyon egyszerű.
Ma is próbálkoztam alkatrész öntéssel.
Hungarocellből nagyon durván kivágott sablon homokba ágyazva.
A teteje teljesen nyitva volt ,hogy ne kelljen csatornákkal
bajlódni. Jó sok ráhagyással ,de egyszerűen megtudtam csinálni az alkatrészt.
Az alumíniumot is kicsit több felesleggel olvasztottam, és most semmilyen adalékot nem tettem bele.
Egy csiszoló tartó bilincse .
(https://hobbicncforum.hu/uploaded_images/2017/12/tn_v2yi0ig5fap2pkmhitw_3894.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/v2yi0ig5fap2pkmhitw_3894.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_2c8d35h7atqvm9puj3c6b_3894.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/2c8d35h7atqvm9puj3c6b_3894.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_7cxncfihqt3mekydtakd2_3894.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/7cxncfihqt3mekydtakd2_3894.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_07yk74qnjpiq7006tne5_3894.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/07yk74qnjpiq7006tne5_3894.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_yc2ca5jdti0bt8x7hcsk7_3894.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/yc2ca5jdti0bt8x7hcsk7_3894.jpg)
A gázégő egy 1 -ről 3/4 colra b/k szűkítő a végén egy radiátor csatlakozó .
A fúvóka egy háromnyolcados karmantyú vakdugóval 0,8mm-es furattal,csappal és tömlőcsatlakozóval.
Egyébként nagyon egyszerű.
Ma is próbálkoztam alkatrész öntéssel.
Hungarocellből nagyon durván kivágott sablon homokba ágyazva.
A teteje teljesen nyitva volt ,hogy ne kelljen csatornákkal
bajlódni. Jó sok ráhagyással ,de egyszerűen megtudtam csinálni az alkatrészt.
Az alumíniumot is kicsit több felesleggel olvasztottam, és most semmilyen adalékot nem tettem bele.
Egy csiszoló tartó bilincse .
(https://hobbicncforum.hu/uploaded_images/2017/12/tn_v2yi0ig5fap2pkmhitw_3894.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/v2yi0ig5fap2pkmhitw_3894.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_2c8d35h7atqvm9puj3c6b_3894.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/2c8d35h7atqvm9puj3c6b_3894.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_7cxncfihqt3mekydtakd2_3894.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/7cxncfihqt3mekydtakd2_3894.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_07yk74qnjpiq7006tne5_3894.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/07yk74qnjpiq7006tne5_3894.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_yc2ca5jdti0bt8x7hcsk7_3894.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/yc2ca5jdti0bt8x7hcsk7_3894.jpg)
Cím: Re:Fémöntés házilag
Írta: d30xhrezp Dátum 2017 december 04, 20:52
Írta: d30xhrezp Dátum 2017 december 04, 20:52
Ez pedig egy motortartó.
(https://hobbicncforum.hu/uploaded_images/2017/12/tn_eew4kegaqx7ufz5n0g44k_3894.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/eew4kegaqx7ufz5n0g44k_3894.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_5d7xpkst7fei4404mnnec_3894.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/5d7xpkst7fei4404mnnec_3894.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/12/tn_eew4kegaqx7ufz5n0g44k_3894.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/eew4kegaqx7ufz5n0g44k_3894.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_5d7xpkst7fei4404mnnec_3894.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/5d7xpkst7fei4404mnnec_3894.jpg)
Cím: Re:Fémöntés házilag
Írta: iv43r83d Dátum 2017 december 04, 22:22
Írta: iv43r83d Dátum 2017 december 04, 22:22
[#eljen][#integet2]
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2017 december 05, 15:41
Írta: 3vv2btrhv Dátum 2017 december 05, 15:41
[#worship]
Cím: Re:Fémöntés házilag
Írta: 4umhue7vh Dátum 2018 február 18, 16:08
Írta: 4umhue7vh Dátum 2018 február 18, 16:08
Sziasztok!
Alu öntéssel próbálkozok,harmadik próbálkozásra már majdnem jó, de tele van zárvánnyal, és több helyem behorpadt. az alsó része is, az az érdekes hogy pont a töltöcsonk közelébe is. Ha valaki tudja hogy lehetne ezeket a problémákat megoldani, az ne fogja vissza magát.
Azutolsó képen látható a 2.próba ez beomlott, de nem lett annyira zárvános,a fűtés kikapcsolása után 5-8 percel öntöttem, a másikat egyből itt sokkal több lett a zárvány, a hőmérséklet befolyásolhatja?
Köszi!
(https://hobbicncforum.hu/uploaded_images/2018/02/tn_3wzj4kwcheqjqf6v77dk_653.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/3wzj4kwcheqjqf6v77dk_653.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/tn_zmsfi89a4wci5n48gnxs_653.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/zmsfi89a4wci5n48gnxs_653.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/tn_djtm6xsjha6be4fupv2qd_653.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/djtm6xsjha6be4fupv2qd_653.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/tn_d5nbmif936tpgjxhzt8h_653.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/d5nbmif936tpgjxhzt8h_653.jpg)
Alu öntéssel próbálkozok,harmadik próbálkozásra már majdnem jó, de tele van zárvánnyal, és több helyem behorpadt. az alsó része is, az az érdekes hogy pont a töltöcsonk közelébe is. Ha valaki tudja hogy lehetne ezeket a problémákat megoldani, az ne fogja vissza magát.
Azutolsó képen látható a 2.próba ez beomlott, de nem lett annyira zárvános,a fűtés kikapcsolása után 5-8 percel öntöttem, a másikat egyből itt sokkal több lett a zárvány, a hőmérséklet befolyásolhatja?
Köszi!
(https://hobbicncforum.hu/uploaded_images/2018/02/tn_3wzj4kwcheqjqf6v77dk_653.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/3wzj4kwcheqjqf6v77dk_653.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/tn_zmsfi89a4wci5n48gnxs_653.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/zmsfi89a4wci5n48gnxs_653.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/tn_djtm6xsjha6be4fupv2qd_653.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/djtm6xsjha6be4fupv2qd_653.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/tn_d5nbmif936tpgjxhzt8h_653.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/d5nbmif936tpgjxhzt8h_653.jpg)
Cím: Re:Fémöntés házilag
Írta: 4umhue7vh Dátum 2018 február 18, 16:22
Írta: 4umhue7vh Dátum 2018 február 18, 16:22
Ja és amit alacsonyabb hőfokon öntöttem az nem horpadt be.
Cím: Re:Fémöntés házilag
Írta: 4umhue7vh Dátum 2018 február 19, 13:03
Írta: 4umhue7vh Dátum 2018 február 19, 13:03
Elmentem Lovasberénybe homokér, nem nagyon hasonlít arra amivel eddíg próbálkoztam. késöbb megpróbálok önteni, majd felrakom az eredményt.
Cím: Re:Fémöntés házilag
Írta: PSoft Dátum 2018 február 19, 16:17
Írta: PSoft Dátum 2018 február 19, 16:17
Régebben, Berényi Józsi, a nagy "öntőmágusunk" is a lovasberényi homokot preferálta/használta.
[#t136p5073#]
[#t136p5073#]
Cím: Re:Fémöntés házilag
Írta: Szabó M. Béla Dátum 2018 február 19, 16:39
Írta: Szabó M. Béla Dátum 2018 február 19, 16:39
Alumínium öntéshez, kisebb alkatrészekhez a sima rozsdamentes háztartási meregetőkanál is jó:
(https://hobbicncforum.hu/uploaded_images/2018/02/tn_pk58kgb40t82kunesf4qc_4832.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/pk58kgb40t82kunesf4qc_4832.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/tn_wpzn263cxfc3ntc6vjgj_4832.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/wpzn263cxfc3ntc6vjgj_4832.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/tn_30b6wtcw0dc4j7bc3k7v4_4832.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/30b6wtcw0dc4j7bc3k7v4_4832.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/02/tn_pk58kgb40t82kunesf4qc_4832.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/pk58kgb40t82kunesf4qc_4832.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/tn_wpzn263cxfc3ntc6vjgj_4832.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/wpzn263cxfc3ntc6vjgj_4832.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/tn_30b6wtcw0dc4j7bc3k7v4_4832.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/30b6wtcw0dc4j7bc3k7v4_4832.jpg)
Cím: Re:Fémöntés házilag
Írta: 4umhue7vh Dátum 2018 február 19, 18:51
Írta: 4umhue7vh Dátum 2018 február 19, 18:51
Hát a mai öntésem még rosszab lett. most is behorpadt,megint ugyan ott, és el is repedt vagy mi, de a felület szép lenne.
(https://hobbicncforum.hu/uploaded_images/2018/02/tn_jfckcb9xwt7b0iwa647t_653.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/jfckcb9xwt7b0iwa647t_653.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/tn_6h9jp6naabagb3a929itt_653.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/6h9jp6naabagb3a929itt_653.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/02/tn_jfckcb9xwt7b0iwa647t_653.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/jfckcb9xwt7b0iwa647t_653.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/tn_6h9jp6naabagb3a929itt_653.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/6h9jp6naabagb3a929itt_653.jpg)
Cím: Re:Fémöntés házilag
Írta: 4umhue7vh Dátum 2018 február 19, 18:54
Írta: 4umhue7vh Dátum 2018 február 19, 18:54
Nem sok kell már hogy jó legyen, csak nem tudom mi az ami kell.[#falbav]
Cím: Re:Fémöntés házilag
Írta: 4umhue7vh Dátum 2018 február 19, 18:56
Írta: 4umhue7vh Dátum 2018 február 19, 18:56
Vastagabb tápcsatorna kellene?
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2018 február 19, 21:14
Írta: Rabb Ferenc Dátum 2018 február 19, 21:14
Mindkét öntésednél ugyanott vannak a beszívódások. Ott, ahol a borda keresztmetszete az átlagoshoz képest több mint duplájára növekszik. Itt a nagyobb anyagmennyiség többet zsugorodik és nincs utánpótlása.
Próbáld meg egyenletes vastagságúra alakítani a bordákat. Ha ez konstrukciós okból nem lehetséges akkor ezeken a helyeken alakíts kis formában tápfejeket. Ezek majd pótolják a beszívódó anyagot
Próbáld meg egyenletes vastagságúra alakítani a bordákat. Ha ez konstrukciós okból nem lehetséges akkor ezeken a helyeken alakíts kis formában tápfejeket. Ezek majd pótolják a beszívódó anyagot
Cím: Re:Fémöntés házilag
Írta: 2am4nwzib Dátum 2018 február 19, 21:15
Írta: 2am4nwzib Dátum 2018 február 19, 21:15
néha egy Progi csodákat művel
Ezüst öntésem
(https://hobbicncforum.hu/uploaded_images/2018/02/tn_g4fegb4fm7s58jmgidvkx_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/g4fegb4fm7s58jmgidvkx_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/tn_qi3ffjt373izhkcwiw5m2_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/qi3ffjt373izhkcwiw5m2_5949.jpg)
Ezüst öntésem
(https://hobbicncforum.hu/uploaded_images/2018/02/tn_g4fegb4fm7s58jmgidvkx_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/g4fegb4fm7s58jmgidvkx_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/tn_qi3ffjt373izhkcwiw5m2_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/qi3ffjt373izhkcwiw5m2_5949.jpg)
Cím: Re:Fémöntés házilag
Írta: 4umhue7vh Dátum 2018 február 19, 21:43
Írta: 4umhue7vh Dátum 2018 február 19, 21:43
Ok köszi. Honap megpróbálom ismét, ralok rá nagyobb és több tápfejet.
Cím: Re:Fémöntés házilag
Írta: 4umhue7vh Dátum 2018 február 19, 21:49
Írta: 4umhue7vh Dátum 2018 február 19, 21:49
Ennyire nem szeretném túlbonyolítani, mire megtanulnám a progi használatát, már nem lenne aktuális az öntés[#vigyor2]
Cím: Re:Fémöntés házilag
Írta: 2am4nwzib Dátum 2018 február 19, 22:39
Írta: 2am4nwzib Dátum 2018 február 19, 22:39
A ,,click2cast,, nagyon egyszerű kb 1Óra kellett hogy megtanuljam (Youtube) megmutatja a kritikus pontokat ( zsugorodás , turbulencia stb), alumíniummal még nem annyira költséges de nemesfémmel ...
(https://hobbicncforum.hu/uploaded_images/2018/02/tn_eba5vxftgsj3y6udy8d_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/eba5vxftgsj3y6udy8d_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/tn_5jaufjf0v4wqzafmmh07_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/5jaufjf0v4wqzafmmh07_5949.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/02/tn_eba5vxftgsj3y6udy8d_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/eba5vxftgsj3y6udy8d_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/tn_5jaufjf0v4wqzafmmh07_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/5jaufjf0v4wqzafmmh07_5949.jpg)
Cím: Re:Fémöntés házilag
Írta: 2am4nwzib Dátum 2018 február 19, 23:08
Írta: 2am4nwzib Dátum 2018 február 19, 23:08
CNC-vel megmunkálható viasz előállítása olcsón ,,viaszvesztéses öntéshez,,
Cím: Re:Fémöntés házilag
Írta: ywathzay Dátum 2018 február 19, 23:44
Írta: ywathzay Dátum 2018 február 19, 23:44
A nemesacélt ilyen szépen lehet önteni? A jobb oldali képet is te csináltad?
Cím: Re:Fémöntés házilag
Írta: 4umhue7vh Dátum 2018 február 20, 08:36
Írta: 4umhue7vh Dátum 2018 február 20, 08:36
jut eszembe. Ezeket az öntött alkatrészeket nem kellene feszültségmentesíteni? hogyan?
Cím: Re:Fémöntés házilag
Írta: d30xhrezp Dátum 2018 február 20, 09:30
Írta: d30xhrezp Dátum 2018 február 20, 09:30
Szia!
Nem tudom,hogy öntesz. Volt szerencsém Berényi József öntését látni,Ő öntés után a tápcsatornát még perzselővel tovább melegítette ,hogy tudjon onnan anyagot beszívni hűlés után.
Többször is rámelegített,hogy ne szilárduljon meg a tölcsér .
Nem tudom,hogy öntesz. Volt szerencsém Berényi József öntését látni,Ő öntés után a tápcsatornát még perzselővel tovább melegítette ,hogy tudjon onnan anyagot beszívni hűlés után.
Többször is rámelegített,hogy ne szilárduljon meg a tölcsér .
Cím: Re:Fémöntés házilag
Írta: 2am4nwzib Dátum 2018 február 20, 11:53
Írta: 2am4nwzib Dátum 2018 február 20, 11:53
Nem , az a minta amiről lett másolva -----viaszra ,, viaszvesztéses öntéshez .
Cím: Re:Fémöntés házilag
Írta: 4umhue7vh Dátum 2018 február 20, 13:32
Írta: 4umhue7vh Dátum 2018 február 20, 13:32
Szia!
Tényleg én is láttam![#falbav]
Tényleg én is láttam![#falbav]
Cím: Re:Fémöntés házilag
Írta: ajpwg6jrn Dátum 2018 február 21, 21:31
Írta: ajpwg6jrn Dátum 2018 február 21, 21:31
Nekem még egy ötletem lenne a repedésre. Nem lehet hogy a tápcsatornát nyitvahagyod felülről, ami miatt azon a részen gyorsan szökik a hő és hamarabb lehűl. Emiatt a később szilárduló részeknél nagy mechanikai feszültség alakul ki ehhez képest.
Én megpróbálnék valami olyat hogy több öntőnyílás alulról és felülről is becsatlakozik a tárgyba. Öntés után lezárrnám valamivel a felülről becsatlakozó részt hogy ne tudjon olyan hamar visszahűlni. Ami alulról csatlakozik onnan is tud még anyagot beszívni a zsugorodáshoz, plusz a felsőből is.
Én megpróbálnék valami olyat hogy több öntőnyílás alulról és felülről is becsatlakozik a tárgyba. Öntés után lezárrnám valamivel a felülről becsatlakozó részt hogy ne tudjon olyan hamar visszahűlni. Ami alulról csatlakozik onnan is tud még anyagot beszívni a zsugorodáshoz, plusz a felsőből is.
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2018 február 22, 08:38
Írta: Rabb Ferenc Dátum 2018 február 22, 08:38
A több beömlő szerintem nem jó ötlet. Az egymással szemben áramló ömledékek találkozásakor csúnya "összecsapás nyomok" és zárványok keletkezhetnek.
Azon kívül, hogy ronda esetleg egy későbbi repedés előidézője is lehet. Mint azt már lentebb írtam, a megoldás a kritikus keresztmetszeteknél elhelyezett tápfejek lehetnek. Ezeket aztán lehet gázlánggal után melegíteni vagy száraz homokkal lefedni a gyors hűlést elkerülendő.
Azon kívül, hogy ronda esetleg egy későbbi repedés előidézője is lehet. Mint azt már lentebb írtam, a megoldás a kritikus keresztmetszeteknél elhelyezett tápfejek lehetnek. Ezeket aztán lehet gázlánggal után melegíteni vagy száraz homokkal lefedni a gyors hűlést elkerülendő.
Cím: Re:Fémöntés házilag
Írta: tpjd8wve Dátum 2018 február 22, 12:54
Írta: tpjd8wve Dátum 2018 február 22, 12:54
Szia!
Legfontosabb: a hibás darabokat ne olvaszd vissza, amíg nem sikerült tökéletesen a darab. Tanulni csak azokból lehet. Vágd őket szét, keressed a hibákat a belsejében is, ott is fogsz lukat találni, ahol nem vártad, szeletelj és figyelj, mint a CT.
Az szerintem nem repedés, hanem hidegfolyás. Idő előtt megdermedt (nem érkezett kifolyni) és/vagy olvadékfrontok találkoztak, alumínium-oxid nem a barátunk, 2 ilyen felület találkozik, azon a helyen leginkább megette a fene.
A zárványoknak több oka is lehet.
Fémolvadék nem volt tiszta (salak, szemét stb), és/vagy rossz alapanyag.
Ha porózus, gömb alakhoz közelítő buborékok, akkor gázos volt az olvadék, nem volt gáztalanítva, és/vagy nem jó alapanyag, szennyezett.
Ha szabálytalan alakú üregek, szivacsos jelleg, kis összefüggő repedések vannak benne, -ezek persze lehetnek brutál nagyok is ha végtelenül trehány a dolgozó-, akkor ott nem volt elegendő táplálás (zsugorodási üreg stb), de lehet akár pocsék alapanyag is az oka, és ezek akár egyszerre stb.
A felszúrások egész jó helyen vannak, oda rakhatod is a tápfejeket, nyitva. Tápfejeket mindig a legutoljára dermedő/szilárduló részre rakjad. Legnagyobb keresztmetszet/legmelegebb stb.
Tápfej szilárduljon/hűljön ki utoljára.
Hogy ez így is legyen, nagyobb keresztmetszetűnek kell lennie a kitáplálandó rész keresztmetszeténél.
Túltáplálni nem nagyon lehet, ne sajnáld, úgyis korlátozza a formaszekrény mérete.
Ha megnézed, a horpadások helye már mutatja is, hova kell tápfejeket rakni.
Ha öntés után marad a tégelyedben olvadt fém, figyeld a tápfejek tetejét, elkezd majd horpadni, ha jól csináltál mindent.
Hordjál rájuk fémet, mikor elkezdenek horpadni, és persze még nem kopogósak (akkor elkéstél), akár többször is. Hogy mindig legyen hely elegendő fémet ráhordani, nem is kell öntésnél teljes magasságig (a tápfejeket) felöntened, majd ráhordod a többit.
Tápfej nagyjából tölcsér alakú, rövid nyakkal.
Ha nem tudsz ráhordani, melegen kell tartani, szigetelni, égő faszenet akármit rátenni, vagy ahogy valaki írta, lánggal melegen tartani.
Olyan is van, hogy nem csak táplálni kell, hanem muszáj hűteni hűtővassal stb stb. de ez most ne zavarjon be, itt nem fog kelleni.
Beömlő után salakfogót szokás rakni, ha jól csinálod, megfogja az öntőkanaladban/öntőüstben maradt szemetet/salakot/habot, hogy ne az öntvénybe kerüljön. Salak mindig könnyebb, mint a fémed, lehet őt terelgetni pl. felfele...
Salakfogóról a rávágást, abból meg csak annyit, amennyit muszáj.
A cél, hogy a fém az öntvényedbe minél gyorsabban bejusson, és kitöltse faszán az öntvényüreget (csak eztán kezdjen szilárdulni), és minél kevesebbet kelljen hűlnie a megszilárduláshoz (ne legyen túlhevítve, az hozza a többi bajt).
De, lehetőleg ne legyen turbulens áramlás, hullámzás, ne szoruljon be levegő, egyenletesen legyen öntve, ne sodorja el a homokformát, ne robbanjon be, minél nyugodtabban töltse ki a formát.
Röviden legyen minden fasza [#nyes]
Az alapanyag egyébként mi, tudjuk ezt?
Ha szennyezett, az vicces dolgokat tud művelni.
Homokba öntéshez általában 9-10 tömeg%-os alut szoktak használni, azaz 9-10 % Si, Fe minél kevesebb, ez fontos, Mg 0,5 körül ha hőkezelni fogod, az ötvözetboltban ez a AlSi10Mg.
Ha gyorsan olvasztasz és csak a szükséges mértékben hevíted túl a fémet, annál kevesebb pénzért vett vackot kell pl. gáztalanításra használni.
Tipp, öntés előtt locsolj ki valami acél/vas akármi asztalkára, bármire (száraz, tiszta legyen) egy plecsnit, és figyeld ahogy hűl... ha apró pici pöttyök jönnek ki a tetején, na az az oldott gáz, ami menekül kifele. Minél kevesebb bubi, annál jobb. Ha semmit nem horpad, vagy esetleg meg is dagad, akkor kuka, lehet nyomni bele a kezelőanyagokat, gáztalanítást stb., vagy lehet újrakezdeni.
De ha csak gázos lett, hagyd hűlni, pihenni, amíg elkezd "kásásodni", ki fogja nyomni magából a gázt.
Egyre vigyázz, ne dermedjen a cuccba amiben olvasztod, mert amikor újraolvasztod, szét is nyomhatja a tégelyedet.
Na ez persze nem minden, meg biztos kimaradtak dolgok.
Én is tanulom minden nap, de remélem van benne okosság is a hülyeség mellett ami a sikerélményhez közelebb hoz, úgyhogy sok sikert :)
Legfontosabb: a hibás darabokat ne olvaszd vissza, amíg nem sikerült tökéletesen a darab. Tanulni csak azokból lehet. Vágd őket szét, keressed a hibákat a belsejében is, ott is fogsz lukat találni, ahol nem vártad, szeletelj és figyelj, mint a CT.
Az szerintem nem repedés, hanem hidegfolyás. Idő előtt megdermedt (nem érkezett kifolyni) és/vagy olvadékfrontok találkoztak, alumínium-oxid nem a barátunk, 2 ilyen felület találkozik, azon a helyen leginkább megette a fene.
A zárványoknak több oka is lehet.
Fémolvadék nem volt tiszta (salak, szemét stb), és/vagy rossz alapanyag.
Ha porózus, gömb alakhoz közelítő buborékok, akkor gázos volt az olvadék, nem volt gáztalanítva, és/vagy nem jó alapanyag, szennyezett.
Ha szabálytalan alakú üregek, szivacsos jelleg, kis összefüggő repedések vannak benne, -ezek persze lehetnek brutál nagyok is ha végtelenül trehány a dolgozó-, akkor ott nem volt elegendő táplálás (zsugorodási üreg stb), de lehet akár pocsék alapanyag is az oka, és ezek akár egyszerre stb.
A felszúrások egész jó helyen vannak, oda rakhatod is a tápfejeket, nyitva. Tápfejeket mindig a legutoljára dermedő/szilárduló részre rakjad. Legnagyobb keresztmetszet/legmelegebb stb.
Tápfej szilárduljon/hűljön ki utoljára.
Hogy ez így is legyen, nagyobb keresztmetszetűnek kell lennie a kitáplálandó rész keresztmetszeténél.
Túltáplálni nem nagyon lehet, ne sajnáld, úgyis korlátozza a formaszekrény mérete.
Ha megnézed, a horpadások helye már mutatja is, hova kell tápfejeket rakni.
Ha öntés után marad a tégelyedben olvadt fém, figyeld a tápfejek tetejét, elkezd majd horpadni, ha jól csináltál mindent.
Hordjál rájuk fémet, mikor elkezdenek horpadni, és persze még nem kopogósak (akkor elkéstél), akár többször is. Hogy mindig legyen hely elegendő fémet ráhordani, nem is kell öntésnél teljes magasságig (a tápfejeket) felöntened, majd ráhordod a többit.
Tápfej nagyjából tölcsér alakú, rövid nyakkal.
Ha nem tudsz ráhordani, melegen kell tartani, szigetelni, égő faszenet akármit rátenni, vagy ahogy valaki írta, lánggal melegen tartani.
Olyan is van, hogy nem csak táplálni kell, hanem muszáj hűteni hűtővassal stb stb. de ez most ne zavarjon be, itt nem fog kelleni.
Beömlő után salakfogót szokás rakni, ha jól csinálod, megfogja az öntőkanaladban/öntőüstben maradt szemetet/salakot/habot, hogy ne az öntvénybe kerüljön. Salak mindig könnyebb, mint a fémed, lehet őt terelgetni pl. felfele...
Salakfogóról a rávágást, abból meg csak annyit, amennyit muszáj.
A cél, hogy a fém az öntvényedbe minél gyorsabban bejusson, és kitöltse faszán az öntvényüreget (csak eztán kezdjen szilárdulni), és minél kevesebbet kelljen hűlnie a megszilárduláshoz (ne legyen túlhevítve, az hozza a többi bajt).
De, lehetőleg ne legyen turbulens áramlás, hullámzás, ne szoruljon be levegő, egyenletesen legyen öntve, ne sodorja el a homokformát, ne robbanjon be, minél nyugodtabban töltse ki a formát.
Röviden legyen minden fasza [#nyes]
Az alapanyag egyébként mi, tudjuk ezt?
Ha szennyezett, az vicces dolgokat tud művelni.
Homokba öntéshez általában 9-10 tömeg%-os alut szoktak használni, azaz 9-10 % Si, Fe minél kevesebb, ez fontos, Mg 0,5 körül ha hőkezelni fogod, az ötvözetboltban ez a AlSi10Mg.
Ha gyorsan olvasztasz és csak a szükséges mértékben hevíted túl a fémet, annál kevesebb pénzért vett vackot kell pl. gáztalanításra használni.
Tipp, öntés előtt locsolj ki valami acél/vas akármi asztalkára, bármire (száraz, tiszta legyen) egy plecsnit, és figyeld ahogy hűl... ha apró pici pöttyök jönnek ki a tetején, na az az oldott gáz, ami menekül kifele. Minél kevesebb bubi, annál jobb. Ha semmit nem horpad, vagy esetleg meg is dagad, akkor kuka, lehet nyomni bele a kezelőanyagokat, gáztalanítást stb., vagy lehet újrakezdeni.
De ha csak gázos lett, hagyd hűlni, pihenni, amíg elkezd "kásásodni", ki fogja nyomni magából a gázt.
Egyre vigyázz, ne dermedjen a cuccba amiben olvasztod, mert amikor újraolvasztod, szét is nyomhatja a tégelyedet.
Na ez persze nem minden, meg biztos kimaradtak dolgok.
Én is tanulom minden nap, de remélem van benne okosság is a hülyeség mellett ami a sikerélményhez közelebb hoz, úgyhogy sok sikert :)
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2018 február 22, 13:18
Írta: svejk Dátum 2018 február 22, 13:18
Kitűnő belépő! [#worship]
Cím: Re:Fémöntés házilag
Írta: 4umhue7vh Dátum 2018 február 22, 13:55
Írta: 4umhue7vh Dátum 2018 február 22, 13:55
Szia! Kezd elfogyni a türelmem 1 hete küzdök, egyre rosszabbakat csinálok. Szinte csak a betöltő nyílásnál szívodik be, próbáltam vastagabb csonkot rakni, még rosszab let, olyan mintha a csonk szívná vissza az anyagot. Amikor 3 csonk volt 3 helyen horpadt be,de mindíg a betöltönél a Rosszab. Már melegítettem is az sem használt. Megnöveltem a csonk és az öntvény közötti csatornát, szintén rossz lett. Már nem tudom mivel próbálkozzak.
(https://hobbicncforum.hu/uploaded_images/2018/02/tn_7ahpgfh8tx5h3hd4c7nb7_653.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/7ahpgfh8tx5h3hd4c7nb7_653.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/tn_uu2f24wnx7dmjkx25w60c_653.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/uu2f24wnx7dmjkx25w60c_653.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/tn_y44aki7m54kx5b76y7e_653.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/y44aki7m54kx5b76y7e_653.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/02/tn_7ahpgfh8tx5h3hd4c7nb7_653.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/7ahpgfh8tx5h3hd4c7nb7_653.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/tn_uu2f24wnx7dmjkx25w60c_653.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/uu2f24wnx7dmjkx25w60c_653.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/tn_y44aki7m54kx5b76y7e_653.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/y44aki7m54kx5b76y7e_653.jpg)
Cím: Re:Fémöntés házilag
Írta: 4umhue7vh Dátum 2018 február 22, 14:08
Írta: 4umhue7vh Dátum 2018 február 22, 14:08
itt jobban látszik hogy mekkora a ktaszrófa.
(https://hobbicncforum.hu/uploaded_images/2018/02/tn_3si2ieudks8xpxaxtn5gc_653.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/3si2ieudks8xpxaxtn5gc_653.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/02/tn_3si2ieudks8xpxaxtn5gc_653.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/3si2ieudks8xpxaxtn5gc_653.jpg)
Cím: Re:Fémöntés házilag
Írta: 4umhue7vh Dátum 2018 február 22, 14:45
Írta: 4umhue7vh Dátum 2018 február 22, 14:45
lehet hogy nagyon hamar bontom szét a homokmintát? kb 10 percet szoktam várni.
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2018 február 22, 14:47
Írta: Rabb Ferenc Dátum 2018 február 22, 14:47
Próbálkozz új alapanyaggal. Lehet, hogy a sok újraolvasztás miatt elszennyeződött és összetételében megváltozott anyag okozza a folyamatos minőségromlást.
Lehetőleg olyan anyagot használj ami már szűzlány korában is öntvény volt és nem húzott sajtolt vagy kovácsolt anyag. Azok más ötvözetek.
Esetleg tegyél bele max 1-2% rezet.
De hát nem is tudom mit pofázok itt én, mikor úgy tűnik, hogy ismét van egy profi öntőnk.
Lehetőleg olyan anyagot használj ami már szűzlány korában is öntvény volt és nem húzott sajtolt vagy kovácsolt anyag. Azok más ötvözetek.
Esetleg tegyél bele max 1-2% rezet.
De hát nem is tudom mit pofázok itt én, mikor úgy tűnik, hogy ismét van egy profi öntőnk.
Cím: Re:Fémöntés házilag
Írta: tpjd8wve Dátum 2018 február 22, 15:15
Írta: tpjd8wve Dátum 2018 február 22, 15:15
Jó lesz ez, le is írtad a megoldást az egyik hibára:
"olyan mintha a csonk szívná vissza az anyagot"
Ez nem olyan, ez nagy eséllyel az...
Ne add fel, elő a fűrésszel, utána egy üveg rozé mellett pakold ki szép sorban a portékát az asztalra, gondold át, melyik darabot hogy csináltad, olvasd el újra amit nemrég írtam, aznap lehet a megoldással, ötletekkel fogsz álmodni :)
"olyan mintha a csonk szívná vissza az anyagot"
Ez nem olyan, ez nagy eséllyel az...
Ne add fel, elő a fűrésszel, utána egy üveg rozé mellett pakold ki szép sorban a portékát az asztalra, gondold át, melyik darabot hogy csináltad, olvasd el újra amit nemrég írtam, aznap lehet a megoldással, ötletekkel fogsz álmodni :)
Cím: Re:Fémöntés házilag
Írta: tpjd8wve Dátum 2018 február 22, 15:56
Írta: tpjd8wve Dátum 2018 február 22, 15:56
Ez meg egy fél tankönyv... vasöntvény, de az most mindegy.
https://www.youtube.com/watch?v=cI_278AZToQ
https://www.youtube.com/watch?v=cI_278AZToQ
Cím: Re:Fémöntés házilag
Írta: s7manbs8 Dátum 2018 február 22, 17:21
Írta: s7manbs8 Dátum 2018 február 22, 17:21
Nem egyszerű szakma ez, az tuti, hogy én még hasonlót se tudnék önteni. :) (Legalábbis jelenleg.)
Cím: Re:Fémöntés házilag
Írta: 4umhue7vh Dátum 2018 február 22, 21:48
Írta: 4umhue7vh Dátum 2018 február 22, 21:48
Na 90% siker, a besszivódás kevesebb min 1mm, felsíkoltam az elejét, van néhány zárvány a horpadásnál, máshol semmi.
1 csonkot használtam, 40m átmérő az 5 szellözőt meghagytam, háromszor rátöltöttem még kb 1-1.5prec alatt azután egy vermikulit lappal lefedtem a nyílást. Talán ha 50 miliméterre növelem az átmérőt teljesen jó lesz.
Remélem a másik oldalhoz nem kell 1 hét, és egy gázpalack!
Ha ezt így felhasználom nem fog elvetemedni? Kell valami hőkezelés neki?
Köszi a segítséget mindenkinek!
(https://hobbicncforum.hu/uploaded_images/2018/02/tn_p42946c4q5d86p7effuw_653.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/p42946c4q5d86p7effuw_653.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/tn_gzda2f8isb4w9fafszcwn_653.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/gzda2f8isb4w9fafszcwn_653.jpg)
1 csonkot használtam, 40m átmérő az 5 szellözőt meghagytam, háromszor rátöltöttem még kb 1-1.5prec alatt azután egy vermikulit lappal lefedtem a nyílást. Talán ha 50 miliméterre növelem az átmérőt teljesen jó lesz.
Remélem a másik oldalhoz nem kell 1 hét, és egy gázpalack!
Ha ezt így felhasználom nem fog elvetemedni? Kell valami hőkezelés neki?
Köszi a segítséget mindenkinek!
(https://hobbicncforum.hu/uploaded_images/2018/02/tn_p42946c4q5d86p7effuw_653.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/p42946c4q5d86p7effuw_653.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/tn_gzda2f8isb4w9fafszcwn_653.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/gzda2f8isb4w9fafszcwn_653.jpg)
Cím: Re:Fémöntés házilag
Írta: s7manbs8 Dátum 2018 február 22, 22:37
Írta: s7manbs8 Dátum 2018 február 22, 22:37
Ez tetszik, mekkora ez az egész ?
Cím: Re:Fémöntés házilag
Írta: 4umhue7vh Dátum 2018 február 22, 23:41
Írta: 4umhue7vh Dátum 2018 február 22, 23:41
Remélem látszik rajta hogy ez egy CNC híd konzolja. 320x 190x32mm, 130mm fog elférni alatta.
Cím: Re:Fémöntés házilag
Írta: ywathzay Dátum 2018 február 23, 08:10
Írta: ywathzay Dátum 2018 február 23, 08:10
Nagyon ügyes munka, szerintem megérte az 1 hét tanulást.[#eljen]
Cím: Re:Fémöntés házilag
Írta: tpjd8wve Dátum 2018 február 23, 08:16
Írta: tpjd8wve Dátum 2018 február 23, 08:16
Szia!
Örülök, hogy sikerült.
Milyen anyagból van? Eddig nem derült ki.
Örülök, hogy sikerült.
Milyen anyagból van? Eddig nem derült ki.
Cím: Re:Fémöntés házilag
Írta: 4umhue7vh Dátum 2018 február 23, 08:36
Írta: 4umhue7vh Dátum 2018 február 23, 08:36
Szia! Vegyes, van benne kb 50% öntvény,meg minden féle ötvözött Mg, Si, hulladélok, amik leestek forgácsolásnál.
Cím: Re:Fémöntés házilag
Írta: 4umhue7vh Dátum 2018 február 23, 09:03
Írta: 4umhue7vh Dátum 2018 február 23, 09:03
Ja szerintem is megérte, főként azért mert vannak még terveim. pl: 600x400x40mm T-hornyos aztal öntése.Erre lehet hogy rámegy az életem.[#vigyor2]
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2018 február 23, 11:03
Írta: jani300 Dátum 2018 február 23, 11:03
Nagyon régen próbálkoztam én is egyszerű , festékes dobozba (átmérő 160) öntéssel . Ékszíjtárcsa anyagnak .
A legjobban bevált nyersanyag a robbanómotor dugattyúk .
Szépen forgácsolható is .
A legjobban bevált nyersanyag a robbanómotor dugattyúk .
Szépen forgácsolható is .
Cím: Re:Fémöntés házilag
Írta: 4umhue7vh Dátum 2018 február 23, 14:09
Írta: 4umhue7vh Dátum 2018 február 23, 14:09
Ma szereztem be nyersanyagot, van közötte pár nagy teherautó dugattyú is.
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2018 február 23, 15:09
Írta: svejk Dátum 2018 február 23, 15:09
Megrendelésket mikortól fogadsz? [#finom]
Cím: Re:Fémöntés házilag
Írta: 4umhue7vh Dátum 2018 február 23, 15:18
Írta: 4umhue7vh Dátum 2018 február 23, 15:18
Majd ha lesz 50 sikeres öntésem.
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2018 február 23, 15:22
Írta: svejk Dátum 2018 február 23, 15:22
Akkor húzzál bele! :)
Cím: Re:Fémöntés házilag
Írta: s7manbs8 Dátum 2018 február 23, 16:00
Írta: s7manbs8 Dátum 2018 február 23, 16:00
Igen én is pont ilyenre vágyok. :)
Cím: Re:Fémöntés házilag
Írta: kaqkk007 Dátum 2018 február 23, 17:02
Írta: kaqkk007 Dátum 2018 február 23, 17:02
Lehet hogy akkor jársz legjobban ha öntesz egy "sík" lapot, azt felszereled ideiglenesen "asztalnak" majd síkbamarod ,megfordítod újból síkbamarod és ezután marod bele a nútokat.
Cím: Re:Fémöntés házilag
Írta: 4umhue7vh Dátum 2018 február 23, 18:15
Írta: 4umhue7vh Dátum 2018 február 23, 18:15
Ugy néz ki ráéreztem, a másik oldal elsőre szinte tökéletes lett, semmi beszívódás nincs rajta, igy elsőre zárványt se látok.
(https://hobbicncforum.hu/uploaded_images/2018/02/tn_hbqwk47uz8d5kis3g2tj_653.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/hbqwk47uz8d5kis3g2tj_653.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/02/tn_hbqwk47uz8d5kis3g2tj_653.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/hbqwk47uz8d5kis3g2tj_653.jpg)
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2018 február 23, 18:16
Írta: svejk Dátum 2018 február 23, 18:16
már csak 48
Cím: Re:Fémöntés házilag
Írta: 4umhue7vh Dátum 2018 február 23, 18:19
Írta: 4umhue7vh Dátum 2018 február 23, 18:19
Valami hasonlóra gondoltam, de nem csak asztal lesz, ez lesz a váz is, az oldalain lesznek a sínek. Csak csíkokat akarok bele önteni a többit kimarom,
Cím: Re:Fémöntés házilag
Írta: s7manbs8 Dátum 2018 február 23, 18:25
Írta: s7manbs8 Dátum 2018 február 23, 18:25
Egyébként mi a szakmád vagy mihez értesz legjobban, ha meg lehet kérdezni ?
Cím: Re:Fémöntés házilag
Írta: 4umhue7vh Dátum 2018 február 23, 19:18
Írta: 4umhue7vh Dátum 2018 február 23, 19:18
Lakatos, Esztergályos,CNC gépkezelő,( soha nem dolgoztam Ípari gépen)és mahinátor. Az a baj hogy minden érdekel. 7 éve akarok egy rendes cnc-t csinálni magamnak, csináltam is már 7-8 db-ot de mindíg csak pár napig van meg.
Cím: Re:Fémöntés házilag
Írta: s7manbs8 Dátum 2018 február 23, 21:20
Írta: s7manbs8 Dátum 2018 február 23, 21:20
Kösz csak azért kérdeztem, hogy látszik azért hogy valami fémekhez lehet némi közöd, jó ez az öntésed :)
Cím: Re:Fémöntés házilag
Írta: ebalint Dátum 2018 február 24, 10:03
Írta: ebalint Dátum 2018 február 24, 10:03
Szép lett!
[#eljen]
[#eljen]
Cím: Re:Fémöntés házilag
Írta: 4umhue7vh Dátum 2018 február 24, 11:49
Írta: 4umhue7vh Dátum 2018 február 24, 11:49
Most hogy végre sikerült normálisat öntenem, kellene csinálnom egy rendes olvasztó kemencét, a 25 literes grafittégelyemnek. A perlithez fehércementet szoktak keverni? Milyen arányba? kell bele még valami?
Cím: Re:Fémöntés házilag
Írta: Virbo Dátum 2018 április 14, 23:22
Írta: Virbo Dátum 2018 április 14, 23:22
Segítsetek legyetek szívesek.
K típusú hőérzékelőt szeretnék csinálni, kipufogógáz hőmérséklet méréshez. A kereskedelemben kapható ide készült szondák vagy túl nagyok, vagy hamar tönkremennek, vagy arany árban vannak (és tönkre is mennek).
A mérőfej elkészítéséhez keresnék hőálló ragasztót ami tartósan bír 7-800 fokot és kikeményedve lehetőleg a rezgésektől nem porlik el.
A gyári drága szondában pl fehér színű porcelánszerű valami van egy vékonyfalú csőben, ez tartja a két fémszálat.
Amiket próbáltam és nem váltak be: vízüveg, kandalló tömítő izék, kipufogótömítő izék, Thermic 1100 ragasztó. Ezek ahogy elkezdett elszíneződni a próbadarab fémlemezem szépen leváltak a felületről.
Arra gondoltam hogy égetőkemencék, vagy fűtőbetétek építésénél valaki hátha használt ilyen fehéres porcelánszerű kencét ami jó lehetne.
K típusú hőérzékelőt szeretnék csinálni, kipufogógáz hőmérséklet méréshez. A kereskedelemben kapható ide készült szondák vagy túl nagyok, vagy hamar tönkremennek, vagy arany árban vannak (és tönkre is mennek).
A mérőfej elkészítéséhez keresnék hőálló ragasztót ami tartósan bír 7-800 fokot és kikeményedve lehetőleg a rezgésektől nem porlik el.
A gyári drága szondában pl fehér színű porcelánszerű valami van egy vékonyfalú csőben, ez tartja a két fémszálat.
Amiket próbáltam és nem váltak be: vízüveg, kandalló tömítő izék, kipufogótömítő izék, Thermic 1100 ragasztó. Ezek ahogy elkezdett elszíneződni a próbadarab fémlemezem szépen leváltak a felületről.
Arra gondoltam hogy égetőkemencék, vagy fűtőbetétek építésénél valaki hátha használt ilyen fehéres porcelánszerű kencét ami jó lehetne.
Cím: Re:Fémöntés házilag
Írta: 2n2fvtit5 Dátum 2018 május 15, 13:37
Írta: 2n2fvtit5 Dátum 2018 május 15, 13:37
Tiszteletem mindenkiken, szervusztok!
Pár napja olvasgatom eme témában a beszélgetést még nem értem teljesen a végére, de olvastam, hogy taglaltátok a precíziós öntésnél használt ún. "kerámia iszap" receptjét.
Amit én is megtaláltam már több helyen is.
Egy kérdésem lenne, hogy az iszap egyik fő alkotója egy bizonyos Etilszilikát nevezetű anyag hol szerezhető be?
Bújtam már a netet a témában, egyetlen helyet találtam mindössze ahol említi egy cég, nekik írtam de nemigazán válaszolnak.
Van esetleg ötletetek, hogy hol lehetne rábukkanni ?
(vagy ha valaki tud erre az anyagra egy másik helyettesítő megoldást az iszapkészítéshez)
A segítséget előre is köszönöm!
Pár napja olvasgatom eme témában a beszélgetést még nem értem teljesen a végére, de olvastam, hogy taglaltátok a precíziós öntésnél használt ún. "kerámia iszap" receptjét.
Amit én is megtaláltam már több helyen is.
Egy kérdésem lenne, hogy az iszap egyik fő alkotója egy bizonyos Etilszilikát nevezetű anyag hol szerezhető be?
Bújtam már a netet a témában, egyetlen helyet találtam mindössze ahol említi egy cég, nekik írtam de nemigazán válaszolnak.
Van esetleg ötletetek, hogy hol lehetne rábukkanni ?
(vagy ha valaki tud erre az anyagra egy másik helyettesítő megoldást az iszapkészítéshez)
A segítséget előre is köszönöm!
Cím: Re:Fémöntés házilag
Írta: J-Steel Dátum 2018 május 15, 21:57
Írta: J-Steel Dátum 2018 május 15, 21:57
Annak az anyagnak a teljes neve tetraetil-ortoszilikát.
Németül gyakran Tetraethoxysilan angolul tetraethoxysilane nemzetközileg rövídítve TEOS.
Ebay-en biztosan fellelhető.
Németül gyakran Tetraethoxysilan angolul tetraethoxysilane nemzetközileg rövídítve TEOS.
Ebay-en biztosan fellelhető.
Cím: Re:Fémöntés házilag
Írta: J-Steel Dátum 2018 május 15, 22:03
Írta: J-Steel Dátum 2018 május 15, 22:03
Szobahőmérsékleten folyadék.
Itt literben mérik és adják:
E-Bay DE (https://www.ebay.de/itm/Tetraethylorthosilicat-min-99/142002562565)
Itt literben mérik és adják:
E-Bay DE (https://www.ebay.de/itm/Tetraethylorthosilicat-min-99/142002562565)
Cím: Re:Fémöntés házilag
Írta: 2n2fvtit5 Dátum 2018 május 15, 22:09
Írta: 2n2fvtit5 Dátum 2018 május 15, 22:09
Köszönöm J-Steel!
Esetleg te kísérleteztél már ezzel a kerámiaiszapos megoldással ?
Esetleg te kísérleteztél már ezzel a kerámiaiszapos megoldással ?
Cím: Re:Fémöntés házilag
Írta: J-Steel Dátum 2018 május 15, 22:55
Írta: J-Steel Dátum 2018 május 15, 22:55
Én Ón-Ólom ötvözetet szoktam megfolyatni NYÁK lemezen 250-300 Celsiuson. (forrasztani szoktam)
Fémöntéssel kapcsolatban csak elméletben érdeklődöm és szívesen nézek ezzel kapcsolatos videókat. Valószínűleg ha nekikezdenék a dolognak, a szomszédok kihívnák a tűzoltókat, mert társasházban lakom. A felszerelés sem olcsó, a kísérletezésre pedig sajnos nincs keretem.
Fémöntéssel kapcsolatban csak elméletben érdeklődöm és szívesen nézek ezzel kapcsolatos videókat. Valószínűleg ha nekikezdenék a dolognak, a szomszédok kihívnák a tűzoltókat, mert társasházban lakom. A felszerelés sem olcsó, a kísérletezésre pedig sajnos nincs keretem.
Cím: Re:Fémöntés házilag
Írta: s7manbs8 Dátum 2018 július 24, 23:49
Írta: s7manbs8 Dátum 2018 július 24, 23:49
Kapunyitó szerkezet fogaskerék pótlása alu öntéssel orosz módra. :)
Cím: Re:Fémöntés házilag
Írta: 2am4nwzib Dátum 2018 október 28, 17:48
Írta: 2am4nwzib Dátum 2018 október 28, 17:48
Fémöntö forma készítése gipsz/habtégla (Pb,Zn,Al,Cu+Zn,Cu+Sn,Ag,Au).
1)CAD/CAM-programban 2db negativ forma elkészítése + megmunkáló szerszámpálya
2) anyaga lehet gipsz vagy habtégla(durvább felületet eredményez)
3) öntésekor a összedrótozott formákat előmelegíteni(gipsz formá kiégetni)
4) egyedi darab öntésére alkalmas forma .
(https://hobbicncforum.hu/uploaded_images/2018/10/tn_py6dft8765s622vqf480_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/py6dft8765s622vqf480_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/tn_99tnxu5tu8nh90vbz50cq_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/99tnxu5tu8nh90vbz50cq_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/tn_sjwq9h8q8k9fgvacf7kz4_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/sjwq9h8q8k9fgvacf7kz4_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/tn_zubiphp9tq9w2ssj00d5_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/zubiphp9tq9w2ssj00d5_5949.jpg)
1)CAD/CAM-programban 2db negativ forma elkészítése + megmunkáló szerszámpálya
2) anyaga lehet gipsz vagy habtégla(durvább felületet eredményez)
3) öntésekor a összedrótozott formákat előmelegíteni(gipsz formá kiégetni)
4) egyedi darab öntésére alkalmas forma .
(https://hobbicncforum.hu/uploaded_images/2018/10/tn_py6dft8765s622vqf480_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/py6dft8765s622vqf480_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/tn_99tnxu5tu8nh90vbz50cq_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/99tnxu5tu8nh90vbz50cq_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/tn_sjwq9h8q8k9fgvacf7kz4_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/sjwq9h8q8k9fgvacf7kz4_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/tn_zubiphp9tq9w2ssj00d5_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/zubiphp9tq9w2ssj00d5_5949.jpg)
Cím: Re:Fémöntés házilag
Írta: szf Dátum 2018 október 28, 18:07
Írta: szf Dátum 2018 október 28, 18:07
Alu tokozottak anyagából lehetne önteni?
Cím: Re:Fémöntés házilag
Írta: 2am4nwzib Dátum 2018 október 28, 18:22
Írta: 2am4nwzib Dátum 2018 október 28, 18:22
Én még fogtechnikai Ni-ötvözet is öntöttem evvel a módszerrel(igaz hogy kisméretűt) az pedig nem 700.C fokon olvad .
Cím: Re:Fémöntés házilag
Írta: 2am4nwzib Dátum 2018 október 28, 18:44
Írta: 2am4nwzib Dátum 2018 október 28, 18:44
Ezüst öntése ezzel a módszerrel
(https://hobbicncforum.hu/uploaded_images/2018/10/tn_4bng6my2cpa0xkzzfemh_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/4bng6my2cpa0xkzzfemh_5949.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/10/tn_4bng6my2cpa0xkzzfemh_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/4bng6my2cpa0xkzzfemh_5949.jpg)
Cím: Re:Fémöntés házilag
Írta: 2am4nwzib Dátum 2018 október 28, 18:53
Írta: 2am4nwzib Dátum 2018 október 28, 18:53
Bocsánat!
Majdnem elfelejtettem a lényeget.
(https://hobbicncforum.hu/uploaded_images/2018/10/tn_pgimn0sbkph8yeyd4wqa7_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/pgimn0sbkph8yeyd4wqa7_5949.jpg)
Majdnem elfelejtettem a lényeget.
(https://hobbicncforum.hu/uploaded_images/2018/10/tn_pgimn0sbkph8yeyd4wqa7_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/pgimn0sbkph8yeyd4wqa7_5949.jpg)
Cím: Re:Fémöntés házilag
Írta: s7manbs8 Dátum 2018 október 29, 10:42
Írta: s7manbs8 Dátum 2018 október 29, 10:42
Ügyes.
Cím: Re:Fémöntés házilag
Írta: m3euytcd Dátum 2018 október 31, 22:27
Írta: m3euytcd Dátum 2018 október 31, 22:27
Üdv!
Érdeklődnék hogy homokformázáshoz hol lehet formahomokot beszerezni.
Eddig "mezei agyagos" homokot kevertem vizüveggel és co2 gázzal szilárdítottam meg.Ezt szeretném mellőzni.
Érdeklődnék hogy homokformázáshoz hol lehet formahomokot beszerezni.
Eddig "mezei agyagos" homokot kevertem vizüveggel és co2 gázzal szilárdítottam meg.Ezt szeretném mellőzni.
Cím: Re:Fémöntés házilag
Írta: PSoft Dátum 2018 október 31, 23:13
Írta: PSoft Dátum 2018 október 31, 23:13
Igaz hogy nem mai a post, de egyik nagy öntőmesterünk Berényi József ezt a homokot használta.
[#t136p5073#]
[#t136p5073#]
Cím: Re:Fémöntés házilag
Írta: dtb Dátum 2018 december 25, 17:11
Írta: dtb Dátum 2018 december 25, 17:11
3D nyomtatás és fémöntés
Cím: Re:Fémöntés házilag
Írta: xu88enaph Dátum 2019 január 27, 19:06
Írta: xu88enaph Dátum 2019 január 27, 19:06
Találtam egy házi fémöntésről szóló angol könyvet:https://www.google.com/url?sa=t&rct=j&q=&esrc=s&source=web&cd=1&cad=rja&uact=8&ved=2ahUKEwi5m6HHw47gAhUXwAIHHcRxAOoQFjAAegQIABAC&url=http%3A%2F%2Findex-of.co.uk%2FTutorials-2%2FFoundrywork%2520for%2520the%2520Amateur.pdf&usg=AOvVaw1rewy_kFIDGrY0VaIH6nFe
Cím: Re:Fémöntés házilag
Írta: xu88enaph Dátum 2019 január 27, 19:14
Írta: xu88enaph Dátum 2019 január 27, 19:14
Még egy jó könyv: (kohó tervet is tartalmaz)
Metal Casting The Backyard Foundry (https://www.google.com/url?sa=t&rct=j&q=&esrc=s&source=web&cd=1&cad=rja&uact=8&ved=2ahUKEwic7tL4xo7gAhWPblAKHWaeBkIQFjAAegQICRAC&url=http%3A%2F%2Fprometheus-foundry.com%2FThe%2520Hobbyist%2527s%2520Guide%2520to%2520Casting%2520Metal--2nd%2520Edition%2520(print).pdf&usg=AOvVaw1yw1SQO06eFcyjYbwIrnnE)
Metal Casting The Backyard Foundry (https://www.google.com/url?sa=t&rct=j&q=&esrc=s&source=web&cd=1&cad=rja&uact=8&ved=2ahUKEwic7tL4xo7gAhWPblAKHWaeBkIQFjAAegQICRAC&url=http%3A%2F%2Fprometheus-foundry.com%2FThe%2520Hobbyist%2527s%2520Guide%2520to%2520Casting%2520Metal--2nd%2520Edition%2520(print).pdf&usg=AOvVaw1yw1SQO06eFcyjYbwIrnnE)
Cím: Re:Fémöntés házilag
Írta: xu88enaph Dátum 2019 január 27, 19:53
Írta: xu88enaph Dátum 2019 január 27, 19:53
Hogy az öröm teljes legyen :) :
The Complete Handbook of Sand Casting (https://www.google.com/url?sa=t&rct=j&q=&esrc=s&source=web&cd=1&ved=2ahUKEwjloPPK0I7gAhXHEVAKHa-yAlIQFjAAegQIBxAC&url=http%3A%2F%2Fceb.ac.in%2Fknowledge-center%2FE-BOOKS%2FThe%2520Complete%2520Handbook%2520of%2520Sand%2520Casting%2520-%2520C.W.%2520Ammen.pdf&usg=AOvVaw26MVsTR7mmahUw1icwclYJ)
The Complete Handbook of Sand Casting (https://www.google.com/url?sa=t&rct=j&q=&esrc=s&source=web&cd=1&ved=2ahUKEwjloPPK0I7gAhXHEVAKHa-yAlIQFjAAegQIBxAC&url=http%3A%2F%2Fceb.ac.in%2Fknowledge-center%2FE-BOOKS%2FThe%2520Complete%2520Handbook%2520of%2520Sand%2520Casting%2520-%2520C.W.%2520Ammen.pdf&usg=AOvVaw26MVsTR7mmahUw1icwclYJ)
Cím: Re:Fémöntés házilag
Írta: xu88enaph Dátum 2019 január 30, 17:36
Írta: xu88enaph Dátum 2019 január 30, 17:36
Preciziós öntéshez szükséges szilikátporos emulzió receptjét keresem.
Tud-e valaki segíteni?
A viasz tárgyakat szokták ezzel az anyaggal bemártásos módszerrel bevonni. A keregből kiolvasztják a viaszt és kiöntik fémmel.
Tud-e valaki segíteni?
A viasz tárgyakat szokták ezzel az anyaggal bemártásos módszerrel bevonni. A keregből kiolvasztják a viaszt és kiöntik fémmel.
Cím: Re:Fémöntés házilag
Írta: Messer Dátum 2019 február 06, 21:12
Írta: Messer Dátum 2019 február 06, 21:12
[#t136p46#]
Cím: Re:Fémöntés házilag
Írta: xu88enaph Dátum 2019 február 07, 08:47
Írta: xu88enaph Dátum 2019 február 07, 08:47
Köszönöm, hogy kikerested nekem![#eljen]
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2019 március 29, 07:52
Írta: 000000000 Dátum 2019 március 29, 07:52
Sziasztok eladó Festo csatik 300Ft/db áron
10db 6-os
10db 4-es nagy
15db 4-es kicsi
5db 4x4x4-es Y
5db 4x4x4-es T
(https://hobbicncforum.hu/uploaded_images/2019/03/tn_7iyd2qmbxvfuz85ud643u_5611.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/7iyd2qmbxvfuz85ud643u_5611.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/tn_khuj7bhqgv94xksb53n8c_5611.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/khuj7bhqgv94xksb53n8c_5611.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/tn_pz8vp8x79w4qbdei6g5nx_5611.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/pz8vp8x79w4qbdei6g5nx_5611.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/tn_dugntj3u6py6xbchwpwip_5611.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/dugntj3u6py6xbchwpwip_5611.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/tn_ij2jw0zgwcd68bw8ubcz_5611.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/ij2jw0zgwcd68bw8ubcz_5611.jpg)
10db 6-os
10db 4-es nagy
15db 4-es kicsi
5db 4x4x4-es Y
5db 4x4x4-es T
(https://hobbicncforum.hu/uploaded_images/2019/03/tn_7iyd2qmbxvfuz85ud643u_5611.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/7iyd2qmbxvfuz85ud643u_5611.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/tn_khuj7bhqgv94xksb53n8c_5611.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/khuj7bhqgv94xksb53n8c_5611.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/tn_pz8vp8x79w4qbdei6g5nx_5611.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/pz8vp8x79w4qbdei6g5nx_5611.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/tn_dugntj3u6py6xbchwpwip_5611.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/dugntj3u6py6xbchwpwip_5611.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/tn_ij2jw0zgwcd68bw8ubcz_5611.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/ij2jw0zgwcd68bw8ubcz_5611.jpg)
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2019 március 29, 07:59
Írta: 000000000 Dátum 2019 március 29, 07:59
800Ft/db
1db 4-es elzárócsap
1db 8-as folytószelep
1db 6-os folytószelep
1000Ft/db
3db elzáró csap
300Ft/db
64db 4-es könyök
(https://hobbicncforum.hu/uploaded_images/2019/03/tn_4k6d6zux9ufp53dnn5xme_5611.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/4k6d6zux9ufp53dnn5xme_5611.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/tn_59dw8c4g00xd0bbm3n9a_5611.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/59dw8c4g00xd0bbm3n9a_5611.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/tn_t20ep88s2nmewtk3279e7_5611.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/t20ep88s2nmewtk3279e7_5611.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/tn_mfzqvp4wqqgs8be3gg9d_5611.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/mfzqvp4wqqgs8be3gg9d_5611.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/tn_ndy9fcpnvw8a4andik4pf_5611.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/ndy9fcpnvw8a4andik4pf_5611.jpg)
1db 4-es elzárócsap
1db 8-as folytószelep
1db 6-os folytószelep
1000Ft/db
3db elzáró csap
300Ft/db
64db 4-es könyök
(https://hobbicncforum.hu/uploaded_images/2019/03/tn_4k6d6zux9ufp53dnn5xme_5611.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/4k6d6zux9ufp53dnn5xme_5611.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/tn_59dw8c4g00xd0bbm3n9a_5611.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/59dw8c4g00xd0bbm3n9a_5611.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/tn_t20ep88s2nmewtk3279e7_5611.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/t20ep88s2nmewtk3279e7_5611.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/tn_mfzqvp4wqqgs8be3gg9d_5611.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/mfzqvp4wqqgs8be3gg9d_5611.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/tn_ndy9fcpnvw8a4andik4pf_5611.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/ndy9fcpnvw8a4andik4pf_5611.jpg)
Cím: Re:Fémöntés házilag
Írta: 000000000 Dátum 2019 március 29, 08:09
Írta: 000000000 Dátum 2019 március 29, 08:09
Bocsánat valamiért rosz helyre elnézést.
Cím: Re:Fémöntés házilag
Írta: x5izpkum Dátum 2019 április 25, 01:10
Írta: x5izpkum Dátum 2019 április 25, 01:10
Valaki egy a képen látható kis alkatrészt ki tudná önteni aluból, vagy valami erősebb valamiből? (Az eredeti spiáter, meg van repedve, így már csak mintadarabnak lenne jó)
(https://hobbicncforum.hu/uploaded_images/2019/04/tn_sdktc9pv9dxagi27gvw8_1940.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/sdktc9pv9dxagi27gvw8_1940.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/tn_m5kp03ntubg506cvkdwq_1940.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/m5kp03ntubg506cvkdwq_1940.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/tn_5iv8xyxe7k9qxktw73id_1940.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/5iv8xyxe7k9qxktw73id_1940.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/tn_mwxyys9p7c30ptv88s6vy_1940.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/mwxyys9p7c30ptv88s6vy_1940.jpg)
(https://hobbicncforum.hu/uploaded_images/2019/04/tn_sdktc9pv9dxagi27gvw8_1940.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/sdktc9pv9dxagi27gvw8_1940.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/tn_m5kp03ntubg506cvkdwq_1940.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/m5kp03ntubg506cvkdwq_1940.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/tn_5iv8xyxe7k9qxktw73id_1940.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/5iv8xyxe7k9qxktw73id_1940.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/tn_mwxyys9p7c30ptv88s6vy_1940.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/mwxyys9p7c30ptv88s6vy_1940.jpg)
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2019 április 25, 20:16
Írta: robroy007 Dátum 2019 április 25, 20:16
Madarász Bt. alu és speciális hegesztések többek közt spiáter is akár
Cím: Debrecen, Szárazi Ferenc u. 19, 4034
Telefonszám: (30) 278 7140
Cím: Debrecen, Szárazi Ferenc u. 19, 4034
Telefonszám: (30) 278 7140
Cím: Re:Fémöntés házilag
Írta: x5izpkum Dátum 2019 április 25, 23:23
Írta: x5izpkum Dátum 2019 április 25, 23:23
Kösz, azt hittem a spiátert nem lehet hegeszteni.
Cím: Re:Fémöntés házilag
Írta: x5izpkum Dátum 2019 április 27, 00:06
Írta: x5izpkum Dátum 2019 április 27, 00:06
Sajnos nem is lehet, a Madarász is azt mondta, mindent vállal, de spiátert nem.
Valakinek esetleg van valami ötlete?
(cnc-vel újragyártani drága lenne, nem tudom az öntés mennyiből jönne ki)
Valakinek esetleg van valami ötlete?
(cnc-vel újragyártani drága lenne, nem tudom az öntés mennyiből jönne ki)
Cím: Re:Fémöntés házilag
Írta: remrendes Dátum 2019 április 27, 05:56
Írta: remrendes Dátum 2019 április 27, 05:56
Feltetlen ragaszkodsz az eredeti formahoz? Nem lehet egy hegesztett vagy 2 darabbol osszecsavarozott alkatresz?
Cím: Re:Fémöntés házilag
Írta: Csuhás Dátum 2019 április 27, 08:28
Írta: Csuhás Dátum 2019 április 27, 08:28
Neked megvan a lehetőséged hogy kimard valamelyik remek erős gravograph IS x00 gépeddel egy alu tömbből. Nem hatékony de egy darabnál gyorsabb lehet mint önteni, az alakján is egyszerűsíthetsz a csatlakozó méretek megtartása mellett.
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2019 április 27, 13:10
Írta: robroy007 Dátum 2019 április 27, 13:10
látta is vagy csak telefonon beszéltél vele?
mert nem mind spiáter ami zamak vagy alu[#nyes]
oda kell vinni és megmutatni nekik
amúgy meg lehet egy kis fúrás faragással meg lehet erősíteni a darabot vagy forrasztással
mert nem mind spiáter ami zamak vagy alu[#nyes]
oda kell vinni és megmutatni nekik
amúgy meg lehet egy kis fúrás faragással meg lehet erősíteni a darabot vagy forrasztással
Cím: Re:Fémöntés házilag
Írta: 4umhue7vh Dátum 2019 április 27, 13:34
Írta: 4umhue7vh Dátum 2019 április 27, 13:34
Kell rá marni egy sík felületet, oda ahol a menetes furat van, a kis fület könnyű újragyártani úgy hogy illeszkedjen a kimart felülethez, két csavar és kész. Ezt simán meg lehet csinálni, egy gravoakármi gépen.Vagy jó pénzért megcsinálom én is, akár ki is tudnám önteni, de az nagyobb macera, legalábbis nekem.
Cím: Re:Fémöntés házilag
Írta: zip0ji0se Dátum 2019 április 27, 23:28
Írta: zip0ji0se Dátum 2019 április 27, 23:28
Fogad meg a többiek tanácsát és azokból a megoldásokból válasszál. Akár még kézzel is kialakítható egy alu tömbből mivel nem nagy db.
Öntéssel már nehezebb és nem biztos, hogy olcsó lenne. Ugyanis ez a kis kütyü nyomásos öntéssel készült és ebből adódóan vékony falu. Ezt otthon nehéz kivítelezni még precizíós öntéssel is. Ugye oda meg már kiolvadós minta kellene és a többi kellék.
Én még megpróbálkoznék valamilyen 3d nyomtatással. Igaz nem tudom a működési feltételeket, mert az is befolyásoló tényező.
Öntéssel már nehezebb és nem biztos, hogy olcsó lenne. Ugyanis ez a kis kütyü nyomásos öntéssel készült és ebből adódóan vékony falu. Ezt otthon nehéz kivítelezni még precizíós öntéssel is. Ugye oda meg már kiolvadós minta kellene és a többi kellék.
Én még megpróbálkoznék valamilyen 3d nyomtatással. Igaz nem tudom a működési feltételeket, mert az is befolyásoló tényező.
Cím: Re:Fémöntés házilag
Írta: x5izpkum Dátum 2019 április 28, 00:49
Írta: x5izpkum Dátum 2019 április 28, 00:49
Látta, és egyből mondta, hogy nem. (sajnos)
Forrasztással is lehet javítani, most találtam egy ilyet:
https://www.szerszamok-webaruhaz.hu/tartalom/aluminium_forrasztas_javitas_hazilag
AL300 alu forr pálca, ami jó a spiáterhez is.
Hátha van itt valakinek ilyesmi.
Forrasztással is lehet javítani, most találtam egy ilyet:
https://www.szerszamok-webaruhaz.hu/tartalom/aluminium_forrasztas_javitas_hazilag
AL300 alu forr pálca, ami jó a spiáterhez is.
Hátha van itt valakinek ilyesmi.
Cím: Re:Fémöntés házilag
Írta: x5izpkum Dátum 2019 április 28, 00:54
Írta: x5izpkum Dátum 2019 április 28, 00:54
Valami ilyesmi lesz, ha nem sikerül forrasztással megbarkácsolni.
Egy monitor talpban van, a rugós könyök részénél, szóval nem akarok sokat rákölteni, az egész nem ér annyit.
Egy monitor talpban van, a rugós könyök részénél, szóval nem akarok sokat rákölteni, az egész nem ér annyit.
Cím: Re:Fémöntés házilag
Írta: PSoft Dátum 2019 június 22, 21:41
Írta: PSoft Dátum 2019 június 22, 21:41
Egy ötlet, olvasztókemencére...
Cím: Re:Fémöntés házilag
Írta: Bicska Dátum 2019 június 22, 22:36
Írta: Bicska Dátum 2019 június 22, 22:36
Kicsit luca széke projekt, de tetszetős :)
Cím: Re:Fémöntés házilag
Írta: s7manbs8 Dátum 2019 június 23, 05:19
Írta: s7manbs8 Dátum 2019 június 23, 05:19
Olyat nem lehet, hogy ezt az alkatrészt beöntöd gipsszel vagy valami hasonló, majd fel kell melegíteni az alu megolvadási határa felé, akkor összeolvad, ahol el van törve, majd utána meg leütni amikor kihűlt róla a gipszet vagy egyebet, ami összetartotta az öntés alatt ?
Cím: Re:Fémöntés házilag
Írta: 4umhue7vh Dátum 2019 június 23, 08:46
Írta: 4umhue7vh Dátum 2019 június 23, 08:46
Hát igen, lehet ettől olcsóbban, kevesebb munkával hasonlót késziteni . PL. nekem 50l olajoshordó+ perlitbeton, pik-pak megvan, csak a száradást kell kivárni, ahhoz meg nagyon értek.
Cím: Re:Fémöntés házilag
Írta: 4umhue7vh Dátum 2019 július 18, 07:27
Írta: 4umhue7vh Dátum 2019 július 18, 07:27
Sziasztok!
Csináltam egy próbahomokozást,a belsejébe lesz még egy henger, a végeken látható íves részek fogják a helyén tartani. A betöltő csonk kialakításával vagyok bajba, nem tudom eldönteni hogy 1 vagy 2db legyen, és milyen vastag. Jó lenne ha elsőre sikerülne, ezért várom az ötleteket.
Köszi!
(https://hobbicncforum.hu/uploaded_images/2019/07/tn_k0g7hi8v8ue94325mh48s_653.jpg) (https://hobbicncforum.hu/uploaded_images/2019/07/k0g7hi8v8ue94325mh48s_653.jpg)
Csináltam egy próbahomokozást,a belsejébe lesz még egy henger, a végeken látható íves részek fogják a helyén tartani. A betöltő csonk kialakításával vagyok bajba, nem tudom eldönteni hogy 1 vagy 2db legyen, és milyen vastag. Jó lenne ha elsőre sikerülne, ezért várom az ötleteket.
Köszi!
(https://hobbicncforum.hu/uploaded_images/2019/07/tn_k0g7hi8v8ue94325mh48s_653.jpg) (https://hobbicncforum.hu/uploaded_images/2019/07/k0g7hi8v8ue94325mh48s_653.jpg)
Cím: Re:Fémöntés házilag
Írta: 4umhue7vh Dátum 2019 július 18, 07:36
Írta: 4umhue7vh Dátum 2019 július 18, 07:36
Ja, a mérete 230x190mm és 150mm mély, 95mm vastag henger megy bele.
Cím: Re:Fémöntés házilag
Írta: ebalint Dátum 2019 július 18, 08:50
Írta: ebalint Dátum 2019 július 18, 08:50
Egy betöltő és egy szellőző mindenképp kellene szerintem.
A méretet csak "érzésre" tudnám kialakítani.
A szellőző kb. 10-15 mm átmérőben, a beömlő ennél talán 5-10 mm-el nagyobb, felül úgy kialakítva, hogy az edénnyel kényelmesen lehessen hozzáférni.
A méretet csak "érzésre" tudnám kialakítani.
A szellőző kb. 10-15 mm átmérőben, a beömlő ennél talán 5-10 mm-el nagyobb, felül úgy kialakítva, hogy az edénnyel kényelmesen lehessen hozzáférni.
Cím: Re:Fémöntés házilag
Írta: 4umhue7vh Dátum 2019 július 18, 09:42
Írta: 4umhue7vh Dátum 2019 július 18, 09:42
Egy kicsit hülyén Írtam le, igazából a beszívódást akarom elkerülni. Mivel a két szélén van legnagyobb keresztmetszet, lehet kellene rakni a másik oldalra is egy utánszívó csonkot.A baj viszont ott van hogy nagyon határeseten van a megolvasztható anyagmennyiségem, így ha lehet elkerülném a + csonk beépítését.
(https://hobbicncforum.hu/uploaded_images/2019/07/tn_fcpw3z8f3px523yd5bjcq_653.png) (https://hobbicncforum.hu/uploaded_images/2019/07/fcpw3z8f3px523yd5bjcq_653.png)
(https://hobbicncforum.hu/uploaded_images/2019/07/tn_fcpw3z8f3px523yd5bjcq_653.png) (https://hobbicncforum.hu/uploaded_images/2019/07/fcpw3z8f3px523yd5bjcq_653.png)
Cím: Re:Fémöntés házilag
Írta: 4umhue7vh Dátum 2019 július 18, 09:48
Írta: 4umhue7vh Dátum 2019 július 18, 09:48
Közbe azt hiszem rájöttem a megoldásra, kicsit eltolom a mintát az egyik oldalba,és egy csonk lesz középen kétfelé ágaztatva.
Cím: Re:Fémöntés házilag
Írta: zip0ji0se Dátum 2019 július 18, 11:38
Írta: zip0ji0se Dátum 2019 július 18, 11:38
Nem nyerő, ugyanis a magtámasz felöl nem szokás a beömlő rendszert kialakítani, mert elmossa az áramlás a mag egy részét.
Meg kicsi a formázó szekrényed hozzá. Kell a hely a beömlő rendszernek, különben beszivódások és üregek fognak kialakulni az anyagdusúlásoknál.
A mintáról esetleg kép.
Meg kicsi a formázó szekrényed hozzá. Kell a hely a beömlő rendszernek, különben beszivódások és üregek fognak kialakulni az anyagdusúlásoknál.
A mintáról esetleg kép.
Cím: Re:Fémöntés házilag
Írta: 4umhue7vh Dátum 2019 július 18, 13:31
Írta: 4umhue7vh Dátum 2019 július 18, 13:31
A mag vízüveges lesz, kemény, pont azért gondoltam hogy ott öntöm be.
(https://hobbicncforum.hu/uploaded_images/2019/07/tn_ypgs4ss0y3te9bqvhmnvq_653.jpg) (https://hobbicncforum.hu/uploaded_images/2019/07/ypgs4ss0y3te9bqvhmnvq_653.jpg)
(https://hobbicncforum.hu/uploaded_images/2019/07/tn_ypgs4ss0y3te9bqvhmnvq_653.jpg) (https://hobbicncforum.hu/uploaded_images/2019/07/ypgs4ss0y3te9bqvhmnvq_653.jpg)
Cím: Re:Fémöntés házilag
Írta: zip0ji0se Dátum 2019 július 18, 16:31
Írta: zip0ji0se Dátum 2019 július 18, 16:31
Ahogy gondold, de mivel aluból öntöd így habosodni fog a fém.
Ugyanis az alu hajlamos rá. Ezért nem szükőlő hanem bővűlő beömlő rendszert alkalmazunk ennél a fémnél. Ha jól van elredezve a rendszer, akkor tápfejként is működhet, de azért pluszba kettő még kellene.
Bizzunk benne, hogy szerencséd lesz.
Ja, legalább 750-800C fokos fém kellene az öntéshez homokba.
Ugyanis az alu hajlamos rá. Ezért nem szükőlő hanem bővűlő beömlő rendszert alkalmazunk ennél a fémnél. Ha jól van elredezve a rendszer, akkor tápfejként is működhet, de azért pluszba kettő még kellene.
Bizzunk benne, hogy szerencséd lesz.
Ja, legalább 750-800C fokos fém kellene az öntéshez homokba.
Cím: Re:Fémöntés házilag
Írta: 4umhue7vh Dátum 2019 július 18, 18:38
Írta: 4umhue7vh Dátum 2019 július 18, 18:38
Valamennyire képbe vagyok, öntöttem már pár db kisebb 3-4kg-os darabot sikeresen, de volt hogy csak sokadjára sikerül, ehhez meg több mint 10kg alu kell, és még üreg is van benne.[#wilting]
Cím: Re:Fémöntés házilag
Írta: zip0ji0se Dátum 2019 július 18, 19:04
Írta: zip0ji0se Dátum 2019 július 18, 19:04
A 10 kg az hobbi szinten már nem kevés mennyiség azt illik gáztalanítani és nemesítő anyagot is rakni bele, hogy minél kisebb kristályok keletkezzenek. Ekkora mennyiség mire befolyik elégeti a maganyagot a befolyásnál. A tápfejet a legegyszerűbben úgy kell méretezni, hogy az alja a legnagyobb beírható kör legyen. Tölcséres fejjel. Én a négy sarokra állítanék, vagy az anyaghalmazódás felett alakítanám ki kétoldalt hosszában egymással szembe négyszögletesen kialakítva.
Itt már tutira kell menni, mert sok energia kell hozzá és azt kár pocsékolni.
Itt már tutira kell menni, mert sok energia kell hozzá és azt kár pocsékolni.
Cím: Re:Fémöntés házilag
Írta: 4umhue7vh Dátum 2019 július 18, 19:24
Írta: 4umhue7vh Dátum 2019 július 18, 19:24
"Itt már tutira kell menni, mert sok energia kell hozzá és azt kár pocsékolni"
Igen nem bánnám ha elsőre sikerülne, ezért kérdezgetek.
Igen nem bánnám ha elsőre sikerülne, ezért kérdezgetek.
Cím: Re:Fémöntés házilag
Írta: 4umhue7vh Dátum 2019 július 18, 19:32
Írta: 4umhue7vh Dátum 2019 július 18, 19:32
A gáztalanító és a salaktalanító az 2 külön dolog? Mert szoktam használni valami só szerűséget, amitől feljön a salak.
Cím: Re:Fémöntés házilag
Írta: zip0ji0se Dátum 2019 július 18, 19:51
Írta: zip0ji0se Dátum 2019 július 18, 19:51
A gáztalanító egyben salaktalanít is. Ugyanis mikor dolgozik a buborékok felhozzák magukkal a szennyeződést. Léteznek egyben olyan sók is amik gáztalanítanak és tartalmaznak nemesítő anyagot is. Legalábbis annó még léteztek, de már nem a szakmában dolgozom és a legújabb anyagokat már nem ismerem. Otthoni viszonylatban régebben szoktunk konyhasót is használni erre a célra fóliába csomagolva és a tégely aljára lenyomni. Valahol Pesten van öntőbolt ott kéne érdeklődni.
Szerintem szívesen segítenek ha még meg van.
Szerintem szívesen segítenek ha még meg van.
Cím: Re:Fémöntés házilag
Írta: 4umhue7vh Dátum 2019 július 19, 09:02
Írta: 4umhue7vh Dátum 2019 július 19, 09:02
Van szilíciumom is, egyszer raktam bele, úgy nézett ki mintha salakká vált volna az egész, és a tetején úszott. Mikor kell belerakni, az elején, vagy ha már megolvadt az anyag?
Cím: Re:Fémöntés házilag
Írta: zip0ji0se Dátum 2019 július 19, 11:18
Írta: zip0ji0se Dátum 2019 július 19, 11:18
Felejtős. Csak ötvözéshez és még a hideg olvadékba rakják elemzés után. Rideg és nagy beszívodások lesznek tőle.
Motorblok dugattyú és társai jók ottholra öntéshez. A tiszta alu szintén nem jó. A szakmai könyvek több száz oldalon taglalják, hogy mi mire jó. Hobbi szinten nem érdemes nagyon bele mászni.
Én is ilyen hulladékot szoktam venni anno ha kellett. Egyszer megolvasztani, gáztalanítani, a benne lévő vasat kiszedni kiönteni. Utána már használható normális öntéshez alapanyagnak.
A videos oldalon van egy fickó aki rendszeresen teszfel anyagot mit és, hogy csinálja. Érdemes párat megnézni. Igaz véletlenül szoktam rábukkanni.
Motorblok dugattyú és társai jók ottholra öntéshez. A tiszta alu szintén nem jó. A szakmai könyvek több száz oldalon taglalják, hogy mi mire jó. Hobbi szinten nem érdemes nagyon bele mászni.
Én is ilyen hulladékot szoktam venni anno ha kellett. Egyszer megolvasztani, gáztalanítani, a benne lévő vasat kiszedni kiönteni. Utána már használható normális öntéshez alapanyagnak.
A videos oldalon van egy fickó aki rendszeresen teszfel anyagot mit és, hogy csinálja. Érdemes párat megnézni. Igaz véletlenül szoktam rábukkanni.
Cím: Re:Fémöntés házilag
Írta: xsugix Dátum 2019 július 19, 11:46
Írta: xsugix Dátum 2019 július 19, 11:46
Myfordboy és Oldfoundriman néven keressétek. Szerintem sokat lehet tőlük tanulni. Nekem legalábbis sikerült!
Cím: Re:Fémöntés házilag
Írta: 4umhue7vh Dátum 2019 július 19, 18:31
Írta: 4umhue7vh Dátum 2019 július 19, 18:31
Kössz a tanácsokat, Hétfőn megpróbálom.
Cím: Re:Fémöntés házilag
Írta: 4umhue7vh Dátum 2019 július 22, 22:52
Írta: 4umhue7vh Dátum 2019 július 22, 22:52
Természetesen nem jött össze elsőre,de akár jó is lehetett volna, ha nem felejtem ki a mag felső támaszait, ezek nélkül felúszott a tetejére. A végére nagyon sok teendő jött össze, ebbe a nagy melegbe pillanatok alatt kiszárad a homok is, gyorsan kellet csinálni, ez lett a kapkodásból. Azért valamiire rájöttem. Amikor kezdett kifehéredni a homokminta,bepermeteztem vízüveg-víz keverékével, azután pörzsölővel kiégettem, így kaptam egy keményebb felületet amit nem mos el az olvadék. A külső része szép is lett, csak hát a furat 30 milliméterrel odébb vándorolt. [#zavart2]
Cím: Re:Fémöntés házilag
Írta: 4umhue7vh Dátum 2019 július 23, 19:27
Írta: 4umhue7vh Dátum 2019 július 23, 19:27
Siker! Annyi hogy a magot 1 órán át szárítottam 200 fokon, 2 óra kellet volna neki, mert keletkezett egy kis gőz és lett egy pukli a belsejébe, de a funkcióját így is el látja.
A minta sem vész kárba, mert egy kis CNC eszterga főorsó házának is kiváló lesz egy ilyen öntvény.
(https://hobbicncforum.hu/uploaded_images/2019/07/tn_ppq9f70pj7jg5b62j5n_653.jpg) (https://hobbicncforum.hu/uploaded_images/2019/07/ppq9f70pj7jg5b62j5n_653.jpg)
A minta sem vész kárba, mert egy kis CNC eszterga főorsó házának is kiváló lesz egy ilyen öntvény.
(https://hobbicncforum.hu/uploaded_images/2019/07/tn_ppq9f70pj7jg5b62j5n_653.jpg) (https://hobbicncforum.hu/uploaded_images/2019/07/ppq9f70pj7jg5b62j5n_653.jpg)
Cím: Re:Fémöntés házilag
Írta: B.Zoltán Dátum 2019 július 23, 19:33
Írta: B.Zoltán Dátum 2019 július 23, 19:33
[#taps][#eljen]
Cím: Re:Fémöntés házilag
Írta: PSoft Dátum 2019 július 23, 19:45
Írta: PSoft Dátum 2019 július 23, 19:45
A türelem...[#eljen]
Cím: Re:Fémöntés házilag
Írta: TROMF22 Dátum 2019 július 23, 20:01
Írta: TROMF22 Dátum 2019 július 23, 20:01
Jó kis darab lesz ez, és egyáltalán nem aránytalanok a falvastagságok. Feleslegesen károgtam... [#wave]
Cím: Re:Fémöntés házilag
Írta: ebalint Dátum 2019 július 24, 07:06
Írta: ebalint Dátum 2019 július 24, 07:06
[#eljen]
Cím: Re:Fémöntés házilag
Írta: 4umhue7vh Dátum 2019 július 24, 10:38
Írta: 4umhue7vh Dátum 2019 július 24, 10:38
Most hogy már összeolvasztgattam mindenféle szemetet,és már nem kell, egyből hozzájutottam új tiszta anyaghoz.
(https://hobbicncforum.hu/uploaded_images/2019/07/tn_6f4cpzcqbye5bebwupk49_653.jpg) (https://hobbicncforum.hu/uploaded_images/2019/07/6f4cpzcqbye5bebwupk49_653.jpg)
(https://hobbicncforum.hu/uploaded_images/2019/07/tn_6f4cpzcqbye5bebwupk49_653.jpg) (https://hobbicncforum.hu/uploaded_images/2019/07/6f4cpzcqbye5bebwupk49_653.jpg)
Cím: Re:Fémöntés házilag
Írta: xt79ipd3 Dátum 2019 július 24, 13:39
Írta: xt79ipd3 Dátum 2019 július 24, 13:39
Gratulálok!
Teszel fel képeket a teljesen kész munkadarabról is?
Teszel fel képeket a teljesen kész munkadarabról is?
Cím: Re:Fémöntés házilag
Írta: a8ccphm94 Dátum 2019 július 28, 19:41
Írta: a8ccphm94 Dátum 2019 július 28, 19:41
Sziasztok!
Valakinek sikerült már homokba vörösrezet önteni?
Eddig mindenkitől az volt a visszajelzés hogy nem lehet.
Valakinek sikerült már homokba vörösrezet önteni?
Eddig mindenkitől az volt a visszajelzés hogy nem lehet.
Cím: Re:Fémöntés házilag
Írta: ebalint Dátum 2019 július 28, 21:05
Írta: ebalint Dátum 2019 július 28, 21:05
Bronzot láttam.
Nem egyszerű, mert az összes víznek el kell távozni a formából, amit hosszú, erős melegítéssel értek el.
A minta anyaga többet nem volt használható.
Nem egyszerű, mert az összes víznek el kell távozni a formából, amit hosszú, erős melegítéssel értek el.
A minta anyaga többet nem volt használható.
Cím: Re:Fémöntés házilag
Írta: 2am4nwzib Dátum 2019 július 28, 21:13
Írta: 2am4nwzib Dátum 2019 július 28, 21:13
.
Cím: Re:Fémöntés házilag
Írta: nwmewgze Dátum 2019 augusztus 24, 20:44
Írta: nwmewgze Dátum 2019 augusztus 24, 20:44
Üdv!
Szükségem lenne egy kis tanácsadásra bronz öntéssel kapcsolatban!
Feldarabolás után nagyon sok a gázosodás, zárványosodás!
Esetleg valami tanácsot ha valaki tudna adni például az öntőformánál a beöntési pont valamint a levegőztetéssel kapcsolatban. Esetleg valami tipp-trükk, vagy adalék anyag..
Köszönöm!
(https://hobbicncforum.hu/uploaded_images/2019/08/tn_xnwacs458mejmv399m8m_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/08/xnwacs458mejmv399m8m_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/08/tn_3ujz9hnwzfy7ugmtyuz22_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/08/3ujz9hnwzfy7ugmtyuz22_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/08/tn_cava02mxjqc7iigwbikw_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/08/cava02mxjqc7iigwbikw_4433.jpeg)
Szükségem lenne egy kis tanácsadásra bronz öntéssel kapcsolatban!
Feldarabolás után nagyon sok a gázosodás, zárványosodás!
Esetleg valami tanácsot ha valaki tudna adni például az öntőformánál a beöntési pont valamint a levegőztetéssel kapcsolatban. Esetleg valami tipp-trükk, vagy adalék anyag..
Köszönöm!
(https://hobbicncforum.hu/uploaded_images/2019/08/tn_xnwacs458mejmv399m8m_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/08/xnwacs458mejmv399m8m_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/08/tn_3ujz9hnwzfy7ugmtyuz22_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/08/3ujz9hnwzfy7ugmtyuz22_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/08/tn_cava02mxjqc7iigwbikw_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/08/cava02mxjqc7iigwbikw_4433.jpeg)
Cím: Re:Fémöntés házilag
Írta: 2am4nwzib Dátum 2019 augusztus 24, 22:18
Írta: 2am4nwzib Dátum 2019 augusztus 24, 22:18
A szimulációs képek , elég magyarázatot adnak a problémára .
(https://hobbicncforum.hu/uploaded_images/2019/08/tn_jt4v80w53tadbqpej4mb_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/jt4v80w53tadbqpej4mb_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/tn_s69hd9n896hb93e3si8d3_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/s69hd9n896hb93e3si8d3_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/tn_ijxmxw7ad3sqdwj4bx3_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/ijxmxw7ad3sqdwj4bx3_5949.jpg)
(https://hobbicncforum.hu/uploaded_images/2019/08/tn_jt4v80w53tadbqpej4mb_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/jt4v80w53tadbqpej4mb_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/tn_s69hd9n896hb93e3si8d3_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/s69hd9n896hb93e3si8d3_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/tn_ijxmxw7ad3sqdwj4bx3_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/ijxmxw7ad3sqdwj4bx3_5949.jpg)
Cím: Re:Fémöntés házilag
Írta: nwmewgze Dátum 2019 augusztus 25, 13:02
Írta: nwmewgze Dátum 2019 augusztus 25, 13:02
Köszönöm!
Cím: Re:Fémöntés házilag
Írta: ddwtvxew Dátum 2019 november 10, 17:13
Írta: ddwtvxew Dátum 2019 november 10, 17:13
Sziasztok!
Szeretnék segítséget kérni egy pb gázpalack-hoz való egőfej meretezeséhez. Láttam róla több videót, gondoltam megépítem nem egy bonyolult szerkezet. Persze a valóságban nem úgy működik :/
Gazpalack volt itthon kb. Félig van. Vettem hozzá állítható reduktor. Keszitettem hozzá a gumi cső végére egy csapot utána probaltam CO hegesztőbe való fejjel, gyári gáz egő fejjel 0.8mm körüli furattal kialakítani az égő fej részét. Ezt a fejet bele helyeztem egy kb. 2.5cm es belső furatú csőbe hossza kb. 400mm, két végére egy nagy furatú cső van hegesztve és a gáz bevezető oldalról szabályozható a levegő mennyiség.
A problémám, hogy állandóan begyullad a csőbe a gáz. Nem a cső végén ég. Kompresszorral segítve már jobb. Begyujtom elzárt levegővel szépen ég, utána megnyitom a levegő részét és szinte mindig begyullad a csőbe a gáz.
Kevés lenne a gáz nyomás a reduktor miatt, vagy szűkebb cső kellene?
Szeretnék segítséget kérni egy pb gázpalack-hoz való egőfej meretezeséhez. Láttam róla több videót, gondoltam megépítem nem egy bonyolult szerkezet. Persze a valóságban nem úgy működik :/
Gazpalack volt itthon kb. Félig van. Vettem hozzá állítható reduktor. Keszitettem hozzá a gumi cső végére egy csapot utána probaltam CO hegesztőbe való fejjel, gyári gáz egő fejjel 0.8mm körüli furattal kialakítani az égő fej részét. Ezt a fejet bele helyeztem egy kb. 2.5cm es belső furatú csőbe hossza kb. 400mm, két végére egy nagy furatú cső van hegesztve és a gáz bevezető oldalról szabályozható a levegő mennyiség.
A problémám, hogy állandóan begyullad a csőbe a gáz. Nem a cső végén ég. Kompresszorral segítve már jobb. Begyujtom elzárt levegővel szépen ég, utána megnyitom a levegő részét és szinte mindig begyullad a csőbe a gáz.
Kevés lenne a gáz nyomás a reduktor miatt, vagy szűkebb cső kellene?
Cím: Re:Fémöntés házilag
Írta: 4umhue7vh Dátum 2019 november 10, 22:04
Írta: 4umhue7vh Dátum 2019 november 10, 22:04
Nekem a disznópörzsölő jól működik, asszem kifúrtam a fúvókát 1mm-re.
Cím: Re:Fémöntés házilag
Írta: 4umhue7vh Dátum 2019 november 10, 22:05
Írta: 4umhue7vh Dátum 2019 november 10, 22:05
ja, nem kell reduktor.
Cím: Re:Fémöntés házilag
Írta: ddwtvxew Dátum 2019 november 10, 23:28
Írta: ddwtvxew Dátum 2019 november 10, 23:28
Gondolkozom egy ilyen ZVS indukciós melegítőn. Valakinek van ilyennel vagy hasonlóval tapasztalata?
Link:
https://s.click.aliexpress.com/e/EtPSYh0U
Link:
https://s.click.aliexpress.com/e/EtPSYh0U
Cím: Re:Fémöntés házilag
Írta: ddwtvxew Dátum 2019 november 10, 23:33
Írta: ddwtvxew Dátum 2019 november 10, 23:33
Oké, kipróbálom nélküle, holnap jelenzltekzek ha nem akkor az volt a baj.. :)
Azért kérdeztem mert láttam, hogy van különböző nyomás tartományba állítható. De ahogy olvasom most 0.2 bar elég hozzá.
Azért kérdeztem mert láttam, hogy van különböző nyomás tartományba állítható. De ahogy olvasom most 0.2 bar elég hozzá.
Cím: Re:Fémöntés házilag
Írta: vadember Dátum 2019 november 11, 06:49
Írta: vadember Dátum 2019 november 11, 06:49
Nekem 1000 Wattos van. Tökéletesen működik. Tízezer Forint volt . 12x6 mm-es rudat kb. 25 másodperc alatt melegíti fel izzásig. Fölmelegítené gyorsabban is, de fokozatosan tolom bele az anyagot , hogy ne menjen följebb az áram 20 Ampernél 50 Volt tápfesz mellett.
Ezért az összeállításért biztosan nem fizetném ki a tízszeresét. Nem lesz négyszer gyorsabb.
Ezért az összeállításért biztosan nem fizetném ki a tízszeresét. Nem lesz négyszer gyorsabb.
Cím: Re:Fémöntés házilag
Írta: frob Dátum 2019 november 11, 07:31
Írta: frob Dátum 2019 november 11, 07:31
Szia
milyen tápot használsz hozzá?
milyen tápot használsz hozzá?
Cím: Re:Fémöntés házilag
Írta: ddwtvxew Dátum 2019 november 11, 16:06
Írta: ddwtvxew Dátum 2019 november 11, 16:06
Jól gondolom, hogy a felolvasztható fém súlyával van összefüggésbe a teljesítmény?
Cím: Re:Fémöntés házilag
Írta: ddwtvxew Dátum 2019 november 11, 16:08
Írta: ddwtvxew Dátum 2019 november 11, 16:08
Elméletileg lehet inverteres hegesztőt is hasznalni hozzá de pontosan nem tudom hogyan.
Cím: Re:Fémöntés házilag
Írta: vadember Dátum 2019 november 11, 18:31
Írta: vadember Dátum 2019 november 11, 18:31
Ilyet. LoneWolftól vettem.
(https://hobbicncforum.hu/uploaded_images/2019/11/tn_7u0w7skvp7mq9gxq3kcws_2308.jpg) (https://hobbicncforum.hu/uploaded_images/2019/11/7u0w7skvp7mq9gxq3kcws_2308.jpg)
(https://hobbicncforum.hu/uploaded_images/2019/11/tn_7u0w7skvp7mq9gxq3kcws_2308.jpg) (https://hobbicncforum.hu/uploaded_images/2019/11/7u0w7skvp7mq9gxq3kcws_2308.jpg)
Cím: Re:Fémöntés házilag
Írta: vadember Dátum 2019 november 11, 18:43
Írta: vadember Dátum 2019 november 11, 18:43
A súllyal is illetve ez elérhető hőmérséklettel.
A Curie pont elérésekor a vas elveszti a mágnesezhetőségét. Ez vasnál 770 °C fok. Ekkor az átmágnesezési veszteség már nem melegítheti a vasat. Marad az örvényáramú veszteség, ami a magas frekvencia miatt csak kis mélységben tud behatolni az anyagba. Ez már csak valami 10% hatásfokkal működik. Tehát ha tovább szeretnénk melegíteni az anyagot akkor hatalmas többlet teljesítményre van szükség.
Az a plusz 3 KW valószínűleg csak 10-30 fokot jelenthet plusszban.
A Curie pont elérésekor a vas elveszti a mágnesezhetőségét. Ez vasnál 770 °C fok. Ekkor az átmágnesezési veszteség már nem melegítheti a vasat. Marad az örvényáramú veszteség, ami a magas frekvencia miatt csak kis mélységben tud behatolni az anyagba. Ez már csak valami 10% hatásfokkal működik. Tehát ha tovább szeretnénk melegíteni az anyagot akkor hatalmas többlet teljesítményre van szükség.
Az a plusz 3 KW valószínűleg csak 10-30 fokot jelenthet plusszban.
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2019 november 11, 19:02
Írta: Szalai György Dátum 2019 november 11, 19:02
Meg talán a felolvasztandó fém hőleadásával.
Hiszen, ha csak tolom bele a munkát, de nem tudja továbbadni a levegőnek, akkor csak az marad, hogy emelkedik a hőmérséklete.
Meg világit.
Hiszen, ha csak tolom bele a munkát, de nem tudja továbbadni a levegőnek, akkor csak az marad, hogy emelkedik a hőmérséklete.
Meg világit.
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2019 november 11, 19:05
Írta: Szalai György Dátum 2019 november 11, 19:05
"a magas frekvencia miatt csak kis mélységben tud behatolni"
Mi akadályozza, hogy lejjebb vigyék a frekvenciát?
Annak a félvezetők is örülnének.
Mi akadályozza, hogy lejjebb vigyék a frekvenciát?
Annak a félvezetők is örülnének.
Cím: Re:Fémöntés házilag
Írta: vadember Dátum 2019 november 11, 19:54
Írta: vadember Dátum 2019 november 11, 19:54
Akadálya a költség.
Az enyémnél láttam, hogy megduplázott kapacitással és hosszabb munkatekerccsel levitte kb. 40 KHz-re a frekvenciát. De ekkor a felmelegedési idő növekszik, hiszen kevesebbszer váltunk pólust.
Az enyémnél láttam, hogy megduplázott kapacitással és hosszabb munkatekerccsel levitte kb. 40 KHz-re a frekvenciát. De ekkor a felmelegedési idő növekszik, hiszen kevesebbszer váltunk pólust.
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2019 november 11, 20:22
Írta: Szalai György Dátum 2019 november 11, 20:22
A felmelegedési idő ugyan növekedhet, de az elérhető hőmérséklet a Curie pont fölötti örvényáramú tartományban valószínűleg megnő.
Az alacsonyabb frekvencián megnő a behatolási mélység, így az olvasztott anyag relatív belső impedanciája csökken, az örvényáram értéke megnő, az anyagba pumpált teljesítménnyel együtt.
Vagyis nő a melegítő hatás.
Gondolom.
Az alacsonyabb frekvencián megnő a behatolási mélység, így az olvasztott anyag relatív belső impedanciája csökken, az örvényáram értéke megnő, az anyagba pumpált teljesítménnyel együtt.
Vagyis nő a melegítő hatás.
Gondolom.
Cím: Re:Fémöntés házilag
Írta: vadember Dátum 2019 november 11, 20:58
Írta: vadember Dátum 2019 november 11, 20:58
Ez mind igaz amit írtál, de nem ezt kérdezted.
A pontos értékeket pedig csak kísérletezéssel lehet meghatározni. A szakirodalom biztosan ír róla, de nekem olyanom nincs.
A pontos értékeket pedig csak kísérletezéssel lehet meghatározni. A szakirodalom biztosan ír róla, de nekem olyanom nincs.
Cím: Re:Fémöntés házilag
Írta: TROMF22 Dátum 2019 november 11, 21:22
Írta: TROMF22 Dátum 2019 november 11, 21:22
Szia Tamás!
Ha ez érdekel, szívesen kölcsön adom olvasásra, másolásra.
Alapvetően ipari szemléletű könyv, de elég jó magyarázatok és példák is vannak benne.
(https://hobbicncforum.hu/uploaded_images/2019/11/tn_dzy2umg2zmktdvet9cgqp_2640.jpg) (https://hobbicncforum.hu/uploaded_images/2019/11/dzy2umg2zmktdvet9cgqp_2640.jpg)
Ha ez érdekel, szívesen kölcsön adom olvasásra, másolásra.
Alapvetően ipari szemléletű könyv, de elég jó magyarázatok és példák is vannak benne.
(https://hobbicncforum.hu/uploaded_images/2019/11/tn_dzy2umg2zmktdvet9cgqp_2640.jpg) (https://hobbicncforum.hu/uploaded_images/2019/11/dzy2umg2zmktdvet9cgqp_2640.jpg)
Cím: Re:Fémöntés házilag
Írta: vadember Dátum 2019 november 11, 21:45
Írta: vadember Dátum 2019 november 11, 21:45
Köszönöm, elfogadom a felajánlást! Talán képes feloszlatni némi homályt a fejemben. Van bőven.
Cím: Re:Fémöntés házilag
Írta: 4umhue7vh Dátum 2019 december 10, 10:15
Írta: 4umhue7vh Dátum 2019 december 10, 10:15
Sziasztok!
Ismét problémába ütköztem. A képen látható alkatrész Belsejéből nem tud távozni a gőz. Gondoltam hogy baj lesz vele ezért van a 3 furat,de ez sem segít. Nincs kedvem kísérletezni, valami tuti megoldást keresek. Nézegettem videókat, az Ázsiaiak köcsögöket öntenek fejjel lefelé és nincs ilyen gondjuk, ráadásul gyorsan is töltik be az anyagot.
Van valakinek ötlete? Esetleg nagyon lassú öntés, hogy legyen ideje kiszáradni a homoknak?
(https://hobbicncforum.hu/uploaded_images/2019/12/tn_jk920ggzd5pyyy2b99dv_653.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/jk920ggzd5pyyy2b99dv_653.jpg)
Ismét problémába ütköztem. A képen látható alkatrész Belsejéből nem tud távozni a gőz. Gondoltam hogy baj lesz vele ezért van a 3 furat,de ez sem segít. Nincs kedvem kísérletezni, valami tuti megoldást keresek. Nézegettem videókat, az Ázsiaiak köcsögöket öntenek fejjel lefelé és nincs ilyen gondjuk, ráadásul gyorsan is töltik be az anyagot.
Van valakinek ötlete? Esetleg nagyon lassú öntés, hogy legyen ideje kiszáradni a homoknak?
(https://hobbicncforum.hu/uploaded_images/2019/12/tn_jk920ggzd5pyyy2b99dv_653.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/jk920ggzd5pyyy2b99dv_653.jpg)
Cím: Re:Fémöntés házilag
Írta: 2am4nwzib Dátum 2019 december 10, 12:41
Írta: 2am4nwzib Dátum 2019 december 10, 12:41
A szimulációs eredmények , érdemes lenne fejjel lefelé önteni.
(https://hobbicncforum.hu/uploaded_images/2019/12/tn_7a5897nuhup8g8bgkb9h_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/7a5897nuhup8g8bgkb9h_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/tn_ssegp4y539q53gigek05s_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/ssegp4y539q53gigek05s_5949.jpg)
(https://hobbicncforum.hu/uploaded_images/2019/12/tn_7a5897nuhup8g8bgkb9h_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/7a5897nuhup8g8bgkb9h_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/tn_ssegp4y539q53gigek05s_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/ssegp4y539q53gigek05s_5949.jpg)
Cím: Re:Fémöntés házilag
Írta: Csuhás Dátum 2019 december 10, 12:53
Írta: Csuhás Dátum 2019 december 10, 12:53
Nem lehetne kiszárítani a formát az öntés előtt?
Cím: Re:Fémöntés házilag
Írta: 4umhue7vh Dátum 2019 december 10, 13:12
Írta: 4umhue7vh Dátum 2019 december 10, 13:12
Sajnos ezt nem lehet megfordítani, még felállítani sem.60mm mélyek a zsebek,a saját súlyától leszakad. Régebben öntöttem hasonló könnyített tárgyat fordítva, de az csak 20mm mély volt, az is határeset.
Cím: Re:Fémöntés házilag
Írta: 4umhue7vh Dátum 2019 december 10, 13:14
Írta: 4umhue7vh Dátum 2019 december 10, 13:14
Ha vízüvegesre csinálnám ki lehetne, ha nem lesz más megoldás....
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2019 december 10, 13:24
Írta: Rabb Ferenc Dátum 2019 december 10, 13:24
Gázelvezető lyukakat (légzőcsatornákat) tettél a kritikus helyekre?
Cím: Re:Fémöntés házilag
Írta: 4umhue7vh Dátum 2019 december 10, 14:01
Írta: 4umhue7vh Dátum 2019 december 10, 14:01
A fazék forma miatt marad bent a gáz, ezért raktam rá a 3db 16-os furatot.
Azt értem nekem miért nem jó, csak azt nem értem hogy ezeknek miért,nincs gáz.
Azt értem nekem miért nem jó, csak azt nem értem hogy ezeknek miért,nincs gáz.
Cím: Re:Fémöntés házilag
Írta: nagysam Dátum 2019 december 10, 15:40
Írta: nagysam Dátum 2019 december 10, 15:40
Öntéssel nem foglalkoztam, de fröccsöntéssel igen.
A magokat a befolyó anyag körbezárja, és az ott maradt gázok nem tudnak eltávozni.
Minél inkább egyik végéről kezdenéd feltölteni, az előbb alul terülne, és a másik végén hagyott túlfolyón távozna.
A furat nem segített, mert ott nem eltávoztak a gázok, hanem a mag folytatását hoztad létre, ami még helyet zárt el a gázoktól, + még meg is kellett kerülni azokat az anyagnak.
Én a szemben lévő oldal alját támadnám meg, furatok nélkül.
A magokat a befolyó anyag körbezárja, és az ott maradt gázok nem tudnak eltávozni.
Minél inkább egyik végéről kezdenéd feltölteni, az előbb alul terülne, és a másik végén hagyott túlfolyón távozna.
A furat nem segített, mert ott nem eltávoztak a gázok, hanem a mag folytatását hoztad létre, ami még helyet zárt el a gázoktól, + még meg is kellett kerülni azokat az anyagnak.
Én a szemben lévő oldal alját támadnám meg, furatok nélkül.
Cím: Re:Fémöntés házilag
Írta: 4umhue7vh Dátum 2019 december 10, 15:43
Írta: 4umhue7vh Dátum 2019 december 10, 15:43
Itt van ez is, nyoma sincs a gázképződésnek. Csak a homok lehet ritkább szerkezetű.
Megoldottam, betömtem a 3 könnyítést.[#nyes]
Megoldottam, betömtem a 3 könnyítést.[#nyes]
Cím: Re:Fémöntés házilag
Írta: nagysam Dátum 2019 december 10, 16:00
Írta: nagysam Dátum 2019 december 10, 16:00
Ahogy a videókat elnézem, a rövidnadrág kötelező[#nyes]
Cím: Re:Fémöntés házilag
Írta: 2am4nwzib Dátum 2019 december 10, 17:51
Írta: 2am4nwzib Dátum 2019 december 10, 17:51
5 fokos dőlésszög esetén , megváltoznak a dolgok .
(https://hobbicncforum.hu/uploaded_images/2019/12/tn_uk0dcpu3c7iskp3pc4zb8_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/uk0dcpu3c7iskp3pc4zb8_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/tn_uf8i7388w54qyijdptsm_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/uf8i7388w54qyijdptsm_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/tn_5i32wdkyhfzi4hws7hb7y_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/5i32wdkyhfzi4hws7hb7y_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/tn_3iek7uy7cfczfn6bx9xpf_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/3iek7uy7cfczfn6bx9xpf_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/tn_5g4h43vfxw64u4fg2fvmf_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/5g4h43vfxw64u4fg2fvmf_5949.jpg)
(https://hobbicncforum.hu/uploaded_images/2019/12/tn_uk0dcpu3c7iskp3pc4zb8_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/uk0dcpu3c7iskp3pc4zb8_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/tn_uf8i7388w54qyijdptsm_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/uf8i7388w54qyijdptsm_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/tn_5i32wdkyhfzi4hws7hb7y_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/5i32wdkyhfzi4hws7hb7y_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/tn_3iek7uy7cfczfn6bx9xpf_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/3iek7uy7cfczfn6bx9xpf_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/tn_5g4h43vfxw64u4fg2fvmf_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/5g4h43vfxw64u4fg2fvmf_5949.jpg)
Cím: Re:Fémöntés házilag
Írta: 4umhue7vh Dátum 2019 december 10, 19:24
Írta: 4umhue7vh Dátum 2019 december 10, 19:24
Ezzel nincs gond,így könnyű lenne kiönteni, ha tudnék ilyen homokmintát készíteni, én fordítva próbáltam.
Cím: Re:Fémöntés házilag
Írta: 4umhue7vh Dátum 2019 december 10, 19:40
Írta: 4umhue7vh Dátum 2019 december 10, 19:40
A képen láthatónál felfelé álltak a könnyítések, fentről lógott bele a homok és drótok voltak benn hogy ne essen le.A mostaninál ezt nem tudom megoldani mert 60mm mély, ez nem fog fent maradni az tuti.
(https://hobbicncforum.hu/uploaded_images/2019/12/tn_6msy5aexaaypnana9bs_653.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/6msy5aexaaypnana9bs_653.jpg)
(https://hobbicncforum.hu/uploaded_images/2019/12/tn_6msy5aexaaypnana9bs_653.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/6msy5aexaaypnana9bs_653.jpg)
Cím: Re:Fémöntés házilag
Írta: 2am4nwzib Dátum 2019 december 10, 19:55
Írta: 2am4nwzib Dátum 2019 december 10, 19:55
Forditott esetben .
(https://hobbicncforum.hu/uploaded_images/2019/12/tn_ujh2fzvq5txn40bp02p9_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/ujh2fzvq5txn40bp02p9_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/tn_3hq05jqn42cj038b4wau_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/3hq05jqn42cj038b4wau_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/tn_e5e0c9uevbuw67qhuet_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/e5e0c9uevbuw67qhuet_5949.jpg)
(https://hobbicncforum.hu/uploaded_images/2019/12/tn_ujh2fzvq5txn40bp02p9_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/ujh2fzvq5txn40bp02p9_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/tn_3hq05jqn42cj038b4wau_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/3hq05jqn42cj038b4wau_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/tn_e5e0c9uevbuw67qhuet_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/e5e0c9uevbuw67qhuet_5949.jpg)
Cím: Re:Fémöntés házilag
Írta: 4umhue7vh Dátum 2019 december 10, 21:35
Írta: 4umhue7vh Dátum 2019 december 10, 21:35
Ja de ettől még nincs elvezetve az olvadékkal körbezárt belső 3 helyről a gáz.
Cím: Re:Fémöntés házilag
Írta: 4umhue7vh Dátum 2019 december 10, 21:55
Írta: 4umhue7vh Dátum 2019 december 10, 21:55
Ja és még itt van ez is. Ezt sem tudom fordítva önteni, de ha kivágom a tömör hátlap egy részét, jó lehet. Átlátszó lesz, kevesebb anyag kell.
(https://hobbicncforum.hu/uploaded_images/2019/12/tn_u2mdy7207gj0vx59vum2w_653.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/u2mdy7207gj0vx59vum2w_653.jpg)
(https://hobbicncforum.hu/uploaded_images/2019/12/tn_u2mdy7207gj0vx59vum2w_653.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/u2mdy7207gj0vx59vum2w_653.jpg)
Cím: Re:Fémöntés házilag
Írta: 4umhue7vh Dátum 2019 december 12, 18:21
Írta: 4umhue7vh Dátum 2019 december 12, 18:21
Átterveztem az alkatrészt, így elsőre sikerült.
A másikba vágtam 2 ablakot, csak így szerintem nem lesz jó az áramlás, valószínűleg 2 helyen kell betöltenem az anyagot. Na meg kell egy nagyobb formázószekrény.
(https://hobbicncforum.hu/uploaded_images/2019/12/tn_zietau8sgnu6nedz93hxy_653.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/zietau8sgnu6nedz93hxy_653.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/tn_cuiut5s74djkc0pkx6yz_653.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/cuiut5s74djkc0pkx6yz_653.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/tn_zm8vs04df5iz0ze6eup94_653.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/zm8vs04df5iz0ze6eup94_653.jpg)
A másikba vágtam 2 ablakot, csak így szerintem nem lesz jó az áramlás, valószínűleg 2 helyen kell betöltenem az anyagot. Na meg kell egy nagyobb formázószekrény.
(https://hobbicncforum.hu/uploaded_images/2019/12/tn_zietau8sgnu6nedz93hxy_653.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/zietau8sgnu6nedz93hxy_653.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/tn_cuiut5s74djkc0pkx6yz_653.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/cuiut5s74djkc0pkx6yz_653.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/tn_zm8vs04df5iz0ze6eup94_653.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/zm8vs04df5iz0ze6eup94_653.jpg)
Cím: Re:Fémöntés házilag
Írta: 4umhue7vh Dátum 2019 december 13, 16:07
Írta: 4umhue7vh Dátum 2019 december 13, 16:07
Elsőre, szinte tökéletes.[#nyes]
(https://hobbicncforum.hu/uploaded_images/2019/12/tn_ekzz3kewc6xjv80fiuz_653.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/ekzz3kewc6xjv80fiuz_653.jpg)
(https://hobbicncforum.hu/uploaded_images/2019/12/tn_ekzz3kewc6xjv80fiuz_653.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/ekzz3kewc6xjv80fiuz_653.jpg)
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2019 december 13, 18:12
Írta: svejk Dátum 2019 december 13, 18:12
[#eljen]
Cím: Re:Fémöntés házilag
Írta: izbeki Dátum 2019 december 13, 18:17
Írta: izbeki Dátum 2019 december 13, 18:17
Nagyon szuper![#wave]
Cím: Re:Fémöntés házilag
Írta: ebalint Dátum 2019 december 13, 18:18
Írta: ebalint Dátum 2019 december 13, 18:18
[#eljen]
Cím: Re:Fémöntés házilag
Írta: B.Zoltán Dátum 2019 december 13, 18:50
Írta: B.Zoltán Dátum 2019 december 13, 18:50
[#taps][#eljen]
Cím: Re:Fémöntés házilag
Írta: kmajer Dátum 2019 december 13, 20:13
Írta: kmajer Dátum 2019 december 13, 20:13
[#eljen]
Cím: Re:Fémöntés házilag
Írta: xsugix Dátum 2019 december 14, 06:49
Írta: xsugix Dátum 2019 december 14, 06:49
[#eljen][#worship]
Cím: Re:Fémöntés házilag
Írta: 4umhue7vh Dátum 2019 december 14, 15:28
Írta: 4umhue7vh Dátum 2019 december 14, 15:28
Köszi mindenkinek!
Ha valaki mintakészítésre adná a fejét, a ha habosított PVC kiválóan alkalmas. Festeni sem kell,simára csiszolható, nem tapad hozzá a homok.
Ha valaki mintakészítésre adná a fejét, a ha habosított PVC kiválóan alkalmas. Festeni sem kell,simára csiszolható, nem tapad hozzá a homok.
Cím: Re:Fémöntés házilag
Írta: sufnituning Dátum 2019 december 14, 18:43
Írta: sufnituning Dátum 2019 december 14, 18:43
[#eljen][#eljen][#eljen]
Cím: Re:Fémöntés házilag
Írta: 2am4nwzib Dátum 2019 december 14, 18:58
Írta: 2am4nwzib Dátum 2019 december 14, 18:58
[#eljen][#eljen][#eljen][#eljen][#eljen]
Cím: Re:Fémöntés házilag
Írta: 8yfbng54y Dátum 2019 december 25, 13:35
Írta: 8yfbng54y Dátum 2019 december 25, 13:35
Üdv,
Bronzból szeretnék kisebb szobrokat önteni otthon. Bronzom van, kovácsolgatok úgyhogy egy pb palackos kohót is össze tudok dobni, megvan hozzá minden. Viaszveszejtésben gondolkodom. Pár dolgot még nem egészen értek, de.
Első kérdések:
- Van öntős bolt Pesten vagy a közelben valahol?
. Hol kapok jó grafit tégelyt Mo-on? ebay-ről nem rendelnék, nem tudom, milyen minőségű. 2-3 kg-os elég lenne első körben.
Boldog karácsonyt mindenkinek.
Bronzból szeretnék kisebb szobrokat önteni otthon. Bronzom van, kovácsolgatok úgyhogy egy pb palackos kohót is össze tudok dobni, megvan hozzá minden. Viaszveszejtésben gondolkodom. Pár dolgot még nem egészen értek, de.
Első kérdések:
- Van öntős bolt Pesten vagy a közelben valahol?
. Hol kapok jó grafit tégelyt Mo-on? ebay-ről nem rendelnék, nem tudom, milyen minőségű. 2-3 kg-os elég lenne első körben.
Boldog karácsonyt mindenkinek.
Cím: Re:Fémöntés házilag
Írta: xu88enaph Dátum 2020 január 11, 21:38
Írta: xu88enaph Dátum 2020 január 11, 21:38
Szia! Csepelen próbáld meg az öntészeti anyagokat beszerezni. Például itt :http://www.foundex.hu/#kapcsolat
Cím: Re:Fémöntés házilag
Írta: 8yfbng54y Dátum 2020 január 14, 08:39
Írta: 8yfbng54y Dátum 2020 január 14, 08:39
Köszönöm, megkeresem őket.
Cím: Re:Fémöntés házilag
Írta: xu88enaph Dátum 2020 január 20, 20:09
Írta: xu88enaph Dátum 2020 január 20, 20:09
Sikerült lépned a témában?
Cím: Re:Fémöntés házilag
Írta: 8yfbng54y Dátum 2020 január 21, 07:47
Írta: 8yfbng54y Dátum 2020 január 21, 07:47
Igen, voltam Csepelen, az Öntöde utcában és vettem pár Mars tégelyt. Sikerült beszélnem is pár hozzáértővel, sokmindent megtanultam.
Persze, mint minden hobbiban - szakmában, itt is megvannak az erős vélemények.
Például, hogy otthon nem lehet kerámia héjat építeni, adjam fel, mert 24 órán át kell kavarni folyamatosan a kerámia iszapot, hogy ne üljön ki.
Nos, ez igaz a hagyományos iszapra, de lehet kapni olyan iszapot is (Németországban) amit csak kéthetente kell keverni és direkt otthoni hobbi felhasználóknak van.
Na, szóval lassan tanulok bele..
Persze, mint minden hobbiban - szakmában, itt is megvannak az erős vélemények.
Például, hogy otthon nem lehet kerámia héjat építeni, adjam fel, mert 24 órán át kell kavarni folyamatosan a kerámia iszapot, hogy ne üljön ki.
Nos, ez igaz a hagyományos iszapra, de lehet kapni olyan iszapot is (Németországban) amit csak kéthetente kell keverni és direkt otthoni hobbi felhasználóknak van.
Na, szóval lassan tanulok bele..
Cím: Re:Fémöntés házilag
Írta: xsugix Dátum 2020 január 21, 11:47
Írta: xsugix Dátum 2020 január 21, 11:47
Az árakat lehet tudni? Mármint a tégelyekét. Nagyságrendileg mire lehet számítani.
Cím: Re:Fémöntés házilag
Írta: zip0ji0se Dátum 2020 január 21, 19:02
Írta: zip0ji0se Dátum 2020 január 21, 19:02
Ma már sok helyen a szobor öntészetben nem használják az etilszilikátos hélyat, hanem az úgy nevezett gipsz samottot.
Gipsz és téglapor keveréke. Kétéve hallottam elősször róla, mivel a lánykám, akkor kezdet szobrásznak tanulni. Sokkal olcsobb, de jobban még nem jártam utána.
Gipsz és téglapor keveréke. Kétéve hallottam elősször róla, mivel a lánykám, akkor kezdet szobrásznak tanulni. Sokkal olcsobb, de jobban még nem jártam utána.
Cím: Re:Fémöntés házilag
Írta: xu88enaph Dátum 2020 január 21, 19:50
Írta: xu88enaph Dátum 2020 január 21, 19:50
Leírnád röviden a tapasztalataidat, hogy mi is tudjunk tanulni?! Én most kisérletezem a 3D nyomtatott tárgyak beágyazásával és kiöntésével. Ha előre jutok, beszámolok róla.
Cím: Re:Fémöntés házilag
Írta: 8yfbng54y Dátum 2020 január 28, 13:03
Írta: 8yfbng54y Dátum 2020 január 28, 13:03
Sziasztok,
Nincs egyelőre sok tapasztalatom, a tanulási fázisban vagyok. Engem magamat a homokos-dobozos öntés nem érdekel annyira, mert nem olyan formákban gondolkodom (de persze biztos tök poén az is).
Több sikertelen öntésem volt, mind pici. Először gipsszel, aztán gipsszel és homokkal próbálkoztam, ezek felejtősek.
Egy 3d nyomtatott kis farkasfej volt az, ami értékelhető lett, de azért nem jó. Most szereztem nagyon apró szemű samottot (kerámia üzletben), 1/3 gipsz 2/3 samottal fogok legközelebb próbálkozni. Ehhez kell valami erősítés is, mindenféle házi és kisipari receptek vannak rá.
Amit írtatok is itt, az etilszilikátos héj nem reális otthoni felhasználásra, mert 24 órán át kell keverni folyamatosan.. Vannak ezt kiváltó anyagok, amiket kb 2 hetente kell átkeverni. A legközelebbit amit találtam, Németországból tudom beszerezni, SuspendaSlurry a neve. Az a nagy plusz benne hogy ezt elég sokan használják USA-ban, azaz ki van próbálva, youtube-on is van róla használható. Van egy arc, aki pl nem kiégeti belőle a viaszt, hanem kiforralja egy nagy üstben, ami sok szempontből jobb. Az anyag nem éktelenül drága, a szállítás viszont igen, és a fagytól tönkremegy, ezért tavasszal lehet behozni.
Ami nagyon jó, hogy mindenki akivel dumáltam, kedves és szívesen megosztotta amit tud.
Mars tégelyek, a 2-4 kilós kisebb tégelyek 4000 Ft körül vannak. Nem próbáltam még ki, nem tudom, hány öntést bír stb. Kínából lehet behozatni olcsóbban de azt hiszem nem fogok, a szokásos minőségi para miatt, és annyival nem olcsóbb.
A viaszok.. az egy külön móka.
Még egy dolog, az aluminium lathatólag egészen más világ mint a bronz.
Nincs egyelőre sok tapasztalatom, a tanulási fázisban vagyok. Engem magamat a homokos-dobozos öntés nem érdekel annyira, mert nem olyan formákban gondolkodom (de persze biztos tök poén az is).
Több sikertelen öntésem volt, mind pici. Először gipsszel, aztán gipsszel és homokkal próbálkoztam, ezek felejtősek.
Egy 3d nyomtatott kis farkasfej volt az, ami értékelhető lett, de azért nem jó. Most szereztem nagyon apró szemű samottot (kerámia üzletben), 1/3 gipsz 2/3 samottal fogok legközelebb próbálkozni. Ehhez kell valami erősítés is, mindenféle házi és kisipari receptek vannak rá.
Amit írtatok is itt, az etilszilikátos héj nem reális otthoni felhasználásra, mert 24 órán át kell keverni folyamatosan.. Vannak ezt kiváltó anyagok, amiket kb 2 hetente kell átkeverni. A legközelebbit amit találtam, Németországból tudom beszerezni, SuspendaSlurry a neve. Az a nagy plusz benne hogy ezt elég sokan használják USA-ban, azaz ki van próbálva, youtube-on is van róla használható. Van egy arc, aki pl nem kiégeti belőle a viaszt, hanem kiforralja egy nagy üstben, ami sok szempontből jobb. Az anyag nem éktelenül drága, a szállítás viszont igen, és a fagytól tönkremegy, ezért tavasszal lehet behozni.
Ami nagyon jó, hogy mindenki akivel dumáltam, kedves és szívesen megosztotta amit tud.
Mars tégelyek, a 2-4 kilós kisebb tégelyek 4000 Ft körül vannak. Nem próbáltam még ki, nem tudom, hány öntést bír stb. Kínából lehet behozatni olcsóbban de azt hiszem nem fogok, a szokásos minőségi para miatt, és annyival nem olcsóbb.
A viaszok.. az egy külön móka.
Még egy dolog, az aluminium lathatólag egészen más világ mint a bronz.
Cím: Re:Fémöntés házilag
Írta: 8yfbng54y Dátum 2020 január 28, 13:06
Írta: 8yfbng54y Dátum 2020 január 28, 13:06
Nem tudom mekkora figurákban gondolkodsz és milyen pontos öntést akarsz, és főleg miből..
Ilyen pici figurákra - ékszerre két módszert láttam, a centrifugásat meg a vákuumosat. Mindkettőről érdekel, amit tudsz vagy tapasztaltál. Mindkettő reális házilag is.
Ilyen pici figurákra - ékszerre két módszert láttam, a centrifugásat meg a vákuumosat. Mindkettőről érdekel, amit tudsz vagy tapasztaltál. Mindkettő reális házilag is.
Cím: Re:Fémöntés házilag
Írta: 2am4nwzib Dátum 2020 január 28, 22:42
Írta: 2am4nwzib Dátum 2020 január 28, 22:42
Próbáld meg a következő tehnikát
1 gipsz formába(nagyob szobroknál ajánlatos drótháló)
2 gipsz szárítás/kiégetés
nem szabad nyílt lángon kiégetni (elektromos kemencében történik "Kültérben") a hőmérséklet ne haldja meg a 650 fokot (kb 2/3 óra mérettől függő)
szárítás/kiégetés után "rögtön" kiönteni olvadt fémmel
1 gipsz formába(nagyob szobroknál ajánlatos drótháló)
2 gipsz szárítás/kiégetés
nem szabad nyílt lángon kiégetni (elektromos kemencében történik "Kültérben") a hőmérséklet ne haldja meg a 650 fokot (kb 2/3 óra mérettől függő)
szárítás/kiégetés után "rögtön" kiönteni olvadt fémmel
Cím: Re:Fémöntés házilag
Írta: 8yfbng54y Dátum 2020 január 29, 09:21
Írta: 8yfbng54y Dátum 2020 január 29, 09:21
OK, de ez nem csak gipsz, a színe alapján (nem mondja, mi, de gondolom homok lehet még benne). Itt az előző videója, ahol tiszta gipsszel próbálkozik, szét is megy az első:
https://www.youtube.com/watch?v=FeTprFG__1M&feature=youtu.be
https://www.youtube.com/watch?v=FeTprFG__1M&feature=youtu.be
Cím: Re:Fémöntés házilag
Írta: 2am4nwzib Dátum 2020 január 29, 19:55
Írta: 2am4nwzib Dátum 2020 január 29, 19:55
mondta is hogy ,,heat is too much,, na meg a nyílt láng sem jo , nekem egy elektromos kemencém van termosztáttal ( a hőfok fokozatosan emelem)
gisz (sima gipsz) is lehet
de ha profib dolgot akarsz használhatod a fogtechnikus gipszet (Szilisan )
(https://hobbicncforum.hu/uploaded_images/2020/01/tn_37knf0ska4wdj0kiudtu_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2020/01/37knf0ska4wdj0kiudtu_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2020/01/tn_849xy6i6ney0a5segu62_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2020/01/849xy6i6ney0a5segu62_5949.jpg)
gisz (sima gipsz) is lehet
de ha profib dolgot akarsz használhatod a fogtechnikus gipszet (Szilisan )
(https://hobbicncforum.hu/uploaded_images/2020/01/tn_37knf0ska4wdj0kiudtu_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2020/01/37knf0ska4wdj0kiudtu_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2020/01/tn_849xy6i6ney0a5segu62_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2020/01/849xy6i6ney0a5segu62_5949.jpg)
Cím: Re:Fémöntés házilag
Írta: 2am4nwzib Dátum 2020 január 29, 20:09
Írta: 2am4nwzib Dátum 2020 január 29, 20:09
Silisan
(https://hobbicncforum.hu/uploaded_images/2020/01/tn_xgxvapxtdbz4nzqkhjag_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2020/01/xgxvapxtdbz4nzqkhjag_5949.jpg)
(https://hobbicncforum.hu/uploaded_images/2020/01/tn_xgxvapxtdbz4nzqkhjag_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2020/01/xgxvapxtdbz4nzqkhjag_5949.jpg)
Cím: Re:Fémöntés házilag
Írta: 8yfbng54y Dátum 2020 január 29, 21:31
Írta: 8yfbng54y Dátum 2020 január 29, 21:31
OK, az már kezd világos lenni hogy valamilyen égető kemence nélkül nem úszom meg végül..
Ezt én a képen Silikan-nak olvasom, de nem sikerült Mo-on találnom gyors netes kereséssel. Tudsz esetleg linket?
Ha jól látom, ezt is ki kell égetni szép lassan, meg kb minden ilyet. Kollega ajánlott másik fogász gipszet, de azt is ki kell égetni kb 700 fokon. Van a gipsz + samott recept, de detto, azt is ki kell égetni, bár elég neki az 500 fok.
Ha a gázos kohómba rakom, akkor ezek mind pillanat alatt darabokra repednek.
A gipszről már elég sokat olvastam, az az alap baj ahogy a vízzel kötést alkot.
Ezt én a képen Silikan-nak olvasom, de nem sikerült Mo-on találnom gyors netes kereséssel. Tudsz esetleg linket?
Ha jól látom, ezt is ki kell égetni szép lassan, meg kb minden ilyet. Kollega ajánlott másik fogász gipszet, de azt is ki kell égetni kb 700 fokon. Van a gipsz + samott recept, de detto, azt is ki kell égetni, bár elég neki az 500 fok.
Ha a gázos kohómba rakom, akkor ezek mind pillanat alatt darabokra repednek.
A gipszről már elég sokat olvastam, az az alap baj ahogy a vízzel kötést alkot.
Cím: Re:Fémöntés házilag
Írta: 2am4nwzib Dátum 2020 január 29, 22:12
Írta: 2am4nwzib Dátum 2020 január 29, 22:12
Én sem tálalók linket sajnos ( fogtechnikai szaküzletből szoktam beszerezni )
2-komponensű Silikan+Silisan ,kiégetés 700~900 C
gipsz + samott recept , közepes/nagyobb méretű szobroknál alkalmazzák.
a gisz kiégetés lényege " lassú és fokozatos hőfok emelés" kalcinálás.
2-komponensű Silikan+Silisan ,kiégetés 700~900 C
gipsz + samott recept , közepes/nagyobb méretű szobroknál alkalmazzák.
a gisz kiégetés lényege " lassú és fokozatos hőfok emelés" kalcinálás.
Cím: Re:Fémöntés házilag
Írta: 8yfbng54y Dátum 2020 január 30, 14:32
Írta: 8yfbng54y Dátum 2020 január 30, 14:32
Röviden összefoglalom amit eddig tudok erről akkor.
Ha nem homokkal játszik az ember, akkor négyféle lehetséges forrása van a héjnak:
- gipsz + samott (nagyobb darabokhoz)
- profi öntős slurry, ami nem etil-szilikátos és nem kell állandóan keverni (szintén inkább nagyobbakhoz)
- ékszerész beágyazómasszák
- fogász beágyazó anyagok
Amit eddig láttam, abból a legdrágább opció a fogász, a legolcsóbb a gipsz + samott. Mindegyik héjat hőkezelni kell, vagyis ki kell égetni, a viasz eltávolítása után, méghozzá elég komolyan, 500-700 fokon, sok óráig. Kivétel a fogász anyag, aminek elég fél-egy óra (ergo lehet hogy nem is olyan drága). Mindegyikhez lényegében indokolt az elektromos megoldás mert a gázos durvulástól szétmegy.
Azt hogy melyik mennyire pontos, nem tudom, de az a tippem hogy a gipszsamott a legkevésbé pontos, és a fogász anyag a leginkább az.
Az ékszerészek-fogászok vagy centrifugát, vagy vákuumot használnak, ergo lehet hogy ezek kellenek is a jó eredményhez. Mindkettő megoldható kis barkácsolással.
Ha nem homokkal játszik az ember, akkor négyféle lehetséges forrása van a héjnak:
- gipsz + samott (nagyobb darabokhoz)
- profi öntős slurry, ami nem etil-szilikátos és nem kell állandóan keverni (szintén inkább nagyobbakhoz)
- ékszerész beágyazómasszák
- fogász beágyazó anyagok
Amit eddig láttam, abból a legdrágább opció a fogász, a legolcsóbb a gipsz + samott. Mindegyik héjat hőkezelni kell, vagyis ki kell égetni, a viasz eltávolítása után, méghozzá elég komolyan, 500-700 fokon, sok óráig. Kivétel a fogász anyag, aminek elég fél-egy óra (ergo lehet hogy nem is olyan drága). Mindegyikhez lényegében indokolt az elektromos megoldás mert a gázos durvulástól szétmegy.
Azt hogy melyik mennyire pontos, nem tudom, de az a tippem hogy a gipszsamott a legkevésbé pontos, és a fogász anyag a leginkább az.
Az ékszerészek-fogászok vagy centrifugát, vagy vákuumot használnak, ergo lehet hogy ezek kellenek is a jó eredményhez. Mindkettő megoldható kis barkácsolással.
Cím: Re:Fémöntés házilag
Írta: 2am4nwzib Dátum 2020 január 30, 19:04
Írta: 2am4nwzib Dátum 2020 január 30, 19:04
ékszerész beágyazómassz az is egy gipszes anyag(szárítás kb 8óra )
fogász beágyazó anyagok gyorsabb és precízebb ( nem engedi a forma zsugorodását)
vákuumozni a fojékony giszet/maszát is kel , de nem fontos (felületi gyöngyözés keletkezik vákuumozás híján )
gravitációs öntés zömök formáknál lehet alkalmazni eredményesen
centrifuga/vákuum pedig precizios öntésnél
különben a foglalkozásom szobrász/formatervező
fogász beágyazó anyagok gyorsabb és precízebb ( nem engedi a forma zsugorodását)
vákuumozni a fojékony giszet/maszát is kel , de nem fontos (felületi gyöngyözés keletkezik vákuumozás híján )
gravitációs öntés zömök formáknál lehet alkalmazni eredményesen
centrifuga/vákuum pedig precizios öntésnél
különben a foglalkozásom szobrász/formatervező
Cím: Re:Fémöntés házilag
Írta: 8yfbng54y Dátum 2020 január 30, 20:29
Írta: 8yfbng54y Dátum 2020 január 30, 20:29
Ez szuper, akkor pár kérdés :)
- A felületi gyöngyözést ki lehet a végén cizellálni?
- A fogász anyagnak van méretbeli felső határa? Van olyan méret, amire már nem jó? Milyen jó a tartása magában? Lehetne belőle héjat is építeni? Az ára elég húzós a többihez képest, de kicsiben megéri.
- A fogász anyagba forrón kell önteni a bronzot?
- A felületi gyöngyözést ki lehet a végén cizellálni?
- A fogász anyagnak van méretbeli felső határa? Van olyan méret, amire már nem jó? Milyen jó a tartása magában? Lehetne belőle héjat is építeni? Az ára elég húzós a többihez képest, de kicsiben megéri.
- A fogász anyagba forrón kell önteni a bronzot?
Cím: Re:Fémöntés házilag
Írta: designr Dátum 2020 január 30, 21:23
Írta: designr Dátum 2020 január 30, 21:23
- A fogász anyagba forrón kell önteni a bronzot?
Nem muszáj nagyon forrónak lennie a bronznak, de ajánlott az olvadáspont fölé melegíteni mert különben nehezen megy..[#vigyor]
Ne haragudj..nem tudtam kihagyni..szakmailag nem tudok hozzászólni..
Nem muszáj nagyon forrónak lennie a bronznak, de ajánlott az olvadáspont fölé melegíteni mert különben nehezen megy..[#vigyor]
Ne haragudj..nem tudtam kihagyni..szakmailag nem tudok hozzászólni..
Cím: Re:Fémöntés házilag
Írta: sufnituning Dátum 2020 január 30, 22:31
Írta: sufnituning Dátum 2020 január 30, 22:31
Nagyon vicces vagy![#taps]
Ha nem tetszik a felület, cizelláljál![#nyes]
"A fogász anyagnak van méretbeli felső határa?"
Lehetőleg férjen be egy szájba![#nyes]
"Van olyan méret, amire már nem jó?"
Csak a pénztárcád bírja ! Miért a legdrágább anyaggal kezdesz kísérletezni?[#conf]
"A fogász anyagba forrón kell önteni a bronzot?"
Ha nem elég meleg, kicsit darabos lesz az öntés![#nyes]
Ha nem tetszik a felület, cizelláljál![#nyes]
"A fogász anyagnak van méretbeli felső határa?"
Lehetőleg férjen be egy szájba![#nyes]
"Van olyan méret, amire már nem jó?"
Csak a pénztárcád bírja ! Miért a legdrágább anyaggal kezdesz kísérletezni?[#conf]
"A fogász anyagba forrón kell önteni a bronzot?"
Ha nem elég meleg, kicsit darabos lesz az öntés![#nyes]
Cím: Re:Fémöntés házilag
Írta: 8yfbng54y Dátum 2020 január 31, 00:15
Írta: 8yfbng54y Dátum 2020 január 31, 00:15
Kilóra tényleg az a legdrágább. De megkapom kis kiszerelésben, így olcsón ki tudom próbálni és messze az tűnik a legproblémátlanabbnak. Az összeset ki fogom amúgy, és még másokat is, amikről most nem is tudok.
Az hogy mi a drága, elég összetett kérdés. Ha egy kemencét 15 órán át kell fűteni pár próbadarab miatt, annak is költsége van. Ha háromból egy öntés sikerül, mert rossz anyaggal, kompromisszumokkal kell dolgozni, hogy spóroljon az ember, annak is megvan a sokféle költsége. Adott esetben a haszna is, mert tanul belőle az ember.
Az hogy mi a drága, elég összetett kérdés. Ha egy kemencét 15 órán át kell fűteni pár próbadarab miatt, annak is költsége van. Ha háromból egy öntés sikerül, mert rossz anyaggal, kompromisszumokkal kell dolgozni, hogy spóroljon az ember, annak is megvan a sokféle költsége. Adott esetben a haszna is, mert tanul belőle az ember.
Cím: Re:Fémöntés házilag
Írta: 8yfbng54y Dátum 2020 január 31, 00:19
Írta: 8yfbng54y Dátum 2020 január 31, 00:19
Ja, a magas labdát le kell ütni :) de azért érdekelne a válasz az igazi kérdésre is..
Cím: Re:Fémöntés házilag
Írta: 8yfbng54y Dátum 2020 január 31, 14:55
Írta: 8yfbng54y Dátum 2020 január 31, 14:55
Ehhez még annyit, hogy bárcsak én is elmondhatnám, hogy nagyon vicces vagy. Minden fórumon van ilyen arc. Valahogy visszafele viszont nem szokták érteni a tréfát. Nem is próbálkozom.
Ha tudsz valamit olyat is írni esetleg, aminek tartalma van, hát semmi ne tartson vissza..
Ha tudsz valamit olyat is írni esetleg, aminek tartalma van, hát semmi ne tartson vissza..
Cím: Re:Fémöntés házilag
Írta: 2am4nwzib Dátum 2020 január 31, 18:32
Írta: 2am4nwzib Dátum 2020 január 31, 18:32
felületi gyöngyözést igen lehet cizellálni
fogász anyagnak van méretbeli felső határa , nincs
Lehetne belőle héjat , nem erre való
fogász anyagba forrón kell önteni a bronzot, 1200~1300 C
fogász anyagnak van méretbeli felső határa , nincs
Lehetne belőle héjat , nem erre való
fogász anyagba forrón kell önteni a bronzot, 1200~1300 C
Cím: Re:Fémöntés házilag
Írta: 2am4nwzib Dátum 2020 február 01, 20:52
Írta: 2am4nwzib Dátum 2020 február 01, 20:52
.
Cím: Re:Fémöntés házilag
Írta: xt0eyg3hm Dátum 2020 február 01, 22:37
Írta: xt0eyg3hm Dátum 2020 február 01, 22:37
Sziasztok!
Van olyan aki vállal bronz béröntést?
Egy övcsatot szeretnék kiöntetni, a méhviasz forma megvan hozzá.
Van olyan aki vállal bronz béröntést?
Egy övcsatot szeretnék kiöntetni, a méhviasz forma megvan hozzá.
Cím: Re:Fémöntés házilag
Írta: zip0ji0se Dátum 2020 február 01, 23:31
Írta: zip0ji0se Dátum 2020 február 01, 23:31
Szia !
Ritkán szoktam az öntéshez hozzá szólni, de mindig figyelem olvasom a próbálkozók lelkesedését. Szoktam néha tanácsot is adni, de általában feleslegesen, mert mindig a saját kárán tanul az ember.
Ha jól veszem ki a szavaidból, akkor Okm-rel szeretnél az öntészet legszebb és legbonyolultabb részének neki állni.
Csak két kérdés.
1. Mért a legdrágább megoldással kezded és mért nem homokkal. Abból is van olyan finomságú, hogy az ujjlenyomatodat is vissza adja.
2. Az írásaidból, kérdéseidből kiderül, hogy a precíziós és szoboröntésből nagyon kevés, vagy egyáltalán nem olvastál szakirodalmat.
Na egy harmadik is legyen.
Milyen felszereléssel rendelkezel hozzá? Ez egyből meghatározza az első lépéseket. Én a helyedben kisebb lendülettel álnék neki és inkább a tapasztalat szerzés lenne az elsődleges, ha ez meg van, akkor uccu neki had menjen. Tudom miről beszélek, mert ezt tanultam és 2006- ig dolgoztam a szakmában. Ma már sajnos nem tanítják, vagy csak elvétve talán. Egyetemi szinten is volt, de már nincs. Beolvasztották más szakba.
Szóval olvass, tanulj és vigyázz a testi épségedre, mert nem a legveszélytelenebb szakmák egyike.
(könyvtár, internet, youtbe, esetleg olyan műhely ahol foglalkoznak ilyennel és szívesen látnak)
Az adatlapodból nem derül ki, hogy hol is laksz.
Üdv:
Ritkán szoktam az öntéshez hozzá szólni, de mindig figyelem olvasom a próbálkozók lelkesedését. Szoktam néha tanácsot is adni, de általában feleslegesen, mert mindig a saját kárán tanul az ember.
Ha jól veszem ki a szavaidból, akkor Okm-rel szeretnél az öntészet legszebb és legbonyolultabb részének neki állni.
Csak két kérdés.
1. Mért a legdrágább megoldással kezded és mért nem homokkal. Abból is van olyan finomságú, hogy az ujjlenyomatodat is vissza adja.
2. Az írásaidból, kérdéseidből kiderül, hogy a precíziós és szoboröntésből nagyon kevés, vagy egyáltalán nem olvastál szakirodalmat.
Na egy harmadik is legyen.
Milyen felszereléssel rendelkezel hozzá? Ez egyből meghatározza az első lépéseket. Én a helyedben kisebb lendülettel álnék neki és inkább a tapasztalat szerzés lenne az elsődleges, ha ez meg van, akkor uccu neki had menjen. Tudom miről beszélek, mert ezt tanultam és 2006- ig dolgoztam a szakmában. Ma már sajnos nem tanítják, vagy csak elvétve talán. Egyetemi szinten is volt, de már nincs. Beolvasztották más szakba.
Szóval olvass, tanulj és vigyázz a testi épségedre, mert nem a legveszélytelenebb szakmák egyike.
(könyvtár, internet, youtbe, esetleg olyan műhely ahol foglalkoznak ilyennel és szívesen látnak)
Az adatlapodból nem derül ki, hogy hol is laksz.
Üdv:
Cím: Re:Fémöntés házilag
Írta: 8yfbng54y Dátum 2020 február 10, 21:55
Írta: 8yfbng54y Dátum 2020 február 10, 21:55
Szia,
Hú de jó válasz, nagyon köszönöm. Pesten lakom.
A homokkal az a bajom, hogy kis, néha elég fura formájú szobrokat akarok kiönteni, és nem látom, hogy ez geometriailag hogyan lehetséges homokkal, már ha viaszt nem lehet kiolvasztani homokból (azt hiszem, nem lehet). Magyarul, nem tudok alkalmazkodni ahhoz, hogy egy síkkal el lehessen bontani ketté a tárgyat úgy, hogy a két felet ki lehessen venni. Nem a pontosságával van bajom, sőt, nagyon is tetszik a technika, csak nekem nem jó.
Ami azt illeti, hogy drága, ez relatív. Kísérletezni igazából nem drága, főleg mert volt olyan fogászati anyag árus, aki adott volna kis tételben is belőle.
Nyilván ki fogom próbálni a gipsz + samottot is.
Az, hogy nem értek hozzá, nyilvánvaló nekem is :)
Elég óvatos alkat vagyok amúgy, tízszer meggondolom, mielőtt valamit meg is csinálok. Viszont szeretek minden vad ötletet legalább gondolatban kipróbálni. Az hogy szakmaként tanuljam, nekem nem lehetőség, van saját szakmám, ami jól is megy, ez csak hobbi nekem.
Felszerelés: Van gázos kohóm, amiben már olvasztottam bronzot, lett belőle egy elég béna farkas fej. Kovácsolgatok, úgyhogy össze tudok dobni egy kivevő fogót stb, ha kell. Van Mars féle olvasztótégelyem, 2 és 4 kilós. Ami nincs, és állandóan beleütközöm, az egy égető kemence, ami nem agresszív, szóval elektromos. Lényegében minden burkoló gipszet meg kerámia héjat, amit láttam, ki kell égetni. Persze betettem én a kohóba a gipszbe ágyazott viaszt, szét is égette a gipszet semmi perc alatt.
A kezdő logika azt sugallná, hogy akár egy hagyományos sütőben ha pontosan 90 fokra hevíteném lassan a formát, akkor szép szelíden kicsorogna a viasz belőle, el se égne, a gipsz meg vígan bírná. De valószínűleg szét is repesztené a formát a viasz hőtágulása miatt. Erre már mindenféle cseleket láttam, de még nem tudom, mit tudok belőle megvalósítani otthon.
Na, szóval én nem bánom a kísérletezést, és azt sem, ha nem a legolcsóbb anyagokkal próbálkozom. Ez hobbi, és élvezem, nem akarok vele pénzt keresni. Azért tanultam a saját szakmámat 20 évig.
Hú de jó válasz, nagyon köszönöm. Pesten lakom.
A homokkal az a bajom, hogy kis, néha elég fura formájú szobrokat akarok kiönteni, és nem látom, hogy ez geometriailag hogyan lehetséges homokkal, már ha viaszt nem lehet kiolvasztani homokból (azt hiszem, nem lehet). Magyarul, nem tudok alkalmazkodni ahhoz, hogy egy síkkal el lehessen bontani ketté a tárgyat úgy, hogy a két felet ki lehessen venni. Nem a pontosságával van bajom, sőt, nagyon is tetszik a technika, csak nekem nem jó.
Ami azt illeti, hogy drága, ez relatív. Kísérletezni igazából nem drága, főleg mert volt olyan fogászati anyag árus, aki adott volna kis tételben is belőle.
Nyilván ki fogom próbálni a gipsz + samottot is.
Az, hogy nem értek hozzá, nyilvánvaló nekem is :)
Elég óvatos alkat vagyok amúgy, tízszer meggondolom, mielőtt valamit meg is csinálok. Viszont szeretek minden vad ötletet legalább gondolatban kipróbálni. Az hogy szakmaként tanuljam, nekem nem lehetőség, van saját szakmám, ami jól is megy, ez csak hobbi nekem.
Felszerelés: Van gázos kohóm, amiben már olvasztottam bronzot, lett belőle egy elég béna farkas fej. Kovácsolgatok, úgyhogy össze tudok dobni egy kivevő fogót stb, ha kell. Van Mars féle olvasztótégelyem, 2 és 4 kilós. Ami nincs, és állandóan beleütközöm, az egy égető kemence, ami nem agresszív, szóval elektromos. Lényegében minden burkoló gipszet meg kerámia héjat, amit láttam, ki kell égetni. Persze betettem én a kohóba a gipszbe ágyazott viaszt, szét is égette a gipszet semmi perc alatt.
A kezdő logika azt sugallná, hogy akár egy hagyományos sütőben ha pontosan 90 fokra hevíteném lassan a formát, akkor szép szelíden kicsorogna a viasz belőle, el se égne, a gipsz meg vígan bírná. De valószínűleg szét is repesztené a formát a viasz hőtágulása miatt. Erre már mindenféle cseleket láttam, de még nem tudom, mit tudok belőle megvalósítani otthon.
Na, szóval én nem bánom a kísérletezést, és azt sem, ha nem a legolcsóbb anyagokkal próbálkozom. Ez hobbi, és élvezem, nem akarok vele pénzt keresni. Azért tanultam a saját szakmámat 20 évig.
Cím: Re:Fémöntés házilag
Írta: 8yfbng54y Dátum 2020 február 10, 22:17
Írta: 8yfbng54y Dátum 2020 február 10, 22:17
Szép ez is, és látszik, hogy nem egyszerű, nyilván sokszor csinálta már, de nem biztos benne így sem, hogy összejött, amíg ki nem bontotta.
Cím: Re:Fémöntés házilag
Írta: kijy8hc3f Dátum 2020 február 11, 06:27
Írta: kijy8hc3f Dátum 2020 február 11, 06:27
Tisztelt Fórum.
Hozzáértőktöl szeretnék tanácsot kérni, egy 90 dkg os tégelyhez épitenék egy propános kemencét, főleg aluminium esetleg réz olvasztáshoz. Ajánlottak Fiberfrax Durablankett Z 128 as anyagot a kibéleléséhez és megfelelő ragasztót az anyag rögzitéséhez. Az anyag 25 mm vastag két rétegre lenne elégséges az 1 kartonnyi mennyiség amit meg kell venni.
Alkalmas ez az anyag arra a célra amit fentebb leirtam, vagy válasszam inkább a hőálló cementet, bár utána olvasgatva sok panaszt hallottam, hogy a mobil kemence olyan sulyos lett, hogy ujat épit a készítője samottéglával bélelve. Esetleg válasszam én is a samot tégla bélelést?
Üdvözlettel M. Jenő
Hozzáértőktöl szeretnék tanácsot kérni, egy 90 dkg os tégelyhez épitenék egy propános kemencét, főleg aluminium esetleg réz olvasztáshoz. Ajánlottak Fiberfrax Durablankett Z 128 as anyagot a kibéleléséhez és megfelelő ragasztót az anyag rögzitéséhez. Az anyag 25 mm vastag két rétegre lenne elégséges az 1 kartonnyi mennyiség amit meg kell venni.
Alkalmas ez az anyag arra a célra amit fentebb leirtam, vagy válasszam inkább a hőálló cementet, bár utána olvasgatva sok panaszt hallottam, hogy a mobil kemence olyan sulyos lett, hogy ujat épit a készítője samottéglával bélelve. Esetleg válasszam én is a samot tégla bélelést?
Üdvözlettel M. Jenő
Cím: Re:Fémöntés házilag
Írta: zip0ji0se Dátum 2020 február 11, 11:06
Írta: zip0ji0se Dátum 2020 február 11, 11:06
Szia!
Nem sértésnek és bántásnak írtam amit írtam! A szobor öntészet a legösszetettebb dolog és a legdrágább. Azért kérdeztem, hogy hol laksz, mert ha közelben, akkor megmutattam volna hogyan működik homokban ez a dolog. Mig tanúló voltam sok szobrot csináltunk ami összetett volt. Pl rosszvas egyben az agancsával. Ezekhez kisegítő homokforma kell és hamis magok.
A gibsz magában felejtős öntészeti szempontból ha csak nem valami erre acélra kifejlesztett. Ugyanis a gibsz 900 fokon teljesen szétesik alkotóelemeire. A bemutatott videón is látszik, hogy tele van repedésekkel és csak azért nem esett szét, mert szilárd volt a beágyazó anyag. Ha jobban megnézed, akkor ott van a lábán egy eléggé szembe ötlő zárvány!!
Alacsony olvadás pontú viaszkeveréket használnak az ilyenhez, hogy a kiolvadt viaszt felfogják és utána jönn a többi.
Pesten biztos vannak kisebb szobor öntödék és talán segítenek is az induláshoz.
Vagy vegyél olcsó gyúrmát és avval gyakoróljál formát készíteni a minta köré. Tanulmányozd a mintát, hogy hány részre osztanád fel ahhoz, hogy kitudd venni a formából. A viaszmintához is több részes kell mindenképpen, vagy nézd végig a fogtechnikust, hogy dolgozik ha engedi.
Nem sértésnek és bántásnak írtam amit írtam! A szobor öntészet a legösszetettebb dolog és a legdrágább. Azért kérdeztem, hogy hol laksz, mert ha közelben, akkor megmutattam volna hogyan működik homokban ez a dolog. Mig tanúló voltam sok szobrot csináltunk ami összetett volt. Pl rosszvas egyben az agancsával. Ezekhez kisegítő homokforma kell és hamis magok.
A gibsz magában felejtős öntészeti szempontból ha csak nem valami erre acélra kifejlesztett. Ugyanis a gibsz 900 fokon teljesen szétesik alkotóelemeire. A bemutatott videón is látszik, hogy tele van repedésekkel és csak azért nem esett szét, mert szilárd volt a beágyazó anyag. Ha jobban megnézed, akkor ott van a lábán egy eléggé szembe ötlő zárvány!!
Alacsony olvadás pontú viaszkeveréket használnak az ilyenhez, hogy a kiolvadt viaszt felfogják és utána jönn a többi.
Pesten biztos vannak kisebb szobor öntödék és talán segítenek is az induláshoz.
Vagy vegyél olcsó gyúrmát és avval gyakoróljál formát készíteni a minta köré. Tanulmányozd a mintát, hogy hány részre osztanád fel ahhoz, hogy kitudd venni a formából. A viaszmintához is több részes kell mindenképpen, vagy nézd végig a fogtechnikust, hogy dolgozik ha engedi.
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2020 február 11, 12:29
Írta: robroy007 Dátum 2020 február 11, 12:29
a forgalmazó biztosan tud jó választ adni rá!
nem minden anyag bírja a közvetlen szúró lángot ez az első amit figyelembe vennék
lehet kell elé még egy lángálló réteg is hiába bírja és szigeteli remekül a hőt
a samot bírj a szúró lángot de nem szigetel úgy sőtinkáb arányaiban sehogy a kemence bélés anyagokhoz képest
a 90 dkg megolvasztásához láttunk már zománc lavorban történő olvasztást is találkozón, tehát nem feltétlen szükséges hozzá csúcs technika sem PB-vel[#vigyor2]
nem minden anyag bírja a közvetlen szúró lángot ez az első amit figyelembe vennék
lehet kell elé még egy lángálló réteg is hiába bírja és szigeteli remekül a hőt
a samot bírj a szúró lángot de nem szigetel úgy sőtinkáb arányaiban sehogy a kemence bélés anyagokhoz képest
a 90 dkg megolvasztásához láttunk már zománc lavorban történő olvasztást is találkozón, tehát nem feltétlen szükséges hozzá csúcs technika sem PB-vel[#vigyor2]
Cím: Re:Fémöntés házilag
Írta: 8yfbng54y Dátum 2020 február 11, 12:33
Írta: 8yfbng54y Dátum 2020 február 11, 12:33
Szia,
Világos hogy nem sértésnek szántad. Egy 15 centis kis szoborhoz is szét kell bontani a formát?
Világos hogy nem sértésnek szántad. Egy 15 centis kis szoborhoz is szét kell bontani a formát?
Cím: Re:Fémöntés házilag
Írta: zip0ji0se Dátum 2020 február 11, 21:50
Írta: zip0ji0se Dátum 2020 február 11, 21:50
Ha viaszveszejtéssel csinálod, akkor is az kell, mert a viaszminát is ki kell venni valahogy. Utána mehet rá a kerámia bevonat. De miből van a minta és milyen eljárással csinálnád. Ez meghatároz mindent.
Cím: Re:Fémöntés házilag
Írta: 8yfbng54y Dátum 2020 február 11, 22:10
Írta: 8yfbng54y Dátum 2020 február 11, 22:10
Ja értem. Eleve a szobrok viaszból vannak formázva és nem baj, ha elveszik. Nem nagyon vastag sehol.
Az volt a terv hogy melléteszek egy vastagabb beöntő csövet viaszból, és kiolvasztás után alulról öntöm fel azon keresztül a bronzot, úgy hogy a tetején meg van egy vékony kivezető felfele, amin ki tud menni a levegő is. Így a bronz elvileg szépen és békésen feltöltené a helyet, nincs erős áramlás vagy hirtelen hűlés.
Első közben a gipsz-samott 1:2 keverékben gondolkodom, van is finom samottom, de kiégetni nem tudom rendesen, mert olyan kemencém nincs egyelőre.
Az volt a terv hogy melléteszek egy vastagabb beöntő csövet viaszból, és kiolvasztás után alulról öntöm fel azon keresztül a bronzot, úgy hogy a tetején meg van egy vékony kivezető felfele, amin ki tud menni a levegő is. Így a bronz elvileg szépen és békésen feltöltené a helyet, nincs erős áramlás vagy hirtelen hűlés.
Első közben a gipsz-samott 1:2 keverékben gondolkodom, van is finom samottom, de kiégetni nem tudom rendesen, mert olyan kemencém nincs egyelőre.
Cím: Re:Fémöntés házilag
Írta: zip0ji0se Dátum 2020 február 11, 22:36
Írta: zip0ji0se Dátum 2020 február 11, 22:36
Egy kis segítség és ötletelésnek. Ha van lehetőség dobjál róla videót.
Cím: Re:Fémöntés házilag
Írta: 8yfbng54y Dátum 2020 február 13, 13:39
Írta: 8yfbng54y Dátum 2020 február 13, 13:39
Láttam már ezt a mozit, nagyon vicces, a zenéje is.
Erről jut eszembe, tudja esetleg valaki, hol lehet montán viaszt venni Magyarországon?
Erről jut eszembe, tudja esetleg valaki, hol lehet montán viaszt venni Magyarországon?
Cím: Re:Fémöntés házilag
Írta: 2am4nwzib Dátum 2020 február 13, 20:19
Írta: 2am4nwzib Dátum 2020 február 13, 20:19
.
(https://hobbicncforum.hu/uploaded_images/2020/02/tn_jcjqq77pfkf3wyw3jqn6_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/jcjqq77pfkf3wyw3jqn6_5949.jpg)
(https://hobbicncforum.hu/uploaded_images/2020/02/tn_jcjqq77pfkf3wyw3jqn6_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/jcjqq77pfkf3wyw3jqn6_5949.jpg)
Cím: Re:Fémöntés házilag
Írta: 8yfbng54y Dátum 2020 február 13, 20:23
Írta: 8yfbng54y Dátum 2020 február 13, 20:23
Köszönöm!
Cím: Re:Fémöntés házilag
Írta: 2am4nwzib Dátum 2020 február 13, 20:32
Írta: 2am4nwzib Dátum 2020 február 13, 20:32
LDPE mennyiséget lehet változtatni +/-
Cím: Re:Fémöntés házilag
Írta: 8yfbng54y Dátum 2020 február 13, 20:44
Írta: 8yfbng54y Dátum 2020 február 13, 20:44
Szóval amit küldtél, az szerintem nem egészen montán viasz, hanem injekciós viasz, de úgyis azt is kerestem, kösz.
A montán viaszt (többek között) viasz faragásra és általában keményítésre használják, és elég olcsó alapanyag. Csak nem nagyon tudok hozzájutni 50kg kiszerelés alatt.
A montán viaszt (többek között) viasz faragásra és általában keményítésre használják, és elég olcsó alapanyag. Csak nem nagyon tudok hozzájutni 50kg kiszerelés alatt.
Cím: Re:Fémöntés házilag
Írta: x5izpkum Dátum 2020 február 13, 20:55
Írta: x5izpkum Dátum 2020 február 13, 20:55
Lenne egy műanyag fröccsöntött? alkatrész, ami kb. 15mmX140mm, hogy lehetne erről levenni egy fém öntőformát? (nem akarom kivésni fémlemezbe géppel, ha van egyszerűbb megoldás is)
Cím: Re:Fémöntés házilag
Írta: 2am4nwzib Dátum 2020 február 13, 21:00
Írta: 2am4nwzib Dátum 2020 február 13, 21:00
.
Cím: Re:Fémöntés házilag
Írta: 2am4nwzib Dátum 2020 február 15, 21:49
Írta: 2am4nwzib Dátum 2020 február 15, 21:49
.
Cím: Re:Fémöntés házilag
Írta: zip0ji0se Dátum 2020 február 16, 12:45
Írta: zip0ji0se Dátum 2020 február 16, 12:45
Szia!
Az alap kiindulás az amit Tibor linkelt gipszöntéshez videót. Neked annyiban más, hogy a kiöntött szilikon formát használod utána mintának és annak a helyére öntöd a fémet. Természetesen külön a két felet!! Egy nagy hátrány, hogy a kész darab kisebb lesz mint az eredeti, mivel a zsugorodás így nincs figyelembe véve.
A videón hátrány, hogy a beöntőnyílást már nem az elején alakítja ki a mintához!!
Az alap kiindulás az amit Tibor linkelt gipszöntéshez videót. Neked annyiban más, hogy a kiöntött szilikon formát használod utána mintának és annak a helyére öntöd a fémet. Természetesen külön a két felet!! Egy nagy hátrány, hogy a kész darab kisebb lesz mint az eredeti, mivel a zsugorodás így nincs figyelembe véve.
A videón hátrány, hogy a beöntőnyílást már nem az elején alakítja ki a mintához!!
Cím: Re:Fémöntés házilag
Írta: cc7nypid Dátum 2020 február 19, 19:55
Írta: cc7nypid Dátum 2020 február 19, 19:55
Sziasztok!
Alu öntéshez mennyire kell az a bizonyos EXF 326 ?
Köszi a válaszokat előre is!
Alu öntéshez mennyire kell az a bizonyos EXF 326 ?
Köszi a válaszokat előre is!
Cím: Re:Fémöntés házilag
Írta: 4umhue7vh Dátum 2020 február 20, 15:11
Írta: 4umhue7vh Dátum 2020 február 20, 15:11
Ez milyen anyag? Valami nemesítő? Vagy gáztalanító? Gáztalanításra én mosószódát használok.
Cím: Re:Fémöntés házilag
Írta: 2am4nwzib Dátum 2020 február 20, 16:20
Írta: 2am4nwzib Dátum 2020 február 20, 16:20
tisztításra (salak)
Cím: Re:Fémöntés házilag
Írta: cc7nypid Dátum 2020 február 21, 11:32
Írta: cc7nypid Dátum 2020 február 21, 11:32
Talán valami folyasztó vagy salaktalanító. Akkor ezek szerint nem fontos anyag, vagyis M.O.-on nem használ senki ilyesmit aluöntéshez ?.?.
Cím: Re:Fémöntés házilag
Írta: 2d7kpz7i7 Dátum 2020 április 26, 13:08
Írta: 2d7kpz7i7 Dátum 2020 április 26, 13:08
Üdv!
Sokat keresgéltem a témában, és olvastam itt a fórumon.
Elsősorban facebookon szerettem volna ilyen témájú csoportot találni de nem volt.
Úgy gondoltam ott valamivel személyesebb lehetne az eszmecsere, úgyhogy csináltam egyet.
Kérem akinek szimpatikus az ötlet, lépjen be oda is!
"Házi kohó készítés és fémöntés" a csoport neve.
Köszi, hogy elolvastad!
Üdv:
Csaba
Sokat keresgéltem a témában, és olvastam itt a fórumon.
Elsősorban facebookon szerettem volna ilyen témájú csoportot találni de nem volt.
Úgy gondoltam ott valamivel személyesebb lehetne az eszmecsere, úgyhogy csináltam egyet.
Kérem akinek szimpatikus az ötlet, lépjen be oda is!
"Házi kohó készítés és fémöntés" a csoport neve.
Köszi, hogy elolvastad!
Üdv:
Csaba
Cím: Re:Fémöntés házilag
Írta: gabi Dátum 2020 július 26, 13:04
Írta: gabi Dátum 2020 július 26, 13:04
Sziasztok
A tudatlanság adta önbizalommal öntöttem a képen látható gyűrűt ami számomra elég jól sikerült első próbálkozásra,
kivéve a beöntésnél látható zárványt, és a másodiknál is ugyan így jártam. Ha valaki tudja az okát ,kérem segítsen még három darabot kellene csinálnom.
Köszönöm
(https://hobbicncforum.hu/uploaded_images/2020/07/tn_9kvmytcpsezk48qhtwya3_2758.jpg) (https://hobbicncforum.hu/uploaded_images/2020/07/9kvmytcpsezk48qhtwya3_2758.jpg)
A tudatlanság adta önbizalommal öntöttem a képen látható gyűrűt ami számomra elég jól sikerült első próbálkozásra,
kivéve a beöntésnél látható zárványt, és a másodiknál is ugyan így jártam. Ha valaki tudja az okát ,kérem segítsen még három darabot kellene csinálnom.
Köszönöm
(https://hobbicncforum.hu/uploaded_images/2020/07/tn_9kvmytcpsezk48qhtwya3_2758.jpg) (https://hobbicncforum.hu/uploaded_images/2020/07/9kvmytcpsezk48qhtwya3_2758.jpg)
Cím: Re:Fémöntés házilag
Írta: Csuhás Dátum 2020 július 26, 14:02
Írta: Csuhás Dátum 2020 július 26, 14:02
Nem öntöttem soha, de józan és alapján a felöntő csonk túl hamar megszilárdul. Vagy vastagabbra méretezd, vagy öntés után melegítsd még egy ideig.
Cím: Re:Fémöntés házilag
Írta: gabi Dátum 2020 július 26, 15:35
Írta: gabi Dátum 2020 július 26, 15:35
Köszönöm
Megpróbálom amit javasolsz.
Megpróbálom amit javasolsz.
Cím: Re:Fémöntés házilag
Írta: Bicska Dátum 2020 július 26, 21:36
Írta: Bicska Dátum 2020 július 26, 21:36
Szintén nem értek hozzá, de nem azt szokták, hogy a beöntésnél hagynak puffernek egy nagyobb szájat/térfogató izét, hogy legyen utánpótlás, nem ez a gond?
Cím: Re:Fémöntés házilag
Írta: gabi Dátum 2020 július 27, 06:54
Írta: gabi Dátum 2020 július 27, 06:54
Szia
Az a része megvan ,ezért mielőtt neki álltam olvasgattam
keresgéltem róla infót, nem emlékszem a beöntő rész arányaira de ahogy Csuhás írta már eszembe jutott , hogy olvastam de nem tudom már hol. Talán délután tudok egy próbát önteni.
Az a része megvan ,ezért mielőtt neki álltam olvasgattam
keresgéltem róla infót, nem emlékszem a beöntő rész arányaira de ahogy Csuhás írta már eszembe jutott , hogy olvastam de nem tudom már hol. Talán délután tudok egy próbát önteni.
Cím: Re:Fémöntés házilag
Írta: s4i6wyyt2 Dátum 2020 augusztus 05, 13:44
Írta: s4i6wyyt2 Dátum 2020 augusztus 05, 13:44
Nem fémöntés, hanem hőszigetelés kérdés.
Kazánok, cekászok hőszigetelésére használnak egy fura anyagot. Fehér színű, tűszerű kristályokból álló kemény anyag. Törékeny, nem rugalmas, mint az üvegpaplan. Valami szilikátnak gondolom, de nem tudom a nevét. Ismeritek, beszerezhető anyag?
Köszönöm:
Levente
Kazánok, cekászok hőszigetelésére használnak egy fura anyagot. Fehér színű, tűszerű kristályokból álló kemény anyag. Törékeny, nem rugalmas, mint az üvegpaplan. Valami szilikátnak gondolom, de nem tudom a nevét. Ismeritek, beszerezhető anyag?
Köszönöm:
Levente
Cím: Re:Fémöntés házilag
Írta: D.Laci Dátum 2020 augusztus 05, 15:02
Írta: D.Laci Dátum 2020 augusztus 05, 15:02
Vermikulit
http://kemeny-kandallo.hu/szinvalasztek.php?cat=szinvalasztek&id=103080
http://kemeny-kandallo.hu/szinvalasztek.php?cat=szinvalasztek&id=103080
Cím: Re:Fémöntés házilag
Írta: 2f428kduf Dátum 2020 augusztus 05, 16:09
Írta: 2f428kduf Dátum 2020 augusztus 05, 16:09
De lehet AluOxid paplan is, az hófehér, úgy 2000 fokig legény. Én azzal csináltam a Nejem kerámia-kemencéjét, csak a belső 20 mm-t, a többi lehetett ásványgyapot. Az olcsóbb. Létezik paplanként, az mint a vatta, van keményebb síklap is, különböző vastagsággal.
Cím: Re:Fémöntés házilag
Írta: s4i6wyyt2 Dátum 2020 augusztus 06, 10:58
Írta: s4i6wyyt2 Dátum 2020 augusztus 06, 10:58
D.Laci, Sásdi Zoltán, köszönöm!
Nekem úgy tűnt, hogy ezt az anyagot a helyére öntötték, ott kristályosodott meg.
Nekem úgy tűnt, hogy ezt az anyagot a helyére öntötték, ott kristályosodott meg.
Cím: Re:Fémöntés házilag
Írta: Dakota25 Dátum 2020 augusztus 06, 14:55
Írta: Dakota25 Dátum 2020 augusztus 06, 14:55
Ha úgy tűnik, hogy oda öntötték/kenték, akkor lehet például magnézia.
Magnézia - Pallas (https://www.arcanum.hu/hu/online-kiadvanyok/Lexikonok-a-pallas-nagy-lexikona-2/m-1120C/magnezia-tegla-113EF/)
Magnézia - Pallas (https://www.arcanum.hu/hu/online-kiadvanyok/Lexikonok-a-pallas-nagy-lexikona-2/m-1120C/magnezia-tegla-113EF/)
Cím: Re:Fémöntés házilag
Írta: s4i6wyyt2 Dátum 2020 augusztus 07, 08:42
Írta: s4i6wyyt2 Dátum 2020 augusztus 07, 08:42
Ha ez olyan magnézia, mint amit a tornászok használnak, akkor könnyen beszerehető. Köszönöm a tippet!
Kötőanyagnak mit lenne érdemes beletenni?
Jó lenne, ha valami habos, jó hőszigetelő struktúra maradna kikeményedés után.
Kötőanyagnak mit lenne érdemes beletenni?
Jó lenne, ha valami habos, jó hőszigetelő struktúra maradna kikeményedés után.
Cím: Re:Fémöntés házilag
Írta: Dakota25 Dátum 2020 augusztus 07, 14:05
Írta: Dakota25 Dátum 2020 augusztus 07, 14:05
Olyan.
MgO + MgCl 2 vegyítésével, vagy
MgO + HCl vegyítésével készül a massza, ami kötés/kiszáradás után kiégetendő. Elég összetett a kémiája a valóságban. A kezdeti reakciók után a szabad levegőn idővel karbonátosodik. Klór szabadulhat fel belőle, ha nem volt jó a keverési arány.
A hőtűrése 2000 C fok körüli. A hőszigetelő képesség javításához gázosítót, kiégő töltőanyagokat is szoktak belekeverni.
Ki kell tapasztalni próbákkal.
Ismert még Sorel-cement néven is. Építőiparban is használatos, de olcsóbb biliárdgolyót is csinálnak belőle.
MgO + MgCl 2 vegyítésével, vagy
MgO + HCl vegyítésével készül a massza, ami kötés/kiszáradás után kiégetendő. Elég összetett a kémiája a valóságban. A kezdeti reakciók után a szabad levegőn idővel karbonátosodik. Klór szabadulhat fel belőle, ha nem volt jó a keverési arány.
A hőtűrése 2000 C fok körüli. A hőszigetelő képesség javításához gázosítót, kiégő töltőanyagokat is szoktak belekeverni.
Ki kell tapasztalni próbákkal.
Ismert még Sorel-cement néven is. Építőiparban is használatos, de olcsóbb biliárdgolyót is csinálnak belőle.
Cím: Re:Fémöntés házilag
Írta: xu88enaph Dátum 2020 december 17, 21:36
Írta: xu88enaph Dátum 2020 december 17, 21:36
Üdvözletem a tagoknak!
Nem tudjátok, hogy hol tudok alumínium öntéshez öntőhomokot vásárolni (Fejér megye)? Felhívtam a Felcsúti homokbányát (itt lehetett venni öntödei selyemhomokot), de két éve bezárták már a bányát, mert kimerült a készlet.
Nem tudjátok, hogy hol tudok alumínium öntéshez öntőhomokot vásárolni (Fejér megye)? Felhívtam a Felcsúti homokbányát (itt lehetett venni öntödei selyemhomokot), de két éve bezárták már a bányát, mert kimerült a készlet.
Cím: Re:Fémöntés házilag
Írta: remrendes Dátum 2020 december 17, 21:41
Írta: remrendes Dátum 2020 december 17, 21:41
Esztergomi Kaolin keramia?
Cím: Re:Fémöntés házilag
Írta: sufnituning Dátum 2020 december 17, 22:10
Írta: sufnituning Dátum 2020 december 17, 22:10
Én összekevertem sima homokot agyagot és gombatrágyát, sokáig így öntöttem alut.
Nem kell ebből nagy problémát csinálni, van fenn videó, ahol sima termőföldbe öntik az alut Természetesen kellő nedvesség mellett.
Nem kell ebből nagy problémát csinálni, van fenn videó, ahol sima termőföldbe öntik az alut Természetesen kellő nedvesség mellett.
Cím: Re:Fémöntés házilag
Írta: RJancsi Dátum 2020 december 18, 11:28
Írta: RJancsi Dátum 2020 december 18, 11:28
Kérdezz rá a sóskúti Kvarchomok Kft.-re. (http://www.kvarchomok.hu/index_htm_files/termeklista-2020-01-v1.pdf) Igaz, nem Fejér megye, de legalább a határon van. :)
Cím: Re:Fémöntés házilag
Írta: xu88enaph Dátum 2020 december 18, 18:24
Írta: xu88enaph Dátum 2020 december 18, 18:24
Köszönöm az infókat! A Kaolin Kft-nél megtaláltam az árlistán. A Sóskúti cégnél nem láttam ilyet, de mozdonyhomokuk van ! :)
Készítettem én is házilag öntőhomokot, de nem szeretnék vacakolni vele. Inkább veszek 1-2 mázsa "gyárit" és azzal elleszek egy darabig.
Készítettem én is házilag öntőhomokot, de nem szeretnék vacakolni vele. Inkább veszek 1-2 mázsa "gyárit" és azzal elleszek egy darabig.
Cím: Re:Fémöntés házilag
Írta: PSoft Dátum 2020 december 18, 18:37
Írta: PSoft Dátum 2020 december 18, 18:37
Pár éve itt beszélgettetek Berényi Józsival...
[#t136p5073#]
Ez a lovasberényi homok már nem elérhető? [#nemtudom]
[#t136p5073#]
Ez a lovasberényi homok már nem elérhető? [#nemtudom]
Cím: Re:Fémöntés házilag
Írta: RJancsi Dátum 2020 december 18, 18:53
Írta: RJancsi Dátum 2020 december 18, 18:53
Rendőr...postás...vasutas....
A mozdonyhomok az a tűziszárított osztályozott frakció amit a sínen guruló járművek (vonat, HÉV, villamos) kerekei alá szórnak csúszásmentesítés céljából. Egy sínbohóctól nem várható el, hogy "rendes" néven rendeljen, OH 0,1/0,6. [#nyes]
Amúgy ilyet használok homokszóráshoz, a gagyi praktikeres pisztolyom egész jól működik vele.
A mozdonyhomok az a tűziszárított osztályozott frakció amit a sínen guruló járművek (vonat, HÉV, villamos) kerekei alá szórnak csúszásmentesítés céljából. Egy sínbohóctól nem várható el, hogy "rendes" néven rendeljen, OH 0,1/0,6. [#nyes]
Amúgy ilyet használok homokszóráshoz, a gagyi praktikeres pisztolyom egész jól működik vele.
Cím: Re:Fémöntés házilag
Írta: xu88enaph Dátum 2020 december 18, 19:00
Írta: xu88enaph Dátum 2020 december 18, 19:00
Köszi, hogy kikerested, megkérdezem majd őket is. A felcsúti selyemhomok maradt meg az emlékezetemben, azért velük kezdtem a keresést.
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2020 december 18, 19:09
Írta: Rabb Ferenc Dátum 2020 december 18, 19:09
Sajnos már nem. Sem cég, sem homok... A telefonjuk kicseng a világ végezetéig de senki nem veszi fel.
A fiam arra járt a nyáron és körbejárta a lelakatolt kapus telepet. Semmi jele nem volt az életnek arrafelé gazon kívül.
A fiam arra járt a nyáron és körbejárta a lelakatolt kapus telepet. Semmi jele nem volt az életnek arrafelé gazon kívül.
Cím: Re:Fémöntés házilag
Írta: PSoft Dátum 2020 december 18, 19:18
Írta: PSoft Dátum 2020 december 18, 19:18
Hát igen...majd öt év telt el Józsi linkelt bejegyzése óta.
Pedig, ott lehet az a homok azóta is, a...gaz alatt.
Pedig, ott lehet az a homok azóta is, a...gaz alatt.
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2020 december 18, 19:24
Írta: Rabb Ferenc Dátum 2020 december 18, 19:24
Hurrá!!! Mégis lehet kapni. (https://www.ebay.com/itm/Professional-Foundry-Green-Olivine-Sand-5LB-FINE-120-mesh-for-metal-casting/163377418357?hash=item260a0d9075:g:LSUAAOSw5CNepgLK) [#idiota]
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2020 december 18, 20:37
Írta: robroy007 Dátum 2020 december 18, 20:37
Lovasberényi homok létezik!
nekem nyáron lett onnan 10 tápos zsákkal
TSZ telepen van nem is vészes mázsája talán 500 forint!
https://www.lovasbereny.hu/telepulesunk/gazdasag/mezogazdasagi-szovetkezet
nekem nyáron lett onnan 10 tápos zsákkal
TSZ telepen van nem is vészes mázsája talán 500 forint!
https://www.lovasbereny.hu/telepulesunk/gazdasag/mezogazdasagi-szovetkezet
Cím: Re:Fémöntés házilag
Írta: xu88enaph Dátum 2020 december 18, 21:02
Írta: xu88enaph Dátum 2020 december 18, 21:02
Köszönöm az infót. Hétfőn hívom őket és le is gurulok a homokért,ha van még eladás Karácsony előtt. Milyenek a tapasztalataid ezzel a homokkal?
Cím: Re:Fémöntés házilag
Írta: PSoft Dátum 2020 december 18, 21:19
Írta: PSoft Dátum 2020 december 18, 21:19
No akkor...mégis csak érdemes volt szóba hozni azt a homokot. [#eljen]
Cím: Re:Fémöntés házilag
Írta: 4umhue7vh Dátum 2020 december 19, 22:46
Írta: 4umhue7vh Dátum 2020 december 19, 22:46
Én is a Lovasberényi homokot szoktam használni, próbáltam a Kaolin KFT homokját is nem volt az igazi, jobban mondva, nem nagyon sikerült vele önteni.
Cím: Re:Fémöntés házilag
Írta: a7zpdumw5 Dátum 2021 január 07, 08:42
Írta: a7zpdumw5 Dátum 2021 január 07, 08:42
Üdv mindenkinek!
Új tag vagyok:-)Ha bakiznék előre is bocsi:-))Olyan dolgot szeretnék tudni hogy homokformás öntésnél használatos hintőport hol és mennyiért lehet venni mert a net nem hoz értelmes eredményt.Likopódiumot már használtam de csak kicsit kaptam belőle és elég húzós áron mérik néhány helyen.A sima púdert is próbáltam attól meg meg lehet fulladni úgy porol:-))Valami használhatót és elérhetőt tud valaki?Előre is köszönöm:-)
Új tag vagyok:-)Ha bakiznék előre is bocsi:-))Olyan dolgot szeretnék tudni hogy homokformás öntésnél használatos hintőport hol és mennyiért lehet venni mert a net nem hoz értelmes eredményt.Likopódiumot már használtam de csak kicsit kaptam belőle és elég húzós áron mérik néhány helyen.A sima púdert is próbáltam attól meg meg lehet fulladni úgy porol:-))Valami használhatót és elérhetőt tud valaki?Előre is köszönöm:-)
Cím: Re:Fémöntés házilag
Írta: a7zpdumw5 Dátum 2021 január 07, 08:47
Írta: a7zpdumw5 Dátum 2021 január 07, 08:47
Olvasom itt a "lovasberényi" homokot.Nekem olyan van és nagyon jó.Amúgy sárgarézből öntögetek kézműves pásztor dolgokat már vagy 6 éve.Anno ezt is kaptam és őrzöm mint az "aranyat":-))nagyon finom szemcséjű és jól tartja a formáját ha megfelelően nedvesítik.
Cím: Re:Fémöntés házilag
Írta: xsugix Dátum 2021 január 08, 12:07
Írta: xsugix Dátum 2021 január 08, 12:07
Szia!
Síkpor (https://gumijavitoanyagok.hu/termek/sikpor/). Próbáld meg ezt. [#vigyor0]
Síkpor (https://gumijavitoanyagok.hu/termek/sikpor/). Próbáld meg ezt. [#vigyor0]
Cím: Re:Fémöntés házilag
Írta: xu88enaph Dátum 2021 január 09, 17:28
Írta: xu88enaph Dátum 2021 január 09, 17:28
Köszönöm, hogy megosztottad a tapasztalataid. Én is beszerzek majd ebből a homokból egy jó adagot. Milyen kemencében olvasztod a sárgarezet és hány fokra kell felfűteni?
Cím: Re:Fémöntés házilag
Írta: a7zpdumw5 Dátum 2021 január 10, 21:03
Írta: a7zpdumw5 Dátum 2021 január 10, 21:03
Üdv Boxer 58.Igazából az olvadáspont 930 fok.A kemencém egy kis gázperzselővel üzemelő műszer.Pontos hőfokot nem tudok mert csak szemre látom hogy jó folyós és akkor öntök.Így tanultam régi mesteremtől így mindent úgymondd szemre csinálok.:-)
Cím: Re:Fémöntés házilag
Írta: a7zpdumw5 Dátum 2021 január 10, 21:03
Írta: a7zpdumw5 Dátum 2021 január 10, 21:03
Köszönöm szépen!Futok még pár kört az öntödei segédeszköz boltok körül és ha nem megy kipróbálom!:-)
Cím: Re:Fémöntés házilag
Írta: xu88enaph Dátum 2021 január 11, 20:51
Írta: xu88enaph Dátum 2021 január 11, 20:51
Üdv Lui! Majd én is ki szeretném próbálni a rézöntést. Legutóbb egy faszenes kemencével és egy frissen épített elektromossal kísérleteztem. Ezek nem nagyon tudják a réz olvadáspontját hozni, mivel alumínium öntéshez készítettem őket.
Cím: Re:Fémöntés házilag
Írta: 4va4kwi Dátum 2021 augusztus 07, 22:00
Írta: 4va4kwi Dátum 2021 augusztus 07, 22:00
Sziasztok
Segítséget szeretnék kérni. Most először öntöttem fémet. Tudom nehéz feladat, de majd a motorom blokkfeleit szeretném lemásolni. A mai öntés csak 1 teszt volt. Nem tudom miért lett ilyen a felőlete az önvénynek. A hiányzó anyag a forma elmozdulása miatt történt.
(https://hobbicncforum.hu/uploaded_images/2021/08/tn_i2mxupumyusi7bctdea3_2891.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/i2mxupumyusi7bctdea3_2891.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/tn_g29wwvv7iaefvtw9v4gfj_2891.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/g29wwvv7iaefvtw9v4gfj_2891.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/tn_s7vi9vvf8vtkgqnh50g0w_2891.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/s7vi9vvf8vtkgqnh50g0w_2891.jpg)
Segítséget szeretnék kérni. Most először öntöttem fémet. Tudom nehéz feladat, de majd a motorom blokkfeleit szeretném lemásolni. A mai öntés csak 1 teszt volt. Nem tudom miért lett ilyen a felőlete az önvénynek. A hiányzó anyag a forma elmozdulása miatt történt.
(https://hobbicncforum.hu/uploaded_images/2021/08/tn_i2mxupumyusi7bctdea3_2891.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/i2mxupumyusi7bctdea3_2891.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/tn_g29wwvv7iaefvtw9v4gfj_2891.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/g29wwvv7iaefvtw9v4gfj_2891.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/tn_s7vi9vvf8vtkgqnh50g0w_2891.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/s7vi9vvf8vtkgqnh50g0w_2891.jpg)
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2021 augusztus 12, 07:52
Írta: 3vv2btrhv Dátum 2021 augusztus 12, 07:52
Cím: Re:Fémöntés házilag
Írta: szabo janko Dátum 2021 augusztus 12, 10:13
Írta: szabo janko Dátum 2021 augusztus 12, 10:13
Nem jó az öntőforma. Azért hiányos mert nem tudott honnan anyagot szívni. Vagy máshol kell megtáplálni , és vagy plusz tápfejet kell készíteni az öntő formába. Kihűlés után a felesleget le lehet vágni.
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2021 augusztus 12, 12:26
Írta: Rabb Ferenc Dátum 2021 augusztus 12, 12:26
Azt elfelejtetted mellé írni, hogy a videót elrettentő példaként tetted ide.
Az istenbarma a méretes kalapáccsal rendesen elgörbítette a hajtórudat. Hogy végül mi lett belőle az már sosem derül ki... szerencsére.
(https://hobbicncforum.hu/uploaded_images/2021/08/tn_2pcsf60kqh2gt3427n9e_1406.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/2pcsf60kqh2gt3427n9e_1406.jpg)
Az istenbarma a méretes kalapáccsal rendesen elgörbítette a hajtórudat. Hogy végül mi lett belőle az már sosem derül ki... szerencsére.
(https://hobbicncforum.hu/uploaded_images/2021/08/tn_2pcsf60kqh2gt3427n9e_1406.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/2pcsf60kqh2gt3427n9e_1406.jpg)
Cím: Re:Fémöntés házilag
Írta: Kalmi Dátum 2021 augusztus 25, 10:55
Írta: Kalmi Dátum 2021 augusztus 25, 10:55
Cső, új vagyok,
rákaptam a bronz öntésre, kissebb darabokkal, csengettyűkkel próbálkoztam..
https://nyx.cz/files/000/023/2352762_df3b942d9d002702c0f3/original.jpg?name=zvonkytavba.jpg
A formák anyagával küzködöm kissé...
Eddigi sikeres viaszveszelytéses öntéseim hibrid silikan és kemencesamot kombinációkba történtek.
A viaszmodelt bekentem silikannal és arra rátapasztottam a kemencesamotot. Biztosami biztos, drótozok is. Pár nap száradás után kiégettem őket, s beleöntögettem a bronzot.
Maximum 1kg bronzot tudok olvasztani, kb félkilós harangokat tudok kiönteni...
Vödörben faszénen olvasztom ki a viaszt és égetem ki a formákat, kb 8órán át. Fontos a lassan történő, kémialilag kötött nedvességek eltávolítása..
1kg bronzot kb 30 perc alatt olvasztok.
Idővel el fog fogyni a Silikan anyagom és újat már nem nagyon akarok vásárolni.
Ranco Sil B formáló anyagot sem nagyon szeretnék vásárolgatni.
Vajon mi lehet az az anyag, melybe a képen is öntenek?
https://nyx.cz/files/000/023/2353763_5ab0f0ea53added9ffc3/original.jpg?name=DSC0752-scaled.jpg
S nekem úgy tűnik, hogy hidegen is lehet bele önteni?
Eggig legszinpatikusabbnak találom a sima kerámia agyagba való öntést, viszont hosszadalmas az előkészítése...
Milyen formaanyagokba önthetnék még?
rákaptam a bronz öntésre, kissebb darabokkal, csengettyűkkel próbálkoztam..
https://nyx.cz/files/000/023/2352762_df3b942d9d002702c0f3/original.jpg?name=zvonkytavba.jpg
A formák anyagával küzködöm kissé...
Eddigi sikeres viaszveszelytéses öntéseim hibrid silikan és kemencesamot kombinációkba történtek.
A viaszmodelt bekentem silikannal és arra rátapasztottam a kemencesamotot. Biztosami biztos, drótozok is. Pár nap száradás után kiégettem őket, s beleöntögettem a bronzot.
Maximum 1kg bronzot tudok olvasztani, kb félkilós harangokat tudok kiönteni...
Vödörben faszénen olvasztom ki a viaszt és égetem ki a formákat, kb 8órán át. Fontos a lassan történő, kémialilag kötött nedvességek eltávolítása..
1kg bronzot kb 30 perc alatt olvasztok.
Idővel el fog fogyni a Silikan anyagom és újat már nem nagyon akarok vásárolni.
Ranco Sil B formáló anyagot sem nagyon szeretnék vásárolgatni.
Vajon mi lehet az az anyag, melybe a képen is öntenek?
https://nyx.cz/files/000/023/2353763_5ab0f0ea53added9ffc3/original.jpg?name=DSC0752-scaled.jpg
S nekem úgy tűnik, hogy hidegen is lehet bele önteni?
Eggig legszinpatikusabbnak találom a sima kerámia agyagba való öntést, viszont hosszadalmas az előkészítése...
Milyen formaanyagokba önthetnék még?
Cím: Re:Fémöntés házilag
Írta: ywathzay Dátum 2021 augusztus 25, 11:06
Írta: ywathzay Dátum 2021 augusztus 25, 11:06
homokba
Cím: Re:Fémöntés házilag
Írta: Kalmi Dátum 2021 augusztus 25, 11:45
Írta: Kalmi Dátum 2021 augusztus 25, 11:45
Igen, homokba is lehet,,, leginkább valamilyen lapos másolatokat öntögetek, vagy extravagáns gyűrűket, sörnyitókat, stb..
..
érdekelne, konkrétan mibe mártogatják a viaszmodelleket 5:05 időnél?
https://www.youtube.com/watch?v=gZCvcLcv2IM
(https://hobbicncforum.hu/uploaded_images/2021/08/tn_29fhumj4ugfcv3ya6jgp7_8184.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/29fhumj4ugfcv3ya6jgp7_8184.jpg)
..
érdekelne, konkrétan mibe mártogatják a viaszmodelleket 5:05 időnél?
https://www.youtube.com/watch?v=gZCvcLcv2IM
(https://hobbicncforum.hu/uploaded_images/2021/08/tn_29fhumj4ugfcv3ya6jgp7_8184.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/29fhumj4ugfcv3ya6jgp7_8184.jpg)
Cím: Re:Fémöntés házilag
Írta: Kalmi Dátum 2021 augusztus 25, 11:57
Írta: Kalmi Dátum 2021 augusztus 25, 11:57
Igen, homokba is lehet,,, leginkább valamilyen lapos másolatokat öntögetek, vagy extravagáns gyűrűket, sörnyitókat, stb..
..
érdekelne, konkrétan mibe mártogatják a viaszmodelleket 5:05 időnél?
https://www.youtube.com/watch?v=gZCvcLcv2IM
vagy 2:15 nél
https://www.youtube.com/watch?v=CRfymA6HN5Y
(https://hobbicncforum.hu/uploaded_images/2021/08/tn_siwbxgznekfsd23769p_8184.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/siwbxgznekfsd23769p_8184.jpg)
..
érdekelne, konkrétan mibe mártogatják a viaszmodelleket 5:05 időnél?
https://www.youtube.com/watch?v=gZCvcLcv2IM
vagy 2:15 nél
https://www.youtube.com/watch?v=CRfymA6HN5Y
(https://hobbicncforum.hu/uploaded_images/2021/08/tn_siwbxgznekfsd23769p_8184.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/siwbxgznekfsd23769p_8184.jpg)
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2021 augusztus 25, 12:39
Írta: 3vv2btrhv Dátum 2021 augusztus 25, 12:39
https://www.remet.com/us/remetproduct-category/wax-room-us/sculpture/modeling/
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2021 augusztus 25, 12:43
Írta: 3vv2btrhv Dátum 2021 augusztus 25, 12:43
KerÁmia hÉly (https://www.ransom-randolph.com/suspendaslurry)
Cím: Re:Fémöntés házilag
Írta: Messer Dátum 2021 augusztus 25, 15:00
Írta: Messer Dátum 2021 augusztus 25, 15:00
[#t136p4010#]
Cím: Re:Fémöntés házilag
Írta: 92r3anmic Dátum 2021 augusztus 26, 07:52
Írta: 92r3anmic Dátum 2021 augusztus 26, 07:52
Sziasztok!
Szeretnék érdeklődni tudja-e valaki hogy a belinkelt videóban, 1 perc 25-nél milyen anyag az?
https://www.youtube.com/watch?v=HVgPM1ojyLw
Mi a magyar neve és hol lehetne beszerezni? Angolul investment powderként lehet megtalálni, sajnos külföldről horribilis a 20 kilós zsák szállítása, ezért jó lenne itthon beszerezni.
Előre is köszönöm!
Üdv
Roland
(https://hobbicncforum.hu/uploaded_images/2021/08/tn_qmaeebbaigav483yb0qdw_8200.png) (https://hobbicncforum.hu/uploaded_images/2021/08/qmaeebbaigav483yb0qdw_8200.png)
Szeretnék érdeklődni tudja-e valaki hogy a belinkelt videóban, 1 perc 25-nél milyen anyag az?
https://www.youtube.com/watch?v=HVgPM1ojyLw
Mi a magyar neve és hol lehetne beszerezni? Angolul investment powderként lehet megtalálni, sajnos külföldről horribilis a 20 kilós zsák szállítása, ezért jó lenne itthon beszerezni.
Előre is köszönöm!
Üdv
Roland
(https://hobbicncforum.hu/uploaded_images/2021/08/tn_qmaeebbaigav483yb0qdw_8200.png) (https://hobbicncforum.hu/uploaded_images/2021/08/qmaeebbaigav483yb0qdw_8200.png)
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2021 augusztus 26, 07:59
Írta: 3vv2btrhv Dátum 2021 augusztus 26, 07:59
Anyag (https://www.artisanfoundry.co.uk/product_info.php?products_id=330)
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2021 augusztus 26, 11:57
Írta: 3vv2btrhv Dátum 2021 augusztus 26, 11:57
talÁn itt . (https://interkeram.hu/)
Cím: Re:Fémöntés házilag
Írta: Kalmi Dátum 2021 augusztus 26, 13:19
Írta: Kalmi Dátum 2021 augusztus 26, 13:19
Nagyon szépen kösz¨énöm az eddigi válaszokat, és visszamenőleg az összes hasznos hozzászóllást!;)
..
bevallom, én egy kicsit "külföldi" vagyok és néhány, számotokra egyszerűnek tartott szakkifejezés számomra magyarban tán nem egyértelmű:(
Például:
https://interkeram.hu/wp-content/uploads/segedanyagok.pdf
"öntőforma/modell" alatt értendő a formaanyag, amivel tapasszuk a viaszmodelt??? s amiről az utóbbi hozzászólásokban szó van?
Ha igen, nem tűntetik fel a max.hőt, amit kibírnak.
..
számomra "modell" az a viaszból készült akármi-ékszer, amit "formába" burkolok, s amibe kiégetés után beleöntöm a fémet.
Miért írják, hogy "öntőforma és modell" is egyben?
..
bevallom, én egy kicsit "külföldi" vagyok és néhány, számotokra egyszerűnek tartott szakkifejezés számomra magyarban tán nem egyértelmű:(
Például:
https://interkeram.hu/wp-content/uploads/segedanyagok.pdf
"öntőforma/modell" alatt értendő a formaanyag, amivel tapasszuk a viaszmodelt??? s amiről az utóbbi hozzászólásokban szó van?
Ha igen, nem tűntetik fel a max.hőt, amit kibírnak.
..
számomra "modell" az a viaszból készült akármi-ékszer, amit "formába" burkolok, s amibe kiégetés után beleöntöm a fémet.
Miért írják, hogy "öntőforma és modell" is egyben?
Cím: Re:Fémöntés házilag
Írta: Kalmi Dátum 2021 augusztus 30, 19:24
Írta: Kalmi Dátum 2021 augusztus 30, 19:24
Aza kérdés jut még eszembe, hogy
igaz-e, hogy ha sárgarezet olvasztunk, akkor a tégelybe ha dobunk egy darab fa szenet, akkor nem ég ki a fémből a horgany-cink,,
és
hogy alumínium olvasztásnál használtok boraxot, illetve mást?
igaz-e, hogy ha sárgarezet olvasztunk, akkor a tégelybe ha dobunk egy darab fa szenet, akkor nem ég ki a fémből a horgany-cink,,
és
hogy alumínium olvasztásnál használtok boraxot, illetve mást?
Cím: Re:Fémöntés házilag
Írta: 2f428kduf Dátum 2021 augusztus 31, 07:26
Írta: 2f428kduf Dátum 2021 augusztus 31, 07:26
Ezek az anyagok mind gipsz származékok. Arra valók, hogy a kerámia öntéshez formát készítsenek belőle. Nem kell magas hőt kiállniuk. A kiszárított gipsz, talán jó sárgarézhez, de ennek utána kell nézni.
Cím: Re:Fémöntés házilag
Írta: nia0ks02p Dátum 2021 szeptember 05, 21:45
Írta: nia0ks02p Dátum 2021 szeptember 05, 21:45
Sziasztok!
Ilyen backflow füstölőtartó (http://encishop.hu/kategoria/lakas-dekoracios-termekek/fostolok/backflow-folyekony-fust-visszaaramlo-fustolotarto/) terméket szerintetek lehet kiönteni fémből. Az a lényeg hogy olyan vízesés jellegű legyen a füst ahogyan lefolyik.
Ilyen backflow füstölőtartó (http://encishop.hu/kategoria/lakas-dekoracios-termekek/fostolok/backflow-folyekony-fust-visszaaramlo-fustolotarto/) terméket szerintetek lehet kiönteni fémből. Az a lényeg hogy olyan vízesés jellegű legyen a füst ahogyan lefolyik.
Cím: Re:Fémöntés házilag
Írta: 8j72w5ff0 Dátum 2021 szeptember 06, 23:17
Írta: 8j72w5ff0 Dátum 2021 szeptember 06, 23:17
Sziasztok!
Lehet hogy már volt, de azért leírom hátha valakinek ugyan úgy új, mint nekem, hogy nagyon jól lehet alumíniumot (szerintem rezet is) önteni, melasszal kevert homok formába. Én bevallom, youtube videón akadtam rá. https://www.youtube.com/watch?v=xkKTrJyn2PY (http://video1.) vagy Video 2. (https://www.youtube.com/watch?v=BGKwy7PwFo8)
Tapasztalatom szerint, bármilyen finom szitált homokkal jól működik, sőt, melaszt sem kell feltétlenül kajtatni, mert cukorsziruppal is működik. (hétvége volt, nem volt hol melaszt venni) Gáztalanítónak mosószódát, folyósítónak konyhasót használtam. Vörös izzásnál alufólia galacsinban kell lenyomni a szódát az aljára, majd ha nem buborékol, akkor salakolni és utána a konyhasós galacsint lenyomni. Utána még egy kis salak halászás és mehet az öntés.
Ha a homokot újra akarja használni az ember, akkor ajánlatos rögtön (öntvény mérettől függően) kiszedni az öntvényt a homokból, mivel ha benne hagyjuk, akkor egyre nagyobb elszenesedett, így újra hasznosíthatatlan réteg keletkezik az öntvényen.
Lehet hogy már volt, de azért leírom hátha valakinek ugyan úgy új, mint nekem, hogy nagyon jól lehet alumíniumot (szerintem rezet is) önteni, melasszal kevert homok formába. Én bevallom, youtube videón akadtam rá. https://www.youtube.com/watch?v=xkKTrJyn2PY (http://video1.) vagy Video 2. (https://www.youtube.com/watch?v=BGKwy7PwFo8)
Tapasztalatom szerint, bármilyen finom szitált homokkal jól működik, sőt, melaszt sem kell feltétlenül kajtatni, mert cukorsziruppal is működik. (hétvége volt, nem volt hol melaszt venni) Gáztalanítónak mosószódát, folyósítónak konyhasót használtam. Vörös izzásnál alufólia galacsinban kell lenyomni a szódát az aljára, majd ha nem buborékol, akkor salakolni és utána a konyhasós galacsint lenyomni. Utána még egy kis salak halászás és mehet az öntés.
Ha a homokot újra akarja használni az ember, akkor ajánlatos rögtön (öntvény mérettől függően) kiszedni az öntvényt a homokból, mivel ha benne hagyjuk, akkor egyre nagyobb elszenesedett, így újra hasznosíthatatlan réteg keletkezik az öntvényen.
Cím: Re:Fémöntés házilag
Írta: ebalint Dátum 2021 szeptember 07, 07:48
Írta: ebalint Dátum 2021 szeptember 07, 07:48
[#eljen]
Az első videó nem kattintható, másolni kell a címet, majd beszúrni.
Egy teljesen száraz homokhoz kb. mennyi és milyen tömény szirup
kell?
Köszi.
Az első videó nem kattintható, másolni kell a címet, majd beszúrni.
Egy teljesen száraz homokhoz kb. mennyi és milyen tömény szirup
kell?
Köszi.
Cím: Re:Fémöntés házilag
Írta: 8j72w5ff0 Dátum 2021 szeptember 07, 11:14
Írta: 8j72w5ff0 Dátum 2021 szeptember 07, 11:14
Szia!
Az url=https://www.youtube.com/watch?v=xkKTrJyn2PY]első videó[/url] (remélem most sikerül) linkelésébe belekeveredtem.
Én is teljesen száraz homokkal csináltam, úgy hogy először csináltam egy nagyon tömény cukorszirupot ami kicsit már kezdett is kikristályosodni ahogy hűlt le de azt nem lehetett rendesen elkeverni a homokkal. A szirupot kb olyan hígra kell beállítani, hogy fele olyan sűrű legyen mint egy méz. A homokhoz annyit kell adagolni, hogy ha kézzel összenyomod akkor összeálljon, kb annyira, mint egy homokvár építésénél. Nem kell túladagolni a szirupot, ha már megáll a forma, kivehető belőle a minta, akkor jó lesz, mert az öntés pillanatában kőkeményre megköt, elszenesedik az öntvény körül.
Közben találtam konszolidált árú melasz forrást (a bio izék baromi drágák) vicces módon horgászcsali boltban. (https://baitmarket.hu/csalibazis/adalekanyagok/cukorrepa-melasz/)[#nevetes1] Rendeltem is belőle a későbbiekre, de szerintem a cukorszirup is szuper. Jól tartja a formát és elég szép felszíne lesz az öntvénynek. És nem utolsó sorban, cukor mindig van itthon, még a hétvégén is ha hirtelen rájön az emberre az önthetnék.[#nevetes1]
Az url=https://www.youtube.com/watch?v=xkKTrJyn2PY]első videó[/url] (remélem most sikerül) linkelésébe belekeveredtem.
Én is teljesen száraz homokkal csináltam, úgy hogy először csináltam egy nagyon tömény cukorszirupot ami kicsit már kezdett is kikristályosodni ahogy hűlt le de azt nem lehetett rendesen elkeverni a homokkal. A szirupot kb olyan hígra kell beállítani, hogy fele olyan sűrű legyen mint egy méz. A homokhoz annyit kell adagolni, hogy ha kézzel összenyomod akkor összeálljon, kb annyira, mint egy homokvár építésénél. Nem kell túladagolni a szirupot, ha már megáll a forma, kivehető belőle a minta, akkor jó lesz, mert az öntés pillanatában kőkeményre megköt, elszenesedik az öntvény körül.
Közben találtam konszolidált árú melasz forrást (a bio izék baromi drágák) vicces módon horgászcsali boltban. (https://baitmarket.hu/csalibazis/adalekanyagok/cukorrepa-melasz/)[#nevetes1] Rendeltem is belőle a későbbiekre, de szerintem a cukorszirup is szuper. Jól tartja a formát és elég szép felszíne lesz az öntvénynek. És nem utolsó sorban, cukor mindig van itthon, még a hétvégén is ha hirtelen rájön az emberre az önthetnék.[#nevetes1]
Cím: Re:Fémöntés házilag
Írta: 8j72w5ff0 Dátum 2021 szeptember 07, 11:16
Írta: 8j72w5ff0 Dátum 2021 szeptember 07, 11:16
[#rolleyes] A link megint nem sikerült.
Lehet itt szerkeszteni a hozzászólást?
Lehet itt szerkeszteni a hozzászólást?
Cím: Re:Fémöntés házilag
Írta: MoparMan Dátum 2021 szeptember 07, 12:19
Írta: MoparMan Dátum 2021 szeptember 07, 12:19
Vannak gombok a szövegmező felett. Használd a [YT] feliratút.
Leírás itt: [#t234p54#]
Leírás itt: [#t234p54#]
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2021 szeptember 07, 12:24
Írta: Rabb Ferenc Dátum 2021 szeptember 07, 12:24
Talán így... (https://www.youtube.com/watch?v=xkKTrJyn2PY)
Cím: Re:Fémöntés házilag
Írta: ebalint Dátum 2021 szeptember 07, 13:39
Írta: ebalint Dátum 2021 szeptember 07, 13:39
Köszönöm!
Cím: Re:Fémöntés házilag
Írta: 8j72w5ff0 Dátum 2021 szeptember 07, 19:35
Írta: 8j72w5ff0 Dátum 2021 szeptember 07, 19:35
Az általad keresett oldal nem érhető el!
Az általad keresett oldal számodra nem érhető el.
Ezt a témát csak bejelentkezett felhasználók olvashatják!
<< Vissza az előző oldalra
[#smile]
Az általad keresett oldal számodra nem érhető el.
Ezt a témát csak bejelentkezett felhasználók olvashatják!
<< Vissza az előző oldalra
[#smile]
Cím: Re:Fémöntés házilag
Írta: 8j72w5ff0 Dátum 2021 szeptember 07, 19:36
Írta: 8j72w5ff0 Dátum 2021 szeptember 07, 19:36
Nem tudom mit rontottam el, mert az egyik link beillesztésem jó lett, a másik meg nem. [#nemtudom]
Cím: Re:Fémöntés házilag
Írta: 8j72w5ff0 Dátum 2021 szeptember 07, 19:37
Írta: 8j72w5ff0 Dátum 2021 szeptember 07, 19:37
Szívesen, sok sikert!
Cím: Re:Fémöntés házilag
Írta: MoparMan Dátum 2021 szeptember 07, 20:05
Írta: MoparMan Dátum 2021 szeptember 07, 20:05
nyilván nem voltál bejelentkezve mielőtt megnyitottad volna a linket. oda is van írva [#kacsint]
Cím: Re:Fémöntés házilag
Írta: 8j72w5ff0 Dátum 2021 szeptember 07, 20:09
Írta: 8j72w5ff0 Dátum 2021 szeptember 07, 20:09
Yes!
Ígérem megtanulok olvasni. [#worship]
Ígérem megtanulok olvasni. [#worship]
Cím: Re:Fémöntés házilag
Írta: MoparMan Dátum 2021 szeptember 07, 20:18
Írta: MoparMan Dátum 2021 szeptember 07, 20:18
[#vigyor][#eljen]
Cím: Re:Fémöntés házilag
Írta: 8j72w5ff0 Dátum 2021 szeptember 07, 20:19
Írta: 8j72w5ff0 Dátum 2021 szeptember 07, 20:19
Na, talán már megy a kép beillesztés is, teszek föl egyet-kettőt az öntvényről. Sajnos az öntést nem tudtam felvenni, mert egyedül csináltam.
Ilyen lett a csigahajtás ház félgyártmányom:
Bár osztott kerettel csináltam, ám egyelőre az öntvény alja csak sík, mivel eddig nem sikerült a formaszétválasztás. Próbáltam hintőporral, meg őrölt kristálycukorral ahogy az egyik videón az öregúr mondta, de nekem összeragadtak a felek. Így az alsó keretbe csak síkot csináltam, és rátettem a felső megmintázott részt.
(https://hobbicncforum.hu/uploaded_images/2021/09/tn_ynkaxm86vkyknv6yyxw27_2825.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/ynkaxm86vkyknv6yyxw27_2825.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/tn_jxpqingfdpq037vwj2_2825.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/jxpqingfdpq037vwj2_2825.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/tn_a8hutq8md4cg5cb90zmfg_2825.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/a8hutq8md4cg5cb90zmfg_2825.jpg)
Ilyen lett a csigahajtás ház félgyártmányom:
Bár osztott kerettel csináltam, ám egyelőre az öntvény alja csak sík, mivel eddig nem sikerült a formaszétválasztás. Próbáltam hintőporral, meg őrölt kristálycukorral ahogy az egyik videón az öregúr mondta, de nekem összeragadtak a felek. Így az alsó keretbe csak síkot csináltam, és rátettem a felső megmintázott részt.
(https://hobbicncforum.hu/uploaded_images/2021/09/tn_ynkaxm86vkyknv6yyxw27_2825.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/ynkaxm86vkyknv6yyxw27_2825.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/tn_jxpqingfdpq037vwj2_2825.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/jxpqingfdpq037vwj2_2825.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/tn_a8hutq8md4cg5cb90zmfg_2825.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/a8hutq8md4cg5cb90zmfg_2825.jpg)
Cím: Re:Fémöntés házilag
Írta: ebalint Dátum 2021 szeptember 08, 07:56
Írta: ebalint Dátum 2021 szeptember 08, 07:56
[#eljen]
Cím: Re:Fémöntés házilag
Írta: Kalmi Dátum 2021 szeptember 23, 14:45
Írta: Kalmi Dátum 2021 szeptember 23, 14:45
Sziasztok,
hát akkor az alatt a kb +-6hét kényszer szabiidő alatt amim lett a nyáron, ilyen szintű fém öntésre sikerült felszenvednem magam:
Kisebb-nagyobb csengettyűk bronzból, sárgarézből és alumíniumból, meg alumínium kilincsek és sörnyitók stb..
..
minimalizáltam a jútubozást, hogy lehet-e parasztésszel, s azér lehet, de csak türelemmel[#kacsint]
..
volt egy kis valamilyen olajos vöröshomokom,
a viaszveszelytéses öntéseket pedig hibridesen Silikan és kandalló samotmajter kombinációban végeztem, de a végén már csak kerámiaagyagba, ami igencsak szinpatikusabb és eredményesebbnek tűnik. Legközelebb majd valamikor ezzel folytatom... Mire belejöttem volna, letelt az idő [#wilting]
..
a formákat simán vödörben szénen szárítottam, majd gázlángszóróval égettem ki. Az olvasztóm olyan amilyen, 1,5 kg grafittégelyes, kb.fél óra alatt olvaszt 1kg-t..
..
kérdéseim száma számos maradt, leginkább a formálóanyagok terén...[#conf]
...
(https://hobbicncforum.hu/uploaded_images/2021/09/tn_7m3wqxnt56m70mh0m0gty_8184.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/7m3wqxnt56m70mh0m0gty_8184.jpg)
hát akkor az alatt a kb +-6hét kényszer szabiidő alatt amim lett a nyáron, ilyen szintű fém öntésre sikerült felszenvednem magam:
Kisebb-nagyobb csengettyűk bronzból, sárgarézből és alumíniumból, meg alumínium kilincsek és sörnyitók stb..
..
minimalizáltam a jútubozást, hogy lehet-e parasztésszel, s azér lehet, de csak türelemmel[#kacsint]
..
volt egy kis valamilyen olajos vöröshomokom,
a viaszveszelytéses öntéseket pedig hibridesen Silikan és kandalló samotmajter kombinációban végeztem, de a végén már csak kerámiaagyagba, ami igencsak szinpatikusabb és eredményesebbnek tűnik. Legközelebb majd valamikor ezzel folytatom... Mire belejöttem volna, letelt az idő [#wilting]
..
a formákat simán vödörben szénen szárítottam, majd gázlángszóróval égettem ki. Az olvasztóm olyan amilyen, 1,5 kg grafittégelyes, kb.fél óra alatt olvaszt 1kg-t..
..
kérdéseim száma számos maradt, leginkább a formálóanyagok terén...[#conf]
...
(https://hobbicncforum.hu/uploaded_images/2021/09/tn_7m3wqxnt56m70mh0m0gty_8184.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/7m3wqxnt56m70mh0m0gty_8184.jpg)
Cím: Re:Fémöntés házilag
Írta: ebalint Dátum 2021 szeptember 24, 08:09
Írta: ebalint Dátum 2021 szeptember 24, 08:09
[#eljen]
Cím: Re:Fémöntés házilag
Írta: zip0ji0se Dátum 2021 szeptember 24, 19:56
Írta: zip0ji0se Dátum 2021 szeptember 24, 19:56
Nem rossz nem rossz! Csak így tovább![#taps][#taps]
A kerámiaagyagot honnét szerzed be.
A kerámiaagyagot honnét szerzed be.
Cím: Re:Fémöntés házilag
Írta: Kalmi Dátum 2021 szeptember 30, 14:39
Írta: Kalmi Dátum 2021 szeptember 30, 14:39
Hát azért van még mit tanulni, méghacsak csengettűk is...
mostanában már utólag olvasgatok is harangöntésekről, ami nem is baj hogy utólag, mert tapasztalataim alapján mintha jobban érteném amiről szólnak...
az agyag innént származik,
http://www.pavekkeramika.cz/
Csehországból, Olmüc és Brünn környékéről, kerámia-samot-öntészeti agyagok,,,
Talán ezekkel kellett volna kezdenem, decsak mostanában jutottam hozzájuk...
mostanában már utólag olvasgatok is harangöntésekről, ami nem is baj hogy utólag, mert tapasztalataim alapján mintha jobban érteném amiről szólnak...
az agyag innént származik,
http://www.pavekkeramika.cz/
Csehországból, Olmüc és Brünn környékéről, kerámia-samot-öntészeti agyagok,,,
Talán ezekkel kellett volna kezdenem, decsak mostanában jutottam hozzájuk...
Cím: Re:Fémöntés házilag
Írta: zip0ji0se Dátum 2021 szeptember 30, 19:31
Írta: zip0ji0se Dátum 2021 szeptember 30, 19:31
Minden kezdet nehéz, de gyakorlat és menni fog. A harang öntés egy külön szakma az öntészeten belül már nem sokan csinálják. Őrbottyánban van egy, aki egyben talán Közép-európánban is egyedüli.
Én még tanuló voltam amikor öntöttem harangot homokba. Találán a harmadik lett jó. Egy Sümegi haranglábba kellett mert a régi elrepedt.
Az infót meg köszönöm.
Én még tanuló voltam amikor öntöttem harangot homokba. Találán a harmadik lett jó. Egy Sümegi haranglábba kellett mert a régi elrepedt.
Az infót meg köszönöm.
Cím: Re:Fémöntés házilag
Írta: ywathzay Dátum 2021 október 01, 21:22
Írta: ywathzay Dátum 2021 október 01, 21:22
Vajda László díszműkovács, Tiszaeszlár. Öntenek harangot is, kicsit, nagyot. Keress rá a jutubon ha érdekel.
Cím: Re:Fémöntés házilag
Írta: GPeti1977 Dátum 2021 november 04, 17:45
Írta: GPeti1977 Dátum 2021 november 04, 17:45
Ez milyen anyag?
https://www.ebay.com/itm/300956453418
Olyan mint a gipsz, de nem az mert ki lehet égetni úgy hogy nem porlad el.
https://www.ebay.com/itm/300956453418
Olyan mint a gipsz, de nem az mert ki lehet égetni úgy hogy nem porlad el.
Cím: Re:Fémöntés házilag
Írta: onagy Dátum 2021 november 04, 18:10
Írta: onagy Dátum 2021 november 04, 18:10
Kalcinált gipsz.
O.
O.
Cím: Re:Fémöntés házilag
Írta: GPeti1977 Dátum 2021 november 04, 19:52
Írta: GPeti1977 Dátum 2021 november 04, 19:52
Mem lettem okosabb
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2021 november 04, 19:58
Írta: 3vv2btrhv Dátum 2021 november 04, 19:58
https://hu.glosbe.com/hu/hu/kalcin%C3%A1l%C3%A1s
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2021 november 04, 20:00
Írta: 3vv2btrhv Dátum 2021 november 04, 20:00
Fogtechnikusok és ékszerészek hasznáénak hasonló anyagot .
Cím: Re:Fémöntés házilag
Írta: vadember Dátum 2021 november 04, 20:27
Írta: vadember Dátum 2021 november 04, 20:27
A gipsz CaSO4•2H2O . Ha ezt elkezdik melegíteni akkor először elveszti a víztartalmának háromnegyed részét. Ez a kalcium-szulfát-hemihidrát vagy Bassanit. Ezt árulják tévesen a boltokban gipsz néven. Ha ezt összekevered vízzel akkor lesz belőle gipsz ami néhány perc alatt megszilárdul.
Ha a bassanitot tovább hevítik akkor elveszti az összes víztartalmát ez lesz az Anhidrit vagy esztrich gipsz.
Ha ezt összekevered vízzel akkor ez csak néhány nap alatt szilárdul meg, de a végeredmény egy sokkal keményebb gipsz lesz. Ebböl készül pl. a gipszkarton.
Ha a bassanitot tovább hevítik akkor elveszti az összes víztartalmát ez lesz az Anhidrit vagy esztrich gipsz.
Ha ezt összekevered vízzel akkor ez csak néhány nap alatt szilárdul meg, de a végeredmény egy sokkal keményebb gipsz lesz. Ebböl készül pl. a gipszkarton.
Cím: Re:Fémöntés házilag
Írta: m5exi9b0 Dátum 2021 november 21, 23:05
Írta: m5exi9b0 Dátum 2021 november 21, 23:05
Sziasztok Napokban találtam rá a fórumra az alábbi 20mm es élhosszúságú kockát, aminek az ős formája 3d nyomtatót forma ilyen minőségben tudjuk önteni mi a véleményetek?
(https://hobbicncforum.hu/uploaded_images/2021/11/tn_9sb9px70pffk6qiny0_8355.jpg) (https://hobbicncforum.hu/uploaded_images/2021/11/9sb9px70pffk6qiny0_8355.jpg) (https://hobbicncforum.hu/uploaded_images/2021/11/tn_06hhtkjjz2ptmt4ktfew3_8355.jpg) (https://hobbicncforum.hu/uploaded_images/2021/11/06hhtkjjz2ptmt4ktfew3_8355.jpg) (https://hobbicncforum.hu/uploaded_images/2021/11/tn_v0jnsjjfmvjpf25gw9um_8355.jpg) (https://hobbicncforum.hu/uploaded_images/2021/11/v0jnsjjfmvjpf25gw9um_8355.jpg)
(https://hobbicncforum.hu/uploaded_images/2021/11/tn_9sb9px70pffk6qiny0_8355.jpg) (https://hobbicncforum.hu/uploaded_images/2021/11/9sb9px70pffk6qiny0_8355.jpg) (https://hobbicncforum.hu/uploaded_images/2021/11/tn_06hhtkjjz2ptmt4ktfew3_8355.jpg) (https://hobbicncforum.hu/uploaded_images/2021/11/06hhtkjjz2ptmt4ktfew3_8355.jpg) (https://hobbicncforum.hu/uploaded_images/2021/11/tn_v0jnsjjfmvjpf25gw9um_8355.jpg) (https://hobbicncforum.hu/uploaded_images/2021/11/v0jnsjjfmvjpf25gw9um_8355.jpg)
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2021 november 21, 23:36
Írta: 3vv2btrhv Dátum 2021 november 21, 23:36
Ennek akkor van értelme , ha beszúrod a linket!
Cím: Re:Fémöntés házilag
Írta: 2vkx6unz Dátum 2021 november 22, 08:20
Írta: 2vkx6unz Dátum 2021 november 22, 08:20
Gratulálok! Nagyon jók az eredmények. Persze van pár kérdés is ;)
Miből készült az öntvény?
Hobby vagy vállalkozásban készülnek az öntvények?
Esetleg valami a technológiáról, felhasznált anyagokról stb.
Miből készült az öntvény?
Hobby vagy vállalkozásban készülnek az öntvények?
Esetleg valami a technológiáról, felhasznált anyagokról stb.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2021 november 22, 09:56
Írta: 3vv2btrhv Dátum 2021 november 22, 09:56
[#taps][#eplus2]
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2021 november 22, 10:01
Írta: 3vv2btrhv Dátum 2021 november 22, 10:01
Igy nagyon nehéz lesz , ekkora titkolódzással . A bizalom felkeltéséhez nem csak az eredményt kell publikálni .
De tényleg szép , tudom értékelni , mivel én is öntöttem bronzot és alumíniumot a saját magam által kifejlesztett kerámia alapú héjba . Igaz ez 20 évvel ezelőtt volt .[#nyes]
De tényleg szép , tudom értékelni , mivel én is öntöttem bronzot és alumíniumot a saját magam által kifejlesztett kerámia alapú héjba . Igaz ez 20 évvel ezelőtt volt .[#nyes]
Cím: Re:Fémöntés házilag
Írta: m5exi9b0 Dátum 2021 november 22, 15:49
Írta: m5exi9b0 Dátum 2021 november 22, 15:49
Szia
Milyen linkre gondolsz?
Tegnap óta most léptem be újra nem gondoltam hogy ilyen gyorsan kérdésekre kell válaszolni.
Tehát gipsz formát használunk és ötödei kész alapanyagot ami alsi7mg0.3. Az öntés pedig leginkább az alacsony nyomásos öntéshez hasonlít. A cél vállalkozás lenne majd viszont jelenleg nagyon hobbi szinten van a dolog.
Milyen linkre gondolsz?
Tegnap óta most léptem be újra nem gondoltam hogy ilyen gyorsan kérdésekre kell válaszolni.
Tehát gipsz formát használunk és ötödei kész alapanyagot ami alsi7mg0.3. Az öntés pedig leginkább az alacsony nyomásos öntéshez hasonlít. A cél vállalkozás lenne majd viszont jelenleg nagyon hobbi szinten van a dolog.
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2021 november 22, 15:50
Írta: svejk Dátum 2021 november 22, 15:50
Itt kérem pörögnek a dolgok, főleg ha érdekes a téma! :)
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2021 november 22, 15:52
Írta: svejk Dátum 2021 november 22, 15:52
Szerintem már túl jó, nagyon kiemeli a 3D nyomtató hibáit. :)
Cím: Re:Fémöntés házilag
Írta: 2vkx6unz Dátum 2021 november 22, 16:52
Írta: 2vkx6unz Dátum 2021 november 22, 16:52
Szuper! Köszönöm a válaszokat. Persze ez újabb kérdéseket generál ;)
Szóval milyen is az a gipsz? Hol vásárolható? Mi a pontos módszer. Nyilván akkor ha nem titkos. Többeket érdekel a téma, de általában a megvalósítás fázisig csak kevesen jutnak el különféle okok miatt...
Ha vállalkozásban csinálod akkor hova kellene küldeni az öntetni valót?
Szóval milyen is az a gipsz? Hol vásárolható? Mi a pontos módszer. Nyilván akkor ha nem titkos. Többeket érdekel a téma, de általában a megvalósítás fázisig csak kevesen jutnak el különféle okok miatt...
Ha vállalkozásban csinálod akkor hova kellene küldeni az öntetni valót?
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2021 november 22, 17:58
Írta: 3vv2btrhv Dátum 2021 november 22, 17:58
Pont ezt hiányoltam , semmi cím , elérhetőség / link /[#csodalk][#csodalk]
Cím: Re:Fémöntés házilag
Írta: m5exi9b0 Dátum 2021 november 22, 18:08
Írta: m5exi9b0 Dátum 2021 november 22, 18:08
Köszi
Igen hát tulajdonképen ez is volt a cél, hogy minél pontosabban meg legyen a forma. Jelenleg semmilyen utó munkát nem végeztünk a nyomtatót alkatrészen, de a jövőben egy jobb nyomtató és egy kis finomhangolás után szerintem nagyon szép felület minőséget tudunk összehozni. Ahogyan említettem még hobbi szinten van a dolog, de természetesen szívesen segítünk mindenkinek, akinek szüksége lenne egyedi alumínium alkatrészre. Olcsóbbak szeretnénk lenni mindenféle keppen, mint ha egy alumínium tömböt fel kellene tenni egy 5 tengelyes cnc gépre.
Igen hát tulajdonképen ez is volt a cél, hogy minél pontosabban meg legyen a forma. Jelenleg semmilyen utó munkát nem végeztünk a nyomtatót alkatrészen, de a jövőben egy jobb nyomtató és egy kis finomhangolás után szerintem nagyon szép felület minőséget tudunk összehozni. Ahogyan említettem még hobbi szinten van a dolog, de természetesen szívesen segítünk mindenkinek, akinek szüksége lenne egyedi alumínium alkatrészre. Olcsóbbak szeretnénk lenni mindenféle keppen, mint ha egy alumínium tömböt fel kellene tenni egy 5 tengelyes cnc gépre.
Cím: Re:Fémöntés házilag
Írta: m5exi9b0 Dátum 2021 november 22, 18:10
Írta: m5exi9b0 Dátum 2021 november 22, 18:10
Kapcsolat menüpont alatt lehet nekünk írni.
https://generative.hu/
https://generative.hu/
Cím: Re:Fémöntés házilag
Írta: m5exi9b0 Dátum 2021 november 22, 18:19
Írta: m5exi9b0 Dátum 2021 november 22, 18:19
Szoval a gipsz: https://auren.hu/289-beagyazo-gipszek
Igazából van egy videó amin probálkozunk talán ez válaszd ad minden kérdésre első körben:
Illetve a tapasztalatom az, hogy hiba ismeri az ember az önteszetben azt hogyan kell csinálni akár egy videoból is annyira összetett a dolog, hogy a pontos recept nélkül nem nagyon lehet elérni szép eredményt. Ami pedig minden esetben egyedi kísérletezés. Rengeteget próbáltam olvasni tanulni a témában, de elégé fekete mágiaként van számontartva.
Igazából van egy videó amin probálkozunk talán ez válaszd ad minden kérdésre első körben:
Illetve a tapasztalatom az, hogy hiba ismeri az ember az önteszetben azt hogyan kell csinálni akár egy videoból is annyira összetett a dolog, hogy a pontos recept nélkül nem nagyon lehet elérni szép eredményt. Ami pedig minden esetben egyedi kísérletezés. Rengeteget próbáltam olvasni tanulni a témában, de elégé fekete mágiaként van számontartva.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2021 november 22, 18:19
Írta: 3vv2btrhv Dátum 2021 november 22, 18:19
[#taps][#taps][#taps]
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2021 november 22, 18:24
Írta: 3vv2btrhv Dátum 2021 november 22, 18:24
Minden elismerésem , van technika . A vákuum rendszer is szép .
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2021 november 22, 18:24
Írta: 3vv2btrhv Dátum 2021 november 22, 18:24
https://auren.hu/289-beagyazo-gipszek
Cím: Re:Fémöntés házilag
Írta: m5exi9b0 Dátum 2021 november 22, 18:27
Írta: m5exi9b0 Dátum 2021 november 22, 18:27
Igen műszály már egy éve megy a dolog de csak az utóbbi honapban tudtunk vele több időt foglalkozni. De az 1 év allat rengeteg eszköz gép készült.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2021 november 22, 20:52
Írta: 3vv2btrhv Dátum 2021 november 22, 20:52
Béleljétek ki a nyomás tartályt https://szigeteloanyag-kereskedelem.hu/termekek/dualflex-keramiaszal-paplan-1600degc-ig ezzel az anyaggal , igy nem kell hűteni .
Cím: Re:Fémöntés házilag
Írta: sufnituning Dátum 2021 november 22, 21:59
Írta: sufnituning Dátum 2021 november 22, 21:59
Nem teljesen világos számomra, hogy az olvadt anyag hogy kerül a formába.[#nemtudom]
Azt látom, hogy nyomás alatt öntitek.
Azt látom, hogy nyomás alatt öntitek.
Cím: Re:Fémöntés házilag
Írta: m5exi9b0 Dátum 2021 november 23, 09:12
Írta: m5exi9b0 Dátum 2021 november 23, 09:12
Talán ez a kép segít vagy van pár videó is a témában ha angolul keresel. Low pressure casting
(https://hobbicncforum.hu/uploaded_images/2021/11/tn_iv776fzzmesnhifq6hq80_8355.jpg) (https://hobbicncforum.hu/uploaded_images/2021/11/iv776fzzmesnhifq6hq80_8355.jpg)
(https://hobbicncforum.hu/uploaded_images/2021/11/tn_iv776fzzmesnhifq6hq80_8355.jpg) (https://hobbicncforum.hu/uploaded_images/2021/11/iv776fzzmesnhifq6hq80_8355.jpg)
Cím: Re:Fémöntés házilag
Írta: sufnituning Dátum 2021 november 23, 09:28
Írta: sufnituning Dátum 2021 november 23, 09:28
Na így már értem.[#eljen]
Köszönöm!
Köszönöm!
Cím: Re:Fémöntés házilag
Írta: zip0ji0se Dátum 2021 november 23, 12:50
Írta: zip0ji0se Dátum 2021 november 23, 12:50
Régen még volt ilyen öntés Ajkán a timföldgyárban. Alacsony nyomású öntésnek hívták és kapott még egykis vákumos rásegítést. Alufelniket csináltak így, csak akkor volt szopás, ha a szifon részt elfelejtették kipucolni, mert akkor dugult a rendszer. Miután a francia átvette az öntödét megszüntette, mert nem volt elég termelékeny. Így maradt a magasnyomásu és a kokilla öntés.
Cím: Re:Fémöntés házilag
Írta: m5exi9b0 Dátum 2021 november 30, 10:39
Írta: m5exi9b0 Dátum 2021 november 30, 10:39
Szia erről esetleg még tudnl mondani részleteket? Akár e-mailben?
Cím: Re:Fémöntés házilag
Írta: m5exi9b0 Dátum 2021 november 30, 10:48
Írta: m5exi9b0 Dátum 2021 november 30, 10:48
Sziasztok
Meg van egy következő alkatrész vannak vele hibák viszont talán látszik hogy komplexebb formákat is meg tudunk oldani.
Volt már korában kérdés hogy tudun-e válalni alkatrész gyártást.
Most tudom azt mondani hogy várjuk a megkereséseket.
Nagyjából egy 95Ft/g-os (netto) árat tudunk mondani de ez írány ár minden esetben egyedi árat beszélünk meg a megrendelővel.
Alapanyag: alsi7mg0.3
Tervezés és modellezésben is tudunk segíteni.
Köszönettel
Norbi
gedeinorbi@generative.hu
(https://hobbicncforum.hu/uploaded_images/2021/11/tn_m47w8ksdngnhiyf2ycfnn_8355.jpg) (https://hobbicncforum.hu/uploaded_images/2021/11/m47w8ksdngnhiyf2ycfnn_8355.jpg)
Meg van egy következő alkatrész vannak vele hibák viszont talán látszik hogy komplexebb formákat is meg tudunk oldani.
Volt már korában kérdés hogy tudun-e válalni alkatrész gyártást.
Most tudom azt mondani hogy várjuk a megkereséseket.
Nagyjából egy 95Ft/g-os (netto) árat tudunk mondani de ez írány ár minden esetben egyedi árat beszélünk meg a megrendelővel.
Alapanyag: alsi7mg0.3
Tervezés és modellezésben is tudunk segíteni.
Köszönettel
Norbi
gedeinorbi@generative.hu
(https://hobbicncforum.hu/uploaded_images/2021/11/tn_m47w8ksdngnhiyf2ycfnn_8355.jpg) (https://hobbicncforum.hu/uploaded_images/2021/11/m47w8ksdngnhiyf2ycfnn_8355.jpg)
Cím: Re:Fémöntés házilag
Írta: sufnituning Dátum 2021 november 30, 16:44
Írta: sufnituning Dátum 2021 november 30, 16:44
Ügyesek vagytok![#eljen]
De ha esetleg az adatlapon feltüntetnéd az elérhetőségeidet, talán többen fognak keresni.
Merre Vagytok?
Telefon?
De ha esetleg az adatlapon feltüntetnéd az elérhetőségeidet, talán többen fognak keresni.
Merre Vagytok?
Telefon?
Cím: Re:Fémöntés házilag
Írta: sufnituning Dátum 2021 november 30, 16:48
Írta: sufnituning Dátum 2021 november 30, 16:48
Hány grammig tudtok önteni? Esetleg sárgarezet is?
Cím: Re:Fémöntés házilag
Írta: ywathzay Dátum 2021 november 30, 17:22
Írta: ywathzay Dátum 2021 november 30, 17:22
Ez a valami hogy nézne ki, ha nem számítógép tervezi, hanem ember?
Cím: Re:Fémöntés házilag
Írta: sufnituning Dátum 2021 november 30, 17:52
Írta: sufnituning Dátum 2021 november 30, 17:52
Ezt ember tervezi számítógépen,
gép még nem tud ilyet tervezni magától.[#nemtudom]
gép még nem tud ilyet tervezni magától.[#nemtudom]
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2021 november 30, 18:11
Írta: 3vv2btrhv Dátum 2021 november 30, 18:11
Nem kötözködőm , de a generatív[#eplus2] tervezés lényege pont az , hogy az algoritmus dolgozik au ember meg kiválasztja mit szeretne .
Cím: Re:Fémöntés házilag
Írta: m5exi9b0 Dátum 2021 november 30, 18:26
Írta: m5exi9b0 Dátum 2021 november 30, 18:26
rendben
Cím: Re:Fémöntés házilag
Írta: sufnituning Dátum 2021 november 30, 21:03
Írta: sufnituning Dátum 2021 november 30, 21:03
Na! Hogy elszaladt a világ mellettem[#zavart2]
Cím: Re:Fémöntés házilag
Írta: zip0ji0se Dátum 2021 december 01, 19:58
Írta: zip0ji0se Dátum 2021 december 01, 19:58
Szívesen mondanék részleteket, de abban az időben voltam még csak öntő tanuló és mikor kikerültünk üzembe a rosszabbik helyre kerültem. Magasnyomású öntés, sosem volt a kedvencem. Nem volt szükség a tanultakra. Szóval, csak messziről néztem meg akik ott dolgoztak azoktól volt némi információ. Az én világom a homokformázás volt. Azóta messze kerültem az öntészettől. Méréstechnika.
Van egy régi kiadású könyv ami nyomásos öntéssel foglalkozik.
V.REIMER NYOMÁSOS ÖNTÉS. A Műszaki könyvkiadó jelentette meg 1978-ban. Ezt próbáljátok megszerezni könyvtár, vagy net.
Sok sikert a munkáitokhoz.
A videót nézve a nyomásállóedényt szigeteljétek belülről, hogy minél kisebb legyen a hőveszteség. Ennél fogva tovább marad folyékony a fém és nyomáskor tovább tudja pótolni a zsugorodásból származó anyaghiányokat. Addig kell nyomásalat tartani a rendszert míg az öntvény teljesen meg nem dermed.
Van egy régi kiadású könyv ami nyomásos öntéssel foglalkozik.
V.REIMER NYOMÁSOS ÖNTÉS. A Műszaki könyvkiadó jelentette meg 1978-ban. Ezt próbáljátok megszerezni könyvtár, vagy net.
Sok sikert a munkáitokhoz.
A videót nézve a nyomásállóedényt szigeteljétek belülről, hogy minél kisebb legyen a hőveszteség. Ennél fogva tovább marad folyékony a fém és nyomáskor tovább tudja pótolni a zsugorodásból származó anyaghiányokat. Addig kell nyomásalat tartani a rendszert míg az öntvény teljesen meg nem dermed.
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2021 december 01, 20:11
Írta: 3vv2btrhv Dátum 2021 december 01, 20:11
Béleljétek ki a nyomás tartályt https://szigeteloanyag-kereskedelem.hu/termekek/dualflex-keramiaszal-paplan-1600degc-ig ezzel az anyaggal , igy nem kell hűteni .
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2021 december 01, 20:36
Írta: Rabb Ferenc Dátum 2021 december 01, 20:36
Csak egy outsider kérdése: ha a tartály agyon van hőszigetelve - pl Hunka Tibi által javasolt kerámiaszál paplannal - akkor mikorra hűl ki kellően az öntvény? Fél nap, vagy több? Így nem lenne túl termelékeny az öntöde...
Cím: Re:Fémöntés házilag
Írta: zip0ji0se Dátum 2021 december 02, 06:19
Írta: zip0ji0se Dátum 2021 december 02, 06:19
Az alacsony nyomásu öntés lényege, hogy, csak a tégejt helyezed nyomás alá. Minden másnak felette kell lennie, vagyis a formának kivül kellene elhelyezkedni és nem benne. Ugyanis így a formára is hat a túlnyomás és sokkal nehezebben tölti ki a formaüreget és előfordúlhat, hogy lesznek olyan alakzatok amit nem tölt ki rendesen. Ha felette van a forma, akkor tudod növelni a termelékenységet, csak nagyobb tégely kell és hőn kell tartani az olvadékot.
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2021 december 02, 07:42
Írta: Rabb Ferenc Dátum 2021 december 02, 07:42
[#worship]
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2021 december 02, 08:28
Írta: 3vv2btrhv Dátum 2021 december 02, 08:28
[#taps][#eljen]
Cím: Re:Fémöntés házilag
Írta: RJancsi Dátum 2021 december 02, 08:50
Írta: RJancsi Dátum 2021 december 02, 08:50
Elnézést, hogy a laikus "belevau".
Nézegettem a neten előforduló irodalmat, és nekem ebből az jött le, hogy az alacsony nyomású öntés sorozatgyártásnál éri meg igazán, ahol az alul levő olvadék tároló tégely fölött "cserélgetik" a homokformát. Ráadásul ez a folyamat jól gépesíthető pl. autóalkatrész gyártásnál.
Ha egy-egy öntvényről van szó (mint ebben a topicban) nem igazán látom előnyét a hagyományos gravitációs öntéshez képest, inkább hátrány a rendszer bonyolultsága, eszközigénye. Rosszul látom? [#fejvakaras][#nemtudom]
Nézegettem a neten előforduló irodalmat, és nekem ebből az jött le, hogy az alacsony nyomású öntés sorozatgyártásnál éri meg igazán, ahol az alul levő olvadék tároló tégely fölött "cserélgetik" a homokformát. Ráadásul ez a folyamat jól gépesíthető pl. autóalkatrész gyártásnál.
Ha egy-egy öntvényről van szó (mint ebben a topicban) nem igazán látom előnyét a hagyományos gravitációs öntéshez képest, inkább hátrány a rendszer bonyolultsága, eszközigénye. Rosszul látom? [#fejvakaras][#nemtudom]
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2021 december 02, 16:47
Írta: 3vv2btrhv Dátum 2021 december 02, 16:47
Itt a ganarativ tervezés lenne a lényeg , mert az ebben generált alkatrészeket már módszerrel nem lehet leönteni(kivétel a homok nyomtatás ) tehát ez itt a piaci rés . A másik probléma , az olvadék és a forma viszonya , de be lett linkelve a rajz , amiben fent van a forma , gondolom , lépésröl_lépésre haladnak .
Cím: Re:Fémöntés házilag
Írta: m5exi9b0 Dátum 2021 december 27, 00:48
Írta: m5exi9b0 Dátum 2021 december 27, 00:48
Upgrade:
(https://hobbicncforum.hu/uploaded_images/2021/12/tn_iatmz2axvy9qcmyxu6d0_8355.jpg) (https://hobbicncforum.hu/uploaded_images/2021/12/iatmz2axvy9qcmyxu6d0_8355.jpg) (https://hobbicncforum.hu/uploaded_images/2021/12/tn_a4ph3da7dys4fk079mchy_8355.jpg) (https://hobbicncforum.hu/uploaded_images/2021/12/a4ph3da7dys4fk079mchy_8355.jpg)
(https://hobbicncforum.hu/uploaded_images/2021/12/tn_iatmz2axvy9qcmyxu6d0_8355.jpg) (https://hobbicncforum.hu/uploaded_images/2021/12/iatmz2axvy9qcmyxu6d0_8355.jpg) (https://hobbicncforum.hu/uploaded_images/2021/12/tn_a4ph3da7dys4fk079mchy_8355.jpg) (https://hobbicncforum.hu/uploaded_images/2021/12/a4ph3da7dys4fk079mchy_8355.jpg)
Cím: Re:Fémöntés házilag
Írta: m5exi9b0 Dátum 2021 december 27, 00:49
Írta: m5exi9b0 Dátum 2021 december 27, 00:49
rossz kép az előbb
(https://hobbicncforum.hu/uploaded_images/2021/12/tn_tt43qfeymnmj7e3mhck_8355.jpg) (https://hobbicncforum.hu/uploaded_images/2021/12/tt43qfeymnmj7e3mhck_8355.jpg)
(https://hobbicncforum.hu/uploaded_images/2021/12/tn_tt43qfeymnmj7e3mhck_8355.jpg) (https://hobbicncforum.hu/uploaded_images/2021/12/tt43qfeymnmj7e3mhck_8355.jpg)
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2021 december 27, 09:30
Írta: 3vv2btrhv Dátum 2021 december 27, 09:30
[#taps][#taps][#taps]
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2021 december 27, 09:31
Írta: 3vv2btrhv Dátum 2021 december 27, 09:31
[#taps][#taps][#taps]
Cím: Re:Fémöntés házilag
Írta: ywathzay Dátum 2021 december 27, 09:53
Írta: ywathzay Dátum 2021 december 27, 09:53
Mutass már légy szíves egy olyan képet, hogy ez az alkatrész hogy nézne ki, ha ember tervezi? Köszönöm.
Cím: Re:Fémöntés házilag
Írta: m5exi9b0 Dátum 2022 január 01, 12:03
Írta: m5exi9b0 Dátum 2022 január 01, 12:03
Szia
Pontosabban mire gondolsz mire lennél kiváncsi?
Pontosabban mire gondolsz mire lennél kiváncsi?
Cím: Re:Fémöntés házilag
Írta: Kalmi Dátum 2022 május 25, 19:42
Írta: Kalmi Dátum 2022 május 25, 19:42
Sziasztok,,
közbe öntöm a harangocskákat,, homokba,,
kb. félkilósak,, igyekszem betartani a hangzási geometriájukat és hogy kb Sn20% legyenek,, nagyon tetszőek:)
azok a nagyonsárgák házi keverésü alumínium-bronzok, érdekes anyag, de harangnak nemvaló,,
(https://hobbicncforum.hu/uploaded_images/2022/05/tn_m0pyxpuz2mq4paek4w06_8184.jpg) (https://hobbicncforum.hu/uploaded_images/2022/05/m0pyxpuz2mq4paek4w06_8184.jpg)
közbe öntöm a harangocskákat,, homokba,,
kb. félkilósak,, igyekszem betartani a hangzási geometriájukat és hogy kb Sn20% legyenek,, nagyon tetszőek:)
azok a nagyonsárgák házi keverésü alumínium-bronzok, érdekes anyag, de harangnak nemvaló,,
(https://hobbicncforum.hu/uploaded_images/2022/05/tn_m0pyxpuz2mq4paek4w06_8184.jpg) (https://hobbicncforum.hu/uploaded_images/2022/05/m0pyxpuz2mq4paek4w06_8184.jpg)
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2022 május 25, 20:18
Írta: 3vv2btrhv Dátum 2022 május 25, 20:18
[#taps][#eljen]
Cím: Re:Fémöntés házilag
Írta: sufnituning Dátum 2022 május 25, 20:48
Írta: sufnituning Dátum 2022 május 25, 20:48
[#eljen]
Cím: Re:Fémöntés házilag
Írta: ebalint Dátum 2022 május 26, 08:18
Írta: ebalint Dátum 2022 május 26, 08:18
[#eljen]
Cím: Re:Fémöntés házilag
Írta: Kalmi Dátum 2022 május 30, 22:31
Írta: Kalmi Dátum 2022 május 30, 22:31
Halli, engemet nagyon érdekelne, hogy miképpen tudnám helyettesíteni ama eddigi vörös-olajos homokot, amit eddig használtam?
Már rosszul vagyok a szagától:)
a jútubokon annyi minden más homokot látni,,, mifélék azok?
Miért csak az az olajos kapható mindenütt?
hol lenne kapható valami más, illetve miképpen bekeverhető?
ahjo...
Már rosszul vagyok a szagától:)
a jútubokon annyi minden más homokot látni,,, mifélék azok?
Miért csak az az olajos kapható mindenütt?
hol lenne kapható valami más, illetve miképpen bekeverhető?
ahjo...
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2022 május 31, 10:49
Írta: 3vv2btrhv Dátum 2022 május 31, 10:49
https://www.reliance-foundry.com/blog/foundry-sand
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2022 május 31, 10:51
Írta: 3vv2btrhv Dátum 2022 május 31, 10:51
https://www.bladesmithsforum.com/index.php?/topic/9338-oil-sands-for-casting-any-home-made-recipes/
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2022 május 31, 10:53
Írta: 3vv2btrhv Dátum 2022 május 31, 10:53
https://delftclay.co.nz/how-to-make-green-sand/
Cím: Re:Fémöntés házilag
Írta: 959z0u67 Dátum 2022 június 01, 14:08
Írta: 959z0u67 Dátum 2022 június 01, 14:08
Sziasztok!
Segítségeteket szeretném kérni.
Sürgősen szükségem volna bronz öntéshez kisebb, kb 2-3 kg-os öntőtégelyre. Mars hungária megszűnt, akit találtam csak nagyobbakat forgalmaz, vagy csak sokára tud szállítani. Van valakinek ötlete hol tudnék gyorsan vásárolni?
Segítségeteket szeretném kérni.
Sürgősen szükségem volna bronz öntéshez kisebb, kb 2-3 kg-os öntőtégelyre. Mars hungária megszűnt, akit találtam csak nagyobbakat forgalmaz, vagy csak sokára tud szállítani. Van valakinek ötlete hol tudnék gyorsan vásárolni?
Cím: Re:Fémöntés házilag
Írta: gabi Dátum 2022 június 01, 16:37
Írta: gabi Dátum 2022 június 01, 16:37
Szia
Talán itthttps://www.expondo.hu/goldbrunn-olvasztotegely-gbpc-3000-olvasztokemencehez-3-kg-10070020?gclid=EAIaIQobChMI063j17yM-AIVgrh3Ch0fzgYlEAQYASABEgK_xfD_BwE
Talán itthttps://www.expondo.hu/goldbrunn-olvasztotegely-gbpc-3000-olvasztokemencehez-3-kg-10070020?gclid=EAIaIQobChMI063j17yM-AIVgrh3Ch0fzgYlEAQYASABEgK_xfD_BwE
Cím: Re:Fémöntés házilag
Írta: 959z0u67 Dátum 2022 június 01, 20:17
Írta: 959z0u67 Dátum 2022 június 01, 20:17
Köszönöm Gabi! Holnap beszélek velük.
Cím: Re:Fémöntés házilag
Írta: Kalmi Dátum 2022 június 15, 17:33
Írta: Kalmi Dátum 2022 június 15, 17:33
..s megkérdezhetem, hogy közülletek ha valaki önt homokba és nem az olajas homokot használja, akkor mit használ s hol szerzi be azt, esetleg annak összetevőit?
hmm, Kössz a választ:)
hmm, Kössz a választ:)
Cím: Re:Fémöntés házilag
Írta: 3vv2btrhv Dátum 2022 június 15, 18:21
Írta: 3vv2btrhv Dátum 2022 június 15, 18:21
Ez engem is érint .
Cím: Re:Fémöntés házilag
Írta: vadember Dátum 2022 június 15, 19:03
Írta: vadember Dátum 2022 június 15, 19:03
Recept:
1kg kvarchomok (játszóhomok)
120g bentonit vagy agyag (porított állapotban)
víz (szükség szerint)
1kg kvarchomok (játszóhomok)
120g bentonit vagy agyag (porított állapotban)
víz (szükség szerint)
Cím: Re:Fémöntés házilag
Írta: 72r8ja9u7 Dátum 2022 július 20, 15:29
Írta: 72r8ja9u7 Dátum 2022 július 20, 15:29
Figyelem ! Eladom a 14,5 kg minőségi gyári ZAMAK anyagom.
Ajánlatokat küldhettek ! Én kiváló anyagként tároltam eddig.
Köszönöm az érdeklődést ! Tel:06-harminc-207nulla182 este
(https://hobbicncforum.hu/uploaded_images/2022/07/tn_a569k5inkhf9bsg0zq_8447.jpg) (https://hobbicncforum.hu/uploaded_images/2022/07/a569k5inkhf9bsg0zq_8447.jpg) (https://hobbicncforum.hu/uploaded_images/2022/07/tn_esnkxygbw4askzqyeqap_8447.jpg) (https://hobbicncforum.hu/uploaded_images/2022/07/esnkxygbw4askzqyeqap_8447.jpg)
Ajánlatokat küldhettek ! Én kiváló anyagként tároltam eddig.
Köszönöm az érdeklődést ! Tel:06-harminc-207nulla182 este
(https://hobbicncforum.hu/uploaded_images/2022/07/tn_a569k5inkhf9bsg0zq_8447.jpg) (https://hobbicncforum.hu/uploaded_images/2022/07/a569k5inkhf9bsg0zq_8447.jpg) (https://hobbicncforum.hu/uploaded_images/2022/07/tn_esnkxygbw4askzqyeqap_8447.jpg) (https://hobbicncforum.hu/uploaded_images/2022/07/esnkxygbw4askzqyeqap_8447.jpg)
Cím: Re:Fémöntés házilag
Írta: ab Dátum 2022 szeptember 20, 11:55
Írta: ab Dátum 2022 szeptember 20, 11:55
Szeretnék alumíniumot önteni. Pb gázpalackról tudnám üzemeltetni. Ehhez milyen kemence és égőfej páros lenne a legjobb választás? Ha 5kg-ot szeretnék önteni, az háztájiban még kezelhető mennyiség?
Cím: Re:Fémöntés házilag
Írta: Kalmi Dátum 2022 szeptember 25, 12:22
Írta: Kalmi Dátum 2022 szeptember 25, 12:22
Szerintem házilag meglehet olvasztani egyszerre 5kg alumíniumot,
Talán abból kellene kiindulni, hogy 5kg olvasztott alumínium kb 3dm3 (köbdeci) edénybe fér bele,
s ehez kellene alakítani az olvasztó méreteit és az égőfejet... Juhtubon van egy csomó videó...
Talán abból kellene kiindulni, hogy 5kg olvasztott alumínium kb 3dm3 (köbdeci) edénybe fér bele,
s ehez kellene alakítani az olvasztó méreteit és az égőfejet... Juhtubon van egy csomó videó...
Cím: Re:Fémöntés házilag
Írta: Kalmi Dátum 2022 szeptember 25, 12:34
Írta: Kalmi Dátum 2022 szeptember 25, 12:34
Egyes fémek térfogat-súlya per edényméretek táblázata:
(https://hobbicncforum.hu/uploaded_images/2022/09/tn_g63ntdftx5hgwx2mdv463_8184.jpg) (https://hobbicncforum.hu/uploaded_images/2022/09/g63ntdftx5hgwx2mdv463_8184.jpg)
(https://hobbicncforum.hu/uploaded_images/2022/09/tn_g63ntdftx5hgwx2mdv463_8184.jpg) (https://hobbicncforum.hu/uploaded_images/2022/09/g63ntdftx5hgwx2mdv463_8184.jpg)
Cím: Re:Fémöntés házilag
Írta: ab Dátum 2022 október 12, 10:01
Írta: ab Dátum 2022 október 12, 10:01
Köszönöm!
Most optimális égőfejet próbálok keresni. Berényi József megoldását követném. Zománzozott edény, kikezelve és abban olvasztani. Esetleg van úm. ajánlott égőfej pb palackhoz?
EN AW 5083 minőségű alumínium mennyire ajánlott tömbösítéshez, nem vékony falú precíziós öntéshez?
Most optimális égőfejet próbálok keresni. Berényi József megoldását követném. Zománzozott edény, kikezelve és abban olvasztani. Esetleg van úm. ajánlott égőfej pb palackhoz?
EN AW 5083 minőségű alumínium mennyire ajánlott tömbösítéshez, nem vékony falú precíziós öntéshez?
Cím: Re:Fémöntés házilag
Írta: ebalint Dátum 2022 október 12, 12:45
Írta: ebalint Dátum 2022 október 12, 12:45
Berényi J féle. (https://cnctar.hobbycnc.hu/Ber%C3%A9nyi%20J%C3%B3zsef/%C3%89g%C5%91/)
Cím: Re:Fémöntés házilag
Írta: cjggcbv4r Dátum 2022 november 03, 15:34
Írta: cjggcbv4r Dátum 2022 november 03, 15:34
Hol tudok beszerezni olajos homokot homok öntéshez házilag akarom megoldani ,ezt a homokot javasolták ,vörös színű.Olyan mint a gyurma.
Cím: Re:Fémöntés házilag
Írta: Kalmi Dátum 2022 november 23, 17:51
Írta: Kalmi Dátum 2022 november 23, 17:51
Érdekes, hogy nelehetne kapni Magyarországon olajoshomokot!?
Én Ceshországban szerzem be, de ott is lakok:
https://www.chcipisek.cz/slevarenske-pisky/
van nékik mindenféle..
Újdonságuk a nem olaj alapú homok,,,
ki is próbáltam,,, nem bűzlik ugyan, de 1 használat után csont száraz,,,,
külön is lehet rendelni náluk az összetevőket, de ott még nem tartok, hogy magam keverjem..
Számomra konfortosabb az olajos, még ha büdös is kissé...
Ha minden kötél szakad, valahogy tán lehetne rendelni innént, de nemismerem a postaköltségeket...
Én Ceshországban szerzem be, de ott is lakok:
https://www.chcipisek.cz/slevarenske-pisky/
van nékik mindenféle..
Újdonságuk a nem olaj alapú homok,,,
ki is próbáltam,,, nem bűzlik ugyan, de 1 használat után csont száraz,,,,
külön is lehet rendelni náluk az összetevőket, de ott még nem tartok, hogy magam keverjem..
Számomra konfortosabb az olajos, még ha büdös is kissé...
Ha minden kötél szakad, valahogy tán lehetne rendelni innént, de nemismerem a postaköltségeket...
Cím: Re:Fémöntés házilag
Írta: 3szwbavt Dátum 2022 december 05, 11:04
Írta: 3szwbavt Dátum 2022 december 05, 11:04
Hejjj de rég voltam itt nálatok! Vagy 5 éve...
Tavasszal újra indítom az öntödémet, behozom a gázt, kisebb blokk égőt keresek ha akad valakinél. Most egy speckó propán turbós égőfejem van, és talán elsőre ezt kellene földgázosítanom, mert azért ez is megolvasztott 50 kiló bronzt vagy 10-11 éve.
Üdv és Nyugodt salakmentes öntvényeket és Boldog ünnepet kívánok minden eltökélt fórumlakónak!
Tavasszal újra indítom az öntödémet, behozom a gázt, kisebb blokk égőt keresek ha akad valakinél. Most egy speckó propán turbós égőfejem van, és talán elsőre ezt kellene földgázosítanom, mert azért ez is megolvasztott 50 kiló bronzt vagy 10-11 éve.
Üdv és Nyugodt salakmentes öntvényeket és Boldog ünnepet kívánok minden eltökélt fórumlakónak!
Cím: Re:Fémöntés házilag
Írta: kmil Dátum 2022 december 05, 17:56
Írta: kmil Dátum 2022 december 05, 17:56
Sziasztok,
Látom működik a telepátia. :)
Én pont tegnap gondolkodtam, hogy felkeresem a topic-ot, mert sikerült hozzájutnom egy kis 1kg-os elektromos olvasztóhoz, és a formázási módok után akartam olvasni.
A grafit tégely hiányzott belőle sajna de, már megrendeltem. Amint megérkezik ki is próbálom. :)
Látom működik a telepátia. :)
Én pont tegnap gondolkodtam, hogy felkeresem a topic-ot, mert sikerült hozzájutnom egy kis 1kg-os elektromos olvasztóhoz, és a formázási módok után akartam olvasni.
A grafit tégely hiányzott belőle sajna de, már megrendeltem. Amint megérkezik ki is próbálom. :)
Cím: Re:Fémöntés házilag
Írta: xu88enaph Dátum 2022 december 05, 21:33
Írta: xu88enaph Dátum 2022 december 05, 21:33
Szia! Honnan rendelted a grafit tégelyt?
Pont most készítem az elektromos kemencém v2 változatát. Ha jó lesz, megérdemel majd egy profi tégelyt! :)
Pont most készítem az elektromos kemencém v2 változatát. Ha jó lesz, megérdemel majd egy profi tégelyt! :)
Cím: Re:Fémöntés házilag
Írta: kmil Dátum 2022 december 05, 22:30
Írta: kmil Dátum 2022 december 05, 22:30
Szia,
Az Auren oldaláról jön. Úgy láttam, hogy van készleten, nem kell rá egy hónapot várni. Hétvégén rendeltem, és már úton van. Elvileg.... :)
Meglátom milyen lesz, de azt érzem, lehet kicsi ez az 1 kg-os kemence.
Megkérdezhetem, hogy milyen a vezérlővel építed? Tud időzített lépcsős hőfokot kezelni, mint ami a gipsz, és kerámia formák égetéséhez kell?
Az Auren oldaláról jön. Úgy láttam, hogy van készleten, nem kell rá egy hónapot várni. Hétvégén rendeltem, és már úton van. Elvileg.... :)
Meglátom milyen lesz, de azt érzem, lehet kicsi ez az 1 kg-os kemence.
Megkérdezhetem, hogy milyen a vezérlővel építed? Tud időzített lépcsős hőfokot kezelni, mint ami a gipsz, és kerámia formák égetéséhez kell?
Cím: Re:Fémöntés házilag
Írta: xu88enaph Dátum 2022 december 06, 21:24
Írta: xu88enaph Dátum 2022 december 06, 21:24
Kíváncsi leszek a grafit tégelyre. Írd majd meg a tapasztalataid. A kemencémet Rex-C100 vezérlő fogja működtetni. Nekem csak 750C fok kell (aluöntés), ezt simán tudja. Nem tudom, hogy lehet-e skálázni a hőfok ugrásokat, annyira nem értek hozzá.
Cím: Re:Fémöntés házilag
Írta: sufnituning Dátum 2022 december 07, 08:15
Írta: sufnituning Dátum 2022 december 07, 08:15
Aluhoz 660 fok kell.
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2022 december 07, 09:16
Írta: Rabb Ferenc Dátum 2022 december 07, 09:16
Hát persze, a Wikipedia szerint. Aztán ha a kohótól az öntőformáig viszed már csak 659°C és elkezd dermedni, és mire beleöntöd csak félig tölti ki a formaüreget.
Jobb a 750°C, de sokkal több azért nem előnyös mert felette erősen oxidálódik, sok lesz a salak.
Jobb a 750°C, de sokkal több azért nem előnyös mert felette erősen oxidálódik, sok lesz a salak.
Cím: Re:Fémöntés házilag
Írta: sufnituning Dátum 2022 december 07, 10:37
Írta: sufnituning Dátum 2022 december 07, 10:37
Ebben igazad van, de lehetőleg ki kell számolni, hogy mit öntesz mennyit, mennyi idő kell hozzá, hogy megöntsed.
Minél magasabb hőfokra hevíted az alut, annál több lesz benne a légbuborék, mert, könnyebb felvennie a környezetből és nem a salak lesz több.
a legjobb a 600 fok és a kovácsolás,
így csinálják a Ferrárinál a dugattyúkat.[#nyes]
Minél magasabb hőfokra hevíted az alut, annál több lesz benne a légbuborék, mert, könnyebb felvennie a környezetből és nem a salak lesz több.
a legjobb a 600 fok és a kovácsolás,
így csinálják a Ferrárinál a dugattyúkat.[#nyes]
Cím: Re:Fémöntés házilag
Írta: sufnituning Dátum 2022 december 07, 10:42
Írta: sufnituning Dátum 2022 december 07, 10:42
Ja még csak zárójelben teszem hozzá, hogy 700 fok fölé soha nem mentem és még a probaöntések is jók lettek, igaz 200 as átmérő és 150 hossznál nagyobbat nem öntöttem. És mindezt kokillába.
Cím: Re:Fémöntés házilag
Írta: xu88enaph Dátum 2022 december 07, 21:29
Írta: xu88enaph Dátum 2022 december 07, 21:29
Jól mondod, pont ezért írtam a 750 fokot. Nem biztos, hogy ennyire hevítem fel az anyagot, de mindenképpen túl kell hevíteni a visszahűlés miatt. Mire lasalakolom a tetejét és kikapom a kemencéből simán visszahűl akár 50 fokot is. Inkább melegebb legyen, mint hidegebb! :)
Cím: Re:Fémöntés házilag
Írta: xu88enaph Dátum 2022 december 10, 20:50
Írta: xu88enaph Dátum 2022 december 10, 20:50
Elég jó lett az elektromos kemencém, 50 perc alatt eléri a 650 fokot. Valamilyen anyaggal még be kell bugyolálnom, mert elég sok hőt ad le a külső köpeny. Kb. 60 fokra megy fel a legmelegebb részen. Mit ajánlanátok a külső "kabát" anyagának?
Cím: Re:Fémöntés házilag
Írta: RJancsi Dátum 2022 december 12, 09:25
Írta: RJancsi Dátum 2022 december 12, 09:25
Kőzetgyapotot. Ha nem fűtöd fel 1000 °C fölé, akkor nem olvad meg (a bazalt kb. 1000-1200°C körül olvad). Az üveggyapot már 600 °C környékén meglágyul.
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2022 december 12, 11:20
Írta: Szalai György Dátum 2022 december 12, 11:20
Kerámiaszálas hőszigetelő paplanok valók ilyesmire.
Cím: Re:Fémöntés házilag
Írta: Motoros Dátum 2022 december 12, 14:00
Írta: Motoros Dátum 2022 december 12, 14:00
Ha valakit érdekelne esetleg:
Van pár eladó önvény öntőformám amibe a megolvadt, de már felesleges fémet lehet a kádból kimerni, minden oldala kb 45 fokos, talán 1-2 liter fér bele. utánanézek, ha van érdeklődő.
Eredetileg zamakhoz volt de szerintem aluhoz is jó.
Az aranyban nem vagyok biztos, de lehet oda is. [#nyes]
Árat most nem mondanék, csak beugrott, hogy így feljött ez a topik.
Van pár eladó önvény öntőformám amibe a megolvadt, de már felesleges fémet lehet a kádból kimerni, minden oldala kb 45 fokos, talán 1-2 liter fér bele. utánanézek, ha van érdeklődő.
Eredetileg zamakhoz volt de szerintem aluhoz is jó.
Az aranyban nem vagyok biztos, de lehet oda is. [#nyes]
Árat most nem mondanék, csak beugrott, hogy így feljött ez a topik.
Cím: Re:Fémöntés házilag
Írta: Motoros Dátum 2022 december 12, 14:02
Írta: Motoros Dátum 2022 december 12, 14:02
Az anyaga pontosabban: öntöttvas.
Cím: Re:Fémöntés házilag
Írta: xu88enaph Dátum 2022 december 12, 21:45
Írta: xu88enaph Dátum 2022 december 12, 21:45
Köszönöm, erre gondoltam én is. Közben az egész kemencét beépítettem egy szétszedett villanytűzhely dobozába úgy, hogy a kemence és a lemez doboz közé behajtogattam a fellelt üveggyapot darabokat. A fennmaradó helyre pedig veszek majd kőzetgyapotot. Így már biztosan elég lesz a hőszigetelés.
Cím: Re:Fémöntés házilag
Írta: zip0ji0se Dátum 2022 december 16, 15:40
Írta: zip0ji0se Dátum 2022 december 16, 15:40
Szia!
Az üveggyapot és a kőzetgyapot nem erre való. Ezek helyet a kerámiaszálas paplanokat kell használni. Sőt én úgy csinálnám, hogy vennék könnyű habtéglát avval egy külső falat és a kemence köpenyfal közti részt kitölteném a kerlán paplannal.
Az üveggyapot és a kőzetgyapot nem erre való. Ezek helyet a kerámiaszálas paplanokat kell használni. Sőt én úgy csinálnám, hogy vennék könnyű habtéglát avval egy külső falat és a kemence köpenyfal közti részt kitölteném a kerlán paplannal.
Cím: Re:Fémöntés házilag
Írta: xu88enaph Dátum 2022 december 16, 21:43
Írta: xu88enaph Dátum 2022 december 16, 21:43
Szia! Köszönöm a tanácsot. Tudom, hogy jobb lenne a körbe habtéglázni, de nem akarok már többet költeni rá és a kibelezett villanytűzhely házba beépítve, nem maradt már hely a plusz falazatnak. Kitömködtem gyapottal a réseket. 60-70 foknál nem ment feljebb a külső köpeny hőmérséklete és ennyit az üveggyapot és a kőzetgyapot is lazán elvisel. Teszek majd fel képet az "alkotásról".
Cím: Re:Fémöntés házilag
Írta: 2f428kduf Dátum 2022 december 17, 08:04
Írta: 2f428kduf Dátum 2022 december 17, 08:04
A feleségem kerámikus. Én csináltam a kemencét (800x800x800), csak a belső borítást csináltam 20 mm-es aluoxid filccel, az ára miatt, a többi 180 ásványgyapot. Vagy 30 éve müködik.
Cím: Re:Fémöntés házilag
Írta: cjggcbv4r Dátum 2023 február 01, 10:53
Írta: cjggcbv4r Dátum 2023 február 01, 10:53
Kedves csoporttársak ! beszereztem egy olvasztótégelyt, apró tárgyakat szeretnék a megolvasztott sárgarézből önteni vele. Elkészítettem a a mintát ,homokot, vízet és bentonítot kevertem össze, de nem akar sikerülni,a gondom ,hogy zsugorodik és repedezik ,nem tudom mi okozza ehhez kérnék tanácsot.
Cím: Re:Fémöntés házilag
Írta: sufnituning Dátum 2023 február 01, 12:57
Írta: sufnituning Dátum 2023 február 01, 12:57
Zsugorpasztát raktál bele?
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2023 február 01, 16:02
Írta: Rabb Ferenc Dátum 2023 február 01, 16:02
Az olyan mint a fájrontkulcsra kent reszelőzsír? [#zavart1]
Cím: Re:Fémöntés házilag
Írta: dt5gcanz Dátum 2023 február 01, 17:01
Írta: dt5gcanz Dátum 2023 február 01, 17:01
Sziaszztok!
Korábban sok alkatrészt öntettem vasból, (bezárt a cég), sokat bronzból (messze költöztem tőle), így kb egy éve kisérletezgetek. Leginkább a homokkal vannak nekem is gondok. Vettem kvarclisztet, kvarchomokot (Interkerám), ezek túl sterilek. Obiba árulnak játszóhomokot műanyag zsákba, ez rettenet vizes. Beszereztem agyagot is (150 kilót). Ezt adagoltam hol vizes hol száraz állapotban. Az összes homokkal egy baj van vagy ha száraz letörik a minta mellet az él, vagy (ez a gyakoribb) összetapad a két fél. Likopodiumot nem tudtam szerezni, a helyi gumis sima hintőport javasolt az elválasztáshoz. Valószínűleg túl vizes a homok, pedig éppen csak meghintem és rendesen összekeverem. Még nem sikerült öntenem semmit. Pedig sok apró bronz alkatrészt és vas helyett alu alkatrészt kellene öntsek.
Van valaki a közelembe aki öntött már otthon sikeresen?
Korábban sok alkatrészt öntettem vasból, (bezárt a cég), sokat bronzból (messze költöztem tőle), így kb egy éve kisérletezgetek. Leginkább a homokkal vannak nekem is gondok. Vettem kvarclisztet, kvarchomokot (Interkerám), ezek túl sterilek. Obiba árulnak játszóhomokot műanyag zsákba, ez rettenet vizes. Beszereztem agyagot is (150 kilót). Ezt adagoltam hol vizes hol száraz állapotban. Az összes homokkal egy baj van vagy ha száraz letörik a minta mellet az él, vagy (ez a gyakoribb) összetapad a két fél. Likopodiumot nem tudtam szerezni, a helyi gumis sima hintőport javasolt az elválasztáshoz. Valószínűleg túl vizes a homok, pedig éppen csak meghintem és rendesen összekeverem. Még nem sikerült öntenem semmit. Pedig sok apró bronz alkatrészt és vas helyett alu alkatrészt kellene öntsek.
Van valaki a közelembe aki öntött már otthon sikeresen?
Cím: Re:Fémöntés házilag
Írta: sufnituning Dátum 2023 február 01, 17:09
Írta: sufnituning Dátum 2023 február 01, 17:09
[#nyes][#eljen]
Cím: Re:Fémöntés házilag
Írta: sufnituning Dátum 2023 február 01, 19:14
Írta: sufnituning Dátum 2023 február 01, 19:14
Neked is azt tudom mondani, hogy olvass vissza, mert remgeteg írás van evvel kapcsolatban, még videók is.
De a youtubeon is van egy pár.
Én soh nem csináltam ebből nagy gondot, volt amikor földbe öntöttem.
A nedvességarámyra vigyázni kell.
Azt az állagot kell elérni, amiből játékvárat tudnál építeni.
Ezt öntés előtt még érdemes meglámpázni.
De a youtubeon is van egy pár.
Én soh nem csináltam ebből nagy gondot, volt amikor földbe öntöttem.
A nedvességarámyra vigyázni kell.
Azt az állagot kell elérni, amiből játékvárat tudnál építeni.
Ezt öntés előtt még érdemes meglámpázni.
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2023 február 01, 19:24
Írta: Rabb Ferenc Dátum 2023 február 01, 19:24
Valami hasonlót próbálj összehozni
Cím: Re:Fémöntés házilag
Írta: dt5gcanz Dátum 2023 február 01, 20:16
Írta: dt5gcanz Dátum 2023 február 01, 20:16
Köszi a gyors választ, végigolvastam az összes oldalt, talélkoztam a lovasberényi homokkal is itt, abból még nem tudtam szerezni. De mások videóit látva egyszerűnek tűnik (főleg a külföldi mezítlábasok), ha nekik sikerül...
Cím: Re:Fémöntés házilag
Írta: dt5gcanz Dátum 2023 február 01, 20:23
Írta: dt5gcanz Dátum 2023 február 01, 20:23
Nagyon hasonló amit kevertem, színre állagra, tapasztaatom szerint a bentonit helyett agyag 12% kevés 30% sok, valahol a kettő között van a megoldás. A srác egy másik videójában látszik ő is sima hintőport használ, neki is odatapad egy kis részen a másik félhez, holnap megpróbálom nem ledöngölni annyira mint eddig, talán ez lehet a megoldás.
Cím: Re:Fémöntés házilag
Írta: 2si5rj3b Dátum 2023 február 04, 18:27
Írta: 2si5rj3b Dátum 2023 február 04, 18:27
Kicsit szűkre fogtad a probléma kifejtését, de ha az a gond, hogy a forma nem elég szilárd, akkor kb. 5 % vízüveggel keverd be a homokot. Néhány nap alatt nagyon kemény lesz, hagyni kell szellőzni. Ha zsákba, vagy zárt edénybe tudod tenni, a kötési folyamat CO2 gáz rávezetésével pár perc alatt végbemegy. (Szódáspatron, vagy egyéb CO2 forrás, ami épp elérhető.) Nagyon ellenálló forma készíthető így, több öntést is kibír, ámbár nehéz vele bánni, mert elég tapadós. Ha egy darab kell valamiből, akkor megfontolandó a polisztirolhab elveszőminta, ha csak tehetem, én így öntök.
Cím: Re:Fémöntés házilag
Írta: dt5gcanz Dátum 2023 február 08, 19:39
Írta: dt5gcanz Dátum 2023 február 08, 19:39
Meguntam az agyagos formát egyelőre, 1rész víz + 1 ész vízüveg keverégével összegyúrtam a leszitált sódert (apró szemcsékkel). Hungarocellből készítettem egy odalt nyitott dobozt, CO2 palackra csatlakoztattam egy csővel. A hungarocell dobozt rányomtam a homok formára és engedtem néhány másodpercig rá a CO2 gázból, hamar megszilárdult. így lett sikerélmény ismeretlen összetátelű bronzból.
(https://hobbicncforum.hu/uploaded_images/2023/02/tn_4fnbe4vzipmb6qp6j7z_8984.jpg) (https://hobbicncforum.hu/uploaded_images/2023/02/4fnbe4vzipmb6qp6j7z_8984.jpg) (https://hobbicncforum.hu/uploaded_images/2023/02/tn_j0fajpede9vfnc079u_8984.jpg) (https://hobbicncforum.hu/uploaded_images/2023/02/j0fajpede9vfnc079u_8984.jpg)
(https://hobbicncforum.hu/uploaded_images/2023/02/tn_4fnbe4vzipmb6qp6j7z_8984.jpg) (https://hobbicncforum.hu/uploaded_images/2023/02/4fnbe4vzipmb6qp6j7z_8984.jpg) (https://hobbicncforum.hu/uploaded_images/2023/02/tn_j0fajpede9vfnc079u_8984.jpg) (https://hobbicncforum.hu/uploaded_images/2023/02/j0fajpede9vfnc079u_8984.jpg)
Cím: Re:Fémöntés házilag
Írta: dt5gcanz Dátum 2023 február 08, 20:23
Írta: dt5gcanz Dátum 2023 február 08, 20:23
Az első öntésem eredménye (számomra jó), de a képek is mutatják, rengeteg a hiba. Ismeretlen összetételű bronzból lett öntve, ebből adódóan nekem túl vöröses (a kép nem adja jól vissza).
(https://hobbicncforum.hu/uploaded_images/2023/02/tn_43mhhy7ewmcykxq2nfwh5_8984.jpg) (https://hobbicncforum.hu/uploaded_images/2023/02/43mhhy7ewmcykxq2nfwh5_8984.jpg) (https://hobbicncforum.hu/uploaded_images/2023/02/tn_7ka743im6p9bgevm05ytw_8984.jpg) (https://hobbicncforum.hu/uploaded_images/2023/02/7ka743im6p9bgevm05ytw_8984.jpg) (https://hobbicncforum.hu/uploaded_images/2023/02/tn_70ch58ee5ub8i7zj4cwt2_8984.jpg) (https://hobbicncforum.hu/uploaded_images/2023/02/70ch58ee5ub8i7zj4cwt2_8984.jpg) (https://hobbicncforum.hu/uploaded_images/2023/02/tn_i8p9vf3th76fq0y00hvh_8984.jpg) (https://hobbicncforum.hu/uploaded_images/2023/02/i8p9vf3th76fq0y00hvh_8984.jpg)
(https://hobbicncforum.hu/uploaded_images/2023/02/tn_43mhhy7ewmcykxq2nfwh5_8984.jpg) (https://hobbicncforum.hu/uploaded_images/2023/02/43mhhy7ewmcykxq2nfwh5_8984.jpg) (https://hobbicncforum.hu/uploaded_images/2023/02/tn_7ka743im6p9bgevm05ytw_8984.jpg) (https://hobbicncforum.hu/uploaded_images/2023/02/7ka743im6p9bgevm05ytw_8984.jpg) (https://hobbicncforum.hu/uploaded_images/2023/02/tn_70ch58ee5ub8i7zj4cwt2_8984.jpg) (https://hobbicncforum.hu/uploaded_images/2023/02/70ch58ee5ub8i7zj4cwt2_8984.jpg) (https://hobbicncforum.hu/uploaded_images/2023/02/tn_i8p9vf3th76fq0y00hvh_8984.jpg) (https://hobbicncforum.hu/uploaded_images/2023/02/i8p9vf3th76fq0y00hvh_8984.jpg)
Cím: Re:Fémöntés házilag
Írta: dt5gcanz Dátum 2023 február 08, 20:34
Írta: dt5gcanz Dátum 2023 február 08, 20:34
Ma nekirugaszkodtam, hogy ne legyen annyira ismeretlen összetételű a bronz és később is tujak ugyanolyan színt produkálni mint most, alut olvasztottam vörösrézzel, (tiszta vörösrézhez 10% alu + a salak 1-2%). Az a tapasztalat, hogy ennyi réz nem oldódik aluban 660 fokon. inkább 1100 fokon. Az így kapott szín olyan amilyet szerettem volna. Lehetséges kellett volna az olvadt aluba szóda és só? Majd a réz olvasása után/öntés előtt bórax?
(https://hobbicncforum.hu/uploaded_images/2023/02/tn_gkwhj6mgjgyuc0nvanykz_8984.jpg) (https://hobbicncforum.hu/uploaded_images/2023/02/gkwhj6mgjgyuc0nvanykz_8984.jpg) (https://hobbicncforum.hu/uploaded_images/2023/02/tn_t9kukt7bgcvw3s7hnp5_8984.jpg) (https://hobbicncforum.hu/uploaded_images/2023/02/t9kukt7bgcvw3s7hnp5_8984.jpg) (https://hobbicncforum.hu/uploaded_images/2023/02/tn_xy0a5apbp45v970bpetwc_8984.jpg) (https://hobbicncforum.hu/uploaded_images/2023/02/xy0a5apbp45v970bpetwc_8984.jpg)
(https://hobbicncforum.hu/uploaded_images/2023/02/tn_gkwhj6mgjgyuc0nvanykz_8984.jpg) (https://hobbicncforum.hu/uploaded_images/2023/02/gkwhj6mgjgyuc0nvanykz_8984.jpg) (https://hobbicncforum.hu/uploaded_images/2023/02/tn_t9kukt7bgcvw3s7hnp5_8984.jpg) (https://hobbicncforum.hu/uploaded_images/2023/02/t9kukt7bgcvw3s7hnp5_8984.jpg) (https://hobbicncforum.hu/uploaded_images/2023/02/tn_xy0a5apbp45v970bpetwc_8984.jpg) (https://hobbicncforum.hu/uploaded_images/2023/02/xy0a5apbp45v970bpetwc_8984.jpg)
Cím: Re:Fémöntés házilag
Írta: sufnituning Dátum 2023 február 08, 20:40
Írta: sufnituning Dátum 2023 február 08, 20:40
Hogy adtad hozzá a vörösrezet?
Cím: Re:Fémöntés házilag
Írta: dt5gcanz Dátum 2023 február 08, 20:42
Írta: dt5gcanz Dátum 2023 február 08, 20:42
Megolvadt az alu leszedtem a salakot és utána adagoltam bel a rezet
Cím: Re:Fémöntés házilag
Írta: sufnituning Dátum 2023 február 08, 21:22
Írta: sufnituning Dátum 2023 február 08, 21:22
Én finom rézforgácsot szoktam belerakni.Így többet is elnyel az olvadék.
Cím: Re:Fémöntés házilag
Írta: sufnituning Dátum 2023 február 08, 21:26
Írta: sufnituning Dátum 2023 február 08, 21:26
Most látom, csak, mit írtál!
90% réz 10% alu?
Abból mi lesz? Az nem jó!
90% réz 10% alu?
Abból mi lesz? Az nem jó!
Cím: Re:Fémöntés házilag
Írta: dt5gcanz Dátum 2023 február 08, 21:35
Írta: dt5gcanz Dátum 2023 február 08, 21:35
Kis méretű díszeket öntenék (kilincs, kulcscimke, címerek) leginkább a szín a fontos, kb aranyra hasonlítson. Valahol olvastam, hogy CuAl10 sárgaréz rudat árulnak, (ebből gondoltam, elég bele a 10% alu)
Cím: Re:Fémöntés házilag
Írta: 2ni23j35s Dátum 2023 február 09, 08:42
Írta: 2ni23j35s Dátum 2023 február 09, 08:42
Ha jól emlékszem YouTube szocializációmra ezt Norvég Aranynak hívta a tanult amerikai hobby öntő...
Cím: Re:Fémöntés házilag
Írta: sufnituning Dátum 2023 február 09, 08:52
Írta: sufnituning Dátum 2023 február 09, 08:52
Ha jól sejtem, ezt megfordítva szokták csinálni, a rezet olvasztják meg és abba keverik a cinket, ónt, vagy alut, vagy mást.
De én a sárgarézből indulnék, ahhoz adnék ötvözőket.
De én a sárgarézből indulnék, ahhoz adnék ötvözőket.
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2023 február 09, 11:18
Írta: Rabb Ferenc Dátum 2023 február 09, 11:18
Sárgarézből soha nem lesz bronz. Az attól sárgaréz, hogy a réz mellett 37-39% cinket tartalmaz.
Cím: Re:Fémöntés házilag
Írta: dt5gcanz Dátum 2023 február 09, 11:22
Írta: dt5gcanz Dátum 2023 február 09, 11:22
Valahol olvastam ezt a sorrendet és nem az alu öntvénybe adagolt néhány százalék réznél,(ezekszerint hibás a leírás). Tegnap csak összeolvasztottam az alut és rezet, és fém formába öntöttem. Ezt majd újraolvasztom és akkor rakhatok bele egyebet (ha kell). Itt írta valaki, hogy gyakorolni kell első körben és gyűjteni a tapasztalatokat, ezen vagyok épp rajta. Következő öntésre réz után alut adok hozzá, gyanítom majdnem ugyanez lesz az eredmény. A tiszta Ón és Cink beszerzése nehezebb mint az alu, leginkább emiatt próbálom ebből megoldani.
Cím: Re:Fémöntés házilag
Írta: sufnituning Dátum 2023 február 09, 14:48
Írta: sufnituning Dátum 2023 február 09, 14:48
Ki akart itt bronzot önteni?
Cím: Re:Fémöntés házilag
Írta: PSoft Dátum 2023 február 09, 15:30
Írta: PSoft Dátum 2023 február 09, 15:30
Hát, nem az akitől Te kérdezed!
[5659]
[5667]
[5668]
[5659]
IdézPedig sok apró bronz alkatrészt és vas helyett alu alkatrészt kellene öntsek.
[5667]
IdézIsmeretlen összetételű bronzból lett öntve, ebből adódóan nekem túl vöröses...
[5668]
IdézMa nekirugaszkodtam, hogy ne legyen annyira ismeretlen összetételű a bronz és később is tujak ugyanolyan színt produkálni...
Cím: Re:Fémöntés házilag
Írta: sufnituning Dátum 2023 február 09, 15:36
Írta: sufnituning Dátum 2023 február 09, 15:36
Ez is érdekes lehet:
A spiáter (más néven zamak) cink-alumínium ötvözet, csekély rézadagolással, amit a szilárdság növelése érdekében adnak hozzá. A ,,rézcseppek" elkülönülnek az alumíniumtól, mint a betontól a vas. Alacsony olvadáspontú, nem mágnesezhető, szürkés színű ötvözet. Sűrűsége az ötvözetlen cinkénél valamivel kisebb, könnyebben deformálódik, kopik, mint a vas. Főként gázfegyverekben használatos, amelyek éppen emiatt rövid élettartamúak (200-300 lövés).
Felhasználása
Mivel szilárdsága alacsony, erős igénybevételű használati tárgyak készítésére alkalmatlan. Dísztárgyak, és kis mechanikai igénybevételnek kitett eszközök készülnek belőle: kulcsok, levélnehezékek, de mivel nagyon jól önthető, bonyolult formákat lehet kialakítani, öngyújtó, karburátor, gáz- riasztófegyver stb.
Olykor a háztartásban olyan helyeken is megtalálható, ahol nem praktikus alkalmazni, ilyen például a konyhai, fürdőszobai csaptelepek esetében történő felhasználása. A réz csaptestek és a cink ötvözetből készülő rögzítő elemek, fogantyúk, tekerőgombok néhány év elteltével a víznek mint elektrolitnak közreműködésével galvanikusan úgy egybeforrnak, hogy a csapok kiszerelése, bárminemű javítása lehetetlenné válik.
A spiáter (más néven zamak) cink-alumínium ötvözet, csekély rézadagolással, amit a szilárdság növelése érdekében adnak hozzá. A ,,rézcseppek" elkülönülnek az alumíniumtól, mint a betontól a vas. Alacsony olvadáspontú, nem mágnesezhető, szürkés színű ötvözet. Sűrűsége az ötvözetlen cinkénél valamivel kisebb, könnyebben deformálódik, kopik, mint a vas. Főként gázfegyverekben használatos, amelyek éppen emiatt rövid élettartamúak (200-300 lövés).
Felhasználása
Mivel szilárdsága alacsony, erős igénybevételű használati tárgyak készítésére alkalmatlan. Dísztárgyak, és kis mechanikai igénybevételnek kitett eszközök készülnek belőle: kulcsok, levélnehezékek, de mivel nagyon jól önthető, bonyolult formákat lehet kialakítani, öngyújtó, karburátor, gáz- riasztófegyver stb.
Olykor a háztartásban olyan helyeken is megtalálható, ahol nem praktikus alkalmazni, ilyen például a konyhai, fürdőszobai csaptelepek esetében történő felhasználása. A réz csaptestek és a cink ötvözetből készülő rögzítő elemek, fogantyúk, tekerőgombok néhány év elteltével a víznek mint elektrolitnak közreműködésével galvanikusan úgy egybeforrnak, hogy a csapok kiszerelése, bárminemű javítása lehetetlenné válik.
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2023 február 09, 15:36
Írta: Rabb Ferenc Dátum 2023 február 09, 15:36
[#eljen]
Cím: Re:Fémöntés házilag
Írta: sufnituning Dátum 2023 február 09, 15:57
Írta: sufnituning Dátum 2023 február 09, 15:57
A bronz valahogy kiesett, én a színre koncentráltam.[#wow2]
Miért foglalkoznék avval, hogy minek hívják? Nem mindegy?
Kísérletképpen kever az ember mindent mindennel, még az is lehet, hogy arany lesz belőle??[#gunyos1]
Amúgy a Wikipédiától én is okos leszek.[#duhos2]
Ha már azt is elfelejtettem, amit az iskolában tanítottak .[#vigyor5]
Mondjuk öntök egy ékszíjtárcsát, belerakok mindent amim van.
rakok bele alut, zamakot, sárgarezet, ólmot, ónt.
Meghintem varázsporral és tökéletes lesz.
Ezt akkor milyen anyagnak fogjuk hívni?
Na ez a sufnituning anyag.
Kiváló[#wow1]
Miért foglalkoznék avval, hogy minek hívják? Nem mindegy?
Kísérletképpen kever az ember mindent mindennel, még az is lehet, hogy arany lesz belőle??[#gunyos1]
Amúgy a Wikipédiától én is okos leszek.[#duhos2]
Ha már azt is elfelejtettem, amit az iskolában tanítottak .[#vigyor5]
Mondjuk öntök egy ékszíjtárcsát, belerakok mindent amim van.
rakok bele alut, zamakot, sárgarezet, ólmot, ónt.
Meghintem varázsporral és tökéletes lesz.
Ezt akkor milyen anyagnak fogjuk hívni?
Na ez a sufnituning anyag.
Kiváló[#wow1]
Cím: Re:Fémöntés házilag
Írta: sufnituning Dátum 2023 február 09, 16:06
Írta: sufnituning Dátum 2023 február 09, 16:06
"Ismeretlen összetételű bronzból lett öntve"
Ha az összetételét nem ismeri, akkor az most bronz, vagy mi?
vagy semmi? vagy nem bronz? Nem semmi!
________________________
"Pedig sok apró bronz alkatrészt és vas helyett "
Tehát helyette v. mást!
_________________________________
"Ma nekirugaszkodtam, hogy ne legyen annyira ismeretlen összetételű a bronz "
Tehát megint ua. ismeretlen összetételű a bronz, nem tudja, valójában miből áll össze.
Szerintem ez nála csak szócsúszamlás.
Ha az összetételét nem ismeri, akkor az most bronz, vagy mi?
vagy semmi? vagy nem bronz? Nem semmi!
________________________
"Pedig sok apró bronz alkatrészt és vas helyett "
Tehát helyette v. mást!
_________________________________
"Ma nekirugaszkodtam, hogy ne legyen annyira ismeretlen összetételű a bronz "
Tehát megint ua. ismeretlen összetételű a bronz, nem tudja, valójában miből áll össze.
Szerintem ez nála csak szócsúszamlás.
Cím: Re:Fémöntés házilag
Írta: PSoft Dátum 2023 február 09, 16:21
Írta: PSoft Dátum 2023 február 09, 16:21
IdézAmúgy a Wikipédiától én is okos leszek.
Én nem úgy látom, de ezen most...ne vesszünk össze! [#wave]
Cím: Re:Fémöntés házilag
Írta: sufnituning Dátum 2023 február 09, 16:24
Írta: sufnituning Dátum 2023 február 09, 16:24
Na akkor ma nem verlek össze![#wave]
Cím: Re:Fémöntés házilag
Írta: dt5gcanz Dátum 2023 február 09, 16:30
Írta: dt5gcanz Dátum 2023 február 09, 16:30
Korábban öntettem vasöntvényt a Patina öntödében, ezek kb 3-6 kg és 50-80 cm hosszú, keresztmetszetre kb 3-8 cm esek voltak. Bezárt ez a cég, másikat nem kerestem, Bp ről Tolnába költöztem, hely felszerelés van. Vasöntvényt még nem olvasztok, ennek helyettesítéseként lennének aluból tisztán. Megmunkálás után festve lesznek, így mindegy hogy alu vagy vasöntvény.
Egyéb kis alkatrészek (kulcscimke, kilincs, kis díszek, nyerskulcs) lennének aranyra hasonlító anyagból. Van többféle sárga színű alapanyagom, gyanítom mind más összetételű, attól függően milyen célra voltak használva/gyártva. Ezért neveztem ismeretlen összetltekűnek. Nem akarom összekeverni a CuZn, CuAl és CuSn anyagokat (szemre nem tudom megkülönböztetni). Ebből jött az ötletem, hogy akkor keverem én magamnak, Cu és Al-t, ezekből van bőven, és mindig azonos arányba tudom keverni. Nyilván az CuSn lenne szebb és alkalmasabb, de ott ugye az Sn nehezen beszerezhető tiszta állapotában.
Egyéb kis alkatrészek (kulcscimke, kilincs, kis díszek, nyerskulcs) lennének aranyra hasonlító anyagból. Van többféle sárga színű alapanyagom, gyanítom mind más összetételű, attól függően milyen célra voltak használva/gyártva. Ezért neveztem ismeretlen összetltekűnek. Nem akarom összekeverni a CuZn, CuAl és CuSn anyagokat (szemre nem tudom megkülönböztetni). Ebből jött az ötletem, hogy akkor keverem én magamnak, Cu és Al-t, ezekből van bőven, és mindig azonos arányba tudom keverni. Nyilván az CuSn lenne szebb és alkalmasabb, de ott ugye az Sn nehezen beszerezhető tiszta állapotában.
Cím: Re:Fémöntés házilag
Írta: sufnituning Dátum 2023 február 09, 16:42
Írta: sufnituning Dátum 2023 február 09, 16:42
Szerintem a Metalloglobus- nál be lehet szerezni.
Neten nézz utána!
A Metalloglobus mellett is van egy cég aki árul különféle alapanyagokat és ötvözeteket gyártáshoz.
Azok is fent vannak. ha jól emlékszem 10 kg-ot is el lehet hozni egy-egy anyagból.
Láttam náluk alacsony hőfokon olvadó keverékeket KB 130 fokon olvadó fémeket.
Neten nézz utána!
A Metalloglobus mellett is van egy cég aki árul különféle alapanyagokat és ötvözeteket gyártáshoz.
Azok is fent vannak. ha jól emlékszem 10 kg-ot is el lehet hozni egy-egy anyagból.
Láttam náluk alacsony hőfokon olvadó keverékeket KB 130 fokon olvadó fémeket.
Cím: Re:Fémöntés házilag
Írta: dt5gcanz Dátum 2023 február 09, 16:58
Írta: dt5gcanz Dátum 2023 február 09, 16:58
Köszi, megkérdezem.
Cím: Re:Fémöntés házilag
Írta: 2si5rj3b Dátum 2023 február 09, 17:09
Írta: 2si5rj3b Dátum 2023 február 09, 17:09
Elég sokmindent írtatok itt lentebb. Az öntés, se egy snassz dolog a fémiparban. Kétalkotós ötvözetnél legyen szíves mindenki megnézni a fázisdiagrammot! A legtöbb fellehető a szokásos keresővel. Akinél nincsenek rögzített mechanikai követelmények, az próbálja az eutektikumot célozni! Egyéb esetben a hevítés mértéke csak akkora legyen, hogy a formaüreget kitöltse az öntvény. A túlhevítés mindenkor káros, az oldódás meg nem akárnekkora arányban lehetséges. Magyarul, pl. egy AL ötvözet szokásos öntési hőfoka kb. 750 fok, de 1000 fokon sok fém sokkal nagyobb arányban fog oldódni benne. Yzonban lehűléskor akkor is kiválik a szilárd oldatban tartható mennyiség többlete! Tehát a színfém olvadáspontja 660 fok, de ez nem az öntési hőfok! Jószerinvel azt mondhatni, semmi köze hozzá.
Homok: A szokásos játszótéri sárgásbarna homok sok agyagot tartalmaz. Lehet belőle öntőformát csinálni, de nem ideális, jól ki kell szárítani, mert az agyag jó tartja a vizet. A formaüreg-repedések zöme a víz miatt van. Ha le is lámpázzuk, a fém száraz felülethez folyik, aztán kisvártatva felforralja pár mmrel beljebb lévő vizet. A gőz feszítő erejét nem taglajaljuk, de ha nem tud kijutni a formából, akkor repeszteni fog. Mivel ahomokszemek aprók, köztük agyag van, gyakorlatilag tömítve ven a gőz útja. Ezért jobb a durvább homok. A jó öntőhomok vízzel össze se tapasztható. Vízüveg kell neki, de szilárdulás után gázok által átjárható marad.
Akinek van türelme, készítsen egy edényt, ahol lassú vízramlás átvezetésével mosható a homok. Egy idő után az agyag így eltávolítható. Gyönyörű öntvény készülhet a porózus, de nagyon finom szemcsés homokba!
Homok: A szokásos játszótéri sárgásbarna homok sok agyagot tartalmaz. Lehet belőle öntőformát csinálni, de nem ideális, jól ki kell szárítani, mert az agyag jó tartja a vizet. A formaüreg-repedések zöme a víz miatt van. Ha le is lámpázzuk, a fém száraz felülethez folyik, aztán kisvártatva felforralja pár mmrel beljebb lévő vizet. A gőz feszítő erejét nem taglajaljuk, de ha nem tud kijutni a formából, akkor repeszteni fog. Mivel ahomokszemek aprók, köztük agyag van, gyakorlatilag tömítve ven a gőz útja. Ezért jobb a durvább homok. A jó öntőhomok vízzel össze se tapasztható. Vízüveg kell neki, de szilárdulás után gázok által átjárható marad.
Akinek van türelme, készítsen egy edényt, ahol lassú vízramlás átvezetésével mosható a homok. Egy idő után az agyag így eltávolítható. Gyönyörű öntvény készülhet a porózus, de nagyon finom szemcsés homokba!
Cím: Re:Fémöntés házilag
Írta: dt5gcanz Dátum 2023 február 09, 18:15
Írta: dt5gcanz Dátum 2023 február 09, 18:15
Köszönöm a hasznos iránymutatást.
Esetlegesen tiszta kvarcliszt használható a vízüveges szénsavazós módszernél?
Hányszor lehet használni a vízüveggel bekevert homokot?
Lehet e úgy kivitelezni; a mintára finomabb szemcséjű vízüveges homok ~1-2 cm-el magasabban mint a minta, lesavazva, majd mögé nagyobb szemcsejű "száraz" homokkal feltölteni?
Esetlegesen tiszta kvarcliszt használható a vízüveges szénsavazós módszernél?
Hányszor lehet használni a vízüveggel bekevert homokot?
Lehet e úgy kivitelezni; a mintára finomabb szemcséjű vízüveges homok ~1-2 cm-el magasabban mint a minta, lesavazva, majd mögé nagyobb szemcsejű "száraz" homokkal feltölteni?
Cím: Re:Fémöntés házilag
Írta: 2si5rj3b Dátum 2023 február 09, 18:45
Írta: 2si5rj3b Dátum 2023 február 09, 18:45
Nagyobb öntvényeknél nem csak lehetséges, de kívánatos is gyöngykaviccsal megtámasztani a formát. Elveszőminta esetén mindig be kell ágyazni. De jó a száraz, pergő homok is erre a célra. Hogy hányszor használható? Ez sokmindentől függ. A sima kvarcliszt is szépen összeköthető vízüveggel. Ha szekrésnyes a forma, és sikerül finoman kivenni az öntvényt, az alumíniummal 5 öntést is kibír. Rézzel is kibírhatja, de itt az öntő műves keze a döntő, nem a forma.
Aki tényleg minőségi öntvényt akar, az homokból egyszeri formát tervez, vagy megbékél kicsit több utómunkával. Megfontolandó a furángyanta is, ami ez elég drága.
Furángyantával öntik pl. az egyedi Ferrarik hengerfejét is.
Tipp: Aki godolja, próbálja ki a festékboltban is kepható 2K műgyantát kötésre. ezt szokták használni pl. csónaktestek készítésére. Gyorsan kell vele dolgozni, legfeljebb fél órányit lehet késleltetni a kötést. Ez egy hőre keményedő műgyanta, extrém erős kötéssel. A kötés magas hőmérsékleten tönkremegy, de addigra szilárd lesz a fém. (Ezt nem próbáltam még, de működni fog.)
Aki tényleg minőségi öntvényt akar, az homokból egyszeri formát tervez, vagy megbékél kicsit több utómunkával. Megfontolandó a furángyanta is, ami ez elég drága.
Furángyantával öntik pl. az egyedi Ferrarik hengerfejét is.
Tipp: Aki godolja, próbálja ki a festékboltban is kepható 2K műgyantát kötésre. ezt szokták használni pl. csónaktestek készítésére. Gyorsan kell vele dolgozni, legfeljebb fél órányit lehet késleltetni a kötést. Ez egy hőre keményedő műgyanta, extrém erős kötéssel. A kötés magas hőmérsékleten tönkremegy, de addigra szilárd lesz a fém. (Ezt nem próbáltam még, de működni fog.)
Cím: Re:Fémöntés házilag
Írta: dt5gcanz Dátum 2023 február 09, 18:59
Írta: dt5gcanz Dátum 2023 február 09, 18:59
Kisebb öntvényeket készítenék kvarcliszt formába, ahol fontosabb lenne a részletgazdag/kevesebb utómunkát igénylő öntvény. Ezek rendszerint sárga színű rézből készülnének.
Cím: Re:Fémöntés házilag
Írta: dt5gcanz Dátum 2023 február 09, 19:03
Írta: dt5gcanz Dátum 2023 február 09, 19:03
A hányszor lehet használni a bekevert homokot, úgy értettem, hogy ha egyszer bekeverem, formaszekrénybe rakom, lesavazom, beleöntöm az öntvényt. Ez után dobjam e ki az egész homokot, vagy összetörhető és újra bekeverhető e vízüveggel? Az leső öntésemnél lévő homok szénsavas száradás után finoman morzsolható volt.
Cím: Re:Fémöntés házilag
Írta: 2si5rj3b Dátum 2023 február 09, 21:18
Írta: 2si5rj3b Dátum 2023 február 09, 21:18
Ja, bocsi!
A vízüveg kötés után maga is homok lesz. Magyarán őrlés/morzsolás után elvileg akárhányszor tudod használni, de egyre több finom por lesz a szemcsék között. Ez gázelvezetés szempontjából kevésbé jó, de nem hiszem, hogy általánosságban ne engedne jópár használatot.
A vízüveg kötés után maga is homok lesz. Magyarán őrlés/morzsolás után elvileg akárhányszor tudod használni, de egyre több finom por lesz a szemcsék között. Ez gázelvezetés szempontjából kevésbé jó, de nem hiszem, hogy általánosságban ne engedne jópár használatot.
Cím: Re:Fémöntés házilag
Írta: 2si5rj3b Dátum 2023 február 09, 21:28
Írta: 2si5rj3b Dátum 2023 február 09, 21:28
Igazából ez már precíziós öntés. Nagyon finom kvarcliszttel lehet csinálni, és többynire elveszőminta. Iagazából viasz szokott lenni, de ha megfelel hab is, akkor könnyeb a dolog. A felületet viasszal ecseteleve nagyon szép, sima lesz. Működik a vízüveg, mégpedig vékonyan felecsetelve kvarcliszttel, aztán szárítás, majd újra ecsetelés/"panírozás". Jópár réteg kell, de egyre könnyebben tapad a már meglévőre. Ezt öntödékben tejszerű kerámia alappal csinálták, majd Levegővel lebegtetett szemcsékbe mártogattak. Csak háztájiban sajnos nincs minden alapanyag. azután jól ki kell szárítani, majd beágyazni szépen. Ez amolyan házi precíziós öntésféle, mert kikerüli a kemncés izzítást, ami a tiszta viaszformánál pl. kötelező.
https://www.google.com/search?q=prec%C3%ADzi%C3%B3s+%C3%B6nt%C3%A9s&oq=prec%C3%ADzi%C3%B3s+%C3%B6nt%C3%A9s&aqs=chrome.0.0i355i512j46i175i199i512j0i22i30l2.4429j0j15&sourceid=chrome&ie=UTF-8#fpstate=ive&vld=cid:d729d4c8,vid:BnCk6lXjA4Y
https://www.google.com/search?q=prec%C3%ADzi%C3%B3s+%C3%B6nt%C3%A9s&oq=prec%C3%ADzi%C3%B3s+%C3%B6nt%C3%A9s&aqs=chrome.0.0i355i512j46i175i199i512j0i22i30l2.4429j0j15&sourceid=chrome&ie=UTF-8#fpstate=ive&vld=cid:d729d4c8,vid:BnCk6lXjA4Y
Cím: Re:Fémöntés házilag
Írta: dt5gcanz Dátum 2023 február 17, 18:32
Írta: dt5gcanz Dátum 2023 február 17, 18:32
Néhány nappal ezelőtt nekiláttam egy nagyobb mesterminta vízüveges homokba ágyazásának. A fa formaszekrény belső fala sima volt, emiatt a ráhelyezett másik fél formaszekrénybe döngölt és savazott homok beszakadt. Ma újrakezdtem ez látszik a képen. Megerősítettem a felső formaszekrényt, beszakadás ellen hosszú csavarokat lógattam közel az alsó mintához, kötöződróttal összekötöttem a csavarokat (kézi formázás könyvben homokszögnek írja). Az alsó részt savaztam. Ráhelyeztem a felső keretet, bedöngöltem a vízüveggel kevert homokot a felső félbe is, ezt is savaztam "hátulról" kicsit több ideig is mint szoktam, a homok vastagsága min 6 cm, max 12 cm (mélyebb része)
Ez kb egész napos munka volt. Nemrég leemeltem a felső formaszekrényt és a másik félbe átlógó rész beszakadt, kivéve a képen is látható vastag csőnél (beöntő) és távolabb a felömlő cső körül szépen megkötött a homok, ill. a homok rétegek kb 2cm mélyen, de a többi része nem maradt egybe. Az elválasztást vékony üvegszövet szalaggal oldottam meg. A mesterminta alatti homok se kötött meg. Szóval a mai nap meló kuka. Talán hideg is van ehhez a munkához.
Kezd egyre jobban érdekelni az elvesző minta készítése, pedig korábban elvetettem, mert sokféle alkatrészt kell öntenem, nincs sorozat, midig más és más az öntenivaló.
(https://hobbicncforum.hu/uploaded_images/2023/02/tn_gx7zu6vpqz077x99vvpaj_8984.jpg) (https://hobbicncforum.hu/uploaded_images/2023/02/gx7zu6vpqz077x99vvpaj_8984.jpg)
Ez kb egész napos munka volt. Nemrég leemeltem a felső formaszekrényt és a másik félbe átlógó rész beszakadt, kivéve a képen is látható vastag csőnél (beöntő) és távolabb a felömlő cső körül szépen megkötött a homok, ill. a homok rétegek kb 2cm mélyen, de a többi része nem maradt egybe. Az elválasztást vékony üvegszövet szalaggal oldottam meg. A mesterminta alatti homok se kötött meg. Szóval a mai nap meló kuka. Talán hideg is van ehhez a munkához.
Kezd egyre jobban érdekelni az elvesző minta készítése, pedig korábban elvetettem, mert sokféle alkatrészt kell öntenem, nincs sorozat, midig más és más az öntenivaló.
(https://hobbicncforum.hu/uploaded_images/2023/02/tn_gx7zu6vpqz077x99vvpaj_8984.jpg) (https://hobbicncforum.hu/uploaded_images/2023/02/gx7zu6vpqz077x99vvpaj_8984.jpg)
Cím: Re:Fémöntés házilag
Írta: sufnituning Dátum 2023 február 17, 21:27
Írta: sufnituning Dátum 2023 február 17, 21:27
Na ezt így kell csinálni.
Cím: Re:Fémöntés házilag
Írta: dt5gcanz Dátum 2023 február 18, 00:01
Írta: dt5gcanz Dátum 2023 február 18, 00:01
Elég profi és elég egyszerű alakzat "könnyen" reprodukálható. Holnap készítek pár képet azokról az alkatrészekről amiről már annyit írogattam (és jelenleg küzdök).
A kézi formázás könyvbe olvastam cement kötésű homokról (ez tulajdonképpen beton lehet?) Ahhoz kellene valami formaleválasztó (kenőszappan?)
A kézi formázás könyvbe olvastam cement kötésű homokról (ez tulajdonképpen beton lehet?) Ahhoz kellene valami formaleválasztó (kenőszappan?)
Cím: Re:Fémöntés házilag
Írta: xmas75 Dátum 2023 február 18, 11:05
Írta: xmas75 Dátum 2023 február 18, 11:05
Az üveget miért teszi hozzá?
Cím: Re:Fémöntés házilag
Írta: sufnituning Dátum 2023 február 18, 19:01
Írta: sufnituning Dátum 2023 február 18, 19:01
Jobban megömlik a réz.
Cím: Re:Fémöntés házilag
Írta: sufnituning Dátum 2023 február 18, 19:02
Írta: sufnituning Dátum 2023 február 18, 19:02
De azt kiveszi salakozásnál.
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2023 február 19, 19:44
Írta: robroy007 Dátum 2023 február 19, 19:44
meg talán védi oxidálódás ellen is az olvadékot
Cím: Re:Fémöntés házilag
Írta: dt5gcanz Dátum 2023 február 20, 12:02
Írta: dt5gcanz Dátum 2023 február 20, 12:02
Ebben a vieóban: 4:23 környékén a jómunkásember szénsavat juttat a homokba azzal a csővel?
Cím: Re:Fémöntés házilag
Írta: 2si5rj3b Dátum 2023 február 25, 16:54
Írta: 2si5rj3b Dátum 2023 február 25, 16:54
Nem nem szénsavat, hanem Co2 gázt vezet oda. A szénsav a Co2 vizes oldata, vagyis szódavíz. H2Co3
Cím: Re:Fémöntés házilag
Írta: Kalmi Dátum 2023 március 01, 16:44
Írta: Kalmi Dátum 2023 március 01, 16:44
Sziasztok,
én bronz apróságokat szoktam önteni, kb.félkilósakat és én is rakok üveget a tégelybe, bár már csak az után, amikor már a fém teljesen megolvadt és közvetlen öntés előtt...
Az okból /nekem ezt egy olyan melós ajánlotta, aki ezüstöt olvaszt nagyobb menyiségben nem mindenféle modern módszerekkel/, hogy mivel boraxot használok ami kizabálja és magára szedi a mindenféle rendetlenségeket-salakot az anyagból, amit aztán öntés előtt ki kell teljesen szedni a tégelyből hogy azt ne öntsük bele az üregbe, amit nehézkes kiszedni kanalakkal, akkor szórok egy kis üvegport a felszínre, ami megolvadván magára veszi a boraxot és egy-két mozdulattal ragacsos mivoltában kicsavarintható a tégelyből...
Mindezek mellet az oxidáció előli védésről is valahol olvastam...
Mindenesetre a salak-borax maradványokat tényleg jól kilehet vele szedni...
én bronz apróságokat szoktam önteni, kb.félkilósakat és én is rakok üveget a tégelybe, bár már csak az után, amikor már a fém teljesen megolvadt és közvetlen öntés előtt...
Az okból /nekem ezt egy olyan melós ajánlotta, aki ezüstöt olvaszt nagyobb menyiségben nem mindenféle modern módszerekkel/, hogy mivel boraxot használok ami kizabálja és magára szedi a mindenféle rendetlenségeket-salakot az anyagból, amit aztán öntés előtt ki kell teljesen szedni a tégelyből hogy azt ne öntsük bele az üregbe, amit nehézkes kiszedni kanalakkal, akkor szórok egy kis üvegport a felszínre, ami megolvadván magára veszi a boraxot és egy-két mozdulattal ragacsos mivoltában kicsavarintható a tégelyből...
Mindezek mellet az oxidáció előli védésről is valahol olvastam...
Mindenesetre a salak-borax maradványokat tényleg jól kilehet vele szedni...
Cím: Re:Fémöntés házilag
Írta: bbalazs Dátum 2023 április 14, 17:42
Írta: bbalazs Dátum 2023 április 14, 17:42
Sziasztok!
Van-e valaki Szeged környékén, aki tudna segíteni kb tíz kiló hulladék alumínium rudak, lapok formájába való öntésével?
A tényleges forma nem számít, utána szeretném majd megmunkálni. Nem kérem ingyen.
Előre is köszönöm:
Balázs
Van-e valaki Szeged környékén, aki tudna segíteni kb tíz kiló hulladék alumínium rudak, lapok formájába való öntésével?
A tényleges forma nem számít, utána szeretném majd megmunkálni. Nem kérem ingyen.
Előre is köszönöm:
Balázs
Cím: Re:Fémöntés házilag
Írta: bbalazs Dátum 2023 április 21, 10:18
Írta: bbalazs Dátum 2023 április 21, 10:18
Sziasztok!
Azt meg tudná-e valaki mondani, hogy ha az alumíniumot egy egyenes falú vascsőbe öntöm, akkor kihűléskor zsugorodik-e annyit, hogy onnan kiüthető lenne vagy ez egy teljesen halott elképzelés?
Köszi előre is
Azt meg tudná-e valaki mondani, hogy ha az alumíniumot egy egyenes falú vascsőbe öntöm, akkor kihűléskor zsugorodik-e annyit, hogy onnan kiüthető lenne vagy ez egy teljesen halott elképzelés?
Köszi előre is
Cím: Re:Fémöntés házilag
Írta: Szalai György Dátum 2023 április 21, 20:23
Írta: Szalai György Dátum 2023 április 21, 20:23
Van akinek sikerül. (https://www.youtube.com/watch?v=roWDu1OZ1ZU)
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2023 április 21, 20:28
Írta: jani300 Dátum 2023 április 21, 20:28
Festékesdoboz ,konzervdoboz , ilyenekbe öntöttem régen .kihűlés után eldobható , könnyű lefejteni .
Cím: Re:Fémöntés házilag
Írta: VighLajos Dátum 2023 április 22, 16:20
Írta: VighLajos Dátum 2023 április 22, 16:20
[#taps][#eljen]
Cím: Re:Fémöntés házilag
Írta: bbalazs Dátum 2023 április 30, 21:19
Írta: bbalazs Dátum 2023 április 30, 21:19
Sziasztok!
Hétvégén próbálkoztunk barátommal, akinek van perzselője. A kemence egy téglákból hevenyészve épített, fedél nélküli volt.
Egy vastagfalú fémcsőbe öntöttünk (földbe szúrva) egy keveset, nem jön ki. Vékonyfalúba: nem jön ki. Le kellett flexelni. Az öntvény eléggé zárványos lett a fal mentén, a közepe jó. Ez még a sima, puha bolti alu maradék, a vinyóházakat a technika kikísérletezése után áldoznám fel.
1 kg gáz fogyott a pb palackból, kb 1.5 Kg lett a két alu henger. 35-ös csőbe öntöttük, 32-esig esztergáltam le és az alját-tetejét le kellett vágni.
A következő próbálkozás samott-forma és gipsz-forma lenne, valamint öntőhomok-forma próbálkozás.
Ez utóbbihoz hol lehet beszerezni porokat?
Hétvégén próbálkoztunk barátommal, akinek van perzselője. A kemence egy téglákból hevenyészve épített, fedél nélküli volt.
Egy vastagfalú fémcsőbe öntöttünk (földbe szúrva) egy keveset, nem jön ki. Vékonyfalúba: nem jön ki. Le kellett flexelni. Az öntvény eléggé zárványos lett a fal mentén, a közepe jó. Ez még a sima, puha bolti alu maradék, a vinyóházakat a technika kikísérletezése után áldoznám fel.
1 kg gáz fogyott a pb palackból, kb 1.5 Kg lett a két alu henger. 35-ös csőbe öntöttük, 32-esig esztergáltam le és az alját-tetejét le kellett vágni.
A következő próbálkozás samott-forma és gipsz-forma lenne, valamint öntőhomok-forma próbálkozás.
Ez utóbbihoz hol lehet beszerezni porokat?
Cím: Re:Fémöntés házilag
Írta: Motoros Dátum 2023 augusztus 26, 08:12
Írta: Motoros Dátum 2023 augusztus 26, 08:12
Sziasztok!
Van a múltból megmaradt 5 darab kb 1.5 liter űrtartalmú öntöttvasból készült gyári kimentő vagy nem is tudom, hogy hívják tégelyem ami arra szolgált eredetileg, hogy a zamak olvadékot ami megmaradt az üstben azt ki lehessen menteni.
Itt megdermed és a kúpossága miatt könnyen kijön, majd megint felhasználható.
Létezik ilyesmi házilagosan hegesztett acélból is de ez komolyabb.
Egy darab súly sacc/kb 5 kiló.
Az árban biztosan meg fogunk egyezni, akit ez komolyan érdekel.
Mivel itt ebben a topikban javarészt alu öntés megy, azt nem tudom, hogy az öntöttvas oda jó e?
Azért ide rakom és nem az adok veszekbe mert ez úgy is csak azokat érdekli akik öntenek...és ide árat sem kell írni.
A fotó mindent elmond.
(https://hobbicncforum.hu/uploaded_images/2023/08/tn_nfwif5v8f3ct80299g27y_138.jpg) (https://hobbicncforum.hu/uploaded_images/2023/08/nfwif5v8f3ct80299g27y_138.jpg) (https://hobbicncforum.hu/uploaded_images/2023/08/tn_uawqiywbtdi23w93bns3_138.jpg) (https://hobbicncforum.hu/uploaded_images/2023/08/uawqiywbtdi23w93bns3_138.jpg) (https://hobbicncforum.hu/uploaded_images/2023/08/tn_y5c6zf5ujkmm4jkxfgfpp_138.jpg) (https://hobbicncforum.hu/uploaded_images/2023/08/y5c6zf5ujkmm4jkxfgfpp_138.jpg)
Van a múltból megmaradt 5 darab kb 1.5 liter űrtartalmú öntöttvasból készült gyári kimentő vagy nem is tudom, hogy hívják tégelyem ami arra szolgált eredetileg, hogy a zamak olvadékot ami megmaradt az üstben azt ki lehessen menteni.
Itt megdermed és a kúpossága miatt könnyen kijön, majd megint felhasználható.
Létezik ilyesmi házilagosan hegesztett acélból is de ez komolyabb.
Egy darab súly sacc/kb 5 kiló.
Az árban biztosan meg fogunk egyezni, akit ez komolyan érdekel.
Mivel itt ebben a topikban javarészt alu öntés megy, azt nem tudom, hogy az öntöttvas oda jó e?
Azért ide rakom és nem az adok veszekbe mert ez úgy is csak azokat érdekli akik öntenek...és ide árat sem kell írni.
A fotó mindent elmond.
(https://hobbicncforum.hu/uploaded_images/2023/08/tn_nfwif5v8f3ct80299g27y_138.jpg) (https://hobbicncforum.hu/uploaded_images/2023/08/nfwif5v8f3ct80299g27y_138.jpg) (https://hobbicncforum.hu/uploaded_images/2023/08/tn_uawqiywbtdi23w93bns3_138.jpg) (https://hobbicncforum.hu/uploaded_images/2023/08/uawqiywbtdi23w93bns3_138.jpg) (https://hobbicncforum.hu/uploaded_images/2023/08/tn_y5c6zf5ujkmm4jkxfgfpp_138.jpg) (https://hobbicncforum.hu/uploaded_images/2023/08/y5c6zf5ujkmm4jkxfgfpp_138.jpg)
Cím: Re:Fémöntés házilag
Írta: Motoros Dátum 2023 augusztus 26, 08:15
Írta: Motoros Dátum 2023 augusztus 26, 08:15
Esetleg ha megtalálom akkor van egy komoly kanál is, vagy kettő.
Cím: Re:Fémöntés házilag
Írta: kijy8hc3f Dátum 2023 szeptember 04, 11:37
Írta: kijy8hc3f Dátum 2023 szeptember 04, 11:37
Tisztelt Fórum.
Van egy arany illetve más anyag olvasztásához való kis olvasztóm. Alut már sokat olvasztottam vele, de pár napja megprobáltam vörösrezet olvasztani, felvitetm a hőfokot közel 1100 főlé de az olvadés igen silány lett. Valahogy nem akart megolvadni a vörösréz. Elhatároztam, hogy épitek egy olvasztót nagyobb méretben, egy vas gázpalackot szemeltem ki erre a céltra. Ha tudnátok tanácsot adni, hogy mivel érdemes a fém oldalt belülröl szigetelni nagyon sokat segitene. Gondolom a paplan ( 1600 C) megoldás telán a legjobb, de simán maaradhat csak a paplan vagy kell még valami más is a belső felület fixálásához?
Azonmkivül jó lenne egy két tanács a réz olvasztásához olvasok szoda, borax, só hozzáadásárol, de igazán nem tudom, hogy mi a legjobb adalék.
Az öntés előtt az edényt (ha grafit tégely,ha egy sima vas cső vagy vas edény) fel kell melegiteni?
Jenő
Van egy arany illetve más anyag olvasztásához való kis olvasztóm. Alut már sokat olvasztottam vele, de pár napja megprobáltam vörösrezet olvasztani, felvitetm a hőfokot közel 1100 főlé de az olvadés igen silány lett. Valahogy nem akart megolvadni a vörösréz. Elhatároztam, hogy épitek egy olvasztót nagyobb méretben, egy vas gázpalackot szemeltem ki erre a céltra. Ha tudnátok tanácsot adni, hogy mivel érdemes a fém oldalt belülröl szigetelni nagyon sokat segitene. Gondolom a paplan ( 1600 C) megoldás telán a legjobb, de simán maaradhat csak a paplan vagy kell még valami más is a belső felület fixálásához?
Azonmkivül jó lenne egy két tanács a réz olvasztásához olvasok szoda, borax, só hozzáadásárol, de igazán nem tudom, hogy mi a legjobb adalék.
Az öntés előtt az edényt (ha grafit tégely,ha egy sima vas cső vagy vas edény) fel kell melegiteni?
Jenő
Cím: Re:Fémöntés házilag
Írta: robroy007 Dátum 2023 szeptember 05, 10:33
Írta: robroy007 Dátum 2023 szeptember 05, 10:33
vannak gáztalanító adalékok és salak kiválasztásra is
most hírtelen őket találam, de volt másik cég is itthon akik tartottak sokmindent http://foundex.hu/
homokot Lovasberényből lehet biztosan jót és nagyon jó formavisszadó képességűt szerezni, nem is vészes az ára csak el kell juttatni A-ból B-be
most hírtelen őket találam, de volt másik cég is itthon akik tartottak sokmindent http://foundex.hu/
homokot Lovasberényből lehet biztosan jót és nagyon jó formavisszadó képességűt szerezni, nem is vészes az ára csak el kell juttatni A-ból B-be
Cím: Re:Fémöntés házilag
Írta: tkuc2n3c Dátum 2023 szeptember 07, 17:44
Írta: tkuc2n3c Dátum 2023 szeptember 07, 17:44
Szia, az lenne a kérdésem, hogy Lovasberényben hol van pontosan a hely, ahonnan a homokot lehet hozni?
Hallottam valamiféle löszös területről, de fogalmam sincs, merre lehet!
Köszönöm!
Hallottam valamiféle löszös területről, de fogalmam sincs, merre lehet!
Köszönöm!
Cím: Re:Fémöntés házilag
Írta: Szedlay Pál Dátum 2023 szeptember 07, 18:33
Írta: Szedlay Pál Dátum 2023 szeptember 07, 18:33
Lovasberényi selyemhomok.
8093 Lovasberény, Park tér 10.
Telefon: 06/22/ 456-035, 06/22/ 456-095
Fax.: 06/22/ 456-091
e-mail: lovasbm@enternet.hu
8093 Lovasberény, Park tér 10.
Telefon: 06/22/ 456-035, 06/22/ 456-095
Fax.: 06/22/ 456-091
e-mail: lovasbm@enternet.hu
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2023 szeptember 07, 19:13
Írta: Rabb Ferenc Dátum 2023 szeptember 07, 19:13
Nem akarlak elkeseríteni de nekem kb két éve azt mondták telefonon, hogy már nem forgalmaznak homokot.
Kár, mert az öntéssel aktívan foglalkozó fórumtársunk [#444@Berényi József] is azt használta - és dícsérte. A CNC talikon tartott bemutatóin is azzal dolgozott.
De egy telefont mindenképpen megér... [#integet2]
Kár, mert az öntéssel aktívan foglalkozó fórumtársunk [#444@Berényi József] is azt használta - és dícsérte. A CNC talikon tartott bemutatóin is azzal dolgozott.
De egy telefont mindenképpen megér... [#integet2]
Cím: Re:Fémöntés házilag
Írta: ywathzay Dátum 2023 szeptember 07, 23:09
Írta: ywathzay Dátum 2023 szeptember 07, 23:09
Bemész az első tüzépre, osztályozott kvarchomokból megveszed a legfinomabb szemcsézetüt, és már ehet is használni.
Cím: Re:Fémöntés házilag
Írta: RJancsi Dátum 2023 szeptember 08, 08:28
Írta: RJancsi Dátum 2023 szeptember 08, 08:28
Ugyan nem tudom, hogy az öntödei homoknak milyen az összetétele (agyagot, olajat vagy gyantát szoktak belekeverni az állékonysághoz), de Bpest környékén a sóskúti Kvarchomok Kft.-t (https://www.kvarchomok.hu/files/termeklista-2023-04-01.pdf)javaslom. Tűziszárított éles frakciókra osztályozott zsákos termékeik is vannak. Én mindig tőlük veszek homokot, eddig egyszer sem csalódtam bennük. (Én spec. minden szállítmányt leszitálok és ellenőrzöm a szemeloszlásukat. A betontechnológiában ez alap.) Ennél csak távolabb (persze ki-hol lakik) tudok jó minőségű homokot, a következő a kincsesbányai Üveg-ásvány Kft. (https://www.uveg-asvany.hu/Termekek-Shop) Korábban (amíg volt) ők szállítottak a magyar üveggyárakba alapanyagot, hófehér tiszta kvarchomokjaik vannak. A 100 mikronos kvarclisztet mindig tőlük veszem.
Cím: Re:Fémöntés házilag
Írta: B.Zoltán Dátum 2023 szeptember 08, 11:19
Írta: B.Zoltán Dátum 2023 szeptember 08, 11:19
Nem tudom, hogy most mi a helyzet homok ügybe Lovasberényben.
2016-ban, amikor sikerült 2 vödör homokot kérni tőlük, azt mondta az illető, hogy hivatalosan nem árulhatják, mert bányászati engedély kellene hozzá. De van itt bőven mondta, az egész falu szinte ez a homok.
[#t136p5097#]
A képeken látszik a minősége, nagyon szép a felülete.
Szerintem egy kis agyagot elviselne ez a homok, de persze ez csak az én nem szakértői véleményem.
2016-ban, amikor sikerült 2 vödör homokot kérni tőlük, azt mondta az illető, hogy hivatalosan nem árulhatják, mert bányászati engedély kellene hozzá. De van itt bőven mondta, az egész falu szinte ez a homok.
[#t136p5097#]
A képeken látszik a minősége, nagyon szép a felülete.
Szerintem egy kis agyagot elviselne ez a homok, de persze ez csak az én nem szakértői véleményem.
Cím: Re:Fémöntés házilag
Írta: kmil Dátum 2023 október 15, 10:42
Írta: kmil Dátum 2023 október 15, 10:42
Sziasztok,
Gondoltam megosztom az első sikeres (egyébként a 3.) fémöntést. Előkészületek a Yourube alapján, 3D nyomtatott forma öntése kiégetés nélkül.
Én nagyon elégedett vagyok vele. Az első kettő PETG volt, de nem olvadt ki rendesen. Ez most PLA nyomtatás volt.
Gondoltam megosztom az első sikeres (egyébként a 3.) fémöntést. Előkészületek a Yourube alapján, 3D nyomtatott forma öntése kiégetés nélkül.
Én nagyon elégedett vagyok vele. Az első kettő PETG volt, de nem olvadt ki rendesen. Ez most PLA nyomtatás volt.
Cím: Re:Fémöntés házilag
Írta: kmil Dátum 2023 október 15, 10:46
Írta: kmil Dátum 2023 október 15, 10:46
És a képek.
(https://hobbicncforum.hu/uploaded_images/2023/10/tn_2959tdmsgyw3pnmcbz62w_6016.jpeg) (https://hobbicncforum.hu/uploaded_images/2023/10/2959tdmsgyw3pnmcbz62w_6016.jpeg) (https://hobbicncforum.hu/uploaded_images/2023/10/tn_tp04had3y4h4p838kvqah_6016.jpeg) (https://hobbicncforum.hu/uploaded_images/2023/10/tp04had3y4h4p838kvqah_6016.jpeg) (https://hobbicncforum.hu/uploaded_images/2023/10/tn_wge0dffy02hiy2tdukemq_6016.jpeg) (https://hobbicncforum.hu/uploaded_images/2023/10/wge0dffy02hiy2tdukemq_6016.jpeg) (https://hobbicncforum.hu/uploaded_images/2023/10/tn_4qbebd3fp9sbcseze24xg_6016.jpeg) (https://hobbicncforum.hu/uploaded_images/2023/10/4qbebd3fp9sbcseze24xg_6016.jpeg) (https://hobbicncforum.hu/uploaded_images/2023/10/tn_hzhp8v6piamq4gmc6t06y_6016.jpeg) (https://hobbicncforum.hu/uploaded_images/2023/10/hzhp8v6piamq4gmc6t06y_6016.jpeg)
(https://hobbicncforum.hu/uploaded_images/2023/10/tn_2959tdmsgyw3pnmcbz62w_6016.jpeg) (https://hobbicncforum.hu/uploaded_images/2023/10/2959tdmsgyw3pnmcbz62w_6016.jpeg) (https://hobbicncforum.hu/uploaded_images/2023/10/tn_tp04had3y4h4p838kvqah_6016.jpeg) (https://hobbicncforum.hu/uploaded_images/2023/10/tp04had3y4h4p838kvqah_6016.jpeg) (https://hobbicncforum.hu/uploaded_images/2023/10/tn_wge0dffy02hiy2tdukemq_6016.jpeg) (https://hobbicncforum.hu/uploaded_images/2023/10/wge0dffy02hiy2tdukemq_6016.jpeg) (https://hobbicncforum.hu/uploaded_images/2023/10/tn_4qbebd3fp9sbcseze24xg_6016.jpeg) (https://hobbicncforum.hu/uploaded_images/2023/10/4qbebd3fp9sbcseze24xg_6016.jpeg) (https://hobbicncforum.hu/uploaded_images/2023/10/tn_hzhp8v6piamq4gmc6t06y_6016.jpeg) (https://hobbicncforum.hu/uploaded_images/2023/10/hzhp8v6piamq4gmc6t06y_6016.jpeg)
Cím: Re:Fémöntés házilag
Írta: drehás Dátum 2023 október 16, 17:07
Írta: drehás Dátum 2023 október 16, 17:07
Szia Milán!
Gratulálok,és kérdezem mi volt az alapanyag?
Nekem is van sok alu hulladék,de nem dugattyú.Sajnáltam kivinni a méh telepre,így viszont semmi nem lesz belőle.
Ha majd fúrod, forgácsolod arról is készíthetnél képet,hogy milyen belülről.
Gratulálok,és kérdezem mi volt az alapanyag?
Nekem is van sok alu hulladék,de nem dugattyú.Sajnáltam kivinni a méh telepre,így viszont semmi nem lesz belőle.
Ha majd fúrod, forgácsolod arról is készíthetnél képet,hogy milyen belülről.
Cím: Re:Fémöntés házilag
Írta: kmil Dátum 2023 október 16, 18:34
Írta: kmil Dátum 2023 október 16, 18:34
Szia,
Anyag amit itthon össze tudtam szedni. A célnak most nem a legjobb anyag, mert egy alu négyzet rúd volt. Fűrészeléskor is azt láttam, hogy puha fajta.
Most leginkább a technikát próbáltam. Az anyag másodlagos volt. Persze megpróbálom majd forgácsolni is.
Anyag amit itthon össze tudtam szedni. A célnak most nem a legjobb anyag, mert egy alu négyzet rúd volt. Fűrészeléskor is azt láttam, hogy puha fajta.
Most leginkább a technikát próbáltam. Az anyag másodlagos volt. Persze megpróbálom majd forgácsolni is.
Cím: Re:Fémöntés házilag
Írta: ebalint Dátum 2023 október 16, 18:43
Írta: ebalint Dátum 2023 október 16, 18:43
[#eljen]
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2023 október 16, 18:57
Írta: Rabb Ferenc Dátum 2023 október 16, 18:57
Ha csak lágy, kenődő alumíniumod van az nem igazán önthető jól. Tegyél bele kb 3% rezet. Attól sokkal jobban önthető és forgácsolható lesz, nem kenődik megmunkáláskor.
Cím: Re:Fémöntés házilag
Írta: drehás Dátum 2023 október 16, 20:01
Írta: drehás Dátum 2023 október 16, 20:01
Szevasz Feri!
Bocs a buta kérdésért,de ezt hogyan kell végezni?
A rezet olvasztom meg előbb,mert az 1085 fokon olvad,és utána helyezem bele az alut,ami 660 fokon olvad?
Homályosítsál fel légyszíves.
Bocs a buta kérdésért,de ezt hogyan kell végezni?
A rezet olvasztom meg előbb,mert az 1085 fokon olvad,és utána helyezem bele az alut,ami 660 fokon olvad?
Homályosítsál fel légyszíves.
Cím: Re:Fémöntés házilag
Írta: kmil Dátum 2023 október 16, 20:56
Írta: kmil Dátum 2023 október 16, 20:56
Köszi! Ki fogom próbálni.
Így is nagyon jó, hogy hobbi szinten kitalál valamit az ember, és otthon előállítható fémből.
Így is nagyon jó, hogy hobbi szinten kitalál valamit az ember, és otthon előállítható fémből.
Cím: Re:Fémöntés házilag
Írta: Rabb Ferenc Dátum 2023 október 16, 21:13
Írta: Rabb Ferenc Dátum 2023 október 16, 21:13
Dehogy! Az alumíniumot és a rezet is egyszerre beteheted az olvasztótégelybe. Az olvadó alumíniumban feloldódik a réz és egy ötvözet keletkezik.
Olvadt állapotban egy kis kavarás nem árt neki...
Olvadt állapotban egy kis kavarás nem árt neki...
Cím: Re:Fémöntés házilag
Írta: drehás Dátum 2023 október 17, 07:41
Írta: drehás Dátum 2023 október 17, 07:41
Köszönöm a választ.
Cím: Re:Fémöntés házilag
Írta: kmil Dátum 2023 november 22, 13:45
Írta: kmil Dátum 2023 november 22, 13:45
Sziasztok,
Túl vagyok az első homok formás öntésemen. A korábbi pla kiégetéses módszer nem igazán tetszett, ezért váltottam. Van még hová fejlődni benne, de így is nagyon elégedett vagyok vele. Tettem rezet a lágy aluba, és bevált. Tényleg sokkal jobb lett a megmunkálhatósága. Köszi még egyszer Ferenc!
Egyébként az alkatrész egy lámpa tartó lesz KSU szerszámköszörűre.
(https://hobbicncforum.hu/uploaded_images/2023/11/tn_btws7dfnsfwa5atfcjd4f_6016.jpeg) (https://hobbicncforum.hu/uploaded_images/2023/11/btws7dfnsfwa5atfcjd4f_6016.jpeg) (https://hobbicncforum.hu/uploaded_images/2023/11/tn_fuueygw8hgsii8gj05ifm_6016.jpeg) (https://hobbicncforum.hu/uploaded_images/2023/11/fuueygw8hgsii8gj05ifm_6016.jpeg) (https://hobbicncforum.hu/uploaded_images/2023/11/tn_b3ffkiig9eh332vbuhdxj_6016.jpeg) (https://hobbicncforum.hu/uploaded_images/2023/11/b3ffkiig9eh332vbuhdxj_6016.jpeg) (https://hobbicncforum.hu/uploaded_images/2023/11/tn_6zcpzwssd6qtnxcm0d76_6016.jpeg) (https://hobbicncforum.hu/uploaded_images/2023/11/6zcpzwssd6qtnxcm0d76_6016.jpeg)
Túl vagyok az első homok formás öntésemen. A korábbi pla kiégetéses módszer nem igazán tetszett, ezért váltottam. Van még hová fejlődni benne, de így is nagyon elégedett vagyok vele. Tettem rezet a lágy aluba, és bevált. Tényleg sokkal jobb lett a megmunkálhatósága. Köszi még egyszer Ferenc!
Egyébként az alkatrész egy lámpa tartó lesz KSU szerszámköszörűre.
(https://hobbicncforum.hu/uploaded_images/2023/11/tn_btws7dfnsfwa5atfcjd4f_6016.jpeg) (https://hobbicncforum.hu/uploaded_images/2023/11/btws7dfnsfwa5atfcjd4f_6016.jpeg) (https://hobbicncforum.hu/uploaded_images/2023/11/tn_fuueygw8hgsii8gj05ifm_6016.jpeg) (https://hobbicncforum.hu/uploaded_images/2023/11/fuueygw8hgsii8gj05ifm_6016.jpeg) (https://hobbicncforum.hu/uploaded_images/2023/11/tn_b3ffkiig9eh332vbuhdxj_6016.jpeg) (https://hobbicncforum.hu/uploaded_images/2023/11/b3ffkiig9eh332vbuhdxj_6016.jpeg) (https://hobbicncforum.hu/uploaded_images/2023/11/tn_6zcpzwssd6qtnxcm0d76_6016.jpeg) (https://hobbicncforum.hu/uploaded_images/2023/11/6zcpzwssd6qtnxcm0d76_6016.jpeg)
Cím: Re:Fémöntés házilag
Írta: ebalint Dátum 2023 november 22, 18:42
Írta: ebalint Dátum 2023 november 22, 18:42
[#eljen]
Cím: Re:Fémöntés házilag
Írta: bbalazs Dátum 2023 november 22, 19:43
Írta: bbalazs Dátum 2023 november 22, 19:43
Vörösrezet tettél bele? Reszelék formájában? Milyen gyorsan oldódik fel? (nekem még mindig hihetetlen!) A 3% az térfogat vagy súlyszázalék?
Egyébként klassz lett!
Egyébként klassz lett!
Cím: Re:Fémöntés házilag
Írta: xsugix Dátum 2023 november 22, 20:15
Írta: xsugix Dátum 2023 november 22, 20:15
Azért hihetetlen, mert a vörösréz olvadáspontja 1085 celsius fok? De itt beoldódik, nem beolvad.
Próbáld csak ki:
Vezetéket (pl sodrott, különösen hajlékony) megblankolod, majd egy elemi szálat forrasztópákával, ón segítségével folyamatosan "kenegesd". Némi idő után elfogy a réz, beoldódik. Áramkör gyártásnál, kézi forrasztásnál nagyon oda kell figyelni, képes eltűnni a réz forrszem ugyanígy, mert beoldódik. Sőt, igazából a forraszhuzal/forraszanyag már kapásból tartalmaz rezet (legalábbis amit mi használnuk).
Próbáld csak ki:
Vezetéket (pl sodrott, különösen hajlékony) megblankolod, majd egy elemi szálat forrasztópákával, ón segítségével folyamatosan "kenegesd". Némi idő után elfogy a réz, beoldódik. Áramkör gyártásnál, kézi forrasztásnál nagyon oda kell figyelni, képes eltűnni a réz forrszem ugyanígy, mert beoldódik. Sőt, igazából a forraszhuzal/forraszanyag már kapásból tartalmaz rezet (legalábbis amit mi használnuk).
Cím: Re:Fémöntés házilag
Írta: bbalazs Dátum 2023 november 22, 21:20
Írta: bbalazs Dátum 2023 november 22, 21:20
De még a reszelék is sokkal vastagabb, mint az elemi szál.
Igaz, a hőmérséklet is magasabb.
Persze, elhiszem, csak nagyon furcsa.
Igaz, a hőmérséklet is magasabb.
Persze, elhiszem, csak nagyon furcsa.
Cím: Re:Fémöntés házilag
Írta: bbalazs Dátum 2023 november 22, 21:23
Írta: bbalazs Dátum 2023 november 22, 21:23
Van valami táblázat, hogy melyik fém milyen másik fémben oldódik?
Gondolom, valami elektronegativitási sor van.
Gondolom, valami elektronegativitási sor van.
Cím: Re:Fémöntés házilag
Írta: svejk Dátum 2023 november 22, 21:47
Írta: svejk Dátum 2023 november 22, 21:47
Nincs Cseh pillanatforrasztó pákád???
Ott pedig csak cirka 400 C fok van, de igen gyorsan elfogy a vörösréz.
2 % réztartalmú 60/40-es ónnal kb. 4 szeres a hegy élettartama.
Ott pedig csak cirka 400 C fok van, de igen gyorsan elfogy a vörösréz.
2 % réztartalmú 60/40-es ónnal kb. 4 szeres a hegy élettartama.
Cím: Re:Fémöntés házilag
Írta: TBS-TEAM Dátum 2023 november 22, 21:47
Írta: TBS-TEAM Dátum 2023 november 22, 21:47
Tele vana YT alu réz olvasztásával elmennek 90% réz 10% alu.
Cím: Re:Fémöntés házilag
Írta: TBS-TEAM Dátum 2023 november 22, 22:03
Írta: TBS-TEAM Dátum 2023 november 22, 22:03
Aluminium és ötvözetei (https://witch.mik.pte.hu/oktatas/Tanszeki_anyagok/Gepeszmernok_Tanszek/Meiszterics_Zoltan/G%E9p%E9szeti%20anyagismeret%202-Anyagtan%20III/El%F5ad%E1s%20anyagok/Alum%EDnium%20%E9s%20%F6tv%F6zetei.pdf)
Cím: Re:Fémöntés házilag
Írta: bbalazs Dátum 2023 november 22, 22:38
Írta: bbalazs Dátum 2023 november 22, 22:38
Köszönöm, de akkor mi miben oldódik?
Vagy korlátlan az ötvözetképződés, minden mindenben?
Vagy korlátlan az ötvözetképződés, minden mindenben?
Cím: Re:Fémöntés házilag
Írta: TBS-TEAM Dátum 2023 november 23, 07:47
Írta: TBS-TEAM Dátum 2023 november 23, 07:47
Nagyon érdekes szakma, este beleolvastam, Nikkel (1445C°), titánt (1668C°),
és még vasat (1538C°), is adnak az aluminiumhoz pedig az olvadáspotjuk töbszöröse az aluminiumnak.
Aluminium öntöde (https://pkontode.hu/ontvenyek/az_aluminium_otvozetek_adatlapjai/#table_5)
Könnyűfémek könyv (https://www.nive.hu/Downloads/Szakkepzesi_dokumentumok/Bemeneti_kompetenciak_meresi_ertekelesi_eszkozrendszerenek_kialakitasa/5_0225_006_101115.pdf)
és még vasat (1538C°), is adnak az aluminiumhoz pedig az olvadáspotjuk töbszöröse az aluminiumnak.
Aluminium öntöde (https://pkontode.hu/ontvenyek/az_aluminium_otvozetek_adatlapjai/#table_5)
Könnyűfémek könyv (https://www.nive.hu/Downloads/Szakkepzesi_dokumentumok/Bemeneti_kompetenciak_meresi_ertekelesi_eszkozrendszerenek_kialakitasa/5_0225_006_101115.pdf)
Cím: Re:Fémöntés házilag
Írta: VighLajos Dátum 2023 november 29, 07:02
Írta: VighLajos Dátum 2023 november 29, 07:02
A víz olvadáspontja 0 C, a konyhasó (NaCl) olvadáspontja 801 C.
Oldódik, mint az olvadt Al-ban a felsorolt magas olvadáspontú fémek.
Oldódik, mint az olvadt Al-ban a felsorolt magas olvadáspontú fémek.
Cím: Re:Fémöntés házilag
Írta: onagy Dátum 2023 november 29, 09:43
Írta: onagy Dátum 2023 november 29, 09:43
Fémek ötvözésénél még az is előfordulhat, hogy az ötvözet olvadáspontja alacsonyabb mind az ötvözetet képző alapfémek olvadáspontja: ón-ezüst(3.5%) ötvözetek olvadáspontja 221'C, az ón olvadáspontja 231.9'C, az ezüsté meg ennél jóval magasabb.
O.
O.
Cím: Re:Fémöntés házilag
Írta: xsugix Dátum 2023 november 29, 12:49
Írta: xsugix Dátum 2023 november 29, 12:49
Pontosan!
Még durvább az ólmos forraszhuzal. SnPb (Ón-Ólom).
Az Ón olvadáspontja ahogy írtad ~240C fok, az ólom olvadáspontja ~327C fok, míg a kettőjök ötvözetének (Sn63Pb37) 183C fok körül alakul. Van néhány aluminium ötvözet, ahol viszont az ötvözet magasabb az olvadáspont, mint az alapfémé (nem emlékszem melyik az, ne kérdezzétek.. )
Még durvább az ólmos forraszhuzal. SnPb (Ón-Ólom).
Az Ón olvadáspontja ahogy írtad ~240C fok, az ólom olvadáspontja ~327C fok, míg a kettőjök ötvözetének (Sn63Pb37) 183C fok körül alakul. Van néhány aluminium ötvözet, ahol viszont az ötvözet magasabb az olvadáspont, mint az alapfémé (nem emlékszem melyik az, ne kérdezzétek.. )
Cím: Re:Fémöntés házilag
Írta: ajpwg6jrn Dátum 2024 január 06, 20:25
Írta: ajpwg6jrn Dátum 2024 január 06, 20:25
Sziasztok.
Jól gondolom hogy egy alap bronz alapanyaot ha beolvasztok és abból újat öntök, akkor az közel hasonló anyagminőségű lesz, mint az eredeti?
Illetve ha csak egyet kell önteni, akkor járható út lehet vajon az hogy az eredeti formáról készítek egy gipszlenyomatot és azt használom öntősablonnak? Vagy az nem bír ki egy öntést se?
Esetleg ha van itt olyan aki rutinos és benne van a dologban, akkor akár még segíthetne is. Akár úgy is hogy személyesen meglátogatom és megcsináljuk együtt (nem ingyen várom el természetesen).
Jól gondolom hogy egy alap bronz alapanyaot ha beolvasztok és abból újat öntök, akkor az közel hasonló anyagminőségű lesz, mint az eredeti?
Illetve ha csak egyet kell önteni, akkor járható út lehet vajon az hogy az eredeti formáról készítek egy gipszlenyomatot és azt használom öntősablonnak? Vagy az nem bír ki egy öntést se?
Esetleg ha van itt olyan aki rutinos és benne van a dologban, akkor akár még segíthetne is. Akár úgy is hogy személyesen meglátogatom és megcsináljuk együtt (nem ingyen várom el természetesen).
Cím: Re:Fémöntés házilag
Írta: gaben Dátum 2024 január 07, 08:30
Írta: gaben Dátum 2024 január 07, 08:30
Ez engem is érdekelne, de talán gipszforma helyett jobb lenne a homok öntőforma használata.
Tegnap találtam egy öntőhomok készítése és használata (https://bokszer.wordpress.com/2016/01/09/formazo-homok-keszitese/) linket, ahol egy videóban mutatják be a lépéseket.
Kemencém már van, ami 1100C-ot is tud, már csak egy grafit öntőtégely kellene, ahová az olvasztandó elemeket lehetne bedobálni, aztán hajrá.
Tegnap találtam egy öntőhomok készítése és használata (https://bokszer.wordpress.com/2016/01/09/formazo-homok-keszitese/) linket, ahol egy videóban mutatják be a lépéseket.
Kemencém már van, ami 1100C-ot is tud, már csak egy grafit öntőtégely kellene, ahová az olvasztandó elemeket lehetne bedobálni, aztán hajrá.
Cím: Re:Fémöntés házilag
Írta: xu88enaph Dátum 2024 január 17, 12:54
Írta: xu88enaph Dátum 2024 január 17, 12:54
A lent ajánlott oldalt én készítettem anno. Az alumínium öntés házilagos kivételezésének fórumának szántam, de érdeklődés hiányában abbahagytam. Az említett öntőhomok készítést ajánlom, nekem bevált!
Cím: Re:Fémöntés házilag
Írta: gaben Dátum 2024 január 17, 13:55
Írta: gaben Dátum 2024 január 17, 13:55
Szia,
nagyon köszi a hasznos infókat, tuti ezt a receptet fogom használni ha egyszer kipróbálom.
A bentonitot hol érdemes beszerezni egyébként?
köszi és üdv, Gábor
nagyon köszi a hasznos infókat, tuti ezt a receptet fogom használni ha egyszer kipróbálom.
A bentonitot hol érdemes beszerezni egyébként?
köszi és üdv, Gábor
Cím: Re:Fémöntés házilag
Írta: PSoft Dátum 2024 január 17, 14:50
Írta: PSoft Dátum 2024 január 17, 14:50
Ugyan évekkel ezelőtt, de én a hozzám legközelebbi tüzép telepen vettem bentonitot.
Cím: Re:Fémöntés házilag
Írta: gaben Dátum 2024 január 17, 15:07
Írta: gaben Dátum 2024 január 17, 15:07
Köszi Béla, én is láttam ezer félét több helyen is.
Viszont most találtam egy feldolgozóüzemet, akik többféle bentonitot is gyártanak és van kimondottan öntödei célra szánt anyaguk is.
bentonit (http://www.bentonit.hu/index.php)
Viszont most találtam egy feldolgozóüzemet, akik többféle bentonitot is gyártanak és van kimondottan öntödei célra szánt anyaguk is.
bentonit (http://www.bentonit.hu/index.php)
Cím: Re:Fémöntés házilag
Írta: PSoft Dátum 2024 január 17, 15:29
Írta: PSoft Dátum 2024 január 17, 15:29
Jahhh...hogy többféle is van?
Én ajánlások alapján, körföldelő "értékjavításához" használtam köves/sziklás talajban.(javított is sokat az értéken)
De hogy az milyen minőségű bentonit volt...nem tudom.
Én ajánlások alapján, körföldelő "értékjavításához" használtam köves/sziklás talajban.(javított is sokat az értéken)
De hogy az milyen minőségű bentonit volt...nem tudom.
Cím: Re:Fémöntés házilag
Írta: gaben Dátum 2024 január 17, 15:56
Írta: gaben Dátum 2024 január 17, 15:56
Igen, földelési érték javításhoz is használtuk régen.
Aztán persze homokos területen 4km körföldelőt kellett leásni a 20kV-os nyomvonal mellett. [#vigyor]
Aztán persze homokos területen 4km körföldelőt kellett leásni a 20kV-os nyomvonal mellett. [#vigyor]
Cím: Re:Fémöntés házilag
Írta: xu88enaph Dátum 2024 január 17, 17:00
Írta: xu88enaph Dátum 2024 január 17, 17:00
Szia! Bentonitot tudsz vásárolni a mezőgazdasági boltban illetve macskaalomnak nevezett bentonitot bármelyik áruházban. Felhasználás előtt porítani kell őket!
Cím: Re:Fémöntés házilag
Írta: xsugix Dátum 2024 január 17, 21:58
Írta: xsugix Dátum 2024 január 17, 21:58
A porítást én egy kalapácsos terménydarálóval követtem el, a legkisebb (talán 3mm?) rostát használva. Aztán beáztattam, majd szárítás után 2" csődarabbal egy acéllapon hengergettem..
Szívás volt. Aztán Debrecenben, kályhás boltban vettem agyagport, azt kevertem össze térkőhomokkal (játszóhomok nekem nem jött be). Így már elfogadható volt a minőség (az általam támasztott..). Aztán jött a vízüveg, CO2 palack. kipróbáltam, működik, 4 éve, azóta se öntöttem semmit. Pedig mindig fellángolok, mikor ide beírkáltok, és még eredménye is látható néha.. [#vigyor]
Szívás volt. Aztán Debrecenben, kályhás boltban vettem agyagport, azt kevertem össze térkőhomokkal (játszóhomok nekem nem jött be). Így már elfogadható volt a minőség (az általam támasztott..). Aztán jött a vízüveg, CO2 palack. kipróbáltam, működik, 4 éve, azóta se öntöttem semmit. Pedig mindig fellángolok, mikor ide beírkáltok, és még eredménye is látható néha.. [#vigyor]
Cím: Re:Fémöntés házilag
Írta: Kalmi Dátum 2024 január 23, 10:21
Írta: Kalmi Dátum 2024 január 23, 10:21
Navégre, nagyonjó, hogy valaki nagyban keverget öntésre is alkalmas bentonitokat!!
Próbáltad már Tőlük? Mivel keverik olajjal vagy vízzel?
Nekem a vizes nem jött be eddig, minden használat után nedvesítgetni kell... Az olajos konstans marad végig, büdös, de gyors vele a munka:)
Próbáltad már Tőlük? Mivel keverik olajjal vagy vízzel?
Nekem a vizes nem jött be eddig, minden használat után nedvesítgetni kell... Az olajos konstans marad végig, büdös, de gyors vele a munka:)
Cím: Re:Fémöntés házilag
Írta: Kalmi Dátum 2024 január 23, 12:19
Írta: Kalmi Dátum 2024 január 23, 12:19
Na és akkor visszaírtak és lenne is egy kérdésem:
Tehát ami ott "öntödei bentonit" http://www.bentonit.hu/termekek.html
az "A termék öntödei formaragasztó, többnyire vasöntéshez ajánljuk".
Tehát gúglizom ugyan, de nemtudom mi az az öntödei formaragasztó. Miaz? Lehet bele pl. bronz kilincset, harangocskát, más marhaságokat önteni?
Eddig ezt használtam: https://www.chcipisek.cz/slevarenske-pisky/ ezek Csehek, olajos nekem jobban tetszik, de van vizes is...
Lehet kapni Magyaroszágon ilyen "pirosat-olajosat"? ezeknek a cseheknek volt "vizes" is, de senkinek sem kellett és már nem gyárcsák. Én tőlük hordom, de jó lenne, ha lenne Magyarországon is...
Magyarországon mindenki magának gyártja a homokot??
Tehát ami ott "öntödei bentonit" http://www.bentonit.hu/termekek.html
az "A termék öntödei formaragasztó, többnyire vasöntéshez ajánljuk".
Tehát gúglizom ugyan, de nemtudom mi az az öntödei formaragasztó. Miaz? Lehet bele pl. bronz kilincset, harangocskát, más marhaságokat önteni?
Eddig ezt használtam: https://www.chcipisek.cz/slevarenske-pisky/ ezek Csehek, olajos nekem jobban tetszik, de van vizes is...
Lehet kapni Magyaroszágon ilyen "pirosat-olajosat"? ezeknek a cseheknek volt "vizes" is, de senkinek sem kellett és már nem gyárcsák. Én tőlük hordom, de jó lenne, ha lenne Magyarországon is...
Magyarországon mindenki magának gyártja a homokot??
Cím: Re:Fémöntés házilag
Írta: ywathzay Dátum 2024 január 23, 13:55
Írta: ywathzay Dátum 2024 január 23, 13:55
Van aki ilyen (https://www.alpet.hu/shop/omlesztett-aru/sarga-homok/) finomszemcsés homokot kever olajjal (kikísérletezte a megfelelő arányt) és ebben önt mindent is.
Cím: Re:Fémöntés házilag
Írta: Kalmi Dátum 2024 január 23, 14:41
Írta: Kalmi Dátum 2024 január 23, 14:41
..és ki Ő? van weboldala, telefonszáma?
.
az a cseh piros-olaj-bentonit is csak másolat, amugy méregdrága lenne kitudja honnént...
nekem egyátalán nincs módomban kevergetni, próbálkozni, veszek egy 50kilót és az kitart/ott egésznyáron...
míg csehországban laktam volt, de Magyarországon nemismerem kimagam és hiánylom...
.
az a cseh piros-olaj-bentonit is csak másolat, amugy méregdrága lenne kitudja honnént...
nekem egyátalán nincs módomban kevergetni, próbálkozni, veszek egy 50kilót és az kitart/ott egésznyáron...
míg csehországban laktam volt, de Magyarországon nemismerem kimagam és hiánylom...
Cím: Re:Fémöntés házilag
Írta: gaben Dátum 2024 január 24, 06:30
Írta: gaben Dátum 2024 január 24, 06:30
Szia,
még arra sem volt időm, hogy felhívjam őket és megkérdezzem lehet e kapni náluk kisebb kiszerelésben.
Jelzem ha megtudok valamit. [#wave]
még arra sem volt időm, hogy felhívjam őket és megkérdezzem lehet e kapni náluk kisebb kiszerelésben.
Jelzem ha megtudok valamit. [#wave]
Cím: Re:Fémöntés házilag
Írta: gaben Dátum 2024 január 30, 14:32
Írta: gaben Dátum 2024 január 30, 14:32
Megjött a kísérletezéshez való adag, 25kg, ennél csak nagyobb kiszerelés van. [#vigyor]
(https://hobbicncforum.hu/uploaded_images/2024/01/tn_e4v8xugv0g0p5nhxkgsee_4447.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/01/e4v8xugv0g0p5nhxkgsee_4447.jpeg)
(https://hobbicncforum.hu/uploaded_images/2024/01/tn_e4v8xugv0g0p5nhxkgsee_4447.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/01/e4v8xugv0g0p5nhxkgsee_4447.jpeg)
Cím: Re:Fémöntés házilag
Írta: xsugix Dátum 2024 január 30, 14:50
Írta: xsugix Dátum 2024 január 30, 14:50
[#wow2] Esetleg a költség vonzatait lehet tudni? Csinálsz képeket magáról az anyagról is? Állag, stb.. Kíváncsi vagyok, milyen a kályhás agyaghoz képest (az szinte mint a liszt).
Cím: Re:Fémöntés házilag
Írta: gaben Dátum 2024 január 30, 14:58
Írta: gaben Dátum 2024 január 30, 14:58
Szia,
az anyag (IKOBOND HF 25 kg zsák) ára 3000Ft+Áfa, a azállítás pedig 6500Ft+Áfa volt.
Most nem nyitom ki, majd ha már a tesztelés közelébe érek.
az anyag (IKOBOND HF 25 kg zsák) ára 3000Ft+Áfa, a azállítás pedig 6500Ft+Áfa volt.
Most nem nyitom ki, majd ha már a tesztelés közelébe érek.
Cím: Re:Fémöntés házilag
Írta: Kalmi Dátum 2024 január 31, 10:29
Írta: Kalmi Dátum 2024 január 31, 10:29
Waw,,, mész gyártani öntési homokot? van hozzá minden egyebed? vizeset vagy olajosat? drukkolok![#eljen]
Cím: Re:Fémöntés házilag
Írta: gaben Dátum 2024 január 31, 15:36
Írta: gaben Dátum 2024 január 31, 15:36
Odébb van az még, de kipróbálom majd igen.
Azt hiszem maradok a vizes verziónál, nem bonyolítom egyelőre.
Valami olvasztótégelyt is kellene szereznem, fogóval, stb.
Azt hiszem maradok a vizes verziónál, nem bonyolítom egyelőre.
Valami olvasztótégelyt is kellene szereznem, fogóval, stb.
Cím: Re:Fémöntés házilag
Írta: 2f428kduf Dátum 2024 január 31, 15:48
Írta: 2f428kduf Dátum 2024 január 31, 15:48
Csak vigyázz, száraz legyen a forma. Én már menekültem futva a felrepülő alu. elöl. Megusztam, mire leért, már messze jártam.
Cím: Re:Fémöntés házilag
Írta: gaben Dátum 2024 február 01, 20:57
Írta: gaben Dátum 2024 február 01, 20:57
Sok videót megnéztem már ezzel kapcsolatban és mindegyiknél szinte teljesen száraz a keverék, erre nagyon ügyelni kell.
Csak annyira lehet nedves, hogy tapadjon picit a nyomásra.
Mindenképpen próbaöntéssel kezdek majd. [#wave]
Csak annyira lehet nedves, hogy tapadjon picit a nyomásra.
Mindenképpen próbaöntéssel kezdek majd. [#wave]
Cím: Re:Fémöntés házilag
Írta: 77fv9864z Dátum 2024 december 28, 17:05
Írta: 77fv9864z Dátum 2024 december 28, 17:05
Sziasztok!!!
Nagyon rég nem írtam. De mint egy hűséges eb, mindig látogatom a fórumot.Azért írok mert keresek olyan embereket, akik még szintén öntenek otthon bronzot, rezet, alumíniumot. Igazából egy két beszélgetés és pár link megszerzése a cél. Ha van köztetek olyanok akik tudnának egy kis időt szánni, hogy kérdezzek tőle egy két dolgot. Akár messengeren is, ha az egyszerűbb.
Megadom a fészbuk elérhetőségemet:
https://www.facebook.com/robert.turi.90
Keressetek meg, üdv mindenkinek,
Boldog új évet kívánok.
Túri Róbert
Nagyon rég nem írtam. De mint egy hűséges eb, mindig látogatom a fórumot.Azért írok mert keresek olyan embereket, akik még szintén öntenek otthon bronzot, rezet, alumíniumot. Igazából egy két beszélgetés és pár link megszerzése a cél. Ha van köztetek olyanok akik tudnának egy kis időt szánni, hogy kérdezzek tőle egy két dolgot. Akár messengeren is, ha az egyszerűbb.
Megadom a fészbuk elérhetőségemet:
https://www.facebook.com/robert.turi.90
Keressetek meg, üdv mindenkinek,
Boldog új évet kívánok.
Túri Róbert
Cím: Re:Fémöntés házilag
Írta: 72r8ja9u7 Dátum 2025 február 12, 16:02
Írta: 72r8ja9u7 Dátum 2025 február 12, 16:02
Hello üdv minden profi magánzónak itt a fórumon !
Ide akartam irni és direkt. Keresek én is olyanokat, akik otthon képesek és tudnak, jó minőségben, aluminium előformát önteni.Az igényem 300 db EGYFORMA,alu-forma kiöntése, CAD rajz alapján.Tényleg elvárás a légbuborék nélküli öntvény ! Azért csak ennyi, mert kisérletezem és erre, ennyi darabszám, elég.
Ha kell alu anyag, azt esetleg tudok biztostani, 38kg erejéig.
Elsőbbként lássuk, kik vannak elvi vállakozó szellemmel,aztán mutatom a CAD rajzot (szigorúan csak a jelentkező email cimén)
Aztán kérem az árajánlatokat és ebből az pénzelőleg igényeket.
Ide akartam irni és direkt. Keresek én is olyanokat, akik otthon képesek és tudnak, jó minőségben, aluminium előformát önteni.Az igényem 300 db EGYFORMA,alu-forma kiöntése, CAD rajz alapján.Tényleg elvárás a légbuborék nélküli öntvény ! Azért csak ennyi, mert kisérletezem és erre, ennyi darabszám, elég.
Ha kell alu anyag, azt esetleg tudok biztostani, 38kg erejéig.
Elsőbbként lássuk, kik vannak elvi vállakozó szellemmel,aztán mutatom a CAD rajzot (szigorúan csak a jelentkező email cimén)
Aztán kérem az árajánlatokat és ebből az pénzelőleg igényeket.
Cím: Re:Fémöntés házilag
Írta: remrendes Dátum 2025 május 07, 09:38
Írta: remrendes Dátum 2025 május 07, 09:38
Rez, bronz, esetleg aluminium ontest vallal valaki? Egy kezzel lazithato hollandi anyat kellene potolnom.
Cím: Re:Fémöntés házilag
Írta: ywathzay Dátum 2025 május 07, 12:58
Írta: ywathzay Dátum 2025 május 07, 12:58
Öntéshez kell egy mintadarab, esetedben menet nélkül, mert homokformában nem lesz jó a menet. Utána a menetet bele kell vágni, akkor már egyszerűbb egy db hollandit készre gyártani, menettel, mindennel. Szerintem.
Cím: Re:Fémöntés házilag
Írta: remrendes Dátum 2025 május 07, 16:54
Írta: remrendes Dátum 2025 május 07, 16:54
Szerintem nekem az korulmenyesebb lenne.
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2025 május 07, 17:02
Írta: jani300 Dátum 2025 május 07, 17:02
Nagy átmérőjű lenne a kiindulóanyag ? Mást nehezen tudok elképzelni ,gondot . Nem mindha ezer éve nem öntöttem volna , pici hollanderhez valmi mindenféléből , de ma már nem erőltetném .
Cím: Re:Fémöntés házilag
Írta: remrendes Dátum 2025 május 07, 17:20
Írta: remrendes Dátum 2025 május 07, 17:20
60mm. Akkor lehet hozzad kellene mennem turkalni :)
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2025 május 07, 18:18
Írta: jani300 Dátum 2025 május 07, 18:18
Bekéreckedünk a méhikébe :)
Cím: Re:Fémöntés házilag
Írta: remrendes Dátum 2025 május 07, 19:55
Írta: remrendes Dátum 2025 május 07, 19:55
Nem hiszem, hogy ott talalok ilyesmit (https://forum.hobbycnc.hu/uploaded_images/2025/05/3ghh86igfdmw96pjm9ckk_3133.jpg).
Cím: Re:Fémöntés házilag
Írta: jani300 Dátum 2025 május 07, 21:15
Írta: jani300 Dátum 2025 május 07, 21:15
Alapanyagra gondoltam . De ne légy kishitű , van ott minden ami jó . A menet jellemzőit leírnád , nem lehetetlen hogy van is valakinek .
Cím: Re:Fémöntés házilag
Írta: ywathzay Dátum 2025 május 08, 08:21
Írta: ywathzay Dátum 2025 május 08, 08:21
Te ha jól látom mohácsi vagy, ott a vasöntöde. Menj, kérdezd meg mibe fáj, van-e rá lehetőség... lehet azt mondod, hogy az egyszerűbb út az egy db legyártatása. Nem igazán értem mi ebben a körülményes, persze mindenki a magáét tudja.
Cím: Re:Fémöntés házilag
Írta: remrendes Dátum 2025 május 08, 17:04
Írta: remrendes Dátum 2025 május 08, 17:04
Marogep nelkul a kulso oldalt nem tudom megcsinalni. Sajnos ilyen kis alkatreszt nem ontenek.
Cím: Re:Fémöntés házilag
Írta: remrendes Dátum 2025 május 08, 21:38
Írta: remrendes Dátum 2025 május 08, 21:38
A magatmeroje 38.2 es a 11-es whitworth menetfesu megy bele, szerintem az 5/4-es csomenetre hasonlit a legjobban.
Cím: Re:Fémöntés házilag
Írta: tekes Dátum 2025 május 09, 15:20
Írta: tekes Dátum 2025 május 09, 15:20
Pont ugyanolyan külső oldal kell, kis kókányolás nem fér bele? Ekkora méretben egy réz hatszög majdnem ugyanannyira oldható kézzel, de közönséges forrasztóónnal, rézhulladékkal egy henger is bütykösíthető házilag.
Cím: Re:Fémöntés házilag
Írta: fektiforg Dátum 2025 május 09, 18:27
Írta: fektiforg Dátum 2025 május 09, 18:27
https://www.futesuzlethaz.hu/shop/auminium-tomlveg-osszekot/5590-acel-tomloveg-54-hollander-32-mm-54-tomloveg.html
Cím: Re:Fémöntés házilag
Írta: remrendes Dátum 2025 május 09, 18:57
Írta: remrendes Dátum 2025 május 09, 18:57
Rez hatszogu van most, de nem mondhatnam, hogy konnyen oldhato. Szeretnem/szerettem volna az eredeti allapotot helyreallitani, de ugy tunik iden mar marad ez igy, jovore meg veszek egy marogepet.
Cím: Re:Fémöntés házilag
Írta: remrendes Dátum 2025 május 09, 19:01
Írta: remrendes Dátum 2025 május 09, 19:01
Koszi! Igen, rezbol rendeltem mar egy hasonlot (https://www.tuzfiaibolt.hu/termek/rez-hollandis-tomloveg-5-4-colos-32mm), de ez sem az "igazi".
Cím: Re:Fémöntés házilag
Írta: Kalmi Dátum 2025 július 31, 14:37
Írta: Kalmi Dátum 2025 július 31, 14:37
Sziasztok,
lenne egy pirometalurgiai tudományos kérdésem:)
Tök egyszerűnek tűnő dologgal kapcsolatban:
Felolvasztok és vízbe öntök pár kilónyi tiszta vörösrezet azzal a szándékkal, hogy granulátumokat gyártok belőle...
Érdekelne, hogy a felolvasztott réz vízbe öntés közben miért robbangat, dörög,
miközben az ezüst ezt egyáltalán nem teszi????
A réz oly annyira robban, dörög, hogy még a vízzel töltött fém edény hegesztését is széttépte, pedig csak kb 50-100 grammnyi rezet öntöttünk bele...
ha nem látom, el sem hiszem...
olvadáspontjuk közt van némi különbség, de nem sok,,
a víz is inkább langyos volt, 50 fokoks vízben a granulátumok már kezdtek egymáshoz ragadni...
nagyon lassan volt a réz öntve a vízbe...
...
szeretném csak megkérdezni, hogy létezik-e ezen fenomén körül valamiféle szakkifejezés? bármilyen nyelven?
amikor vízbe öntött olvadt vörösréz robban,,
illetve mire ügyelni vörösréz granulátumok vízben való gyártása közben??
hát ennyi lenne a kíváncsiságom...:)
Üdv,
s JóMunkát!!!
lenne egy pirometalurgiai tudományos kérdésem:)
Tök egyszerűnek tűnő dologgal kapcsolatban:
Felolvasztok és vízbe öntök pár kilónyi tiszta vörösrezet azzal a szándékkal, hogy granulátumokat gyártok belőle...
Érdekelne, hogy a felolvasztott réz vízbe öntés közben miért robbangat, dörög,
miközben az ezüst ezt egyáltalán nem teszi????
A réz oly annyira robban, dörög, hogy még a vízzel töltött fém edény hegesztését is széttépte, pedig csak kb 50-100 grammnyi rezet öntöttünk bele...
ha nem látom, el sem hiszem...
olvadáspontjuk közt van némi különbség, de nem sok,,
a víz is inkább langyos volt, 50 fokoks vízben a granulátumok már kezdtek egymáshoz ragadni...
nagyon lassan volt a réz öntve a vízbe...
...
szeretném csak megkérdezni, hogy létezik-e ezen fenomén körül valamiféle szakkifejezés? bármilyen nyelven?
amikor vízbe öntött olvadt vörösréz robban,,
illetve mire ügyelni vörösréz granulátumok vízben való gyártása közben??
hát ennyi lenne a kíváncsiságom...:)
Üdv,
s JóMunkát!!!
Cím: Re:Fémöntés házilag
Írta: Szedlay Pál Dátum 2025 július 31, 17:17
Írta: Szedlay Pál Dátum 2025 július 31, 17:17
Idézetet írta: Kalmi Dátum 2025 július 31, 14:37Sziasztok,
lenne egy pirometalurgiai tudományos kérdésem:)
Tök egyszerűnek tűnő dologgal kapcsolatban:
Felolvasztok és vízbe öntök pár kilónyi tiszta vörösrezet azzal a szándékkal, hogy granulátumokat gyártok belőle...
Érdekelne, hogy a felolvasztott réz vízbe öntés közben miért robbangat, dörög,
miközben az ezüst ezt egyáltalán nem teszi????
A réz oly annyira robban, dörög, hogy még a vízzel töltött fém edény hegesztését is széttépte, pedig csak kb 50-100 grammnyi rezet öntöttünk bele...
ha nem látom, el sem hiszem...
olvadáspontjuk közt van némi különbség, de nem sok,,
a víz is inkább langyos volt, 50 fokoks vízben a granulátumok már kezdtek egymáshoz ragadni...
nagyon lassan volt a réz öntve a vízbe...
...
szeretném csak megkérdezni, hogy létezik-e ezen fenomén körül valamiféle szakkifejezés? bármilyen nyelven?
amikor vízbe öntött olvadt vörösréz robban,,
illetve mire ügyelni vörösréz granulátumok vízben való gyártása közben??
hát ennyi lenne a kíváncsiságom...:)
Üdv,
s JóMunkát!!!
Ez a jelenség a gőzrobbanás (angolul: steam explosion, vagy vapor explosion) néven ismert, szakmai nyelven freatikus robbanásnak (phreatic explosion) is nevezik, és a fémöntészetben kifejezetten az ilyen folyamatokra használják még a "molten metal-water explosion" vagy "melt-water interaction" (MWI) kifejezéseket is.
Mi okozza pontosan a robbanást?
A jelenség hátterében az áll, hogy az olvadt réz (olvadáspontja kb. 1085 °C) lényegesen magasabb hőmérsékleten van, mint a víz forráspontja (100 °C). Amikor a nagy hőmérsékletű folyékony réz a vízhez ér, a víz azonnal és rendkívül gyorsan gőzzé alakul, ezáltal hirtelen térfogatnövekedés (több százszoros térfogatú gőzképződés) következik be. Ez a hirtelen létrejövő, rendkívül gyors nyomásnövekedés robbanásszerű jelenséget okoz, erőteljes hanggal és lökéshullámmal járva.
Miért történik ez a rézzel, de nem az ezüsttel?
Bár az ezüst (olvadáspontja kb. 962 °C) szintén forráspont felett van, a rézhez képest bizonyos jellemzői miatt másként viselkedik:
Oxidréteg képződés: A réz gyorsan oxidálódik, és felszínén egy vékony oxidréteg alakul ki, ami izolálhatja ideiglenesen a víztől, de idővel hirtelen átadja a hőt a víznek, fokozva a robbanás hevességét.
Nedvesítő képesség: A réz jóval agresszívebben ,,nedvesíti" meg a vízfelszínt, gyorsabban átadja hőenergiáját.
Viszkozitás és hőkapacitás: A réz nagyobb viszkozitása és hőkapacitása miatt a vízzel való kölcsönhatás sokkal intenzívebb, a lokálisan felgyülemlett energia robbanásszerű felszabadulásával.
Az ezüst ennél kevésbé heves kölcsönhatással lép fel, ezért nem tapasztalható olyan mértékű robbanás nála, mint a réznél.
Milyen szakkifejezésekkel kereshetsz további információkat?
Steam Explosion (gőzrobbanás)
Molten Metal-Water Explosion (olvadék–víz kölcsönhatás)
Melt–Water Interaction (MWI)
Phreatic Explosion (freatikus robbanás)
Mire ügyelj vörösréz granulátum készítésekor?
Víz hőmérséklete: Legyen legalább langyos, de ne túl meleg. Jellemzően 30–40 °C körül optimális. Túl meleg víznél ragadás, túl hideg víznél fokozott robbanásveszély van.
Öntési sebesség: Az optimális sebességet tapasztalati úton kell kitapasztalni. Ha túl lassan öntöd, akkor időnként intenzívebb lehet a robbanás, mert lokálisan több energia gyűlik össze. Jellemzően mérsékelt, folyamatos sebesség a jó.
Víz mélysége és edény: Mély, erős, vastag falú (pl. rozsdamentes acél) tartály javasolt, stabil szerkezettel és hegesztéssel. A robbanási energia miatt szükséges a strapabíró edény.
Védőfelszerelés: Mindig hordj hőálló védőfelszerelést: kesztyű, arcvédő, szemvédő, hőálló ruha. A robbanás során kirepülő forró réz komoly sérüléseket okozhat.
Fokozatos vízmozgás: Egyenletes vízmozgás (keverés, cirkuláció) csökkentheti a hirtelen hőmérsékleti különbségeket, így kevésbé heves a robbanás.
Cím: Re:Fémöntés házilag
Írta: TébéC Dátum 2026 február 13, 07:51
Írta: TébéC Dátum 2026 február 13, 07:51
Sziasztok!
Olvasztótégely problémám lenne. Alu és utána bronz öntése. Hulladékfeldolgozás. PB gázos égő és paplanos kemence.
Ha jól értelmeztem, akkor grafitos kell a bronzhoz és a gáz miatt, szilikátos tégely. Hol lehet venni? ~8kg-os kellene. 6kg-ig találtam alin, de nem tudom milyen minőségű, plàne, mert hosszú az út idáig. Valakinek ötlet?
Olyan üzlet az országba, ahol kisebb nennyiségű adalékokat lehet vásárolni és nincs felszámolás alatt? Németországból cég?
Köszönöm a tanácsokat, de megrekedtem a történetben.
Olvasztótégely problémám lenne. Alu és utána bronz öntése. Hulladékfeldolgozás. PB gázos égő és paplanos kemence.
Ha jól értelmeztem, akkor grafitos kell a bronzhoz és a gáz miatt, szilikátos tégely. Hol lehet venni? ~8kg-os kellene. 6kg-ig találtam alin, de nem tudom milyen minőségű, plàne, mert hosszú az út idáig. Valakinek ötlet?
Olyan üzlet az országba, ahol kisebb nennyiségű adalékokat lehet vásárolni és nincs felszámolás alatt? Németországból cég?
Köszönöm a tanácsokat, de megrekedtem a történetben.