Cím: Marószerszámok és karbantartásuk
Írta: gaben Dátum 2024 április 09, 15:59
Írta: gaben Dátum 2024 április 09, 15:59
Korábbi topik folytatása...
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2005 november 04, 08:58
Írta: 000000000 Dátum 2005 november 04, 08:58
Hali!
A CNC találkozón volt egy kedves kollégánk aki egy nagyon praktikus és ötletes szerszámélezővel állított ki. Érdeklődnék, hogy nincs e rajza neki,vagy valakinek a masinériáról, esetleg nem e csinál valaki ilyet. Rettentően érdekelne.
Itt vagyok egy halom életlen szerszámmal és azt nem szivesen mutatnám meg senkinek, hogy kézből köszörűlve miket tudok élezés helyett előadni. Esetleg ha valaki nagyon depressziós annak megmutatom, de akkor számoljon vele, hogy nem tudja abbahagyni a röhögést.
Üdv rátok és házatok népére
A CNC találkozón volt egy kedves kollégánk aki egy nagyon praktikus és ötletes szerszámélezővel állított ki. Érdeklődnék, hogy nincs e rajza neki,vagy valakinek a masinériáról, esetleg nem e csinál valaki ilyet. Rettentően érdekelne.
Itt vagyok egy halom életlen szerszámmal és azt nem szivesen mutatnám meg senkinek, hogy kézből köszörűlve miket tudok élezés helyett előadni. Esetleg ha valaki nagyon depressziós annak megmutatom, de akkor számoljon vele, hogy nem tudja abbahagyni a röhögést.
Üdv rátok és házatok népére
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2005 november 04, 14:30
Írta: 000000000 Dátum 2005 november 04, 14:30
Ilyesmire gondolsz ?

Cím: Re:Marószerszámok és karbantartásuk
Írta: Motoros Dátum 2005 november 04, 14:33
Írta: Motoros Dátum 2005 november 04, 14:33
Hali István!
A kolléga a jómúltkor jelentkezett és azt ígérte, hogy több élezőgép gyártásába belekezdett, úgyhogy remélem megint felbukkan és beszámol az eredményről. A dolog engem is érdekel, remélem sikerűl egy elfogadható árú kütyüt összehoznia.
Üdv. Motoros
A kolléga a jómúltkor jelentkezett és azt ígérte, hogy több élezőgép gyártásába belekezdett, úgyhogy remélem megint felbukkan és beszámol az eredményről. A dolog engem is érdekel, remélem sikerűl egy elfogadható árú kütyüt összehoznia.
Üdv. Motoros
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2005 november 04, 15:04
Írta: 000000000 Dátum 2005 november 04, 15:04
Az jó lenne! Más se lát semmit az "ilyesmire gondolsz"-on? Vagy képzeljek oda amit akarok? Megvan! De nem mesélem el, hogy mi mert elpirultok!
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2005 november 05, 12:57
Írta: 000000000 Dátum 2005 november 05, 12:57
Valaki jószándékú törölte a képet. Visszalinkeltem.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2005 november 06, 08:50
Írta: 000000000 Dátum 2005 november 06, 08:50
Ez má döfi. De gondolom olyan az ára, hogy el kéne adnom a házat, hogy megvegyem.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 2nbj3n5m Dátum 2005 november 06, 09:27
Írta: 2nbj3n5m Dátum 2005 november 06, 09:27
Szépjónapot mindenkinek.
Száraz János a becsületes nevem. A köszörügépek
készülnek.Majd egy 100mmm-es gyémánttárcsa is lesz hozzá. Kb. 60%-ban áll a dolog.
Ha kész lesz mindenféleképpen szeretném az Istvánt(hobbycnc)megkérdezni,a forumon felaján-
hatom e eladásra (minden büntető következmény nélkül)
Üdv: Jankó
Száraz János a becsületes nevem. A köszörügépek
készülnek.Majd egy 100mmm-es gyémánttárcsa is lesz hozzá. Kb. 60%-ban áll a dolog.
Ha kész lesz mindenféleképpen szeretném az Istvánt(hobbycnc)megkérdezni,a forumon felaján-
hatom e eladásra (minden büntető következmény nélkül)
Üdv: Jankó
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2005 november 06, 09:44
Írta: 000000000 Dátum 2005 november 06, 09:44
Rendben, sőt képet és leírást is szívesen várunk!
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2005 november 06, 10:20
Írta: 000000000 Dátum 2005 november 06, 10:20
Helló Jankó!
Ez nagy öröm, hogy készül! Mikor lesznek készen a masinériák, és kb. hány papir az ára.
Üdv: Karsa a türelmetlen rosszulköszörülő
Ez nagy öröm, hogy készül! Mikor lesznek készen a masinériák, és kb. hány papir az ára.
Üdv: Karsa a türelmetlen rosszulköszörülő
Cím: Re:Marószerszámok és karbantartásuk
Írta: f6kuxbs9f Dátum 2005 november 06, 17:31
Írta: f6kuxbs9f Dátum 2005 november 06, 17:31
Sziasztok!
Janko kolléga volt kedves nekem egy 6-os vidia rudat gravirtűvé köszörülni. Élmény volt nézni, ahogy a gyémánt tárcsáról porzott le a vidia anyaga. Sose hittem volna, hogy ezt a nehéz anyagot így lehet alakítani.
Üdv
Janko kolléga volt kedves nekem egy 6-os vidia rudat gravirtűvé köszörülni. Élmény volt nézni, ahogy a gyémánt tárcsáról porzott le a vidia anyaga. Sose hittem volna, hogy ezt a nehéz anyagot így lehet alakítani.
Üdv
Cím: Re:Marószerszámok és karbantartásuk
Írta: 2nbj3n5m Dátum 2005 november 24, 21:49
Írta: 2nbj3n5m Dátum 2005 november 24, 21:49
T.Urak. A köszörű készül, a patronok már az
edzőnél vannak,talán mikulásra kész lesz az
összerakott gép. Öszintén megvalva nemgondoltam,
hogy Mo.on ilyen nehéz bizonyos szerszámacélokat beszerezni.( pl rugóacélt )
Minden jót. Jankó
edzőnél vannak,talán mikulásra kész lesz az
összerakott gép. Öszintén megvalva nemgondoltam,
hogy Mo.on ilyen nehéz bizonyos szerszámacélokat beszerezni.( pl rugóacélt )
Minden jót. Jankó
Cím: Re:Marószerszámok és karbantartásuk
Írta: 2nbj3n5m Dátum 2005 november 25, 20:47
Írta: 2nbj3n5m Dátum 2005 november 25, 20:47
Uraim szeretném nektek bemutatni a készülő
gravirkés köszörüt.Mivel halvány fogalmam nincs
hogyan kell a Forum oldalára feltenni, ezért
Web oldalamra raktam fel. www.cncgravir.hu/koszoru
Az egészet egy butorlapra szereltem.
tengelyirányba 10-15mm a mozgása,ugyanakkor
dönthető,fokba állítható,lehet rajta gravírtüt
felezni.A patront vezető forat 0.6mmm-ert a központól elvan tolva (a kés aláköszörülése igy
adott. Az ára: Aképen látható állapotba,
1db 3.17-es patron,
1db 100mm-es bakelitkötéses gyémánttárcsával
17800Ft (csak hobbistáknak)
Én a marótúket egy IGLA TRADE KFT-től szerzem be
Tel: 0629/550-940 legutobb 913Ft-ért vásároltam
1db 1mm-es kétélű marot 3.17-es szárral.
Mikor eltörik a maró akkor felezem és kitünő
gravírtű köszörülhető belőle,mivel a szára is
keményfém.A köszörühöz +16000 pénz a motor.
Üdv. jankó
gravirkés köszörüt.Mivel halvány fogalmam nincs
hogyan kell a Forum oldalára feltenni, ezért
Web oldalamra raktam fel. www.cncgravir.hu/koszoru
Az egészet egy butorlapra szereltem.
tengelyirányba 10-15mm a mozgása,ugyanakkor
dönthető,fokba állítható,lehet rajta gravírtüt
felezni.A patront vezető forat 0.6mmm-ert a központól elvan tolva (a kés aláköszörülése igy
adott. Az ára: Aképen látható állapotba,
1db 3.17-es patron,
1db 100mm-es bakelitkötéses gyémánttárcsával
17800Ft (csak hobbistáknak)
Én a marótúket egy IGLA TRADE KFT-től szerzem be
Tel: 0629/550-940 legutobb 913Ft-ért vásároltam
1db 1mm-es kétélű marot 3.17-es szárral.
Mikor eltörik a maró akkor felezem és kitünő
gravírtű köszörülhető belőle,mivel a szára is
keményfém.A köszörühöz +16000 pénz a motor.
Üdv. jankó
Cím: Re:Marószerszámok és karbantartásuk
Írta: f6kuxbs9f Dátum 2005 november 26, 12:49
Írta: f6kuxbs9f Dátum 2005 november 26, 12:49
Sziasztok!
Ez egész izgalmasan néz ki
Lehetne a motoros oldaláról s képet csinálni? Jó lenne látni, milyen motor szerelhető rá.
Gratula!
Ez egész izgalmasan néz ki
Lehetne a motoros oldaláról s képet csinálni? Jó lenne látni, milyen motor szerelhető rá.
Gratula!
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2005 november 26, 12:55
Írta: 000000000 Dátum 2005 november 26, 12:55

Cím: Re:Marószerszámok és karbantartásuk
Írta: 2nbj3n5m Dátum 2005 november 26, 18:06
Írta: 2nbj3n5m Dátum 2005 november 26, 18:06
Tiszteletem
A jövőhéten kapok egy motort sopronból
egy oszrák cég forgalmazza.
A motor peremes,220V,n=2800. 120W
Majd készítek rola egységes jóllátható képet.
jankó
A jövőhéten kapok egy motort sopronból
egy oszrák cég forgalmazza.
A motor peremes,220V,n=2800. 120W
Majd készítek rola egységes jóllátható képet.
jankó
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2005 december 01, 16:46
Írta: 000000000 Dátum 2005 december 01, 16:46
Tisztelt Jankó Úr!
Érdekelne, hogy a befogott szerszámot milyen módon tudjuk a gyémánttárcsához közelíteni. 10-15mm elmozdulást említ tengely irányba, ez hogy működik? A képeken nem látszik.
Gyémánt korong külön kapható?
Érdekelne, hogy a befogott szerszámot milyen módon tudjuk a gyémánttárcsához közelíteni. 10-15mm elmozdulást említ tengely irányba, ez hogy működik? A képeken nem látszik.
Gyémánt korong külön kapható?
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2005 december 01, 16:46
Írta: 000000000 Dátum 2005 december 01, 16:46
Köszi!
Cím: Re:Marószerszámok és karbantartásuk
Írta: 2nbj3n5m Dátum 2005 december 01, 17:46
Írta: 2nbj3n5m Dátum 2005 december 01, 17:46
A tárcsa benne van az árban.
A készülék baloldalán (sajnos a butorlaptól
nem látszik) van egy M8-as csavar mely egy
rúgot nyom össze (ez az a 10-15mm-er)
Mikor köszörülünk a rugó éllentétes nyomásával
feszül a köszörülendő kés a gyémánttárcsához.
De a jövőhéten készitek rola képet.
Üdv:jankó
A készülék baloldalán (sajnos a butorlaptól
nem látszik) van egy M8-as csavar mely egy
rúgot nyom össze (ez az a 10-15mm-er)
Mikor köszörülünk a rugó éllentétes nyomásával
feszül a köszörülendő kés a gyémánttárcsához.
De a jövőhéten készitek rola képet.
Üdv:jankó
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2005 december 02, 16:13
Írta: 000000000 Dátum 2005 december 02, 16:13
Ok.
Köszönöm!
Köszönöm!
Cím: Re:Marószerszámok és karbantartásuk
Írta: 2nbj3n5m Dátum 2005 december 20, 23:57
Írta: 2nbj3n5m Dátum 2005 december 20, 23:57
Halló. a www.cncgravir.hu/koszoru -re
felraktam kedves Sanyika a marótűköszörüt.
A bal oldalon látható a rugózat. Majd eegy
lehetséges motor felerősítést.Valamint egy
lehetséges köszörűkő meghajtást,egy OBI-ba
3150Ft-ért vásárolt forgácsolókés köszörü
jobb oldali tengely meghósszabbítást.A tengelyt
csapágyazni kell.
Üdv.jankó
valamint mindenkinek KELLEMES ÜNNEPEKET.[#crazya][#crazya]
felraktam kedves Sanyika a marótűköszörüt.
A bal oldalon látható a rugózat. Majd eegy
lehetséges motor felerősítést.Valamint egy
lehetséges köszörűkő meghajtást,egy OBI-ba
3150Ft-ért vásárolt forgácsolókés köszörü
jobb oldali tengely meghósszabbítást.A tengelyt
csapágyazni kell.
Üdv.jankó
valamint mindenkinek KELLEMES ÜNNEPEKET.[#crazya][#crazya]
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2006 február 09, 17:14
Írta: 000000000 Dátum 2006 február 09, 17:14
Helló Jankó! (vagy bárki aki tud válaszolni!)
Összeróaktam a gravírtű köszörűt, müxik is, de 1 dologgal nehezen boldogulok. A tű felének pontos leköszörülésére nincs valami egyszerű, többször reprodukálható módszer.
Tolómérővel méricskélem több kevesebb sikerrel.
Üdv rátok és házatok népére Karsa István
Összeróaktam a gravírtű köszörűt, müxik is, de 1 dologgal nehezen boldogulok. A tű felének pontos leköszörülésére nincs valami egyszerű, többször reprodukálható módszer.
Tolómérővel méricskélem több kevesebb sikerrel.
Üdv rátok és házatok népére Karsa István
Cím: Re:Marószerszámok és karbantartásuk
Írta: 2nbj3n5m Dátum 2006 február 09, 18:16
Írta: 2nbj3n5m Dátum 2006 február 09, 18:16
Helló Istán.
Én mikroval mérem, de sajnos nemtodok semmilyen
más megoldást. Tudtommal mindenki ugy felezi
ahogy azt neked is megmutattam.
Jankó
Én mikroval mérem, de sajnos nemtodok semmilyen
más megoldást. Tudtommal mindenki ugy felezi
ahogy azt neked is megmutattam.
Jankó
Cím: Re:Marószerszámok és karbantartásuk
Írta: Motoros Dátum 2006 február 09, 18:30
Írta: Motoros Dátum 2006 február 09, 18:30
Hali István
Ezzel a gonddal Én is küszködtem végül a következőre jutottam:
A 180 fokos elfordulás határoló stiftet kiiktattam, ezáltal a befogó patron 360 fokban körbeforgatható. A befogott tűre első lépésben a megfelelő kúpot ráköszörülöm--- tehát nem a felezéssel kezdek--.
Mikor megvan beállítom párhuzamosra a köszörűkoronggal a patronházat és elkezdem a felezést a már meglévő kúp csúcsáig ami jól látható akkor ha egy lámpával alulról megvilágítva (felülről szemlélve) közelítek a csúcsig. De ekkor még nincs kész mert vissza kell állni a kúpra és megcsinálni az aláköszörülést. A módszer elég gyors, nem kell méricskélni. A stiftet az aláköszörülésnél sem rakom vissza hanem filc jelölésre állok be szemre. Lehet hogy van jobb módszer is nekem erre futotta és bevált.
Ezzel a gonddal Én is küszködtem végül a következőre jutottam:
A 180 fokos elfordulás határoló stiftet kiiktattam, ezáltal a befogó patron 360 fokban körbeforgatható. A befogott tűre első lépésben a megfelelő kúpot ráköszörülöm--- tehát nem a felezéssel kezdek--.
Mikor megvan beállítom párhuzamosra a köszörűkoronggal a patronházat és elkezdem a felezést a már meglévő kúp csúcsáig ami jól látható akkor ha egy lámpával alulról megvilágítva (felülről szemlélve) közelítek a csúcsig. De ekkor még nincs kész mert vissza kell állni a kúpra és megcsinálni az aláköszörülést. A módszer elég gyors, nem kell méricskélni. A stiftet az aláköszörülésnél sem rakom vissza hanem filc jelölésre állok be szemre. Lehet hogy van jobb módszer is nekem erre futotta és bevált.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2006 február 09, 18:32
Írta: 000000000 Dátum 2006 február 09, 18:32
Köszönöm a gyors válaszokat. Most a tettek következnek, lemegyek a mühelybe és kezdek köszörülni.
üdv István
üdv István
Cím: Re:Marószerszámok és karbantartásuk
Írta: Motoros Dátum 2006 február 09, 18:35
Írta: Motoros Dátum 2006 február 09, 18:35
Azért a mikrós megoldás biztos precízebb
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2006 február 14, 20:07
Írta: 000000000 Dátum 2006 február 14, 20:07
üdv
ki milyen szerszámot használ fára müanyagra?
most perfor szerszámokat használok, amik darabja 3e ft , ami nem éppen olcsó
esetleg létezik sokkal olcsobb megoldás?
ki milyen szerszámot használ fára müanyagra?
most perfor szerszámokat használok, amik darabja 3e ft , ami nem éppen olcsó
esetleg létezik sokkal olcsobb megoldás?
Cím: Re:Marószerszámok és karbantartásuk
Írta: dg8n4i8x Dátum 2006 február 14, 20:53
Írta: dg8n4i8x Dátum 2006 február 14, 20:53
Én is Perfort használok most, meg holexet ezek voltak elfogadható áron! Sokkal olcsóbbat ilyen minőség mellett szerintem nem nagyon fogsz találni! Én megvagyok elégedve velük. Ha belegondolsz, hogy a dremelhez is 2000 körül vannak a marók és azok még a műanyagot se nagyon viszik akkor nem is olyan drága!
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2006 február 14, 21:12
Írta: 000000000 Dátum 2006 február 14, 21:12
milyen tipusut használsz , gyorsacél vagy keményfémet?
melyik lehet a jobb az ár/teljesitmény szempontjábol , mennyire éltartóak?
melyik lehet a jobb az ár/teljesitmény szempontjábol , mennyire éltartóak?
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2006 február 14, 21:17
Írta: 000000000 Dátum 2006 február 14, 21:17
van különbség a 2-3-4 élü marok közt, mik az elönyei hátrányuk?
bocsi a sok kérdés miatt ,kicsit tapasztalatlan vagyok a témában
bocsi a sok kérdés miatt ,kicsit tapasztalatlan vagyok a témában
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2006 február 14, 21:21
Írta: 000000000 Dátum 2006 február 14, 21:21
léteznek a faipari 2 élü vidia betétes marok is , ezek ára töredéke a perfor szerszámoknak és még élezhetöek is könnyen , ilyet használ valaki, fára müanyagra elvileg jonak kellene lennie, hol lehet ilyeneket beszerezni, ahol nagyobb a választék?
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2006 február 14, 22:23
Írta: 000000000 Dátum 2006 február 14, 22:23
sziasztok!
Nemojanrég találtam egy honlapot ahol leírták hogy hogyan lehet eltört vagy sérült fúróból gravírozótűt csinálni..
De sajnos elfelejtettem lementeni és nemtom hol található.
Ha valaki tudja legyenszíves és segítsen..
Előre is köszönöm
Nemojanrég találtam egy honlapot ahol leírták hogy hogyan lehet eltört vagy sérült fúróból gravírozótűt csinálni..
De sajnos elfelejtettem lementeni és nemtom hol található.
Ha valaki tudja legyenszíves és segítsen..
Előre is köszönöm
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2006 február 14, 22:50
Írta: 000000000 Dátum 2006 február 14, 22:50
Satterhand! Menj itt a hobbycnc.hu -n a bal oldali menuben a Szerszám készítés menupontra, valoszinuleg ezt kerested. Giorgio
Cím: Re:Marószerszámok és karbantartásuk
Írta: dg8n4i8x Dátum 2006 február 15, 07:00
Írta: dg8n4i8x Dátum 2006 február 15, 07:00
Vers!
Az maró anyagának és az élek számának megválasztása nagyban függ a megmunkálandó anyag tulajdonságaitól! Én keményfémet használok. A vídiás fához jó de műanyaghoz nem hinném, a lágy anyagokhoz kis élszögű és nagyon éles szerszám jó. Műanyagokhoz és fához az 1 vagy kétélű szerszám a legjobb, mivel itt a nagyobb előtolási sebességet célszerű használni. Tapasztalatom szerint kis előtolásnál a fa megég, a műanyag pedig szeret ráolvadni a maróra. Kemény műanyagoknál (pl. textilbakelit) használhatsz négyélű szerszámot is. Az előtolási sebesség és fordulat megválasztásához itt az oldalon megtalálod a táblázatot!
Az maró anyagának és az élek számának megválasztása nagyban függ a megmunkálandó anyag tulajdonságaitól! Én keményfémet használok. A vídiás fához jó de műanyaghoz nem hinném, a lágy anyagokhoz kis élszögű és nagyon éles szerszám jó. Műanyagokhoz és fához az 1 vagy kétélű szerszám a legjobb, mivel itt a nagyobb előtolási sebességet célszerű használni. Tapasztalatom szerint kis előtolásnál a fa megég, a műanyag pedig szeret ráolvadni a maróra. Kemény műanyagoknál (pl. textilbakelit) használhatsz négyélű szerszámot is. Az előtolási sebesség és fordulat megválasztásához itt az oldalon megtalálod a táblázatot!
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2006 február 15, 14:43
Írta: 000000000 Dátum 2006 február 15, 14:43
köszi a segitséget
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2006 február 16, 09:36
Írta: 000000000 Dátum 2006 február 16, 09:36
Milyen fajtájú gravirtűt vegyek? Melyik a legjobb márka?
Üdv.:zoli
Üdv.:zoli
Cím: Re:Marószerszámok és karbantartásuk
Írta: dg8n4i8x Dátum 2006 június 10, 22:29
Írta: dg8n4i8x Dátum 2006 június 10, 22:29
Sziasztok!
Vállal valaki gravírozótű köszörülést? Van 5db 3mm-es keményfém törött marószáram. Jó lenne különböző szögű tűket varázsolni belőle!
Üdv!
Balu
Vállal valaki gravírozótű köszörülést? Van 5db 3mm-es keményfém törött marószáram. Jó lenne különböző szögű tűket varázsolni belőle!
Üdv!
Balu
Cím: Re:Marószerszámok és karbantartásuk
Írta: 3vv2btrhv Dátum 2006 június 13, 14:02
Írta: 3vv2btrhv Dátum 2006 június 13, 14:02
Szia balu
Szivesen megcsinálom !!
Tibor
Szivesen megcsinálom !!
Tibor
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2006 június 13, 21:56
Írta: 000000000 Dátum 2006 június 13, 21:56
sziaszztok
fához a legjobb a cserélhetö lapkás szerszám
D 8mm a legkissebb a lapka 600.- hozzá
de csak nut kések vannak
ha kell cim szoljatok
fához a legjobb a cserélhetö lapkás szerszám
D 8mm a legkissebb a lapka 600.- hozzá
de csak nut kések vannak
ha kell cim szoljatok
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2006 június 13, 23:55
Írta: 000000000 Dátum 2006 június 13, 23:55
Nekem kellene![#nevetes1]
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2006 június 14, 03:43
Írta: 000000000 Dátum 2006 június 14, 03:43
ugy emlékszem azt olvastam hogy a lapkás kicsit veszélyes, mert mi van ha a 20ezerrel pörgö marorol letörik egy darab és pont rossz helyen állunk
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2006 június 14, 06:13
Írta: 000000000 Dátum 2006 június 14, 06:13
nekem nem tort le eggy se viszont nem lehet összehasonlitani a kinai vackokkal.
viszont nagyon sokat kibir és ha elkopott megforditod v cseréled
akkor törik ha fémbe ütközik v elmozdul a fa.
aluhoz is használtam
viszont nagyon sokat kibir és ha elkopott megforditod v cseréled
akkor törik ha fémbe ütközik v elmozdul a fa.
aluhoz is használtam
Cím: Re:Marószerszámok és karbantartásuk
Írta: nv5firipz Dátum 2006 június 14, 07:59
Írta: nv5firipz Dátum 2006 június 14, 07:59
Megfelelő védőburkolat használatával nincs ilyen gond. Erre minden technológiánál figyelni kell, legyen az gravírozás, vagy 3D marás.
Attól mert ezek hobby gépek, még vannak dolgok amiket be kell tartani!
Attól mert ezek hobby gépek, még vannak dolgok amiket be kell tartani!
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2006 június 15, 17:06
Írta: 000000000 Dátum 2006 június 15, 17:06
Sziasztok!
Nem egészen maró, de a segítségeteket kérném!
Van nekem egy gyalugépem, 200 mm széles, 2 késes. Meg tudná élezni ezt nekem valaki (egyenesen)? Egerben hiába könyörögtem.
Tudna segíteni valamelyikőtök? Szerintem postán súlyosabb levélként is elmegy.
Előre is köszönöm:
Áron
Nem egészen maró, de a segítségeteket kérném!
Van nekem egy gyalugépem, 200 mm széles, 2 késes. Meg tudná élezni ezt nekem valaki (egyenesen)? Egerben hiába könyörögtem.
Tudna segíteni valamelyikőtök? Szerintem postán súlyosabb levélként is elmegy.
Előre is köszönöm:
Áron
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2006 június 15, 19:26
Írta: 000000000 Dátum 2006 június 15, 19:26
Sziasztok!
Bp-en, a kőbányai bazárban oroszok gyémánttal bevont gravírozó (maró?) készletet árulnak néhány ezer Ft-ért. Kb. 20 db-os a készlet. Van valakinek tapasztalata ezekkel a cuccokkal kapcsolatban? Ugyanott lehet finom gyémántpor- ral bevont köszörűfazekat is venni.
Bp-en, a kőbányai bazárban oroszok gyémánttal bevont gravírozó (maró?) készletet árulnak néhány ezer Ft-ért. Kb. 20 db-os a készlet. Van valakinek tapasztalata ezekkel a cuccokkal kapcsolatban? Ugyanott lehet finom gyémántpor- ral bevont köszörűfazekat is venni.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2006 június 15, 19:40
Írta: 000000000 Dátum 2006 június 15, 19:40
Ha hamarabb irod a gyalukés élezést a fórumban azt is küldhetted volna a mocikkal eggyű, van saját élező berendezésem/profiaztalos műhelybe kell/gyémánt tárcsás élezőm ! vidiától a hAA-Hss- wss (670mm)késekig jó,De fűrész lap-korong(D600mm)szalagfűrész marók élezését is csinálja.Ha valakinek ijen gondja van keressen meg!De maró- gravir-szerszámokat én is keresnék[#integet2][#help]
Cím: Re:Marószerszámok és karbantartásuk
Írta: nv5firipz Dátum 2006 június 15, 21:26
Írta: nv5firipz Dátum 2006 június 15, 21:26
Szia!
Ha nem nagyon sürgős akkor én is meg tudom éleztetni a kaposvári építőipari iskolában. Kb 1 hetes átfutása lenne a dolognak. Mondjuk ha kedd szerda környékén itt a cucc, akkor köv. hétfőn vissza tudom küldeni.
Ha kell segítség írj.
Ha nem nagyon sürgős akkor én is meg tudom éleztetni a kaposvári építőipari iskolában. Kb 1 hetes átfutása lenne a dolognak. Mondjuk ha kedd szerda környékén itt a cucc, akkor köv. hétfőn vissza tudom küldeni.
Ha kell segítség írj.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 2nbj3n5m Dátum 2006 június 19, 11:19
Írta: 2nbj3n5m Dátum 2006 június 19, 11:19
Tiszteletem Uraim.
Gyémánt gravírozó kés fellelhető forrása.
Várhegyi Ferenc 1184 Bp. Lakatos űt.65.
Tel/Fax.:297-0373,297-0374.
Mobil.:0630/9220679 Ö készit olyat amilyent
akartok.(fórgot,állót stb.)Itt kapható nagyon
jó áron gyémánt furó.
jankó
Gyémánt gravírozó kés fellelhető forrása.
Várhegyi Ferenc 1184 Bp. Lakatos űt.65.
Tel/Fax.:297-0373,297-0374.
Mobil.:0630/9220679 Ö készit olyat amilyent
akartok.(fórgot,állót stb.)Itt kapható nagyon
jó áron gyémánt furó.
jankó
Cím: Re:Marószerszámok és karbantartásuk
Írta: Motoros Dátum 2006 szeptember 05, 18:18
Írta: Motoros Dátum 2006 szeptember 05, 18:18
bélabá kérésére: "janko" tipusú késélező készülék fotója. Minden egyéb kérdéssel forduljatok bizalommal Janko kollégához.

Cím: Re:Marószerszámok és karbantartásuk
Írta: Motoros Dátum 2006 szeptember 05, 18:20
Írta: Motoros Dátum 2006 szeptember 05, 18:20
Most látom hogy a #14-ben egy csomó fotó van még
Cím: Re:Marószerszámok és karbantartásuk
Írta: ebalint Dátum 2006 szeptember 05, 19:44
Írta: ebalint Dátum 2006 szeptember 05, 19:44
Szia Jankó!
Írtam Neked egy levelet, de a fórumos adatlapodon megadott címre nem volt kézbesíthető.
Hová lehet írni?
Üdv, ebalint.
Írtam Neked egy levelet, de a fórumos adatlapodon megadott címre nem volt kézbesíthető.
Hová lehet írni?
Üdv, ebalint.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2006 szeptember 05, 20:04
Írta: 000000000 Dátum 2006 szeptember 05, 20:04
Köszi!
Szép darab!
Hali!
Szép darab!
Hali!
Cím: Re:Marószerszámok és karbantartásuk
Írta: 3vv2btrhv Dátum 2006 szeptember 09, 14:31
Írta: 3vv2btrhv Dátum 2006 szeptember 09, 14:31
Szia Motoros
A meghajto motor honnan van ?
Sajnos ami nekem van nagyon ut .
Tibor
A meghajto motor honnan van ?
Sajnos ami nekem van nagyon ut .
Tibor
Cím: Re:Marószerszámok és karbantartásuk
Írta: mfrfj8vv3 Dátum 2006 szeptember 20, 11:37
Írta: mfrfj8vv3 Dátum 2006 szeptember 20, 11:37
Sziasztok !
Valaki fel tudna homályosítani, hogy a különböző anyagokhoz milyen élszögek javasoltak gravírtű esetében ?
RM lemezhez Jankó mester 85 fokost javasolt. Mi a helyzet aluval, rézzel, műanyaggal ? Az Igla Trade-nél múltkor beszereztem 30 fokos tűt (olyan volt csak raktáron), de eddig kizárólag színes farost lemezben sikerült vele szép felületet elérni. Műanyagban, rézben sorjás lett a széle mint a fene. Műanyagban szebb lett, ha 4-5 tized mélyen gravíroztam egyszerre. 2-3 tizedes fogásnál viszont nagyon csúnya lett.
Gondolom az éle jó, hiszen majdnem új, előtolást és fodulatot mindenfélét próbáltam, de sehol sem lett jobb. Nagyobb fordulaton magára olvasztotta a műanyagot , hiába növeltem az előtolást. A derékszöget ellenőriztem, jónak tűnik, más nem maradt, mint hogy az élszög nem jó hozzá.
Mivel nincsen nagyon manim, ezért éppen egy tűköszörűt próbálok összkendácsolni ilyen-olyan alkatrészekből, meg a háztájiból. (Mire belátom, hogy nem sikerül, addigra összejön a píz egy kész megoldásra :-D.. szokott ez így lenni ) Még nem jó, de azért alakul, egy fokban dönthető asztalú oszlopos fúrógépre igyekszem ráapplikálni.
Minden esetre az a tű, amit azzal barkácsoltam, eddig jobban bevált a műanyagra mint a 30 fokos gyári...
Apropó mi a helyzet evvel az aláköszörülés dologgal ? Olvastam a Szerszámkészítés c. cikket, ott ugye egyszerű kúp van meg felezés , nincs szó külön aláköszörülésről. Úgy is elmegy a dolog, vagy muszáj bonyolítani? Próbáltam kitalálni hogy mivel tudnám a befogót úgy megvezetni, hogy alá is köszörülődjön, meg a csúcsa is pont megmaradjon a tűnek ? Hát nem olyan egyszerű szerintem...Tulajdonképpen a felezéssel kialakított élt vízszintesbe állítva és érintőt véve, egy 180 ( vagy 90)fokos fordulat alatt folyamatosan csökkentenem kellene a kiinduló élszöget és a csökkentéssel arányosan közelíteni is kéne a kőhöz a szerszámot, hogy a csúcs folyamatosan ugyanott maradjon a kőhöz képest ugye? Jól gondolom?
Ne haragudjatok ha fárasztottalak titeket evvel a sok lámerkedéssel :-) .
Üdv :Z
Valaki fel tudna homályosítani, hogy a különböző anyagokhoz milyen élszögek javasoltak gravírtű esetében ?
RM lemezhez Jankó mester 85 fokost javasolt. Mi a helyzet aluval, rézzel, műanyaggal ? Az Igla Trade-nél múltkor beszereztem 30 fokos tűt (olyan volt csak raktáron), de eddig kizárólag színes farost lemezben sikerült vele szép felületet elérni. Műanyagban, rézben sorjás lett a széle mint a fene. Műanyagban szebb lett, ha 4-5 tized mélyen gravíroztam egyszerre. 2-3 tizedes fogásnál viszont nagyon csúnya lett.
Gondolom az éle jó, hiszen majdnem új, előtolást és fodulatot mindenfélét próbáltam, de sehol sem lett jobb. Nagyobb fordulaton magára olvasztotta a műanyagot , hiába növeltem az előtolást. A derékszöget ellenőriztem, jónak tűnik, más nem maradt, mint hogy az élszög nem jó hozzá.
Mivel nincsen nagyon manim, ezért éppen egy tűköszörűt próbálok összkendácsolni ilyen-olyan alkatrészekből, meg a háztájiból. (Mire belátom, hogy nem sikerül, addigra összejön a píz egy kész megoldásra :-D.. szokott ez így lenni ) Még nem jó, de azért alakul, egy fokban dönthető asztalú oszlopos fúrógépre igyekszem ráapplikálni.
Minden esetre az a tű, amit azzal barkácsoltam, eddig jobban bevált a műanyagra mint a 30 fokos gyári...
Apropó mi a helyzet evvel az aláköszörülés dologgal ? Olvastam a Szerszámkészítés c. cikket, ott ugye egyszerű kúp van meg felezés , nincs szó külön aláköszörülésről. Úgy is elmegy a dolog, vagy muszáj bonyolítani? Próbáltam kitalálni hogy mivel tudnám a befogót úgy megvezetni, hogy alá is köszörülődjön, meg a csúcsa is pont megmaradjon a tűnek ? Hát nem olyan egyszerű szerintem...Tulajdonképpen a felezéssel kialakított élt vízszintesbe állítva és érintőt véve, egy 180 ( vagy 90)fokos fordulat alatt folyamatosan csökkentenem kellene a kiinduló élszöget és a csökkentéssel arányosan közelíteni is kéne a kőhöz a szerszámot, hogy a csúcs folyamatosan ugyanott maradjon a kőhöz képest ugye? Jól gondolom?
Ne haragudjatok ha fárasztottalak titeket evvel a sok lámerkedéssel :-) .
Üdv :Z
Cím: Re:Marószerszámok és karbantartásuk
Írta: Motoros Dátum 2006 szeptember 20, 12:55
Írta: Motoros Dátum 2006 szeptember 20, 12:55
Hali Tibor!
A motor egy közönséges olcsó köszörű, leszereltem róla a vizes köszörűt meg a másikat is, és rátettem egy bakelitba ágyazott gyémántosat amit valahol a piacon vettem. Elég jól fut, igaz ehez szerencse kell.
A motor egy közönséges olcsó köszörű, leszereltem róla a vizes köszörűt meg a másikat is, és rátettem egy bakelitba ágyazott gyémántosat amit valahol a piacon vettem. Elég jól fut, igaz ehez szerencse kell.
Cím: Re:Marószerszámok és karbantartásuk
Írta: Motoros Dátum 2006 szeptember 20, 13:02
Írta: Motoros Dátum 2006 szeptember 20, 13:02
Szia Zoli
Az aláköszörülés nagyon fontos talán a legfontosabb. Először én is "megspóroltam" de ilyenkor nem forgácsol rendesen csak nyom. A felezés is elég fontos dolog, ha pontosan csinálod (mikroval méregeted) akkor akár 0,2 mm széleset is tudsz marni, ami alá persze már nehéz menni.
Az aláköszörülés nagyon fontos talán a legfontosabb. Először én is "megspóroltam" de ilyenkor nem forgácsol rendesen csak nyom. A felezés is elég fontos dolog, ha pontosan csinálod (mikroval méregeted) akkor akár 0,2 mm széleset is tudsz marni, ami alá persze már nehéz menni.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 2nbj3n5m Dátum 2006 szeptember 20, 20:09
Írta: 2nbj3n5m Dátum 2006 szeptember 20, 20:09
Zoli
Ha a megfelezett g-tűt magadfelé tartod akkor a
baloldali élnek hosszabbnak kell lenni.
Jankó
Ha a megfelezett g-tűt magadfelé tartod akkor a
baloldali élnek hosszabbnak kell lenni.
Jankó
Cím: Re:Marószerszámok és karbantartásuk
Írta: 2nbj3n5m Dátum 2006 szeptember 20, 20:23
Írta: 2nbj3n5m Dátum 2006 szeptember 20, 20:23
Pardon a jobb oldalinak kell hosszabbnak lenni.
Mégegyszer BOCSII.
jankó
Mégegyszer BOCSII.
jankó
Cím: Re:Marószerszámok és karbantartásuk
Írta: mfrfj8vv3 Dátum 2006 szeptember 20, 20:57
Írta: mfrfj8vv3 Dátum 2006 szeptember 20, 20:57
Sziasztok !
Köszi a segítségeket! Faragom az élező berendezést, elég bíztatónak tűnik, van rá esély hogy működni fog előbb utóbb :-) .
Egész délután kísérleteztem a gravírozással és rájöttem, hogy valszeg a korábbi kísérleteim során nem találtam el a fogásmélység + előtolás + fordulatszám hármast és egyszerűen ezért nem lett szép az eredmény.
Most végre a kezemben van az első tábla, amivel elégedett vagyok , ami a gravírozás minőségét illeti. Fel is írtam hogy milyen paraméterekkel csináltam, el ne felejtsem :-) .. Szóval a gyári 30 fokos tűvel készült, az előtolás 300 -as értéken állt, a fodulatszám 11 ezer volt a fogás pedig olyan kicsi volt, hogy elsőre át sem vitte a müa. táblán a felső színes réteget. Kétszer mentem át rajta, másodjára dupla Z -vel és tökéletes lett . Semmi sorja, szép sima felület, ahogy kell. Szóval talán túl lazán kezeltem a pár tized millimétereket ide vagy oda, azért nem volt jó eddig. Holnap tovább nyüstölöm a különféle táblácskákat. Múltkor jártam a Gravotrade-nél, kicsit bámészkodni. kértem árlistákat, meg vettem 2 db akciós műanyag táblát a kísérletezéshez, meg elbeszélgettem azzal, aki éppen ráért. Meglepinek adtak ajándékba egy dobozka mindenféle táblát, azokat kínoztam eddig is. Nagyon rendesek voltak.
Üdv :Z
Köszi a segítségeket! Faragom az élező berendezést, elég bíztatónak tűnik, van rá esély hogy működni fog előbb utóbb :-) .
Egész délután kísérleteztem a gravírozással és rájöttem, hogy valszeg a korábbi kísérleteim során nem találtam el a fogásmélység + előtolás + fordulatszám hármast és egyszerűen ezért nem lett szép az eredmény.
Most végre a kezemben van az első tábla, amivel elégedett vagyok , ami a gravírozás minőségét illeti. Fel is írtam hogy milyen paraméterekkel csináltam, el ne felejtsem :-) .. Szóval a gyári 30 fokos tűvel készült, az előtolás 300 -as értéken állt, a fodulatszám 11 ezer volt a fogás pedig olyan kicsi volt, hogy elsőre át sem vitte a müa. táblán a felső színes réteget. Kétszer mentem át rajta, másodjára dupla Z -vel és tökéletes lett . Semmi sorja, szép sima felület, ahogy kell. Szóval talán túl lazán kezeltem a pár tized millimétereket ide vagy oda, azért nem volt jó eddig. Holnap tovább nyüstölöm a különféle táblácskákat. Múltkor jártam a Gravotrade-nél, kicsit bámészkodni. kértem árlistákat, meg vettem 2 db akciós műanyag táblát a kísérletezéshez, meg elbeszélgettem azzal, aki éppen ráért. Meglepinek adtak ajándékba egy dobozka mindenféle táblát, azokat kínoztam eddig is. Nagyon rendesek voltak.
Üdv :Z
Cím: Re:Marószerszámok és karbantartásuk
Írta: mfrfj8vv3 Dátum 2006 szeptember 21, 08:08
Írta: mfrfj8vv3 Dátum 2006 szeptember 21, 08:08
Jankó !
Megkaptam a leveledet, válaszoltam is rá, de mindenképpen visszajön, a címzett ismeretlen hibával ! Pedig honlapodon is ez az axelero-s mailcím szerepel...
Üdv :Z
Megkaptam a leveledet, válaszoltam is rá, de mindenképpen visszajön, a címzett ismeretlen hibával ! Pedig honlapodon is ez az axelero-s mailcím szerepel...
Üdv :Z
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2006 október 04, 10:16
Írta: 000000000 Dátum 2006 október 04, 10:16
Helló Jankó!
Szeretnék venni egy gravírtű köszörűt motor nélkül. Mik a lehetőségek?
üdv
Szeretnék venni egy gravírtű köszörűt motor nélkül. Mik a lehetőségek?
üdv
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2006 október 04, 10:48
Írta: 000000000 Dátum 2006 október 04, 10:48
Helló Zoli!Én már régóta keresek olyan müanyag táblát amit te most használsz , kérlek ha tudsz segits hogy honnét tudnék rendelni csomag szálitóval.
Köszi előre is.
Köszi előre is.
Cím: Re:Marószerszámok és karbantartásuk
Írta: mfrfj8vv3 Dátum 2006 október 04, 15:44
Írta: mfrfj8vv3 Dátum 2006 október 04, 15:44
Szia !
Én a Gravotrade-nél jártam , de más helyeken is vannak műanyag táblák.
A Gravotrade-et Bp-en. a Sajó utcában találod meg (Keleti pu. környéke), csomagot is küldenek.
Első körben kérj prospektust, árlistát mailben, hogy tudj rendelni.
Én nyomtatott anyagokat hoztam tőlük, jó pár oldal.
Internetes oldaluk a http://www.gravotrade.hu
Üdv.
Én a Gravotrade-nél jártam , de más helyeken is vannak műanyag táblák.
A Gravotrade-et Bp-en. a Sajó utcában találod meg (Keleti pu. környéke), csomagot is küldenek.
Első körben kérj prospektust, árlistát mailben, hogy tudj rendelni.
Én nyomtatott anyagokat hoztam tőlük, jó pár oldal.
Internetes oldaluk a http://www.gravotrade.hu
Üdv.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 2nbj3n5m Dátum 2006 október 04, 19:49
Írta: 2nbj3n5m Dátum 2006 október 04, 19:49
Én a Polinor Kft ajánlom.Ök is küldenek csomagot.1 Db 610x610mm beltéri tábla 1.5mm
vastag 3200Ft+Áfa
Cimük:Bp száva u. 4.vagy 2.
Jankó
vastag 3200Ft+Áfa
Cimük:Bp száva u. 4.vagy 2.
Jankó
Cím: Re:Marószerszámok és karbantartásuk
Írta: 2nbj3n5m Dátum 2006 október 04, 19:49
Írta: 2nbj3n5m Dátum 2006 október 04, 19:49
Én a Polinor Kft ajánlom.Ök is küldenek csomagot.1 Db 610x610mm beltéri tábla 1.5mm
vastag 3200Ft+Áfa
Cimük:Bp száva u. 4.vagy 2.
Jankó
vastag 3200Ft+Áfa
Cimük:Bp száva u. 4.vagy 2.
Jankó
Cím: Re:Marószerszámok és karbantartásuk
Írta: bmejdz9nu Dátum 2006 október 04, 20:00
Írta: bmejdz9nu Dátum 2006 október 04, 20:00
Hát vegyétek viccnek ha akarjátok ez a "kicsi" HANITA "hobby" maró eladó!
Hátha van valakinek ekkora a gépe:
Teljesen új az USA-ból.
Egyébként izraeli gyártmány.
(hibás rendelésből való - kapkodás és inch és mm töténet..)
10.000 Ft-ra gondoltam...
Hanita home page -itt!






Ha nincs hozzá maró:
jó még hehezéknek, kabalának, önvédelmi felszerelésnek..
Hátha van valakinek ekkora a gépe:
Teljesen új az USA-ból.
Egyébként izraeli gyártmány.
(hibás rendelésből való - kapkodás és inch és mm töténet..)
10.000 Ft-ra gondoltam...
Hanita home page -itt!
Ha nincs hozzá maró:
jó még hehezéknek, kabalának, önvédelmi felszerelésnek..
Cím: Re:Marószerszámok és karbantartásuk
Írta: bmejdz9nu Dátum 2006 október 04, 20:17
Írta: bmejdz9nu Dátum 2006 október 04, 20:17
Cím: Re:Marószerszámok és karbantartásuk
Írta: bmejdz9nu Dátum 2006 október 07, 21:03
Írta: bmejdz9nu Dátum 2006 október 07, 21:03
Ha valaki kiváncsi a belsejére:
1. Zgonc YPL135 (135W) marómtoron nagy fordulatszám és csak 22.50 Euro... gravírozó toldóval, asztali tartóval, "müa. koffer-ben"
Zgonc - Ausztia - Wr. Neustadt és Wien
2. Dremel a Zgonc-nál 39 Euro...
van Proxxon maróm is de ebben csak egy csapágy van a végében (nyakánál) és csak 20.000-es fordulatszámot tud.. alacsony fordulatszámon nagyon jól tartja a "számot" ....
Képek:



















A képek magukért beszélnek...
A Kress-t (FME 800) még nem szedtem szét..
1. Zgonc YPL135 (135W) marómtoron nagy fordulatszám és csak 22.50 Euro... gravírozó toldóval, asztali tartóval, "müa. koffer-ben"
Zgonc - Ausztia - Wr. Neustadt és Wien
2. Dremel a Zgonc-nál 39 Euro...
van Proxxon maróm is de ebben csak egy csapágy van a végében (nyakánál) és csak 20.000-es fordulatszámot tud.. alacsony fordulatszámon nagyon jól tartja a "számot" ....
Képek:
A képek magukért beszélnek...
A Kress-t (FME 800) még nem szedtem szét..
Cím: Re:Marószerszámok és karbantartásuk
Írta: 3vv2btrhv Dátum 2006 október 09, 18:38
Írta: 3vv2btrhv Dátum 2006 október 09, 18:38
Szia Péter
Mint apszulute laikus , nekem rögtön az a kérdésem merült föl , hogyan lehetne fémházba átultetni a belsö részeket mert az jonak néz ki.
Én kutakodtam maro motor ügyben és USA- ban csak fémházas motorokat használnak és a nyak része nagyon komoly kialakitásu .
Tibor
Mint apszulute laikus , nekem rögtön az a kérdésem merült föl , hogyan lehetne fémházba átultetni a belsö részeket mert az jonak néz ki.
Én kutakodtam maro motor ügyben és USA- ban csak fémházas motorokat használnak és a nyak része nagyon komoly kialakitásu .
Tibor
Cím: Re:Marószerszámok és karbantartásuk
Írta: bmejdz9nu Dátum 2006 október 11, 12:14
Írta: bmejdz9nu Dátum 2006 október 11, 12:14
Hát igen... Én is ezen filózok...
Marni kellene valami jobb házat nekik...
Marni kellene valami jobb házat nekik...
Cím: Re:Marószerszámok és karbantartásuk
Írta: 2nbj3n5m Dátum 2006 október 11, 20:12
Írta: 2nbj3n5m Dátum 2006 október 11, 20:12
Uraim készitsetek egy mintát fából és én
leöntetem egy alu öntödébe.Utána cnc-én a
többit megoldjuk.
Jankó
leöntetem egy alu öntödébe.Utána cnc-én a
többit megoldjuk.
Jankó
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2006 október 19, 18:21
Írta: 000000000 Dátum 2006 október 19, 18:21
Most kaptam Cau-Cau barátomtól a következő élező szerkentyű fényképét:

Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2006 október 19, 19:35
Írta: 000000000 Dátum 2006 október 19, 19:35
oszt hol van?
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2006 október 19, 19:36
Írta: 000000000 Dátum 2006 október 19, 19:36
Ott van az, csak a File tár valamiért marhára lelassúlt![#confused]
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2006 október 19, 19:42
Írta: 000000000 Dátum 2006 október 19, 19:42
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2006 október 19, 19:45
Írta: 000000000 Dátum 2006 október 19, 19:45
[#rinya]Valaki az E-planetnél nyomhatna egy RESET gombot a szerveren!!![#nemtudom]
Sorry...
Sorry...
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2006 október 20, 06:55
Írta: 000000000 Dátum 2006 október 20, 06:55
Na, megy má![#eljen]
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2006 október 20, 16:36
Írta: 000000000 Dátum 2006 október 20, 16:36
És hol lehet egy ilyet beszerezni??
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2006 október 20, 17:26
Írta: 000000000 Dátum 2006 október 20, 17:26
Kérdezd meg Cau-Cau-tól (baloldalt megtalálod a linkjét, beszél Magyarúl)!
Cím: Re:Marószerszámok és karbantartásuk
Írta: e7c897sd8 Dátum 2006 október 20, 18:54
Írta: e7c897sd8 Dátum 2006 október 20, 18:54
Engem is érdekelne egy! De hol az a link??
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2006 október 20, 18:58
Írta: 000000000 Dátum 2006 október 20, 18:58
Majd kiüti a szemeteket! Bal oldalt fehéralapon sárga ovál benne Cau-cau!!!
Cím: Re:Marószerszámok és karbantartásuk
Írta: e7c897sd8 Dátum 2006 október 20, 19:07
Írta: e7c897sd8 Dátum 2006 október 20, 19:07
Tényleg majd kiütötte a szemem... A képen kerestem, nem pedig a honlapodon! Így jár az, aki éjjel dolgozik és nappal nem sokat alszik... ;-)
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2006 október 21, 08:16
Írta: 000000000 Dátum 2006 október 21, 08:16
Ok, jó pihenést!
Ha esetleg megtudsz infót, akkor itt szívesen olvasnánk róla.
Ha esetleg megtudsz infót, akkor itt szívesen olvasnánk róla.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 3vv2btrhv Dátum 2006 október 21, 13:28
Írta: 3vv2btrhv Dátum 2006 október 21, 13:28
Sziasztok
Igen az elv ugyan az amit a barátom használ csak a méretek kicsit nagyobbak !! A pontosságot pedig minden tengejre felszerelt mikronos ora biztositotta.
Tibor
Igen az elv ugyan az amit a barátom használ csak a méretek kicsit nagyobbak !! A pontosságot pedig minden tengejre felszerelt mikronos ora biztositotta.
Tibor
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2006 október 28, 23:43
Írta: 000000000 Dátum 2006 október 28, 23:43
üdv mindenkinek!
Vettem Jankótól egy gravírtű köszörűt.
Kérdésem: Hogy történik az aláköszörülés amikor 180°-kal forgatom a kést.
Ilyenkor nem kellene egy menetes orsóval a tűnek
közeledni a köszörühöz?
Vettem Jankótól egy gravírtű köszörűt.
Kérdésem: Hogy történik az aláköszörülés amikor 180°-kal forgatom a kést.
Ilyenkor nem kellene egy menetes orsóval a tűnek
közeledni a köszörühöz?
Cím: Re:Marószerszámok és karbantartásuk
Írta: 3vv2btrhv Dátum 2006 október 30, 18:44
Írta: 3vv2btrhv Dátum 2006 október 30, 18:44
Szia rc
Hát igen ez nagyon kényes téma , agyári köszörüt lellene látnod és megértenéd a Janko jéle és a gyári közti különbséget . Amugy nekem is Janko féle van de amiota háromélü szerszámot gyártok azota noncs hátraköszörülési gondom .
Igaz hogy klaszikus értelembe én nem gravirozok hanem vonalat marok a felöletbe nekem jó .
A talira viszek mindenre példát .
Tibor
Hát igen ez nagyon kényes téma , agyári köszörüt lellene látnod és megértenéd a Janko jéle és a gyári közti különbséget . Amugy nekem is Janko féle van de amiota háromélü szerszámot gyártok azota noncs hátraköszörülési gondom .
Igaz hogy klaszikus értelembe én nem gravirozok hanem vonalat marok a felöletbe nekem jó .
A talira viszek mindenre példát .
Tibor
Cím: Re:Marószerszámok és karbantartásuk
Írta: 3vv2btrhv Dátum 2006 október 30, 18:48
Írta: 3vv2btrhv Dátum 2006 október 30, 18:48
noncs = nincs
Lényeget nem irtam : egyszerre kell forgatnod a kést és fogást venned !
Tibor
Lényeget nem irtam : egyszerre kell forgatnod a kést és fogást venned !
Tibor
Cím: Re:Marószerszámok és karbantartásuk
Írta: 2nbj3n5m Dátum 2006 október 30, 19:52
Írta: 2nbj3n5m Dátum 2006 október 30, 19:52
Szevasz RC.
Tény és való,hogy az általam készitett köszörű
és a gyári között oriási a külömbség. Igyekez-
tem a legegyszerübben megoldani az egész készülék felépítését.
Nem kell különtengely hogy a kés a gyémánttárcsához közelitsen.Mikor elkezded a köszörúlést a baloldalon található gombbal
össze nyomod a rugot és a jobb oldalon beállítod
a kés fokát , majd a köszörü tárcsához közelitve
rögzited.Majd a kést forgatva a rugóerő fogja a
kést a köszörö kőhöz nyomni de közbe a baloldali
gombbal oldodd a rugó nyomást.
Jankó. A Talin mindenkit megtanitok köszörülni!!! Ott kés köszörülést is vállalok!!
Tény és való,hogy az általam készitett köszörű
és a gyári között oriási a külömbség. Igyekez-
tem a legegyszerübben megoldani az egész készülék felépítését.
Nem kell különtengely hogy a kés a gyémánttárcsához közelitsen.Mikor elkezded a köszörúlést a baloldalon található gombbal
össze nyomod a rugot és a jobb oldalon beállítod
a kés fokát , majd a köszörü tárcsához közelitve
rögzited.Majd a kést forgatva a rugóerő fogja a
kést a köszörö kőhöz nyomni de közbe a baloldali
gombbal oldodd a rugó nyomást.
Jankó. A Talin mindenkit megtanitok köszörülni!!! Ott kés köszörülést is vállalok!!
Cím: Re:Marószerszámok és karbantartásuk
Írta: e7c897sd8 Dátum 2006 október 30, 20:18
Írta: e7c897sd8 Dátum 2006 október 30, 20:18
Szia Janko!
Készítesz még gravírtű köszörűket?
Nagy szükségem lenne egyre. A részleteket e-mailben megbeszéljük. Az élezésről módszeréről szívesen olvasnánk szerintem ezen az oldalon is . Pl.: a szerszámkészítés rovatban.
Készítesz még gravírtű köszörűket?
Nagy szükségem lenne egyre. A részleteket e-mailben megbeszéljük. Az élezésről módszeréről szívesen olvasnánk szerintem ezen az oldalon is . Pl.: a szerszámkészítés rovatban.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2006 október 31, 07:17
Írta: 000000000 Dátum 2006 október 31, 07:17
Én szívesen kitenném, ha kapok anyagot!
Cím: Re:Marószerszámok és karbantartásuk
Írta: zamek Dátum 2006 november 01, 10:47
Írta: zamek Dátum 2006 november 01, 10:47
Sziasztok!
A jankóféle köszörűről nincs véletlenül egy kép.
Érdekelne engem is egy szerszámélező.
A jankóféle köszörűről nincs véletlenül egy kép.
Érdekelne engem is egy szerszámélező.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2006 november 01, 10:55
Írta: 000000000 Dátum 2006 november 01, 10:55
A Fórumon van néhány (lentebb)!
Cím: Re:Marószerszámok és karbantartásuk
Írta: Motoros Dátum 2006 november 05, 07:59
Írta: Motoros Dátum 2006 november 05, 07:59
Szia Jankó!
Áruld el hogy a gravírtű készítés legvégső fázisában a kb 0.2mm es hátraköszörülést te hogy csinálod.. fenőkővel?
Áruld el hogy a gravírtű készítés legvégső fázisában a kb 0.2mm es hátraköszörülést te hogy csinálod.. fenőkővel?
Cím: Re:Marószerszámok és karbantartásuk
Írta: 2nbj3n5m Dátum 2006 november 05, 19:44
Írta: 2nbj3n5m Dátum 2006 november 05, 19:44
Öszinte leszek én szabadkézzel és szemre.De utána ellenőrzöm egy osztással ellátott luppéval.Nekem 0.4,05mm-es széles kés kell,már vagy 18 éve.De a találkozon megmutatom.
Jankó
Jankó
Cím: Re:Marószerszámok és karbantartásuk
Írta: Motoros Dátum 2006 november 05, 20:09
Írta: Motoros Dátum 2006 november 05, 20:09
Szia Jankó
A nyákgravírozáshoz 0.2 mm lenne az ideális ha két IC láb közt el akarunk vinni egy vezetéket.
Ezt a 0.2mm-t nehéz köszörűn ráfenni mert rögtön többet visz. Ezért próbálom a fenőkövet és úgy néz ki talán menni fog. Találkozunk a talin. hali
A nyákgravírozáshoz 0.2 mm lenne az ideális ha két IC láb közt el akarunk vinni egy vezetéket.
Ezt a 0.2mm-t nehéz köszörűn ráfenni mert rögtön többet visz. Ezért próbálom a fenőkövet és úgy néz ki talán menni fog. Találkozunk a talin. hali
Cím: Re:Marószerszámok és karbantartásuk
Írta: eivmhrm04 Dátum 2006 november 25, 00:23
Írta: eivmhrm04 Dátum 2006 november 25, 00:23
Szia Jankó lenne egy kérdésem,mennyiért csinálnálegy gravi köszörüt?pocsa.karol@zoznam.sk
Köszi
Köszi
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2006 november 27, 11:29
Írta: 000000000 Dátum 2006 november 27, 11:29
röhejes de apám tanácsára kiprobáltam a furoval marást, 3d-s felületeket marok fába
eddig ugy tapasztaltam hogy egy 5-6 ezer forintos csodamaro(perfor) kb 1méter *1 méteres felületet tud kimarni
hát a hss furo se rosszabb 200ft-ért :), most 6 mm-es furoval durvitom le a felületet 16 ezres fordulattal, talán majd csinálok videot rola...
eddig ugy tapasztaltam hogy egy 5-6 ezer forintos csodamaro(perfor) kb 1méter *1 méteres felületet tud kimarni
hát a hss furo se rosszabb 200ft-ért :), most 6 mm-es furoval durvitom le a felületet 16 ezres fordulattal, talán majd csinálok videot rola...
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2006 november 27, 12:22
Írta: 000000000 Dátum 2006 november 27, 12:22
A fúró hegyén alakítasz, vagy simán marad kúpos?
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2006 november 27, 12:25
Írta: 000000000 Dátum 2006 november 27, 12:25
a kupos jobb mert a mach a lassitás gyorsitás miatt beleránt egyenes végüvel
most csak azért köszörülöm ujra mert csak hosszu furot tudtam venni és le kellett röviditeni
most csak azért köszörülöm ujra mert csak hosszu furot tudtam venni és le kellett röviditeni
Cím: Re:Marószerszámok és karbantartásuk
Írta: 3vv2btrhv Dátum 2006 november 28, 17:40
Írta: 3vv2btrhv Dátum 2006 november 28, 17:40
Szia vers
Van egy ismerösöm aki nagyon profi 3DS marásban , most van neki egy gépe a 10 (tiz) fejes marást csinál ! Nekem mindig azt mondja , hogy a rezonancia öli meg a szerszámot !! Amugy ö is saját mada késziti a maroszerszámot csak nem engedi hogy publikáljam az alakját . magamnak meg nem tudom megcsinálni mert ojan köszörüm nekem nincs . De ha egyszer beengedsz a mühejedbe neked elmondom .
Tibor
Van egy ismerösöm aki nagyon profi 3DS marásban , most van neki egy gépe a 10 (tiz) fejes marást csinál ! Nekem mindig azt mondja , hogy a rezonancia öli meg a szerszámot !! Amugy ö is saját mada késziti a maroszerszámot csak nem engedi hogy publikáljam az alakját . magamnak meg nem tudom megcsinálni mert ojan köszörüm nekem nincs . De ha egyszer beengedsz a mühejedbe neked elmondom .
Tibor
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2006 november 28, 19:09
Írta: 000000000 Dátum 2006 november 28, 19:09
Ha beengedlek a saját szentélyembe, ahol talán még "trükkös" köszörű is akad, akkor közzéteszed az infót? :)
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2006 november 28, 21:17
Írta: 000000000 Dátum 2006 november 28, 21:17
milyen egy 10 fejü marógép ? még sose láttam ilyet képen se
10 maromotor van az y-on?
10 maromotor van az y-on?
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2006 november 28, 21:19
Írta: 000000000 Dátum 2006 november 28, 21:19
amugy most már bánom hogy a 6-os patronu maromotor mellett döntöttem, a következö gépre tuti 8-st veszek, ausztriába fillérekért osztogatják a kinai vidias marokat
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2006 november 28, 21:39
Írta: 000000000 Dátum 2006 november 28, 21:39
3-4 naponta kell 2 uj maro, ha mardtam volna az 5ezres perfor mellett az egy évben 1 millio forint , a motor ára elenyészö a szerszámok ára mellett
Cím: Re:Marószerszámok és karbantartásuk
Írta: 3vv2btrhv Dátum 2006 december 02, 14:24
Írta: 3vv2btrhv Dátum 2006 december 02, 14:24
Szia vers ,aszbolit
A tiz fejes marot agy motor hajtja nagyon spéci lapos szijjal .
Tudjátok nekem igazábol nem a szakterületem a köszörülés és csak azt tudom amit láttam de szivesen elmondom a szentéjedbe .
Tibor
A tiz fejes marot agy motor hajtja nagyon spéci lapos szijjal .
Tudjátok nekem igazábol nem a szakterületem a köszörülés és csak azt tudom amit láttam de szivesen elmondom a szentéjedbe .
Tibor
Cím: Re:Marószerszámok és karbantartásuk
Írta: 3vv2btrhv Dátum 2006 december 02, 14:25
Írta: 3vv2btrhv Dátum 2006 december 02, 14:25
Bocs egy ( 1 )
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2006 december 29, 09:31
Írta: 000000000 Dátum 2006 december 29, 09:31
Törött marószárból akartam gravírtűt csinálni és nem a legtökéletesebbre sikeredett.
Ekkor egy merész ötletem támadt és nem kúposra, hanem három lapos felületre (120 fokra )köszörültem és tökéletesem működik.
Különösen plexire vált be nagyon jól.
Mi a hozzáértők véleménye?
Ekkor egy merész ötletem támadt és nem kúposra, hanem három lapos felületre (120 fokra )köszörültem és tökéletesem működik.
Különösen plexire vált be nagyon jól.
Mi a hozzáértők véleménye?
Cím: Re:Marószerszámok és karbantartásuk
Írta: s5f8tmfv3 Dátum 2006 december 29, 12:37
Írta: s5f8tmfv3 Dátum 2006 december 29, 12:37
Hello rc!
Ugyanezzel a módszerrel készítettem szerszámot "mezei" acélból szintén plexi megmunkáláshoz és eddig nálam is remekül működik. Kb 1,5mm átmérőjű hengert köszörülök fúrógép segítségével, ezt felezem, majd a kényes hátraköszörülés helyett két lépésben háromszögformát készítek, így csak egy él érintkezik az anyaggal. Végül szabadkézből köszörülöm a belépő élet úgy hogy a szerszám leghosszabb éle a vágóél legyen. Alacsony fordulaton plexihez nagyon jó, ha jól felpörgeted akkor rétegelt lemez vágásához is használható. Műanyagnál egyedül a befúrási pontok környékén olvad az anyag egy kicsit.
Ugyanezzel a módszerrel készítettem szerszámot "mezei" acélból szintén plexi megmunkáláshoz és eddig nálam is remekül működik. Kb 1,5mm átmérőjű hengert köszörülök fúrógép segítségével, ezt felezem, majd a kényes hátraköszörülés helyett két lépésben háromszögformát készítek, így csak egy él érintkezik az anyaggal. Végül szabadkézből köszörülöm a belépő élet úgy hogy a szerszám leghosszabb éle a vágóél legyen. Alacsony fordulaton plexihez nagyon jó, ha jól felpörgeted akkor rétegelt lemez vágásához is használható. Műanyagnál egyedül a befúrási pontok környékén olvad az anyag egy kicsit.
Cím: Re:Marószerszámok és karbantartásuk
Írta: s5f8tmfv3 Dátum 2006 december 29, 12:41
Írta: s5f8tmfv3 Dátum 2006 december 29, 12:41
Például:

Cím: Re:Marószerszámok és karbantartásuk
Írta: s5f8tmfv3 Dátum 2006 december 29, 13:10
Írta: s5f8tmfv3 Dátum 2006 december 29, 13:10
Jut eszembe: Te a fa alakvágásához nem kell hogy mechanikus módszert alkalmazz ugye?[#smile]
Cím: Re:Marószerszámok és karbantartásuk
Írta: 3vv2btrhv Dátum 2006 december 29, 13:32
Írta: 3vv2btrhv Dátum 2006 december 29, 13:32
Szia Rc
Most már csak ojan szerszámot használok aminek három éle van ! Kivétel a Varsányi szerszámok .
De én föleg viaszba és gipszbe , meg habba marok . Rétegeltet meg a háromélü Varsányival amiböl már nem lessz többet . Meg kell oldanom , hogy ugy tudjak köszörülni mint ahogy azok a szerszámok vanak kialakitva . Most tudom pár embernek felál a ször a hátán , hogy mit akarok de !!!
Tibor
Most már csak ojan szerszámot használok aminek három éle van ! Kivétel a Varsányi szerszámok .
De én föleg viaszba és gipszbe , meg habba marok . Rétegeltet meg a háromélü Varsányival amiböl már nem lessz többet . Meg kell oldanom , hogy ugy tudjak köszörülni mint ahogy azok a szerszámok vanak kialakitva . Most tudom pár embernek felál a ször a hátán , hogy mit akarok de !!!
Tibor
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2006 december 29, 17:19
Írta: 000000000 Dátum 2006 december 29, 17:19
Lézerrel sok mindent ki tudok vágni.
Plexi élvilágítót csináltam, és a hátulját szines fóliával bevonva szebb ha mechanikusan marózom.
Ekkor jött a háromél kialakítása. Ledöbbentem mennyire jó és a fórumon eddig senki nem ajánlotta. Hát azért írtam.
Kipróbáltam müa gravírozásnál is tökéletes.
Plexi élvilágítót csináltam, és a hátulját szines fóliával bevonva szebb ha mechanikusan marózom.
Ekkor jött a háromél kialakítása. Ledöbbentem mennyire jó és a fórumon eddig senki nem ajánlotta. Hát azért írtam.
Kipróbáltam müa gravírozásnál is tökéletes.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2006 december 29, 17:26
Írta: 000000000 Dátum 2006 december 29, 17:26
Én is dolgozok egy teljesen tökéletes csúcsot, felezést és hátraküszörülést biztosító hagyományos gravírtű szerkezeten. Szurkolok neked, hogy a Te köszölülési eljárásod is eredményes legyen.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2006 december 29, 17:51
Írta: 000000000 Dátum 2006 december 29, 17:51
Helló Tibor!
Milyen viaszt használsz, ami marható? Alkalmas (kellően szilárd) például protogyártásnál ősminta készítésére? Újra feldolgozható? Ha nem "szolgálati titok" légyszi homályosíts fel viasz és gipszügyileg. Kössz!
Milyen viaszt használsz, ami marható? Alkalmas (kellően szilárd) például protogyártásnál ősminta készítésére? Újra feldolgozható? Ha nem "szolgálati titok" légyszi homályosíts fel viasz és gipszügyileg. Kössz!
Cím: Re:Marószerszámok és karbantartásuk
Írta: ra8nsmk6w Dátum 2006 december 29, 19:33
Írta: ra8nsmk6w Dátum 2006 december 29, 19:33
Valamikori esztergályosként a fél életemet a köszörű gépnél töltöttem. Anyit már akkor is megtanultam, hogy egy forgácsoló szerszámot a munkadarabon kivül a forgács milyensége is minősit. Amit javasolnék azoknak akik biztosak akarnak lenni abban, hogy jó úton járnak, még a jó szemüek is használjanak nagyitót, mikroszkópot. A forgács beszélni fog az élkiképzésről, hátraköszörülésről, vágósebességröl. A gravirozás is forgácsolás,nézzük meg a Jankó által készitett szerszám rajzot. Gondoljunk bele, hogy egy tökéletesen elkészitett "mikroszkopikus" méretű gravirozó szerszám milyen követelményeket támaszt a gép, marómotor és a szerszámrögzités terén.
Cím: Re:Marószerszámok és karbantartásuk
Írta: s5f8tmfv3 Dátum 2006 december 29, 20:02
Írta: s5f8tmfv3 Dátum 2006 december 29, 20:02
Szia Gyula!
Ezeket a szerszámokat több szempontból is a kényszer szüli, lévén a legyártandó munka darabszáma mondjuk csak egy, ezért nem éri meg befektetni gyári szerszámba, meg nincs mindenkinek élező készüléke. Én tudom hogy szaki szemmel ez csak kókány munka, de a célnak néha megfelel, az elért eredmény is csak hobby szinten mérhető. Azért abban segíthetnél hogy nagy vonalakban megfogalmazod hogy is kellene mondjuk egy olyan szerszámot elkészíteni amivel 5~6mm vastag műanyagot lehet alakmarni, miközben a szerszám átmérője nem lehet több 1,5mm-nél. Pl. mire kell figyelni a leendő szerszám anyagának kiválasztásakor, milyen köszörűkő kell hozzá, vagy hogy konkrétan mit is kell megnézni a forgácson.
Ezeket a szerszámokat több szempontból is a kényszer szüli, lévén a legyártandó munka darabszáma mondjuk csak egy, ezért nem éri meg befektetni gyári szerszámba, meg nincs mindenkinek élező készüléke. Én tudom hogy szaki szemmel ez csak kókány munka, de a célnak néha megfelel, az elért eredmény is csak hobby szinten mérhető. Azért abban segíthetnél hogy nagy vonalakban megfogalmazod hogy is kellene mondjuk egy olyan szerszámot elkészíteni amivel 5~6mm vastag műanyagot lehet alakmarni, miközben a szerszám átmérője nem lehet több 1,5mm-nél. Pl. mire kell figyelni a leendő szerszám anyagának kiválasztásakor, milyen köszörűkő kell hozzá, vagy hogy konkrétan mit is kell megnézni a forgácson.
Cím: Re:Marószerszámok és karbantartásuk
Írta: ra8nsmk6w Dátum 2006 december 29, 23:04
Írta: ra8nsmk6w Dátum 2006 december 29, 23:04
Szia Amatör!
A gravirozás témakörben itt a fórumon vannak autentikusabb személyek is akik napi gyakorlatban müvelik, és úgy látom meg is osszák a tapasztalataikat. A szerszámválasztás vagy készités, úgy vélem,hogy minden forgácsolásal járó szakmában egyazon célért történik. A lehető legkisebb teljesitménnyel, kis hőfejlödésel járó hatékony megmunkálás.(egy nagyobb forgácsológépnél a jó szerszám választás KW-okat jelenthet)Egyébként a 113 ban lévő "csillag" bizonyitja, hogy te magad jó úton jársz mégha nem is a klasszikus és drága gyári szerszámot használtál. Ha engem kérdezel én megnézném az adott anyaghoz való profi szerszámot (az hosszú évek munkája és nem a mi idönket veszi el) vennék vagy készitenék egy arra alkalmas köszörüt,köszörüket és magam gyártanám a következökben.Aki nem kis nehézséggel túltette magát egy CNC gép épitésén annak ez nem jelenthet megoldhatatlan feladatot.A te céljaidnak a gyémánköszörü a megoldás. Biztos vagyok benne, hogy 8-10 gyári maró árából meg tudod venni vagy csinálni.
A gravirozás témakörben itt a fórumon vannak autentikusabb személyek is akik napi gyakorlatban müvelik, és úgy látom meg is osszák a tapasztalataikat. A szerszámválasztás vagy készités, úgy vélem,hogy minden forgácsolásal járó szakmában egyazon célért történik. A lehető legkisebb teljesitménnyel, kis hőfejlödésel járó hatékony megmunkálás.(egy nagyobb forgácsológépnél a jó szerszám választás KW-okat jelenthet)Egyébként a 113 ban lévő "csillag" bizonyitja, hogy te magad jó úton jársz mégha nem is a klasszikus és drága gyári szerszámot használtál. Ha engem kérdezel én megnézném az adott anyaghoz való profi szerszámot (az hosszú évek munkája és nem a mi idönket veszi el) vennék vagy készitenék egy arra alkalmas köszörüt,köszörüket és magam gyártanám a következökben.Aki nem kis nehézséggel túltette magát egy CNC gép épitésén annak ez nem jelenthet megoldhatatlan feladatot.A te céljaidnak a gyémánköszörü a megoldás. Biztos vagyok benne, hogy 8-10 gyári maró árából meg tudod venni vagy csinálni.
Cím: Re:Marószerszámok és karbantartásuk
Írta: e7c897sd8 Dátum 2006 december 30, 12:27
Írta: e7c897sd8 Dátum 2006 december 30, 12:27
Szia amatőr!
A kovács szakmájú apám mondogatta azt, hogy a jó szaki a szerszámot is maga csinálja! [#wink]
Nagyon kíváncsivá tettél a háromélű szerszám készítésével kapcsolatban. Ha vannak képeid a gyártásról szívesen megnézném!! Jómagam éppen egy olyan felezési módszert próbálok megvalósítani, amit a cnc-m végezne el a rossz szemem és remegő kezem helyett... (egyenlőre még csak próbálkozok).
Tényleg: senki sem használja a gépét szerszámai megmunkálására??? [#smile]
A kovács szakmájú apám mondogatta azt, hogy a jó szaki a szerszámot is maga csinálja! [#wink]
Nagyon kíváncsivá tettél a háromélű szerszám készítésével kapcsolatban. Ha vannak képeid a gyártásról szívesen megnézném!! Jómagam éppen egy olyan felezési módszert próbálok megvalósítani, amit a cnc-m végezne el a rossz szemem és remegő kezem helyett... (egyenlőre még csak próbálkozok).
Tényleg: senki sem használja a gépét szerszámai megmunkálására??? [#smile]
Cím: Re:Marószerszámok és karbantartásuk
Írta: 3vv2btrhv Dátum 2006 december 30, 13:45
Írta: 3vv2btrhv Dátum 2006 december 30, 13:45
Sziasztok
A Viaszrol csak késöbb tudok informáciot adni , mert most van fojamatban az angliai beszerzési forrásal a kapcsolat felvéve.
Tömören csak anyi , hogy nem viasz hanem valami müanyag . Kalmus tanácsa sajnos nem vált be : parafin és höre lágyulo ragaszto keveréke.
Gipszröl meg anyi hogy jo minöségü fogászati gipsz ( kék ) és a lényege hogy kiszáritom !!
A három élt most ugy csinálom , hogy elöször amien hegyesre csak tudom a törött szerszám szárat forgatva megköszörülöm , majd egy három állásu tárcsa segitségével szemre leköszölülöm a három oldalt , végül orás sikatyuba befogva a szerszámot a végét letompitom és digitális sublerrel megprobálom minél pontosabban lemérni a kapott méretet. Ezt irom be a Artcampro szerszám edit menüben , ha minden jo akkor nem látom a léptetést a gyári( viaszban ).
A terv az hogy kicsiben de nagyon pontosra elkésziteni egy köszörüt ami vezérelve lenne.
Gyémánt követ használok meg a Janko köszörüt.
Tibor
UI : a következö beruházásom egy mikroszkop lessz , mert tényleg a forgács a lényeg !!
nagyon jo lenne ha okitanál a forgács mienségéröl : Lovas Gyula
A Viaszrol csak késöbb tudok informáciot adni , mert most van fojamatban az angliai beszerzési forrásal a kapcsolat felvéve.
Tömören csak anyi , hogy nem viasz hanem valami müanyag . Kalmus tanácsa sajnos nem vált be : parafin és höre lágyulo ragaszto keveréke.
Gipszröl meg anyi hogy jo minöségü fogászati gipsz ( kék ) és a lényege hogy kiszáritom !!
A három élt most ugy csinálom , hogy elöször amien hegyesre csak tudom a törött szerszám szárat forgatva megköszörülöm , majd egy három állásu tárcsa segitségével szemre leköszölülöm a három oldalt , végül orás sikatyuba befogva a szerszámot a végét letompitom és digitális sublerrel megprobálom minél pontosabban lemérni a kapott méretet. Ezt irom be a Artcampro szerszám edit menüben , ha minden jo akkor nem látom a léptetést a gyári( viaszban ).
A terv az hogy kicsiben de nagyon pontosra elkésziteni egy köszörüt ami vezérelve lenne.
Gyémánt követ használok meg a Janko köszörüt.
Tibor
UI : a következö beruházásom egy mikroszkop lessz , mert tényleg a forgács a lényeg !!
nagyon jo lenne ha okitanál a forgács mienségéröl : Lovas Gyula
Cím: Re:Marószerszámok és karbantartásuk
Írta: ra8nsmk6w Dátum 2006 december 30, 13:55
Írta: ra8nsmk6w Dátum 2006 december 30, 13:55
Miért is ne! Ha a saját helyén a befogóban készitenék el a gravirmarót. Adott a megfelelő pontosságú és pozicióba állitható CNC gép az opcionálisan rászerelhető kisméretű gyémántköszörűvel, akár az egyik sarokban "örökre"is. Az élező program a sarokban újraélezné a fáradt marót.Elöny lehet a helyszini élezésnél az is, hogy a gravirmaró mindig központos lesz.Érdemes tovább gondolni, igazán jó elképzelés-kozmaj[#eljen][#eljen][#eljen]
Cím: Re:Marószerszámok és karbantartásuk
Írta: s5f8tmfv3 Dátum 2006 december 30, 18:40
Írta: s5f8tmfv3 Dátum 2006 december 30, 18:40
Szia Kozmaj!
Először kiválasztom az "áldozatot", itt egy 3mm-es fúró szárát:

Fúrógép + köszörű, karcsúsítás kb 1,5mm-re:

Felezés, ezt legtöbbször a géppel csinálom hogy egyenes legyen:

A bal oldali él lesz a vágóél, ezért a hátraköszörülés elvét követve ezt csak érintem a kővel, a maradék félkörből úgy köszörülök háromszöget hogy csak ez érintkezzen az anyaggal, a háromszög többi csúcsa mind közelebb van a forgásközépponthoz. Igazából lehetne a klasszikus hátraköszörüléssel is csinálni, de szabadkézből ilyen kis méretnél nekem nem sikerül, a gépre meg kellene egy forgató tengely hogy ott tudjam élezni. Végül a belépő élet készítem el úgy hogy a vágóél lesz a szerszám csúcsa, befúráskor ez a pont éri el először az anyagot. Persze ezt is aláköszörülöm:

Ilyen felületet sikerült elérni vele:

Az 5mm vastag plexit 5 fogásból tudom átvágni.
Először kiválasztom az "áldozatot", itt egy 3mm-es fúró szárát:
Fúrógép + köszörű, karcsúsítás kb 1,5mm-re:
Felezés, ezt legtöbbször a géppel csinálom hogy egyenes legyen:
A bal oldali él lesz a vágóél, ezért a hátraköszörülés elvét követve ezt csak érintem a kővel, a maradék félkörből úgy köszörülök háromszöget hogy csak ez érintkezzen az anyaggal, a háromszög többi csúcsa mind közelebb van a forgásközépponthoz. Igazából lehetne a klasszikus hátraköszörüléssel is csinálni, de szabadkézből ilyen kis méretnél nekem nem sikerül, a gépre meg kellene egy forgató tengely hogy ott tudjam élezni. Végül a belépő élet készítem el úgy hogy a vágóél lesz a szerszám csúcsa, befúráskor ez a pont éri el először az anyagot. Persze ezt is aláköszörülöm:
Ilyen felületet sikerült elérni vele:
Az 5mm vastag plexit 5 fogásból tudom átvágni.
Cím: Re:Marószerszámok és karbantartásuk
Írta: Kristály Árpád Dátum 2006 december 30, 20:35
Írta: Kristály Árpád Dátum 2006 december 30, 20:35
Hallihó Motoros!
Látod amit én látok.....
BUÉK!!!
Látod amit én látok.....
BUÉK!!!
Cím: Re:Marószerszámok és karbantartásuk
Írta: e7c897sd8 Dátum 2006 december 30, 21:24
Írta: e7c897sd8 Dátum 2006 december 30, 21:24
Szia amatőr!
Köszönöm a képeket és azt, hogy a módszeredet megosztod velünk. Azt azért megkérdezem, hogy ezzel a szerszámmal milyen fordulaton és előtolással vágod/marod a plexit?
Gyula!
Régóta töröm a fejem egy ilyen megoldáson, bár úgy néz ki a dolog, hogy mindenképpen forgató kellene a dologhoz. A központos kúpot (amíg nem volt a jankó féle köszörűm) úgy csináltam, hogy a maróba befogva forgattam a szerszámot, amihez egy sík korund lapot közelítettem. Természetesen a lap a kúp szögének megfelelően meg volt döntve. Ezután a felezés: a maróba SiC köszörűkő befogva, a kupos szárat egy befogószerkezetbe rögzítettem az asztalon (x-y síkkal párhuzamosan). A szerszám palástját érintve "nulláztam" a z tengelyt, majd a szerszám átmérő felét már könnyedén leköszörültem a kúpból. Ezután kézzel készítettem el az aláköszörülést. Ez néha sikerült is bár ezzel már nem igazán dicsekednék....
[#vigyor2]
Köszönöm a képeket és azt, hogy a módszeredet megosztod velünk. Azt azért megkérdezem, hogy ezzel a szerszámmal milyen fordulaton és előtolással vágod/marod a plexit?
Gyula!
Régóta töröm a fejem egy ilyen megoldáson, bár úgy néz ki a dolog, hogy mindenképpen forgató kellene a dologhoz. A központos kúpot (amíg nem volt a jankó féle köszörűm) úgy csináltam, hogy a maróba befogva forgattam a szerszámot, amihez egy sík korund lapot közelítettem. Természetesen a lap a kúp szögének megfelelően meg volt döntve. Ezután a felezés: a maróba SiC köszörűkő befogva, a kupos szárat egy befogószerkezetbe rögzítettem az asztalon (x-y síkkal párhuzamosan). A szerszám palástját érintve "nulláztam" a z tengelyt, majd a szerszám átmérő felét már könnyedén leköszörültem a kúpból. Ezután kézzel készítettem el az aláköszörülést. Ez néha sikerült is bár ezzel már nem igazán dicsekednék....
[#vigyor2]
Cím: Re:Marószerszámok és karbantartásuk
Írta: s5f8tmfv3 Dátum 2006 december 30, 22:05
Írta: s5f8tmfv3 Dátum 2006 december 30, 22:05
Itt van a kutya elásva! A marógépem alacsony fordulatszámon nem tud nyomatékot produkálni ( nem tudok számszerű adatot, talán 1~2000 lehet) ezt majd egy fortunával gondoltam orvosolni. Emiatt is kellett az egyélű maró. Másrészt a max. előtolás amit az NDK motorokból lépésvesztés nélkül ki tudok csikarni az 300mm/perc (12V-os motorok 12V-ról hajtva, ezt még lehetne húzni). Az egyenes él miatt figyelni kell a forgácsra is, mert nincs ami kihordaná az anyagból.
Cím: Re:Marószerszámok és karbantartásuk
Írta: e7c897sd8 Dátum 2006 december 30, 22:18
Írta: e7c897sd8 Dátum 2006 december 30, 22:18
A fortuna jó ötlet! A forgács eltávolítása nekem is gondot okoz néha. De erre is van már a fórumon jó megoldás. Pl.: elszívó ami a forgácsot elszívja a marótól.
Cím: Re:Marószerszámok és karbantartásuk
Írta: ra8nsmk6w Dátum 2006 december 31, 09:45
Írta: ra8nsmk6w Dátum 2006 december 31, 09:45
Az igazán korrekt maró készitéshez vagy a helyszinen történő élezéshez is a jelenlegi elképzelés szerint szükség van a forgatóra. Erre azonban a fortunánál van némi esély ha a müszaki feltételeit megteremtjük a marómotor és egy steppermotor váltásának(ezek a feltételek egyben elektromos és mechanikus) A marómotor meghajtását nem kellene bontani. Azért nem kis feladat a steppert úgy megoldani, hogy a nagy bordáskerék v csigakerék marásnál ne forogjon. Ebben az esetben a sziréna és giroszkóp egységét hoztuk létre.
BOLDOG ÚJ ÉVET
BOLDOG ÚJ ÉVET
Cím: Re:Marószerszámok és karbantartásuk
Írta: Motoros Dátum 2006 december 31, 16:45
Írta: Motoros Dátum 2006 december 31, 16:45
Szia Amatőr
Gratula az élezéshez. Ez végül is teljesen egyenértékű egy gépi élezéssel, hisz ha az élkiképzést megadod neki és a hátraköszörűlt rész sehol nem nyom akkor mindegy hogy a hátraköszörűlt résznek éppen milyen a profílja, az a fontos hogy az élhez képest alá legyen szedve. Márpedig ha a plexit viszi akkor jó kell hogy legyen.
Láttam olyan gravírtűt is ami nem felezve volt hanem negyedelve. Kézből lehet hogy azt még könnyebb elkészíteni, az a rész már amúgy sem vesz részt a forgácsolásban.
Gratula az élezéshez. Ez végül is teljesen egyenértékű egy gépi élezéssel, hisz ha az élkiképzést megadod neki és a hátraköszörűlt rész sehol nem nyom akkor mindegy hogy a hátraköszörűlt résznek éppen milyen a profílja, az a fontos hogy az élhez képest alá legyen szedve. Márpedig ha a plexit viszi akkor jó kell hogy legyen.
Láttam olyan gravírtűt is ami nem felezve volt hanem negyedelve. Kézből lehet hogy azt még könnyebb elkészíteni, az a rész már amúgy sem vesz részt a forgácsolásban.
Cím: Re:Marószerszámok és karbantartásuk
Írta: s5f8tmfv3 Dátum 2006 december 31, 18:50
Írta: s5f8tmfv3 Dátum 2006 december 31, 18:50
Nagyon köszönöm, jólesik ilyet olvasni olyantól aki maga is szerszámkészítéssel foglalkozik. Azért vannak még nyitott kérdések, pl. a szerszám felületi minősége. Hogyan lehetne finomítani? A gyári kis méretű marók (habár egyélűt még ilyen méretben nem láttam) szinte polírozott felületűek, szerintem ez is sokat javítana a megmunkált anyag felületi képén. Talán a köszörűkő lesz a kulcs, finomabb szemcsézetűvel kellene csinálni. Azért arra kíváncsi volnék hogy ha Te vagy másvalaki élezőkészülékkel rendelkező készítené el ezt a marót az hogyan teljesítene. Meg persze érdekelnének a tapasztalatok is. Megérne egy próbát.
Cím: Re:Marószerszámok és karbantartásuk
Írta: Motoros Dátum 2007 január 01, 11:08
Írta: Motoros Dátum 2007 január 01, 11:08
A tükörsima fényes felületnek elég sok kritériuma van. Csak köszörűkészülékben megoldható un oldalazó köszörüléssel azaz nem egyszerre nyomom a kőnek ez egész felületet hanem billentgetve és nagyon kis fogásokkal. A legvégső simító nem lehet több 5 század mm-nél.
A kőnek is tökéletesen simának gyémánttal lehúzottnak kell lennie a kőlehúzás is csak akkor az igazi ha a gépre szerelt csapágyazott a lehúzó szerkezet.
Nagyon fontos a kő sebessége. Alacsony fordulat eleve nem hoz jó eredményt. Ha jól számolom (számoljon valaki utána) a kő átmérője ha mondjuk 80 mm és ha 6000 1/min -el forgatjuk akkor a kőszemcsék kb 200 km/óra sebességgel zúgnak el a maró előtt. Ez már finom felületet eredményez. A sima felületnek még az is a feltétele hogy az egész köszörű készülék kellő tömegű rezgésmentes tökéletesen csapágyazott legyen.
Persze ha mindez nem teljesűl attól még a maró lehet tökéletesen használható csak a köszörűlt felület nem lesz tükörfényes sima mint a gyári marók.
A kőnek is tökéletesen simának gyémánttal lehúzottnak kell lennie a kőlehúzás is csak akkor az igazi ha a gépre szerelt csapágyazott a lehúzó szerkezet.
Nagyon fontos a kő sebessége. Alacsony fordulat eleve nem hoz jó eredményt. Ha jól számolom (számoljon valaki utána) a kő átmérője ha mondjuk 80 mm és ha 6000 1/min -el forgatjuk akkor a kőszemcsék kb 200 km/óra sebességgel zúgnak el a maró előtt. Ez már finom felületet eredményez. A sima felületnek még az is a feltétele hogy az egész köszörű készülék kellő tömegű rezgésmentes tökéletesen csapágyazott legyen.
Persze ha mindez nem teljesűl attól még a maró lehet tökéletesen használható csak a köszörűlt felület nem lesz tükörfényes sima mint a gyári marók.
Cím: Re:Marószerszámok és karbantartásuk
Írta: Robika37 Dátum 2007 január 01, 14:30
Írta: Robika37 Dátum 2007 január 01, 14:30
Üdv az Uraknak !
Emlékeim szerint kézi köszörülésnél 27-33 m/sec
gépi köszörülésnél 30-45 m/sec kerületi sebesség a kivánatos. Ez persze függ a kö szemcseanyagától,hordózó anyagától és a kötéskeménységétől, valamint gépi köszörülésnél a megmunkálási módtől (sík, palást, beszúró, oldalazó megmunkálás). Az új köveken általában van adatlap (kellene hogy legyen) abból ki lehet olvasni az alapparamétereket.
További szép napot !
Robika
B.U.É.K!!!!
Emlékeim szerint kézi köszörülésnél 27-33 m/sec
gépi köszörülésnél 30-45 m/sec kerületi sebesség a kivánatos. Ez persze függ a kö szemcseanyagától,hordózó anyagától és a kötéskeménységétől, valamint gépi köszörülésnél a megmunkálási módtől (sík, palást, beszúró, oldalazó megmunkálás). Az új köveken általában van adatlap (kellene hogy legyen) abból ki lehet olvasni az alapparamétereket.
További szép napot !
Robika
B.U.É.K!!!!
Cím: Re:Marószerszámok és karbantartásuk
Írta: Motoros Dátum 2007 január 02, 08:17
Írta: Motoros Dátum 2007 január 02, 08:17
Akkor majdnem jól saccoltam mert 44.4 m/mp az 160 km/óra. De ha megnézed a beírásom időpontját akkor az választ ad a pontatlanságomra.:-)
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2007 január 02, 09:44
Írta: 000000000 Dátum 2007 január 02, 09:44
Még elfogadunk megfejtéseket, de már csak a vidékiek telefonáljanak! (idézet Rózsa Gyuritól)
Cím: Re:Marószerszámok és karbantartásuk
Írta: Motoros Dátum 2007 január 03, 17:23
Írta: Motoros Dátum 2007 január 03, 17:23
Szürke kő Atlantic Deckel München 25 m/sec (90km/h) 4775UpM. 6-16497-202 80 H 8 VU KE
Vidéki vagyok. Enyém a hangszóró??
Vidéki vagyok. Enyém a hangszóró??
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2007 január 03, 17:41
Írta: 000000000 Dátum 2007 január 03, 17:41
Tied a hangszóró, de csak akkor, ha beismered, hogy ez egy 100 mm átmérőjű kő (volt lánykorában)
Cím: Re:Marószerszámok és karbantartásuk
Írta: Motoros Dátum 2007 január 03, 17:56
Írta: Motoros Dátum 2007 január 03, 17:56
Az lehet mert még most is van belőle 90 mm
Cím: Re:Marószerszámok és karbantartásuk
Írta: 3vv2btrhv Dátum 2007 január 05, 15:12
Írta: 3vv2btrhv Dátum 2007 január 05, 15:12
Szia Motoros
Mindent leirtál ami a jo köszörüléshez kell , mostmár csak kivitelezni kell !!
Tibor
Mindent leirtál ami a jo köszörüléshez kell , mostmár csak kivitelezni kell !!
Tibor
Cím: Re:Marószerszámok és karbantartásuk
Írta: Motoros Dátum 2007 január 05, 18:02
Írta: Motoros Dátum 2007 január 05, 18:02
Szia Tibor
A kivitelezés is alakúlgat mert sikerűlt szereznem egy gyári késélező gépet. Az elkészűlt szerszámok mostmár kezdenek jók is meg szépek is lenni. Jó géppel különben is élvezet dolgozni.
A kivitelezés is alakúlgat mert sikerűlt szereznem egy gyári késélező gépet. Az elkészűlt szerszámok mostmár kezdenek jók is meg szépek is lenni. Jó géppel különben is élvezet dolgozni.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 3vv2btrhv Dátum 2007 január 06, 15:22
Írta: 3vv2btrhv Dátum 2007 január 06, 15:22
Szia Motoros
Nekem köszörülnél három élüt , ha küldök törött szárat ?
tibor
Nekem köszörülnél három élüt , ha küldök törött szárat ?
tibor
Cím: Re:Marószerszámok és karbantartásuk
Írta: Motoros Dátum 2007 január 06, 17:54
Írta: Motoros Dátum 2007 január 06, 17:54
Szia Tibor
Megcsinálom szivesen ha tudom, csak egy skiccet is küldj mert így hogy háromélű ez nekem nem világos mit takar. A sima késnek egy éle van.
Megcsinálom szivesen ha tudom, csak egy skiccet is küldj mert így hogy háromélű ez nekem nem világos mit takar. A sima késnek egy éle van.
Cím: Re:Marószerszámok és karbantartásuk
Írta: eivmhrm04 Dátum 2007 január 08, 23:51
Írta: eivmhrm04 Dátum 2007 január 08, 23:51
Szia.Nemtudnál egy skiccet küldeni hogy hogyan van azon megoldva az aláköszörülés?Köszi előre is.
Cím: Re:Marószerszámok és karbantartásuk
Írta: Motoros Dátum 2007 január 09, 11:22
Írta: Motoros Dátum 2007 január 09, 11:22
Szia
Úgy old meg a gépedet hogy a fogásvételt és a marókés forgatását egyidőben tudd csinálni és begyakorolva az összehangolt mozgást ez menni fog.
A Jankó féle köszörűt a honlapomon megnézheeted ötletadónak, de ettől sokat eltérni nem érdemes mert ez bevált darab.
Úgy old meg a gépedet hogy a fogásvételt és a marókés forgatását egyidőben tudd csinálni és begyakorolva az összehangolt mozgást ez menni fog.
A Jankó féle köszörűt a honlapomon megnézheeted ötletadónak, de ettől sokat eltérni nem érdemes mert ez bevált darab.
Cím: Re:Marószerszámok és karbantartásuk
Írta: eivmhrm04 Dátum 2007 január 09, 13:51
Írta: eivmhrm04 Dátum 2007 január 09, 13:51
Köszi a tanácsot
Cím: Re:Marószerszámok és karbantartásuk
Írta: 3vv2btrhv Dátum 2007 február 16, 17:44
Írta: 3vv2btrhv Dátum 2007 február 16, 17:44
Szia motoros
tele a hocipöm , hogy nem jelenik meg a friss beirás nállam ezért csak most látom a válaszodat !!
Ha vége lessz a projektnek amit csinálok elmegyek hozzád és viszem a törött szárakat , természetesen akkor amikor neked jo :
Tibor
tele a hocipöm , hogy nem jelenik meg a friss beirás nállam ezért csak most látom a válaszodat !!
Ha vége lessz a projektnek amit csinálok elmegyek hozzád és viszem a törött szárakat , természetesen akkor amikor neked jo :
Tibor
Cím: Re:Marószerszámok és karbantartásuk
Írta: Motoros Dátum 2007 február 21, 17:24
Írta: Motoros Dátum 2007 február 21, 17:24
OK Várlak, de postán is elkűldheted.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 3vv2btrhv Dátum 2007 február 22, 17:23
Írta: 3vv2btrhv Dátum 2007 február 22, 17:23
Szia motoros
Tudod a gravirtü csak ürügy hogy beszélgesünk !!
Tibor
Tudod a gravirtü csak ürügy hogy beszélgesünk !!
Tibor
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2007 március 27, 20:33
Írta: 000000000 Dátum 2007 március 27, 20:33
Sziasztok!
A KRESS marókat forgalmazó budapesti cégnél (CSŐSZOLG KFT) több hónapja megrendeltem 2 db KRESS 800 FME típusú marómotort. Ezek a napokban megérkeztek és én ma átvettem a magamét. A motor ára 35 rugó volt . Ha valakit érdekel még van egy két ilyen motor. Láttam ott más marómotorokat is. Pl. KRESS FM 6990 E (45 pénz) ill. KRESS 531 FM (31 pénz). NAGYON BARÓ MOTOROK!
A KRESS marókat forgalmazó budapesti cégnél (CSŐSZOLG KFT) több hónapja megrendeltem 2 db KRESS 800 FME típusú marómotort. Ezek a napokban megérkeztek és én ma átvettem a magamét. A motor ára 35 rugó volt . Ha valakit érdekel még van egy két ilyen motor. Láttam ott más marómotorokat is. Pl. KRESS FM 6990 E (45 pénz) ill. KRESS 531 FM (31 pénz). NAGYON BARÓ MOTOROK!
Cím: Re:Marószerszámok és karbantartásuk
Írta: 4k0yxz3fu Dátum 2007 március 29, 17:55
Írta: 4k0yxz3fu Dátum 2007 március 29, 17:55
Emberek! Proxxon MF70-es gép vásárlásán gondolkodom. De a szerszámozással gond van. A max befogható átmérő 3,2. Árul valaki pl ilyen szárátmérőjű olyan T-horonymarót, aminek van homlokfogazása is? Mert a 3,2-es átmérővel nem lehet normálisan síkolni. Azért kéne valami nagyobb.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 4k0yxz3fu Dátum 2007 március 29, 17:57
Írta: 4k0yxz3fu Dátum 2007 március 29, 17:57
Meg egyébként is kéne nagyobb átmérőjű ujjmaró. Nehogymá ezen múljon.
Cím: Re:Marószerszámok és karbantartásuk
Írta: bmejdz9nu Dátum 2007 március 29, 18:16
Írta: bmejdz9nu Dátum 2007 március 29, 18:16
Pár napja láttam ezt a gépet a Conrádban (Bécs).
Elég kicsike... horonymarás, T-nut.. hát...
A proxxon-nak ez is van... ez inkább..

Elég kicsike... horonymarás, T-nut.. hát...
A proxxon-nak ez is van... ez inkább..
Cím: Re:Marószerszámok és karbantartásuk
Írta: 4k0yxz3fu Dátum 2007 március 29, 18:24
Írta: 4k0yxz3fu Dátum 2007 március 29, 18:24
Hali,
Ezt itthon is lehet kapni. 110 rugó +FA. A másik csak 66 +FA. A baj ezzel az állványossal az, hogy hogy teszel rá CNC-t? Az alapproblémán nem segít ez a modell sem, mert a max szárátmérő 6-os. Oké, ez azért már használhatóbb. Meg relatíve kevésbé tűnik merevnek, mint a kicsi.
Ezt itthon is lehet kapni. 110 rugó +FA. A másik csak 66 +FA. A baj ezzel az állványossal az, hogy hogy teszel rá CNC-t? Az alapproblémán nem segít ez a modell sem, mert a max szárátmérő 6-os. Oké, ez azért már használhatóbb. Meg relatíve kevésbé tűnik merevnek, mint a kicsi.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 4k0yxz3fu Dátum 2007 március 29, 18:45
Írta: 4k0yxz3fu Dátum 2007 március 29, 18:45
Meg relatíve kevésbé tűnik merevnek, mint a kicsi.
helyett
DE relatíve kevésbé tűnik merevnek, mint a kicsi.
Van itt valami tapasztalat ezekkel?
helyett
DE relatíve kevésbé tűnik merevnek, mint a kicsi.
Van itt valami tapasztalat ezekkel?
Cím: Re:Marószerszámok és karbantartásuk
Írta: bmejdz9nu Dátum 2007 március 29, 20:09
Írta: bmejdz9nu Dátum 2007 március 29, 20:09
A kicsi kicsibe merev...
Cím: Re:Marószerszámok és karbantartásuk
Írta: yhwx2ew89 Dátum 2007 március 29, 22:37
Írta: yhwx2ew89 Dátum 2007 március 29, 22:37
Külön a marómotor kapható?
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2007 március 30, 00:15
Írta: 000000000 Dátum 2007 március 30, 00:15
Van, máma vettem pont ilyet. :-) A Hajós utcai Prooxxon boltban, csak a motor, táőegységgek 47 kHUF. Szépen fut, halk.
Cím: Re:Marószerszámok és karbantartásuk
Írta: bmejdz9nu Dátum 2007 március 30, 08:32
Írta: bmejdz9nu Dátum 2007 március 30, 08:32
Ez a motor nekem is tetszik... kiváncsi lennék az "elfogulatlan" véleményedre...
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2007 március 30, 09:44
Írta: 000000000 Dátum 2007 március 30, 09:44
Holnap reggel tesztelem, majd értékelem. Elsőre nagyon jó benyomást kelt. Lehetne picit gyorsabb, 900-6000 f/p a tartomány.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2007 július 06, 13:03
Írta: 000000000 Dátum 2007 július 06, 13:03
Hello!
Gyémánt korongot (fazék) keresek gravírtű köszörüléshez, élezéshez.
Tud vki. segíteni, hogy hol lehet ilyet vásárolni?
Köszönet!
Gyémánt korongot (fazék) keresek gravírtű köszörüléshez, élezéshez.
Tud vki. segíteni, hogy hol lehet ilyet vásárolni?
Köszönet!
Cím: Re:Marószerszámok és karbantartásuk
Írta: 3vv2btrhv Dátum 2007 július 06, 13:51
Írta: 3vv2btrhv Dátum 2007 július 06, 13:51
jankot keresd
Cím: Re:Marószerszámok és karbantartásuk
Írta: Kristály Árpád Dátum 2007 július 06, 14:11
Írta: Kristály Árpád Dátum 2007 július 06, 14:11
Hallihó!
Köbányai Bazár....3000-Ft
Üdv.: Árpi
Köbányai Bazár....3000-Ft
Üdv.: Árpi
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2007 július 06, 14:32
Írta: 000000000 Dátum 2007 július 06, 14:32
Köszönöm, megnézem...
Üdv!
Üdv!
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2007 július 06, 15:19
Írta: 000000000 Dátum 2007 július 06, 15:19
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2007 július 07, 22:23
Írta: 000000000 Dátum 2007 július 07, 22:23
Érdi piac .Ma is többet láttam. Az árát sajnos nem tudom.Én egy 150/12 homlok követ vettem 5 pénzért.Ebböl szeretnék (konyha)késélezőt késziteni.Még teljesen nem forrta ki magát hogy hogyan fog műkögni. Ha valakinek van ötlete, ami az enyémet felülirja szivesen veszem.
Üdv: halgép
Üdv: halgép
Cím: Re:Marószerszámok és karbantartásuk
Írta: Kristály Árpád Dátum 2007 július 07, 22:29
Írta: Kristály Árpád Dátum 2007 július 07, 22:29
Hallihó!
Ma láttam a budakalászi Corában 4500-Ft-ér egy dupla köszőrű ++++++ egy konyhai motoros késélező kettőt egy áráért.......?????
Üdv.: Árpád
Ma láttam a budakalászi Corában 4500-Ft-ér egy dupla köszőrű ++++++ egy konyhai motoros késélező kettőt egy áráért.......?????
Üdv.: Árpád
Cím: Re:Marószerszámok és karbantartásuk
Írta: D.Laci Dátum 2007 augusztus 28, 17:13
Írta: D.Laci Dátum 2007 augusztus 28, 17:13
Kezem ügyébe került ma néhány törött menetfúró, gondoltam jó lesz kutyát vagy macskát dobálni.
Gondoltam egyet, kihegyezve talán hatékonyabb.
Na de hát elkényelmesedet, ember kézzel már nem köszörül csak CNC-vel.
Így hát egyenes út vezetet ahhoz, hogy befogjam az esztergába és 4. tengellyel köszörüljem.
A végeredmény gravirózótű és maró lett belőle, nem is akármilyen az MDF-et és bükk fát viszi, mint a vajat.
Képek
Gondoltam egyet, kihegyezve talán hatékonyabb.
Na de hát elkényelmesedet, ember kézzel már nem köszörül csak CNC-vel.
Így hát egyenes út vezetet ahhoz, hogy befogjam az esztergába és 4. tengellyel köszörüljem.
A végeredmény gravirózótű és maró lett belőle, nem is akármilyen az MDF-et és bükk fát viszi, mint a vajat.
Képek
Cím: Re:Marószerszámok és karbantartásuk
Írta: svejk Dátum 2007 augusztus 28, 19:17
Írta: svejk Dátum 2007 augusztus 28, 19:17
Ha a főorsód is vezérelt, akkor továbbfejleszthednéd, ,hogy a felezés és hátraköszörülés is programozottan menjen :)
Cím: Re:Marószerszámok és karbantartásuk
Írta: D.Laci Dátum 2007 augusztus 28, 20:20
Írta: D.Laci Dátum 2007 augusztus 28, 20:20
Ugy megy. :)
Holnap fúrót köszörülök :)
Holnap fúrót köszörülök :)
Cím: Re:Marószerszámok és karbantartásuk
Írta: Motoros Dátum 2007 szeptember 16, 12:01
Írta: Motoros Dátum 2007 szeptember 16, 12:01
Sziasztok
Egy fórumtársunk kérésére csináltam egy háromélű marót, aminek megmondom az őszintét nem sok sikert jósoltam, mivel nincs aláköszörűlt vágóél, tehát csak túrni fog mint a malac. Csodák valóban nincsennek, de
meglepű hogy bizonyos anyagokhoz mégis jó. Ilyen pl a viaszszerűségek, a nagyom rideg papír alapú rétegelt lemezek, meg talán a kőszerű anyagok is bár ezt nem próbáltam.
Mivel az éle nagyon jó alá van támasztva (nincs aláköszörülés) ezért rendkívűl tartósnak gondolom. Valahol olvastam hogy mikrogravírozáshoz is használják.
Van valakinek további tapasztalata ezügyben?
Egy fórumtársunk kérésére csináltam egy háromélű marót, aminek megmondom az őszintét nem sok sikert jósoltam, mivel nincs aláköszörűlt vágóél, tehát csak túrni fog mint a malac. Csodák valóban nincsennek, de
meglepű hogy bizonyos anyagokhoz mégis jó. Ilyen pl a viaszszerűségek, a nagyom rideg papír alapú rétegelt lemezek, meg talán a kőszerű anyagok is bár ezt nem próbáltam.
Mivel az éle nagyon jó alá van támasztva (nincs aláköszörülés) ezért rendkívűl tartósnak gondolom. Valahol olvastam hogy mikrogravírozáshoz is használják.
Van valakinek további tapasztalata ezügyben?
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2007 szeptember 16, 12:40
Írta: 000000000 Dátum 2007 szeptember 16, 12:40
Valaki régebben írta (sajna nem jegyeztem meg a nevét), hogy így köszörüli a marót. Én is tettem egy két kísérletet (Jankó féle köszörűvel 120 fokos elforgatással és nekem kemény kovácsolt vashoz bevált).
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2007 szeptember 16, 12:48
Írta: 000000000 Dátum 2007 szeptember 16, 12:48
És nem utólsó sorban 1/3 fordulat is elég neki, mint az egy élű gravírtűnek.
Cím: Re:Marószerszámok és karbantartásuk
Írta: Motoros Dátum 2007 szeptember 16, 14:52
Írta: Motoros Dátum 2007 szeptember 16, 14:52
De a kovácsoltvasnál nem valamiféle mélyszántásra kell gondolni, hanem csak díszítő karcolásra?
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2007 szeptember 16, 19:41
Írta: 000000000 Dátum 2007 szeptember 16, 19:41
Betűket és ábrát martam 1,5 mm mélyen, 0,15 mm átfedéssel 30 mm-es betűkkel.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2007 szeptember 16, 20:54
Írta: 000000000 Dátum 2007 szeptember 16, 20:54
Az az igazság a munkák dokumentálására nem fordítok kellő energiát.
Ilyeneket csinálok kovácsolt vasból.
Majd csinálok közelebbi felvételeket.

Ilyeneket csinálok kovácsolt vasból.
Majd csinálok közelebbi felvételeket.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 3vv2btrhv Dátum 2007 szeptember 17, 21:11
Írta: 3vv2btrhv Dátum 2007 szeptember 17, 21:11
Cím: Re:Marószerszámok és karbantartásuk
Írta: j3rx6bsjd Dátum 2007 szeptember 17, 21:17
Írta: j3rx6bsjd Dátum 2007 szeptember 17, 21:17
Milyen átmérőben?
Cím: Re:Marószerszámok és karbantartásuk
Írta: 3vv2btrhv Dátum 2007 szeptember 17, 22:30
Írta: 3vv2btrhv Dátum 2007 szeptember 17, 22:30
3MM és 8 MM -es hez van patronom .3.18MM -böl van egy db .
Cím: Re:Marószerszámok és karbantartásuk
Írta: j3rx6bsjd Dátum 2007 szeptember 17, 22:43
Írta: j3rx6bsjd Dátum 2007 szeptember 17, 22:43
8-as lehet,hogy van.Majd viszek a talira.
3-as szinte biztos,hogy nincs.
3-as szinte biztos,hogy nincs.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 3vv2btrhv Dátum 2007 szeptember 17, 23:14
Írta: 3vv2btrhv Dátum 2007 szeptember 17, 23:14
köszi elöre is
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2007 szeptember 20, 21:11
Írta: 000000000 Dátum 2007 szeptember 20, 21:11
Sziasztok !
Ha esetleg érdekel valakit van ilyenem eladó :
http://www.vatera.hu/gravir_szerszamok_36489374.html
Köszönettel
tatombak@externet.hu
Ha esetleg érdekel valakit van ilyenem eladó :
http://www.vatera.hu/gravir_szerszamok_36489374.html
Köszönettel
tatombak@externet.hu
Cím: Re:Marószerszámok és karbantartásuk
Írta: 3vv2btrhv Dátum 2008 június 13, 09:52
Írta: 3vv2btrhv Dátum 2008 június 13, 09:52

Vidia szerszám fenö .
Nekem a MOTOROS szerszámaihoz kell , mert én szeretném ha rádiuszos lenne a szerszám hegye , és csak ezzel lehet megcsinálni . Mostmárt csak a mérést kell megoldanom de nincs lupém ezért valami közvetett modszert probálok ki .
Cím: Re:Marószerszámok és karbantartásuk
Írta: Motoros Dátum 2008 június 13, 11:03
Írta: Motoros Dátum 2008 június 13, 11:03
Na erre kíváncsi vagyok én is hogy viszi a vidiát. Vigyázz az nem elég ha a rádiuszt ráfened, a hátlap rész is alá kell dolgozni hogy sehol ne nyomjon.
A rádiuszos maróval egyébként sokkal szebb betűmarást lehet csinálni mint a sima gravírtűvel. A rádiuszt köszörűgépen is rá lehet tenni...ezügyben már sikeres kisérleteket csináltam.
Ez a fenőkő talán arra is jó hogy megkopott gravírtűket meg lehessen fenni??
A rádiuszos maróval egyébként sokkal szebb betűmarást lehet csinálni mint a sima gravírtűvel. A rádiuszt köszörűgépen is rá lehet tenni...ezügyben már sikeres kisérleteket csináltam.
Ez a fenőkő talán arra is jó hogy megkopott gravírtűket meg lehessen fenni??
Cím: Re:Marószerszámok és karbantartásuk
Írta: 3vv2btrhv Dátum 2008 június 13, 11:25
Írta: 3vv2btrhv Dátum 2008 június 13, 11:25
Nekem a 3D marásaimhoz kell a gümbölyités , mert azt szeretném , hogy ne látszodjan a tü nyoma de atért a léptetés távolsága is optomális legyen . Aktuális lessz egy látogatásom , idöpontot még nem tudok .A rádiusz köszörülés megoldaná !!!!
Cím: Re:Marószerszámok és karbantartásuk
Írta: s5f8tmfv3 Dátum 2008 november 29, 21:17
Írta: s5f8tmfv3 Dátum 2008 november 29, 21:17
© badclyde ma 20:52 | Válasz | #5646
horonyprofilt nem rajzoltam, mert csigafúróból és hosszlyukmaróból is csinálhatsz! Sőt! Magadnak sima acélra lapkát is forrszthatsz, és profi kis szerszámod lesz. Szöget pedig tegyél a süllyesztő aljára, mert a csavarfejnek még jobb is ha csavarfej a saját külső peremén fekszik fel! Nemrég megnéztem végeselemes módszerrel. Nagyobb erőt visel el a csavar szakadás nélkül:) Persze azért imbusz kulccsal eltépni nem bírod majd:)
© badclyde ma 20:42 | Válasz | #5645
A két átmérő találkozásánál egy pici beszúrás nem árt, hogy tőben is forgácsolás legyen, ne hevülés és anyagégetés.Javaslom köszörülés után befogni esztergába, aztán 1mm-es flex koronggal vágd be kicsit.
Én így csinálnám: süllyesztőfej.
© Amatőr ma 20:06 | Válasz | #5641
Fúróköszörülésből már van tapasztalatom (jó mesterem is volt hozzá) azzal nincs gond. Ezt viszont ki kell próbálnom, ilyent még nem csináltam, nem is tudtam hogy így lehet alakítani egy szerszámot. Köszönöm a részletes leírást most már értem a dolgot. Még valami: A két átmérő találkozásánál elég kicsi rádiuszt kell köszörülni hogy a furatban a csavar feje szép nagy felületen feküdjön fel ugye? Le szoktad szabályozni a követ egy ilyen művelet előtt?
ma 17:48 | Válasz | #5640
Szia Amatőr !
Azt írtam, hogy kézből.
Ezért úgy indúl a dolog, hogy először csak az egyik éléhez szabad hozzányúlni.
Azt addig köszörűld a megfelelő hosszban, míg a méretcsökkenés az átmérőkülönbség fele lesz.
Tehát egy 12/6.5-ös sűlyesztőnél az átmérőkülönbség 5.5 mm. Ennek a fele 2.75 mm.
Először az egyik élt meköszörűlöd kb 5 mm hosszan úgy, hogy a még ép élhez viszonyítva órás tolómérővel 9.25 mm-t mérjél.
Ezután a másik élt addig köszörűlöd, míg eléred a kívánt 6.5 mm-es méretet. Ha megfelelő szerszámél ismeretekkel rendelkezel, és van egy kis (sok) gyakorlat a kezedben, ez az egész kb 10 percet vesz igénybe. Ha az anyag nem túl vastag, az elejét fúrónak kialakítva akár egymenetből fúrhatsz, és sűlyeszthetsz.
© Amatőr tegnap 20:42 | Válasz | #5635
Hasznos infó, nagyon köszönöm. Szerintem összeismertetem a pisztolyfúrót a köszörűvel mert kézből nekem nem fog menni.
© badclyde tegnap 20:29 | Válasz | #5634
Igaza van! 2 élű hosszlyukmaróból kitűnő süllyesztőt lehet csinálni! Mi palástköszörűn csináltunk már nem egyet!
Sőt, többszörös süllyesztésű furatot is fúrhatsz vele! Ahány lépcsőt csak akarsz!
Továbbá, hagyományos gépeket, mikor a függőleges tengelyhez képest 10-15 fokban kell hosszmarni, még a szöget is ráköszöröljük! És működik a dolog!
CSináltunk már csigafúróból is, de az csak egy két egyedi furatra jó.
Nézd a , és képzeld el, hogy az eleje kisebb átmérőre van köszörülve! A megvezetés miatt. Nem kell oda olyan hosszú megvezetés.fotót
© Amatőr tegnap 19:33 | Válasz | #5632
Szia Miklós!
Leköteleznél ha leírnád hogyan is készíted az említett szerszámot. Egy fotó volna a csúcs.
tegnap 18:08 | Válasz | #5619
Szervusz György !
Én az ilyen dolgokat egy kétélű maróból szoktam köszörűlni ... kézből.
Egyébként a Nóniusznál mindenféle csavarfejhez lehet sűlyesztő fúrókat kapni.
Cím: Re:Marószerszámok és karbantartásuk
Írta: s5f8tmfv3 Dátum 2008 november 29, 21:24
Írta: s5f8tmfv3 Dátum 2008 november 29, 21:24
Lapkát forrasztani végképp nem tudok, de a beszúrás a két átmérő találkozásánál nagy ötlet, köszönöm! Úgy érted a nagyobb átmérő legyen enyhén kúpos mint egy fúró? Mekkora szög kell a vágóélnek? 10-15 fok elég? Vagy amennyi kézből sikerül.
Cím: Re:Marószerszámok és karbantartásuk
Írta: s5f8tmfv3 Dátum 2008 november 29, 21:26
Írta: s5f8tmfv3 Dátum 2008 november 29, 21:26
Hogy más is értse: süllyesztőfej
Cím: Re:Marószerszámok és karbantartásuk
Írta: 4um5b65d Dátum 2008 november 29, 22:30
Írta: 4um5b65d Dátum 2008 november 29, 22:30
Na-na , csak óvatosan a kúppal, mert ha olyan alkatrészeket kell összefognod amik nem kellene, hogy elmozduljanak csavarozáskor akkor jobb, ha egyenesen hagyod. Ezek a BK csavarok sem tökéletesek. Ha nem egytengelyű a fej és a menet akkor képes oldalra eltolni az alkatrészeidet egymástól.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2008 november 30, 16:47
Írta: 000000000 Dátum 2008 november 30, 16:47
igazad lehet, de ha az eltolódástól félsz, akkor csavarozás előtt tenni kell bele illesztő csapot(az összeszorított anyagokban belefúrni, hogy a furat belemenjen a másik anyagba is, aztán egy 1,2 tizeddel nagyobb csapot beleütni)mindkét anyagba! akkor biztosan nem fog elmozdulni!
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2008 november 30, 16:56
Írta: 000000000 Dátum 2008 november 30, 16:56
Én tennék rá szöget mindenképpen, sőt nem az imbusz csavarral akarnám ,hogy pontos illesztés legyen, hanem csappal, ahogy az előbb írtam, Az imbusz csavarral, csak az összeszorító erőt biztosítanám. Gondolj bele! Vagy az imbusz csavar feje pozicíonálná a felső anyagot, akkor nagyon pontosan a csavarfejhez kellene illeszteni a süllyesztőt(nem célszerű), vagy a csavar menetes része (ez nem pontos szintén, mert a menetnek azért van tizedes tűrése, menetmángorlással, meg nem lehet nagyon pontos menetet készíteni, a csavarokat azzal gyártják) A nem tövig menetes csavar sem lehet megoldás, mert a mángorolt menet nagyobb átmérőjű, mint a nem menetes szárrész. CSakis illesztő csap.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 4um5b65d Dátum 2008 november 30, 18:27
Írta: 4um5b65d Dátum 2008 november 30, 18:27
Nekem nem tűnik meggyőzőnek a kúpos felfekvő felület. Az illesztő stift viszont nagyon pöpec megoldás, de csak is kizárólag a kúpos stiftet raknék olyan helyekre ahol követelmény az alkatrész szereléskori pontos visszaállása. Előre semmi esetben sem tenném be a stiftet, hisz előbb a csavarokkal kellene rögzíteni az alkatrészt a pontos helyére.(órázgatás,pofozgatás) Ha fordítva csinálod akkor nincs visszaút. Illetve csak úgy, hogy új stifthelyet fúrsz.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2008 november 30, 20:35
Írta: 000000000 Dátum 2008 november 30, 20:35
Az természetes.
Sőt a csaprészt hátrafelé enyhén kúposra köszörűlve majdnem sarkos lehet a fenék és a kisebb furat találkozása.
Sőt a csaprészt hátrafelé enyhén kúposra köszörűlve majdnem sarkos lehet a fenék és a kisebb furat találkozása.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2008 december 01, 08:07
Írta: 000000000 Dátum 2008 december 01, 08:07
Előbb pillanatszorítóval szorítsd, majd pofozgasd helyre a két anyagot, fúrd össze, illesztőcsap, vagy hasított hüvely( DIN 1481 Hasított hüvely), utána csavarozz csak! Az imbusz csavar csak az összeszorító erőt kell ,hogy produkálja(normál erőt Fn).
Mellesleg, az illesztő csapnak kell felvennie a radiális erőket, mely a kúposságból, vagy egytengelyűség hiányából fakad. Ezért írtam, hogy a süllyesztőd lehet kúpos is. Nem érdekes, az illesztőcsap felveszi az egyéb erőt. A Fn annyival nagyobb, és szorítás után a két anyag közt ébredő súrlódási erő, hogy az illesztő csapodra elenyésző erő jut majd. Ha szét akarod szedni, akkor csavarok kihajtása, illesztő csap kiütése és kész.
Mellesleg, az illesztő csapnak kell felvennie a radiális erőket, mely a kúposságból, vagy egytengelyűség hiányából fakad. Ezért írtam, hogy a süllyesztőd lehet kúpos is. Nem érdekes, az illesztőcsap felveszi az egyéb erőt. A Fn annyival nagyobb, és szorítás után a két anyag közt ébredő súrlódási erő, hogy az illesztő csapodra elenyésző erő jut majd. Ha szét akarod szedni, akkor csavarok kihajtása, illesztő csap kiütése és kész.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2008 december 01, 08:12
Írta: 000000000 Dátum 2008 december 01, 08:12
Az illesztő csap pedig lehet valami ezüst acél, vagy hasonló(ne puha drót (A38 vagy ilyesmi NE, mert abból szegecselés lesz mire bevered):). 6-os illesztő csaphoz előfúrsz egy 5,8-as furatot, aztán jó napot. Az illesztő csapot nem kell teljesen beverni, ami kinn marad, azt le flexeled, még a helye sem fog látszani:)
Ha valaki ilyet akar csinálni szívesen felteszek neki ezüstacélból illesztő csapokat, csak a hosszát mondja meg nekem. Illesztő csap hossza nagyobb legyen, mint egy összefogandó anyag anyagvastagsága.
Ha valaki ilyet akar csinálni szívesen felteszek neki ezüstacélból illesztő csapokat, csak a hosszát mondja meg nekem. Illesztő csap hossza nagyobb legyen, mint egy összefogandó anyag anyagvastagsága.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 4um5b65d Dátum 2008 december 01, 08:23
Írta: 4um5b65d Dátum 2008 december 01, 08:23
Szerintem pont fordítva csinálod !
Millió olyan alkalmazás van ahol nem tudsz pillanatszorítóval dolgozni és képtelenség úgy összeszorítani, hogy ugyanazon pozícióban legyenek az alkatrészek, mint ha a saját csavarjával húznád össze őket. Na mindegy én csavarozom aztán fúrom a stiftet. Viszont olyan kúpos stiftet teszek bele aminek menetes a belseje. Ezt utólag is tök könnyű kiszedni.
Van a mondás miszerint: Kinek a PAP , kinek a PAPlan
[#buck]
Millió olyan alkalmazás van ahol nem tudsz pillanatszorítóval dolgozni és képtelenség úgy összeszorítani, hogy ugyanazon pozícióban legyenek az alkatrészek, mint ha a saját csavarjával húznád össze őket. Na mindegy én csavarozom aztán fúrom a stiftet. Viszont olyan kúpos stiftet teszek bele aminek menetes a belseje. Ezt utólag is tök könnyű kiszedni.
Van a mondás miszerint: Kinek a PAP , kinek a PAPlan
[#buck]
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2008 december 01, 10:21
Írta: 000000000 Dátum 2008 december 01, 10:21
Jó! csavarozod, kocogtatod, fúrod, csapozod:) Értem! Valóban, ez inkább szerelés barátabb, mint amit én ajánlok. Viszont amit én összerakok, nem akarom szétszedni:)
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2008 december 01, 15:05
Írta: 000000000 Dátum 2008 december 01, 15:05
Hy mindenki! Nem tudom hogy jó helyre írom,ha nem töröljétek.
Van pár felesleges maróm a bolti árak töredékéért,ha érdekelne valakit.
Imatec: Átm.12-4 élű nagyoló-weldon szárral,
Átm.10-4élű nagyoló weldon szárral,
Átm.10-4 élű simító weldon szárral,
Átm.6-4élű simító weldone szárral.
Fraisa: Átm.20-4 élű bevonatos nagyoló weldone szárral.
ZPS: Átm.16-4 élű nagyoló weldon szárral,
Ceratizit: R114.16.R04 Profil maró(gömb végű) 4élű,keményfém,simító weldone szárral.
Ha esetleg érdekel vkit írjon tudok képet is dobni.
Üdv!
Van pár felesleges maróm a bolti árak töredékéért,ha érdekelne valakit.
Imatec: Átm.12-4 élű nagyoló-weldon szárral,
Átm.10-4élű nagyoló weldon szárral,
Átm.10-4 élű simító weldon szárral,
Átm.6-4élű simító weldone szárral.
Fraisa: Átm.20-4 élű bevonatos nagyoló weldone szárral.
ZPS: Átm.16-4 élű nagyoló weldon szárral,
Ceratizit: R114.16.R04 Profil maró(gömb végű) 4élű,keményfém,simító weldone szárral.
Ha esetleg érdekel vkit írjon tudok képet is dobni.
Üdv!
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2008 december 01, 15:49
Írta: 000000000 Dátum 2008 december 01, 15:49
Kép és ár ami jó lenne!
Cím: Re:Marószerszámok és karbantartásuk
Írta: ra8nsmk6w Dátum 2008 december 01, 17:35
Írta: ra8nsmk6w Dátum 2008 december 01, 17:35
A néhány száz éves helyes gyakorlat az amit Laslie irt. Mint minden mást ezt is lehet forditva csinálni (Kézenjárni már nem tudok ezért a lábamon járok)
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2008 december 01, 17:50
Írta: 000000000 Dátum 2008 december 01, 17:50
Fed, van Adok, veszek, cserélek fórum. Működik is ám![#eljen]
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2008 december 01, 18:56
Írta: 000000000 Dátum 2008 december 01, 18:56
Nyílván más a cél, nálunk a mintakészítő műhelyben az az ideális, ha többé nem kell szétszedni, amit összeraktunk(Az azt jelenti, hogy pontosan illesztettünk).Van két mintalap, egymás tökörképei, arra szerelünk fel mintákat, a mintákat is összefúrjuk a mintalapokat is, így biztosan minden furat egymás pontos tükörképei.(Összefúrt mintalap a laponpozíciót rögzíti, összefúrt minta a minták egymáshoz képest pozícióit). Ez után csapozunk(mintákat a lapokhoz), majd csavarral rögzítjük a pozíciókat.
Másra gondoltunk. Lovas te meg kezenállva csapozzál, kalapáccsal aludjál!
Másra gondoltunk. Lovas te meg kezenállva csapozzál, kalapáccsal aludjál!
Cím: Re:Marószerszámok és karbantartásuk
Írta: x4rhew5r3 Dátum 2008 december 01, 19:06
Írta: x4rhew5r3 Dátum 2008 december 01, 19:06
Ezt a Béna vagyokban kellene kérdezni, de ha itt hoztad fel, mi az a weldon szár? Amin van menesztő és pozicionáló lapolás?
Cím: Re:Marószerszámok és karbantartásuk
Írta: 4um5b65d Dátum 2008 december 01, 19:14
Írta: 4um5b65d Dátum 2008 december 01, 19:14
Helyes a megérzés, bizony arról van szó ![#integet2]
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2008 december 01, 22:44
Írta: 000000000 Dátum 2008 december 01, 22:44
Az eladó cuccokról készülnek a képek,még ma vagy holnap töltöm őket árral együtt. És persze már az Adok Veszek fórumba. :)
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2008 december 02, 17:23
Írta: 000000000 Dátum 2008 december 02, 17:23
Cím: Re:Marószerszámok és karbantartásuk
Írta: SquirrelTech Dátum 2009 október 01, 02:41
Írta: SquirrelTech Dátum 2009 október 01, 02:41
Pici gépet építek, ehhez kicsi 8-mm-es T-horony maróra volt szükségem. Biztos lehet kapni ilyen méretben valahol, de sem kedvem, sem hangulatom nem volt rohangálni utána ezért nekiláttam... (És persze hajtott a kíváncsiság is... :)
300-as "Einhell-klón" esztergán készült.
Patronba fogtam egy 10-es HSS kör anyagot és kinagyoltam a körvonalai alapján (flexxel, ami nem követendő példa)...:

Majd a "teszkó" multigépet a késtartó helyére szerelve elsimogattam a felületét:

Ezután az illesztőtárcsát megcsavarozva és kitámasztva kicsi gyémánttárcsával bevágtam az éleket (mivel így csak 120 fokot tudtam forgatni, egy 60 fokos forgatás szemre történt)...:

A szögek egy picit meredekre sikerültek, ám gondoltam annyira talán mégsem lesz vészes (legfeljebb a marás során felteszem a szemüveget)...:

Befogva hagyva, ugyanúgy a kis multival, de sima köszörűlapkával megéleztem (egy helyen belekapni is sikerült :)...:

Végül átköltöztem a szintén "Einhell-klón" maróra és martam vele 6db ilyen hornyot aluba (300 mm hossz/horony)...:

A szemüveg szolgáltatásaira nem volt szükség, a maró és gazdája is teljesen épp maradt, de acélhoz már nem merném és nem is fogom használni...
300-as "Einhell-klón" esztergán készült.
Patronba fogtam egy 10-es HSS kör anyagot és kinagyoltam a körvonalai alapján (flexxel, ami nem követendő példa)...:
Majd a "teszkó" multigépet a késtartó helyére szerelve elsimogattam a felületét:
Ezután az illesztőtárcsát megcsavarozva és kitámasztva kicsi gyémánttárcsával bevágtam az éleket (mivel így csak 120 fokot tudtam forgatni, egy 60 fokos forgatás szemre történt)...:
A szögek egy picit meredekre sikerültek, ám gondoltam annyira talán mégsem lesz vészes (legfeljebb a marás során felteszem a szemüveget)...:
Befogva hagyva, ugyanúgy a kis multival, de sima köszörűlapkával megéleztem (egy helyen belekapni is sikerült :)...:
Végül átköltöztem a szintén "Einhell-klón" maróra és martam vele 6db ilyen hornyot aluba (300 mm hossz/horony)...:
A szemüveg szolgáltatásaira nem volt szükség, a maró és gazdája is teljesen épp maradt, de acélhoz már nem merném és nem is fogom használni...
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 október 01, 06:20
Írta: 000000000 Dátum 2009 október 01, 06:20
Gratulálok, nagyon frankón megoldottad. Szeretem az ilyen kreatív megoldásokat.
Ráadásul nem költöttél vagyont a T-nútos pröfilra, ami semmivel sem jobb.
Ráadásul nem költöttél vagyont a T-nútos pröfilra, ami semmivel sem jobb.
Cím: Re:Marószerszámok és karbantartásuk
Írta: ebalint Dátum 2009 október 01, 07:25
Írta: ebalint Dátum 2009 október 01, 07:25
Nem semmi!
Gratulálok.
Üdv, ebalint
Gratulálok.
Üdv, ebalint
Cím: Re:Marószerszámok és karbantartásuk
Írta: bmejdz9nu Dátum 2009 október 01, 08:51
Írta: bmejdz9nu Dátum 2009 október 01, 08:51
Ez a gyémánt vágólap ilyen jól viszi a HSS anyagot... nem hittem volna... Gratula! Nem semmi...
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 október 01, 09:59
Írta: 000000000 Dátum 2009 október 01, 09:59
- Egy Proxxon BFW 40/E marómotort+állványt és a 150-es koordinátaasztal beszerzésén gondolkodom.
Lévén nincs műhelyem, tapasztalatotok szerint mennyire hangos aluminium megmunkálása esetén (a szomszédokra való tekintettel). Civilizált megoldás lakásban ilyet üzemeltetni?
- Élek lekerekítésére főleg famegmunkálásra ajánlott marófejeket látok. 1-3 mm rádiuszú kerekítésre lenne szükségem. Milyen marófej alkalmas erre (3-6 mm befogó szárral) és hol tudok ilyet venni?
Lévén nincs műhelyem, tapasztalatotok szerint mennyire hangos aluminium megmunkálása esetén (a szomszédokra való tekintettel). Civilizált megoldás lakásban ilyet üzemeltetni?
- Élek lekerekítésére főleg famegmunkálásra ajánlott marófejeket látok. 1-3 mm rádiuszú kerekítésre lenne szükségem. Milyen marófej alkalmas erre (3-6 mm befogó szárral) és hol tudok ilyet venni?
Cím: Re:Marószerszámok és karbantartásuk
Írta: SquirrelTech Dátum 2009 október 01, 13:29
Írta: SquirrelTech Dátum 2009 október 01, 13:29
Köszönöm! Igen, végülis ezzel egy ideje úgy vagyok, hogy latba vetem + kísérletezek, mikor érdemes inkább szerszámra/eszközre költeni, mint kész vagy félkész termékre. Többnyire a silány eszközök is megtérülőnek mutatkoznak, de sajátos bánásmódot igényelnek. :)
Cím: Re:Marószerszámok és karbantartásuk
Írta: SquirrelTech Dátum 2009 október 01, 13:37
Írta: SquirrelTech Dátum 2009 október 01, 13:37
Köszönöm!
Ő a delikvens.
Egy fogással vágtam vele mindent, de nagyon lassú (2-4 mm/perc) előtolással. A szemcséje viszont meglehetősen durva, élezésre nem tartom alkalmasnak. A karbid/cbn szárakat jól viszi, ebből feltételezem, hogy tényleg gyémánt van benne. :)
Ő a delikvens.
Egy fogással vágtam vele mindent, de nagyon lassú (2-4 mm/perc) előtolással. A szemcséje viszont meglehetősen durva, élezésre nem tartom alkalmasnak. A karbid/cbn szárakat jól viszi, ebből feltételezem, hogy tényleg gyémánt van benne. :)
Cím: Re:Marószerszámok és karbantartásuk
Írta: 8uup9xs82 Dátum 2009 október 01, 16:03
Írta: 8uup9xs82 Dátum 2009 október 01, 16:03
Sziasztok,
Pontosan ezt a minoseget vasaroltam meg kint a gyali piacon vajmi 500/darab alkuarrol indulva lefele.
Vettem parat, mivel az elen nincs gyemant, igy vagni nem lehet vele, csak csiszolni.
D
Pontosan ezt a minoseget vasaroltam meg kint a gyali piacon vajmi 500/darab alkuarrol indulva lefele.
Vettem parat, mivel az elen nincs gyemant, igy vagni nem lehet vele, csak csiszolni.
D
Cím: Re:Marószerszámok és karbantartásuk
Írta: SquirrelTech Dátum 2009 október 01, 16:19
Írta: SquirrelTech Dátum 2009 október 01, 16:19
Az induló ár azonos volt... Végül mennyire sikerült lealkudni? :)
Valamicske gyémánt az enyémnek látszódik az élén. Lassan ugyan, de szépen vitte.
Valamicske gyémánt az enyémnek látszódik az élén. Lassan ugyan, de szépen vitte.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 3vv2btrhv Dátum 2009 október 01, 17:22
Írta: 3vv2btrhv Dátum 2009 október 01, 17:22

Tamásnak küldöm
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 október 01, 20:44
Írta: 000000000 Dátum 2009 október 01, 20:44
Egy összedobott gravír köszörű. 6-os tömörkaményfém marószárat köszörülök vele.

Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 október 01, 20:45
Írta: 000000000 Dátum 2009 október 01, 20:45

Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 október 01, 20:48
Írta: 000000000 Dátum 2009 október 01, 20:48
Az alá köszörülés.
Misi Te is hasonlóan csinálod?

Misi Te is hasonlóan csinálod?
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 október 01, 20:49
Írta: 000000000 Dátum 2009 október 01, 20:49

Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 október 01, 20:51
Írta: 000000000 Dátum 2009 október 01, 20:51
Ezt a gyémánszemcsés fenőt még Amerikában vettem 3 éve, ezzel csinálom az él letörést.

Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 október 01, 20:52
Írta: 000000000 Dátum 2009 október 01, 20:52

Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 október 01, 20:52
Írta: 000000000 Dátum 2009 október 01, 20:52

Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 október 01, 20:53
Írta: 000000000 Dátum 2009 október 01, 20:53

Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 október 01, 20:55
Írta: 000000000 Dátum 2009 október 01, 20:55
Ez a készülő szerszám köszörűm ZX100 perselyes szerszám befogója.

Cím: Re:Marószerszámok és karbantartásuk
Írta: SquirrelTech Dátum 2009 október 02, 00:10
Írta: SquirrelTech Dátum 2009 október 02, 00:10
Ez a kis szánszerkezet kiesztergáló fej volt előző életében? :)
Nem spóroltad ki alóla az anyagot, biztosra mentél. Elülső támasztást egyáltalán nem igényel az a nagy tartórúd?
Nem spóroltad ki alóla az anyagot, biztosra mentél. Elülső támasztást egyáltalán nem igényel az a nagy tartórúd?
Cím: Re:Marószerszámok és karbantartásuk
Írta: SquirrelTech Dátum 2009 október 02, 00:16
Írta: SquirrelTech Dátum 2009 október 02, 00:16
Én ezen töröm a fejem pár hónapja. Csak természetesen metrikusra áttervezve. Eléggé nagy falat, de hosszútávon megérné...
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 október 02, 19:40
Írta: 000000000 Dátum 2009 október 02, 19:40
Igen, kiesztergáló fej. Arúd átmérője 50mm,húzott köracél, nagyon stabil.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 október 02, 19:42
Írta: 000000000 Dátum 2009 október 02, 19:42
Jó, amit belinkeltél, lehet belőlle ötletet meríteni.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 október 24, 21:34
Írta: 000000000 Dátum 2009 október 24, 21:34
Végre elkészültem egy már rég elkezdett, de sok nehézség árán megszületett kiesztergáló szerszámmal. Az biztos, hogy ha még egyet kéne csinálni, máshogy csinálnám, de most már készen van.
Köszönet a fórumnak az ötletekért, de kifejezetten VTamásnak a forgócsúcsért, és Vbodynak a profi keményfém lapkákért! Már kipróbáltam, szépen megy, amire kelleni fog nekem, (alumínium felesztergálás 45-ös átmérőre) arra jó lesz az egyébként is vézna gépen. Persze a Varsányi gépe egy pillanat alatt "bezúzná" ezt a filigrán szerkezetet, de az én kis gépemre pont jó. :)



A fecskefarok vezetéket egy faipari lapkás maróval csináltam, pici fogásokkal, így mindig bepróbáltam az ellendarabot. Olyan passzentosra készítettem, hogy magától nem csúszik, azt hinné az ember, hogy csak szorul, de a menettel szépen be és ki lehet tekerni. Nem holtjátékmentes, de hát úgyis csak egy irányban dolgozik az ember.
A hernyócsavarra csak a biztonság kedvéért van szükség, meg lehet vele rögzíteni a felső részt.
A köracél forrasztva van, egy kis ügyességgel cserélhető rövidebbre, de mivel ez egy speciális csapágyházhoz kell, ezért ez a hossz.
Ötleteket, kritikát elviselem!
Köszönet a fórumnak az ötletekért, de kifejezetten VTamásnak a forgócsúcsért, és Vbodynak a profi keményfém lapkákért! Már kipróbáltam, szépen megy, amire kelleni fog nekem, (alumínium felesztergálás 45-ös átmérőre) arra jó lesz az egyébként is vézna gépen. Persze a Varsányi gépe egy pillanat alatt "bezúzná" ezt a filigrán szerkezetet, de az én kis gépemre pont jó. :)
A fecskefarok vezetéket egy faipari lapkás maróval csináltam, pici fogásokkal, így mindig bepróbáltam az ellendarabot. Olyan passzentosra készítettem, hogy magától nem csúszik, azt hinné az ember, hogy csak szorul, de a menettel szépen be és ki lehet tekerni. Nem holtjátékmentes, de hát úgyis csak egy irányban dolgozik az ember.
A hernyócsavarra csak a biztonság kedvéért van szükség, meg lehet vele rögzíteni a felső részt.
A köracél forrasztva van, egy kis ügyességgel cserélhető rövidebbre, de mivel ez egy speciális csapágyházhoz kell, ezért ez a hossz.
Ötleteket, kritikát elviselem!
Cím: Re:Marószerszámok és karbantartásuk
Írta: Devecz Miklós Dátum 2009 október 24, 21:42
Írta: Devecz Miklós Dátum 2009 október 24, 21:42
A gravitációnak ellenáll [#banplz]
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 03, 20:32
Írta: ukcge40u Dátum 2009 december 03, 20:32
Nos, akkor belevágok.

Ez nálam a nagyolómaró.
Rovátkolt az éle, így a forgács relatíve pici darabokban jön le.
Ez nagyjából 16-18-as maró lehet (nem emlékszem).
A felület nagyon durva, de iszonyatos mennyiségű anyagot képes leválasztani rövid idő alatt, főleg aluban. (8000 fordulat, 20mm fogás, 1500-as előtolás.)
Az egyik éle keresztél (ami miatt, mármint a keresztél miatt belevágtam ebbe az egészbe), ezért lehet vele fúrni is (folyóforgács, nagy mélységre nem ajánlott), valamint spirálmarásra is, nagyjából 5mm-es ereszkedéssel körönként. Akkor még jól muzsikál, nagyobb értéknél már nem jó hangja van.
Ja igen.
Én fülre marok, meg rezgésre.
Hallom a cuccot, meg az ajtón van a kezem, hogy mit csinál.
A katalógusadatokra rá sem nézek, csak számomra ismeretlen szerszámnál.
Az egyenirányú marást nagyon szereti (nem csak ez, az összes), és ebből egy HSS, is tud jól dolgozni akár rozsdamentesbe is.
Pfü, most nem jut eszembe több, kérdeztek, meg kritizáltok, és akkor többet tudok... :)
(Ez itt az apróbetűs rész, kéretik figyelmesen elolvasni. Azt írom le, amit tapasztaltam. Ha valakinek van jobb ötlete, az jöhet. Ezt a kütyüt is lehetne jobban hajtani, de nem visz rá a lélek. Anno, a suliban nagyon megtanultam, mit jelent csak egy szerszámmal dolgozni, tehát én mindig úgy kalkulálom a szerszámot, hogy sokáig bírja, de azért haladós tempója legyen.
Tehát szerszámot gyilkolni én is tudok.
Itt az a célom, hogy hogyan lehet egy szerszámmal úgy dolgozni, hogy az maximálisan ki legyen használva, annak a függvényében, hogy nem jár hetente szerszámköszörűs hozzánk munkáért.)
Ez nálam a nagyolómaró.
Rovátkolt az éle, így a forgács relatíve pici darabokban jön le.
Ez nagyjából 16-18-as maró lehet (nem emlékszem).
A felület nagyon durva, de iszonyatos mennyiségű anyagot képes leválasztani rövid idő alatt, főleg aluban. (8000 fordulat, 20mm fogás, 1500-as előtolás.)
Az egyik éle keresztél (ami miatt, mármint a keresztél miatt belevágtam ebbe az egészbe), ezért lehet vele fúrni is (folyóforgács, nagy mélységre nem ajánlott), valamint spirálmarásra is, nagyjából 5mm-es ereszkedéssel körönként. Akkor még jól muzsikál, nagyobb értéknél már nem jó hangja van.
Ja igen.
Én fülre marok, meg rezgésre.
Hallom a cuccot, meg az ajtón van a kezem, hogy mit csinál.
A katalógusadatokra rá sem nézek, csak számomra ismeretlen szerszámnál.
Az egyenirányú marást nagyon szereti (nem csak ez, az összes), és ebből egy HSS, is tud jól dolgozni akár rozsdamentesbe is.
Pfü, most nem jut eszembe több, kérdeztek, meg kritizáltok, és akkor többet tudok... :)
(Ez itt az apróbetűs rész, kéretik figyelmesen elolvasni. Azt írom le, amit tapasztaltam. Ha valakinek van jobb ötlete, az jöhet. Ezt a kütyüt is lehetne jobban hajtani, de nem visz rá a lélek. Anno, a suliban nagyon megtanultam, mit jelent csak egy szerszámmal dolgozni, tehát én mindig úgy kalkulálom a szerszámot, hogy sokáig bírja, de azért haladós tempója legyen.
Tehát szerszámot gyilkolni én is tudok.
Itt az a célom, hogy hogyan lehet egy szerszámmal úgy dolgozni, hogy az maximálisan ki legyen használva, annak a függvényében, hogy nem jár hetente szerszámköszörűs hozzánk munkáért.)
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 03, 20:46
Írta: ukcge40u Dátum 2009 december 03, 20:46
Második szerszám.

Itt ezt használjuk simítómarónak.
A hagyományos gépeken nem nagyon használnak simítómarót, én sem tettem anno. Mivel itt szerszámcserélő van, így nagyon jó egy gyors célszerszám.
A simítómarónak nagyon sok előnye van,ezek közül kapásból a felületet emelném ki.
Mivel ennek 8 éle van, így a fogásonkénti előtolást lehet növelni, vagy ugyanolyan előtolással simább lesz a felület.
Ennek is van keresztéle, de igazából csak arra jó, hogy a zseb alján azt az 1 tized fogást meg tudjuk vele venni. Nagyobb mélységeknél beremeg, és nem szereti a nagy fogásmélységet sem.
Az én tapasztalatom szerint aluba 5 tized, vasba 2, rozsdamentesbe 1 tized simítómélységnél dolgozik gyönyörűen.
Mivel ez sokfogú, és eleve a katalógusban is slichtfräser, így az oldala nem szereti a sok anyagot, kontúrnál rozsdamentesnél általában 1-2 tized oldalanként, aluban elmehetünk az 5 tizedig is, de nem érdemes, mert ezt a marót úgyis mindig a nagyoló után küldjük.
A főnököm képes rá, hogy aluba ezzel kapjon le 1 millimétert oldalanként. A maró megcsinálja, de megint rá kell menni, ha jó méretet akarunk, és a felület is relatíve ronda.
Ez keményfém, a hobby kategóriában egy jó gazdi kezében nagyon sokáig kiszolgál egy adott darab.
Szereti a fordulatot, de 4xD arányban már érdemes fogásosztással simítani.
Amit most kihagytam, majd megkérdezitek. :)
Holnap jön a háromélű (az a bizonyos), meg a keményfém simítónagyoló.
Igyekszem jobb képeket csinálni... :)
Itt ezt használjuk simítómarónak.
A hagyományos gépeken nem nagyon használnak simítómarót, én sem tettem anno. Mivel itt szerszámcserélő van, így nagyon jó egy gyors célszerszám.
A simítómarónak nagyon sok előnye van,ezek közül kapásból a felületet emelném ki.
Mivel ennek 8 éle van, így a fogásonkénti előtolást lehet növelni, vagy ugyanolyan előtolással simább lesz a felület.
Ennek is van keresztéle, de igazából csak arra jó, hogy a zseb alján azt az 1 tized fogást meg tudjuk vele venni. Nagyobb mélységeknél beremeg, és nem szereti a nagy fogásmélységet sem.
Az én tapasztalatom szerint aluba 5 tized, vasba 2, rozsdamentesbe 1 tized simítómélységnél dolgozik gyönyörűen.
Mivel ez sokfogú, és eleve a katalógusban is slichtfräser, így az oldala nem szereti a sok anyagot, kontúrnál rozsdamentesnél általában 1-2 tized oldalanként, aluban elmehetünk az 5 tizedig is, de nem érdemes, mert ezt a marót úgyis mindig a nagyoló után küldjük.
A főnököm képes rá, hogy aluba ezzel kapjon le 1 millimétert oldalanként. A maró megcsinálja, de megint rá kell menni, ha jó méretet akarunk, és a felület is relatíve ronda.
Ez keményfém, a hobby kategóriában egy jó gazdi kezében nagyon sokáig kiszolgál egy adott darab.
Szereti a fordulatot, de 4xD arányban már érdemes fogásosztással simítani.
Amit most kihagytam, majd megkérdezitek. :)
Holnap jön a háromélű (az a bizonyos), meg a keményfém simítónagyoló.
Igyekszem jobb képeket csinálni... :)
Cím: Re:Marószerszámok és karbantartásuk
Írta: s7manbs8 Dátum 2009 december 03, 20:50
Írta: s7manbs8 Dátum 2009 december 03, 20:50
Kissé életlen pont, amit mutatnál, és nagy a kép is. Amúgy érdekes lenne, amit mutatsz. [#circling][#circling]
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 03, 21:00
Írta: ukcge40u Dátum 2009 december 03, 21:00
Holnap újracsinálom, meg összetrükközöm.
Nem vagyok moderátor, így azzal próbálok javítani, ami az eszembe jön, de majd meglátom, hogy működik-e?
A telómmal tudok most csak fényképelni, mert az okosgépet az asszony bitorolja... otthon.
Megteszem, amit tudok. :)
Nem vagyok moderátor, így azzal próbálok javítani, ami az eszembe jön, de majd meglátom, hogy működik-e?
A telómmal tudok most csak fényképelni, mert az okosgépet az asszony bitorolja... otthon.
Megteszem, amit tudok. :)
Cím: Re:Marószerszámok és karbantartásuk
Írta: s7manbs8 Dátum 2009 december 03, 21:12
Írta: s7manbs8 Dátum 2009 december 03, 21:12
Kicsit kisebbre veheted a képet, ahhoz nem kell moderátor. Ezek a masinák már el vannak látva újabban arc, mosoly felismerővel, de mivel az a rusnya maró nem vigyorog, így a gép a hátteret fókuszálta be lehet.[#circling][#circling]
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 03, 21:22
Írta: ukcge40u Dátum 2009 december 03, 21:22
Mindjárt lekicsinyítem, meg egy füst alatt kipróbálok mást is... :)
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 03, 21:26
Írta: ukcge40u Dátum 2009 december 03, 21:26
Működik.
Holnap felrakom a jó képet... :)
Holnap felrakom a jó képet... :)
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 03, 21:29
Írta: ukcge40u Dátum 2009 december 03, 21:29
Az enyémben még nincsenek ilyen hülyeségek.
Ez csak egy sima telefon+ van benne egy kamera is.
Ez telefon, nem fényképezőgép.
A fényképezővel majd csinálok makrós képeket is, ha kell, miután lenyúltam(vissza) a páromtól... :)
Ez csak egy sima telefon+ van benne egy kamera is.
Ez telefon, nem fényképezőgép.
A fényképezővel majd csinálok makrós képeket is, ha kell, miután lenyúltam(vissza) a páromtól... :)
Cím: Re:Marószerszámok és karbantartásuk
Írta: D.Laci Dátum 2009 december 03, 22:22
Írta: D.Laci Dátum 2009 december 03, 22:22
"fogásonkénti előtolást lehet növelni,"
Gondolom fordulatonkénti akkar lenni?
Gondolom fordulatonkénti akkar lenni?
Cím: Re:Marószerszámok és karbantartásuk
Írta: 4um5b65d Dátum 2009 december 03, 22:24
Írta: 4um5b65d Dátum 2009 december 03, 22:24
Ne köss bele mindenbe, mert még elbizonytalanítod szegényt....[#violent][#nyes][#taps]
Cím: Re:Marószerszámok és karbantartásuk
Írta: D.Laci Dátum 2009 december 03, 22:28
Írta: D.Laci Dátum 2009 december 03, 22:28
Nem vagyok én olyan!... á dehogy... :)
Mint laikusnak szemetszur néhány momentum. Attol még nem biztos hogy igazam is van.
Mint laikusnak szemetszur néhány momentum. Attol még nem biztos hogy igazam is van.
Cím: Re:Marószerszámok és karbantartásuk
Írta: PSoft Dátum 2009 december 03, 22:31
Írta: PSoft Dátum 2009 december 03, 22:31
Láttátok a #233-at?
Az a "simítómaró",hát az nem kutyaf..sza!
[#nyes][#nyes][#taps][#taps]
Az a "simítómaró",hát az nem kutyaf..sza!
[#nyes][#nyes][#taps][#taps]
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 03, 22:32
Írta: ukcge40u Dátum 2009 december 03, 22:32
Nem, fogankénti előtolás akart lenni, de közben még beszéltem is mással. Ezt elkúrtam... :(
Cím: Re:Marószerszámok és karbantartásuk
Írta: 4um5b65d Dátum 2009 december 03, 22:32
Írta: 4um5b65d Dátum 2009 december 03, 22:32
Ja-ja, Sanzi a kutyával nyalatja simára a felületet. Nagyon ott van a srác a szakmában....[#nyes]
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 03, 22:36
Írta: ukcge40u Dátum 2009 december 03, 22:36
Milyen kutya?
Nem látjátok hogy ott van RC? [#beka3]
Nem látjátok hogy ott van RC? [#beka3]
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 03, 22:37
Írta: ukcge40u Dátum 2009 december 03, 22:37
Imádom a netet... [#vigyor2][#vigyor2][#vigyor2][#vigyor2][#hehe][#hehe]
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 03, 22:41
Írta: ukcge40u Dátum 2009 december 03, 22:41
Különben is, elfogyott a söröm, ezért morci lettem. Ma este bármire képes vagyok, amiért nem dobnak ki a modik.
...ööö... várjunk csak... akkor nem is bármire..., ha valamiért bünti jár, akkor az már nem a bármi... [#fejvakaras][#pias][#pias][#idiota][#zavart1]
...ööö... várjunk csak... akkor nem is bármire..., ha valamiért bünti jár, akkor az már nem a bármi... [#fejvakaras][#pias][#pias][#idiota][#zavart1]
Cím: Re:Marószerszámok és karbantartásuk
Írta: s7manbs8 Dátum 2009 december 03, 22:58
Írta: s7manbs8 Dátum 2009 december 03, 22:58
Mikor fogyott el, tegnap előtt ?
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 04, 00:14
Írta: ukcge40u Dátum 2009 december 04, 00:14
Ma este, a mai beszerzés. Nem tom mi van, a levegő is elég száraz itten, tán elpárolgott...[#wilting]
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 04, 00:15
Írta: ukcge40u Dátum 2009 december 04, 00:15
Holnap lesz marókép is, ígérem. :)
Cím: Re:Marószerszámok és karbantartásuk
Írta: s5f8tmfv3 Dátum 2009 december 04, 07:57
Írta: s5f8tmfv3 Dátum 2009 december 04, 07:57
Nagyon jó, folytasd! Ez nem olyan tankönyvi anyag, attól sokkal jobb egy gyakorló szakembertől hallani az ilyen dolgokat. Gratula!
Cím: Re:Marószerszámok és karbantartásuk
Írta: D.Laci Dátum 2009 december 04, 08:08
Írta: D.Laci Dátum 2009 december 04, 08:08
De gondolom a gépnek nem foganként adod meg az előtolás értékét?:)
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 04, 15:02
Írta: ukcge40u Dátum 2009 december 04, 15:02
Természetesen nem, de akár úgy is megadhatnám a gépnek, mint katalógusadatot. Lenne is nemulass egy ilyen start után... [#zavart1][#ijedt]
Inkább csak érdekességképpen említettem, hogy van ilyen is. A Hurco pl úgy számolgatja magának a tolásokat, meg a fordulatokat. Néha jönnek ki érdekes adatok... :)
Inkább csak érdekességképpen említettem, hogy van ilyen is. A Hurco pl úgy számolgatja magának a tolásokat, meg a fordulatokat. Néha jönnek ki érdekes adatok... :)
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 04, 15:03
Írta: ukcge40u Dátum 2009 december 04, 15:03
Örülök, hogy tetszik.
Köszönöm a biztatást. [#smile]
Köszönöm a biztatást. [#smile]
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 04, 16:09
Írta: ukcge40u Dátum 2009 december 04, 16:09

Itt a tegnapi kép, oda valamiért nem tudom berakni, illetve cserélni.
Később jön ma még a "háromélű", és a 45 fokos élletörő is.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 04, 17:10
Írta: 000000000 Dátum 2009 december 04, 17:10
Gratula Sanzistift!:)
Huhhh, apám! De sok klassz szerszámotok van ott, ilyenekkel öröm dolgozni! A szervo topicban feldobtam egy példát, mutasd már meg majd egyszer légyszi egy fotón azt a konkrét szerszámot, ami ahhoz a feladothoz kell, amit ott leírtam, bár aki figyelmes,
ott a háttérben már nagyon hasonló méretű marók láthatók.....:) Köszike!
Mellesleg Neked, mint a gyakorlati forgácsoláshoz értő CNC-snek hogy tetszik a kis minta példám?:) Gyakorlatias?:)
Huhhh, apám! De sok klassz szerszámotok van ott, ilyenekkel öröm dolgozni! A szervo topicban feldobtam egy példát, mutasd már meg majd egyszer légyszi egy fotón azt a konkrét szerszámot, ami ahhoz a feladothoz kell, amit ott leírtam, bár aki figyelmes,
ott a háttérben már nagyon hasonló méretű marók láthatók.....:) Köszike!
Mellesleg Neked, mint a gyakorlati forgácsoláshoz értő CNC-snek hogy tetszik a kis minta példám?:) Gyakorlatias?:)
Cím: Re:Marószerszámok és karbantartásuk
Írta: Szalai György Dátum 2009 december 04, 17:57
Írta: Szalai György Dátum 2009 december 04, 17:57
Ezek miért ilyen csutka szerszámok, mint egy eldobott szivarcsikk? Egész nincsen?
Na félre a viccel. Tényleg írjál mindenféle okosságot, amit mi (én) biztosan nem tudunk.
Például: Mekkora fogankénti előtolással lehet dolgozni egy maróval mielőtt eltörne és mitől függ az.
Na félre a viccel. Tényleg írjál mindenféle okosságot, amit mi (én) biztosan nem tudunk.
Például: Mekkora fogankénti előtolással lehet dolgozni egy maróval mielőtt eltörne és mitől függ az.
Cím: Re:Marószerszámok és karbantartásuk
Írta: Szalai György Dátum 2009 december 04, 18:38
Írta: Szalai György Dátum 2009 december 04, 18:38
Nekem 3mm élkörátmérőjű maróval kell majd dolgozni! A fordulatszám meg lesz vagy negyven-ötvenenezer. Ha ugyan ennyit költök naponta keményfém marókra, akkor nem marad sörpénz.
Mitől nem leszek mekkmester?
Mitől nem leszek mekkmester?
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 04, 19:03
Írta: ukcge40u Dátum 2009 december 04, 19:03
Itt van a cimbim, és sörözünk.
Ettől függetlenül megpróbálom megnézni. :)
Ettől függetlenül megpróbálom megnézni. :)
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 04, 19:05
Írta: ukcge40u Dátum 2009 december 04, 19:05
Megírom, de ma már csak hülyeséget írnák, így holnap a Mach3 fordítása közben kielemzem az én szemszögemből. :)
Cím: Re:Marószerszámok és karbantartásuk
Írta: s7manbs8 Dátum 2009 december 04, 19:07
Írta: s7manbs8 Dátum 2009 december 04, 19:07
Nálam ma este olasz bor a menő."Dolce vita". Meg persze a fórumozás. De azért mutassál valami szerszámot is. [#circling][#circling]
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 04, 19:08
Írta: ukcge40u Dátum 2009 december 04, 19:08
Jó, összekapom magam, időt kérek... :)
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 04, 19:41
Írta: ukcge40u Dátum 2009 december 04, 19:41
Közben azért rákerestem picit. :)
A50
Melegen hengerelt finomszemcsés szerkezeti acél hegesztett szerkezetekhez.
Gyakori felhasználása a mezőgazdasági gépek nagy igénybevételű alkatrészeinél. Hegesztéssel készülő szerkezetek, tartók, tartályok szabadtéri üzemeltetésre is.
A finomszemcsés szerkezetet a mikroötvözés biztosítja. Az acélok erősen csillapítottak.
Hengerelt köracélok, lemezek, széles (lapos) acélok, ritkábban idomacélok.
Szóval ez forgácsoló szemmel bilivas, ezért ezt lehet nyomni.
A marós megkérdezi azt is, hogy az a 20-as maró hány fogú (általában 4 vagy 6). Nincs megadva fordulatszám, pedig az fontos lenne, mert sok függ tőle, többek között a fogankénti előtolás nagysága, ebből adódóan a forgácskeresztmetszet, ebből pedig egyenesen következik hogy mekkora a motoromnak kellene lenni abban a pillanatban.
A dolog erősen csalóka.
Ha például én ütőkéssel dolgozom, de nagy a főorsóm J értéke, amit most én parasztosan csak tehetetlenségnek fogok hívni, akkor egy kisebb teljesítményű motorral is lehet csinálni, ami már megállna egy kisebb, ámde nagyobb forgácskeresztmetszettel dolgozó szerszámtól.
Ezt majd kielemezzük később.
Tehát nincs fordulat megadva. Ez nagy hiba.
Forgácsolási szemszögből azért, mert ha túl alacsony, akkor nagy a szerszámkopás, ha viszont túl magas, akkor nem csak a kopás növekszik meg megint, hanem jelentős melegedéssel is számolnunk kell (súrlódás).
Ezzel szemben viszont tehetjük azt a tényt, hogy a nagyobb fordulat kisebb forgácsot eredményez, ami kisebb fordulatonkénti forgácsolóerőt jelent.
Hogy még jobban bekeverjek, a nagyon elvetemültek azzal is számolnak, hogy az épp leváló forgács mennyi hőt von el, és visz el fizikailag a forgácsolóéltől. A nagyobb forgácsnál adott forgácstömeggel számolva nagyobb hőt is tud elvinni, viszont , mivel nagyobb a súrlódási erő, így nagyobb hő is keletkezik. Az arányosság majdnem lineáris, ha eltekintünk a szélsőséges helyzetektől.
Ez így nagyon jól néz ki, meg kurvára műszaki, és tele van igaz dolgokkal, de ha egy melós ezek alapján állna neki melózni, akkor holnap sem végezne 16 db M16-os menet férőhelyének kimarásával, meg a menetekkel sem.
Tiborom,én nagyon becsülöm a te szaktudásodat, és valóban, néhány általad megvilágított egyenlettel valóban értékes tudást szereztem, valamint már sok dologról a te jóvoltodból azt is tudom, hogy az a valami miért annyi.
DE. :)
(a következő rész a gyakorlat lesz, hogy hogyan is működnek az egyenletek a gyakorlatban)
A50
Melegen hengerelt finomszemcsés szerkezeti acél hegesztett szerkezetekhez.
Gyakori felhasználása a mezőgazdasági gépek nagy igénybevételű alkatrészeinél. Hegesztéssel készülő szerkezetek, tartók, tartályok szabadtéri üzemeltetésre is.
A finomszemcsés szerkezetet a mikroötvözés biztosítja. Az acélok erősen csillapítottak.
Hengerelt köracélok, lemezek, széles (lapos) acélok, ritkábban idomacélok.
Szóval ez forgácsoló szemmel bilivas, ezért ezt lehet nyomni.
A marós megkérdezi azt is, hogy az a 20-as maró hány fogú (általában 4 vagy 6). Nincs megadva fordulatszám, pedig az fontos lenne, mert sok függ tőle, többek között a fogankénti előtolás nagysága, ebből adódóan a forgácskeresztmetszet, ebből pedig egyenesen következik hogy mekkora a motoromnak kellene lenni abban a pillanatban.
A dolog erősen csalóka.
Ha például én ütőkéssel dolgozom, de nagy a főorsóm J értéke, amit most én parasztosan csak tehetetlenségnek fogok hívni, akkor egy kisebb teljesítményű motorral is lehet csinálni, ami már megállna egy kisebb, ámde nagyobb forgácskeresztmetszettel dolgozó szerszámtól.
Ezt majd kielemezzük később.
Tehát nincs fordulat megadva. Ez nagy hiba.
Forgácsolási szemszögből azért, mert ha túl alacsony, akkor nagy a szerszámkopás, ha viszont túl magas, akkor nem csak a kopás növekszik meg megint, hanem jelentős melegedéssel is számolnunk kell (súrlódás).
Ezzel szemben viszont tehetjük azt a tényt, hogy a nagyobb fordulat kisebb forgácsot eredményez, ami kisebb fordulatonkénti forgácsolóerőt jelent.
Hogy még jobban bekeverjek, a nagyon elvetemültek azzal is számolnak, hogy az épp leváló forgács mennyi hőt von el, és visz el fizikailag a forgácsolóéltől. A nagyobb forgácsnál adott forgácstömeggel számolva nagyobb hőt is tud elvinni, viszont , mivel nagyobb a súrlódási erő, így nagyobb hő is keletkezik. Az arányosság majdnem lineáris, ha eltekintünk a szélsőséges helyzetektől.
Ez így nagyon jól néz ki, meg kurvára műszaki, és tele van igaz dolgokkal, de ha egy melós ezek alapján állna neki melózni, akkor holnap sem végezne 16 db M16-os menet férőhelyének kimarásával, meg a menetekkel sem.
Tiborom,én nagyon becsülöm a te szaktudásodat, és valóban, néhány általad megvilágított egyenlettel valóban értékes tudást szereztem, valamint már sok dologról a te jóvoltodból azt is tudom, hogy az a valami miért annyi.
DE. :)
(a következő rész a gyakorlat lesz, hogy hogyan is működnek az egyenletek a gyakorlatban)
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 04, 20:26
Írta: ukcge40u Dátum 2009 december 04, 20:26
Második fejezet, avagy a gyakorlat... :)
Normál esetben a marós (pl én) reggel bemegy, és az első amit leellenőriz, hogy van-e kávé.
Tudniillik, anélkül nem működik a fizika. :)
Tehát kávé, cigi folyamatban, és miközben a gép a melegítő köreit járja, rásandít a rajzra is.
Hogy má' megint mi a picsa ez?
Utána letörli a kiköhögött kávé maradványait magáról, meg a rajzról, és mégegyszer megnézi hogy jól látta-e az M6-os menet 5 százados pozíciótűrését.
Miután megnyugodott, hogy jól látta, tehát megint csak a németek a hülyék... felcsavarozza a satupofára az épp aktuális méretű alátétet, amik sorban vannak az asztalon, méret szerint.
A darabot lefogta, leütötte, és bemérte a 3D taszterral, hogy valami helye legyen már annak a nullpontnak. Már megszokta, hogy furat közepébe 2-3 tized eltéréssel áll be szemre, de ez itt úgy sem érdekel senkit, megmarad saját örömnek. Mint tegnap... :)
De mivel nem rosszral dobálózunk, így szépen beméri emberünk a nyers darab nulláját. Mert szeret századra dolgozni.
(Itt megjegyezném, hogy emberünk ugyanolyan pontos lenne úgy is , hogy behívja a sarokletörőt, és szemre rááll a darab sarkára, és esetleg onnan továbbkorrekcióz, de, mint említettem, nem rosszral dobálózunk)
A nullpontot szépen elkorrekciózza, hogy az anyagban legyen, utána megírja a nagyoló kontúrt. Ami ugyanaz, mint a simító, csak a szerszám más. Nagyobbra van írva pár tizeddel (+1 trükk)
A nagyolót végigzavarja a kontúron, egy jól bevált értékkel, ami annál az anyagnál tuti működik, és nem is lassú. Mínusz egy számolás.
Utána megírja a maradék fúrásokat, meg marásokat, a kontúrt szépen bemásolja a helyére, már a pontos simító szerszámot írva rá.
És készen van, lehet méregetni, meg örülni, hogy szép csillogós, de ezek a hülye németek le fogják úgyis homokolni, tehát örüljünk neki, amíg ilyen szép fényes. :)
Visszakanyarodván a példádra, emberünknek fogalma sincs, hogy mekkora erő szükséges előtolni, mert adok neki a fent adott adatokkal egy nagyjából 450-600 fordulattal megsergeti a szerszámot, és hallgatja, mi történik. Ha morog nagyon, akkor vagy visszaveszi (ennél nem jellemző), vagy teker még rá egy picit pluszba.
Utána vagy jó lesz, vagy sem.
Emberünk nem számolgat, hanem zsigerből nyomja... :)
Normál esetben a marós (pl én) reggel bemegy, és az első amit leellenőriz, hogy van-e kávé.
Tudniillik, anélkül nem működik a fizika. :)
Tehát kávé, cigi folyamatban, és miközben a gép a melegítő köreit járja, rásandít a rajzra is.
Hogy má' megint mi a picsa ez?
Utána letörli a kiköhögött kávé maradványait magáról, meg a rajzról, és mégegyszer megnézi hogy jól látta-e az M6-os menet 5 százados pozíciótűrését.
Miután megnyugodott, hogy jól látta, tehát megint csak a németek a hülyék... felcsavarozza a satupofára az épp aktuális méretű alátétet, amik sorban vannak az asztalon, méret szerint.
A darabot lefogta, leütötte, és bemérte a 3D taszterral, hogy valami helye legyen már annak a nullpontnak. Már megszokta, hogy furat közepébe 2-3 tized eltéréssel áll be szemre, de ez itt úgy sem érdekel senkit, megmarad saját örömnek. Mint tegnap... :)
De mivel nem rosszral dobálózunk, így szépen beméri emberünk a nyers darab nulláját. Mert szeret századra dolgozni.
(Itt megjegyezném, hogy emberünk ugyanolyan pontos lenne úgy is , hogy behívja a sarokletörőt, és szemre rááll a darab sarkára, és esetleg onnan továbbkorrekcióz, de, mint említettem, nem rosszral dobálózunk)
A nullpontot szépen elkorrekciózza, hogy az anyagban legyen, utána megírja a nagyoló kontúrt. Ami ugyanaz, mint a simító, csak a szerszám más. Nagyobbra van írva pár tizeddel (+1 trükk)
A nagyolót végigzavarja a kontúron, egy jól bevált értékkel, ami annál az anyagnál tuti működik, és nem is lassú. Mínusz egy számolás.
Utána megírja a maradék fúrásokat, meg marásokat, a kontúrt szépen bemásolja a helyére, már a pontos simító szerszámot írva rá.
És készen van, lehet méregetni, meg örülni, hogy szép csillogós, de ezek a hülye németek le fogják úgyis homokolni, tehát örüljünk neki, amíg ilyen szép fényes. :)
Visszakanyarodván a példádra, emberünknek fogalma sincs, hogy mekkora erő szükséges előtolni, mert adok neki a fent adott adatokkal egy nagyjából 450-600 fordulattal megsergeti a szerszámot, és hallgatja, mi történik. Ha morog nagyon, akkor vagy visszaveszi (ennél nem jellemző), vagy teker még rá egy picit pluszba.
Utána vagy jó lesz, vagy sem.
Emberünk nem számolgat, hanem zsigerből nyomja... :)
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 04, 20:53
Írta: 000000000 Dátum 2009 december 04, 20:53
Kedves Barátom!:)
Huhh, szép kis esti mesét tartottál itt nekem!:)
Sajnos sokat ittál, a sörözés és a forgácsolások lélektana két
különböző dolog.:) Fogjuk rá erre!:) Meglehetősen sok "érdekes" dolgot összehordtál.
Tudod kamasz korom óta szeretem a gépészet-elektronika világát,
szinte mindenféle hagyományos szerszámgépen dolgoztam már,
még lefejtő fogazógépeken is.
Annak idején volt szerencsém egy szuper tanári-szakokotató karból
álló gépészeti szakközépiskolába járnom a hetvenes években, komoly
elméleti-gyakorlati szaktudást kaptam ott.
Mivel már akkor érdekeltek ezek a dolgok, komolyan vettem
az ismereteket. Jó alap volt az egyetemhez, ott is ebből a tudásból éltem,
mert tudtam-éreztem-tapasztaltam a sok matek, elméleti magyarázat gyakorlati
hasznát, ahogyan visszaköszöntek az ismerős képletek a 3 órás professzori
előadások levezetései után. Azóta is folytonosan töprengek dolgokon,
szeretek szakmai összefüggő rendszerekben gondolkozni, persze
csak annyira, amennyire abból a gyakorlatban hasznom van.
De ez itt most nem annyira fontos, csak gondoltam picit erről is írok.
Maradjunk annyiban, hogy majd holnap tiszta fejjel remélem átértékeled
a mostani kritikádat, és irományodat. Velem lehet vitázni, de ha én nem
iszom sört, Te meg igen, bocsi, de az az érzésem, egyenlőtlen lesz
a szakmai vita köztünk. Holnap is lesz nap, ha még majd mindig úgy gondolod,
neked van igazad, tételesen megbeszélhetjük a dolgokat.
Talán túlságosan laza stílust vettél ma fel, nagy már a honvágyad. Ezt megértem.
Félek tőle viszont, ma bőséges volt a szakmai sületlenség termésed, egy a sok közül:
"...A marós megkérdezi azt is, hogy az a 20-as maró hány fogú..."
Hát igen, de én azt írtam hosszlyukmaró. Szerinted annak mennyi
forgácsolóéle van?:) Szerintem egyértelmű a válasz.
Na aludj majd jól, álmodj szépeket!:)
De holnap ameddig tiszta a fejed, addig írj!:)
Ja és a lényeg a lényeg: hány W főforgácsoló teljesítményről is van itt szó?
Azt is meg lehet hang alapján állapítani?:)
Huhh, szép kis esti mesét tartottál itt nekem!:)
Sajnos sokat ittál, a sörözés és a forgácsolások lélektana két
különböző dolog.:) Fogjuk rá erre!:) Meglehetősen sok "érdekes" dolgot összehordtál.
Tudod kamasz korom óta szeretem a gépészet-elektronika világát,
szinte mindenféle hagyományos szerszámgépen dolgoztam már,
még lefejtő fogazógépeken is.
Annak idején volt szerencsém egy szuper tanári-szakokotató karból
álló gépészeti szakközépiskolába járnom a hetvenes években, komoly
elméleti-gyakorlati szaktudást kaptam ott.
Mivel már akkor érdekeltek ezek a dolgok, komolyan vettem
az ismereteket. Jó alap volt az egyetemhez, ott is ebből a tudásból éltem,
mert tudtam-éreztem-tapasztaltam a sok matek, elméleti magyarázat gyakorlati
hasznát, ahogyan visszaköszöntek az ismerős képletek a 3 órás professzori
előadások levezetései után. Azóta is folytonosan töprengek dolgokon,
szeretek szakmai összefüggő rendszerekben gondolkozni, persze
csak annyira, amennyire abból a gyakorlatban hasznom van.
De ez itt most nem annyira fontos, csak gondoltam picit erről is írok.
Maradjunk annyiban, hogy majd holnap tiszta fejjel remélem átértékeled
a mostani kritikádat, és irományodat. Velem lehet vitázni, de ha én nem
iszom sört, Te meg igen, bocsi, de az az érzésem, egyenlőtlen lesz
a szakmai vita köztünk. Holnap is lesz nap, ha még majd mindig úgy gondolod,
neked van igazad, tételesen megbeszélhetjük a dolgokat.
Talán túlságosan laza stílust vettél ma fel, nagy már a honvágyad. Ezt megértem.
Félek tőle viszont, ma bőséges volt a szakmai sületlenség termésed, egy a sok közül:
"...A marós megkérdezi azt is, hogy az a 20-as maró hány fogú..."
Hát igen, de én azt írtam hosszlyukmaró. Szerinted annak mennyi
forgácsolóéle van?:) Szerintem egyértelmű a válasz.
Na aludj majd jól, álmodj szépeket!:)
De holnap ameddig tiszta a fejed, addig írj!:)
Ja és a lényeg a lényeg: hány W főforgácsoló teljesítményről is van itt szó?
Azt is meg lehet hang alapján állapítani?:)
Cím: Re:Marószerszámok és karbantartásuk
Írta: skwby94ub Dátum 2009 december 04, 21:10
Írta: skwby94ub Dátum 2009 december 04, 21:10
Kedves Barátom,
minden szavadat értettem, pontosan így van.
Ne törődj az előttem szólóval.
Leveledre válaszolva egy hete írtam egy hosszabbat-de az egész elszállt a géppel együtt,
így majd rövidebben pótlom.
Üdv:Jóska
minden szavadat értettem, pontosan így van.
Ne törődj az előttem szólóval.
Leveledre válaszolva egy hete írtam egy hosszabbat-de az egész elszállt a géppel együtt,
így majd rövidebben pótlom.
Üdv:Jóska
Cím: Re:Marószerszámok és karbantartásuk
Írta: j3rx6bsjd Dátum 2009 december 04, 21:35
Írta: j3rx6bsjd Dátum 2009 december 04, 21:35
Ugyan nem itt kéne szaporítanom a szót,de ha nem ide való majd valaki helyrerakja.
A forgácsolási teljesítmény a forgácsolási sebesség és a forgácsolóerő szorzata amit jelen példánál 1-el szorzunk a 100%-os hatásfok miatt ebből megkapjuk az effektív teljesítményt.
Idézném az általad közreadott képletet ami alapján bárki kiszámolhatja a teljesítményt ha akarja.Én nem teszem,mert nem szeretek számolni.
Valahogy hozzám is közelebb áll Sanzi módszere.
Ráteszem a kezem a gépre és szinte érezni,hogy ami történik az jó a marónak vagy sem.
Az említett idézet engedelmeddel:
F=k*hk*f
ahol:
- F főforgácsolóerő (N)
- k fajlagos forgácsolási ellenállás (anyagtényező) (N/mm2)
- hk közepes forgácsvastagság (mm)
- f fogásvétel (mm)
A közepes forgácsvastagság sok mindentől függ,
(előtolás, marás típusa /palást, vagy homlok/
maró fogszám, átmérő,...).
A forgácsolási teljesítmény a forgácsolási sebesség és a forgácsolóerő szorzata amit jelen példánál 1-el szorzunk a 100%-os hatásfok miatt ebből megkapjuk az effektív teljesítményt.
Idézném az általad közreadott képletet ami alapján bárki kiszámolhatja a teljesítményt ha akarja.Én nem teszem,mert nem szeretek számolni.
Valahogy hozzám is közelebb áll Sanzi módszere.
Ráteszem a kezem a gépre és szinte érezni,hogy ami történik az jó a marónak vagy sem.
Az említett idézet engedelmeddel:
F=k*hk*f
ahol:
- F főforgácsolóerő (N)
- k fajlagos forgácsolási ellenállás (anyagtényező) (N/mm2)
- hk közepes forgácsvastagság (mm)
- f fogásvétel (mm)
A közepes forgácsvastagság sok mindentől függ,
(előtolás, marás típusa /palást, vagy homlok/
maró fogszám, átmérő,...).
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 04, 22:09
Írta: 000000000 Dátum 2009 december 04, 22:09
Te egy komoly ember vagy itt, szoktam figyelni
a mondandódat. Igen, ezzel a módszerrel is ki lehet számolni.
Így kicsit nehezebb, Newton módszerével sokkal
egyszerűbb lesz.
A fizikában, matekban pont az a szép, sok-sok megoldás van
és különböző utakon juthatunk el a feladat végéhez.
Akkor van baj, ha végeredmények nem azonosak és
nem igazaljál vissza a gyakorlatot!:)
a mondandódat. Igen, ezzel a módszerrel is ki lehet számolni.
Így kicsit nehezebb, Newton módszerével sokkal
egyszerűbb lesz.
A fizikában, matekban pont az a szép, sok-sok megoldás van
és különböző utakon juthatunk el a feladat végéhez.
Akkor van baj, ha végeredmények nem azonosak és
nem igazaljál vissza a gyakorlatot!:)
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 04, 22:21
Írta: ukcge40u Dátum 2009 december 04, 22:21
Tiborom, drága barátom, nagyon szeretlek, mint embert de most megpróbállak leoltani. Nem baj?
A stílusom olyan, amilyen, és inkább hangulatfüggő, mint sörfüggő.
Ebből levezetném azt a tényt is, hogy annyi sörrel, amennyit együtt beveszünk, te már fetrengsz gép alatt, amin én még mindig tudok dolgozni. Ezzel nem lebecsülésemet akarom kifejezni, mert nem ez a célom, csak inkább próbálok aránypárokat alkotni a te tudásod és az enyém VS a körülmények viszonyításában.
Én nem azért írtam így, mert be vagyok sörözve.
Én most azért írtam így egyrészt; tudok így is írni /másrészt; Azért volt olyan kedvem így írni, mert sört ittam.
Alapnyelvtanból ha elemzed ezt a fenti sörböfimet. akkor leveszed a lényeget, mint 400W a másfél KW-ot. :)
tehát nem azért vagyok ilyen idióta, mert sört ittam, hanem azért írok ilyeneket, mert idióta vagyok, zablák nélküli szabad állat, és igenis leírom, ami nekem a fejembe megy gondolat gyanánt.
Ha még ráiszok, akkor jönnek a plusz költői kifejező sorok, meg a mélyen értelmezett önboncolás.
Mindezektől függetlenül, ahol nem számít a költői szó, meg a stílus, nos ezektől függetlenül seggrészegen sem fogok beletörni bármilyen marót bármilyen anyagba, mert én ezt élem 15 éve, munkakezdéstől, a munka végéig, naponta.
Engem kurvára nem érdekelnek a katalógusadatok.
ha ráérek vele, akkor kímélő üzemmódban vagyok, és sokáig bírja a kütyü.
Ha viszont rádobnak a melóra a sok pénzt, meg csúnya határidőket, akkor azt is tudom, hogy hogyan tudom úgy kivenni a szerszám tudását maximálisan, hogy nekem is megérje, meg a gépnek/szerszámnak is.
És valóban röhej ,de működik a ráteszem a kezem és rezegtudomhogyjóvagynem hozzáállás,és mellé még az a tulajdonság, hogy 3 gép közül egyből kihalljam azt, hogy ott most éppen a szerszámnak vége akar lenni. miközben visít az is, meg még másik kettő.
Ide nem elég az egyenlet.
Vannak dolgok, amiket nem lehet leírni egyenletekkel.
Én ezen a le nem írható területen mozgok, mióta a szakmám tudom és igazán hivatásomnak érzem.
Én akkor látok számításokat, ha az ismeretlen szerszám miatt felütöm a katalógust.
Én dolgozok, és Ti, matematikusok majd visszaszámoljátok, hogy az miért volt úgy jó... :)
Ne legyen harag... [#pias]
Ittam, de nem vagyok megbolondulva. tehát hülye sem vagyok, csak nagyobb a pofám.
De a kövek, a tudás fix köveit nem sodorja el holmi sörfolyó... :)
A stílusom olyan, amilyen, és inkább hangulatfüggő, mint sörfüggő.
Ebből levezetném azt a tényt is, hogy annyi sörrel, amennyit együtt beveszünk, te már fetrengsz gép alatt, amin én még mindig tudok dolgozni. Ezzel nem lebecsülésemet akarom kifejezni, mert nem ez a célom, csak inkább próbálok aránypárokat alkotni a te tudásod és az enyém VS a körülmények viszonyításában.
Én nem azért írtam így, mert be vagyok sörözve.
Én most azért írtam így egyrészt; tudok így is írni /másrészt; Azért volt olyan kedvem így írni, mert sört ittam.
Alapnyelvtanból ha elemzed ezt a fenti sörböfimet. akkor leveszed a lényeget, mint 400W a másfél KW-ot. :)
tehát nem azért vagyok ilyen idióta, mert sört ittam, hanem azért írok ilyeneket, mert idióta vagyok, zablák nélküli szabad állat, és igenis leírom, ami nekem a fejembe megy gondolat gyanánt.
Ha még ráiszok, akkor jönnek a plusz költői kifejező sorok, meg a mélyen értelmezett önboncolás.
Mindezektől függetlenül, ahol nem számít a költői szó, meg a stílus, nos ezektől függetlenül seggrészegen sem fogok beletörni bármilyen marót bármilyen anyagba, mert én ezt élem 15 éve, munkakezdéstől, a munka végéig, naponta.
Engem kurvára nem érdekelnek a katalógusadatok.
ha ráérek vele, akkor kímélő üzemmódban vagyok, és sokáig bírja a kütyü.
Ha viszont rádobnak a melóra a sok pénzt, meg csúnya határidőket, akkor azt is tudom, hogy hogyan tudom úgy kivenni a szerszám tudását maximálisan, hogy nekem is megérje, meg a gépnek/szerszámnak is.
És valóban röhej ,de működik a ráteszem a kezem és rezegtudomhogyjóvagynem hozzáállás,és mellé még az a tulajdonság, hogy 3 gép közül egyből kihalljam azt, hogy ott most éppen a szerszámnak vége akar lenni. miközben visít az is, meg még másik kettő.
Ide nem elég az egyenlet.
Vannak dolgok, amiket nem lehet leírni egyenletekkel.
Én ezen a le nem írható területen mozgok, mióta a szakmám tudom és igazán hivatásomnak érzem.
Én akkor látok számításokat, ha az ismeretlen szerszám miatt felütöm a katalógust.
Én dolgozok, és Ti, matematikusok majd visszaszámoljátok, hogy az miért volt úgy jó... :)
Ne legyen harag... [#pias]
Ittam, de nem vagyok megbolondulva. tehát hülye sem vagyok, csak nagyobb a pofám.
De a kövek, a tudás fix köveit nem sodorja el holmi sörfolyó... :)
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 04, 22:22
Írta: ukcge40u Dátum 2009 december 04, 22:22
Ja igen, kimaradt a lényeg.
Én csak igaz meséket mesélek.
Kábítani vannak elegen mások... [#eljen]
Én csak igaz meséket mesélek.
Kábítani vannak elegen mások... [#eljen]
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 04, 22:35
Írta: ukcge40u Dátum 2009 december 04, 22:35
Nem fogom átértékelni, mert az most is működik, meg holnap is fog.
Ez már csak ilyen,egyenletek nélküli világ.
Én tisztában vagyok azzal, hogy jó vagyok a szakmámban, és van annyi a pucámban, hogy ezt ki is merem jelenteni.
Az egyenleteid sokat segítenek nekd, de ami előtte volt, az azóta is műxik.
Régen voltál melósruhába, szériát beállítani időre, meg egyedit megcsinálni gyorsan, és pontosan.
Ez csak az én világom.
valahogy működik egyenletek nélkül is, ha ráérzel a lényegre.
És onnan csak hárman vagytok. Te, a gép, meg a munkadarab.
És semmi más nem számít...
Érzed? [#vigyor4]
Ez már csak ilyen,egyenletek nélküli világ.
Én tisztában vagyok azzal, hogy jó vagyok a szakmámban, és van annyi a pucámban, hogy ezt ki is merem jelenteni.
Az egyenleteid sokat segítenek nekd, de ami előtte volt, az azóta is műxik.
Régen voltál melósruhába, szériát beállítani időre, meg egyedit megcsinálni gyorsan, és pontosan.
Ez csak az én világom.
valahogy működik egyenletek nélkül is, ha ráérzel a lényegre.
És onnan csak hárman vagytok. Te, a gép, meg a munkadarab.
És semmi más nem számít...
Érzed? [#vigyor4]
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 04, 22:35
Írta: 000000000 Dátum 2009 december 04, 22:35
Gratula, megszületett az első sacc eredmény!
Te voltál a leggyorsabb, és legelső!
Bár nem látom az írásodban a behelyettesítést, hogy ez hogy jött ki....,
de ez legyen az én bajom!:)
Te voltál a leggyorsabb, és legelső!
Bár nem látom az írásodban a behelyettesítést, hogy ez hogy jött ki....,
de ez legyen az én bajom!:)
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 04, 22:35
Írta: ukcge40u Dátum 2009 december 04, 22:35
Várom a rehajrát :)
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 04, 22:38
Írta: ukcge40u Dátum 2009 december 04, 22:38
Én csak csinálom a dolgokat.
Ahogy ÉRZEM.
És eddig úgy tűnik, nem csinálom rosszul majd 15 éve.
Engem nem érdekelnek az egyenletek.
Ránézek a szerszámra, és megbeszéljük közösen a szerszámmal...
Ez a való életben így műxik.
Nagyon becsüllek, ha esetleg eddig nem jött volna le...
Ahogy ÉRZEM.
És eddig úgy tűnik, nem csinálom rosszul majd 15 éve.
Engem nem érdekelnek az egyenletek.
Ránézek a szerszámra, és megbeszéljük közösen a szerszámmal...
Ez a való életben így műxik.
Nagyon becsüllek, ha esetleg eddig nem jött volna le...
Cím: Re:Marószerszámok és karbantartásuk
Írta: HJózsi Dátum 2009 december 04, 23:59
Írta: HJózsi Dátum 2009 december 04, 23:59
Szia Sanzistift!
Örülök, hogy Tibor kihozta belőled ezt a klassz irományt! Nagyon élveztem! :) Már két cnc-s szakembertől kaptam dettó ugyanezt az elbeszélést a forgácsolási paraméterek beállítására !... Valamiért a katalógus adatok stb. nem szoktak bejönni, a valóság többnyire eltér ... Erre gondoltam ki amit végül szintén leírtál : "majd visszaszámoljátok, hogy az miért volt úgy jó" ...
Na ezzel érdemes lenne foglalkozni, akár gyakorlati példával is! ...
A hobbista úgy is csak okoskodik, de ha van itt praktizáló elméleti és gyakorlati szakember abból kijöhetne egy jó szeánsz ... :D
Hmm?
Örülök, hogy Tibor kihozta belőled ezt a klassz irományt! Nagyon élveztem! :) Már két cnc-s szakembertől kaptam dettó ugyanezt az elbeszélést a forgácsolási paraméterek beállítására !... Valamiért a katalógus adatok stb. nem szoktak bejönni, a valóság többnyire eltér ... Erre gondoltam ki amit végül szintén leírtál : "majd visszaszámoljátok, hogy az miért volt úgy jó" ...
Na ezzel érdemes lenne foglalkozni, akár gyakorlati példával is! ...
A hobbista úgy is csak okoskodik, de ha van itt praktizáló elméleti és gyakorlati szakember abból kijöhetne egy jó szeánsz ... :D
Hmm?
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 05, 00:35
Írta: ukcge40u Dátum 2009 december 05, 00:35
Meglátjuk Apó, mit ehetünk visszamérésileg.
A katalógusadatokról annyit, hogy amíg tökúj a szerszám, addig megyfainul minden, de amikor egy picit is megkopik... onnantól a kopás felemeli magát hatványra, és mire észbekapsz... nem lesz mit újraélezni.
Mondok egy érdekes példát:
Jött a szerszámos mandró, hozott lapkát rozsdamenteshez, síkmaró fejhez.
Ajánlotta a 600-as fordulatot 500-as tolással maximum 1 mm-es fogással.
Hűtés nélkül.
Műxik.
Még úgy is, ha el van kopva a lapka annyira, hogy már tizedes árkok vannak az élében.
Ez az egyetlen, amibejött a manustól, az össze többiben erősen módosítanom kellett, hogy ne kerüljön többe a szerszám, mint a darab.
Egyébként a manus korrekt volt, mert poénból bevert a Heidenbe egy komplett programot egy sörért. Egy szerszámügynök egy Heidenhain 150-be komplett progit.
Ez jó volt, nem hülye a mandró.
A katalógusadatokról annyit, hogy amíg tökúj a szerszám, addig megyfainul minden, de amikor egy picit is megkopik... onnantól a kopás felemeli magát hatványra, és mire észbekapsz... nem lesz mit újraélezni.
Mondok egy érdekes példát:
Jött a szerszámos mandró, hozott lapkát rozsdamenteshez, síkmaró fejhez.
Ajánlotta a 600-as fordulatot 500-as tolással maximum 1 mm-es fogással.
Hűtés nélkül.
Műxik.
Még úgy is, ha el van kopva a lapka annyira, hogy már tizedes árkok vannak az élében.
Ez az egyetlen, amibejött a manustól, az össze többiben erősen módosítanom kellett, hogy ne kerüljön többe a szerszám, mint a darab.
Egyébként a manus korrekt volt, mert poénból bevert a Heidenbe egy komplett programot egy sörért. Egy szerszámügynök egy Heidenhain 150-be komplett progit.
Ez jó volt, nem hülye a mandró.
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 05, 00:36
Írta: ukcge40u Dátum 2009 december 05, 00:36
Ja, a lényeg.
A fej 63-as , nyolclapkás szerkezet.
lehet számolni a forgácskeresztmetszetet, mert nekem fogalmam sincs. :)
A fej 63-as , nyolclapkás szerkezet.
lehet számolni a forgácskeresztmetszetet, mert nekem fogalmam sincs. :)
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 05, 03:13
Írta: ukcge40u Dátum 2009 december 05, 03:13
Tehát, jöjjön a nevezetes "háromélű", akinek a bűne az, hogy ily sokat írok nektek.


Ő lenne az.
A képek olyanok, amilyenek, most ez van.
Remélem így nyilvánvaló lett, hogy mit emlegetek a keresztélen, ami átmegy a maró középpontján.
Ezért tud fúrni nagyon jól, amit tud az előzőekben felvázolt nagyolómaró is, viszont ez fúrásban sokkal jobb.
Miért is?
Ha megfigyeljük akkor ennek nincs több éle, mint 3. A nagyolónak is lehet 3 éle, de az ritka.
Ezt a marót egyébként ékpályamarásra szeretem használni, de nem azért, mert olyan okos vagyok, hanem mert ez a legcélszerűbb.
Négyélű maróval is lehet nagyolni ékpályát, de méretre marni egy fogásból csak ez képes.
Nézzük az okokat.
A sima nagyolónak 4 éle van, ezért, ha beleképzeljük a saját maga által rajzolt nútba, látható, hogy mindig forgácsol legalább két éle.
Az egyik él épp befelé megy az anyagba, így a pálya középpontjáig ellenirányú marással megy, utána törvényszerűleg átmegy egyenirányúba.
Viszont van egy pont, ahol csak egy él dolgozik, ez pedig épp a kontúrpálya közepe, ahol átvált ellenből egyenbe. A forgácsolási erő ilyenkor a legnagyobb (mint minden más szerszámnál is), de mikor épp egyenbe forogna, jön a másik él hátul akinek abban a pozícióban az ellen marad.
Mondhatjuk azt, tök jó, az egyik egyenben van a másik meg ellenben, így majd jól kisimítják egymást. Tény, hogy négyélű csavart marónak vasba (bármibe) a legcsöndesebb üzemmódja a telibemarás. Kussol is, mert az erők ki vannak egyenlítve, de ha megnézzük az ébredő erők eredőjét akármelyik pozícióban az élekre vetítve, akkor azt látjuk, hogy az ellenvektorok egy irányba mutatnak, és erősítik egymást.
Magyarán az anyag el akarja görbíteni a szerencsétlen marót, amit meg is tesz, és ennek néha jó pár tized látja a kárát.
Az ékpálya ezennel bukott, mert tudjuk (ugye?) hogy az ékpályának a tengelyen a lehető legjobban a tengely középvonalán kell elhelyezkednie. Egyébként rosszt sem ér az ékpálya, mert ékkel nem fog rámenni a nút, ami az ellendarabban van. Ez belátható.
Miért használunk háromélűt pl ékpályához?
Egyrészt sokkal jobban bírja a Z irányú erőket, mert ott van rajta a böszme keresztél. Majd az fúr.
Másrészt páratlan éle van, ami azt jelenti, hogy kevésbé rezonál, mint egy négyélű.
Erre még visszatérek, de most menjünk tovább.
Rajzoljuk fel a nútot, és benne a háromélű marót.
Egyből látszik, hogy akárhogyan forgatjuk a marót, ha megdöglünk bele, akkor sem fog egy élnél több dolgozni egyszerre.
Ezzel mi nyerünk:
A másik él rezonanciájának a kiküszöbölését.
Mivel csak egy élünk dolgozik adott pillanatban, így az "ellenvektor" is csak egy darab lesz, ami egy élnél elhanyagolható még, mert csak 1-2 századot jelent.
A szerszámunk nem fog elgörbülni forgácsolás közben, ami azt jelenti, hogy tűrésen belül az ékpályát a tengely középvonala felett tudjuk tartani.
Nyert ügyünk van. :)
Folyt köv.
Ő lenne az.
A képek olyanok, amilyenek, most ez van.
Remélem így nyilvánvaló lett, hogy mit emlegetek a keresztélen, ami átmegy a maró középpontján.
Ezért tud fúrni nagyon jól, amit tud az előzőekben felvázolt nagyolómaró is, viszont ez fúrásban sokkal jobb.
Miért is?
Ha megfigyeljük akkor ennek nincs több éle, mint 3. A nagyolónak is lehet 3 éle, de az ritka.
Ezt a marót egyébként ékpályamarásra szeretem használni, de nem azért, mert olyan okos vagyok, hanem mert ez a legcélszerűbb.
Négyélű maróval is lehet nagyolni ékpályát, de méretre marni egy fogásból csak ez képes.
Nézzük az okokat.
A sima nagyolónak 4 éle van, ezért, ha beleképzeljük a saját maga által rajzolt nútba, látható, hogy mindig forgácsol legalább két éle.
Az egyik él épp befelé megy az anyagba, így a pálya középpontjáig ellenirányú marással megy, utána törvényszerűleg átmegy egyenirányúba.
Viszont van egy pont, ahol csak egy él dolgozik, ez pedig épp a kontúrpálya közepe, ahol átvált ellenből egyenbe. A forgácsolási erő ilyenkor a legnagyobb (mint minden más szerszámnál is), de mikor épp egyenbe forogna, jön a másik él hátul akinek abban a pozícióban az ellen marad.
Mondhatjuk azt, tök jó, az egyik egyenben van a másik meg ellenben, így majd jól kisimítják egymást. Tény, hogy négyélű csavart marónak vasba (bármibe) a legcsöndesebb üzemmódja a telibemarás. Kussol is, mert az erők ki vannak egyenlítve, de ha megnézzük az ébredő erők eredőjét akármelyik pozícióban az élekre vetítve, akkor azt látjuk, hogy az ellenvektorok egy irányba mutatnak, és erősítik egymást.
Magyarán az anyag el akarja görbíteni a szerencsétlen marót, amit meg is tesz, és ennek néha jó pár tized látja a kárát.
Az ékpálya ezennel bukott, mert tudjuk (ugye?) hogy az ékpályának a tengelyen a lehető legjobban a tengely középvonalán kell elhelyezkednie. Egyébként rosszt sem ér az ékpálya, mert ékkel nem fog rámenni a nút, ami az ellendarabban van. Ez belátható.
Miért használunk háromélűt pl ékpályához?
Egyrészt sokkal jobban bírja a Z irányú erőket, mert ott van rajta a böszme keresztél. Majd az fúr.
Másrészt páratlan éle van, ami azt jelenti, hogy kevésbé rezonál, mint egy négyélű.
Erre még visszatérek, de most menjünk tovább.
Rajzoljuk fel a nútot, és benne a háromélű marót.
Egyből látszik, hogy akárhogyan forgatjuk a marót, ha megdöglünk bele, akkor sem fog egy élnél több dolgozni egyszerre.
Ezzel mi nyerünk:
A másik él rezonanciájának a kiküszöbölését.
Mivel csak egy élünk dolgozik adott pillanatban, így az "ellenvektor" is csak egy darab lesz, ami egy élnél elhanyagolható még, mert csak 1-2 századot jelent.
A szerszámunk nem fog elgörbülni forgácsolás közben, ami azt jelenti, hogy tűrésen belül az ékpályát a tengely középvonala felett tudjuk tartani.
Nyert ügyünk van. :)
Folyt köv.
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 05, 03:57
Írta: ukcge40u Dátum 2009 december 05, 03:57
Most jön a függelék, vagy folytatás, kinek mi tetszik.
Fúrás háromélű VS négyélű, avagy miért jobb páratlan élszámmal dolgozni egyes esetekben (nem mindig)
Alappélda, csigafúró.
Állványos fúrógépen is jelentkezik, hogy ha előfúrt lyukat fúrunk fel nagyobbra, akkor, ha nem vigyázunk, akkor bizony a fúró berázza a darabot.
Két éle van, és ha nem tájoltunk pontosan, akkor nem egyszerre kapnak bele az élek az anyagba. Ekkor jön a berázás, vagyis amikor az egyik él pofozza a másiknak az anyagot (mert rugalmasság itt is van), és amikor rányomunk határozottan, akkor döntik el egyszerre, hogy melózni kell.
A jó felfúró fúró háromélű, megkeresem, és leképeljük, mert nagyon jól néz ki.
Miért pont a három?
Lehetne 5 éle is, de egyrészt nincs olyan barom aki ilyent legyártson, másrészt esetünkben az 5 nem lesz több, mint a három.
Ahogy a háromlábú kisszéken, úgy a három élen is hamarabb eldől az erősorrend, és hamarabb kezdenek dolgozni egyszerre. Önközpontosítás megy végbe a három élen (mellékes kérdés, de miért is szeretjük, drehások, a hárompofás tokmányt hengeres anyagnál?).
A három pont stabil, ezt tudja a fizika, a Tibor is, de még a Varsa is vágja. :)
Kanyarodjunk vissza a háromélű maróhoz.
Az előbb leírtak miatt nyilvánvaló lehet, hogy miért fúrunk a háromélűvel.
Nem , nem, rosszul gondolod. Nem a központ miatt. :)
Itt van az átverés.
Azt tudni kell, hogy még a legfrankóbb szerszámszár is mozog, elég tisztességesen.
Feltéve, ha mozgás a kigörbülés, de ezt majd nálam okosabb megmondja. Ez az első eset, hogy ilyen mélyen bele megyek a szerszámok lelkivilágába a leírás kedvéért.
Egyébként nem számolok vele, hanem marok, megmérem, és korrekciózok.
Ez inkább a hab a tortán. :)
Tehát, görbül a szerszámunk meló közben. A keményfém is, de az jelentéktelen, bőven fél századon belül, így ezzel nem foglalkozunk hobby szinten. A HSS szerszámmal sem, pedig az képes akár 5 századot is görbülni a befogástól a szerszám végéig mérve, de ez megint extrém, mert nálunk vagy nem számít 5 század, vagy nem zavarjuk bele annyira, hogy előjöjjön.
A háromélűt viszont szeressük nagyon, mert a fent említett görbülés nekünk pont az előnyünk.
Mi is történik, ha háromélűvel telibe fúrunk?
Nézzük meg azt a böszme keresztélt.
Viszonyítsuk arányaiban a másik kettőhöz.
nyilvánvaló, hogy fúráskor a nagy böszme él harapja a legtöbbet.
Jutalma az, hogy a vágóél kialakítása miatt (hegyesszög) belehúzza magát egy pirinyót az anyagba. Nem sokat, csak azt az 1-2 századot, ami ahhoz kell, hogy a többi ott maximum csak simítson. Ugyebár állandó előtolás van Z-re, vagyis fúrásirányra, így mindhárom él mozgáspályáját felrajzolva nyilvánvaló, hogy dolgoznak ők is becsülettel.
Viszont, mivel az egy él az über, és a többi a nyomába sem ér, így a többi él nem forgácsol ott, ahol ő, mert nincs ellenirányú kitámasztás.
Írtam a nagyolónál, hogy nem szeretek vele fúrni, pedig lehet.
Az a morgás, meg hangok, az azért van, mert a keresztéles éllel szemben ott van a másik, aki szintén dolgozik ráadásul ugyanabban a frekiben, így ha nem klappol a fordulat, vagy a tolás, akkor berezonálnak. Egymással szemben betámasztanak, és elindul a játék, amit a kétélű csigafúrónál felfúráskor már láttunk.
Ráadásul itt kétszer két él van szemben, azonos frekivel, és tolással. A végeredmény megjósolható, tiszta vibrátorfúró lesz a maróból. Nem jó, mert kicseszi az élét a szerszámnak.
A háromélűnél nincs kitámasztóka, így ő azt csinál gyakorlatilag, amit tud, és akar.
Ezt a részt lezárván megemlíteném a dörzsárakat.
Ugyebár, páros élük van jobbára, de voltam olyan pofátlan, hogy éljenek a páratlan élűek.
De a dörzsár mégis működik, mert nem érdekli a véleményem, de neki is igaza van, meg nekem is.
Bármilyen komolyabb szerszámkatalógust megnézünk, az összes dörzsár páros élű, de vannak kivételek.
A cucc úgy működik, hogy mivel a dörzsárat nem tekerjük bele nagy fordulattal a lyukba (vannak kivételek, van egy 20-as dörzsáram ami 3000-es fordulattal és 1200-as tolással hozza a 20H7 méretet, de ez már nagyon nem hobbi kategória), hanem általában 300 körül hajtjuk őket, így sok rezonanciára nem kell odafigyelni, de egyre mégis. Amit a fogak keltenek egymással szemben.
Ha teljesen szemben lennének a fogak/élek, akkor abból az életben nem lesz H7.
Ezért csinálták azt, hogy a fogakat ne pontosan szemen helyezték el egymással. A csavart élűeknél általában mindegy, de az megint spec. szerszám, hanyagoljuk.
A fogak osztásában akár 3 fokos eltérés is lehet. Ez arra jó, hogy az élek már ne legyenek egymással szemben, így a rezonanciák majdnem elvesznek, viszont annyira még szemben van, hogy ellent tudjon tartani a másik élnek, és együtt hozzák a méretet.
Erről nem tudok többet írni hirtelen, csak ha kérdeztek. :)
Fúrás háromélű VS négyélű, avagy miért jobb páratlan élszámmal dolgozni egyes esetekben (nem mindig)
Alappélda, csigafúró.
Állványos fúrógépen is jelentkezik, hogy ha előfúrt lyukat fúrunk fel nagyobbra, akkor, ha nem vigyázunk, akkor bizony a fúró berázza a darabot.
Két éle van, és ha nem tájoltunk pontosan, akkor nem egyszerre kapnak bele az élek az anyagba. Ekkor jön a berázás, vagyis amikor az egyik él pofozza a másiknak az anyagot (mert rugalmasság itt is van), és amikor rányomunk határozottan, akkor döntik el egyszerre, hogy melózni kell.
A jó felfúró fúró háromélű, megkeresem, és leképeljük, mert nagyon jól néz ki.
Miért pont a három?
Lehetne 5 éle is, de egyrészt nincs olyan barom aki ilyent legyártson, másrészt esetünkben az 5 nem lesz több, mint a három.
Ahogy a háromlábú kisszéken, úgy a három élen is hamarabb eldől az erősorrend, és hamarabb kezdenek dolgozni egyszerre. Önközpontosítás megy végbe a három élen (mellékes kérdés, de miért is szeretjük, drehások, a hárompofás tokmányt hengeres anyagnál?).
A három pont stabil, ezt tudja a fizika, a Tibor is, de még a Varsa is vágja. :)
Kanyarodjunk vissza a háromélű maróhoz.
Az előbb leírtak miatt nyilvánvaló lehet, hogy miért fúrunk a háromélűvel.
Nem , nem, rosszul gondolod. Nem a központ miatt. :)
Itt van az átverés.
Azt tudni kell, hogy még a legfrankóbb szerszámszár is mozog, elég tisztességesen.
Feltéve, ha mozgás a kigörbülés, de ezt majd nálam okosabb megmondja. Ez az első eset, hogy ilyen mélyen bele megyek a szerszámok lelkivilágába a leírás kedvéért.
Egyébként nem számolok vele, hanem marok, megmérem, és korrekciózok.
Ez inkább a hab a tortán. :)
Tehát, görbül a szerszámunk meló közben. A keményfém is, de az jelentéktelen, bőven fél századon belül, így ezzel nem foglalkozunk hobby szinten. A HSS szerszámmal sem, pedig az képes akár 5 századot is görbülni a befogástól a szerszám végéig mérve, de ez megint extrém, mert nálunk vagy nem számít 5 század, vagy nem zavarjuk bele annyira, hogy előjöjjön.
A háromélűt viszont szeressük nagyon, mert a fent említett görbülés nekünk pont az előnyünk.
Mi is történik, ha háromélűvel telibe fúrunk?
Nézzük meg azt a böszme keresztélt.
Viszonyítsuk arányaiban a másik kettőhöz.
nyilvánvaló, hogy fúráskor a nagy böszme él harapja a legtöbbet.
Jutalma az, hogy a vágóél kialakítása miatt (hegyesszög) belehúzza magát egy pirinyót az anyagba. Nem sokat, csak azt az 1-2 századot, ami ahhoz kell, hogy a többi ott maximum csak simítson. Ugyebár állandó előtolás van Z-re, vagyis fúrásirányra, így mindhárom él mozgáspályáját felrajzolva nyilvánvaló, hogy dolgoznak ők is becsülettel.
Viszont, mivel az egy él az über, és a többi a nyomába sem ér, így a többi él nem forgácsol ott, ahol ő, mert nincs ellenirányú kitámasztás.
Írtam a nagyolónál, hogy nem szeretek vele fúrni, pedig lehet.
Az a morgás, meg hangok, az azért van, mert a keresztéles éllel szemben ott van a másik, aki szintén dolgozik ráadásul ugyanabban a frekiben, így ha nem klappol a fordulat, vagy a tolás, akkor berezonálnak. Egymással szemben betámasztanak, és elindul a játék, amit a kétélű csigafúrónál felfúráskor már láttunk.
Ráadásul itt kétszer két él van szemben, azonos frekivel, és tolással. A végeredmény megjósolható, tiszta vibrátorfúró lesz a maróból. Nem jó, mert kicseszi az élét a szerszámnak.
A háromélűnél nincs kitámasztóka, így ő azt csinál gyakorlatilag, amit tud, és akar.
Ezt a részt lezárván megemlíteném a dörzsárakat.
Ugyebár, páros élük van jobbára, de voltam olyan pofátlan, hogy éljenek a páratlan élűek.
De a dörzsár mégis működik, mert nem érdekli a véleményem, de neki is igaza van, meg nekem is.
Bármilyen komolyabb szerszámkatalógust megnézünk, az összes dörzsár páros élű, de vannak kivételek.
A cucc úgy működik, hogy mivel a dörzsárat nem tekerjük bele nagy fordulattal a lyukba (vannak kivételek, van egy 20-as dörzsáram ami 3000-es fordulattal és 1200-as tolással hozza a 20H7 méretet, de ez már nagyon nem hobbi kategória), hanem általában 300 körül hajtjuk őket, így sok rezonanciára nem kell odafigyelni, de egyre mégis. Amit a fogak keltenek egymással szemben.
Ha teljesen szemben lennének a fogak/élek, akkor abból az életben nem lesz H7.
Ezért csinálták azt, hogy a fogakat ne pontosan szemen helyezték el egymással. A csavart élűeknél általában mindegy, de az megint spec. szerszám, hanyagoljuk.
A fogak osztásában akár 3 fokos eltérés is lehet. Ez arra jó, hogy az élek már ne legyenek egymással szemben, így a rezonanciák majdnem elvesznek, viszont annyira még szemben van, hogy ellent tudjon tartani a másik élnek, és együtt hozzák a méretet.
Erről nem tudok többet írni hirtelen, csak ha kérdeztek. :)
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 05, 04:26
Írta: ukcge40u Dátum 2009 december 05, 04:26

A mai napra/estére/éjszakára levezetésképpen bemutatom nektek a 45 fokos letörőt.
Jellemzően négy éle van.
Azért négy, mert így nagy fogankénti előtolást lehet elérni, másrészt sok helye van a forgácsnak távozni.
Több élnek nincs értelme több okból:
Egyrészt ennél a szerszámnál úgy a fordulat, mint a tolás relatíve magas.
Másrészt a szerszám nem képes többet vinni, mint a hasznos élhossza.
Ez ugyanúgy igaz a 60 fokosra is természetesen,de vannak 30 fokos verziók is, sőt megrendelésre akárhányfokosak is.
Látszik a kiképzésből, hogy a megmunkálási mélység erősen függ az átmérőtől, ennek ellenére 12-es átmérőnél nem gyártanak nagyobbat, csak megrendelésre, ha elvállalják.
Lássuk be, az ennél nagyobb letörés már nem letörés, hanem fokmarás, és azt máshogyan oldjuk meg, ha tudjuk... :)
Több élnek megint nincs létjogosultsága. Egyrészt azért, mert a szerszámköszörűs leszopná magát tőle (már bocsánat, de ez így van), másrészt pedig a plusz egy éllel nem nyerünk annyit vágósebességben, hogy érdemes legyen.
A hat él összefutását meg köszörülje meg egy csúcsra, akinek 2-3 anyja van... :)
Tehát négyélű kütyü, az élletöréshez, sorjázáshoz nagyon megfelelő.
Az iparban ezek jellemzően keményfém anyagúak, mivel előfordulhat bármilyen anyag, de aki csak aluzik, annak tökéletesen megfelel a HSS verzió, olcsóbb is. Mivel láttam már olyan embert, aki a fára is ráküld élletörőt élletörni..., nos az ilyen manusoknak nem ajánlum a keményfémet.
A HSS két okból jobb ide, fához, vagy akár műanyaghoz is.
Olcsóbb, és könnyeb élezni is.
Sokkal élesebb, mint a vele megegyező keményfémmmarók. Az is éles, szó se róla, de aki műanyagozik, annak nem sok keményfém marója van. Egyszerűen a HSS élesebb,és ezt a puha anyagokon nagyon jól meg is tudja mutatni.
Az ilyen szerszámoknak a fent említett magas fordulat az 6000, vagy több, a tolás pedig anyagtól függően 600-2000-ig is mehet. Rozsdamentesre a keményfém a 6000/600-800 tartományt preferálja, akkor ritkán kell cserélni.
Felmerülhet a kérdés, hogy mivel ez egy hegyes kütyü, de jellemzően az oldalával/fokával dolgozik, akkor hogyan tudom a legegyszerűbben hozzárendelni a kontúromhoz?
Az én módszerem az, hogy a hosszát bemérem rendesen, de átmérőnek 2mm-t adok meg.
Amikor megvan a kontúrom, és hozzárendelem (mindig balos) szerszámkorrekcióval, akkor tudom azt, hogy ha 1mm mínuszba küldöm, akkor pont érinti az anyagom eltörésre váró sarkát.
Innentől logikus, hogy a Z-1.2 parancsa kontúrhoz rendelve 0.2 mm-es letörést farag.
Kérdés?
Hétfő után belemegyünk a keményfém nagyolósimítóba, meg a rádiuszmarókba.
De csak ha érdekel valakit. :)
Sok mindent nem írtam még le a tapasztalatokról, ezért kérdezzetek, ha gondoljátok. :)
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 05, 04:37
Írta: ukcge40u Dátum 2009 december 05, 04:37
Miért is emlegetem a fogankénti előtolást?
Marásnál fontos sejteni legalább hogy arányaiban a fordulat-tolás viszonyban mennyire is szakítjuk meg épp a szerszámot.
Egyenlet nincs, aki akar, keres, én nem foglalkozom ilyenekkel.
Ugyebár, ha adott egy fordulatunk, és van egy hozzárendelt előtolásunk, akkor mondjuk azt, hogy van X nagyságú forgácsunk.
Ha ugyanezzel az adatokkal berakunk egy más fogszámú szerszámot, akkor logikusan csökken, vagy nő a fogakra eső forgács nagysága, pongyola fogalmazással.
Mivel a forgácskeresztmetszet ebben az estben szinte ugyanaz marad, így ezt az eltérést nullának véve, csak a forgácsvastagságunk marad meg, illetve hát az változik.
Az, hogy a felületi minőség ezzel nem egyenes arányban változik, az nyilvánvaló. de változik, és sokat.
Példaképpen aluhoz 4000-es fordulat, és 1000 tolás egy 16-os maróval a négyélű verzió rosszabb felületet hoz, mint egy 8 élű.
Van, ahol számít, szerintem a hobby kategóriában sokat nem oszt/szoroz. Azért írtam le, hogy van ilyen is, meg a rálátás kedvéért.
Egyenleteket viszont tőlem biztos nem kaptok. :)
Marásnál fontos sejteni legalább hogy arányaiban a fordulat-tolás viszonyban mennyire is szakítjuk meg épp a szerszámot.
Egyenlet nincs, aki akar, keres, én nem foglalkozom ilyenekkel.
Ugyebár, ha adott egy fordulatunk, és van egy hozzárendelt előtolásunk, akkor mondjuk azt, hogy van X nagyságú forgácsunk.
Ha ugyanezzel az adatokkal berakunk egy más fogszámú szerszámot, akkor logikusan csökken, vagy nő a fogakra eső forgács nagysága, pongyola fogalmazással.
Mivel a forgácskeresztmetszet ebben az estben szinte ugyanaz marad, így ezt az eltérést nullának véve, csak a forgácsvastagságunk marad meg, illetve hát az változik.
Az, hogy a felületi minőség ezzel nem egyenes arányban változik, az nyilvánvaló. de változik, és sokat.
Példaképpen aluhoz 4000-es fordulat, és 1000 tolás egy 16-os maróval a négyélű verzió rosszabb felületet hoz, mint egy 8 élű.
Van, ahol számít, szerintem a hobby kategóriában sokat nem oszt/szoroz. Azért írtam le, hogy van ilyen is, meg a rálátás kedvéért.
Egyenleteket viszont tőlem biztos nem kaptok. :)
Cím: Re:Marószerszámok és karbantartásuk
Írta: Szalai György Dátum 2009 december 05, 07:43
Írta: Szalai György Dátum 2009 december 05, 07:43
„rálátás kedvéért. „ Az nélküled nekem erre nem sok lenne. Így csak maradna az elmélet, meg a képletek.
Nyomjad még, osszad az igazat, hadd tanuljon a nép zsigerből faragni!
Nyomjad még, osszad az igazat, hadd tanuljon a nép zsigerből faragni!
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 05, 11:22
Írta: 000000000 Dátum 2009 december 05, 11:22
Jól bele húztál az éjszakába, de megérte. Tetszik a gyakorlatias írásod, szeretem a stílusodat és nem utlsósorban nagyon sokat tanulok Tőlled. Köszönöm,folytasd, ha van időd!
Cím: Re:Marószerszámok és karbantartásuk
Írta: D.Laci Dátum 2009 december 05, 11:28
Írta: D.Laci Dátum 2009 december 05, 11:28
"Azért négy, mert így nagy fogankénti előtolást lehet elérni,"???
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 05, 11:42
Írta: ukcge40u Dátum 2009 december 05, 11:42
Nagy előtolást.
Valaki javítsa ki, úgy látszik, már nagyon hajnal volt... :)
Valaki javítsa ki, úgy látszik, már nagyon hajnal volt... :)
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 05, 12:17
Írta: 000000000 Dátum 2009 december 05, 12:17
Nincs is szebb annál mint amikor egy keményfém nagyoló, katalógus paraméterekkel beszáguld egy sarokba. [#wow1]
Cím: Re:Marószerszámok és karbantartásuk
Írta: svejk Dátum 2009 december 05, 13:13
Írta: svejk Dátum 2009 december 05, 13:13
Most olvasom csak, hogy itt meg milyen okos dolgokról megy a szó...
De hol az a saccolt eredmény???
Valaki segítsen már!
De hol az a saccolt eredmény???
Valaki segítsen már!
Cím: Re:Marószerszámok és karbantartásuk
Írta: hostya Dátum 2009 december 05, 13:30
Írta: hostya Dátum 2009 december 05, 13:30
Egy kérdés:
A 2; 3; 4; ill. 6 élü szerszámok közül, melyiknél jön elő legkevésbé az un 'kulcslyuk'-effektus?
pl. lemezszerű mdb ablakmarás.
A 2; 3; 4; ill. 6 élü szerszámok közül, melyiknél jön elő legkevésbé az un 'kulcslyuk'-effektus?
pl. lemezszerű mdb ablakmarás.
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 05, 13:36
Írta: ukcge40u Dátum 2009 december 05, 13:36
Ha nincs fordulatszám, nincs saccolt eredmény sem.
Cím: Re:Marószerszámok és karbantartásuk
Írta: Szalai György Dátum 2009 december 06, 13:49
Írta: Szalai György Dátum 2009 december 06, 13:49
DC szervó motoros vezérlés © Tibor45 #9858-ra.
„20 mm-es átmérőjű gyorsacél hosszlyukmaróval acélt (A50) marunk 5 mm-es fogásmélységgel egy fogással, 60 mm/min előtolással.
Mekkora marómotor teljesítmény kell ehhez? (Az egyszerűség kedvéért a
hatásfok=100%.)”
DC szervó motoros vezérlés © Varsányi Péter #9979 rendre utasítása alapján.
„Erre van egy külön topik... Ez nem szervóhajtás technikai számítás... Csak Tibor bedobta a kérdést... elterelésnek a hibás számításáráról :)”
Szerintem:
z élek száma (db)=3
n Szerszám fordulatszáma (1/min)=500
k Anyagra jellemző fajlagos forgácsolási erő (N/mm2)=3000
F Erő (N)=600
P Teljesítmény (W)=314
Vagy:
z élek száma (db)=3
n Szerszám fordulatszáma (1/min)=300
k Anyagra jellemző fajlagos forgácsolási erő (N/mm2)=3000
F Erő (N)=1000
P Teljesítmény (W)=314
„20 mm-es átmérőjű gyorsacél hosszlyukmaróval acélt (A50) marunk 5 mm-es fogásmélységgel egy fogással, 60 mm/min előtolással.
Mekkora marómotor teljesítmény kell ehhez? (Az egyszerűség kedvéért a
hatásfok=100%.)”
DC szervó motoros vezérlés © Varsányi Péter #9979 rendre utasítása alapján.
„Erre van egy külön topik... Ez nem szervóhajtás technikai számítás... Csak Tibor bedobta a kérdést... elterelésnek a hibás számításáráról :)”
Szerintem:
z élek száma (db)=3
n Szerszám fordulatszáma (1/min)=500
k Anyagra jellemző fajlagos forgácsolási erő (N/mm2)=3000
F Erő (N)=600
P Teljesítmény (W)=314
Vagy:
z élek száma (db)=3
n Szerszám fordulatszáma (1/min)=300
k Anyagra jellemző fajlagos forgácsolási erő (N/mm2)=3000
F Erő (N)=1000
P Teljesítmény (W)=314
Cím: Re:Marószerszámok és karbantartásuk
Írta: Szalai György Dátum 2009 december 06, 14:39
Írta: Szalai György Dátum 2009 december 06, 14:39
Vagy:
e előtoló sebesség (m/min)=0,6
z élek száma (db)=3
n Szerszám fordulatszáma (1/min)=3000
k Anyagra jellemző fajlagos forgácsolási erő (N/mm2)=3000
F Erő (N)=1000
P Teljesítmény (W)=3140
e előtoló sebesség (m/min)=0,6
z élek száma (db)=3
n Szerszám fordulatszáma (1/min)=3000
k Anyagra jellemző fajlagos forgácsolási erő (N/mm2)=3000
F Erő (N)=1000
P Teljesítmény (W)=3140
Cím: Re:Marószerszámok és karbantartásuk
Írta: s7manbs8 Dátum 2009 december 06, 15:06
Írta: s7manbs8 Dátum 2009 december 06, 15:06
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 06, 16:06
Írta: 000000000 Dátum 2009 december 06, 16:06
Üdv nektek "szakemberek"
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 06, 16:07
Írta: 000000000 Dátum 2009 december 06, 16:07
bele olvasgattam a topikokba és....
Cím: Re:Marószerszámok és karbantartásuk
Írta: 4um5b65d Dátum 2009 december 06, 16:10
Írta: 4um5b65d Dátum 2009 december 06, 16:10
.....és, csak nem elállt a szavad ezen a ponton ?
:))
:))
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 06, 16:12
Írta: 000000000 Dátum 2009 december 06, 16:12
hát ŐŐŐŐŐŐŐ
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 06, 16:13
Írta: 000000000 Dátum 2009 december 06, 16:13
tud itt egyébként valaki marni???????????
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 06, 16:17
Írta: 000000000 Dátum 2009 december 06, 16:17
jobbak a szerszámleirások, mint egy persil reklám :)
Cím: Re:Marószerszámok és karbantartásuk
Írta: s7manbs8 Dátum 2009 december 06, 16:18
Írta: s7manbs8 Dátum 2009 december 06, 16:18
Ha valakinek szeretnéd címezni a hozzászólást , előtte a "Válasz" gombot meg kell nyomni. Ajánlhatom neked Laslie mestert, ő talán tud egy kicsit marni is.[#circling][#circling]
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 06, 16:21
Írta: 000000000 Dátum 2009 december 06, 16:21
marni tud vagy esztergálni???????????
NEM mindegy!!!!!!
NEM mindegy!!!!!!
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 06, 16:26
Írta: ukcge40u Dátum 2009 december 06, 16:26
Kornél, vagy Laci, esetleg Tomi?
Mivel Tomi nem megy bele ebbe, a Laci talán esetleg, de az kiderül, ha Laci vagy..
Szerintem Kornél... [#vigyor][#wink]
Mivel Tomi nem megy bele ebbe, a Laci talán esetleg, de az kiderül, ha Laci vagy..
Szerintem Kornél... [#vigyor][#wink]
Cím: Re:Marószerszámok és karbantartásuk
Írta: 4um5b65d Dátum 2009 december 06, 16:28
Írta: 4um5b65d Dátum 2009 december 06, 16:28
Tisztelt "A Marós" kolléga. Figyelmedbe ajánlanám elektron fórumtárs #300-as hozzászólásának első mondatát.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 06, 16:30
Írta: 000000000 Dátum 2009 december 06, 16:30
igaz nem olvastam végig mindent de én általánosítottam
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 06, 16:32
Írta: 000000000 Dátum 2009 december 06, 16:32
a baj lehet hogy velem van de itt némi nagyon hobbi szagot érzek
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 06, 16:33
Írta: ukcge40u Dátum 2009 december 06, 16:33
Öreg hiba.
Olvass végig mindent, és ne általánosíts.
Ami pedig a "persil reklámot" illeti, az az én verzióm.
Neked jobb van?
Várjuk, legalább tanulunk sokat, akár még én is... :)
Olvass végig mindent, és ne általánosíts.
Ami pedig a "persil reklámot" illeti, az az én verzióm.
Neked jobb van?
Várjuk, legalább tanulunk sokat, akár még én is... :)
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 06, 16:34
Írta: ukcge40u Dátum 2009 december 06, 16:34
HobbyCNC-> fórum.
Itt vagy. Mi a baj a szagoddal?
Itt vagy. Mi a baj a szagoddal?
Cím: Re:Marószerszámok és karbantartásuk
Írta: s7manbs8 Dátum 2009 december 06, 16:36
Írta: s7manbs8 Dátum 2009 december 06, 16:36
Van itt elég sok témakör, amint láthatod, ki ehhez ért, ki ahhoz, ki meg csak bohóckodik itt, olyan is van biztos.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 06, 16:37
Írta: 000000000 Dátum 2009 december 06, 16:37
kérek egy kis időt és átolvasom, azokat is amiket te írtál.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 4um5b65d Dátum 2009 december 06, 16:39
Írta: 4um5b65d Dátum 2009 december 06, 16:39
Egyetértek Sanzi kollégával, mindenkitől lehet valamit tanulni.
Én például azt tanultam még az elején, hogy ha jobb oldalt ráklikkelek a "válasz" szövegre akkor mindenki tudni fogja hogy kinek írom az adott hozzászólást. Abban az esetben ha már ketten is felhívják a figyelmedet, kedves Marós kolléga akkor ezt bizony meg kell tanulnod. :))
Én például azt tanultam még az elején, hogy ha jobb oldalt ráklikkelek a "válasz" szövegre akkor mindenki tudni fogja hogy kinek írom az adott hozzászólást. Abban az esetben ha már ketten is felhívják a figyelmedet, kedves Marós kolléga akkor ezt bizony meg kell tanulnod. :))
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 06, 16:39
Írta: ukcge40u Dátum 2009 december 06, 16:39
(Válasz gomb, kolléga...)
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 06, 16:40
Írta: ukcge40u Dátum 2009 december 06, 16:40
Hagyd, ilyen kicsinyes dolgokkal talán nem is foglakozik. Ő A Marós.
[#buck][#idiota][#hehe]
[#buck][#idiota][#hehe]
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 06, 16:41
Írta: 000000000 Dátum 2009 december 06, 16:41
Ha ki lehetne szűrni a bohóckodókat, akkor egészen jó fórum lenne.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 4um5b65d Dátum 2009 december 06, 16:42
Írta: 4um5b65d Dátum 2009 december 06, 16:42
Néha az az érzésem, mintha a levegőbe beszélnénk.... [#nyes], nem sok foganatja van...
Cím: Re:Marószerszámok és karbantartásuk
Írta: 4um5b65d Dátum 2009 december 06, 16:42
Írta: 4um5b65d Dátum 2009 december 06, 16:42
[#taps][#integet2]
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 06, 16:43
Írta: ukcge40u Dátum 2009 december 06, 16:43
Ebben egyetértünk.
Ha átolvastad a fórum nagyobb részét (az egésznek), akkor talán tudsz javasolni személyeket, akik bohóckodnak itt, csak.
Egyébként ez egy jó fórum (szerintem), és nyílt.
Tehát bárkinek szabad hozzászólása van ahhoz, hogy ha olyan dolgot lát, amivel nem ért egyet.
Ez a lényege az egésznek.
Légy üdvözölve. :)
Ha átolvastad a fórum nagyobb részét (az egésznek), akkor talán tudsz javasolni személyeket, akik bohóckodnak itt, csak.
Egyébként ez egy jó fórum (szerintem), és nyílt.
Tehát bárkinek szabad hozzászólása van ahhoz, hogy ha olyan dolgot lát, amivel nem ért egyet.
Ez a lényege az egésznek.
Légy üdvözölve. :)
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 06, 16:44
Írta: ukcge40u Dátum 2009 december 06, 16:44
Nem baj, megszoktuk már.
Vannak mindig, akik jönnek, utána meg mennek.
Aki itt marad, nekünk az a fontos. [#eljen]
Vannak mindig, akik jönnek, utána meg mennek.
Aki itt marad, nekünk az a fontos. [#eljen]
Cím: Re:Marószerszámok és karbantartásuk
Írta: 4um5b65d Dátum 2009 december 06, 16:44
Írta: 4um5b65d Dátum 2009 december 06, 16:44
Na, ne bohóckodj....hogy lehetne ezt már kiszűrni ?
[#nyes]
Én mondjuk tudom magamról, hogy minden szavamat komolyan gondolom, és ezt még itt a fórumon senki nem vonta kétségbe...
[#nyes]
Én mondjuk tudom magamról, hogy minden szavamat komolyan gondolom, és ezt még itt a fórumon senki nem vonta kétségbe...
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 06, 16:46
Írta: 000000000 Dátum 2009 december 06, 16:46
Látom itt valaki még tud kösszöni is!
Talan nem is olyan rossz forum ez??
Talan nem is olyan rossz forum ez??
Cím: Re:Marószerszámok és karbantartásuk
Írta: s7manbs8 Dátum 2009 december 06, 16:47
Írta: s7manbs8 Dátum 2009 december 06, 16:47
Ez nem is rossz ötlet. Ha a fórummotor megengedné a szakértelem adatmező sql táblába való bejegyzését és felhasználását a szűrésre valamilyen kívánt határértéknél, akkor néha csak bizonyos személyek hozzászólásai maradnának meg. Csak úgy elveszne a sava-borsa, meg a könnyed kikapcsolódás élménye, mivel néha ami itt megy felér egy Fábry show-val.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 06, 16:50
Írta: 000000000 Dátum 2009 december 06, 16:50
hardox anyagot martatok már?
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 06, 16:50
Írta: ukcge40u Dátum 2009 december 06, 16:50
Én szintén így vagyok ezzel. :)
Amit meg leírtam, majd a jónép kiválogatja, hogy neki ebből mire van szüksége.
Utána meg úgyis az lesz, ami lesz. :)
Amit meg leírtam, majd a jónép kiválogatja, hogy neki ebből mire van szüksége.
Utána meg úgyis az lesz, ami lesz. :)
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 06, 16:51
Írta: ukcge40u Dátum 2009 december 06, 16:51
[#taps]
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 06, 16:52
Írta: ukcge40u Dátum 2009 december 06, 16:52
Nem.
Mesélj.
Milyen anyag az, mit csináltál belőle, milyen gépen, milyen szerszámmal, mikre kell figyelni, és jöhet pár trükk is... :)
Mesélj.
Milyen anyag az, mit csináltál belőle, milyen gépen, milyen szerszámmal, mikre kell figyelni, és jöhet pár trükk is... :)
Cím: Re:Marószerszámok és karbantartásuk
Írta: 4um5b65d Dátum 2009 december 06, 16:56
Írta: 4um5b65d Dátum 2009 december 06, 16:56
Ez a Hardox , ha jól tudom nem egy konkrét anyag, hanem egy márkanév. Például a földmunkagépek kanalainak élkiképzéseként használatosak.
Jól tudom ?
Jól tudom ?
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 06, 16:57
Írta: 000000000 Dátum 2009 december 06, 16:57
Ez egy speckó szerkezeti acél, szívós. A nálunk lévő szerszámok nem bírják érdemben forgácsolni. Kóracél paraméterekkel sem jutottunk semmire. :(
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 06, 16:57
Írta: ukcge40u Dátum 2009 december 06, 16:57
(válasz gomb, kolléga...) [#mf2][#eplus2][#integet2]
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 06, 16:59
Írta: ukcge40u Dátum 2009 december 06, 16:59
Mit lehet még róla tudni?
Szakítószilárdság, anyagösszetétel, mihez lehetne hasonlítani..., meg ilyesmik.
Szakítószilárdság, anyagösszetétel, mihez lehetne hasonlítani..., meg ilyesmik.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 4um5b65d Dátum 2009 december 06, 16:59
Írta: 4um5b65d Dátum 2009 december 06, 16:59
Mindenkihez szólt a kérdés ?
Cím: Re:Marószerszámok és karbantartásuk
Írta: 4um5b65d Dátum 2009 december 06, 16:59
Írta: 4um5b65d Dátum 2009 december 06, 16:59
Akarom mondani mindenkihez szólt a kérdés !!!!!
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 06, 16:59
Írta: 000000000 Dátum 2009 december 06, 16:59
Látom Laslie tudod miről van szó. De mivel lehet forgácsolni?
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 06, 17:00
Írta: ukcge40u Dátum 2009 december 06, 17:00
Ja igen, milyen szerszámokkal próbáltátok?
Mekkora felületeket kell marni?
Valamint mit kell belőle csinálni?
Mekkora felületeket kell marni?
Valamint mit kell belőle csinálni?
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 06, 17:00
Írta: ukcge40u Dátum 2009 december 06, 17:00
[#eljen]
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 06, 17:01
Írta: 000000000 Dátum 2009 december 06, 17:01
Semmihez sem hasonlítható ez az anyag. Egy edzett szerszámacélt könnyebb forgácsolni mint ezt.
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 06, 17:02
Írta: ukcge40u Dátum 2009 december 06, 17:02
Esetleg az összetételre egy linket?
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 06, 17:02
Írta: ukcge40u Dátum 2009 december 06, 17:02
Marva talán.
Vannak más forgácsolási eljárások is...
Vannak más forgácsolási eljárások is...
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 06, 17:04
Írta: 000000000 Dátum 2009 december 06, 17:04
HBW 570-640
Cím: Re:Marószerszámok és karbantartásuk
Írta: MoparMan Dátum 2009 december 06, 17:04
Írta: MoparMan Dátum 2009 december 06, 17:04
én nem értek hozzá, de hirtelen találtam egy videót...
hardox marása
még a megmunkálási paraméterek is oda vannak írva...
mázliszmájli
hardox marása
még a megmunkálási paraméterek is oda vannak írva...
mázliszmájli
Cím: Re:Marószerszámok és karbantartásuk
Írta: 4um5b65d Dátum 2009 december 06, 17:05
Írta: 4um5b65d Dátum 2009 december 06, 17:05
Azt nem tudom, még nem találkoztam vele a gyakorlatban.
Ha esztergán kellene csinálnom akkor kerámiával próbálnám első körben, ha marón akkor előkapnám az Orosz "K" lapkákat, aztán azzal esnék neki.
Ha esztergán kellene csinálnom akkor kerámiával próbálnám első körben, ha marón akkor előkapnám az Orosz "K" lapkákat, aztán azzal esnék neki.
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 06, 17:07
Írta: ukcge40u Dátum 2009 december 06, 17:07
Akkor semmi extra.
Csak közepes fordulat, meg lassú előtolás.
Azért érdekelne a lapka anyaga is, mert nem sok bírja ezt a hőfejlődést hűtés nélkül.
Csak közepes fordulat, meg lassú előtolás.
Azért érdekelne a lapka anyaga is, mert nem sok bírja ezt a hőfejlődést hűtés nélkül.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 06, 17:08
Írta: 000000000 Dátum 2009 december 06, 17:08
Köszönöm a videót, de nekünk a 600-as és 900-as hardoxot kellene marni. Ez a betoncsipkedőnek a késtartója lenne. :S
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 06, 17:13
Írta: 000000000 Dátum 2009 december 06, 17:13
Átmérő 40-es 90 fokos lapkás maróval próbáltuk. 800-as fordulaton 5 perc alatt elégnek a lapkák. Izzik a szerszám.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 4um5b65d Dátum 2009 december 06, 17:14
Írta: 4um5b65d Dátum 2009 december 06, 17:14
Az, hogy valamit meg kellene marni, az nem azt jelenti, hogy meg is lehet marni. Nyilván van egy határ ameddig még gazdaságosan legyártható, de felette már nem is érdemes lapkaanyagot keresni.
Cím: Re:Marószerszámok és karbantartásuk
Írta: MoparMan Dátum 2009 december 06, 17:16
Írta: MoparMan Dátum 2009 december 06, 17:16
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 06, 17:17
Írta: 000000000 Dátum 2009 december 06, 17:17
Örülünk, hogy egyáltalán ilyen munkát kapunk. Valószínűleg nem véletlenül adták ki bérmunkába.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 06, 17:21
Írta: 000000000 Dátum 2009 december 06, 17:21
Köszönöm az infót, végre valami konkrétum. Már csak a főnökömnek kellene megmagyarázni, hogy vegyen sandvik szerszámokat.
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 06, 17:21
Írta: ukcge40u Dátum 2009 december 06, 17:21
Akkor ezzel a szerszámmal tessék 4-600-as fordulattal nekimenni, és 4-500-as tolással. feltéve hogy négylapkásnál több a szerszám.
A fogás ne legyen 5 tizednél kevesebb, simításnál is inkább a fordulat legyen alacsony, és ahhoz képest a tolást lejjebb venni.
Azért égnek el a lapkák, mert sok a fordulat.
Akkor kezdesz el jó irányba menni, ha nem ég, meg vörösödik a lapka, hanem inkább elkopik.
A forgácsból is sokat le lehet szűrni.
A fogás ne legyen 5 tizednél kevesebb, simításnál is inkább a fordulat legyen alacsony, és ahhoz képest a tolást lejjebb venni.
Azért égnek el a lapkák, mert sok a fordulat.
Akkor kezdesz el jó irányba menni, ha nem ég, meg vörösödik a lapka, hanem inkább elkopik.
A forgácsból is sokat le lehet szűrni.
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 06, 17:23
Írta: ukcge40u Dátum 2009 december 06, 17:23
Teljesen mindegy, mit vesz márkában.
Az Isel, és a Iscar is ugyanolyan jó tud lenni.
A lényeg a kis fordulat, és a relatíve nagyon nagy előtolás. Úgy nem ég el a cucc.
Az Isel, és a Iscar is ugyanolyan jó tud lenni.
A lényeg a kis fordulat, és a relatíve nagyon nagy előtolás. Úgy nem ég el a cucc.
Cím: Re:Marószerszámok és karbantartásuk
Írta: MoparMan Dátum 2009 december 06, 17:25
Írta: MoparMan Dátum 2009 december 06, 17:25
szerintem ez a lényeg...
Choose coated cemented carbide inserts ISO class K 20
Rough milling: Use round inserts
Finishing milling: Use 45 º insert angle
Choose coated cemented carbide inserts ISO class K 20
Rough milling: Use round inserts
Finishing milling: Use 45 º insert angle
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 06, 17:25
Írta: 000000000 Dátum 2009 december 06, 17:25
ha 0,5 mm vennék holnap nem kellene már mennem csak a papírokért.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 06, 17:26
Írta: 000000000 Dátum 2009 december 06, 17:26
értem hogy 45fokos fej de késhelyet kell marnom.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 06, 17:29
Írta: 000000000 Dátum 2009 december 06, 17:29
Nekem igazabol marofejre lenne szüksegem
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 06, 17:29
Írta: ukcge40u Dátum 2009 december 06, 17:29
Akkor rossz helyen vagy.
A vasat nem érdeklik az üzleti szempontok.
Aki ezt nem veszi figyelembe, az előbb-utóbb elbukik.
Egyébként azt írtam, hogy ne legyen 5 tizednél kisebb a fogás...
A vasat nem érdeklik az üzleti szempontok.
Aki ezt nem veszi figyelembe, az előbb-utóbb elbukik.
Egyébként azt írtam, hogy ne legyen 5 tizednél kisebb a fogás...
Cím: Re:Marószerszámok és karbantartásuk
Írta: 4um5b65d Dátum 2009 december 06, 17:29
Írta: 4um5b65d Dátum 2009 december 06, 17:29
Hú de beletaláltam... "K" lapka kell ide... :)))
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 06, 17:31
Írta: ukcge40u Dátum 2009 december 06, 17:31
63-as nyolclapkás, 45 fokos.
A gyártó lényegtelen, és mint alább kiderült, K20-as anyagminőséghez kell választani.
Ami reális lehet, mert a K1 is már gyilkos, ha nincs kemencében visszalágyítva forgácsolás előtt.
A gyártó lényegtelen, és mint alább kiderült, K20-as anyagminőséghez kell választani.
Ami reális lehet, mert a K1 is már gyilkos, ha nincs kemencében visszalágyítva forgácsolás előtt.
Cím: Re:Marószerszámok és karbantartásuk
Írta: MoparMan Dátum 2009 december 06, 17:31
Írta: MoparMan Dátum 2009 december 06, 17:31
akkor inkább legyél Te "A Marós" [#eplus2]
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 06, 17:33
Írta: 000000000 Dátum 2009 december 06, 17:33
késhelyet kell marni de ezt már jeleztem. Ezért próbáltunk 90 fokos marót. Ha lenne akkor egy körlapkással szívesen megnéznénk.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 4um5b65d Dátum 2009 december 06, 17:33
Írta: 4um5b65d Dátum 2009 december 06, 17:33
Sanzi, nem az anyag a K20, hanem a lapka.
Nem is tudom, hogy K20-as jelzésű szerszámacél van e egyáltalán forgalomban ?
Nem is tudom, hogy K20-as jelzésű szerszámacél van e egyáltalán forgalomban ?
Cím: Re:Marószerszámok és karbantartásuk
Írta: e7c897sd8 Dátum 2009 december 06, 17:34
Írta: e7c897sd8 Dátum 2009 december 06, 17:34
A válsz gomb megmutatja kinek válaszolsz!
Milyen a munkadarabod, amit meg szeretnél marással munkálni?
Amúgy van ám a maráson túl is élet (megmunkálási mód)... ;-)
Milyen a munkadarabod, amit meg szeretnél marással munkálni?
Amúgy van ám a maráson túl is élet (megmunkálási mód)... ;-)
Cím: Re:Marószerszámok és karbantartásuk
Írta: 4um5b65d Dátum 2009 december 06, 17:35
Írta: 4um5b65d Dátum 2009 december 06, 17:35
Most még csak figyelek és tanulok, de Januárban puccs lesz...[#eplus2]
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 06, 17:39
Írta: 000000000 Dátum 2009 december 06, 17:39
40-es lemezből plazmával vágott anyagból dolgozunk. 80x300-as zseb 20 mélyen. Az egyik oldalán nyitott.
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 06, 17:39
Írta: ukcge40u Dátum 2009 december 06, 17:39
Én sem tudom... [#vigyor3][#idiota][#kuss][#lama][#fejvakaras]
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 06, 17:40
Írta: 000000000 Dátum 2009 december 06, 17:40
Ide csavarozzák bele a betoncsipkedő kést.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 06, 17:41
Írta: 000000000 Dátum 2009 december 06, 17:41
A K20-as az nem öntvénylapka?
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 06, 17:42
Írta: ukcge40u Dátum 2009 december 06, 17:42
Én csak zsigermarós vagyok, A nagybetűket meghagyom másnak... :)
Cím: Re:Marószerszámok és karbantartásuk
Írta: 4um5b65d Dátum 2009 december 06, 17:42
Írta: 4um5b65d Dátum 2009 december 06, 17:42
És milyen lapkával csináljátok ? Nullás homlokszögűvel ?
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 06, 17:44
Írta: ukcge40u Dátum 2009 december 06, 17:44
Egyébként szeretnék elnézést kérni.
Azt hittem, te a Kornél barátom vagy. Ő tudná, ezért talán nem kérdezné, de kitelik tőle. :)
A manus szeret csipkelődni kicsinyég... :)
Azt hittem, te a Kornél barátom vagy. Ő tudná, ezért talán nem kérdezné, de kitelik tőle. :)
A manus szeret csipkelődni kicsinyég... :)
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 06, 17:44
Írta: 000000000 Dátum 2009 december 06, 17:44
holkeres pozitív lapka. APKT
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 06, 17:45
Írta: ukcge40u Dátum 2009 december 06, 17:45
Tényleg, most már mindent konkrétan tudnunk kéne a szerszámról is. Lapka típusa, egyebek...
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 06, 17:46
Írta: ukcge40u Dátum 2009 december 06, 17:46
A pozitívval nem fog menni.
Negatív, éles kell. Világosszürke, és nem polírozott (az aluhoz van).
És ajánlott a legalább 5 lapka a 40-es fejben.
Negatív, éles kell. Világosszürke, és nem polírozott (az aluhoz van).
És ajánlott a legalább 5 lapka a 40-es fejben.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 06, 17:49
Írta: 000000000 Dátum 2009 december 06, 17:49
A megrendelőnél iscar IC328-as lapkával marják. Mi kipróbáltuk, nem vált be.
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 06, 17:50
Írta: ukcge40u Dátum 2009 december 06, 17:50
Helyesbíteném magam.
APKT 17 EL, vagy EM van nektek?
Az EL jobb, mert mert nagyobb rádiusz miatt kevésbé melegszik el az éle.
APKT 17 EL, vagy EM van nektek?
Az EL jobb, mert mert nagyobb rádiusz miatt kevésbé melegszik el az éle.
Cím: Re:Marószerszámok és karbantartásuk
Írta: MoparMan Dátum 2009 december 06, 17:51
Írta: MoparMan Dátum 2009 december 06, 17:51
ha máshol jó a lapka, akkor nálatok nem jó a marós [#eplus2]
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 06, 17:52
Írta: 000000000 Dátum 2009 december 06, 17:52
A világosszürke az stimmel.
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 06, 17:53
Írta: ukcge40u Dátum 2009 december 06, 17:53
Nem akartam én mondani. [#buck][#hehe][#mf1]
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 06, 17:55
Írta: ukcge40u Dátum 2009 december 06, 17:55
Akkor tessék megkérdezni a megrendelőt, hogy ugyan náluk hogyan sikerül?
Vagy azért adták ki bérmunkába, mert náluk az nem jött be, és fogalmuk sincs?
Vannak verziók... :)
Vagy azért adták ki bérmunkába, mert náluk az nem jött be, és fogalmuk sincs?
Vannak verziók... :)
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 06, 17:55
Írta: 000000000 Dátum 2009 december 06, 17:55
Köszi MoparMan. :) A megrendelő paramétereit használjuk, de a fönökünk állandóan zargat minket, hogy a nyomott ár miatt gyorsabban kéne gyártani.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 4um5b65d Dátum 2009 december 06, 17:55
Írta: 4um5b65d Dátum 2009 december 06, 17:55
De az ! Alapból a K-s lapkák önvényhez valók. Viszont ez a lapkaanyag még nagyon jó korrózió állóhoz is és egyéb fickósabb anyagokhoz is.
Ha jól értelmezem a kívánt 80x300-as zsebmarást akkor szerintem egy 63-as 45 fokos maróval mindenképp érdemes lenne kinagyolnotok. Van egy fajta marófej és a hozzá tartozó lapka ami szerintem jó lenne nektek. A lapka alapvetően négyszög alakú, de a csúcsokon durva élletőrés található. Ezáltal egy kvázi 8 szögletű lapka jön létre. Ami a lényeg, hogy a lapka hátoldala eléggé alá van vágva. A fejben pedig alaposan meg van fektetve a lapka. Ezt csak azért írom, mert annak idején mikor először korrózió álló anyagon kipróbáltam ezt a típust, nem akartam hinni a szememnek. Annyira jól vitte a korrózió állót, mintha alumíniumot martam volna. Elképzelhető, hogy ez nálatok is jól beválna. Bár nem ismerem a kérdéses Hardox anyag összetételét, de arra gondolok, hogy Króm az jelentős mennyiségben van jelen az anyagban, így ez a szerszám akár be is válhat. Megpróbálok egy lapkát keresni itthon. Fejem sajnos nincs ilyen mutatóban. Esetleg ha Sanzi ráismerne a leírtak alapján akkor talán ő tudni fog a fejről is képet linkelni.
Ha jól értelmezem a kívánt 80x300-as zsebmarást akkor szerintem egy 63-as 45 fokos maróval mindenképp érdemes lenne kinagyolnotok. Van egy fajta marófej és a hozzá tartozó lapka ami szerintem jó lenne nektek. A lapka alapvetően négyszög alakú, de a csúcsokon durva élletőrés található. Ezáltal egy kvázi 8 szögletű lapka jön létre. Ami a lényeg, hogy a lapka hátoldala eléggé alá van vágva. A fejben pedig alaposan meg van fektetve a lapka. Ezt csak azért írom, mert annak idején mikor először korrózió álló anyagon kipróbáltam ezt a típust, nem akartam hinni a szememnek. Annyira jól vitte a korrózió állót, mintha alumíniumot martam volna. Elképzelhető, hogy ez nálatok is jól beválna. Bár nem ismerem a kérdéses Hardox anyag összetételét, de arra gondolok, hogy Króm az jelentős mennyiségben van jelen az anyagban, így ez a szerszám akár be is válhat. Megpróbálok egy lapkát keresni itthon. Fejem sajnos nincs ilyen mutatóban. Esetleg ha Sanzi ráismerne a leírtak alapján akkor talán ő tudni fog a fejről is képet linkelni.
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 06, 17:57
Írta: ukcge40u Dátum 2009 december 06, 17:57
Éles legyen a lapka, a vágóélek találkozásánál minél nagyobb rádiusszal.
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 06, 17:58
Írta: ukcge40u Dátum 2009 december 06, 17:58
Mindjárt megkeresem a WNT oldalán a cuccot, ami nekünk bevált ilyenekhez.
Onnan meg lehet kombinálni tovább.
Onnan meg lehet kombinálni tovább.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 4um5b65d Dátum 2009 december 06, 17:59
Írta: 4um5b65d Dátum 2009 december 06, 17:59
Szerintem is jó lesz az a 328-as, csak a lapka formája és elhelyezése a fejben az lehet a kulcsa a dolognak. Az előző írásomban is IC 328-ról beszéltem.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 06, 18:00
Írta: 000000000 Dátum 2009 december 06, 18:00
Az anyagösszetételről már kaptam egy linket, valahol hátrébb megtalálod. Zsebmarásra nem szoktunk 45 fokos fejet használni, de lehet kipróbáljuk.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 4um5b65d Dátum 2009 december 06, 18:02
Írta: 4um5b65d Dátum 2009 december 06, 18:02
Egyetértek !
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 06, 18:05
Írta: 000000000 Dátum 2009 december 06, 18:05
Használtunk WNT-t, de nekünk nem vált be. A precíziós satujuk viszont nagyon jó.
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 06, 18:08
Írta: ukcge40u Dátum 2009 december 06, 18:08
Már találtam egyet.
A WNT-nél ez SDHT M31 néven van, legalábbis hirtelenez hasonlít rá a legjobban.
Ezt én 63-as 45 fokos fejbe használom 1.4301 anyagokhoz.
A fogásom 1-1.5 mm, a fordulat nagyoláskor nálam 600, a tolás 500. Ez egy nyolclapkás fej.
Simításkor 700, tolás 300.
Hűtés nélkül.
A WNT-nél ez SDHT M31 néven van, legalábbis hirtelenez hasonlít rá a legjobban.
Ezt én 63-as 45 fokos fejbe használom 1.4301 anyagokhoz.
A fogásom 1-1.5 mm, a fordulat nagyoláskor nálam 600, a tolás 500. Ez egy nyolclapkás fej.
Simításkor 700, tolás 300.
Hűtés nélkül.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 4um5b65d Dátum 2009 december 06, 18:09
Írta: 4um5b65d Dátum 2009 december 06, 18:09
Válasz gomb...kolléga....[#mf2][#mf2][#mf2][#mf2][#nyes]
Cím: Re:Marószerszámok és karbantartásuk
Írta: MoparMan Dátum 2009 december 06, 18:09
Írta: MoparMan Dátum 2009 december 06, 18:09
akkor próbálgassa a főnök...
ha nem lehet akkor nem lehet...
ha nem lehet akkor nem lehet...
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 06, 18:10
Írta: ukcge40u Dátum 2009 december 06, 18:10
Úgy előnagyolni vele, hogy a fogásonkénti plusz anyagmennyiséget is figyelembe vesszük, csak úgy megy, hogy kontúrba megyünk vele, és max 1mm-es fogásokkal.
Ez alatt azt értem, hogy a maró visszafelé már nem viszi az előző "oda" oldalt.
De mindjárt keresek IC328 formátumot is.
Ez alatt azt értem, hogy a maró visszafelé már nem viszi az előző "oda" oldalt.
De mindjárt keresek IC328 formátumot is.
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 06, 18:11
Írta: ukcge40u Dátum 2009 december 06, 18:11
Ezt csak a levegőbe lőttem, direkt, mint információt... [#mf1]
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 06, 18:15
Írta: 000000000 Dátum 2009 december 06, 18:15
Az előző "oda" oldallal nincs gond, mert a zseb egyik oldalán nyitott.
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 06, 18:16
Írta: ukcge40u Dátum 2009 december 06, 18:16
XDKT F40 ami IC328 formátumú.
A negyvenes fejbe még jó is lehet, kicsi fordulat, és relatív nagy tolás.
Kipüffenti hamar... :)
A negyvenes fejbe még jó is lehet, kicsi fordulat, és relatív nagy tolás.
Kipüffenti hamar... :)
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 06, 18:20
Írta: 000000000 Dátum 2009 december 06, 18:20
Vc: 100m/min, fz:0,2 lapkaszám: 4
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 06, 18:20
Írta: 000000000 Dátum 2009 december 06, 18:20
fogásmélység 3 mm
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 06, 18:22
Írta: ukcge40u Dátum 2009 december 06, 18:22
Arra gondoltam, hogy a kontúrt nagyobbra írom, mint a szerszám, annyira, hogy az egyenes->körív->egyenes viszonylatban a második egyenesben már ne vigyen a másik oldala a szerszámnak. És szigorúan rámarással, G41-el értendő. :)
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 06, 18:22
Írta: ukcge40u Dátum 2009 december 06, 18:22
Vannak hozzá nagyobb fejek is. :)
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 06, 18:24
Írta: ukcge40u Dátum 2009 december 06, 18:24
Sűrűbbek a pontos kifejezés.
Amit én használok ilyen fejet, abból ötlapkás verzió zörög nálam. Jobb, mint a négy. :)
42-es átmérő.
Amit én használok ilyen fejet, abból ötlapkás verzió zörög nálam. Jobb, mint a négy. :)
42-es átmérő.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 06, 18:24
Írta: 000000000 Dátum 2009 december 06, 18:24
Nem értem, a kontúrméretek adottak.
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 06, 18:31
Írta: ukcge40u Dátum 2009 december 06, 18:31
Milyen széles a nút?
Milyen átmérőjű a szerszám?
Milyen átmérőjű a szerszám?
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 06, 18:33
Írta: 000000000 Dátum 2009 december 06, 18:33
Üdv. Nem erős ez egy picit ? Legalábbis a MoparMan által #344-nél linkel adatokhoz képest ? A főnök meg nyugodtan zavarogjon, de ha az anyag nem enged többet, akkor vért is pisilhet. Ki a Marós te vagy ő ? :-)
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 06, 18:34
Írta: 000000000 Dátum 2009 december 06, 18:34
Már említettem, de: 300x80-as zseb, 20 mély egyik oldala nyitott. A szerszám iscar d=40, lapka APKT.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 4um5b65d Dátum 2009 december 06, 18:35
Írta: 4um5b65d Dátum 2009 december 06, 18:35
Ilyen a lapka

Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 06, 18:35
Írta: 000000000 Dátum 2009 december 06, 18:35
Erősnek erős, de szeretnénk nem elveszíteni a munkát.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 06, 18:39
Írta: 000000000 Dátum 2009 december 06, 18:39
Ja értem. Hozzátok le a csillagokat az égről...
Hááát, próbálkozni lehet ha valaki állja a cechet. Azért én az adatlapot az orra alá dugnám. Liptai túróból sokkal olcsóbb lenne... ;-)
Hááát, próbálkozni lehet ha valaki állja a cechet. Azért én az adatlapot az orra alá dugnám. Liptai túróból sokkal olcsóbb lenne... ;-)
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 06, 18:39
Írta: 000000000 Dátum 2009 december 06, 18:39
Látom ezen is van egy pár tizedes negatív szakasz, akkor ez is jó lehet szívós anygokhoz.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 06, 18:40
Írta: 000000000 Dátum 2009 december 06, 18:40
Sajnos pontosan itt tartunk. :(
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 06, 18:43
Írta: ukcge40u Dátum 2009 december 06, 18:43
Megpróbálom leírni, mire gondolok.
Ugyebár a nút 80-as.
A maróm először bemegy szerszámkorrekció nélkül a nút közepén.
Utána a maradék 2x20mm-t oldalanként már megírom neki sugárkorrekcióval.
Nem tételezem fel, hogy a 20mm-ert egyben akarjátok kivenni ilyen anyagban, mert marós ilyet nem csinál. Sok anyag ez, ha nem alu...
Ugyebár a nút 80-as.
A maróm először bemegy szerszámkorrekció nélkül a nút közepén.
Utána a maradék 2x20mm-t oldalanként már megírom neki sugárkorrekcióval.
Nem tételezem fel, hogy a 20mm-ert egyben akarjátok kivenni ilyen anyagban, mert marós ilyet nem csinál. Sok anyag ez, ha nem alu...
Cím: Re:Marószerszámok és karbantartásuk
Írta: 4um5b65d Dátum 2009 december 06, 18:45
Írta: 4um5b65d Dátum 2009 december 06, 18:45
Nem-nem, nincs rajra negatív, maximum pár század lehet csak. De nézd meg a jobb oldali képet, kb ennyire be van döntve a lapka és ennyire éles, még is a korrózió állót (hosszú távon) mint a vajat, úgy viszi. Szinte nem is melegszik fel az anyag, pedig hűtés nélkül csináltam.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 06, 18:46
Írta: 000000000 Dátum 2009 december 06, 18:46
Ez nem kukoricamaró. 3 mm a fogásmélység.
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 06, 18:46
Írta: ukcge40u Dátum 2009 december 06, 18:46
Neked ki mondta, hogy a negatív jó a szívós anyagokhoz? Csak úgy érdekelne, nem bunyózni akarok... :)
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 06, 18:47
Írta: ukcge40u Dátum 2009 december 06, 18:47
Lerajzoljam amire gondolok?
Bár ennyiből már tudni kéne, vagy én magyarázok rosszul... [#nemtudom]
Bár ennyiből már tudni kéne, vagy én magyarázok rosszul... [#nemtudom]
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 06, 18:57
Írta: 000000000 Dátum 2009 december 06, 18:57
Próbálkozzatok több lapkával. Kétszer annyi lapka, kétszer akkora előtolás. Persze semmi sincs ingyen.
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 06, 19:14
Írta: ukcge40u Dátum 2009 december 06, 19:14
A kétszer akkora előtolás az adott időre kevesebb melegedés. Nem pont a fele, de számottevően kevesebb.
Szerintem a fordulattal lesz ott gond, sok a 800 nagyon, egy ilyen törpös anyagba.
Szerintem a fordulattal lesz ott gond, sok a 800 nagyon, egy ilyen törpös anyagba.
Cím: Re:Marószerszámok és karbantartásuk
Írta: svejk Dátum 2009 december 06, 19:21
Írta: svejk Dátum 2009 december 06, 19:21
Több mint 100 hozzászólás cirka 2 óra alatt,kár hogy nem szavanként nyomjátok...
És még mindig nem nagyon megy a "válasz" gomb kezelése...
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 06, 19:36
Írta: ukcge40u Dátum 2009 december 06, 19:36
Én ennél tömörebben nem tudok fogalmazni, az adott információ alapján... :)
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 06, 19:46
Írta: 000000000 Dátum 2009 december 06, 19:46
Na igen. A kevesebb néha több. Ha az első fogással kiveri a lapka élét, akkor csak a szikraesőt nézheti.
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 06, 19:50
Írta: ukcge40u Dátum 2009 december 06, 19:50
Ha az első fogásnál kiveri az élét, akkor 5mm-en belül jön a szikraeső. De inkább vörös izzásnak nevezném, meg nagy vörös morgásnak.
Én várom vissza a nagybetűs szakinkat, mert nem tudom, hogy most gondolkozik, vagy fut innen éppen.
Én várom vissza a nagybetűs szakinkat, mert nem tudom, hogy most gondolkozik, vagy fut innen éppen.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 06, 19:50
Írta: 000000000 Dátum 2009 december 06, 19:50
Meg persze az élgeometriának sem ártana alaposabban utánanézni.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 06, 19:57
Írta: 000000000 Dátum 2009 december 06, 19:57
Saját tapasztalat, hogy edzett anyagot egészen jól lehet marni kivert élű keményfém maróval. :DDDD
Egy idő után rájön az ember: nem kell az a nagy rohanás.
Egy idő után rájön az ember: nem kell az a nagy rohanás.
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 07, 21:58
Írta: ukcge40u Dátum 2009 december 07, 21:58
Nem bizony.
Lassan járj, később cserélsz lapkát/szerszámot...
Otthoni műhelyben ez azért nem utolsó szempont... :)
Lassan járj, később cserélsz lapkát/szerszámot...
Otthoni műhelyben ez azért nem utolsó szempont... :)
Cím: Re:Marószerszámok és karbantartásuk
Írta: bmejdz9nu Dátum 2009 december 08, 18:18
Írta: bmejdz9nu Dátum 2009 december 08, 18:18
Kiszámolná valaki nekem, hogy egy 5-ös kétélű maróval 2mm fogásmélységgel 4,5-ös aluba mekkora maximális és optimális főorsó fordualattal párosítva előtolással tudnák marni?
Főorsó fordulata 2.000rpm -18.000rpm. Hűtés megoldott. A maró egy nagyon jó minőségű Nachi spec. alumaró.
Vagy gyakorlati tapasztalat van a fenti példához a max. marási sebességhez?
Előre is köszönettel!
Főorsó fordulata 2.000rpm -18.000rpm. Hűtés megoldott. A maró egy nagyon jó minőségű Nachi spec. alumaró.
Vagy gyakorlati tapasztalat van a fenti példához a max. marási sebességhez?
Előre is köszönettel!
Cím: Re:Marószerszámok és karbantartásuk
Írta: s7manbs8 Dátum 2009 december 08, 18:20
Írta: s7manbs8 Dátum 2009 december 08, 18:20
A Mach-ban van erre számítás, ott vannak ilyen varázslók, azt hiszem.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 08, 18:52
Írta: 000000000 Dátum 2009 december 08, 18:52
Én kiszámolom Neked!:) Ez a maró gondolom nem gyorsacél, ha már olyan spéci, hanem tkf anyagú.
tehát tudni kell a marószerszám anyagát.
Még azt mondd meg, meddig szeretnéd, hogy maró is maradjon?:) 5 percig vagy minimum kibírjon
10 óra folytonos forgácsolásti időt? Azaz milyen szerszáméltartomot szeretnél. Azt is gondold végig, meg tudod élezni?, vagy ha megkopott dobod a szemétbe. Ha drága szerszám volt, nyilván érdemes rá vigyázni, és érdemes óvni!
tehát tudni kell a marószerszám anyagát.
Még azt mondd meg, meddig szeretnéd, hogy maró is maradjon?:) 5 percig vagy minimum kibírjon
10 óra folytonos forgácsolásti időt? Azaz milyen szerszáméltartomot szeretnél. Azt is gondold végig, meg tudod élezni?, vagy ha megkopott dobod a szemétbe. Ha drága szerszám volt, nyilván érdemes rá vigyázni, és érdemes óvni!
Cím: Re:Marószerszámok és karbantartásuk
Írta: bmejdz9nu Dátum 2009 december 08, 19:26
Írta: bmejdz9nu Dátum 2009 december 08, 19:26
Persze keményfém... elfelejtettem írni...
Ezeket a Nachi Marókat már régóta használom... élkopás még semmi... mint a borotva olyan éles...
Ezért is csak a sebesség számít! Nem fog elkopni egyhamar - ezt tudom... és van belőle mennyiség is... olcsó is volt - ahhoz képest .)
(a Nachi honlapján a pontos típust nem találtam meg)
Ezeket a Nachi Marókat már régóta használom... élkopás még semmi... mint a borotva olyan éles...
Ezért is csak a sebesség számít! Nem fog elkopni egyhamar - ezt tudom... és van belőle mennyiség is... olcsó is volt - ahhoz képest .)
(a Nachi honlapján a pontos típust nem találtam meg)
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 08, 19:32
Írta: 000000000 Dátum 2009 december 08, 19:32
Aluba ? Ami belefér. :D
Amúgy:http://www.nachi.de/files/dlc-series.pdf
- 18.oldal
Legalábbis ha erre gondoltál spéci alumaró alatt.
Amúgy:http://www.nachi.de/files/dlc-series.pdf
- 18.oldal
Legalábbis ha erre gondoltál spéci alumaró alatt.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 08, 19:40
Írta: 000000000 Dátum 2009 december 08, 19:40
Szoktam alut marni keményfémmel (Fraisa, Karnasch). Max fordulat (ez esetben 42000) és 0.1-0.2 mm/fog tolás. Ha nem színalu akkor aluhoz való erősen pozitív homlokszögű, borotvaéles keményfémmel simán lehet 7-900 m/min vágósebességgel. A maró meg örök életű.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 08, 19:40
Írta: 000000000 Dátum 2009 december 08, 19:40
Ok., én óvatos vaygok, nem szeretek vadulni szerszám kopás ügyben. Min. 8 órát bírjon ki.
Ezért ezeket javasolnám ehhez a nagyoló marási feladatodhoz:
Munkadarab: AlMgSi1
Fogásmélység: 2 mm
Maró átmérő: 5 mm, kétélű
Maró fordulatszám: n=3600 1/min
előtolási sebesség: 6-12 mm/s között, ahogy a géped bírja rezonancia hangok alapján.
Közben kenni, hűteni kellene.
Ha már 10 mm/s-al marsz, akkor mindössze 100W lesz a forgácsolás teljesítménye.
Ezért ezeket javasolnám ehhez a nagyoló marási feladatodhoz:
Munkadarab: AlMgSi1
Fogásmélység: 2 mm
Maró átmérő: 5 mm, kétélű
Maró fordulatszám: n=3600 1/min
előtolási sebesség: 6-12 mm/s között, ahogy a géped bírja rezonancia hangok alapján.
Közben kenni, hűteni kellene.
Ha már 10 mm/s-al marsz, akkor mindössze 100W lesz a forgácsolás teljesítménye.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 08, 19:42
Írta: 000000000 Dátum 2009 december 08, 19:42
Bocsánat, csak 50W ekkor, elírtam.
Cím: Re:Marószerszámok és karbantartásuk
Írta: s7manbs8 Dátum 2009 december 08, 19:54
Írta: s7manbs8 Dátum 2009 december 08, 19:54
Megdícsérlek, mert tényleg 50W, gyorsan leellenőriztem a k=500N/mm2 adatodat beírva, a P=k*A*v=500N/mm2*2mm*5mm*10mm/s=50W képlettel az jön ki, szinte kicsit gyakorolva, meg pár anyagra az adatot megjegyezve fejben is számolható. Nem is gondoltam volna, hogy ez ilyen egyszerű. [#puszi]
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 08, 19:57
Írta: 000000000 Dátum 2009 december 08, 19:57
Legyen komplett ez a marás, hiszen fontos,
tudjuk, mi következik ebből, milyen előtolási erőkkel számolhatunk (hatásfok 100%):
F előtolási=~20N
P előtolási=F*v=20*0.01=0.2W!!!!!
Ezt kell tudni a szervódnak!:))
Gondolom a 400W SD DC szervo bírni fogja!:))
Éppen 2000, azaz kettőezerszeres tartalékunk van!!! Kicsit nekem soknak tűnik...
tudjuk, mi következik ebből, milyen előtolási erőkkel számolhatunk (hatásfok 100%):
F előtolási=~20N
P előtolási=F*v=20*0.01=0.2W!!!!!
Ezt kell tudni a szervódnak!:))
Gondolom a 400W SD DC szervo bírni fogja!:))
Éppen 2000, azaz kettőezerszeres tartalékunk van!!! Kicsit nekem soknak tűnik...
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 08, 20:01
Írta: 000000000 Dátum 2009 december 08, 20:01
Hála Newtonnak, az integrál középértékekre alapozott teljesítmény rendszerek már csak ilyenek!:) Azért ha tudnád, hogy ez részleteiben jópár oldalon keresztül vezethető le komolyabb diff. egyenletekkel, nem örülnél neki annyira, de ezzel ne is törődjön itt senki, csak aki matekimádó!:)
Cím: Re:Marószerszámok és karbantartásuk
Írta: bmejdz9nu Dátum 2009 december 08, 20:15
Írta: bmejdz9nu Dátum 2009 december 08, 20:15
Tibi ez nagyon kevés még az én gépemnek is, pedig az csak hobbygép... nerm profi erősségű...
20mm/sec tuti megy vele... biztos egy modern jófajta szerszámot vettél alapul?
AlMgSi4,5-re gondoltam de most az mindegy...
Biztos mindent figyelme vettél?
A szükséges 100W teljesítmény még talán ép meglesz 3600rpm-en... az 1,6Kw-os, 18.000rp-es motoron... majd ha kell nyomunk rá áramot a frekiváltón... ha bírja normális melegedéssel...
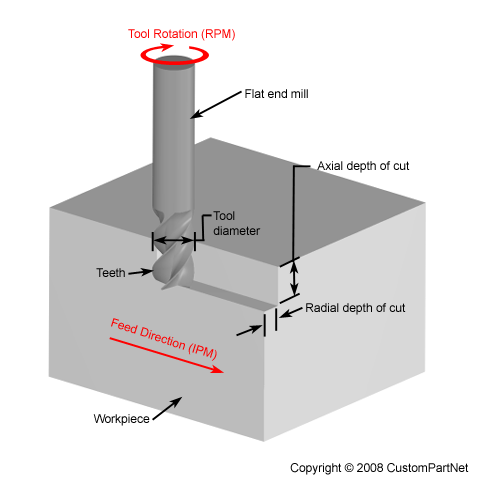
20mm/sec tuti megy vele... biztos egy modern jófajta szerszámot vettél alapul?
AlMgSi4,5-re gondoltam de most az mindegy...
Biztos mindent figyelme vettél?
A szükséges 100W teljesítmény még talán ép meglesz 3600rpm-en... az 1,6Kw-os, 18.000rp-es motoron... majd ha kell nyomunk rá áramot a frekiváltón... ha bírja normális melegedéssel...
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 08, 20:15
Írta: 000000000 Dátum 2009 december 08, 20:15
Egy 1206-os SMD felületszerelt ellenállás az
0.25W-ot tud!! Itt pedig most egy olyan gyakorlati marást számoltam ki Péter adataival, amit sok Hobby CNC mechanika már ki sem bírna, majd Péter elmondja, nála mennyire volt sima ügy ez a marás.:)
0.25W-ot tud!! Itt pedig most egy olyan gyakorlati marást számoltam ki Péter adataival, amit sok Hobby CNC mechanika már ki sem bírna, majd Péter elmondja, nála mennyire volt sima ügy ez a marás.:)
Cím: Re:Marószerszámok és karbantartásuk
Írta: bmejdz9nu Dátum 2009 december 08, 20:16
Írta: bmejdz9nu Dátum 2009 december 08, 20:16
Ezt a viccet már sokszor hallottam :)
Cím: Re:Marószerszámok és karbantartásuk
Írta: s7manbs8 Dátum 2009 december 08, 20:17
Írta: s7manbs8 Dátum 2009 december 08, 20:17
Sajnos a levezetést fejből nem vágnám, még a kiinduló egyenletrendszereket is elég lenne felírni segédletek nélkül, az ilyesmi nem kevés gyakorlást igényel, még tanuló korban sem, ahol még a profok előadásai is segítik a tanulást, de gondolhatod, hogy én is találkoztam már matekkal és csodálatos dolgok is ezek. De néha elég egy kis négyzetre emelés és már tudjuk is, hogy mennyi egy nyugalomban levő tömeg energia tartalma, ha Einstein elmélete nem csal, és ezt még egy általános iskolás is ki tudja számolni
E=m*c*c, ugye. Ez benne a gyönyörűség, ha valaki már végigjárva a nehéz utat ilyen csodákat adva a kezünkbe, azt a hobbi, amatőrök is tudják használni, ha akarják, ha más nem számítógép programok segítségét igénybe véve, amit szintén nem teljesen amatőrök találnak ki. :)
E=m*c*c, ugye. Ez benne a gyönyörűség, ha valaki már végigjárva a nehéz utat ilyen csodákat adva a kezünkbe, azt a hobbi, amatőrök is tudják használni, ha akarják, ha más nem számítógép programok segítségét igénybe véve, amit szintén nem teljesen amatőrök találnak ki. :)
Cím: Re:Marószerszámok és karbantartásuk
Írta: s7manbs8 Dátum 2009 december 08, 20:25
Írta: s7manbs8 Dátum 2009 december 08, 20:25
Az előzőről lemaradt a címzés, elnézést. Amúgy, mivel nem mindenki azonos agyszerkezettel és gyakorlattal rendelkezik, ezért főleg több lépést és kiinduló adatot tartalmazó magyarázatnál, néhány ábra is sokat segíthet a megértésben, vagy ha egy lapon ábrázolnánk az számolási eredmény elérésének módját. Aztán a sorok közt beszúrt képletek közt elég nézelődni, hogy akkor most ez hogyan is jött ki. Tudnál készíteni "ppt" formátumú ilyen szép levezetéseket, képekkel. Persze ha nagyon ráérnél. :)
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 08, 20:27
Írta: 000000000 Dátum 2009 december 08, 20:27
Nyomjad neki akkor jobban, én így 8 órát garantálok a szerszámodra.
De vigyázz, az előtolás, vágósebesség, fogásmélység, fajlagos forgácsolási erő, éltartam egy minimum 5 dimeziós matematikai modell.
Ha valahol csak úgy belenyúlsz, minden borulhat, mert akkor a többi paraméter is változik, vannak kőkemény korlátok is, pl. a
szerszám törhet, stb...
Ez csak 5-ös szerszám, 53 N főforgácsoló erő hatására már századokat elhajlik, ha méretezed erre is. Ne kockáztass, nem lóverseny ez....
Lassabban picit de pontosabban. Szerintem te ráérsz még 1 percet egy ilyesmi marásnál a gépi főidőt tekintve, és cserébe szinte örökéletű a szerszámod, géped, minden.:)Nem lóversenyezünk, ez CNC forgácsolás!
De vigyázz, az előtolás, vágósebesség, fogásmélység, fajlagos forgácsolási erő, éltartam egy minimum 5 dimeziós matematikai modell.
Ha valahol csak úgy belenyúlsz, minden borulhat, mert akkor a többi paraméter is változik, vannak kőkemény korlátok is, pl. a
szerszám törhet, stb...
Ez csak 5-ös szerszám, 53 N főforgácsoló erő hatására már századokat elhajlik, ha méretezed erre is. Ne kockáztass, nem lóverseny ez....
Lassabban picit de pontosabban. Szerintem te ráérsz még 1 percet egy ilyesmi marásnál a gépi főidőt tekintve, és cserébe szinte örökéletű a szerszámod, géped, minden.:)Nem lóversenyezünk, ez CNC forgácsolás!
Cím: Re:Marószerszámok és karbantartásuk
Írta: bmejdz9nu Dátum 2009 december 08, 20:28
Írta: bmejdz9nu Dátum 2009 december 08, 20:28
Ez az! Köszi! 18.oldal....
Hű mekkora számok vannak itt... de melyik alut kell figyelembe vennem? Nagyon különbözőek...
De jó mert 0,5D-t vesznek alapul ami az 5-ösnél 2,5mm fogásmélység...
Hű mekkora számok vannak itt... de melyik alut kell figyelembe vennem? Nagyon különbözőek...
De jó mert 0,5D-t vesznek alapul ami az 5-ösnél 2,5mm fogásmélység...
Cím: Re:Marószerszámok és karbantartásuk
Írta: s7manbs8 Dátum 2009 december 08, 20:30
Írta: s7manbs8 Dátum 2009 december 08, 20:30
Néha még az sem jó, ha lassabb, mert akkor anyagtapadás van, rossz forgácsképződés, és egyebek, én ezt egy kis könyvben olvastam, ez tényleg nem gyerekjáték. [#circling][#circling]
Cím: Re:Marószerszámok és karbantartásuk
Írta: s7manbs8 Dátum 2009 december 08, 20:33
Írta: s7manbs8 Dátum 2009 december 08, 20:33
Péter ! Csak azt ne mondd, hogy japánul is értesz, bár ez lehet inkább kínai tájszólású. [#taps][#taps][#circling]
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 08, 20:34
Írta: 000000000 Dátum 2009 december 08, 20:34
Ja és a legfontosabb!!! Nem fűrészport, vasport kell gyártani egy maróval, forgácsot! Itt is óriási téveszmék vannak, ha valakit érdekel, majd elmesélem a gyorsított szerszám éltartam vizsgálati módszert is, ahol egy esztergagépen
oldalazás kapcsán 1 perc alatt vége a szerszámnak, leég a hegye. Ezek mind mind
egyszere jelentkező feltételek. Marha nehéz optimalizálni, ha komolyan vesszük egy picit is a forgácsolást.
oldalazás kapcsán 1 perc alatt vége a szerszámnak, leég a hegye. Ezek mind mind
egyszere jelentkező feltételek. Marha nehéz optimalizálni, ha komolyan vesszük egy picit is a forgácsolást.
Cím: Re:Marószerszámok és karbantartásuk
Írta: bmejdz9nu Dátum 2009 december 08, 20:35
Írta: bmejdz9nu Dátum 2009 december 08, 20:35
20db ilyen maróm van... 1-et fogtam munkára eddig... rengeteget martam vele... semmi semmi kopás még rajta! 8 óra? viccelsz? Mi az neki?
Pl ilyeneket martam vagy 10 lapot azzal a maróval és még mindíg szuper éles....
Pl ilyeneket martam vagy 10 lapot azzal a maróval és még mindíg szuper éles....
Cím: Re:Marószerszámok és karbantartásuk
Írta: bmejdz9nu Dátum 2009 december 08, 20:37
Írta: bmejdz9nu Dátum 2009 december 08, 20:37
Ne viccelj már... ott angolul a lényeg! Alu típusa és előtolási adatok...stb,..
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 08, 20:40
Írta: 000000000 Dátum 2009 december 08, 20:40
Na most azért valamit gyorsan érdemes tisztázni!
Egyből kész méretet marsz, vagy majd később még kisimítod? Ettől is sok minden függ. Mi a készméret tűrése? stb...
Egyből kész méretet marsz, vagy majd később még kisimítod? Ettől is sok minden függ. Mi a készméret tűrése? stb...
Cím: Re:Marószerszámok és karbantartásuk
Írta: bmejdz9nu Dátum 2009 december 08, 20:47
Írta: bmejdz9nu Dátum 2009 december 08, 20:47
OKé.. majd kesek egy progit ehhez (is)...Valaimi ilyesmit de metrikusat...
pl. 1200 luk után vissza tettem a fúrót a dobozába mert az utolsó lukat is olyan szépen fúrta mint az elsőt...
(a "szabálytalan" használat mellet is)
Talán az elmúlt 35 évben többet fejlődtek a szerszámok mint az általad alkalmazott képletek...
pl. 1200 luk után vissza tettem a fúrót a dobozába mert az utolsó lukat is olyan szépen fúrta mint az elsőt...
(a "szabálytalan" használat mellet is)
Talán az elmúlt 35 évben többet fejlődtek a szerszámok mint az általad alkalmazott képletek...
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 08, 20:49
Írta: 000000000 Dátum 2009 december 08, 20:49
Hát persze... tkf simán tud 120-180 m/min-t is,
nyomjad Neked, ezt már Rád bízom..., csak akkor tudnám, miért kérdeztél ilyen adatokat, ha te megint mindent sokkal jobban tudsz. Én a helyedben a 0.2W-on meditálnék de gőzerővel.
Tegyük fel nem rezonál be a géped, és a szervók is pályán maradnak 5-szörös nyomulásnál is.
Még mindig ehhez csak 1W-os szervo előtolás kell, hol vagyunk még a 10-hez ....:))
nyomjad Neked, ezt már Rád bízom..., csak akkor tudnám, miért kérdeztél ilyen adatokat, ha te megint mindent sokkal jobban tudsz. Én a helyedben a 0.2W-on meditálnék de gőzerővel.
Tegyük fel nem rezonál be a géped, és a szervók is pályán maradnak 5-szörös nyomulásnál is.
Még mindig ehhez csak 1W-os szervo előtolás kell, hol vagyunk még a 10-hez ....:))
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 08, 21:02
Írta: ukcge40u Dátum 2009 december 08, 21:02
Péter!
Ha nincs különösebben betűrve, akkor a videódon szereplő lapokat egy fogásból vesszük ki.
Kérdezhetek valamit?
Te nem tudsz kiszámolni semmit?
Mert megkérni rá valakit, mert... nem tudom miért számoltatsz valakivel, ha te is megtehetnéd. Attól, hogy más számolja majd jobban bizonyíték lesz?
Minek mindig progit használni mindenhez?
Számológép? Ilyesmi?
Hidd el, én is elő szoktam szedni, ha tanácstalan vagyok. De másnak akkor sem számolok ki semmit.
Az, hogy egy katalógusban 0,5D-t vesznek alapul egy szerszámhoz, az még nem jelent semmit.
Ha megnéezl bármilyen katalógust, vannak oldalak a módosító tényezőkkel is, úgymint a hűtés léte, teljes fogásszélesség, meg ilyen, számodra lényegtelen dolgok.
Nekem azok, de én megtehetem, hogy nem a katalógussal kelek. De neked, aki saját bevallásod szerint még marós se vagy, csak hobbysta... Aki ilyen szinten foglalkozik szerszámokkal, annak mindent tudnia kellene róluk. Többet, mint nekem.
Nem elég a spéci, meg a jól visz.
Értesz engem?
Ha nincs különösebben betűrve, akkor a videódon szereplő lapokat egy fogásból vesszük ki.
Kérdezhetek valamit?
Te nem tudsz kiszámolni semmit?
Mert megkérni rá valakit, mert... nem tudom miért számoltatsz valakivel, ha te is megtehetnéd. Attól, hogy más számolja majd jobban bizonyíték lesz?
Minek mindig progit használni mindenhez?
Számológép? Ilyesmi?
Hidd el, én is elő szoktam szedni, ha tanácstalan vagyok. De másnak akkor sem számolok ki semmit.
Az, hogy egy katalógusban 0,5D-t vesznek alapul egy szerszámhoz, az még nem jelent semmit.
Ha megnéezl bármilyen katalógust, vannak oldalak a módosító tényezőkkel is, úgymint a hűtés léte, teljes fogásszélesség, meg ilyen, számodra lényegtelen dolgok.
Nekem azok, de én megtehetem, hogy nem a katalógussal kelek. De neked, aki saját bevallásod szerint még marós se vagy, csak hobbysta... Aki ilyen szinten foglalkozik szerszámokkal, annak mindent tudnia kellene róluk. Többet, mint nekem.
Nem elég a spéci, meg a jól visz.
Értesz engem?
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 08, 21:21
Írta: 000000000 Dátum 2009 december 08, 21:21
Egyébként Péter! Az miért volt, hogy te 2 nap alatt leégetted a BF20 marómotorját, az esztergád se sokáig bírta, az talán 3 napig....
Mások évekik dolgoznak eredeti főorsó motorral
ilyen szerszámgépecskékkel is.
Nem lehet, hogy túlerőltetted őket véletlenül
forgácsolás szakmai ismereteid hiánya miatt?
Vagy Mindenki, még ezek az "buta" géptervezők is semmit nem tudnak a forgácsolásról? Figyi, szerintem lassan annyi tény, szakmai figyelmeztető jel összejött az életedben, hogy lazítsál egy kicsit, relaxálj, gondolkozz. Ugyanis te tulajdonképpen Hobby CNC helyett
Hobby gyalugépet építettél, CNC gyalucskát. Én még dolgoztam hagyományos gyalun, remek gép, tud termelni forgácsot rendesen.:)
Mások évekik dolgoznak eredeti főorsó motorral
ilyen szerszámgépecskékkel is.
Nem lehet, hogy túlerőltetted őket véletlenül
forgácsolás szakmai ismereteid hiánya miatt?
Vagy Mindenki, még ezek az "buta" géptervezők is semmit nem tudnak a forgácsolásról? Figyi, szerintem lassan annyi tény, szakmai figyelmeztető jel összejött az életedben, hogy lazítsál egy kicsit, relaxálj, gondolkozz. Ugyanis te tulajdonképpen Hobby CNC helyett
Hobby gyalugépet építettél, CNC gyalucskát. Én még dolgoztam hagyományos gyalun, remek gép, tud termelni forgácsot rendesen.:)
Cím: Re:Marószerszámok és karbantartásuk
Írta: bmejdz9nu Dátum 2009 december 08, 21:33
Írta: bmejdz9nu Dátum 2009 december 08, 21:33
Mit tudod te mit tudok? Te mit tudsz? Érdemes ezen elgondolkodni...
Egyébként a Hurco gépen amin Deuschland-ba hajtasz azon van 4. és 5. tengely "feltét" ?

Egyébként a Hurco gépen amin Deuschland-ba hajtasz azon van 4. és 5. tengely "feltét" ?
Cím: Re:Marószerszámok és karbantartásuk
Írta: bmejdz9nu Dátum 2009 december 08, 21:34
Írta: bmejdz9nu Dátum 2009 december 08, 21:34
A szokásos szelektív látásod = dezinformáció!
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 08, 21:48
Írta: ukcge40u Dátum 2009 december 08, 21:48
Nincs rajta 4., 5.-ik tengely.
És nem ez a szutyok Winmaxos vezérlő van rajta, hanem a jó kis Ultimax.
De nem figyelsz, és az sem tűnt fel, hogy Hurco is sokfajta van. Nekem most a VMX 42, VMX 50, és a VMX64 a melótársam.
Holnap reggel meg kiosztom a górét bent, mert rosszos 2 tengelyt nem tudott szerezni legalább az egyik vasra. Igénytelenek ezek...
Azt tudom, amit leírtál magadról.
Én csak annyit tudok, többet nem. Azért neked már hihetek, nem?
A videóidnak is hiszek, több információ átjön rajta, mint gondolnád.
Addig meg ne szenvedj a 4-5 tengellyel, amíg a háromnak nem tudod elmondani konkrétan, hogy mit akarsz tőle.
Hogy én meg mit tudok, az nekem még kevés, másoknak sok, kevés, vagy megfelelő.
Az élet már csak ilyen. :)
És nem ez a szutyok Winmaxos vezérlő van rajta, hanem a jó kis Ultimax.
De nem figyelsz, és az sem tűnt fel, hogy Hurco is sokfajta van. Nekem most a VMX 42, VMX 50, és a VMX64 a melótársam.
Holnap reggel meg kiosztom a górét bent, mert rosszos 2 tengelyt nem tudott szerezni legalább az egyik vasra. Igénytelenek ezek...
Azt tudom, amit leírtál magadról.
Én csak annyit tudok, többet nem. Azért neked már hihetek, nem?
A videóidnak is hiszek, több információ átjön rajta, mint gondolnád.
Addig meg ne szenvedj a 4-5 tengellyel, amíg a háromnak nem tudod elmondani konkrétan, hogy mit akarsz tőle.
Hogy én meg mit tudok, az nekem még kevés, másoknak sok, kevés, vagy megfelelő.
Az élet már csak ilyen. :)
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 08, 21:49
Írta: ukcge40u Dátum 2009 december 08, 21:49
Azért úgy látom, hogy nektek a téma tökmindegy, bármin tudtok veszekedni, univerzálisan. :)
Cím: Re:Marószerszámok és karbantartásuk
Írta: 4um5b65d Dátum 2009 december 08, 21:52
Írta: 4um5b65d Dátum 2009 december 08, 21:52
Ja ja, szerintem meg lehetne nyitni a szervo topicot...
Nem a topic volt a hibás...
Ja és egyébként a vitatkozó feleknek csak annyit, hogy vállalok bér-fejbekólintást is, ha esetleg mondanátok egy megfelelő összeget... [#hehe][#hehe]
Nem a topic volt a hibás...
Ja és egyébként a vitatkozó feleknek csak annyit, hogy vállalok bér-fejbekólintást is, ha esetleg mondanátok egy megfelelő összeget... [#hehe][#hehe]
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 08, 22:07
Írta: 000000000 Dátum 2009 december 08, 22:07
Ok. én semmit sem tudok, csak löktem Neked a kérésednek megfelelően most is 5 percen belül pár tényszámot #420-ra.
De hiába, Neked ez semmi. Nekem ezek komoly számok, méghozzá negyedszer számolgattam neked ki dolgokat egy-egy konkrét forgácsolási példa kapcsán. De nem vagyok szomorú, mert szerintem ezen eredmények másokat talán végképp megggyőztek a mi mennyi témakörben, és így még bizonyos vonatkozásban igazad is van a semmivel kapcsolatban, azaz a 0.2W hasznos előtoló szervo teljesítményed gyakorlatilag elhanyagolható, azaz te tényleg a semmiért forgácsolgatsz 400W-os mellékhajtásokkal.:)) Gondoltam baráti gesztusnak veszed, hogy most legutóbb is számoltam, te kértél itt erre segítséget. Füstbement számolás volt ez is számodra, úgyjárt mint a szegény BF20-ad elfüstölt motorja, ő sem értett meg Téged, füsttel jelzett feléd, ez már fáj, elég, elég....:) Megyek, megnézem a meccs végét a TV-ben.....szeva barátocskám!:)
De hiába, Neked ez semmi. Nekem ezek komoly számok, méghozzá negyedszer számolgattam neked ki dolgokat egy-egy konkrét forgácsolási példa kapcsán. De nem vagyok szomorú, mert szerintem ezen eredmények másokat talán végképp megggyőztek a mi mennyi témakörben, és így még bizonyos vonatkozásban igazad is van a semmivel kapcsolatban, azaz a 0.2W hasznos előtoló szervo teljesítményed gyakorlatilag elhanyagolható, azaz te tényleg a semmiért forgácsolgatsz 400W-os mellékhajtásokkal.:)) Gondoltam baráti gesztusnak veszed, hogy most legutóbb is számoltam, te kértél itt erre segítséget. Füstbement számolás volt ez is számodra, úgyjárt mint a szegény BF20-ad elfüstölt motorja, ő sem értett meg Téged, füsttel jelzett feléd, ez már fáj, elég, elég....:) Megyek, megnézem a meccs végét a TV-ben.....szeva barátocskám!:)
Cím: Re:Marószerszámok és karbantartásuk
Írta: bmejdz9nu Dátum 2009 december 08, 22:14
Írta: bmejdz9nu Dátum 2009 december 08, 22:14
Sajnálják a 4. és 5. feltétre pénzt? Na ja te olcsóbban forgatott a munkadarabot nekik:)
Szenvedés az éltetem :) Mre megtanultam videókat szerkeszteni alapfokon az is egy év volt...
De már nem érdekel... már újabb képeket sem teszek fel és videókat sem csinálok...
Tudom mit akarok a 4. és 5. tengelytől... csak még nem vagyok biztos magamban...
Utálom a robotmunkát... igazából sosem szerettem... munkadarabot kézzel forgatni pl 90 fokonként :)
Tehát... egy forgó automata satu a cél... majd...
Persze nem miniben:
Szenvedés az éltetem :) Mre megtanultam videókat szerkeszteni alapfokon az is egy év volt...
De már nem érdekel... már újabb képeket sem teszek fel és videókat sem csinálok...
Tudom mit akarok a 4. és 5. tengelytől... csak még nem vagyok biztos magamban...
Utálom a robotmunkát... igazából sosem szerettem... munkadarabot kézzel forgatni pl 90 fokonként :)
Tehát... egy forgó automata satu a cél... majd...
Persze nem miniben:
Cím: Re:Marószerszámok és karbantartásuk
Írta: bmejdz9nu Dátum 2009 december 08, 22:16
Írta: bmejdz9nu Dátum 2009 december 08, 22:16
Írjál árajánlatot! Meggondolandó!
De garanciát is kell adnod az elvégzett munkáért, persze mindenkire [#nevetes1]
De garanciát is kell adnod az elvégzett munkáért, persze mindenkire [#nevetes1]
Cím: Re:Marószerszámok és karbantartásuk
Írta: svejk Dátum 2009 december 08, 22:18
Írta: svejk Dátum 2009 december 08, 22:18
Rengeteg fejmosást kapunk mi itt Tőled a fórumon, hogy butaságokat valótlanságokat írunk.
Kicsit Te is gondolhatnál arra hogy esetleg egy kezdő elolvassa az írásaid és mit fog szólni ha tényleg ilyen pici motorokkal áll neki.
Ne felejstd el megemlíteni hogy ez csak elméleti teljesítmény többlet ami kell a maráshoz, de egy vacak mechanika üresben mozgatásához sokszor kell több 10 Watt. De egy szíjátttétel is "fogyaszt".
Ilyen kis teljesítmények esetén sajnos a veszteségek nem %-os hanem additiv tagként kell hogy szerepeljenek.
Kapásból ha jól emlékszem a közkedvelt E240-es mocinak 0,2-0,3 A az üresjárati áramfelvétele, ami már 50 V-os tápfesznél jelentős veszteség, és ez csak üresen állandó fordulat.
Vagy ne felejtsd el mindig hozzátennei hogy ez a motor kimenő tengelyének teljesítménytöbblete.
De még ekkor sem igaz a 0,2W, mert maga az orsó csapágyazásai és súrlódások is jelentős teljesítményt emésztenek.
Kicsit Te is gondolhatnál arra hogy esetleg egy kezdő elolvassa az írásaid és mit fog szólni ha tényleg ilyen pici motorokkal áll neki.
Ne felejstd el megemlíteni hogy ez csak elméleti teljesítmény többlet ami kell a maráshoz, de egy vacak mechanika üresben mozgatásához sokszor kell több 10 Watt. De egy szíjátttétel is "fogyaszt".
Ilyen kis teljesítmények esetén sajnos a veszteségek nem %-os hanem additiv tagként kell hogy szerepeljenek.
Kapásból ha jól emlékszem a közkedvelt E240-es mocinak 0,2-0,3 A az üresjárati áramfelvétele, ami már 50 V-os tápfesznél jelentős veszteség, és ez csak üresen állandó fordulat.
Vagy ne felejtsd el mindig hozzátennei hogy ez a motor kimenő tengelyének teljesítménytöbblete.
De még ekkor sem igaz a 0,2W, mert maga az orsó csapágyazásai és súrlódások is jelentős teljesítményt emésztenek.
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 08, 22:21
Írta: ukcge40u Dátum 2009 december 08, 22:21
Svábok, kis műhely. A szerviz is mi vagyunk ketten a góréval.
A feltét meg csak egy összeg, ahhoz meg kell venni az opciókat is a vezérlésbe. Az már durva.
Ipari kategória, csak saját magához kompatibilis.
Mekkorában?
Egyébként ehhez elég a 4 tengely, hacsak nem akarsz alászúrni is a forgató tengelyirányára.
Oda viszont már kell fullos CADCAM tudás, ha ki akarod használni tudását.
Egyenlőre nekem is elég lesz a 4 tengely.
A feltét meg csak egy összeg, ahhoz meg kell venni az opciókat is a vezérlésbe. Az már durva.
Ipari kategória, csak saját magához kompatibilis.
Mekkorában?
Egyébként ehhez elég a 4 tengely, hacsak nem akarsz alászúrni is a forgató tengelyirányára.
Oda viszont már kell fullos CADCAM tudás, ha ki akarod használni tudását.
Egyenlőre nekem is elég lesz a 4 tengely.
Cím: Re:Marószerszámok és karbantartásuk
Írta: bmejdz9nu Dátum 2009 december 08, 22:22
Írta: bmejdz9nu Dátum 2009 december 08, 22:22
"azaz a 0.2W hasznos előtoló szervo teljesítményed" már 2 nagyságrend tévedés... alakulunk...
Jó lenne egy kis gyakorlati látás...
Kérdezd meg Sanzistift kollégát mekkora a HURCO gépén a a mellékhajtási motorok ill. főorsó teljesítmény... biztos 0.02W-os :)
Egyszerű dolog... majd benéz a gép mögé :) megnézi a cimkéket rajta:)
Jó lenne egy kis gyakorlati látás...
Kérdezd meg Sanzistift kollégát mekkora a HURCO gépén a a mellékhajtási motorok ill. főorsó teljesítmény... biztos 0.02W-os :)
Egyszerű dolog... majd benéz a gép mögé :) megnézi a cimkéket rajta:)
Cím: Re:Marószerszámok és karbantartásuk
Írta: bmejdz9nu Dátum 2009 december 08, 22:26
Írta: bmejdz9nu Dátum 2009 december 08, 22:26
Ő még talán ezen nőtt fel:

De a motorok adatlapját akkoriban ... 40 éve még nem tudta mire valók :)
Ugyan az E240-es egy elméleti motor, légcsapágyakkal, áram nélkül is forog [#smile]
De a motorok adatlapját akkoriban ... 40 éve még nem tudta mire valók :)
Ugyan az E240-es egy elméleti motor, légcsapágyakkal, áram nélkül is forog [#smile]
Cím: Re:Marószerszámok és karbantartásuk
Írta: s7manbs8 Dátum 2009 december 08, 22:26
Írta: s7manbs8 Dátum 2009 december 08, 22:26
Minden egyes szabadsági fokkal hatványozódik a probléma mennyisége és az igényelt szaktudás. Ezért van az, hogy robotot sem olyan egyszerű talán csinálni, mint játszani vele, meg 5 tengelyes marót, főleg, ha magunknak kell kódot generáltatni hozzá, vagy kód előállító szoftvert.
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 08, 22:27
Írta: ukcge40u Dátum 2009 december 08, 22:27
Nem nézem meg, nem hobby gép.
Nincs értelme. Nem egy kategória.
Egyébként az adattábla ott van a Hurco oldalán, ha érdekel, megkeresed. :)
Nincs értelme. Nem egy kategória.
Egyébként az adattábla ott van a Hurco oldalán, ha érdekel, megkeresed. :)
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 08, 22:28
Írta: ukcge40u Dátum 2009 december 08, 22:28
Ezért akkora a feladat.
Ha meghaladja a tudásunkat, akkor talán nem vágunk bele, vagy felnövünk a feladathoz. :)
Ha meghaladja a tudásunkat, akkor talán nem vágunk bele, vagy felnövünk a feladathoz. :)
Cím: Re:Marószerszámok és karbantartásuk
Írta: bmejdz9nu Dátum 2009 december 08, 22:29
Írta: bmejdz9nu Dátum 2009 december 08, 22:29
Ez a jövő zenéje... nem full 5 axis! az más... realtime-ban az egy álom... (egyenlőre? :)
De a 3+2 tengely mint munkadarab forgatás... nem olyan lehetetlen...
2,5D + elforgatások...+ 2 axison...
De a 3+2 tengely mint munkadarab forgatás... nem olyan lehetetlen...
2,5D + elforgatások...+ 2 axison...
Cím: Re:Marószerszámok és karbantartásuk
Írta: svejk Dátum 2009 december 08, 22:30
Írta: svejk Dátum 2009 december 08, 22:30
Ez jó.. :))
Az egyiknek fejbólintás a másiknak fejbekólintás:))
Az egyiknek fejbólintás a másiknak fejbekólintás:))
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 08, 22:32
Írta: ukcge40u Dátum 2009 december 08, 22:32
Az az enyémen is menni fog. A 3+2 tengely ok, esetleg még a 4+1 is, de ahhoz már fel kell kötni a felkötnivalómat.
De a négyet még meg lehet írni fejből (a 4-ik a forgató), ha nagyon egyszerű a test. Nem öt perc. Pláne, ha valami méret is kell, nem csak bohóckodunk.
Nem egyszerű, na.
De a négyet még meg lehet írni fejből (a 4-ik a forgató), ha nagyon egyszerű a test. Nem öt perc. Pláne, ha valami méret is kell, nem csak bohóckodunk.
Nem egyszerű, na.
Cím: Re:Marószerszámok és karbantartásuk
Írta: bmejdz9nu Dátum 2009 december 08, 22:32
Írta: bmejdz9nu Dátum 2009 december 08, 22:32
Na miért nem? 2W-os vagy több a mellék hajtási motorok? :) A szíjhajtásról is írhatnál, hogy van megoldva a HURCO-n...
Jobb ha megnézed... hasznát veheted! Arányosan...
Nézz be a gép mögé is!!! Sokat tanulhatsz pl. a géped építésekor... persze arányosan értelmezve...
HURCO Főorsó? Watt?
Jobb ha megnézed... hasznát veheted! Arányosan...
Nézz be a gép mögé is!!! Sokat tanulhatsz pl. a géped építésekor... persze arányosan értelmezve...
HURCO Főorsó? Watt?
Cím: Re:Marószerszámok és karbantartásuk
Írta: svejk Dátum 2009 december 08, 22:34
Írta: svejk Dátum 2009 december 08, 22:34
A motor nem volt túl jó példa, mivel a motorokra normális esetben a tengelyen leadott teljesítmény szerepel...:(
De mondjuk az E240-nek nincs is megadva teljesítményadata...
Ezért is erőltetném én számolásnál a nyomatékalapú kiindulást. Majd a végén azt is vissza lehetne számolni teljesítménybe.
De mondjuk az E240-nek nincs is megadva teljesítményadata...
Ezért is erőltetném én számolásnál a nyomatékalapú kiindulást. Majd a végén azt is vissza lehetne számolni teljesítménybe.
Cím: Re:Marószerszámok és karbantartásuk
Írta: bmejdz9nu Dátum 2009 december 08, 22:34
Írta: bmejdz9nu Dátum 2009 december 08, 22:34
Nézz be a géped mögé... lesz annyi időd... és levonjuk a konzekvenciákat... arányosítva...
Cím: Re:Marószerszámok és karbantartásuk
Írta: bmejdz9nu Dátum 2009 december 08, 22:38
Írta: bmejdz9nu Dátum 2009 december 08, 22:38
Watt? E240-re? Minek?
Az csak egy szám! Azzal nem kell számolni azaz csak másodrangú adat!
Hogy mit tud? vagy mit tud eldisszipálni... stb... Ebből senki sem indul ki... ill csak "egyesek" :) Tehát ezért sincs az adatlapon... mert minek? Mihez?
Az csak egy szám! Azzal nem kell számolni azaz csak másodrangú adat!
Hogy mit tud? vagy mit tud eldisszipálni... stb... Ebből senki sem indul ki... ill csak "egyesek" :) Tehát ezért sincs az adatlapon... mert minek? Mihez?
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 08, 22:38
Írta: ukcge40u Dátum 2009 december 08, 22:38
Direkt értetlenkedsz?
A Hurco-nak már minden csavarját ismerem, ami a felépítését illeti. Sok ötletet a szervizkönyvből vettem át, hogy hogyan érdemes megcsinálni. Aztán végül nem pont olyan lett, de attól még fog működni. :)
A többit a hurco.com oldalon megtalálod, ha annyira izgat. :)
A Hurco-nak már minden csavarját ismerem, ami a felépítését illeti. Sok ötletet a szervizkönyvből vettem át, hogy hogyan érdemes megcsinálni. Aztán végül nem pont olyan lett, de attól még fog működni. :)
A többit a hurco.com oldalon megtalálod, ha annyira izgat. :)
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 08, 22:39
Írta: ukcge40u Dátum 2009 december 08, 22:39
Tudom, mi van a gépemben, nem mögötte.
Nem kell elhinned, attól én még fogom tudni. :)
Nem kell elhinned, attól én még fogom tudni. :)
Cím: Re:Marószerszámok és karbantartásuk
Írta: bmejdz9nu Dátum 2009 december 08, 22:40
Írta: bmejdz9nu Dátum 2009 december 08, 22:40
Nem találtam... nem írnád meg a mellékhajtás és főorsó teljesítményét? Mekkora méretű szíjhajtás van rajta az orsóknál a motorhoz?
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 08, 22:43
Írta: ukcge40u Dátum 2009 december 08, 22:43
X, Y, Z Axis Travel, inches (mm)
24 x 20 x 24 (610 x 508 x 610)
Table Size, inches (mm)
30 x 20 (760 x 508)
Max Weight on Table, lbs (Kg)
3,000 (1,360)
1,500 (680)
Peak Spindle Motor, hp (Kw)
12 (9)
20 (15)
Max Spindle Motor Torque, ft lbs @ rpm (Nm @ rpm)
8k
N/A
N/A
10k
85 (115) @ 750
75 (102) @ 1,450
12k
70 (95) @ 900
N/A
15k
56 (76) @ 1,125
N/A
Rapid Traverse
X, Y / Z axis, ipm (M / min)
1,378 / 1,181 (35/ 30)
1,181 / 787 (30 / 20)
Tools
24 CAT (BT) 40
Positioning, inches (mm)
±0.0002 (0.005)
Repeatability, inches (mm)
±0.0001 (0.0025)
Machine Weight, lbs (Kg)
10,225 (4,640)
9,590 (4,350)
Remélem jó lesz.
Innen.
A gúglit ismered? Kezdek kételkedni...
24 x 20 x 24 (610 x 508 x 610)
Table Size, inches (mm)
30 x 20 (760 x 508)
Max Weight on Table, lbs (Kg)
3,000 (1,360)
1,500 (680)
Peak Spindle Motor, hp (Kw)
12 (9)
20 (15)
Max Spindle Motor Torque, ft lbs @ rpm (Nm @ rpm)
8k
N/A
N/A
10k
85 (115) @ 750
75 (102) @ 1,450
12k
70 (95) @ 900
N/A
15k
56 (76) @ 1,125
N/A
Rapid Traverse
X, Y / Z axis, ipm (M / min)
1,378 / 1,181 (35/ 30)
1,181 / 787 (30 / 20)
Tools
24 CAT (BT) 40
Positioning, inches (mm)
±0.0002 (0.005)
Repeatability, inches (mm)
±0.0001 (0.0025)
Machine Weight, lbs (Kg)
10,225 (4,640)
9,590 (4,350)
Remélem jó lesz.
Innen.
A gúglit ismered? Kezdek kételkedni...
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 08, 22:44
Írta: ukcge40u Dátum 2009 december 08, 22:44
Ez a legkisebb VMX, a 24-es.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 08, 22:44
Írta: 000000000 Dátum 2009 december 08, 22:44
Jaj Svejk, most megint itt írásra kényszerítesz...Nagyon nem akartam már...Belefáradtam itt mindenbe...
De pár gondoplat témazárásként: én végig a hasznos tengelyen leadott teljesítményről beszélek. Szerencsére ha egy motor X wattos, azt le is adja. Arról szegény mocika nem tehet, hogy haszontalan tömegeket
gyorsít, defeszülő "szir-rossz", rosszil átgondolt mechanikákat hajt, ez gépészeti konstrukciós témakör. Az is egy szakma, vannak alapelvek. Pont ennek megértetése lett volna a fő célom. Van főhajtómű és mellékhajtómű, ezeket te is tudod. Ne üljünk fordítva a lovon.
Ez két különböző hajtás. Ezért írtam a gyalugépet, ott egybeesik. Speciális forgácsoló gép, kvázi szakaszos kiterített esztega.:) 400W-al már lehet egész komolyan is forgácsolni, de ahhoz meg nem kell golyósorsó egy gyalugépnél. Péter gépe gyalugépecske lett, javaslom vegye le a marómotort, oda tegyen be egy bazi nagyoló gyalukést, és nyomja 400mm/s-el a forgácsot. Még egy picit feltornázza a sebességeket és kész a hibrid cnc: CNC SMD beültető-gyalu-hobby marógép. Nagy kár: így egyikre sem ideális, erről szólt az én mesém az utóbbi időben!
Álmodjatok szépet egy súrlódásmentes világról!:) Pá Mindenkinek!
De pár gondoplat témazárásként: én végig a hasznos tengelyen leadott teljesítményről beszélek. Szerencsére ha egy motor X wattos, azt le is adja. Arról szegény mocika nem tehet, hogy haszontalan tömegeket
gyorsít, defeszülő "szir-rossz", rosszil átgondolt mechanikákat hajt, ez gépészeti konstrukciós témakör. Az is egy szakma, vannak alapelvek. Pont ennek megértetése lett volna a fő célom. Van főhajtómű és mellékhajtómű, ezeket te is tudod. Ne üljünk fordítva a lovon.
Ez két különböző hajtás. Ezért írtam a gyalugépet, ott egybeesik. Speciális forgácsoló gép, kvázi szakaszos kiterített esztega.:) 400W-al már lehet egész komolyan is forgácsolni, de ahhoz meg nem kell golyósorsó egy gyalugépnél. Péter gépe gyalugépecske lett, javaslom vegye le a marómotort, oda tegyen be egy bazi nagyoló gyalukést, és nyomja 400mm/s-el a forgácsot. Még egy picit feltornázza a sebességeket és kész a hibrid cnc: CNC SMD beültető-gyalu-hobby marógép. Nagy kár: így egyikre sem ideális, erről szólt az én mesém az utóbbi időben!
Álmodjatok szépet egy súrlódásmentes világról!:) Pá Mindenkinek!
Cím: Re:Marószerszámok és karbantartásuk
Írta: svejk Dátum 2009 december 08, 22:53
Írta: svejk Dátum 2009 december 08, 22:53
lásd: #467...
De a kezdők nem tudják...
Emlékszem itt a fórumon is sokaknak új volt ez a teljesítményadat anno.
Nekem úgy tűnik inkább Te vagy súrlódesmentes világban.
De ezen ne súrlódjunk egymással:))
De a kezdők nem tudják...
Emlékszem itt a fórumon is sokaknak új volt ez a teljesítményadat anno.
Nekem úgy tűnik inkább Te vagy súrlódesmentes világban.
De ezen ne súrlódjunk egymással:))
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 09, 06:09
Írta: 000000000 Dátum 2009 december 09, 06:09
Ezek azok az adatok, amit a szerszám tud. Nyilván a gép határai ( teljesítmény, pontosság ) más tészta. Ipari gépen ezek használható értékek vagyis nem a szerszám a szűk keresztmetszet, az bírni fogja. Ha esetleg valami gikszer miatt mégis kimegy az éle ( aluban nem valószínű) kb. 3000 FT-ért élezik újra a keményfém marókat CNC köszörűn.
A géped sajátosságait viszont neked kell bekalkulálnod. Ha a terhelés miatt leesik a fordulat, megnő a forgácsvastagság, vagy nem stabil a megfogás akkor kipattanhat a maró sarka. A keményfém nem hajlik.
A géped sajátosságait viszont neked kell bekalkulálnod. Ha a terhelés miatt leesik a fordulat, megnő a forgácsvastagság, vagy nem stabil a megfogás akkor kipattanhat a maró sarka. A keményfém nem hajlik.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 09, 06:31
Írta: 000000000 Dátum 2009 december 09, 06:31
Technológiai számításnál a legfontosabb adat a vágósebesség (Vc) és a fogankénti előtolás (Fz). Ez a két adat mindig szerepel a táblázatban. A többi csak finomítja a dolgot ( pl. hosszú marónál csökkenteni kell a fogást, figyelembe kell venni a gép korlátait stb.)
A fordulat számítása: n= 1000*Vc/3.14*D (korlát a gép max. fordulata)
Az előtolás: Fz*z(fogszám)*n
A fordulat számítása: n= 1000*Vc/3.14*D (korlát a gép max. fordulata)
Az előtolás: Fz*z(fogszám)*n
Cím: Re:Marószerszámok és karbantartásuk
Írta: Szalai György Dátum 2009 december 09, 07:37
Írta: Szalai György Dátum 2009 december 09, 07:37
Köszi! Mentettem.
Cím: Re:Marószerszámok és karbantartásuk
Írta: bmejdz9nu Dátum 2009 december 09, 08:26
Írta: bmejdz9nu Dátum 2009 december 09, 08:26
A főorsó teljesítmény az oké: 9 vagy 15Kw...
De én az X és Y és Z motorok adataira lennék kíváncsi és ezek nincsenek megadva a Hurco honlapján.
Nem néznéd meg? a gépen... a motorok cimkéjére mi van írva...
De én az X és Y és Z motorok adataira lennék kíváncsi és ezek nincsenek megadva a Hurco honlapján.
Nem néznéd meg? a gépen... a motorok cimkéjére mi van írva...
Cím: Re:Marószerszámok és karbantartásuk
Írta: bmejdz9nu Dátum 2009 december 09, 08:28
Írta: bmejdz9nu Dátum 2009 december 09, 08:28
"Péter gépe gyalugépecske lett" [#nevetes1][#nevetes1][#nevetes1]
Cím: Re:Marószerszámok és karbantartásuk
Írta: bmejdz9nu Dátum 2009 december 09, 08:30
Írta: bmejdz9nu Dátum 2009 december 09, 08:30
Köszi. Világos. Érthető!
A keményfém marók valóban nem hajlanak...
A keményfém marók valóban nem hajlanak...
Cím: Re:Marószerszámok és karbantartásuk
Írta: bmejdz9nu Dátum 2009 december 09, 08:31
Írta: bmejdz9nu Dátum 2009 december 09, 08:31
Ez is érthető és világos... Te profi vagy ugye?
Cím: Re:Marószerszámok és karbantartásuk
Írta: bmejdz9nu Dátum 2009 december 09, 08:34
Írta: bmejdz9nu Dátum 2009 december 09, 08:34
Tibortól megint nem tudtunk meg semmit... azaz semmit amit a gyakorlatban igaz és használható... sajnos.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 09, 09:49
Írta: 000000000 Dátum 2009 december 09, 09:49
Szia Péter! Köszönöm szépen, sokadszor viselkedsz így velem....
Persze, én ugyan pár perc alatt minden végereménnyel kiszolgáltalak,
amikor kiszámoltam Neked pl. a fordulatot, stb..., akkor tudod nem
használtam ám én ilyen képleteket.:)
SZERINTED nem hát, semmit sem használtam, ahogy megint írod, hazudod, ... szerinted...:)[#nyes]
Mellesleg azok a triviális alapképletek amit Vakegér beírt ismerve itt már
3 éve egyesek forgácsolási ismereteit (reszelni sem tudunk ugye...:)) )
behelyettesítési mértékegységek nélkül semmit nem érnek. Tessék szíves
talán ezzel is kiegészíteni őket. És önmagukban nem sokat érnek,
mert sajnos számos olyan fontos eddig még nem is elővett forgácsolási
paraméter, korlát van, amiből ezen adatok keletkeznek egy valamennyire
optimálisnak nevezhető forgácsolásnál.
Végül vedd már észre azt, hogy amiket én itt írogatok számszerű eredményeket,
levezetéseket, különös tekintettel az elmúlt 10 napra, azt még KOMOLYABB
szakember itt nem kérdőjelezte meg, nyilván azért nem, mert IGAZ!!!
Te meg egyelőre TANULJ meg egy nyamvadt egyenes oldalélű esztergakést
megköszörülni, és kapásból nyögjed nekem ide ki azt a 10 fontos szerszám
élszöget különböző anyagokhoz rendelten, amitől az FORGÁCSOL!!!
Addig felejts el mindent a CNC-ből. Te meg az AC szervózásra való áttérés,
ugyanmár kérem!:) Röhely a negyedik hatványon ez az egész!:))))
Mindenkinek nyomatékosan üzenem, ezentúl ha Varsányi bármit állít,
ír rólam az én szakmai és emberi dolgaimmal kapcsolatosan, NEM ÉRDEKEL,
nem reagálok rá. Megteheti ezt egymilliószor is. Ugyanis a matematikában
elemi iskolás alaptételkén köztudott, bármekkora számnak a nullával (azaz
a semmi szakmai tartalommal) való szorzata az NULLA.
Legközelebb ahogyan már írtam, és kiszámoltam Nektek egy "mindössze"
300W forgácsolási teljesítményű, de "megrázó erejű, hatású" acél forgácsolást
fogtok tőlem videón látni a csodálatos tárcsaszervós mamuttal!
Majd a 20 mm-es gyorsacél maró rendet teremt itt a fejekben,
a Tiedben meg depláne!:) Lesz mit onnan kitakarítani!:)
Szevasztok!
Persze, én ugyan pár perc alatt minden végereménnyel kiszolgáltalak,
amikor kiszámoltam Neked pl. a fordulatot, stb..., akkor tudod nem
használtam ám én ilyen képleteket.:)
SZERINTED nem hát, semmit sem használtam, ahogy megint írod, hazudod, ... szerinted...:)[#nyes]
Mellesleg azok a triviális alapképletek amit Vakegér beírt ismerve itt már
3 éve egyesek forgácsolási ismereteit (reszelni sem tudunk ugye...:)) )
behelyettesítési mértékegységek nélkül semmit nem érnek. Tessék szíves
talán ezzel is kiegészíteni őket. És önmagukban nem sokat érnek,
mert sajnos számos olyan fontos eddig még nem is elővett forgácsolási
paraméter, korlát van, amiből ezen adatok keletkeznek egy valamennyire
optimálisnak nevezhető forgácsolásnál.
Végül vedd már észre azt, hogy amiket én itt írogatok számszerű eredményeket,
levezetéseket, különös tekintettel az elmúlt 10 napra, azt még KOMOLYABB
szakember itt nem kérdőjelezte meg, nyilván azért nem, mert IGAZ!!!
Te meg egyelőre TANULJ meg egy nyamvadt egyenes oldalélű esztergakést
megköszörülni, és kapásból nyögjed nekem ide ki azt a 10 fontos szerszám
élszöget különböző anyagokhoz rendelten, amitől az FORGÁCSOL!!!
Addig felejts el mindent a CNC-ből. Te meg az AC szervózásra való áttérés,
ugyanmár kérem!:) Röhely a negyedik hatványon ez az egész!:))))
Mindenkinek nyomatékosan üzenem, ezentúl ha Varsányi bármit állít,
ír rólam az én szakmai és emberi dolgaimmal kapcsolatosan, NEM ÉRDEKEL,
nem reagálok rá. Megteheti ezt egymilliószor is. Ugyanis a matematikában
elemi iskolás alaptételkén köztudott, bármekkora számnak a nullával (azaz
a semmi szakmai tartalommal) való szorzata az NULLA.
Legközelebb ahogyan már írtam, és kiszámoltam Nektek egy "mindössze"
300W forgácsolási teljesítményű, de "megrázó erejű, hatású" acél forgácsolást
fogtok tőlem videón látni a csodálatos tárcsaszervós mamuttal!
Majd a 20 mm-es gyorsacél maró rendet teremt itt a fejekben,
a Tiedben meg depláne!:) Lesz mit onnan kitakarítani!:)
Szevasztok!
Cím: Re:Marószerszámok és karbantartásuk
Írta: bmejdz9nu Dátum 2009 december 09, 10:29
Írta: bmejdz9nu Dátum 2009 december 09, 10:29
Lehet, hogy te a H.E.H. azaz
Hobbysta Elhárító Hivatal képviselője vagy [#nevetes1]
Az elmúlt 10 nap...
Majd dec. 14-én meg kell nevezned egy konkrét 20W-os DC szervómotort, adatlappal.
(netán valaki komolyan vette a számításodat és 20W-os motorral csinálja a gépet - ez a félő... de nem hiszem.)
Lehet ez SanyoDenki, Yaskawa, Maxxon bármilyen gyártótól csak kontkrétnak kell lenned. (tipus + adatlappal)
Készülj...
Legyél gyakorlatias és egyértelmű... A kézzel fogható dolgokat szeretjük mi hobbysták.
DC szervó kontra AC...
Nagyon sok konzekvenciát levontam a Rockwell méretező progival és összefüggéseket megértettem...
De ez most itt nem téma... majd.
Egyébként is az analóg szervóvezérlést már "lenulláztad" az emberek fejében (már majdnem az enyémben is:)...
De ez is egy másik téma... biztos digitális vezérlőket csinálsz te is a jövőben...
Készülj a 20W-os motor konkrét megnevezésével!... a ködösítés nem fog menni...
Hobbysta Elhárító Hivatal képviselője vagy [#nevetes1]
Az elmúlt 10 nap...
Majd dec. 14-én meg kell nevezned egy konkrét 20W-os DC szervómotort, adatlappal.
(netán valaki komolyan vette a számításodat és 20W-os motorral csinálja a gépet - ez a félő... de nem hiszem.)
Lehet ez SanyoDenki, Yaskawa, Maxxon bármilyen gyártótól csak kontkrétnak kell lenned. (tipus + adatlappal)
Készülj...
Legyél gyakorlatias és egyértelmű... A kézzel fogható dolgokat szeretjük mi hobbysták.
DC szervó kontra AC...
Nagyon sok konzekvenciát levontam a Rockwell méretező progival és összefüggéseket megértettem...
De ez most itt nem téma... majd.
Egyébként is az analóg szervóvezérlést már "lenulláztad" az emberek fejében (már majdnem az enyémben is:)...
De ez is egy másik téma... biztos digitális vezérlőket csinálsz te is a jövőben...
Készülj a 20W-os motor konkrét megnevezésével!... a ködösítés nem fog menni...
Cím: Re:Marószerszámok és karbantartásuk
Írta: Szalai György Dátum 2009 december 09, 12:03
Írta: Szalai György Dátum 2009 december 09, 12:03
Az amit nagyra becsült digitális technikának hívnak, milliónyi kis analóg tranzisztor végtelenül precíz működése árán jön létre. De hát bizony a digitális technika analóg működésű. Ezért az én fejemben soha nem lesz lenullázva semmilyen analóg technika.
Egy jól megépített analóg rendszer, bizony sokkal egyszerűbben, célszerűbben és üzembiztosabban végzi a feladatát, mint a hangolhatóság jegyében sokszor feleslegesen túlbonyolított digitális szerkezet.
Egy jól megépített analóg rendszer, bizony sokkal egyszerűbben, célszerűbben és üzembiztosabban végzi a feladatát, mint a hangolhatóság jegyében sokszor feleslegesen túlbonyolított digitális szerkezet.
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 09, 14:28
Írta: ukcge40u Dátum 2009 december 09, 14:28
A motorokat csak szereléssel lehet megnézni, és nincsenek felcímkézve.
Szerintem befejezhetjük a Hurco témát.
A legkisebb is megeszi vacsira a tiedet, és kész. :)
Szerintem befejezhetjük a Hurco témát.
A legkisebb is megeszi vacsira a tiedet, és kész. :)
Cím: Re:Marószerszámok és karbantartásuk
Írta: bmejdz9nu Dátum 2009 december 09, 14:32
Írta: bmejdz9nu Dátum 2009 december 09, 14:32
És majd a tiedet is... :) De az volt a kérdés hányszor gyorsabban vacsizza... :) Nem az, hogy eszi vagy nem eszi :)
A hajtott orsóhoz csatlakozó bordásszíjakat sem találtad meg?
A hajtott orsóhoz csatlakozó bordásszíjakat sem találtad meg?
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 09, 14:38
Írta: ukcge40u Dátum 2009 december 09, 14:38
Mondom, SZERELÉSSEL!
Ott vannak az Y végén, burkoltan 1:1 arányban.
Ott van, elhiheted.
Én nem is állítom párhuzamba vele az enyémet, csak a felépítés hasonlatos. Én tudom, mire lesz képes az enyém, és mire képes egy ipari gép. Hiábavaló összehasonlításokat meg nem teszek, mert minek.
NEM ÉRDEKEL, hogy hányszor gyorsabban vacsizza.
Egyébként is, a lassú evés az egészséges... [#eplus2]
Részemről befejeztem a Hurco témát.
Kéredzkedj be egy kicsit komolyabb műhelybe, és faggatózz, meg nézelődj. Vagy nézegesd a Youtube-on, de engem már hagyj békén ezzel a hülyeséggel, kérlek.
Ott vannak az Y végén, burkoltan 1:1 arányban.
Ott van, elhiheted.
Én nem is állítom párhuzamba vele az enyémet, csak a felépítés hasonlatos. Én tudom, mire lesz képes az enyém, és mire képes egy ipari gép. Hiábavaló összehasonlításokat meg nem teszek, mert minek.
NEM ÉRDEKEL, hogy hányszor gyorsabban vacsizza.
Egyébként is, a lassú evés az egészséges... [#eplus2]
Részemről befejeztem a Hurco témát.
Kéredzkedj be egy kicsit komolyabb műhelybe, és faggatózz, meg nézelődj. Vagy nézegesd a Youtube-on, de engem már hagyj békén ezzel a hülyeséggel, kérlek.
Cím: Re:Marószerszámok és karbantartásuk
Írta: bmejdz9nu Dátum 2009 december 09, 14:40
Írta: bmejdz9nu Dátum 2009 december 09, 14:40
Ja elnézést ezért az utóbbi kérdésért itt a képen látni, hogy a HURCO direkthajtást alkalmaz:
KÉT ŐRÜLT hibát azzonal látni a konstrukción...
Na ezt ha Tibor meglátja... A HURCO is el lesz temetve...
1. direkthajtás
2. túlmotorizálás valami "több Kw-os" AC szervót látok a tengely végén...
Ilyen vacak szervó hajtáshibás géppel dolgozol? Működik ez a gép egyáltalán? :)


KÉT ŐRÜLT hibát azzonal látni a konstrukción...
Na ezt ha Tibor meglátja... A HURCO is el lesz temetve...
1. direkthajtás
2. túlmotorizálás valami "több Kw-os" AC szervót látok a tengely végén...
Ilyen vacak szervó hajtáshibás géppel dolgozol? Működik ez a gép egyáltalán? :)
Cím: Re:Marószerszámok és karbantartásuk
Írta: ukcge40u Dátum 2009 december 09, 14:45
Írta: ukcge40u Dátum 2009 december 09, 14:45
Baj van a szemeddel?
Azt írtam, hogy az Y tengelyen van.
Veled nem lehet normálisan beszélni, te papagáj...
[#action][#hehe][#nevetes1][#banplz]
Azt írtam, hogy az Y tengelyen van.
Veled nem lehet normálisan beszélni, te papagáj...
[#action][#hehe][#nevetes1][#banplz]
Cím: Re:Marószerszámok és karbantartásuk
Írta: bmejdz9nu Dátum 2009 december 09, 14:48
Írta: bmejdz9nu Dátum 2009 december 09, 14:48
1:1 arányban (ezt írtad) = direkthajtás = rossz konstrukció!!!
Te ezt nem tudtad? Nem olvastad a szervó toikban a dolgot??? Tudsz olvasni? :) Vagy csak a köles vacsorára :)
Tibor megírta 1000X - hogy ez nem járható!!! Áttétel kell - annélkül nem megy!!! ... és a motorok is túl nagyok = bukó a HURCO.*
*T45 -ös "ökölszabályok" alapján... (nekem persze más a véleményem... de azt téged úgysem érdekel.:)
[#action][#hehe][#nevetes1][#banplz]
Te ezt nem tudtad? Nem olvastad a szervó toikban a dolgot??? Tudsz olvasni? :) Vagy csak a köles vacsorára :)
Tibor megírta 1000X - hogy ez nem járható!!! Áttétel kell - annélkül nem megy!!! ... és a motorok is túl nagyok = bukó a HURCO.*
*T45 -ös "ökölszabályok" alapján... (nekem persze más a véleményem... de azt téged úgysem érdekel.:)
[#action][#hehe][#nevetes1][#banplz]
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 09, 15:14
Írta: 000000000 Dátum 2009 december 09, 15:14
Péter!
Muszáj neked mindig valakit provokálni?!?!?!
Nem elégít ki, hogy építettél egy vagy több kiváló gépet? Nem örülsz, hogy precízen meg tudod csinálni a kívánt alkatrészeket?
Miért kell még ezen örömökön felül a másik megsemmisítésének öröme is?
Kérdés kérdés hátán .... és végkép nem értem.
Muszáj neked mindig valakit provokálni?!?!?!
Nem elégít ki, hogy építettél egy vagy több kiváló gépet? Nem örülsz, hogy precízen meg tudod csinálni a kívánt alkatrészeket?
Miért kell még ezen örömökön felül a másik megsemmisítésének öröme is?
Kérdés kérdés hátán .... és végkép nem értem.
Cím: Re:Marószerszámok és karbantartásuk
Írta: bmejdz9nu Dátum 2009 december 09, 15:30
Írta: bmejdz9nu Dátum 2009 december 09, 15:30
Nekem 235X valaki leírta, hogy hülye vagyok... pl. ezekért a hibákért amit a HURCO is elkövet :) Gondolom olvastad... legalább 100-at :)
Én még csak 132X írtam/viszonoztam és sokkal finomabban...
Eddíg csak kb. csak 10X támasztottam alá az állításomat linkkel... ez volt pl. a 11-dik...
De előjön...
A képet nem látja meg vagyis elfelejti 24 óra alatt... és megint írja körbe körbe ugyanazt a semmit alátámasztások és tények nélkül. (soha nem linkelt külső forrásból - ezt eszrevetted?)
Ez engem provokál... írhatnám úgyis, hogy rágalmazott mert alaptalunul tette? Mióta kész a gépem... ezt csinálja...
Mert ugye "megjósolta", hogy nem fog menni már a részegységek tesztjei alatt...
Hibák:
Direkthajtás, túlmotorizálás, 128bites vezérlő = vacak a gép én meg egy hülye, buta mint a szervó vezérlő:)
Ha a templomban lennénk... és te kérnéd, hogy higgyek... én hinnék...
De sajnos a műszaki életben a bemondásos állításoknak nincs helye...vagy?
Vagy teszt vagy érvek/linkek azaz itt pl. a HURCO gyártmányú gépe...
Egy korszerű megoldás amit a "Szervókirály" csipőből letüzelt:) Vagy nem így van? Gondolom olvastad...
Akkor mit nem értesz?
Nem hogy vannak gépek direkthajtással... hanem ez a mai trend (Én alámásztam a gépeknek a MachTec-en is :)
És (de ezzel összefüggésben) a hajtás "túlmotorizálása"... pl. itt a HURCO gépen egyértelmű minden.
"a másik megsemmisítésének öröme is?"
Szó nincs erről... csak én tudok visszavonulni a "másik" pedíg nem... és még 0.001% kompromisszumra sem képes... azaz nem akarja a fától látni az erdőt...
Én még csak 132X írtam/viszonoztam és sokkal finomabban...
Eddíg csak kb. csak 10X támasztottam alá az állításomat linkkel... ez volt pl. a 11-dik...
De előjön...
A képet nem látja meg vagyis elfelejti 24 óra alatt... és megint írja körbe körbe ugyanazt a semmit alátámasztások és tények nélkül. (soha nem linkelt külső forrásból - ezt eszrevetted?)
Ez engem provokál... írhatnám úgyis, hogy rágalmazott mert alaptalunul tette? Mióta kész a gépem... ezt csinálja...
Mert ugye "megjósolta", hogy nem fog menni már a részegységek tesztjei alatt...
Hibák:
Direkthajtás, túlmotorizálás, 128bites vezérlő = vacak a gép én meg egy hülye, buta mint a szervó vezérlő:)
Ha a templomban lennénk... és te kérnéd, hogy higgyek... én hinnék...
De sajnos a műszaki életben a bemondásos állításoknak nincs helye...vagy?
Vagy teszt vagy érvek/linkek azaz itt pl. a HURCO gyártmányú gépe...
Egy korszerű megoldás amit a "Szervókirály" csipőből letüzelt:) Vagy nem így van? Gondolom olvastad...
Akkor mit nem értesz?
Nem hogy vannak gépek direkthajtással... hanem ez a mai trend (Én alámásztam a gépeknek a MachTec-en is :)
És (de ezzel összefüggésben) a hajtás "túlmotorizálása"... pl. itt a HURCO gépen egyértelmű minden.
"a másik megsemmisítésének öröme is?"
Szó nincs erről... csak én tudok visszavonulni a "másik" pedíg nem... és még 0.001% kompromisszumra sem képes... azaz nem akarja a fától látni az erdőt...
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 09, 15:59
Írta: 000000000 Dátum 2009 december 09, 15:59
Értelek is meg nem is!
Helyedbe a minta példákban szereplő számításokat elvégezném (elvégezted), és kommentek és provokálások nélkül leírnám. És mi majd eldöntjük kinek a tanácsát fogadjuk meg. Ennyi.
De már azt veszem észre, hogy nem csak Tibor45-el van bajod.
Helyedbe a minta példákban szereplő számításokat elvégezném (elvégezted), és kommentek és provokálások nélkül leírnám. És mi majd eldöntjük kinek a tanácsát fogadjuk meg. Ennyi.
De már azt veszem észre, hogy nem csak Tibor45-el van bajod.
Cím: Re:Marószerszámok és karbantartásuk
Írta: bmejdz9nu Dátum 2009 december 09, 16:02
Írta: bmejdz9nu Dátum 2009 december 09, 16:02
A Tibornak tapsoló "20W-os triójára" gondolsz? :)
Akiket moderálnom kellett? Mert olyanokat írtak nekem/rólam amit te már nem olvashattál? (had ne idézzek belőlük - szerintem te egytől is oda lennél :)
Ahogy a csevegőben írva lett... talán az a megoldás...
Akiket moderálnom kellett? Mert olyanokat írtak nekem/rólam amit te már nem olvashattál? (had ne idézzek belőlük - szerintem te egytől is oda lennél :)
Ahogy a csevegőben írva lett... talán az a megoldás...
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 09, 16:17
Írta: 000000000 Dátum 2009 december 09, 16:17
Velem úgy sem fogsz tudni személyeskedő vitát provokálni, mert akkor én kiszállok, de azért emlékeztetlek: neked a bordás szíj alkalmazhatóságával volt elsősorban eleinte a problémád, nem a lassító áttétellel. A HURCO példája ép azt bizonyítja, hogy nem csökkenti a gép pontosságát. ERRŐL MIÉRT HALLGATSZ!
A HURCÓ ezzel a hajtás konfigurációval nem az SMD beültető gép sebességét célozta meg (mégcsak nem is gravírozgatást), hanem fémmegmunkálást. Olvasod az előtolási példákat, hogyan marnak vele?
Nem tudom hanyadszor írom: nem írígykedem a gépeid sebességeit. Nekem nem számít a megmunkálási idő csak a pontosság. Biztos sokan vagytok akiknek a sebesség is létszükséglet. De ez legyen a Ti bajotok.
A HURCÓ ezzel a hajtás konfigurációval nem az SMD beültető gép sebességét célozta meg (mégcsak nem is gravírozgatást), hanem fémmegmunkálást. Olvasod az előtolási példákat, hogyan marnak vele?
Nem tudom hanyadszor írom: nem írígykedem a gépeid sebességeit. Nekem nem számít a megmunkálási idő csak a pontosság. Biztos sokan vagytok akiknek a sebesség is létszükséglet. De ez legyen a Ti bajotok.
Cím: Re:Marószerszámok és karbantartásuk
Írta: HJózsi Dátum 2009 december 09, 16:36
Írta: HJózsi Dátum 2009 december 09, 16:36
Tibor nem írta, hogy minden esetben kell!!! Nem igaz! Vissza is olvashatsz...
Cím: Re:Marószerszámok és karbantartásuk
Írta: bmejdz9nu Dátum 2009 december 09, 16:53
Írta: bmejdz9nu Dátum 2009 december 09, 16:53
kár írnom... felületesen olvassátok úgyis...
Minden elsősorban a pontosságról szól a direkthajtásnál a sebesség egy "melléktermék" :)
Minden elsősorban a pontosságról szól a direkthajtásnál a sebesség egy "melléktermék" :)
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 09, 16:54
Írta: 000000000 Dátum 2009 december 09, 16:54
URAIM!
2. figyelmeztetés az egész Fórumlakó közösségnek! Baszogatás-baszogatás hátán!!!
Ha sürgősen nem hagyjátok abba, az egész fórumot lezárom január 1.-ig!!!!!!!!!!!!!!!!!!!!!!!!
Péter most már Te is pihenjél és ne gerjesszél indulatokat!
2. figyelmeztetés az egész Fórumlakó közösségnek! Baszogatás-baszogatás hátán!!!
Ha sürgősen nem hagyjátok abba, az egész fórumot lezárom január 1.-ig!!!!!!!!!!!!!!!!!!!!!!!!
Péter most már Te is pihenjél és ne gerjesszél indulatokat!
Cím: Re:Marószerszámok és karbantartásuk
Írta: 4um5b65d Dátum 2009 december 09, 17:02
Írta: 4um5b65d Dátum 2009 december 09, 17:02
" Baszogatás-baszogatás hátán!!! "
Csak csak nyitni kellene már egy pornó topicot...
[#papakacsint][#papakacsint][#fogmosas][#fogmosas][#nyes][#nyes]
Csak csak nyitni kellene már egy pornó topicot...
[#papakacsint][#papakacsint][#fogmosas][#fogmosas][#nyes][#nyes]
Cím: Re:Marószerszámok és karbantartásuk
Írta: besirkyjh Dátum 2009 december 09, 17:17
Írta: besirkyjh Dátum 2009 december 09, 17:17
[#taps][#eljen]
Cím: Re:Marószerszámok és karbantartásuk
Írta: HJózsi Dátum 2009 december 09, 17:41
Írta: HJózsi Dátum 2009 december 09, 17:41
[#nyes][#eljen][#eplus2][#taps]
Cím: Re:Marószerszámok és karbantartásuk
Írta: bmejdz9nu Dátum 2009 december 09, 17:43
Írta: bmejdz9nu Dátum 2009 december 09, 17:43
[#taps][#nyes]
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 09, 19:25
Írta: 000000000 Dátum 2009 december 09, 19:25
Pedig a Világ atomi szinten digitális, kérdezd meg a barátomat Snecit!!!!! Én nem tudom, de Ő el tudja magyarázni, hogy miért.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 09, 19:31
Írta: 000000000 Dátum 2009 december 09, 19:31
Mekkora lin. vezetők vannak a Hurcon? Ez a papagéj nagyon tetszett, majd le estem a székről, úgy röhögtem. A papagájt egyébbként kalitkába is lehet zárni, de akkor se hallgat el.
Cím: Re:Marószerszámok és karbantartásuk
Írta: Szalai György Dátum 2009 december 09, 19:44
Írta: Szalai György Dátum 2009 december 09, 19:44
Majd talán egyszer, nem megyek haza egy taliról pizsamaosztás előtt, és ott maradok a tizennyolc éven felüli részre is. Akkor majd beszélgethetnék vele gyakorlatiasabb dolgokról mint az atomi szinten digitális világ, ami húr szinten analóg.
Na ezt be is fejezem gyorsan, mielőtt témaidegenség okán kitiltódok.
Na ezt be is fejezem gyorsan, mielőtt témaidegenség okán kitiltódok.
Cím: Re:Marószerszámok és karbantartásuk
Írta: bmejdz9nu Dátum 2009 december 09, 19:47
Írta: bmejdz9nu Dátum 2009 december 09, 19:47
A 35-ösök szoktak ilyen profilal...
Cím: Re:Marószerszámok és karbantartásuk
Írta: 279nwbpsa Dátum 2009 december 11, 09:53
Írta: 279nwbpsa Dátum 2009 december 11, 09:53
Szervusztok!
Tegnap beszereztem egy gyémánt köszörű tárcsát.
Piacon,ukrán eladótól.
Az én táblázatommal nem tudom beazonosítani.
Már végig túrtam mindent infóért-sikertelenül. :(
Kérnék tehát egy kis segítséget hozzáértőtől.
A tárcsa jelzése:160/125 545 B1 513
N2 780 (meg talán)AC5(vagy 6)
Tegnap beszereztem egy gyémánt köszörű tárcsát.
Piacon,ukrán eladótól.
Az én táblázatommal nem tudom beazonosítani.
Már végig túrtam mindent infóért-sikertelenül. :(
Kérnék tehát egy kis segítséget hozzáértőtől.
A tárcsa jelzése:160/125 545 B1 513
N2 780 (meg talán)AC5(vagy 6)
Cím: Re:Marószerszámok és karbantartásuk
Írta: f35ezvjs Dátum 2009 december 21, 21:34
Írta: f35ezvjs Dátum 2009 december 21, 21:34
Keresném azokat a fórumtársakat akik rendelkeznek valamilyen szerszámélező géppel
Pl: TMP 200, HBM U3, stb.
Szeretném ötleteiket tapasztalataikat megismerni.
Nekem a HBM U3 típusú gépem van, de még csak nézegetem.
Pl: TMP 200, HBM U3, stb.
Szeretném ötleteiket tapasztalataikat megismerni.
Nekem a HBM U3 típusú gépem van, de még csak nézegetem.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 22, 16:57
Írta: 000000000 Dátum 2009 december 22, 16:57
A neten sok videót találsz "mill tools sharpening" kereső szóval.
Cím: Re:Marószerszámok és karbantartásuk
Írta: f35ezvjs Dátum 2009 december 22, 17:12
Írta: f35ezvjs Dátum 2009 december 22, 17:12
Köszi szépen. Azért már ma megéleztem egy-két elkopott gravírtűt némi sikkerrel.
Hát csodának tartom ezt a kis gépet érdemes volt megvenni. Jók a videók nagyon.
Hát csodának tartom ezt a kis gépet érdemes volt megvenni. Jók a videók nagyon.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2009 december 22, 17:40
Írta: 000000000 Dátum 2009 december 22, 17:40
Jó kis masina az, a Talin nekem is megmutatta Józsi, sokfélére használható.
Cím: Re:Marószerszámok és karbantartásuk
Írta: f35ezvjs Dátum 2009 december 22, 19:23
Írta: f35ezvjs Dátum 2009 december 22, 19:23
Nagyon rendes volt a Józsi képzeld ahogy bejött az országba azonnal lehozta. Szegény gép úgy átvolt fázva hogy el sem indult csak mikor felmelegedett a műhely hőfokára.
Cím: Re:Marószerszámok és karbantartásuk
Írta: f35ezvjs Dátum 2009 december 22, 19:24
Írta: f35ezvjs Dátum 2009 december 22, 19:24
Bocs neked szólt csak lemaradt.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2010 február 22, 09:16
Írta: 000000000 Dátum 2010 február 22, 09:16
Valaki tudna nekem abba segiteni, hogy linearis tengelyt, illyetve menetes rosszat mivel erdemes olajozni?
Eddig WD40-nel olajoztam, csak ilyen fekete tryuti valik ki, ami ragad, es meg nehezebben fut tole a gep, raadasul a port is gyujti magaba.
Valami komolyabb olajozo? Zsirzassal az a bajom, hogy az is rettentoen gyujti a port.
Remelem jo topikba irtam.
Udv,
Khiraly
Eddig WD40-nel olajoztam, csak ilyen fekete tryuti valik ki, ami ragad, es meg nehezebben fut tole a gep, raadasul a port is gyujti magaba.
Valami komolyabb olajozo? Zsirzassal az a bajom, hogy az is rettentoen gyujti a port.
Remelem jo topikba irtam.
Udv,
Khiraly
Cím: Re:Marószerszámok és karbantartásuk
Írta: robroy007 Dátum 2010 február 22, 09:40
Írta: robroy007 Dátum 2010 február 22, 09:40
Cím: Re:Marószerszámok és karbantartásuk
Írta: D.Laci Dátum 2010 február 22, 09:54
Írta: D.Laci Dátum 2010 február 22, 09:54
Web áruházuk müködik? Mert nekem mindig ezt írja ki "Kérem adja meg Ön és cége adatait. Munkatársunk ezután felveszi önnel a kapcsolatot.".
Cím: Re:Marószerszámok és karbantartásuk
Írta: robroy007 Dátum 2010 február 22, 10:01
Írta: robroy007 Dátum 2010 február 22, 10:01
azt ne is próbáld mer kuka finoman fogalmazva ha nem tudod a cikkszámot akkor semmire se mégy vele
+ 36 52 471 813 inkább telefonon hívjákok őket
+ 36 52 471 813 inkább telefonon hívjákok őket
Cím: Re:Marószerszámok és karbantartásuk
Írta: sanka74 Dátum 2010 február 22, 13:45
Írta: sanka74 Dátum 2010 február 22, 13:45
Szia! Nálunk a faipari gépek szánszerkezeteit, lineáris elemeit egy olyan olajjal olajuzzuk amit a felületre permetezve az oldószer elpárolog a kenőanyag pedig ott marad, így nem tapad rá a por.Belediffundál a felületbe.Kifejezetten poros helyekre lett kifejlesztve.Holnap tudom megnézni a nevét, amugy a Paliszander-től vettünk gépeket és ez is tőlük való.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2010 február 22, 20:05
Írta: 000000000 Dátum 2010 február 22, 20:05
sanaka74: Koszonom!
Cím: Re:Marószerszámok és karbantartásuk
Írta: s7manbs8 Dátum 2010 február 23, 23:03
Írta: s7manbs8 Dátum 2010 február 23, 23:03
Arra gondoltam, hogy egy olyan fúrő élezőt csinálni, ami magától tudná, hogy kell élezni, előtte megnézné az élszalagot, valami tapintással, és onnan tudná, hogyan élezze, van ennek értelme ? Most nem az, hogy meg lehet e csinálni, az nem kérdés.
Cím: Re:Marószerszámok és karbantartásuk
Írta: sanka74 Dátum 2010 február 24, 06:31
Írta: sanka74 Dátum 2010 február 24, 06:31
szia!Huu teljesen kiment a fejemből,ma megnézem....Bocsi.
Cím: Re:Marószerszámok és karbantartásuk
Írta: D.Laci Dátum 2010 február 24, 07:34
Írta: D.Laci Dátum 2010 február 24, 07:34
Bemész egy barkács árúházba és veszel egyet ócsón...
Cím: Re:Marószerszámok és karbantartásuk
Írta: D.Laci Dátum 2010 február 24, 07:45
Írta: D.Laci Dátum 2010 február 24, 07:45
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2010 február 24, 07:47
Írta: 000000000 Dátum 2010 február 24, 07:47
De ezt hogy szereled fel a CNC sarkára, mert gondolom elektron automatára gondolt.
Cím: Re:Marószerszámok és karbantartásuk
Írta: D.Laci Dátum 2010 február 24, 07:53
Írta: D.Laci Dátum 2010 február 24, 07:53
Ha csak fúrot akar élezni nem kel tul bonyolitani. Ha meg élszalagot is akar csinálni akkor kel egy forgató és jócakát.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2010 február 24, 09:26
Írta: 000000000 Dátum 2010 február 24, 09:26
Egy ilyen gyönyörűség mellett nem lehet szó nélkül elmenni.
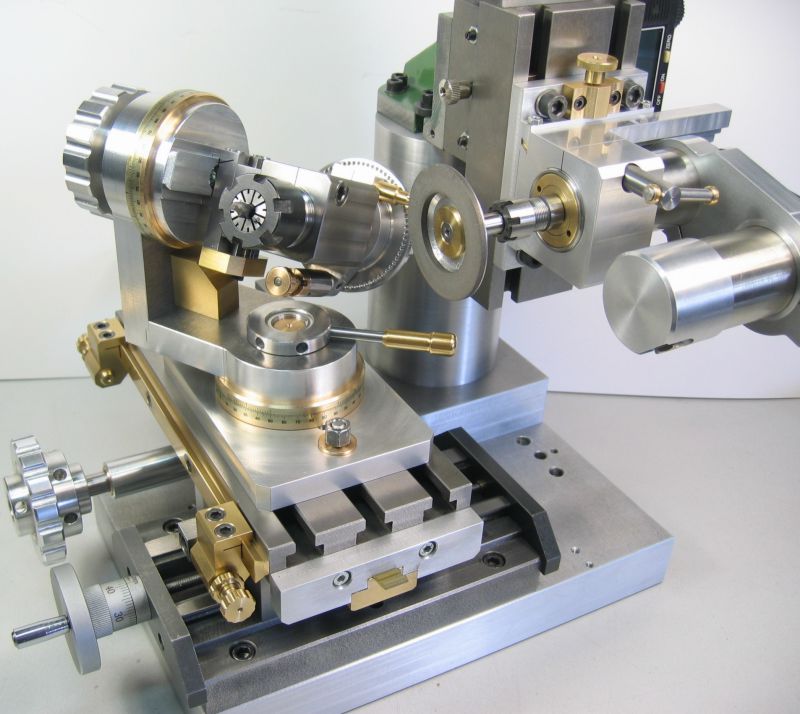
Cím: Re:Marószerszámok és karbantartásuk
Írta: s7manbs8 Dátum 2010 február 24, 14:03
Írta: s7manbs8 Dátum 2010 február 24, 14:03
Nem gondoltam, hogy ilyesmit is lehet kapni, látszik, hogy amatőr vagyok. Mondjuk azt nem értem, ez hogy működik, gondolom a különböző lyukakba a megfelelő méretű fúrót kell bedugni, aztán valami benne forog, meg megköszörüli ?
Annyira nem akarom megbonyolítani, tegnap a köszörűmet is leszabályoztam egy kis gyémánttal. (Nem a gyűrűmből vettem ki )
Azt as kis 0.7-es 0.8-as fúrót kiütötte volna a kezemből , ha nem csinálom meg.
Annyira nem akarom megbonyolítani, tegnap a köszörűmet is leszabályoztam egy kis gyémánttal. (Nem a gyűrűmből vettem ki )
Azt as kis 0.7-es 0.8-as fúrót kiütötte volna a kezemből , ha nem csinálom meg.
Cím: Re:Marószerszámok és karbantartásuk
Írta: s7manbs8 Dátum 2010 február 24, 14:04
Írta: s7manbs8 Dátum 2010 február 24, 14:04
Ez tényleg szép egy szerkezet.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 4um5b65d Dátum 2010 február 24, 14:10
Írta: 4um5b65d Dátum 2010 február 24, 14:10
Állj oda a köszörű géphez és tanuld meg kézből megköszörülni. Ha nem visz jól akkor filccel satírozd be a hátlapokat és nézd meg, hogy hol koptatja le az anyag. Abból már látszik, hogy hol nem jó. Előbb utóbb rááll a kezed a köszörülésre.
Cím: Re:Marószerszámok és karbantartásuk
Írta: sanka74 Dátum 2010 február 24, 14:15
Írta: sanka74 Dátum 2010 február 24, 14:15
Sziasztok! A száraz olaj neve: NEOVAL OIL MTO 300 Ken ,véd ,old anélkül hogy ragadna. Egy pesti cég telszáma van rajta: TEMPRA Handels-Gmbh Magyarországi fióktelepe 1214 BP. II.Rákoczi F. út 195-197.Tel: 06/1-427-0010,427-0011.Ez egy svájci termék, tavaly 3700 ft volt egy 400ml-es spray. Képet is teszek fel róla,csak most nem műkszik a freemail képfeltöltés.Az tuti hogy jó,tényleg nem tapad de viszont jól csúszik.
Cím: Re:Marószerszámok és karbantartásuk
Írta: s7manbs8 Dátum 2010 február 24, 14:18
Írta: s7manbs8 Dátum 2010 február 24, 14:18
Köszönöm a szakmai tanácsot. Az következik most mindjárt, megyek kifele a köszörűhöz, éppen fúrnom kell pár százat. Meg nekem óvatosnak kell lenni, csak egy darab fúróm van, nem úgy mint egyeseknek, akik mutogatják itt a törötteket. [#circling][#circling]
Cím: Re:Marószerszámok és karbantartásuk
Írta: 43pbwjg8s Dátum 2010 február 24, 14:20
Írta: 43pbwjg8s Dátum 2010 február 24, 14:20
Azt hiszem itt van a legjobb helyen:
Épp egy perce kaptam egy ismeretetőt a Sandvik-tól.
Kiemelten a Titán maráshoz a következő két lapkatípus:
S30T és S40T
"S30T A nagyobb forgácsolási sebességeket is bíró, valamint a kifáradásnak és a mikorcsorbulásnak ellenálló forgácsolóélek hosszabb élettartammal rendelkeznek"
"S40T Nehezebb megmunkálási feltételek esetén a lapka ellenáll a rezgéseknek, és megbízhatóan alkalmazható még előre nem látható nehézségű körülmények között is"..
A szöveg idézet.
Ha valakit érdekel keressen rá a két lapkatípusra!
Épp egy perce kaptam egy ismeretetőt a Sandvik-tól.
Kiemelten a Titán maráshoz a következő két lapkatípus:
S30T és S40T
"S30T A nagyobb forgácsolási sebességeket is bíró, valamint a kifáradásnak és a mikorcsorbulásnak ellenálló forgácsolóélek hosszabb élettartammal rendelkeznek"
"S40T Nehezebb megmunkálási feltételek esetén a lapka ellenáll a rezgéseknek, és megbízhatóan alkalmazható még előre nem látható nehézségű körülmények között is"..
A szöveg idézet.
Ha valakit érdekel keressen rá a két lapkatípusra!
Cím: Re:Marószerszámok és karbantartásuk
Írta: 4um5b65d Dátum 2010 február 24, 14:33
Írta: 4um5b65d Dátum 2010 február 24, 14:33
Megint mehetsz a copyright hivatalba !
"mikorcsorbulás"
:))
"mikorcsorbulás"
:))
Cím: Re:Marószerszámok és karbantartásuk
Írta: 43pbwjg8s Dátum 2010 február 24, 16:29
Írta: 43pbwjg8s Dátum 2010 február 24, 16:29
Ott volt az idézőjel!!!
De továbbítom a prospektus készítőjének! :)
De továbbítom a prospektus készítőjének! :)
Cím: Re:Marószerszámok és karbantartásuk
Írta: 4um5b65d Dátum 2010 február 24, 16:55
Írta: 4um5b65d Dátum 2010 február 24, 16:55
Jaaa, hogy ez nem saját fogalmazás ?
Mind1, akkor is védesd le... :))
Egyszer olvasom az egyik kuncsaftom szóróanyagában a következőt:
"Cégünk ponts és recíz munkát végez" .....stb stb
Aztán szóltam nekik, hogy javítsák már ki mert ez így ebben a mondatban kiváltképp röhejesen néz ki. A főnök csak dühöngött, hogy ez így hogy mehetett ki. (8000 db)
A régi kolléga és barát meg az "ESZETGRÁLYOS" szöveggel adott át névjegykártyát. De őt nem izgatta a dolog.... :)
Mind1, akkor is védesd le... :))
Egyszer olvasom az egyik kuncsaftom szóróanyagában a következőt:
"Cégünk ponts és recíz munkát végez" .....stb stb
Aztán szóltam nekik, hogy javítsák már ki mert ez így ebben a mondatban kiváltképp röhejesen néz ki. A főnök csak dühöngött, hogy ez így hogy mehetett ki. (8000 db)
A régi kolléga és barát meg az "ESZETGRÁLYOS" szöveggel adott át névjegykártyát. De őt nem izgatta a dolog.... :)
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2010 február 24, 17:06
Írta: 000000000 Dátum 2010 február 24, 17:06
„A régi kolléga és barát meg az "ESZETGRÁLYOS" szöveggel adott át névjegykártyát.”
Nem értem, hogy miért probléma?
Ha egyszer eszetgrályos, nem írhatja hogy esztergályos.
Ő már csak tudja, hogy ő micsoda.
Nem értem, hogy miért probléma?
Ha egyszer eszetgrályos, nem írhatja hogy esztergályos.
Ő már csak tudja, hogy ő micsoda.
Cím: Re:Marószerszámok és karbantartásuk
Írta: MoparMan Dátum 2010 február 24, 17:41
Írta: MoparMan Dátum 2010 február 24, 17:41
a szakmámból adódóan ez a kedvenc (bár nem mindenki érti...)
A 852-es kídlap telepötúsa sikeresen befejezádétt
A 852-es kídlap telepötúsa sikeresen befejezádétt
Cím: Re:Marószerszámok és karbantartásuk
Írta: 4um5b65d Dátum 2010 február 24, 17:47
Írta: 4um5b65d Dátum 2010 február 24, 17:47
437-ben írták a karaktereket és 852-ben jelent meg, vagy már 852-ben írták, de még 437 ben jelet meg?
Vagy mííííí vaaaan ?
Vagy mííííí vaaaan ?
Cím: Re:Marószerszámok és karbantartásuk
Írta: sanka74 Dátum 2010 február 25, 19:11
Írta: sanka74 Dátum 2010 február 25, 19:11
A száraz olaj:


Cím: Re:Marószerszámok és karbantartásuk
Írta: sanka74 Dátum 2010 február 25, 19:12
Írta: sanka74 Dátum 2010 február 25, 19:12
Khirálynak, elsősorban...
Cím: Re:Marószerszámok és karbantartásuk
Írta: rbbhbyvfs Dátum 2010 április 02, 22:26
Írta: rbbhbyvfs Dátum 2010 április 02, 22:26
Sziasztok,
Üvegcsiszoláshoz használt korongot mivel lehet lehúzni, felszabályozni? Brozba ágyazott gyémátszemcsés a korong, de sajna középen mély árok van belekopva... a vastagságából még kitelik bőven.
Üvegcsiszoláshoz használt korongot mivel lehet lehúzni, felszabályozni? Brozba ágyazott gyémátszemcsés a korong, de sajna középen mély árok van belekopva... a vastagságából még kitelik bőven.
Cím: Re:Marószerszámok és karbantartásuk
Írta: Motoros Dátum 2010 április 03, 07:39
Írta: Motoros Dátum 2010 április 03, 07:39
Szabályozni úgy mint a sima köveket szokták:...semmivel.
Keserves munkávak kimorzsolhatók a gyémántszemcsék egy megfelelő szürke kővel, de ehhez egy megfelelően merev gép kell, és egy elég kötött technológia. Az az igazi ha a felszabályozás azon a gépen történik amin használva lesz.
Keserves munkávak kimorzsolhatók a gyémántszemcsék egy megfelelő szürke kővel, de ehhez egy megfelelően merev gép kell, és egy elég kötött technológia. Az az igazi ha a felszabályozás azon a gépen történik amin használva lesz.
Cím: Re:Marószerszámok és karbantartásuk
Írta: juh0557j0 Dátum 2010 április 10, 11:23
Írta: juh0557j0 Dátum 2010 április 10, 11:23
Sziasztok!
Keresek valakit aki ezekből használható szerszámot tudna nekem varázsolni ( mind tömör keményfém ). Többségében gravírtűket szeretnék, mert 6-os szárral egyetlen darabom sincs még:

Keresek valakit aki ezekből használható szerszámot tudna nekem varázsolni ( mind tömör keményfém ). Többségében gravírtűket szeretnék, mert 6-os szárral egyetlen darabom sincs még:
Cím: Re:Marószerszámok és karbantartásuk
Írta: Motoros Dátum 2010 április 10, 12:19
Írta: Motoros Dátum 2010 április 10, 12:19
Tudom vállalni, írj egy emailt, ha megfelel
Cím: Re:Marószerszámok és karbantartásuk
Írta: s7manbs8 Dátum 2010 november 07, 15:44
Írta: s7manbs8 Dátum 2010 november 07, 15:44
Lenne egy olyan kérdésem, hogy olyan marószárat lehet kapni, amivel üveget tudnék kivágni, körbevágni ? Pl. 15-20 mm vastag üveg.
Cím: Re:Marószerszámok és karbantartásuk
Írta: keri Dátum 2010 november 07, 16:35
Írta: keri Dátum 2010 november 07, 16:35
Fú micsoda igényeid vannak :)
Én egy kopott, 1/8"-os chipbrakeres keményfém maróval farigcsáltam üveget. Elég jól vitte, de 15-20mm hát azt nem tudom. MEg azt sem tudom hogy meddig bírna tartósan az üveget.
Én egy kopott, 1/8"-os chipbrakeres keményfém maróval farigcsáltam üveget. Elég jól vitte, de 15-20mm hát azt nem tudom. MEg azt sem tudom hogy meddig bírna tartósan az üveget.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2010 november 07, 17:00
Írta: 000000000 Dátum 2010 november 07, 17:00
gyémántal próbáld,azt nem bántja az üveg sem.üdv
Cím: Re:Marószerszámok és karbantartásuk
Írta: s7manbs8 Dátum 2010 november 07, 17:00
Írta: s7manbs8 Dátum 2010 november 07, 17:00
Nem egy fogásból gondoltam. :)
Cím: Re:Marószerszámok és karbantartásuk
Írta: s7manbs8 Dátum 2010 november 07, 17:01
Írta: s7manbs8 Dátum 2010 november 07, 17:01
Valami vídiás maróval ?
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2010 november 07, 17:13
Írta: 000000000 Dátum 2010 november 07, 17:13
szia!
hát jo kis moka lesz!
én 3 élü hasább keményfém furoval furkáltunk üveget folyamatos petroleum van vékony olajban!
10mm vastag üvegben 10..15db fürás után megete a keményfém furot az üveg !
Ha az üvegben van feszültség akor nem is kel sokáig marnod sem szépen beindul a feszültség mentén az az elreped!:)
hát jo kis moka lesz!
én 3 élü hasább keményfém furoval furkáltunk üveget folyamatos petroleum van vékony olajban!
10mm vastag üvegben 10..15db fürás után megete a keményfém furot az üveg !
Ha az üvegben van feszültség akor nem is kel sokáig marnod sem szépen beindul a feszültség mentén az az elreped!:)
Cím: Re:Marószerszámok és karbantartásuk
Írta: keri Dátum 2010 november 07, 20:18
Írta: keri Dátum 2010 november 07, 20:18
Szabad tudni mit akarsz csinálni?
Mert tulajdonképpen közönséges flexxel is egészen jól lehet vágni üveget.
Azt nem tudom pontosan melyik tárcsával, de haver, egy bazi nagy fürdőszoba tükröt vágott be a mosdó és kád formájára.
De talán belefér a költségvetésbe egy kő, egy fém és egy csempevágó korong a kísérlethez.
Mert tulajdonképpen közönséges flexxel is egészen jól lehet vágni üveget.
Azt nem tudom pontosan melyik tárcsával, de haver, egy bazi nagy fürdőszoba tükröt vágott be a mosdó és kád formájára.
De talán belefér a költségvetésbe egy kő, egy fém és egy csempevágó korong a kísérlethez.
Cím: Re:Marószerszámok és karbantartásuk
Írta: s7manbs8 Dátum 2010 november 07, 20:31
Írta: s7manbs8 Dátum 2010 november 07, 20:31
Távcső tükör alapanyagot kivágni táblából, erre gondoltam, hogy esetleg cnc-vel körbe marnám. Persze lehet hülye ötlet.
Cím: Re:Marószerszámok és karbantartásuk
Írta: s7manbs8 Dátum 2010 november 07, 20:32
Írta: s7manbs8 Dátum 2010 november 07, 20:32
Akkor marad a fúrás, csiszolóporral, hengerrel fúrva.
Cím: Re:Marószerszámok és karbantartásuk
Írta: yuagaci9g Dátum 2010 november 08, 06:03
Írta: yuagaci9g Dátum 2010 november 08, 06:03
Akkkor keress a Tiffanysoknal gyemanszalagos szalagfureszt, azzal ki lehet vagni.
Cím: Re:Marószerszámok és karbantartásuk
Írta: keri Dátum 2010 november 08, 07:06
Írta: keri Dátum 2010 november 08, 07:06
Igen, szerintem ez a legjobb módszer erre.
Nem kell mindig mindent CNC-vel megoldani :)
Nem kell mindig mindent CNC-vel megoldani :)
Cím: Re:Marószerszámok és karbantartásuk
Írta: keri Dátum 2010 november 08, 07:07
Írta: keri Dátum 2010 november 08, 07:07
A "hogyan készítsünk távcsőtükröt" c. könyv legelső fejezete leírja hogyan kell kivágni, csak elektron barátunk túl akarta komplikálni :)))
Cím: Re:Marószerszámok és karbantartásuk
Írta: keri Dátum 2010 november 08, 07:08
Írta: keri Dátum 2010 november 08, 07:08
Bevallom én azt hittem, reliefet akar üvegbe marni, vagy valami spéci alakzatot.
Cím: Re:Marószerszámok és karbantartásuk
Írta: Rabb Ferenc Dátum 2010 november 08, 07:53
Írta: Rabb Ferenc Dátum 2010 november 08, 07:53
Ha jobb megoldást, vagy irodalmat nem találsz, akkor az EZERMESTER 1964/7/8 számaiban Dr Kulin György leírta az egész műveletsort
Cím: Re:Marószerszámok és karbantartásuk
Írta: s7manbs8 Dátum 2010 november 08, 12:49
Írta: s7manbs8 Dátum 2010 november 08, 12:49
Hú, ez jó hely, minden volt már régebben is , csak kissé más technikával és dizájnnal.:)
Cím: Re:Marószerszámok és karbantartásuk
Írta: s7manbs8 Dátum 2010 november 08, 13:00
Írta: s7manbs8 Dátum 2010 november 08, 13:00
Na, olyan kiszúró szerszámom van egyféle egy 12 centis. Azzal egyet ki is szúrtam, meg megcsiszoltam. Csak nagyobbat is akarnék, olyan 25 centist és ekkorát fúróba fogni, nagy kéne hozzá, olyan meg nincs, gondoltam valami más technika után nézek. :):)
Cím: Re:Marószerszámok és karbantartásuk
Írta: 2vkx6unz Dátum 2010 november 08, 13:38
Írta: 2vkx6unz Dátum 2010 november 08, 13:38
Ha nem vastagabb az alapanyag mint 50mm akkor vízzel vágasd! Az egyik találkozón volt egy veszprémi cég ők vízzek vágnak P-max , de pl. itt is megcsinálják: www.woldemkft.hu
Cím: Re:Marószerszámok és karbantartásuk
Írta: s7manbs8 Dátum 2010 november 08, 14:17
Írta: s7manbs8 Dátum 2010 november 08, 14:17
Üveget is lehet úgy vágni ? Csak egy gond van a szállítás, oda vissza, plusz annak költsége vajon mennyi lehet.
Cím: Re:Marószerszámok és karbantartásuk
Írta: HJózsi Dátum 2010 november 23, 02:30
Írta: HJózsi Dátum 2010 november 23, 02:30
Újraélezés témában talán ide jó lesz a 7végi találmányom : "Double action" fúró élezés ... :)
Többen kérdezték, hogy a szerszámköszörűvel a keresztélezés is elvégezhető-e? A gépen lévő gyémánttárcsa nem igazán jó erre a feladatra, cserélni kellene a tárcsát... A szigorúan copyright-os találmányom viszont ezt a műveletet kiküszöböli! A fazék korong alá egy palástkorongot téve a keresztélezés tárcsacsere nélkül elvégezhető! A két korong gond nélkül felfér, mindössze a rögzítő anya alá nem kell az alátét...
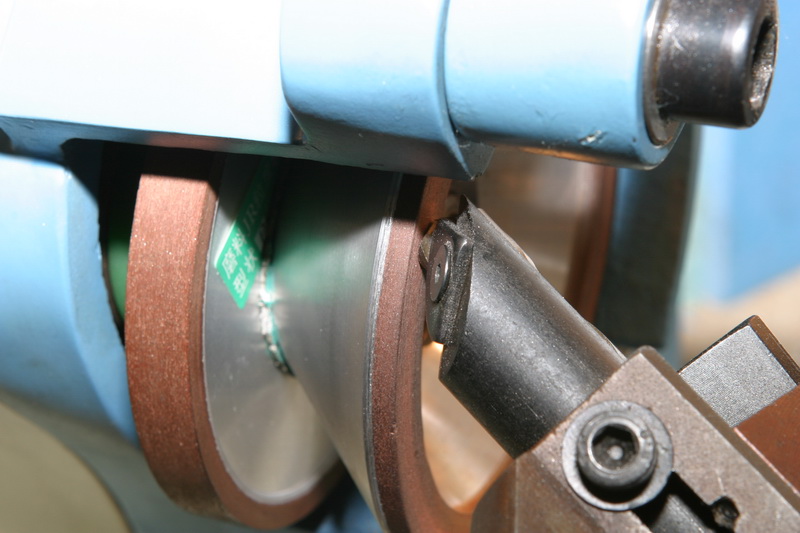
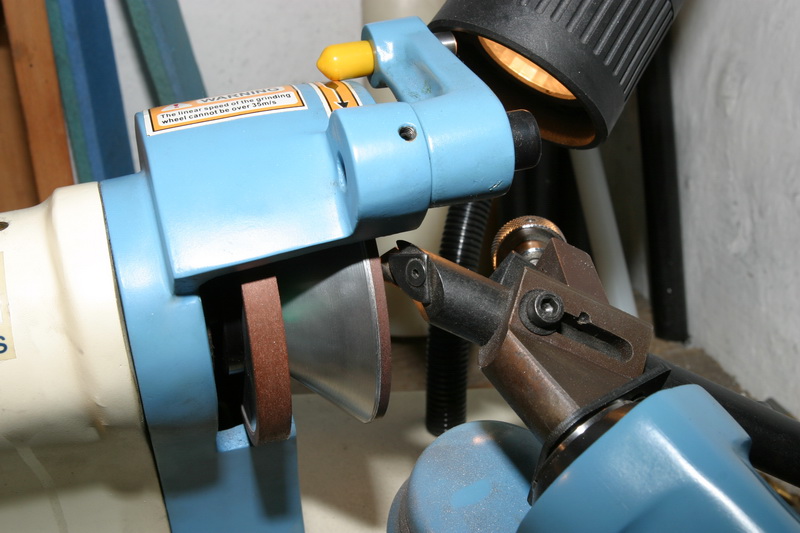




Természetesen többi publikált találmányomhoz hasonlóan ez is csak előzetes, vagy utólagos beleegyezésemmel alkalmazható!... :D
Többen kérdezték, hogy a szerszámköszörűvel a keresztélezés is elvégezhető-e? A gépen lévő gyémánttárcsa nem igazán jó erre a feladatra, cserélni kellene a tárcsát... A szigorúan copyright-os találmányom viszont ezt a műveletet kiküszöböli! A fazék korong alá egy palástkorongot téve a keresztélezés tárcsacsere nélkül elvégezhető! A két korong gond nélkül felfér, mindössze a rögzítő anya alá nem kell az alátét...
Természetesen többi publikált találmányomhoz hasonlóan ez is csak előzetes, vagy utólagos beleegyezésemmel alkalmazható!... :D
Cím: Re:Marószerszámok és karbantartásuk
Írta: KoLa Dátum 2010 november 23, 21:43
Írta: KoLa Dátum 2010 november 23, 21:43
Nekem ilyenek vannak , hirtelen előkaptam pár db-t, a legnagyobb 40-s a legkisebb 6.5-s, nincs hozzá ilyen príma köszörűgépem, ez csak úgy kézzel van köszörülve, nyugodtan lehet másolni:)))

Cím: Re:Marószerszámok és karbantartásuk
Írta: robroy007 Dátum 2010 november 24, 10:14
Írta: robroy007 Dátum 2010 november 24, 10:14
én unalmamban múltkor nyák fúrót éleztem kézből, azt hiszem 0,7 volt talán, sikerült elsőre mikroszkóp alatt szemügyre véve, igaz csak a fő vágó él lett csinálva a hátraköszörülést "lusta" voltam megcsinálni [#crazya]
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2010 november 24, 13:55
Írta: 000000000 Dátum 2010 november 24, 13:55
Klassz!
Cím: Re:Marószerszámok és karbantartásuk
Írta: KoLa Dátum 2010 november 24, 21:24
Írta: KoLa Dátum 2010 november 24, 21:24
A hátraköszörülés az nem egyenlő a fúró keresztél élezéssel !
Az él mögötti rész geometriája a hátszög, ha nagy akkor harap a fúró, míg ha süllyesztést akarunk készíteni akkor kisebbre vesszük hogy nyomjon egy kicsit.
Ezekkel a fúrókkal amiket mutattam telibe lehet fúrni az anyagot, előfúrás nélkül.
Küldd már el azt a 0.7-s fúrót kiveszem a keresztélt hogy könnyű legyen fúrni vele ![#nevetes1][#nevetes1][#nevetes1][#wave]
Ja! meg a mikroszkópot is:)))
Az él mögötti rész geometriája a hátszög, ha nagy akkor harap a fúró, míg ha süllyesztést akarunk készíteni akkor kisebbre vesszük hogy nyomjon egy kicsit.
Ezekkel a fúrókkal amiket mutattam telibe lehet fúrni az anyagot, előfúrás nélkül.
Küldd már el azt a 0.7-s fúrót kiveszem a keresztélt hogy könnyű legyen fúrni vele ![#nevetes1][#nevetes1][#nevetes1][#wave]
Ja! meg a mikroszkópot is:)))
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2010 november 24, 21:28
Írta: 000000000 Dátum 2010 november 24, 21:28
Ezt megpróbálhatnád rajal is ilusztrálni.
"A hátraköszörülés az nem egyenlő a fúró keresztél élezéssel !
Az él mögötti rész geometriája a hátszög, ha nagy akkor harap a fúró, míg ha süllyesztést akarunk készíteni akkor kisebbre vesszük hogy nyomjon egy kicsit."
Cím: Re:Marószerszámok és karbantartásuk
Írta: KoLa Dátum 2010 november 24, 22:09
Írta: KoLa Dátum 2010 november 24, 22:09
Ezt tudtam rajolni hirtelen:)

Cím: Re:Marószerszámok és karbantartásuk
Írta: robroy007 Dátum 2010 november 25, 06:17
Írta: robroy007 Dátum 2010 november 25, 06:17
az egész napom el lenne b@szva ha ekkora fúrót kéne éleznem mint a rajzon van
a kezek alapján van vagy 4-500 mm is [#csodalk]
amúgy most láttam mikroszkópot újat vagy 30 ezer körül

makszutov.hu
kicsi átalakítással már jó is a köszörű mellé
a kezek alapján van vagy 4-500 mm is [#csodalk]
amúgy most láttam mikroszkópot újat vagy 30 ezer körül
makszutov.hu
kicsi átalakítással már jó is a köszörű mellé
Cím: Re:Marószerszámok és karbantartásuk
Írta: Farkas Ádám Dátum 2010 november 25, 10:16
Írta: Farkas Ádám Dátum 2010 november 25, 10:16
Cím: Re:Marószerszámok és karbantartásuk
Írta: f35ezvjs Dátum 2010 november 25, 11:40
Írta: f35ezvjs Dátum 2010 november 25, 11:40
Józsi !!
Jó az ötlet, én is alkalmazom a tőled beszerzett élezőgépen.
Jó az ötlet, én is alkalmazom a tőled beszerzett élezőgépen.
Cím: Re:Marószerszámok és karbantartásuk
Írta: f35ezvjs Dátum 2010 november 25, 11:41
Írta: f35ezvjs Dátum 2010 november 25, 11:41
Hívj fel skypén megbeszéljük megélezem neked
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2011 február 25, 17:35
Írta: 000000000 Dátum 2011 február 25, 17:35
Van valakinek dokumentációja marószerszámok, elsősorban újjmarók élgeometriájáról, élezéséről?
Cím: Re:Marószerszámok és karbantartásuk
Írta: hostya Dátum 2011 február 25, 17:48
Írta: hostya Dátum 2011 február 25, 17:48
Nekem van, de csak nyomtatott formában.
A hétvégén lefényképezem az idevonatkozó oldalakat és felteszem.
A hétvégén lefényképezem az idevonatkozó oldalakat és felteszem.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2011 február 25, 18:12
Írta: 000000000 Dátum 2011 február 25, 18:12
Nagyon jó lenne! Előre is köszönöm!
Cím: Re:Marószerszámok és karbantartásuk
Írta: hostya Dátum 2011 február 26, 12:19
Írta: hostya Dátum 2011 február 26, 12:19
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2011 február 26, 17:13
Írta: 000000000 Dátum 2011 február 26, 17:13
Nagyon jó! Köszönöm![#worship]
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2011 március 07, 20:02
Írta: 000000000 Dátum 2011 március 07, 20:02
Sziasztok!
Lenne egy olyan kérésem,hogyha valakinek lenne valamilyen anyaga arról,hogy milyen marót mire lehet használni(egyélű,kétélű stb)akkor azt nagyon szívesen venném.Az ipari marógépeket (pl sieg x3)hogyan csinálják meg olyan masszívra,hogy ilyen több cm átmérőjű lapkás síkmarókat is be lehessen vele fogni?A "fortuna itt hogy van megoldva meg az egész hajtás(pl mk3as kúp) meg milyen befogása van a marószerszámoknak és milyen árban vannak?Előre is köszönöm.
Lenne egy olyan kérésem,hogyha valakinek lenne valamilyen anyaga arról,hogy milyen marót mire lehet használni(egyélű,kétélű stb)akkor azt nagyon szívesen venném.Az ipari marógépeket (pl sieg x3)hogyan csinálják meg olyan masszívra,hogy ilyen több cm átmérőjű lapkás síkmarókat is be lehessen vele fogni?A "fortuna itt hogy van megoldva meg az egész hajtás(pl mk3as kúp) meg milyen befogása van a marószerszámoknak és milyen árban vannak?Előre is köszönöm.
Cím: Re:Marószerszámok és karbantartásuk
Írta: me3ua0a6 Dátum 2011 március 07, 20:26
Írta: me3ua0a6 Dátum 2011 március 07, 20:26
Második részre a válasz: nézd meg Vbody topikját, és látni fogod, hogy mi a feltétele a fém megmunkálásnak :D
Cím: Re:Marószerszámok és karbantartásuk
Írta: Robika37 Dátum 2011 március 07, 22:22
Írta: Robika37 Dátum 2011 március 07, 22:22
A vásárlás részéhez: zsibvásár és a vatera amikorra szerszámforgalmazót vagy itt a kollégáktól konkrét szerszámot keresel addigra tudod majd,hogy mit mivel hogyan.
Először próbáld megfogalmazni magadnak,hogy mit szeretnél megmunkálni utána tájékozódj ki dolgozik itt már olyasmi alkalmazással ott el tudod lesni hogyan is csinálja.
Üdv: Robika
Először próbáld megfogalmazni magadnak,hogy mit szeretnél megmunkálni utána tájékozódj ki dolgozik itt már olyasmi alkalmazással ott el tudod lesni hogyan is csinálja.
Üdv: Robika
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2011 március 08, 17:57
Írta: 000000000 Dátum 2011 március 08, 17:57
Köszönöm a segítségeteket,még azt megtudjátok mondani,hogy mire szokták használni a kétélű HSS szármarót és mivel jobb,mire való a váltólapkás szármaró?Több méretre is beállítható,vagy csak ha kopik akkor lapkát kell cserélni?Ez az mk3-as kúp ez is egy olyan patron lenne,mint pl az er-11?Vannak olyan szerszámok,amiken már gyárilag rajta van ez a patron?Én egy er-16os fortunát szeretnék készíteni majd,de a gyári gépeknél mindenhol ilyen mk2 meg mk3as befogókat látok,ez jobb lenne,mint egy er-16os fortuna?Amúgy szerintem ha alumínium megmunkálásig eljutok akkor az már jó.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2011 március 08, 18:01
Írta: 000000000 Dátum 2011 március 08, 18:01
Az még lemaradt,hogy a kiesztergálószárakat hol használják?Belső felületek esztergálásánál?Meg ezeket a "patron tartó" szárakat lehet cserélgetni,mert látom hogy van olyan "Felfogószár fűrésztárcsához" aminek egy ilyen hosszú szára van.Itt tulajdonképpen ha úgy nézzük ez olyan,mintha nekem is le lehetne cserélni a gépemen a leendő er-16 fortunámat egy másik er-16ra,aminek a végén egy ilyen
"Felfogószár fűrésztárcsához" van?
"Felfogószár fűrésztárcsához" van?
Cím: Re:Marószerszámok és karbantartásuk
Írta: Robika37 Dátum 2011 március 08, 18:10
Írta: Robika37 Dátum 2011 március 08, 18:10
Kedves Richy !
Kérlek eztolvasd el egyszer kétszer gondosan értelmezd a leírtakat biztos sok feltett és később felmerülő kérdésedre kapsz választ
Üdv: Robika
Kérlek eztolvasd el egyszer kétszer gondosan értelmezd a leírtakat biztos sok feltett és később felmerülő kérdésedre kapsz választ
Üdv: Robika
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2011 március 08, 19:43
Írta: 000000000 Dátum 2011 március 08, 19:43
Szia!Köszönöm szépen,ez egy nagyon jó tananyag,az egyetlen hibája,hogy a marószerszámoknál lehetne több kép,de valószínűleg a könyv készítésekor nem volt még ennyiféle szerszám.A könyvet mindenkinek csak ajánlani tudom,pont benne van amit kerestem,a "komolyabb" marógépek és a főorsók felépítése,ezen felül még megtudtam belőle mindent,ami kapcsolódik az esztergáláshoz.Még egyszer köszönöm!
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2011 július 24, 00:11
Írta: 000000000 Dátum 2011 július 24, 00:11
Sziasztok!
Érdeklődnék hogyan lehet fúrószárat élezni.
Sablonokra gondolok,vagy valami praktikus megoldásra.Ne keljen nagyon drágán élezőgépet venni.Szabad kézzel nem mindig sikerül.Igy csak a pocséklás megy.Választ előre is köszönöm.
Tisztelettel Tibi.
Érdeklődnék hogyan lehet fúrószárat élezni.
Sablonokra gondolok,vagy valami praktikus megoldásra.Ne keljen nagyon drágán élezőgépet venni.Szabad kézzel nem mindig sikerül.Igy csak a pocséklás megy.Választ előre is köszönöm.
Tisztelettel Tibi.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2011 július 24, 00:14
Írta: 000000000 Dátum 2011 július 24, 00:14
Vagy érdekelne valamilyen olcsóbb élezőgép.Ami élez is.
Cím: Re:Marószerszámok és karbantartásuk
Írta: f35ezvjs Dátum 2011 július 24, 11:00
Írta: f35ezvjs Dátum 2011 július 24, 11:00
Ami élez az az olcsóbb mint ami nem élez de az ára ólcsó!
A Hízó Józsinál kapsz ilyen gépet. hosszútávon ez az olcsó
itt látod az összes tartozékaival
http://cnc.hupont.hu/13/marok-gravirtuk
A Hízó Józsinál kapsz ilyen gépet. hosszútávon ez az olcsó
itt látod az összes tartozékaival
http://cnc.hupont.hu/13/marok-gravirtuk
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2011 július 24, 16:45
Írta: 000000000 Dátum 2011 július 24, 16:45
Üdv!
Köszi az infót.Találtam én is egy gépet ami talán nem túl drága,és elég egyszerűnek is néz ki.Nem találtam forgalmazót hozzá.
Ird keresőbe:BSG-20
Vélemény?
Köszi az infót.Találtam én is egy gépet ami talán nem túl drága,és elég egyszerűnek is néz ki.Nem találtam forgalmazót hozzá.
Ird keresőbe:BSG-20
Vélemény?
Cím: Re:Marószerszámok és karbantartásuk
Írta: yuagaci9g Dátum 2011 július 24, 16:47
Írta: yuagaci9g Dátum 2011 július 24, 16:47

BSG-20
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2011 július 24, 16:52
Írta: 000000000 Dátum 2011 július 24, 16:52
Igen erre gondoltam.
Honnan lehetne beszerezni?
És milyen áron?
Honnan lehetne beszerezni?
És milyen áron?
Cím: Re:Marószerszámok és karbantartásuk
Írta: yuagaci9g Dátum 2011 július 24, 16:55
Írta: yuagaci9g Dátum 2011 július 24, 16:55
contact person: Rainer Krummenauer
tel: 0671 44675 oder 44655
fax: 0671 9211747
tel: 0671 44675 oder 44655
fax: 0671 9211747
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2011 július 24, 16:59
Írta: 000000000 Dátum 2011 július 24, 16:59
Na jó jó de van mikor még magyarul sem tudok nem még máshogy:)
Cím: Re:Marószerszámok és karbantartásuk
Írta: mxjj54gxi Dátum 2011 július 24, 17:24
Írta: mxjj54gxi Dátum 2011 július 24, 17:24
Ezzel hogyan éleznek fúrót, mikor annak hátraköszörült éle kell legyen?
Nem látomazt a mozgási mechanizmust, ami erre alkalmas ezen a gépen
Nem látomazt a mozgási mechanizmust, ami erre alkalmas ezen a gépen
Cím: Re:Marószerszámok és karbantartásuk
Írta: hostya Dátum 2011 július 24, 17:38
Írta: hostya Dátum 2011 július 24, 17:38
Létre jön a hátraköszörülés, figyeld meg a prizmás befogó forgáspontját (tengelyét)
http://www.perfor.hu/?F%FA%F3%E9lez%E9s:BSG20:Vide%F3
http://www.perfor.hu/?F%FA%F3%E9lez%E9s:BSG20:Vide%F3
Cím: Re:Marószerszámok és karbantartásuk
Írta: hostya Dátum 2011 július 24, 17:46
Írta: hostya Dátum 2011 július 24, 17:46
Cím: Re:Marószerszámok és karbantartásuk
Írta: mxjj54gxi Dátum 2011 július 24, 17:58
Írta: mxjj54gxi Dátum 2011 július 24, 17:58
ügyes!
Mondjuk az a kőlehúzó mozgás kicsit avétos nekem, de ezen kívül elég korrekt kis gépnek tűnik.
Vajon mit kóstál?
Mondjuk az a kőlehúzó mozgás kicsit avétos nekem, de ezen kívül elég korrekt kis gépnek tűnik.
Vajon mit kóstál?
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2011 július 25, 01:14
Írta: 000000000 Dátum 2011 július 25, 01:14
Nem hiszem hogy van olyan drága mint a DRILL DOCTOR
Csak jó volna tudni valami forgalmazót.
Ahogy nézegetem elég volna a befogó szerkezet.
Befogni eszterga késtartóba a követ a tokmányba.Aztán állitom ahová akarom.Vélemény uraim?
Csak jó volna tudni valami forgalmazót.
Ahogy nézegetem elég volna a befogó szerkezet.
Befogni eszterga késtartóba a követ a tokmányba.Aztán állitom ahová akarom.Vélemény uraim?
Cím: Re:Marószerszámok és karbantartásuk
Írta: f35ezvjs Dátum 2011 július 25, 07:29
Írta: f35ezvjs Dátum 2011 július 25, 07:29
Tedd tönkre vele az esztergádat!! Az kell neki a finom olajos szemcse. Meg is nézheted egy kis idő után, kopások az elején.
Cím: Re:Marószerszámok és karbantartásuk
Írta: Miki2 Dátum 2011 július 25, 17:56
Írta: Miki2 Dátum 2011 július 25, 17:56
Igazad van Józsi !
Az eszterga NEM köszörű.
Az eszterga NEM köszörű.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2011 július 30, 21:42
Írta: 000000000 Dátum 2011 július 30, 21:42
Igen Igazatok van.
Közben kértem egy forgalmazótol árajánlatot.
Kb 900 euró.Majd hanyat estem.Feltenném ide csak nem tudom hogyan kell.
Közben kértem egy forgalmazótol árajánlatot.
Kb 900 euró.Majd hanyat estem.Feltenném ide csak nem tudom hogyan kell.
Cím: Re:Marószerszámok és karbantartásuk
Írta: PSoft Dátum 2011 augusztus 07, 17:01
Írta: PSoft Dátum 2011 augusztus 07, 17:01
"Találtam" ma két levetett köszörűkvet.:))
Meg tudná valaki mondani,hogy mire is jók ezek a lila színű kövek?
Kutyát,macskát dobálni,azt tudom,a többi érdekelne.:))


Meg tudná valaki mondani,hogy mire is jók ezek a lila színű kövek?
Kutyát,macskát dobálni,azt tudom,a többi érdekelne.:))
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2011 augusztus 07, 17:24
Írta: 000000000 Dátum 2011 augusztus 07, 17:24
http://www.perfor.hu/hu/bsg20.htm
arlista
http://www.perfor.hu/raktar.pdf
Fúróélezı gép BSG-20 KA-10521 db 850,- EUR netto 233.750,-
arlista
http://www.perfor.hu/raktar.pdf
Fúróélezı gép BSG-20 KA-10521 db 850,- EUR netto 233.750,-
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2011 augusztus 07, 21:55
Írta: 000000000 Dátum 2011 augusztus 07, 21:55
Köszi a segítséget.
Szerintem elégé akciós áron van:D
Lehet hogy venni kéne vagy kettőt?:D
Szerintem elégé akciós áron van:D
Lehet hogy venni kéne vagy kettőt?:D
Cím: Re:Marószerszámok és karbantartásuk
Írta: knifemaster Dátum 2011 augusztus 08, 06:04
Írta: knifemaster Dátum 2011 augusztus 08, 06:04
Kemény anyagokhoz meg aluhoz volt jó elvileg.
Cím: Re:Marószerszámok és karbantartásuk
Írta: Jozs Dátum 2012 január 24, 22:47
Írta: Jozs Dátum 2012 január 24, 22:47
Sziasztok !
Van néhány házi készítésű gravírozó hegyem, amik teljesen újak ( kb. 10 darab, 3,17 -es és 6 -os szárú vegyesen ), viszont annyi hiányosságuk van, hogy a hegyük nincs lefenve, vagymi. Tehát az az 1 - 2 tizedes kis leszedés hiányzik a végükről.
Azt szeretném kérdezni, hogy ezt házilag hogyan lehetne kivitelezni. Mikroszkópom van ugyan, de speciális csiszolókorongom nincs, az ebben a topicban említett speckó készülékekről nem is beszélve. Viszont nagyon lelkes vagyok :-). Megköszönném ha valaki leírná hogy mit-hogyan-mivel.
Ha esetleg házilag nem kivitelezhető, meg tudná ezt valaki csinálni nekem ? Természetesen anyagi ellenszolgáltatás fejében. Úgy is megfelelne, ha elpostázhatnám, aztán ha nem akar a visszapostázással bajmolódni a hatvani talira elhozná ha jön. Vagy ilyesmi.
Köszi.
Jozs
Van néhány házi készítésű gravírozó hegyem, amik teljesen újak ( kb. 10 darab, 3,17 -es és 6 -os szárú vegyesen ), viszont annyi hiányosságuk van, hogy a hegyük nincs lefenve, vagymi. Tehát az az 1 - 2 tizedes kis leszedés hiányzik a végükről.
Azt szeretném kérdezni, hogy ezt házilag hogyan lehetne kivitelezni. Mikroszkópom van ugyan, de speciális csiszolókorongom nincs, az ebben a topicban említett speckó készülékekről nem is beszélve. Viszont nagyon lelkes vagyok :-). Megköszönném ha valaki leírná hogy mit-hogyan-mivel.
Ha esetleg házilag nem kivitelezhető, meg tudná ezt valaki csinálni nekem ? Természetesen anyagi ellenszolgáltatás fejében. Úgy is megfelelne, ha elpostázhatnám, aztán ha nem akar a visszapostázással bajmolódni a hatvani talira elhozná ha jön. Vagy ilyesmi.
Köszi.
Jozs
Cím: Re:Marószerszámok és karbantartásuk
Írta: e7c897sd8 Dátum 2012 január 25, 16:09
Írta: e7c897sd8 Dátum 2012 január 25, 16:09
MOTOROS fórumtársunk a te embered
Cím: Re:Marószerszámok és karbantartásuk
Írta: Béni Dátum 2012 január 25, 16:22
Írta: Béni Dátum 2012 január 25, 16:22
Keményfémhez való fenőkővel fél perc alatt meg tudod csinálni. A fenőkő ~ 800-1200 Ft.
Én ilyet használok
Én ilyet használok
Cím: Re:Marószerszámok és karbantartásuk
Írta: Béni Dátum 2012 január 25, 16:30
Írta: Béni Dátum 2012 január 25, 16:30
A link nem lett jó.

Cím: Re:Marószerszámok és karbantartásuk
Írta: Jozs Dátum 2012 január 25, 22:16
Írta: Jozs Dátum 2012 január 25, 22:16
Köszi Béni, a "mivel" kérdésre akkor már meg is van a válasz. A hogyan -ban is tudnál segíteni ?
Cím: Re:Marószerszámok és karbantartásuk
Írta: Béni Dátum 2012 január 26, 07:47
Írta: Béni Dátum 2012 január 26, 07:47
Ha segítség, itt egy kép a jellemző szögekről. (HJózsitól kaptam.)

Cím: Re:Marószerszámok és karbantartásuk
Írta: Jozs Dátum 2012 január 26, 11:14
Írta: Jozs Dátum 2012 január 26, 11:14
Köszi, akkor mostmár a "mivel" kérdés mellett az is megvan, hogy "mit" kellene csinálnom. Marad még, a "hogyan" :-)
Cím: Re:Marószerszámok és karbantartásuk
Írta: Béni Dátum 2012 január 26, 13:32
Írta: Béni Dátum 2012 január 26, 13:32
Na ne mán, hogy még a 'tili-tolit' is el kell magyaráznom?? [#eplus2][#nyes][#eplus2]
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2012 január 26, 14:10
Írta: 000000000 Dátum 2012 január 26, 14:10
Bal kezedbe fogod a marótűt, jobb kezedbe a fenőkőt........
Cím: Re:Marószerszámok és karbantartásuk
Írta: e7c897sd8 Dátum 2012 január 26, 14:43
Írta: e7c897sd8 Dátum 2012 január 26, 14:43
Mi van akkor, ha abal kezes vagyok... ? [#wink]
Cím: Re:Marószerszámok és karbantartásuk
Írta: besirkyjh Dátum 2012 január 26, 15:57
Írta: besirkyjh Dátum 2012 január 26, 15:57
Értem a célzást ! :)
Azt szeretné ha párdarabon megmutatnád Neki a technikát :)) Okooooss :))
Azt szeretné ha párdarabon megmutatnád Neki a technikát :)) Okooooss :))
Cím: Re:Marószerszámok és karbantartásuk
Írta: Jozs Dátum 2012 január 26, 23:02
Írta: Jozs Dátum 2012 január 26, 23:02
Örülök hogy sikerült vidám perceket szereznem, bár nem igazán látom az okát.
A rajz nekem is megvolt, éppen ez az egyik oka amiért úgy gondoltam, nem biztos hogy átlagos ( vagy esetemben inkább átlag alatti ) felszereltséggel bölcs dolog nekikezdeni. Fene se gondolta, hogy csak egy kis "tili-toli" az egész.
A rajz nekem is megvolt, éppen ez az egyik oka amiért úgy gondoltam, nem biztos hogy átlagos ( vagy esetemben inkább átlag alatti ) felszereltséggel bölcs dolog nekikezdeni. Fene se gondolta, hogy csak egy kis "tili-toli" az egész.
Cím: Re:Marószerszámok és karbantartásuk
Írta: Jozs Dátum 2012 január 26, 23:08
Írta: Jozs Dátum 2012 január 26, 23:08
Lenyűgöző hogy ismerni véled a szándékaimat, de azokat illetően ha lehet kérnem inkább maradjunk a #609 -ben leírtaknál. Köszi.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2012 január 27, 06:39
Írta: 000000000 Dátum 2012 január 27, 06:39
Tulajdonképpen arról van szó, hogy a rajzon látható szögekben fogod a fenőkövet és húzol finoman kettőt-hármat a gravírtű hegyén és megvan a kereszt él, ami forgácsol.
Nagyítóval és tolómérővel meg is tudod mérni,0.2-0.3mm a jó.
Nagyítóval és tolómérővel meg is tudod mérni,0.2-0.3mm a jó.
Cím: Re:Marószerszámok és karbantartásuk
Írta: besirkyjh Dátum 2012 január 27, 07:41
Írta: besirkyjh Dátum 2012 január 27, 07:41
Szia
#609 " Ha esetleg házilag nem kivitelezhető, meg tudná ezt valaki csinálni nekem ? "
Azt hittem még aktuális a dolog :)
Viccet félretéve , tényleg ekkora "problémát " jelent egy keresztél meg munkálása azok után hogy a szöget és a vágoél hátraköszörülést már megcsináltad ?
Engem sokkal jobban érdekelne hogy milyen anyaghoz , milyen megmunkáláshoz ( relief vagy betü gravirozás ) milyen szögü garvirtüt használjak .
Na nem rontom tovább a helyzetemet :)
#609 " Ha esetleg házilag nem kivitelezhető, meg tudná ezt valaki csinálni nekem ? "
Azt hittem még aktuális a dolog :)
Viccet félretéve , tényleg ekkora "problémát " jelent egy keresztél meg munkálása azok után hogy a szöget és a vágoél hátraköszörülést már megcsináltad ?
Engem sokkal jobban érdekelne hogy milyen anyaghoz , milyen megmunkáláshoz ( relief vagy betü gravirozás ) milyen szögü garvirtüt használjak .
Na nem rontom tovább a helyzetemet :)
Cím: Re:Marószerszámok és karbantartásuk
Írta: Jozs Dátum 2012 január 27, 09:13
Írta: Jozs Dátum 2012 január 27, 09:13
Amit az induló hozzászólásomból beidéztél az igaz, csak volt folytatása is amiben tisztáztam, hogy nem kívánnám ingyen.
A tűket nem én készítettem ( se eszközöm, se tudásom hozzá ), hanem rendeltem, csak mint utólag kiderült ez a "tili-toli" még hiányzik róluk.
De azért köszi mindenkinek a segítséget, a végére csak összeállt bennem a kép :-).
Valószínűleg eggyel megpróbálkozom, aztán ha nem megy, rábízom hozzáértőbbre.
A tűket nem én készítettem ( se eszközöm, se tudásom hozzá ), hanem rendeltem, csak mint utólag kiderült ez a "tili-toli" még hiányzik róluk.
De azért köszi mindenkinek a segítséget, a végére csak összeállt bennem a kép :-).
Valószínűleg eggyel megpróbálkozom, aztán ha nem megy, rábízom hozzáértőbbre.
Cím: Re:Marószerszámok és karbantartásuk
Írta: Béni Dátum 2012 január 27, 09:55
Írta: Béni Dátum 2012 január 27, 09:55
Jozs, elnézést kérek, ha bántó volt a #616 és annak fejleményei.
Cím: Re:Marószerszámok és karbantartásuk
Írta: Jozs Dátum 2012 január 27, 11:20
Írta: Jozs Dátum 2012 január 27, 11:20
No problem.
Cím: Re:Marószerszámok és karbantartásuk
Írta: besirkyjh Dátum 2012 január 27, 12:06
Írta: besirkyjh Dátum 2012 január 27, 12:06
Közben eszembe jutot még valami .
Ha van otthon régi porcelán biztositékod annak a háza nagyon finom felületet tud csinálni a keresztélnél .Szerintem a feladatra tökéletes .
Ha van otthon régi porcelán biztositékod annak a háza nagyon finom felületet tud csinálni a keresztélnél .Szerintem a feladatra tökéletes .
Cím: Re:Marószerszámok és karbantartásuk
Írta: fviifv5hs Dátum 2012 január 30, 09:08
Írta: fviifv5hs Dátum 2012 január 30, 09:08
Sziasztok !
Hízó Józsi elérhetőségét kérlek adjátok meg.
Kösz, István
Hízó Józsi elérhetőségét kérlek adjátok meg.
Kösz, István
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2012 január 30, 09:16
Írta: 000000000 Dátum 2012 január 30, 09:16
http://www.dolphincadcam.hu/index.php
Cím: Re:Marószerszámok és karbantartásuk
Írta: f35ezvjs Dátum 2012 január 30, 14:19
Írta: f35ezvjs Dátum 2012 január 30, 14:19
Ha szolnokon jársz keress meg van komoly élezőgépünkitt láthatod.
http://cnc.hupont.hu/25/szerszam-elezes
http://cnc.hupont.hu/25/szerszam-elezes
Cím: Re:Marószerszámok és karbantartásuk
Írta: keri Dátum 2012 január 30, 17:06
Írta: keri Dátum 2012 január 30, 17:06
Tetszik az elektromos gitár test amit martál. Milyen fa?
Cím: Re:Marószerszámok és karbantartásuk
Írta: f35ezvjs Dátum 2012 január 30, 17:09
Írta: f35ezvjs Dátum 2012 január 30, 17:09
szia
juharfából van a test, rózsafa a nyomólap
juharfából van a test, rózsafa a nyomólap
Cím: Re:Marószerszámok és karbantartásuk
Írta: 3p8br678u Dátum 2012 január 31, 21:23
Írta: 3p8br678u Dátum 2012 január 31, 21:23
Vágás vizsugárral Tellus Kft. Bp. XVI ker. IKARUS ipari park
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2012 április 21, 00:13
Írta: 000000000 Dátum 2012 április 21, 00:13
Gondoltam gravírozok téglába...
Milyen szerszámmal érdemes nekiesni[#alien]?
Valakinek tapasztalat?
Üdv!
Milyen szerszámmal érdemes nekiesni[#alien]?
Valakinek tapasztalat?
Üdv!
Cím: Re:Marószerszámok és karbantartásuk
Írta: Motoros Dátum 2012 április 21, 07:35
Írta: Motoros Dátum 2012 április 21, 07:35
Próbáld meg egy megfelelően kúpos kétélű keményfém szerszámmal. Itt mivel nem történik forgácsolás ezért éleket sem kell kialakítani...tehát egy amolyan morzsoló eszközre lenne szükség. Lehet, hogy egy kissé átköszörült vídiabetétes fúró is megtenné, csak a csúcs szőgét kellene méretre fazonírozni.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 3vv2btrhv Dátum 2012 április 21, 13:51
Írta: 3vv2btrhv Dátum 2012 április 21, 13:51
Most lehetne a szerszám bemérö megoldásomat Debrecenbe tesztelni , ha eljutok !
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2012 április 21, 21:40
Írta: 000000000 Dátum 2012 április 21, 21:40
Köszi a tippeket.
Kipróbáltam egy kínai vidiabetétes fúróval, 2 perc alatt eltült a 'vídia'[#vigyor3]
Nézek valami jobb minőséget. A fordulat is valószínüleg nagy volt sajna nem tudok 12000 alá menni...
Nem ártana hűteni, esetleg a téglát jól beáztatni. Ez a forgácsolás alatt képződő nem gyenge por mennyiségét is csökkenthetné...
Játszom még vele... teccik
[#vigyor5]
Kipróbáltam egy kínai vidiabetétes fúróval, 2 perc alatt eltült a 'vídia'[#vigyor3]
Nézek valami jobb minőséget. A fordulat is valószínüleg nagy volt sajna nem tudok 12000 alá menni...
Nem ártana hűteni, esetleg a téglát jól beáztatni. Ez a forgácsolás alatt képződő nem gyenge por mennyiségét is csökkenthetné...
Játszom még vele... teccik
[#vigyor5]
Cím: Re:Marószerszámok és karbantartásuk
Írta: cu05ic9nw Dátum 2012 április 21, 22:48
Írta: cu05ic9nw Dátum 2012 április 21, 22:48
Én pillekőbe martam sima v alakú vídiás fa maróval és 10000ford/perccel
ott középen látszik
ott középen látszik
Cím: Re:Marószerszámok és karbantartásuk
Írta: s73tgf9vg Dátum 2012 május 09, 01:41
Írta: s73tgf9vg Dátum 2012 május 09, 01:41
Üdv!
Az érdekel, hogy ha akarok egy nagyon jó éltartó borbély borotvát készíteni, és van mondjuk egy 10-esem az anyagra, akkor milyet szerezzek be? Meg kell a kialakítása után edzzem?
Az érdekel, hogy ha akarok egy nagyon jó éltartó borbély borotvát készíteni, és van mondjuk egy 10-esem az anyagra, akkor milyet szerezzek be? Meg kell a kialakítása után edzzem?
Cím: Re:Marószerszámok és karbantartásuk
Írta: Szedlay Pál Dátum 2012 május 09, 01:54
Írta: Szedlay Pál Dátum 2012 május 09, 01:54
Szerintem hívd fel őket.
Ennyiért már bármit vehetsz a legjobb szinterezéssel készített acélt is, meg is edzik kérésre. A vevőszolgálaton adnak tanácsot is.
Limk
Ennyiért már bármit vehetsz a legjobb szinterezéssel készített acélt is, meg is edzik kérésre. A vevőszolgálaton adnak tanácsot is.
Limk
Cím: Re:Marószerszámok és karbantartásuk
Írta: s73tgf9vg Dátum 2012 május 09, 02:42
Írta: s73tgf9vg Dátum 2012 május 09, 02:42
Igazából szerettem volna az egészet én csinálni, de a nyele a lényeg. Sweeney Todd borotvát akarok. Köszönöm a tippet, beszélek velük.
Cím: Re:Marószerszámok és karbantartásuk
Írta: besirkyjh Dátum 2012 május 09, 07:00
Írta: besirkyjh Dátum 2012 május 09, 07:00
Cím: Re:Marószerszámok és karbantartásuk
Írta: s73tgf9vg Dátum 2012 május 09, 14:01
Írta: s73tgf9vg Dátum 2012 május 09, 14:01
Azt a mindenit, ez tényleg nagyon profi lett. Én ilyet szeretnék kis módosítással a pengéjén (szerintem így nem lehet összecsukni rendesen. Ha tudok rá áldozni elég pénzt, akkor szólok és megkérdezzük az ismerősödet. Nagyon szép amit csinált.
Cím: Re:Marószerszámok és karbantartásuk
Írta: besirkyjh Dátum 2012 május 09, 14:39
Írta: besirkyjh Dátum 2012 május 09, 14:39
Ezt nem Ö csinálta , ettöl sokkal profibb :)
A hajad is befested fél fehérre ? :)
A hajad is befested fél fehérre ? :)
Cím: Re:Marószerszámok és karbantartásuk
Írta: s73tgf9vg Dátum 2012 május 09, 16:23
Írta: s73tgf9vg Dátum 2012 május 09, 16:23
Ha esetleg igen, arról biztos lesz egy kép a fórumon ;)
Cím: Re:Marószerszámok és karbantartásuk
Írta: Bicska Dátum 2012 június 26, 22:24
Írta: Bicska Dátum 2012 június 26, 22:24
Ez mond valakinek vmit? Micsoda/mibe?
Cím: Re:Marószerszámok és karbantartásuk
Írta: jani300 Dátum 2012 június 26, 22:26
Írta: jani300 Dátum 2012 június 26, 22:26
Frankó szelepmaró készlet autóhoz .
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2012 június 27, 03:10
Írta: 000000000 Dátum 2012 június 27, 03:10
Bocs, hogy bele, de ……
Ez, szelepfészek marókészlet.
A szelepet nem marják, hanem köszörülik.
A többi stim.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2012 június 27, 03:14
Írta: 000000000 Dátum 2012 június 27, 03:14
Nálatok, ilyenek vannak a kukába?[#nevetes1]
Cím: Re:Marószerszámok és karbantartásuk
Írta: jani300 Dátum 2012 június 27, 04:45
Írta: jani300 Dátum 2012 június 27, 04:45
Hümm . De attól még igaz amit írtál .
Cím: Re:Marószerszámok és karbantartásuk
Írta: jani300 Dátum 2012 június 27, 04:56
Írta: jani300 Dátum 2012 június 27, 04:56
Tényleg pongyolán fogalmaztam . De ! Nem tudom megállni hogy ne említsem a szőrszálat meg a hasogatását .
Cím: Re:Marószerszámok és karbantartásuk
Írta: Bicska Dátum 2012 június 27, 07:56
Írta: Bicska Dátum 2012 június 27, 07:56
Nem, jófogás-on vagy apródon láttam ocsoé. Viheti aki akarja, nekem nem jó!
Cím: Re:Marószerszámok és karbantartásuk
Írta: Bicska Dátum 2012 június 27, 22:58
Írta: Bicska Dátum 2012 június 27, 22:58
El is feledtem megköszönni a válaszokat reggel, utólag is KÖSZÖNÖM!
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2012 október 02, 08:58
Írta: 000000000 Dátum 2012 október 02, 08:58
Megveszem tömör-keményfém hulladékát (törött marókat,lapkákat) 3000Ft/kg áron! Országosan! Tel-06702601703
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2012 október 03, 21:32
Írta: 000000000 Dátum 2012 október 03, 21:32
Megveszem tömör-keményfém hulladékát (törött marókat,lapkákat) 3000Ft/kg áron! Országosan! Tel-06702601703
Cím: Re:Marószerszámok és karbantartásuk
Írta: svejk Dátum 2012 október 03, 21:39
Írta: svejk Dátum 2012 október 03, 21:39
Nem zavar, hogy tegnap is Te voltál az utolsó beíró?
Cím: Re:Marószerszámok és karbantartásuk
Írta: Kristály Árpád Dátum 2012 október 03, 22:23
Írta: Kristály Árpád Dátum 2012 október 03, 22:23
[#boxer][#ejnye1]
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2012 október 04, 08:37
Írta: 000000000 Dátum 2012 október 04, 08:37
Mi ezzel a gond??Talán valmiféle káoszt okoztam??!!
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2012 október 04, 08:44
Írta: 000000000 Dátum 2012 október 04, 08:44
bocs ez szelep fészek maro....[#mf1][#mf1][#mf1][#mf1][#mf1]
Cím: Re:Marószerszámok és karbantartásuk
Írta: keri Dátum 2012 október 04, 09:35
Írta: keri Dátum 2012 október 04, 09:35
Spammelni óriási nagy tahóság amúgy is, de az meg végkép az hogy vissza is kérdezel, hogy miért baj ez...[#levele][#violent]
Mennyi pénzt is dobtál be a közösbe amikor a fórum szerverköltségeire gyűjtöttünk?
Na pont ennyien fognak hozzád fordulni a szánalmas 3000ft/kg-os áraddal.
Inkább annak adom, aki a selejt feléért új szerszámot gyárt nekem, de ők olyan régen tagok és annyit tettek a közösségért, hogy ingyen is nekik adnám.
Mennyi pénzt is dobtál be a közösbe amikor a fórum szerverköltségeire gyűjtöttünk?
Na pont ennyien fognak hozzád fordulni a szánalmas 3000ft/kg-os áraddal.
Inkább annak adom, aki a selejt feléért új szerszámot gyárt nekem, de ők olyan régen tagok és annyit tettek a közösségért, hogy ingyen is nekik adnám.
Cím: Re:Marószerszámok és karbantartásuk
Írta: jani300 Dátum 2012 október 04, 10:08
Írta: jani300 Dátum 2012 október 04, 10:08
Ha néha leírod az ajánlatod akit érdekel úgyis megkeres . Ha naponta többször akkor lehet komolytalan vagy . Tovább nem minősíteném mert lehet más is olvassa .
Cím: Re:Marószerszámok és karbantartásuk
Írta: 9b6n3fn2n Dátum 2012 október 06, 18:15
Írta: 9b6n3fn2n Dátum 2012 október 06, 18:15
Üdv mindenkinek!
Szükségem lenne egy 20mm átmérőjű gömbvégű ( 10 rádiusz) maróra. Befogószár max 10mm-ig jó. Ajánlatokat privátban várom. Esetleg cserébe tudok adni 5 db 3 mm gömbvégű turbómarót (vadiújak). Relief simításhoz kiváló.
Szükségem lenne egy 20mm átmérőjű gömbvégű ( 10 rádiusz) maróra. Befogószár max 10mm-ig jó. Ajánlatokat privátban várom. Esetleg cserébe tudok adni 5 db 3 mm gömbvégű turbómarót (vadiújak). Relief simításhoz kiváló.
Cím: Re:Marószerszámok és karbantartásuk
Írta: PSoft Dátum 2012 október 31, 17:20
Írta: PSoft Dátum 2012 október 31, 17:20
Mivel,és hogyan szoktátok tisztítani,szabályozni az ilyen,és hasonló gyémánt köszörűtárcsákat?
Elsősorban gyakorlati tapasztalatok érdekelnének,ki/hogy csinálja?

Elsősorban gyakorlati tapasztalatok érdekelnének,ki/hogy csinálja?
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2012 október 31, 17:32
Írta: 000000000 Dátum 2012 október 31, 17:32
Bükkfa, nedves szivacs, stb. Valamint lehet kapni, köszörűtisztítót. Az egy bizonyos műanyagféle rúd. Amivel meghúzod a felületet.
Vagy, szabályozni gyémánttal.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 7vpav5d32 Dátum 2012 október 31, 17:37
Írta: 7vpav5d32 Dátum 2012 október 31, 17:37
Forgás közben szemben forgatott szürke kővel elő jönnek az új élek. Levegős köszörűhöz csináltam felfogatást és azzal szoktam szemben forgatni a szürke, száras követ.
Cím: Re:Marószerszámok és karbantartásuk
Írta: laca Dátum 2012 október 31, 17:38
Írta: laca Dátum 2012 október 31, 17:38
Volt már hasonlóról szó valahol a fórumon. de most megismétlem a tapasztalatomat.
Az én "gyémántkövem" bronz ágyazású, tisztítani puha, szürke, vízben áztatott korund kővel lehet.
A bronzon nagyon "kócosan" működött a szabályzás, de feltételezésem szerint a bakelit, vagy műgyanta ágyazás gyémánttal szabályozható.
Az én "gyémántkövem" bronz ágyazású, tisztítani puha, szürke, vízben áztatott korund kővel lehet.
A bronzon nagyon "kócosan" működött a szabályzás, de feltételezésem szerint a bakelit, vagy műgyanta ágyazás gyémánttal szabályozható.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2012 október 31, 18:02
Írta: 000000000 Dátum 2012 október 31, 18:02
Azért a képen látható koronggal óvatos legyél, mert viszonylag puha a kötőanyaga. Könnyen szétköszörülhető.
Cím: Re:Marószerszámok és karbantartásuk
Írta: PSoft Dátum 2012 október 31, 18:28
Írta: PSoft Dátum 2012 október 31, 18:28
Köszönöm mindenkinek a gyakorlati tanácsokat a gyémántkoronggal kapcsolatban.[#worship]
Cím: Re:Marószerszámok és karbantartásuk
Írta: kuv5p7226 Dátum 2012 november 01, 01:08
Írta: kuv5p7226 Dátum 2012 november 01, 01:08
Gyémánttal. De nekem még a puha, bakelites is hupás maradt, mert túl mélyen megbarázdáltam vidiával és a hupa nemhogy nem jött le, még a gyémántot is megette.
Cím: Re:Marószerszámok és karbantartásuk
Írta: Szedlay Pál Dátum 2012 november 01, 14:35
Írta: Szedlay Pál Dátum 2012 november 01, 14:35
Kell egy olyan korong Sziliciumcarbid vagy aluoxid szemcsével ahol ezeknek a mérete jóval nagyobb mint a szabályozni kívánt gyémánt tárcsában lévő. Az ármérője kb. harmada legyen mint a gyémántrácsáé. Könnyen forgó csapágyazás kell neki és nem kell hajtás, majd ezt elvégzi a gyémánt korong.
Told finoman a forgó gyémánt korongnak ezzel ezt is forgásra készteted. Természetesen egy rúd forma a tökéletes mert folyamatosan mozgatni kell a szabályozandó tárcsa előtt.
Ha csak eltömődött az is elég ha egy falapra kiszórsz sziliciumkarbid szemcsét és 8-ast írva mozgatod rajta.
Told finoman a forgó gyémánt korongnak ezzel ezt is forgásra készteted. Természetesen egy rúd forma a tökéletes mert folyamatosan mozgatni kell a szabályozandó tárcsa előtt.
Ha csak eltömődött az is elég ha egy falapra kiszórsz sziliciumkarbid szemcsét és 8-ast írva mozgatod rajta.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 9hntvxya5 Dátum 2012 november 03, 17:08
Írta: 9hntvxya5 Dátum 2012 november 03, 17:08
A kanalas vagyok ! A Szilikátipari Kutatóintézetben, ahol csak gyémántmegmunkáló eszközök szolgáltak a gyémánthoz közeli keménységű különleges anyagok- circonium- megmunkálására , a gyémánt tárcsák karbantartására a 2000 oC feletti hőmérsékletű égetőedények törött darabjait használták sikerel !
Cím: Re:Marószerszámok és karbantartásuk
Írta: Szedlay Pál Dátum 2012 november 03, 19:32
Írta: Szedlay Pál Dátum 2012 november 03, 19:32
Elképzelhető, nem vagyok szakértője a dolognak, de még nem láttam szemcse nélküli szerszámmal gyémántot szabályozni.
Én az ötletemet egy annak idején a Vasipari kutató intézetben dolgozó mérnöktovábbképző tanártól tanultam a másodikat egy 30 éve gyémánt lapkákat élező cégnél láttam.
Én az ötletemet egy annak idején a Vasipari kutató intézetben dolgozó mérnöktovábbképző tanártól tanultam a másodikat egy 30 éve gyémánt lapkákat élező cégnél láttam.
Cím: Re:Marószerszámok és karbantartásuk
Írta: sanka74 Dátum 2012 november 13, 17:30
Írta: sanka74 Dátum 2012 november 13, 17:30
Sziasztok! Nem tudja valaki hogy hol gyártanak méretre száras marót? Egy kontúrt és egy lekerekítést szeretnék egy lépcsőben marni..Köszönöm!
Cím: Re:Marószerszámok és karbantartásuk
Írta: 4um5b65d Dátum 2012 november 13, 17:46
Írta: 4um5b65d Dátum 2012 november 13, 17:46
Itt Pécsett csinálnak ilyet ha minden igaz.
Forsz Kt.
Forsz Kt.
Cím: Re:Marószerszámok és karbantartásuk
Írta: besirkyjh Dátum 2012 november 13, 19:46
Írta: besirkyjh Dátum 2012 november 13, 19:46
Cím: Re:Marószerszámok és karbantartásuk
Írta: Sanyi Bá Dátum 2012 november 14, 21:09
Írta: Sanyi Bá Dátum 2012 november 14, 21:09
Kérek egy kis kritikát a leendő gyémánt köszörű gépemhez. Egy amatőr abból építkezik ami lehetőleg otthon megtalálható, én találtam egy régi repró állványt és az asztali kőrfűrészről levettem a motort majd esztergáltam egy csapágyházat az ER11-es patron szárnak és itt megakadtam mert nem találok megfelelő alapot itthon amire ráépíthetném az egész köszörűt. A képek megtekinthetők a "cnctar.hunbay.com" oldalon.Képet még nem tettem fel, de ennyivel nem is szemetelnék ide.
Cím: Re:Marószerszámok és karbantartásuk
Írta: VighLajos Dátum 2012 november 17, 12:42
Írta: VighLajos Dátum 2012 november 17, 12:42
Talán ebbe belefér a gyalukések élezése. Végül is ugyanaz, mint a marás...
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2012 november 17, 14:28
Írta: 000000000 Dátum 2012 november 17, 14:28
HSS-t ha jól tudom lehet marni tömörkeményfém szerszámmal,de hogyha edzés előtti hss alapanyagot tudsz beszerezni azt talán lehet bevonatos nem túl drága HSS maróval is marni.
Cím: Re:Marószerszámok és karbantartásuk
Írta: zc6b3g9pv Dátum 2012 november 19, 23:33
Írta: zc6b3g9pv Dátum 2012 november 19, 23:33
Sziasztok!
Azt tapasztaltam, hogy az OPTIMUM BF23L Vario egy sokak által használt gép.
Tudnátok nekem abban segíteni, hogy mennyiért szabad egy ilyen gépet használtan megvenni?
Köszönettel:
Turing
Azt tapasztaltam, hogy az OPTIMUM BF23L Vario egy sokak által használt gép.
Tudnátok nekem abban segíteni, hogy mennyiért szabad egy ilyen gépet használtan megvenni?
Köszönettel:
Turing
Cím: Re:Marószerszámok és karbantartásuk
Írta: zc6b3g9pv Dátum 2012 november 19, 23:34
Írta: zc6b3g9pv Dátum 2012 november 19, 23:34
Bosc BF20L Variot akartam írni.
Cím: Re:Marószerszámok és karbantartásuk
Írta: zc6b3g9pv Dátum 2012 november 19, 23:36
Írta: zc6b3g9pv Dátum 2012 november 19, 23:36
Az is érdekelne, hogy Ausztriából mennyiért lehetne behozni?
Üdv.
Turing
Üdv.
Turing
Cím: Re:Marószerszámok és karbantartásuk
Írta: Szalai György Dátum 2012 november 20, 07:12
Írta: Szalai György Dátum 2012 november 20, 07:12
Én még nem értem, hogy hogyan fogod az élezendő szerszámot előtolni a köszörűkő irányába, mert erre nem látok megoldást a fotó állványon.
Azt sem értem, hogy ha van egy remek ceruza hegyeződ, akkor miért nem annak az előtoló rendszerét használod. A köszörű motort feldobhatnád a szegnyereg helyére, (Ha már nem a főorsóba fogod a követ.) a szerszámbefogót pedig a késtartó helyére. Ezzel egyszerűen megoldódna a szögbe állítás és az előtolás is.
Ha a kiszerelősdinél maradunk, akkor az otthon fellelhető dolgok köz, köszörű alapnak, az automata mosógép ellensúlyát gondolom jónak.
Az újat még nem szedtem szét, (nem is tudom, mi van velem) de a régi NDK WA560 mosógépünkben ez két jókora acél öntvény volt. Eszembe jut még a kerti grillsütő vaslapja, vagy egy lefele fordított boronatárcsa.
A szemétdombról meg egy kidobott motorblokk öntvényen akadt meg a szemem, mert bivaly masszív és vannak neki szépen lemunkált síkjai.
Azt sem értem, hogy ha van egy remek ceruza hegyeződ, akkor miért nem annak az előtoló rendszerét használod. A köszörű motort feldobhatnád a szegnyereg helyére, (Ha már nem a főorsóba fogod a követ.) a szerszámbefogót pedig a késtartó helyére. Ezzel egyszerűen megoldódna a szögbe állítás és az előtolás is.
Ha a kiszerelősdinél maradunk, akkor az otthon fellelhető dolgok köz, köszörű alapnak, az automata mosógép ellensúlyát gondolom jónak.
Az újat még nem szedtem szét, (nem is tudom, mi van velem) de a régi NDK WA560 mosógépünkben ez két jókora acél öntvény volt. Eszembe jut még a kerti grillsütő vaslapja, vagy egy lefele fordított boronatárcsa.
A szemétdombról meg egy kidobott motorblokk öntvényen akadt meg a szemem, mert bivaly masszív és vannak neki szépen lemunkált síkjai.
Cím: Re:Marószerszámok és karbantartásuk
Írta: Sanyi Bá Dátum 2012 november 20, 16:40
Írta: Sanyi Bá Dátum 2012 november 20, 16:40
A szerszám előtolás a második képen a nagy fekete gombbal lehet, szögbe állítás a negyedik képen és az ötödik képen jól látszódik, de a szögbeosztás (skála) még nincs felrakva. A ceruza hegyezőt meghagyom arra amire kitalálták, különben is sajnálnám össze porolni, ami a szánrendszerének nem tenne jót.Azóta már megtaláltam az alapnak valót is, ha kész lesz teszek fel képet.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2012 december 26, 00:32
Írta: 000000000 Dátum 2012 december 26, 00:32
Gömb maró érdekel segítene valaki hol vegyek elfogadható árban 4-es 3-mas hosszú éllel 6-tos befogó patronba.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2013 február 19, 12:18
Írta: 000000000 Dátum 2013 február 19, 12:18
udv mindekinek,
csak egy apro kerdesem lenne. mi magyar neve az un. fly cutter-nek? fly cutter
elore is koszonom,
gabor
csak egy apro kerdesem lenne. mi magyar neve az un. fly cutter-nek? fly cutter
elore is koszonom,
gabor
Cím: Re:Marószerszámok és karbantartásuk
Írta: Csuhás Dátum 2013 február 19, 12:19
Írta: Csuhás Dátum 2013 február 19, 12:19
Ütőkés
Cím: Re:Marószerszámok és karbantartásuk
Írta: 8rruwvg0k Dátum 2013 február 19, 14:52
Írta: 8rruwvg0k Dátum 2013 február 19, 14:52
Kiesztergáló fej.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 8rruwvg0k Dátum 2013 február 19, 14:55
Írta: 8rruwvg0k Dátum 2013 február 19, 14:55
Kinaiak olcsókk, és használhatóak.
http://grantool.hu/
http://grantool.hu/
Cím: Re:Marószerszámok és karbantartásuk
Írta: Csuhás Dátum 2013 április 16, 13:28
Írta: Csuhás Dátum 2013 április 16, 13:28
Gyémánt (pkd) lapkás kést mivel lehet élezni?
Próbáltam szárazon nagy fordulaton réz kötésű gyémántszemcsés koronggal, de alig alig koptatta.
Pedig a cbn lapkát remekül lehetett így élezni.
Lehet hogy kis fordulaton vizesen hosszú idő alatt lehetne eredményt elérni?
Próbáltam szárazon nagy fordulaton réz kötésű gyémántszemcsés koronggal, de alig alig koptatta.
Pedig a cbn lapkát remekül lehetett így élezni.
Lehet hogy kis fordulaton vizesen hosszú idő alatt lehetne eredményt elérni?
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2013 április 16, 17:10
Írta: 000000000 Dátum 2013 április 16, 17:10
Szerintem mindenképp vizesen.
És, biztosan, lassan fog alakulni.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2013 április 16, 18:40
Írta: 000000000 Dátum 2013 április 16, 18:40
Szeva mindenkinek,
1 vagy 1.5 mm mikromaró (kukorica maró) kellene tud valaki beszerzési forrást?????
Ottó
1 vagy 1.5 mm mikromaró (kukorica maró) kellene tud valaki beszerzési forrást?????
Ottó
Cím: Re:Marószerszámok és karbantartásuk
Írta: kmajer Dátum 2013 április 16, 18:49
Írta: kmajer Dátum 2013 április 16, 18:49
huzalszikra forgácsolással
Cím: Re:Marószerszámok és karbantartásuk
Írta: Szedlay Pál Dátum 2013 április 16, 22:35
Írta: Szedlay Pál Dátum 2013 április 16, 22:35
Van hozzá speciális kerámiakötésű gyémánt korong.
Az, hogy milyen a kötőanyag az csak egy adat, de már többször leírtam gyémánt és gyémánt szemcse minőség között igen nagy minőség és ár különbség van.
Az a réz valószínű bronz volt.
Az, hogy PKD az is csak egy gyűjtő fogalom.
Ahogy Krisztián is írta lehet huzallal is, de bizonyos típusok alkalmasak erre a megmunkálásra mások kevésbé. Az így kialakított felület, él rosszabb mint a csiszolással kialakított, de ez is alternatíva.
Kérdezd meg az EWAG céget ők ennek a specialistái.
EWAG
Az, hogy milyen a kötőanyag az csak egy adat, de már többször leírtam gyémánt és gyémánt szemcse minőség között igen nagy minőség és ár különbség van.
Az a réz valószínű bronz volt.
Az, hogy PKD az is csak egy gyűjtő fogalom.
Ahogy Krisztián is írta lehet huzallal is, de bizonyos típusok alkalmasak erre a megmunkálásra mások kevésbé. Az így kialakított felület, él rosszabb mint a csiszolással kialakított, de ez is alternatíva.
Kérdezd meg az EWAG céget ők ennek a specialistái.
EWAG
Cím: Re:Marószerszámok és karbantartásuk
Írta: p09ux3dyb Dátum 2013 július 26, 02:48
Írta: p09ux3dyb Dátum 2013 július 26, 02:48
Szia mindenki!
Nem akarok okoskodni, de a PKD tudtommal a keményfémre felvitt vékony (néhány tized mm) gyémántréteg miatt kopásállóbb, amit köszörüléssel nem, csak szikraforgácsolással lehet megmunkálni hatékonyan.
Walter Power Diamond
itt viszont az erodáló tárcsa tényleg réz :)
Nem akarok okoskodni, de a PKD tudtommal a keményfémre felvitt vékony (néhány tized mm) gyémántréteg miatt kopásállóbb, amit köszörüléssel nem, csak szikraforgácsolással lehet megmunkálni hatékonyan.
Walter Power Diamond
itt viszont az erodáló tárcsa tényleg réz :)
Cím: Re:Marószerszámok és karbantartásuk
Írta: 5z7aew5x Dátum 2013 július 26, 08:47
Írta: 5z7aew5x Dátum 2013 július 26, 08:47
Lapkát nem élezünk...[#csodalk]
Megfordítjuk, vagy cseréljük. Soha nem lesz olyan mint az új. [#wilting]
Megfordítjuk, vagy cseréljük. Soha nem lesz olyan mint az új. [#wilting]
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2013 július 31, 18:01
Írta: 000000000 Dátum 2013 július 31, 18:01
üdv, eladó gömb(2-12mm) illetve endmill (10-12 mm) marók több darab is! keményfém bevonatos marók, érd: 12elado12@mailbox.hu
Cím: Re:Marószerszámok és karbantartásuk
Írta: Szedlay Pál Dátum 2013 július 31, 19:17
Írta: Szedlay Pál Dátum 2013 július 31, 19:17
Sajnos ezzel a beírásoddal sok ember viszel az alagútba.
"amit köszörüléssel nem, csak szikraforgácsolással lehet megmunkálni hatékonyan."
Ezt a beírásodat egy kicsit támaszd alá tudományosabban. Azért, hogy mindenki meggyőződhessen az ellenkezőjéről.
"amit köszörüléssel nem, csak szikraforgácsolással lehet megmunkálni hatékonyan."
Ezt a beírásodat egy kicsit támaszd alá tudományosabban. Azért, hogy mindenki meggyőződhessen az ellenkezőjéről.
Cím: Re:Marószerszámok és karbantartásuk
Írta: p09ux3dyb Dátum 2013 augusztus 01, 01:43
Írta: p09ux3dyb Dátum 2013 augusztus 01, 01:43
Bocsánat, igazad van, nem támasztom alá, inkább elismerem a tévedésem. Remélem azt a sok embert kivezetem az alagútból :)
Kedves Pál!
PCD hullámos kontúrmaró gyártásáról láttam egyszer egy videót, hasonló volt mint egy menetmaró, 5 tengelyes huzalszikrával munkálták meg, abból vontam le téves következtetést, illetve nem mélyültem el ebbe a témakörbe, tehát bocs :$ :)
Felmerült viszont bennem egy kérdés ebben a témakörben. A többi nagy keménységű lapkát, hogy munkálták meg idáig? (CVD)
Olvastam olyasmit, hogy lézerrel a leghatékonyabb... ez igaz?
Kedves Pál!
PCD hullámos kontúrmaró gyártásáról láttam egyszer egy videót, hasonló volt mint egy menetmaró, 5 tengelyes huzalszikrával munkálták meg, abból vontam le téves következtetést, illetve nem mélyültem el ebbe a témakörbe, tehát bocs :$ :)
Felmerült viszont bennem egy kérdés ebben a témakörben. A többi nagy keménységű lapkát, hogy munkálták meg idáig? (CVD)
Olvastam olyasmit, hogy lézerrel a leghatékonyabb... ez igaz?
Cím: Re:Marószerszámok és karbantartásuk
Írta: r2u4n063m Dátum 2013 augusztus 01, 08:15
Írta: r2u4n063m Dátum 2013 augusztus 01, 08:15
Négy élű keresztéles bevonatos tömörkeményfém marószárat szeretnék újra élezni, a gyémánt tárcsa az adott, de a jelenlegi 5mm széles koronggal nem tudom a keresztélnél lévő beszúrást elkészíteni, oda ~1,5mm-es tárcsa kellene, kinek van rá valami frappáns ötlete? Megfordult a fejemben a sima élű gyémánt vágókorong - csempe, márvány stb -, de ez elég meredek ötletnek tűnik még számomra is [#fejvakaras]



Cím: Re:Marószerszámok és karbantartásuk
Írta: designr Dátum 2013 augusztus 01, 08:52
Írta: designr Dátum 2013 augusztus 01, 08:52
Vannak ezek a 130watt körüli kis kézi-nagyfordulatú csiszolók..ezekhez árulnak vékony gyémánttárcsát..neten mindíg látom.Szerintem az erre ideális lenne..Persze kézből ezt pontosan nehéz..kell valamiféle szögbe állítható vezető..
Cím: Re:Marószerszámok és karbantartásuk
Írta: designr Dátum 2013 augusztus 01, 08:56
Írta: designr Dátum 2013 augusztus 01, 08:56
Hasonlóra gondolokVágótárcsa
Cím: Re:Marószerszámok és karbantartásuk
Írta: r2u4n063m Dátum 2013 augusztus 01, 09:05
Írta: r2u4n063m Dátum 2013 augusztus 01, 09:05
Köszönöm, ez érdekesnek tűnik [#worship]
Jó lenne megtapogatni egy ilyent, illetve a fő kérdés, hogy vajon milyen felületet csinál a vágás helyén, miután itt cél volna a minél simább felület elérése. Közben találtam sima élű csempevágót, elég húzós, de talán működhet Gyémánt vágókorong
Jó lenne megtapogatni egy ilyent, illetve a fő kérdés, hogy vajon milyen felületet csinál a vágás helyén, miután itt cél volna a minél simább felület elérése. Közben találtam sima élű csempevágót, elég húzós, de talán működhet Gyémánt vágókorong
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2013 augusztus 01, 09:11
Írta: 000000000 Dátum 2013 augusztus 01, 09:11
Szia,
a kőzetvágó korongoknak eltérő a paraméterei a fémvágótól.
kötésszilárdság, szemcsesűrűség, szemcseméret
persze, ha egy-10 db-ot akarsz kézben, akkor nincs jelentősége, de a "profi" korongnak se...
a kőzetvágó korongoknak eltérő a paraméterei a fémvágótól.
kötésszilárdság, szemcsesűrűség, szemcseméret
persze, ha egy-10 db-ot akarsz kézben, akkor nincs jelentősége, de a "profi" korongnak se...
Cím: Re:Marószerszámok és karbantartásuk
Írta: r2u4n063m Dátum 2013 augusztus 01, 09:26
Írta: r2u4n063m Dátum 2013 augusztus 01, 09:26
Szia!
Kerestem "rendes" korongot is, de eddig még nem találtam, amelyik cég visszajelzett, ott nyári szünet van, így most evégett keresek más alternatívákat is, no meg azért csak olcsóbb -rövidtávon-, mint a cbn korong. Élezni való az mindig akad, ha dolgozik az ember, fogy a szerszám :)
Kerestem "rendes" korongot is, de eddig még nem találtam, amelyik cég visszajelzett, ott nyári szünet van, így most evégett keresek más alternatívákat is, no meg azért csak olcsóbb -rövidtávon-, mint a cbn korong. Élezni való az mindig akad, ha dolgozik az ember, fogy a szerszám :)
Cím: Re:Marószerszámok és karbantartásuk
Írta: mxjj54gxi Dátum 2013 augusztus 01, 21:02
Írta: mxjj54gxi Dátum 2013 augusztus 01, 21:02
Lehet most megköveznek páran, de a Kőbányai bazárban mindig van gyémántkorong, finomszemcsés, fémlemezhordozón, kb 20mm-től felfelé 50mm-ig klf átmérőkben.Vékonyak, lehet odaférne.
Rendesen meg kell pörgetni, de én üveget vágok és csiszolok velük, nagyon szépen dolgoznak.
És olcsó is.
Esetleg egy próbát megér
Rendesen meg kell pörgetni, de én üveget vágok és csiszolok velük, nagyon szépen dolgoznak.
És olcsó is.
Esetleg egy próbát megér
Cím: Re:Marószerszámok és karbantartásuk
Írta: svejk Dátum 2013 augusztus 01, 21:33
Írta: svejk Dátum 2013 augusztus 01, 21:33
Kadánál is volt a budapesti találkozón, úgy 120 mm átmérőjű, sacc. 1 mm széles.
Cím: Re:Marószerszámok és karbantartásuk
Írta: r2u4n063m Dátum 2013 augusztus 01, 22:01
Írta: r2u4n063m Dátum 2013 augusztus 01, 22:01
Az egy kicsit messzi van nekem, a helyi piacon kellene körbenéznem, hátha akad :) Amit te használsz, az a sarokköszörűre való, vagy rendes köszörűre?
Cím: Re:Marószerszámok és karbantartásuk
Írta: r2u4n063m Dátum 2013 augusztus 01, 22:14
Írta: r2u4n063m Dátum 2013 augusztus 01, 22:14
No, majd alkalomadtán őt is meginterjúvolom :)
Találtam időközben egy céget, akik gyártanak is, remélem ott nincs épp nyári leállás.
Találtam időközben egy céget, akik gyártanak is, remélem ott nincs épp nyári leállás.
Cím: Re:Marószerszámok és karbantartásuk
Írta: Szedlay Pál Dátum 2013 augusztus 02, 02:56
Írta: Szedlay Pál Dátum 2013 augusztus 02, 02:56
Igen igaz!
Ma lézerrel a leghatékonyabb és a csiszolás után ezzel érhető el a legjobb élsugár.
A PCD-nál megadják az ideális megmunkálhatóságot.
Természetesen van olyan amit jól lehet huzalozni, van amit nem.
És abban igazad van, ha speciális geometriára van szükség akkor a huzal a megoldás, de ez mindig szerszám függő, mivel érdemes élezni.
Azt azért tudni kell, hogy huzallal soha nem lehet olyan éles szerszámot készíteni mint köszörüléssel vagy lézerrel.
"A többi nagy keménységű lapkát, hogy munkálták meg idáig? (CVD) "
Lézerrel, vagy csiszolással.
A brill mint csiszolt ékszer gyémánt nem újdonság és már nagyon régen tudják csiszolni.
A lézer technika előtt szinte minden gyémántot gyémánt tárcsával munkáltak meg, legyen az ékszer, esztergakés vagy szemészeti szike.
Tudomásom szerint a CVD nem huzalozható, ezt viszont nem tudom biztosan.
Viszont az árát azt igen pl. egy 4mm*1,5mm*1,5mm-es "MT L401515
165-120-0796-01
$117.19 " Csak nagyon speciális alkalmazásokhoz éri meg.
Egy 70mm átmérőjű jól szikrázható PKD
CMX R70.0-360-2005PL 850 Preis EURO 675,-
Ma lézerrel a leghatékonyabb és a csiszolás után ezzel érhető el a legjobb élsugár.
A PCD-nál megadják az ideális megmunkálhatóságot.
Természetesen van olyan amit jól lehet huzalozni, van amit nem.
És abban igazad van, ha speciális geometriára van szükség akkor a huzal a megoldás, de ez mindig szerszám függő, mivel érdemes élezni.
Azt azért tudni kell, hogy huzallal soha nem lehet olyan éles szerszámot készíteni mint köszörüléssel vagy lézerrel.
"A többi nagy keménységű lapkát, hogy munkálták meg idáig? (CVD) "
Lézerrel, vagy csiszolással.
A brill mint csiszolt ékszer gyémánt nem újdonság és már nagyon régen tudják csiszolni.
A lézer technika előtt szinte minden gyémántot gyémánt tárcsával munkáltak meg, legyen az ékszer, esztergakés vagy szemészeti szike.
Tudomásom szerint a CVD nem huzalozható, ezt viszont nem tudom biztosan.
Viszont az árát azt igen pl. egy 4mm*1,5mm*1,5mm-es "MT L401515
165-120-0796-01
$117.19 " Csak nagyon speciális alkalmazásokhoz éri meg.
Egy 70mm átmérőjű jól szikrázható PKD
CMX R70.0-360-2005PL 850 Preis EURO 675,-
Cím: Re:Marószerszámok és karbantartásuk
Írta: Szedlay Pál Dátum 2013 augusztus 02, 03:15
Írta: Szedlay Pál Dátum 2013 augusztus 02, 03:15
Gyorsan készítettem egy fotót egy CVD-ről.
R 1,53mm
Itt a forrasztása a művészet.
Szinte még mindig COCOM listás.
A forrasztónak az ára 1 Kg 2,5M + Áfa.
És nem adnak el kevesebbet, nem is vettem.

R 1,53mm
Itt a forrasztása a művészet.
Szinte még mindig COCOM listás.
A forrasztónak az ára 1 Kg 2,5M + Áfa.
És nem adnak el kevesebbet, nem is vettem.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 5z7aew5x Dátum 2013 augusztus 02, 08:12
Írta: 5z7aew5x Dátum 2013 augusztus 02, 08:12
Kedves Zzrash!
Nézegettem a marót amit szeretnél megélezni. Nos azt látom, hogy ez olyan 8-12 -es körüli maró lehet. Az is látszik, hogy (ha jól saccoltam a méretet) legalább 1-2 mm mélyen megkopott a palástja is. Ha ezt újra akarod élezni akkor vagy sokat kell elvenned az élhosszból, vagy ha hossz fontos akkor meg veszítesz az átmérőből, ráadásul ahhoz meg speckó gép kéne.
A másik fontos amit Matricás kolléga is írt, hogy a kőzetvágó korongok tényleg nem alkalmasak erre a feladatra, sőt még baj is lehet belőle amikor esetleg a maró éle véletlenül "beleharap" a korongba.[#ijedt]
A harmadik, hogy élezéskor a bevonatot lehántod a szerszámról, ami nagyon sokszor károsan befolyásolja a forgácsolás minőségét.
A negyedik, hogy ha nem iparszerűen foglalkozol élezéssel, és nincsenek meg a hozzá való eszközeid, gépeid, akkor a hobby élezés igen sok munkaidőbe telhet és az eredmény is erősen kétséges. Tehát a ráfordítás, (eszköz+munkaidő) többe kerülhet mintegy új szerszám, amivel pedig biztos a sikeres megmunkálás.[#integet2]
Példa. maró árakra!
Én innen szoktam vásárolni és jó cuccaik vannak.[#worship]
Nézegettem a marót amit szeretnél megélezni. Nos azt látom, hogy ez olyan 8-12 -es körüli maró lehet. Az is látszik, hogy (ha jól saccoltam a méretet) legalább 1-2 mm mélyen megkopott a palástja is. Ha ezt újra akarod élezni akkor vagy sokat kell elvenned az élhosszból, vagy ha hossz fontos akkor meg veszítesz az átmérőből, ráadásul ahhoz meg speckó gép kéne.
A másik fontos amit Matricás kolléga is írt, hogy a kőzetvágó korongok tényleg nem alkalmasak erre a feladatra, sőt még baj is lehet belőle amikor esetleg a maró éle véletlenül "beleharap" a korongba.[#ijedt]
A harmadik, hogy élezéskor a bevonatot lehántod a szerszámról, ami nagyon sokszor károsan befolyásolja a forgácsolás minőségét.
A negyedik, hogy ha nem iparszerűen foglalkozol élezéssel, és nincsenek meg a hozzá való eszközeid, gépeid, akkor a hobby élezés igen sok munkaidőbe telhet és az eredmény is erősen kétséges. Tehát a ráfordítás, (eszköz+munkaidő) többe kerülhet mintegy új szerszám, amivel pedig biztos a sikeres megmunkálás.[#integet2]
Példa. maró árakra!
Én innen szoktam vásárolni és jó cuccaik vannak.[#worship]
Cím: Re:Marószerszámok és karbantartásuk
Írta: mxjj54gxi Dátum 2013 augusztus 02, 09:11
Írta: mxjj54gxi Dátum 2013 augusztus 02, 09:11
Sokkal kisebbek, pici furatuk van, kábé 3-4mm körüli.
A legkisebbet, amit használok - kb 20mm átmérőjű - meg 1/8" szárra kell feltűzni
Az még a Conradban is van
A legkisebbet, amit használok - kb 20mm átmérőjű - meg 1/8" szárra kell feltűzni
Az még a Conradban is van
Cím: Re:Marószerszámok és karbantartásuk
Írta: mxjj54gxi Dátum 2013 augusztus 02, 09:21
Írta: mxjj54gxi Dátum 2013 augusztus 02, 09:21
Mesélnél erről a lapkáról bővebben?
Én nem vagyok olyan képzett etéren, mint ti, de érdekelne, mi ez és mit lehet vele kezdeni
Én nem vagyok olyan képzett etéren, mint ti, de érdekelne, mi ez és mit lehet vele kezdeni
Cím: Re:Marószerszámok és karbantartásuk
Írta: mxjj54gxi Dátum 2013 augusztus 02, 09:25
Írta: mxjj54gxi Dátum 2013 augusztus 02, 09:25
Cím: Re:Marószerszámok és karbantartásuk
Írta: r2u4n063m Dátum 2013 augusztus 02, 09:52
Írta: r2u4n063m Dátum 2013 augusztus 02, 09:52
Valóban, eléggé megkopott, azt le kell köszörülni mindenképpen. A képen lévő maró az 16-os, de van 20-as is, ezeknek sajnos már elég húzós az áruk, szóval megéri kitapasztalni az újraélezésüket. Szerencsére van módom szerszámköszörűn élezni, csak épp korong téren nem áll jól a dolog, már írtam több cégnek, eddig nem érkezett használható válasz -nyári leállás van-, CBN korongból pedig alig találtam webshopban, ott sincs olyan méret, amire szükség lenne a keresztélnél, pedig az lenne a legegyszerűbb számomra is :) A kőzetvágó korongot pedig elfelejtem :)
Keresztél és bevonat nélküli marót már sikerült készre köszörülnöm, az teljesen korrektül dolgozott :)
Rferi
A linkelt vágótárcsából fogok rendelni, nem is csak erre a célra, másra is el fog kelleni.
Keresztél és bevonat nélküli marót már sikerült készre köszörülnöm, az teljesen korrektül dolgozott :)
Rferi
A linkelt vágótárcsából fogok rendelni, nem is csak erre a célra, másra is el fog kelleni.
Cím: Re:Marószerszámok és karbantartásuk
Írta: Szedlay Pál Dátum 2013 augusztus 02, 12:19
Írta: Szedlay Pál Dátum 2013 augusztus 02, 12:19
Fogalmam sincs.
Amit láttam optikai tükröket esztergálnak vele rézből.
A PKD, szemcsékből előállított lapka, ezért nem lehet olyan élesre köszörülni, megmunkálni mint ezeket az egykristály gyémántokat.
Csak olyan helyen van értelme ezeket bevetni ahol a gép is tudja azokat a paramétereket amik ehhez a megmunkáláshoz kellenek.
Itt egy link, erre az esztergára való.
Link
Amit láttam optikai tükröket esztergálnak vele rézből.
A PKD, szemcsékből előállított lapka, ezért nem lehet olyan élesre köszörülni, megmunkálni mint ezeket az egykristály gyémántokat.
Csak olyan helyen van értelme ezeket bevetni ahol a gép is tudja azokat a paramétereket amik ehhez a megmunkáláshoz kellenek.
Itt egy link, erre az esztergára való.
Link
Cím: Re:Marószerszámok és karbantartásuk
Írta: Szedlay Pál Dátum 2013 augusztus 02, 12:26
Írta: Szedlay Pál Dátum 2013 augusztus 02, 12:26
Cím: Re:Marószerszámok és karbantartásuk
Írta: mxjj54gxi Dátum 2013 augusztus 02, 13:25
Írta: mxjj54gxi Dátum 2013 augusztus 02, 13:25
Szilícium karbidot esztergálnak vele????
Az durva!
Az durva!
Cím: Re:Marószerszámok és karbantartásuk
Írta: Bicska Dátum 2013 augusztus 02, 13:52
Írta: Bicska Dátum 2013 augusztus 02, 13:52
Ha végül valamilyen Diatech korongra esne a választás, akkor a szögkernél elég sok féle van.
Cím: Re:Marószerszámok és karbantartásuk
Írta: Szedlay Pál Dátum 2013 augusztus 02, 13:54
Írta: Szedlay Pál Dátum 2013 augusztus 02, 13:54
És milyen "durva" árat írhatnak a számlára egy ilyen megmunkálásért?
Szerintem egy Magyar esztergályos egy havibére kevés lenne.
Szerintem egy Magyar esztergályos egy havibére kevés lenne.
Cím: Re:Marószerszámok és karbantartásuk
Írta: r2u4n063m Dátum 2013 augusztus 08, 08:00
Írta: r2u4n063m Dátum 2013 augusztus 08, 08:00
Köszönöm, lementem a linket! Időközben sikerült szert tennem az adok veszekben gyémánt korongra, meglátjuk hogy válik be.
Cím: Re:Marószerszámok és karbantartásuk
Írta: Teaway Dátum 2013 augusztus 12, 09:11
Írta: Teaway Dátum 2013 augusztus 12, 09:11
Azt írják, a tengelyek mellett mérőlécek vannak, a következő paraméterekkel:
Feedback Type: Laser holographic linear scale
Feedback Resolution: 0,034 nanometer
[#wow1]
Feedback Type: Laser holographic linear scale
Feedback Resolution: 0,034 nanometer
[#wow1]
Cím: Re:Marószerszámok és karbantartásuk
Írta: r2u4n063m Dátum 2013 augusztus 29, 13:46
Írta: r2u4n063m Dátum 2013 augusztus 29, 13:46
Használ, használt már valaki a képen látható Optimumos szerszámköszörűt, illetve sikerült rajta normálisan használható csigafúrót köszörülnie?

Cím: Re:Marószerszámok és karbantartásuk
Írta: s2k5ycubj Dátum 2013 augusztus 29, 15:57
Írta: s2k5ycubj Dátum 2013 augusztus 29, 15:57
Így ránézésre egy-két apróság még hiányzik. Biztos,hogy nem egyszerű.
Cím: Re:Marószerszámok és karbantartásuk
Írta: s2k5ycubj Dátum 2013 augusztus 29, 16:00
Írta: s2k5ycubj Dátum 2013 augusztus 29, 16:00
Még sajnos nem,hogy a kérdésre is válaszoljak. De nagyon régóta vágyom egy ilyenre,csak nekem is az apróságok hiányoznak hozzá.
Cím: Re:Marószerszámok és karbantartásuk
Írta: wm94bppdn Dátum 2013 augusztus 29, 17:35
Írta: wm94bppdn Dátum 2013 augusztus 29, 17:35
Nem szeretnék okoskodni, de ez a felbontás nekem gyanús. Milliméternek jó, nanométernek kizárt. A látható fény hullámhossza valahol 500 és 750 nanométer körül van. Az ultraibolya fény sem megy kb. 100 nm alá. Az ennél rövidebb hullámhosszak a röntgensugarak, de itt már az atomok méreténél járunk (0.1 nm). Század nanométert nem lehet optikai eszközzel mérni, de értelme sincs, mert 1 atom ide, vagy oda, és a kijelzőn 10-20 számjegy ugrana. :-))
Cím: Re:Marószerszámok és karbantartásuk
Írta: r2u4n063m Dátum 2013 augusztus 29, 19:13
Írta: r2u4n063m Dátum 2013 augusztus 29, 19:13
Szerencsére a kiegészítők megvannak szinte kivétel nélkül :) A gondom csupán annyi, hogy a minap köszörültem 45 fokos élletörőt, és elvileg a furatos kiosztásnak köszönhetően 180°-al fordítom el a szerszámot, a gyakorlatban viszont csak az egyik él forgácsolt, négyélű marónál pedig olyant tapasztaltam, mintha elmászna a beállított méret az egyes élek között - mondjuk csak egy kis 200kg-os gépről beszélünk.
pp600 szerszámköszörű
pp600 szerszámköszörű
Cím: Re:Marószerszámok és karbantartásuk
Írta: s2k5ycubj Dátum 2013 augusztus 29, 19:27
Írta: s2k5ycubj Dátum 2013 augusztus 29, 19:27
Az valami lógás lesz,vagy figyelmetlenség.
Cím: Re:Marószerszámok és karbantartásuk
Írta: sanyi84 Dátum 2013 augusztus 30, 04:31
Írta: sanyi84 Dátum 2013 augusztus 30, 04:31
Hasonlón igen. Az élletöröt kézzel szoktam. Csak a szöget adom meg aztán kézzel alá hogy ne nyomjon. A fúró meg egy külön műfaj. Hss nél nem ezzel. Keményfémnél szoktam csak. De ott ahány ember annyi módszer. Minden esetre általános gèp. Fúròt is lehet de nem egy erre szànt célgép.
Cím: Re:Marószerszámok és karbantartásuk
Írta: p09ux3dyb Dátum 2013 augusztus 30, 17:14
Írta: p09ux3dyb Dátum 2013 augusztus 30, 17:14
A homlokforgácstér kialakítása 45fokos 12V9-es kővel történik.
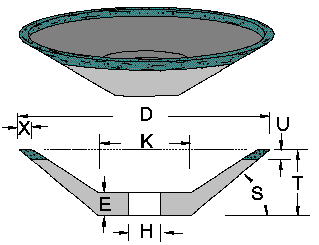
Cím: Re:Marószerszámok és karbantartásuk
Írta: r2u4n063m Dátum 2013 augusztus 30, 21:16
Írta: r2u4n063m Dátum 2013 augusztus 30, 21:16
Mindkettő elképzelhető, most tanulgatom az élezést, így befigyelhet némi figyelmetlenség, viszont a gép sem olyan túl merev.
sanyi84
Ma sikerült köszörülnöm néhány keményfém fúrót is, de kézből fejeztem be, úgy lett jó, igaz, hogy így lehet használni, pl oszlopos fúróval, de ha lenne rá lehetőségem sem tenném cnc-re, mert oda pontos geometria kellene. A furatsűlyesztőket viszont egész jól meg lehet vele köszörülni, azt már csináltam párat.
GrinderMaster
Köszönöm, igyekszem nyitva tartani a szemem, és keríteni belőle, hátha sikerül bolti horror - nekem - ár alatt.
sanyi84
Ma sikerült köszörülnöm néhány keményfém fúrót is, de kézből fejeztem be, úgy lett jó, igaz, hogy így lehet használni, pl oszlopos fúróval, de ha lenne rá lehetőségem sem tenném cnc-re, mert oda pontos geometria kellene. A furatsűlyesztőket viszont egész jól meg lehet vele köszörülni, azt már csináltam párat.
GrinderMaster
Köszönöm, igyekszem nyitva tartani a szemem, és keríteni belőle, hátha sikerül bolti horror - nekem - ár alatt.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 3ihs2v23 Dátum 2013 november 12, 23:35
Írta: 3ihs2v23 Dátum 2013 november 12, 23:35
Sziasztok!
Faipari cnc gépünkhöz szeretnék nútoló marószerszámot venni 12-13 mm befogó szár átmérővel. Szerszámátmérő 8-14, élhossz 20-35 mm között. Az interneten találtam több márkát. Minőségileg sorba tudnátok rakni ezt a hármat?
Szóval: CMT, Freud pro, Dimár
Esetleg tudnátok ajánlani egyéb márkát beszerezhetőséggel?
Faipari cnc gépünkhöz szeretnék nútoló marószerszámot venni 12-13 mm befogó szár átmérővel. Szerszámátmérő 8-14, élhossz 20-35 mm között. Az interneten találtam több márkát. Minőségileg sorba tudnátok rakni ezt a hármat?
Szóval: CMT, Freud pro, Dimár
Esetleg tudnátok ajánlani egyéb márkát beszerezhetőséggel?
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2013 november 13, 19:41
Írta: 000000000 Dátum 2013 november 13, 19:41
csak nem azt akarod moondani Pál, hogy kettő és félmillio forint a ragaszto ára??????
Cím: Re:Marószerszámok és karbantartásuk
Írta: 3wm3x3zz Dátum 2013 november 15, 08:27
Írta: 3wm3x3zz Dátum 2013 november 15, 08:27
sziasztok 2mm ujjmarót hol érdemes venni. köszönöm
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2013 november 15, 11:56
Írta: 000000000 Dátum 2013 november 15, 11:56
Itt a Fórumon.
Cím: Re:Marószerszámok és karbantartásuk
Írta: w987wzmm Dátum 2013 november 15, 14:51
Írta: w987wzmm Dátum 2013 november 15, 14:51
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2013 november 18, 15:05
Írta: 000000000 Dátum 2013 november 18, 15:05
Sziasztok!
Van egy 4041-es KAVO főorsóm.
Tartozzik hozzá egy "gyári" szívócsonkkal szerelt motortartóm.
A csonkon keresztűl szivatták eredetileg egy állat nagy porszívóval - ez adta a hűtését.
Én ezt nem szeretném...
Létezik hozzá vízhűtő blokk is, sajnos számomra megfizethetetlen.
Mennyire kritikus ezeknek a hűtése.
Max 50.000-et pörög, itt nem merem járatni...
Alacsonyabb fordulaton a hűtés elcsalható?
25 ezres fordulaton egy óra után is csak langyos a motortest.
Nem szeretném megsütni a kerámia csapágyakat, ...
Van egy 4041-es KAVO főorsóm.
Tartozzik hozzá egy "gyári" szívócsonkkal szerelt motortartóm.
A csonkon keresztűl szivatták eredetileg egy állat nagy porszívóval - ez adta a hűtését.
Én ezt nem szeretném...
Létezik hozzá vízhűtő blokk is, sajnos számomra megfizethetetlen.
Mennyire kritikus ezeknek a hűtése.
Max 50.000-et pörög, itt nem merem járatni...
Alacsonyabb fordulaton a hűtés elcsalható?
25 ezres fordulaton egy óra után is csak langyos a motortest.
Nem szeretném megsütni a kerámia csapágyakat, ...
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2013 november 18, 15:10
Írta: 000000000 Dátum 2013 november 18, 15:10
bocs ezt a marómotoros topikba szerettem volna...
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2013 november 18, 15:20
Írta: 000000000 Dátum 2013 november 18, 15:20
...illetve szerszámbefogó patront hol lehet hozzá szerezni, gyártatni.
Elég brutál áron találtam;
itt
Elég brutál áron találtam;
itt
Cím: Re:Marószerszámok és karbantartásuk
Írta: svejk Dátum 2013 november 18, 16:31
Írta: svejk Dátum 2013 november 18, 16:31
Valahol írja, hogy 30000 felett kel csak vízhűtés.
Persze megfelelő motortartó blokk kell ami viszi a hőt.
Talán az oldalába csatlakozó túlnyomás levegő is segít a hűtésben.
De a folyamatos hőmérskletérzékelő a nyakán nem árthat.
Persze megfelelő motortartó blokk kell ami viszi a hőt.
Talán az oldalába csatlakozó túlnyomás levegő is segít a hűtésben.
De a folyamatos hőmérskletérzékelő a nyakán nem árthat.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2013 november 18, 17:00
Írta: 000000000 Dátum 2013 november 18, 17:00
Próbáld felvenni a kapcsolatot Szedlay Pállal. Szerintem tud majd segíteni. Nem dealer, de tudor.
Én ami KaVO-t használtam az 50.000f/p-en minden kiegészítő nélkül üzemelt tartósan.
Én ami KaVO-t használtam az 50.000f/p-en minden kiegészítő nélkül üzemelt tartósan.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2013 november 18, 17:01
Írta: 000000000 Dátum 2013 november 18, 17:01
Bocs, én hibásan kézi eszközre gondoltam - nekem az volt.
Keresd Palit nyugodtan, neki van főorsó is.
Keresd Palit nyugodtan, neki van főorsó is.
Cím: Re:Marószerszámok és karbantartásuk
Írta: svejk Dátum 2013 november 18, 18:17
Írta: svejk Dátum 2013 november 18, 18:17
De Ő sem tud 30 ezernél nagyon olcsóbb patront. :(
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2013 november 18, 21:41
Írta: 000000000 Dátum 2013 november 18, 21:41
Ez nem jó hír.
3-as kéne, az enyémben 1/8 colos van.
Elvileg létezik 6-os is, az se jönne rosszul, így már majdnem a KAVO beszerzési áránál vagyok
[#alien]
A 30ezer fölötti hűtési ajánlást én nem találom sehol...
De mindegy, mert mivel ki szeretném majd előbb-utóbb használni a max fordulatot, hűtenem kell.
Majd kókányolok rá valamit.
Azért jó lenne tudni, hogy mekkora hőt tud még károsodás nélkül elviselni a csapágyazás.
Neked is van KAVO-d? Ugye milyen fincsi [#finom]
?
3-as kéne, az enyémben 1/8 colos van.
Elvileg létezik 6-os is, az se jönne rosszul, így már majdnem a KAVO beszerzési áránál vagyok
[#alien]
A 30ezer fölötti hűtési ajánlást én nem találom sehol...
De mindegy, mert mivel ki szeretném majd előbb-utóbb használni a max fordulatot, hűtenem kell.
Majd kókányolok rá valamit.
Azért jó lenne tudni, hogy mekkora hőt tud még károsodás nélkül elviselni a csapágyazás.
Neked is van KAVO-d? Ugye milyen fincsi [#finom]
?
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2013 november 18, 21:42
Írta: 000000000 Dátum 2013 november 18, 21:42
Köszi!
Majd felkeresem Pált...
Majd felkeresem Pált...
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2013 november 18, 23:47
Írta: 000000000 Dátum 2013 november 18, 23:47
Nem ezért, vagy azért de ha valakinek KaVO-ra futja, akkor egy patron ne okozzon már fennakadást.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 54ip3ywec Dátum 2013 november 19, 14:14
Írta: 54ip3ywec Dátum 2013 november 19, 14:14
Mondjuk itt pld; http://www.fairtool.hu/hu/kinalatunk-2013/D-maroszerszamok/
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2013 december 05, 13:38
Írta: 000000000 Dátum 2013 december 05, 13:38
Sziasztok!
Megtudnátok mondani,hogy egy 1/8-os szárú 40 fokos glavírtű fenyőbe mekkora fogásmélységet bír el mielőtt eltörik?
Megtudnátok mondani,hogy egy 1/8-os szárú 40 fokos glavírtű fenyőbe mekkora fogásmélységet bír el mielőtt eltörik?
Cím: Re:Marószerszámok és karbantartásuk
Írta: Béni Dátum 2013 december 05, 14:31
Írta: Béni Dátum 2013 december 05, 14:31
Ha forgatod és nem adsz neki 0,1 mm/ford-nál nagyobb előtolást, akkor teljes mélységgel mehetsz.
(Pl. s=15000 1/min, f=1500 mm/min)
(Pl. s=15000 1/min, f=1500 mm/min)
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2013 december 06, 08:26
Írta: 000000000 Dátum 2013 december 06, 08:26
Köszönöm!
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2013 december 08, 11:18
Írta: 000000000 Dátum 2013 december 08, 11:18
Sziasztok, tud valaki gyémánt-élű gravírtű lelőhelyet?
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2013 december 15, 09:49
Írta: 000000000 Dátum 2013 december 15, 09:49
Sziasztok!
arra lennék kíváncsi,hogy reli-et milyen maró szerszámmal lehet szépen megcsinálni glavírtün kívül,mert láttam,hogy valami hegyes maróval is csinálják ami kinézetre úgy tűnt mint ha turbó maró lenne.
arra lennék kíváncsi,hogy reli-et milyen maró szerszámmal lehet szépen megcsinálni glavírtün kívül,mert láttam,hogy valami hegyes maróval is csinálják ami kinézetre úgy tűnt mint ha turbó maró lenne.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2014 február 03, 12:11
Írta: 000000000 Dátum 2014 február 03, 12:11
Sziasztok!
Érdeklődnék,hogy tudna nekem valaki glavírtűt csinálni?
Törött maróm nincs de viszont tudok küldeni 6-os brezont.
Érdeklődnék,hogy tudna nekem valaki glavírtűt csinálni?
Törött maróm nincs de viszont tudok küldeni 6-os brezont.
Cím: Re:Marószerszámok és karbantartásuk
Írta: Révész Richárd Dátum 2014 február 03, 13:01
Írta: Révész Richárd Dátum 2014 február 03, 13:01
Keresd Motorost vagy Danibát vagy Sirnyeteget.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 887uiwjpw Dátum 2014 február 21, 19:28
Írta: 887uiwjpw Dátum 2014 február 21, 19:28
Sziasztok,
Tömör keményfém szerszám befogó szárán lévő feliratokat mivel tudnék a legkönnyebben és a leghatékonyabb módszerrel eltávolítani
(kémia vagy mechanikus úton)?
Üdv szmore84
Tömör keményfém szerszám befogó szárán lévő feliratokat mivel tudnék a legkönnyebben és a leghatékonyabb módszerrel eltávolítani
(kémia vagy mechanikus úton)?
Üdv szmore84
Cím: Re:Marószerszámok és karbantartásuk
Írta: svejk Dátum 2014 február 21, 19:43
Írta: svejk Dátum 2014 február 21, 19:43
Aki ilyenre képes, az más aljasságokra is képes, mondaná a főnököm. :))
Két okot tudok elképzelni:
- újra lettek élezve?
- erre inkább gondolni sem merek. :)
De vajon mi a valóság?
Kíváncsian várom az okot, biztos valami egyszerű, prózai.
Két okot tudok elképzelni:
- újra lettek élezve?
- erre inkább gondolni sem merek. :)
De vajon mi a valóság?
Kíváncsian várom az okot, biztos valami egyszerű, prózai.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 887uiwjpw Dátum 2014 február 21, 20:00
Írta: 887uiwjpw Dátum 2014 február 21, 20:00
A vevőnek ez lenne az elvárása. Ne kérdezd miért. Ne gondolj az aljas dologra mert akkor én se vállalnám ezt be.
Cím: Re:Marószerszámok és karbantartásuk
Írta: svejk Dátum 2014 február 21, 20:02
Írta: svejk Dátum 2014 február 21, 20:02
Oké, elfogadom, de remélem nem sértettelek meg az írásommal![#integet2]
Cím: Re:Marószerszámok és karbantartásuk
Írta: 887uiwjpw Dátum 2014 február 21, 20:34
Írta: 887uiwjpw Dátum 2014 február 21, 20:34
dehogy sértettél. Ebben a mai világban mindenre képesek az emberek és te is erre asszociáltál az írásomból.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 6dvb4peg3 Dátum 2014 június 16, 21:25
Írta: 6dvb4peg3 Dátum 2014 június 16, 21:25
Sziasztok! szeretnék habanyagot v hornyolással marni (austrotherm rózsaszín lábazati) tudna valaki segíteni milyen szerszám kellene ehhez ill. milyen fordulat, élezés stb. hol tudnám megvenni. ( csúnyán már megy, de nem ez lenne a cél )
Cím: Re:Marószerszámok és karbantartásuk
Írta: zoli0302 Dátum 2014 június 17, 09:39
Írta: zoli0302 Dátum 2014 június 17, 09:39
Szia !
Vegyél négyélű 5-6mm es simítómarót a fogásnélység 8mm ,az előtolás 15 mm/s a fordulatszám 6-10e.
Nagyobb fogással lehet próbálkozni de meg van rá az esély, hogy a felmelegedett maróra felragad a forgács és tönkreteszi a munkadarabot
Vegyél négyélű 5-6mm es simítómarót a fogásnélység 8mm ,az előtolás 15 mm/s a fordulatszám 6-10e.
Nagyobb fogással lehet próbálkozni de meg van rá az esély, hogy a felmelegedett maróra felragad a forgács és tönkreteszi a munkadarabot
Cím: Re:Marószerszámok és karbantartásuk
Írta: 6dvb4peg3 Dátum 2014 június 18, 00:57
Írta: 6dvb4peg3 Dátum 2014 június 18, 00:57
Szia! Köszönöm a választ, tudsz esetleg céget vagy típust aminek az ára a "valós számok" halmazából került ki. Most mivel gyorsan kellett és ez volt az első marási munkám egy 6-os fúróból köszörültem egy csodaszép egyélű marót, tulajdonképpen majdnem meg lennék vele elégedve, csak valamiért egy szakasznál nem emelte ki a szerszámot az anyagból így lett egy plusz horony, de ez már egy másik probléma.
Cím: Re:Marószerszámok és karbantartásuk
Írta: Motoros Dátum 2014 június 18, 11:50
Írta: Motoros Dátum 2014 június 18, 11:50
milyen vastag habot akarsz marni? Egyélűben talán tudok segíteni.
Cím: Re:Marószerszámok és karbantartásuk
Írta: s7manbs8 Dátum 2014 június 18, 13:03
Írta: s7manbs8 Dátum 2014 június 18, 13:03
Olyan tűt tudsz köszörülni, aminek a végén mondjuk 0.3- 0.4 mm átmérőjű hengeres alak van egyélű marót 1/8-os szárral a vágóél hossza meg elég 1.5mm pl. ? A lényeg, hogy vékony nútot szeretnék vágni max 1mm mélyen vagy ilyen szerszámot lehet kapni készen ?
Cím: Re:Marószerszámok és karbantartásuk
Írta: Motoros Dátum 2014 június 18, 15:56
Írta: Motoros Dátum 2014 június 18, 15:56
A tű elkészíthető csak nem biztos hogy érdemes. Ugyanis a törés borítékolható.
Nagy főorsó futáspontosság és negy fordulat esetén esetleg menne..
Nagy főorsó futáspontosság és negy fordulat esetén esetleg menne..
Cím: Re:Marószerszámok és karbantartásuk
Írta: 6dvb4peg3 Dátum 2014 június 19, 00:33
Írta: 6dvb4peg3 Dátum 2014 június 19, 00:33
az anyag vastagsága jelen esetben nem lényeges, mert csak egy V nútot kellett belemarni. A mélysége a legmélyebb ponton sem több mint 5mm és a legszélesebb ponton is 3,5 mm körül lehet a nút felső része. A legnagyobb gond az "árok" alsó vonala, mert ott sorjás marad kicsit.
Cím: Re:Marószerszámok és karbantartásuk
Írta: designr Dátum 2014 július 05, 21:09
Írta: designr Dátum 2014 július 05, 21:09
Egyszer már volt szó a fogasszíj készítésről..akkor linkeltem egy saját készítésű egyélű maróról amivel én csináltam..ideteszem megint,mert a nyersanyag,amiből a maró készült ,ár önmagában is használható..Fórum életem elején olvastam..valaki azt írta rá kell rabolni-gyűjteni, minden vídia..keményfém..szerszám-nyersanyagra. KisKZ nemrég az adok veszekben megint hírdette ezt a 6mm-es sorjázót..Aki gravírtűt készít belőlle ugyis ismeri..eredeti funkciója sorjázószerszám..melóhelyen vittem a srácoknak a finom saválló csőmunkához..egyenes csiszolóhoz használják..A múltkor mikor valaki felvetette hogy ütőkést keres-csinál..nekem egyből az ugrott be,ebből a nyersanyagból kellene a betétkését csinálni..két csavarral..könnyen cserélhető..van belőlle sok..
Másik alkalmazás..Nemrég Varga Lacitól vettem egy olyan esztergakést,amibe egy 3mm-es keményfém kés van beillesztve..univerzális..azóta majd mindenhez ezt használom..ennek mintájára tervezek egy nagyobb késszárat..12mm-es reteszanyag..amibe ez a 6mm-es tömör keményfém kerülne..késprobléma örökre megoldva..Nállam azóta készült karctű..sőt nagyon finom pontozó is..Gyárfás fórumtárs 2mm-es kukorica marója után ez a második amiből több mint 50db van itthon..ár-értékben verhetetlen..Ha valakinek kell még akkor lépjen,míg még elérhető..
Néhány kép..



Másik alkalmazás..Nemrég Varga Lacitól vettem egy olyan esztergakést,amibe egy 3mm-es keményfém kés van beillesztve..univerzális..azóta majd mindenhez ezt használom..ennek mintájára tervezek egy nagyobb késszárat..12mm-es reteszanyag..amibe ez a 6mm-es tömör keményfém kerülne..késprobléma örökre megoldva..Nállam azóta készült karctű..sőt nagyon finom pontozó is..Gyárfás fórumtárs 2mm-es kukorica marója után ez a második amiből több mint 50db van itthon..ár-értékben verhetetlen..Ha valakinek kell még akkor lépjen,míg még elérhető..
Néhány kép..
Cím: Re:Marószerszámok és karbantartásuk
Írta: designr Dátum 2014 július 05, 21:12
Írta: designr Dátum 2014 július 05, 21:12
Na még egyszer..




Cím: Re:Marószerszámok és karbantartásuk
Írta: d30xhrezp Dátum 2014 július 09, 15:31
Írta: d30xhrezp Dátum 2014 július 09, 15:31
Üdv.Egy kis bemutató az újra élezésről.Próba köszörülés életem első megírt g-kód programmal!Még nem tökéletes de javítgatni fogom.DIY CNC mill tools sharpening probe with my writing g-gode
Cím: Re:Marószerszámok és karbantartásuk
Írta: u8s59dgnh Dátum 2014 augusztus 25, 19:41
Írta: u8s59dgnh Dátum 2014 augusztus 25, 19:41
Sziasztok!
Gravírtű élezéshez keresek 100-as gyémánt fazékkorongot. Tudtok lelőhelyet?
Köszi,
Bence
Gravírtű élezéshez keresek 100-as gyémánt fazékkorongot. Tudtok lelőhelyet?
Köszi,
Bence
Cím: Re:Marószerszámok és karbantartásuk
Írta: xkbv3nx0d Dátum 2014 szeptember 29, 09:14
Írta: xkbv3nx0d Dátum 2014 szeptember 29, 09:14
Keresnék valakit, aki szerszámokat tud újraélezni... főként tömör keményfém 1 és 2 élűről lenne szó...
Cím: Re:Marószerszámok és karbantartásuk
Írta: sufnituning Dátum 2014 szeptember 29, 21:44
Írta: sufnituning Dátum 2014 szeptember 29, 21:44
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2014 október 18, 20:51
Írta: 000000000 Dátum 2014 október 18, 20:51
Sziasztok!
Ha valakit esetleg érdekel olcsón keményfém maró
az írjon egy e-mailt a jodzsep@gmail.com címre
átmérők: 20;12;10;8;6;5;4;3;2
http://kepfeltoltes.hu/141018/WP_000635_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/141018/WP_000629_www.kepfeltoltes.hu_.jpg
Ha valakit esetleg érdekel olcsón keményfém maró
az írjon egy e-mailt a jodzsep@gmail.com címre
átmérők: 20;12;10;8;6;5;4;3;2
http://kepfeltoltes.hu/141018/WP_000635_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/141018/WP_000629_www.kepfeltoltes.hu_.jpg
Cím: Re:Marószerszámok és karbantartásuk
Írta: Szalai György Dátum 2014 október 18, 21:01
Írta: Szalai György Dátum 2014 október 18, 21:01
Írtam.
Cím: Re:Marószerszámok és karbantartásuk
Írta: guliver83 Dátum 2014 október 19, 16:25
Írta: guliver83 Dátum 2014 október 19, 16:25
Én is írtam a marókkal kapcsolatban.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 2nbj3n5m Dátum 2014 október 19, 16:29
Írta: 2nbj3n5m Dátum 2014 október 19, 16:29
2-es 3-mas érdekelne
Cím: Re:Marószerszámok és karbantartásuk
Írta: guliver83 Dátum 2014 október 19, 16:47
Írta: guliver83 Dátum 2014 október 19, 16:47
Nincs valakinek valami leírása fúrók marók élezéséről?
Cím: Re:Marószerszámok és karbantartásuk
Írta: PITU Dátum 2014 október 20, 22:51
Írta: PITU Dátum 2014 október 20, 22:51
szia © jodzsep
köszönöm az emailes válaszodat !
de nem a GYÉMÁNTPIRCINGESARANYOZOTT marók árai érdekeltek
hanem : "Ha valakit esetleg érdekel olcsón keményfém maró
az írjon egy e-mailt a jodzsep@gmail.com címre "
van bolt ahol olcsób............
köszönöm az emailes válaszodat !
de nem a GYÉMÁNTPIRCINGESARANYOZOTT marók árai érdekeltek
hanem : "Ha valakit esetleg érdekel olcsón keményfém maró
az írjon egy e-mailt a jodzsep@gmail.com címre "
van bolt ahol olcsób............
Cím: Re:Marószerszámok és karbantartásuk
Írta: Csuhás Dátum 2014 október 20, 23:17
Írta: Csuhás Dátum 2014 október 20, 23:17
Nincs meg valakinek a Szécsi László Szerszámélezés c. könyve? Nagyon szívesen elolvasnám, lefotóznám, és felraknám a könyvtárunkba.
Cím: Re:Marószerszámok és karbantartásuk
Írta: guliver83 Dátum 2014 október 21, 09:09
Írta: guliver83 Dátum 2014 október 21, 09:09
Már én is kerestem, de sehol nem találom.
Van egy másik könyv is, de ezt sem találom sehol.Lukovits László, Tündik István Forgácsolószerszámok élezése
Van egy másik könyv is, de ezt sem találom sehol.Lukovits László, Tündik István Forgácsolószerszámok élezése
Cím: Re:Marószerszámok és karbantartásuk
Írta: Béni Dátum 2014 október 21, 09:12
Írta: Béni Dátum 2014 október 21, 09:12
Ez van, ha érdekel:
Lukovits László - Tündik István: Forgácsolószerszámok élezése
(1975, 415 oldal, PDF)
Lukovits László - Tündik István: Forgácsolószerszámok élezése
(1975, 415 oldal, PDF)
Cím: Re:Marószerszámok és karbantartásuk
Írta: Béni Dátum 2014 október 21, 09:31
Írta: Béni Dátum 2014 október 21, 09:31
Elküldtem email-ben ...
Cím: Re:Marószerszámok és karbantartásuk
Írta: guliver83 Dátum 2014 október 21, 09:36
Írta: guliver83 Dátum 2014 október 21, 09:36
Szia!
Küldtem emailt!
Küldtem emailt!
Cím: Re:Marószerszámok és karbantartásuk
Írta: guliver83 Dátum 2014 október 21, 10:06
Írta: guliver83 Dátum 2014 október 21, 10:06
Már olvasom is!
Cím: Re:Marószerszámok és karbantartásuk
Írta: Csuhás Dátum 2014 október 21, 10:19
Írta: Csuhás Dátum 2014 október 21, 10:19
Atyavilág ilyen kincseket őrizgettek és nem ajánljátok fel a közös könyvtárunk számára! :-)
Tisztelettel kérném én is a könyvet megosztás céljára!
Tisztelettel kérném én is a könyvet megosztás céljára!
Cím: Re:Marószerszámok és karbantartásuk
Írta: e7c897sd8 Dátum 2014 október 21, 10:44
Írta: e7c897sd8 Dátum 2014 október 21, 10:44
Csuhás! Van egy felesleges példányom Dr. Kalán-Huszák-Mátray Fémforgácsoló szerszámok címmel. Valamiért sikerült két példányt beszereznem. Régebben nagyobb cégek felszámolásakor kilóra árulták a vállalati könyvtáraik könyveit. Sokat ott lehetett megmenteni a pusztulástól.
Ha kell a könyv szívesen neked ajándékozom!
Ha kell a könyv szívesen neked ajándékozom!
Cím: Re:Marószerszámok és karbantartásuk
Írta: Csuhás Dátum 2014 október 21, 11:33
Írta: Csuhás Dátum 2014 október 21, 11:33
Átkonvertáltam djvu-ra, mégis csak kezelhetőbb a 30Mb mint a 400. Pár perc múlva letölthető lesz.
Cím: Re:Marószerszámok és karbantartásuk
Írta: kw484wg29 Dátum 2014 október 21, 19:40
Írta: kw484wg29 Dátum 2014 október 21, 19:40
Üdv!
Pontosan honnan letölthető?
Pontosan honnan letölthető?
Cím: Re:Marószerszámok és karbantartásuk
Írta: Csuhás Dátum 2014 október 21, 19:43
Írta: Csuhás Dátum 2014 október 21, 19:43
Cím: Re:Marószerszámok és karbantartásuk
Írta: kw484wg29 Dátum 2014 október 21, 19:43
Írta: kw484wg29 Dátum 2014 október 21, 19:43
Üdv!
Megint előbb járt a kezem, mint a szám, vagy fordítva...
Itt találtam meg, már akit érdekel:
http://data.hu/get/8151639/ForgacsoloSzerszamokElezese.djvu
Megint előbb járt a kezem, mint a szám, vagy fordítva...
Itt találtam meg, már akit érdekel:
http://data.hu/get/8151639/ForgacsoloSzerszamokElezese.djvu
Cím: Re:Marószerszámok és karbantartásuk
Írta: hostya Dátum 2014 október 21, 19:44
Írta: hostya Dátum 2014 október 21, 19:44
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2014 október 25, 12:43
Írta: 000000000 Dátum 2014 október 25, 12:43
Sziasztok,
egy 1 modulos profil ujjmarót keresek 3D-s CAD formátumban. Kerestem interneten, beszállítóknál, de sehol semmi.. Valaki esetleg tudna adni linket ahonnan le lehet tölteni ilyen szerszámot? Üdv, Danszter

egy 1 modulos profil ujjmarót keresek 3D-s CAD formátumban. Kerestem interneten, beszállítóknál, de sehol semmi.. Valaki esetleg tudna adni linket ahonnan le lehet tölteni ilyen szerszámot? Üdv, Danszter
Cím: Re:Marószerszámok és karbantartásuk
Írta: PITU Dátum 2014 október 25, 13:03
Írta: PITU Dátum 2014 október 25, 13:03
szia danszter
az elemi fogazás szerszámai (tárcsamaró , ujjmaró)
minden modulhoz 8db szerszámból állnak.
7db a fogaskerekekhez , 1 a fogasléchez.
a fogaskerék marók fogprofilja változik a fogszámoktól függően.
1. 12-13
2. 14-16
3. 17-20
4. 21-25
5. 26-34
6. 35-54
7. 55-134
az alapprofil DIN 3972 I.tartalmazza
ennyit tudtam , de cad rajzot nem
egyébként a profilt pontosan megtudhatod úgy,hogy az aktuális fogszámú kereket az osztókörön legördíted egy fogaslécen ,és amit kitakar a fogasléc az lesz a fogárok ami megmarad az a fog. ( MAAG eljárás )
az elemi fogazás szerszámai (tárcsamaró , ujjmaró)
minden modulhoz 8db szerszámból állnak.
7db a fogaskerekekhez , 1 a fogasléchez.
a fogaskerék marók fogprofilja változik a fogszámoktól függően.
1. 12-13
2. 14-16
3. 17-20
4. 21-25
5. 26-34
6. 35-54
7. 55-134
az alapprofil DIN 3972 I.tartalmazza
ennyit tudtam , de cad rajzot nem
egyébként a profilt pontosan megtudhatod úgy,hogy az aktuális fogszámú kereket az osztókörön legördíted egy fogaslécen ,és amit kitakar a fogasléc az lesz a fogárok ami megmarad az a fog. ( MAAG eljárás )
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2014 október 25, 13:29
Írta: 000000000 Dátum 2014 október 25, 13:29
Pitu,
köszi a gyors választ! Tehát ha magam szeretném legenerálni a szerszámot akkor gyakorlatilag a fogárok negatívját kell a szerszám dolgozó részeként használnom?! A szerszámon található hornyoknak a forgácskihordás miatt van szerepük?
Üdv,
danszter
köszi a gyors választ! Tehát ha magam szeretném legenerálni a szerszámot akkor gyakorlatilag a fogárok negatívját kell a szerszám dolgozó részeként használnom?! A szerszámon található hornyoknak a forgácskihordás miatt van szerepük?
Üdv,
danszter
Cím: Re:Marószerszámok és karbantartásuk
Írta: PITU Dátum 2014 október 25, 14:52
Írta: PITU Dátum 2014 október 25, 14:52
szia danszter
kb igen
de a fogárkon kívül a szerszám éle hátra is van köszörülve
olvass egy kicsit a MAAG féle fogazásról
ott jól meg lehet érteni ezt a legördülős dolgot
ha nem iskolai feladat nem éri meg ilyen szerszám gyártásba bonyolódni
ilyen módszerrel és szerszámmal nem lehet szépen legördülő pontos fogaskereket gyártani
kb igen
de a fogárkon kívül a szerszám éle hátra is van köszörülve
olvass egy kicsit a MAAG féle fogazásról
ott jól meg lehet érteni ezt a legördülős dolgot
ha nem iskolai feladat nem éri meg ilyen szerszám gyártásba bonyolódni
ilyen módszerrel és szerszámmal nem lehet szépen legördülő pontos fogaskereket gyártani
Cím: Re:Marószerszámok és karbantartásuk
Írta: s5f8tmfv3 Dátum 2014 október 26, 14:36
Írta: s5f8tmfv3 Dátum 2014 október 26, 14:36
Van valakinek tapasztalata ezekkel a bevonatos gravírtűkkel? Miben jobbak a natúr tűktől?
Cím: Re:Marószerszámok és karbantartásuk
Írta: kuv5p7226 Dátum 2014 október 26, 14:47
Írta: kuv5p7226 Dátum 2014 október 26, 14:47
Alapvetően élettartam. Ipari méretekben gondolkozz, ne hobbistában.:-)
Gyanítom, hogy NYÁK marásnál az üvegszál miatt számottevő az éltartam növekmény, mert az még a karbidot is eszi.
Gyanítom, hogy NYÁK marásnál az üvegszál miatt számottevő az éltartam növekmény, mert az még a karbidot is eszi.
Cím: Re:Marószerszámok és karbantartásuk
Írta: kuv5p7226 Dátum 2014 október 26, 14:50
Írta: kuv5p7226 Dátum 2014 október 26, 14:50
Az 1-es modul kicsi az ilyen szerszámhoz. Az alsó csücskén eltűnik az élsebességed.
ha már ISO kúpba fogod be, aakor ingább a 8 részes tárcsás modulmarót fogd be hosszabb befogóba és ne felülről hanem oldalról marjad. A munkadarab befogása marad ugyanaz.
ha már ISO kúpba fogod be, aakor ingább a 8 részes tárcsás modulmarót fogd be hosszabb befogóba és ne felülről hanem oldalról marjad. A munkadarab befogása marad ugyanaz.
Cím: Re:Marószerszámok és karbantartásuk
Írta: s5f8tmfv3 Dátum 2014 október 26, 16:52
Írta: s5f8tmfv3 Dátum 2014 október 26, 16:52
Köszi! Akkor nem különösebben érdekes, a natúrt sem tudom elkoptatni.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 9b6n3fn2n Dátum 2014 december 11, 20:52
Írta: 9b6n3fn2n Dátum 2014 december 11, 20:52
60 fokos 3mm -es ( vagy 1/8-os) 0.3-as letöréssel maróra lenne szükségem. SOS!! Tud valaki segíteni? Debrecenben érte megyek, de akár postán is várom előre utalással!
Cím: Re:Marószerszámok és karbantartásuk
Írta: PITU Dátum 2014 december 12, 05:27
Írta: PITU Dátum 2014 december 12, 05:27
http://www.cncpart.hu/szerszamok/gravirtu/gravirtu6002
Cím: Re:Marószerszámok és karbantartásuk
Írta: 9b6n3fn2n Dátum 2014 december 12, 09:52
Írta: 9b6n3fn2n Dátum 2014 december 12, 09:52
Köszönöm a segítségeteket megoldódott a probléma.
Cím: Re:Marószerszámok és karbantartásuk
Írta: m8zmkic73 Dátum 2015 február 02, 21:13
Írta: m8zmkic73 Dátum 2015 február 02, 21:13
Urak!
Van valakinek informacioja, hogy 1 elu marot hol tudnak profi modon megelezni? 8-as egy elu marorol van szo. Nem torott, csak a hasznalat soran elkopott az ele.
T.
Van valakinek informacioja, hogy 1 elu marot hol tudnak profi modon megelezni? 8-as egy elu marorol van szo. Nem torott, csak a hasznalat soran elkopott az ele.
T.
Cím: Re:Marószerszámok és karbantartásuk
Írta: w987wzmm Dátum 2015 február 02, 21:28
Írta: w987wzmm Dátum 2015 február 02, 21:28
Inkább, használj 5mm-es marót, az olcsóbb. Nincs értelme élezni. Az élszalag is kopik, tehát csökkenne a keresztmetszete is élezés után.
Cím: Re:Marószerszámok és karbantartásuk
Írta: PSoft Dátum 2015 szeptember 02, 17:37
Írta: PSoft Dátum 2015 szeptember 02, 17:37
Cím: Re:Marószerszámok és karbantartásuk
Írta: Miki2 Dátum 2015 szeptember 03, 21:41
Írta: Miki2 Dátum 2015 szeptember 03, 21:41
Cím: Re:Marószerszámok és karbantartásuk
Írta: 67x6hih Dátum 2016 március 02, 10:18
Írta: 67x6hih Dátum 2016 március 02, 10:18
Üdv.
Infót szeretnék kérni,hogy mennyit érnek ezek a tárcsa marók?
125x14;80x10;100;100 átmérő 25 morzekúp
Soha nem voltak használva,de az idő egy kicsit kifogott rajtuk.Taegutech koreai márka

Infót szeretnék kérni,hogy mennyit érnek ezek a tárcsa marók?
125x14;80x10;100;100 átmérő 25 morzekúp
Soha nem voltak használva,de az idő egy kicsit kifogott rajtuk.Taegutech koreai márka
Cím: Re:Marószerszámok és karbantartásuk
Írta: svejk Dátum 2016 április 11, 21:28
Írta: svejk Dátum 2016 április 11, 21:28
Jött ma kolléga nagy örömmel, hogy megjöttek a kínai 6-os egyélű keményfém marói, alig egy ezresért darabja.
No mondom egyet én is kipróbálok, üsse kő.
A bal oldali a zsír új kínai, a jobb oldali egy már sokszor bizonyított Datron típus.
Ezt a két 22 mm átmérőjű 4 mm mély fészket martam ki gyorsan.
Szerintetek melyiket melyikkel? :)
No mondom egyet én is kipróbálok, üsse kő.
A bal oldali a zsír új kínai, a jobb oldali egy már sokszor bizonyított Datron típus.
Ezt a két 22 mm átmérőjű 4 mm mély fészket martam ki gyorsan.
Szerintetek melyiket melyikkel? :)
Cím: Re:Marószerszámok és karbantartásuk
Írta: Sanyi Bá Dátum 2016 április 11, 21:43
Írta: Sanyi Bá Dátum 2016 április 11, 21:43
Pár éve mi is kipróbáltuk kb ugyan ilyen eredménnyel, nem köszörülték jól hátra és így nyom ja az anyagot az égész maró, de Miki2 biztos tud rajta segíteni.
Cím: Re:Marószerszámok és karbantartásuk
Írta: ANTAL GÁBOR Dátum 2016 április 11, 21:44
Írta: ANTAL GÁBOR Dátum 2016 április 11, 21:44
ez a "Marószerszámok és karbantartásuk, újra élezésük " topic . A kínai marót előbb meg kellett volna köszörülnöd és utána munkára fogni [#circling][#circling]
Cím: Re:Marószerszámok és karbantartásuk
Írta: ANTAL GÁBOR Dátum 2016 április 11, 21:45
Írta: ANTAL GÁBOR Dátum 2016 április 11, 21:45
Látod Sanyi bá is ezt írta ( elöttem 1 perccel )
Cím: Re:Marószerszámok és karbantartásuk
Írta: svejk Dátum 2016 április 11, 21:48
Írta: svejk Dátum 2016 április 11, 21:48
A belseje sincs felporílozva, beragad a forgács.
A datron 50 centire elröpíti a forgácsot.
A datron 50 centire elröpíti a forgácsot.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 000000000 Dátum 2016 április 11, 23:09
Írta: 000000000 Dátum 2016 április 11, 23:09
Jó, jó. De melyik a baloldali? [#nemtudom] [#nevetes1]
Persze, ha a jobboldal közelebb áll hozzád, akkor nevezd meg a jobboldalit. [#beka2] [#nevetes1]
Cím: Re:Marószerszámok és karbantartásuk
Írta: gorbi Dátum 2016 június 20, 00:22
Írta: gorbi Dátum 2016 június 20, 00:22
Vásroltam egy strigon szerszámélezőgépet, de sajnos hiányos.
Hiányzik róla a szögbe állítható szerszámbefogó készülék komplett. Ha esetleg van valakinek Szeged, Makó közelében ilyen gépe, megnézném esetleg leméretezném az alkatrészeit, hogy le tudjam gyártani.

Esetleg valakinek a polcon nem hánykolódik ilyesmi? Jó lenne ha valaki tudna segíteni, megköszönném...
Hiányzik róla a szögbe állítható szerszámbefogó készülék komplett. Ha esetleg van valakinek Szeged, Makó közelében ilyen gépe, megnézném esetleg leméretezném az alkatrészeit, hogy le tudjam gyártani.
Esetleg valakinek a polcon nem hánykolódik ilyesmi? Jó lenne ha valaki tudna segíteni, megköszönném...
Cím: Re:Marószerszámok és karbantartásuk
Írta: ndpkrup8z Dátum 2016 június 20, 09:03
Írta: ndpkrup8z Dátum 2016 június 20, 09:03
Üdv
Tudok Neked segíteni.Az elérhetőségemet
megtalálod az adatlapomon.
Üdv: Péter
Tudok Neked segíteni.Az elérhetőségemet
megtalálod az adatlapomon.
Üdv: Péter
Cím: Re:Marószerszámok és karbantartásuk
Írta: d30xhrezp Dátum 2016 szeptember 08, 20:45
Írta: d30xhrezp Dátum 2016 szeptember 08, 20:45
Üdv!
Próba képpen csináltam egy gömbölyű végű marót. 8-as csapágygolyó és törött fúrószárból.
Az élezése kézből történt, gyémántos korongal és géppel élezve sokkal jobb lenne.
Gömbölyű végű marószár csapágygolyóból (https://www.youtube.com/watch?v=aNDUuzjY8R0&feature=youtu.be)
Próba képpen csináltam egy gömbölyű végű marót. 8-as csapágygolyó és törött fúrószárból.
Az élezése kézből történt, gyémántos korongal és géppel élezve sokkal jobb lenne.
Gömbölyű végű marószár csapágygolyóból (https://www.youtube.com/watch?v=aNDUuzjY8R0&feature=youtu.be)
Cím: Re:Marószerszámok és karbantartásuk
Írta: d30xhrezp Dátum 2018 január 09, 21:47
Írta: d30xhrezp Dátum 2018 január 09, 21:47
Üdv!
Maró újraélezése CNC vel.
Maró újraélezése CNC vel.
Cím: Re:Marószerszámok és karbantartásuk
Írta: d30xhrezp Dátum 2018 január 17, 13:30
Írta: d30xhrezp Dátum 2018 január 17, 13:30
Üdv.
Egy kis érdekesség!
Házi készítésű lapka alumíniumoxid golyóból.
Amit kipróbáltam vele.
Vas,alumínium,bronz,csapágy.
Meglepően jól bírja.
(https://hobbicncforum.hu/uploaded_images/2018/01/tn_ivjp9v6x9pwawemu0wax7_3894.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/ivjp9v6x9pwawemu0wax7_3894.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/tn_upjq29a4xeqjhq9syvtw_3894.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/upjq29a4xeqjhq9syvtw_3894.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/tn_xmvd456wpyj4g04kjftj_3894.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/xmvd456wpyj4g04kjftj_3894.jpg)
Egy kis érdekesség!
Házi készítésű lapka alumíniumoxid golyóból.
Amit kipróbáltam vele.
Vas,alumínium,bronz,csapágy.
Meglepően jól bírja.
(https://hobbicncforum.hu/uploaded_images/2018/01/tn_ivjp9v6x9pwawemu0wax7_3894.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/ivjp9v6x9pwawemu0wax7_3894.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/tn_upjq29a4xeqjhq9syvtw_3894.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/upjq29a4xeqjhq9syvtw_3894.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/tn_xmvd456wpyj4g04kjftj_3894.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/xmvd456wpyj4g04kjftj_3894.jpg)
Cím: Re:Marószerszámok és karbantartásuk
Írta: 7cim5mm0 Dátum 2018 január 17, 13:38
Írta: 7cim5mm0 Dátum 2018 január 17, 13:38
Ezt én is próbáltam már, csak savanyúcukorral.
Nem vitte... :)
Nem vitte... :)
Cím: Re:Marószerszámok és karbantartásuk
Írta: Csuhás Dátum 2018 január 17, 14:19
Írta: Csuhás Dátum 2018 január 17, 14:19
A golyóból mivel/hogyan készítettél lapkát?
Cím: Re:Marószerszámok és karbantartásuk
Írta: d30xhrezp Dátum 2018 január 17, 14:48
Írta: d30xhrezp Dátum 2018 január 17, 14:48
Szia!
Gyémánt szemcsés szerszámköszörűvel.
De eltart egy darabig! [#vigyor4]
Gyémánt szemcsés szerszámköszörűvel.
De eltart egy darabig! [#vigyor4]
Cím: Re:Marószerszámok és karbantartásuk
Írta: vvmnd5ks Dátum 2018 január 18, 12:13
Írta: vvmnd5ks Dátum 2018 január 18, 12:13
Üdvözletem az Uraknak! Az volna a kérdésem, hogy tudna valaki olyat aki 3.17-es keményfém pálca végét le tudná felezni pontosan és jó áron gravírszerszám előgyártmánynak? A vágóélet én rá tudom köszörülni. A lényeg a két paraméter (olcsó és pontos) együttes meglétében lenne, mert külön-külön már találtam. Köszönöm!
Cím: Re:Marószerszámok és karbantartásuk
Írta: Motoros Dátum 2018 január 18, 12:36
Írta: Motoros Dátum 2018 január 18, 12:36
Keress meg, menni fog.
Cím: Re:Marószerszámok és karbantartásuk
Írta: morfeus Dátum 2018 március 07, 22:20
Írta: morfeus Dátum 2018 március 07, 22:20
Sziasztok!
Van valakinek felesleges kukorica marója?
Ha lenne privátban üzenjetek!
Előre is köszönöm!
Van valakinek felesleges kukorica marója?
Ha lenne privátban üzenjetek!
Előre is köszönöm!
Cím: Re:Marószerszámok és karbantartásuk
Írta: J-Steel Dátum 2018 március 08, 11:08
Írta: J-Steel Dátum 2018 március 08, 11:08
Mekkora kellene?
Cím: Re:Marószerszámok és karbantartásuk
Írta: h02ya9ti7 Dátum 2019 december 09, 17:22
Írta: h02ya9ti7 Dátum 2019 december 09, 17:22
Sziasztok!
Segítséget szeretnék kérni a 150 fokos V és R40 es gyémántélű marók beszerzésére. A csatolt képen csak sima élezésű látszik. Megköszönöm egy link becsatolását is ahonnan olcsón, mégis jó minőségben lehet rendelni. Vagy léteznek bevonatoló cégek Magyarországon akik a sima szerszámot gyémánttal bevonatolják és ha kell újraélezik? Köszönöm!
(https://hobbicncforum.hu/uploaded_images/2019/12/tn_upud5js7wh3vx03jafge_6017.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/upud5js7wh3vx03jafge_6017.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/tn_d7i07uxuh4y2duhx3nhph_6017.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/d7i07uxuh4y2duhx3nhph_6017.jpg)
Segítséget szeretnék kérni a 150 fokos V és R40 es gyémántélű marók beszerzésére. A csatolt képen csak sima élezésű látszik. Megköszönöm egy link becsatolását is ahonnan olcsón, mégis jó minőségben lehet rendelni. Vagy léteznek bevonatoló cégek Magyarországon akik a sima szerszámot gyémánttal bevonatolják és ha kell újraélezik? Köszönöm!
(https://hobbicncforum.hu/uploaded_images/2019/12/tn_upud5js7wh3vx03jafge_6017.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/upud5js7wh3vx03jafge_6017.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/tn_d7i07uxuh4y2duhx3nhph_6017.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/d7i07uxuh4y2duhx3nhph_6017.jpg)
Cím: Re:Marószerszámok és karbantartásuk
Írta: Csuhás Dátum 2020 január 14, 14:05
Írta: Csuhás Dátum 2020 január 14, 14:05
A Jankó féle gravírtű élezőről van valahol a neten elérhető fénykép?
Cím: Re:Marószerszámok és karbantartásuk
Írta: Motoros Dátum 2020 január 14, 16:45
Írta: Motoros Dátum 2020 január 14, 16:45
van. ajándékba tudom küldeni.
Cím: Re:Marószerszámok és karbantartásuk
Írta: Motoros Dátum 2020 január 14, 16:50
Írta: Motoros Dátum 2020 január 14, 16:50
Volt ilyen élezőm, de sajnos a fotót nem találom.[#nemtudom] jankó mappájában sincsen.
Cím: Re:Marószerszámok és karbantartásuk
Írta: Motoros Dátum 2020 január 15, 09:36
Írta: Motoros Dátum 2020 január 15, 09:36
Valahogy így nézett ki:
(https://hobbicncforum.hu/uploaded_images/2020/01/tn_na873jeej9fuqv7s3e_138.jpg) (https://hobbicncforum.hu/uploaded_images/2020/01/na873jeej9fuqv7s3e_138.jpg) (https://hobbicncforum.hu/uploaded_images/2020/01/tn_mm4us4vez2qn64efvgqb4_138.jpg) (https://hobbicncforum.hu/uploaded_images/2020/01/mm4us4vez2qn64efvgqb4_138.jpg) (https://hobbicncforum.hu/uploaded_images/2020/01/tn_8kist0mik9syb200sftt_138.jpg) (https://hobbicncforum.hu/uploaded_images/2020/01/8kist0mik9syb200sftt_138.jpg)
(https://hobbicncforum.hu/uploaded_images/2020/01/tn_na873jeej9fuqv7s3e_138.jpg) (https://hobbicncforum.hu/uploaded_images/2020/01/na873jeej9fuqv7s3e_138.jpg) (https://hobbicncforum.hu/uploaded_images/2020/01/tn_mm4us4vez2qn64efvgqb4_138.jpg) (https://hobbicncforum.hu/uploaded_images/2020/01/mm4us4vez2qn64efvgqb4_138.jpg) (https://hobbicncforum.hu/uploaded_images/2020/01/tn_8kist0mik9syb200sftt_138.jpg) (https://hobbicncforum.hu/uploaded_images/2020/01/8kist0mik9syb200sftt_138.jpg)
Cím: Re:Marószerszámok és karbantartásuk
Írta: Motoros Dátum 2020 január 15, 09:37
Írta: Motoros Dátum 2020 január 15, 09:37
bocs a 3. kép nem ide való.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 6rk75uezn Dátum 2020 január 15, 12:07
Írta: 6rk75uezn Dátum 2020 január 15, 12:07
Ilyen golyôm nekem is van,ezek valamilyen örlésre lettek használva?
Cím: Re:Marószerszámok és karbantartásuk
Írta: Borcz Dátum 2020 január 30, 19:27
Írta: Borcz Dátum 2020 január 30, 19:27
Sziasztok!
Keresek jó marószárat. :)
Bútorlap, MDF megmunkálásban szeretnék foglalatoskodni.
Eddig amivel gyötörtem magam az egy csoda szépen dolgozó szép végeredményt nyújtó 4mm es kukoricamaró. Nagyon megkedveltem. De a napokban 2 is eltört a bútorlap minőség miatt. És megkeseredtem.
2 körben vágom át vele a 18mm lapot. A résből a port kifújom és el is szívom.
Néztem videókat mint pl:
https://www.youtube.com/watch?v=g7ZnCDvfXNY
És ha nem is egy körben de szeretnék spirál marót használni.
Ami jelenleg van az egy 1,5kW-os motor. Fejlesztett testvére 2,2 vagy 3kW. Ez még nem tiszta előttem hogy a kettő között van e akkora különbség hogy érdemes a nagyobbat venni.
Sajnos még az előtolás és fordulatszámmal hadilábon vagyok a bútorlapnál is. A kukorica marót kitapasztaltam hogy mi a Jó hogy ne égjen el... D e a spirált nem értem hogy rá ragad az anyag, talán ezzel nincs is baj, de rémisztő számomra. Az élek jók. De a bútorlapnál kipattog a széle. És az nem kívánatos látvány.
Milyen marószár jó a bútorlap megmunkáláshoz? És még tartós is legyen. Átmérő, Fordulatszám és előtolás is érdekel a fogásmélységről nem is beszélek.
Előre is köszönöm
Borcz
Keresek jó marószárat. :)
Bútorlap, MDF megmunkálásban szeretnék foglalatoskodni.
Eddig amivel gyötörtem magam az egy csoda szépen dolgozó szép végeredményt nyújtó 4mm es kukoricamaró. Nagyon megkedveltem. De a napokban 2 is eltört a bútorlap minőség miatt. És megkeseredtem.
2 körben vágom át vele a 18mm lapot. A résből a port kifújom és el is szívom.
Néztem videókat mint pl:
https://www.youtube.com/watch?v=g7ZnCDvfXNY
És ha nem is egy körben de szeretnék spirál marót használni.
Ami jelenleg van az egy 1,5kW-os motor. Fejlesztett testvére 2,2 vagy 3kW. Ez még nem tiszta előttem hogy a kettő között van e akkora különbség hogy érdemes a nagyobbat venni.
Sajnos még az előtolás és fordulatszámmal hadilábon vagyok a bútorlapnál is. A kukorica marót kitapasztaltam hogy mi a Jó hogy ne égjen el... D e a spirált nem értem hogy rá ragad az anyag, talán ezzel nincs is baj, de rémisztő számomra. Az élek jók. De a bútorlapnál kipattog a széle. És az nem kívánatos látvány.
Milyen marószár jó a bútorlap megmunkáláshoz? És még tartós is legyen. Átmérő, Fordulatszám és előtolás is érdekel a fogásmélységről nem is beszélek.
Előre is köszönöm
Borcz
Cím: Re:Marószerszámok és karbantartásuk
Írta: Lacibácsi Dátum 2020 január 30, 19:59
Írta: Lacibácsi Dátum 2020 január 30, 19:59
Szia!
Gondolom nem csak a szárát keresed, hanem az egész marót. A szárát befogod, a dolgozó részével forgácsolsz...
Merjük használni az igazi nevét[#kacsint]
Gondolom nem csak a szárát keresed, hanem az egész marót. A szárát befogod, a dolgozó részével forgácsolsz...
Merjük használni az igazi nevét[#kacsint]
Cím: Re:Marószerszámok és karbantartásuk
Írta: PSoft Dátum 2020 január 30, 20:43
Írta: PSoft Dátum 2020 január 30, 20:43
IdézGondolom nem csak a szárát keresed...
Nem hinném...
Én úgy vettem ki Gábor írásából, hogy szárból, már...most is több van a kelleténél. [#kacsint]
Cím: Re:Marószerszámok és karbantartásuk
Írta: gaben Dátum 2020 január 30, 20:44
Írta: gaben Dátum 2020 január 30, 20:44
MDF-hez én is hasonlót használok és szép felületet hagy maga után, bútorlapot még nem martam, de itt nézz körül.
felsőmarók bútorlaphoz (https://www.diamant-gepszerviz.hu/shop/122-felsomarok-fa-butorlap-es-kulonleges-feluletu-anyagokhoz)
felsőmarók bútorlaphoz (https://www.diamant-gepszerviz.hu/shop/122-felsomarok-fa-butorlap-es-kulonleges-feluletu-anyagokhoz)
Cím: Re:Marószerszámok és karbantartásuk
Írta: Borcz Dátum 2020 január 30, 20:50
Írta: Borcz Dátum 2020 január 30, 20:50
Haha
Nem is egy van.
Van fekete is :) én csináltam. De még jó lehet pontozónak
Nem is egy van.
Van fekete is :) én csináltam. De még jó lehet pontozónak
Cím: Re:Marószerszámok és karbantartásuk
Írta: d30xhrezp Dátum 2020 január 30, 20:56
Írta: d30xhrezp Dátum 2020 január 30, 20:56
Elnézést,de csak most láttam a kérdésed!
Igen,perlit örlésre használták.
Igen,perlit örlésre használták.
Cím: Re:Marószerszámok és karbantartásuk
Írta: Borcz Dátum 2020 január 30, 21:20
Írta: Borcz Dátum 2020 január 30, 21:20
Ehhez mit szóltok?
Nem használtam ilyet. Remélem valaki igen. szerintem ez a legideálisabb a két oldalt szép felület elérése érdekében.
http://kentech.hu/termek/spiralis-horonymaro-negativ-pozitiv-hwm-z22-kulonbozo-meretben/
Nem használtam ilyet. Remélem valaki igen. szerintem ez a legideálisabb a két oldalt szép felület elérése érdekében.
http://kentech.hu/termek/spiralis-horonymaro-negativ-pozitiv-hwm-z22-kulonbozo-meretben/
Cím: Re:Marószerszámok és karbantartásuk
Írta: dtb Dátum 2020 január 30, 21:31
Írta: dtb Dátum 2020 január 30, 21:31
Ha van türelmed várni, akkor ilyet javaslok:
1pcs 4/6mm Two Straight Flute Mills Wood Cutter Tools CNC Router Blade (https://www.aliexpress.com/item/32965235073.html)
Sokáig bírja, nem tapad bele a forgács, de ha nem hűtöd, akkor nagyobb mélységben hajlamos megégni... és irgalmatlanul hangos. Van hasonló kétélű, amit a piacokon dobozos szettben lehet kapni (általában sárgára van festve) az masszivabb, halkabb, talán még jobb minőségú is... de jóval drágább. Az is van az alin. A kétélű kialakítás a lényeg. Szerintem.
1pcs 4/6mm Two Straight Flute Mills Wood Cutter Tools CNC Router Blade (https://www.aliexpress.com/item/32965235073.html)
Sokáig bírja, nem tapad bele a forgács, de ha nem hűtöd, akkor nagyobb mélységben hajlamos megégni... és irgalmatlanul hangos. Van hasonló kétélű, amit a piacokon dobozos szettben lehet kapni (általában sárgára van festve) az masszivabb, halkabb, talán még jobb minőségú is... de jóval drágább. Az is van az alin. A kétélű kialakítás a lényeg. Szerintem.
Cím: Re:Marószerszámok és karbantartásuk
Írta: Borcz Dátum 2020 január 30, 21:40
Írta: Borcz Dátum 2020 január 30, 21:40
Igen emlékszem ezt a fajtát égettem el :)
Sajnos nem ez a szakmám próbálok utána olvasni dolgoknak.
Bámulatos mennyi fizika van ebben a szakmában.
Valamiért a spirálra vagyok ráállva. Az inkább vágja az anyagot. - szegény véredényem
Sajnos nem ez a szakmám próbálok utána olvasni dolgoknak.
Bámulatos mennyi fizika van ebben a szakmában.
Valamiért a spirálra vagyok ráállva. Az inkább vágja az anyagot. - szegény véredényem
Cím: Re:Marószerszámok és karbantartásuk
Írta: Borcz Dátum 2020 január 31, 20:15
Írta: Borcz Dátum 2020 január 31, 20:15
Sok videót néztem meg
Találtam egy ilyet:
https://www.youtube.com/watch?v=mUIVKWqtT8w
Fel-Le maró. :)
A mtek azt monda hogy 18-24000Fordulaton 10-15métert tud megtenni percenként. Ami 166-250 mm másodpercenként. [#guluszem1] Ha jól számolom.
Ez már íjász kategória.
Magyarországon a Perfor árul ilyet.
PERFOR (https://www.perfor.hu/konturmaro-fm-double-twist)
Itt még többet ír az előtolásra.
Próbálkozott valaki ilyennel dolgozni?
Vagy vennem kell egyet és hadd szaladjon :)
Találtam egy ilyet:
https://www.youtube.com/watch?v=mUIVKWqtT8w
Fel-Le maró. :)
A mtek azt monda hogy 18-24000Fordulaton 10-15métert tud megtenni percenként. Ami 166-250 mm másodpercenként. [#guluszem1] Ha jól számolom.
Ez már íjász kategória.
Magyarországon a Perfor árul ilyet.
PERFOR (https://www.perfor.hu/konturmaro-fm-double-twist)
Itt még többet ír az előtolásra.
Próbálkozott valaki ilyennel dolgozni?
Vagy vennem kell egyet és hadd szaladjon :)
Cím: Re:Marószerszámok és karbantartásuk
Írta: robroy007 Dátum 2020 február 04, 20:19
Írta: robroy007 Dátum 2020 február 04, 20:19
én használtam gyémánt 12-es hasonló kialakítású marót
6-os átmérőnél nekem kétséges a megfelelő forgács kihordás telibe fogás esetén segítség nélkül
ha van hozzá masszív mechanika akkor esélyes a tudása
az nagy előny, hogy tényleg nem foga szaggatni a felületét a bútor lapnak!
6-os átmérőnél nekem kétséges a megfelelő forgács kihordás telibe fogás esetén segítség nélkül
ha van hozzá masszív mechanika akkor esélyes a tudása
az nagy előny, hogy tényleg nem foga szaggatni a felületét a bútor lapnak!
Cím: Re:Marószerszámok és karbantartásuk
Írta: robroy007 Dátum 2020 február 04, 20:26
Írta: robroy007 Dátum 2020 február 04, 20:26
illetve akkor jön ki az igazi előnye a szerszámnak ha tényleg bírsz vele 1 fogásban dolgozni!
különben a talpa elkopik mire a teteje még vadonat újnak számít akár fában is
különben a talpa elkopik mire a teteje még vadonat újnak számít akár fában is
Cím: Re:Marószerszámok és karbantartásuk
Írta: MacGyver Dátum 2020 február 14, 14:56
Írta: MacGyver Dátum 2020 február 14, 14:56
Nekem a 6-os kétélű úgy beletört a bútorlapba hogy el se hittem... pedig csak 3..4 mm-t fogott és nem is siettem hogy gyorsan toltam volna... cseréltem 8-asra és azzal vágtam ki.. Fehér bútorlapnál csak itt -ott pattogott ki a széle de barna kicsit faerezetes lapnál eléggé kipattogzott a széle.
A spirál maró bútorlapra szerintem azért nem jó, mert a spirál felfelé húzza az anyagot, gyakorlatilag letépi a bútorlap felületét.
Honnan van olyan kukoricás maród ami leér 18mm-re? hm.. keresek a kínaiaknál..
A spirál maró bútorlapra szerintem azért nem jó, mert a spirál felfelé húzza az anyagot, gyakorlatilag letépi a bútorlap felületét.
Honnan van olyan kukoricás maród ami leér 18mm-re? hm.. keresek a kínaiaknál..
Cím: Re:Marószerszámok és karbantartásuk
Írta: frob Dátum 2020 október 06, 14:41
Írta: frob Dátum 2020 október 06, 14:41
Sziasztok
Talán ismerős pár embernek az úgynevezett fekete vaslemez, ezen van egy viszonylag kemény fekete ráéget vasoxidos réteg.
Ezt kellene áttörni gravírozással.
Ha jól emlékszem valamikor Motorostól vettem olyan gravírtűt, amit főorsóba befogva úgy ahogy megkarcolja, ha megforgatom akkor jobb az eredmény de még úgy sem az igazi...
A felület egyenetlen, tehát valami hasonló megoldás lenne jó, már mint rugós, vonalrajzot kell rá készíteni ( logó) , a sima vas marószárak azért sem jók mert a kicsi kínai főorsó alacsony fordulaton használhatatlan...
Szóval milyen más megoldás lenne használható?
Minden ötletet szívesen fogadok!
R.
Talán ismerős pár embernek az úgynevezett fekete vaslemez, ezen van egy viszonylag kemény fekete ráéget vasoxidos réteg.
Ezt kellene áttörni gravírozással.
Ha jól emlékszem valamikor Motorostól vettem olyan gravírtűt, amit főorsóba befogva úgy ahogy megkarcolja, ha megforgatom akkor jobb az eredmény de még úgy sem az igazi...
A felület egyenetlen, tehát valami hasonló megoldás lenne jó, már mint rugós, vonalrajzot kell rá készíteni ( logó) , a sima vas marószárak azért sem jók mert a kicsi kínai főorsó alacsony fordulaton használhatatlan...
Szóval milyen más megoldás lenne használható?
Minden ötletet szívesen fogadok!
R.
Cím: Re:Marószerszámok és karbantartásuk
Írta: Miki2 Dátum 2020 október 06, 15:26
Írta: Miki2 Dátum 2020 október 06, 15:26
Én ilyen gyémánt élű szerszámmal vágtam a bútorlapokat.
Stabil gép kell hozzá. Nekem egy SCM TECH90 típus volt.
A bútorlapban előforduló kavics darabokat nagyon nem szerette.
(https://hobbicncforum.hu/uploaded_images/2020/10/tn_xhh30ddis8vyy96vk62n_304.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/xhh30ddis8vyy96vk62n_304.jpg)
Stabil gép kell hozzá. Nekem egy SCM TECH90 típus volt.
A bútorlapban előforduló kavics darabokat nagyon nem szerette.
(https://hobbicncforum.hu/uploaded_images/2020/10/tn_xhh30ddis8vyy96vk62n_304.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/xhh30ddis8vyy96vk62n_304.jpg)
Cím: Re:Marószerszámok és karbantartásuk
Írta: Miki2 Dátum 2020 október 06, 15:28
Írta: Miki2 Dátum 2020 október 06, 15:28
Még annyit: amit én használtam 12-es átmérőjű volt.
Cím: Re:Marószerszámok és karbantartásuk
Írta: 2nbj3n5m Dátum 2020 október 06, 17:05
Írta: 2nbj3n5m Dátum 2020 október 06, 17:05
T. Cim.
Forgó gyémánttal megoldható
Mfg. Janko
Forgó gyémánttal megoldható
Mfg. Janko
Cím: Re:Marószerszámok és karbantartásuk
Írta: gaben Dátum 2020 október 06, 18:29
Írta: gaben Dátum 2020 október 06, 18:29
Szia,
itt én a fotón látható szerszámot használtam és gyönyörűen vitte.
Ez azt hiszem alcrona bevonatos gravírtű.
Üdv, Gábor
(https://hobbicncforum.hu/uploaded_images/2020/10/tn_gis0yqzz90ag3cgqwape8_4447.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/10/gis0yqzz90ag3cgqwape8_4447.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/10/tn_3jfgvh3a8uq5k4xpxjsyc_4447.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/10/3jfgvh3a8uq5k4xpxjsyc_4447.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/10/tn_gd4whjvpt0aaxhac5xd7_4447.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/10/gd4whjvpt0aaxhac5xd7_4447.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/10/tn_kpgi6kxkwwku9k4vbsa72_4447.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/10/kpgi6kxkwwku9k4vbsa72_4447.jpeg)
itt én a fotón látható szerszámot használtam és gyönyörűen vitte.
Ez azt hiszem alcrona bevonatos gravírtű.
Üdv, Gábor
(https://hobbicncforum.hu/uploaded_images/2020/10/tn_gis0yqzz90ag3cgqwape8_4447.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/10/gis0yqzz90ag3cgqwape8_4447.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/10/tn_3jfgvh3a8uq5k4xpxjsyc_4447.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/10/3jfgvh3a8uq5k4xpxjsyc_4447.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/10/tn_gd4whjvpt0aaxhac5xd7_4447.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/10/gd4whjvpt0aaxhac5xd7_4447.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/10/tn_kpgi6kxkwwku9k4vbsa72_4447.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/10/kpgi6kxkwwku9k4vbsa72_4447.jpeg)
Cím: Re:Marószerszámok és karbantartásuk
Írta: frob Dátum 2020 október 07, 13:36
Írta: frob Dátum 2020 október 07, 13:36
Köszönöm!
Cím: Re:Marószerszámok és karbantartásuk
Írta: frob Dátum 2020 október 07, 13:37
Írta: frob Dátum 2020 október 07, 13:37
Igen, ez van készülőben, vette sima fúróba fogható keményfémes fúrót, és azzal próbálkozom...
Cím: Re:Marószerszámok és karbantartásuk
Írta: D.Laci Dátum 2021 július 16, 09:31
Írta: D.Laci Dátum 2021 július 16, 09:31
Egy kis érdekesség...
Mirror Finishing
STAVAX / 52HRC
PCDRB / PCD Ball End Mill
https://www.ns-tool.com/en/technology/case/sample07/
Mirror Finishing
STAVAX / 52HRC
PCDRB / PCD Ball End Mill
https://www.ns-tool.com/en/technology/case/sample07/
Cím: Re:Marószerszámok és karbantartásuk
Írta: Szalai György Dátum 2021 július 16, 17:42
Írta: Szalai György Dátum 2021 július 16, 17:42
A hematit és a magnetit réteg megmunkálását az ásvány/kristály megmunkáló PCD eszközökkel végezhetnéd.
Cím: Re:Marószerszámok és karbantartásuk
Írta: Szedlay Pál Dátum 2021 július 17, 19:20
Írta: Szedlay Pál Dátum 2021 július 17, 19:20
Az érdekessége az, hogy gyémánt és acélt munkál vele, ráadásul 63 óráig. Szép lehet a Gcode hossza is.
Itt miért nem diffundál az anyagba a szén, hisz ezért szoktak acélt inkább köbösbórnitrid szerszámmal megmunkálni. Nagyon szép lett a felület. A szerszám ára sem elhanyagolható kb. 110.000Ft netto.
https://www.askul.co.jp/p/U705328/
Itt miért nem diffundál az anyagba a szén, hisz ezért szoktak acélt inkább köbösbórnitrid szerszámmal megmunkálni. Nagyon szép lett a felület. A szerszám ára sem elhanyagolható kb. 110.000Ft netto.
https://www.askul.co.jp/p/U705328/
Cím: Re:Marószerszámok és karbantartásuk
Írta: D.Laci Dátum 2021 július 17, 20:17
Írta: D.Laci Dátum 2021 július 17, 20:17
Hirtelen felindulásból nézve soknak tűnik az ára, de ha a munkadarab úgyis a gépben van péntek délután otthagyják hétfőn reggelre kivan polírozva.
Azt a felületi minőséget és pontosságot máshogy nehéz tartani.
Azt a felületi minőséget és pontosságot máshogy nehéz tartani.
Cím: Re:Marószerszámok és karbantartásuk
Írta: Vetesi75 Dátum 2021 július 18, 11:58
Írta: Vetesi75 Dátum 2021 július 18, 11:58
Szerintem mert alacsony a megmunkálási hőmérséklet a vágási zónában. Kb. 150m/min vágósebességet, meg folyadékhűtést látok - CBN-nel hűtés nélkül általános a 800+m/min vágósebesség acélban, jól láthatóan izzik a forgács.
Cím: Re:Marószerszámok és karbantartásuk
Írta: Szedlay Pál Dátum 2021 július 23, 02:16
Írta: Szedlay Pál Dátum 2021 július 23, 02:16
Szia! Egy 2mm átmérőjű maró gömbcikk átmérője 0,005mm húrhosznál kb. 0,02mm. 45,000 fordulatnál így sík felületen 3m/min lesz a forgácsoló sebesség.
Cím: Re:Marószerszámok és karbantartásuk
Írta: szf Dátum 2021 augusztus 07, 16:45
Írta: szf Dátum 2021 augusztus 07, 16:45
Igaz, hogy nem maró de szerszám karbantartás.
Megkopott a kevéske fúró élező kézségem.
Kellene valami segédberendezés.
Az alábbi linken találhatót használja valaki, használható?
Vagy tud valaki jobbat?
élező (https://www.szerszamoutlet.hu/index.php?_gude_gbs_80_furoelezo_80w_94066&kat=406&id=7265)
Megkopott a kevéske fúró élező kézségem.
Kellene valami segédberendezés.
Az alábbi linken találhatót használja valaki, használható?
Vagy tud valaki jobbat?
élező (https://www.szerszamoutlet.hu/index.php?_gude_gbs_80_furoelezo_80w_94066&kat=406&id=7265)
Cím: Re:Marószerszámok és karbantartásuk
Írta: dtb Dátum 2021 augusztus 07, 16:51
Írta: dtb Dátum 2021 augusztus 07, 16:51
Ezt nem ismerem, de a Lidl-be nemrég volt akcióba 6E környékén Parkside fúróélező. Egy ugyanolyan került hozzám, mert az előző tulaja nem tudta, hogy kell használni. Nekem bevált fúróhoz.
Cím: Re:Marószerszámok és karbantartásuk
Írta: szf Dátum 2021 augusztus 07, 16:59
Írta: szf Dátum 2021 augusztus 07, 16:59
Link? Kép?
Cím: Re:Marószerszámok és karbantartásuk
Írta: PSoft Dátum 2021 augusztus 07, 19:36
Írta: PSoft Dátum 2021 augusztus 07, 19:36
Lehet, ez volt az? [#nemtudom]
Cím: Re:Marószerszámok és karbantartásuk
Írta: dtb Dátum 2021 augusztus 07, 20:23
Írta: dtb Dátum 2021 augusztus 07, 20:23
Igen, ez az... csak azt nem értem, hogyha amúgy sem tudja az illető, hogy hogy kell fúrót élezni, akkor miért mond bármilyen bármiféle véleményt?...
Egyszerű a használata. Van egy befogó sablon, amibe rögzítve van a fúró. Ennek a sablonnak a köszörűn fix fészke van, ami a vágóél profilja szerint elmozgatható. Két három próba után rá lehet jönni a helyes befogásra.
Egyszerű a használata. Van egy befogó sablon, amibe rögzítve van a fúró. Ennek a sablonnak a köszörűn fix fészke van, ami a vágóél profilja szerint elmozgatható. Két három próba után rá lehet jönni a helyes befogásra.
Cím: Re:Marószerszámok és karbantartásuk
Írta: kmil Dátum 2021 augusztus 09, 09:57
Írta: kmil Dátum 2021 augusztus 09, 09:57
Sziasztok,
Tudja esetleg valaki, hogy milyen gépet vagy szoftvert használhat ez a srác az élszögek ellenőrzésére? Egyébként érdemes megnézni a videóit. nagyon jók.
https://www.youtube.com/watch?v=Xa9EqWwH8j8
Tudja esetleg valaki, hogy milyen gépet vagy szoftvert használhat ez a srác az élszögek ellenőrzésére? Egyébként érdemes megnézni a videóit. nagyon jók.
https://www.youtube.com/watch?v=Xa9EqWwH8j8
Cím: Re:Marószerszámok és karbantartásuk
Írta: TROMF22 Dátum 2021 augusztus 09, 15:06
Írta: TROMF22 Dátum 2021 augusztus 09, 15:06
Egy másik videójában szóba került:
"Csiszológép Az OTT CM-2 csúcsmunkája
Andre Luiz
CM-2 Szerszám- és vágócsiszolók Kent USA
Elec Tech
Ezek az eredeti, Cincinnati Monoset klónjai. Fantasztikus gépek. "
"Csiszológép Az OTT CM-2 csúcsmunkája
Andre Luiz
CM-2 Szerszám- és vágócsiszolók Kent USA
Elec Tech
Ezek az eredeti, Cincinnati Monoset klónjai. Fantasztikus gépek. "
Cím: Re:Marószerszámok és karbantartásuk
Írta: TROMF22 Dátum 2021 augusztus 09, 15:28
Írta: TROMF22 Dátum 2021 augusztus 09, 15:28
A mérőgép pedig valószínűleg ez lesz:
STP MAGIS 400
MAGIS ismertető (https://docplayer.net/50623744-Total-tool-setting-solution-stp-esperia.html)
STP MAGIS 400
MAGIS ismertető (https://docplayer.net/50623744-Total-tool-setting-solution-stp-esperia.html)
Cím: Re:Marószerszámok és karbantartásuk
Írta: kmil Dátum 2021 augusztus 09, 15:38
Írta: kmil Dátum 2021 augusztus 09, 15:38
Igen, ez lesz az, köszi!
Ezek szerint elég komoly gépei vannak.
Ezek szerint elég komoly gépei vannak.
Cím: Re:Marószerszámok és karbantartásuk
Írta: dtb Dátum 2021 augusztus 23, 15:19
Írta: dtb Dátum 2021 augusztus 23, 15:19
Most hirdetnek az fb-n egy parkside élezőt, talán még elcsípheted:
"
Szeretném eladni a képen látható nem használt élezőt extra két köszörűvel. Budapesten személyesen. Érdeklődni privátban vagy a 06307379160 számon.
Ára: 6000ft
"
"
Szeretném eladni a képen látható nem használt élezőt extra két köszörűvel. Budapesten személyesen. Érdeklődni privátban vagy a 06307379160 számon.
Ára: 6000ft
"
Cím: Re:Marószerszámok és karbantartásuk
Írta: szf Dátum 2021 augusztus 23, 15:37
Írta: szf Dátum 2021 augusztus 23, 15:37
Amit a kezembe fogtam kék műanyag 3000Ft-os az nemm kell.
Ezt meg nem tudom milyen. Nincs fb. Esetleg egy kép?
Ezt meg nem tudom milyen. Nincs fb. Esetleg egy kép?
Cím: Re:Marószerszámok és karbantartásuk
Írta: dtb Dátum 2021 augusztus 23, 15:56
Írta: dtb Dátum 2021 augusztus 23, 15:56
Erről van szó...
(https://hobbicncforum.hu/uploaded_images/2021/08/tn_hmwv0qfuip6utj98z04iz_5978.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/hmwv0qfuip6utj98z04iz_5978.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/tn_uq5yezdm8x3xfgu9gmjvm_5978.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/uq5yezdm8x3xfgu9gmjvm_5978.jpg)
(https://hobbicncforum.hu/uploaded_images/2021/08/tn_hmwv0qfuip6utj98z04iz_5978.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/hmwv0qfuip6utj98z04iz_5978.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/tn_uq5yezdm8x3xfgu9gmjvm_5978.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/uq5yezdm8x3xfgu9gmjvm_5978.jpg)
Cím: Re:Marószerszámok és karbantartásuk
Írta: PSoft Dátum 2021 augusztus 23, 15:58
Írta: PSoft Dátum 2021 augusztus 23, 15:58
IdézNincs fb.
Jéééé...
Sorstársak vagyunk!? [#nyes]
Cím: Re:Marószerszámok és karbantartásuk
Írta: szf Dátum 2021 augusztus 23, 16:17
Írta: szf Dátum 2021 augusztus 23, 16:17
Köszönöm!
Ezt kihagyom.
Ezt kihagyom.
Cím: Re:Marószerszámok és karbantartásuk
Írta: frob Dátum 2021 november 03, 15:52
Írta: frob Dátum 2021 november 03, 15:52
Sziasztok
Keresnék olyan gömb csiszoló szerszámot ami gyémánt poros...
még nem edzett acél szeretnék vele megmunkálni, és jó lenne ha nem kellene sokat kalkulálgatni a szerszám kopással, legalább is a gyémánt bevonattól ezt várnám el...
Becsiszolás jelleggel használnám...
Sajnos google épp nem úgy barátkozik ahogy szeretném, nem hozza a kívánt találatokat, hátha valaki használt már ilyesmit..
Előre is köszi!
R.
Keresnék olyan gömb csiszoló szerszámot ami gyémánt poros...
még nem edzett acél szeretnék vele megmunkálni, és jó lenne ha nem kellene sokat kalkulálgatni a szerszám kopással, legalább is a gyémánt bevonattól ezt várnám el...
Becsiszolás jelleggel használnám...
Sajnos google épp nem úgy barátkozik ahogy szeretném, nem hozza a kívánt találatokat, hátha valaki használt már ilyesmit..
Előre is köszi!
R.
Cím: Re:Marószerszámok és karbantartásuk
Írta: frob Dátum 2021 november 04, 07:56
Írta: frob Dátum 2021 november 04, 07:56
Még ezzel kapcsolatban, akinek van esetleg szerszám köszörűje, az ilyet tudna e köszörülni, már mint a termék kész csak a 45°-os palástot kellene alá köszörülni, még nem edzett az anyag...
Tulajdonképpen ezt akarnám köszörülni, a gömb köszörűkővel, csak úgy hogy cnc be fogom és programot írva rá lehúzom... de jobb lenne esetleg céggép rá, úgy gondolom szerszám köszörűvel ez megoldható lehet...
(https://hobbicncforum.hu/uploaded_images/2021/11/tn_kcq3d2d8883ijte5e0s_902.jpg) (https://hobbicncforum.hu/uploaded_images/2021/11/kcq3d2d8883ijte5e0s_902.jpg)
Tulajdonképpen ezt akarnám köszörülni, a gömb köszörűkővel, csak úgy hogy cnc be fogom és programot írva rá lehúzom... de jobb lenne esetleg céggép rá, úgy gondolom szerszám köszörűvel ez megoldható lehet...
(https://hobbicncforum.hu/uploaded_images/2021/11/tn_kcq3d2d8883ijte5e0s_902.jpg) (https://hobbicncforum.hu/uploaded_images/2021/11/kcq3d2d8883ijte5e0s_902.jpg)
Cím: Re:Marószerszámok és karbantartásuk
Írta: ywathzay Dátum 2021 november 04, 08:05
Írta: ywathzay Dátum 2021 november 04, 08:05
Ha ez még hőkezelve lesz, előbb azt kell elvégezni, utána kell köszörülni. Ennek ilyen csíkosnak kell lennie, vagy ez csak a szerszámozottság hiánya miatt ilyen?
Cím: Re:Marószerszámok és karbantartásuk
Írta: frob Dátum 2021 november 04, 08:50
Írta: frob Dátum 2021 november 04, 08:50
Gondoltam előbb nagyjából beköszörülöm, és edzés után már csak elég a finom simítás...
A gép amivel készítve lett erre volt képes, de ennek is örülök,mert le van nagyolva!
A gép amivel készítve lett erre volt képes, de ennek is örülök,mert le van nagyolva!
Cím: Re:Marószerszámok és karbantartásuk
Írta: Vetesi75 Dátum 2021 november 04, 09:02
Írta: Vetesi75 Dátum 2021 november 04, 09:02
Ez csigafúróra való süllyesztő? Helyi asztalosoknak szoktunk hasonlót utánélezni. Pár darab 2 vagy háromélű megoldható baráti alapon, de szériára nincs kapacitás. Edzés után érdemes köszörülni.
Cím: Re:Marószerszámok és karbantartásuk
Írta: frob Dátum 2021 november 04, 15:07
Írta: frob Dátum 2021 november 04, 15:07
igen csigafúróra való és 3 db van különböző belső átmérővel
Cím: Re:Marószerszámok és karbantartásuk
Írta: fvmbs7r7e Dátum 2021 november 24, 20:29
Írta: fvmbs7r7e Dátum 2021 november 24, 20:29
Szia! hol lehet ilyen gravírtűt kapni?
Cím: Re:Marószerszámok és karbantartásuk
Írta: Rabb Ferenc Dátum 2022 március 18, 10:31
Írta: Rabb Ferenc Dátum 2022 március 18, 10:31
Fúró élező kézi készülék. Ez a változat talán még nem volt terítéken...
Cím: Re:Marószerszámok és karbantartásuk
Írta: PITU Dátum 2022 március 22, 10:48
Írta: PITU Dátum 2022 március 22, 10:48
sziasztok !
fémipari fűrésztárcsát szeretnék éleztetni
NEM wídia , sima Hss
sűrűfogú átmérő 315mm
ha valaki tud élezni vagy ismer élezőt ,
legyen szíves segítsen :)
köszönöm
fémipari fűrésztárcsát szeretnék éleztetni
NEM wídia , sima Hss
sűrűfogú átmérő 315mm
ha valaki tud élezni vagy ismer élezőt ,
legyen szíves segítsen :)
köszönöm
Cím: Re:Marószerszámok és karbantartásuk
Írta: frob Dátum 2022 március 24, 15:22
Írta: frob Dátum 2022 március 24, 15:22
A videóban látható, gondolom gyémántos tárcsát hol lehet kapni?
Cím: Re:Marószerszámok és karbantartásuk
Írta: bobak.denes Dátum 2022 március 24, 18:53
Írta: bobak.denes Dátum 2022 március 24, 18:53
Haliho!
pl ez
https://perfor.hu/perforalt-gyemantkorong?keyword=f%C3%BAr%C5%91%20%C3%A9lez%C5%91%20gy%C3%A9m%C3%A1nt%20korong
pl ez
https://perfor.hu/perforalt-gyemantkorong?keyword=f%C3%BAr%C5%91%20%C3%A9lez%C5%91%20gy%C3%A9m%C3%A1nt%20korong
Cím: Re:Marószerszámok és karbantartásuk
Írta: frob Dátum 2022 március 25, 19:42
Írta: frob Dátum 2022 március 25, 19:42
Köszi!
Cím: Re:Marószerszámok és karbantartásuk
Írta: cserfu Dátum 2022 június 06, 18:35
Írta: cserfu Dátum 2022 június 06, 18:35
https://www.jofogas.hu/hajdu_bihar/Furo__kes__ollo__veso__elezogep__220_v___Uj_Learazas__128083625.htm
(https://hobbicncforum.hu/uploaded_images/2022/06/tn_957dytxzdih8e7t652wq5_5324.jpg) (https://hobbicncforum.hu/uploaded_images/2022/06/957dytxzdih8e7t652wq5_5324.jpg)
(https://hobbicncforum.hu/uploaded_images/2022/06/tn_957dytxzdih8e7t652wq5_5324.jpg) (https://hobbicncforum.hu/uploaded_images/2022/06/957dytxzdih8e7t652wq5_5324.jpg)
Cím: Re:Marószerszámok és karbantartásuk
Írta: kmil Dátum 2022 december 20, 13:57
Írta: kmil Dátum 2022 december 20, 13:57
A szükség nagy úr. Milyen kis ötletes megoldás. :)
https://www.youtube.com/watch?v=ERkN4WUUOGw
https://www.youtube.com/watch?v=ERkN4WUUOGw
Cím: Re:Marószerszámok és karbantartásuk
Írta: kua93zk4w Dátum 2023 január 18, 08:18
Írta: kua93zk4w Dátum 2023 január 18, 08:18
Sziasztok!
Valaki tud vállalni 6mm spirálmaró élezést?
Élezéssel foglalkozó cégnél éleztettem de valamit elrontottak.
Élesnek tűnik de nem jó szögben élezhették mert műanyagot martam volna vele de csak elkente forgácsolás helyett.
Valaki tud vállalni 6mm spirálmaró élezést?
Élezéssel foglalkozó cégnél éleztettem de valamit elrontottak.
Élesnek tűnik de nem jó szögben élezhették mert műanyagot martam volna vele de csak elkente forgácsolás helyett.
Cím: Re:Marószerszámok és karbantartásuk
Írta: Motoros Dátum 2023 január 18, 09:58
Írta: Motoros Dátum 2023 január 18, 09:58
Szia!
A melegen hengerelt vaslemezen lévő fekete oxid tényleg meggyötri a gravírtűt. A sima szokványos 45 fokos ékszögű lapolt gravírtű hamar megadja magát...kipattan a hegye.
A rádiuszos, direkt acélhoz köszörűlt tovább bírja.
De ez is kényes a fogásmélységre...azaz a gépnek legyen felületkövetője, vagy a fogás 1 tized mm tűréssel azonos legyen, tehát ha "ferdén" van befogva akkor ahol többet visz ott sorjázni fog.
Van még a karcolás, ha nincsen szükség forgácsolt mélységre, de a cunderos vaslemezhez nincsen tapasztalatom...lehet megcsúszik rajta.
A melegen hengerelt vaslemezen lévő fekete oxid tényleg meggyötri a gravírtűt. A sima szokványos 45 fokos ékszögű lapolt gravírtű hamar megadja magát...kipattan a hegye.
A rádiuszos, direkt acélhoz köszörűlt tovább bírja.
De ez is kényes a fogásmélységre...azaz a gépnek legyen felületkövetője, vagy a fogás 1 tized mm tűréssel azonos legyen, tehát ha "ferdén" van befogva akkor ahol többet visz ott sorjázni fog.
Van még a karcolás, ha nincsen szükség forgácsolt mélységre, de a cunderos vaslemezhez nincsen tapasztalatom...lehet megcsúszik rajta.
Cím: Re:Marószerszámok és karbantartásuk
Írta: Motoros Dátum 2023 január 18, 10:46
Írta: Motoros Dátum 2023 január 18, 10:46
Itt próbálkotam összefoglalni az acél gravírozás problémáit. (https://gravirmaro.hu/hasznos-tudnivalok/acel-gravirozasa/)
Az mindíg előny, ha homogén anyagszerkezetet gravírozunk, sajnos ez a melegen hengerelt lemeznél nem biztosított.
Az mindíg előny, ha homogén anyagszerkezetet gravírozunk, sajnos ez a melegen hengerelt lemeznél nem biztosított.
Cím: Re:Marószerszámok és karbantartásuk
Írta: remrendes Dátum 2025 augusztus 02, 11:50
Írta: remrendes Dátum 2025 augusztus 02, 11:50
10mm-es méretben XPS maráshoz milyen lenne a megfelelő szerszám?
Cím: Re:Marószerszámok és karbantartásuk
Írta: Rabb Ferenc Dátum 2025 augusztus 02, 13:04
Írta: Rabb Ferenc Dátum 2025 augusztus 02, 13:04
Idézetet írta: remrendes Dátum 2025 augusztus 02, 11:5010mm-es méretben XPS maráshoz milyen lenne a megfelelő szerszám?
Mi a 10mm? A maró átmérője vagy az XPS vastagsága?
Cím: Re:Marószerszámok és karbantartásuk
Írta: remrendes Dátum 2025 augusztus 02, 20:36
Írta: remrendes Dátum 2025 augusztus 02, 20:36
Az átmérő. Valami ilyesmire (https://www.gepdepo.hu/tartozek/felsomaro-kes/ketelu-horonymaro/cmt-ketelu-horonymaro-l20mm-s8mm-d10mm-91110011.html)gondolnék.
Cím: Re:Marószerszámok és karbantartásuk
Írta: Rabb Ferenc Dátum 2025 augusztus 02, 21:51
Írta: Rabb Ferenc Dátum 2025 augusztus 02, 21:51
Idézetet írta: remrendes Dátum 2025 augusztus 02, 20:36Az átmérő. Valami ilyesmire (https://www.gepdepo.hu/tartozek/felsomaro-kes/ketelu-horonymaro/cmt-ketelu-horonymaro-l20mm-s8mm-d10mm-91110011.html)gondolnék.
Én 6mm átmérőjű egy élű nagy emelkedésű marót használok XPS-hez. Az egyenes élűnél szerintem nem tud eltávozni a "forgács", beragad és megolvad. Munka közben folyamatos porszívózás kell az eltömődés elkerülésére.
6-os maróval 15-20 mm fogásmélységet alkalmaztam beragadás nélkül. Ezt javaslom (https://cncgravirozo.hu/termek/extra-hosszu-maro-habvagashoz/) vagy kb harmad áron ugyanezt (https://www.aliexpress.com/item/1005004588313825.html?spm=a2g0o.order_list.order_list_main.5.7a361802aj3fwM)
Cím: Re:Marószerszámok és karbantartásuk
Írta: remrendes Dátum 2025 augusztus 03, 06:46
Írta: remrendes Dátum 2025 augusztus 03, 06:46
Idézetet írta: Rabb Ferenc Dátum 2025 augusztus 02, 21:51Én 6mm átmérőjű egy élű nagy emelkedésű marót használok XPS-hez. Az egyenes élűnél szerintem nem tud eltávozni a "forgács", beragad és megolvad. Munka közben folyamatos porszívózás kell az eltömődés elkerülésére.
6-os maróval 15-20 mm fogásmélységet alkalmaztam beragadás nélkül. Ezt javaslom (https://cncgravirozo.hu/termek/extra-hosszu-maro-habvagashoz/) vagy kb harmad áron ugyanezt (https://www.aliexpress.com/item/1005004588313825.html?spm=a2g0o.order_list.order_list_main.5.7a361802aj3fwM)
Köszönöm! Megnézem ezt is.
Cím: Re:Marószerszámok és karbantartásuk
Írta: frob Dátum 2025 október 02, 07:34
Írta: frob Dátum 2025 október 02, 07:34
Sziasztok
datron 1 élű 6mm marószárat használok, nekem bevált viszont adtam kölcsönbe egy ismerősnek, aki kb 3 méter után eltüntette az élét, mezei egyszerűen lekerekedett...
Szerintem a nagy fordulatszám a hibás ( 50e) és a kicsi előtolás( 5m/min) , viszont keresgélve a datron katalógusában egy betűt nem találtam arról mekkora az ajánlott vágósebesség.
Valakinek van erről információja, vagy katalógus, amit én nem találtam meg?
Előre is köszi!
datron 1 élű 6mm marószárat használok, nekem bevált viszont adtam kölcsönbe egy ismerősnek, aki kb 3 méter után eltüntette az élét, mezei egyszerűen lekerekedett...
Szerintem a nagy fordulatszám a hibás ( 50e) és a kicsi előtolás( 5m/min) , viszont keresgélve a datron katalógusában egy betűt nem találtam arról mekkora az ajánlott vágósebesség.
Valakinek van erről információja, vagy katalógus, amit én nem találtam meg?
Előre is köszi!
Cím: Re:Marószerszámok és karbantartásuk
Írta: D.Laci Dátum 2025 október 02, 11:55
Írta: D.Laci Dátum 2025 október 02, 11:55
Milyen anyagmegmunkálására használtad, és az ismerősöd milyen anyagmegmunkálására használtad, egyéb paraméterek...
Idézetet írta: frob Dátum 2025 október 02, 07:34Sziasztok
datron 1 élű 6mm marószárat használok, nekem bevált viszont adtam kölcsönbe egy ismerősnek, aki kb 3 méter után eltüntette az élét, mezei egyszerűen lekerekedett...
Szerintem a nagy fordulatszám a hibás ( 50e) és a kicsi előtolás( 5m/min) , viszont keresgélve a datron katalógusában egy betűt nem találtam arról mekkora az ajánlott vágósebesség.
Valakinek van erről információja, vagy katalógus, amit én nem találtam meg?
Előre is köszi!
Cím: Re:Marószerszámok és karbantartásuk
Írta: frob Dátum 2025 október 05, 14:47
Írta: frob Dátum 2025 október 05, 14:47
én alumínium
ismerős kompozit, 2 alu közte műanyag
ismerős kompozit, 2 alu közte műanyag
Idézetet írta: D.Laci Dátum 2025 október 02, 11:55Milyen anyagmegmunkálására használtad, és az ismerősöd milyen anyagmegmunkálására használtad, egyéb paraméterek...